Обозначение стали углеродистой обыкновенного качества общего назначения (ГОСТ 380-2005)
Содержание
1 Требования к химическому составу стали
2 Применение
3 Пример условного обозначения в конструкторской документации
4 Маркировка
Обозначение стали углеродистой обыкновенного качества общего назначения регламентируется ГОСТ 380-2005.
В условное обозначение марок углеродистых сталей обыкновенного качества входит запись: буквами «Ст» и цифрами 0, 1, 2, 3, … , 6 (Ст0, Ст1, Ст2, …, Ст6).
Буквы «Ст» обозначают «Сталь».
Цифры обозначают условный номер марки в зависимости от химического состава.
Буква «Г» — марганец при его массовой доле в стали 0,80% и более.
Чем больше число, тем выше прочность и ниже пластичность. Стали конструкционные обыкновенного качества подразделяют на три группы:
Группа А — стали, поставляемые с регламентированными механическим свойствам без уточнения их химического состава. Эти стали применяют в конструкциях, узлы которых подвергают горячей обработке (ковке, горячей штамповке, термической обработке и т.д.).
Группа Б — стали, поставляемые с регламентируемыми химическими свойствами. Применяют для изделий, подвергаемых горячей обработке.
Группа В — это стали повышенного качества. Их поставляют с регламентированными механическими свойствами и химическим составом. Применяют для изготовления сварных конструкций. Такие стали используют для более ответственных деталей.
В условном обозначении буква перед маркой показывает группу стали. Сталь группы А буквой не обозначают. Если в обозначениях после цифр стоит «кп», «пс» или «сп», то, соответственно, сталь будет:
«кп» — кипящая,
«пс» — полуспокойная,
«сп» — спокойная.
Эти индексы означают степень раскисления стали.
Вверх
Требования к химическому составу стали
Химический состав стали (основные элементы) по анализу ковшевой пробы должен соответствовать нормам по ГОСТ 380-2005, указанным в таблице ниже
Марка стали
Массовая доля химических элементов, %
углерода
марганца
кремния
Ст0
Не более 0,23
—
—
Ст1кп
0,06-0,12
0,25-0,50
Не более 0,05
Ст1пс
0,06-0,12
0,25-0,50
0,05-0,15
Ст1сп
0,06-0,12
0,25-0,50
0,15-0,30
Ст2кп
0,09-0,15
0,25-0,50
Не более 0,05
Ст2пс
0,09-0,15
0,25-0,50
0,05-0,15
Ст2сп
0,09-0,15
0,25-0,50
0,15-0,30
Ст3кп
0,14-0,22
0,30-0,60
Не более 0,05
Ст3пс
0,14-0,22
0,40-0,65
0,05-0,15
Ст3сп
0,14-0,22
0,40-0,65
0,15-0,30
Ст3Гпс
0,14-0,22
0,80-1,10
Не более 0,15
Ст3Гсп
0,14-0,20
0,80-1,10
0,15-0,30
Ст4кп
0,18-0,27
0,40-0,70
Не более 0,05
Ст4пс
0,18-0,27
0,40-0,70
0,05-0,15
Ст4сп
0,18-0,27
0,40-0,70
0,15-0,30
Ст5пс
0,28-0,37
0,50-0,80
0,05-0,15
Ст5сп
0,28-0,37
0,50-0,80
0,15-0,30
Ст5Гпс
0,22-0,30
0,80-1,20
Не более 0,15
Ст6пс
0,38-0,49
0,50-0,80
0,05-0,15
Ст6сп
0,38-0,49
0,50-0,80
0,15-0,30
В стали марок Ст3кп, Ст3пс, Ст3сп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп допускается снижение нижнего предела массовой доли марганца на 0,10% для тонколистового проката и толстолистового проката толщиной до 10 мм при условии обеспечения требуемого уровня механических свойств.
В стали марок Ст3кп, Ст3пс и Ст3сп, предназначенной для изготовления сортового и фасонного проката, кроме поставляемого для судостроения и вагоностроения, допускается снижение нижнего предела массовой доли марганца до 0,25%, а нижний предел массовой доли углерода не нормируется при условии обеспечения требуемого уровня механических свойств.
В стали марок Ст2кп, Ст3кп и Ст4кп, предназначенной для изготовления сортового и фасонного проката, допускается повышение массовой доли кремния до 0,07%.
При раскислении полуспокойной стали алюминием, титаном или другими раскислителями, не содержащими кремний, а также несколькими раскислителями (ферросилицием и алюминием, ферросилицием и титаном и др.) массовая доля кремния в стали допускается менее 0,05%. Раскисление титаном, алюминием и другими раскислителями, не содержащими кремний, указывают в документе о качестве.
Массовая доля хрома, никеля и меди в стали всех марок, кроме Ст0, должна быть не более 0,30% каждого. В стали марки Ст0 массовая доля хрома, никеля и меди не нормируется.
В стали, изготовленной скрап-процессом, допускается массовая доля меди до 0,40%, хрома и никеля — до 0,35% каждого. При этом в стали марок Ст3кп, Ст3пс, Ст3сп, Ст3Гпс и Ст3Гсп массовая доля углерода должна быть не более 0,20%.
Массовая доля серы в стали всех марок, кроме Ст0, должна быть не более 0,050%, фосфора — не более 0,040%. В стали марки Ст0 массовая доля серы должна быть не более 0,060%, фосфора — не более 0,070%.
Массовая доля азота в стали должна быть не более:
выплавленной в электропечах — 0,012%;
мартеновской и конвертерной — 0,010%.
Допускается повышение массовой доли азота в стали до 0,013%, при условии снижения нормы массовой доли фосфора не менее чем на 0,005% при каждом повышении массовой доли азота на 0,001%.
Массовая доля мышьяка в стали всех марок, кроме Ст0, должна быть не более 0,080%. Массовая доля мышьяка в стали марки Ст0 не нормируется.
Предельные отклонения по химическому составу готового проката, слитков, заготовок, поковок и изделий дальнейшего передела должны соответствовать нормам, указанным в таблице ниже
Наименование
элемента
Предельное отклонение по химическому составу, %
кипящая сталь
полуспокойная и спокойная сталь
Углерод
±0,03
+0,03
-0,02
Марганец
+0,05
+0,05
-0,04
-0,03
Кремний
—
+0,03
-0,02
Фосфор
+0,006
+0,005
Сера
+0,006
+0,005
Азот
+0,002
+0,002
Вверх
Применение
Конструкционные углеродистые стали обыкновенного качества имеют следующее применение:
Пример условного обозначения в конструкторской документации
ВСт5сп ГОСТ 380-2005
Это сталь углеродистая обыкновенного качества общего назначения, спокойного раскисления, поставляемая с регламентированными механическими свойствами и химическим составом (группы В), с условным номером марки 5.
Обозначение марок стали по ГОСТ 380-2005 и международным стандартам ИСО 630:1995, ИСО 1052:1982 указано в таблице ниже.
Марка стали по
ГОСТ 380:2005
ИСО 630:1995
ИСО 1052:1982
Ст0
E 185 (Fe 310)
—
Ст1кп
—
—
Ст1пс
—
—
Ст1сп
—
—
Ст2кп
—
—
Ст2пс
—
—
Ст2сп
—
—
Ст3кп
Е 235-А (Fe 360-A)
—
Ст3пс
Е 235-В (Fe 360-B)
—
Ст3сп
Е 235-С (Fe 360-C)
—
Ст3Г пс
Е 235-В (Fe 360-B)
—
Ст3Г сп
Е 235-С (Fe 360-С)
Е 235-D (Fe 360-D)
—
Ст4кп
Е 275-А (Fe 430-a)
—
Ст4пс
Е 275-В (Fe 430-B)
—
Ст4сп
Е 275-С (Fe 430-C)
Е 275-D (Fe 430-D)
—
Ст5пс
—
Fe 490
Ст5сп
E 355-C (Fe 510-C)
Fe 490
Ст5Г пс
—
Fe 490
Ст6пс
—
Fe 590
Ст6сп
Fe 690
Вверх
Маркировка
Маркировку продукции из углеродистой стали обыкновенного качества проводят по нормативным документам на конкретный вид металлопродукции с учетом требований ГОСТ 7566.
По требованию потребителя либо при наличии в нормативных документах на прокат требований по цветной маркировке ее дополнительно наносят несмываемой краской цветами, указанными в таблице ниже.
Марка стали
Цвет маркировки
Ст 0
Красный и зеленый
Ст 1
Желтый и черный
Ст 2
Желтый
Ст 3
Красный
Ст 3Г пс
Красный и коричневый
Ст 3Г сп
Синий и коричневый
Ст 4
Черный
Ст 5
Зеленый
Ст 5Г пс
Зеленый и коричневый
Ст 6
Синий
Вверх
Сталь углеродистая ГОСТ | Прокат из качественной конструкционной стали
Область применения: применяется для клепаных, болтовых, сварных металлоконструкций.
ГОСТ 14637-89, 19903-74 Размер листов: 8,0-100×1000-2000×3000-12000 мм
Характер кромки: 8 – 30 обрезной с 4-х сторон, свыше 30 мм – обрезной с одной или двух сторон, боковые необрезные.
Химический состав в соответствии с ГОСТ 380-94
Марка стали
Приближенный зарубежный аналог
Массовая доля элементов, %
DIN17100
EN10025
Углерод
Марганец
Кремний
Сера
Фосфор
Ст3сп
1. 0038
Rst37-2
S235JRG2 (Fe360BFN)
S235JR,J0 (Fe360C)
S275JR (Fe430B)
0.14-0.22
0.40-0.65
0.15-0.30
? 0.050
?0.040
Механические свойства ГОСТ 14637-89
Марка стали
Временное сопротивление sв, Н/мм2 (кгс/мм2)
Предел текучести sт , Н/мм2 (кгс/мм2), для толщин, мм
Относительное удлинение d5, %, для толщин, мм
до 20
свыше 20 до 40
Свыше 40 до 100
до 20
Свыше 20 до 40
свыше 40
не менее
Ст3сп
370-480
(38-49)
245 (25)
235 (24)
225 (23)
26
25
23
ТУ14-123-199-2006
Размер листов: св. 100-160×900-1000×2500-3700 мм
Предельные отклонения по толщине листов +1,5/-3,5мм
Характер кромки:боковые кромки необрезные, торцевые кромки в зависимости от требований заказчика необрезные, или обрезаются одна или две торцевые кромки.
По согласованию сторон листовой прокат свыше 100 мм поставляется без испытаний механических свойств или с фактическими механическими свойствами и твердостью, которые заносятся в сертификат качества
Листы поставляются с фактической макроструктурой.
Отправить заявку
 
Качества ГОСТ Российские стандарты стали Углеродистая и нержавеющая сталь
MEsteel — Качества ГОСТ Российские стандарты стали Углеродистая и нержавеющая сталь
Основной химический состав сталь производства завода
Copyright 2000 mesteel.com. Все права защищены. Прочитайте наш отказ от ответственности
Катанка — купить катанку стальную материал
от 220 000 тенге за тонну
(0 отзывов покупателей)
Металлопрокат в виде круглой проволоки, производимый на прокатных станах двумя известными способами. Прокатка — последовательная опрессовка квадратного прутка, и волочение — протягиванием заготовки через плашки. Для реализации товар отгружается в мотках (различной массы — от 160 до 5500 кг) и в прутках (прутке).
Категория: Изделия скобяные
Подробности
Ассортимент
Отзывы
Катанка из углеродистой стали обыкновенного качества, используемая для переделки в проволоку и других целей, выпускается по ГОСТ 30136-95. Ассортимент катанки соответствует ГОСТ 30136-95. Катанка изготавливается из углеродистой стали нормального качества марок стали: Ст0, Ст1, Ст2, Ст3 со всеми степенями раскисления по ГОСТ 380-94 (химический состав).
По типу охлаждения катанка бывает
С воздушным охлаждением
Однофазное и двухфазное охлаждение.
По точности катанка может быть разделена на
повышенной точности;
нормальная точность.
Катанка может производиться диаметром 5,0, 5,5, 6,0, 6,3, 6,5, 7,0, 8,0 и 9,0 в бухтах, состоящих из одного непрерывного сегмента. Производство катанки диаметром более 9,0мм возможно по договоренности с заводом-изготовителем. Диаметры катанки, верхние и нижние отклонения по диаметру, сечению и массе единичного метра должны соответствовать ТУ 14-15-212-89.
В таблице ниже указано количество метров в одной тонне стальной катанки и вес одного погонного метра (данные носят справочный характер).
Фрезерный стол и особенности его устройства в целях повышения точности обработки деталей при фрезеровании.
Задача надежного крепления деталей при фрезеровании – одна из важнейших для получения высокой точности обработки, и фрезерный стол при этом несет основную нагрузку в решении проблемы. Установка заготовок и их крепление на столе осуществляется при помощи крепежных болтов, вставленных в специальные пазы стола. Фиксация заготовки может быть выполнена:
непосредственным закреплением ее болтами к пазам;
при помощи дополнительных приспособлений, в которые устанавливается заготовка нестандартного вида, после чего приспособление закрепляется болтами в пазах фрезерного стола.
Чтобы получить заданную точность обработки деталей, к конструкции фрезерного стола предъявляются повышенные технические требования – поверхность стола должна быть выдержана в соответствии с заданными параметрами, отклонения от плоскости, волнистость и шероховатость должны быть минимально допустимыми.
Устройство бакелитового вакуумного стола
Устройство бакелитового стола рассчитано на крепление на нем деталей при помощи вакуума, создаваемого вакуумным насосом. Обрабатываемая деталь устанавливается на покрытое упругим бакелитовым слоем плоское основание, в котором расположены многочисленные пазы и отверстия, рассчитанные на отведение воздуха. В пазах с замкнутым контуром размещен уплотнительный резиновый шнур. При установке плоской заготовки или приспособления с закрепленной деталью на пазы, создаются отдельные замкнутые камеры. Вакуумный насос, откачивая воздух из камер, обеспечивает плотное прижатие и закрепление заготовки на столе.
В отдельных случаях, при серийном производстве, пользуются усложненным замкнутым контуром, в соответствии с очертаниями заготовок. При этом важно правильно использовать существующие пазы фрезерного стола, чтобы поверхности детали, подлежащие обработке, находились вне замкнутого контура, из которого будет выкачан воздух.
Устройство вакуумного стола с Т-слотами
Конструкция вакуумного стола с Т-слотами достаточно проста и состоит из идеально обработанной плоской поверхности резиновыми уплотнителями, расположенными по краям. Уплотнители плотно прижимают к детали по периметру, воздух между соприкасающимися поверхностями откачивают, создавая вакуум и надежно фиксируя деталь на столе станка.
Достоинства и недостатки вакуумного метода крепления
Достоинства вакуумного стола:
простота установки заготовок;
надежность крепления;
легкость снятия детали со стола после отключения вакуумного насоса;
отсутствие повреждений поверхности стола после окончания обработки детали.
Наряду с преимуществами вакуумного способа крепления, следует отметить некоторые недостатки:
использование некоторых систем, в том числе, охлаждения инструмента, нежелательно;
допускается обработка только габаритных деталей – мелкие заготовки не имеют достаточной площади контакта со столом.
Новости
Статьи
Настольные фрезерные станки для деревообработки: Настольные передвижные фрезерные станки
«Самый эффективный станок среди настольных фрезерных станков».
Решение для профессионалов в области деревообработки: мобильные фрезерные станки от RUWI
Универсальный, гибкий, безопасный: настольный фрезерный станок RUWI — настоящий универсал со специальными возможностями и многочисленными вариантами конфигурации.
Снятие фасок, канавок, закругление, шлифование, снятие заусенцев, фрезерование заподлицо – с помощью фрезерного станка с передвижным столом RUWI предлагает полустационарную систему в области деревообрабатывающих станков, которая обеспечивает точную фрезерную работу на устойчивом рабочем столе и высокую гибкость в равной степени. Таким образом, обработка широкого спектра материалов именно там, где это лучше всего подходит вам, достигается в кратчайшие сроки. Кроме того, мы предлагаем широкий ассортимент принадлежностей для настольных резаков RUWI для всех мыслимых областей применения. Мобильный фрезерный стол адаптируется к любой задаче.
Настольный фрезерный станок предоставляет такие инструменты, как пластинчатые фрезы, фрезы для снятия фасок или скругляющие фрезы по запросу для доработки или обработки малых и больших партий. Это идеальное дополнение к существующему столу и фрезерному станку с ЧПУ.
Настольно-фрезерные станки RUWI: 3 версии, максимальная эффективность
Оптимальная конструкция для любых требований: В RUWI вы найдете мобильные фрезерные станки с пластиковыми и деревянными столами трех размеров и в различном оснащении неизменно высокого качества. Выберите вариант, который лучше всего соответствует вашим требованиям:
RUWI bench cutter M
Mobile undercutter
Multi-spindle milling table
Multispindle router
Buy RUWI bench cutter M
Настольный фрезерный станок RUWI L
Мобильный подрезной станок премиум-класса
Многошпиндельный фрезерный стол
Многошпиндельный фрезерный станок
Настольный фрезерный станок RUWI L Купить
Оборудование и технические данные RUWI предлагает отличный выбор мобильных фрезерных столов.
Все три варианта гарантируют надежную стойку и могут использоваться в качестве мобильных устройств благодаря несущим роликам.
Краткий обзор характеристик отдельных фрезерных станков:
Technical data
RUWI bench cutter S
RUWI bench cutter M
RUWI bench cutter L
Table size
520 x 430 mm
640 x 500 мм
1070 x 500 мм
Мобильность
2 Транспортные роллеры
4 Повороты
4 поворотные мостоты
Savings potential for set-up times
Medium
High
Very High
Tools on demand
1
3
5 to 10
Tool height repeatable
✔
✔
Модернизируемые приводные единицы
До 5 штук
Двигатель Power 9. 0038
1050 Ватт
1050 Вт
1050 Вт
Скорость двигателя
8000 до 25000 об / мин
8000 до 25000 RPM
1 8000 до 25000 RP. 6,35, 8, 10 мм
6, 6,35, 8, 10 мм
6, 6,35, 8, 10 мм
Мощность двигателя
5 Мощный двигатель мощностью 1050 Вт / 220 В подходит для непрерывного промышленного использования. Фрезерные станки без проблем подключаются к стандартной бытовой розетке.
Скорость приводов плавно регулируется от 8000 до 25000 об/мин. Сложная управляющая электроника предотвращает колебания скорости под нагрузкой. Он обеспечивает особенно плавный пуск за счет ограничения пускового тока.
Привод RUWI имеет фрезерный шпиндель диаметром 22 мм и регенеративную резьбу, вращающуюся в противоположных направлениях, для защиты от грязи. Прецизионный двойной подшипник обеспечивает высокую точность фрезерования.
Зажим изготовлен из прочной стали. Приводы RUWI стандартно поставляются с 8-миллиметровыми цангами, а также в версиях 6, 6,35 или 10 мм.
Модернизация
Настольно-фрезерные станки RUWI плавно и непрерывно растут вместе с потребностями вашей компании. Мы в RUWI обеспечили это благодаря модульной конструкции машин и широкому ассортименту дополнений и принадлежностей. Если ваш RUWI достигает своего предела из-за новых задач, то просто обновитесь — сделайте обновление.
За исключением опции точной настройки фрезерного узла, все можно дооснастить.
Поэтому мы рекомендуем плотнику с самого начала оборудовать хотя бы один блок точной регулировкой. Клиенты из сектора пластмасс обычно выбирают дополнительную точную регулировку для всех шлифовальных агрегатов.
Настольно-фрезерные станки RUWI доступны в версиях S с одним приводом, M с тремя приводами и L с 5 (стандарт) до 10 двигателей. В рамках этих спецификаций соответствующие версии могут быть легко расширены в любое время.
Новые блоки просто фиксируются двумя винтами и подключаются к источнику питания с помощью имеющейся вилки – готово!
Купите маршрутизатор прямо сейчас!
Получите профессиональную консультацию от нашей клиентоориентированной команды: В личной беседе мы подробно объясним, какие возможности открывает для вас настольный фрезерный станок RUWI и какой вариант идеально подходит для вашего проекта.
Широкий ассортимент настольных фрезерных принадлежностей
Настольно-фрезерные станки RUWI убеждают своей высокой гибкостью в повседневном использовании. Однако они гибки не только с точки зрения мобильности, но и благодаря своей модульной конструкции, позволяющей легко заменять изношенные детали и проводить индивидуальную модернизацию.
Принадлежности для настольных фрезерных станков RUWI в течение многих лет совершенствовались и адаптировались к потребностям рынка. Благодаря широкому ассортименту аксессуаров небольшой напольный культиватор подходит практически для всех областей применения и может быть модифицирован в соответствии с конкретными требованиями. Таким образом, он может справиться практически со всеми обычными задачами в пластмассовой и деревообрабатывающей промышленности.
Все принадлежности (кроме точной регулировки) можно заказать отдельно.
Принадлежности RUWI для настольных фрезерных станков в деталях
Системный аксессуар для фрезерного станка RUWI по дереву:
Аксессуары
Упорная линейка
Ограждение для фрезерного стола RUWI в следующих моделях Фрезерный стол Fence 9 M Фрезерный стол S,
0 или Настольный фрезерный упор L с прижимным устройством и гибко позиционируемыми упорными кулачками обеспечивает простую и безопасную обработку заготовок и используется для прямолинейных операций, таких как снятие фаски, нарезание канавок или закругление. Версии для фрезеров M и L также имеют тонкую регулировку глубины для особенно точной настройки. Врезное фрезерование также возможно без проблем благодаря регулируемым концевым упорам.
Приводы
На RUWI L можно установить до 5 дополнительных приводов дополнительных приводов. Настольно-фрезерный станок Premium может быть оснащен 10 двигателями для дальнейшего ускорения рабочего процесса при минимальном времени наладки. Установка новых приводов выполняется быстро и легко благодаря гнездам Schuko, уже предварительно смонтированным на настольном фрезерном станке.
Приводы с точной регулировкой
Удлинитель стола
Удлинитель стола можно при необходимости прикрепить сбоку или спереди фрезерного станка без инструментов. Он не только увеличивает рабочую поверхность для больших заготовок, но также может использоваться в качестве дополнительной поверхности для хранения. (Здесь требуется монтажный комплект для расширения стола).
Монтажный комплект
Монтажный комплект позволяет быстро прикрепить удлинитель стола слева, справа и спереди настольно-фрезерного станка RUWI. Вы найдете подходящие модели в магазине под номером Настольные фрезерные принадлежности .
Изогнутая линейка
С помощью свободно регулируемой Изогнутой линейки можно бесступенчато отслеживать внешнюю и изогнутую линейку . Его можно использовать на любом приводном шпинделе, сдвинув его вбок. Аксессуар зацеплен за стопорную линейку и поэтому может использоваться только в сочетании с стопорной линейкой. № После использования можно повесить сбоку на раму машины. Пазы, профили или выемки могут быть фрезерованы параллельно контуру заготовки.
3D Блок
с 3D -блок для фрезинных машин Ruwi Множественные деформационные и изогнутые детали могут быть обработаны без каких -либо проблем. Вогнутые и выпуклые заготовки можно обрабатывать с помощью двух подвижных опор для заготовок. Регулируемая крышка инструмента и всасывающая насадка диаметром 120 мм обеспечивают безопасность и чистоту работы. последующее подключение блока 3D также возможно быстро и легко через разъемы Schuko, уже предварительно установленные на маршрутизаторе.
Union NUT
Union Nut , изготовленный из закаленного инструментального стали и размер сериала 22, подходит для колледжей Milling Milling Malling Malling Matching Matching. Однако рекомендуется использовать отдельную накидную гайку для каждой цанги для облегчения обращения.
Инструменты
Закругляющая фреза
Закругляющая фреза имеет сменный упорный шарикоподшипник и две режущие кромки с твердосплавными наконечниками. Это обеспечивает чистое и точное скругление прямых или криволинейных кромок.
Фреза для снятия фасок
45° Фреза для снятия фасок с упорным подшипником предназначена для удаления заусенцев и снятия фасок из массивной древесины, плит с покрытием и древесных материалов.
Плоская фреза
Плоская фреза имеет две твердосплавные вставки, которые точно соответствуют диаметру упорного шарикоподшипника. Это позволяет точно фрезеровать кромки заподлицо, а также подходит для работы с шаблоном. Для плит с покрытием, массивной древесины и изделий из древесины.
Дисковая фреза
Двухлезвийная Дисковая фреза с прямыми режущими кромками с твердосплавными напайками подходит для нарезки канавок и пазов в мягкой и твердой древесине, а также в плитах с покрытием. Вал может быть оснащен упорными шарикоподшипниками различных размеров и, таким образом, идеально подходит для плоских дюбелей размеров 0, 10 и 22. Инструмент Абразивная лента размещается на держателе абразивной ленты и позволяет шлифовать малые внутренние радиусы и отверстия. Держатель абразивной ленты используется для удержания абразивных лент. Требуется цанговый патрон на 6 мм.
Прочие фрезы
Другие фрезерные станки по дереву для ваших заготовок вы найдете под номером « 10 » Другие фрезерные станки.
Запасные части
Цанга
Для установки хвостовиков требуется подходящий цанговый патрон . Настольный резак RUWI может быть оснащен цангами для инструментов с диаметром хвостовика 3,175 мм / 6 мм / 6,35 мм / 8 мм / 9,5 / 10 мм. В этих прецизионных цангах с несколькими пазами инструменты фиксируются быстро и с высокой концентричностью. Стандартно устанавливается цанга 8 мм.
Пластиковое вставное кольцо
Пластмассовое вставное кольцо запрессовывается в отверстие на крышке маршрутизаторов RUWI. Когда соответствующий фрезерный инструмент сначала поднимается, материал обрабатывается до размера внешнего диаметра. Это уменьшает зазор от отверстия крышки до резака до нуля. Это повышает безопасность при фрезеровании даже самых мелких деталей.
Для кого подходят наши мобильные настольные фрезерные станки?
Многие заказы в области обработки пластмасс или дерева требуют инновационных решений, которые не могут быть адекватно удовлетворены существующими предложениями, особенно когда речь идет о мобильности.
Мы ответили на эту потребность, объединив глубокие ноу-хау и многолетний опыт со страстной смелостью для новых идей. Результатом стал мобильный фрезерный стол, который благодаря своим мощным и прочным компонентам может работать в непрерывном промышленном режиме, а также является идеальным компаньоном для профессиональных мастеров-сделай сам.
Простая транспортировка, короткое время наладки, безопасная работа: Вы можете внедрить желаемую программу фрезерования в любом месте и, таким образом, получить выгоду от оптимизированного рабочего процесса, будь то в мастерской, на промышленном предприятии или непосредственно на месте, где обрабатывается используется заготовка.
The different versions of the modular bottom or top routers are suitable for a wide range of applications:
Occupation & Hobby:
Carpenter
Joiner
Carpenter
Turner
Furniture restorer
Конструктор моделей
Профессиональный сборщик моделей
и многое другое.
Места развертывания:
промышленное использование
в столярной мастерской
Мастерские для инвалидов
в домашней мастерской
по сборке
и многое другое.
Места развертывания:
Интерьер
Производство мебели
Производитель кухонь
Производитель деревянных игрушек
Производитель домов на колесах и трейлеров
3 и многое другое 905.
Возможное применение: настольные фрезерные станки в эксплуатации
Настольные фрезеры RUWI являются частью основного оборудования в мастерских деревообрабатывающих предприятий. Он доступен в трех версиях: одношпиндельный, трехшпиндельный и пятишпиндельный настольно-фрезерный станок. Их гибкость и эффективность в повседневном использовании делают их универсальными в торговле и промышленности. Настольные фрезерные станки RUWI подходят для обработки отдельных деталей, небольших серий, а также для промышленной непрерывной работы: малые требования к пространству и мобильность предопределяют использование фрезерных станков с рольгангами на производстве, в цехе или в качестве идеального дополнения к доработке на станке с ЧПУ. во время работы машины.
Первоклассные результаты при обработке дерева или пластмассы
Деревообрабатывающая промышленность
Быстро и точно: Универсальный фрезерный станок RUWI обеспечивает профессиональную работу с максимальной гибкостью:
фрезерование мелких деталей, снятие фаски, нарезание канавок, скругление, шлифование, фрезерование заподлицо и копировальное фрезерование
Производство отдельных деталей, включая все промежуточные этапы
Материалы для деревообработки:
Древесина
Массив дерева
Мультиплекс
МДФ
и многое другое
Производство пластмасс
Работа на передвижном верстаке RUWI открывает широкие возможности для удовлетворения самых высоких требований:
фрезерование
редактирование
0564
round
deburring
Mill deep-drawing parts
Working materials in plastics processing:
Acrylic
Plexiglas®
Makrolon® polycarbonate
POM
Thermosets
Thermoplastics
Polyamide
ПЭТТ
ПЕКК
ППСУ
и многое другое.
Профессиональные работы на дому
Даже профессионалы, работающие своими руками, нуждаются в надежных инструментах и широком ассортименте фрезерных головок для эффективной реализации индивидуальных проектов по деревообработке.
Как и в деревообрабатывающей промышленности, RUWI также предлагает профессиональным домашним мастерам компактный мобильный фрезерный стол, на котором можно без труда производить профили и многое другое.
Производитель автодомов/прицепов
При производстве караванов используются самые разные материалы. На мобильном фрезерном столе можно аккуратно и быстро выполнять различные рабочие операции, например:
фрезерование
bevel
deburring
grind
Working materials in mobile home manufacturing:
Aluminium
Wood
Plastics
GRP
Composites
and much more.
Изготовление моделей
В области изготовления моделей также необходимо отвечать самым разнообразным требованиям. Материал легко обрабатывается и отделывается на настольном фрезерном станке RUWI:
milling
bevel
deburring
grind
Working materials in model making:
Aluminium
Wood
Plastics
GRP
Composites
and much more.
Преимущества мобильного настольного фрезерного станка от RUWI
качество
Не только с точки зрения отдельных деталей, используемых материалов или тщательной обработки – даже на этапе проектирования наших станков качество является наиболее важным параметром, наши продукты встречаются.
Разнообразие областей применения
Высококачественные элементы в сочетании с гибкими модулями и широким ассортиментом принадлежностей для фрезерных столов делают нашу продукцию универсальной с широким спектром применения.
Экономия времени
Смена инструмента за секунды благодаря предварительно оборудованным инструментам позволяет менять операции в мгновение ока. Отнимающая много времени пробная фрезеровка больше не требуется. Вам нужно только один раз отрегулировать высоту резака. Время ожидания на ЧПУ устранено. Все это не только экономит время, но и затраты.
Долговечность
Механика, зарекомендовавшая себя десятилетиями, прочная конструкция, несложная технология, высокомоментные электродвигатели и настоящие износостойкие полозья гарантируют долгий срок службы даже при сложных промышленных сменных работах.
Innovation
Являясь единственным поставщиком мобильных многошпиндельных настольных фрезерных станков в Германии, мы предлагаем проверенную технологию «Сделано в Германии». Фрезерный станок RUWI стал надежным и незаменимым помощником во многих деревообрабатывающих ремесленных и промышленных предприятиях.
Почему вам следует выбрать фрезер от Ruwi
RUWI — это семейный бизнес с давними традициями, посвященный столярному делу.
Наши основные ценности? Инновации, совершенство, простота, признательность, честность и страсть!
Как устоявшийся семейный бизнес с любовью к столярным изделиям
Требования и потребности наших клиентов побуждают нас думать наперед, чтобы иметь возможность предлагать пластмассовой и деревообрабатывающей промышленности компактные многофункциональные устройства, обеспечивающие превосходную обработку из дерева и пластика. Если вам нужна чистая готовая заготовка, вам нужны точные инструменты и надежная рабочая станция. При разработке нашей продукции использование высококачественных материалов и продуманная концепция составляют основу нашей работы. Но мы хотели бы добиться еще большего с нашими рабочими машинами:
Мобильные фрезерные станки RUWI позволяют оптимизировать и свободно проектировать рабочее место благодаря многофункциональным элементам, простоте транспортировки и сборки. Таким образом, вы можете усовершенствовать рабочие процессы, сэкономить рабочее время и, таким образом, значительно улучшить свои условия труда или условия работы вашей команды в целом.
Надежное вложение без риска при покупке: Покупая маршрутизатор RUWI, вы можете рассчитывать на высочайшие стандарты безопасности и профессиональное обслуживание.
Настольные фрезерные станки RUWI…
протестированы на древесную пыль BG
протестированы DGUV
сертифицированы GS
и имеют маркировку CE.
Сервис / Гарантия
Мы в RUWI обеспечиваем нашим продуктам особенно долгий срок службы, всегда используем лучшие материалы и несем ответственность за то, что мы делаем.
Удовлетворение потребностей клиентов
Честное партнерство и сотрудничество с нашими клиентами, а также с партнерами и дилерами — наша цель. Каждая новая задача создает стимулы для инновационных идей, поэтому мы всегда можем предложить вам портфолио продуктов, гарантирующее наивысший уровень удовлетворенности.
Купите маршрутизатор прямо сейчас!
Получите профессиональную консультацию от нашей клиентоориентированной команды: В личной беседе мы подробно объясним, какие возможности открывает для вас настольный фрезерный станок RUWI и какой вариант идеально подходит для вашего проекта.
Другая продукция RUWI в области обработки пластмасс и дерева
Раздел часто задаваемых вопросов
Доставка и сборка
Прежде всего, следует внимательно прочитать инструкцию по эксплуатации, там вы найдете всю важную информацию. Чтобы запустить подпольный культиватор, просто прикрепите вытяжные и защитные устройства и подключите его к розетке — и вы готовы к работе!
Да, сборка или установка настольного резака проста и может быть выполнена самостоятельно.
3 типа станков всегда есть на складе в базовой комплектации и конфигурируются в соответствии с требованиями заказчика при размещении заказа. Как правило, машина покидает базу RUWI на следующий день после получения заказа экспедитором. В зависимости от адреса получателя машина находится в пути прибл. От 2 (Германия) до 5 (Европа) рабочих дней.
Требования и производительность
Прежде всего, следует внимательно прочитать инструкцию по эксплуатации, там вы найдете всю важную информацию. Чтобы запустить подпольный культиватор, просто прикрепите вытяжные и защитные устройства и подключите его к розетке — и вы готовы к работе!
Да, фрезерный стол RUWI без проблем подключается к стандартной бытовой розетке (обычно около 230 вольт).
Размер основания 75 x 80 см для RUWI S, 100 x 90 см для RUWI M и 150 x 90 см для RUWI L. Однако требования могут различаться, так как потребность очень различна и зависит от деталей. Рост 91 см.
Настольно-фрезерный станок в работе
Стружка и пыль удаляются сзади через всасывающие каналы над и под поверхностью стола. На RUWI M и L их можно перемещать, чтобы свести к минимуму потери мощности всасывания. Подпольный культиватор RUWI подсоединяется к всасывающему шлангу диаметром 120 мм на заднем всасывающем патрубке.
Имеющиеся в продаже инструменты до макс. Диаметр 40 мм для диапазона скоростей от 8000 до 24000 оборотов. Стандартно приводные двигатели RUWI имеют цанговый патрон диаметром 8 мм. Дополнительные размеры: 3,175/6/6,35/8/9,5 и 10 мм.
Выбор и фрезеровка пиломатериала для столешницы
Анатомия идеальной сковороды. Качественная столешница начинается с пиломатериала: ищите доски одинакового цвета, с прямыми волокнами по краям, чтобы скрыть линии склеивания, и доски, которые можно фрезеровать плоско и прямо, чтобы не создавать напряжения в готовой столешнице. Стоит потратить дополнительное время и даже дополнительные деньги, чтобы найти правильную последовательность досок. Простое фрезерование первых попавшихся под руку досок создаст вершину, в которой доски соприкасаются, а линии склеивания очевидны.
Краткий обзор: Эта первая статья из серии из трех статей о том, как сделать столешницу, посвящена выбору правильных досок, их фрезерованию и расположению в правильной последовательности. Эти ранние решения о зернистости, цвете и сочетании могут создать или сломать столешницу, поэтому лучше не торопиться, чтобы все сделать правильно. Боб Ван Дайк покажет вам, как это сделать.
Читать часть вторая .
Читать часть третья .
От Fine Woodworking #207
Верх — самая заметная часть таблицы, так что вам нужно сделать это правильно. На первый взгляд это звучит просто, но этот процесс полон подводных камней. В этой серии из трех частей я опишу свой метод изготовления столешницы, которой вы сможете гордиться. В этом выпуске вы узнаете, как выбирать лучшие доски, фрезеровать их и расставлять для наилучшей последовательности. Во второй части я покажу вам, почему три склеивания менее травматичны, чем одно. В третьей части я покажу вам, как добиться идеально ровной и гладкой столешницы.
Помните, кто-то (возможно, вы) будет жить с этим столом много лет. И как мебельщик, одно из преимуществ перед фабрикой заключается в том, что вы можете вручную выбирать красивые доски. Эти ранние решения решают или ломают столешницу.
Оптимальный вариант оформления – сделать столешницу из цельной широкой доски. Однако на самом деле это ограничивается небольшими столешницами. Чаще всего вам нужно будет склеивать доски, и выбор пиломатериалов будет иметь решающее значение.
Начальная толщина
Во время правки и строгания вы будете удалять много материала, поэтому начните с пиломатериала, толщина которого значительно больше конечной толщины. Для верхней части толщиной от 3⁄4 до 7⁄8 дюймов планируйте использовать грубо распиленные пиломатериалы толщиной 4/4, обычно толщиной от 1 до 11⁄16 дюймов. Самые красивые столешницы обычно делаются из нескольких досок, вырезанных из одной и той же доски. Вы можете вырезать последовательные секции из длинной доски или перепилить доски из более толстой доски. Мало того, что цвет будет идеально сочетаться при использовании повторно распиленных досок, вы также можете создавать симметричные узоры, такие как сопоставление книг и сопоставление скольжения. Однако при перепиливании вам понадобится заготовка толщиной не менее 10/4 (2 1⁄2 дюйма) или даже 12/4 (3 дюйма), потому что распиленные детали будут сильно двигаться после распила и могут стать сильно чашевидными, скрученный или изогнутый.
Выберите столько досок, сколько вам нужно, и постарайтесь максимально подобрать цвет. Возможно, вам придется потратить значительное количество времени на сортировку штабеля пиломатериалов.
Следите за зерном
Не бойтесь покупать пиломатериалы, которые шире, чем вы думаете, что они вам понадобятся. Часто вы будете пилить на несколько дюймов от одного или обоих краев, чтобы получить доску с прямыми волокнами и без заболони по краю. Если вы посмотрите на торцевой слой любой плоскораспиленной доски с прямыми краями, вы увидите, что годичные кольца возле этих краев расположены примерно под углом 45º к поверхности. Эта часть доски распилена. Соединяя рифленый брус с рифлеными частями досок, вы гарантируете, что верхняя часть останется плоской.
Что искать во дворе
Предварительный просмотр. На лесопилке, если доски грубо распилены, попросите разрешения выстрогать небольшой участок, чтобы лучше рассмотреть цвет и текстуру древесины.
Кромки с продольным пропилом повышают устойчивость. Попробуйте найти доски, где годичные кольца проходят под углом примерно 45º к поверхности, где будут обработанные края. Это гарантирует, что секции верхней части останутся плоскими.
Черновая обрезка досок по длине и ширине
Старт сверхдлинный. После того, как части столешницы разложены на необработанных досках, обрежьте их на 4 или 5 дюймов длиннее, чтобы их можно было резать фуганком и рубанком.
Начните грубую фрезеровку, решив, где вы будете резать каждую отдельную доску, которая будет составлять верх. Есть ли сучки, заболонь или другие явные дефекты, которые нужно вырезать или скрыть? Все строгальные станки и фуганки оставляют после себя некоторое количество заусенцев — склонность инструментов к более глубокому укусу в конце пропила. сделайте секции по крайней мере на 5 дюймов длиннее, чем окончательная длина, чтобы вы могли отрезать участки бекаса. Теперь разложите необходимую ширину доски на распиленной доске (обычно примерно на 3⁄4 дюйма шире конечной ширины). Обратите внимание, какие кромки имеют прямую текстуру, которую вы можете использовать для клеевого соединения. Если доски достаточно широкие, вы можете наклонить секции так, чтобы края были параллельны волокнам (см. рисунок внизу слева). распилите доски на разделочной пиле и распилите их на ленточной пиле (или циркулярной пиле), а не на настольной пиле.
Обработайте доски и разложите их
После того, как ваши доски распилены по ширине и длине, вы готовы их соединить и строгать. На данный момент вам нужны только доски
Ленточнопильный станок безопаснее. Разрыв несвязанных досок на настольной пиле может вызвать отдачу. Поэтому обрежьте их на ¾ дюйма больше окончательной ширины на ленточной пиле.
примерно плоский и выструганный так, что грани просто параллельны. Если вы сделаете слишком много проходов на фуганке и рубанке, у вас может не хватить материала для строгания после склеивания. Соедините один край прямо и разорвите противоположный край параллельно, оставив его примерно на 1/4 дюйма до 3/8 дюйма больше конечной ширины. каждая пара объединенных досок должна быть достаточно узкой, чтобы пройти через рубанок. пропустите разорванный край через фуганок, чтобы удалить следы пилы.
Когда доски достаточно обструганы, чтобы выявить текстуру и цвет, вы готовы принять окончательное решение о том, как они будут сочетаться друг с другом. Перемешайте их, чтобы найти наиболее приятную комбинацию. Не пытайтесь расположить доски так, чтобы линии волокон шли от одной доски к другой. чаще всего спичка слетает, как только вы строгаете доски до окончательной толщины.
Пробуя разные комбинации, отступите назад и посмотрите на них с разных сторон. цвет и форма многих досок будут резко меняться в зависимости от направления, с которого вы их смотрите, потому что свет по-разному отражается от деревянных ячеек внутри доски. этот эффект известен как переливчатость.
Попробуйте выровнять доски так, чтобы текстура шла одинаково. Это облегчит последующую шлифовку верхней части. Но не жертвуйте эстетикой ради практичности. Внешний вид – приоритет номер один.
Черновая фрезеровка раскрывает истинный характер
Соединение лица. С помощью досок, слегка разрезанных по ширине и длине, соедините лицевую сторону каждой доски. Если доска деформирована, соедините вогнутую сторону.
Выровняйте другую сторону параллельно. Пропустите доски через рубанок до тех пор, пока поверхность, противоположная соединенной, не станет гладкой. Пока не стремитесь к окончательной толщине.
На данном этапе нет необходимости полностью сглаживать доску. Просто удалите достаточно, чтобы он не раскачивался.
Многие столяры придают большое значение изменению направления торцевых волокон, потому что они думают, что это поможет сохранить поверхность плоской с течением времени. Тем не менее, я отдаю предпочтение наилучшему внешнему виду доски на лицевой стороне и уделяю мало внимания ориентации торцевых волокон, потому что тщательно фрезерую доски перед склеиванием.
Перетасовывая доски, следите за различными комбинациями, рисуя маленькие треугольники с числом внутри по линиям склеивания. в большинстве случаев лучшая комбинация поразит вас, как только вы ее увидите. Когда вы приняли окончательное решение, начертите на всех досках большой треугольник, чтобы четко показать, как они сочетаются друг с другом. Во второй части я покажу вам, как подготовить доски к склеиванию.
Выберите окончательную последовательность
Соедините один край, затем разорвите по ширине. Проведите одним краем по фуганку, пока он не станет плоским и под углом 90º к поверхности, обращенной к упору.
Прижав соединенный край к ограждению циркулярной пилы, надрежьте каждую доску немного больше конечной ширины.
Классификации по методу максимального подобия—Справка
Доступно с лицензией Spatial Analyst.
Краткая информация
Использование
Синтаксис
Пример кода
Параметры среды
Информация о лицензиях
Краткая информация
Выполняет классификацию по методу максимального подобия для набора каналов растра и создаёт классифицированный растр в качестве выходных данных.
Более подробно о том, как работает Классификация по методу максимального подобия
Использование
Любой файл сигнатур, созданный с помощью инструментов Создать сигнатуры, Редактировать сигнатуры или Изокластер, является действительным для использования в качестве входного файла сигнатур. Такой файл будет иметь расширение .gsg.
По умолчанию, на выходном растре будут классифицированы все ячейки, при этом к сигнатурам каждого из классов будут присоединены равные веса вероятностей.
Входной файл априорных вероятностей должен представлять собой ASCII-файл, состоящий из двух столбцов. Значения в левом столбце представляют идентификаторы классов (ID). Значения в правом столбце представляют априорные вероятности для соответствующих классов. Действительные значения априорных вероятностей для классов должны быть больше или равны нулю. Если в качестве вероятности задан ноль, класс не будет отображаться на выходном растре. Сумма заданных априорных вероятностей должна быть меньше или равна единице. Формат файла следующий:
1 .3
2 .1
4 .0
5 .15
7 .05
8 .2
Классы, пропущенные в файле, получат среднюю априорную вероятность той части, которая останется от единицы. В примере выше, все классы с 1 по 8 представлены в файле сигнатур. Априорные вероятности классов 3 и 6 отсутствуют во входном файле априорной вероятности. Так как сумма всех вероятностей, определенных в файле выше, равна 0,8, остаток (0,2) делится на число не определенных классов (2). Следовательно, классам 3 и 6 будет присвоена вероятность, равная 0,1, каждому.
Заданная доля отклонения, которая лежит между двумя действительными значениями, будет присвоена следующему верхнему действительному значению. Например, значение 0,02 будет преобразовано в значение 0,025.
Существует прямая зависимость между числом неклассифицированных ячеек на выходном растре, вытекающем из доли отклонения, и числом ячеек, представленных суммой уровней доверия, меньших, чем соответствующее значение, введенное для доли отклонения.
Если входные данные представлены слоем, созданным на основании многоканального растра, содержащего более трёх каналов, операция будет выполняться для всех каналов, связанных с исходным набором данных, а не только для трёх каналов, которые загружены слоем (то есть, отображаются символами).
Существует несколько способов для указания поднабора каналов многоканального растра, которые нужно использовать в качестве входных данных инструмента.
При использовании диалогового окна инструмента выберите многоканальный растр с помощью кнопки обзора , расположенной рядом с пунктом Каналы входного растра, откройте растр и выберите нужные каналы.
Если многоканальный растр является слоем в Таблице содержания, можно использовать инструмент Создать растровый слой, чтобы создать новый многоканальный слой, содержащий только нужные каналы.
Можно также создать новый набор данных, содержащий только нужные каналы, используя для этого инструмент Объединить каналы, входными данными для которого будет являться полученный набор данных.
В Python нужные каналы можно указать как список напрямую в параметре инструмента.
Если имя класса в файле подписи отличается от идентификатора класса, в таблицу атрибутов выходного растра будет добавлено дополнительное поле CLASSNAME. Для каждого класса в этом поле выходной таблицы будет содержаться имя класса, связанное с этим классом. Например, если имена классов файла подписи имеют описательные строковые имена (например, хвойные деревья, вода и город), эти имена будут перенесены в поле CLASSNAME.
Расширение входного файла априорных вероятностей – .txt.
См. раздел Параметры среды анализа и Spatial Analyst для получения дополнительной информации о среде геообработки данного инструмента.
Если значения каналов являются целочисленными или числами с плавающей точкой, то файл сигнатур допускает лишь целочисленные значения классов.
Raster Layer
in_signature_file
Входной файл сигнатур, сигнатуры классов которого используются алгоритмом классификации по методу максимального подобия.
Требуется расширение .gsg.
File
reject_fraction
(Дополнительный)
Это значение определяет, будет ли класс ячейки определяться исходя из вероятности того, насколько правильно она будет отнесена к одному из классов. Ячейки, вероятность правильного отнесения которых к любому из классов ниже, чем доля отклонения, получат значение NoData в выходном классифицированном растре. Ячейки, вероятность правильного отнесения которых к любому из классов ниже, чем доля отклонения, получат значение NoData в выходном классифицированном растре.
Значение по умолчанию равно 0.0, означающее, что классифицированы будут все ячейки.
Допустимыми типами данных являются
0.0
0.005
0.01
0.025
0.05
0.1
0.25
0.5
0.75
0.9
0.95
0.975
0.99
0.995
String
a_priori_probabilities
(Дополнительный)
Задает, как будут определяться априорные вероятности.
EQUAL — Всем классам будут присвоены одинаковые априорные вероятности.
SAMPLE — Априорные вероятности будут пропорциональны числу ячеек в каждом классе по отношению к общему числу ячеек всех классов, представленных в файле сигнатур.
FILE —Априорные вероятности будут присвоены каждому классу из входного ASCII-файла априорной вероятности.
String
in_a_priori_file
(Дополнительный)
Текстовой файл, содержащий априорные вероятности для входных классов сигнатур.
Входные данные для файла априорных вероятностей требуются, только если используется параметр ФАЙЛ.
Расширением файла априорных вероятностей может быть расширение .txt или .asc.
File
out_confidence_raster
(Дополнительный)
Выходной набор растровых данных доверия показывает 14 уровней достоверности классификации, при этом более низкие значения уровней указывают на более высокую степень достоверности. Если ячейки, классифицированные на определенном уровне достоверности, отсутствуют, то такой уровень достоверности не будет представлен в выходном растре доверия.
Он будет целочисленного типа.
Raster Dataset
Возвращаемое значение
Название
Объяснение
Тип данных
out_classified_raster
Выходной классифицированный растр.
Он будет целочисленного типа.
Raster
Пример кода
MaximimumLikelihoodClassification Пример 1 (окно Python)
В этом примере создается выходной классифицированный растр, содержащий 5 классов, полученных из входного файла сигнатур и многоканального растра.
MaximimumLikelihoodClassification. Пример 2 (автономный скрипт)
В этом примере создается выходной классифицированный растр, содержащий 5 классов, полученных из входного файла сигнатур и многоканального растра.
# Name: MLClassify_Ex_02.py
# Description: Performs a maximum likelihood classification on a set of
# raster bands.
# Requirements: Spatial Analyst Extension
# Import system modules
import arcpy
from arcpy import env
from arcpy.sa import *
# Set environment settings
env.workspace = "C:/sapyexamples/data"
# Set local variables
inRaster = "redlands"
sigFile = "c:/sapyexamples/data/wedit5.gsg"
probThreshold = "0.0"
aPrioriWeight = "EQUAL"
aPrioriFile = ""
outConfidence = "c:/sapyexamples/output/redconfmlc"
# Check out the ArcGIS Spatial Analyst extension license
arcpy.CheckOutExtension("Spatial")
# Execute
mlcOut = MLClassify(inRaster, sigFile, probThreshold, aPrioriWeight,
aPrioriFile, outConfidence)
# Save the output
mlcOut. save("c:/sapyexamples/output/redmlc02")
Параметры среды
Автоподтверждение
Размер ячейки
Сжатие
Текущая рабочая область
Экстент
Географические преобразования
Маска
Выходное ключевое слово конфигурации
Выходная система координат
Временная рабочая область
Растр привязки
Размер листа
Информация о лицензиях
ArcGIS Desktop Basic: Требует Spatial Analyst
ArcGIS Desktop Standard: Требует Spatial Analyst
ArcGIS Desktop Advanced: Требует Spatial Analyst
Связанные разделы
Как работает инструмент Классификация по методу максимального подобия—Справка
Доступно с лицензией Spatial Analyst.
Пример
Алгоритм, используемый инструментом Классификация по методу максимального подобия, основывается на двух основных принципах:
Значения ячеек в выборке для каждого класса в многомерном пространстве подчиняются закону нормального распределения
Используется теория Байе (теорема принятия решений)
Этот инструмент, при отнесении каждой ячейки к одному из классов, представленных в файле сигнатур, учитывает как средние, так и ковариации сигнатур классов. При допущении, что выборка для класса подчиняется нормальному распределению, класс может быть охарактеризован вектором среднего и матрицей ковариации. После присвоения этих двух характеристик каждому значению ячейки из каждого класса, для определения принадлежности ячеек к тому или иному классу, вычисляется статистическое правдоподобие. Если задана опция по умолчанию EQUAL для Взвешенной априорной вероятности, каждая ячейка будет отнесена к тому классу, вероятность принадлежности ячейки к которому максимальна.
Если вероятность встречаемости некоторых классов выше (или ниже) среднего, должна использоваться опция FILE, работающая с Входным файлом априорной вероятности. Веса классов с определенными вероятностями задаются в файле априорных вероятностей. В такой ситуации, файл априорных вероятностей помогает в определении местоположения ячеек, которые попадают в статистическое перекрытие двух классов. Такие ячейки будут отнесены к соответствующему классу с большей точностью, что, в итоге, приводит к лучшим результатам классификации. Такой подход к классификации с применением взвешивания носит название байсовского классификатора.
При выборе опции SAMPLE, априорные вероятности, присвоенные всем классам, представленным во входном файле сигнатур, будут пропорциональны числу ячеек, отнесенных к каждой сигнатуре. Следовательно, классы, в которые попадает меньшее число ячеек, чем среднее для выборки, получат веса ниже среднего, а те, в которых ячеек больше, получат большие веса. В результате, к соответствующим классам будет отнесено большее или меньшее количество ячеек.
Когда выполняется классификация по методу максимального подобия, дополнительно может быть также создан выходной растр достоверности. Этот растр показывает уровни достоверности классификации. Число уровней достоверности равно 14; это число напрямую связано с числом действительных значений доли отклонения. Первый уровень достоверности, код которого на растре достоверности – единица, состоит из ячеек, удаленных от любого вектора среднего, хранящегося в файле сигнатур, на самое короткое расстояние; следовательно, классификация этих ячеек выполнена с наибольшей определенностью. Ячейки, составляющие второй уровень достоверности (значение ячейки 2 на доверительном растре) будут классифицированы, только если исключенная область равна 0,99 или меньше. Наименьший уровень достоверности имеет значение 14 на растре достоверности, показывающим ячейки, которые скорее всего будут неправильно классифицированы. Ячейки этого уровня достоверности не будут классифицированы, когда доля отклонения равна 0.005 или больше. Если ячейки, классифицированные на определенном уровне достоверности, отсутствуют, то такой уровень достоверности не будет представлен в выходном растре доверия.
Пример
В примере ниже показано, как Классификации по методу максимального подобия используется для выполнения управляемой классификации многоканального растра на 5 классов по типу землепользования.
Исходный многоканальный растр для классификации — это необработанный четырехканальный снимок со спутника Landsat TM на территорию северной части г. Цинциннати, штат Огайо.
Пример изображения с Landsat TM с каналами 4, 3 и 2, который отображается в псевдо цветах.
По изображению в классе объектов задаются пять классов землепользования для получения обучающих выборок: Коммерческое/Промышленное (Commercial/Industrial), Жилое (Residential), Пашни (Cropland), Леса (Forest) и Пастбища (Pasture). Инструмент Создать сигнатуры используется для вычисления статистики по классам для создания файла сигнатур.
С помощью входного многоканального растра и файла сигнатур, инструмент Классификация по методу максимального подобия используется для классификации ячеек растра на пять классов.
Параметры, используемые в диалоговом окне инструмента Классификация по методу максимального подобия:
Входные каналы растра – northerncincy.tif
Входной файл сигнатур – signature.gsg
Выходной многоканальный растр – landuse
Исключенная область – 0.0
Взвешенная априорная вероятность – EQUAL
Входной файл априорной вероятности – <пусто>
Выходной растр достоверности – confidence_ras
Классифицированный растр выглядит следующим образом:
Также будет создан выходной растр достоверности. Ниже приведена итоговая таблица атрибутов растра достоверности. В нем показано число ячеек, классифицированных с той или иной степенью доверия. Значение 1 имеет 0.995-процентную вероятность того, что ячейка классифицирована правильно. С этим уровнем доверия классифицировано 69 ячейки. Значение 5 имеет по крайней мере 0,9-процентную вероятность того, что ячейка классифицирована правильно, что меньше, чем 0.995. Имеется 744128 ячеек с вероятностью правильной классификации менее 0,005, им присвоено значение 14.
Аутсорсинг процессов знаний (KPO) — это аутсорсинг основных бизнес-операций, связанных с информацией. КПО предполагает найм на работу лиц, которые, как правило, имеют ученые степени и опыт в специализированной области.
Информационная работа может выполняться работниками другой компании или филиала той же организации. Дочерняя компания может находиться в той же стране или в оффшорной зоне для экономии средств или других ресурсов.
Ключевые выводы
Аутсорсинг процессов знаний (KPO) заключает контракты на работу, основанную на знаниях, с квалифицированными экспертами в предметной области.
Компании обращаются к КПО, когда им нужны специальные знания и опыт, и когда им не хватает квалифицированных специалистов в штате.
В идеале компании обращаются к КПО за одновременной возможностью получения высококвалифицированной рабочей силы по более низкой цене.
Нажмите «Воспроизвести», чтобы узнать, что такое аутсорсинг процессов знаний (KPO)
Понимание аутсорсинга процессов знаний
Аутсорсинг процессов знаний — это целенаправленное распределение задач относительно высокого уровня, связанных со специализированными знаниями или решением проблем , сторонней организации или третьей стороне, обладающей высоким уровнем знаний в предметной области, часто расположенной в другом географическом регионе, чем сама компания.
KPO отличается от аутсорсинга бизнес-процессов (BPO), который предполагает передачу рабочей силы и другой оперативной работы третьей стороне для экономии денег. Хотя KPO является частью BPO, KPO включает в себя гораздо более специализированную, аналитическую и основанную на знаниях работу.
Компании, участвующие в КПО, стремятся получить высокообразованных и квалифицированных специалистов без затрат на обучение и подготовку этих работников для выполнения разовых или специальных проектов, которые не являются частью повторяющейся деятельности. С помощью КПО компания может быстро нанимать специалистов в конкретных областях для повышения конкурентоспособности и увеличения доходов или для выполнения специальных задач, для которых нет необходимости нанимать специалистов в данной области на постоянной основе на постоянной основе.
Виды услуг КПО
Некоторые распространенные примеры доменов аутсорсинга КПО включают:
Финансовые консультанты
Исследования и разработки (НИОКР)
Коммерческие операции (управленческий консалтинг)
Технический анализ
Инвестиции
Юридический
Медицина и здравоохранение
Анализ и интерпретация данных
Причины для аутсорсинга процесса знаний
Компании обращаются к КПО, когда им нужны специализированные знания и опыт, когда эти знания или навыки не могут быть найдены внутри компании. Однако компании, участвующие в КПО на шельфе, также обычно делают это, чтобы сократить расходы, нанимая квалифицированных рабочих с более низкой заработной платой в другом месте, вместо того, чтобы нанимать их напрямую в качестве сотрудника. В идеале компании обращаются к КПО за одновременным получением высококвалифицированной рабочей силы по более низкой цене.
Например, производитель может использовать сырье, повышать ценность этих материалов с помощью различных процессов, а затем продавать результат как конечный продукт. Компания может обратиться к КПО, чтобы определить, как повысить эффективность своего производственного процесса, чтобы получить максимальную отдачу при минимально возможных общих затратах. Результат КПО также может помочь компании создать конкурентное преимущество.
Преимущества и недостатки КПО
КПО может помочь компаниям снизить операционные или производственные затраты за счет создания новых процессов или повышения эффективности. КПО также заполняет пробел или потребность в квалифицированных сотрудниках в определенной области. КПО также освобождает существующий персонал, включая руководство, для выполнения другой работы, повышая эффективность и производительность.
Гибкость, которую дает КПО, позволяет компании легко увеличивать или сокращать персонал. Например, в случае ухудшения экономических условий компания может легко сократить штат КПО, чтобы сократить расходы. И наоборот, компания может быстро нанять специализированный персонал для увеличения прибыли или доходов. КПО помогает компании быть более гибкой и адаптироваться к изменениям в своей отрасли и конкурентной среде.
Однако у КПО есть недостатки. Конфиденциальность интеллектуальной собственности и безопасность бизнеса могут быть поставлены под угрозу, если секретная или конфиденциальная информация будет утеряна, скопирована или передана конкуренту. Компании меньше контролируют процесс найма аутсорсинговых работников. В результате компания может быть не в состоянии обеспечить характер своих аутсорсинговых сотрудников или качество их работы.
Внедрение КПО может потребовать много времени и ресурсов для обеспечения успешной работы. Кроме того, общение может быть проблемой и проблемой из-за правовых, языковых и культурных барьеров. Другим недостатком может быть то, что существующие сотрудники могут чувствовать угрозу от найма аутсорсинговых работников и чувствовать, что их рабочие места находятся под угрозой.
Что такое КПО (аутсорсинг процессов знаний)?
Аутсорсинг процессов знаний относится к форме аутсорсинга основной, связанной с информацией рабочей деятельности, выполняемой сотрудниками разных компаний или дочерней компанией одной и той же компании с целью экономии средств и ресурсов.
Аутсорсинг процессов знаний (KPO)
Аутсорсинг процессов знаний относится к форме аутсорсинга основной, связанной с информацией рабочей деятельности, выполняемой сотрудниками разных компаний или дочерним предприятием той же компании с целью экономии затрат и ресурсов .
КПО включает в себя высокоценную работу, такую как исследования, разработки, анализ и консультации, которые выполняются квалифицированным персоналом. Иногда фирмы КПО предлагают услуги по принятию низкоуровневых, легко запоминаемых бизнес-решений от имени компании-источника.
Причины для аутсорсинга процессов знаний
Компании обычно обращаются к КПО в таких ситуациях, как:
— когда им нужны специальные знания и опыт
— когда им не хватает квалифицированных специалистов
— когда у них есть возможность сократить расходы за счет найма квалифицированных рабочих с более низкой заработной платой в другом месте
В основном компании делают это, когда чувствуют, что могут улучшить свою цепочку создания стоимости.
Плюсы и минусы аутсорсинга процессов знаний
— снижает затраты компании на деятельность или продукцию
— компенсирует нехватку квалифицированных кадров в определенной области
— высвобождает человеческий капитал для выполнения другой работы
— безопасность может быть нарушена, а конфиденциальная информация может быть потеряна
— трудно удерживать таланты на сторонних должностях
— требуется время и ресурсы для успешного создания КПО
— возникают трудности в общении из-за языковых/культурных различий
Используете ли вы современное программное обеспечение для подбора персонала? Если нет, вы упускаете возможность.
Как добыть золото в домашних условиях: способы получения, пошаговая инструкция
Здравствуйте! А вы знаете, что добыча золота – это не всегда масштабный и сложный процесс, требующий специального снаряжения и оборудования? Почувствовать себя золотоискателем можно и в родных стенах, достаточно лишь знать азы химии и достать исходный материал. Интересно? Тогда я рекомендую прочитать статью до конца, где я поделюсь секретом, как добыть золото в домашних условиях и как сделать этот процесс безопасным.
Из чего можно получить Au
В качестве исходного материала отлично подойдут телефоны, радиолампы, диоды, компьютеры, микросхемы, разъемы – приборы, где есть радиодетали. Главное требование к ним – давний срок выпуска этих изделий, то есть они должны быть старыми. В советские времена для создания радиодеталей использовался большой объем драгоценного металла, соответственно, чем старше прибор, тем больше можно добыть из него золота.
К современным приборам, содержащим радиодетали, можно отнести сим-карты и ноутбуки, правда, драгоценного металла, по сравнению с приборами времен СССР, там содержится гораздо меньше.
Еще в качестве исходного материала я использую позолоченные изделия – столовые приборы, украшения, часы. Но не стоит ожидать большого объема Au в таких вещах: напыление на корпуса таких изделий наносится очень тонким слоем, и чтобы получить приличное количество золота, необходимо будет собрать не один десяток украшений.
Как добыть золото?
Перед самим описанием технологии добычи золота своими руками, определимся с тем, как делают золото и что же может стать «золотой жилой» в условиях определенного региона. Итак, прежде всего таким источником может стать позолоченный предмет эпохи соцреализма:
корпус наручных часов;
бижутерия;
такие столовые приборы как ножи, вилки, ложки, тарелки и даже чашки.
Не говоря о внешнем виде этих предметов, если вы решились добыть золото из подручных средств, главное это то, что в Советском Союзе в продукции активно использовали качественные материалы, а также драгоценные металлы.
Так, искать драгметаллы стоит в радиодеталях, микросхемах, разъемах, транзисторах и других частях.
Следует учесть то, что чем больше возраст любого электронного прибора – компьютера или телевизора, тем больше внутри него содержится золотых деталей. Добыть их можно в домашних условиях и с небольшим количеством специального оборудования.
Все направления поиска богатого источника золота будут эффективными. Конечно, от величины населенного пункта, где золотодобытчик проживает, может зависеть то, какое количество источников драгоценного металла он найдет. Искать можно не только один источник — это принесет больше плодов, то есть, позволит добыть больше золота.
Способы добычи металла
Существует несколько способов получения AU. Вне зависимости от выбранного метода перед началом работы исходное сырье необходимо подготовить. Я сортирую старые и новые изделия на две группы. Затем внутри каждой группы классифицирую приборы по количеству содержащегося в нем дорогого элемента. Ненужные детали в изделиях или старых приборах удаляют для экономии времени и химических реактивов.
Метод вытравливания
Основой этого метода служит неспособность драгметалла участвовать в химической реакции с какими-либо веществами кроме царской водки. Царская водка – это смесь соляной кислоты и азотной в соотношении 1:3.
Метод предполагает изготовление смеси самостоятельно. Вещество имеет резкий запах, первоначально бесцветно, но по прошествии малого количества времени становится светло-желтым.
Я рекомендую готовить состав непосредственно перед его использованием; так функция окисления остается на максимальном уровне.
В процессе химической реакции золото не окисляется, а остается на поверхности жидкости. Его нужно осадить. Для этого потребуется добавить в царскую водку реактив. В его качестве часто используется перекись водорода, щавельная кислота, сульфит, но я советую использовать железный купорос. После его добавления золото остается на поверхности, напоминая кусочки фольги. Затем я фильтрую раствор, пропуская его через плотный материал.
Технология добычи с помощью электролиза
Для добычи золота таким способом мне потребуется наполнить емкость из стекла соляной или серной кислотой, затем установить в нее 2 пластины из железа либо свинца. Я соединяю их между собой медной проволокой, потом размещаю там микросхему и пускаю электрический ток. Микросхема в данном случае – положительный электрод.
Под воздействием электрического тока происходит реакция, и золото начинает оседать на пластинах. Как только процесс подходит к концу, я отключаю ток.
Какой способ лучше
Каждый метод имеет преимущества и недостатки. По сравнению с методом вытравливания у метода электролиза более сложная технология, зато он требует меньше реагентов для добычи.
Способ вытравливания требует четкого соблюдения техники безопасности, так как вероятность получить химический ожог очень велика.
Такие методы – наиболее эффективные способы добычи золота в домашних условиях.
Особенности работы с реагентами
При самостоятельной добыче золота мне приходится иметь дело с очень опасными веществами, которые агрессивно воздействуют на здоровье человека. Например, выделяемый при нагревании оксид азота может угрожать человеческой жизни.
Я работаю в помещении, где очень хорошая вентиляция. В процессе работы от самого начала до конца я использую резиновые перчатки, защиту для глаз и респиратор. Я рекомендую четко соблюдать технику безопасности, тогда работа не будет угрожать здоровью.
Можно ли сделать золото своими руками в домашних условиях?
Как добывают золото? Пожалуй, немало наших сограждан озадачено таким вопросом – как же добывают золото в домашних условиях, не выезжая куда-нибудь на прииски. В этой статье будут рассматриваться методы осуществления добычи (или аффинажа) этого драгоценного металла в различных источниках.
Экономические реалии жизни среднего городского жителя таковы, что приходится иметь свой источник подработки. Но и потому же в экономике наблюдается кризис и отыскать должность в какой-то компании, приносящую достаточно денег, не так уж просто. Потому, кроме как сделать золото, вариантов золотодобычи часто нет.
Таким дополнительным источником денег можно считать добычу золота в домашних условиях. При этом можно не использовать амальгамирование – это добыча, базирующаяся на ртути, ведь известно насколько токсичен и вреден этот химический элемент не только для самого добытчика, но и для всей окружающей его среды.
Известно, что этот метод уже много времени не используют государственные учреждения, которые занимаются промышленной добычей золота. Они предпочитают выщелачивание золота при помощи цианида натрия.
Плюсы и минусы данного бизнеса
Если убрать в сторону законность данного процесса, то я выделяю определенные плюсы:
добыча не требует больших затрат;
процесс понятен и несложен;
неплохая окупаемость;
не требует большого количества времени.
Однако, минусы я тоже нашел:
реакция небезопасна;
требуется большое количество вещей для извлечения, найти которые не так просто;
получение лицензии для легализации бизнеса – довольно трудоемкая и затратная по времени процедура.
Золото впервые в мире вырастили в лаборатории
Вольный перевод новостной заметки из газеты Jerusalem Post, который позволили себе отдельные русскоязычные СМИ, вызвал оживление в Интернете. А мог бы вызвать и панику во всем мире – особенно среди банкиров и финансистов.
Из появившихся сообщений следовало, что ученым “впервые в истории удалось вырастить искусственное золото в лабораторных условиях”. Что сотворили такое чудо аспирантка факультета инженерии материалов израильского университета Технион в Хайфе Мария Койфман – Христосова со своим руководителем профессором Боазом Покроем.
Сочетание двух слов “искусственное” и “золото” наводило на мысль, что ученые либо превратили в золото нечто незолотое, либо синтезировали вещество, неотличимое от золота. Столь выдающееся достижение вполне можно было бы отметить Нобелевской премией в области алхимии. Если бы она существовала.
Так что? Теперь золото можно “изготавливать”? К счастью, нет. Банкиры могут быть спокойны – настоящему природному золоту ничего не угрожает.
А что же тогда сделали в Технионе? Здесь вырастили искусственные пористые монокристаллы золота. Такое действительно удалось впервые в мире. Но выращивали эти кристаллы из настоящего золота, нагревая и охлаждая тонкие его пленки вместе с германием. В результате сначала образовывались капли золота, которые потом кристаллизовались, образуя пористые монокристаллы.
Так выглядит синтезированный в Израиле монокрсталл золота. Он крошечный.
Пористая поверхность кристалла золота.
Как сообщили Мария Койфман (Maria Koifman) и Боаз Покрой (Boaz Pokroy) на сайте университета, “полученный материал обладает множеством практических преимуществ” в силу своей непрерывной кристаллической решетки. Израильское “искусственное золото” прочнее природного, более тугоплавкое, лучше проводит тепло и электричество. Это может пригодиться как в ювелирном деле – для прочных изделий, так и в технике.
Главный “алхимик ” – профессор Боаз Покрой.
Ученица главного “алхимика” – Мария Койфман-Христосова.
СПРАВКА
Подарок Вселенной
Происхождение золота – космическое. По одной из гипотез, его породили взрывы сверхновых звезд. По другой – золото образовалось в результате разрушения нейтронных звезд. Мол, они выбрасывают в пространство пыль, содержащую атомы драгоценного металла, который потом конденсируется. Согласно этой гипотезе, все образовавшееся таким путем золото сконцентрировано в расплавленном ядре Земли. А то, что мы находим и добываем из ближайших недр и на поверхности нашей планеты, занесли астероиды.
Золото очень тяжелый металл. Один его килограмм можно “скатать” в шарик диаметром менее 5 сантиметров (46,237 мм).
КСТАТИ
Томские ученые научились делать золото из отходов производства серной кислоты
Ученые Томского политехнического университета придумали, как переработать отходы производства серной кислоты в золото, серебро, медь, цинк, а также в ряд других полезных металлов.
– С прошлого века главным методом ее получения являлся обжиг пиритного концентрата, в составе которого нередки примеси золота, кобальта, меди и других цветных металлов, — рассказал один из разраюотчиков. — В результате обжига пирита образуются отходы сернокислотного производства — пиритные огарки. Имея в своем составе ценные компоненты, раньше эти отходы просто складировались на полигонах, ввиду нерентабельности их переработки (подробности)
Источник: www.kp.ru
Преимущества и недостатки добычи золота в домашних условиях
Процесс добычи золота нельзя назвать очень сложным и недоступным. Процесс трудоемкий, но не тяжелый и не требующий большого количества времени и денежных затрат, а также особо оборудованное место. Среди преимуществ такого заработка можно выделить следующие:
заработок не требует полного рабочего дня, поэтому можно совмещать этот процесс с основной работой;
высокая рентабельность процесса добычи золота: затрачиваете меньше, чем получаете;
процесс добычи золота не требует особых навыков и специальных инструментов.
Если попытаться выделить недостатки этого бизнеса, то придется очень долго думать, так как их, на первый взгляд, просто не существует. Бизнес прибыльный, не требующий больших затрат и не отбирающий много свободного времени. Что еще нужно?
Единственным минусом в процессе добычи золота можно считать небезопасность технологии. Нужно быть очень аккуратным при работе с кислотой и другими реагентами, так как здоровье все-таки дороже золота!
Источник: grammzolota.ru
Война на глобальной карте
В World of Tanks есть глобальная карта, где сражения между игроками проходят в формате пошаговой стратегии. Карта поделена на провинции, каждая из которых дает определенный доход золота. Например, сейчас идет 9 сезон на глобальной карте, а доходность провинции составляет от 105 до 3024 единиц золота в день.
Чтобы принять участие в битвах за территории и захватывать провинции, вы должны состоять в хорошем клане. Ну а чтобы попасть в хороший клан, сначала придется научиться играть и поднять статистику в World of Tanks. Более подробно о глобальной карте как о способе заработка «голды» вы можете узнать из официального видео от Wargaming.
Обручальные кольца своими руками | Огонь и Золото
Сделайте вместе
Получить гравировку в подарок
В уютной мастерской за 4 часа при поддержке ювелира
Смотреть видео
Подарите друг другу
Больше, чем просто кольца
Мастер-класс по изготовлению обручальных колец – это уникальное ювелирное свидание, которое вы запомните на всю жизнь.
С помощью огня и золота вы своими руками вложите в украшения все самые сокровенные эмоции. Ваши чувства превратят кольца в настоящие символы любви.
Обручальные кольца,
которые не найти в магазине
Созданные вами украшения будут действительно уникальными и неповторимыми
Мы предлагаем более 200 дизайнов колец
Стильные классические модели или необычные дизайнерские? В нашем каталоге вы найдете колечки на любой вкус.
Получить каталог
Индивидуальный дизайн
Также вы можете создать кольца по вашему индивидуальному дизайну. Просто пришлите нам фотографию или эскиз.
Расчёт стоимости кольца
Работы
наших пар
Скачать каталог
Подберите дизайн
дистанционно или на бесплатной консультации
На встрече профессиональный ювелир за 30-40 минут проконсультирует вас по всем вопросам:
Подберет идеальный дизайн под ваш бюджет.
Проведет примерку образцов.
Абсолютно точно определит параметры колец.
Покажет студию и расскажет, как будет проходить мастер-класс.
Благодаря индивидуальной консультации с ювелиром, вы сможете гораздо быстрее принять правильное решение.
Записаться на бесплатную консультацию
Идеальные кольца
получаются у всех
В процессе мастер-класса вам будут помогать профессиональные ювелиры с опытом работы более 10 лет.
2100+
пар с 2017 года
Сотни пар уже создали свои идеальные кольца. Будьте уверены, у вас тоже всё получится!
Мастер-класс
проходит в 8 этапов
Гостям студии
Огонь и Золото
Фотосессия мастер-класса
Наш фотограф запечатлеет каждую эмоцию, вложенную вами в будущие символы любви.
Возможность
использовать своё золото
При переплавке проба золота улучшается. Можно обменять на нужный цвет.
Серебро в подарок
Создайте трендовые кольца из белого металла, оплатив только стоимость мастер-класса. А как насчёт идеи — сделать одно кольцо из золота, другое из серебра?
Все гости «Огонь и золото» становятся счастливыми обладателями идеальных колец.
Огонь и золото на карте Москвы — Яндекс.Карты
Огонь и золото на карте Москвы — Яндекс.Карты
Видео-
отзывы
Сделайте кольца на заказ
у ювелиров студии
Кроме создания колец на мастер-классе, вы можете заказать их изготовлению у наших ювелиров.
На консультации мы также поможем выбрать подходящий дизайн, изготовим образец для примерки и рассчитаем оптимальную стоимость.
Кольца изготавливаются по вашим индивидуальным размерам, что обеспечивает идеальную посадку и комфорт при носке. А благодаря гарантийному обслуживанию, колечки прослужат на протяжении всей вашей счастливой семейной жизни.
Обручальные кольца — начало вашей семьи
Остались вопросы?
Подобные кольца не найти в магазине, их можно создать только своими руками
Выберите дату мастер-класса
Оснвоное
о мастер-классах
На мастер-классе в студии «Огонь и золото» вы создадите не просто обручальные кольца, вы изготовите настоящие символы любви.
Наедине с любимым человеком, в уютной мастерской вы вложите все свои чувства в металл и подарите друг другу уникальные украшения.
ПОЧЕМУ ЛУЧШЕ СОЗДАТЬ КОЛЬЦА СВОИМИ РУКАМИ?
— вы сможете воссоздать любой дизайн колец или выбрать модель из 200 вариантов нашего каталога под свой бюджет
— колечки будут идеальными по размеру и комфортными при носке
— день создания колец вы запомните на всю жизнь, это очень символично
— вы получите неповторимые эмоции и опыт создания ювелирного украшения
— ваши кольца будут единственными во всем мире!
Во время мастер-класса вас будет сопровождать ювелир с опытом более 10 лет. Вы будете делать всё своими руками, мастер лишь направит ваши движения, чтобы кольца точно получились идеальными.
ДЛИТЕЛЬНОСТЬ
Длительность мастер-класса зависит от сложности создаваемых колец:
— классические кольца изготавливаются 3-4 часа
— фактурные 4-5 часов
— дизайнерские 2 дня по 2-4 часа
Студия работает с 11:00 — 22:00 без выходных.
Мы подберем удобное время мастер-класса или консультации для пар с любым графиком.
МАТЕРИАЛЫ И ГАРАНТИИ
Вы можете создать кольца из белого, красного, желтого золота и серебра.
В студии «Огонь и золото» используются только сертифицированные материалы. Металл закупается официально, напрямую от производителя. На каждые колечки студии мы можем поставить пробу.
Наши кольца носятся десятилетиями – это прочные и комфортные украшения.
Также на все кольца, созданные в «Огонь и золото» предоставляется бессрочное гарантийное обслуживание.
Вы можете прийти к нам в любое время после мастер-класса и ювелир студии:
— изменит размеры
— проведет реставрацию
— почистит и отполирует кольца
ФОТОСЕССИЯ В ПОДАРОК
Всем гостям студии мы дарим фотосессию мастер-класса. Наш фотограф запечатлеет каждую эмоцию, вложенную вами в кольца. Благодаря фотографиям, вы сможете вновь и вновь погружаться в день создания символов вашей любви.
Вместо утомительных походов по магазинам, лучше создайте идеальные кольца своими руками. Это быстрее, увлекательнее и памятнее.
Настоящие символы любви можно создать только своими руками, а в студии «Огонь и золото» это может сделать каждый!
О пробе
Au 585
Белое золото содержит в своем составе много платины.
Жёлтое золото.
Красное золото содержит медь.
Au 750
Белое золото содержит в своем составе много платины.
Жёлтое золото.
Красное золото содержит медь.
Au 925
Серебро эффектно выглядит с чернением.
Подарите сертификат на мастер-класс
Заказать
Золотые украшения ручной работы — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Поскольку для расчетов часто требуется вес материалов, то если вы в ладах с арифметикой то его вполне можно рассчитать по теоретическим формулам. Но что делать с таким сложным прокатом как рифленые листы с накатанным на них рисунком?
В частности — листы с 5 насечками — квинтет? Где взять их вес? Специально для Вас мы собрали средний вес реальных алюминиевых листов квинтет в таблицу. Помните что он может колебаться и в меньшую и большую сторону от партии к партии. Если же Вы захотите купить алюминиевый рифленый лист в Петербурге в розницу или профильные алюминиевые трубы, то можете сделать эту покупку в нашей компании! Широкий ассортимент размеров и толщин всегда есть в наличии!
Также вам могут понадобиться другие расчетные таблицы других видов алюминиевого проката
Вес гладких алюминиевых листов
Вес гладких дюралевых листов
Вес алюминиевых полос
Сколько весит один лист рифленого алюминиевого листа квинтет?
Вес 1 листа рифленки алюминиевой
вес листа
Вес рифленого алюминиевого листа квинтет 1,5х1200х3000
13,6
Вес рифленого алюминиевого листа квинтет 1,5х1500х3000
19,8
Вес рифленого алюминиевого листа квинтет 2х1200х3000
20,6
Вес рифленого алюминиевого листа квинтет 2х1500х3000
25,2
Вес рифленого алюминиевого листа квинтет 3х1200х3000
30,3
Вес рифленого алюминиевого листа квинтет 3х1500х3000
37,3
Вес рифленого алюминиевого листа квинтет 4х1200х3000
39,6
Вес рифленого алюминиевого листа квинтет 4х1500х3000
47
Вес рифленого алюминиевого листа квинтет 5х1500х3000
66,7
Вес 1 кв.
м. рифленого алюминиевого листа квинтет
Вес 1 квадратного метра рифленого листа квинтет
Вес, кг
Вес 1 м2 листа алюминиевого рифленого толщиной 1,5 мм
4,2
Вес 1 м2 листа алюминиевого рифленого 2 мм
5,7
Вес 1 м2 листа алюминиевого рифленого 3 мм
8,5
Вес 1 м2 листа алюминиевого рифленого 4 мм
11
Вес 1 м2 листа алюминиевого рифленого 5 мм
15
Металлопрокат
Алюминиевый лист
Алюминиевый пруток
Алюминиевая плита
Алюминиевая лента
Алюминиевая чушка
Алюминиевая труба
Алюминиевый уголок
Алюминиевая шина
Алюминиевый Профиль
Алюминиевая проволока
Латунный пруток
Медная шина
Медная лента
Медный лист
Сервис
Оплата
Резка
Погрузка
Упаковка
Доставка
Маркировка
Справочник
LME Лондонская биржа металлов
Калькулятор Металлопроката
Алюминиевая броня
Судовые алюминиевые панели 1561 ПК 265
Допустимый ток для медных шин
Вес рифленого алюминиевого листа квинтет
Длительно-допустимый ток для алюминиевой шины
Вес алюминиевого листа
Вес алюминиевой шины
Вес медной шины
Алюминий для судостроения
Марка алюминия для катеров
Дюралюминий
Вес дюралевого листа
Вес дюралевого прутка Д16
Вес алюминиевого листа калькулятор
Калькулятор веса алюминиевой шины
Калькулятор веса медной шины
Алюминий и его сплавы
Длительно допустимый ток для изолированных медных шин
Плакировка алюминиевых листов
Цена сырьевой меди динамика и график
Вес гибкой медной шины в изоляции
Контакты
Лист стальной рифленый в наличии на складе в Новосибирске по низким ценам, звоните 8 (383) 249-87-48
Лист стальной рифленый 3 мм, чечевица, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну
45,210 Р
org/Offer»>
44,211 Р
Лист стальной рифленый 4 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за тонну
44,211 Р
org/Offer»>
42,434 Р
Лист стальной рифленый 4 мм, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за тонну
42,434 Р
org/Offer»>
43,245 Р
Лист стальной рифленый 4 мм, ромб, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за тонну
43,245 Р
org/Offer»>
42,908 Р
Лист стальной рифленый 5 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за тонну
42,908 Р
org/Offer»>
43,247 Р
Лист стальной рифленый 5 мм, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за тонну
43,247 Р
org/Offer»>
42,180 Р
Лист стальной рифленый 5 мм, ромб, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за тонну
42,180 Р
org/Offer»>
44,216 Р
Лист стальной рифленый 6 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 47.10 кг, цена за тонну
44,216 Р
org/Offer»>
42,512 Р
Лист стальной рифленый 8 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 62.80 кг, цена за тонну
42,512 Р
org/Offer»>
41,855 Р
Лист стальной рифленый 10 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 78.50 кг, цена за тонну
41,855 Р
org/Offer»>
4,402 Р
Лист стальной рифленый 1.2 мм, квинтет, размеры: 1200×3000 мм, тонколистовой, вес 1 кв. м. 9.42 кг, цена за лист
4,402 Р
org/Offer»>
5,210 Р
Лист стальной рифленый 1.2 мм, квинтет, размеры: 1200×4000 мм, тонколистовой, вес 1 кв. м. 9.42 кг, цена за лист
5,210 Р
org/Offer»>
5,718 Р
Лист стальной рифленый 1.2 мм, квинтет, размеры: 1500×3000 мм, тонколистовой, вес 1 кв. м. 9.42 кг, цена за лист
5,718 Р
org/Offer»>
3,707 Р
Лист стальной рифленый 1.5 мм, квинтет, размеры: 1200×2000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист
3,707 Р
org/Offer»>
5,127 Р
Лист стальной рифленый 1.5 мм, квинтет, размеры: 1200×3000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист
5,127 Р
org/Offer»>
4,480 Р
Лист стальной рифленый 1.5 мм, квинтет, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист
4,480 Р
org/Offer»>
6,269 Р
Лист стальной рифленый 1.5 мм, квинтет, размеры: 1500×3000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист
6,269 Р
org/Offer»>
9,151 Р
Лист стальной рифленый 1.5 мм, квинтет, размеры: 1500×4000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист
9,151 Р
org/Offer»>
4,604 Р
Лист стальной рифленый 2 мм, квинтет, размеры: 1200×2000 мм, тонколистовой, вес 1 кв. м. 15.70 кг, цена за лист
4,604 Р
org/Offer»>
4,726 Р
Лист стальной рифленый 2 мм, квинтет, размеры: 1200×2150 мм, тонколистовой, вес 1 кв. м. 15.70 кг, цена за лист
4,726 Р
Показать ещё 20 из 378
-15% на резку
действует до 30. 10.2022
-15% на резку
действует до 30.10.2022
-15% на резку
действует до 30.10.2022
-15% на резку
действует до 30.10.2022
-10% на доставку
действует до 30.10.2022
-15% на резку
действует до 30.10.2022
-10% на доставку
действует до 30.10.2022
-10% на доставку
действует до 30.10.2022
-10% на доставку
действует до 30.10.2022
-15% на резку
действует до 30.10.2022
Калькулятор веса стальной пластины в клетку
Что такое стальная пластина в клетку?
Стальная пластина с рисунком на поверхности называется клетчатой стальной пластиной, а ее рисунок имеет форму чечевицы, ромба, круглой фасоли и плоского круга.
Чечевица наиболее распространена на рынке.
Клетчатый лист имеет множество преимуществ, таких как красивый внешний вид, противоскользящие свойства, повышенная производительность и экономия стали.
Он широко используется в транспорте, архитектуре, отделке, оборудовании, окружающем пол, машиностроении, судостроении и других областях.
В целом пользователь не предъявляет высоких требований к механическим свойствам рифленого листа.
Таким образом, качество клетчатой пластины в основном проявляется в скорости формирования рисунка, высоте рисунка и перепаде высоты рисунка.
Толщина, обычно используемая на рынке, варьируется от 2,0 до 8 мм, а ширина составляет 1250 и 1500 мм.
Калькулятор веса рифленой стальной пластины
Вы можете использовать следующий калькулятор веса рифленой стальной пластины для расчета веса рифленой пластины.
Для расчета веса алюминиевого листа в шахматном порядке можно использовать следующую формулу:
W = длина (м) × ширина (мм) × толщина (мм) × 0,00296
Таблица веса стального листа в шахматном порядке
Basic thickness
Allowable deviation
Weight (kg/m²)
mm
mm
Diamond
Lentil
Round bean
2. 5
±0.3
21.6
21.3
21.1
3
±0.3
25.6
24.4
24.3
3.5
±0.3
29.5
28.4
28.3
4
±0.4
33.4
32.4
32.3
4.5
±0.4
38.6
38.3
36.2
5
0. 4
42.3
40.5
40.2
5
-0.5
42.3
40.5
40.2
5.5
0.4
46.2
44.3
44.1
5.5
-0.5
46.2
44.3
44.1
6
0.5
50.1
48.4
48.1
6
-0.6
50. 1
48.4
48.1
7
0.6
59
58
52.4
7
-0.7
59
58
52.4
8
0.6
66.8
65.8
56.2
8
-0,8
66,8
65,8
56,2
Скачать FDF -файл. Информация о рифленой пластине из горячеоцинкованной стали
Сталь может легко ржаветь под воздействием влаги, поэтому перед использованием ее следует покрасить или оцинковать. Все наши изделия из рифленого листа изготовлены из оцинкованных стальных листов, обладающих отличной устойчивостью к атмосферным воздействиям. Поставляем прецизионную продукцию для создания специализированной линии проверенная стальная пластина выравниватель.
Решетчатая пластина из оцинкованной стали толщиной от 2,5 мм до 3,0 мм может использоваться для создания системы хранения.
На нашем складе имеется широкий ассортимент популярных спецификаций, или вы можете связаться с нами для специальных заказов.
Плата переключателя имеет вырез из гальванического покрытия после резки размеров. Пустое покрытие обоих отвечает на консультацию.
Сокращение сроков доставки, мы отправим дешево.
Возьмемся также за обшивку готовых лестниц из просечно-вытяжного листа, например некорабельных.
Клетчатые стальные пластины представляют собой стальные пластины с ромбовидной формой на поверхности.
Автоматизация насосных станций водоснабжения — ООО НПО «ТЕХНОИНТЕГРАЦИЯ»
Автоматизация насосных станций водоснабжения — ООО НПО «ТЕХНОИНТЕГРАЦИЯ»
Главная
Автоматизация
Решения по автоматизации производств и технологических процессов АСУ ТП
Автоматизация водных хозяйств
Автоматизация насосных станций водоснабжения
Разработка автоматизированных систем управления технологическими процессами насосных станций водоснабжения, внедрение диспетчеризации, удаленного мониторинга и сбора данных.
Описание
Проекты
Описание
Автоматизация насосной станции водоснабжения позволяет улучшить эффективность и главные показатели работы насосной станции, снизить эксплуатационные затраты, трудоемкость и количество обслуживающего персонала, получить централизованный контроль и управления.
Компания ООО НПО «ТЕХНОИНТЕГРАЦИЯ» может предложить Вам решения для эффективной работы как при реконструкции существующей насосной станции, так и при строительстве новой.
Объекты внедрения
насосные станции первого, второго и последующего подъема
насосные станции повышения давления (бестерные станции)
насосные станции подкачки
циркуляционные насосные станции
пожарные насосные станции
канализационные насосные станции
дренажные насосные станции
Цели внедрения автоматики насосных станций
повышение эффективности работы насосной станции
сокращение эксплуатационных затрат и издержек
повышение межсервисных интервалов
сокращение простоев и времени реагирования
повышение безопасности и снижения количества аварий
диспетчеризация и удаленный контроль
Экономическая эффективность
экономия электроэнергии за счет работы насосных агрегатов в оптимальном режиме с непрерывным контролем рабочих параметров;
экономия энергоресурсов за счет достижения оптимальных режимов работы, непрерывного контроля и автоматического управления;
сокращение аварийных ситуаций за счет внедрения автоматических средств защиты и непрерывного контроля над техническим состоянием оборудования;
увеличение межсервисных и ремонтных интервалов за счет эксплуатации насосов в оптимальных режимах;
сокращение эксплуатационных затрат за счет уменьшения количества обслуживающего персонала.
Функции системы
Автоматизированная система управления технологическими процессами насосной станции является комплексной системой выполняющей множество функций
Автоматическое регулирование и поддержание заданных параметров работы;
Режим каскадного управления насосами;
Местное и удаленное, автоматическое и ручное управление:
— пуск и останов насосов;
— задание уставки давления;
— эффективное управление насосами пуск и остановка, автоматический групповое управление, динамическое назначение насосов в группе, переключение насосов в зависимости от количества отработанных часов, резервирование оборудование, работа насосов по расписанию и в аварийных режимах;
Мониторинг и изменение основных рабочих параметров: температура, расход, давление, уровень и тд.;
Регистрация и мониторинг состояний и положений исполнительных механизмов, инженерного оборудования, датчиков;
Формирование звуковой и световой сигнализации, при выходе рабочих параметров из пределов заданных значений, срабатывании противоаварийных защит и обнаружении неисправностей оборудования;
Защита оборудования от недопустимых изменений эксплуатационных параметров с целью предотвращения повреждения технологического оборудования и локализации последствий аварий;
Технический и коммерческий учет отпускаемой воды и подтребляемых ресурсов;
Мониторинг и учет времени наработки насосного оборудования и выравнивание ресурсов оборудования;
Передача информации о текущем состоянии оборудования, параметрах и состоянии технологического процесса в районный и (или) центральный диспетчерский пункт, прием дистанционных команд управления, настроек и уставок для параметров технологического процесса из районного и (или) центрального диспетчерского пункта.
Основные компоненты системы
АРМ диспетчера;
GPRS/GSM модемы и другие передачи данных;
Контроллеры ПЛК;
Местный щит управления и автоматики;
Панель оператора;
Модули ввода/вывода аналоговых и дискретных сигналов;
Счетчики тепла, газа и электричества, расходомеры;
Газовые корректоры;
Датчики и КИПиА;
Исполнительные механизмы;
Охранная и пожарная сигнализация.
Мы используем оборудование проверенных и зарекомендовавших себя производителей оборудования автоматизации: Siemens, Beckhoff, ОВЕН, Omron, Delta, Schneider Electric, Danfoss, поэтому выполненные нами проекты будут отличаться высокой надежностью, а так же благодаря использованию оборудования разных ценовых сегментов мы можем предложить нашим клиентам реализацию их проекта в различных ценовых диапазонах.
Проекты
Восстановление автоматики насосной станции
Восстановление автоматики насосной станции на базе частотного преобразователя
Восстановление автоматики насосной станции на базе УПП Prostar PRS2-45KW
Восстановление и ремонт автоматики насосной станции
Автоматика насосной станции
Оформите заявку на услугу, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Заказать услугу
Получите консультацию специалиста
Поделиться
Назад к списку
Наши специалисты ответят на любой интересующий вопрос по услуге
Задать вопрос
Всегда рядом Принимаем оборудование на ремонт со всей России
Оптимальный выбор Рентабельные цены и выгодные условия по ремонту
Автоматизация насосных станций водоснабжения
Главная – Насосные станции водоснабжения – Автоматизация насосных станций водоснабжения
Автоматизация насосных станций водоснабжения повысит длительность эксплуатации и обеспечит отсутствие аварий, снизит трудоемкость обслуживания и финансовые расходы на эксплуатацию, позволит применять меньшие по объему регулирующие резервуары.
Аппаратура для автоматизации насосных станций водоснабжения
Чтобы автоматизировать насосную установку потребуется определенная аппаратура.
Аппараты общего назначения:
Переключатели;
Контакторы;
Реле промежуточные;
Пускатели магнитные.
Аппаратура для контроля и управления:
Датчики емкостного типа.
Реле струйные.
Реле уровня.
Реле поплавковое.
Манометры.
Реле заливки центробежных электронасосов.
Реле уровня электродные.
Упрощенная схема автоматизации насосных станций водоснабжения
Главной задачей в автоматизации насосов и непосредственно насосных станций выступает адекватное управление погружным электронасосом. Процесс управления становится возможен благодаря контролю давления в напорном трубопроводе или уровню жидкости в бачке. Рассмотрим схему автоматизации дренажного насоса – наиболее простой насосной установки.
На рисунке представлена схема автоматизации и ее электросхема.
Управление конструкцией производится с использованием реле поплавкового уровня. Ключ обозначен на схеме как КУ, он находится в одном из двух положений, которые соответствуют автоматическому или ручному управлению.
Автоматизация насосных станций водоснабжения по уровню воды
Это принципиальная электросхема автоматизации. Используется погружной насос по водному уровню в бачке водонапорной башни. Проект реализуется с применением релейно-контактных элементов.
Режим функционирования схемы управляется переключателем, обозначенным как SА1. Если он установлен в положение «A», автовыключатель QF включен, то на электросхему управления подается напряжение. Когда уровень жидкости в напорном бачке стоит ниже электрода самого нижнего ДУ-уровня датчика, то реле-КV1 обесточено и в цепи магнитного пускателя КМ соединены, контакты-SL1,SL2 разомкнуты. Электрический двигатель насоса включается, в это время гаснет сигнальная лампочка-НL1 и включается НL2. Насос работает, подавая жидкость в напорный бачок.
Постепенно жидкость заполняет свободный объем между корпусом датчика и нижнеуровневым электродом SL2. Так как датчик подключен к нуль-проводу, цепь SL2 окажется замкнутой. Реле-KV1 пока не включится – его контакты разомкнуты (одновременно они последовательно включены с SL2).
Когда жидкость доходит до верхнеуровнего электрода, цепь SL1 замыкается, включается реле-КV1, контакты разомкнуться в электроцепи катушки пускателя-КМ, отключив его и замкнув контакты – станет на самостоятельное питание через датчик SL2. Погаснет сигнальная лампочка-НL2, двигатель насоса выключится, загорится лампочка-НL1. Повторное включение двигателя насоса случается при снижении уровня жидкости до момента разомкнутости электроцепи SL2 выключения реле-КV1. Чтобы включить насос, электроцепь датчика ЛСХ должна быть замкнута – он контролирует уровень жидкости в скважине.
Недостатки управления по уровню в автоматизации насосных станций
Электроды датчиков уровня подвергаются обледенению зимой. По этой причине насос не выключается, а жидкость переливается из бачка. Иногда водонапорные башни даже разрушаются по причине того, что на них намерзло много льда. Полезно реле давления или контактный манометр монтировать в помещении насосной станции на напорном трубопроводе. Это поможет эксплуатировать датчик при более приемлемой температуре.
Автоматизация насосных станций по сигналам электроконтактного манометра
Башенная водоснабжающая установка может управляться при помощи сигналов электроконтактного манометра регистрирующего давление.
Когда в бачке нет жидкости, нижний контакт манометра SР1замкнут, а верхний SР2 – разомкнут. КV1.1,КV1.2 замыкаются при помощи реле-КV1 – магнитный пускатель включается, запуская насос в трехфазной сети. Насос качает жидкость в бак, давление повышается до замыкания контактов манометра верхнего уровня жидкости (SР2). Когда контакт-SР2 замыкается – срабатывает реле-КV2, размыкающее КV2.2 в электроцепи катушки реле. Электромотор насоса выключается.
Когда жидкость в бачке расходуется, давление падает, SР2 размыкается, выключая КV2, но насос не включается. Это происходит потому, что контакт-SР1 манометра разомкнут, катушка КV1 обесточена. Насос включается, если уровень жидкости снижается до момента, когда замыкается контакт-SР1 манометра.
Питание электроцепей происходит с использованием понижающего трансформатора с напряжением 12В – это делает безопаснее обслуживание контактного манометра и всей схемы управления. Чтобы гарантировать функционирование насоса при поломке схемы управления и контактного манометра, имеется тумблер SА1. Когда он включается, шунтируются контакты-КV2.1,КV1.2 и КМ – катушка пускателя – подключается к электросети напряжением 380В.
В L1-разрыв фазы в электроцепь управления включен РОФ-контакт (реле обрыва фазы), размыкающий при несимметричном или неполнофазном режиме электросети. Тогда электроцепь катушки-КМ размыкается, насос отключается до момента, пока не устранят повреждение. Автоматическая защита силовых электроцепей от замыканий и перегрузок выполняется автовыключателем.
Автоматизация насосных станций с погружным агрегатом в скважине
Водонасосную установку с насосным агрегатом-7 погружного типа, расположенного в скважине-6, автоматизируют по приведенной схеме. В напорном трубопроводе стоит 4-расходомер и 5-обратный клапан. Установка содержит напорный бак-1 (воздушно-водяной котел или водонапорная башня), датчики давления-2,3, реагирующие на верхний и нижний уровень в бачке. Управляется насосная станция блоком управления-8. Электропривод в данном примере частотно-регулируемый.
Управление установкой происходит по следующему принципу. Если агрегат выключили, давление в бачке падает, становясь меньше возможного минимума, то датчик подает сигнал на включение агрегата. Плавно увеличивается частота тока, который питает электромотор агрегата, и он запускается.
При достижении агрегатом заданной частоты вращения, насос выходит на свой рабочий режим. Интенсивность разбега, плавность пуска и остановки насоса достигается за счет программирования графика работы частотного преобразователя. Использование электропривода погружного насоса, который можно регулировать, дает возможность реализации прямоточных систем водоснабжения с поддержанием давления в водопроводе в автоматическом режиме.
Автоматизация насосных станций с плавным пуском электронасосов
Плавность режимов включения и выключения насосов обеспечивает станция управления, которая в авторежиме поддерживает давление в трубах. В схеме станции работает преобразователь частоты-А, манометр-ВР1, электрореле-А2 и дополнительные элементы для повышения устойчивости работы электрооборудования.
Функции преобразователя частоты при автоматизации насосных станций
Плавность торможения и пуска электронасоса.
Автоуправление по давлению или уровню
Защищает от «сухого хода».
Автоматизм выключения насоса при снижении напряжения, неполнофазном режиме, аварии в водопроводе.
Защищенность от перенапряжения на входе частотного преобразователя-А1.
Сигнализация о режиме включения/выключения насоса и авариях.
Нагрев шкафа управления в помещении насосной станции при минусовых температурах.
Плавность пуска/торможения насоса выполняется с использованием преобразователя частоты серии FR-Е-5,5к-540ЕС.
Двигатель погружного электронасоса подключают к выводам-U,V,W преобразователя. Если нажать клавишу пуска- SВ2, сработает реле-К1, соединяющее при помощи контакта-К1.1 входы преобразователя частоты РС и STF. Это гарантирует плавность пуска насоса согласно программе, заданной в процессе настройки частотного преобразователя.
При поломке преобразователя или цепей электромотора замыкается электроцепь А-С, приводя к срабатыванию реле-К2. После этого замыкаются К2.10,К2.2, а К2.1 в электроцепи К1 – размыкается. Реле-К2 и выход частотного преобразователя отключаются. Чтобы опять включить схему в такой ситуации, потребуется в обязательном порядке устранить аварию и нажать кнопку 8В3.1, сбрасывающую защиту. Отрицательная обратная связь в имеющейся системе стабилизации давления гарантируется датчиком давления с аналоговым выходом4-20 мА, подсоединенным к аналоговому входу в контактах-4,5.
Надежная работа стабилизационной системы поддерживается ПИД-регулятором частотного преобразователя. Необходимое давление достигается с помощью пульта управления преобразователя или потенциометра-К1. При «сухом ходе» электронасоса замыкается 7-8-контакт реле сопротивления в цепи-А2 катушки реле. Когда реле-КЗ срабатывает, замыкаются К3.1, КЗ.2. Срабатывают реле защиты, отключая двигатель. Через К3.1-контакт реле-КЗ становится на самостоятельную подпитку.
При аварии включатся лампа-НL1. При избыточном снижении уровня жидкости, называемом «сухим ходом» электронасоса, включается лампа-НL2. Обеспечение нормального температурного режима шкафа управления зимой выполняется с использованием нагревателей ЕК1-ЕК4, включаемых контактором-КМ1 при сработке ВК1-термо-реле. Защита преобразователя частоты от перегрузок, скачков напряжения, коротких замыканий выполняется автовыключателем-QF1.
Системы автоматизации насосов | Фесто США
Системы автоматизации насосов | Фесто США
Мы работаем над этим…
Насосные станции необходимы для очистки воды – к сожалению, вы, наверное, думаете. Поскольку эти системы направляют огромное количество воды на различные этапы обработки и очистки, они часто подвержены сбоям и почти всегда потребляют много энергии. Festo разработала безопасное и энергоэффективное решение для автоматизации для таких «трудных детей», которое сотни раз зарекомендовало себя во всем мире. Мы определили основную проблему: обратные клапаны. Которые вам не понадобятся, если вы работаете с Festo.
Водоподготовка без насосов невозможна
На очистных сооружениях неустанно работающие насосы перекачивают огромное количество воды. Это требует массивных машин и, соответственно, энергопотребления. Поэтому неудивительно, что потребление энергии очистными сооружениями составляет до 20% коммунальных затрат на электроэнергию. Большая часть этого идет на счет повышения давления; насосные станции являются вторым по величине источником затрат. Это особенно актуально при использовании устаревшей технологии, особенно когда несколько насосов работают одновременно, и когда из соображений резервирования вам необходимо иметь дополнительные насосы в резерве.
Очевидно, что энергоэффективные процессы востребованы и все больше поощряются. Мы в Festo знаем, что в большинстве систем есть потенциал для экономии энергии. Сначала рассмотрим обычную насосную станцию. Или вы можете сразу перейти к решению Festo.
Обратные клапаны скрывают последующие расходы
Даже сегодня насосные станции на многих очистных сооружениях и водоочистных сооружениях по-прежнему защищены традиционным способом с помощью механических обратных клапанов. По сути, обратные клапаны предназначены для предотвращения обратного потока воды в случае остановки насоса. Но решение, использующее механические обратные клапаны, имеет ряд недостатков. Больше всего она склонна к ошибкам и неэффективна.
Риски, износ и повреждение
Основная проблема заключается в том, что из-за диска клапана обратный клапан создает сопротивление производительности насоса, которое он должен преодолевать. Это требует больше энергии, чем необходимо. Хуже того, это влияет на безопасность эксплуатации, так как при остановке насоса образуется газовый пузырь, созданный микроорганизмами, который препятствует автоматическому запуску насоса. Сначала необходимо вручную привести в действие обратный клапан, чтобы газ мог выйти из пузырька и насос мог запуститься.
В долгосрочной перспективе также следует отметить тот факт, что закрытие обратных клапанов может вызвать гидравлический удар, который может вызвать колебания трубопроводной системы. Обязательно последует повреждение трубопровода. И еще один фактор, сокращающий срок службы всей системы: обратные клапаны склонны к протечкам. Результатом этого являются утечки и обратные потоки, которые трудно идентифицировать. Как только повреждение становится видимым, часто речь идет не только о замене обратного клапана; в худшем случае придется заменить даже насос.
Схема P и I с обратным клапаном
Обратный клапан
Пневматическое решение с ножевыми задвижками
Festo предлагает безопасное и энергоэффективное решение для насосных станций, которое заменяет механические обратные клапаны: автоматические задвижки с пневматическими линейными приводами. Технологические клапаны подключаются через централизованный или децентрализованный ПЛК.
Энергоэффективная работа насосов
Важным аргументом в пользу пневматических автоматических шиберных задвижек является то, что насосу больше не приходится преодолевать сопротивление потоку, создаваемое заслонкой. Экономия энергии при работе насоса намного выше, чем потребность в энергии для дополнительного контроллера и создания сжатого воздуха.
Долгосрочная стабильная система
Клапаны NAMUR, которые устанавливаются непосредственно на линейный привод и управляются через централизованный или децентрализованный ПЛК, обеспечивают открытие и закрытие ножевых задвижек одновременно с насосом. Если возникает нежелательная кавитация, газ выходит из пузырька сразу после открытия задвижки, что не влияет на работу насоса. И, благодаря функции контролируемого закрытия, больше не создается гидравлический удар в системе трубопроводов. Кроме того, снижается износ автоматизированной ножевой задвижки и улучшается уплотнение, что значительно продлевает срок службы системы.
Больше эксплуатационной безопасности
Даже в случае сбоя питания ваша система остается надежной и переходит в безопасное состояние; при падении напряжения автоматически включается воздушный резервуар для компрессора. Пневматические приводы имеют три аварийные функции: открыть, закрыть, стоп. Соответствующее ситуации функционирование технологических клапанов гарантируется в любое время.
P- и I-схема с пневматическим технологическим клапаном
Ножевая задвижка с пневматическим приводом
Преимущества пневматического решения
Автоматические задвижки с линейными пневматическими приводами от Festo предлагают ряд ощутимых преимуществ:
Экономия средств: Операторы очистных сооружений достигают той же производительности насоса при значительно меньшем потреблении энергии.
Безопасность предприятия: Поскольку шиберно-ножевые задвижки плотно закрываются, во время работы больше не возникает необнаруженных утечек.
Доступность установок и систем: Промышленные клапаны с пневматическим приводом отличаются простотой использования и минимальной подверженностью отказам. Они также легко выдерживают высокие пусковые моменты, вызванные отложениями и деформациями из-за увеличения давления воздуха.
Надежность: Автоматическая аварийная функция поддерживает подачу сжатого воздуха даже в случае падения напряжения.
Стабильность: Пневматические приводы отличаются устойчивостью к длительной нагрузке, длительным сроком службы и защитой от перегрузок при открытии и закрытии шиберных задвижек.
Условия работы: Уровень шума значительно снижен.
Пример: Станция очистки сточных вод в Зиндельфингене
На сегодняшний день компания Festo успешно внедрила описанное решение на более чем 100 водоочистных и более чем 200 очистных сооружениях. Например, на очистных сооружениях Зиндельфинген. Система очищает сточные воды от примерно 250 000 жителей на юге Германии. В насосной станции, подающей сточные воды из первичного отстойника на биологическую очистку, установлено шесть центробежных насосов мощностью 9 л каждый.0 кВт и расходом до 500 л/с при напоре от 8 до 9 м. В зависимости от количества сточных вод одновременно работают до пяти из шести насосов. Один насос используется для резервирования.
До переоборудования обратный клапан оставался постоянно открытым, что, однако, снижало скорость потока до 10%. Кроме того, поперечное сечение свободного потока было уменьшено, а система трубопроводов страдала от гидравлических ударов при закрытии обратного клапана.
Поскольку мы полностью и функционально заменили обратные клапаны пневматической автоматикой существующих шиберных задвижек, тот же расход насоса достигается при значительно меньших затратах энергии. В результате очистные сооружения в Зиндельфингене ежегодно экономят почти 90,000 кВтч. Это соответствует 2% от общего энергопотребления станции очистки сточных вод и означает ежегодную экономию более 11 000 евро. Власти инвестировали 25 000 евро. Посчитайте и посмотрите, как быстро автоматизация Festo окупится.
Автоматизация мониторинга насосных станций | Дайджест воды и отходов
Вызов
Город Кобург, расположенный недалеко от Торонто, Канада, сократил эксплуатационные расходы на своей насосной станции сточных вод на 30% после модернизации оборудования для мониторинга и контроля станции.
Система очистки сточных вод состоит из двух установок по очистке сточных вод с проектной мощностью очистки 3,58 млн галлонов в сутки (MGD) на станции 1 и 2,58 млн галлонов в сутки на станции 2, а также пяти канализационных насосных станций. Насосная станция на Макгилл-стрит является крупнейшей, ее производительность составляет 4,6 млн. галлонов в сутки. Он оснащен тремя насосами постоянной скорости и магнитным расходомером.
Перед модернизацией завода на станции Макгилла для управления насосами использовалась ручная поплавковая система. Это требовало ежедневного обслуживания поплавков, ручного осмотра и регистрации операций. Технический специалист должен был подъехать к станции, вручную проверить работу поплавка, выбрать ведущий насос, заменить бумагу самописца, записать часы откачки и ежедневный объем откачки, измеренный магнитным расходомером, а затем принести журнал обратно на станцию. офис. Техник выполнял эти задачи каждый день.
Решение
Роберт Лэндри, начальник завода, возглавил внедрение системы удаленного мониторинга для станции Макгилл. Он выбрал Siemens-Milltronics, ведущую марку приборов для измерения уровня и технологических процессов. Автоматизация рутинных задач оказалась успешной стратегией повышения эффективности и снижения затрат.
Была установлена EnviroRanger™ ERS 500, новая современная система контроля и управления. Подключенный к преобразователю Milltronics Echomax™ XRS-5 блок управления EnviroRanger для панельного монтажа обеспечивает точное и надежное измерение уровня. Он также подключен к расходомеру для контроля расхода. Установка устранила необходимость ежедневного обслуживания на месте. Он автоматизировал сбор информации, а также все процедуры управления насосами и настройки секвенирования. EnviroRanger обеспечивает управление насосом, регистрацию данных и функции связи. Он интегрируется в существующую систему SCADA с Modbus RTU через телефонный модем. Не выходя из офиса на главном очистном сооружении, оператор теперь может удаленно отслеживать время работы насоса, неисправности насоса, количество запусков насоса, мгновенный расход с магнитного расходомера и суммарный объем перекачки.
Преимущества
«EnviroRanger повысил эффективность, снизил эксплуатационные расходы и держит меня в курсе, — сказал Роберт Лэндри, управляющий заводом. Немедленной выгодой стала экономия времени. Это устранило необходимость в ежедневных ручных проверках, ручных настройках управления насосом и сборе данных. Это освобождает техника и оборудование для других важных проектов.
1. В стеклянный стакан массой 0,12 кг при температуре 15°С налили 0,2 кг воды при температуре 100оС. При какой температуре установится тепловое равновесие?
91°С
2. Серебряную ложку массой 50 г опустили в сосуд, содержащий 250 г воды при температуре 90°С. Определите удельную теплоемкость серебра, если первоначальная температура ложки 30°С, температура теплового равновесия 89,3°С; теплоемкость сосуда 130 Дж/К.
0,28×103 Дж/кг×К
3. Двигатель мотороллера развивает мощность 3,31 кВт при скорости 58 км/ ч. Сколько километров пройдет мотороллер, расходуя 3,2 л бензина, если КПД двигателя 20%?
Км
4. В воду массой 1,5 кг положили лед, температура которого 0°С. Начальная температура воды 30°С. Сколько нужно взять льда, чтобы он весь растаял?
Кг
5. Сколько дров надо сжечь в печке с КПД 40%, чтобы получить из 200 кг снега, взятого при температуре -10°С, воду при температуре 20°С?
Кг
II ВАРИАНТ
1. Медное тело, нагретое до 100°С, внесено в воду, масса которой равна массе медного тела. Тепловое равновесие наступило при температуре 30°С. Определите первоначальную температуру воды.
23,5°С
2. Стальное изделие закалялось нагреванием до температуры 800°С с последующим опусканием в масло массы 2 кг, взятое при температуре 10°С. При этом масло нагрелось до температуры 40°С. Найти массу стального изделия, если при переносе в масло изделие охладилось на 20°С. Удельная теплоемкость стали с = 0,63 кДж/кг×К, масла см = 1,9 кДж/кг×К.
Кг
3. Автомобиль движется со скоростью 72 км/ч. Мощность двигателя 600 кВт, его КПД равен 30%. Определить расход бензина на 1 км пути.
Кг
4. Определить, какое количество свинца, взятого при 0°С, можно расплавить за счет теплоты, полученной при сгорании 1 кг нефти, если КПД нагревателя 80%.
Кг
5. В калориметре находится вода массой 400 г при температуре 5°С. К ней долили еще 200 г воды с температурой 10°С и положили 400 г льда с температурой -60°С. Какая температура установится в калориметре? Как изменится количество льда?
0°С, масса льда увеличится до 500 г
Самостоятельная работа №2
I ВАРИАНТ
1. Каково давление сжатого воздуха, находящегося в баллоне вместимостью 20л при 12оС, если его масса 2кг?
2. Воздух объёмом 1,45 м3, находящийся при температуре 20оС и давлении 100 кПа, перевели в жидкое состояние. Какой объём займёт жидкий воздух, если его плотность 861 кг/м3?
3. Во фляжке вместимостью 0,5 л находится 0,3л воды. Турист пьёт из неё воду, плотно прижав губы к горлышку так, что во фляжку не попадает наружный воздух. Сколько воды удастся выпить туристу, если он может понизить давление оставшегося во фляжке воздуха до 80 кПа?
4. Какое давление рабочей смеси устанавливается в цилиндрах двигателя ЗИЛ-130, если к концу такта сжатия температура повышается с 50оС до 250оС, а объём уменьшается с 0,75 до 0,12л? Первоначальное давление 80 кПа.
II ВАРИАНТ
1. Какое количество вещества содержится в газе, если при давлении 200 кПа и температуре 240К его объём равен 40 л?
2. Газ при давлении 0,2 мПа и температуре 15оС имеет объём 5л. Чему равен объём газа этой массы при нормальных условиях?
3. В цилиндре дизельного двигателя автомобиля КАМАЗ-5320 температура воздуха в начале такта сжатия была 50оС. Найти температуру воздуха в конце такта, если его объём уменьшился в 17 раз, а давление возрастает в 50 раз.
4. Какова была начальная температура воздуха, если при нагревании его на 3К объём увеличился на 1% от первоначального?
Самостоятельная работа №3
I ВАРИАНТ
1. На поверхность воды положили рамку в виде квадрата со стороной 6 см. Какая сила удерживает рамку на воде? Какую силу необходимо приложить, чтобы оторвать рамку от поверхности воды, если масса рамки 5 г?
3,5×10-2 Н 8,4×10-2 Н
2. Длинная, открытая с обоих концов тонкостенная капиллярная трубка радиусом 1 мм расположена вертикально. Какова максимально возможная высота столба воды, находящейся в трубке?
См
3. Стеклянную капиллярную трубочку диаметром 0,1 мм опустили в воду при 20°С. Вследствие нагревания воды до 70°С высота столбика воды в трубке уменьшилась на 3,2 см. Определите коэффициент поверхностного натяжения воды при 70°С.
6,4×10-2 Н/м
4. Мыльный пузырь имеет радиус 2 см. Определить разность давлений внутри и снаружи пузыря. Коэффициент поверхностного натяжения мыльного раствора 0,07 Н/м.
Па
II ВАРИАНТ
1. В результате слияния мелких капелек воды диаметром 1 мкм получили 1 кг воды той же самой температуры. Какое количество теплоты при этом выделилось в окружающее пространство? На сколько градусов нагрелась бы вода, если бы не было теплопередачи?
0,44 кДж 0,1°С
2. Оцените максимальный размер капель воды, которые могут висеть на потолке.
Около 5 мм
3. Под каким давлением находится воздух в воздушном пузырьке диаметром 2 мм в воде на глубине 50 см, если атмосферное давление 105 Па?
105 кПа
4. Тонкая металлическая трубка с внутренним диаметром 100 мкм покрыта внутри тонким слоем серебра и запаяна с одного конца. Другим концом ее приводят в соприкосновение с поверхностью ртути. Учитывая, что ртуть полностью смачивает серебро, найдите высоту подъема ртути в трубке, если длина трубки 1 м. Атмосферное давление 105 Па.
См
Самостоятельная работа №4
I ВАРИАНТ
1. Сухой термометр психрометра показывает 20°С. По разности показаний термометров нашли, что относительная влажность равна 60%. Найти давление водяного пара в воздухе. Какова температура влажного термометра? Чему равна точка росы?
1,4 кПа 15°С 12°С
2. Найти массу 1 м3 влажного воздуха при температуре 36°С и давлении 1013 гПа, если относительная влажность его 80%, а давление насыщенного пара при этой температуре 5,945 кПа.
Кг
3. В герметично закрытом сосуде объемом 1,1 л находятся 100 г кипящей воды и ее пар при температуре 100°С. Воздуха в сосуде нет. Определите массу пара. Зависимостью плотности воды от температуры можно пренебречь.
Г
4. Воздух подвергается изотермическому сжатию, при этом его объем уменьшается в четыре раза. При каком объеме воздуха начинается конденсация водяного пара? Какая масса росы выпадает? Начальный объем 2 м3, температура 18°С, относительная влажность воздуха до сжатия 50%.
1 м3 7,7 г
5. В запаянной с одного конца горизонтально лежащей трубке находится воздух с относительной влажностью 80%, отделенный от атмосферы столбиком ртути длиной 76 мм. Какой станет относительная влажность, если трубку поставить вертикально открытым концом вниз? Температура при этом не меняется, атмосферное давление 760 мм рт. ст. Ртуть из трубки при переворачивании не выливается.
72 %
II ВАРИАНТ
1. В комнате объемом 40 м3 температура воздуха 20°С, его относительная влажность 20%. Сколько надо испарить воды, чтобы относительная влажность достигла 50%. Известно, что при 20°С давление насыщенных паров 2330 Па.
Кг
2. В комнате при температуре 15°С относительная влажность 10%. Как изменится относительная влажность, если температура в комнате повысится на 10°С? Давление насыщенного пара при 15°С равно 12,8 мм рт. ст., при 25°С равно 23,8 мм рт. ст.
5,6%
3. При температуре 20°С и давлении 760 мм рт. ст. воздух имеет влажность 100%. На сколько процентов он легче сухого воздуха той же температуры при том же давлении? Масса моля сухого воздуха 29 г/моль, а давление насыщенного пара при 20°С равно 2,33 кПа.
0,9 %
4. В цилиндре под поршнем — воздух, имеющий температуру 10°С и относительную влажность 60%. Какой станет относительная влажность этого воздуха после нагревания его до температуры 100°С и уменьшения объема втрое?
2,9 %
5. Трубку длиной 60 см, запаянную с одного конца, погружают в ртуть вертикально открытым концом вниз. При какой глубине погружения в трубке выпадет роса? Температура в трубке не меняется. Атмосферное давление 76 см рт. ст., относительная влажность воздуха 80%.
См
Стальное изделие — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Стальные изделия оксидируют для защиты от коррозии при эксплуатации их в легких условиях. Защитные свойства оксидных пленок при атмосферной коррозии повышают дополнительной обработкой маслами. Пленки обладают малым сопротивлением на истирание. Цвет покрытия в зависимости от режима процесса меняется от блестяще-черного до темно-серого.
[1]
Назначение серебрения и необходимая толщина покрытия. [2]
Стальные изделия перед серебрением меднят при толщине слоя мк.
[3]
Схема прессования при двустороннем сжатии.
[4]
Стальные изделия, изготовленные горячим прессованием, могут обладать такими же свойствами, как отливки или поковки, а иногда и более высокими свойствами. Изготовленные этим способом детали хорошо поддаются механической обработке.
[5]
Стальные изделия после шлифования, обезжиривания, декапирования и тщательной промывки подвергаются лужению. Для лужения обычно применяют сернокислый электролит, хотя могут быть использованы и станнатные электролиты.
[6]
Стальные изделия после шлифования, обезжиривания, декапирования и тщательной промывки подвергаются лужению. Для лужения обычно применяют сернокислый электролит, хотя могут быть ис-по Льзованы и станнатные электролиты. [7]
Стальные изделия, с поверхности которых удалены жировые пленки и другие загрязнения, а также органические вещества ( мыла, эмульсии), образовавшиеся в процессе обезжиривания, погружают на соответствующее время в раствор минеральной кислоты или обрызгивают этим раствором. Для этой цели применяют серную или соляную кислоту. Фосфорную кислоту применяют реже.
[8]
Стальные изделия можно никелировать химически без затруднений. На меди и латуни осаждение никеля начинается после кратковременного контакта с менее благородным металлом, например, железом или алюминием.
[9]
Защята ребра проволокой, правильно ( а в неправильно ( б размещенной.| Защита свинцовой проволокой ( 1 острых ребер изделия ( 2.
[10]
Стальные изделия для хромирования ( укрепленные на подвесках с соответствующими вспомогательными катодами, экранами и добавочными анодами) подвешивают в рабочей ванне и, не включая тока, ожидают, пока они не нагреются до температуры ванны. Затем, переводят переключатель тока в положение, соответствующее соединению изделия с анодом и источником тока, и включают выпрямитель для так называемого анодного травления.
[11]
Стальное изделие закалялось нагреванием до 800 С с последующим опусканием в масло массой от2 кг, взятое при температуре fa10 С.
[12]
Стальное изделие закалялось нагреванием до температуры fcx 800 C с последующим опусканием в масло массы / п 2кг, взятое при температуре / М10 С.
[13]
Стальные изделия, погружаемые в расплавленные соли, являются катодом. В качестве анода применяют платиновую проволоку диаметром 1 -мм, свернутую в кольцо вокруг изделий на расстоянии 1 0 — 1 5 см. Плотность тока 0 10 — 0 15 а / смг поверхности изделия.
[14]
Стальные изделия нагревают под закалку в пламенных и муфельных печах, ваннах с расплавленными солями или свинцом.
[15]
Страницы:
1
2
3
4
Ослабляет ли нагрев металла?
❮ Вернуться к блогу
8 апреля 2019 г.
Для достижения идеальных свойств металла часто требуется нагревание. Есть много различных способов, которыми тепло может изменить свойства металла. Некоторые из этих методов включают поверхностную закалку, отпуск стали, дисперсионную закалку и термообработку в вакууме. Однако делает ли нагрев металла его слабее? Вот несколько распространенных способов, которыми термическая обработка металлов изменяет основные свойства и прочность металла.
Преобразование металлов
Металлы можно изменять для приобретения или улучшения определенных характеристик которые важны для разных ролей в разных отраслях. Если нужно структурные элементы для архитектуры, вы будете искать материал с очень иные качества, чем электропроводка. Вот три основных способа, которыми металл трансформируется при термической обработке:
Состав: Смещая атомы, тепло может образовать новую металлическую структуру. Также известен как аллотропное фазовое превращение, это существенное превращение, т. используется при термической обработке железа и стали.
Магнетизм: Возможно, самый распространенный способ, которым тепло делает металл необратимым слабее, — это магнитный заряд. Нагрев никеля, железа и кобальта до температур от От 626 до 2012 градусов по Фаренгейту эти металлы могут полностью потерять свои свойства. магнетизм. Магнетизм может быть полезен в некоторых случаях, но в других он может быть ненужным или неудобным.
Термический Расширение: Это преобразование используется не только при обработке металла. продукты, но также может быть ответственностью. Металл расширяется в объеме, длине и площадь поверхности при нагревании. Это может продолжаться, даже если металл сформированы и введены в эксплуатацию, поэтому все, от канализационных труб до мостовых кабелей, должно учитывать тепловое расширение.
Это основные способы, которыми тепло может изменить характеристики металла. Однако при нагревании и охлаждении определенным образом при определенных температур, тепло может изменить металл в гораздо более уникальные и специализированные способы. Узнайте, как термическая обработка может специально изменить металл, чтобы он подходил для различных целей. различные потребности, такие как пластичность, твердость, мягкость, магнетизм и многое другое.
Нагрев для изменения металла
Краткий ответ на вопрос об ослаблении металла да, однако, только для некоторых металлов. Процесс отжига может смягчить различные металлов. Латунь, сталь, железо, медь и серебро можно сделать слабее с помощью нагревание металла до заданной температуры и медленное его охлаждение. Это не только используется для создания изделий из более мягкого металла, но также и с большей электропроводностью те.
Однако было бы неверно утверждать, что тепло всегда делает металл слабее. Закалка – это еще один процесс, используемый при термообработке. компаний для создания более прочных металлических компонентов. Это используется для стали и подобных сплавов и создает твердый, но хрупкий металл.
Другим популярным процессом, в котором для изменения металла используется тепло, является закалка. Закалка повышает пластичность закаленной стали. Он используется для сохранить преимущества твердой стали с меньшими хрупкими качествами.
Наконец, нормализация сплавов — еще один распространенный способ обработки металла с помощью тепла. Он начинается с нагретого металла, который охлаждается воздухом. Это просто действие, при нагревании до точного температурного диапазона может создать более чистый, твердый металл. Он часто используется для создания стали, которая прочнее, чем отжиг. металла, но и создает менее пластичный продукт.
Итак, тепло действительно может сделать металл слабее. Однако есть многие процессы, при которых металл упрочняется нагреванием. Сплав, температура диапазон и методы охлаждения должны быть рассмотрены до того, как будет определено, металл будет увеличивать или уменьшать свою твердость в результате термической обработки.
Откройте для себя лучшие услуги по термообработке Ищете ли вы более слабый, более ковкий металл для термообработки или более прочные и долговечные продукты, SST предлагает одну из самых профессиональных и требовательных услуг по термообработке стали в стране. Узнайте, почему мы являемся единственной одобренной компанией для термической обработки конкретных конфигураций безопасности полета.
Если у вас есть дополнительные вопросы о термообработке и обработке металлов или если вам нужны какие-либо услуги от одной из лучших компаний по термообработке в Мичигане, свяжитесь с нами сегодня.
Felux · Блог · Универсальность стали
Тепло способно воздействовать на многие материалы в нашем естественном мире и изменять их. При нагревании стали до различных температур ее цвет и свойства меняются. Эти преобразования позволяют использовать этот металл в самых разных областях, чтобы сделать наш мир лучше и улучшить жизнь всего общества.
По данным ASM International, «сталь является таким важным материалом из-за ее огромной гибкости в металлообработке и термообработке, позволяющей получить широкий спектр механических, физических и химических свойств».
Определения и классификация стали
Прежде чем приступить к обсуждению того, как температура меняет цвет и химические свойства стали, важно определить и понять основы этого удивительного материала.
В промышленности сталь определяется как «сплав на основе железа, поддающийся ковке в некотором температурном диапазоне после первоначального литья, содержащий марганец, обычно углерод, и часто другие легирующие элементы. В углеродистой и низколегированной стали максимальное содержание углерода составляет около 2,0 %; в высоколегированной стали около 2,5%. Граница между низколегированными и высоколегированными сталями обычно считается примерно 5% металлических легирующих элементов».
Затем это определение расширяется до практического понимания в сталелитейной промышленности тысяч возможных составов и применений стали. Хотя конкретное число невозможно точно рассчитать, общепринятыми являются пять классов стали: углеродистые стали, легированные стали, нержавеющие стали, инструментальные стали и стали специального назначения, которые обычно являются патентованными по своей природе. Системы отраслевых обозначений и последующая классификация стали осуществляется Обществом автомобильных инженеров (SAE) и Американским институтом чугуна и стали (AISI).
«Процесс отжига включает в себя доведение стали до определенной температуры, выдержку ее в течение определенного периода времени, а затем охлаждение до комнатной температуры».
Фазы стали
«В металлургии термин «фаза» используется для обозначения физически однородного состояния вещества, когда фаза имеет определенный химический состав и определенный тип атомных связей и расположения элементов», — объясняет документ, опубликованный журналом «Промышленные металлурги».
Для стали существуют три фазы: феррит, цементит и аустенит. Производители стали приходят к каждому этапу за счет изменения температуры. Феррит по существу представляет собой железо, и при комнатной температуре обычные стали представляют собой смесь этого материала и цементита. Однако, когда сталь нагревается до температуры выше 1340 градусов по Фаренгейту, цементит растворяется и образует аустенитную фазу. В конце концов, при этой температуре сталь теряет свой магнитный заряд.
Как металлы превращаются под действием тепла
По данным Metal Supermarkets, металлы преобразуются под действием тепла с точки зрения электрического сопротивления, теплового расширения, структуры и магнетизма.
Электрическое сопротивление
Электрические токи проходят через металлы с различными уровнями сопротивления. Тепло ускоряет электроны, поскольку они поглощают энергию, что фактически увеличивает электрическое сопротивление.
Тепловое расширение
Как и большинство вещей, сталь расширяется при более высоких температурах. Тепло фактически ускоряет движение атомов внутри металла.
Структура
Тепло изменяет аллотропную структуру металлов за счет перемещения атомов, что влияет на твердость, прочность и другие свойства стали. Например, когда железо нагревается выше 1674 градусов по Фаренгейту, оно поглощает углерод. Это воздействие упрочняет стальной продукт, который затем можно использовать в приложениях из высокоуглеродистой стали, такой как инструментальная сталь.
Магнетизм
Железный компонент стали сохраняет магнитные свойства металла. Когда сталь нагревается до 1418 градусов по Фаренгейту, она теряет свою намагниченность.
Изменение цвета и внешнего вида
Различные температуры стали также вызывают изменение цвета материала. Согласно Science, «работа со сталью и изменение ее цвета включает в себя установку достаточного источника тепла, нагрев стали до желаемого цвета, а затем ее закалку и отпуск». Вот типичные изменения цвета стали при различных температурах:
При температуре 480 градусов по Фаренгейту сталь становится коричневой.
При температуре 520 градусов по Фаренгейту сталь становится фиолетовой.
При температуре 575 градусов по Фаренгейту сталь становится синей.
При температуре 800 градусов по Фаренгейту сталь становится серой.
При температуре выше 800 градусов по Фаренгейту сталь излучает раскаленные цвета.
При температуре от 1000 до 1500 градусов по Фаренгейту сталь приобретает все более яркий оттенок красного.
Между 1600 и 1900 градусами по Фаренгейту сталь становится оранжевой, а затем желтой.
При температуре 2000 градусов по Фаренгейту сталь становится ярко-желтой.
Как только вы получите желаемый цвет, снимите сталь с огня, закалите ее в масле и отпустите как можно скорее.
Термическая обработка влияет на свойства стали
По данным American Machine Tools, на свойства стали влияют пять форм термообработки.
Закалка
Сталь закаливается путем ее нагревания до определенной температуры и последующего быстрого охлаждения в рассоле, масле или воде. Хотя этот процесс повышает прочность стали, он также увеличивает хрупкость. Закаленная сталь используется для всего, от лопат до хирургических инструментов.
Отпуск
Из-за эффектов процесса закалки большинство производителей захотят отпустить нагретый металл до определенной температуры, прежде чем дать стали остыть самостоятельно. Закалка стали, требующая более низких температур, снижает хрупкость, возникающую при закалке. Закаленная сталь популярна в строительстве и горнодобывающей промышленности.
Отжиг
Процесс отжига включает доведение стали до определенной температуры, выдержку ее при этой температуре в течение определенного периода времени, а затем охлаждение до комнатной температуры. Этот процесс снимает внутренние напряжения металла, а также размягчает сталь, делает ее более пластичной и измельчает зернистую структуру. Изменение скорости охлаждения изменит мягкость стали. Охлаждение обычно осуществляется путем закапывания стали в песок или золу, позволяя нагретой печи остыть вместе со сталью внутри. Листовой металл, прошедший процесс штамповки, часто отжигают.
Нормализация
Этот процесс требует нагрева стали до более высокой температуры, чем требуется для закалки или отжига, с последующей выдержкой для равномерного нагрева и охлаждения на воздухе. Нормализация снимает внутренние напряжения от механической обработки, ковки или сварки сталей, и они тверже и прочнее, чем отожженные стали.
Главная » Статьи » Насмотрелся на сварку болят глаза
Боль в глазах от сварки
Содержание
Основные сведения
Первая помощь
По инструкции
Лечение
Памятка
Практически каждая профессия имеет свои специфические вредности. Среди сварщиков часто встречается такое поражение глаз, как электроофтальмия. Болят глаза после сварки от ожога сильнейшим ультрафиолетовым излучением, которое дает сварочная дуга.
Если человек насмотрелся на сварку без какой-либо защиты, у него могут развиваться характерные симптомы:
боль в глазах;
отек роговицы;
гиперемия (покраснение) или же помутнение роговицы;
обильное слезотечение вследствие блефароспазма;
резкая светобоязнь;
жжение и ощущение песка в глазах;
утрата зрения по причине ярких «солнечных зайчиков» перед глазами.
Мощное световое излучение, которое дает сварка, фактически вызывает ожог глаза. Вот почему возникают данные симптомы. Практически не имеет значение, что является источником светового излучения. Болят глаза от сварки так же, как если бы случился эпизод снежной слепоты, делающей опасным нахождение в снегах. У людей без защитных очков свет, отраженный от снежного покрова, также вызывает поражение сетчатки, вызывая нарушение зрения и провоцируя воспаления конъюнктивы и роговицы.
Основные сведения
При ожоге глаз сваркой принято выделять несколько степеней тяжести. Знание их признаков поможет быстрее сориентироваться в объеме помощи, которая требуется пострадавшему.
Признаки поражения глаза от сварки Что такое афакия глаза
Легкая степень характеризуется покраснением глаза, роговица может незначительно помутнеть, веки налиться кровью.
Средняя степень имеет ярко выраженное помутнение роговичного слоя, в некоторых местах могут образовываться пузыри, которые затем в виде пленочек легко снимаются с конъюнктивы.
Тяжелая степень ожога определяется помутнением по типу «матового стекла». Пленочки на глазу представляют собой отмершие клетки роговичного эпителия и не отделяются от глазного яблока.
Крайне тяжелая степень подразумевает некроз конъюнктивы, склеры, мягких тканей века. Роговица мутная настолько, что по виду напоминает фарфор. Ткани века и конъюнктивы крепко «спаиваются» межу собой.
Кроме того, что просто болят глаза от сварки, при высокой степени поражения могут начаться осложнения в виде вторичной глаукомы, иридоциклита, эндофтальмита, амблиопии, кератита, стойкого помутнения роговицы, утраты зрения.
Итак, когда болят глаза от сварки, что делать?
Многие профессиональные сварщики, которые часто сталкиваются с данной проблемой, используют народные средства. Когда человек посмотрел на сварку и почувствовал, что «поймал зайчика», то рекомендуется как можно скорее опустить лицо в емкость с прохладной водой, что помогает уменьшить боль. Вода при этом должна обязательно быть чистой, желательно даже не водопроводной, чтобы не стать одной из причин развития осложнения – попадания бактериальной инфекции через поврежденный покров.
В дальнейшем, если степень поражения легкая, можно использовать такие домашние противовоспалительные рецепты:
отвар липы, календулы и ромашки. Полученным раствором глаза нужно промывать трижды в день. Некоторые рекомендуют использовать для этого чайную заварку. Если вы вынуждены прибегнуть именно к этому способу, необходимо убедиться, что чайная пыль не попадет вам в глаз, а сам чай не содержит каких-либо добавок и ароматизаторов.
также можно ставить компрессы из кашицы сырого картофеля. Клубни натирают и через марлю выкладывают на глаза на четверть часа;
сок алоэ в смеси с медом (в пропорции один к одному) рекомендуется как мощный восстановительный состав, однако его нельзя использовать на изъязвленной роговице. Закапать в глаза можно по пару капель дважды в день только в случае целостности покровного слоя.
Чай можно использовать как компресс для уменьшения боли
В первые сутки желательно воздержаться от народных средств, пока роговица еще очень чувствительна к любому раздражению.
Если глаза продолжают болеть, то необходимо обратиться за квалифицированной помощью к окулисту. Уже при второй степени ожога не может идти речь о самостоятельном лечении.
Официальная медицина рекомендует следующие действия и препараты, чем лечить глаза после сварки.
Во-первых, требуется прекратить воздействие светового излучения. Далее глаза промывают холодной чистой водой, но лучше слаборозовым раствором «марганцовки». Это поможет дополнительно обеззаразить поверхность конъюнктивы. При этом могут произвольно удалиться мелкие соринки, раздражающие конъюнктиву.
До приезда «скорой» облегчить состояние пострадавшего можно приемом внутрь обезболивающих и нестероидных противовоспалительных препаратов. Для этого подходят таблетки анальгина, кетонала, диклофенака, индометацина.
Обезболивающие и противовоспалительные средства
Закапывать какие-либо капли или наносить мази на глаза запрещается до осмотра их врачом. Даже безобидные сосудосуживающие средства «от красноты» могут содержать раздражающие консерванты.
Также нельзя тереть и чесать пораженный орган. Это способствует дополнительному раздражению роговицы, отслойке пленок и появлению изъязвлений на ее поверхности, которые становятся воротами для инфекции.
Нельзя использовать для промывания и компресса воду, в чистоте которой вы не уверены, лучше всего подходит кипяченая или бутилированная негазированная вода.
Лечение
Когда после сварки болят глаза, офтальмологи могут назначить консервативное или оперативное лечение, в зависимости от степени тяжести повреждения.
Микрохирургия, как правило, необходима для восстановления роговицы методом ее пересадки или частичного устранения помутнения.
Медикаментозная терапия ведется по нескольким направлениям.
Капли для глаз после сварки сосудосуживающего действия помогают снять отек и гиперемию. Визин, Октилию, Офталь, Визоптик рекомендуют применять не больше трех дней по одной капле трижды в сутки.
Снять сильно выраженный болевой синдром помогают капли с местными анестетиками – Алкаин, Тетракаин, Лидокаин, Инокаин.
Вылечить воспаление и тем самым устранить боль могут местные лекарственные формы НПВС – глазные капли от сварки с диклофенаком, Клодифен, Дикло-Ф, Индоколлир.
Для профилактики и лечения вторичной бактериальной инфекции могут быть назначены капли с антибиотиками – генатмицином, левофлоксацином, тобрамицином.
Для заживления роговицы могут применяться как капли для глаз от сварки, так и специальные гели и мази. К примеру, Корнерегель, содержащий декспантенол. Это вещество является хорошим репарантом, а вязкая форма геля позволяет препарату подольше находиться на роговице и дополнительно увлажняет ее.
Солкосерил или Актовегин в виде глазного геля также назначаются для улучшения восстановления роговичного эпителия.
Маска защищает глаза от травмы и ослепления
Для борьбы с последствиями, возникшими от ожога сваркой, могут назначаться даже ангиопротекторы с антиоксидантным действием – капли Эмоксипин. За их счет укрепляется стенка сосудов, снижается отечность. Капли защищают сетчатку от чрезмерного воздействия света, способствуют, улучшают питание тканей и снабжение их кислородом. Также с целью улучшения трофики в поврежденных покровах глаза назначают капли Тауфон. Они стимулируют восстановительные процессы после лучевого поражения.
Памятка
Проведение сварочных работ должно выполняться только в специальной маске. В ней устанавливается особое стекло, работающее как светофильтр, блокирующий часть поляризованного излучения.
glaziki.com
Первая помощь при электроофтальмии (повреждение глаз ультрафиолетом)
При выполнении электрогазосварочных работ без маски работник может нахвататься «зайчиков» и пожаловаться на сильную боль в глазах.
Это чувство знакомо артистам, исследователям северных и южных полюсов, альпинистам и обычным людям, которые отдыхают на солнечных курортах. У них дискомфорт вызывает яркое солнце или свет, отраженный от снега.
В результате развивается электроофтальмия – это поражение роговицы и всего глазного яблока под воздействием дуги или ультрафиолета. Пострадать зрительные органы могут в солярии и при кварцевании больничных помещений. Риск поражения роговицы существует и для тех, кто со стороны наблюдает за сваркой.
Основные симптомы электроофтальмии
Характерным признаком заболевания является повышенная восприимчивость глаз к свету. Органы зрения болят, краснеют, у человека создается ощущение присутствия инородного тела в глазу. При движении глазных яблок болезненность нарастает. Из-за того, что веко пребывает в спазмированном состоянии, начинается обильное слезотечение.
Другими симптомами электроофтальмии будут:
Ощущение песка в глазах.
Светобоязнь (пострадавшему комфортнее находиться в темноте).
Помутнение и отечность роговичной эпителиальной ткани.
Блефароспазм (человек лучше себя чувствует при плотно сжатых веках, любая попытка открыть глаза вызывает невыносимую боль).
Какими признаками станет проявляться электроофтальмия, зависит от степени поражения глаза. Всего степеней четыре:
Легкая – снижение прозрачности роговицы, красный оттенок конъюнктивальной оболочки, зуд и жжение.
Средняя – конъюнктива покрывается пленкой, роговичная оболочка становится эрозивной, пациент жалуется на светобоязнь и сильную боль.
Тяжелая – снижается острота зрения и прозрачность роговицы, возникает отечность век и тянущие боли, в области век постоянно ощущается дискомфорт.
Очень тяжелая – ткани пораженного органа отмирают, конъюнктивальная оболочка – отторгается. Интенсивная боль не позволяет открывать глаза. Без своевременного медицинского вмешательства процесс завершается полной или частичной слепотой.
Патологические процессы в области глазных яблок развиваются по причине утраты поверхностным слоем роговицы эпителиальных клеток. Наряду с ними запускаются воспалительные механизмы, которые оказывают дополнительное негативное воздействие.
Выраженность того или иного признака поражения роговицы напрямую связана с воздействием дуги или ультрафиолета. Первые клинические проявления электроофтальмии (их фото расположены ниже) наблюдаются спустя 6 – 12 часов после контакта незащищенного глаза со сваркой или ярким светом.
Правила оказания первой помощи
Если вы не знаете, как оказать себе первую помощь при электроофтальмии, то хотя бы не усложняйте ситуацию, растирая глаза в попытках избавиться от «песка». Назойливое ощущение обусловлено воспалительной реакцией роговицы на ожог. Контакт глаз с руками, на которых могут находиться микробы, усиливает боль и воспаление.
Кроме того, нельзя использовать Альбуцид и другие капли, которые не предназначены для лечения пораженных «зайчиками» или солнечным светом глаз. Они усиливают раздражение и не дают положительного эффекта.
Абсолютно никакой помощи не принесет при электроофтальмии и промывание глаз проточной водой. Охлаждение не снижает воспаления и не способствует заживлению термического ожога. Жидкость из-под крана создает дополнительное раздражение за счет содержания кальция, магния, хлора и прочих микроэлементов.
Закапывать глаза чайной заваркой сразу после получения трамвы не рекомендуется. В первые сутки пораженные органы особенно восприимчивы к внешним воздействиям. Применение какого-либо средства должно иметь конкретную терапевтическую направленность.
В качестве первой помощи, пока не получается быстро обратиться к офтальмологу, разрешается промывать глаза бутилированной водой. Она немного утихомирит воспалительный процесс.
Если в домашней аптечке есть сосудосуживающие капли Прокулин или Визин, одно из лекарств вводят в каждый глаз по 1 капле.
Впоследствии препарат используют трижды в день на протяжении 2 – 3 суток. Он уберет покраснение конъюнктивы и отёчность роговицы.
Если пораженные сваркой глаза болят, их разрешается лечить Лидокаином (2%) и Тетракаином. Капли применяют с интервалом 12 часов между сеансами. Их эффект заключается в быстром купировании боли. Однако при длительном применении препараты провоцируют стойкое ухудшение зрения.
Чем лечить глаза пострадавшие от сварки
Медикаментозное лечение электроофтальмии входит в число отсроченных мероприятий по восстановлению роговицы. Состоит оно из нескольких пунктов:
Применение нестероидных противовоспалительных средств (капли Клодифен; Найз, Пренацид, Ибупрофен или Диклофенак в форме капсул, суппозиториев, таблеток, инъекционных растворов).
Закапывание глаз средствами с метаболическим воздействием (Тауфон – капли при электроофтальмии, восстанавливают поврежденные ткани и работоспособность глаз за 2 – 3 суток).
Использование антибиотиков для профилактики инфицирования (капли Тобрекс, Ципролет, Гентамицин, Офтаквикс).
Какие народные средства можно применять после поражения глаз сваркой, и когда это лучше делать, расскажет врач. В течение первых 24 часов немедикаментозным лечением не занимаются.
В дальнейшем по согласованию со специалистом для восстановления роговицы и конъюнктивы используют раствор сока алоэ и бутилированной воды (1: 5) или медовый раствор (1 часть меда на 10 частей бутилированной воды). Продукт пчеловодства уменьшает отечность тканей глазного яблока и предотвращает стойкое помутнение роговицы.
Видео:
P.S. Не откладывайте визит к врачу, если нахватались «зайчиков». Электроофтальмия опасна развитием хронического кератита, эрозивно-язвенными изменениями роговицы и снижением качества зрения.
(2 оценок, среднее: 3,00 из 5) Загрузка…
plavitmetall.ru
Избавляемся от боли в глазах после сварки
Если болят глаза от сварки – это признак ожога сетчатки, следует оказать пострадавшему первую помощь, начать медикаментозную терапию, чтобы избежать развития необратимых дегенеративных процессов в органах зрения.
Сварщики чаще всего страдают от ожога сетчатки
Причины боли в глазах после сварки
Ожог сетчатки (электроофтальмия) – профессиональное заболевание сварщиков, следствие работы со сварочным оборудованием без средств защиты для органов зрения.
Боль в глазах – следствие агрессивного воздействия на ткани ультрафиолетовых и инфракрасных лучей, дыма и газа, в незащищённые органы зрения могут попасть частички раскалённого металла.
Симптомы ожога глаз от сварки
Клиническая картина заболевания зависит от степени тяжести травмы, чем быстрее будет оказана помощь, тем легче будет проходить процесс выздоровления.
Степень ожога сетчатки
Основные признаки
Лёгкая
· сильное жжение в глазах;
· конъюнктива краснеет и отекает;
· глаза слезятся, возникает ощущения присутствия в них песка;
· роговица становится мутной.
Средняя
· постоянный болевой синдром;
· непереносимость яркого света;
· на конъюнктиве можно увидеть плёнки, которые легко удаляются;
· эрозии.
Тяжёлая
· значительное помутнение роговицы;
· глаза пекут, ощущается боль тянущего характера;
· веки отекают;
· снижается острота зрения.
Крайне тяжёлая
· невыносимая боль, сильная отёчность век, глаза буквально режет;
· начинается процесс отмирания тканей;
· роговица теряет блеск и цвет;
· полная утрата зрения.
Что делать, если болят глаза от сварки
При появлении признаков поражения сетчатки необходимо оградить человека от яркого света – надеть очки, завести в тёмное помещение. Затем устранить основные проявления травмы, вызвать врача, или отвезти пострадавшего в больницу.
Первая помощь
Чтобы устранить боль и другие неприятные последствия электроофтальмии, сохранить зрение, нужно правильно оказать пострадавщему первую помощь.
Правила оказания первой помощи:
Промыть повреждённые органы зрения большим количеством очищенной воды.
Если попали в глаза небольшие частички металла, удалить их можно ватным диском, от более крупных элементов не следует пытаться избавиться самостоятельно, чтобы не нарушить целостность тканей.
Дать таблетку анальгетика – Кетанов, Анальгин.
На 7–12 минут приложить к глазам холодный компресс.
Обработать повреждённые органы зрения антисептическими препаратами – тетрациклиновая мазь.
Аккуратно обработайте глаза тетрациклиновой мазью при сильных болях
При появлении признаков ожога глаза нельзя тереть, промывать их водой из-под крана, поскольку она содержит много хлора, который ещё больше разъедает повреждённую слизистую оболочку. Запрещается закапывать Альбуцид – препарат содержат консерванты, которые могут спровоцировать сильный воспалительный процесс.
Глазные капли после сварки
Если человек насмотрелся на сварку, для устранения последствий ожога применяют глазные капли, мази, в редких случаях офтальмолог может прописать лекарства в таблетированной форме.
Трижды в сутки по 1 капле, продолжительность терапии – 3 дня.
Капли для глаз с обезболивающим, замораживающим действием
Лидокаин, Новокаин, Тетракаин
По 1 капле в сутки на протяжении двух дней. Более продолжительное лечение допускается только по рекомендации офтальмолога.
Капли из группы нестероидных противовоспалительных препаратов
Клодифен
По 1 капле каждые 4–6 часов на протяжении трёх дней.
Антибактериальные средства – способствуют восстановлению повреждённых тканей, снижают риск развития осложнений
Тобрамицин, Гентамицин
По 1–2 капли каждые 5–6 часов. Продолжительность лечения – 7 дней.
Антигистаминные препараты – помогают устранить отёчность и зуд
Дексаметазон
В первые сутки после травмы – по 1–2 капли раз в 2 часа, затем процедуру можно проводить 4–5 раз в сутки.
Лечение народными средствами
В домашних условиях лечить ожог глаз можно с помощью примочек, капель из натуральных ингредиентов.
Самый простой и доступный способ лечения – прикладывать тёплые компрессы из крепкой заварки, чай должен быть без добавок и ароматизаторов. Продолжительность процедуры – 10 минут, делать её нужно 4–6 раз в сутки.
Что делать, если поймал зайчиков от сварки:
Измельчить в блендере сырой картофель, кашицу поместить между двумя слоями марли, прикладывать к повреждённым красным глазам на четверть часа. Проводить сеансы нужно каждые 5–6 часов.
Смешать в равных частях сок алоэ и растопленный мёд, закапывать по 1 капле смеси утром и вечером. Лекарство ускоряет процессы регенерации, устраняет воспалительные процессы.
Заварить 240 мл кипятка 10 г измельчённых соцветий ромашки, оставить в закрытой посуде на четверть часа, процедить. Пропитать настоем ватные диски, приложить компресс на 10 минут, процедуру повторять 3–4 раз в день.
Дубовая кора ускоряет процесс регенерации конъюнктивы – заварить 220 мл кипятка 5 г измельчённого сырья, настаивать 2 часа. Пропитать ватные диски, приложить к глазам на четверть часа, делать процедуру не менее трёх раз в сутки.
Компресс с картофелем хорошо восстановит глаза
Чтобы быстро устранить отёчность, можно прикладывать к глазам пюре из свежей белокочанной капусты – такой компресс охлаждает, успокаивает, помогает быстрее справиться с воспалением.
Любые средства нетрадиционной медицины можно применять только спустя сутки после травмы.
Можно ли ослепнуть от сварки?
От сварочных зайчиков можно ослепнуть, если долго работать без защитных очков или маски – при ожоге IV степени ткани начинают отмирать, что приводит к полной утрате зрения. Помимо слепоты, при значительных повреждениях роговицы может возникнуть помутнение с бельмом, часто на месте язв остаются рубцы, развиваются хронические офтальмологические воспалительные процессы, астигматизм.
Профилактика
Чтобы избежать ожога роговицы, нужно чётко соблюдать правила техники безопасности при работе со сварочным оборудованием.
Не варите без специальной маски, берегите глаза
При игнорировании правил техники безопасности после сварочных работ может возникнуть боль и резь в глазах, что свидетельствует о поражении роговицы. После оказания первой помощи следует обратиться к офтальмологу, поскольку без правильного лечения на фоне ожога может развиться некроз тканей, кератит, слепота.
Заболевания Глаза
Оцените статью (2 оценок, средняя 5,00 из 5)
Загрузка…
lechusdoma.ru
Смотрите также
Ремонт полуавтоматов сварочных
Сварка аустенитных сталей и сплавов
Каретка сварочная
Сварка вольфрамовым электродом в среде аргона
Сварка полуавтоматом для начинающих
Сварка флюсовой проволокой
Инструменты для сварки
Все о сварке
Скорость подачи проволоки сварочного полуавтомата
Сварка днища
Оборудование для лазерной сварки
самые эффективные и действенные капли
Содержание:
Как выявить повреждение глаз
Первая помощь
Какие капли помогают после сварки
Применение народных средств
Что делать не стоит
Интересное видео
Сварка — опасный и ответственный процесс, который требуется проводить с соблюдение требуемых правил. Выполнять работы должен специалист с большим опытом, который должен знать необходимые принципы безопасности. Даже малейшее нарушение может быть сильно чревато для здоровья, особенно сильно могут пострадать органы зрения.
По этой причине необходимо знать, чем закапать глаза после сварки. Это поможет предотвратить опасные последствия. Но все же если симптомы не исчезают в течение длительного времени, то лучше обратиться к специалисту.
Как выявить повреждение глаз
При сварочном процессе обязательно нужно соблюдать безопасность, поэтому многие опытные специалисты используют специальные средства индивидуальные защиты — одежду из плотной ткани, маску для лица и глаз, перчатки. Иначе, искры, которые выделяются во время сваривания изделий из металла, могут попасть в глаза и нанести серьезный вред.
Стоит отметить! При несильном повреждении у мастера неприятные ощущения возникают не сразу, и они обычно не ярко выраженные. Симптомы ожога глаз часто проявляются только через 3-5 часов.
Перед тем как узнать, чем можно закапать глаза после сварки, стоит рассмотреть характер симптоматики. Для начала стоит изучить степени поражения, которые сопровождаются определенными признаками:
Ожог поверхностного типа или легкая степень проявляется во время кратковременного взгляда на яркое ультрафиолетовое излучение. Неприятные признаки появляются на протяжении 5-7 часов. Сначала образуется легкая краснота белка, далее возникает чувство жжения. При взгляде на свет ощущается боль, постепенно роговица мутнеет. Если в дальнейший период больше не появятся другие признаки, то лечение можно выполнять дома.
При средней степени отмечаются болевые чувства в глазах. Развивается светобоязнь, у человека проявляются неприятные ощущения при взгляде на свет. Даже на экран телефона не получается смотреть без боли, глаза краснеют, отмечается сильная слезоточивость. В данном случае обязательно нужно посетить офтальмолога. Если будет подтверждена вторая степень, то врач назначит лекарства и отправит домой.
Повреждение третьей степени считается серьезным, оно требует незамедлительного обращения к врачу. Для снижения неприятных ощущений в глаза можно закапывать капли с анальгетическим действием, но они помогут только на время устранить неприятные чувства. Обычно отмечаются такие же симптомы, как при первых двух случаях. Дополнительно проявляется побеление роговицы, тянущие болезненные чувства, которые могут быть на всем лице, они могут отдавать в область висков. Помимо этого будет отмечаться отечность век.
Четвертая степень является самой тяжелой и опасной, необходимо очень быстро посетить врача, иначе можно полностью потерять зрение. В этой ситуации отмечается поражение не только роговицы, но и сетчатки. Начинается процесс отмирания тканей, развивается частичный некроз. Часто это устраняется только хирургическими вмешательствами. Обычно проявляются сильные боли с режущим характером, не дающие открыть глаза.
Первая помощь
Важно знать, как обезболить глаза после сварки, это поможет существенно облегчить состояние и предотвратить развитие осложнений. Но все же не стоит забывать, что лучше после снятия выраженной боли сразу же посетить офтальмолога, он сможет определить степень повреждения и подберет наиболее подходящие капли для лечения.
Ниже имеется ряд рекомендаций, которые помогут избавить от негативных последствий глаз после сварочных работ:
на начальном этапе осуществляется процедура промывания. Чем промыть глаза после сварки? Для этого можно использовать большое количество кипяченой воды, также подойдет раствор из марганцовки с небольшой концентрацией;
если в глазном дне присутствуют мелкие металлические кусочки, то их можно убрать при помощи ватного тампона, который предварительно смачивается водой. Если данные способ не поможет устранить инородные частицы, то их можно будет очистить пинцетом;
далее можно закапать Лидокаин в глаза после сварки, он поможет обезболить роговицу. Рекомендуется использовать двухпроцентный раствор. Но применять это средство стоит в крайнем случае, если отмечается сильная боль;
после очищения глазного дна под область века необходимо поместить мазь с антисептическим действием. Хорошо помогает тетрациклиновая мазь;
необходимо принять противовоспалительное и обезболивающее лекарство. При ожогах глаз можно воспользоваться Анальгином, Кеторолом, Диклофенаком;
на поверхность глаз нужно положить холодный компресс. Он облегчит состояние то того момента, когда начнут действовать препараты с обезболивающим действием.
Важно! Даже если после проведенных действий существенно улучшится состояние и станет легче, все равно стоит обратиться к офтальмологу. Врач выполнит аппаратную диагностику, он сможет выявить отклонение от нормы, подберет наиболее действенную и правильную лечебную терапию.
Какие капли помогают после сварки
Лечение в домашних условиях можно проводить при легкой степени ожога. К примеру, когда «поймал зайчиков», но при этом отмечается несильный ожог. Если же наблюдается отек, повышенная слезоточивость, помутнение роговицы и другие опасные состояния, то лучше незамедлительно посетить врача.
Но все же нужно рассмотреть, чем закапать глаза после сварки в домашних условиях. Существуют многообразные виды капель, которые способны быстро избавить от неприятных проявления после сварочных работ. Но все же они разделяются на группы в зависимости от типа воздействия.
Обезболивающие
Если болят глаза от сварки, то нужно знать, чем закапать их, чтобы устранить неприятные ощущения. В первую очередь рекомендуется применять капли с обезболивающим действием, они смогут избавить от сильного дискомфорта, снизят воспаление.
Иногда боль бывает настолько сильной, что пострадавший не в состоянии даже открыть глаза. Вместе с этим возникает повышенная слезоточивость, светобоязнь.
Так чем можно обезболить глаза после сварки в домашних условиях? Обычно используются следующие капли:
Лидокаин;
Тетракаин;
Алкаин.
Данные капли считаются наиболее известными, которые применяются в составе обезболивающей терапии. Но вот многие часто интересуются можно ли капать в глаза Новокаин после сварки? Это средство также оказывает анальгетическое воздействие, оно снижает дискомфорт и существенно облегчает состояние. По этой причине оно отлично подходит для подавления неприятных чувств в органах зрения сразу после сварочных работ.
Действие всех обезболивающих капель основано на блокировании вольт-зависимых каналов. Это не противостоит образованию импульсов в нервных окончаниях, предотвращает их проведение по нервным волокнам.
Обезболивающее для глаз после сварки рекомендуется использовать в соответствии с инструкцией. Обычно в конъюнктивальный мешок закапывается по 1-2 капли. Эффект может сохраняться не продолжительный период, примерно через 3-5 часов неприятные ощущения могут проявиться с новой силой.
Обратите внимание! Лидокаин, Алкаин, Тетракаин, Новокаин в глаза после сварки нельзя использовать слишком часто. В сутки данные средства должны закапываться не чаще двух раз.
Сосудосуживающие
Капли с сосудосуживающим действием применяются после использования обезболивающих средств. Они смогут устранить целый ряд неприятных явлений:
устраняют отеки;
избавляют от покраснения;
подавляют воспалительный процесс;
снимают жжение, зуд.
Если вы не знаете чем успокоить глаза после сварки, то препараты с сосудосуживающим действием будут подходящим вариантом. В их основе имеются адреномиметики, они оказывают воздействие на рецепторы стенок сосудов. Они заставляют сосуды сужаться, поэтому наблюдается облегчение симптоматики заболевания.
Капли с сосудосуживающим воздействием обладают высокой эффективностью, но их не рекомендуется применять слишком долго. В противном случае они могут вызвать обратный эффект.
Любое сосудосуживающее средство для глаз от сварки следует использовать не дольше 5 дней. Если оно будет применять дольше этого периода, то может развиться привыкания, и в конечном итоге происходит усиление признаков и состояний, которые требовалось устранить.
Так что можно капать в глаза после сварки? Среди популярных капель с сосудосуживающим воздействием выделяют:
Визин.
Окуметил.
Полинадим.
Октилия.
Нафтизин.
Аломид.
Капли после используются методом закапывания на конъюнктиву. Дозировка должна составлять около 1-2 капель, в сутки применять нужно от 2 до 4 раз. Если имеются контактные линзы, то перед применением лекарства их необходимо снять, а одевать их можно будет только через полчаса после закапывания.
Важно! Максимальный период использования сосудосуживающих капель должен составлять 4 суток. Если через два дня не будет улучшений, то лучше прекратить их применение.
При использовании препаратов с сосудосуживающим действием могут проявляться побочные эффекты:
аритмия;
снижение или повышения артериального давления;
понижение температуры тела;
проявление холодного пота;
отек легких;
если капли будут применяться в течение длительного периода, то может отмечаться усиление симптомов заболевания.
Антибактериальные
Если во время сварки произошел ожог глаз, то вероятно будет развиваться воспаление. В этом случае обязательно потребуется применение средств с антибактериальным действием. Но форма антибиотиков должна быть для местного применения, средство должно наноситься на область с поражением.
Так что закапать в глаза после сварки? Хорошее воздействие оказывают следующие капли с антибактериальными свойствами:
Тобрекс.
Офтаквикс.
Дексаметазон.
Гентамицин.
Тауфон.
Таурин.
Часто используются капли Таурин или Тауфон после сварки. Данные средства обладают сильным антибактериальным действием, они встречаются в любой аптеке и отпускаются без представления рецепта от врача.
Применяются антибактериальные капли путем введения на конъюнктивный мешок. Дозировка препарата зависит от степени поражения:
во время инфекция с симптомами средней тяжести капли с антибактериальными свойствами закапываются по 1-2 капли на конъюнктивный мешок. Интервал должен составлять 4 часа;
если отмечаются инфекции с симптомами высокой тяжести, то нужно закапывать по 1-2 капли на конъюнктивный мешок. Интервал между закапываниями сокращается до 1 часа.
Курс применения должен составлять не больше двух недель, но только если отмечаются улучшения. Если капли буду использоваться дольше этого периода, то это может привести к развитию грибковой или вторичной бактериальной инфекции.
Капли для быстрой регенерации
На начальном этапе должны применяться капли для устранения болей, снятия воспалений и других неприятных симптомов. После стоит использовать средства для ускорения восстановления поврежденных тканей.
Обратите внимание! Капли для быстрой регенерации стоит применять небольшими курсами. Они смогут восстановить области с повреждениями, а у организма не возникнет привыкания к данным препаратам.
Что можно капать в глаза после сварки, чтобы ускорить процесс восстановления поврежденных тканей? Рассмотрим капли, которые рекомендуют многие офтальмологи:
Эмоксипин. Действие препарата направлено на рассасывание кровоизлияний, восстановление поврежденной кожи, укрепление структуры сосудов;
Деринат. Капли отлично помогают при сильном ожоге глаз. При их использовании происходит быстрое восстановление поврежденной слизистой, они предотвращают образование рубцов;
Витасик. Препарат обладает общим действием. Он оказывает воздействие на слизистую, восстанавливает нервные окончания.
Применение народных средств
Рассматривая, что можно закапать в глаза после сварки, не стоит забывать про народные средства. Их можно применять самостоятельно, но все же нужно предварительно проконсультироваться с врачом. Использовать лучше при легкой степени повреждения, потому что средней и тяжелой степени они точно не помогут, а иногда могут и вовсе вызвать осложнения.
Так чем закапывать глаза после сварки? В домашних условиях можно использовать самодельные капли и примочки:
Картофель. Из клубней можно делать маску, она снимет боль, избавит от отечности. Сырую картошку следует протереть через мелкую терку. Полученную кашицу стоит поместить в марлю, завернуть и приложить на закрытые веки. Держать нужно в течение 30 минут.
Чай из липы. Это средство избавляет от отечности, красноты, чувства жжения, зуда. Для приготовления лучше использовать пакетики с сырьем. Их стоит предварительно заварить, а потом приложить к глазам.
Алоэ. Это растение обладает сильными лечебными свойствами. Из листьев следует отжать сок, его нужно смешать с натуральным медом. Данное сочетание необходимо закапывать в каждый глаз по 1 капле.
Что делать не стоит
Мало знать, чем капать глаза после сварки, также не стоит забывать про запрещенные мероприятия. Это поможет в дальнейшем избежать неприятных последствий.
Основные запрещенные рекомендации:
ни в коем случае не стоит сильно тереть органы зрения;
не нужно промывать глаза из-под крана;
сразу после получения повреждения не нужно использовать народные средства;
а можно ли капать в глаза Лидокаин и другие капли после сварки? Лучше этого не делать, сначала стоит проконсультироваться с врачом.
Если после сварки появились неприятные чувства в глазах, боль, отечность, то стоит сразу же обратиться к врачу. Однако не всегда получается быстро посетить офтальмолога, в этом случае необходимо оказать первую помощь. Если отмечается сильная боль, то можно закапать Новокаин для глаз после сварки. Это облегчит состояние, но на несколько часов. И обязательно нужно как можно скорее добраться до офтальмолога, только он сможет определить степень повреждения, а после подберет наиболее подходящее лечение.
Интересное видео
Пристальный взгляд на воздушные бои | Blood Sports
Что такое собачьи бои?
Хотя во всех 50 штатах (плюс округ Колумбия, Гуам, Пуэрто-Рико и Виргинские острова США) это уголовно наказуемое деяние, организованные собачьи бои по-прежнему имеют место во многих частях страны. Исторические отчеты датируются 1750-ми годами, а профессиональные бойцовские ямы появились в 1860-х годах.
Как и в любой другой незаконной подпольной деятельности, невозможно определить, сколько людей может быть вовлечено в собачьи бои. Оценки, основанные на сообщениях о драках в подпольных публикациях о собачьих боях, а также на животных, входящих в приюты со следами драки, предполагают, что количество людей, участвующих в собачьих боях в США, исчисляется десятками тысяч . В то время как активность организованных собачьих боев, казалось, снизилась в 1990-х годах, многие сотрудники правоохранительных органов и органов по контролю за животными считают, что в последние годы она восстановилась, поскольку Интернет упрощает для собачьих бойцов обмен информацией о животных и боях.
Почему люди участвуют в собачьих боях?
Есть много причин, по которым людей тянет на собачьи бои. Самое основное это жадность. Крупные рейды с воздушными боями привели к конфискации более 500 000 долларов, и нет ничего необычного в том, что 20 000–30 000 долларов переходят из рук в руки в одном бою. Плата за вязку и продажа щенков от многообещающих родословных также могут приносить тысячи долларов.
Для других привлекательность заключается в том, чтобы использовать животных как продолжение самих себя, чтобы сражаться за них и демонстрировать свою силу и доблесть. Однако, когда собака проигрывает, это может привести к тому, что владелец собаки потеряет не только деньги, но и статус, и может привести к жестоким действиям по отношению к собаке.
Для других привлекательность просто исходит из садистского удовольствия от жестокого зрелища.
Какие собаки используются в собачьих боях?
Для профессиональных догфайтеров и любителей продажа щенков от родителей, выигравших несколько боев, является основной частью их деятельности. Подпольные публикации и веб-сайты о собачьих боях обычно используются для рекламы щенков или наличия племенного поголовья. Хотя во всем мире существует множество пород собак, используемых для боев, в том числе бразильский фила, аргентинский дог, тоса-ину и преса-канарио, в Соединенных Штатах для боев чаще всего используется американский питбультерьер. Сообщается, что иногда другие породы и помеси используются в уличных драках или в качестве собак-приманок, используемых некоторыми для дрессировки жертв собачьих боев.
Это не означает, что питбуль не подходит в качестве домашнего питомца. Важно помнить, что любая собака может вести себя агрессивно, в зависимости от контекста, ее генетического фона, воспитания и окружения. Когда с собакой хорошо обращаются, правильно дрессируют и тщательно социализируют в щенячьем возрасте и подбирают подходящего владельца и домашнее хозяйство, она, скорее всего, станет хорошим компаньоном и любимым членом семьи.
Как воспитываются и тренируются жертвы собачьих боев?
Собаки, используемые для боев, должны содержаться изолированно от других собак, поэтому они проводят большую часть своей жизни на коротких тяжелых цепях, часто вне досягаемости других собак. Обычно они не социализированы по отношению к другим собакам и большинству людей. Однако многие профессиональные бойцы тратят много времени и денег на кондиционирование своих животных. Им часто дают качественное питание и базовую ветеринарную помощь. Собак тренируют в контролируемых условиях, например, на беговой дорожке.
Для подготовки жертв собачьих боев также могут использоваться различные легальные и нелегальные наркотики, в том числе анаболические стероиды для увеличения мышечной массы и поощрения агрессивности. Наркотические препараты также могут использоваться для усиления агрессии собак, повышения реактивности и маскировки боли или страха во время драки.
Что происходит в воздушном бою?
Бои могут проходить в различных локациях и в любое время. Это могут быть импровизированные уличные бои в глухом переулке или тщательно спланированные и инсценированные мероприятия в месте, специально спроектированном и обслуживаемом для этой цели. Обычно бой происходит в яме площадью от 14 до 20 квадратных футов, стенки которой могут быть сделаны из фанеры, тюков сена, цепей или чего-либо еще, что может содержать животных. Напольное покрытие может быть грязью, деревом, ковром или опилками.
В более организованных боях собак взвешивают, чтобы убедиться, что они примерно одного веса. Хендлеры часто моют и осматривают собаку соперника, чтобы удалить любые токсичные вещества, которые могли быть нанесены на мех в попытке удержать или нанести вред собаке соперника. В начале боя собак выпускают из противоположных углов и обычно встречаются посередине, борясь за то, чтобы схватить противника. Если они это сделают, собаки хватают и трясут, чтобы нанести максимальный урон. Хэндлерам не разрешается прикасаться к собакам, за исключением случаев, когда об этом говорит судья.
Бои могут длиться от нескольких минут до нескольких часов. Оба животных могут получить травмы, в том числе колотые раны, рваные раны, кровопотерю, размозжение и переломы костей. Хотя драки обычно не заканчиваются смертью, многие собаки впоследствии погибают от полученных травм.
Если у них не было хорошей истории прошлых выступлений или они не происходят от ценных родословных, потерявших собак часто выбрасывают, убивают или просто оставляют с травмами без лечения. Если проигравшая собака воспринимается как позор для репутации или статуса ее владельца, она может быть казнена особенно жестоким образом в рамках «развлечения».
Какие законы относятся к собачьим боям?
По состоянию на 2008 год собачьи бои являются уголовным преступлением во всех 50 штатах, а также в округе Колумбия, Гуаме, Пуэрто-Рико и на Виргинских островах США. В большинстве штатов владение собаками для боев также является уголовным преступлением. Быть зрителем на воздушном бою также запрещено во всех штатах. Законы и наказания сильно различаются в зависимости от штата.
На федеральном уровне Закон о защите животных от 1966 года запрещает определенные действия, связанные с боевыми действиями животных, если в них участвует более одной государственной или межгосударственной почтовой службы, включая Почтовую службу США. В 2007 году Конгресс принял Закон о соблюдении запрета на боевые действия с животными при сильной двухпартийной поддержке. Закон внес поправки в Закон о защите животных и предусматривает уголовные наказания за торговлю между штатами, импорт и экспорт, связанные с торговлей собаками, которых злоупотребляют с целью получения прибыли, петухами, которых принуждают к дракам, и принадлежностями для петушиных боев. Каждое нарушение может привести к тюремному заключению на срок до трех лет и штрафу в размере 250 000 долларов.
В 2014 году в рамках законопроекта о фермах были подписаны важнейшие элементы Закона о запрете зрителей на бои животных. Это положение делает посещение боев животных в любой точке США федеральным правонарушением и налагает дополнительные штрафы за привлечение на бои животных ребенка младше 16 лет.
Если собачьи бои так широко распространены, почему не раскрывается больше дел?
Собачьи бои — жестокое и очень секретное предприятие, в которое очень трудно проникнуть сотрудникам правоохранительных органов и следователей. Расследование воздушной драки требует многих из тех же навыков и ресурсов, что и крупное тайное расследование по делу о наркотиках, и бросает вызов ресурсам любого агентства, которое стремится отреагировать на него.
Дополнительная сложность заключается в том, что улики, которые могут быть изъяты в ходе рейда, включают собак — живых существ, о которых нужно заботиться и поддерживать, пока разворачивается судебный процесс. Большинство прокуроров были бы рады взяться за любое дело о собачьих боях, но они ограничены имеющимися у них ресурсами по уходу за людьми и животными.
Blueface Out Of Nick Young Fight, промоутеры ищут замену
ОБНОВЛЕНИЕ
15:39 PT — Янг говорит TMZ Sports , что готов драться с любым, кто выйдет с ним на ринг в субботу… чтобы дистанцироваться от мемов после того, как его нокаутировал Джейк Пол .
ОБНОВЛЕНИЕ
TMZSports.com
ОБНОВЛЕНИЕ
12:53 PT — Янг сообщает плохие новости … и, поскольку он не сможет ударить Блюфейса на ринге, он наносит последний словесный удар.
ОБНОВЛЕНИЕ
«Он слишком занят тем, что выводит свою задницу (sic) за пределы ринга, так что кто хочет занять его место?» Янг сказал на IG.
Blueface не выйдет на ринг с Ником Янгом в субботу — рэпер еще не получил боксерскую лицензию … и теперь промоутер мероприятия Остин Макбрум изо всех сил пытается найти замену, ведь до вечера боя осталось всего 3 дня.
TMZ Sports сообщили, что 25-летний рэпер Thotiana во вторник получил письмо от Атлетической комиссии штата Калифорния, в котором сообщалось, что его заявление на получение лицензии профессионального бокса в штате не будет удовлетворено, пока он не предстанет перед организацией в октябре. .
Очевидно, это означает, что Блюфейс не сможет сразиться со Свагги Пи на субботней карте Social Gloves 2 на стадионе Banc of California в Лос-Анджелесе 9.0005
McBroom — это , возглавляющий мероприятие вместе с соперником и коллегой по YouTube, AnEsonGib . Адриан Петерсон и Ле’Веон Белл тоже сражаются.
TMZSports.com
Конечно, Blueface недавно попал в заголовки новостей из-за нескольких жестоких ссор со своей девушкой Крисеан . Неясно, сыграли ли эти инциденты роль в отказе в лицензии.
Это не первый бой, с которого Блюфейс снимается… он был снят с последней карты KSI на O2 Arena в Лондоне, где он должен был драться с FaZe Temperrr .
Теперь Макбрум и его партнеры неустанно работают над поиском подходящего соперника для бывшей звезды НБА ростом 6 футов 7 дюймов.
Развитие сюжета …
Первоначально опубликовано — 12:02 по тихоокеанскому времени
Ник Янг
Блюфейс
Хип-хоп
Заниматься боксом
Бои
ТМЗ Спорт
Баскетбол
НБА
Эксклюзивный
Музыка
Еще от ТМЗ
Эксклюзив
Тори Ланез Получает скобу на лодыжке, чтобы начать домашний арест .
.. Но от смеха!!!
31.10.2022 18:32, часть
Террелл Оуэнс Сосед обвиняется в хулиганстве … За август. Противостояние
31.10.2022 15:55, часть
Джастин Верландер Поклонники Phlips Off Phillies .
.. Перед игрой 3
31.10.2022 2:59ПМ РТ
Эксклюзив
Эрик Бледсо из НБА Никаких сборов в доме. Дело о насилии
31.10.2022 14:20, часть
Эксклюзив
Канье Вест Штормы из детской футбольной игры .
.. После горячего обмена с другим родителем
31.10.2022 13:30, часть
Последние новости
Толстовка с капюшоном в стиле буги-вуги Нет стыда, альбом задерживается… Очищает путь для Дрейка и 21 Savage!!!
31.10.2022 15:22, часть
Куаво Получение «грязного» из-за Saweetie !!! Переосмысление сцены в лифте
31. 10.2022 16:22, часть
Эксклюзив
Плоть и кость Нет Уиджа Это Х’уин … Бог издает задницы возгласы !!!
31.10.2022 13:56, часть
Последние новости
Академия Донда Morehouse отменяет презентацию Hoops … На фоне обратной реакции Канье
31. 10.2022 13:57, часть
Эксклюзив
Твиттер Илон Маск приносит хаос, рискуя рекламными долларами… Говорит технический репортер NYT
31.10.2022 2:49ПМ РТ
Эксклюзив
Звезда «Мои три сына» Доун Лин в коме, Борьба за жизнь После операции на головном мозге
31. 10.2022 12:58, часть
Последние новости
Суперзвезда WWE Кармелла Страдает выкидышем
31.10.2022 13:32, часть
Пол Пелоси Злоумышленнику предъявлено обвинение в нападении… Планируется сломать коленные чашечки Нэнси
31. 10.2022 12:42, часть
Оле Мисс против женского футбола LSU Удары, нанесенные во время дикой драки … Три игрока изгнаны
31.10.2022 12:24, часть
Эксклюзивные детали
Лил Зай Осама Вышел под залог в 350 тысяч долларов… Предположительно оставил пистолет в Uber
31. 10.2022 12:10, часть
Д.Л. Хьюли Если бы Канье был женщиной… Он был бы в консерватории!!!
31.10.2022 11:30 (PT 9)0005
МГУ против Мичигана Полицейские расследуют послематчевую драку … 4 игрока отстранены
31. 10.2022 6:17, часть
Бронни Джеймс Боязнь оружия в игре … Сын Леброна сбежал с корта
Штукатурные растворы, виды, способы приготовления, пропорции, свойства
Штукатурка – важный и пожалуй самый заметный этап отделки поверхности стен и потолков. Кроме защитной функции она выполняет роль декора, придает эстетический вид помещениям, повышает огнестойкость и выступает в роли дополнительного теплового изолятора. Кроме того, штукатурка позволяет скрывать дефекты и неровности строительства поверхностей, соединительные швы. Прочность и долговечность штукатурки напрямую зависит от правильно подобранного состава смеси и соблюдения технологии замеса (приготовления) и нанесения. Для того чтобы подобрать нужные компоненты для приготовления раствора, следует учитывать назначение помещения и тип поверхности стен.
Для фасадов из бетона и камня, которые не подвергаются воздействию осадков, готовят смеси из цемента и извести. Если производится внешняя отделка здания, подвергающаяся осадкам и перепадам температур, используют растворы на шлакопортландцементе и портландцементе. Гипсовые и деревянные поверхности штукатурят известковыми составами с добавлением глины или гипсового вяжущего.
Многие производители предлагают сухие строительные смеси, которые остается только развести водой в нужной пропорции, однако оштукатурить ими весь дом будет стоить довольно дорого. Такие растворы в несколько раз дороже, чем традиционные составы которые можно подготовить самому.
Деревянные поверхности отделывают, как правило, растворами, содержащими гипс:
известково-гипсовым;
известково-гипсово-глиняным.
Бетонные и кирпичные поверхности отделывают растворами:
цементным;
известковым;
известково-цементным;
глиняным;
гипсовым;
глино-гипсовым.
Для производства штукатурных работ приготавливают раствор, состоящий из вяжущего компонента и заполнителя. В роли вяжущего компонента может выступать глина, известь или цемент, выбор одного из них зависит от характера предстоящих работ и места их проведения (внутри задания или снаружи). В качестве заполнителя в раствор для оштукатуривания стен традиционно добавляется песок. Если не добавить к вяжущим элементам раствора заполнитель, штукатурка будет непрочной, и поверхность, обработанная таким образом, покроется трещинами.
Виды штукатурных растворов и их применение:
цементный и цементно-известковый — применяют для наружной фасадной штукатурки поверхности стен и цоколя, подвергающихся постоянному увлажнению; для внутренних работ — при оштукатуривании помещений с высокой влажностью — ванных комнат, кухонных помещениях, туалетов. Цементная штукатурка характеризуется медленным набором прочности, схватывание смеси происходит в течение 12 часов после введения воды в смесь. Отличается наибольшей прочностью по сравнению с остальными типами штукатурок;
известковый, известково-гипсовый и известково-глиняный — используют при наружной штукатурке стен, не подвергающихся системному увлажнению, а также для внутреннего оштукатуривания комнат в сухих помещениях. Известковая штукатурка. Для ускорения схватывания и придания большей прочности в раствор известковой штукатурки иногда вводится строительный гипс. Гипс можно использовать сам по себе. Нужно помнить, что полностью раствор отвердевает через 30 мин, а уже через 4 мин начинается схватывание.
глиняный, глиняный раствор с цементом и глиняный раствор с гипсом — считают вполне пригодными и для внутренних работ по оштукатуриванию помещений с уровнем влажности воздуха, не превышающим норму, и для наружной штукатурки поверхностей стен в местностях с сухим климатом. Глиняная штукатурка используется для оштукатуривания деревянных поверхностей.
Перед непосредственно приготовлением штукатурочной смеси важно оценить микроклимат в помещении. Так, для отделки наружных стен чаще всего применяется цементная либо цементно-известковая штукатурка, если климат достаточно сухой, то для отделки наружных стен может применяться и известковая штукатурка. Но в умеренном климате она чаще всего используется для внутренних помещений.
В качестве наполнителя чаще всего используется песок. Лучше всего для приготовления штукатурочной смеси использовать речной песок. Морской отличается избыточной соленостью, что влияет на прочность смеси, а овражный, как правило, слишком загрязнен.
Для приготовления смеси понадобится вяжущее, заполнитель и вода. В отдельных случаях возможно использование добавок для придания смеси необходимых качеств. Например, для того, чтобы получить водонепроницаемую смесь достаточно к обычным составляющим цементной штукатурки добавить азотнокислый кальций.
Ориентировочные составы цементно — известковых и цементно — глиняных растворов для штукатурки по кирпичу, камню и бетону
Эксплуатационные воздействия на поверхность
Состав вяжушего
Марка раствора
Состав раствора по объему (цемент : тесто : песок) при цементе марок
100
200
300
400
Подвергающиеся систематическому увлажнению и действию мороза (цоколи, пояски и г. п.)
цемент + известковое тесто
30
1:0:2,5
1:0,3:4
1:0,6:5
1:1:6
50
—
1:0:3
1:0,2:4
1:0,3:4
Подвергающиеся слабому увлажнению и действию мороза (наружные стены)
цемент + глиняное тесто цемент + известков. тесто
15
1:0 3:4
1:1:6
1:1,5:7
1:2:8
30
1:0,3:2,5
1:0,3:4
1:0,5:5
1:0,7:6
15
1:0,3:4
.1:1,6:7
1:2:8
1:3:9
30
1:0,2:5
1:0,5:4
1:0,7:6
1:1:7
Подвергающиеся увлажнению вследствие конденсации (но не морозу)
Известково-песчаные растворы для различных слоев штукатурки
Вид извести
Слои штукатурки
обрызг и грунт
Накрывка
Жирная
от 1 :3,6
до 1 : 4
1:2,5
Средняя
от 1 :3
до I : 3,5
1:2
Тощая
от 1 : 1,5
до 1:2
1:1
Так как штукатурка, как правило, выполняется в 3 слоя, то и состав смеси для каждого слоя отличается. Для набрызга используется смесь с пониженным содержанием вяжущего, для приготовления грунтовочного слоя содержание вяжущего несколько повышается и для отделочного слоя используется максимально допустимое количество вяжущего. Благодаря этому отделочный слой отличается повышенной прочностью. В случае если штукатурка выполняется в 1 слой, то рекомендуется использовать среднее из предложенных соотношений вяжущего и заполнителя. В противном случае смесь будет недостаточно пластичной и может отойти от поверхности стены или потолка.
Состав штукатурных растворов
Раствор
Компоненты
Состав растворов
для обрызгивания
для грунтования
для отделочного слоя
Цементный
Цемент: песок
1:(2.5…4)
1:(2. ..3)
1:(1…1.5)
известковый
Известь: песок
1:(2,5…4)
1:(2…3)
1:(1…2)
Глиняный
Глина: песок
1:(3…5)
1:(3…5)
1:(3…5)
Цементно-известковый
Цемент: известь: песок.
1:(0,3:0,5): (3…5)
1:(0,7…1): (2,5 …4)
1:(1…1,5): (1,5…2)
Цементно- глиняный
Цемент: глина: песок
1:4:(6…12)
1:4:(6…12)
1:4:(6…12)
Известково- глиняный
Известь: глина: песок
0,2:1 :(3…5)
0,2:1 :(3…5)
0,2:1 :(3…5)
Известково — гипсовый
Известь: гипс: песок
1:(0,3. ..1):(2…3)
1:(0.5…1,5): (1.5…2)
1:(1…1,5):0
Пояснение к табице:
Для цементной штукатурки соотношение цемента и вяжущего составляет: для набрызга – 1 часть вяжущего на 2,5 – 4 части заполнитель, для грунтовочного слоя на единицу объема вяжущего приходится 2-3 части заполнителя, а для слоя отделки от 1,5 до 2 частей.
Пропорции раствора для штукатурки стен с использованием глины неизменны для каждого слоя – рекомендуется использоваться в 3-5 раз больше заполнителя, чем глины.
Известковый раствор для штукатурки стен имеет такой состав: набрызг от 2,5 до 4 частей заполнителя на 1 часть вяжущего, для грунтовочной смеси – от 2 до 3 частей, в отделочной смеси рекомендуется использовать 1-2 части заполнителя на 1 часть вяжущего.
Цементно-известковая смесь, для приготовления на единицу объема цемента приходится: для набрызга – от 0,3 до 0,5 частей извести и 3 – 5 частей заполнителя, для слоя грунтовки – от 0,7 до 1 части извести и 2,5 – 4 части заполнителя, для отделки содержание извести увеличивается до 1 – 1,5 частей, содержание песка не превышает 2,5 – 4 части.
Известково-глиняная смесь на 0,2 части извести и 1 часть глины приходится 3 – 5 частей песка.
Состав цементно-глиняной смеси можно принять одинаковым для всех слоев штукатурки – 1:4:6-12 (цемент : глина : песок).
Известково-гипсовый раствор (известь : глина : песок), на 1 часть извести приходится: набрызг –0,63-1 часть глины и 2 – 3 части песка, грунтовочный слой – 0,5-1,5 части гипса и 1,5-2 части песка, отделочный слой – 1 — 1,5 части гипса (в этом случае песок не добавляется
Для улучшения некоторых свойств материала в состав штукатурной смеси добавляют различные примеси:
Известь. Как правило, достаточно небольшого количества – порядка половины части цемента – для улучшения затираемости и уменьшения массы раствора, а также для повышения влагостойкости и пластичности материала;
Гипс. Небольшое количество гипса ускоряет период отвердения раствора, что актуально при нанесении его на потолок или в труднодоступные места. Следует помнить, что большое количество такого раствора вы просто не успеете нанести на стену, так как он затвердеет прямо в корыте;
Жидкое мыло. Повышает пластичность и липкость раствора, позволяет создавать более ровные и гладкие поверхности, не дает материалу растрескиваться;
Клей ПВА. Является простым способом полимеризации раствора, создавая простейший вариант полимерцементной штукатурки. Повышает пластичность, адгезию, прочность и качество покрытия, продлевает срок службы и не дает материалу трескаться.
Цементный раствор готовят из песка и цемента, которые берут в пропорции из таблиц. Сначала делают сухую смесь, затем заливают ее водой и тщательно перемешивают. Следует учитывать, что данный раствор достаточно быстро схватывается и теряет свои свойства примерно через 40-50 минут, поэтому готовить нужно небольшое количество.
Известковый раствор получают, использую одну часть известкового теста и от одной до пяти частей песка. Нужное соотношение подбирают в зависимости от жирности теста. В него добавляют воду и песок, причем маленькими порциями, каждый раз перемешивая и проверяя жирность полученной массы. В конечном итоге, материал должен быть близок по своей консистенции к тесту, его следует готовить в день проведения работ.
Цементно-известковый раствор смешивают из известкового теста (1 часть), песка (от 3 до 5 частей) и цемента (1 часть). Сначала берут цемент и песок, после чего в полученную смесь наливают известковое тесто, при этом его консистенция должна напоминать молоко.
В известково-гипсовом составе вместо цемента используется гипс. Сначала в емкость наливают воду, в нее тонким слоем добавляют одну часть гипса и перемешивают, получая гипсовое тесто, которое затем смешивают с известковым. Для его приготовления используют 3-4 части извести. Все операции нужно проводить очень быстро, поскольку состав начинает схватываться уже через 5-10 минут, а через 30 он полностью твердеет.
Глиняный раствор штукатурки готовиться так. Глину кладут в воду на нескольких часов, после чего доводят смесь до сметанообразного состояния. Затем добавляют песок и все перемешивают. Известково-глинистый раствор создают из одной части глиняного теста, 0,4 части известкового и от 3 до 6 частей мелкозернистого песка. Причем его кладут в последнюю очередь, чем больше используют песка, тем крепче получается раствор.
Для приготовления декоративных штукатурных составов в качестве вяжущего применяют добавки из туфа, мрамора, гранита, доломита и различных фракций известняка. Для штукатурки фасадов используют цемент — стандартный, белый или цветной, а для внутренних помещений — гипс и известь. Чтобы усилить блеск слоя кладут 1-2% слюды или до 10% измельченного стекла, а для придания штукатурке цвета вносят светоустойчивые пигменты, например, охру, ультрамарин, железный сурик или оксид хрома.
Штукатурные растворы: виды и характеристики
Рынок сухих строительных смесей: специфика продвиженияЧто такое сухие строительные смеси?Ведущие торговые марки сухих строительных смесейРынок cухих cтроительных cмесейИспользование сухих строительных смесей при ремонте стенТехнология устройства наливных половРынок сухих смесей: от быстрого роста к жесткой конкуренцииОсобенности фасадных штукатурокРынок сухих смесей регионов России: перспективы региональных и федеральных производителейТакая разная штукатуркаНастенное искусство: декоративная штукатуркаВенецианская штукатуркаДекоративная штукатуркаНаливные полы: характеристики и применениеСамая лучшая стяжкаСухие строительные смеси: от А до ЯРынок полиуретановых составов для промышленных половДекоративные штукатурки на все временаДекоративные штукатурки: красиво и современноСамовыравнивающиеся наливные полы: виды и устройствоЖидкие обои. Статья 32005.Выбираем декоративную штукатуркуСухие строительные смеси: виды и применениеСухие cмеси для укладки плиткиСухие смеси на основе гипсаКамневидные покрытия для стенНаливные полы: советы по выборуНаливные полы: технология устройстваШпаклевка — основа ремонтаМодный декор для стенКлассификация и выбор сухих строительных смесейСухие смеси: характеристики и применениеУстройство ровного полаСухие смеси для выравнивания половДекоративная штукатурка: виды и применениеГипсовая штукатуркаВнимание — на стеныДекоративная штукатурка для стенОштукатуривание сложных основанийВлагостойкая шпатлевкаДекоративные покрытия для стен. Статья 43716.В тренде — наливные полыУниверсальная шпаклевка: характеристики и нанесениеТакая разная декоративная штукатуркаНанесение фактурной штукатуркиВыравниваем откосыГипсовая штукатурка для стенВенецианская штукатурка на стенахНалил и забылНаливные полы в интерьереВыбираем штукатуркуТеплая штукатуркаФасадная штукатурка: выбор и нанесениеШтукатурная сеткаСухие строительные смеси: виды и свойстваШпатлевка для стен и потолкаСтруктурная штукатуркаШтукатурные растворы: виды и характеристикиОтделываем стены: декоративная штукатурка или обои?Мокрая штукатурка: особенности, технология отделкиГипсовые штукатурки — характеристики и применениеНаливные полы: особенности и применениеГипсовая штукатурка: виды и нанесениеНаливные полы в ваннойЦементные штукатурки для наружных и внутренних работШтукатурка газобетонаВыбор кладочной смеси для кирпичаСухие смеси для стяжки полаПокраска декоративной штукатуркиДефекты штукатурки и их устранениеФасадный утеплитель под штукатурку Декоративная штукатурка «короед» — виды и применениеСетка для штукатурки: выбор и применениеТехнология нанесения декоративной штукатурки. Статья 55348.Использование штукатурки для отделки потолка — плюсы и минусыШтукатурка для наружных работТехнология нанесения гипсовой штукатуркиФактурная и структурная штукатурка для потолкаДекоративная штукатурка в ваннойФасадная финишная шпаклевкаСетка для штукатурки фасадаМногослойная штукатурка: технология нанесенияВиды стяжки пола: что выбратьФасадные штукатурные смесиГипсовые смеси: виды и применениеПолимерные финишные шпаклевки: характеристики и нанесениеКладочные растворы: что выбратьФинишная шпатлевка: виды и нанесениеСтроительные смесиДекоративная штукатурка в интерьере кухниВыравнивающие смесиПрименение самовыравнивающейся стяжкиНаливные полыКнауф
Для внутренних штукатурных работ могут использоваться глиняные, известковые, известково-гипсовые, известково-глинистые, цементные, цементно-известковые растворы. Какие материалы используются для приготовления штукатурных смесей? Что нужно знать при выборе штукатурной смеси?
Все материалы для растворов нужно предварительно просеять или процедить через сито (ячейки сечением 3×3 мм), из извести и глины изготовить тесто, разбавив их водой. Смешивают раствор в емкости, глубиной не менее 10-20 см, перемешивают веслом длиной около 1 м.
Готовый раствор должен быть хорошо перемешан (не должны оставаться неперемешанные частицы заполнителя или вяжущего материала), иметь однородную структуру, хорошо прилипать к поверхности весла и иметь необходимую для качественных штукатурных работ жирность (характеристика для глиняных, известковых, глинисто-известковых растворов) и прочность.
При соблюдении рецептуры должны получаться нормальные растворы, то есть растворы нормальной жирности. Жирность их можно определить при помощи весла. Раствор нормальной жирности слегка прилипает к веслу. Если раствор прилипает сильно, то он жирный, в него нужно добавить еще немного заполнителя; если при перемешивании раствор не прилипает к веслу, значит, это тощий раствор, в него надо добавить вяжущее вещество — глину или известь.
Основная проблема при использовании штукатурных растворов заключается в том, что такие смеси при высыхании плохо поддаются обработке (ошкуриванию, последующей окраске и оклейке обоями). Это происходит из-за непластичности штукатурного раствора. Поверхность нельзя сделать абсолютно плотной (непористой). Песок, который обычно используют для приготовления раствора, имеет слишком крупное зерно, из-за чего невозможно сделать поверхность однородной. Цементные растворы также не обладают поглощающей способностью, конденсационная вода не поглощается, а осаждается на поверхности штукатурки, что может привести к отсыреванию стены и появлению грибка и плесени.
Необходимо заметить, что сами по себе известь и цемент являются едкими материалами. Поэтому при приготовлении раствора и/или при оштукатуривании необходимо соблюдать меры безопасности, работать в плотных перчатках и следить, чтобы раствор не попал в глаза, нос и рот.
Известковые растворы готовят на основе извести, которая бывает негашеная комовая, молотая и порошок и гашеная. Лучше всего использовать готовую заводскую гашеную известь, уже смешанную с песком («известковое тесто»). В домашних условиях готовить известковое тесто не рекомендуется, так как известь ядовита, и испарения могут нанести вред здоровью. Кроме того, чтобы правильно загасить ее водой, необходимо несколько недель.
Для приготовления известкового раствора берут 1 часть (материалы отмеривают объемными частями) известкового теста и 1—5 частей песка (количество добавляемого песка определяется в процессе замешивания раствора и зависит от жирности извести). Сначала в известковое тесто добавляют немного песка, что упрощает работу по растиранию раствора, и воды, перемешивают, чтобы не было комочков. Затем небольшими порциями вводят песок, доливают воду, размешивая раствор до тех пор, пока он не приобретет нормальную жирность и среднюю густоту.
Известковые растворы пригодны для заделки мелких трещин, но после высыхания они дают сильную усадку, «втягиваются» в трещины, поэтому нужно повторять один и тот же процесс несколько раз, пока поверхность не выровняется.
Если в этот раствор планируется добавлять гипс (известково-гипсовый раствор), то его делают более густым (можно уложить горкой). Строительный гипс добавляют в известковые растворы для ускорения схватывания. Известково-гипсовый раствор схватывается уже через 3-5 минут, а за 30 минут полностью твердеет.
Для получения известково-гипсового раствора в емкость наливают немного воды, сверху насыпают слой гипса (1 объемная часть) и перемешивают до получения однородного, жидкого гипсового теста. Затем в него добавляют известковый раствор (3-4 части), перемешивают, но не долго, чтобы раствор не потерял прочность. Все работы выполняются быстро, на приготовление раствора тратится не более 2-5 минут.
Учитывая быстрое схватывание раствора, его готовят небольшими порциями, по мере использования. Количество воды в растворе также должно соответствовать норме (готовый состав имеет консистенцию густой сметаны). При ее избытке получится жидкий и медленно схватывающийся раствор, дающий рыхлую и непрочную штукатурку; при недостатке — густой раствор, с которым трудно работать (разравнивать, затирать). Известково-гипсовые растворы наиболее подходят для заделывания мелких трещин и впадин в полу, стенах и на потолке. Гипс придаст раствору повышенную твердость.
Глиняный раствор не обладает достаточной прочностью, поэтому если его и используют для внутренних работ, то покрывают сверху слоем известкового или известково-гипсового раствора. Для повышения прочности в глиняный раствор добавляют известь, гипс или цемент.
Известково-глинистый раствор готовится из 1 части глиняного теста (глина, разбавленная водой до жидкого состояния), 0,4 части известкового теста и 3-6 частей песка. Глиняное и известковое тесто смешивается, только после этого вводится такое количество песка (не менее 3 объемных частей, но не более 6), чтобы получился раствор нормальной жирности.
Цементный раствор. Соотношение песка и цемента в этом растворе зависит от марки цемента: чем выше марка, тем меньшее его количество необходимо. Чаще всего цементный раствор готовится из 1 части цемента и 2-3 частей песка. Песок насыпают в ящик грядкой, сверху высыпают цемент (еще лучше сделать это в несколько слоев), перемешивают эту сухую смесь до однородности. Затем смесь растворяют водой до нужной густоты, перемешивают, используют в течение 1 часа. Долгое хранение готового раствора приводит к снижению его прочности.
Раствор, количество песка в котором доводится до 4—5 частей, более прочен, но менее эластичен, с трудом ложится на обрабатываемую поверхность, откалывается.
Цементно-известковый раствор отличается пластичностью, прочностью, хорошо сцепляется с поверхностью. Для его приготовления составляется сначала однородная сухая смесь из цемента (1 часть) и песка (3-5 частей), которая затем замешивается известковым молоком (0,7-1 часть известкового теста, разведенного в воде до жидкого состояния) до нужной густоты.
Цементно-песчаные штукатурные растворы выдерживают нагрузку до 150 кг/кв. см. Компоненты замешиваются в пропорциях: одна часть цемента на три части песка. Для стяжки пола используют портландцемент (предпочтительно марки 300) и шлакопортландцемент. Песок лучше брать речной (мелкий и чистый), и перед замешиванием просеять.
Известковый, известково-гипсовый, глинисто-известковый, цементно-известковый растворы используются для штукатурных работ по каменным и бетонным поверхностям. Карнизы и другие выступающие части стен, потолка оштукатуривают более долговечными (прочными) цементным или цементно-известковым растворами. Деревянные поверхности оштукатуривают известково-гипсовым, цементно-известковым растворами. Сухую гипсовую штукатурку (облицовку гипсокартонными листами) проводят в помещениях с нормальным температурно-влажностным режимом, по кирпичной кладке и другим поверхностям.
Структурная штукатурка Отделываем стены: декоративная штукатурка или обои?
Что такое гипс | Гипсовое соотношение | История штукатурки
Важный момент
Что такое штукатурка?
Оштукатуривание – это процесс покрытия неровных поверхностей и шероховатых стен при строительстве домов и других сооружений пластичным материалом, известным как штукатурка, который представляет собой смесь цемента или известкового бетона и песка с требуемым количеством воды.
Используемый цементный раствор с разным содержанием штукатурки
Соотношение смешивания раствора
Общее использование Рекомендовано изд.
1:3
• В качестве богатой растворной смеси, используется там, где наружные стены подвержены суровым климатическим условиям. • Также используется для ремонтных работ.
1:4
• Используется для потолков и наружных стен
1:5
• Раствор для кирпичной кладки и внутренней штукатурки
1:6
• Для внутренней штукатурки (доступен мелкий песок)
Также читайте: Разница между площадью коврового покрытия и застроенной площадью
Толщина штукатурки
Соотношение компонентов раствора
Цемент
Песок
Вода
10 кв. м
12 мм
1:3
49,37 кг
3,77 фута 3
44 л
10 кв.м
12 мм
1:4
39,29 кг
3,99 фута 3
44 л
10 кв.м
12 мм
1:5
32,54 кг
4,14 фута 3
44 л
10 кв.м
12 мм
1:6
27,8 кг
4,24 фута 3
44 л
Требования к хорошей штукатурке
Она должна соответствовать этому фону и должна оставаться неизменной при любых климатических изменениях.
Он должен быть дешевым и экономичным.
Он должен быть твердым и прочным.
Должна быть возможность применения при любых погодных условиях.
Он должен эффективно контролировать проникновение или проникновение влаги с поверхностей.
Должен обладать хорошей обрабатываемостью.
Также прочтите: Что такое полевой тест плотности в сухом состоянии | Различные типы полевых испытаний плотности
Форма штукатурки использовалась примитивными цивилизациями для создания прочных и устойчивых к атмосферным воздействиям конструкций с использованием глины.
В египетских пирамидах используется гипсовая лепнина, сравнимая с той, что используется сегодня, которая остается твердой и прочной спустя 4000 лет.
Греческие ремесленники использовали гипс, в основном, для покрытия храмов снаружи, но иногда и внутри.
На протяжении истории гипсовые потолки становились все более декоративными, особенно экстравагантными были потолки эпохи Тюдоров.
Однако использование гипса в качестве средства демонстрации художественного мастерства и выражения уменьшилось с 19-го века, когда имитация и механическое воспроизведение вытеснили его как творческое средство.
Но штукатурка по-прежнему очень широко используется для отделки поверхностей внутренних потолков, стен, а иногда и наружных стен.
Дефекты штукатурки
Отслаивание
Пилинг
Поппинг
Трещины в штукатурке
Неровная штукатурка`
Мягкость пластыря
Вздутие оштукатуренной поверхности
Пятна ржавчины на оштукатуренной поверхности
Высолы на оштукатуренной поверхности
Также прочтите: Тестирование на содержание ила в песке
Требования к хорошей штукатурке
Чтобы получить ровную, чистую, гладкую, равномерную и прочную поверхность с улучшенным внешним видом.
Для сокрытия дефектов изготовления.
Для сохранения и защиты поверхности.
Для создания основы для декоративной отделки.
Чтобы скрыть использование некачественных и пористых материалов при кладке
Тип штукатурки
Гипсовая штукатурка
Известковая штукатурка
Цементная штукатурка
Глиняная штукатурка
Термостойкая штукатурка
Водонепроницаемая штукатурка
Гипсовый гипс
Это широко используемый гипсовый материал, который можно добывать естественным путем или производить в качестве побочного продукта.
Таким образом, важное значение имеет гипсовая штукатурка, которая используется в качестве финишного слоя грунтовки и часто заменяет цемент и известь.
Кроме того, небольшое расширение гипса считается существенным свойством, препятствующим растрескиванию и усадке.
Существуют различные виды гипсовой штукатурки, которые получают путем нагревания гипса до определенной степени, например, безводный гипс, получаемый путем нагревания гипса до 170 Со, полугидратный гипс, получаемый при нагревании гипса более чем до 170 Со.
Кроме того, в зависимости от При нанесении на потолки или стены гипсовые штукатурки можно разделить на следующие категории: заливка, грунтовка, отделка, однослойная штукатурка и штукатурка машинного нанесения.
Также читайте: 10 лучших компаний по производству цемента в Индии
Известковый гипс
Это подводит нас к Известковому гипсу, который, как было сказано ранее, состоит из песка, извести и воды. Рассматриваемая известь, как правило, является негидравлической известью, которую, конечно, также можно назвать известковой замазкой.
Невероятно, но использование известкового гипса восходит к 7200 г. до н.э., когда статуи, вылепленные из известкового гипса, были найдены закопанными в яме на месте археологических раскопок Газал в современной Иордании. Это прекрасный пример того, насколько долговечна известковая штукатурка в качестве строительного материала.
Часто продукты могут использоваться как в качестве известковой штукатурки, так и в качестве известковой штукатурки, поскольку используемая известковая замазка достаточно прочна, чтобы противостоять погодным условиям, возникающим при наружном использовании.
Это лишь одно из многих преимуществ использования известковой штукатурки или известковой штукатурки. смотря это по климату и географическому положению. Для любой помощи в выборе правильной известковой штукатурки, пожалуйста, свяжитесь с нами.
Читайте также: Что такое плинтус | Что такое защита плинтуса | Назначение защиты цоколя
Глиняная штукатурка
Глиняная штукатурка считается более устойчивой альтернативой современным штукатуркам, так как потребляет меньше энергии, чем гипсовые, известковые или цементные штукатурки.
Доступен с волокнистыми добавками для повышения прочности и в различных натуральных цветах. Он дышит и его не нужно красить.
Термостойкая штукатурка
Термостойкая штукатурка – это строительный материал, используемый для покрытия стен и дымоходов, а также для использования в качестве противопожарного барьера в потолках.
Предназначен для замены обычных гипсовых штукатурок в тех случаях, когда температура может стать слишком высокой, чтобы гипсовая штукатурка могла оставаться на потолке или стене.
Гидроизоляционная штукатурка
Гидроизоляционная штукатурка необходима для защиты каменной стены от проникновения влаги и, таким образом, устранения или уменьшения сырости стены.
Штукатурку изготавливают из песчано-цементной смеси 1:2. Добавляют квасцы пылевидные из расчета 12 кг на кубометр песка.
Мягкое мыло из расчета 75 г на литр добавляется из воды для смешивания. Квасцы и мыло вступают в химическую реакцию и запечатывают поры гипса.
Краткое примечание
Соотношение смешивания штукатурки
Смесь цемента и песка в соотношении 1:6 (1 цемент:6 песок) для внутренней штукатурки кирпича. А для наружной штукатурки замесить в пропорции 1:4. На кирпичную стену никогда не наносить штукатурку толщиной более 12 или 15мм . За один раз избегайте штукатурки толщиной более 12 мм.
Гипсовая штукатурка против песчано-цементной штукатурки: что это такое и какой из них лучше? — Hipcouch
Выбор лучшего материала для штукатурки поможет сохранить ваши стены прочными, красивыми и защищенными на долгое время. Давайте посмотрим на многочисленные преимущества штукатурки!
Какие преимущества предлагает штукатурка?
Оштукатуривание стен и потолков имеет множество преимуществ. Как внешнее, так и внутреннее оштукатуривание необходимо для придания необходимой прочности и поддержки. Штукатурка служит защитным покрытием для камней и кирпичей и продлевает срок службы потолков и стен.
Оштукатуренные стены также защищены от климатических повреждений, включая дождь, жару и влажность. Оштукатуренные стены также легче ремонтировать, если они каким-либо образом повреждены!
Штукатурка также помогает выровнять поверхности, и такие стены также удобны для отделки, поскольку на них можно наносить различные покрытия, чтобы улучшить их внешний вид и привлекательность. Ваш дом также может быть менее загрязнен, так как оштукатуренные стены притягивают и создают меньше пыли.
Для штукатурки используются различные материалы, но наиболее часто используемыми штукатурными материалами являются цемент и гипс. Ответ на вопрос, какой материал лучше всего подходит для вашего дома, будет зависеть от анализа преимуществ и недостатков каждого из них.
Цементная штукатурка
Цементная штукатурка производится путем смешивания цемента, песка и воды, обычно соотношение цемента и песка составляет 1:4. Толщина штукатурки зависит от оштукатуриваемой поверхности и может составлять от 12 до 20 миллилитров. Иногда в штукатурку также подмешивают пластификаторы для защиты стен от паразитов.
Плюсы:
Преимущество цементной штукатурки в том, что ее можно использовать как для внешней, так и для внутренней штукатурки.
Цементная штукатурка лучше всего подходит для оштукатуривания наружных стен, поскольку она устойчива к влаге и защищает стену от климатических изменений и загрязнения окружающей среды.
Кроме того, долговечность цементной штукатурки делает ее идеальным выбором и для внутренней штукатурки. Цемент укрепляет стены, особенно пустотелые блоки.
Кроме того, когда дело доходит до электрических фитингов и проводки, цементная штукатурка не дает трещин и обеспечивает прочную основу для сверления и скрепления.
Минусы:
Поверхность после цементной штукатурки имеет тенденцию выглядеть неровной и шероховатой. Следовательно, для достижения гладкой поверхности потребуется дополнительный процесс. Часто POP наносят на оштукатуренные стены, чтобы придать им гладкую поверхность.
Цементно-оштукатуренные стены и потолки требуют отверждения водой в течение примерно недели. Без обработки поверхность не наберет прочности и вскоре могут появиться трещины.
Со временем поверхности могут даже сжиматься, вызывая микротрещины.
Гипсовая штукатурка
Это готовая штукатурка, которая используется после смешивания с водой. Он белого цвета и имеет порошкообразную форму. Толщина штукатурки стен и потолка варьируется, для стены она может составлять около 11 миллиметров, а для потолка толщина составляет всего около 8 миллиметров. Гипсовую штукатурку также нагревают при определенных температурах для получения различных видов штукатурки.
Плюсы:
В отличие от цементной штукатурки, гипсовая штукатурка не требует каламбура или какой-либо специальной обработки для достижения гладкости поверхности. Таким образом, экономятся затраты и время.
Цементная штукатурка должна быть приготовлена вручную, а гипсовая штукатурка доступна в готовом виде. Следовательно, готовить его намного проще и удобнее.
Гипсовая штукатурка не расширяется и не сжимается со временем; поэтому усадки не происходит.
Гипсовая штукатурка извлекается из гипсовой породы и затем обезвоживается для получения порошкообразной формы. Самым большим преимуществом является то, что гипсовую штукатурку можно многократно перерабатывать и использовать повторно.
Экономит много времени, так как очень быстро сохнет, и вы можете начать малярные работы в течение 72 часов после нанесения штукатурки.
Большим преимуществом стен, оштукатуренных гипсом, является то, что их теплопроводность низкая и, следовательно, они хорошо сохраняют в вашем доме прохладу летом и тепло зимой.
Высокая устойчивость к огню и плесени надолго защищает ваши стены и потолки.
Минусы:
Основным недостатком гипсовой штукатурки является то, что она подходит только для внутренней штукатурки.
Не является влагостойким и, следовательно, не подходит для влажных помещений, таких как ванные комнаты, подвалы, балконы или кухни.
При работе с гипсовой штукатуркой необходимо соблюдать осторожность после завершения штукатурных и малярных работ. Будучи относительно мягким по своим свойствам, гипсовая штукатурка имеет тенденцию легко ломаться или образовывать трещины при сверлении стен для электрики, гобеленов, проводки и т. д.
Итак… Какой из них лучше?
Оба варианта имеют свои плюсы и минусы, но когда дело доходит до наружной штукатурки, ничто не сравнится с цементной штукатуркой. Для внутренней штукатурки часто предпочитают гипсовую штукатурку, тем более что она быстрее сохнет и ее легко приготовить и разровнять.
Существуют и другие причины выбора гипсовой штукатурки. Это экономит время и деньги, потому что не требует отверждения водой, в отличие от цементной штукатурки. В зависимости от места строительства воды может не быть вообще или она может быть очень дорогой.
Гипсовая штукатурка также быстрее сохнет, поэтому не нужно ждать начала малярных и других работ. Поскольку стены, оштукатуренные гипсом, имеют хорошую отделку, вам не нужно тратить дополнительное время и деньги на дополнительное выравнивание отделки.
Кроме того, застройщики часто предпочитают использовать гипс для внутренней штукатурки, поскольку он позволяет сэкономить .
Цементная штукатурка должна быть приготовлена с правильным соотношением песка и цемента, любой ингредиент в избытке, и вы не сможете получить правильную текстуру штукатурки. Когда вы используете гипсовую штукатурку, все, что вам нужно сделать, это смешать ее с достаточным количеством воды.
Гипсовая штукатурка также является экологичным продуктом, поскольку ее можно перерабатывать и использовать повторно.
Иногда стены, оштукатуренные цементом, могут дать трещины или усадку через несколько месяцев, но гипсовая штукатурка остается безупречной в течение более длительного времени.
Температура плавления олова и сплавов со свинцом, особенности олова и изготавливаемого припоя
Одним из наиболее распространенных металлов во всем мире можно назвать олово. Оно использовалось кузнецами на протяжении многих столетий для изготовления самых различных вещей. Еще до появления металлургической промышленности кузнецы знали, при какой температуре плавится олово, какими физико-химическими свойствами оно обладает. Важным моментом является то, что сплав олова и меди можно считать первым проявлением развития металлургии как отдельной отрасли. Первое искусственное соединение, созданное человеком, во многом зависело от достаточно низкой температуры плавления соединяемых металлов.
Получение и применение
Проведение плавки металла
Изготовление припоя
Получение и применение
В чистом виде рассматриваемый элемент не встречается. Он входит в состав касситерита в виде оксида. Много столетий назад этот металл добывался в открытых шахтах, но сегодня подобные месторождения практически не разрабатываются. Для получения олова проводится очистка руды. Концентрация элемента составляет 1%. Для получения 1 килограмма рассматриваемого металла приходится перерабатывать около центнера руды.
Температура плавления свинца и олова относительно невысокая, что определяет возможность использования этих материалов в домашних условиях на момент проведения пайки. Продаются металлы в виде небольшого прутка.
Тот факт, что температура плавления олова и свинца примерно одинаковая, определяет смешивание этих элементов для получения сплава с более привлекательными эксплуатационными качествами. Кроме этого, в олово могут добавлять серебро, медь и другие элементы.
Проведение плавки металла
У олова температура плавления во многом зависит от того, есть ли примеси. Температура, при которой металл становится пластичным или жидким, может варьировать в пределе от 145 до 250 градусов Цельсия в зависимости от состава. При необходимости можно провести расплавку большого количества металла для его заливки по форме.
При выборе материала для создания формы учитываются нижеприведенные моменты:
Структура не должна смачиваться жидким оловом. В противном случае форма может изменить свои размеры.
Используемый материал должен выдерживать воздействие температуры не ниже 250 градусов Цельсия. В противном случае после заливки форма потеряет свои основные эксплуатационные качества.
Стоит учитывать, что в жидкой форме рассматриваемый металл может окисляться при контакте с воздухом. Твердое вещество, наоборот, обладает повышенной устойчивостью к кислородной коррозии.
Довольно большое распространение в электротехнике получил трехкомпонентный сплав, основой которого стал свинец. В качестве дополнительных компонентов могут использоваться олово и серебро. При производстве подобного сплава уделяется внимание тому, что концентрация металла не должна быть менее 95%. При подобном варианте сочетание веществ температура плавления составляет около 220 градусов Цельсия.
Изготовление припоя
Для того чтобы повысить эксплуатационные характеристики припоя, в его состав добавляется небольшое количество сурьмы. Подобный вариант исполнения припоя применяется для пайки различных радиодеталей, особенно ответственных участков.
При выборе припоя следует уделить внимание и сплаву с серебром в составе. Его эксплуатационными качествами можно назвать:
Существенно повышается срок эксплуатации. За счет серебра структура становится более устойчивой к процессу окисления.
За счет повышения концентрация серебра появляется возможность использовать припой при изготовлении различных деталей промышленной техники. Однако серебро существенно повышает стоимость сплава, а также изготавливаемого изделия. Именно поэтому сплавы с высокой концентрацией серебра используют для изготовления важных деталей.
Проводится добавление в состав цинка, но подобные сплавы пользуются меньшей популярностью. Это связано с достаточно высокой химической активностью цинка. За счет взаимодействия с окружающей средой подобный сплав быстро разрушается. На основе цинкосодержащей смеси производятся припайные пасты, которые имеют относительно небольшой срок службы. Температура плавления в этом случае составляет 200 градусов Цельсия.
На протяжении многих лет используется и чистое олово в качестве полупроводникового припоя. Температура плавления этого элемента в чистом виде составляет 240 градусов Цельсия. Применяются они исключительно в промышленности, что связано с высокой стоимостью. В чистом виде из-за существенного повышения температуры структура олова перестраивается, на поверхности появляются черные пятна, которые указывают на существенное ухудшение основных качеств.
youtube.com/embed/Ruc1eFBZPnk»>
свойства элемента и его сфера применения
Все металлы имеют свои особые свойства и характеристики. Еще со школьной программы многие из нас знают, что каждый металл имеет свою температуру плавления. В термодинамическом процессе кристаллическая решетка в металлах разрушается, и они из твердого состояния переходят в жидкое.
Металлы делятся на группы, в зависимости от их температуры плавления — легкие, средние и тугоплавкие. К первой группе легкоплавких металлов относится олово, а вот при какой температуре плавится этот редкий химический элемент мы и попытаемся выяснить.
Олово
Редкий металл олово в периодической таблице Д. Менделеева занимает 50-е место, относится к главной подгруппе IV группы в таблице пятого периода. Его масса составляет 118,710, в чистом виде он выглядит как серебристо-белый металл, мягкий, пластичный и ковкий, он отличается высокой коррозийной стойкостью. Редкий элемент по распространению в земной коре занимает 47-е место.
Основные месторождения в мире находятся в странах Юго-Восточной Азии — Китае, Таиланде, Малайзии, Индонезии. Есть также крупные месторождения в странах Южной Америки и Австралии. На территории России запасы руды олова есть на Чукотке, в Хабаровском и Приморском крае, в Якутии.
Немного истории
Людям этот редкий металл стал знаком еще до нашей эры, поскольку упоминается еще в Библии. Он был малодоступен людям, поэтому стоил очень дорого, изделия из олова встречаются редко среди изделий археологических раскопок Древнего Рима и Греции.
Его начали применять в бронзовом веке, олово в то время являлось стратегическим металлом, поскольку он входил в состав бронзовых изделий. Рецептура сплава меди и олова сохранилась и сейчас, но в настоящее время стали добавлять еще алюминий, свинец и кремний. Полученный сплав был очень твердым, замечательно отливался в формы, легко ковался и обрабатывался. В то далекое время бронза считалась наиболее прочным металлом, который был известен людям того времени.
Из этого сплава делали украшения, посуду, но стоила она очень дорого. С редким элементом связано многое в длительном периоде развития общества с момента открытия олова.
Свойства олова, его температура плавления
В природе редкий металл может быть в двух формах нахождения — в горных породах и минералах. Чаще всего элемент встречается в виде оловянного камня — окисного соединения. Раньше его выплавляли из руды, которую находили в верхних слоях земной коры. В настоящее время такие полезные ископаемые практически исчезли, поэтому процесс добычи олова стал намного сложней.
До того момента, когда металл попадает в плавильное отделение, руда и россыпи, в составе которых есть олово проходят процесс обогащения. После этого концентрат направляют в обжиговые печи и только затем плавят.
Редкий элемент имеет невысокую планку плавления, процесс плавления начинается при +231,9оС, при температуре +231,0оС металл остается твердым. Даже в охлажденном состоянии он легко гнется, а при нагревании становится податливым как пластилин. Процесс кипения олова начинается, когда температура во много раз превышает показатели плавления — 2630оС.
Элемент бывает белого и серого цвета, более темный цвет он приобретает, когда переходит в порошкообразное состояние, в порошке плотность элемента значительно ниже, чем когда он находится в твердом состоянии.
В процессе плавки используются шлаки, флюсы, присадки для того, чтобы получить нужного сорта и качества металл. Низкая температура плавления сделала его стратегически важным металлом. Он легко может участвовать в образовании сплавов с другими материалами, благодаря низкой температуре плавления. В конечном итоге сплавы легко обрабатываются, затем они участвуют в соединении конструктивных узлов и деталей с хорошим герметичным швом.
Применение олова
Этот элемент часто используют в качестве защитного слоя в атомной промышленности.
Его также применяют в стекольной промышленности как полировку для стекла, оно в жидком состоянии выливается в емкость с расплавом.
В печатной промышленности используется сплав олова с сурьмой и свинцом для создания печатного шрифта.
Оловом прокатывают фольгу, элемент применяют в производстве труб и различных деталей, чтобы придать им антикоррозийную стойкость, ведь олово не ржавеет.
Редкий элемент отлично проводит тепло, например, в производстве консервных банок он часто используется. В такой таре можно длительное время хранить продукты, поскольку олово нетоксичный элемент. Посуда долгий промежуток времени не подвергается разрушению.
В ткацкой промышленности он также используется, но только соли металла. В основном это находит применение в производстве натурального шелка и для печати на ситцевой ткани.
Элемент нашел применение и в медицине, например, в стоматологии для армирования некоторых видов пломб. Редкий металл есть даже в организме человеке, его нехватка может отрицательно сказаться на росте, по этой причине он начинает замедляться.
Вывод
На сегодняшний день олово находит применение во многих отраслях промышленности, поскольку металл обладает целым рядом уникальных свойств. Спустя тысячелетия редкий химический элемент все так же востребован как в чистом виде, так и в сплавах с другими металлами.
Автор: Николай Иванович Матвеев
Распечатать
Оцените статью:
(15 голосов, среднее: 3.9 из 5)
Поделитесь с друзьями!
It’s Elemental — Олово Элемента
Предыдущий элемент (индий)
Периодическая таблица элементов
Следующий элемент (сурьма)
Таблица элементов
Элемент TIN
[Нажмите на данные об изотопах]
50SNTIN118,710
Атомный номер: 50
Атомный вес: 118,710
Петирование: 505,08 K (231,93 ° C или 449,47 ° F).
Температура кипения: 2875 K (2602°C или 4715°F)
Плотность: 7,287 грамм на кубический сантиметр
Фаза при комнатной температуре: Твердая
Классификация элемента: Металл
Номер периода: 5
Номер группы: 14
Название группы: нет
Что за название? От англо-саксонского слова олово . Атомный символ олова происходит от латинского слова олово, stannum .
Что сказать? Олово произносится как ИНН .
История и использование:
Археологические данные свидетельствуют о том, что люди использовали олово по крайней мере 5500 лет. Олово в основном получают из минерала касситерита (SnO 2 ) и извлекается путем обжига касситерита в печи с углеродом. Олово составляет всего около 0,001% земной коры и добывается в основном в Малайзии.
Две аллотропные формы олова встречаются при комнатной температуре. Первая форма олова называется серым оловом и устойчива при температуре ниже 13,2°C (55,76°F). Существует несколько вариантов использования серого олова. При температуре выше 13,2°C серое олово медленно превращается во вторую форму олова, белое олово. Белое олово является нормальной формой металла и имеет множество применений. К сожалению, белое олово превратится в серое, если его температура упадет ниже 13,2°C. Это изменение можно предотвратить, если к белому олову добавить небольшое количество сурьмы или висмута.
Олово устойчиво к коррозии и используется в качестве защитного покрытия для других металлов. Жестяные банки, пожалуй, самый известный пример этого приложения. Жестяная банка на самом деле сделана из стали. Внутри и снаружи банки наносится тонкий слой олова, чтобы сталь не ржавела. Когда-то широко используемые жестяные банки в значительной степени были заменены пластиковыми и алюминиевыми контейнерами.
Олово используется в процессе Pilkington для производства оконного стекла. В процессе Пилкингтона расплавленное стекло выливается в ванну с расплавленным оловом. Стекло плавает на поверхности банки и охлаждается, образуя твердое стекло с плоскими параллельными поверхностями. Большая часть оконного стекла, производимого сегодня, изготавливается таким образом.
Олово используется для изготовления многих полезных сплавов. Бронза – это сплав олова и меди. Олово и свинец сплавляют для получения олова и припоя. Сплав олова и ниобия используется для изготовления сверхпроводящих проводов. Типовой металл, плавкий металл, колокольный металл и баббитовый металл являются другими примерами сплавов олова.
Соли олова можно распылять на стекло для получения электропроводящих покрытий. Затем их можно использовать для изготовления панельного освещения и незамерзающих ветровых стекол. Фторид двухвалентного олова (SnF 2 ) используется в некоторых типах зубной пасты.
Расчетная численность коры: 2,3 миллиграмма на килограмм
Оценка океанической численности: 4 × 10 -6 миллиграммы на литр
Количество стабильных изотопов: 8 (View All Ionatope Data)
Ионизация. Состояния: +4, +2
Конфигурация электронной оболочки:
1S 2
2S 2 2P
2 2P 70072
2S 2 2P 70072
2S 2 2P
2S 2
0085
3s 2 3p 6 3d 10
4s 2 4p 6 4d 10
5s 2 5p 2
Информация о цитировании и размещении ссылок
По вопросам, касающимся этой страницы, обращайтесь к Стиву Ганьону.
Олово | Металлы и сплавы
Технические Документы
Видео
Высокочистое олово
Обладая температурой плавления 231,93°C (449,47°F) и коррозионной стойкостью, олово, особенно олово высокой чистоты (от 3N5 до 6N), становится все более популярным для ряда новых и инновационные приложения, включая аэрокосмическую и полупроводниковую промышленность.
Когда важна надежность, наши клиенты не соглашаются на более низкие уровни чистоты олова, которые могут привести к отказу. Indium Corporation напрямую поставляет олово и может гарантировать его чистоту в различных физических формах и уровнях до 9.Чистота 9,9999% (6N).
Все более высокие уровни чистоты необходимы для новых областей применения, таких как литография EUV, гальваническое покрытие для высокопроизводительной электроники, эталоны калибровки температуры и диски-подложки SEM.
Indium Corporation устанавливает стандарты, от добычи до упаковки продукции, для обработки коммерческих и высокочистых металлов индия, германия, галлия и олова. Качество гарантировано, потому что мы контролируем производственный процесс с самого первого шага.
Типичные примеси (частей на миллион)
Марка
Примесь
3N5
4Н
4N8
5Н*
6Н*
Аг
15
Ал
5
Как
25
10
10
3
Би
28
2
CD
5
Ко
13
Медь
8
2
Fe
20
7
1
2
Никель
13
Пб
20
22
3
3
Зн
5
Общий уровень частей на миллион
*Ограниченная доступность
Indium Corporation имеет производственные мощности для производства олова с чистотой до 99,9999% (6N). Наличие чистоты 5N/6N ограничено. Испытания доступны по запросу для конкретных примесей.
Доступные физические формы олова (Sn):
Не управляйте несколькими поставщиками олова (Sn). Indium Corporation предлагает комплексное решение для олова с уровнем чистоты до 99,9999% (6N) в различных физических формах. Мы поставляем неочищенное олово (Sn) и можем преобразовать его в форму и геометрию, необходимые для вашего применения.
Слиток
Выстрел
Порошок
Изделия заказчика (сфера, проволока, трубки и т. д.)
 Эти стали применяют в конструкциях, узлы которых подвергают горячей обработке (ковке, горячей штамповке, термической обработке и т.д.).
Эти стали применяют в конструкциях, узлы которых подвергают горячей обработке (ковке, горячей штамповке, термической обработке и т.д.). Эти стали применяют в конструкциях, узлы которых подвергают горячей обработке (ковке, горячей штамповке, термической обработке и т.д.).
Эти стали применяют в конструкциях, узлы которых подвергают горячей обработке (ковке, горячей штамповке, термической обработке и т.д.).




 0038
0038 100-160×900-1000×2500-3700 мм
100-160×900-1000×2500-3700 мм


 5000000000000001E-2″> 0,025
5000000000000001E-2″> 0,025 com,
com, Ассортимент катанки соответствует ГОСТ 30136-95. Катанка изготавливается из углеродистой стали нормального качества марок стали: Ст0, Ст1, Ст2, Ст3 со всеми степенями раскисления по ГОСТ 380-94 (химический состав).
Ассортимент катанки соответствует ГОСТ 30136-95. Катанка изготавливается из углеродистой стали нормального качества марок стали: Ст0, Ст1, Ст2, Ст3 со всеми степенями раскисления по ГОСТ 380-94 (химический состав).
 2 кВт, 400 В)
2 кВт, 400 В) 51 грн
51 грн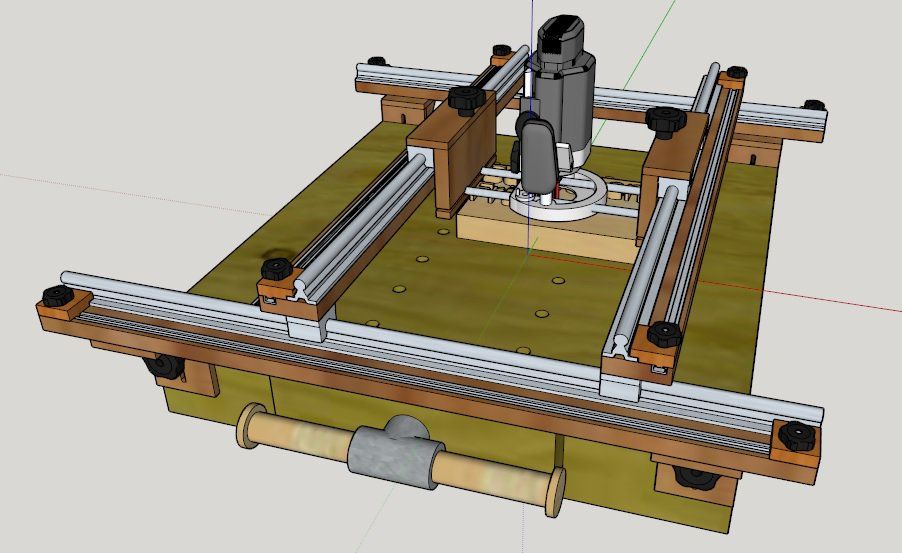 40 грн
40 грн
 При этом важно правильно использовать существующие пазы фрезерного стола, чтобы поверхности детали, подлежащие обработке, находились вне замкнутого контура, из которого будет выкачан воздух.
При этом важно правильно использовать существующие пазы фрезерного стола, чтобы поверхности детали, подлежащие обработке, находились вне замкнутого контура, из которого будет выкачан воздух.
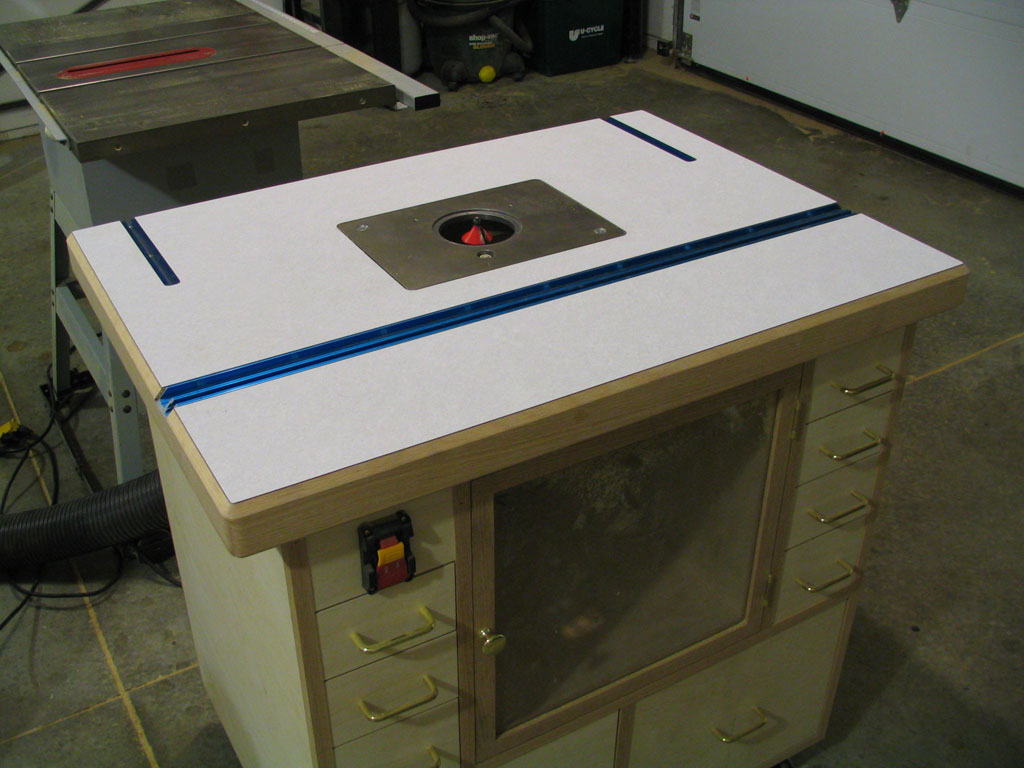 Таким образом, обработка широкого спектра материалов именно там, где это лучше всего подходит вам, достигается в кратчайшие сроки. Кроме того, мы предлагаем широкий ассортимент принадлежностей для настольных резаков RUWI для всех мыслимых областей применения. Мобильный фрезерный стол адаптируется к любой задаче.
Таким образом, обработка широкого спектра материалов именно там, где это лучше всего подходит вам, достигается в кратчайшие сроки. Кроме того, мы предлагаем широкий ассортимент принадлежностей для настольных резаков RUWI для всех мыслимых областей применения. Мобильный фрезерный стол адаптируется к любой задаче. Все три варианта гарантируют надежную стойку и могут использоваться в качестве мобильных устройств благодаря несущим роликам.
Все три варианта гарантируют надежную стойку и могут использоваться в качестве мобильных устройств благодаря несущим роликам. 0038
0038 Прецизионный двойной подшипник обеспечивает высокую точность фрезерования.
Прецизионный двойной подшипник обеспечивает высокую точность фрезерования. В рамках этих спецификаций соответствующие версии могут быть легко расширены в любое время.
В рамках этих спецификаций соответствующие версии могут быть легко расширены в любое время.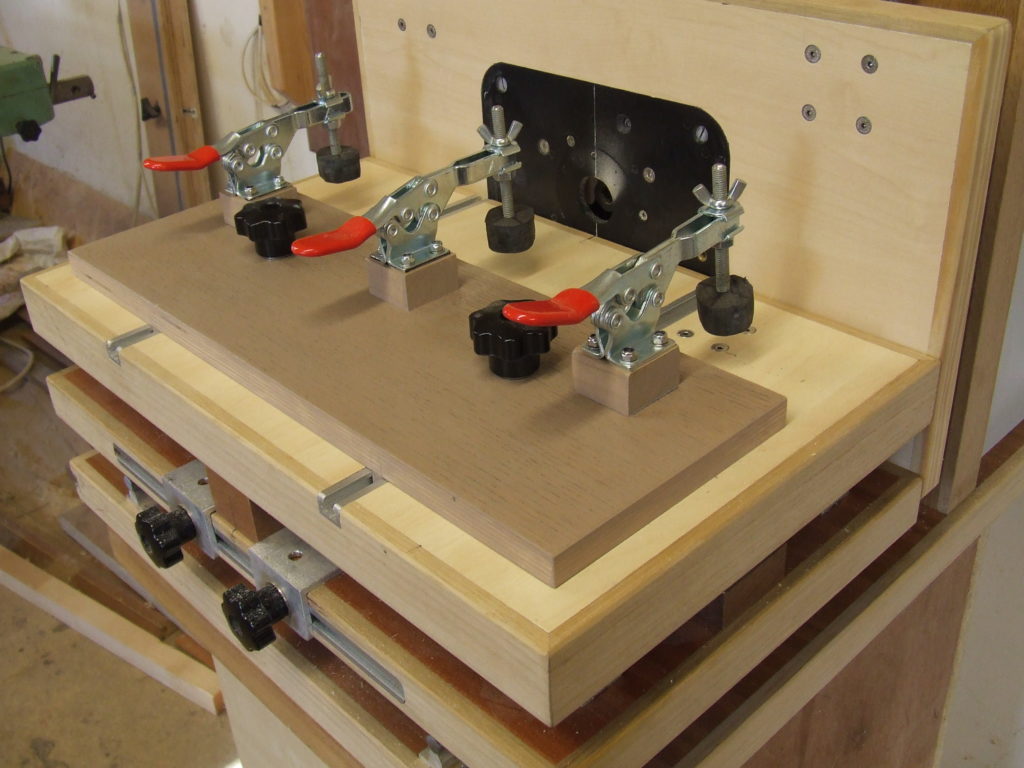
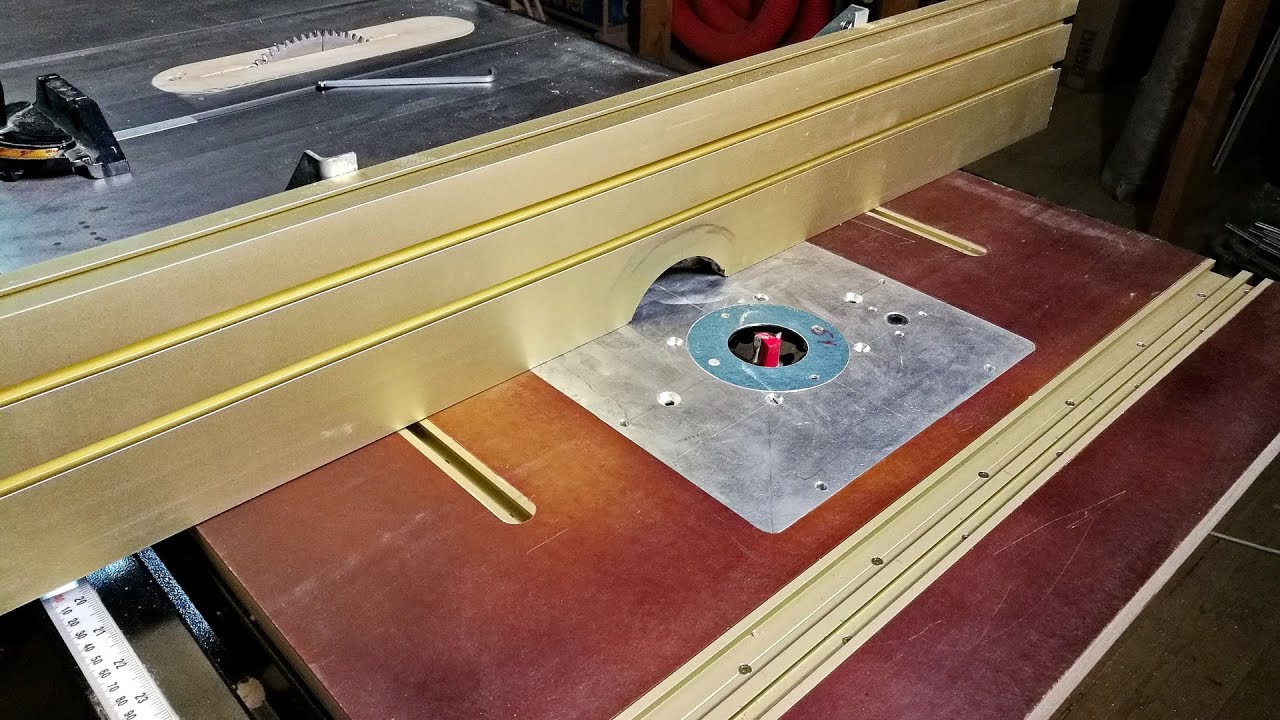 Версии для фрезеров M и L также имеют тонкую регулировку глубины для особенно точной настройки. Врезное фрезерование также возможно без проблем благодаря регулируемым концевым упорам.
Версии для фрезеров M и L также имеют тонкую регулировку глубины для особенно точной настройки. Врезное фрезерование также возможно без проблем благодаря регулируемым концевым упорам. (Здесь требуется монтажный комплект для расширения стола).
(Здесь требуется монтажный комплект для расширения стола).
 Однако рекомендуется использовать отдельную накидную гайку для каждой цанги для облегчения обращения.
Однако рекомендуется использовать отдельную накидную гайку для каждой цанги для облегчения обращения.
 Настольный резак RUWI может быть оснащен цангами для инструментов с диаметром хвостовика 3,175 мм / 6 мм / 6,35 мм / 8 мм / 9,5 / 10 мм. В этих прецизионных цангах с несколькими пазами инструменты фиксируются быстро и с высокой концентричностью. Стандартно устанавливается цанга 8 мм.
Настольный резак RUWI может быть оснащен цангами для инструментов с диаметром хвостовика 3,175 мм / 6 мм / 6,35 мм / 8 мм / 9,5 / 10 мм. В этих прецизионных цангах с несколькими пазами инструменты фиксируются быстро и с высокой концентричностью. Стандартно устанавливается цанга 8 мм.

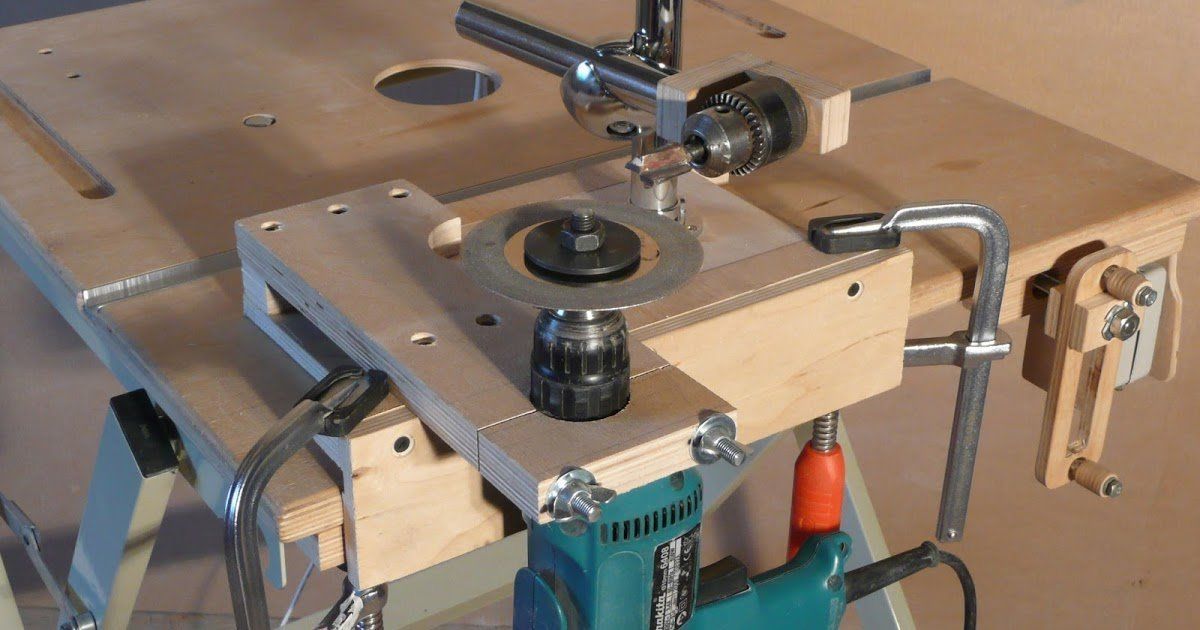 Их гибкость и эффективность в повседневном использовании делают их универсальными в торговле и промышленности. Настольные фрезерные станки RUWI подходят для обработки отдельных деталей, небольших серий, а также для промышленной непрерывной работы: малые требования к пространству и мобильность предопределяют использование фрезерных станков с рольгангами на производстве, в цехе или в качестве идеального дополнения к доработке на станке с ЧПУ. во время работы машины.
Их гибкость и эффективность в повседневном использовании делают их универсальными в торговле и промышленности. Настольные фрезерные станки RUWI подходят для обработки отдельных деталей, небольших серий, а также для промышленной непрерывной работы: малые требования к пространству и мобильность предопределяют использование фрезерных станков с рольгангами на производстве, в цехе или в качестве идеального дополнения к доработке на станке с ЧПУ. во время работы машины.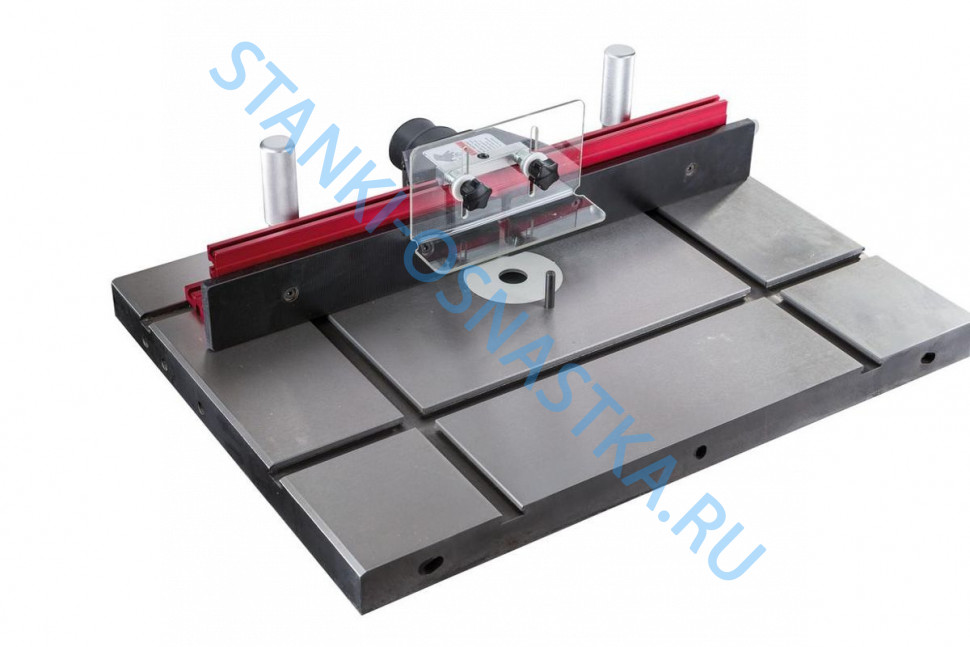

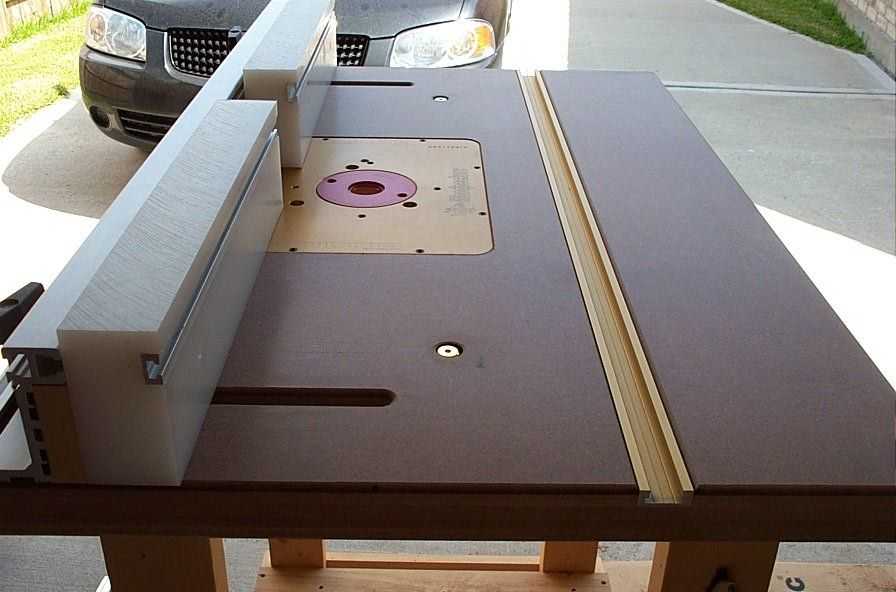

 Таким образом, вы можете усовершенствовать рабочие процессы, сэкономить рабочее время и, таким образом, значительно улучшить свои условия труда или условия работы вашей команды в целом.
Таким образом, вы можете усовершенствовать рабочие процессы, сэкономить рабочее время и, таким образом, значительно улучшить свои условия труда или условия работы вашей команды в целом.
 Как правило, машина покидает базу RUWI на следующий день после получения заказа экспедитором. В зависимости от адреса получателя машина находится в пути прибл. От 2 (Германия) до 5 (Европа) рабочих дней.
Как правило, машина покидает базу RUWI на следующий день после получения заказа экспедитором. В зависимости от адреса получателя машина находится в пути прибл. От 2 (Германия) до 5 (Европа) рабочих дней. Подпольный культиватор RUWI подсоединяется к всасывающему шлангу диаметром 120 мм на заднем всасывающем патрубке.
Подпольный культиватор RUWI подсоединяется к всасывающему шлангу диаметром 120 мм на заднем всасывающем патрубке.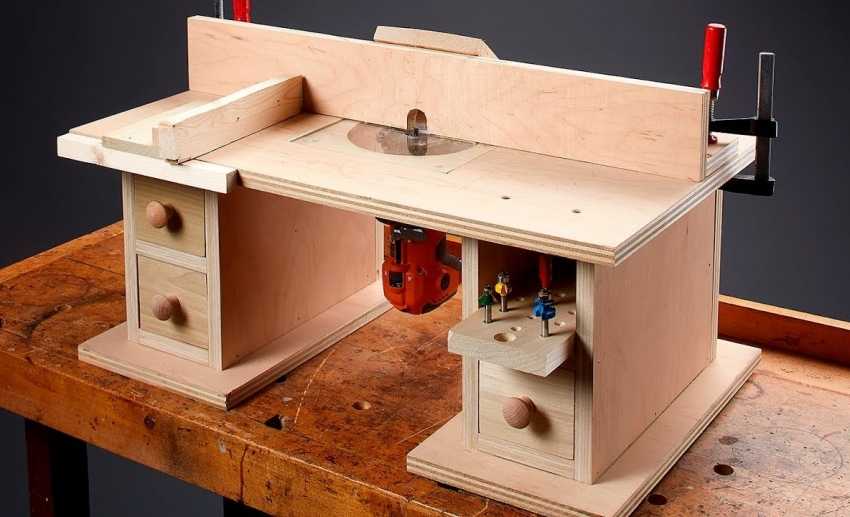 Эти ранние решения о зернистости, цвете и сочетании могут создать или сломать столешницу, поэтому лучше не торопиться, чтобы все сделать правильно. Боб Ван Дайк покажет вам, как это сделать.
Эти ранние решения о зернистости, цвете и сочетании могут создать или сломать столешницу, поэтому лучше не торопиться, чтобы все сделать правильно. Боб Ван Дайк покажет вам, как это сделать.  Эти ранние решения решают или ломают столешницу.
Эти ранние решения решают или ломают столешницу. Однако при перепиливании вам понадобится заготовка толщиной не менее 10/4 (2 1⁄2 дюйма) или даже 12/4 (3 дюйма), потому что распиленные детали будут сильно двигаться после распила и могут стать сильно чашевидными, скрученный или изогнутый.
Однако при перепиливании вам понадобится заготовка толщиной не менее 10/4 (2 1⁄2 дюйма) или даже 12/4 (3 дюйма), потому что распиленные детали будут сильно двигаться после распила и могут стать сильно чашевидными, скрученный или изогнутый.
 сделайте секции по крайней мере на 5 дюймов длиннее, чем окончательная длина, чтобы вы могли отрезать участки бекаса. Теперь разложите необходимую ширину доски на распиленной доске (обычно примерно на 3⁄4 дюйма шире конечной ширины). Обратите внимание, какие кромки имеют прямую текстуру, которую вы можете использовать для клеевого соединения. Если доски достаточно широкие, вы можете наклонить секции так, чтобы края были параллельны волокнам (см. рисунок внизу слева). распилите доски на разделочной пиле и распилите их на ленточной пиле (или циркулярной пиле), а не на настольной пиле.
сделайте секции по крайней мере на 5 дюймов длиннее, чем окончательная длина, чтобы вы могли отрезать участки бекаса. Теперь разложите необходимую ширину доски на распиленной доске (обычно примерно на 3⁄4 дюйма шире конечной ширины). Обратите внимание, какие кромки имеют прямую текстуру, которую вы можете использовать для клеевого соединения. Если доски достаточно широкие, вы можете наклонить секции так, чтобы края были параллельны волокнам (см. рисунок внизу слева). распилите доски на разделочной пиле и распилите их на ленточной пиле (или циркулярной пиле), а не на настольной пиле. Если вы сделаете слишком много проходов на фуганке и рубанке, у вас может не хватить материала для строгания после склеивания. Соедините один край прямо и разорвите противоположный край параллельно, оставив его примерно на 1/4 дюйма до 3/8 дюйма больше конечной ширины. каждая пара объединенных досок должна быть достаточно узкой, чтобы пройти через рубанок. пропустите разорванный край через фуганок, чтобы удалить следы пилы.
Если вы сделаете слишком много проходов на фуганке и рубанке, у вас может не хватить материала для строгания после склеивания. Соедините один край прямо и разорвите противоположный край параллельно, оставив его примерно на 1/4 дюйма до 3/8 дюйма больше конечной ширины. каждая пара объединенных досок должна быть достаточно узкой, чтобы пройти через рубанок. пропустите разорванный край через фуганок, чтобы удалить следы пилы. этот эффект известен как переливчатость.
этот эффект известен как переливчатость. Тем не менее, я отдаю предпочтение наилучшему внешнему виду доски на лицевой стороне и уделяю мало внимания ориентации торцевых волокон, потому что тщательно фрезерую доски перед склеиванием.
Тем не менее, я отдаю предпочтение наилучшему внешнему виду доски на лицевой стороне и уделяю мало внимания ориентации торцевых волокон, потому что тщательно фрезерую доски перед склеиванием.
 Следовательно, классам 3 и 6 будет присвоена вероятность, равная 0,1, каждому.
Следовательно, классам 3 и 6 будет присвоена вероятность, равная 0,1, каждому.
 Например, если имена классов файла подписи имеют описательные строковые имена (например, хвойные деревья, вода и город), эти имена будут перенесены в поле CLASSNAME.
Например, если имена классов файла подписи имеют описательные строковые имена (например, хвойные деревья, вода и город), эти имена будут перенесены в поле CLASSNAME.

 Если ячейки, классифицированные на определенном уровне достоверности, отсутствуют, то такой уровень достоверности не будет представлен в выходном растре доверия.
Если ячейки, классифицированные на определенном уровне достоверности, отсутствуют, то такой уровень достоверности не будет представлен в выходном растре доверия. save("c:/sapyexamples/output/redmlc")
save("c:/sapyexamples/output/redmlc")
 save("c:/sapyexamples/output/redmlc02")
save("c:/sapyexamples/output/redmlc02")
 При допущении, что выборка для класса подчиняется нормальному распределению, класс может быть охарактеризован вектором среднего и матрицей ковариации. После присвоения этих двух характеристик каждому значению ячейки из каждого класса, для определения принадлежности ячеек к тому или иному классу, вычисляется статистическое правдоподобие. Если задана опция по умолчанию EQUAL для Взвешенной априорной вероятности, каждая ячейка будет отнесена к тому классу, вероятность принадлежности ячейки к которому максимальна.
При допущении, что выборка для класса подчиняется нормальному распределению, класс может быть охарактеризован вектором среднего и матрицей ковариации. После присвоения этих двух характеристик каждому значению ячейки из каждого класса, для определения принадлежности ячеек к тому или иному классу, вычисляется статистическое правдоподобие. Если задана опция по умолчанию EQUAL для Взвешенной априорной вероятности, каждая ячейка будет отнесена к тому классу, вероятность принадлежности ячейки к которому максимальна. Такой подход к классификации с применением взвешивания носит название байсовского классификатора.
Такой подход к классификации с применением взвешивания носит название байсовского классификатора. Ячейки, составляющие второй уровень достоверности (значение ячейки 2 на доверительном растре) будут классифицированы, только если исключенная область равна 0,99 или меньше. Наименьший уровень достоверности имеет значение 14 на растре достоверности, показывающим ячейки, которые скорее всего будут неправильно классифицированы. Ячейки этого уровня достоверности не будут классифицированы, когда доля отклонения равна 0.005 или больше. Если ячейки, классифицированные на определенном уровне достоверности, отсутствуют, то такой уровень достоверности не будет представлен в выходном растре доверия.
Ячейки, составляющие второй уровень достоверности (значение ячейки 2 на доверительном растре) будут классифицированы, только если исключенная область равна 0,99 или меньше. Наименьший уровень достоверности имеет значение 14 на растре достоверности, показывающим ячейки, которые скорее всего будут неправильно классифицированы. Ячейки этого уровня достоверности не будут классифицированы, когда доля отклонения равна 0.005 или больше. Если ячейки, классифицированные на определенном уровне достоверности, отсутствуют, то такой уровень достоверности не будет представлен в выходном растре доверия.
 КПО предполагает найм на работу лиц, которые, как правило, имеют ученые степени и опыт в специализированной области.
КПО предполагает найм на работу лиц, которые, как правило, имеют ученые степени и опыт в специализированной области.
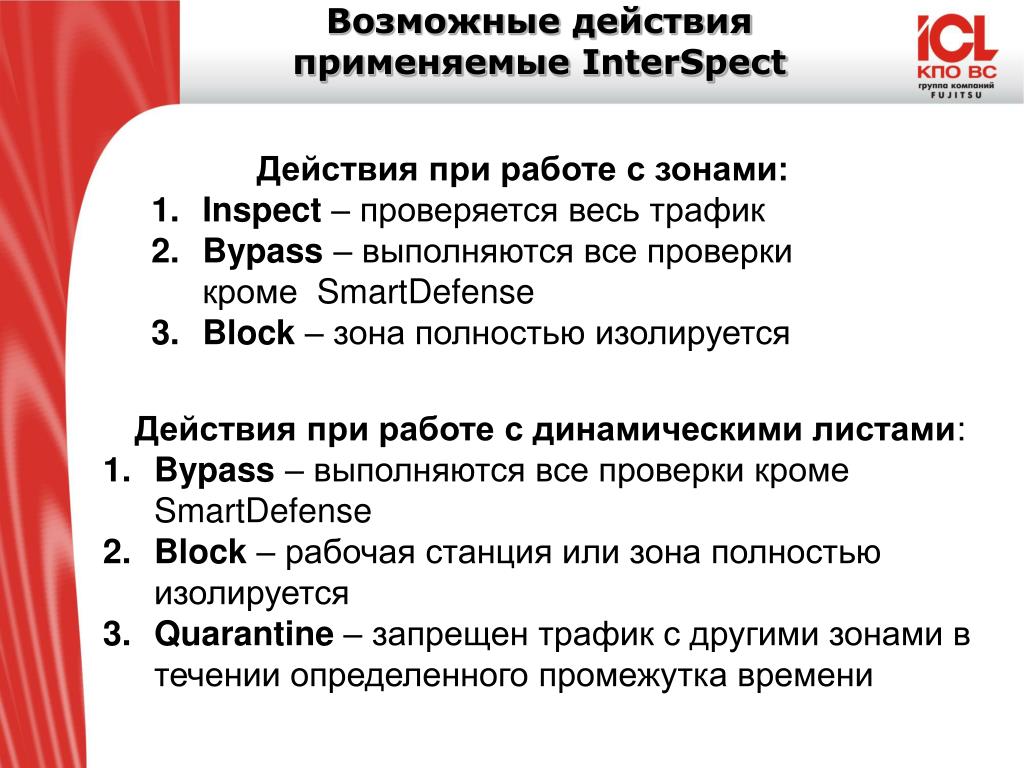 КПО также освобождает существующий персонал, включая руководство, для выполнения другой работы, повышая эффективность и производительность.
КПО также освобождает существующий персонал, включая руководство, для выполнения другой работы, повышая эффективность и производительность.


 Ненужные детали в изделиях или старых приборах удаляют для экономии времени и химических реактивов.
Ненужные детали в изделиях или старых приборах удаляют для экономии времени и химических реактивов. Затем я фильтрую раствор, пропуская его через плотный материал.
Затем я фильтрую раствор, пропуская его через плотный материал.
 Но и потому же в экономике наблюдается кризис и отыскать должность в какой-то компании, приносящую достаточно денег, не так уж просто. Потому, кроме как сделать золото, вариантов золотодобычи часто нет.
Но и потому же в экономике наблюдается кризис и отыскать должность в какой-то компании, приносящую достаточно денег, не так уж просто. Потому, кроме как сделать золото, вариантов золотодобычи часто нет.
 Столь выдающееся достижение вполне можно было бы отметить Нобелевской премией в области алхимии. Если бы она существовала.
Столь выдающееся достижение вполне можно было бы отметить Нобелевской премией в области алхимии. Если бы она существовала. Это может пригодиться как в ювелирном деле – для прочных изделий, так и в технике.
Это может пригодиться как в ювелирном деле – для прочных изделий, так и в технике.

 Более подробно о глобальной карте как о способе заработка «голды» вы можете узнать из официального видео от Wargaming.
Более подробно о глобальной карте как о способе заработка «голды» вы можете узнать из официального видео от Wargaming.




 Благодаря фотографиям, вы сможете вновь и вновь погружаться в день создания символов вашей любви.
Благодаря фотографиям, вы сможете вновь и вновь погружаться в день создания символов вашей любви. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
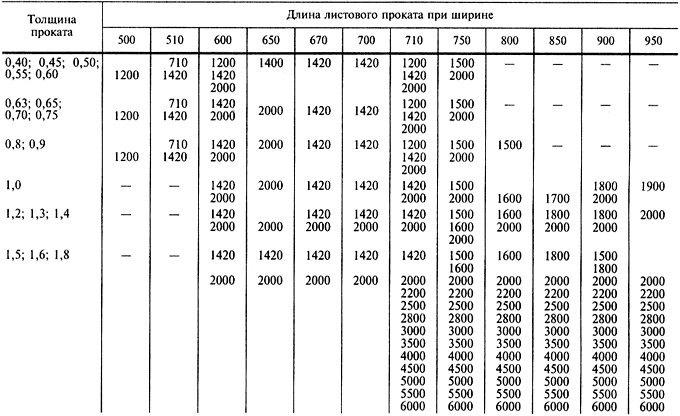 products» attrs-order=»attrsOrder» on-change=»onProductSelect(product)»>
products» attrs-order=»attrsOrder» on-change=»onProductSelect(product)»>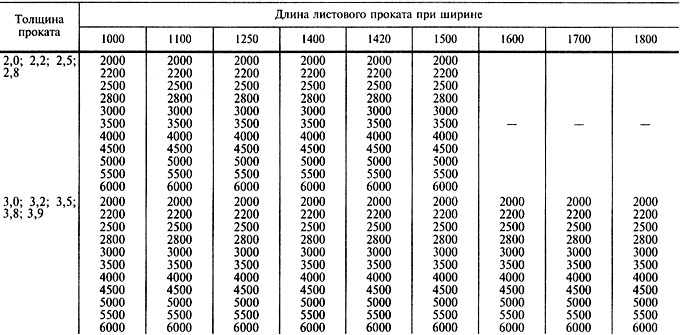 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>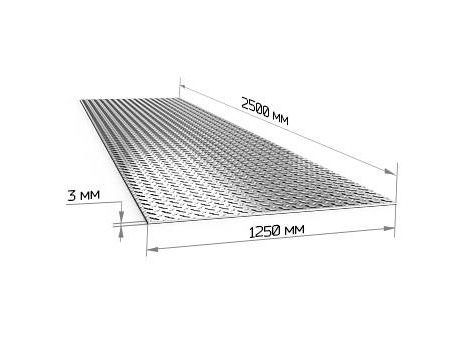 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>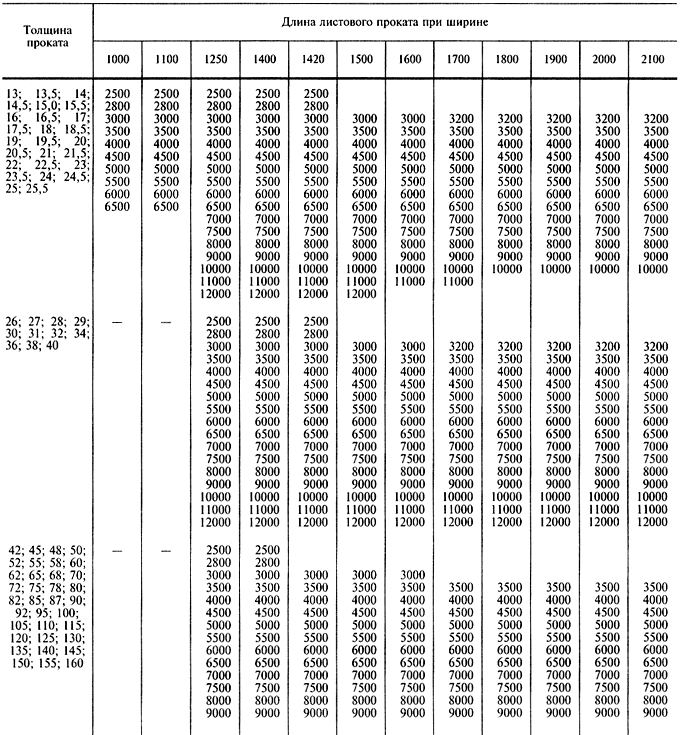 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>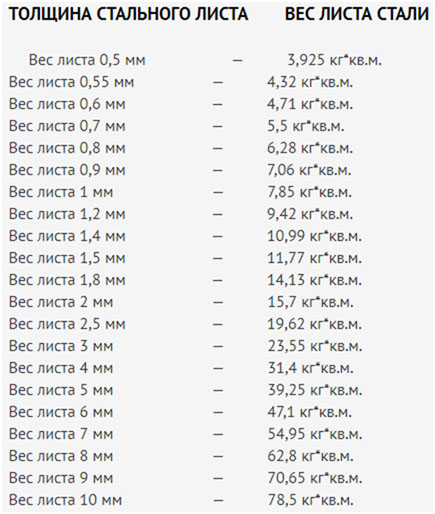 org/Offer»>
org/Offer»>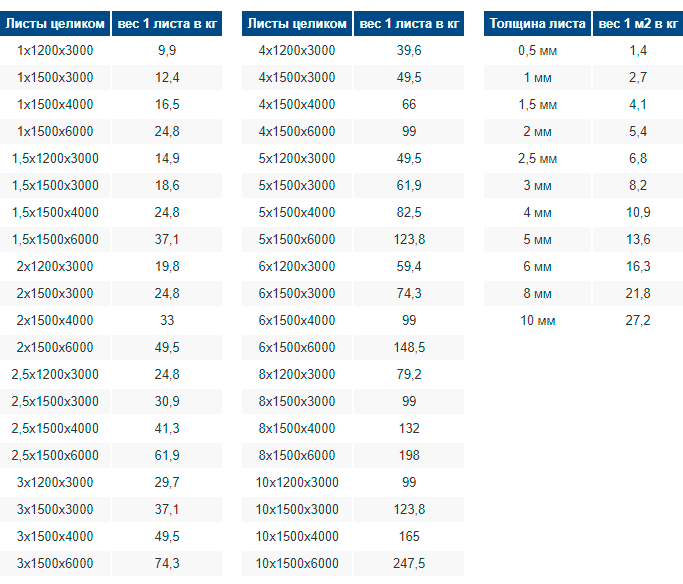 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 10.2022
10.2022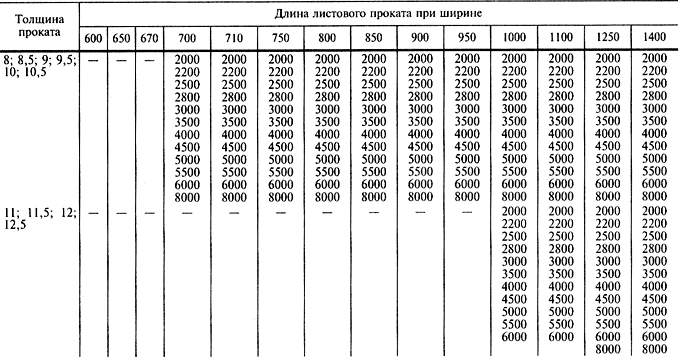
 5
5 4
4 1
1 Все наши изделия из рифленого листа изготовлены из оцинкованных стальных листов, обладающих отличной устойчивостью к атмосферным воздействиям. Поставляем прецизионную продукцию для создания специализированной линии проверенная стальная пластина выравниватель.
Все наши изделия из рифленого листа изготовлены из оцинкованных стальных листов, обладающих отличной устойчивостью к атмосферным воздействиям. Поставляем прецизионную продукцию для создания специализированной линии проверенная стальная пластина выравниватель.


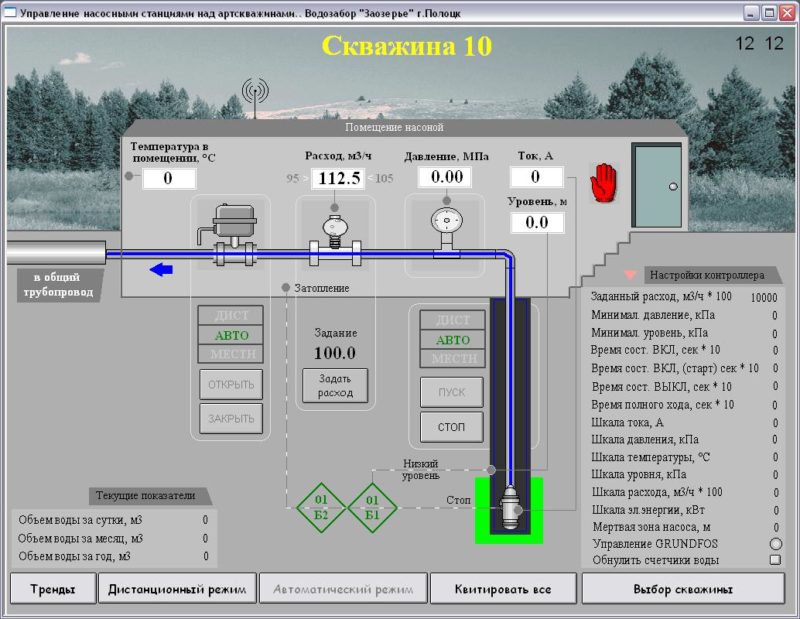
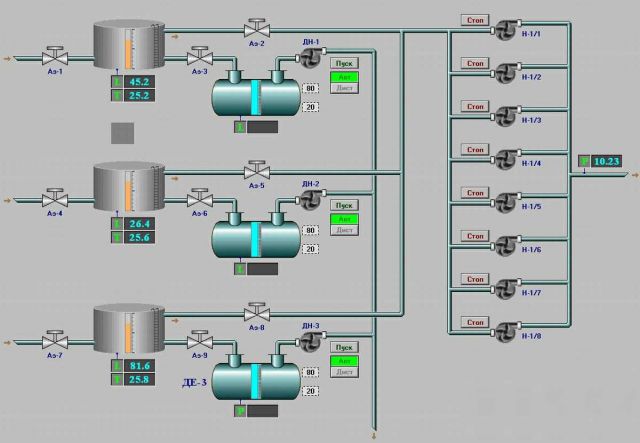
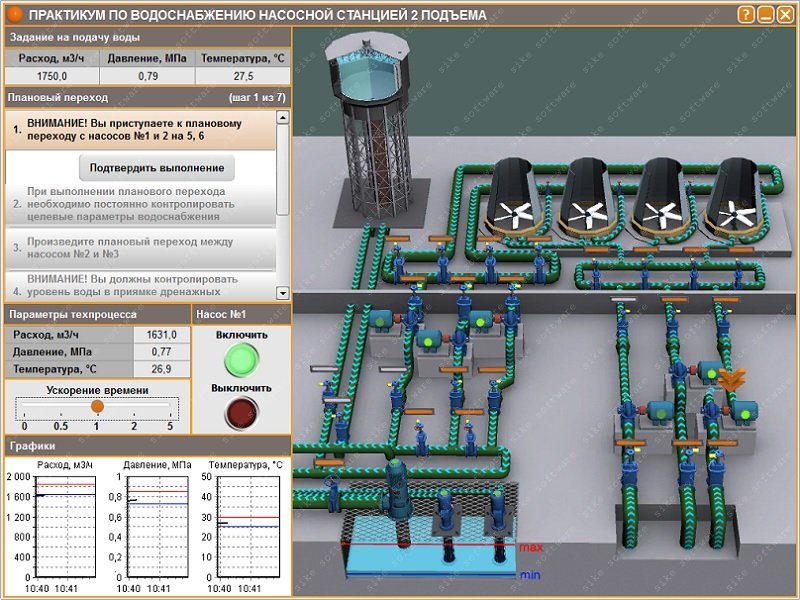
 Рассмотрим схему автоматизации дренажного насоса – наиболее простой насосной установки.
Рассмотрим схему автоматизации дренажного насоса – наиболее простой насосной установки.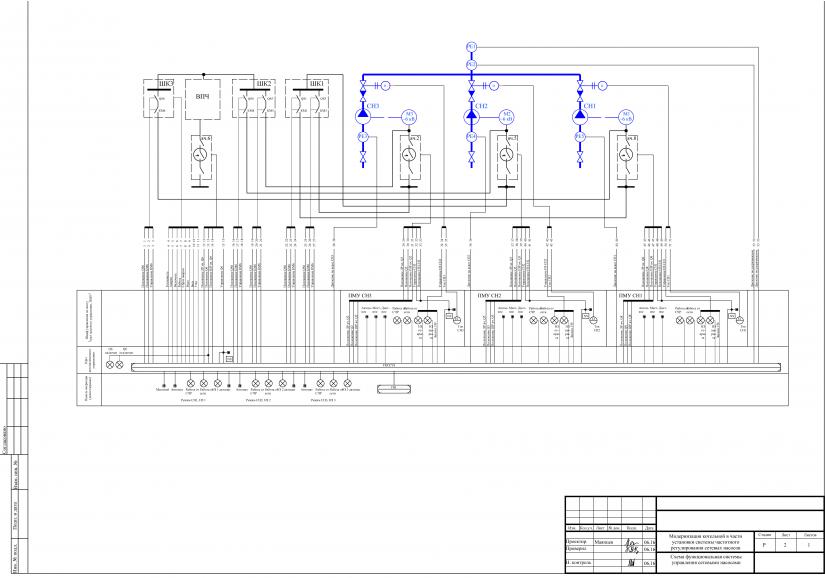 Электрический двигатель насоса включается, в это время гаснет сигнальная лампочка-НL1 и включается НL2. Насос работает, подавая жидкость в напорный бачок.
Электрический двигатель насоса включается, в это время гаснет сигнальная лампочка-НL1 и включается НL2. Насос работает, подавая жидкость в напорный бачок.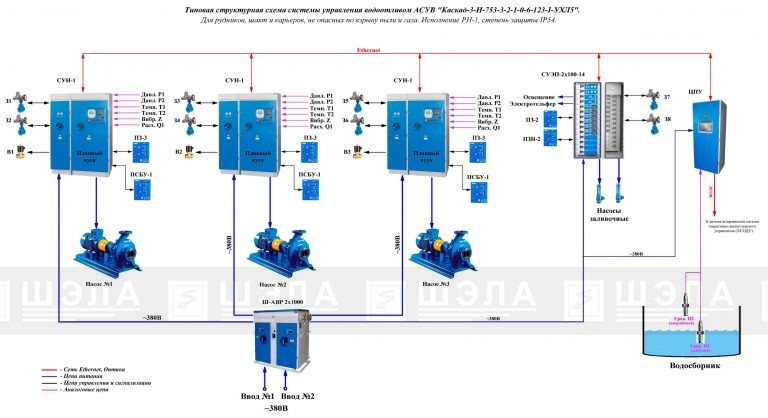
 Когда контакт-SР2 замыкается – срабатывает реле-КV2, размыкающее КV2.2 в электроцепи катушки реле. Электромотор насоса выключается.
Когда контакт-SР2 замыкается – срабатывает реле-КV2, размыкающее КV2.2 в электроцепи катушки реле. Электромотор насоса выключается. Тогда электроцепь катушки-КМ размыкается, насос отключается до момента, пока не устранят повреждение. Автоматическая защита силовых электроцепей от замыканий и перегрузок выполняется автовыключателем.
Тогда электроцепь катушки-КМ размыкается, насос отключается до момента, пока не устранят повреждение. Автоматическая защита силовых электроцепей от замыканий и перегрузок выполняется автовыключателем.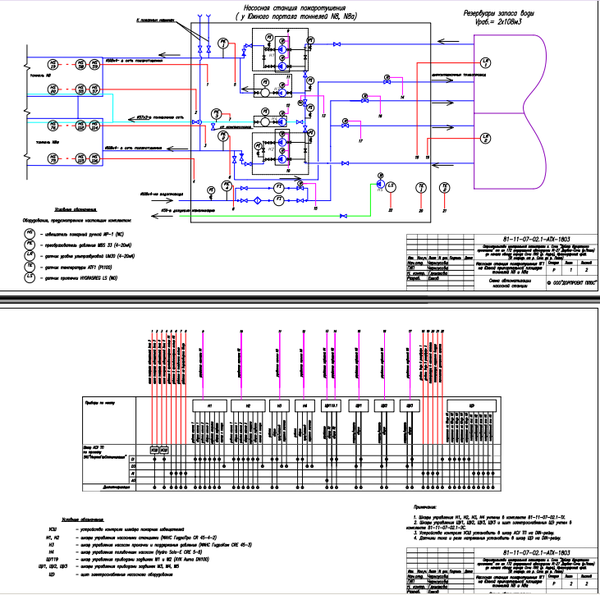 Плавно увеличивается частота тока, который питает электромотор агрегата, и он запускается.
Плавно увеличивается частота тока, который питает электромотор агрегата, и он запускается.

 Через К3.1-контакт реле-КЗ становится на самостоятельную подпитку.
Через К3.1-контакт реле-КЗ становится на самостоятельную подпитку. Мы определили основную проблему: обратные клапаны. Которые вам не понадобятся, если вы работаете с Festo.
Мы определили основную проблему: обратные клапаны. Которые вам не понадобятся, если вы работаете с Festo.

 Экономия энергии при работе насоса намного выше, чем потребность в энергии для дополнительного контроллера и создания сжатого воздуха.
Экономия энергии при работе насоса намного выше, чем потребность в энергии для дополнительного контроллера и создания сжатого воздуха. Пневматические приводы имеют три аварийные функции: открыть, закрыть, стоп. Соответствующее ситуации функционирование технологических клапанов гарантируется в любое время.
Пневматические приводы имеют три аварийные функции: открыть, закрыть, стоп. Соответствующее ситуации функционирование технологических клапанов гарантируется в любое время. Они также легко выдерживают высокие пусковые моменты, вызванные отложениями и деформациями из-за увеличения давления воздуха.
Они также легко выдерживают высокие пусковые моменты, вызванные отложениями и деформациями из-за увеличения давления воздуха.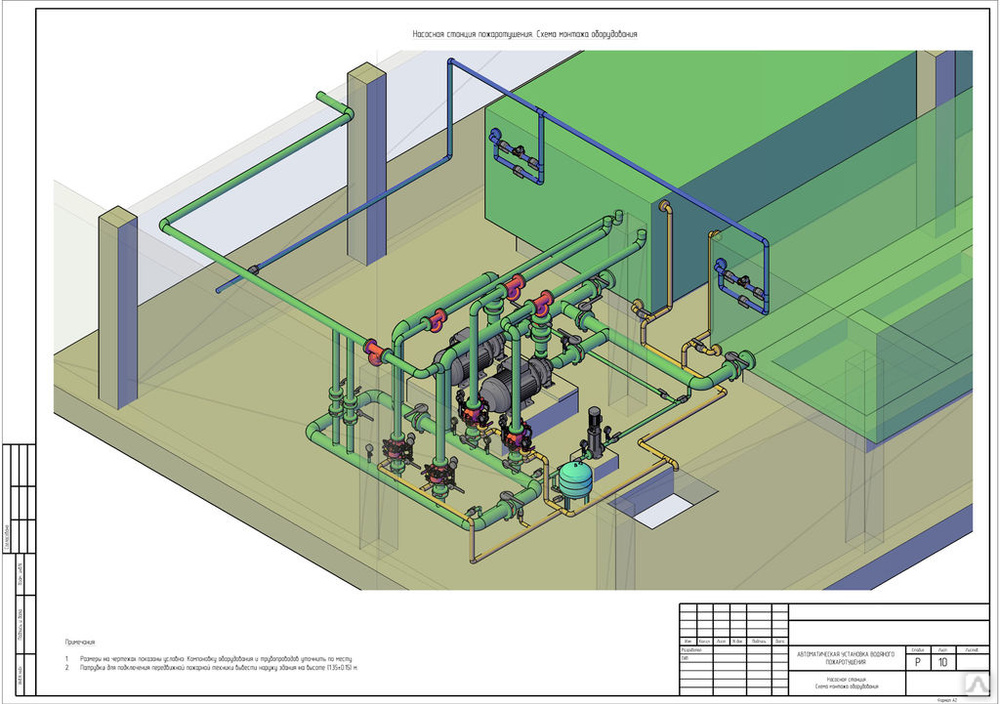 В насосной станции, подающей сточные воды из первичного отстойника на биологическую очистку, установлено шесть центробежных насосов мощностью 9 л каждый.0 кВт и расходом до 500 л/с при напоре от 8 до 9 м. В зависимости от количества сточных вод одновременно работают до пяти из шести насосов. Один насос используется для резервирования.
В насосной станции, подающей сточные воды из первичного отстойника на биологическую очистку, установлено шесть центробежных насосов мощностью 9 л каждый.0 кВт и расходом до 500 л/с при напоре от 8 до 9 м. В зависимости от количества сточных вод одновременно работают до пяти из шести насосов. Один насос используется для резервирования. Власти инвестировали 25 000 евро. Посчитайте и посмотрите, как быстро автоматизация Festo окупится.
Власти инвестировали 25 000 евро. Посчитайте и посмотрите, как быстро автоматизация Festo окупится. Это требовало ежедневного обслуживания поплавков, ручного осмотра и регистрации операций. Технический специалист должен был подъехать к станции, вручную проверить работу поплавка, выбрать ведущий насос, заменить бумагу самописца, записать часы откачки и ежедневный объем откачки, измеренный магнитным расходомером, а затем принести журнал обратно на станцию. офис. Техник выполнял эти задачи каждый день.
Это требовало ежедневного обслуживания поплавков, ручного осмотра и регистрации операций. Технический специалист должен был подъехать к станции, вручную проверить работу поплавка, выбрать ведущий насос, заменить бумагу самописца, записать часы откачки и ежедневный объем откачки, измеренный магнитным расходомером, а затем принести журнал обратно на станцию. офис. Техник выполнял эти задачи каждый день. Он также подключен к расходомеру для контроля расхода.
Он также подключен к расходомеру для контроля расхода.
 К ней долили еще 200 г воды с температурой 10°С и положили 400 г льда с температурой -60°С. Какая температура установится в калориметре? Как изменится количество льда?
К ней долили еще 200 г воды с температурой 10°С и положили 400 г льда с температурой -60°С. Какая температура установится в калориметре? Как изменится количество льда?
 Длинная, открытая с обоих концов тонкостенная капиллярная трубка радиусом 1 мм расположена вертикально. Какова максимально возможная высота столба воды, находящейся в трубке?
Длинная, открытая с обоих концов тонкостенная капиллярная трубка радиусом 1 мм расположена вертикально. Какова максимально возможная высота столба воды, находящейся в трубке? Оцените максимальный размер капель воды, которые могут висеть на потолке.
Оцените максимальный размер капель воды, которые могут висеть на потолке. Найти массу 1 м3 влажного воздуха при температуре 36°С и давлении 1013 гПа, если относительная влажность его 80%, а давление насыщенного пара при этой температуре 5,945 кПа.
Найти массу 1 м3 влажного воздуха при температуре 36°С и давлении 1013 гПа, если относительная влажность его 80%, а давление насыщенного пара при этой температуре 5,945 кПа.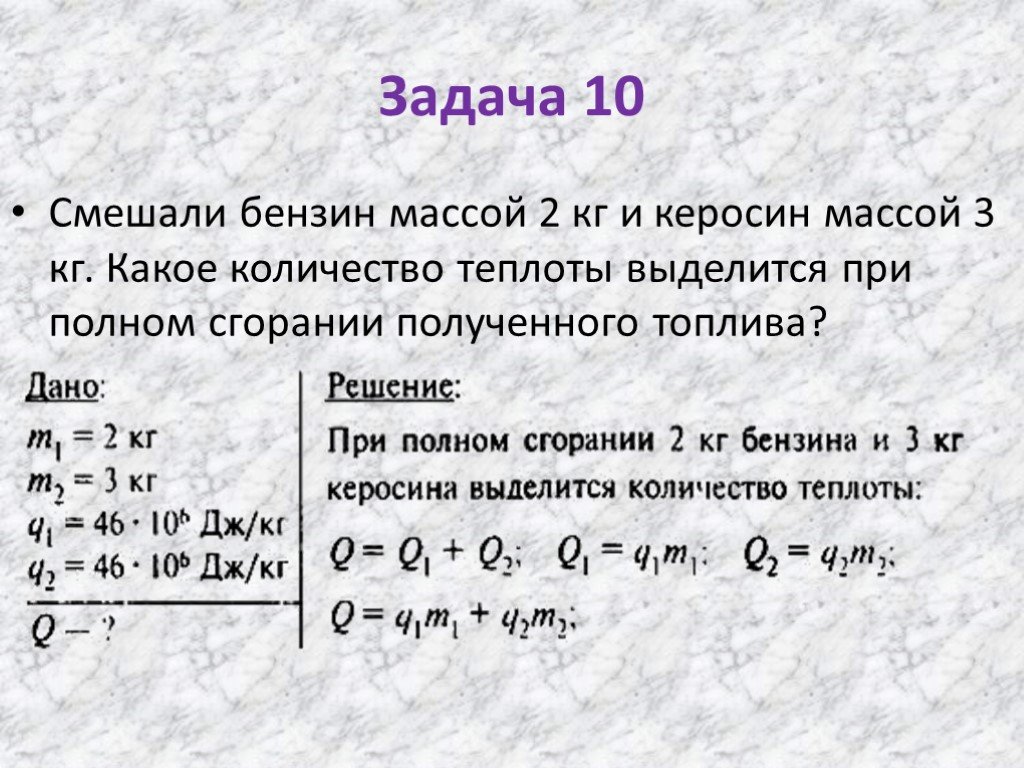 ст. Ртуть из трубки при переворачивании не выливается.
ст. Ртуть из трубки при переворачивании не выливается. Какой станет относительная влажность этого воздуха после нагревания его до температуры 100°С и уменьшения объема втрое?
Какой станет относительная влажность этого воздуха после нагревания его до температуры 100°С и уменьшения объема втрое?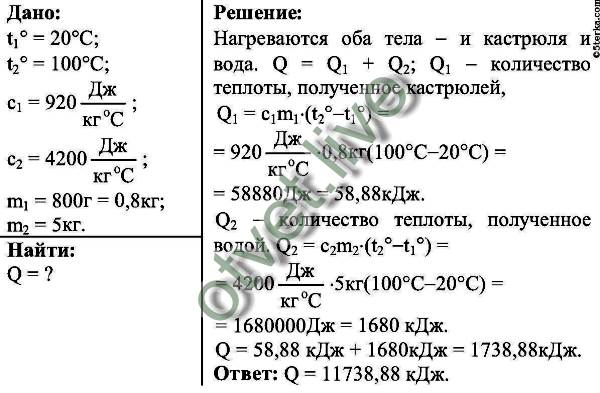

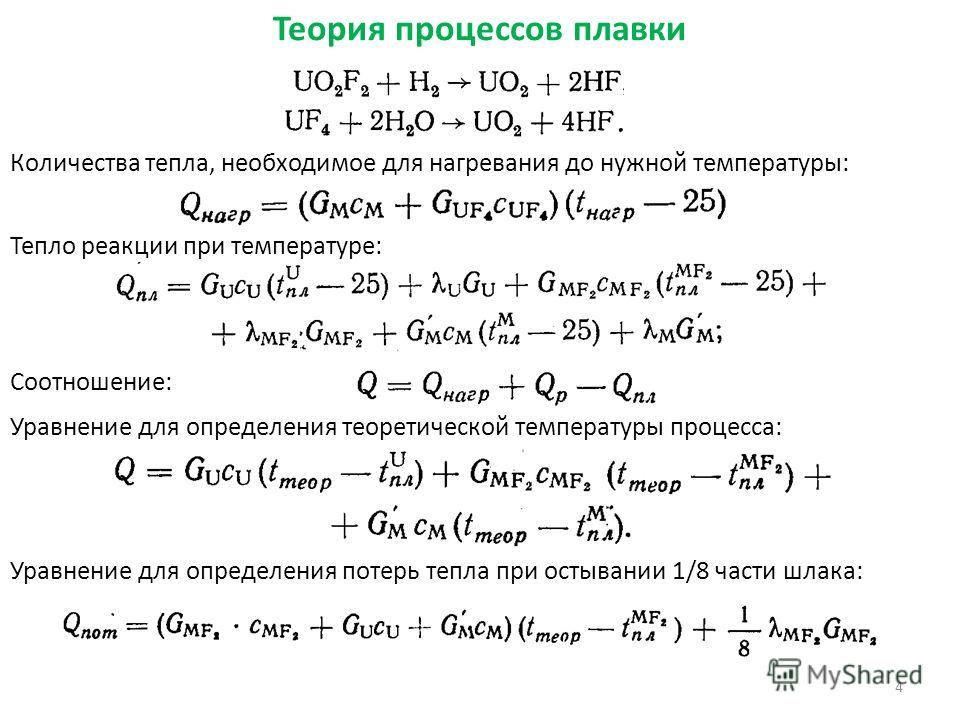 Затем, переводят переключатель тока в положение, соответствующее соединению изделия с анодом и источником тока, и включают выпрямитель для так называемого анодного травления.
Затем, переводят переключатель тока в положение, соответствующее соединению изделия с анодом и источником тока, и включают выпрямитель для так называемого анодного травления.

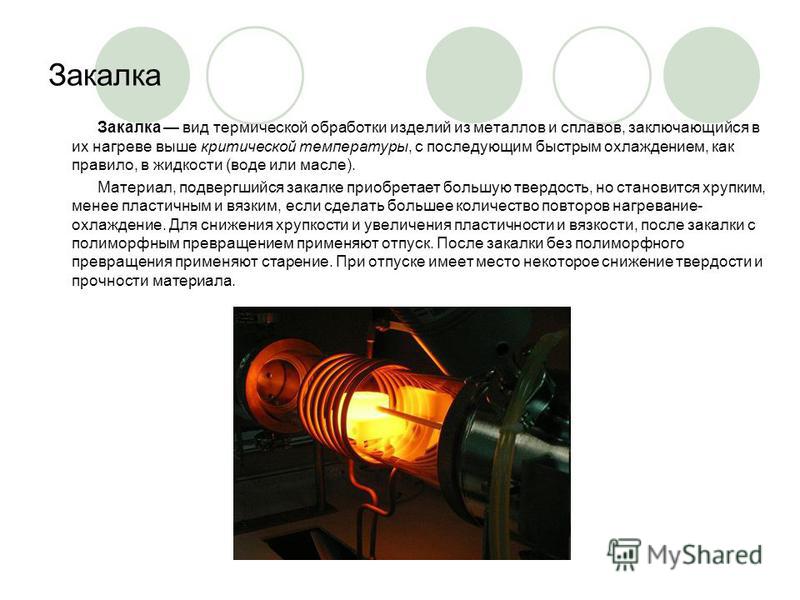 Также известен как
Также известен как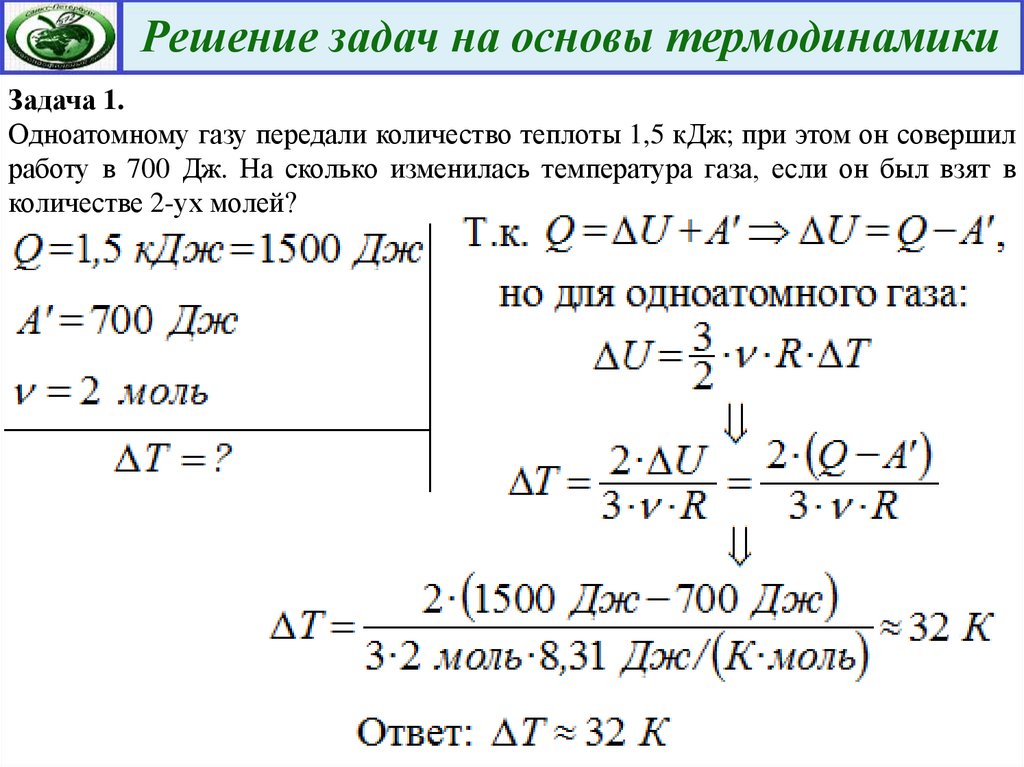 Однако при нагревании и охлаждении определенным образом при
Однако при нагревании и охлаждении определенным образом при Это используется для
Это используется для
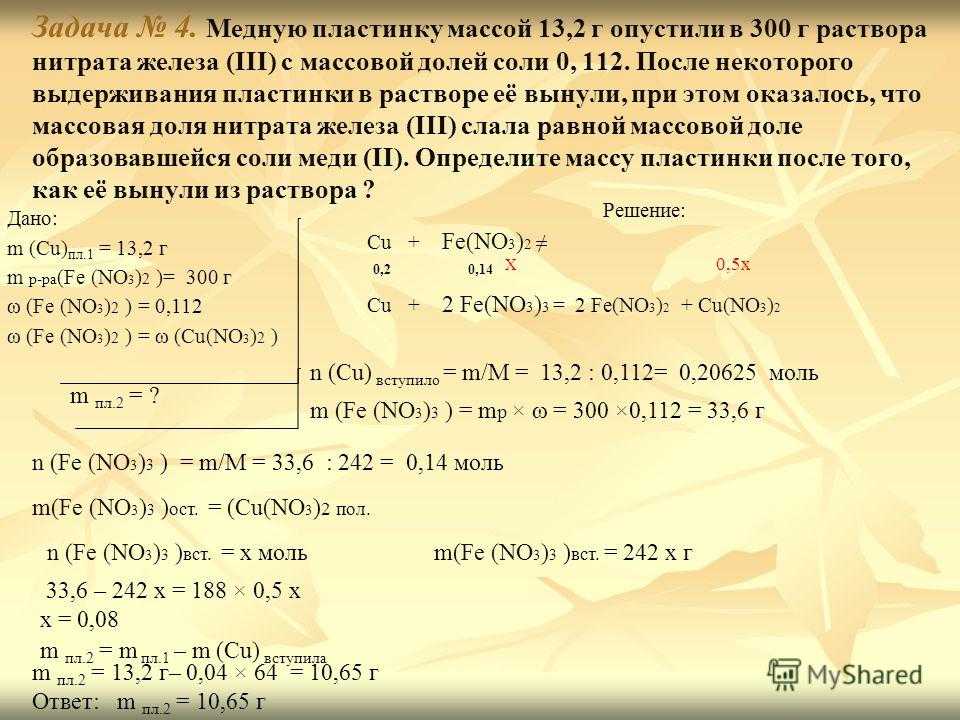 Системы отраслевых обозначений и последующая классификация стали осуществляется Обществом автомобильных инженеров (SAE) и Американским институтом чугуна и стали (AISI).
Системы отраслевых обозначений и последующая классификация стали осуществляется Обществом автомобильных инженеров (SAE) и Американским институтом чугуна и стали (AISI). В конце концов, при этой температуре сталь теряет свой магнитный заряд.
В конце концов, при этой температуре сталь теряет свой магнитный заряд.
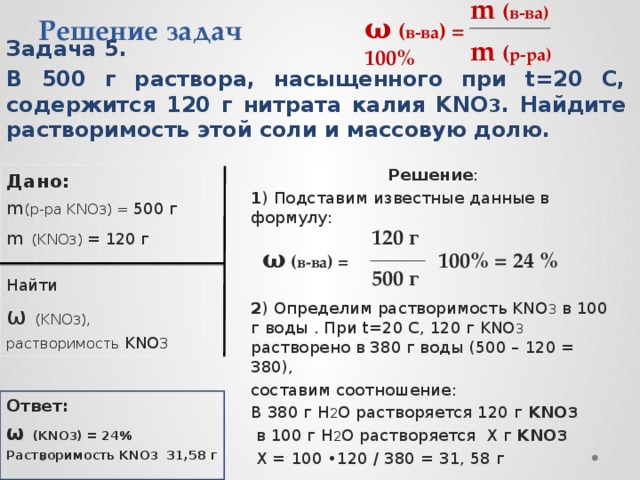
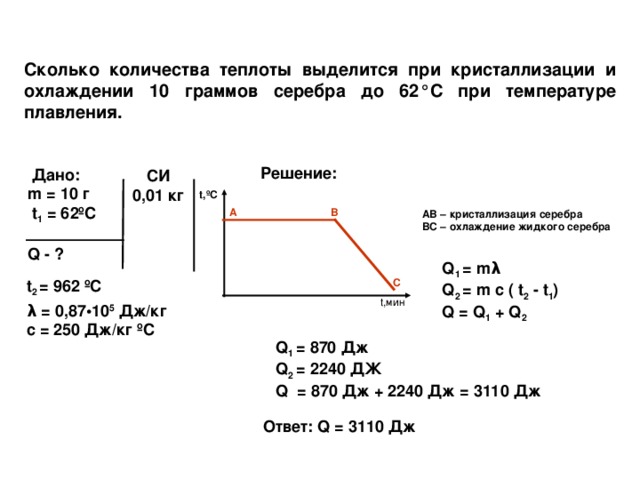 Закаленная сталь популярна в строительстве и горнодобывающей промышленности.
Закаленная сталь популярна в строительстве и горнодобывающей промышленности.





 Капли защищают сетчатку от чрезмерного воздействия света, способствуют, улучшают питание тканей и снабжение их кислородом. Также с целью улучшения трофики в поврежденных покровах глаза назначают капли Тауфон. Они стимулируют восстановительные процессы после лучевого поражения.
Капли защищают сетчатку от чрезмерного воздействия света, способствуют, улучшают питание тканей и снабжение их кислородом. Также с целью улучшения трофики в поврежденных покровах глаза назначают капли Тауфон. Они стимулируют восстановительные процессы после лучевого поражения. Пострадать зрительные органы могут в солярии и при кварцевании больничных помещений. Риск поражения роговицы существует и для тех, кто со стороны наблюдает за сваркой.
Пострадать зрительные органы могут в солярии и при кварцевании больничных помещений. Риск поражения роговицы существует и для тех, кто со стороны наблюдает за сваркой. Всего степеней четыре:
Всего степеней четыре: Первые клинические проявления электроофтальмии (их фото расположены ниже) наблюдаются спустя 6 – 12 часов после контакта незащищенного глаза со сваркой или ярким светом.
Первые клинические проявления электроофтальмии (их фото расположены ниже) наблюдаются спустя 6 – 12 часов после контакта незащищенного глаза со сваркой или ярким светом.
 Состоит оно из нескольких пунктов:
Состоит оно из нескольких пунктов: Продукт пчеловодства уменьшает отечность тканей глазного яблока и предотвращает стойкое помутнение роговицы.
Продукт пчеловодства уменьшает отечность тканей глазного яблока и предотвращает стойкое помутнение роговицы.



 Пропитать ватные диски, приложить к глазам на четверть часа, делать процедуру не менее трёх раз в сутки.
Пропитать ватные диски, приложить к глазам на четверть часа, делать процедуру не менее трёх раз в сутки.
 Выполнять работы должен специалист с большим опытом, который должен знать необходимые принципы безопасности. Даже малейшее нарушение может быть сильно чревато для здоровья, особенно сильно могут пострадать органы зрения.
Выполнять работы должен специалист с большим опытом, который должен знать необходимые принципы безопасности. Даже малейшее нарушение может быть сильно чревато для здоровья, особенно сильно могут пострадать органы зрения.

 Но все же не стоит забывать, что лучше после снятия выраженной боли сразу же посетить офтальмолога, он сможет определить степень повреждения и подберет наиболее подходящие капли для лечения.
Но все же не стоит забывать, что лучше после снятия выраженной боли сразу же посетить офтальмолога, он сможет определить степень повреждения и подберет наиболее подходящие капли для лечения. Хорошо помогает тетрациклиновая мазь;
Хорошо помогает тетрациклиновая мазь;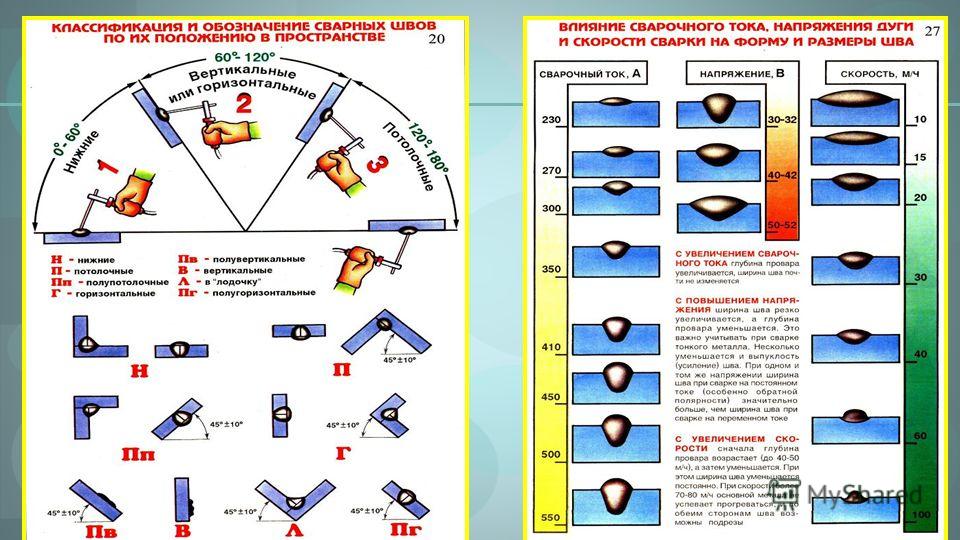 Существуют многообразные виды капель, которые способны быстро избавить от неприятных проявления после сварочных работ. Но все же они разделяются на группы в зависимости от типа воздействия.
Существуют многообразные виды капель, которые способны быстро избавить от неприятных проявления после сварочных работ. Но все же они разделяются на группы в зависимости от типа воздействия. По этой причине оно отлично подходит для подавления неприятных чувств в органах зрения сразу после сварочных работ.
По этой причине оно отлично подходит для подавления неприятных чувств в органах зрения сразу после сварочных работ.
 Дозировка должна составлять около 1-2 капель, в сутки применять нужно от 2 до 4 раз. Если имеются контактные линзы, то перед применением лекарства их необходимо снять, а одевать их можно будет только через полчаса после закапывания.
Дозировка должна составлять около 1-2 капель, в сутки применять нужно от 2 до 4 раз. Если имеются контактные линзы, то перед применением лекарства их необходимо снять, а одевать их можно будет только через полчаса после закапывания. Интервал между закапываниями сокращается до 1 часа.
Интервал между закапываниями сокращается до 1 часа. Капли отлично помогают при сильном ожоге глаз. При их использовании происходит быстрое восстановление поврежденной слизистой, они предотвращают образование рубцов;
Капли отлично помогают при сильном ожоге глаз. При их использовании происходит быстрое восстановление поврежденной слизистой, они предотвращают образование рубцов; Держать нужно в течение 30 минут.
Держать нужно в течение 30 минут.

 Плата за вязку и продажа щенков от многообещающих родословных также могут приносить тысячи долларов.
Плата за вязку и продажа щенков от многообещающих родословных также могут приносить тысячи долларов. Сообщается, что иногда другие породы и помеси используются в уличных драках или в качестве собак-приманок, используемых некоторыми для дрессировки жертв собачьих боев.
Сообщается, что иногда другие породы и помеси используются в уличных драках или в качестве собак-приманок, используемых некоторыми для дрессировки жертв собачьих боев. Им часто дают качественное питание и базовую ветеринарную помощь. Собак тренируют в контролируемых условиях, например, на беговой дорожке.
Им часто дают качественное питание и базовую ветеринарную помощь. Собак тренируют в контролируемых условиях, например, на беговой дорожке.
 Если проигравшая собака воспринимается как позор для репутации или статуса ее владельца, она может быть казнена особенно жестоким образом в рамках «развлечения».
Если проигравшая собака воспринимается как позор для репутации или статуса ее владельца, она может быть казнена особенно жестоким образом в рамках «развлечения». Каждое нарушение может привести к тюремному заключению на срок до трех лет и штрафу в размере 250 000 долларов.
Каждое нарушение может привести к тюремному заключению на срок до трех лет и штрафу в размере 250 000 долларов. Большинство прокуроров были бы рады взяться за любое дело о собачьих боях, но они ограничены имеющимися у них ресурсами по уходу за людьми и животными.
Большинство прокуроров были бы рады взяться за любое дело о собачьих боях, но они ограничены имеющимися у них ресурсами по уходу за людьми и животными.
 Адриан Петерсон и Ле’Веон Белл тоже сражаются.
Адриан Петерсон и Ле’Веон Белл тоже сражаются. ..
.. .. Перед игрой 3
.. Перед игрой 3 ..
.. 10.2022 16:22, часть
10.2022 16:22, часть 10.2022 13:57, часть
10.2022 13:57, часть 10.2022 12:58, часть
10.2022 12:58, часть 10.2022 12:42, часть
10.2022 12:42, часть 10.2022 12:10, часть
10.2022 12:10, часть 10.2022 6:17, часть
10.2022 6:17, часть
 В качестве заполнителя в раствор для
В качестве заполнителя в раствор для
 Но в умеренном
Но в умеренном
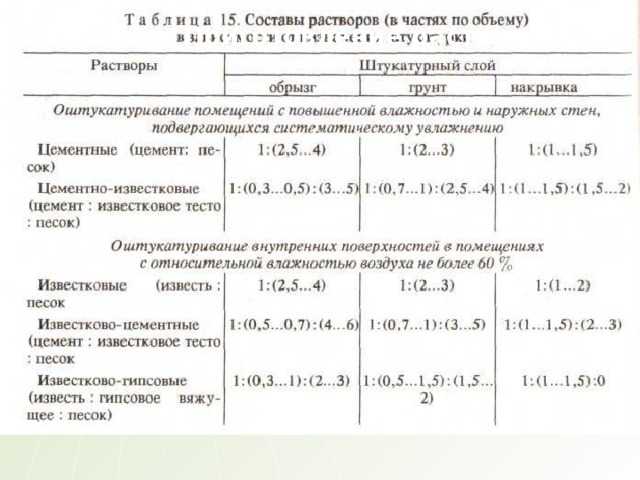 тесто
тесто Для набрызга используется
Для набрызга используется ..3)
..3) ..1):(2…3)
..1):(2…3)
 Следует помнить, что большое
Следует помнить, что большое Нужное
Нужное
.png) Статья 32005.Выбираем декоративную штукатуркуСухие строительные смеси: виды и применениеСухие cмеси для укладки плиткиСухие смеси на основе гипсаКамневидные покрытия для стенНаливные полы: советы по выборуНаливные полы: технология устройстваШпаклевка — основа ремонтаМодный декор для стенКлассификация и выбор сухих строительных смесейСухие смеси: характеристики и применениеУстройство ровного полаСухие смеси для выравнивания половДекоративная штукатурка: виды и применениеГипсовая штукатуркаВнимание — на стеныДекоративная штукатурка для стенОштукатуривание сложных основанийВлагостойкая шпатлевкаДекоративные покрытия для стен. Статья 43716.В тренде — наливные полыУниверсальная шпаклевка: характеристики и нанесениеТакая разная декоративная штукатуркаНанесение фактурной штукатуркиВыравниваем откосыГипсовая штукатурка для стенВенецианская штукатурка на стенахНалил и забылНаливные полы в интерьереВыбираем штукатуркуТеплая штукатуркаФасадная штукатурка: выбор и нанесениеШтукатурная сеткаСухие строительные смеси: виды и свойстваШпатлевка для стен и потолкаСтруктурная штукатуркаШтукатурные растворы: виды и характеристикиОтделываем стены: декоративная штукатурка или обои?Мокрая штукатурка: особенности, технология отделкиГипсовые штукатурки — характеристики и применениеНаливные полы: особенности и применениеГипсовая штукатурка: виды и нанесениеНаливные полы в ваннойЦементные штукатурки для наружных и внутренних работШтукатурка газобетонаВыбор кладочной смеси для кирпичаСухие смеси для стяжки полаПокраска декоративной штукатуркиДефекты штукатурки и их устранениеФасадный утеплитель под штукатурку Декоративная штукатурка «короед» — виды и применениеСетка для штукатурки: выбор и применениеТехнология нанесения декоративной штукатурки.
Статья 32005.Выбираем декоративную штукатуркуСухие строительные смеси: виды и применениеСухие cмеси для укладки плиткиСухие смеси на основе гипсаКамневидные покрытия для стенНаливные полы: советы по выборуНаливные полы: технология устройстваШпаклевка — основа ремонтаМодный декор для стенКлассификация и выбор сухих строительных смесейСухие смеси: характеристики и применениеУстройство ровного полаСухие смеси для выравнивания половДекоративная штукатурка: виды и применениеГипсовая штукатуркаВнимание — на стеныДекоративная штукатурка для стенОштукатуривание сложных основанийВлагостойкая шпатлевкаДекоративные покрытия для стен. Статья 43716.В тренде — наливные полыУниверсальная шпаклевка: характеристики и нанесениеТакая разная декоративная штукатуркаНанесение фактурной штукатуркиВыравниваем откосыГипсовая штукатурка для стенВенецианская штукатурка на стенахНалил и забылНаливные полы в интерьереВыбираем штукатуркуТеплая штукатуркаФасадная штукатурка: выбор и нанесениеШтукатурная сеткаСухие строительные смеси: виды и свойстваШпатлевка для стен и потолкаСтруктурная штукатуркаШтукатурные растворы: виды и характеристикиОтделываем стены: декоративная штукатурка или обои?Мокрая штукатурка: особенности, технология отделкиГипсовые штукатурки — характеристики и применениеНаливные полы: особенности и применениеГипсовая штукатурка: виды и нанесениеНаливные полы в ваннойЦементные штукатурки для наружных и внутренних работШтукатурка газобетонаВыбор кладочной смеси для кирпичаСухие смеси для стяжки полаПокраска декоративной штукатуркиДефекты штукатурки и их устранениеФасадный утеплитель под штукатурку Декоративная штукатурка «короед» — виды и применениеСетка для штукатурки: выбор и применениеТехнология нанесения декоративной штукатурки. Статья 55348.Использование штукатурки для отделки потолка — плюсы и минусыШтукатурка для наружных работТехнология нанесения гипсовой штукатуркиФактурная и структурная штукатурка для потолкаДекоративная штукатурка в ваннойФасадная финишная шпаклевкаСетка для штукатурки фасадаМногослойная штукатурка: технология нанесенияВиды стяжки пола: что выбратьФасадные штукатурные смесиГипсовые смеси: виды и применениеПолимерные финишные шпаклевки: характеристики и нанесениеКладочные растворы: что выбратьФинишная шпатлевка: виды и нанесениеСтроительные смесиДекоративная штукатурка в интерьере кухниВыравнивающие смесиПрименение самовыравнивающейся стяжкиНаливные полыКнауф
Статья 55348.Использование штукатурки для отделки потолка — плюсы и минусыШтукатурка для наружных работТехнология нанесения гипсовой штукатуркиФактурная и структурная штукатурка для потолкаДекоративная штукатурка в ваннойФасадная финишная шпаклевкаСетка для штукатурки фасадаМногослойная штукатурка: технология нанесенияВиды стяжки пола: что выбратьФасадные штукатурные смесиГипсовые смеси: виды и применениеПолимерные финишные шпаклевки: характеристики и нанесениеКладочные растворы: что выбратьФинишная шпатлевка: виды и нанесениеСтроительные смесиДекоративная штукатурка в интерьере кухниВыравнивающие смесиПрименение самовыравнивающейся стяжкиНаливные полыКнауф Смешивают раствор в емкости, глубиной не менее 10-20 см, перемешивают веслом длиной около 1 м.
Смешивают раствор в емкости, глубиной не менее 10-20 см, перемешивают веслом длиной около 1 м. Это происходит из-за непластичности штукатурного раствора. Поверхность нельзя сделать абсолютно плотной (непористой). Песок, который обычно используют для приготовления раствора, имеет слишком крупное зерно, из-за чего невозможно сделать поверхность однородной. Цементные растворы также не обладают поглощающей способностью, конденсационная вода не поглощается, а осаждается на поверхности штукатурки, что может привести к отсыреванию стены и появлению грибка и плесени.
Это происходит из-за непластичности штукатурного раствора. Поверхность нельзя сделать абсолютно плотной (непористой). Песок, который обычно используют для приготовления раствора, имеет слишком крупное зерно, из-за чего невозможно сделать поверхность однородной. Цементные растворы также не обладают поглощающей способностью, конденсационная вода не поглощается, а осаждается на поверхности штукатурки, что может привести к отсыреванию стены и появлению грибка и плесени. В домашних условиях готовить известковое тесто не рекомендуется, так как известь ядовита, и испарения могут нанести вред здоровью. Кроме того, чтобы правильно загасить ее водой, необходимо несколько недель.
В домашних условиях готовить известковое тесто не рекомендуется, так как известь ядовита, и испарения могут нанести вред здоровью. Кроме того, чтобы правильно загасить ее водой, необходимо несколько недель.
 Известково-гипсовые растворы наиболее подходят для заделывания мелких трещин и впадин в полу, стенах и на потолке. Гипс придаст раствору повышенную твердость.
Известково-гипсовые растворы наиболее подходят для заделывания мелких трещин и впадин в полу, стенах и на потолке. Гипс придаст раствору повышенную твердость. Песок насыпают в ящик грядкой, сверху высыпают цемент (еще лучше сделать это в несколько слоев), перемешивают эту сухую смесь до однородности. Затем смесь растворяют водой до нужной густоты, перемешивают, используют в течение 1 часа. Долгое хранение готового раствора приводит к снижению его прочности.
Песок насыпают в ящик грядкой, сверху высыпают цемент (еще лучше сделать это в несколько слоев), перемешивают эту сухую смесь до однородности. Затем смесь растворяют водой до нужной густоты, перемешивают, используют в течение 1 часа. Долгое хранение готового раствора приводит к снижению его прочности. Для стяжки пола используют портландцемент (предпочтительно марки 300) и шлакопортландцемент. Песок лучше брать речной (мелкий и чистый), и перед замешиванием просеять.
Для стяжки пола используют портландцемент (предпочтительно марки 300) и шлакопортландцемент. Песок лучше брать речной (мелкий и чистый), и перед замешиванием просеять.
 м
м
 Рассматриваемая известь, как правило, является негидравлической известью, которую, конечно, также можно назвать известковой замазкой.
Рассматриваемая известь, как правило, является негидравлической известью, которую, конечно, также можно назвать известковой замазкой.

 Толщина штукатурки зависит от оштукатуриваемой поверхности и может составлять от 12 до 20 миллилитров. Иногда в штукатурку также подмешивают пластификаторы для защиты стен от паразитов.
Толщина штукатурки зависит от оштукатуриваемой поверхности и может составлять от 12 до 20 миллилитров. Иногда в штукатурку также подмешивают пластификаторы для защиты стен от паразитов. Следовательно, для достижения гладкой поверхности потребуется дополнительный процесс. Часто POP наносят на оштукатуренные стены, чтобы придать им гладкую поверхность.
Следовательно, для достижения гладкой поверхности потребуется дополнительный процесс. Часто POP наносят на оштукатуренные стены, чтобы придать им гладкую поверхность. Таким образом, экономятся затраты и время.
Таким образом, экономятся затраты и время.
 В зависимости от места строительства воды может не быть вообще или она может быть очень дорогой.
В зависимости от места строительства воды может не быть вообще или она может быть очень дорогой.
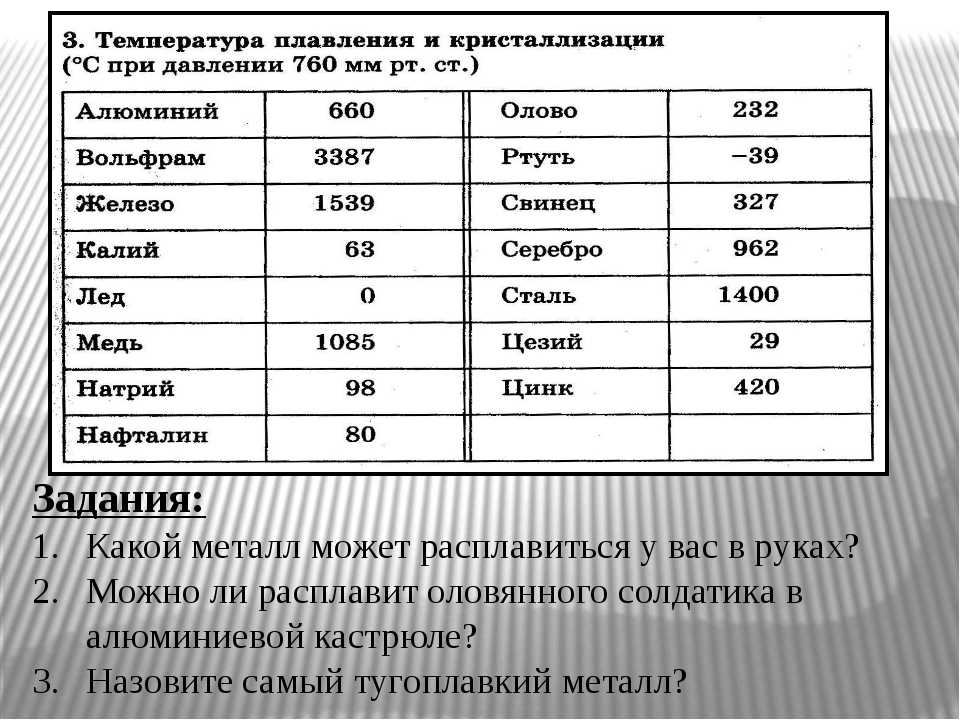 При необходимости можно провести расплавку большого количества металла для его заливки по форме.
При необходимости можно провести расплавку большого количества металла для его заливки по форме. При подобном варианте сочетание веществ температура плавления составляет около 220 градусов Цельсия.
При подобном варианте сочетание веществ температура плавления составляет около 220 градусов Цельсия. Именно поэтому сплавы с высокой концентрацией серебра используют для изготовления важных деталей.
Именно поэтому сплавы с высокой концентрацией серебра используют для изготовления важных деталей. youtube.com/embed/Ruc1eFBZPnk»>
youtube.com/embed/Ruc1eFBZPnk»> 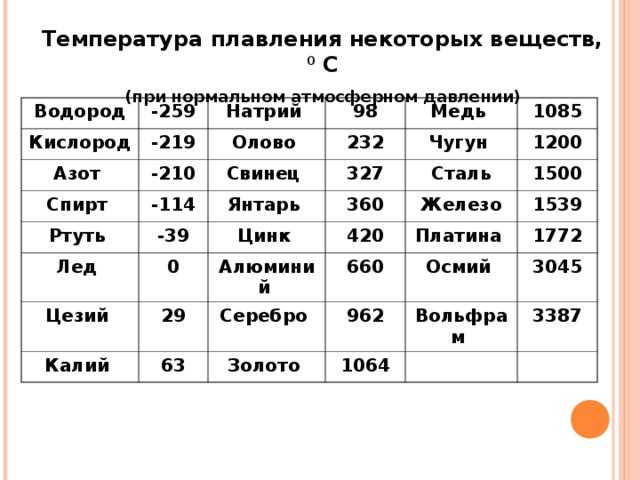 Его масса составляет 118,710, в чистом виде он выглядит как серебристо-белый металл, мягкий, пластичный и ковкий, он отличается высокой коррозийной стойкостью. Редкий элемент по распространению в земной коре занимает 47-е место.
Его масса составляет 118,710, в чистом виде он выглядит как серебристо-белый металл, мягкий, пластичный и ковкий, он отличается высокой коррозийной стойкостью. Редкий элемент по распространению в земной коре занимает 47-е место. Полученный сплав был очень твердым, замечательно отливался в формы, легко ковался и обрабатывался. В то далекое время бронза считалась наиболее прочным металлом, который был известен людям того времени.
Полученный сплав был очень твердым, замечательно отливался в формы, легко ковался и обрабатывался. В то далекое время бронза считалась наиболее прочным металлом, который был известен людям того времени.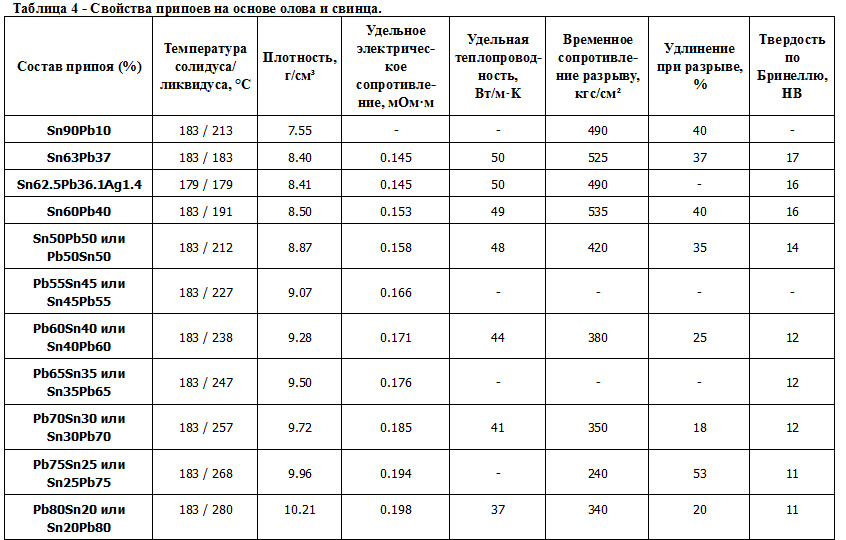
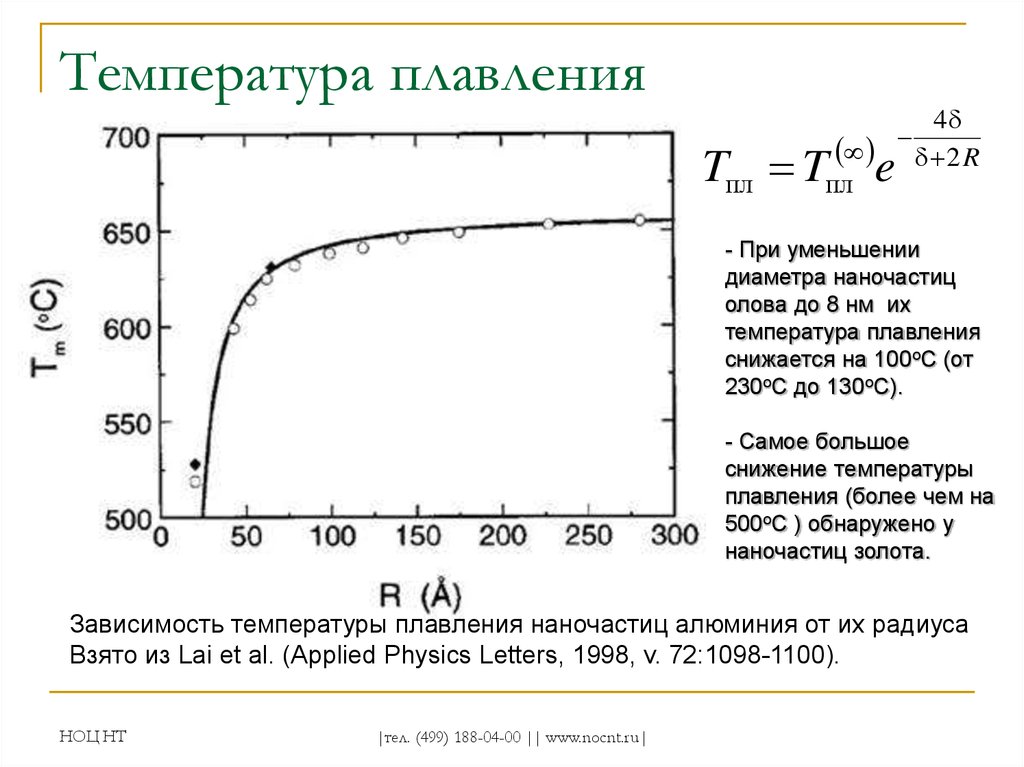


 Существует несколько вариантов использования серого олова. При температуре выше 13,2°C серое олово медленно превращается во вторую форму олова, белое олово. Белое олово является нормальной формой металла и имеет множество применений. К сожалению, белое олово превратится в серое, если его температура упадет ниже 13,2°C. Это изменение можно предотвратить, если к белому олову добавить небольшое количество сурьмы или висмута.
Существует несколько вариантов использования серого олова. При температуре выше 13,2°C серое олово медленно превращается во вторую форму олова, белое олово. Белое олово является нормальной формой металла и имеет множество применений. К сожалению, белое олово превратится в серое, если его температура упадет ниже 13,2°C. Это изменение можно предотвратить, если к белому олову добавить небольшое количество сурьмы или висмута.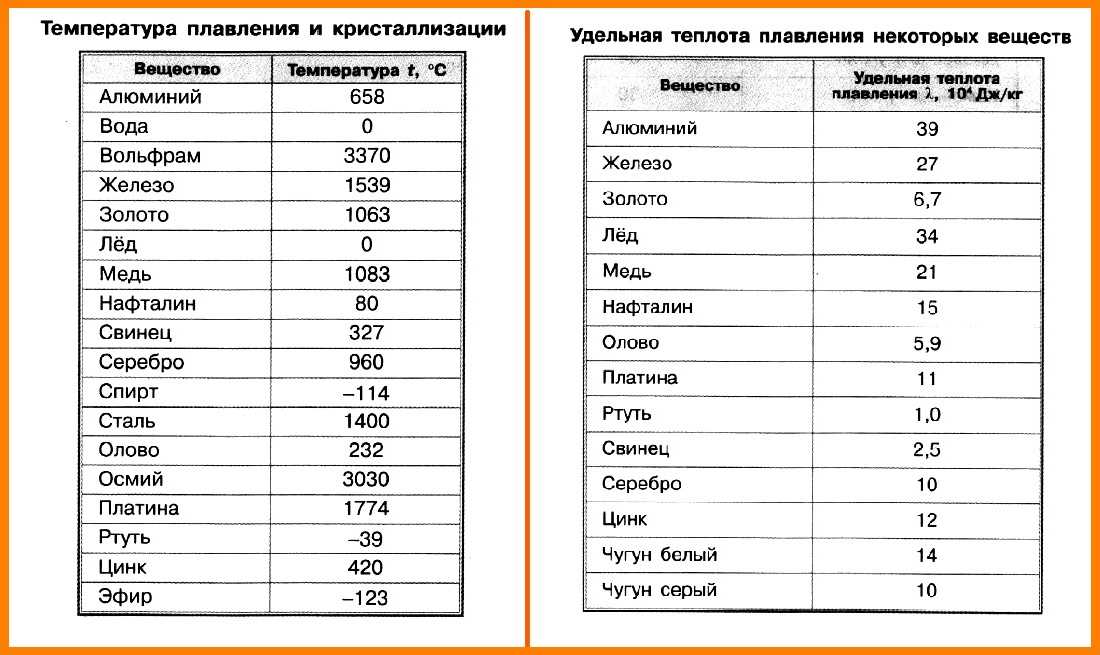 Стекло плавает на поверхности банки и охлаждается, образуя твердое стекло с плоскими параллельными поверхностями. Большая часть оконного стекла, производимого сегодня, изготавливается таким образом.
Стекло плавает на поверхности банки и охлаждается, образуя твердое стекло с плоскими параллельными поверхностями. Большая часть оконного стекла, производимого сегодня, изготавливается таким образом.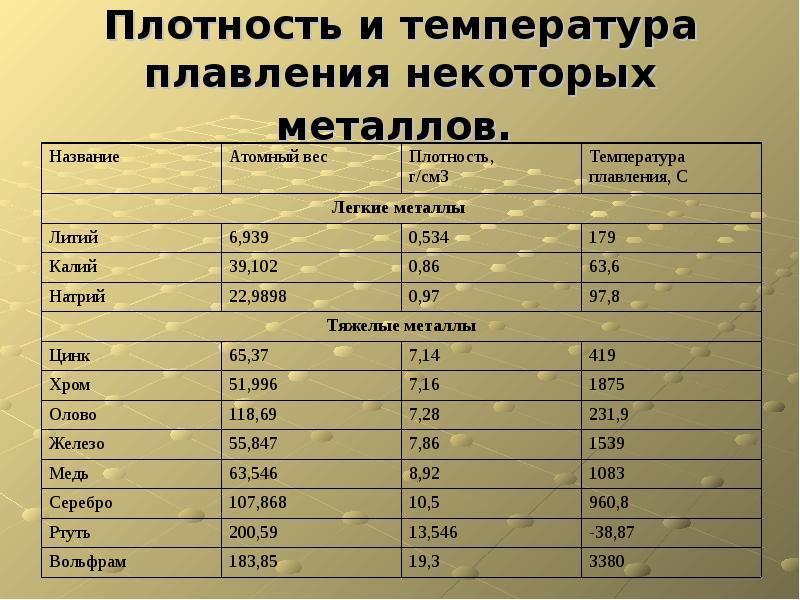 Состояния: +4, +2
Состояния: +4, +2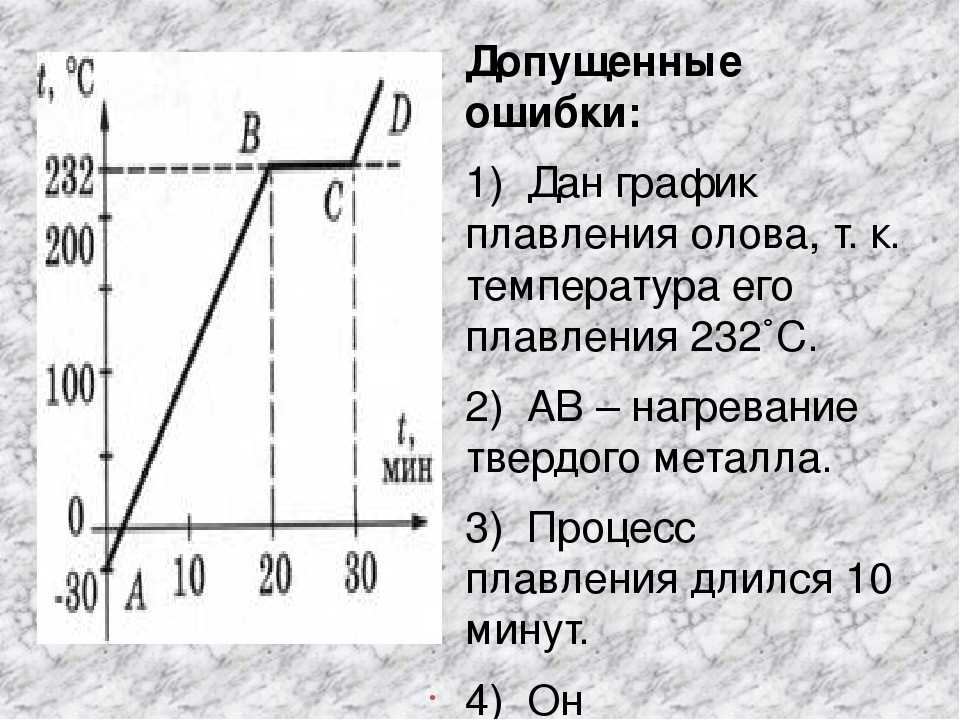
 Наличие чистоты 5N/6N ограничено. Испытания доступны по запросу для конкретных примесей.
Наличие чистоты 5N/6N ограничено. Испытания доступны по запросу для конкретных примесей.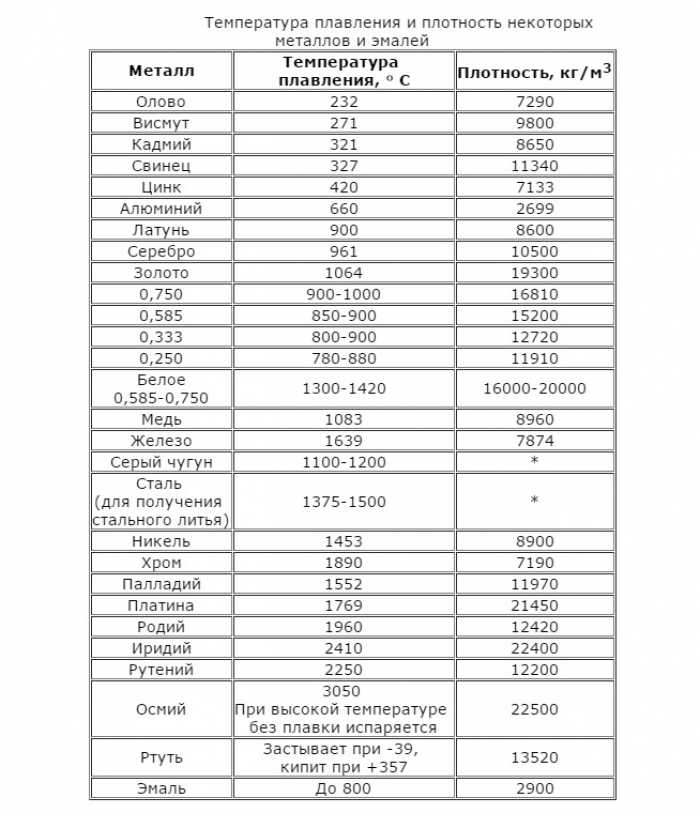 пл.
пл.