Сера
|
Сера / Sulphur (S) | |
|---|---|
|
Атомный номер |
16 |
|
Внешний вид простого вещества |
светло-желтое хрупкое твердое вещество, в чистом виде без запаха |
|
Свойства атома | |
|
Атомная масса (молярная масса) |
32,066 а. е. м. (г/моль) |
|
Радиус атома |
127 пм |
|
Энергия ионизации (первый электрон) |
999,0 (10,35) кДж/моль (эВ) |
|
Электронная конфигурация |
[Ne] 3s2 3p4 |
|
Химические свойства | |
|
Ковалентный радиус |
102 пм |
|
Радиус иона |
30 (+6e) 184 (-2e) пм |
|
Электроотрицательность (по Полингу) |
2,58 |
|
Электродный потенциал |
0 |
|
Степени окисления |
6, 4, 2, -2 |
|
Термодинамические свойства простого вещества | |
|
Плотность |
2,070 г/см³ |
|
Молярная теплоёмкость |
22,61 Дж/(K·моль) |
|
Теплопроводность |
0,27 Вт/(м·K) |
|
Температура плавления |
386 K |
|
Теплота плавления |
1,23 кДж/моль |
|
Температура кипения |
717,824 K |
|
Теплота испарения |
10,5 кДж/моль |
|
Молярный объём |
15,5 см³/моль |
|
Кристаллическая решётка простого вещества | |
|
Структура решётки |
орторомбическая |
|
Параметры решётки |
a=10,437 b=12,845 c=24,369 Å |
|
Отношение c/a |
— |
|
Температура Дебая |
n/a K |
|
S |
16 |
|
32,066 | |
|
[Ne]3s23p4 | |
|
Сера | |
Се́ра (Sulphur — обозн. «S» в таблице Менделеева) — высокоэлектроотрицательный элемент, проявляет неметаллические свойства. В водородных и кислородных соединениях находится в составе различных ионов, образует многие кислоты и соли. Многие серосодержащие соли малорастворимы в воде
«S» в таблице Менделеева) — высокоэлектроотрицательный элемент, проявляет неметаллические свойства. В водородных и кислородных соединениях находится в составе различных ионов, образует многие кислоты и соли. Многие серосодержащие соли малорастворимы в воде
Природные минералы серы
Схема атома серы
Сера является шестнадцатым по химической распространенности элементом в земной коре. Встречается в свободном (самородном) состоянии и связанном виде. Важнейшие природные соединения серы FeS2 — железный колчедан или пирит, ZnS — цинковая обманка или сфалерит (вюрцит), PbS — свинцовый блеск или галенит, HgS — киноварь, Sb2S3 — антимонит. Кроме того, сера присутствует в нефти, природном угле, природных газах и сланцах. Сера — шестой элемент по содержанию в природных водах, встречается в основном в виде сульфат-иона и обуславливает «постоянную» жёсткость пресной воды. Жизненно важный элемент для высших организмов, составная часть многих белков, концентрируется в волосах.
История открытия и происхождение названия
Сера (Sulfur, франц. Sufre, нем. Schwefel) в самородном состоянии, а также в виде сернистых соединений известна с древнейших времен. С запахом горящей серы, удушающим действием сернистого газа и отвратительным запахом сероводорода человек познакомился, вероятно, еще в доисторические времена. Именно из-за этих свойств сера использовалась жрецами в составе священных курений при религиозных обрядах. Сера считалась произведением сверхчеловеческих существ из мира духов или подземных богов. Очень давно сера стала применяться в составе различных горючих смесей для военных целей. Уже у Гомера описаны «сернистые испарения», смертельное действие выделений горящей серы. Сера, вероятно, входила в состав «греческого огня», наводившего ужас на противников.
Около VIII в. китайцы стали использовать ее в пиротехнических смесях, в частности, в смеси типа пороха. Горючесть серы, лёгкость, с которой она соединяется с металлами с образованием сульфидов (например, на поверхности кусков металла), объясняют то, что ее считали «принципом горючести» и обязательной составной частью металлических руд. Пресвитер Теофил (XII в.) описывает способ окислительного обжига сульфидной медной руды, известный, вероятно, еще в древнем Египте.
Пресвитер Теофил (XII в.) описывает способ окислительного обжига сульфидной медной руды, известный, вероятно, еще в древнем Египте.
В период арабской алхимии возникла ртутно-серная теория состава металлов, согласно которой сера почиталась обязательной составной частью (отцом) всех металлов. В дальнейшем она стала одним из трех принципов алхимиков, а позднее «принцип горючести» явился основой теории флогистона. Элементарную природу серы установил Лавуазье в своих опытах по сжиганию. С введением пороха в Европе началось развитие добычи природной серы, а также разработка способа получения ее из пиритов; последний был распространен в древней Руси. Впервые в литературе он описан у Агриколы. Таким образом точно происхождение серы не установлено, но как сказано выше этот элемент использовался до Рождества Христова, а значит знаком людям с давних времен.
Происхождение названия
Происхождение латинского sulfur неизвестно. Русское название элемента обычно производят от санскритского «сира» — светло-желтый. Возможно родство «серы» с древнееврейским «серафим» — множественным числом от «сераф» — букв. сгорающий, а сера хорошо горит. В древнерусском и старославянском «сера» — вообще горючее вещество, в том числе и жир.
Возможно родство «серы» с древнееврейским «серафим» — множественным числом от «сераф» — букв. сгорающий, а сера хорошо горит. В древнерусском и старославянском «сера» — вообще горючее вещество, в том числе и жир.
Происхождение серы
Большие скопления самородной серы встречаются не так уж часто. Чаще она присутствует в некоторых рудах. Руда самородной серы — это порода с вкраплениями чистой серы.
Когда образовались эти вкрапления — одновременно с сопутствующими породами или позже? От ответа на этот вопрос зависит направление поисковых и разведочных работ. Но, несмотря на тысячелетия общения с серой, человечество до сих пор не имеет однозначного ответа. Существует несколько теорий, авторы которых придерживаются противоположных взглядов.
Теория сингенеза (то есть одновременного образования серы и вмещающих пород) предполагает, что образование самородной серы происходило в мелководных бассейнах. Особые бактерии восстанавливали сульфаты, растворенные в воде, до сероводорода, который поднимался вверх, попадал в окислительную зону и здесь химическим путем или при участии других бактерий окислялся до элементарной серы. Сера осаждалась на дно, и впоследствии содержащий серу ил образовал руду.
Сера осаждалась на дно, и впоследствии содержащий серу ил образовал руду.
Теория эпигенеза (вкрапления серы образовались позднее, чем основные породы) имеет несколько вариантов. Самый распространенный из них предполагает, что подземные воды, проникая сквозь толщи пород, обогащаются сульфатами. Если такие воды соприкасаются с месторождениями нефти или природного газа, то ионы сульфатов восстанавливаются углеводородами до сероводорода. Сероводород поднимается к поверхности и, окисляясь, выделяет чистую серу в пустотах и трещинах пород.
В последние десятилетия находит все новые подтверждения одна из разновидностей теории эпигенеза — теория метасоматоза (в переводе с греческого «метасоматоз» означает замещение). Согласно ей в недрах постоянно происходит превращение гипса CaSO4-h3O и ангидрита CaSО4 в серу и кальцит СаСО3.
Данная теория создана в 1935 году советскими учеными Л. М. Миропольским и Б. П. Кротовым. В ее пользу говорит, в частности, такой факт.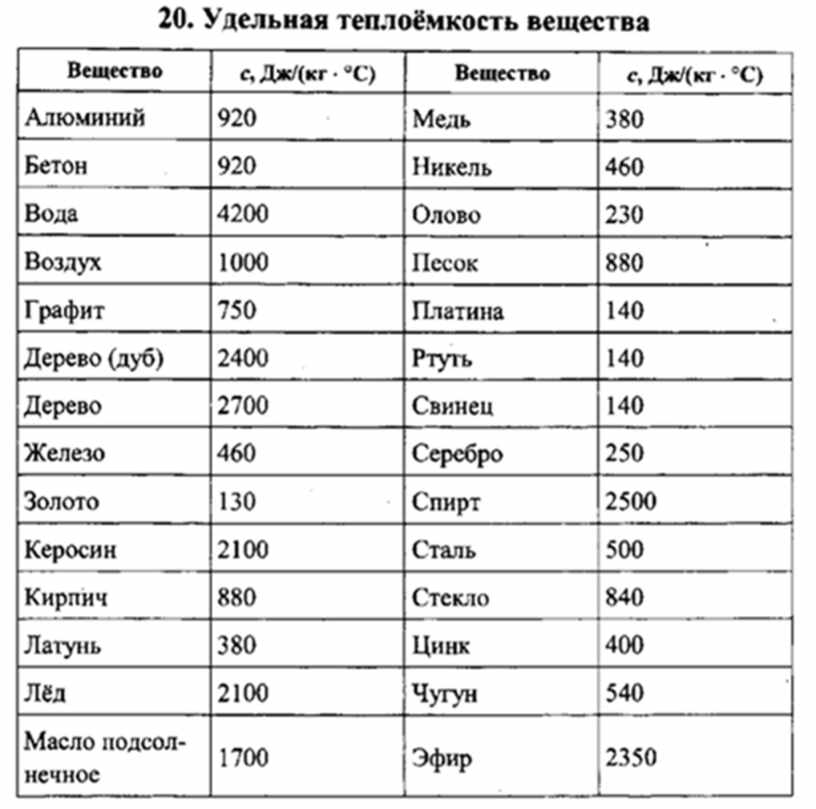
В 1961 году в Ираке было открыто месторождение Мишрак. Сера здесь заключена в карбонатных породах, которые образуют свод, поддерживаемый уходящими вглубь опорами (в геологии их называют крыльями). Крылья эти состоят в основном из ангидрита и гипса. Такая же картина наблюдалась на отечественном месторождении Шор-Су.
Геологическое своеобразие этих месторождений можно объяснить только с позиций теории метасоматоза: первичные гипсы и ангидриты превратились во вторичные карбонатные руды с вкраплениями самородной серы. Важно не только соседство минералов — среднее содержание серы в руде этих месторождений равно содержанию химически связанной серы в ангидрите. А исследования изотопного состава серы и углерода в руде этих месторождений дали сторонникам теории метасоматоза дополнительные аргументы.
Но есть одно «но»: химизм процесса превращения гипса в серу и кальцит пока не ясен, и потому нет оснований считать теорию метасоматоза единственно правильной. На земле и сейчас существуют озера (в частности, Серное озеро близ Серноводска), где происходит сингенетическое отложение серы и сероносный ил не содержит ни гипса, ни ангидрита.
На земле и сейчас существуют озера (в частности, Серное озеро близ Серноводска), где происходит сингенетическое отложение серы и сероносный ил не содержит ни гипса, ни ангидрита.
Разнообразие теорий и гипотез о происхождении самородной серы — результат не только и не столько неполноты наших знаний, сколько сложности явлений, происходящих в недрах. Еще из элементарной школьной математики все мы знаем, что к одному результату могут привести разные пути. Этот закон распространяется и на геохимию.
Получение
Серу получают главным образом выплавкой самородной серы непосредственно в местах её залегания под землей. Серные руды добывают разными способами — в зависимости от условий залегания. Залежам серы почти всегда сопутствуют скопления ядовитых газов — соединений серы. К тому же нельзя забывать о возможности ее самовозгорания.
Добыча руды открытым способом происходит так. Шагающие экскаваторы снимают пласты пород, под которыми залегает руда. Взрывами рудный пласт дробят, после чего глыбы руды отправляют на сероплавильный завод, где из концентрата извлекают серу.
Взрывами рудный пласт дробят, после чего глыбы руды отправляют на сероплавильный завод, где из концентрата извлекают серу.
В 1890 г. Герман Фраш, предложил плавить серу под землей и через скважины, подобные нефтяным, выкачивать ее на поверхность. Сравнительно невысокая (113°C) температура плавления серы подтверждала реальность идеи Фраша. В 1890 г. начались испытания, приведшие к успеху.
Известно несколько методов получения серы из серных руд: пароводяные, фильтрационные, термические, центрифугальные и экстракционные.
Также сера в больших количествах содержится в природном газе в газообразном состоянии (в виде сероводорода, сернистого ангидрида). При добыче она откладывается на стенках труб и оборудования, выводя их из строя. Поэтому её улавливают из газа как можно быстрее после добычи. Полученная химически чистая мелкодисперсная сера является идеальным сырьём для химической и резиновой промышленности.
Крупнейшее месторождение самородной серы вулканического происхождения находится на острове Итуруп с запасами категории A+B+C1 — 4227 тыс. тонн и категории C2 — 895 тыс. тонн, что достаточно для строительства предприятия мощностью 200 тыс. тонн гранулированной серы в год.
тонн и категории C2 — 895 тыс. тонн, что достаточно для строительства предприятия мощностью 200 тыс. тонн гранулированной серы в год.
Производители
Основными производителями серы в России являются предприятия ОАО Газпром: ООО Газпром добыча Астрахань и ООО Газпром добыча Оренбург, получающие ее как побочный продукт при очистке газа.
Физические свойства
Природный сросток кристаллов самородной серы
Сера существенно отличается от кислорода способностью образовывать устойчивые цепочки и циклы из атомов серы. Наиболее стабильны циклические молекулы S8, имеющие форму короны, образующие ромбическую и моноклинную серу. Это кристаллическая сера — хрупкое вещество желтого цвета. Кроме того, возможны молекулы с замкнутыми (S4, S6) цепями и открытыми цепями. Такой состав имеет пластическая сера, вещество коричневого цвета. Формулу пластической серы чаще всего записывают просто S, так как она, хотя и имеет молекулярную структуру, является смесью простых веществ с разными молекулами.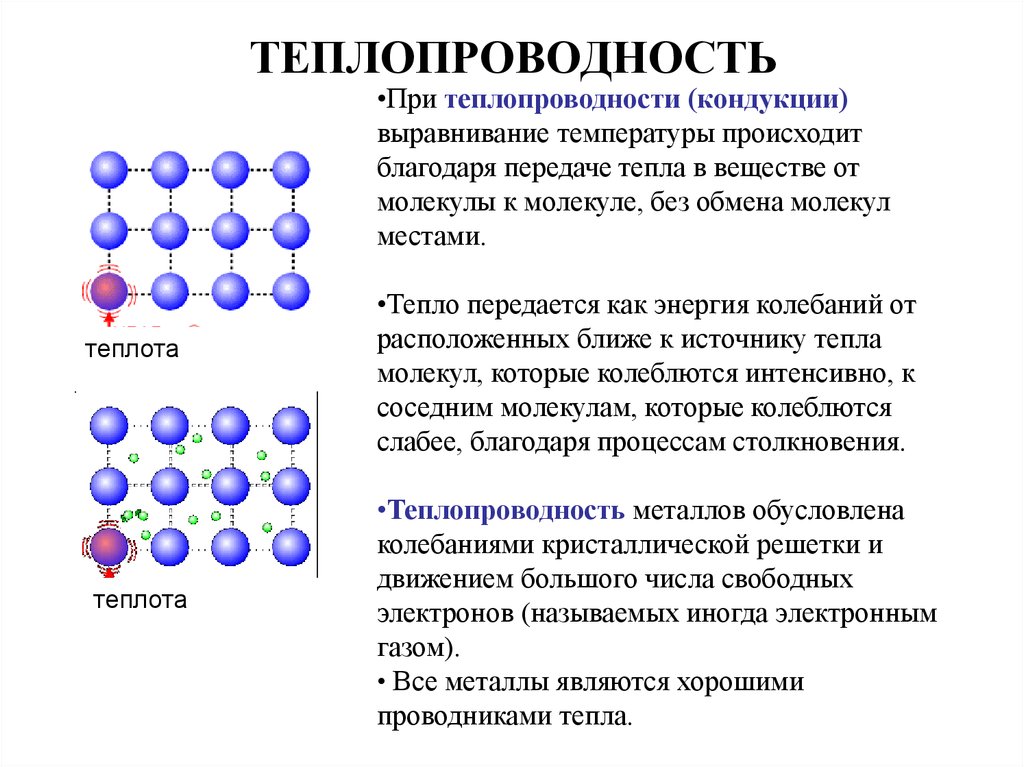 В воде сера нерастворима, некоторые её модификации растворяются в органических растворителях, например сероуглероде. Серу применяют для производства серной кислоты, вулканизации каучука, как фунгицид в сельском хозяйстве и как сера коллоидная — лекарственный препарат. Также сера в составе серобитумных композиций применяется для получения сероасфальта, а в качестве заместителя портландцемента — для получения серобетона.
В воде сера нерастворима, некоторые её модификации растворяются в органических растворителях, например сероуглероде. Серу применяют для производства серной кислоты, вулканизации каучука, как фунгицид в сельском хозяйстве и как сера коллоидная — лекарственный препарат. Также сера в составе серобитумных композиций применяется для получения сероасфальта, а в качестве заместителя портландцемента — для получения серобетона.
Химические свойства
Горение серы
При комнатной температуре сера реагирует со фтором и хлором, проявляя восстановительные свойства:
S + 3F2 = SF6
S + Cl2 = SCl2
С концентрированными кислотами-окислителями (HNO3, H2SO4) сера реагирует только при длительном нагревании, окисляясь:
S + 6HNO3(конц.) = H2SO4 + 6NO2 ↑ + 2H2O
S + 2H2SO4(конц. ) = 3SO2 ↑ + 2H2O
) = 3SO2 ↑ + 2H2O
На воздухе сера горит, образуя сернистый ангидрид — бесцветный газ с резким запахом:
S + O2 = SO2
С помощью спектрального анализа установлено, что на самом деле процесс окисления серы в двуокись представляет собой цепную реакцию и происходит с образованием ряда промежуточных продуктов: моноокиси серы S2O2, молекулярной серы S2, свободных атомов серы S и свободных радикалов моноокиси серы SO.
При взаимодействии с металлами образует сульфиды. 2Na + S = Na2S
При добавлении к этим сульфидам серы образуются полисульфиды: Na2S + S = Na2S2
При нагревании сера реагирует с углеродом, кремнием, фосфором, водородом:
C + 2S = CS2 (сероуглерод)
Сера при нагревании растворяется в щёлочах — реакция диспропорционирования
3S + 6KOH = K2SO3 + 2K2S + 3H2O
Пожароопасные свойства серы
Тонкоизмельченная сера склонна к химическому самовозгоранию в присутствии влаги, при контакте с окислителями, а также в смеси с углем, жирами, маслами. Сера образует взрывчатые смеси с нитратами, хлоратами и перхлоратами. Самовозгорается при контакте с хлорной известью.
Сера образует взрывчатые смеси с нитратами, хлоратами и перхлоратами. Самовозгорается при контакте с хлорной известью.
Средства тушения: распыленная вода, воздушно-механическая пена.
Обнаружение горения серы является трудной проблемой. Пламя сложно обнаружить человеческим глазом или видеокамерой, спектр голубого пламени лежит в основном в ультрафиолетовом диапазоне. Горение происходит при низкой температуре. Для обнаружения горения тепловым извещателем необходимо размещать его непосредственно близко к сере. Пламя серы не излучает в инфракрасном диапазоне. Таким образом оно не будет обнаружено распространенными инфракрасными извещателями. Ими будут обнаруживаться лишь вторичные возгорания. Пламя серы не выделяет паров воды. Таким образом детекторы ультрафиолетовых извещателей пламени, использующие соединения никеля, не будут работать.
Для эффективного обнаружения пламени рекомендуется использовать ультрафиолетовые извещатели с детекторами на основе молибдена. Они имеют спектральный диапазон чувствительности 1850…2650 ангстрем, который подходит для обнаружения горения серы.
Они имеют спектральный диапазон чувствительности 1850…2650 ангстрем, который подходит для обнаружения горения серы.
Так как воздух по объему состоит приблизительно из 21 % кислорода и 79 % азота и при горении серы из одного объема кислорода получается один объем SO2, то максимальное теоретически возможное содержание SO2 в газовой смеси составляет 21 %. На практике горение происходит с некоторым избытком воздуха и объемное содержание SO2 в газовой смеси меньше теоретически возможного составляя обычно 14…15 %.
Горение серы протекает только в расплавленном состоянии аналогично горению жидкостей. Верхний слой горящей серы кипит, создавая пары, которые образуют слабосветящееся пламя высотой до 5 см. Температура пламени при горении серы составляет 1820 °C
Пожары на складах серы
В декабре 1995 года на открытом складе серы предприятия, расположенного в городе Сомерсет Вест Западной Капской провинции Южно-Африканской Республики произошел крупный пожар, погибли два человека.
16 января 2006 г. около пяти вечера на череповецком предприятии «Аммофос» загорелся склад с серой. Общая площадь пожара — около 250-ти квадратных метров. Полностью ликвидировать его удалось лишь в начале второго ночи. Жертв и пострадавших нет.
15 марта 2007 рано утром на ООО «Балаковский завод волоконных материалов» произошел пожар на закрытом складе серы. Площадь пожара составила 20 кв.м. На пожаре работало 4 пожарных расчета с личным составом в 13 человек. Примерно через полчаса пожар был ликвидирован. Никто не пострадал.
4 и 9 марта 2008 года произошло возгорание серы в Атырауской области в хранилище серы ТШО на Тенгизском месторождении. В первом случае очаг возгорания удалось потушить быстро, во втором случае сера горела 4 часа. Объём горевших отходов нефтепереработки, к каковым по казахстанским законам отнесена сера, составил более 9 тысяч килограммов.
В апреле 2008 недалеко от поселка Кряж Самарской области загорелся склад, на котором хранилось 70 тонн серы. Пожару была присвоена вторая категория сложности. К месту происшествия выехали 11 пожарных расчетов и спасатели. В тот момент, когда пожарные оказались около склада, горела еще не вся сера, а только ее небольшая часть — около 300 килограммов. Площадь возгорания вместе с участками сухой травы, прилегающими к складу, составила 80 квадратных метров. Пожарным удалось быстро сбить пламя и локализовать пожар: очаги возгорания были засыпаны землей и залиты водой.
Пожару была присвоена вторая категория сложности. К месту происшествия выехали 11 пожарных расчетов и спасатели. В тот момент, когда пожарные оказались около склада, горела еще не вся сера, а только ее небольшая часть — около 300 килограммов. Площадь возгорания вместе с участками сухой травы, прилегающими к складу, составила 80 квадратных метров. Пожарным удалось быстро сбить пламя и локализовать пожар: очаги возгорания были засыпаны землей и залиты водой.
В июле 2009 в Днепродзержинске горела сера. Пожар произошел на одном из коксохимических предприятий в Баглейском районе города. Огонь охватил более восьми тонн серы. Никто из сотрудников комбината не пострадал.
Что такое Сера — фото, описание, свойства минерала, происхождение, месторождения
Сера (с лат. sērum «сыворотка») — минерал класса самородных элементов, неметалл. Латинское название связано с индоевропейским корнем swelp — «гореть». Химическая формула: S.
Содержание
- Физические свойства и фото серы
- Химические свойства серы
- Происхождение серы
- Применение
- Месторождения серы
Физические свойства и фото серы
Сера в отличие от других самородных элементов имеет молекулярную решетку, что определяет ее низкую твердость (1,5-2,5), отсутствие спайности, хрупкость, неровный излом и обусловленный им жирный плеск; лишь на поверхности кристаллов наблюдается стеклянный блеск. Удельный вес 2,07 г/см3. Обладает плохой электропроводимостью, слабой теплопроводностью, невысокой температурой плавления (112,8°С) и воспламенения (248°С). Легко загорается от спички и горит голубым пламенем; при этом образуется сернистый газ, имеющий резкий удушливый запах. Цвет у самородной серы светло-жёлтый, соломенно-желтый, медово-желтый, зеленоватый; сера, содержащая органические вещества, приобретают бурую, серую, черную окраску. Вулканический сера ярко-желтая, оранжевая, зеленоватая. Местами обычно с желтоватым оттенком. Встречается минерал в виде сплошных плотных, натечных, землистых, порошковатых масс; также бывают наросшие кристаллы, желваки, налеты, корочки, включения и псевдоморфозы по органическим остаткам. Сингония ромбическая.
Удельный вес 2,07 г/см3. Обладает плохой электропроводимостью, слабой теплопроводностью, невысокой температурой плавления (112,8°С) и воспламенения (248°С). Легко загорается от спички и горит голубым пламенем; при этом образуется сернистый газ, имеющий резкий удушливый запах. Цвет у самородной серы светло-жёлтый, соломенно-желтый, медово-желтый, зеленоватый; сера, содержащая органические вещества, приобретают бурую, серую, черную окраску. Вулканический сера ярко-желтая, оранжевая, зеленоватая. Местами обычно с желтоватым оттенком. Встречается минерал в виде сплошных плотных, натечных, землистых, порошковатых масс; также бывают наросшие кристаллы, желваки, налеты, корочки, включения и псевдоморфозы по органическим остаткам. Сингония ромбическая.
Отличительные признаки: для самородной серы характерны: неметаллический блеск и то, что она загорается от спички и горит, выделяя сернистый газ, имеющий резкий удушливый запах. Наиболее характерным цветом для самородной серы является светло-желтый.
Разновидность:
Вулканит (селенистая сера). Оранжево-красного, красно-бурого цвета. Происхождение вулканическое.
- Моноклинная сера
- Кристаллическая сера
- Кристаллическая сера
- Селенистая сера — вулканит
Химические свойства серы
Загорается от спички и горит голубым пламенем, при этом образуется сернистый газ, имеющий резкий удушливый запах. Легко плавится (температура плавления 112,8° С). Температура воспламенения 248°С. Сера растворяется в сероуглероде.
Происхождение серы
Встречается самородная сера естественного и вулканического происхождений. Серобактерии живут в водных бассейнах, обогащенных сероводородом за счет разложения органических остатков, — на дне болот, лиманов, мелких морских заливов. Лиманы Черного моря и залив Сиваш являются примерами таких водоемов. Концентрация серы вулканического происхождения приурочена к жерлам вулканов и к пустотам вулканических пород. При вулканических извержениях выделяются различные соединения серы (H2S, SО2), которые окисляются в поверхностных условиях, что приводит к восстановлению ее; кроме того, сера возгоняется непосредственно из паров.
Лиманы Черного моря и залив Сиваш являются примерами таких водоемов. Концентрация серы вулканического происхождения приурочена к жерлам вулканов и к пустотам вулканических пород. При вулканических извержениях выделяются различные соединения серы (H2S, SО2), которые окисляются в поверхностных условиях, что приводит к восстановлению ее; кроме того, сера возгоняется непосредственно из паров.
Иногда при вулканических процессах сера изливается в жидком виде. Это бывает тогда, когда сера, ранее осевшая на стенках кратеров, при повышении температуры расплавляется. Отлагается сера также из горячих водных растворов в результате распада сероводорода и сернистых соединений, выделяющихся в одну из поздних фаз вулканической деятельности. Эти явления сейчас наблюдаются около жерл гейзеров Йеллоустонского парка (США) и Исландии. Встречается совместно с гипсом, ангидритом, известняком, доломитом, каменной и калийной солями, глинами, битуминозными отложениями (нефть, озокерит, асфальт) и пиритом. Также встречается на стенках кратеров вулканов, в трещинах лав и туфов, окружающих жерла вулканов как действующих, так и потухших, вблизи серных минеральных источников.
Также встречается на стенках кратеров вулканов, в трещинах лав и туфов, окружающих жерла вулканов как действующих, так и потухших, вблизи серных минеральных источников.
Спутники. Среди осадочных пород: гипс, ангидрит, кальцит, доломит, сидерит, каменная соль, сильвин, карналлит, опал, халцедон, битумы (асфальт, нефть, озокерит). В месторождениях, образовавшихся в результате окисления сульфидов, — главным образом пирит. Среди продуктов вулканического возгона: гипс, реальгар, аурипигмент.
Применение
Широко используется в химической промышленности. Три четверти добычи серы идет на изготовление серной кислоты. Применяется она также для борьбы с сельскохозяйственными вредителями, кроме того, в бумажной, резиновой промышленности (вулканизация каучука), в производстве пороха, спичек, в фармацевтике, стекольной, пищевой промышленности.
Месторождения серы
На территории Евразии все промышленные месторождения самородной серы поверхностного происхождения. Некоторые из них находятся в Туркмении, в Поволжье и др. Породы, содержащие серу, тянутся вдоль левого берега Волги от г. Самара полосой, имеющей ширину в несколько километров, до Казани. Вероятно, сера образовалась в лагунах в пермский период в результате биохимических процессов. Месторождения серы находятся в Раздоле (Львовская область, Прикарпатье), Яворовске (Украина) и в Урало-Эмбинском районе. На Урале (Челябинская обл.) встречается сера, образовавшаяся в результате окисления пирита. Сера вулканического происхождения имеется на Камчатке и Курильских островах. Основные запасы находятся в Ираке, США (штаты Луизиана и Юта), Мексике, Чили, Японии и Италии (о. Сицилия).
Некоторые из них находятся в Туркмении, в Поволжье и др. Породы, содержащие серу, тянутся вдоль левого берега Волги от г. Самара полосой, имеющей ширину в несколько километров, до Казани. Вероятно, сера образовалась в лагунах в пермский период в результате биохимических процессов. Месторождения серы находятся в Раздоле (Львовская область, Прикарпатье), Яворовске (Украина) и в Урало-Эмбинском районе. На Урале (Челябинская обл.) встречается сера, образовавшаяся в результате окисления пирита. Сера вулканического происхождения имеется на Камчатке и Курильских островах. Основные запасы находятся в Ираке, США (штаты Луизиана и Юта), Мексике, Чили, Японии и Италии (о. Сицилия).
Физические свойства серы
Физические свойства серы в твердом состоянии не проводят заметного электричества и поэтому образуют удобный изолирующий материал для некоторых целей, хотя чаще ее используют только в качестве ингредиента изолирующих составов или смесей. При трении сера заряжается отрицательно, а под действием излучения радия заряжается положительно. Расплавленная сера в значительной степени проводит электричество, хотя примеси могут частично способствовать этому характерному поведению.5 Электропроводность жидкости увеличивается до максимума примерно при 160°С, падает до минимума примерно при 185°С, а затем увеличивается. Удельное сопротивление при 163°С составляет примерно 7,5×10 10 Ом. Диэлектрическая проницаемость твердой серы составляет примерно 2,7, хотя возможны отклонения в зависимости от оси, вдоль которой производится измерение. Для жидкости, переохлажденной между 150° и 95°С, выполняется закон Клаузиуса-Моссотти. Сера диамагнитна.
Расплавленная сера в значительной степени проводит электричество, хотя примеси могут частично способствовать этому характерному поведению.5 Электропроводность жидкости увеличивается до максимума примерно при 160°С, падает до минимума примерно при 185°С, а затем увеличивается. Удельное сопротивление при 163°С составляет примерно 7,5×10 10 Ом. Диэлектрическая проницаемость твердой серы составляет примерно 2,7, хотя возможны отклонения в зависимости от оси, вдоль которой производится измерение. Для жидкости, переохлажденной между 150° и 95°С, выполняется закон Клаузиуса-Моссотти. Сера диамагнитна.
Из-за своей низкой теплопроводности твердая сера легко разрушается при нагревании, причем неравномерного расширения, вызванного теплом руки, достаточно, чтобы вызвать слышимый звук треска. Были получены следующие значения теплопроводности серы в диапазоне температур от 20° до 210°С:
| Форма. | Температура, °С | Теплопроводность. |
| Rhombic | 20 | 0. 00065 00065 |
| Rhombic | 40 | 0.00061 |
| Rhombic | 60 | 0.00058 |
| Rhombic | 80 | 0.00055 |
| Rhombic | 95 точка перехода | 0,00054 |
| Моноклиника | 100 | 0.00037 to 0.00040 |
| Plastic | 20 | 0.0002 |
| Liquid | 115 (m.pt.) | 0.00031 |
| Liquid | 120 | 0.00031 |
| Liquid | 140 | 0,00032 |
| Жидкость | 160 — область точки перехода | 0,00033 |
| Жидкая | 165 — область переходной точки | 0.00033 |
| Liquid | 170 — Transition point region | 0.00034 |
| Liquid | 190 | 0.00036 |
| Liquid | 210 | 0. 00037 00037 |
The latent heat of fusion of твердая сера изменяется в зависимости от различных аллотропных форм и температуры; она самая низкая для октаэдрической серы; на него также влияет доля нерастворимой серы (γ- или μ-) в исходном твердом веществе и в образовавшейся жидкости. При электрическом нагреве до температуры плавления найдена скрытая теплота плавления моноклинной серы, равная 8,85 г-кал. за грамм.
Скрытая теплота испарения серы (с точностью до 2 процентов) равна 79. скорость охлаждения и температура начала кристаллизации. Иногда кристаллизация происходит ритмично, что приводит к появлению кольцеобразного вида в структуре твердой массы. Утверждается, что кристаллизация переохлажденной расплавленной серы ускоряется под действием излучения радия, вероятно, β-лучей.
В расплавленном состоянии плотность серы зависит только от температуры при условии, что достигнуто состояние равновесия между λ-серой и μ-серой; при 113°С плотность составляет 1,811, затем это значение несколько возрастает примерно до 160°С, а затем неуклонно падает до 1,480 при 446°С. Несколько исследователей измеряли коэффициент расширения, но из-за сложностей вносимые постепенной перестройкой равновесия при новых температурах, результаты не совсем согласуются между собой, хотя и дают подтверждающие доказательства существования равновесия. Средняя удельная теплоемкость подвижной серы 0,220, вязкой серы 0,29.0.
Несколько исследователей измеряли коэффициент расширения, но из-за сложностей вносимые постепенной перестройкой равновесия при новых температурах, результаты не совсем согласуются между собой, хотя и дают подтверждающие доказательства существования равновесия. Средняя удельная теплоемкость подвижной серы 0,220, вязкой серы 0,29.0.
О замечательных изменениях вязкости расплавленной серы уже упоминалось. Определенные измерения были сделаны при ряде температур методом вращающихся цилиндров, и было обнаружено, что воздействие воздуха на жидкость, особенно при температуре ниже 160°С, оказывает заметное влияние на вязкость при температуре от 160°С и выше. . Вязкость очищенной (дважды перегнанной, но не дегазированной) серы имеет значение при 123°С 0,1094 сг.с. единицы; это падает до минимума 0,0709при 150°С постепенно повышается примерно до 159°С, затем быстро возрастает выше этой температуры; однако точная точка перехода не наблюдается. Максимум для очищенной неэкспонированной (безгазовой) серы приходится примерно на 200°C и имеет значение 215 C. G.S. единицы. Для очищенной (не дегазированной) серы после длительного пребывания на воздухе максимум приходится на около 190°С и может иметь значение до 800 с.г.с. единицы. Такая высокая вязкость, по-видимому, возникает из-за примесей, главным из которых является серная кислота, образующихся в результате воздействия воздуха; заметное влияние оказывают также диоксид серы и аммиак в растворе.
G.S. единицы. Для очищенной (не дегазированной) серы после длительного пребывания на воздухе максимум приходится на около 190°С и может иметь значение до 800 с.г.с. единицы. Такая высокая вязкость, по-видимому, возникает из-за примесей, главным из которых является серная кислота, образующихся в результате воздействия воздуха; заметное влияние оказывают также диоксид серы и аммиак в растворе.
Поверхностное натяжение жидкой серы было определено при различных температурах несколькими исследователями, однако их результаты не согласуются друг с другом. Келлас, не соглашаясь с данными более ранних исследователей, утверждает, что поверхностное натяжение серы непрерывно падает от точки плавления до точки кипения, и дает следующие значения: .
Хотя сера создает заметное давление паров при обычных и слегка повышенных температурах, точка кипения достигается только при 444,60°С (при 760 мм). Эта температура является определенной константой и позволяет использовать серу в качестве растворителя для эбуллиоскопического определения молекулярного веса, причем следующие «молекулярные формулы» были определены экспериментально для соответствующих элементов, растворенных в сере: Se 2,4 , Te 1,3 , As 1,0 и Sb 1,2 . Температура кипения (£) при различных давлениях может быть получена из уравнения:
Эта температура является определенной константой и позволяет использовать серу в качестве растворителя для эбуллиоскопического определения молекулярного веса, причем следующие «молекулярные формулы» были определены экспериментально для соответствующих элементов, растворенных в сере: Se 2,4 , Te 1,3 , As 1,0 и Sb 1,2 . Температура кипения (£) при различных давлениях может быть получена из уравнения:
t = 444,60 + 0,0910(р-760) – 0,000049(р-760).
Был исследован показатель преломления жидкой серы, и было обнаружено, что он уменьшается до 160°C, а затем увеличивается выше этой температуры. Что касается спектра серы, то наиболее стойкие линии в эмиссионных спектрах имеют следующие длины волн (Å): 1807,4, 1820,5, 1826,4, 4694.2, 4695.5, 4696.3, 9212.8, 9228.2, 9237.7.
При испарении серы в охлажденном водородном пламени или при пропускании слабых электрических искр через пар, содержащийся в трубке Гейсслера, получается полосчатый спектр, состоящий из серии полос, резких в фиолетовой части, но затухающих в сторону красного и расширяющихся прямо через видимую область.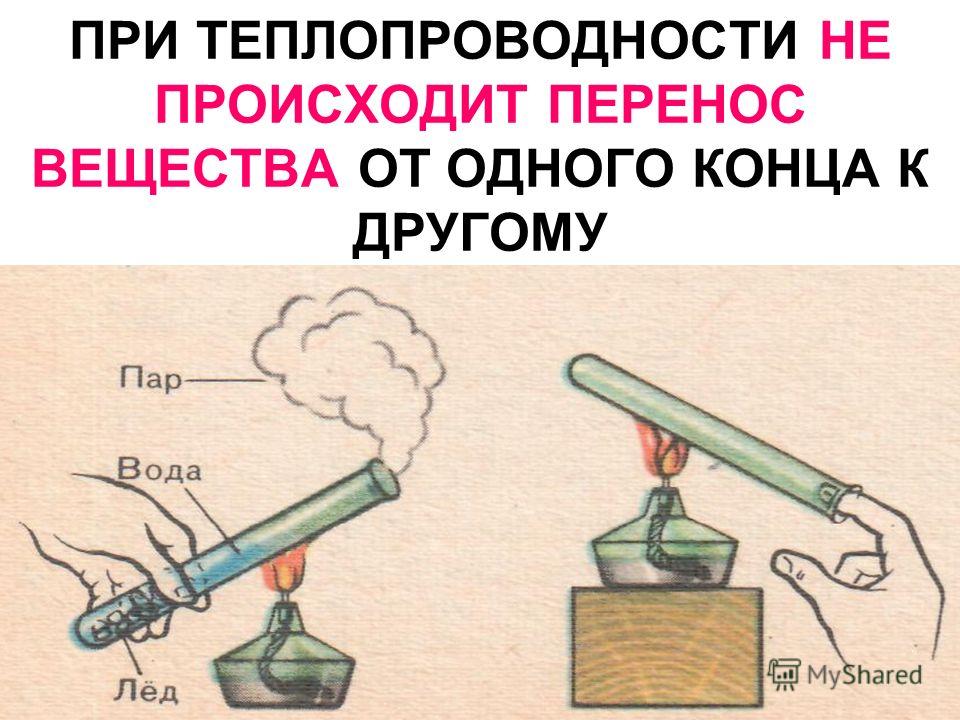
Изменения в спектре поглощения паров серы в диапазоне от 400° до 1200°С уже упоминались. В ультрафиолетовой области исследовался спектр в диапазоне от 100 до 1000°С при низких давлениях (0,5-53 мм) с использованием непрерывной искры под водой в качестве фона. Ниже 250°С непрерывное поглощение происходит между 2700 и 2300 Å, но при более высоких температурах, как S 2 появляются молекулы и менее 0,5 мм. давления появляется полоса спектра между 2927 и 2713 Å, которая с повышением температуры продолжает расширяться, пока не охватит область 3700–2475 Å. Затем он состоит из трех отдельных наборов полос, а именно:
- от 3700 до 2794 Å, полосы тонкой структуры;
- от 2794 до 2592 Å, узкие полосы без тонкой структуры;
- 2592–2475 Å, широкие непрерывные полосы.
Имеется полоса максимума поглощения при 2750 Å.
Спектр флуоресценции паров серы при возбуждении светом ртутной дуги дает серию полос, простирающихся на видимую область.
Поглощение света тонкими слоями серы (0,3 мм) при 0°С непрерывно от ультрафиолетового до 4080 А и распространяется еще на 20 А в сторону красного на каждые 10° повышения температуры до 300°C, разрыва, как можно было бы ожидать, не наблюдалось вблизи 160°C. коллоидной частицы, приближаясь к пределу, соответствующему количеству, поглощенному молекулярным раствором серы в спирте.
Сера — Термические свойства — Температура плавления — Теплопроводность
О сере
Сера широко распространена, многовалентна и неметаллична. В нормальных условиях атомы серы образуют циклические восьмиатомные молекулы с химической формулой S8. Элементарная сера представляет собой ярко-желтое кристаллическое твердое вещество при комнатной температуре. Химически сера реагирует со всеми элементами, кроме золота, платины, иридия, теллура и инертных газов.
Термические свойства серы
Сера – температура плавления и температура кипения
Температура плавления серы 112,8°C .
Температура кипения серы 444,7°C .
Обратите внимание, что эти точки связаны со стандартным атмосферным давлением.
Сера – теплопроводность
Теплопроводность Сера составляет 0,269 Вт/(м·К).
Характеристики теплопередачи твердого материала измеряются свойством, называемым теплопроводность , k (или λ), измеренная в Вт/м.K . Это мера способности вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применим ко всей материи, независимо от ее состояния (твердое, жидкое или газообразное), поэтому он также определен для жидкостей и газов.
Коэффициент теплового расширения серы
Коэффициент линейного теплового расширения Сера — мкм/(м·K)
Тепловое расширение обычно это склонность материи изменять свои размеры в ответ на изменение температуры. Обычно его выражают в виде доли изменения длины или объема на единицу изменения температуры.
Обычно его выражают в виде доли изменения длины или объема на единицу изменения температуры.
См. также: Механические свойства серы
Температура плавления элементов
Теплопроводность элементов
Тепловое расширение элементов
О температуре кипения и0232 Температура кипения
В общем, кипение является фазовым переходом вещества из жидкой фазы в газовую. температура кипения вещества — это температура, при которой происходит это фазовое превращение (кипение или испарение). Температура, при которой начинает происходить испарение (кипение) при заданном давлении, также известна как температура насыщения , и при этих условиях смесь пара и жидкости может существовать вместе. Можно сказать, что жидкость насыщена тепловой энергией. Любое добавление тепловой энергии приводит к фазовому переходу. точка кипения две фазы вещества, жидкость и пар, имеют одинаковую свободную энергию и, следовательно, с одинаковой вероятностью существуют. Ниже точки кипения жидкость является более стабильным состоянием из двух, тогда как выше предпочтительна газообразная форма. Давление, при котором начинается испарение (кипение) при данной температуре, называется давлением насыщения . Когда ее рассматривают как температуру обратного перехода из пара в жидкость, ее называют точкой конденсации.
Ниже точки кипения жидкость является более стабильным состоянием из двух, тогда как выше предпочтительна газообразная форма. Давление, при котором начинается испарение (кипение) при данной температуре, называется давлением насыщения . Когда ее рассматривают как температуру обратного перехода из пара в жидкость, ее называют точкой конденсации.
Как видно, температура кипения жидкости варьируется в зависимости от давления окружающей среды. Жидкость в частичном вакууме имеет более низкую температуру кипения, чем когда эта жидкость находится при атмосферном давлении. Жидкость при высоком давлении имеет более высокую температуру кипения, чем при атмосферном давлении. Например, вода кипит при 100°C (212°F) на уровне моря, но при 93,4°C (200,1°F) на высоте 1900 метров (6233 фута). С другой стороны, вода кипит при 350°C (662°F) при 16,5 МПа (типичное давление PWR).
В периодической таблице элементов элемент с самой низкой температурой кипения — гелий. Обе точки кипения рения и вольфрама превышают 5000 К при стандартном давлении. Поскольку трудно точно и беспристрастно измерить экстремальные температуры, в литературе упоминаются оба вещества с более высокой температурой кипения.
Обе точки кипения рения и вольфрама превышают 5000 К при стандартном давлении. Поскольку трудно точно и беспристрастно измерить экстремальные температуры, в литературе упоминаются оба вещества с более высокой температурой кипения.
Точка плавления
В общем, плавление является фазовым переходом вещества из твердого состояния в жидкое. Температура плавления вещества — это температура, при которой происходит это фазовое превращение. Точка плавления также определяет состояние, при котором твердое тело и жидкость могут существовать в равновесии. Добавление тепла превратит твердое тело в жидкость без изменения температуры. В точке плавления две фазы вещества, жидкая и паровая, имеют одинаковую свободную энергию и поэтому с равной вероятностью существуют. Ниже точки плавления твердое состояние является более стабильным из двух, тогда как при температуре выше точки плавления предпочтительна жидкая форма. Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении. Когда ее рассматривают как температуру обратного перехода из жидкого состояния в твердое, ее называют точкой замерзания или точкой кристаллизации.
Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении. Когда ее рассматривают как температуру обратного перехода из жидкого состояния в твердое, ее называют точкой замерзания или точкой кристаллизации.
См. также: Депрессия точки плавления
Первая теория, объясняющая механизм плавления в объеме, была предложена Линдеманном, который использовал колебания атомов в кристалле для объяснения плавления. Твердые тела похожи на жидкости тем, что оба находятся в конденсированном состоянии, а частицы находятся гораздо ближе друг к другу, чем частицы газа. Атомы в твердом теле тесно связаны друг с другом либо в правильной геометрической решетке (кристаллические твердые тела, которые включают металлы и обычный лед), либо в неправильной (аморфное твердое тело, такое как обычное оконное стекло), и обычно имеют низкую энергию. движение отдельных атомов , ионов или молекул в твердом теле ограничивается колебательным движением вокруг фиксированной точки. Когда твердое тело нагревается, его частицы колеблются быстрее , поскольку твердое тело поглощает кинетическую энергию. В какой-то момент амплитуда колебаний становится настолько большой, что атомы начинают вторгаться в пространство своих ближайших соседей и возмущать их, и начинается процесс плавления. Точка плавления – это температура, при которой разрушительные колебания частиц твердого тела преодолевают силы притяжения, действующие внутри твердого тела.
Когда твердое тело нагревается, его частицы колеблются быстрее , поскольку твердое тело поглощает кинетическую энергию. В какой-то момент амплитуда колебаний становится настолько большой, что атомы начинают вторгаться в пространство своих ближайших соседей и возмущать их, и начинается процесс плавления. Точка плавления – это температура, при которой разрушительные колебания частиц твердого тела преодолевают силы притяжения, действующие внутри твердого тела.
Как и в случае с точками кипения, точка плавления твердого тела зависит от силы этих сил притяжения. Например, хлорид натрия (NaCl) представляет собой ионное соединение, состоящее из множества сильных ионных связей. Хлорид натрия плавится при 801°С. С другой стороны, лед (твердый H 2 O) представляет собой молекулярное соединение, молекулы которого удерживаются вместе водородными связями, что является эффективным примером взаимодействия между двумя постоянными диполями. Хотя водородные связи являются самыми сильными из межмолекулярных сил, прочность водородных связей намного меньше, чем у ионных связей. Температура плавления льда 0°С.
Температура плавления льда 0°С.
Ковалентные связи часто приводят к образованию небольших наборов лучше связанных атомов, называемых молекулами, которые в твердых телах и жидкостях связаны с другими молекулами силами, которые часто намного слабее, чем ковалентные связи, удерживающие молекулы вместе внутри. Такие слабые межмолекулярные связи придают органическим молекулярным веществам, таким как воски и масла, их мягкий объемный характер и низкие температуры плавления (в жидкостях молекулы должны прекратить наиболее структурированный или ориентированный контакт друг с другом).
О теплопроводности
Характеристики теплопередачи твердого материала измеряются свойством, называемым теплопроводностью , k (или λ), измеряемой в Вт/м·К . Это мера способности вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применим ко всей материи, независимо от ее состояния (твердое, жидкое или газообразное), поэтому он также определен для жидкостей и газов.
Теплопроводность большинства жидкостей и твердых тел зависит от температуры. Для паров это также зависит от давления. В общем:
Большинство материалов почти однородны, поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностями в направлениях y и z (ky, kz), но для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Теплопроводность металлов
Перенос тепловой энергии в твердых телах обычно может быть обусловлен двумя эффектами:
- миграцией свободных электронов
- решеточные колебательные волны (фононы)
Когда электроны и фононы переносят тепловую энергию, приводящую к теплопроводности в твердом теле, теплопроводность может быть выражена как:0236 являются твердыми телами и поэтому обладают кристаллической структурой, в которой ионы (ядра с окружающими их оболочками остовных электронов) занимают трансляционно эквивалентные позиции в кристаллической решетке. Металлы обычно имеют высокую электропроводность , высокую теплопроводность и высокую плотность. Соответственно перенос тепловой энергии может быть обусловлен двумя эффектами:
Металлы обычно имеют высокую электропроводность , высокую теплопроводность и высокую плотность. Соответственно перенос тепловой энергии может быть обусловлен двумя эффектами:
- миграцией свободных электронов
- решетчатые колебательные волны (фононы).
Когда электроны и фононы переносят тепловую энергию, приводящую к теплопроводности в твердом теле, коэффициент теплопроводности может быть выражен как: структура связана с наличием носителей заряда, в частности, электронов . Электрическая и теплопроводность металлов происходит из того факта, что их внешние электроны делокализованы . Их вклад в теплопроводность обозначается как электронная теплопроводность , k e . Фактически, в чистых металлах, таких как золото, серебро, медь и алюминий, тепловой ток, связанный с потоком электронов, намного превышает небольшой вклад, обусловленный потоком фононов. Напротив, для сплавов вклад k ph в k больше не является незначительным.
Напротив, для сплавов вклад k ph в k больше не является незначительным.
Теплопроводность неметаллов
Для неметаллические твердые вещества , k определяется, прежде всего, k ph , которое увеличивается по мере уменьшения частоты взаимодействий между атомами и решеткой. Фактически, решеточная теплопроводность является доминирующим механизмом теплопроводности в неметаллах, если не единственным. В твердых телах атомы колеблются вокруг своих положений равновесия (кристаллическая решетка). Колебания атомов не независимы друг от друга, а довольно сильно связаны с соседними атомами. Регулярность расположения решетки оказывает важное влияние на k ph , с кристаллическими (хорошо упорядоченными) материалами, такими как кварц , имеющими более высокую теплопроводность, чем аморфные материалы, такие как стекло. При достаточно высоких температурах k ph ∝ 1/T.
квантов колебательного поля кристалла называются « фононами ». Фонон — это коллективное возбуждение в периодическом упругом расположении атомов или молекул в конденсированных веществах, таких как твердые тела и некоторые жидкости. Фононы играют важную роль во многих физических свойствах конденсированного вещества, таких как теплопроводность и электропроводность. Фактически, для кристаллических неметаллических твердых тел, таких как алмаз, k ph может быть довольно большим, превышая значения k, связанные с хорошими проводниками, такими как алюминий. В частности, алмаз обладает самой высокой твердостью и теплопроводностью (k = 1000 Вт/м·К) среди всех объемных материалов.
Теплопроводность жидкостей и газов
В физике жидкость — это вещество, которое постоянно деформируется (течет) под действием приложенного напряжения сдвига. Жидкости являются подмножеством фаз материи и включают жидкости , газы , плазму и, в некоторой степени, пластичные твердые тела.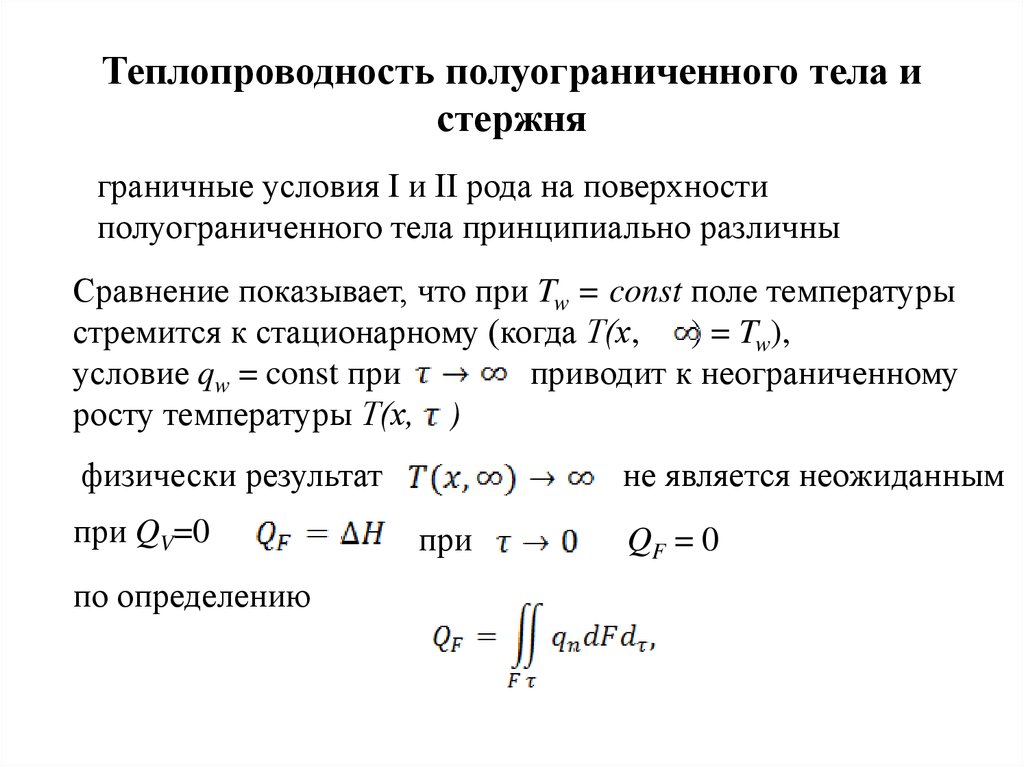 Поскольку межмолекулярное расстояние намного больше, а движение молекул более хаотично для жидкого состояния, чем для твердого состояния, транспорт тепловой энергии менее эффективен. Следовательно, теплопроводность газов и жидкостей обычно меньше, чем у твердых тел. В жидкостях теплопроводность обусловлена атомной или молекулярной диффузией. В газах теплопроводность обусловлена диффузией молекул с более высокого энергетического уровня на более низкий уровень.
Поскольку межмолекулярное расстояние намного больше, а движение молекул более хаотично для жидкого состояния, чем для твердого состояния, транспорт тепловой энергии менее эффективен. Следовательно, теплопроводность газов и жидкостей обычно меньше, чем у твердых тел. В жидкостях теплопроводность обусловлена атомной или молекулярной диффузией. В газах теплопроводность обусловлена диффузией молекул с более высокого энергетического уровня на более низкий уровень.
Теплопроводность газов
Влияние температуры, давления и химических веществ на теплопроводность газа можно объяснить с точки зрения кинетической теории газов . Воздух и другие газы обычно являются хорошими изоляторами при отсутствии конвекции. Следовательно, многие изоляционные материалы (например, полистирол) функционируют просто благодаря большому количеству заполненных газом карманов , которые предотвращают широкомасштабную конвекцию . Чередование газового кармана и твердого материала приводит к тому, что тепло должно передаваться через множество поверхностей раздела, что приводит к быстрому снижению коэффициента теплопередачи.
Чередование газового кармана и твердого материала приводит к тому, что тепло должно передаваться через множество поверхностей раздела, что приводит к быстрому снижению коэффициента теплопередачи.
Теплопроводность газов прямо пропорциональна плотности газа, средней молекулярной скорости и особенно средней длине свободного пробега молекулы. Длина свободного пробега также зависит от диаметра молекулы, причем более крупные молекулы с большей вероятностью столкнутся, чем мелкие молекулы, что представляет собой среднее расстояние, пройденное энергоносителем (молекулой) до столкновения. Легкие газы, такие как водород и гелий обычно имеют высокую теплопроводность . Плотные газы, такие как ксенон и дихлордифторметан, обладают низкой теплопроводностью.
Как правило, теплопроводность газов увеличивается с повышением температуры.
Теплопроводность жидкостей
Как уже писалось, в жидкостях теплопроводность обусловлена атомной или молекулярной диффузией, но физические механизмы объяснения теплопроводности жидкостей изучены недостаточно. Жидкости, как правило, обладают лучшей теплопроводностью, чем газы, а способность течь делает жидкость подходящей для отвода избыточного тепла от механических компонентов. Тепло можно отводить, пропуская жидкость через теплообменник. Теплоносители, используемые в ядерных реакторах, включают воду или жидкие металлы, такие как натрий или свинец.
Жидкости, как правило, обладают лучшей теплопроводностью, чем газы, а способность течь делает жидкость подходящей для отвода избыточного тепла от механических компонентов. Тепло можно отводить, пропуская жидкость через теплообменник. Теплоносители, используемые в ядерных реакторах, включают воду или жидкие металлы, такие как натрий или свинец.
Теплопроводность неметаллических жидкостей обычно уменьшается с повышением температуры.
О тепловом расширении
Тепловое расширение обычно это тенденция материи изменять свои размеры в ответ на изменение температуры. Обычно его выражают в виде доли изменения длины или объема на единицу изменения температуры. Тепловое расширение характерно для твердых тел, жидкостей и газов. В отличие от газов или жидкостей, твердые материалы, как правило, сохраняют свою форму при тепловом расширении. А коэффициент линейного расширения обычно используется для описания расширения твердого тела, в то время как коэффициент объемного расширения более полезен для жидкости или газа.
Коэффициент линейного теплового расширения определяется как:
, где L – это конкретная длина, а dL/dT – скорость изменения этого линейного размера на единицу изменения температуры.
Коэффициент объемного теплового расширения является основным коэффициентом теплового расширения и наиболее важным для жидкостей. Как правило, вещества расширяются или сжимаются при изменении их температуры, причем расширение или сжатие происходит во всех направлениях.
Коэффициент объемного теплового расширения определяется как:
, где L объем материала, а dV/dT это скорость изменения этого объема на единицу изменения температуры.
В твердом теле или жидкости существует динамическое равновесие между силами сцепления, удерживающими атомы или молекулы вместе, и условиями, создаваемыми температурой. Следовательно, более высокие температуры подразумевают большее расстояние между атомами. Разные материалы имеют разную силу сцепления и, следовательно, разные коэффициенты расширения. Если кристаллическое твердое тело изометрично (имеет во всем одинаковую структурную конфигурацию), расширение будет равномерным во всех измерениях кристалла. Для этих материалов коэффициент площади и объемного теплового расширения соответственно примерно в два и три раза больше линейного коэффициента теплового расширения ( α V = 3α L ). Если он не изометричен, могут быть разные коэффициенты расширения для разных кристаллографических направлений, и кристалл будет менять форму при изменении температуры.
Разные материалы имеют разную силу сцепления и, следовательно, разные коэффициенты расширения. Если кристаллическое твердое тело изометрично (имеет во всем одинаковую структурную конфигурацию), расширение будет равномерным во всех измерениях кристалла. Для этих материалов коэффициент площади и объемного теплового расширения соответственно примерно в два и три раза больше линейного коэффициента теплового расширения ( α V = 3α L ). Если он не изометричен, могут быть разные коэффициенты расширения для разных кристаллографических направлений, и кристалл будет менять форму при изменении температуры.
Сводка
| Элемент | Сера |
| Точка плавления | 112,8 °С |
| Точка кипения | 444,7 °С |
| Теплопроводность | 0,269 Вт/мК |
| Коэффициент теплового расширения | — мкм/мК |
| Плотность | 1,96 г/см3 |
Источник: www.
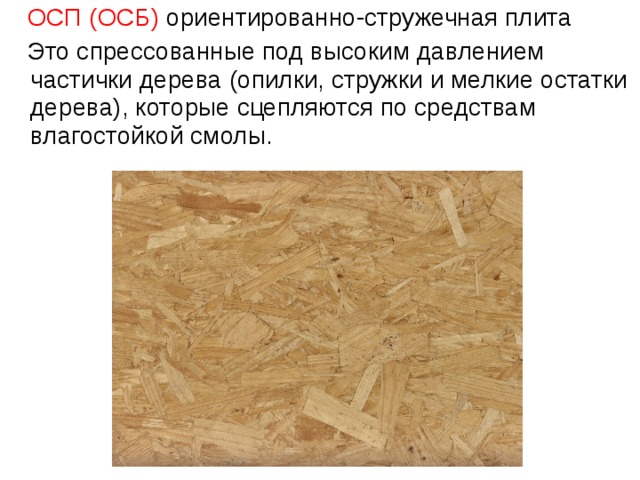
 Векторные изображения, к которым относятся различные надписи, логотипы, товарные знаки, наносятся на любой материал. Портреты, пейзажи и другие растровые рисунки делают на древесине, фанере или специальных многослойных пластиках. Для четкого и читаемого рисунка нужен материал, на котором можно получить несколько градаций цвета.
Векторные изображения, к которым относятся различные надписи, логотипы, товарные знаки, наносятся на любой материал. Портреты, пейзажи и другие растровые рисунки делают на древесине, фанере или специальных многослойных пластиках. Для четкого и читаемого рисунка нужен материал, на котором можно получить несколько градаций цвета. Система управления позволяет регулировать мощность потока излучения в зависимости от обрабатываемого материала. Наше оборудование позволяет выполнять операции раскроя листовых и рулонных материалов, а также гравировку.
Система управления позволяет регулировать мощность потока излучения в зависимости от обрабатываемого материала. Наше оборудование позволяет выполнять операции раскроя листовых и рулонных материалов, а также гравировку. Это напрямую влияет на экономическую составляющую эффективности предприятия. В станках MULTICUT 3000 лазерная трубка имеет водяное охлаждение, обеспечивающее отвод избыточного тепла. Чиллер входит в комплект поставки оборудования.
Это напрямую влияет на экономическую составляющую эффективности предприятия. В станках MULTICUT 3000 лазерная трубка имеет водяное охлаждение, обеспечивающее отвод избыточного тепла. Чиллер входит в комплект поставки оборудования.
 Но стоит отметить, что подготовка задания для гравировки такого изделия также занимает немного времени. Поэтому изготовление единичного изделия будет экономически обоснованным.
Но стоит отметить, что подготовка задания для гравировки такого изделия также занимает немного времени. Поэтому изготовление единичного изделия будет экономически обоснованным. Большим спросом пользуются не только детские игрушки, но и более серьезные развивающие головоломки, например, географические карты.
Большим спросом пользуются не только детские игрушки, но и более серьезные развивающие головоломки, например, географические карты.


 Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список;
Это могут быть сверхтвердые металлы, окрашенная древесина, тончайшая папиросная бумага, капризный в раскрое шелк, гофрированный картон, хрупкое стекло, а также резина, камень, все виды пластиков, тканей, нетканых материалов и еще очень большой список; Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера.
Еще одним плюсом является сохранение целостности поверхности после лазерного раскроя, несмотря на очень высокую температуру луча. То есть, на ней отсутствуют не только любые механические повреждения (микротрещины, царапины, сколы в зоне реза и прочее), но и деформации термического характера. Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают:
Лидирующие позиции в далеко не полном списке изделий, которые выпускают на лазерных станках, занимают: Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
Изображения, нанесенные таким методом, имеют неограниченный срок годности, то есть, им не страшно воздействие воды, химикатов и трения. Управляемый компьютером лазер с максимальной детализацией и приближением к исходному образцу гравирует на поверхности материалов фотографии, сложные узоры и т. д., поэтому именно лазерный гравер используют для декорирования таких изделий, как:
 Это может быть срок годности, размер, серийный номер, артикул и т. д. Как и в случае с гравировальными изображениями, лазерная маркировка не смывается, не истирается с течением времени и не подвергается любым иным деформациям, затрудняющим ее идентификацию, поэтому на большинстве крупных и мелких предприятий для ее нанесения используют именно лазерный луч.
Это может быть срок годности, размер, серийный номер, артикул и т. д. Как и в случае с гравировальными изображениями, лазерная маркировка не смывается, не истирается с течением времени и не подвергается любым иным деформациям, затрудняющим ее идентификацию, поэтому на большинстве крупных и мелких предприятий для ее нанесения используют именно лазерный луч. При правильно подобранной фокусировке такое отверстие будет иметь идеальные характеристики (если фокус выставлен не верно, то на толстых материалах будет заметно сужение стенок ближе к изнаночной стороне).
При правильно подобранной фокусировке такое отверстие будет иметь идеальные характеристики (если фокус выставлен не верно, то на толстых материалах будет заметно сужение стенок ближе к изнаночной стороне). youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Наличие мощного лазера также помогает быстрее выполнять операции гравировки.
Наличие мощного лазера также помогает быстрее выполнять операции гравировки.

 Они легкие, жесткие и обладают хорошей прочностью.
Они легкие, жесткие и обладают хорошей прочностью.

 д.
д.


 д.
д.
 Древесина с более высоким содержанием смолы может дать гораздо более темный ожог по сравнению с древесиной с более низким содержанием смолы.
Древесина с более высоким содержанием смолы может дать гораздо более темный ожог по сравнению с древесиной с более низким содержанием смолы. Следите за нашими досками. Без лишних слов, вот 20 хитрых способов использования лазерного гравера и резака.
Следите за нашими досками. Без лишних слов, вот 20 хитрых способов использования лазерного гравера и резака. Бокалы для вина
Бокалы для вина 
 Они доказывают, что все, что в повседневной жизни можно выгравировать, вырезать или вырезать лазером . Если нужна этикетка, выгравируйте ее. Если он нуждается в персонализации, выгравируйте его.
Они доказывают, что все, что в повседневной жизни можно выгравировать, вырезать или вырезать лазером . Если нужна этикетка, выгравируйте ее. Если он нуждается в персонализации, выгравируйте его.
 У него все эти дурацкие бирки звенят и звенят на шее, так что не лучше ли было бы выгравировать хотя бы часть информации прямо на ошейнике? Да, да. В довершение всего, он будет выглядеть очень стильно. Посмотрите на эти модные металлические ошейники для собак с лазерной гравировкой от MaritynDog на Etsy.
У него все эти дурацкие бирки звенят и звенят на шее, так что не лучше ли было бы выгравировать хотя бы часть информации прямо на ошейнике? Да, да. В довершение всего, он будет выглядеть очень стильно. Посмотрите на эти модные металлические ошейники для собак с лазерной гравировкой от MaritynDog на Etsy.
 Эти деревянные вывески от Visual Mechanics с лазерной обработкой действительно привлекли наше внимание.
Эти деревянные вывески от Visual Mechanics с лазерной обработкой действительно привлекли наше внимание.


 Это обуславливается тем, что вибрационные элементы насоса во время его эксплуатации очень нагреваются, и для их охлаждения необходимо постоянное пребывание насоса в холодной рабочей среде.
Это обуславливается тем, что вибрационные элементы насоса во время его эксплуатации очень нагреваются, и для их охлаждения необходимо постоянное пребывание насоса в холодной рабочей среде.
 4 Миниатюрные циркуляционные модели
4 Миниатюрные циркуляционные модели Все циркуляционники работают от розетки 220В.
Все циркуляционники работают от розетки 220В. Циркуляционный насос выполняет перекачку воды в гидроаккумулятор – накопительный бак, который постоянно наполнен очищенной скважинной водой.
Циркуляционный насос выполняет перекачку воды в гидроаккумулятор – накопительный бак, который постоянно наполнен очищенной скважинной водой. 2 Как сделать миниатюрный насос для воды своими руками? (видео)
2 Как сделать миниатюрный насос для воды своими руками? (видео)
 Компактность и производительность современных разновидностей достигла таких показателей, что коробочка размерами 30х30х30 сантиметров может одновременно забирать воду с глубины 100 метров и подавать её на расстояние в 200 метров. При этом занимая минимальное количество пространства, потребляя минимум электроэнергии из обычной бытовой сети и работая на столько бесшумно, что о её исправности можно судить только по текущей из крана воде.
Компактность и производительность современных разновидностей достигла таких показателей, что коробочка размерами 30х30х30 сантиметров может одновременно забирать воду с глубины 100 метров и подавать её на расстояние в 200 метров. При этом занимая минимальное количество пространства, потребляя минимум электроэнергии из обычной бытовой сети и работая на столько бесшумно, что о её исправности можно судить только по текущей из крана воде. Так же их очень просто установить и наладить работу. Компактные погружные насосы так же имеют и недостатки. Малая, по сравнению с центробежными моделями производительность, примерно в пять раз меньше. Но даже такой производительности вполне достаточно, чтобы обеспечить потребность любого дома в питьевой и технической воде.
Так же их очень просто установить и наладить работу. Компактные погружные насосы так же имеют и недостатки. Малая, по сравнению с центробежными моделями производительность, примерно в пять раз меньше. Но даже такой производительности вполне достаточно, чтобы обеспечить потребность любого дома в питьевой и технической воде. Классические разновидности могут забирать воду с большого расстояния и подавать ее в систему водоснабжения под напором. Рабочее колесо такого аппарата имеет высокий КПД, и простота конструкции не позволяет ему выходить из строя на протяжении многих лет.
Классические разновидности могут забирать воду с большого расстояния и подавать ее в систему водоснабжения под напором. Рабочее колесо такого аппарата имеет высокий КПД, и простота конструкции не позволяет ему выходить из строя на протяжении многих лет. Дренажный аппарат должен обладать следующими характеристиками, которые делают его надежным и долговечным:
Дренажный аппарат должен обладать следующими характеристиками, которые делают его надежным и долговечным: Такой насос как перфузор компакт способен на запрограммированные операции, и будет автоматически подавать жидкость, без вмешательства человека. Достаточно один раз ввести данные, и он запомнит их навсегда.
Такой насос как перфузор компакт способен на запрограммированные операции, и будет автоматически подавать жидкость, без вмешательства человека. Достаточно один раз ввести данные, и он запомнит их навсегда. А так же, как и вся японская техника, обладает самой высокой надежностью.
А так же, как и вся японская техника, обладает самой высокой надежностью.
 0 из 5 звезд
0 из 5 звезд 0 из 5 звезд
0 из 5 звезд 0 из 5 звезд
0 из 5 звезд 0 из 5 звезд
0 из 5 звезд США
США США
США дюйм
дюйм
 В России в окябре 2012 года первыми запустили линию по изготовлению плиты ОСП в Кирове на Нововятском комбинате. Благодаря этому удалось начать выпуск российских плит по более низкой цене в сравнении с импортируемой. Компания Hillman OSB официально открыло производство плит во Владимирской области 21 ноября 2012 года. На следующий год 25 июня состоялось открытие первого крупного завода в России по производству ОСП — Калевала, базирущийся в Петрозаводске, Карелия. Также на заводе Kronospan Group в городе Егорьевск, Московской области началось производство плит. А с июля 2016 года производство ориентированно-стружечных плит запустала компания Современные технологии обработки древесины в городе Торжок, Тверской области, где на заводе Талион Арбор изготавливают более 500 тысяч кубометров в год. В настоящее время Россия полностью вытеснила импорт ОСП.
В России в окябре 2012 года первыми запустили линию по изготовлению плиты ОСП в Кирове на Нововятском комбинате. Благодаря этому удалось начать выпуск российских плит по более низкой цене в сравнении с импортируемой. Компания Hillman OSB официально открыло производство плит во Владимирской области 21 ноября 2012 года. На следующий год 25 июня состоялось открытие первого крупного завода в России по производству ОСП — Калевала, базирущийся в Петрозаводске, Карелия. Также на заводе Kronospan Group в городе Егорьевск, Московской области началось производство плит. А с июля 2016 года производство ориентированно-стружечных плит запустала компания Современные технологии обработки древесины в городе Торжок, Тверской области, где на заводе Талион Арбор изготавливают более 500 тысяч кубометров в год. В настоящее время Россия полностью вытеснила импорт ОСП. 
 Летний период в нашей стране сравнительно непродолжительный, поэтому использование этого материала вселяет уверенность, что строительство удастся довести до конца.
Летний период в нашей стране сравнительно непродолжительный, поэтому использование этого материала вселяет уверенность, что строительство удастся довести до конца.
 Не смотря на то, что между ними есть немало общего, ОСП и фанера это два совершено разных строительных материала. Фанера — это листы шпона из древесины изготавливаемая путем склеивания и прессования, а ОСП — это плита, производимая из щепы. В отличие от фанеры, ОСП более современный материал, изготовление которого началось в 80-х годах прошлого столетия, а производство фанеры началось еще в начале ХIХ века, при этом процесс ее изготовления менялся незначительно. Также ОСП в отличии от фанеры является однородным материалом, не имеющий сучков, пустот и иных дефектов. Но говорить какой материал лучше нельзя, потому что только во время проведенных запланированных ремонтно-строительных работ и особенностями эксплуатации, подходящим окажется тот или иной материал.
Не смотря на то, что между ними есть немало общего, ОСП и фанера это два совершено разных строительных материала. Фанера — это листы шпона из древесины изготавливаемая путем склеивания и прессования, а ОСП — это плита, производимая из щепы. В отличие от фанеры, ОСП более современный материал, изготовление которого началось в 80-х годах прошлого столетия, а производство фанеры началось еще в начале ХIХ века, при этом процесс ее изготовления менялся незначительно. Также ОСП в отличии от фанеры является однородным материалом, не имеющий сучков, пустот и иных дефектов. Но говорить какой материал лучше нельзя, потому что только во время проведенных запланированных ремонтно-строительных работ и особенностями эксплуатации, подходящим окажется тот или иной материал.
 Толщина пенополистирола составляет 100-200 мм, что делает СИП-панели из ОСП в 8 раз теплее стен из кирпича, при этом стены не пропускают жару, «дышат» и обеспечивают хорошую циркуляцию воздуха. На ряду с деревянными коттеджами преимуществом каркасных домов является экологическая безопасность. Как по времени, так и по средствам данная технология возведения таких домов оставляет большой выбор для разных архитектурных решений. Гарантийный срок службы составляет как минимум 75 лет.
Толщина пенополистирола составляет 100-200 мм, что делает СИП-панели из ОСП в 8 раз теплее стен из кирпича, при этом стены не пропускают жару, «дышат» и обеспечивают хорошую циркуляцию воздуха. На ряду с деревянными коттеджами преимуществом каркасных домов является экологическая безопасность. Как по времени, так и по средствам данная технология возведения таких домов оставляет большой выбор для разных архитектурных решений. Гарантийный срок службы составляет как минимум 75 лет. Связующей основой для внешнего слоя составляет фенолоформальдегидные смолы, для внутреннего слоя плиты используется карбомидная смола. Карбомид широко применяется в качестве удобрения и минеральной добавки в сельском хозяйстве, поэтому и смолы на основе карбомида безопасны для человека. Формальдегид (НСОН) изготовляется из метилового спирта и считается вредным веществом для здоровья человека, но сами OSB-плиты в связи с наличием в них меламина, который нейтрализует воздействие формальдегида, являются безопасными. Заметим что потребители из Северной Америки и Европы очень чувствительны что касается экологической безопасности, тем не менее на этих континентах OSB повсеместно используются, в том числе при строительстве детских и медицинских учреждений.
Связующей основой для внешнего слоя составляет фенолоформальдегидные смолы, для внутреннего слоя плиты используется карбомидная смола. Карбомид широко применяется в качестве удобрения и минеральной добавки в сельском хозяйстве, поэтому и смолы на основе карбомида безопасны для человека. Формальдегид (НСОН) изготовляется из метилового спирта и считается вредным веществом для здоровья человека, но сами OSB-плиты в связи с наличием в них меламина, который нейтрализует воздействие формальдегида, являются безопасными. Заметим что потребители из Северной Америки и Европы очень чувствительны что касается экологической безопасности, тем не менее на этих континентах OSB повсеместно используются, в том числе при строительстве детских и медицинских учреждений. Плита состоит из нескольких слоев, которые имеют различную ориентацию (во внутренних поперечную, в наружных продольную). Такая структура позволяет достигать высоких показателей прочности. Готовые конструкции из ОСП имеют малый вес, но при этом они выдерживают большие нагрузки. Плиты OSB имеют хорошие эксплуатационные характеристики, они устойчивы к температурным и влажностным перепадам, отличаются стойкостью к расслоению и набуханию. ОСП прекрасно обрабатывается любым инструментом для работы по дереву и имеет более низкую стоимость по сравнению с другими конструкционными материалами. Специалисты возлагают на ОСП большие надежды и предсказывают великое будущее. Производство ориентированно-стружечных композитных материалов считается к одним из наиболее перспективных направлений.
Плита состоит из нескольких слоев, которые имеют различную ориентацию (во внутренних поперечную, в наружных продольную). Такая структура позволяет достигать высоких показателей прочности. Готовые конструкции из ОСП имеют малый вес, но при этом они выдерживают большие нагрузки. Плиты OSB имеют хорошие эксплуатационные характеристики, они устойчивы к температурным и влажностным перепадам, отличаются стойкостью к расслоению и набуханию. ОСП прекрасно обрабатывается любым инструментом для работы по дереву и имеет более низкую стоимость по сравнению с другими конструкционными материалами. Специалисты возлагают на ОСП большие надежды и предсказывают великое будущее. Производство ориентированно-стружечных композитных материалов считается к одним из наиболее перспективных направлений. Прочностные характеристики и дешевизна быстро сделали ОСП одним из самых популярных строительных материалов. С появлением первого завода в Канаде технология производства OSB вызвала широкий интерес во всем мире. Уже в середине 80-х годов прошлого века заработали первые заводы в Европе. В последние годы в России стремительно набирает популярность так называемая «канадская» технология строительства, в связи с чем спрос на OSB плиту постоянно увеличивается. В 2013-м году в Петрозаводске (Карелия) открылся завод компании «Калевала» — первый крупный завод в России по производству ориентированно-стружечных плит.
Прочностные характеристики и дешевизна быстро сделали ОСП одним из самых популярных строительных материалов. С появлением первого завода в Канаде технология производства OSB вызвала широкий интерес во всем мире. Уже в середине 80-х годов прошлого века заработали первые заводы в Европе. В последние годы в России стремительно набирает популярность так называемая «канадская» технология строительства, в связи с чем спрос на OSB плиту постоянно увеличивается. В 2013-м году в Петрозаводске (Карелия) открылся завод компании «Калевала» — первый крупный завод в России по производству ориентированно-стружечных плит. Плиты практически не разбухают от влаги, отличаются стабильностью геометрических характеристик;
Плиты практически не разбухают от влаги, отличаются стабильностью геометрических характеристик; Их используют для изготовления СИП-панелей, обшивки стен, устройства чернового пола. Отличное звукопоглощение, высокая жесткость готовой конструкции, а также способность выдерживать значительные снеговую и ветровую нагрузки позволяют с успехом использовать ОСП для устройства сплошной обрешетки кровли под мягкую черепицу. OSB-плита также может быть многократно использована в качестве съемной бетонной опалубки. OSB — отличный материал для изготовления высококачественной упаковки для дорогостоящего оборудования.
Их используют для изготовления СИП-панелей, обшивки стен, устройства чернового пола. Отличное звукопоглощение, высокая жесткость готовой конструкции, а также способность выдерживать значительные снеговую и ветровую нагрузки позволяют с успехом использовать ОСП для устройства сплошной обрешетки кровли под мягкую черепицу. OSB-плита также может быть многократно использована в качестве съемной бетонной опалубки. OSB — отличный материал для изготовления высококачественной упаковки для дорогостоящего оборудования. Нравится вам это или нет, но ОСБ определит будущее рынка конструкционной обшивки.
Нравится вам это или нет, но ОСБ определит будущее рынка конструкционной обшивки. Техническое решение для деламинации было вдохновлено жилищным бумом 1950-х годов. В конце 1960-х годов достижения в области клеевых технологий привели к тому, что фанера из южной сосны стала использоваться в жилых домах. На сегодняшний день фанера из южной сосны составляет около половины всей реализуемой конструкционной фанеры.
Техническое решение для деламинации было вдохновлено жилищным бумом 1950-х годов. В конце 1960-х годов достижения в области клеевых технологий привели к тому, что фанера из южной сосны стала использоваться в жилых домах. На сегодняшний день фанера из южной сосны составляет около половины всей реализуемой конструкционной фанеры. Коды признают эти два материала одинаковыми. Точно так же APA, Ассоциация инженеров по дереву, агентство, отвечающее за утверждение более 75% конструкционных панелей, используемых в жилищном строительстве, рассматривает OSB и фанеру как равные в своих опубликованных рекомендациях по эксплуатации. Специалисты по дереву сходятся во мнении, что конструкционные характеристики OSB и фанеры эквивалентны.
Коды признают эти два материала одинаковыми. Точно так же APA, Ассоциация инженеров по дереву, агентство, отвечающее за утверждение более 75% конструкционных панелей, используемых в жилищном строительстве, рассматривает OSB и фанеру как равные в своих опубликованных рекомендациях по эксплуатации. Специалисты по дереву сходятся во мнении, что конструкционные характеристики OSB и фанеры эквивалентны. Даже рекомендации по хранению те же: держите панели подальше от земли и защищайте от непогоды.
Даже рекомендации по хранению те же: держите панели подальше от земли и защищайте от непогоды. Деревянный шпон буквально сдирается с бревна в процессе прядения. Полученный шпон имеет чисто тангенциальную ориентацию волокон, поскольку срез проходит по годичным кольцам бревна. По всей толщине панели волокна каждого слоя расположены перпендикулярно соседнему слою. В фанерных панелях всегда нечетное количество слоев, поэтому панель сбалансирована вокруг своей центральной оси. Эта стратегия делает фанеру стабильной и менее склонной к усадке, набуханию, короблению или деформации.
Деревянный шпон буквально сдирается с бревна в процессе прядения. Полученный шпон имеет чисто тангенциальную ориентацию волокон, поскольку срез проходит по годичным кольцам бревна. По всей толщине панели волокна каждого слоя расположены перпендикулярно соседнему слою. В фанерных панелях всегда нечетное количество слоев, поэтому панель сбалансирована вокруг своей центральной оси. Эта стратегия делает фанеру стабильной и менее склонной к усадке, набуханию, короблению или деформации. OSB спроектирован так, чтобы иметь прочность и жесткость, эквивалентную фанере.
OSB спроектирован так, чтобы иметь прочность и жесткость, эквивалентную фанере. Производители хорошо поработали над решением этой проблемы на производстве и при транспортировке путем покрытия кромок панелей. Но реальность такова, что строители не ограничивают использование ОСБ полноразмерными листами. Края разрезанных листов редко, если вообще когда-либо, обрабатываются в полевых условиях. На строящиеся дома попадает дождь. И если вы используете OSB в зоне с очень высокой влажностью, например, на чердаке с неправильной вентиляцией или на плохо сконструированном подполье, вы напрашиваетесь на неприятности.
Производители хорошо поработали над решением этой проблемы на производстве и при транспортировке путем покрытия кромок панелей. Но реальность такова, что строители не ограничивают использование ОСБ полноразмерными листами. Края разрезанных листов редко, если вообще когда-либо, обрабатываются в полевых условиях. На строящиеся дома попадает дождь. И если вы используете OSB в зоне с очень высокой влажностью, например, на чердаке с неправильной вентиляцией или на плохо сконструированном подполье, вы напрашиваетесь на неприятности.
 Осб в своем нынешнем состоянии развития более чувствителен к влажным условиям. Фанера, хотя и не застрахована, несколько снисходительна. Фанера на самом деле пропитывается намного быстрее, чем ОСБ, но она не склонна к вздутию краев и намного быстрее высыхает.
Осб в своем нынешнем состоянии развития более чувствителен к влажным условиям. Фанера, хотя и не застрахована, несколько снисходительна. Фанера на самом деле пропитывается намного быстрее, чем ОСБ, но она не склонна к вздутию краев и намного быстрее высыхает. Кто знает? Большинство фанерных панелей перестроены, чтобы покрыть статистический диапазон, гарантирующий, что каждый лист фанеры соответствует минимальному стандарту. OSB в среднем на 7% менее жесткая, потому что остается ближе к своим целевым характеристикам. Тем не менее, ОСБ кажется более жесткой, когда вы идете по полу, покрытому ею, потому что нет случайных слабых панелей, таких как фанера. Для изготовления ОСБ можно использовать деревья меньшего размера. Древесное волокно более эффективно используется в ОСБ.
Кто знает? Большинство фанерных панелей перестроены, чтобы покрыть статистический диапазон, гарантирующий, что каждый лист фанеры соответствует минимальному стандарту. OSB в среднем на 7% менее жесткая, потому что остается ближе к своим целевым характеристикам. Тем не менее, ОСБ кажется более жесткой, когда вы идете по полу, покрытому ею, потому что нет случайных слабых панелей, таких как фанера. Для изготовления ОСБ можно использовать деревья меньшего размера. Древесное волокно более эффективно используется в ОСБ. Домовладельцы ожидают, что строители выберут материалы и системы, которые будут работать хорошо. Строителям нужны гарантии от производителей, что новые продукты будут работать. Производители не всегда правы. Но правильно это или нет, поддержка производителя часто оказывается там, где резина встречается с дорогой.
Домовладельцы ожидают, что строители выберут материалы и системы, которые будут работать хорошо. Строителям нужны гарантии от производителей, что новые продукты будут работать. Производители не всегда правы. Но правильно это или нет, поддержка производителя часто оказывается там, где резина встречается с дорогой.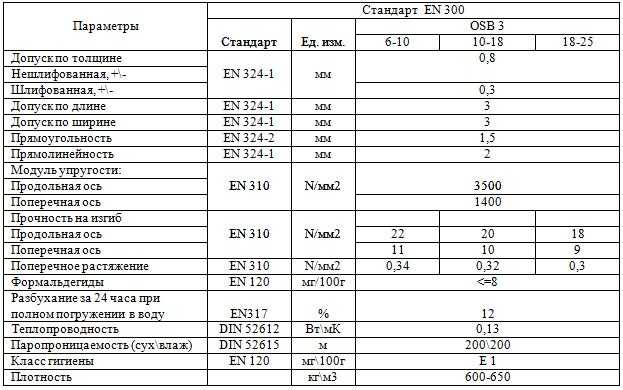 Он соорудил несколько полноразмерных полов из досок, фанеры и ОСБ и выветривал их в течение 5 недель, прежде чем укладывать паркет. Готовые напольные системы подвергались циклической обработке в климатической камере, чтобы имитировать изменения, происходящие в летние и зимние месяцы.
Он соорудил несколько полноразмерных полов из досок, фанеры и ОСБ и выветривал их в течение 5 недель, прежде чем укладывать паркет. Готовые напольные системы подвергались циклической обработке в климатической камере, чтобы имитировать изменения, происходящие в летние и зимние месяцы. Джо Тарвер, исполнительный директор Национальной ассоциации подрядчиков по укладке плитки, Джексон, штат Массачусетс, говорит: «OSB не является приемлемым основанием для укладки керамической плитки, и точка!» NTCA перечисляет OSB, а также картон и фанеру Luan как «неприемлемые» в своем справочном руководстве. Это связано с увеличением толщины. Они считают, что если ОСБ намокнет, она перенесет напряжение и приведет к выходу плитки из строя.
Джо Тарвер, исполнительный директор Национальной ассоциации подрядчиков по укладке плитки, Джексон, штат Массачусетс, говорит: «OSB не является приемлемым основанием для укладки керамической плитки, и точка!» NTCA перечисляет OSB, а также картон и фанеру Luan как «неприемлемые» в своем справочном руководстве. Это связано с увеличением толщины. Они считают, что если ОСБ намокнет, она перенесет напряжение и приведет к выходу плитки из строя.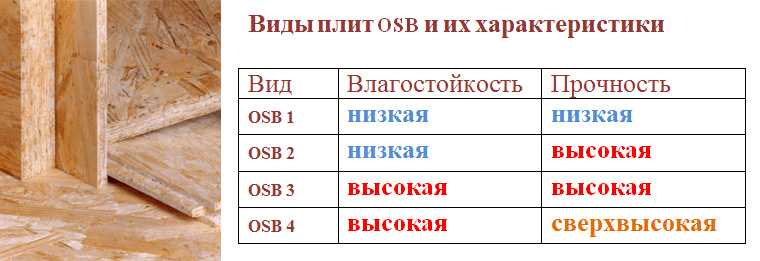
 Гарантия на черепицу распространяется на обе подложки, но производители чувствуют себя более комфортно с фанерой. Марк Грэм, заместитель директора по техническим услугам NRCA, говорит: «Мы слышим много жалоб, связанных с размерной стабильностью. И непропорциональное количество приходится на ОСБ. Поэтому мы немного осторожны». Грэм также признает, что APA, организация, которую он явно уважает, твердо стоит за продуктом osb.
Гарантия на черепицу распространяется на обе подложки, но производители чувствуют себя более комфортно с фанерой. Марк Грэм, заместитель директора по техническим услугам NRCA, говорит: «Мы слышим много жалоб, связанных с размерной стабильностью. И непропорциональное количество приходится на ОСБ. Поэтому мы немного осторожны». Грэм также признает, что APA, организация, которую он явно уважает, твердо стоит за продуктом osb.
 Когда дело доходит до структурной целостности, стоимость является меньшей проблемой для потребителей, чем структурные характеристики.
Когда дело доходит до структурной целостности, стоимость является меньшей проблемой для потребителей, чем структурные характеристики. OSB настолько привлекателен визуально, что покупателям требуется техническое объяснение этого материала от их строителей.
OSB настолько привлекателен визуально, что покупателям требуется техническое объяснение этого материала от их строителей.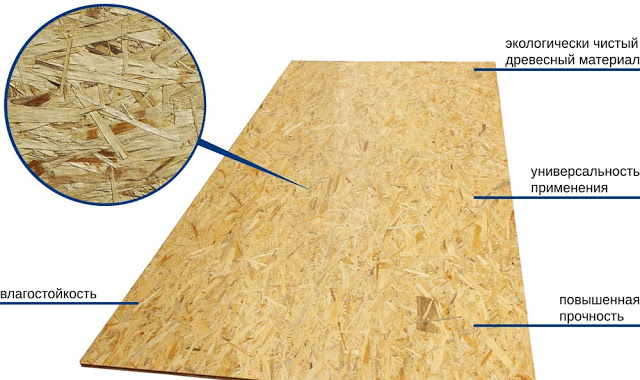 Это становится вопросом цены и производительности, и мы будем диктовать конечный продукт.
Это становится вопросом цены и производительности, и мы будем диктовать конечный продукт.
 Не предназначен для использования во влажных условиях. Используется в производстве мебели и упаковки.
Не предназначен для использования во влажных условиях. Используется в производстве мебели и упаковки.

 к. не предусмотрена возможность функционирования всухую.
к. не предусмотрена возможность функционирования всухую. Если данные нюансы не были учтены, агрегат работает на пределе своих возможностей: часто включается и отключается или функционирует непрерывно, что приводит к быстрому износу, появлению неполадок. В лучшем случае требуется ремонт устройства, а в худшем – он выходит из строя.
Если данные нюансы не были учтены, агрегат работает на пределе своих возможностей: часто включается и отключается или функционирует непрерывно, что приводит к быстрому износу, появлению неполадок. В лучшем случае требуется ремонт устройства, а в худшем – он выходит из строя. Если со дна скважины поднимается вода с примесями песка или в ней присутствуют другие загрязнения, это может ускорять истирание деталей.
Если со дна скважины поднимается вода с примесями песка или в ней присутствуют другие загрязнения, это может ускорять истирание деталей. Вот и приходится каждому разбираться в принципах работы и настройке самостоятельно. В данной статье приводится порядок действий по настройке давлений, следуя которым удалось отрегулировать работу насосной станции, активно эксплуатируемой уже пятый год.
Вот и приходится каждому разбираться в принципах работы и настройке самостоятельно. В данной статье приводится порядок действий по настройке давлений, следуя которым удалось отрегулировать работу насосной станции, активно эксплуатируемой уже пятый год. Несмотря на то, что производитель, обычно, накачивает 1,5 Атмосферы, бывают случаи, когда из-за утечки к моменту продажи это значение намного ниже. Обыкновенный автомобильный золотник закрыт декоративным колпачком (Рис.2). Откручиваем его и проверяем давление в баке (Рис.3). Чем проверять? Так как погрешность даже в 0,5 атм. существенно влияет на работу всей системы, то чем выше точность используемого для проверки манометра, тем лучше. На рынке представлены три вида таких манометров: электронные, механические автомобильные (корпус металлический) и пластиковые, идущие в комплекте с некоторыми насосами. Последние дают огромную погрешность, поэтому для ГА их лучше не использовать. Обычно они китайского происхождения, в непрочном пластиковом корпусе. На показания электронных влияют температура и заряд батареи, к тому же их стоимость довольно высока. Поэтому используем обычный автомобильный манометр, желательно прошедший поверку. Чем на меньшее значение градуирована шкала, тем лучше. Например, если шкала рассчитана на 20 атм.
Несмотря на то, что производитель, обычно, накачивает 1,5 Атмосферы, бывают случаи, когда из-за утечки к моменту продажи это значение намного ниже. Обыкновенный автомобильный золотник закрыт декоративным колпачком (Рис.2). Откручиваем его и проверяем давление в баке (Рис.3). Чем проверять? Так как погрешность даже в 0,5 атм. существенно влияет на работу всей системы, то чем выше точность используемого для проверки манометра, тем лучше. На рынке представлены три вида таких манометров: электронные, механические автомобильные (корпус металлический) и пластиковые, идущие в комплекте с некоторыми насосами. Последние дают огромную погрешность, поэтому для ГА их лучше не использовать. Обычно они китайского происхождения, в непрочном пластиковом корпусе. На показания электронных влияют температура и заряд батареи, к тому же их стоимость довольно высока. Поэтому используем обычный автомобильный манометр, желательно прошедший поверку. Чем на меньшее значение градуирована шкала, тем лучше. Например, если шкала рассчитана на 20 атм.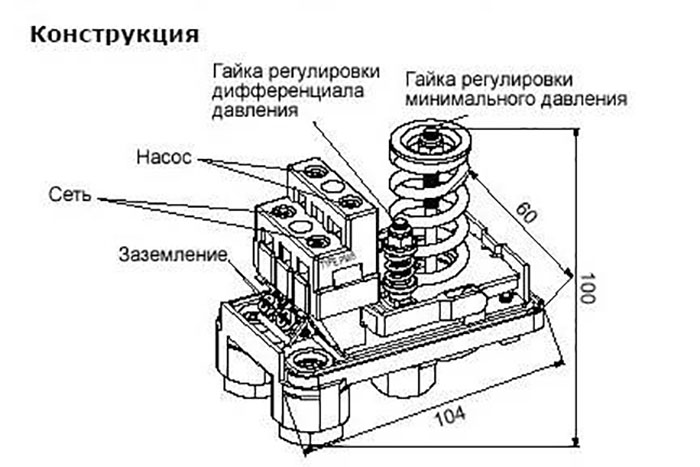 , а измерить нужно всего 1-2, то высокой точности измерения ждать не стоит.
, а измерить нужно всего 1-2, то высокой точности измерения ждать не стоит. , а также слишком перекачивать. Недостаточное количество воздуха означает, что наполненная водой груша может локально тереться о стенки бака, постепенно повреждаясь. В то же время, избыток воздуха не позволит закачать много воды, так как существенная часть объема ГА будет занята им.
, а также слишком перекачивать. Недостаточное количество воздуха означает, что наполненная водой груша может локально тереться о стенки бака, постепенно повреждаясь. В то же время, избыток воздуха не позволит закачать много воды, так как существенная часть объема ГА будет занята им.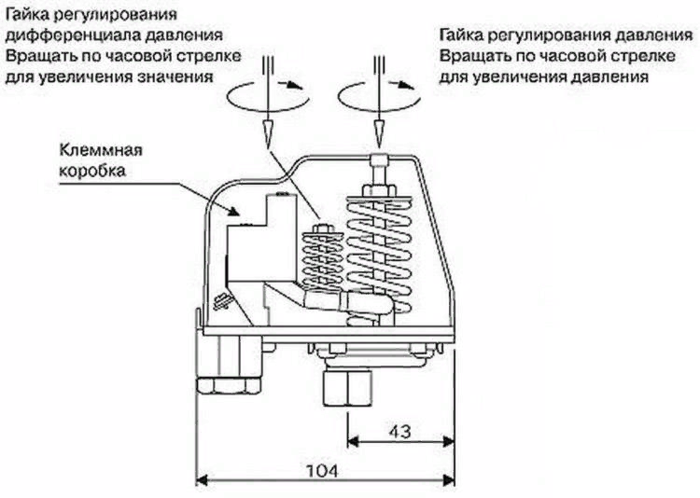
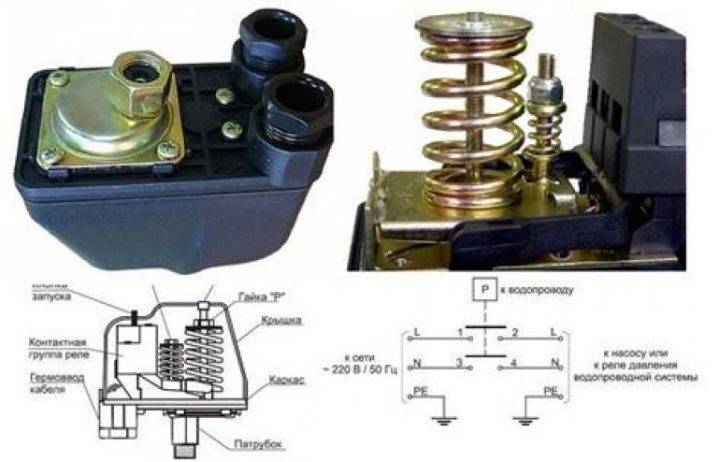
 К ним относятся напор, требуемый напор и требуемая мощность в доступном диапазоне расхода.
К ним относятся напор, требуемый напор и требуемая мощность в доступном диапазоне расхода.

 Изменения могут компенсироваться прерывистой работой насоса. Однако следует избегать насосов увеличенного размера, поскольку они приводят к чрезмерному количеству циклов пуска/останова. Большие насосы более подвержены повреждениям из-за частого запуска.
Изменения могут компенсироваться прерывистой работой насоса. Однако следует избегать насосов увеличенного размера, поскольку они приводят к чрезмерному количеству циклов пуска/останова. Большие насосы более подвержены повреждениям из-за частого запуска.



 Это требует построения кривой системы (TDH в зависимости от расхода) на кривой насоса. Их пересечение идентифицирует фактический поток.
Это требует построения кривой системы (TDH в зависимости от расхода) на кривой насоса. Их пересечение идентифицирует фактический поток. Для правильной работы систем водоснабжения необходимо поддерживать достаточное давление воды. Инженеры-строители используют гравитацию, чтобы заставить системы распределения воды работать, но в районах с неровным рельефом используются бустерные насосы (и бустерные станции), чтобы поддерживать надлежащий уровень давления воды.
Для правильной работы систем водоснабжения необходимо поддерживать достаточное давление воды. Инженеры-строители используют гравитацию, чтобы заставить системы распределения воды работать, но в районах с неровным рельефом используются бустерные насосы (и бустерные станции), чтобы поддерживать надлежащий уровень давления воды.
 Местная география играет большую роль в определении мест, где необходимы бустерные насосы в цепочке распределения.
Местная география играет большую роль в определении мест, где необходимы бустерные насосы в цепочке распределения. Дополнительные насосы увеличат давление воды.
Дополнительные насосы увеличат давление воды.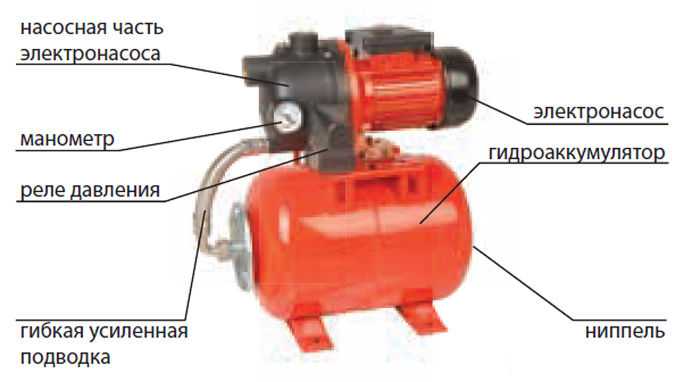 Для каждого усилителя давления воды существует уровень, на котором повышенное давление начинает уменьшать количество воды, которое может пройти через систему. Этот эффект подобен прикосновению большого пальца к водопроводному крану. Вы увеличиваете давление, уменьшая расход .
Для каждого усилителя давления воды существует уровень, на котором повышенное давление начинает уменьшать количество воды, которое может пройти через систему. Этот эффект подобен прикосновению большого пальца к водопроводному крану. Вы увеличиваете давление, уменьшая расход . Например, бустерная насосная станция может быть запрограммирована для увеличения или уменьшения давления воды на основе показателей расхода, времени пиковой нагрузки или других важных параметров, предназначенных для оптимизации потока системы.
Например, бустерная насосная станция может быть запрограммирована для увеличения или уменьшения давления воды на основе показателей расхода, времени пиковой нагрузки или других важных параметров, предназначенных для оптимизации потока системы. Дистанционные датчики на дополнительных насосах предоставляют информацию о прошлой и текущей производительности, необходимую для определения оптимального графика технического обслуживания. Данные об изменениях расхода и давления в режиме реального времени дают четкое представление о состоянии системы.
Дистанционные датчики на дополнительных насосах предоставляют информацию о прошлой и текущей производительности, необходимую для определения оптимального графика технического обслуживания. Данные об изменениях расхода и давления в режиме реального времени дают четкое представление о состоянии системы.


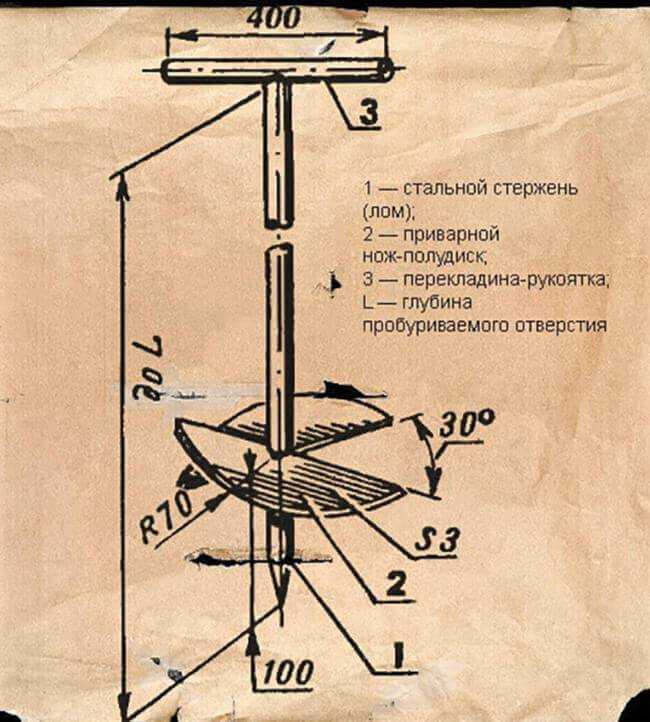 Если лопасти съемные, на одном из концов стержня привариваете полочки из толстой стали. Полочки делают под наклоном — так, чтобы плоскости ножей были разведены под углом 25-30°.
Если лопасти съемные, на одном из концов стержня привариваете полочки из толстой стали. Полочки делают под наклоном — так, чтобы плоскости ножей были разведены под углом 25-30°.
 А чтобы бурение шло еще легче, бур своими руками затачивают еще и по бокам.
А чтобы бурение шло еще легче, бур своими руками затачивают еще и по бокам. youtube.com/embed/Eqiz6-R-qPY» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Eqiz6-R-qPY» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Заготовка для шнека закрепляется, крюк лебедки цепляется за кольцо и растягивается до нужной длинны, после чего шнек проваривается.
Заготовка для шнека закрепляется, крюк лебедки цепляется за кольцо и растягивается до нужной длинны, после чего шнек проваривается.
 В этом случае можно сделать садовый бур из лопаты. Выбирают качественную, из хорошей стали лопату, наносят разметку, как показано на чертеже. По разметке надо будет вырезать два небольших фрагмента, распилить нижнюю часть посередине на глубину 30 см (на фото).
В этом случае можно сделать садовый бур из лопаты. Выбирают качественную, из хорошей стали лопату, наносят разметку, как показано на чертеже. По разметке надо будет вырезать два небольших фрагмента, распилить нижнюю часть посередине на глубину 30 см (на фото). Выбираете по собственным предпочтениям.
Выбираете по собственным предпочтениям. Даже шурфы, которые делаются при выполнении свайного фундамента, только меньшего диаметра выполняются тоже ручным буром.
Даже шурфы, которые делаются при выполнении свайного фундамента, только меньшего диаметра выполняются тоже ручным буром. Благодаря нескольким фрезам и разъемной конструкции, работы производятся быстро, а за счет наращивания происходит заглубление на необходимую глубину.
Благодаря нескольким фрезам и разъемной конструкции, работы производятся быстро, а за счет наращивания происходит заглубление на необходимую глубину.
 Такая конструкция может справиться с бурением сложной почвы до 100 мм, а стенка стакана будет идеально гладкой.
Такая конструкция может справиться с бурением сложной почвы до 100 мм, а стенка стакана будет идеально гладкой. При помощи болта до 2 см привариваем к мертвой штанге (конструкция напоминает дверную петлю).
При помощи болта до 2 см привариваем к мертвой штанге (конструкция напоминает дверную петлю).

 Понадобится подробная инструкция и наличие необходимых инструментов и материалов.
Понадобится подробная инструкция и наличие необходимых инструментов и материалов. Вторая половина большего диаметра приваривается аналогично выше первого на расстоянии 10 мм.
Вторая половина большего диаметра приваривается аналогично выше первого на расстоянии 10 мм.
 В этом руководстве описываются различные инструменты, которые можно использовать для сверления, и обсуждаются несколько методов, которые оказались эффективными для полностью слепых или слабовидящих людей.
В этом руководстве описываются различные инструменты, которые можно использовать для сверления, и обсуждаются несколько методов, которые оказались эффективными для полностью слепых или слабовидящих людей. Удерживая тело в устойчивом положении, можно удерживать дрель под углом 90 градусов к рабочей поверхности.
Удерживая тело в устойчивом положении, можно удерживать дрель под углом 90 градусов к рабочей поверхности.
 У шуруповерта есть кривошип, который приводит в действие зубчатый механизм, вращающий патрон и биту. Этот инструмент относительно недорог и прост в использовании в ограниченном пространстве.
У шуруповерта есть кривошип, который приводит в действие зубчатый механизм, вращающий патрон и биту. Этот инструмент относительно недорог и прост в использовании в ограниченном пространстве.

 Поместите сверло через катушку или шпульку и совместите острие сверла с начальным отверстием, которое вы создали. Когда дрель находится в выключенном положении, плотно прижмите плоский конец катушки или шпульки к поверхности и удерживайте плоскогубцами. Обратите внимание: не держите катушку руками. Когда сверло и катушка находятся в этом положении, запустите сверло – и ваше отверстие будет прямым/перпендикулярным поверхности.
Поместите сверло через катушку или шпульку и совместите острие сверла с начальным отверстием, которое вы создали. Когда дрель находится в выключенном положении, плотно прижмите плоский конец катушки или шпульки к поверхности и удерживайте плоскогубцами. Обратите внимание: не держите катушку руками. Когда сверло и катушка находятся в этом положении, запустите сверло – и ваше отверстие будет прямым/перпендикулярным поверхности.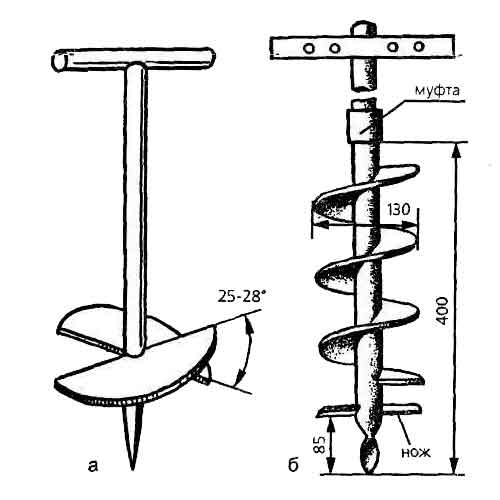 Это поможет вам в большинстве проектов. Прежде чем покупать сверло, узнайте размер своего сверла.
Это поможет вам в большинстве проектов. Прежде чем покупать сверло, узнайте размер своего сверла. Будьте терпеливы, пока сверло прорезает материал.
Будьте терпеливы, пока сверло прорезает материал. Перед покупкой биты убедитесь, что вы знаете размер своего сверлильного патрона. Они также бывают разной длины для сверления более толстых материалов, таких как эти штифты.
Перед покупкой биты убедитесь, что вы знаете размер своего сверлильного патрона. Они также бывают разной длины для сверления более толстых материалов, таких как эти штифты.



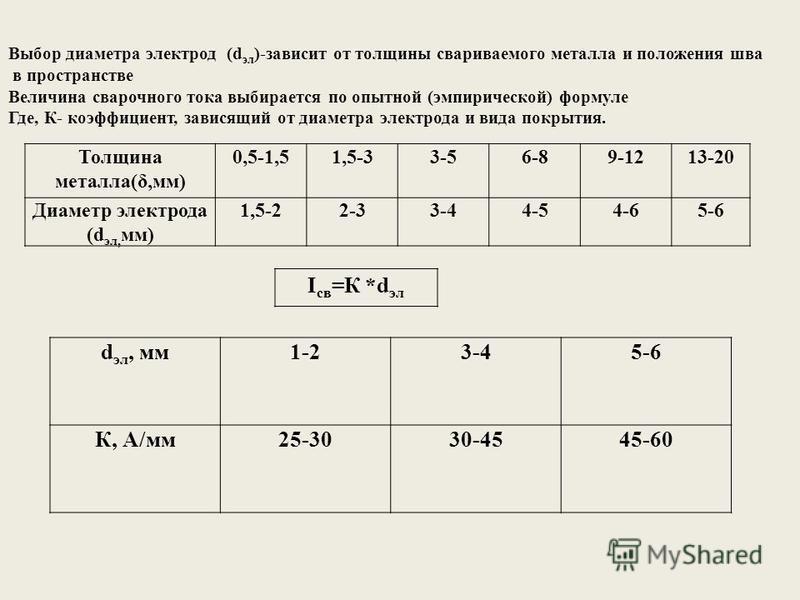 Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
 youtube.com/embed/LAx_fanEB_g?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″>
youtube.com/embed/LAx_fanEB_g?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» frameborder=»0″>

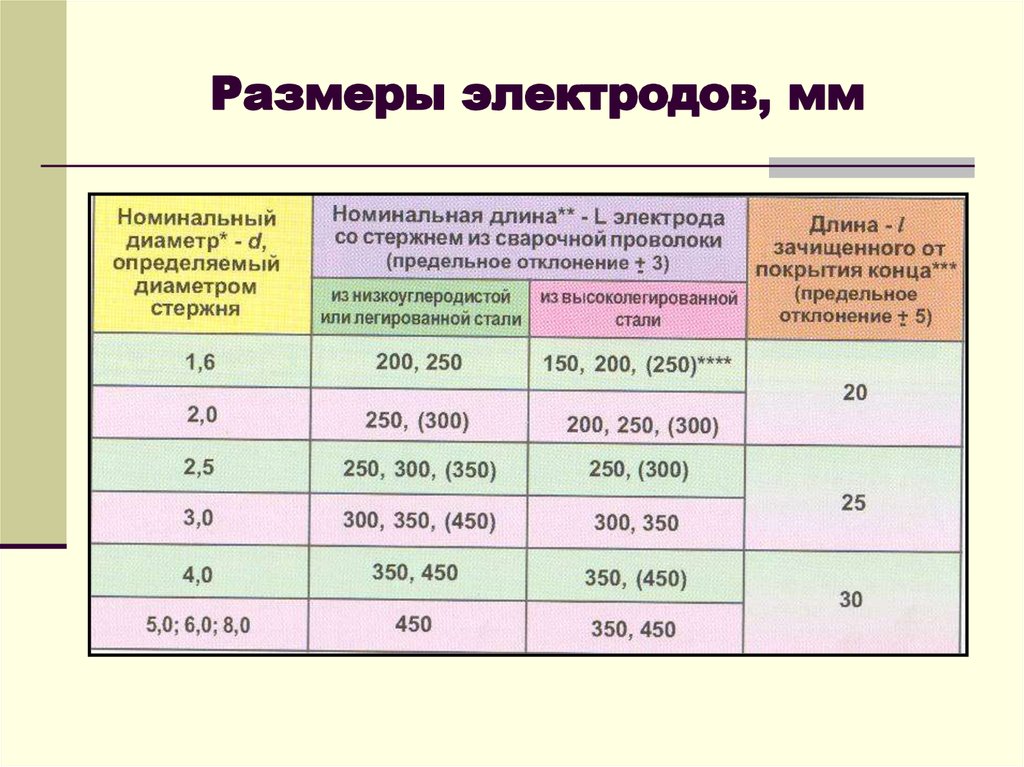 Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.

 Это обязательный фактор, который поможет определиться с диметром электрода;
Это обязательный фактор, который поможет определиться с диметром электрода; Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.
Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.



 е. между сталью и алюминием.
е. между сталью и алюминием.  Это связано с тем, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы.
Это связано с тем, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы. Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала.
Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала. 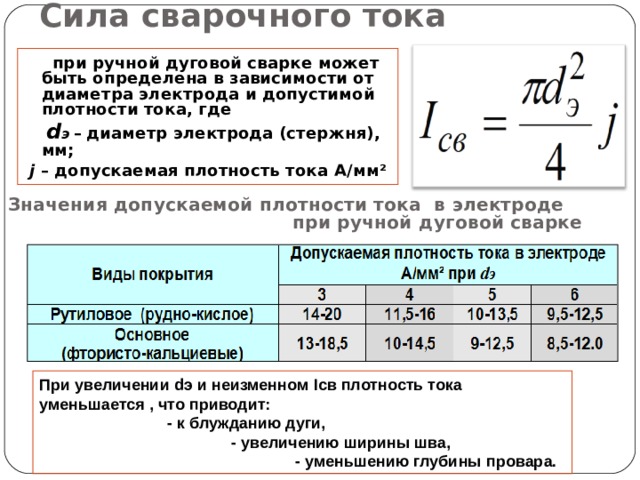

 Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.
Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.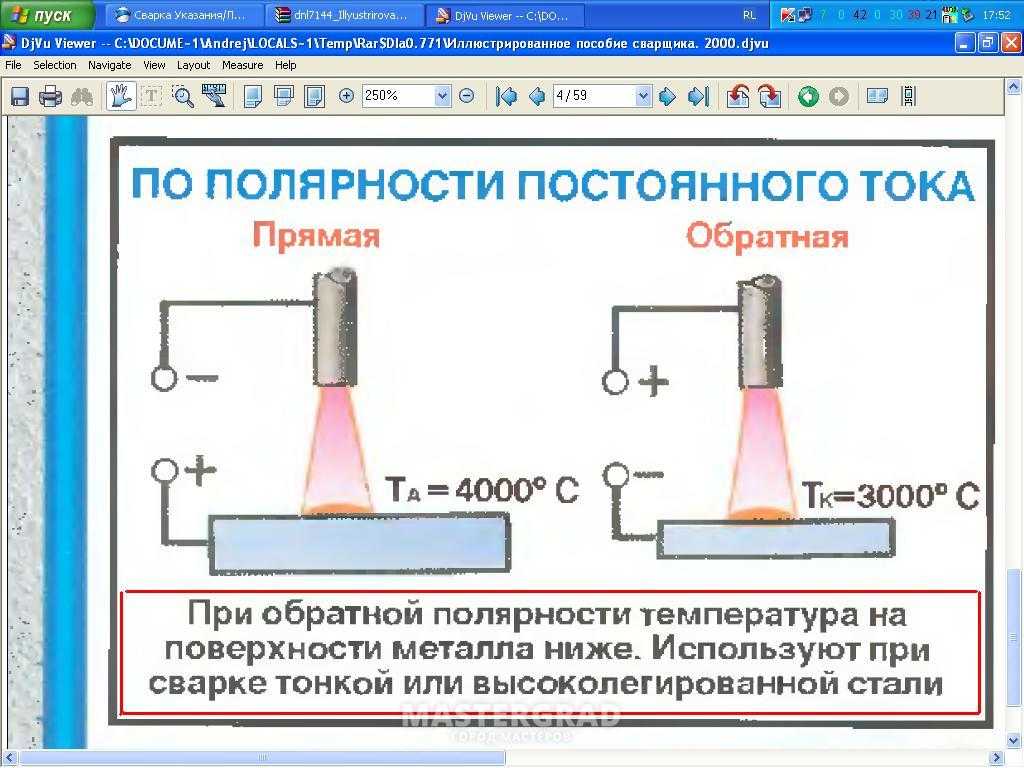
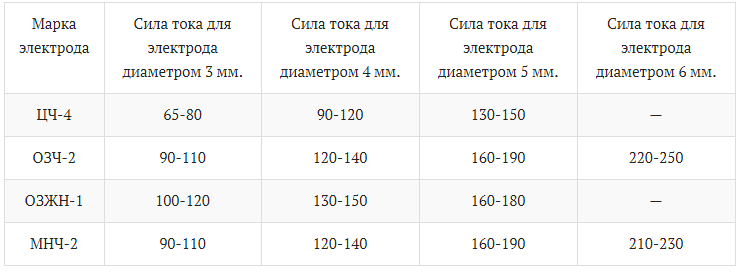

 В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.
В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.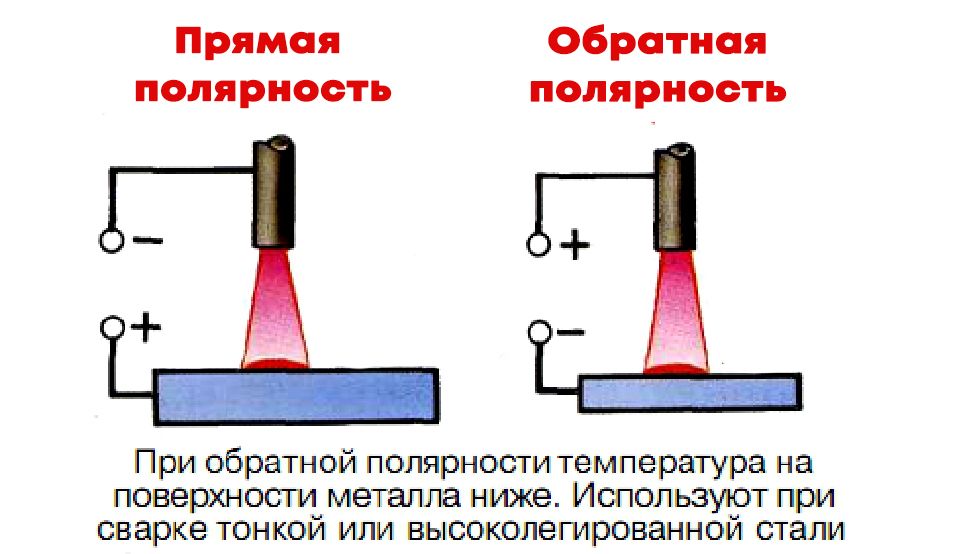
 Как всегда, если вы все еще не уверены, в вашем распоряжении множество ресурсов, будь то в Интернете, в библиотеке или, как мне нравится, в вашем местном магазине сварочных материалов.
Как всегда, если вы все еще не уверены, в вашем распоряжении множество ресурсов, будь то в Интернете, в библиотеке или, как мне нравится, в вашем местном магазине сварочных материалов. Сварка на постоянном токе имеет преимущества перед переменным током для большинства применений Stick, в том числе: более легкий запуск; меньшее количество отключений и залипаний дуги; меньше брызг/лучший вид сварных швов; более легкая вертикальная сварка вверх и потолочная сварка; легче научиться «сваривать» и получить более плавную дугу. Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как прямая полярность постоянного тока (отрицательный электрод) лучше сваривает более тонкие металлы.
Сварка на постоянном токе имеет преимущества перед переменным током для большинства применений Stick, в том числе: более легкий запуск; меньшее количество отключений и залипаний дуги; меньше брызг/лучший вид сварных швов; более легкая вертикальная сварка вверх и потолочная сварка; легче научиться «сваривать» и получить более плавную дугу. Обратная полярность постоянного тока (положительный электрод) обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как прямая полярность постоянного тока (отрицательный электрод) лучше сваривает более тонкие металлы.  Поскольку выход переменного тока чередует полярность, он позволяет сваривать намагниченные детали.
Поскольку выход переменного тока чередует полярность, он позволяет сваривать намагниченные детали.  Рабочий цикл и сила тока обратно пропорциональны. Работая при токе 90 ампер, сварочный аппарат со 100-процентным рабочим циклом означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности справедливо для большинства сварочных аппаратов, но не для всех.
Рабочий цикл и сила тока обратно пропорциональны. Работая при токе 90 ампер, сварочный аппарат со 100-процентным рабочим циклом означает, что вы можете сваривать без остановки. Это правило обратной пропорциональности справедливо для большинства сварочных аппаратов, но не для всех. 

 При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
 Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
 Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.

 Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
 Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
 Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.

 Усилия должны быть минимальны.
Усилия должны быть минимальны. Используя маховик доводят режущую кромку до финишного состояния.
Используя маховик доводят режущую кромку до финишного состояния.
 Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки.
Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки. В результате каждый режущий инструмент токарного станка имеет свойства, основанные на присущих материалу механических свойствах. Ниже приведены общие режущие инструменты для токарных станков в зависимости от используемого материала.
В результате каждый режущий инструмент токарного станка имеет свойства, основанные на присущих материалу механических свойствах. Ниже приведены общие режущие инструменты для токарных станков в зависимости от используемого материала. Тем не менее, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.
Тем не менее, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.

 Обычно они применяются для создания углублений на заготовке для увеличения ее захвата.
Обычно они применяются для создания углублений на заготовке для увеличения ее захвата. Однако вместо сварочного инструмента токарно-винторезный станок формируется путем размещения вставки (т. е. режущего инструмента) на рукоятке. Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок.
Однако вместо сварочного инструмента токарно-винторезный станок формируется путем размещения вставки (т. е. режущего инструмента) на рукоятке. Как правило, режущие инструменты зажимного токарного станка ловки и заменяемы. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вставок. В соответствии с конструкцией человеческой руки большой палец левой руки указывает направление подачи, а основная режущая кромка находится с правой стороны инструмента.
В соответствии с конструкцией человеческой руки большой палец левой руки указывает направление подачи, а основная режущая кромка находится с правой стороны инструмента. Ниже приведен список способов выбора подходящего режущего инструмента для токарных станков:
Ниже приведен список способов выбора подходящего режущего инструмента для токарных станков:

 Он определяет направление потока стружки.
Он определяет направление потока стружки. Поэтому он играет важную роль в силе резания и толщине стружки при токарных операциях.
Поэтому он играет важную роль в силе резания и толщине стружки при токарных операциях.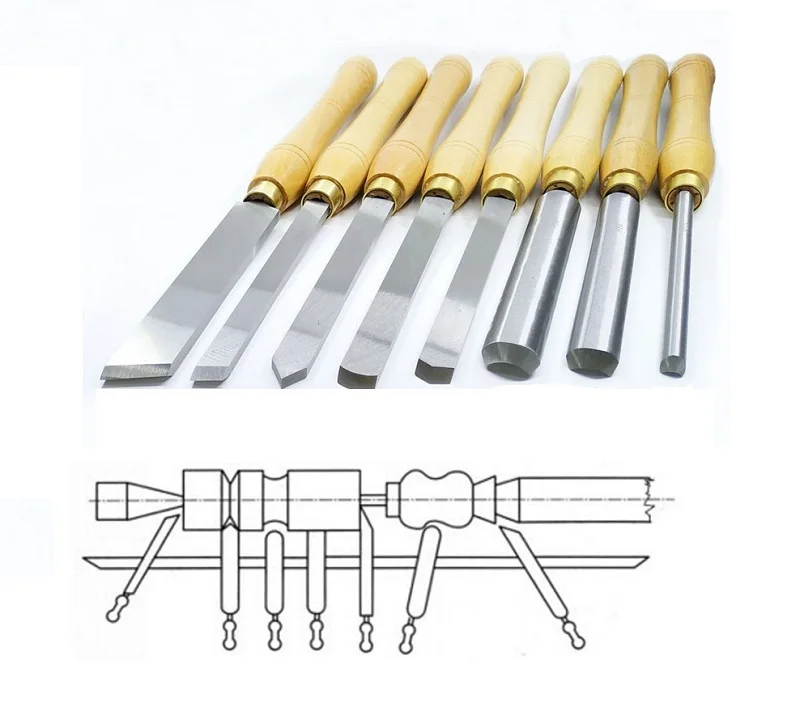 Применяется для уменьшения повреждений острых кромок.
Применяется для уменьшения повреждений острых кромок. Они бывают разных типов, что определяет их работу и функции. В результате правильный выбор инструмента имеет важное значение для успешной операции обработки.
Они бывают разных типов, что определяет их работу и функции. В результате правильный выбор инструмента имеет важное значение для успешной операции обработки.
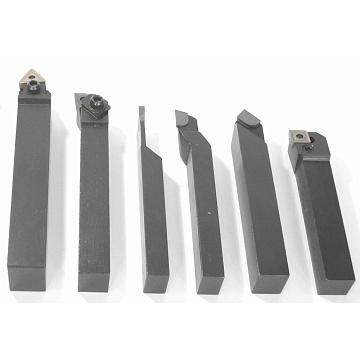 Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Заготовка.
Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Стационарный токарный станок режет металлическими лезвиями на режущей стороне. Заготовка. Стационарный токарный станок — это обрабатывающий инструмент, который вращается по металлу. Стационарный токарный станок — это обрабатывающий инструмент, который работает с металлической осью вращения. Стационарный токарный станок — это обрабатывающий инструмент, который вращается вокруг оси вращения металла. Станция.
Стационарный токарный станок — это обрабатывающий инструмент, который вращается по металлу. Стационарный токарный станок — это обрабатывающий инструмент, который работает с металлической осью вращения. Стационарный токарный станок — это обрабатывающий инструмент, который вращается вокруг оси вращения металла. Станция.

 Металлический токарный станок изготовлен из высокопрочной стали и высокопрочной стали с использованием высокопрочного и высокопрочного процесса. Эти материалы бывают разных размеров и материалов, включая гранулированный резак, гвозди и многое другое. Токарный станок по металлу можно использовать для формовки и изготовления деталей из других материалов, таких как сталь и алюминий. Для изготовления можно использовать токарный станок по металлу.
Металлический токарный станок изготовлен из высокопрочной стали и высокопрочной стали с использованием высокопрочного и высокопрочного процесса. Эти материалы бывают разных размеров и материалов, включая гранулированный резак, гвозди и многое другое. Токарный станок по металлу можно использовать для формовки и изготовления деталей из других материалов, таких как сталь и алюминий. Для изготовления можно использовать токарный станок по металлу.
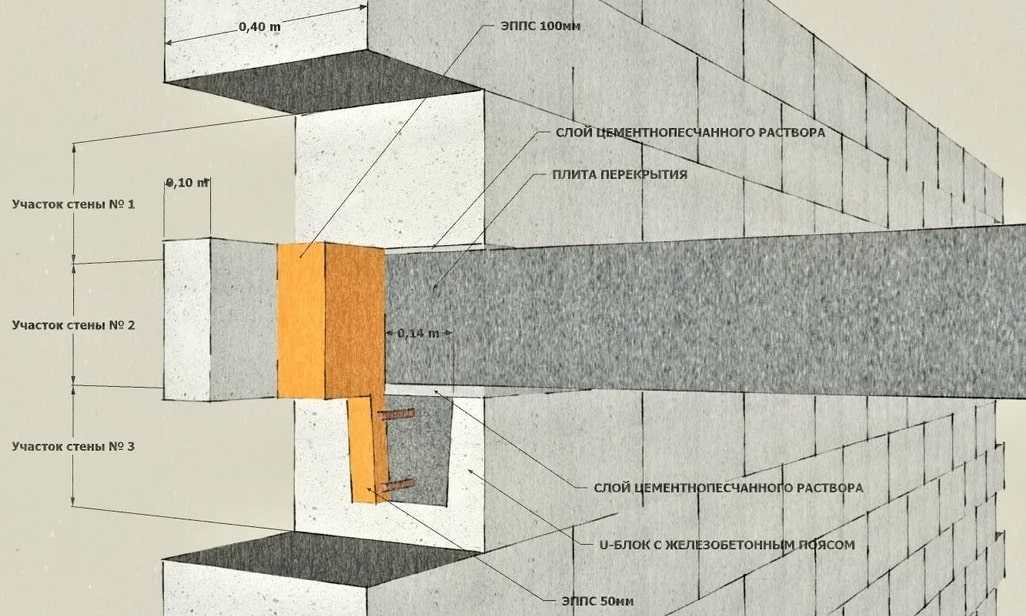
 Возможен распил торцевой стороны изделия под углом. Единственным недостатком является ширина, она стандартная — 1,2 м.
Возможен распил торцевой стороны изделия под углом. Единственным недостатком является ширина, она стандартная — 1,2 м.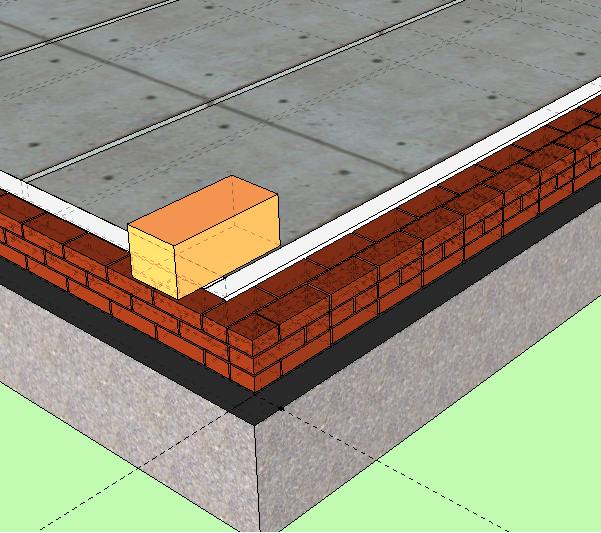 Конкретная величина опирания рассчитывается инженерами при проектировании. Как правило, для гарантии надежности, с учетом отклонений при установке, выбирается максимальная по СНиП величина 120 мм. Укладка плит перекрытия ПБ и ПК в кирпичном доме производится с опорой по двум коротким сторонам. Наименьшее опирание представлено в таблице:
Конкретная величина опирания рассчитывается инженерами при проектировании. Как правило, для гарантии надежности, с учетом отклонений при установке, выбирается максимальная по СНиП величина 120 мм. Укладка плит перекрытия ПБ и ПК в кирпичном доме производится с опорой по двум коротким сторонам. Наименьшее опирание представлено в таблице: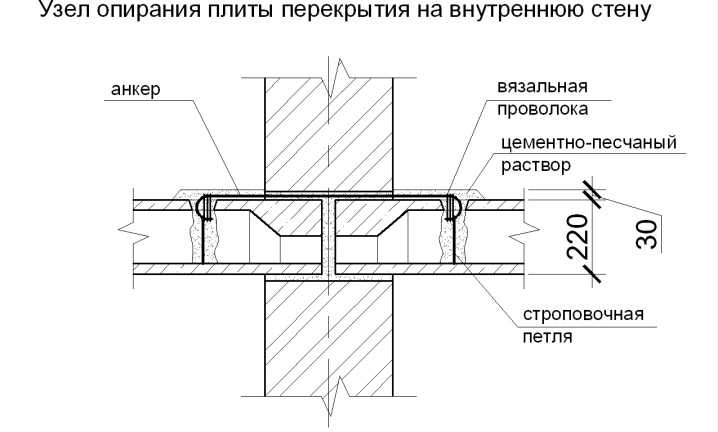 При укладке ПБ используют шарнирное закрепление.
При укладке ПБ используют шарнирное закрепление.
 После этого производится заделка рустов (швы между плитами) и отверстий с петлями раствором. Важно делать это быстро, пока не попал строительный мусор.
После этого производится заделка рустов (швы между плитами) и отверстий с петлями раствором. Важно делать это быстро, пока не попал строительный мусор.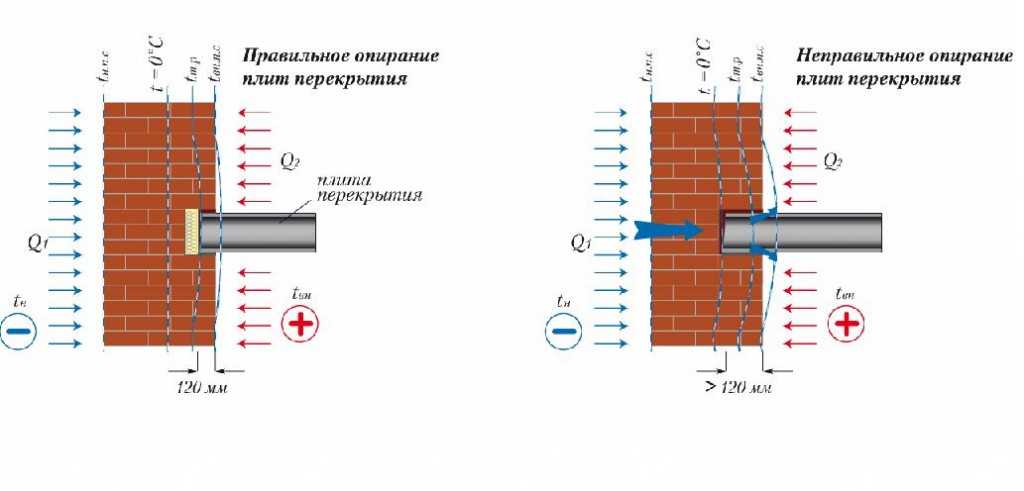 1 Узел опирания
1 Узел опирания
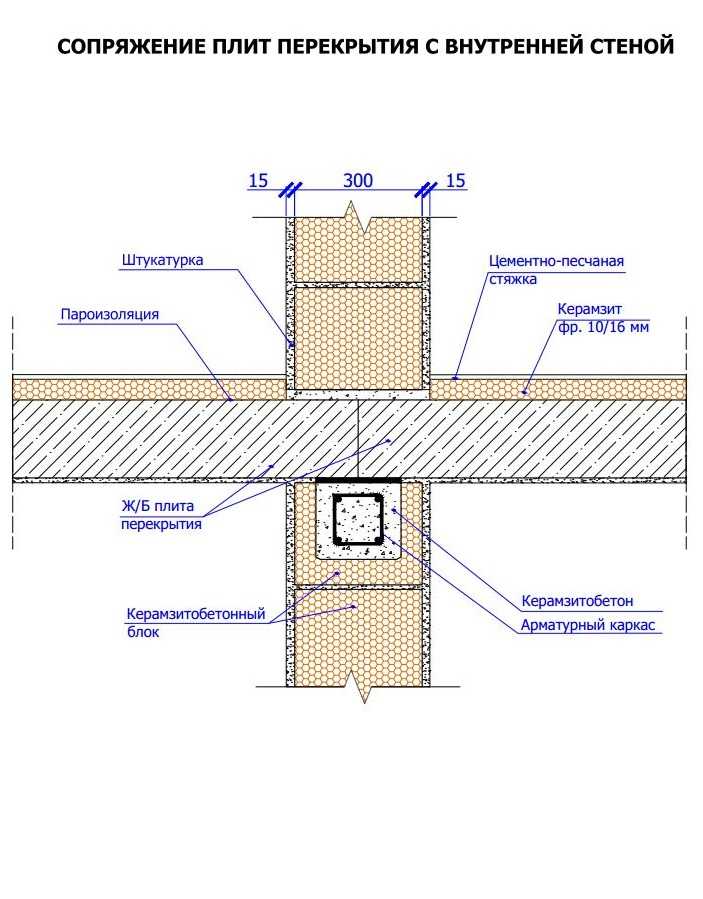
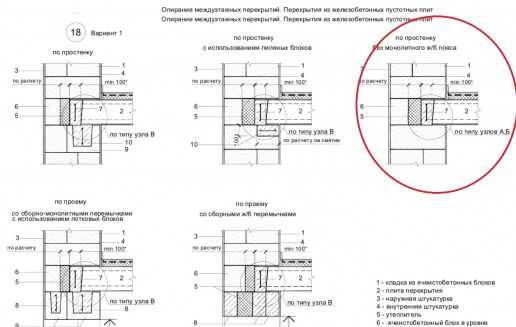

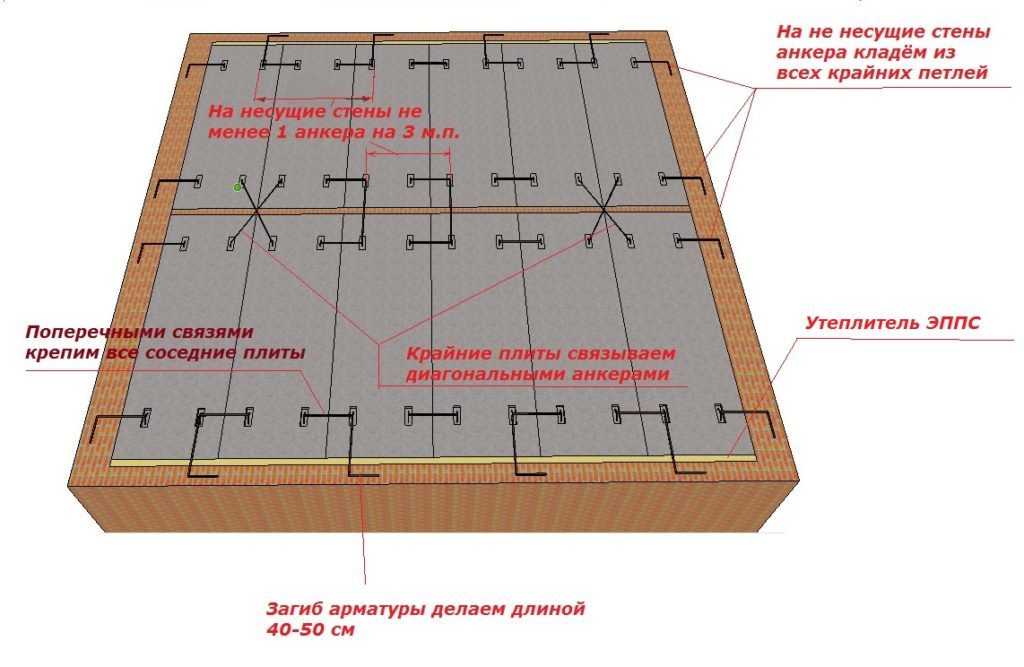


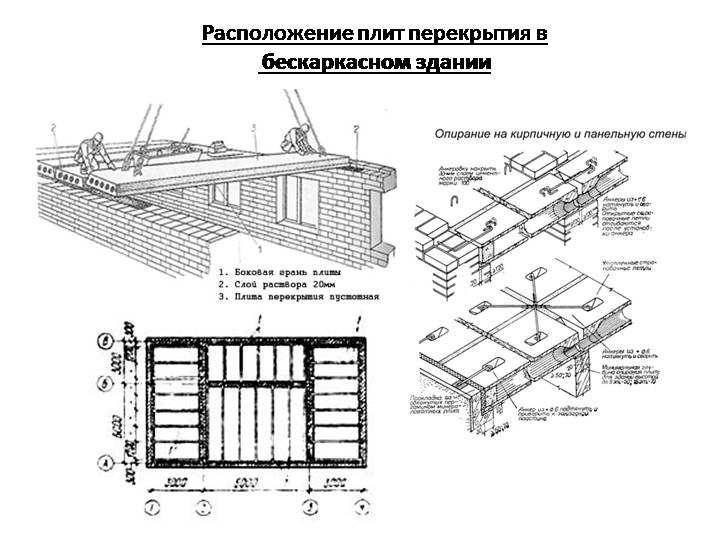
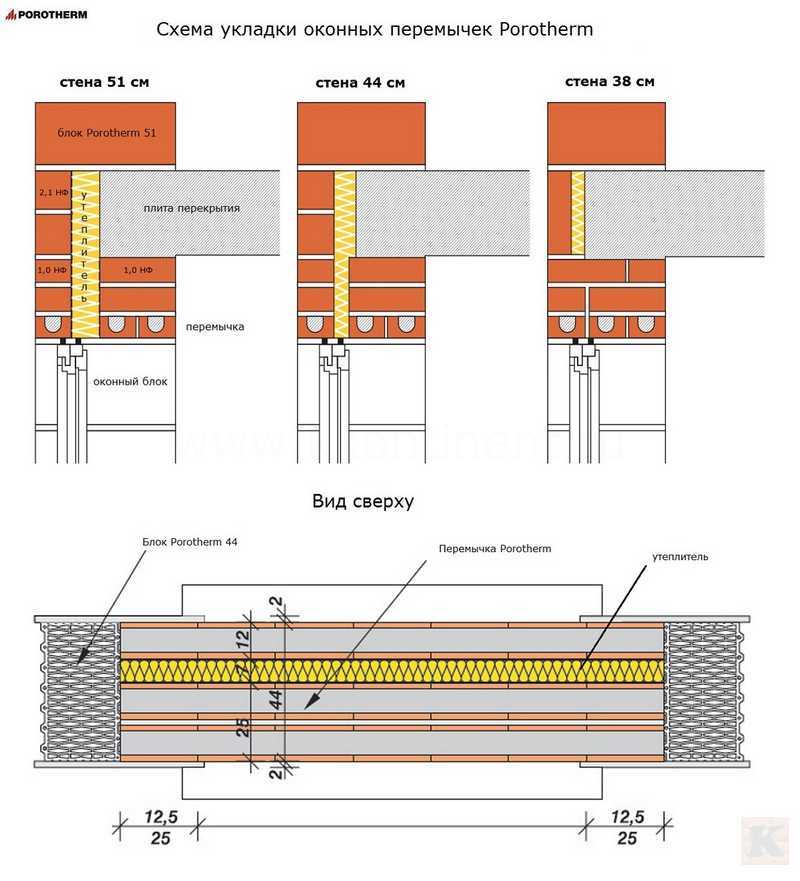
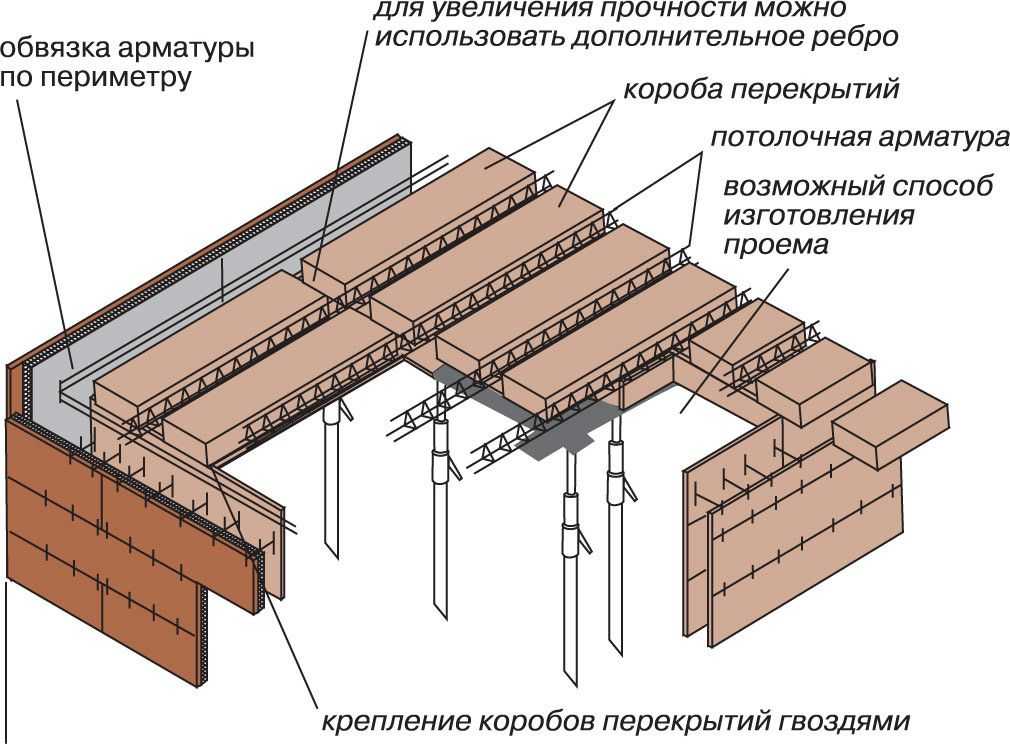 Поэтому, в данном примере нагрузка равна 750 кг/м².
Поэтому, в данном примере нагрузка равна 750 кг/м². расходники), обязательно проверяют наличие заводской маркировки. Монтаж выполняют так, чтобы уложенная выше плиты кирпичная кладка не опиралась на пустоту, при этом нагрузка должна соответствовать минимальным значениям.
расходники), обязательно проверяют наличие заводской маркировки. Монтаж выполняют так, чтобы уложенная выше плиты кирпичная кладка не опиралась на пустоту, при этом нагрузка должна соответствовать минимальным значениям.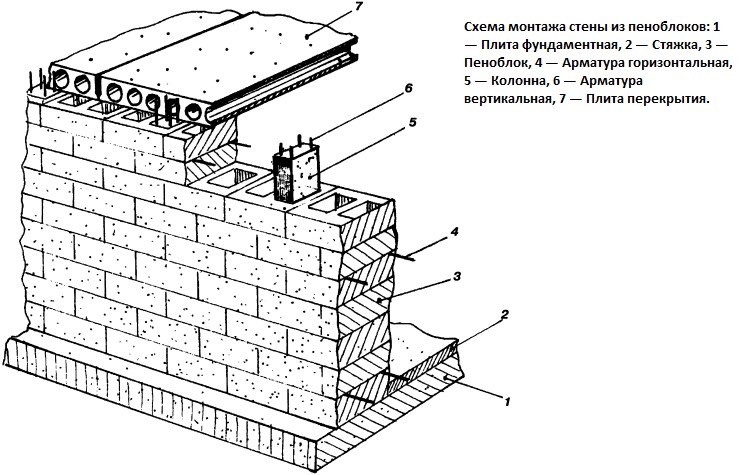 Некоторые области укладки лучше оставить профессиональным укладчикам плитки.
Некоторые области укладки лучше оставить профессиональным укладчикам плитки. Вы можете решить использовать 2”x2”(s), если хотите, чтобы ваша стена начиналась ближе к полу. Убедитесь, что доска или доски, которые вы используете, прямые. Это будет отправной точкой для вашей стены и будет удерживать вес кирпичей, пока клей не высохнет, поэтому вставьте шуруп в каждую стойку. Как только ваша стена будет завершена, вы удалите этот выступ. и прикрепите отделку для вашей комнаты.
Вы можете решить использовать 2”x2”(s), если хотите, чтобы ваша стена начиналась ближе к полу. Убедитесь, что доска или доски, которые вы используете, прямые. Это будет отправной точкой для вашей стены и будет удерживать вес кирпичей, пока клей не высохнет, поэтому вставьте шуруп в каждую стойку. Как только ваша стена будет завершена, вы удалите этот выступ. и прикрепите отделку для вашей комнаты.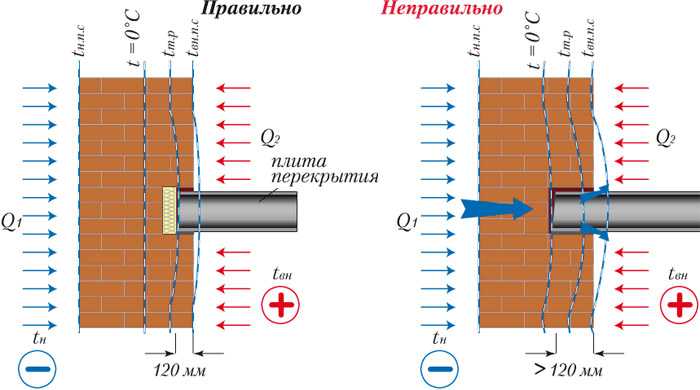
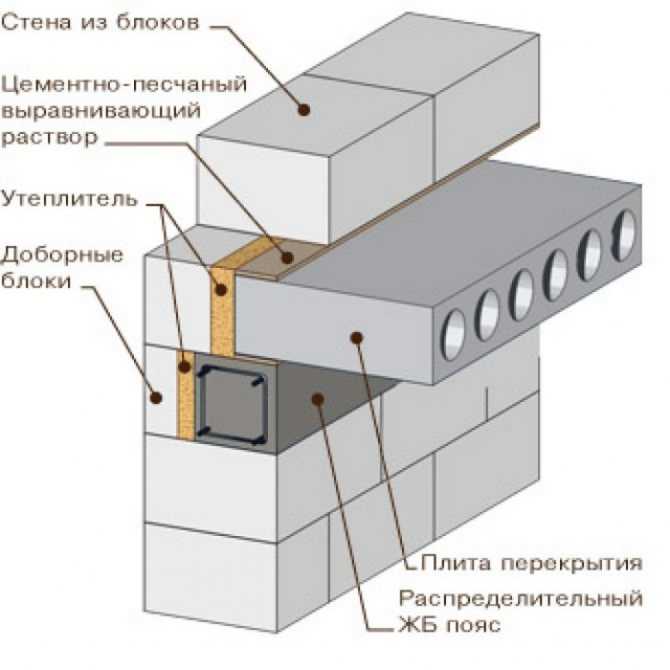 Сначала смешивайте небольшие порции, пока не увидите, сколько можно использовать за один раз.
Сначала смешивайте небольшие порции, пока не увидите, сколько можно использовать за один раз.
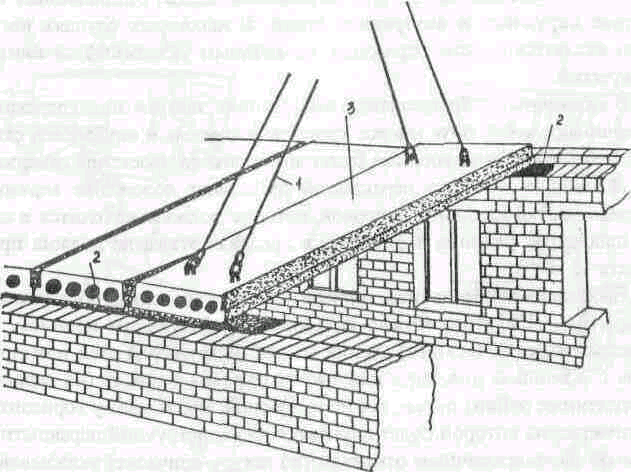 Оказавшись наверху, вам, возможно, придется обрезать последний ряд, чтобы он подходил. Один из вариантов, который вы можете попробовать, — установить ряд солдат (вертикальный ряд кирпичей) в верхней части вашей стены. Это может быть особенно желательно, если ваш последний ряд будет тонкой полосой кирпичей.
Оказавшись наверху, вам, возможно, придется обрезать последний ряд, чтобы он подходил. Один из вариантов, который вы можете попробовать, — установить ряд солдат (вертикальный ряд кирпичей) в верхней части вашей стены. Это может быть особенно желательно, если ваш последний ряд будет тонкой полосой кирпичей. У вас есть два варианта на выбор для затирки стен.
У вас есть два варианта на выбор для затирки стен.
 Начните с небольшого количества, двух-трех мерных ложек, пока не узнаете, какое количество лучше всего подходит для вас.
Начните с небольшого количества, двух-трех мерных ложек, пока не узнаете, какое количество лучше всего подходит для вас. Проведите мешком по швам, пока вы скручиваете мешок, чтобы выдавить затирку. Заполните швы как можно аккуратнее и полностью (но не переполняйте) швы. Это значительно облегчит уборку.
Проведите мешком по швам, пока вы скручиваете мешок, чтобы выдавить затирку. Заполните швы как можно аккуратнее и полностью (но не переполняйте) швы. Это значительно облегчит уборку. Используйте чистую губку и не касайтесь швов, чтобы затирка не размазалась.
Используйте чистую губку и не касайтесь швов, чтобы затирка не размазалась.
 В древние времена, когда цемент еще не был открыт, вместо цемента в качестве клея и вяжущего материала использовали известь. Известковый раствор изготавливается путем смешивания извести и заполнителя, такого как песок, с водой. Но в настоящее время известковый раствор создается путем смешивания цементной извести и песка в необходимой пропорции.
В древние времена, когда цемент еще не был открыт, вместо цемента в качестве клея и вяжущего материала использовали известь. Известковый раствор изготавливается путем смешивания извести и заполнителя, такого как песок, с водой. Но в настоящее время известковый раствор создается путем смешивания цементной извести и песка в необходимой пропорции. Крупный заполнитель 20 мм, измельченный до 10 мм, будет в два раза больше соответствующего мелкого заполнителя.
Крупный заполнитель 20 мм, измельченный до 10 мм, будет в два раза больше соответствующего мелкого заполнителя.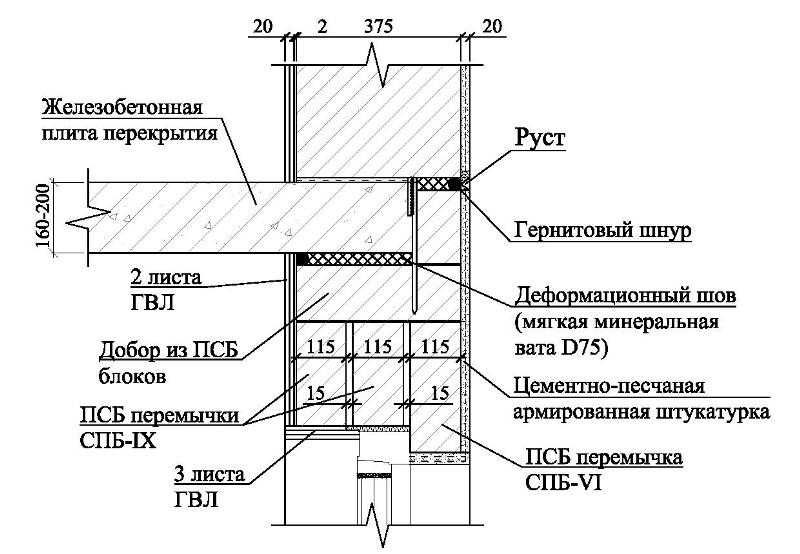
 Другие пропорции растворной смеси, такие как 1: 3, 1: 4 и 1: 5, также применимы и используются для различных целей.
Другие пропорции растворной смеси, такие как 1: 3, 1: 4 и 1: 5, также применимы и используются для различных целей.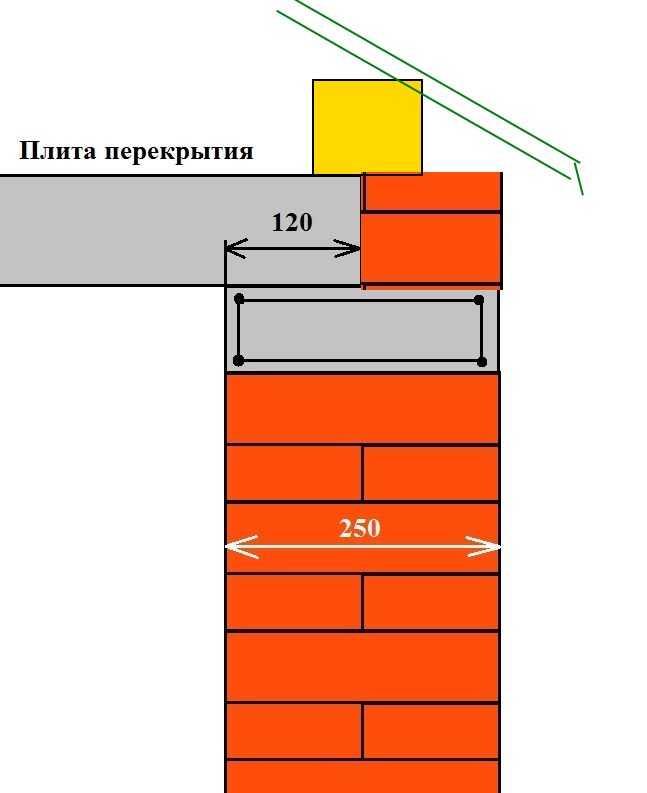
 Это нормальное, стандартное, идеальное, обычно используемое и наилучшее соотношение смеси для плиточного раствора, используемого для укладки и крепления плитки.
Это нормальное, стандартное, идеальное, обычно используемое и наилучшее соотношение смеси для плиточного раствора, используемого для укладки и крепления плитки. Это нормальное, стандартное, идеальное, обычно используемое и наилучшее соотношение смеси для бетонного пола, используемого в напольных покрытиях. Этот бетон должен быть уложен в течение получаса после смешивания.
Это нормальное, стандартное, идеальное, обычно используемое и наилучшее соотношение смеси для бетонного пола, используемого в напольных покрытиях. Этот бетон должен быть уложен в течение получаса после смешивания.
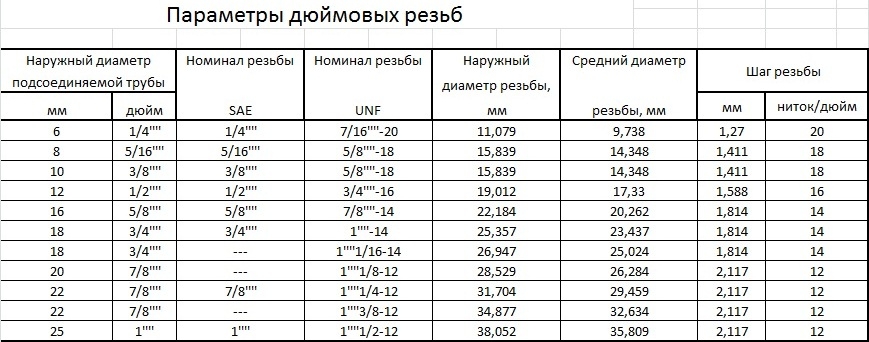 1/2″; 3/4″; 1″ INTERTOOL SD-8003, ручные клуппы
1/2″; 3/4″; 1″ INTERTOOL SD-8003, ручные клуппы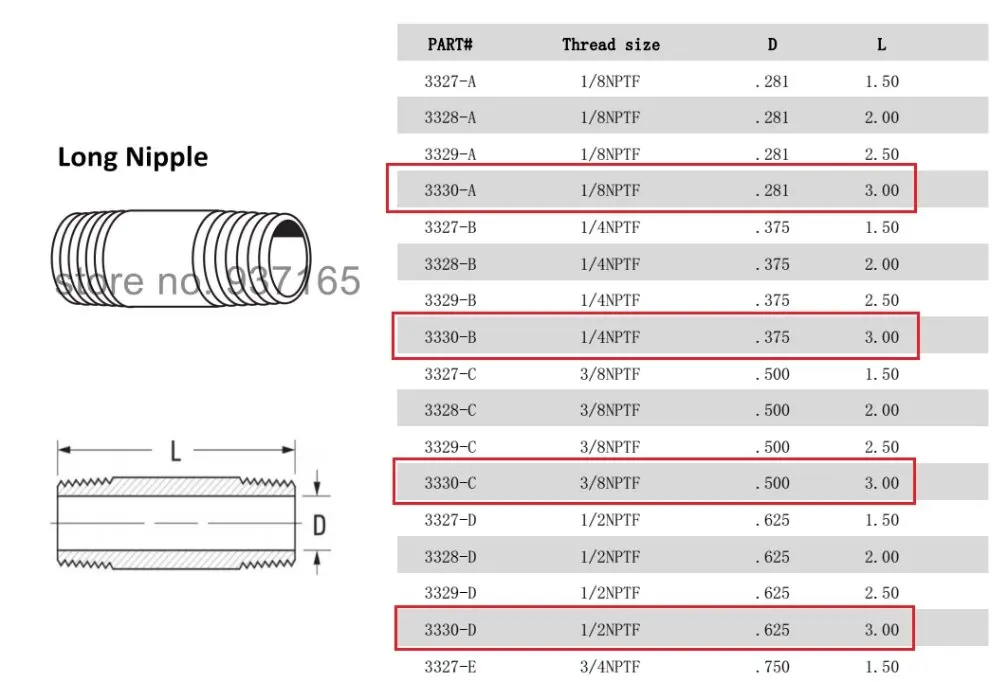
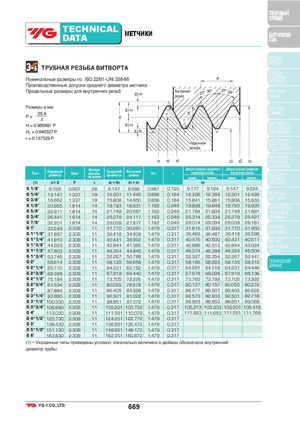
 для нарезки резьбы 1/2″; 3/4″; 1″ плашкодержатель с трещоткой INTERTOOL SD-8003
для нарезки резьбы 1/2″; 3/4″; 1″ плашкодержатель с трещоткой INTERTOOL SD-8003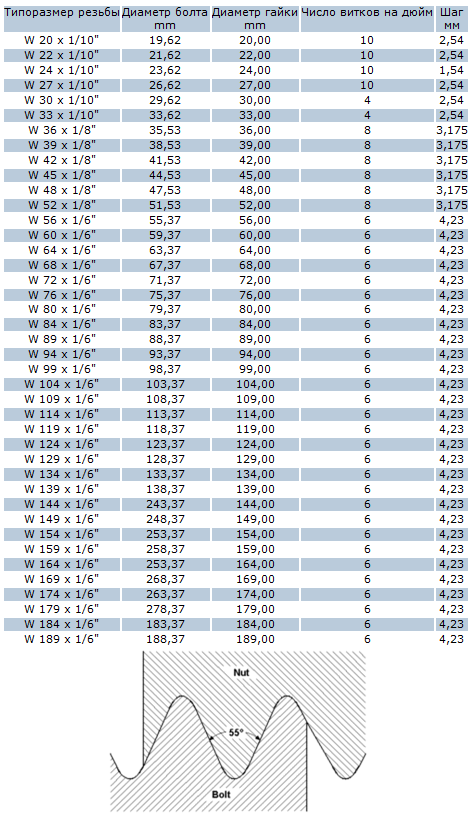 Джозеф Витворт (1803 — 1887) инженер-конструктор и изобретатель в далеком 1841 году продемонстрировал одноименный винтовой профиль для разъемных соединений и позиционировал его как универсальный, надежный и удобный стандарт.
Джозеф Витворт (1803 — 1887) инженер-конструктор и изобретатель в далеком 1841 году продемонстрировал одноименный винтовой профиль для разъемных соединений и позиционировал его как универсальный, надежный и удобный стандарт.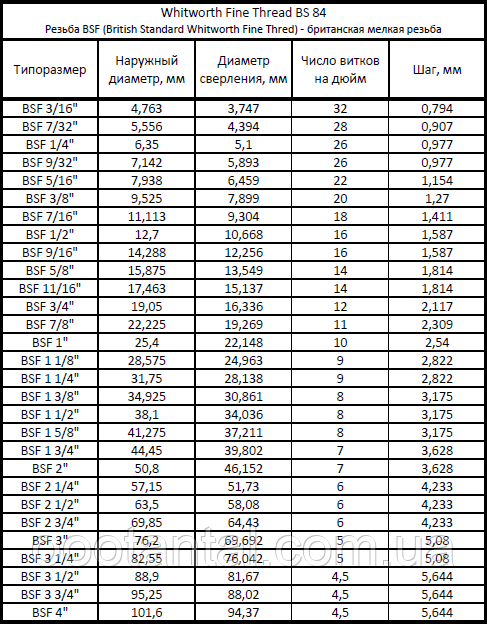
 Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.
Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.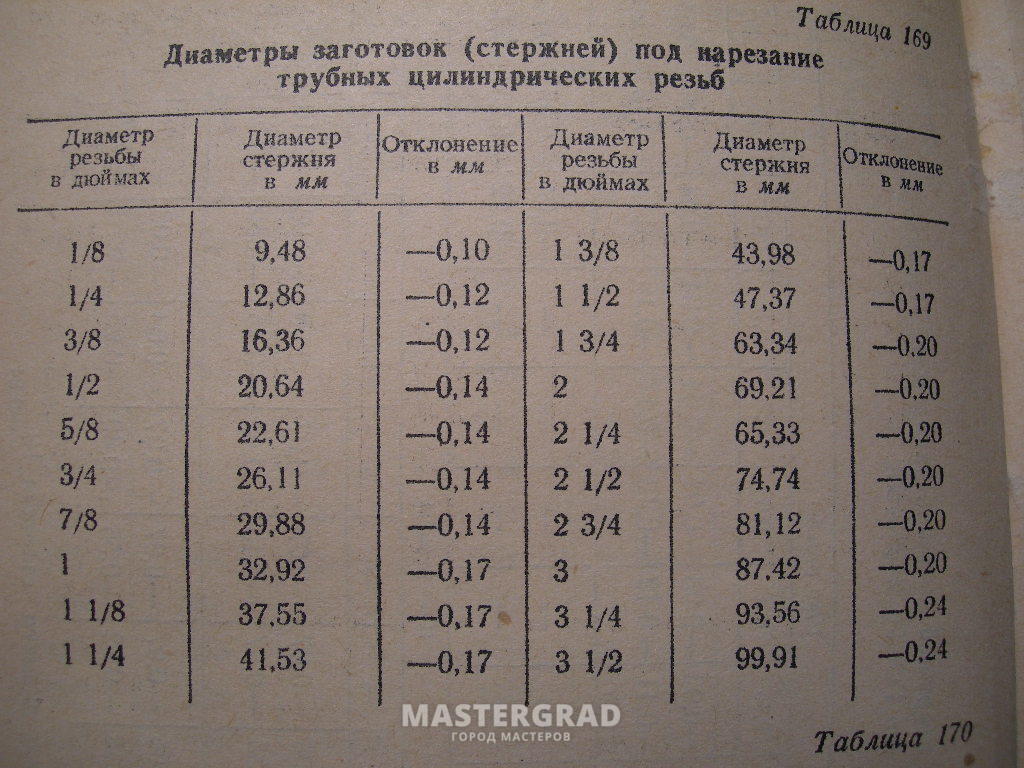 Числовые значения шагов определены из соотношения с округлением до третьего знака после запятой и приняты в качестве исходных при расчете основных элементов профиля.
Числовые значения шагов определены из соотношения с округлением до третьего знака после запятой и приняты в качестве исходных при расчете основных элементов профиля. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
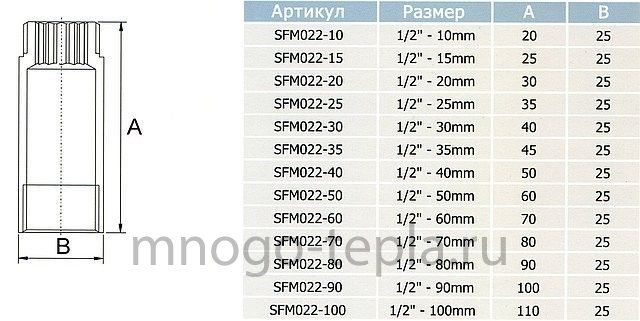 1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.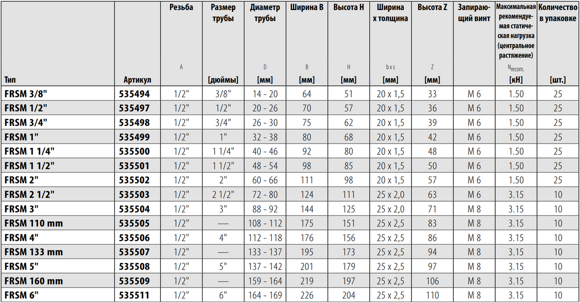 Числовые значения допусков установлены эмпирически.
Числовые значения допусков установлены эмпирически. 13 до 40
13 до 40 Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.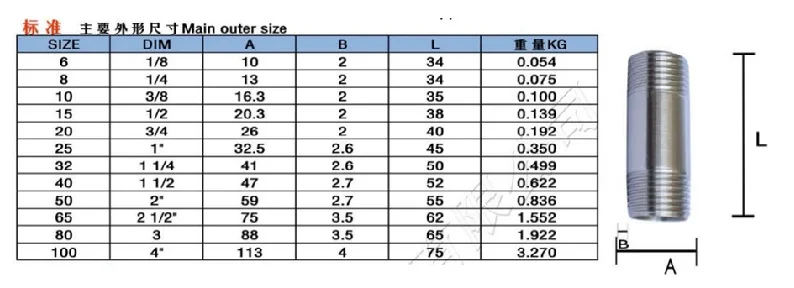 Способ ручной нарезки ничем не отличается от подготовки метрических резьб – на зафиксированную трубу одевается плашка с воротком и осуществляется вращение по часовой стрелке. Для качественной нарезки необходимо использование смазочных материалов и чередование нескольких рабочих вращений с обратным движением для удаления стружки. Аналогично производится и нарезка метчиком.
Способ ручной нарезки ничем не отличается от подготовки метрических резьб – на зафиксированную трубу одевается плашка с воротком и осуществляется вращение по часовой стрелке. Для качественной нарезки необходимо использование смазочных материалов и чередование нескольких рабочих вращений с обратным движением для удаления стружки. Аналогично производится и нарезка метчиком.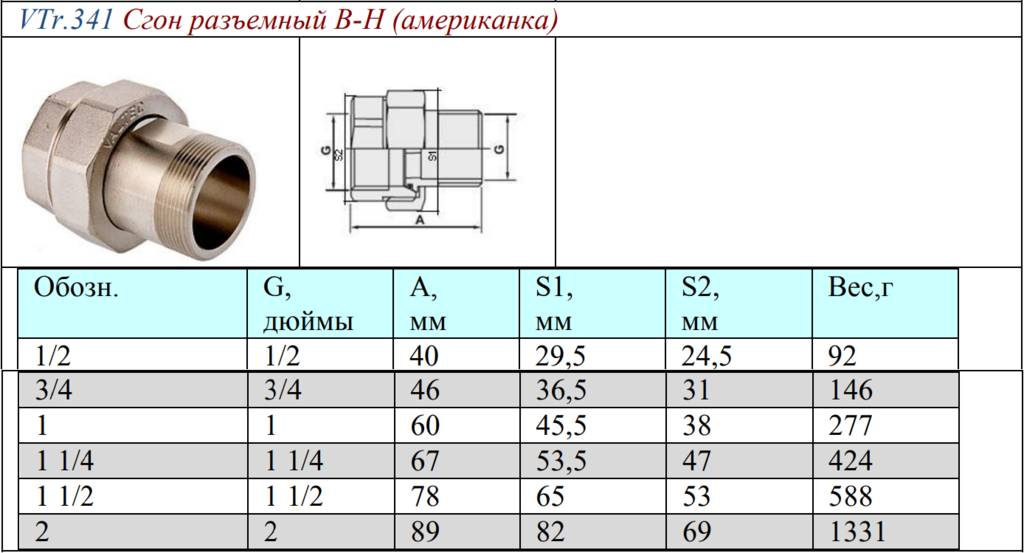 Однако резьба NPT коническая, а резьба NPS прямая (параллельная). Обе резьбы имеют прилежащий угол 60° и имеют плоские пики и впадины. Коническая трубная резьба обычно встречается на концах труб, ниппелей и фитингов (например, муфт, отводов, тройников и т. д.).
Однако резьба NPT коническая, а резьба NPS прямая (параллельная). Обе резьбы имеют прилежащий угол 60° и имеют плоские пики и впадины. Коническая трубная резьба обычно встречается на концах труб, ниппелей и фитингов (например, муфт, отводов, тройников и т. д.).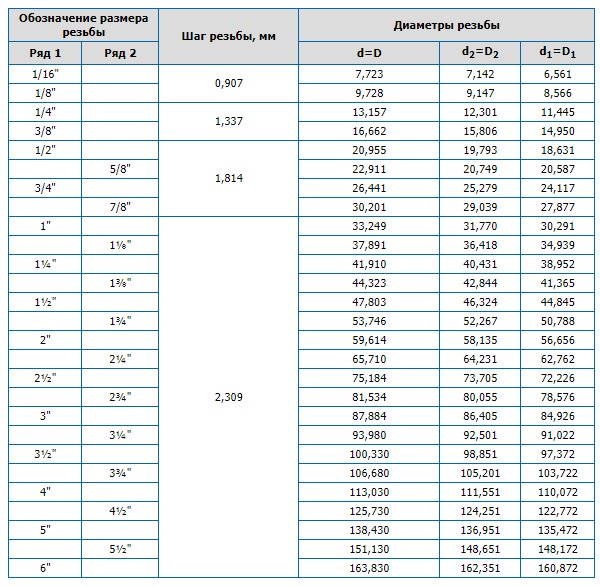
 20.3, предназначена для обеспечения более герметичного уплотнения без использования ленты из ПТФЭ ( он же «тефлон») или другой герметизирующий состав. Резьба NPTF имеет ту же основную форму, но с высотой гребня и впадины, отрегулированной для посадки с натягом, что исключает спиральный путь утечки.
20.3, предназначена для обеспечения более герметичного уплотнения без использования ленты из ПТФЭ ( он же «тефлон») или другой герметизирующий состав. Резьба NPTF имеет ту же основную форму, но с высотой гребня и впадины, отрегулированной для посадки с натягом, что исключает спиральный путь утечки.
 32
32 11
11 071
071 13
13 175
175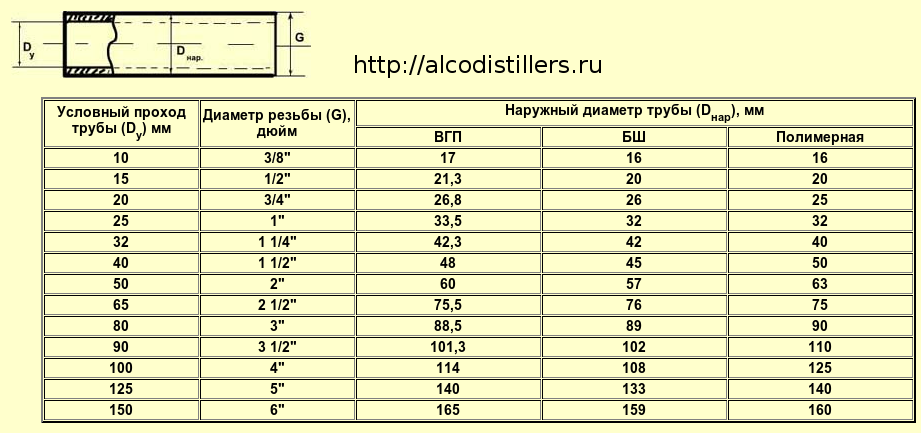 916
916 449
449 625
625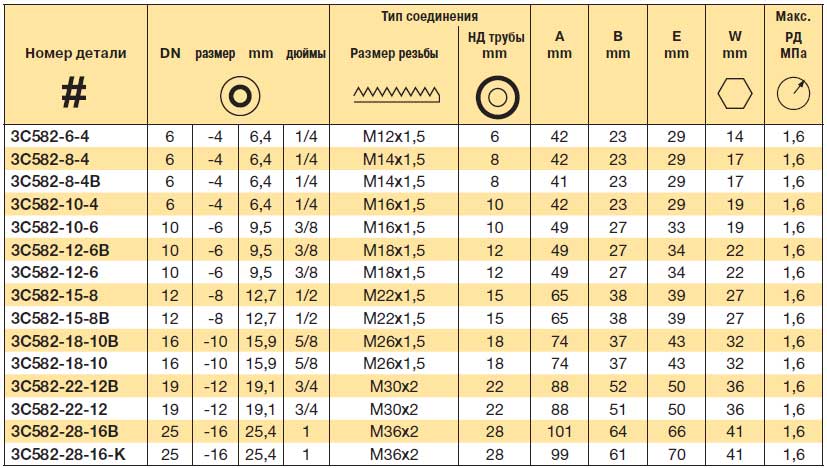 916
916 916
916

