Сварка вертикальных швов полуавтоматом: основные методы
Екатерина
Если полуавтоматическая сварка горизонтальных швов не представляет особой сложности для новичка, то сварка вертикальных швов полуавтоматом требует опыта и знания некоторых нюансов. При вертикальной сварке расплавленный металл как никогда подвержен гравитации, но при образовании наплывов получить качественное соединение практически невозможно. Предлагаем вашему вниманию практические рекомендации по сварке вертикальных швов, а также краткое описание методов их создания.
Содержание статьи
- Подготовка аппарата к работе
- Сварка вертикальных швов полуавтоматом: особенности
- Как варить вертикальный шов сверху вниз
- Как варить вертикальный шов снизу вверх
- Некоторые технологии вертикальной сварки
- Как правильно варить вертикальный шов. Советы новичкам
Подготовка аппарата к работе
устройство полуавтомата
Полуавтомат состоит из инвертора, горелки, снабженной кабелем-каналом, газового баллона с редукторами и манометрами. Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
- Заземление корпуса сварочного аппарата.
- Соответствие толщины свариваемых деталей диаметру присадочной проволоки.
- Химический состав основного металла и расходного материала, которые должны быть похожи.
- Состав защитного газа.
- Скорость подачи проволоки и расход защитного газа. Эти показатели лучше всего рассчитать заранее, чтобы не прерывать сварку из-за отсутствия материалов.
- Длину выступающей из сопла проволоки. Она не должна превышать 5 мм.
- Силу тока.
Подобрав расходники и настроив полуавтомат, желательно провести пробное сваривание на ненужных обрезках металла. В случае непровара либо прожога шва регулируется сила тока и по-новому подбирается оптимальная скорость сварки. Также обратите внимание, что подготовительные работы нужно провести и с металлическими заготовками:
- Перед тем как осуществить сварку, желательно соединить свариваемые поверхности между собой точками, как минимум двумя-тремя.
 Благодаря этому детали будут неподвижны во время работы.
Благодаря этому детали будут неподвижны во время работы. - Поверхности очищаются от следов краски, лака, пыли, грязи. Полуавтомат может справиться со сваркой и загрязненных поверхностей, однако в таком случае соединение будет непрочным, к тому же не удастся избежать токсичных испарений. Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.
- При сварке листового металла, расположенного слоями, для надежной фиксации нужно воспользоваться струбцинами.
струбцины
 Благодаря этому детали будут неподвижны во время работы.
Благодаря этому детали будут неподвижны во время работы.Сварка вертикальных швов полуавтоматом: особенности
Под воздействием высоких температур на металлической поверхности образуются капли. Они начинают стекать вниз, тем самым препятствуя качественной сварке. Шлак, оставшийся после использования электрода и находящийся в такой капле, значительно увеличивает риск дефектов шва. Однако если отвести стержень от места сварки на некоторое время, то произойдет кристаллизация металла, и капля затвердеет. Немаловажно при этом правильно рассчитать временной промежуток, предназначенный для остывания металла, иначе не избежать непровара.
Как правило, сила тока при полуавтоматической сварке вертикальных швов на 5 А меньше, чем при сваривании швов в другом положении. Такие показатели обеспечивают целостность шва, минимизируя вероятность возникновения подрезки. Сварка полуавтоматом предусматривает совершение колебательных движений, при которых корень шва будет проварен надлежащим образом.
Как и при сваривании в любом другом пространственном положении, вертикальный шов может быть выполнен в виде сплошного соединения, точечного и сплошного прерывистого. В первом случае шов придает деталям дополнительную жесткость и используется для бытовых и строительных нужд. Вторая разновидность незаменима при кузовном ремонте автомобилей. Третья также широко используется на СТО, однако применяется для тех мест, где нужно сваривать более толстый металл.
Как варить вертикальный шов сверху вниз
При использовании такого метода стоит обратить внимание на толщину сварочной проволоки. Так как при большом количестве шлака соединение может получиться пористым, электрод по толщине должен быть гораздо меньше ширины предполагаемого шва. Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
При сварке в направлении сверху вниз лучше всего использовать проволоку с целлюлозным и пластмассовым покрытиями. Первая разновидность содержит в себе большое количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтобы избежать возникновения на шве т.н. «рыбьих глаз», свариваемую конструкцию перед работами необходимо некоторое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предотвратит перенасыщение металла водородом. Проволока с пластмассовым покрытием более эффективна: она обеспечивает непрерывное горение дуги, шов получается прочным, без пор и микротрещин, а шлаковая корка отделяется довольно легко.
Как варить вертикальный шов снизу вверх
Таким методом варить вертикальные соединения гораздо сложнее, но, тем не менее, к нему прибегает большинство сварщиков, если предстоит соединять ответственные конструкции.
Сварка полуавтоматом снизу вверх подразумевает иное расположение сварной ванны. Она находится снизу, а сверху происходит ее наполнение жидким металлом. Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
Некоторые технологии вертикальной сварки
Сварить вертикальный шов полуавтоматом можно, используя не только классические методы. К довольно распространенным способам сварки вертикальных швов можно отнести следующие:
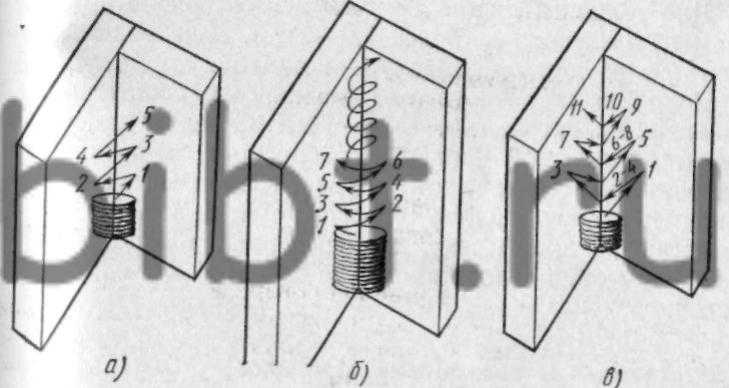
- Треугольник. Вертикаль может быть сварена при помощи такого способа, если толщина соединяемых поверхностей не превышает 2 миллиметра. Перед началом работ необходимо притупить кромки деталей. Направление сварки – снизу вверх, оптимальная толщина электрода — 3 мм, а показатели тока – в пределах 80-100А. После формирования полочки в нижней части соединения электрод передвигают к одному из краев, плавят кромки, заполняя ванну. Затем действия повторяются у другого края, причем сварная ванна получается в форме треугольника.
- Елочка. Применяется в случае, если зазор между поверхностями составляет 2-3 мм. Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.
- Лесенка. Ее применяют при зазоре, превышающем 4 мм, если кромки деталей притуплены минимально. При зигзагообразных движениях электрода происходит незначительный подъем по вертикали и небольшие остановки на краях, необходимые для проплавления металла.

Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.
Похожие публикации
Сварка вертикальных швов полуавтоматом
Главная » Статьи » Сварка вертикальных швов полуавтоматом
Как правильно варить вертикальный шов
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.

Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
wikimetall.ru
Сварка вертикальных швов
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
 Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
- во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
- чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
- во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
- если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.

Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
 Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.- «Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
 youtube.com/embed/jFTL_loBcME?feature=oembed»>
youtube.com/embed/jFTL_loBcME?feature=oembed»>
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
svarkaed.ru
Сварочный шов полуавтоматом: секреты мастерства
Сварочные работы считаются самым надежным методом получения неразъемного соединения двух элементов сварной конструкции или изделия. Принципиальная схема сварочных работ зависит от того, какой способ сварки выбирается в том или ином случае. Самым простым и поэтому часто используемым методом сварки сегодня является полуавтоматическая дуговая сварка.
В данной статье речь пойдет о свариваниио стальных трубопровдов. Качество выполнения сварки при данном процессе очень важно: от качества сварных соединений будет в целом зависеть качество всего трубопровода, его герметизация. О том, как производится сваривание стальных труб, на что важно обращать внимание мы и расскажем далее.
Сварка металлов разными способами применяется как в промышленности, так и в быту. Особо популярна ручная дуговая сварка: она дает качественное соединение, не требует дорогостоящей, громоздкой аппаратуры, может осуществляться и новичками. Что важно в технике сварки металлов таким способом, мы расскажем в этой статье.
stalevarim.ru
Как правильно варить сварочные швы — вертикальные, потолочные, горизонтальные
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую «чушуйки» надежного соединения. Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Рекомендуем! Виды контактной сварки При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.

Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу — металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием. К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая — вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 — 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм — двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной — 8.
Рекомендуем! Чем и как сваривают алюминий
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого — полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.
При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других — 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов — важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
svarkagid.ru
Машины для шовной сварки, Автомат для шовной сварки
Горизонтальный воздушно-гидравлический шовный сварочный аппарат для топливных баков автомобилей и мотоциклов
Аппарат для сварки горизонтальных швов по окружности топливного бака мотоцикла
Горизонтальный сварочный аппарат для продольных швов топливного бака мотоцикла
Сварочный аппарат с вертикальным швом для грузового масляного бака
Сварщик швов нагревательной плиты
Сварочный аппарат с вертикальным швом для бака солнечного нагревателя
Сварочный аппарат горизонтального типа
Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов — вертикальный
Сварочный аппарат для швов амортизаторов для автомобилей и мотоциклов — горизонтальный
Сварочный аппарат горизонтального типа для двигателя из нержавеющей стали
Горизонтальный шовный сварочный аппарат для картриджной коробки
Горизонтальный сварочный аппарат для верхней и нижней крышек резервуара для воды
Все размеры топливных баков автомобилей и мотоциклов, масляный бак, масляный бак, автомобильный глушитель, выхлопная труба, стальной обод велосипеда, бак из нержавеющей стали, пластина для сбора солнечного тепла, магазин, распылитель, ведро для воды, столовая с электрическим подогревом, термос, фильтр, кувшин для вина всех размеров, внешняя оболочка двигателя, сварка сетчатых пластин, сварка пластин из нержавеющей стали и кухонная утварь.
- Внешний вид сварки: очень меньшая горячая деформация и окисление позволяют избежать обработки на последующих этапах.
- Стабильность: Меньший допуск на пайку соответствует спецификациям транспортных средств JIS.
- Экономия: Потребляющие детали, такие как электрод из медного сплава, очень меньше, а энергопотребление очень меньше. Стоимость операции низкая.
- Станок регулируется для работы как с тонкими, так и с толстыми заготовками. Доступен как непрерывный, так и импульсный тип разряда электричества.
- Без следов пайки: экономия времени на полировку, устранение загрязнений и покрытие на следующих этапах обработки.
- Высокая маневренность: Машина может работать сразу после запуска. Любой обычный техник может управлять машиной.
| Спецификация | Номинальная емкость | Номинальное первичное напряжение | Номинальная частота | Макс. Weld Current Weld Current | Нержавеющая сталь | Макс. Welding Force | Охлаждающая вода |
|---|---|---|---|---|---|---|---|
| Модель | КВА | В | Гц | А | мм+мм | кг | л/мин |
| DJ-C800 | 80 | 220/440 | 50/60 | 18 000 | 0,8+0,8 | 600 | 25 |
| DJ-C1000 | 100 | 220/440 | 50/60 | 21 000 | 1+1 | 800 | 25 |
| DJ-C1200 | 120 | 220/440 | 50/60 | 24 000 | 1,2+1,2 | 800 | 30 |
| DJ-C1500 | 150 | 220/440 | 50/60 | 27 000 | 1,8+1,8 | 800 | 30 |
| DJ-C2000 | 200 | 220/440 | 50/60 | 31 000 | 2+2 | 1200 | 40 |
| DJ-C2500 | 250 | 220/440 | 50/60 | 35 000 | 2,2+2,2 | 1200 | 40 |
| DJ-C3000 | 300 | 220/440 | 50/60 | 38 000 | 2,4+2,4 | 1200 | 50 |
- Возможна разработка и изготовление в соответствии с местными требованиями к напряжению (200–600 В)
- Возможное исполнение для модели выпрямителя deman.

Продукция доступна в местных и зарубежных магазинах
PROFAB Seam Pro — Production Products, Inc.
Свяжитесь для уточнения цен
Количество PROFAB Seam Pro
Артикул: MAWLD-0001.
Категории: Машины, Сварочные аппараты, Сварочные аппараты
Тег: PROFAB
Описание
Видео о шве
Свяжитесь для ценообразования
Финансирование
Описание продукта
Нужна машина для сварки швов? Оцените PROFAB Seam Pro! Это первоклассный аппарат для сварки швов.
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ:
- Подходит для TIG, плазменной, MIG, субдуговой и лазерной сварки
- Полностью сварная конструкция
- Оправка имеет регулировку по вертикали для различной толщины
- Регулируемая защелка шпинделя с уникальным механизмом безопасности
- Независимый зажим левого и правого пальцев
- Прецизионный шарикоподшипник, линейная направляющая для плавного хода
- Стандартная гибкая направляющая для поддержки шлангов и кабелей
- Уникальные, простые в использовании, прецизионные калибры для центровки
- Усовершенствованные средства управления кареткой с автоматическим переключением
- Пневматическое втягивание горелки
- Разработка и поддержка процесса сварки
- Двойной регулятор давления
- Прямоугольный стержень и фланец
Загрузить спецификацию
Сообщение от одного из наших клиентов:
«Просто хотел поблагодарить вас за профессиональную установку, которую вы сегодня сделали в моем магазине. Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!» – Harvey LaFlamme
Машина была в значительной степени plug-and-play. Я действительно с нетерпением жду увеличения производства с этим и с нетерпением жду возможности купить у вас другое качественное оборудование. Ваше здоровье!» – Harvey LaFlamme
| «А» | «Б» | «С» | «Д» | Прибл. Транспортировочный вес | Допустимая толщина материала | Точность отслеживания каретки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номер модели | Длина сварки | Мин. Диаметр | Общая длина | Общая ширина | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| в | см | в | см | в | см | в | см | фунтов | кг | в | мм | в | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПЛСК-72 | 72 | 182,9 | 6,00 | 15,2 | 117,38 | 298,1 | 39,50 | 100,3 | 5 300 | 2409 | . 020 – .375 020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПЛСК-84 | 84 | 213,4 | 6,88 | 17,5 | 129,38 | 328,6 | 39,50 | 100,3 | 5 900 | 2682 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПЛСК-96 | 96 | 243,8 | 7,25 | 18,4 | 141,38 | 359,1 | 39,50 | 100,3 | 6 400 | 2909 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПЛСК-120 | 120 | 304,8 | 9,50 | 24.1 | 176.00 | 447,0 | 41,50 | 105,4 | 12 000 | 5455 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПЛСК-144 | 144 | 365,8 | 12,25 | 31. 1 1 | 200.00 | 508,0 | 41,50 | 105,4 | 13 000 | 5909 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PLSC-168 | 168 | 426,7 | 15,25 | 38,7 | 224.00 | 569,0 | 41,50 | 105,4 | 14 000 | 6364 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PLSC-192 | 192 | 487,7 | 8,50 | 21,6 | 248,00 | 629,9 | 41,50 | 105,4 | 15 000 | 6818 | .020 – .375 | 0,51 – 9,5 | /-.015 | /-.40 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PLSC-216 | 216 | 548,6 | 21,25 | 54,0 | 272.00 | 690,9 | 41,50 | 105,4 | 16 000 | 7273 | . Проект баня из блоков: фото, чертежи, особенности строительства своими рукамифото, чертежи, особенности строительства своими рукамиДалеко не все хотят ставить деревянные бани: мороки с ними очень уже много, причем и при строительстве, и при эксплуатации. Хоть и не «по феншую» использование не деревянных материалов, но бани из пеноблоков ведут себя в этом плане намного лучше. Главное при строительстве своими руками правильно выбрать проект, а потом все сделать по технологии . И никаких проблем не будет. Пеноблоками называют пенобетоны или ячеистые легкие бетоны. Этот материал далеко не новинка, но с развитием технологий получает все более широкое распространение: новые материалы позволяют устранить недостатки, которые им присущи (гигроскопичность). Пеноблоки — это три разных материала, созданных по схожей технологии: Бани из пеноблоков: пусть и не по фен-шую, но в эксплуатации без проблем Пенобетон любого типа хорош тем, что имеет относительно невысокую цену. Ко всему строится здание быстро, так как блоки имеют большие габариты и при этом весят чуть больше десяти килограммов. Содержание статьи
Проекты бань из пеноблоковСразу оговоримся о том, что должно присутствовать в планировке хорошей бани. Традиционно на всех чертежах бань присутствуют парилка, мойка и комната отдыха. Что несомненно, так это то, что при зимнем использовании бани вход должен быть не напрямую в комнату отдыха, а через тамбур. Если его в проекте бани, который вам понравился нет, его можно или выгородить — если позволяют площади и конфигурация, или пристроить снаружи. Обратите внимание на положение дверей. Они должны располагаться так, чтобы отнимать как можно меньше места, ведь проходы никак нельзя эксплуатировать. Печь подбирают по объему парилки, но берут с запасом, особенно если топить ее будут из другого помещения. Тепло будет частично уходить на отопление этого помещения, а значит, нужна большая мощность. Подробнее о планировке бани читайте в статье «Оптимальная баня: какая она?». Проект бани 5 на 5,5 из пеноблоковНебольшая баня из пеноблоков. Трехмерный чертеж В этом варианте планировки парилка имеет довольно большую площадь — чуть меньше 6 квадратов. Самое маленькое помещение — моечная — 5,7 м2. Обратите внимание: и в парилке и в моечной присутствует окно. Оно и должно быть в русской бане для обеспечения вентиляции между заходами в парилку. Располагаться оно должно на стене, противоположной входу. Но вот по уровню опустить его нужно будет ниже: верхний край окна должен находиться на одном уровне с притолокой двери. Подробнее о том, как располагать окна в бане читайте в стать «Банные окна: где ставить и каких размеров». Относительно тамбура мы уже писали, если планируете париться и в зимнее время, или отгородите часть комнаты отдыха, или пристройте тамбур снаружи. Поставить перегородку при такой планировке будет проблематично: придется переносить двери в другой угол. Фото готового проекта бани из пеноблоков Проект бани 6 на 6 из пеноблоковХорошо продуманная планировка компактной и функциональной бани представлена на фото ниже. Проект нарисован с учетом толщины стен и простенков, есть «чистые» размеры помещений. На плане не отмечены входные двери и окна, тамбур будет пристроен снаружи. Проект бани из газоблоков Помещения получились с такими площадями:
Печка топится из комнаты отдыха, в парилке разместились двухъярусные полоки для лежания, и есть небольшая полка для сидения. Чертеж бани из газоблоков с верандой Планировка бани из пеноблоков 6 на 3 (несколько проектов)Варианты планировки бани 6 на 3 из газоблоков Это далеко не единственные варианты планировки бани 6 на 3. О том, как установить печь в бане читайте тут. Достоинства и недостатки бань из пеноблоковПенобетонные блоки хороши тем, что строения из них получаются очень теплыми и легкими. Стена из газобетона толщиной в 30 см имеет характеристики по теплопроводности аналогичные массиву в 1,7 м из кирпича. Это значит, что при строительстве дома в дополнительном утеплении он не нуждается. При строительстве бань (при достаточной толщине стены) в утепления требует только парилка, и то изнутри. Об утеплении парилки в бане читайте тут. Для сравнения толщина стен из разных материалов представлена в виде диаграмм Но нужно учитывать следующий момент: такие характеристики у стен, сложенных на тонком слое (1 мм) специального клея. Если использовать обычный цементно-песчаный раствор (толщина швов тогда 10-12 мм), показатели будут значительно хуже. Еще стоит учесть, что на клей класть можно только блоки идеальной геометрии с отклонениями в размерах не более 1 мм. Такие нужно поискать. В противном случае слоя клея в 1 мм явно недостаточно для коррекции этих отклонений. Вот и кладут газобетон на толстый слой раствора, а не клея (клей существенно дороже, но из-за малого расхода кладка получается экономичнее), а потом утепляют. Хороши пеноблоки еще и тем, что с ними легко работать. При довольно больших размерах они имеют небольшой вес — 10-14 кг. Так что один человек легко справляется с кладкой. Режутся они ручной пилой, только лучше искать полотно по пенобетонам, а не по металлу — работать будет легче. При необходимости штробятся быстро и легко, можно даже ручным инструментом. Режут пеноблоки прямо на месте пилой Один совет: ищите блоки, которые имеют шип и паз. Так проще будет добиться герметичности соединений, и есть дополнительная гарантия того, что швы не будут светиться (при недостатке опыта такое случается). Относительно невысокая плотность газобетонов это одновременно и достоинство и недостаток. Недостаток в том, что на такие стены что-либо прибить проблематично. Для крепежа используют специальные дюбеля, у которых увеличена поверхность распорных элементов. Достоинство: конструкция получается легкой, что позволяет делать менее массивные фундаменты. Менее массивные фундаменты — меньше затрат, ведь на этот цикл может приходиться до 50% стоимости всей стройки. Второй серьезный минус газобетона — высокая гигроскопичность. Потому при строительстве бань из газобетона своими руками нужно сделать гидро- и пароизоляцию как изнутри, так и снаружи. Характеристики пенобетонов, применяемых для частного домостроения Среди пористых бетонов газоблоки больше других впитывают влагу, потому с этой точки зрения они — не лучший выбор для строительства бань. Но именно для его изготовления применяют более дорогостоящее оборудование — особенности технологии. И как результат блоки имеют лучшую геометрию. Стены бани из газоблоковДля средней полосы России достаточно толщины блоков в 25-30 см, для регионов, расположенных севернее, может понадобиться 35 см и больше. Но вопрос тут больше в плотности. В этом материале чем меньше плотность, тем теплее стена: больше воздуха содержится в порах, и меньше бетона, через который утекает тепло. В то же время большее количество воздуха и меньшее количество бетона приводит к тому, что прочность такой стены немного ниже. Но нужно учесть, что изменения по теплопроводности и изменения по плотности не очень большие, но они есть. Для малоэтажного строительства чаще всего используют газоблоки D400 или D500. Рекомендуемая толщина наружных стен в жилых помещениях — 300 мм, для перегородок используют тот же материал, но толщина их 150-200 мм. Марки газоблоков и их характеристики Еще одна особенность возведения стен бани из пеноблоков — необходимость армирования в каждом третьем-четвертом ряду. Эта мера делает конструкцию более прочной и монолитной. Звукоизоляционные характеристики пенобетонов разных марок и их использование для разных типов стен Для армирования используют по два ребристых прутка диаметром 12 мм. Для них в уложенных блоках вырезают штробы. Сделать это можно болгаркой, ручной дисковой пилой, электролобзиком или ручным штроборезом для газобетона. Это ручной штроборез — один из инструментов, для работы с пеноблоками Расстояние от края блока до штробы не менее 5 см, глубина — не менее 12 мм, чтобы прут не выступал над поверхностью. Штробу частично заполняют раствором, укладывают арматуру, поверх наносят слой клея и ставят следующий блок. Обратите внимание что на углах и в местах примыкания стен прутки арматуры изгибают, а не отрезают УтеплениеЕсли в бане постоянно будет поддерживаться плюсовая температура, то утепление снаружи желательно: меньше расходы на поддержание того самого «+». В неотапливаемой бане нужно делать хорошую внутреннюю теплоизоляцию. Тогда можно будет протопить помещение, не затрагивая стены. Подробнее слои утепления рассмотрены ниже, так как без пароизоляции они не работают так, как надо. Гидроизоляция и пароизоляция стенПроблема гигроскопичности газоблоков при строительстве бань решается сегодня довольно просто: есть пропитки на основе цемента с полимерными добавками, которые в разы уменьшают количество впитываемой материалом влаги (типа «Пенетрон«). Ими и можно промазать готовое здание изнутри и снаружи (в два слоя). Это будет защитой от воды в ее жидком состоянии. Но лучше снаружи сделать вентилируемый фасад: это надежнее в том плане, что и от осадков защищает, и дает возможность проветривать стену, высушивая имеющейся в ней пар. Стены из пеноблоков промазывают пропитками для уменьшения гигроскопичности Но в самых проблемных помещениях — парилке и моечной — нужна будет дополнительная защита от пара. Изоляция стен парилкиМожно сделать по-другому: без пропитки. Стоит она немало, а расход получается приличный — не менее 7 литров на квадратный метр. Для уменьшения расхода можно сначала стену зашпаклевать (дышащей шпаклевкой), а после обработать. Но при таком раскладе увеличивается трудоемкость. Если сделать хорошую вентиляцию, и без пропитки проблем не будет. Например, пирог утепления и гидроизоляции в парилке из газобетона можно сделать таким (от стены, внутрь): Если снаружи обеспечить нормальное вентилирование фасада, а не закрыть поры наглухо, работать такое утепление должно нормально, и просыхать будет неплохо. Важно только сделать пароизоляцию изнутри (от парилки) надежной. Для этого полотна пленки укладывают с нахлестом 10-15 см, и в местах стыка (получается две полосы) проклеивают их двухсторонним скотчем. О том, как делать обрешетку читайте тут. Как прибить вагонку в бане написано тут. Есть второй подход к теплоизоляции стен. Он основан на том, чтобы не допустить влагу к наружной стене. В этом случае рекомендуют внутри устроить каркас, который будет полностью отсекать стены от влажного воздуха. В бане из пеноблоков должна быть хорошая система вентиляции Для этого на стены набивается пароизоляция, на нее — обрешетка, потом черновая стена, еще одна обрешетка, между брусьями которой раскладывается утеплитель. Он закрывается еще одним слоем пароизоляционной пленки, поверх которой уже набивается обрешетка и отделка (вагонка). Этот каркас «съедает» порядка 20 см по периметру. Роскошь, которую не все могут себе позволить. В обоих случаях для эффективной вентиляции утеплителя, закрытого со всех сторон пленками, необходимо сделать в каждой стене по два вентиляционных отверстия, закрываемых дверками. Отверстия не сквозные. Они не выходят в парилку (моечную), а заканчиваются в слое утеплителя. При любом решении низ стены сантиметров на 10-15 оформляется керамической плиткой — она хорошо защищает от брызг, закрывая самую мокрую часть. А выше уже (но с напуском по высоте на плитку) идет обшивка. Для гидроизоляции в парилке есть еще вариант — приклеить плиты пеностекла. Этот материал стоит довольно дорого, но гидроизоляция из него превосходная, а выделений никаких. Пеностекло есть: европейское, белорусское, китайское. Самое дорогое и качественное — европейское, самое дешевое и с низким качеством — китайское. «Сажают» его на специальный клей, мороки с приклеиванием нет: все легко и просто. Для достижения нужной степени гидроизоляции достаточно слоя в 50 мм. Изоляция стен моечнойВ мойке такой пирог городить не особо есть смысл: если стены отделать плиткой, уложенной на специальный клей, проблема решается проще. В моечной на стены лучше уложить плитку Важно только хорошо стены промазать жидкой гидроизоляцией, соблюдая все рекомендации производителя. Работает эта обмазка просто: она проникает в поры бетона. Содержащиеся в ней полимеры начинают кристаллизоваться, вырастающие кристаллы препятствуют прохождению воды. Количество впитываемой воды становится меньше в разы. Таким же составом можно обработать стены и снаружи. Но стоит такая пропитка немало, а расход получается большой. Причем, фасад еще нуждается в этом случае в отделке: не очень привлекательной получается поверхность. В моечной и парилке на полу можно по стяжке сделать обмазочную гидроизоляцию (резиновой краской для бассейнов), а сверху положить плитку Внутренняя отделка стенС банями из газобетона вопросов возникает немало. Остается в основном комната отдыха, иногда тамбур. Многим хотелось бы иметь деревянные стены. Так как влажность все равно будет повышенной, можно на стены закрепить пароизоляционную пленку. Сверху уже пойдет обрешетка, а к ней отделочная доска. Под вагонкой лучше оставить вентзазор порядка 2-3 см Если в бане продумана хорошая система вентиляции, то и без пароизоляции обойтись можно вполне: газобетон как впитывает пары, так их и отдает. Главное обеспечить ему такую возможность: организовать движение воздуха вдоль стен. Делают это при помощи обрешетки, которая обеспечивает зазор между материалом отделки и стеной в 2-3 см. Только набивается обрешетка вертикально — воздух циркулирует снизу-вверх без проблем. Так что вагонка набивается горизонтально. КровляДовольно много вопросов возникает при строительстве бани из газобетона своими руками, связанных с устройством кровли. Потому над верхним рядом блоков устраивают армированный пояс: из четырех прутков арматуры вяжут каркас, который заливают бетонным раствором. Для продольной арматуры укладывают ребристый пруток 8-14 мм в диаметре, поперечные стойки делают из гладкого прутка 6-8 мм. Шаг установки поперечных стоек — 100-150 мм. Высота армопояса — 200-300 мм в зависимости от типа используемого кровельного материала, снеговых и ветровых нагрузок в регионе. Как делают армирующий пояс под установку кровли на бане из пеноблоков Сделать армопояс можно несколькими способами:
Бетон для армопояса используют не ниже чем М 200, заливку производят за один раз. Для обеспечения однородности и повышения прочности из раствора нужно уделить лишний воздух. Если после заливки фундамента у вас остался вибратор для бетонов, можно использовать его. Если нет, берете штырь арматуры и хорошо штыкуете раствор. Если погода жаркая, бетон накрывают пленкой. Начинать работы по устройству стропильной системы можно не ранее чем через 4 дня. Проекты бань из пеноблоков — обзор лучших вариантов!Содержание статьи
Пеноблоки: особенности и характеристикаТрадиционно баню возводят из древесных материалов, таких как брус, бревно и т. д. Они хороши всем, кроме разве что необходимости постоянного ухода, так как дерево под воздействием сырости начинает достаточно быстро гнить. Без определенной заботы баня из дерева очень быстро потеряет первозданный вид. Проекты бань из пеноблоков Но в последнее время бани нередко строят из пеноблоков. Пеноблок Впрочем, именно в наличии пористости и заключается главная особенность таких материалов. Благодаря ей пеноблоки обладают отличным уровнем теплоизоляции, способны прекрасно сохранить тепло в любом строении, а также не являются слишком уж тяжелыми материалами. Поры внутри блока могут иметь различный размер и располагаются хаотично по всей его внутренней части.
Пенобетон — процесс производства Достоинства и недостатки материалаПеноблок – материал не идеальный, он имеет и свои плюсы, и некоторые минусы. И в зависимости от того, какими характеристиками должно обладать строение, в частности – баня, а также зависимо от того, каким бюджетом располагает строитель, и выбирается материал. Пеноблок имеет небольшую стоимость, он очень легкий (масса блока – около 10 кг), чем в первую очередь и привлекает потребителя. Однако это далеко не все его достоинства.
Проект бани, построенной из пеноблоков Однако пеноблок не лишен и недостатков. Так, он, как уже говорилось выше, способен впитывать воду. Именно поэтому бани из него должны иметь хорошую гидроизоляцию. По своей прочности пеноблоки уступают кирпичу – возможно, для кого-то это станет решающим фактором, и этот аспект нужно знать. Также некоторые блоки могут содержать такие вещества как известь и алюминиевую пудру. А они несколько снижают уровень положительных качеств пеноблоков.
Пеноблоки В целом, можно отметить, что бани из блоков получаются прочными, легкими и теплыми. Толщина стены составляет примерно 30 см, а характеристики теплопроводности у нее будут примерно такие же, как у стены из кирпича, но толщиной 1,7 м. Дополнительного утепления баня из пеноблока обычно не требует, разве что можно дополнительно утеплить парную. Разновидности пеноблоковПеноблоки в зависимости от технологии изготовления могут иметь разные свойства и некоторые отличия во внешнем виде. В таблице ниже приведено описание основных разновидностей этого материала. Пеноблоки бывают разные Таблица. Разновидности пеноблоков.
Конструкционно-теплоизоляционный блок Отметим, что каждый из этих видов материалов пригоден для строительства бани по любому проекту. Просто некоторые материалы нужно хорошо защищать от влаги в процессе строительства. Цены на газоблоки
Проекты бань из пеноблоковБаня – это не просто место, где можно попариться, хотя парная – это, пожалуй, самое главное помещение в ней. Также баня используется для поддержания чистоты тела и для отдыха, поэтому в ней должны быть предусмотрены и другие помещения. Дизайн бани с комнатой отдыха внутри Самый распространенный вариант проекта бань из пеноблоков имеет парную, помывочную комнаты, а также комнату отдыха, которая выступает в этом варианте и раздевалкой. Она обычно имеет достаточно большие габариты, так как, помимо вешалок, в ней ставят стол и стулья. Самый бюджетный вариант бани – это строение 4х6 м. Такой проект позволяет разместить в бане перегородку, оставив большую часть помещения под раздевалку и комнату отдыха. Вторая половина строения делится еще на две части второй перегородкой, и в получившихся помещениях организовываются парная и помывочная. Впрочем, помещения можно сделать той площади, которая будет удобнее и актуальнее – например, сделать большую парилку.
Проект бани 4 на 5 метров Печь для бани нужно выбрать, учитывая размеры парилки. А что касается дверей, то их нужно расположить так, чтобы они никому не мешали и не занимали много места. Также важно учесть, что в парилке и моечной должны быть небольшие окна. Верхний край должен находиться на уровне с притолокой двери. Чуть просторнее баня получится, если построить баню по проекту 6х6. В данном случае один из вариантов распределения площадей таков: 5,3 м2 занимает парная, 7 – моечная, 1,7 м2 приходится на раздевалку, а на комнату отдыха — 11,2 метра. 1,8 м2 занимает санузел. В парной можно разместить две полки, на которых можно лежать, а печь устанавливается так, чтобы топить ее можно было из комнаты отдыха. Важно понимать, что по своему желанию все проекты можно переделать под себя. Планировка бани из пеноблоков 6 на 3 (несколько проектов) Также можно организовать баню по проекту 6х3 м. При проектировании бани важно понимать, что парная должна располагаться в самом дальнем углу строения, никак не у выхода из бани. Это одно из самых главных помещений, где должен хорошо поддерживаться и сохраняться жар. Но при этом самой большой комнатой должно быть помещение для отдыха, ведь никто не будет сидеть в парилке долго. Сеансы парения приятно чередовать с длительными посиделками за столом в комнате отдыха, так что лучше всего именно эту комнату сделать самой просторной. Для моечного помещения можно оставлять небольшой закуток, но такой, чтобы находиться в нем было комфортно и не тесно, а также можно было бы установить лавки, разместить полки для тазов и т. д. Проект бани Если баня имеет террасу, то на ней можно организовать зону барбекю. Также в летнее время на ней можно отдыхать на установленных креслах. При желании в бане можно сделать и второй этаж. Проект бани 6 на 6 В целом, стоит отметить, что все типовые проекты бань похожи друг на друга. Видео – Проект баниСтроительство бани из пеноблоковПосле создания проекта можно произвести расчеты необходимого количества материалов и приступать к строительству. Важно учесть, что к конструкции бани из пеноблоков по любым из проектов предъявляются определенные требования. Так, что касается наружных стен, то лучше брать блоки толщиной около 25-30 см для строений в средней полосе РФ, а в северных регионах нужно брать блоки толщиной от 35 см. Притом, чем меньше у блоков будет плотность, тем строение получится теплее, так что это тоже нужно учитывать. Для перегородок можно брать более тонкие блоки толщиной 15-20 см, этого будет достаточно.
Бюджетная баня своими руками Утепление бани необходимо, если в ней нужно постоянно поддерживать плюсовую температуру. Тогда затраты на поддержание нужного показателя будут ниже. Но если баня будет использоваться нерегулярно и периодически, то утеплением можно пренебречь. Важный момент – гидро- и пароизоляция бани. От гигроскопичности блоки можно избавить специальными растворами, которые помогут защитить материал от влаги (блоки не будут впитывать ее). Ими просто нужно будет промазать стены. Однако в мойке и парной нужно обязательно делать хорошую защиту от воды. Пароизоляция в этом случае делается за счет укладки специальной пленки. Банная постройка из пенобетона
Внутри отделать помещения можно так: парную – обшить вагонкой, в мойке – сделать плитку. В комнате отдыха можно стены отделать деревом. Главное – не забыть про пароизоляцию и тут. Кровлю монтируют так. Сначала по верхнему ряду блоков стен делают армированный пояс из арматуры (сечением 8-14 мм – для продольной арматуры и 6-8 мм – для поперечных стоек) и заливают его бетоном марки М200. Высота пояса должна быть около 20-30 см. Потом уже на готовый армопояс и монтируется кровля. Монтаж кровли для бани Цены на различные виды бруса
Обобщенная инструкция по возведению бани из пеноблоковШаг 1. Первым делом нужно создать проект бани, подробно расписав в нем все размеры и параметры строения. Также следует выбрать и подходящую площадку на участке, где будет строиться баня. Так, площадка, согласно СНиП 30-02-97, должна находиться на расстоянии 1 м от забора, 8 м – от дома соседей и не менее 5 м – от границы участка. Вначале составляется проект бани Шаг 2. Далее можно определиться с типом фундамента и начать возводить его. Пенобетон легкий, а значит, можно сделать простой фундамент (например, ленточный). Обустройство фундамента Шаг 3. Фундамент после создания нужно обязательно закрыть гидроизоляцией, после этого можно начинать укладывать первые ряды блоков. Укладка первых рядов блоков Шаг 4. Класть блоки нужно друг на друга «шахматкой», то есть так, чтобы стыки между соседними блоками в одном ряду не совпадали со стыками блоков в ряду ниже. Скреплять блоки рекомендуется специальным клеем, а не стандартным цементным раствором. Важно обязательно контролировать ровность кладки по уровню, не забыть о наличии дверей и окон. Каждые три ряда следует армировать стены. Для фиксации блоков лучше использовать специальный клей Шаг 5. Когда сруб бани будет готов, можно приступать к монтажу кровли. В данном случае возводится простая двухскатная кровля Шаг 6. Крышу можно закрыть металлочерепицей или профлистом. Главное – производить монтаж материалов по правилам. Теперь можно приступать к укладке кровельного материала Крыша кроется профнастилом Шаг 7. После этого можно переходить ко внутренней отделке бани – созданию пола, обшивке стен и т. д. Важно не забыть выполнить гидроизоляционные работы! Внутреннее обустройство бани Видео – Строительство бани из пеноблоковВ целом, строительство таких небольших строений как баня из пеноблоков не отнимает много времени. ремонтов, сделанных правильно | Block RenovationОптимизированная платформа для ремонта, позволяющая планировать, проектировать и строить — все в одном месте.«Помимо подрядчика, вы также получаете взгляд профессионального дизайнера.» «Упрощение своевременных аспектов, таких как планировка, выбор материалов и разрешение на строительство» «Ремонт блоков призван упростить процесс». «Миссия этого стартапа состоит в том, чтобы упростить ремонт дома» «Ванные комнаты внезапно стали самым простым ремонтом» «Помимо того, что вы наймете подрядчика, вы также получите взгляд профессионального дизайнера.» «Упрощение своевременных аспектов, таких как планировка, выбор материалов и разрешение на строительство» «Ремонт блоков призван упростить процесс». «Миссия этого стартапа состоит в том, чтобы сделать ремонт дома проще» «Ванные комнаты внезапно стали самым простым ремонтом» «В дополнение к привлечению подрядчика, вы также получаете взгляд профессионального дизайнера. «Оптимизация своевременных аспектов, таких как планировка, выбор материалов и согласование строительства» ОДНА КОМПЛЕКСНАЯ ПЛАТФОРМАИнструменты Access Block для планирования, проектирования и реализации вашего ремонта с участием ведущих дизайнеров и подрядчиков отрасли. Узнайте, как это работает 01ТОЧНОЕ ПЛАНИРОВАНИЕОбратитесь к блочному планировщику проектов, чтобы получить индивидуальное предложение, адаптированное к вашим целям ремонта, с подробным объемом работ. 02 УВЕРЕННЫЙ ДИЗАЙН Воспользуйтесь нашей тщательно подобранной системой проектирования и получите доступ к нашим штатным дизайнерам, чтобы воплотить в жизнь свое пространство. Мы закажем материалы и подготовим ваш ремонт ко дню начала работ. 03СТРОЙТЕ С ЛУЧШИМИМы установили отношения с лучшими местными подрядчиками в вашем районе. Они на 100 % лицензированы и застрахованы, и они будут предоставлять промежуточные обновления на протяжении всей сборки. Откройте для себя мир дизайнаНАШИ РЕМОНТЫВанные комнатыСРЕДНЯЯ СТРОИТЕЛЬСТВО ЗА 4 НЕДЕЛИПостройте ванную комнату своей мечты с первоклассной сантехникой и отделкой. УЗНАТЬ БОЛЬШЕ КухниСРЕДНЯЯ СБОРКА ЗА 6 НЕДЕЛЬСоздайте свою идеальную кухню из качественных и долговечных материалов. УЗНАТЬ БОЛЬШЕ Галерея проектовУзнайте, чего домовладельцы смогли достичь с помощью Block. Посмотреть галерею проектов Узнайте, что возможно в 360˚Посмотрите, с какими высококачественными материалами мы работаем, и как они могут выглядеть в вашем помещении. Jadeite Madison Park Joshua Tree Palm Sands Jadeite Madison Park Joshua Tree Palm Sands Jadeite Selected Spesats Homesholes Hearsale 9000. .4,9 Звезды Рейтинг: 4,9 / 5 4,5 звезды : 4,5 / 5 4,5 звезды Рейтинг: 4,5 / 5 Sonia M.. См. Полный обзор, 29 марта., 2021 оценка: 5 / 5 Они помогли нам воплотить наши мечты в реальность в процессе проектирования и заставили нас честно говорить о том, что было и что было невозможно. Co-opBathroomKitchen Grace M.См. полный обзор, 13 марта 2021 г. оценка: 5 / 5 Они проделали совершенно невероятную работу, и я так счастлив, что пошел с ними на этот проект. Co-opBathroom Krista L.См. полный обзор, 17 мая 2021 г. оценка: 5 / 5 Процесс с Блоком от начала до конца был гладким! Они держали меня за руку на протяжении всего процесса и позволяли мне сосредоточиться на веселой части. CondoKitchen Sonia M.
См. полный обзор, 29 марта 2021 г. оценка: 5 / 5 . Co-opBathroomKitchen Grace M.См. полный обзор, 13 марта 2021 г. оценка: 5 / 5 Они проделали совершенно невероятную работу, и я так счастлив, что пошел с ними на этот проект. Co-opВанная Криста Л.См. полный обзор, 17 мая 2021 г. оценка: 5 / 5 Процесс с Блоком от начала до конца был гладким! Они держали меня за руку на протяжении всего процесса и позволяли мне сосредоточиться на веселой части. CondoKitchen Sonia M.См. полный обзор, 29 марта 2021 г. оценка: 5 / 5 . КооперативВаннаяКухня Грейс М.См. полный обзор, 13 марта 2021 г. оценка: 5 / 5 Они проделали совершенно невероятную работу, и я так счастлив, что пошел с ними на проект. Co-opBathroom Просмотреть еще отзывы Ванные комнаты | Ремонт блокаЧто включено в мою смету? В смете указан диапазон цен на весь объем запланированного ремонта. Материалы включает в себя все приспособления, отделку и связанные с этим транспортные расходы. Благодаря нашим отношениям с нашими поставщиками мы предоставляем вам торговые скидки. Услуги включают в себя услуги по проектированию, согласование строительства, 3D-визуализацию, закупки и поддержку проекта от начала до конца вашего ремонта. Наконец, строительство включает в себя защиту дома, снос и работу сертифицированного и проверенного подрядчика-партнера. Как происходит оплата? Когда вы работаете с Block, у вас есть возможность совершать платежи через ACH и все основные кредитные карты. Ваш проект будет иметь стандартные условия оплаты, включая первоначальный депозит в размере 500 долларов США для резервирования ремонта, а затем рассрочку. Первый взнос происходит при запуске вашего проекта. Второе происходит, когда ваши разрешения и утверждения и дизайн завершены. Ваш третий платеж включает в себя любые потенциальные заказы на изменение по завершении проекта. Сколько времени занимает ремонт? В среднем блочные ванные комнаты строятся в течение 4-6 недель, по сравнению со средним показателем по отрасли в 3 месяца. Эти 4-6 недель включают в себя снос, обрамление, сантехнические, плиточные и электрические работы. Точные сроки вашего ремонта определяются после того, как мы оценим состояние вашего участка. Как Block проверяет своих подрядчиков? Когда вы проводите ремонт через Block, вам назначается лицензированный и застрахованный подрядчик, который прошел тщательную проверку на предмет опыта, качества и репутации в этой области. Наш процесс проверки включает в себя процесс собеседования, проверку биографических данных и рекомендательные звонки. Работая вместе над несколькими проектами в год, мы развиваем прочные отношения с нашими партнерами, обеспечивая гораздо большую надежность, чем при работе с подрядчиком на разовой основе. Как я могу быть уверен, что работа выполнена правильно? Мы ввели несколько проверок качества ремонта, чтобы обеспечить наилучший результат. Кроме того, наши строители лицензированы, застрахованы и проходят тщательную проверку, чтобы убедиться, что у них есть опыт для выполнения работы в соответствии со стандартами Block. Что происходит, когда что-то идет не так? Непредвиденные обстоятельства в строительстве — реальность. Однако здесь, в Block, мы готовы к сюрпризам. Как универсальная платформа для ремонта, Block может эффективно мобилизовать соответствующие заинтересованные стороны, чтобы вернуть проект в нужное русло как можно скорее. Кроме того, мы даем годовую гарантию на выполненные работы. Как насчет разрешений на строительство? Процесс утверждения здания может быть сложным, но мы вас поддержим. Во-первых, мы просим предоставить вам копию соглашения о внесении изменений в ваше здание, чтобы узнать о любых ограничениях или лицензионных требованиях. Вентиль бронзовый муфтовый: Вентиль бронзовый запорный проходной муфтовый 15б3р КАЗ, Ру-10, Ду-50 — ТеплоЭнергоСнабжениеВентиль бронзовый запорный проходной муфтовый 15б3р КАЗ, Ру-10, Ду-50 — ТеплоЭнергоСнабжениеАвторизация
Авторизация
ТЕПЛОЭНЕРГОСНАБЖЕНИЕ8(3842)49-20-07, 8-951-162-60-00
ОписаниеВся продукция соответствует требованиям ГОСТ и имеет сертификаты качества.
Вентиль бронзовый запорный проходной муфтовый 15б1п КАЗ, Ру-16, Ду-15 — ТеплоЭнергоСнабжениеАвторизация
Авторизация
ТЕПЛОЭНЕРГОСНАБЖЕНИЕ8(3842)49-20-07, 8-951-162-60-00
ОписаниеВся продукция соответствует требованиям ГОСТ и имеет сертификаты качества.
1-дюймовый бронзовый клапан модели CM с патрубками под приварку Артикул 1-дюймовый клапан модели CM представляет собой 3-ходовой термостатический регулирующий клапан с внутренним датчиком и корпусом из бронзы. Он обеспечивает точное и надежное регулирование температуры в различных промышленных применениях, где жидкости смешиваются или отклоняются в зависимости от их температуры. Настройте эту часть: ИНЖЕНЕРНЫЕ ЕДИНИЦЫИМПЕРИАЛ МЕТРИЧЕСКАЯ Контрольная температура (°F) — Пожалуйста, выберите —65 75 85 95 100 110 120 130 140 150 160 170 180 185 190 200 205 215 225 235 Конструкция элемента и материал уплотнения — Пожалуйста, выберите —Стандартный элемент и уплотнения из Buna N Никелированный элемент и уплотнения из витона Стандартный элемент и уплотнения из витона Никелированный элемент и уплотнения из Buna N Короткоходовой высокотемпературный элемент и уплотнения из витона Пластмассовый элемент Kanigen и уплотнения из неопрена Элемент из нержавеющей стали и уплотнения Витоновые уплотнения Специальные стандартные и неопреновые уплотнения Размер отверстия утечки (если применимо) — Выберите — Нет 1/32 дюйма 1/16 дюйма 3/32 дюйма 1/8 дюйма 1/4 дюйма 3/16 дюйма Гидравлические испытания/испытания под давлением — Пожалуйста, выберите —Да Нет Сервисный комплект? — Пожалуйста, выберите —Да Нет Посмотреть характеристики продукта Дополнительная информация ИНЖЕНЕРНЫЕ ЕДИНИЦЫИМПЕРИАЛ МЕТРИЧЕСКАЯ
Conbraco Apollo 600 Wog 3 Приварной шаровой кран из бронзы D522649Conbraco Код продукта: ${ getProductId() } MFG 1 Подписаться на CONBRACO Получать уведомления о новых и поступающих запасах Conbraco Идентификатор продукта: ${ getProductId() } MFG #: ${ product. ${ _applyMoneyFormat(getPrice() / 100, ‘доллар США’, ‘символ’)}Сэкономьте до 15% мгновенно зарегистрировавшись или войдя в систему Цена по прейскуранту:
${(getDiscountPercent()*100 + Number(preferred_pricing)).toFixed(2)}% скидка Цена по прейскуранту:
${(Число(preferred_pricing)).toFixed(2)}% скидка ${ _applyMoneyFormat(getOutOfStockPrice() / 100, ‘доллары США’, ‘символ’)}Бесплатная доставка в тот же день Бесплатный возврат Нужно ${shippingArrivalDayOfWeek}, ${shippingArrivalDate.format(‘MMM.DD’) }? Количество Осталось только ${getQuantityAvailable()} $ { кол-во } 0 Будьте в курсе Нажмите здесь, чтобы получить уведомление, как только Программа оптовых закупок шаровых кранов Мы приобретаем новые и подержанные шаровые краны оптом. ${вариант.имя} -1 ? ‘активный’: », isOptionGreyedOut (вариант, вариант)? ‘v-chip—grey’: »]» @click=»selectOption(вариант, вариант)» > Предметы -1 ? ‘активный’ : »]» @click=»selectItem(item)»> ${ _applyMoneyFormat(getPrice() / 100, ‘доллары США’, ‘символ’)}
Мгновенная экономия до 15% , зарегистрировавшись или войдя в ${ _applyMoneyFormat(getOutOfStockPrice() / 100, ‘доллары США’, ‘символ’)}БЕСПЛАТНАЯ ДОСТАВКА В ТОТ ЖЕ ДЕНЬ БЕСПЛАТНЫЙ ВОЗВРАТ Количество Осталось только ${getQuantityAvailable()} ${кол-во}0 Будьте в курсе Нажмите здесь, чтобы получить уведомление, как только Программа оптовых закупок шаровых кранов Мы приобретаем новые и подержанные шаровые краны оптом. Обработка дерева ручным фрезером видео: примеры и правила работы – Блог интернет-магазина Storgom.uaВиды фрез и приспособлений для работы по дереву, камню, металлу ручным фрезеромФреза является режущим инструментом, с помощью которого ручная фрезерная машина или стационарный агрегат производят обработку поверхности различных материалов (дерево, пластик, металл). Поскольку оснастка рассчитана на вращательное движение, то и базовая форма у нее будет дискообразной либо цилиндрической. В то же время, режущие кромки инструмента могут иметь довольно замысловатую форму. Фрезы для ручного фрезера делятся на несколько видов. Наиболее распространенные среди них – для обработки древесины. При этом фрезы по дереву также имеют свою классификацию. Рассмотрим, какие виды фрез предназначены для обработки деревянных поверхностей, и как их правильно выбирать. Содержание
Пазовые фрезыЕсли нужно выбрать паз какой-либо глубины и ширины, то для этой цели как нельзя лучше подойдет пазовая фреза. Ее конструкция позволяет производить данную операцию как на пласти (грани) детали, так и на ее кромке. Пазовая фреза в основном используется при соединении деталей на шип. Также, применяя насадки для фрезера по дереву, идущие по линейке, можно прорезать ровные пазы любой ширины. ФасонныеПозволяют придавать пазу определенные формы, похожие на фигурные скобки. Инструментом выбирают не только пазы внутри заготовки, но и изменяют форму ребер кромки. Изготавливая сложный рисунок на пласти заготовки, сначала делается проход по нему прямым резаком (пазовым). В дальнейшем это упрощает центровку фасонной оснастки. На следующих рисунках показаны основные разновидности пазовых фасонных фрез. КонструкционныеПосле обработки заготовки данной оснасткой получается паз, похожий на трапецию (ласточкин хвост) или перевернутую букву “Т”.
Галтельные V-образныеНесмотря на то, что слово “галтель” обозначает какую-либо полукруглую выемку или желобок, V-образные резаки также относятся к данной категории. Инструмент позволяет выбирать не только вертикальные пазы, но и пазы под определенным углом. Также галтельная фреза часто используется для декоративной резьбы и изменения геометрии кромок в мебельном производстве. ГалтельныеИмеют скругленную режущую часть. Если посмотреть на паз после ее прохождения в разрезе, то он будет напоминать литеру “U”. Фрезу применяют для декоративной отделки кромок и торцов изделий из дерева, создания сложных рисунков на пласти заготовки либо различных галтельных выемок (желобков) на пласти изделия и на его ребрах. ПрямыеЭто самый простой инструмент, имеющий форму цилиндра. Паз, полученный в заготовке, имеет прямоугольное сечение.
Прямые пазовые (пальчиковые) фрезы применяют, если требуется выбрать прямоугольный паз с чистым дном, например, для врезки дверных замков и петель. Кромочные фрезыВ большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок. ПолустержневыеИнструмент создает выступы полукруглой формы на кромках заготовок. Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. ФигурныеДанные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт. ГалтельныеПредназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением. Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента. КонусныеС помощью конусных резаков можно:
ФальцевыеПрименяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках. Для регулировки глубины паза применяют упорные подшипники разных диаметров. К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки. КалевочныеКалевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
Оснастка данной серии может быть и двойной, как показано на следующем рисунке. На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон. ПрямыеПрямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.
Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты. Фреза “кукуруза”Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента. Комбинированные фрезыСращивание заготовок считается наиболее эффективным, если использовать комбинированную оснастку. Данные типы фрез состоят одновременно из шиповых и пазовых элементов: благодаря такой конструкции оснастки за один проход аппаратом получают оба профиля. В результате площадь кромки, предназначенная для склеивания, увеличивается, что положительным образом сказывается на прочности соединения. РамочныеРамочные фрезы являются составными инструментами.
При смене расположения режущих элементов вынимать хвостовик из цанги агрегата не требуется. Достаточно лишь открутить крепеж, расположенный в нижней части оснастки, и все ее элементы снимаются. Благодаря разборной конструкции оснастки величина вылета инструмента остается прежней, и повторная ее регулировка не требуется. Пазо-шиповыеКомплект содержит 2 фрезы, одна для выборки паза, а вторая – для шипа. Пазо-шиповые фрезы имеют зеркально-идентичный профиль режущих элементов, благодаря чему обработанные детали сращиваются максимально точно.
Для изготовления вагонкиФрезы для изготовления вагонки по своему принципу действия похожи на пазо-шиповой инструмент, но с той лишь разницей, что при соединении деталей образуется V-образный паз между ними для имитации бруса. Чтобы изготовить соединение, также требуется комплект из 2 элементов. УниверсальныеПосле прохода инструмента получают 2 плоскости, полностью совместимые между собой, имеющие паз и шип. Оба последних располагаются под углом друг к другу. Для сращивания деталей также применяется микрошиповая фреза.
Для углового сращивания древесины также используется оснастка из серии комбинированных, позволяющая подготовить места соединения под углом 45 градусов. Следует отметить, что для обработки заготовок, которые необходимо срастить, применяют одну и ту же комбинированную фрезу. Фигирейные фрезыПрименяют инструмент при изготовлении филенок, а именно для декоративной обработки ребер деталей. Вся оснастка имеет упорный подшипник, закрепленный снизу. Фреза с подшипником может обрабатывать не только прямоугольные заготовки, но и фигурные. Следует знать, что инструменты для филенок имеют диаметр от 50 до 70 м, поэтому, чтобы их эффективно использовать, необходимо иметь аппарат с мощностью не менее 1500 Вт. Для бытового фрезера обработка филенки данным типом оснастки станет непосильной задачей. Для изготовления дверей ручным фрезером (имеется ввиду кухонных фасадов) потребуется приобрести специальный набор, состоящий из трех элементов. В наборе имеются следующие фасадные фрезы: одна филенчатая и две оснастки для мебельной обвязки (профиль-контрпрофиль). ГоризонтальныеПрименяют для предварительной обработки филенки. Чтобы сформировать шип для вставки в паз рамы, потребуется дополнительно обрабатывать кромку. ВертикальныеЧаще всего вертикальные фигирейные резаки используют для изготовления плинтуса. Горизонтальные двухсторонниеДанный тип оснастки заметно упрощает производственный процесс, поскольку за один проход инструмента на кромке появляется соединительный шип и часть филенки определенной конфигурации. Кроме вышеперечисленных разновидностей оснастки, многие мастера применяют и самодельные фрезы. Обычно они представляют собой стандартные слесарные сверла, переточенные особым образом. Как это делается в домашних условиях, можно узнать из видео. Критерии выбора режущего инструмента по деревуПри выборе фрез по дереву для ручного агрегата, следует уделить внимание следующим параметрам оснастки. Диаметр и размер хвостовикаСледует учитывать, что некоторые зарубежные производители фрез могут указывать диаметр хвостовика в дюймах. В большинстве случаев, если на агрегате установлен цанговый зажим, то проблем с установкой оснастки не будет, конечно же, при условии, что диаметр цанги соответствует диаметру хвостовика. Важно знать, что цанга ручного агрегата – это не кулачковый патрон дрели, в который можно зажимать инструмент разного диаметра. Внутренний диаметр цанги должен строго соответствовать диаметру хвостовика оснастки. Трудности могут возникнуть, если купить оснастку с хвостовиком 1/2ʺ (12,7 мм) и попытаться ее вставить в цангу с диаметром 12 мм. В то же время, хвостовик с диаметром 6 мм без проблем зажмется в цанге на 1,4ʺ (6,35 мм).
Длина хвостовика оснастки также имеет большое значение. Материал лезвийЭто важный критерий при выборе оснастки. Изделие может быть изготовлено из быстрорежущей стали (HSS) или из твердосплавной (HM). Лезвия из быстрорежущей стали без труда справляются с мягкими породами древесины невысокой плотности. Но для обработки твердых пород дерева данные резаки не подойдут. В таком случае их можно заменить оснасткой с твердосплавными лезвиями. Расположение режущих элементовЛезвия на инструменте могут располагаться вертикально, то есть параллельно оси хвостовика, либо под определенным углом к ней. Вертикально расположенные лезвия работают по принципу рубанка и в большей мере рубят древесину, чем ее режут. Лезвия, расположенные под углом к оси инструмента, работают намного чище и не образовывают сколов. Фрезы по камнюЧтобы обработать искусственный камень фрезером (ручным), можно применять традиционные виды фрез, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь имеется одни нюанс: искусственный камень – это композитный материал, имеющий в составе мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала не была сделана фреза, ее хватит лишь на обработку не более 10 погонных метров заготовки из камня. Далее, затупившиеся лезвия не будут давать требуемую чистоту, например, склеиваемых поверхностей, что повлияет на качество соединения. Поэтому профессионалы советуют использовать лучшие фрезы от известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Фрезы для дерева и камня имеют сходство по своему виду и даже имеют одинаковые названия. Некоторые из них очень часто используются для выполнения операций по камню. Но существуют резаки, специально разработанные для обработки изделий из композита. Фреза “антиперелив”С помощью данной фрезы по камню можно создавать отливные бортики на кухонных (туалетных) раковинах и столешницах из композита. Обычно полное образование бортика происходит за 2 прохода инструмента. Также есть модификация резака “антиперелив”, имеющая упорный подшипник. Фреза “волна”Этот инструмент предназначен для подготовки поверхностей перед сращиванием. Режущая часть оснастки имеет волнообразный профиль. Пазовая под инкрустациюОснасткой выбирается паз, в дальнейшем предназначенный под инкрустацию композитными материалами. Ремонтный набор для камняДанный набор применяется для устранения повреждений на поверхности изделий из искусственного камня. В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее. Также для обработки композитов можно использовать фрезы от компании CERATIZIT. Это алмазные фрезы, которые отличаются своей износоустойчивостью. Изготавливаются они методом спекания нескольких слоев алмазной крошки. Многослойность покрытия позволяет продлить срок службы инструмента, поскольку во время его работы на замену сработавшимся слоям проступают новые слои абразива. Фрезы по металлуСпециально созданной оснастки по металлу для ручного фрезера не существует. Обычно мастера используют оснастку, предназначенную для станков, с подходящим диаметром хвостовика. Чаще всего на ручных агрегатах используют концевые фрезы для создания пазов. Но следует знать, что фрезер является машиной, развивающей высокие обороты, что не очень подходит для концевых резаков. Также на фрезерах можно устанавливать борфрезы различной конфигурации, которые без труда справляются со сталью, чугуном, нержавеющей сталью, латунью и даже титаном. Но поскольку они чаще всего имеют малый диаметр хвостовика (6 мм), то для установки в восьмимиллиметровую цангу потребуется переходник. Борфрезы по металлу бывают следующих видов.
Приспособления для ручного фрезераОсновная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно. Параллельный упорДанное приспособления имеется в стандартной комплектации любого фрезера. Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина. Направляющая шинаШина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок. ЦиркульДанное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей. Выборка пазовДля выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке. Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником. КопирДля перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы). Работает копир следующим образом:
Копировальные кольца и шаблонКопировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.
Обработка тел вращенияДанное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины). Шипорезное приспособлениеЧтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление. Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом. Приспособление шип-пазСоединение шип-паз является самым распространенным в столярном деле. Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами. Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете. Стол для фрезераУстанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет. Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм. Приспособление для филенокЕсли вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей. Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов. Как заточить фрезу в домашних условияхЗаточка фрезы должна проводиться только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов. Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже). Нанесите средство на режущие части оснастки и подождите несколько минут, чтобы оно растворило нагар. Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшихся загрязнений. После очистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях предварительно потребуется приобрести комплект алмазных брусков, отличающихся зернистостью. Для грубой заточки применяют бруски с более крупным зерном. Но процесс правки лезвий должен всегда завершаться полировкой самым мелким абразивом. Чтобы заточить фрезу, выполните следующие действия:
Конечно же, если есть такая возможность, фрезу лучше сдать на заточку в специализированную мастерскую, где ее восстановят на точном оборудовании. Эта процедура стоит недорого, если сравнивать со стоимостью алмазных брусков. Работа ручным фрезером — Дешево и сердитоРабота ручным фрезером Приобретя ручной фрезер, скорее всего, вы конечно не станете звездами ютуба, как некоторые профессионалы, которые им (ручным фрезером) рисуют по дереву, словно художники карандашами или маркерами по бумаге и показывают там свои мастер- классы на видео, хотя кто мешает вам это сделать или хотя бы попытаться дать им немного «отдохнуть» или «нервно покурить».
В любом случае, вы сможете сделать массу полезных и красивых вещей у себя дома или на даче, например, вселить новое дыхание в старые тумбочки , полочки, столы, перила , сделать красивые деревянные подоконники, вешалки, украсить дом и двор всевозможными деревянными элементами, тем более в последнее время мы часто убеждаемся в том, что новая магазинная мебель в качестве изначально во многом уступает старой , а после реставрации (старой мебели) еще, зачастую, и в красоте! Что можно делать при помощи ручного фрезера Выбор фрезера – На что следует обратить внимание. Начало работы с фрезером и его настройка Проверка нового фрезера Зажимные винты и принадлежности Чистка и смазка Ведение фрезера Боковая направляющая Настройка вылета фрезы Упор со стержнем и шкалой глубины Настройка упора Настройка вылета фрезы на перевернутом фрезере Тонкая настройка вылета фрезы Фрезерование на определенную глубину Фрезерование глубоких пазов Оптимальная глубина фрезерования Настройка револьверной головки Ведение фрезы 2 Фрезерование c использованием параллельного упора 3 Фрезерование c использованием направляющей планки Свободное фрезерование 4 Фрезерование c использованием внутреннего шаблона 5 Фрезерование c использованием наружного шаблона 6 Фрезерование c использованием циркуля Фрезерование по ходу фрезы Фрезерование тяжелого дерева Удержание фрезы на направляющей кромке Обрезка кромок с помощью фрезера Скорость подачи Удаление опилок Фрезерование пластиков и алюминия Интересные статьи для вас Садовая дорожка своими руками
17 советов по маршрутизатору | Популярные Деревообработка Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Широкие доски для выравниванияОгромная широкая доска может стать великолепной столешницей. Если она не проходит через ваш рубанок, выровнять эту доску с помощью ленточной шлифовальной машины может стать настоящей рутиной. Пользоваться роутером намного проще. Для начала вам понадобится большая плоская поверхность, например большой верстак или пустотелая дверь. Положите доску на скамейку и поместите прокладки под доску, чтобы она не качалась. Затем фрезеруйте две направляющие доски около 1 фута. длиннее вашей заготовки. Привинтите или закрепите их к столешнице на равном расстоянии друг от друга. Сделайте выдвижную каретку для вашего фрезера из двух 1-дюймовых. на 1-в. куски алюминиевого уголка и прикрепите их к двум скобам. Установите в фрезер сверло большого диаметра, и вы готовы к работе. Сдвиньте фрезер вперед и назад по каретке, затем продвиньте каретку по всей длине доски. Две обшивки обеспечивают точность При резке узких профилей лучше всего использовать две обшивки, чтобы получить прямой и гладкий срез. Лучший способ резки небольших профилей1. Трудно уберечь тонкий или узкий материал от вибрации во время его резки на фрезерном столе. 2. Для узких полос, таких как этот бортовой профиль, безопаснее и проще фрезеровать профиль на широкой доске ( Фото 1), а затем отрезать фасонный край на настольной пиле ( Фото 2). Линейки без фуганкаВот устройство для соединения досок с использованием только фрезера. Это длинная линейка, оснащенная зажимами для удержания заготовки, а также прочная металлическая кромка для направления фрезы заподлицо. Когда он не используется, его легко хранить у стены. Чтобы сделать линейку, вам понадобится кусок фанеры длиной 8 футов и шириной 12 дюймов, например меламиновая полка, кусок фанеры длиной 8 футов и шириной 1 дюйм. Отфрезеруйте фанеру так, чтобы Т-образная направляющая и алюминиевый угол были заподлицо с ее поверхностью. Залейте Т-образную канавку эпоксидной смолой; просверлите и раззенкуйте отверстия в углу, чтобы вы могли прикрутить его к фанере. Чтобы использовать кондуктор, зажмите доску так, чтобы ее неровный край только выступал за линейку, установите фрезу для обрезки заподлицо с нижним подшипником в станок и отфрезеруйте. Насадки без стружки Спиральные насадки часто обеспечивают более гладкий и точный рез, чем прямые насадки. Насадка с загнутым вверх лезвием вытягивает стружку вверх и наружу, что делает ее идеальной для вырезания пазов в массивной древесине. Сверло с прямой режущей кромкой отталкивает стружку вниз, что идеально подходит для изготовления дадо без сколов из фанеры и меламина. Придание формы толстым деталям в два этапа1. Лучший способ изготовления идентичных деталей — использовать шаблон и фрезу для верхнего подшипника. Однако большинство насадок не очень длинные, поэтому вы можете подумать, что их нельзя использовать для толстых деталей. 2. Можно, и вот как: Сначала фрезеруем нижнюю половину детали ( Фото 1). Во-вторых, снимите деталь с шаблона и установите в фрезер заподлицо с нижним подшипником (, фото 2). Отрегулируйте высоту фрезы так, чтобы ее подшипник находился на поверхности, созданной шаблонной фрезой, и все готово. Perfect Mitre Joints Многие пилы для подрядчиков не очень хорошо справляются со скосом, когда лезвие наклонено на 45 градусов.
Четыре размера Dado с одной битойВот изготовленная на заказ опорная плита, которая экономит время на установку. Используя всего один бит, вы можете сделать четыре разных дадо. Каждая сторона опорной плиты имеет размер 1/16 дюйма. дальше от биты. Вы делаете один проход с настройкой «0», затем поворачиваете фрезер и опорную плиту, чтобы увеличить паз. Например, если вы используете 1/2 дюйма. бит, вы также можете сделать 9/16 дюймов, 5/8 дюймов и 11/16 дюймов. широкие вырезы. В качестве альтернативы вы можете сделать опорную плиту размером 1/32 дюйма. или 1/64 дюйма. пошаговые инструкции по подгонке низкоразмерной фанеры в дадо. Изготовление опорной плиты требует точной компоновки. Лучше сначала сделать его немного большего размера и установить на маршрутизаторе. Откусывайте края на настольной пиле, пока размеры не станут идеальными. Подровняйте большую верхнюю часть Как обрезать конец верхней части, который слишком велик для поперечной резки на настольной пиле? Просто: используйте фрезер и большую фрезу. Перед фрезерованием с помощью лобзика отрежьте конец верхней части почти до ее окончательной длины. (Чем меньше торцевых волокон вы отфрезеруете, тем легче будет работа.) Затем найдите кусок фанеры или ДВП с двумя смежными заводскими кромками. Эта часть направляет маршрутизатор; заводские края гарантируют, что ваш верх будет квадратным. Направляющая часть должна быть от 2 до 3 дюймов. длиннее ширины столешницы. Поместите направляющую на карандашную линию, обозначающую конец столешницы. Зажмите одну сторону направляющей детали заподлицо с длинным краем верхней части. Зажмите жертвенный блок на противоположной стороне, плотно прижав его к столешнице, чтобы предотвратить расщепление торцевого зерна в конце разреза. Можно использовать стандартный 1/2-дюйм. для этой техники нужно установить насадку заподлицо, но для этого необходимо поместить направляющую часть под верхнюю часть, что может быть проблемой. Бит шаблона значительно упрощает настройку. Вы получите наилучшие результаты, используя шаблонную фрезу размером не менее 1 дюйма. Жесткие фрезерные салазкиВы не можете превзойти салазки и рычажный зажим для обработки концов рельсов и стоек, но многие салазки имеют тонкую проблему, которая приводит к смещению стыка. Проблема с основанием, которое обычно составляет 1/4 дюйма. толстый. Давление рычажного зажима заставляет основание изгибаться, в результате чего рейка неравномерно выровнена с сопряженной стойкой. Ответ заключается в том, чтобы добавить доску в передней части салазок, а также две верхние доски, перекрывающие заготовку. В результате получаются абсолютно жесткие салазки и идеальные соединения. Нарезание шипов на длинных досках Допустим, вы строите кровать или обеденный стол, для которого нужны очень длинные рейки. Нарезка шипов на этих направляющих может быть громоздкой с помощью настольной пилы, но это довольно легко с помощью фрезера и набора параллельных направляющих блоков. Отрежьте рельсы на дюйм или два длиннее их конечной длины. (Дополнительная древесина будет поддерживать фрезер, предотвращая его опрокидывание.) Установите 1/2-дюйм. диам. бит в фрезере и измерьте, как далеко он срезает от края базовой пластины фрезера. Отметьте шипы, затем закрепите направляющие блоки на направляющей. Убедитесь, что они перпендикулярны рейке и отодвинуты на правильное расстояние от выступа шипа. Все готово для фрезерования обеих сторон рельса. Отрегулируйте глубину резания долота до 1/16 дюйма. меньше конечной глубины, которая вам понадобится. Сделайте проход с обеих сторон доски, измерьте толщину шипа и постепенно опускайте сверло, пока шип не станет нужной толщины. Чтобы обрезать оставшуюся часть ширины шипа, разожмите направляющие доски, переместите их ближе к концу рельса, снова зажмите и профрезеруйте еще один проход. Отрежьте отходы, когда закончите. Выровнять отверстия для новой опорной плитыДополнительные опорные плиты для вашего фрезера могут очень пригодиться — например, для охвата большого расстояния или для использования в качестве вставки в столе фрезера. Сверление отверстий под винты для крепления базовой пластины к фрезеру — это точная работа, особенно если вы хотите, чтобы сверло располагалось точно по центру. Специальные установочные винты с конусом облегчают работу (см. Источник ниже). Они бывают разных размеров резьбы; определите, что вам нужно, отнеся винты опорной плиты в хозяйственный магазин и подобрав подходящую гайку. Чтобы отцентрировать опорную плиту, проведите диагональные линии из угла в угол и просверлите отверстие диаметром 1/4 дюйма. отверстие, где встречаются линии. Патрон 1/4 дюйма. бит в вашем роутере. Установите заостренные установочные винты в основание фрезера и наденьте новую опорную пластину на фрезу. Постучите по опорной пластине над каждым винтом, чтобы сделать углубление для центрирования сверла. Разгон для более легкого стартаВ следующий раз, когда вы будете создавать шаблон для маршрутизации шаблона, обязательно включите начальный разгон. Это обеспечивает безопасное место контакта фрезы с шаблоном до начала резки. Также добавьте съезд на дальнем конце шаблона. Основание фрезерного станка для обрезки дюбелейВот быстрый способ выравнивания дюбелей для резьбовых отверстий. Изготовьте новую опорную плиту для маршрутизатора, используя два куска 1/2-дюйм. фанера или ДВП. Отрегулируйте фрезу так, чтобы она прорезала толщину бумаги над нижней частью базовой пластины, затем обрежьте заглушки. Чтобы пробки были абсолютно заподлицо, отшлифуйте их небольшим кусочком наждачной бумаги, обернутым вокруг твердого бруска. Коробчатый упор Для больших долот К большому долоту с выступающими панелями следует относиться с определенным уважением. Вам нужно не только замедлить работу фрезера, чтобы уменьшить скорость самых внешних концов фрезы, но и следить за своими пальцами. Этот забор на самом деле представляет собой просто большую коробку с пластиковым верхом и пылесборником, прикрепленную к вашему фрезерному столу. К передней части коробки прикреплена лицевая панель, которая регулируется вверх или вниз. Установите его так, чтобы он упирался в вашу панель, как перо, чтобы получить гладкий срез. Струбцины для сэндвичейИспользуйте двусторонний шаблон, чтобы избежать разрыва изогнутой детали. Просто перевернув шаблон, вы всегда сможете пилить под уклон, следуя направлению волокон древесины. Приспособление для врезки без суетыХотите простую врезную оснастку? На это уходит всего несколько минут, а не все выходные. Вам понадобится направляющая для погружного фрезера. Сначала зажмите 3–4-дюймовую трубку. квадратный блок на скамью. Прикрепите стопорный блок длиной 5 дюймов сбоку, рядом с одним концом. Приложите заготовку к стопорному блоку и закрепите заготовку на большом блоке. Разместите паз на заготовке и отрегулируйте направляющую края фрезера так, чтобы сверло резало в пределах установочных меток. Наконец, добавьте два стопорных блока поверх большого блока, чтобы ограничить движение маршрутизатора вперед и назад. Эти блоки определяют длину паза. Если ваши пазы расположены по центру, вырежьте их все. Если они смещены, просто измените настройку ограждения по мере необходимости. Источники
Рекомендации по продуктам Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
AW134, Списки, Маршрутизатор, Основы маршрутизатора, Советы по магазинам, Методы, Маленькие хитрости, Советы для мастерских Рекомендуемые посты
Wood Router — Bilder und Stockfotos1.199Bilder
Durchstöbern Sie 1.
мануэль хольц концепт. nahaufnahme foto von tischler handwerk handwerker mit elektrowerkzeug in händen machen möbel в гараже oder arbeitszimmer beschnitten — фрезерный станок по дереву стоковые фото и фото Мануэль Хольц Концепт. Nahaufnahme Foto von Tischler Handwerk… Formen kopieren schaft router bit in spannfutter einer arbeitswerkzeugmaschine geklemmt — wood router stock-fotos und bilder Formen kopieren Schaft Router Bit in Spannfutter einer… Scharfer Holzfräser aus Stahl e Lager, da runde Kante auf Holzdielen bildet. Haufen Verdrehter Späne. Зерспанунг. Tischlerei und Schränke, Handarbeit tischler, der ein möbelstück mit einem router herstellt — деревянный фрезерный станок, фото и фото Tischler, der ein Möbelstück mit einem Router herstellt cnc-fräsmaschine, holzbauindustrie. Cnc-Fräsmaschine, Holzbauindustrie. Werkzeug mit Computer… Cnc-Fräsmaschine, Holzindustrie Инструмент с нумерацией Computersteuerung. Holzindustrie. символ для электрических маршрутизаторов. оранжевый Фрейзер. — деревянный фрезерный станок-графика, -клипарт, -мультфильмы и -символ Symbol für das Werkzeug des elektrischen Routers. Оранж Фрейзер. schreiner arbeiten in werkstatt — фрезерные станки по дереву, фото и изображения — Фрезерный станок по дереву с фотографиями и чертежами CNC-Fräsmaschine erstellt ein Layout des Regalkomplexes. holzteil leer mit 3d-mustern. Holz Details nach der verarbeitung auf schneidemaschine, 3d holz cnc router. резак gesteuert durch computer, während er holz schnitzt. — Фрезерный станок по дереву с фотографиями и изображениями Holzteil, просмотренный с 3D-Mustern. Holz Details nach der Verarbeitung. cnc-fräser-machine — станок для фрезерования по дереву, фото и изображения der… zimmerei-hand-router — wood router stock-fotos und bilder0002 Tragbare schwarze elektrische Holzroutermaschine auf weißem… Stück holzbrett ist auf einem frästisch von handen der Senior tischler in der tischlerei rasiert wird. tiefenschärfe и geringe schärfentiefe. — деревянный фрезерный станок с фото и изображениями Stück Holzbrett ist auf einem Frästisch von Händen der Senior… holz-router-symbol, linear isolierte illustration, dünnlinienvektor, web-design-zeichen, umriss-konzept-symbol mit bearbeitbaren strich auf Weißem Hintergrund. — деревянный фрезерный станок-графика, -клипарт, -мультфильмы и -символ Holz-Router-Symbol, linear isolierte Illustration, Dünnlinienvekto Holzfräsersymbol, dünne Liney isolierte Illustration, lineares Vektor-Webdesign-Zeichen, Konturkonzeptsymbol mit bearbeitbarem Strich auf weißem Hintergrund. cnc-fräser — фрезерный станок по дереву, фото и сборка CNC-Fräser CNC-Fräse (computergesteuerte numerische Steuerung) im Einsatz in der Holzwerkstatt mann tut holzarbeiten in der tischlerei hautnah — фрезерный станок по дереву0002 Mann tut Holzarbeiten in der Tischlerei hautnah Gravur von MDF-fassaden auf einer cnc-fräsmaschine — wood router stock-fotos und bilder Gravur von MDF-Fassaden auf einer CNC-Fräsmaschine Gravur von MDF-Fassaden auf einer CNC-Fräsmaschine Gravur von MDF-Fassaden auf einer CNC-Fräsmaschine . Селектив Фокус. flaches isometrisches illustrationskonzept. cnc-router-maschinen-app — деревянный фрезерный станок-графика, -клипарт, -мультфильмы и -символ Flaches isometrisches Illustrationskonzept. CNC-Router-Maschinen-A holz arbeiter — фрезерный станок по дереву, фото и изображения Holz Arbeiter elektrisch angetriebener router — wood router stock-fotos und bilder Elektrisch angetriebener Router Elektrisch betriebene Fräse auf Holzhintergrund schreiner oder handwerker arbeitet mit einem router an einer holzplatte — wood router stock-fotos und bilder Schreiner oder Handwerker arbeitet mit einem Router and einer. cnc-fräser. — Фрезерный станок по дереву с фотографиями и изображениями CNC-Fräser. tischler schneidet holz in der werkstatt — Фрезерование по дереву, фото и фотографии Tischler schneidet Holz in der Werkstatt maschinenbearbeitung cnc, mechanischer holzschneider — фрезерный станок по дереву, фото и фотографии das konzept des musik- und radiohörens mit modernen drahtlosen technologien und dem internet — wood router stock-fotos und bilder Ein ajar und leuchtender Laptop steht mit Kopfhörern und einem… Tischlerei Team Einbau Einer Küche- Wood Router Stock-fotos und Bilder Tischlerei Team Einbau Einer Küche CNC Holzschnitzfräsmashine- woodshace-fotos und bilder CnchnichnichnichneShineShine-Fotos und bilder CnchnichnichnichneShineShine-Fotos und Bilder . und bilder Herstellung von Küchenfassaden auf einer Bohr- und… Herstellung von Küchenfassaden auf einer Bohr- und Füllmaschine von Möbelfassaden in einer Möbelfabrik mann arbeitet mit Laptop im büro, konzentrieren sie sich auf angeschlossenen router. Mann arbeitet mit Laptop im Büro, konzentrieren Sie sich auf… älterer mann mit einem router zur formung von holz in seiner schreinerei — wood router stock-fotos und bilder Älterer Mann mit einem Router zur Formung von Holz in seiner… bohrer mit stahldreieckslineal im loch für schraube in eichenholzdiele — деревянный фрезерный станок, фото и фотографии Bohrer mit Stahldreieckslineal im Loch für Schraube in… schreinerinschneider in der hand gehalten. tischlerei-zubehör für die holzbearbeitung. лейхтер хинтергрунд. — деревянный фрезерный станок с фотографиями и изображениями Schreinerinschneider in der Hand gehalten. Tischlerei-Zubehör für postkarte-laserschneiden — деревянные фрезерные станки и изображения Postkarte-Laserschneiden holzbearbeitung und tischlerei. schneiden der kante des boards mit router. leerzeichen kopieren — фрезерный станок по дереву стоковые фотографии и изображения Holzbearbeitung und Tischlerei. Holzbearbeitung dünne liniensymbole — bearbeitbare kontur — wood router stock-grafiken, -clipart, -cartoons und -symbole цу фасэн. компакты holzhandflächen-fräswerkzeug. в айнер мёбельверкштат. — фрезерный станок по дереву, стоковые фотографии и изображения Ein Schreiner verwendet einen Holztrimmer, um an der Kante eines… holzbearbeitung фрезерный станок. циммерей. nahaufnahme — деревянный фрезерный станок с фотографиями и изображениями Holzbearbeitung Router Spinnen. Циммерей. Nahaufnahme Оператор фрезерного станка с ЧПУ — Фрезерный станок по дереву Фото и фотографии Оператор фрезерного станка с ЧПУ Ein Arbeiter, der eine CNC-Fräse beient, um Teile für Wohnschränke zu schneiden. Zimmerei dünne linie icons — editierbare strich — wood router stock-grafiken, -clipart, -cartoons und -symbole Zimmerei Dünne Line Icons — editierbare Strich ein laminattrimmer oder trimmfräse, der auf einem abgeschrägten, ungelackten tisch Liegt. Ein Laminattrimmer oder Trimmfräse, der auf einem abgeschrägten,… bohrer, Hammer, Dubel und raspel auf eichenholzbrett — фрезерный станок по дереву stock-fotos und bilder Bohrer, Hammer, Dübel und Raspel auf Eichenholzbrett schnitzen mit cnc-holzbearbeitungsfräsmaschine — фрезерный станок по дереву, фото и чертежи Schnitzen mit CNC-Holzbearbeitungsfräsmaschine Фрезер по дереву — Фрезер по дереву стоковые фотографии и изображения Фрезер по дереву schreiner formt holzdetails — Фрезер по дереву по дереву сток фото и изображения Schreiner formt Holzdetails Metall bohrer machen löcher in holz eichen plank — Фрезер по дереву по дереву стоковые фото и изображения 02 02 Metall Bohrer machen Löcher in Holz Eichen plank männlicher frasen von holzbrettern — wood router stock-fotos und bilder Männlicher Schreiner Fräsen von Holzbrettern wifi-modemrouter auf einem tisch im wohnzimmer — wood router stock-fotos und bilder WIFI-модем-маршрутизатор на шине в машине Wohnzimmer Модем-маршрутизатор на шине в машине Wohnzimmer. Bohrer, Hammer, Dubel und raspel auf eichenholzbrett — Фреза по дереву, фото и сборка Bohrer, Hammer, Dubel und Raspel auf Eichenholzbrett Bohrer, Hammer, Dubel und raspel auf eichenholzbrett — Фрезерование по дереву, фото и сборка Bohrer, Hammer, Dubel und Raspel auf Eichenholzbrett , Дюбель-унд-Распель-ауф-Айхенхольцбретт, bohrer macht loch in holzeichenbrett für holzdübel. — Фрезерный станок по дереву с фотографиями и изображениями Bohrer macht Loch in Holzeichenbrett für Holzdübel. Электрический фрезерный станок — фрезерный станок по дереву, фото и изображения , um sich zu bewegen. — деревянный фрезерный станок с фотографиями и изображениями Spazieren Sie entlang des Wanderwegs des Parks, um sich zu… bohrer mit stahl dreieck lineal machen senke in loch für schraube in holz eiche planke — wood router stock-fotos und bilder bohrer mit stahl dreieck lineal machen senke in loch für. Дюбель крепеж: Дюбели и дюбель гвозди купить в Москве оптом в магазине крепежа “КРЕП-КОМП”Дюбеля монтажные для крепления | Дюбельная техникаШироко применяемый вид крепежа – дюбель, предназначен для монтажа конструкций и соединения их частей воедино. Особенно эффективен для крепления предметов и конструкций к основаниям, имеющим рыхлую или пустотелую структуру. Разработаны конструкции дюбелей применительно к различным видам материалов. Существуют дюбели для работы по бетону, дереву, металлу, гипсокартону. ДюбелиДюбели представляют собой цилиндрический полый стержень из какого-либо материала: нейлона, полипропилена, полиэтилена, металла. Распространенными разновидностями дюбелей являются полипропиленовые, распорные, нейлоновые, «бабочка», «зонтик». Полипропиленовые дюбели – простая, но универсальная разновидность, востребованная для широкого спектра крепежных работ. Используется для крепления к плотным основаниям. Распорные дюбели можно использовать во всех строительных материалах, благодаря универсальной конструкции. Нейлоновые дюбели изготавливаются из полиамида. Отличаются большей прочностью на разрыв, и устойчивостью к температурным условиям. Применяются при монтаже сантехнического и водопроводного оборудования, для наружных работ. Дюбель типа «бабочка» предназначен для работ, требующих особой надежности крепления. Изготавливается из металла, применяется как в плотном, так и в пористом материале. Выдерживает значительные нагрузки даже в пустотелом основании. Применяется для гипсокартона. Дюбель типа «зонтик» применяется исключительно при устройстве теплоизоляции. Широкая шляпка дюбеля хорошо удерживает утеплитель: полистирол или минеральную вату. Дюбели-гвозди Популярная разновидность дюбелей, так называемые, дюбели-гвозди состоят из собственно дюбеля и гвоздя. Дюбели-гвозди в верхней части могут иметь манжетку, препятствующую проваливанию дюбеля в монтажное отверстие. Манжетка бывает потайной и грибовидной формы. Дюбели-гвозди потайной бортикДюбель с потайным бортиком может применяться как обычный дюбель с саморезом для быстрого решения бытовых проблем. Дюбели-гвозди грибовидный бортикЭтот вид дюбеля особенно эффективен при монтаже плинтусов так, как грибовидный бортик сильнее прижимает плинтус. Крепеж Mungo Россия | Официальный партнер МунгоДюбель-гвозди пользуются большой популярностью у рабочих и строителей по многим причинам. Если клиенту необходимо добиться качественного результата, то первым делом следует использовать надежные элементы крепежа. Дюбель-гвозди подходят для установки элементов конструкции к поверхностям из разных видов кирпича (керамического, силикатного, пустотелого и полнотелого), бетона и натурального камня. Они часто применяются для работы с деревянными предметами, плинтусами, подвесными потолками, металлическими профилями и рядом других изделий. Также они применяются при сквозном монтаже. Дюбель-гвозди Mungo поставляются в комплекте из двух деталей — гвоздя-шурупа и пластикового дюбеля. Именно винтовой гвоздь отличает этот элемент от стандартных крепежных деталей, имеющих стандартный шуруп. Товары вбиваются в основание молотком, а не завинчиванием, как обыкновенные дюбели. Для этого предварительно просверливается и готовится отверстие, а затем гвоздь вбивается в дюбель. При этом, гвоздь можно выкрутить из поверхности, как стандартный шуруп. Строение таких деталей простое — оно похоже на конструкцию двухраспорных удлиненных дюбелей без стопорных элементов тангенциальной фиксации. Они не нужны, поскольку крутящий момент при установке отсутствует. Необходимо учесть, что дюбель-гвозди следует использовать лишь с винтовыми гвоздями. Применять обычные шурупы нельзя, поскольку строение крепежа не подходит для монтажа через закручивание. Так как в строение дюбеля нет стопорных элементов тангенциальной фиксации, при закручивании он будет проворачиваться в отверстии. Помимо этого, форма осевого канала не подходит для высокой резьбы стандартных шурупов. Разновидности дюбель-гвоздейДюбель-гвозди делятся на три основных вида по форме головки:
Также существуют дюбель-гвозди с потайной головкой. Они поставляются вместе с винтовым гвоздем с соединительной метрической резьбой. Дюбель-гвозди не способны выдерживать слишком высокие нагрузки, но при этом их можно быстро установить. Дюбельные элементы обычно создаются из качественного полиамида, а винтовые гвозди — из оцинкованной, окрашенной или нержавеющей стали. Крепеж из нержавеющих материалов не подвержен коррозии и используется для работ на открытом воздухе. Детали из оцинкованной или окрашенной стали применяются для работ внутри помещения. Окрашенные гвозди часто применяются для фиксации плинтусов. В каталоге дюбель-гвоздей указаны габариты изделия и тип головки. Компания Mungo использует такую маркировку:
Так, MNAF 5 х 30 — дюбель-гвоздь для крепления плинтусов диаметром 5 мм и длиной 30 мм. А модель MNAm 6 х 35 / М6 — дюбель-гвоздь с соединительной метрической резьбой, шириной 6 мм, длиной 35 мм и типом резьбы М6. дюбель-шурупы | Двусторонние винты | Небольшие количества и оптом
В магазине Construction Fasteners and Tools имеется широкий ассортимент винтов, включая дюбели. Профессионалы и домашние мастера оценят одобренный подрядчиками выбор и квалифицированное обслуживание. Положитесь на нашу команду, чтобы помочь вам найти правильный дюбель или другой крепеж для вашего следующего личного или коммерческого проекта. Посмотреть все продукты 4 шт. Просмотр: Должность 4 шт. Просмотр: Должность Шурупы для дюбелей для продажи в Интернете Вместо типичной комбинации головки и резьбы шурупы для дюбелей имеют запаздывающую резьбу на обоих концах и центральную часть без резьбы, которую можно затянуть с помощью пары фиксирующих плоскогубцев или отвертки. Оба конца имеют стандартную правую резьбу, поэтому установщик поворачивает дюбель по часовой стрелке. Как резьбообразующий шуруп, дюбель создает собственную ответную резьбу, когда входит в древесину. Некоторые профессионалы также называют дюбели резьбовыми шпильками по дереву. Применение шурупов-дюбелейШурупы-дюбели используются в качестве крепежных элементов для дерева. Они подходят для случаев, когда необходимо соединить два куска дерева с помощью скрытого крепежа и глухих отверстий. Проекты, в которых используются дюбельные винты, включают:
При установке дюбельного винта необходимо просверлить направляющее отверстие в обеих точках, которые вы планируете прикрепить. Не забудьте использовать сверло или отвертку и тип, который соответствует внутреннему диаметру винта. Мы приглашаем вас связаться с нашей командой, если вам нужна помощь в выборе правильного сочетания дюбельного винта и биты. Тип древесины, с которой вы работаете, также влияет на размер пилотного отверстия, которое вы должны просверлить. В твердой древесине часто требуется немного больший размер отверстия, чем в мягкой древесине. Типы дюбелейШурупы могут иметь следующие характеристики и характеристики:
Проконсультируйтесь со специалистом по строительному крепежу и инструментам, чтобы узнать, как выбрать правильный тип для вашего проекта. Строительный крепеж и инструменты В нем есть все крепежные детали, необходимые для вашего следующего проектаНаша компания располагает строительным крепежом и инструментами, сертифицированными (CFT-Approved) дюбельными шурупами и дюбельными шурупами независимых брендов. Вы можете найти дюбели со следующими характеристиками:
Если вам нужны дюбели другой длины, диаметра или покрытия, позвольте нам помочь. Приобрести шурупы для дюбелей в разделе Строительный крепеж и инструментыРассчитывайте на строительный крепеж и инструменты для дюбелей и других необходимых крепежных элементов для вашей работы. Мы сотрудничаем с домашними мастерами и подрядчиками, чтобы предоставить им первоклассное обслуживание клиентов и выбор продукции. Позвоните нам по бесплатному номеру 1-866-238-8880 или свяжитесь с представителем онлайн для получения дополнительной информации о наших продуктах. Отвертки для дюбелей и подвесных болтовОтвертки для дюбелей и подвесных болтов Меню Счет Теперь вы можете устанавливать подвесные болты и дюбели с помощью электрической или аккумуляторной дрели! Подробнее
Сортировать по Должность 11 шт. Показывать 5 на страницу Посмотреть как Список Сортировать по Должность 11 шт. Стальной каркас одноэтажного промышленного здания: Стальные каркасы одноэтажных промышленных зданийСтальные каркасы одноэтажных промышленных зданий Стальные каркасы одноэтажных Стальные каркасы применяются при Особенно рациональны стальные каркасы Необходимо отметить, что применение Стальной каркас одноэтажных зданий В стальных колоннах различают: верхнюю Стальные колонны по конструкции бывают Стальные колонны могут быть постоянного
Рис. 83. Типы стальных колонн: а — В колоннах постоянного сечения нагрузку Ступенчатые колонны наиболее Колонна раздельного типа состоит Стальные колонны крепятся к фундаменту
Рис. 84. Базы стальных колонн а —
Башмак крепят к фундаменту анкерными Для опирания наружных стен между Ю. М. Соловей Основы строительного 44.Основные элементы стального каркаса промышленного здания. Стальной Основные 1. 2. 3. 4. 5. Кроме Исходным 45.Типы колонн одноэтажных промышленных зданий.На чем основывается выбор конструкции колонн? В В 46.Как обеспечивается конструктивная жесткость одноэтажных промышленных зданий в поперечном и продольном направлениях?Система связей. Конструктивные Промышленная стальная конструкция, Промышленные стальные каркасные здания Промышленная стальная конструкция является наиболее распространенным вариантом, когда речь идет о проектировании и строительстве промышленных зданий, благодаря своей прочности, надежности, долговечности, безопасности, а также простоте строительства. Он идеально подходит для производственной, нефтехимической и других отраслей промышленности, где требуются большие заводы для массового производства. Являясь надежной компанией по производству металлоконструкций, мы предлагаем уникальное качество и экологически чистую продукцию по более низкой цене. Строительство промышленных стальных конструкций Примеры проектовМы можем спроектировать и изготовить промышленные стальные конструкции в соответствии с требованиями проекта заказчика или изготовить их в соответствии с чертежами, предоставленными заказчиком. В настоящее время наши стальные конструкции экспортируются во многие страны, такие как Чили, Узбекистан, Бангладеш, Казахстан, Филиппины, Таиланд, ОАЭ и т. д. Цех по производству промышленных металлоконструкций в Чили50-тонный двухбалочный мостовой кран для проекта чилийского клиента. Во время процесса установки наш инженер по послепродажному обслуживанию также находится на месте, чтобы направлять установку, чтобы обеспечить ее бесперебойную работу. Стальная конструкция в Чили Промышленное здание из стальной конструкции в Узбекистане Этот проект представляет собой промышленную стальную конструкцию с 10-тонным однобалочным мостовым краном. Однопролетная стальная конструкция и легкий мостовой кран являются экономичным выбором для проекта заказчика. Промышленная металлоконструкция для продажи Узбекистан Доставка металлоконструкции в КазахстанНа фото ниже доставка металлоконструкций в Казахстан. Для транспортировки у нас есть профессиональный отдел доставки, который может помочь клиентам в выборе правильного транспорта. Доставка промышленных металлоконструкций в Казахстан Получить бесплатное предложение Различные типы промышленных металлоконструкцийКонструкционная сталь является наиболее часто используемым материалом для проектирования и строительства промышленных зданий. Мы предлагаем различные типы для удовлетворения требований вашего проекта. Легкая стальная конструкция Легкая стальная конструкция в основном применяется в промышленных зданиях, не несущих больших нагрузок. Он использует легкую сталь H-образного сечения (сварную или катаную; переменное поперечное сечение или одинаковое поперечное сечение) для изготовления опоры портальной стальной рамы, C-образной и Z-образной холодногнутой тонкостенной стали в качестве прогонов и стеновых балок, профилированных стальные пластины или легкие сэндвич-панели в качестве конструкции ограждения крыши и стен с использованием высокопрочных болтов, обычных болтов, саморезов и других соединителей и уплотнительных материалов для сборки здания из легкой стальной конструкции. Легкая стальная конструкция является идеальным решением для возведения промышленных зданий, так как делает строительство быстрым, простым и экономичным. С помощью стального каркаса можно создать большие свободные пролеты и полезные площади для мастерских, складов, навесов и других промышленных предприятий. Кроме того, он обладает хорошей сейсмостойкостью и может улучшить общие сейсмические характеристики всего здания. Склад легких стальных конструкций Завод тяжелых стальных конструкций Тяжелые стальные конструкцииКак правило, тяжелые стальные конструкции используются на заводах, особенно в производственных цехах. В цехах по производству тяжелых металлоконструкций обычно есть средние и большие мостовые краны грузоподъемностью от десятков до сотен тонн. Тяжелая стальная конструкция имеет несколько характеристик: расход стали на квадратный метр больше или равен 50 кг/м 2 ; толщина стального листа основного компонента больше или равна 10 мм; грузоподъемность крана больше или равна 25 тонн. Будучи экономичным материалом для строительства заводов, производственных и перерабатывающих предприятий, тяжелая стальная конструкция очень надежна и долговечна. В нем используется высокопрочная сталь, и он может быть спроектирован и изготовлен с определенным размером и формой. Стальная конструкция с мостовым краном или без негоЕсли на строящемся объекте необходимо установить один или несколько мостовых кранов, то балки подъездных путей будут установлены в процессе стального строительства. Поэтому при покупке стальной конструкции необходимо заранее указать грузоподъемность крана и длину пути, чтобы определить, сможет ли конструкция здания выдержать нагрузки, возникающие при установке систем мостовых кранов. При установке мостового крана, в дополнение к затратам на стальную конструкцию, потребуются дополнительные расходы на проектирование, изготовление, доставку и установку крана и системы путей. Если вам не нужно устанавливать систему мостового крана, то проектирование металлоконструкций промышленного здания будет намного проще и дешевле. Кроме того, промышленное здание из металлоконструкций может быть однопролетным, двухпролетным и многопролетным. С нашей профессиональной технической командой мы можем разработать идеальное решение, соответствующее спецификациям вашего проекта. промышленная фабрика стальных конструкций с мостовым краном Получите бесплатную цитату Уникальные особенности промышленных стальных конструкций
Широкое применение промышленных зданий со стальным каркасомЭти различные типы стальных конструкций могут быть адаптированы практически для всех видов применения, включая, но не ограничиваясь:
Склад стальных конструкций Цех промышленных стальных конструкций Промышленный сарай Стальная конструкция Стальная конструкция Промышленное здание Стальная конструкция с краном и системой взлетно-посадочных полос Промышленная стальная решетчатая конструкция Проектирование стальной конструкции промышленного назначения Мы можем разработать конструкцию стальной конструкции в соответствии с реальными потребностями вашего проекта или обработать стальную конструкцию в соответствии с предоставленными вами чертежами. Конструкция промышленных стальных конструкций соответствует отраслевым и национальным стандартам для обеспечения безопасности и надежности.
Стальные колонны Стальная балка С-образная сталь Промышленная конструкционная стальная конструкция может предложить:
Мы можем помочь вам спроектировать промышленное предприятие с нужными вам функциями и в то же время сэкономить усилия и время, снизить затраты. Параметры одноэтажного здания из стальных конструкцийНиже приведены параметры одноэтажных промышленных зданий из стальных конструкций для справки:
Одноэтажная стальная конструкция для продажи Три фактора влияют на стоимость стальной конструкции промышленного здания Стоимость промышленной стальной конструкции беспокоит многих клиентов. Здесь мы перечисляем три основных фактора, влияющих на стоимость промышленного здания из металлоконструкций. 1. СырьеСталь и пластины являются основными компонентами здания завода по производству металлоконструкций, на которые приходится около 70%-80% общей стоимости стального здания. Таким образом, колебания рыночных цен на сырье напрямую влияют на стоимость металлоконструкций промышленного назначения. Кроме того, различные материалы и несущие поверхности стальных профилей, а также толщина и материалы панелей ограждения также приводят к большим различиям в ценах. Таким образом, можно сказать, что сырье является основным фактором, влияющим на стоимость строительства металлоконструкций. Конструкционная сталь 2. ПроектированиеРазумное проектирование стальных конструкций промышленных зданий является ключом к экономии сырья и контролю затрат, поскольку различные схемы проектирования повлияют на потребление сырья, что напрямую влияет на общую стоимость стальных конструкций. Проектирование промышленных стальных конструкций Проект фундамента: Стоимость фундамента зависит от геологии, в которой расположено промышленное здание со стальным каркасом. Поэтому при проектировании необходимо учитывать геологию расположения станции и выбирать разумный тип фундамента. Контроль поверхности нагрузки и заглубленной глубины фундамента играет положительную роль в снижении общей стоимости строительства стальной конструкции. Фундамент стальной конструкции Болтовое соединение Конструкция стальной балки: Балки прямоугольного сечения являются наиболее распространенными элементами изгиба и часто используются, но коэффициент использования материала низкий. Во-первых, потому что напряжение материала вблизи нейтральной оси ниже; во-вторых, изгибающий момент балки изменяется по длине балки. Из-за низкого напряжения в большинстве сечений балки с однородным поперечным сечением материал плохо используется, и коэффициент использования материала может быть улучшен только при напряжении осевого центра. Таким образом, вместо прямоугольной балки в конструкции стального промышленного здания можно использовать плоскую ферму, которая является экономичной и может уменьшить собственный вес. Его также можно превратить в структуру пространственной сетки, чтобы значительно повысить коэффициент использования материалов. Стальные балки Конструкция колонны: Схема сетки колонн определяет пролет и расстояние между колоннами. Если технологический процесс позволяет, более экономично выбрать малопролетную стальную конструкцию портальной рамы. Как правило, оптимальное расстояние между стальными рамами портала составляет 6–9 м. При установке мостового крана большой грузоподъемности оптимальное расстояние между колоннами обычно составляет 7–9 м и не должно превышать 9 м. Когда она превысит 9 м, количество стали, используемой для прогонов крыш, подкрановых балок и систем стеновых каркасов, соответственно увеличится, и стоимость также увеличится. Таким образом, разумность расположения сетки колонн оказывает большое влияние на цену промышленной стальной конструкции. Стальные колонны 3. Строительство и монтажПродолжительность периода строительства также повлияет на стоимость здания из промышленных стальных конструкций, а качество технологии монтажа является основным фактором, влияющим на продолжительность периода строительства. Строительство и монтаж промышленных стальных конструкций ЗаключениеСтроительство зданий из стальных конструкций представляет собой систематический проект, включающий широкий спектр аспектов и множество влияющих факторов. Что мы делаем, так это проектируем и производим наиболее рентабельные здания из стальных конструкций и создаем максимальную ценность для проектов наших клиентов. Свяжитесь с нами, чтобы получить предложение! Мы являемся известным производителем и поставщиком промышленных стальных конструкций в Китае и предлагаем нашим клиентам качественные и прочные промышленные стальные здания. На протяжении многих лет мы всегда ставим качество выше количества и обеспечиваем гарантию качества. Мы поставляем мостовые краны, козловые краны, подъемники, стальные конструкции и другие аксессуары, необходимые для комплексных грузоподъемных проектов. Знаете ли вы, что мы не только продаем краны и металлоконструкции по всему миру, но и предлагаем услуги по всему миру? За годы напряженной работы мы открыли зарубежные офисы на Филиппинах, в Малайзии, Индонезии, Узбекистане и Пакистане, в которых работает более 60 инженеров послепродажного обслуживания. При поддержке опытных инженеров мы можем предложить быстрое и профессиональное обслуживание для решения ваших проблем. Свяжитесь с нами в любое время, чтобы получить актуальную цену на промышленную стальную конструкцию! Свяжитесь с нами Наши команды готовы предоставить вам правильные решения для подъема. НЕСКОЛЬКО СОВЕТОВ 1. Применение: ? 2. Размеры здания (Д*Ш*В): ? 3. Грузоподъемность мостового крана (т): ? 4. Одноэтажный промышленный дом и что нужно знать1. Общая характеристика одноэтажного промышленного дома Стальные одноэтажные промышленные дома широко используются в промышленном строительстве. Для создания конструкции дома мы можем использовать стальные или железобетонные материалы. При использовании железобетонных колонн и стальных ферм каркасная конструкция называется составным каркасом. При использовании всех стальных компонентов рама называется цельностальной. Цельностально-каркасная конструкция используется, когда здание высокое (высота в просвете H > 15 м), большой пролет (L > 24 м), большой шаг колонны (B > 12 м), масса крана 2 > 50 т). С другой стороны, благодаря преимуществам стальных материалов, стальные каркасные конструкции также используются для изготовления обычных промышленных зданий. В промышленном доме фактором, который оказывает наибольшее влияние на работу конструкции, является кран.
Эти два типа домов обычно представляют собой небольшие производственные мастерские, механические мастерские по сборке и ремонту оборудования.
Одноэтажные конструкции промышленных зданий имеют разнообразные формы от легких стальных конструкций, таких как склады, механосборочные мастерские, до крупных сталелитейных заводов. Пролет дома может быть от 30 до 60м, шаг колонны от 12 до 48м, высота дома может быть до 40м. 2. Основные требования при проектировании горизонтального каркаса одноэтажного промышленного домаСтроительная конструкция в целом и конструкция промышленного здания в частности при проектировании должна удовлетворять одновременно двум основным требованиям: требованиям к эксплуатации и требования к экономичности. Требования к применению указаны в следующих пунктах:
Удовлетворение этих факторов очень сложно, например: стоимость стали и изготовления, стоимость строительства основных работ и вспомогательных работ. Проблема выбора материалов для стальной конструкции (железобетон, композитный каркас) – проблема, которую необходимо решить в первую очередь. Конструктивные решения должны быть выбраны таким образом, чтобы максимально экономить сталь, факторы, которые зависят от конкретных обстоятельств. Исходя из экономических условий, очень целесообразно использовать стальные каркасы для конструкций с очень тяжелыми рабочими уровнями, домов, подвергающихся динамическим и длительным нагрузкам. Кроме того, стальные каркасы следует выбирать для просадочных участков, неравномерно деформированных фундаментов и особенно участков со сложными транспортными условиями. Использование стальных каркасов также дает экономические преимущества за счет сокращения времени монтажа. При проектировании необходимо обеспечить минимальную стоимость стали и изготовления в простых и нормальных условиях строительства.
WorldSteel является уважаемой компанией по строительству заводов, предоставляющей качественные услуги по сборке стальных зданий. Кроме того, эстетичность и стоимость также являются преимуществами WorldSteel Group. Мы являемся первой компанией по производству сборных стальных конструкций в Азии, получившей сертификат IAS AC472. Это престижный сертификат в области металлоконструкций, подтверждающий способность WorldSteel выйти на мировой рынок. У нас также есть сильные человеческие ресурсы, современный завод стальных конструкций. Именно поэтому WorldSteel всегда знает, как оптимизировать, воплотить ваши идеи и пожелания в реальность. Свяжитесь с WorldSteel, чтобы получить наилучшую поддержку от наших ведущих экспертов. Зажим угловой для сварки: Страница не найденаУгловая струбцина для сварки. Швы радуют глазБерегите глаза | 22.01.2016 Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее. Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. Конструкция угловой струбцины для сваркиЗачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки. Отличительными особенностями любой угловой струбцины являются:
Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками. Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом. Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью. Делаем струбцину своими рукамиБольшинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях. Оптимальным материалом при изготовлении самодельной струбцины считается железо. Для самостоятельного изготовления струбцины необходимо сделать следующее:
Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов. Лазерный построитель плоскостей. Красный луч поможет нам! Сучкорезы. И лестницы не нужны! Струбцина для сварки своими руками — чертежи0
С первого взгляда довольно простые сварочные работы требуют, как правило, ответственного профессионального подхода. Для получения максимально качественных результатов необходимо дополнительно использовать специальные инструменты, приспособления, одно из которых – угловая струбцина для сварки, сделанная своими руками по чертежам. С таким инструментом сварные соединения металлических изделий выполняются намного быстрее и легче. Струбцина – это универсальное приспособление, которое подходит для любых видов работы с металлическими конструкциями. Инструмент является одним из наиболее важных приспособлений для опытных сварщиков. Его отсутствие приводит к неудобствам выполнения работы, соответственно снижению производительности труда. Струбцины для сварки изготавливаются самой разнообразных параметров, могут иметь постоянный или регулируемый размер зева. Очень удобными являются быстрозажимные приспособления, когда зажим металлических образцов осуществляется посредством кулачкового механизма.
Сварщику рекомендовано иметь под рукой целый комплект отличающихся размерами и формами струбцин, так как иногда, чтобы собрать одну конструкцию, нужно несколько подобных приспособлений разной конфигурации. Оглавление:
Изготавливаем струбцину в бытовых условияхНесложно сделать сварочные приспособления самостоятельно в домашних условиях. Многие мастера считают, что различные приспособления, используемые для удобства выполнения сварочных работ, приобретенные в магазине, не отличаются необходимой надежностью. Для изготовления такого инструмента понадобятся следующие компоненты:
Инструкция по изготовлениюСхема изготовления струбцины в бытовых условиях выглядит приблизительно так:
Струбцина углового типаУгловое приспособление представляет собой универсальное фиксирующее устройство, которое используется для скрепления, удержания изделий при выполнении их сваривания. Такой вспомогательный механизм достаточно крепко сжимает детали под установленным углом, чем существенно облегчает работу сварщика. Струбцины изготавливаются разной формы, размеров. Наиболее удобным вариантом являются быстрозажимные приспособления.
При постоянном выполнении сварочных работ рекомендуется иметь в наличии полный комплект отличных по конструкции, параметрам инструментов. Конструкция угловой струбциныТакие устройства позволяют выполнять сваривание металлических изделий не лишь под прямым углом. Заводские приспособления изготавливаются нескольких модификаций, их можно использовать для соединения труб под разным углом – 30-90º. Особенностями устройств углового типа:
Конструкция устройства представляет собой основание в виде рамы и подвижный механизм. Подвижная часть приспособления часто дополнительно оснащена зажимным рычагом (винтом), который позволяет регулировать степень сжатия изделий. Благодаря хорошей подвижности приспособление способно фиксировать изделия из металла различного сечения, параметров. Для максимально комфортной сварки, повышения производительности можно использовать одновременно несколько таких приспособлений разной конфигурации. Большинство производимых инструментов рассчитаны для сваривания металлических образцов, диаметр которых не превышает 39 см. На угловых струбцинах для сварки предусмотрены специальные ручки Т-образной формы, которые предоставляют возможность передавать усилие, формирующееся в процессе работы, на обрабатываемые изделия. А скобы, выполненные из чугуна, выдерживают самые максимальные температуры. При подборе угловой струбцины нужно обязательно учитывать тип предполагаемых работ. Например:
Сергей Одинцов
Сварочный угловой зажим | Угловые зажимыРассчитывайте на отличные цены, быструю доставку и вежливое обслуживание каждый раз, когда вы заказываете сварочный угловой зажим от Zoro. Рекомендуемый продукт Если вам нужно удерживать детали на месте, угловой зажим Bessey WS-1 — отличный выбор. Он имеет 2 шпинделя, которые позволяют зажимать предметы и поверхности разных размеров. Посмотреть полную информацию о продукте $10,77 Если вам нужно удерживать детали на месте, угловой зажим Bessey WS-1 — отличный выбор. Он имеет 2 шпинделя, которые позволяют зажимать предметы и поверхности разных размеров. Угловой зажим предназначен для зажима в легких условиях и имеет монтажные отверстия для крепления к рабочим поверхностям. Вы можете отрегулировать размер обрабатываемой детали, регулируя шпиндели на этом инструменте. Посмотреть полную информацию о продукте Магазин Сварочный угловой зажимУгловой зажим 90 град. Посмотреть полную информацию о продукте $13,09 Угловой зажим 90 град. Посмотреть полную информацию о продукте Угловой зажим, эргономичный, литой под давлением, глубина горловины (дюймы) 4 дюйма, диаметр скоса (дюймы) 1 1/8 дюйма, высота губок (дюймы) 1 1/8 дюйма, длина губок (дюймы) 4 дюйма, Оцинкованный шпиндель, автоматическая регулировка толщины древесины, литые губки с пластиковым покрытием для защиты работы, для деревообработки, зазор между дюбелями, винтами или скобами при склеивании, для использования с производителем. Посмотреть полную информацию о продукте $31,06 Угловой зажим, эргономичный, литой под давлением, глубина горловины (дюймы) 4 дюйма, диаметр скоса (дюймы) 1 1/8 дюйма, высота губок (дюймы) 1 1/8 дюйма, длина губок (дюймы) 4 дюйма, Оцинкованный шпиндель, автоматическая регулировка толщины древесины, литые губки с пластиковым покрытием для защиты работы, для деревообработки, зазор между дюбелями, винтами или скобами при склеивании, для использования с производителем. № ТК-6, включает (2) монтажных зажима Посмотреть полную информацию о продукте Угловой зажим, 90 градусов, алюминий, угол наклона (дюймы) 2 3/4 дюйма, высота губок (дюймы) 1 3/8 дюйма, длина губок (дюймы) 2 1/4 дюйма, хромированный шпиндель Посмотреть полную информацию о продукте $80,25 Угловой зажим, 90 градусов, алюминий, угол наклона (дюймы) 2 3/4 дюйма, высота губок (дюймы) 1 3/8 дюйма, длина губок (дюймы) 2 1/4 дюйма, хромированный шпиндель Посмотреть полную информацию о продукте Этот угловой зажим Westward 10D586 является идеальным инструментом для сборки, сварки или шлифовки. Посмотреть полную информацию о продукте $31,82 Этот угловой зажим Westward 10D586 является идеальным инструментом для сборки, сварки или шлифовки. Этот зажим под углом 90 градусов имеет глубину зева 2 3/4 дюйма, длину губок 3 1/2 дюйма и высоту губок 1 15/32 дюйма. Конструкция из алюминиевого сплава делает его легким, но прочным. Он имеет оцинкованный шпиндель, который обеспечивает плавное движение и долговечность. Если вы ищете эффективный угловой зажим, обратите внимание на этот продукт Westward. Посмотреть полную информацию о продукте Угловые тиски Westward 39M996 помогут вам выполнить точные пропилы под углом. Посмотреть полную информацию о продукте $99,98 Угловые тиски Westward 39M996 помогут вам выполнить точные пропилы под углом. Он имеет фиксированный угол 90 градусов, высоту захвата 3 дюйма и усилие зажима 1000 кг. Эти угловые тиски оснащены небьющейся, точно обработанной алюминиевой головкой, которая позволяет им противостоять износу. Посмотреть полную информацию о продукте Угловой зажим, 3″, PK5 Посмотреть полную информацию о продукте $65,08 Угловой зажим, 3″, PK5 Посмотреть полную информацию о продукте Угловой зажим BESSEY WSM-9 — идеальный инструмент для удержания, фиксации и выравнивания материала под точным прямым углом. Посмотреть полную информацию о продукте $133,15 Угловой зажим BESSEY WSM-9 — идеальный инструмент для удержания, фиксации и выравнивания материала под точным прямым углом. Это сделает вашу работу проще и эффективнее. Этот угловой зажим мощностью 7 дюймов можно использовать для сварки, удержания, фиксации и выравнивания материала точно под прямым углом. Посмотреть полную информацию о продукте Сменные угловые зажимы для ремня, упаковка в упаковке. 6, -, Материал ремешка -, Материал рамы -, Общая длина (дюймы) -, Ширина ремешка (дюймы) -, Тип захвата -, Длина захвата (дюймы) -, Ширина захвата (дюймы) -, Тип ручки -, Для использования без. 5HXR0 Зажим для ремня, прижимные пластины, количество в упаковке 6 Посмотреть полную информацию о продукте $17,05 Сменные угловые зажимы для ремня, упаковка в упаковке. Посмотреть полную информацию о продукте Угловой зажим 90 градусов, чугун, диаметр скоса (дюймы) 3 11/32 дюйма, высота губок (дюймы) 1 3/8 дюйма, длина губок (дюймы) 4 1/8 дюйма, шпиндель с медным покрытием, исключить Время и усилия на настройку для металлообрабатывающих операций, включающих соединение под прямым углом, сборку, сварку или шлифовку, включая рукоятку, устойчивую к разбрызгиванию при сварке Посмотреть полную информацию о продукте $101,63 Угловой зажим 90 градусов, чугун, диаметр скоса (дюймы) 3 11/32 дюйма, высота губок (дюймы) 1 3/8 дюйма, длина губок (дюймы) 4 1/8 дюйма, шпиндель с медным покрытием, исключить Время и усилия на настройку для металлообрабатывающих операций, включающих соединение под прямым углом, сборку, сварку или шлифовку, включая рукоятку, устойчивую к разбрызгиванию при сварке Посмотреть полную информацию о продукте Если вы ищете инструмент, который обеспечит идеальный захват, угловой зажим Bessey WS-6 — это то, что вам нужно. Посмотреть полную информацию о продукте $78,09 Если вы ищете инструмент, который обеспечит идеальный захват, угловой зажим Bessey WS-6 — это то, что вам нужно. Этот угловой зажим оснащен литыми губками и может удерживать дюбели, винты или скобы во время склеивания. Зажим под углом 90 градусов идеально подходит для деревообрабатывающих проектов. Литые губки имеют глубину зева 8 дюймов и высоту губок 2 7/16 дюйма. Посмотреть полную информацию о продукте Угловой зажим Wilton идеально подходит для фиксации досок во время их резки. Этот чугунный зажим с углом наклона 90 градусов 4 3/8 дюйма можно использовать для удержания досок в нужном положении, пока вы их распиливаете. Шпиндель с медным покрытием обеспечивает плавную и легкую работу при открытии и закрытии кулачков. Инструмент имеет длину губок 4 1/8 дюйма и высоту губок 2 3/8 дюйма. Этот угловой зажим Wilton поможет вам выполнять ваши проекты быстрее и с большей точностью. Посмотреть полную информацию о продукте 168,96 $ Угловой зажим Wilton идеально подходит для фиксации досок во время их резки. Посмотреть полную информацию о продукте Еще из этой коллекции Еще из этой коллекции Узнать большеKAKA Industrial AC-100 Угловой зажим, прочная конструкция, сварка под углом 90 градусов 149,99 долларов США | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Распределение площадей при этом может быть самым разным: большая парилка и маленькая мойка, наоборот, просторная комната отдыха небольшие функциональные помещения. Выбираете то, что вам больше нравится и кажется более правильным: у всех разное представление о том, как все должно быть организовано. Причем не бойтесь передвигать перегородки так, как вам удобнее, под них потом поставите фундамент и все будет отлично.
Распределение площадей при этом может быть самым разным: большая парилка и маленькая мойка, наоборот, просторная комната отдыха небольшие функциональные помещения. Выбираете то, что вам больше нравится и кажется более правильным: у всех разное представление о том, как все должно быть организовано. Причем не бойтесь передвигать перегородки так, как вам удобнее, под них потом поставите фундамент и все будет отлично.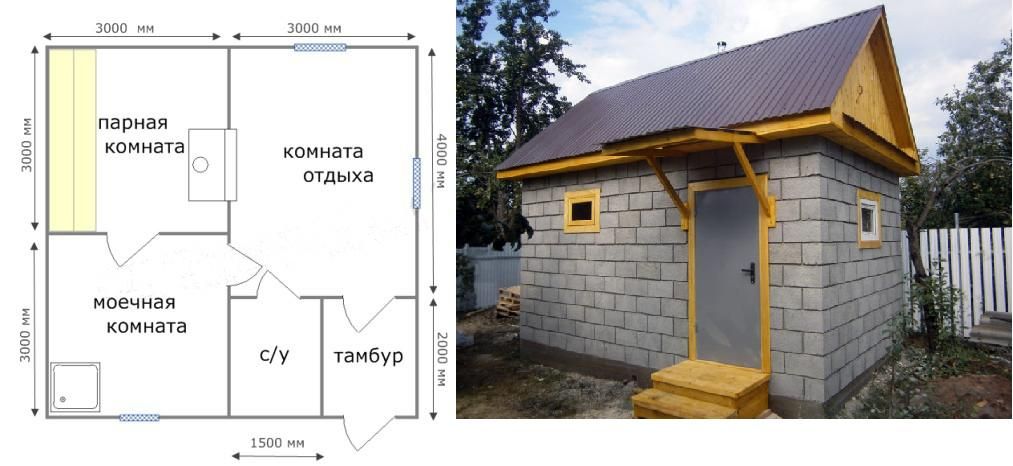 О выборе дровяной печи для бани читайте тут.
О выборе дровяной печи для бани читайте тут. Но это неплохой вариант. На фото ниже вы увидите реализацию данного проекта. Баня построена из газоблоков, планируется кровля из металлочерепицы.
Но это неплохой вариант. На фото ниже вы увидите реализацию данного проекта. Баня построена из газоблоков, планируется кровля из металлочерепицы. Как видите, отличаются они размерами парилки и душевой, а также расположением их относительно друг друга. В одном варианте также установлена печка, которая топится из парной, в двух других — из комнаты отдыха.
Как видите, отличаются они размерами парилки и душевой, а также расположением их относительно друг друга. В одном варианте также установлена печка, которая топится из парной, в двух других — из комнаты отдыха.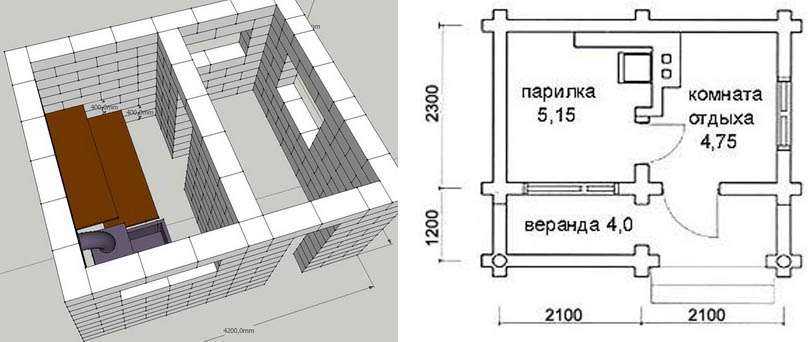 Это потому, что раствор в данной паре в разы лучше проводит тепло, то есть через него оно и «вытекает».
Это потому, что раствор в данной паре в разы лучше проводит тепло, то есть через него оно и «вытекает».
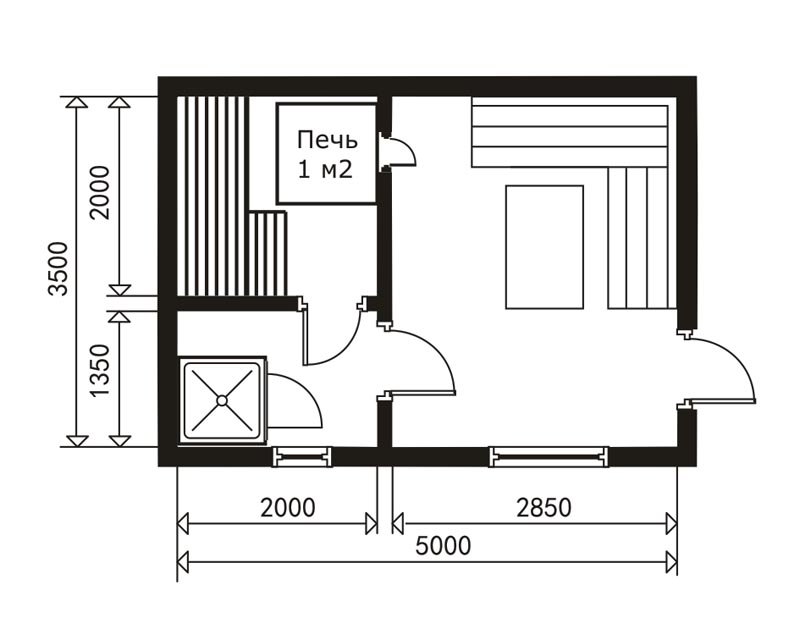 И на клей, а не на раствор, ставят чаще именно газоблоки, так как это позволяет геометрия материала. Так что с точки зрения теплопроводности этот материал предпочтительнее. А проблемы с гигроскопичностью решаются путем организации вентилируемого фасада и/или пропиткой для уменьшения гигроскопичности.
И на клей, а не на раствор, ставят чаще именно газоблоки, так как это позволяет геометрия материала. Так что с точки зрения теплопроводности этот материал предпочтительнее. А проблемы с гигроскопичностью решаются путем организации вентилируемого фасада и/или пропиткой для уменьшения гигроскопичности.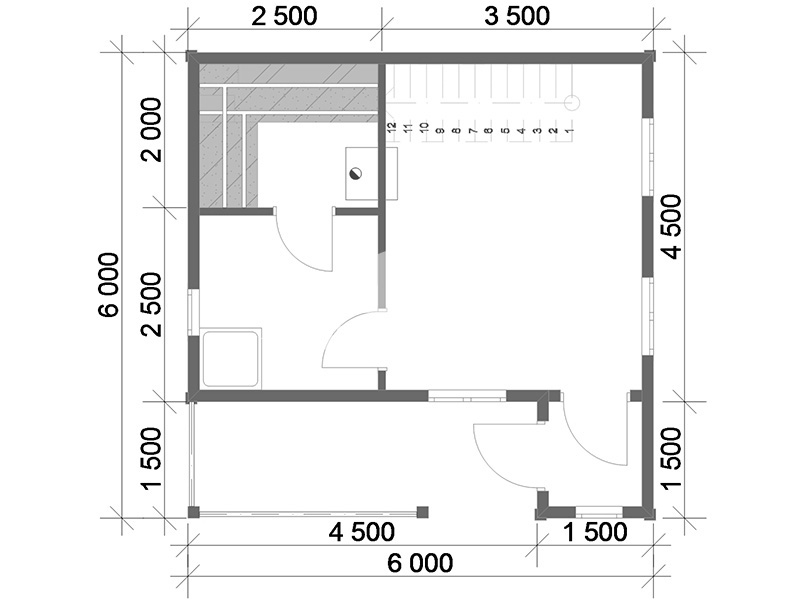
 Если баня будет нагреваться только периодически, то смысла в наружном в утеплении нет. Летом и так тепло, а зимой в неотапливаемом помещении все равно будет минус.
Если баня будет нагреваться только периодически, то смысла в наружном в утеплении нет. Летом и так тепло, а зимой в неотапливаемом помещении все равно будет минус. Пароизоляцию изнутри сделают при помощи специальной пленки. Причем для парилки чаще берут фольгу на картонной или бумажной основе (Изоспан ФБ), для моечной можно обойтись обычной пароизоляцией.
Пароизоляцию изнутри сделают при помощи специальной пленки. Причем для парилки чаще берут фольгу на картонной или бумажной основе (Изоспан ФБ), для моечной можно обойтись обычной пароизоляцией.
 Чтобы не сбивать температуру, на время парения дверки закрывают. Открывают их для просушки после процедур, ведь пар внутрь все равно попадет, хоть и в меньших количествах.
Чтобы не сбивать температуру, на время парения дверки закрывают. Открывают их для просушки после процедур, ведь пар внутрь все равно попадет, хоть и в меньших количествах. Правда, под нее все-таки необходима обработка: сначала наносится слой штукатурки для того чтобы закрыть поры газобетона, а потом слой тонкослойной гидрофобной гидроизоляции (это составы на основе цемента).
Правда, под нее все-таки необходима обработка: сначала наносится слой штукатурки для того чтобы закрыть поры газобетона, а потом слой тонкослойной гидрофобной гидроизоляции (это составы на основе цемента). В том числе и по отделке помещений. С парилкой решили — там однозначно требуется вагонка. В мойке целесообразнее уложить на стены плитку.
В том числе и по отделке помещений. С парилкой решили — там однозначно требуется вагонка. В мойке целесообразнее уложить на стены плитку. Ведь надежно закрепить сложную конструкцию к таким блокам не получится.
Ведь надежно закрепить сложную конструкцию к таким блокам не получится.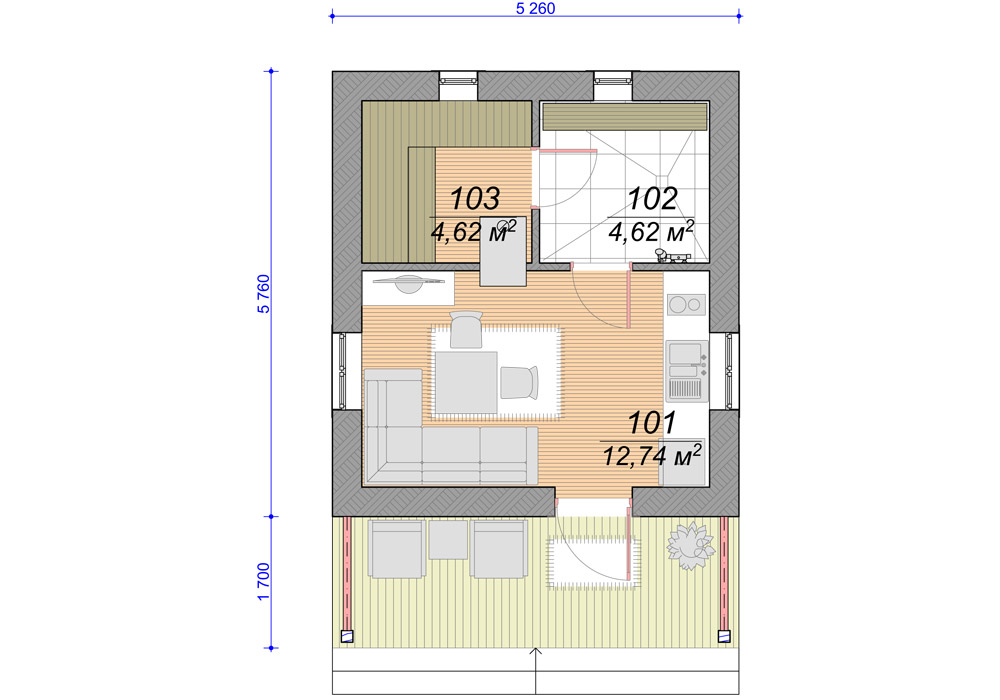

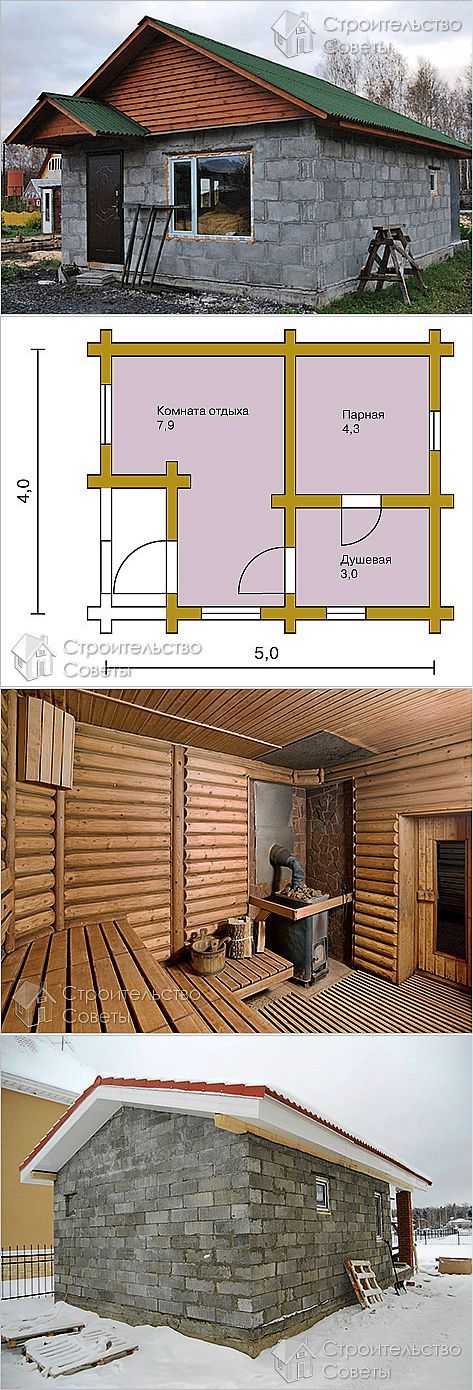 Этот материал является прекрасной альтернативой традиционному дереву, так как имеет массу достоинств и в ряде случаев даже превосходит по своим характеристикам дерево. Пеноблок – это блок определенного размера, сделанный из пенобетона или ячеистого бетона. Новинкой на строительном рынке он уже давно не является, но ранее использовался гораздо реже, чем сейчас, благодаря тому, что основной его недостаток – гигроскопичность из-за высокой пористости – удается победить.
Этот материал является прекрасной альтернативой традиционному дереву, так как имеет массу достоинств и в ряде случаев даже превосходит по своим характеристикам дерево. Пеноблок – это блок определенного размера, сделанный из пенобетона или ячеистого бетона. Новинкой на строительном рынке он уже давно не является, но ранее использовался гораздо реже, чем сейчас, благодаря тому, что основной его недостаток – гигроскопичность из-за высокой пористости – удается победить.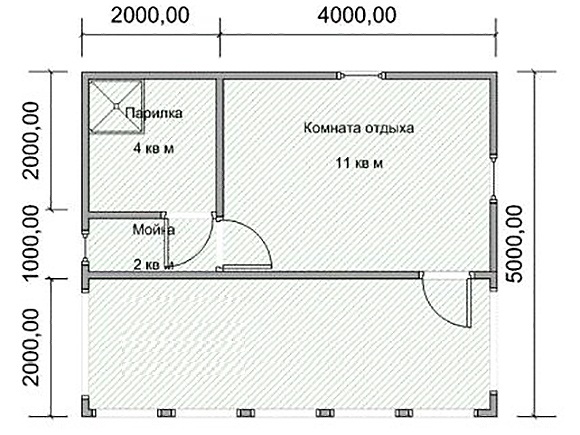 Именно поэтому строения из пеноблока, а в особенности – бани, нужно тщательно изолировать от воды. Притом гидроизоляционные работы проводятся как внутри, так и снаружи строения.
Именно поэтому строения из пеноблока, а в особенности – бани, нужно тщательно изолировать от воды. Притом гидроизоляционные работы проводятся как внутри, так и снаружи строения. Также и мощный фундамент под баню из этого материала благодаря его легкости делать не придется.
Также и мощный фундамент под баню из этого материала благодаря его легкости делать не придется.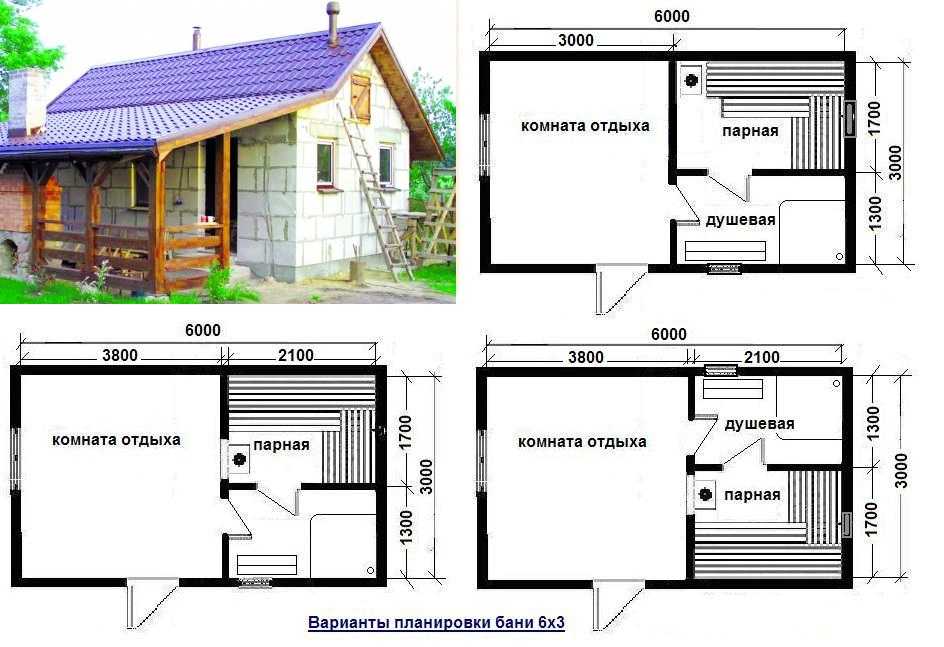

 Материал довольно часто применяется для строительства бань и других сооружений. Он легкий, хорошо проводит тепло, не горит, не боится морозов. Также это достаточно экономный материал и простой в обработке – его можно резать ножовкой.
Материал довольно часто применяется для строительства бань и других сооружений. Он легкий, хорошо проводит тепло, не горит, не боится морозов. Также это достаточно экономный материал и простой в обработке – его можно резать ножовкой.
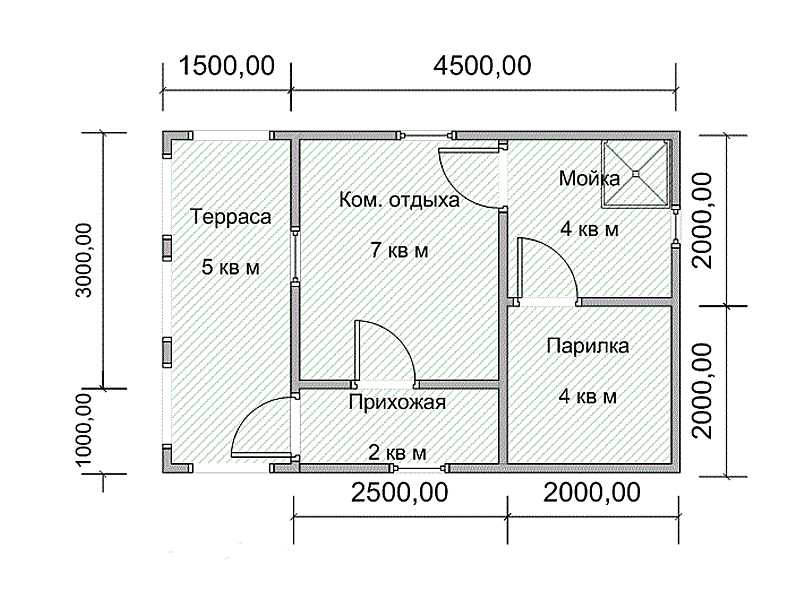 То есть, в одной бане должны быть обязательно парная, помывочная, а также комната, где можно раздеваться. Помимо этого, баню можно оборудовать комнатой отдыха, террасой, а если позволяют возможности, то даже бассейном.
То есть, в одной бане должны быть обязательно парная, помывочная, а также комната, где можно раздеваться. Помимо этого, баню можно оборудовать комнатой отдыха, террасой, а если позволяют возможности, то даже бассейном. Это помещение позволит в зимнее время сохранить тепло в помещении.
Это помещение позволит в зимнее время сохранить тепло в помещении. Притом здесь вариантов обустройства не меньше, чем в остальных случаях.
Притом здесь вариантов обустройства не меньше, чем в остальных случаях. Если хочется сделать что-то оригинальное, то нужно самостоятельно или вместе со специалистом придумать новый проект и уже его воплощать в жизнь.
Если хочется сделать что-то оригинальное, то нужно самостоятельно или вместе со специалистом придумать новый проект и уже его воплощать в жизнь.
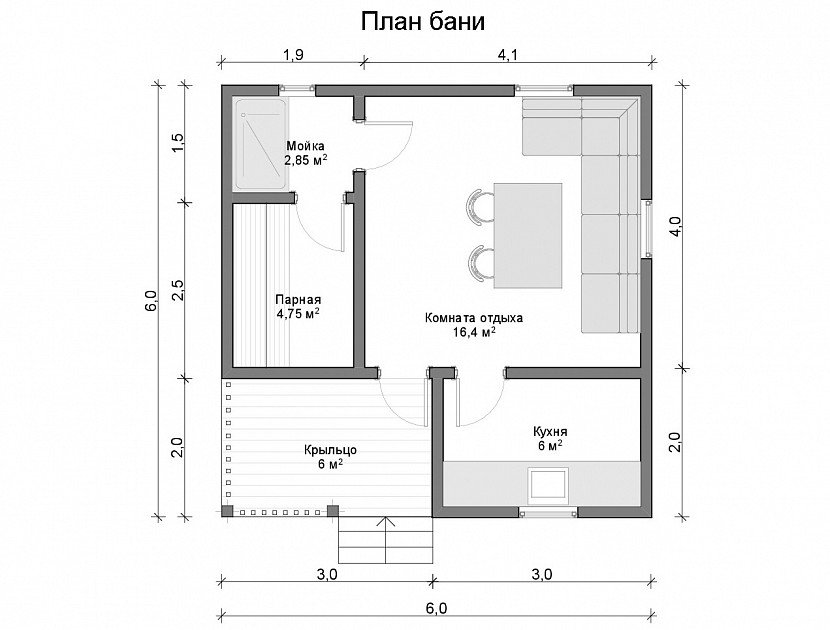
 Также сам участок для бани должен быть сухим.
Также сам участок для бани должен быть сухим. В данном случае возводится простая двухскатная. Стропила опираются на затяжки, установленные и закрепленные на несущих стенах.
В данном случае возводится простая двухскатная. Стропила опираются на затяжки, установленные и закрепленные на несущих стенах.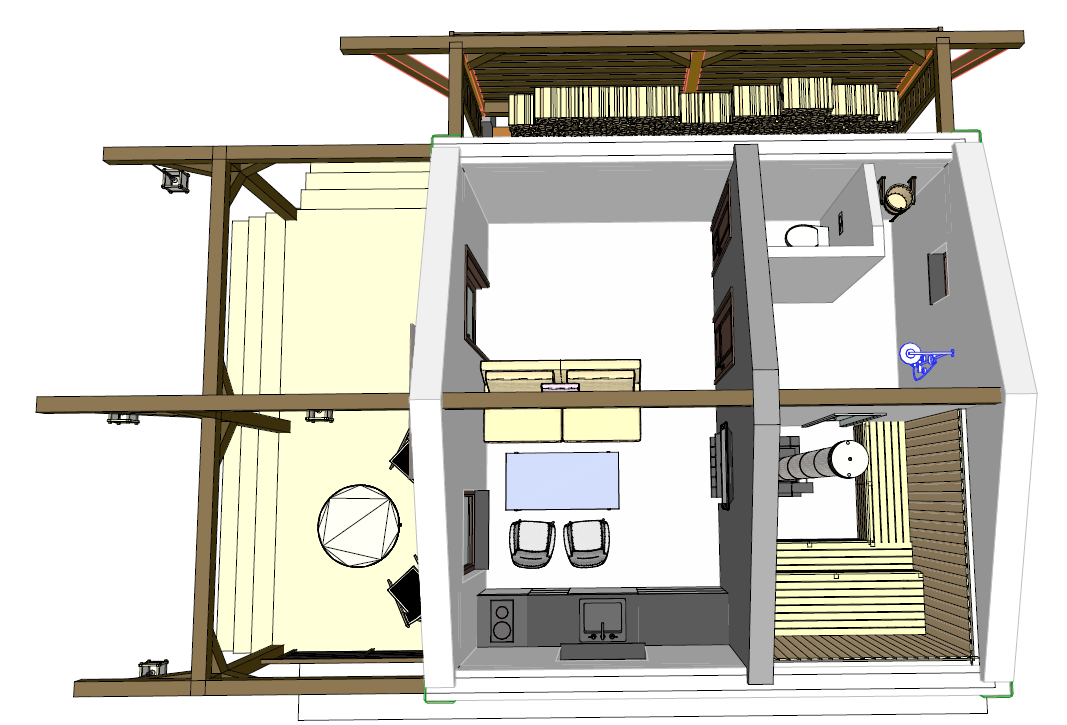 При должной сноровке, желании и помощи пары человек строительство можно закончить очень быстро. Притом такая баня будет служить долгие годы без нареканий. Так что можно смело выбирать понравившийся проект и начинать его реализовывать на своем участке.
При должной сноровке, желании и помощи пары человек строительство можно закончить очень быстро. Притом такая баня будет служить долгие годы без нареканий. Так что можно смело выбирать понравившийся проект и начинать его реализовывать на своем участке.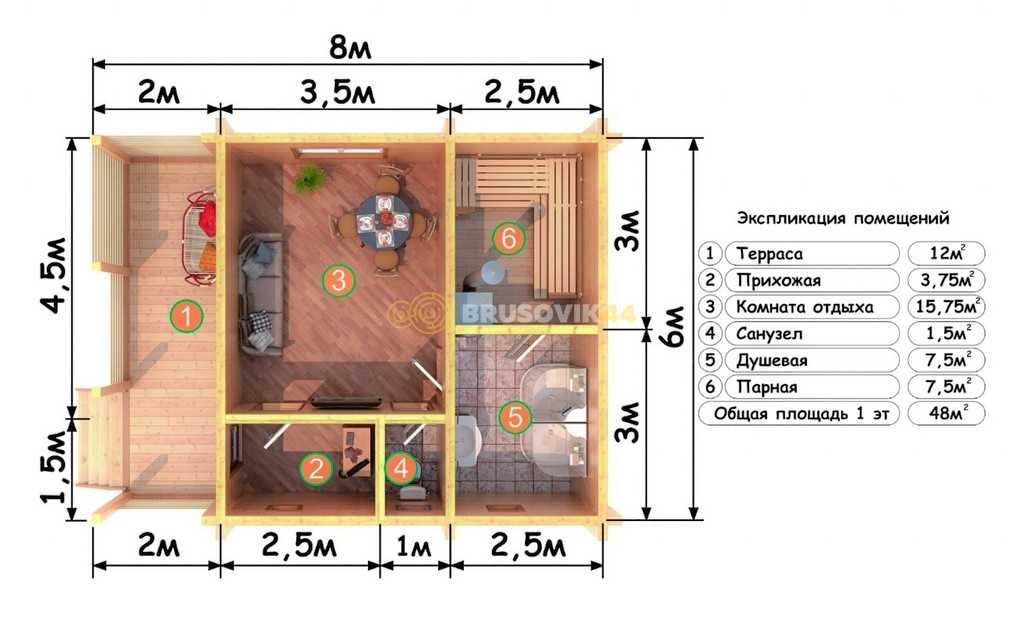

 Why Hadeswite 9000
Why Hadeswite 9000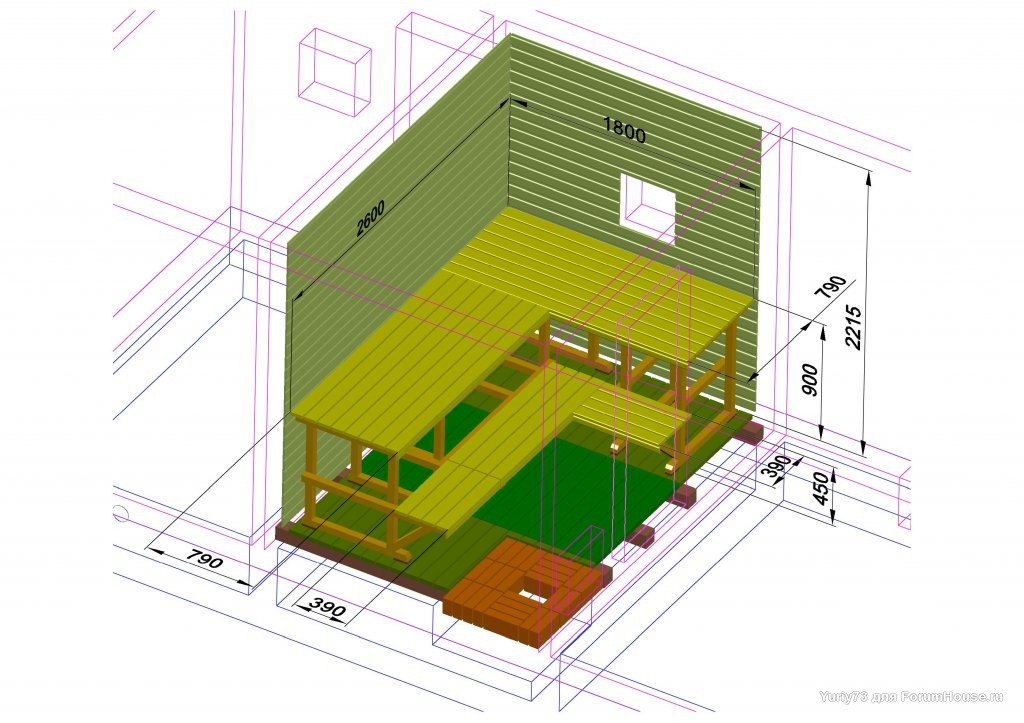
 Смета делится на три части: материалы, услуги и строительство.
Смета делится на три части: материалы, услуги и строительство.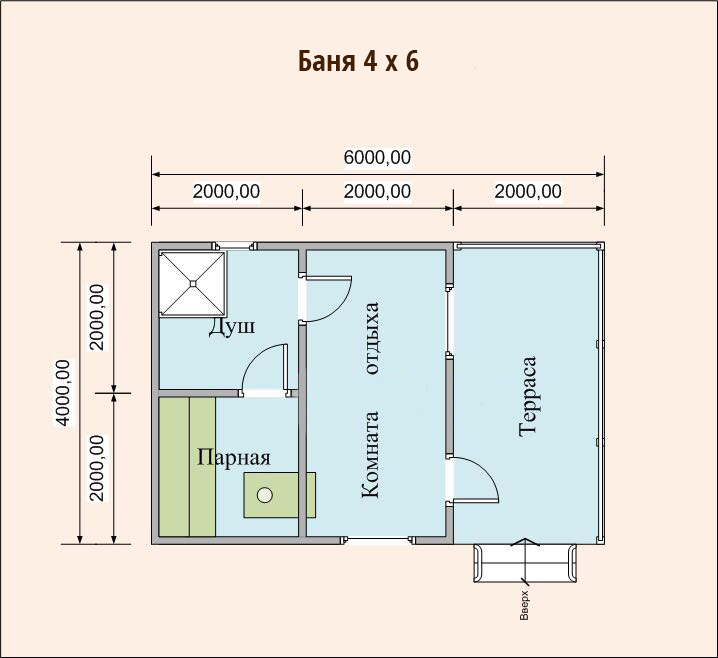
 Это включает в себя сеанс архитектурного планирования для достижения ваших целей, запуск проекта с визуализацией и техническими инструкциями, а также цифровую поддержку на протяжении всего процесса.
Это включает в себя сеанс архитектурного планирования для достижения ваших целей, запуск проекта с визуализацией и техническими инструкциями, а также цифровую поддержку на протяжении всего процесса.
 You able to use 600+ google web fonts in the backend.
You able to use 600+ google web fonts in the backend. Доставка товара организуется при помощи транспортных компаний в любую точку
Доставка товара организуется при помощи транспортных компаний в любую точку You able to use 600+ google web fonts in the backend.
You able to use 600+ google web fonts in the backend. м
м 4
4 model }
model } 

 7 Обработка тел вращения
7 Обработка тел вращения

 Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
 Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки. Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
 Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.

 Не вся она имеет удлиненные хвостовики, и порой их размеров не хватает, чтобы использовать инструмент, например, при расширении глубоких пазов. Также длинные хвостовики оснастки могут понадобиться при закреплении агрегата под столом. В таком случае принято использовать удлинитель фрезы, который зажимается в цанге агрегата.
Не вся она имеет удлиненные хвостовики, и порой их размеров не хватает, чтобы использовать инструмент, например, при расширении глубоких пазов. Также длинные хвостовики оснастки могут понадобиться при закреплении агрегата под столом. В таком случае принято использовать удлинитель фрезы, который зажимается в цанге агрегата. Поэтому, если лезвия немного затупились, они будут оставлять следы на обработанной ими поверхности, которые придется вышлифовывать.
Поэтому, если лезвия немного затупились, они будут оставлять следы на обработанной ими поверхности, которые придется вышлифовывать. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
 Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.
Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.




 Ручной фрезер незаменим при установке межкомнатных дверей. Очень удобен для выполнения врезки замков и навесов. При его помощи можно посадить замок в дверь так, что между древесиной и планкой замка не останется даже мельчайшего зазора. Так что в доме он не помешает, даже если вы не так часто будете им пользоваться!
Ручной фрезер незаменим при установке межкомнатных дверей. Очень удобен для выполнения врезки замков и навесов. При его помощи можно посадить замок в дверь так, что между древесиной и планкой замка не останется даже мельчайшего зазора. Так что в доме он не помешает, даже если вы не так часто будете им пользоваться!


 Вставьте фрезу и выполните проверочный рез на пробном куске древесины.
Вставьте фрезу и выполните проверочный рез на пробном куске древесины. Не замедляйте движения на углах детали или при других изменениях направления движения, так как в противном случае фреза может перегреться и оставить на поверхности детали прожиги.
Не замедляйте движения на углах детали или при других изменениях направления движения, так как в противном случае фреза может перегреться и оставить на поверхности детали прожиги.
 Освободите фиксатор и медленно верните корзину фрезера в исходное пололжение (двигатель поднят в крайнее верхнее положение).
Освободите фиксатор и медленно верните корзину фрезера в исходное пололжение (двигатель поднят в крайнее верхнее положение). Ввинчивайте или вывинчивайте винт тонкой настройки до тех пор, пока фреза не примет необходимое положение относительно подошвы. Зафиксируйте текущее положение корзины с помощью фиксатора, чтобы полученная настройка не сбилась во время работы.
Ввинчивайте или вывинчивайте винт тонкой настройки до тех пор, пока фреза не примет необходимое положение относительно подошвы. Зафиксируйте текущее положение корзины с помощью фиксатора, чтобы полученная настройка не сбилась во время работы. При этом каждый раз перед тем, как произвести новую настройку, выключайте ручной фрезер. При каждом новом проходе следите за тем, чтобы он шел точно по параллельному упору или по направляющей. Выполняйте последовательные проходы, пока не получите паз нужной глубины. Чтобы получить чистую поверхность, во время последнего прохода снимайте слой материала толщиной не более 1,5 мм.
При этом каждый раз перед тем, как произвести новую настройку, выключайте ручной фрезер. При каждом новом проходе следите за тем, чтобы он шел точно по параллельному упору или по направляющей. Выполняйте последовательные проходы, пока не получите паз нужной глубины. Чтобы получить чистую поверхность, во время последнего прохода снимайте слой материала толщиной не более 1,5 мм. Тяжелыми фрезерами, используя фрезы с хвостовиками в 12 мм, за один проход можно без особых сложностей снять 6-8 мм.
Тяжелыми фрезерами, используя фрезы с хвостовиками в 12 мм, за один проход можно без особых сложностей снять 6-8 мм. Если перемещать фрезер в противоположном направлении, то он может самопроизвольно отойти от направляющей.
Если перемещать фрезер в противоположном направлении, то он может самопроизвольно отойти от направляющей. По возможности следует выдерживать движение фрезера в одном направлении. Если Вы ведете фрезер слева направо, то фрезер уклоняется в направлении от Вас — это наиболее безопасное направление перемещения фрезера.
По возможности следует выдерживать движение фрезера в одном направлении. Если Вы ведете фрезер слева направо, то фрезер уклоняется в направлении от Вас — это наиболее безопасное направление перемещения фрезера. При обработке покрытых шпоном или другим материалом заготовок за фрезой может оставаться шероховатая или расщепленная поверхность.
При обработке покрытых шпоном или другим материалом заготовок за фрезой может оставаться шероховатая или расщепленная поверхность. Применяя шаблоны, всегда следите за тем, чтобы при ошибках в ведении фрезера происходил уход в удаляемую древесину.
Применяя шаблоны, всегда следите за тем, чтобы при ошибках в ведении фрезера происходил уход в удаляемую древесину. Работа таким фрезами требует особой аккуратности, так как удаление опилок из образующихся узких пазов может оказаться проблематичной. Если ширина паза позволяет, следует производить предварительное фрезерование узкого паза, чтобы при выполнении окончательного прохода необходимо было удалять как можно меньше опилок.
Работа таким фрезами требует особой аккуратности, так как удаление опилок из образующихся узких пазов может оказаться проблематичной. Если ширина паза позволяет, следует производить предварительное фрезерование узкого паза, чтобы при выполнении окончательного прохода необходимо было удалять как можно меньше опилок. Однако это не влияет на наши рекомендации.
Однако это не влияет на наши рекомендации. Тем не менее, почти невозможно безопасно кормить поголовье полностью. Решение: сделайте молдинг очень длинным и оставьте немного необработанной древесины на конце, чтобы он служил ручкой. Когда вы прошли максимально возможное расстояние, выключите фрезер, удалите деталь и отрежьте ручку.
Тем не менее, почти невозможно безопасно кормить поголовье полностью. Решение: сделайте молдинг очень длинным и оставьте немного необработанной древесины на конце, чтобы он служил ручкой. Когда вы прошли максимально возможное расстояние, выключите фрезер, удалите деталь и отрежьте ручку. на 1-в. алюминиевый угол, 8 футов Т-образной направляющей и некоторые коммерческие зажимы, изготовленные для Т-образной направляющей, или их заводские эквиваленты (см. Источник ниже).
на 1-в. алюминиевый угол, 8 футов Т-образной направляющей и некоторые коммерческие зажимы, изготовленные для Т-образной направляющей, или их заводские эквиваленты (см. Источник ниже). (Однако фрезы с прямым резом не рекомендуются для использования на фрезерном столе, потому что они могут вытолкнуть заготовку со стола.) Спирали компрессионной фрезы движутся в обоих направлениях, вверх и вниз, подтягивая стружку к середине фрезы. . Это лучшая фреза для фрезерования кромок фанеры или меламина — вы получите поверхность без сколов с обеих сторон.
(Однако фрезы с прямым резом не рекомендуются для использования на фрезерном столе, потому что они могут вытолкнуть заготовку со стола.) Спирали компрессионной фрезы движутся в обоих направлениях, вверх и вниз, подтягивая стружку к середине фрезы. . Это лучшая фреза для фрезерования кромок фанеры или меламина — вы получите поверхность без сколов с обеих сторон. Лезвие смещается ровно настолько, чтобы образовалась обожженная или неровная кромка. Если вы столкнулись с такими проблемами, попробуйте использовать насадку для снятия фаски, которая всегда срезает точный угол в 45 градусов. Биты для фаски бывают разных размеров. Вот несколько советов, которые помогут улучшить ваши результаты:
Лезвие смещается ровно настолько, чтобы образовалась обожженная или неровная кромка. Если вы столкнулись с такими проблемами, попробуйте использовать насадку для снятия фаски, которая всегда срезает точный угол в 45 градусов. Биты для фаски бывают разных размеров. Вот несколько советов, которые помогут улучшить ваши результаты:

 диам. Он обеспечивает более плавный срез торцевого зерна, чем фреза меньшего диаметра.
диам. Он обеспечивает более плавный срез торцевого зерна, чем фреза меньшего диаметра. Направляющие блоки — это всего лишь два больших куска дерева, соединенных парой установочных штифтов.
Направляющие блоки — это всего лишь два больших куска дерева, соединенных парой установочных штифтов.

 Вот сделанный на заказ забор, который сделает эту операцию намного менее страшной.
Вот сделанный на заказ забор, который сделает эту операцию намного менее страшной. (Большой ручной винт идеально подходит для этой работы, потому что он имеет большой радиус действия.)
(Большой ручной винт идеально подходит для этой работы, потому что он имеет большой радиус действия.)
 199 wood router Stock-Fotografie und Bilder . Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
199 wood router Stock-Fotografie und Bilder . Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. werkzeug mit computer numerische steuerung. — фрезерный станок по дереву, фото и фото
werkzeug mit computer numerische steuerung. — фрезерный станок по дереву, фото и фото ..
..
 ..
.. drahtlose internetkommunikation — wood router stock-fotos und bilder
drahtlose internetkommunikation — wood router stock-fotos und bilder Schneiden der Kante des Boards…
Schneiden der Kante des Boards… в Эйнер Мёбельфабрик. — фрезерный станок по дереву
в Эйнер Мёбельфабрик. — фрезерный станок по дереву Eine Frau, die einen Laptop benutzt, während sie auf dem Sofa sitzt, ist im Hintergrund. Селектив Фокус.
Eine Frau, die einen Laptop benutzt, während sie auf dem Sofa sitzt, ist im Hintergrund. Селектив Фокус.
 Отличительной особенностью является быстрый и простой монтаж, для которого не обязательно пользоваться дрелью и шуруповертом, вполне достаточно молотка. Хотя металлический элемент работает как гвоздь, а не как саморез, некоторые виды снабжаются прорезями под крестовую отвертку. Подбор требуемых дюбелей производится по двум параметрам – длине и диаметру гвоздя. Дюбели изготавливаются из полипропилена, полиамида или полиэтилена. Для гвоздя выбирают стальные сплавы с оцинковкой.
Отличительной особенностью является быстрый и простой монтаж, для которого не обязательно пользоваться дрелью и шуруповертом, вполне достаточно молотка. Хотя металлический элемент работает как гвоздь, а не как саморез, некоторые виды снабжаются прорезями под крестовую отвертку. Подбор требуемых дюбелей производится по двум параметрам – длине и диаметру гвоздя. Дюбели изготавливаются из полипропилена, полиамида или полиэтилена. Для гвоздя выбирают стальные сплавы с оцинковкой. В их число входят простая конструкция деталей, быстрый монтаж и множество типоразмеров.
В их число входят простая конструкция деталей, быстрый монтаж и множество типоразмеров.
 Это делает их более удобными в массовом применение, чем другие дюбельные крепежи.
Это делает их более удобными в массовом применение, чем другие дюбельные крепежи.



 Мы можем тесно сотрудничать с вами и нашими поставщиками, чтобы найти нужный вам продукт по доступной цене. Наша команда обслуживания клиентов также может помочь с покупкой подходящего дюбеля для вашего проекта и сопутствующих товаров.
Мы можем тесно сотрудничать с вами и нашими поставщиками, чтобы найти нужный вам продукт по доступной цене. Наша команда обслуживания клиентов также может помочь с покупкой подходящего дюбеля для вашего проекта и сопутствующих товаров.

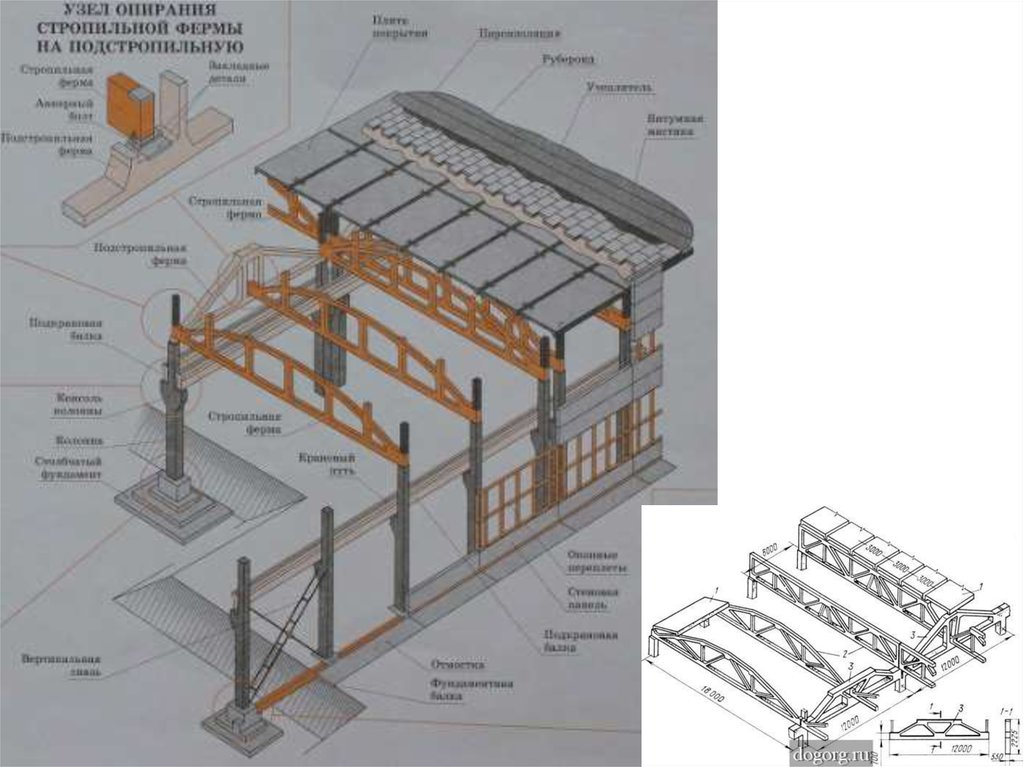
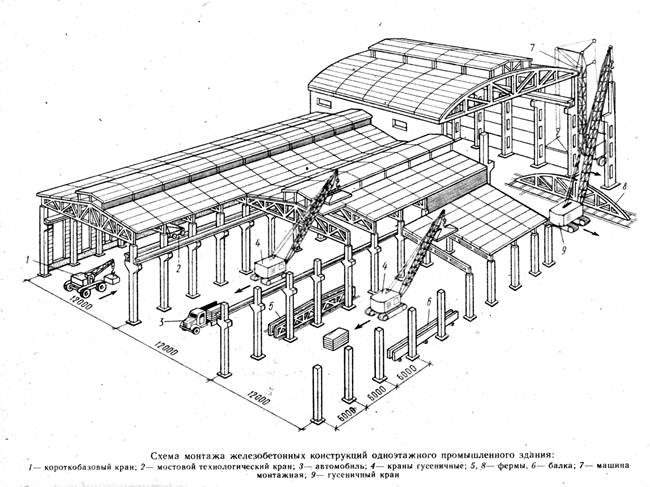
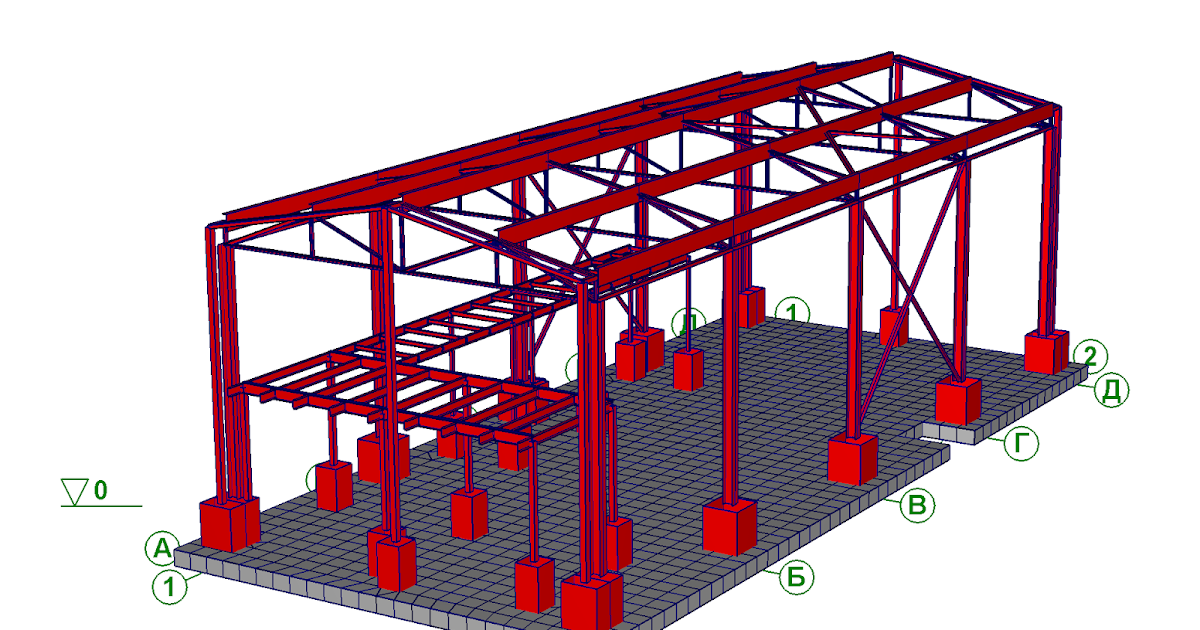 — М.: Стройиздат, 1989г. — 429с.
— М.: Стройиздат, 1989г. — 429с.
 В
В В
В
 Стальная конструкция имеет малый вес, высокую прочность и короткие сроки строительства, что соответственно снижает инвестиционные затраты.
Стальная конструкция имеет малый вес, высокую прочность и короткие сроки строительства, что соответственно снижает инвестиционные затраты.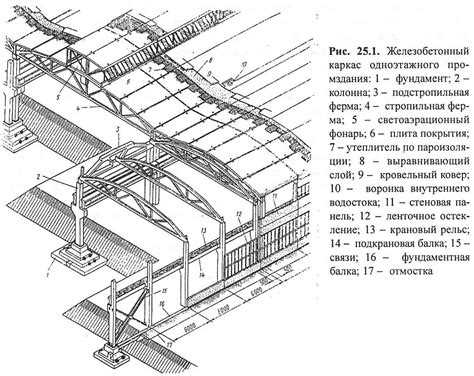
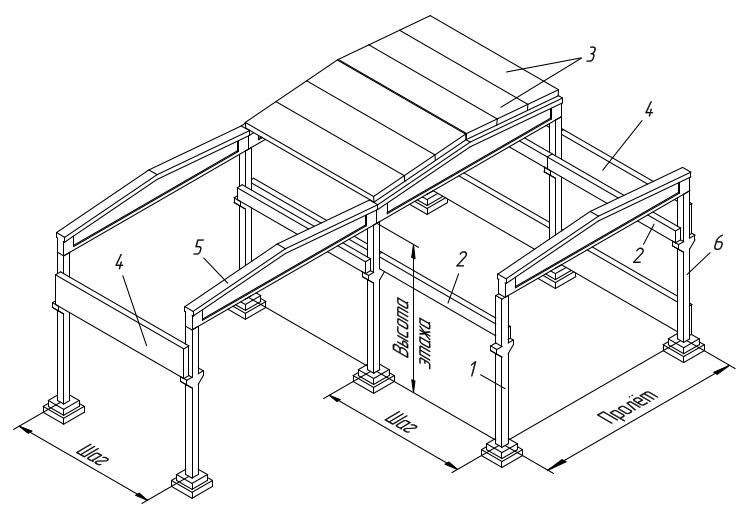
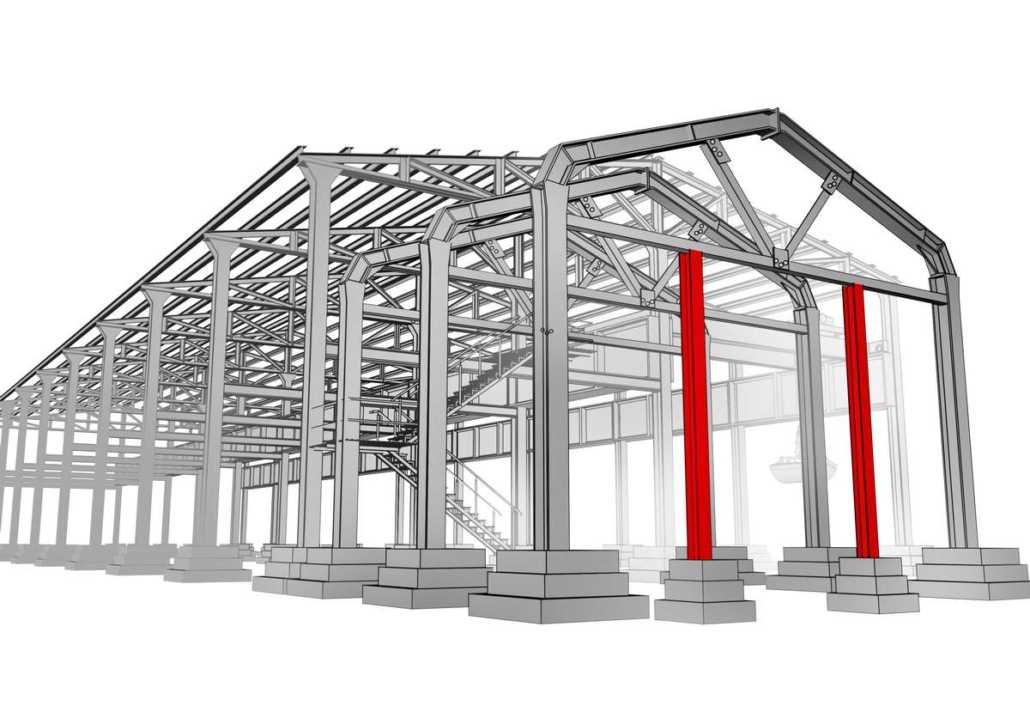

 Он может быть спроектирован и построен с правильными размерами и функциями в соответствии с требованиями.
Он может быть спроектирован и построен с правильными размерами и функциями в соответствии с требованиями. В конструкции стальной конструкции обычно используются стальные балки, колонны, фермы и так далее. Каждое здание может быть индивидуально спроектировано и построено в соответствии с требованиями.
В конструкции стальной конструкции обычно используются стальные балки, колонны, фермы и так далее. Каждое здание может быть индивидуально спроектировано и построено в соответствии с требованиями. Для получения дополнительной информации поговорите с одним из наших специалистов онлайн.
Для получения дополнительной информации поговорите с одним из наших специалистов онлайн.
 Период строительства фундамента составляет около 25% от общего периода строительства завода, а стоимость фундамента составляет 15% от общей стоимости завода металлоконструкций.
Период строительства фундамента составляет около 25% от общего периода строительства завода, а стоимость фундамента составляет 15% от общей стоимости завода металлоконструкций.
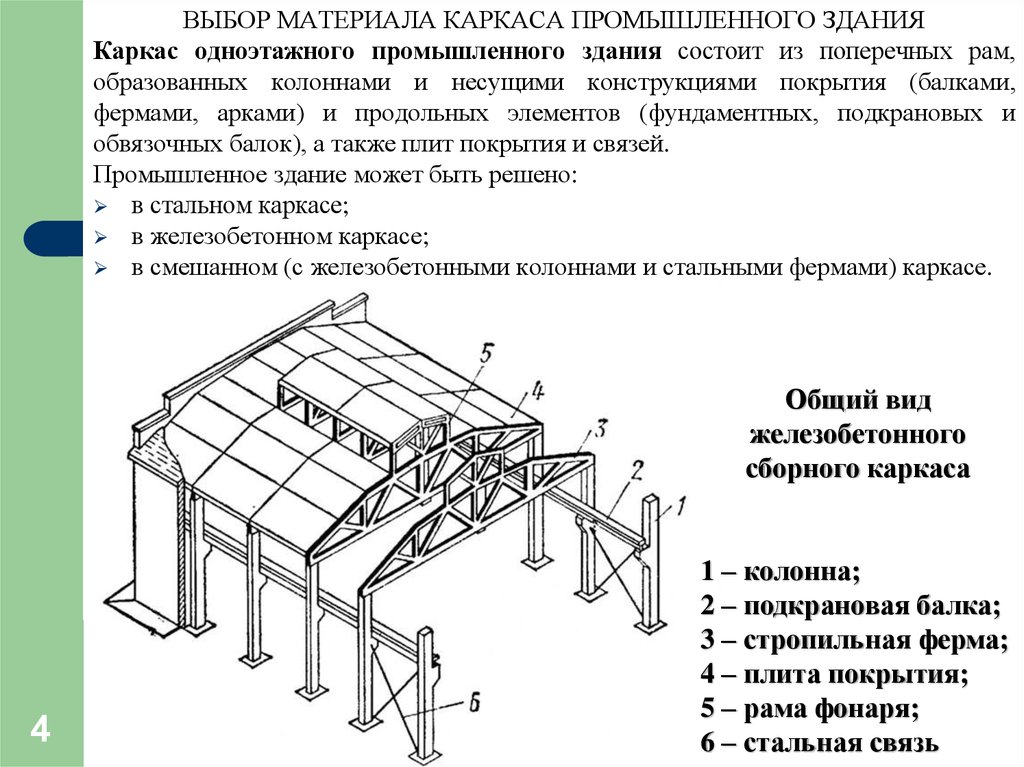 Описание вашего проекта: рабочий сайт проекта, бюджет проекта и т. д.
Описание вашего проекта: рабочий сайт проекта, бюджет проекта и т. д.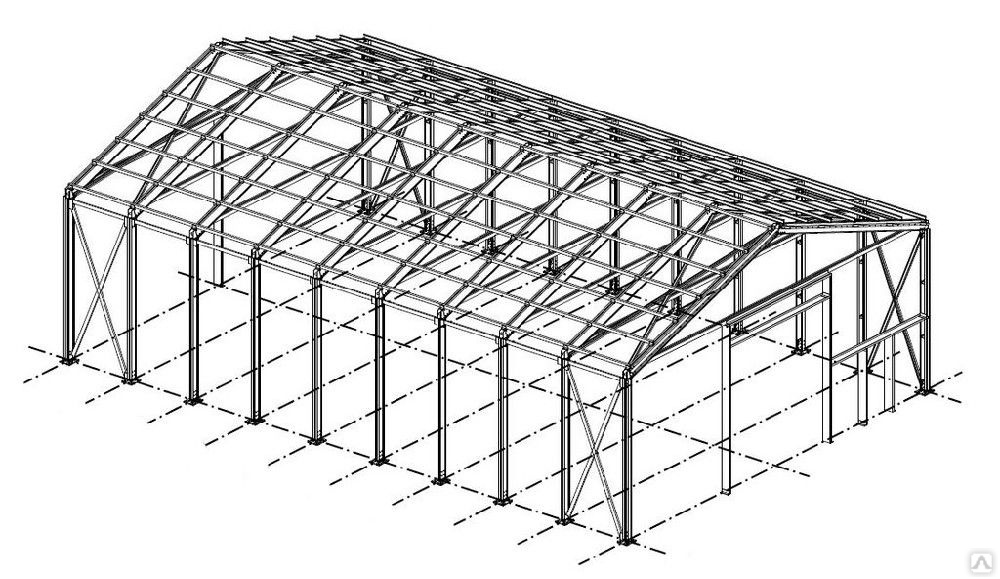 Нагрузка крана представляет собой динамическую повторяющуюся нагрузку, которая легко приводит к повреждению конструкции из-за усталости. Поэтому при проектировании необходимо обращать внимание на интенсивность работы крана, называемую режимом работы крана. При изучении классификации заводской конструкции ее часто классифицируют по режиму работы крана на заводе. Мастерские можно классифицировать по четырем режимам работы кранов: цеха с кранами с легкими, средними, тяжелыми и очень тяжелыми режимами работы.
Нагрузка крана представляет собой динамическую повторяющуюся нагрузку, которая легко приводит к повреждению конструкции из-за усталости. Поэтому при проектировании необходимо обращать внимание на интенсивность работы крана, называемую режимом работы крана. При изучении классификации заводской конструкции ее часто классифицируют по режиму работы крана на заводе. Мастерские можно классифицировать по четырем режимам работы кранов: цеха с кранами с легкими, средними, тяжелыми и очень тяжелыми режимами работы.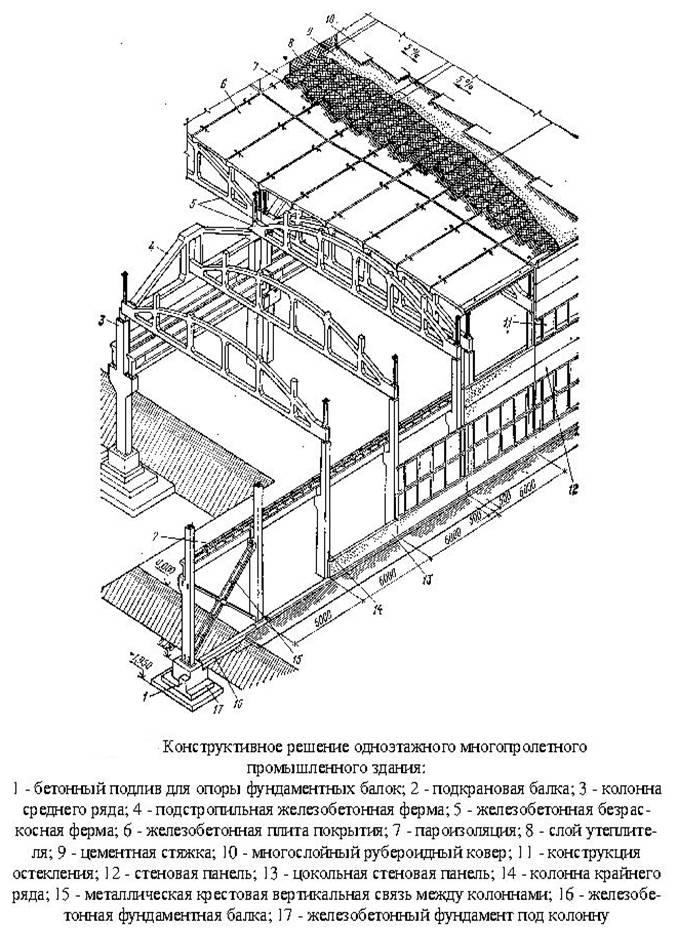
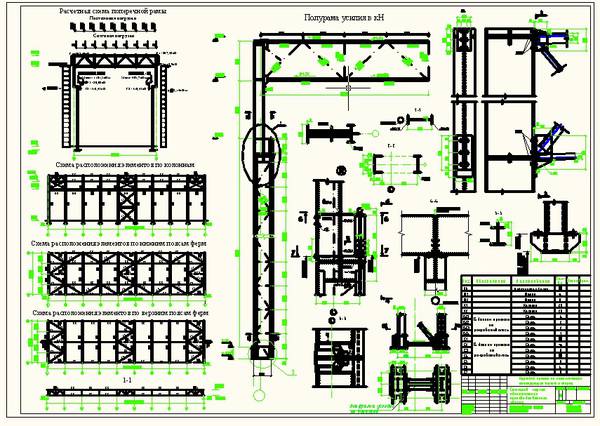
 Влияние окружающей среды заключается в основном в степени агрессивности среды на поверхности конструкции, вызывающей коррозию, уменьшающую несущее сечение. Этот показатель измеряется скоростью коррозии на поверхности в мм/год в зависимости от степени коррозии легкой (0,1мм/год), средней (0,5мм/год), сильной (более 0,5мм/год) с соответствующей защитой .
Влияние окружающей среды заключается в основном в степени агрессивности среды на поверхности конструкции, вызывающей коррозию, уменьшающую несущее сечение. Этот показатель измеряется скоростью коррозии на поверхности в мм/год в зависимости от степени коррозии легкой (0,1мм/год), средней (0,5мм/год), сильной (более 0,5мм/год) с соответствующей защитой . При проектировании необходимо учитывать вышеперечисленные факторы и находить оптимальное решение, максимально удовлетворяющее этим факторам.
При проектировании необходимо учитывать вышеперечисленные факторы и находить оптимальное решение, максимально удовлетворяющее этим факторам. Это зависит от того, как выбрано решение и форма конструкции. С другой стороны, форма элемента позволяет уменьшить размеры многих типов конструкций, создавая возможность использования различных конструкций.
Это зависит от того, как выбрано решение и форма конструкции. С другой стороны, форма элемента позволяет уменьшить размеры многих типов конструкций, создавая возможность использования различных конструкций. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;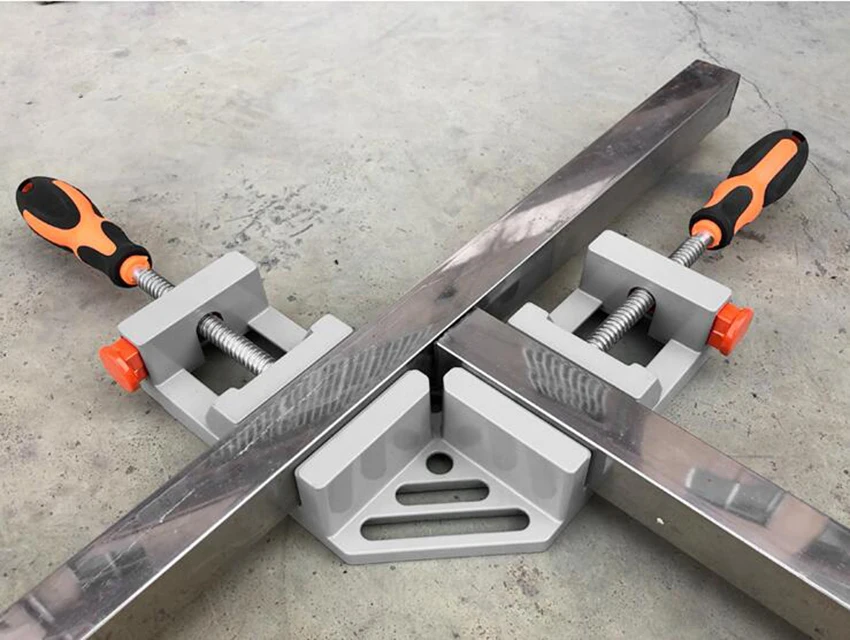 А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
 Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией. 04.2017
04.2017
 Их лучше изготавливать своими руками.
Их лучше изготавливать своими руками.



 Угловой зажим предназначен для зажима в легких условиях и имеет монтажные отверстия для крепления к рабочим поверхностям. Вы можете отрегулировать размер обрабатываемой детали, регулируя шпиндели на этом инструменте. Это изделие из литого под давлением цинка имеет глубину горловины 1/2 дюйма, длину губок 2 1/2 дюйма, угол наклона 3 дюйма и высоту губок 1/2 дюйма. Он также имеет шпиндель с диаметром 1/4 дюйма. Если вы ищете простой в использовании угловой зажим, то угловой зажим Bessey WS-1 идеально вам подойдет.
Угловой зажим предназначен для зажима в легких условиях и имеет монтажные отверстия для крепления к рабочим поверхностям. Вы можете отрегулировать размер обрабатываемой детали, регулируя шпиндели на этом инструменте. Это изделие из литого под давлением цинка имеет глубину горловины 1/2 дюйма, длину губок 2 1/2 дюйма, угол наклона 3 дюйма и высоту губок 1/2 дюйма. Он также имеет шпиндель с диаметром 1/4 дюйма. Если вы ищете простой в использовании угловой зажим, то угловой зажим Bessey WS-1 идеально вам подойдет. Это изделие из литого под давлением цинка имеет глубину горловины 1/2 дюйма, длину губок 2 1/2 дюйма, угол наклона 3 дюйма и высоту губок 1/2 дюйма. Он также имеет шпиндель с диаметром 1/4 дюйма. Если вы ищете простой в использовании угловой зажим, то угловой зажим Bessey WS-1 идеально вам подойдет.
Это изделие из литого под давлением цинка имеет глубину горловины 1/2 дюйма, длину губок 2 1/2 дюйма, угол наклона 3 дюйма и высоту губок 1/2 дюйма. Он также имеет шпиндель с диаметром 1/4 дюйма. Если вы ищете простой в использовании угловой зажим, то угловой зажим Bessey WS-1 идеально вам подойдет. № ТК-6, включает (2) монтажных зажима
№ ТК-6, включает (2) монтажных зажима Этот зажим под углом 90 градусов имеет глубину зева 2 3/4 дюйма, длину губок 3 1/2 дюйма и высоту губок 1 15/32 дюйма. Конструкция из алюминиевого сплава делает его легким, но прочным. Он имеет оцинкованный шпиндель, который обеспечивает плавное движение и долговечность. Если вы ищете эффективный угловой зажим, обратите внимание на этот продукт Westward.
Этот зажим под углом 90 градусов имеет глубину зева 2 3/4 дюйма, длину губок 3 1/2 дюйма и высоту губок 1 15/32 дюйма. Конструкция из алюминиевого сплава делает его легким, но прочным. Он имеет оцинкованный шпиндель, который обеспечивает плавное движение и долговечность. Если вы ищете эффективный угловой зажим, обратите внимание на этот продукт Westward. Он имеет фиксированный угол 90 градусов, высоту захвата 3 дюйма и усилие зажима 1000 кг. Эти угловые тиски оснащены небьющейся, точно обработанной алюминиевой головкой, которая позволяет им противостоять износу. Размер под углом 3 1/2 дюйма означает, что вы можете использовать эти тиски для выполнения поперечных или скосных пропилов на любом материале толщиной до 3 1/2 дюйма. Его челюсти также сконструированы таким образом, что никогда не скользят, обеспечивая точность при каждом использовании. Если вам нужны угловые тиски, которые будут прочными и надежными, вам подойдут Westward 39.Угловые тиски M996 — это именно то, что вы искали.
Он имеет фиксированный угол 90 градусов, высоту захвата 3 дюйма и усилие зажима 1000 кг. Эти угловые тиски оснащены небьющейся, точно обработанной алюминиевой головкой, которая позволяет им противостоять износу. Размер под углом 3 1/2 дюйма означает, что вы можете использовать эти тиски для выполнения поперечных или скосных пропилов на любом материале толщиной до 3 1/2 дюйма. Его челюсти также сконструированы таким образом, что никогда не скользят, обеспечивая точность при каждом использовании. Если вам нужны угловые тиски, которые будут прочными и надежными, вам подойдут Westward 39.Угловые тиски M996 — это именно то, что вы искали. Размер под углом 3 1/2 дюйма означает, что вы можете использовать эти тиски для выполнения поперечных или скосных пропилов на любом материале толщиной до 3 1/2 дюйма. Его челюсти также сконструированы таким образом, что никогда не скользят, обеспечивая точность при каждом использовании. Если вам нужны угловые тиски, которые будут прочными и надежными, вам подойдут Westward 39.Угловые тиски M996 — это именно то, что вы искали.
Размер под углом 3 1/2 дюйма означает, что вы можете использовать эти тиски для выполнения поперечных или скосных пропилов на любом материале толщиной до 3 1/2 дюйма. Его челюсти также сконструированы таким образом, что никогда не скользят, обеспечивая точность при каждом использовании. Если вам нужны угловые тиски, которые будут прочными и надежными, вам подойдут Westward 39.Угловые тиски M996 — это именно то, что вы искали. Это сделает вашу работу проще и эффективнее. Этот угловой зажим мощностью 7 дюймов можно использовать для сварки, удержания, фиксации и выравнивания материала точно под прямым углом. Автоматическая регулировка позволяет легко подогнать заготовки разной толщины. Изготовлен из чугуна, этот 9Зажим с углом 0 градусов имеет стержень с медным покрытием, который обеспечивает плавное движение при открывании и закрывании губок. Угловой зажим BESSEY WSM-9 с углом наклона 3 1/2 дюйма и длиной захвата 4 дюйма — это высококачественный инструмент, необходимый для быстрого и эффективного завершения ваших проектов.
Это сделает вашу работу проще и эффективнее. Этот угловой зажим мощностью 7 дюймов можно использовать для сварки, удержания, фиксации и выравнивания материала точно под прямым углом. Автоматическая регулировка позволяет легко подогнать заготовки разной толщины. Изготовлен из чугуна, этот 9Зажим с углом 0 градусов имеет стержень с медным покрытием, который обеспечивает плавное движение при открывании и закрывании губок. Угловой зажим BESSEY WSM-9 с углом наклона 3 1/2 дюйма и длиной захвата 4 дюйма — это высококачественный инструмент, необходимый для быстрого и эффективного завершения ваших проектов. Автоматическая регулировка позволяет легко подогнать заготовки разной толщины. Изготовлен из чугуна, этот 9Зажим с углом 0 градусов имеет стержень с медным покрытием, который обеспечивает плавное движение при открывании и закрывании губок. Угловой зажим BESSEY WSM-9 с углом наклона 3 1/2 дюйма и длиной захвата 4 дюйма — это высококачественный инструмент, необходимый для быстрого и эффективного завершения ваших проектов.
Автоматическая регулировка позволяет легко подогнать заготовки разной толщины. Изготовлен из чугуна, этот 9Зажим с углом 0 градусов имеет стержень с медным покрытием, который обеспечивает плавное движение при открывании и закрывании губок. Угловой зажим BESSEY WSM-9 с углом наклона 3 1/2 дюйма и длиной захвата 4 дюйма — это высококачественный инструмент, необходимый для быстрого и эффективного завершения ваших проектов. 6, -, Материал ремешка -, Материал рамы -, Общая длина (дюймы) -, Ширина ремешка (дюймы) -, Тип захвата -, Длина захвата (дюймы) -, Ширина захвата (дюймы) -, Тип ручки -, Для использования без. 5HXR0 Зажим для ремня, прижимные пластины, количество в упаковке 6
6, -, Материал ремешка -, Материал рамы -, Общая длина (дюймы) -, Ширина ремешка (дюймы) -, Тип захвата -, Длина захвата (дюймы) -, Ширина захвата (дюймы) -, Тип ручки -, Для использования без. 5HXR0 Зажим для ремня, прижимные пластины, количество в упаковке 6 Этот угловой зажим оснащен литыми губками и может удерживать дюбели, винты или скобы во время склеивания. Зажим под углом 90 градусов идеально подходит для деревообрабатывающих проектов. Литые губки имеют глубину зева 8 дюймов и высоту губок 2 7/16 дюйма. Они имеют угол наклона 2 7/15 дюймов и шпиндель с трапецеидальной резьбой с гальваническим покрытием. Изготовленный из высококачественных материалов, этот угловой зажим Bessey WS-6 — это именно то, что вам нужно, чтобы ваш следующий проект был выполнен правильно.
Этот угловой зажим оснащен литыми губками и может удерживать дюбели, винты или скобы во время склеивания. Зажим под углом 90 градусов идеально подходит для деревообрабатывающих проектов. Литые губки имеют глубину зева 8 дюймов и высоту губок 2 7/16 дюйма. Они имеют угол наклона 2 7/15 дюймов и шпиндель с трапецеидальной резьбой с гальваническим покрытием. Изготовленный из высококачественных материалов, этот угловой зажим Bessey WS-6 — это именно то, что вам нужно, чтобы ваш следующий проект был выполнен правильно. Они имеют угол наклона 2 7/15 дюймов и шпиндель с трапецеидальной резьбой с гальваническим покрытием. Изготовленный из высококачественных материалов, этот угловой зажим Bessey WS-6 — это именно то, что вам нужно, чтобы ваш следующий проект был выполнен правильно.
Они имеют угол наклона 2 7/15 дюймов и шпиндель с трапецеидальной резьбой с гальваническим покрытием. Изготовленный из высококачественных материалов, этот угловой зажим Bessey WS-6 — это именно то, что вам нужно, чтобы ваш следующий проект был выполнен правильно. Этот чугунный зажим с углом наклона 90 градусов 4 3/8 дюйма можно использовать для удержания досок в нужном положении, пока вы их распиливаете. Шпиндель с медным покрытием обеспечивает плавную и легкую работу при открытии и закрытии кулачков. Инструмент имеет длину губок 4 1/8 дюйма и высоту губок 2 3/8 дюйма. Этот угловой зажим Wilton поможет вам выполнять ваши проекты быстрее и с большей точностью.
Этот чугунный зажим с углом наклона 90 градусов 4 3/8 дюйма можно использовать для удержания досок в нужном положении, пока вы их распиливаете. Шпиндель с медным покрытием обеспечивает плавную и легкую работу при открытии и закрытии кулачков. Инструмент имеет длину губок 4 1/8 дюйма и высоту губок 2 3/8 дюйма. Этот угловой зажим Wilton поможет вам выполнять ваши проекты быстрее и с большей точностью.
-
Внешний; -
Внутренний; -
Номинальный.
Сама необходимость в сравнительных таблицах с диаметрами возникла из-за различных стандартов России и Европы(Все изделия связанные с медными трубами: https://rdmetall.ru/cvetmet/mednyj-prokat/mednye-truby/). Поскольку, большинство производителей труб являются иностранными, в характеристиках используются дюймы, тогда как на нашей территории оперируют значениями мм, см.
|
Ø, дюйм |
Наружный диаметр + толщина стенки, мм |
|
1/4 |
6.35+0.76 |
|
3/8 |
9.52+0.81 |
|
1/2 |
12.7+0.81 |
|
5/8 |
15.9+0.90 |
|
3/4 |
19.05+0.89 |
|
7/8 |
22.  23+1.14 23+1.14 |
|
1 |
25.4+1.14 |
|
1 1/8 |
28.58+1.27 |
|
1 3/8 |
34.93+1.40 |
|
1 5/8 |
41.27+1.53 |
|
2 1/8 |
53.98+1.78 |
|
2 5/8 |
66.68+2.03 |
|
3 1/8 |
79.39+2.30 |
|
3 5/8 |
92.08+2.54 |
|
4 1/8 |
104.74+2.80 |
Медная труба: диаметр 15
Наиболее популярная, долговечная и относительно недорогая труба медная, диаметр 15 мм – 20 мм ( или ½ и ¾) применяется в Европе и РФ в качестве основы для теплообменных сетей следующих замкнутых систем:
-
Автономное отопление; -
Холодильная установка; -
Солнечная батарея; -
Сплит-система.

Другой распространенный размер, при обозначении которого используется труба медная 5/8, диаметр в мм равен 16. Кроме того, существуют общие понятия, такие как условный проход и толщина стенки. Условный проход важно знать при покупке фитингов, стыкующих отдельные отрезки трубопровода (также измеряется в мм и дюймах). Возможно вы так же захотите купить трубу квадратную нержавейку.
Таблица диаметров медных труб
Следующая сравнительная таблица поможет в случае, когда вы сравниваете диаметры медных труб для кондиционеров, таблица приведена также для более крупных размеров, применяемых в отоплении и холодоснабжении.
Компания «Региональный дом металла» осуществляет поставку такой продукции, как медная трубка диаметром 6 мм и более, любыми партиями со складов в Санкт-Петербурге. Если же вас интересуют скажем медные трубы для кондиционеров, то вам сюда. Мы оперативно соберем заказ по вашим техническим требованиям и доставим своим транспортом в любую точку РФ, обращайтесь, мы всегда на связи!
Таблица перевода размеров и массы медной трубки.

- Главная
- Полезная информация
- Тех. Документация
- Таблица перевода размеров и массы медной трубки
|
|
Диаметр
|
Диаметр
|
1 м/кг
|
1кг/м
|
|
Трубка медная
|
6
|
1/4
|
0,14
|
7,143
|
|
Трубка медная
|
8
|
5/16
|
0,196
|
5,102
|
|
Трубка медная
|
10
|
3/8
|
0,252
|
3,968
|
|
Трубка медная
|
12
|
1/2
|
0,307
|
3,257
|
|
Трубка медная
|
14
|
|
0,363
|
2,755
|
|
Трубка медная
|
16
|
5/8
|
0,419
|
2,387
|
|
Трубка медная
|
18
|
3/4
|
0,520
|
1,923
|
|
Трубка медная
|
22
|
7/8
|
0,587
|
1,704
|
|
Трубка медная
|
28
|
1 1/8
|
0,755
|
1,325
|
|
Трубка медная
|
35
|
1 3/8
|
1,133
|
0,883
|
|
Трубка медная
|
42
|
1 5/8
|
1,368
|
0,731
|
|
Трубка медная
|
54
|
2 1/8
|
2,198
|
0,455
|
У вас остались вопросы?
Заполните заявку, и наш менеджер свяжется с вами в ближайшее время.
Для улучшения работы сайта и его взаимодействия с пользователями мы используем файлы cookie. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Таблица размеров и размеров медных трубок
(Ваша корзина пуста)
Задайте вопрос
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Д.
Д. 009
009 907
907 Эти размеры и размеры медных трубок считаются правильными, но их всегда следует перепроверять с помощью альтернативных источников. Строго соблюдайте и соблюдайте все применимые национальные и местные нормы и правила.
Эти размеры и размеры медных трубок считаются правильными, но их всегда следует перепроверять с помощью альтернативных источников. Строго соблюдайте и соблюдайте все применимые национальные и местные нормы и правила.Продукты, защищенные одним или несколькими из следующих патентов: 4 565 222; 5 353 842; 5 901 752; 6 446 669; 6 568 429; 6 899 138, 11 156 319 B2 и другие заявки находятся на рассмотрении.
Предупреждение: Все трубные заглушки должны быть заблокированы или закреплены надлежащим образом, чтобы противостоять силе, равной напору, умноженному на площадь поперечного сечения трубы. Мусор или выступы в трубопроводе могут повредить уплотнение или разорвать надувные заглушки. НИКОГДА не используйте надувную пробку, если ее выход из строя может привести к травме или катастрофическому ущербу, или в качестве единственного средства защиты для персонала, работающего ниже по течению. НИКОГДА не используйте испытательное давление, превышающее пропускную способность самой слабой трубы или компонента в системе. Фактические условия различаются, поэтому пользователь должен принять на себя весь риск и ответственность за выбор и использование любого продукта. Пожалуйста, ознакомьтесь с нашей гарантией, положениями и условиями.
НИКОГДА не используйте испытательное давление, превышающее пропускную способность самой слабой трубы или компонента в системе. Фактические условия различаются, поэтому пользователь должен принять на себя весь риск и ответственность за выбор и использование любого продукта. Пожалуйста, ознакомьтесь с нашей гарантией, положениями и условиями.
Примечание 1: Механические и литые резиновые заглушки обычно используются для испытаний, поскольку изготовленные заглушки типа Multi-Flex ® могут допускать некоторую утечку, если они не настроены для надежного уплотнения.
Примечание 2: Мы постоянно обновляем наши продукты, и, хотя мы стараемся поддерживать веб-сайты в актуальном состоянии, возможно, более актуальные спецификации могут быть указаны в предложении или подтверждении заказа. Изображения, как правило, являются репрезентативными и могут не отражать точное представление, особенно размера предмета.
Возвраты: Электронная почта «Разрешение на возврат товаров» для стандартного
товары в новом состоянии возвращаются в течение 30 дней по адресу: [email protected]
Включите исходный номер заказа и дату получения. Любой разрешенный кредит будет
быть против будущих покупок после 20% платы за обработку и пополнение запасов.
Загрузите, заполните и прикрепите это
форма с вашей электронной почтой.
Гарантия, положения и условия Petersen
Условия и положения веб-сайта Petersen
Цена может быть изменена без предварительного уведомления
Возможности трудоустройства
Продукция Petersen
421 Уилер Авеню
Фредония, Висконсин 53021-0340
© Petersen Products Co. , 2022 г. Все права защищены.
, 2022 г. Все права защищены.
Petersen ® является зарегистрированным товарным знаком Petersen Resources, LLC.
Политика конфиденциальности
Доступ для сотрудников (сначала войдите в систему)
Авторское право ©
2013
Petersen Products Co. Все права защищены.
Размеры медной трубки
Примечание. Внутренний размер зависит от класса трубы, которых существует несколько. В первой таблице указаны только наружные размеры, которые одинаковы для всех перечисленных типов труб и на 1/8 дюйма больше размера трубы.
Таким образом, если бы толщина стенки была 1/16 дюйма, внутренний размер был бы равен размеру трубы. Но толщина стенки зависит от размера трубы, поэтому, как правило, трубы меньше одного дюйма будут немного больше внутри, чем размер, а те, что больше одного дюйма, немного меньше размера их трубы.
Размеры медных труб в соответствии со СТАНДАРТНЫМИ ТЕХНИЧЕСКИМИ УСЛОВИЯМИ ASTM B88 ДЛЯ
БЕСШОВНАЯ МЕДНАЯ ВОДЯНАЯ ТРУБА представлена в таблице ниже:
Тип К | |||||||
| Номинальный размер ( дюйма ) | Фактический наружный диаметр ( дюйма ) | Допуск на наружный диаметр ( дюйма) | Толщина стенки ( дюйма ) | Вес ( фунт/фут ) | |||
| Отожженный 1) | Нарисованный 2) | Номинал | Допуск | ||||
| 1/4 | 3/8 | 0,375 | 0,002 | 0,001 | 0,035 | 0,0035 | 0,133 |
| 3/8 | 1/2 | 0,500 | 0,0025 | 0,001 | 0,049 | 0,005 | 0,269 |
| 1/2 | 5/8 | 0,625 | 0,0025 | 0,001 | 0,049 | 0,005 | 0,344 |
| 5/8 | 3/4 | 0,750 | 0,0025 | 0,001 | 0,049 | 0,005 | 0,418 |
| 3/4 | 7/8 | 0,875 | 0,003 | 0,001 | 0,065 | 0,006 | 0,641 |
| 1 | 1 1/8 | 1,125 | 0,0035 | 0,0015 | 0,065 | 0,006 | 0,837 |
| 1 1/4 | 1 3/8 | 1,375 | 0,004 | 0,0015 | 0,065 | 0,006 | 1,04 |
| 1 1/2 | 1 5/8 | 1,625 | 0,0045 | 0,002 | 0,072 | 0,007 | 1,36 |
| 2 | 2 1/8 | 2,125 | 0,005 | 0,002 | 0,083 | 0,008 | 2,06 |
| 2 1/2 | 2 5/8 | 2,625 | 0,005 | 0,002 | 0,095 | 0,010 | 2,92 |
| 3 | 3 1/8 | 3,125 | 0,005 | 0,002 | 0,109 | 0,011 | 4,00 |
| 3 1/2 | 3 5/8 | 3,625 | 0,005 | 0,002 | 0,120 | 0,012 | 5. 12 12 |
| 4 | 4 1/8 | 4,125 | 0,005 | 0,002 | 0,134 | 0,013 | 6,51 |
| 5 | 5 1/8 | 5,125 | 0,005 | 0,002 | 0,160 | 0,016 | 9,67 |
| 6 | 6 1/8 | 6.125 | 0,005 | 0,002 | 0,192 | 0,019 | 13,87 |
Медные трубы типа К толстостенные, значительно толще труб типа L и M и
используются для бытового водоснабжения, обслуживания и распределения, пожарной
защита, солнечная энергия, топливо и масло, HVAC, сжатый воздух,
кислород-, сжиженный газ
газовые, снеготаятельные, паровые и вакуумные системы.
Будьте осторожны с медными трубами и природным газом. Благодаря добавкам с запахом,
содержание влаги и тип используемых припоев могут привести к растрескиванию трубок. Медные трубы
не допускается кодексом в США для распределения природного газа.
Медные трубы типа К можно использовать для пота, развальцовки и компрессии
арматура. Доступны в твердом и мягком типах.
Тип L | |||||||
| Номинальный размер (дюймы) | Фактический наружный диаметр (дюймы) | Допуск на наружный диаметр (дюймы) | Толщина стенки (дюймы) | Вес ( фунт/фут ) | |||
| Отожженный 1) | Нарисованный 2) | Номинал | Допуск | ||||
| 1/4 | 3/8 | 0,375 | 0,002 | 0,001 | 0,030 | 0,003 | 0,126 |
| 3/8 | 1/2 | 0,500 | 0,0025 | 0,001 | 0,035 | 0,004 | 0,198 |
| 1/2 | 5/8 | 0,625 | 0,0025 | 0,001 | 0,040 | 0,004 | 0,285 |
| 5/8 | 3/4 | 0,750 | 0,0025 | 0,001 | 0,042 | 0,004 | 0,362 |
| 3/4 | 7/8 | 0,875 | 0,003 | 0,001 | 0,045 | 0,004 | 0,455 |
| 1 | 1 1/8 | 1,125 | 0,0035 | 0,0015 | 0,050 | 0,005 | 0,655 |
| 1 1/4 | 1 3/8 | 1,375 | 0,004 | 0,0015 | 0,055 | 0,006 | 0,884 |
| 1 1/2 | 1 5/8 | 1,625 | 0,0045 | 0,002 | 0,060 | 0,006 | 1,14 |
| 2 | 2 1/8 | 2,125 | 0,005 | 0,002 | 0,070 | 0,007 | 1,75 |
| 2 1/2 | 2 5/8 | 2,625 | 0,005 | 0,002 | 0,080 | 0,008 | 2,48 |
| 3 | 3 1/8 | 3,125 | 0,005 | 0,002 | 0,090 | 0,009 | 3,33 |
| 3 1/2 | 3 5/8 | 3,625 | 0,005 | 0,002 | 0,100 | 0,010 | 4,29 |
| 4 | 4 1/8 | 4,125 | 0,005 | 0,002 | 0,114 | 0,011 | 5,38 |
| 5 | 5 1/8 | 5,125 | 0,005 | 0,002 | 0,125 | 0,012 | 7,61 |
| 6 | 6 1/8 | 6. 125 125 | 0,005 | 0,002 | 0,140 | 0,014 | 10.20 |
Стандартные медные трубы типа L используются для внутренней надземной сантехники — бытовой воды, обслуживания и распределения,
противопожарные, солнечные, топливно-масляные, HVAC-, сжатого воздуха, сжиженного нефтяного газа, снеготаяния и вакуумные системы.
Медные трубки типа L могут использоваться при потоотделении, сжатии и развальцовке
арматура. Для газовых линий разрешены только седельные и раструбные фитинги. Доступно в
твердые и мягкие типы.
Тип М | |||||||
| Номинальный размер (дюймы) | Фактический наружный диаметр (дюймы) | Допуск на наружный диаметр (дюймы) | Толщина стенки (дюймы) | Вес ( фунт/фут ) | |||
| Отожженный 1) | Нарисованный 2) | Номинал | Допуск | ||||
| 1/4 | 3/8 | 0,375 | 0,002 | 0,001 | 0,106 | ||
| 3/8 | 1/2 | 0,500 | 0,0025 | 0,001 | 0,025 | 0,002 | 0,144 |
| 1/2 | 5/8 | 0,625 | 0,0025 | 0,001 | 0,028 | 0,003 | 0,203 |
| 5/8 | 3/4 | 0,750 | 0,0025 | 0,001 | 0,263 | ||
| 3/4 | 7/8 | 0,875 | 0,003 | 0,001 | 0,032 | 0,003 | 0,328 |
| 1 | 1 1/8 | 1,125 | 0,0035 | 0,0015 | 0,035 | 0,004 | 0,464 |
| 1 1/4 | 1 3/8 | 1,375 | 0,004 | 0,0015 | 0,042 | 0,004 | 0,681 |
| 1 1/2 | 1 5/8 | 1,625 | 0,0045 | 0,002 | 0,049 | 0,005 | 0,94 |
| 2 | 2 1/8 | 2,125 | 0,005 | 0,002 | 0,058 | 0,006 | 1,46 |
| 2 1/2 | 2 5/8 | 2,625 | 0,005 | 0,002 | 0,065 | 0,006 | 2,03 |
| 3 | 3 1/8 | 3,125 | 0,005 | 0,002 | 0,072 | 0,007 | 2,68 |
| 3 1/2 | 3 5/8 | 3,625 | 0,005 | 0,002 | 0,083 | 0,008 | 3,58 |
| 4 | 4 1/8 | 4,125 | 0,005 | 0,002 | 0,095 | 0,010 | 4,66 |
| 5 | 5 1/8 | 5,125 | 0,005 | 0,002 | 0,109 | 0,011 | 6,66 |
| 6 | 6 1/8 | 6. 125 125 | 0,005 | 0,002 | 0,122 | 0,012 | 8,91 |
Медные трубы типа М используются для внутреннего водоснабжения, обслуживания и распределения,
противопожарные, солнечные, топливно-масляные, климатические, снеготаятельные и вакуумные системы.
Толщина стенки меньше, чем у типов K и L.
Медные трубы типа M обычно используются с раструбными фитингами. Доступно в
мягкие и твердые виды.
- 1 дюйм (дюйм) = 25,4 мм
1) Отожженная трубка пригодна для использования с раструбными или компрессионными фитингами, а также с фитингами под пайку при условии закругления и
при необходимости выполняется проклейка концов труб.
2 ) Штампованная закаленная трубка подходит для использования с фитингами под пайку. Трубы типов А и В, в тянутом состоянии,
подходит для использования с определенными типами и размерами компрессионных фитингов.
Узоры фрезером по дереву: Узоры для фрезеровки по дереву
Узоры для резьбы по дереву для начинающих: трафареты и шаблоны
Резьба по дереву пришла к нам еще с древних времен, раньше ее называли «Резное дело». Видов резьбы очень много, как и, например, иностранных языков, но также очень много и уникальностей резьбы в разных уголках мира. Готовые изделия, которые были выполнены в этом стиле, удивляют людей своей неординарностью, необыкновенностью. Поэтому сейчас очень ценится данный вид искусства. Многие люди украшают дома или интерьер своих квартир данными шедеврами. В этой статье вы найдете много интересных узоров для резьбы по дереву.
Самой древней и простой считается геометрическая резьба. Именно с нее все и началось, потому что она требует минимум навыка, таланта и инструментов. Резьба представляет из себя эскизы, которые сделаны путем сочетания геометрических фигур. Чтобы создать необходимую комбинацию, используют специальные узоры для резьбы по дереву именно этим способом. Орнаменты могут быть разными: от шариков и кубиков до листьев и цветов.
Осваиваем технику
Для освоения этого вида резьбы вам понадобится нож, позже стамеска, маленький брусок древесины, наждачная бумага, лак.
Если вы решились и уверены в том, что хотите украсить дом или квартиру, предметы быта резьбой по дереву, то скорее всего могли столкнуться с проблемой того, какие узоры выбрать. В нашем мире их очень много и с каждым днем количество увеличивается. Но и для новичков эта статья тоже может быть полезной. На картинке вы видите самые простые виды узоров, которые подойдут для начинающих, но если их соединять, то могут получиться неповторимые орнаменты профессионального мастера, которые поражают своей изящностью.
Орнамент — это узор, который характеризуется ритмичным расположением деталей, выполненных в виде различных элементов. Существует большой выбор орнаментов: изображения растений, зверей, птиц, человека, а также геометрические орнаменты.
Геометрический орнамент является простым и представляет нам вид различных полос, кругов, треугольников, квадратов, звезд, точек, линий, многоугольников, спиралей. Также там есть и отдельные элементы, например, как в этой работе присутствуют элементы растительного орнамента в виде лиственного узора.
Также там есть и отдельные элементы, например, как в этой работе присутствуют элементы растительного орнамента в виде лиственного узора.
Если вы не хотите придумывать сложные орнаменты или просто нет времени, то в этой статье вы сможете найти красивейшие эскизы для вашей работы. Самыми популярными являются геометрические эскизы.
Предоставляем интересный способ того, как вырезать. Для резьбы по дереву советуют распечатать картинку цветным принтером на самоклеющейся бумаге, почистить брусок от пыли и наклеить эскиз.
В основном эскизы используют для таких работ как панно, рельефная резьба, рамы для зеркал, арок, объемная резьба.
А далее вырезать: синие линии покажут, что надо делать углубления, а для маленьких точек подойдет шило.
Но также вам представлены виды необычных эскизов, выполненных в карандаше:
Для таких работ вам следует самим подумать, где вы собираетесь видеть углубления и собираетесь ли вы их делать вообще.
Разновидности трафаретов
Трафареты для резьбы по дереву используют для того, чтобы сделать не легкую, но в то же время необычайную работу, которая в будущем придаст изюминку вашему интерьеру.
Их делят на такие подгруппы:
- ленточные трафареты, что предназначены для ленточных узоров;
- трафареты для резных досок, на которых чаще всего изображают орнаменты;
- трафареты для работы кронштейном и тому подобное.
Выбирать стоит те трафареты, которые предназначены для вашего уровня. Не стоит выбирать неопытному человеку сложные работы, ведь можно просто все испортить.
Шаблоны для резьбы по дереву подбираются для разной техники резьбы по дереву. Например, если вы хотите украсить маленькую деревянную шкатулочку, чтобы рисунок был уместен, не стоит выбирать для крупных приборов маленький ажурный узор и наоборот, для этого стоит подобрать заранее рисунок к определенной работе. Шаблоны чаще всего встречаются в плоскорельефной резьбе.
Для тех кто только начинает посвящать свою жизнь резьбе по дереву или узнал недавно про нее и теперь хочет опробовать, опытные мастера советуют начинать, как писалось выше, с простых узоров геометрической резьбы, чтобы попрактиковаться и не испортить материал. Ведь столь легкими движениями создаются неповторимые шедевры. Ниже представлены мастер-классы в видео.
Фрезер, или ручной фрезерный станок – универсальный инструмент, подходящий для различных видов обработки дерева. Резьба по дереву фрезером может быть освоена быстро даже новичками. Профессиональные мастера создают самостоятельные фрезы и детали, ну а для неопытных людей главной задачей является освоение работы этим инструментов.
Существует несколько видов фрезерных станков:
- Вертикальный, чтобы проделывать сквозные отверстия;
- Окантованный, чтобы обрабатывать изделия;
- Комбинированный, поддерживает обе функции.

Для того чтобы освоить навык работы этим инструментом, стоит записаться на тематические курсы или же посмотреть различные видео-уроки.
Домовая резьба — метод украшения экстерьера дома посредством вырезания на внешних деревянных элементах разнообразных фигур и орнаментов. В домовой резьбе есть все виды деревянной резьбы, такие как прорезная, накладная, рельефная, скульптурная. В прошлом домовая резьба несла некую магическую функцию, как оберег.
Видео по теме статьи
Если хотите научиться делать геометрическую резьбу, то вам представлены различные видео мастер-классы:
Как выбрать фрезер ручной по дереву для дома и какими функциями он должен обладать
Ручной фрезер – это универсальное устройство, иметь которое в своем арсенале должен каждый домашний мастер. Универсальность данного электроинструмента заключается не только в возможности выполнять с его помощью различные технологические операции, но также и в том, что, используя соответствующую оснастку, работать таким фрезером можно не только по дереву, но и по пластику, стеклу, натуральному и искусственному камню, цветному металлу. Чтобы фрезер ручного типа эффективно справлялся со всеми поставленными перед ним задачами, следует знать, как правильно выбирать такое устройство, а также иметь представление о его конструктивных особенностях, технических характеристиках и типах оснастки, которая может применяться с ним в комплекте.
Универсальность данного электроинструмента заключается не только в возможности выполнять с его помощью различные технологические операции, но также и в том, что, используя соответствующую оснастку, работать таким фрезером можно не только по дереву, но и по пластику, стеклу, натуральному и искусственному камню, цветному металлу. Чтобы фрезер ручного типа эффективно справлялся со всеми поставленными перед ним задачами, следует знать, как правильно выбирать такое устройство, а также иметь представление о его конструктивных особенностях, технических характеристиках и типах оснастки, которая может применяться с ним в комплекте.
В многообразии представленных на рынке моделей фрезеров очень легко запутаться. Наша задача — разобраться с нюансами и сделать правильный выбор
Зачем нужен фрезер
Фрезерный станок по дереву – это инструмент, который позволяет делать пропилы, проточки, вырезать соединения, а также снимать тонкий слой материала. Данный инструмент применяется в столярном деле, при конструировании мебели и во время работ с паркетом или ламинатом. С его помощью можно делать продольные кромки, сложные узоры, соединения на шипах, а также вырезать пазы под шканты и дюбели.
Данный инструмент применяется в столярном деле, при конструировании мебели и во время работ с паркетом или ламинатом. С его помощью можно делать продольные кромки, сложные узоры, соединения на шипах, а также вырезать пазы под шканты и дюбели.
Для чего нужен фрезер можно понять, если разобраться с его разновидностями и устройством, так как это поможет подобрать необходимый инструмент.
Круговая проточка Источник m-stone.ru
Меры безопасности при работе на станках с ЧПУ: охрана труда
Во время работы на оборудовании с числовым программным управлением в обязательном порядке необходимо соблюдать правила техники безопасности. Если недостаточно ответственно к ним отнестись, можно нанести вред здоровью. Почти 96 % несчастных случаев на производстве происходят из-за несоблюдения техники безопасности.
Основная техника безопасности при работе с ЧПУ-станком
Перед допуском к станку оператор обязан пройти полный медосмотр, а также подтвердить знания правил использования устройства. Присвоенный разряд указывают в квалификационном удостоверении.
Присвоенный разряд указывают в квалификационном удостоверении.
Приводы оборудования нужно отключать каждый раз, когда требуется снять изделие или установить заготовку. Также это необходимо делать и при удалении стружки, смене инструмента и выполнении замеров.
Стружку запрещено сдувать ртом или удалять руками. Для этого используются специальные крючки и щетки.
Перед началом работы оператор должен знать:
- основные неисправности оборудования;
- устройство станка;
- правила распорядка в цеху;
- требования санитарных норм.
На рабочем месте категорически запрещено употреблять алкоголь или наркотические вещества. Пьяного работника нельзя допускать к оборудованию.
Разновидности фрезера
Чтобы выбрать, какой ручной фрезер по дереву подходит для выполнения заданной цели или предназначен для универсального применения, следует ознакомиться с вариантами производства этого инструмента и для чего используется каждый из них.
Разновидности насадок Источник perego-shop. ru
ru
Штанговый
Погружная модель имеет корпус, который закрепляется на специальной штанге, по которой может передвигаться вертикально. В нижней части направляющей крепится опорный механизм. На него ставится весь агрегат и с помощью боковых ручек, на которые нужно надавить, он погружается в материал.
После окончания работы следует отпустить рукоятки, и фрезер поднимется вверх под давлением пружин. С его помощью можно делать пазы, вырезы, отверстия или соединения, а также фигурные узоры. Из-за высокого функционала данная модель считается универсальной, но повышенный вес не даёт хорошо работать по вертикальным участкам. Работа фрезером для начинающих с этим инструментом будет более простой и понятной.
Инструмент с погружным механизмом Источник i.allo.ua
Окантовочный
Кромочный инструмент (триммер) способен работать не только по горизонтальным поверхностям, но и по вертикальным. Чаще всего он имеет небольшой размер, благодаря чему им можно пользоваться одной рукой. Сам корпус имеет сужение и специальное прорезиненное покрытие. Это нужно, чтобы использовать его в качестве рукояти.
Сам корпус имеет сужение и специальное прорезиненное покрытие. Это нужно, чтобы использовать его в качестве рукояти.
Нижняя часть устройства имеет скользящую поверхность для предотвращения появления царапин, а также для более плавного движения. Глубина погружения фрезы изменяется с помощью специальной шкалы. С этим инструментом можно использовать дополнительные насадки: параллельный упор – для обработки края детали или уголков, а также втулку для копирования, которая позволяет делать рез по шаблону.
С помощью этого инструмента можно обрабатывать ламинированные или покрытые шпоном детали, выбирать пазы, делать закругление углов, пригонку заготовок, и неглубокие вырезу под декорирование. Рекомендуется применять триммер для использования в мастерских, в которых требуется ежедневная работа по обработке кромок.
Окантовочный фрезер Источник www.rucne-naradie.sk
Ламельный
Корпус такого инструмента имеет горизонтальный корпус и по своей форме конструкции похож на болгарку. В нижней части он имеет механизм для работы, а над ним крепится широкая рукоять. Эту модель оснащают дисковой фрезой для врезки в дерево. Для работы требуется надавить инструментом на материал, чтобы погрузить резец внутрь. Таким образом, можно сделать специальный паз для крепления овальных деталей (ламелей).
В нижней части он имеет механизм для работы, а над ним крепится широкая рукоять. Эту модель оснащают дисковой фрезой для врезки в дерево. Для работы требуется надавить инструментом на материал, чтобы погрузить резец внутрь. Таким образом, можно сделать специальный паз для крепления овальных деталей (ламелей).
Рекомендуется работать ручным фрезером этого типа для выборки пазов или подрезки деталей. Этот станок не подходит для редкого использования, так как его приобретение себя не окупит. Поэтому следует выбирать такую модель для частого применения в мастерских, для которых он необходим каждый день.
Ламельный фрезер Источник laukar.com
Присадочный
Такой тип фрезерного инструмента по форме и конструкции имеет сходство с ламельным, но в его механизме есть существенное отличие. Для работы эта модель использует 2 спиральные фрезы, которые работают по принципу дрели. С их помощью делается точное соединение деталей, так как они врезаются в материал на определённом расстоянии друг от друга. При погружении наконечники вырезают пазы, в которые можно устанавливать шканты.
При погружении наконечники вырезают пазы, в которые можно устанавливать шканты.
Эту разновидность инструмента применяют в производстве мебели для соединения деталей, участки крепления которых нужно сделать невидимыми. Фреза для этого инструмента может быть дюбельная или шкантовая. С их помощью можно вытачивать отверстия для разъёмных и не разборных соединений.
Присадочный фрезер Источник harrer.at
Ротационный
Этот вид инструмента по принципу работы похож на штанговый, но имеет меньший размер и зауженный корпус, как у окантовочного. Его можно использовать для работы по дереву или с керамической плиткой. Также он способен обрабатывать гипсокартонные перекрытия, ДСП, пластик и мягкие виды металла. Его скорость оборотов достигает 30 тыс. в минуту из-за чего есть возможность работы с твёрдыми материалами.
Маленький размер устройства даёт возможность работы ручным фрезером по дереву с помощью одной руки, так как масса у него небольшая. При замене резца, можно установить алмазный стержень или фрезу для работы с керамикой. С помощью данного вида инструмента, если он оснащён регулировкой оборотов, выполняются работы по материалам различной плотности, например, резка отверстий или обработка кромок.
С помощью данного вида инструмента, если он оснащён регулировкой оборотов, выполняются работы по материалам различной плотности, например, резка отверстий или обработка кромок.
Ротационный фрезер Источник allegroimg.com
Устройство ручного вертикального фрезера
Одним из преимуществ оборудования этого типа является его простота конструкции. Установленная оснастка крепится к валу электродвигателя, что позволяет крутящий момент передавать без ремней и шестерней. Фрезерный инструмент по дереву позволяет быстро набирать обороты, а сама техника отличается надежностью и долговечностью.
Корпус фрезера, который часто называют головой, может перемещаться по направляющим штангам вверх и вниз. Штанги жёстко закрепляются на опорной платформе, что позволяет гарантировать точность и качество выполненной обработки древесины.
Фреза на валу двигателя закрепляется с помощью цангового зажима. Можно с легкостью выполнять смену фрез, что и обеспечивает универсальность использования такого оборудования. Отдельные модели позволяют осуществлять движение головной части в различных плоскостях, что положительно сказывается на функциональных возможностях конкретного устройства.
Отдельные модели позволяют осуществлять движение головной части в различных плоскостях, что положительно сказывается на функциональных возможностях конкретного устройства.
Основные характеристики
Работа фрезером во многом зависит от характеристик, которыми обладает инструмент. Вес устройства напрямую связан с его мощностью, так как чем её больше, тем тяжелее и объёмнее мотор внутри корпуса. Максимальный размер и длина фрезы тоже зависит от мощности двигателя. Также от неё идёт классификация инструмента по габаритам:
- устройство весом в 2-3 кг и мотором в 420 – 750 Вт считается лёгким;
- фрезер среднего размера имеет мощность от 800 до 1450 Вт и массу до 5 кг;
- инструмент считается тяжёлым, если в него установлен двигатель на 1500-2300 Вт и его вес начинается от 6 кг.
Профессионалы дают советы для чайников, как выбрать ручной фрезер по дереву для дома, проанализировав объёмы и сложность работы. Новичкам следует остановить выбор на лёгком инструменте, так как он более простой в освоении.
Маленькое устройство Источник cdnmedia.220-volt.ru
От мощности устройства зависит и его скорость нагрева: чем слабее двигатель, тем быстрее он нагревается. Поэтому для выполнения глубоких пропилов или частой фрезеровки следует использовать инструмент, в котором установлен мотор от 1500 Вт.
Если есть выбор моделей, мощность которых различается не больше чем на 200 Вт, то следует выбирать ту, у которой она будет максимальной, так как она сможет работать при одинаковых нагрузках и не перегреваться.
Одним из важных параметров для работы фрезером по дереву или твёрдому материалу является количество оборотов, которые он совершает за 1 минуту. (об/мин). Чаще всего на устройстве есть функция изменения оборотов, так как при её отсутствии оно станет менее универсальным и подойдёт не ко всем материалам.
Для работы фрезер может использовать скорость от 3 до 35 тыс. об/мин. Также количество вращений зависит от диаметра резца. При работе с толстыми фрезами следует понижать скорость оборотов, чтобы материал не горел. Работать с твёрдыми породами нужно на небольших оборотах, так как из-за высокой плотности материала может сломаться инструмент.
Работать с твёрдыми породами нужно на небольших оборотах, так как из-за высокой плотности материала может сломаться инструмент.
Вариант для работы с плиткой Источник domagazine.ru
Рабочий ход фрезы – это глубина, на которую можно погрузить резец. Для небольших моделей максимальное значение этого параметра достигает от 30 до 50 мм, а для больших – 80 мм. Чем выше это значение, тем большего размера и веса будет устройство.
Вырезать глубокий паз с первого прохода нельзя, поэтому требуется наличие инструментов разного размера. В начале, делается проточка на 3 мм лёгким инструментом. Далее паз заглубляется с помощью фрезера среднего размера дна глубину до 6 мм, в уже после этого применяется тяжёлый агрегат для увеличения паза до 8 мм и более.
Выполнить паз, глубина которого больше, чем рабочий ход нельзя, а меньше – можно. Для этого нужно поменять наклон вертикального упора с помощью специального регулятора, который устанавливается в верхней части инструмента. С его помощью можно регулировать глубину с точностью до 0,1 мм.
Регулировка рабочего хода одинаково работает для всех видов фрезы. С помощью специального ограничителя погружение останавливается в тот момент, когда резец достиг нужной глубины.
Правила эксплуатации
Работа на ручном фрезере по дереву требует наличия определенных навыков. К примеру, для управления фрезой по сложному контуру применяется специальный шаблон. Среди особенностей правил эксплуатации отметим следующие моменты:
- Фрезерование дерева должно проводиться только при надетых защитных очках
- Узоры ручным фрезером по дереву получить можно только при наличии соответствующего опыта.
- Нельзя допускать перегрев устройства.
- Не допускается попадание посторонних предметов в зону резания.
Работа фрезером по дереву предусматривает выбор наиболее подходящих показателей скорости вращения фрезы и величины подачи. Это связан с тем, что древесина не терпит перегрева и при высокой скорости может даже загореться. Обработка кромки должна проводиться при применении специальной разновидности инструмента.
В заключение отметим, что важно уделить внимание бренду оборудования. Это определяет то, насколько качественным получается конструкция, как долго она прослужит и какими будет обладать эксплуатационными качествами. Большей популярностью пользуются устройства немецких производителей, так как они гарантируют высокое качество и длительный срок службы оборудования.
Оснастка и дополнительные возможности
С помощью изменяемой оснастки можно упростить и ускорить фрезерные работы по дереву:
- Параллельный упор – это устройство, которое помогает фрезеровать места, идущие в одном направлении с краем детали. Его крепят к рабочему краю инструмента с помощью 2 штанг и фиксируют их винтами. От того, насколько сильно затягивается эта деталь, зависит точность, с которой можно настроить положение фрезы и то, насколько качественным выйдет пропил. В зависимости от модели и производителя количество винтов меняется от 2 до 4.
- Резец может иметь несколько режущих кромок. Увеличение количества режущих поверхностей влияет на точность проделанного паза, а уменьшение – на скорость его пропила. Чаще всего в комплекте идёт фреза на 2 режущих кромки, но этих поверхностей может быть от 1 до 4. Рекомендуется использовать инструмент с 1 ножом для черновой работы, а завершать её уже с помощью резца с 4 поверхностями.
 Увеличение количества режущих поверхностей влияет на точность проделанного паза, а уменьшение – на скорость его пропила. Чаще всего в комплекте идёт фреза на 2 режущих кромки, но этих поверхностей может быть от 1 до 4. Рекомендуется использовать инструмент с 1 ножом для черновой работы, а завершать её уже с помощью резца с 4 поверхностями.
Увеличение количества режущих поверхностей влияет на точность проделанного паза, а уменьшение – на скорость его пропила. Чаще всего в комплекте идёт фреза на 2 режущих кромки, но этих поверхностей может быть от 1 до 4. Рекомендуется использовать инструмент с 1 ножом для черновой работы, а завершать её уже с помощью резца с 4 поверхностями.Виды резцов Источник p0.zoon.ru
- От уровня наклона ножей на резце зависит чистота обработки и скорость пропила. Существуют прямые и косые режущие поверхности. Второй вариант делает отверстия более точно и может быть, как с левым наклоном, так и с правым. Один производит более аккуратный отвод стружки, а второй – качественный рез.
- Подошва фрезера – это деталь, которая будет контактировать с материалом. Она должна иметь повышенную прочность для удержания собственного веса фрезы и давления оператора. Чаще всего их делают из литого или штампованного металла, реже из пластика, так как он очень хрупкий. Литая деталь устанавливается на дорогие модели, а штампованная на более дешёвые. Поверх неё устанавливается гладкая накладка из пластика, которая должна предотвратить появление царапин и сделать передвижение инструмента более лёгким и плавным. При поломке насадки её можно заменить на аналогичную, или сделанную самостоятельно из подручных материалов, например, из фанеры.
- Угловой упор и циркуль могут использоваться для закругления деталей, обработки углов и вырезания круглых деталей разного размера.
 Поверх неё устанавливается гладкая накладка из пластика, которая должна предотвратить появление царапин и сделать передвижение инструмента более лёгким и плавным. При поломке насадки её можно заменить на аналогичную, или сделанную самостоятельно из подручных материалов, например, из фанеры.
Поверх неё устанавливается гладкая накладка из пластика, которая должна предотвратить появление царапин и сделать передвижение инструмента более лёгким и плавным. При поломке насадки её можно заменить на аналогичную, или сделанную самостоятельно из подручных материалов, например, из фанеры.Циркуль для фрезы Источник 7routertables.com
- Направляющая шина по свойствам и принципу работы похожа на боковой упор, но её можно закрепить независимо от края обрабатываемой детали. Длина удаления от материала регулируется с помощью специальной линейки, которая крепиться струбцинами. На сам фрезер устанавливается насадка, которая передвигается по ячейкам в линейке.
- Копировальная втулка и кольцо используются вместе. Первая деталь нужна для сложной фигурной резки по нарисованному шаблону. Во время работы край устройства упирается в границу рисунка, из-за чего копия выйдет немного больше, чем оригинальный шаблон. Кольцо нужно для того, чтобы закрыть паз для втулки, если не нужно её применять.
- Направляющая штанга – это механизм для плавного погружения фрезы в материал. Он устанавливается на устройства вертикального типа. С помощью установленных внутри неё пружин происходит плавный автоматический подъем агрегата. Часто производители комплектуют штанги защитным кожухом, который предотвращает попадание пыли внутрь конструкции.
Видео описание
В этом видео показаны полезные дополнительные устройства:
- Регулировка глубины пропила должна устанавливаться на всех моделях инструмента, так как пользоваться фрезером по дереву с высокой точность можно только с помощью этой детали. Регулятор должен иметь шкалу с отметками, и чем точнее можно настроить глубину, тем более качественным выйдет рез. Чаще всего эти деления выполнены в миллиметрах, но могут быть и в дюймах. Самые точные изделия могут изменять глубину погружения на 0,1 мм. Для более удобного изменения может оснащаться специальным винтом. Эта деталь обычно выполняется в виде стержня, которым фрезер упирается в деталь при достижении нужной глубины.
 Эта деталь обычно выполняется в виде стержня, которым фрезер упирается в деталь при достижении нужной глубины.
Эта деталь обычно выполняется в виде стержня, которым фрезер упирается в деталь при достижении нужной глубины.Устройство с регулятором Источник i.pinimg.com
Видео описание
В этом видео показаны основные характеристики при выборе фрезера:
- Система, которая позволяет запускать движение фрезы не рывками, а плавно может помочь не перегрузить устройство при начале работы. Также она помогает более аккуратно обрабатывать детали и продлевает работу резца.
- Электронное устройство для автоматической регулировки оборотов во время работы способно поддерживать нужную скорость, если на пути резца появился более твёрдый участок материала, например, сучок. Этот механизм стабилизирует работу фрезы и улучшает качество обработки.
- Модуль контроля температуры – это очень важный элемент конструкции при выборе фрезера, так как он отвечает за сохранность устройства. В момент перегрева механизма он автоматически отключает подачу тока на мотор. Вместо него для удешевления конструкции может устанавливаться цветовой индикатор, которой покажет, насколько перегрелся агрегат.
- Перед тем, как выбрать фрезер для работы в ограниченном пространстве следует проверить, есть ли у него в наличии светодиодная подсветка того места, в котором будет происходить работа. Это нужно, чтобы использовать устройство в местах с ограниченным освещением.

Инструмент со светодиодной подсветкой Источник prosto-instrumenty.ru
- Шнур питания – это очень важный элемент фрезера. Его длина должна быть достаточно большой, чтобы было удобно работать на расстоянии от розетки. Нужно чтобы он не препятствовал работе и обзору. Оплетённый армированной нитью провод будет более прочным и долговечным.
- Крепление для установки насадки, которая даёт возможность подсоединить строительный пылесос поможет очищать рабочую поверхность от пыли и мусора во время работы. Это защитит устройство от лишних повреждений, а также улучшит обзор и упростит работу.
Существуют различные насадки для установки на устройство, так как пользоваться фрезером по дереву или другому материалу нужно с помощь специальных фрез, потому что каждая из них может делать рез разной формы:
- Прямая пазовая фреза изготавливается в виде цилиндра и нужна для прямоугольной проточки.
- U-образная насадка используется для закруглённого паза, который делается с помощью ручного устройства.
- V-образная фреза может сделать паз под разными углами наклона его стенок. Для этого применяется несколько таких насадок разного размера.
V-образная фреза Источник cdn.vseinstrumenti.ru
Классификация фрез
Фрезы различаются по форме, размеру и типу. Нижняя их часть выглядит в виде цилиндра, который крепится в шпиндель. Верхняя часть имеет разные формы, в зависимости от способа фрезерования.
Все насадки делятся на две большие группы:
- С цельным основанием. Их основной функцией является проточка доски.
- С направляющим подшипником. Благодаря подшипнику фреза не врезается в дерево больше, чем необходимо.
Модели фрез
К фрезам с цельным основанием относятся:
- Прямоугольные. Обеспечивают точную проточку крупных пазов под прямым углом.
- «V»-образные. Делают треугольные пазы.
- Гальтельные насадки. Позволяют произвести скругленные пазы.
- «Ласточкин хвост». Производят проточку досок с внутренним расширением. Это происходит при изготовлении мебели и встройке замков закрытого типа.
 Делают треугольные пазы.
Делают треугольные пазы.Фрезы с цельным основанием
Среди фрез с направляющим подшипником выделяют:
Виды фрез с направляющим подшипником
- Конусные. Срезают кромку под углом. Чаще всего под 45˚.
- Профильные. Их форма позволяет делать элементы декора. Она представляет собой круг с выступами.
- Калевочные. Закругляют кромку деревянной заготовки до состояния идеальной гладкости.
- Фальцевые. Основная функция (как и у дисковой фрезы) – фрезерование четверти бруска.
- Гальтельные. С их помощью можно делать декоративный узор на дереве.
- Дисковые. Делают пазы в заготовках.

Ручное фрезерное устройство – компактный инструмент, позволяющий самостоятельно выполнить множество работ с деревом и некоторыми другими материалами. Существует множество моделей с разными характеристиками, среди которых можно выбрать то, что нужно.
Видео по теме: Выбор ручного фрезера для начинающих
Публикации по теме
Пошаговая инструкция по изготовлению стационарной циркулярной пилы своими руками
Варианты изготовления фрезера из болгарки своими руками
Создание фрезерно-копировального станка в домашних условиях
Выбор фрезера по дереву
Ниже представлена информация о том, какой выбрать ручной фрезер по дереву для домашнего использования и их рейтинг, который поможет ознакомиться с моделями:
- Bosch GMF 1600 CE
Имеет высокую стоимость и сопоставимое качество. В этой модели установлен мотор на 1,6 кВт, и привод, который может погружать фрезу на 75 мм. Регулятор оборотов позволяет изменять их количество от 10 до 25 тыс. об/мин. Шкала фиксации погружения даёт возможность регулировки с точностью до 0,1 мм.
об/мин. Шкала фиксации погружения даёт возможность регулировки с точностью до 0,1 мм.
Весит это устройство 4,3 кг и имеет светодиодную подсветку. К нему можно подключить пылесос, а также он имеет револьверный упор и способен поддерживать постоянную скорость под нагрузкой.
- Makita RP1800F
Весит 6 кг и может погружать фрезу на 70 мм. Мощность двигателя составляет 1,85 кВт. Регулировка оборотов производиться от 10 до 22 тыс. об/мин, а длина кабеля питания – 4 м.
Недостатком устройства является наличие всего одной цанги, которая поставляется в комплекте. Этот может регулировать постоянную скорость и фиксировать шпиндель под нагрузкой, а также на нем установлен револьверный упор.
Модель Makita RP1800F Источник 24ima.ru
- Hitachi M12V2
Имеет двигатель мощность в 2 кВт с возможностью заглубления резца на 65 мм. В комплекте есть цанги 12 и 8 мм.
Недостаток устройства в грубом изменении глубины погружения. Длина кабеля питания у него составляет 3,8 м. В этом фрезере есть функция поддержания постоянной скорости под нагрузкой, регулятор изменения оборотов от 8 до 20 тыс. об/мин., а также револьверный упор и фиксация шпинделя под давлением.
Длина кабеля питания у него составляет 3,8 м. В этом фрезере есть функция поддержания постоянной скорости под нагрузкой, регулятор изменения оборотов от 8 до 20 тыс. об/мин., а также револьверный упор и фиксация шпинделя под давлением.
Во время выбора фрезера следует обратить внимание на то, есть ли у такой модели регулировка оборотов и точной глубины погружения. Эти параметры улучшают универсальность устройства и дают возможность делать более правильные пазы.
Модель Hitachi M12V2 Источник www.skypka1.com
Коротко о главном
Фрезер – это устройство для обработки деталей и проделывания в них пазов. С его помощью можно делать фаску, замковые соединения и фигурную резьбу.
Самым универсальным устройством считается погружной фрезер, а профессиональными и узкоспециализированными – ламельный и присадочный. Ротационный и окантовочный фрезер нужны для работы в ограниченных пространствах или для выполнения специальных работ.
Выбор фрезера напрямую зависит от его функциональности и того, какими дополнительными функциями он обладает.
Оценок 0
Прочитать позже
Wood Cutout Patterns — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Wood Cutting Pattern — Etsy.

Ремни профиль б размеры: Страница не найдена — Aprom.by
Ремень клиновой — размеры профилей
В каталоге ООО «Хольцер Флексо» представлены приводные клиновые ремни различных моделей (классические, вентиляторные, поликлиновые, узкоклиновые и т. д.) отечественного и импортного производства. Основным отличием изделий является трапециевидная форма поперечного сечения, которая обеспечивает высокую степень сцепления со шкивом при передаче крутящего момента от вала двигателя к вспомогательным деталям механизма.
Стандартные клиновые ремни предназначены для приводов промышленных установок, сельскохозяйственных машин и других агрегатов (компрессоров, гидроусилителей, вентиляторов).
Основными параметрами РТИ данной категории являются:
|
|
|
Для удобства использования клиновые ремни сгруппированы по размерам. Условное обозначение типов профилей (определяются на основе ширины, высоты и длины) зависит от страны изготовления:
- A, B, C, D, E и Z (ISO, международный стандарт).
- А, Б, В, Г, Д и О (ГОСТ, Россия).
- A, B, C, D, E и M (JIS, Япония).
Эту и другую информацию производители указывают на внутренней поверхности резинотехнического изделия в виде буквенно-цифрового обозначения. Однако при активной эксплуатации, нанесенная на РТИ маркировка может частично или полностью стереться. В этом случае достаточно вручную измерить несколько основных размеров имеющегося на руках образца и сопоставить полученные данные с приведенной ниже таблицей. Таким образом можно точно определить тип профиля изделия и подобрать новый товар с аналогичными параметрами.
Сравнительная таблица размеров классических клиновых ремней
|
Профиль сечения ISO/ГОСТ |
Wp (мм) |
W (мм) |
Т (мм) |
Длина (мм) |
α (градус) |
|
Z(O) |
8,5 |
10 |
6 |
355 – 1 829 |
40 |
|
А |
11 |
13 |
8 |
382 — 5 477 | |
|
В(Б) |
14 |
17 |
11 (10,5) |
570 – 14 808 | |
|
С(В) |
19 |
22 |
14 (13,5) |
990 – 12 243 | |
|
D(Г) |
27 |
32 |
19 (20) |
2 362 – 15 240 | |
|
Е(Д) |
32 |
38 |
23,5 (25) |
4 575 – 15 240 |
Указанный выше метод также подходит, чтобы определить РТИ с другими типами профиля:
- SPZ, SPA, SPB, SPC (узкопрофильные).
- XPZ, XPA, XPB, XPC (с фасонным зубом).
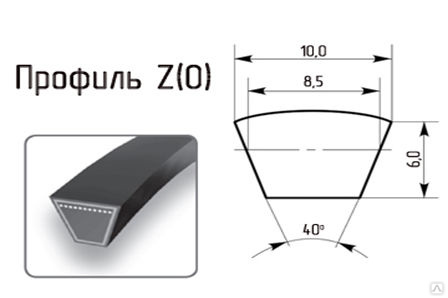
Благодаря длинному сечению боковых сторон ремни с узким профилем используют на приводах большой мощности (например, в отрасли тяжелого машиностроения). В свою очередь детали с фасонным зубом предназначены для работы на высоких скоростях в компактных устройствах (со шкивами малых диаметров).
Параметры клиновых ремней с узким профилем и фасонными зубцами
|
Профиль сечения ISO |
Wp (мм) |
W (мм) |
Т (мм) |
Длина (мм) |
Диаметр шкива (мм) |
Скорость вращения (м/с) |
|
SPZ |
8,5 |
9,7 |
8 |
525 – 3 563 |
63 |
42 |
|
SPA |
11 |
12,7 |
10 |
665 – 4 518 |
90 | |
|
SPB |
14 |
16,3 |
13 |
1 272 – 8 522 |
140 | |
|
SPC |
19 |
22 |
18 |
2 030 – 12 530 |
224 | |
|
XPZ |
8,5 |
9,7 |
8 |
587 – 2 500 |
56 |
48 |
|
XPA |
11 |
12,7 |
10 |
612 – 2 500 |
71 | |
|
XPB |
14 |
16,3 |
13 |
1 250 – 4 550 |
112 | |
|
XPC |
19 |
22 |
18 |
2 030 – 3 780 |
180 |
После того как размеры сопоставлены с информацией из таблиц, следует изучить каталог нашего интернет-магазина. Чтобы купить клиновые ремни нужного профиля с доставкой до терминала транспортной компании, поместите товар в корзину и завершите процедуру оформления заказа.
Чтобы купить клиновые ремни нужного профиля с доставкой до терминала транспортной компании, поместите товар в корзину и завершите процедуру оформления заказа.
Ремни профиль B (Б) — , длина, ширина, приводной, клиновой, зубчатый, в Днепропетровске
Отгрузка после оплаты по безналичному расчёту на расчётный счёт нашего предприятия как с НДС, так и на едином налоге от ФЛП (частных лиц или не плательщиков НДС).
Наложенным платежём по предоплате в 100 грн (предоплата дороги в 2 стороны, на случай если Вы передумали или заказали в нескольких местах одновременно) возможна отгрузка немногих позиций, сумма или стоимость которых превышает 2000 грн.
Это обусловлено тем что ремни находятся на удалённых складах партнёров.
Пример условного обозначения:
Ремень B (Б) — — 600 EXCELLENT
B (Б) — — Сечение ремня
600 — Расчётная длина ремня
EXCELLENT — Производитель
| Наименование | Производитель | Информация | Цена/грн с НДС. |
|---|---|---|---|
| B (Б) — 600 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 600 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 630 | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 630 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 630 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 630 Россия | Азия | Ремень клиновой | Уточнить наличие |
| B (Б) — 670 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 670 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 710 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 710 CRL | США | Ремень ВP26 (B (Б) — 710) | Уточнить наличие |
| B (Б) — 710 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 710 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 710 TOYO | Таиланд | Ремень клиновой | Уточнить наличие |
| B (Б) — 750 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 750 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 750 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 750 TOYOPOWER | Сингапур | Ремень клиновой | Уточнить наличие |
B (Б) — 750 зуб. EXCELLENT EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 750/К | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 800 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 800 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 800 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 800 TOYOPOWER | Сингапур | Ремень клиновой | Уточнить наличие |
| B (Б) — 800 зуб. EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 850 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 850 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 850 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 850 TOYO | Таиланд | Ремень клиновой | Уточнить наличие |
B (Б) — 850 зуб.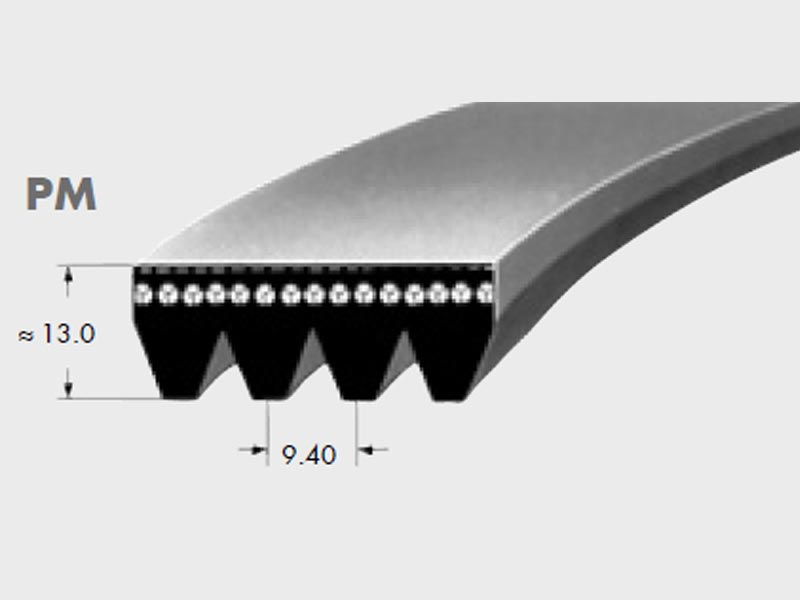 EXCELLENT EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 865 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 865 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 890 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 890 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 900 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 900 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 900 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 900 TOYOPOWER | Сингапур | Ремень клиновой | Уточнить наличие |
B (Б) — 900 зуб. EXCELLENT EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 925 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 950 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 950 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 950 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 950 TOYOPOWER | Сингапур | Ремень клиновой | Уточнить наличие |
| B (Б) — 950 зуб. EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
B (Б) — 957 (914 LI) зуб.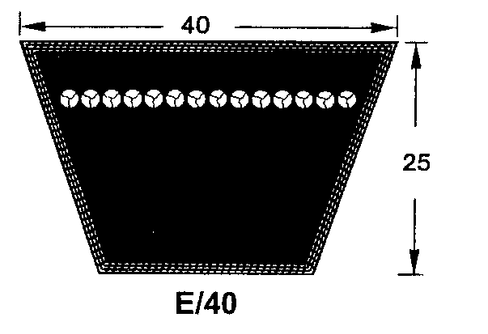 EXCELLENT EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1000 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1000 CRL | США | Ремень ВP38 (B (Б) — 1000) | Уточнить наличие |
| B (Б) — 1000 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1000 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1000 TOYOPOWER | Сингапур | Ремень клиновой | Уточнить наличие |
| B (Б) — 1000 зуб. EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1025 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1025 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1025 TOYO | TOYOPOWER (Сингапур) | Ремень приводной B (Б) — 1025 TOYO | Уточнить наличие |
| B (Б) — 1030 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1041 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1041 TOYO | TOYOPOWER (Сингапур) | Ремень приводной B (Б) — 1041 TOYO | Уточнить наличие |
| B (Б) — 1060 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1060 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1060 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1060 TOYOPOWER | Сингапур | Ремень клиновой | Уточнить наличие |
B (Б) — 1060 зуб.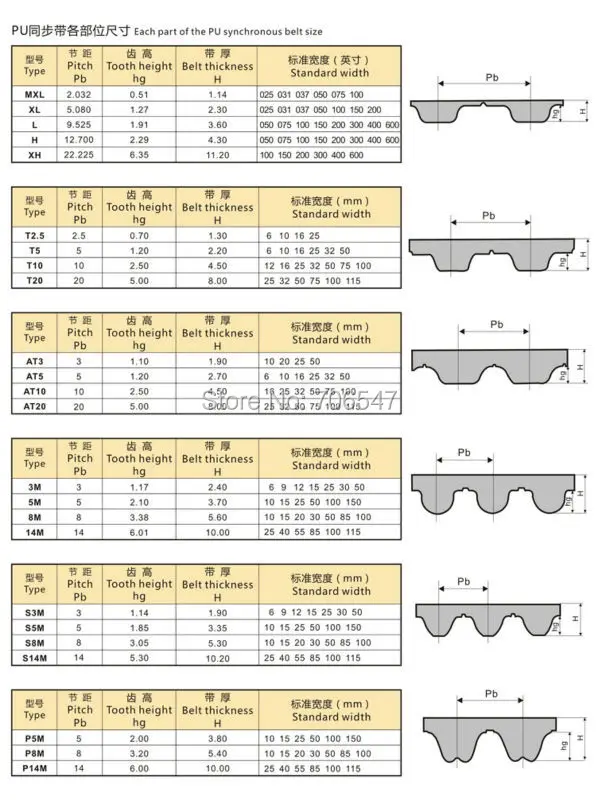 EXCELLENT EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1060 СЗРТ | Азия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1080 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1080 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1080 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1080 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1080 СЗРТ | Азия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1090 CRL | США | Ремень клиновой | Уточнить наличие |
| B (Б) — 1100 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1100 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1100 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1100 TOYO | Таиланд | Ремень клиновой | Уточнить наличие |
B (Б) — 1100 зуб. EXCELLENT EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1110 (1067Li) TOYO | TOYOPOWER (Сингапур) | В промышленности | Уточнить наличие |
| B (Б) — 1110 CRL | США | Ремень клиновой | Уточнить наличие |
| B (Б) — 1110 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1120 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1120 CRL | США | Ремень ВP42 (B (Б) — 1120) | Уточнить наличие |
| B (Б) — 1120 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1120 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1120 TOYO | Таиланд | Ремень клиновой | Уточнить наличие |
| B (Б) — 1120 БЦ | Украина | Ремень клиновой | Уточнить наличие |
B (Б) — 1120 зуб.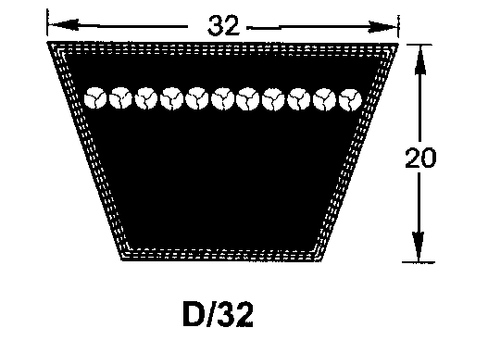 EXCELLENT EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1120 РФ | Азия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1120/К | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1150 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1150 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1150 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1150 зуб. | Китай | Уточнить наличие | |
| B (Б) — 1180 BASIS | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1180 CRL () | CARLISLE (США) | Ремень приводной HB47 (9672206) | Уточнить наличие |
| B (Б) — 1180 EXCELLENT | Китай | Ремень клиновой | Уточнить наличие |
| B (Б) — 1180 PIX | Индия | Ремень клиновой | Уточнить наличие |
| B (Б) — 1180 TOYOPOWER | Сингапур | Ремень клиновой | Уточнить наличие |
| B (Б) — 1180 БЦ | Украина | Ремень клиновой | Уточнить наличие |
B (Б) — 1180 зуб. BASIS BASIS | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1180 зуб. EXCELLENT | Китай | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1180 зуб. PIX | Индия | Ремень клиновой зубчатый | Уточнить наличие |
| B (Б) — 1180 РФ | Азия | Ремень клиновой | Уточнить наличие |
Отгрузка после оплаты по безналичному расчёту на расчётный счёт нашего предприятия как с НДС, так и на едином налоге от ФЛП (частных лиц или не плательщиков НДС).
Наложенным платежём по предоплате в 100 грн (предоплата дороги в 2 стороны, на случай если Вы передумали или заказали в нескольких местах одновременно) возможна отгрузка немногих позиций, сумма или стоимость которых превышает 2000 грн.
Это обусловлено тем что ремни находятся на удалённых складах партнёров.
Распространенные типы клиновых ремней и их стандартные размеры
Когда мы хотим передать мощность с одного вала на другой, мы используем устройства передачи мощности, такие как ремни, цепи и шестерни. В сегодняшней статье мы обсудим очень гибкое и эффективное устройство передачи мощности, известное как клиновой ремень. Клиновые ремни получили свое название из-за своей трапециевидной формы, которая помогает им вклиниваться в шкивы. Скрученные синтетические волокнистые натяжные пояса, сжатые синтетическим каучуком, образуют типичный клиновой ремень, придавая ему прочность и гибкость. Чтобы еще больше уменьшить сопротивление изгибу, снизить рабочую температуру и увеличить мощность, клиновые ремни имеют зубчатую конструкцию. В отличие от цепей, клиновые ремни не требуют смазки или обслуживания. Они также решают проблемы проскальзывания и выравнивания.
Типы клиновых ремней и их типоразмеры:
Существует три основных типа клиновых ремней: их размеры 3V, 5V и 8V), а также ремень Fractional Horsepower для легких условий эксплуатации (классифицированный по размерам 2L, 3L, 4L, 5L). Буква X классифицирует их аналог зубчатого ремня. Например, классический V-образный зубчатый ремень будет иметь номер 3VX, 5VX и т. д.
Буква X классифицирует их аналог зубчатого ремня. Например, классический V-образный зубчатый ремень будет иметь номер 3VX, 5VX и т. д.
Классический клиновой ремень:
Обычный клиновой ремень является наиболее распространенным типом и существует дольше всех. Первоначальный классический V-образный дизайн заменил кожаные ремни, переняв их применение в различных отраслях, таких как сельское хозяйство, вентиляция и промышленное оборудование. Классические клиновые ремни могут охватывать диапазон нагрузки от дробной (менее 1 л.с.) до 500 лошадиных сил. Они менее эффективны, чем узкие клиновые ремни, и обычно способствуют более высоким нагрузкам на подшипники. Однако классические клиновые ремни обладают высокой устойчивостью к плохим условиям эксплуатации.
Общий формат номера детали — это размер поперечного сечения и внутренняя длина в дюймах (например, B50 — это сечение B с внутренним размером 50 дюймов).
Общие размеры поперечного сечения, которые используются в США, показаны ниже.
Узкие ремни серии V:
Узкие ремни оптимальны для передачи нагрузки и распределения усилий благодаря большему соотношению глубины к ширине. В этом их преимущество перед классическими клиновыми ремнями. Узкие ремни также подходят для приводов с высокими скоростями, опять же, из-за их мощного компактного размера. Узкие ремни могут передавать в три раза больше мощности, чем классические клиновые ремни, в том же приводном пространстве. Они могут работать с приводами от 1 до 1000 лошадиных сил.
Обозначение номера детали для клиновидных ремней указывается шириной верхней части ремня, за которой следует номинальная внешняя длина в дюймах. Цифровой префикс указывает ширину верхней части ремня в одной восьмой дюйма. Например, номер детали 5V500 указывает на верхнюю ширину 5/8 дюйма и внешнюю длину 50,0 дюймов.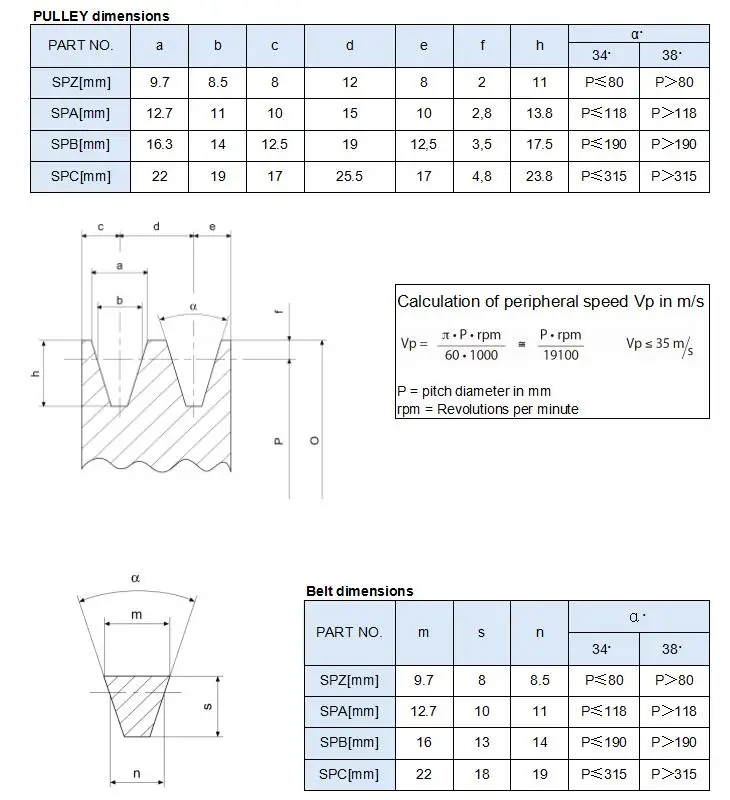
Общие размеры поперечного сечения, которые используются в США, показаны ниже.
Ремень с дробной мощностью:
9Клиновые ремни 0002 FHP для легких условий эксплуатации часто используются в качестве отдельных ремней в приводах мощностью 1 л.с. или менее. Его конструкция рассчитана на относительно легкие нагрузки. Клиновые ремни этого типа чаще всего применяются в бытовых стиральных машинах, небольших вентиляторах, холодильниках и гаражном оборудовании. Легкие клиновые ремни никогда не следует использовать в тяжелых промышленных условиях, даже если кажется, что они соответствуют классическим или узким канавкам шкива клинового ремня.
Обозначение номера детали для ремней FHP аналогично клину. Они обозначаются префиксом 2L, 3L, 4L или 5L. Цифровой префикс указывает ширину верхней части ремня в одной восьмой дюйма, за которой следует номинальная внешняя длина в дюймах. Например, номер детали 3L300 указывает на верхнюю ширину 3/8 дюйма и внешнюю длину 30,0 дюймов.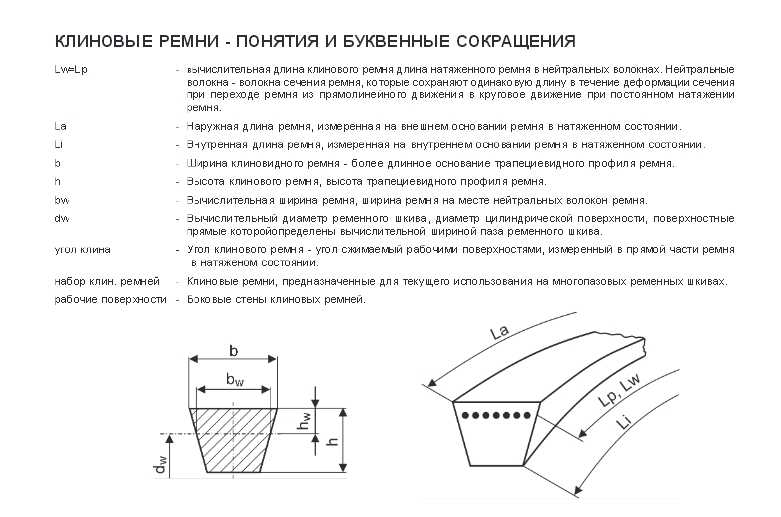
Общие размеры поперечного сечения, которые используются в США, показаны ниже.
Свяжитесь с нами по телефону , если у вас есть какие-либо вопросы, вам нужна дополнительная информация или если вы заинтересованы в приобретении клинового ремня. HVH является дистрибьютором силовых передач, ведущим бизнес в США.
Ознакомьтесь с нашим ассортиментом Клиновой ремень .
Торговые марки HVH предлагает Bando , Bestorq , Continental Contitech , и Ремень Mitsubishi.
Запросить цену
Владимир Арутюнян
Владимир Арутюнян является учредителем HVH Industrial. Он имеет степень магистра в области машиностроения и более 10 лет опыта работы в области передачи механической энергии.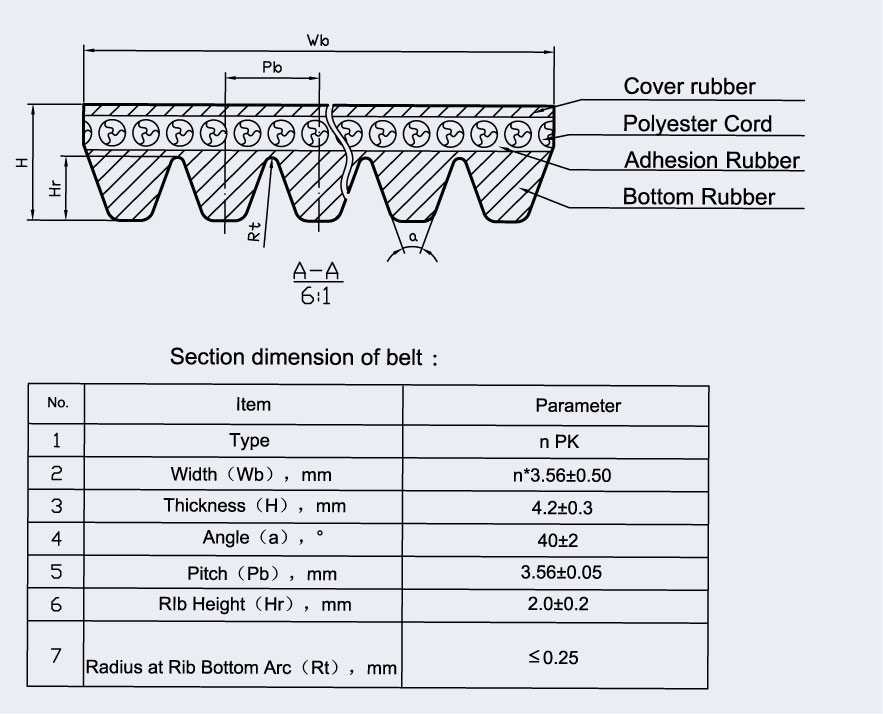
Свяжитесь с Владом на Linkedin: https://www.linkedin.com/in/vladharut
HVAC – Основные сведения о клиновых ремнях
До того, как я начал специфицировать ремни для вспомогательных вентиляторов и двигателей HVAC, я думал, что ремень… это просто ремень.
Вот ценная информация, которой я хотел бы поделиться со всеми, кто хочет понять основы и различия клиновых ремней. Существует очень много типов ремней. Я сделаю все возможное, чтобы сузить их до того, с чем вы, скорее всего, столкнетесь в отрасли HVAC.
Ремни и шкивы имеют несколько применений;
- Для увеличения или уменьшения скорости
- Для увеличения или уменьшения крутящего момента
- Для передачи мощности с одного вала на другой
Определение префикса типов клиновых ремней
Важно понимать префикс любого номера детали ремня. Префикс предлагает стандарты размеров и в некоторой степени определяет назначение ремня. Эти знания позволяют понять, какие ремни можно заменить, а какие нельзя.
Эти знания позволяют понять, какие ремни можно заменить, а какие нельзя.
2 л, 3 л, 4 л и 5 л префикс — буква «L» означает легкий режим работы и предназначена для использования с двигателями малой мощности. Имеется в виду менее 1 л.с. Ремни типа «L» часто обозначаются как легкие промышленные или газонные и садовые.
Ремни размеров A, B, C, D, E и AX, BX, CX и DX являются более промышленными. Их иногда называют «обычными» ремнями. «X» — это стандартная спецификация для внутренней перфорации, также известной как зубчатый или зубчатый ремень. Несмотря на то, что «обычные» ремни могут быть заменены ремнями типа «L», которые кажутся одинаковыми, ремни типа «L» никогда не должны использоваться в качестве замены для «обычных» ремней.
Мой опыт использования ремней с обозначением «X» показывает, что они служат дольше, чем без него. Это означает, что ремни «BX» служат дольше, чем ремни «B». Особенно в тех случаях, когда один или несколько шкивов имеют малый диаметр. Шкивы меньшего диаметра обеспечивают меньшую нагрузку на ремни типа «X» из-за выемки в нижней части.
Шкивы меньшего диаметра обеспечивают меньшую нагрузку на ремни типа «X» из-за выемки в нижней части.
3V, 5V, 8V, AVX, BVX, CVX, DVX — ВАЖНО: не перепутайте букву «V» в префиксе номера детали! Я публикую это предупреждение, потому что здравый смысл подсказывает вам, что ремень 3V является сопоставимой заменой ремня 3L или что ремень AVX является подходящей заменой ремня AX. Здравый смысл был бы неправ. Обозначение «V» в приставке — это отличие профиля ремня. Никогда не заменяйте и не смешивайте эти ремни. Они не подходят должным образом к шкивам, предназначенным для ремней 3L и AX. Они не полностью соприкасаются с дном и стенками и, следовательно, не работают.
Инструктор MicroMetl Роберт Шрам делится своими мыслями о применении ремней «V» и «VX»…
Ремни
V и VX специально разработаны для применения с более высокой мощностью и большим межосевым расстоянием. Например, в большинстве приложений мощностью до 7,5 л.
Кроме того, при использовании нескольких ремней в промышленности ремни V и VX имеют более узкую верхнюю часть, что обеспечивает лучшую посадку. А поскольку промышленное применение, как правило, предполагает более высокую мощность при более высоких оборотах, ремни необходимо натягивать сильнее, чем в непромышленных применениях, что делает ремни V и VX более качественными.
Ремни V и VX не такие гибкие, как ремни A, B, C; поэтому они обычно используются с большими шкивами и не могут использоваться с задними натяжными роликами. Эта более жесткая характеристика также делает их лучшими для длинного межосевого расстояния.
 с., где используется один ремень, ремня A или B более чем достаточно для выполнения этой работы. С другой стороны, ремни V и VX могут быть лучше для двигателей мощностью 10 л.с. и выше.
с., где используется один ремень, ремня A или B более чем достаточно для выполнения этой работы. С другой стороны, ремни V и VX могут быть лучше для двигателей мощностью 10 л.с. и выше.Как измерить длину ремня
Давайте начнем этот раздел с вопроса… Могут ли ремни растягиваться?
Согласно веб-сайту BeltsForAnything. com, «ремни на самом деле не растягиваются в длину, боковые стенки изнашиваются от натяжения, и ваш ремень становится уже. Из-за этого твой ремень кажется растянутым.
com, «ремни на самом деле не растягиваются в длину, боковые стенки изнашиваются от натяжения, и ваш ремень становится уже. Из-за этого твой ремень кажется растянутым.
Я не совсем согласен с этой оценкой. Будьте осторожны при измерении изношенных ремней, они могут растягиваться при ношении. Поэтому измерения между старым и новым могут быть неточными.
Если вы не можете прочитать номер детали ремня, вам необходимо измерить его. Я мог бы найти время, чтобы лучше объяснить, но вместо этого отложу краткое обучающее видео, встроенное ниже.
Узнать длину ремня без имеющегося клинового ремня
- Оберните веревку вокруг обоих шкивов.
- С помощью перманентного маркера перекройте концы и отметьте любую точку между двумя перекрывающимися концевыми деталями.
- Положите отмеченную струну на плоскую поверхность и измерьте расстояние между двумя отметками рулеткой. Это внутренняя окружность (IC) для сменного ремня.

Интерпретация номеров деталей ремней
Слишком часто ремень, который необходимо заменить, либо исчез, либо информация о номере детали стерлась, либо ремень рассыпался, когда порвался. Стандарты для некоторых номеров деталей ремней отражают Внешняя окружность (OC) ремня и другие Внутренняя окружность (IC) . Поэтому, как только вы получите номер детали, его будет легко интерпретировать и понять, как найти замену ремню такого же или лучшего качества.
Приведенная ниже информация позволит вам сопоставить каждый тип ремня (некоторые производители незначительно отличаются):
Ремень 2 л = 1/4 (0,250) дюйма ширины x 5/32 (0,15625) высоты
Ремень 3 л = ширина 3/8 (0,375) дюйма x высота 7/32 (0,21875)
Ремень 5L = ширина 5/8 (0,625) дюйма x высота 3/8 (0,375) .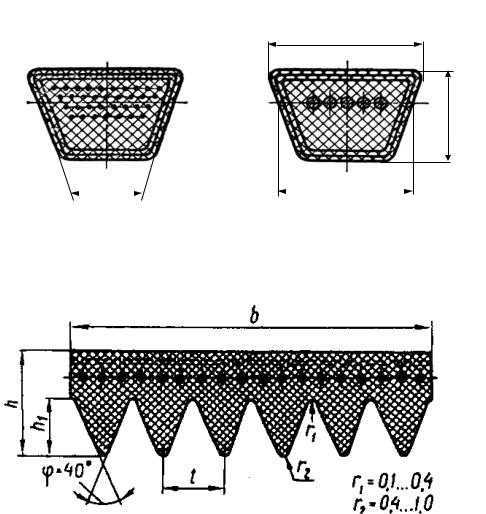 3125) Высота
3125) Высота
Ремни 5V и 5VX = 21/32 (.65625) дюймов Ширина x 17/32 (.53125) Высота
) (7 дюймов Ширина x 0 дюймов /8 (0,875) Высота
Ремни A и AX = 1/2 дюйма (0,500) Ширина x 5/16 (0,3125) Высота
Ремни B и BX = 21/32 (0,65625) Ширина x 13 дюймов /32 (.40625) Высота
Ремни C и CX =7/8″ (.875) Дюймы Ширина x 17/32 (.53125) Высота
Ремни D и DX =1-1/ 4″ (1,250) дюйма Ширина x 3/4 (0,750) Высота
E Ремень = 1-1/2″ (1,500) дюйм Ширина x 29/32 (0,90625) Высота
Номера деталей для ремней мощностью 2 л, 3 л, 4 л и 5 л отражают их окружность как измерение внешней окружности (ОС). Пример: Сечение 3L = (номер детали 3L 45 0 = 45 дюймов по внешней окружности)
Поэтому для определения измерения внутренней окружности используйте следующие простые формулы.
Приведенная ниже информация не дает точного измерения, как следует из номера детали ремня. Для тех, кто интересуется математическим уравнением… Внешняя окружность, деленная на число Пи, равное диаметру, вычитается из высоты ремня, умножается на два, умножается на число Пи.
Пример: ремень 4 л (высота 0,3125 дюйма при просмотре профиля) с внешней окружностью 25 дюймов.
25 (внешняя окружность в дюймах), деленная на 3,14 (PI) = 7,962 (внешний диаметр в дюймах). 7,962 (внешний диаметр в дюймах) – 0,625 (высота профиля 0,3125 дюйма * 2) = 7,337 (внутренний диаметр в дюймах). 7,337 дюйма (внутренний диаметр в дюймах) * 3,14 (PI) = 23,04 (внутренний диаметр в дюймах). 25 (в дюймах по внешней окружности) – 23,04 (в дюймах по внутренней окружности) = 1,96 дюйма уменьшения от внешней окружности до внутренней окружности
Ремень 2L = внешняя окружность ( длина ) (OC) – минус 1 дюйм. (пример 3L 25 0 = внешняя окружность 24 дюйма)
Ремень 3L = внешняя окружность (OC) – минус 1-1/2 (1,5) дюйма. (Пример 3L 25 0 = 23,5 дюйма внутренней окружности (IC)
(Пример 3L 25 0 = 23,5 дюйма внутренней окружности (IC)
Ремень 4L = внешняя окружность (OC) – минус 2 дюйма. (Пример 4L 32 0 = 30 дюймов по внутренней окружности)
Ремень 5 л = Внешняя окружность (OC) – минус 3 дюйма. (Пример 5L 38 0 = внутренняя окружность 35 дюймов)
Номера деталей обычных ремней отражают размеры внутренней окружности (IC) в дюймах. Чтобы преобразовать измерение во внешнюю окружность (OC), используйте следующую информацию.
Ремни A и AX = добавьте 2 дюйма к номеру ремня (пример A 80 = 82 дюйма по внешней окружности)
Ремни B и BX = добавьте 3 дюйма к номеру ремня (пример B 80 = 83 дюйма по внешней окружности)
7 к номеру ремня
(пример C 80 = 84″ внешней окружности)
ремни D и DX = добавить 5 дюймов к номеру окружности ремня (пример D 80 80007 8
Ремни E = добавьте 6 дюймов к номеру ремня (пример E 80 = 86″ внешней окружности)
V-образные ремни Номера деталей отражают размеры внешней окружности (OC) в дюймах. Чтобы преобразовать измерение во внутреннюю окружность (IC), используйте следующую информацию.
Чтобы преобразовать измерение во внутреннюю окружность (IC), используйте следующую информацию.
Пример: сечение 3V= (пример 3V 45 0 = внешний диаметр 45 дюймов)
Поэтому для определения внутреннего измерения используйте следующее простое эмпирическое правило.
Ремни 3V и 3VX = Наружная окружность (OC) – минус 1 дюйм. (Пример 3V 25 0 = 24 дюйма по внутренней окружности)
Ремни 5V и 5VX = Наружная окружность (OC) – минус 4 дюйма. (Пример 3V 50 0 = 46 дюймов по внутренней окружности)
Ремни 8V и 8VX = Наружная окружность (OC) – Минус 5,5 дюйма. (Пример 3V 102 0 = 96,5 дюйма внутренней окружности)
Важность правильного натяжения клинового ремня ремень сидит на шкиве).
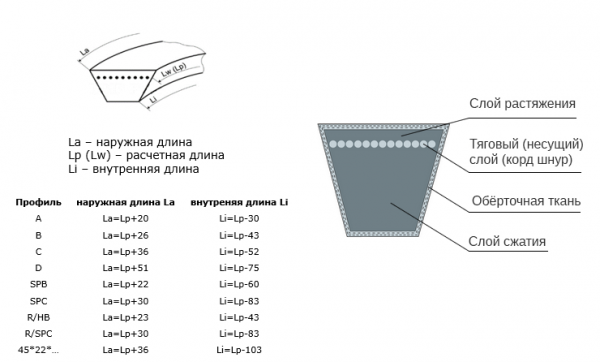 Надлежащее натяжение и выравнивание шкива относительно шкива имеют решающее значение и необходимы для долгой и удовлетворительной работы.
Надлежащее натяжение и выравнивание шкива относительно шкива имеют решающее значение и необходимы для долгой и удовлетворительной работы.
Слишком слабое натяжение приводит к проскальзыванию, вызывая преждевременный износ ремня и шкива. Слишком сильное натяжение приводит к чрезмерной нагрузке на ремни, подшипники и валы (двигателя и вентилятора). Однако существует широкий диапазон натяжения, при котором ремень будет работать удовлетворительно. Цель состоит в том, чтобы найти этот правильный диапазон для любого клиноременного привода. Всегда консультируйтесь с руководством для владельцев, чтобы узнать правильный диапазон натяжения.
Всегда используйте инструмент для натяжения ремня и сверяйтесь со спецификациями производителя для каждого ремня. А теперь на самом деле, у вас его нет… Хорошее «Правило большого пальца»: ищите примерно ½ дюйма прогиба для клинового ремня. Чтобы быть более точным… «Длина пролета» — это расстояние от места, где ремень выходит из одного шкива и полностью садится на второй.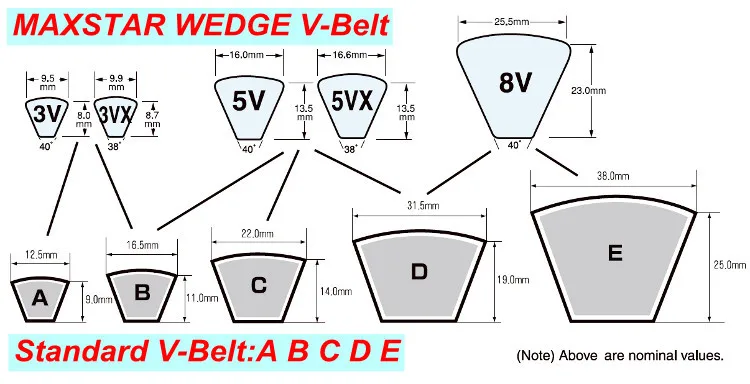 Ищите 1/64 (0,015625) дюйма отклонения на каждый 1 дюйм длины пролета ремня. Например, если длина пролета составляет 50 дюймов, требуемый прогиб ремня составляет 0,015625 (1/64 дюйма) X 50 = 0,78125 или 25/32 дюйма.
Ищите 1/64 (0,015625) дюйма отклонения на каждый 1 дюйм длины пролета ремня. Например, если длина пролета составляет 50 дюймов, требуемый прогиб ремня составляет 0,015625 (1/64 дюйма) X 50 = 0,78125 или 25/32 дюйма.
Чем сильнее вы натягиваете ремень, тем быстрее он изнашивается. Ваш ремень должен пружинить, когда вы нажимаете на заднюю часть.
Правильное выравнивание шкивов
Два несоосных шкива быстро изнашивают ремни и подшипники, а также приводят к падению ремней.
Несоосность шкива может возникать из-за горизонтального угла, вертикального угла и/или осевого смещения, как показано на рисунке.
Юстировка должна выполняться с использованием лазеров. Однако, если в вашем арсенале инструментов нет такой, линейка, как показано на видео ниже, демонстрирует процесс.
Прекрати пищать
Все ненавидят этот шум.