Как правильно паять паяльником — работа с паяльником и ее особенности
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Краткое содержимое статьи:
Что представляет собой процесс спаивания
Виды паяльников
Расходники
Флюс
Припой
Жала паяльника
Завершение работы
Фото советы как правильно паять паяльником
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.
Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.
При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.
Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.
Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.
Для легкости понимания прилагаем фото-инструкцию, как правильно паять.
Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.
Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.
В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.
Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.
В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.
Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.
Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.
Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.
Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.
Сплавы, используемые как припои:
олово+свинец
медь
кадмий
никель
серебро и пр.
На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.
Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).
Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).
Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).
Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.
Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.
Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.
Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.
Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.
Фото советы как правильно паять паяльником
Источник.
Помогите сайту, поделитесь в соцсетях 😉
Как правильно паять новичку: основы
Точность и аккуратность приходят с опытом, но получить крепкое соединение между двумя элементами с помощью пайки можно быстро. Надо только правильно подобрать инструменты и немного постараться.
Выбор паяльника
Для первого опыта подойдёт старый советский паяльник, который отлично справится с большинством задач. У него несъемное медное жало, которому можно придать любую форму с помощью напильника. Оно быстро выгорает и деформируется, поэтому поправлять его придётся довольно часто, но при редкой пайке никаких проблем это не доставит.
На следующем уровне, когда пайка уже становится частым занятием, можно смотреть в сторону паяльников с необгораемыми сменными жалами. Их нельзя поправлять напильником, да и необходимости такой нет — достаточно просто поменять насадку.
Профессионалы используют паяльные станции. Это самое дорогое решение. Одно из преимуществ — поддержка заданной температуры, полезная для пайки чувствительных элементов. На станциях тоже используются сменные жала, а ещё есть фен. Но задумываться о покупке станции следует только в том случае, если вы серьёзно занялись пайкой, а не просто решили соединить два провода.
При выборе паяльника также нужно обращать внимание на его мощность:
Для электронных компонентов — 40-60 Вт.
Для деталей толщиной до 1 мм — 80-100 Вт.
Для элементов толщиной 2 мм и более — от 100 Вт.
Как правило, у мастеров есть два паяльника, малой и средней мощности. Приобретение паяльной станции избавляет от необходимости иметь дополнительные инструменты.
Выбор расходного материала
Для пайки обязательно понадобится:
Припой.
Флюс.
Губка для чистки жала.
Также стоит добавить в список паяльную кислоту, которая поможет соединить сложные элементы — например, провод и разнообразные разъёмы: «тюльпан», «крокодил» и прочие.
Для первого опыта рекомендуем использовать классический набор: припой ПОС 61 и канифоль.
Смачиваем губку водой, чтобы она впитала её и раздулась. Всё необходимое лежит на столе – можно включать паяльник и приступать к первому опыту пайки.
Подготовка паяльника
Чтобы пайка была комфортной и качественной, нужно залудить жало паяльника.
Разогреваем паяльник до рабочей температуры.
Окунаем жало в канифоль.
Добавляем каплю припоя на жало.
Обтираем жало об губку или деревянную поверхность.
Поверхность жала должна стать блестящей. Это значит, что паяльник готов к работе.
Пайка различных элементов
В зависимости от того, какие детали вы соединяете, порядок пайки незначительно меняется. Рассмотрим наиболее распространённые примеры работ, чтобы немного набить руку.
Пайка проводов
Одна из самых популярных задач — соединение проводов. Сначала нужно их залудить:
С помощью бокорезов или других инструментов убираем изоляцию.
Скручиваем медные провода, чтобы жилки не торчали в стороны.
Берём капельку припоя на кончик жала паяльника.
Окунаем провод и жало в канифоль.
Операцию нужно повторить со всеми элементами, которые будут участвовать в пайке. С первого раза может не получиться, но немного практики, и провода начнут лудиться очень хорошо.
Чтобы соединить два подготовленных провода, достаточно прижать их друг к другу и поднести паяльник с капелькой припоя.
При пайке проводов нужно уделить внимание изоляции. Для этого нужно использовать термоусадочную трубку, которая уменьшается в диаметре при нагреве и обжимает место соединения. На паяльной станции для нагрева удобно использовать фен. Если его нет, то можно обойтись и обычной зажигалкой.
Пайка печатных плат
На печатных платах перед пайкой необходимо залудить медные токопроводящие дорожки. Самый простой способ — взять каплю припоя на жало, окунуть его в канифоль, а затем размазать вещество по плате. Другой вариант — нанести флюс (например, раствор канифоли в спирте) и растирать каплю припоя по нему.
После подготовки можно размещать на плате элементы. Для соединения есть два варианта: жидкий флюс или припой, внутри которого уже содержится канифоль. Самый удобный вариант — припой в виде проволоки.
Касаемся кончиком жала вывода компонента.
Подносим проволоку припоя, чтобы он равномерно растёкся по контакту и выводу компонента.
Повторяем операцию для всех соединений.
Первое время капли могут получаться не очень ровными, но соединение будет крепким, если вы сделаете всё правильно.
Пайка разъёмов
Сложнее всего лудить различные разъемы: «тюльпаны», «крокодилы», «джеки». Припой к ним не пристаёт. Но эту проблему можно решить с помощью паяльной кислоты, которая наносится кисточкой. На обработанное место остаётся только приложить жало паяльника с припоем. Разъём залудится, так что при пайке не возникнет никаких проблем с соединением.
Чтобы припаять провод, достаточно приложить его к залуженному разъёму и прогреть паяльником. Если вы не обрабатывали разъём заранее, то нужно подсоединить провод, нанести паяльную кислоту и прогреть место спайки каплей припоя.
Как видите, ничего сложного в пайке нет. Эти простые советы помогут справиться с разными задачами, распространёнными в быту, даже если раньше такого опыта у вас не было.
Пайка разъемов на материнской плате
С пайкой остальных элементов не должно возникнуть проблем, если вы справитесь с этой задачей. Для пайки без фена будем использовать сплав Розе. Температура его плавления составляет +94 °C.
Наносим флюс на контакты разъема таким образом, чтобы все контакты были «влажные», и устанавливаем на один из них капельку сплава Розе.
Затем нагреваем эту капельку паяльником. Нужно, чтобы тугоплавкий припой смешался с легкоплавким. Определить конечный результат можно легким надавливанием на контакт разъема – он должен чуть заметно покачиваться под давлением жала. До подобного результата проходимся по каждому контакту. Затем по доле секунды дотрагиваемся до каждого из контактов жалом паяльника, и разъем буквально отваливается сам.
У сплава Розе есть один серьезный недостаток – он очень хрупкий, поэтому использовать его для соединений контактов нельзя, так что удаляем его с помощью оплетки. Смачиваем флюсом самый кончик оплетки.
Через оплетку дотрагиваемся паяльником до контактных площадок на материнской плате, припой будет впитываться в оплетку. Через пару секунд можно убирать оплетку, а изменившийся участок оплетки обрезаем ножницами, наносим флюс и повторяем до полной чистоты контактных площадок.
Устанавливаем разъем в паз и наносим немного флюса на каждый из контактов.
Дотрагиваемся паяльником до контакта и подаем обычный припой до образования монолитного соединения.
Удаляем флюс с мест пайки при помощи спрея Flux-Off и ткани. Это делать обязательно, иначе к флюсу будет прилипать грязь, а некоторые кислотосодержащие флюсы могут разрушить слои текстолита. Чтобы этого избежать, достаточно нанести Flux-Off на ткань и протереть следы пайки.
На этом все!
Post Views:
1 744
Как пользоваться паяльником
Пайка — полезный навык: вы можете быстро починить что-то по дому вместо того, чтобы звонить мастеру на все руки и выкладывать деньги. Для пайки двух компонентов вам необходимо знать, как пользоваться паяльником, некоторые методы очистки и обслуживания и т. д.
В этом руководстве вы узнаете, что такое пайка, что вам понадобится, меры безопасности, методы очистки и обслуживания.
Схема
Как паять (смотреть видео)
Введение в пайку
Пайка — это процесс, посредством которого два или более компонентов могут быть соединены вместе путем расплавления кусочка металла, называемого наполнителем или припоем, в месте соединения. Когда расплавленный припой остывает, он затвердевает и действует как клей, соединяющий компоненты вместе.
Что можно паять?
Техника пайки была изобретена для соединения металлов. Благородные металлы, такие как золото, серебро, олово и т. д., обеспечивают более прочную пайку по сравнению с другими металлами из-за их низкой реакционной способности и высоких температур плавления. Однако благородные металлы дороги, и поэтому наиболее часто используемый припой представляет собой сплав, состоящий из 60% олова и 40% свинца.
Наиболее трудными для пайки металлами являются алюминий, высоколегированные и нержавеющие стали, титан и магний. Эти металлы можно паять с некоторым предварительным покрытием и предварительным лужением.
Пайка обычно используется в электронной промышленности для соединения проводов, ремонта разорванных цепей, ремонта радиоприемников, телевизоров, антенн и т. д. Однако пайка также может использоваться для соединения сантехники, компонентов холодильной техники и даже ювелирных изделий!
Зачем паять?
Пайка — это метод соединения двух компонентов. Лучше клеить или лучше припаять? Узнайте со следующими преимуществами.
Низкое тепловое воздействие: припой часто имеет более низкую температуру плавления, чем другие компоненты, и, следовательно, не подвергается воздействию тепла.
Как постоянные, так и временные соединения: когда припой затвердевает, он образует очень прочное соединение, которое невозможно разрушить. Однако его можно выпаять без ущерба для других компонентов. Временные и постоянные швы в одном!
Соединение различных материалов: пайка может использоваться для соединения различных металлов, если припой имеет более низкую температуру плавления.
Быстрый сделай сам: пайке легко научиться, и каждый может быстро освоить ее. Более того, это очень быстрый метод соединения вещей, который отлично подходит для проектов «сделай сам».
Какие инструменты вам нужны?
Ниже приведен простой список вещей, которые вам понадобятся для пайки.
Паяльник
Припой
Паяльное жало
Паяльная станция
Подставка для пайки
Чистящая подушка
Защитные очки
Меры предосторожности
Пайка связана с использованием экстремальных температур и токсичных веществ. Следовательно, безопасность должна быть приоритетом во время процесса пайки. Вот некоторые меры предосторожности, о которых следует помнить.
Прочтите все инструкции и руководства по используемому оборудованию
Убедитесь, что вы находитесь в хорошо проветриваемом помещении
Используйте защитные очки, чтобы пары не попали в глаза
Не вдыхайте пары. При необходимости используйте устройство для удаления дыма
.
Мойте руки после того, как закончите
Безопасное хранение оборудования
Перед пайкой
Теперь, когда вы знаете основы пайки, вот некоторые вещи, которые вам нужно знать перед пайкой.
Первое, что вам нужно проверить, это правильно ли вы выбрали наконечник для работы. Вот руководство по выбору правильного жала паяльника. Следующее, что нужно проверить, это чистота наконечника.
Многие металлы реагируют с кислородом и образуют слой окисления. Окислительный слой на наконечнике паяльника снижает эффективность теплопередачи.
Чтобы очистить это, вам нужно будет потереть его о чистящую подушечку. Если он очень сильно окислился, возможно, вам придется применить реактиватор наконечника. Если после очистки или повторной активации наконечник выглядит блестящим, то можно сделать следующий шаг – лужение.
Для «лужения» наконечника его необходимо покрыть слоем припоя. Это предотвращает окисление и улучшает теплопередачу. Лужение жала непосредственно перед и после пайки; Вы также должны залуживать наконечник после каждых двух паяных соединений. Это поможет сохранить долговечность наконечника.
Пошаговая инструкция по пайке
Определите правильную температуру для вашего проекта, которая зависит от материалов, которые вы паяете, и используемого припоя. Как правило, выбирайте самую низкую температуру, чтобы выполнить работу.
Как только утюг нагреется до выбранной температуры, держите кусок припоя в одной руке, а паяльник в другой.
На секунду поднесите горячий утюг к месту, где соединяются оба компонента. Обратите внимание, что вам нужно просто немного нагреть металлы.
Теперь прикоснитесь припоем к нагретым компонентам. Припой расплавится и заполнит зазор между двумя компонентами. Необходимое количество припоя варьируется от проекта к проекту. Если вы новичок, потренируйтесь на кусках металла, прежде чем начинать свой проект.
Дайте припою остыть. Хорошее соединение будет однородным и прочным. Не должно быть никаких зазоров или больших капель припоя. Если есть пробелы, вам нужно будет заполнить еще немного припоя. Если есть капли, вы должны удалить припой, чтобы восстановить соединение.
Демонтаж
Возможно, вам потребуется демонтаж припоя для фиксации некоторых видов соединений. Или, возможно, вы случайно нанесли слишком много припоя! Не волнуйтесь, вам просто нужно снова нагреть утюг до необходимой температуры и расплавить припой. Вы можете использовать отсос для припоя, который выглядит как шприц, чтобы отсосать лишний припой. Еще одно устройство, которое вы можете использовать, — это демонтажная оплетка.
Завершение работ
После того, как вы закончите ремонт, вам нужно убрать и убрать оборудование. Все, что вам нужно сделать, это использовать ткань или металлическую вату, чтобы очистить и залудить наконечник, как упоминалось ранее. Храните его в герметичном контейнере. Точно так же храните паяльник в герметичном контейнере, чтобы предотвратить окисление и увеличить срок службы паяльника.
Надеемся, вам понравился этот контент. Оставайтесь с нами, чтобы получить больше советов по проектам в области электроники!
Как использовать паяльник для пайки металла
В этом руководстве вы узнаете, как правильно использовать паяльник для соединения проводов и других предметов. Вы также узнаете о различных типах паяльников, паяльных жалах и о том, какие инструменты и продукты вам нужны для пайки.
Паяльник — это невероятно удобный инструмент, обычно используемый для пайки металлов, т. е. для плавления припоя поверх или вокруг металлического объекта или объектов, которые необходимо соединить вместе.
Одно из наиболее распространенных применений паяльника и проволоки для пайки своими руками — это ремонт оборванных электрических проводов или электрических плат, соединение проводов вместе, а также соединение медных водопроводных труб.
В этом руководстве вы узнаете все, что вам нужно знать о том, как использовать паяльник и проволоку, читайте ниже.
Что такое паяльник?
Паяльник имеет нагревательный элемент на конце термоизолированной ручки, обычно питаемый от сети или аккумулятора.
Элемент нагревательного наконечника работает за счет процесса резистивного материала, через который проходит электрический ток, тот же процесс, что и при возгорании электрического стержня, только не такой агрессивный или не такой горячий.
Когда наконечник утюга затем подвергается воздействию проволоки из сплава, проволока плавится поверх соединяемого объекта, а затем охлаждается, твердеет и соединяет объекты вместе.
Для большинства работ такого типа, связанных с электрическими цепями, подойдет устройство мощностью 15–30 Вт, любое более мощное устройство может повредить предполагаемую работу.
Техника пайки используется по-разному, но в основном в области электроники, изготовления ювелирных изделий и витражей. Для этих других типов работ обычно могут потребоваться более мощные паяльники в зависимости от двух соединяемых металлов.
Если вы планируете выполнять более существенную работу, вам понадобится паяльник с источником питания мощностью 40 Вт или выше.
Паяльники могут быть разных форм и стилей, каждый из которых подходит для определенного типа работы или ситуации:
Для чего используются различные жала паяльника?
На рабочем конце паяльника находится жало. Это часть инструмента, которая нагревается, позволяя расплавить припой на объекте, над которым вы работаете.
Чтобы помочь охватить широкий спектр различных работ, связанных с пайкой, существует множество различных стилей и форм наконечников, а поскольку большинство паяльных наконечников являются съемными, их можно быстро и легко заменить в зависимости от выполняемой вами работы. делает.
Ниже приведены наиболее распространенные типы жал для паяльника и их предназначение:
Коническое жало для паяльника . благодаря этому в большинстве случаев это наиболее часто используемый тип наконечника. Несмотря на это, на самом деле они предназначены для выполнения очень точных паяльных работ, обычно связанных с электрическими компонентами
Паяльное жало со скосом : Наконечники со скошенными углами, как правило, используются не так часто, но, несмотря на это, они очень удобны для работ, связанных с загрузкой большого количества припоя. Прекрасным примером этого является соединение электрических проводов, так как обычно требуется достаточное количество припоя для создания прочного соединения.
Жало для паяльника с долотом отлично подходит для пайки проводов и нанесения большего количества припоя на заданную область
Какие инструменты и продукты вам нужны для пайки?
Для того, чтобы успешно спаять объекты вместе, помимо настоящего паяльника, вам понадобятся несколько других основных инструментов, а именно:
Припойная проволока
Плавкий металлический сплав, используемый для соединения двух металлических поверхностей вместе, припой поставляется в различных соотношениях сплавов в зависимости от того, какой тип металлов вы пытаетесь соединить.
На базовом уровне существует два основных типа припоя – бессвинцовая (содержит смесь меди и олова) и свинцовая (содержит олово и свинец).
Как правило, свинцовый припой имеет более низкую температуру плавления, поэтому его можно использовать для хрупких электрических компонентов. Однако он содержит свинец, который вреден как для окружающей среды, так и для вас, поэтому, если вы можете использовать бессвинцовый аккумулятор, он выполняет почти ту же работу.
Перед покупкой уточните у своего поставщика, есть ли у вас подходящий тип проволоки для припоя, они должны посоветовать вам
Припойная проволока
Паяльный флюс
припой, когда он работает. Этот продукт образует дым при использовании, что является нормальным явлением.
В нерасплавленном состоянии флюс довольно безопасен, но имейте в виду, что в расплавленном состоянии он чрезвычайно едкий, поэтому будьте очень осторожны, чтобы он не попал на кожу! Флюс эффективно используется для уменьшения и удаления любого окисления с объектов, которые вы соединяете, так что создается максимально прочная связь.
В большинстве случаев вы будете соединять электрические детали и компоненты, поэтому вам нужно будет использовать флюс на основе канифоли, который немного менее агрессивен.
Однако при пайке более крупных изделий, таких как медные трубы, следует использовать сильный флюс на кислотной основе.
Флюс для припоя
Подставка для паяльника
Используется для хранения горячего паяльника, когда он не используется. Также неплохо иметь под рукой влажную тряпку или губку, чтобы счищать грязь с работы, а также формировать кончик утюга.
Очень важно иметь приличную подставку, так как она надежно удержит ваш утюг, предохраняя горячий наконечник от всего легковоспламеняющегося, а также от ваших рук!
Подставка для паяльника
Рука Помощи
Это отличный набор, и если вы занимаетесь пайкой любых металлов, особенно мелких деликатных деталей, он действительно необходим.
Встроенные зажимы типа «крокодил» используются для надежного удержания предмета, над которым вы работаете, и предотвращения его перемещения, а увеличительное стекло позволит вам рассмотреть мелкие предметы с гораздо большей детализацией, гарантируя, что ваша пайка будет точной в той области, где вы находитесь.
Помощник при пайке
Подготовка к пайке
Прежде чем приступить к пайке металлических предметов любого типа, необходимо выполнить несколько действий.
Перед использованием утюга вам необходимо пройти процесс «лужения», который представляет собой процесс нагревания и покрытия кончика вашего инструмента слоем припоя.
Это предотвращает окисление жала, защищая его от воздуха, повышает эффективность теплопередачи от вашего паяльника, а также предотвращает загрязнение вашей работы или припоя окислением.
Перед лужением максимально очистите паяльное жало. Для этого вы можете использовать влажную ткань или губку, но лучше всего использовать губку из латуни или нержавеющей стали.
Поскольку латунь мягче стали, это предпочтительнее, но подходящей заменой является нержавеющая сталь.
Очистите жало паяльника, пока оно не станет блестящим. Это указывает на то, что вся окисленная мякина удалена. Как только он станет чистым, запустите процесс лужения, чтобы он был полностью защищен.
Также убедитесь, что область, в которой вы работаете, максимально свободна и что у вас достаточно места для работы.
Как пользоваться паяльником
Теперь вы знаете, какой провод использовать, какие инструменты и продукты нам нужно, идеальная область, в которой вы должны выполнять любые паяльные работы, а также как правильно чистить и готовить паяльник, теперь вы знаете все, что вам нужно, чтобы начать работу.
В этом примере мы собираемся спаять вместе два куска проволоки, чтобы создать постоянное и прочное соединение.
Чистка паяльника и объектов для пайки
Первое, что нужно сделать, это хорошо все очистить. Используя наконечники, упомянутые выше, мы сначала очистили паяльное жало с помощью мочалки из нержавеющей стали, протирая его до тех пор, пока не было удалено любое окисление, и наконечник не стал красивым и блестящим.
Затем с каждого провода сняли примерно 10 мм изоляции, чтобы обнажить жилу. Поскольку он был покрыт, ядра были красивыми и чистыми, поэтому не нуждались в дополнительной обработке.
Провода со снятой изоляцией
Подготовьте рабочее место
Уберите все ненужные предметы с дороги, чтобы у вас было чистое место для работы. Откройте все окна и двери, чтобы обеспечить достаточную вентиляцию.
Поскольку мы соединяем несколько проводов, идеальным инструментом для использования здесь являются «Руки помощи», поскольку зажимы надежно удерживают провода на месте во время пайки.
Расположите «Руки помощи» в подходящем месте на рабочем месте и возьмите два провода, скрутив каждую жилу, а затем скрутите их вместе как можно туже. Технически вам не нужно этого делать, но их скручивание создаст еще более надежную связь.
После скручивания закрепите провода в «Руках помощи» и переместите увеличительное стекло в подходящее положение, чтобы вы могли четко видеть область, которую будете спаивать.
Провода скручены плоскогубцами
Наконец, подключите паяльник к сети и нагрейте его.
Нанесите флюс на объект, который вы паяете
Используя маленькую кисть, окуните кисть во флюс и нанесите его на оголенные провода, убедившись, что все хорошо покрыто.
Флюс для припоя, нанесенный щеткой на оголенные провода
Когда утюг нагреется до нужной температуры, прижмите наконечник к проводам, чтобы нагреть флюс до тех пор, пока он не начнет плавиться. Держите наконечник нажатым до тех пор, пока весь флюс не расплавится и не попадет на жилы проволоки.
Подача припоя и соединение проводов
После расплавления флюса прижмите кончик паяльника к проводам, чтобы они оставались нагретыми.
Возьмите припой и прижмите наконечник к проводам. Если провода все еще достаточно горячие, припой сразу же начнет плавиться.
Удерживая жало паяльника на месте, двигайте проволокой вдоль электрических проводов, покрывающих ее.
Проволока припоя, расплавленная на проводах, соединяющих их вместе
Повторите при необходимости, чтобы создать хорошее покрытие проволокой припоя на оголенных электрических проводах, но на этот раз снимите железный наконечник с проводов и расплавьте припой на наконечнике. Если оставить наконечник на месте, проволока, которую мы уже наложили, начнет плавиться, а мы не хотим этого делать!
Дайте припою остыть и затвердеть
После того, как оголенные провода будут полностью покрыты, сотрите остатки припоя с наконечника утюга с помощью мочалки из нержавеющей стали, затем поместите паяльник обратно в держатель и выключите его. от сети, чтобы он остыл.
В ту секунду, когда вы удалите источник тепла из припоя, он начнет затвердевать и в течение 20-30 секунд полностью остынет и затвердеет, после чего электрические провода будут полностью соединены вместе.
Электрические провода, полностью соединенные вместе с помощью припоя
Советы по безопасности при пайке
Поскольку пайка включает в себя как горячие предметы, коррозионные пасты, возможное использование свинца, так и пары, образующиеся при нагревании флюса и припоя, существует довольно много указаний по безопасности, которые вам нужно подумать.
Всегда работайте в хорошо освещенном и вентилируемом помещении с достаточным пространством
Убедитесь, что рядом с местом работы нет легковоспламеняющихся предметов или жидкостей, и по возможности работайте на негорючих поверхностях. Коврик для пайки сантехники — идеальная временная поверхность для использования
Всегда устанавливайте паяльник на подставку, когда он не используется.
Избегайте вдыхания любых паров
Если вы используете свинцовый припой, вышеизложенное необходимо. Также не прикасайтесь к самому припою и надевайте перчатки! Свинец в любой форме может вызвать серьезные хронические заболевания!
Никогда не поддавайтесь искушению прикоснуться к паяльному наконечнику, когда он включен. они могут нагреваться до 375°C
Как только вы закончили работу или собираетесь оставить паяльник на какое-то время, выключите его!!
Как только вы закончите, немедленно вымойте руки, особенно если вы использовали свинцовый припой
Всегда надевайте негорючую одежду, перчатки и защитные очки
Будьте осторожны при использовании припоя, могут быть брызги которые могут вызвать серьезные ожоги
Любые отходы припоя следует собирать и хранить в контейнере с надежной крышкой
Любые тряпки, губки или подобные предметы, покрытые припоем, следует рассматривать как опасные отходы и утилизировать соответствующим образом
Прочитав вышеизложенное, может показаться, что пайка сопряжена со всевозможными опасностями, но не бойтесь, пока вы не торопитесь с работой, руководствуйтесь здравым смыслом, и если вы можете избежать использования каких-либо материалов на основе свинца, вы будете отлично.
Как удалить припой
И последнее, что следует отметить, это то, что одним из преимуществ использования припоя является то, что его можно легко удалить при необходимости с помощью процесса, называемого «Отпайка».
Чтобы распаять ранее спаянное соединение, вам понадобится демонтажный фитиль или, как его еще называют, демонтажная оплетка.
Во-первых, поместите предмет, который вы хотите выпаять, на твердое основание. В качестве альтернативы вы также можете получить «руку помощи», если у вас есть один плагин
, включите паяльник и дайте ему нагреться до температуры
. вы удаляете припой из
Поместите жало паяльника поверх оплетки, позволяя ему нагреть припой под ним. Когда припой нагревается и плавится, оплетка впитывает его и удаляет
Перемещайте жало паяльника вдоль оплетки до тех пор, пока весь припой не впитается и не будет удален
После удаления вы сможете легко разделить объекты
Использование паяльника и припоя для соединения двух объектов вместе довольно простая работа, и после небольшой практики вы привыкнете к ощущению железа и к тому, как течет припойная проволока, и будете укладывать припой так же аккуратно, как профессионал, в кратчайшие сроки.
Добрый день или вечер посетители нашего сайта.Хочу представить Вам таблицу торетического веса листового проката.Мне как сотруднику металлоторгующей компаниии пришлось столкнуться с трудностями когда я впервые приступил к работе.Многие мои клиенты просили меня сдеать расчет веса и цены металлоизделий из стали.Конечно если ежедневно отвечаешь на подобные вопросы»Сколько весит лист 2мм раскрой 1000\2000мм?»,то обязательно в памяти откладывается полезная информация но все неупомнишь и я часто пользуюсь расчетами этой таблицы.Эти не секретные материалы будут полезным пособием для всех участников рынка, как покупателям, так и продавцам металлопроката.Обратите внимание, здесь только стандартные размеры листа горячекатанного.Если вам предстоит покупка нестандартного размера или отрезка листа обязательно проконсультируйтесь с менеджерами нашей компании или воспользуйтесь калькулятором металла на нашем сайте.
Еще один верный способ, это самостоятельный расчет с помолщью матеатической формулы H х L х В х7.85 = P
H-толщина листа стали (единица измерения «мм»)
L-длина листа стали (единица измерения «м » )
B-ширина листа стали (единица измерения «м» )
7.85 кг/дм3 — кофициэнт (плотность черной стали )
P-теоретический вес стального листа
Мы всегда рады прийти на помощь,наша Металлобаза на магистральной номер один, имеет в наличии бльшое количество листового проката различных раскроев и толщины. Город Краснодар и Краснодарский Край это територия обслуживания нашей компании,любой металл (черный и нержавеющий) оптом и в розницу ,в наличии и под заказ.
Толщина листа, мм
Стандартные размеры листа
Вес листа, кг
Вес кв.м, кг
2
1000х2000
31.20
15.60
2
1250х2500
49,06
15,70
2,5
1250х2500
61,33
19,63
3
1250х2500
73,59
23,55
3,5
1250х2500
85,86
27,48
4
1500х6000
282,60
31,40
5
1500х6000
353,25
39,25
6
1500х6000
423,90
47,10
7
1500х6000
494,55
54,95
8
1500х6000
565,20
62,80
9
1500х6000
635,85
70,65
10
1500х6000
706,50
78,50
12
1500х6000
847,80
94,20
14
1500х6000
989,10
109,90
16
1500х6000
1130,40
125,60
18
1500х6000
1271,70
141,30
20
1500х6000
1413,00
157,00
22
1500х6000
1554,30
172,70
25
1500х6000
1766,25
196,25
28
1500х6000
1978,20
219,80
30
1500х6000
2119,50
235,50
32
1500х6000
2260,80
251,20
35
1500х6000
2472,75
274,75
36
1500х6000
2543,40
282,60
40
1500х6000
2826,00
314,00
45
1500х6000
3179,25
353,25
50
1500х6000
3532,50
392,50
55
1500х6000
3885,75
431,75
60
1500х6000
4239,00
471,00
65
1500х6000
4592,25
510,25
70
1500х6000
4945,50
549,50
80
1500х6000
5652,00
628,00
90
1500х6000
6358,50
706,50
100
1500х6000
7065,00
785,00
110
1500х6000
7771,50
863,50
120
1500х6000
8478,00
942,00
130
1500х6000
9184,50
1020,50
140
1500х6000
9891,00
1099,00
150
1500х6000
10597,50
1177,50
160
1500х6000
11304,00
1256,00
Коэффициент пересчета веса металла
Теоретический вес проката должен в идеале соответствовать весу фактическому. Разница между теоретическим Gт и фактическим Gф весом выражается величиной, именуемой «Коэффициент пересчета» (Кп). Целью организации поставок продукции по теоретическому весу является экономия металла за счет производства проката с размерами сечения в поле минусовых допусков. Существует «Положение по организации поставок проката по теоретическому весу», разработанное Харьковским ВНИИОчермет в 1979 году. В настоящее время большинство компаний, как металлоторгующих так и потребляющих металл, испытывают трудности, связанные как с продажей, так и с покупкой металлопроката по теоретическому весу. Исчисляемый теоретический вес должен в идеальном случае — соответствовать весу фактическому. Разница между теоретическим и практическим весом выражается величиной, именуемой «Коэффициент пересчета». Заводы — производители работают по этому «Положению» и отгружают продукцию по теоретическому весу, вводя коэффициенты пересчета.
Выдержки из «Положения»:
Пункт 1. 1. Целью организации поставок продукции по теоретическому (сдаточному) весу является экономия металла и повышение эффективности его использования в народном хозяйстве за счет производства проката с размерами сечения в поле минусовых допусков». Как известно, за редким исключением допуски на прокатную продукцию двусторонние +. Это обусловлено технологическими особенностями прокатного производства.Пункт 1.5. Теоретическим (сдаточным) весом сортового, фасонного и листового проката считается вес, исчисленный по геометрическим размерам, предусмотренным стандартами для соответствующих видов и профилей проката.
Пункт 1.6. Теоретический вес определяется при двустороннем (плюсовом и минусовом) допусках – по номинальным размерам. При одностороннем плюсовом допуске – по номинальному размеру с прибавлением 50 %-ной величины допуска. При одностороннем минусовом допуске — по номинальному размеру за вычетом 50% величины допуска. Вроде бы все ясно – теоретический вес исчисляют или по номинальным размерам или в середине поля допуска. Но:
Пункт 1.7. При поставках металлопродукции по теоретическому весу, поставщик гарантирует длину сортового (фасонного) или площадь поверхности листового проката, соответствующие его количеству при заказанных размерах сечения. Если поставщик, гарантирует, то это должно отражаться в сертификате качества, что происходит далеко не всегда.
Пункт 2.1. Для определения теоретического веса партии прокатанного металла, вначале находят его общую длину, а затем умножают ее на теоретический вес единицы длины, который исчисляют исходя из размеров сечения данного профиля и характера допусков по ГОСТу или ТУ (п. 1.6.).Для листового проката, отгружаемого в пачках (пакетах), теоретический вес может определяться исходя из веса одного листа и количества листов в пачке.
Пункт 2.2. Исходя из необходимости обеспечения равенства заказанной и поставленной длины проката «L», определяют физический (Оф) и теоретический (От) вес партии проката:Gф = L х gф,(2. 1).
Gт = L х gт, (2.2).
где gф и gт – соответственно фактический и теоретический вес 1 м проката, кг. Тогда длина проката будет исчисляться: L = Gф/gф,(2.3). L = Gт/gт, (2.4).
Соответственно теоретический вес металла определяют по формуле. G = Gф х gт/gф (2.5).
Пункт 2.3. Отношение теоретического веса 1 м проката (gт) к его фактическому весу (gф) характеризует использование поля допусков при прокатке и показывает насколько физический вес металла отличается от веса, установленного по размерам сечения, предусмотренного стандартами. Это отношение, называемое коэффициентом использования поля допусков, применяется в качестве коэффициента пересчета (К) для перевода физического веса металла в теоретический.
К = gт/gф.(2.6). При этом формула (2.5) примет вид: Gт = К х Gф.(2.7).
Из этого следует — завод — производитель прокатал металлопрокат в минусовом допуске, определил коэффициент пересчета, отправил металл потребителю по теоретическому весу, а металлоторговец должен также отпускать металл по теоретическому весу. Или считать длину сортового проката и умножать на вес 1 м пог. по ГОСТу, или взвесить свой металл, вес умножить на коэффициент пересчета – согласно формуле 2.7.
Коэффициент пересчета веса металлопроката. Значение коэффициента пересчета 1.1. «Положения», который приведен выше, то основная цель поставок продукции по теоретическому весу – «экономия металла и повышение эффективности его использования».
Gт Кп = ——— Gф
Пример: Лист (10х1500х6000мм), Кп = 1,02 Теоретический вес листа: Gт = V * P , где V – объем, Р – плотность стали ( 7,85). Gт = 10 * 1,5 * 6 * 7,85 = 706,5 кг Фактический вес листа: Gф = 706,5 кг / 1,02 = 692,6 кг
Стандартная таблица толщины листового металла
Похоже, JavaScript отключен или заблокирован в вашем текущем браузере. Отключенный JavaScript значительно снижает функциональность нашего сайта, поэтому, чтобы вы могли наслаждаться наилучшей работой в Интернете, мы рекомендуем вам снова включить JavaScript или отключить любые надстройки, блокирующие JavaScript, которые вы могли установить ранее. Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
ОТ: CableOrganizer.com
Измеритель листового металла (иногда пишется как «измеритель») указывает стандартную толщину листового металла для определенного материала. По мере увеличения номера калибра толщина материала уменьшается.
Толщиномеры листового металла для стали основаны на весе 41,82 фунта на квадратный фут на дюйм толщины. Это известно как стандартный калибр производителей для листовой стали. Для других материалов, таких как алюминий и латунь, толщина будет другой. Таким образом, стальной лист 10 калибра толщиной 0,1345 дюйма будет весить 41,82 * 0,1345 = 5,625 фунта на квадратный фут.
Примеры: 16 ga CRS составляет 2,5 фунта на квадратный фут. Для CRS 18 ga вес составляет 2,0 фунта на квадратный фут, а для CRS 20 ga вес составляет 1,5 фунта на квадратный фут.
Klein Tools Aviation Snips
IDEAL Волоконно-оптический визуальный дефектоскоп
Фрезы с твердосплавными наконечниками IDEAL TKO™
Gauge
Steel
Carbon Steel eh
Galvanized Steel
Stainless Steel
Aluminum
Steel (mm)
07
0.179
—
—
—
—
4.547
08
0.165
0.1644
0.1681
0.1719
0.1285
4.191
09
0.150
0. 1495
0.1532
0.1563
0.1144
3.810
10
0.135
0.1345
0.1382
0.1406
0.1019
3.429
11
0.120
0.1196
0.1233
0.1250
0.0907
3.048
12
0.105
0.1046
0.1084
0.1094
0.0808
2.677
13
0.09
—
—
0.094
0.072
2.286
14
0.075
0.0747
0.0785
0.0781
0.0641
1.905
15
0.067
—
—
0.07
0.057
1.702
16
0.060
0.0598
0.0635
0.0625
0. 0508
1.524
17
0.054
—
—
0.056
0.045
1.372
18
0.047
0.0478
0.0516
0.0500
0.0403
1.1938
19
0.042
—
—
0.044
0.036
1.067
20
0.036
0.0359
0.0396
0.0375
0.0320
0.9144
21
0.033
—
—
0.034
0.028
0.838
22
0.03
—
—
0.031
0.025
0.762
23
0.027
—
—
0.028
0.023
0.686
24
0.024
—
—
0. 025
0.02
0.61
25
0.021
—
—
0.022
0.018
0.533
26
0.018
—
—
0.019
0.017
0.457
27
0.016
—
—
0.017
0.014
0.406
28
0.015
—
—
0.016
—
0.381
29
0.014
—
—
0.014
—
0.356
30
0.012
—
—
0.013
—
0.305
31
—
—
—
0,011
—
—
Толщина колонны выражена в дюймах (кроме 5,1 дюймов 2 мм для колонны).
Эта таблица предназначена только для справки, и настоятельно рекомендуется уточнить у местного поставщика, какие фактические значения толщины используются в вашем конкретном регионе.
15 Свод законов США, § 206 – Стандартный калибр листового и толстолистового железа и стали | Кодекс США | Закон США
Быстрый поиск по цитате:
Заголовок
Секция
Код США
Заметки
предыдущая | next
В целях обеспечения единообразия в качестве единственного стандарта толщины листового и толстолистового железа и стали в Соединенных Штатах Америки установлены следующие размеры, а именно:
Нержавеющие стали – сплавы железа (углерода) с высокой долей в составе легирующих элементов – молибдена, никеля, хрома и других. Это обуславливает их специальные свойства и применяемость в тех или иных отраслях, оборудовании и средах. Это и есть их принципиальное отличие от углеродистых и низколегированных сталей. Для сварки деталей из таких сталей подходят специальные электроды по нержавейке.
Особенности коррозионностойких сталей
Нержавеющие стали обладают высокой стойкостью к коррозии, кроме того, многие ее сорта являются кислото- и жаростойкими, жаропрочными. При всех этих преимуществах они имеют одну особенность: сварка осуществляется только специальными электродами, соответствующими по химическому составу. Это обусловлено тремя основными причинами.
Во-первых, низкой теплопроводностью – на 50% ниже чем у сталей углеродистых. Вследствие этого проплавление свариваемых деталей происходит достаточно быстро. Поэтому сварка всегда выполняется на пониженных токах.
Во-вторых, коэффициент расширения у таких сплавов очень высокий. При значительной температуре сварки металл существенно растягивается, а при остывании наблюдается эффект стягивания. Если наплавляемый металл не обладает таким же коэффициентом расширения, что и основной, в зоне шва появляются микротрещины. Поэтому сварка всегда выполняется с зазором между деталями, а химический состав наплавляемого металла должен соответствовать составу основного.
Третья причина – высокая температура сварки. При t более 500 °C металл начинает вскипать, из-за чего в шве образуются поры и межкристаллитные трещины. Поэтому до выполнения работ необходимо тщательно отрегулировать силу тока и другие параметры сварки, а детали из некоторых сплавов требуют принудительного охлаждения.
Все перечисленные проблемы позволяют решить специально разработанные электроды для сварки нержавейки.
Требования к электродам и технологии сварки
Как правило, электроды для работ с нержавейкой имеют основное (реже – рутил-основное или рутиловое) покрытие. В составе стержней содержится значительная доля легирующих элементов, в частности, хрома, никеля, молибдена или марганца – их соотношение варьируется в зависимости от сорта и марки нержавеющей стали (высокомарганцовистые, хромоникелевые, хромоникелемолибденовые и другие).
Расходный материал должен обеспечивать хороший поджиг, устойчивое горение дуги и равномерное расплавление металла. Существует и ряд технологических требований, которые должны соблюдаться при сварке.
Варить необходимо только по тщательно очищенной поверхности.
Для нормальной усадки металла шва обязательно наличие зазора между свариваемыми деталями.
Температура в зоне сварочной ванны не должна превышать 500 °C.
Для сварки деталей необходимо использовать пониженные (примерно на 20% в сравнении с углеродистыми сталями) токи. Это обеспечивает более медленный прогрев металла деталей и исключает преждевременное разрушение покрытия электрода из-за перегрева.
Толстостенные изделия требуют предварительного подогрева зоны соединения горелкой до 150 °C.
При работе с хромистыми сталями участок шва требует немедленного охлаждения после сварочных работ, для чего должна быть предварительно подготовлена охлаждающая жидкость.
Перед работами обязательна прокалка электродов при определенной температуре (указывается на упаковке производителя).
Каким током варят нержавейку
Для выполнения работ может быть использован как постоянный ток обратной полярности, так и переменный. Ключевое преимущество первого варианта – возможность установки на инверторе максимально точных параметров сварки. Его же условный минус – сравнительно высокая цена инверторного аппарата. Себестоимость работ с помощью трансформатора более низкая, однако при такой сварке, как правило, наблюдается большее разбрызгивание металла, а от сварщика требуется большой опыт, чтобы результат был максимально качественным.
Электроды по нержавейке для инвертора
Инверторы позволяют задать точные значения силы тока, которые производитель указывает на упаковке той или иной марки электродов. Постоянный ток обратной полярности следует предпочесть переменному, если необходимо сварить тонкостенные изделия. Для инверторной сварки используются только электроды с основным покрытием.
Для соединения деталей из хромоникелевых сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Б и т. д.) широко применяются электроды МЭЗ ЦЛ-11 – одна из самых универсальных марок для нержавейки. Они обеспечивают отличное качества шва, к металлу которого предъявляются повышенные требования по стойкости к межкристаллитной коррозии. Электродами можно варить во всех пространственных положениях, t сварки 450 °C.
Стали для пищевых производств (хромоникелемолибденовые) часто варят электродами марки МЭЗ НЖ-13. Температура эксплуатации таких конструкций – до 350 °C, к прочности шва предъявляются повышенные требования. Для электродов характерен высокий коэффициент наплавки – 13,0 г/А·ч.
Для сварки высокомарганцовистых сталей, а также соединения деталей из них и аустенитных хромоникелевых сталей с деталями из низкоуглеродистых сталей широко используют электроды НИИ-48Г. Жаростойкость металла получаемого шва – до 800 °C. Рекомендуемая толщина свариваемых элементов – до 12 мм.
Инверторы используются и при работе с электропроводниками марки ОЗЛ-17У. С их помощью создаются конструкции, эксплуатируемые на химических предприятиях и стойкие к воздействию высокоагрессивных рабочих сред.
Сварка нержавейки переменным током
Варить детали из высоколегированных сталей можно и при переменном значении тока. Для этого чаще используются электроды с рутиловым покрытием (реже – с основным), которые могут варить и на постоянном токе. В ряду марок:
ОЗЛ-14 – используются в работе с хромоникелевыми сталями, к металлу шва не предъявляются повышенные требования по стойкости к межкристаллитной коррозии. Имеют рутиловую обмазку.
ЦТ-50 с рутил-целлюлозным покрытием. Предназначены для производства конструкций, работающих в агрессивных окислительных средах, обеспечивают высокую стойкость шва к МКК.
Н-48 (покрытие – основное). Ими варят стали, эксплуатируемые при температуре до 300 °C в условиях агрессивных неокислительных сред.
ЛЭЗ-8 (рутиловая обмазка). Используются для работ с хромоникелевыми сталями, к сварному шву не предъявляются жесткие требования по стойкости к кристаллизационным трещинам.
АНВ-36 (основное покрытие) – ими выполняют сварку конструкций, работающих при температуре до 500 °C.
Среди наиболее популярных зарубежных марок, отлично зарекомендовавших себя при работе с нержавейкой, следует назвать электроды ESAB с основным (ОК 61.25, ОК 61.35) и кисло-рутиловым (ОК 61.20, ОК 61.30, ОК 61.50) покрытием.
Сварочные электроды по нержавейке широко представлены в каталоге компании «Центр Метиз». Здесь вы найдете все известные марки для работы с высоколегированными сталями разных сортов и назначения. Продукция поставляется напрямую от ведущих российских производителей и имеет все необходимые сертификаты.
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
Материал обладает меньшей теплопроводностью по сравнению с другими марками стали. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
СОДЕРЖАНИЕ
Технология сварки нержавеющей стали
Марки электродов по нержавейке
Электроды ОЗЛ-6
Электроды ЦЛ-11
Электроды НЖ-13
Другие популярные марки электродов для нержавеющей стали
Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
высокая прочность сварочного шва;
отличная ударная вязкость;
пластичность соединения;
внутри не происходят коррозийные процессы;
нет брызг при сварке;
ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
НИИ-48Г. Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
ОК 61.30. Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
ОК 61.35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
ОК 63. 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия. Материал становится более хрупким.
Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 12, Средняя: 3
Может быть интересно
Все статьи
Мастеринг нержавеющих электродов SMAW
Усовершенствования покрытия позволяют использовать электрод -16 для сварки в положении 2G.
Освоение использования электродов SMAW из нержавеющей стали имеет важное значение для изготовления и ремонта сварочных работ в таких областях, как производство электроэнергии (коммунальные предприятия, промышленные объекты и корабли), резервуары и сосуды, нефтехимическая, целлюлозно-бумажная, пищевая и питьевая и многие другие отрасли промышленности. Поскольку большая часть работы выполняется в полевых условиях и требует результатов кодового качества, процесс SMAW остается разумным выбором, как и постоянное использование новейших составов электродов.
Типы покрытия из нержавеющей стали
Электроды SMAW из нержавеющей стали классифицируются в соответствии со спецификацией AWS A5.4/A5.4M:2012 для электродов из нержавеющей стали для дуговой сварки в среде защитного металла. Как определено, электроды классифицируются по составу металла шва и типу сварочного тока. Например, обозначение AWS E308L-15 означает электрод (E), сталь типа AISI 308 (20 % хрома, 10 % никеля), максимальное содержание углерода 0,04 % (L) и положительную полярность электрода постоянного тока (-15). Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Две цифры в конце названия электрода SMAW (-15, -16 или -17) называются «обозначениями удобства использования». Они являются результатом различных составов покрытия, которые влияют на полярность, положение(я) сварки, профиль валика и механические свойства. Короче говоря, выбор правильного электрода SMAW требует сначала выбора правильного сплава (тема для другой статьи), а затем желаемых характеристик удобства использования на основе покрытия, которому посвящена эта статья.
Навык рецептуры
Производители электродов разрабатывают рецептуры покрытий SMAW для оптимизации множества соображений производительности:
«Скорость замерзания», которая является комбинацией вязкости шлака, поверхностного натяжения и температуры плавления.
Контроль сварочной ванны.
Простота зажигания дуги и повторного зажигания.
Выпуск шлака. Некоторые шлаки выделяются самостоятельно, в то время как другие требуют энергичного соскабливания отбойным молотком.
Проникновение (глубокое, среднее или мелкое).
Стабильность дуги и степень разбрызгивания.
Профиль сварного шва (выпуклый, плоский или вогнутый).
Внешний вид сварного шва (гладкий или волнистый).
Физические и механические свойства наплавленного металла.
Покрытия электродов включают элементы для легирования, раскисления, связывания, газообразования, стабильности дуги, пластификации (для формуемости при экструзии) и образования шлака. Общие элементы включают хром, никель, марганец, ферросилиций, феррохром, ферромарганец, силикаты, кальций, магний, оксид титана, калий, плавиковый шпат, тальк, слюду и другие.
Подобно разнице между дешевым самогоном и элитным бурбоном, разница в производительности между электродами является результатом внимания к качеству ингредиентов (поставки от поставщиков, которые строго контролируют химический состав, чистоту и консистенцию) и навыков мастера-дистиллятора ( понимание того, как правильно выбирать, комбинировать и обрабатывать ингредиенты).
Обозначения
Покрытия A-15 содержат значительные количества известняка и плавикового шпата и могут называться покрытиями типа «известковая основа». Покрытия -16 и -17 содержат рутил в качестве основного компонента, который также известен как диоксид титана или оксид титана, с небольшим количеством известняка. Тип покрытия иногда называют основным-рутиловым.
Покрытие
A-15 образует тонкий, быстро застывающий шлак, который облегчает сварку в нерабочем положении электродами размером 5/32 дюйма и меньше. Валик умеренно волнистый и слегка выпуклый, что может обеспечить необходимый запас прочности в высоконагруженных соединениях. Их часто выбирают для работы на стройплощадке и в критических условиях, например, для сварки супераустенитных материалов или материалов с очень высоким содержанием никеля в криогенных установках, таких как резервуары для СПГ и системы сжатого газа.
К сожалению, электроды на известковой основе имеют самую плохую свариваемость, потому что то, как металл перемещается поперек дуги, затрудняет контроль сварочной ванны. Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Электроды -16 считаются «удобными для сварщиков». Поскольку они содержат элементы, которые легко ионизируются, такие как калий, электроды -16 легче зажигаются и перезажигаются и имеют стабильную, ровную дугу с точным переносом металла сварного шва в виде распыления. Однако, поскольку шлак замерзает медленно, исторически они ограничивались плоским (1F, 1G) и горизонтальным (2F, 2G) положениями. Возможна вертикальная и потолочная сварка, но поскольку сварочная ванна более жидкая, чем -15, она требует большего мастерства оператора. Валик от выпуклого до плоского с мелкой рябью и хорошим сплавлением боковых стенок. Шлак легко и полностью удаляется без вторичной пленки, что означает меньше времени на очистку, шлифовку и полировку. Они работают от переменного или постоянного тока (предпочтительнее DCEP).
Покрытия -17 содержат повышенную долю кремнезема для образования жидкой сварочной ванны с превосходным смачивающим действием и очень мелкой рябью для минимизации щелевой коррозии и шлифовки после сварки. Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Среди других применений электроды -17 были разработаны для оборудования для молочной и пищевой промышленности и химических контейнеров, где радиус сварного шва должен быть гладким и вогнутым, чтобы предотвратить захват частиц. При сварке в плоском и горизонтальном угловых положениях вогнутая наплавка и отсутствие неровностей поверхности делают ее идеальной для применений, где важными факторами являются внешний вид, скорость и окончательная отделка.
Улучшения свариваемости
Большинство ведущих производителей электродов постоянно совершенствуют свои рецептуры на основе отзывов клиентов и возможностей улучшения (например, новые поставщики, смещение производственных площадок или наем новых составителей рецептур электродов, инженеров и химиков).
Так обстоит дело с составами покрытий для некоторых наиболее часто используемых аустенитных марок нержавеющей стали, включая 308L, 309L и 316L. Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Более новые электроды -15 обеспечивают лучшую свариваемость, чем электроды, произведенные много лет назад, поскольку стабильность дуги и перенос металла были улучшены. Некоторые из электродов -16, доступных в настоящее время, предлагают шлаковые системы, которые поддерживают сварку в положениях 2G и 3G лишь со средними навыками. Шлак создает полку для поддержки ванны, но позволяет избежать проблемы скученности ванны (нежелательная ситуация, возникающая, когда шлак пытается обогнать ванну, что может захватить шлак или погасить дугу). Эти электроды соответствуют требованиям обозначения -16 и имеют тот же профиль валика от плоского до слегка выпуклого, что и электроды -16, но по существу предлагают характеристики позиционирования и самоотделяющийся шлак электрода -17.
Консультации по сварке
Перед сваркой ознакомьтесь со всеми правилами OSHA, касающимися воздействия шестивалентного хрома, которые могут потребовать использования системы удаления дыма или шлема с PAPR.
При использовании источника сварочного тока с регулируемыми функциями запуска дуги установите регулируемое усилие дуги так, чтобы оно слегка благоприятствовало более «мягкой, маслянистой» стороне характеристик дуги. Если в машине есть настройка для рутиловых электродов, выберите ее. Если необходимо выбрать настройку для основного (EXX18) или целлюлозного электрода, выберите основной. С регулируемой функцией горячего пуска добавьте пусковой ток на 25 % больше, чем сварочный ток, в течение от половины до одной секунды. Обратите внимание, что электроды из нержавеющей стали требуют меньшего тока, чем мягкие электроды того же диаметра, поэтому следуйте рекомендациям производителя.
По сравнению с низкоуглеродистой сталью электроды из нержавеющей стали имеют медленное и быстрое замерзание сварочной ванны. Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Для системы быстрозамерзающего шлака электрода -15 добавление небольшого количества взмахов электрода (примерно 1/8 дюйма шага вперед и пауза) поможет создать ванну. Для более медленно замерзающих шлаковых систем электродов -16 и -17 используйте технику плетения, чтобы сгладить свод. Чем медленнее застывает шлак, тем шире переплетение. Чтобы избежать высокой выпуклости, проведите электродом посередине и сделайте паузу по краям (что также поможет связать выступы сварного шва).
Для сварки вертикально вверх подтолкните электрод вверх, как в случае E7018, но используйте плетение вместо прямого валика. Некоторые операторы используют метод J, при котором шаг электрода вперед происходит на одном конце сварного шва; другие просто перемещают электрод вверх на 1/16 — 1/8 дюйма, когда они проходят через середину.
Несмотря на то, что методы индивидуальны, как и оператор, каждый опытный оператор делится одним и тем же советом по сварке SMAW с использованием электрода из нержавеющей стали: нулевое время в центре валика, пауза на краях, полагайтесь на синхронизацию техники и никогда используйте внешний вид шлака, чтобы предвидеть профиль борта. Общие советы включают в себя «этот стержень будет лгать вам» и «не волнуйтесь; шлак не соответствует профилю борта». Учитывая появление на рынке более новых электродов серии 300, операторы обязаны получить несколько упаковок с образцами и на себе испытать разницу в характеристиках покрытия.
Джефф Липко — инженер по сварке и разработке, а Натан Лотт — инженер по применению в ESAB, 2800 Airport Rd., Denton, Texas 76207, 800-372-2123, [email protected], nlott@esab. ком, www.esabna.com.
Страница не найдена | Weldcote
Страница не найдена | сварной шов Перейти к основному содержанию
Топ
★ ★ ★ ★ ★
» Weldcote — отличный партнер в сварочной отрасли! Их сотрудники всегда дружелюбны и очень хорошо осведомлены о своей продукции. Они отлично справляются со своевременным вводом и отправкой заказов. помогаем нашему бизнесу расти!» — Бобби Б. @ Holston Gases Inc.
★ ★ ★ ★ ★
» Weldcote — это пятизвездочная компания! Работа Weldcote в Брейнтри, штат Массачусетс, на высшем уровне. Их сотрудники всегда делают все возможное, чтобы обеспечить удовлетворенность клиентов. В любой день мы имеем дело примерно с 20 различными поставщиками, я бы поставил Weldcote на первое место. Спасибо Weldcote за отличное обслуживание клиентов — и в этом все дело!» — Дэйв @ Дейвен Корп.
★ ★ ★ ★ ★
« Weldcote уже много лет является отличным партнером поставщика! Они делают то, что обещали, и всегда делают это с улыбкой! Weldcote выводит обслуживание клиентов на новый уровень, что делает ведение бизнеса с ними таким простым!» — Майк Симмонс @ Fresno Oxygen
★ ★ ★ ★ ★
» Мы долгое время сотрудничаем с Weldcote. Они не только отличный партнер, но и замечательная компания для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно ориентирована на клиента. Мы планируем оставаться постоянным партнером на долгие годы!» — Стив @ Ozarc Gas Equipment
★ ★ ★ ★ ★
«В Weldcote работает дружелюбная и знающая команда по обслуживанию клиентов, и они всегда готовы помочь нам любым возможным способом. Они также предлагают широкий ассортимент товаров и продолжают добавлять продукты, которые выгодны для сварочной отрасли». — Бретт Нагл @ WISCO/MEDOX
★ ★ ★ ★ ★
» Weldcote предоставляет нашей компании высочайшее качество обслуживания клиентов. Совместная работа между внутренними и внешними продажами делает мои закупки Weldcote Metal быстрыми и эффективными.
По используемой энергии виды сварки можно разделить на следующие группы: механическая, химическая, электрическая, электромеханическая, химико-механическая.
Примерами применения механической энергии для сварки являются холодная сварка, сварка взрывом сварка трением.
Виды сварки, использующие химическую энергию, характеризуются нагревом металла посредством превращения химической энергии в тепловую. Примером такого использования химической энергии является газовая сварка плавлением.
Электрические виды сварки основаны на превращении электрической энергии в тепловую. Это превращение осуществляется при использовании дуги, выделении тепла при протекании тока через шлаки, посредством превращения в тепло кинетической энергии пучка электронов, индуктированием тока различных частот.
Электромеханические виды сварки основаны на нагреве металла путем превращения электрической энергии в тепловую с последующим пластическим деформированием нагретого металла путем сдавливания.
Химико-механические виды сварки известны давно. Путем превращения химической энергии в тепловую металл нагревается до пластического состояния и далее подвергается пластическому деформированию. Примером может служить кузнечная, газопрессовая сварка и др.
По состоянию в сварочной зоне в момент сварки все ее виды разделяются на сварку давлением и сварку плавлением.
Сварка давлением обычно осуществляется при температурах ниже Тпл свариваемых металлов, и их сваривание происходит в твердом состоянии посредством приложения давления, достаточного для создания необходимой пластической деформации.
Сварка давлением имеет определенные преимущества перед сваркой плавлением: ниже температура нагрева, т.е. металл подвергается меньшему тепловому воздействию, которое может быть вредным для его свойств; более низкий нагрев позволяет затрачивать меньше энергии на сварочную операцию.
Однако некоторые факторы ограничивают широкое применение сварки давлением. К ним относятся необходимость применения больших сдавливающих сил и соответственно довольно сложных приспособлений для зажатия и сдавливания свариваемых деталей, а также необходимость обеспечения чистоты поверхностей в момент их сваривания.
Сварка плавлением осуществляется с местным расплавлением свариваемых частей. В сравнении со сваркой давлением она обладает рядом преимуществ, из которых основным является большая универсальность.
Для ее выполнения требуется только достаточно мощный источник тепла, обеспечивающий локальное (местное) расплавление; в случае подвижного источника тепла расплавление происходит от участка к участку. Таким образом, общее увеличение сечения свариваемых элементов не влечет за собой необходимости создания громоздких сварочных машин.
Если при сварке давлением в большинстве случаев для выполнения сварочных операций изделие должно подаваться к машине, то при сварке плавлением обычно источник тепла подается к изделию, что позволяет изготавливать весьма крупногабаритные сварные конструкции.
Однако расплавление металла при сварке плавлением неизбежно сопровождается усилением взаимодействия жидкого металла с окружающей средой, приводя к ряду реакций, характерных для металлургических процессов при производстве металлов. В ряде случаев эти реакции могут значительно ухудшить свойства закристаллизовавшегося при сварке металла. В целях регулирования металлургических процессов при сварке в желаемом направлении применяют флюсы, газовую защиту места сварки.
Основные виды сварки металлов при их классификации по технологическому признаку приведены в табл. 1.
Сварка металлов
Сварка плавлением
Сварка давлением
Термитная сварка
Холодная сварка
Газовая сварка
Ультразвуковая сварка
Электрошлаковая сварка
Газопрессовая сварка
Электроннолучевая сварка
Индукционная сварка
Диффузионная
Сварка взрывом
Электродуговая сварка
сварка в защитных газах;
сварка под флюсом
сварка плавящимся электродом
сварка неплавящимся электродом
Контактная сварка
стыковая сварка
точечная сварка
шовная сварка
Сущность и классификация процесса сварки.
Конспект
Сеть профессиональных контактов специалистов сварки
… … …
Введение:
Сварка является одним из технологических процессов, как в области машиностроения, так и в строительной индустрии.
Несмотря на большие масштабы использования в промышленности различных видов механизированной сварки, объем применения ручной дуговой сварки сегодня не только не снижается, но и возрастает, что связано с созданием новых материалов и нового оборудования для ручной дуговой сварки.
Электрическая дуга впервые была открыта в 1802 г. профессором физики Санкт-Петербургской медико-хирургической академии В.В. Петровым.
А в 1882 году русский изобретатель Н.Н. Бенардос применил электрическую дугу для соединения металлов. В 1885 году он получил патент под названием «способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питающую электрической энергией от аккумулятора.
Русский инженер-металлург и изобретатель Н.Г. Славянов в 1888 году разработал способ сварки металлическим электродом, в 1891 году он получил два патента под названием «способ и аппараты для электрической отливки металлов» и «способ электрического уплотнения металлических отливок». Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины.
Однако низкий уровень развития техники в России с тех лет не позволяют использовать и широко развивать идеи Петрова, Бенардоса, Славянова.
Выдающуюся роль в теоретической разработке сварных процессов сыграли видные ученые К.В. Любавский, К.К. Хренов, Г.А. Николаев, Н.О. Окерблам, Н.Н. Рыкалин, Е.О. Патон, В.П. Никитин и др.
Сварка — процесс получения неразъемного соединения двух или более деталей из твердых металлов (материалов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей, за счет сплавления основного и присадочного материала.
Все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением, кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с сплавленных кристаллов основного металла.
При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический, механический.
Вид сварки – объединяет сварочные процессы по виду источника энергии непосредственно используемого для образования сварного соединения.
К термическому классу относятся виды сварки осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая сварка, электронно-лучевая, плазменно-лучевая, тлеющим разрядом, световая, индукционная, газовая сварка, термитная сварка и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии и давления, а именно: контактная сварка, диффузионная, индукционно-прессовая, газопрессовая, дугово-прессовая, шлакопрессовая, термитно-прессовая, печная и др.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно холодная сварка, взрывом, ультразвуковая сварка, сварка трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам:
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, в вакууме, в защитных газах, под флюсом, в пене и с комбинированной защитой.
По непрерывности процесса: прерывистые и непрерывные.
По степени механизации: ручные, механизированные, автоматизированные и автоматические.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone. info обязательна.
Типы сварки – Классификация сварочных процессов – сварка и неразрушающий контроль
Сварка — это процесс неразъемного соединения двух деталей путем применения тепла и (или) давления . Присадочный металл может быть добавлен к соединению в зависимости от процесса сварки и типа соединения.
Американское общество сварщиков (AWS) признало более 50 различных типов сварочных процессов, некоторые из них очень популярны в таких отраслях, как Дуговая сварка металлическим электродом в среде защитного газа (SMAW) или дуговая сварка , Дуговая сварка металлическим электродом в среде защитного газа (GMAW) , также известная как MIG / MAG процесс сварки, Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или TIG Сварка, Дуговая сварка под флюсом (SAW) и Дуговая сварка с флюсовой проволокой (FCAW), и т. д. Принимая во внимание, что некоторые из них очень специфичны и ограничены несколькими отраслями, такими как Ультразвуковая сварка (USW) и Диффузионная сварка ( ДФВ), и т. д.
1. Процесс сварки давлением
2. Процесс сварки плавлением
что вызывает более или менее пластическую деформацию обеих контактных поверхностей. Облицовочные поверхности нагреваются до некоторой степени, чтобы обеспечить или облегчить постоянное соединение.
Обычно тепло, используемое в процессе сварки давлением, намного меньше температуры плавления основного металла . Как правило, при использовании этих методов сварки дополнительный присадочный металл не требуется. Сварка сопротивлением и диффузионная сварка являются примерами процесса сварки давлением.
Принимая во внимание, что в процессе сварки плавлением соединение выполняется путем плавления основных металлов в области контакта. В процессе сварки плавлением не требуется никакого внешнего давления или силы, и очень часто также используется присадочный металл. Процесс дуговой сварки является одним из самых популярных сварочных процессов, принадлежащих к семейству процессов сварки плавлением. Обычно используемые процессы сварки плавлением:
1. Дуговая сварка
SMAW (дуговая сварка в защитном металле или электродуговая сварка)
GMAW (дуговая сварка металлическим газом или сварка MIG)
GTAW (дуговая сварка вольфрамовым электродом или сварка TIG)
SAW (дуговая сварка под флюсом)
FCAW (дуговая сварка порошковой проволокой)
PAW (плазменная дуговая сварка)
Дуговая сварка углеродом
Приварка шпилек
2. Газовая сварка кислорода
3. Электронный лучевой сварка
4. Сварка лазерной лучи
5. Сварка
9000 6. Электрослагская сварная плата
2222 2
. К процессам сварки давлением относятся:
1. Сопротивление Сварка
Точечная сварка
Шовная сварка
Выступающая сварка
Сварка оплавлением
Сварка с осадкой
Ударная сварка
2. Диффузионная сварка (DFW)
3. Сварка для трения (FRW)
4. Ультразвуковая сварка (USW)
5. Сварка холодного давления
6. FOR WERDIDVIND 4.
7. Сварка взрывом (EXW)
Так классифицируются сварочные процессы. Чтобы узнать больше об этих процессах сварки, нажмите на ссылки ниже;
SMAW (экранированная металлическая сварка или сварка для палочек)
GMAW (сварка газовой металлической дуги или сварка MIG)
GTAW (газовая вольвачья сварка или сварка тига )
FCAW (дуговая сварка порошковой проволокой)
PAW (плазменная дуговая сварка)
Газокислородная сварка
Для получения теоретических и практических лекций по сварке нажмите на ссылку ниже;
Классификация сварочных процессов
Область применения сварки обширна. Чтобы удовлетворить потребность в соединении самых разных материалов разнообразными способами, доступно большое количество методов сварки; каждый из них имеет определенные уникальные особенности, плюсы и минусы по отношению к другим. В настоящее время обычно используется более 100 различных сварочных процессов. Сгруппировать их все немного сложно. Любая краткая классификация будет иметь некоторые пробелы, которые могут не учитывать несколько процессов из определенной группы. Это открывает путь для классификации сварочных процессов различными способами, как описано ниже.
Подробнее: Определение сварки.
Подробнее: Преимущества и недостатки сварного соединения.
Сварка плавлением — Для выполнения сварки требуется подача тепла или давления от внешнего источника. При подаче тепла извне происходит последующее плавление основного материала, которое при охлаждении обеспечивает прочное соединение. Этот тип процесса сварки, при котором плавятся поверхности основного материала, известен как сварка плавлением. Он может включать или не включать внешний присадочный материал, и поэтому его можно дополнительно разделить на три категории: автогенная, гомогенная и гетерогенная сварка, как обсуждалось в способе 2. Все виды дуговой и газовой сварки относятся к категории сварки плавлением.
Сварка в твердом состоянии — Когда давление прикладывается извне, а не нагревается, это называется сваркой в твердом теле. Однако в этом процессе внутри может выделяться тепло, которое может повышать температуру основных материалов (но основные материалы не плавятся, поскольку температура остается ниже температуры плавления). Присадочные материалы здесь обычно не применяются (автогенная сварка). К этой категории обычно относятся процессы контактной и диффузионной сварки.
Подробнее: Разница между сваркой плавлением и сваркой в твердом состоянии.
Автогенная сварка — Во всех процессах сварки плавлением внешний присадочный материал может не понадобиться. Если сварка выполняется без какого-либо внешнего присадочного материала, то она называется автогенной сваркой. Таким образом, здесь сам основной материал расплавляется и образует предполагаемый сварной шов. Процессы сварки в твердом состоянии в основном автогенные. Узнайте больше об автогенной сварке.
Гомогенная сварка — С другой стороны, если во время сварки плавлением применяется внешний присадочный материал и металлургический состав присадочного материала такой же, как у основного материала, то такая сварка называется гомогенной сваркой. Узнайте больше о гомогенной сварке.
Гетерогенная сварка — Опять же, если во время сварки плавлением применяется внешний присадочный материал, но металлургический состав присадочного материала и основных материалов существенно различается, то такой процесс сварки называется гетерогенной сваркой. Перед проведением гетерогенной сварки необходимо тщательно проверить, совместим ли присадочный материал с основными материалами или нет. Если они несовместимы, результатом будет бракованная сварка. Узнайте больше о гетерогенной сварке.
ЦЕНТР ТЕХНИЧЕСКОГО ТВОРЧЕСТВА — Адмиралтейского района
Автор Опубликовано
26.10.2022 в Дворце творчества «У Вознесенского моста» прошло торжественное награждение победителей и призеров военно — спортивной игры «Зарница», «Орленок», соревнования «Школы безопасности». Адмиралтейского района Санкт – Петербурга. На награждении присутствовали участники игр, руководители команд, а также почетные гости! …читать далее «Награждение победителей и призеров военно — спортивной игры «Зарница», «Орленок», соревнования «Школы безопасности»»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
Скоро каникулы 🥳
Уже придумали чем себя занять? Если ответ — нет, то помогаем:
🔥 Игра «Киберночь» Игра построена на известных правилах популярной игры — «Мафия», но только тут можешь стать кибервирусом либо специалистом по кибербезопасности. -01.11.2022 — 13:00-13:30; 13:30-14:00 Максимальное количество игроков в одну игру — 10 человек …читать далее «Интересные мероприятия ЦТТ во время школьных каникул»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
Подвели итоги лично-командного первенства по стрельбе из пневматического оружия Адмиралтейского района.
24.11.2022 прошла церемония награждения победителей и призеров первенств, делимся с вами результатами: …читать далее «Итоги лично-командного первенства по стрельбе из пневматического оружия Адмиралтейского района»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
13 октября 2022 года педагог дополнительного образования ГБУ ДО ЦТТ Кургинян Рузанна Агабековна приняла участие в работе круглого стола, проводимого в рамках подготовки ко II Всероссийской конференции-презентации «Роль семьи в сохранении и развитии языков народов Российской Федерации» с выступлением на тему: «Сохранение и развитие родного языка и национальных традиций». …читать далее «Круглый стол, в рамках подготовки ко II Всероссийской конференции-презентации «Роль семьи в сохранении и развитии языков народов РФ»»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
07 октября 2022 года методист ГБУ ДО ЦТТ Адмиралтейского района Санкт-Петербурга Михайлова О.Н. приняла участие в работе круглого стола «Точка кипения как центр профессионального самоопределения молодежи». Участники встречи поделились своими взглядами на систему образования и роль Точки кипения как объединяющего звена между общим, профессиональным и дополнительным образованием. …читать далее «Круглый стол «Точка кипения как центр профессионального самоопределения молодежи»»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
30 сентября 2022 года в мультимедийном парке «Россия – моя история» состоялось торжественное открытие проекта «Билет в будущее» в 2022-2023 учебном году в рамках федерального проекта «Успех каждого ребенка» национального проекта «Образование». Участниками этого события стали представители ГБОУ школы № 5 и ГБОУ СОШ № 225 Адмиралтейского района Санкт-Петербурга!
…читать далее «Проект «Билет в будущее»»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
С огромной радостью спешим поздравить с абсолютной победой в Региональном этапе Санкт-Петербурга Всероссийского Конкурса на лучшую работу, посвященную противодействию коррупции:
в возрастной группе 11-14 лет номинация «Я и закон» Тагильцева Дениса!!!!! Педагог дополнительного образования Маслобойников Игорь Александрович;
в возрастной группе 11-14 лет номинация «Должен знать» Маркова Михаила и Дериглазова Петра!!!!! Педагог дополнительного образования Вечеринина Ирина Сергеевна.
Гордимся и желаем не останавливаться на достигнутом тем более, что впереди Федеральный этап! Желаем удачи! . ..читать далее «Региональный этап Всероссийского Конкурса на лучшую работу, посвященную противодействию коррупции»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
Педагоги Центра технического творчества не только реализуют дополнительные общеразвивающие программы , но и участвуют в различных мероприятиях с трансляцией своего опыта, знаний.
Гордимся Рузанной Агабековной Кургинян за достойное представление нашего учреждения на Х МОЛОДЕЖНОМ ФОРУМЕ САНКТ-ПЕТЕРБУРГА «ТЕРРИТОРИЯ НАЦИОНАЛЬНОГО СОГЛАСИЯ» …читать далее «X Молодежный форум Санкт-Петербурга «Территория национального согласия»»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
Вот и закончились районные военно — спортивные игры«Зарница», «Орленок», соревнования «Школы безопасности». Это были непростые 2 дня, за которые ребята продемонстрировали свои знания, умения, показали насколько важна для каждого из них команда и то, что команда это непросто слово -это дружба, успех, взаимопонимание и взаимозаменяемость.
Перед судьями была поставлена непростая задача выбрать достойных, выбрать победителя, но судьи с поставленной задачей справились, за что им отдельная БЛАГОДАРНОСТЬ!! Очки подсчитываются, все с нетерпением ждем результатов! …читать далее «Закончились районные военно — спортивные игры»
Опубликовано Рубрики Без рубрики
Автор Опубликовано
27 сентября 2022 г. состоялось открытие военно — спортивных игр «Зарница», «Орленок» и соревнований «Школы безопасности», которые продлятся до 28 -29 сентября 2022г.
В этом году на районный этап вышли только достойные команды, судьи отмечают высокий уровень подготовки команд — участников и победный дух! . ..читать далее «Открытие военно — спортивных игр»
Опубликовано Рубрики Без рубрики
404 Not Found
Сведения об образовательной организации
Авторизация
Главная
>
Творческие объединения
ЦРТДЮ
1С-Битрикс: Управление сайтом
Главная
1С-Битрикс: Управление сайтом
О Центре
История ЦРТДЮ
Структура ЦРТДЮ
Презентация ЦРТДЮ
Самообследование ЦРТДЮ
Самообследование ЦРТДю
Публичный доклад
Программа развития ЦРТДЮ
Образовательная программа ЦРТДЮ
Наставничество
Документы
Финансово-хозяйственная деятельность
Финансово-хозяйственная деятельность ЦРТДЮ
Предписания и отчеты
Дорожная безопасность
Пожарная безопасность
Антитеррористическая безопасность
Противодействие коррупции
ЦРТДЮ, Краснознаменск, противодействие коррупции
Вакцинация от коронавируса
Сведения об образовательной организации
Сведения об образовательной организации
Коллектив ЦРТДЮ
Главная
1С-Битрикс: Управление сайтом
Руководство и администрация
Учебно-методическое подразделение
Проектная и исследовательская деятельность
Организационно-массовый отдел
Физкультурно-спортивнное подразделение
Педагогические работники ЦРТДЮ
Творческие объединения
Главная
1С-Битрикс: Управление сайтом
Музыкально-хоровая студия «Вдохновение»
«Музыкальный театр»
«Хор. Вокал»
Фольклорный ансамбль «Росинка»
Народные инструменты (класс балалайки)
Народные инструменты (класс балалайки)
Вокально-инструментальный ансамбль
Музыкальный инструмент «Классическая гитара»
Хореография
Хореография
Изобразительная деятельность
Изобразительная деятельность
«Юный художник»
«Юный художник»
«Веселая кисточка»
«Веселая кисточка»
«Радуга»
Радуга
Рукоделие
Рукоделие
«Забавные ремесла»
Начальное техническое моделирование «Самоделкины»
Начальное техническое моделирование «Самоделкины»
Лего-конструирование
Лего-конструирование
Робототехника
Робототехника
Медиа-клуб
Кукольный театр «Волшебники»
Кукольный театр «Волшебники»
Театр песни «Ассоль»
Театр песни «Ассоль»
Школа раннего эстетического развития «Знайка»
Школа раннего эстетического развития
Театральная студия «Сказка»
Театральная студия «Сказка»
Клуб «Родник»
Клуб «Родник»
Клуб «Звездочки»
«Почемучки»
Логопедический кружок «Звукарик»
«Речевая кладовая»
Группы спортивно-оздоровительного плавания
Группы спортивно-оздоровительного плавания
Шахматы
Шахматы
Художественная гимнастика
Художественная гимнастика
Расписание занятий творческих объединений
Центр развития творчества
Расписание работы бассейна и тренажерного зала
Расписание работы бассейна ЦРТДЮ
31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
1
2
3
4
Мы в соц. сетях
Наши новости:
27.10.2022 Спектакль «Кошкин дом» 27 октября в ЦРТДЮ ребята из театральной студ…
27.10.2022 Занятия в бассейне ЦРТДЮ Сегодня в бассейне — учащиеся гимназии №2
26.10.2022 Эстрадно-танцевальный ансамбль «Шабнам» принял участие в телевизионном проекте на канале «Россия-Культура» Смотрим премьеру программы 27 октября в 17:25. ..
25.10.2022 Коллектив ЦРТДЮ вышел на субботник! 25 октября порядок на территории, прилегающей…
25.10.2022 Занятия в творческих объединениях «Радуга » и «Веселая кисточка» Обучающиеся творческих объединений «Раду…
Все новости
Обращения граждан Обратная
связь
Запись в ЦРТДЮ
Неправильно понятый, но все еще актуальный (даже на мобильных устройствах)
Резюме: Исследования по отслеживанию взгляда показывают, что люди сканируют веб-страницы и экраны телефонов по разным шаблонам, один из которых представляет собой форму буквы F. Спустя одиннадцать лет после обнаружения этого шаблона мы пересмотреть, что это означает сегодня.
Автор: Кара Пернис
Кара Пернис
на
2017-11-12 12 ноября 2017 г.
Темы:
Письмо для Интернета, отслеживание движения глаз, читабельность, разборчивость
Написание для Интернета Письмо для Интернета,
Отслеживание взгляда
Поделиться этой статьей:
Среди вкладов NN/g в мир UX, возможно, одним из наиболее цитируемых является F-образный шаблон чтения веб-контента, который мы определили в 2006 году. На протяжении многих лет многие ссылались на это исследование, иногда правильно, и во многих других случаях неверно истолковывая это. В этой статье мы стремимся сообщить о недавнем исследовании, пересматривая его, а также прояснить некоторые неправильные представления, связанные с F-паттерном. В частности:
Сканирование в Интернете не всегда имеет форму буквы F. Существуют и другие распространенные шаблоны сканирования.
F-шаблон отрицателен для пользователей и бизнеса.
Хороший дизайн может предотвратить F-образное сканирование.
Это один из первых примеров F-паттерна из наших исследований в начале 2000-х годов. Эта тепловая карта объединяет взгляды более 45 человек, пытающихся узнать, что произошло в Галвестоне, штат Техас, в 1900 году. Верхняя, наиболее читаемая часть тепловой карты (обозначенная красным цветом) напоминает заглавную букву «F».
F-образный узор
Для F-образной схемы сканирования характерно множество фиксаций, сосредоточенных в верхней и левой части страницы. Конкретно:
Пользователи сначала читают горизонтальное движение , обычно через верхнюю часть области содержимого. Этот начальный элемент формирует верхнюю полосу F.
Затем пользователи немного перемещаются по странице вниз, а затем читают -секундное горизонтальное движение , которое обычно охватывает более короткую область, чем предыдущее движение. Этот дополнительный элемент образует нижнюю планку F.
Наконец, пользователи сканируют левую часть контента вертикальным движением . Иногда это медленное и систематическое сканирование, которое отображается сплошной полосой на тепловой карте отслеживания движения глаз. В других случаях пользователи двигаются быстрее, создавая более точную тепловую карту. Этот последний элемент формирует основу F.
Последствия этого шаблона:
Первые строки текста на странице получают больше взглядов, чем последующие строки текста на той же странице.
Первые несколько слов слева от каждой строки текста получают больше фиксаций, чем последующие слова в той же строке.
Таким образом, в первых строках текста люди просматривают больше слов справа, чем в следующих строках. Этот шаблон сканирования напоминает форму буквы F, но редко соответствует идеальному F. Например, в некоторых случаях люди могут заинтересоваться абзацем ниже по странице и могут зациклиться на большем количестве слов, читая ближе к концу. снова вправо, так что узор напоминает букву Е.
F-образный шаблон применяется к чтению пользователями области содержимого веб-страницы. Таким образом, он описывает поведение людей, когда они посещают веб-страницу и оценивают ее содержание, а не их поведение, когда они находятся в новом разделе веб-сайта и изучают панели навигации (обычно в верхней и/или левой части страницы), чтобы принять решение. куда идти дальше. Так, в F-паттерне взгляды слева падают на левую часть области контента , а не на самую левую часть полной страницы, если левая колонка занята навигационной полосой.
Наше недавнее исследование по отслеживанию взгляда показывает, что F-образный шаблон сканирования жив и здоров в современном мире — как на настольных компьютерах, так и на мобильных устройствах. Типичный пример долговечности UX-находок, которые больше зависят от человеческого поведения, чем от технологий.
TigersinCrisis.com: эта тепловая карта из нашего нового исследования объединяет данные 47 человек, которые пытались узнать, сколько суматранских тигров живет в дикой природе. Красный цвет на этой тепловой карте — пример F-образного паттерна — сегодня такой же, как и 11 лет назад.
Ваш браузер не поддерживает видео тег. Этот повтор взгляда показывает, как мобильный пользователь сканирует F-шаблон, изучая объективы портретной камеры. Красный полый круг показывает, где он фиксируется. (В большинстве браузеров наведите указатель мыши на видео, чтобы отобразить элементы управления, если они еще не видны.)
Ваш браузер не поддерживает видео тег. Еще один пример F-паттерна на мобильных устройствах был получен от участника исследования, который использовал http://bacnyc.org , чтобы узнать, где Михаил Барышников учился танцам. Текстовые столбцы были шире экрана, поэтому она проводила пальцем по горизонтали, когда читала. (В большинстве браузеров наведите указатель мыши на видео, чтобы отобразить элементы управления, если они еще не видны.)
Наш недавний раунд исследований по отслеживанию взгляда также показал, что в языках с письмом справа налево, таких как арабский, люди читают по перевернутой F-образной схеме (как мы и предсказывали, но не видели до этого исследования).
Ваш браузер не поддерживает видео тег. F-шаблон отражается в языках с письмом справа налево, таких как арабский, как показано в этом повторе взгляда пользователя, читающего статью о соревнованиях по стендовой стрельбе на арабском новостном сайте. (В большинстве браузеров наведите указатель мыши на видео, чтобы отобразить элементы управления, если они еще не видны. )
F-образный шаблон — не единственный шаблон сканирования
В дополнение к F-образному шаблону существует множество других возможных шаблонов сканирования, в том числе перечисленные ниже:
Шаблон слоеного пирога возникает, когда глаза просматривают заголовки и подзаголовки и пропускают обычный текст ниже. График взгляда или тепловая карта этого поведения будут показывать горизонтальные линии, напоминающие торт с чередующимися слоями торта и глазури.
Пятнистый шаблон состоит из пропуска больших фрагментов текста и сканирования, как будто ищущего что-то конкретное, например, ссылку, цифры, определенное слово или набор слов с отличительной формой (например, адрес или подпись).
Шаблон маркировки предполагает удержание взгляда в одном месте, когда мышь прокручивает страницу или проводит пальцем по странице, подобно тому, как танцовщица фиксируется на объекте, чтобы сохранить равновесие, когда она вращается. Маркировка происходит больше на мобильных устройствах, чем на настольных компьютерах.
Шаблон обхода происходит, когда люди намеренно пропускают первые слова строки, когда несколько строк текста в списке начинаются с одного и того же слова.
Образец приверженности состоит в том, чтобы зацикливаться почти на всем на странице. Если люди сильно мотивированы и заинтересованы в содержании, они прочитают весь текст в абзаце или даже всю страницу. (Однако не рассчитывайте, что это будет происходить часто. Предположим, что большинство пользователей будут сканировать.)
Почему люди сканируют в F-образном шаблоне
Люди сканируют F-образно, когда присутствуют все эти 3 элемента:
Страница или раздел страницы содержит текст, который практически не имеет форматирования для Интернета. Например, у него есть «стена текста», но нет жирного шрифта, маркеров или подзаголовков.
Пользователь пытается быть максимально эффективным на этой странице.
Пользователь не настолько увлечен или заинтересован, чтобы читать каждое слово.
Последние два элемента в значительной степени обобщают все поведение в Интернете: подавляющее большинство пользователей в Интернете предпочитают выполнять свои задачи как можно быстрее с минимальными усилиями; они посещают страницу, потому что хотят найти быстрый ответ, а не читать диссертацию по теме и заниматься самообразованием.
Если писатели и дизайнеры не предприняли никаких шагов, чтобы направить пользователя к наиболее актуальной, интересной или полезной информации, пользователи найдут свой собственный путь. При отсутствии каких-либо сигналов, направляющих взгляд, они выберут путь с минимальными усилиями и будут проводить большую часть своей фиксации вблизи того места, где они начинают читать (обычно это самое верхнее левое слово на странице текста). Дело не в том, что люди всегда будут сканировать страницу в форме буквы F. Хотя годы чтения, вероятно, приучили людей думать, что более важный контент предшествует менее важному, ни один пользователь на самом деле не чувствует, что контент расположен так, что наиболее важный вещи появляются в форме F. F-паттерн — это шаблон по умолчанию, когда нет сильных сигналов, привлекающих внимание к значимой информации.
Люди склонны минимизировать затраты на взаимодействие и максимизировать выгоду, которую они получают от своей работы. Для их глаз это означает, что они тратят меньше времени на фиксацию, но при этом собирают нужную им информацию; быть продуктивными, вовлеченными и успешными в том, что они получают от этих фиксаций. Экономия времени означает меньше фиксаций — меньше слов.
В некоторых случаях людям становится скучно или утомительно, когда они просматривают текст. В других случаях слова, которые они читают, имеют лишь слабый информационный запах, которого может быть достаточно, чтобы продолжить просмотр, но недостаточно, чтобы прочитать больше текста.
F-образная форма вредна для пользователей и бизнеса
Когда люди сканируют в форме буквы F, они пропускают большие фрагменты содержимого просто из-за того, как текст располагается в столбце. Пропущенные фразы и слова зачастую так же важны, а то и важнее, как те слова, которые прочитаны. Но пользователи этого не осознают, так как по определению не знают того, чего не видят.
History.com. F-образный график взгляда участницы исследования, когда она просматривала страницу, содержащую много прозы и очень мало форматирования (каждая синяя точка означает фиксацию. Линии между точками представляют саккады, при которых пользователь двигает глазами и практически слеп. Эти линии помогают нам легче следить за фиксациями. Более крупные точки обозначают более длительные фиксации, а числа обозначают последовательность.)
В адаптивном дизайне или любом другом макете с жидким текстом текст обтекается по-разному в зависимости от размера окна. Таким образом, пользователь, который, например, сканирует F-образно на своем телефоне, не зациклится на тех же словах, если он F-сканирует ту же страницу на настольном компьютере — просто из-за того, как содержимое перемещается в разных размерах области просмотра.
Не заблуждайтесь, F-образный шаблон сканирования вреден для пользователей и бизнеса: это означает, что пользователи могут пропустить важный контент просто потому, что он отображается в правой части страницы. Хорошее веб-форматирование снижает влияние F-сканирования. Если на ваших страницах есть большие куски неформатированного текста, люди будут сканировать его в форме буквы F.
Если сканирование по F-шаблону вредно для пользователей, почему они делают это так часто, что это их основное поведение в Интернете? Потому что это действительно «плохо» только с точки зрения их способности получить максимальную выгоду от посещения вашего веб-сайта. Однако пользователи не стремятся извлечь максимальную выгоду из одного веб-сайта. Они стремятся оптимизировать соотношение затрат и выгод от использования сети в целом . Ваш сайт как песчинка на пляже по сравнению со всем интернетом. Чтобы построить хороший замок из песка — продолжим метафору — вы не можете тратить время на поиск особенно гладких песчинок. Вы должны зачерпнуть песок ведрами. Точно так же пользователи извлекают выгоду из Интернета, погружаясь в несколько веб-сайтов и тратя мало усилий на каждый из них, часто используя парковку страниц, чтобы держать несколько сайтов открытыми одновременно.
Лучшие противоядия от F-образного паттерна
Выполняйте работу за пользователей вместо того, чтобы заставлять их прилагать усилия и выбирать неправильные пути. Расставьте приоритеты и отформатируйте текст, чтобы направлять пользователей к тому, что вы хотите, чтобы они увидели, и к тому, что, как вы знаете, они хотят видеть. Несколько простых советов:
Включите самые важные моменты в первые два абзаца на странице.
Используйте заголовки и подзаголовки. Убедитесь, что они выглядят более важными и более заметными, чем обычный текст, чтобы пользователи могли их быстро отличить.
Начинайте заголовки и подзаголовки со слов, несущих больше всего информации: если пользователи видят только первые 2 слова, они все равно должны понять суть следующего раздела.
Визуально группируйте небольшие объемы связанного контента, например, окружая их рамкой или используя другой фон.
Жирный шрифт важных слова и фразы.
Воспользуйтесь преимуществами различного форматирования ссылок и убедитесь, что ссылки содержат слова, несущие информацию (вместо общих «перейти», «нажмите здесь» или «больше»). Этот метод также улучшает доступность для пользователей, которые слышат чтение ссылок вслух, а не просматривают контент визуально.
Используйте маркеры и цифры для обозначения элементов в списке или процессе.
Вырезать ненужное содержимое.
Резюме
Сканирование в сети продиктовано:
Мотивация пользователей
Цели, которых они пытаются достичь
Верстка страницы и форматирование текста
Содержимое страницы
Трудно контролировать мотивацию людей или их цели, но вы можете оптимизировать контент и презентацию, чтобы пользователи могли быстро найти то, что им нужно. В частности, используйте хорошие методы веб-форматирования, чтобы привлечь внимание к наиболее важной информации, вместо того, чтобы полагаться на произвольные слова, на которых люди могут зациклиться, когда они просматривают F-образную форму.
Для получения дополнительной информации о шаблоне F-Shaped и других шаблонах сканирования см. наш:
Оригинальное исследование 2006 года: F-образный паттерн для чтения веб-контента
Отчет о том, как люди читают в Интернете: данные отслеживания взгляда
Курс: Написание убедительных цифровых копий
Поделиться:
Технический дискуссионный документ | КРЕЗ
Развитие зон возобновляемой энергии Квинсленда (QREZ) направлено на улучшение координации инвестиций в передачу электроэнергии и инфраструктуру возобновляемых источников энергии, создание преимуществ для местных сообществ и привлечение новых отраслей при одновременном выполнении цели Квинсленда в области возобновляемых источников энергии (QRET) по 50% возобновляемой энергии к 2030 году.
Мы тесно сотрудничали с Powerlink Queensland (государственная компания по передаче электроэнергии и Юрисдикционный орган по планированию), чтобы подготовить предлагаемую структуру для первых этапов раскрытия инвестиций в каждой QREZ.
В Техническом дискуссионном документе представлены желаемые атрибуты модели QREZ и то, как эта модель соответствует зонам возобновляемых источников энергии (REZ) на национальном уровне и уровне юрисдикции. Подача материалов для технического обсуждения была открыта с 10 ноября 2021 г. по 14 января 2022 г.
Просмотрите неконфиденциальные материалы для технического обсуждения.
О предлагаемой модели
В соответствии с предлагаемой моделью QREZ «области исследования» будут определены назначенным органом планирования (DPB), который в настоящее время назначен государственным поставщиком услуг сети передачи, Powerlink. Рекомендации будут предоставлены министру энергетики Квинсленда, который затем направит уведомление рынку и сообществу о взаимодействии с промышленностью и населением в областях исследований и проверке осуществимости местоположения.
Предполагается, что это задание будет информировать Powerlink при оценке и рекомендации областей и инфраструктуры QREZ, которые необходимо развивать для дальнейшего развития. При поддержке рекомендаций министр энергетики Квинсленда затем объявит REZ, после чего рамки QREZ будут применяться к назначенной территории и инфраструктуре, а информация будет опубликована в проекте отчета управления REZ (RMP).
Взаимодействие будет происходить по проекту ПСР, при этом заявленный дизайн РЭЗ и параметры будут опубликованы в окончательном ПСР.
Следующие шаги
Взаимодействие по документу для технического обсуждения послужит информацией для дальнейшей разработки и проектирования модели QREZ.
Благодаря вашим отзывам модель соответствует потребностям всех заинтересованных сторон в сфере энергетики для достижения целей QREZ по скоординированным, эффективным и действенным инвестициям в сеть.
Дальнейшее взаимодействие по результатам консультации будет продолжаться в течение всего периода разработки QREZ.
Зарегистрируйтесь онлайн, чтобы быть в курсе будущих мероприятий.
Развитие зон возобновляемой энергии Квинсленда (QREZ) направлено на улучшение координации инвестиций в передачу электроэнергии и инфраструктуру возобновляемых источников энергии, создание преимуществ для местных сообществ и привлечение новых отраслей при одновременном выполнении цели Квинсленда в области возобновляемых источников энергии (QRET) по 50% возобновляемой энергии за счет 2030.
Мы тесно сотрудничали с Powerlink Queensland (государственная компания по передаче электроэнергии и Юрисдикционный орган по планированию), чтобы подготовить предлагаемую структуру для первых этапов раскрытия инвестиций в каждой QREZ.
В Техническом дискуссионном документе представлены желаемые атрибуты модели QREZ и то, как эта модель соответствует зонам возобновляемых источников энергии (REZ) на национальном уровне и уровне юрисдикции. Подача материалов для технического обсуждения была открыта с 10 ноября 2021 г. по 14 января 2022 г.
Просмотрите неконфиденциальные материалы для технического обсуждения.
О предлагаемой модели
В соответствии с предлагаемой моделью QREZ «области исследования» будут определены назначенным органом планирования (DPB), который в настоящее время назначен государственным поставщиком услуг сети передачи, Powerlink. Рекомендации будут предоставлены министру энергетики Квинсленда, который затем направит уведомление рынку и сообществу о взаимодействии с промышленностью и населением в областях исследований и проверке осуществимости местоположения.
Предполагается, что это задание будет информировать Powerlink при оценке и рекомендации областей и инфраструктуры QREZ, которые необходимо развивать для дальнейшего развития. При поддержке рекомендаций министр энергетики Квинсленда затем объявит REZ, после чего рамки QREZ будут применяться к назначенной территории и инфраструктуре, а информация будет опубликована в проекте отчета управления REZ (RMP).
Взаимодействие будет происходить по проекту ПСР, при этом заявленный дизайн РЭЗ и параметры будут опубликованы в окончательном ПСР.
Следующие шаги
Взаимодействие по документу для технического обсуждения послужит информацией для дальнейшей разработки и проектирования модели QREZ.
Благодаря вашим отзывам модель соответствует потребностям всех заинтересованных сторон в сфере энергетики для достижения целей QREZ по скоординированным, эффективным и действенным инвестициям в сеть.
Дальнейшее взаимодействие по результатам консультации будет продолжаться в течение всего периода разработки QREZ.
Крепление мауэрлата к кирпичной стене проволокой, шпильками и анкерами
Содержание
1 Предназначение
2 Предварительные работы
3 Как прикрепить основание?
3.1 Фиксация проволокой
3.2 Крепление шпильками
3.3 Деревянные пробки
3.4 Крепление анкерами
3.5 Монтаж армопояса
4 Сращивание мауэрлата
5 Краткий вывод
Крыша часто подвергается большим нагрузкам под воздействием внешней среды. Крепление мауэрлата к кирпичной стене способствует увеличению прочности конструкции. В результате все нагрузки на несущие элементы сооружения распределяются одинаково. Мауэрлатный пояс выполняет функцию кровельного основания. После его установки начинают крепление стропил.
Предназначение
Мауэрлат — замкнутый деревянный прямоугольный элемент кровельной системы. Устанавливается на кирпичной кладке наружных несущих стен по периметру дома. Для кровельного пояса подходит брус из твердой крепкой древесины с низким уровнем влажности. Дерево можно заменить железными швеллерами. Важно правильно подобрать ширину опорного пояса, чтобы не было большой нагрузки на несущие элементы. Функции основания:
увеличение уровня прочности крыши;
обеспечение устойчивости конструкции к переменным нагрузкам;
фиксация кровельных опорных элементов;
увеличение уровня жесткости конструкции;
предотвращение деформации кладки.
Устройство мауэрлата необязательно, если под наклонной балкой будет установлена опорная подушка, что значительно увеличит затраты труда.
Вернуться к оглавлению
Предварительные работы
Для проведения работ понадобятся брусья.
Кирпич и дерево имеют разные физико-технические характеристики. Важно установить между кладкой и предполагаемым опорным поясом гидроизоляцию из пропитанных битумом материалов. Чтобы прикрепить мауэрлат к стене из кирпича, следует подготовить инструменты и материалы, такие как:
брусья из древесины;
фиксаторы;
бетонная смесь;
молоток и гвозди;
гидроуровень;
дрель;
болты и гайки.
Чтобы правильно закрепить деревянное основание, нужно соблюдать такие требования:
Ширина бруса должна составлять третью часть толщины стены.
Если вдоль стены необходимо соединять несколько брусьев, они обязательно должны иметь одинаковую длину.
Установка мауэрлата происходит на ровной горизонтальной поверхности.
Мауэрлат на кирпичной стене должен быть целостным без сквозных прорезей.
Вернуться к оглавлению
Как прикрепить основание?
Для монтажа стропильной системы могут потребоваться ригеля.
По окончании подготовительных работ следует выбрать метод фиксации мауэрлата. Есть разные способы установки основания кровли. Выбор зависит от физико-технических параметров используемых материалов и особенностей конструкции. Важно учесть метод фиксации стропильных ног на древесный брус. При скользящей установке монтируют дополнительные ригеля. Такой способ предусматривает создание малой доли свободы кровельной системы. Ригеля монтируют для поддержания уровня прочности. Для упорной фиксации к стропилам крепят бруски или делают в них зубья.
Вернуться к оглавлению
Фиксация проволокой
Устройство мауэрлата с помощью такой технологии займет немного времени. Простой способ, который подходит для небольших площадей. Этапы проведения работ:
Подготовить отрезки проволоки необходимой длины.
Положить проволоку перед устройством последних рядов кладки.
Сделать отверстия в деревянном основании.
Протянуть проволоку после высыхания цемента.
Закрутить и зафиксировать.
Вернуться к оглавлению
Крепление шпильками
В роли крепежа для бруса могут быть шпильки.
Способ фиксации подойдет для кровли с большими нагрузками. Шпилька крепится непосредственно в кладку. Можно установить фиксатор в железобетонный пояс, что увеличит затраты труда и времени. Чтобы правильно установить материал в кладку, необходимо провести такие работы:
Заложить шпильки в стену на глубину до 0,5 м.
Залить бетонным раствором, не загрязнив резьбу фиксаторов.
Надеть на шпильки гидроизоляционный материал.
Сделать отверстия в деревянном основании, соблюдая шаг закладки шпилек.
Установить мауэрлат.
Зафиксировать брусья гайками на концах шпилек.
Вернуться к оглавлению
Деревянные пробки
Укладка с помощью таких фиксаторов отличается низкой себестоимостью. Можно заложить пробки перед последним рядом кладки или под деревянным основанием. Чаще всего их устанавливают за мауэрлатом около наружной части стены. Последовательность работ:
Подготовить деревянные бруски, размер которых соответствует параметрам использованных для кладки кирпичей.
Уложить заготовки в кладку на гидроизоляционное покрытие.
Соединить пробки и мауэрлатом, используя металлические скобы.
Вернуться к оглавлению
Крепление анкерами
Анкера нужно монтировать на некотором расстоянии от стропил.
Способ подходит для установки мауэрлатного пояса на большой площади. Основание крепят анкерами на бетонную подушку. Метод фиксации сравнительно дорогой. Нельзя в одном месте крепить стропила и устанавливать анкера. Если болты крепят по пустотелому кирпичу, для верхнего ряда кладки используют специальный заполнитель для пустот или жидкие гвозди. Этапы проведения работ:
Установить опалубку.
Заложить арматурный каркас.
Установить болты.
Залить опалубку с анкерами бетоном.
Снять опалубку после высыхания бетона.
Провести монтаж гидроизоляции.
Сделать отверстия в деревянных блоках, соблюдая шаг анкерных болтов.
Прикрепить мауэрлат на анкер, прижав гайками.
Вернуться к оглавлению
Монтаж армопояса
Способ крепления выполняется по периметру здания непрерывно. Такой вид крепления предназначен для распределения высоких нагрузок по большой площади конструкции. Без армопояса не возводят кровлю высотных домов. Рекомендуется устанавливать такое крепление в домах из газобетона для повышения уровня жесткости. Арматурный пояс предотвращает деформацию стен при проседании почвы. Процесс установки состоит из следующих этапов:
Чтобы равномерно распределить нагрузку на всю площадь конструкции, необходимо сделать армопояс.
Соорудить опалубку.
Поместить крепко обвязанную арматурную конструкцию из продольных и поперечных прутьев.
Укрепить опалубку упорными брусками или диагональными креплениями для предотвращения деформации во время работы с бетонной смесью.
Прикрепить шпильки к арматурной конструкции вертикально. Можно использовать сварку или вязальную проволоку.
Залить бетоном.
Установить мауэрлат после застывания бетонного слоя.
Вернуться к оглавлению
Сращивание мауэрлата
Важно правильно соединять брусья между собой. Это необходимо, если стены длиннее деревянных отрезков. Производят брусья преимущественно длиной 6 м. Два элемента соединяют между собой внахлест, подпилив по высоте. Обязательно фиксируют гайками или скобами. Менее надежный способ — соединение торцевыми сторонами на металлическом основании. Брусья должны иметь одинаковую длину.
Вернуться к оглавлению
Краткий вывод
Установка кровли — завершающий этап возведения здания. Этот процесс требует строгого соблюдения правил и норм. Надежность крыши зависит от физико-технических характеристик мауэрлата. Правильно сконструированные прогоны основания повышают прочность конструкции. Пояс служит связующим элементом между крышей и самим сооружением. Важно правильно выбрать способ монтажа и не навредить чрезмерной нагрузкой или слишком быстрым методом установки.
Крепление мауэрлата к кирпичной стене: лучшие варианты
Содержание статьи
1 Кирпичные фронтоны
2 Требования к материалу
3 Завершение кладки
3. 1 Ровный обрез
3.2 Кладка кирпича уступом
4 Гидроизоляция под мауэрлат
5 Способы крепления мауэрлата
5.1 Крепление к армопоясу
5.2 Крепление на шпильки
5.3 Крепление скобами
5.4 Крепление проволокой
6 Практические рекомендации
Несущие кирпичные стены, обладая достаточной прочностью на сжатие, плохо работают на сопротивление распирающим боковым усилиям. Для перераспределения нагрузок и создания устойчивого кровельного пространства предусмотрен мауэрлат, как обязательный элемент соединения стены и стропильной системы. Он устраивается по периметру верха стены, основной материал — деревянный брус или бревно.
Связывающий эффект и надёжность замкнутого пояса обеспечивает крепление мауэрлата к кирпичной стене. Вариантов выполнения этого этапа несколько, зависят от ряда факторов:
конструкции кровли и здания в целом;
места возведения строения;
силы возможных атмосферных и климатических воздействий.
Важно! Расположение мауэрлата на стене из кирпича должно быть максимально удалено от внешнего слоя кладки. Опирание с созданием дополнительных усилий на лицевую декоративную часть кладки недопустимо.
Кирпичные фронтоны
Часто фронтоны домов выполняются так же, как и стены, — из кирпича. Такой подход не только преображает дом в плане эстетики и внешнего восприятия, — но и способствует разгрузке веса крыши и распределению нагрузок кровли на строение. В этом варианте изменяется и способ монтажа мауэрлата, — он укладывается лишь по боковым стенам с креплением одним из общепринятых способов.
Дополнительные узлы крепления выполняется через заранее подготовленные монтажные отверстия в массиве фронтонов, — они примут часть боковых нагрузок. Разумеется, сказанное не относится к вальмовым (шатровым) крышам.
Требования к материалу
Для малоэтажного индивидуального строительства в качестве материала мауэрлата используется древесина в виде бруса, бревна, доски:
Размеры сечения бруса из хвойной древесины 150х100, 150х75 или иные расчётные (проектные).
Возможно изготовление бруса путём скрепления нескольких досок до достижения расчётной толщины балки.
Если применяется бревно, то его сечение – не менее 180 мм, предварительно снимается слой коры, обрезается как минимум с одной стороны для наиболее плотного прилегания к стене.
Влажность древесины не должна превышать 20 %.
Современное строительство допускает применение не только древесины, но и других материалов для устройства мауэрлатов. К примеру, вместо бруса успешно может быть использован:
металлический швеллер;
балка из древесно-полимерного композита;
комбинация нескольких видов материалов.
Подобные изменения должны быть целесообразны и обоснованы, так как влекут за собой иные методы крепежа мауэрлата к несущей стене и существенные изменения конструкции кровельной системы в целом.
Завершение кладки
Стеновая конструкция вверху может заканчиваться ровным горизонтальным срезом либо специальным выступом под мауэрлат. Второй вариант предпочтительнее при строительстве небольшого частного жилого дома, так как немного снижает трудозатраты на устройство верхней обвязки конструкции мауэрлатом.
Каждый способ завершения кладки приемлем, не считается ошибочным.
Ровный обрез
В случае, когда каменщик закончил возведение стены на одном уровне, мауэрлат крепится к кладке с внутренней стороны. После завершения укладки и фиксации, внешняя часть стены утепляется. Можно залить верхний край керамзитобетоном, утеплить пенопластом или иным материалом, – это выбор застройщика, не оказывающий существенного влияния на стеновую и кровельную конструкцию.
Кладка кирпича уступом
Внешняя часть возводится выше внутренней, как правило, на толщину мауэрлата, — так создаётся сопротивление распирающим усилиям и обеспечивается теплоизоляция дома. Метод удобен при самостоятельном строительстве, используется при продуманном возведении здания одним исполнителем.
Независимо от того, как выведена верхняя поверхность стены, под мауэрлат требуется уложить гидроизоляционный слой.
Гидроизоляция под мауэрлат
Дерево и кирпич имеют различные эксплуатационные характеристики, поэтому гидроизоляционный слой между стеной и мауэрлатом необходим. Слой кирпича укрывается недорогими изолирующими материалами, — подойдут пергамин, толь, рубероид с минимальной битумной пропиткой без напыления, гидроизол, линокром. Крепление бруса проводится сверху изоляции.
Способы крепления мауэрлата
Вариант крепления выбирается в зависимости от предполагаемой нагрузки на стены. Но даже без их расчёта можно уверенно заявить, что практически все способы подходят для строительства небольшого жилого частного дома.
Крепление к армопоясу
Создание армопояса по кирпичной стене с установленными в монолитном массиве анкерами для крепления мауэрлата, — идеальный вариант.
Устройство армопояса предполагает:
монтаж и демонтаж опалубки;
армирование;
заливка бетона;
установка анкеров.
После чего поверхность укрывается гидроизоляционным материалом, а сверху, на выступающие из бетона анкера насаживается деревянный мауэрлат. Весь процесс требует значительных трудозатрат, стоимость материала высокая, — для частного жилого дома этот вариант почти всегда неприемлем.
Кирпичная стена прочна сама по себе, поэтому армопояс не выполняет никаких иных функциональных задач, кроме основания для надёжного крепления мауэрлата.
Целесообразность возведения армопояса возникает лишь при строительстве высотных зданий большой площади.
Крепление на шпильки
Метод, похожий на установку анкеров в армопоясе, — закладка вертикальных шпилек с резьбой в кирпичную кладку:
Глубина заложения шпилек – не менее 3-х рядов кирпича.
Далее сверху монтируется гидроизоляция, которую шпильки просто протыкают.
Затем сверху укладывается брус мауэрлата с просверленными отверстиями под закладные детали.
Монтаж заканчивается плотным притягиванием мауэрлата к стене с помощью гаек с шайбами.
Количество закладных шпилек, – не менее общего числа стропильных ног. Устанавливаются закладные по центру расстояния между стропилами.
Крепление скобами
Крепление скобами требует заложения в кладку деревянных пробок. Они выпиливаются по размеру кирпича, располагаются в кладке на втором либо третьем ряду от верха. Лучший вариант размещения пробок, — под стропильными ногами, для дополнительной компенсации деформирующих нагрузок на стену.
Скоба из металла одним концом плотно загоняется в пробку, другим – в мауэрлат.
Деревянные детали обязательно пропитываются антисептиком.
Крепление проволокой
Недорогой, простой, традиционный метод крепления проволокой, — самый эффективный. Так раньше крепились верхние брёвна в избах к стропильной системе, причём вместо дорогой проволоки использовались просмолённые канаты из натуральных волокон. Сейчас ситуация с ценами несколько иная, — проволока считается недорогим материалом.
Крепление выполняется следующим образом:
в кладку на 3-7 ряда ниже верха заводится проволока;
минимальная толщина материала 6 мм, если используется более тонкая, – то скручивается вдвое, втрое;
длина закладываемого отрезка выбирается так, чтобы его свободные концы можно было скрутить, соединив стену и мауэрлат;
проволока должна быть прочной и достаточно пластичной для скручивания.
Дополнительная функция проволоки: возможность соединения с плитами перекрытия.
Практические рекомендации
Брус не стоит прикручивать сверху, — следует высверлить отверстия для продевания в них проволоки.
Перед выполнением этапа скрепления нужно убедиться в созревании кладочного раствора до достаточной прочности.
Места соприкосновения брусков с кирпичом обмазываются битумной мастикой.
Шпильки изготавливаются в форме буквы «Г», устанавливаются в кладку полочкой на кирпич.
Рекомендуемое заглубление шпилек в стену – 45 см, оптимальный диаметр изделий 10 – 14 мм.
Для точной разметки отверстий в мауэрлате для посадки на шпильки следует уложить брус сверху и простучать молотком до появления вмятин, которые обозначат места сверления отверстий в балке. Второй вариант применяется в случае, когда балка тяжёлая, — на шпильки укладывается лёгкая доска. Вся процедура выполняется аналогично, а доска применяется в качестве трафарета для сверления отверстий в брусе.
ЛЕД || პოლიურეთანის სენდვიჩები
СТРОИТЕЛЬСТВО ЖЕЛЕЗНОДОРОЖНОЙ СИСТЕМЫ
Для примера рассмотрим пошаговую инструкцию для одной из самых сложных крыш – четырехскатной. Разобравшись в технологии строительства этой стропильной системы, не составит труда разобраться в технологии и самостоятельно собрать более простые односкатные или двускатные.
Шаг 1. Возьмите две длинные доски, с их помощью проще определить длину стропильных ног, угол наклона скатов и высоту крыши. Временно прикрепите доски к вертикальной опоре на стене дома. Поднимайте или опускайте их, пока не найдете приемлемое положение. Если позволяют размеры дома, то стропильную систему лучше проектировать так, чтобы длина ног не превышала 6 м. Такой пиломатериал можно купить, наращивать не нужно будет. Расширение не только занимает много времени, но и ослабляет конструкцию, требует установки дополнительных опор.
Шаг 2. Набить армирующий пояс. Он не только увеличивает высоту чердачного помещения, но и дает возможность удлинить свес стропильных ног и дополнительно защитить фасадные стены от атмосферных осадков. Ширина пояса должна быть не менее 30 см, высота зависит от размеров дома. Как заправить армирующий пояс?
-Просверлите в стенах отверстия длиной 15–20 см, вставьте в них металлические стержни диаметром 12–15 мм. Вверху должна быть нить. Если такие элементы найти в реализации сложно, то к обычной строительной арматуре можно приварить шпильки с резьбой. Расстояние между анкерами примерно 1 м.
-Установить опалубку по периметру дома. Для этого используют обрезные доски 20×150 мм, чтобы они не лопались бетоном через 1,5–2,0 м, закрепляют их колышками. Не стоит бояться, что армирующий пояс не будет иметь идеально ровной ширины по всей длине, этот элемент закрывается при дальнейшем возведении крыши.
-Подготовить бетон. Раствор необходимо сделать крепким, на одну часть цемента дать часть песка и две части щебня. Приготовить его можно вручную прямо на плитах перекрытия дома или на земле бетономешалкой, а затем вручную подать массу наверх.
— Уложите арматуру в опалубку, достаточно одного стержня по периметру. Обязательно поднимайте штангу не менее чем на 5 см над поверхностью пола. Он не должен лежать посередине пояса, в таком положении армирование не работает. В качестве подкладок можно использовать любой кусок дерева или куски бетонных блоков.
-Пояс залить бетоном, работать аккуратно, строго выдерживать горизонтальность верхней плоскости. Для проверки используйте обычный уровень.
Дайте бетону затвердеть не менее трех дней. Помните, что 50% своей прочности он наберет только через две недели, только тогда можно полностью нагружать конструкцию. Если погода очень теплая и ветреная, то бетонный пояс нужно поливать большим количеством воды не менее двух раз в день. Бетон набирает прочность не при высыхании, а при благоприятном протекании химических реакций; для этого постоянно требуется влага.
Возведение стропильной системы условно состоит из четырех этапов: установка мауэрлата, установка коньковой балки, установка стропил (вальмовых и диагональных) и устройство обрешетки.
УСТАНОВКА МАУЕРЛАТА
Работы начинают после того, как бетон армирующего пояса наберет достаточную прочность и демонтирована опалубка. Для мауэрлата используется брус 200×100 мм. Это очень важный элемент стропильной системы, он служит для поддержки стропильных ног и равномерного распределения точечных нагрузок по всей площади фасадных стен.
Шаг 1. Расположите брус рядом с армирующим поясом, точно отметьте места выхода анкеров. Без рулетки это сделать проще. Переверните его узкой стороной вниз и положите на пояс, отметьте положение анкеров карандашом. Затем перенести отметки на широкую сторону бруса, в этих местах нужно просверлить отверстия.
Шаг 2. Просверлите отверстия, держите сверло максимально вертикально, избегая перекосов. Работу должен выполнять опытный плотник. Новичок может испортить балку, необходимо сместить все отверстия, уменьшив ее длину.
Шаг 3. Подготавливаем полосы гидроизоляции под мауэрлат, лучше купить обычный дешевый рубероид. Полоска вырезается из рулона, скручивать ее не нужно. Материал отлично режется болгаркой с диском по металлу.
Шаг 4. Расстелить гидроизоляционные полосы на армирующий пояс. Молотком делать отверстия намного проще. Наденьте рубероид на анкеры и аккуратно пробейте молотком отверстия для шпилек в гидроизоляции. Только делать это надо аккуратно, сильно бить нельзя. В противном случае есть риски повредить верхние витки резьбы, при затяжке гаек возникнут проблемы. Если боитесь, то перед укладкой рубероида накрутите гайки на все шпильки, после откручивания они автоматически выровняют поврежденные витки.
Шаг 5. Установите балку на анкеры и затяните гайками. Обязательно подложите под них большие шайбы. Если мауэрлат плотно сидит на шпильках, то придется долбить кувалдой. Такая ситуация свидетельствует об отсутствии квалификации кровельщиков.
Мауэрлат лучше делать из сосны, а не из ели, в нем гораздо больше смолы, соответственно, он дольше не повреждается гнилостными заболеваниями. Как отличить сосну от других хвойных? По нескольким причинам. Во-первых, дерево пахнет смолой и скипидаром. Второй – сосна имеет ярко-желтый оттенок, крупные и живые сучки. Третье – наличие черных пятен на пиломатериале из сосны свидетельствует о высоком содержании смолы, такой цвет он приобретает после окисления на воздухе. Ель белее, легче по весу, мало сучков и имеет неприятный запах кошачьих фекалий.
По углам и по длине брусья соединяются в полдерева, эти места желательно зафиксировать длинными гвоздями или саморезами из нержавеющих сплавов.
Как покрыть крышу металлочерепицей | Кровельные материалы
Металл — на сегодняшний день один из самых популярных материалов, используемых для возведения кровли. Среди других его преимуществ — простота монтажа, позволяющая домовладельцам покрывать крышу самостоятельно. Однако для того, чтобы заставить эту работу работать должным образом, необходимо все же обладать определенными знаниями и навыками. Надеемся, наша статья поможет вам составить представление о том, как выполняется монтаж металлоконструкций.
Металлом обычно покрывают скатные крыши с простой геометрией и уклоном 14 градусов. Если крыша состоит из прямых поверхностей, но имеет при этом сложную форму, то можно покрыть металлочерепицей, но материал придется резать. В результате будет много обрезков и возрастут траты на покупку материала.
Итак, для начала необходимо приобрести достаточное количество листов материала. Для этого необходимо измерить длину и ширину ската крыши. Длина листа металла должна быть на 4 см больше ската кровли, потому что лист крепится к верхнему основанию крыши так, что одна сторона перекрывается карнизом. Благодаря такому расположению материала на коньке создается вентилируемое пространство. В последнюю очередь нужно измерить скаты крыши по диагонали, чтобы убедиться, что крыша имеет правильную геометрическую форму. Если скат крыши имеет перекосы – их нужно исправить. Если исправление дефектов кровли невозможно, то укладку металлочерепицы придется делать так, чтобы нижняя кромка обрешетки совпадала с линией свеса листов материала.
Для укладки металла вам потребуются специальные инструменты: ножницы по металлу, ножовка, электропила, электродрель и другие кровельные инструменты. Позаботьтесь об их покупке заранее.
Стропильная система называется «скелет крыши». Он должен выдерживать порывы ветра, вес кровли и скапливающийся на кровле снег, поэтому по современным требованиям кровля должна выдерживать нагрузку 200 кг на 1 кв. метр вне зависимости от веса кровельного материала. . Неправильный монтаж стропильной системы может привести к обрушению кровли, поэтому при возведении стропил нельзя допускать ошибок. Перед монтажом стропильной системы необходимо выровнять поверхность обвязки несущих стен, затем уложить гидроизоляционный мауэрлат (продольные балки) и подоконник. Далее нужно собрать из балок, колонн и подкосов подстропильную опорную систему. Эта система возьмет на себя вес стропильной системы. Далее устанавливаются стропила – сначала крайние, а затем промежуточные.
Крышу никогда не клали прямо на стропила, поэтому сначала нужно установить обрешетку. Обрешетку выполняют либо из металлических профилей, либо из деревянных досок – чаще используется второй вариант. Доски обрешетки крепятся к стропилам гвоздями. Параметры обрешетки (ширина досок, расстояние между ними и др.) зависят от выбора кровельного материала. Обрешетку брать под металлическую доску шириной около 100 мм. Толщина досок может варьироваться и обычно рассчитывается специалистами, проектирующими крышу. Толщина досок обрешетки, выходящих на карниз, должна быть меньше толщины остальных досок примерно на 10-15 мм. Расстояние между досками должно быть равно поперечному профилю ступени (350 или 400 мм), при этом расстояние между выступающим выступом и примыкающей доской должно быть меньше стандартного расстояния 50 мм (т.е. будет 300 или 400 мм). 350 мм).
Листовой металл крепится к обрешетке. Если крыша двускатная, то монтаж начинают с конца, если крыша четырехскатная – листы сначала крепят в самой высокой точке, а затем медленно опускают со всех сторон крыши. Каждый листовой металл должен быть включен в следующий список. Листы крепятся к коньку крыши при помощи шурупов и соединяются между собой шурупами.
Розеточные планки монтируются снизу вверх по фронтону, закрывая при этом кромку листовым металлом. Торцевые планки крепятся саморезами к нижней части обрешетки и к крайним волнам листового металла. После размещения всех листов и концевых кронштейнов производится установка коньковых брусков. Эти полоски крепятся саморезами к верхней точке волны металла (на каждую вторую волну). При установке планок по длине нахлест должен составлять 10 см.
Монтаж выполняется ендовой на стыке лучей. Нижний ендов устанавливается поверх обрешетки Карнизная планка, а верхний ендов – листовой металл поверх волны. Монтаж водосточной системы (трубы, желоба и крюки) должен производиться в соответствии с указаниями производителя системы. Примечание: крюки для крепления желобов необходимо устанавливать на обрешетку до монтажа листового металла.
Монтаж водосточной системы является одной из завершающих операций по укладке листов металлочерепицы.
Анкер забивной выполнен в виде цилиндра с четырехсегментной распорной зоной. Анкер оснащен внутренней резьбой и на внешней стороне может иметь насечки во избежание прокручивания. Расклинивание обеспечивается за счет установленного внутри распорного элемента.
Применение
Анкер забивной (вместе с болтом или шпилькой) применяется при ответственном монтаже для крепления особо тяжелых конструкций к природному камню, бетону или полнотелому кирпичу.
Принцип действия
Расклинивание анкера происходит за счет забивания специальным инструментом внутреннего распорного элемента, при вкручивании болта обеспечивается дополнительное расклинивание и фиксирование монтируемой детали.
Монтаж
При монтаже анкера необходимо придерживаться следующей последовательности действий:
просверлить отверстие необходимого диаметра;
освободить просверленное отверстие от пыли;
установить в отверстие анкер и расклинить с помощью молотка и специального инструмента.
вкрутить в анкер болт или шпильку нужного диаметра, зафиксировать деталь гайкой или головкой болта.
Анкер забиваемый латунный применяют для крепления воздуховодов, трубопроводов, инженерного оборудования, подвесных инженерных коммуникаций, декоративных, защитных конструкций.
Купить оптом анкер-цангу латунную можно в крупной транспортной упаковке и подвесах: анкер цанга М8 по 4 изделия, анкер цанга М10 по 2 изделия в упаковке по картонном держателе со штрихкодом.
Забиваемый латунный анкер предназначен для установки конструкций, рассчитанных для легких и средних нагрузок в бетоне, в кладке из полнотелого кирпича и природном камне. Размер цанги определяют по номинальной внутренней резьбе крепежа.
Узнать больше…
Забиваемый анкер изготовляют из латуни — сплава меди и цинка. Материал имеет превосходные антикоррозионные свойства, поэтому цанги латунные используют в узлах соединения во внутренних помещениях и на открытом воздухе. Латунь мягче стали; это ограничивает сферу применения цанги, но добавляет преимуществ.
1. Монтаж цанги латунной проще, чем у стального забивного анкера на одну операцию: расписание лепестков происходит под воздействием ввинчивающего болта или штанга-шпильки.
2. Демонтаж цанги возможен без специального инструмента и он намного проще и быстрее, чем с забивной цангой.
Возможность производить легкий демонтаж цанги позволяет использовать крепеж для установки временных или ремонтных конструкций. Например, анкер забиваемый латунный применяют для временного крепления опалубки или строительных лесов.
Латунный анкер забивной состоит из втулки с внутренней метрической резьбой и внутренним конусообразным сечением. Крепеж используют вместе с болтом или шпилькой с метрической резьбой. Анкер устанавливается в предварительно просверленное отверстие. При последующем вкручивании болта или шпильки происходит распор втулки.
Стоимость цанги латунной выше цены анкера забивного в той же фасовке и упаковке. Несмотря на это, спрос на забиваемый анкер не ниже стального аналога, который более трудозатратный в монтаже. Установка легких или средненагруженных конструкций целесообразна через соединение цанга-шпилька или цанга-болт.
Преимущества латунного анкера
К преимуществам латунного анкера можно отнести следующие характеристики:
высокая коррозионная стойкость
малые межосевые расстояния
малые расстояния до края рабочей поверхности
быстрый сквозной и предварительный монтаж
нагрузка может быть приложена сразу после монтажа
возможен демонтаж
Необходимые параметры при монтаже анкера забиваемого латунного
Обозначение
М6
М8
М10
М12
М16
М20
Диаметр резьбы, мм
6
8
10
12
16
20
Общая длина анкера, мм
25
30
35
50
60
70
Диаметр бура, мм
8
10
12
15
20
24
min расстояние между анкерами, мм
60
80
90
100
120
150
min расстояние до края, мм
60
80
90
100
120
150
min толщина основания, мм
50
60
70
100
120
140
Расчётное усилие F из бетона В20, kH
0,65
1,1
1,6
2,2
3,3
4,2
Расчётное усилие F из кладки полнотелого кирпича М150, kH
0,55
0,9
1,3
1,6
2,3
2,4
. ..свернуть
Возможные названия, по которым покупатели могут искать данный товар: цанга латунная, LAZ, Забиваемый анкер
Механизм сборки β-ствола внешней мембраны Escherichia coli (BAM) закрепляет пептидогликановый слой, соединяя его со всеми субъединицами
. 2021 12 февраля; 22 (4): 1853.
дои: 10.3390/ijms22041853.
Элиза Консоли 1 , Жан-Франсуа Колле 2
3 , Таннеке ден Блаувен 1
Принадлежности
1 Бактериальная клеточная биология и физиология, Сваммердамский институт наук о жизни, Амстердамский университет, 1098 XH Амстердам, Нидерланды.
2 Институт Дюве, Католический университет Лувена, B-1200 Брюссель, Бельгия.
3 Walloon Excellence in Life Sciences and BIOtechnology (WELBIO), B-1200 Брюссель, Бельгия.
PMID:
33673366
PMCID:
PMC7918090
DOI:
10.3390/ijms22041853
Бесплатная статья ЧВК
Элиза Консоли и др.
Int J Mol Sci.
.
Бесплатная статья ЧВК
. 2021 12 февраля; 22 (4): 1853.
дои: 10.3390/ijms22041853.
Авторы
Элиза Консоли 1 , Жан-Франсуа Колле 2
3 , Таннеке ден Блаувен 1
Принадлежности
1 Бактериальная клеточная биология и физиология, Сваммердамский институт наук о жизни, Амстердамский университет, 1098 XH Амстердам, Нидерланды.
2 Институт Дюве, Католический университет Лувена, B-1200 Брюссель, Бельгия.
3 Walloon Excellence in Life Sciences and BIOtechnology (WELBIO), B-1200 Брюссель, Бельгия.
PMID:
33673366
PMCID:
PMC7918090
DOI:
10.3390/ijms22041853
Абстрактный
Грамотрицательные бактерии обладают трехслойной оболочкой, состоящей из внутренней мембраны, окруженной слоем пептидогликана (PG) и внешней мембраной. Оболочка обеспечивает защиту от различных враждебных сред и обеспечивает эффективный барьер против антибиотиков. Слои связаны друг с другом через множество белковых взаимодействий. Бактерии развили сложные механизмы, поддерживающие целостность и функциональность каждого слоя. Механизм сборки β-ствола (BAM), например, отвечает за вставку интегральных белков наружной мембраны, включая белок механизма транспорта липополисахарида LptD. Мечение бактериальных клеток специфичными для BAM флуоресцентными антителами выявило пространственное расположение между аппаратом и слоем PG. Обнаружение антителом каждой субъединицы BAM требовало ферментативного расщепления слоя PG. Увеличение расстояния между наружной мембраной и PG не отменяет этого предварительного условия. Это говорит о том, что BAM локально устанавливает расстояние между OM и слоем PG. Наши результаты проливают новый свет на локальную организацию оболочки.
Ключевые слова:
комплекс БАМ; липопротеин Брауна; Кишечная палочка; иммуномаркировка; внешняя мембрана; пептидогликан; Оборудование для сборки β-ствола.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Оборудование для сборки стволов (БАМ) иммунофлуоресцентное…
Рисунок 1
Иммунофлуоресценция машин для сборки бочек (BAM) на клетках E. coli дикого типа. Фазоконтраст и флуоресценция…
фигура 1
Иммунофлуоресценция машин для сборки бочек (BAM) на клетках E. coli дикого типа. Фазово-контрастные и флуоресцентные микроскопические изображения анти-BAM (1:500) иммунофлуоресценции на клетках дикого типа BW251113. Комплекс БАМ локализуется в виде ярко выраженных очагов по всей периферии клетки ( А ). Концентрация комплекса, нанесенная на график зависимости от возраста клетки в %, указывает на то, что продукция BAM постоянна в течение цикла клеточного деления ( B ). Линия концентрации флуоресценции соединяет интервалы возраста 5 % с доверительным интервалом 95 %, обозначенным планками погрешностей. Клетки выращивали в богатой среде при 37°С. Масштабная линейка равна 2 мкм. Количество проанализированных клеток составило 1686.
Рисунок 2
E. coli иммуномеченые клетки дикого типа…
Рисунок 2
Клетки дикого типа E. coli , иммуномеченые αBAM с использованием различных стадий пермеабилизации. Дикий тип…
фигура 2
Клетки дикого типа E. coli , иммуномеченые αBAM с использованием различных стадий пермеабилизации. Все клетки BW25113 дикого типа были иммуномечены против комплекса BAM (1:500). Клетки были непермеабилизированы (NON, 1784 клетки), пермеабилизированы Тритоном Х-100 (Т, 2021 клетки), пермеабилизированы как Тритоном Х-100, так и лизоцимом (TL, 1686 клеток). Скрипичные графики показывают, что различные обработки демонстрируют различную интенсивность флуоресценции. Расщепление пептидогликана в сочетании с пермеабилизацией мембран (TL), по-видимому, является важным методом лечения для выявления значительного количества BAM-комплексов (9). 0127 А ). В ( B ) изображения непермеабилизированных клеток ( a ), пермеабилизированных Triton X-100 ( b ), пермеабилизированных как Triton X-100, так и лизоцимом ( c ). Клетки выращивали в богатой среде при 37°С. Масштабная линейка равна 2 мкм. Это типичный пример эксперимента. Средний процент сигнала флуоресценции αBAM для Triton Χ-100 и Triton Χ-100 плюс обработка лизоцимом составлял 15 ± 7,4% и 85 ± 7,4%, соответственно, для 6 независимых экспериментов.
Рисунок 3
E. coli иммуномеченые клетки дикого типа…
Рисунок 3
Клетки E. coli дикого типа, иммуномеченые антителами против отдельных субъединиц BAM (αBamA–E).…
Рисунок 3
Клетки E. coli дикого типа, иммуномеченые антителами против отдельных субъединиц BAM (αBamA–E). BW25113 дикого типа, выращенный в богатой среде, пермеабилизированный только Triton X-100 (серый) или в комбинации с лизоцимом (черный) и иммуномеченый αBAM и антителами, специфичными для отдельных субъединиц BAM (1:500). Скрипичные графики концентрации флуоресценции всего комплекса BAM и всех отдельных субъединиц BAM (A – E). Различные значения подчеркивают, что антитела против отдельных субъединиц BAM проявляют различную аффинность к своим эпитопам (A-D). За исключением αBamE (E), который демонстрирует слабое связывание, все остальные субъединицы (AD) дают более высокий сигнал только после расщепления пептидогликана (TL). Т представляет собой Тритон Х-100; TL представляет собой Тритон Х-100 и лизоцим. (БАМ) н = 2021 турецких лир, н = 1686 турецких лир; (А) н = 2021 турецких лир, н = 2042 турецких лир; (B) н = 2036 тл, н = 1450 турецких лир; (С) н = 2014 турецких лир, н = 2373 турецких лир; (D) n = 2157 Тл, n = 2029 TL; (E) н = 2029 турецких лир, н = 1654 турецких лир.
Рисунок 4
Иммуномечение метки αHA. Белки…
Рисунок 4
Иммуномечение метки αHA. Белки BamA и BamE, меченные эпитопом HA,…
Рисунок 4
Иммуномечение метки αHA. Белки BamA и BamE, меченные эпитопом HA, экспрессировались в мутантных клетках E. coli bamA101 и ΔbamE соответственно. Фиксированные клетки пермеабилизировали только Тритоном Х-100 (Т) или в комбинации с лизоцимом (ТЛ). Затем бактерии были иммуномечены антителами метки αHA (1:100). Скрипичные графики концентрации флуоресценции показывают, что обработка лизоцимом необходима для обнаружения большего количества HA-BamA ( A ) и BamE-HA ( B ) с помощью антител метки αHA. В C изображения флуоресцентной микроскопии HA-BamA T ( a ), HA-BamA TL ( b ), BamE-HA T ( c ) и BamE-HA TL ( d ). Клетки выращивали в богатой среде при 37°С. HA-BamA: T n = 1786; TL n = 2431. BamE-HA: T n = 1494; TL n = 1082.
Рисунок 5
Иммуномаркировка наружной мембраны…
Рисунок 5
Иммуномаркировка липопротеина наружной мембраны NlpI в клетках E. coli дикого типа. Дикий тип…
Рисунок 5
Иммуномаркировка липопротеина наружной мембраны NlpI в клетках E. coli дикого типа. Клетки BW25113 дикого типа пермеабилизировали только тритоном Х-100 (Т, 1504 клетки) или в комбинации с лизоцимом (TL, 1015 клеток). Затем клетки были иммуномечены аффинно очищенными антителами αNlpI (1:50). Скрипичные графики концентрации флуоресценции показывают пренебрежимо малую разницу между двумя сигналами NlpI ( А ). Изображения флуоресцентной микроскопии клеток дикого типа, пермеабилизированных только тритоном X-100 ( a ) и тритоном X-100 и лизоцимом (b ), иммуномеченых антителами против NlpI ( B ). Концентрация NlpI не меняется между двумя обработками. Клетки выращивали в богатой среде при 37°С. Масштабная линейка равна 2 мкм.
Рисунок 6
E. coli клетки дикого типа и…
Рисунок 6
Клетки дикого типа E. coli и их увеличенные периплазматические производные мутанты, иммуномеченые αBAM.…
Рисунок 6
Клетки дикого типа E. coli и их увеличенные периплазматические производные мутанты, иммуномеченые αBAM. Скрипичные графики концентрации BAM MG1655 дикого типа (WT, черный), Lpp+14 (серый) и Lpp+21 (розовый). После пермеабилизации пептидогликана (TL) сигнал BAM увеличивается примерно в 3 раза среди всех штаммов. Сигнал БАМ ниже в клетках с непереваренным пептидогликаном по сравнению с клетками, обработанными лизоцимом, независимо от увеличенного расстояния между ОМ и ПГ. Клетки выращивали в богатой среде при 37°С. Антитела использовали в соотношении 1:500. A: дикий тип н = 2062; Lpp+14 n = 1709; Lpp+21 n = 1991. B: дикий тип n = 1697; Lpp+14 n = 1132; Lpp+21 n = 1141.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Escherichia coli Механизм сборки наружной мембраны β-ствола (BAM) взаимодействует с дивисомой.
Консоли Э., Луиринк Дж., Ден Блаувен Т. Консоли Э. и др. Int J Mol Sci. 2021 ноябрь 9;22(22):12101. дои: 10.3390/ijms222212101. Int J Mol Sci. 2021.
PMID: 34829983 Бесплатная статья ЧВК.
Оборудование для сборки β-баррелей Escherichia coli чувствительно к возмущениям при высокой текучести мембраны.
Сторек К.М., Видж Р., Сан Д., Смит П.А., Кербер Дж.Т., Резерфорд СТ. Сторек К.М. и др. J Бактериол. 7 декабря 2018 г.; 201(1):e00517-18. doi: 10.1128/JB.00517-18. Печать 20191 января. J Бактериол. 2018.
PMID: 30322857 Бесплатная статья ЧВК.
DpaA отсоединяет липопротеин Брауна от пептидогликана.
Винкл М., Эрнандес-Рокамора В.М., Пуллела К., Гудолл ЭКА, Марторана А.М., Грей Дж., Хендерсон И.Р., Полисси А., Фоллмер В. Винкль М. и соавт. мБио. 2021 4 мая; 12 (3): e00836-21. doi: 10.1128/mBio.00836-21. мБио. 2021.
PMID: 33947763 Бесплатная статья ЧВК.
Функции липопротеинов BamBCDE, выявленные путем обходных мутаций в BamA.
Белки β-ствола связывают внешнюю мембрану многих грамотрицательных бактерий.
Sandoz KM, Moore RA, Beare PA, Patel AV, Smith RE, Bern M, Hwang H, Cooper CJ, Priola SA, Parks JM, Gumbart JC, Mesnage S, Heinzen RA. Сандоз К.М. и др. Нат микробиол. 2021 янв;6(1):19-26. doi: 10.1038/s41564-020-00798-4. Epub 2020 2 ноября. Нат микробиол. 2021.
PMID: 33139883 Бесплатная статья ЧВК.
Посмотреть все похожие статьи
Цитируется
Escherichia coli Механизм сборки β-ствола наружной мембраны (BAM) Перекрестные помехи с дивисомой.
Консоли Э., Луиринк Дж., Ден Блаувен Т. Консоли Э. и др. Int J Mol Sci. 2021 ноябрь 9;22(22):12101. дои: 10.3390/ijms222212101. Int J Mol Sci. 2021.
PMID: 34829983 Бесплатная статья ЧВК.
использованная литература
Скляр Дж.Г., Ву Т., Кане Д., Силхави Т.Дж. Определение роли периплазматических шаперонов SurA, Skp и DegP в Escherichia coli. Гены Дев. 2007; 21: 2473–2484. doi: 10.1101/gad.1581007.
—
DOI
—
ЧВК
—
пабмед
Ву Т. , Малинверни Дж., Руиз Н., Ким С., Силхави Т.Дж., Кан Д. Идентификация многокомпонентного комплекса, необходимого для биогенеза наружной мембраны Escherichia coli. Клетка. 2005; 121: 235–245. doi: 10.1016/j.cell.2005.02.015.
—
DOI
—
пабмед
Малинверни Дж.К., Вернер Дж., Ким С., Скляр Дж.Г., Кане Д., Мисра Р., Силхави Т.Дж. YfiO стабилизирует комплекс YaeT и необходим для сборки белков внешней мембраны Escherichia coli. Мол. микробиол. 2006; 61: 151–164. doi: 10.1111/j.1365-2958.2006.05211.x.
—
DOI
—
пабмед
Чарлсон Э. С., Вернер Дж.Н., Мисра Р. Дифференциальные эффекты мутации yfgL на белки внешней мембраны кишечной палочки и липополисахарид. Дж. Бактериол. 2006; 188:7186–7194. doi: 10.1128/JB.00571-06.
—
DOI
—
ЧВК
—
пабмед
Чо С.Х., Шевчик Дж., Песавенто С., Зиетек М., Банцаф М., Рощенко П., Асмар А., Лалу Г., Хов А.К., Леверье П. и др. Обнаружение напряжения оболочки путем наблюдения за сборкой β-ствола. Клетка. 2014; 159:1652–1664. doi: 10.1016/j.cell.2014.11.045.
—
DOI
—
пабмед
термины MeSH
вещества
Грантовая поддержка
721408/h3020 Мария Склодовская-Кюри Действия
COLLET SIBLINGS ANCHOR XC DOMINANCE – Knight Wire
РАЙАН РЕБЕНАКЕР, СО-МЕНЕДЖЕР KNIGHT WIRE
Карина и Кристофер Коллет – двое из многих, кто способствует доминированию команд по пересеченной местности в начале сезона, что приводит к места заняли как мужские, так и женские команды в трех соревнованиях.
Для Коллетов культура гонок укоренилась в их семье гораздо глубже, чем просто у двух братьев и сестер Вартбург.
«Мой папа баллотировался в Северо-Центральный колледж, а моя мама баллотировалась в колледж Норт-Парк», — сказала Карина, двукратная участница всеамериканских соревнований по кроссу. «С тех пор они продолжают работать. Я чувствую, что вырос, работая волонтером на соревнованиях по триатлону, раздавая стаканы с водой. Это наследственное.»
Кристофер, начавший второй год обучения, признает, что уже давно может черпать вдохновение не только у родителей, но и у сестер.
«Видеть, как мой отец делает это, и слышать обо всех его достижениях было очень вдохновляюще, и я мог видеть, как мои сестры ходят и бегают на соревнованиях штата, это было похоже на то, что всю мою жизнь меня окружало величие», — сказал Кристофер. .
«Даже олимпийцы — люди. Все ребята из D-I, которые бегают, тоже люди. Я вырос среди величия, и на каждом уровне, на который я поднимался, я действительно верю, что нет никого, кто был бы неприкасаемым. [Моя семья] научила меня этому».
— КРИСТОФЕР КОЛЛЕТ
Кристофер и Карина — двое из шести братьев и сестер, и внутренняя конкуренция в семье, которая живет в Вероне, штат Иллинойс, является одним из способов, которым Карина видела, как ее братья и сестры росли как спортсмены.
«Одним из моих любимых примеров нашей конкурентоспособности было то, что мы оба были в команде по плаванию, когда были моложе», — сказала Карина. «Итак, я сломал 30 секунд в 50-м свободном [стиле], что было своего рода вехой, и я сделал это на этом соревновании, и я был так взволнован. А потом Кристофер плывет в следующей гонке и останавливается на 30 секунд в 50-м стиле[стиль], и я такой: «Ты серьезно?»
Карина, старшая из двух братьев и сестер, зарекомендовала себя на университетском уровне благодаря конференциям и национальным наградам. Кристофер, с другой стороны, присматривается к потенциальным будущим коллегиальным наградам.
«Я думаю, это действительно интересно, что он приехал в Вартбург. Я не думала, что он пойдет в тот же колледж, что и я», — сказала Карина. «Потому что, когда он приехал сюда, я уже была всеамериканкой, я уже была, знаете ли, «Кариной Коллет». Я была вроде как громким именем. И это много, чтобы соответствовать и сказать: «Ого, ты младший брат Карины, верно?»
Кристофер признается, что изо всех сил пытался выйти из тени Карины, но в конечном итоге рад, что она рядом.
«То, что моя сестра здесь, действительно помогает, это скорее хорошо, чем плохо», — сказал Кристофер. «Хотя я могу немного оставаться в ее тени, я все еще могу использовать это как постоянную мотивацию. Если Карина была здесь всеамериканкой, какие у меня могут быть оправдания, чтобы не быть ею?»
Хотя братья и сестры имеют одинаковое воспитание, они считают друг друга очень разными бегунами на студенческой трассе.
«Наверное, больше всего мы отличаемся своим подходом и стилем», — сказала Карина. «Мы оба хотим финишировать тяжело и быстро, но задача состоит в том, чтобы финишировать жестко, зная, что вы приложили много усилий на протяжении всей гонки, а не просто сидели сложа руки до конца».
Удельное сопротивление меди, алюминия, нихрома, стали и других проводников
Приведенная ниже таблица удельного электрического сопротивления содержит значения удельного сопротивления для многих веществ, широко используемых в электрике и электронике. В частности, она включает в себя удельное сопротивление меди, алюминия, нихрома, стали, никеля и так далее.
Удельное электрическое сопротивление особенно важно, поскольку оно определяет электрические характеристики и, следовательно, пригодность материала для использования во многих электрических компонентах. Например, можно увидеть, что удельное сопротивление меди, удельное сопротивление алюминия, а также нихрома, никеля, серебра, золота и т.д. определяет, где эти металлы используются.
Для того чтобы сравнить способность различных материалов проводить электрический ток, используются показатели удельного сопротивления.
Что означают показатели удельного сопротивления?
Для того чтобы иметь возможность сравнивать удельное сопротивление различных материалов, от таких изделий, как медь и алюминий, до других металлов и веществ, включая висмут, латунь и даже полупроводники, необходимо использовать стандартное измерение.
Единица измерения удельного сопротивления в Международной системе единиц (СИ) — Ом·м.
Единица измерения удельного сопротивления в системе СИ равна такому удельному сопротивлению вещества, при котором однородный проводник длиной 1 м с площадью поперечного сечения 1 м2, изготовленный из этого вещества, имеет сопротивление, равное 1 Ом. Соответственно, удельное сопротивление произвольного вещества, выраженное в единицах СИ, численно равно сопротивлению участка электрической цепи, выполненного из данного вещества, длиной 1 м и площадью поперечного сечения 1 м2
[1]
Таблица удельного сопротивления для распространенных проводников
В таблице ниже приведены показатели удельного сопротивления для различных материалов, в частности металлов, используемых для электропроводности.
Показатели удельного сопротивления приведены для таких “популярных” материалов, как медь, алюминий, нихром, сталь, свинец, золото и других.
Видно, что удельное сопротивление меди и удельное сопротивление латуни оба низкие, и с учетом их стоимости, относительно серебра и золота, они становятся экономически эффективными материалами для использования для многих проводов. Удельное сопротивление меди и простота ее использования привели к тому, что она также используется крайне часто в качестве материала для проводников на печатных платах.
Изредка алюминий и особенно медь используются из-за их низкого удельного сопротивления. Большинство проводов, используемых в наши дни для межсоединений, изготовлены из меди, поскольку она обеспечивает низкий уровень удельного сопротивления при приемлемой стоимости.
Удельное сопротивление золота также важно, поскольку золото используется в некоторых критических областях, несмотря на его стоимость. Часто золотое покрытие встречается на высококачественных слаботочных разъемах, где оно обеспечивает самое низкое сопротивление контактов. Золотое покрытие очень тонкое, но даже в этом случае оно способно обеспечить требуемые характеристики разъемов.
Серебро имеет очень низкий уровень удельного сопротивления, но оно не так широко используется из-за его стоимости и из-за того, что оно тускнеет, что может привести к более высокому сопротивлению контактов.
Однако оно используется в некоторых катушках для радиопередатчиков, где низкое удельное электрическое сопротивление серебра снижает потери. При использовании в таких целях серебро обычно наносилось только на существующий медный провод. Покрытие провода серебром позволило значительно снизить затраты по сравнению с цельным серебряным проводом без существенного снижения производительности.
Другие материалы в таблице удельного электрического сопротивления могут не иметь такого очевидного применения. Тантал фигурирует в таблице, поскольку используется в конденсаторах – никель и палладий используются в торцевых соединениях многих компонентов поверхностного монтажа, таких как конденсаторы.
Кварц находит свое основное применение в качестве пьезоэлектрического резонансного элемента. Кварцевые кристаллы используются в качестве частотоопределяющих элементов во многих осцилляторах, где высокое значение Q позволяет создавать очень стабильные по частоте схемы. Аналогичным образом они используются в высокоэффективных фильтрах. Кварц имеет очень высокий уровень удельного сопротивления и не является хорошим проводником электричества, то есть его относят к категории диэлектрикам.
Список использованной литературы
Деньгуб В. М., Смирнов В. Г. Единицы величин. Словарь-справочник. — М.: Издательство стандартов, 1990. — С. 93. — 240 с.
Giancoli, Douglas C., Physics, 4th Ed, Prentice Hall, (1995).
Raymond A. Serway (1998). Principles of Physics (2nd ed.). Fort Worth, Texas; London: Saunders College.
David Griffiths (1999) [1981]. “7 Electrodynamics”. In Alison Reeves (ed.). Introduction to Electrodynamics (3rd ed.). Upper Saddle River, New Jersey.
Matula, R.A. (1979). “Electrical resistivity of copper, gold, palladium, and silver”. Journal of Physical and Chemical Reference Data.
Douglas Giancoli (2009) [1984]. “25 Electric Currents and Resistance”. In Jocelyn Phillips (ed.). Physics for Scientists and Engineers with Modern Physics (4th ed.). Upper Saddle River, New Jersey.
“Copper wire tables”. United States National Bureau of Standards. Retrieved 3 February 2014.
https://www.plansee.com/en/materials/niobium.html
AISI 1010 Steel, cold drawn. Matweb
Karcher, Ch.; Kocourek, V. (December 2007). “Free-surface instabilities during electromagnetic shaping of liquid metals”.
“JFE steel” (PDF). Retrieved 2012-10-20.
Плотность свинца, теплопроводность и удельная теплоемкость свинца Pb
В таблице приведены физические свойства свинца: плотность свинца d, удельная теплоемкость Cp, температуропроводность a, теплопроводность λ, удельное электрическое сопротивление ρ в зависимости от температуры (при отрицательных и положительных температурах — в интервале от -223 до 1000°С).
Плотность свинца зависит от температуры — при нагревании этого металла его плотность снижается. Уменьшение плотности свинца объясняется увеличением его объема при росте температуры. Плотность свинца равна 11340 кг/м3 при температуре 27°С. Это довольно высокая величина, сравнимая, например, с плотностью технеция Tc и тория Th.
Плотность свинца намного больше плотности таких металлов, как олово (7260 кг/м3), алюминий (2700 кг/м3), хром (7150 кг/м3) и других распространенных металлов. Однако свинец не самый тяжелый металл. Если, к примеру, положить кусочек свинца в чашку с ртутью или с расплавленным таллием Tl, то он будет плавать на их поверхности.
Свинец начинает плавиться при температуре 327,7°С. При переходе его в жидкое состояние плотность свинца снижается скачкообразно и при температуре 1000 К (727°С) плотность жидкого свинца составляет уже 10198 кг/м3.
Удельная теплоемкость свинца равна 127,5 Дж/(кг·град) при комнатной температуре и при нагревании его до температуры плавления — увеличивается. Например, удельная теплоемкость свинца при температуре 280°С составляет величину около 140 Дж/(кг·град). Теплоемкость свинца в жидком состоянии при нагревании, наоборот — уменьшается и при температуре более 1000 К также равна 140 Дж/(кг·град).
Теплофизические свойства свинца в зависимости от температуры
t, °С →
-223
-173
-73
27
127
227
327
327,7
527
727
d, кг/м3
—
11531
11435
11340
11245
11152
11059
10686
10430
10198
Cp, Дж/(кг·град)
103
116,8
123,2
127,5
132,8
137,6
142,1
146,4
143,3
140,1
λ, Вт/(м·град)
43,6
39,2
36,5
35,1
34,1
32,9
31,6
15,5
19,0
21,4
a·106, м2/с
35,7
29,1
24,3
24,3
22,8
21,5
20,1
9,9
12,7
15,0
ρ·108, Ом·м
2,88
6,35
13,64
21,35
29,84
38,33
47,93
93,6
102,9
112,2
Среди множества распространенных металлов свинец обладает относительно невысокой удельной теплоемкостью при комнатной температуре. Для примера, теплоемкость стали равна 440…550, чугуна — 370…550, меди — 385, никеля — 444 Дж/(кг·град). Следует отметить, что теплоемкость тяжелых металлов в общем случае не высока. Отмечается такая зависимость: чем плотнее металл, тем ниже его удельная теплоемкость.
Температуропроводность твердого свинца при его нагревании уменьшается, а жидкого — увеличивается. Теплопроводность свинца равна 35,1 Вт/(м·град) при комнатной температуре. Свинец при нормальной температуре имеет довольно низкую теплопроводность — почти в 7 раз меньше теплопроводности алюминия и в 11 раз ниже теплопроводности меди. Зависимость теплопроводности свинца от температуры следующая: при его нагревании до температуры плавления теплопроводность свинца уменьшается, а теплопроводность жидкого свинца при повышении температуры — растет.
Источник: В.Е. Зиновьев. Теплофизические свойства металлов при высоких температурах.
Анализ роли удельного сопротивления свинца в удельной скорости поглощения для свинцов глубокого стимулятора мозга при МРТ 3T
1. Мачадо А., Резай А.Р., Копелл Б.Х., Гросс Р.Е., Шаран А.Д., Бенабид А.Л. Глубокая стимуляция мозга при болезни Паркинсона: Хирургическая техника и периоперационное ведение. Двигательные расстройства. 2006 г., июнь; 21: S247–258. [PubMed] [Google Scholar]
2. Benabid AL, Deuschl G, Lang AE, Lyons KE, Rezai AR. Глубокая стимуляция мозга при болезни Паркинсона. Двигательные расстройства. 21 июня 2006 г. (№ Приложения 14): S168–170. [PubMed] [Академия Google]
3. Бейкер К.Б., Ткач Л.А., Филлипс М.Д., Резай А.Р. Изменчивость радиочастотного нагрева имплантата для глубокой стимуляции мозга в разных системах МРТ. J Magn Reson Imag. 2006 г., декабрь; 24: 1236–1242. [PubMed] [Google Scholar]
4. Arantes PR, Cardoso EF, Barreiros MA, Teixeira MJ, Goncalves MR, Barbosa ER, Sukwinder SS, Leite CC, Amaro E., Jr Выполнение функциональной магнитно-резонансной томографии у пациентов с болезнью Паркинсона лечение с помощью глубокой стимуляции мозга. Двигательные расстройства. 2006 авг; 21: 1154–1162. [PubMed] [Академия Google]
5. Rezai AR, Baker KB, Tkach JA, Phillips M, Hrdlicka G, Sharan AD, Nyenhuis J, Ruggieri P, Shellock FG, Henderson J. Безопасна ли магнитно-резонансная томография для пациентов с системами нейростимуляции, используемыми для глубокой стимуляции мозга? Нейрохирургия. 2005 г., ноябрь; 57: 1056–1062. [PubMed] [Google Scholar]
6. Резай А.Р., Филлипс М., Бейкер К.Б., Шаран А.Д., Ниенхуис Дж., Ткач Дж., Хендерсон Дж., Шеллок Ф.Г. Система нейростимуляции, используемая для глубокой стимуляции мозга (DBS): вопросы безопасности МРТ и последствия несоблюдения рекомендаций по безопасности. Инвестируйте Радиол. 2004 май; 39: 300–303. [PubMed] [Google Scholar]
7. Хендерсон Дж.М., Ткач Дж., Филлипс М., Бейкер К., Шеллок Ф.Г., Резай А.Р. Постоянный неврологический дефицит, связанный с магнитно-резонансной томографией, у пациента с имплантированными электродами для глубокой стимуляции мозга при болезни Паркинсона: история болезни. Нейрохирургия. 2005 ноябрь;57:E1063. [PubMed] [Google Scholar]
8. Международный стандарт медицинского оборудования, часть 2–33: особые требования к безопасности магнитно-резонансного оборудования для медицинской диагностики, 60601-2-33. Международная электротехническая комиссия; Женева, Швейцария: 2002 г. [Google Scholar]
9. Бернарди П., Каваньяро М., Пиза С., Пьюцци Э. Удельная скорость поглощения и повышение температуры у субъекта, находящегося в дальнем поле радиочастотных источников, работающих в диапазоне 10–900 МГц. IEEE Trans Biomed Eng. 2003 г., март; 50 (№ 3): 295–304. [PubMed] [Google Scholar]
10. Nguyen UD, Brown JS, Chang IA, Krycia J, Mirotznik MS. Численная оценка нагрева головы человека при магнитно-резонансной томографии. IEEE Trans Biomed Eng. 2004 г., август 51 (№ 8): 1301–1309. [PubMed] [Академия Google]
11. Коллинз С.М., Лю В., Ван Дж., Груттер Р., Воан Дж.Т., Угурбил К., Смит М.Б. Расчеты температуры и SAR для головы человека в объемных и поверхностных катушках на частотах 64 и 300 МГц. J Magn Reson Imag. 2004 г., май; 19: 650–656. [PubMed] [Google Scholar]
12. Nitz WR, Brinker G, Diehl D, Frese G. Удельная скорость поглощения как плохой показатель нагрева имплантата, связанного с магнитным резонансом. Инвестируйте Радиол. 2005 г., декабрь; 40: 773–776. [PubMed] [Google Scholar]
13. Гай А.В. Биофизика – поглощение и распределение энергии. АГАРД. 1974 [Google Scholar]
14. Радиочастотные электромагнитные поля: свойства, количества и единицы измерения, биофизическое взаимодействие и измерение Национальный совет по радиационной защите и измерениям. Том. 67. Bethesda, MD: 1981. [Google Scholar]
15. Габриэль С., Габриэль С., Кортаут Э. Диэлектрические свойства биологических тканей: I. Обзор литературы. физ.-мед. биол. 1996;41:2231–2249. [PubMed] [Google Scholar]
16. Ho HS. Безопасность металлических имплантатов при магнитно-резонансной томографии. J Magn Reson Imag. 2001 окт.; 14:472–477. [PubMed] [Академия Google]
17. Чоу К. К., Макдугалл Дж.А., Чан К.В. Радиочастотный нагрев имплантированного стимулятора спондилодеза во время магнитно-резонансной томографии. IEEE Trans Biomed Eng. 1997 г., май; 44: 367–373. [PubMed] [Google Scholar]
18. Armenean C, Perrin E, Armenean M, Beuf O, Pilleul F, Saint-Jalmes H. Индуцированное радиочастотным излучением повышение температуры вдоль металлических проводов в клинической магнитно-резонансной томографии: влияние диаметра и длины . Магн Резон Мед. 2004 г., ноябрь; 52: 1200–1206. [PubMed] [Google Scholar]
19. Makris N, Angelone L, Tulloch S, Sorg S, Kaiser J, Kennedy D, Bonmassar G. Анатомическая модель головы человека на основе МРТ для картирования удельной скорости поглощения. Med Biol Eng Comput. 2008 дек;46:1239–1251. [Бесплатная статья PMC] [PubMed] [Google Scholar]
20. Angelone LM, Potthast A, Segonne F, Iwaki S, Belliveau JW, Bonmassar G. Металлические электроды и отведения при одновременной ЭЭГ-МРТ: удельная скорость поглощения (SAR) симуляционные исследования. Биоэлектромагнетизм. 2004 г., май; 25: 285–295. [PubMed] [Google Scholar]
21. Ворст Авеню, Розен А., Коцука Ю. Взаимодействие РЧ/СВЧ с биологическими тканями. Хобокен, Нью-Джерси: Wiley: 2006. с. 73. [Google Scholar]
22. Инструмент параметров диэлектрической проницаемости тканей тела Федеральной комиссии по связи (FCC) [онлайн] Доступно: http://www.fcc.gov/fcc-bin/dielec.sh.
23. Коллинз С.М., Смит М.Б. Отношение сигнал/шум и поглощаемая мощность в зависимости от напряженности основного магнитного поля и определение «90-градусного» ВЧ-импульса для головы в катушке «птичья клетка». Магн Резон Мед. 2001 г., апрель; 45: 684–691. [PubMed] [Google Scholar]
24. Мохсин С.А., Шейх Н.М., Саид У. МРТ-индуцированный нагрев отведений для стимуляции глубоких отделов головного мозга. физ.-мед. биол. 2008; 53: 5745–5756. [PubMed] [Google Scholar]
25. Li QX, Gandhi OP. Термические последствия нового смягченного стандарта безопасности IEEE RF для воздействия на голову сотовых телефонов на 835 и 1900 МГц. IEEE Trans Microw Theory Tech. 2006 г., январь; 54 (№ 1): 3146–3154. [Google Scholar]
26. DeMarco SC, Lazzi G, Liu W, Weiland JD, Humayun MS. Расчет SAR и тепловое возвышение в 0,25-мм 2-D модели человеческого глаза и головы в ответ на имплантированный стимулятор сетчатки — Часть I: Модели и методы. Распространение транс-антенн IEEE. 2003 г., сентябрь 51 (№ 9): 2274–2285. [Google Scholar]
27. Йи К.С. Численное решение начально-краевых задач с уравнениями Максвелла в изотропных средах. Распространение транс-антенн IEEE. 14 1966 марта; (№ 3): 302–307. [Google Scholar]
28. Kunz KS, Luebbers RJ. Метод конечных разностей во временной области для электромагнетизма. Бока-Ратон, Флорида: CRC Press; 1993. [Google Scholar]
30. Caputa K, Okoniewski M, Stuchly MA. Алгоритм расчета энерговыделения в тканях человека. Антенны IEEE Propagat Mag. 1999 августа; 41: 102–107. [Google Scholar]
31. Ибрагим Т.С., Танг Л., Кангарлу А., Абрахам Р. Электромагнитный и модельный анализ имплантированного устройства на 3 и 7 тесла. J Magn Reson Imag. 2007 ноябрь; 26: 1362–1367. [PubMed] [Google Scholar]
32. Balanis CA. Теория антенн: анализ и проектирование. 3-й. Хобокен, Нью-Джерси: Wiley; 2005. с. 443. [Google Scholar]
33. Bassen H, Kainz W, Mendoza G, Kellom T. МРТ-индуцированный нагрев выбранных металлических имплантатов из тонкой проволоки. Лабораторные и вычислительные исследования. Полученные данные и новые вопросы. Минимально инвазивная теория Allied Technol. 2006; 15:76–84. [PubMed] [Академия Google]
34. Vasios CE, Angelone LM, Purdon PL, Ahveninen J, Belliveau JW, Bonmassar G. Измерения ЭЭГ/(f)МРТ при 7 Тесла с использованием нового колпачка ЭЭГ («InkCap») Neuroimage. 2006 г., декабрь; 33: 1082–1092. [PubMed] [Google Scholar]
35. Бонмассар Г. Резистивная коническая полосковая линия (RTS) в записи электроэнцефалограммы во время МРТ. IEEE Trans Microw Theory Tech. 2004 г., 52 августа: 1992–1998 гг. [Google Scholar]
36. Шоу Р.К., Лонг Б., Вернер Д., Гаврин А. Характеристика проводящих текстильных материалов, предназначенных для радиочастотных приложений. Антенны IEEE Propag Mag. 2007 июнь; 49: 28–40. [Google Scholar]
37. Ларсен Э., Рис Ф. Проектирование и калибровка монитора изотропного электрического поля NBS (EFM-5), от 0,2 до 1000 МГц. Nat Bureau Std Tech Note Rep. 1981;1033 [Google Scholar]
38. Smith G. Анализ миниатюрных датчиков электрического поля с резистивными линиями передачи. IEEE Trans Microw Theory Tech. 1981 ноябрь; 29 (№ 11): 1213–1224. [Google Scholar]
39. Reilly JP. Прикладная биоэлектричество: от электростимуляции до электропатологии. Нью-Йорк: Springer Verlag; 1998. с. 412. [Google Scholar]
40. Grill W. Соображения безопасности при глубокой стимуляции мозга: обзор и анализ. Эксперт Rev Med Devices. 2005; 2: 409–420. [PubMed] [Google Scholar]
41. Bernstein M, Ward H, McGee K, Felmlee J, Knudsen1 V, Gorny K, Huston J, III, Lee K. Изменения в усилении радиочастотной передачи до и после размещения электродов DBS в 36 последовательных пациентов. Proc Int Soc Mag Reson Med. 2009;17:3105. [Google Scholar]
42. Алекчи М., Коллинз С.М., Смит М.Б., Джеззард П. Картирование радиочастотного магнитного поля катушки в птичьей клетке на 3 Тесла: экспериментальная и теоретическая зависимость от свойств образца. Магн Резон Мед. 2001 авг; 46:379–385. [PubMed] [Google Scholar]
43. Liu W, Collins CM, Smith MB. Расчеты распределения B1, удельной скорости поглощения энергии и отношения собственного сигнала к шуму для катушки размером с птичью клетку, загруженной различными человеческими объектами, на частотах 64 и 128 МГц. Appl Magn Reson. 2005; 29: 5–18. [Бесплатная статья PMC] [PubMed] [Google Scholar]
44. ван ден Бош М.Р., Морланд М.А., ван Лиер А.Л., Бартелс Л.В., Лагендейк Дж.Дж., ван ден Берг К.А. Новый метод количественного определения токов, индуцированных радиочастотами внутри проводящих проводов. Proc Int Soc Mag Reson Med. 2009 г.;17:4792. [Google Scholar]
45. Сани Дж.Г., Пайк Г.Б. Артефакты стоячей волны и радиочастотного проникновения, вызванные эллиптической геометрией: электродинамический анализ МРТ. IEEE Trans Med Imag. 1998 авг.; 17: 653–662. [PubMed] [Google Scholar]
46. Бейкер К.Б., Ткач Дж., Холл Дж.Д., Ниенхуис Дж.А., Шеллок Ф.Г., Резай А.Р. Уменьшение нагрева, связанного с магнитно-резонансной томографией, в отведениях для глубокой стимуляции мозга с помощью устройства управления отведениями. Нейрохирургия. 2005; 57: 392–397. [PubMed] [Академия Google]
47. Kainz W, Christ A, Kellom T, Seidman S, Nikoloski N, Beard B, Kuster N. Дозиметрическое сравнение конкретного антропоморфного манекена (SAM) с 14 анатомическими моделями головы с использованием нового определения для позиционирования мобильного телефона. физ.-мед. биол. 2005 г., июль; 50: 3423–3445. [Бесплатная статья PMC] [PubMed] [Google Scholar]
48. Railton CJ, Schneider JB. Аналитический и численный анализ нескольких локально конформных схем FDTD. IEEE Trans Microw Theory Tech. 1999 г., январь; 47 (1): 56–66. [Академия Google]
50. Jin JM, Chen J, Chew WC, Gan H, Magin RL, Dimbylow PJ. Вычисление электромагнитных полей для приложений высокочастотной магнитно-резонансной томографии. физ.-мед. биол. 1996 декабрь; 41: 2719–2738. [PubMed] [Google Scholar]
51. Ганди OP, Chen XB. Удельные скорости поглощения и плотности индуцированного тока для анатомической модели человека при воздействии изменяющихся во времени магнитных полей МРТ. Магн Резон Мед. 1999 апр; 41: 816–823. [PubMed] [Google Scholar]
52. Резай А.Р., Финелли Д., Ниенхуис Дж.А., Хрдличка Г., Ткач Дж., Шаран А., Ругиери П., Стыпулковски П.Х., Шеллок Ф.Г. Системы нейростимуляции для глубокой стимуляции мозга: In vitro оценка связанного с магнитно-резонансной томографией нагрева при 1,5 тесла. J Magn Reson Imag. 2002 ноябрь; 15: 241–250. [PubMed] [Google Scholar]
53. Ангелоне Л.М., Васиос К.Э., Виггинс Г., Пурдон П.Л., Бонмассар Г. О влиянии резистивных электродов и отведений ЭЭГ во время 7Т МРТ: моделирование и исследования измерения температуры. Магнитно-резонансное изображение. 2006 г., июль; 24: 801–812. [PubMed] [Академия Google]
54. Ибрагим Т.С., Ли Р., Абдулджалил А.М., Бертлейн Б.А., Робитайл П.М. Диэлектрические резонансы и неоднородность поля B(1) в СВМРТ: вычислительный анализ и экспериментальные данные. Магнитно-резонансное изображение. 2001 окт; 19: 219–226. [PubMed] [Google Scholar]
Фундаментальные факторы, контролирующие удельное электрическое сопротивление в стеклообразных тройных силикатах свинца
%PDF-1.4 % 119 0 объект > эндообъект 114 0 объект >поток application/pdf
Журнал исследований Национального бюро стандартов является публикацией правительства США. Документы находятся в общественном достоянии и не защищены авторским правом в США. Тем не менее, обратите особое внимание на отдельные работы, чтобы убедиться, что не указаны ограничения авторского права. Для отдельных произведений может потребоваться получение других разрешений от первоначального правообладателя.
Фундаментальные факторы, контролирующие удельное электрическое сопротивление стеклообразных тройных силикатов свинца
Штраус, Саймон В.; Мур, Дуайт Г.; Харрисон, Уильям Н .; Ричардс, Ллойд Э.
Подключаемый модуль Adobe Acrobat 9.13 Paper Capture2011-01-11T09:34:11-05:00Adobe Acrobat 9.02012-02-06T11:18-05:002012-02-06T11:18-05:00uuid:c22294fc-62fa-46bd-a986 -7e9affc1cbb3uuid:b9671559-53e1-4a72-b933-9b762e4b959fuuid:c22294fc-62fa-46bd-a986-7e9affc1cbb3default1
convertuuid:4b1deaf4-b3cb-4488-88a4-ff76bbd814c7converted to PDF/A-1bpdfaPilot2012-02-06T11:17:57-05:00
False1B
http://ns.adobe.com/pdf/1.3/pdfAdobe PDF Schema
internalОбъект имени, указывающий, был ли документ изменен для включения информации треппингаTrappedText
Насос погружной для грязной воды Karcher SP 7 Dirt EU 1.645-504
Области применения
Насос погружной для грязной воды Karcher SP 7 Dirt – самый мощный насос линейки производительностью 15 500 л/ч – позволяет откачивать воду из прудов, затопленных подвалов, строительных котлованов объемом до 100 м³. Аппарат предназначен для работы с грязной водой с частицами примесей до 30 мм. При попадании более крупных частиц интегрированный фильтр предварительной очистки защитит насос от поломки. Керамическое контактное уплотнительное кольцо с масляной камерой значительно продлевает срок службы аппарата. Поплавковый выключатель с возможностью регулировки коммутационного уровня помогает настроить автоматический режим откачки воды. Система Quick Connect позволяет быстро подсоединить шланги 1″, 1 1/4″ и 1 1/2″.
Особенности и преимущества
Керамическое уплотнительное кольцо Для долгого срока службы
Датчик уровня с плавной регулировкой Увеличивает гибкость в установках для автоматического включения отключения насоса, и предотвращает работу «всухую»
Система Quick Connect Специальный разъем для быстрого присоединения шлангов 1″, 1 1/4″ и 1 1/2″
Особенности
Характеристики
Области применения
Оснащение
Особенности
Керамическое уплотнительное кольцо. Для долгого срока службы
Датчик уровня с плавной регулировкой
Система Quick Connect
Для грязной воды. Эффективная откачка грязной воды с частицами до 30 мм
Возможность зафиксировать поплавковый выключатель. Для продолжительной работы
Удобная ручка для переноски. Удобно держать и можно использовать как держатель для проводов
Прочная и удобная конструкция фиксации фильтра. Защищает насос от чрезмерных загрязнений и предотвращает попадание крупных частиц в крыльчатку
Характеристики
Автоматический контроль за уровнем воды
Поплавковый
Габариты (В х Ш х Д), мм
230 х 285 х 354
Глубина погружения, м
7
Длина сетевого шнура, м
10
Качество воды
Грязная
Макс. давление, Бар
8
Макс. температура воды, °C
До 35
Питание, В/Гц
220-230/50
Потребляемая мощность, кВт
0.75
Производительность, л/ч
15000
Размер фильтруемых частиц, мм
30
Соединительная резьба, дюйм
1″
Тип
Погружной дренажный
Установка насоса
Поплавковый
Вес, кг
6. 5
Области применения
Для откачки воды после затопления
Для осушения строительных котлованов с максимальным объемом до 100 м³ (Для откачки воды из котлована)
Для откачки воды из пруда
Для откачки воды из бассейна
Оснащение
Интегрированный фильтр из нержавейки — 1 шт.
Настройка высоты — для комфортного использования — 1 шт.
Переключение между ручным/автоматическим режимом, Возможность зафиксировать поплавковый выключатель — 1 шт.
Система Quick Connect для быстрого подключения — 1 шт.
Удобная ручка для переноски — 1 шт.
1MB
4MB
Отзывы (5)
В него интегрирован специальный фильтр из нержавеющей стали, который не позволит ему сломаться при попадании крупного мусора. Высоту можно настраивать, так его использовать куда проще. Есть возможность переключения между ручным и автоматическим режимом, а также можно зафиксировать выключатель поплавкового типа. Подключение насоса происходит быстро и просто, потому что новая система для этого установлена
Дороговато он стоит, но зато все его плюсы полностью окупают стоимость, поэтому ее за недостаток можно и не считать вовсе
У меня в загородном доме есть бассейн, поэтому я себе и купил данный насос. Выбрал данную фирму исключительно из-за качества и надежности ее приборов. Использую их мойку для автомобилей уже несколько лет, и она у меня ни разу не ломалась еще. Чтобы откачивать воду из бассейна перед зимой он отлично подходит, потому что осенью в него попадает большое количество грязи и прочего мусора, все это способно засорить насос, и он попросту сломается. Данный насос имеет защиту в виде нескольких фильтров, при попадании в них крупного мусора он просто остается на них, а если он все-таки внутрь попадет, то насос просто отключится, у меня были такие ситуации несколько раз, проблем с его очисткой у меня потом не было никогда, потому что фильтры снять довольно просто и легко. Для грязной воды он подходит отлично. У него высокая производительность, откачивает более 15000 литров воды в час. Все примеси размером до 30 миллиметров отсеивает. Контактное уплотнение имеет керамическое кольцо и масляную камеру, поэтому у него срок службы невероятно высокий. У меня работает он уже пару лет точно. Выключатель использую поплавковый, он позволяет не следить за насосом постоянно и занимать другими своими делами. На откачку воды из бассейна у меня уходит не больше часа, точное время сказать не могу, потому что никогда не засекал его. Если работа насоса предстоит продолжительная, то выключатель можно и зафиксировать. Для его переноски есть рукоятка, которая также выполняет функцию держателя проводов. К нему подходит большое количество шлангов, поэтому проблем с ними не будет. На него также распространяется гарантия двухлетняя, которой мне пользовать не приходилось ни разу, потому что он никогда у меня не ломался. Рекомендую данный насос, он отлично подходит для очистки бассейнов от грязной воды
Простой в обращении насос, про сборку и надежность ничего плохого сказать не могу, потому что он у меня уже несколько лет работает. У него высокая производительность, мой бассейн откачивает минут за 40 не более. Шланги присоединяются с помощью специального разъема. Кольцо уплотнения выполнено из керамики, поэтому прослужит максимально долго
Мне сначала казалось, что он довольно дорогой, но если учесть огромное количество его плюсов, то цена полностью оправдывается
Построил у себя на загородном доме небольшой бассейн, примерное количество литров сказать не могу, потому что никогда не проверял этого. Ближе к осени столкнулся с проблемой, что из него нечем выкачать воду, поэтому мне пришлось искать отличный насос для данных целей. А так как я воду решил откачивать только в тот момент, когда она уже была грязная и с кучей песка и мусора, то решил брать ту модель, которая все данные примеси сможет отфильтровать и не сломается. Катался по большому количеству разных магазинов в поисках хорошего варианта, пока не доехал до официального магазина Karcher, где и купил эту модель насоса себе. Минут 40 разговаривал с консультантом, потому что до этого я не использовал подобных приборов и мне важно было узнать все тонкости их работы и их обслуживания. Этот насос обладает производительностью в 15 тысяч литров в час, что очень много, у меня бассейн раз в 5 меньше, поэтому на откачку воды уходит так мало времени. Брал специально с запасом, потому что в дальнейшем планировал его расширить раза в 2 не меньше, чтобы вся семья могла им пользоваться одновременно. В нем есть фильтры, которые не пускают внутрь крупный мусор, и он весь остается на них. Если все-таки туда попадает он, то очистить его не сложно, потому что конструкция не такая сложная. Крепление для шлангов можно назвать универсальным, потому что к нему подходит много разных вариантов шланга, мне покупать дополнительный не пришлось, использую тот, который у меня уже был в гараже, он высокопрочный. Датчик уровня имеет плавную регулировку, что позволяет хорошо и удобно настроить автоматическую работу насоса, я каждый сезон пользуюсь данной возможностью. Без воды работать он не будет, а просто отключится. У него небольшие размеры, если его кто-то хочет у меня одолжить, то ему не придется подгонять целый прицеп, его спокойно можно будет унести в руках. Шнур для питания обладает 10 метровой длинной, включаю его дома и не приходится использовать удлинители. Потребляет немного мощности, написано, что 0,75 киловатт. Весит он 6,5 килограмм, чтобы отлично и быстро погружался на дно бассейна, при этом переносить его не сложно. Рукоятка для переноски у него имеется, поэтому сложностей вообще никаких возникнуть не должно. Насос отличный, вообще не жалею, что пришлось на него потратить такую сумму, потому что пользоваться им просто, и он максимально эффективно работает. При этом с облуживанием проблем нет!
Его просто использовать, он имеет достаточную массу, чтобы быстро погрузиться на дно. Выключатель поплавкового типа и его можно зафиксировать, чтобы необходимо при длительной работе насоса. Есть рукоятка для переноски, которую можно использовать для фиксации проводов. Подходят шланги почти любого диаметра и фиксируются быстро и надежно
Минусов в нем не вижу, даже про цену сказать ничего плохого не могу, потому что мне его покупать не приходилось, это собственность фирмы
С данным насосом мне приходится иметь дело только на работе. Мы занимается большим спектром работ по осушению котлованов под строительство, откачкой воды из бассейнов и после затопления также откачиваем воду, часто приходится подвалы осушать. До этого нам приходилось использовать другую модель насоса от неизвестного производителя, так его характеристик было недостаточно для основной нашей деятельности, я имею ввиду осушение котлованов под строительство. Вскоре, он попросту у нас сломался, чему вся бригада была рада. Начальство выдало нам данный насос для работы, сразу хочу сказать, что даже на вид он куда лучше того, который мы использовали до этого, потому что его высокое качество стало заметно сразу. Поехали на новый объект и там наконец-то пришлось его испытать. Шланги нам новые подбирать не пришлось, потому что уже были от старого насоса, и они без проблем подошли, при необходимости можно заменить одни шланг на другой в считанные секунды, потому что у него современное крепление, которое сокращает время и упрощает процесс замены. О его производительности можно говорить долго, сейчас хочется лишь сказать, что он способен выкачать 15000 литров воды всего за один час работы. Да, есть и более производительные насосы, но все они созданы для промышленных нужд, а тут такой небольшой и мощный прибор. Чтобы его было удобно носить есть рукоятка, она отлично помогает, так как он весит примерно 7 килограмм. Грязная вода ему вообще не страшна, потому что система фильтрации отсеивает весь мусор до 30 миллиметров, а крупный удерживается предварительным фильтром из нержавеющей стали. Используем поплавковый выключатель, чтобы обеспечить автоматическую работу самого насоса и его не приходилось бы постоянно контролировать. Выключатель можно зафиксировать в необходимом положении, чтобы в случае чего насос просто так не работал. Один раз у нас он засорился все-таки, но при этом ничего не сломалось, потому что он сразу же отключился и перестал качать воду. Его пришлось самостоятельно разбирать и очищать, вовремя данного процесса я заметил, что уплотнительное кольцо сделано из керамики, поэтому служить будет невероятно долго. Определил на глаз, потому что опыт работы у меня большой и имел дело с разными насосами. В целом, для моей работы — это идеальный вариант, который стоит приемлемых денег. В откачке бассейнов он показал себя лучше всего, потому что с его производительностью на данную работу больше часа не затрачивается. Рекомендую!
У него уплотнительное кольцо выполнено из керамики, поэтому ржавчина или другие разрушающие факторы ему не страшны. Подключение шлангов происходит довольно быстро, потому что в него установлена система Quick Connect. Для его переноски есть рукоятка, которая выступает и держателем проводов, это не моя придумка, а самого производителя) Откачивается вода быстро и без проблем, у него производительность 15 тысяч литров в час
Перед его покупкой меня жаба душила, но когда все-таки решился и настало время его первого использования, то это чувство меня отпустило
Мне понадобился этот насос для того, чтобы я мог без проблем откачивать воду из погребов. У меня просто участок такой, что грунтовые воды постоянно подступают, поэтому необходимо откачивать из погребов воду, чтобы ничего не обрушилось и не было сырости в доме и гараже. Консультировался по данному поводу со специалистами, мне сказали, что никакого обрушения быть не может, потому что опоры прочные, да и воды не так много, чтобы она смогла все размыть. Порекомендовали просто купить насос для откачки воды, да такой, чтоб у него производительность была высокая, на всякий случай. Я стал думать над покупкой и тщательно выбирать разные фирмы и модели, чтобы подобрать подходящий мне по цене и размеру насос, потому что большой хранить было бы негде. Гараж у меня постоянно занять машиной, а он и так не большого размера. И еще был важен один фактор – низкое потребление электрической энергии, потому что после или во время дождя ему пришлось бы работать долгое время, а то я бы на электричестве полностью разорился. Изучил большое количество информации по насосам в интернете и пришел к выводу, что стоит обратиться к фирме Karcher. Я и до этого слышал о ней много хорошего, поэтому решил довериться положительным отзывам. Подходящую модель я выбрал сразу же, как только зашел в магазин, так как он у меня прямо перед глазами стоял, и я смог увидеть все его характеристики. Цена только смутила, но потом подумал, что за такие деньги лучше ничего не найти, и это на самом деле так. Привезя его домой стал разбираться в работе и комплектации. Больше всего мне понравилось, что в нем есть предварительный фильтр, который не пускает крупный мусор внутрь него и не дает засориться. Также мелкий мусор до 30 миллиметров диаметром отсеивается. Данные фильтры очень важны, потому что в погребе всегда много мусора и прочего хлама, который мог бы его просто засорить. Я использую каждый раз поплавковый выключатель, потому следить за ним постоянно у меня не получается, так можно просто настроить его автоматическую работу, особенно полезно ночью. Всухую работать он не будет. Отдельно купил себе шланг среднего диаметра, подбирать специально мне ничего не пришлось, потому что у него система крепления универсальна, да и при необходимости можно быстро заменить шланг. Хочется еще сказать, что у него рукоятка довольно удобная, потому что она используется еще и как держатель проводов, о чем я уже упоминал в достоинствах. Работа фильтров максимально эффективна, с момента покупки прошло уже несколько месяцев, и он ни разу не засорялся. Контактное уплотнение удерживается керамическим кольцом. Керамика используется для того, чтобы срок службы был предельно долгим. Корпус насоса прочный, я его ронял пару раз, но плохого ничего не случалось, даже работа его осталась на прежнем уровне и корпус цел. Советую его приобретать и не думать, что он плохой!
Быстро погружается на дно бассейна с водой, потому что обладает достаточной для этого массой. У него специальный разъем для подключения шлангов разного диаметра, времени на их замену или подключение уходит не больше минуты. Производительность на высшем уровне, почти как у промышленного насоса. Есть несколько фильтров, которые очищают воду, попадающую в него
У насоса минусов нет, я его использую достаточно долгий срок, чтобы можно было сказать об этом
Насос данного типа мне стал необходим вместе со строительство более большого бассейна на участке загородного дома. У меня уже был подобный насос, но его мощности было маловато для расширенного бассейна, потому что приходилось по несколько часов откачивать из него воду, так как ее в 3 раза больше стало. На второй сезон мне уже надоело его использовать и решил, что пора брать что-то более производительное и мощное соответственно. Выбирал я не так долго, как рассчитывал, потому что официальный магазин Karcher мне попался вторым, в первом я вообще ничего не смог найти, поэтому и решил в него заехать. Консультанта мучал достаточно долго, потому что надо было узнать про данный насос максимум, а изначально я на него внимание обратил только из-за его производительности и использовании нескольких фильтров, также он для грязной воды приспособлен. Она как раз становится грязной уже в середине осени, накрывать бассейн толку почти никакого нет, потому что даже под полотно ветром задувается мусор и пыль с мелкими частицами палок и прочего. Простой насос просто засорился бы и все, пришлось бы потом покупать опять новый. С эти такой проблемы быть не может, потому что есть два фильтра, первый из которых нужен для отсеивания частиц не более 30 миллиметров в диаметре, а второй для отсеивания крупного мусора, он первичный. По этой же причине у него не может быть поломок, связанных с засорением, потому что в него ничего попросту не попадет. Кольцо уплотнителя керамическое полностью и у него есть масляная камера, которая значительно продлевает срок эксплуатации прибора. Выключатель поплавкового типа, использую его постоянно, потому что следить за откачкой воды не так сильно хочется, поэтому предпочитаю заниматься другими полезными делами. У меня уже был шланг от старого насоса, но покупал я его также отдельно, специально под разъем старого. К данному насосу он также подошел, дополнительных трат поэтому у меня не было. Потому что прочный шланг сейчас стоит приличных денег. Удобно настраивать режим, в котором он будет работать автоматически, а когда закончится вода, то он самостоятельно отключится. Проблем с этим точно не будет, я уже несколько раз протестировал эту возможность. У меня еще друг брал им попользоваться после затопления из-за паводка, чтобы из подвала воду убрать. Сказал, что ничего лучше еще не видел, в считанные часы подвал был уже сухой, шланг он тоже использовал свой, потому что свой я дать ему не мог из-за необходимости. Его удобно переносить, потому что есть рукоятка, ее еще использую в качестве держателя для проводов. К качеству его сборки и изготовления у меня нет вопросов, так как все сделано на совесть. Производитель хорошо постарался над этим прибором, к покупке его рекомендую однозначно! Чуть не забыл упомянуть, что на него есть гарантия двухлетняя, но мне ей пользоваться не приходилось ни разу, так как поломок не было, что говорит о высокой надежности данного прибора
Ваше имя:
Плюсы
Минусы
Ваш отзыв:
Оценка:
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Заявка на счет
Информация о товаре
для чего нужен и как выбрать? – Karchershop.kz
Люди, которые проживают в частном доме или проводят весь летний сезон за дачными работами, знают, насколько важно организовать на своём участке правильное водоснабжение. А такие экстренные ситуации, как, например, затопленный подвал, вынуждают нас не только тратить собственные силы, время и нервы, но еще и деньги на профессиональное устранение последствий. Именно для таких нужд и были созданы дренажные насосы Karcher.
Итак, как работает дренажный насос?
Дренажный насос – это аппарат, позволяющий выполнять откачку и перекачку воды. Его принцип работы сводится к следующему: электродвигатель вращает крыльчатку, которая создает давление на входном и выходном отверстиях – это позволяет жидкости перекачиваться в горизонтальном либо вертикальном направлении.
Какие бывают виды дренажных насосов?
Вид дренажного насоса определяет принцип его работы. В зависимости от возможности погружения дренажные насосы делятся на 2 вида: поверхностные и погружные. Существуют также дренажные насосы для чистой воды и для грязной.
Погружные дренажные насосы – это аппараты, которые помещаются в воду. Их используют для откачки воды из затопленных помещений, например, из подвалов и погребов, и для осушения емкостей.
Дренажный насос для чистой воды применяется для откачки воды в тех местах, где в жидкости попадаются твердые примеси только до 5 мм. Такие насосы также могут быть использованы и для полива земельных участков.
В свою очередь дренажный насос для грязной воды разработан для использования в тех местах, где в жидкости, наоборот, могут попадаться твердые примеси, до 35 мм.
Как выбрать дренажный насос?
Решившись на покупку, примите во внимание следующие характеристики дренажных насосов:
материал аппарата – чем прочнее материал насоса, тем меньше вероятность того, что он подвергнется деформации, а значит, прослужит вам долгие годы;
производительность – выше, значит, лучше! В дренажном насосе производительность измеряется в литрах в минуту или в час. И чем выше этот показатель, тем быстрее и лучше насос будет справляться с перекачкой воды;
вид выключателя – дренажные насосы могут быть оснащены двумя видами выключателей, поплавковым и автоматическим. Своим клиентам мы советуем отдавать предпочтение первому варианту, прежде всего потому, что поплавковый выключатель прост в эксплуатации и менее подвержен агрессивному воздействию.
среда применения – перед покупкой насоса определитесь с тем, где вы хотите его использовать. Выше мы описали сферу применения дренажных насосов в зависимости от их вида. Это поможет вам понять, какой дренажный насос лучше подойдет вашему участку.
Линейка погружных дренажных насосов Керхер представлена качественными и очень производительными моделями, которые помогут вам решить самые сложные задачи: от полного осушения бассейнов и откачивания воды из глубоких скважин до спасения затопленного помещения.
В чем преимущества дренажных насосов Karcher?
Надежность. Все модели выполнены из прочного материала, который защищает насос от различных повреждений;
Долговечность. Дренажные насосы Кехер оснащены керамико-графитовым сальником в масляной ванне – обычно такая конструкция используется в профессиональном оборудовании и значительно повышает срок службы техники;
Превосходный результат! Модели, предназначенные для откачивания чистой воды, осушают воду до 1 мм, то есть практически насухо;
Удобство. Наши дренажные насосы вмещают в себя лучшие запатентованные технологии Керхер, в числе которых система Quick Connect, призванная облегчить вашу работу с насосом и сэкономить собственные силы и время. Впрочем, и это еще не все. Совершив долгожданную покупку вам еще и не нужно будет гадать, как установить дренажный насос, наши заботливые менеджеры всё вам расскажут и покажут согласно инструкции;
Доступная цена. Несмотря на то, что дренажные насосы Керхер, это одни из самых надежных и производительных аппаратов на казахстанском рынке, цены на них более чем доступные.
Ознакомиться с ценами на дренажные насосы Karcher можно в интернет-магазине karchershop.kz в разделе «Насосы» – «Дренажные насосы». Здесь же вы найдете и технические где купить дренажный насос нашей компании.
Дренажный насос для грязной воды SP 1 Dirt
это компактный, но от этого ничуть не менее эффективный насос начального класса. Как и все дренажные насосы бренда, он оснащен поплавковым выключателем. Поплавковый выключатель – это своего рода индикатор, который определяет уровень воды и при его падении защищает аппарат от сухого хода и перегрева, производя автоматическое отключение устройства.
Дренажный насос для чистой воды SP 2 Flat
поможет вам осушить небольшой бассейн и справится с ликвидацией таких аварийных ситуаций, как, например, утечка воды из стиральной машины. SP 2 Flat способен откачивать слабозагрязненную воду, а для того, чтобы насос был защищен от попадания частиц грязи, в его оснащение входит специальный фильтр. Это дает вам максимум удобства и избавляет от необходимости наблюдения и контролирования всего процесса откачки воды.
Дренажный насос для грязной воды SP 3 Dirt
один из самых надежных и производительных дренажных насосов в линейке Karcher. Его можно использовать для осушения емкостей и садовых прудов. Помимо качественного фильтра, модель оснащена системой Quick Connect для быстрого и удобного присоединения шланга.
Дренажный насос для грязной воды SP 5 Dirt
соберет воду из затопленного подвала и справится с перекачкой воды из садовых прудов. Его максимальная производительность составляет 9500 л/ч – этого более чем достаточно для выполнения самых сложных задач откачки или перекачивания воды. Регулируемый по высоте поплавковый выключатель, надежный корпус и система Quick Connect делают этот насос незаменимым помощником в самых экстренных ситуациях.
Где купить дренажный насос Керхер?
Приобрести дренажный насос Karcher можно двумя способами: оформив заказ в интернет-магазине karchershop.kz или обратившись в любой из Керхер-центров. На сайте вы можете детально ознакомиться со всеми техническими характеристиками дренажных насосов Керхер, их преимуществами и особенностями применения. Наши менеджеры с радостью окажут вам консультацию и помогут выбрать подходящую модель.
Универсальная инженерная конструкция Gator Pump используется для вертикального и плавающего применения в реках, эстуариях, озерах и прудах. Наш вертикальный насос легко транспортируется благодаря подъемной проушине и прочной стальной конструкции. Опустите на место для байпасной откачки или осушения приямка. Наши плавучие баржи и понтонные насосы используются для работы с переменной глубиной воды в сдерживаниях ливневых наводнений или в операциях по удалению отложений в ямах. Нет линий всасывания, заливки, обратных клапанов или уплотнений.
Важность вертикальных и поплавковых водяных насосов
Вертикальные и поплавковые водяные насосы являются ключевыми решениями для широкого спектра задач по перекачке воды. Мы часто рекомендуем вертикальный насос, когда требуется стационарная насосная станция или когда лучше всего получить доступ к небольшой площади поверхности посредством вертикальной стационарной установки.
На некоторых насосных станциях имеется сливной колодец с низкой точкой, где можно легко установить и обслуживать вертикальные насосы с силовыми панелями электродвигателя или стационарным дизельным двигателем. Точно так же пруды или ямы могут иметь различный контур дна, для чего требуется вертикальный насос, установленный на поплавке, который можно маневрировать для осушения нескольких мест или просто для поддержания уровня воды на желаемой высоте.
Наши вертикальные и поплавковые водяные насосы GATOR легко транспортируются к месту эксплуатации и широко используются во многих отраслях промышленности, от защиты от ливневых наводнений до горнодобывающей промышленности и сельского хозяйства.
Отрасли, использующие вертикальные и плавучие баржевые водяные насосы
Многие отрасли промышленности используют вертикальные и плавучие баржевые водяные насосы для перемещения воды в различных целях. Эти отрасли включают:
Горнодобывающая промышленность . Горнодобывающая промышленность использует вертикальные и плавучие баржевые водяные насосы для осушения шахт и обработки воды. По мере того, как воды становится все меньше, горнодобывающие предприятия восстанавливают, повторно используют и перерабатывают ее на протяжении всего процесса. Поплавковые баржевые насосы идеально подходят для добычи полезных ископаемых, поскольку их легко транспортировать, а их установка требует меньше времени и денег. Они позволяют перемещаться по пруду-отстойнику или хвостохранилищу.
Производство электроэнергии . Плавучие баржевые насосы и вертикальные насосы используются в энергетике для перекачки и уравновешивания воды между отстойниками и прудами-охладителями.
Сельское хозяйство и ирригация . В сельском хозяйстве для перекачки воды для орошения используются вертикальные насосы и поплавковые баржевые насосы. Погружные насосы могут поднимать воду из любого постоянного источника грунтовых вод и перекачивать ее на сельскохозяйственные поля. Вертикальные шламовые насосы могут перемешивать и перекачивать осадок навоза к питающим насосам драглайна или непосредственно на осушающие поля.
Управление водно-болотными угодьями и водоплавающими птицами . Стационарные вертикальные насосы, установленные на пирсах и насыпях, являются идеальным решением для перекачки воды между влажными и сухими средами обитания. Поплавковые выключатели могут включать и выключать насос, чтобы поддерживать желаемую глубину воды в заболоченной среде.
Вертикальные и плавучие баржевые водяные насосы Преимущества и возможности
Наши вертикальные и плавучие баржевые водяные насосы предлагают эффективные решения для перекачки воды из различных мест, что делает их незаменимыми в таких отраслях, как горнодобывающая промышленность, энергетика, защита от штормовых нагонов, перекачка сточных вод , и полив. Насосы удобно транспортировать и размещать в небольших помещениях для работы в озерах, реках и различных водоемах.
Вертикальные и плавучие баржевые водяные насосы обладают многочисленными преимуществами и возможностями, в том числе:
Экономия места. В среде, где традиционный горизонтальный насос занял бы ценное пространство, вертикальные насосы лучше всего работают при ограниченном доступе к отверстиям для воды.
Гибкость. Вертикальные насосы позволяют операторам обслуживать и контролировать насос, не удаляя его из перекачиваемой среды.
Простота в эксплуатации. Вертикальные центробежные насосы монтируются таким образом, что рабочее колесо все время находится под водой. Это делает заливку ненужной, что делает вертикальные центробежные насосы желательными для плавучих установок
Вертикальные и плавучие водяные насосы от GATOR Pump
В GATOR Pump мы поставляем высококачественные насосные решения для наших клиентов с 1977 года. замена деталей для обеспечения длительной и надежной работы. Свяжитесь с нами, чтобы узнать больше о наших индивидуальных решениях для вертикальных и плавучих водяных насосов для барж, или запросите предложение сегодня.
Водяные насосы — маленькие, электрические водяные насосы и многое другое в Ace Hardware!
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
0 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
или более Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций. Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик.
Современное обрабатывающее оборудование способно из любого материала изготовить качественную продукцию. Использование системы числового программного обеспечения для лазерных и фрезерных станков обеспечивает высокую скорость и точность выполнения сложных объемных моделей, деталей различного размера и конфигурации, высокохудожественных изображений. Станок с ЧПУ осуществляет обработку по заданному алгоритму и способен выполнять многоэтапную работу в непрерывном режиме. Последовательность действий подвижных элементов и траектория движения фрезы содержится в программном файле.
Важным этапом является создание графической модели, на основе которой потом составляется маршрут обработки. Для построения электронного чертежа плоской заготовки или 3-D модели используются специальные программы. Некоторые из них имеются в бесплатном доступе в Интернете, так что можно попробовать создать файл самостоятельно.
Использование программного обеспечения для самостоятельного моделирования
Для подготовки эскиза плоской контурной резки достаточно графического редактора, с помощью которого можно создавать двухмерные векторные изображения. Создание образа рельефных поверхностей и объемных деталей требует более сложных программ проектирования трехмерных моделей. Наиболее известные графические софты, применимые для 2D и 3D моделирования, — CorelDraw, AutoCAD. Это продуманные и удобные в управлении программы, которые имеют большое количество инструментов. Но несмотря на простоту использования, для выполнения сложных моделей вам придется приложить немалые усилия и потратить много времени.
Библиотеки программ по трехмерному моделированию
Пакет программного обеспечения, поставляемый вместе с ЧПУ станком, может содержать готовые файлы для фрезерной или лазерной резки. Также можно найти образцы в библиотеках программ по 3d моделированию.
Помощь профессионалов
Опытные бизнесмены часто заказывают услуги трехмерного моделирования компаниям или частным разработчикам, специализирующимся на изготовлении 3d моделей под заказ. Для работы над трехмерной моделью им необходимо предоставить эскиз, чертеж или фото заготовки с указанием точных размеров, для деталей сложной формы может потребоваться ее изображение в разрезе. Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею.
Фирмы, предоставляющие услуги раскроя
Часто можно скачать файлы для фрезеровки и лазерной резки на сайте компаний, предоставляющих подобные услуги. Некоторые несложные модели доступны для бесплатного скачивания. Для создания более сложных макетов следует заказать создание файла дизайнеру. Конечно же, за эту работу придется заплатить, но не каждая компания согласится изготовить только макет, чаще они нацелены на оказание комплексных услуг.
Просторы Интернета
Пользователи Интернета могут не только знакомиться с различной информацией, но и скачивать нужные файлы. Существуют интернет-магазины, продающие эскизы и чертежи для станков с ЧПУ, на которых можно также выставлять на продажу собственные разработки. На различных сайтах, посвященных работе на ЧПУ оборудовании, имеются страницы с платным и бесплатными предложениями. Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
сайты для скачивания;
тематические форумы;
группы и сообщества в соцсетях.
Кроме электронных макетов здесь можно получить полезную информацию, изучить опыт, которым делятся подписчики. Даже если вы не найдете необходимых чертежей, можно обратиться за помощью к форумчанам или участникам групп.
Справочник: Cтанки с ЧПУ — КБ-ОНЛАЙН. Чертежи, 3D Модели, Проекты
I. Теория.Принципы конструирования. Расчеты
Общие сведения и принципы оптимального проектирования станков с ЧПУ Основные направления развития станкостроения Основные понятия и определения Классификация станков с ЧПУ Технико-экономические показатели станков о ЧПУ Точность и жесткость станков о ЧПУ
Эволюция конструкций и конструктивные погрешности станков с ЧПУ Эволюция и конструктивные погрешности систем ЧПУ Особенности проектирования станков с ЧПУ Этапы процесса создания новых станков Основные предпосылки оптимального проектирования станков как технической системы Выбор принципиальной схемы станков в ЧПУ Особенности проектирования станков с адаптивным уп¬равлением Структура компоновок станков о ЧПУ Математические свойства структурных формул компоно¬вок Выбор оптимального решения при проектировании стан¬ков Принципы построения станков с ЧПУ Общие принцины построения однопозиционных станков с ЧПУ Тенденции построения токарных станков с ЧПУ Особенности построения сверлильных, расточных и фрезер¬ных станков с ЧПУ Особенности построения вубообрабатывакнцих станков Особенности построения шлифовальных станков с ЧПУ Принципы построения многооперационных станков для плоских и корпусных деталей Особенности построения многооперационных станков для тел вращения Принципы построения и расчет числа позиций многоповиционных станков о ЧПУ Компоновка двухшпиндельных токарных автоматов с ЧПУ Особенности построения миогошпиндельных токарных автоматов с ЧПУ Проектирование приводов и расчет характеристик рабочих органов станков с ЧПУ Структура привода станка Выбор и расчет привода главного движения Выбор и расчет привода подач Расчет точности конечных положений рабочего органа поступательного действия Расчет точности конечных положений рабочего органа поворотного и вращательного действия . Расчет податливости шпиндельных узлов Расчет податливости шариковой винтовой передачи Конструирование и расчет механизмов и устройств автома¬тического манипулирования заготовками Типовые механизмы и устройства станков с ЧПУ Способы автоматической загрузки заготовок Конструирование и расчет механизмов автоматической подачи прутка Конструирование устройств автоматической смены заго¬товок Общие принципы конструирования механизмов автоматиче¬ского зажима заготовок Конструирование и основные характеристики важимных патронов Конструирование и расчет механизмов и устройств автомати¬ческого манипулирования инструментом и рабочими органами. Конструирование и расчет устройств автоматической сме¬ны инструмента Механизмы автоматической емены важимных патронов и их элементов Конструирование и расчет механизмов автоматического вакрепления режущего инструмента Конструирование и расчет механизмов автоматического важима подвижных рабочих органов
II. Железо.Основные узлы станков с ЧПУ
Несущие элементы:
-Станина
— Портал оси Х
— Каретка оси Y
— Каретка оси Z
Механика
-Выбор систем передвижения рабочих органов
-Виды систем передвижения
Электропривода
— Выбор элетроприводов
— Виды элетропривадов
III. Мозги.Программирование, программы
Как создавать отличные технические чертежи в производстве
Обработка с ЧПУ сегодня полностью изменила процессы разработки и производства продукции. Например, дизайнеры продуктов теперь могут создавать 3D-модели CAD и компьютерные программы, которые станок с ЧПУ использует для автоматизации производства и изготовления деталей.
Однако тот факт, что обработка с ЧПУ помогает автоматизировать производство, не устраняет необходимость в технических чертежах. Например, технические чертежи подтверждают то, что у вас есть в файле 3D CAD, и отображают функции, которые сложно передать в модели 3D CAD. Технические чертежи могут сделать ваш производственный проект быстрым и безупречным, если вы создадите их точно.
Здесь мы обсудим все, что вам нужно знать о технических чертежах. Если вы хотите эффективно сообщить о своем проекте производителям и сделать детали правильно, эта статья для вас!
Содержание
Что такое технические чертежи?
Технические чертежи — это документы, содержащие все подробные 2D-чертежи детали, которую вы планируете изготовить. Они дают четкое представление о деталях, изображая особенности (такие как внутренняя и внешняя резьба, различная обработка поверхности, аннотации, размеры и допуски), которые иначе было бы сложно передать с помощью 3D-моделей CAD.
Эти чертежи облегчают машинистам понимание вашего производственного проекта, дают точную оценку производственных затрат и снижают вероятность ошибок в процессе производства.
Создание технических чертежей: 5 вещей, которые необходимо включить
Предположим, вы планируете изготовить алюминиевую основу, 3D-модель которой показана на рисунке ниже.
Может показаться, что у вас есть четкое представление об этой базовой детали и ее 3D-чертеже CAD, но эта модель, скорее всего, покажется вашему механику несколько сложной. Например, эта 3D-модель не дает четкого представления обо всех отверстиях, резьбе, размерах, отделке поверхности и других важных характеристиках. Идеальный технический чертеж решает все эти проблемы и должен содержать следующие части: 9.0003
1. Основная надпись
Основная надпись расположена в правом нижнем углу технического чертежа. Он предоставляет основную информацию о вашем продукте, такую как наименование детали, номер детали, номер чертежа, название вашей компании, требования к чистоте поверхности и масштаб, выбранный вами для чертежа. На рис. 2 показана основная надпись предлагаемого нами алюминиевого основания.
Рисунок 2: Основная надпись
Другие области основной надписи содержат подписи и даты утверждения различных компонентов. Эта информация бесценна для машиниста, поскольку она предоставляет информацию о конструкторах, которые работали над различными компонентами. В нем также сообщается, кто составлял и проверял чертежи для производства.
2. Орфографические виды
Орфографические виды — это двухмерные изображения вашей детали с разных основных видовㅡвиды спереди, слева, справа, сверху и сзади. Эти виды передают важную информацию о геометрии, размерах и допусках вашей детали.
Рис. 3: Ортогональный вид предлагаемого алюминиевого основания
Выделенная часть Рис. 3 показывает ортогональное изображение предлагаемого нами алюминиевого основания с тремя основными видами (вид спереди, сверху и сбоку). Вы заметите, как на ортогональных видах изображены элементы (такие как отверстия, фаски и скругления), которые не видны в исходной 3D-модели CAD на рис. 1.
Связанный пост: Скругление и фаска: понимание различий и функций
3. Изометрический вид
Изометрический вид — это трехмерное графическое представление вашей детали на двухмерной поверхности. В этом представлении ваша деталь повернута на 45° по вертикальной оси и на 35,264° по горизонтальной ㅡ, что делает вашу деталь такой, как если бы вы смотрели на нее сверху. Этот вид облегчает машинисту понимание геометрии вашей детали и направления установки.
Рисунок 4: Изометрический вид
4. Разрез
Разрез — это 2D-представление детали в разрезе. Он позволяет увидеть скрытые детали (или особенности), которые не видны с самого начала.
Например, рассмотрим предложенную нами алюминиевую опорную деталь и предположим, что вы разрезаете ее по плоскости C-C (как показано на ортогональном виде на рис. 5). В таком случае в левом верхнем углу рисунка 5 будет выделен вид в разрезе. На этом виде в разрезе показаны расчетные отверстия для крепежа и толщина стенки.
Рисунок 5: Вид в разрезе
5. Примечание для производителя
Примечания часто включаются в технические чертежи, чтобы сообщить дополнительную информацию или требования, которые не включены в чертеж. Например, вы можете захотеть, чтобы слесарь ломал и удалял заусенцы со всех острых краев или использовал определенные методы чистовой обработки некоторых элементов вашей детали.
На рис. 6 показаны два примечания для производителей, расположенные прямо над основной надписью и ближе к нижнему левому углу листа. В этом примере примечание, в котором говорится «приблизительный размер и расположение станка (посередине поверхности)», просто предъявляет особые требования к надписям на стенке детали.
Рисунок 6: Примечания для производителей
В результате, машинист, вероятно, рассмотрит возможность использования специальных станков с ЧПУ и внедрения процессов для точного создания этих надписей и готовой детали, показанной ниже.
Рис. 7: Иллюстрация обработанной детали
Советы по подготовке идеальных технических чертежей для производителей
Следующие советы помогут вам создать идеальные технические чертежи, понятные механизаторам с первого взгляда.
Выбирайте стандартные шаблоны, такие как шаблоны ASTM, ISO и DIN, так как они чаще используются и понятны машинистам и производителям по всему миру.
Отцентрируйте ортогональные проекции на чертежном листе и оставьте достаточно места для размещения размеров.
Добавьте разрезы, чтобы показать скрытые элементы или сложные детали.
Используйте различные типы вспомогательных линий и размеров для передачи различных элементов. Например, ломаные линии могут помочь машинисту определить скрытые элементы.
Включите значения допусков для всех отверстий, резьб и других важных деталей.
Включите любые примечания или информацию, которые, по вашему мнению, могут быть полезны производителю.
Экспортируйте готовый технический чертеж в формате PDF и отправьте его производителю. Механические мастерские высшего уровня позволяют вам загружать свои технические чертежи на свой веб-сайт, чтобы они могли предоставить вам предложение для вашего производственного проекта.
Gensun Precision Machining — ведущий поставщик услуг по обработке с ЧПУ в Азии. У нас есть команда высококвалифицированных инженеров и механиков, способных интерпретировать ваши технические чертежи и сделать ваш продукт правильно с первого раза.
Используйте наш инструмент расчета стоимости, чтобы загрузить свои технические чертежи и получить расчет стоимости для вашего проекта.
Почему 2D-черчение по-прежнему важно для производства с ЧПУ?
3D-файлы изменили способ работы инженеров с производителями. Теперь инженеры могут проектировать детали с помощью программного обеспечения САПР, отправлять производителям цифровые файлы и предлагать производителям изготавливать детали непосредственно из файлов с использованием цифровых производственных технологий, таких как обработка с ЧПУ.
Но хотя цифровые файлы ускорили и упростили производство, они не полностью заменили искусство черчения, создание подробных инженерных чертежей с комментариями. 2D-чертежи часто рассматриваются как трудоемкий и не требующий дополнительных затрат шаг при изготовлении компонентов, спроектированных по индивидуальному заказу. Однако многие инженеры не понимают, что 2D-чертеж детали, возможно, является самым важным шагом в проектировании сборки. 2D-рисунки передают информацию, которую сложно, запутанно или даже невозможно выразить в 3D-среде.
Поскольку цифровая 3D-модель должна передавать форму и размер детали, 2D-чертежи больше не требуются. В каком-то смысле это правда: инженеры могут использовать САПР для проектирования деталей, и тот же цифровой файл можно отправить на машину для изготовления, и никому не нужно будет брать карандаш.
Однако это еще не все, многие производители любят получать 2D-чертежи и файлы САПР при изготовлении деталей для своих клиентов. 2D-чертежи соответствуют общепринятым стандартам. Они легко читаются, с ними можно работать в различных режимах (в отличие от экрана компьютера) и четко подчеркиваются критические размеры и допуски. Короче говоря, производители по-прежнему используют язык 2D-чертежей.
Дополнение файлов САПР 2D-чертежами. Создавая и то, и другое, вы можете предоставить производителям наиболее четкое представление о требованиях, уменьшив вероятность недопонимания.
Почему 2D-чертежи важны
Существует несколько причин, по которым 2D-чертежи остаются важной частью производственного процесса.
Сокращение ошибок проектирования
Чертежи очень полезны для проектировщиков деталей. Они заставляют инженеров рассматривать свои детали с разных точек зрения и могут привести к выявлению ошибок проектирования, которые остаются незамеченными в 3D-среде. Чертежи также служат краткой и компактной формой истории изменений проекта, которую могут использовать другие инженеры в команде.
Портативность
Распечатанные технические чертежи в 2D можно легко перемещать, совместно использовать и читать в различных средах. Просмотр 3D-моделей на экране компьютера полезен для производителей, но, вероятно, не каждый обрабатывающий центр или станция постобработки имеют рядом с собой монитор.
Знакомство
Хотя все производители знакомы с САПР, существуют различия между различными цифровыми форматами. Чертеж является устоявшейся техникой, а стандарты и символы, используемые в 2D-чертежах, признаны всеми в отрасли. Кроме того, некоторые производители могут оценивать 2D-чертежи (например, для оценки стоимости предложения) быстрее, чем цифровые модели.
Критический допуск
Если у вас есть отверстие ½ дюйма в детали. Это сквозное отверстие для болта ½ дюйма? Или отверстие с жестким допуском для подшипника ½ дюйма? Если какое-либо из этих предположений ошибочно, ваша деталь будет браком или приведет к дорогостоящей доработке, задержкам проекта или дополнительным расходам. Точные 2D-чертежи могут легко устранить этот риск.
В то же время, если для детали с 3D-файлом указан относительно жесткий стандартный допуск (например, 0,010 мм), оператор должен убедиться, что каждый размер/элемент обрабатывается с этим допуском, что может стать очень дорогим.
Стоимость детали можно снизить, если создавать 2D-чертежи с жесткими и нестрогими допусками для более важных и менее важных функций соответственно.
Более быстрое время выполнения заказа
Это намного быстрее, чем использование программного обеспечения САПР для открытия файлов, измерения критических размеров и расчета стоимости. Более быстрые расценки означают сокращение сроков производства, что позволяет нам доставлять вам детали как можно быстрее!
Подходит для контроля качества
2D-чертежи обеспечивают простую ссылку на допуски, которым должны соответствовать критические размеры, способы сборки деталей и важные контрольные точки для деталей, а также являются важными справочными документами для контроля качества.
Заключение
По нашему опыту, клиенты, которые предоставляют 2D-чертежи и файлы 3D-деталей, сталкиваются с меньшим количеством ошибок проектирования, быстрее получают детали и более удовлетворены полученными деталями. Время, сэкономленное с помощью приведенных выше 2D-чертежей, намного превышает время и деньги, потерянные из-за переделок и задержек проекта из-за ожидаемого недопонимания.


 Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.
Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.
 Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.
Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла..jpg)

 Надо только правильно подобрать инструменты и немного постараться.
Надо только правильно подобрать инструменты и немного постараться. 




 Для пайки двух компонентов вам необходимо знать, как пользоваться паяльником, некоторые методы очистки и обслуживания и т. д.
Для пайки двух компонентов вам необходимо знать, как пользоваться паяльником, некоторые методы очистки и обслуживания и т. д. Однако благородные металлы дороги, и поэтому наиболее часто используемый припой представляет собой сплав, состоящий из 60% олова и 40% свинца.
Однако благородные металлы дороги, и поэтому наиболее часто используемый припой представляет собой сплав, состоящий из 60% олова и 40% свинца. Однако его можно выпаять без ущерба для других компонентов. Временные и постоянные швы в одном!
Однако его можно выпаять без ущерба для других компонентов. Временные и постоянные швы в одном! Следовательно, безопасность должна быть приоритетом во время процесса пайки. Вот некоторые меры предосторожности, о которых следует помнить.
Следовательно, безопасность должна быть приоритетом во время процесса пайки. Вот некоторые меры предосторожности, о которых следует помнить. Окислительный слой на наконечнике паяльника снижает эффективность теплопередачи.
Окислительный слой на наконечнике паяльника снижает эффективность теплопередачи.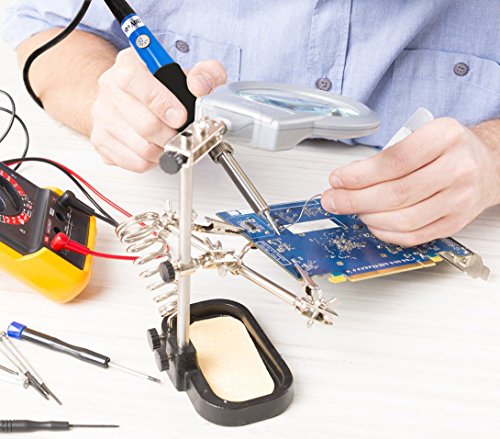
 Вы можете использовать отсос для припоя, который выглядит как шприц, чтобы отсосать лишний припой. Еще одно устройство, которое вы можете использовать, — это демонтажная оплетка.
Вы можете использовать отсос для припоя, который выглядит как шприц, чтобы отсосать лишний припой. Еще одно устройство, которое вы можете использовать, — это демонтажная оплетка.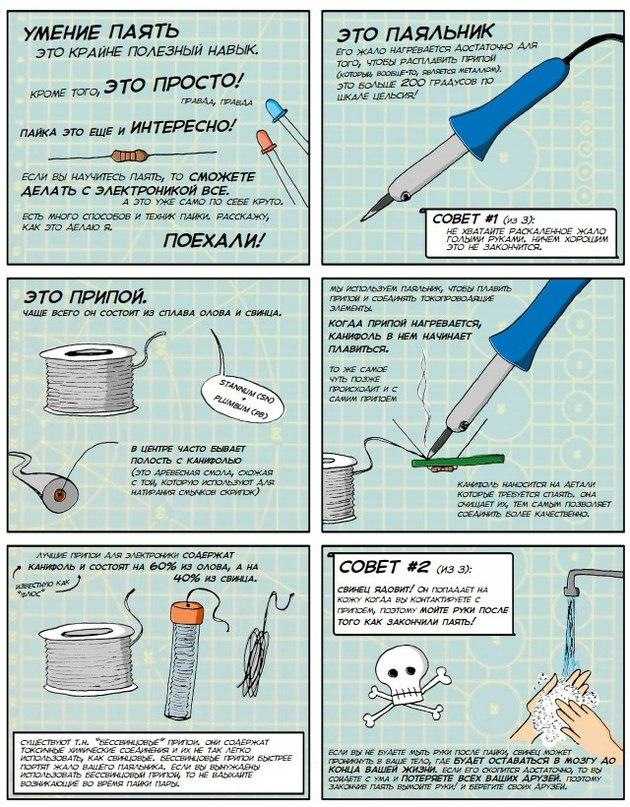
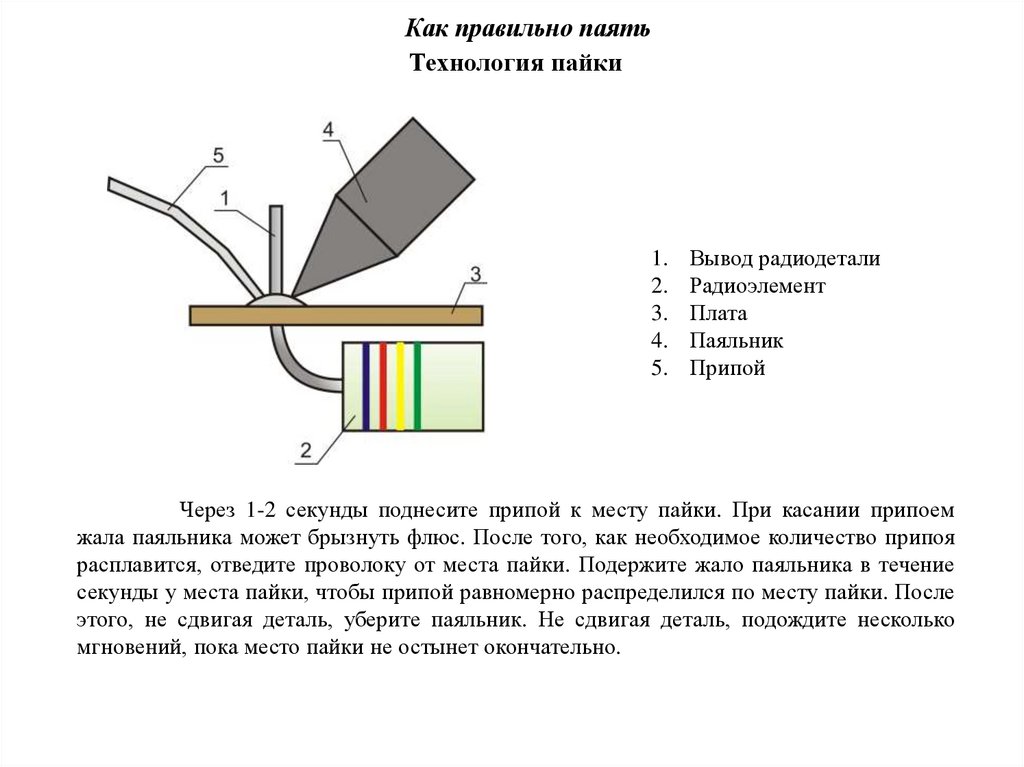
 делает.
делает.
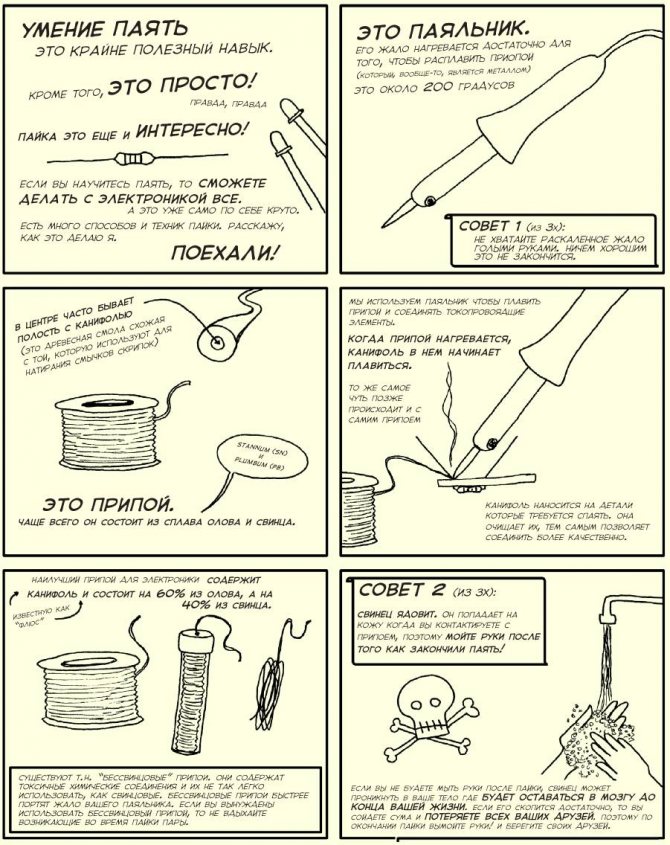




 от сети, чтобы он остыл.
от сети, чтобы он остыл.


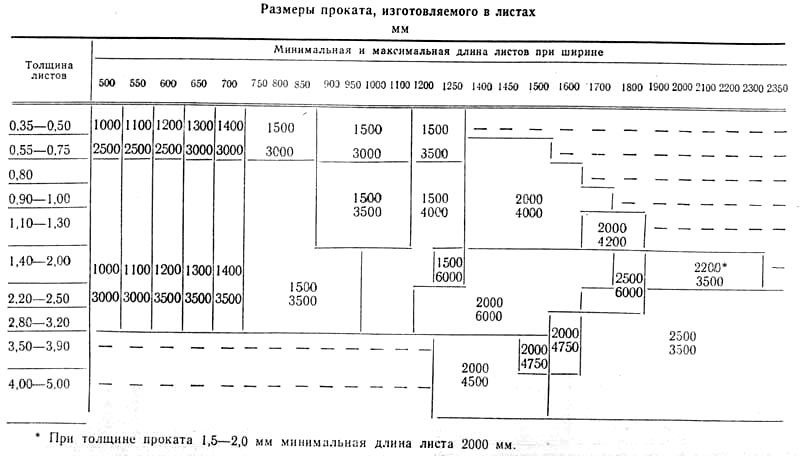 Город Краснодар и Краснодарский Край это територия обслуживания нашей компании,любой металл (черный и нержавеющий) оптом и в розницу ,в наличии и под заказ.
Город Краснодар и Краснодарский Край это територия обслуживания нашей компании,любой металл (черный и нержавеющий) оптом и в розницу ,в наличии и под заказ. 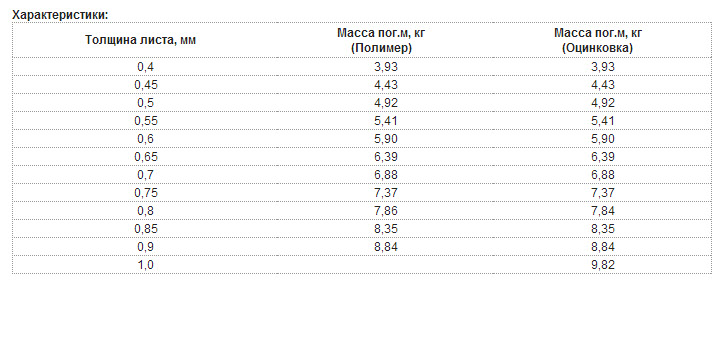 Разница между теоретическим Gт и фактическим Gф весом выражается величиной, именуемой «Коэффициент пересчета» (Кп). Целью организации поставок продукции по теоретическому весу является экономия металла за счет производства проката с размерами сечения в поле минусовых допусков. Существует «Положение по организации поставок проката по теоретическому весу», разработанное Харьковским ВНИИОчермет в 1979 году. В настоящее время большинство компаний, как металлоторгующих так и потребляющих металл, испытывают трудности, связанные как с продажей, так и с покупкой металлопроката по теоретическому весу. Исчисляемый теоретический вес должен в идеальном случае — соответствовать весу фактическому. Разница между теоретическим и практическим весом выражается величиной, именуемой «Коэффициент пересчета». Заводы — производители работают по этому «Положению» и отгружают продукцию по теоретическому весу, вводя коэффициенты пересчета.
Разница между теоретическим Gт и фактическим Gф весом выражается величиной, именуемой «Коэффициент пересчета» (Кп). Целью организации поставок продукции по теоретическому весу является экономия металла за счет производства проката с размерами сечения в поле минусовых допусков. Существует «Положение по организации поставок проката по теоретическому весу», разработанное Харьковским ВНИИОчермет в 1979 году. В настоящее время большинство компаний, как металлоторгующих так и потребляющих металл, испытывают трудности, связанные как с продажей, так и с покупкой металлопроката по теоретическому весу. Исчисляемый теоретический вес должен в идеальном случае — соответствовать весу фактическому. Разница между теоретическим и практическим весом выражается величиной, именуемой «Коэффициент пересчета». Заводы — производители работают по этому «Положению» и отгружают продукцию по теоретическому весу, вводя коэффициенты пересчета. 1. Целью организации поставок продукции по теоретическому (сдаточному) весу является экономия металла и повышение эффективности его использования в народном хозяйстве за счет производства проката с размерами сечения в поле минусовых допусков». Как известно, за редким исключением допуски на прокатную продукцию двусторонние +. Это обусловлено технологическими особенностями прокатного производства.Пункт 1.5. Теоретическим (сдаточным) весом сортового, фасонного и листового проката считается вес, исчисленный по геометрическим размерам, предусмотренным стандартами для соответствующих видов и профилей проката.
1. Целью организации поставок продукции по теоретическому (сдаточному) весу является экономия металла и повышение эффективности его использования в народном хозяйстве за счет производства проката с размерами сечения в поле минусовых допусков». Как известно, за редким исключением допуски на прокатную продукцию двусторонние +. Это обусловлено технологическими особенностями прокатного производства.Пункт 1.5. Теоретическим (сдаточным) весом сортового, фасонного и листового проката считается вес, исчисленный по геометрическим размерам, предусмотренным стандартами для соответствующих видов и профилей проката. Но:
Но: 1).
1). Или считать длину сортового проката и умножать на вес 1 м пог. по ГОСТу, или взвесить свой металл, вес умножить на коэффициент пересчета – согласно формуле 2.7.
Или считать длину сортового проката и умножать на вес 1 м пог. по ГОСТу, или взвесить свой металл, вес умножить на коэффициент пересчета – согласно формуле 2.7. Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
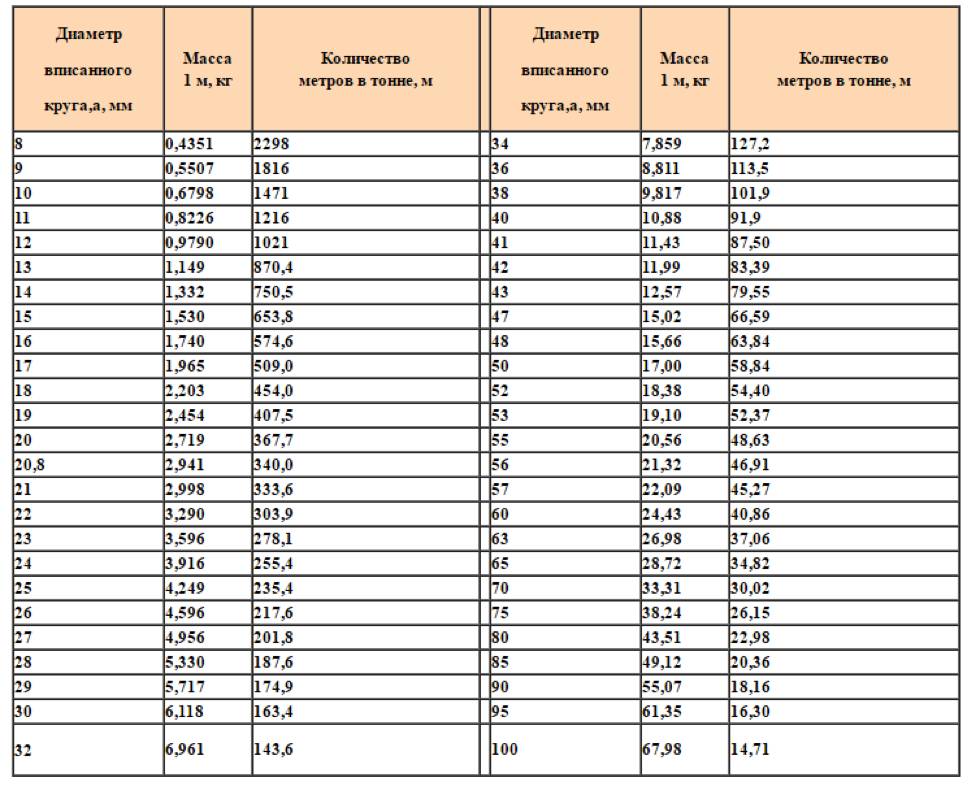 1495
1495 0508
0508 025
025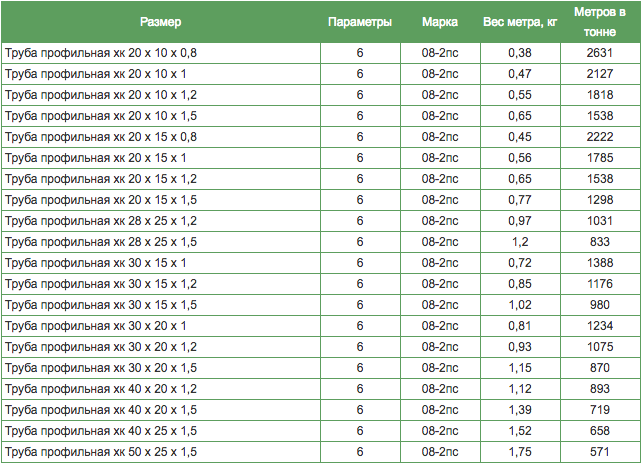
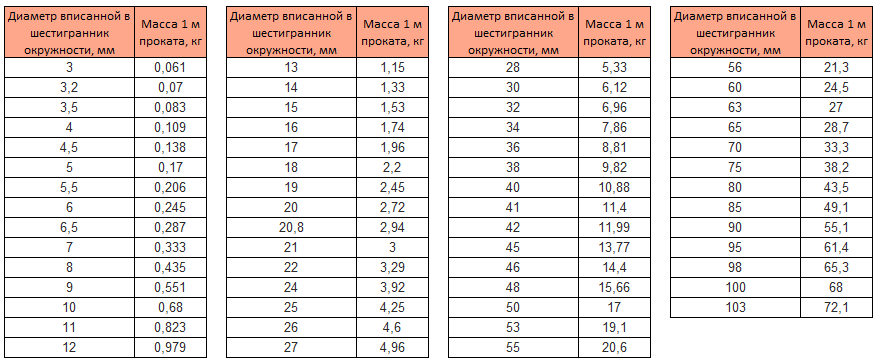 5
5 375
375 265625
265625 203125
203125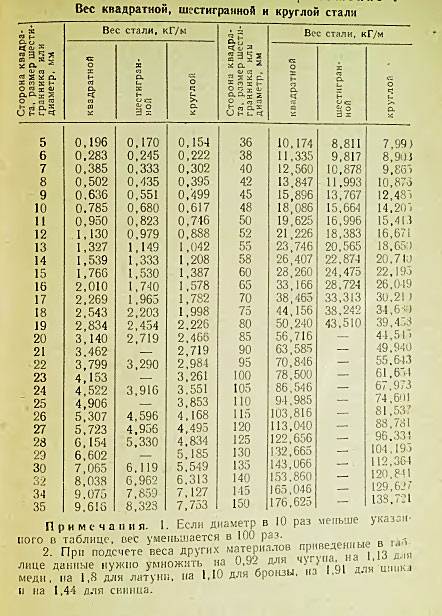 140625
140625 078125
078125 05
05 03125
03125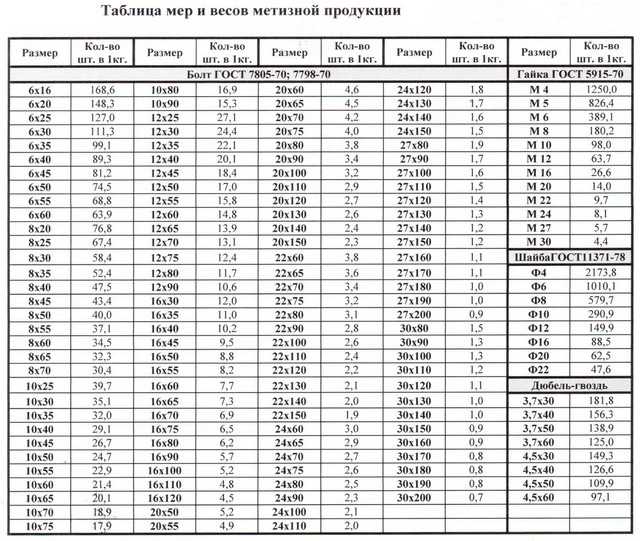 01875
01875 0125
0125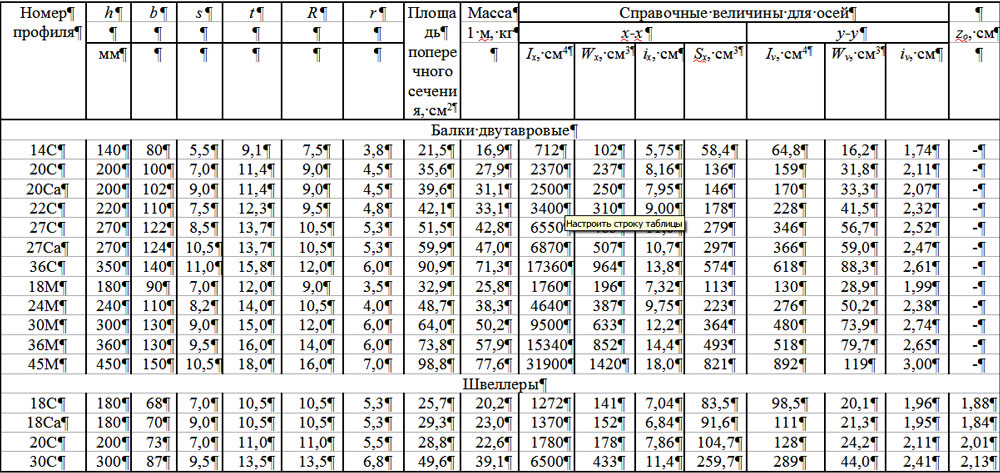 00859375
00859375


 Себестоимость работ с помощью трансформатора более низкая, однако при такой сварке, как правило, наблюдается большее разбрызгивание металла, а от сварщика требуется большой опыт, чтобы результат был максимально качественным.
Себестоимость работ с помощью трансформатора более низкая, однако при такой сварке, как правило, наблюдается большее разбрызгивание металла, а от сварщика требуется большой опыт, чтобы результат был максимально качественным. Температура эксплуатации таких конструкций – до 350 °C, к прочности шва предъявляются повышенные требования. Для электродов характерен высокий коэффициент наплавки – 13,0 г/А·ч.
Температура эксплуатации таких конструкций – до 350 °C, к прочности шва предъявляются повышенные требования. Для электродов характерен высокий коэффициент наплавки – 13,0 г/А·ч. Имеют рутиловую обмазку.
Имеют рутиловую обмазку. Продукция поставляется напрямую от ведущих российских производителей и имеет все необходимые сертификаты.
Продукция поставляется напрямую от ведущих российских производителей и имеет все необходимые сертификаты. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6. Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью; Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз; 30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали. Материал становится более хрупким.
Материал становится более хрупким.
 Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
Если бы классификационный номер был E308L-16 или 308L-17, это означало бы, что положительная полярность электрода переменного или постоянного тока допустима.
 Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения.
Известковые основные электроды также имеют самое трудное удаление шлака и всегда требуют удаления шлака и внимания к удалению шлака, чтобы предотвратить включения. Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел).
Шлак замерзает медленнее, чем -16, но допускает сварку в неправильном положении; это потребует больше манипуляций, чем -15 (см. следующий раздел). Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
Эти покрытия отвечают всем требованиям предыдущих поколений, но теперь имеют более легкий запуск и повторное зажигание дуги, помогая операторам удерживать начало дуги внутри стыка (для многих кодов любой след зажигания за пределами стыка приведет к браковке сварного шва).
 Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
Операторам требуется больше манипуляций с электродами, чтобы направить ванну, поэтому углы электродов могут быть преувеличены по сравнению с электродами из мягкой стали.
 Они отлично справляются со своевременным вводом и отправкой заказов. помогаем нашему бизнесу расти!»
Они отлично справляются со своевременным вводом и отправкой заказов. помогаем нашему бизнесу расти!» Они не только отличный партнер, но и замечательная компания для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно ориентирована на клиента. Мы планируем оставаться постоянным партнером на долгие годы!»
Они не только отличный партнер, но и замечательная компания для ведения бизнеса. Они всегда готовы помочь в трудную минуту, и их компания действительно ориентирована на клиента. Мы планируем оставаться постоянным партнером на долгие годы!»


 Конспект
Конспект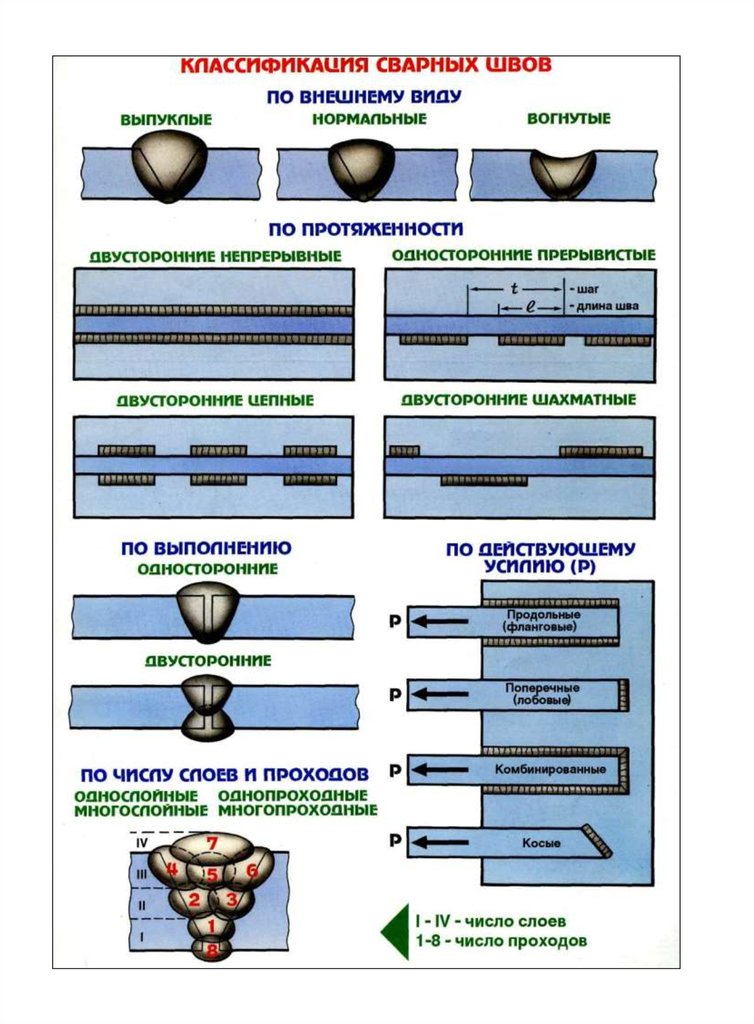

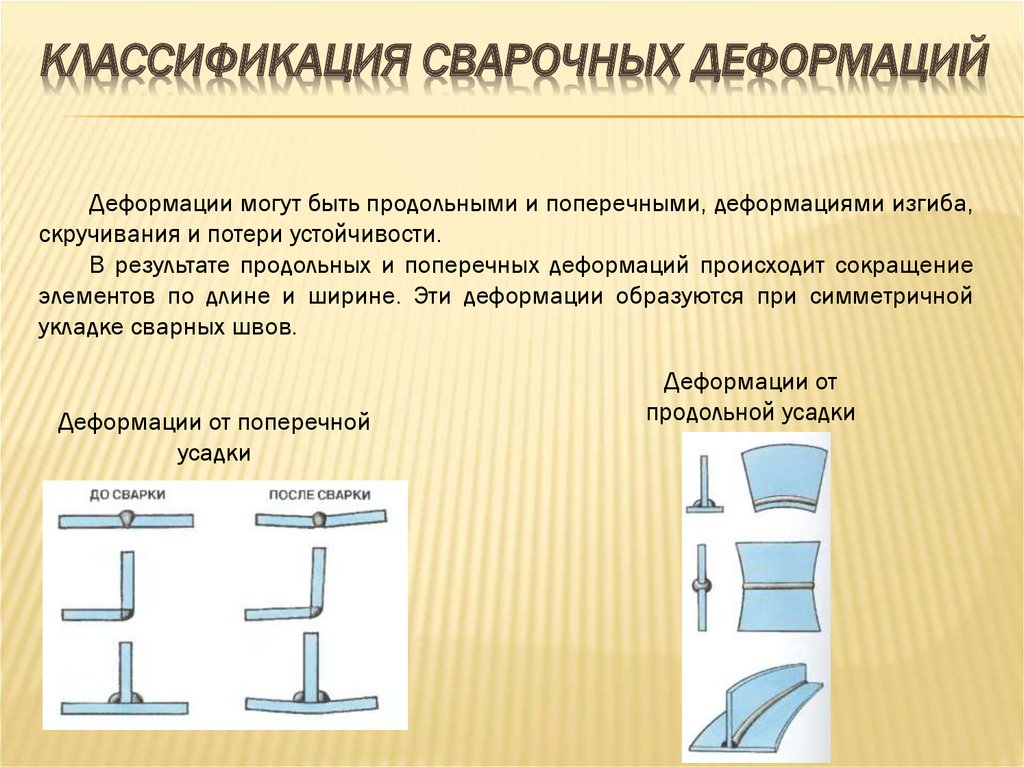
 info обязательна.
info обязательна. д. Принимая во внимание, что некоторые из них очень специфичны и ограничены несколькими отраслями, такими как Ультразвуковая сварка (USW) и Диффузионная сварка ( ДФВ), и т. д.
д. Принимая во внимание, что некоторые из них очень специфичны и ограничены несколькими отраслями, такими как Ультразвуковая сварка (USW) и Диффузионная сварка ( ДФВ), и т. д. В процессе сварки плавлением не требуется никакого внешнего давления или силы, и очень часто также используется присадочный металл. Процесс дуговой сварки является одним из самых популярных сварочных процессов, принадлежащих к семейству процессов сварки плавлением. Обычно используемые процессы сварки плавлением:
В процессе сварки плавлением не требуется никакого внешнего давления или силы, и очень часто также используется присадочный металл. Процесс дуговой сварки является одним из самых популярных сварочных процессов, принадлежащих к семейству процессов сварки плавлением. Обычно используемые процессы сварки плавлением: Электронный лучевой сварка
Электронный лучевой сварка  Чтобы узнать больше об этих процессах сварки, нажмите на ссылки ниже;
Чтобы узнать больше об этих процессах сварки, нажмите на ссылки ниже; Чтобы удовлетворить потребность в соединении самых разных материалов разнообразными способами, доступно большое количество методов сварки; каждый из них имеет определенные уникальные особенности, плюсы и минусы по отношению к другим. В настоящее время обычно используется более 100 различных сварочных процессов. Сгруппировать их все немного сложно. Любая краткая классификация будет иметь некоторые пробелы, которые могут не учитывать несколько процессов из определенной группы. Это открывает путь для классификации сварочных процессов различными способами, как описано ниже.
Чтобы удовлетворить потребность в соединении самых разных материалов разнообразными способами, доступно большое количество методов сварки; каждый из них имеет определенные уникальные особенности, плюсы и минусы по отношению к другим. В настоящее время обычно используется более 100 различных сварочных процессов. Сгруппировать их все немного сложно. Любая краткая классификация будет иметь некоторые пробелы, которые могут не учитывать несколько процессов из определенной группы. Это открывает путь для классификации сварочных процессов различными способами, как описано ниже. Он может включать или не включать внешний присадочный материал, и поэтому его можно дополнительно разделить на три категории: автогенная, гомогенная и гетерогенная сварка, как обсуждалось в способе 2. Все виды дуговой и газовой сварки относятся к категории сварки плавлением.
Он может включать или не включать внешний присадочный материал, и поэтому его можно дополнительно разделить на три категории: автогенная, гомогенная и гетерогенная сварка, как обсуждалось в способе 2. Все виды дуговой и газовой сварки относятся к категории сварки плавлением. Если сварка выполняется без какого-либо внешнего присадочного материала, то она называется автогенной сваркой. Таким образом, здесь сам основной материал расплавляется и образует предполагаемый сварной шов. Процессы сварки в твердом состоянии в основном автогенные. Узнайте больше об автогенной сварке.
Если сварка выполняется без какого-либо внешнего присадочного материала, то она называется автогенной сваркой. Таким образом, здесь сам основной материал расплавляется и образует предполагаемый сварной шов. Процессы сварки в твердом состоянии в основном автогенные. Узнайте больше об автогенной сварке. Если они несовместимы, результатом будет бракованная сварка. Узнайте больше о гетерогенной сварке.
Если они несовместимы, результатом будет бракованная сварка. Узнайте больше о гетерогенной сварке.
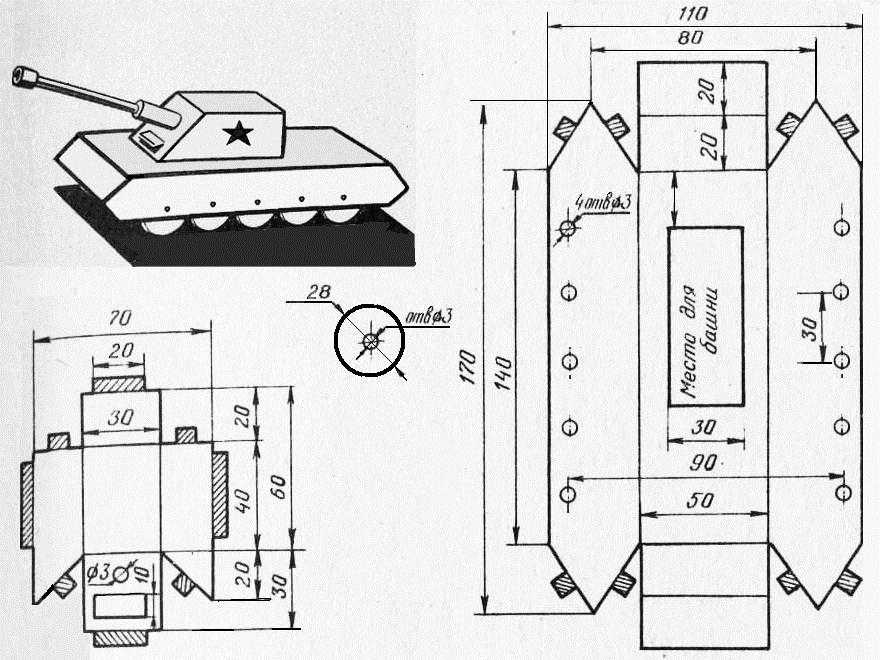 …читать далее «Круглый стол, в рамках подготовки ко II Всероссийской конференции-презентации «Роль семьи в сохранении и развитии языков народов РФ»»
…читать далее «Круглый стол, в рамках подготовки ко II Всероссийской конференции-презентации «Роль семьи в сохранении и развитии языков народов РФ»» Участниками этого события стали представители ГБОУ школы № 5 и ГБОУ СОШ № 225 Адмиралтейского района Санкт-Петербурга!
Участниками этого события стали представители ГБОУ школы № 5 и ГБОУ СОШ № 225 Адмиралтейского района Санкт-Петербурга!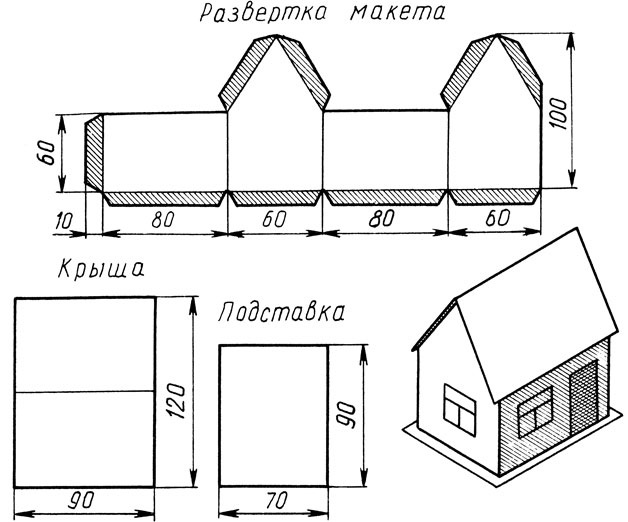 ..читать далее «Региональный этап Всероссийского Конкурса на лучшую работу, посвященную противодействию коррупции»
..читать далее «Региональный этап Всероссийского Конкурса на лучшую работу, посвященную противодействию коррупции»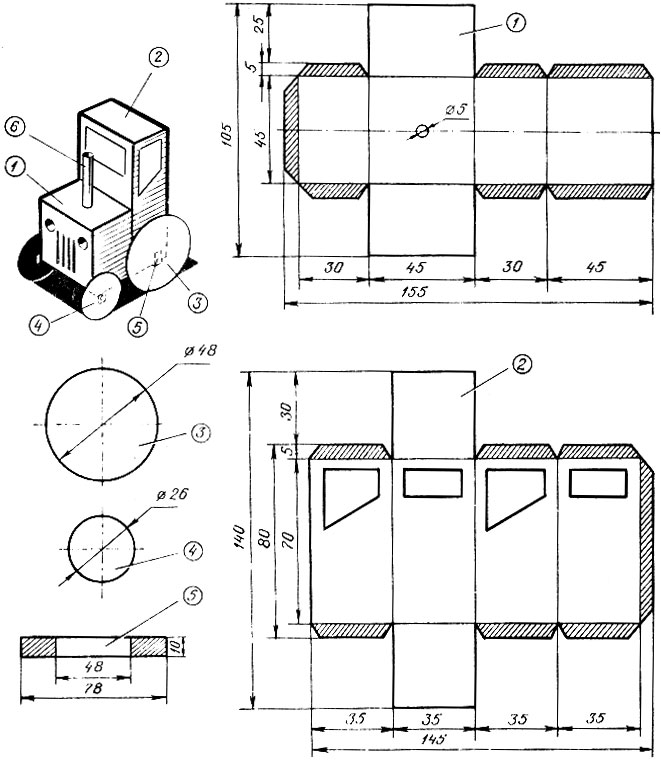 Это были непростые 2 дня, за которые ребята продемонстрировали свои знания, умения, показали насколько важна для каждого из них команда и то, что команда это непросто слово -это дружба, успех, взаимопонимание и взаимозаменяемость.
Это были непростые 2 дня, за которые ребята продемонстрировали свои знания, умения, показали насколько важна для каждого из них команда и то, что команда это непросто слово -это дружба, успех, взаимопонимание и взаимозаменяемость. ..читать далее «Открытие военно — спортивных игр»
..читать далее «Открытие военно — спортивных игр»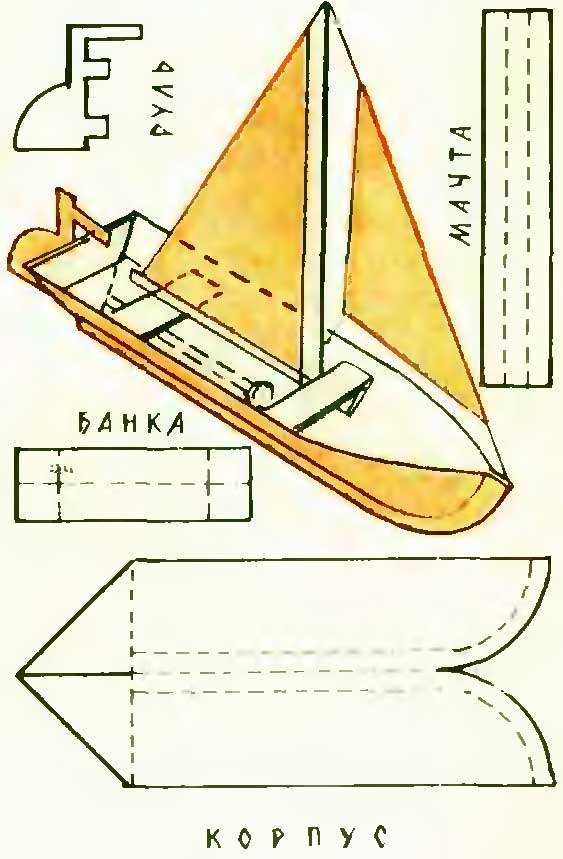 Вокал»
Вокал»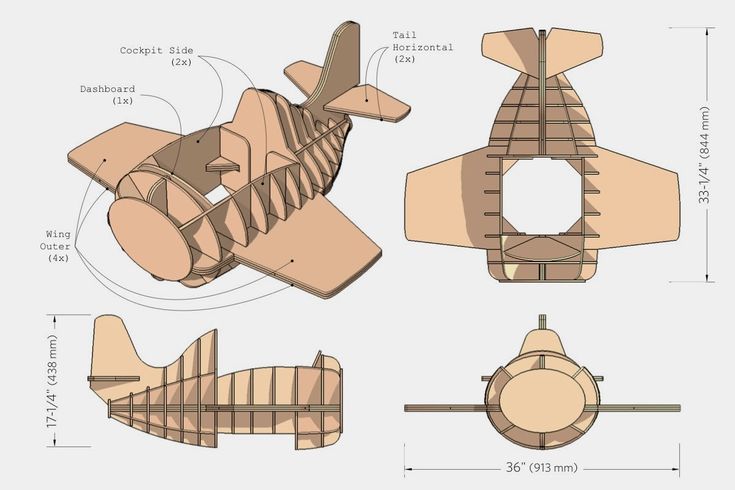 сетях
сетях ..
..
 В этой статье мы стремимся сообщить о недавнем исследовании, пересматривая его, а также прояснить некоторые неправильные представления, связанные с F-паттерном. В частности:
В этой статье мы стремимся сообщить о недавнем исследовании, пересматривая его, а также прояснить некоторые неправильные представления, связанные с F-паттерном. В частности: Этот начальный элемент формирует верхнюю полосу F.
Этот начальный элемент формирует верхнюю полосу F.

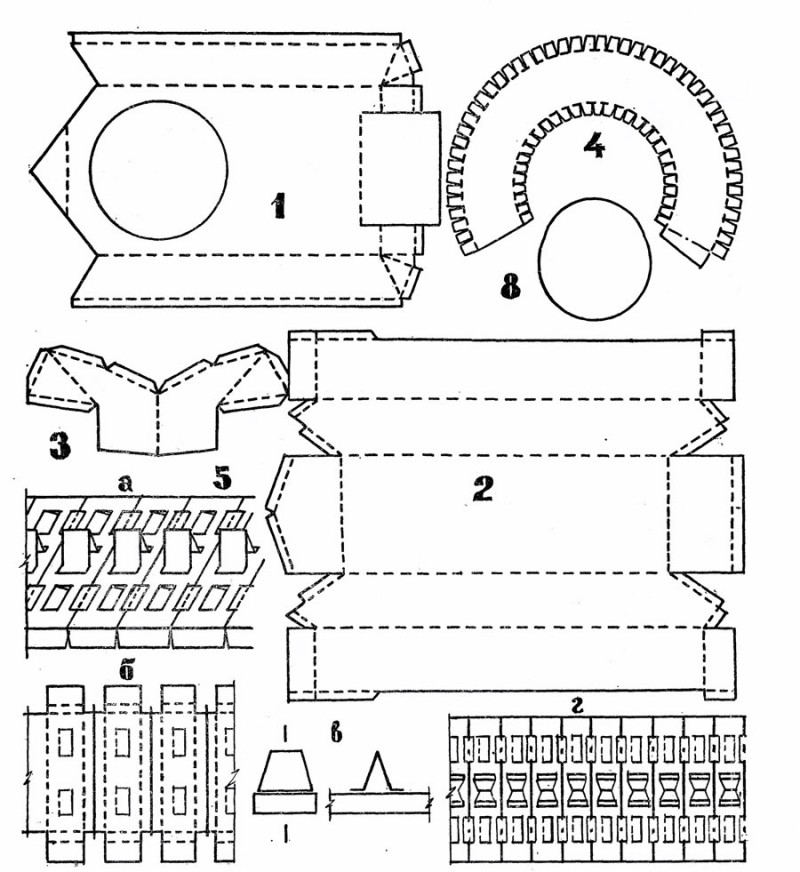 Еще один пример F-паттерна на мобильных устройствах был получен от участника исследования, который использовал http://bacnyc.org , чтобы узнать, где Михаил Барышников учился танцам. Текстовые столбцы были шире экрана, поэтому она проводила пальцем по горизонтали, когда читала. (В большинстве браузеров наведите указатель мыши на видео, чтобы отобразить элементы управления, если они еще не видны.)
Еще один пример F-паттерна на мобильных устройствах был получен от участника исследования, который использовал http://bacnyc.org , чтобы узнать, где Михаил Барышников учился танцам. Текстовые столбцы были шире экрана, поэтому она проводила пальцем по горизонтали, когда читала. (В большинстве браузеров наведите указатель мыши на видео, чтобы отобразить элементы управления, если они еще не видны.)  )
) 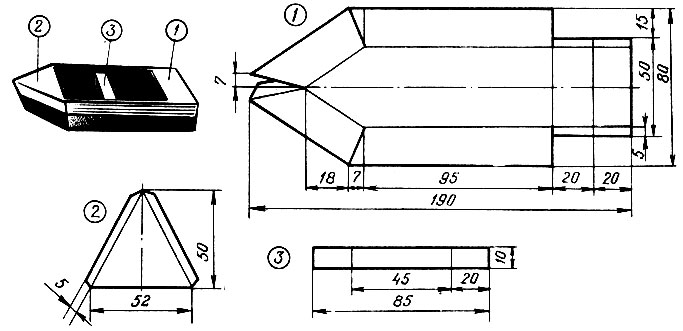 Маркировка происходит больше на мобильных устройствах, чем на настольных компьютерах.
Маркировка происходит больше на мобильных устройствах, чем на настольных компьютерах.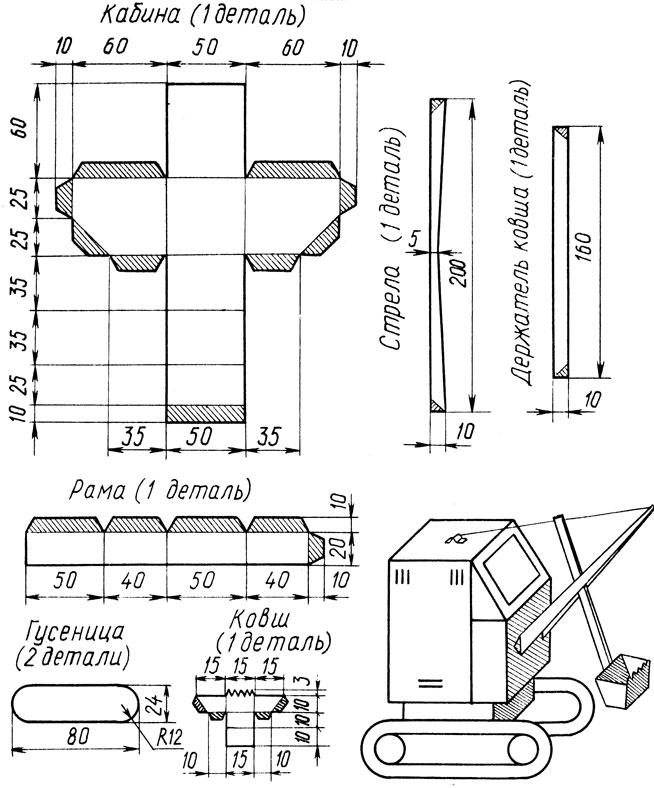
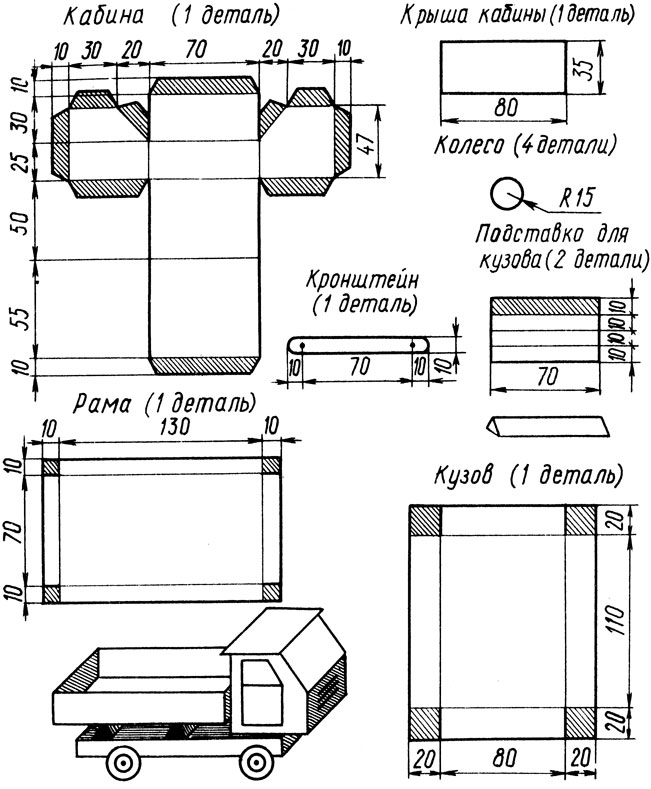 F-паттерн — это шаблон по умолчанию, когда нет сильных сигналов, привлекающих внимание к значимой информации.
F-паттерн — это шаблон по умолчанию, когда нет сильных сигналов, привлекающих внимание к значимой информации.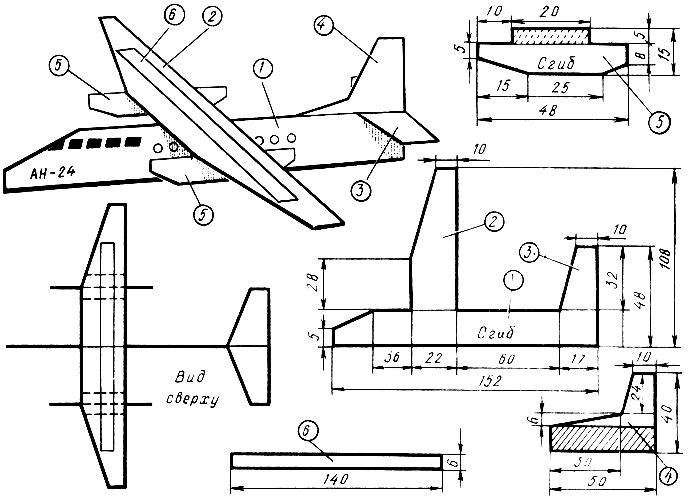 Но пользователи этого не осознают, так как по определению не знают того, чего не видят.
Но пользователи этого не осознают, так как по определению не знают того, чего не видят. Хорошее веб-форматирование снижает влияние F-сканирования. Если на ваших страницах есть большие куски неформатированного текста, люди будут сканировать его в форме буквы F.
Хорошее веб-форматирование снижает влияние F-сканирования. Если на ваших страницах есть большие куски неформатированного текста, люди будут сканировать его в форме буквы F.
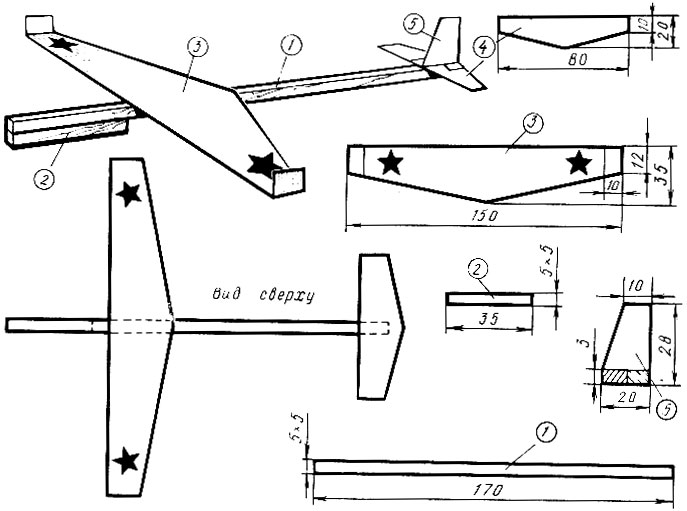
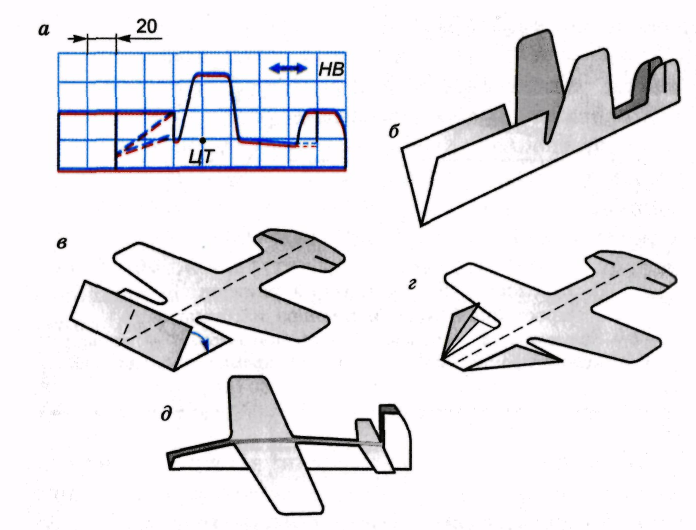

 При поддержке рекомендаций министр энергетики Квинсленда затем объявит REZ, после чего рамки QREZ будут применяться к назначенной территории и инфраструктуре, а информация будет опубликована в проекте отчета управления REZ (RMP).
При поддержке рекомендаций министр энергетики Квинсленда затем объявит REZ, после чего рамки QREZ будут применяться к назначенной территории и инфраструктуре, а информация будет опубликована в проекте отчета управления REZ (RMP).



 Такой способ предусматривает создание малой доли свободы кровельной системы. Ригеля монтируют для поддержания уровня прочности. Для упорной фиксации к стропилам крепят бруски или делают в них зубья.
Такой способ предусматривает создание малой доли свободы кровельной системы. Ригеля монтируют для поддержания уровня прочности. Для упорной фиксации к стропилам крепят бруски или делают в них зубья. Чтобы правильно установить материал в кладку, необходимо провести такие работы:
Чтобы правильно установить материал в кладку, необходимо провести такие работы:
 Такой вид крепления предназначен для распределения высоких нагрузок по большой площади конструкции. Без армопояса не возводят кровлю высотных домов. Рекомендуется устанавливать такое крепление в домах из газобетона для повышения уровня жесткости. Арматурный пояс предотвращает деформацию стен при проседании почвы. Процесс установки состоит из следующих этапов:
Такой вид крепления предназначен для распределения высоких нагрузок по большой площади конструкции. Без армопояса не возводят кровлю высотных домов. Рекомендуется устанавливать такое крепление в домах из газобетона для повышения уровня жесткости. Арматурный пояс предотвращает деформацию стен при проседании почвы. Процесс установки состоит из следующих этапов: Это необходимо, если стены длиннее деревянных отрезков. Производят брусья преимущественно длиной 6 м. Два элемента соединяют между собой внахлест, подпилив по высоте. Обязательно фиксируют гайками или скобами. Менее надежный способ — соединение торцевыми сторонами на металлическом основании. Брусья должны иметь одинаковую длину.
Это необходимо, если стены длиннее деревянных отрезков. Производят брусья преимущественно длиной 6 м. Два элемента соединяют между собой внахлест, подпилив по высоте. Обязательно фиксируют гайками или скобами. Менее надежный способ — соединение торцевыми сторонами на металлическом основании. Брусья должны иметь одинаковую длину. 1 Ровный обрез
1 Ровный обрез

 Второй вариант предпочтительнее при строительстве небольшого частного жилого дома, так как немного снижает трудозатраты на устройство верхней обвязки конструкции мауэрлатом.
Второй вариант предпочтительнее при строительстве небольшого частного жилого дома, так как немного снижает трудозатраты на устройство верхней обвязки конструкции мауэрлатом.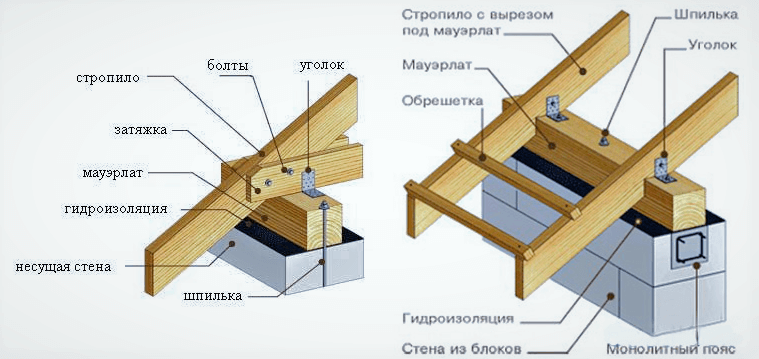
 Весь процесс требует значительных трудозатрат, стоимость материала высокая, — для частного жилого дома этот вариант почти всегда неприемлем.
Весь процесс требует значительных трудозатрат, стоимость материала высокая, — для частного жилого дома этот вариант почти всегда неприемлем.
 Сейчас ситуация с ценами несколько иная, — проволока считается недорогим материалом.
Сейчас ситуация с ценами несколько иная, — проволока считается недорогим материалом.
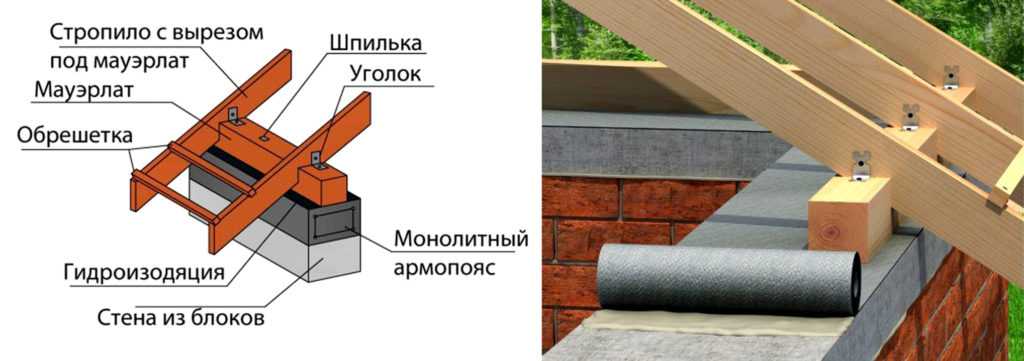 Разобравшись в технологии строительства этой стропильной системы, не составит труда разобраться в технологии и самостоятельно собрать более простые односкатные или двускатные.
Разобравшись в технологии строительства этой стропильной системы, не составит труда разобраться в технологии и самостоятельно собрать более простые односкатные или двускатные. Вверху должна быть нить. Если такие элементы найти в реализации сложно, то к обычной строительной арматуре можно приварить шпильки с резьбой. Расстояние между анкерами примерно 1 м.
Вверху должна быть нить. Если такие элементы найти в реализации сложно, то к обычной строительной арматуре можно приварить шпильки с резьбой. Расстояние между анкерами примерно 1 м. В качестве подкладок можно использовать любой кусок дерева или куски бетонных блоков.
В качестве подкладок можно использовать любой кусок дерева или куски бетонных блоков. Для мауэрлата используется брус 200×100 мм. Это очень важный элемент стропильной системы, он служит для поддержки стропильных ног и равномерного распределения точечных нагрузок по всей площади фасадных стен.
Для мауэрлата используется брус 200×100 мм. Это очень важный элемент стропильной системы, он служит для поддержки стропильных ног и равномерного распределения точечных нагрузок по всей площади фасадных стен.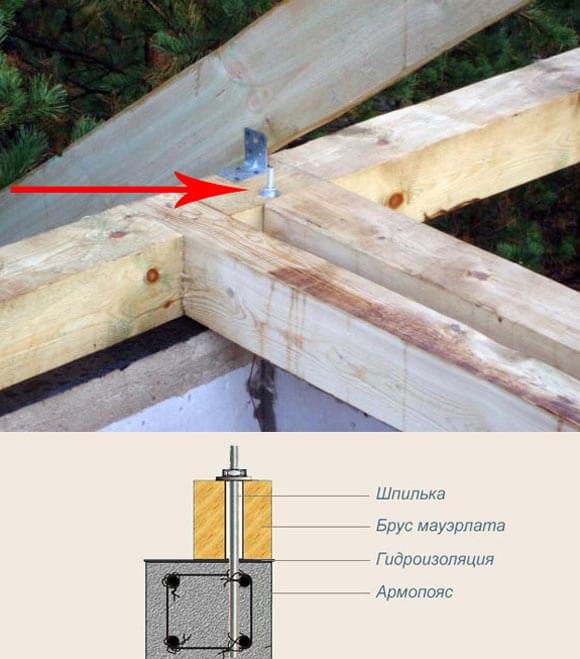 Расстелить гидроизоляционные полосы на армирующий пояс. Молотком делать отверстия намного проще. Наденьте рубероид на анкеры и аккуратно пробейте молотком отверстия для шпилек в гидроизоляции. Только делать это надо аккуратно, сильно бить нельзя. В противном случае есть риски повредить верхние витки резьбы, при затяжке гаек возникнут проблемы. Если боитесь, то перед укладкой рубероида накрутите гайки на все шпильки, после откручивания они автоматически выровняют поврежденные витки.
Расстелить гидроизоляционные полосы на армирующий пояс. Молотком делать отверстия намного проще. Наденьте рубероид на анкеры и аккуратно пробейте молотком отверстия для шпилек в гидроизоляции. Только делать это надо аккуратно, сильно бить нельзя. В противном случае есть риски повредить верхние витки резьбы, при затяжке гаек возникнут проблемы. Если боитесь, то перед укладкой рубероида накрутите гайки на все шпильки, после откручивания они автоматически выровняют поврежденные витки. Во-первых, дерево пахнет смолой и скипидаром. Второй – сосна имеет ярко-желтый оттенок, крупные и живые сучки. Третье – наличие черных пятен на пиломатериале из сосны свидетельствует о высоком содержании смолы, такой цвет он приобретает после окисления на воздухе. Ель белее, легче по весу, мало сучков и имеет неприятный запах кошачьих фекалий.
Во-первых, дерево пахнет смолой и скипидаром. Второй – сосна имеет ярко-желтый оттенок, крупные и живые сучки. Третье – наличие черных пятен на пиломатериале из сосны свидетельствует о высоком содержании смолы, такой цвет он приобретает после окисления на воздухе. Ель белее, легче по весу, мало сучков и имеет неприятный запах кошачьих фекалий.

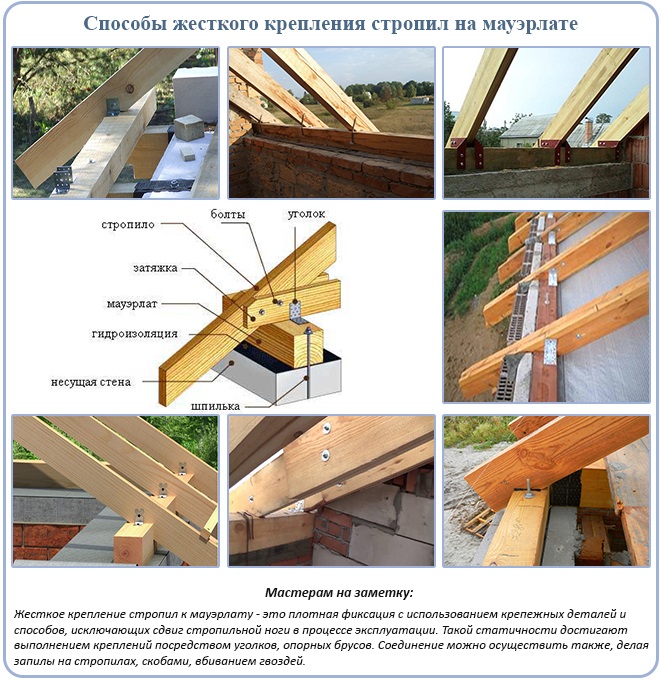 Обрешетку выполняют либо из металлических профилей, либо из деревянных досок – чаще используется второй вариант. Доски обрешетки крепятся к стропилам гвоздями. Параметры обрешетки (ширина досок, расстояние между ними и др.) зависят от выбора кровельного материала. Обрешетку брать под металлическую доску шириной около 100 мм. Толщина досок может варьироваться и обычно рассчитывается специалистами, проектирующими крышу. Толщина досок обрешетки, выходящих на карниз, должна быть меньше толщины остальных досок примерно на 10-15 мм. Расстояние между досками должно быть равно поперечному профилю ступени (350 или 400 мм), при этом расстояние между выступающим выступом и примыкающей доской должно быть меньше стандартного расстояния 50 мм (т.е. будет 300 или 400 мм). 350 мм).
Обрешетку выполняют либо из металлических профилей, либо из деревянных досок – чаще используется второй вариант. Доски обрешетки крепятся к стропилам гвоздями. Параметры обрешетки (ширина досок, расстояние между ними и др.) зависят от выбора кровельного материала. Обрешетку брать под металлическую доску шириной около 100 мм. Толщина досок может варьироваться и обычно рассчитывается специалистами, проектирующими крышу. Толщина досок обрешетки, выходящих на карниз, должна быть меньше толщины остальных досок примерно на 10-15 мм. Расстояние между досками должно быть равно поперечному профилю ступени (350 или 400 мм), при этом расстояние между выступающим выступом и примыкающей доской должно быть меньше стандартного расстояния 50 мм (т.е. будет 300 или 400 мм). 350 мм). Листы крепятся к коньку крыши при помощи шурупов и соединяются между собой шурупами.
Листы крепятся к коньку крыши при помощи шурупов и соединяются между собой шурупами.


 8
8 Материал имеет превосходные антикоррозионные свойства, поэтому цанги латунные используют в узлах соединения во внутренних помещениях и на открытом воздухе. Латунь мягче стали; это ограничивает сферу применения цанги, но добавляет преимуществ.
Материал имеет превосходные антикоррозионные свойства, поэтому цанги латунные используют в узлах соединения во внутренних помещениях и на открытом воздухе. Латунь мягче стали; это ограничивает сферу применения цанги, но добавляет преимуществ.
 Анкер устанавливается в предварительно просверленное отверстие. При последующем вкручивании болта или шпильки происходит распор втулки.
Анкер устанавливается в предварительно просверленное отверстие. При последующем вкручивании болта или шпильки происходит распор втулки.
 ..свернуть
..свернуть
 2021 12 февраля; 22 (4): 1853.
2021 12 февраля; 22 (4): 1853.
 Мечение бактериальных клеток специфичными для BAM флуоресцентными антителами выявило пространственное расположение между аппаратом и слоем PG. Обнаружение антителом каждой субъединицы BAM требовало ферментативного расщепления слоя PG. Увеличение расстояния между наружной мембраной и PG не отменяет этого предварительного условия. Это говорит о том, что BAM локально устанавливает расстояние между OM и слоем PG. Наши результаты проливают новый свет на локальную организацию оболочки.
Мечение бактериальных клеток специфичными для BAM флуоресцентными антителами выявило пространственное расположение между аппаратом и слоем PG. Обнаружение антителом каждой субъединицы BAM требовало ферментативного расщепления слоя PG. Увеличение расстояния между наружной мембраной и PG не отменяет этого предварительного условия. Это говорит о том, что BAM локально устанавливает расстояние между OM и слоем PG. Наши результаты проливают новый свет на локальную организацию оболочки. coli дикого типа. Фазоконтраст и флуоресценция…
coli дикого типа. Фазоконтраст и флуоресценция… coli иммуномеченые клетки дикого типа…
coli иммуномеченые клетки дикого типа… 0127 А ). В ( B ) изображения непермеабилизированных клеток ( a ), пермеабилизированных Triton X-100 ( b ), пермеабилизированных как Triton X-100, так и лизоцимом ( c ). Клетки выращивали в богатой среде при 37°С. Масштабная линейка равна 2 мкм. Это типичный пример эксперимента. Средний процент сигнала флуоресценции αBAM для Triton Χ-100 и Triton Χ-100 плюс обработка лизоцимом составлял 15 ± 7,4% и 85 ± 7,4%, соответственно, для 6 независимых экспериментов.
0127 А ). В ( B ) изображения непермеабилизированных клеток ( a ), пермеабилизированных Triton X-100 ( b ), пермеабилизированных как Triton X-100, так и лизоцимом ( c ). Клетки выращивали в богатой среде при 37°С. Масштабная линейка равна 2 мкм. Это типичный пример эксперимента. Средний процент сигнала флуоресценции αBAM для Triton Χ-100 и Triton Χ-100 плюс обработка лизоцимом составлял 15 ± 7,4% и 85 ± 7,4%, соответственно, для 6 независимых экспериментов. coli дикого типа, иммуномеченые антителами против отдельных субъединиц BAM (αBamA–E). BW25113 дикого типа, выращенный в богатой среде, пермеабилизированный только Triton X-100 (серый) или в комбинации с лизоцимом (черный) и иммуномеченый αBAM и антителами, специфичными для отдельных субъединиц BAM (1:500). Скрипичные графики концентрации флуоресценции всего комплекса BAM и всех отдельных субъединиц BAM (A – E). Различные значения подчеркивают, что антитела против отдельных субъединиц BAM проявляют различную аффинность к своим эпитопам (A-D). За исключением αBamE (E), который демонстрирует слабое связывание, все остальные субъединицы (AD) дают более высокий сигнал только после расщепления пептидогликана (TL). Т представляет собой Тритон Х-100; TL представляет собой Тритон Х-100 и лизоцим. (БАМ) н = 2021 турецких лир, н = 1686 турецких лир; (А) н = 2021 турецких лир, н = 2042 турецких лир; (B) н = 2036 тл, н = 1450 турецких лир; (С) н = 2014 турецких лир, н = 2373 турецких лир; (D) n = 2157 Тл, n = 2029 TL; (E) н = 2029 турецких лир, н = 1654 турецких лир.
coli дикого типа, иммуномеченые антителами против отдельных субъединиц BAM (αBamA–E). BW25113 дикого типа, выращенный в богатой среде, пермеабилизированный только Triton X-100 (серый) или в комбинации с лизоцимом (черный) и иммуномеченый αBAM и антителами, специфичными для отдельных субъединиц BAM (1:500). Скрипичные графики концентрации флуоресценции всего комплекса BAM и всех отдельных субъединиц BAM (A – E). Различные значения подчеркивают, что антитела против отдельных субъединиц BAM проявляют различную аффинность к своим эпитопам (A-D). За исключением αBamE (E), который демонстрирует слабое связывание, все остальные субъединицы (AD) дают более высокий сигнал только после расщепления пептидогликана (TL). Т представляет собой Тритон Х-100; TL представляет собой Тритон Х-100 и лизоцим. (БАМ) н = 2021 турецких лир, н = 1686 турецких лир; (А) н = 2021 турецких лир, н = 2042 турецких лир; (B) н = 2036 тл, н = 1450 турецких лир; (С) н = 2014 турецких лир, н = 2373 турецких лир; (D) n = 2157 Тл, n = 2029 TL; (E) н = 2029 турецких лир, н = 1654 турецких лир.
 Клетки выращивали в богатой среде при 37°С. HA-BamA: T n = 1786; TL n = 2431. BamE-HA: T n = 1494; TL n = 1082.
Клетки выращивали в богатой среде при 37°С. HA-BamA: T n = 1786; TL n = 2431. BamE-HA: T n = 1494; TL n = 1082. Изображения флуоресцентной микроскопии клеток дикого типа, пермеабилизированных только тритоном X-100 ( a ) и тритоном X-100 и лизоцимом (b ), иммуномеченых антителами против NlpI ( B ). Концентрация NlpI не меняется между двумя обработками. Клетки выращивали в богатой среде при 37°С. Масштабная линейка равна 2 мкм.
Изображения флуоресцентной микроскопии клеток дикого типа, пермеабилизированных только тритоном X-100 ( a ) и тритоном X-100 и лизоцимом (b ), иммуномеченых антителами против NlpI ( B ). Концентрация NlpI не меняется между двумя обработками. Клетки выращивали в богатой среде при 37°С. Масштабная линейка равна 2 мкм. После пермеабилизации пептидогликана (TL) сигнал BAM увеличивается примерно в 3 раза среди всех штаммов. Сигнал БАМ ниже в клетках с непереваренным пептидогликаном по сравнению с клетками, обработанными лизоцимом, независимо от увеличенного расстояния между ОМ и ПГ. Клетки выращивали в богатой среде при 37°С. Антитела использовали в соотношении 1:500. A: дикий тип н = 2062; Lpp+14 n = 1709; Lpp+21 n = 1991. B: дикий тип n = 1697; Lpp+14 n = 1132; Lpp+21 n = 1141.
После пермеабилизации пептидогликана (TL) сигнал BAM увеличивается примерно в 3 раза среди всех штаммов. Сигнал БАМ ниже в клетках с непереваренным пептидогликаном по сравнению с клетками, обработанными лизоцимом, независимо от увеличенного расстояния между ОМ и ПГ. Клетки выращивали в богатой среде при 37°С. Антитела использовали в соотношении 1:500. A: дикий тип н = 2062; Lpp+14 n = 1709; Lpp+21 n = 1991. B: дикий тип n = 1697; Lpp+14 n = 1132; Lpp+21 n = 1141.


 , Малинверни Дж., Руиз Н., Ким С., Силхави Т.Дж., Кан Д. Идентификация многокомпонентного комплекса, необходимого для биогенеза наружной мембраны Escherichia coli. Клетка. 2005; 121: 235–245. doi: 10.1016/j.cell.2005.02.015.
, Малинверни Дж., Руиз Н., Ким С., Силхави Т.Дж., Кан Д. Идентификация многокомпонентного комплекса, необходимого для биогенеза наружной мембраны Escherichia coli. Клетка. 2005; 121: 235–245. doi: 10.1016/j.cell.2005.02.015. С., Вернер Дж.Н., Мисра Р. Дифференциальные эффекты мутации yfgL на белки внешней мембраны кишечной палочки и липополисахарид. Дж. Бактериол. 2006; 188:7186–7194. doi: 10.1128/JB.00571-06.
С., Вернер Дж.Н., Мисра Р. Дифференциальные эффекты мутации yfgL на белки внешней мембраны кишечной палочки и липополисахарид. Дж. Бактериол. 2006; 188:7186–7194. doi: 10.1128/JB.00571-06. doi: 10.1016/j.cell.2014.11.045.
doi: 10.1016/j.cell.2014.11.045.
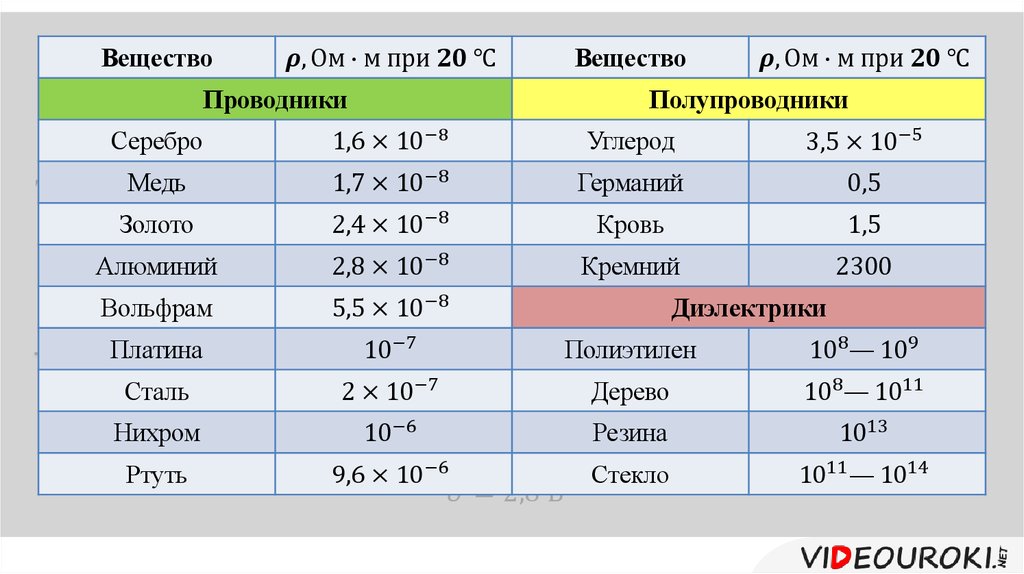 06×10−7
06×10−7 10×10−6
10×10−6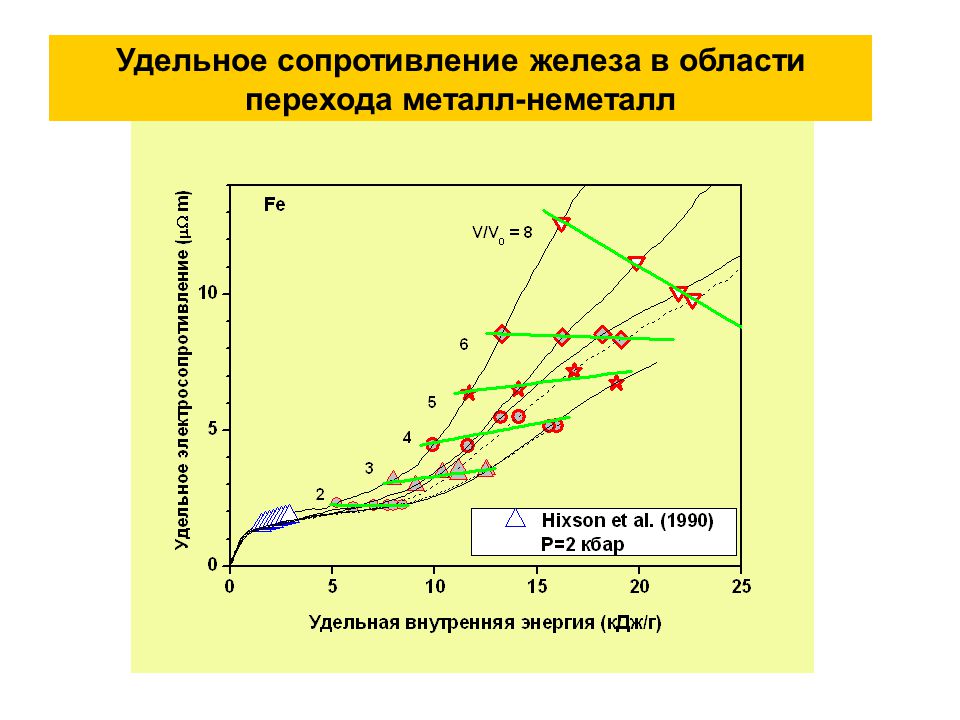 5×1017
5×1017 Золотое покрытие очень тонкое, но даже в этом случае оно способно обеспечить требуемые характеристики разъемов.
Золотое покрытие очень тонкое, но даже в этом случае оно способно обеспечить требуемые характеристики разъемов.

 Например, удельная теплоемкость свинца при температуре 280°С составляет величину около 140 Дж/(кг·град). Теплоемкость свинца в жидком состоянии при нагревании, наоборот — уменьшается и при температуре более 1000 К также равна 140 Дж/(кг·град).
Например, удельная теплоемкость свинца при температуре 280°С составляет величину около 140 Дж/(кг·град). Теплоемкость свинца в жидком состоянии при нагревании, наоборот — уменьшается и при температуре более 1000 К также равна 140 Дж/(кг·град). Для примера, теплоемкость стали равна 440…550, чугуна — 370…550, меди — 385, никеля — 444 Дж/(кг·град). Следует отметить, что теплоемкость тяжелых металлов в общем случае не высока. Отмечается такая зависимость: чем плотнее металл, тем ниже его удельная теплоемкость.
Для примера, теплоемкость стали равна 440…550, чугуна — 370…550, меди — 385, никеля — 444 Дж/(кг·град). Следует отметить, что теплоемкость тяжелых металлов в общем случае не высока. Отмечается такая зависимость: чем плотнее металл, тем ниже его удельная теплоемкость. Мачадо А., Резай А.Р., Копелл Б.Х., Гросс Р.Е., Шаран А.Д., Бенабид А.Л. Глубокая стимуляция мозга при болезни Паркинсона: Хирургическая техника и периоперационное ведение. Двигательные расстройства. 2006 г., июнь; 21: S247–258. [PubMed] [Google Scholar]
Мачадо А., Резай А.Р., Копелл Б.Х., Гросс Р.Е., Шаран А.Д., Бенабид А.Л. Глубокая стимуляция мозга при болезни Паркинсона: Хирургическая техника и периоперационное ведение. Двигательные расстройства. 2006 г., июнь; 21: S247–258. [PubMed] [Google Scholar] [PubMed] [Академия Google]
[PubMed] [Академия Google]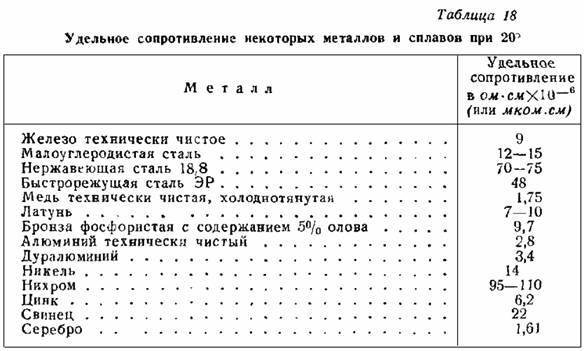 [PubMed] [Google Scholar]
[PubMed] [Google Scholar] J Magn Reson Imag. 2004 г., май; 19: 650–656. [PubMed] [Google Scholar]
J Magn Reson Imag. 2004 г., май; 19: 650–656. [PubMed] [Google Scholar] К., Макдугалл Дж.А., Чан К.В. Радиочастотный нагрев имплантированного стимулятора спондилодеза во время магнитно-резонансной томографии. IEEE Trans Biomed Eng. 1997 г., май; 44: 367–373. [PubMed] [Google Scholar]
К., Макдугалл Дж.А., Чан К.В. Радиочастотный нагрев имплантированного стимулятора спондилодеза во время магнитно-резонансной томографии. IEEE Trans Biomed Eng. 1997 г., май; 44: 367–373. [PubMed] [Google Scholar]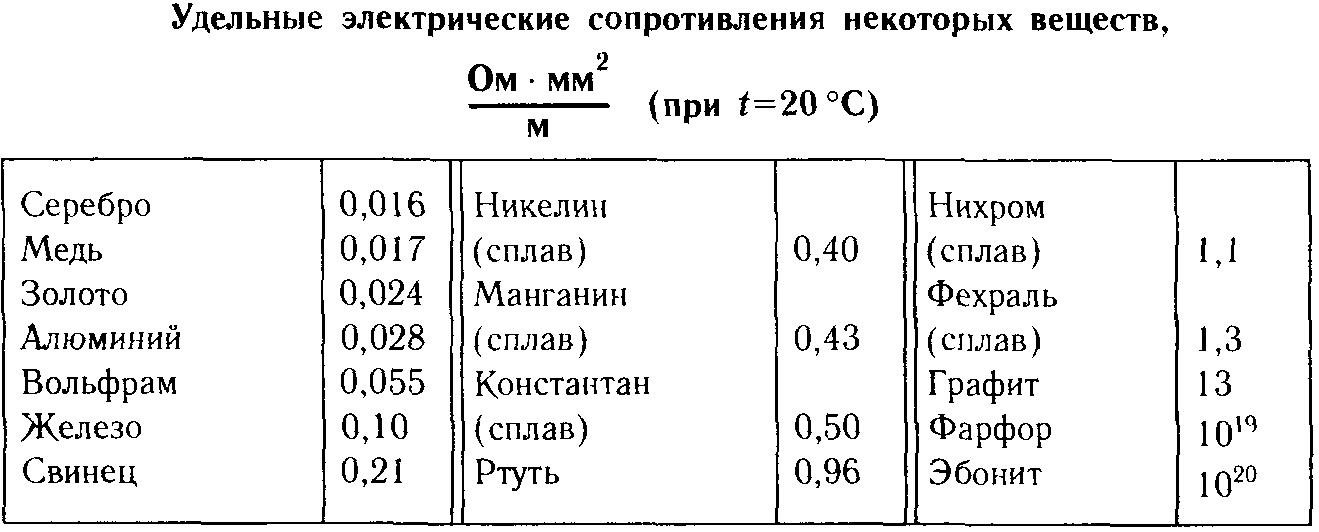 Биоэлектромагнетизм. 2004 г., май; 25: 285–295. [PubMed] [Google Scholar]
Биоэлектромагнетизм. 2004 г., май; 25: 285–295. [PubMed] [Google Scholar]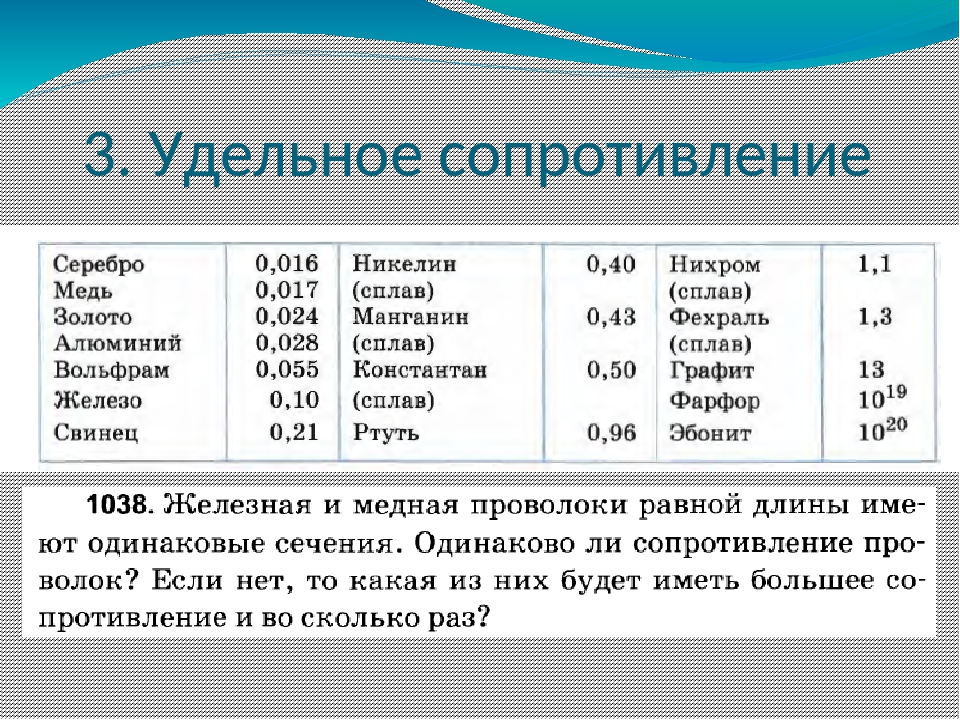 IEEE Trans Microw Theory Tech. 2006 г., январь; 54 (№ 1): 3146–3154. [Google Scholar]
IEEE Trans Microw Theory Tech. 2006 г., январь; 54 (№ 1): 3146–3154. [Google Scholar]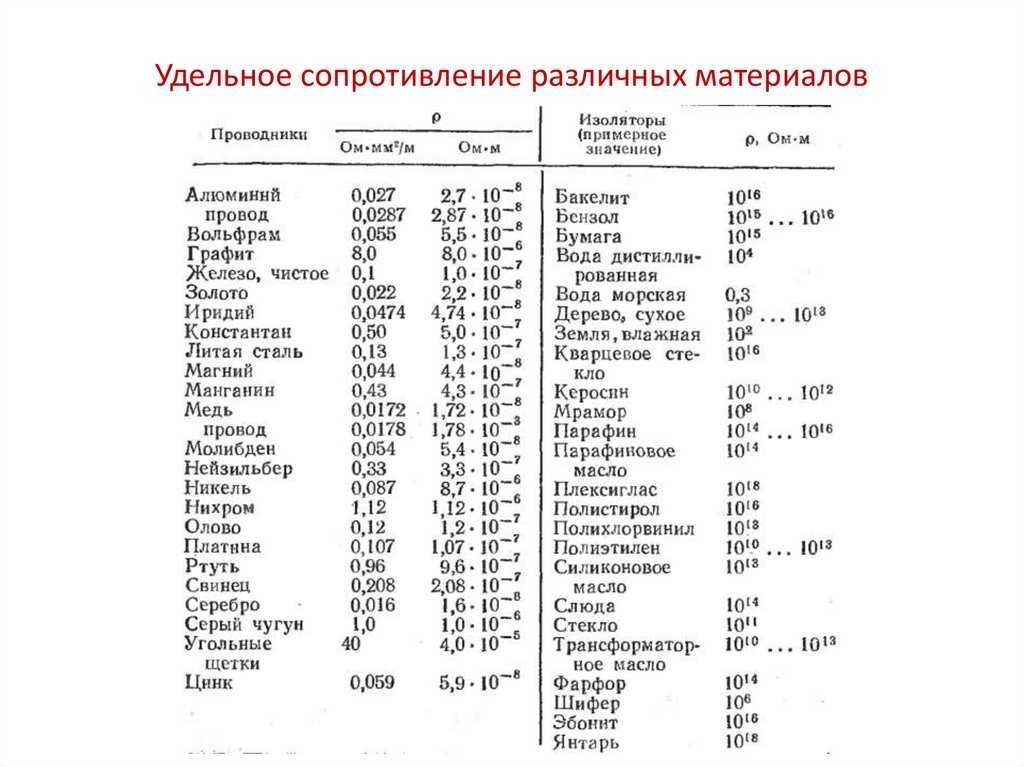 1999 августа; 41: 102–107. [Google Scholar]
1999 августа; 41: 102–107. [Google Scholar] IEEE Trans Microw Theory Tech. 2004 г., 52 августа: 1992–1998 гг. [Google Scholar]
IEEE Trans Microw Theory Tech. 2004 г., 52 августа: 1992–1998 гг. [Google Scholar]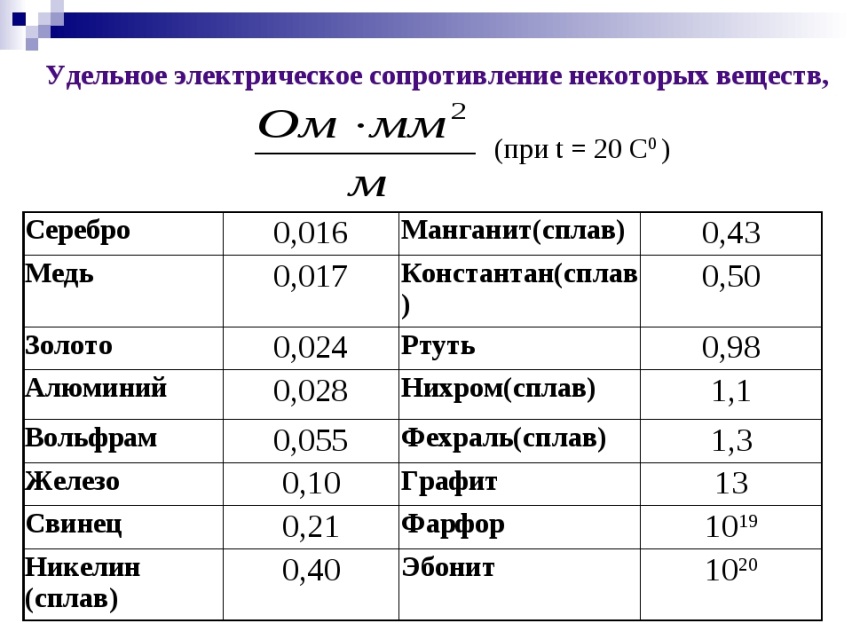 Bernstein M, Ward H, McGee K, Felmlee J, Knudsen1 V, Gorny K, Huston J, III, Lee K. Изменения в усилении радиочастотной передачи до и после размещения электродов DBS в 36 последовательных пациентов. Proc Int Soc Mag Reson Med. 2009;17:3105. [Google Scholar]
Bernstein M, Ward H, McGee K, Felmlee J, Knudsen1 V, Gorny K, Huston J, III, Lee K. Изменения в усилении радиочастотной передачи до и после размещения электродов DBS в 36 последовательных пациентов. Proc Int Soc Mag Reson Med. 2009;17:3105. [Google Scholar]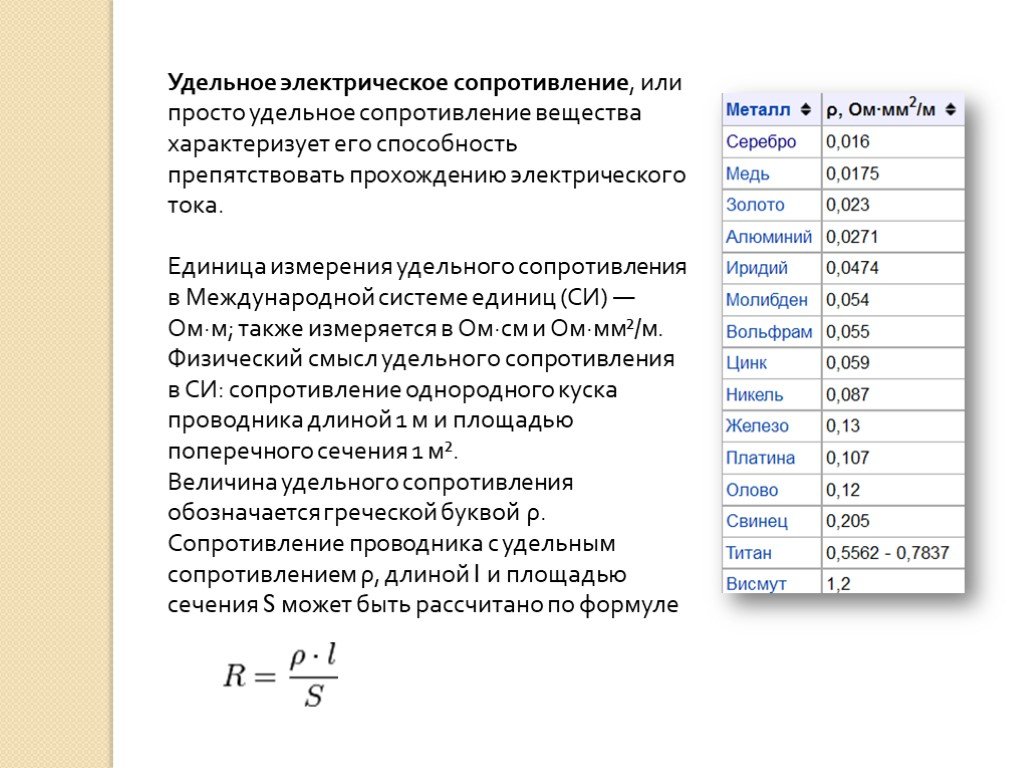 Proc Int Soc Mag Reson Med. 2009 г.;17:4792. [Google Scholar]
Proc Int Soc Mag Reson Med. 2009 г.;17:4792. [Google Scholar] IEEE Trans Microw Theory Tech. 1999 г., январь; 47 (1): 56–66. [Академия Google]
IEEE Trans Microw Theory Tech. 1999 г., январь; 47 (1): 56–66. [Академия Google] J Magn Reson Imag. 2002 ноябрь; 15: 241–250. [PubMed] [Google Scholar]
J Magn Reson Imag. 2002 ноябрь; 15: 241–250. [PubMed] [Google Scholar] Тем не менее, обратите особое внимание на отдельные работы, чтобы убедиться, что не указаны ограничения авторского права. Для отдельных произведений может потребоваться получение других разрешений от первоначального правообладателя.
Тем не менее, обратите особое внимание на отдельные работы, чтобы убедиться, что не указаны ограничения авторского права. Для отдельных произведений может потребоваться получение других разрешений от первоначального правообладателя.
 давление, Бар
давление, Бар 5
5
 Чтобы откачивать воду из бассейна перед зимой он отлично подходит, потому что осенью в него попадает большое количество грязи и прочего мусора, все это способно засорить насос, и он попросту сломается. Данный насос имеет защиту в виде нескольких фильтров, при попадании в них крупного мусора он просто остается на них, а если он все-таки внутрь попадет, то насос просто отключится, у меня были такие ситуации несколько раз, проблем с его очисткой у меня потом не было никогда, потому что фильтры снять довольно просто и легко. Для грязной воды он подходит отлично. У него высокая производительность, откачивает более 15000 литров воды в час. Все примеси размером до 30 миллиметров отсеивает. Контактное уплотнение имеет керамическое кольцо и масляную камеру, поэтому у него срок службы невероятно высокий. У меня работает он уже пару лет точно. Выключатель использую поплавковый, он позволяет не следить за насосом постоянно и занимать другими своими делами. На откачку воды из бассейна у меня уходит не больше часа, точное время сказать не могу, потому что никогда не засекал его.
Чтобы откачивать воду из бассейна перед зимой он отлично подходит, потому что осенью в него попадает большое количество грязи и прочего мусора, все это способно засорить насос, и он попросту сломается. Данный насос имеет защиту в виде нескольких фильтров, при попадании в них крупного мусора он просто остается на них, а если он все-таки внутрь попадет, то насос просто отключится, у меня были такие ситуации несколько раз, проблем с его очисткой у меня потом не было никогда, потому что фильтры снять довольно просто и легко. Для грязной воды он подходит отлично. У него высокая производительность, откачивает более 15000 литров воды в час. Все примеси размером до 30 миллиметров отсеивает. Контактное уплотнение имеет керамическое кольцо и масляную камеру, поэтому у него срок службы невероятно высокий. У меня работает он уже пару лет точно. Выключатель использую поплавковый, он позволяет не следить за насосом постоянно и занимать другими своими делами. На откачку воды из бассейна у меня уходит не больше часа, точное время сказать не могу, потому что никогда не засекал его. Если работа насоса предстоит продолжительная, то выключатель можно и зафиксировать. Для его переноски есть рукоятка, которая также выполняет функцию держателя проводов. К нему подходит большое количество шлангов, поэтому проблем с ними не будет. На него также распространяется гарантия двухлетняя, которой мне пользовать не приходилось ни разу, потому что он никогда у меня не ломался. Рекомендую данный насос, он отлично подходит для очистки бассейнов от грязной воды
Если работа насоса предстоит продолжительная, то выключатель можно и зафиксировать. Для его переноски есть рукоятка, которая также выполняет функцию держателя проводов. К нему подходит большое количество шлангов, поэтому проблем с ними не будет. На него также распространяется гарантия двухлетняя, которой мне пользовать не приходилось ни разу, потому что он никогда у меня не ломался. Рекомендую данный насос, он отлично подходит для очистки бассейнов от грязной воды Ближе к осени столкнулся с проблемой, что из него нечем выкачать воду, поэтому мне пришлось искать отличный насос для данных целей. А так как я воду решил откачивать только в тот момент, когда она уже была грязная и с кучей песка и мусора, то решил брать ту модель, которая все данные примеси сможет отфильтровать и не сломается. Катался по большому количеству разных магазинов в поисках хорошего варианта, пока не доехал до официального магазина Karcher, где и купил эту модель насоса себе. Минут 40 разговаривал с консультантом, потому что до этого я не использовал подобных приборов и мне важно было узнать все тонкости их работы и их обслуживания. Этот насос обладает производительностью в 15 тысяч литров в час, что очень много, у меня бассейн раз в 5 меньше, поэтому на откачку воды уходит так мало времени. Брал специально с запасом, потому что в дальнейшем планировал его расширить раза в 2 не меньше, чтобы вся семья могла им пользоваться одновременно. В нем есть фильтры, которые не пускают внутрь крупный мусор, и он весь остается на них.
Ближе к осени столкнулся с проблемой, что из него нечем выкачать воду, поэтому мне пришлось искать отличный насос для данных целей. А так как я воду решил откачивать только в тот момент, когда она уже была грязная и с кучей песка и мусора, то решил брать ту модель, которая все данные примеси сможет отфильтровать и не сломается. Катался по большому количеству разных магазинов в поисках хорошего варианта, пока не доехал до официального магазина Karcher, где и купил эту модель насоса себе. Минут 40 разговаривал с консультантом, потому что до этого я не использовал подобных приборов и мне важно было узнать все тонкости их работы и их обслуживания. Этот насос обладает производительностью в 15 тысяч литров в час, что очень много, у меня бассейн раз в 5 меньше, поэтому на откачку воды уходит так мало времени. Брал специально с запасом, потому что в дальнейшем планировал его расширить раза в 2 не меньше, чтобы вся семья могла им пользоваться одновременно. В нем есть фильтры, которые не пускают внутрь крупный мусор, и он весь остается на них. Если все-таки туда попадает он, то очистить его не сложно, потому что конструкция не такая сложная. Крепление для шлангов можно назвать универсальным, потому что к нему подходит много разных вариантов шланга, мне покупать дополнительный не пришлось, использую тот, который у меня уже был в гараже, он высокопрочный. Датчик уровня имеет плавную регулировку, что позволяет хорошо и удобно настроить автоматическую работу насоса, я каждый сезон пользуюсь данной возможностью. Без воды работать он не будет, а просто отключится. У него небольшие размеры, если его кто-то хочет у меня одолжить, то ему не придется подгонять целый прицеп, его спокойно можно будет унести в руках. Шнур для питания обладает 10 метровой длинной, включаю его дома и не приходится использовать удлинители. Потребляет немного мощности, написано, что 0,75 киловатт. Весит он 6,5 килограмм, чтобы отлично и быстро погружался на дно бассейна, при этом переносить его не сложно. Рукоятка для переноски у него имеется, поэтому сложностей вообще никаких возникнуть не должно.
Если все-таки туда попадает он, то очистить его не сложно, потому что конструкция не такая сложная. Крепление для шлангов можно назвать универсальным, потому что к нему подходит много разных вариантов шланга, мне покупать дополнительный не пришлось, использую тот, который у меня уже был в гараже, он высокопрочный. Датчик уровня имеет плавную регулировку, что позволяет хорошо и удобно настроить автоматическую работу насоса, я каждый сезон пользуюсь данной возможностью. Без воды работать он не будет, а просто отключится. У него небольшие размеры, если его кто-то хочет у меня одолжить, то ему не придется подгонять целый прицеп, его спокойно можно будет унести в руках. Шнур для питания обладает 10 метровой длинной, включаю его дома и не приходится использовать удлинители. Потребляет немного мощности, написано, что 0,75 киловатт. Весит он 6,5 килограмм, чтобы отлично и быстро погружался на дно бассейна, при этом переносить его не сложно. Рукоятка для переноски у него имеется, поэтому сложностей вообще никаких возникнуть не должно. Насос отличный, вообще не жалею, что пришлось на него потратить такую сумму, потому что пользоваться им просто, и он максимально эффективно работает. При этом с облуживанием проблем нет!
Насос отличный, вообще не жалею, что пришлось на него потратить такую сумму, потому что пользоваться им просто, и он максимально эффективно работает. При этом с облуживанием проблем нет! Вскоре, он попросту у нас сломался, чему вся бригада была рада. Начальство выдало нам данный насос для работы, сразу хочу сказать, что даже на вид он куда лучше того, который мы использовали до этого, потому что его высокое качество стало заметно сразу. Поехали на новый объект и там наконец-то пришлось его испытать. Шланги нам новые подбирать не пришлось, потому что уже были от старого насоса, и они без проблем подошли, при необходимости можно заменить одни шланг на другой в считанные секунды, потому что у него современное крепление, которое сокращает время и упрощает процесс замены. О его производительности можно говорить долго, сейчас хочется лишь сказать, что он способен выкачать 15000 литров воды всего за один час работы. Да, есть и более производительные насосы, но все они созданы для промышленных нужд, а тут такой небольшой и мощный прибор. Чтобы его было удобно носить есть рукоятка, она отлично помогает, так как он весит примерно 7 килограмм. Грязная вода ему вообще не страшна, потому что система фильтрации отсеивает весь мусор до 30 миллиметров, а крупный удерживается предварительным фильтром из нержавеющей стали.
Вскоре, он попросту у нас сломался, чему вся бригада была рада. Начальство выдало нам данный насос для работы, сразу хочу сказать, что даже на вид он куда лучше того, который мы использовали до этого, потому что его высокое качество стало заметно сразу. Поехали на новый объект и там наконец-то пришлось его испытать. Шланги нам новые подбирать не пришлось, потому что уже были от старого насоса, и они без проблем подошли, при необходимости можно заменить одни шланг на другой в считанные секунды, потому что у него современное крепление, которое сокращает время и упрощает процесс замены. О его производительности можно говорить долго, сейчас хочется лишь сказать, что он способен выкачать 15000 литров воды всего за один час работы. Да, есть и более производительные насосы, но все они созданы для промышленных нужд, а тут такой небольшой и мощный прибор. Чтобы его было удобно носить есть рукоятка, она отлично помогает, так как он весит примерно 7 килограмм. Грязная вода ему вообще не страшна, потому что система фильтрации отсеивает весь мусор до 30 миллиметров, а крупный удерживается предварительным фильтром из нержавеющей стали. Используем поплавковый выключатель, чтобы обеспечить автоматическую работу самого насоса и его не приходилось бы постоянно контролировать. Выключатель можно зафиксировать в необходимом положении, чтобы в случае чего насос просто так не работал. Один раз у нас он засорился все-таки, но при этом ничего не сломалось, потому что он сразу же отключился и перестал качать воду. Его пришлось самостоятельно разбирать и очищать, вовремя данного процесса я заметил, что уплотнительное кольцо сделано из керамики, поэтому служить будет невероятно долго. Определил на глаз, потому что опыт работы у меня большой и имел дело с разными насосами. В целом, для моей работы — это идеальный вариант, который стоит приемлемых денег. В откачке бассейнов он показал себя лучше всего, потому что с его производительностью на данную работу больше часа не затрачивается. Рекомендую!
Используем поплавковый выключатель, чтобы обеспечить автоматическую работу самого насоса и его не приходилось бы постоянно контролировать. Выключатель можно зафиксировать в необходимом положении, чтобы в случае чего насос просто так не работал. Один раз у нас он засорился все-таки, но при этом ничего не сломалось, потому что он сразу же отключился и перестал качать воду. Его пришлось самостоятельно разбирать и очищать, вовремя данного процесса я заметил, что уплотнительное кольцо сделано из керамики, поэтому служить будет невероятно долго. Определил на глаз, потому что опыт работы у меня большой и имел дело с разными насосами. В целом, для моей работы — это идеальный вариант, который стоит приемлемых денег. В откачке бассейнов он показал себя лучше всего, потому что с его производительностью на данную работу больше часа не затрачивается. Рекомендую! Для его переноски есть рукоятка, которая выступает и держателем проводов, это не моя придумка, а самого производителя) Откачивается вода быстро и без проблем, у него производительность 15 тысяч литров в час
Для его переноски есть рукоятка, которая выступает и держателем проводов, это не моя придумка, а самого производителя) Откачивается вода быстро и без проблем, у него производительность 15 тысяч литров в час Гараж у меня постоянно занять машиной, а он и так не большого размера. И еще был важен один фактор – низкое потребление электрической энергии, потому что после или во время дождя ему пришлось бы работать долгое время, а то я бы на электричестве полностью разорился. Изучил большое количество информации по насосам в интернете и пришел к выводу, что стоит обратиться к фирме Karcher. Я и до этого слышал о ней много хорошего, поэтому решил довериться положительным отзывам. Подходящую модель я выбрал сразу же, как только зашел в магазин, так как он у меня прямо перед глазами стоял, и я смог увидеть все его характеристики. Цена только смутила, но потом подумал, что за такие деньги лучше ничего не найти, и это на самом деле так. Привезя его домой стал разбираться в работе и комплектации. Больше всего мне понравилось, что в нем есть предварительный фильтр, который не пускает крупный мусор внутрь него и не дает засориться. Также мелкий мусор до 30 миллиметров диаметром отсеивается. Данные фильтры очень важны, потому что в погребе всегда много мусора и прочего хлама, который мог бы его просто засорить.
Гараж у меня постоянно занять машиной, а он и так не большого размера. И еще был важен один фактор – низкое потребление электрической энергии, потому что после или во время дождя ему пришлось бы работать долгое время, а то я бы на электричестве полностью разорился. Изучил большое количество информации по насосам в интернете и пришел к выводу, что стоит обратиться к фирме Karcher. Я и до этого слышал о ней много хорошего, поэтому решил довериться положительным отзывам. Подходящую модель я выбрал сразу же, как только зашел в магазин, так как он у меня прямо перед глазами стоял, и я смог увидеть все его характеристики. Цена только смутила, но потом подумал, что за такие деньги лучше ничего не найти, и это на самом деле так. Привезя его домой стал разбираться в работе и комплектации. Больше всего мне понравилось, что в нем есть предварительный фильтр, который не пускает крупный мусор внутрь него и не дает засориться. Также мелкий мусор до 30 миллиметров диаметром отсеивается. Данные фильтры очень важны, потому что в погребе всегда много мусора и прочего хлама, который мог бы его просто засорить. Я использую каждый раз поплавковый выключатель, потому следить за ним постоянно у меня не получается, так можно просто настроить его автоматическую работу, особенно полезно ночью. Всухую работать он не будет. Отдельно купил себе шланг среднего диаметра, подбирать специально мне ничего не пришлось, потому что у него система крепления универсальна, да и при необходимости можно быстро заменить шланг. Хочется еще сказать, что у него рукоятка довольно удобная, потому что она используется еще и как держатель проводов, о чем я уже упоминал в достоинствах. Работа фильтров максимально эффективна, с момента покупки прошло уже несколько месяцев, и он ни разу не засорялся. Контактное уплотнение удерживается керамическим кольцом. Керамика используется для того, чтобы срок службы был предельно долгим. Корпус насоса прочный, я его ронял пару раз, но плохого ничего не случалось, даже работа его осталась на прежнем уровне и корпус цел. Советую его приобретать и не думать, что он плохой!
Я использую каждый раз поплавковый выключатель, потому следить за ним постоянно у меня не получается, так можно просто настроить его автоматическую работу, особенно полезно ночью. Всухую работать он не будет. Отдельно купил себе шланг среднего диаметра, подбирать специально мне ничего не пришлось, потому что у него система крепления универсальна, да и при необходимости можно быстро заменить шланг. Хочется еще сказать, что у него рукоятка довольно удобная, потому что она используется еще и как держатель проводов, о чем я уже упоминал в достоинствах. Работа фильтров максимально эффективна, с момента покупки прошло уже несколько месяцев, и он ни разу не засорялся. Контактное уплотнение удерживается керамическим кольцом. Керамика используется для того, чтобы срок службы был предельно долгим. Корпус насоса прочный, я его ронял пару раз, но плохого ничего не случалось, даже работа его осталась на прежнем уровне и корпус цел. Советую его приобретать и не думать, что он плохой! У него специальный разъем для подключения шлангов разного диаметра, времени на их замену или подключение уходит не больше минуты. Производительность на высшем уровне, почти как у промышленного насоса. Есть несколько фильтров, которые очищают воду, попадающую в него
У него специальный разъем для подключения шлангов разного диаметра, времени на их замену или подключение уходит не больше минуты. Производительность на высшем уровне, почти как у промышленного насоса. Есть несколько фильтров, которые очищают воду, попадающую в него Она как раз становится грязной уже в середине осени, накрывать бассейн толку почти никакого нет, потому что даже под полотно ветром задувается мусор и пыль с мелкими частицами палок и прочего. Простой насос просто засорился бы и все, пришлось бы потом покупать опять новый. С эти такой проблемы быть не может, потому что есть два фильтра, первый из которых нужен для отсеивания частиц не более 30 миллиметров в диаметре, а второй для отсеивания крупного мусора, он первичный. По этой же причине у него не может быть поломок, связанных с засорением, потому что в него ничего попросту не попадет. Кольцо уплотнителя керамическое полностью и у него есть масляная камера, которая значительно продлевает срок эксплуатации прибора. Выключатель поплавкового типа, использую его постоянно, потому что следить за откачкой воды не так сильно хочется, поэтому предпочитаю заниматься другими полезными делами. У меня уже был шланг от старого насоса, но покупал я его также отдельно, специально под разъем старого.
Она как раз становится грязной уже в середине осени, накрывать бассейн толку почти никакого нет, потому что даже под полотно ветром задувается мусор и пыль с мелкими частицами палок и прочего. Простой насос просто засорился бы и все, пришлось бы потом покупать опять новый. С эти такой проблемы быть не может, потому что есть два фильтра, первый из которых нужен для отсеивания частиц не более 30 миллиметров в диаметре, а второй для отсеивания крупного мусора, он первичный. По этой же причине у него не может быть поломок, связанных с засорением, потому что в него ничего попросту не попадет. Кольцо уплотнителя керамическое полностью и у него есть масляная камера, которая значительно продлевает срок эксплуатации прибора. Выключатель поплавкового типа, использую его постоянно, потому что следить за откачкой воды не так сильно хочется, поэтому предпочитаю заниматься другими полезными делами. У меня уже был шланг от старого насоса, но покупал я его также отдельно, специально под разъем старого. К данному насосу он также подошел, дополнительных трат поэтому у меня не было. Потому что прочный шланг сейчас стоит приличных денег. Удобно настраивать режим, в котором он будет работать автоматически, а когда закончится вода, то он самостоятельно отключится. Проблем с этим точно не будет, я уже несколько раз протестировал эту возможность. У меня еще друг брал им попользоваться после затопления из-за паводка, чтобы из подвала воду убрать. Сказал, что ничего лучше еще не видел, в считанные часы подвал был уже сухой, шланг он тоже использовал свой, потому что свой я дать ему не мог из-за необходимости. Его удобно переносить, потому что есть рукоятка, ее еще использую в качестве держателя для проводов. К качеству его сборки и изготовления у меня нет вопросов, так как все сделано на совесть. Производитель хорошо постарался над этим прибором, к покупке его рекомендую однозначно! Чуть не забыл упомянуть, что на него есть гарантия двухлетняя, но мне ей пользоваться не приходилось ни разу, так как поломок не было, что говорит о высокой надежности данного прибора
К данному насосу он также подошел, дополнительных трат поэтому у меня не было. Потому что прочный шланг сейчас стоит приличных денег. Удобно настраивать режим, в котором он будет работать автоматически, а когда закончится вода, то он самостоятельно отключится. Проблем с этим точно не будет, я уже несколько раз протестировал эту возможность. У меня еще друг брал им попользоваться после затопления из-за паводка, чтобы из подвала воду убрать. Сказал, что ничего лучше еще не видел, в считанные часы подвал был уже сухой, шланг он тоже использовал свой, потому что свой я дать ему не мог из-за необходимости. Его удобно переносить, потому что есть рукоятка, ее еще использую в качестве держателя для проводов. К качеству его сборки и изготовления у меня нет вопросов, так как все сделано на совесть. Производитель хорошо постарался над этим прибором, к покупке его рекомендую однозначно! Чуть не забыл упомянуть, что на него есть гарантия двухлетняя, но мне ей пользоваться не приходилось ни разу, так как поломок не было, что говорит о высокой надежности данного прибора
 В зависимости от возможности погружения дренажные насосы делятся на 2 вида: поверхностные и погружные. Существуют также дренажные насосы для чистой воды и для грязной.
В зависимости от возможности погружения дренажные насосы делятся на 2 вида: поверхностные и погружные. Существуют также дренажные насосы для чистой воды и для грязной. И чем выше этот показатель, тем быстрее и лучше насос будет справляться с перекачкой воды;
И чем выше этот показатель, тем быстрее и лучше насос будет справляться с перекачкой воды; Все модели выполнены из прочного материала, который защищает насос от различных повреждений;
Все модели выполнены из прочного материала, который защищает насос от различных повреждений;

 Наши менеджеры с радостью окажут вам консультацию и помогут выбрать подходящую модель.
Наши менеджеры с радостью окажут вам консультацию и помогут выбрать подходящую модель.
 Горнодобывающая промышленность использует вертикальные и плавучие баржевые водяные насосы для осушения шахт и обработки воды. По мере того, как воды становится все меньше, горнодобывающие предприятия восстанавливают, повторно используют и перерабатывают ее на протяжении всего процесса. Поплавковые баржевые насосы идеально подходят для добычи полезных ископаемых, поскольку их легко транспортировать, а их установка требует меньше времени и денег. Они позволяют перемещаться по пруду-отстойнику или хвостохранилищу.
Горнодобывающая промышленность использует вертикальные и плавучие баржевые водяные насосы для осушения шахт и обработки воды. По мере того, как воды становится все меньше, горнодобывающие предприятия восстанавливают, повторно используют и перерабатывают ее на протяжении всего процесса. Поплавковые баржевые насосы идеально подходят для добычи полезных ископаемых, поскольку их легко транспортировать, а их установка требует меньше времени и денег. Они позволяют перемещаться по пруду-отстойнику или хвостохранилищу. Вертикальные шламовые насосы могут перемешивать и перекачивать осадок навоза к питающим насосам драглайна или непосредственно на осушающие поля.
Вертикальные шламовые насосы могут перемешивать и перекачивать осадок навоза к питающим насосам драглайна или непосредственно на осушающие поля.
 Свяжитесь с нами, чтобы узнать больше о наших индивидуальных решениях для вертикальных и плавучих водяных насосов для барж, или запросите предложение сегодня.
Свяжитесь с нами, чтобы узнать больше о наших индивидуальных решениях для вертикальных и плавучих водяных насосов для барж, или запросите предложение сегодня.
 Сравнить
Сравнить
 Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею.
Профессионалы помогут в разработке точной и функциональной твердотельной 3D модели для ЧПУ, воплотив в жизнь любую вашу идею. Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
Найти трехмерные модели необходимых деталей можно на различных Интернет-ресурсах:
 Железо.Основные узлы станков с ЧПУ
Железо.Основные узлы станков с ЧПУ Например, технические чертежи подтверждают то, что у вас есть в файле 3D CAD, и отображают функции, которые сложно передать в модели 3D CAD. Технические чертежи могут сделать ваш производственный проект быстрым и безупречным, если вы создадите их точно.
Например, технические чертежи подтверждают то, что у вас есть в файле 3D CAD, и отображают функции, которые сложно передать в модели 3D CAD. Технические чертежи могут сделать ваш производственный проект быстрым и безупречным, если вы создадите их точно.
 На рис. 2 показана основная надпись предлагаемого нами алюминиевого основания.
На рис. 2 показана основная надпись предлагаемого нами алюминиевого основания. 1.
1.
 Однако многие инженеры не понимают, что 2D-чертеж детали, возможно, является самым важным шагом в проектировании сборки. 2D-рисунки передают информацию, которую сложно, запутанно или даже невозможно выразить в 3D-среде.
Однако многие инженеры не понимают, что 2D-чертеж детали, возможно, является самым важным шагом в проектировании сборки. 2D-рисунки передают информацию, которую сложно, запутанно или даже невозможно выразить в 3D-среде.
 Чертеж является устоявшейся техникой, а стандарты и символы, используемые в 2D-чертежах, признаны всеми в отрасли. Кроме того, некоторые производители могут оценивать 2D-чертежи (например, для оценки стоимости предложения) быстрее, чем цифровые модели.
Чертеж является устоявшейся техникой, а стандарты и символы, используемые в 2D-чертежах, признаны всеми в отрасли. Кроме того, некоторые производители могут оценивать 2D-чертежи (например, для оценки стоимости предложения) быстрее, чем цифровые модели.
