Нержавеющая сталь – это разновидность легированной стали, устойчивость к коррозии которой достигается за счет содержания не менее 10,5% хрома и низкого содержания углерода. В присутствии кислорода образуется оксид хрома, который создает на поверхности стали инертную пленку, защищающую все изделие от неблагоприятных воздействий. Легированная (нержавеющая) сталь отличается высокими характеристиками коррозионной стойкости, устойчивости к агрессивным средам, пластичности и прочности. Она применяется для производства самой разнообразной продукции – от медицинских инструментов до крупных строительных конструкций.
«Нержавейка» — это обобщенное название сталей с повышенной стойкостью к коррозии, но не каждая марка нержавеющей стали демонстрирует равную устойчивость хромоксидной пленки к механическим и химическим повреждениям. Под разные задачи путем комбирирования легирующих элементов и их % состава, были разработаны специальные марки нержавеющей стали и сплавов. Классификация нержавеющих сталей немного отличается в зависимости от стран, но в целом схожа и построена на одних принципах. Исходя из химического состава, свойств и внутренней структуры металла выделяют такие типы:
Ферритные. Данная группа сталей характеризируется высоким содержанием хрома, обычно более 20%. Поэтому иногда этот тип называют хромистым. Такой химический состав способствует высокой устойчивости к агрессивной внешней среде. Сплавы этой группы обладают магнитными свойствами. Стали ферритной группы относительно дешевые, широко используются в промышленности, уступая лишь аустенитным.
Аустенитные. Группа противокоррозионных сплавов, которые отличаются высоким содержанием хрома и никеля. За счет этого они отличаются повышенной прочностью и гибкостью в сравнении с аналогами. Также легко поддаются сварке и устойчивы к коррозии. Наиболее широко используемые в промышленности. Относятся к немагнитным металлам.
Мартенситные. Особый тип нержавеющих сплавов. Отличается повышенной прочностью и износоустойчивостью. Не подвержены воздействию высоких температур, при этом содержат минимальную часть вредных компонентов, которые не выделяют паров при интенсивном нагреве. К этой группе относят жаропрочную коррозионностойкую сталь.
Комбинированные. Особый тип стали, комбинирующий свойства вышеуказанных групп. Такие инновационные стали разрабатываются индивидуально в зависимости от требуемых заказчиком свойств. На сегодняшний день выделяют аустенитно-ферритные и аустенитно-мартенситные стали.
Российский рынок металла предлагает различные марки нержавеющей стали для применения в нефтегазовой, химической, пищевой, энергетической и др. отраслях промышленности и представлен несколькими крупными «игроками», такими как ГК “ФЕРРИТ”, металлоторговая компания “Континенталь”, группа компаний “Илеко”, “Глобус-Сталь” , которых ООО «Инициатива» может рекомендовать исходя из опыта поставок, и множеством мелких компаний. Ниже приведены марки нержавеющей стали, наиболее часто используемые в химическом машиностроении (российские марки стали иихзарубежные аналоги :
08Х13, (0Х13 ЭИ496, AISI 409) – это сталь удачно сочетает сразу несколько важных параметров, такие как высокая прочность и хорошие механические свойства, повышенная устойчивость к воздействию климатической коррозии легкость обработки, пластичность, возможность использовать для обработки несколько вариантов – вытяжку, штамповку, перфорацию. При этом данная сталь имеет серьёзные ограничения по применению — из неё производят изделия, не испытывающие в процессе своей эксплуатации ударные нагрузки, а также воздействие низких температур, например, внутренние устройства колонн.
12Х15Г9НД (AISI 201) — предоставляет значительно более выгодное соотношение цена-качество по сравнению с аналогичными по свойствам классическими марками нержавейки, так как в ней дорогой никель частично заменен на марганец и азот. Выгодно сбалансированный химический состав делает характеристики нержавейки AISI 201 не уступающими AISI 304 и AISI 321 и постепенно догоняет их по популярности. При Т>1260°С легко поддается ковке и высадке. Поковки можно охлаждать на воздухе. В холодном состоянии обрабатывается также легко . Очень прочная и пластичная при глубокой вытяжке, изгибе, штамповке и высадке. Деформационно упрочняется при холодной обработке подобно сталям типа 12Х18Н10Т. Без затруднений сваривается дуговой сваркой с использованием защитной атмосферы. Данная сталь нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
08Х18Н10, 08Х18Н9 (AISI 304) — наиболее распространённая и востребованная во всех отраслях промышленности, эта нержавейка снискала славу «пищевой», так как её химический состав и свойства делают ее наиболее подходящей для применения в пищепроме. Отличается высокой прочностью, упругостью, легко поддается сварке, показывает высокие характеристики коррозийной стойкости в агрессивных средах. Эту сталь часто выбирают для химической, фармацевтической, нефтяной и текстильной промышленности.
10Х17Н13М2 (AISI 316) – улучшенный вариант AISI 304 за счёт добавления молибдена, что повышает антикоррозионную устойчивость и способность к сохранению свойств в агрессивных кислотных средах, а также при высоких температурах. Находит применение в химической, нефтегазовой и судостроительной промышленности.
10Х17Н13М2Т, 10Х17Н13М3Т (AISI 316Тi) — эта марка стали нержавейки по сравнению с AISI 316 дополнительно легирована небольшим количеством титана, повышающего прочность материала, делающего его устойчивым к высоким температурам, а также к ионам хлора. Используется в сварных конструкциях, для изготовления лопастей газовых турбин, в пищевой и химической промышленности.
12-08Х18Н10Т (AISI 321) Нержавеющая сталь, характеристики которой обусловлены присутствием в химическом составе титана. Легко поддается сварочной обработке, устойчива к температуре до 800°С. Широко востребована для изготовления бесшовных труб, а также трубопроводных фитингов — фланцев, тройников, отводов и переходов.
06ХН28МДТ (.0Х23Н28М3Д3Т ЭИ943, AISI 904L) – сплав данной марки оптимально подходит для создания сварных конструкций, которые будут в дальнейшем эксплуатироваться при температурах до 80 °С в серной кислоте различных концентраций, за исключением 55 %-ной уксусной и фосфорной кислот.
20X23h28 (AISI 310S) — жаропрочная нержавеющая сталь хорошо поддается формоизменению и имеет хорошую свариваемость, что обуславливает ее широкое применение в производстве. AISI 310S обладает так же свойствами устойчивости к окислению в силу особенностей состава и повышенной жаропрочностью, так как выдерживает высокие температуры в различных средах. Из нее изготавливают различное оборудование для химической и нефтяной промышленности: установки для конверсии метана, пиролиза, газопроводы, камеры сгорания, а также для производства нагревательных элементов.
12Х17 (AISI 430) — это нержавейка с высоким процентом хрома и низким – углерода, что способствует высокой прочности и одновременно пластичности. Является экономичным вариантом коррозийнностойкого материала, идеален для штамповки, деформации и перфорации, хорошо гнется и сваривается. Данная сталь сохраняет свои свойства в коррозионно опасных и серосодержащих средах, устойчива к резким перепадам температуры. Используется в нефтегазовой промышленности, а также в качестве декоративного материала для отделки зданий и помещений.
Сноски
Легированные стали обозначаются путём перечисления легирующих элементов, обозначаемых буквами, с указанием после каждой буквы приблизительного процентного содержания легирующего элемента. Буквенные обозначения, в частности, следующие: Х — хром, Н — никель, А — азот, Е — селен, Т — титан, П — фосфор, Б — ниобий, В — вольфрам, Ф — ванадий, М — молибден, Г — марганец, Д — медь, Р — бор, С — кремний, Ю — аллюминий и т.д. Так Х18Н10 означает, что в этой стали около 18% хрома и около 10% никеля.
Если легирующего элемента один процент или менее, пишется только обозначающая его буква, без указания после неё процента его содержания.
Сталь конструкционная легированная: список марок, маркировка
Автор:
admin
|
21.01.2019
Содержание
1 Список марок конструкционных легированных сталей
2 Маркировка конструкционных легированных сталей
3 Узнать еще
Список марок конструкционных легированных сталей
Сталь 15Х
Сталь 20Х
Сталь 30Х
Сталь 35Х
Сталь 38ХА
Сталь 40Х
Сталь 45Х
Сталь 50Х
Сталь 15Г
Сталь 35Г
Сталь 20Г
Сталь 30Г
Сталь 40Г
Сталь 45Г
Сталь 50Г
Сталь 10Г2
Сталь 35Г2
Сталь 40Г2
Сталь 45Г2
Сталь 50Г2
Сталь 47ГТ
Сталь 18ХГ
Сталь 18ХГТ
Сталь 25ГС
Сталь 20ХГР
Сталь 30ХГТ
Сталь 15ХФ
Сталь 13ХФА
Сталь 40ХФА
Сталь 40ХМФА
Сталь 33ХС
Сталь 25ХГТ
Сталь 38ХС
Сталь 40ХС
Сталь 20ХГСА
Сталь 25ХГСА
Сталь 30ХГС
Сталь 30ХГСА
Сталь 35ХГСА
Сталь 30ХМ (30ХМА)
Сталь 35ХМ
Сталь 38ХМА
Сталь 14Х2ГМР
Сталь 20ХН
Сталь 40ХН
Сталь 45ХН
Сталь 50ХН
Сталь 20ХНР
Сталь 12ХН2(12ХН2А)
Сталь 12ХН3А
Сталь 20Х2М
Сталь 12Х2Н4А
Сталь 25Х2Н4МА
Сталь 30ХН3А
Сталь 20ХН3А
Сталь 20Х2Н4А
Сталь 38ХГН
Сталь 20ХГНР
Сталь 30ХГСН2А
Сталь 20ХН2М (20ХНМ)
Сталь 30ХН2МА
Сталь 30Х3МФ
Сталь 38Х2Ю
Сталь 38Х2Н2МА
Сталь 40ХН2МА
Сталь 40Х2Н2МА
Сталь 38Хh4MA
Сталь 18Х2Н4МА (18Х2Н4ВА)
Сталь 30ХН3М2ФА
Сталь 38ХН3МФА
Сталь 45ХН2МФА
Сталь 20ХН4ФА
Сталь 38Х2МЮА
Сталь 35ХН1М2ФА
Сталь 38Х2h4M
Сталь 34ХН1М
Сталь 30ХН2МФА
Сталь 36Х2Н2МФА
Сталь 34Хh4M
Сталь 38Х2НМ
Сталь 38Х2НМФ
Маркировка конструкционных легированных сталей
Согласно ГОСТ 4543-2016 маркировка марок конструкционных легированных сталей состоит из цифр и буквенного обозначения химических элементов. Цифры перед буквенным обозначением указывают среднюю массовую долю углеродА (С) в стали в сотых долях процента.
Химические элементы обозначены следующими буквами:
В — Вольфрам (W),
Г — Марганец (Mn),
М — Молибден (Mo),
Н — Никель (Ni),
Р — Бор (B),
С — Кремний (Si),
Т — Титан (Ti),
Ф — Ванадий (V),
Х — Хром (Cr),
Ю — Алюминий (Al).
Цифры, стоящие после букв, указывают примерную массовую долю легирующего элемента в целых единицах. Отсутствие цифры означает, что в стали содержится до 1,5% этого легирующего элемента.
Раздел: Легированная
Метки: конструкционные стали, легированная, список сталей
Iconic One Theme | Powered by WordPress
Что такое легированная сталь?
24 мая 2017 г. Обновлено: 05 августа 2021 г. автор: ИМС
Свяжитесь с нами
Время чтения: 2 м 17 с
Легированная сталь — это тип стали, легированной более чем одним элементом (легирующими элементами), которые добавляются для повышения прочности, твердости, износостойкости и ударной вязкости. Добавленные легирующие элементы, которые добавляются к основной структуре железа и углерода, обычно составляют не более 5% от состава материала легированной стали.
Преимущества легированной стали
Независимо от того, требуется ли вашему проекту повышенная коррозионная стойкость, обрабатываемость, прочность или другое качество, существует легированная сталь, обеспечивающая необходимые вам характеристики. С добавлением термической обработки легированные стали могут обеспечить широкий спектр полезных качеств, включая:
Повышенная коррозионная стойкость
Повышенная прокаливаемость
Превосходная прочность и твердость
Высоколегированная и низколегированная сталь Отличительные качества
Высоколегированная сталь имеет легирующие элементы (не включая углерод и железо), которые составляют более 8% ее состава. Эти сплавы менее распространены, потому что в большинстве сталей дополнительные элементы занимают лишь несколько процентов. Нержавеющая сталь является наиболее популярным высоколегированным сплавом с содержанием хрома не менее 10,5% по массе. Это соотношение придает нержавеющей стали большую коррозионную стойкость, а покрытие из оксида хрома замедляет ржавление. Между тем, низколегированная сталь лишь незначительно модифицируется другими элементами, которые обеспечивают небольшие преимущества в прокаливаемости, прочности и свободной механической обработке. При снижении содержания углерода примерно до 0,2% низколегированная сталь сохранит свою прочность и улучшенную формуемость.
Обычные легирующие элементы из стали
Когда дело доходит до стали, к основному материалу можно добавить множество различных элементов, что позволяет покупателю настраивать варианты до тех пор, пока не будет найден правильный сплав. Общие легирующие элементы включают следующее:
Марганец : При использовании в тандеме с небольшими количествами серы и фосфора стальной сплав становится менее хрупким и легче куется.
Хром : Небольшой процент (0,5% — 2%) может помочь упрочнить сплав; более высокие проценты (4% — 18%) имеют дополнительный эффект предотвращения коррозии.
Ванадий : При содержании всего 0,15% этот элемент может повысить прочность, термостойкость и общую структуру зерна. В смеси с хромом стальной сплав становится намного тверже, но при этом сохраняет формуемость.
Никель : До 5% этого легирующего элемента повышает прочность стали. При содержании свыше 12% обеспечивает впечатляющую коррозионную стойкость.
Вольфрам : Повышает термостойкость, поэтому температура плавления выше. Также улучшает структурный состав стали.
Варианты формы и материала из легированной стали
Независимо от того, ищете ли вы сталь или сплав нержавеющей стали, есть несколько вариантов материала и формы, которые стоит рассмотреть.
Профили из стального сплава
Пруток
Труба
Трубка
Лист и плита
Структурные формы
Предварительные нарезки
Профили из сплава нержавеющей стали
Бар
Трубка
Труба
Угол
Лист и плита
Обеспечение высококачественными стальными сплавами в Южной Калифорнии, Аризоне и Северной Мексике
Industrial Metal Supply — крупнейший в Саутленде поставщик всех типов стальных сплавов, металла и аксессуаров для металлообработки, включая продукты для защиты от ржавчины. Свяжитесь с нашим отделом продаж, чтобы получить продукты и услуги из металлов мирового класса уже сегодня. Ознакомьтесь с темами нашего блога по стали, чтобы узнать больше о стальных сплавах сегодня.
Предыдущий пост: Как согнуть листовой металл
Следующая запись: Марки стали
Избранные категории
Защита от ржавчины Основы работы с металлом Как работать с сериями Металлические профили Отраслевые справочники Металлы
Другие категории
Свяжитесь с нами
Получайте ежемесячные обновления от IMS! Войдите в систему или используйте форму ниже, чтобы начать получать обновления.
Имя *
Фамилия *
Электронная почта *
Компания
Получать обновления
Легированная сталь: свойства, обработка и применение
Легированная сталь — класс стали, в который помимо углерода легируют другими элементами в количестве от 1 до 50 мас. %, которые используются для повышения различных свойств материала [1].
Эти элементы обычно включают марганец, никель, хром, молибден, ванадий, кремний и бор. Менее распространенные элементы включают алюминий, кобальт, медь, церий, ниобий, титан, вольфрам, олово, цинк, свинец и цирконий.
Здесь вы узнаете:
Виды легированной стали
Свойства легированной стали
Производство и обработка легированной стали
Применение и области применения легированной стали
Типы легированной стали
Существует несколько подкатегорий легированной стали. К ним относятся:
Низколегированные стали обычно содержат менее 8 мас.% нежелезных элементов, тогда как высоколегированные стали содержат более 8 мас.% нежелезных элементов [2]. Оба обычно имеют превосходные механические свойства по сравнению с углеродистыми сталями [3].
Узнайте больше о различных типах стали здесь:
Нержавеющая сталь: свойства, производство, примеры и применение
Усовершенствованная высокопрочная сталь: номенклатура, марки и области применения
Мартенситно-стареющая сталь: свойства, обработка и применение
Свойства легированной стали
Легированные стали могут содержать широкий спектр элементов, каждый из которых может улучшать различные свойства материала, такие как механическая термостойкость и коррозионная стойкость. Элементы, добавляемые в небольших количествах, менее примерно 5 мас.%, имеют тенденцию улучшать механические свойства, например повышать прокаливаемость и прочность, тогда как более крупные добавки до 20 мас. % повышают коррозионную стойкость и стабильность при высоких или низких температурах [2].
Влияние добавления различных элементов в сталь, наряду с типичными количествами в весовых долях, обобщено в таблице ниже [2].
Увеличивает прочность при сохранении пластичности, способствует мелкозернистой структуре
В целом, по сравнению с углеродистыми сталями, легированные стали обладают повышенной прочностью, пластичностью и ударной вязкостью. Однако недостатки заключаются в том, что легированные стали обычно имеют более низкую обрабатываемость, свариваемость и формуемость.
Производство и обработка
Методы легирования и обработки легированной стали зависят от желаемого результата. Необходимая комбинация элементов сначала сплавляется в печи при температуре свыше 1600°C в течение 8-12 часов. Затем сталь отжигают при температуре свыше 500°C для удаления примесей и изменения физических и химических свойств [4].
Затем прокатная окалина (смесь оксидов железа), образующаяся в процессе отжига, удаляется с поверхности стали плавиковой кислотой перед повторением процесса отжига и удаления окалины. Наконец, сталь плавится и отливается для прокатки и придания окончательной формы.
Области применения и примеры
Поскольку термин «легированная сталь» охватывает множество типов стали, область его применения широка.
Низколегированные стали используются в самых разных отраслях промышленности благодаря их исключительной прочности, обрабатываемости, экономичности и доступности. Они обнаружены в военных транспортных средствах, строительной технике, кораблях, трубопроводах, сосудах под давлением, буровых платформах и в конструкционных элементах. Примеры включают HY80 и HY100.
Высоколегированные стали могут быть дорогими в производстве и сложными в обработке. Тем не менее, их превосходная твердость, ударная вязкость и коррозионная стойкость делают их идеальными для конструкционных компонентов, автомобильной промышленности, химической обработки и энергетического оборудования. Примеры высоколегированных сталей включают марки HE, HF, HH, HI, HK и HL.
[1] R. Elliott, Cast Iron Technology. Баттервортс, 1988, с. 1
[2] Дж. Т. Блэк и Р. А. Кохсер, Материалы и процессы ДеГармо в производстве, 12-е издание.
Приспособления из фанеры — станки, люнеты, прижимы и струбцины
Приспособления из фанеры — станки, люнеты, прижимы и струбцины
О компании
Новости и статьи
Оплата и доставка
Контакты
Древесина, фанера и пиломатериалы со склада в Москве оптом и в розницу
Итого всего:
Итого к оплате:
Перейти в корзину Оформить заказ
Ваша корзина покупок пуста.
Фанера — универсальный материал, использующийся в строительстве, мебельном и транспортном производстве, других отраслях промышленности. Из нее можно изготовить много полезных приспособлений и даже целых станков. Самодельные фанерные установки уступают по производительности промышленным аналогам, но они обладают низкой себестоимостью, а их функционала вполне хватает для работы в мелкой мастерской.
Столешницы и станки из фанерных листов
Фанера — отличный материал для изготовления верстака. Для этого подходят устойчивые к воде листы. Хорошим выбором будет ФСФ или ламинированная ФОФ фанера. Из нее также можно изготовить функциональные столешницы для станков или сами станки. Например:
Ручной фрезерный станок. Для него нужна фанера толщиной 20 мм, барашковые гайки, стальные втулки и дрель. Устройство подходит для обточки торцов или проделывания пазов.
Ленточный шлифовальный станок. В движение лента приводится с помощью дрели. Из фанерного листа изготавливается основание и подставка для дрели, столешница для обрабатываемых заготовок, ведущие и ведомые ролики. Дополнительно потребуются закрытые подшипники, гайки, болты и шурупы, набор шлифлент.
Лобзиковый станок. Стойка, стрела и столешница изготавливаются из фанерных листов. В качестве привода можно использовать электрический лобзик. Такой станок позволяет достичь максимальной точности при вырезании фигурных элементов.
Совет! Для изготовления долговечных станков используйте только качественную фанеру 1 сорта. А для повышения ее водостойкости покройте ее лаком или краской.
Другие приспособления из фанеры
Из фанеры получаются функциональные прижимы и опоры для станков. К ним относятся:
Люнет. Так называется опора, используемая для повышения точности обработки заготовок на шлифовальном или токарном станке. Из фанеры вырезают только корпус. В него вставляют выдвигающиеся гильзы, в которые закрепляют вилки, оснащенные вращающимися роликами цилиндрической формы.
Струбцина. Это вспомогательное устройство, предназначенное для жесткой фиксации обрабатываемых заготовок. Состоит из скобы и винта, который регулирует силу зажима. Из фанеры изготавливается только скоба инструмента.
Универсальные прижимы для верстака. Для зажима обрабатываемых на верстаке деталей удобно использовать прижимные скобы и планки из фанеры. Они крепятся к столу болтами и регулируются гайками-барашками.
Из фанеры также можно изготовить другие приспособления. Это могут быть те же гайки-барашки из куска фанерного листа и вкрученного в него винта, столярные тиски, точилка для ножей, ножниц и других острых предметов. Главное в этом деле — изобретательность и наличие навыков работы с фанерой, инструментами.
Мы перезвоним Вам в течение 5 минут.
Калькулятор
Хотите сделать заказ в один клик?
Введите пожалуйста номер телефона.
Спасибо за заявку, скоро мы с Вами свяжемся.
Вы первыми узнаете о поступлении товара!
Спасибо за заявку, мы обязательно с Вами свяжемся!
Работа с фанерой — способы соединения фанерных деталей
Перекрестное расположение слоев в структуре фанеры делает листовой материал более стойким к короблению в сравнении с обычными щитами древесины. Но эти слои осложняют работу с фанерой — скрепление деталей встык. Рассмотрим проверенные способы соединения заготовок из фанеры своими руками.
Применение монтажных угольников для соединения деталей из фанеры.
Сделайте своими руками из кусков ДСП несколько различных по размерам комплектов этих простых приспособлений и используйте их при сборке крупных и мелких изделий.
Распилите по диагонали квадратную заготовку размерами 290х290 мм.
Изготовление монтажных угольников для соединения деталей из фанеры.
Разметьте на уголках вырезы под струбцины и выпилите лишний материал.
Подготовьте боковые планки и сделайте в них раззенкованные отверстия.
Закрепите уголок на верстаке, подложив под него подходящие по толщине подкладки. Закрутите шурупы, высверливая направляющие отверстия.
Обрежьте прямой угол на стыке планок, чтобы при сборке он не мешал плотной подгонке деталей.
Готовый монтажный угольник для соединения фанерных деталей.
Сделать монтажный угольник своими руками также можно из толстой фанеры. Боковые планки здесь не нужны, прочности материала хватит для закрепления струбцинами непосредственно в торец приспособления.
Чертеж монтажного угольника из фанеры.
Четыре способа скрепления деталей из фанеры
Различные методы стыковки фанерных деталей под прямым углом различаются по сложности изготовления и по надежности получаемого соединения.
Просто встык
Листы фанеры проще всего скрепить встык на клей и шурупы. Прочности такого соединения достаточно для многих мебельных блоков, особенно если конструкция усиливается фасадной обвязкой или прижимается к соседним модулям.
Крепление фанерных деталей встык.
Паз по ширине детали
Надежный и несложный в изготовлении соединительный узел крепко фиксирует детали благодаря трем склеиваемым плоскостям. Изделия из фанеры, скрепленные качественно подогнанными пазами, служат десятилетиями.
Крепление фанерных деталей в паз по ширине.
Для изготовления пазового углубления используется циркулярная пила или фрезерная машина по дереву. В углах такое соединение следует усиливать деревянной рамой или саморезами.
Гребень и паз
Крепкое стыковочный узел, состоящий из паза в вертикальной панели и гребня на горизонтальном листе фанеры. Идеально подходит для углов, а максимум прочности достигается расположением гребня снизу полки.
Крепление фанерных деталей «гребень и паз».
Формирование гребня и вырезку паза лучше производить ручным фрезером.
Два паза и рейка
Соединение деталей из фанеры рейкой, вставляемой в пазы, будет лучшим решением для скрепления листов нестандартной и неравномерной толщины.
Крепление фанерных деталей по схеме «два паза и рейка».
Чтобы заготовки скреплялись прочно, промазывайте клеем оба паза.
Как сверлить направляющие отверстия под шурупы
Научитесь предотвращать растрескивание фанеры, делая правильные отверстия под крепеж. Традиционные шурупы, имеющие сужающийся стержень, требуют высверливания монтажного углубления для гладкой части и направляющего канала для резьбовой, плюс ещё нужно заглублять шляпку. Выполняйте эти операции за один подход комбинированным сверлом с зауженным наконечником и регулируемым зенкером.
Схема сверления отверстия под традиционные шурупы.
Совет. Латунные шурупы заворачивайте по резьбе, выполненной в направляющем отверстии стальным винтом такого же размера.
У современных шурупов стержень прямой и верхняя часть тоньше резьбы, поэтому для них не нужно монтажное углубление. Высверливать направляющие отверстия удобно той же комбинированной оснасткой, но с обычным сверлом, подбираемым для каждого калибра шурупов.
Схема сверления отверстия под современные шурупы.
Саморезы со сверлящим наконечником и зенкующими ребрами на головке, позволяющие обходится без предварительного рассверливания в мягкой древесине, при закручивании вдоль слоев фанеры часто дают расколы. Не рискуйте и не тратьте времени на замену треснувшей заготовки – делайте отверстия даже под шурупы со сверлом хотя бы наполовину глубины и особенно вблизи кромок и торцов.
Совет.Рассчитывайте усилие затягивания, подбирая подходящий режим шуруповерта. Лучше оставить шляпку немного торчащей над поверхностью и довернуть отверткой.
Определять размер направляющего отверстия с точностью до долей миллиметра необязательно – это можно сделать «на глаз».
Диаметр подходит, если приложенное сверло закрывает тело шурупа, а не резьбу.
Выполняя углубления под шляпки около края фанерного листа, наклейте на место сверления малярную ленту, чтобы не разрушить верхний шпон.
При сверлении направляющих отверстий фиксируйте детали, предотвращая подвижку заготовок и как следствие – облом сверла.
Любое скрепление фанерных деталей будет аккуратным и надежным только при точной подгонке заготовок. Делайте строго перпендикулярные распилы заготовок. Всегда начинайте с изготовления паза, а потом под него подгоняйте гребень.
Бра из фанеры — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(57 релевантных результатов)
продуктов | Buffalo Veneer and Plywood.
com
Техническая информация
Buffalo Veneer имеет возможность отделки фанеры как на основе шпона, так и на основе МДФ. У нас настоящий «борт», не путать с V-образной панелью, которую мы изготавливаем сами на 1 из 2 станков для производства кромок. Одна пила зарезервирована исключительно для 1-1/2″ по центральному рисунку, а вторая пила исключительно для 3″ по центральному шаблону.
Материалы
(МДФ и шпон)!
Размеры
(Доступно с короткой/поперечной зернистостью)
Доступные толщины: (МДФ) 1/4″-3/4″. (В/Ц) 3/8″-1/2″. *Для некоторых толщин требуется минимальное количество!
Длина: 8 футов и 10 футов
Ширина: только 48 дюймов! *Нет Крупногабаритные
Применение
Фанера с бортиками не предназначена для наружного использования или в очень влажных помещениях. Серьезный риск отказа возникает при использовании для наружного применения.
Применение
Фанера с бортиками подходит для многих видов тонкой обработки дерева. Типичные области применения включают в себя широкий спектр корпусных товаров и стеновых панелей, таких как кухонные шкафы, облицовочные панели и торговое оборудование. Удерживающая способность отделки, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, а также сердцевины, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, которая оставляет поверхность в оптимальной форме для отделка. Шлифовка зернистостью 180 – 220 доступна по запросу.
Техническая информация
Эти панели могут быть изготовлены как в 2-х, так и в 3-х слойном исполнении, а также с длинными и короткими волокнами. Buffalo Veneer как на складе, так и на заказ. Следует отметить: направление волокон самого толстого компонента панели определяет преобладающее направление изгиба.
Материалы
Buffalo Veneer производит гнутую фанеру только в виде основной панели Veneer. Мы используем подложку «Лауан» или «Липа» в зависимости от предпочтений заказчика. Шпон лицевой и тыльной стороны по спецификации заказчика. Мы продаем фанеру для гибки из березы, красного дерева и красного дуба. Другие виды доступны по запросу и могут потребовать минимума.
Размеры
(Доступно с коротким зерном/поперечным зерном)
Доступные толщины: 1/8″– 3/8″
Длина: 8 футов (4×8 и 8×4) (макс. 1 /2″ для негабаритных)
Ширина: 4 фута (4×8 и 8×4) (макс. 1/2″ для негабаритных)
Применение
Гибка фанеры не предназначена для влажные места. Серьезный риск отказа возникает при использовании для наружного применения.
Использование
Гибка фанеры предпочтительна для многих видов тонкой обработки дерева. Типичные области применения включают широкий спектр корпусных товаров, таких как кухонные шкафы, стереокомпоненты, торговое оборудование и изысканная мебель. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и оборотных сторон. Наши гибочные панели не шлифуются.
Техническая информация
Эти панели изготовлены из лицевого шпона, поперечных полос и сердцевины из распиленных досок, которые затем сшиваются вместе. Количество слоев этих панелей обычно нечетное, например, 5-слойное и 7-слойное. Строительство сердечника из пиломатериалов дороже, чем сердечник из шпона, но дает больше преимуществ.
Материалы
Основы пиломатериалов Buffalo Veneer изготавливаются только в США из липы с шиповым соединением или осины с цельными боковыми балками без шипового соединения. Прочный сердечник с шиповым соединением легко доступен по запросу. Для фанеры 3/4″ стандартные стержни имеют толщину 0,605″. Поперечные полосы обычно изготавливаются из нашего специального отремонтированного шпона Lauan из-за его однородной текстуры. Толщина поперечной полосы составляет 0,05 дюйма. Шпон лицевой и тыльной стороны по спецификации заказчика. У нас всегда в наличии широкий выбор видов шпона, чтобы удовлетворить ваши потребности.
Размеры
Изготовлены в соответствии с коммерческими стандартами. (Доступно с коротким зерном/поперечным зерном)
Доступные толщины: от 1/2″ до 1-1/2″ доступны по запросу.
Длина: только панели 8 футов (можно изготовить более длинные панели из необработанного стержня с шиповым соединением) (макс. 1/2″ для увеличенного размера)
Ширина: панель 48 дюймов (макс. 1/2 дюйма для увеличенного размера)
Области применения
Наша домашняя фанера из пиломатериалов не предназначена для использования вне помещений или в очень влажных местах. Серьезный риск отказа возникает при использовании для наружного применения.
Применение
Наша фанера для внутренних пиломатериалов известна своей цепкой способностью удерживать клей, шурупы, гвозди и скобы и предпочтительна для всех видов тонкой деревообработки. Типичные области применения включают широкий спектр корпусных товаров, таких как кухонные шкафы, светильники и изысканная мебель. Он также используется производителями столярных изделий, где необходимы прочность и стабильность размеров. Удобоукладываемость сердцевины пиломатериалов оценивается очень высоко, и ее можно нарезать, просверливать и обрабатывать различными способами, чтобы удовлетворить потребности пользователя в соответствии со спецификацией. Фанера с деревянным наполнителем стабильна по размерам и используется вместо цельного пиломатериала, где существуют проблемы с усадкой, набуханием, короблением или расщеплением. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, что оставляет поверхность в оптимальной форме для отделки. Шлифовка зернистостью 180 – 220 доступна по запросу.
Техническая информация
Эти трехслойные панели изготавливаются из предварительно сформированных панелей из специально подготовленных древесных частиц среднего размера, которые склеиваются вместе под воздействием тепла и давления в качестве сердцевины, а также с использованием декоративных элементов с одной лицевой и тыльной стороны. виниры.
Материалы
Buffalo Veneer использует лучшие доступные древесно-стружечные плиты для производства фанеры PB. Мы используем сердечники плотностью 48 #, которые обладают превосходной прочностью и жесткостью, устойчивостью к деформации и обрабатываемостью, а также предлагают относительно легкий вес из-за крутого градиента плотности от сердечника к поверхности. Шпон лицевой и тыльной стороны по спецификации заказчика. У нас всегда в наличии широкий выбор видов шпона, чтобы удовлетворить ваши потребности.
Размеры
Изготовлены в соответствии с коммерческими стандартами. (Доступно с коротким зерном/поперечным зерном)
Доступные толщины: от 3/8″ до 1-1/2″ по запросу.
Длина: панель 8 футов и панель 10 футов (3/4 дюйма только в 10 футах) (макс. 1/2 дюйма для увеличенного размера)
Фанера с наполнителем из ДСП не предназначена для наружного использования или в местах с повышенной влажностью. Серьезный риск отказа возникает при использовании для наружного применения. Сердечники с огнестойкостью (FR) и без добавления карбамидоформальдегида (NAUF) также доступны по запросу.
Применение
Фанера с сердечником из древесно-стружечных плит предпочтительна для многих видов тонкой деревообработки. Типичные области применения включают широкий спектр корпусных товаров, таких как кухонные шкафы, стереокомпоненты, торговое оборудование и изысканная мебель. Фанера с сердечником из ДСП стабильна по размерам и используется вместо цельного пиломатериала, где существуют проблемы с короблением или расщеплением. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, что оставляет поверхность в оптимальной форме для отделки. Шлифовка зернистостью 180 – 220 доступна по запросу.
Техническая информация
Эти трехслойные панели изготовлены из предварительно сформованной панели из древесноволокнистой плиты средней плотности (МДФ) в качестве сердцевины, а лицевая и задняя стороны облицованы декоративным шпоном. Сердцевина МДФ обычно является наиболее экономичным способом изготовления фанерной панели, но при этом жертвуются многие преимущества, доступные в других типах панелей, таких как сердцевина из пиломатериалов и шпона.
Материалы
Buffalo Veneer использует сердцевины из МДФ , произведенные методом круглого дерева. Сердечники МДФ обычно изготавливаются из хвойных пород, таких как пихта и сосна. Наши сердцевины из МДФ не содержат строгальной стружки или опилок, что гарантирует вам более чистый продукт для работы. Поскольку размер волокна так хорошо контролируется, наши панели имеют равномерную плотность 48 #, что означает, что при механической обработке скорость линии может поддерживаться постоянной, а при отделке морилки и лаки равномерно впитываются и удерживаются на открытых поверхностях. Сорта и породы лицевого и тыльного шпона по спецификации заказчика. Всегда в наличии широкий выбор видов шпона.
Размеры
Изготовлены в соответствии с коммерческими стандартами. (Доступно с коротким зерном/поперечным зерном)
Доступные толщины: от 5/32″ до 1-1/4″
Длина: панели 8 футов и 10 футов (10 футов-1/4″, 7/16″, 1 /2″, только 3/4″) (макс. 1/2″ для больших размеров)
Ширина: панель 48″ (макс. 1/2″ для больших размеров)
Применение
Фанера из МДФ не предназначен для наружного использования или в очень влажных местах. Серьезный риск отказа возникает при использовании для наружного применения. Сердечники с классом огнестойкости (FR) и без добавления карбамида-формальдегида (NAUF) доступны по запросу.
Применение
Фанера с волокнистым наполнителем используется для многих видов тонкой деревообработки. Типичные области применения включают широкий спектр корпусных товаров, таких как кухонные шкафы, светильники и изысканная мебель. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, что оставляет поверхность в оптимальной форме для отделки. Шлифовка зернистостью 180 – 220 доступна по запросу.
Техническая информация
Это стандартный способ изготовления фанерных панелей, при котором лицевые стороны, поперечные полосы и внутренние слои укладываются так, что линии волокон каждого слоя шпона проходят перпендикулярно следующему. Количество слоев обычно нечетное, например, 3-слойное, 5-слойное и 7-слойное. Строительство из шпона обычно более экономично, чем строительство из бревен.
Материалы
Поперечные полосы Buffalo Veneer изготавливаются из шпона Fuma или тополя. Каждый слой тщательно проверяется и ремонтируется по мере необходимости, чтобы гарантировать использование панели практически без пустот. Внутренние слои будут различаться по толщине для достижения требуемой конечной толщины конечного продукта. — Марки и породы лицевого и тыльного шпона по спецификации заказчика. Всегда в наличии широкий выбор видов шпона.
Размеры
Изготовлены в соответствии с коммерческими стандартами. (Доступно с коротким зерном/поперечным зерном)
Доступные толщины: от 1/8″ до 1-9/16″
Длина: панели 8 футов и 10 футов (мы обрежем по запросу. Пожалуйста, запросите)
Ширина: 48 ″ панель (макс. 1/2″ для больших размеров)
Применение
Фанера с фанерным наполнителем не предназначена для наружного использования или в местах с повышенной влажностью. Серьезный риск отказа возникает при использовании для наружного применения. Сердечник без добавления карбамида-формальдегида (NAUF) доступен по запросу, пожалуйста, обращайтесь.
Применение
Фанера с фанерным наполнителем обладает прочностью и стабильностью размеров, которых нет в других изделиях из дерева, и поэтому она используется вместо пиломатериалов там, где существуют проблемы с усадкой, короблением, разбуханием или расщеплением. Он обладает отличной способностью удерживать шурупы, гвозди, клей и скобы на лицевой стороне, но механические крепления не так хорошо держатся на торцах и торцах.
Латунь — Сталь — Латунь « Калужский завод по обработке цветных металлов
ТУ 1881-004-75479902-2005 Ленты многослойные марки ЛСтЛ. Технические условия
Описание
Многослойная биметаллическая лента марки ЛСтЛ, изготавливается из низкоуглеродистой стали, плакированной с двух сторон латунью Л63.
Состав
Основа – низкоуглеродистая качественная сталь марки 08Ю с химическим составом по ГОСТ 9045.
Покрытие – латунь марки Л63 с химическим составом по ГОСТ 15527.
Толщина плакирующего слоя h2 и h5 является одинаковой для обеих сторон и составляет от 4 до 6% от толщины готовой ленты. По требованию Потребителя толщина плакирующего слоя может быть до 10% на сторону.
Классификация и сортамент
По состоянию материала:
мягкое – М
дрессированное — Д
полутвёрдое – П
твёрдое – Т
особотвёрдое – ОТ
По виду кромок:
с обрезной кромкой – О
без обрезной кромки – Н
Технические характеристики
Сорт
Толщина H, мм
Допуск по толщине, мм
Ширина B, мм
Допуск по ширине, мм
Длина, мм
Внутренний диаметр рулона Øвнутр. , мм
Масса рулона, кг
Лента
0,10 – 0,80
от (±0,005) до (±0,03)
6 – 60
(±0,2)
немерная
80 / 100 / 200 / 300 / 400
10 – 100
60 – 220
от (±0,2) до (±0,3)
50 – 500
0,81 – 1,50
от (±0,03) до (±0,035)
20 – 60
(±0,2)
немерная
300 / 400 / 500
10 – 100
60 – 220
от (±0,2) до (±0,3)
50 – 500
Полоса
0,50 – 1,50
от (±0,02) до (±0,035)
50 – 220
от (±0,2) до (±0,3)
1000 – 2000
—
—
Для лент с необрезной кромкой допуск по ширине составляет (±1,0) мм. Возможно изготовление других типоразмеров по согласованному допуску.
Механические свойства
Состояние ленты
Временное сопротивление разрыву σB, МПа
Относительное удлинениеδ, %
Мягкое (М)
290 ÷ 410
≥32
Дрессированное (Д)
320 ÷ 440
≥26
Полутвёрдое (П)
340 ÷ 470
≥20
Твёрдое (Т)
410 ÷ 570
≥8
Особотвёрдое (ОТ)
510 ÷ 640
≥2
Применение
Для производства изделий электротехнической и автомобильной промышленности, бронирования кабелей.
Отличие нержавейки от латуни — Блог ВЕСТА
В процессе покупки металлических изделий практически каждый потребитель сталкивается с необходимостью выбора: латунь или нержавеющая сталь. Оба материала характеризуются эстетической привлекательностью глянцевой гладкой поверхности, отличными технико-эксплуатационными показателями, однако различны по стоимости. Каждый из них имеет свою сферу применения, в которой он проявляет характерные свойства наилучшим образом.
Чтобы принять правильное решение: нержавеющая сталь или латунь, стоит разобраться в видах, особенностях каждого металла.
Виды нержавеющей стали
От обычной углеродистой она отличается наличием примесей, которые придают определённые характеристики: кобальта, никеля, молибдена, титана, марганца, меди и т.д.. Однако основной добавкой выступает хром, который нержавейка содержит независимо от марки. По составу она классифицируется на несколько видов:
Аустенитная. Стандартно содержит 5-15% никеля и не менее 20% хрома, что обуславливает высокую сопротивляемость коррозии.
Дуплексная. Кроме углерода, включает четвёртую часть хрома, незначительную долю азота и 1,5% никеля.
Мартенситная. Выбирая, латунь или нержавеющая сталь: что лучше по показателю прочности, предпочтение стоит отдать этому виду, так как он проходит закалку в ходе изготовления. В состав входит небольшая доля хрома (13%) и никеля (4%).
Ферритная. Наиболее мягкий, удобный в обработке тип металла с минимальным содержанием углерода. При этом процент хрома максимален и достигает 29%.
Многокомпонентная. В её состав входят небольшие доли хрома и никеля. Вид отличается значительными объёмами примесей-усилителей, например: титана, кобальта и др.
Необхідна відповідаюча високим вимогам сталь?
Вибирайте матеріал з відповідними властивостями на нашому сайті і залишайте замовлення! У нашому асортименті представлений матеріал найрізноманітнішого призначення!
Особенности
Определяя, что оптимально в каждом конкретном случае: нержавейка или латунь, важно знать преимущества первого металла, которых достаточно много.
Плюсы
Непревзойдённая стойкость к коррозии даже при эксплуатации в условиях повышенной влажности или при контакте с химически агрессивными компонентами рабочей среды;
Высочайшая прочность, сохранение формы при значительных механических нагрузках;
Длительный срок эксплуатации;
Высокие эстетические показатели без необходимости дополнительной отделки;
Широкий температурный диапазон. Возможность выдерживать нагрев до 40-1200 С в зависимости от марки металла;
Пожаробезопасность.
Минусы
Сложность обработки ввиду значительной плотности, твёрдости;
Высокая стоимость. Не зная, что лучше и дешевле латунь или нержавейка, предпочтение стоит отдать первому варианту как более доступному по цене.
Области применения нержавеющей стали
Металл широко используется при обустройстве систем централизованного отопления и водоснабжения. Из него производятся трубы, фланцы, фитинги прочие отводы из нержавеющей стали. Не менее популярен он в строительстве, где используется для изготовления водостоков, кровли, ограждений, декоративных элементов в интерьере, в автомобиле-, судо-, самолётостроении. В быту нашёл применение для производства сантехники, моек, столовых приборов, посуды и др.
В пищевой, химической промышленности вопрос: латунь или нержавеющая сталь не стоит, так как последняя отличается повышенной устойчивостью к коррозии. Это позволяет ей контактировать с химически агрессивными средами: кислотами, щелочами без повреждений. Высокая прочность определяет возможность применения для изготовления медицинских инструментов.
Виды латуни
Как и нержавейка классифицируются в зависимости от состава:
Двухкомпонентные. Состоят из меди и цинка в различном соотношении. При этом доля последнего всегда меньше и составляет до 30%. Хотя и такое содержание встречается редко. Этот вид латунного сплава называется «жёлтым». Томпак или «красная» латунь содержит 97% меди и только 3% цинка.
Многокомпонентные. Как понятно из названия, кроме базовых компонентов – меди и цинка включают дополнительные примеси: олово, свинец, кремний, марганец.
Особенности
Определяя, латунь или нержавеющая сталь: что лучше, важно учитывать и преимущества первого варианта.
Плюсы
Более доступная цена по сравнению с нержавеющей сталью;
Упругость, пластичность, обеспечивающая возможность принимать практически любые формы;
Легкость и простота обработки под действием давления;
Высокая теплоёмкость;
Отличные эстетические показатели;
Возможность выдерживать низкие температуры без ущерба для показателей прочности;
Долговечность.
Минусы
Утеря первоначального внешнего вида со временем (потемнение, появление потёртостей), особенно при длительном контакте с водой;
Существенное снижение прочности при воздействии температуры от +200 С;
Сравнительно низкая устойчивость к коррозии, поэтому при выборе хромированная латунь или нержавеющая сталь по этому показателю лидирует второй вариант;
Где применяются латунные изделия
Широкая сфера применения металла в быту, где из него изготавливаются ювелирные украшения, посуда, столовые приборы, декоративные элементы (подсвечники, сувениры, светильники, вазы и т. д.) В промышленности он используется для производства деталей, механизмов для различных видов транспорта, пружин для часов, компонентов морозильных камер, матриц для шрифтов печатного оборудования.
Не менее востребованы латунные трубы, фитинги, фасонные элементы, смесители, коллекторы при обустройстве бытовых коммуникаций: систем отопления, ГВХ и ХВС.
Что лучше: латунь или нержавейка?
Однозначного ответа на этот вопрос попросту нет, так как выбор оптимального варианта зависит от условий эксплуатации изделия. Если его применение не будет сопряжено со сложными условиями эксплуатации (температурными перепадами, механическими нагрузками, контактом с химически агрессивными веществами), можно отдать предпочтение латунному сплаву. Это обойдётся дешевле.
Если же вопрос: нержавейка или латунь встал при покупке изделия, которое в ходе использования будет подвергаться значительным нагрузкам, то не стоит экономить и лучше выбрать первый вариант. Он сохранит первоначальный внешний вид в течение длительного периода времени.
Сталь или латунь (в чем разница?)
Планируете ли вы ремонт дома, ремонт автомобиля или просто декорирование, вам может понадобиться выбирать между сталью и латунью.
Для обычного домовладельца эти два предмета ничем не отличаются, кроме цвета.
В конце концов, они оба из металлов.
Однако между сталью и латунью есть существенные различия, которые могут определить качество вашего проекта.
Вот некоторые ключевые различия между сталью и латунью.
Стальная или латунь (в чем разница?)
1. Металлический состав
Одним из основных различий между сталью и латунь является различные металлы, которые составляют все.
Понимание их физического состава может облегчить понимание их других различий.
В составе стали 99% железа и 1% углерода.
В некоторых случаях для изготовления нержавеющей стали добавляют хром.
Нержавеющая сталь — лучшая версия стали, поскольку она менее подвержена ржавчине.
Это также сильнее.
Латунь, с другой стороны, вообще не содержит железа.
Состоит из 70% меди и 30% цинка.
В некоторых случаях для придания прочности латуни также используется никель.
2. Цвет
И сталь, и латунь также имеют разные цвета.
Сталь имеет различные оттенки серого или серебристого цвета.
Может стать совсем темным или даже стать ярко-серебристым.
Несмотря на это, сталь всегда естественно имеет оттенок серого или серебристого.
Латунь имеет более широкий выбор цветов.
Поскольку латунь представляет собой здоровую смесь двух разных металлов, в некоторых случаях один металл может перекрыть окраску другого.
Если цинк преобладает над медью, то полученная латунь имеет тенденцию быть более серебристой или серой.
Если медь преобладает над цинком, то полученная латунь имеет тенденцию быть более коричневой, золотой или оранжевой.
Цветовая гамма латуни делает ее популярным выбором среди архитекторов и ювелиров.
Когда они используют никель с латунью, они часто хотят, чтобы он выглядел как поддельное золото в серьгах, кольцах и других типах украшений.
Архитекторы также любят использовать его золотистый, красный или даже оранжевый цвет для создания уникальных дизайнов дома.
Независимо от того, хотят ли они создать промышленную эстетику или просто используют латунь, чтобы подчеркнуть определенную особенность дома, цвет дает им больше гибкости в работе и дизайне.
Сталь и латунь отличаются, потому что сталь имеет только один оттенок, а латунь может быть разных цветов.
3. Коррозионная активность
Существует еще одно существенное различие между сталью и латунью в том, насколько они подвержены коррозии.
Сама по себе сталь чрезвычайно подвержена коррозии.
На самом деле железо ржавеет быстрее других металлов.
Нержавеющая сталь благодаря хромированному покрытию подвергается коррозии гораздо медленнее.
Тем не менее, он все еще подвержен коррозии.
Латунь менее подвержена коррозии.
Поскольку он не содержит железа, его металлы ржавеют не так быстро.
Хотя латунь в конечном итоге поддастся ржавчине, это займет очень много времени по сравнению со сталью.
Из-за этого многие сантехники и другие специалисты предпочитают использовать латунь при установке сантехники.
Латунь может справиться с количеством воды, протекающей через дом.
Он прослужит дольше, чем стальные трубы, а это означает, что домовладельцу придется заменять трубы гораздо реже.
Это экономит им деньги и сокращает производственные затраты, а значит, более экологично.
Однако есть один случай, когда коррозия нержавеющей стали лучше, чем у латуни.
При помещении в водоем с быстрым течением сталь работает лучше, чем латунь.
Это потому, что речь идет о физической коррозии, а не о ржавчине.
Беспокоит износ от бурлящей воды, а не воздействие воды на металл.
Латунь мягче стали и поэтому плохо переносит стремительную воду.
Нержавеющая сталь на самом деле дольше прослужит в бурлящей воде, чем латунь.
Однако в других случаях латунь может противостоять коррозии дольше, чем сталь.
4. Пластичность
Пластичность относится к способности материала изменять свою форму.
То, что обладает высокой пластичностью, может довольно легко изменить свою форму.
Если что-то не обладает большой пластичностью, оно не может так легко изменить свою форму.
Что касается стали и латуни, то сталь не обладает большой пластичностью, в отличие от латуни.
Сталь — жесткий материал.
Хорошо держит форму, что делает его идеальным для определенных применений.
Однако он бесполезен для небольших машин или приложений, потому что он не может так легко изменить свою форму.
С латунью дело обстоит иначе.
Латунь обладает высокой пластичностью.
В подходящей среде, например, при нагревании, латунь может потерять свою форму.
Это означает, что латунь не такая хрупкая, как сталь.
Примером являются автомобильные детали.
Латунь часто используется для крепежных деталей и клапанов, поскольку она может деформироваться при нагревании двигателя.
При всей этой вибрации важно, чтобы металл оставался свободным.
В противном случае он может сломаться.
Это то, что может сделать стальная застежка или клапан.
Поскольку он не гибкий, он держит форму, несмотря ни на что.
Под воздействием тепла и вибрации сталь сломается до того, как согнется.
Именно поэтому латунь используется в ювелирных изделиях чаще, чем сталь.
Во время изготовления машинам легче придать латуни желаемое украшение.
Если бы они использовали сталь, то потребовалось бы много времени и усилий, чтобы придать ей форму.
Это может привести к тому, что украшение станет дороже, чем оно на самом деле стоит.
Благодаря своей пластичности латунь может оставаться гибкой и находит широкое применение в небольших машинах, в деталях, которые нагреваются, и в ювелирных изделиях.
5. Стоимость производства
Еще одна область, в которой различаются сталь и латунь, – это стоимость их изготовления.
Сталь дешево производить.
Это потому, что железо является одним из самых распространенных металлов в мире.
Человечество веками добывало и использовало железо.
Производственный процесс максимально эффективен.
Из-за этого создание стали дешево и не занимает много времени.
Когда вы покупаете изделия из стали, они, как правило, дешевле по сравнению с другими материалами.
С латунью дело обстоит иначе.
Латунь дороже, потому что она включает добычу двух разных металлов.
Цинк и медь по-прежнему многочисленны, но не так многочисленны, как железо.
Поскольку он основан на двух разных металлах, а не на более доступном веществе, таком как железо, процесс производства более длительный и немного более сложный.
Поскольку это требует больше усилий и времени, латунь дороже стали.
При сравнении изделия из стали с изделием из латуни, в зависимости от применения изделия, латунь будет дороже стали.
6. Долговечность
Одной из областей, в которой сталь превосходит латунь, является долговечность.
Нет никаких сомнений в том, что при сравнении этих двух материалов сталь обладает более высокой прочностью, чем латунь.
Он может выдержать гораздо больше повреждений, прежде чем развалится.
При обработке хромом нержавеющая сталь имеет даже большую прочность, чем латунь.
Тем не менее, в некоторых случаях латунь обладает большей износостойкостью.
Например, при использовании в воде латунь будет иметь более высокую прочность, чем сталь.
Это потому, что латунь не подвергается коррозии так быстро, как сталь.
Он сможет дольше сохранять свою форму и форму.
Способность Латуни изгибаться также помогает ему в определенных ситуациях.
В определенных ситуациях сталь может стать хрупкой, поскольку она не может сгибаться.
В этом случае латунь будет более прочной, потому что она может согнуться и смягчить удар.
Способность стали противостоять сильному ветру, сильному течению и легким толчкам делает ее идеальным строительным материалом.
Когда архитекторы хотят, чтобы здание было долговечным, они обычно обращаются к нержавеющей стали.
7. Кислотные реакции
Другим типом коррозии, который следует учитывать, является реакция металла на растворы азотной или лимонной кислоты.
Азотная и лимонная кислоты могут сильно повредить некоторые типы металлов.
Может разъедать поверхность металла и ослаблять его.
Вот почему многие производители нефти предпочитают сталь латуни при транспортировке нефти.
Нефть содержит несколько коррозионно-активных растворов.
Эти коррозионные свойства плохо смешиваются с латунью.
Он начинает разъедать состав меди и цинка, потому что это более мягкие металлы.
Сталь, с другой стороны, лучше противостоит кислотным условиям.
Нержавеющая сталь в основном используется в нефтепродуктах, поскольку она обладает высокой устойчивостью к кислотным растворам в топливе.
Сталь и латунь отличаются тем, что сталь обладает более высокой устойчивостью к растворам азотной и лимонной кислоты.
8. Электропроводность
Еще одно различие между сталью и латунью заключается в их способности проводить электричество.
Некоторые материалы являются лучшими проводниками, чем другие.
Это означает, что материал может проводить электрический ток быстрее и эффективнее, чем другие материалы.
При сравнении стали и латуни латунь является лучшим проводником электричества.
Материалы, используемые для изготовления латуни, делают ее проводником лучше, чем сталь.
Сравнивая электрическую проводимость, ученые обнаружили, что медь является вторым самым проводящим металлом в мире.
Это означает, что электроны могут двигаться с минимальным сопротивлением.
Первое место занимает серебро как самый проводящий металл.
Поскольку латунь содержит медь, она обладает отличной проводимостью.
Однако в нем также есть цинк.
Цинк не так хорош, как проводник электричества.
Замедляет движение электронов.
Из-за этого латунь не так хороша, как медь, но лучше стали.
Железо тоже плохой проводник.
Это даже хуже цинка.
Поскольку сталь смешивает железо с углеродом, она является худшим проводником из всех распространенных металлов.
Поэтому многие электрики советуют заменить стальные провода на латунные.
Он не только может предотвратить возгорание электричества, но и значительно облегчает подачу электричества в дом.
Поскольку он требует меньше усилий от сети, в целом он потребляет меньше энергии.
Сталь и латунь отличаются тем, что латунь проводит электричество лучше, чем сталь.
9. Теплопроводность
Теплопроводность – это способность материала эффективно проводить тепло без потери собственной целостности.
При сравнении стали и латуни выигрывает латунь.
Латунь обладает высокой теплопроводностью благодаря использованию меди.
Медь может сохранять свою форму и целостность без разрушения в присутствии или отсутствии тепла.
В результате он может выдерживать очень высокие температуры.
Латунь также обладает этой способностью благодаря смеси меди и цинка.
Производители склонны использовать латунь для различных типов трубопроводов, которые нагреваются.
Сантехника, по которой подается горячая вода, является одним из наиболее распространенных применений.
В некоторых частях автомобиля также используется латунь, поскольку автомобильные двигатели могут сильно нагреваться.
Сталь также не проводит тепло.
На самом деле, он может сломаться при низких температурах.
Если у вас есть стальные трубы, которые доставляют воду в ваш дом, то всегда важно, чтобы ваш дом отапливался.
В противном случае холодная температура может сделать стальную трубу хрупкой.
Когда в хрупкой трубе создается давление, она может лопнуть.
Латунь и сталь отличаются тем, что латунь лучше проводит тепло, чем сталь.
10. Области применения
Последнее различие между сталью и латунью заключается в их применении.
Из-за металлов, используемых в их составе, каждый из них подходит для различных применений.
Поскольку сталь прочная и долговечная, ее лучше всего использовать в строительстве.
Архитекторы любят использовать сталь для изготовления каркаса мостов, домов и других зданий.
Нержавеющая сталь также используется в автомобилях.
Имеет тенденцию составлять более крупные детали и кузов автомобиля.
Все, что требует прочного, надежного и долговечного металла, как правило, делается из стали.
Когда проект меньше и требует деликатного производства, используется латунь.
Латунь — это материал, который можно легко формовать и придавать нужную форму.
Он часто используется в сантехнике, для изготовления клапанов и крепежных деталей в двигателях, и даже популярен в ювелирных изделиях и музыкальных инструментах.
Его способность проводить тепло и электричество также делает его идеальным для электрических и сантехнических работ.
Изделия из стали, как правило, большие и ориентированы на долговечность, тогда как изделия из латуни, как правило, меньше и требуют большей утонченности.
Что лучше: сталь или латунь?
Понимание различий между сталью и латунью поможет определить, что лучше для вашего проекта.
В конечном счете, вы хотите использовать сталь, когда вашему проекту требуется большая поддержка и долговечность.
Стальные листы, особенно обработанные хромом, могут служить десятилетиями.
Листы из нержавеющей стали гарантируют, что металл не станет жертвой коррозии так быстро.
Это также самый дешевый металл.
Если вы работаете с ограниченным бюджетом, то сталь будет более подходящей для этого, чем другие металлические листы.
Вы хотите использовать латунь, если выполняете какие-либо электрические, сантехнические или автомобильные работы.
Его теплопроводность и электропроводность намного выше, чем у стали, и лучше обеспечивают безопасность вашего дома.
Также лучше использовать латунь, если вы занимаетесь небольшими проектами, такими как изготовление украшений или ремонт музыкального инструмента.
Вы можете нагреть латунь горелкой или тепловой пушкой, а затем безопасно согнуть ее в нужную форму.
По мере остывания сохраняет позицию.
Наконец, вы захотите использовать латунь, если будете ремонтировать свой автомобиль.
Будь то новый клапан, застежка или даже труба, латунь — это материал, необходимый для обеспечения безопасности вашего автомобиля.
Он будет сгибаться, когда двигатель вашего автомобиля работает, чтобы гарантировать, что он не сломается, оставаясь жестким.
Что лучше: латунь или нержавеющая сталь?
Если вы пытаетесь выяснить, что лучше: латунь или сталь, важно определить, для чего вы собираетесь ее использовать.
Как правило, нержавеющая сталь служит дольше, чем латунь.
Обладает большей прочностью и кислотостойкостью.
Однако латунь обладает лучшей коррозионной стойкостью и пластичностью.
Из-за этого нержавеющая сталь имеет лучшее качество в строительстве.
Латунь лучшего качества для электрических и малых машин.
При сравнении эффективности с ценой выигрывает нержавеющая сталь.
Он служит дольше и дешевле латуни.
Заключение
Существует несколько различий между сталью и латунью, поскольку одна из них состоит из железа и углерода, а другая — из меди и цинка.
Эти свойства делают сталь более прочной и жесткой, а латунь — более проводящей и пластичной.
Оба материала являются отличными, если вы используете их для тех целей, для которых они подходят.
Разница между сталью и латунью
Существует так много металлов и сплавов, сделанных из металлов. Они используются для создания многих вещей, которые мы видим в нашей повседневной жизни и используем.
Содержание
Существует так много металлов и сплавов, сделанных из присутствующих металлов. Они используются для создания многих вещей, которые мы видим в нашей повседневной жизни и используем.
Сталь и латунь
Основное различие между сталью и латунью заключается в том, что латунь является очень пластичным металлом, что делает ее способной изгибаться в любой степени, и эта особенность помогает делать из нее такие вещи, как серьги, и т. д., а с другой стороны, металлическая сталь по своей природе не столь пластична, что не позволяет использовать ее для изготовления небольших машин.
Сплав стали представляет собой смесь углерода и железа, которая обладает такими свойствами, как высокая свариваемость. Этот сплав настолько твердый и обладает свойством, которое делает его очень пластичным.
Латунный сплав представляет собой смесь меди и цинка, свойства которой делают его хорошим проводником электричества. Он различается по цвету, а также очень податлив, что облегчает формирование тонких проводов и трубок для соединения электрических проводов. Таблица сравнения стали и латуни0531
Сплав
Это сплав, содержащий 99% железа и 1% углерода.
Это сплав, содержащий 70% меди и 30% цинка.
Применение
Обычно используется при строительстве зданий и других строительных работ, а также различных частей кузова автомобилей и других транспортных средств.
Используется для изготовления многих видов кухонной утвари и различных музыкальных инструментов.
Коррозия
Легко подвергается коррозии под воздействием пыли и частиц воздуха.
Он совсем не подвержен коррозии и выглядит как золото.
Пластичность
Он не такой пластичный.
Обладает высокой пластичностью.
Стоимость
Это дешевый сплав.
Это дорогой сплав.
Что такое сталь?
Сталь представляет собой сплав, состоящий из железа и углерода. Иногда они могут также содержать небольшое количество других металлов при их изготовлении. Сталь пластична, но только в ограниченной степени.
Говорят, что этот металл обладает очень высокой прочностью. Несмотря на то, что он сильный, в нем есть жесткость, которая не делает его податливым по своей природе для создания вещей.
В настоящее время существует так много перестановок, в которых состав металлов происходит посредством обработки теплом. В сплаве стали присутствует углерод, обладающий очень чувствительными свойствами.
Что такое латунь?
Латунь представляет собой сплав, состоящий из цинка и меди. Доля содержания цинка при изготовлении сплава цинка может быть любой.
Чем больше количество цинка входит в состав сплава латуни, тем более прочным и пластичным он будет. Это позволяет иметь очень хорошую пластичность, когда доля меди в сплаве превышает 63 процента.
Поскольку этот металл изготавливается при очень низких температурах, его очень легко отливать. Латунь не такая дорогая. Цвет этого сплава может быть желтым, красным, золотым или даже оранжевым.
Основные различия между сталью и латунью
Сталь не такая пластичная по сравнению с латунью, а с другой стороны, латунь обладает высокой пластичностью, что позволяет изгибать ее для изготовления многих вещей.
На сегодняшнем рынке сталь дешевле латуни, а с другой стороны, на сегодняшнем рынке латунь дороже стали.
Заключение
Сталь и латунь представляют собой сплавы, содержащие два металла в пропорции каждый.
Гидравлический пресс для гаража своими руками — Это интересно — Шняги.Нет
JoJoshakar
Я привык обслуживать свою машину сам, поэтому периодически возникает необходимость замены подшипников, а метод молотка и кувалды я не приемлю.
Когда-то нужно было поменять подшипник, на очень скорую руку сваял вот такое «произведение искусства», но оно было кривое-косое, без крепления домкрата, поэтому что бы ровно все выставить уходило не мало усилий, 2х рук было мало.
Вот так выходил из положения несколько раз
Нормальный сделать руки все никак не доходили. Готовый купить конечно хорошо, но тут у нас в городе готовых я не нашел, заказывать откуда-то, выйдет довольно крупная сумма. Заводской вариант на 20т, как я хочу, будет стоить около 25 тыс с доставкой. Может даже и больше. По меркам нашего города это не плохие деньги.
В общем, сказал я себе хватит лениться и начал процесс «строительства». Порывшись дома в закромах нашел швеллер 160, из него решил делать вертикальные «стойки».А так же был еще 100 швеллер. Из него верхний упор и нижний «рабочий стол».
Начинаем с распила материала в размер и торцевания. Не забываем о технике безопасности, обязательно кожух на УШМ, очки на глаза, а лучше маску на все лицо.
Из имеющегося материала у меня получился размер 1300мм*750мм. Для большей части работ, я более чем уверен, что мне хватит этого. Теперь начинаем примерять и выкладывать заготовки
Временно в качестве домкрата я буду использовать такой гидроцилиндр и насос на 5-7 тонн, которые были изготовлены из обычного домкрата (цель данного инструмента кузовной ремонт в качестве гидроупора). Но это временная мера, позже я куплю либо домкрат на 20 тонн, либо заводские гидро-цилиндр с насосом на те же 20 тонн.
Теперь вымеряем где нам начинать сверлить отверстия
Они будут с шагом 100мм. Диаметр 20мм.Я надеюсь мне хватит такого диаметра прутов в качестве упоров. После всех примерок, начинаем все обваривать, процесс контролируем при помощи угольника, уровня (при сварке был сооружен временный стол с плоскостью в уровне для более точного изготовления. Ну и классический замер диагоналей.
Верхний упор обварен со всех сторон, а так же еще и прикручен на болты м14. Нижнюю часть соединил квадратом 10мм*10мм
Снова выставляем все по уровням и привариваем ножки из 40го уголка
Прикидываем как это все у нас выглядит в сборе
Когда вся конструкция собрана, зачищаем детали от ржавчины (хотя логичнее и удобнее это было делать перед сборкой) и обрабатываем преобразователем ржавчины.
Но тут я сделал ошибку. все почистить нужно было когда конструкция еще была разобрала. Так было бы на много удобнее.
Красим конструкцию
«Рабочий стол» пока еще не крашен и не чищен. Я с ним еще не совсем закончил работать, есть пару идей, думаю как и что лучше сделать что бы удобно было его перемещать.
Но, в целом, конструкция уже готова к работе. Первые испытания прошли успешно. Далее этап испытаний и доработок. Вверху будет в виде упора пластина 20-25мм, она будет подвижная вправо-влево. Над методом передвижения еще думаю. Возможно подшипники, а может и просто что-то типа салазок и упорные болты. Посмотрим.
Если выберу домкрат для покупки, то буду его переделывать что бы он работал вверх ногами. Но скорее всего я все же куплю заводской гидроцилиндр + насос на 20т.
Материал взят: Тут
#мастерская
Обнаружили ошибку? Выделите проблемный фрагмент мышкой и нажмите CTRL+ENTER. В появившемся окне опишите проблему и отправьте уведомление Администрации.
Нужна органическая вечная ссылка из данной статьи? Постовой? Подробности здесь
Самодельный пресс из домкрата своими руками: чертежи
Самодельный пресс из домкрата своими руками изготовить может практически каждый человек, знакомый с ручным трудом. Тем более если это автолюбитель, вынужденный периодически заниматься обслуживанием и ремонтом своей машины. При этом оснастить свой гараж прессом мечтает практически каждый из них. Для ряда операций, которые приходится производить при ремонте, он просто незаменим. Однако пресс заводской сборки стоит немалых денег, которые выложить безболезненно сможет далеко не каждый. Сделать пресс из домкрата будет оптимальным выходом в таком случае.
Многие автолюбители согласятся, что наличие любого домкрата для гаража является обязательным. Из него и можно сделать такой пресс своими рукам. Достаточно обзавестись необходимыми для этого материалами и инструментами. Для сборки можно использовать как сварные швы, так и болтовые соединения. В последнем случае пресс получится более мобильным, и при необходимости его можно будет разобрать, что сильно облегчит его перемещение.
Материалы и инструменты
Самодельный пресс представляет собой прочную раму, внутри которой имеется подвижная платформа. С одной стороны на нее оказывает давление шток домкрата, а с другой стороны помещается обрабатываемая деталь. Для установки в раме гидравлического домкрата достаточно нескольких болтов. Чертежи (рис. 2) определяют размеры каждой составной части. Основным определяющим моментом здесь являются размеры домкрата.
Для того чтобы своими руками сделать пресс, нужно приготовить:
6 отрезков стального швеллера №8 длиной по 50 см;
4 отрезка железной трубы прямоугольного сечения 40х60 мм, 2 из которых длиной в 1 м, а 2 – по 50 см;
2 дверные пружины длиной по 20 см;
домкрат одноштоковый гидравлический бутылочного типа мощностью примерно 12 т;
10 крепежных болтов с гайками М12 на 80, 4 таких же М10 на 80, 2 М12 на 150 и 4 болта 8 на 30;
шпильки М16 на 100 и М8 на 100, высокие гайки, стальная полоса и уголок;
грибок от ступицы автомобильного моста, пришедший в негодность.
Из инструментов нужен будет электросварочный аппарат, электродрель с набором сверл по металлу диаметром 16, 12, 10 и 8 мм и ручная угловая шлифовальная машинка “болгарка”. Имея все это, вполне можно своими руками собрать нормально функционирующий пресс.
Порядок сборки
Монтаж всех заранее заготовленных деталей происходит с использованием схемы сборки (рис. 1). Из двух отрезков швеллера спинками друг к другу делается основание, соединенное двумя болтами М12. К их поверхности на 4 болта 8 на 30 крепится грибок от ступицы, при этом выступающие за пределы поверхности части диска срезаются “болгаркой”. Это будет подвижная платформа. Точно так же скрепляются попарно еще 4 отрезка швеллера. Они становятся нижней и верхней опорами несущей рамы пресса. Вторая будет стационарной, а положение первой можно менять.
Из метровых отрезков прямоугольной железной трубы делаются вертикальные боковые стойки. Снизу, поперек с обеих сторон крепится основание из полуметровых отрезков такой же трубы. Перпендикулярно к ним крепятся сваркой ближе к краям отрезки уголка. В них с обеих сторон сверлятся отверстия, через которые пресс крепится к полу гаража болтами. Это позволяет регулировать его положение по вертикали, если пол недостаточно ровный. Верхний упор делается из спаренного швеллера и крепится к боковым стойкам теми же болтами, что и подвижная платформа. Посередине, в месте, в которое будет упираться шток домкрата, дополнительно приваривается стальная пластина толщиной 8-10 мм.
Перед этим на направляющие надевается подвижная платформа таким образом, чтобы спаренные отрезки швеллера оказались с обеих сторон от стоек. За скрепляющие отрезки швеллера болтами крепятся дверные пружины, на которых она оказывается подвешена. К ней снизу прикрепляется ступица, а сверху на болты М10 крепится гидравлический домкрат. Нижний упор делается также из спаренных отрезков швеллера. Благодаря просверленным в боковых стойках отверстиям, расстояние между которыми по вертикали составляет 10 см, можно регулировать его положение по высоте. Для этого в отверстия вставляют с обеих сторон две шпильки. Это позволяет прессовать детали различного размера.
Пресс из простого домкрата, даже если он сделан своими руками из подручных средств, окажется незаменимым помощником, экономящим своему владельцу и время, и финансовые средства, зачастую довольно существенные.
Достаточно сказать, что произвести выпрессовку сайлентблока без его помощи почти невозможно. В то же время снять с него домкрат и использовать его для иных целей является делом нескольких минут. Если же пресс еще и имеет разборную конструкцию, чего в заводском исполнении практически не бывает, то его эксплуатация становится еще и очень удобной.
Есть ли место гаражам самообслуживания в автосервисе? Этот растущий бизнес так думает.
Ли Прочида | 15 сентября 2022 г.
В этом месяце открывается новый авторемонтный гараж Стью Валайзера, в котором есть 10 отсеков и различные подъемники и оборудование, такое как домкраты для трансмиссии, подставки для двигателей, подъемники для двигателей, пружинный компрессор, сварочный аппарат MIG и сотни инструментов. .
Единственное, чего у него вроде бы не хватает, так это сервисных техников, но на самом деле никто из тех, кто там работает, ремонтом не занимается — всю работу делают заказчики.
Гараж самообслуживания Стью в пригороде к югу от Сиэтла — одна из немногих ремонтных мастерских в Соединенных Штатах. Клиенты арендуют время ожидания, начиная с 20 долларов за полчаса, и могут получить доступ к подъемникам, оборудованию, руководствам по обслуживанию транспортных средств и различным расходным материалам. Здесь работают обученные сотрудники, которые отвечают на вопросы и подбадривают.
Если в это трудно поверить, вы не единственный.
«Одним из важнейших компонентов маркетинга гаража самообслуживания является просто информирование людей о том, что это такое», — сказал Уолизер. «Когда мы только открылись, это было своего рода пробуждением для людей, которые на самом деле не понимали, о чем я говорю».
Среди этих людей были потенциальные клиенты, а также ближайшие механики.
«Профессионалы, которые не понимают, что мы делаем, или которые рассматривают нас как конкурентов, они действительно считают гараж самообслуживания мерзостью. Говорят, что это опасность для общества, и каждый, кто сюда зайдет, разобьёт свою машину. Я определенно разговаривал с большим количеством таких людей», — сказал он. «Но другие люди, которые узнают, что мы делаем, понимают, что мы отличный промежуточный вариант. Вы работаете с автомобилем с защитной сеткой и используете все необходимые инструменты. Когда они получают это, они, как правило, гораздо более позитивно относятся к этому. Некоторые магазины даже направляют людей к нам».
Стью Валисер, владелец и генеральный директор гаража самообслуживания Стью. Фотография предоставлена Stew’s Garage.
Уолизер придумал эту идею десять лет назад, когда сидел в своей комнате в общежитии и планировал, как починить подвеску своей Toyota Tacoma. У него не было никакой подготовки, но он сам научился нескольким вещам.
«В детстве я был ребенком, который любил разбирать вещи и собирать их обратно. Затем мой отец купил мне машину за 500 долларов, когда мне было 16, и сказал, что если я хочу, чтобы она работала, мне нужно научиться ухаживать за ней», — сказал он.
Но, будучи бедным школьником, посреди зимы, когда на земле лежал снег, ему просто нужно было отапливаемое помещение, чтобы работать на своем грузовике. Он обзвонил несколько местных гаражей, чтобы узнать, не одолжат ли они ему гнедого. Неудивительно, что все они его сбили.
Итак, два года спустя он открыл собственный гараж в соседнем Кирклэнде. Он был достаточно занят, чтобы открыть второе, более крупное заведение в Оберне, к северо-западу от Такомы, штат Вашингтон. По его подсчетам, в стране существует всего несколько десятков подобных предприятий, которые, по его словам, трудно отследить, поскольку большинство из них существуют недолго. Они либо быстро закрываются, либо превращаются в магазин с полным спектром услуг. На самом деле, Том и Рэй Мальоцци, также известные как Click and Clack, ведущие «Car Talk», впервые открыли свой собственный мастер-класс в 19 году.73, прежде чем превратить его в традиционный самодельный гараж.
«Это уникальная услуга. Мы демократизируем доступ к инструментам и оборудованию. Это накладные расходы по запросу», — сказал он. «Наша цель — обеспечить вас всем необходимым, поэтому вам нужно просто привезти себя и свою машину. Мы даже закажем вам запчасти.
Внутри нового Оберна, Вашингтон, локация. Фотография предоставлена Stew’s Garage.
Клиентура смешанная. Некоторые из них на самом деле профессионалы — мобильные механики или фрилансеры. Некоторые из них являются опытными мастерами, которые хотят выполнять работу, но живут в квартире и у них просто нет места или инструментов. Некоторые менее опытны, но просто хотят сэкономить. А некоторые вообще не имеют опыта, но хотят научиться. (В его районе много инженеров-программистов.)
«Если вы приходите и никогда раньше не работали в магазине, мы обучим вас работе с оборудованием и позаботимся о том, чтобы вы использовали все безопасно», — сказал он. «Каждый день у нас есть один или два техника, которые в основном контролируют. Мы здесь, чтобы помочь вам в этом».
Из десятков тысяч автомобилей, которые им приходилось проезжать через их двери, Валисер сказал, что у него было лишь несколько случаев, когда кто-то попадал в серьезные неприятности.
«Худшие истории, наверное, связаны с ремнями ГРМ», — сказал он. «Мы вдалбливаем, что вы должны делать это правильно, иначе вы испортите свой двигатель. Обычно это настолько плохо, насколько это возможно. Я могу сосчитать по пальцам одной руки, сколько раз с ремонтом случалась катастрофа. Ваш автомобиль обычно является второй самой дорогой вещью, которую вы когда-либо покупали. В этом смысле большинство людей довольно не склонны к риску».
Может быть, по этой причине, как он сказал, его команде никогда не приходилось просить кого-то уйти, потому что они были выше головы, хотя они делали это по другим причинам.
«Единственные люди, которых мы выгнали, — это люди, которые начинают пить, отказываются останавливаться, а затем становятся воинственными. Они говорят: «Ну, это моя машина, у меня должна быть возможность использовать Miller Lite, когда я над ней работаю», — сказал он. «Мы никогда не выгоняли людей из-за отсутствия навыков».
Внешний вид новой локации Оберн. Фотография предоставлена Stew’s Garage.
Уолизер считает, что модель самообслуживания может стать чем-то, что может вырасти на автомобильном вторичном рынке. С ростом цен на недвижимость, возможно, больше людей будут обладать навыками и ноу-хау, но не пространством. Вы можете арендовать помещение у складских компаний и арендовать всевозможные инструменты и оборудование для работы по дому, почему бы не арендовать помещение и инструменты для своего автомобиля?
«Мы находим, что мы идеальны посередине. По всей стране определенно есть спрос», — сказал он. «Моя любимая поговорка: они давно перестали делать грязь».
9 бесплатных чертежей гаража своими руками
По
Стейси Фишер
Стейси Фишер
Стейси — писатель и эксперт по халяве с почти двадцатилетним опытом. Она выступала в качестве эксперта на шоу доктора Оз и нескольких радиопередачах, опубликовала сотни статей и стала соавтором книги. Стейси написала о том, как отпраздновать праздники с меньшими затратами, украсить свой дом бесплатными печатными рисунками и подготовила лучшие бесплатные ресурсы для родителей и учителей. Стейси также имеет обширный опыт работы в академических кругах.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 08.08.22
Ель / Мишель Беккер
Эти бесплатные планы гаража помогут вам построить место для ваших автомобилей и тонны складских помещений. Построив его самостоятельно, вы сэкономите деньги и будете знать, что у вас есть качественное здание. Эти планы ниже представлены в различных размерах для отдельного гаража на одну или две машины.
Планы включают в себя все необходимое для начала работы: чертежи, инструкции по строительству, фотографии и схемы. Вам просто нужно добавить материалы, инструменты и тяжелую работу. Многие из этих планов также можно использовать для мастерской, сарая, сарая или даже теплицы.
01 от 09
Как стать специалистом
План гаража HowToSpecialist предназначен для строительства отдельного гаража размером 12×20 на одну машину. Преимущество этого плана гаража в том, что ему очень легко следовать. Материалы перечислены с соответствующими буквами, на которые вы можете ссылаться на диаграмме, а множество изображений на всех этапах показывают вам, что именно нужно делать.
План гаража включает в себя список материалов, список инструментов, пошаговые инструкции по строительству и схемы.
Обязательно ознакомьтесь с соответствующими статьями на сайте HowToSpecialist, чтобы узнать, как построить крышу гаража и как отделать гараж.
План отдельного гаража на одну машину из How To Specialist
02 от 09
РОНА
У RONA есть бесплатный план гаража для постройки гаража 16×22. В начале этого плана показаны все инструменты и материалы, которые вам понадобятся для строительства гаража, после чего начинается 14 шагов строительства.
Некоторые из шагов включают строительство наружных стен и дверных, оконных и гаражных проемов, а также установку обшивки и воздушного барьера, установку стеновых рам и установку гаражных ворот.
План гаража 16 x 22 фута от RONA
03 от 09
Сегодняшние планы
Этот план представляет собой файл PDF из Today’s Plans, в котором показаны схемы и размеры для строительства гаража на две машины, называемого гаражом Berrywood Pole-Frame.
К этому плану прилагается множество заметок, в которых говорится обо всем, от материалов крыши и сайдинга до конструкции каркаса столбов, окон, дверей и каркаса чердака.
Berrywood Pole-Frame, Гараж на две машины из сегодняшних планов
04 от 09
Вестерн Констракшн
Зачем строить гараж на одного, если можно построить один на двоих? У Western Construction есть план бесплатного гаража на две машины, который называется «План чердачного гаража». Гаражная дверь, окно и входная дверь включены в план. PDF-файл состоит из 12 страниц и включает в себя детали каркаса, детали крепления стен, чертежи фасадов и многое другое.
На первой странице показано все, что вам нужно для гаража, включая материалы для фундамента, каркаса стен, кровли, сайдинга и отделки.
План гаража на 2 машины размером 24 х 24 фута от Western Construction
05 от 09
Сегодняшние планы
С другим бесплатным планом гаража от Today’s Plans вы можете настроить план, чтобы построить более десятка различных гаражей и мастерских, четыре из которых подробно описаны в бесплатных материалах. Это действительно дает вам возможность найти гараж, который лучше всего соответствует вашим потребностям.
Этот 30-страничный PDF-файл содержит макеты, списки материалов, строительные ресурсы и планы строительства основного гаража и пристройки. Обязательно прочитайте все это заранее, чтобы знать, чего ожидать.
Планы садового дубового гаража и мастерской из сегодняшних планов
06 от 09
Кад Северо-Запад
Другой аналогичный план гаража на две машины доступен в Cad Northwest. Он имеет размеры 24×24 и имеет место для чердака высотой 5 футов. Вход на чердак осуществляется с правой стены. Также с правой стороны есть личная дверь и окно шириной 6 футов.
21-страничный PDF-файл включает не только все чертежи, примечания и размеры для строительства этого гаража, но и полный список материалов на последней странице. Просто соберите то, что вам нужно, и вы готовы взяться за этот проект.
План гаража на 2 машины размером 24 х 24 фута от Cad Northwest
07 от 09
Учебники
У Instructables есть бесплатный план гаража, который проведет вас через весь процесс строительства гаража с нуля, включая подробную информацию о получении разрешений и найме субподрядчиков, если это необходимо. Это действительно отличное чтение для тех, кто никогда раньше не строил гараж. Это действительно излагает весь процесс для вас.
Этот подробный план включает в себя чертежи, список материалов, цветные фотографии, схемы и множество указаний.
Как построить гараж с нуля из инструкций
08 от 09
SDS-CAD
Этот бесплатный план гаража дает вам указания по строительству отдельного гаража размером 14 x 24 x 8 футов, который включает гаражную дверь, дверь и окно.
Есть список материалов, план основного этажа, виды фасадов, план фундамента, а также страницы с каркасом и деталями, которые помогут вам построить его.
Индивидуальный план отдельного гаража из SDS-CAD
09 от 09
Зиги Калузны / Getty Images
Этот бесплатный план гаража от BuildEazy предназначен для людей с небольшим бюджетом, поскольку он не включает в себя планы укладки пола. Если вы готовы построить гараж, который можно использовать прямо сейчас, этот план для вас.
После постройки первого маленького станка, захотелось чего-то более серьезного что соответствовало моим запросам и поставленным задачам. Разработка чертежей много времени не заняла, даже с учетом того, что опыта работы с CAD программами у меня совсем не было, пришлось начинать с самых основ, но я справился. Перед тем как заняться разработкой чертежей мне нужно было от чего-то отталкиваться и я занялся поиском комплектующих чтобы знать основные размепы, тут уже кому где больше нравится покупать так как выбор сейчас огромный, вопрос лишь в цене и времени. Времени у меня было много а денег мало так что я заказал на Aliexpress готовый набор комплектующих для постройки станка с направляющими длинной ххмм.
Поиск данных по Вашему запросу:
Чертежи чпу станка своими руками
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Как сделать станок с ЧПУ (фрезер) по дереву своими руками
Сборка станка с ЧПУ своими руками
Как сделать фрезерный станок по дереву – схема и чертежи сборки своими руками ЧПУ на Ардуино
Чертежи самодельный станок с ЧПУ, фрезерный, трех-координатный
Пошаговая инструкция сборки станка с ЧПУ своими руками
Электронная площадка чертежей
Самодельный фрезерный станок с ЧПУ: собираем своими руками. Станок чпу по дереву своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как создать свой ЧПУ станок: просто о сложном. Юрий Лилеков. Митап 17.02.19
Как сделать станок с ЧПУ (фрезер) по дереву своими руками
Если у человека появилось желание собрать станки с ЧПУ своими руками, тот должен иметь определённые навыки, уметь ориентироваться в технической документации, и готовность научиться чему-то у других умельцев. На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора.
Поэтому подготовительный этап, предшествующий сборке, — очень важен. Есть различные примеры выбора варианта. Зачастую выполняют станок из МДФ, многие используют фанеру для изготовления самого рабочего стола, других деталей, также для направляющих можно купить трубу нержавеющую.
Возможна схема фрезерного станка с ЧПУ , в котором взяли, как основу, старый сверлильный станок, и рабочую головку со сверлом заменили на фрезерную. Обычно его собирают на базе кареток принтера. Когда выполнена сборка по такой принципиальной схеме, останется подключить к устройству программное управление. Но на таком самодельном станке, вследствие недостаточной жесткости кареток, будет возможность освоить производство печатных плат, выполнять обработку только пластиковых заготовок, древесины и тонкого листового металла.
Для ЧПУ станка и полноценных фрезерных операций на нем, нужен мощный двигатель и хорошая электроника. И, в частности, печатная плата. Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках иногда надо использовать и сверлильный изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности называют еще рабочим столом — фанерные с толщиной 18 мм. В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента.
В этом перечне:. Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель. К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec — две детали сечение 40х80 мм и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками.
Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата. Станина монтируется без использования соединений сварного типа сварным швам плохо удаётся переносить вибронагрузки. В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник. Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия.
Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала мм это расстояние от верхней поперечной балки до рабочей поверхности. Собрать самодельные ЧПУ станки, после подготовки комплектующих, лучше строго по чертежу, чтобы они работали.
Процесс сборки, применяя ходовые винты, стоит выполнять в такой последовательности:. Для того, чтобы не было проблем в управлении, у самодельных станков с ЧПУ, среди узлов, есть обязательные:. Только после этого станки с ЧПУ проходят проверку при этом умелец сделает его пробный запуск, загрузив все программы , выявляются и устраняются имеющиеся недостатки.
Как видите, сделать ЧПУ, которое не уступит китайским моделям, — реально. Примера долго искать не придётся. На фото внизу — некоторые образцы станков, имеющих числовое управление, которые сделаны такими же умельцами, не профессионалами. Верно утверждение: как соберешь, так и работать будешь. На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ. Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы.
Каждый, кто начнет делать первое устройство, скоро перейдет и к другим станкам. Возможно, захочет испытать себя в качестве сборщика сверлильного агрегата и, незаметно, пополнит армию умельцев, собравших немало самодельных устройств.
Занятия техническим творчеством сделают жизнь людей интересной, разнообразной и насыщенной. Не думал, что ЧПУ сделать своими руками настолько реально. Причем затраты на него не сильно большие. Да, я удивлен. Сделать ЧПУ вручную мне не приходило в голову, хотя я нуждался в нем давно, но из-за дорогой цены я его не покупал.
Но теперь я вижу этот сайт, и понимаю что можно сильно много не затрачиваясь сделать его самим. Только правда трудов будет не мало, нужно подготовить точные чертежи, инструменты, и свои навыки. Но при желании все возможно! Спасибо за познавательный материал, буду пробовать. Хочу попробовать сделать станок в домашних условиях. Статья хорошая, полезная, всё доступно объяснили.
Надеюсь поможет мне. Я бы поставил первым пунктом — реально и трезво оценить свои навыки. Понятно, что своими руками должно получиться дешевле, но надо чтобы и работало не хуже. Любопытно, как у него обстоят дела с шумом, сколько децибел громкости выделяется при работе? У меня склочные соседи, потому вопрос весьма актуален.
Да уж своими силами собирать ЧПУ это надо постараться Но если уж решили тут все довольно детально и конкретно описано. Набор для сборки фрезерного станка с ЧПУ — это отличное решение для тех, кто хочет сэкономить деньги и собрать качественную машину собственноручно. Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт.
Откроем секреты сборки станка своими руками. Фрезерный ЧПУ станок — популярная машина на сегодня. Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать. Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок.
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль. Контроллер для станка легко сможет собрать и домашний мастер.
Задать нужные параметры не сложно, достаточно учесть несколько нюансов. Статья посвящена профессии оператор станков с ЧПУ.
Вы узнаете специфику работы операторов и наладчиков, перечь их обязанностей, а также необходимых знаний и навыков для получения квалификации. Станок ЧПУ с разным рабочим полем можно изготовить самостоятельно из фанеры. Этот материал стоит недорого, работать с ним легко, к тому же, он обладает высокой прочностью и может переносить большие нагрузки. Проект ЧПУ станка — документальный план по разработке и созданию оборудования автономного или полуавтономного типа персонального использования.
Принцип работы станка с ЧПУ — система использования станочного оборудования с числовым программным управлением с целью высокоточной обработки деталей. Гравировка текста на ЧПУ — это не только узкоспециализированная технология, но ещё и отличный выбор для тех, кто хочет удивить близких необычным подарком. Модернизация станков ЧПУ — процесс, помогающий оптимизировать производство без его остановки для смены оборудования. Помогает снизить расходы компании. Выбор качественного инструмента для станка с ЧПУ должен основываться на таких свойствах фрезы как износоустойчивость, прочность, сбалансированность.
Знание профстандарта — неотъемлемая часть профессионального специалиста. В нем описаны необходимые знания и качества, которыми должен обладать трудящийся. Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ.
Главное — заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ. Востребованный на многих предприятиях сверлильный станок с ЧПУ, подразделяется на разные виды и классы сложности.
Разобраться с классификацией и предназначением оборудования — цель данного обзора. Резка фанеры на ЧПУ станках — обработка фанерных заготовок на станочном оборудовании с числовым программным управлением с целью быстрого и точного производства.
При производстве фасадов ЧПУ фрезы могут выполнить большой массив работы. Уменьшение затрат и улучшение качества продукции — основные задачи подхода. Главная Вопрос-Ответ. Вопрос-Ответ Пошаговая инструкция сборки станка с ЧПУ своими руками Если у человека появилось желание собрать станки с ЧПУ своими руками, тот должен иметь определённые навыки, уметь ориентироваться в технической документации, и готовность научиться чему-то у других умельцев.
Содержание Работы подготовительного этапа Сборка некоторых важных узлов станка Максимум внимания — станине Этот непростой процесс монтажа Монтируем электронную начинку станка Вместо заключения. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно: обзавестись чертежами; приобрести надёжные комплектующие и крепежные детали; подготовить хороший инструмент; иметь под рукой токарный и сверлильный станки с ЧПУ, чтобы быстро изготовить.
Работы подготовительного этапа Чтобы сделать самодельный ЧПУ для фрезерования, есть два варианта: Берёте готовый ходовой набор деталей специально подобранные узлы , из которого собираем оборудование самостоятельно. Найти изготовить все комплектующие и приступить к сборке ЧПУ станка своими руками, который бы отвечал всем требованиям. Rate this item: 1. Please wait Делал самодельный станок с ЧПУ, процесс сложный, но результат того стоит! Добрый день.
Сборка станка с ЧПУ своими руками
Если у человека появилось желание собрать станки с ЧПУ своими руками, тот должен иметь определённые навыки, уметь ориентироваться в технической документации, и готовность научиться чему-то у других умельцев. На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, — очень важен. Есть различные примеры выбора варианта.
Фрезерный станок с ЧПУ по дереву своими руками: чертежи. Содержание статьи: Для изготовления объемного рисунка на деревянной поверхности.
Как сделать фрезерный станок по дереву – схема и чертежи сборки своими руками ЧПУ на Ардуино
Большинству известно, что в станках для резьбы по металлу обычного способа управления кинематические связи между источниками движения и исполнительными органами совершаются с помощью передач и цепей механических элементов. То есть их еще называют станками с механической связью, в каких почти всегда используются управляемые вручную реверсы, коробки передач и скоростей, гитары сменных зубчатых колес. Кроме того не секрет, что качественность изделий, сделанных при помощи этого механизма, прямо зависит от профессиональной подготовки рабочего, какой занимается производством. Что касается станков с ЧПУ, то весь процесс выпуска контролирует электроника, что весьма уменьшает требования к профессиональной подготовки рабочего, сохраняя при этом высочайшее качество изделий. В подобных станках обыкновенные нерегулируемые источники движения заменяются двигателями, которые управляются при помощи программы. Именно благодаря такому улучшению можно изменять скорость, направление, а иногда и пути движения, что приводит к облегчению конструкции агрегата, а также увеличению его параметров. Ваш e-mail не будет опубликован. Уведомить меня об ответе на комментарий по электронной почте.
Чертежи самодельный станок с ЧПУ, фрезерный, трех-координатный
Регистрация Забыли пароль? Главная Архив бесплатных чертежей Обратная связь Заказать чертеж. Артур 15 марта Доброго времени суток!
Запомнить меня. Скачать чертеж самодельного ЧПУ станка можно по ссылкам в конце статьи.
Пошаговая инструкция сборки станка с ЧПУ своими руками
Неожиданно много читателей, прочитавших мою статью, посвященную некоторым аспектам проектирования механики самодельного гравировально-фрезерного станка ЧПУ, высказали в своих откликах, как бы это помягче Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих. Я по-прежнему считаю, что небольшой станок, например, с рабочим полем х мм, проще, технологичнее и дешевле сделать, применив круглые направляющие с бронзовыми втулками скольжения. Однако, чем больше по размеру рабочее поле, тем сложнее обеспечить заданную точность за приемлемые деньги.
Электронная площадка чертежей
Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих. Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности. Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям. Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Фрезерный станок с ЧПУ собран и готов к работе.
Метки: чпу станок своими руками, ledlip, чпу из фанеры. Всем привет. Потом ознакомление с чертежами поиск нужных материалов и понеслась.
Самодельный фрезерный станок с ЧПУ: собираем своими руками. Станок чпу по дереву своими руками
Чертежи чпу станка своими руками
Цель написания этой статьи — познакомить читателя с общими принципами сборки вертикально-фрезерного станка для моделиста-конструктора из несколько непривычного для такого оборудования материала, как фанеры. Поскольку статья предназначена для портала, специализирующегося на проблемах древесины, выбор DSP-контроллера и софта для него мы оставим за кадром. Основное внимание нам предстоит уделить способам изготовления и соединения элементов конструкции станка.
Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом. Если вы заинтересованы его настройками, вы можете связаться с ним.
Для многих проектов фрезерный станок с ЧПУ необходим для хороших и быстрых результатов.
Всем привет. Хочу поделится с вами как воспалённый мозг покоя не даёт… Как то пару месяцев назад пришёл ко мне друг с пивом но я ж не пью сидели мы смотрели видео на ютубе… угарали и тут наткнулись на видео с ЧПУ станком ну и через пару дней я уже поехал в воронеж за комплектующими долгое ожидание деталей и даже разборки, но всё таки все детали оказались у меня. Очень понравился Ваш станок. Здравствуйте, вышлите мне пожалуйста чертежи вашего станка, и если есть, то пришлите мне спецификацию по использованного материала двигатели, винты, подшипники и т. Если у Вас будет время напишите мне на anubisroman yandex. C уважением, Роман.
Зная о том, что фрезерный станок с ЧПУ считается усложненным техническим и электронным оборудованием, многие мастера думают, что его просто нельзя сделать своими руками. Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих. Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
Самодельные чпу станки 4 оси с чертежами
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка — простой метод подключения шаговых двигателей к компьютеру через порт LPT. Станина Станина нашего станка сделана из пластмассы толщиной мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Мини гравировальный станок с ЧПУ своими руками
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Самодельный фрезерный станок с ЧПУ: собираем своими руками. Станок чпу по дереву своими руками
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Фрезерный станок с ЧПУ в домашних (гаражных) условиях
Чертежи фрезерного станка с чпу
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как сделать простой ЧПУ станок своими руками. Часть 1
Мини гравировальный станок с ЧПУ своими руками
Целью этого проекта является создание настольного станка с ЧПУ. Фото 1 — Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки. Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную.
Я впечатлён этим проектом. Фото 3 — Angry Monk»s использовал детали из ДМФ, вырезанные при помощи лазерного резака и двигатели с зубчато-ремённой передачей, переделанные в двигатели с винтом.
Фото 4 — Bret Golab»s собрал станок и настроил его для работы с Linux CNC я тоже пытался сделать это, но не смог из-за сложности. Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу! Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.
Здесь предоставлена только обобщенная информация. Я купил двигатели и готовый контроллер, и всё работало хорошо.
Программное обеспечение бесплатно -Необходима программа чтобы нарисовать вашу конструкцию я использую CorelDraw , и сейчас я использую пробную версию Mach4, но у меня есть планы по переходу на LinuxCNC открытый контролер станка, использующий Linux. Головное устройство дополнительно -Я установил Dremel на свой станок, но если вы интересуетесь 3D печатью например RepRap вы можете установить свое устройство. У меня был некоторый опыт работы лобзиком, поэтому я решил приклеить шаблоны.
Необходимо распечатать PDF файлы с шаблонами, размещенными на листе, наклеить лист на материал и вырезать детали. Примечание: Есть два варианта файлов для МДФ 0,5″. Можно скачать файл с 35 страницами 8. Шаг за шагом: 1. Скачайте три PDF-файла с шаблонами. Откройте каждый файл в Adobe Reader 3. Откройте окно печати 4. Проверьте, что файл случайно не масштабировался. Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу.
Далее, просто вырезайте деталь по контуру. К сожалению, я не понимал этого до этой стадии. Я не выдержал и вырезал элементы при помощи этого станка, но не смог просверлить их с обратной стороны. Именно поэтому все элементы на фотографиях без кусков шаблона. Я не считал сколько именно, но в этом проекте используется много отверстий.
Отверстия, которые сверлятся на торцах особенно важны, но не пожалейте времени на них, и использовать резиновый молоток вам придется крайне редко. Места с отверстиями в накладку друг на друга это попытка сделать канавки. Возможно, у вас есть станок с ЧПУ, на котором это можно сделать лучше. Если вы дошли до этого шага, то я поздравляю вас!
Глядя на кучу элементов, довольно сложно представить, как собрать станок, поэтому я постарался сделать подробные инструкции, похожие на инструкции к LEGO. Довольно интересно выглядят пошаговые фотографии сборки.
Станок готов! Надеюсь, вы сделали и запустили его. Я надеюсь, что в статье не упущены важные детали и моменты. Вот видео, в котором показано вырезание станком узора на розовом пенопласте. Сложен в изготовлении, кроме технических составляющих, он имеет электронное устройство, установить которое в состоянии только специалист. Вопреки этому мнению, возможность собрать ЧПУ станок своими руками велика, если заранее подготовить необходимые чертежи, схемы и комплектующие материалы. При проектировании ЧПУ своими руками в домашних условиях необходимо определиться, по какой схеме он будет работать.
Наибольшее затруднение при проектировании ЧПУ станка своими руками вызывает создание устройства, при помощи которого рабочий инструмент перемещается в трех плоскостях.
Частично решить задачу помогут каретки, взятые из обычного принтера. Инструмент сможет двигаться в обеих плоскостях. Выбирать каретки для ЧПУ станка лучше из того принтера, который имеет большие габариты. Подобная схема позволяет в дальнейшем подключать к станку управление. Минус в том, что фрезерный станок с ЧПУ работает только с деревянными, пластиковыми изделиями, изделиями из тонкого металла. Это связано с тем, что каретки принтера не имеют нужной жесткости. Внимание необходимо уделить двигателю будущего агрегата.
Его роль сводится к передвижению рабочего инструмента. От этого зависит качество работы и возможность выполнения фрезерных операций. Альтернативой такому двигателю является электромотор, предварительно усовершенствованный и подогнанный под стандарты аппарата. Любой , использующий шаговый двигатель, позволяет не использовать винтовую передачу, это никак не влияет на возможности такого ЧПУ по дереву.
Рекомендуется использовать для фрезерования на таком агрегате ремни зубчатого типа. В отличие от стандартных ремней они не проскальзывают на шкивах. Требуется правильно спроектировать фрезер будущего станка, для этого понадобятся подробные чертежи. Рекомендуется при изготовлении своими руками использовать шпиндель с охлаждающей жидкостью.
Это позволит не отключать его каждые 10 минут для остужения. Для работы подойдет самодельный станок с ЧПУ, мощность его составляет не меньше 1,2 кВт. Оптимальным вариантом станет устройство мощностью 2 кВт. Сам корпус станины соединяют при помощи алюминиевых уголков. От установки портала будет зависеть, какой толщины изделие сможет обработать станок ЧПУ.
Особенно если он, сделанный своими руками. Чем выше портал, тем более толстое изделие он сможет обработать. Важно не установить его слишком высоко, так как такая конструкция будет менее прочной и надежной. Портал движется по оси Х и несет шпиндель на себе.
В качестве материала для рабочей поверхности агрегата применяют профиль из алюминия. Часто берут профиль, имеющий Т-пазы. Для домашнего использования принимают , ее толщина составляет не менее 17 мм. После того как каркас устройства будет готов, приступают к установке шпинделя.
Важно устанавливать его вертикально, так как в дальнейшем потребуется его регулировка, это проводится для фиксации требуемого угла.
Для работы системы требуется порт LPT. Помимо этого, устанавливается , управляющая работой аппарата и позволяющая отвечать на вопрос, как сделать ту или иную операцию. Управление подключается через двигатели к самому фрезерному станку. После того как электроника будет установлена на станок, потребуется загрузка драйверов и необходимых для работы программ.
Часто встречающейся ошибкой при сборке станка с числовым программным управлением является отсутствие чертежа, но по нему и проводится сборка. В результате этого возникают упущения в проектировании и установке конструкций аппарата.
Во многих случаях шаговые двигатели не получают должного питания, поэтому для них необходимо выбирать специальный отдельный блок питания.
Необходимо учитывать то, что правильно установленная электросхема и программное обеспечение позволяет выполнять на устройстве многочисленные операции разного уровня сложности. Станок ЧПУ своими руками выполнить под силу мастеру среднего звена, конструкция агрегата имеет ряд особенностей, но с помощью чертежей собрать детали несложно.
С ЧПУ, своими руками составленным, работать легко, необходимо изучить информативную базу, провести ряд тренировочных работ и проанализировать состояние агрегата и детали. Не стоит торопиться, дергать движущиеся детали или вскрывать ЧПУ. На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:.
Не помешает просмотреть видео — своеобразную инструкцию, обучающую — с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора.
Поэтому подготовительный этап, предшествующий сборке, — очень важен. Важно определиться с предназначением, размерами и дизайном как обойтись без рисунка самодельного станка ЧПУ , подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами. Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках иногда надо использовать и сверлильный изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности называют еще рабочим столом — фанерные с толщиной 18 мм. В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента.
В этом перечне:. Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec — две детали сечение 40х80 мм и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Станки с числовым программным управлением стали прорывом в механической обработке материалов. Благодаря компьютерному управлению токарный станок или фрезер ЧПУ способны выполнять геометрически сложные детали с высокой точностью и повторяемостью. Развитие техники постепенно сделало такие станки доступными не только для промышленных предприятий, но и для домашнего использования. Сегодня, любой умелец может приобрести или изготовить своими руками фрезер с ЧПУ и использовать его в различных проектах. Фрезерные станки применяются для сложной обработки деталей по трем координатам. Исходное сырье — фанера, текстолит, пластмасса. Результатом становятся плоские детали, которые в дальнейшем собираются в какие-то конструкции.
Самодельный фрезерный станок с ЧПУ Имея чертежи, сделать своими руками недостающие элементы, собрать и отладить готовое изделие.
Самодельный фрезерный станок с ЧПУ: собираем своими руками.
Станок чпу по дереву своими руками
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. Не помешает просмотреть видео — своеобразную инструкцию, обучающую — с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, — очень важен. Важно определиться с предназначением, размерами и дизайном как обойтись без рисунка самодельного станка ЧПУ , подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами. Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать. Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках иногда надо использовать и сверлильный изготовляют комплектующие из фанеры или алюминия.
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Для изготовления объемного рисунка на деревянной поверхности применяются заводские фрезерные станки с ЧПУ по дереву. Сделать аналогичную мини-модель своими руками в домашних условиях сложно, но возможно при детальном изучении конструкции. Для этого необходимо разобраться со спецификой, правильно подобрать комплектующие и выполнить их настройку. Современное деревообрабатывающее оборудование с блоком числового программного управления предназначено для формирования сложного рисунка по дереву.
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:.
Условием выполнения профессиональных работ по дереву является наличие фрезерного станка с ЧПУ. Поэтому многие изготавливают их своими руками, экономя деньги и получая от созидательного процесса удовольствие. Имеется два варианта изготовления мини станочков для фрезеровки по дереву :. Самодельный фрезерный станок с ЧПУ. Перечень действий при разработке, изготовлению мини устройства для фрезерования по дереву следующий:. На станине устанавливают направляющие для перемещения портала по оси Y.
Фрезерные станки с ЧПУ своими руками по дереву
В качестве основы станка использованы стальные профильные трубы 50х25х2 и 20х20х1,5. Для линейных перемещений применяются радиальные шарикоподшипники. В качестве ходовых винтов применены резьбовые шпильки штанги М12 с парой гаек из графитонаполненого капролона на каждом, с системой выборки люфтов. Стол из ламинированной фанеры. Станок достаточно прост в сборке и настройке. Для изготовления станка не требуется дорогостоящего оборудования и инструмента.
робот шесть сте — #robot #оси #робот #робота #сте #шесть Чертежи самодельный станок с ЧПУ, фрезерный, трех-координатный Cnc, Ряд, Оборудование .. Free Shipping Kmm Chuck CNC 4th Axis / 5th Axis (A aixs /.
Фрезерный станок с ЧПУ в домашних (гаражных) условиях
Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих. Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты.
Чертежи фрезерного станка с чпу
ВИДЕО ПО ТЕМЕ: Чпу своими руками на подшипниках
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку. Если Вы купили что-то полезное, то, пожалуйста, поделитесь информацией с другими. Также у нас есть DIY сообщество , где приветствуются обзоры вещей, сделанных своими руками. Установка её в Москвич.
Форум Каменский Станкостроительный Завод.
Ось Z перемещает инструмент фрезер по вертикали вниз-вверх Ось Х — перемещает каретку Z в поперечном направлении влево-вправо. Ось Y — перемещает подвижный стол вперед-назад. Для станка Моделист с шаговыми двигателями Nema23 — 6,35×8мм. Для фрезерного станка Моделист — трапецеидальные винты TR12x3 шаг 3мм — 3шт. Система линейного перемещения любого станка состоит из двух деталей: шариковая втулка — это элемент который движется и неподвижного элемента системы — линейная направляющая или вал линейная опора. Линейные подшипники могут быть разных видов: втулка, разрезная втулка, втулка в алюминиевом корпусе для удобства крепления, шариковая каретка, роликовая каретка, основная функция которых — нести нагрузку, обеспечивая стабильное и точное перемещение. Применение линейных подшипников трение качения вместо втулок скольжения позволяет значительно снизить трение и использовать всю мощность шаговых двигателей на полезную работу резки.
Многие мастера часто задумываются над тем, чтобы собрать самодельный ЧПУ станок. Он обладает рядом преимуществ и позволит решить большое количество задач более качественно и быстро. Домашние станки осуществляют фрезеровку и резку практически всех материалов. В связи с этим соблазн изготовления подобного устройства достаточно велик.
Самодельный перьевой плоттер с автоматической сменой инструмента
В этом уроке я покажу вам, как я построил перьевой плоттер с ЧПУ или чертежную машину, но с одной интересной функцией — автоматической сменой инструмента. Другими словами, машина сможет автоматически менять цвета, и мы сможем рисовать с ее помощью действительно классные вещи.
Вы можете посмотреть следующее видео или прочитать письменный учебник ниже.
Обзор
Конструкция станка основана на моем самодельном станке для лазерной гравировки с ЧПУ из моего предыдущего видео, где целью было сделать самый простой станок с ЧПУ с минимальным количеством деталей. Он использует 3 шаговых двигателя NEMA 17 для перемещения по осям X, Y и Z, а также небольшой сервопривод для захвата. Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.
Рабочая область довольно большая, 360×280 мм, и уровень детализации, который может выводить этот перьевой плоттер, на мой взгляд, тоже впечатляет. Я был действительно удивлен, насколько хорошими и точными получились рисунки, особенно те, где я использовал гелевую ручку 0,6 мм.
Тем не менее, теперь я объясню все, что вам нужно знать о создании такой чертежной машины, в том числе о том, как ее спроектировать, подключить электронику, какую прошивку и программное обеспечение использовать и как сгенерировать для нее G-код.
3D-модель перьевого плоттера с ЧПУ своими руками
Для начала давайте посмотрим на конструкцию этого станка с ЧПУ. Как я уже упоминал, этот станок основан на конструкции моего предыдущего лазерного гравировального станка с ЧПУ, целью которого было сделать очень простой ЧПУ с минимальным количеством деталей.
Двумя основными компонентами являются линейные направляющие MGN15H вместе с соответствующими скользящими блоками. Движение по осям X и Y обеспечивается двумя ремнями GT2 и несколькими шкивами GT2. Что касается оси Z, у нас есть простое возвратно-поступательное движение, при котором движущаяся часть скользит вверх и вниз по двум линейным стержням 6 мм и подходящим линейным подшипникам. Небольшой хобби-сервопривод используется для захвата пера.
Процедура возврата в исходное положение необходима для этого перьевого плоттера, поскольку держатели перьев имеют определенное фиксированное положение, поэтому у машины должна быть начальная точка. Следовательно, мы должны иметь концевой выключатель для каждой оси.
Вы можете найти и скачать эту 3D-модель, а также изучить ее в своем браузере на Thangs:
Скачать сборную 3D-модель на Thangs.
Спасибо Thangs за поддержку этого урока.
Что касается файлов STL, которые используются для 3D-печати деталей, вы можете скачать их здесь:
Сборка машины
Вот все детали, необходимые для сборки перьевого плоттера.
Вот список компонентов, необходимых для сборки этого станка с ЧПУ своими руками. Список электронных компонентов можно найти ниже в разделе принципиальных схем статьи.
Набор болтов и гаек ……………………………… Amazon / Banggood / AliExpress или в местном хозяйственном магазине + винты с плоской головкой 3×19 мм 90914 90 0 0 являются партнерскими ссылками. Как партнер Amazon я зарабатываю на соответствующих покупках.
Итак, теперь мы можем начать сборку машины. Я начал с крепления опорной плиты и кронштейна для линейной направляющей с помощью нескольких болтов M3. Все болты для сборки этой машины на самом деле M3 с различной длиной, за исключением нескольких болтов M5, необходимых для шкивов GT2.
Когда две стороны готовы, мы можем прикрепить к ним линейную направляющую оси X двумя болтами с каждой стороны. Эти направляющие MGN15H обеспечивают очень плавное движение без зазоров, так как в их скользящих блоках есть шарики или ролики.
Однако перед установкой их рекомендуется очистить и хорошо смазать, чтобы они работали должным образом.
Далее, направляющая оси Y должна быть наверху скользящего блока оси X, и для их соединения мы будем использовать центральную монтажную пластину. Во-первых, мы можем установить направляющую оси Y на центральную пластину с помощью трех болтов.
Затем мы можем установить два шаговых двигателя NEMA 17. Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель.
Что касается установки этого шкива, мы должны измерить и выровнять его по натяжным шкивам. Что касается оси Y, нам нужен только один натяжной ролик, который идет с другой стороны рельса, так как ремень для этой оси будет установлен в виде петли.
Ок, дальше брак или соединение двух осей вместе. Мы просто делаем это, прикрепляя центральную пластину к скользящему блоку оси X с помощью четырех болтов M3. Благодаря этому машина приобрела свою основную форму, и теперь скользящий блок оси Y может занимать любое положение в рабочей зоне.
Теперь мы можем продолжить сборку механизма подъема ручки. Этот механизм состоит из двух частей, одна из которых прикреплена болтами к скользящему блоку оси Y, а другая будет скользить вверх и вниз. Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес.
Затем мы можем установить подъемник, который просто крепится к валу шагового двигателя. Установочный винт, который у меня был, был длинноват для него, поэтому я прикрепил подъемник к валу без него, но его отверстие имеет форму вала, поэтому движение будет хорошо передаваться. На самом деле я немного изменил эту часть, но не беспокойтесь, вы получите ее обновленную версию в загружаемых файлах.
Затем я вставил четыре линейных подшипника в скользящую часть и закрепил микросервопривод на месте. Затем я также закрепил часть держателя ручки рядом с сервоприводом.
Чтобы соединить неподвижную и подвижную части вместе, сначала нам нужно пропустить провод сервопривода через отверстие в неподвижной части, а затем вставить 6-миллиметровые стержни сверху через подшипники и отверстие неподвижной части. При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.
Это поможет ручке лучше контактировать с рабочей поверхностью. На нижней стороне неподвижной части есть отверстие, куда мы можем вставить гайки M3 и использовать их для крепления стержней 6 мм на месте.
Затем мы можем собрать блок держателя ручек, который идет с одной стороны машины. Он состоит из верхней и нижней части с отверстиями для размещения до 12 ручек.
Продолжил установку ремней. Для начала нам нужно отмерить нужную нам длину и отрезать примерно по размеру. Для крепления ремня к скользящему блоку я сделал вот такие крутые соединители для ремня, где ремень проходит вокруг полого вала и между двумя стенками, которые не позволяют ремню двигаться.
Используя болт М3, мы можем закрепить первый разъем на одной стороне блока и повторить ту же процедуру для другой стороны. Мы можем перемещать разъемы вдоль этих пазов здесь и натягивать ремень так, как мы хотим.
Что касается оси X, то ремень будет проходить по прямой от одной стороны к другой, проходя через шкивы таким образом, чтобы обеспечить натяжение или сцепление со шкивом шагового двигателя.
Для натяжения ремня оси X я сделал эти соединители, которые имеют форму ремня, поэтому мы можем притянуть их к бокам машины.
Далее мы можем установить концевые выключатели.
На самом деле я немного опустил этот концевой выключатель по оси Z, а что касается концевых выключателей X и Y, я использовал те, что были в моем предыдущем проекте, к которым уже были подключены провода.
Подключение электроники
На этом механическая часть машины готова и можно переходить к подключению электроники.
Как я уже упоминал, мы используем плату Arduino Uno в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.
Для крепления платы Arduino к машине я сделал дополнительную 3D-печатную деталь, которая идет на боковой панели. Я закрепил плату Arduino двумя болтами M3, а поверх нее вставил шилд ЧПУ.
Здесь нам нужно вставить три перемычки для каждого драйвера шагового двигателя, чтобы выбрать разрешение 16 th /step, а затем мы вставляем драйверы шагового двигателя.
Затем мы можем правильно подключить двигатели к щиту ЧПУ. Для подключения микроконцевых выключателей на месте я просто припаял провода прямо к ним, а с другой стороны припаял штыревые разъемы, которые я получил от соединительных проводов.
Что касается серводвигателя, я использовал несколько удлинительных кабелей сервопривода, чтобы он мог добраться до экрана ЧПУ. Для питания станка нам понадобится блок питания 12В. Вот принципиальная схема того, как все должно быть подключено.
Электрическая схема самодельного ЧПУ-плоттера
Вот принципиальная схема того, как все должно быть подключено.
Вы можете получить компоненты, необходимые для этого проекта, по ссылкам ниже:
Шаговый двигатель — NEMA 17……………… Amazon / Banggood / AliExpress
Шаговый двигатель — NEMA 17 23 мм …. . Amazon / Banggood / AliExpress
DC Power Foodse ……………………………… Amazon / Banggood /Aliexpress
91939 /ALIEXPRESS
91993938/ALIEXPRES Как партнер Amazon я зарабатываю на соответствующих покупках.
Итак, мы используем плату Arduino UNO в сочетании с CNC Shield и тремя шаговыми драйверами A4988. У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера.
Завершение сборки машины
Осталось сделать несколько последних штрихов, чтобы закончить этот перьевой плоттер. Здесь я устанавливаю захват для пера, который просто присоединяется к серводвигателю через рожок сервопривода.
Для прокладки кабелей от подъемника для ручек я использовал коврик для обеденного стола, материал которого был прочным, но гибким, поэтому он идеально подходил для этой работы.
На этом наша чертежная машина завершена. Тем не менее, есть несколько вещей, которые мы должны отметить здесь. Поскольку направляющая оси Y не поддерживается с одной стороны, а сам материал PLA для 3D-печати не такой жесткий, при полном выдвижении подъемник пера был на 4 мм ниже по сравнению с поддерживаемой стороной.
Это слишком много, но мне удалось решить эту проблему, немного приподняв переднюю часть машины. Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны.
Еще одна проблема связана с держателем для ручек, поскольку в этом случае ручки плохо удерживаются на месте. Здесь я бы предложил увеличить верхние отверстия и добавить немного мягкого материала по бокам, чтобы ручки оставались на месте, а машине было легко вставлять их.
Наконец, мы можем вставить доску под всю машину, чтобы получить ровную поверхность.
Вот и все, наша машина готова.
Прошивка и управляющее ПО для самодельного перьевого плоттера
Осталось дать ему жизнь или сделать из него настоящий станок с ЧПУ. Для этого нам нужно установить прошивку на Arduino для управления движением станка с ЧПУ, и нам нужно управляющее программное обеспечение, с помощью которого мы будем отправлять G-коды и сообщать станку, что делать.
Наиболее популярным выбором для станков с ЧПУ своими руками является прошивка GRBL с открытым исходным кодом. Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя.
После того, как мы загрузим и установим эту прошивку GRBL в папку библиотеки нашей Arduino IDE, нам также необходимо изменить ее файл config.h, чтобы включить 3-осевое самонаведение вместо стандартного 2-осевого.
Что касается программного обеспечения для управления, мы будем использовать GRBL-Plotter, который предназначен для управления плоттерами и включает в себя графический преобразователь, с помощью которого мы можем генерировать G-код из наших изображений или графики. Это также программное обеспечение с открытым исходным кодом, которое можно загрузить с Github.
Здесь первое, что нам нужно сделать, это подключить нашу плату Arduino к программному обеспечению через подходящий COM-порт. Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной.
Параметры GRBL
Первое, что мы должны настроить здесь, это разрешение перемещения или значения шагов/мм. Эти значения показывают, сколько шагов должен сделать двигатель, чтобы переместиться на 1 мм. Это зависит от типа имеющегося у нас шагового двигателя, выбранного разрешения шага и передачи движения, в данном случае ремня и шкива GT2.
Для нашего станка требуется значение 80 шагов/мм, чтобы оси X и Y были точными. Что касается оси Z, я установил значение 40, что на самом деле не точно с точки зрения реального движения, но мы все равно не можем достичь этого с нашим возвратно-поступательным движением.
Мы также должны установить номер параметра 23 на 0, который сообщает, где расположены наши концевые выключатели, установить максимальную скорость подачи, ускорение, максимальную скорость перемещения и параметр номер 1 на значение 255, которое поддерживает работу шаговых двигателей. все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться.
Настройка плоттера GRBL
Хорошо, теперь давайте посмотрим на настройку контроллера. Здесь так много вариантов настройки, что поначалу это может немного пугать. Здесь сначала нам нужно установить перемещение пера вверх и вниз по оси Z и установить значения для положения вверх и вниз.
На вкладке Таблица инструментов мы можем определить цвет перьев и их положение. Здесь следует отметить, что эти значения относятся к G53 или системе координат станка. Это означает, что они определяются жесткими концевыми выключателями машины и максимальным ходом, который мы установили ранее в параметрах GRBL.
Для определения положения каждого пера я использовал значения смещения, которые в данном случае равны 0 для оси X и 277 для оси Y. Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении.
Здесь мы также можем отрегулировать скорость подачи и положение вверх и вниз для каждого пера отдельно, если это разные перья.
Затем в разделе «Смена инструмента» мы должны выбрать «Выполнить смену инструмента на Tx M06», что говорит станку выполнить смену инструмента, когда эта команда появляется в G-коде.
Значение «x» после буквы T указывает номер инструмента из таблицы инструментов. Чтобы выполнить смену инструмента, мы должны включить сценарии «выбрать» и «удалить», которые выполняются при появлении команды Tx M06. В этих сценариях мы определяем движение захвата, чтобы взять или удалить инструмент.
Для выбора пера захват сначала позиционируется перед фактическим пером в абсолютных координатах станка, определенных в таблице инструментов. Затем сервопривод открывает захват, он поднимается еще на 4 мм, затем движется к ручке в направлении X и немного в направлении Y. Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.
Разумеется, все эти параметры зависят от самих ручек, их размеров и размеров держателей. Единственный способ сделать этот процесс правильным — это протестировать и исправить значения.
Генерация G-кода для перьевого плоттера с ЧПУ с автоматической сменой инструмента
Наконец, давайте посмотрим, как мы можем генерировать G-код из изображений с помощью этого программного обеспечения GRBL-Plotter.
После того, как мы загрузили изображение, мы можем нажать «Предварительный просмотр с цветами из таблицы», чтобы увидеть, как будет выглядеть изображение. На вкладке коррекции изображения мы можем поиграть со значениями яркости, контрастности, гаммы и насыщенности, чтобы добиться цветов, похожих на реальное изображение или на те, которые нам действительно нужны. Мы можем установить размер вывода в мм, а в кране замены цвета мы можем удалить цвета, которые мы не хотим использовать.
Например, мы можем удалить абрикосовый цвет, который является белым цветом изображения. Затем мы можем нажать кнопку «Создать G-код», и G-код будет сгенерирован.
Мы также можем генерировать G-коды из файлов SVG, которые мы можем просто перетащить, и программа сразу же сгенерирует G-код.
Прежде чем мы начнем рисовать, мы должны установить нулевую позицию в любом месте рабочей области, а затем нажать кнопку воспроизведения.
Перьевой плоттер заработает, и мы сможем наслаждаться его волшебством.
Надеюсь, вам понравилось это видео и вы узнали что-то новое. Если у вас есть какие-либо вопросы, не стесняйтесь задавать их в разделе комментариев ниже.
Лучшие чертежи фрезерного станка с ЧПУ для вас
Если вы ищете набор чертежей фрезерного станка с ЧПУ, чтобы построить свой собственный станок, но у вас много вопросов или вы не уверены, какой из них вам подходит , тогда читайте дальше. В этой статье мы обсудим, чего ожидать при покупке набора планов, и что следует учитывать при оценке того, какая машина лучше всего подходит для вас.
Если вы спешите и просто хотите увидеть варианты и мой лучший выбор, вот 9 чертежей фрезерного станка с ЧПУ, которые вы можете построить самостоятельно.
Давайте начнем с рассмотрения основных соображений по выбору чертежей фрезерного станка с ЧПУ, из которых вы должны строить. Эти пункты перечислены примерно в порядке важности.
Какой у вас бюджет?
Для большинства людей лучше всего начать с вашего бюджета. Мы говорим не о том, сколько будет стоить комплект планов (он варьируется от бесплатных до 200 долларов), а о том, сколько будет стоить готовая машина.
Стоимость рабочей машины трудно определить, так как многие планы допускают настройку производителем. Например, если вы выберете шпиндель и VFD вместо маршрутизатора, разница может составить 200 долларов. То же самое касается шаговых двигателей и драйверов, ПК для запуска машины и программного обеспечения, которое может варьироваться от бесплатного до сотен или даже тысяч долларов. Пытаясь выяснить, какой будет ваша окончательная стоимость, обратите внимание на то, что входит в оценки, которые публикует каждый производитель. Имейте в виду, что многие из них не включают маршрутизатор или шпиндель, компьютер и программное обеспечение, необходимое для работы станка, или даже электронику, являющуюся частью станка.
Итак, сколько стоит построить фрезерный станок с ЧПУ по чертежам? Вы можете увидеть мои оценки для каждой из 9 машин, перечисленных в статье, указанной выше. Они варьируются от 700 до 5000 долларов и выше. Если у вас строгий бюджет, это может быстро сузить круг моделей, которые вам нужно сравнивать.
Размышляя о своем бюджете, учтите, что в дополнение к станку, как только вы начнете работать, вы можете легко потратить от нескольких сотен до более тысячи долларов на фрезы или концевые фрезы и дополнительные аксессуары (зажимы, пылесборник, инструментальный щуп, искатель кромки, тиски, дополнительный лазерный или скользящий нож, компрессор, подвод охлаждающей жидкости, вакуумные прижимы, список можно продолжить).
Что ты хочешь сделать?
Это следующий вопрос, который вы должны задать себе, прежде чем решить, из какого набора чертежей ЧПУ вы будете строить. Вероятно, у вас есть идеи, что вы хотите сделать на своем станке с ЧПУ. Это поможет определить, какую машину вы должны получить. Здесь есть два основных соображения: 1. Насколько велики детали, которые вы собираетесь делать? 2. Из какого сырья будут изготовлены детали?
Размер машины и рабочая зона
Когда вы думаете о том, какой размер машины вам нужен, нужно учитывать не только габаритные размеры машины. Конечно, машина должна поместиться в вашей мастерской (или в вашей гостиной, как это делают некоторые люди). Поэтому убедитесь, что габаритные размеры будут соответствовать вашему рабочему пространству. Рассмотрите рабочий объем станка и поместите ли он самые большие детали, которые вы хотите изготовить, вместе с дополнительным буфером. Вам может понадобиться дополнительное пространство для удержания заготовки на столе фрезерного станка с ЧПУ. Это может означать место для зажимов, тисков, вакуумных капсул или дополнительного материала по краям для винтов, удерживающих заготовку.
Материалы для обработки
Если вы занимаетесь только деревообработкой или обработкой пластмасс, вам не нужно исключать какие-либо станки. С другой стороны, для обработки более твердых материалов, таких как мягкие металлы (алюминий, латунь, медь), лучше всего подойдет более жесткий и производительный станок. Фрезерные станки с ЧПУ не идеальны для фрезерования более твердых металлов, таких как сталь, хотя это можно сделать на некоторых станках с очень низкой скоростью съема материала (что означает, что это требует очень много времени). Если вашей основной целью является обработка металлов, вам следует подумать о фрезерных станках с ЧПУ, а не о фрезерных станках с ЧПУ.
Производительность фрезерного станка с ЧПУ
Существует широкий диапазон производительности различных станков, которые можно построить по чертежам. В нижней части спектра некоторые станки будут считаться полезными только для изучения ЧПУ или для легкого хобби, в то время как другие могут использоваться малыми предприятиями для выполнения производственных работ. Так как же определить производительность станка с ЧПУ? Это сводится к точности, прецизионности, воспроизводимости, скорости, ускорению и скорости съема материала. Вы также можете добавить обсуждение качества отделки, вибрации и жесткости, но эти детали будут сохранены для другой статьи.
Точность относится к разнице между размерами обработанной детали и размерами конструкции (модели САПР или чертежей). Точность зависит от точности и воспроизводимости машины.
Точность относится к наименьшему расстоянию, на которое машина может двигаться. Например, если шаговый двигатель может совершать 200 шагов за один оборот и он приводит в движение винт, который перемещает гайку на 10 мм за один оборот, точность будет рассчитываться как 10 мм / 200 шагов = 0,05 мм на шаг двигателя. Таким образом, наименьшее перемещение, которое может быть выполнено фрезером, составляет 0,05 мм. Машины обычно проектируются с гораздо большей точностью, чем конечная точность, которую они достигают.
Повторяемость можно рассматривать как разницу между размерами нескольких копий одной и той же детали. Из-за таких факторов, как изгиб станка, вибрация, биение и люфт, размеры обрабатываемых деталей не будут каждый раз точно одинаковыми и не будут идеально соответствовать конструкции. Эти факторы являются причиной большинства ошибок в машинах.
Определите, насколько жесткие допуски необходимы для предполагаемой работы. Например, должна ли точность быть в пределах +/- 0,001 дюйма или +/- 0,01 дюйма? Для высокоточной обработки металла это, вероятно, будет 0,001 дюйма или меньше. Для деревообрабатывающего станка допустима погрешность в 1/32 дюйма (0,03125 дюйма) или даже больше.
Скорость
Скорости обычно делятся на скорости подачи и быстрые скорости. Скорость подачи — это скорость движения инструмента (линейная скорость прохождения материала, а не скорость вращения инструмента) при резке материала. Быстрые скорости описывают, насколько быстро перемещается инструмент, когда он перемещается, не выполняя резку. Обычно они определяются в дюймах в минуту (IPM), мм/мин или мм/сек. Обратите внимание, что скорость вращения инструмента определяется в оборотах в минуту (об/мин) или в футах поверхности в минуту (SFM).
Одной скорости недостаточно для определения производительности машины. Даже если станок может очень быстро перемещать инструмент в трех измерениях, он не может быть высокопроизводительным станком, если он может выполнять только очень мелкие проходы и небольшие переходы за один раз при резке материала.
Скорость съема материала (MRR)
MRR описывает количество материала, которое можно вырезать или фрезеровать из куска заготовки за заданный промежуток времени. Эта концепция полезна для характеристики производительности машины. Если машина очень жесткая и хорошо гасит вибрации, она может выполнять более глубокие пропилы с большими шагами, удаляя много материала за короткий промежуток времени (высокий MRR). С другой стороны, если машина может обрабатывать только очень мелкие проходы с небольшими шагами, тогда MRR будет очень низким, и работа займет много времени.
К сожалению, MRR не является опубликованной спецификацией для большинства машин, но концепция представлена здесь, чтобы заставить вас задуматься и не дать вам судить о производительности машин на основе опубликованных максимальных скоростей.
Ускорение
Ускорение становится важным при работе с детальными или более мелкими деталями и при выполнении трехмерных (3D) работ. Каждый раз, когда станок меняет направление по оси, станок должен замедляться, а затем снова ускоряться до подачи или ускоренной скорости. Если машина не может справиться с высокими показателями ускорения, ей придется замедлиться намного раньше, прежде чем изменить направление, и потребуется больше времени, чтобы набрать скорость. Это означает, что выполнение работы занимает много времени.
Подводя итог обсуждения производительности, скажем, что сравнивать машины может быть очень сложно, так как дизайнеры не проводят стандартизированных испытаний и публикуется мало информации о реальной производительности машин. Лучший способ оценить это — посмотреть видеоролики о машинах в действии и увидеть, насколько глубоки пропилы, насколько широк пропил или сколько проходов необходимо для резки материала заданной толщины. Также читайте отзывы и комментарии строителей о прочности и жесткости машины.
Необходимые навыки и инструменты
Другим важным фактором являются типы инструментов, которые потребуются для сборки машины, и навыки, которыми должен обладать строитель.
Учитывайте имеющиеся у вас навыки, опыт, рабочее пространство и набор инструментов. Готовы ли вы инвестировать в новые инструменты и приобретать новые навыки, чтобы усовершенствовать свой фрезерный станок с ЧПУ? В зависимости от дизайна вам могут понадобиться определенные навыки, такие как деревообработка, металлообработка, сварка, пайка и электроника. Оценка ваших текущих ресурсов и того, во что вы готовы инвестировать, будет иметь жизненно важное значение при выборе машины для сборки.
При сравнении различных машин обратите внимание на то, из каких материалов сделаны их рамы. Обычно это дерево, алюминий или сталь. Если у вас уже есть деревообрабатывающий цех, вам будет легко построить любое из станков с деревянным каркасом. Чтобы построить алюминиевые или металлические машины, вам может потребоваться купить комплект деталей, а не делать детали самостоятельно, или заплатить кому-то за изготовление компонентов для вас. Некоторые машины с металлическим каркасом были спроектированы так, чтобы в основном скрепляться болтами из имеющихся в продаже деталей, что можно сделать с помощью ручных инструментов.
Одна из приятных особенностей построения по планам заключается в том, что вы всегда можете модифицировать машину в соответствии со своими потребностями. Например, вы можете построить сварную стальную основу для машины, а не использовать габаритные пиломатериалы или алюминиевые профили. При этом любые отклонения от планов могут значительно увеличить время сборки, поскольку для этого требуется, чтобы вы придумали дизайн.
Что ожидать от пакета планов
Существует большая разница в том, что включено в пакеты планов между всеми планами на рынке. На одном конце спектра вы получите только набор рисунков. Эти чертежи содержат всю информацию, необходимую для сборки машины, но могут напугать тех, кто не привык читать чертежи или технические чертежи. На другом конце спектра, в дополнение к механическим чертежам, может быть спецификация (BOM), обсуждение проектных соображений, пошаговые инструкции, изображения процесса сборки, ссылки на поставщиков для каждой детали и более. У некоторых проектов есть форумы строителей, к которым у вас будет доступ, а у некоторых есть доступные видео, которые документируют сборку. Некоторые проекты делают файлы САПР доступными для тех, кто хочет либо изменить дизайн, либо использовать их для обработки деталей на другом фрезерном станке с ЧПУ.
Так что помните об этом, когда смотрите варианты планов. Если вам лучше следовать видео или иметь пошаговые инструкции, это может помочь вам принять решение. Конечно, у вас может не быть такой возможности, если вы уже исключили определенные планы из наших предыдущих оценок.
Если вам нравится ходить по магазинам в поисках лучших предложений, вам может быть не нужны ссылки на источники для каждой детали.
Если вы хотите использовать планы в качестве приблизительного руководства или просто как источник вдохновения для вашей индивидуальной сборки, вам может понадобиться вариант, предлагающий файлы САПР машины.
Заключение
Подводя итог, можно сказать, что лучший чертеж фрезерного станка с ЧПУ для вас — это тот, который вы можете себе позволить построить и эксплуатировать, и который может производить детали, которые вы хотите производить, с требуемой производительностью. Используя информацию, которую вы только что узнали, взгляните на мой список из 9 чертежей фрезерных станков с ЧПУ, которые вы можете построить сами, и выберите свой станок!
Если у вас все еще есть вопросы, которые не были рассмотрены, или у вас есть какие-либо комментарии для меня, я буду рад услышать от вас. Отправьте сообщение на [email protected].
Почему часто включается насосная станция при наборе воды: определяем и устраняем поломки
Любое жилое помещение, будь то загородная дача или фешенебельный особняк, не будет полноценно функционировать без современной системы водообеспечения. Стабильное давление в трубопроводах обеспечивает специальный комплект оборудования, состоящий из насоса, резервуара и управляющего блока. К сожалению, в процессе эксплуатации без поломок не обойтись. Любому владельцу стоит изучить их причины и методы ремонта.
Содержание
1 Комплектация водоснабжающей станции для дома
2 Отчего часто включается домашняя насосная станция при наборе воды: устраняем неполадки
2.1 Регулятор давления
2.2 Нагнетающий насос
3 Отчего часто включается и выключается домашняя насосная станция при открытых кранах: причина в гидроаккумуляторе
4 Дополнительные факторы
Комплектация водоснабжающей станции для дома
Понять, почему часто включается насосная станция при наборе воды, без знания ее конструкции и принципа работы непросто. Распространенные модели включают несколько узлов:
Помпа – классифицируется по типам (например, вихревая или центробежная), по месту расположения (поверхностная или погружная) и мощности. Для поддержания давления в системе используют дополнительные устройства.
Гидроаккумулятор – бак с прочными стенками и резиновой мембраной служит для стабилизации водяного давления. Принцип работы: поступающая в емкость вода, растягивает упругую мембрану, после чего она стремится возвратиться в исходное положение, и выдавливает жидкость в трубопровод.
Блок управления с механическим реле – отвечает за оптимальное функционирование гидроаккумулятора и помпы. Если насос стал чаще включаться, стоит уделить внимание регулировке пружин, чтобы задать уровень давления в автономном водопроводе.
Любой дисбаланс регулировок, и пожалуйте, – работа всего комплекса под вопросом. Здесь ситуация в корне отличается от той, когда радиаторы горячие, а в квартире холодно – преждевременный износ и выход агрегатов из строя неизбежен. Например, обстоятельство, когда насосная станция часто включается и выключается при открытых кранах, говорит о несоблюдении дельты давлений воздуха в баке и момента срабатывания реле включения насоса.
Как показывает опыт общения с домовладельцами, не все понимают разницу между гидроаккумулятором и емкостью для воды. Тут все просто – гидравлический аккумулятор уменьшает число пусков помпы, чем увеличивает ее срок службы, и защищает от гидроударов. Емкость же служит для накопления воды на случай отключения электроснабжения. Поэтому выбирать объем гидробака нужно в зависимости от норм потребления
Отчего часто включается домашняя насосная станция при наборе воды: устраняем неполадки
Суть работы водоснабжающего комплекса заключается в поддержании водяного давления в системе за счет его периодической работы. Достигая установленных на блоке управления показателей, помпа должна выключаться. Если она начинает работать непрерывно, то придется выключить оборудование и определить причину неисправности.
Регулятор давления
Нелады с регулятором – это когда часто срабатывает реле давления насосной станции или вообще не отключается. Чтобы убедиться в своих предположениях, достаточно выполнить ряд операций:
Проверить правильность показаний встроенного манометра. Для этого можно использовать автомобильный насос, заодно при необходимости восстановить рабочее давление через золотник.
Перед проверкой узла регулировки отключить оборудование от электросети, слить из бака гидроаккумулятора воду.
Демонтировать крышку блока управления.
Отверткой провернуть регулирующий винт, фиксирующий крупную пружину реле: почасовой стрелке порог давления воды увеличивается, а против часовой – снижается.v
Если насосная станция слишком часто включается при наборе воды, то видимо, предел завышен – повернуть винт большой спирали против часовой. Затем стравить и снова закачать воздух. Реле должно автоматически срабатывать в процессе стравливания воздуха, при достижении минимального уровня давления, зафиксированного в инструкции.
Частое самопроизвольное включение насоса может быть и по причине неверно выставленного рабочего диапазона. Пружина меньшего калибра ответственна за интервал между началом и окончанием работы помпы. После выставления нижнего уровня (большая спираль) нужно выставить верхний порог отключения оборудования, который составляет 95% от допустимого давления в системе.
В последнем случае, когда рабочий интервал слишком мал, станция не будет набирать норму воды за один цикл. Это повышает частоту включений, но достаточно простой регулировки маленькой пружины – и эффективность устройства будет восстановлена. Правильность установки диапазона инспектируют двумя-тремя циклами накачки и стравливания воздуха с контролем показаний манометра.
Встречается ситуация, похожая на ту, когда плохо греют биметаллические радиаторы, то есть банальный засор. По причине грязной воды засоряется входное отверстие реле блока управления. Здесь достаточно поработать жесткой щеткой, чтобы избавиться от посторонних примесей.
Нагнетающий насос
Бывает, что при открытых кранах даже новая насосная станция часто включается и выключается сама по себе вследствие недостаточного уровня электропитания. Крыльчатка помпы не в состоянии развить оптимальную мощность для наполнения водяной системы.
Проблема одинаково может скрываться как в электрической, так и в механической части насоса:
В процессе эксплуатации механика конструкции изнашивается, это сопровождается падением водяного давления, иными словами, насосная станция не держит давление в водопроводе. Проверить работоспособность насоса можно, отключив его от системы, после чего визуально оценить мощность струи воды. Основные узлы помп ремонту не подлежат, их меняют целиком.
Патрубки центробежного насоса со временем могут засориться. Здесь поможет механическая очистка и обработка чистящими составами.
Длительная эксплуатация способствует образованию окислов на контактах клеммной коробки, что затрудняет проходимость электротока. Насос перестает выдавать свою мощность. Устраняется неполадка просто: оборудование обесточивается, и контакты зачищаются.
Неустойчивая работа оборудования может быть следствием нестабильного напряжения в домашней сети. Проблема решается подключением стабилизатора.
Отчего часто включается и выключается домашняя насосная станция при открытых кранах: причина в гидроаккумуляторе
Один из главных узлов системы – аккумулятор давления, состоящий из металлической емкости и мембраны. В процессе работы резиновая мембрана существенно растягивается или вовсе приходит в негодность. То же касается и металлического бака, со временем он корродирует и не держит давление. Бывает, что емкость дефектна с самого начала, часто такое случается по сварному шву.
Когда насосная станция работает рывками или часто включается при наборе воды, есть смысл оценить целостность резиновой груши. Для этого не нужно разбирать аккумулятор, достаточно нажать на клапан-нипель – из него должна выходить струя воздуха. Если из отверстия идет вода, то мембрану придется менять.
Повреждение фальца, который крепит резиновую грушу, также влияет на работу комплекса. Любая деформация детали способна нарушить герметичность устройства. Замена как мембраны, так и фальца требует демонтажа гидроаккумулятора и его разборки.
Дополнительные факторы
Скрытые утечки в системе труб водоснабжения также могут стать причиной нестабильной работы комплекса. Ситуация сложная, поскольку повреждение трубы возможно и под землей. Обнаружить такую поломку довольно сложно.
Если возникает вопрос, как часто должна включаться насосная станция, то стоит обратить внимание на расчеты водопотребления. Возможно, что ваши запросы на воду увеличились, и нужно подумать о параллельной установке еще одной емкости или заменить более емким ресивером.
Не помешает принять во внимание еще несколько факторов:
Засорился обратный клапан – поток воды не перекрывается, она уходит из системы, давление снижается, а насос постоянно включается. Выхода два: снять и почистить клапан или заменить на новый.
Вышел из строя конденсатор в клеммной коробке – в этом случае помпа не будет запускаться вообще. Деталь проверяют тестером и меняют при необходимости.
Неисправен золотник – воздух из бака выходит в атмосферу и его давление падает, что приводит к учащенной работе помпы. Для устранения неисправности гидроаккумулятор нужно демонтировать, вынуть мембрану, и заменить ниппель.
Поделиться в социальных сетях
Вредны ли частые включения насоса? — Всё самое интересное!
Продолжаем раздел «Вода» и подраздел «Инженерные системы» ответом на вопрос «Вредны ли частые включения насоса?» Где постараемся рассмотреть проблему со всех сторон и максимально полно ответить. Сразу укажем: речь идёт о насосах бытовых — не о промышленных монстрах.
Вредны ли частые включения насоса — вопрос задаётся в первую очередь теми, кому пытаются продать накопительный бак под давлением (гидроаккумулятор). Бак — не дешёвый, занимает место, у него может изнашиваться резиновая груша, которую нужно иногда менять. А это дополнительные расходы. Хоть частота включений и уменьшается. Принцип работы гидроаккумулятора:
Для ответа на вопрос нужно разобраться с двумя интересными словами — вредны и частые. Что за вред, каковы последствия? И какое именно число считается «частым»?
Начнём с ответа на второй вопрос, по нему есть отличная путаница. Например, на сайте http://ua.delfin-aqua.com.ua/faq.html пишут:
Максимальная частота включения / выключения 20-30 раз
Логично спросить: 20-30 раз за что? За секунду? За минуту? За час? Молчание.
И так практически на каждом просмотренном сайте. Поэтому временно вернёмся к первому вопросу (в надежде, что наткнёмся на ответ):
В чём вред частых включений насоса?
Причём не «вред длительной работы», а именно «вред частых включений?»
Например,кандидат технических наук Горюнов Александр Николаевич в автореферате к диссертации пишет:
Частые включения мощных насосных агрегатов ведут к износу электротехнического и гидравлического оборудования и возникновению гидравлических ударов в трубопроводных сетях.
Здесь речь идёт об огромных насосах на сотни кубометров воды в минуту. Там используются огромные мощности. Можно ли перенести данные об этих монстрах на бытовые насосы?
Сайты-производители бытовых насосов также говорят об ускоренном износе насоса как о последствиях частых включений.
Итак, в чём логика? Ведь, по идее, насос должен работать столько, сколько нужно. Ведь если бы частые включения были критичными, на насосах бы писали что-то типа «рассчитан на 10000 включений». Например, так пишут на электромагнитных клапанах. Это клапаны, перекрывающие подачу воды по электронному сигналу. В их характеристики входит «рассчитан более чем на 5000 / 10000 и т.д. включений».
Ещё один вопрос: насосы бывают погружными или поверхностными, вихревыми и лопастными и всякими разными. Частые включения изнашивают все типы насосов? Или какой-то один тип?
Затем, есть двигатель насоса и есть то, что насасывает. Что именно изнашивается от частых включений?
На сайте http://www. ivd.ru/document.xgi?id=8211 пишут, что частые включения изнашивают все детали, и в первую очередь электродвигатель.
С другой стороны, сайт http://www.watergarant.ru/Pusk.html пишет:
Электродвигатели, предназначенные для частых пусков/отключений обычно оборудованы системой управления, которая состоит из контактора и устройства защиты от перегрузок (термореле).
Термореле — это то, что установлено на любые водяные насосы, если это не самый унылый и самый позорный агрегат. Оно защищает двигатель от перегрева и отключает его при достижении критической температуры.
Контактор — устройство частого включения-выключения (до 3600 циклов в час). Поэтому оно должно быть устойчиво к механическому и электрическому износу. Эти устройства ставятся на большие промышленные моторы, бытовые моторы ими не оборудуются. По данным Википедии, контактор может заменить реле с нормально разомкнутыми контактами.
Наконец-то мы получили данные о частоте «частых» включений. Потолок — 1 раз в секунду. Минимальное значение из Википедии (https://ru.wikipedia.org/wiki/Контактор) для контактора — 30 раз в час, раз за две минуты.
Теперь о том, что же может износиться. Включается мотор насоса скорее всего, с помощью реле. Реле — это такая штука, которая механически замыкает контур под воздействием тока. Например, когда сигнал о включении насоса отсутствует, нет тока для включения реле. Когда сигнал о включении пошёл, значит, на реле подаётся ток. Если на реле подаётся ток, то одна металлическая пластинка прилипает к другой пластинке, и ток может идти и через двигатель насоса.
Нет сигнала — нет тока в моторе. Есть сигнал — есть ток в моторе.
Реле действительно может износиться. Эти металлические прилипающие друг к другу пластинки имеют предел прочности. И чем чаще они прилипают-разлипают, тем быстрее этот предел наступает, пластинка ломается, и насос не включается.
Можно предположить, что чем дороже насос, тем качественнее в нём реле включения, и тем дольше оно служит. Но это лишь гипотеза, и в дешёвом китайском насосе может стоять хорошее китайское реле. А в дорогущем европейском насосе тоже может стоять это же самое китайское реле.
У разных реле разная критическая частота включений. Различные фирмы — различные характеристики. Но из десятков просмотренных меньше миллиона циклов включений-выключений не было. Так что опасность износа реле очень преувеличена. Но есть и другой момент.
Когда на электродвигатель подается напряжение, возникает скачок тока, который называют пусковым током или током при заторможенном роторе. Пусковой ток обычно превышает номинальный в 5 — 10 раз, но действует кратковременно. Одновременно с возрастанием токовой нагрузки на обмотки статора происходит ударное увеличение крутящего момента двигателя, которое передается на вал ротора асинхронного двигателя и через него далее на механическую часть насоса. Это ведёт как к перегреву обмоток статора и ухудшению их изоляции, так и поломкам валов от ударов и вибраций, механическим деформациям электрической части и т. д.
То есть, двигатель при частых включениях, особенно летом, может перегреваться. Но это верно лишь для насосов поверхностных, без водяного охлаждения. Погружные насосы и насосы с водяным охлаждением защищены от таких последствий.
Ударное увеличение крутящего момента может влиять на вал двигателя. Это как если бы вы детскую карусель раскручивали не постепенно, а ударами, с ноги. Когда скорость карусели велика, то удары лишь поддерживают её. А когда низка, страдает ось вращения карусели и место, куда бьют.
Верна закономерность: чем больше вал, тем дольше его нужно разгонять, и тем больше он повреждается при ударном включении. Бытовые насосы имеют маленькие валы, поэтому вред от «ударов» включения минимален, и им можно пренебречь.
Также есть насосы без валов, где вода подаётся с помощью мембраны-пластины. Для них опасности ударного включения вообще не существует.
Также данные о частоте включений с форума https://www. forumhouse.ru/threads/241278/:
Чем меньше электрическая мощность насоса тем больше циклов он может выдерживать, в среднем для 0-75-1,1 кВт насоса 20 включений в час, для 0,37 кВт — 35 включений в час, если это число превышено, то ресурс электродвигателя насоса существенно понижается.
Ещё одно последствие частых включений насоса — частые гидроудары. Гидроудар — это резкое возрастание давления в закрытом трубопроводе. Как и любой другой удар, он наносит вред тому, что подвержено ударам — могут лопнуть трубы, выйти из строя смесители. Но, как ни странно, для того, чтобы погасить гидроудар, не нужен гидроаккумулятор. Достаточно обычного редуктора давления.
Так что при определённых условиях гидроаккумулятор действительно не нужен:
Если вы готовы раз в 10 лет заменять реле включения насоса (частота примерно такая же, как и частота замены груши гидроаккумулятора, цена примерно такая же).
Если вам проще купить / отремонтировать новый насос раз в 10-15 лет.
Если вы используете насос только для полива и не каждый день. Критическая частота включений в этом случае не будет достигнута и за 20 лет.
Если вы используете недорогой насос, и вам действительно проще купить новый.
Если вы используете насос, потребляющий меньше, чем 1 кВт/час, то нагрузка при включениях минимальна.
Погружные насосы меньше подвержены износу из-за включений-выключений (из-за хорошего охлаждения водой).
Если вы мастер на все руки, и у вас есть свободное время — вы сами легко замените хоть десяток этих реле к насосу. Так что можно включать насос хоть пять раз в секунду 🙂
С другой стороны, у гидроаккумулятора есть хорошее преимущество — запас воды. Но для этого гидроаккумулятор должен быть большим — что не всегда по карману.
Итак, окончательный вывод:
Вредом от частых включений насоса при определённых условиях можно пренебречь.
Если у вас есть дополнительные данные — обязательно пишите в комментарии!!
Помогите! Мой скважинный насос продолжает работать
6 Распространенные проблемы, из-за которых ваш скважинный насос работает без остановок
Хотите знать, почему ваш скважинный насос работает без остановок? Мы поможем вам решить эту проблему с сантехникой.
Если ваш скважинный насос продолжает работать, это обычно происходит из-за одной из следующих проблем :
У вас есть работающее оборудование
Возможно, скважинный насос потерял заливку
Неисправен переключатель контроля давления насоса
уровень воды мог понизиться
Утечки в скважинных трубопроводах
Ваш скважинный насос поврежден
Давайте более подробно рассмотрим каждую из этих 6 распространенных проблем с скважинными насосами и способы их решения.
#1: У вас есть работающий прибор
Если у вас есть постоянно работающий прибор, такой как унитаз или раковина, помпа также может работать без остановок. Это связано с тем, что работающему устройству требуется постоянный поток воды, что заставляет ваш насос работать постоянно.
Примечание. Два обычных бытовых сантехнических прибора, которые постоянно работают, — это унитаз и кухонная раковина. Для получения дополнительной информации о том, как их исправить, прочитайте эти статьи:
Почему мой туалет работает постоянно/случайно?
Мой кухонный кран не выключается
Решение: Выполните следующие действия, чтобы выяснить, не вызывает ли работающий прибор постоянную работу скважинного насоса:
Отключите подачу воды в ваш дом . Если ваш насос перестал работать после того, как вы отключили подачу воды, это может означать, что один из ваших сантехнических приборов требует слишком много воды.
Снова включите подачу воды, затем проверьте сантехническое оборудование , такое как раковины, душевые и туалеты, а также наружные садовые шланги и разбрызгиватели для газонов, чтобы убедиться, что они не работают постоянно и не подтекают.
Если у вас есть протечки или постоянно работающий прибор, обязательно отремонтируйте их (для этого вам может понадобиться помощь сантехника). Посмотрите, нормально ли работает ваш скважинный насос после того, как вы устраните все утечки.
Если ваш скважинный насос все еще работает, у вас может быть другая проблема. В таком случае читайте дальше…
#2: Возможно, скважинный насос потерял заправку
У вас может быть 2 разных типа насосных систем: надземная струйная насосная система или подземная погружная насосная система.
Потеря заливки скважинного насоса обычно является проблемой только для системы струйных насосов. «Заливка насоса» означает, что всасывающая труба струйной системы всегда должна быть заполнена водой (заполнена), чтобы обеспечить достаточное всасывание для подачи воды из колодца в бытовую водопроводную сеть.
Если ваш скважинный насос теряет заправку, он будет работать постоянно. Как правило, струйные насосы теряют заливку при утечке во всасывающей линии.
Решение: Во-первых, немедленно выключите насос, чтобы не повредить его. Эксплуатация насоса, потерявшего заправку, может привести к серьезному повреждению системы.
Вы можете попытаться заправить свой струйный насос самостоятельно, однако мы рекомендуем обратиться к сантехнику, поскольку всасывающая линия может иметь утечку, которую должен устранить профессионал.
#3: Реле контроля давления насоса неисправно или настроено неправильно
Реле контроля давления регулирует давление в скважинном насосе. В частности, переключатель регулирует давление воды, которое заставляет ваш насос включаться (включаться) и отключаться (выключаться).
Если ваш переключатель контроля давления неисправен (обычно в результате засорения трубок или обгоревших точек контакта) или если кто-то отрегулировал давление отключения так, чтобы оно превышало производительность насоса, ваш насос будет работать без остановок.
Решение: Обратитесь к сантехнику, чтобы отрегулировать настройки реле контроля давления или заменить его, если оно неисправно.
Регулировка параметров давления помпы часто требует снятия крышки с переключателя, что представляет опасность поражения электрическим током (открытые провода под напряжением рядом с водой), поэтому эту работу должен выполнять только обученный специалист.
#4: Уровень воды мог понизиться
Для правильной работы скважинному насосу требуется определенное количество воды, поступающее в насос с постоянной скоростью. Мы называем это потоком скоростью . Если уровень воды упал слишком низко или скорость потока отключена, ваш скважинный насос будет продолжать работать без остановки.
Некоторые распространенные причины снижения уровня воды включают:
Падение уровня грунтовых вод в вашем регионе
Местные засухи
Повышенная потребность в воде
Решение: Обратитесь к сантехнику, чтобы убедиться, что в насосной системе скважины установлен надлежащий уровень воды и скорость потока.
№5: Утечки в трубопроводе скважины
Ваш скважинный насос отключается при достижении определенного давления. Значительная утечка в любом месте трубопровода скважины снижает давление воды в системе. Поэтому, если давление слишком низкое, ваш насос не отключится, а будет продолжать работать все время.
Решение: Обратитесь к сантехнику, чтобы проверить насосную систему на наличие утечек. У сантехника есть необходимые инструменты для поиска и устранения любых утечек.
#6: Ваш насос поврежден
Как и все механическое оборудование, скважинные насосы со временем могут выйти из строя. Если скважинный насос имеет внутреннее механическое повреждение, он не поднимет давление воды до точки отключения управляющего выключателя, что заставит насос работать без остановок.
Решение: Обратитесь к сантехнику для ремонта (или замены) скважинного насоса.
Нужен надежный сантехник, чтобы починить скважинный насос?
Свяжитесь с Aztec Plumbing & Drains, чтобы запланировать ремонт скважинного насоса. Мы отправим одного из наших доверенных сантехников, чтобы устранить причину проблемы, чтобы ваш скважинный насос выключился и работал правильно.
2 ВОЗМОЖНЫЕ ПРИЧИНЫ, ЧТО ВАШ НАСОС РАБОТАЕТ ПОСТОЯННО
В основе каждой бытовой скважинной системы лежит электрический насос. Насос несет ответственность за забор воды из вашего колодца в напорный бак, расположенный внутри вашего дома. В идеале насос должен работать достаточно долго, чтобы заполнить гидробак. Только когда уровень воды в баке упадет ниже заданного уровня, насос снова включится.
Нам всем нравится выигрывать в казино еще больше, когда вы можете выиграть что-то, что мы обычно не можем себе позволить. Вы можете выиграть скважинный насос в казино. Во-первых, зайдите на свою любимую платформу онлайн-гемблинга, такую как Spin Samurai https://casinosfellow.com/casino/spin-samurai/, и выберите насос в разделе призов. Возможно, вам придется выиграть определенную игру в этом онлайн-казино, чтобы получить ее. Затем казино выдаст вам ваш колодезный насос в качестве выигрыша, и вы, наконец, сможете его установить.
К сожалению, в реальном мире не всегда все так гладко. Многие домовладельцы сталкиваются с проблемой постоянно работающего насоса. Высокие счета за электроэнергию и дорогостоящие поломки — лишь два побочных эффекта этого нежелательного явления.
Многочисленные различные проблемы могут привести к непрерывной работе скважинного насоса. Лучший способ добраться до корня проблемы — нанять опытного сантехника для проведения диагностики. А пока полезно иметь хотя бы элементарное представление о частых причинах. В этой статье вы улучшите свои навыки поиска и устранения неисправностей скважинных насосов, обсуждая две причины, из-за которых ваш насос может работать без остановок.
1. ПОТЕРЯ ПОДАЧИ
Для забора воды из колодца необходимо сначала заполнить наземный колодезный насос. Заливка включает в себя заполнение капельной трубы водой. Эта вода, в свою очередь, позволяет передать всасывание насоса воде внутри вашего колодца. В противном случае насос просто не сможет создать необходимое количество напора для подъема воды.
Скважинный насос может естественным образом выйти из строя, если его не использовать в течение длительного периода времени. Те, у кого есть загородные дома, оборудованные колодцами, часто должны заправлять свою систему во время своего первого визита каждый год. Насос можно заполнить через заливную пробку, используя либо воду, хранящуюся в напорном баке, либо используя длинный шланг и соседний водопровод.
Вам может быть интересно, почему игроки в казино используют только качественную сантехнику. Ниже приведены некоторые преимущества сантехники премиум-класса. Одним из главных преимуществ является то, что игрокам онлайн-казино не придется раз в год менять установленный ими скважинный насос. Если у них возникла проблема с Well Pump, значит, у вас не хватило денег, чтобы купить качественный, который можно было выиграть в топовом онлайн-казино nz. Если у вас есть сомнения в надежности скважинного насоса, обратитесь к профессиональному сантехнику уже сегодня.
Если вы подозреваете, что ваша помпа перестала работать, обязательно выключите ее как можно быстрее. Если вы позволите сухому насосу продолжать работать, это вскоре приведет к перегреву и другим серьезным повреждениям. Если вы не знаете протокол заливки помпы, как можно скорее обратитесь к сантехнику.
Скважинный насос, который постоянно выходит из строя, вероятно, имеет основные проблемы. Во многих случаях проблема возникает из-за протечки в отводной трубе. Другие распространенные причины включают утечки воздуха в крыльчатке или корпусе насоса, неисправные обратные клапаны внутри скважинного насоса или поврежденный донный клапан на дне скважины.
Как выбрать сантехнику для казино Если вы занимаетесь строительством казино, у вас может возникнуть вопрос: «Как выбрать сантехнику для казино?» Если вы не уверены, какой тип сантехники выбрать для новостройки, прочитайте эту статью, чтобы узнать больше. Есть несколько факторов, которые следует учитывать, включая размер, стиль и бюджет. Когда у вас есть общее представление о том, что вы ищете, вы можете выбрать сантехнику для своего казино. Например, профессионалы рекомендуют выбирать только качественную, современную сантехнику и трубы. Что может быть хуже запаха нечистот в казино? Если ваши посетители услышат это, они обязательно уйдут в самое высокооплачиваемое онлайн-казино. В этом случае вы потеряете всю свою прибыль. Никто не хочет оказаться в помещении с проблемными трубами. Вот почему сантехника так важна.
2. ЗАБИРЕН ИЛИ НЕИСПРАВЕН РЕЛЕ ДАВЛЕНИЯ
Все напорные резервуары колодезной воды содержат важный компонент, известный как реле давления. Реле давления косвенно контролирует уровень воды в вашем резервуаре, регистрируя давление в резервуаре. Напорный бак может поддерживать достаточное давление, даже когда уровень воды падает. Однако со временем уровень воды упадет настолько, что начнет влиять на давление в резервуаре.
Когда давление падает ниже заданного уровня, срабатывает реле давления, передающее электрический сигнал, требующий включения скважинного насоса. Точно так же этот переключатель сообщает насосу, когда он должен прекратить работу. Тем не менее, засоренный переключатель может не регистрировать изменения внутри гидробака.
В результате насос может никогда не получить сигнал остановки работы. Часто эта проблема возникает из-за физического мусора, застрявшего в трубке, ведущей к реле давления. Специалист по скважинным насосам часто может восстановить работоспособность, удалив такой мусор. В других случаях реле давления могло просто выйти из строя или перегореть.
Пока не будет установлено новое реле давления, ваш скважинный насос может продолжать работать.
переводим диаметры труб — самое простое руководство
Уверен, все видели таблицы перевода дюймовых и метрических трубных диаметров. Кажется, что все просто, но на практике возникают сложности. Проблема в том, что разные виды сантехники маркируют по-разному. На простых бытовых примерах рассказываю, как переводить диаметры труб из миллиметров в дюймы и обратно. Привожу все необходимые таблицы с размерами.
Что важно знать, чтобы не запутаться в диаметрах труб
При маркировке разных труб принято использовать разные единицы измерения: металлические обозначают дюймами, а полимерные (ПВХ, полипропилен, ПНД) измеряют в миллиметрах.
Кто-то скажет, что обычную стальную трубу (которой раньше всегда делали разводку по дому) сантехники называют как полдюймовой, так и пятнадцати-миллиметровой. Да, это действительно так. Но гораздо проще общаться с продавцами сантехники, если для металла называть дюймовые размеры, а для пластика миллиметровые. И вот почему.
Если мы возьмем трубы диаметром 20 мм из ПВХ и металла, фактические размеры у них будут разными. Для пластика 20 мм — это наружный диаметр, а для стальной трубы, которую называют двадцати-миллиметровой, это будет внутренний диаметр (условный проход).
Фактический диаметр труб существенно отличается из-за особенностей маркировки.
Как видите, разница очевидна. Подобные трубопроводы могут называть одинаково, но они не являются взаимозаменяемыми. Поэтому, чтобы не путаться, условимся, что для металла используем дюймовые размеры, а для пластика миллиметровые (метрические).
Таблицы для перевода диаметров металлических труб из миллиметров в дюймы
Представим, что вы дома ремонтируете стальной водопровод или систему отопления. Нужно докупить материалы. Для этого необходимо определиться, какого именно типоразмера покупать трубы и фитинги.
Штангенциркулем, рулеткой или линейкой измеряем трубу, но не резьбовую часть, а внутренний диаметр. Если встретим на рынке опытного продавца, уже по этому размеру он поймет, что именно нам дать. А вот парни из поколения «менеджеров» могут что-нибудь перепутать. Поэтому лучше сразу перевести миллиметры в дюймы — ведь именно так маркируют металлическую трубу по стандарту. Кстати, в интернет-магазинах также проставлены дюймовые размеры.
Таблица перевода трубных диаметров.
Внутренний диаметр в миллиметрах (условный проход)
Дюймовый размер
Как правильно читается
10
3/8″
Три восьмых
15
1/2″
Одна вторая (полдюйма)
20
3/4″
Три четверти
25
1”
Дюйм
32
1 1/4″
Дюйм с четвертью
40
1 1/2″
Полтора дюйма (один и одна вторая)
50
2”
Два дюйма
65
2 1/2″
Два с половиной дюйма
80
3”
Три дюйма
90
3 1/2″
100
4
125
5
150
6
Измеряем внутренний диаметр трубы, а не резьбы.
Как узнать размер металлической трубы в дюймах по наружному диаметру
Самый надежный способ узнать дюймовый размер — измерить внутренний диаметр в миллиметрах и перевести в дюймы по приведенной выше таблице. Но бывают такие ситуации, когда перед нами только наружная часть трубопровода. До внутренней мы доберемся только в процессе ремонта, а перед этим нужно купить материалы.
При измерении по наруже всегда есть погрешность. Это связано с тем, что в разных стандартах могут закладывать разную толщину стенки трубопровода. При этом внутренний диаметр металлических труб в миллиметрах стандартизирован и всегда соответствует дюймовому. Поэтому внешний размер мы смотрим с допуском в несколько миллиметров.
Таблица перевода трубных диаметров.
Диаметр в дюймах
Наружный размер бесшовной трубы, мм
Наружный размер водогазопроводной трубы (ВГП), мм
3/8″
16
17
1/2″
20
21,3
3/4″
26
26,8
1”
32
33,5
1 1/4″
42
42,3
1 1/2″
45
48
2”
57
60
2 1/2″
76
75,5
3”
89
88,5
3 1/2″
102
101,3
4
108
114
5
133
140
6
159
165
Перевод диаметров, когда стальную трубу нужно менять на полипропиленовую (или наоборот)
Представим еще одну ситуацию. У нас есть старый водопроводный стояк 1 1/2″, который совсем прогнил. Решили заменить его на новый — полипропиленовый. А чтобы водопровод продолжал нормально функционировать, нам нужно сохранить прежний условный проход — не допустить заужения сечения. Какого размера взять полипропиленовые трубы?
По самой первой таблице видим, что 1 1/2″ соответствует условному проходу 40 мм. Часто в такой ситуации люди идут в магазин и покупают полипропилен 40 мм. Но это неправильно. У такой полипропиленовой трубы 40 мм равен наружный диаметр, а условный проход всего 26,6 мм. Получается, что мы заужаем сечение в полтора раза.
Чтобы не было заужения, по таблице смотрим какая марка трубы обеспечивает необходимый нам условный проход.
Маркировка полипропилена PN 20
Наружный диаметр трубы, мм
Условный проход, мм
16
16
10,6
20
20
13,2
25
25
16,6
32
32
21,2
40
40
26,6
50
50
33,2
63
63
42
75
75
50
90
90
60
110
110
73,2
Уверен, теперь вам будет значительно проще переводить диаметры металлических и полимерных труб из миллиметров в дюймы и обратно. Достаточно иметь под рукой три таблицы с размерами. Сохраняйте данную страницу в закладки, чтобы не потерять.
Внутренний объем погонного метра трубы в литрах
Внутренний диаметр трубы 4-1000 мм. Сколько нужно воды или антифриза или теплоносителя или, там, вазелина;) … для наполнения трубопровода.
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
4
0,0126
0,1257
105
8,6590
86,5901
5
0,0196
0,1963
110
9,5033
95,0332
6
0,0283
0,2827
115
10,3869
103,8689
7
0,0385
0,3848
120
11,3097
113,0973
8
0,0503
0,5027
125
12,2718
122,7185
9
0,0636
0,6362
130
13,2732
132,7323
10
0,0785
0,7854
135
14,3139
143,1388
11
0,0950
0,9503
140
15,3938
153,9380
12
0,1131
1,1310
145
16,5130
165,1300
13
0,1327
1,3273
150
17,6715
176,7146
14
0,1539
1,5394
160
20,1062
201,0619
15
0,1767
1,7671
170
22,6980
226,9801
16
0,2011
2,0106
180
25,4469
254,4690
17
0,2270
2,2698
190
28,3529
283,5287
18
0,2545
2,5447
200
31,4159
314,1593
19
0,2835
2,8353
210
34,6361
346,3606
20
0,3142
3,1416
220
38,0133
380,1327
21
0,3464
3,4636
230
41,5476
415,4756
22
0,3801
3,8013
240
45,2389
452,3893
23
0,4155
4,1548
250
49,0874
490,8739
24
0,4524
4,5239
260
53,0929
530,9292
26
0,5309
5,3093
270
57,2555
572,5553
28
0,6158
6,1575
280
61,5752
615,7522
30
0,7069
7,0686
290
66,0520
660,5199
32
0,8042
8,0425
300
70,6858
706,8583
34
0,9079
9,0792
320
80,4248
804,2477
36
1,0179
10,1788
340
90,7920
907,9203
38
1,1341
11,3411
360
101,7876
1017,8760
40
1,2566
12,5664
380
113,4115
1134,1149
42
1,3854
13,8544
400
125,6637
1256,6371
44
1,5205
15,2053
420
138,5442
1385,4424
46
1,6619
16,6190
440
152,0531
1520,5308
48
1,8096
18,0956
460
166,1903
1661,9025
50
1,9635
19,6350
480
180,9557
1809,5574
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
52
2,1237
21,2372
500
196,3495
1963,4954
54
2,2902
22,9022
520
212,3717
2123,7166
56
2,4630
24,6301
540
229,0221
2290,2210
58
2,6421
26,4208
560
246,3009
2463,0086
60
2,8274
28,2743
580
264,2079
2642,0794
62
3,0191
30,1907
600
282,7433
2827,4334
64
3,2170
32,1699
620
301,9071
3019,0705
66
3,4212
34,2119
640
321,6991
3216,9909
68
3,6317
36,3168
660
342,1194
3421,1944
70
3,8485
38,4845
680
363,1681
3631,6811
72
4,0715
40,7150
700
384,8451
3848,4510
74
4,3008
43,0084
720
407,1504
4071,5041
76
4,5365
45,3646
740
430,0840
4300,8403
78
4,7784
47,7836
760
453,6460
4536,4598
80
5,0265
50,2655
780
477,8362
4778,3624
82
5,2810
52,8102
800
502,6548
5026,5482
84
5,5418
55,4177
820
528,1017
5281,0173
86
5,8088
58,0880
840
554,1769
5541,7694
88
6,0821
60,8212
860
580,8805
5808,8048
90
6,3617
63,6173
880
608,2123
6082,1234
92
6,6476
66,4761
900
636,1725
6361,7251
94
6,9398
69,3978
920
664,7610
6647,6101
96
7,2382
72,3823
940
693,9778
6939,7782
98
7,5430
75,4296
960
723,8229
7238,2295
100
7,8540
78,5398
980
754,2964
7542,9640
—
—
—
1000
785,3982
7853,9816
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
В чем разница между размером трубы и размером трубы?
Вы, наверное, слышали, что трубка и трубка взаимозаменяемы, но отличаются ли они друг от друга? Ответ на этот вопрос – да! Самая большая разница между трубой и трубкой заключается в форме. Труба всегда будет круглой, однако труба может быть круглой, квадратной или прямоугольной. Ниже приведены несколько других факторов, которые отличают трубу от трубы.
Когда дело доходит до измерения трубы, его измеряют по внутреннему диаметру, часто называемому номинальным диаметром. Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Термин «номинальный» относится к трубе в неспецифических терминах и определяет внутренний диаметр безразмерным числом. Например, стальная труба номинальным диаметром 2 дюйма состоит из группы стальных труб диаметром 2,375 дюйма.
Труба также имеет толщину стенки, указанную в спецификации. Внешняя сторона трубы всегда больше внутренней. Разница между внутренним диаметром (ID) и внешним диаметром (OD) обусловлена толщиной стенки. Толщина стенки также определяет прочность трубы. Трубы сортамента 40 являются наиболее распространенными, однако, когда требуется дополнительная прочность, доступен лист сортамента 80.
Круглая трубка определяется ее фактическим наружным диаметром и соответствует соответствующему размеру. Толщина трубы определяется калибровочным номером. Размер трубы будет поддерживать один и тот же внешний диаметр независимо от толщины стенки. Трубы также имеют более жесткие производственные допуски, чем трубы.
Определите, что вам нужно для вашего проекта? Труба или круглый шланг?
Фланцы для трубы размером 1-1/2″ имеют отверстие, подходящее для наружного диаметра более 1,90″ — фактический внешний диаметр трубы 1-1/2″. Трубка диаметром 1-1/2″ имеет реальный наружный диаметр 1,50″. Выше показано различие между фланцем трубы 1-1/2″ и фланцем трубы 1-1/2″.
Вот таблица, в которой указаны фактические размеры для нескольких стандартных размеров труб. Свяжитесь с нами, чтобы получить больше информации.
Руководство по определению размеров наружного диаметра
Возможно, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Fittings
Piping
Клапаны
Сантехника
Фильтрация
Электрические поставки
170.
Трубы из ПВХ бывают разных размеров. Некоторые крошечные, в 1/2 дюйма, но другие огромны в 12 дюймов. Проблема в том, что то, что в промышленности называют трубой диаметром 1 дюйм, на самом деле не имеет диаметра 1 дюйм. Из-за этого запутанного вопроса многие наши клиенты спрашивают нас: «Каков внешний диаметр трубы из ПВХ?» Если у вас есть тот же вопрос, на него можно ответить с помощью таблицы ниже. Продолжайте читать, чтобы узнать, почему внешний диаметр или «OD» трубы из ПВХ не совпадает с тем, что указано в названии.
Какой наружный диаметр трубы из ПВХ?
Наружный диаметр трубы из ПВХ на самом деле немного больше, чем указано в ее названии. Это связано с тем, что трубы и фитинги из ПВХ используют номинальную систему. Это означает, что совместимые детали имеют одинаковые имена, поэтому все 1-дюймовые трубы подходят для 1-дюймовых фитингов и так далее. Размеры в названиях труб — это номинальные размеры труб из ПВХ, но не обязательно, насколько они измеряются в поперечнике. Это запутанная концепция, но смысл этой номинальной системы в том, чтобы облегчить выбор правильных деталей.
Таблица наружного диаметра трубы из ПВХ
В приведенной ниже таблице наружного диаметра трубы из ПВХ номинальный размер трубы из ПВХ показан слева, а фактический диаметр справа. Как упоминалось ранее, наружный диаметр труб из ПВХ сортамента 40 и сортамента 80 всегда одинаков.
Как измерить внешний диаметр трубы из ПВХ
Посмотрите на конец отрезка трубы из ПВХ.
Найдите самое широкое место в проеме.
Измерьте расстояние от внешнего края трубы до противоположного внешнего края.
Это измерение наружного диаметра или «НД» трубы.
OD: Сортамент 40 по сравнению с Сортаментом 80
Для труб из ПВХ стандартного сортамента 40 название 1″, например, означает, что внутренний диаметр (ID) равен 1″. Однако сами стенки трубы имеют толщину. Наружный диаметр 1-дюймовой трубы из ПВХ составляет 1,315 дюйма. Труба из ПВХ сортамента 80 имеет более толстые стенки, чем у трубы сортамента 40, но имеет такой же внешний диаметр. Это означает, что внутренний диаметр 1-дюймовой трубы из ПВХ сортамента 80 на самом деле немного меньше 1 дюйма. Хотя внутренний диаметр трубы может варьироваться в зависимости от спецификации, внутренний диаметр фитингов всегда совпадает с наружным диаметром трубы, с которой они предназначены.
Технические характеристики обитаемых камер для дробемётного оборудования.
Общие сведения:
Обитаемая камера дробеструйной очистки предназначена для очистки сварных металлоконструкций от грязи, окалины, ржавчины и других поверхностных загрязнений, вручную, оператором, направляющим струю дроби, разгоняемой сжатым воздухом на очищаемую поверхность. Таким образом, он очищает ее от загрязнений и ржавчины, окалины от сварки и окисления, чем придает поверхности относительно грубый равномерный распределенный металлический блеск. Это улучшает вид сварных металлоконструкций, а также увеличивает качество последующей покраски и повышает функцию защиты от коррозии. Обрабатываемое изделие располагается на тележке с электрическим приводом от фуникулера и подается в обитаемую камеру, в которой работает человек-оператор в защитном костюме. Система рециркуляции и сепарации дроби обеспечивает постоянную очистку от примесей пыли, мелкой изношенной дроби (калибровку) и возврата ее в бункер хранения дробеструйных аппаратов.
Основные технические характеристики:
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
Габаритные размеры обитаемой камеры, (Д×Ш×В), мм
6000×4000×3000
Размер обрабатываемой заготовки
Длина
4000мм
Ширина
2000мм
Высота
2000мм
Уровень шума снаружи камеры
≤80 dB
Степень загрязнения воздуха
≤1 мг/м³
Поверхность заготовки после очистки
класс A-B Sa2. 5
Шероховатость поверхности заготовки
Ra12.5~50μm
Дробь
Твердость
HRC45..51
Зернистость
Ø0.3~1.2мм
Объем рециркуляции
700~900кг
Вырабатываемый объем
10 кг/смена
Дробеструйные аппараты
Количество постов, шт.
1
Производительность
500 кг/ч
Рабочее давление сжатого воздуха
0. 5~0.7мПа
Ковшовый элеватор
Грузоподъемность
10т/ч
Мощность
1,5кВт
Сепаратор
Производительность
10т/ч
Скорость потока
2~3м/сек
Лампы освещения
Количество
10 шт
Типовая освещенность
500lx
Система пылеудаления
Пылеуловитель
Производительность
6 000м3/ч
Мощность
5,5 кВт
Электропитание
3-фазное, переменный ток, 380В±10%, 50Гц
Корпус камеры
металлокаркас
Общая мощность
Примерно 12 кВт
Габаритные размеры, (Д×Ш×В)
6000×6500×5000мм
Устройство: Обитаемая камера дробеструйной очистки состоит из камеры очистки, системы рециркуляции и сепарации дроби, дробеструйных аппаратов, системы пылеудаления, освещения, транспортной тележки с электрическим приводом, системы электроуправления.
Скребковая система сбора дроби.
Сбор дроби осуществляется с помощью скребков, расположенных на раме (под полом). Рамы приводятся в возвратно-поступательное движение. Таким образом, рамы со скребками двигаются вперед-назад на расстояние около 300 мм и сдвигают дробь к поперечному шнеку. Шнек, в свою очередь, перемещает дробь к ковшовому элеватору, который доставляет абразив наверх в систему сепарации.
Дробеструйная камера: назначение, принцип работы
Дробеструйная камера – это оборудование, предназначенное для высокоскоростной обработки металлических изделий от окалины, ржавчины и неровностей поверхности при помощи дроби. Процесс очистки происходит при помощи метателей дроби, он возможен без участия человека, для этого используется автоматическая камера. Дробеструйная обработка является высокоэффективным способом очистки металл всего за один проход.
Обработка дробеструйная
Камера дробеструйной очистки
Обитаемая и необитаемая дробеструйная камера
Камера дробеструйная проходная
Камера дробеструйная подвесная
Дробеструйные камеры – производители
Шероховатость дробеструйной обработки
Дробеструйная обработка труб
Дробеструйная обработка внутренних поверхностей бойлеров
Дробь для дробеструйной обработки – расход
Заключение
Обработка дробеструйная
Обработка дробеструйная – это воздействие абразивных частиц на металлические детали. Стальная или чугунная дробь вылетает на большой скорости из сопла дробеструйной машины и ударяется об обрабатываемую поверхность, вследствие чего образуется защитный слой с высоким сжимающим напряжением. Обрабатываемая деталь имеет хорошие антикоррозийные свойства, так как поверхность полностью очищается от ржавчины, окалины, остатков старых покрытий, масляных и других загрязнений. Обработка необходима перед покраской или нанесением на них защитного покрытия. В отличие от пескоструйной обработки, дробь лучше и быстрее очистит любую металлическую поверхность.
Дробеструйная обработка металла является необходимым этапом подготовки к грунтовке и окраске. Для того, чтобы лакокрасочные изделия легли на поверхность металлоконструкций надлежащим образом, требуется качественная предварительная обработка, повышающая защитные свойства металла. Обработка дробеструйная производится в специальных камерах, что позволяет сделать этот процесс безопасным для окружающей среды, ведь весь мусор втягивается посредством специальных вакуумов.
Камера дробеструйной очистки
Камера дробеструйной очистки собирается по индивидуальному проекту в зависимости от специфики очистки деталей предприятия заказчика. Размер камеры зависит от максимальных габаритов очищаемых изделий. Камера дробеструйной обработки состоит из корпуса, дробеструйного аппарата, системы подачи изделий для обработки, системы очистки дроби, пылесборников, системы вентиляции и глушителя. Очистка деталей происходит за счёт воздействия цельной либо колотой стальной или чугунной дроби, которая подаётся в камеру под высоким давлением с большой скоростью. В результате обработки в дробеструйной камере улучшаются антикоррозийные свойства металлических деталей, с поверхности удаляются ржавчина, окалина, масляные загрязнения, приобретается нужная степень шероховатости.
Дробеструйная очистка позволяет избавиться от любых загрязнений, ржавчины и остатков старого, пришедшего в негодность лакокрасочного покрытия. Дробеструйный метод очистки соответствует экологическим нормам благодаря тому, что в процессе обработки дробью пыль образуется в сравнительно малом количестве и полностью удаляется специальными очистительными системами.
Обитаемая и необитаемая дробеструйная камера
Дробеструйная обитаемая камера завода ZAVODRR давно зарекомендовала себя как современное и надёжное оборудование. Обитаемые камеры дробеструйной очистки в первую очередь отличаются тем, что во время очистки деталей внутри них находятся операторы. Поступление свежего воздуха для дыхания обеспечивается качественной системой вентиляции. Надёжный костюм и шлем оберегают оператора от дроби и пыли. Дробеструйная ручная камера идеально подходит для обработки крупногабаритных деталей или изделий, автоматическая обработка которых невыгодна. Оператор дополняет автоматическую очистку ручной обработкой труднодоступных мест.
Завод ZAVODRR производит недорогие современные автоматизированные необитаемые дробеструйные камеры.Необитаемая дробеструйная камера идеально подходит для обработки небольших изделий. Принципиальным отличием от обитаемой камеры является то, что оператор находится за пределами камеры дробеструйной очистки и осуществляет контроль над рабочим процессом через специальное смотровое стекло.
Камера дробеструйная проходная
Камера дробеструйная проходного типаZAVODRR используется для очистки профильных заготовок, листового проката и металлоконструкций от пыли, ржавчины, краски и других загрязнений при подготовке к дальнейшей грунтовке и покраске. Камеры дробеструйные проходные оснащены внутренними, входными и выходными рольгангами, посредством которых осуществляется транспортировка изделий, требующих обработки. Для листового проката и профильных заготовок используются горизонтальные проходные камеры, для металлопроката и двутавровых балок больше подойдут вертикальные проходные дробеструйные камеры.
Камера дробеструйная подвесная
Камера дробеструйная подвесного типаZAVODRR подходит для качественной и быстрой обработки деталей любых габаритов. Подвесная дробеструйная камера оснащена специальным электродвигателем с крюком, осуществляющим подачу изделия вовнутрь. Электродвигатели подбираются в зависимости от требований заказчика к их грузоподъёмности. Манипулирование электродвигателем может осуществляться как с дистанционного, так и со стационарного пульта управления.
Дробеструйные камеры – производители
На рынке России сегодня представлены разные производители дробеструйных камер. Дробеструйные камеры российского производства от ZAVODRR отличаются невысокой ценой и европейским качеством. Сочетание доступной стоимости и надёжного качества делают отечественное дробеструйное оборудование оптимальным решением для любого предпринимателя.
Шероховатость дробеструйной обработки
Шероховатость поверхности после дробеструйной обработки также является важным результатом воздействия дроби. На гладкую поверхность лакокрасочные покрытия не смогут лечь хорошо, шероховатость обеспечивает должное сцепление поверхности металлической детали с покрытием.
Дробеструйная обработка труб
Оборудование для дробеструйной обработки труб изнутри и снаружи позволяет повсеместно избавиться от ржавчины и загрязнений и подготовить трубы к последующей обработке. Трубы подаются в дробеструйную камеру посредством роликового конвейера. Помимо горизонтального перемещения по линии, трубам придаётся вращение, благодаря чему дробеструйная обработка происходит максимально эффективно, и трубы очищаются за один проход. Обработка усиливает антикоррозийные свойства труб, очищает их поверхность и продлевает срок их эксплуатации.
Дробеструйная обработка внутренних поверхностей бойлеров
Дробеструйная обработка поверхности даёт надёжную защиту металлических изделий от коррозии, очищает их от разного рода загрязнений и исправляет неровности на их поверхности. На выходе получаются идеально подготовленные к дальнейшей обработке металлические изделия и детали.
Дробеструйные камеры широко применяются для предварительной очистки внутренней поверхности водонагревателей перед последующим эмалированием.Обработка внутренних поверхностей бойлеров в дробеструйных камерах отличается не только эффективностью, но и большей экологичностью (в сравнении с химической очисткой) в силу отсутствия кислот и осадка. В результате обработки внутренняя поверхность очищается от всех загрязнений и получает идеальную текстуру для дальнейшего покрытия эмалью. Такая обработка не приносит ущерба окружающей среде (в отличие от химической очистки), поэтому все больше производителей нагревателей предпочитают дробеструйный метод обработки.
Дробь для дробеструйной обработки – расход
Дробь для дробеструйной обработки оказывает непосредственное влияние на качество очистки деталей. Обычно используется стальная дробь диаметром от 0,5 мм до 2,8 мм. Оптимальный диаметр дроби для работы с нашим оборудованием составляет 1,2 мм. Диаметр дроби выбирается в соответствии с поставленными задачами и в зависимости от необходимой силы воздействия.
Расчёт расхода дроби при дробеструйной обработке производится в зависимости от типа оборудования, площади обрабатываемой поверхности и необходимых результатов. Так, при использовании разработанного нашей компанией эффективного метателя МП-200 расходуется 200 кг дроби за минуту.
Заключение
Завод ZAVODRR предлагает купить дробеструйные камеры собственного производства. У нас Вы сможете приобрести камеры дробеструйной очистки как со стандартными параметрами, так и в соответствии с индивидуальными требованиями. Инженер-проектировщик поможет выбрать готовую дробеструйную камеру с подходящими техническими характеристиками или подготовит проект с индивидуальными параметрами. Дробеструйные камеры российского производства отличаются превосходным качеством изготовления, высокой производительностью и доступной ценой.
назначение, принцип действия – «Техсервис ВЕКО»
Дробеструйная установка предназначена для очистки металлических изделий и металлоконструкций, в том числе крупногабаритных, от загрязнений и ржавых участков методом метания дроби и обработки поверхности изделий. Возможна обработка деталей сложного профиля, находящихся в труднодоступных местах.
Принципы работы установок с дробеметом
Дробеструйная обработка обеспечивает очистку или обработку поверхности металла с помощью мелких частиц типа дроби. Чаще всего они шаровидные. Это абразивоструйный метод работы с металлическими изделиями и конструкциями.
Основные функции дробеметных машин:
Удаление окалины после горячей обработки металлических изделий, в том числе фасонных.
Механическая очистка от ржавчины путем удаления проржавевшего слоя материала как со всей поверхности изделия, так и на отдельных участках, особенно пораженных коррозией.
Матирование поверхности, если необходимо сделать гладкий верхний слой матовым. Можно добиться разной степени матовости: шероховатой сатиновой или мягкой бархатистой.
Придание поверхности необходимого уровня шероховатости. Можно добиться разной степени шероховатости, это зависит от материала изготовления дроби и от характера воздушного потока.
Основной принцип работы: подача «дроби», абразивных элементов с сильным потоком воздуха или жидкости через сопла дробеструйных аппаратов.
Ударяя о поверхность металлического изделия, гранулы воздействуют на кристаллическую решетку металла, уплотняя ее, при этом поврежденные участки разрушаются, остается прочный сплошной слой поверхностного материала. Благодаря этому принципу с помощью обработки удается снять нагрузку «усталость» металла: детали и конструкции получают «вторую» жизнь, а срок службы новых продлевается.
Оборудование можно настроить на разные режимы обработки, а для достижения желаемого результата подбираются разные виды абразивного материала.
Что такое дробеметные машины
Дробеметная обработка производится либо на ручных установках открытого типа, либо в дробеметных камерах закрытого типа, как вручную, так и автоматически.
Разновидности закрытых установок по принципу действия:
Проходная установка с конвейером подачи составов в камеру.
Подвесная дробеметная установка с тупиковой камерой с дробеметными установками.
Установки с подачей дроби со специальными лопастями.
Барабанная установка с горизонтальной емкостью барабанного типа. Вращение емкости обеспечивает попадание абразивных элементов на деталь или изделие.
Установка для очистки труб сложной конструкции.
Крупногабаритные дробеметные камеры представляют собой высокопроизводительные автоматизированные устройства для поточной работы, с помощью которых обрабатываются многие однотипные предметы и детали. Они достигают производительности до 200 кв.м в час.
Есть так называемые «обитаемые» камеры, внутри которых работает оператор.
В наиболее распространенных устройствах с ленточной подачей конвейер подает продукты в камеру. Возможность подачи с помощью рельсовой тележки, равномерно отправляя конструкции или детали на обработку.
Камера включается вручную или автоматически, в зависимости от исполнения.
Конструктивные особенности камер обработки дроби
Абразивоструйная камера представляет собой сложное оборудование, собираемое в корпусах различных размеров.
Камера оснащена следующими рабочими органами:
Дробеструйный аппарат. Он подает абразивные элементы внутри корпуса камеры к обрабатываемым конструкциям в необходимом режиме.
Транспортная система, позволяющая доставлять изделия, конструкции, детали на переработку.
Погрузочно-разгрузочные устройства.
Система очистки и восстановления дроби. Очищает абразивы от пыли и возвращает в рабочий режим.
Система фильтрации для подачи свежего воздуха, чтобы оператор системы мог нормально дышать.
Осветительное оборудование в противоударном исполнении.
Панель управления в автоматических дробеструйных установках.
Корпус камеры собран из профилированных панелей со встроенными распашными воротами.
На полу монтируется система сбора абразивного материала, состоящая из конвейеров на пневмоцилиндрах со скребками.
Ковшовый элеватор забирает использованную дробь и передает ее очистителю.
Очиститель работает по принципу двухфазного устройства с двумя ступенями очистки: сначала отделяются более крупные примеси, затем отделяются мелкие частицы вплоть до мелкой пыли. Второй этап реализуется с помощью воздушного потока.
Затем абразивный материал проходит в бункер, из которого поступает в дробомет.
Установка камерного типа включает системы
Электрооборудование с электрошкафом, блоками управления отдельными компонентами и проводкой.
Пневматическое оборудование с пневмошкафом, пневмосистемы управления, выполняющие производственные функции и обеспечивающие оператора притоком свежего воздуха.
Типы дроби для различных металлических поверхностей
Абразивные элементы различаются по материалу, из которого они изготовлены, и по назначению. По этим признакам можно выделить следующие виды дробей:
Тип дроби
Специальное назначение
Чугун колотый. В его основе белый чугун и цементит.
Обработка поверхности для окраски или анодирования.
Создание качественного вида матовой поверхности, удаление накипи и коррозии.
Сталь
Очистка поверхностей. Упрочнение — это метод обработки поверхности, повышающий прочность и твердость материала.
Алюминий
Обработка алюминиевых деталей и конструкций, в том числе из мягких алюминиевых сплавов. Можно получить желаемую шероховатость.
Керамика
Финишные продукты для получения чистой и гладкой поверхности.
Стекло
Высокопрочный метод обработки.
Пластик, полиамид и поликарбонат
Обработка глянцевых сверхгладких поверхностей.
Электрокорунд
Обработка особенно грязных и сильно корродированных поверхностных слоев
Нормативные требования к эксплуатации установок
Нормативные требования к эксплуатации дробеметных установок относятся как к техническим характеристикам, так и к правилам техники безопасности, если работа выполняется оператором.
Технические требования регламентируются нормативными документами, такими как ГОСТ и международные стандарты ISO.
Требования безопасности предполагают наличие сигнализации при работе в камерах. Это должна быть как световая, так и звуковая сигнализация, информирующая о том, что внутри оборудования происходит рабочий цикл.
Вопросы безопасности также касаются работы сотрудника в системе. Они относятся к средствам индивидуальной защиты в виде специальных защитных костюмов и каски, специального воздушного фильтра.
Дробеструйная обработка металлических конструкций и деталей считается наиболее современным и прогрессивным способом обработки металлических материалов сложной конфигурации с различными типами поверхности.
Дробеструйная машина с поворотным столом с дверцами
Запросить цену
Нажмите, чтобы увеличить
Пескоструйная обработка – один из наиболее эффективных методов подготовки поверхностей к финишной отделке. Пескоструйная обработка используется для придания шероховатости поверхностям для окраски, склеивания, термического напыления и нанесения покрытий, а также для удаления заусенцев и заусенцев с формованных изделий. Он также используется для обеспечения матовой обработки поверхности и травления.
Engineered Abrasives® производит пескоструйные машины на заказ, предназначенные для использования абразивов из оксида алюминия или карбида кремния. Всасывающие устройства для машин спроектированы с использованием наших полиуретановых корпусов пистолетов, чтобы обеспечить более длительный срок службы оборудования. Все наше оборудование предназначено для выполнения тяжелых производственных графиков для процессов пескоструйной очистки и будет хорошо работать в 2 смены.
Наш инженерно-технический персонал обладает опытом и знаниями, чтобы помочь вам в разработке индивидуальной пескоструйной машины, которая будет соответствовать вашим конкретным требованиям. Мы позаботимся о том, чтобы выбранный абразивный материал был наиболее эффективным абразивом для вашего процесса. Наша специальная линейка продуктов включает дробеструйные столы непрерывного действия и специальные шкафы, однокамерные машины и конвейерные установки.
Изготовленные на заказ машины для распашных дверей Особенности
Крепление детали монтируется на внутренней стороне двери.
Пока одна дверь закрыта, деталь обрабатывается в дробеструйной камере. Затем открывается другая дверца, и деталь может быть загружена в приспособление.
Когда цикл пескоструйной обработки завершен, дверца с обработанной деталью открывается, а другая дверца снова готова к закрытию для перезапуска процесса.
Линейка пескоструйного оборудования
Engineered Abrasives® разработана и изготовлена в соответствии с самыми строгими требованиями к производительности. Наш знающий, квалифицированный персонал позаботится о том, чтобы ваше индивидуальное оборудование обеспечивало требуемую производительность.
Области применения для машин для распашных дверей
Специальное оборудование для дробеструйной обработки Engineered Abrasives® и автоматизированные дробеструйные машины используются для укрепления и увеличения усталостной долговечности самых разных металлических деталей, от зубчатых колес и лопаток турбин/реактивных двигателей до дрелей и блоков двигателей:
Шестерни
Распределительные валы
Валы
Лопасти турбины
Соединительные стержни
Блоки двигателя
Отрасли для машин для распашных дверей
Оборудование
Engineered Abrasives® для струйной обработки и дробеструйной обработки используется уже более 75 лет.
Ток от генератора или трансформатора 1 по проводу 2 подводится к свариваемому металлу 4, а по проводу 3—к электрододержателю 5, в который зажимается электрод 6. Сварщик, приближая электрод к свариваемому металлу, замыкает цепь, возникает электрическая дуга 7. От тепла электрической дуги металл нагревается до температуры плавления и происходит слияние двух металлов. Расплавленный металл электрода служит присадочным материалом. Оказывать механические усилия на свариваемые детали при этом способе электросварки не требуется.
Преимущества и недостатки сварки постоянным и переменным током.
Электродуговая сварка выполняется как при переменном, так и постоянном токе.
Преимущества и недостатки постоянного тока.
Постоянный ток дает более устойчивую электрическую дугу и, благодаря неодинаковому выделению тепла на положительном и отрицательном полюсах, допускает более гибкую регулировку распределения тепла, применяя прямую (отрицательный полюс на электроде) или обратную (отрицательный полюс на детали) полярности. Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Преимущества переменного тока.
Преимуществом сварки на переменном токе служат небольшие габариты, малый вес и сравнительно невысокая стоимость электросварочных трансформаторов, а также простота их эксплуатации и значительная экономичность.
Недостатки переменного тока.
К недостаткам сварки на переменном токе относятся трудность выполнения потолочной и вертикальной сварки и необходимость употребления более дорогих обмазных электродов. Качество сварки при использовании переменного и постоянного тока равноценно.
Сварка угольным электродом.
Другим способом электросварки является сварка угольным электродом.
Процесс сварки угольным электродом.
Процесс электросварки угольными электродами следующий (см. рис. 1, б). При сварке электрическая дуга 1 возникает между угольным или графитовым электродом 2 и свариваемой деталью 3. Шов получается при плавлении прутка 4, который называется присадочным прутком, он вводится со стороны в электрическую дугу. Для начала сварки электроды графитовые или угольные зажимаются в держатель 5. Одновременно происходит плавление электрической дугой кромок свариваемого металла. Такой способ сварки в промышленности применяется очень редко.
Значит, для угольного электрода присадочным материалом для заполнения шва будет пруток, который вводится со стороны в электрическую дугу, а при сварке металлическим электродом присадочным материалом будет металл самого электрода.
Преимущества электродуговой сварки перед газовой заключаются в том, что она в три-четыре раза дешевле газовой и безопасна от взрыва горючих газов.
Канат пеньковый. Вес. Прочность пенькового каната.
Выполнение клепки. Подготовка отверстий под заклепки.
Огнеупорные материалы. Формованные и неформованные огнеупоры.
Припой ПОС-40 Технические характеристики
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Процесс сварки. Виды сварки. Классификация основных процессов сварки.
Стальные резервуары для хранения нефтепродуктов. Резервуарные конструкции.
Сварка с применение электрических заклепок
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Дуговая сварка плавящимся электродом в защитных газах: оборудование и технология процесса
Главная » Технология
Дуговая сварка плавящимся электродом — это метод, при котором между свариваемым изделием и концом электрода возникает электрическая дуга, под действием которой основной металл и электрод начинают плавиться, образуя сварочную ванну, а обмазочный материал электрода при этом создает газовую защитную среду, необходимую для качественного шва.
Содержание
1 Плюсы и минусы метода
2 Оборудование для ручной дуговой сварки
3 Перенос электродного металла: виды и характеристики
4 Сварочный процесс
5 Сварка плавящимся электродом в защитных газах
Плюсы и минусы метода
Плюсами этого способа сваривания всегда считались:
простота эксплуатации и низкая цена оборудования для сварного процесса;
возможность сваривания большого количества разновидностей металлов при широком спектре выбора электродного материала;
возможность выполнять сварные работы в труднодоступных местах;
уместно сваривание в любых пространственных положениях.
Из недостатков стоит выделить:
в процессе выделяется большое количество веществ, вредных как для самого сварщика, так и для окружающих;
качество сварного шва во многом зависит от опыта и квалификации сварщика;
скорость выполнения работ зачастую ниже, чем при иных методах;
при выполнении сварки на постоянном токе магнитные поля сильно влияют на отклонение дуги, что затрудняет процесс.
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Сварочный процесс
От источника сварочного тока к электроду поступает электроэнергия. Во время контакта электрода со свариваемым металлом образуется электрическая дуга, которая расплавляет изделие и электрод, вследствие чего возникает сварочная ванна. Электродный материал, поступая в эту ванну, сплавляет кромки металла, который нужно сварить, а обмазка обеспечивает защиту в области формирования шва и образует защитный слой по окончании процесса сваривания.
Схема сварки плавящимся электродом
Сварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ
АЛЬТЕРНАТИВНЫЕ НАЗВАНИЯ: дуговая сварка металлическим электродом в среде защитного газа (SMAW), ручная дуговая сварка металлическим электродом (MMAW)
Электродуговая сварка – это метод изготовления, при котором металлы соединяются на постоянной основе. Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.
Электрод должен быть примерно того же диаметра, что и свариваемый металл. Ток выбирается в соответствии с таблицей рекомендуемых настроек, которая обычно напечатана на верхней или боковой стороне сварочного аппарата.
Защитное оборудование: Соответствующий защитный козырек для сварки, для защиты от УФ-излучения дуги, сварочные рукавицы, защитный фартук и перчатки/рукавицы. Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.
ОБРАЗЕЦ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ
Электрод должен быть того же состава, что и свариваемый металл (основной металл). Электрод покрыт «флюсом», который выделяет облако защитного газа во время сварки. Это защищает зону сварки от атмосферных загрязнений, которые могут помешать процессу сварки.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС ОБОРУДОВАНИЯ И ПРОЦЕССОВ
Что такое дуговая сварка? | Процессы дуговой сварки
Готовы строить свое будущее?
Заполните форму ниже и начнем.
Имя Фамилия
Телефон Адрес электронной почты
Почтовый индекс Средняя школа или GED выпускной год High School or GED Graduation Year…19601961196219631964196519661967196819691970197119721973197419751976197719781979198019811982198319841985198619871988198919
Кампус выбора Лучший кампус… Чарльстон, Южная КаролинаКолумбия, SCPiedmont, Южная Каролина, Техас
Чтобы запросить дополнительную информацию, вам должно быть не менее 13 лет. Заполняя эту форму, вы предоставляете школе сварки Arclabs прямое письменное согласие на использование этой информации для связи с вами наиболее удобным способом (телефон, электронная почта, почта и текстовые сообщения). Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Что такое дуговая сварка?
Дуговая сварка известна как процесс сварки плавлением. Это один из наиболее распространенных сварочных процессов, который широко используется в различных отраслях промышленности благодаря получению прочных высококачественных сварных швов.
Дуговая сварка в теории
В процессе дуговой сварки используется электрическая дуга, которая образуется между электродом и основным металлом для создания температуры около 6500 градусов по Фаренгейту. Это заставляет металлы плавиться там, где они должны быть соединены, при этом расплавленный металл плавится по мере его охлаждения и затвердевания, создавая металлургическую связь между металлами.
Дуговая сварка на практике
Дуговая сварка — это процесс, при котором электродный стержень присоединяется к сварочной горелке, которая подключается к портативному сварочному аппарату. При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
По мере приобретения опыта сварщик начнет понимать, что существует несколько факторов и приемов, влияющих на сварной шов, его прочность и качество, в том числе сила тока (переменный или постоянный), размер электрода, длина дуги и угол хода.
Промышленное использование
Дуговая сварка является популярным выбором, поскольку она успешно используется для сварки различных металлов, включая сталь, железо, медь и никель. Портативное оборудование, используемое для дуговой сварки, добавило ей универсальности и сделало ее популярным выбором в нескольких промышленных условиях.
Производители автомобилей, судоходства и аэрокосмической отрасли полагаются на электродуговую сварку в своих производственных процессах. Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Плюсы и минусы
Оборудование, используемое для дуговой сварки, доступно по цене. Он портативный, что упрощает его транспортировку, а поскольку дуга не зависит от ветра или температуры, он идеально адаптируется к внешним условиям.
Несмотря на простоту процесса, дуговая сварка обеспечивает невероятно прочный шов, который в равной степени эффективен для толстых металлов, создавая окончательный сварной шов с высокой коррозионной стойкостью. Кроме того, это быстрый процесс, который часто позволяет сэкономить время по сравнению с другими методами сварки.
Несмотря на то, что это один из самых простых процессов сварки, требуется время и практика, чтобы освоить технику и создать эффективные сварные швы. Он также менее эффективен при использовании с тонкими и химически активными металлами, такими как титан.
Внедрение данного технологического процесса обеспечивает следующие преимущества:
существенно снизить затраты на ремонт и замену отводов;
увеличивает срок эксплуатации до 9 раз.
Коллектор
Применение износостойких двухслойных листов позволяет увеличить межремонтный период работы и срок службы коллекторов не менее, чем в 4 раза.
Решетки для дробления пород
Изготовленные из износостойких двухслойных листов позволяют увеличить срок службы данного оборудования от 3 и более раз. Внедрение данного технического решения позволяет получить следующие преимущества:
снизить затраты на ремонт и замену решеток;
увеличить срок межремонтного периода.
Элементы аспирационных систем
Наплавка внутренней поверхности труб порошковой проволокой позволяет увеличить срок безремонтной эксплуатации пульпопроводов, трубопроводов золоудаления и шлакоудаления в 5-7 раз.
Листы футеровочные
Мы производим износостойкие листы различных геометрических форм и типоразмеров, с различными свойствами наплавленного металла. Готовые листы применяются для футерования поверхностей и изготовления износостойких конструкций. Толщина наплавленного слоя от 2,5 до 10 мм.
Улита вентилятора износостойкая
Изготовление упрочненной улиты вентилятора из наплавленного износостойкого листа, работающей в условиях повышенного пылеабразивного износа, в том числе и при высоких температурах, позволяет значительно повысить срок эксплуатации оборудования.
Шнеки, втулки шнеков
Износостойкая наплавка обеспечивает как повышенную стойкость к абразивному износу, так и коррозионную стойкость. Возможно повторное восстановление шнека.
Конусы
Выбор типа направленного металла и специализированная технология наплавки износостойких биметаллических листов, используемых при изготовлении конусов, позволяют обеспечить высокое сопротивление готовых изделий абразивному износу.
Стакан ЗУМПФа
Применение износостойких двухслойных листов позволяет увеличить межремонтный период работы и срок службы ЗУМПФов не менее, чем в 4 раза.
Лопатки для смесителя
Внедрение данного технического решения позволяет получить следующие преимущества:
снизить затраты на ремонт и замену лопаток;
увеличить срок межремонтного периода.
Гидроциклон
Срок службы гидроциклона с износостойким покрытием, изготовленного компанией «Техноинком» — 24 месяца, что в 6 раз превышает срок эксплуатации циклона без износостойкой наплавки. Помимо прямой экономии, предприятие получает дополнительную экономию от отсутствия ремонтных работ, привлечения ремонтных бригад, потери производительности.
Заходная часть циклона
Изготовленная ООО «Техноинком» заходная часть циклона с износостойкой наплавкой толщиной 3 мм находится в эксплуатации в течение 2-х лет без видимых признаков износа. Ожидаемый срок эксплуатации — 3 года.
Бункеры
Биметаллические пластины, применяемые при изготовлении бункера отсева позволяют увеличить срок эксплуатации бункера без остановок на ремонтные работы не менее, чем в 4 раза.
Труба загрузочного устройства
Внедрение данного технического решения позволяет получить следующие преимущества:
снизить затраты на ремонт и замену трубопроводов и конфузоров насосов;
уменьшить аварийные простои насосных станций;
увеличить производительность оборудования шламового цеха за счет уменьшения количества ремонтов и замен элементов трубопроводов и конфузоров.
Диск мельницы мелкодисперсного помола
Внедрение данного технологического процесса позволяет обеспечить следующие преимущества:
уменьшить количество ремонтов и замен дисков;
повысить срок эксплуатации дисков до 5 раз.
Ремонт/футеровка ковшей экскаваторов
Футеровка ковша обеспечивает его комплексную защиту и позволяет минимизировать разрушительные воздействия абразивного материала на все его основные элементы. Необходимость футеровки может быть обусловлена следующими факторами:
регулярная разработка экскаватором скальных пород;
регулярная разработка экскаватором грунтов с высоким содержанием абразивов.
Вертикальная валковая мельница
Делаем брони для размольного стола и восстанавливаем валки.
Кожух пилы
На участке порезки минераловатного полотна, кожух пилы, изготовленный из обычной стали, выходит из строя каждые 3 месяца. Износостойкие вставки из биметаллических листов собственного производства позволяют увеличить срок эксплуатации кожуха в 4 раза. Кожухи с износостойкими вставками не выходят из строя в течение 12 месяцев.
Эксгаустер
Лопатки изнашиваются каждые 6 месяцев.
Так же со временем могут появляться отложения пыли и различных веществ, содержащихся в воздухе, что приводит к разбалансировке ротора.
Дозатор
Срок эксплуатации дозатора увеличивается от 4-х до 6-ти раз.
Конус нагнетания
Конус нагнетания с износостойкой наплавкой для углеобогатительной фабрики.
Ковш элеваторный
Упрочненные сварные ковши производства ООО «ТЕХНОИНКОМ» отличаются своей надежностью, вариантами исполнения и сферами применения.
Колесные пары
Восстановление колесных пар шахтных вагонеток.
Буровая штанга
Нарезка внешней резьбы на буровые штанги.
СКИП
Футеровка шахтного скипа.
Бункер разгрузки
Траки
ООО «ТЕХНОИНКОМ» оказывает услуги по изготовлению траков транспортеров в соответствии с требованиями заказчика.
Колесо вентилятора
Рабочее колесо вентилятора
Конус флотационной машины
Сборная конструкция конуса позволяет заменять отдельные изношенные сегменты.
Наплавка конуса высокопрочными материалами значительно увеличивает срок службы изделия.
Вал измельчительной машины
Восстановление вала измельчительной машины
Трубы Вентури
Электроды и проволоки для наплавки и восстановления
Восстановление деталей наплавкой и сваркой – это технологический процесс устранения путем сварки и наплавки недопустимых дефектов, образовавшихся в процессе эксплуатации оборудования. Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам.
Решение о возможности и целесообразности выполнения ремонтных работ с помощью сварки и наплавки принимается с учетом всех требований, указанных в документации на проектирование, изготовление и эксплуатации ремонтируемой конструкции.
Выполнение ремонта ответственных металлоконструкций необходимо выполнять по специально разработанной проектно-технологической документации с учетом фактического состояния металла конструкции (узла, детали), причин повреждения и отсутствия нагрузок на ремонтируемом изделии при выполнении ремонтных работ.
Способы восстановления деталей наплавкой и сваркой
Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:
автоматическая сварка под флюсом сплошной или порошковой проволокой
механизированная электродуговая сварка в среде защитных газов сплошной или порошковой проволокой
аргонодуговая автоматическая и механизированная сварка с присадочной проволокой
плазменная сварка и плазменное напыление
ручная электродуговая сварка покрытым электродом.
Применительно к продукции, предлагаемой нашей компанией, а именно покрытые электроды и сварочная проволока, остановимся на двух способах электродуговой сварки – ручной дуговой сварки плавящимся (покрытым) электродом и механизированной электродуговой сварки плавящимся электродом в среде защитных газов. При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
Опыт применения.
В настоящее время нами накоплен большой опыт восстановления деталей наплавкой и сваркой в процессе ремонта оборудования на предприятиях различных отраслей промышленности.
Вот некоторые примеры по горнодобывающим предприятиям:
1) Ремонт ковша экскаватора
Ковш, являясь сменным узлом экскаватора, подвергается интенсивным механическим и ударно-абразивным нагрузкам при работе и чаще любых других узлов нуждается в смене. Применяя ремонтные технологии, осуществляется замена отдельных частей ковша, а также последующее дополнительное бронирование наиболее нагруженных фрагментов. Применяемые материалы: электроды Capilla 51 Ti, CrNiMo, E-7018, для бронирования – электроды Capilla 54 W или проволока DT-DUR 609. Стойкость после ремонта до 2-3 лет, стойкость брони – 1 год.
2) Ремонт коромысла ковша экскаватора
Характерные дефекты – трещины, износ проушин. Материалы выбираются в зависимости от марки стали, чаще Capilla 51 T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3. Гарантированная стойкость не менее 1 года.
3) Ремонт рабочего органа землеройной машины
Восстановление наплавкой рабочей коронки. Наплавка и шлифовка производится вручную. Материалы: электроды типа Capilla 53. Стойкость отремонтированных элементов зависит в первую очередь от грунтов, но не хуже новых.
4) Восстановление наплавкой грейферного грузозахвата
Характер износа – обрыв (облом) или истирание наконечников лап. Наплавка производиться с протезом или без него в зависимости от износа. Материал – электроды типа Capilla 54 W, наплавка производиться в 3-4 прохода. Стойкость восстановления до 1 года.
Характер ремонта – восстановление выломанных зубьев, сколов, щербин. Материалы: электроды Capilla 51 Ti, Capilla 52 K. Обычно такие работы производятся на месте без демонтажа. Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске. Стойкость – неограниченная при условии соблюдения правил эксплуатации.
6) Ремонт корпуса экскаватора
Дефекты – многочисленные трещины корпуса и рамы экскаватора. Материалы: электроды Capilla 51 Ti, CrNiMo, E-7018 со сваркой дополнительных накладок. Стойкость до 2х лет при условии соблюдения правил эксплуатации.
7) Ремонт натяжного колеса
Износ – рабочие поверхности, поверхностные трещины. Для восстановления геометрии колеса производиться наплавка порошковой проволокой DT-DUR 250 K. Ремонт трещин с применением сварки электродами Capilla 51 Ti с последующей механической обработкой. Стойкость не мене 3х лет при условии соблюдения правил эксплуатации.
8) Восстановление оси колеса
Оси – наплавка проволокой типа Э50-Э60А (Е 7018) с последующей механической обработкой. Стойкость – 1 год. К примеру, новые оси ходят не более 1 года.
9) Восстановление наплавкой опорных стоек колеса
Опорная стойка. Наплавка внутренней и наружной поверхностей. Ремонт выдавленных фрагментов. Материалы: сварочные электроды или проволока типа E-7018 с последующей механической обработкой. Стойкость в зависимости от условий эксплуатации 2-3 года.
10) Ремонт опорных катков гусеничной техники
Аналогично ремонту опорной стойки. Наплавка наружной поверхности для восстановления геометрии опорного катка. Материалы: сварочная проволока типа E-7018 с последующей механической обработкой. Стойкость в зависимости от условий эксплуатации 2-3 года.
11) Восстановление букс катка
Аналогично ремонту опорной стойки. Наплавка внутренней поверхности для восстановления геометрии буксы катка. Материалы: сварочная проволока типа E-7018 с последующей механической обработкой. Стойкость в зависимости от условий эксплуатации 2-3 года.
12) Изготовление биметаллической втулки
Наплавка внутренней поверхности стальной втулки. Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом. Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм. Стойкость примерно в 10 раз лучше, чем чистая бронза
13) Восстановление реборд колесных пар и крановых колес
Для кранов и колесных пар применяются кованные или литые колеса из сталей 65Г, 50 Г2 и др. В процессе эксплуатации в результате изнашивания уменьшается диаметр поверхности катания и утончается реборда колеса. Износостойкость колес в большей степени зависит от твердости рабочего слоя, однако слишком высокая твердость приводит к быстрому изнашиванию рельса, замена и (или) восстановление которых значительно дороже. Оптимальными следует считать такие методы восстановления, при которых обеспечивается твердость поверхности катания колеса несколько меньше твердости рельса.
Восстановление наплавкой колесных пар наиболее целесообразно выполнять при условии, что износ поверхности катания не превышает 10 мм и реборда изношена не более чем на половину, для ходовых колес диаметром до 800 мм.
Перед наплавкой колесо протачивается для удаления трещин, вмятин, сколов Колеса можно восстанавливать многократно, но не более 5-6 раз. Материалы: проволока DT-DUR 250 K, а при большом износе наплавка буферного подслоя проволокой Х70Т4. Стойкость: 3-4 года.
14) Ремонт траков гусеничной техники и гусеничных конвейеров
Типичная сталь для изготовления траков – 110Г13. Материалы: электроды Capilla 51 Ti для наплавки буферного и рабочего слоя. В некоторых случаях целесообразно дополнительно применить «бронирование» применяя электроды или порошковую проволоку типа DT-DUR 609. Стойкость примерно, как и у нового – 1 год
15) Ремонт корпусов, блоков цилиндров двигателей
Дефекты – трещины, выломы и т.п. Материал: электроды Capilla 43. Стойкость отремонтированных блоков оценивается как и для новых.
16) Наплавка бил дробилок
Дробилки используются для измельчения породы. Била дробилок, работая в условиях ударно-абразивного и абразивного износа, являются наиболее быстроизнашивающимися деталями дробилок, лимитирующими их производительность. Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
Восстановление наплавкой. Материал: электроды Capilla 51 Ti. Для дополнительного бронирования электроды Capilla 54 W или порошковая проволока DT-DUR 600. При бронировании стойкость даже выше, чем новых из стали 110Г13 примерно в 2-3 раза.
17) Ремонт наплавкой дробильных установок
Восстановление наплавкой. Материал: электроды Capilla 51 Ti. Для дополнительного бронирования электроды Capilla 54 W или порошковая проволока DT-DUR 600. Стойкость даже выше, чем новых примерно в 2-3 раза.
18) Наплавка зубьев вала питателя
Восстановление деталей геометрических размеров производится наплавкой с дополнительным бронированием. Материал: электроды типа E-7018, для бронирования электроды Capilla 54 W или Capilla 54-160 (5400). Стойкость в зависимости от интенсивности эксплуатации.
19) Ремонт отбойной направляющей плиты
Восстановление дефектов в основном приварка отдельных листов (пластин) с последующим бронированием. Материалы: электроды E-7018, для бронирования электроды Capilla 54 W. Стойкость 1 год.
Износ – многочисленные трещины корпуса как снаружи, так и внутри. Материал: электроды Е 7018, Capilla 51 Ti. Стойкость – 1 год
21) Восстановление валов наплавкой
Наплавка зубьев. Материал: электроды Capilla 51 Ti, Capilla 51 W, Capilla 52 K в зависимости от твердости блока-шестерни с последующей механической. обработкой. Наплавка осей. Материал: E-7018 или Capilla 52 K. Стойкость не менее 1 года в зависимости от условий эксплуатации.
22) Ремонт рабочего колеса насоса
Колесо изготовлено из сплав ИЧХ-28. Материалы: электроды Capilla 44. Стойкость не менее 3х лет.
23) Приварка стальной ступицы к чугунному корпусу колеса
Материал – электроды Capilla 43. Стойкость до 0,5 года или больше в зависимости от условий эксплуатации.
24) Ремонт изделий из чугуна
Материал: электроды Capilla 41, Capilla 43, Capilla 44, Capilla 45, проволока DT-NiFe. Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает – 10 лет.
доспехов | Замена покрытия и ремонт теннисных кортов
Подрядчик №1 по покрытию спортивных сооружений во Флориде
Звоните по телефону 561-566-5469 *Se Habla Espanol
Звоните 561-566-5469
ЧАС ОБОРОТ
ДОСТУПНЫЕ ЦЕНЫ
ГОД ГАРАНТИИ
КОМУ МЫ ОБСЛУЖИВАЕМ
Многоквартирный дом
Жилая недвижимость
Товарищество собственников жилья
Муниципалитеты
Школы
Религиозные центры
4
3
Компания
Armor Courts занимается предоставлением высококачественных спортивных покрытий , которые приносят годы удовольствия нашему широкому кругу клиентов, которые ожидают качественных услуг. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивному покрытию во Флориде!
Будь то новое спортивное покрытие или корт, который просто нуждается в профессиональном ремонте, наша миссия состоит в том, чтобы предоставить нашим клиентам прочные, безопасные и качественные корты , которые можно будет использовать долгие годы. Мы обслуживаем, строим, проектируем и ремонтируем все виды уличных спортивных покрытий.
Позвоните нам или заполните форму , чтобы встретиться с нашими судебными работниками и получить комплексную оценку без каких-либо затрат или обязательств перед вами.
РЕМОНТ-ОБСЛУЖИВАНИЕ-ДИЗАЙН-СТРОИТЕЛЬСТВО
Ремонт теннисного корта
Пиклбол Корт
Корт для шаффлборда
Мультикорт
Баскетбольная площадка
Обслуживание суда
Вам необходимо обслуживать, ремонтировать или обновлять корт с твердым покрытием?
Если это так, вы можете начать с изучения важной информации, содержащейся в нашем бесплатном Руководстве по обслуживанию кортов с твердым покрытием . Внутри вы найдете все, что вам нужно знать, чтобы сделать ваш проект с твердым покрытием успешным.
Некоторые из вопросов, на которые мы отвечаем в нашем Руководстве по обслуживанию спортивных автомобилей, включают:
Что нужно знать о вывесках?
Как правильно мыть твердую поверхность корта?
Какие чистящие принадлежности следует рассмотреть?
Как мне справиться с трещинами, потрясениями и депрессиями?
В чем разница между профилактическим обслуживанием и ремонтом?
Руководство Ultimate Hard Court Скачать
Производители, с которыми мы работаем
5-звездочный рейтинг
Ваш спорт — наша страсть
Компания Armor Courts предлагает своим клиентам высококачественные спортивные покрытия, которые принесут многолетнее удовольствие нашему широкому кругу клиентов, рассчитывающих на качественные услуги. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивным покрытиям во Флориде!
Будь то новое спортивное покрытие или корт, который просто нуждается в профессиональном ремонте, наша миссия состоит в том, чтобы предоставить нашим клиентам прочные, безопасные и качественные корты, которые можно будет использовать долгие годы. Мы обслуживаем, строим, проектируем и ремонтируем все виды уличных спортивных покрытий. Позвоните нам, чтобы встретиться с нашими судебными профессионалами, чтобы получить полную оценку без каких-либо затрат или обязательств перед вами. Посмотрите нашу галерею «До и после», чтобы узнать о последних проектах, и пусть ваш проект станет нашим следующим рефералом.
Armor Courts является утвержденным аппликатором
Почему стоит выбрать Armor Courts
Персонал по проектированию и оценке
Профессиональный экипаж
Экономичные решения
Гарантия качества
Завершенные проекты
Воспользуйтесь конструктором теннисных кортов, чтобы создать собственные цветовые комбинации теннисных кортов.
усеченных куполов | Обнаруживаемые предупреждающие поверхности
Бесплатная цитата
Торговый представитель
Бесплатный образец
Калькулятор радиуса
Armor-Tile ® является мировым лидером в производстве усеченных куполов, соответствующих требованиям ADA, и укладчиков с предупреждающей сигнализацией. Мы предлагаем широкий выбор универсальных плиток ADA, которые можно легко установить в любом месте, где они могут потребоваться, потому что мы заботимся о том, чтобы сделать каждую область доступной для слабовидящих. Выберите плитку брони ® для предупреждающих знаков ADA и тактильной напольной плитки, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению.
Cast in Place Плитки ADA
Armor-Tile ® Cast in Place — мировой лидер в области тактильных обнаруживаемых систем оповещения, упакованных в самую дешевую систему установки. Плитка Cast in Place ADA может быть легко уложена непосредственно во влажный бетон и может быть легко заменена при необходимости. Мы производим наши обнаруживаемые предупреждающие асфальтоукладчики с использованием твердого, как алмаз, стекловидного полимерного композита, который является лидером в отрасли по долговечности, атмосферостойкости и износостойкости. Наши решения ADA также можно легко обрезать, чтобы они соответствовали наклонным и радиусным пандусам, и доступны в десяти стандартных цветах, доступных с идентификацией федерального цвета.
Наша плитка ADA Cast in Place чрезвычайно универсальна и может быть уложена на пандусах ADA, пешеходных переходах, парковках и во многих других местах. Обнаруживаемые предупреждающие плитки Armor-Tile ADA — лучшее решение ADA на рынке для обеспечения соответствия вашего нового проекта требованиям ADA.
Плитка ADA для нанесения на поверхность
Плитка Armor-Tile ® Плитка для нанесения на поверхность предназначена для укладки на любую существующую затвердевшую бетонную поверхность, где требуется плитка ADA. Эти доспехи-плитка ® предупреждающая тротуарная плитка очень экономична и имеет скошенные края, чтобы обеспечить плавный переход от любой пешеходной поверхности к тактильной системе, превосходя требования ADA. Укладка усеченной купольной плитки Surface Applied проста благодаря использованию нашего Tactile Bond и клея, наносимого на поверхность, а также защищенных от несанкционированного доступа креплений Axis™ из нержавеющей стали для обеспечения долговечности.
Эти обнаруживаемые предупреждающие брусчатки представляют собой простую и более экономичную альтернативу нашей плитке, устанавливаемой методом мокрой укладки, отлитой на месте, поскольку плитку можно укладывать после завершения строительства. Броня-Плитка ® Плитка Surface Applied легко режется, что не аннулирует гарантию, и подходит для любой поверхности, что дает установщику большую гибкость. Эта гибкость означает, что плитку можно использовать в самых разных областях, включая бордюрные пандусы ADA, пешеходные переходы, транзитные платформы, подходы к эскалаторам и многое другое. Эти плитки также легкие и чрезвычайно просты в обращении. В целом, плитка Surface Applied ADA представляет собой экономичную и простую в установке предупреждающую плитку с обнаруживаемой поверхностью, которая подойдет для вашего следующего проекта.
Плитка ADA серии Herculite
Плитка Armor-Tile ® Сменная предупреждающая плитка Herculite серии ADA изготавливается из полимерного композита Herculite с армированием стекловолокном, обладающим твердостью алмаза. Инновационный дизайн этой плитки ADA позволяет быстро и легко заменять ее при необходимости, поэтому вы можете последовательно предоставлять надежные тактильные предупреждения для слабовидящих. Плитка Armor-Tile ® ADA занимает лидирующие позиции в отрасли по долговечности, атмосферостойкости и износостойкости, что делает ее идеальным продуктом, превышающим требования ADA. На наши обнаруживаемые предупреждающие плитки ADA предоставляется 5-летняя гарантия.
Мы разработали сменные плитки серии Herculite в полном соответствии со всеми правительственными директивами и постановлениями ADA, и поэтому продукт может быть легко установлен в различных областях, включая парковки, транзитные платформы, бордюрные пандусы ADA и многое другое. . Armor-Tile ® здесь, чтобы предоставить вам лучшие в отрасли решения ADA, оснащенные первоклассными усеченными куполами и плитками для навигации.
Модульная асфальтоукладочная плитка ADA
Armor-Tile ® Детектируемые сигнальные панели Modular Paver изготовлены из твердого, как алмаз, витрифицированного полимерного композита и заполнены высокопрочным полимерным бетоном, что обеспечивает невероятную плотность, долговечность и прочность тактильной системы. Эта инновационная комбинация твердого, как алмаз, стекловидного полимера и высокопрочного полимерного бетона позволила нашей плитке Modular Paver стать лидером отрасли с точки зрения долговечности, атмосферостойкости и износостойкости. Укладка нашей плитки Modular Paver очень проста, так как ее можно укладывать на растворную подушку, в драйпак или на тележку, уложенную на уплотненную засыпку. Плитку ADA также можно укладывать в самых разных местах, поскольку плитку можно легко разрезать, чтобы она соответствовала угловым и радиусным пандусам.
Наша модульная плитка для асфальтоукладчика является экономичным вариантом при строительстве новых бордюрных пандусов и краев платформы ADA. Этот обнаруживаемый предупреждающий асфальтоукладчик также отличается плавным переходом с любой пешеходной поверхности, что соответствует всем нормам и рекомендациям ADA. Эта плитка ADA также выдерживает динамическую нагрузку транспортного средства и проходит важное испытание на колесную нагрузку AASHTO HS20-44. В целом, наш модульный асфальтоукладчик является идеальным продуктом для асфальтоукладчика с возможностью обнаружения для широкого спектра применений, включая бордюрные пандусы ADA, транзитные платформы, многомодульные транзитные станции, пешеходные переходы и многое другое.
Обнаруживаемые направляющие плитки ADA
Armor-Tile ® Обнаруживаемые направляющие плитки идеально используются в качестве тактильных дорожек для людей с нарушениями зрения на пешеходных переходах на проезжей части. Они отличаются одной из самых низких затрат на установку Armor-Tile ® , поскольку цельные закладные фланцы в комплекте с системой анкеровки легко устанавливаются по экономичной цене. Этот обнаруживаемый предупредительный продукт устанавливается менее чем на ¼ дюйма над прилегающей поверхностью для идеальной обнаруживаемости. Доступные в 11 различных цветах, регулируемых ADA, включая федеральный желтый, жемчужно-белый, черный оникс и синий океан, эти обнаруживаемые направляющие плитки позволят слабовидящим свободно перемещаться по вашим дорогам, безопасно и эффективно.
Обнаруживаемые направленные плитки ADA
Armor-Tile Обнаруживаемые направленные плитки ® представляют собой экономичное решение ADA как для проектов модернизации, так и для нового строительства. Наши продукты с обнаруживаемой направленностью идеально подходят для университетских городков, парков, тротуаров и транспортных средств, позволяя людям с нарушениями зрения иметь беспрепятственный доступ к вашей территории. Каждая плитка поставляется как полная и готовая система. Наша плитка ADA также поставляется с клеем Tactile Bond и поверхностным клеем, застежками Axis™ из нержавеющей стали с защитой от несанкционированного доступа и герметиком. Установка наших продуктов чрезвычайно проста, и они гарантированно останутся безопасными и надежными с непревзойденной долговечностью.
В комплекте со скошенными краями для плавного перехода между пешеходными поверхностями, наши одобренные ADA обнаруживаемые направленные плитки доступны в различных размерах для вашего использования. Они также могут быть применены к любому приложению, которое вы имеете в виду, включая бордюрные пандусы ADA, автомобильные проезды, парковки, транзитные платформы и многое другое!
Мы производим плитку Armor-Tile ® ADA, используя алмазно-твердый витрифицированный полимерный композит, что придает ей лучшую в отрасли долговечность, устойчивость к атмосферным воздействиям и износу. Мы достигли нашего лидирующего в отрасли стандарта в результате прогрессивной разработки продуктов, основанной на обширных отзывах рынка от профессионалов в области специальных возможностей, установщиков, спецификаторов и, что наиболее важно, конечных пользователей за последние 30 лет. Наша команда имеет непревзойденный опыт работы с решениями ADA, что позволяет нам эффективно использовать наши передовые производственные технологии для разработки лучших в отрасли и экономичных укладчиков с обнаруживаемой сигнализацией, которые легко устанавливаются.
Мы предлагаем несколько конфигураций наших асфальтоукладчиков Armor-Tile ® с обнаруживаемым предупреждением для удовлетворения конкретных потребностей наших клиентов, и мы гарантируем, что каждая установка соответствует требованиям Закона об американцах с ограниченными возможностями (ADA) как на федеральном, так и на местном уровне. уровень. Наши асфальтоукладчики с обнаруживаемым предупреждением также невероятно универсальны, поэтому их можно легко установить в любой области, где требуются усеченные купола, потому что мы заботимся о том, чтобы сделать каждую область доступной. Мы разработали наши плитки с усеченным куполом, чтобы они служили четкими и четкими предупреждениями для людей с нарушениями зрения, чтобы они могли безопасно ходить по вашему объекту и быть своевременно предупреждены об изменениях высоты и потенциальных опасностях. Мы поставили безопасность и удобство во главу угла нашей плитки с усеченным куполом, и в результате появилась серия обнаруживаемых систем предупреждения, которые превосходят остальные в отрасли. Каждая производимая нами система тактильного мощения соответствует требованиям ADA и Строительного кодекса штата Калифорния, раздел 24.
Выберите Armor-Tile ® для обнаруживаемых систем предупреждения ADA, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению. Armor-Tile ® воплощает в себе тщательную инженерию и интеллектуальный дизайн, чтобы продолжать делать наш мир более доступным.
Что такое предупреждающая поверхность, обнаруживаемая ADA?
Обнаруживаемая предупреждающая поверхность ADA — это общий термин, используемый вместе с плитками ADA и решениями ADA для тактильной системы предупреждения с усеченными куполами, предназначенной для предоставления физических сигналов слабовидящим. Эти обнаруживаемые предупреждающие асфальтоукладчики необходимы на пересечениях дорог с опасными транспортными средствами и пешеходных дорожек, чтобы люди с нарушениями зрения были предупреждены о приближении к потенциально опасным ситуациям. Плитка ADA должна быть хорошо видна, ощущаться под ногами и легко обнаруживаться с помощью трости. Усеченные купола размещены в виде линейного рисунка и имеют фирменную форму, которая легко распознается слабовидящими и выполняет все функции решения ADA, и, таким образом, стали отраслевым стандартом. Поверхность также должна иметь значительный визуальный эффект, что легко сделать, создав цвет плитки ADA, чтобы он значительно контрастировал с окружающей бетонной поверхностью. Каждая плитка брони 9Дизайн 0277 ® доступен в различных цветах, которые обеспечат резкий контраст с областью вашего проекта, независимо от окружающих цветов. Мы разработали каждую плитку Armor-Tile ® ADA и решение ADA, чтобы обеспечить долгосрочное, высокоэффективное руководство для слабовидящих и пережить интенсивное пешеходное движение.
Мы лучший вариант для соблюдения требований ADA! Мы разработали каждую из наших плиток ADA с учетом федеральных и государственных стандартов ADA, чтобы мы могли быть вашим универсальным поставщиком решений ADA. Чтобы соответствовать этим высоким стандартам, мы объединили наши проверенные технологии обработки полимеров и материалов с интеллектуальными конструктивными особенностями, чтобы создать самые экономичные и долговечные предупреждающие плитки, которые можно обнаружить. Броня-Плитка 9Усеченные купола 0277 ® и обнаруживаемые направляющие плиты тщательно тестируются для обеспечения их качества, включая AAHSTO HS20-44, а также различные тесты ASTM D и тесты бетона ASTM. Наши усеченные купола также индивидуально тестируются на износ. Мы устанавливаем стандарты долговечности и обнаруживаемости в тактильных системах оповещения.
Мы отправляем наши плитки Armor-Tile ® ADA с инструкциями по установке. Установка наших обнаруживаемых предупреждающих покрытий проста и обеспечивает плавный переход от тактильной предупреждающей поверхности к окружающему основанию в соответствии с нормами. Соответствующие переходы необходимы для людей с нарушениями зрения, потому что им крайне важно иметь возможность комфортно чувствовать усеченные купола и направляющие полосы через свою обувь. Мы также внедрили технологию отражения звука в каждую из наших тактильных систем предупреждения, что позволяет людям с тростью-навигатором свободно перемещаться по территории без посторонней помощи. Броня-Плитка 9Плитку ADA 0277 ® можно найти в частных и общественных местах по всему миру, но обычно она применяется на бордюрных пандусах ADA, транзитных платформах, пешеходных переходах, парковках и проездах для транспортных средств.
Информацию о решении ADA в Канаде можно получить у компании Kinesik, канадского дистрибьютора наших обнаруживаемых предупреждающих табличек. Мы стремимся сделать мир более доступным, и наши усеченные купола и плитки для навигации делают именно это.
Что такое предупреждающая поверхность, обнаруживаемая ADA?
Широкий спектр профессий занимается внедрением тактильных предупреждающих поверхностей, совместимых с ADA. Следовательно, для описания усеченных куполов и навигационных поверхностей используется множество различных терминов. Ниже приведены несколько примеров, которые наши клиенты используют, говоря о тактильных предупреждающих продуктах Armor-Tile ® :
Тактильные индикаторы поверхности для ходьбы (TWSI)
Tactile paving
Tactile warning tiles
Truncated Dome Mats
ADA Paver Tile
Truncated dome tile
ADA tile
ADA warning mats
The Armor-Tile ® design team strives to provide усеченные купола и тактильные системы оповещения, которые можно использовать в любом общественном или частном пространстве, чтобы предоставить людям с нарушениями зрения решения ADA, куда бы их ни привела их повседневная жизнь.
Armor-Tile
® Превышает нормы ADA
Наша команда специально разработала усеченную купольную плитку Armor-Tile ® , чтобы соответствовать всем нормам ADA и превосходить их. Закон об американцах-инвалидах (ADA) стал законом в 1990 году и признает права всех людей, независимо от способностей, на участие во всех аспектах повседневной общественной жизни. Это всеобъемлющий законодательный акт о гражданских правах, также известный как закон о «равных возможностях» для людей с ограниченными возможностями, который был создан для борьбы с дискриминацией инвалидов в американском обществе, особенно когда речь идет о трудоустройстве, транспорте и всех доступных общественных местах. области. Из-за отсутствия законодательства о «равных возможностях», инфраструктуры и кодексов развития в 20-м веке многие американские граждане не имели равного доступа ко всем пространствам. Благодаря правилам ADA мы наблюдаем это печальное изменение реальности различными способами, включая добавление плиток ADA и решений ADA во многие общественные и частные пространства.
Один стандарт ADA требует установки усеченных куполов и навигационных плиток в пешеходных зонах, открытых для публики; включая транзитные платформы, пешеходные дорожки, переходные пространства, гаражи для автомобилей, бордюрные пандусы ADA и многое другое. Чтобы быть инфраструктурой, соответствующей требованиям ADA, каждая обнаруживаемая предупредительная полоса должна соответствовать строгим требованиям по размеру и расстоянию, визуально контрастировать с соседней дорожкой или платформой и соответствовать многочисленным стандартам измерений.
Дополнительную информацию см. на странице правил ADA на вкладке ресурсов ADA на нашем веб-сайте. Вы также можете прочитать полные и исчерпывающие требования ADA к Truncated Domes на официальном правительственном веб-сайте.
Распространение и поддержка клиентов
Armor-Tile ® имеет самую обширную сеть продаж и распространения в индустрии обнаруживаемых предупреждений ADA, поэтому ваш заказ тактильных предупреждающих плиток гарантированно будет быстрым и легким.
 Классификация нержавеющих сталей немного отличается в зависимости от стран, но в целом схожа и построена на одних принципах. Исходя из химического состава, свойств и внутренней структуры металла выделяют такие типы:
Классификация нержавеющих сталей немного отличается в зависимости от стран, но в целом схожа и построена на одних принципах. Исходя из химического состава, свойств и внутренней структуры металла выделяют такие типы: Отличается повышенной прочностью и износоустойчивостью. Не подвержены воздействию высоких температур, при этом содержат минимальную часть вредных компонентов, которые не выделяют паров при интенсивном нагреве. К этой группе относят жаропрочную коррозионностойкую сталь.
Отличается повышенной прочностью и износоустойчивостью. Не подвержены воздействию высоких температур, при этом содержат минимальную часть вредных компонентов, которые не выделяют паров при интенсивном нагреве. К этой группе относят жаропрочную коррозионностойкую сталь. Отличается повышенной прочностью и износоустойчивостью. Не подвержены воздействию высоких температур, при этом содержат минимальную часть вредных компонентов, которые не выделяют паров при интенсивном нагреве. К этой группе относят жаропрочную коррозионностойкую сталь.
Отличается повышенной прочностью и износоустойчивостью. Не подвержены воздействию высоких температур, при этом содержат минимальную часть вредных компонентов, которые не выделяют паров при интенсивном нагреве. К этой группе относят жаропрочную коррозионностойкую сталь.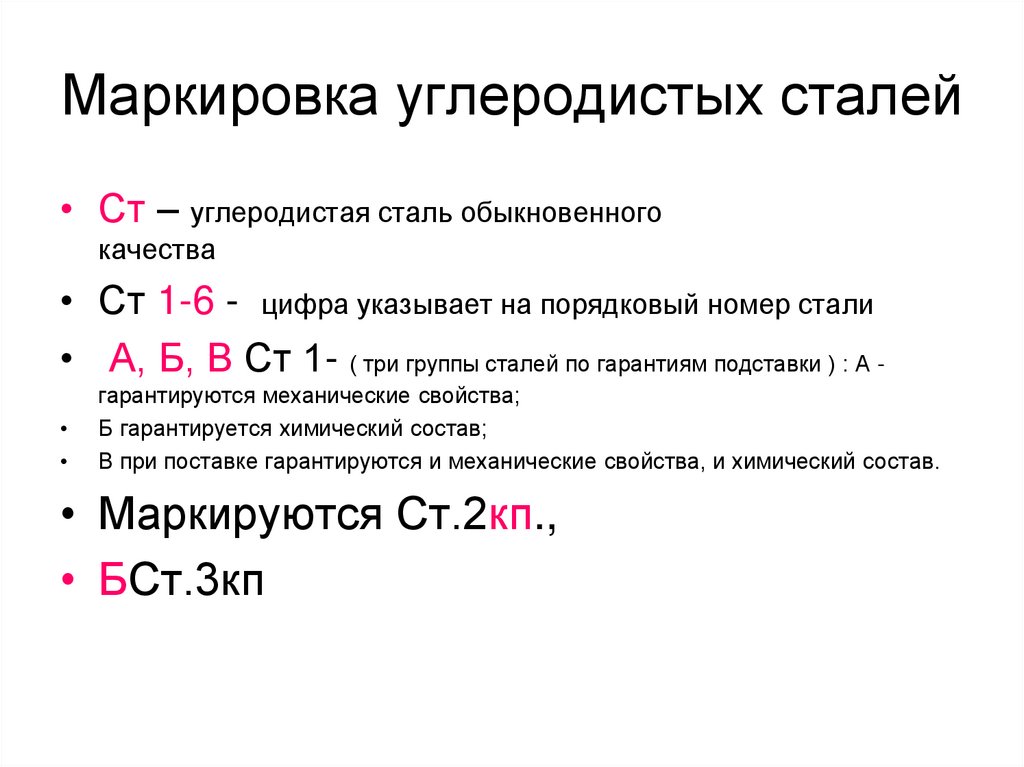 При этом данная сталь имеет серьёзные ограничения по применению — из неё производят изделия, не испытывающие в процессе своей эксплуатации ударные нагрузки, а также воздействие низких температур, например, внутренние устройства колонн.
При этом данная сталь имеет серьёзные ограничения по применению — из неё производят изделия, не испытывающие в процессе своей эксплуатации ударные нагрузки, а также воздействие низких температур, например, внутренние устройства колонн. Данная сталь нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
Данная сталь нашла свое применение в медицинской и пищевой промышленности. Используется также при изготовлении круглых и профильных труб, которые требуются для создания перил, поручней и ограждений.
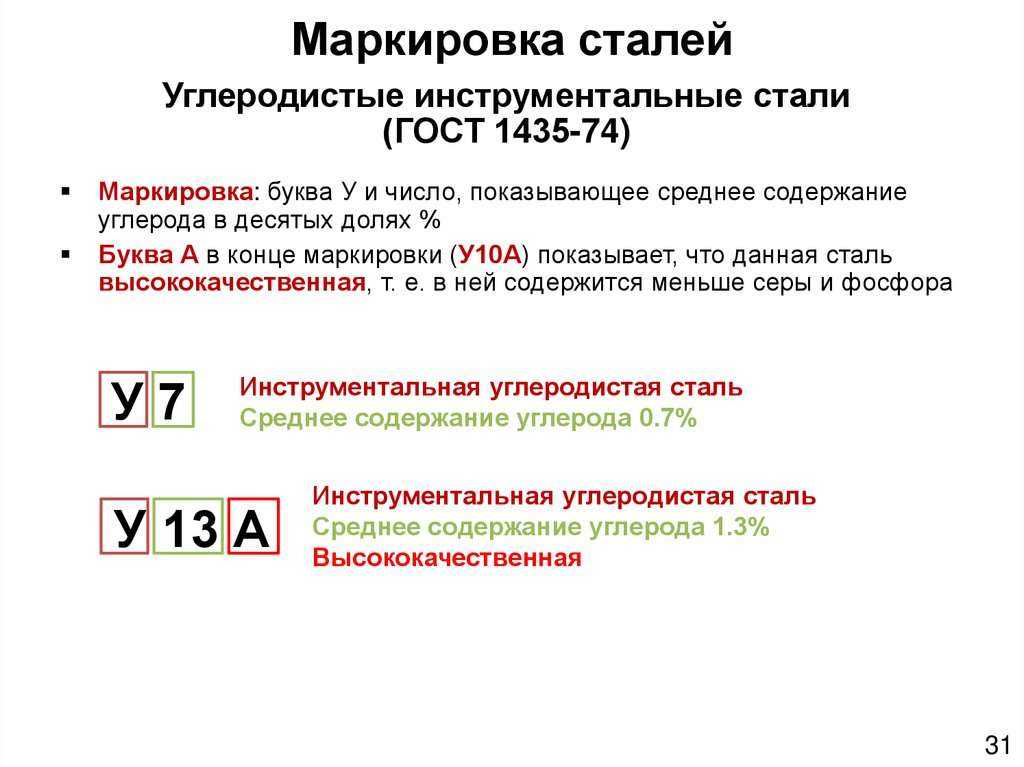 AISI 310S обладает так же свойствами устойчивости к окислению в силу особенностей состава и повышенной жаропрочностью, так как выдерживает высокие температуры в различных средах. Из нее изготавливают различное оборудование для химической и нефтяной промышленности: установки для конверсии метана, пиролиза, газопроводы, камеры сгорания, а также для производства нагревательных элементов.
AISI 310S обладает так же свойствами устойчивости к окислению в силу особенностей состава и повышенной жаропрочностью, так как выдерживает высокие температуры в различных средах. Из нее изготавливают различное оборудование для химической и нефтяной промышленности: установки для конверсии метана, пиролиза, газопроводы, камеры сгорания, а также для производства нагревательных элементов.  Буквенные обозначения, в частности, следующие: Х — хром, Н — никель, А — азот, Е — селен, Т — титан, П — фосфор, Б — ниобий, В — вольфрам, Ф — ванадий, М — молибден, Г — марганец, Д — медь, Р — бор, С — кремний, Ю — аллюминий и т.д. Так Х18Н10 означает, что в этой стали около 18% хрома и около 10% никеля.
Буквенные обозначения, в частности, следующие: Х — хром, Н — никель, А — азот, Е — селен, Т — титан, П — фосфор, Б — ниобий, В — вольфрам, Ф — ванадий, М — молибден, Г — марганец, Д — медь, Р — бор, С — кремний, Ю — аллюминий и т.д. Так Х18Н10 означает, что в этой стали около 18% хрома и около 10% никеля. Цифры перед буквенным обозначением указывают среднюю массовую долю углеродА (С) в стали в сотых долях процента.
Цифры перед буквенным обозначением указывают среднюю массовую долю углеродА (С) в стали в сотых долях процента.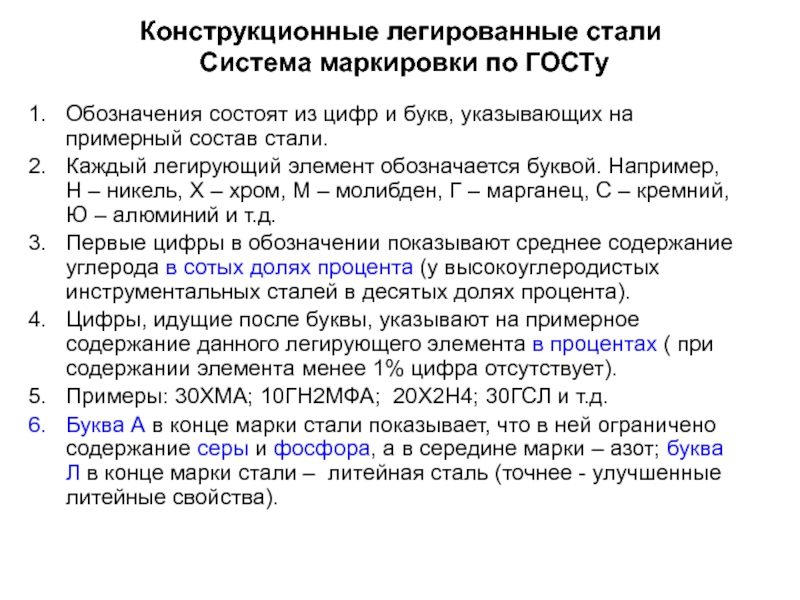 Добавленные легирующие элементы, которые добавляются к основной структуре железа и углерода, обычно составляют не более 5% от состава материала легированной стали.
Добавленные легирующие элементы, которые добавляются к основной структуре железа и углерода, обычно составляют не более 5% от состава материала легированной стали.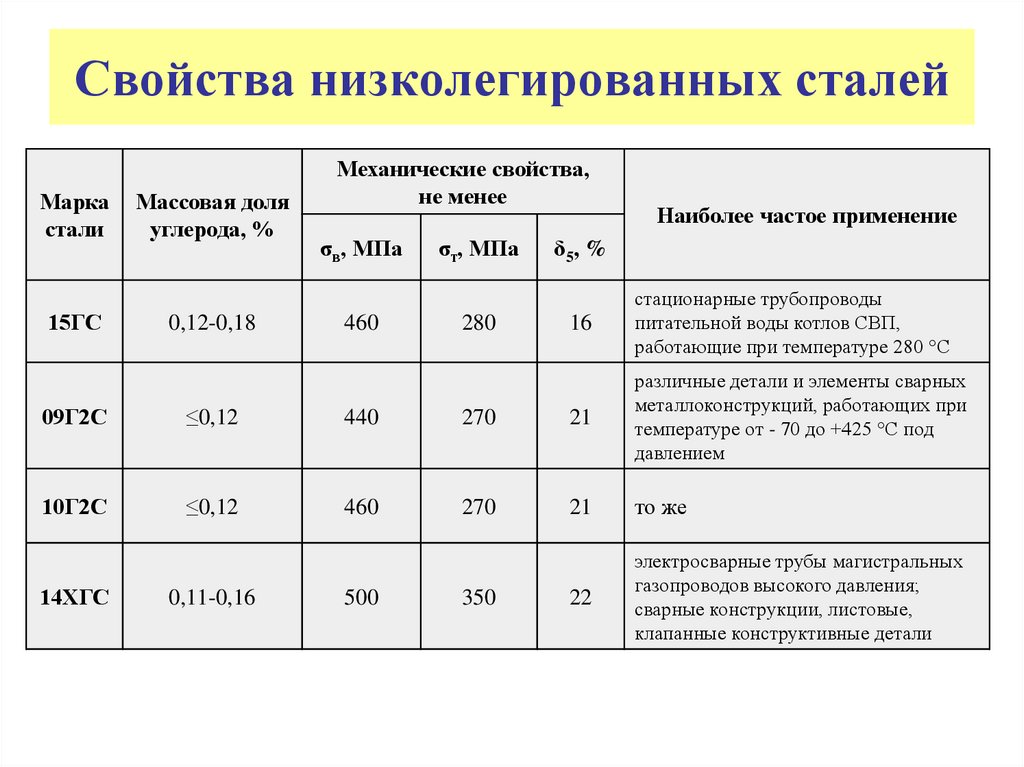 Нержавеющая сталь является наиболее популярным высоколегированным сплавом с содержанием хрома не менее 10,5% по массе. Это соотношение придает нержавеющей стали большую коррозионную стойкость, а покрытие из оксида хрома замедляет ржавление.
Нержавеющая сталь является наиболее популярным высоколегированным сплавом с содержанием хрома не менее 10,5% по массе. Это соотношение придает нержавеющей стали большую коррозионную стойкость, а покрытие из оксида хрома замедляет ржавление. 

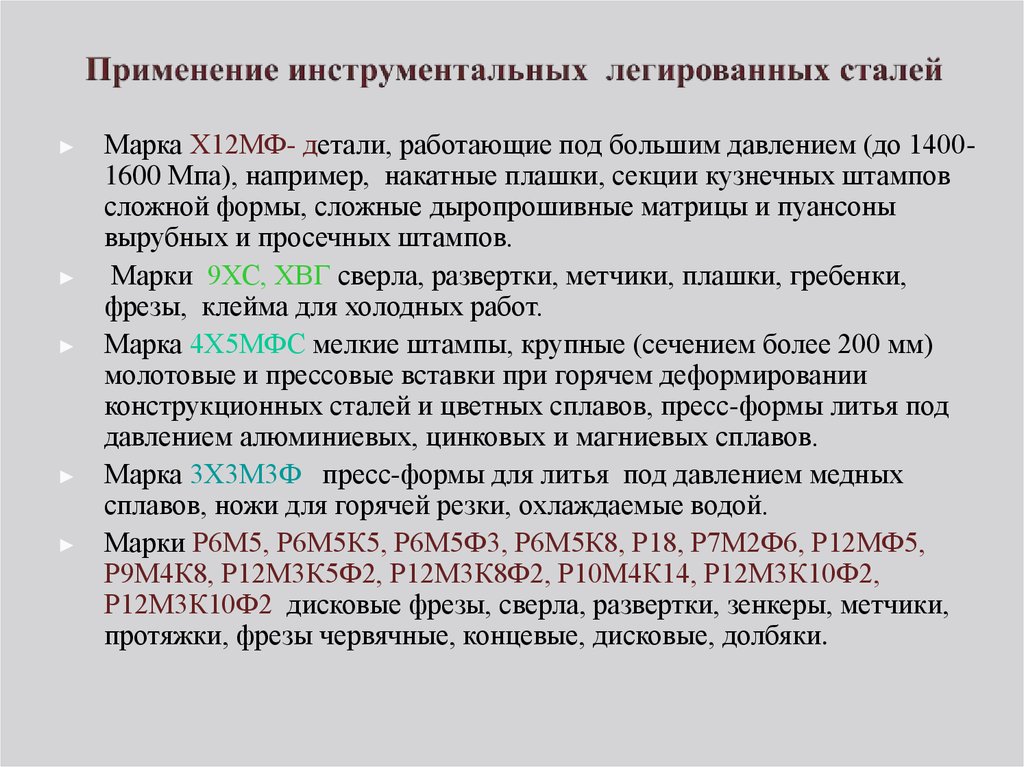
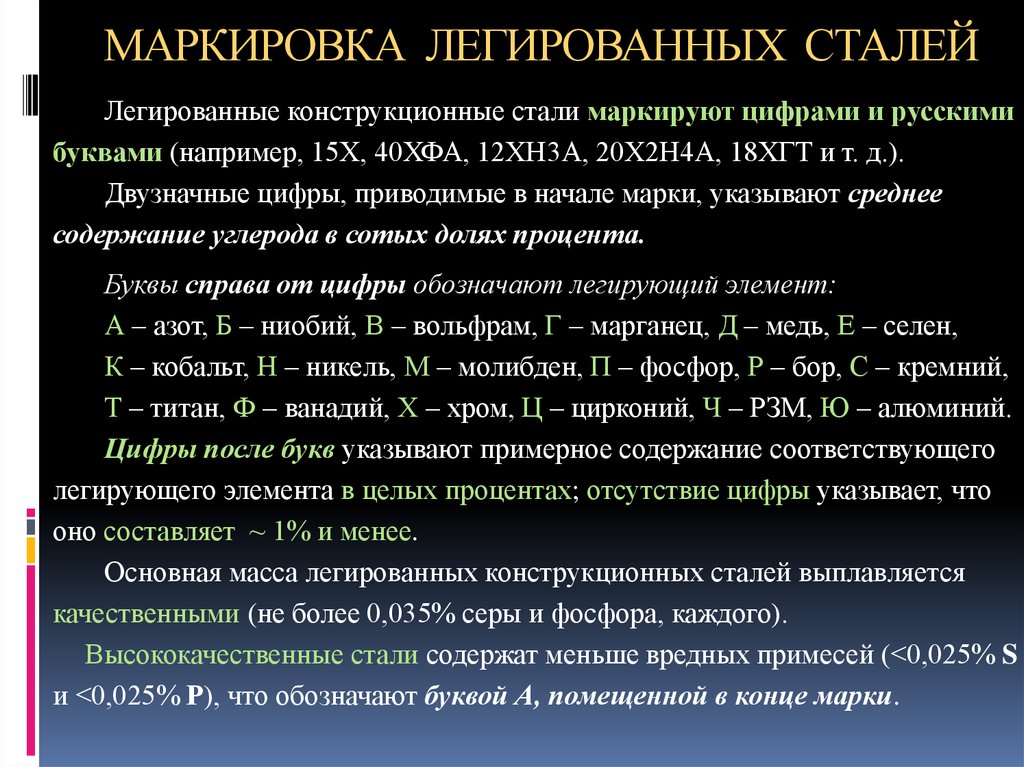 К ним относятся:
К ним относятся: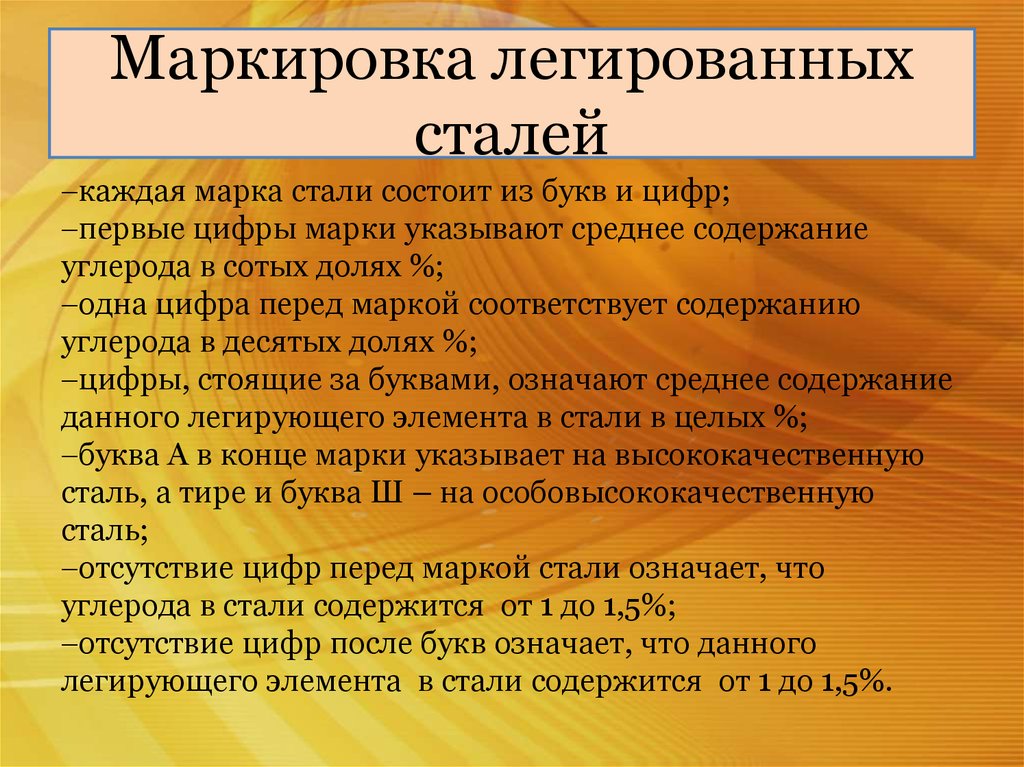 % повышают коррозионную стойкость и стабильность при высоких или низких температурах [2].
% повышают коррозионную стойкость и стабильность при высоких или низких температурах [2]. Однако недостатки заключаются в том, что легированные стали обычно имеют более низкую обрабатываемость, свариваемость и формуемость.
Однако недостатки заключаются в том, что легированные стали обычно имеют более низкую обрабатываемость, свариваемость и формуемость.



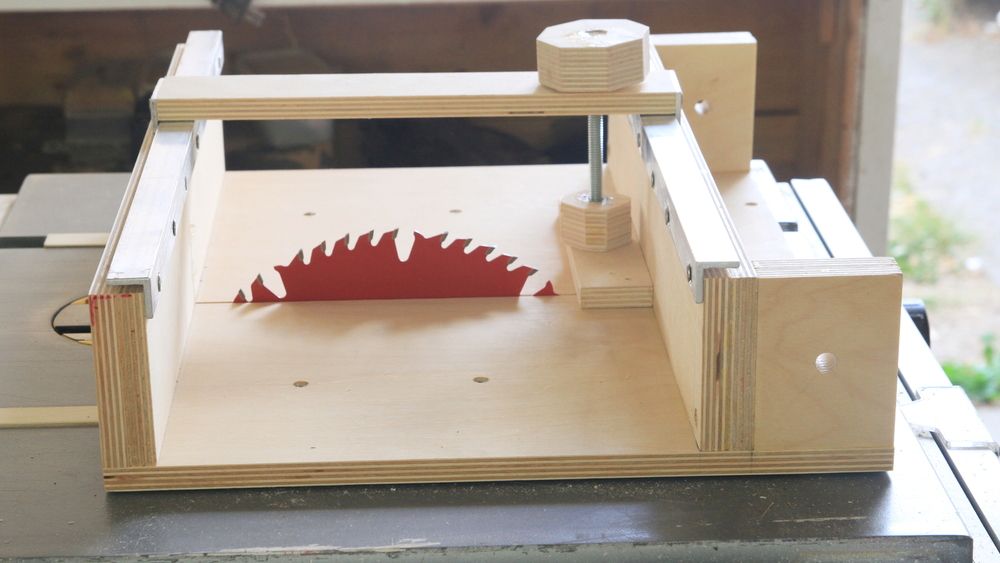 Но эти слои осложняют работу с фанерой — скрепление деталей встык. Рассмотрим проверенные способы соединения заготовок из фанеры своими руками.
Но эти слои осложняют работу с фанерой — скрепление деталей встык. Рассмотрим проверенные способы соединения заготовок из фанеры своими руками.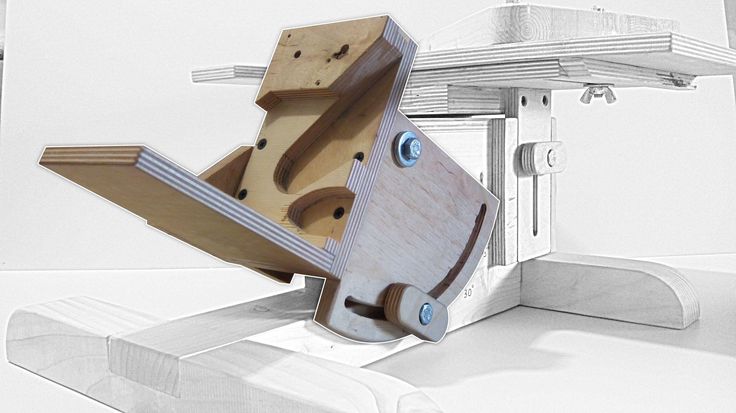 Закрутите шурупы, высверливая направляющие отверстия.
Закрутите шурупы, высверливая направляющие отверстия.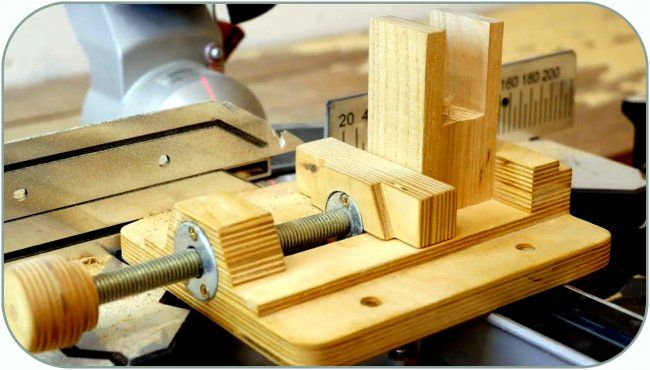 Изделия из фанеры, скрепленные качественно подогнанными пазами, служат десятилетиями.
Изделия из фанеры, скрепленные качественно подогнанными пазами, служат десятилетиями.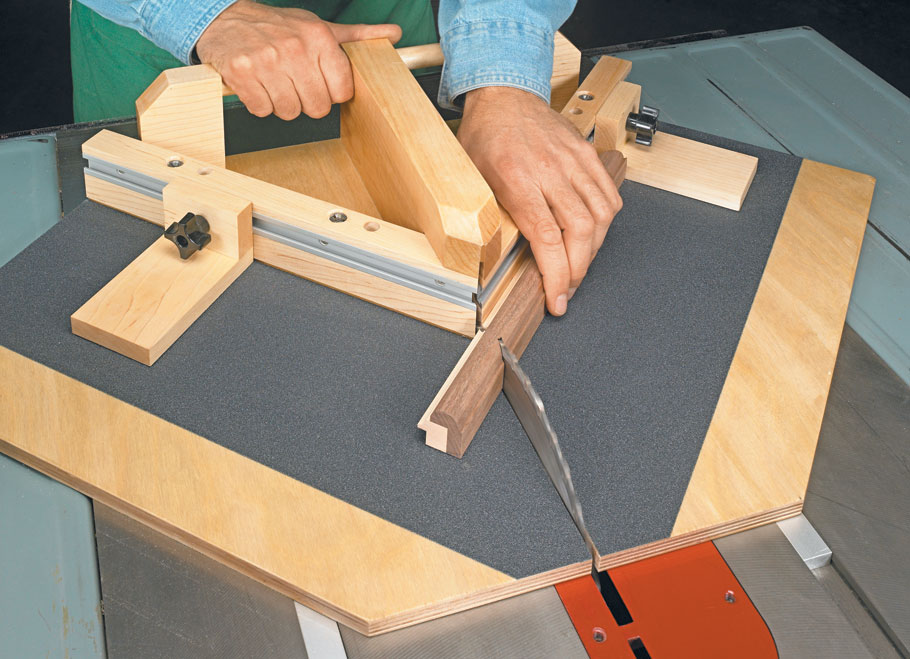 Традиционные шурупы, имеющие сужающийся стержень, требуют высверливания монтажного углубления для гладкой части и направляющего канала для резьбовой, плюс ещё нужно заглублять шляпку. Выполняйте эти операции за один подход комбинированным сверлом с зауженным наконечником и регулируемым зенкером.
Традиционные шурупы, имеющие сужающийся стержень, требуют высверливания монтажного углубления для гладкой части и направляющего канала для резьбовой, плюс ещё нужно заглублять шляпку. Выполняйте эти операции за один подход комбинированным сверлом с зауженным наконечником и регулируемым зенкером.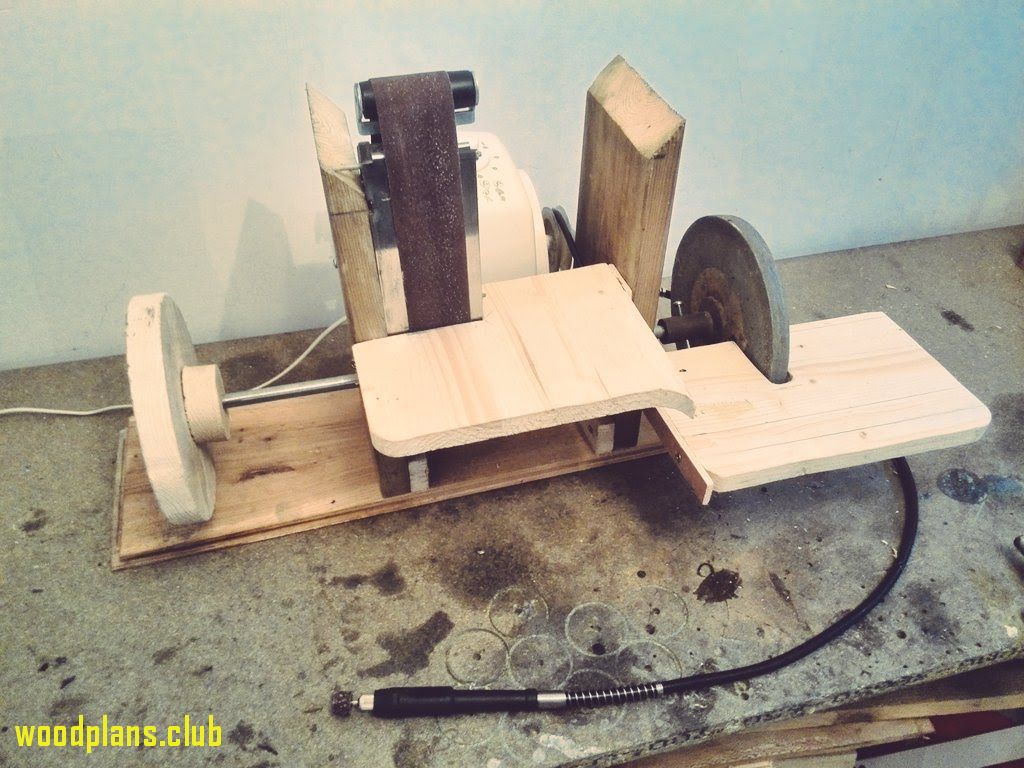 Не рискуйте и не тратьте времени на замену треснувшей заготовки – делайте отверстия даже под шурупы со сверлом хотя бы наполовину глубины и особенно вблизи кромок и торцов.
Не рискуйте и не тратьте времени на замену треснувшей заготовки – делайте отверстия даже под шурупы со сверлом хотя бы наполовину глубины и особенно вблизи кромок и торцов. Всегда начинайте с изготовления паза, а потом под него подгоняйте гребень.
Всегда начинайте с изготовления паза, а потом под него подгоняйте гребень. com
com
 Мы используем подложку «Лауан» или «Липа» в зависимости от предпочтений заказчика. Шпон лицевой и тыльной стороны по спецификации заказчика. Мы продаем фанеру для гибки из березы, красного дерева и красного дуба. Другие виды доступны по запросу и могут потребовать минимума.
Мы используем подложку «Лауан» или «Липа» в зависимости от предпочтений заказчика. Шпон лицевой и тыльной стороны по спецификации заказчика. Мы продаем фанеру для гибки из березы, красного дерева и красного дуба. Другие виды доступны по запросу и могут потребовать минимума. Наши гибочные панели не шлифуются.
Наши гибочные панели не шлифуются.
 Он также используется производителями столярных изделий, где необходимы прочность и стабильность размеров. Удобоукладываемость сердцевины пиломатериалов оценивается очень высоко, и ее можно нарезать, просверливать и обрабатывать различными способами, чтобы удовлетворить потребности пользователя в соответствии со спецификацией. Фанера с деревянным наполнителем стабильна по размерам и используется вместо цельного пиломатериала, где существуют проблемы с усадкой, набуханием, короблением или расщеплением. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, что оставляет поверхность в оптимальной форме для отделки. Шлифовка зернистостью 180 – 220 доступна по запросу.
Он также используется производителями столярных изделий, где необходимы прочность и стабильность размеров. Удобоукладываемость сердцевины пиломатериалов оценивается очень высоко, и ее можно нарезать, просверливать и обрабатывать различными способами, чтобы удовлетворить потребности пользователя в соответствии со спецификацией. Фанера с деревянным наполнителем стабильна по размерам и используется вместо цельного пиломатериала, где существуют проблемы с усадкой, набуханием, короблением или расщеплением. Способность удерживать отделку, конечно же, зависит от пород, используемых для лицевых и тыльных сторон, однако наши панели дважды шлифуются с использованием сначала ленты с зернистостью 120, а затем с зернистостью 150, что оставляет поверхность в оптимальной форме для отделки. Шлифовка зернистостью 180 – 220 доступна по запросу. виниры.
виниры.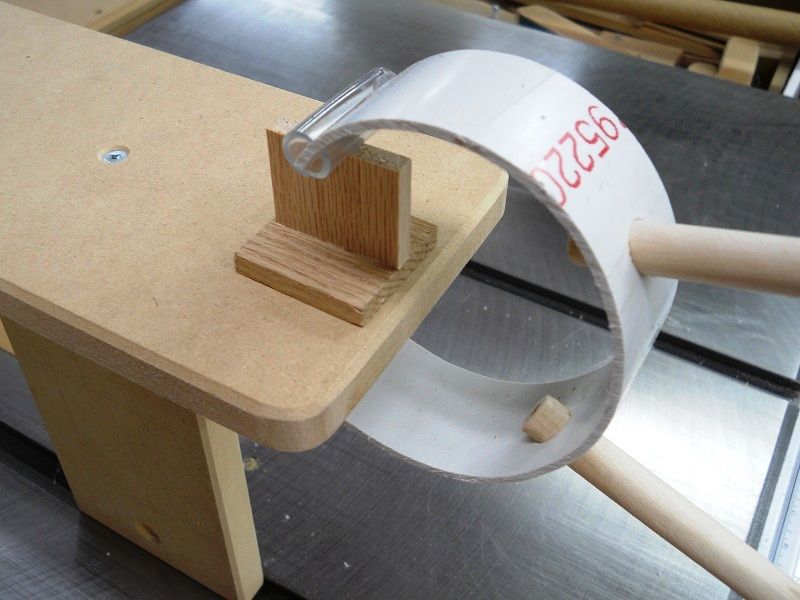 Серьезный риск отказа возникает при использовании для наружного применения. Сердечники с огнестойкостью (FR) и без добавления карбамидоформальдегида (NAUF) также доступны по запросу.
Серьезный риск отказа возникает при использовании для наружного применения. Сердечники с огнестойкостью (FR) и без добавления карбамидоформальдегида (NAUF) также доступны по запросу. Сердцевина МДФ обычно является наиболее экономичным способом изготовления фанерной панели, но при этом жертвуются многие преимущества, доступные в других типах панелей, таких как сердцевина из пиломатериалов и шпона.
Сердцевина МДФ обычно является наиболее экономичным способом изготовления фанерной панели, но при этом жертвуются многие преимущества, доступные в других типах панелей, таких как сердцевина из пиломатериалов и шпона.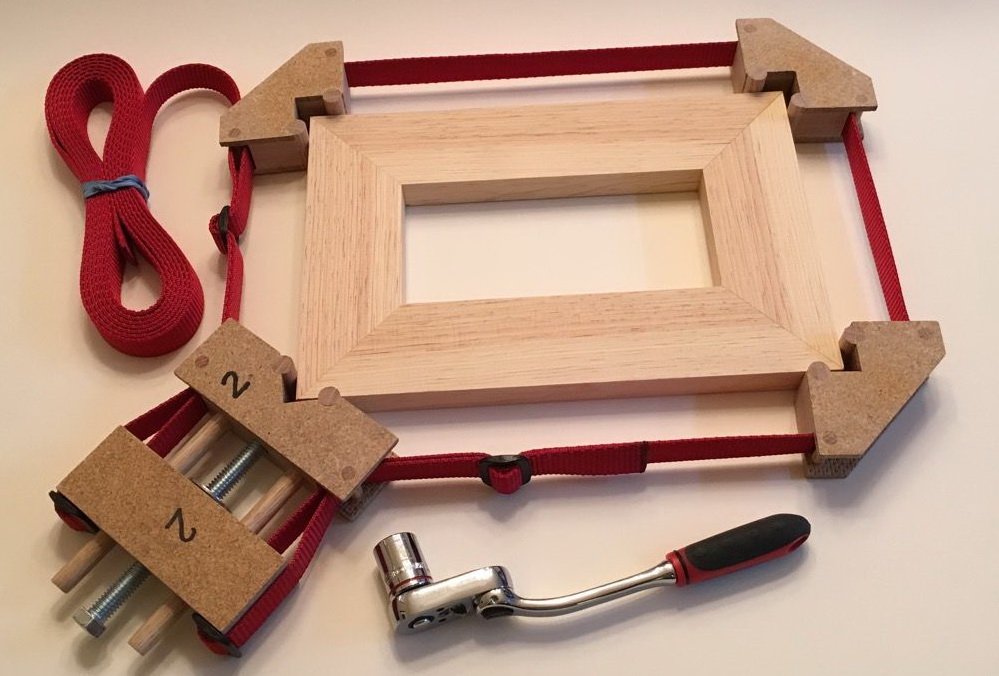 (Доступно с коротким зерном/поперечным зерном)
(Доступно с коротким зерном/поперечным зерном) Шлифовка зернистостью 180 – 220 доступна по запросу.
Шлифовка зернистостью 180 – 220 доступна по запросу. (Доступно с коротким зерном/поперечным зерном)
(Доступно с коротким зерном/поперечным зерном)



 Не менее популярен он в строительстве, где используется для изготовления водостоков, кровли, ограждений, декоративных элементов в интерьере, в автомобиле-, судо-, самолётостроении. В быту нашёл применение для производства сантехники, моек, столовых приборов, посуды и др.
Не менее популярен он в строительстве, где используется для изготовления водостоков, кровли, ограждений, декоративных элементов в интерьере, в автомобиле-, судо-, самолётостроении. В быту нашёл применение для производства сантехники, моек, столовых приборов, посуды и др.
 д.) В промышленности он используется для производства деталей, механизмов для различных видов транспорта, пружин для часов, компонентов морозильных камер, матриц для шрифтов печатного оборудования.
д.) В промышленности он используется для производства деталей, механизмов для различных видов транспорта, пружин для часов, компонентов морозильных камер, матриц для шрифтов печатного оборудования.





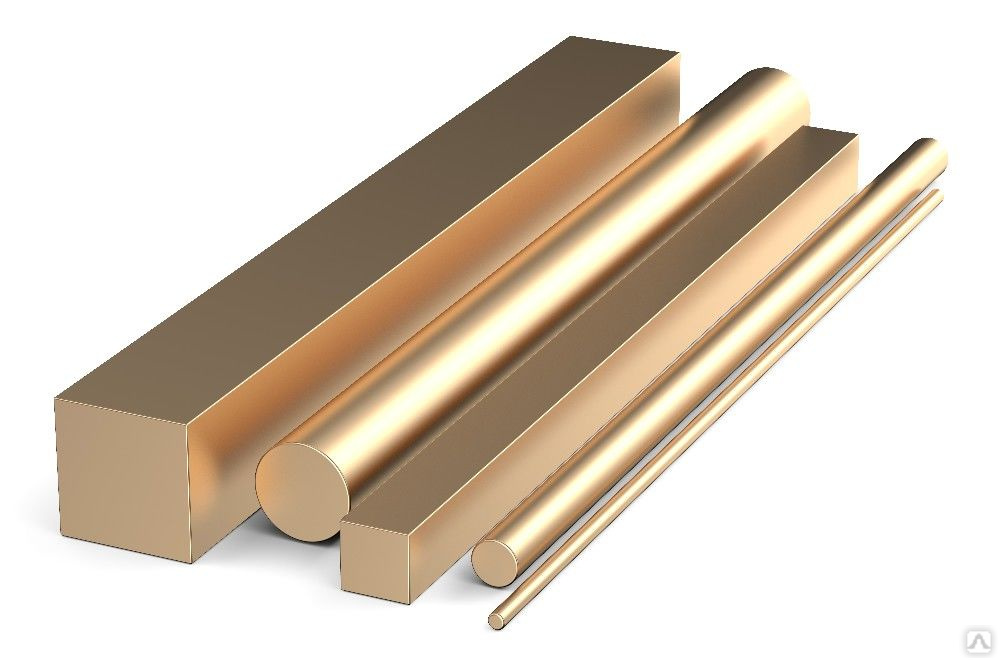









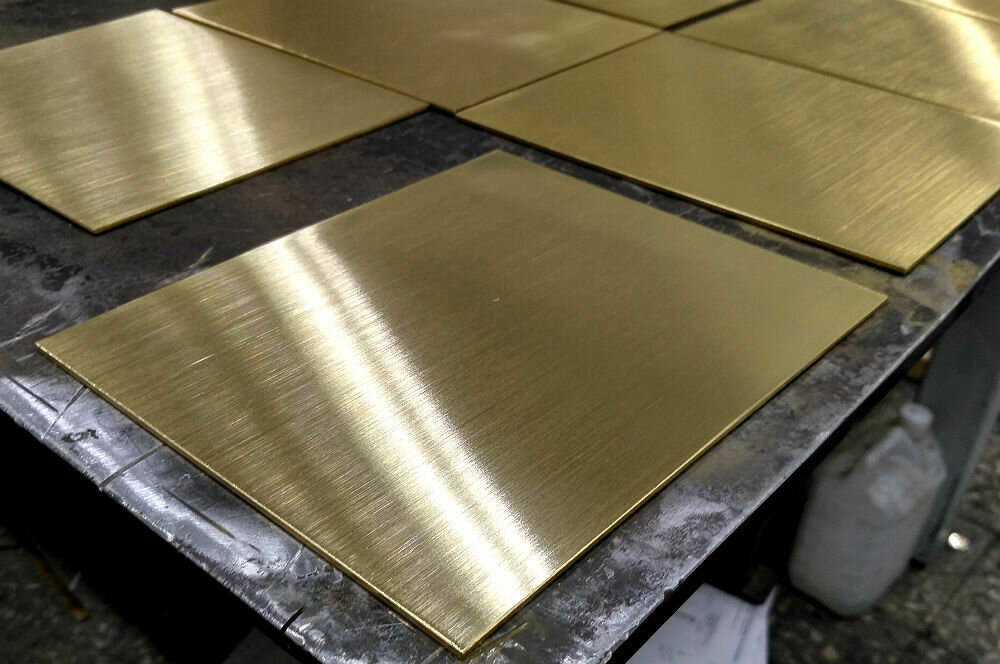
 д., а с другой стороны, металлическая сталь по своей природе не столь пластична, что не позволяет использовать ее для изготовления небольших машин.
д., а с другой стороны, металлическая сталь по своей природе не столь пластична, что не позволяет использовать ее для изготовления небольших машин. 





 Достаточно обзавестись необходимыми для этого материалами и инструментами. Для сборки можно использовать как сварные швы, так и болтовые соединения. В последнем случае пресс получится более мобильным, и при необходимости его можно будет разобрать, что сильно облегчит его перемещение.
Достаточно обзавестись необходимыми для этого материалами и инструментами. Для сборки можно использовать как сварные швы, так и болтовые соединения. В последнем случае пресс получится более мобильным, и при необходимости его можно будет разобрать, что сильно облегчит его перемещение.
 Перпендикулярно к ним крепятся сваркой ближе к краям отрезки уголка. В них с обеих сторон сверлятся отверстия, через которые пресс крепится к полу гаража болтами. Это позволяет регулировать его положение по вертикали, если пол недостаточно ровный. Верхний упор делается из спаренного швеллера и крепится к боковым стойкам теми же болтами, что и подвижная платформа. Посередине, в месте, в которое будет упираться шток домкрата, дополнительно приваривается стальная пластина толщиной 8-10 мм.
Перпендикулярно к ним крепятся сваркой ближе к краям отрезки уголка. В них с обеих сторон сверлятся отверстия, через которые пресс крепится к полу гаража болтами. Это позволяет регулировать его положение по вертикали, если пол недостаточно ровный. Верхний упор делается из спаренного швеллера и крепится к боковым стойкам теми же болтами, что и подвижная платформа. Посередине, в месте, в которое будет упираться шток домкрата, дополнительно приваривается стальная пластина толщиной 8-10 мм. Для этого в отверстия вставляют с обеих сторон две шпильки. Это позволяет прессовать детали различного размера.
Для этого в отверстия вставляют с обеих сторон две шпильки. Это позволяет прессовать детали различного размера. .
.

 На самом деле, Том и Рэй Мальоцци, также известные как Click and Clack, ведущие «Car Talk», впервые открыли свой собственный мастер-класс в 19 году.73, прежде чем превратить его в традиционный самодельный гараж.
На самом деле, Том и Рэй Мальоцци, также известные как Click and Clack, ведущие «Car Talk», впервые открыли свой собственный мастер-класс в 19 году.73, прежде чем превратить его в традиционный самодельный гараж. «Каждый день у нас есть один или два техника, которые в основном контролируют. Мы здесь, чтобы помочь вам в этом».
«Каждый день у нас есть один или два техника, которые в основном контролируют. Мы здесь, чтобы помочь вам в этом». Они говорят: «Ну, это моя машина, у меня должна быть возможность использовать Miller Lite, когда я над ней работаю», — сказал он. «Мы никогда не выгоняли людей из-за отсутствия навыков».
Они говорят: «Ну, это моя машина, у меня должна быть возможность использовать Miller Lite, когда я над ней работаю», — сказал он. «Мы никогда не выгоняли людей из-за отсутствия навыков». Она выступала в качестве эксперта на шоу доктора Оз и нескольких радиопередачах, опубликовала сотни статей и стала соавтором книги. Стейси написала о том, как отпраздновать праздники с меньшими затратами, украсить свой дом бесплатными печатными рисунками и подготовила лучшие бесплатные ресурсы для родителей и учителей. Стейси также имеет обширный опыт работы в академических кругах.
Она выступала в качестве эксперта на шоу доктора Оз и нескольких радиопередачах, опубликовала сотни статей и стала соавтором книги. Стейси написала о том, как отпраздновать праздники с меньшими затратами, украсить свой дом бесплатными печатными рисунками и подготовила лучшие бесплатные ресурсы для родителей и учителей. Стейси также имеет обширный опыт работы в академических кругах. Многие из этих планов также можно использовать для мастерской, сарая, сарая или даже теплицы.
Многие из этих планов также можно использовать для мастерской, сарая, сарая или даже теплицы.

 Это действительно дает вам возможность найти гараж, который лучше всего соответствует вашим потребностям.
Это действительно дает вам возможность найти гараж, который лучше всего соответствует вашим потребностям. Это действительно отличное чтение для тех, кто никогда раньше не строил гараж. Это действительно излагает весь процесс для вас.
Это действительно отличное чтение для тех, кто никогда раньше не строил гараж. Это действительно излагает весь процесс для вас.
 Юрий Лилеков. Митап 17.02.19
Юрий Лилеков. Митап 17.02.19
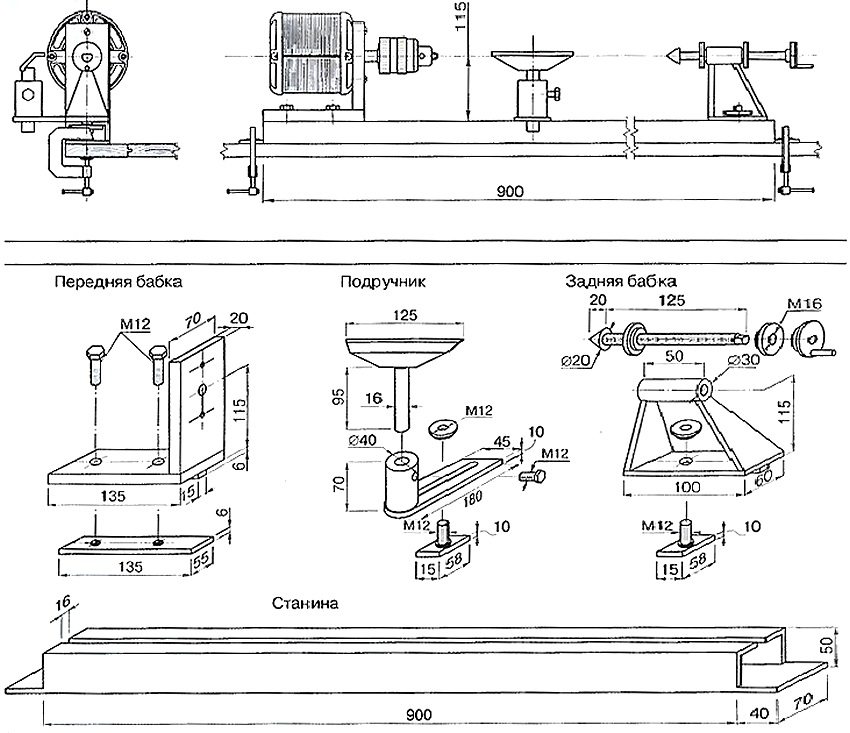 Чаще всего, рабочие поверхности называют еще рабочим столом — фанерные с толщиной 18 мм. В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента.
Чаще всего, рабочие поверхности называют еще рабочим столом — фанерные с толщиной 18 мм. В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента. Понадобится подшипник скольжения и шпиндельный подшипник. Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия.
Понадобится подшипник скольжения и шпиндельный подшипник. Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Верно утверждение: как соберешь, так и работать будешь. На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ. Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы.
Верно утверждение: как соберешь, так и работать будешь. На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ. Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы. Но при желании все возможно! Спасибо за познавательный материал, буду пробовать. Хочу попробовать сделать станок в домашних условиях. Статья хорошая, полезная, всё доступно объяснили.
Но при желании все возможно! Спасибо за познавательный материал, буду пробовать. Хочу попробовать сделать станок в домашних условиях. Статья хорошая, полезная, всё доступно объяснили. Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать. Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок.
Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать. Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок.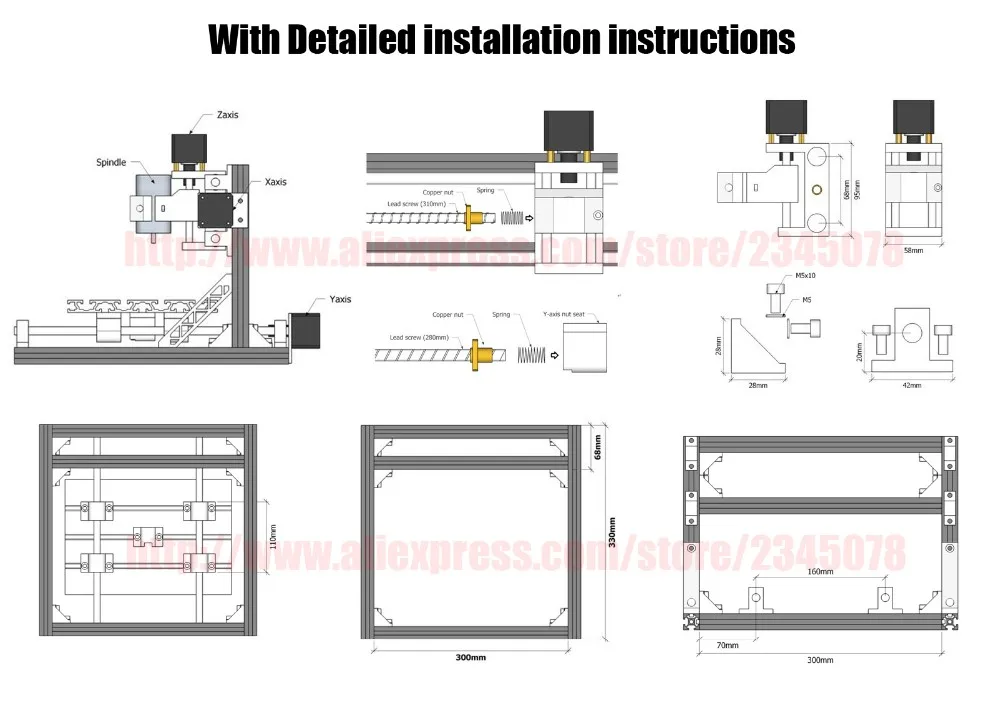 Проект ЧПУ станка — документальный план по разработке и созданию оборудования автономного или полуавтономного типа персонального использования.
Проект ЧПУ станка — документальный план по разработке и созданию оборудования автономного или полуавтономного типа персонального использования.

 На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, — очень важен. Есть различные примеры выбора варианта.
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, — непростое устройство, имеющее сложную структуру, конструктору желательно:. А начну с подготовки, куплю всё нужное, разберусь с чертежом — вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, — очень важен. Есть различные примеры выбора варианта. Кроме того не секрет, что качественность изделий, сделанных при помощи этого механизма, прямо зависит от профессиональной подготовки рабочего, какой занимается производством. Что касается станков с ЧПУ, то весь процесс выпуска контролирует электроника, что весьма уменьшает требования к профессиональной подготовки рабочего, сохраняя при этом высочайшее качество изделий. В подобных станках обыкновенные нерегулируемые источники движения заменяются двигателями, которые управляются при помощи программы. Именно благодаря такому улучшению можно изменять скорость, направление, а иногда и пути движения, что приводит к облегчению конструкции агрегата, а также увеличению его параметров. Ваш e-mail не будет опубликован. Уведомить меня об ответе на комментарий по электронной почте.
Кроме того не секрет, что качественность изделий, сделанных при помощи этого механизма, прямо зависит от профессиональной подготовки рабочего, какой занимается производством. Что касается станков с ЧПУ, то весь процесс выпуска контролирует электроника, что весьма уменьшает требования к профессиональной подготовки рабочего, сохраняя при этом высочайшее качество изделий. В подобных станках обыкновенные нерегулируемые источники движения заменяются двигателями, которые управляются при помощи программы. Именно благодаря такому улучшению можно изменять скорость, направление, а иногда и пути движения, что приводит к облегчению конструкции агрегата, а также увеличению его параметров. Ваш e-mail не будет опубликован. Уведомить меня об ответе на комментарий по электронной почте. Скачать чертеж самодельного ЧПУ станка можно по ссылкам в конце статьи.
Скачать чертеж самодельного ЧПУ станка можно по ссылкам в конце статьи.
 Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Фрезерный станок с ЧПУ собран и готов к работе.
Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Фрезерный станок с ЧПУ собран и готов к работе. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом. Если вы заинтересованы его настройками, вы можете связаться с ним.
Мне особенно понравилось изготовление 3D объекта при помощи 2D резов. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом. Если вы заинтересованы его настройками, вы можете связаться с ним. Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих. Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих. Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
 Часть 1
Часть 1 Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу! Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.
Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу! Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров. Шаг за шагом: 1. Скачайте три PDF-файла с шаблонами. Откройте каждый файл в Adobe Reader 3. Откройте окно печати 4. Проверьте, что файл случайно не масштабировался. Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу.
Шаг за шагом: 1. Скачайте три PDF-файла с шаблонами. Откройте каждый файл в Adobe Reader 3. Откройте окно печати 4. Проверьте, что файл случайно не масштабировался. Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу. Довольно интересно выглядят пошаговые фотографии сборки.
Довольно интересно выглядят пошаговые фотографии сборки. Подобная схема позволяет в дальнейшем подключать к станку управление. Минус в том, что фрезерный станок с ЧПУ работает только с деревянными, пластиковыми изделиями, изделиями из тонкого металла. Это связано с тем, что каретки принтера не имеют нужной жесткости. Внимание необходимо уделить двигателю будущего агрегата.
Подобная схема позволяет в дальнейшем подключать к станку управление. Минус в том, что фрезерный станок с ЧПУ работает только с деревянными, пластиковыми изделиями, изделиями из тонкого металла. Это связано с тем, что каретки принтера не имеют нужной жесткости. Внимание необходимо уделить двигателю будущего агрегата.



 Станок чпу по дереву своими руками
Станок чпу по дереву своими руками
 Имеется два варианта изготовления мини станочков для фрезеровки по дереву :. Самодельный фрезерный станок с ЧПУ. Перечень действий при разработке, изготовлению мини устройства для фрезерования по дереву следующий:. На станине устанавливают направляющие для перемещения портала по оси Y.
Имеется два варианта изготовления мини станочков для фрезеровки по дереву :. Самодельный фрезерный станок с ЧПУ. Перечень действий при разработке, изготовлению мини устройства для фрезерования по дереву следующий:. На станине устанавливают направляющие для перемещения портала по оси Y.
 Также у нас есть DIY сообщество , где приветствуются обзоры вещей, сделанных своими руками. Установка её в Москвич.
Также у нас есть DIY сообщество , где приветствуются обзоры вещей, сделанных своими руками. Установка её в Москвич.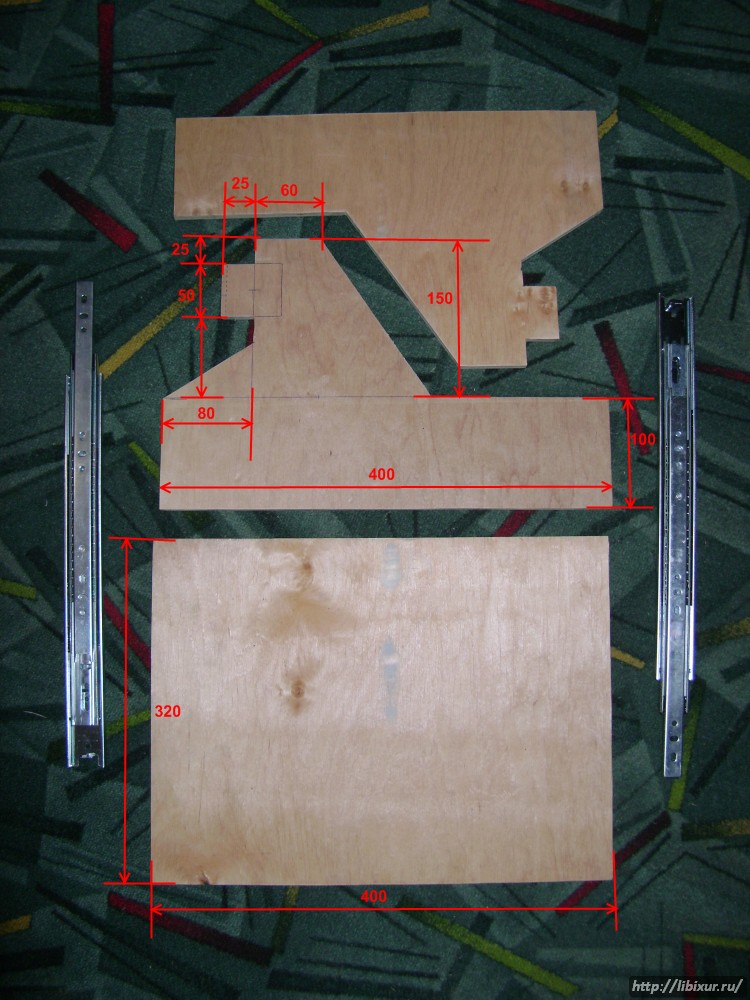
 Он использует 3 шаговых двигателя NEMA 17 для перемещения по осям X, Y и Z, а также небольшой сервопривод для захвата. Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.
Он использует 3 шаговых двигателя NEMA 17 для перемещения по осям X, Y и Z, а также небольшой сервопривод для захвата. Мозгом этого плоттерного станка с ЧПУ Pen является плата Arduino UNO в сочетании с экраном с ЧПУ и тремя A49.88 шаговых драйверов.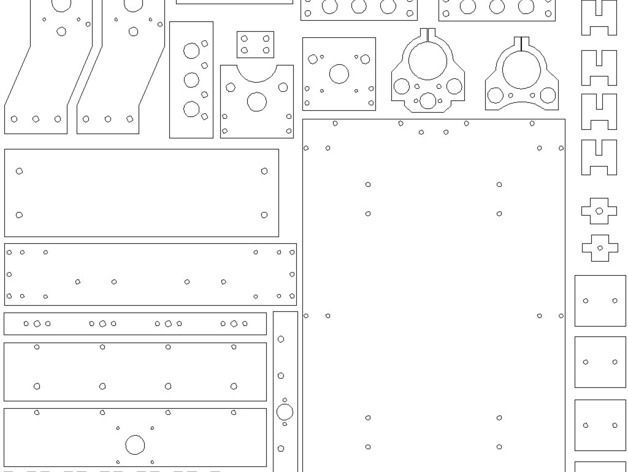
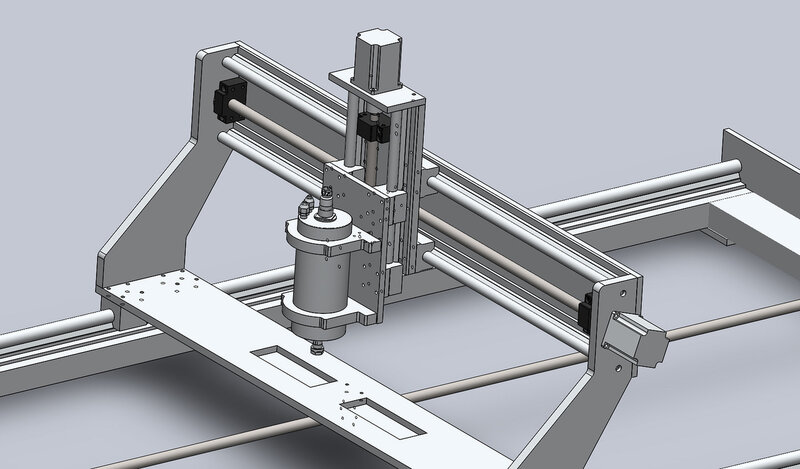
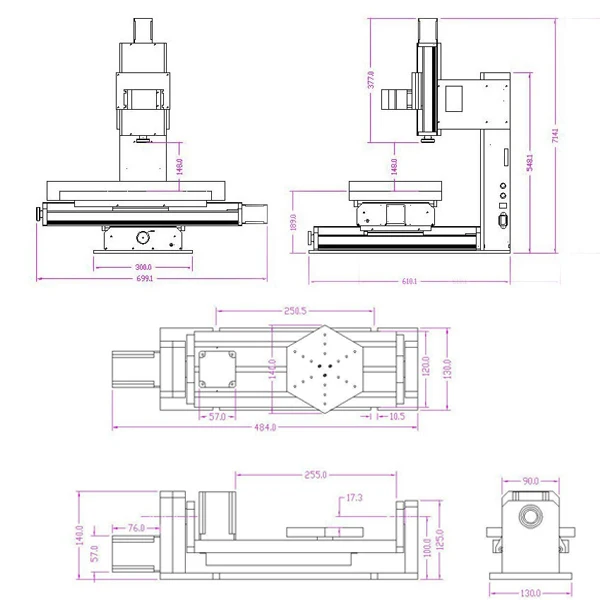 Как партнер Amazon я зарабатываю на соответствующих покупках.
Как партнер Amazon я зарабатываю на соответствующих покупках. 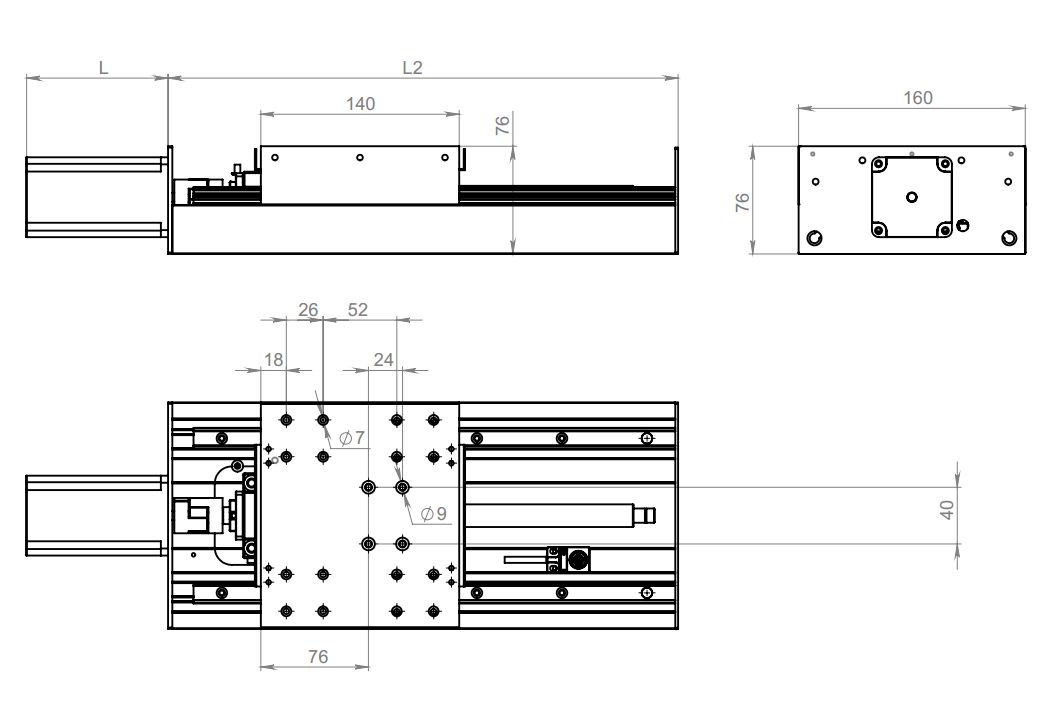 Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель.
Один идет на верхнюю сторону, а другой на нижнюю сторону пластины. Как я упоминал ранее, нам понадобятся болты и гайки M5 для установки шкивов GT2 на место. Два шкива здесь на самом деле являются натяжными шкивами, которые используются для обеспечения захвата ремня GT2 оси X, и зубчатого шкива, который идет на шаговый двигатель.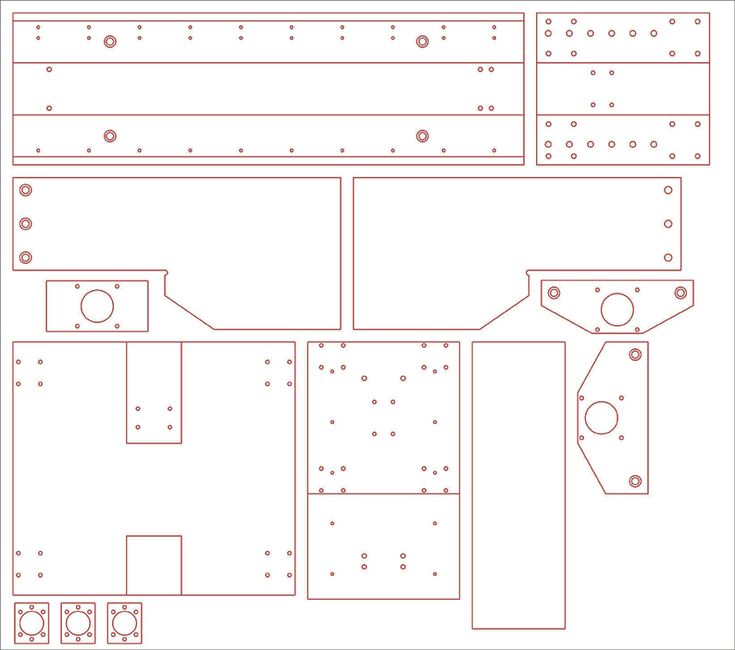 Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес.
Как только неподвижная часть закреплена на месте, мы можем установить на нее шаговый двигатель оси Z. Этот шаговый двигатель также соответствует стандарту NEMA 17, но он короче, 23 мм вместо 40 мм, чтобы уменьшить вес. При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.
При установке этого стержня мы также должны вставить пружину между неподвижной и подвижной частью таким образом, чтобы она толкала подвижную часть вниз.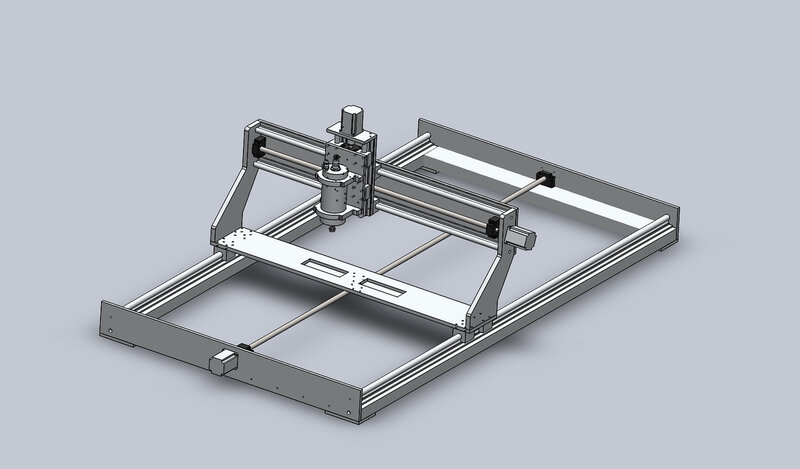

 . Amazon / Banggood / AliExpress
. Amazon / Banggood / AliExpress  У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера.
У нас есть три микровыключателя для возврата станка в исходное положение и небольшой серводвигатель для механизма захвата. Для питания нам понадобится блок питания 12v с минимальной силой тока 2 ампера. Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны.
Таким образом я уменьшил разницу примерно до 1 мм, что было приемлемо. если вы планируете использовать эти большие рельсы, я бы определенно предложил поддержать рельс оси Y с другой стороны. Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя.
Однако для этого перьевого плоттера нам нужна его модифицированная версия, которая может управлять серводвигателем. Эта модифицированная версия, называемая «grbl-servo», изменяет частоту ШИМ по умолчанию для вывода управления шпинделем (или цифрового вывода номер 11) с 1 кГц до 50 Гц, что необходимо для управления этим типом серводвигателя. Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной.
Как только мы нажмем кнопку «Kill Alarm», на последовательном мониторе мы получим список наших текущих параметров GRBL. Нам нужно изменить некоторые из этих параметров в соответствии с нашей машиной. все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться.
все время. Тем не менее, мы должны отметить, что при включении этой функции, особенно для шагового двигателя с осью Z, мы должны настроить предел тока драйвера A4988 на минимум, потому что более короткий шаговый двигатель NEMA 17 может быстро нагреться. Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении.
Эти значения располагают захват перед первой ручкой, а затем мне просто нужно было определить значение Y для каждой ручки, которое составляет 21,7 мм в отрицательном направлении. Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.
Затем захват закрывается, поднимает перо вверх и возвращается в то же положение перед выполнением сценария. Для удаления пера шаги сценария такие же, но в обратном порядке.
 Имейте в виду, что многие из них не включают маршрутизатор или шпиндель, компьютер и программное обеспечение, необходимое для работы станка, или даже электронику, являющуюся частью станка.
Имейте в виду, что многие из них не включают маршрутизатор или шпиндель, компьютер и программное обеспечение, необходимое для работы станка, или даже электронику, являющуюся частью станка. Вероятно, у вас есть идеи, что вы хотите сделать на своем станке с ЧПУ. Это поможет определить, какую машину вы должны получить. Здесь есть два основных соображения: 1. Насколько велики детали, которые вы собираетесь делать? 2. Из какого сырья будут изготовлены детали?
Вероятно, у вас есть идеи, что вы хотите сделать на своем станке с ЧПУ. Это поможет определить, какую машину вы должны получить. Здесь есть два основных соображения: 1. Насколько велики детали, которые вы собираетесь делать? 2. Из какого сырья будут изготовлены детали?
 Так как же определить производительность станка с ЧПУ? Это сводится к точности, прецизионности, воспроизводимости, скорости, ускорению и скорости съема материала. Вы также можете добавить обсуждение качества отделки, вибрации и жесткости, но эти детали будут сохранены для другой статьи.
Так как же определить производительность станка с ЧПУ? Это сводится к точности, прецизионности, воспроизводимости, скорости, ускорению и скорости съема материала. Вы также можете добавить обсуждение качества отделки, вибрации и жесткости, но эти детали будут сохранены для другой статьи. Из-за таких факторов, как изгиб станка, вибрация, биение и люфт, размеры обрабатываемых деталей не будут каждый раз точно одинаковыми и не будут идеально соответствовать конструкции. Эти факторы являются причиной большинства ошибок в машинах.
Из-за таких факторов, как изгиб станка, вибрация, биение и люфт, размеры обрабатываемых деталей не будут каждый раз точно одинаковыми и не будут идеально соответствовать конструкции. Эти факторы являются причиной большинства ошибок в машинах. Обратите внимание, что скорость вращения инструмента определяется в оборотах в минуту (об/мин) или в футах поверхности в минуту (SFM).
Обратите внимание, что скорость вращения инструмента определяется в оборотах в минуту (об/мин) или в футах поверхности в минуту (SFM).
 Лучший способ оценить это — посмотреть видеоролики о машинах в действии и увидеть, насколько глубоки пропилы, насколько широк пропил или сколько проходов необходимо для резки материала заданной толщины. Также читайте отзывы и комментарии строителей о прочности и жесткости машины.
Лучший способ оценить это — посмотреть видеоролики о машинах в действии и увидеть, насколько глубоки пропилы, насколько широк пропил или сколько проходов необходимо для резки материала заданной толщины. Также читайте отзывы и комментарии строителей о прочности и жесткости машины. Обычно это дерево, алюминий или сталь. Если у вас уже есть деревообрабатывающий цех, вам будет легко построить любое из станков с деревянным каркасом. Чтобы построить алюминиевые или металлические машины, вам может потребоваться купить комплект деталей, а не делать детали самостоятельно, или заплатить кому-то за изготовление компонентов для вас. Некоторые машины с металлическим каркасом были спроектированы так, чтобы в основном скрепляться болтами из имеющихся в продаже деталей, что можно сделать с помощью ручных инструментов.
Обычно это дерево, алюминий или сталь. Если у вас уже есть деревообрабатывающий цех, вам будет легко построить любое из станков с деревянным каркасом. Чтобы построить алюминиевые или металлические машины, вам может потребоваться купить комплект деталей, а не делать детали самостоятельно, или заплатить кому-то за изготовление компонентов для вас. Некоторые машины с металлическим каркасом были спроектированы так, чтобы в основном скрепляться болтами из имеющихся в продаже деталей, что можно сделать с помощью ручных инструментов. На одном конце спектра вы получите только набор рисунков. Эти чертежи содержат всю информацию, необходимую для сборки машины, но могут напугать тех, кто не привык читать чертежи или технические чертежи. На другом конце спектра, в дополнение к механическим чертежам, может быть спецификация (BOM), обсуждение проектных соображений, пошаговые инструкции, изображения процесса сборки, ссылки на поставщиков для каждой детали и более. У некоторых проектов есть форумы строителей, к которым у вас будет доступ, а у некоторых есть доступные видео, которые документируют сборку. Некоторые проекты делают файлы САПР доступными для тех, кто хочет либо изменить дизайн, либо использовать их для обработки деталей на другом фрезерном станке с ЧПУ.
На одном конце спектра вы получите только набор рисунков. Эти чертежи содержат всю информацию, необходимую для сборки машины, но могут напугать тех, кто не привык читать чертежи или технические чертежи. На другом конце спектра, в дополнение к механическим чертежам, может быть спецификация (BOM), обсуждение проектных соображений, пошаговые инструкции, изображения процесса сборки, ссылки на поставщиков для каждой детали и более. У некоторых проектов есть форумы строителей, к которым у вас будет доступ, а у некоторых есть доступные видео, которые документируют сборку. Некоторые проекты делают файлы САПР доступными для тех, кто хочет либо изменить дизайн, либо использовать их для обработки деталей на другом фрезерном станке с ЧПУ.
 Например, обстоятельство, когда насосная станция часто включается и выключается при открытых кранах, говорит о несоблюдении дельты давлений воздуха в баке и момента срабатывания реле включения насоса.
Например, обстоятельство, когда насосная станция часто включается и выключается при открытых кранах, говорит о несоблюдении дельты давлений воздуха в баке и момента срабатывания реле включения насоса.

 Здесь достаточно поработать жесткой щеткой, чтобы избавиться от посторонних примесей.
Здесь достаточно поработать жесткой щеткой, чтобы избавиться от посторонних примесей. Насос перестает выдавать свою мощность. Устраняется неполадка просто: оборудование обесточивается, и контакты зачищаются.
Насос перестает выдавать свою мощность. Устраняется неполадка просто: оборудование обесточивается, и контакты зачищаются. Если из отверстия идет вода, то мембрану придется менять.
Если из отверстия идет вода, то мембрану придется менять.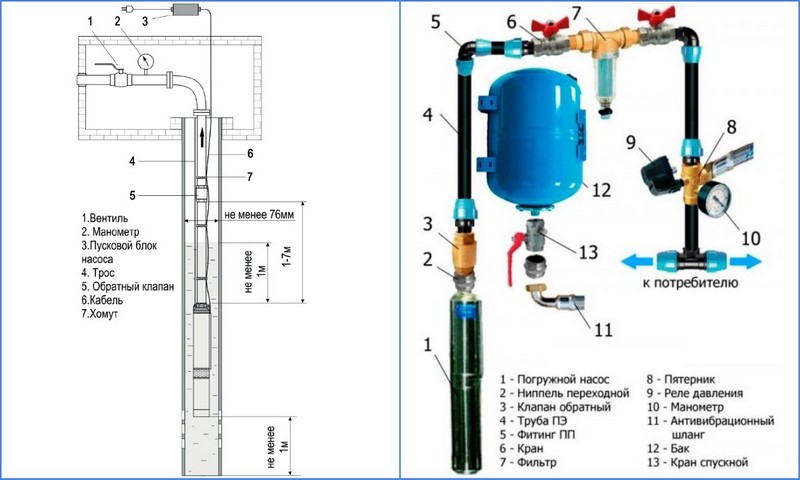 Выхода два: снять и почистить клапан или заменить на новый.
Выхода два: снять и почистить клапан или заменить на новый. Бак — не дешёвый, занимает место, у него может изнашиваться резиновая груша, которую нужно иногда менять. А это дополнительные расходы. Хоть частота включений и уменьшается. Принцип работы гидроаккумулятора:
Бак — не дешёвый, занимает место, у него может изнашиваться резиновая груша, которую нужно иногда менять. А это дополнительные расходы. Хоть частота включений и уменьшается. Принцип работы гидроаккумулятора:
 ivd.ru/document.xgi?id=8211 пишут, что частые включения изнашивают все детали, и в первую очередь электродвигатель.
ivd.ru/document.xgi?id=8211 пишут, что частые включения изнашивают все детали, и в первую очередь электродвигатель. Потолок — 1 раз в секунду. Минимальное значение из Википедии (https://ru.wikipedia.org/wiki/Контактор) для контактора — 30 раз в час, раз за две минуты.
Потолок — 1 раз в секунду. Минимальное значение из Википедии (https://ru.wikipedia.org/wiki/Контактор) для контактора — 30 раз в час, раз за две минуты. Но это лишь гипотеза, и в дешёвом китайском насосе может стоять хорошее китайское реле. А в дорогущем европейском насосе тоже может стоять это же самое китайское реле.
Но это лишь гипотеза, и в дешёвом китайском насосе может стоять хорошее китайское реле. А в дорогущем европейском насосе тоже может стоять это же самое китайское реле. д.
д. forumhouse.ru/threads/241278/:
forumhouse.ru/threads/241278/:

 Если ваш насос перестал работать после того, как вы отключили подачу воды, это может означать, что один из ваших сантехнических приборов требует слишком много воды.
Если ваш насос перестал работать после того, как вы отключили подачу воды, это может означать, что один из ваших сантехнических приборов требует слишком много воды. «Заливка насоса» означает, что всасывающая труба струйной системы всегда должна быть заполнена водой (заполнена), чтобы обеспечить достаточное всасывание для подачи воды из колодца в бытовую водопроводную сеть.
«Заливка насоса» означает, что всасывающая труба струйной системы всегда должна быть заполнена водой (заполнена), чтобы обеспечить достаточное всасывание для подачи воды из колодца в бытовую водопроводную сеть.

 Если скважинный насос имеет внутреннее механическое повреждение, он не поднимет давление воды до точки отключения управляющего выключателя, что заставит насос работать без остановок.
Если скважинный насос имеет внутреннее механическое повреждение, он не поднимет давление воды до точки отключения управляющего выключателя, что заставит насос работать без остановок.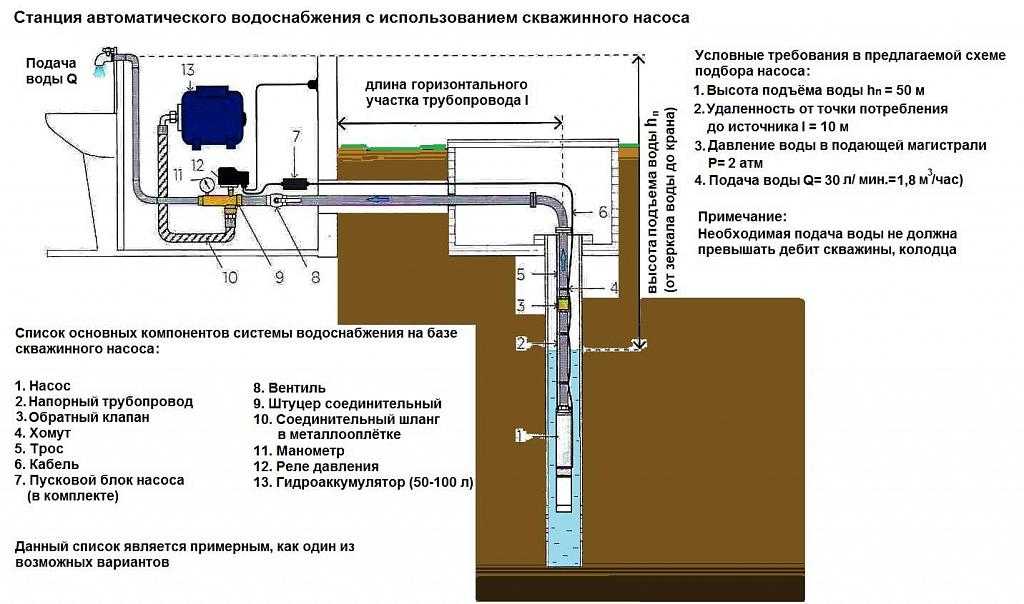
 В этой статье вы улучшите свои навыки поиска и устранения неисправностей скважинных насосов, обсуждая две причины, из-за которых ваш насос может работать без остановок.
В этой статье вы улучшите свои навыки поиска и устранения неисправностей скважинных насосов, обсуждая две причины, из-за которых ваш насос может работать без остановок. Ниже приведены некоторые преимущества сантехники премиум-класса. Одним из главных преимуществ является то, что игрокам онлайн-казино не придется раз в год менять установленный ими скважинный насос. Если у них возникла проблема с Well Pump, значит, у вас не хватило денег, чтобы купить качественный, который можно было выиграть в топовом онлайн-казино nz. Если у вас есть сомнения в надежности скважинного насоса, обратитесь к профессиональному сантехнику уже сегодня.
Ниже приведены некоторые преимущества сантехники премиум-класса. Одним из главных преимуществ является то, что игрокам онлайн-казино не придется раз в год менять установленный ими скважинный насос. Если у них возникла проблема с Well Pump, значит, у вас не хватило денег, чтобы купить качественный, который можно было выиграть в топовом онлайн-казино nz. Если у вас есть сомнения в надежности скважинного насоса, обратитесь к профессиональному сантехнику уже сегодня.
 Реле давления косвенно контролирует уровень воды в вашем резервуаре, регистрируя давление в резервуаре. Напорный бак может поддерживать достаточное давление, даже когда уровень воды падает. Однако со временем уровень воды упадет настолько, что начнет влиять на давление в резервуаре.
Реле давления косвенно контролирует уровень воды в вашем резервуаре, регистрируя давление в резервуаре. Напорный бак может поддерживать достаточное давление, даже когда уровень воды падает. Однако со временем уровень воды упадет настолько, что начнет влиять на давление в резервуаре.
 Если встретим на рынке опытного продавца, уже по этому размеру он поймет, что именно нам дать. А вот парни из поколения «менеджеров» могут что-нибудь перепутать. Поэтому лучше сразу перевести миллиметры в дюймы — ведь именно так маркируют металлическую трубу по стандарту. Кстати, в интернет-магазинах также проставлены дюймовые размеры.
Если встретим на рынке опытного продавца, уже по этому размеру он поймет, что именно нам дать. А вот парни из поколения «менеджеров» могут что-нибудь перепутать. Поэтому лучше сразу перевести миллиметры в дюймы — ведь именно так маркируют металлическую трубу по стандарту. Кстати, в интернет-магазинах также проставлены дюймовые размеры.
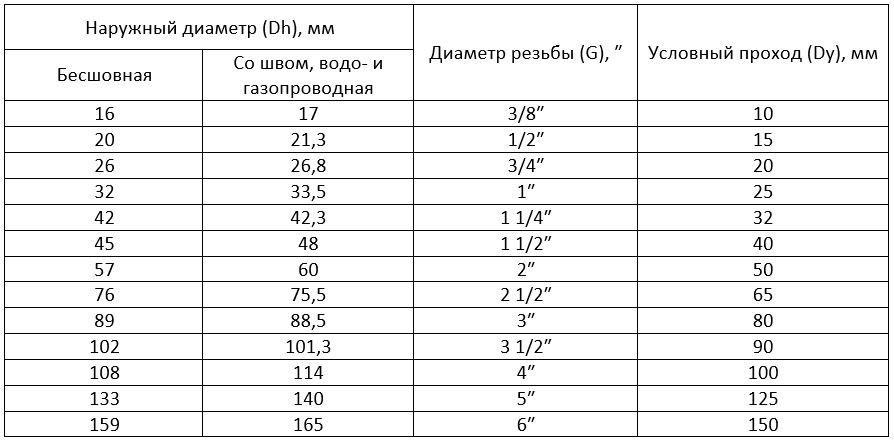 У нас есть старый водопроводный стояк 1 1/2″, который совсем прогнил. Решили заменить его на новый — полипропиленовый. А чтобы водопровод продолжал нормально функционировать, нам нужно сохранить прежний условный проход — не допустить заужения сечения. Какого размера взять полипропиленовые трубы?
У нас есть старый водопроводный стояк 1 1/2″, который совсем прогнил. Решили заменить его на новый — полипропиленовый. А чтобы водопровод продолжал нормально функционировать, нам нужно сохранить прежний условный проход — не допустить заужения сечения. Какого размера взять полипропиленовые трубы? Достаточно иметь под рукой три таблицы с размерами. Сохраняйте данную страницу в закладки, чтобы не потерять.
Достаточно иметь под рукой три таблицы с размерами. Сохраняйте данную страницу в закладки, чтобы не потерять. 10 м трубы,
10 м трубы, 1 м трубы,
1 м трубы, 1 м трубы,
1 м трубы, Ниже приведены несколько других факторов, которые отличают трубу от трубы.
Ниже приведены несколько других факторов, которые отличают трубу от трубы. Толщина трубы определяется калибровочным номером. Размер трубы будет поддерживать один и тот же внешний диаметр независимо от толщины стенки. Трубы также имеют более жесткие производственные допуски, чем трубы.
Толщина трубы определяется калибровочным номером. Размер трубы будет поддерживать один и тот же внешний диаметр независимо от толщины стенки. Трубы также имеют более жесткие производственные допуски, чем трубы. 840 ″
840 ″  154 ″
154 ″ 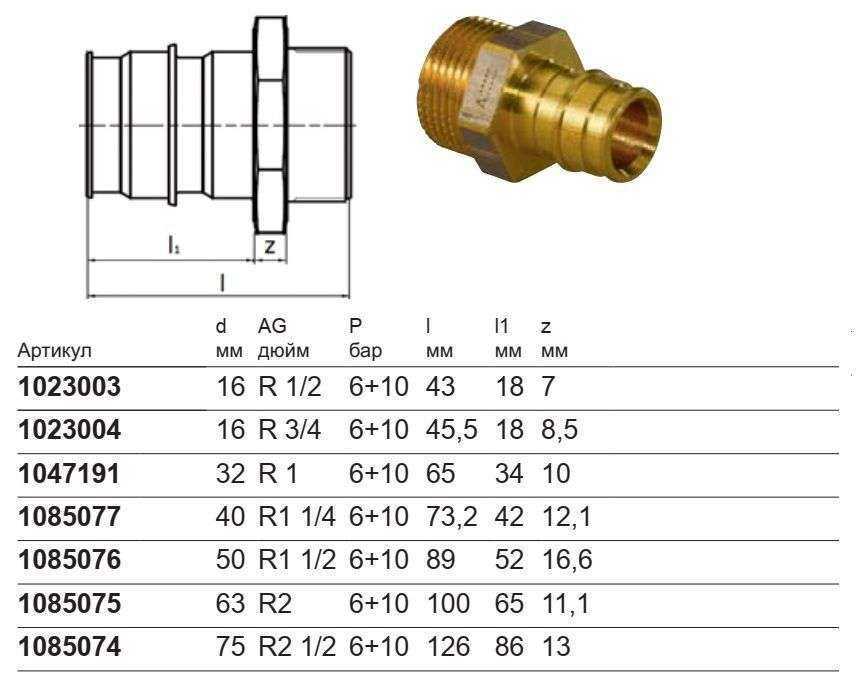 Из-за этого запутанного вопроса многие наши клиенты спрашивают нас: «Каков внешний диаметр трубы из ПВХ?» Если у вас есть тот же вопрос, на него можно ответить с помощью таблицы ниже. Продолжайте читать, чтобы узнать, почему внешний диаметр или «OD» трубы из ПВХ не совпадает с тем, что указано в названии.
Из-за этого запутанного вопроса многие наши клиенты спрашивают нас: «Каков внешний диаметр трубы из ПВХ?» Если у вас есть тот же вопрос, на него можно ответить с помощью таблицы ниже. Продолжайте читать, чтобы узнать, почему внешний диаметр или «OD» трубы из ПВХ не совпадает с тем, что указано в названии.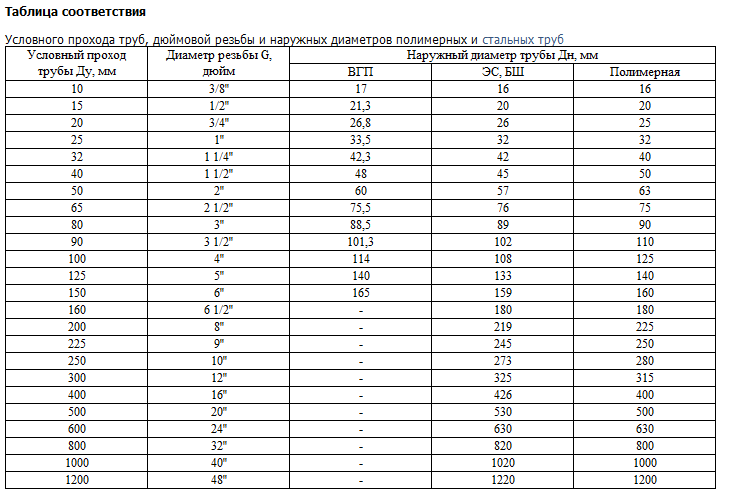 Как упоминалось ранее, наружный диаметр труб из ПВХ сортамента 40 и сортамента 80 всегда одинаков.
Как упоминалось ранее, наружный диаметр труб из ПВХ сортамента 40 и сортамента 80 всегда одинаков.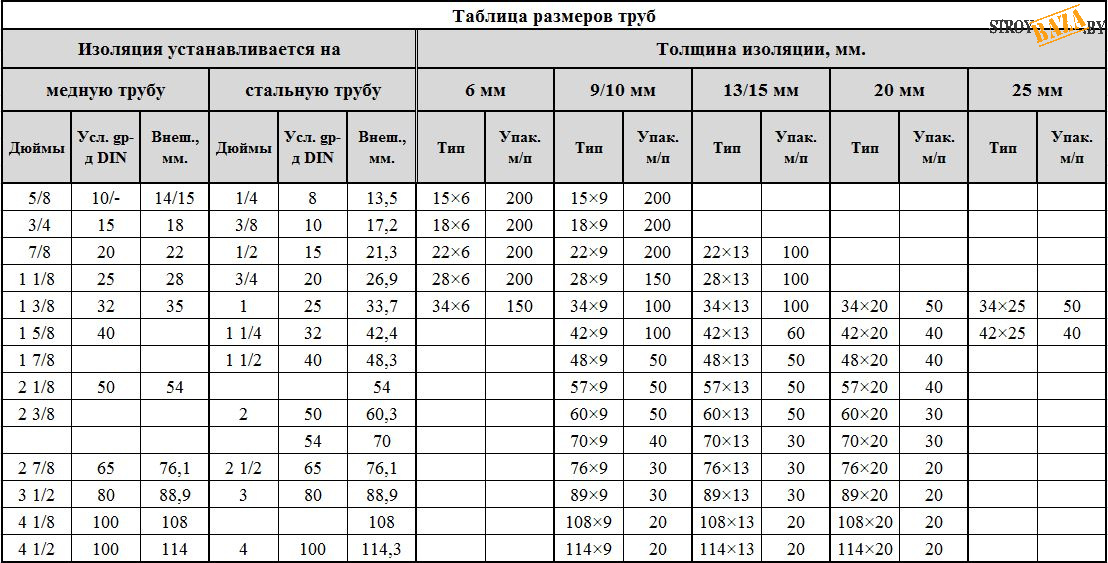
 5
5 5~0.7мПа
5~0.7мПа
 Стальная или чугунная дробь вылетает на большой скорости из сопла дробеструйной машины и ударяется об обрабатываемую поверхность, вследствие чего образуется защитный слой с высоким сжимающим напряжением. Обрабатываемая деталь имеет хорошие антикоррозийные свойства, так как поверхность полностью очищается от ржавчины, окалины, остатков старых покрытий, масляных и других загрязнений. Обработка необходима перед покраской или нанесением на них защитного покрытия. В отличие от пескоструйной обработки, дробь лучше и быстрее очистит любую металлическую поверхность.
Стальная или чугунная дробь вылетает на большой скорости из сопла дробеструйной машины и ударяется об обрабатываемую поверхность, вследствие чего образуется защитный слой с высоким сжимающим напряжением. Обрабатываемая деталь имеет хорошие антикоррозийные свойства, так как поверхность полностью очищается от ржавчины, окалины, остатков старых покрытий, масляных и других загрязнений. Обработка необходима перед покраской или нанесением на них защитного покрытия. В отличие от пескоструйной обработки, дробь лучше и быстрее очистит любую металлическую поверхность.
 Дробеструйный метод очистки соответствует экологическим нормам благодаря тому, что в процессе обработки дробью пыль образуется в сравнительно малом количестве и полностью удаляется специальными очистительными системами.
Дробеструйный метод очистки соответствует экологическим нормам благодаря тому, что в процессе обработки дробью пыль образуется в сравнительно малом количестве и полностью удаляется специальными очистительными системами. Необитаемая дробеструйная камера идеально подходит для обработки небольших изделий. Принципиальным отличием от обитаемой камеры является то, что оператор находится за пределами камеры дробеструйной очистки и осуществляет контроль над рабочим процессом через специальное смотровое стекло.
Необитаемая дробеструйная камера идеально подходит для обработки небольших изделий. Принципиальным отличием от обитаемой камеры является то, что оператор находится за пределами камеры дробеструйной очистки и осуществляет контроль над рабочим процессом через специальное смотровое стекло. Подвесная дробеструйная камера оснащена специальным электродвигателем с крюком, осуществляющим подачу изделия вовнутрь. Электродвигатели подбираются в зависимости от требований заказчика к их грузоподъёмности. Манипулирование электродвигателем может осуществляться как с дистанционного, так и со стационарного пульта управления.
Подвесная дробеструйная камера оснащена специальным электродвигателем с крюком, осуществляющим подачу изделия вовнутрь. Электродвигатели подбираются в зависимости от требований заказчика к их грузоподъёмности. Манипулирование электродвигателем может осуществляться как с дистанционного, так и со стационарного пульта управления.
 Обработка внутренних поверхностей бойлеров в дробеструйных камерах отличается не только эффективностью, но и большей экологичностью (в сравнении с химической очисткой) в силу отсутствия кислот и осадка. В результате обработки внутренняя поверхность очищается от всех загрязнений и получает идеальную текстуру для дальнейшего покрытия эмалью. Такая обработка не приносит ущерба окружающей среде (в отличие от химической очистки), поэтому все больше производителей нагревателей предпочитают дробеструйный метод обработки.
Обработка внутренних поверхностей бойлеров в дробеструйных камерах отличается не только эффективностью, но и большей экологичностью (в сравнении с химической очисткой) в силу отсутствия кислот и осадка. В результате обработки внутренняя поверхность очищается от всех загрязнений и получает идеальную текстуру для дальнейшего покрытия эмалью. Такая обработка не приносит ущерба окружающей среде (в отличие от химической очистки), поэтому все больше производителей нагревателей предпочитают дробеструйный метод обработки. Так, при использовании разработанного нашей компанией эффективного метателя МП-200 расходуется 200 кг дроби за минуту.
Так, при использовании разработанного нашей компанией эффективного метателя МП-200 расходуется 200 кг дроби за минуту. Возможна обработка деталей сложного профиля, находящихся в труднодоступных местах.
Возможна обработка деталей сложного профиля, находящихся в труднодоступных местах.

 В его основе белый чугун и цементит.
В его основе белый чугун и цементит.
 Пескоструйная обработка используется для придания шероховатости поверхностям для окраски, склеивания, термического напыления и нанесения покрытий, а также для удаления заусенцев и заусенцев с формованных изделий. Он также используется для обеспечения матовой обработки поверхности и травления.
Пескоструйная обработка используется для придания шероховатости поверхностям для окраски, склеивания, термического напыления и нанесения покрытий, а также для удаления заусенцев и заусенцев с формованных изделий. Он также используется для обеспечения матовой обработки поверхности и травления. Наша специальная линейка продуктов включает дробеструйные столы непрерывного действия и специальные шкафы, однокамерные машины и конвейерные установки.
Наша специальная линейка продуктов включает дробеструйные столы непрерывного действия и специальные шкафы, однокамерные машины и конвейерные установки.
 Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
 Вес. Прочность пенькового каната.
Вес. Прочность пенькового каната.

 Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
 Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.
Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.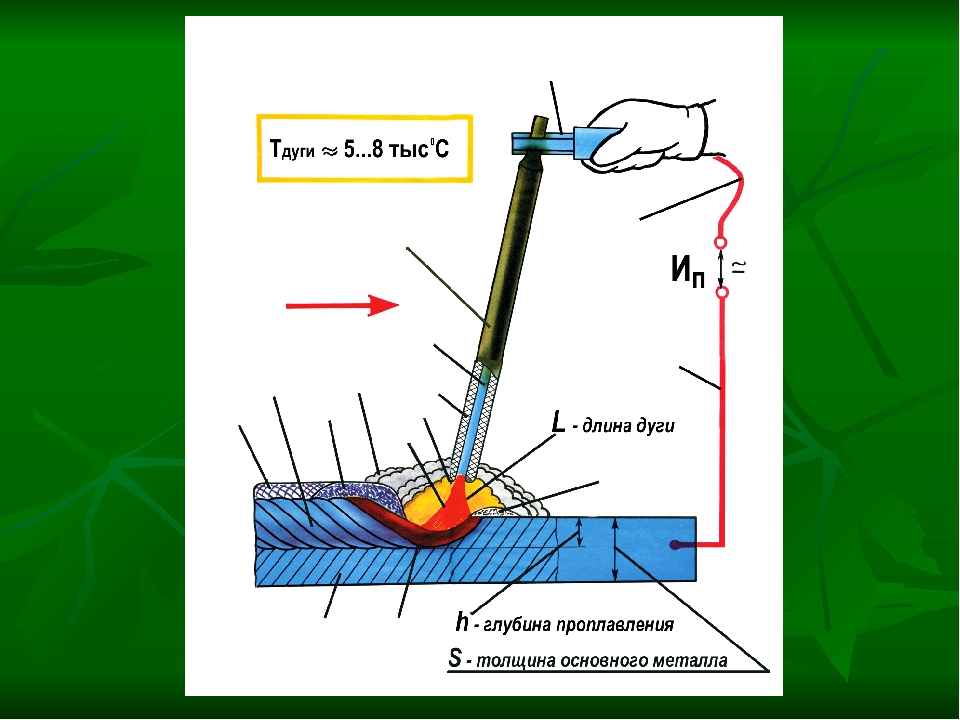 Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.
Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.
 Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности. При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов. Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.

 Помимо прямой экономии, предприятие получает дополнительную экономию от отсутствия ремонтных работ, привлечения ремонтных бригад, потери производительности.
Помимо прямой экономии, предприятие получает дополнительную экономию от отсутствия ремонтных работ, привлечения ремонтных бригад, потери производительности..jpg?1429168978113)
 Износостойкие вставки из биметаллических листов собственного производства позволяют увеличить срок эксплуатации кожуха в 4 раза. Кожухи с износостойкими вставками не выходят из строя в течение 12 месяцев.
Износостойкие вставки из биметаллических листов собственного производства позволяют увеличить срок эксплуатации кожуха в 4 раза. Кожухи с износостойкими вставками не выходят из строя в течение 12 месяцев.

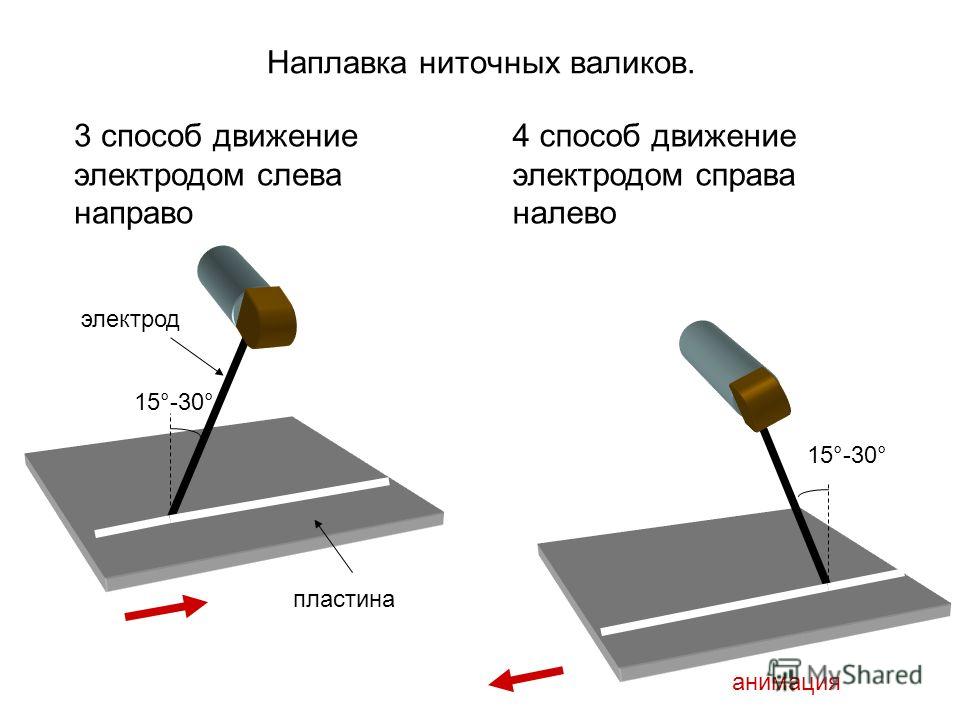 При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно. Материалы выбираются в зависимости от марки стали, чаще Capilla 51 T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3. Гарантированная стойкость не менее 1 года.
Материалы выбираются в зависимости от марки стали, чаще Capilla 51 T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3. Гарантированная стойкость не менее 1 года. Обычно такие работы производятся на месте без демонтажа. Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске. Стойкость – неограниченная при условии соблюдения правил эксплуатации.
Обычно такие работы производятся на месте без демонтажа. Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске. Стойкость – неограниченная при условии соблюдения правил эксплуатации.
 Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом. Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм. Стойкость примерно в 10 раз лучше, чем чистая бронза
Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом. Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм. Стойкость примерно в 10 раз лучше, чем чистая бронза
 Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.  Материалы: электроды E-7018, для бронирования электроды Capilla 54 W. Стойкость 1 год.
Материалы: электроды E-7018, для бронирования электроды Capilla 54 W. Стойкость 1 год. Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает – 10 лет.
Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает – 10 лет. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивному покрытию во Флориде!
Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивному покрытию во Флориде!  Внутри вы найдете все, что вам нужно знать, чтобы сделать ваш проект с твердым покрытием успешным.
Внутри вы найдете все, что вам нужно знать, чтобы сделать ваш проект с твердым покрытием успешным. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивным покрытиям во Флориде!
Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивным покрытиям во Флориде! Выберите один из 14 стандартных цветов корта.
Выберите один из 14 стандартных цветов корта. Мы предлагаем широкий выбор универсальных плиток ADA, которые можно легко установить в любом месте, где они могут потребоваться, потому что мы заботимся о том, чтобы сделать каждую область доступной для слабовидящих. Выберите плитку брони ® для предупреждающих знаков ADA и тактильной напольной плитки, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению.
Мы предлагаем широкий выбор универсальных плиток ADA, которые можно легко установить в любом месте, где они могут потребоваться, потому что мы заботимся о том, чтобы сделать каждую область доступной для слабовидящих. Выберите плитку брони ® для предупреждающих знаков ADA и тактильной напольной плитки, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению. Наши решения ADA также можно легко обрезать, чтобы они соответствовали наклонным и радиусным пандусам, и доступны в десяти стандартных цветах, доступных с идентификацией федерального цвета.
Наши решения ADA также можно легко обрезать, чтобы они соответствовали наклонным и радиусным пандусам, и доступны в десяти стандартных цветах, доступных с идентификацией федерального цвета.
 Инновационный дизайн этой плитки ADA позволяет быстро и легко заменять ее при необходимости, поэтому вы можете последовательно предоставлять надежные тактильные предупреждения для слабовидящих. Плитка Armor-Tile ® ADA занимает лидирующие позиции в отрасли по долговечности, атмосферостойкости и износостойкости, что делает ее идеальным продуктом, превышающим требования ADA. На наши обнаруживаемые предупреждающие плитки ADA предоставляется 5-летняя гарантия.
Инновационный дизайн этой плитки ADA позволяет быстро и легко заменять ее при необходимости, поэтому вы можете последовательно предоставлять надежные тактильные предупреждения для слабовидящих. Плитка Armor-Tile ® ADA занимает лидирующие позиции в отрасли по долговечности, атмосферостойкости и износостойкости, что делает ее идеальным продуктом, превышающим требования ADA. На наши обнаруживаемые предупреждающие плитки ADA предоставляется 5-летняя гарантия. Эта инновационная комбинация твердого, как алмаз, стекловидного полимера и высокопрочного полимерного бетона позволила нашей плитке Modular Paver стать лидером отрасли с точки зрения долговечности, атмосферостойкости и износостойкости. Укладка нашей плитки Modular Paver очень проста, так как ее можно укладывать на растворную подушку, в драйпак или на тележку, уложенную на уплотненную засыпку. Плитку ADA также можно укладывать в самых разных местах, поскольку плитку можно легко разрезать, чтобы она соответствовала угловым и радиусным пандусам.
Эта инновационная комбинация твердого, как алмаз, стекловидного полимера и высокопрочного полимерного бетона позволила нашей плитке Modular Paver стать лидером отрасли с точки зрения долговечности, атмосферостойкости и износостойкости. Укладка нашей плитки Modular Paver очень проста, так как ее можно укладывать на растворную подушку, в драйпак или на тележку, уложенную на уплотненную засыпку. Плитку ADA также можно укладывать в самых разных местах, поскольку плитку можно легко разрезать, чтобы она соответствовала угловым и радиусным пандусам. В целом, наш модульный асфальтоукладчик является идеальным продуктом для асфальтоукладчика с возможностью обнаружения для широкого спектра применений, включая бордюрные пандусы ADA, транзитные платформы, многомодульные транзитные станции, пешеходные переходы и многое другое.
В целом, наш модульный асфальтоукладчик является идеальным продуктом для асфальтоукладчика с возможностью обнаружения для широкого спектра применений, включая бордюрные пандусы ADA, транзитные платформы, многомодульные транзитные станции, пешеходные переходы и многое другое.
 Они также могут быть применены к любому приложению, которое вы имеете в виду, включая бордюрные пандусы ADA, автомобильные проезды, парковки, транзитные платформы и многое другое!
Они также могут быть применены к любому приложению, которое вы имеете в виду, включая бордюрные пандусы ADA, автомобильные проезды, парковки, транзитные платформы и многое другое! уровень. Наши асфальтоукладчики с обнаруживаемым предупреждением также невероятно универсальны, поэтому их можно легко установить в любой области, где требуются усеченные купола, потому что мы заботимся о том, чтобы сделать каждую область доступной. Мы разработали наши плитки с усеченным куполом, чтобы они служили четкими и четкими предупреждениями для людей с нарушениями зрения, чтобы они могли безопасно ходить по вашему объекту и быть своевременно предупреждены об изменениях высоты и потенциальных опасностях. Мы поставили безопасность и удобство во главу угла нашей плитки с усеченным куполом, и в результате появилась серия обнаруживаемых систем предупреждения, которые превосходят остальные в отрасли. Каждая производимая нами система тактильного мощения соответствует требованиям ADA и Строительного кодекса штата Калифорния, раздел 24.
уровень. Наши асфальтоукладчики с обнаруживаемым предупреждением также невероятно универсальны, поэтому их можно легко установить в любой области, где требуются усеченные купола, потому что мы заботимся о том, чтобы сделать каждую область доступной. Мы разработали наши плитки с усеченным куполом, чтобы они служили четкими и четкими предупреждениями для людей с нарушениями зрения, чтобы они могли безопасно ходить по вашему объекту и быть своевременно предупреждены об изменениях высоты и потенциальных опасностях. Мы поставили безопасность и удобство во главу угла нашей плитки с усеченным куполом, и в результате появилась серия обнаруживаемых систем предупреждения, которые превосходят остальные в отрасли. Каждая производимая нами система тактильного мощения соответствует требованиям ADA и Строительного кодекса штата Калифорния, раздел 24. Armor-Tile ® воплощает в себе тщательную инженерию и интеллектуальный дизайн, чтобы продолжать делать наш мир более доступным.
Armor-Tile ® воплощает в себе тщательную инженерию и интеллектуальный дизайн, чтобы продолжать делать наш мир более доступным. Поверхность также должна иметь значительный визуальный эффект, что легко сделать, создав цвет плитки ADA, чтобы он значительно контрастировал с окружающей бетонной поверхностью. Каждая плитка брони 9Дизайн 0277 ® доступен в различных цветах, которые обеспечат резкий контраст с областью вашего проекта, независимо от окружающих цветов. Мы разработали каждую плитку Armor-Tile ® ADA и решение ADA, чтобы обеспечить долгосрочное, высокоэффективное руководство для слабовидящих и пережить интенсивное пешеходное движение.
Поверхность также должна иметь значительный визуальный эффект, что легко сделать, создав цвет плитки ADA, чтобы он значительно контрастировал с окружающей бетонной поверхностью. Каждая плитка брони 9Дизайн 0277 ® доступен в различных цветах, которые обеспечат резкий контраст с областью вашего проекта, независимо от окружающих цветов. Мы разработали каждую плитку Armor-Tile ® ADA и решение ADA, чтобы обеспечить долгосрочное, высокоэффективное руководство для слабовидящих и пережить интенсивное пешеходное движение. Броня-Плитка 9Усеченные купола 0277 ® и обнаруживаемые направляющие плиты тщательно тестируются для обеспечения их качества, включая AAHSTO HS20-44, а также различные тесты ASTM D и тесты бетона ASTM. Наши усеченные купола также индивидуально тестируются на износ. Мы устанавливаем стандарты долговечности и обнаруживаемости в тактильных системах оповещения.
Броня-Плитка 9Усеченные купола 0277 ® и обнаруживаемые направляющие плиты тщательно тестируются для обеспечения их качества, включая AAHSTO HS20-44, а также различные тесты ASTM D и тесты бетона ASTM. Наши усеченные купола также индивидуально тестируются на износ. Мы устанавливаем стандарты долговечности и обнаруживаемости в тактильных системах оповещения.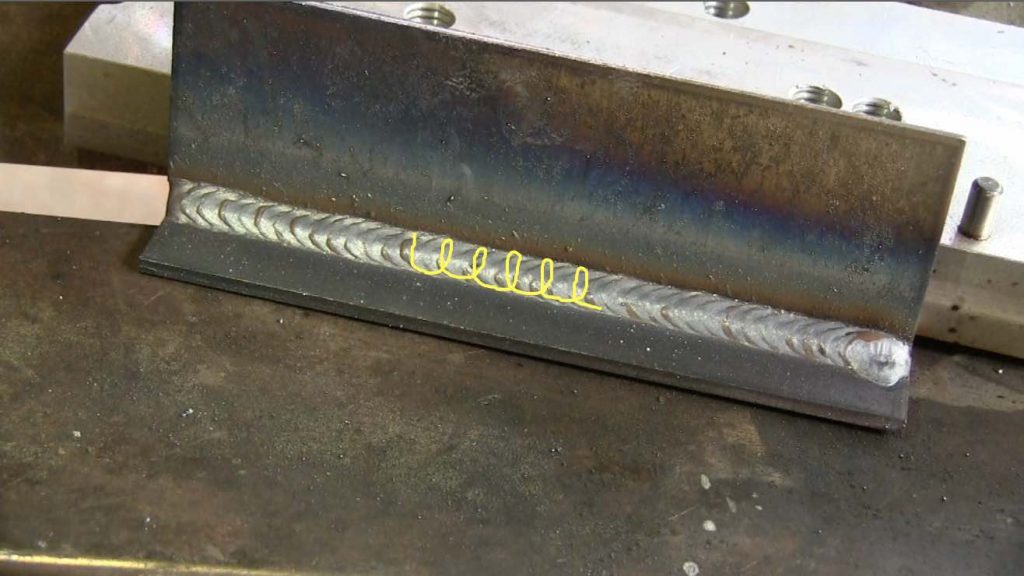 Броня-Плитка 9Плитку ADA 0277 ® можно найти в частных и общественных местах по всему миру, но обычно она применяется на бордюрных пандусах ADA, транзитных платформах, пешеходных переходах, парковках и проездах для транспортных средств.
Броня-Плитка 9Плитку ADA 0277 ® можно найти в частных и общественных местах по всему миру, но обычно она применяется на бордюрных пандусах ADA, транзитных платформах, пешеходных переходах, парковках и проездах для транспортных средств.

