Фланец плоский ГОСТ 12820-80
ООО «СЭТТА» изготавливает фланцы плоские по ГОСТ 12820-80 (возможна поставка квадратного фланца под заказ).
При изготовлении фланцев учитывается использование фланцев, таким образом фланцы бывают различных марок стали в зависимости от температуры применения:
— Ст3сп, 20, 25 — от минус 30 до плюс 300;
— 09Г2С, 10Г2 — от минус 70 до плюс 300;
— 15Х5М, 12Х18Н10Т — от минус 40 до плюс 300.
Чтобы узнать цену на фланец ГОСТ 12820-80 Вы можете ознакомится с Прайсом на фланцы.
Фланцы плоские изготавливаются с уплотнительными поверхностями исполнений 1, 2, 3, 4, 5, 8, 9 присоединительными размерами по ГОСТ 12815-80.
Пример условного обозначения фланца стального плоского приварного исполнения 1 (с соединительным выступом), Dу 200 мм, на Ру 0,25 МПа (2,5 кгс/см 2) из стали 09Г2С по ГОСТ 12820-80:
Фланец 1-200-2,5-09Г2С-ГОСТ 12820-80.
Другие варианты обозначений:
Фланец 50х16 ст20 ГОСТ 12820-80
Фланец 100х25 ст09Г2С ГОСТ 12820-80
Фланец 150х0,6 ст12Х18Н10Т ГОСТ 12820-80
Примечание: ГОСТ 12820-80 введен взамен ГОСТ 1255-67, ГОСТ 9938-62, ГОСТ 12827-67 и ГОСТ 12828-67.
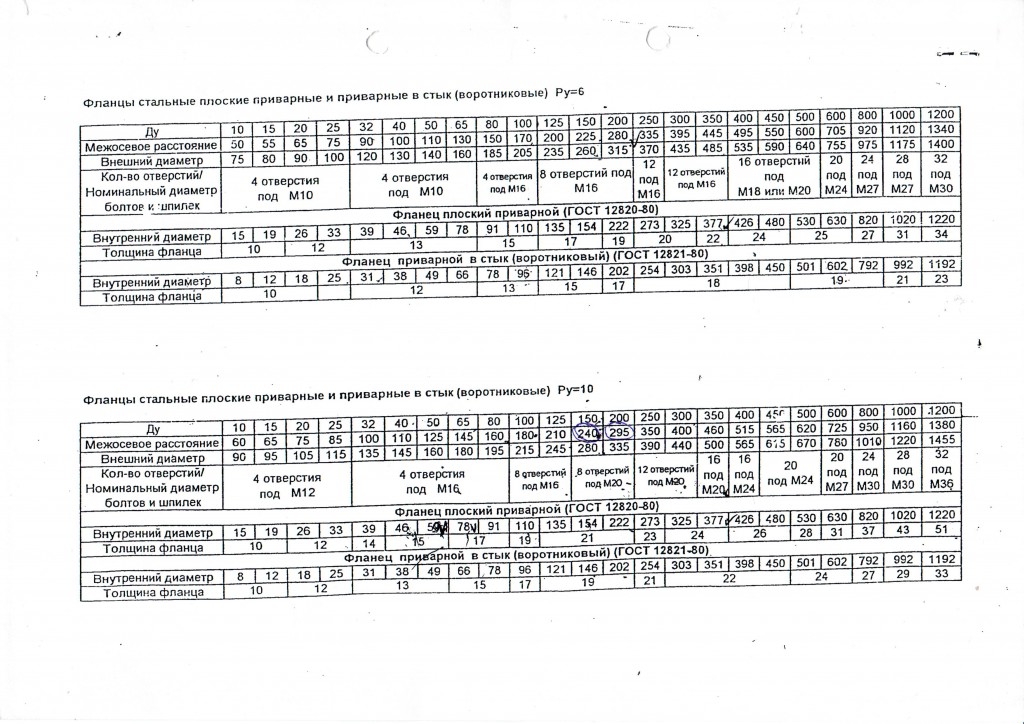
Размеры плоских приварных фланцев по ГОСТ 12820-80:
Dy, мм | D, мм | D1, мм | dв, мм | b, мм | d, мм | к-во отв. шт. | Масса, кг |
PN = 0,6 МПа (6 кгс/см2) | |||||||
15 | 80 | 55 | 19 | 10 | 11 | 4 | 0,33 |
20 | 90 | 65 | 26 | 12 | 11 | 4 | 0,53 |
25 | 100 | 75 | 33 | 12 | 11 | 4 | 0,64 |
32 | 120 | 90 | 39 | 13 | 14 | 4 | 1,01 |
40 | 130 | 100 | 46 | 13 | 14 | 4 | 1,21 |
50 | 140 | 110 | 59 | 13 | 14 | 4 | 1,33 |
65 | 160 | 130 | 78 | 13 | 14 | 4 | 1,63 |
80 | 185 | 150 | 91 | 15 | 18 | 4 | 2,44 |
100 | 205 | 170 | 110 | 15 | 18 | 4 | 2,85 |
125 | 235 | 200 | 135 | 17 | 18 | 8 | 3,88 |
150 | 260 | 225 | 161 | 17 | 18 | 8 | 4,39 |
200 | 315 | 280 | 222 | 19 | 18 | 8 | 5,89 |
250 | 370 | 335 | 273 | 20 | 18 | 12 | 7,67 |
300 | 435 | 395 | 325 | 20 | 22 | 12 | 10,28 |
350 | 485 | 445 | 377 | 22 | 22 | 12 | 12,58 |
400 | 535 | 495 | 426 | 24 | 22 | 16 | 15,20 |
500 | 640 | 600 | 530 | 25 | 22 | 16 | 19,72 |
600 | 755 | 705 | 630 | 25 | 26 | 20 | 26,24 |
800 | 975 | 920 | 820 | 27 | 30 | 24 | 46,14 |
1000 | 1175 | 1120 | 1 020 | 31 | 30 | 28 | 64,36 |
1200 | 1400 | 1340 | 1220 | 34 | 33 | 32 | 99,03 |
PN = 1,0 МПа (10 кгс/см2) | |||||||
15 | 95 | 65 | 19 | 10 | 14 | 4 | 0,51 |
20 | 105 | 75 | 26 | 12 | 14 | 4 | 0,74 |
25 | 115 | 85 | 33 | 12 | 14 | 4 | 0,89 |
32 | 135 | 100 | 39 | 14 | 18 | 4 | 1,40 |
40 | 145 | 110 | 46 | 15 | 18 | 4 | 1,71 |
50 | 160 | 125 | 59 | 15 | 18 | 4 | 2,06 |
65 | 180 | 145 | 78 | 17 | 18 | 4 | 2,80 |
80 | 195 | 160 | 91 | 17 | 18 | 4 | 3,19 |
100 | 215 | 180 | 110 | 19 | 18 | 8 | 3,96 |
125 | 245 | 210 | 135 | 21 | 18 | 8 | 5,40 |
150 | 280 | 240 | 161 | 21 | 22 | 8 | 6,62 |
200 | 335 | 295 | 222 | 21 | 22 | 8 | 8,05 |
250 | 390 | 350 | 273 | 23 | 22 | 12 | 10,65 |
300 | 440 | 400 | 325 | 24 | 22 | 12 | 12,90 |
350 | 500 | 460 | 377 | 24 | 22 | 16 | 15,85 |
400 | 565 | 515 | 426 | 26 | 26 | 16 | 21,56 |
500 | 670 | 620 | 530 | 28 | 26 | 20 | 27,70 |
600 | 780 | 725 | 630 | 31 | 30 | 20 | 39,40 |
800 | 1010 | 950 | 820 | 37 | 33 | 24 | 79,16 |
1000 | 1220 | 1160 | 1020 | 43 | 33 | 28 | 118,43 |
1200 | 1455 | 1380 | 1220 | 51 | 39 | 32 | 197,44 |
PN = 1,6 МПа (16 кгс/см2) | |||||||
15 | 95 | 65 | 19 | 12 | 14 | 4 | 0,61 |
20 | 105 | 75 | 26 | 14 | 14 | 4 | 0,86 |
25 | 115 | 85 | 33 | 16 | 14 | 4 | 1,17 |
32 | 135 | 100 | 39 | 16 | 18 | 4 | 1,58 |
40 | 145 | 110 | 46 | 17 | 18 | 4 | 1,96 |
50 | 160 | 125 | 59 | 19 | 18 | 4 | 2,58 |
65 | 180 | 145 | 78 | 21 | 18 | 4 | 3,42 |
80 | 195 | 160 | 91 | 21 | 18 | 4 | 3,71 |
100 | 215 | 180 | 110 | 23 | 18 | 8 | 4,73 |
125 | 245 | 210 | 135 | 25 | 18 | 8 | 6,38 |
150 | 280 | 240 | 161 | 25 | 22 | 8 | 7,81 |
200 | 335 | 295 | 222 | 27 | 22 | 12 | 10,10 |
250 | 405 | 355 | 273 | 28 | 26 | 12 | 14,49 |
300 | 460 | 410 | 325 | 28 | 26 | 12 | 17,78 |
350 | 520 | 470 | 377 | 30 | 26 | 16 | 22,88 |
400 | 580 | 525 | 426 | 34 | 30 | 16 | 31,00 |
500 | 710 | 650 | 530 | 44 | 33 | 20 | 57,01 |
600 | 840 | 770 | 630 | 45 | 39 | 20 | 80,03 |
800 | 1 020 | 950 | 820 | 49 | 39 | 24 | 104,41 |
1000 | 1255 | 1170 | 1 020 | 58 | 45 | 28 | 179,37 |
1200 | 1485 | 1390 | 1220 | 71 | 52 | 32 | 297,78 |
PN = 2,5 МПа (25 кгс/см2) | |||||||
15 | 95 | 65 | 19 | 14 | 14 | 4 | 0,70 |
20 | 105 | 75 | 26 | 16 | 14 | 4 | 0,98 |
25 | 115 | 85 | 33 | 16 | 14 | 4 | 1,17 |
32 | 135 | 100 | 39 | 18 | 18 | 4 | 1,77 |
40 | 145 | 110 | 46 | 19 | 18 | 4 | 2,18 |
50 | 160 | 125 | 59 | 21 | 18 | 4 | 2,71 |
65 | 180 | 145 | 78 | 21 | 18 | 8 | 3,22 |
80 | 195 | 160 | 91 | 23 | 18 | 8 | 4,06 |
100 | 230 | 190 | 110 | 25 | 22 | 8 | 5,92 |
125 | 270 | 220 | 135 | 27 | 26 | 8 | 8,26 |
150 | 300 | 250 | 161 | 27 | 26 | 8 | 10,12 |
200 | 360 | 310 | 222 | 29 | 26 | 12 | 13,34 |
250 | 425 | 370 | 273 | 31 | 30 | 12 | 18,90 |
300 | 485 | 430 | 325 | 32 | 30 | 16 | 23,95 |
350 | 550 | 490 | 377 | 38 | 33 | 16 | 34,35 |
400 | 610 | 550 | 426 | 40 | 33 | 16 | 44,62 |
500 | 730 | 660 | 530 | 48 | 39 | 20 | 67,30 |
600 | 840 | 770 | 630 | 49 | 39 | 20 | 90,87 |
800 | 1075 | 990 | 820 | 63 | 45 | 24 | 181,43 |
 n,
n,
Фланцы стальные плоские, воротниковые, прижимные ПНД, глухие ГОСТ 12820-80, 12821-80, 33259-2015 нержавеющие, оцинкованные, низколегированные
Фланцы стальные ГОСТ 12820-80, 12821-80, 12822-80, 33259-2015 плоские, воротниковые, ПНД, заглушка, глухой фланец.

Перейти в раздел Фасонные части трубопровода и фитинги
Фланцы стальные плоские приварные ГОСТ 12820-80 | Cтальные приварные встык (воротниковые) фланцы ГОСТ 12821-80 |
Фланцы для ПНД Труб Прижимные
|
| ||
Cвободные фланцы на приварном кольце ГОСТ 12822-80 | Фланцы стальные резьбовые ГОСТ 9399-81 |
Фланцы для сосудов и аппаратов ГОСТ 28759-90
|
Фланцевые заглушки АТК 24.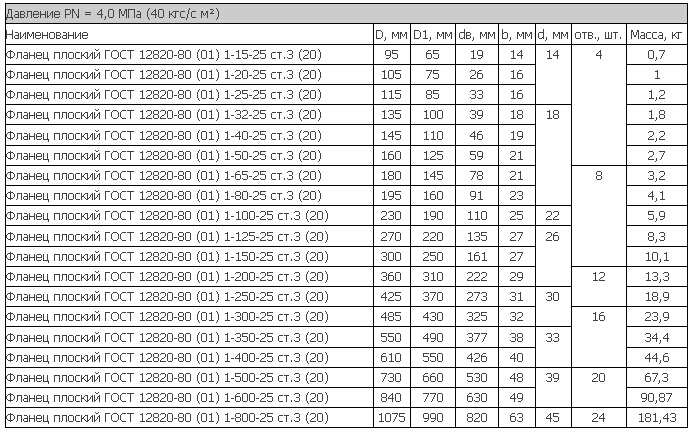 200.02.90 200.02.90 | Фланцы обжимные |
Фланцы стальные приварные ГОСТ 33259–2015
|
Фланцы — деталь трубопровода, предназначенная для присоединения к трубопроводу запорной регулирующей арматуры, а так же для соединения деталей трубопровода между собой, сборки водомерного узла по ЦИРВ.
Согласно номенклатуре и соответственно ГОСТ 12815—80 фланцы арматуры и соединительных частей трубопроводов имеют девять основных исполнений уплотнительной поверхности:
- исп. 1 — с соединительным выступом, самое распространенное исполнение фланцев, имеет специальный соединительный выступ в форме фаски под углом 45°
- исп. 2 — похож по исполнению с предыдущей моделью, только соединительный выступ идет под углом 90°;
- исп.
 3 — с впадиной с внутренней стороны и выступ с наружной под углом 45°;
3 — с впадиной с внутренней стороны и выступ с наружной под углом 45°; - исп. 4 — с шипом ;
- исп. 5 — с пазом в виде кольцевой выборки;
- исп. 6 — под линзовую прокладку, с внутренней стороны выбрана фаска;
- исп. 7 — под прокладку овального сечения, кольцевая выборка в форме с торцевой стороны;
- исп. 8 — с шипом под фторопластовую прокладку;
- исп. 9 — с пазом под фторопластовую прокладку.
 3 — с впадиной с внутренней стороны и выступ с наружной под углом 45°;
3 — с впадиной с внутренней стороны и выступ с наружной под углом 45°;Вернуться в раздел фасонные части
Вся продукция может поставляться с оцинкованным покрытием, по DN 200 включительно. Фланцы стальные производят из стали самых различных марок: сталь 20 (углеродистая), 12Х18Н10Т, AISI 304. 316 (нержавеющая), 09Г2С (низколегированная), 10Х17Н13М2Т (коррозионно-стойкая), по желанию заказчика возможно изготовление других, менее распространённых марок.
Технические характеристики:
Ру от 1 до 250 атм (от 0,1 до 25 МПа), температура среды от -253 до +600°С.

| Материал изготовления | ГОСТ | Диапазон рабочих температур (°С) |
| Ст3сп | 380-94 | -30°С … +300°С |
| 20, 25 | 1050-88 | -30°С … +300°С |
| 09Г2С | 19281-89 | -70°С … +300°С |
| 15Х5М | 4543-71 | -40°С … +300°С |
| 12Х18Н10Т | 7769-82 | -40°С . .. +300°С .. +300°С |
| 10Х17Н13М3Т | 5632-72 | -253°С … +600°С |
Для фланцев сосудов и аппаратов имеются свои требования к исполнению, обозначенные в ГОСТ 28759.2-90, а для плоских приварных фланцев – в ГОСТ 28759.390/
С 2015 года введен новый единый ГОСТ на фланцы ГОСТ 33259-15.
Информация о ГОСТ 33259 – 2015 (примеры обозначений фланцев взамен ГОСТ 12820-80, 12821-80)
В ГОСТ 33259-2015 шесть типов фланцев. Наименования первых четырех начинаются одинаково ─ фланец стальной плоский, это:
тип 01 — фланец стальной плоский приварной
тип 02 — фланец стальной плоский свободный на приварном кольце
тип 03 — фланец стальной плоский свободный на отбортовке
тип 04 — фланец стальной плоский свободный на хомуте под приварку.
Остальные (воротниковые)
тип 11 — фланец стальной приварной встык
тип 21 — фланец корпуса арматуры
Купить фланцы стальные плоские приварные, воротниковые, прижимные ПНД, заглушки фланцевые, фланцы резьбовые, на свободном кольце по конкурентной цене со склада в СПб или с доставкой заказчику из наличия или под заказ в компании ООО СИС.
За годы успешной работы предприятие ООО Системы Инженерного Снабжения приобрела бесценный опыт, о чем свидетельствуют лестные отзывы наших клиентов. Посмотреть фото компании ООО СИС можно в разделе «Фотогалерея».
Скачать прайс-лист на стальные фланцы плоские, воротниковые, заглушки фланцевые, под ПЭ трубу или узнать цену стальных фланцев углеродистая, нержавеющая сталь, оцинкованные можно на нашем сайте ООО СИС в разделе ПРАЙС-ЛИСТ.
По желанию заказчика наша компания доставит в минимальные сроки и по низкой цене стальные фланцы по Санкт-Петербургу, Ленинградской области или в любую точку России, Казахстана, Белоруссии и ближнего зарубежья. При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих.
При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих.
В случае, если у Вас возникли вопросы при оформлении заказа, Вы всегда можете обратиться к нашим специалистам по тел. 8(921)983-9665, 8(921) 391-4842, 8(911)114-2936 Елена или воспользовавшись онлайн-консультантом на сайте на E-mail: [email protected].
Наш опыт — ваше преимущество! Опыт. Качество. Надежность. Выбор профессионалов.
ГОСТ 12820-80 304 WNRF Фланец DN150/159 PN16
Упаковка и доставка
| Детали упаковки: | Морской фанерный кейс или по желанию заказчика |
|---|---|
| Деталь поставки: | 2 — 15 дней после получения депозита |
Технические характеристики
ГОСТ 12820-80 304 WNRF Фланец DN150/159 PN16
1. Материал: Нержавеющая сталь 304L
2. Размер: 6″ (DN150)
3. Стандарт: ГОСТ 12820-80
4. Тип: фланец 304 WNRF
5. Давление: PN16 (1,6 МПа)
Давление: PN16 (1,6 МПа)
Китайский производитель фланцев Yaang поставляет фланец ГОСТ 12820-80 304 WNRF, DN150/159, PN16.
Диапазоны составов для нержавеющей стали марки 304
304 | мин. макс. | — 0,08 | — 2,0 | — 0,75 | — 0,045 | — 0,030 | 18,0 20,0 | — | 8,0 10,5 | — 0,10 |
304л | мин. макс. | — 0,030 | — 2,0 | — 0,75 | — 0,045 | — 0,030 | 18,0 20,0 | — | 8,0 12,0 | — 0,10 |
304H | мин. макс. | 0,04 0,10 | — 2,0 | — 0,75 | -0,045 | — 0,030 | 18,0 20,0 | — | 8,0 10,5 | — |
| 304 WNRF Фланец DN150/159PN16 | ||
| 1 | Материал: | Нержавеющая сталь: например, 304, 304L, 316, 316L, 321, 310S, 904L, S31803, F51 и так далее. |
| 2 | Стандарт: | ГБ, JIS, BS, DIN, ANSI и нестандартные |
| 3 | Класс ANSI: | 15, 030, 040, 060, 090 |
| 4 | Размер: | 1/2″ — 24″ |
| 5 | Тип: | Накидные фланцы, глухие фланцы, фланцы с соединением внахлестку, Фланцы с приварной шейкой, Пластинчатый фланец, Фланцы для сварки враструб и фланцы с резьбой |
| 6 | Номинальное давление: | Класс: 150 300 400 600 900 1500 и 2500 PN: 6 10 16 25 40 64 и 160, 5K — 40K и т. д. |
| 7 | Поверхность уплотнения: | FF, RF, LJ, FM, R.T.J, R.J и так далее. |
| 8 | Производственный процесс: | сырье-резка-нагрев-ковка-термическая обработка-обработка-проверка. |
| 15 | Применение: | нефть, химия, энергия, газ, вода, трубопровод, теплообменник, судостроение, строительство и др. |
| 16 | Допуск: | не менее +_8% нормальной толщины стенки. |

ГОСТ 12821-80 Фланцы встык PN16
| Давление PN=1,6 МПа (16 кгс/см²) | |||||||||||
Описание | D, мм. | D1, мм. | d, мм. | Дм, мм | Ду, мм | d1, мм. | б, мм. | h5, мм. | Отр., шт. | Масса, кг. | |
Фланец ГОСТ 12821-80 1-15-16 ст.3 (20) | 95 | 65 | 14 | 30 | 19 | 12 | 12 | 33 | 4 | 0,68 | |
Фланец ГОСТ 12821-80 1-20-16 ст.3 (20) | 105 | 75 | 38 | 26 | 18 | 36 | 0,87 | ||||
Фланец ГОСТ 12821-80 1-25-16 ст. | 115 | 85 | 45 | 33 | 25 | 38 | 1,05 | ||||
Фланец ГОСТ 12821-80 1-32-16 ст.3 (20) | 135 | 100 | 18 | 55 | 39 | 31 | 13 | 40 | 1,54 | ||
Фланец ГОСТ 12821-80 1-40-16 ст.3 (20) | 145 | 110 | 64 | 46 | 38 | 42 | 1,85 | ||||
Фланец ГОСТ 12821-80 1-50-16 ст. | 160 | 125 | 76 | 58 | 49 | 45 | 2,28 | ||||
Фланец ГОСТ 12821-80 1-65-16 ст.3 (20) | 180 | 145 | 94 | 77 | 66 | 15 | 47 | 3,19 | |||
Фланец ГОСТ 12821-80 1-80-16 ст.3 (20) | 195 | 160 | 110 | 90 | 78 | 17 | 50 | 4,21 | |||
Фланец ГОСТ 12821-80 1-100-16 ст. | 215 | 180 | 130 | 110 | 96 | 8 | 4,9 | ||||
Фланец ГОСТ 12821-80 1-125-16 ст.3(20) | 245 | 210 | 156 | 135 | 121 | 19 | 57 | 6,75 | |||
Фланец ГОСТ 12821-80 1-150-16 ст.3(20) | 280 | 240 | 22 | 180 | 161 | 146 | 8,3 | ||||
Фланец ГОСТ 12821-80 1-200-16 ст. | 335 | 295 | 240 | 222 | 202 | 21 | 58 | 12 | 11,79 | ||
Фланец ГОСТ 12821-80 1-250-16 ст.3(20) | 405 | 355 | 26 | 292 | 278 | 254 | 23 | 65 | 17,36 | ||
Фланец ГОСТ 12821-80 1-300-16 ст. | 460 | 410 | 346 | 330 | 303 | 24 | 66 | 22,76 | |||
Фланец ГОСТ 12821-80 1-350-16 ст.3 (20) | 520 | 470 | 400 | 382 | 351 | 28 | 70 | 16 | 32,04 | ||
Фланец ГОСТ 12821-80 1-400-16 ст.3 (20) | 580 | 525 | 30 | 450 | 432 | 398 | 32 | 75 | 43 | ||
Фланец ГОСТ 12821-80 1-500-16 ст. | 710 | 650 | 33 | 559 | 535 | 501 | 38 | 90 | 20 | 70,97 | |
Фланец ГОСТ 12821-80 1-600-16 ст.3(20) | 840 | 770 | 39 | 660 | 636 | 602 | 41 | 99,3 | |||
Фланец ГОСТ 12821-80 1-800-16 ст. | 1020 | 950 | 850 | 826 | 792 | 45 | 95 | 24 | 130,57 | ||
Фланец ГОСТ 12821-80 1-1000-16 ст.3 (20) | 1255 | 1170 | 45 | 1060 | 1028 | 992 | 49 | 110 | 28 | 203,39 | |
Фланец ГОСТ 12821-80 1-1200-16 ст.3 (20) | 1485 | 1390 | 52 | 1268 | 1228 | 1192 | 51 | 125 | 32 | 284,94 | |
/5c1ace9e9101dae.ru.s.siteapi.org/img/1e5ad52d5c8fa451d0c3375a089a80a695e22ff5.jpg)
 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3(20)
3(20) 3 (20)
3 (20)
Фланец с приварной горловиной — это тип трубного фланца, который включает в себя отлитую горловину, приваренную к трубе. В отличие от простого фланца, который надевается на трубу перед приваркой, фланец с приварной горловиной имеет горловину в виде носика, которая скошена, чтобы соответствовать трубе. После того, как труба скошена, чтобы соответствовать фланцу приварной горловины, создается идеальная V-образная форма, в которой размещается стыковой сварной шов для соединения двух компонентов.
В отличие от простого фланца, который надевается на трубу перед приваркой, фланец с приварной горловиной имеет горловину в виде носика, которая скошена, чтобы соответствовать трубе. После того, как труба скошена, чтобы соответствовать фланцу приварной горловины, создается идеальная V-образная форма, в которой размещается стыковой сварной шов для соединения двух компонентов.
ПРИМЕНЕНИЕ:
1. petrochemical industry
2. Pharmaceutical industry
3. Food industry
4. Aviation and aerospace industry
5. Architectural decoration industry
6. Oil and gas industry
Other Features:
1) Химические и физические характеристики: прочный, устойчивый к коррозии и высокой температуре
2) Мы также производим фланцы со специальными спецификациями в соответствии с требованиями клиентов;
Если у вас есть какие-либо вопросы о продуктах, пожалуйста, свяжитесь с нами [email protected]
PT — ИСПЫТАНИЯ НА ПРОНИКНОВЕНИЕ
Этот метод используется для обнаружения несплошностей сварки (несплошностей материала), возникающих на поверхности сварного соединителя. Этот тест проводится после визуального контроля сварного соединителя и используется в основном как для ферромагнитных, так и для неферромагнитных материалов.
Этот тест проводится после визуального контроля сварного соединителя и используется в основном как для ферромагнитных, так и для неферромагнитных материалов.
Фланцы стандартные ГОСТ | Фланец ГОСТ 12821 80
Стандартные фланцы ГОСТ представляют собой набор фланцев, которые регулируются стандартом ГОСТ, который представляет собой стандартную систему из России. Фланцы могут быть разных форм, размеров, классов давления и марок. Существуют фланцы для сварки встык, глухие фланцы, пластинчатые фланцы, фланцы для стыковой сварки и так далее. Фланец ГОСТ 12821 80 относится к одному из многих классов давления, которые варьируются от класса 150 до 2500, что соответствует их допустимому давлению в фунтах.
Фланцы стандартные ГОСТ
Эти фланцы также имеют номинальное давление от PN6 до PN160 МПа.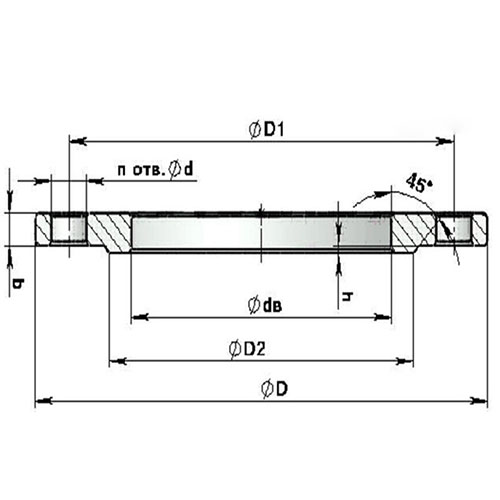 Фланцы бывают резьбовые, редукционные, очковые, SORF, WNRF, BLRF и SWRF. Они могут быть покрыты антикоррозийной краской, масляной черной краской, желтой прозрачной и цинковой пластиной. Фланец трубы ГОСТ 12815 может быть разных размеров по стандартам В16.5, В16.47 или другим. ГОСТ 33259Фланец может быть изготовлен из нержавеющей стали, дуплексной стали, супердуплексной стали, никелевых и медных сплавов.
Фланцы бывают резьбовые, редукционные, очковые, SORF, WNRF, BLRF и SWRF. Они могут быть покрыты антикоррозийной краской, масляной черной краской, желтой прозрачной и цинковой пластиной. Фланец трубы ГОСТ 12815 может быть разных размеров по стандартам В16.5, В16.47 или другим. ГОСТ 33259Фланец может быть изготовлен из нержавеющей стали, дуплексной стали, супердуплексной стали, никелевых и медных сплавов.
В этом стандарте есть низкотемпературный фланец, фланец с высоким пределом текучести, фланец из углеродистой стали и фланец из легированной стали. Фланец ГОСТ 12820 представляет собой фланец пластинчатый, соответствующий стандарту ГОСТ. Области применения включают нефтеперерабатывающие заводы, газоперерабатывающие заводы, нефтехимическую, углеводородную промышленность, производство удобрений, целлюлозно-бумажную промышленность и многие другие.
| Технические характеристики | Фланцы ГОСТ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Диапазон размеров | От 1/2 дюйма (т. Как припаять серебро в домашних условиях: Пайка серебра в домашних условиях оловом и серебряными припоями с помощью паяльникаМожно ли запаять серебро оловомВсем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами. Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Поиск данных по Вашему запросу: Схемы, справочники, даташиты: Прайс-листы, цены: Обсуждения, статьи, мануалы: Дождитесь окончания поиска во всех базах.По завершению появится ссылка для доступа к найденным материалам.
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как спаять серебряную цепочку в домашних условиях Пайка серебра: тонкости технологической процедурыПериодически серебряные изделия требуют ремонта, который вполне возможно провести дома. Многочисленные предметы домашнего обихода и украшения подчеркивают своеобразный стиль и вкусы владельца. Эти предметы служат на протяжении многих веков. Разнообразные цепочки, кольца, шкатулки, кухонная утварь, а также ювелирные изделия вполне ремонтопригодны при порче. Данный процесс можно доверить настоящим профессионалам или же воспользоваться собственными руками. Перед тем как паять серебро в домашних условиях следует немного окунуться в материаловедение и изучить технологию процесса. Чтобы спаивать серебряные предметы требуется специальный припой, разновидности которого отличаются плотностью, химическим составом, температурой плавления, удельным электросопротивлением. Сама процедура весьма ответственна и требует правильной подготовки. Качество соединения будет зависеть от правильности выбранного припоя, а также флюса. Совершенно не подойдет для восстановительной работы серебряный лом, так как припойный материал должен плавиться при меньших значениях температуры, чем обрабатываемый металл. В противном случае восстанавливаемое изделие может просто расплавиться вместе с припоем. Помимо этого, входящие в сплав металлы также отличаются температурными значениями плавления. Он маркируется буквами, а также числовыми показателями. Именно цифры указывают на процентную составляющую серебряного материала в припойном сплаве. До того как начинать паять серебро в домашних условиях нужно помнить, что чем выше требуется прочность соединения, тем большее количество этого металла должно находиться в припойном материале. Эти сплавы обеспечивают высокую прочность соединений и превосходную коррозионную защиту. Эти вещества переплавляются в муфельной печи, после чего отливаются на заранее подготовленную подложку. Окончательная обработка выполняется путем пропуска металла через специальный станок вальцовочного типа. Это необходимо для получения небольших пластин с серебром толщиной до полумиллиметра. Пайка серебра невозможна без использования специальных флюсов. Они выполняют защиту места соединения от окислов путем изолирования соединяемого участка от воздействия воздуха. В бытовых ремонтах используется состав из поташа с бурой в одинаковых пропорциях. Водный бурный раствор требует предварительной сушки. Данная процедура выполняется на домашней газовой плите. Жидкость должна находиться в специальной емкости для выпаривания можно фарфоровой. После получения кристаллической массы, бура остужается и измельчается. Полученный порошковый состав смешивается с содой или поташом. Удаление флюсовых остатков после соединения изделий производится подогретым кислотным слабым раствором. Соединение ювелирных изделий маленького размера удобно проводить газовой горелкой. Она обеспечивает необходимое удобство, а также высокое качество соединений. Для нее необходим всего лишь небольшой баллончик с газом и умение обращаться с данным инструментом. Чтобы припаять предметы из серебра следует провести предварительную техническую подготовку. Для этого освобождается место для спаиваемых изделий, а также размещаются необходимые компоненты и приспособления, к которым относятся:. Обрабатываемые участки хорошо очищаются от жировых следов, окислов и грязи. Предварительно подготавливается система крепежей, которая будет способствовать надежной фиксации изделий при спаивании. Предохранение места спайки от окисления осуществляет специальный флюс для пайки серебра. Он создает защитную пленку на участке обработки и препятствует воздействию воздуха на металл. В процессе работы паяльником необходимо следить, чтобы флюс равномерно покрывал спаиваемую область. После окончания соединения скрепляемый участок обрабатывается слабым кислотным раствором для удаления остатков флюса. Спаиваемые предметы помещаются на негорючую площадку и хорошо фиксируются. Перед тем как спаять предметы, обрабатываемые участки освобождаются от оксидного слоя и тщательно зачищаются. Это необходимо для создания прочного и долговечного внутреннего соединения. Подготовленные места покрываются небольшим слоем защитного флюса. Порошковую массу можно насыпать на участок или же заранее подготовить водяную кашицу и нанести ее кисточкой. К месту спайки подносится припойный металл в количестве, необходимом для удобства работы. С помощью бокорезов или же кусачек припойные полоски разделываются на частички подходящего объема. Подвод горелки к предмету выполняется с боковой стороны. С особой осторожностью выполняется прогрев области соединения. При этом необходимо следить, чтобы газовая струя не сдувала флюс с припойной массой. По окончании расплавления флюса усиливается огонь для создания сплошного паяного шва. Это создаст прочное и надежное соединение в месте стыка. На финальном этапе выполняется очищение спайки от флюсовых остатков. На крупных вещах это можно выполнить с помощью надфиля и небольшого кусочка шлифовальной шкурки. Для осветления или же чернения поверхности используют кислотный раствор слабого типа. Никогда не забывайте о мерах предосторожности при пользовании электроприборами и газовой горелкой. Рабочее помещение обязательно должно быть проветриваемым, снабжаться необходимыми средствами пожаротушения. Пользуйтесь защитными перчатками и негорючим основанием под обрабатываемыми предметами. Помните, что от соблюдения требуемых мер безопасности зависит не только здоровье, но также и жизнь. Если уметь паять серебро своими руками, можно быстро создать интересный и оригинальный декоративный предмет в домашней мастерской. Соединение металлических изделий осуществляется с помощью более легкоплавкого материала. Сам процесс плавки и пайки серебра выглядит просто и определяется сферой применения конечного продукта, а также типом используемого металла. Например, при ремонте какого-либо украшения и соединении печатных плат можно использовать разные методики, но лучше паять с помощью паяльника. Что касается припоя для работы по соединению серебра, то он продается в любом магазине хозяйственных товаров. Желательно использовать тугоплавкие составы с высокой температурой плавления — от градусов Цельсия. Также при выполнении такой работы следует задействовать специальную пасту или сплав стандарта ПСр 2. Средство для пайки несложно сделать своими руками. Для этого потребуются следующие металлы:. Для расплавления компонентов следует задействовать муфельную печь под флюсом. Полученный состав выливается на подложку, а затем его обрабатывают вальцовочным оборудованием для изготовления пластинок толщиной 0,5 миллиметров. На этапе пайки на обрабатываемый участок должны воздействовать потоки воздуха, а для предотвращения возможного окисления и других разрушающих процессов берут флюс колофоний. Во время нагревания он равномерно проникает по всей площади металла и автоматически сглаживает сварочные швы и другие видимые дефекты. Перед тем как запаять серебряное кольцо в домашних условиях, нужно внимательно исследовать базовые физико-химические свойства этого драгметалла. Любой контакт с горелкой или паяльником должен осуществляться с учетом всех правил безопасности, так как любые ошибки могут нанести ущерб не только изделию, но и паяльщику. Серебро вступает в стадию плавления только при температуре градусов Цельсия, а это средний показатель для большинства металлов, на основе которых создают ювелирные украшения. Температура плавления напрямую зависит от содержания чистого металла, находящегося в составе сплавов. Чтобы пайка оказалась максимально качественной, необходимо правильно выбрать подходящий вариант припоя, который является прочным паяным соединением и может использоваться как для цветного металла, так и для черного. Хороший серебряный припой отлично подходит для обработки всевозможных сплавов. Чтобы упростить процесс выбора припоя, нужно обратить внимание на маркировку из букв и цифр, которая располагается на упаковке товара. Цифры указывают на содержание серебра в процентах. Швы, которые соединяются с помощью качественного состава, не боятся воздействия коррозийных процессов, не поддаются деформации, а также сохраняют прочность даже при продолжительной эксплуатации. Главным преимуществом правильно выполненной пайки является антикоррозийная защита. Нужно отдавать предпочтение тем припоям, которые обладают большим содержанием серебра. Их можно купить в специализированном магазине. Чтобы починить какое-либо ювелирное изделие дома, следует заранее подготовить ряд инструментов и подручных средств:. Чем качественно паять серебро в домашних условиях?Если случилась неприятность в виде разорвавшейся цепочки из серебра, не стоит отчаиваться и спешить избавляться от изделия. Поможет исправить положение ювелир. Однако возможность обратиться к нему за помощью есть не всегда. Кроме того, подобная услуга будет стоить недешево и составит почти половину цены за сам предмет. Можно попытаться решить проблему самостоятельно и спаять серебряную цепочку в домашних условиях с применением доступных средств. Прежде, чем решиться припаять части серебряного изделия самостоятельно, нужно разобраться в физико-химических свойствах благородного металла. Температура плавления серебра составляет градусов. Перед тем как паять серебро в домашних условиях следует немного с оловом в составе 40 % можно заменить серебряной припойной массой с. Чем и как паять серебро в домашних условиях? Можно ли спаять серебро оловомПериодически серебряные изделия требуют ремонта, который вполне возможно провести дома. Многочисленные предметы домашнего обихода и украшения подчеркивают своеобразный стиль и вкусы владельца. Эти предметы служат на протяжении многих веков. Разнообразные цепочки, кольца, шкатулки, кухонная утварь, а также ювелирные изделия вполне ремонтопригодны при порче. Данный процесс можно доверить настоящим профессионалам или же воспользоваться собственными руками. Для этого следует внимательно изучить теоретическую часть, вспомнить основы материаловедения, а также приобрести необходимые инструменты и компоненты. При таком подходе процедура восстановления изделий станет не такой уж и сложной. Перед тем как паять серебро в домашних условиях следует немного окунуться в материаловедение и изучить технологию процесса. Как спаять серебро в домашних условияхОкт Курсы валют на Цены драгоценных металлов на В руб за 1г. Серебро относится к наиболее распространенным драгметаллам благородного характера, которые используются не только для изготовления ювелирных украшений, но и для оформления предметов декора и других дизайнерских решений. Пайка серебра: тонкости технологической процедурыПериодически серебряные изделия требуют ремонта, который вполне возможно провести дома. Многочисленные предметы домашнего обихода и украшения подчеркивают своеобразный стиль и вкусы владельца. Эти предметы служат на протяжении многих веков. Разнообразные цепочки, кольца, шкатулки, кухонная утварь, а также ювелирные изделия вполне ремонтопригодны при порче. Данный процесс можно доверить настоящим профессионалам или же воспользоваться собственными руками. Для этого следует внимательно изучить теоретическую часть, вспомнить основы материаловедения, а также приобрести необходимые инструменты и компоненты. Пайка серебра в домашних условиях с помощью горелки и паяльникаСеребро на протяжении длительного времени считалось практически бесполезным металлом, не оказывающим влияние на развитие прогресса, технического усовершенствования. Можно ли запаять серебро оловом. Как паять серебро в домашних условиях: отзывы. Можно ли паять оловом серебро. Серебряная цепочка своими руками. Как паять серебро в домашних условиях: отзывы.Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Как паять сереброВИДЕО ПО ТЕМЕ: как сделать припой для серебра
Серебро на протяжении длительного времени считалось практически бесполезным металлом, не оказывающим влияние на развитие прогресса, технического усовершенствования. Однако еще в древности серебро активно применялось для пайки. Пайка серебра — актуальная процедура и в наше время, так как многие из нас имеют определенные украшения из полезного драгоценного металла: колечко, цепочку, перстень, сережки и т. Температура, при которой серебро начинает плавиться, составляет гр. Забыли пароль? Изменен п. Чем и как паять серебро в домашних условиях?В нете,в основном,старые рецепты- этой химии,полагаю,в Эстонщине уже не найти А современные примочки есть какие? Серебром же и паяют, если не критичен внешний вид, то и оловом. В лавке для ювелиров должны помочь. Ну-ка, мечи стаканы на стол! Ну-ка, мечи стаканы на столи прочую посуду! Все говорят, что пить нельзя, Все говорят, что пить нельзя,Все говорят, что пить нельзя,А я говорю, что буду! Время от времени серебряные вещи требуют ремонта, и возникает вопрос: чем паять серебро в домашних условиях? Ведь на протяжении нескольких веков человечество использует изделия из серебра. Чем и как паять серебро в домашних условиях?Серебро — это драгоценный и благородный металл, применяемый для различных целей, включая изготовление ювелирных украшений. Например, цепочка из него является привлекательным и классическим изделием, которое можно носить как браслет или ожерелье. Правда, несмотря на прочность серебра, украшения из этого металла могут быть достаточно хрупкими и даже ломаться. Но многие из них несложно восстановить, главное знать, как паять серебро в домашних условиях. Особенности технологии соединения металлоизделийЧтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Выбор материала для соединения металлических изделийПрипой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2. Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
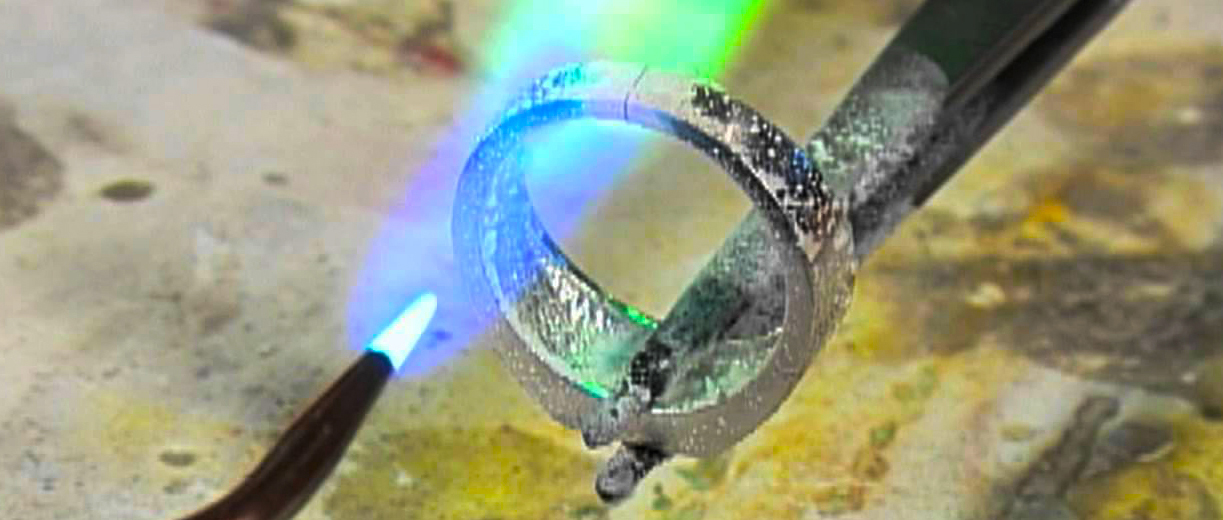
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм. Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. Как паять серебро паяльником?Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C. Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром. Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла. Соединение серебряных изделий газовой горелкойПрежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке. Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
Как паять серебро оловом?Пайку оловом серебряных украшений осуществляют редко, поскольку их ремонт в дальнейшем может привести к печальным последствиям. Например, когда ювелир не в курсе, что изделие ранее скреплялось этим металлом, может использовать для его пайки обычный высокотемпературный припой. Эти действия приведут к тому, что оно попросту сгорит. Несколько рекомендацийНе стоит применять слишком много припоя, чтобы избежать появления комочков. Если они все же образовались, то их надо убирать пилочкой. При пролитии кислотного раствора на одежду или кожные покровы сразу же промойте эти места большим количеством холодной воды. Как паять серебряные украшенияКуксонголд
Сохранить на потом Нужен совет по пайке для начинающих? Вы хотите усовершенствовать свои основные методы пайки? Или вы хотите специально разработать свои методы серебряного припоя? Простые плоские серебряные кольца — хорошее место, чтобы начать совершенствовать технику пайки серебра. Десять лучших советов Cooksongold для начинающих о том, как паять серебро. Нажмите на изображение выше, чтобы узнать больше о том, как паять серебряные украшения и другие листовые металлы. вам поэтапный процесс. Вы узнаете, какой тип серебра для пайки использовать для достижения наилучших результатов, как эффективно использовать флюс, а также советы и рекомендации по пайке для профессиональной отделки. Набор инструментов для пайки серебра Что вам потребуется: Подготовка серебра к пайке
Процесс пайки серебром
Пайка серебряных украшений – последние штрихи
Теперь у вас есть все необходимые советы, чтобы научиться паять серебро и делать свое первое плоское кольцо. Убедитесь, что вы инвестируете в все правильные инструменты, необходимые для профессиональной отделки. Ищете новый проект по пайке для начинающих? Почему бы не попробовать сделать простую серебряную шкатулку вместе с Джоном Россом? Сохранить на потом Написано Куксонголд10 инструментов, необходимых для пайки стерлингового серебра — Изготовление серебряных украшений10 лучших инструментов, необходимых для пайки стерлингового серебра! (обновлено) 1.
Для подготовки к пайке требуется термостойкая поверхность. Безопасность превыше всего… убедитесь, что у вас есть подходящая поверхность! Я использую 2 полки из проволочной сетки из нержавеющей стали и 1 полку из мягкого волокна сверху. Мне проще пользоваться этими полками, так как они не оставляют черных следов на моих руках и инструментах, как типичный блок для пайки углем, а также они служат полками для печи и не занимают много места. Я купил свои полки в Metal Clay Supply всего за 6–9 долларов.за штуку. Другим, более традиционным вариантом является пайка огнеупорного кирпича. Он отлично подходит для пайки пластин из стерлингового серебра, тонких серебряных штифтов или деталей PMC! 2. Стерлинговое серебро Если вы собираетесь паять стерлинговое серебро, вам понадобится стерлинговое серебро 3. Серебряный припой и флюсСтремясь сделать мой процесс простым и экономичным, я нашел замечательный продукт, который включает в себя как припой, так и флюс, серебряную паяльную пасту. Я начал с «легкой» пасты, которая плавится при более низкой температуре, и ее будет достаточно для пайки проволоки 20-го калибра. Я обычно покупаю пасту для серебряного припоя в тюбиках по 1/2 унции. Только используя крошечную каплю размером с горошину на каждом спаянном соединении, этот материал имеет большое значение! Эта паста очень проста в использовании и не создает беспорядка при пайке. Кроме того, вам не нужно добавлять отдельный флюс при пайке, что значительно упрощает процесс! 4. Факел и топливо Для пайки серебра вам понадобится источник тепла. Я использую бутановую горелку с многоразовым бутановым топливом, которая может справиться с вашими небольшими потребностями в пайке, когда вы только начинаете, например, с проволокой для ушей и соединительными кольцами. Если вы можете размахивать им и готовы к «большому факелу», мне нравится факел Smith Little Torch. Я использую пропан с кислородом. 5 и 6. Противопожарное покрытие: борная кислота и денатурат Перед пайкой вам необходимо подготовить серебро, чтобы не допустить «прожога» металла. Я использую половинную смесь борной кислоты и денатурата в стеклянной банке с герметичной крышкой. (Внимание: легко воспламеняется! Так что держите крышку плотно закрытой, когда она не используется!) Используя металлический пинцет, просто проведите серебром по огнестойкой ткани, а затем подожгите зажигалкой или спичкой. Handy Flux – еще один отличный способ обжигать серебро. Он отлично защищает вашу деталь от окалины, а также помогает «склеить» серебро, когда вы собираетесь добавить припой (предотвращает разлетание стружки припоя при нагревании). 7. Зажигалка или спичкиЯ использую каминную или кемпинговую зажигалку, чтобы зажечь костер, пока готовлю серебро. Вы можете использовать боек, чтобы зажечь пламя горелки, если вы используете традиционную ювелирную горелку или если ваша бутановая горелка не имеет встроенной зажигалки или зажигания. 8. Пинцет Пинцет очень удобен при пайке, он помогает удерживать серебряные изделия на месте, когда они слишком горячие, чтобы с ними можно было обращаться. 9. Подготовка или травление серебра После пайки стерлингового серебра вам необходимо удалить окисление (потемнение), которое осталось на ваших изделиях, чтобы ваше серебро блестело. Я использую Silver Prep (в форме порошка) от Cooltools за 8 долларов за баночку на 8 унций. Мне нравится использовать эту смесь для рассолов, так как она натуральная и нетоксичная! Используя 1 столовую ложку на 1 стакан дистиллированной воды (этот порошок имеет большое значение). Нагрейте дистиллированную воду в небольшой кастрюле, которую вы будете использовать только для приготовления смеси для маринования серебра… не готовьте в этой кастрюле пищу после маринования! После травления серебро можно отполировать до красивого блеска. Не срабатывает реле давления насосной станции: Не срабатывает реле давления насосной станции на выключение и возможные причины неполадок и способы их устраненияНе срабатывает реле давления насосной станции на выключение и возможные причины неполадок и способы их устранения2542685973 6 мин. на чтение 22.03.2022 Использование насосных станций для частных домов позволило решить проблему автономного водоснабжения. Независимость от централизованных систем коммуникации, надежность работы, сравнительная дешевизна оборудования и простота установки позволили комплексным системам прочно закрепиться в своей области. Однако иногда у владельцев возникают проблемы, когда насосная станция не отключается и оборудование продолжает работать. Насосная станция не отключается Основные причины неполадок. Общие сведенияКак показывает практика, причин, почему не выключается насосная станция, не так уж и много.
Почему не отключается насосная станция: как устранить неполадкиПочему не срабатывает реле давления насосной станции на выключение? Впервые с данной проблемой можно столкнуться при начальном запуске системы водоснабжения. Это говорит о том, что подача воды не настроена должным образом, т.е. отсутствует регулировка реле давления. Регулировочные гайки для включения и отключения подачи воды Регулировка происходит посредством подтяжки или ослабления регулирующих гаек.В ходе эксплуатации после первой настройки натяжение гаек и пружин может ослабевать, из-за чего система снова не будет отключаться и потребует регулировки. Эту процедуру вполне можно произвести самостоятельно. Важно только знать, какое давление должно быть в насосной станции.Для оптимальной работы насоса рекомендуется придерживаться следующих показателей:
Нарушение герметичности системы водоснабженияВторая возможная причина – нарушение герметичности (целостности) системы. Она может возникнуть в результате увеличения давления, либо нарушения состояния комплектующих (трубы, соединительные фитинги и т.д.). Использование ленты фум на стыках соединений Чтобы этого избежать, при монтаже оборудования рекомендуется использовать качественные материалы и комплектующие соединения. На стыках необходимо применять уплотнительные материалы, например, фум-ленту, которая обеспечивает более высокую герметичность соединений и предотвращает возможность возникновения микротрещин, способных привести к образованию потеков или к разрывам. Загрязнение фильтра системы подачиНефильтрованная вода из скважины обязательносодержит в себеразного рода примеси. Это могут быть частицы ила, глины или песка. Попадая в магистраль, они могут привести к повреждениям оборудования. Чрезмерное наличие примесей способно вызывать преждевременный износ деталей. Чтобы этого избежать на входе водозаборной трубы монтируются фильтра очистки.
Проблема эжектораНаличие внешних эжекторов характерно дляносов, использующихся для водоснабжения из глубинных скважин (35-45 м). Дополнительныекомплектующие устанавливаются внутри водяного шурфа.
Поломка крыльчатки помпового устройстваЕщё одна возможная причина, почему не срабатывает на отключение насосная станция, — поломка либо износ рабочей крыльчатки. Крыльчатка – основной механизм, при помощи которой происходит закачка воды в систему и создание нужного уровня давления. Ремонт крыльчатки насосов для перекачки воды В ходе постоянной эксплуатации на крыльчатке может образоваться выработка, которая свидетельствует об износе детали и указывает на необходимость ее замены. Падение уровня воды в водозаборной скважинеЕщё одна из возможных причин, почему водяной насос не отключается, а продолжает работать постоянно – снижение уровня воды в скважине. Полное отсутствие воды, либо малое количество способствует холостой работе агрегата, когда по системе вместо воды происходит циркуляция сухого воздуха.
Водяной насос не отключается из-за падения уровня воды в скважине Коротко о главномПредставленные выше неполадки, почему насосная станция не отключается автоматически, и причины их возникновения подвели к ответу на главный вопрос: почему отсутствие выключения – проблема для насосной станции? Любой механизм требует обязательных перерывов. Постоянная работа на полную мощность приводит к преждевременному износу и возникновению более крупных поломок, требующих дорогостоящего ремонта. Поэтому проблему с отсутствием автоматического выключения необходимо решать максимально оперативно.
Как вы считаете, проблему с отсутствием автоматического выключения необходимо решать максимально оперативно или можно отложить на потом? Реле давления для насосной станции: устройство, регулировкаПредставьте, что для получения воды на даче можно просто открыть кран. Наша статья в тонких подробностях познакомит вас с реле давления для насосной станции. Вы узнаете, как работает прибор, каким образом он активизирует и останавливает откачку. Мы подробно описываем востребованные варианты датчиков давления и способы их регулировки. В материале перечислены технологические нюансы и методы настройки реле. Изложенную информацию идеально дополняют полезные схемы, фото и видео-приложения. Содержание статьи:
Роль реле давления в системе водоподачиНебольшое по габаритам устройство относится к группе автоматики, обслуживающей насосное оборудование. Несмотря на свои малые размеры, реле выполняет ряд важных функций:
Проще говоря, он регулирует автоматический процесс откачки воды в схемах независимого водоснабжения с мембранным баком. Регулировка производится в ходе коммутации электрических цепей при достижении в системе двух параметров давления, принятых в качестве верхнего и нижнего предела. Покупая , вы получаете комплект оборудования, частью которого является и реле давления. Внешне модели разных марок и серий похожи, но могут отличаться формой, размером, цветом корпуса, способом настройки и местом расположения. При самостоятельной сборке автоматики необходимо изучить характеристики приборов и выбрать наиболее подходящие для конкретной системы. Схема расположения приборов, участвующих в организации водоснабжения частного дома из колодца или скважины. Реле контролирует рабочее давление в сети, а манометр отображает актуальные параметры Приборы адаптированы под удобную установку и обслуживание насосной станции. Чаще всего они закреплены штуцером на входе , но могут монтироваться и в трубу системы ХВС в непосредственной близости к аппарату. Галерея изображений Фото из Прибор крепится сбоку и имеет стандартный внешний вид. Заводские установки -1,4/2,8 атм. Особенностью конструкции прибора является манометр, встроенный в корпус реле давления Прибор установлен в точке подачи воды в гидробак. Начальное значение давления – 1,5 атм. Для удобства обслуживания манометр встроен в корпус, но само реле закреплено снаружи Оригинальное реле давления Grundfos Реле с интегрированным манометром AL-KO Отечественное реле давления Вихрь Оборудование марки Gardena для дачи Конструкция и принцип действияРеле для регулировки давления имеет простую разборную конструкцию, благодаря которой пользователь может самостоятельно настраивать работу гидроаккумулятора, сужать или расширять параметры. Внутренние детали скомпонованы в прочном пластиковом корпусе, напоминающем коробочку неправильной формы. Она имеет гладкую поверхность и только 3 наружных рабочих элемента: два муфтовых зажима для электрокабелей, идущих от сети и насоса, и металлический патрубок ¼, ½, 1 дюйм для подключения к системе. Резьба на патрубке бывает как наружной, так и внутренней. Чтобы снять корпус прибора, необходимо вооружиться плоской отверткой и неторопливо и осторожно открутить утопленный в пластик винт, расположенный над осью большой пружины Внутри находится основание, к которому крепятся рабочие элементы: большая и малая пружины с регулировочными гайками, контакты для подключения, мембрана и пластина, меняющая свое положение в зависимости от повышения/понижения параметров давления в системе. Галерея изображений Фото из Клеммы для подключения заземляющего провода Клеммы для подключения фазы и ноля Большая пружина и ее назначение Маленькая регулировочная пружина Контакты двух электрических цепей, замыкаемые при достижении предельных параметров давления, находятся под пружинами, которые закреплены на металлической пластине. При сжатии пружина срабатывает и размыкает контакт, подающий напряжение на двигатель. В результате этого насосная станция отключается. С понижением давления (обычно это в интервале 1,4 — 1,6 бар) пластина встает в исходное положение и контакты снова замыкаются – мотор начинает работать и производить подкачку воды. При покупке новой насосной станции рекомендуется произвести тестирование оборудования, чтобы убедиться в работоспособности всех составных частей. Проверка эксплуатационных качеств реле происходит в последовательности, изложенной ниже. В качестве примера – модель Haitun PC-19. Галерея изображений Фото из Перед включением станции в сеть необходимо установить обратный клапан и залить в гидробак воду. Электронное реле давления мощностью 1,1 кВт начинает работу при 1,5 атм и должно отключиться, когда оно достигает 2,5 атм. Если перекрыть кран, тем самым отключив подачу воды, спустя несколько секунд давление в гидробаке поднимется до максимального, реле сработает и остановит работу станции. Верхнюю границу давления можно отрегулировать вручную Для тестирования необходимо несколько раз закрыть/открыть кран. Давление будет то возрастать, то понижаться, соответственно, реле должно срабатывать каждый раз. По манометру можно отследить реальные рабочие границы давления – они не всегда совпадают с заявленными Устройство должно отключать работу станции и в том случае, если заканчивается вода в источнике. Давление также резко поднимается и происходит аварийное отключение. На панели индикации загорается оранжевая лампочка Насосная станция с блоком автоматики Манометр встроен в корпус реле Мониторинг работы оборудования Сигнализация при «сухом ходе» У механических моделей индикации и панели управления нет, однако они могут быть снабжены кнопкой принудительного включения. Критерии выбора реле для насосаСуществует множество универсальных моделей, которые продаются отдельно от насосных станций и могут быть использованы для сборки системы своими руками. Приобретая реле или блок автоматики, необходимо опираться на характеристики прибора. Их можно найти в технической документации. Важно, чтобы возможности реле совпадали по характеристикам с возможностями остального оборудования. Перед покупкой блока автоматики или реле внимательно изучите технические данные модели. В большинстве случаев они стандартны: номинальное давление от 1,5 атм., максимальное – 3 атм. Отталкиваться следует от номинального давления, но верхний предел рабочего давления также важен. Необходимо учесть электрические показатели и максимальную температуру воды. Обязательным параметром является класс IP, обозначающий пыле- и влагозащиту: чем выше значение, тем лучше. Размеры присоединительной резьбы обозначаются в дюймах: например, ¼ дюйма или 1 дюйм. Следует также помнить, что существуют встроенные и выносные модели. Большая часть имеющихся в продаже приборов универсальны: они могут подключаться непосредственно к или монтироваться на трубу. Электронные реле имеют те же функции, что и механические: отвечают за подачу воды и защищают механизм насоса от сухого хода. Они более капризные, чем простые модели, и чутко реагируют на взвешенные частицы в воде. Чтобы защитить устройство, перед местом его подключения устанавливают сетчатый фильтр-грязевик. По сути, электронный прибор представляет собой блок автоматики с удобным дисплеем и системой кнопок, дающей возможность выполнять регулировку без разборки устройства Одно из отличий от традиционной модели заключается в задержке отключения насоса. Если при повышении давления механическое устройство срабатывает быстро, то электронный аналог выключает оборудование только через 10-15 секунд. Некоторые стрелочные модели, а также блоки автоматики работают без гидроаккумулятора, но их функционал ограничен более простым использованием. Предположим, они прекрасно подходят для полива огорода или перекачки жидкости из одного резервуара в другой, но в системе водоснабжения дома не применяются. При этом технические характеристики устройств такие же, что и у традиционных реле: заводская настройка 1,5 атм., порог отключения – 3 атм., максимальное значение – 10 атм. Причины для выполнения индивидуальной настройкиРазборную конструкцию прибора и инструкцию по настройке придумали не зря. Заводские параметры редко когда соответствуют требованиям системы водоснабжения, а также объему гидроаккумулятора. Перед процедурой коррекции реле обязательно следует убедиться в исправности гидроаккумулятора и налаженной работе системы водоподачи в дом, иначе можно неправильно выставить рабочие параметры С помощью настройки можно не только «подогнать» верхний и нижний предел под оптимальные значения, но и сделать работу оборудования более щадящей – например, уменьшить число включений/выключений насоса. Можно столкнуться и с некорректной настройкой фабричной модели. Если дельту неправильно скоординировали и сделали слишком маленькой, то насос будет постоянно включаться и выключаться, реагируя на минимальное повышение параметров. Рекомендации по регулировке прибораМанипулируя пружинами, можно добиться изменения порога отключения насоса, а также отрегулировать объем воды в гидроаккумуляторном баке. Принято считать, что чем больше дельта, тем больше объем жидкости в баке. Например, при дельте в 2 атм. бак заполнен водой на 50%, при дельте 1 атм. – на 25%. Чтобы добиться дельты в 2 атм., необходимо установить нижнее значение давления, например, на 1,8 атм., а верхнее на 3,8 атм., изменяя положение малой и большой пружин Сначала вспомним общие правила регулировки:
Все действия по регулировке проводятся только после тестирования системы и обнаружения низкой производительности или явных ошибок в работе. Бывает и так, что станция перестает работать по причине засора, забившего фильтр или один из узких патрубков. На нашем сайте есть еще одна статья, где более подробно изложен процесс регулировки реле давления — переходите , чтобы ознакомиться с материалом. Практические примеры настройки релеРазберем случаи, когда обращение к регулировке реле давления действительно необходимо. Обычно это происходит при покупке нового прибора или при возникновении частых отключений насоса. Также настройка потребуется, если вам досталось б/у устройство со сбитым параметрами. Подключение нового прибораНа этом этапе следует проверить, насколько корректны заводские установки, и при необходимости внести некоторые изменения в работу насоса. Галерея изображений Фото из Отключаем энергию, полностью опустошаем систему от воды, пока манометр не достигнет отметки «ноль». Закручиваем большую пружину, чтобы увеличить нижнюю границу. Производим проверку: спускаем воду и запоминаем значение включения и выключения. Второй параметр должен увеличиться вместе с первым. Регулируем до тех пор, пока не достигаем нужного результата Производим те же самые действия, но уже с малой пружиной. Действовать нужно аккуратно, так как малейшее изменение положения пружины откликается в работе насоса. Немного закрутив или ослабив гайку, тут же проверяем результат работы Закончив все манипуляции с пружинами, снимаем конечные показания и сравниваем их с начальными. Также смотрим, что изменилось в работе станции. Если бак стал наполняться в другом объеме, а интервалы включения/выключения изменились, настройка прошла успешно Этап 1 – подготовка оборудования Этап 2 – регулировка величины включения Этап 3 – регулировка величины отключения Этап 4 – тестирование работы системы Чтобы проследить за ходом работы, рекомендуется записывать все полученные данные на листок бумаги. Насос перестал выключатьсяВ этом случае принудительно выключаем насосное оборудование и действуем в следующем порядке:
Если причина была в неправильной первоначальной настройке, ее можно решить, не покупая новое реле. Рекомендуется регулярно, раз в 1-2 месяца, проверять работу реле давления и при необходимости производить регулировку пределов включения/выключения. Ситуации, не требующие регулировкиПричин, когда насос не выключается или не включается, может быть множество – от засора в коммуникациях до выхода из строя двигателя. Если с остальными приборами все в порядке, проблема в автоматике. Переходим к осмотру реле давления. Отключаем его от штуцера и проводов, снимаем крышку и проверяем две критические точки: тонкий патрубок подключения к системе и блок контактов. Галерея изображений Фото из Чтобы проверить, чистое ли отверстие, необходимо произвести демонтаж прибора для осмотра, а при обнаружении засорения выполнить чистку Качество водопроводной воды не идеально, поэтому часто проблема решается обыкновенной чисткой входного отверстия от ржавчины и минеральных отложений Даже у приборов с высокой степенью защиты от влаги могут происходить сбои из-за того, что окислились или подгорели контакты проводов Для очищения контактов используют специальный химический раствор или простейший вариант – самую мелкую наждачку. Действовать нужно очень осторожно Забился патрубок подключения к гидробаку Чистка входного отверстия в реле Засорились электрические контакты Чистка блока контактов Если очистительные мероприятия не помогли, а регулировка положения пружин также была напрасной, скорее всего, реле не подлежит дальнейшей эксплуатации и его следует заменить новым. Предположим, вам в руки попал старый, но действующий прибор. Его регулировка происходит в том же порядке, что и настройка нового реле. Перед началом работы убедитесь в целостности прибора, разберите его и проверьте, все ли контакты и пружины на своих местах. Выводы и полезное видео по темеПрактические видеосоветы помогут вам лучше понять, как следует производить регулировку нового реле давления насосной станции, если параметры по каким-то причинам вас не устраивают. Также вы узнаете, чем отличается устройство сухого хода. Рекомендации по настройке автоматики: Профессиональные советы по правильной регулировке: Сравнительная характеристика двух видов реле: Для коррекции работы реле давления специалистов обычно не приглашают, так как это несложная процедура, занимающая немного времени. У вас есть личный опыт по регулировке реле для насоса и вы можете поделиться дельным советом с посетителями нашего сайта? Пожалуйста, оставляйте свои комментарии, задавайте вопросы, делитесь опытом в расположенном ниже блоке. Как отремонтировать и заменить реле давления скважинного насосаПо Ли Уоллендер Ли Валлендер Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет. Узнайте больше о The Spruce’s Обновлено 14.07.22 Рассмотрено Ларри Кэмпбелл Рассмотрено Ларри Кэмпбелл (Larry Campbell) — подрядчик-электрик с 36-летним опытом работы в области электропроводки в жилых и коммерческих помещениях. Узнайте больше о The Spruce’s Lex20 / Getty Images Обзор проекта Более 34 миллионов домов в США получают питьевую воду из подземных колодцев, а не из муниципального водопровода. Это может быть необходимостью, например, в сельской местности, не обслуживаемой муниципальным водоснабжением; или по выбору, поскольку некоторые люди предпочитают не зависеть от муниципального водоснабжения и методов очистки воды, которые они используют. Но наличие собственного колодца обходится дорого — за обслуживание системы. От нижнего клапана на дне колодца до крана в раковине, каждый элемент системы колодца находится под вашей ответственностью, чтобы поддерживать эффективную работу. Когда скважинный насос выходит из строя, проблема часто связана с одной деталью — реле давления. Эта надземная часть, расположенная рядом с напорным баком, отвечает за включение и выключение насоса, контролируя давление в системе. Из-за того, что он постоянно используется, реле давления является наиболее распространенной точкой отказа скважинного насоса. К счастью, его также легко ремонтировать и заменять. Прежде чем начатьРеле давления обычно доступны в трех диапазонах давления: от 20 до 40 фунтов на квадратный дюйм, от 30 до 50 фунтов на квадратный дюйм и от 40 до 60 фунтов на квадратный дюйм. Обязательно купите новый переключатель, который соответствует старому — рейтинг обычно указан внутри корпуса переключателя. Вопросы безопасности Электричество проходит через реле давления скважинного насоса. Перед ремонтом, заменой или даже осмотром переключателя внутри его корпуса обязательно отключите питание насоса на электрощите. Best Well Pump Services Оборудование/инструменты
Материалы
Как отремонтировать реле давления скважинного насоса Учитывая низкую стоимость новых реле давления скважинных насосов и простоту установки, многие владельцы считают более разумным полностью заменить реле, чем ремонтировать его. НаконечникРеле давления иногда просто заедает. Если легкое постукивание по выключателю приводит к включению насоса, то, вероятно, его просто нужно разобрать и хорошо почистить, чтобы вернуть его в хорошее рабочее состояние.
Как заменить реле давления скважинного насоса Замена реле давления не намного сложнее, чем его ремонт, поэтому многие люди, столкнувшиеся с неисправностью переключателя, предпочитают просто купить и установить новый переключатель.
Когда звонить специалистуЗамена или обслуживание реле давления насоса, как правило, является достаточно простым проектом своими руками, но если фитинги или стояк, на котором находится реле давления, сильно проржавели или повреждены каким-либо иным образом, лучше всего обратиться к специалисту по скважинным насосам, чтобы решить эту проблему. И если замена реле давления не вернет насос в рабочее состояние, значит, проблема в другом, и система нуждается во внимании профессионала. Как отремонтировать сломанный скважинный насос Источники статьи The Spruce использует только высококачественные источники, в том числе рецензируемые исследования, для подтверждения фактов в наших статьях. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Датчики давления для насосных и подъемных станций(541) 496-9678 Romtec Utilities проектирует и поставляет насосные станции для самых разных применений, а датчики давления являются распространенным типом датчиков уровня, используемых в наших системах. Датчики давления работают, измеряя вес жидкости в мокром колодце, то есть давление. Пульт управления рассчитывает объем в скважине по показаниям давления. Этот расчет дает очень точное представление об уровне воды. Датчики давления обеспечивают ряд преимуществ для владельцев насосных станций, особенно для сточных вод. Вот более подробный взгляд на то, как работают эти устройства. Во-первых, датчики давления являются доступной опцией датчика уровня. Поплавки, как правило, являются наиболее доступными, но датчики давления очень сопоставимы с точки зрения стоимости, а датчики, ультразвуковые и радарные датчики добавляют разную стоимость. Датчики давления устанавливаются на дне колодца и измеряют вес жидкости наверху, поэтому на эти устройства не влияют турбулентность, пена, жир и другие элементы, которые могут вызывать ложные показания и обычно присутствуют в сточных водах. Кроме того, датчики давления нельзя толкать или зацеплять за компоненты в скважине. В некоторых сценариях отложения на дне скважины могут повлиять на датчики давления, и может потребоваться удаление отложений, так как это обычно влияет и на насосы. Датчики давления — это аналоговые устройства, преобразующие один вид энергии (давление) в аналоговый электрический сигнал. По мере увеличения давления в скважине электрический сигнал от преобразователя увеличивается, и панель управления считывает изменяющиеся электрические сигналы. При запуске насосов давление в скважине падает, а электрический ток уменьшается до тех пор, пока пульт управления не посчитает, что жидкость опустилась до запрограммированного уровня. Датчики давления поставляются с предустановленным диапазоном фунтов на квадратный дюйм, соответствующим глубине водяного столба. Конкретные диапазоны фунтов на квадратный дюйм обеспечивают максимальную рабочую глубину для каждого датчика давления. Датчик включает в себя воздушную трубку для измерения атмосферного давления. Эта трубка обычно защищена влагопоглощающим фильтром, который не позволяет влаге и твердым частицам влиять на точность прибора. Эти фильтры необходимо заменять после того, как они поглотили свою влагоемкость, и они легко доступны по номинальной цене в любом отделе технического обслуживания. В остальном датчики давления требуют очень мало обслуживания. Romtec Utilities может спроектировать и поставить насосные и подъемные станции с любым датчиком уровня. Преобразователи давления предлагают широкий спектр преимуществ, которые делают эти устройства отличным вариантом для большинства насосных систем, но с Romtec Utilities вы можете получить любую технологию, которую хотите, чтобы ваша система работала в соответствии с вашими стандартами. Диаметры труб газопроводных таблица: Размеры и диаметры стальных труб, Соответствие диаметров труб в мм и дюймахДиаметр газовых труб. Полезная информация
ПНД трубы напорные, таблица диаметров труб ПНД ГОСТ 18599-2001 Напорные трубы ПНД производятся согласно ГОСТ 18599-2001 из полиэтилена низкого давления (ПНД).
Таблица диаметров ПНД труб (ГОСТ 18599-2001)
ПНД трубы до 110 мм в диаметре поставляются в бухтах и отрезками по 12 метров. Таблица диаметров бухт ПНД
SDR — это отношение наружного диаметра напорной ПНД трубы к толщине стенки. Компания «Астра. Инженерные системы» предлагает купить ПНД трубы, напорные трубы по отличным ценам в Санкт-Петербурге и Ленинградской области. Получить информацию, прайс-лист и цены на напорные трубы ПНД Вы можете у специалистов нашей компании. См. также — труба Прагма — дренажные трубы — трубы ПВХ для наружной канализации
Трубы для природного газа — пропускная способность при низком давлении в зависимости от размераПриведенные ниже таблицы можно использовать для определения размеров труб для природного газа. Стальная труба — Расписание 40
(37,26 MJ/M 3903 таблица 40 Для природного газа номинальное значение БТЕ/фут 3 варьируется примерно от 900 до 1100 БТЕ/фут 3 . В общем, принято устанавливать | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Для этого следует внимательно изучить теоретическую часть, вспомнить основы материаловедения, а также приобрести необходимые инструменты и компоненты. При таком подходе процедура восстановления изделий станет не такой уж и сложной.
Для этого следует внимательно изучить теоретическую часть, вспомнить основы материаловедения, а также приобрести необходимые инструменты и компоненты. При таком подходе процедура восстановления изделий станет не такой уж и сложной. Эти показатели учитываются при выборе припоя.
Эти показатели учитываются при выборе припоя. Вместо поташа допускается использование технической или же пищевой соды.
Вместо поташа допускается использование технической или же пищевой соды. Паяное соединение серебряных предметов в домашних условиях электропаяльником выполняется в крайних случаях. Для этого используется обычный электроприбор с тонким стержнем. В этом случае припоем служит тугоплавкий металл типа ПСр-2,5 или же ПСр В крайних случаях используется припой для пайки меди ПОС, подходящий исключительно для неответственных деталей.
Паяное соединение серебряных предметов в домашних условиях электропаяльником выполняется в крайних случаях. Для этого используется обычный электроприбор с тонким стержнем. В этом случае припоем служит тугоплавкий металл типа ПСр-2,5 или же ПСр В крайних случаях используется припой для пайки меди ПОС, подходящий исключительно для неответственных деталей. Для этого применяются разнообразные крепежи, а также специальная нихромовая проволока с тугоплавкими свойствами. Необходимо обеспечить наиболее меньшие зазоры между соединяемыми изделиями, что создаст качественную и красивую спайку.
Для этого применяются разнообразные крепежи, а также специальная нихромовая проволока с тугоплавкими свойствами. Необходимо обеспечить наиболее меньшие зазоры между соединяемыми изделиями, что создаст качественную и красивую спайку. Если необходимо, добавляется припой с защитным веществом. Он содержит пониженное количество серебра, что позволяет переходить в жидкую фазу при пониженной температуре. Пайка серебряным припоем с надежным соединением элементов требует использования сплава с более высоким значением серебра в составе.
Если необходимо, добавляется припой с защитным веществом. Он содержит пониженное количество серебра, что позволяет переходить в жидкую фазу при пониженной температуре. Пайка серебряным припоем с надежным соединением элементов требует использования сплава с более высоким значением серебра в составе. Серебро относится к наиболее распространенным драгметаллам благородного характера, которые используются не только для изготовления ювелирных украшений, но и для оформления предметов декора и других дизайнерских решений.
Серебро относится к наиболее распространенным драгметаллам благородного характера, которые используются не только для изготовления ювелирных украшений, но и для оформления предметов декора и других дизайнерских решений.

 Идеальный припой должен плавиться при температуре от градусов Цельсия, поэтому специалисты рекомендуют использовать сплавы с маркировкой ПСр 2,5.
Идеальный припой должен плавиться при температуре от градусов Цельсия, поэтому специалисты рекомендуют использовать сплавы с маркировкой ПСр 2,5.

 Однако еще в древности серебро активно применялось для пайки. Пайка серебра — актуальная процедура и в наше время, так как многие из нас имеют определенные украшения из полезного драгоценного металла: колечко, цепочку, перстень, сережки и т. Температура, при которой серебро начинает плавиться, составляет гр. С, не является достаточно высокой для температуры плавлении металла.
Однако еще в древности серебро активно применялось для пайки. Пайка серебра — актуальная процедура и в наше время, так как многие из нас имеют определенные украшения из полезного драгоценного металла: колечко, цепочку, перстень, сережки и т. Температура, при которой серебро начинает плавиться, составляет гр. С, не является достаточно высокой для температуры плавлении металла. youtube.com/embed/hfP9rQh3MqE» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/hfP9rQh3MqE» frameborder=»0″ allowfullscreen=»»/> Ложки, вилки, браслеты, цепочки, шкатулки и кольца украшают нашу жизнь и подчеркивают индивидуальность владельца. Инструменты и материалы для пайки: а — обычные паяльники, б — электрический паяльник, в,г — неправильная форма паяльника, д — отливка припоя в удобную для работы форму.
Ложки, вилки, браслеты, цепочки, шкатулки и кольца украшают нашу жизнь и подчеркивают индивидуальность владельца. Инструменты и материалы для пайки: а — обычные паяльники, б — электрический паяльник, в,г — неправильная форма паяльника, д — отливка припоя в удобную для работы форму. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости. Причем металлические детали должны поместиться в них целиком.
Причем металлические детали должны поместиться в них целиком. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.
Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения. Как только вы овладеете искусством точной подготовки к технике пайки серебром и тщательного использования правильных инструментов, вы сможете перейти к более сложным проектам пайки.
Как только вы овладеете искусством точной подготовки к технике пайки серебром и тщательного использования правильных инструментов, вы сможете перейти к более сложным проектам пайки. Подпилите края вашего листа, чтобы убедиться, что у вас есть прямая линия на каждом краю вашего серебра. Держите свой серебряный лист вертикально против колышка скамьи для поддержки. С помощью плоского напильника подпилите край листа движением вперед, равномерно надавливая на край. Это облегчит весь процесс пайки, гарантируя, что вы получите чистую и точную поверхность при формировании ленты, готовой к пайке.
Подпилите края вашего листа, чтобы убедиться, что у вас есть прямая линия на каждом краю вашего серебра. Держите свой серебряный лист вертикально против колышка скамьи для поддержки. С помощью плоского напильника подпилите край листа движением вперед, равномерно надавливая на край. Это облегчит весь процесс пайки, гарантируя, что вы получите чистую и точную поверхность при формировании ленты, готовой к пайке.
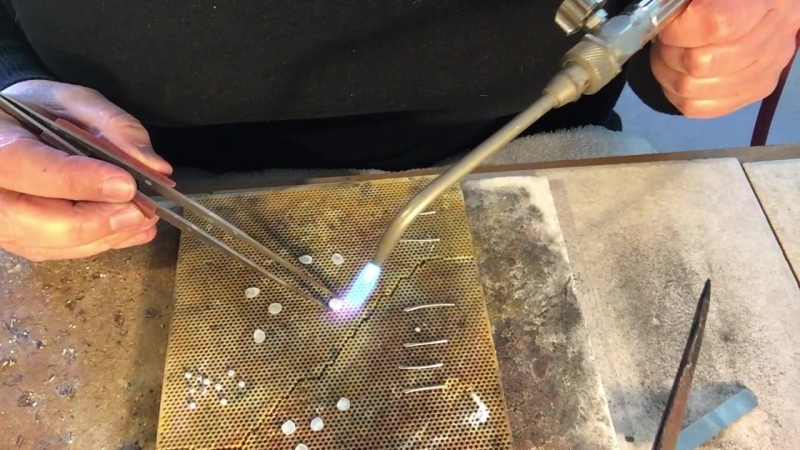 Это известно как упрочнение, когда манипуляции с металлом заставляют его затвердевать. Это можно исправить, нагрев серебро для его отжига, что облегчит работу с ним. Чтобы смягчить кольцо, поместите его на паяльную пластину. Начните нагревать ленту с помощью паяльной горелки. Равномерно перемещайте его по поверхности ленты, пока он не станет светящимся «вишнево-красным», затем снимите тепло с ленты. Аккуратно снимите полосу с помощью пинцета и погасите серебро в миске с водой. Аккуратно снимите браслет с помощью пинцета. Теперь поместите его в заранее приготовленный раствор для травления с помощью пластикового пинцета. Оставьте в травильном растворе, пока металл не станет белым, затем снимите и промойте.
Это известно как упрочнение, когда манипуляции с металлом заставляют его затвердевать. Это можно исправить, нагрев серебро для его отжига, что облегчит работу с ним. Чтобы смягчить кольцо, поместите его на паяльную пластину. Начните нагревать ленту с помощью паяльной горелки. Равномерно перемещайте его по поверхности ленты, пока он не станет светящимся «вишнево-красным», затем снимите тепло с ленты. Аккуратно снимите полосу с помощью пинцета и погасите серебро в миске с водой. Аккуратно снимите браслет с помощью пинцета. Теперь поместите его в заранее приготовленный раствор для травления с помощью пластикового пинцета. Оставьте в травильном растворе, пока металл не станет белым, затем снимите и промойте. Чтобы два конца вашего кольца идеально соединились, вы можете согнуть кольцо так, чтобы два конца перекрывались, а затем раздвинуть два конца, пока они не сойдутся плотно. Желаемый эффект придет с практикой.
Чтобы два конца вашего кольца идеально соединились, вы можете согнуть кольцо так, чтобы два конца перекрывались, а затем раздвинуть два конца, пока они не сойдутся плотно. Желаемый эффект придет с практикой.

 Просто убедитесь, что вы закрепили свой триблет с помощью тисков на верстаке и поместите кольцо на закрепленный триблет. Ваши молоточковые движения также должны периодически направляться вниз по триблету. Аккуратно ударьте верхним краем кольца по триплету, чтобы получить идеально круглую форму, прежде чем повернуть кольцо и повторить этот процесс. Это изменит форму ленты, придав ей аккуратную окончательную форму.
Просто убедитесь, что вы закрепили свой триблет с помощью тисков на верстаке и поместите кольцо на закрепленный триблет. Ваши молоточковые движения также должны периодически направляться вниз по триблету. Аккуратно ударьте верхним краем кольца по триплету, чтобы получить идеально круглую форму, прежде чем повернуть кольцо и повторить этот процесс. Это изменит форму ленты, придав ей аккуратную окончательную форму. Взгляните на наш ассортимент принадлежностей для пайки ювелирных изделий , а также на наш набор для пайки для начинающих. Он включает в себя все инструменты, которые вам понадобятся для начала работы со всеми вашими базовыми проектами по пайке серебром. Обратитесь к нашему списку оборудования выше и воспользуйтесь нашим руководством по пайке, чтобы шаг за шагом пройти через весь процесс.
Взгляните на наш ассортимент принадлежностей для пайки ювелирных изделий , а также на наш набор для пайки для начинающих. Он включает в себя все инструменты, которые вам понадобятся для начала работы со всеми вашими базовыми проектами по пайке серебром. Обратитесь к нашему списку оборудования выше и воспользуйтесь нашим руководством по пайке, чтобы шаг за шагом пройти через весь процесс. Паяльная доска
Паяльная доска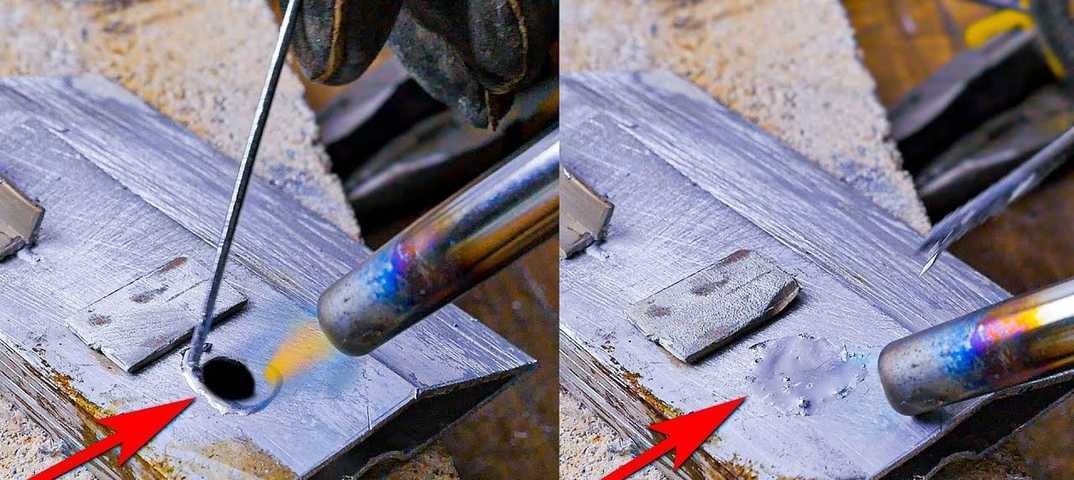 Artbeads, CoolTools, RioGrande или даже на Amazon. Обычно вы можете купить катушки проволоки по 1/2 унции или по футам, если вы только начинаете и вам нужно снизить свои расходы.
Artbeads, CoolTools, RioGrande или даже на Amazon. Обычно вы можете купить катушки проволоки по 1/2 унции или по футам, если вы только начинаете и вам нужно снизить свои расходы. Я выбрал самый маленький фонарь, который смог найти, когда только начинал (называемый фонариком-карандашом), так как мне было проще обращаться с ним, он легкий и удобный в хранении. Не говоря уже о том, что я нервничал, преднамеренно разжигая открытый огонь в своем доме, но с некоторой практикой и моим кухонным огнетушителем рядом я довольно быстро избавился от страха. Я купил немного большую бутановую горелку после того, как немного разочаровался в своей маленькой карандашной горелке, и я рад сообщить, что обновление оказалось очень полезным.
Я выбрал самый маленький фонарь, который смог найти, когда только начинал (называемый фонариком-карандашом), так как мне было проще обращаться с ним, он легкий и удобный в хранении. Не говоря уже о том, что я нервничал, преднамеренно разжигая открытый огонь в своем доме, но с некоторой практикой и моим кухонным огнетушителем рядом я довольно быстро избавился от страха. Я купил немного большую бутановую горелку после того, как немного разочаровался в своей маленькой карандашной горелке, и я рад сообщить, что обновление оказалось очень полезным. Я покупаю борную кислоту (в виде порошка) в Cooltools по 6 долларов за банку на 4 унции и денатурированный спирт в Walmart по 5 долларов (в разделе растворителей для краски). Ps… Держите вентилятор включенным в вашей студии во время обжига покрытия и пайки, чтобы не вдыхать пары.
Я покупаю борную кислоту (в виде порошка) в Cooltools по 6 долларов за банку на 4 унции и денатурированный спирт в Walmart по 5 долларов (в разделе растворителей для краски). Ps… Держите вентилятор включенным в вашей студии во время обжига покрытия и пайки, чтобы не вдыхать пары. Я решил работать со стальным пинцетом с волокнистой рукояткой, так как он имеет термостойкую рукоятку и изогнутый наконечник, что немного облегчает сбор серебряных частиц с моей паяльной доски. Кроме того, мне очень нравится функция перекрестной блокировки, потому что мне не нужно постоянно «сжимать» ручку. Я люблю это!
Я решил работать со стальным пинцетом с волокнистой рукояткой, так как он имеет термостойкую рукоятку и изогнутый наконечник, что немного облегчает сбор серебряных частиц с моей паяльной доски. Кроме того, мне очень нравится функция перекрестной блокировки, потому что мне не нужно постоянно «сжимать» ручку. Я люблю это!
 Оно служит для того, чтобы определять уровни давления на включение и отключение в системе подачи воды.
Оно служит для того, чтобы определять уровни давления на включение и отключение в системе подачи воды.

 В случае нарушения герметичности из-за протеканий или разрывов в системе будет отсутствовать давление, необходимое для отключения подачи воды.
В случае нарушения герметичности из-за протеканий или разрывов в системе будет отсутствовать давление, необходимое для отключения подачи воды. youtube.com/embed/jHxivT-Tk80?rel=0″>
youtube.com/embed/jHxivT-Tk80?rel=0″>  Как правило, большинство двигателей насосных станций укомплектовывается пластиковыми крыльчатками. Однако существуют варианты в металлическом исполнении, которые увеличивают ресурсы работоспособности всего устройства в целом.
Как правило, большинство двигателей насосных станций укомплектовывается пластиковыми крыльчатками. Однако существуют варианты в металлическом исполнении, которые увеличивают ресурсы работоспособности всего устройства в целом.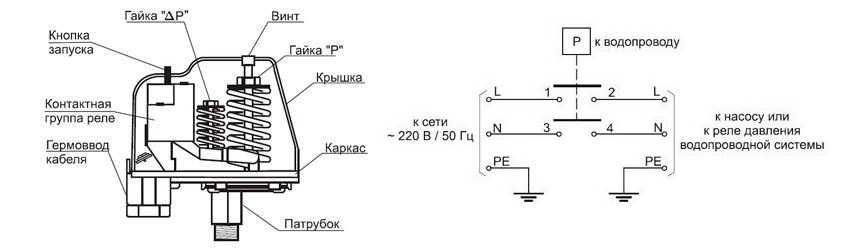
 Что не нужно ведрами наполнять емкости для элементарных гигиенических процедур, приготовления пищи, уборки. Для этого надо всего лишь установить насосное оборудование с датчиком давления, но прежде следует разобраться с его устройством, согласны?
Что не нужно ведрами наполнять емкости для элементарных гигиенических процедур, приготовления пищи, уборки. Для этого надо всего лишь установить насосное оборудование с датчиком давления, но прежде следует разобраться с его устройством, согласны? Его функционал возможен только в связке с гидроаккумулятором.
Его функционал возможен только в связке с гидроаккумулятором.

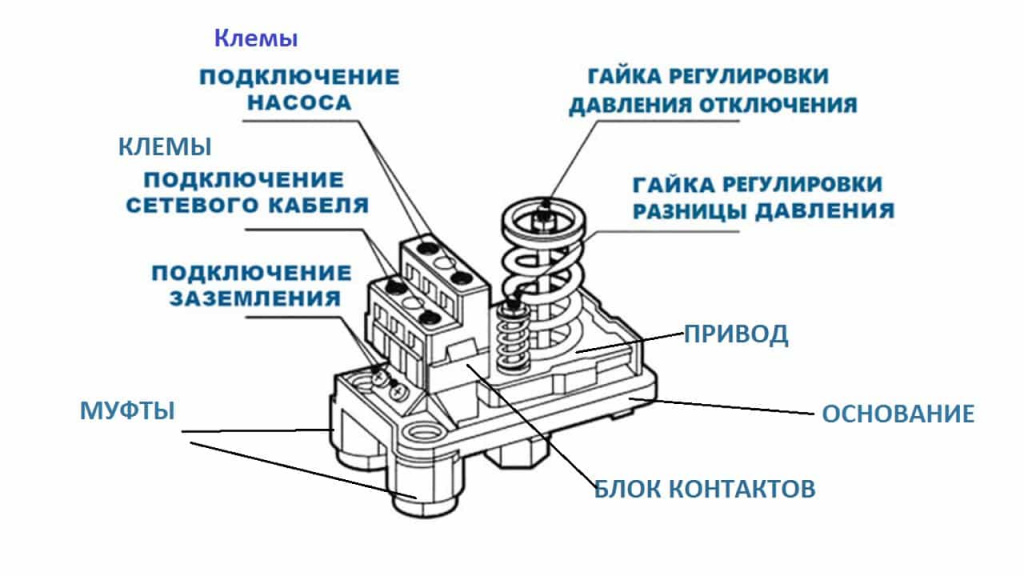 Когда давление повышается, мембрана гидробака деформируется, давление внутри груши увеличивается, масса воды давит на пластину. Та, в свою очередь, начинает воздействовать на большую пружину.
Когда давление повышается, мембрана гидробака деформируется, давление внутри груши увеличивается, масса воды давит на пластину. Та, в свою очередь, начинает воздействовать на большую пружину.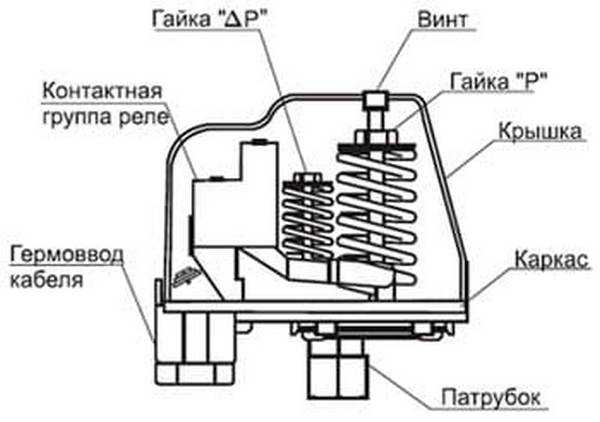
 Она необходима, чтобы заставить функционировать.
Она необходима, чтобы заставить функционировать. Они должны совпадать с размерами штуцера для подключения. Размеры и масса самих приборов примерно одинаковы и являются второстепенными характеристиками.
Они должны совпадать с размерами штуцера для подключения. Размеры и масса самих приборов примерно одинаковы и являются второстепенными характеристиками. Это объясняется бережным отношением к технике: чем реже будет включаться/выключаться насос, тем дольше он прослужит.
Это объясняется бережным отношением к технике: чем реже будет включаться/выключаться насос, тем дольше он прослужит. Для этого достаточно немного увеличить диапазон между рабочими давлениями – дельту.
Для этого достаточно немного увеличить диапазон между рабочими давлениями – дельту.
 Включаем насос и следим за показаниями. Запоминаем, на каком значении он выключился. Затем спускаем воду и запоминаем параметры, при которых насос вновь начинает работать
Включаем насос и следим за показаниями. Запоминаем, на каком значении он выключился. Затем спускаем воду и запоминаем параметры, при которых насос вновь начинает работать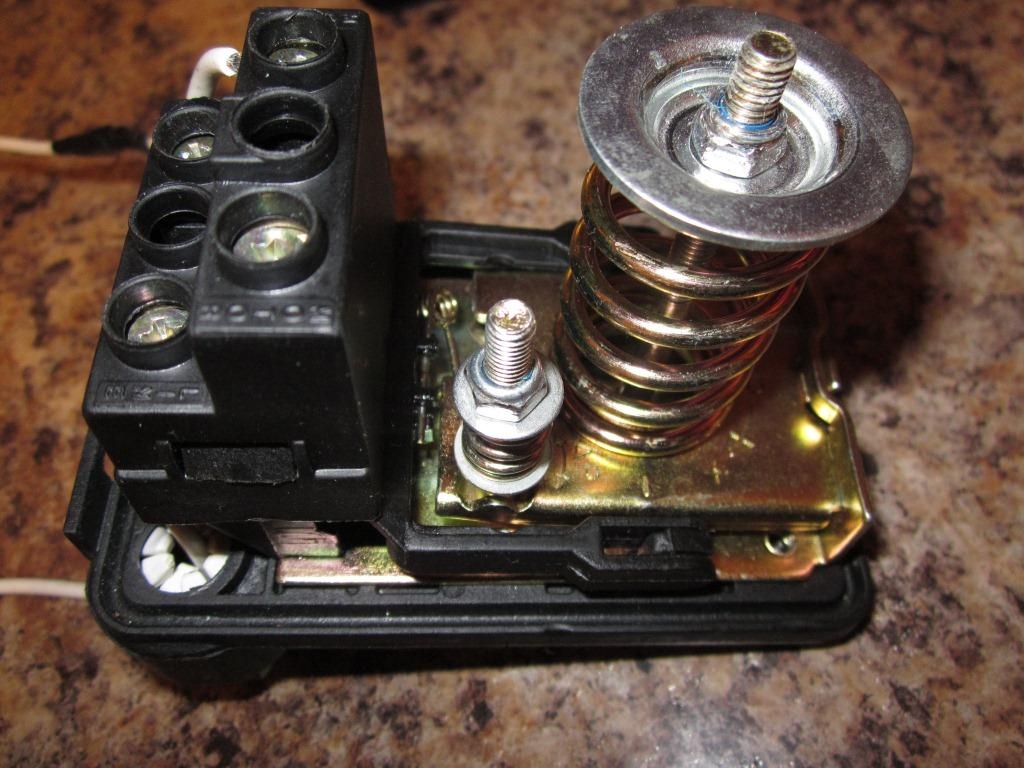 В дальнейшем можно вернуть начальные настройки или еще раз изменить параметры.
В дальнейшем можно вернуть начальные настройки или еще раз изменить параметры. Поэтому, прежде чем начать разборку реле, следует убедиться, что остальное оборудование насосной станции работает исправно.
Поэтому, прежде чем начать разборку реле, следует убедиться, что остальное оборудование насосной станции работает исправно.
 Вы можете оставить и заводские настройки, однако даже минимальная регулировка поможет продлить эксплуатацию насоса и гидробака, а также оптимизирует работу станции.
Вы можете оставить и заводские настройки, однако даже минимальная регулировка поможет продлить эксплуатацию насоса и гидробака, а также оптимизирует работу станции. Он работал техником-электронщиком, а затем инженером в IBM Corp., является членом Наблюдательного совета Spruce Home Improvement Review Board.
Он работал техником-электронщиком, а затем инженером в IBM Corp., является членом Наблюдательного совета Spruce Home Improvement Review Board. Реле давления, состоящее из внутреннего пружинного механизма, соединенного электрическими контактами, включает насос, когда давление в системе падает до минимального значения, а затем выключает систему, когда давление достигает максимального значения. Работая правильно, этот переключатель поддерживает подачу воды в дом при постоянном давлении в кранах.
Реле давления, состоящее из внутреннего пружинного механизма, соединенного электрическими контактами, включает насос, когда давление в системе падает до минимального значения, а затем выключает систему, когда давление достигает максимального значения. Работая правильно, этот переключатель поддерживает подачу воды в дом при постоянном давлении в кранах. После того, как вы сняли внешний корпус переключателя, снова проверьте наличие электричества с помощью тестера напряжения. Кроме того, надевайте защитные очки при работе с реле давления скважинного насоса.
После того, как вы сняли внешний корпус переключателя, снова проверьте наличие электричества с помощью тестера напряжения. Кроме того, надевайте защитные очки при работе с реле давления скважинного насоса. Тем не менее, несколько простых ремонтных работ могут продлить срок службы реле давления скважинного насоса.
Тем не менее, несколько простых ремонтных работ могут продлить срок службы реле давления скважинного насоса. Убедитесь, что провода повернуты по часовой стрелке вокруг винтов. Провода, особенно многожильные, сильно повреждаются при повороте против часовой стрелки.
Убедитесь, что провода повернуты по часовой стрелке вокруг винтов. Провода, особенно многожильные, сильно повреждаются при повороте против часовой стрелки.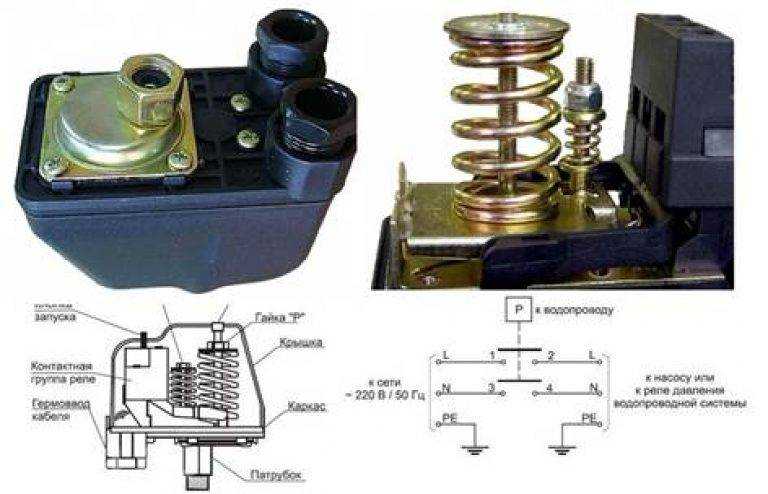

 Манометр является недорогой деталью (от 10 до 15 долларов США) и просто ввинчивается в фитинг, ведущий к гидробаку. Оберните резьбу нового манометра лентой для уплотнения труб, прежде чем ввинчивать его в фитинг.
Манометр является недорогой деталью (от 10 до 15 долларов США) и просто ввинчивается в фитинг, ведущий к гидробаку. Оберните резьбу нового манометра лентой для уплотнения труб, прежде чем ввинчивать его в фитинг.
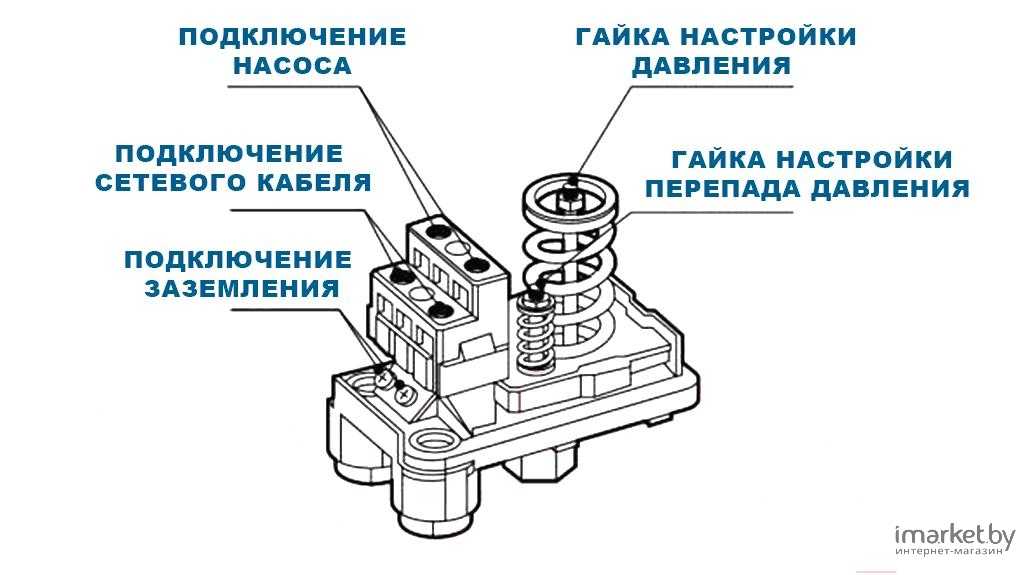 Том. 26, № 7. февраль 2018.
Том. 26, № 7. февраль 2018. В качестве доступного варианта датчики давления обеспечивают дополнительные преимущества, которых нет у других датчиков уровня.
В качестве доступного варианта датчики давления обеспечивают дополнительные преимущества, которых нет у других датчиков уровня.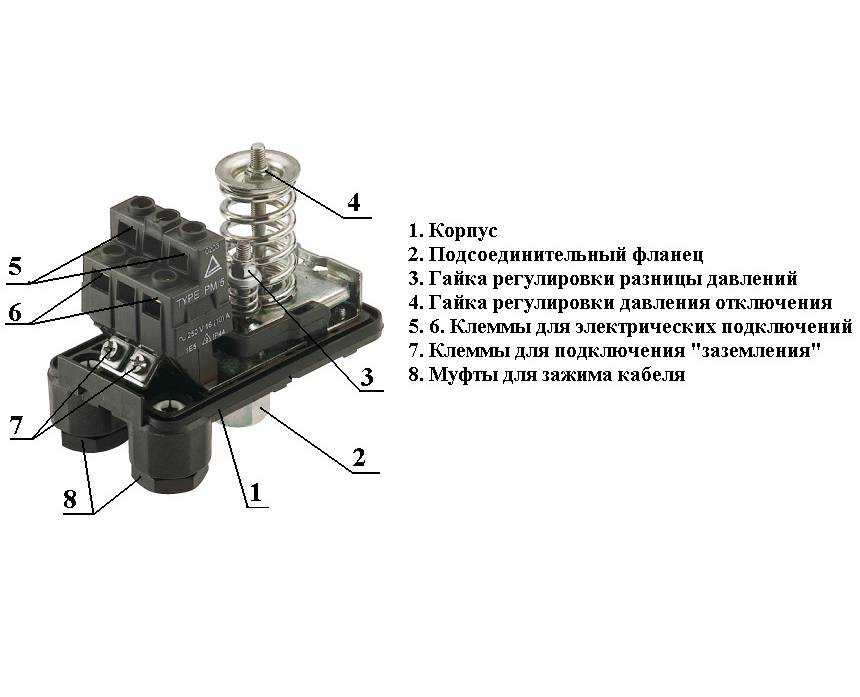 Датчики давления измеряют это изменение, сравнивая атмосферное давление с давлением в скважине.
Датчики давления измеряют это изменение, сравнивая атмосферное давление с давлением в скважине.
 Для производства ПНД труб используется первичный полиэтилен ПЭ 80 и ПЭ 100 (полиэтилен с MRS 8 МПа и 10 МПа). Синие продольные маркировочные полосы, выполненные методом соэкструзии, указывают на предназначение трубы для питьевой воды.
Для производства ПНД труб используется первичный полиэтилен ПЭ 80 и ПЭ 100 (полиэтилен с MRS 8 МПа и 10 МПа). Синие продольные маркировочные полосы, выполненные методом соэкструзии, указывают на предназначение трубы для питьевой воды. 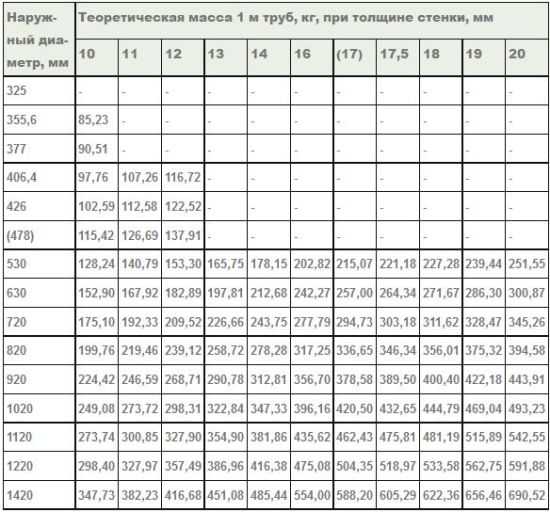
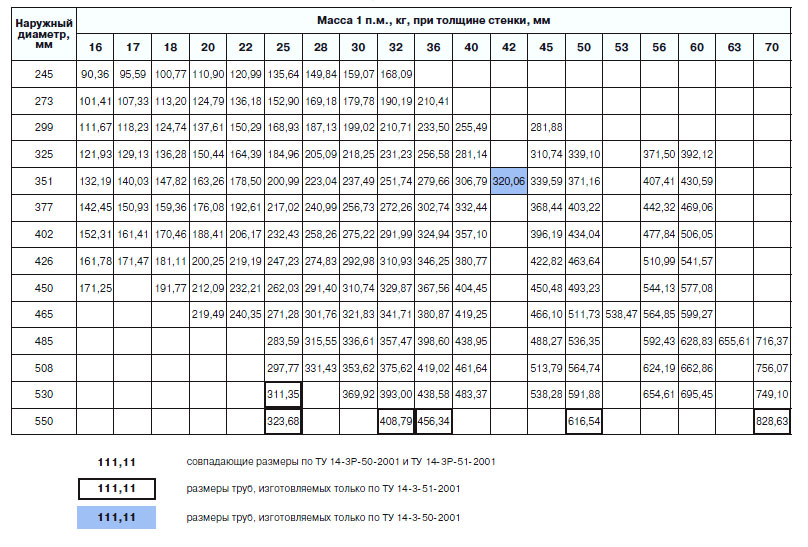
 )
)  469
469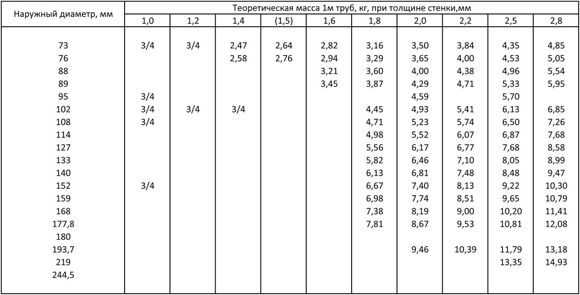 таблица выше = длина трубы + 50%
таблица выше = длина трубы + 50% 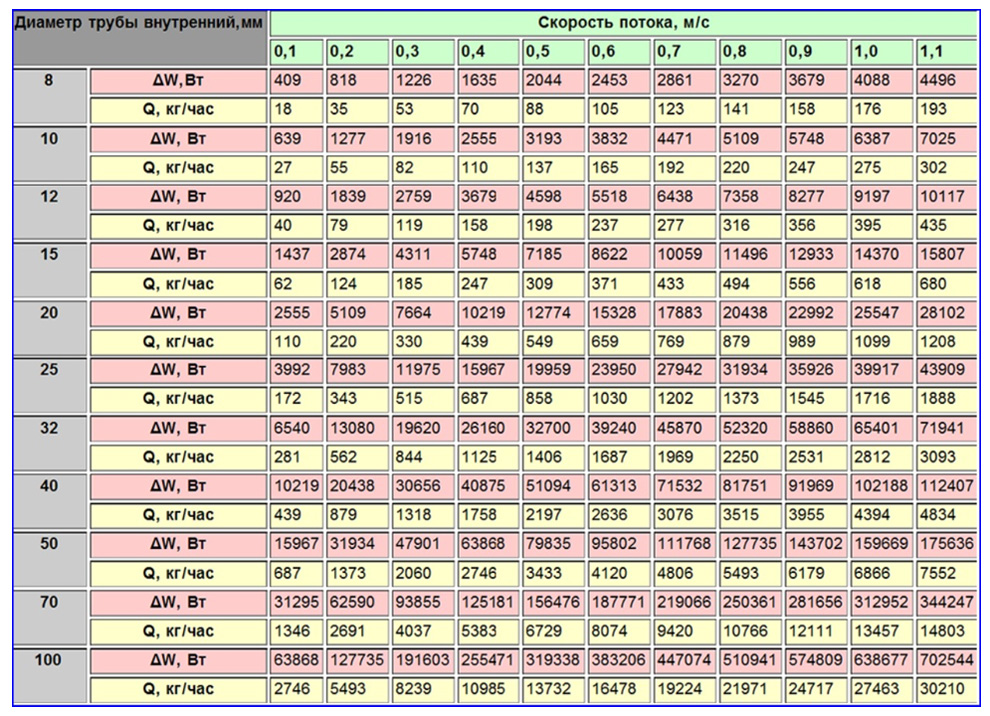
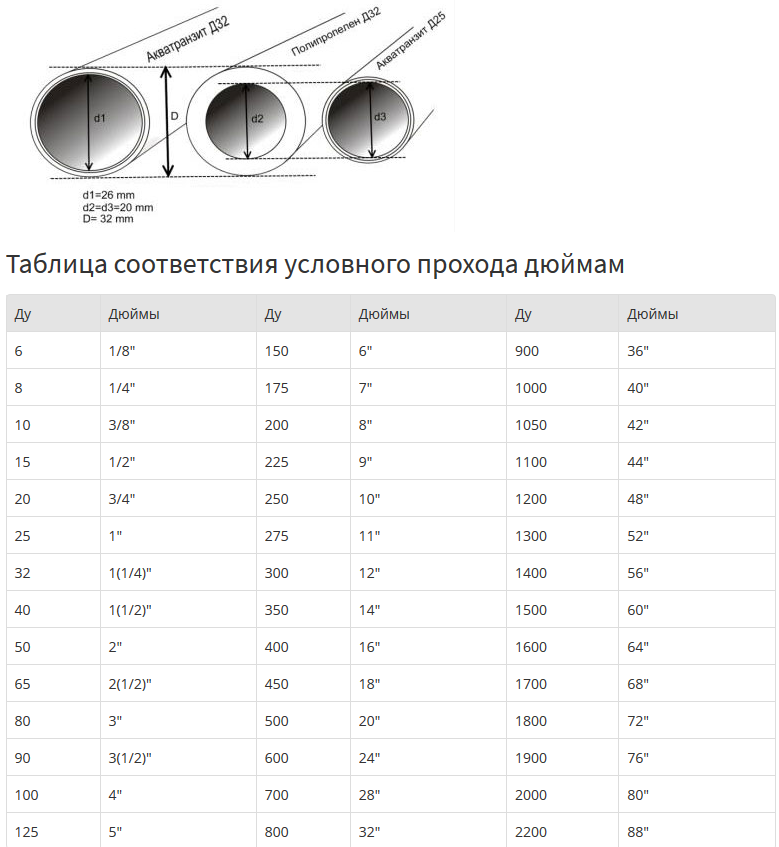 995
995- . длина в таблице выше = длина трубы + 50%
- перепад давления 0,5 дюйма водяного столба
- удельный вес природного газа 0,6
- энергоемкость природного газа 1000 Btu/ft 3 (37.26 MJ/m 3 )
- One MBH is equivalent to 1000 BTU’s per hour
- copper tubing type K
Copper Tubing — type L
| Capacity of Pipe (MBH ≈ CFH) | ||||||
|---|---|---|---|---|---|---|
| Pipe Size (in) | Pipe Length (ft) | |||||
| Nominal | Outside Diameter | Inside Diameter | 10 | 20 | 40 | 80 |
| 1/4 | 3/8 | 0. 315 315 | 16 | 11 | 8 | 6 |
| 3/8 | 1 /2 | 0.430 | 41 | 29 | 20 | 14 |
| 1/2 | 5/8 | 0.545 | 81 | 58 | 41 | 29 |
| 5/8 | 3/4 | 0.666 | 146 | 103 | 73 | 52 |
| 3/4 | 7/8 | 0.785 | 236 | 167 | 118 | 84 |
| 1 | 1 1/8 | 1.025 | 511 | 362 | 256 | 181 |
| 1 1/4 | 1 3/8 | 1.265 | 936 | 662 | 468 | 331 |
- Давление меньше 1 1/2 PSIG
- Общий для использования. Фактор 1.5 — эквивалентная длина трубы в таблице.
- перепад давления 0,5 дюйма водяного столба
- удельный вес природного газа 0,6
- энергоемкость природного газа 1000 БТЕ/фут 3 (37,26 МДж/м 301 )
- One MBH is equivalent to 1000 BTU’s per hour
- copper tubing type L

- 1 Btu/h = 0.293 W
- 1 lb = 0.4536 kg
- 1 ft (фут) = 0,3048 м
- 1 в воде = 248,8 Н/м 2 (Па) = 0,0361 фунт/дюйм 2 (psi) = 25,4 кг/м 200 = 8 дюймов ртутного столба
- 1 psi (фунт/дюйм 2 ) = 6,894,8 Па (Н/м 2 )
Инструкции по выбору размера газопровода — Buteline
Все газовые установки должны иметь правильный размер для получения требуемого расхода, особенно когда система находится под полной нагрузкой.
Установки должны устанавливаться лицензированным специалистом по газу и соответствовать требованиям AS/NZS 5601. 1:2013.
1:2013.
В этом примере используется природный газ с давлением в счетчике 2,75 кПа и перепадом давления 0,75 кПа.
Шаг 1. Нарисуйте схему системы трубопроводов и перечислите все газовые данные приборов (см. схему ниже) .
• Заполните данные по газу в таблице размеров (см. небольшую таблицу ниже)
• Маркируйте каждую секцию трубопровода в формате A-B-C
• Маркируйте длину каждой нитки
• Маркируйте нагрузки каждой нитки
Шаг 2. Добавьте мощность всех электроприборов в мегаджоулях.
Пример (190 + 30 + 70) = 290 МДж/ч
• См. таблицу размеров газопровода (под большой таблицей), чтобы рассчитать размер самой длинной трубы
• A-B + B-C + C-D (12 м + 11 м + 9 м) = 32 м
• Найдите в таблице следующее наибольшее значение длины (т. е. равное или большее значение в метрах вверху таблицы, например, 35 м)
• См. рейтинг в мегаджоулях всех приборов (290 МДж/ч)
• См. таблицу размера газа, чтобы определить размер трубы (посмотрите вниз столбец, чтобы найти равный или следующий по величине рейтинг МДж/ч,
таблицу размера газа, чтобы определить размер трубы (посмотрите вниз столбец, чтобы найти равный или следующий по величине рейтинг МДж/ч,
, например 438 МДж/ч, посмотрите влево на столбец OD) = 32 мм
• Примените этот размер трубы для участка (A-B = 32 мм)
Шаг 3. Расчет длины каждого участка:
• Для горячего водоснабжения (B-F) расчеты следующие:
A-B + B-F (12 м + 3 м) = 15 м
• Умножьте количество фитинги (3) x эквивалент фитинга, т. е.: 3 x 0,6 = 1,8
(см. Таблицу размеров газа, большую таблицу ниже), коэффициент припуска на фитинги указан в 3-м столбце той же строки, что и размер трубы.
• Добавьте длину участка к припуску на установку: 15 м + 1,8 м = 16,8 м
• Найдите в таблице следующее максимальное значение длины = 18 м
• Найдите мощность устройства в мегаджоулях (190 МДж/ч)
• См. таблицу размера газа, чтобы определить размер трубы = 25 мм
• Примените этот размер трубы к B-F = 25 мм
Шаг 4.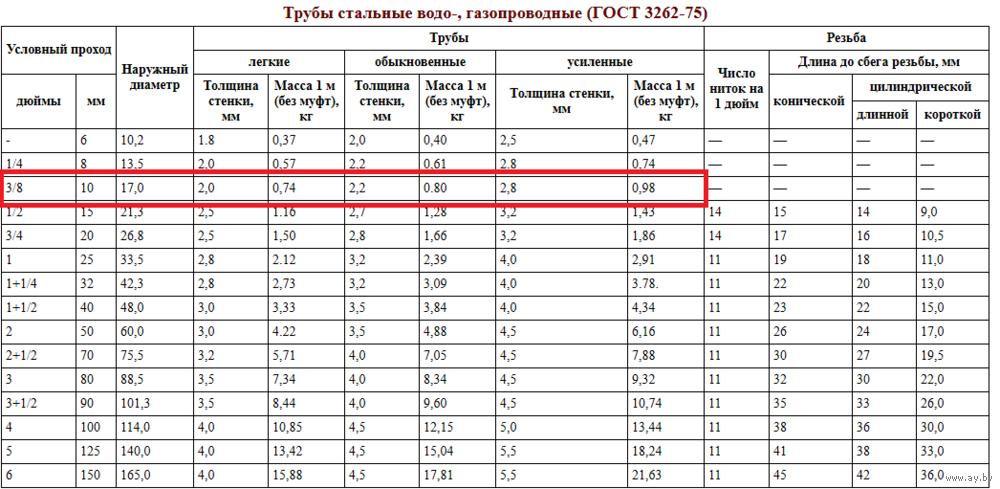 Повторите вышеуказанное для каждого участка.
Повторите вышеуказанное для каждого участка.
Для участка B-C расчеты следующие: A-B + B-C = (12 м + 11 м) = 23 м
• Умножьте количество фитингов (3) на эквивалент фитинга (см. Таблицу размеров газа, большую таблицу ниже)
• Добавьте длину прогона к припуску на установку: 23 м + 1,8 м = 24,8 м
• Найдите в таблице следующее максимальное значение длины = 25 м
• Добавьте мощность в мегаджоулях оставшихся 2 x приборов
(Обогреватель и варочная поверхность: 70 МДж/ч + 30 МДж/ч) = 100 МДж/ч
• См. таблицу размеров газа, чтобы определить размер трубы = 20 мм
• Примените этот размер трубы к B-C = 20 мм
Для варочной панели (C-E) расчеты составляют : A-B + B-C + C-E= (12 м + 11 м + 5 м) = 28 м
• Умножьте количество фитингов (4) на эквивалент фитинга (0,6) поправочного значения (см. таблицу размеров газа, большую таблицу ниже)
• Добавьте длину участка к допуску на фитинги: 28 м + 2,4 м = 30,4 м
• Найдите в таблице следующее максимальное значение длины = 35 м
• См.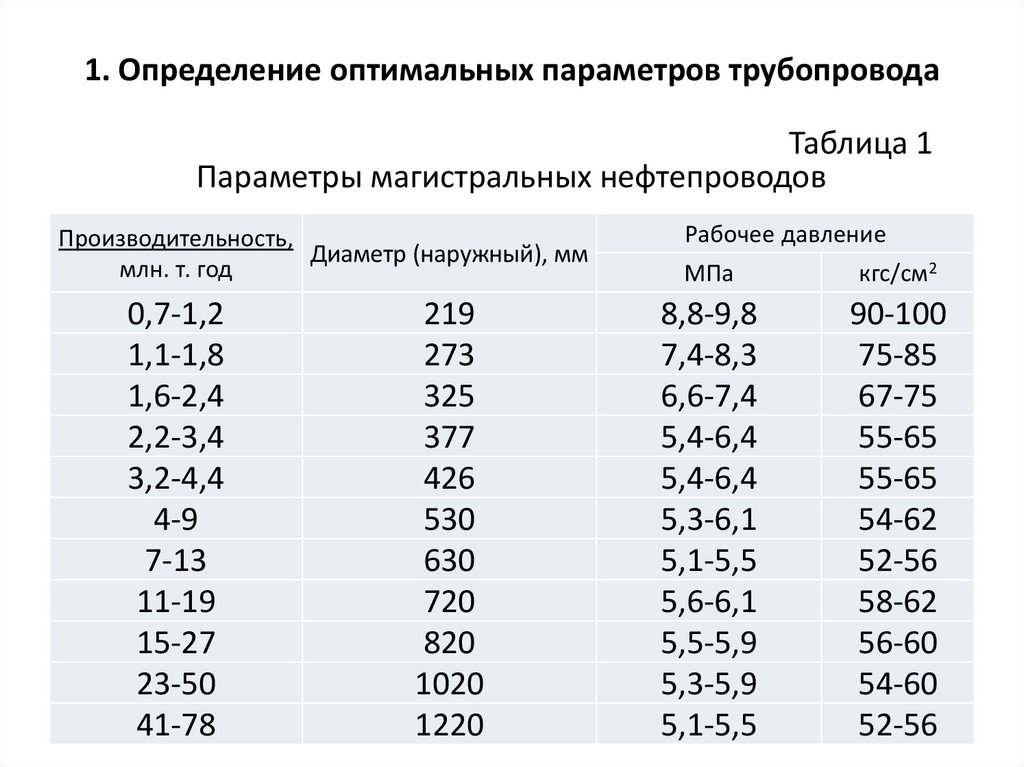
 Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д. Нередко при бетонировании монтажные элементы удаляются.
Нередко при бетонировании монтажные элементы удаляются.
 Основная сфера применения – многоэтажное строительство, промышленное производство;
Основная сфера применения – многоэтажное строительство, промышленное производство;
 Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.


 Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888 Для формирования железобетонных конструкций, придания им прочности и компенсации напряжения используют арматурную сталь.
Для формирования железобетонных конструкций, придания им прочности и компенсации напряжения используют арматурную сталь. Для унификации работы с ними введены специальные классификации.
Для унификации работы с ними введены специальные классификации. Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии.
Для арматуры рассчитываются допустимые нагрузки при текучести и прочности. Максимальный предел вносится в информацию об изделии. В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д.
В зависимости от их пропорций улучшаются основные характеристики металла: прочность, упругость, противостояние коррозии и т.д. Нередко при бетонировании монтажные элементы удаляются.
Нередко при бетонировании монтажные элементы удаляются.
 Основная сфера применения – многоэтажное строительство, промышленное производство;
Основная сфера применения – многоэтажное строительство, промышленное производство;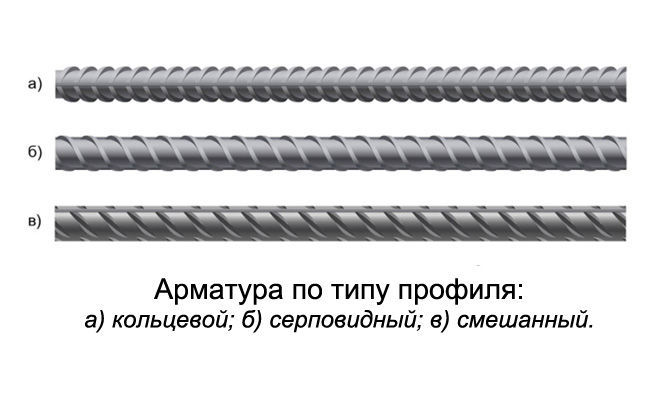
 Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
Заготовку нагревают до пластичного состояния металла, прогоняют через прокат для получения необходимого сечения и остужают.
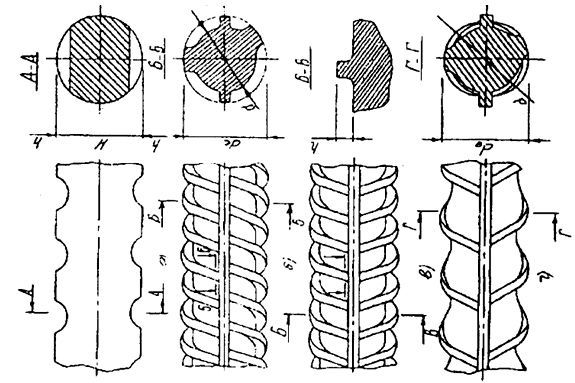

 Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888
Доставка бесплатно. ☎ Звоните и заказывайте по телефону +7 (983) 227 8888 В процессе формования на поверхности стержней образуются деформации, которые используются для передачи нагрузок между бетоном и арматурной сталью.
В процессе формования на поверхности стержней образуются деформации, которые используются для передачи нагрузок между бетоном и арматурной сталью. Такое растрескивание служит подходящим предупреждением для жильцов относительно нагрузки на конструкцию. Материалы, которые не проявляют неэластичного поведения под нагрузкой, могут не обеспечивать достаточную пластичность, чтобы предупредить о надвигающемся разрушении.
Такое растрескивание служит подходящим предупреждением для жильцов относительно нагрузки на конструкцию. Материалы, которые не проявляют неэластичного поведения под нагрузкой, могут не обеспечивать достаточную пластичность, чтобы предупредить о надвигающемся разрушении. Предел текучести стали не зависит от диаметра стержня, и можно легко заменить различные комбинации стержней с одинаковой площадью стержня. Это обеспечивает гибкость способов получения одинаковых свойств в бетонной конструкции.
Предел текучести стали не зависит от диаметра стержня, и можно легко заменить различные комбинации стержней с одинаковой площадью стержня. Это обеспечивает гибкость способов получения одинаковых свойств в бетонной конструкции.





 Чтобы определить, какой интернет-план вам подходит, мы рекомендуем вам ознакомиться с различными типами интернет-соединений и скоростями соединения, доступными сегодня на рынке.
Чтобы определить, какой интернет-план вам подходит, мы рекомендуем вам ознакомиться с различными типами интернет-соединений и скоростями соединения, доступными сегодня на рынке.  В точках доступа используется технология WiFi , которая позволяет электронным устройствам подключаться к Интернету или обмениваться данными по беспроводной сети с помощью радиоволн. Точки доступа могут быть телефонными или автономными, коммерческими или бесплатными для общественности.
В точках доступа используется технология WiFi , которая позволяет электронным устройствам подключаться к Интернету или обмениваться данными по беспроводной сети с помощью радиоволн. Точки доступа могут быть телефонными или автономными, коммерческими или бесплатными для общественности. Термин широкополосный является сокращением для широкой полосы пропускания. Широкополосные интернет-соединения, такие как DSL и кабель, считаются соединениями с высокой пропускной способностью. Хотя многие соединения DSL можно считать широкополосными, не все широкополосные соединения являются DSL.
Термин широкополосный является сокращением для широкой полосы пропускания. Широкополосные интернет-соединения, такие как DSL и кабель, считаются соединениями с высокой пропускной способностью. Хотя многие соединения DSL можно считать широкополосными, не все широкополосные соединения являются DSL. Подобно беспроводному доступу, спутниковое соединение использует модем.
Подобно беспроводному доступу, спутниковое соединение использует модем.

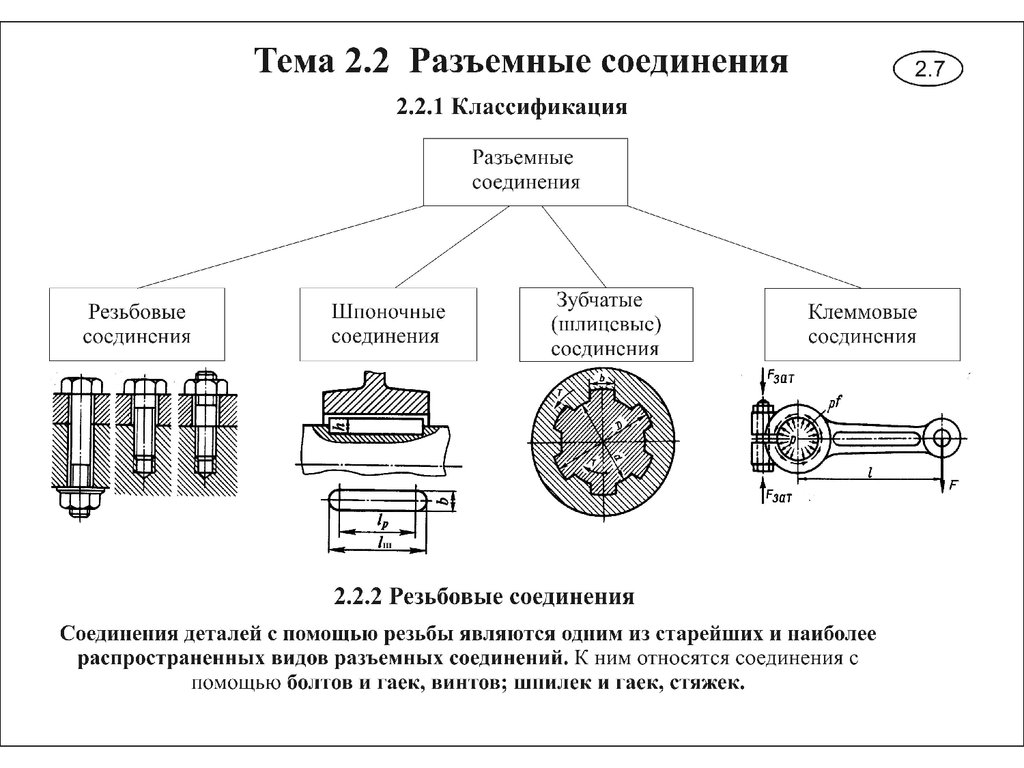

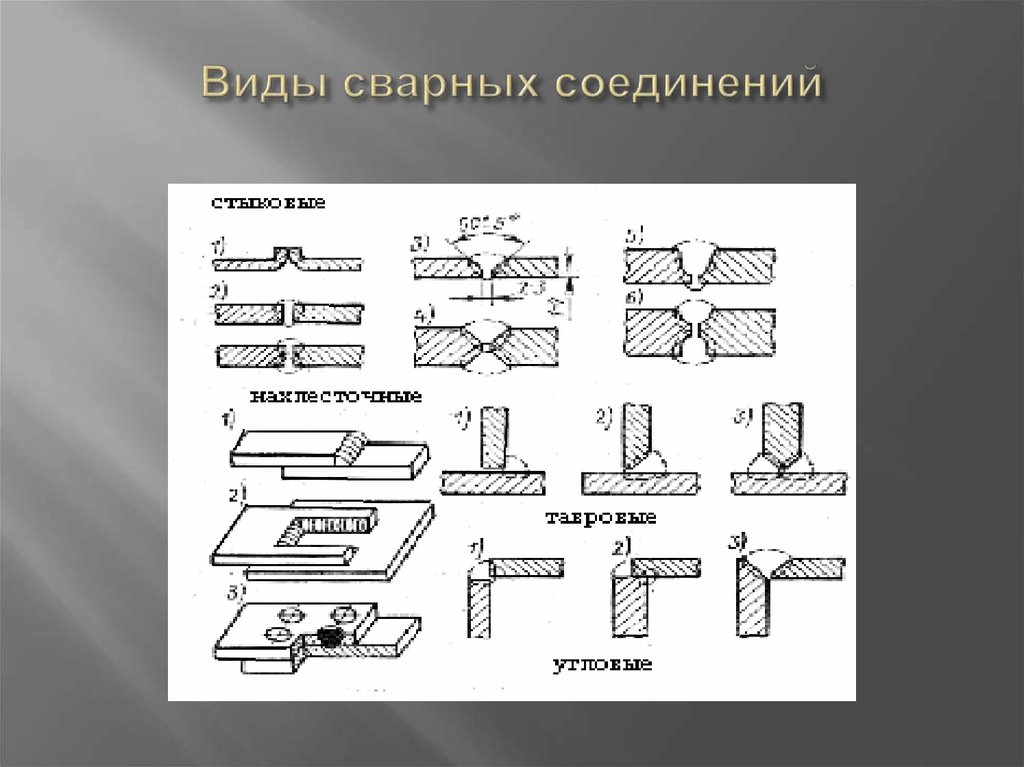 Она колеблется от 5 Мбит/с до 20 Мбит/с.
Она колеблется от 5 Мбит/с до 20 Мбит/с.
 youtube.com/embed/XA9aegZgbmA?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/XA9aegZgbmA?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″>  А так же Республики Казахстан, Белоруссия и другие страны СНГ.
А так же Республики Казахстан, Белоруссия и другие страны СНГ.
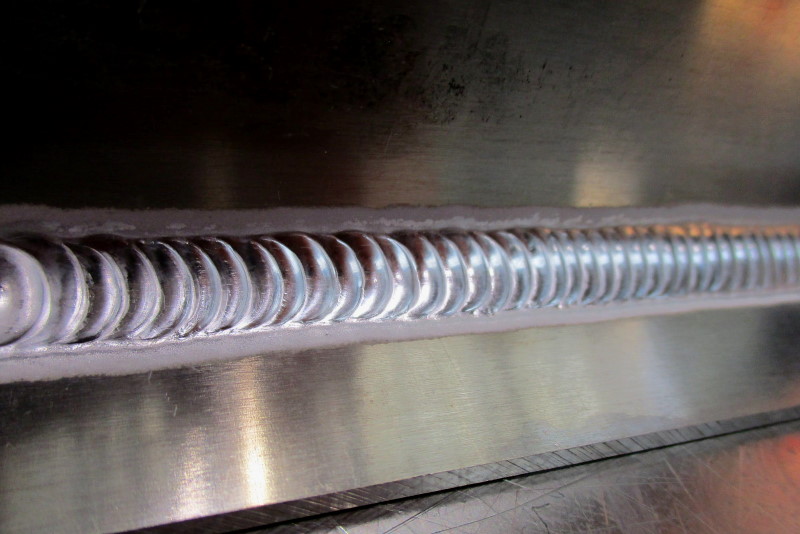


 Красиво уложенный валик может казаться неровным под определенными углами, а освещение может скрыть недостатки других сварных швов. Я делаю и публикую фотографии своих сварных швов уже более десяти лет. Иногда они используются как образовательный инструмент, но в основном они предназначены для развлечения и привлечения внимания к моей работе. Циник скажет, что у него нет времени на подобную глупость. Ну, это помогло мне построить свой бизнес, который, в свою очередь, помогает мне зарабатывать на жизнь. Так что у меня есть на это время.
Красиво уложенный валик может казаться неровным под определенными углами, а освещение может скрыть недостатки других сварных швов. Я делаю и публикую фотографии своих сварных швов уже более десяти лет. Иногда они используются как образовательный инструмент, но в основном они предназначены для развлечения и привлечения внимания к моей работе. Циник скажет, что у него нет времени на подобную глупость. Ну, это помогло мне построить свой бизнес, который, в свою очередь, помогает мне зарабатывать на жизнь. Так что у меня есть на это время. Это не всегда справедливо, но такова жизнь. Впрочем, слово мудрым. Когда дело доходит до того, чтобы сказать, что сварка пройдет или не пройдет, основываясь на фотографии, или что вы точно знаете, как она была или не была выполнена: не делайте этого.
Это не всегда справедливо, но такова жизнь. Впрочем, слово мудрым. Когда дело доходит до того, чтобы сказать, что сварка пройдет или не пройдет, основываясь на фотографии, или что вы точно знаете, как она была или не была выполнена: не делайте этого. Он ошибался по всем пунктам, но его было нелегко переубедить. В конце концов я спросил его: «Допустим, гипотетически, ноги не равны. И что? И что это за материал вообще? Насколько он толстый? Можете ли вы рассказать мне процедуру, по которой я приваривался?» Конечно, ни на один из этих вопросов он не мог ответить. И этот последний держит настоящий ключ.
Он ошибался по всем пунктам, но его было нелегко переубедить. В конце концов я спросил его: «Допустим, гипотетически, ноги не равны. И что? И что это за материал вообще? Насколько он толстый? Можете ли вы рассказать мне процедуру, по которой я приваривался?» Конечно, ни на один из этих вопросов он не мог ответить. И этот последний держит настоящий ключ. Некоторые процедуры требуют неравных ног. Некоторые требуют вогнутых сварных швов. Бывают случаи, когда абсолютно необходимы сварные швы большего размера, чем вы считаете необходимым, а иногда процесс требует крошечного, крошечного валика.
Некоторые процедуры требуют неравных ног. Некоторые требуют вогнутых сварных швов. Бывают случаи, когда абсолютно необходимы сварные швы большего размера, чем вы считаете необходимым, а иногда процесс требует крошечного, крошечного валика. Итак, как именно вы фотографируете отличные снимки сварки и лазерной резки? Мне нравятся такие испытания, к тому же они заряжаются электричеством высокой силы.
Итак, как именно вы фотографируете отличные снимки сварки и лазерной резки? Мне нравятся такие испытания, к тому же они заряжаются электричеством высокой силы. В любом случае вас не поблагодарят за создание каких-либо других препятствий в такой рабочей среде.
В любом случае вас не поблагодарят за создание каких-либо других препятствий в такой рабочей среде. Вам также может понадобиться поэкспериментировать с настройками ISO. Чем дольше выдержка, тем длиннее и драматичнее световые следы. От 1/10 до 1/4 секунды эффект потрясающий. Однако при таких значениях выдержки существует высокий риск размытия изображения при движении, даже если вы используете штатив. Головка механического лазерного резака или сварщик-человек будут двигаться, поэтому ваше время также имеет решающее значение. В этом случае человек будет сотрудничать с большей готовностью, чем машина… если его хорошо попросить!
Вам также может понадобиться поэкспериментировать с настройками ISO. Чем дольше выдержка, тем длиннее и драматичнее световые следы. От 1/10 до 1/4 секунды эффект потрясающий. Однако при таких значениях выдержки существует высокий риск размытия изображения при движении, даже если вы используете штатив. Головка механического лазерного резака или сварщик-человек будут двигаться, поэтому ваше время также имеет решающее значение. В этом случае человек будет сотрудничать с большей готовностью, чем машина… если его хорошо попросить!
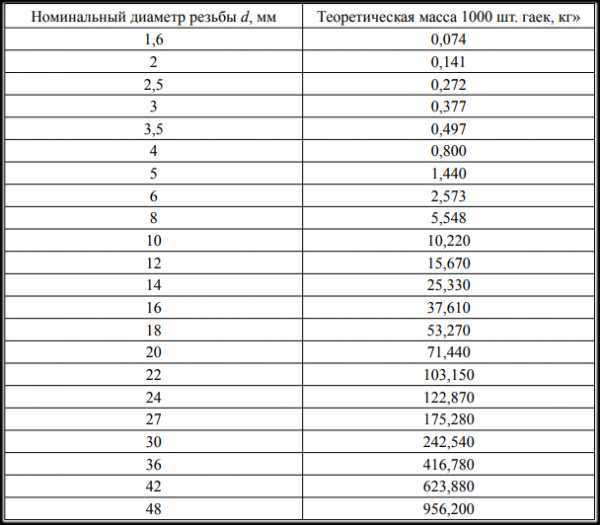 пр. 5, цинк
пр. 5, цинк 916 г
916 г 11.2022
11.2022 3 — 2018
3 — 2018 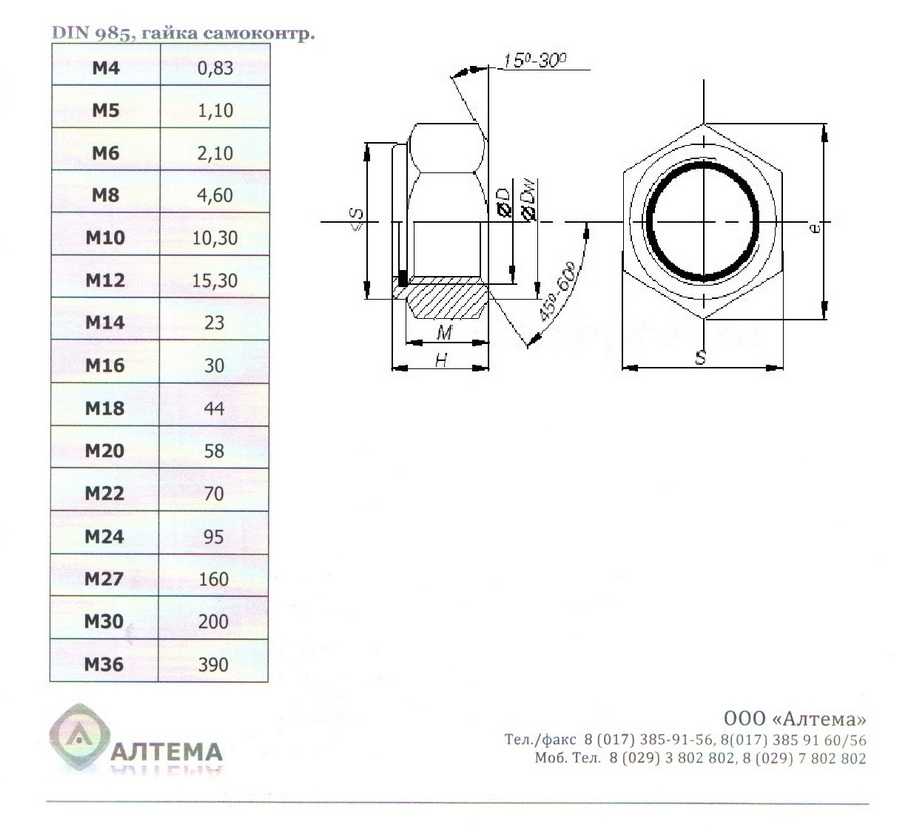 9]
9]  2.2 — 2010
2.2 — 2010 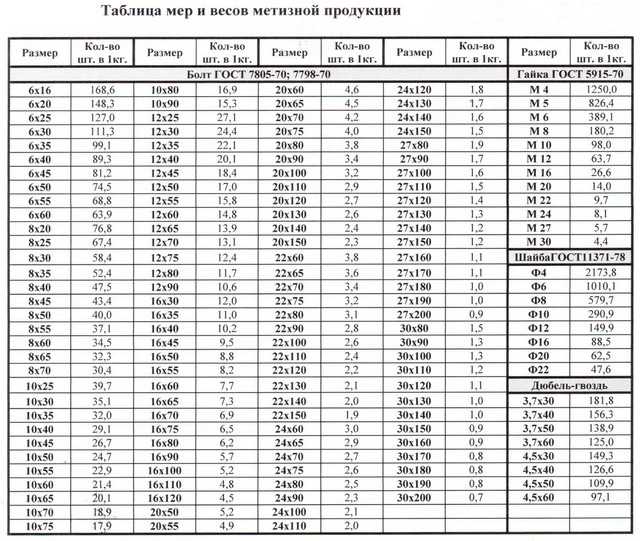 2.2 — 2010
2.2 — 2010  S.W. и B.S.F. темы
S.W. и B.S.F. темы 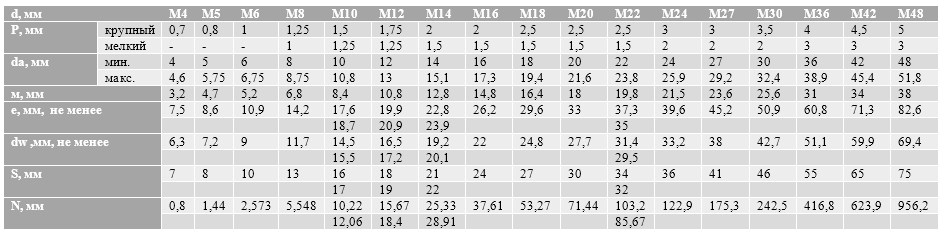 S. — односторонняя или двусторонняя — черные [Таблица 3]
S. — односторонняя или двусторонняя — черные [Таблица 3] 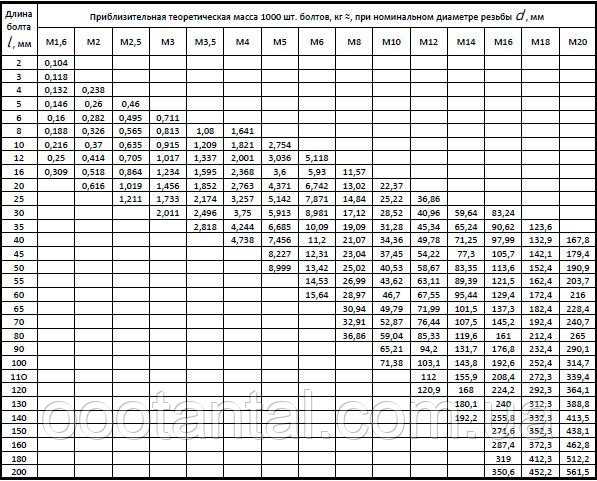 3 — 2015
3 — 2015  Часть 8. Гайки с шестигранной посадкой системы HV
Часть 8. Гайки с шестигранной посадкой системы HV 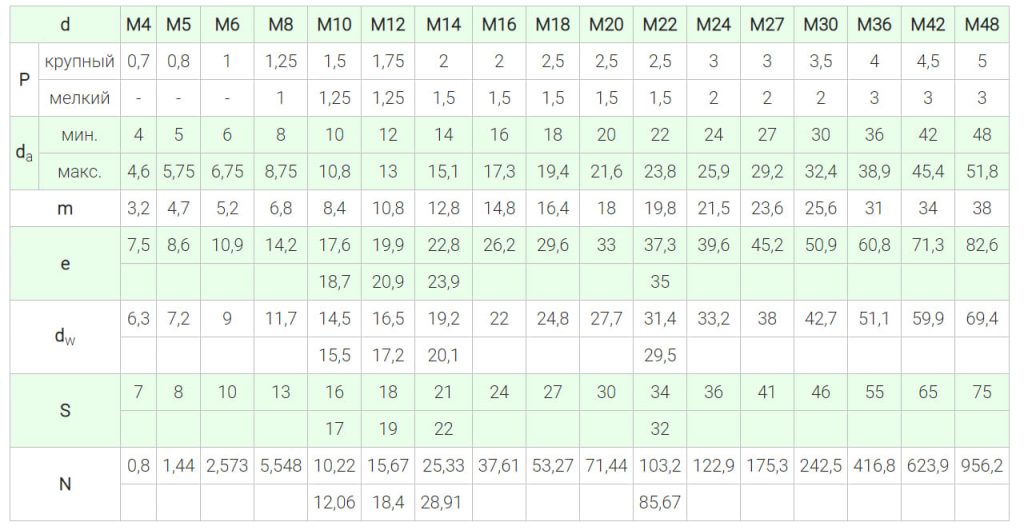 2.2 — 2022
2.2 — 2022 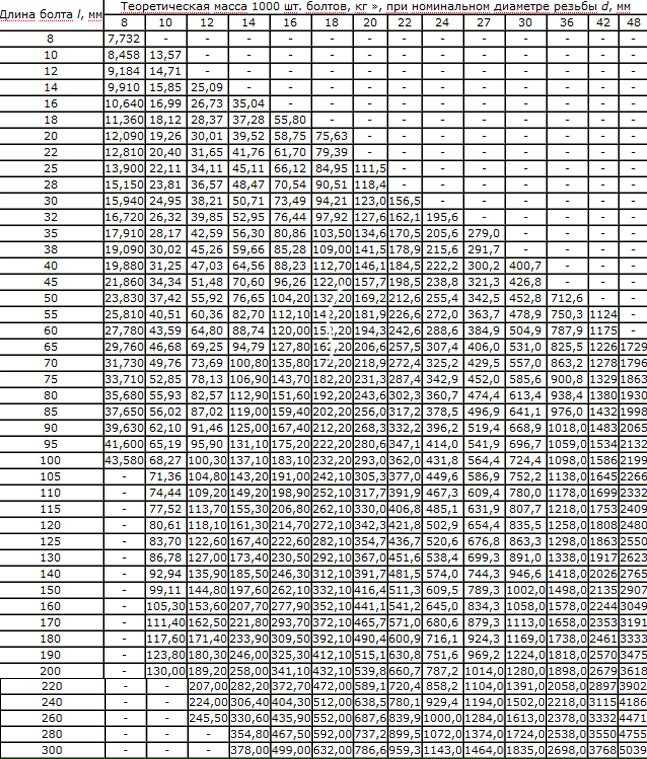 Гайки почти всегда используются в сочетании с ответным болтом для соединения нескольких деталей вместе. Два партнера удерживаются вместе за счет комбинации трения их нитей (с небольшой упругой деформацией), небольшого растяжения болта и сжатия частей, которые должны удерживаться вместе.
Гайки почти всегда используются в сочетании с ответным болтом для соединения нескольких деталей вместе. Два партнера удерживаются вместе за счет комбинации трения их нитей (с небольшой упругой деформацией), небольшого растяжения болта и сжатия частей, которые должны удерживаться вместе.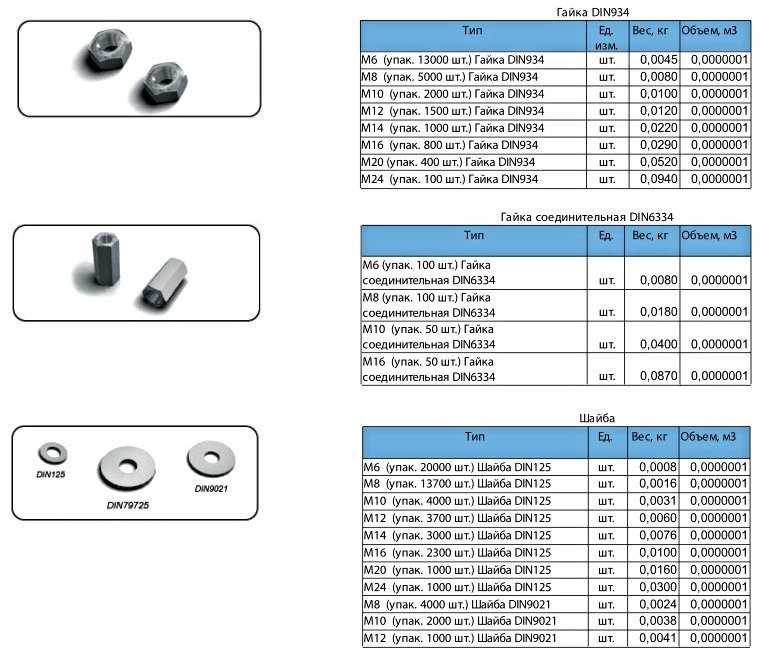 )
)
 Во время создания дуги между электродом и металлической деталью из сопла поступает газ (аргон или гелий), который выступает в роли защиты сварочной ванны и электрода. Последний находится в середине сопла и не плавится. В процессе сварки газ должен поступать постоянно – в противном случае шов получится некачественным. При необходимости подачи присадочного материала в зону сварки используется ручной или автоматический способ.
Во время создания дуги между электродом и металлической деталью из сопла поступает газ (аргон или гелий), который выступает в роли защиты сварочной ванны и электрода. Последний находится в середине сопла и не плавится. В процессе сварки газ должен поступать постоянно – в противном случае шов получится некачественным. При необходимости подачи присадочного материала в зону сварки используется ручной или автоматический способ. Только опытный сварщик может «распознать» данный переход.
Только опытный сварщик может «распознать» данный переход. В противном случае соединение получится хрупким и, как следствие, ненадежным.
В противном случае соединение получится хрупким и, как следствие, ненадежным. Именно поэтому чем больше диапазон рабочей силы тока, тем более широкий спектр задач вы сможете решить.
Именно поэтому чем больше диапазон рабочей силы тока, тем более широкий спектр задач вы сможете решить. Например, переменный ток применяется для сварки сплавов магния, алюминия (самоокисляющихся металлов), а постоянный – для меди, нержавеющей стали. При работе с переменным током происходит его смена с положительного на отрицательный. При соединении алюминиевых заготовок, положительным током очищается поверхность металла от оксидов, а отрицательным – происходит само плавление материала. Выбирая сварочный аппарат для аргонодуговой сварки, обращайте внимание на то, предусмотрена ли возможность регулировки баланса рабочего тока с отрицательного на положительный и наоборот. Такая функция позволит вам изменять время сварки током той или иной полярности. Проще говоря, вы сможете контролировать как время очистки оксидов, так и время плавления.
Например, переменный ток применяется для сварки сплавов магния, алюминия (самоокисляющихся металлов), а постоянный – для меди, нержавеющей стали. При работе с переменным током происходит его смена с положительного на отрицательный. При соединении алюминиевых заготовок, положительным током очищается поверхность металла от оксидов, а отрицательным – происходит само плавление материала. Выбирая сварочный аппарат для аргонодуговой сварки, обращайте внимание на то, предусмотрена ли возможность регулировки баланса рабочего тока с отрицательного на положительный и наоборот. Такая функция позволит вам изменять время сварки током той или иной полярности. Проще говоря, вы сможете контролировать как время очистки оксидов, так и время плавления. Педаль значительно облегчит рабочий процесс, позволяя сварщику точно снижать или повышать силу тока по мере необходимости. При помощи ножной педали можно поддерживать хорошую скорость проведения электрода, благодаря чему на выходе получается ровный шов с постоянным профилем. Плавное снижение силы тока в конце сварочных работ обеспечивает правильное заполнение полости. Также в продаже можно найти и ручные аналоги регулировки силы рабочего тока, но в плане использования они менее удобны.
Педаль значительно облегчит рабочий процесс, позволяя сварщику точно снижать или повышать силу тока по мере необходимости. При помощи ножной педали можно поддерживать хорошую скорость проведения электрода, благодаря чему на выходе получается ровный шов с постоянным профилем. Плавное снижение силы тока в конце сварочных работ обеспечивает правильное заполнение полости. Также в продаже можно найти и ручные аналоги регулировки силы рабочего тока, но в плане использования они менее удобны. Некоторые модели сварочных аппаратов оснащены вентилятором, включаемым только при образовании дуги. Также вентилятор продолжает работать в течение нескольких минут после окончания сварочных работ. Такой подход минимизирует количество затягиваемой внутрь прибора пыли и исключает резкий перепад температур внутри сварочного аппарата.
Некоторые модели сварочных аппаратов оснащены вентилятором, включаемым только при образовании дуги. Также вентилятор продолжает работать в течение нескольких минут после окончания сварочных работ. Такой подход минимизирует количество затягиваемой внутрь прибора пыли и исключает резкий перепад температур внутри сварочного аппарата. Модель имеет защиту от колебаний сети, поджиг дуги производится бесконтактным способом (NF). Режим «PULSE» предназначен для выполнения особо важных и декоративных сварочных работ при разной толщине материалов.
Модель имеет защиту от колебаний сети, поджиг дуги производится бесконтактным способом (NF). Режим «PULSE» предназначен для выполнения особо важных и декоративных сварочных работ при разной толщине материалов.
 Только так вы получите качественные сварочные швы, а сам агрегат прослужит вам длительное время.
Только так вы получите качественные сварочные швы, а сам агрегат прослужит вам длительное время. Она должна иметь состав, аналогичный или близкий составу свариваемых элементов.
Она должна иметь состав, аналогичный или близкий составу свариваемых элементов.
 Это достигается контролируемой подачей инертного газа в рабочую зону.
Это достигается контролируемой подачей инертного газа в рабочую зону. Сварщику понадобится также внушительный набор других компонентов – техники и расходных материалов. Часть из них (например, аргон для заполнения баллонов) можно приобрести у специализированных организаций. Большую часть необходимо покупать у поставщиков, что специализируются на торговле сварочным оборудованием.
Сварщику понадобится также внушительный набор других компонентов – техники и расходных материалов. Часть из них (например, аргон для заполнения баллонов) можно приобрести у специализированных организаций. Большую часть необходимо покупать у поставщиков, что специализируются на торговле сварочным оборудованием.
 Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.)
Также существуют моторные (топливные) сварочные аппараты для работы от электросети. (Эти более сложные сварочные аппараты будут рассмотрены в других статьях.) После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
После этого я покажу вам, как читать «спецификации», включенные в литературу по продажам продуктов, и научу вас, как сравнивать ключевые характеристики.
 В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование.
В то же время заготовка легко деформируется, если сильно нагреется. Следовательно, для работы с алюминием часто требуется более сложное оборудование. Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
Как и в случае с нержавеющей сталью, основной металл должен быть достаточно толстым, чтобы выдерживать высокие температуры.
 Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится.
Кроме того, если в основной металл поступает слишком много тепла, область вокруг сварного шва ослабевает или плавится. Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие.
Несколько аппаратов для дуговой сварки начального уровня рассчитаны на входную мощность 115 вольт, но не многие. Однако вы не можете использовать трехфазный автомат дома.
Однако вы не можете использовать трехфазный автомат дома. Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.
Вам также необходимо знать свои требования к мощности (т. Е. Максимальная мощность), чтобы выбрать генератор правильного размера.




 Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
Всегда держите товарный чек и другую документацию под рукой. OSHA требует, чтобы все резервуары проверялись каждые два года.
 Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя.
Вы узнаете о различных единицах и о том, что лучше всего работает в определенных ситуациях. Знание различных сварочных процессов и широко используемых машин делает вас лучшим сварщиком и более ценным для потенциального работодателя. У нас есть сварочный аппарат Power flex для дуговой сварки Tig Сварочный аппарат Tig 200 в больших количествах в магазине
У нас есть сварочный аппарат Power flex для дуговой сварки Tig Сварочный аппарат Tig 200 в больших количествах в магазине Зажим заземления
Зажим заземления Компактный размер, легкий вес, простая установка и простота в эксплуатации.
Компактный размер, легкий вес, простая установка и простота в эксплуатации.
 ..
.. ..
.. ..
.. Наш сварочный аппарат Power Flex, двухфазный, 250 ампер, дуговой…
Наш сварочный аппарат Power Flex, двухфазный, 250 ампер, дуговой…

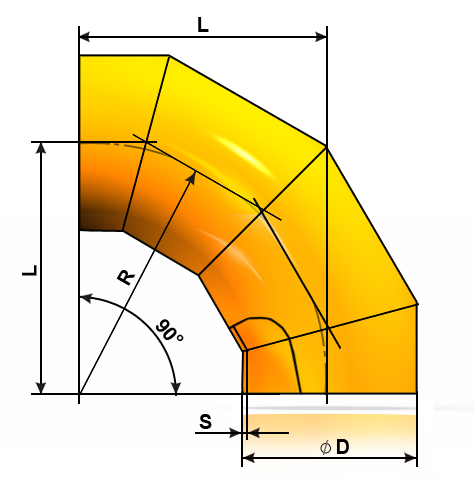 Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
 Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.

 Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность.
Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность. Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра.
Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра. Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
 Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.
Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.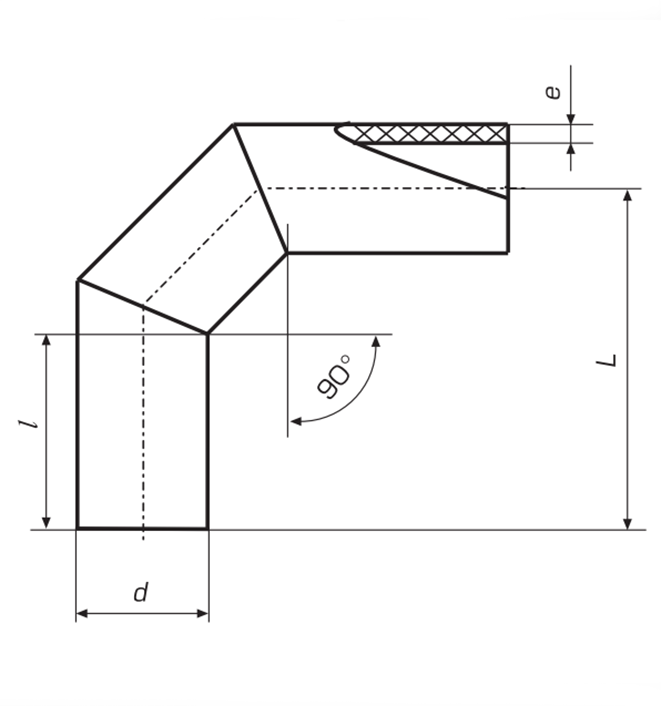
 , раскрой листа болгаркой ровно, отрезать резать, раскроить, как болгаркой ровно отрезать, не закусило, простое приспособление, сварка труб, полипропиленовые трубы, лекало, труба пнд, сваркатрубы, сварнойтв, сваркадляновичков, отопление, трубы отопления, зазметка труб перед сваркой, монтаж труб, трубы пвх, пвд, труба водопровод, монтаж, легко, ватман, обои, газета, бумага, обезьянка, диаметр, круг, рез, как перерезать большую трубу, как отрезать ровно, советы мастеров, лайфхаки, кузовной ремонт, плазменная резка, рихтовка, покраска, геометрия, трубы разметка вдоль пополам две половинки, пропановский резак, круглую трубу, вдоль, резка металла резаком, резак кислародный, металл резка, видео резак, разрезать трубу вдоль, вдоль ровно, разрезать вдоль, трубу вдоль, как разрезать трубу, как разрезать вдоль, круглую трубу вдоль, ровно вдоль, трубу вдоль ровно, полезный совет, отрезать трубу под 90 градусов, резак по металлу., как ровно отрезать рубу, андрей рудницкий, газовый резак, газовый резка, как ровно резать трубу, лист метала ровно отрезать болгаркой, andrej rudnitsky, как резать трубу, обзор, тихо, так, yato, секретная информация, метал, резка металла, ровный рез, резать ровно, forging, металлоконструкции, обработка металла, handmade, diy, ровный рез болгаркой, резка круглой трубы, горячая ковка, northkoreatv1x, художественная ковка, гибка, ковка, кованые изделия, blacksmith, горн, мастерская, бесшумно, как отрезать канализацию, разметить трубу, how to accurately mark a pipe, to mark a pipe, отрезать трубу, разметить и отрезать трубу, cut off a pipe, how to smoothly cut the pipe, cut the pipe smoothly, болгарка как работать, как правильно резать болгаркой, инструкция по работе болгаркой, как работать ушм, как отрезать метал, как пилить ушм, mark and cut the pipe, как паять полипропилен, самодельные станки, самоделка, приспособы, cutting and marking o, металл, cutting tube, приспособление для ушм, приспособление для болгарки, как подогнать полипропиленовую трубу, подгонка полипропилена, как стыковать полипропилен, сварка полипропиленовых труб, чертилка, как подогнать ровный угол из полипропилена, как резать метал, как резать болгаркой, rivne (city/town/village), как ровно отрезать трубу своими руками, китай, aliexpress, приспособления, самоделки, торцовка трубы 425мм, труба большого диаметра, под прямым углом, pipe, редактор youtube, резка болгаркой, советы в работе, торцовка труб, разное.
, раскрой листа болгаркой ровно, отрезать резать, раскроить, как болгаркой ровно отрезать, не закусило, простое приспособление, сварка труб, полипропиленовые трубы, лекало, труба пнд, сваркатрубы, сварнойтв, сваркадляновичков, отопление, трубы отопления, зазметка труб перед сваркой, монтаж труб, трубы пвх, пвд, труба водопровод, монтаж, легко, ватман, обои, газета, бумага, обезьянка, диаметр, круг, рез, как перерезать большую трубу, как отрезать ровно, советы мастеров, лайфхаки, кузовной ремонт, плазменная резка, рихтовка, покраска, геометрия, трубы разметка вдоль пополам две половинки, пропановский резак, круглую трубу, вдоль, резка металла резаком, резак кислародный, металл резка, видео резак, разрезать трубу вдоль, вдоль ровно, разрезать вдоль, трубу вдоль, как разрезать трубу, как разрезать вдоль, круглую трубу вдоль, ровно вдоль, трубу вдоль ровно, полезный совет, отрезать трубу под 90 градусов, резак по металлу., как ровно отрезать рубу, андрей рудницкий, газовый резак, газовый резка, как ровно резать трубу, лист метала ровно отрезать болгаркой, andrej rudnitsky, как резать трубу, обзор, тихо, так, yato, секретная информация, метал, резка металла, ровный рез, резать ровно, forging, металлоконструкции, обработка металла, handmade, diy, ровный рез болгаркой, резка круглой трубы, горячая ковка, northkoreatv1x, художественная ковка, гибка, ковка, кованые изделия, blacksmith, горн, мастерская, бесшумно, как отрезать канализацию, разметить трубу, how to accurately mark a pipe, to mark a pipe, отрезать трубу, разметить и отрезать трубу, cut off a pipe, how to smoothly cut the pipe, cut the pipe smoothly, болгарка как работать, как правильно резать болгаркой, инструкция по работе болгаркой, как работать ушм, как отрезать метал, как пилить ушм, mark and cut the pipe, как паять полипропилен, самодельные станки, самоделка, приспособы, cutting and marking o, металл, cutting tube, приспособление для ушм, приспособление для болгарки, как подогнать полипропиленовую трубу, подгонка полипропилена, как стыковать полипропилен, сварка полипропиленовых труб, чертилка, как подогнать ровный угол из полипропилена, как резать метал, как резать болгаркой, rivne (city/town/village), как ровно отрезать трубу своими руками, китай, aliexpress, приспособления, самоделки, торцовка трубы 425мм, труба большого диаметра, под прямым углом, pipe, редактор youtube, резка болгаркой, советы в работе, торцовка труб, разное. , #ровно., как отрезать трубу большого диаметра, диск для резки металла, резка листового металла болгаркой, стойка для болгарки, циркулярка, работа болгарной, болгарка инструмент, болгарка для резки металла, режем трубу, #лайф хак., трубу большого диаметра., режем трубу большого диаметра, как ровно разрезать канализационную трубу, как правильно разрезать пластиковую трубу, металлопрокат, livehack, монтаж сантехники, монтаж канализации, diameter, как резать, как работать с канализацией, как пилить, как резать полипропиленовые трубы, резка полипропилена, ремонт канализации, ремонт ванной комнаты, научиться, и, полипропилен, прямо, канализацию, без болгарки, чем отрезать, чем резать, чем отпилить, как ровно резать трубы, любого размера, любого диаметра, чем резать трубу канализации, чем отрезать трубу канализации, мастер класс, идеальная сантехника, точка канализации, как резать трубу ровно, самому, как резать трубу болгаркой, экономный ремонт квартиры, бюджетный ремонт квартиры, сантехник, добродушный сантехник, энциклопедия сантехника, знания, инженерка, инженерия, артём сантехник, артём иванов, труба вгп, вгп, добрый сантехник, добротехник, артём, dobrotehnik, ответы на вопросы, инструмент, риджид, отрубание трубы, данила багров, брат 2 изготовление поджиги, как отрезать канализационную трубу, породия фильма брат 2, топор, ridgid, снять фаску, чем отрезать трубу, фаска, труба канализации, труборез риджит, риджит, раскрой листовой стали
, #ровно., как отрезать трубу большого диаметра, диск для резки металла, резка листового металла болгаркой, стойка для болгарки, циркулярка, работа болгарной, болгарка инструмент, болгарка для резки металла, режем трубу, #лайф хак., трубу большого диаметра., режем трубу большого диаметра, как ровно разрезать канализационную трубу, как правильно разрезать пластиковую трубу, металлопрокат, livehack, монтаж сантехники, монтаж канализации, diameter, как резать, как работать с канализацией, как пилить, как резать полипропиленовые трубы, резка полипропилена, ремонт канализации, ремонт ванной комнаты, научиться, и, полипропилен, прямо, канализацию, без болгарки, чем отрезать, чем резать, чем отпилить, как ровно резать трубы, любого размера, любого диаметра, чем резать трубу канализации, чем отрезать трубу канализации, мастер класс, идеальная сантехника, точка канализации, как резать трубу ровно, самому, как резать трубу болгаркой, экономный ремонт квартиры, бюджетный ремонт квартиры, сантехник, добродушный сантехник, энциклопедия сантехника, знания, инженерка, инженерия, артём сантехник, артём иванов, труба вгп, вгп, добрый сантехник, добротехник, артём, dobrotehnik, ответы на вопросы, инструмент, риджид, отрубание трубы, данила багров, брат 2 изготовление поджиги, как отрезать канализационную трубу, породия фильма брат 2, топор, ridgid, снять фаску, чем отрезать трубу, фаска, труба канализации, труборез риджит, риджит, раскрой листовой стали
 выберите одну из отметок, идущих вдоль трубы, и назовите ее носком, противоположную отметку — пяткой, а две отметки под углом 90 градусов — вашими серединами.
выберите одну из отметок, идущих вдоль трубы, и назовите ее носком, противоположную отметку — пяткой, а две отметки под углом 90 градусов — вашими серединами. ваше лезвие должно попасть в отметку и быть направлено в ту точку на отметке, которая находится дальше всего от того места, где вы на самом деле режете.
ваше лезвие должно попасть в отметку и быть направлено в ту точку на отметке, которая находится дальше всего от того места, где вы на самом деле режете.