Cокращения учёных степеней и званий
Учёные степени и звания следует сокращать в соответствии с рекомендациями Министерства науки РФ.
| Сокращение | Полное написание |
|---|---|
| Учёные степени | |
| д-р архитектуры | доктор архитектуры |
| д-р биол. наук | доктор биологических наук |
| д-р ветеринар. наук | доктор ветеринарных наук |
| д-р воен. наук | доктор военных наук |
| д-р геогр. наук | доктор географических наук |
| д-р геол.-минерал. наук | доктор геолого-минералогических наук |
| д-р искусствоведения | доктор искусствоведения |
| д-р ист. наук | доктор исторических наук |
| д-р культурологии | доктор культурологии |
| д-р мед. наук | доктор медицинских наук |
| д-р пед. наук | доктор педагогических наук |
д-р полит. наук наук | доктор политических наук |
| д-р психол. наук | доктор психологических наук |
| д-р социол. наук | доктор социологических наук |
| д-р с.-х. наук | доктор сельскохозяйственных наук |
| д-р техн. наук | доктор технических наук |
| д-р фармацевт. наук | доктор фармацевтических наук |
| д-р физ.-мат. наук | доктор физико-математических наук |
| д-р филол. наук | доктор филологических наук |
| д-р филос. наук | доктор философских наук |
| д-р хим. наук | доктор химических наук |
| д-р экон. наук | доктор экономических наук |
| д-р юрид. наук | доктор юридических наук |
| канд. архитектуры | кандидат архитектуры |
| канд. биол. наук | кандидат биологических наук |
| канд. ветеринар. наук | кандидат ветеринарных наук |
канд. воен. наук воен. наук | кандидат военных наук |
| канд. геогр. наук | кандидат географических наук |
| канд. геол.-минерал. наук | кандидат геолого-минералогических наук |
| канд. искусствоведения | кандидат искусствоведения |
| канд. ист. наук | кандидат исторических наук |
| канд. культурологии | кандидат культурологии |
| канд. мед. наук | кандидат медицинских наук |
| канд. пед. наук | кандидат педагогических наук |
| канд. полит. наук | кандидат политических наук |
| канд. психол. наук | кандидат психологических наук |
| канд. социол. наук | кандидат социологических наук |
| канд. с.-х. наук | кандидат сельскохозяйственных наук |
| канд. техн. наук | кандидат технических наук |
| канд. фармацевт. наук | кандидат фармацевтических наук |
канд. физ.-мат. наук физ.-мат. наук | кандидат физико-математических наук |
| канд. филол. наук | кандидат филологических наук |
| канд. филос. наук | кандидат философских наук |
| канд. хим. наук | кандидат химических наук |
| канд. экон. наук | кандидат экономических наук |
| канд. юрид. наук | кандидат юридических наук |
| Учёные звания | |
| доц. | доцент |
| проф. | профессор |
| Другие звания | |
| ст. науч. сотр. | старший научный сотрудник |
| мл. науч. сотр. | младший научный сотрудник |
| акад. | академик |
| чл.-кор. | член-корреспондент |
Ссылки:
Список сокращений в наименованиях учреждений
АУ – автономное учреждение
АУК – автономное учреждение культуры
БУ – бюджетное учреждение
БУК – бюджетное учреждение культуры
ГАОУ ВО – государственное автономное образовательное учреждение высшего образования
ГАОУ ДПО – государственное автономное образовательное учреждение дополнительного профессионального образования
ГАПОУ – государственное автономное профессиональное образовательное учреждение
ГАУК – государственное автономное учреждение культуры
ГБОУ – государственное бюджетное образовательное учреждение
ГБПОУ – государственное бюджетное профессиональное образовательное учреждение
ГБУ – государственное бюджетное учреждение
ГБУК – государственное бюджетное учреждение культуры
ГКБУ – государственное краевое бюджетное учреждение
ГКБУК – государственное краевое бюджетное учреждение культуры
ГКУ – государственное казённое учреждение
ГКУК – государственное казённое учреждение культуры
ГОБУК – государственное образовательное бюджетное учреждение культуры
ГОУ ВО – государственное образовательное учреждение высшего образования
ГОУ ВПО – государственное образовательное учреждение высшего профессионального образования
ГПОУ – государственное профессиональное образовательное учреждение
ГУ – государственное учреждение
ГУК – государственное учреждение культуры
КГАУК – краевое государственное автономное учреждение культуры
КГБНУК – краевое государственное бюджетное научное учреждение культуры
КГБУ – краевое государственное бюджетное учреждение
КГКУ – краевое государственное казённое учреждение
КГУ – краевое государственное учреждение
МАОУ – муниципальное автономное общеобразовательное учреждение
МАУ – муниципальное автономное учреждение
МАУК – муниципальное автономное учреждение культуры
МБОУ – муниципальное бюджетное общеобразовательное учреждение
МБУ – муниципальное бюджетное учреждение
МБУДО – муниципальное бюджетное учреждение дополнительного образования
МБУК – муниципальное бюджетное учреждение культуры
МБУКДО – муниципальное бюджетное учреждение культуры дополнительного образования
МКУ – муниципальное казённое учреждение
МКУК – муниципальное казённое учреждение культуры
МУ – муниципальное учреждение
МУК – муниципальное учреждение культуры
НОУ ВПО – негосударственное образовательное учреждение высшего профессионального образования
ОАНО – общеобразовательная автономная некоммерческая организация
ОБУК – областное бюджетное учреждение культуры
ОГАУК – областное государственное автономное учреждение культуры
ОГБУК – областное государственное бюджетное учреждение культуры
ОГКУК – областное государственное казённое учреждение культуры
ФГАОУ ВО – федеральное государственное автономное образовательное учреждение высшего образования
ФГАОУ ВПО – федеральное государственное автономное образовательное учреждение высшего профессионального образования
ФГБВОУ ВО – федеральное государственное бюджетное военное образовательное учреждение высшего образования
ФГБНИУ – федеральное государственное бюджетное научно-исследовательское учреждение
ФГБНУ – федеральное государственное бюджетное научное учреждение
ФГБОУ – федеральное государственное бюджетное образовательное учреждение
ФГБУ – федеральное государственное бюджетное учреждение
ФГБУК – федеральное государственное бюджетное учреждение культуры
ФГБУН – федеральное государственное бюджетное учреждение науки
ФГКВОУ – федеральное государственное казённое военное образовательное учреждение
ФГКОУ – федеральное государственное казённое образовательное учреждение
ФГОУ – федеральное государственное образовательное учреждение
ФГУ – федеральное государственное учреждение
ФГУП – федеральное государственное унитарное предприятие
ФКУ – федеральное казённое учреждение
ФКУК – федеральное казённое учреждение культуры
ЧПОУ – частное профессиональное образовательное учреждение
Разбор форматов сообщений — Amazon Simple Notification Service
Amazon SNS использует следующие форматы.
Темы
- Заголовки HTTP/HTTPS
- Подписка HTTP/HTTPS
подтверждение формат JSON - HTTP/HTTPS уведомление формат JSON
- HTTP/HTTPS подтверждение отказа от подписки
Формат JSON - SetSubscriptionAttributes
политика доставки Формат JSON - Доставка SetTopicAttributes
формат политики JSON
Когда Amazon SNS отправляет подтверждение подписки, уведомление или отказ от подписки
подтверждающее сообщение на конечные точки HTTP/HTTPS, он отправляет сообщение POST с числом
Значения заголовков для Amazon SNS. Вы можете использовать эти значения заголовка, чтобы делать такие вещи, как
определить тип сообщения без необходимости анализировать тело сообщения JSON, чтобы прочитать
Введите значение .
-
x-amz-sns-тип сообщения Тип сообщения.
 Возможные значения
Возможные значения
Подтверждение подписки,Уведомлениеи
Подтверждение отмены подписки.-
x-amz-sns-идентификатор сообщения Универсальный уникальный идентификатор, уникальный для каждого опубликованного сообщения. Для
уведомление, которое Amazon SNS повторно отправляет во время повторной попытки, идентификатор сообщения
используется исходное сообщение.-
x-amz-sns-topic-arn Имя ресурса Amazon (ARN) для темы, в которой было отправлено это сообщение.
опубликовано в.-
x-amz-sns-подписка-arn ARN для подписки на эту конечную точку.
 Возможные значения
Возможные значения
Следующий заголовок HTTP POST является примером заголовка сообщения уведомления,
конечная точка HTTP.
ПОЧТА/HTTP/1.1 x-amz-sns-message-type: Уведомление x-amz-sns-идентификатор сообщения: 165545c9-2a5c-472c-8df2-7ff2be2b3b1b x-amz-sns-topic-arn: arn:aws:sns:us-west-2:123456789012:MyTopic x-amz-sns-subscription-arn: arn:aws:sns:us-west-2:123456789012:MyTopic:2bcfbf39-05c3-41de-beaa-fcfcc21c8f55 Длина контента: 1336 Content-Type: текстовый/обычный; кодировка = UTF-8 Хост: myhost.example.com Соединение: Keep-Alive User-Agent: Amazon Simple Notification Service Agent
Подписка HTTP/HTTPS
формат подтверждения JSON
После подписки конечной точки HTTP/HTTPS Amazon SNS отправляет подтверждение подписки
сообщение на конечную точку HTTP/HTTPS. Это сообщение содержит SubscribeURL
значение, которое вы должны посетить, чтобы подтвердить подписку (в качестве альтернативы вы можете использовать
Значение токена с ConfirmSubscription).
Примечание
Amazon SNS не отправляет уведомления на эту конечную точку, пока подписка не будет
подтверждено
Сообщение с подтверждением подписки представляет собой сообщение POST с телом сообщения, которое
содержит документ JSON со следующими парами имя-значение.
-
Сообщение Строка, описывающая сообщение. Для подтверждения подписки это
строка выглядит так:Вы решили подписаться на тему arn:aws:sns:us-east-2:123456789012:MyTopic.\nЧтобы подтвердить подписку, перейдите по ссылке SubscribeURL, указанной в этом сообщении.
-
Идентификатор сообщения Универсальный уникальный идентификатор, уникальный для каждого опубликованного сообщения. Для
сообщение, которое Amazon SNS повторно отправляет во время повторной попытки, идентификатор исходного сообщения
используется сообщение.-
Подпись Base64-кодированный
SHA1 с RSAилиSHA256 с RSA
подпись сообщения, MessageId, Type, Timestamp и TopicArn
ценности.-
Версия подписи Используемая версия подписи Amazon SNS.
Если
SignatureVersionимеет значение 1 ,Signatureявляется кодировкой Base64.
SHA1 с подписью RSAсообщения, MessageId,
Значения Type, Timestamp и TopicArn.Если
SignatureVersionимеет значение 2 ,Signature— кодировка Base64.
SHA256 с подписью RSAсообщения, MessageId,
Значения Type, Timestamp и TopicArn.
-
SigningCertURL URL-адрес сертификата, который использовался для подписи сообщения.
-
URL-адрес подписки URL-адрес, который необходимо посетить, чтобы подтвердить подписку.
Вместо этого вы можете использовать токен-
Отметка времени Время (по Гринвичу), когда было отправлено подтверждение подписки.
-
Токен Значение, которое можно использовать с действием ConfirmSubscription для подтверждения подписки.
Кроме того, вы можете просто посетитьSubscribeURL.-
TopicArn Имя ресурса Amazon (ARN) для темы, к которой относится эта конечная точка.
подписался на.-
Тип Тип сообщения. Для подтверждения подписки используется тип
Подтверждение подписки.


Следующее сообщение HTTP POST является примером сообщения SubscriptionConfirmation для
конечная точка HTTP.
ПОЧТА/HTTP/1.1
x-amz-sns-message-type: SubscriptionConfirmation
x-amz-sns-идентификатор сообщения: 165545c9-2a5c-472c-8df2-7ff2be2b3b1b
x-amz-sns-topic-arn: arn:aws:sns:us-west-2:123456789012:MyTopic
Длина контента: 1336
Content-Type: текстовый/обычный; кодировка = UTF-8
Хост: myhost.example.com
Соединение: Keep-Alive
User-Agent: агент Amazon Simple Notification Service
{
"Тип": "Подтверждение подписки",
"MessageId": "165545c9-2a5c-472c-8df2-7ff2be2b3b1b",
"Токен": "2336412f37...",
"TopicArn": "arn:aws:sns:us-west-2:123456789012:MyTopic",
"Сообщение": "Вы решили подписаться на тему arn:aws:sns:us-west-2:123456789012:MyTopic.\nЧтобы подтвердить подписку, перейдите по ссылке SubscribeURL, указанной в этом сообщении.",
"URL-адрес подписки": "https://sns.us-west-2.amazonaws.com/?Action=ConfirmSubscription&TopicArn=arn:aws:sns:us-west-2:123456789012:MyTopic&Token=2336412f37...",
«Временная метка»: «2012-04-26T20:45:04.751Z»,
«Версия подписи»: «1»,
"Подпись": "EXAMPLEpH+DcEwjAPg8O9mY8dReBSwksfg2S7WKQcikcNKWLQjwu6A4VbeS0QHVCkhRS7fUQvi2egU3N858fiTDN6bkkOxYDVrY0Ad8L10Hs3zH81mtnPk5uvvolIC1CXGGu43obcgFxeL3khb5+gLPoBc1Q=",
«SigningCertURL»: «https://sns. us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
}  us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
}
us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
} Уведомление HTTP/HTTPS в формате JSON
Когда Amazon SNS отправляет уведомление на подписанную конечную точку HTTP или HTTPS, POST
сообщение, отправленное в конечную точку, имеет тело сообщения, содержащее документ JSON с
следующие пары имя-значение.
-
Сообщение Значение сообщения, указанное при публикации уведомления в
тема.-
Идентификатор сообщения Универсальный уникальный идентификатор, уникальный для каждого опубликованного сообщения. Для
уведомление, которое Amazon SNS повторно отправляет во время повторной попытки, идентификатор сообщения
используется исходное сообщение.-
Подпись Base64-кодированный
SHA1 с RSAилиSHA256 с RSA
подпись сообщения, идентификатор сообщения, тема (если есть), тип, отметка времени,
и значения TopicArn.-
Версия подписи Используемая версия подписи Amazon SNS.
Если
SignatureVersionимеет значение 1 ,Signatureявляется кодировкой Base64.
SHA1 с подписью RSAсообщения, MessageId,
Значения Subject (если есть), Type, Timestamp и TopicArn.Если
SignatureVersionимеет значение 2 ,Подписьявляется кодировкой Base64.
SHA256 с подписью RSAсообщения, MessageId,
Значения Subject (если есть), Type, Timestamp и TopicArn.
-
SigningCertURL URL-адрес сертификата, который использовался для подписи сообщения.
-
Субъект Параметр Subject, указанный при публикации уведомления в
тема.Примечание
Это необязательный параметр. Если Тема не указана, то это
пара имя-значение не отображается в этом документе JSON.-
Отметка времени Время (по Гринвичу), когда уведомление было опубликовано.
-
TopicArn Имя ресурса Amazon (ARN) для темы, в которой было отправлено это сообщение.
опубликовано в.-
Тип Тип сообщения. Для уведомления тип
Уведомление.-
URL-адрес отказа от подписки URL-адрес, который можно использовать для отмены подписки конечной точки на эту тему. если ты
посетите этот URL-адрес, Amazon SNS отменит подписку на конечную точку и прекратит отправку
уведомления на эту конечную точку.

Следующее сообщение HTTP POST является примером сообщения уведомления для HTTP
конечная точка.
ПОЧТА/HTTP/1.1
x-amz-sns-message-type: Уведомление
x-amz-sns-идентификатор сообщения: 22b80b92-fdea-4c2c-8f9d-bdfb0c7bf324
x-amz-sns-topic-arn: arn:aws:sns:us-west-2:123456789012:MyTopic
x-amz-sns-subscription-arn: arn:aws:sns:us-west-2:123456789012:MyTopic:c9135db0-26c4-47ec-8998-413945fb5a96
Длина контента: 773
Content-Type: текстовый/обычный; кодировка = UTF-8
Хост: myhost.example.com
Соединение: Keep-Alive
User-Agent: агент Amazon Simple Notification Service
{
"Тип": "Уведомление",
«Идентификатор сообщения»: «22b80b92-fdea-4c2c-8f9d-bdfb0c7bf324",
"TopicArn": "arn:aws:sns:us-west-2:123456789012:MyTopic",
"Тема": "Мое первое сообщение",
"Сообщение": "Привет, мир!",
«Временная метка»: «2012-05-02T00:54:06.655Z»,
«Версия подписи»: «1»,
"Подпись": "EXAMPLEw6JRN...",
«SigningCertURL»: «https://sns.us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»,
«URL-адрес отмены подписки»: «https://sns.us-west-2.amazonaws.com/?Action=Unsubscribe&SubscriptionArn=arn:aws:sns:us-west-2:123456789012:Моя тема:c9135db0-26c4-47ec-8998-413945fb5a96"
} HTTP/HTTPS подтверждение отписки
Формат JSON
После того как конечная точка HTTP/HTTPS отменяет подписку на тему, Amazon SNS отправляет сообщение об отмене подписки.
подтверждающее сообщение на конечную точку.
Сообщение подтверждения отказа от подписки представляет собой сообщение POST с телом сообщения, которое
содержит документ JSON со следующими парами имя-значение.
-
Сообщение Строка, описывающая сообщение. Для подтверждения отписки это
строка выглядит так:Вы выбрали деактивацию подписки arn:aws:sns:us-east-2:123456789012:MyTopic:2bcfbf39-05c3-41de-beaa-fcfcc21c8f55.\nЧтобы отменить эту операцию и восстановить подписку, перейдите по ссылке SubscribeURL, указанной в этом сообщении. .
-
Идентификатор сообщения Универсальный уникальный идентификатор, уникальный для каждого опубликованного сообщения. Для
сообщение, которое Amazon SNS повторно отправляет во время повторной попытки, идентификатор исходного сообщения
используется сообщение.-
Подпись Base64-кодированный
SHA1 с RSAилиSHA256 с RSA
подпись сообщения, MessageId, Type, Timestamp и TopicArn
ценности.-
Версия подписи Используемая версия подписи Amazon SNS.
Если версия
SignatureVersionравна 1 ,Подписьпредставляет собой кодировку Base64.
SHA1 с подписью RSAсообщения, MessageId,
Значения Type, Timestamp и TopicArn.Если
SignatureVersionимеет значение 2 ,Signatureявляется кодировкой Base64.
SHA256 с подписью RSAсообщения, MessageId,
Значения Type, Timestamp и TopicArn.
-
SigningCertURL URL-адрес сертификата, который использовался для подписи сообщения.
-
URL-адрес подписки URL-адрес, который необходимо посетить, чтобы повторно подтвердить подписку.
В качестве альтернативы вы можете вместо этого использоватьТокенс действием ConfirmSubscription для повторного подтверждения
подписка.-
Отметка времени Время (по Гринвичу), когда было отправлено подтверждение отписки.
-
Токен Значение, которое можно использовать с действием ConfirmSubscription для повторного подтверждения подписки.
Кроме того, вы можете просто посетитьURL-адрес подписки.-
TopicArn Имя ресурса Amazon (ARN) для раздела, в котором эта конечная точка
отписался от.-
Тип Тип сообщения. Для подтверждения отписки используется тип
Подтверждение отмены подписки.


Следующее сообщение HTTP POST является примером сообщения UnsubscribeConfirmation для
конечная точка HTTP.
ПОЧТА/HTTP/1.1
x-amz-sns-message-type: UnsubscribeConfirmation
x-amz-sns-идентификатор сообщения: 47138184-6831-46b8-8f7c-afc488602d7d
x-amz-sns-topic-arn: arn:aws:sns:us-west-2:123456789012:MyTopic
x-amz-sns-subscription-arn: arn:aws:sns:us-west-2:123456789012:MyTopic:2bcfbf39-05c3-41de-beaa-fcfcc21c8f55
Длина контента: 1399
Content-Type: текстовый/обычный; кодировка = UTF-8
Хост: myhost.example.com
Соединение: Keep-Alive
User-Agent: агент Amazon Simple Notification Service
{
"Тип": "Подтверждение отмены подписки",
"MessageId": "47138184-6831-46b8-8f7c-afc488602d7d",
"Токен": "2336412f37...",
"TopicArn": "arn:aws:sns:us-west-2:123456789012:MyTopic",
«Сообщение»: «Вы выбрали деактивацию подписки arn:aws:sns:us-west-2:123456789012:MyTopic:2bcfbf39-05c3-41de-beaa-fcfcc21c8f55.\nЧтобы отменить эту операцию и восстановить подписку, посетите страницу SubscribeURL. включены в это сообщение.",
«URL-адрес подписки»: «https://sns.us-west-2.amazonaws.com/?Action=ConfirmSubscription&TopicArn=arn:aws:sns:us-west-2:123456789012:MyTopic&Token=2336412f37fb6. ..",
«Временная метка»: «2012-04-26T20:06:41.581Z»,
«Версия подписи»: «1»,
"Подпись": "EXAMPLEHXgJm...",
«SigningCertURL»: «https://sns.us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
}  ..",
«Временная метка»: «2012-04-26T20:06:41.581Z»,
«Версия подписи»: «1»,
"Подпись": "EXAMPLEHXgJm...",
«SigningCertURL»: «https://sns.us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
}
..",
«Временная метка»: «2012-04-26T20:06:41.581Z»,
«Версия подписи»: «1»,
"Подпись": "EXAMPLEHXgJm...",
«SigningCertURL»: «https://sns.us-west-2.amazonaws.com/SimpleNotificationService-f3ecfb7224c7233fe7bb5f59f96de52f.pem»
} SetSubscriptionAttributes
политика доставки в формате JSON
Если вы отправляете запрос на действие SetSubscriptionAttributes и устанавливаете
Параметр AttributeName со значением DeliveryPolicy 9.0024 , значение
Параметр AttributeValue должен быть допустимым объектом JSON. Например, следующий пример
устанавливает политику доставки на 5 полных попыток.
http://sns.us-east-2.amazonaws.com/
?Action=SetSubscriptionAttributes
&SubscriptionArn=arn%3Aaws%3Asns%3Aus-east-2%3A123456789012%3AMy-Topic%3A80289ba6-0fd4-4079-afb4-ce8c8260f0ca
&AttributeName=Политика доставки
&AttributeValue={"healthyRetryPolicy":{"numRetry":5}}
... Используйте следующий формат JSON для значения параметра AttributeValue.
{
"здороваяПолитикаПовторения" : {
"minDelayTarget": интервал ,
"maxDelayTarget": целое число ,
"numRetries": целое число ,
"numMaxDelayRetries": интервал ,
"backoffFunction": " линейная|арифметическая|геометрическая|экспоненциальная "
},
"политика дросселя": {
"maxReceivesPerSecond": целое число
}
} Дополнительные сведения о действии SetSubscriptionAttribute см. в разделе SetSubscriptionAttributes в
Справочник по API Amazon Simple Notification Service .
Доставка SetTopicAttributes
политика формат JSON
Если вы отправляете запрос на действие SetTopicAttributes и устанавливаете AttributeName
параметру значение DeliveryPolicy , значение AttributeValue
параметр должен быть допустимым объектом JSON. Например, в следующем примере задается
политика доставки до 5 полных попыток.
http://sns.us-east-2.amazonaws.com/
?Action=SetTopicAttributes
&TopicArn=arn%3Aaws%3Asns%3Aus-east-2%3A123456789012%3AM-тема
&AttributeName=Политика доставки
&AttributeValue={"http":{"defaultHealthyRetryPolicy":{"numRetry":5}}}
... Используйте следующий формат JSON для значения параметра AttributeValue.
{
"http": {
«DefaultHealthyRetryPolicy»: {
"minDelayTarget": интервал ,
"maxDelayTarget": целое число ,
"numRetries": целое число ,
"numMaxDelayRetries": целое число ,
"backoffFunction": " линейная|арифметическая|геометрическая|экспоненциальная "
},
«disableSubscriptionOverrides»: логическое значение ,
«Политика дросселя по умолчанию»: {
"maxReceivesPerSecond": целое число
}
}
} Для получения дополнительных сведений о действии SetTopicAttribute перейдите в раздел SetTopicAttributes в
Справочник по API Amazon Simple Notification Service .
Javascript отключен или недоступен в вашем браузере.
Чтобы использовать документацию Amazon Web Services, должен быть включен Javascript. Инструкции см. на страницах справки вашего браузера.
Расшифровка/декодирование содержимого входящего сообщения от AWS SNS в ультраконвейер — проектирование конвейеров
Сообщество SnapLogic
Дипак Шоу
#1
Я получил приведенное ниже сообщение от AWS SNS на свой ультраконвейер. Я хотел бы знать, как я могу расшифровать/декодировать содержимое сообщения. Спасибо
[
{
«task_name»: «xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx»,
«client_port»: 19549,
«x-amz-sns-topic-arn»: «arn:aws:sns:xxxxxxxxxxxxxxxxxxxxx»,
«connection»: «сохранять -alive»,
«user-agent»: «Amazon Simple Notification Service Agent»,
«x-amz-sns-message-type»: «SubscriptionConfirmation»,
«x-forwarded-for»: «xxxxxxxxxxxx»,
«хост»: «partners-fm. snaplogic.io»,
snaplogic.io»,
«длина контента»: «1606»,
«x-amz-sns-message-id»: «7dabe4e2-e211-415f-8972-eaeeb3bad1d9",
"content-type": "text/plain; charset=UTF-8»,
«path_info»: «»,
«метод»: «POST»,
«запрос»: {
},
«server_ip»: «xxx.xxx.xxx.xxx»,
« client_ip”: “xxx.xxx.xxx.xxx”,
“server_port”: 8084,
“uri”: “xxxxxxxxxxxxxxxx/Deepak%20Shaw/SNSTestUTask”,
“content”: “ewogICJUeXBlIiA6ICJTdWJzY3JpcHRpb25Db25maXJtYXRpb24iLAogICJNZXNzYWdlSWQiIDogIjdkYWJlNGUyLWUyMTEtNDE1Zi04OTcyLWVhZWViM2JhZDFkOSIsCiAgIlRva2VuIiA6ICIyMzM2NDEyZjM3ZmI2ODdmNWQ1MWU2ZTI0MjVlOTBjY2Y2MjMxNTYwOWNlODhhN2FlMGRmMmFkZjFlZDQ4ZmEwN2MzMThlMGJmYjcyYzczYjlkNTQyMWMwNmM2OGQ4NTM2YTYzMzQ3ODUzNzRiODVlOTFjMzY2NWFjMzJlYTRmZWNiYWEwM2VhNjJjYTEwMjkzOGIwNTUwZmZiOWEwODNhMmU0NzdmNjI1ZmJmOTc2NjcwMjk3ZDg4Mzk3NzdjNjBjMGE5M2RlOGQ2YWFmNjRlZWMxZmRkZTIwNTJiYTVhOWM0OGU0ZWVlM2E2ZjNlZjg5YTZlZTEzNDgyNDg1MGMxIiwKICAiVG9waWNBcm4iIDogImFybjphd3M6c25zOmFwLXNvdXRoZWFzdC0yOjEwODY1MzYwNzQ1Nzpka3NxdWFyZXVwIiwKICAiTWVzc2FnZSIgOiAiWW91IGhhdmUgY2hvc2VuIHRvIHN1YnNjcmliZSB0byB0aGUgdG9waWMgYXJuOmF3czpzbnM6YXAtc291dGhlYXN0LTI6MTA4NjUzNjA3NDU3OmRrc3F1YXJldXAuXG5UbyBjb25maXJtIHRoZSBzdWJzY3JpcHRpb24sIHZpc2l0IHRoZSBTdWJzY3JpYmVVUkwgaW5jbHVkZWQgaW4gdGhpcyBtZXNzYWdlLiIsCiAgIlN1YnNjcmliZVVSTCIgOiAiaHR0cHM6Ly9zbnMuYXAtc291dGhlYXN0LTIuYW1hem9uYXdzLmNvbS8/QWN0aW9uPUNvbmZpcm1TdWJzY3JpcHRpb24mVG9waWNBcm49YXJuOmF3czpzbnM6YXAtc291dGhlYXN0LTI6MTA4NjUzNjA3NDU3OmRrc3F1YXJldXAmVG9rZW49MjMzNjQxMmYzN2ZiNjg3ZjVkNTFlNmUyNDI1ZTkwY2NmNjIzMTU2MDljZTg4YTdhZTBkZjJhZGYxZWQ0OGZhMDdjMzE4ZTBiZmI3MmM3M2I5ZDU0MjFjMDZjNjhkODUzNmE2MzM0Nzg1Mzc0Yjg1ZTkxYzM2NjVhYzMyZWE0ZmVjYmFhMDNlYTYyY2ExMDI5MzhiMDU1MGZmYjlhMDgzYTJlNDc3ZjYyNWZiZjk3NjY3MDI5N2Q4ODM5Nzc3YzYwYzBhOTNkZThkNmFhZjY0ZWVjMWZkZGUyMDUyYmE1YTljNDhlNGVlZTNhNmYzZWY4OWE2ZWUxMzQ4MjQ4NTBjMSIsCiAgIlRpbWVzdGFtcCIgOiAiMjAyMS0wNy0xNVQxMzo1ODoxOS4yODRaIiwKICAiU2lnbmF0dXJlVmVyc2lvbiIgOiAiMSIsCiAgIlNpZ25hdHVyZSIgOiAiTTc4OEVUbkJQU2VJUmVpMkpWa0FRRW1aU1g0Zm1OZkhadkhMcmtqb2FuN0YrRzFmVFFKeDFRb0VyZXFvQjBsYmltTGg0a292emw0MUFpUWFKVzdhOXlXRFNvKzhaRkUzL1RZT2N0U1plWWdvd1VZMUZvcmFOa1A1VTMxTHRRb2ZMK2FXOTBNQkNFUnl2SDN1MXM3c2NDayt2d3oxb2pEWlNoRVFuSUhhSTdRYWNzL0NBRHl5QWUzTDJjbEhZdll2WVdSMWsvUG9WY2ZqTER0VmNEVndsc0lWZXFrOU5EZDRsekx3QU9LTWhGUEdrQk9lRm1xYmhnMld6dUNSdVVoK2pSVlc2R2JSTWpBNjhHa3Mxd0tyV1oxYjd0NVFHUGJIWms3OWZMbHpuWU9RTmFaWWJCTGhZaGpMc0kybmx1SGx2YmhReHZuNG5qMkFsZEhOd0JpRFVRPT0iLAogICJTaWduaW5nQ2VydFVSTCIgOiAiaHR0cHM6Ly9zbnMuYXAtc291dGhlYXN0LTIuYW1hem9uYXdzLmNvbS9TaW1wbGVOb3RpZmljYXRpb25TZXJ2aWNlLTAxMGE1MDdjMTgzMzYzNmNkOTRiZGI5OGJkOTMwODNhLnBlbSIKfQ==”
}
]
дипак. шоу
шоу
#2
У меня есть решение:
JSON.parse(Base64.decode($content))
Если есть лучший способ, дайте мне знать. Спасибо.
1 Нравится
Спиро_Талески
#3
Привет @deepak.shaw
Другой способ — использовать привязки Document to Binary и Binary to Document. Но я считаю, что лучше использовать функции кодирования/декодирования Base64.
С уважением,
Спиро Талески
Deepak.shaw
#4
Спасибо за совет
deepak.shaw
#5
Привет,
Я получаю сообщение об ошибке:
[
{
«сбой»: «тип байта не имеет метода с именем: контент, найденный в: $ payload.content. Возможно, вы имели в виду: concat»,
«значение»: «Пожалуйста, проверьте синтаксис выражения и типы данных.»,
«причина»: «Пожалуйста, проверьте синтаксис выражения и типы данных.»,
«подвыражение»: {
«0 : $payload”: [
{
“_snaptype_binary_base64”: “ewogICJUeXBlIiA6ICJOb3RpZmljYXRpb24iLAogICJNZXNzYWdlSWQiIDogIjkxOTI2ZWEyLWE3ODgtNWIxZC1hNTNkLTM3Yzk4MzM0NTliZiIsCiAgIlRvcGljQXJuIiA6ICJhcm46YXdzOnNuczphcC1zb3V0aGVhc3QtMjoxMDg2NTM2MDc0NTc6ZGtzcXVhcmV1cCIsCiAgIlN1YmplY3QiIDogInRlc3QxNjA4IiwKICAiTWVzc2FnZSIgOiAiW3tcbiAgIFwic3RvcmVfaWRcIjogMjEyLFxuICAgIFwib3JkZXJcIjoge1xuICAgICAgICBcInJlZmVyZW5jZV9pZFwiOiBcIm15LW9yZGVyLTE2MDhcIixcbiAgICAgICAgXCJjdXN0b21lcl9pZFwiOiBcIkRJVlMwMVwiLFxuICAgICAgICBcImxpbmVfaXRlbXNcIjogW1xuICAgICAgICAgICAge1xuICAgICAgICAgICAgICAgIFwicXVhbnRpdHlcIjogXCIyXCIsXG4gICAgICAgICAgICAgICAgXCJiYXNlX3ByaWNlX21vbmV5XCI6IHtcbiAgICAgICAgICAgICAgICAgICAgXCJhbW91bnRcIjogMixcbiAgICAgICAgICAgICAgICAgICAgXCJjdXJyZW5jeVwiOiBcIkFVRFwiXG4gICAgICAgICAgICAgICAgfSxcbiAgICAgICAgICAgICAgICBcIm5hbWVcIjogXCJtaWxrXCIsXG4gICAgICAgICAgICAgICAgXCJub3RlXCI6IFwiaG90IG1pbGsgb25seVwiXG4gICAgICAgICAgICB9XG4gICAgICAgIF1cbiAgICB9XG59XSIsCiAgIlRpbWVzdGFtcCIgOiAiMjAyMS0wNy0xNlQwNjowOTowMC4zNThaIiwKICAiU2lnbmF0dXJlVmVyc2lvbiIgOiAiMSIsCiAgIlNpZ25hdHVyZSIgOiAiVjVpZFpjbGx1RVEzNE9EbFZPNHprZklXSER5MTJhQWdiUkZEQ21kNWsvSjZONVUzYUZRd0NzUllJUjREVlpnY29Mc3ZpS2ViS3dZWFZrUzloaEhEUHF4emlyQzFuODB1bDRTUXpKRVJnT3dZSnp6Y2JSaWNSY3hCeWhyUldmZHYwQmZHd2grTWIwdFh4YlpmRnZHc2VNUmU2NjdZRndRR01TMjhILzZlSHJVajlWellxTnRKQmdLTkRuMWd5SEhzbGRYQWtPaDZyZkpxSFYxZ0wvUlZRRGx3a0lCeG1WN0JEdzk5TDN4QWx4THFEY0pLMkVIQkFYRFR4empPTCt1Mk5KNHdvN0ZEK2YvR21xZ1lXbzNDZ09mL1V1RmlIcStwdWozRGhuSi91d3dGQnlmUFJLdlNpemFiS0R1SERiNHNsUlFGV1NrYjcrK0gyVkpJOGZiczdBPT0iLAogICJTaWduaW5nQ2VydFVSTCIgOiAiaHR0cHM6Ly9zbnMuYXAtc291dGhlYXN0LTIuYW1hem9uYXdzLmNvbS9TaW1wbGVOb3RpZmljYXRpb25TZXJ2aWNlLTAxMGE1MDdjMTgzMzYzNmNkOTRiZGI5OGJkOTMwODNhLnBlbSIsCiAgIlVuc3Vic2NyaWJlVVJMIiA6ICJodHRwczovL3Nucy5hcC1zb3V0aGVhc3QtMi5hbWF6b25hd3MuY29tLz9BY3Rpb249VW5zdWJzY3JpYmUmU3Vic2NyaXB0aW9uQXJuPWFybjphd3M6c25zOmFwLXNvdXRoZWFzdC0yOjEwODY1MzYwNzQ1Nzpka3NxdWFyZXVwOjVlZTkwMTcxLTUyMmUtNDNjNi1iZDNkLTQ2YmI2NjAxNjJmMCIKfQ==”
}
]
}
},
{
«сбой»: «тип байта не имеет метода с именем: контент, найденный в: $payload.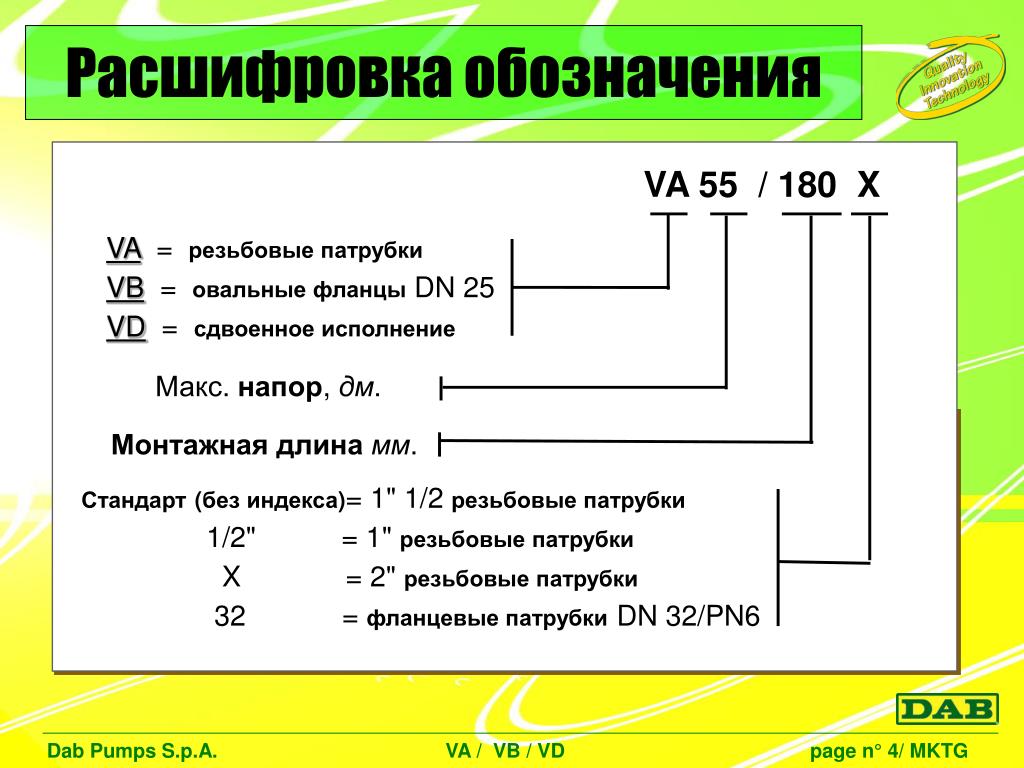
 языкаДокладСтатьяБизнес-планПодбор литературыШпаргалкаПоиск информацииРецензияДругое
языкаДокладСтатьяБизнес-планПодбор литературыШпаргалкаПоиск информацииРецензияДругое Все права в отношении Работ и их содержимого принадлежат их законным правообладателям. Любое их использование возможно лишь с согласия законных правообладателей. Администрация сайта не несет ответственности за возможный вред и/или убытки, возникшие в связи с использованием Работ и их содержимого.
Все права в отношении Работ и их содержимого принадлежат их законным правообладателям. Любое их использование возможно лишь с согласия законных правообладателей. Администрация сайта не несет ответственности за возможный вред и/или убытки, возникшие в связи с использованием Работ и их содержимого.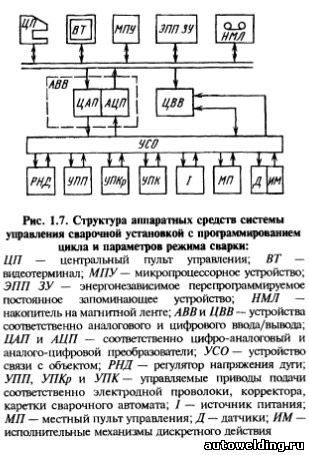
 .
. . В XIX веке сварочные процессы усовершенствовали учёные Элиу . . МГИУ (Кафедра оборудования и технологии сварочного производства), . .
. В XIX веке сварочные процессы усовершенствовали учёные Элиу . . МГИУ (Кафедра оборудования и технологии сварочного производства), . . .
.
 .
.
 . Производство сварочных работ сопряжено с опасностью возгораний, поражений . .
. Производство сварочных работ сопряжено с опасностью возгораний, поражений . . .
.
 Размер файла: 124,88 Kb . Скачать файл: . .
Размер файла: 124,88 Kb . Скачать файл: . . Сварочный пост для механизированной дуговой сварки . .
Сварочный пост для механизированной дуговой сварки . .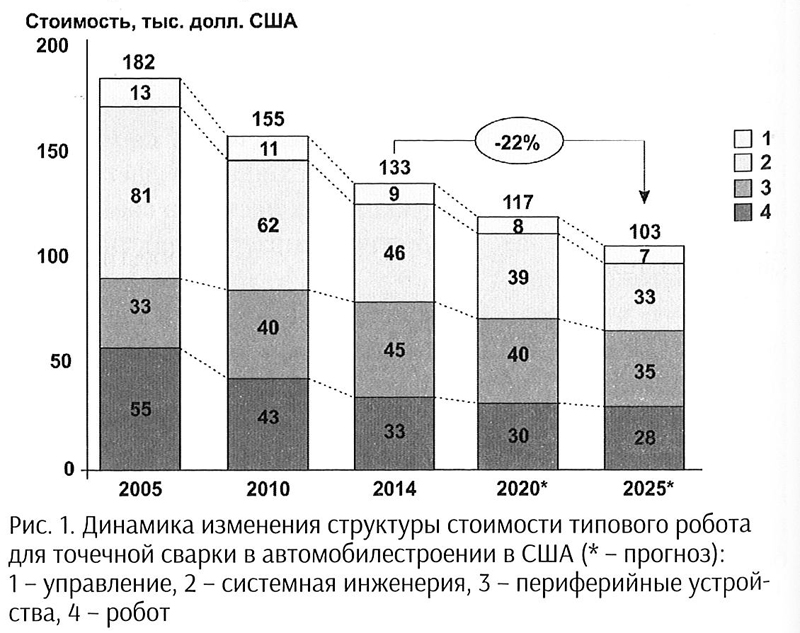 Смогут ли роботы выполнять ценную работу, потому что они могут выполнять повторяющиеся задачи более эффективно, чем их коллеги-люди? Ответ сложнее, чем просто да или нет. Вот несколько ключевых способов, которыми робототехника повлияет на профессию.
Смогут ли роботы выполнять ценную работу, потому что они могут выполнять повторяющиеся задачи более эффективно, чем их коллеги-люди? Ответ сложнее, чем просто да или нет. Вот несколько ключевых способов, которыми робототехника повлияет на профессию. Компании используют искусственный интеллект для просеивания и анализа гор данных.
Компании используют искусственный интеллект для просеивания и анализа гор данных. Эти повторяющиеся задачи, которые когда-то выполнял человек, теперь выполняются машинами.
Эти повторяющиеся задачи, которые когда-то выполнял человек, теперь выполняются машинами. Ожидается, что эта тенденция сохранится.
Ожидается, что эта тенденция сохранится.
 У нас также есть эксперты, чтобы предоставить нашим клиентам красоту и мастерство, которые выделяются. Свяжитесь с нами сегодня, чтобы узнать, почему Swanton Welding — ваш лучший выбор для сварки и изготовления на заказ.
У нас также есть эксперты, чтобы предоставить нашим клиентам красоту и мастерство, которые выделяются. Свяжитесь с нами сегодня, чтобы узнать, почему Swanton Welding — ваш лучший выбор для сварки и изготовления на заказ. Автоматизация в основном означает, что небольшие компании могут иметь такое же большое влияние, как и более крупные предприятия. Автоматизация увеличивает производительность. Есть несколько причин, по которым это не может быть концом для работников сварочной отрасли.
Автоматизация в основном означает, что небольшие компании могут иметь такое же большое влияние, как и более крупные предприятия. Автоматизация увеличивает производительность. Есть несколько причин, по которым это не может быть концом для работников сварочной отрасли.
 Количество компаний, рассматривающих этот вариант, постоянно увеличивается.
Количество компаний, рассматривающих этот вариант, постоянно увеличивается. Производство будет более устойчивым с меньшим количеством посредников.
Производство будет более устойчивым с меньшим количеством посредников. Прибыль упадет для любого дистрибьютора, который не будет оставаться конкурентоспособным. Лучший вариант для дистрибьюторов — изучить новую технологию сейчас.
Прибыль упадет для любого дистрибьютора, который не будет оставаться конкурентоспособным. Лучший вариант для дистрибьюторов — изучить новую технологию сейчас. Базовая система включает в себя базы. Все, что требуется, это установить систему на сборочной линии. Самый простой первый шаг — найти процесс, который чаще всего повторяется на линии. Проверенная программа обучения — лучший способ обучить робота.
Базовая система включает в себя базы. Все, что требуется, это установить систему на сборочной линии. Самый простой первый шаг — найти процесс, который чаще всего повторяется на линии. Проверенная программа обучения — лучший способ обучить робота. Процесс автоматизации не избавит от всех проблем.
Процесс автоматизации не избавит от всех проблем. Большинство сварочных работ требуют постоянно меняющихся навыков. Это означает, что люди с повторяющимися задачами, скорее всего, первыми потеряют работу из-за автоматизации. Рабочие места, требующие большей изменчивости, будут безопасны в течение длительного времени.
Большинство сварочных работ требуют постоянно меняющихся навыков. Это означает, что люди с повторяющимися задачами, скорее всего, первыми потеряют работу из-за автоматизации. Рабочие места, требующие большей изменчивости, будут безопасны в течение длительного времени.
 Автоматизированные роботы уже могут выполнять эту работу.
Автоматизированные роботы уже могут выполнять эту работу.

 55 дм2, 0.2355 м2
55 дм2, 0.2355 м2 2 см2, 33.912 дм2, 0.33912 м2
2 см2, 33.912 дм2, 0.33912 м2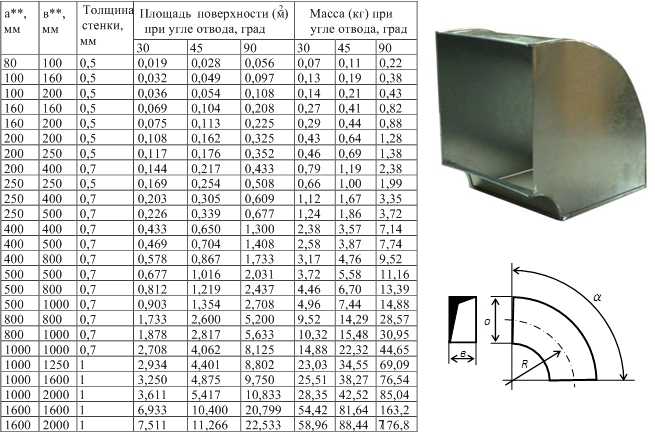 2 дм2, 0.942 м2
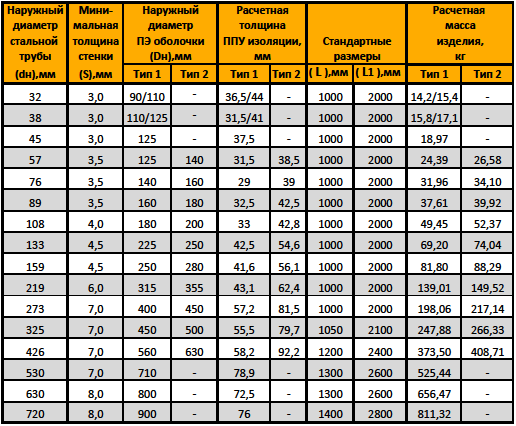
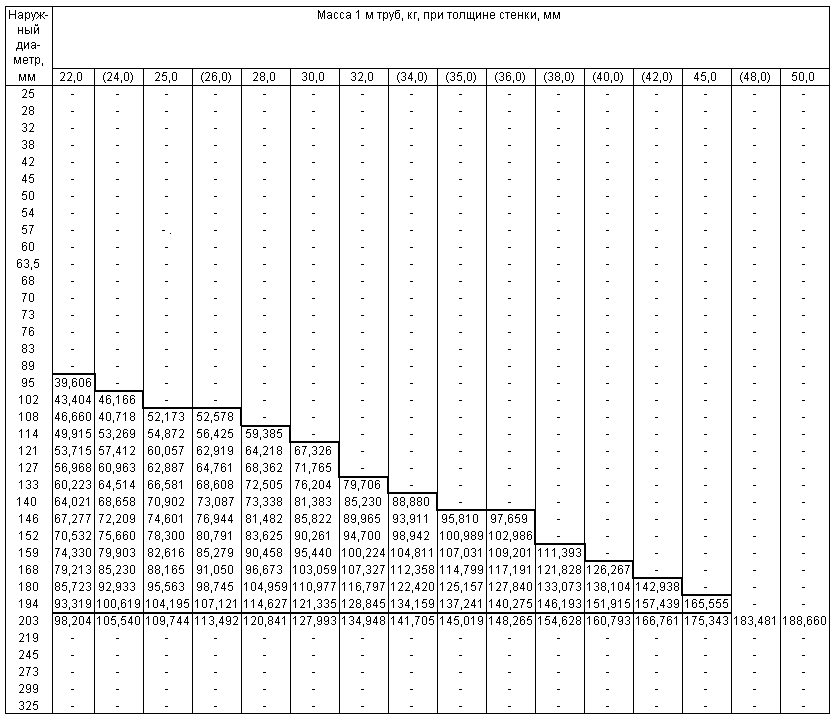
2 дм2, 0.942 м2 Выбор уже довольно широк — ПВХ, полиэтилен (ПНД и ПВД), полипропилен, металлопластк, гофрированная нержавейка. Они хороши тем, что имеют не такую большую массу, как стальные аналоги. Тем не менее, при транспортировке полимерных изделий в больших объемах знать их массу желательно — чтобы понять, какая машина нужна. Вес металлических труб еще важнее — доставку считают по тоннажу. Так что этот параметр желательно контролировать.
Выбор уже довольно широк — ПВХ, полиэтилен (ПНД и ПВД), полипропилен, металлопластк, гофрированная нержавейка. Они хороши тем, что имеют не такую большую массу, как стальные аналоги. Тем не менее, при транспортировке полимерных изделий в больших объемах знать их массу желательно — чтобы понять, какая машина нужна. Вес металлических труб еще важнее — доставку считают по тоннажу. Так что этот параметр желательно контролировать.
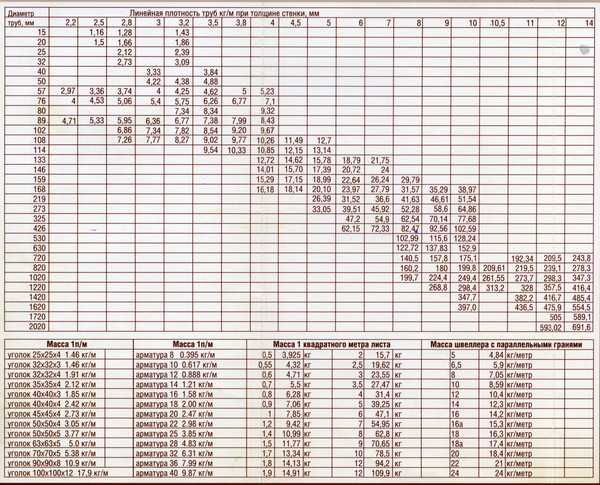
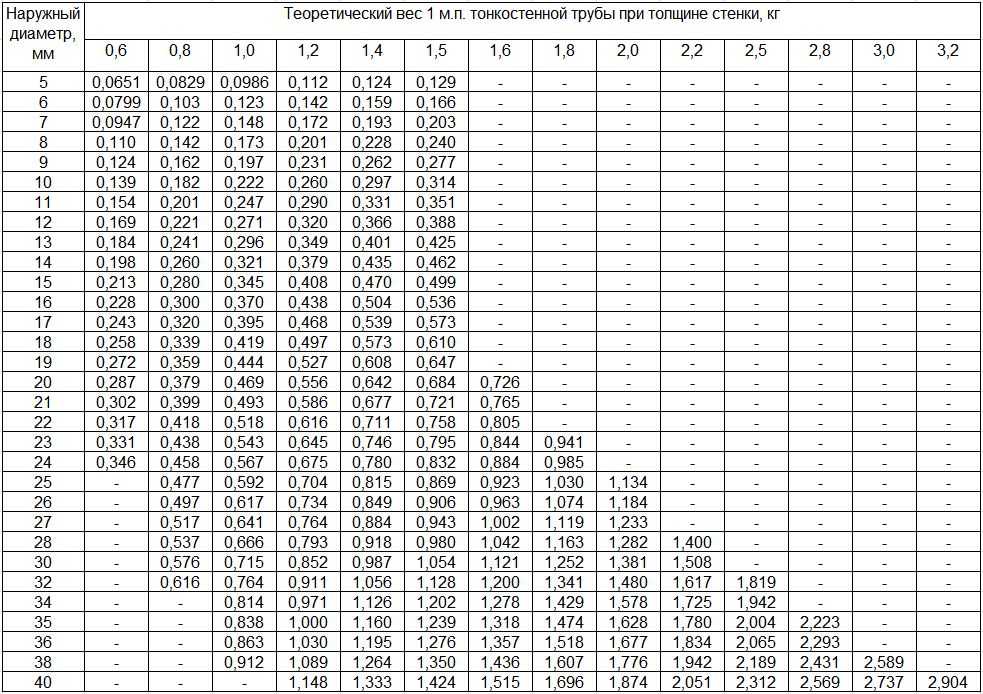
 Если у вас наружный диаметр 32 мм, толщина стенки 3 мм, то внутренний диаметр будет: 32 мм — 2 * 3 мм = 26 мм.
Если у вас наружный диаметр 32 мм, толщина стенки 3 мм, то внутренний диаметр будет: 32 мм — 2 * 3 мм = 26 мм. При желании можно рассчитать поверхность одного метра, ее потом можно умножать на нужную длину.
При желании можно рассчитать поверхность одного метра, ее потом можно умножать на нужную длину.
 Это необходимо при расчете количества теплоносителя в системе. Для данного случая нужна формула объема цилиндра.
Это необходимо при расчете количества теплоносителя в системе. Для данного случая нужна формула объема цилиндра.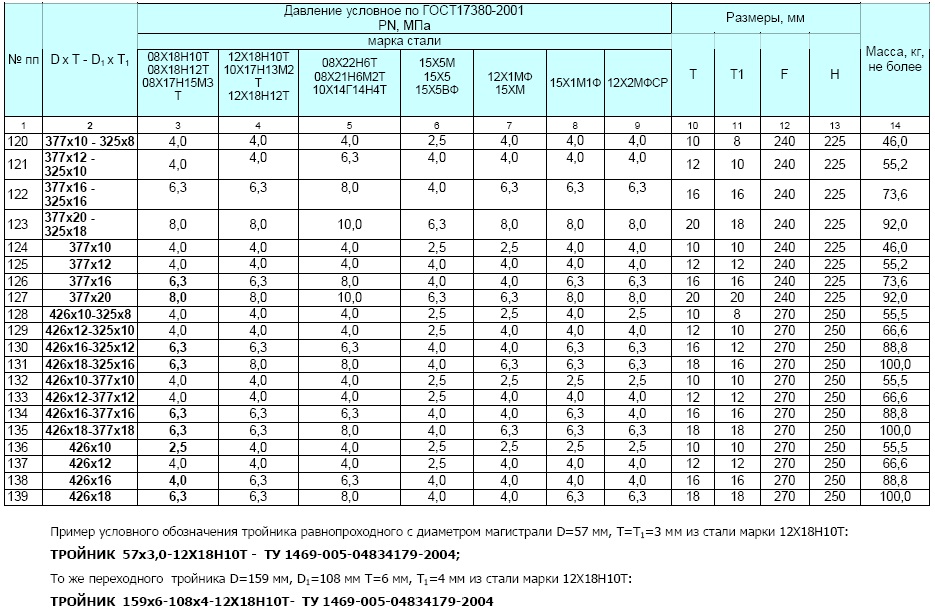 = π D I 2 /4 (1)
= π D I 2 /4 (1) 
 / 2)
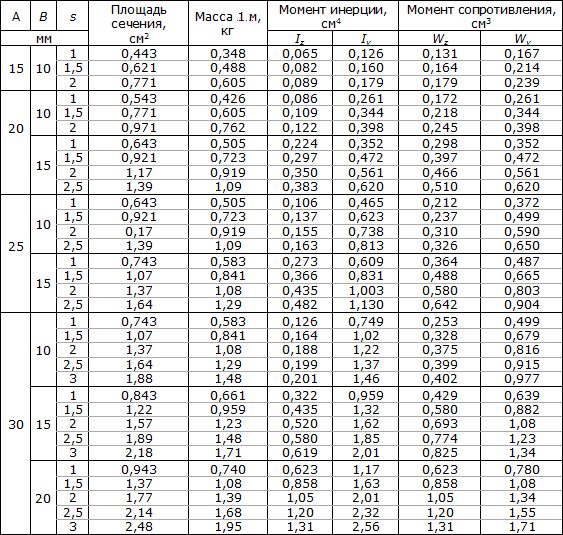
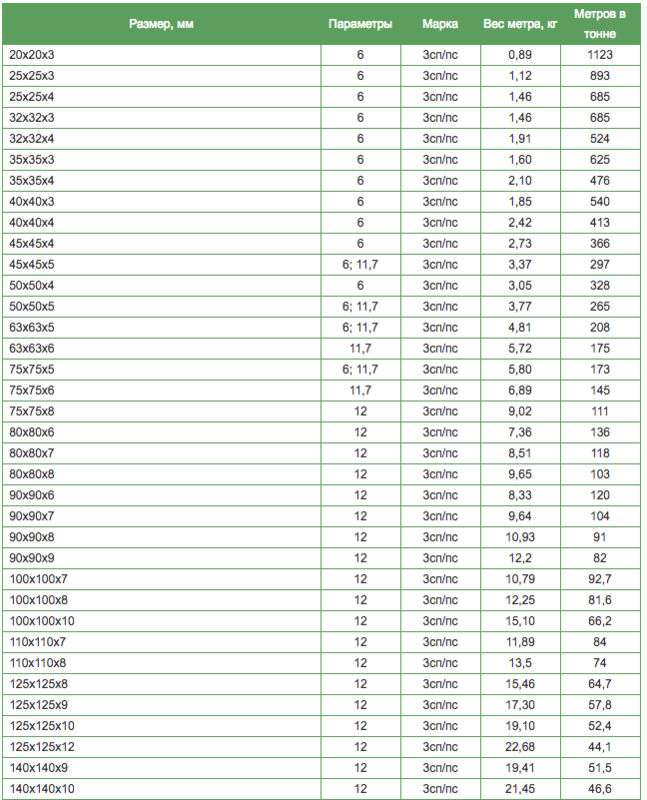
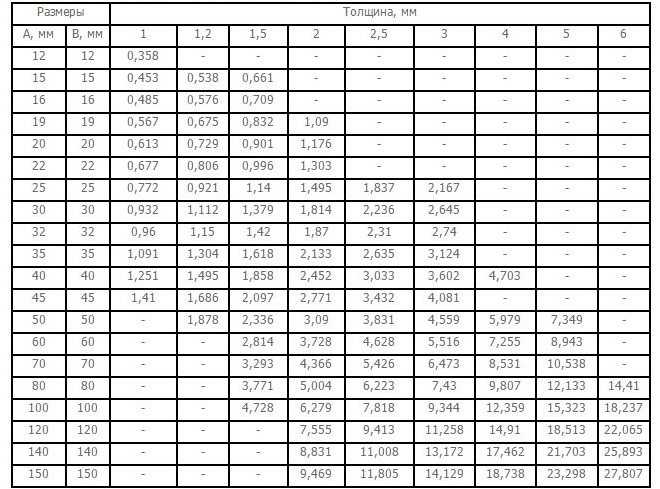
/ 2)  Читайте дальше, чтобы понять, как рассчитать площадь поперечного сечения сечения I , сечения T , балки C , балки L , круглого стержня, трубы и балок с прямоугольным и треугольным поперечным сечением.
Читайте дальше, чтобы понять, как рассчитать площадь поперечного сечения сечения I , сечения T , балки C , балки L , круглого стержня, трубы и балок с прямоугольным и треугольным поперечным сечением.


 Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-h38/8.
Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-h38/8. 211
211 870
870 021
021 175
175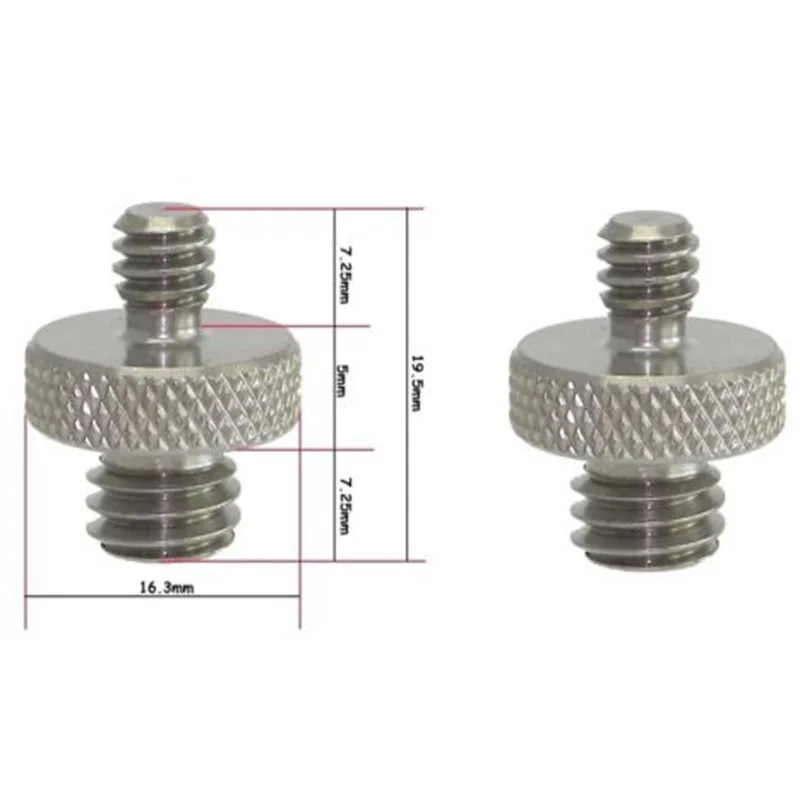
 Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу. При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.

 0)
0)  Загрузите файл САПР.
Загрузите файл САПР. Резьба NPT слегка конусная, а соединение G прямое. Стиральная машина не нужна.
Резьба NPT слегка конусная, а соединение G прямое. Стиральная машина не нужна.
 Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
 Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;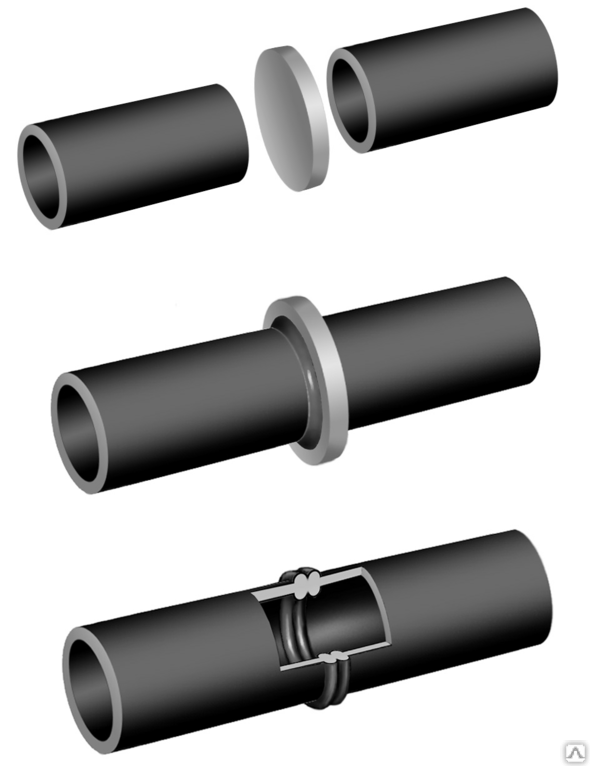 к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
 Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Инструкция (анимация)» src=»https://www.youtube.com/embed/-ZWVQ3XR_ao?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку. Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью:
Эта операция должна проводиться очень аккуратно, чтобы срез получился максимально ровный, без трещин и заусенцев, перпендикулярный к поверхности трубы. Такой разрез может проводиться с помощью: После этого они будут легко гнуться.
После этого они будут легко гнуться. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно: п.
п. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.




 Выставляем необходимую температуру, начинаем сварку
Выставляем необходимую температуру, начинаем сварку Эта технология чаще используется в европейских странах и регулируется стандартами DVS-220715.
Эта технология чаще используется в европейских странах и регулируется стандартами DVS-220715.
 А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства отопительных коммуникаций и создания ответвлений под умывальник.
А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства отопительных коммуникаций и создания ответвлений под умывальник. Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит зимой в земле и будет готов к работе в следующем сезоне
Такой водопровод в законсервированном виде, т.е. со слитой из него водой, спокойно пролежит зимой в земле и будет готов к работе в следующем сезоне В этом случае разборное соединение не составит труда в любой момент снять, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.
В этом случае разборное соединение не составит труда в любой момент снять, чтобы изменить конфигурацию магистрали или произвести срочный ремонт. На соединительных штуцерах откручиваются зажимные гайки.
На соединительных штуцерах откручиваются зажимные гайки. 80. Они имеют увеличенный внутренний диаметр.
80. Они имеют увеличенный внутренний диаметр. Но теряет это свойство при температуре нагрева выше +80°С. Этот момент используют при необходимости изменить конфигурацию изделия.
Но теряет это свойство при температуре нагрева выше +80°С. Этот момент используют при необходимости изменить конфигурацию изделия. Перед тем, как выпрямить изогнутую трубу ПНД на земле, нужно освободить участок.
Перед тем, как выпрямить изогнутую трубу ПНД на земле, нужно освободить участок.


 Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления. 
 Черкассы
Черкассы Винница (нержавейка)
Винница (нержавейка) Соковыжималка для яблок, винограда, фруктов
Соковыжималка для яблок, винограда, фруктов и немного смазки Petrol-Gel (стоимость 69 долларов). Это будет все, что вам нужно, чтобы приступить к работе с вашим новым прессом! Доступно, пока есть запасы.
и немного смазки Petrol-Gel (стоимость 69 долларов). Это будет все, что вам нужно, чтобы приступить к работе с вашим новым прессом! Доступно, пока есть запасы. Это очень приятное зрелище, которое вы можете с нетерпением ждать!
Это очень приятное зрелище, которое вы можете с нетерпением ждать!
 К основанию шнека прикреплена чугунная ножка, которая помогает распределять давление шнека на прижимной диск внутри ковша. Мы рекомендуем нанести небольшое количество смазки на эту прижимную лапку, а также на винт. См. нашу бензино-гелевую смазку.
К основанию шнека прикреплена чугунная ножка, которая помогает распределять давление шнека на прижимной диск внутри ковша. Мы рекомендуем нанести небольшое количество смазки на эту прижимную лапку, а также на винт. См. нашу бензино-гелевую смазку. И если вам нравится Идея варить пиво самостоятельно, вам придется инвестировать в яблочный пресс, чтобы получить лучший сок из вашего урожая.0003
И если вам нравится Идея варить пиво самостоятельно, вам придется инвестировать в яблочный пресс, чтобы получить лучший сок из вашего урожая.0003
 Пресс емкостью 5,5 литров способен производить в среднем около 2 литров сока или фруктовой мякоти, в зависимости от фруктов. Эту модель также можно разобрать для легкой очистки между использованиями.
Пресс емкостью 5,5 литров способен производить в среднем около 2 литров сока или фруктовой мякоти, в зависимости от фруктов. Эту модель также можно разобрать для легкой очистки между использованиями.





 п. Это необходимо для обработки мостов, вагонов, кораблей. Такое оборудование предназначено для выполнения больших заказов и объемов.
п. Это необходимо для обработки мостов, вагонов, кораблей. Такое оборудование предназначено для выполнения больших заказов и объемов. При правильном использовании оно прослужит так же долго, как и пескоструйное. Одноразовые пистолеты не позволяют поворачивать воздушное сопло, и оно быстро изнашивается. Изделие пескоструйное сделано из карбида бора (вернее его внутренняя часть — вставка), и за счет этого имеет повышенную износостойкость. Работоспособность может составлять до 1500 часов непрерывно.
При правильном использовании оно прослужит так же долго, как и пескоструйное. Одноразовые пистолеты не позволяют поворачивать воздушное сопло, и оно быстро изнашивается. Изделие пескоструйное сделано из карбида бора (вернее его внутренняя часть — вставка), и за счет этого имеет повышенную износостойкость. Работоспособность может составлять до 1500 часов непрерывно.

 Вы могли бы получить все научное с электролизом. Вы бы научились сваривать. Или вы можете взорвать все это абразивным струйным струйным аппаратом. К счастью, вам не нужно вкладывать в это кучу денег, когда вы можете использовать бластерный пистолет с гравитационным питанием.
Вы могли бы получить все научное с электролизом. Вы бы научились сваривать. Или вы можете взорвать все это абразивным струйным струйным аппаратом. К счастью, вам не нужно вкладывать в это кучу денег, когда вы можете использовать бластерный пистолет с гравитационным питанием. Часть того, почему ржавчина доходит до того, что превращается в дыры, заключается в том, что избавиться от нее может быть абсолютной болью. Вы можете тереть и счищать пятна ржавчины, а затем перекрашивать, только чтобы обнаружить, что вы недостаточно хорошо поработали, и ржавчина вернулась.
Часть того, почему ржавчина доходит до того, что превращается в дыры, заключается в том, что избавиться от нее может быть абсолютной болью. Вы можете тереть и счищать пятна ржавчины, а затем перекрашивать, только чтобы обнаружить, что вы недостаточно хорошо поработали, и ржавчина вернулась.
 Эти маленькие пистолеты также существуют уже несколько десятилетий и со временем дешевеют.
Эти маленькие пистолеты также существуют уже несколько десятилетий и со временем дешевеют.
 На сегодняшнем рынке есть гораздо лучшие и более безопасные материалы для пескоструйной обработки, чем кварцевый песок. Они включают среды, изготовленные из минералов, металлов, стекла, пластмасс и органических материалов, таких как кукурузные початки и скорлупа грецких орехов.
На сегодняшнем рынке есть гораздо лучшие и более безопасные материалы для пескоструйной обработки, чем кварцевый песок. Они включают среды, изготовленные из минералов, металлов, стекла, пластмасс и органических материалов, таких как кукурузные початки и скорлупа грецких орехов.

 Он особенно подходит для мягких и чувствительных материалов, которые готовятся к окончательной отделке. Пескоструйная обработка также является более экономичной системой оборудования, более простой в эксплуатации и предлагает потребителю отличное качество.
Он особенно подходит для мягких и чувствительных материалов, которые готовятся к окончательной отделке. Пескоструйная обработка также является более экономичной системой оборудования, более простой в эксплуатации и предлагает потребителю отличное качество.
 С легким давлением и мягкими материалами, такими как органика или стекло, вы можете обрабатывать очень чувствительные поверхности с минимальным риском случайного повреждения.
С легким давлением и мягкими материалами, такими как органика или стекло, вы можете обрабатывать очень чувствительные поверхности с минимальным риском случайного повреждения.
 Поэтому дробеструйная обработка медленнее и, как правило, дороже, чем пескоструйная. Однако есть работы, с которыми пескоструйная обработка не справляется. Тогда ваш единственный вариант — пойти на дробеструйную обработку.
Поэтому дробеструйная обработка медленнее и, как правило, дороже, чем пескоструйная. Однако есть работы, с которыми пескоструйная обработка не справляется. Тогда ваш единственный вариант — пойти на дробеструйную обработку. Оборудование для пескоструйной обработки удаляет загрязнения, такие как ржавчина, жир и старая краска, чтобы обеспечить адгезию новых покрытий к поверхности. Системы пескоструйной обработки включают следующие компоненты:
Оборудование для пескоструйной обработки удаляет загрязнения, такие как ржавчина, жир и старая краска, чтобы обеспечить адгезию новых покрытий к поверхности. Системы пескоструйной обработки включают следующие компоненты:

 Эти машины имеют встроенную резиновую ленту и стальные летные модели разных размеров.
Эти машины имеют встроенную резиновую ленту и стальные летные модели разных размеров.

 Очень важно, чтобы твердость пескоструйного материала была совместима с поверхностью, чтобы избежать необратимых повреждений.
Очень важно, чтобы твердость пескоструйного материала была совместима с поверхностью, чтобы избежать необратимых повреждений.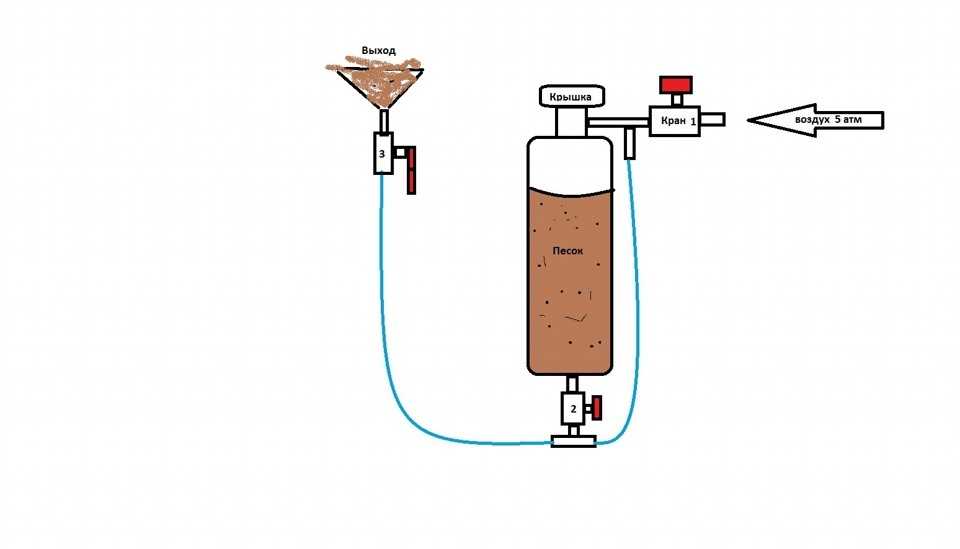 Стальная дробь имеет круглую форму, а стальная дробь имеет угловатую форму.
Стальная дробь имеет круглую форму, а стальная дробь имеет угловатую форму.
 Они используются на деликатных поверхностях для удаления загрязнений, таких как жир, масло и грязь, а не для ржавчины и краски.
Они используются на деликатных поверхностях для удаления загрязнений, таких как жир, масло и грязь, а не для ржавчины и краски.
 Под воздействием на эту смесь давления и температуры происходит ее активное насыщение пузырьками. Так, газобетон в процессе застывания получается пористым по структуре. Данная технология дает возможность увеличить объем материала, а также обеспечить его легкость, долговечность и прочие положительные свойства, о которых говорилось выше.
Под воздействием на эту смесь давления и температуры происходит ее активное насыщение пузырьками. Так, газобетон в процессе застывания получается пористым по структуре. Данная технология дает возможность увеличить объем материала, а также обеспечить его легкость, долговечность и прочие положительные свойства, о которых говорилось выше. Кроме того, очень важно пригласить геодезистов, чтобы они провели специальные замеры, которые помогут им определить положение осей вашего будущего жилища и нулевой горизонт. После этого подведите наружные коммуникации.
Кроме того, очень важно пригласить геодезистов, чтобы они провели специальные замеры, которые помогут им определить положение осей вашего будущего жилища и нулевой горизонт. После этого подведите наружные коммуникации.
 Клей или раствор?
Клей или раствор? Это позволяет быстро выкладывать стены. Для строительства несущих стен нужно использовать блоки, имеющие размер 375-400 мм. Что касается межкомнатных перегородок, то их габариты могут не превышать 250 мм. Для работы с газобетоном применяется специально предназначенный для этого инструмент.
Это позволяет быстро выкладывать стены. Для строительства несущих стен нужно использовать блоки, имеющие размер 375-400 мм. Что касается межкомнатных перегородок, то их габариты могут не превышать 250 мм. Для работы с газобетоном применяется специально предназначенный для этого инструмент. Торцовую поверхность доборного газобетонного блока предварительно промажьте клеем или раствором.
Торцовую поверхность доборного газобетонного блока предварительно промажьте клеем или раствором. Их монтируют при помощи специальной деревянной подпорки. Та часть U-образного блока, которая толще, должна быть расположена с внешней стороны дома, и именно с этой стороны следует уложить утеплительный слой, например, минеральную вату. В их полость необходимо установить арматурный каркас, состоящий из пяти или шести рядов. А после ее нужно залить мелкозернистым бетоном. Бетон необходимо уплотнить, а затем выровнять.
Их монтируют при помощи специальной деревянной подпорки. Та часть U-образного блока, которая толще, должна быть расположена с внешней стороны дома, и именно с этой стороны следует уложить утеплительный слой, например, минеральную вату. В их полость необходимо установить арматурный каркас, состоящий из пяти или шести рядов. А после ее нужно залить мелкозернистым бетоном. Бетон необходимо уплотнить, а затем выровнять.
 Газобетонные плиты обладают высокой несущей способностью, незначительной теплопроводностью, высокой огнеупорностью. Применение многопустотных бетонных плит приемлемо, только если расстояние между несущими стенами не превышает или даже меньше 6 м. Этот вид плиты должен опираться на распределительный пояс, сделанный из железобетона.
Газобетонные плиты обладают высокой несущей способностью, незначительной теплопроводностью, высокой огнеупорностью. Применение многопустотных бетонных плит приемлемо, только если расстояние между несущими стенами не превышает или даже меньше 6 м. Этот вид плиты должен опираться на распределительный пояс, сделанный из железобетона. Однако использовать можно только специальный вид штукатурки, разработанный для газобетона. Такой подход поможет вам защитить стены от разрушения. Обязательно перед началом процесса выровняйте поверхность теркой, а сколы заполните раствором.
Однако использовать можно только специальный вид штукатурки, разработанный для газобетона. Такой подход поможет вам защитить стены от разрушения. Обязательно перед началом процесса выровняйте поверхность теркой, а сколы заполните раствором.
 И это не удивительно. Данный материал обладает всеми свойствами, необходимыми для строительства надежной и долговечной конструкции.
И это не удивительно. Данный материал обладает всеми свойствами, необходимыми для строительства надежной и долговечной конструкции.
 А в противоположном случае – отдавать.
А в противоположном случае – отдавать. С одной стороны, пористость структуры – это плюс, а вот с другой – минус. В зимнее время года, поглощенная влага, под воздействием отрицательной температуры обязательно кристаллизируется. Тем самым оказывая разрушительное воздействие на структуру.
С одной стороны, пористость структуры – это плюс, а вот с другой – минус. В зимнее время года, поглощенная влага, под воздействием отрицательной температуры обязательно кристаллизируется. Тем самым оказывая разрушительное воздействие на структуру.
 Пусть многоквартирный дом из него не построишь, но возвести здание до 3-х этажей представляется возможным. И раз уж с изделиями мы разобрались, пора приступать к следующему этапу на пути строительства.
Пусть многоквартирный дом из него не построишь, но возвести здание до 3-х этажей представляется возможным. И раз уж с изделиями мы разобрались, пора приступать к следующему этапу на пути строительства.
 Когда решение по возведению основания принято, приступают к дальнейшим действиям.
Когда решение по возведению основания принято, приступают к дальнейшим действиям. До этого момента, строительство дома приостанавливается.
До этого момента, строительство дома приостанавливается.







 Газобетон обладает низкой адгезией с отделочными материалами, что предполагает предварительную обработку поверхности грунтовкой, укладку армирующей сетки и использование исключительно специализированных составов.
Газобетон обладает низкой адгезией с отделочными материалами, что предполагает предварительную обработку поверхности грунтовкой, укладку армирующей сетки и использование исключительно специализированных составов.
 Во втором случае, выбор вариантов дизайна крайне велик. При помощи ГКЛ возможно создание сложных многоуровневых потолков со специализированным освещением любой желаемой формы.
Во втором случае, выбор вариантов дизайна крайне велик. При помощи ГКЛ возможно создание сложных многоуровневых потолков со специализированным освещением любой желаемой формы. В санузлах, кухне и прихожей чаще обычного используют керамическую плитку и керамогранит.
В санузлах, кухне и прихожей чаще обычного используют керамическую плитку и керамогранит. В последнем случае, разумеется, скорость проводимых работ значительно возрастет.
В последнем случае, разумеется, скорость проводимых работ значительно возрастет.
 Блок очень легкий – это важное преимущество, так как на фундамент не будет больших нагрузок. Размер одного элемента намного больше стандартного кирпича. Это значительно ускоряет время, затрачиваемое на строительство. По стоимости дом из газоблоков, созданный своими руками, будет намного дешевле, чем если бы здание было построено из традиционных материалов. Это связано с относительно низкими ценами на газобетонные блоки из-за высокой популярности этого строительного материала. Также среди достоинств можно выделить высокую пожаробезопасность. Конструкция из газобетона меньше всего подвержена возгоранию и возгоранию. Если блоки имеют правильную и красивую форму, а уложены они профессионально и аккуратно, то стену можно даже не отделывать. Это даст зданию возможность «дышать». Газобетон за счет пор отличается высокими показателями паропроницаемости.
Блок очень легкий – это важное преимущество, так как на фундамент не будет больших нагрузок. Размер одного элемента намного больше стандартного кирпича. Это значительно ускоряет время, затрачиваемое на строительство. По стоимости дом из газоблоков, созданный своими руками, будет намного дешевле, чем если бы здание было построено из традиционных материалов. Это связано с относительно низкими ценами на газобетонные блоки из-за высокой популярности этого строительного материала. Также среди достоинств можно выделить высокую пожаробезопасность. Конструкция из газобетона меньше всего подвержена возгоранию и возгоранию. Если блоки имеют правильную и красивую форму, а уложены они профессионально и аккуратно, то стену можно даже не отделывать. Это даст зданию возможность «дышать». Газобетон за счет пор отличается высокими показателями паропроницаемости. Это проектно-сметная документация, которая уже должна быть заверена в органах местного самоуправления. Далее необходимо заказать и провести геодезические работы, установить заборы, определить точку нулевого горизонта и подвести все коммуникации.
Это проектно-сметная документация, которая уже должна быть заверена в органах местного самоуправления. Далее необходимо заказать и провести геодезические работы, установить заборы, определить точку нулевого горизонта и подвести все коммуникации. Блоки надежно упакованы в полиэтиленовую пленку. При хранении этих стройматериалов внутри может скапливаться излишняя влага, возможно повреждение конструкции. На стройке размещать материалы лучше всего под навесом. Распаковывать желательно только те, которые будут использоваться в работе. Поддоны могут быть установлены в виде штабелей. Но не допускайте такой установки более чем в два ряда.
Блоки надежно упакованы в полиэтиленовую пленку. При хранении этих стройматериалов внутри может скапливаться излишняя влага, возможно повреждение конструкции. На стройке размещать материалы лучше всего под навесом. Распаковывать желательно только те, которые будут использоваться в работе. Поддоны могут быть установлены в виде штабелей. Но не допускайте такой установки более чем в два ряда. Это будет толщина одного блока. В итоге 32,4 м Требуется 3 из материалов. Эта сумма предназначена для возведения только наружных стен. Таким же образом рассчитываются внутренние стены.
Это будет толщина одного блока. В итоге 32,4 м Требуется 3 из материалов. Эта сумма предназначена для возведения только наружных стен. Таким же образом рассчитываются внутренние стены. Для небольшого 1-2-этажного дома будет достаточно фундамента глубиной 2 м. Траншея должна быть по всему периметру всего будущего строения. Важно рассчитать необходимое количество бетона. Когда все готово, заливаем материал и после полного застывания строим дом из газоблока.
Для небольшого 1-2-этажного дома будет достаточно фундамента глубиной 2 м. Траншея должна быть по всему периметру всего будущего строения. Важно рассчитать необходимое количество бетона. Когда все готово, заливаем материал и после полного застывания строим дом из газоблока. Затем добавляется вода, и все это перемешивается.
Затем добавляется вода, и все это перемешивается. На первом ряду натяните шнур, чтобы контролировать ровность кладки. Если есть необходимость, то блоки выравнивают резиновым киджаном. Если в процессе кладки образуется зазор, длина которого меньше одного блока, то изготавливается специальный доборный элемент. Для реализации гвоздя используйте ножовку, электропилу и угольник. Торцевую поверхность этого дополнительного блока следует предварительно промазать раствором или клеем. Клей, который необходим для кладки блоков из газобетона, выбирают для тонких швов. По консистенции он должен напоминать сметану. Нанесите смесь специальным средством. После – разровняйте его по поверхности стройматериала шпателем. Уложен первый ряд, и дальше строим дом из газоблоков своими руками. Затем инструкция рекомендует затереть все образовавшиеся неровности специальной теркой. Далее с поверхности всех блоков удаляются грязь и пыль. Этот процесс повторяется после каждой последующей серии. Важно, чтобы каждый новый ряд укладывался с небольшим смещением на 8-10 см.
На первом ряду натяните шнур, чтобы контролировать ровность кладки. Если есть необходимость, то блоки выравнивают резиновым киджаном. Если в процессе кладки образуется зазор, длина которого меньше одного блока, то изготавливается специальный доборный элемент. Для реализации гвоздя используйте ножовку, электропилу и угольник. Торцевую поверхность этого дополнительного блока следует предварительно промазать раствором или клеем. Клей, который необходим для кладки блоков из газобетона, выбирают для тонких швов. По консистенции он должен напоминать сметану. Нанесите смесь специальным средством. После – разровняйте его по поверхности стройматериала шпателем. Уложен первый ряд, и дальше строим дом из газоблоков своими руками. Затем инструкция рекомендует затереть все образовавшиеся неровности специальной теркой. Далее с поверхности всех блоков удаляются грязь и пыль. Этот процесс повторяется после каждой последующей серии. Важно, чтобы каждый новый ряд укладывался с небольшим смещением на 8-10 см. Остатки раствора необходимо удалить кельмой. Второй ряд следует укладывать примерно через один-два часа после первого. Для защиты стены от влаги готовые участки накрывают полиэтиленовой пленкой.
Остатки раствора необходимо удалить кельмой. Второй ряд следует укладывать примерно через один-два часа после первого. Для защиты стены от влаги готовые участки накрывают полиэтиленовой пленкой. Рассмотрим, как это делается.
Рассмотрим, как это делается. Но есть и аналоги из газобетона. Последние обладают высокой несущей способностью, огнестойкостью и низкой теплопроводностью. Эти плиты допустимы только в том случае, если между несущими стенами расстояние менее 6 м. Эта плита должна поддерживаться распределительным железобетонным поясом. Если дом из газобетона строится своими руками, то можно избежать мостиков холода. Окна, крыша и фундамент утеплены по стандартным технологиям. Что касается наклонных поверхностей и проемов сложной формы, то их легко можно сделать пилой. Это легко объясняется тем, что блоки из газобетона очень легко пилятся и сверлятся. Все отверстия для сверления просверливаются дрелью и специальной фрезой. Штруборез легко справляется с созданием пазов для проводки.
Но есть и аналоги из газобетона. Последние обладают высокой несущей способностью, огнестойкостью и низкой теплопроводностью. Эти плиты допустимы только в том случае, если между несущими стенами расстояние менее 6 м. Эта плита должна поддерживаться распределительным железобетонным поясом. Если дом из газобетона строится своими руками, то можно избежать мостиков холода. Окна, крыша и фундамент утеплены по стандартным технологиям. Что касается наклонных поверхностей и проемов сложной формы, то их легко можно сделать пилой. Это легко объясняется тем, что блоки из газобетона очень легко пилятся и сверлятся. Все отверстия для сверления просверливаются дрелью и специальной фрезой. Штруборез легко справляется с созданием пазов для проводки. В некоторых случаях при устройстве жилой мансарды монтируется дополнительный шумоизоляционный материал. Сверху стропила закрепляют гидроизоляцией. Гораздо удобнее это делать с помощью длинных реек. Последний будет выполнять функцию ограничителя. Под гиброизоляцией между рейками кладут утеплитель. Затем слой теплоизоляции закрывается пароизоляционной пленкой. Дол положил чистовую кровлю.
В некоторых случаях при устройстве жилой мансарды монтируется дополнительный шумоизоляционный материал. Сверху стропила закрепляют гидроизоляцией. Гораздо удобнее это делать с помощью длинных реек. Последний будет выполнять функцию ограничителя. Под гиброизоляцией между рейками кладут утеплитель. Затем слой теплоизоляции закрывается пароизоляционной пленкой. Дол положил чистовую кровлю.
 Но современные газовые камины довольно близки и лишены недостатков дровяных. Мало того, что газ горит намного чище, что делает его лучшим выбором для окружающей среды, так еще и нет грязных бревен, которые нужно таскать по дому, или золы, которую нужно убирать. А зажечь огонь так же просто, как щелкнуть выключателем или повернуть вентиль.
Но современные газовые камины довольно близки и лишены недостатков дровяных. Мало того, что газ горит намного чище, что делает его лучшим выбором для окружающей среды, так еще и нет грязных бревен, которые нужно таскать по дому, или золы, которую нужно убирать. А зажечь огонь так же просто, как щелкнуть выключателем или повернуть вентиль. Установка камина займет у вас около суток. Затем запланируйте провести все выходные, занимаясь обрамлением и установкой гипсокартона, и несколько часов каждый день до конца недели, нанося дополнительные слои шпатлевки. В следующие выходные можно загрунтовать стены и нанести текстуру.
Установка камина займет у вас около суток. Затем запланируйте провести все выходные, занимаясь обрамлением и установкой гипсокартона, и несколько часов каждый день до конца недели, нанося дополнительные слои шпатлевки. В следующие выходные можно загрунтовать стены и нанести текстуру.
 Ваш новый камин будет иметь большое влияние на вашу комнату. Создайте простой макет, чтобы почувствовать, сколько места он занимает, и увидеть, как угловое размещение повлияет на расположение мебели и характер движения.
Ваш новый камин будет иметь большое влияние на вашу комнату. Создайте простой макет, чтобы почувствовать, сколько места он занимает, и увидеть, как угловое размещение повлияет на расположение мебели и характер движения.
 м/т
м/т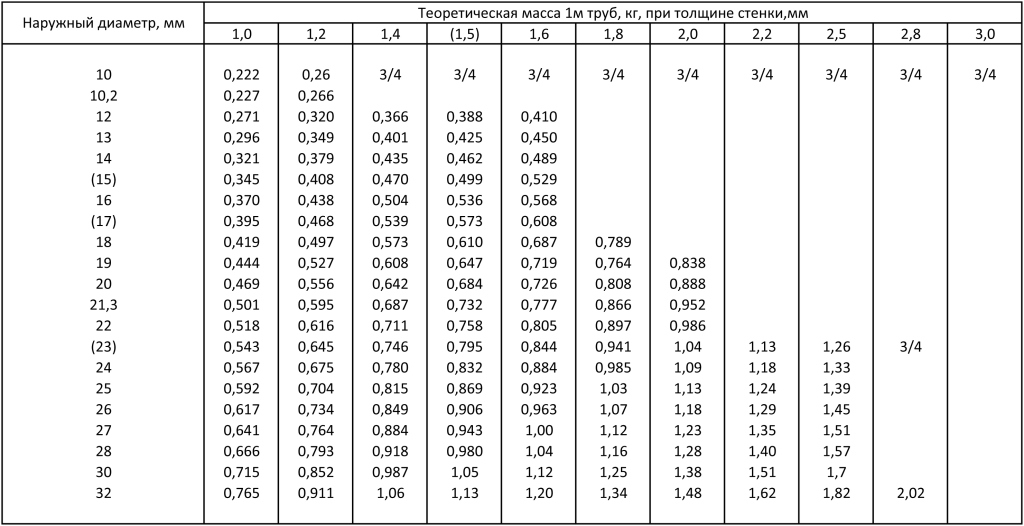 Изм
Изм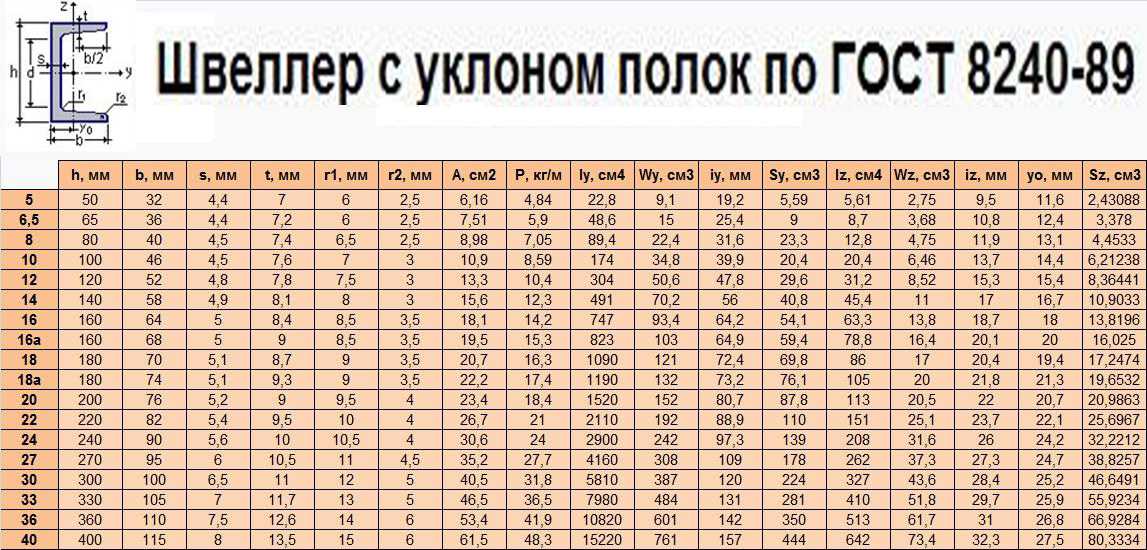 (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²)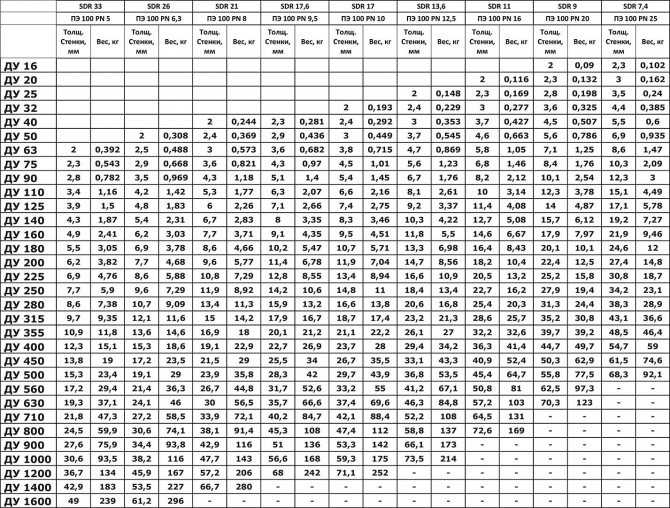 м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т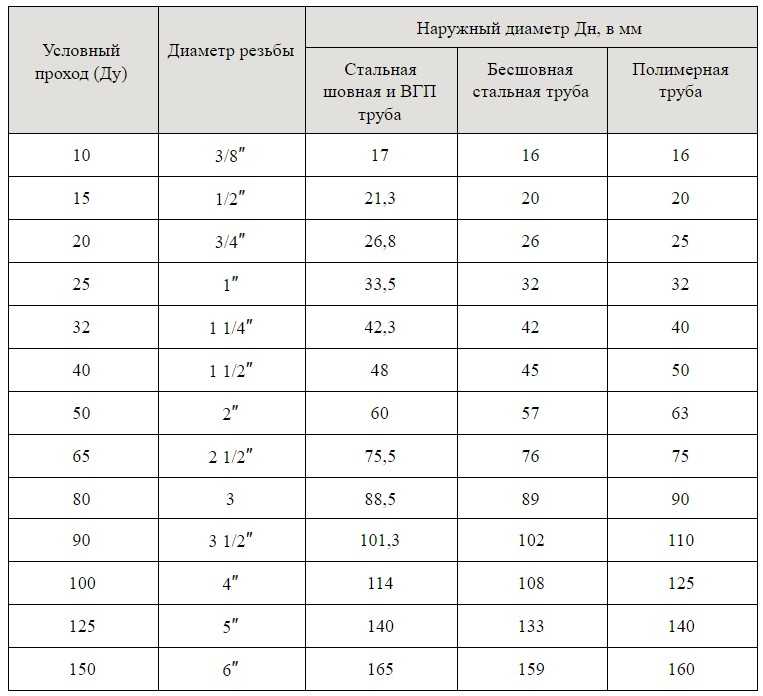 Изм
Изм (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т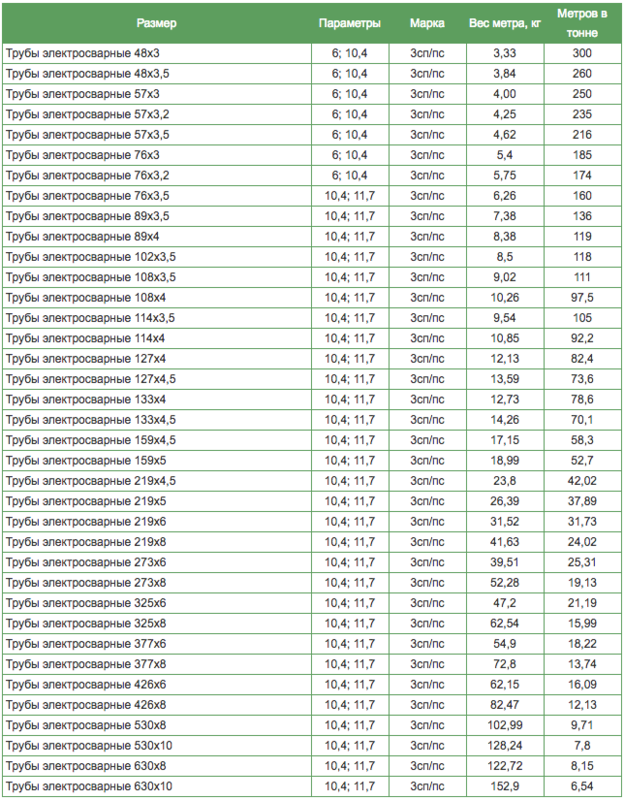 Изм
Изм (мм²)
(мм²) м/т
м/т 31 в наличии
31 в наличии
 45 в наличии
45 в наличии
 22 в наличии
22 в наличии
 т. фон 10м*1,06м серый
т. фон 10м*1,06м серый д. в буровом растворе. Следовательно, Коэффициент плавучести — это значение, которое нам необходимо знать и уметь вычислять это значение. Пожалуйста, следуйте приведенным ниже формулам для расчета коэффициента плавучести в различных единицах веса бурового раствора, фунтах на галлон и фунтах/футах 3 .
д. в буровом растворе. Следовательно, Коэффициент плавучести — это значение, которое нам необходимо знать и уметь вычислять это значение. Пожалуйста, следуйте приведенным ниже формулам для расчета коэффициента плавучести в различных единицах веса бурового раствора, фунтах на галлон и фунтах/футах 3 .
 Вес струны в воздухе 350 кг.
Вес струны в воздухе 350 кг.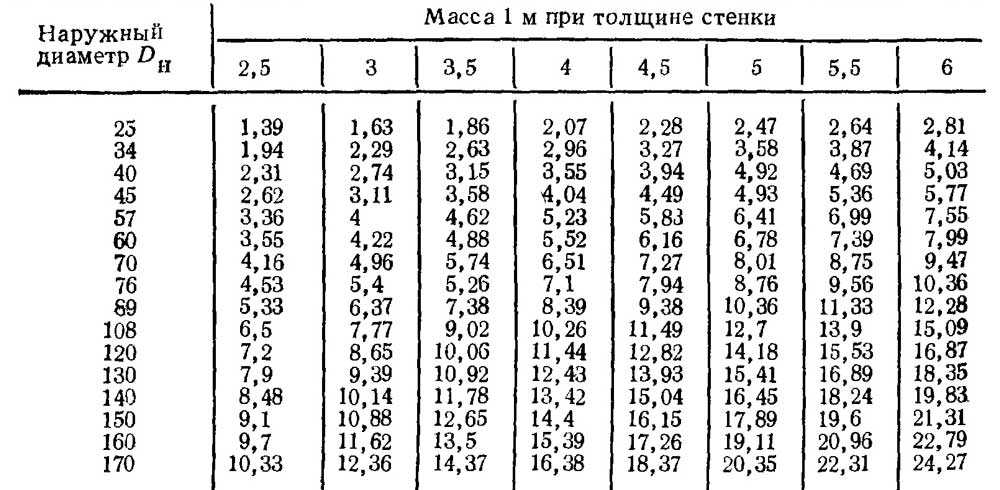


 Любое препятствие, размещенное в этом отверстии, не может быть закреплено каким-либо образом , за исключением , оно может быть зашнуровано, сшито или иным образом перекрыто с помощью одного отрезка необработанного джутового шпагата, сизалевого шпагата или необработанной стальной проволоки диаметром 20 калибра или меньше только с узлами на каждом конце и не завязывались и не обматывались более одного раза вокруг одного сетчатого стержня. Когда шпагат или проволока изнашиваются, отверстие в боковой стенке ловушки больше не будет загораживаться; или
Любое препятствие, размещенное в этом отверстии, не может быть закреплено каким-либо образом , за исключением , оно может быть зашнуровано, сшито или иным образом перекрыто с помощью одного отрезка необработанного джутового шпагата, сизалевого шпагата или необработанной стальной проволоки диаметром 20 калибра или меньше только с узлами на каждом конце и не завязывались и не обматывались более одного раза вокруг одного сетчатого стержня. Когда шпагат или проволока изнашиваются, отверстие в боковой стенке ловушки больше не будет загораживаться; или


 Надлежащим образом маркированные буи или поплавки считаются действительными бирками снаряжения.
Надлежащим образом маркированные буи или поплавки считаются действительными бирками снаряжения.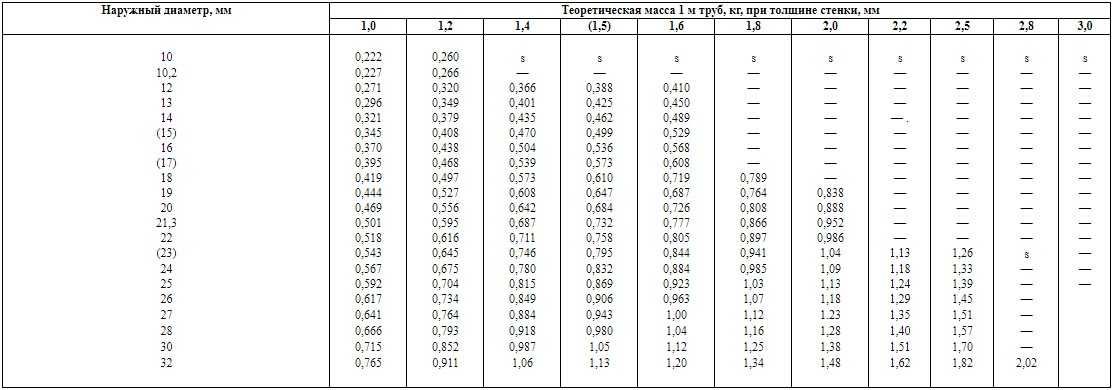 К. Плотина Фишера до плотины Белл-стрит
К. Плотина Фишера до плотины Белл-стрит
 На буй должна быть прикреплена бирка снаряжения, действительная только в течение 6 дней.
На буй должна быть прикреплена бирка снаряжения, действительная только в течение 6 дней.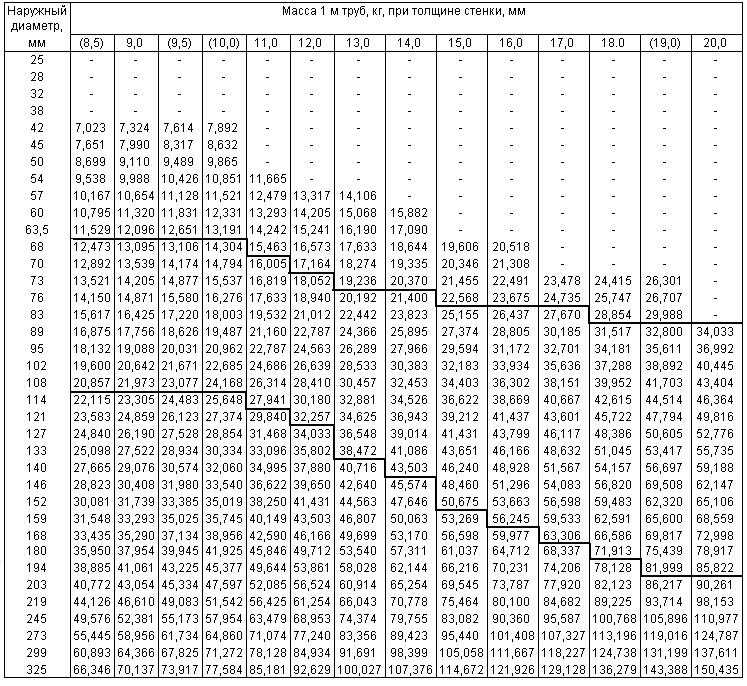 Только в этой области искусственные приманки не могут содержать или прикреплять целые или частичные, живые или мертвые организмы, такие как рыба, раки, насекомые (личинки, личинки или взрослые особи) или черви, любой другой животный или растительный материал или синтетические душистые вещества. материалы. Это не запрещает использование искусственных приманок, содержащих компоненты волос или перьев. Владение радужной и коричневой форелью во время ловли рыбы с помощью любого другого устройства в той части реки Гваделупе, которая определена в этом параграфе, является правонарушением.
Только в этой области искусственные приманки не могут содержать или прикреплять целые или частичные, живые или мертвые организмы, такие как рыба, раки, насекомые (личинки, личинки или взрослые особи) или черви, любой другой животный или растительный материал или синтетические душистые вещества. материалы. Это не запрещает использование искусственных приманок, содержащих компоненты волос или перьев. Владение радужной и коричневой форелью во время ловли рыбы с помощью любого другого устройства в той части реки Гваделупе, которая определена в этом параграфе, является правонарушением.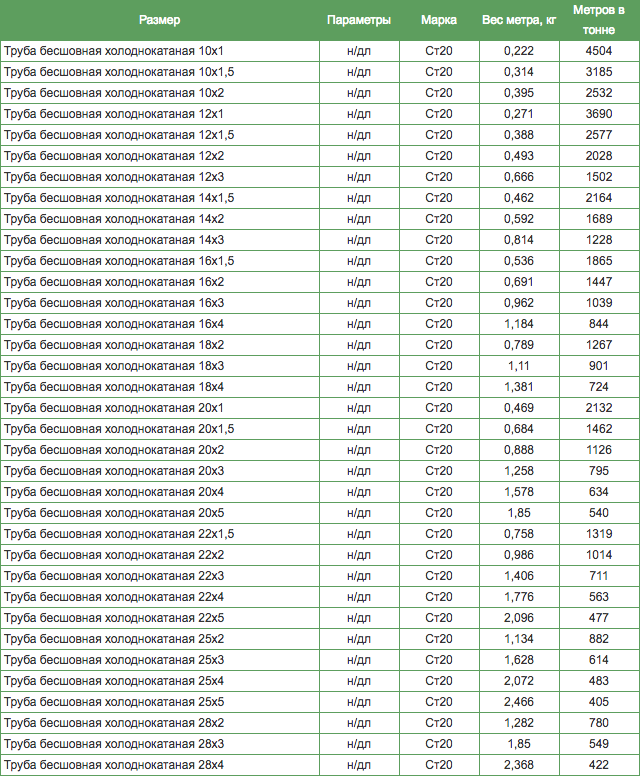 № 6.
№ 6. Все остальные поплавки должны быть желтыми. Поплавок не может находиться на расстоянии более 200 футов от паруса.
Все остальные поплавки должны быть желтыми. Поплавок не может находиться на расстоянии более 200 футов от паруса.

 Компоненты лески могут также включать вертлюги, защелки, резиновые и жесткие опорные конструкции.
Компоненты лески могут также включать вертлюги, защелки, резиновые и жесткие опорные конструкции.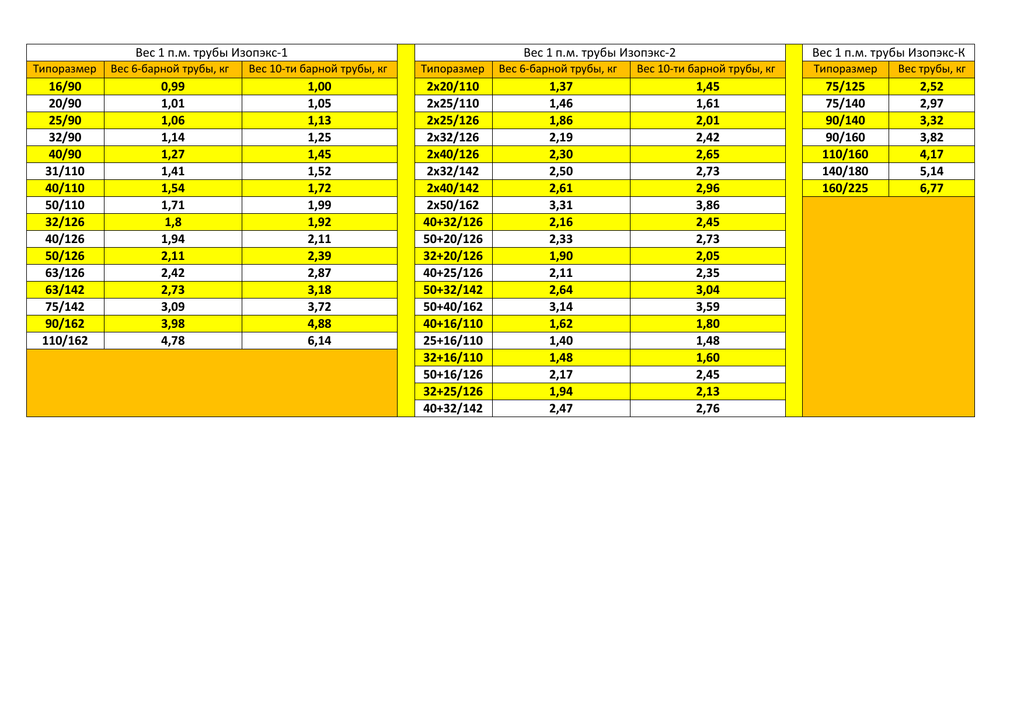



 К. Плотина Фишера до плотины Белл-стрит
К. Плотина Фишера до плотины Белл-стрит


 Если увеличить прижим деталей, то сварка будет происходить практически немедленно.
Если увеличить прижим деталей, то сварка будет происходить практически немедленно.
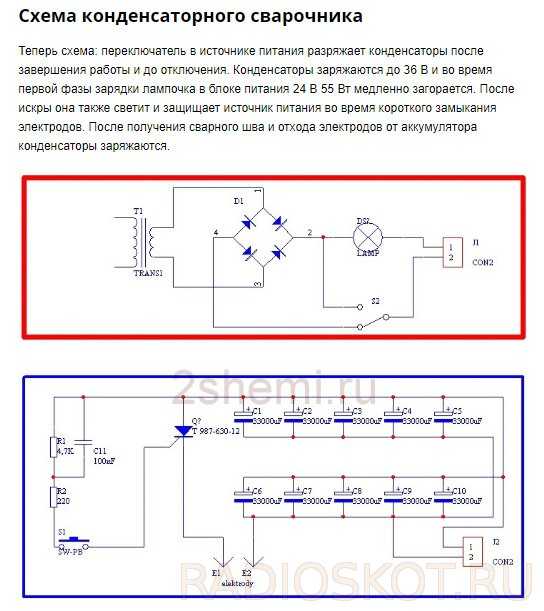
 Давление и мощность сварочного аппарата определяются выбором трансформатора. Уровень давления в местах соединения очень важен, так как от него зависит обеспечение мелкозернистой структуры металла в местах сварки. В свою очередь от этого зависит прочность сварочного шва.
Давление и мощность сварочного аппарата определяются выбором трансформатора. Уровень давления в местах соединения очень важен, так как от него зависит обеспечение мелкозернистой структуры металла в местах сварки. В свою очередь от этого зависит прочность сварочного шва. С их помощью, конечно, не получится сварить крупные детали. Однако два металлических листа толщиной в несколько миллиметров можно запросто соединить при помощи точечной сварки.
С их помощью, конечно, не получится сварить крупные детали. Однако два металлических листа толщиной в несколько миллиметров можно запросто соединить при помощи точечной сварки. Схема сборки сварочного аппарата представлена на рис. 1.
Схема сборки сварочного аппарата представлена на рис. 1.



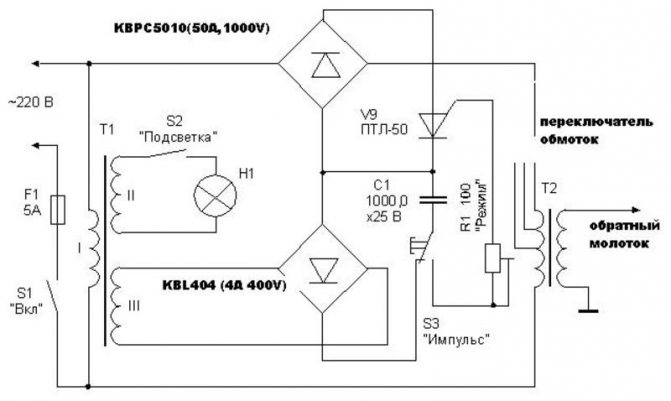
 Предусмотрена задержка начала процесса сварки, который начинается только спустя 1 секунду, для того, чтобы пользователь успел опустить зажим с электродом на свариваемый материал, а затем уже включается сварочный ток продолжительностью по времени в диапазоне 0-4 секунды, который устанавливается с помощью потенциометра. Это позволяет обеим рукам быть свободными, и даже нет необходимости в использовании ножной педали. Схема заметно отличается от обычных заводских инверторов, поэтому и решил поделиться с вами.
Предусмотрена задержка начала процесса сварки, который начинается только спустя 1 секунду, для того, чтобы пользователь успел опустить зажим с электродом на свариваемый материал, а затем уже включается сварочный ток продолжительностью по времени в диапазоне 0-4 секунды, который устанавливается с помощью потенциометра. Это позволяет обеим рукам быть свободными, и даже нет необходимости в использовании ножной педали. Схема заметно отличается от обычных заводских инверторов, поэтому и решил поделиться с вами. Многочисленные отверстия в корпусе обеспечивают пассивное охлаждение.
Многочисленные отверстия в корпусе обеспечивают пассивное охлаждение. Первый таймер установлен постоянно на 1 секунду. После этого, отпирается второй таймер, который имеет потенциометр для регулировки времени сварки, в RC-цепи. Таймер работал безупречно при моделировании, но в реальности там были проблемы и пришлось сделать небольшие изменения в схеме, которая, в свою очередь, не работает в симуляции. Предполагалось, что BT138 (12 A) слишком слаб для этой работы, но было сделано много пробных сварных швов и он все еще работоспособен.
Первый таймер установлен постоянно на 1 секунду. После этого, отпирается второй таймер, который имеет потенциометр для регулировки времени сварки, в RC-цепи. Таймер работал безупречно при моделировании, но в реальности там были проблемы и пришлось сделать небольшие изменения в схеме, которая, в свою очередь, не работает в симуляции. Предполагалось, что BT138 (12 A) слишком слаб для этой работы, но было сделано много пробных сварных швов и он все еще работоспособен. Однако, пожалуйста, используйте только заземленную розетку для вашей же собственной безопасности.
Однако, пожалуйста, используйте только заземленную розетку для вашей же собственной безопасности. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
 Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Разрядите его. Достаточно закоротить контакты стержнем отвёртки.

 Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети. Удаление окислов проводят регулярно.
Удаление окислов проводят регулярно. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Включение сварки во избежание подгорания электродов допускается при полном сжатии. Этот процесс сварки используется в основном для сварки двух или более металлических листов вместе путем приложения давления и тепла от электрического тока к области сварки.
Этот процесс сварки используется в основном для сварки двух или более металлических листов вместе путем приложения давления и тепла от электрического тока к области сварки.



 ..
.. ), идентификатор статьи: 56542, 12 страниц
), идентификатор статьи: 56542, 12 страниц  Неравномерный сварной шов и недостаточный размер куска металла являются одними из распространенных проблем, связанных с RSW. Для преодоления этих проблем в данной статье предлагается новая схема адаптивного управления. Он основан на электротермической динамической модели процесса RSW и использует принцип адаптивного управления на один шаг вперед. По сути, это контроллер слежения, который непрерывно регулирует сварочный ток, чтобы убедиться, что температура заготовок или сварного шва соответствует желаемому эталонному температурному профилю. Ожидается, что предложенная схема управления снизит потребление энергии на 5% или более на сварку, что может привести к значительной экономии энергии для любого применения, требующего большого количества точечных сварных швов. Подробно обсуждаются этапы проектирования. Также представлены результаты некоторых имитационных исследований.
Неравномерный сварной шов и недостаточный размер куска металла являются одними из распространенных проблем, связанных с RSW. Для преодоления этих проблем в данной статье предлагается новая схема адаптивного управления. Он основан на электротермической динамической модели процесса RSW и использует принцип адаптивного управления на один шаг вперед. По сути, это контроллер слежения, который непрерывно регулирует сварочный ток, чтобы убедиться, что температура заготовок или сварного шва соответствует желаемому эталонному температурному профилю. Ожидается, что предложенная схема управления снизит потребление энергии на 5% или более на сварку, что может привести к значительной экономии энергии для любого применения, требующего большого количества точечных сварных швов. Подробно обсуждаются этапы проектирования. Также представлены результаты некоторых имитационных исследований. Введение между парой электродов. Затем через электроды пропускают сварочный ток, вызывая резистивный нагрев металлических заготовок и образование сварного шва или наггета, как показано на рис. 1. Образование сварного шва сильно зависит от электрических и термических свойств листа. и материалы покрытия [1] . Поскольку контактное сопротивление вблизи поверхности обшивки намного выше, чем сопротивление листов и электродов, большая часть нагрева концентрируется вблизи поверхности обшивки, вызывая плавление и образование наггетсов 9.0003
Введение между парой электродов. Затем через электроды пропускают сварочный ток, вызывая резистивный нагрев металлических заготовок и образование сварного шва или наггета, как показано на рис. 1. Образование сварного шва сильно зависит от электрических и термических свойств листа. и материалы покрытия [1] . Поскольку контактное сопротивление вблизи поверхности обшивки намного выше, чем сопротивление листов и электродов, большая часть нагрева концентрируется вблизи поверхности обшивки, вызывая плавление и образование наггетсов 9.0003
 Сети (NN) [9] [10] или комбинация Fuzzy и NN [11]. Основным недостатком этих методик является то, что они не учитывают тепловую динамику процесса УВР, т.е. не используют динамические модели, управляющие теплообменом и самородкообразованием в процессе УВР. Кроме того, эти системы не учитывают любые изменения процесса сварки, такие как различия в материалах покрытия, деградация электрода и колебания силы сварки.
Сети (NN) [9] [10] или комбинация Fuzzy и NN [11]. Основным недостатком этих методик является то, что они не учитывают тепловую динамику процесса УВР, т.е. не используют динамические модели, управляющие теплообменом и самородкообразованием в процессе УВР. Кроме того, эти системы не учитывают любые изменения процесса сварки, такие как различия в материалах покрытия, деградация электрода и колебания силы сварки. Наконец, некоторые результаты моделирования, которые показывают производительность предложенных регуляторов, представлены и сравнены с производительностью ПИД-регулятора. Результаты моделирования показывают, что контроллеры AOSA и AWOSA способны отслеживать эталонный профиль температуры, когда параметры сварки неизвестны, а также снижать энергию, необходимую для выполнения сварки, на 6%.
Наконец, некоторые результаты моделирования, которые показывают производительность предложенных регуляторов, представлены и сравнены с производительностью ПИД-регулятора. Результаты моделирования показывают, что контроллеры AOSA и AWOSA способны отслеживать эталонный профиль температуры, когда параметры сварки неизвестны, а также снижать энергию, необходимую для выполнения сварки, на 6%. Для упрощенной модели самородка, показанной на рис. 2, тепловой баланс можно описать следующими уравнениями:
Для упрощенной модели самородка, показанной на рис. 2, тепловой баланс можно описать следующими уравнениями:
 4в)
4в) Кроме того, предполагается, что большая часть нагрева происходит вблизи поверхности обшивки из-за ее высокого контактного сопротивления. Размер заготовок предполагается бесконечным в радиальном направлении, а форма самородка принимается в виде диска, растущего радиально и аксиально в тех же пропорциях. Номинальный диаметр самородка принимается равным, где L — толщина листа.
Кроме того, предполагается, что большая часть нагрева происходит вблизи поверхности обшивки из-за ее высокого контактного сопротивления. Размер заготовок предполагается бесконечным в радиальном направлении, а форма самородка принимается в виде диска, растущего радиально и аксиально в тех же пропорциях. Номинальный диаметр самородка принимается равным, где L — толщина листа. Эти параметры могут варьироваться от сварки к сварке, и в большинстве случаев у нас нет предварительных сведений о значениях параметров. В связи с этим мы предлагаем использовать адаптивные контроллеры OSA и WOSA.
Эти параметры могут варьироваться от сварки к сварке, и в большинстве случаев у нас нет предварительных сведений о значениях параметров. В связи с этим мы предлагаем использовать адаптивные контроллеры OSA и WOSA.
 Чтобы решить эту потенциальную проблему, контроллер AWSA обсуждается ниже.
Чтобы решить эту потенциальную проблему, контроллер AWSA обсуждается ниже. Большой, с другой стороны, снижает усилия по контролю за счет точности отслеживания.
Большой, с другой стороны, снижает усилия по контролю за счет точности отслеживания. В основном такая кривая характеризуется быстрым подъемом температуры до точки плавления, плавлением заготовок на участке соприкасающейся поверхности, что вызывает небольшое падение температуры, с последующей зоной охлаждения, возникающей в результате снятия сварочного тока. Фактическая температура заготовки измеряется во время цикла сварки с использованием соотношения, описываемого уравнением (1f). В зависимости от сигнала ошибки отслеживания сварочный ток регулируется таким образом, чтобы уменьшить температурную ошибку.
В основном такая кривая характеризуется быстрым подъемом температуры до точки плавления, плавлением заготовок на участке соприкасающейся поверхности, что вызывает небольшое падение температуры, с последующей зоной охлаждения, возникающей в результате снятия сварочного тока. Фактическая температура заготовки измеряется во время цикла сварки с использованием соотношения, описываемого уравнением (1f). В зависимости от сигнала ошибки отслеживания сварочный ток регулируется таким образом, чтобы уменьшить температурную ошибку.
 Также мы видим, что ПИД-регулятор требует больше энергии для сварки по сравнению с AOSA и AWOSA.
Также мы видим, что ПИД-регулятор требует больше энергии для сварки по сравнению с AOSA и AWOSA.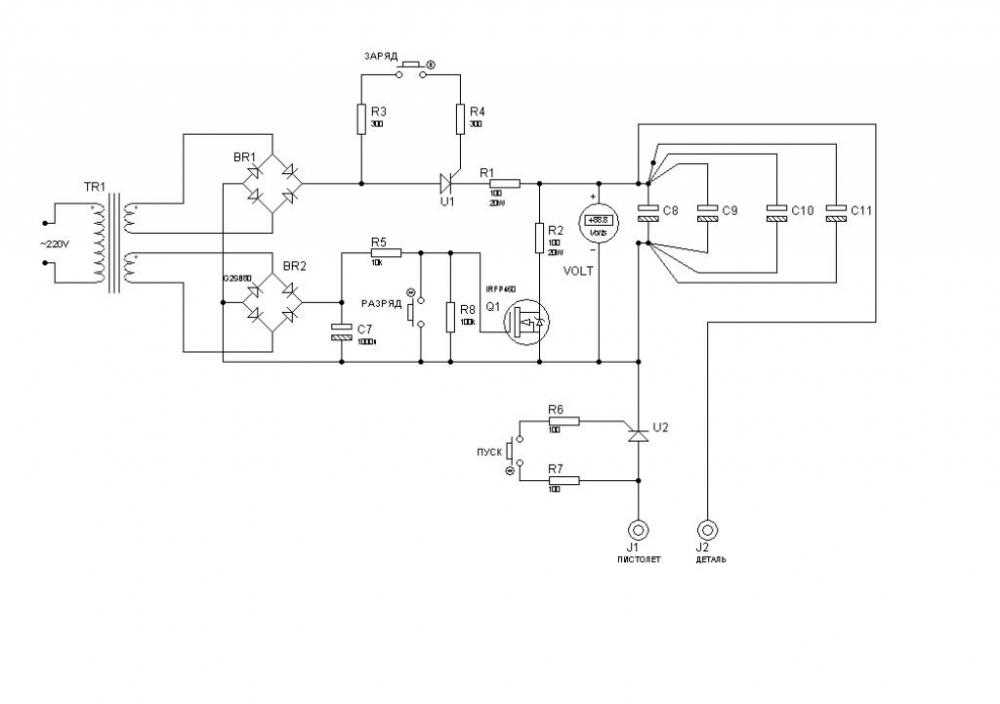 Профиль температуры на выходе достаточно хорошо соответствует желаемому профилю температуры во время стадии нагрева до точки плавления. Кроме того, мы видим, что общая энергия, необходимая для выполнения сварки с использованием AWSA, снижается на 6% по сравнению с ПИД-регулятором. Это может привести к значительной экономии энергии для приложений, требующих большого объема точечной сварки, таких как производство автомобилей.
Профиль температуры на выходе достаточно хорошо соответствует желаемому профилю температуры во время стадии нагрева до точки плавления. Кроме того, мы видим, что общая энергия, необходимая для выполнения сварки с использованием AWSA, снижается на 6% по сравнению с ПИД-регулятором. Это может привести к значительной экономии энергии для приложений, требующих большого объема точечной сварки, таких как производство автомобилей.
 Труды SICE, Токусима, 29-31 июля 1997 г., 898-994.
Труды SICE, Токусима, 29-31 июля 1997 г., 898-994. В., Джоу, М. и Ли, К.Дж. (1995) Интеллектуальная система управления контактной точечной сваркой с использованием нейронной сети и нечеткой логики. Труды IAC, Орландо, октябрь 1995 г., 1757–1763 гг. http://dx.doi.org/10.1109/ias.1995.530518
В., Джоу, М. и Ли, К.Дж. (1995) Интеллектуальная система управления контактной точечной сваркой с использованием нейронной сети и нечеткой логики. Труды IAC, Орландо, октябрь 1995 г., 1757–1763 гг. http://dx.doi.org/10.1109/ias.1995.530518