ГОСТ 1018-77 Ленты алюминиевые, медные, латунные и мельхиоровые для капсюлей. Технические условия. Заменен на ГОСТ 1018-2015.
ГОСТ 1048-2016 Ленты из алюминиевой бронзы для пружин. Технические условия
ГОСТ 1048-79 Ленты из алюминиевой бронзы для пружин. Технические условия. Заменен на ГОСТ 1048-2016.
ГОСТ 10703-73 Листы алюминиевые для полиграфической промышленности. Технические условия
ГОСТ 1131-76 Сплавы алюминиевые деформируемые в чушках. Технические условия
ГОСТ 13616-78 Профили прессованные прямоугольные полосообразного сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 13616-97.
ГОСТ 13616-97 Профили прессованные прямоугольные полосообразного сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13617-82 Профили прессованные бульбообразные уголкового сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 13617-97.
ГОСТ 13617-97 Профили прессованные бульбообразные уголкового сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13618-81 Профили прессованные косоугольные фитингового уголкового сечения из алюминия и алюминиевого сплава. Сортамент. Заменен на ГОСТ 13618-97.
ГОСТ 13618-97 Профили прессованные косоугольные фитингового уголкового сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13619-81 Профили пресованные прямоугольные фасонного зетового сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 13619-97.
ГОСТ 13619-97 Профили прессованные прямоугольные фасонного зетового сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13620-90 Профили прессованные прямоугольные равнополочного зетового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13621-90 Профили прессованные прямоугольные равнополочного двутаврового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13622-91 Профили прессованные прямоугольные равнополочного таврового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13623-90 Профили прессованные прямоугольные равнополочного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13624-90 Профили прессованные прямоугольные отбортованного швеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13726-78 Ленты из алюминия и алюминиевых сплавов. Технические условия. Заменен на ГОСТ 13726-97.
ГОСТ 13726-97 Ленты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 13737-90 Профили прессованные прямоугольные равнополочного уголкового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13738-91 Профили прессованные прямоугольные неравнополочного уголкового сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 13843-2019 Катанка из алюминия. Технические условия
ГОСТ 13843-78 Катанка алюминиевая. Технические условия. Заменен на ГОСТ 13843-2019.
ГОСТ 14838-78 Проволока из алюминия и алюминиевых сплавов для холодной высадки. Технические условия
ГОСТ 1595-90 Полосы и ленты из алюминиево-марганцевой бронзы. Технические условия. Заменен на ГОСТ 1595-2021.
ГОСТ 17232-79 Плиты из алюминия и алюминиевых сплавов. Технические требования. Заменен на ГОСТ 17232-99.
ГОСТ 17232-99 Плиты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 17575-90 Профили прессованные прямоугольные таврошвеллерного сечения из алюминиевых и магниевых сплавов. Сортамент
ГОСТ 17576-81 Профили пресованные косоугольные трапециевидного отбортованного сечения из алюминия и алюминиевых сплавов. Сортамент. Заменен на ГОСТ 17576-97.
ГОСТ 17576-97 Профили прессованные косоугольные трапециевидного отбортованного сечения из алюминия, алюминиевых и магниевых сплавов. Сортамент
ГОСТ 18482-2018 Трубы прессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 18591-91 Профили алюминиевые специальные. Сортамент. Технические требования
ГОСТ 20967-2019 Катанка из алюминиевых сплавов. Технические условия
ГОСТ 20967-75 Катанка из алюминиевого сплава. Технические условия. Заменен на ГОСТ 20967-2019.
ГОСТ 21488-76 Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия. Заменен на ГОСТ 21488-97.
ГОСТ 21488-97 Прутки прессованные из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21631-2019 Листы из алюминия и алюминиевых сплавов. Технические условия. Утратил силу в РФ.
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия. Заменен на ГОСТ 21631-2019.
ГОСТ 22233-2001 Профили прессованные из алюминиевых сплавов для светопрозрачных ограждающих конструкций. Технические условия. Заменен на ГОСТ 22233-2018.
ГОСТ 22233-2018 Профили прессованные из алюминиевых сплавов для ограждающих конструкций. Технические условия
ГОСТ 22233-83 Профили прессованные из алюминиевых сплавов для ограждающих строительных конструкций. Общие технические условия. Заменен на ГОСТ 22233-93.
ГОСТ 22233-93 Профили прессованные из алюминиевых сплавов для ограждающих строительных конструкций. Общие технические условия. Заменен на ГОСТ 22233-2001.
ГОСТ 24767-2018 Профили холодногнутые из алюминия и алюминиевых сплавов для ограждающих строительных конструкций. Технические условия
ГОСТ 24767-81 Профили холодногнутые из алюминия и алюминиевых сплавов для ограждающих строительных конструкций. Технические условия. Заменен на ГОСТ 24767-2018.
ГОСТ 25001-81 Заготовки для теплообменников листовые прокатно-сварные алюминиевые. Технические условия
ГОСТ 25905-2018 Фольга алюминивая для конеденсатов. Технические условия
ГОСТ 25905-83 Фольга алюминиевая для конденсаторов. Технические условия. Заменен на ГОСТ 25905-2018.
ГОСТ 33118-2014 Материалы комбинированные на основе алюминиевой фольги. Технические условия
ГОСТ 5382-2019 Цементы и материалы цементного производства. Методы химического анализа
Алюминиевые листы по ГОСТ 21631-76
Алюминиевые листы изготавливают по ГОСТ 21631-76 «Листы из алюминия и алюминиевых сплавов». Этот стандарт имеет довольно большой объем, а также весьма «рыхлое», трудное для восприятия изложение. Ниже представлен ознакомительный обзор ГОСТ 21631-76 с выделением наиболее важных моментов. В профессиональной деятельности нужно применять полный и актуализированный текст стандарта.
1 Классификация алюминиевых листов по ГОСТ 21631-76
1.1 Способ изготовления алюминиевых листов: 1) неплакированные – без дополнительного обозначения; 2) плакированные: с технологической плакировкой – Б; с нормальной плакировкой – А; с утолщенной плакировкой – У.
1.2 Состояние материала алюминиевых листов: 1) без термической обработки – без дополнительного обозначения; 2) отожженные – М; 3) полунагартованные – Н2; 4) нагартованные – Н; 5) закаленные и естественно состаренные – Т; 6) закаленные и искусственно состаренные – Т1; 7) нагартованные после закалки и естественного старения – ТН.
1.3 Качество отделки поверхности алюминиевых листов: 1) высокой отделки – В; 2) повышенной отделки – П; 3) обычной отделки – без обозначения.
1.4 Точность изготовления алюминиевых листов: 1) повышенной точности по толщине, ширине, длине, или по одному или двум из этих параметров; 2) нормальной точности по толщине, ширине и длине – без дополнительного обозначения.
2 Сортамент алюминиевых листов по ГОСТ 21631-76
2.1 Стандарт задает номинальную толщину алюминиевых листов от 0,3 до 10,5 мм с шагом от 0,1 мм до 0,5 мм. Предельные отклонения зависят от толщины и ширины листов и точности их изготовления.
2.2 Примеры
1) Предельные отклонение по толщине листа толщиной 0,3 мм и шириной 1000 мм: – повышенной точности: – 0,07 мм; – нормальной точности: – 0,10 мм.
2) Предельные отклонение по толщине листа толщиной 10,5 мм и шириной 1000 мм: – повышенной точности: – 0,48 мм; – нормальной точности: – 0,50 мм.
3 Алюминий и алюминиевые сплавы для листов по ГОСТ 21631-76
Алюминиевые листы изготавливают: 1) из алюминия марок А7, А6, А5, А0 по ГОСТ 11069-74; 2) из алюминия марок АД00, АД0, АД1, АД по ГОСТ 4784-97; 3) из алюминиевых сплавов по ГОСТ 4784-97: – АМц, АМцС, ММ, Д12; – АМг2, АМг3, АМг5, АМг6; – АВ; – Д1, Д16; – В95, 1915; 4) из алюминиевых сплавов по ГОСТ 1131-76: В95-1, АКМ, В-95-2, ВД1.
4 Плакировка алюминиевых листов по ГОСТ 21631-76
4.1 Для плакировки листов из алюминиевых сплавов Д1, Д16, АМг6, ВД-1 и АКМ применяют алюминий с следующим химическим составом: алюминий – не менее 99,30; железо – не более 0,30 %; кремний – не более 0,30 %; медь – не более 0,02 %; марганец – не более 0,025 %; цинк – не более 0,1 %; титан – не более 0,15 %; магний – не более 0,05 %; прочие примеси, каждая – не более 0,02 %.
4.2 Для плакировки листов из алюминиевых сплавов В95, В95-2, В95-1 применяют алюминиевый сплав со следующим химическим составом: алюминий – основной компонент; цинк – 0,9-1,3 %; железо – не более 0,3 %; кремний – не более 0,3 %; медь – не контролируется; марганец – не более 0,025 %; титан – не более 0,15 %; маний – не контролируется; прочие примеси, каждая – не более 0,05 %.
4.3 Толщина плакирующего слоя на алюминиевых листах по ГОСТ 21631-76
4.3.1 Листы толщиной от 0,5 до 1,9 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 4,0 % от толщины листа; 3) утолщенная плакировка: не менее 8,0 % от толщины листа. 4.3.2 Листы толщиной свыше 1,9 до 4,0 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 2,0 % от толщины листа; 3) утолщенная плакировка: не менее 4,0 % от толщины листа. 4.3.3 Листы толщиной свыше 4,0 до 10,5 мм: 1) технологическая плакировка: не более 1,5 % от толщины листа; 2) нормальная плакировка: не менее 2,0 % от толщины листа;
5 Плоскостность алюминиевых листов по ГОСТ 21631-76
5. 1 Требования к отклонениям от плоскостности алюминиевых листов по ГОСТ 21631-76 зависят от: – химического состава алюминиевых сплавов; – состояния материала листа; – ширины листа; – длины листа; – способа прокатки — горячей или холодной. 5.2 Отклонение от плоскостности листа контролируют при свободной его укладке (каждой стороной) на плоскость поверочной плиты: 1) по всей поверхности листа, включая длинные стороны; 2) по коротким сторонам, включая длинные стороны до 300 мм от углов листа. 5.3 Первая группа листов: из алюминиевых сплавов АВ, Д1, В95, Д16, 1915, В95-1, В95-2, АКМ, ВД1: – в отожженном и – в закаленном и состаренном состояниях. Эта группа листов имеет самые жесткие допуски по отклонениям от плоскостности. Например, для «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 22 мм, а отклонение 2) — не более 40 мм. 5.4 Вторая группа листов: из алюминия всех марок и всех алюминиевых сплавов в: – в полунагартованном и нагартованном состояниях; – отожженном состоянии (кроме перечисленных в 6. 3). Эта группа листов имеет умеренные допуски по отклонениям от плоскостности. Например, для того же «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 25 мм, а отклонение 2) — не более 40 мм. 5.5 Третья группа листов: из алюминия и алюминиевых сплавов: – в отожженном состоянии толщиной выше 4 мм, изготовляемых способом горячей прокатки; – без термической обработки. Третья группа имеет самые широкие допуски по плоскостности. Например, для того же «среднего» листа толщиной 5 мм, шириной 1500 мм и длиной 4000 мм отклонение 1) должно быть не более 30 мм, а отклонение 2) — не более 45 мм.
6 Качество поверхности алюминиевых листов по ГОСТ 21631-76
6.1 Поверхность листов всех групп отделки должна быть: глянцевая или матовая, без трещин, рванин, расслоений, пузырей, пережога, налета селитры, пятен коррозионного происхождения, диффузионных пятен, шлаковых включений, участков без плакировки (на плакированных листах), размытых беловатых пятен от закалки, а также неметаллических включений металлургического производства. 6.2 Стандарт устанавливает также специальные требования к качеству поверхности алюминиевых листов высокой и повышенной отделки.
Интернет-магазин
Показ 1-24 из 239 Продукты
Сменные алюминиевые фильтры, совместимые с GE WB02X6731, GE WB2X6731,G-8541, RHF0304 -3-1/2 X…
От $13,74
Купить
Сменные алюминиевые фильтры, совместимые с Dacor 8202 G-8112,RHF0408 -4-7/8 x 9-1/4 x…
27,49 $
Купить
Сменный алюминиевый диапазонный фильтр, совместимый с Samsung DE63-00231A,G-8608,RHF0550 — 5- 1/8 х 11 х…
до $ 10,99
Купить сейчас
Замена алюминиевых фильтров, совместимые с Nutone 19555-000, Rangeaire 610002, G-8522, RHF0903 -9 x …
до 20,61
Купи Сменный фильтр, совместимый с Broan 9
15, G-8557, RHF0506; 5-3/4 X 21-3/4 X…
От $21,99
Купить
Сменный фильтр для вытяжки, совместимый с Broan / Nutone Model S9
16 — 11-1/4 x 11-3/ 4 х. ..
От 12,36 долл. США
Купить
Сменный фильтр вытяжки, совместимый с моделью Broan / Nutone S9
16 — 11-1/4 x 11-3/4 x…
От 23,36 долл. США
3 Купить
Купить Now
Сменные алюминиевые фильтры, совместимые с Broan 9
Алуминовая алюминовая алюминовая фильтрала. От $23,36
Купить
Сменные алюминиевые фильтры, совместимые с Nutone 21882-000,G-8595,RHF1113 -11-11/16 X 11-11/16 X. ..
От $27,49
23
23
23 Купить сейчас
Сменные алюминиевые фильтры, совместимые с Broan 66138000, Nutone 66138, Nutone… X …
AS всего $ 23,36
Buy Now
Замена алюминиевых фильтров, совместимые с Broan 9
49, Broan S9
49, Sears/Kenmore S9
4 …
As 23,36
Купите
AS $ 23.36
. Дефлектор, гибридный дефлектор, сменные алюминиевые и угольные фильтры
Поиск по всем типамПродуктыСтатьиВидеоПресс-релизы
Закрыть х
Оригинальные сменные жироулавливающие фильтры Broan и NuTone и угольные фильтры без воздуховодов, улавливающие запахи, являются ключом к удалению пищевых отходов с вашей кухни.
Уточнить результаты
Сравнивать
Сменный угольный фильтр для вытяжки серии QS шириной 36 дюймов
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой для 30-дюймовой серии BN
Сравнивать
Алюминиевый фильтр со световой линзой, 11-3/4 дюйма x 13-7/16 дюймов
Сравнивать
Сменный угольный фильтр для вытяжки Broan серии BXT1 10,875 x 10,5 x 0,125 дюйма
Сравнивать
Алюминиевый фильтр для вытяжки серии QS1 шириной 30 дюймов
Сравнивать
Алюминиевый фильтр для вытяжки серии QS2 шириной 30 дюймов
Сравнивать
Сменный угольный фильтр для вытяжки серии QS шириной 30 дюймов
Сравнивать
Алюминиевый жироулавливающий фильтр, 8 дюймов x 9-1/2 дюйма
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой типа D5 15,725″ x 16,875″ x 0,375″
Сравнивать
Жироулавливающий фильтр типа B5 с алюминиевой гибридной перегородкой 15,725″ x 19,875″ x 0,375″
Сравнивать
46000/42000/40000/F40000/BU2/BU3 Алюминиевый фильтр вытяжного шкафа с внешней вентиляцией
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 30-дюймовых мониторов серии QP1
Сравнивать
Жироулавливающий фильтр с антимикробной защитой для вытяжек AP1 и RP1
Сравнивать
Алюминиевый фильтр со световой линзой, 11-3/8 дюймов x 11-3/4 дюймов
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой для серии PM
Сравнивать
Алюминиевый жироулавливающий фильтр, 8-5/8 дюймов x 11 дюймов x 3/8 дюймов
Сравнивать
Сменный угольный фильтр для вытяжек серий RM50000 и RMP17004
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 36-дюймовых мониторов серии QP2
Сравнивать
Алюминиевый жироулавливающий фильтр типа D3 15,725″ x 16,875″ x 0,375″
Сравнивать
Алюминиевый фильтр для вытяжки серии QT20000
Сравнивать
Сменный угольный фильтр для использования с вытяжкой Broan® Elite серии 61000
Сравнивать
Бесканальный сменный угольный фильтр для вытяжек серии AR1 — 10,50 дюйма.
х 10,875 дюймов.
Сравнивать
Дополнительный комплект дефлекторных фильтров для 45-дюймовой вставки Pro-Style из нержавеющей стали
Сравнивать
Жироулавливающий фильтр с алюминиевой гибридной перегородкой для 24-дюймовой серии BN
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 36-дюймовых мониторов серии QP1
Сравнивать
Сменный угольный фильтр для серии выдвижных вытяжек Broan® Elite EBS1
Сравнивать
Неканальный сменный угольный фильтр для использования с вытяжками Select Broan® Range 8-3/4″ x 10-1/2″ x 3/8″
Сравнивать
Неканальные угольные фильтры для вытяжек серии Evolution QP шириной 30 дюймов
Сравнивать
Алюминиевый жироулавливающий фильтр типа C3 15,725″ x 13,875″ x 0,375″
Сравнивать
Сменные фильтры для бесканальных вытяжек серии Mantra/Osmos/Glacier типа XC для моделей с двумя фильтрами
Сравнивать
Дополнительный комплект дефлекторных фильтров для 33-дюймовой вставки Pro-Style из нержавеющей стали
Сравнивать
Сменный алюминиевый жироулавливающий фильтр с антимикробной защитой для 30-дюймовых мониторов серии QP2
Сравнивать
Неканальные угольные фильтры для вытяжек Evolution серии QP шириной 36 дюймов
Сравнивать
Сменный угольный фильтр для использования с вытяжками Broan серий BWP, BWS и BWT.
Гидромоторы и насосы аксиально-поршневые типа 3100
Гидромоторы типа 310
Назначение насосов и гидромоторов
Насосы и гидромоторы аксиально-поршневые нерегулируемые типа 310 используются в объемных гидроприводах машин.
Насос предназначен для преобразования механической энергии вращения приводного вала в гидравлическую энергию потока рабочей жидкости.
Гидромотор преобразует гидравлическую энергию потока рабочей жидкости в механическую энергию вращения выходного вала.
Гидромашины изготавливаются со шлицевыми и шпоночными валами, левого и правого вращения, с различными вариантами исполнения задней крышки.
Технические характеристики
Наименование параметра
Значение для насоса типа
310…12
210…12
310…28
310…56
310…112
310…160
Рабочий объем, см³
11,6
28
56
112
160
Частота вращения, об/мин
Минимальная
400
Номинальная
2400
1800
1500
1200
Максимальная
2850-5500
2500-4000
2150-3750
1700-3000
1300-2650
Подача, л/мин
26
48
80
128
182
Давление на входе, МПа
0,08
Давление на выходе, МПа
Номинальное
20
Максимальное
35
Мощность, кВт
10
18
29
46
66
Масса, кг
4
9
17
31
45
Наименование параметра
Значение для гидромотора
310…12
210…12
310…28
310…56
310…112
310…160
Рабочий объем, см³
11,6
28,
56
112
160
Частота вращения, об/мин
Минимальная
50
Номинальная
2400
2000
1800
1200
Максимальная
5500
4000
3750
3000
2650
Давление на входе, МПа
Номинальное
20
Максимальное
32
35
Давление на выходе, МПа
32
20
Номинальный перепад давления, МПа
20
Масса, кг
4
9
17
31
45
Устройство изделия
Гидромашина состоит из качающего узла, установленного в корпусе 7, зафиксированного стопорным кольцом 4 и крышкой 17 с резиновым кольцом 16.
Качающий узел состоит из вала 1, опирающегося на подшипники 6 и 8, семи поршней 11 с шатунами 10 и одного шипа 9 установленных в блок цилиндров 13, который по сферической поверхности контактирует с распределителем 14. Со стороны вала 1 гидромашина закрывается крышкой 2, уплотненной резиновым кольцом 5 с манжетой 3.
Принцип работы насоса
При работе вал насоса приводится во вращение от двигателя. Поршни, установленные в блоке цилиндров, вращаются вокруг оси блока и одновременно совершают возвратно-поступательное движение, при этом за одну половину оборота поршень всасывает рабочую жидкость, а за другую – нагнетает ее в гидросистему.
Давление на выходе из насоса определяется нагрузкой на рабочий орган и ограничивается предохранительным клапаном гидросистемы.
Подача определяется частотой вращения вала насоса и рабочим объемом насоса.
Принцип работы гидромотора
Рабочая жидкость, нагнетаемая из гидросистемы, через отверстие в крышке 17 и через паз распределителя 14 поступает в блок цилиндров 13 и приводит в движение поршни 11. Поршни передают усилие на сферический шарнир 10. Так как оси вала 1 и блока цилиндров 13 находятся под углом, сила в шарнире 10 раскладывается на осевую и тангенциальную составляющие.
Осевая нагрузка воспринимается радиально-упорными подшипниками 6 и 8, а тангенциальная создает крутящий момент на валу гидромотора.
Величина момента и частота вращения вала гидромотора определяются рабочим объемом гидромотора, давлением и количеством подводимой рабочей жидкости.
Рисунок 1. Гидромашина нерегулируемая типа 310
Рисунок 2. Гидромашины типа 310.3.56; 112; 160
Рисунок 3. Гидромашины типа 310.12; 210.12; 310.2.28
Гидронасосы и гидромоторы аксиально-поршневые нерегулируемые серии 210.20
Применение: дорожно-строительная техника, комунальная техника, ЭО-3323А, ЕК-12, ЕК-14, ЕК-18, АТЭК-999 (ЭО-2324), на автолестницах пожарных АЛ-30, АЛ-50, автоподъемниках АКП-50 на базе МАЭ-6323, АКП-30, АКП-35 на базе КаМАЗ-53213,АПТ-32 на базе КаМАЗ-53213, АПТ-22 на базе ЗИЛ-4331,АПТ-17 на базе ГАЭ-3307, АПТ-14 на базе ЗИЛ-5301,АПТ-12 на базе ГАЗ-3302, машинах для дорожных работ КО-713 и т. д.
Вес: 17,5
Насосы и гидромоторы аксиально-поршневые нерегулируемые типа 210.20 являются силовыми узлами объемного гидропривода и предназначены для установки в гидросистемах строительных, дорожных и коммунальных машин.
Насос — силовой узел объемного гидропривода, преобразующий механическую энергию и энергию потока рабочей жидкости. Количество подаваемой рабочей жидкости регулируется только изменением частоты вращения привода насоса. Гидромотор преобразует энергию потока рабочей жидкости в механическую энергию вращения выходного вала. Направление и частота вращения вала гидромотора определяются направлением потока и количеством рабочей жидкости, подводимой к гидромотору. Насосы, гидромоторы (в дальнейшем гидромишины) выпускаются в климатических исполнениях У, ХЛ и Т
Условно-графическое обозначение аксиально-поршневых гидромоторов и насосов типа 210.20…:
При монтаже и эксплуатации гидромашины должны соблюдаться требования по технике безопасности, изложенные в ГОСТ 12.2066-83 и в инструкции по эксплуатации машины, по которой установлен насос или гидромотор. Не допускается работа насоса или гидромотора в режиме превыщаюших значения указаные в технических параметрах. Запрещается во время работы гидромотора или насоса подтягивать болты, гайки и пробки. Не допускается работа насоса с заглушенным дренажным отверстием
Гидромашина состоит из следующих основных деталей: вала, корпуса, блока, цилиндров, семи поршней с шатунами, распределители и крышки. При вращении вала шатуны с поршнями ведут блок цилиндров совершая в то же время возвратно-поступательное движение относительно блока цилиндров. За один оборот вала каждый поршень совершает один двойной ход.
При работе гидромашины в режиме насоса вал приводится во вращение от двигателя. Вращение вала передается шатунам, от них через поршни — блоку цилиндров. Каждым поршнем за одну половину оборота пала производится всасывание, за другую половину оборота — нагнетание рабочей жидкости.
При работе гидромашины в режиме мотора рабочая жидкость под давлением поступает через отверстие в крышке, паз распределителя и отверстия блока цилиндров и перемещает поршни с шатунами. Так как оси вала и блока цилиндров находятся под углом 25°, усилие поршня в место контакта шатуна с валом раскладывается на осевую и тангенциальную составляющие. Осевая сила воспринимается радиально-упорными подшипниками, а тангенциальная создает крутящий момент относительно оси вала и сообщает ему вращение. Величина крутящего момента, развиваемая гидромотором, определяется внешней нагрузкой и ограничивается давлением настройки предохранительного клапана гидросистемы.
Габаритные и присоединительные размеры гидромоторов и насосов типа 210.20…
Подготовка к работе
Непосредственно перед монтажом гидромашины тщательно снять консервационную смазку органическим растворителем, удалить эаглушки из присоединительных отверстий.
Установка гидромашины типа 210…
Рабочее положение гидромашины может бить любым при условии обеспечения заполнения его корпуса рабочей жидкостью. Допускается установка самовсасывающих насосов над баком по согласованию с заводом-изготовителем.
Гидромашина должна крепиться к установочного фланцу, неплоскость которого не более 0,1 мм. До окончательной затяжки болтов крепления следует оцентрировать вал насоса (гидромотора) с валом приводного (приводимого) устройства.
Внимание!
Длина ввертной части штуцера дренажного отверстая должна бить не более наружного диаметра резьбы. Соединение вала насоса (гидромотора) с валом приводного (приводимого) устройства должно осуществляться через эластичную муфту. Допускается консольный привод через клиноременную или зубчатую передачи.
Рекомендуемые значения минимальных диаметров: шестерен — 2 d, шкива — 5 d (d -диаметр вала насоса).
При использовании эластичной муфты допустимая несоосность осей валов не более 0,1мм, а перекос — не более 1,5°.
В приложения дана схема установки полумуфты на вал гидромашины.
Для установки насосов вне бака необходимо обеспечить: а) скорость рабочей жидкости во всасывающем трубопроводе не более 1 м/с- б) давление на входе в насос в пределах рекомендованного (см. рае дел 2) во всем диапазоне рабочих температур- в) соединение корпуса гидромашины с баком дренажным трубопроводом о условным проходом не менее 8 мм.
Всасывающий трубопровод при работе может находиться под вакуумом, поэтому на его герметичность необходимо обратить особое внимание. Установка на всасывающем трубопроводе крана и фильтра не рекомендуется.
При установке насоса о погружением в бак всасывающее и дренажное отверстия остаются открыткам, а уровень жидкости в баке должен быть выше всасывал его отверстия не менее, чем на 0,2 м.
Техническое обслуживание
Ежесменно перед пуском: а) проверить уровень рабочей жидкости в баке- б) произвести пробный пуск гидромашины без нагрузки и убедиться в ее нормальной работе.
При температуре воздуха ниже минус 25°С перед пробным пуском насоса необходима прогреть рабочую жидкость гидросистемы до температуры плюс 15…20°С с помощью специальных подогревателей или включить насос без нагрузки при частоте вращения 800-1000 мин-1(об/мин).
Первую замену рабочей жидкости производить при техническом обслуживании № 2 (ТО2) машины, на которую установлен насос (гидромотор), но не позже, чем через 500 часов с начала эксплуатации. Слив жидкости производится после предварительного прогрева гидросистемы.
Последующие замены рабочей жидкости производить: а) при всесезонном использовании марок масел, содержащих присадки не реже одного раза в 2-а года- б) при всесезонном использовании марок масел, не содержащих присади, сроки замены уменьшаются в 2 раза- в) при смене сезонов, существенно отличающихся температурой воздуха, в соответствии с рекомендациями в разделе 5, во не реже, чем указано в п. а) и б).
Гидромашины должны храниться в закрытом помещении при температуре от +1°С до +40°С и относительной влажности до 80%, законсервированными и упакованными в водонепроницаемый материал.
Переконсервацию проводить консервационными смазками.
Axial Piston Motors, поставленные по всему миру
Название*
Mrmrsmsdrprof.other
Имя*
Last Name*
*
Телефон
Наименование компании*
*
. BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarrussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEst oniaEswatini (Swaziland)EthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSain t BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth GeorgiaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUS Minor Outlying IslandsUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Сектор*
Пожалуйста, выберите сектор, который наиболее точно соответствует вашему, из списка ниже.
Аэрокосмическая промышленность и оборонаСельское хозяйство, рыболовство и лесное хозяйствоГидравлические решения ATEXГражданское строительство и строительствоИнвалидность и социальное обеспечениеБурение, добыча полезных ископаемых и разработка карьеровГосударственный и общественный секторГидротехникаПроизводствоМорское судоходство, судоходство и оффшорОбработка материаловНефть и газПроизводитель оригинального оборудованияАренда заводов и тяжелое оборудованиеЗакупки и снабжениеОтдых, развлечения и отдыхПереработка и управление отходамиВозобновляемая энергия и образование Специализированные автомобилиДругое
Детали*
Насколько срочный ваш запрос?
Наша независимость на мировом рынке дает вам возможность выбирать цены и доставку. Если у вас есть жесткие сроки, чтобы уложиться, мы сделаем все возможное, чтобы помочь. Как быстро вам нужно отправить оборудование?
Сегодня
1-2 рабочих дня
3-5 рабочих дней
В течение 2 недель
В течение 1 месяца
Спустя более месяца.
Нет реального срока
(Необязательно) Прикрепить файл(ы)
Перетащите файлы сюда или
Макс. размер файла: 5 МБ, макс. файлы: 3.
Положения и условия*
Отметьте здесь, чтобы указать, что вы согласны с нашими условиями.
Подписка на рассылку новостей
Нажмите здесь, чтобы подписаться на информационные бюллетени Hydraulic Online, чтобы получать бесплатные ресурсы, новости о продуктах, услугах и событиях.
CAPTCHA
Аксиально-поршневые двигатели — фиксированный рабочий объем — открытый замкнутый контур
Внимание, JavaScript отключен! Необходимо активировать JavaScript в браузере, чтобы он мог корректировать свой веб-сайт.
Ш21С/CR
Новая серия аксиально-поршневых двигателей высокого давления постоянного рабочего объема с изогнутой осью
Диапазон рабочего объема [см³/об]
Макс. расход [л/мин]
Макс. рабочее давление [бар]
Макс. скорость [об/мин]
10,3 — 178,1
641
430
8.000
Особенности
Электродвигатель высокого давления постоянного рабочего объема
Открытый и закрытый контур
Угол изгиба 40° для высокой удельной мощности
Фланцевое крепление
5 Cartridge/Pug in mounting for integration in gearboxes
ISO and SAE version
Options
Flushing valves
Overcentre valves
Anti-Shock valves
Check valves
Speed and direction sensor
Дважды щелкните изображение, чтобы увеличить его Перетащите, чтобы повернуть
Sh21C/CR
Новая серия аксиально-поршневых двигателей высокого давления с фиксированным рабочим объемом, конструкция с изогнутой осью
Диапазон рабочего объема [см³/об]
Макс. расход [л/мин]
Макс. рабочее давление [бар]
Макс. скорость [об/мин] 903
10,3 — 178,1
641
430
8.000
Особенности
Электродвигатель высокого давления с фиксированным рабочим объемом
Открытый и закрытый контур
Угол изгиба 40° для высокой удельной мощности
Flanged mounting for general use
Cartridge/Pug in mounting for integration in gearboxes
ISO and SAE version
Options
Flushing valves
Overcentre valves
Anti-Shock valves
Обратные клапаны
Датчик скорости и направления
Размер
Рабочий объем [см³/об]
Рабочее давление [бар]
Пиковое давление [бар]
Макс. скорость [об/мин]
Макс. расход на входе [л/мин]
Крутящий момент [Н 90]
10
10,3
430
480
8.000
81
910107 81
910107
16
15,0
430
480
8.000
128
110
20
19,9
430
480
6.300
125
136
30
31,9
430
480
6.300
201
218
45
46,0
430
480
5.600
257
315
55
56,4
430
480
5.000
282
386
63
63,3
430
480
5.000
316
433
75
77,8
430
480
4. 500
350
544
90
86,2
430
480
4.500
388
590
108
108,4
430
480
4.000
433
742
125
124,8
430
480
4.000
500
855
160
163,9
430
480
3,600
590
1,1082 900
180
178,1
430
480
3,600
641
1,1019 9008
Технические данные
Загрузить таблицы технических данных в формате PDF
Загрузить
Каталог семейства продуктов
Общий каталог
Документация по продажам
Информация о запросе
H2C/CR
Фиксированное смещение высокого давления осевое поршневое мотор, сотенная ось
Диапазон дисплея. [л/мин]
Максимальное рабочее давление [бар]
Максимальная скорость [об/мин]
6,1 — 225,1
540
350
6.000
Особенности
Фиксированное смещение мотор высокого давления
Открытая и закрытая цепь
25 ° Угол наклона
.
ISO и SAE версии
Опции
Цветные клапаны
Чрезмерные клапаны
Клапаны против шока
Проверка клапанов
СПАСПОН Перетащите для вращения
h2C/CR
Аксиально-поршневой двигатель постоянного рабочего объема, конструкция с изогнутой осью
В настоящее время не только профессионалы, но сварщики-любители, работают с инверторной сваркой используя современную аппаратуру. Инвертор используют очень часто, он есть практически у каждого.
Варить хочется, но денег на покупку оборудование нет? Сборка собственными руками инвертора поможет с решением этой проблемы.
Как собрать сварочный аппарат с материалов которые есть под руками, мы уже расписывали на этом сайте. Сегодня речь пойдет о сборке сварочного инвертора с блока питания от компьютера. Необходимые схемы предоставлены в статье.
Есть ли необходимость сборки своими руками сварочного инвертора из компьютерного блока питания, если любой строительный магазин может предложить цену до 50 долларов, избавить вас от мучений? – этот вопрос ставил сам себе каждый умелец.
Это справедливо. В то же время все не так очевидно, как могло показаться.
Цена в 50 долларов – приключение при покупке инверторных аппаратов. Они не подходят даже для временного применения, не говоря уже о постоянном использовании. Какое решение проблемы, спросите вы.
Стоимость качественных аппаратов начинается от 100 долларов. Тогда об экономии не ведется речь. Для большинства граждан нашей страны эта сумма равна половине зарплаты, если не большей ее части.
По этому некоторые обсуждают сборку самодельных сварочных инверторов из компьютерного блока питания. Себестоимость которых естественно ниже, чем заводских аналогов. Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Если вам не нужен горячий старт или форсаж дуги, нет смысла платить больше.
Качество составляющих – это второй фактор для обращения внимания. Заводы в большинстве своем, собирают варианты далеко не из качественных запчастей, которые в свою очередь при сервисном ремонте стоят дороже.
На чем можно сэкономить, с каких частей собирать оборудование вы выбираете сами.
Также важно мнение сварщиков об аппарате. Не всем нравятся современные технологии. Некоторые считают их слишком «навороченными» и сложными. Переплата за бренд, дополнительные функции их не интересует.
Нужно только функциональное оборудование для использования в быту. Тогда, целесообразно сварочный инвертор из компьютерного блока питания сделать самому. Можно собрать не только дешевый и простой инвертор, но такой, что заводские аппараты позавидуют вашему.
Все что нужно только вам, никаких лишних запчастей.
Или все же купить в магазине?
Самодельный инвертор
Естественно, можно привести факты, почему собирать сварочный инвертор своими руками из чего попало не стоит. Необходимо не только запастись терпением и свободным временем.
Очень важно иметь знания электротехники, понимать, различать принципы действий электроприборов, разбираться в схемах. Всегда можно изучить данные вопросы, если вам не хватает знаний.
Достаточно выделить несколько недель для чтения специфической литературы. В интернете много видеороликов, которые помогут вам быстрее закончить с обучением, представят простые, наглядные примеры и помогут собрать действительно качественный сварочной инвертор из компьютерного блока питания.
Инвертор с блока питания
Своими руками можно собрать многое
Технические характеристики
Резонансный – именно такой сварочной инвертор из компьютерного блока питания у вас буде возможность собрать следую инструкциям данной статьи. Диапазон сварочных токов – 5-120 Ампер. Напряжение 90В. При использовании электродов диаметром 2 мм перерыва работы нет.
Однако во время работы с электродами диаметром 3 мм требуют не менее 2 минут отдыха после 10 минут беспрерывной работы. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Вес не более двух килограмм, так что перенос будет без труда. Падающая характеристика. Регулировка силы тока происходит плавно. В состав входит 4 платы: блок управления, основная, плата питания и конденсаторов.
С личного опыта могу сказать, что для гаражных, дачных работ сварочной инвертор из компьютерного блока питания подходит отлично.
Детали, которые необходимы
Для сборки инвертора своими руками нужно много деталей
Начнем с теории. Сразу заметим, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Итак, к деталям. Необходим силовой трансформатор, который будет состоять из трех сердечников Е42. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Дроссель также необходим. Собрать его можно с помощью двух кернов, предварительно найдя их в том же старом мониторе. Оставшиеся сердечники – тип 2000НМ, ферритовые.
Диоды и транзисторы берем так же с монитора. Есть вероятность, что в процессе сборки появиться потребность паре транзисторов. Можете приобрести их, ведь цена будет незаметна для вашего кармана.
Еще купите диодный мост и пару электролитов. Дополнительно нужен шим-контроллер SG3524, реле источника бесперебойного питания и трансформатор питания управления.
Особенности сборки
Процесс пайки своими руками
Выходные провода стоит продеть сквозь ферритовые трубочки, это поможет сгладить синусоидальное выпрямленное напряжение. Взять эти трубки можно с кассового аппарата бренда Samsung.
Там они используются как фильтры. Сглаживание пройдет без проблем только, при индуктивности не более 5mkH.
Силовая часть будет очень редко испытывать перегрузки. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
Чтобы дуга горела устойчиво и поджигалась без существенных проблем, вольт добавку можно пустить на обмотку.
В первичной обмотке ток максимальный только во время резонанса. Поэтому к вторичной обмотке нужно подключать трансформаторы тока. Плавный пуск оборудования и предусмотреть анти залипания, можно использовав полевой транзистор IRF510.
Вход микросхемы Shutdown разрывается при коротком замыкании используя термодатчики, тумблер включения или транзистор.
«Инвертор – это просто» — книга в которой подробно описан принцип работы. Там же можно изучить детальную настройку самодельных инверторов. Книга доступна в интернете. Советуем к ознакомлению.
Вместо заключения
Когда вы поняли, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, и его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Мы рассказали, ка сделать сварочный инвертор своими руками, который справится с электродами диаметром до 3мм, и предоставит вам ток до 120 Ампер.
Этот аппарат будет надежнее и в разы дешевле нежели заводской аналог. Для гаража и дачи отличный вариант. Удачи в исполнении работ!
Сварочный аппарат из компьютерного блока питания
Автор На чтение 6 мин Просмотров 1.6к. Опубликовано
Очень часто для сварочных работ необходим инвертор, благодаря которому можно получить качественные швы и не рисковать, работая с газосваркой. Но приобретение такого устройства связано со значительными расходами, поэтому можно попробовать сделать сварочный аппарат из компьютерного блока питания. Для этого нужны не только запчасти, провода и паяльник. Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
Основные составные элементы конструкции сварочного аппарата.
{reklama1}
Выполнять работы по сборке, монтажу и последующему тестированию можно только при наличии опыта перемотки трансформаторов, сборки схем и создания электрических приборов своими руками. Если такие знания отсутствуют, то лучше всего приобрести готовый инвертор, и не подвергать ни себя, ни окружающих опасности.
Содержание
Основные инструменты для монтажа
Выбор трансформатора для сварочного аппарата
Рекомендации по установке других частей схемы
Установка спаянной микросхемы в корпус
Основные инструменты для монтажа
Классификация сварочных трансформаторов.
Если же опыт и знания в сфере электротехники есть, то можно изучить несколько вариантов, как сделать сварочный аппарат из компьютерного блока. Основные инструменты, которые будут необходимы для всех видов сборки:
паяльник или паяльная станция;
тестер;
мультиметр;
изоляционная лента электротехническая;
припой;
отвертки с различными наконечниками;
плоскогубцы;
шурупы;
шуруповерт или дрель;
крокодилы;
провода необходимого сечения.
Для воссоздания схемы сварочного аппарата потребуются все указанные в схеме запасные части, гетинакс и растворы для перенесения печатной платы на заготовку.
Чтобы облегчить себе работу, можно приобрести держатель для электродов и кабели для сварки в магазине. Можно выполнить и самостоятельно, выбрав провода соответствующего сечения и припаяв к ним крокодилы, не забывая соблюдать полярность.
Схема сварочного инвертора.
Если в наличии есть нерабочий компьютерный системный блок, то из него нужно достать основной элемент питания и подготовить его к демонтажу. Иногда для создания мощного сварочного аппарата используют даже сам системный блок, установив на него колеса внизу и увеличив количество вентиляционных отверстий. Плюс компьютерных корпусов в том, что они легкие, легко охлаждаются и уже имеют вентиляцию.
Для сварочного аппарата понадобится разборка блока питания.
Основное, что можно использоваться из него — это вентилятор, сам корпус и часть запчастей. Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
Но сначала нужно позаботиться о ручке, которая позволит сделать сварочный аппарат из компьютерного блока питания удобным для использования. Для этого нужно вынуть все запчасти из блока питания и на верхнем торце закрепить выбранную по размерам и удобству ручку. Нужно просверлить отверстия в блоке питания и закрепить с помощью шурупов, которые должны быть правильно выбраны по длине (слишком длинные будут задевать внутреннюю схему, что недопустимо).
Сварочный аппарат должен иметь очень хорошее охлаждение, поэтому в корпусе блока питания нужно просверлить несколько дополнительных отверстий.
От качества вентиляции будет зависеть продолжительность работы самодельного инвертора.
Вернуться к оглавлению
Выбор трансформатора для сварочного аппарата
Схема трансформатора для сварочного аппарата.
Для схемы, которая позволит выполнить сварочный аппарат из компьютерного блока питания, понадобятся 3 трансформатора. Их можно приобрести, ориентируясь на названия — Е20, Кх20х10х5 и ETD 59. Но проще их будет намотать самостоятельно, ориентируясь на количество витков и другую информацию, которая указана в схеме. Необходим также трансформатор тока К17х6х5.
По поводу изготовления трансформаторов — нужен только эмаль-провод, причем новый ф1,5 или ф2. Без намотки на гетинаксовые катушки с обжимом деревянными колодками и пропиткой эпоксидной смолой никак не обойтись.
Чтобы собрать аппарат из компьютерного блока питания, можно использовать трансформатор от микроволновой печи. Так как на вторичной обмотке напряжение порядка 2 кВ, то нужно уменьшить количество витков. Для этого нужно произвести дополнительный расчет, который можно сделать с помощью специального онлайн-калькулятора электрика или же найти книгу по электротехнике с соответствующим разделом. Но ради такой экономии придется вносить изменения в существующую схему.
Вернуться к оглавлению
Рекомендации по установке других частей схемы
Схема подключения серии P С токовым трансформатором.
В связи с тем, что эта схема уже неоднократно использовалась для сборки сварочника, ставшего заменой инвертору, есть некоторые замечания к ней. Рекомендуется замена диодов 15тб60 на 25тв60, а 150ebu02 диоды лучше всего ставить по 2.
Чтобы сэкономить на радиаторе, можно взять PIV и распилить его на 3 части. Обязательно использование конвертера — однотактного прямоходового квазимостового. Или проще — «косого моста», без которого нельзя собрать ни один инвертор. На этой запчасти лучше не экономить и приобрести хорошего качества, а не б/у.
Ключи для транзисторов irg4pc50ud и irg4bac50w, а также печатные платы генератора и процессора необходимо предварительно скачать в интернете, чтобы легко воссоздать схему.
При работе нужно обязательно пользоваться мультиметром и тестером, чтобы схема могла быть собрана быстро и без ошибок. Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие.
https://moyakovka.ru/youtu.be/DdKhWxEGy_U
{reklama2} На радиаторы установка транзисторов и выходных диодов должна осуществляться без дополнительных прокладок. Выставлять защиту от перегрева нужно на температуре 70°С, что осуществляется за счет термопары.
Вернуться к оглавлению
Установка спаянной микросхемы в корпус
После того как были изготовлены все необходимые части и смонтированы в единое целое, нужно поместить их в корпус и сделать правильную разводку. Тумблер включения/выключения блока питания используется в качестве выключателя будущего аппарата. На передней панели нужно предусмотреть регулятор силы тока и контактодержатели для подключения сварочных проводов. Корпус нужно тщательно и прочно закрепить. В итоге должно получиться изделие примерно такого внешнего вида.
kWeld – аккумуляторная точечная сварка следующего уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему соединения отдельных элементов. Пайка проводов к ним не вариант, потому что требуемый длительный нагрев на выводах батареи имеет тенденцию повреждать внутреннюю структуру элемента.
Я столкнулся именно с этой проблемой и узнал, что наиболее распространенным методом соединения элементов между собой является приваривание к ним полос из никеля или никелированной стали с помощью точечной сварки.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы имеют электрическое сопротивление, этот ток заставляет материал плавиться вместе. Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Так как это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть более дешевые модели от китайской фирмы, но я отказался от этого варианта… Поскольку я инженер-электронщик с немалым опытом в силовой электронике, я решил разработать свой собственный сварочный аппарат. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не понравилось, что, казалось бы, все точечные сварщики используют предустановленную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого места сварки. И это зависит от довольно многих факторов, таких как загрязнение, коррозия и механическая сила, с которой металлы сталкиваются друг с другом. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Но есть гораздо более простой способ получения однородных сварных швов: если количество энергии, подаваемой в точку сварки, остается постоянным, то каждый раз расплавляется одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством импульсов очистки. Вы просто набираете желаемое количество энергии и начинаете работать. Устройство автоматически регулирует длительность импульса для достижения одинакового результата при каждом сварном шве.
На этом рисунке показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь «romantao»): толщиной до 0,3 мм. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
кВт Сварка 9Система 0014 доступна в виде комплекта для самостоятельной сборки в моем магазине: https://www.keenlab.de/index.php/product-category/kspot-welder-kit/
Инструкции по сборке и эксплуатации доступны для скачивания здесь : https://www.keenlab.de/wp-content/uploads/2018/07/kWeld-assembly-manual-r5.0.pdf https://www.keenlab.de/wp-content/uploads/ 2018/07/kWeld-operation-manual-r3.0.pdf
Прошивку системы можно обновить, что позволит вам воспользоваться новыми функциями или улучшениями.
Последняя прошивка доступна для загрузки здесь: https://www.keenlab.de/wp-content/uploads/2019/01/1
_kweld_release_r2_9.zip
Этот инструмент https://www.keenlab. de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
Необходимый блок питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и должен обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд. Поскольку добиться этого довольно сложно, в следующем списке приведены некоторые рекомендации:
Литий-полимерный аккумулятор Turnigy nano-tech 3S/5000 мА·ч/130C (ссылка). Я провел стресс-тестирование одного из них в течение нескольких полных циклов разрядки, и после этого он не показал видимых вздутий. Измеряемый ток 1300-1500 ампер.
Turnigy graphene 3S/6000mAh/65C Литий-полимерный аккумулятор (ссылка). Они не показывают никакого вздутия после нескольких циклов полной разрядки, но у меня пока нет данных об их продолжительности жизни. Нынешний уровень сравним с моделью нанотехнологий.
Ultracell UXL65-12 (ссылка). Согласно отзыву пользователя, ток, указанный кВтeld , составляет приблизительно 1000 А при тестировании с никелевыми полосками толщиной 0,15 мм.
Bosch SMT 31-100 (ссылка). Согласно отзыву пользователя, сварочный ток, указанный кВтeld , составляет приблизительно 1400 А.
ПРЕДУПРЕЖДЕНИЕ:
Литий-полимерные аккумуляторы потенциально опасны. Если они выходят из строя внутри, они могут самовозгораться. Поэтому настоятельно рекомендуется постоянно контролировать их во время использования, а также во время зарядки, а также хранить их в пожаробезопасном контейнере, когда они не используются.
При использовании этой системы вы имеете дело с очень высоким уровнем энергии, что может привести к травме или возгоранию при неправильном обращении. Примите соответствующие меры безопасности и используйте эту систему с осторожностью. Никогда не оставляйте его без присмотра во время работы.
Этот продукт содержит мелкие детали, хранить в недоступном для детей месте!
Эта система создает значительные магнитные поля, не используйте ее, если у вас есть кардиостимулятор!
Аппаратные функции (новые функции выделены в полужирный ):
Входное напряжение для сварки: 4 В — 30 В постоянного тока, позволяет использовать суперконденсаторы
Чрезвычайно прочный силовой ключ на основе полевого МОП-транзистора и конструкция механической шины тока
Предохранитель защиты от перенапряжения внутреннего источника питания
Максимальный ток переключения: 2000 А
Внутреннее сопротивление переключателя питания: 120 мкОм
Блокировка по пониженному напряжению для транзисторов силового переключателя
Измерение входного напряжения, выходного напряжения, тока переключения и напряжения питания логики
Питание логики напрямую от основного источника питания — нет необходимости в отдельном вспомогательном источнике питания
Винтовая клемма для внешнего переключателя
Задерживающий конденсатор питания логики во время срабатывания импульса
Пользовательский интерфейс
через ЖК-дисплей, циферблат/энкодер и звуковой сигнал
Функции программного обеспечения (новые функции выделены жирным шрифтом ):
Алгоритм централизованного управления сваркой использует метод измерения Джоуля вместо простого таймера, устраняя необходимость в двухимпульсном поджигании и обеспечивая более стабильные сварные швы — количество энергии, наплавляется в месте сварки всегда поддерживается постоянным
Возможность обнаружения неудачного сварного шва и акустическая обратная связь с пользователем
Процедура калибровки для компенсации потерь электрода
Ручной режим, запуск от внешнего переключателя
Автоматический режим, сопровождаемый предупреждающим звуковым сигналом и срабатывающий с настраиваемой задержкой , когда система обнаруживает, что оба электрода находятся в постоянном контакте со свариваемым материалом
Звуковой сигнал завершения процесса сварки
Цифровая обратная связь от выполненного сварного шва, помогающая пользователю достичь наилучших результатов: количество импульсов, количество выделенной энергии, необходимое время импульса для этой энергии, измеренный ток, измеренное омическое сопротивление точки сварки
Простой и интуитивно понятный пользовательский интерфейс — просто отрегулируйте желаемую энергию сварки до 500 Дж с помощью ручки настройки; опыт точного управления с помощью энкодера
Меню конфигурации, доступное с помощью кнопки на циферблате
Контроль перегрузки по току прерывает импульс при срабатывании, защищая выключатель питания
Контроль батареи с регулируемым напряжением предупреждения
6 Передовой опыт орбитальной сварки во время останова
Успех вашего орбитального сварочного оборудования и процесса во многом зависит от того, насколько хорошо вы о нем заботитесь. В конце долгого рабочего дня может показаться заманчивым щелкнуть выключателем и уйти, но, потратив несколько дополнительных минут на процесс отключения, вы можете настроить себя на будущий успех орбитальной сварки.
Следуйте этим 6 рекомендациям по орбитальной сварке при отключении и транспортировке.
Завершение работы программного обеспечения
Если у вас есть оборудование AMI (Arc Machines), убедитесь, что у источника питания есть время для надлежащего выполнения последовательности завершения работы его программного обеспечения, нажав кнопку выключения на пользовательском интерфейсе. Если вы просто отключите машину от сети или просто выключите выключатель питания, вы рискуете получить ужасный «черный ящик» — темный пустой экран. Когда это произойдет, источник питания необходимо будет отправить в ремонтный центр орбитальной сварки, что приведет к неудобным простоям.
Отключите подачу газа
Мы знаем, что это звучит слишком просто, но не забудьте отключить подачу аргона. Вы удивитесь, как часто газ не отключают в конце смены или дня. Оставлять включенный газ может быть дорогостоящей и расточительной ошибкой.
Очистка сварочной головки и ротора
Основное предложение по техническому обслуживанию от Morgan Industrial Technology заключается в очистке головки для орбитальной сварки и ее ротора перед хранением. Распылите денатурированный спирт на сухую махровую ткань, чтобы очистить ротор, внутреннюю часть сварочной головки и зажимы для трубных вставок. Читайте наш блог о профилактическом обслуживании орбитальных сварочных аппаратов.
Калибровка при каждом отключении сварочной головки
При отключении сварочной головки от сети необходимо выполнить калибровку источника питания. Это должно происходить каждый раз, когда вы отсоединяете головку для орбитальной сварки, даже если вы планируете снова использовать ту же самую. Подключение сварочных головок без надлежащей калибровки может привести к проблемам со сварочной головкой и появлению кодов ошибок.
Крышка во время хранения
Когда вы не используете свое орбитальное оборудование, оно должно быть закрыто, особенно сварочная головка. Поместите его в защитный чехол или найдите покрытие. Пыль, грязь и нагар могут попасть в ротор и шестерни, что повышает вероятность отказа оборудования.
Будьте внимательны во время транспортировки
Если вы покидаете рабочее место или отправляете систему, такую как арендованное устройство или оборудование, для ремонта, обязательно слейте воду из охладителя. Оставление охлаждающей жидкости в системе охлаждения может привести к утечкам во время транспортировки. Утечка может серьезно повредить блок питания и его программную систему.
При перемещении сварочной головки не держите ее за кабели связи.
Трубная цилиндрическая резьбаГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают.
Нормальный профиль трубной цилиндрической резьбы и размеры его элементов:
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис I).
Коническая дюймовая резьбаГОСТ 6111-52 имеет угол профиля 60°(рис II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы. Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы.
Теоретический профиль конической резьбы:
Трапецеидальная резьба ГОСТ 9484-81. Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
Упорная резьбаГОСТ 10177-82. Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная резьбы имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.
4.2 Резьба трубная цилиндрическая.
Трубная цилиндрическая резьба по ГОСТ 6357-81 применяется для соединения труб и фитингов при требовании герметичности в таких соединениях (например, газопроводные трубы, муфты, угольники, задвижки и т.п.). В условное обозначение входят: буква G, размер резьбы в дюймах (без знака “ ”), класс точности среднего диаметра резьбы – А или В и длина свинчивания, если она больше установленной стандартом (рис. 4.4).
В обозначении трубной цилиндрической резьбы после буквы G указывают размер в дюймах приблизительно равный условному проходу трубы (внутренний диаметр трубы). Например, G1 означает, что внутренний диаметр трубы имеет условный проход в 1 дюйм, равный 25,4 мм. Наружный диаметр такой трубы будет на две толщины стенки трубы больше, то есть 33,249. Эти все размеры обусловлены ГОСТ 3262-75. Профиль резьбы – равнобедренный треугольник с углом при вершине 55 и с закруглённой вершиной и впадиной (рис. 64.)
Рис. 4.4 Примеры обозначения трубной цилиндрической резьбы
H=0,96049P
h=0,6403P
r=0,13733P
Рис 4. 5 Профиль трубной цилиндрической резьбы
4.3 Резьба трубная коническая
Трубная коническая резьба по ГОСТ 6211-81 используется в соединениях труб при больших давлениях и температуре (например – горловина газовых баллонов). Профиль показан на рис. 4.6. Угол профиля- 55 , конусность 1:16.
Так как у конической резьбы диаметр непрерывно изменяется, то её размер относят к сечению в основной плоскости, положение которой берётся из стандартов (рис. 4.7).
Совпадения в основной плоскости размеров трубной конической и трубной цилиндрической резьбы позволяет соединять внутреннюю трубную цилиндрическую резьбу с наружной трубной конической. Тогда условное обозначения такого соединения записывают:
,или
Примеры обозначений трубной конической резьбы показаны на рис.4.8.
Рис 4.6 Профиль трубной конической резьбы
Рис. 4.7 Основные плоскости трубной конической резьбы
Рис. 4.8 Обозначения трубной конической резьбы
4.4 Дюймовая резьба.
Дюймовая резьба используется в основном при ремонте импортного оборудования. Профиль дюймовой резьбы по ОСТ НКТП 1260, показан на рис. 4.9.
Рис. 4.9 Профиль дюймовой резьбы
Дюймовая резьба помимо наружного диаметра (в дюймах) и шага Р (в мм.) характеризуется количеством витков резьбы на длину, равную 1 дюйму. (рис. 4.10).
Между вершинами витков болта и впадинами гайки (и наоборот) оставляется радиальный зазор, предотвращающий заклинивание.
Рис. 4.10 Болт с дюймовой резьбой
4.5 Резьба коническая дюймовая
Резьба коническая дюймовая по ГОСТ 6111-52* применяется в соединениях топливных, масляных, водных или воздушных трубопроводах при небольших давлениях. Резьба имеет угол профиля 60 , конусность 1:16 (рис. 4.11).
Рис. 4.11 Профиль конической дюймовой резьбы
В условное обозначение резьбы входит буква К и диаметр в основной плоскости в дюймах, как у трубной резьбы., например:
Резьбовая труба и колено. Труба имеет наружную резьбу NPT, а колено — внутреннюю.
Национальная трубная резьба Коническая резьба ( NPT ) — это стандарт США для конической резьбы, используемой на резьбовых трубах и фитингах. Скорость конусности для всех резьб NPT составляет 1 ⁄ 16 ( 3 ⁄ 4 дюймов на фут), измеряется изменением диаметра (трубной резьбы) на расстоянии. Угол между конусом и центральной осью трубы составляет 1° 47′ 24″ (1,7899°). Обычно используемые размеры- 1 ⁄ 8 , 1 ⁄ 4 , 3 ⁄ 8 , 1 ⁄ 2 , 3 Сотворя ⁄ 4 , 1 1 ⁄ 2 и 2 дюйма, которые появляются на трубах и фитингах у большинства поставщиков в США. Размеры меньше 1 ⁄ 8 иногда используются для сжатого воздуха, а размеры больше 2 дюймов встречаются редко из-за использования альтернативных методов соединения, которые используются с этими большими размерами. NPT определяется стандартом ANSI/ASME B1.20.1. [1]
Номинальный размер трубы приблизительно связан с внутренним диаметром трубы сортамента 40. Из-за толщины стенки трубы фактический диаметр резьбы больше, чем NPS, что значительно больше для малых NPS. Трубы других сортов имеют разную толщину стенки, но наружный диаметр (внешний диаметр) и профиль резьбы остаются прежними, поэтому внутренний диаметр трубы отличается от номинального диаметра.
Трубы с резьбой могут обеспечить эффективное уплотнение для труб, по которым транспортируются жидкости, газы, пар и гидравлическая жидкость. Эти резьбы теперь используются в материалах, отличных от стали и латуни, включая ПТФЭ, [2] ПВХ, нейлон, бронза и чугун.
Конус резьбы NPT позволяет им образовывать уплотнение при закручивании, когда боковые стороны резьбы сжимаются друг относительно друга, в отличие от фитингов с параллельной/прямой резьбой или компрессионных фитингов, в которых резьба просто удерживает детали вместе и не обеспечивает печать. Однако между гребнями и впадинами резьбы остается зазор, что приводит к утечке по этой спирали. Это означает, что фитинги NPT должны быть защищены от утечек с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, которая в противном случае сделает разборку в будущем практически невозможной.)
Существует также полусовместимый вариант под названием National Pipe Taper Fuel ( NPTF ), также называемый Dryseal American National Pipe Taper Thread , определенный ANSI B1.20.3, предназначенный для обеспечения более герметичного уплотнения. без использования тефлоновой ленты или другого герметизирующего состава. Резьба NPTF имеет ту же базовую форму, но с высотой гребня и впадины, отрегулированной для посадки с натягом, что исключает спиральный путь утечки.
Иногда резьба NPT обозначается как MPT («наружная трубная резьба»), MNPT или NPT(M) для наружной (внешней) резьбы; и FPT («внутренняя трубная резьба»), FNPT или NPT(F) для внутренней (внутренней) резьбы. Эквивалентное обозначение — MIP (железная труба с наружной резьбой) и FIP (железная труба с внутренней резьбой). Также термины NPS и NPSM иногда используются для обозначения прямой, а не конической резьбы. (это не следует путать с NPS, означающим номинальный размер трубы)
Содержимое
1 Размеры трубной резьбы
2 Форма резьбы
3 Терминология
4 См. также
5 Каталожные номера
6 Дальнейшее чтение
7 Внешние ссылки
Размеры трубной резьбы
Номинальный размер трубы (дюймы)
Наружный диаметр трубы
Резьба на дюйм
Шаг резьбы
1 ⁄ 16
0,3125 дюйма (7,94 мм)
27
0,03704 дюйма (0,94082 мм)
1 ⁄ 8
0,405 дюйма (10,29 мм)
27
0,03704 дюйма (0,94082 мм)
1 ⁄ 4
0,540 дюйма (13,72 мм)
18
0,05556 дюйма (1,41122 мм)
3 ⁄ 8
0,675 дюйма (17,15 мм)
18
0,05556 дюйма (1,41122 мм)
1 ⁄ 2
0,840 дюйма (21,34 мм)
14
0,07143 дюйма (1,81432 мм)
3 ⁄ 4
1,050 дюйма (26,67 мм)
14
0,07143 дюйма (1,81432 мм)
1
1,315 дюйма (33,40 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
1 1 ⁄ 4
1,660 дюйма (42,16 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
1 1 ⁄ 2
1,900 дюйма (48,26 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
2
2,375 дюйма (60,33 мм)
11 1 ⁄ 2
0,08696 дюйма (2,20878 мм)
2 1 ⁄ 2
2,875 дюйма (73,03 мм)
8
0,12500 дюйма (3,175 мм)
3
3,500 дюйма (88,90 мм)
8
0,12500 дюйма (3,175 мм)
4
4,500 дюйма (114,30 мм)
8
0,12500 дюйма (3,175 мм)
5
5,563 дюйма (141,30 мм)
8
0,12500 дюйма (3,175 мм)
6
6,625 дюйма (168,28 мм)
8
0,12500 дюйма (3,175 мм)
10
10,750 дюйма (273,05 мм)
8
0,12500 дюйма (3,175 мм)
12
12,750 дюйма (323,85 мм)
8
0,12500 дюйма (3,175 мм)
14
14 дюймов (355,60 мм)
8
0,12500 дюйма (3,175 мм)
16
16 дюймов (406,40 мм)
8
0,12500 дюйма (3,175 мм)
18
18 дюймов (457,20 мм)
8
0,12500 дюйма (3,175 мм)
20
20 дюймов (508,00 мм)
8
0,12500 дюйма (3,175 мм)
24
24 дюйма (609,60 мм)
8
0,12500 дюйма (3,175 мм)
Форма резьбы
Резьбы NPT и NPS имеют угол прилегания 60° и форму резьбы Селлерса (уплощенные пики и впадины).
Терминология
Дополнительная информация: Род соединителей и крепежных деталей
Иногда могут использоваться следующие термины:
MIP: расшифровывается как Male Iron Pipe, Male International Pipe или MPT Male Pipe Thread. Это термин для трубопроводной арматуры.
FIP: расшифровывается как «внутренняя железная труба», «внутренняя международная труба» или «FPT». Это термин для трубных фитингов, к которым подходят фитинги MIP.
Разница между фитингами FIP, MIP и компрессионными фитингами заключается в сужении резьбы. FIP имеет конусность 1:16 (наклон 6,25%), сжатие имеет конусность 13:96 (наклон 13,5%).
Муфта с внутренней резьбой имеет коническую резьбу, утончающуюся к концу трубы. По мере затягивания фитинга постоянно уменьшающаяся глубина резьбы означает, что соединение становится водонепроницаемым. Для надлежащей герметизации фитинга необходимо намазать резьбовой герметик или ленту из ПТФЭ (политетрафторэтилена), обернув резьбу. 9 http://www.micromold.com/threaded_piping.html Производитель труб и фитингов с резьбой из ПТФЭ
Дальнейшее чтение
Оберг, Эрик; Франклин Д. Джонс, Холбрук Л. Хортон и Генри Х. Райффел (2000). изд. Кристофер Дж. Макколи, Риккардо Хилд и Мухаммед Икбал Хуссейн. изд. Machinery’s Handbook (26-е изд.). Нью-Йорк: Industrial Press Inc.. ISBN 0-8311-2635-3.
Первоначально эта информация была получена с http://en.wikipedia.org/wiki/National_pipe_thread в среду, 19 октября 2011 г., 19:24 по восточноевропейскому времени Сейчас отредактировано и поддерживается ManufacturingET.org Компания, ООО
Стандартная коническая трубная резьба США, NPT
Частично извлечено из Стандарта трубной резьбы США (кроме Dryseal) (ANSI B2. 1—1968) с разрешения издателя, Американское общество инженеров-механиков.
Номинальный размер трубы
Внешний диаметр трубы D
Количество витков на дюйм №
Шаг резьбы P
Стандартная трубная резьба, NPT
Короткая сантехническая (больница) резьба
Рекомендуемые диаметры спиральных сверл для размеров просверленных отверстий Для трубной резьбы 1 Размеры спиральных сверл по американскому стандарту
какое ее количество нужно, как вычислить параметры опалубки и сечения
Ленточный фундамент занимает основное место среди всех опорных конструкций для зданий и сооружений.
Он способен эффективно работать на самых сложных грунтах, имеет оптимальный набор эксплуатационных качеств.
Монолитные конструкции ленты не теряют своих рабочих качеств до 150 лет, что превышает срок службы стен дома.
Такие высокие возможности возникли из-за высокой жесткости и прочности ленты, которые обеспечивает совместная работа и металлической арматуры.
Каждый из них выполняет свою функцию, в сумме обеспечивая надежность и высокую несущую способность ленточного основания.
Содержание статьи
1 Как работает арматура в ленточном фундаменте
2 Онлайн калькулятор
3 Инструкция по работе с калькулятором
4 Порядок расчета
5 Пример вычисления необходимых параметров
6 Виды и размеры
7 Как сделать правильный выбор
8 Полезное видео
9 Заключение
Как работает арматура в ленточном фундаменте
Арматурный каркас необходим для компенсации осевых противонаправленных (растягивающих) нагрузок, возникающих в ленте при появлении деформирующих воздействий — изгибающих или скручивающих усилий.
Особенность бетона состоит в способности принимать гигантские давления без каких-либо последствий.
При этом, он практически беззащитен перед разнонаправленными усилиями, быстро покрывается трещинами и разрушается.
Поэтому для ленты крайне опасны любые усилия, приложенные в одной точке — например, боковые или вертикальные нагрузки пучения. Арматурные стержни предназначены для приема этих усилий на себя.
Существует горизонтальная (рабочая) и вертикальная арматура. Основные нагрузки принимают горизонтальные стержни.
Они имеют больший диаметр и рифленую поверхность, обладающую хорошим сцеплением с бетоном.
Вертикальные стержни выполняют две функции:
Фиксация рабочей арматуры в необходимом положении до момента заливки бетоном.
Частичная компенсация скручивающих усилий.
Первая задача основная, а вторая — дополнительная, поскольку наличие таких специфических нагрузок наблюдается довольно редко.
В большинстве случаев вертикальная (гладкая) арматура служит лишь опорной конструкцией, удерживающей рабочие стержни в необходимом положении до момента заливки.
Они довольно толстые, так как — процесс с достаточно интенсивными воздействиями на каркас, сосредоточенными в одной точке (место падения тяжелого материала в опалубку), а также распределенными по всей длине (штыкование, обработка виброплитой).
Онлайн калькулятор
Как рассчитать ленточный фундамент дома? В этой вам может специально разработанный сервис — ленточного фундамента.
Тип фундамента
вариант 1
вариант 5
вариант 2
вариант 6
вариант 3
вариант 7
вариант 4
вариант 8
Размеры фундамента
Ширина, мм. (X)
Длина, мм. (Y)
Высота, мм. (H)
Толщина, мм. (A)
Расстояние до оси перемычки, мм. (C)
Арматура
Горизонтальные ряды (G)
01234567 8910
Вертикальные стержни (V)
012345
Соединительные стержни (Z)
012345
Длина шага (S)
Диаметр арматуры
68101214161820222528
Опалубка
Толщина доски для опалубки, мм. (N)
Длина доски, мм. (L)
Ширина доски, мм. (M)
Состав бетона
Вес одного мешка, кг.
Мешков на 1 кубометр бетона
Пропорции бетона по весу
Цемент
Песок
Щебень
Стоимость строительных материалов (руб)
Цемент (за мешок)
Песок (за 1 тонну)
Щебень (за 1 тонну)
Доска (за 1 кубометр)
Арматура (за 1 тонну)
Инструкция по работе с калькулятором
В сети интернет имеется немало онлайн-калькуляторов, помогающих рассчитать параметры ленточных фундаментов по всем важным позициям. Расчет арматуры с их помощью занимает буквально пару минут.
Например, на сайте необходимо лишь внести собственные данные в соответствующие окошечки программы и нажать кнопку «рассчитать».
Дается схема армирования, в которой надо указать основные параметры — количество рабочих стержней в одном ряду, общее число рядов, расстояние между вертикальными прутками и т.п. В отдельном окне указывается стоимость арматуры за единицу.
В результате программа выдает количество арматуры и общую цену. Расчет производится просто и быстро, кроме арматуры ресурс выдает параметры всех элементов ленты — , количества бетона и т.д.
Недостатком данного калькулятора можно считать необходимость заранее знать схему армирования, диаметр стержней и рыночную стоимость материала.
Если требуется определить количество и сечение стержней, ресурс бесполезен. Он дает только количественную информацию, не касаясь качественных моментов, что иногда не совсем то,что нужно.
ВАЖНО!
Не все онлайн-калькуляторы работают по такому алгоритму. Имеются и другие, определяющие именно размеры и общие параметры арматурного каркаса, которые станут полезными для получения первичной информации. Стоимость материала следует узнавать непосредственно у продавцов, поскольку в этом вопросе имеется масса специфических факторов.
Порядок расчета
Рассмотрим, как рассчитать арматурный каркас ленты самостоятельно.
Прежде всего, необходимо определить количество рабочих стержней в одном ряду. Для этого понадобится использовать требование СП 52-101-2003, ограничивающее максимальное расстояние между соседними прутками в 40 см.
Учитывая, что погружения рабочей арматуры не должна превышать 2-5 см, получаем:
Для лент толщиной менее 50 см — 2 рабочих стержня.
Для лент шире 50 см — 3 стержня.
В случаях, когда можно использовать и 2, и 3 стержня в одном ряду, обычно стараются подстраховаться и принять большее значение, так как фундамент — ответственный и важный участок постройки.
Вторым этапом является определение диаметра рабочих стержней. Для этого понадобится рассчитать площадь сечения рабочей части ленты, умножив ширину на высоту.
Общая площадь сечения арматуры составляет 0,1% от сечения (это минимально возможное значение, его можно увеличить, но нельзя уменьшать).
Получив это значение, надо разделить его на число рабочих стержней. По таблице диаметров арматурных прутков находится наиболее удачный вариант, который и принимается в работу.
Диаметр вертикальной арматуры выбирается исходя из высоты ленты:
При высоте до 60 см — 6 мм.
От 60 до 80 см — 8 мм.
Диаметр поперечных стержней обычно принимается равным 6 мм.
Для подсчета количества рабочих стержней надо умножить их число в решетке на общую длину ленты, после чего полученное значение делится на длину рабочего прутка (обычно 6 м, но это значение лучше узнать у продавцов точно).
Вертикальную арматуру рассчитывают путем умножения количества хомутов на длину единицы.
Количество получают делением общей длины ленты на шаг хомутов (обычно 50-70 см).
Пример вычисления необходимых параметров
Рассмотрим расчет арматуры для ленточного фундамента на примере.
Допустим, что высота ленты составляет 100 см, а ширина — 40 см (распространенный вариант ).
Тогда площадь сечения составит:
40 • 100 = 4000 см2.
Определяем общую площадь сечения арматуры (минимальную):
4000 : 1000 = 4 см2.
Поскольку ширина ленты составляет 40 см, то в одной решетке нужно разместить 2 стержня, а общее количество составляет 4 шт.
Тогда минимальная площадь сечения одного прутка составит 1 см2. По таблицам СНиП (или из иных источников) находим наиболее близкое значение. В данном случае можно использовать арматурные стержни толщиной 12 мм.
Определяем количество продольных стержней. Допустим, общая длина ленты составляет 30 м (лента 6 : 6 м с одной перемычкой 6 м).
Тогда количество рабочих стержней при длине 6 м составит:
(30 : 6) • 4 = 20 шт.
Определяем количество вертикальных стержней. Допустим, шаг хомутов составляет 50 см.
Тогда при длине ленты 30 м понадобится:
30 : 0,5 = 60 шт.
Определяем длину одного хомута.
Для этого от ширины и высоты сечения отнимаем по 10 см и складываем результаты:
(40 — 10) + (100 — 10) = 120 см. Длина одного хомута равна 120 • 2 = 140 см = 2,4 м.
Общая длина вертикальной арматуры:
2,4 • 60 = 144 м. Количество стержней при длине 6 м составит 144 : 6 = 24 шт.
ОБРАТИТЕ ВНИМАНИЕ!
Полученные значения следует увеличивать на 10-15%, чтобы иметь запас на случай ошибок или непредвиденных расходов материала.
Виды и размеры
Существует две основные :
Металлическая.
Композитная.
Металлические стержни, используемые для сборки арматурного каркаса, имеют ребристую или гладкую поверхность.
Ребристые стержни идут на горизонтальную (рабочую) арматуру, так как они имеют повышенную силу сцепления с бетоном, необходимую для качественного выполнения своих функций.
Вертикальные прутки, как правило, гладкие, так как их задача сводится к поддержанию в нужном положении рабочих стержней до момента заливки. Диаметр стержней колеблется в пределах от 5,5 до 80 мм. используются рабочие стержни 10, 12 и 14 мм и гладкие 6-8 мм.
Композитная арматура состоит из разных элементов:
Стекло.
Углерод.
Базальт.
Арамид.
Полимерные добавки.
Наиболее широко применяется стеклопластиковая арматура.
Она имеет наибольшую прочность, самая жесткая и устойчивая к растягивающим нагрузкам из всех остальных вариантов.
Как и все виды композитных стержней, стеклопластиковая арматура полностью устойчива к воздействию влаги.
Производители заявляют о неизменности эксплуатационных качеств в течение всего периода службы, но на практике справедливость такого утверждения пока не проверена. Проблема композитной арматуры в сложности технологии, из-за которой качество материала у разных производителей заметно отличается.
Кроме того, композитные стержни не способны сгибаться, что неудобно при сборке каркасов и снижает прочность угловых соединений каркаса.
ВАЖНО!
Среди строителей отношение к композитной арматуре сложное. Не отрицая положительных качеств, они не слишком доверяют малоизученным строительным материалам, не прошедшим полный цикл эксплуатации. Кроме того, металлическая арматура имеет вполне определенные технические характеристики, тогда как композитные виды обладают довольно большим разбросом свойств. Все эти факторы ограничивают применение композитных стержней.
Как сделать правильный выбор
Выбор арматурных стержней основан на расчетных данных и предпочтениях строителей.
Обычно выбирают металлические стержни, хотя и композитную арматуру с каждым годом все активнее применяют при строительстве ленточных оснований. Предпочтение металлическим пруткам отдается из-за возможности придать им необходимый изгиб, чего со стеклопластиковыми стержнями сделать невозможно.
Особенно это важно при строительстве лент с криволинейными участками или при наличии углов перелома, отличных от 90°.
Кроме того, металлическая арматура экономичнее, так как позволяет делать хомуты из одного прутка, без необходимости создавать несколько точек соединения.
Диаметры стержней давно отработаны на практике, нередко их выбирают без предварительного расчета — при около 30 см используют пруток 10 мм, для лент шириной 40 см выбирают 12-мм стержни, а при ширине более 50 см — 14 мм. Толщину вертикальной арматуры определяют по высоте ленты, до 70 см выбирают 6 мм, а при высоте свыше 70 см — 8 мм и более.
Полезное видео
В данном разделе Вы также сможете посмотреть как производится расче на примере реальной стройки:
Заключение
Грамотно выбранная схема армирования и сам материал обеспечивают прочность и устойчивость ленты к возможным нагрузкам.
Сложные и проблемные грунты, склонные к пучению или сезонным подвижкам, требуют ответственного и внимательного подхода к .
Необходимо учитывать, что все расчетные значения определяют минимальные параметры конструкции, требующие некоторого увеличения для определенного запаса прочности.
Выбирая арматуру и схему армирования, надо умножать все значения на 1,2-1,3 (коэффициент надежности), чтобы снизить риск появления непредвиденных факторов.
Калькулятор расчета количества арматуры и бетона для фундамента «Композит Групп Челябинск»
Варианты равнопрочной замены металлической на стеклопластиковую арматуру
Понятие равнопрочной замены представляет собой замену арматуры произведенной из стали, на арматуру из композитных материалов, которая имеет такую же прочность и схожие прочие физико-механические показатели. Под равнопрочным диаметром стеклопластиковой арматуры, будем понимать ее такой наружный диаметр, при котором прочность будет равна прочности аналога из металла заданного диаметра. Данные по замене приведены в таблице:
Варианты равнопрочной замены металлической на стеклопластиковую арматуру
Понятие равнопрочной замены представляет собой замену арматуры произведенной из стали, на арматуру из композитных материалов, которая имеет такую же прочность и схожие прочие физико-механические показатели. Под равнопрочным диаметром стеклопластиковой арматуры, будем понимать ее такой наружный диаметр, при котором прочность будет равна прочности аналога из металла заданного диаметра. Данные по замене приведены в таблице:
Варианты равнопрочной замены металлической на стеклопластиковую арматуру
Понятие равнопрочной замены представляет собой замену арматуры произведенной из стали, на арматуру из композитных материалов, которая имеет такую же прочность и схожие прочие физико-механические показатели. Под равнопрочным диаметром стеклопластиковой арматуры, будем понимать ее такой наружный диаметр, при котором прочность будет равна прочности аналога из металла заданного диаметра. Данные по замене приведены в таблице:
Онлайн-калькуляторы бетона для расчета необходимого количества бетона. Включает калькуляторы готовой смеси, предварительной смеси и самостоятельной смеси бетона.
Калькулятор объема бетона
Расчет количества необходимого товарного бетона.
Imperial
Полное основание
Столбцы
Колонка + подушка
Фундаменты
Фундамент + Стена
Фундаментная стена
Колодки
Прямоугольная стойка + подушка
Плиты
Лестницы
Лестница — Круглая
Метрическая система
Фундамент в сборе
Столбцы
Колонка + подушка
Фундаменты
Фундамент + Стена
Фундаментная стена
Колодки
Прямоугольная стойка + подушка
Плиты
Лестницы
Лестница — Круглая
Формы с использованием имперских и метрических единиц измерения
Расчет количества бетона, необходимого для заливки различных форм.
Круг
Круг — метрическая
Пончик
Пончик — метрическая
Эллипс
Эллипс – метрическая
Равносторонний треугольник
Равносторонний треугольник — Метрическая система
Октагон
Октагон — Метрическая система
Овальный
Пентагон
Пятиугольник — Метрическая система
Разносторонний треугольник
Разносторонний треугольник — метрическая система
Форма стадиона
Форма стадиона — метрическая
Трапазоид
Трапеция
Пластиковая форма для бетонного основания
Предварительная смесь для бетона в мешках
Используйте эти калькуляторы бетона для расчета необходимого количества мешков.
Столбец
Колонка и подушка
Фундаменты
Фундаментная стена
Плита
Том
Самосмешивающийся бетон
Смешайте бетон вручную, используя цемент, песок и камни.
Imperial Concrete Self Mix с коррекцией влажности
Метрическая самосмесь бетона с коррекцией влажности
Калькулятор самозамеса бетона — дюймовая шкала
Калькулятор самозамеса бетона — метрический
Арматура
Рассчитайте количество отрезков арматуры, необходимое для армирования бетона.
Арматура – фундамент и фундаментная стена
Арматура — плита, проезжая часть или патио
Плита с использованием арматурного стержня нестандартной длины
Вес канадской арматуры
Вес канадской арматуры — метрическая система
Европейский вес арматуры
Вес американской арматуры
Вес бетона
Рассчитайте вес бетона.
Фунты на кубический ярд / Фунты на кубический фут
Килограмм на кубический метр
Калькуляторы объема и стоимости бетона
Расчет необходимого количества бетона плюс стоимость кубических ярдов и кубических метров
Стоимость бетона от цены за кубический ярд
кубических ярдов
Кубических метров
Требуемый бетон из квадратных метров
Объем бетона в квадратных футах/метрах площади
Бетон из квадратных метров
Бетон из квадратных метров
Преобразование
Преобразование между измерениями веса и объема, используемыми для бетона.
Преобразование массы в объем
Перевести кубические футы в кубические ярды и метры
Калькулятор количества и стоимости бетона для фундамента Квадратный или прямоугольный
Калькулятор количества и стоимости бетона для фундамента Квадратный или прямоугольный
Для этого документа требуются браузеры с поддержкой JavaScript; убедитесь, что ваш способен и, возможно, только выключен.
Этот калькулятор требует использования браузеров с поддержкой JavaScript и . Этот двухфункциональный калькулятор предназначен для расчета приблизительного количества бетона, необходимого для фундаментной плиты или фундамента квадратной или прямоугольной формы. Обязательные записи для глубины, длины и ширины фундамента или опалубки. Калькуляторы имеют те же возможности, за исключением того, что калькулятор фундамента имеет объемную компенсацию для соответствующей арматуры, проволоки, подвесок, сетки и арматурной стали, которые учитываются при расчетах. Если вы не используете армирование, воспользуйтесь калькулятором фундаментов. Необязательные записи включают стоимость бетона за кубический ярд, минимальное количество ярдов, которые доставляет компания, минимальную плату за минимальную доставку бетона и фиксированную стоимость доставки, не включая стоимость бетона. Результатом является минимальное количество кубических метров, необходимое для работы, определяемое предоставленной информацией, и, опционально, общая приблизительная стоимость доставки, включая требуемый бетон. Есть уведомление, если ваши требования не соответствуют минимумам поставки, если введены минимумы. Нажмите кнопку «Рассчитать», чтобы рассчитать все поля. Чтобы сделать другое, нажмите кнопку «Очистить значения» и введите новый набор значений. Вы также можете просто изменить определенные поля и пересчитать, однако каждое поле должно иметь значение, даже если оно равно нулю (0). Расчетная точность текущих браузеров с поддержкой JavaScript обычно составляет 16 мест, однако эти результаты округлены, чтобы упростить жизнь. Обязательно обратите внимание на верхнюю и нижнюю секции каждого калькулятора, так как они независимы в работе, и уделите особое внимание, ради точности, вводу дюймов или футов или того и другого. Не имеет значения, вводите ли вы 1 фут или 12 дюймов в любом из полей. Результаты идентичны. 1,5 фута — это то же самое, что 1 фут и 6 дюймов.
Проволока продается в бухтах, а порой дома валяются много гнутых и скрученных кусков. Но что делать, если необходим кусок – большой или маленький, идеально ровной проволоки? На промышленных производствах проволоку ровняют при помощи специальных станков или с применением высоких температур. Но что делать дома? Портал FirstStroy.ru расскажет о простых и эффективных способах как выровнять проволоку в домашних условиях.
Домашние умельцы давно уже придумали много способов, как просто и без затрат выровнять как проволоку из бухты, так и разные куски проволоки – гнутые и скрученные.
Читайте также: Почему вяжут арматуру, а не сваривают?
Способ №1
Один конец проволоки привязываем крепко к чему-то крепкому – например, к бетонному столбу электропередач. Разматываем бухту на нужную длину, и приматываем второй конец передвижному объекту, например, к фаркопу автомобиля, к трактору, лебедке.
Стронувшись с места на авто, аккуратно натягиваем проволоку. Важно ее хорошо натянуть, но при этом не порвать. Будьте осторожны, лопнувшая, словно струна, проволока, может серьезно травмировать вас, или находящихся рядом людей.
Обычно этот способ применяется при растяжке проволоки, диаметром 5 мм и более.
Проволоку оставляем в натянутом состоянии минут на 30-40, или на час. Тогда проволока «запомнит» новую форму, и станет прямой, прямее некуда.
Читайте также: Что такое евроремонт и его отличия от ремонта квартир «по-русски»
Способ №2
Если кусок проволоки небольшой, гнутый и скрученный, то его можно выпрямить, обернув вокруг металлической трубы, взявшись за концы руками и с усилием прокатывая ее о трубу. Жесткую проволоку так не выпрямишь, а вот медную и алюминиевую – вполне.
Способ №3
Медная проволока выравнивается простейшим способом – один конец подвязываем к потолку, на второй подвешиваем груз. Важно подобрать нагрузку таким образом, чтобы ее хватило для выравнивания, и не порвала проволоку, ведь медная проволока достаточно мягкая. Подвешенный груз вертим почасовой, и против часовой стрелки, это уберет скрутки.
Читайте также: Инженерная доска: что это такое, виды, преимущества и недостатки
Способ №4
Если зажать один конец куска проволоки в тиски, а второй укрепить в патроне шуруповерта, а лучше – в электродрель, и вращая на самых медленных оборотах, держа проволоку в натяжке, то поучится быстро и эффективно выровнять проволоку в домашних условиях.
Способ №5
Делаем в деревянном бруске отверстие диаметром, равным диаметра проволоки (с помощью сверла и электродрели), укрепляем брусок в тисках, пропускаем проволоку в отверстие, крепим конец патрон электродрели, и на малых оборотах, с усилием протягиваем проволоку сквозь отверстие.
На самом деле, способов, как выровнять проволоку в домашних условиях, очень много, мы лишь рассказали о самых эффективных и простых.
Зачем в доме лестничный подъемник и как его выбрать читайте здесь https://rvprf.ru/neobxodimost-ustanovki-v-dome-avtomaticheskogo-lestnichnogo-podyomnika/
Поделитесь в соцсетях:
Добавить комментарий
Уведомлять меня о новых комментариях по E-mail
Как выпрямить проволоку без правильного станка
Иногда, для хозяйственных нужд или в мастерской, требуется использовать для работы кусочки ровной проволоки. Вот только сразу возникает вопрос: как выпрямить проволоку? Ведь ее изготавливают на фабриках сразу упакованную в круглые бухты. Эта форма очень удобна для хранения и транспортировки. Поэтому, для того, чтобы металлическую проволоку сделать прямой, необходимо затратить не только определенные усилия, но и применить ряд несложных приспособлений.
На производстве для выпрямления практически всех видов металлической проволоки применяют специализированные правильно отрезные станки. За основу процесса используют две основные методики — это:
выпрямление с помощью прокатки через систему из 5-6 пар роликов, которые расположены последовательно в разных плоскостях так, что каждая последующая пара перпендикулярна соседней;
выпрямление путем волочения через несколько специально изготовленных фильер.
Как правило, такие станки обязательно имеют специальное устройство для автоматической размотки проволоки из бухт или катушек.
Для работы с упругими сортами проволоки и легированным стальным прутом технологией производства предусматривается нагрев и отпуск сталистой структуры заготовок с использованием газовых горелок или высокочастотных индуктивных нагревателей.
Как работает промышленная правильно-отрезная машина можно посмотреть на видео:
Промышленные способы
На производстве для выпрямления практически всех видов металлической проволоки применяют специализированные правильно отрезные станки. За основу процесса используют две основные методики — это:
выпрямление с помощью прокатки через систему из 5-6 пар роликов, которые расположены последовательно в разных плоскостях так, что каждая последующая пара перпендикулярна соседней;
выпрямление путем волочения через несколько специально изготовленных фильер.
Как правило, такие станки обязательно имеют специальное устройство для автоматической размотки проволоки из бухт или катушек.
Для работы с упругими сортами проволоки и легированным стальным прутом технологией производства предусматривается нагрев и отпуск сталистой структуры заготовок с использованием газовых горелок или высокочастотных индуктивных нагревателей.
Как работает промышленная правильно-отрезная машина можно посмотреть на видео:
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Гибочные станки для арматуры, проволоки, листового металла и труб предлагает . На нашем сайте представлены не только технические характеристики, но и видео гибочных станков и фото готовых изделий, что позволит лучше понять процесс производства. Если Вы не нашли нужного оборудования на сайте, пришлите ТЗ на почту, мы подберем станок под Ваши задачи.
Как выровнять проволоку без станка
К сожалению, в домашних условиях сделать хороший роликовый станок, способный произвести выравнивание проволоки диаметром свыше 2 мм, достаточно накладно и трудоемко. Тем более, если необходимость в прямом проволочном прутке разовая.
Пример одного из таких приспособлений можно увидеть на фото. Поэтому, чтобы выровнять металлическую проволоку из бухты, стоит воспользоваться наиболее распространенным методом силового растяжения, для этого необходимо руководствоваться следующей последовательностью:
Сначала необходимо один конец проволоки жестко закрепить в чем-нибудь массивном и основательном. Можно для этого обмотать ее конец вокруг основания опоры линии электропередач или прочного дерева с диаметром ствола не менее 25 сантиметров.
Далее, вручную разматываем бухту по земле и, по возможности, максимально растягиваем.
На втором конце размотанной проволоки делаем петлю и закрепляем в устройстве, способном ее с усилием натягивать, то есть перемещаться на определенное расстояние.
Непосредственно процесс правки заключается в медленном растягивании металлической проволоки с большим усилием до тех пор, пока она не превратится по форме в идеальную струну. Для закрепления прямолинейной формы можно оставить ее в таком натянутом состоянии на какое-то небольшое время, примерно от 5 до 30 минут.
В качестве устройства для натягивания можно использовать достаточно широкий круг приспособлений в зависимости от величины диаметра металлической проволоки. Так, для проволоки 2-3 мм в диаметре, может хватить стального лома с усилием двух сильных мужчин или применения ручной механической лебедки. А вот правка проволоки для диаметра в 5 мм и больше потребуются гораздо весомые усилия и для этого понадобится использовать либо фаркоп личной машины, либо динамическую силу трактора или грузового автомобиля.
Стоит иметь в виду, что правка проволоки с диаметром более 5 мм, выполненной из легированной стали, потребует не просто натяжения до формы струны, а растяжения до тех пор, пока проволока не лопнет. Как правило, разрыв происходит в месте крепления на одном из концов, при этом в целях безопасности не стоит находиться возле растягиваемой проволоки.
Наша продукция
Устройство для выравнивания стальной проволоки диаметром 6-10 мм и полосы 20х3 30-4 мм с ручным приводом. Служит для выпрямления стальной оцинкованной проволоки диаметром 6-10 мм, а так же стальной оцинкованной полосы размером 20х3 мм, 30х4 мм. Круглые и плоские проводники поставляются в бухтах по 40-50 кг.
Для того, чтобы качественно выполнить монтаж молниеприемной «сетки» из стальной проволоки на плоской кровле необходимо уложить проволоку в держатели и соединить узлы при помощи клемм. Проволока укладывается ячейками размером 6х6 м, 10х10, 12х12 м. Для того чтобы ровно уложить проводник «сетки» ее необходимо выпрямить из скрученного состояния. Стальная оцинкованная проволока 8 и 10 мм тяжело поддается ручному выпрямлению, особенно сталь диаметром 10 мм, а так же в выпрямленном состоянии будут иметься неровности от неравномерного выпрямления.
Для прокладки токоотводов от молниеприемников на кровле, дымовых труб и других конструкций зданий и сооружений, установки проводников в держатели требуется проложить его максимально ровно без искривлений. Причина тому, эстетический внешний вид, а так же неровности, вследствие чего, из держателей может высвободиться проволока или повредиться самое крепление держателя.
Для простоты монтажа наша компания предлагает данное устройство для выпрямления проводников из девяти роликов, что позволит Вам сэкономить время на установку молниеприемных «сеток», а так же смонтировать токоотводы в самые кратчайшие сроки без опасения демонтажа неровных участков проволоки и полосы.
Конструкция машинки для выпрямления проволоки позволяет установить на высота 0,5 м от кровли или пола на любой конструкции из дерева или металла, отрегулировать нажатие роликов на проводник и добиться ровности проволоки или стальной полосы.
К примеру:
— установка на деревянные паллеты — 5 минут;
— ввинчивание шурупов в дерево — 2 минуты;
— настройка прижимных роликов под проводник от 5 до 15 минут;
— размотка стандартной бухты 115 м 5-7 минут
— нарезка на требуемые длины от 5 до 20 минут
Итого в среднем до 1 часа можно размотать и подготовить к установке стальную оцинкованную проволоку диаметром 8 мм. Для здания с плоской кровлей размером 50х20 ми высотой 10 м может потребоваться примерно 3 бухты проволоки, это означает, за 3 часа можно подготовить проводник к укладке на кровлю и токоотводы, не тратя на это рабочий день.
Как выровнять проволоку своими руками
Если проволоку, свернутую в бухты можно считать условно ровной, то, чтобы она стала прямой, нам всего лишь достаточно избавиться от кривизны большого радиуса. А вот как выпрямить проволоку в виде мятых остатков и плохо хранимых отходов? Они представляют собой не только витки, но различные зигзаги, расположенные в разные стороны от оси. В этом случае правка проволоки при правильном подходе до состояния идеального прямого прутка вполне достижима. Существуют несколько наиболее действенных способов, как выровнять проволоку. В зависимости от выбора они будут иметь несколько разные результаты на выходе по качеству.
Итак, от простых к сложным:
Убрать заломы на проволоке можно, закрепив оба ее конца в руках и начать с усилием прокатывать через трубу или дверную ручку.
Хорошо получается правка проволоки, если ее выпрямленные отрезки положить на ровную поверхность верстака. Накрыв деревянным бруском, начать его катать по ней так, чтобы она могла свободно при этом двигаться. Всего несколько таких прокаток дают вполне хороший результат.
Для выпрямления мягкой медной проволоки нужно ее закрепить одним концом на высоте. К другому подвесить не очень тяжелый груз, такой, чтобы не смог ее порвать. Вращая груз по часовой стрелки и обратно на несколько оборотов вокруг своей оси можно добиться идеальной результата.
Правка проволоки будет происходить по похожей методике. Если один ее конец закрепить в тисках, а второй зажать в патроне шуруповерта или электродрели. Процесс правки будет происходить от медленного вращения и одновременного удержания проволоки в сильном натяжении. Всего несколько оборотов будет вполне достаточно для полного выпрямления.
Также, шуруповерт или электродрель понадобятся для выпрямления небольших кусочков проволоки до 30 сантиметров. Для этого в деревянном бруске делаем фильеровочное отверстие диаметром чуть больше проволочного и пропускаем через него один конец прутка. Закрепляем этот конец в патроне и начинаем медленно вращать, протягивая проволоку через отверстие.
Чтобы выровнять проволоку не очень большого диаметра можно сделать своими руками достаточно простое и дешевое устройство.
Для этого нам понадобится массивная деревянная доска размерами 500 х 120 х 50 мм. В нее по прямой линии с отступом на диаметр проволоки забиваем 5-7 гвоздей диаметром 3-5 мм. Расстояние между гвоздями напрямую зависит от диаметра проволоки и ее упругости. Чем больше эти показатели, тем больше промежутки между металлическими стержнями. Процесс правки проволоки будет заключаться в простой протяжки ее между гвоздями по разметочной линии. Для наглядности вам в помощь схематичное фото.
Если вы знаете свой оригинальный способ, как выровнять проволоку своими руками, то пожалуйста, поделитесь им с нами в блоке комментариев.
§ 33. Правка металлического листа и проволоки
Правка — это операция выравнивания металлического листа или проволоки на правильной плите ударами киянки (деревянного молотка) или молотка из мягких цветных металлов либо с помощью деревянного бруска (рис. 122).
Рис. 122. Правка металлического листа: а — киянкой; б —деревянным бруском
Лист кладут на плиту и придерживают левой рукой в рукавице, а правой рукой наносят удары молотком или киянкой.
Если на листе имеются выпуклые участки, то их располагают выпуклостью вверх и наносят удары молотком от края к центру выпуклости. Одновременно лист поворачивают.
Тонкие мягкие листы обычно правят деревянной киянкой или проглаживают и выравнивают деревянными брусками.
Мягкую тонкую проволоку можно выпрямить протягиванием между несколькими вбитыми в доску гвоздями или зажатыми в тисках брусками, а также вокруг цилиндрической оправки (рис. 123, а, 6, в).
Рис. 123. Правка проволоки: а — протягиванием между вбитыми в доску гвоздями; б — протягиванием между брусками в тисках; в — протягиванием вокруг цилиндра; г — молотком на ровной (правильной) плите
Толстую проволоку выпрямляют, ударяя по ней молотком или киянкой на правильной плите (рис. 123, г) либо сжимая плоскогубцами.
Качество правки проверяют, прикладывая кромку линейки к поверхности листа или проволоки либо на правильной плите — по величине зазоров S (просветов) (рис. 124).
Рис. 124. Проверка качества правки: 1 — лист или проволока; 2 — кромка линейки; 3 — правильная плита; S — величина зазора (просвета)
Правила безопасной работы
Остерегайтесь порезов рук острыми кромками металлических листов и проволоки.
Берегите глаза от ранения острыми концами проволоки.
Работайте только в рукавицах.
Берегите пальцы от ударов молотком или киянкой.
Практическая работа № 35 Правка металлического листа и проволоки
Порядок выполнения работы
Подготовьте рабочее место и инструменты для правки заготовок из тонких металлических листов и проволоки.
Выполните правку заготовок металлических листов и проволоки.
Проверьте качество правки.
Контрольные вопросы
Что называют правкой металлических листов и проволоки? Заго-^ товки из каких металлов подвергаются правке?
Какие инструменты и приспособления применяют для правки?
Можно ли править листы между прокатными валками?
Какова технология правки тонких листов из мягких металлов?
Почему проволока при протягивании ее между брусками, гвоздями или вокруг оправки выпрямляется?
Gromovod
— доступно и недорого
— быстрый монтаж
— всегда в наличии
— быстрое оформление
— скидки от 5 дней
— складное треножное основание
— управление одним человеком
— удобство работы
— лёгкая и прочная
— покупка в комплекте — дешевле!
— выравнивание проволоки в бухтах
— элетролитическая оцинковка Fe/Zn12/C/T2
— управление как вручную, так и пультом
— подшипники не требуют смазки
— термозащита электродвигателей от перегрузки
Действительно надёжный аппарат, ещё ни разу не подводил. А уж вы поверьте, работы у нас для него хватает.
Подкупила его цена. А если точнее соотношение цены и качества. Пока не подводил, работает нормально.
В начале были опасения, однако совершенно зря. Нормальная рабочая лошадка. Чем дальше, чем больше облегчает нам работу.
Остались вопросы? Просто оставьте Ваш номер, чтобы получить бесплатную консультацию. Или набирайте прямо сейчас! Мы доступны в Whatsapp, Viber и Telegram.
Проволока без проволОчек. Часть 2: инструментарий для проволоки
Я искренне убеждена: чтобы создать стОящую вещь из проволоки, не обязательно покупать дорогие брэндовые инструменты. Главное, пусть они никогда вас не подводят. И эта статья написана для того, чтобы подсказать, как выбрать надёжных помощников эконом-класса.
Конечно, для работы с медной или посеребренной проволокой необходим качественный инструмент и в то же время деликатный. Но высокая цена – не гарантия. В любом случае все покупки нужно проверить у прилавка, подержать в руках, испробовать на принесенных с собой отрезках проволоки, увидеть, насколько успешно выбранный инструмент справляется со своими задачами. А какие они, задачи?
Круглогубцами пользуются для создания сгибов на проволоке, петелек, фигурных, геометрических элементов и спиралей, а также колечек и пружинок. Признак идеальных круглогубцев— каждая из пары губок в сечении должна быть абсолютно круглой. К тому же диаметр обеих должен быть ещё и одинаковым. Примерно, как у моих круглогубцев, хотя они тоже далеки от эталона
Как выпрямить трос
Четверг, 10 марта 2021 г.
Опубликовано в: Проволочный канат
Проволочный канат, механический трос или нити, используемые для производства троса, часто имеют незначительные или даже значительные деформации, возникающие при изготовлении изделия. Когда кабель имеет волнистость или, что еще хуже, значительные изгибы, это обычно является нежелательной характеристикой продукта. Чтобы получить желаемую форму, в данном случае большую прямолинейность, кабель или провод можно выпрямить, согнув кабель после его существующей «пластической» деформации, пока он не достигнет желаемой деформации или прямолинейности.
Что такое выпрямление проволоки?
Выпрямление проволоки — это процесс, при котором проволочный канат, механический трос или кабельная нить пропускаются через матрицу и ряд направляющих или подшипников качения, которые устраняют естественные конструкционные искривления материала.
Различные типы выпрямления проводов и кабелей
Выпрямление проводов может включать либо роликовый способ правки, состоящий из ряда подшипников качения, либо вращательную правку, требующую использования матрицы и направляющих, соответствующих конкретным требованиям правки.
Вращательная правка
Первый метод правки также является наиболее идеальным и известен как вращательная правка. Вращательная правка включает в себя применение изготовленной на заказ матрицы непосредственно к самому кабелю через серию направляющих, которые прилагают усилия к кабелю со всех осей. Направляющие обычно изготавливаются из карбида латуни, керамики или бронзы. При вращательном правлении очень важно, чтобы направляющие были изготовлены из более мягкого материала, чем сам трос, что защищает трос от так называемого «парикмахера» или повреждения поверхности троса. Однако направляющие также должны быть изготовлены из достаточно прочного материала, чтобы выдерживать износ, который они испытывают при приложении усилий к кабелю или проводному материалу.
Преимущество вращательного выпрямления заключается в том, что кабель выпрямляется под всеми доступными углами. Для сравнения, роликовая правка может корректировать только одну ось за раз. Вращательная правка, наоборот, всегда всегда корректирует все оси. Хотя это более дорогой и медленный процесс, чем его менее точный, но более быстрый аналог, инженеры-механики настоятельно рекомендуют ротационную правку в тех случаях, когда абсолютная прямолинейность является важным требованием.
Роликовое выпрямление
Другой популярный метод выпрямления механического кабеля или кабельной проволоки известен как роликовый метод. В то время как ротационная правка является медленной, но точной, роликовая правка проста в настройке, может работать с тысячами футов кабеля в минуту и дешевле.
При роликовой правке матрица не используется. Кабель подается или «извивается» через ряд подшипников качения, что устраняет нежелательный изгиб материала кабеля.
При роликовой правке роликовые подшипники смещают проволоку с одной оси и, таким образом, с так называемой «канатной линии». Как только это будет достигнуто, кабель будет вынужден избавиться от имеющейся деформации. Но процесс ролл-стиля еще не завершен.
Этот процесс повторяется до тех пор, пока не будут обработаны все оси.
Теперь, когда процесс выпрямления вытеснил материал из его прежней нежелательной формы, подшипники качения проталкивают кабель в его новую, теперь исправленную кабину, таким образом выпрямляя кабель навсегда.
Валковая правка имеет много преимуществ, но, как всегда, за эти преимущества иногда приходится платить. Например, несмотря на то, что это менее дорогой процесс, дополнительные затраты на ротационную правку обещают более прямолинейный продукт. Кроме того, при выпрямлении в рулонах инженерам требуется много места для прокладки кабеля, чтобы скорректировать все оси. В ротационных альтернативах фактическое правильное оборудование занимает гораздо меньше места. Однако, чтобы не отставать, выпрямление в рулонах позволяет инженерам выпрямлять гораздо больше кабеля за гораздо меньшее время, когда критически важными приоритетами являются время производства и скорость вывода на рынок. Наконец, правильное вальцевание сравнительно проще в настройке. Таким образом, несмотря на то, что на заводе требуется больше места, он быстрее настраивается и, следовательно, выполняется, что снова делает его экономически эффективным и быстрым средством достижения прямолинейности.
Ключевые выводы:
Выпрямление кабелей и проводов — это сложный метод, при котором нежелательные конструкционные и естественные изгибы материала принудительно корректируются для соответствия требованиям применения.
Существует два распространенных типа выпрямления кабеля: роликовое и вращательное. В первом для достижения прямолинейности используются подшипники качения, во втором — штамп и направляющие.
Для правки вальцами может потребоваться больше производственных площадей, она выполняется быстрее, но обеспечивает меньшую хирургическую прямолинейность.
Вращательная правка выполняется медленнее, но более точно и требует гораздо меньшего объема производства.
Наши инженеры Carl Stahl Sava Industries обладают уникальной квалификацией для поддержки ваших потребностей в выпрямлении кабелей и проводов.
Нужны решения для правки и резки проволоки? Свяжитесь с нами сегодня с вашим запросом.
10 марта 2021 г.
385 просмотров
Благодаря более чем 50-летнему опыту, запасы и отраслевые знания Sava не имеют себе равных в области производства кабелей.
Поговорите с нашими экспертами и получите предложение сегодня!
Похожие сообщения
Финансовый директор Carl Stahl Sava Industries вручил награду CFO Excellence Award
7 августа 2019 г.
Читать далее
8 причин, по которым Sava Cables является отраслевым стандартом
30 июля 2019 г.
Читать далее
Уверенный выбор правильной кабельной сборки
29 июля 2019 г.
Читать далее
Рекомендации по проектированию узла двухтактного управления
15 июля 2019 г.
Читать далее
Прорывы в медицинском кабеле стали возможными благодаря Sava Cable
9 июля 2019 г.
Читать далее
Сложная лапароскопическая сборка, не допускающая производственных ошибок
1 июля 2019 г.
Читать далее
Carl Stahl Sava Industries выбирает Криса Красаса новым президентом
12 июня 2019 г.
Читать далее
Последние сообщения
Пассивация: Трос из нержавеющей стали
Механический трос из нержавеющей стали по самой своей конструкции устойчив к коррозии. Однако, несмотря на все свои коррозионно-стойкие свойства, даже нержавеющая сталь подвержена риску окисления при работе в суровых условиях. Пассивация продлевает срок службы и качество кабеля из нержавеющей стали.
29 сентября 2021 г.
Как выбрать трос?
Хотя термины «проволочный трос» и «механический трос» часто используются взаимозаменяемо, диаметр самого изделия определяет, будем ли мы называть его тросом или механическим кабелем. Проволочный канат — это термин, обозначающий диаметр более ⅜”, хотя большинство инженеров называют проволочный канат…
1 августа 2021 г.
Какая самая прочная проволочная веревка?
В зависимости от применения прочность стального каната определяется в каждом конкретном случае в зависимости от применения, материала, диаметра и конструкции. Это переменные, которые оценивают инженеры.
26 июля 2021 г.
Категории
4 типа станков для правки проволоки: как их использовать
Перейти к содержимому
Содержание
Машины для правки проволоки (для обрезков проволоки)
Работая на стройке, вы будете иметь дело с большим количеством ненужных отходов. Большинство из них связаны с резкой металлов, арматуры и проволоки. Вы можете подумать, что после того, как его разрезают, все это считается отходами и потерями, но если мыслить нестандартно, его все еще можно использовать, и вы даже можете зарабатывать деньги на этом обрезке проволоки. Один из способов использования этих согнутых обрезков проволоки — позволить ей пройти машину для правки проволоки, в которой будет достигнута желаемая прямолинейность.
Большинство этих правильных машин выглядят по-разному, но компоненты машины на самом деле одинаковы и присутствуют у всех.
Один из двойных роликов (которые также имеют другой дизайн канавки)
Регулируемый винт для роликов (для регулировки натяжения)
Устройство подачи (где вы пропускаете согнутую проволоку)
Как вы используете машину для правки проволоки ?
Во-первых, нужно знать диаметр вашей проволоки и использовать размер ролика и количество роликов, необходимых для указанной изогнутой проволоки. Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию.
Теперь, когда вы прикрепили ролики, отрегулируйте натяжение роликов с помощью винта, который вы видите в верхней части машины. Размер ролика имеет разный вес, и плотность ролика влияет на процесс гибки.
Теперь, когда вы отрегулировали необходимое натяжение, количество роликов и требуемый размер ролика, подайте изогнутую проволоку в машину. Когда вы подаете согнутую проволоку в машину для правки проволоки, она проходит через ролики, где на нее будет накладываться разный вес, и через свой вращательный механизм выталкивает ее из машины для правки.
По результату вы можете проверить, соответствует ли вам желаемая прямолинейность проволоки. Если нет, пропустите его через машину для правки проволоки, пока не добьётесь желаемой прямолинейности проволоки.
Сделайте это с оставшимся ломом проволоки.
Эта машина для правки проволоки может работать с проволокой диаметром от 2 до 5 мм и имеет скорость не менее 28 м/мин. Мощность, необходимая для этой машины для правки проволоки, составляет 3 кВт.
Станок для правки и резки проволоки (для намотки проволоки)
Проволока в бухтах в основном изготавливается заранее, но возможно наматывание проволоки, чтобы длинные проволоки оставались аккуратными и неповрежденными относительно друг друга. Поскольку проволока гибкая и гибкая, ее можно легко свернуть в спираль, но возникает проблема, поскольку она не может вернуться в свою выпрямленную форму. После того, как вы перевернули его, пружинящий результат нельзя выпрямить вручную и невозможно усовершенствовать. К счастью, благодаря совершенствованию машины, у нас теперь есть машина для правки проволоки, которая также может быть отрезана до нужной вам длины, что может сэкономить ваше время и усилия. Использование станка для правки проволоки с режущим механизмом является разумным вложением.
Большинство этих правильных и режущих станков выглядят по-разному, но компоненты станка на самом деле одинаковы и присутствуют у всех.
Один из двойных роликов (которые также имеют другой дизайн канавки)
Регулируемый винт для роликов (для регулировки натяжения)
Нож
Устройство подачи (где вы пропускаете изогнутую проволоку)
Как вы используете машина для правки и резки рулонной проволоки?
Во-первых, нужно знать диаметр вашей проволоки и использовать размер ролика и количество роликов, необходимых для указанной изогнутой проволоки. Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию.
Теперь, когда вы прикрепили ролики, отрегулируйте натяжение роликов с помощью винта, который вы видите в верхней части машины. Размер ролика имеет разный вес, и плотность ролика влияет на процесс гибки.
Теперь, когда вы отрегулировали необходимое натяжение, количество роликов и требуемый размер ролика, подайте изогнутую проволоку в машину. Когда вы подаете согнутую проволоку в машину для правки проволоки, она проходит через ролики, где на нее будет накладываться разный вес, и через свой вращательный механизм выталкивает ее из машины для правки.
Когда он будет пропущен через машину, провода будут обрезаны до желаемой длины, пока не будет закончена вся длина провода.
С помощью этой машины для правки и резки она отличается качеством и эффективностью, поскольку может производить обрезки проволоки, которые также сначала выпрямляются. Эти правильно-отрезные машины могут быть использованы для проволоки диаметром от 2 до 5 мм. Скорость может достигать 35 м/мин и более, а мощность, используемая для этих машин, составляет 4,75 кВт.
Станок для правки и резки катанки (для намотки проволоки)
Способность к изгибу катанки зависит от материала и его свойств. Гибкость катанки – это отношение поперечного сечения к ее полезной длине. Чем выше гибкость катанки, тем легче ее согнуть. Когда вы сгибаете катанку, ее нелегко вернуть в исходную форму из-за ее жесткости. Изгиб катанки может иметь форму букв V и U, что также может указывать на прочность катанки. Одним из способов правки катанки является правильная машина и, если необходимо, резка, гибридная машина, которая может выполнять резку после правки.
Большинство этих правильно-отрезных станков для катанки выглядит по-разному, но узлы станка на самом деле одинаковы и присутствуют у всех.
Многоосевые ролики (которые также имеют другой дизайн канавки)
Регулируемый винт для роликов (для регулировки натяжения)
Контрольная машина
Устройство подачи (куда вы впускаете изогнутую проволоку)
Как вы используете машина для правки и резки катанки?
Используйте требуемые размеры роликов для диаметра катанки. Отрегулируйте количество роликов, необходимых для процесса правки.
Сначала подайте катанку в машину. НЕ ВКЛЮЧАЙТЕ МАШИНУ, так как это может привести к несчастным случаям. Протяните его через ролики.
Протянув его через ролики, отрегулируйте винты, чтобы затянуть ролики, через которые проходит катанка. Винты видны только поверх роликов.
После выполнения настроек включите и контролируйте скорость вращения машины и настройте длину резки после выпрямления катанки.
После выполнения необходимых действий подавайте катанку до тех пор, пока не будет размещена вся проволока.
При необходимости дайте ему пройти через машину пару раз, чтобы добиться прямолинейности стержня.
Эти правильно-отрезные машины могут использоваться для круглого проката диаметром от 4 до 12 мм и арматуры диаметром 5-10 мм. Скорость может достигать 35 м/мин и более, а мощность, используемая для этих машин, составляет 7,55 кВт.
Станок для правки и резки стержней (для намотки проволоки)
Этот тип станка также используется для правки круглого проката и арматуры, но он более эффективен. Эта машина может работать с круглым стержнем диаметром от 4 до 14 мм и диаметром арматуры от 4 до 12 мм. По сравнению с меньшей машиной для правки и резки прутков скорость может достигать 70 м/мин и выше. Мощность, необходимая для этой машины, составляет 20,5 кВт.
Процесс использования этой машины такой же, как и в меньшей версии.
Используйте требуемые размеры роликов для диаметра катанки. Отрегулируйте количество роликов, необходимых для процесса правки.
Сначала подайте катанку в машину. НЕ ВКЛЮЧАЙТЕ МАШИНУ, так как это может привести к несчастным случаям. Протяните его через ролики.
Протянув его через ролики, отрегулируйте винты, чтобы затянуть ролики, через которые проходит катанка. Винты видны только поверх роликов.
ZANDZ ZZ-511-600 — Полосогиб ручной (L600 мм; проволока до D10, полоса до 30*4)
Артикул:
ZZ-511-600
Заземление
Инструменты для монтажа
Аналоги
Подробнее
ZANDZ ZZ-511-810 — Полосогиб ручной (L810 мм; проволока до D10, полоса до 30*4)
Сопутствующие товары
Подробнее
GALMAR GL-11075-10 — полоса омеднённая (30х4 мм) (10 м в бухте)
Подробнее
GALMAR GL-11150-10 — проволока омедненная стальная (10 мм) (10 м в бухте)
Другие товары из категории
Подробнее
ZANDZ ZZ-510-900 — Устройство для выпрямления (9 роликов; проволока D6-10, полоса 20*3-30*4)
Подробнее
ZANDZ ZZ-510-700 — Устройство для выпрямления (7 роликов; проволока D6-10, полоса 20*3-45*4)
Подробнее
ZANDZ ZZ-512-600 — Болторез ручной (L600 мм; проволока до D10)
Подробнее
ZANDZ ZZ-511-810 — Полосогиб ручной (L810 мм; проволока до D10, полоса до 30*4)
Артикул:
Количество:
Цена:
В корзине
Товаров:
На сумму:
Перейти в корзину
Запросить расчет
Логин
Пароль
E-mail
(success)
Фамилия
Отчество
Организация
Род деятельности ПроектированиеМонтаж/СтроительствоПродажаПрочее
Телефон
Хочу быть Экспертом
Эксперт — человек, профессионал, готовый оказывать заказчикам (посетителям этого сайта) какие-либо услуги в областях:
Продажа
Проектирование
Монтаж
Хочу получать новости ZANDZ на Email
Я ознакомился с правилами пользования сайтом
Дополнительную информацию о компании Вы сможете заполнить в личном кабинете после регистрации
E-mail
Полосогиб, Щипці регулювання ринви
Для монтажу водостічних жолобів пропонуємо ручні інструменти від німецького виробника Freund. Для додання форми круглим водостічних жолобах Вам знадобляться щипці для вирівнювання водостічних жолобів. Як відомо для монтажу ринви потрібно використовувати крюкогиб відомий також як бигеайзен або ж кронштейногиб, цей інструмент використовують для виробництва гаків для монтажу ринви
за порядкомза зростанням ціниза зниженням ціниза новизною
Линия для гибки акрила | Гибочные станки для акриловых линий
Фильтры
Рабочая длина500 мм. 650 мм.1250 мм.1300 мм.1350 мм.2200 мм.3000 мм.Метод гибкиАвтоматическийРучнойЛинии гибкиНесколько линийОднолинейный Метод нагреваДвустороннийОдносторонний
15 результатов
HR
Профессиональный станок для гибки акриловых листов с одной линией термической гибки. Станки HR доступны в размерах 500, 1250, 2200 и 3000 мм. рабочие длины. Они могут быть построены с линейкой, обозначенной параллельным задним упором или боковым упором.
Тип аппарата:
Ручной гибочный станок
HRK
Очень производительные гибочные станки модульной конструкции с двухсторонним нагревом и электронным таймером.
Доступны с рабочей длиной 650 и 1250 мм.
Может быть модернизирован до 4 нагревательных линий вверху и 4 нагревательных линий внизу.
Тип аппарата:
Ручной гибочный станок
HRT
Станок для гибки акриловых листов модульной конструкции с рабочей длиной от 650 до 3000 мм.
Оснащен от 1 до 4 нагревательными линиями и поставляется в стандартной комплектации с параллельным обратным упором.
Доступно множество аксессуаров для специальных проектов гибки и мобильных подрамников.
Тип аппарата:
Ручной гибочный станок
AFF 135
Автоматический станок для гибки пластика для материалов толщиной от 0,2 до 1,5 мм и длиной 1350 мм.
Оснащен 1 регулируемой автоматической линией гибки с установкой угла транспортиром.
Очень быстро и очень легко работать с идеальным результатом.
Тип аппарата:
Автоматический гибочный станок
ABM-D 135
Автоматический станок для гибки акриловых листов толщиной до 5 мм. на длине 1350 мм.
Оснащен 2-мя регулируемыми автоматическими линиями гибки с установкой угла транспортирами.
Очень прост в эксплуатации и очень стабильный результат!
Тип аппарата:
Автоматический гибочный станок
AFF-D 135
Автоматический листогибочный станок для материалов толщиной от 0,2 до 1,5 мм и длиной 1350 мм.
Оснащен 2-мя регулируемыми автоматическими линиями гибки с установкой угла транспортирами.
Очень быстро и очень легко работать с идеальным результатом.
Тип аппарата:
Автоматический гибочный станок
HRM
Станок для гибки пластиковых листов с двухсторонним нагревом, рабочая длина 1300 мм или 3000 мм.
Может использоваться для гибки материалов толщиной от 1 до 10 мм.
Идеально подходит для работы на натуре и изготовления защитных кожухов для стен из ПК и ПВХ, а также наличников ступеней.
Тип аппарата:
Ручной гибочный станок
HRP-S
Тяжелые машины для гибки пластмасс с двухсторонним нагревом для всех видов термопластов.
Доступны размеры 2200 и 3000 мм. рабочая длина.
Имеет до 2-х верхних и 4-х нижних нагревательных линий, а также 4 нагревательные линии могут использоваться одновременно.
Тип аппарата:
Ручной гибочный станок
HRP
Машины для гибки пластика большой конструкции с двухсторонним нагревом для гибки листов толщиной до 25 мм.
Этот пластиковый трубогиб доступен с рабочей длиной 2200 и 3000 мм.
Может быть увеличено до 4-х более чем 4-х нагревательных линий и 8-ми нагревательных линий могут использоваться одновременно.
Тип аппарата:
Ручной гибочный станок
HRT-D
Очень производительный листогибочный станок шириной 3000 мм. рабочая длина. Поставляется с автоматической подачей и конвейерной лентой. Оснащен или модульно расширяется до 4 регуляторов температуры для 4 нагревательных линий и 4 прижимных роликовых направляющих.
Тип аппарата:
Автоматический гибочный станок
X-WIRE
Уникальная машина для гибки пластиковых листов X-WIRE с перекрестными линиями нагрева в квадратах.
Идеально подходит для гибки коробок и перпендикулярных изгибов.
В комплект поставки входят регулировочные комплекты рабочей длины для создания частично холодных зон на теплотрассах.
Тип аппарата:
Ручной гибочный станок
HRP-D
Очень производительный автоматический листогибочный станок шириной 3000 мм. рабочая длина. Поставляется с регулируемой по времени верхней рамой, системой автоматической подачи и конвейерной лентой. До 8 темп. контроллеры для 4-х верхних, 4-х нижних линий нагрева и 4-х прижимных планок.
Тип аппарата:
Автоматический гибочный станок
VEVOR UB-100 Ручной гибочный станок для плоской стали Универсальный металлический арматурный уголок Угловой утюг 120-градусный сверхмощный гибочный станок для металлических стержней в горячем и холодном состоянии со съемным гибочным рычагом Полосовая сталь, плоская сталь, круглая сталь
Универсальный гибочный станок 120°
Диапазон размеров 0,3–1,2 дюйма, горячая и холодная гибка и съемный рычаг -срок использования. Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
1,2 дюйма Прочность на изгиб
120 ° Угол изгиба
Горячий и холодный изгиб
Стабильная стальная конструкция
Тесное оборудование и инструменты, заплатите меньше
Vevor — ведущий бренд, который специализируется на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Макс. Толщина материала 1,2 дюйма (30 мм). Максимальная ширина: 4 дюйма (100 мм). до 120 градусов
Горячая гибка и холодная гибка
Максимальный размер горячей гибки: листовая сталь 4 x 0,59 дюйма (100 x 15 мм), круглая сталь 1,2 дюйма (30 мм), квадратная сталь 1,2 x 1,2 дюйма (30 x 30 мм), угловая сталь 1,2 «x0,5″ (100×12 мм). Холодная гибка: листовая сталь 4″x0,59″ (100×15 мм), круглая сталь 0,7″ (18 мм), квадратная сталь 0,6″ x 0,6″ (16×16 мм) и угловая сталь 2,4″ x 0,3» (60х8мм).
Съемный гибочный рычаг
Оснащен длинным гибочным рычагом для легкой работы. Ручка разбирается на 2 части для удобства транспортировки и хранения.
Высшее качество
Инструмент изготовлен из сверхпрочной стали, способной повысить стабильность при работе. Широкое основание также обеспечивает более надежную опору.
Широкое применение
Подходит для гибки под углом или по окружности плоского, круглого, углового и квадратного стального проката. Инструмент идеально подходит для дома, ремонтных мастерских и слесарных мастерских.
Технические характеристики
Материал: Сталь
Прочность на изгиб в горячем состоянии
Плоская сталь: 4″x0,59″(100×15 мм)
Круглая сталь: 1,2″(30 мм)
Квадратная сталь: 1,2″x1,2″(30×3003 мм)
Угловая сталь: 1,2 x 0,5 дюйма (100 x 12 мм)
Способность к изгибу в холодном состоянии
Плоская сталь: 4 дюйма x 0,59 дюйма (100 x 15 мм)
мм (круглая сталь: 10002) )
Квадратная сталь: 0,6″ x 0,6″ (16×16 мм)
Угловая сталь: 2,4″ x 0,3″ (60×8 мм)
Угол изгиба: 0-120 градусов
Содержание пакета
1 x Metal Bender
1 x Bending Liver
5 X Dies
HARD WATNER & PAILSTARD и PAYERSHAP Меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество жесткого качества
Невероятно низкие цены
Fast & Secure Delivery
30-дневные бесплатные доходности
24/7 Внешнее обслуживание
120 ° Universal Bender
0,3 -1,2 «Размер. Холодная гибка со съемным рычагом
Этот универсальный угловой гибочный станок с широкой опорной базой изготовлен из высококачественной сверхпрочной стали, обеспечивающей стабильность и длительный срок службы. Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
1,2″ Изгибающая способность
Угол изгиба 120°
Горячая и холодная гибка
Стабильная стальная конструкция
Максимальный размер изгиба 1,2″
Гибочный станок может легко и плавно сгибать толщину до 30 мм (1,2 дюйма) материал. Максимальная ширина: 4 дюйма (100 мм).
Способность к изгибу на 120 градусов
Этот металлический гибочный станок оснащен циферблатом для более точного изгиба. Диапазон угла изгиба может достигать 120 градусов.
Зачастую, при расчетах требуется вес какой-либо детали из алюминиевого проката. Можно, конечно, воспользоваться и обычным калькулятором, вспомнив нехитрые формулы веса прямоугольника. Но вот формулу расчета шестигранника уже с ходу не вспомнишь, а как рассчитать вес алюминиевых уголков? Наш калькулятор веса алюминиевого проката поможет Вам! Выбирайте интересующий вас вид алюминиевого проката, вводите данные по размерам и длине. Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин!
Также можете воспользоваться спецкалькуляторами для расчета цены погонного метра электротехнической шины:
Будьте внимательны данный калькулятор дает только ориентир по весу!
Расчеты производятся по теоретическим формулам, исходя из того, что геометрическая форма проката — идеальная ! Реальная продукция и изделия могут весить больше или меньше, чем расчет по теории. Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!
Справочные материалы по алюминию
Также в нашем разделе «Справочник» Вы можете изучить расчетные таблицы по алюминиевому прокату
Вес рифленых листов квинтет
Вес гладких алюминиевых листов
Вес гладких дюралевых листов
Вес алюминиевых шин
Вес медной шин
Вес гибких изолированных медных шин ШМГИ
Кроме таблиц по весу, в данном разделе собраны таблицы по выбору шин по длительному току:
Расчет по току алюминиевых шин
Расчет по току изолированных медных шин
Расчет по току медных шин
Купить алюминий по выгодной цене
У нас Вы можете купить в розницу алюминиевый рифленый лист. Также в вашем распоряжении в наличии широкий выбор медных и алюминиевых шин, дюралевых кругов и других видов алюминиевого проката:
Квинтет АМг
Листы АМг3
Листы АМг5
Листы 5083
Листы 1561
Дюралевые листы Д16
Алюминиевые плиты АМг6
Алюминиевые плиты 1561
Присылайте ваши заявки на покупку алюминиевого проката на нашу почту Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Калькулятор вес, масса 1 метра, метров в 1 тонне
Вес арматуры А1
Вес арматуры А3
Вес арматуры Ат800
Вес катанки
Вес квадрата
Вес круга оцинкованного
Вес ленты/штрипса
Вес ленты/штрипса оцинкованного
Вес листа просечно-вытяжного (ПВЛ)
Вес листа рифленого
Вес листа/рулона окрашенного
Вес листа/рулона оцинкованного
Вес листа/рулона холоднодеформированного
Вес плиты
Вес проволоки
Вес проволоки оцинкованной
Вес профнастила окрашенного
Вес профнастила оцинкованного
Вес рельса
Вес трубы бесшовной горячедеформированной оцинкованной
Вес трубы ВГП
Вес трубы ВГП оцинкованной
Вес трубы плоскоовальной оцинкованной
Вес шестигранника
Для решения этой задачи нужно знать плотность различных металлов, формулы для расчета объема прокатных форм, справочный вес метра погонного (м. п) и квадратного (м2) металлопрокатной продукции. Расчет массы проката по формулам занимает много времени, особенно если речь идет о заказах с большой номенклатурой.
Готовые таблицы, представленные на сайте, позволяют избавиться от кропотливых подсчетов по сложным формулам. С помощью калькулятора можно быстро рассчитать вес одного погонного или квадратного метра любого типа проката, узнать количество метров в тонне.
От чего зависит масса металлопроката
Вес одного погонного или квадратного метра металлопроката зависит от многих факторов.
Например, массу одного метра погонного трубы определяют такие факторы, как:
Марка и плотность металла. Например, плотность сплавов алюминия находится в диапазоне от 2,5З до 2,9З г/cмЗ, стали — от 7,8З для нержавеющих сплавов до 8,90 г/cмЗ для быстрорежущих вольфрамовых сталей.
Наличие и тип дополнительного покрытия. Защитные, защитно-декоративные покрытия, наплавка и напыление увеличивают вес металлоизделий. Масса покрытия будет зависеть от плотности материала и технологии его нанесения (оцинковка, бронзирование, оловянирование и др.) и толщины слоя.
Диаметр трубы. Трубные изделия выпускаются с наружным диаметром от 0,З0 мм (капиллярные трубки) до 2520,0 мм (трубы электросварные спиралешовные).
Толщина стенки. Трубный металлопрокат производится с толщиной стенки от 0,10 до 75,0 мм.
Технология производства. Труба, изготовленная сварным способом, имеет больший вес, чем изделие с идентичными параметрами, полученное по технологии прессования, горячей или холодной прокатки поскольку сварной шов увеличивает вес изделия.
При расчете веса метра погонного ленты, штрипса, рулонного проката учитывается тип кромок — обрезные или необрезные. На массу м2 листового проката влияет толщина изделия и вид поверхности. Листы выпускаются гладкими или рифлеными. Холоднокатаный и горячекатаный листовой металлопрокат производится толщиной от 0,35 до 160,0 мм. Рифленые листы выпускаются с толщиной основания 2,5-12,0 мм и высотой рифлей 0,1-0,З от толщины основания листа. Форма рифлей может быть двух видов: «Ромб» или «Чечевица». Один метр квадратный такого листа будет весить от 21,0 до 99,З кг. При расчете веса 1 м2 сетки сварной, тканой, просечно-вытяжной учитывается диаметр проволоки, размер ячейки, способ производства.
Как пользоваться нашим калькулятором металлопроката
Выбор номенклатуры
Если Вы хотите узнать вес 1 м.п. трубы, арматуры или шестигранника, выберите номенклатуру, по которой вам нужно выполнить расчет метров в тонны.
Выбор типоразмера
Далее вам нужно выбрать в таблице типоразмер продукции. Если это сортовой прокат, то в таблице Вы увидите диаметр металлопроката и количество метров погонных в одной тонне. Например, арматурных прутьев марки A1 диаметром 6,0 мм в одной тонне будет 4 505 погонных метра.
В том случае, если Вам нужно узнать вес м.п. трубы, то нужно обратить внимание на диаметр и толщину стенки.
Для расчета веса плоского проката нужно выбрать толщину проката и далее расчет веса будет осуществляться в м2.
Расчет веса одного метра проката
Если Вам нужно узнать справочный вес одного метра в килограммах, кликните на выбранный типоразмер. В открывшейся таблице Вы увидите массу м.п с точностью до десятых долей грамма. Так 1 метр погонный арматуры A1 диаметром 6,0 мм будет весить 0,2219 кг или 221,9 г.
Как сделать заказ на расчет металлопроката
В разделе «Калькулятор металлопроката» представлен большой ассортимент металлопрокатной продукции. Мы расширяем перечень изделий, регулярно дополняем новыми позициями.
Если Вы не нашли в разделе нужной номенклатуры металлопроката или у Вас возникли затруднения в расчетах, обратитесь к нашему менеджеру. Наш специалист оперативно рассчитает массу одного погонного или квадратного метра металлопроката и количество метров в одной тонне, сделает расчет стоимости партии товара.
Чтобы сделать заказ на бесплатный расчет металлопрокатной продукции позвоните по телефону, номер которого указан на сайте, или отправьте Ваши вопросы по электронной почте. Наш менеджер свяжется с вами в самое ближайшее время, уточнит детали заказа, выполнит расчеты и ознакомит Вас с их результатами.
Расчет погонных метров в квадратных метрах
Полный экран
?
Всегда показывать полное меню
Прилепленное меню
Смотрите завершенные проекты!
Свяжитесь с нами
Есть идея для нового калькулятора или улучшения/дополнения к существующим?
Или нужна помощь с использованием наших калькуляторов?
Пожалуйста, дайте нам знать!
?
Создание и печать полномасштабных PDF-файлов с диаграммами на этой странице (шаблоны)
Поделись этим!
Погонные метры + квадратные метры для ширины и толщины доски
Квадратные метры в Погонные метры
Общая площадь
м²
Ширина доски
мм
Толщина доски
мм
Плюс отходы %
Длина доски
м
(округлен)
Стоимость / Погонный м $
Квадратные и линейные измерения — это две разные вещи, так как же преобразовать одно в другое?
Если ваш материал имеет заданную ширину, вы можете рассчитать площадь, которую покроет заданная общая длина этого материала.
А если вы знаете общую площадь покрытия, вы можете рассчитать длину материала при заданной ширине, чтобы он соответствовал площади.
Погонные метры в Квадратные метры
Общая длина
м
Ширина доски
мм
Толщина доски
мм
Квадратный метр в Квадратный метр
Не пропустите! Получайте уведомления о новых домах, как только они публикуются
Уведомления можно отключить в любое время в настройках браузера.
Главная
Преобразование квадратного метра в квадратный метр
Один квадратный метр равен 1 квадратного метра
SELECT Hate
Выберите из блока
квадратный метр
Выберите в блоке
1
квадратный метр
. Выберите в блоке
1
квадратный метр
.
Преобразование квадратного метра в квадратный метр
О квадратном метре
Единица измерения площади, квадратный метр или квадратный метр, используется во всем мире для измерения двумерных пространств, таких как поле или пол, и во всем мире принята в качестве стандарта. международная единица площади. Именно поэтому эта единица измерения довольно часто используется в сфере недвижимости. Таким образом, знание устройства и процесса преобразования может пригодиться, среди прочего, при покупке недвижимости или напольных покрытий.
Квадратный метр, который часто называют сокращенно кв.м. или М2 — единица измерения площади, равная квадрату со стороной в один метр. По этим расчетам для создания парковочного места для среднего автомобиля потребуется около 12 квадратных метров.
При измерении недвижимого имущества следует учитывать, что площадь пропорциональна квадрату линейного размера. Так, если линейные размеры удвоить, то площадь предполагается вчетверо больше.
Поскольку квадратные метры являются единицей измерения площади, их обычно избегают при измерении длины или расстояния в одном направлении. Именно таким образом можно перевести квадратный метр в квадратный фут. Квадратный метр, например, равен 10,76 квадратных футов. Однако квадратный метр, также называемый квадратным метром, не может быть преобразован в футы. Однако при преобразовании между квадратными метрами и площадями, такими как квадратные дюймы или квадратные мили, коэффициент преобразования линейных единиц должен быть возведен в квадрат, если необходимо выполнить преобразование.
Несмотря на то, что квадратный метр используется во всем мире в качестве единицы измерения, он не популярен в Соединенных Штатах.
Быстрое преобразование
гектара в акр
квадратных футов до квадратного метра
квадратный ярд до квадратных футов
Акр до гектара
с квадратными футами
до квадратного метра
до квадратных футов
квадратные футы. до акра
бигха до акра
гектар до бигха
акр до бигха
Цент в Квадратный метр
Бигха в Гектар
Гектар в Квадратный фут
Квадратный ярд в Квадратный метр
Часто задаваемые вопросы
Какие единицы измерения земли наиболее распространены в Индии?
Гектары, акры, квадратные метры и квадратных ярдов являются одними из распространенных единиц измерения земли, используемых в Индии. В то время как Bigha и Marla обычно используются на Севере, такие термины, как Cent, Guntha и Ground принадлежат Югу. В зависимости от названий единиц их размеры также варьируются от штата к штату.
Квадратный метр в Квадратный метр
Квадратный метр в Квадратный ярд
Квадратный метр в Квадратный ярд
Квадратный метр в Квадратный километр Метр в Марла
Квадратный метр в Квадратный сантиметр
Квадратный метр в Катха
Квадратный метр в Квадратная миля
Квадратный метр в Дхур
Аренда дома в ЧеннаиДом на продажу в БангалореАренда дома в БангалореАренда квартир в БангалореАренда квартир в ПунеАренда дома в КоимбатореАренда дома в ХайдарабадеРентабадКвартира в Хайдарабаде на продажу Квартиры в ХайдарабадеАренда квартир в Мумбаи
Участок для продажи в Ченнаи Участок для продажи в Бангалоре Участок для продажи в Мумбаи Участок для продажи в Дели Участок для продажи в Хайдарабаде Участок для продажи в Ахмадабаде Участок для продажи в Калькутте Участок для продажи в Джайпуре Участок для продажи в Лакхнау Участок для продажи в Пуне Участок для продажи Распродажа в Сурате
Продажа земель сельскохозяйственного назначения в Chennai Продажа земель сельскохозяйственного назначения в Bangalore Продажа земель сельскохозяйственного назначения в Mumbai Продажа земель сельскохозяйственного назначения в Delhi Продажа земель сельскохозяйственного назначения в Hyderabad Продажа земель сельскохозяйственного назначения в Ahmedabad Продажа земель сельскохозяйственного назначения в Kolkata Продажа земель сельскохозяйственного назначения в Jaipur Продажа земель сельскохозяйственного назначения в Lucknow Продажа земель сельскохозяйственного назначения в Продажа в Пуне Продажа сельскохозяйственных земель в Сурате
Часть
Наши бренды
Недвижимость в Мумбаи
Flats in Mumbai
Flats for Rent in Mumbai
New Projects in Mumbai
Commercial Property in Mumbai
Commercial Property for rent in Mumbai
Real estate in Bengaluru
Flats in Bengaluru
Flats for Rent in Bengaluru
Новые проекты в Бангалоре
Коммерческая недвижимость в Бангалоре
Аренда коммерческой недвижимости в Бангалоре
Недвижимость в Хайдарабаде
Квартиры в Хайдарабаде
квартиры в аренду в Хайдарабаде
Новые проекты в Хайдарабаде
Коммерческая недвижимость в Хайдарабаде
Коммерческая недвижимость в аренду в Хайдарабаде
Недвижимость в Пуне
Квартиры в Пуне
Квартиры в аренду в Пуне
Новые проекты в Pune
. Пуна
Коммерческая недвижимость в Пуне
Аренда коммерческой недвижимости в Пуне
Недвижимость в Ченнаи
Квартиры в Ченнаи
Аренда квартир в Ченнаи
Новостройки в Ченнаи
Коммерческая недвижимость в Ченнаи
Коммерческая недвижимость в аренду в Ченнаи
Недвижимость в Дели
Квартиры в Дели
Аренда квартир в Дели
Коммерческая недвижимость в Дели 90 Новые проекты в0 Дели0
Аренда коммерческой недвижимости в Дели
Недвижимость в Гургаоне
Квартиры в Гургаоне
Аренда квартир в Гургаоне
Новые проекты в Гургаоне
Коммерческая недвижимость в Гургаоне
Коммерческая недвижимость в аренду в Гургаоне
Недвижимость в Нойде
Квартиры в Ноиде
Аренда квартир в Ноиде
Новые проекты в Ноиде
Коммерческая недвижимость в аренду0 Нет в Нойде
Недвижимость в Калькутте
Квартиры в Калькутте
Аренда квартир в Калькутте
Новостройки в Калькутте
Коммерческая недвижимость в Калькутте
Коммерческая недвижимость в аренду в Калькутте
недвижимость в Ахмедабаде
квартиры в Ахмедабаде
Кварты за аренду в Ахмедабаде
Новые проекты в Ахмедабаде
. Коммерческая недвижимость в Ахмедабаде
Коммерческая недвижимость в арендной плате в Ахмедабаде
. в Тане
Квартиры в Тане
Аренда квартир в Тане
Новостройки в Тане
Коммерческая недвижимость в Тане
Аренда коммерческой недвижимости в Тане
Недвижимость в Нави Мумбаи
Квартиры в Нави Мумбаи
Аренда квартир в Нави Мумбаи
Новостройки в Нави Мумбаи
Коммерческая недвижимость в Нави Мумбаи
Коммерческая недвижимость в аренду в Нави Мумбаи
Недвижимость в аренду в Нави0306
Квартиры в Фаридабаде
Аренда квартир в Фаридабаде
Новостройки в Фаридабаде
Коммерческая недвижимость в Фаридабаде
Коммерческая недвижимость в аренду в Фаридабаде
недвижимость в Газиабаде
квартиры в Газиабаде
Квартиры в аренду в Газиабаде
Новые проекты в Газиабаде
Коммерческая недвижимость в Газиабаде
Коммерческая недвижимость для арендной платы в haziabad
Трубы и трубная резьба Компания Триком любые тэны, электронагреватели и комплектующие к электронагревательной технике
11 января 2019
При монтаже отопления, водопровода и других подобных работах немаловажное значение имеет качество нарезаемой резьбы и прежде всего ее соотнесенность с осью трубы. Когда резьба делается на токарном станке, особенно резцом, соосность получается приближенной к теоретической. Но вот при нарезании вручную плашкой…
По справочникам «резьба» — «…винтовая канавка постоянного сечения и шага, нанесенная на поверхность деталей машин цилиндрической либо слабо конической формы, например винтов и болтов, или на соответствующие поверхности соединяемых с ними деталей, например, гаек…»
Рассмотрим цилиндрическую трубную резьбу, с которой приходится сталкиваться в домашнем быту. На территории нашей страны наряду с резьбой метрической применяется резьба дюймовая. Если в метрической резьбе основными ее характеристиками являются диаметр и шаг (расстояние между соседними гребнями или впадинами резьбы, измеренное вдоль оси детали, выраженное в миллиметрах), то в дюймовой резьбе главными параметрами служит диаметр резьбы, выраженный в дюймах (или в его частях), и число витков (ниток), нарезанных на длине дюйма. Напомним, что один дюйм (1″) равен 25,4 мм.
Рассмотрим, например, так называемую «трубную цилиндрическую» резьбу, с которой чаще всего приходится сталкиваться.
Здесь мы встречаемся с новой, несколько необычной единицей измерения — «трубным дюймом», равным 33,249 мм. Образовался он просто: к размеру (в дюймах), характеризующему внутренний диаметр трубы, добавили толщину обеих стенок. И получилось, что наружный диаметр дюймовой трубы —-33, 249 мм, полудюймовой — 21, 25 мм.
Кроме перечисленных особенностей дюймовая резьба имеет более острые гребни (впадины), чем метрическая резьба (55° против 60°) и несколько закругленные вершины ниток резьбы.
Из наиболее часто применяемых в быту труб отметим трубы диаметром 1/2″ и 3/4″, у которых резьба имеет 14 ниток на дюйм (шаг резьбы 1,814 мм). Резьба труб диаметром 1″; 1 1/4″; 1 1/2″ и 2″ имеет 11 ниток на дюйм (шаг резьбы 2,309 мм). Для справки добавим, что 11 ниток на дюйм, а следовательно и шаг 2,309 мм, сохраняют резьбы на трубах диаметром от 1″ до 6″.
Для определения типа и шага резьбы применяется инструмент, именуемый резьбомером, но можно это сделать и с помощью линейки или штангенциркуля. Для выяснения шага метрической резьбы измеряют расстояние между гребнями нескольких ниток резьбы, а потом делят это расстояние на число ниток. При дюймовой резьбе считают нитки, которые умещаются в одном дюйме (25,4 мм).
Соотношение метрической резьбы и дюймовой
Резьба
Наружный диаметр, мм
1/2″
20,955
3/4″
26,441
1″
33,249
1 1/4″
41,91
1 1/2″
47,803
2″
59,614
2 1/2″
75,184
3″
87,884
E-mail
Пароль
Забыли пароль?
Сссылка на восстановление пароля будет выслана на e-mail
E-mail
E-mail
Товар добавлен в корзину
Запрос наличия товара
Название товара
Телефон
E-mail
Запрос отправлен
Наш менеджер свяжется с вами в течение дня по указанному вами телефону
Соглашение
Используя данный веб-сайт, вы соглашаетесь использовать файлы cookies в соответствии с нашей политикой в отношении файлов cookies.
Узнайте больше
Стандартный шаг резьбы
ГЛАВНАЯ > РЕЗЬБЫ
Стандартный шаг резьбы США
Стандартная резьба США измеряется в TPI (число резьб на дюйм). Их измеряют, находя количество гребней нитей в 1 дюйме нитей. Они делятся на грубые (NC, National Coarse) и тонкие (NF, National Fine) нити.
Другие названия: Имперские, Дюймовые, Дробные, Унифицированные
Сплавы алюминия находят широкое применение в промышленности в виде отливок, листов, а также профилей сложной формы. При небольшой плотности сплавы алюминия отличаются высоким уровнем прочности, коррозионной стойкости и пластичности. Это достигается благодаря легированию их различными добавками — марганцем (Mn), магнием (Mg), кремнием (Si), хромом (Cr) и никелем (Ni).
Сплавы алюминия можно разделить на две группы:
деформируемые, которые в свою очередь могут быть неупрочняемыми (сплавы алюминия с марганцем и магнием) и упрочняемые термообработкой (дюралюмины).
литейные, используются для деталей со сложной конфигурацией.
Для сварки алюминия используются следующие виды сварки:
ручная дуговая сварка угольными и штучными электродами;
дуговая сварка в защитных газах неплавящимися электродами — аргонодуговая сварка – позволяет получить наилучшее качество сварного соединения. Однако требует высокой квалификации сварщика;
полуавтоматическая дуговая сварка в защитных газах сварочной проволокой;
газоплазменная и контактная;
дуговая сварка под флюсом.
Практически при всех вышеуказанных способах сварки используется присадочная проволока или прутки. Наша компания предлагает для сварки алюминия следующие виды проволоки и прутков — ER5183 (AlMg5,5Mn), ER4043 (AlSi5) аналог Св-АК5 и ER5356 (AlMg5) аналог Св-AMr5, для аргонодуговой сварки вольфрамовые (неплавящиеся) электроды марок WP, WL15, WL20, WC20, WZ8, для ручной дуговой сварки – угольные электроды марки CARBON.
Главная проблема при сварке алюминия – это образование на поверхности алюминия или его сплавов оксидной пленки, затрудняющей плавление металла из-за ее тугоплавкости (температура плавления — 2050⁰С), а так же высокая теплопроводность алюминия – из-за чего сложно прогреть место сварки.
Далее давайте рассмотрим более подробно виды сварки, которые применяются для сварки алюминия и материалы для нее применяются:
pучная дуговая сварка. При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
aргонодуговая сварка неплавящимся электродом на переменном токе – оптимальный вариант сварки алюминия, в том числе тонколистового. Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания. Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
полуавтоматическая и автоматическая сварка алюминия отличается от ручной, автоматической подачей присадочной проволоки в зону сварки. В данном случае функцию электрода берета на себя сварочная проволока;
газопламенная сварка алюминия производится кислородно-ацетиленовым пламенем при соотношении 02/С2Н2 = 1,1…1,2. Чтобы защитить алюминий от окисления во время данного вида сварки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития. По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
Учитывая вышеизложенные особенности при сварке алюминия, не последнюю роль играет выбор качественных сварочных материалов. Наша компания предлагает сварочные материалы для сварки алюминия отличного качества, поставляемые под брендом GWC, приобрести которые можно в розницу в нашем интернет-магазине и оптом отправив запрос менеджерам.
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
Почему свариваемость алюминия низкая
Способы сварки алюминия
Что нужно для сварки алюминия
Чем варить алюминий в домашних условиях
Сварка вольфрамовыми электродами в инертной среде
Задействуем полуавтомат
Выполняем работы инвертором
Технология сварки алюминия при помощи флюсов
Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
с использованием вольфрамовых электродов и инертного газа;
в инертной среде полуавтоматической сваркой;
без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
используется только обратно полярный постоянный ток;
величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
Важно, чтобы длина дуги не превышала 2,5 мм.
Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
Между присадочной проволокой и электродом выдерживается прямой угол.
Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 62, Средняя: 2
Какой сварочный аппарат мне нужен для сварки алюминия?
••• Photos.com/Photos.com/Getty Images
Обновлено 24 апреля 2017 г.
Автор: Сьюзан Кристофф
Алюминиевые сплавы представляют собой большую проблему для сварщиков, чем стальные сплавы. Алюминий имеет более низкую температуру плавления и более высокую проводимость, чем стали, что может привести к прожогам, особенно в более тонких алюминиевых листах. Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) является основным методом сварки алюминия. Поскольку алюминиевая заготовка требует много тепла, чтобы нагреться до температуры, но может удерживать это тепло в течение длительного времени, сварочный аппарат с контролем тока полезен для предотвращения перегрева алюминиевой заготовки, вызывающего прожог. Сварка TIG может применяться как для тонкого алюминиевого листа, так и для более толстого алюминиевого листа. Поскольку для сварки TIG требуется отдельный присадочный стержень, сварщик должен выбрать сварочный стержень из сплава, максимально близкого к сплаву заготовок.
Сварка MIG
Сварка металлов в среде инертного газа (MIG) может быть успешно использована для сварки алюминия. При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
Газовая сварка
Алюминий можно сваривать газовой горелкой, но этот метод сложнее, чем сварка MIG и TIG. Горелкой труднее контролировать тепло, подаваемое на заготовку, а при использовании горелки более вероятно прогорание. Для сварки алюминия с горелкой требуется ловкий сварщик, который может адекватно управлять горелкой и присадочной проволокой.
Очистка алюминиевых деталей
Независимо от того, какой сварочный аппарат используется для сварки алюминиевых деталей, перед началом сварки детали должны быть очень чистыми. Оксид алюминия имеет гораздо более высокую температуру плавления, чем основной алюминий, поэтому любые оксиды, которые остаются на поверхности заготовки, могут привести к оксидным включениям в сварном шве, снижая общую прочность и внешний вид сварного шва. Заготовки можно очищать с помощью химического травления или механически с помощью проволочной щетки.
Статьи по теме
Ссылки
Miller Welds: Советы по сварке алюминия
Об авторе
Сьюзен Кристофф занимается написанием инженерных статей уже 13 лет. Ее статьи публиковались на eHow.com, Suite101, на ее личных веб-сайтах и на веб-сайтах многих клиентов-гостеррайтеров. Опыт Кристоффа включает проектирование, конструкции, датчики, сбор данных и производство.
Авторы фотографий
Photos.com/Photos.com/Getty Images
Руководство для начинающих по сварке алюминия
Эта страница не является исчерпывающим руководством; это всего лишь несколько советов и несколько ссылок на более авторитетную информацию. Он предназначен для людей, которые хотят научиться сваривать алюминий, но не имеют опыта сварки алюминия или даже сварки в целом.
Это было описание меня пару месяцев назад. В своих попытках научиться сваривать алюминий я собрал всю информацию, которую смог найти, из множества различных источников — очень упрощенное и малоинформативное руководство, прилагаемое к сварочному аппарату, много литературы в Интернете, основные книги по сварке с очень короткие разделы по алюминию и очень продвинутые книги, написанные для инженеров, в которых больше уравнений и формул, чем практических советов по сварке.
Затем, используя то, что я узнал, в сочетании с большим количеством проб и ошибок, я в конце концов понял, как склеить два куска алюминия, не трескаясь, не деформируясь, не усыхая и не ломаясь. Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
Какое оборудование вам нужно?
Сварочный аппарат TIG
Сварочный аппарат TIG (GTAW). Большинство источников говорят, что сварочный аппарат TIG (вольфрамовый инертный газ), также называемый GTAW (газовая вольфрамовая дуговая сварка), является лучшим методом сварки алюминия. Я слышал, что алюминий также можно сваривать с помощью сварочного аппарата MIG, сварочного аппарата или даже с помощью газовой горелки.
Так как я использовал TIG только для алюминия, я буду писать об этом. Сварочные аппараты TIG довольно дороги, и трудно оправдать покупку даже устройств самого низкого качества, если вы не зарабатываете деньги на сварке. Более дорогие устройства (6000 долларов) имеют ряд функций, которые позволяют выполнять высококачественную сварку алюминия.
У нас есть недорогой (2500 долларов) сварочный аппарат Hobart, который описывается как хороший для любителей или фермеров. Как бы ни было заманчиво обвинить машину, пока я делал обугленные куски искривленного металла вместо аккуратно сваренных соединений, я понял, что адекватные сварные швы можно сделать даже с дешевой машиной.
Что вы получите, потратив лишние деньги на сварщика? Больше сила тока (имеется в виду возможность сваривать более толстый металл), водяное охлаждение (не знаю, какое преимущество это дает, но на нашем агрегате с воздушным охлаждением колпак горит оранжевым, когда он работает на максимальной мощности, а это всего 165А), прямоугольная волна AC (это позволяет шлифовать вольфрам с церием до точки для более стабильной дуги), регулировка частоты и регулировка соотношения положительного и отрицательного тока для лучшей очистки или проплавления. Поскольку на моей машине нет ни одной из этих функций, я не могу дать совет, как их использовать.
СИЗ
Хорошие сварочные перчатки. У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
Хороший сварочный шлем. Я слышал, что лучшими являются автоматически затемняемые шлемы с золотым оттенком. У меня есть шлем за 20 долларов с крошечным окном, которое падает с моей головы, когда я его опускаю.
Аргон
Газ аргон. Смеси не подходят для алюминия, за исключением смеси аргона и гелия. Не берите бак у сварщика MIG, чтобы использовать его на сварочном аппарате TIG — он вообще не будет работать. Вы просто сделаете кучу сгоревшего металла и копоти.
Алюминиевый сварочный пруток
Алюминиевый сварочный пруток. Я получил 4043, который кажется наиболее рекомендуемым. На http://www.tinmantech.com есть хорошая таблица, где показано, какой стержень использовать для каких сплавов, а также масса отличной информации по металлообработке и сварке алюминия. На данный момент я понятия не имею, как отличить один сплав от другого, и я не занимаюсь особо важной сваркой, так что не беспокойтесь об этом. У меня 4043 хорошо работает.
Щетка из нержавеющей стали
Специальная щетка из нержавеющей стали, которую можно использовать только для алюминия. Напишите на нем «алюминий», чтобы он не использовался ни для чего другого.
Место для сварки
Металлическая скамья не помешала бы. У меня его нет. Остановка сварочного шва, чтобы потушить пожар, — это заноза в заднице. Это происходит со мной все время.
Опрыскиватель для растений
Пульверизатор с водой. Это не для охлаждения работы, а для тушения небольших пожаров, которые недостаточно велики, чтобы использовать огнетушитель. Быстрое охлаждение алюминия может привести к его растрескиванию в сварном шве или вблизи него.
Огнетушитель
Огнетушитель может быть неплохой идеей, если вы не хотите, чтобы вас уволили за поджог магазина.
Рубашка с длинным рукавом
Это ОЧЕНЬ важно: тяжелая хлопковая рабочая рубашка с длинным рукавом. Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.
Удерживающая работа
Зажимы или тиски Захваты или что-то еще, что вы собираетесь использовать, чтобы удерживать вашу работу на месте, а также несколько блоков или стержней из алюминия или меди, которые можно использовать в качестве радиаторов.
Достаточно списка покупок. Далее полезные советы
Советы
Совет №1 — Очистите алюминий
Это самый важный совет, который у меня есть. Я читал это в нескольких местах до того, как начал практиковаться в сварке, но это не казалось таким уж въевшимся, и я потратил много металла, пытаясь сварить вместе два куска грязного алюминия. АЛЮМИНИЙ, КОТОРЫЙ ВЫГЛЯДИТ СОВЕРШЕННО НОВЫМ И ЧИСТЫМ, НА САМОМ ДЕЛЕ ГРЯЗЕН. ЭТО НЕ КАК СТАЛЬ.
Блуждающая дуга — Вы не можете запустить лужу, не прожигая или не искажая металл
Ваш наполнитель не смешается с лужей, вместо этого он скатывается в трудно переплавляемый шар.
Алюминий, кажется, имеет поверхностное натяжение, как капли воды на вощеной поверхности.
При попытке соединить 2 детали края скручиваются друг от друга и образуют еще больший зазор.
Вот почему
Вот что происходит: Алюминий быстро образует более или менее невидимое покрытие из оксида алюминия. Оксид алюминия плавится при температуре, в три раза превышающей температуру алюминия. Когда вы пытаетесь сварить неочищенный алюминий, алюминий под покрытием из оксида алюминия расплавится, но покрытие из оксида алюминия останется твердым и будет действовать как мембрана, как воздушный шар с водой. Когда вам, наконец, удастся проникнуть через покрытие, очень жидкий алюминий внутри сразу же вытечет наружу, как лопнувший воздушный шар с водой.
Сначала я распыляю ацетон на алюминий. Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужно убедить, проверьте это — Brewer Racing Frames. Спасибо за подсказку, Андрей!
Затем я промываю алюминий в воде на случай, если на нем останутся неприятные следы. Перед сваркой алюминий должен быть полностью сухим, включая все уголки и закоулки.
Затем я использую щетку из нержавеющей стали (убедитесь, что щетка из нержавеющей стали, я читал, что это важно), чтобы очистить алюминий до блеска вокруг области, подлежащей сварке.
В некоторых статьях, которые я читал, говорится, что алюминий следует очищать только в одном направлении, чтобы избежать попадания загрязняющих веществ в алюминий. Я не всегда соблюдаю это правило и не замечал вытекающих из него проблем, но я не работаю над чем-то слишком критичным и я далеко не эксперт. Я также читал, что колодки 3M Scotchbrite — хороший способ подготовки алюминия. Если вы не привариваете алюминий сразу после очистки, перед началом сварки его следует подкрасить. Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
Совет № 2. Прикрепите свою работу к радиатору
Радиатор из меди или алюминия, если это возможно. Алюминий очень хорошо проводит тепло. Как только область, которую вы пытаетесь сварить, становится достаточно горячей, чтобы расплавиться, остальная часть работы, вероятно, будет настолько горячей, что она сожмется и деформируется. Использование теплоотвода под свариваемой областью поглотит часть тепла и предотвратит деформацию изделия.
Совет №3. Предварительный нагрев перед сваркой
Это НАМНОГО облегчает сварку алюминия. Это не предмет споров. Проблема в том, что некоторые виды алюминия подвергаются термообработке, и при нагревании и охлаждении термообработанный алюминий становится мягче.
Я читал мнения, начиная от «термически обработанный алюминий никогда не следует предварительно нагревать» и «предварительный нагрев — это костыль для неопытных сварщиков» до противоположной крайности «алюминий всегда следует предварительно нагревать, чтобы предотвратить растрескивание».
Рекомендуемая температура предварительного нагрева от 275 град. Ф, до 500 град. F. Я подозреваю, что многие из этих мнений верны в своем собственном контексте. Правильная процедура, вероятно, различается для сварки двери космического корабля в вакуумной камере и сварки треснувшей головки блока цилиндров.
Одно я знаю точно: сварка более толстых деталей из алюминия нашим сварочным аппаратом на 165А без предварительного нагрева невозможна. Однажды я попытался сварить два куска алюминия толщиной 8 мм без предварительного нагрева. В результате получился очень неглубокий и слабый шов, автоматический выключатель сработал дважды, а сварочный аппарат перегрелся и отключился после каждых двух дюймов сварки.
У меня нет под рукой духовки, поэтому я использую пропановую горелку, направленную на радиатор, к которому я прикрепляю работу, и инфракрасный термометр, чтобы определить, достаточно ли жарко. Обычно я не могу нагреть работу выше 350 градусов, так что это температура, которую я использую. Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор.
Совет № 4. Если вольфрам загрязнится, прекратите сварку и исправьте его.
Когда вольфрам соприкасается со сварочной ванной или присадочным материалом, дуга становится нестабильной и качество сварки значительно снижается. Со мной это часто случается, к сожалению. Лучший способ исправить это — снять вольфрам, положить его на плоскую поверхность так, чтобы загрязненная часть вольфрама свисала с края, ударить по загрязненной части вольфрама (он сразу отломится), переустановить вольфрам, изменить полярность на DCEP (положительный электрод постоянного тока), зажгите дугу на металлическом ломе, чтобы снова скатать вольфрам, переключитесь обратно на высокий уровень переменного тока, и вы снова готовы к сварке. Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз.
Совет № 5. Соедините детали как можно плотнее.
Не оставляйте зазоров или как можно меньше зазоров. При использовании сварочного аппарата MIG мне довольно легко заполнить зазоры между двумя свариваемыми стальными частями. Однако мне было очень трудно сделать это при сварке алюминия с помощью TIG. Тепло от TIG очень локализовано.
Когда есть зазор и нагревается металл с одной стороны, металл сливается с этой стороны, но металл с другой стороны остается твердым. Вы можете чередовать из стороны в сторону, чтобы обе стороны объединились, но когда я делаю это, я обычно получаю более широкий разрыв, чем в начале.
Единственный найденный мной способ заполнить щель — это «выплеснуть» каплю наполнителя через щель, затем работать с наполнителем до тех пор, пока он не растает с обеих сторон, а затем наращивать наполнитель. Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
Совет № 6. Несколько практических правил
Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы предполагаете использовать, и используйте ножную педаль, чтобы уменьшить ее.
Используйте чистый вольфрам для алюминия, если у вас есть более дешевый (не прямоугольный) сварочный аппарат, как я.
Если у вас есть более дорогой сварочный аппарат (прямоугольная волна), используйте вольфрамовый сплав с 2% церия 130 А Используйте чистый вольфрам 1/8″ для тока от 100 до 180 А. Используйте поток аргона от 15 до 20 CFH
Используйте размер присадочного стержня, равный размеру вольфрама. Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
 Сортамент
Сортамент Сортамент
Сортамент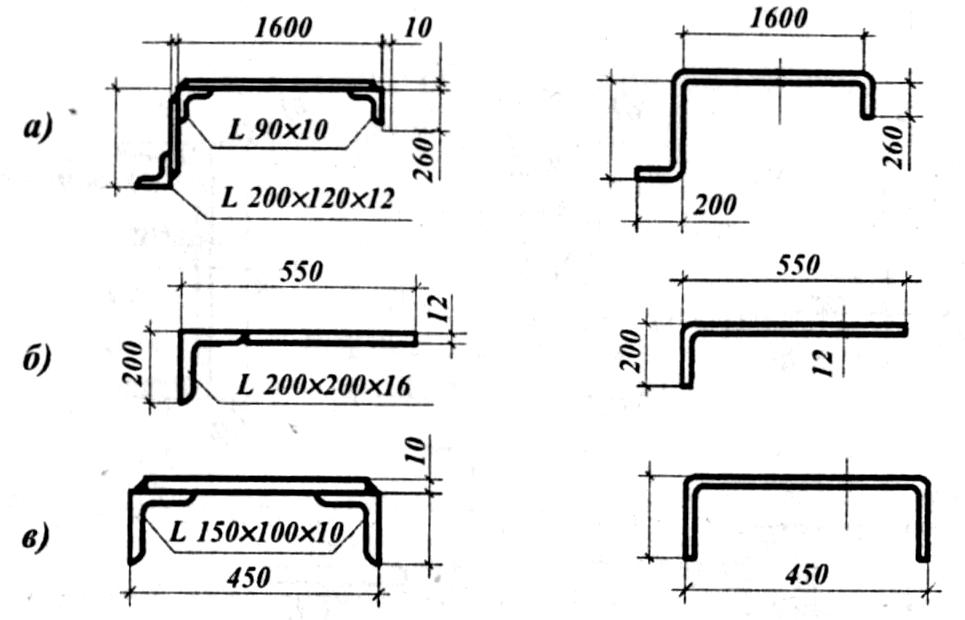 Сортамент
Сортамент Сортамент
Сортамент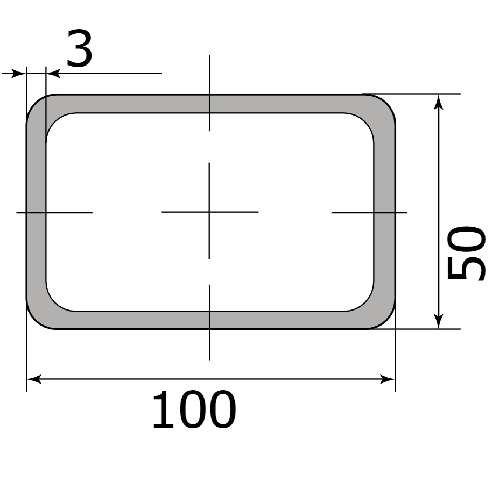 Сортамент
Сортамент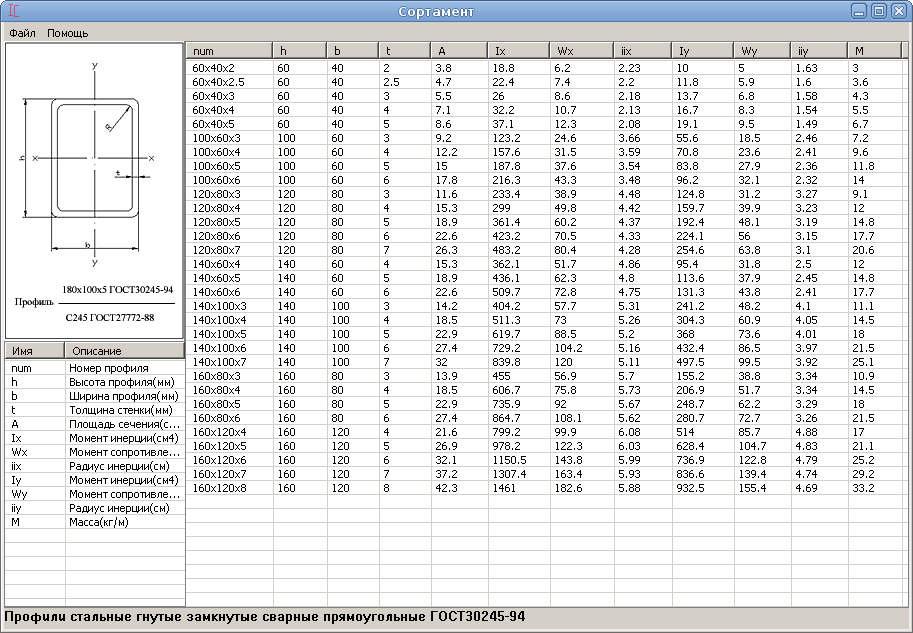 Технические условия. Заменен на ГОСТ 22233-2018.
Технические условия. Заменен на ГОСТ 22233-2018. Технические условия
Технические условия


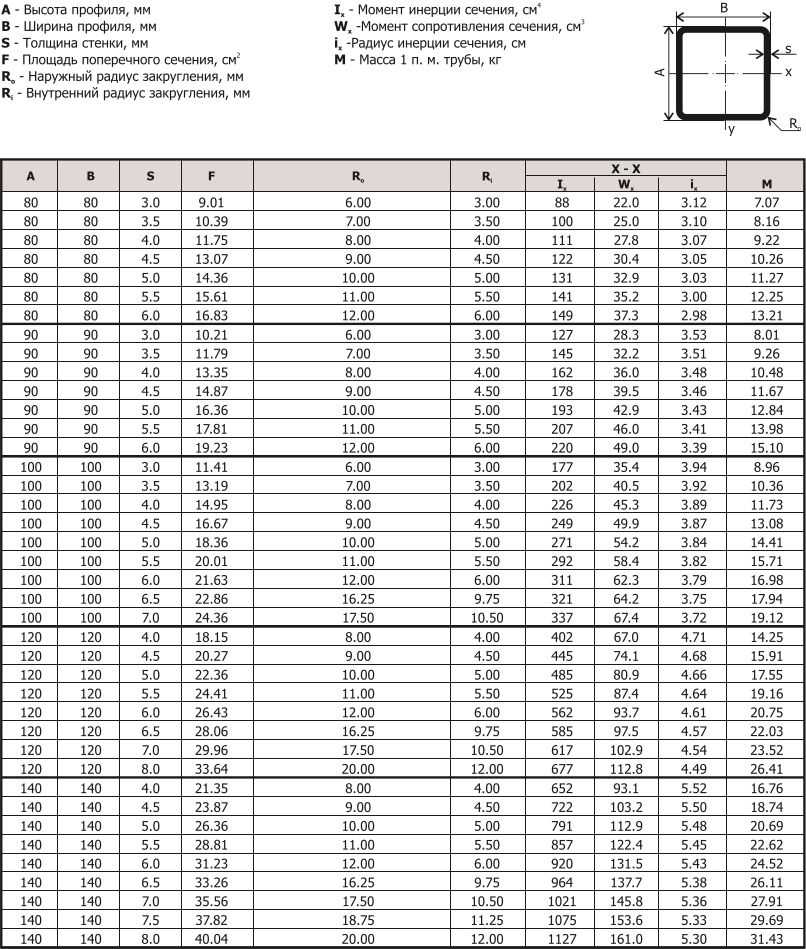 1 Требования к отклонениям от плоскостности алюминиевых листов по ГОСТ 21631-76 зависят от:
1 Требования к отклонениям от плоскостности алюминиевых листов по ГОСТ 21631-76 зависят от: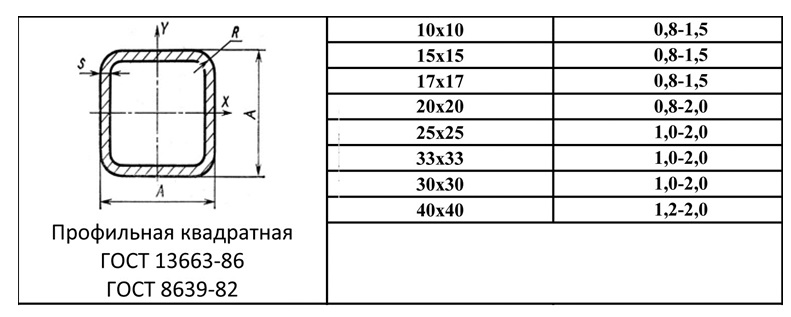 3).
3).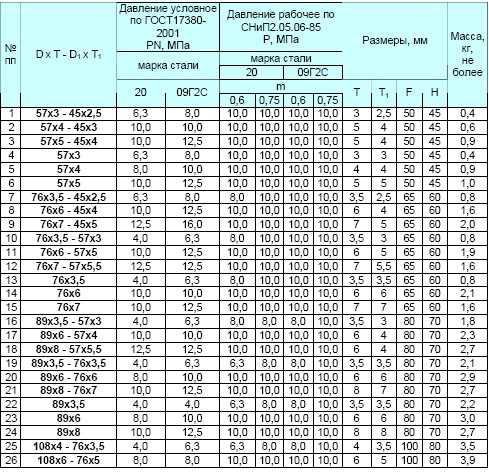
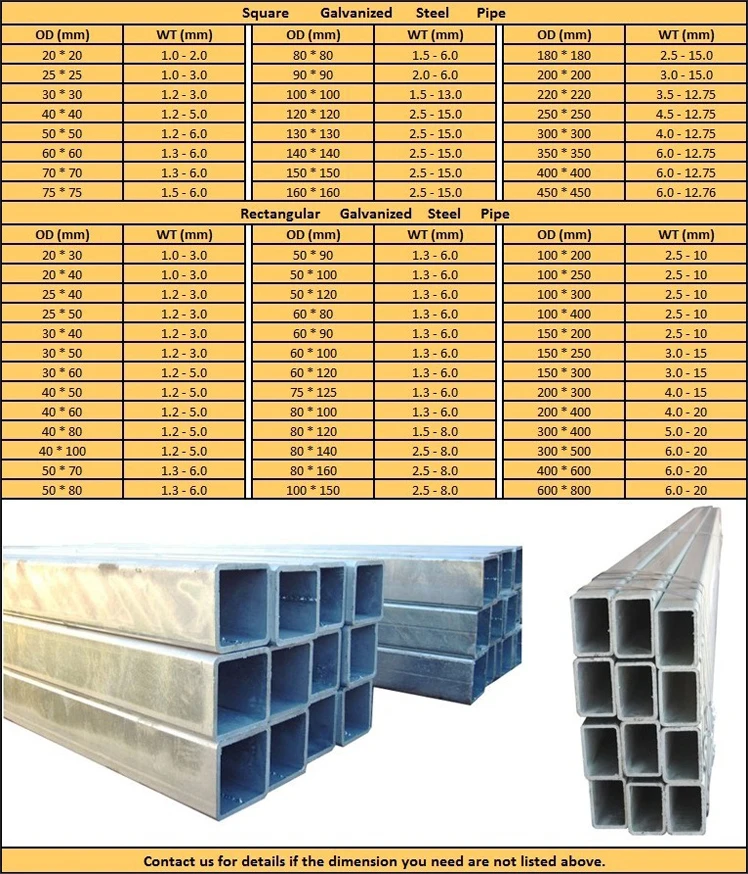 ..
.. ..
.. ..
.. х 10,875 дюймов.
х 10,875 дюймов.
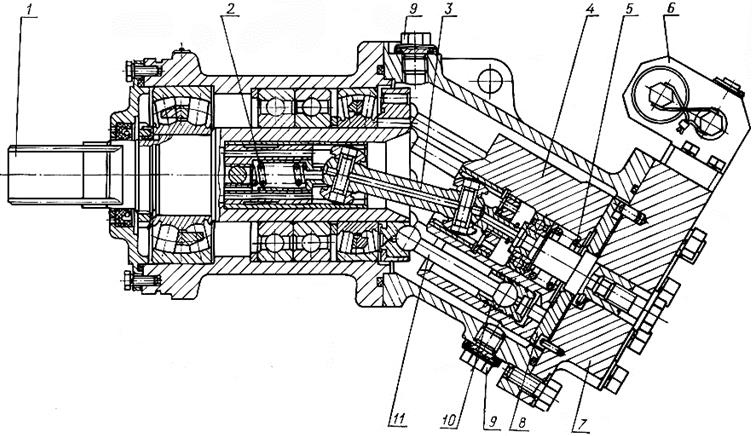 Поршни передают усилие на сферический шарнир 10. Так как оси вала 1 и блока цилиндров 13 находятся под углом, сила в шарнире 10 раскладывается на осевую и тангенциальную составляющие.
Поршни передают усилие на сферический шарнир 10. Так как оси вала 1 и блока цилиндров 13 находятся под углом, сила в шарнире 10 раскладывается на осевую и тангенциальную составляющие. д.
д. 20.12.20Б
20.12.20Б 20.11.21Б
20.11.21Б 3-85), АУ ТУ 38 1011232-89 (МГ-22-А ГОСТ 17479.3-85) и АУП ТУ 38 1011258-89 (МГ-22-Б ГОСТ 17479.3-85)-
3-85), АУ ТУ 38 1011232-89 (МГ-22-А ГОСТ 17479.3-85) и АУП ТУ 38 1011258-89 (МГ-22-Б ГОСТ 17479.3-85)-
 Осевая сила воспринимается радиально-упорными подшипниками, а тангенциальная создает крутящий момент относительно оси вала и сообщает ему вращение. Величина крутящего момента, развиваемая гидромотором, определяется внешней нагрузкой и ограничивается давлением настройки предохранительного клапана гидросистемы.
Осевая сила воспринимается радиально-упорными подшипниками, а тангенциальная создает крутящий момент относительно оси вала и сообщает ему вращение. Величина крутящего момента, развиваемая гидромотором, определяется внешней нагрузкой и ограничивается давлением настройки предохранительного клапана гидросистемы.

 Слив жидкости производится после предварительного прогрева гидросистемы.
Слив жидкости производится после предварительного прогрева гидросистемы. BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarrussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEst oniaEswatini (Swaziland)EthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSain t BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth GeorgiaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUS Minor Outlying IslandsUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarrussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEst oniaEswatini (Swaziland)EthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSain t BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth GeorgiaSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan Mayen IslandsSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUS Minor Outlying IslandsUzbekistanVanuatuVenezuelaVietnamVirgin Islands, BritishVirgin Islands , США Уоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
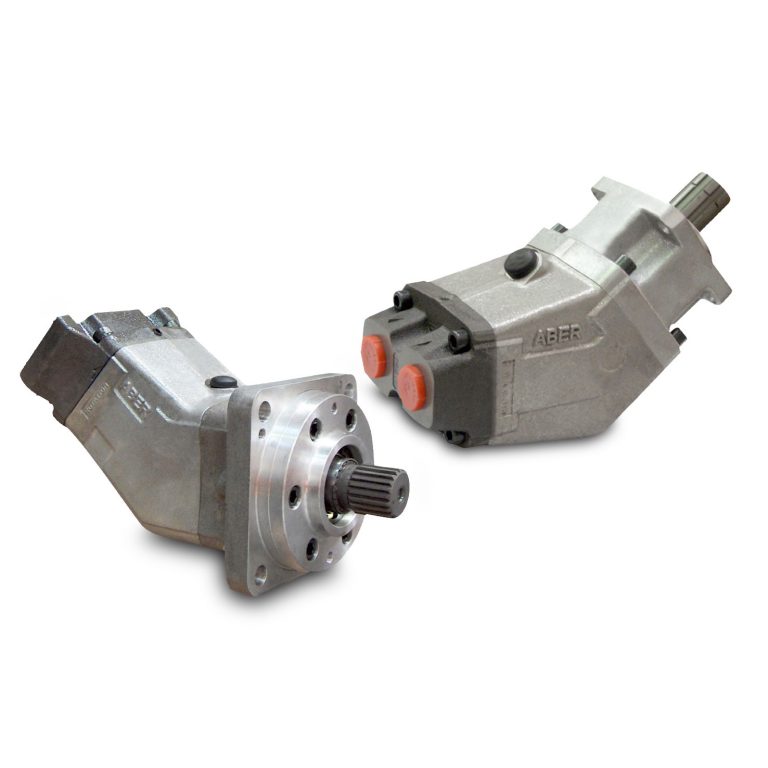
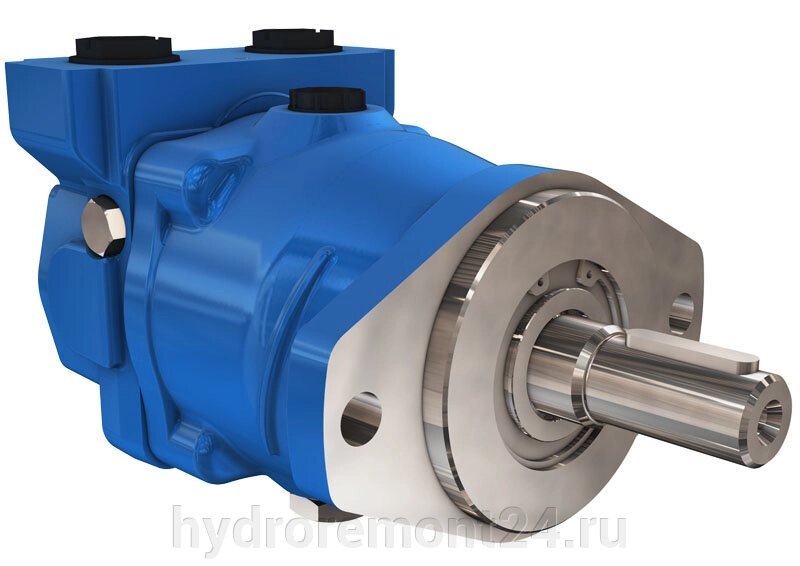 расход
расход  расход
расход 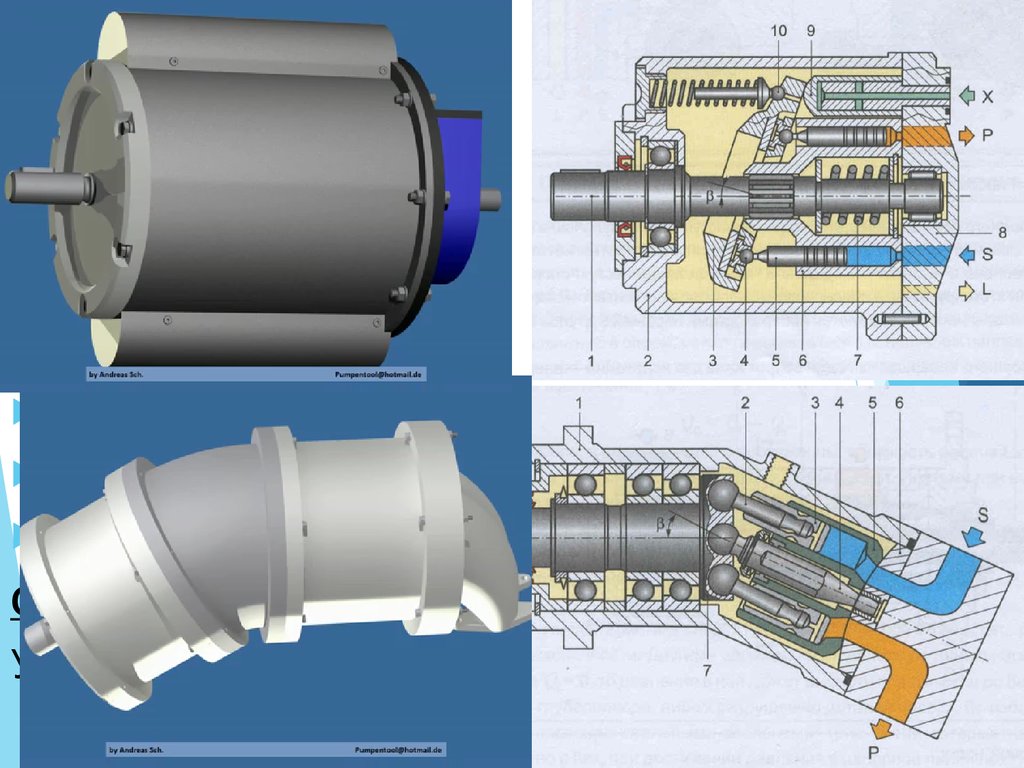 скорость
скорость  500
500 [л/мин]
[л/мин] 000
000
 Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать. Необходимо не только запастись терпением и свободным временем.
Необходимо не только запастись терпением и свободным временем. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Эти цифры могут изменяться учитывая температуру, окружающеюсреду. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера. Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
 Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
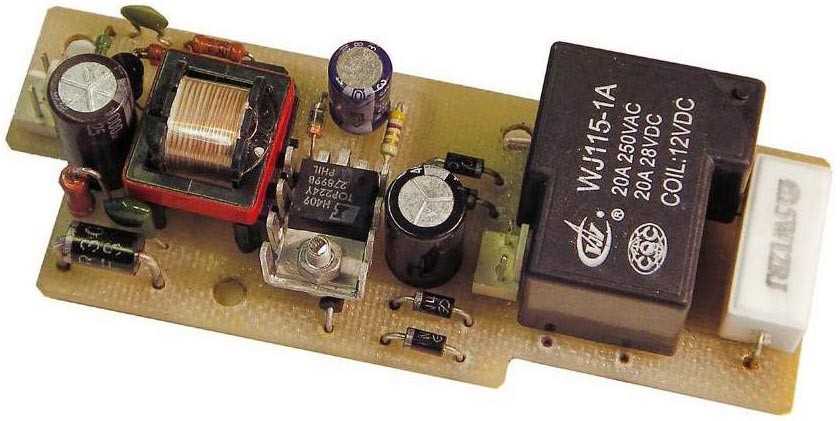 Но ради такой экономии придется вносить изменения в существующую схему.
Но ради такой экономии придется вносить изменения в существующую схему. Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие.
Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие. youtube.com/embed/LvIyLUOzS64?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/LvIyLUOzS64?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы.
Расплавленный металл должен занимать лишь небольшую площадь, чтобы предотвратить повреждение батареи. Это достигается за счет использования высокого тока, что позволяет получать очень короткие импульсы. Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения.
Результатом является изменение количества энергии (= тепла), которое идет на сварку, что приводит к противоречивым результатам. Чтобы смягчить этот эффект, современные сварщики используют два или более импульсов, чтобы размягчить металлы и выжечь любые загрязнения. Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм:
Но он также достаточно проворен для сварки тонких медных проволок при низких энергиях. На следующем рисунке показана тонкая медная проволока, приваренная к стальному стержню толщиной 2 мм: de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
de/index .php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.

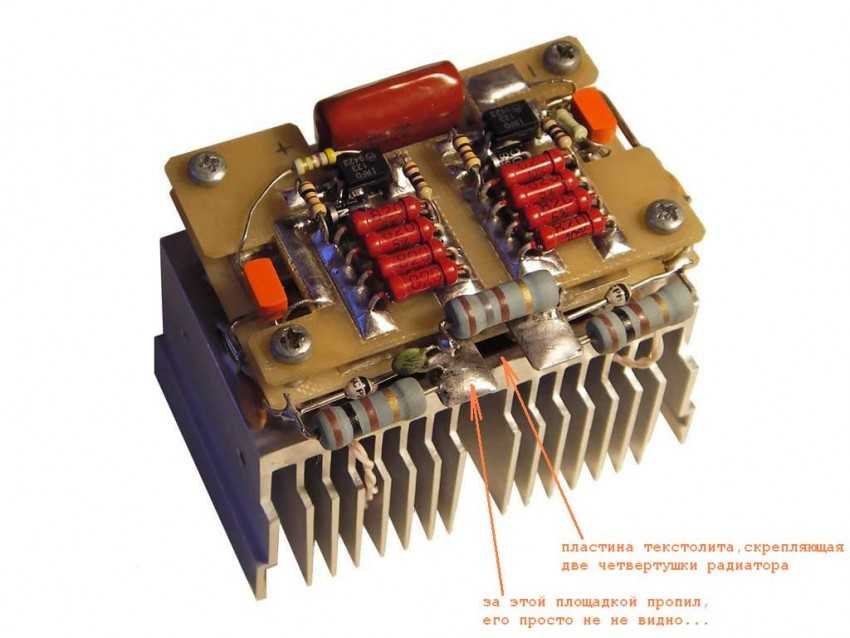 com/forums/viewtopic.php?f=14&t=89039
com/forums/viewtopic.php?f=14&t=89039  Если вы просто отключите машину от сети или просто выключите выключатель питания, вы рискуете получить ужасный «черный ящик» — темный пустой экран. Когда это произойдет, источник питания необходимо будет отправить в ремонтный центр орбитальной сварки, что приведет к неудобным простоям.
Если вы просто отключите машину от сети или просто выключите выключатель питания, вы рискуете получить ужасный «черный ящик» — темный пустой экран. Когда это произойдет, источник питания необходимо будет отправить в ремонтный центр орбитальной сварки, что приведет к неудобным простоям. Это должно происходить каждый раз, когда вы отсоединяете головку для орбитальной сварки, даже если вы планируете снова использовать ту же самую. Подключение сварочных головок без надлежащей калибровки может привести к проблемам со сварочной головкой и появлению кодов ошибок.
Это должно происходить каждый раз, когда вы отсоединяете головку для орбитальной сварки, даже если вы планируете снова использовать ту же самую. Подключение сварочных головок без надлежащей калибровки может привести к проблемам со сварочной головкой и появлению кодов ошибок.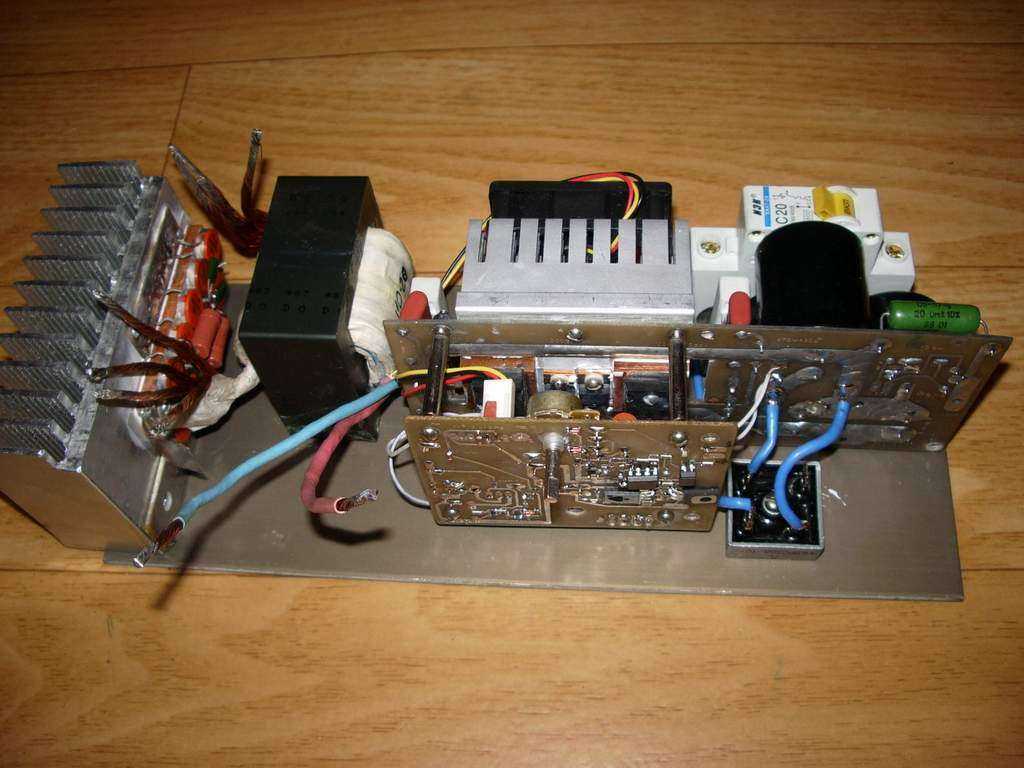
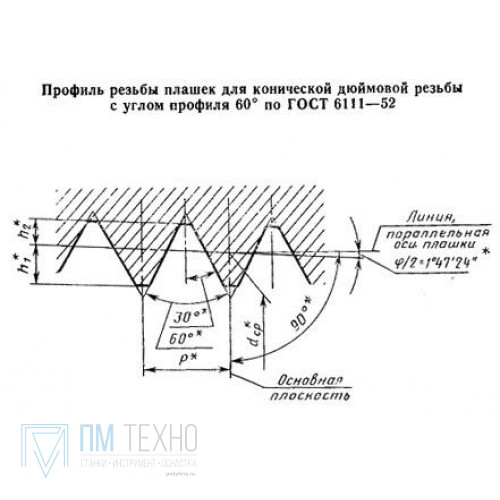 Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы.
Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы.
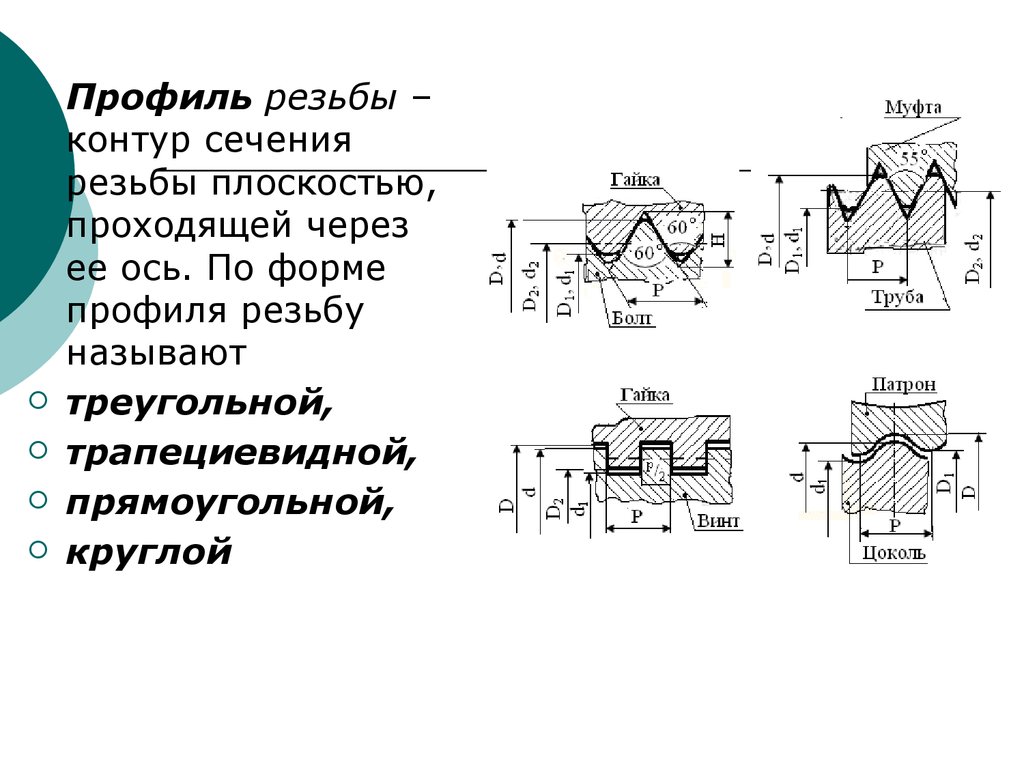
 4.4).
4.4). 5 Профиль
5 Профиль 4.7 Основные
4.7 Основные
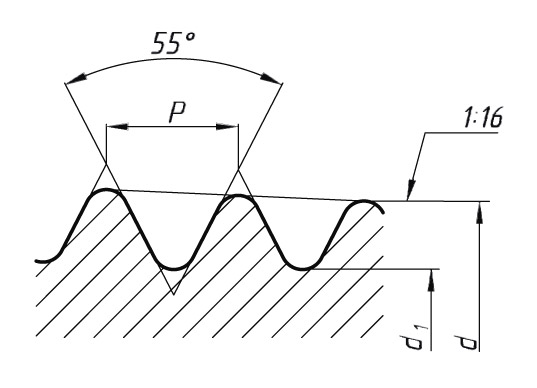 Размеры меньше 1 ⁄ 8 иногда используются для сжатого воздуха, а размеры больше 2 дюймов встречаются редко из-за использования альтернативных методов соединения, которые используются с этими большими размерами. NPT определяется стандартом ANSI/ASME B1.20.1. [1]
Размеры меньше 1 ⁄ 8 иногда используются для сжатого воздуха, а размеры больше 2 дюймов встречаются редко из-за использования альтернативных методов соединения, которые используются с этими большими размерами. NPT определяется стандартом ANSI/ASME B1.20.1. [1]  Однако между гребнями и впадинами резьбы остается зазор, что приводит к утечке по этой спирали. Это означает, что фитинги NPT должны быть защищены от утечек с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, которая в противном случае сделает разборку в будущем практически невозможной.)
Однако между гребнями и впадинами резьбы остается зазор, что приводит к утечке по этой спирали. Это означает, что фитинги NPT должны быть защищены от утечек с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, которая в противном случае сделает разборку в будущем практически невозможной.) Эквивалентное обозначение — MIP (железная труба с наружной резьбой) и FIP (железная труба с внутренней резьбой). Также термины NPS и NPSM иногда используются для обозначения прямой, а не конической резьбы. (это не следует путать с NPS, означающим номинальный размер трубы)
Эквивалентное обозначение — MIP (железная труба с наружной резьбой) и FIP (железная труба с внутренней резьбой). Также термины NPS и NPSM иногда используются для обозначения прямой, а не конической резьбы. (это не следует путать с NPS, означающим номинальный размер трубы)
 9 http://www.micromold.com/threaded_piping.html Производитель труб и фитингов с резьбой из ПТФЭ
9 http://www.micromold.com/threaded_piping.html Производитель труб и фитингов с резьбой из ПТФЭ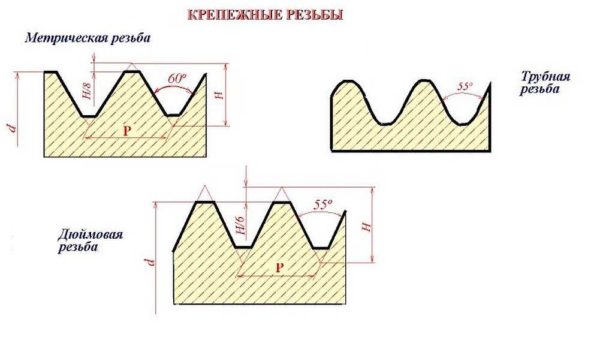 1—1968) с разрешения издателя,
1—1968) с разрешения издателя, 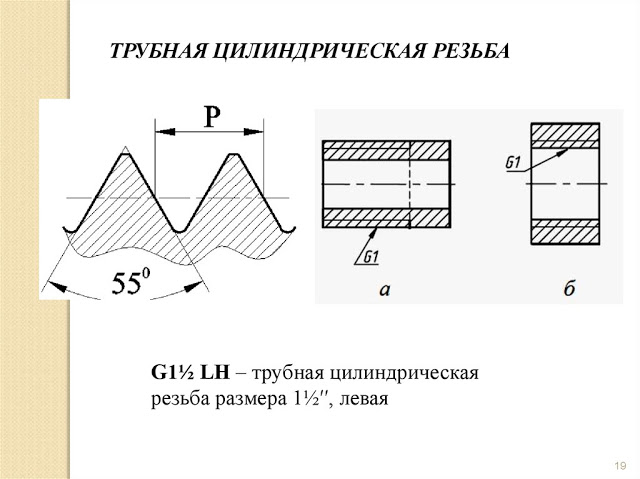 260
260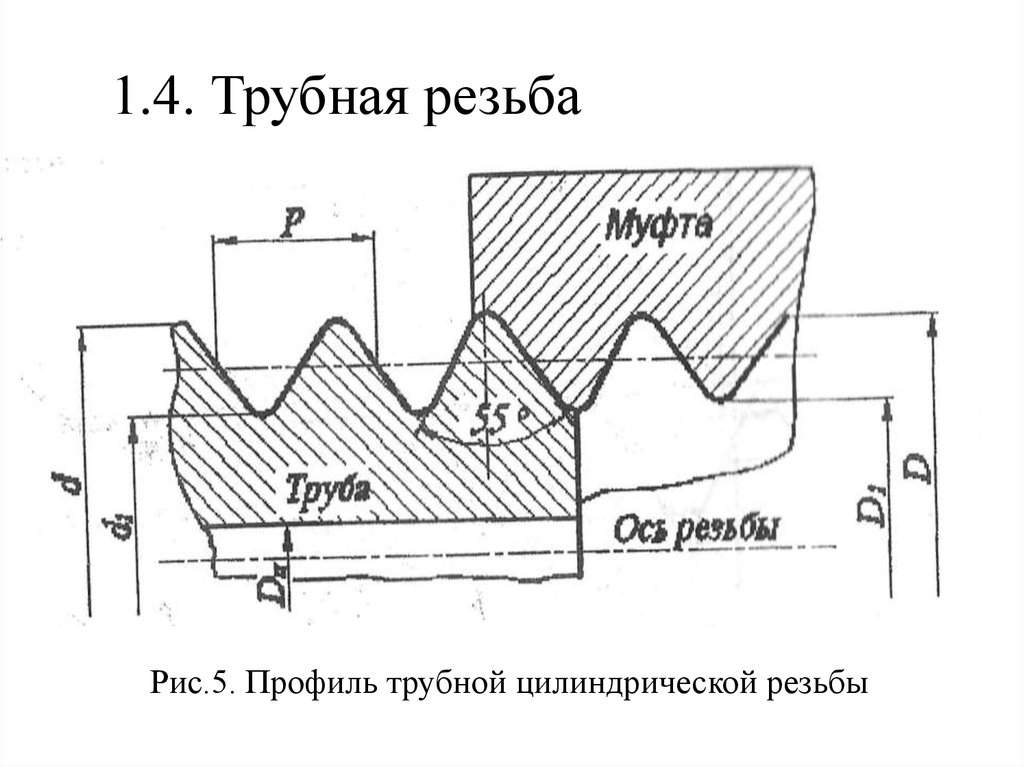 13
13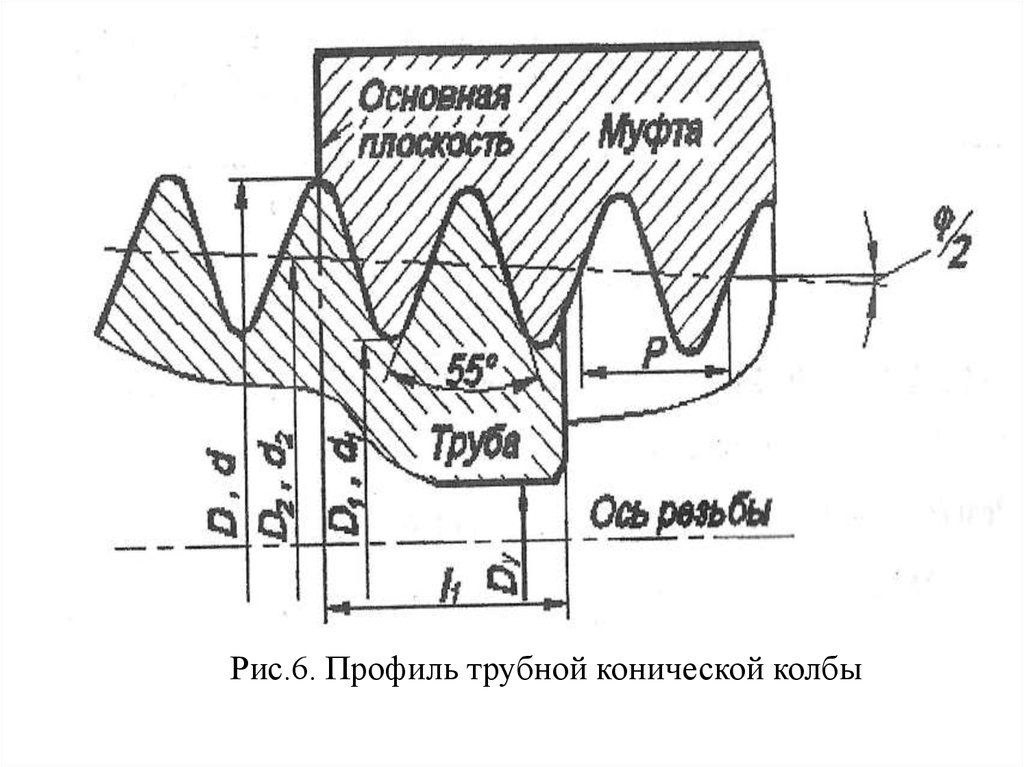
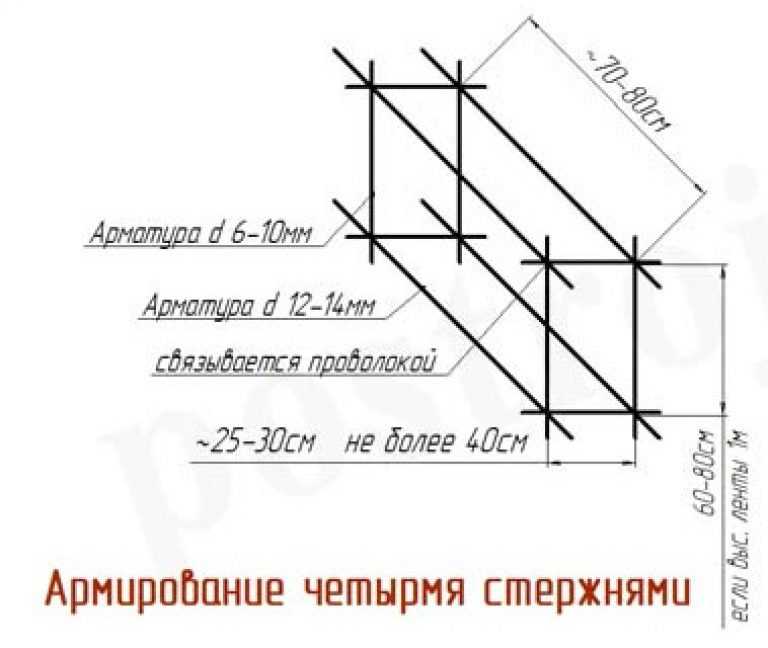
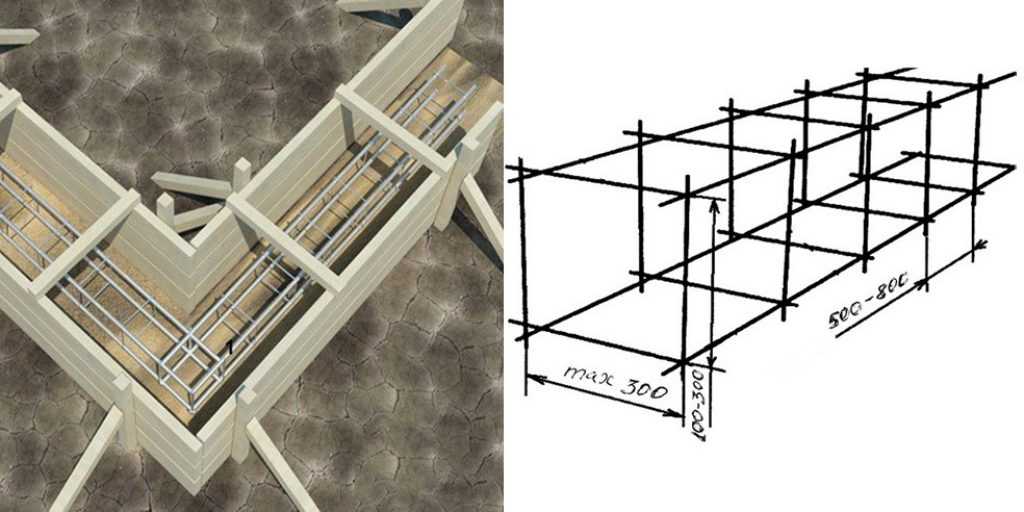 (X)
(X) Расчет арматуры с их помощью занимает буквально пару минут.
Расчет арматуры с их помощью занимает буквально пару минут.


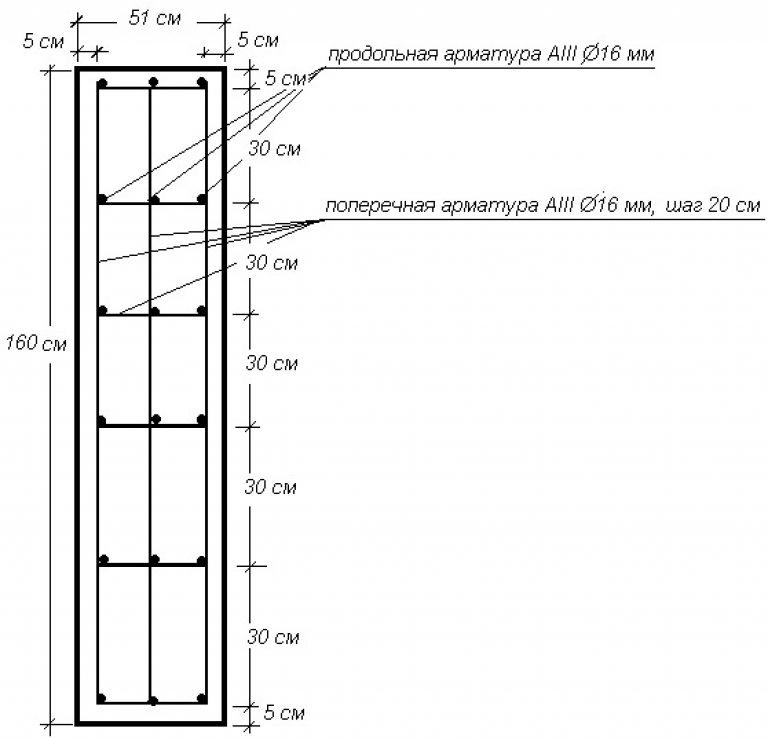
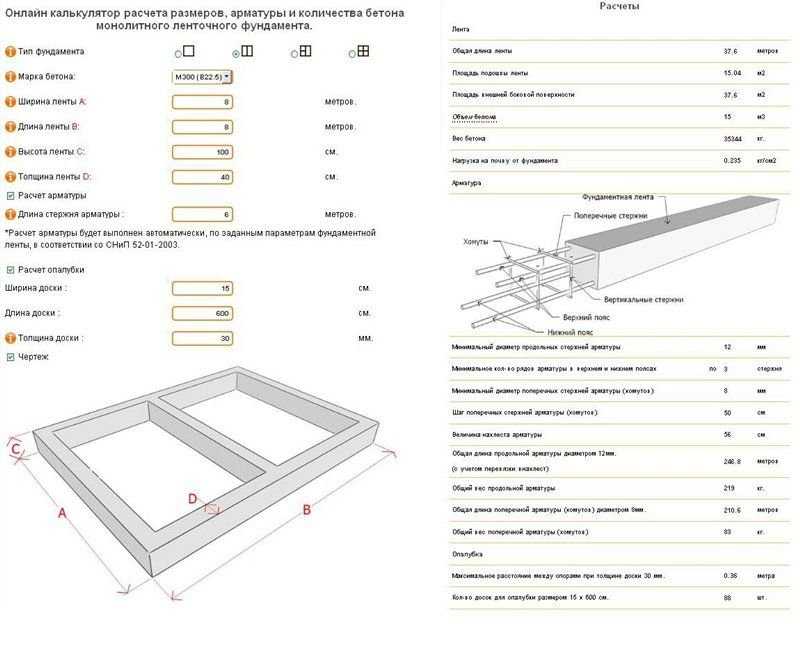


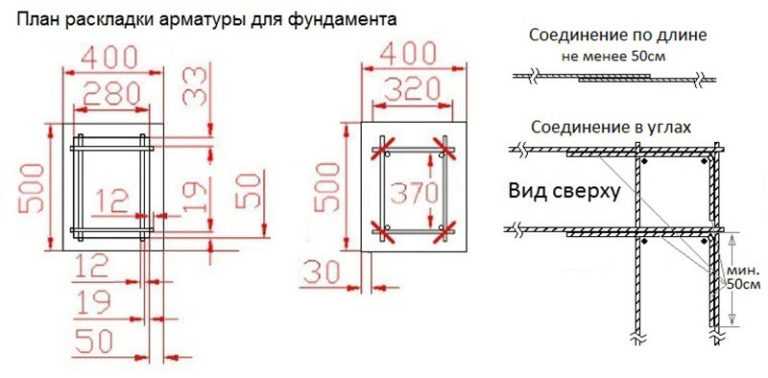
 Данные по замене приведены в таблице:
Данные по замене приведены в таблице: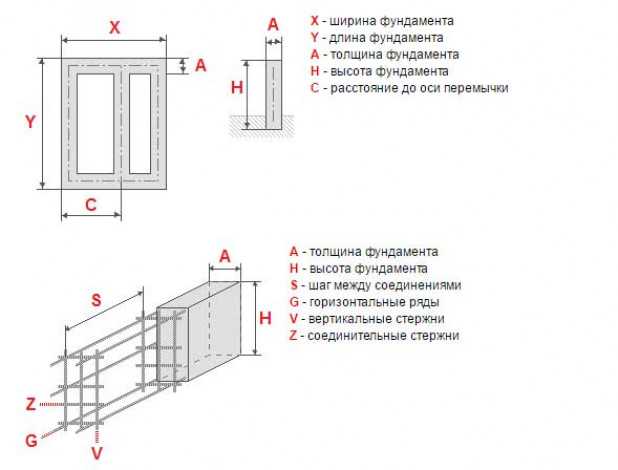 Данные по замене приведены в таблице:
Данные по замене приведены в таблице: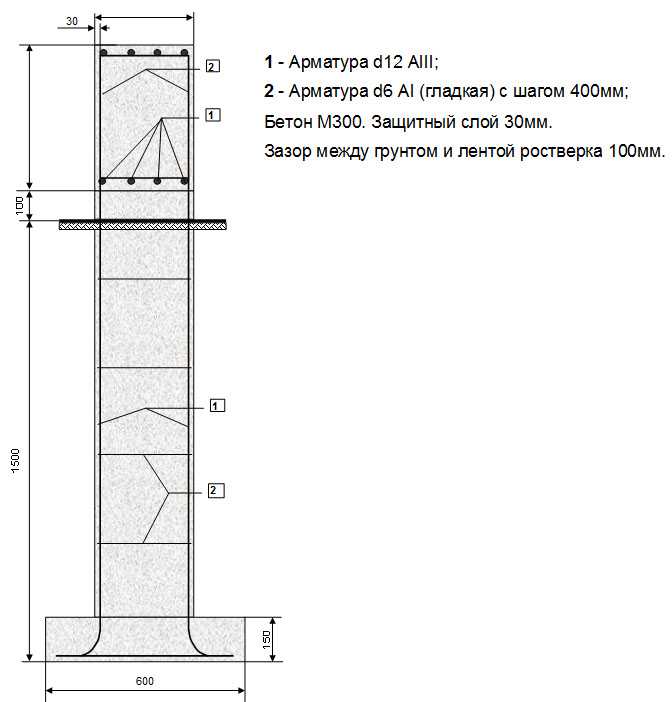 Данные по замене приведены в таблице:
Данные по замене приведены в таблице: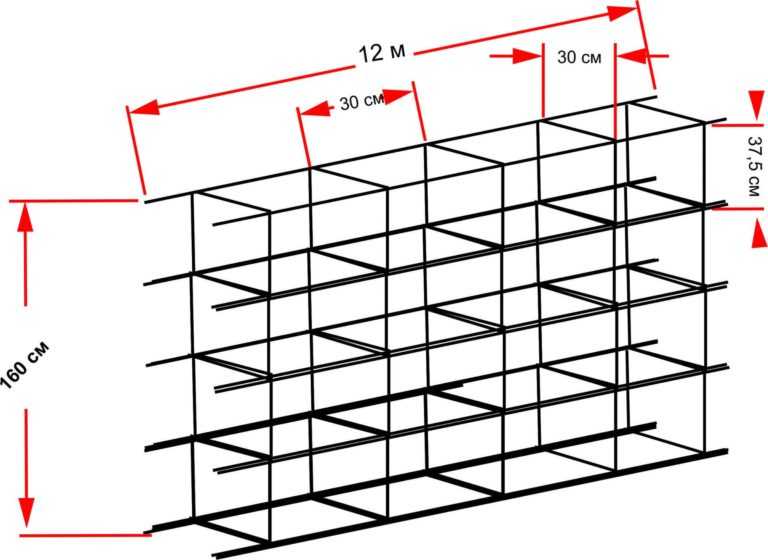


 Обязательные записи для глубины, длины и ширины фундамента или опалубки. Калькуляторы имеют те же возможности, за исключением того, что калькулятор фундамента имеет объемную компенсацию для соответствующей арматуры, проволоки, подвесок, сетки и арматурной стали, которые учитываются при расчетах. Если вы не используете армирование, воспользуйтесь калькулятором фундаментов. Необязательные записи включают стоимость бетона за кубический ярд, минимальное количество ярдов, которые доставляет компания, минимальную плату за минимальную доставку бетона и фиксированную стоимость доставки, не включая стоимость бетона. Результатом является минимальное количество кубических метров, необходимое для работы, определяемое предоставленной информацией, и, опционально, общая приблизительная стоимость доставки, включая требуемый бетон. Есть уведомление, если ваши требования не соответствуют минимумам поставки, если введены минимумы. Нажмите кнопку «Рассчитать», чтобы рассчитать все поля. Чтобы сделать другое, нажмите кнопку «Очистить значения» и введите новый набор значений.
Обязательные записи для глубины, длины и ширины фундамента или опалубки. Калькуляторы имеют те же возможности, за исключением того, что калькулятор фундамента имеет объемную компенсацию для соответствующей арматуры, проволоки, подвесок, сетки и арматурной стали, которые учитываются при расчетах. Если вы не используете армирование, воспользуйтесь калькулятором фундаментов. Необязательные записи включают стоимость бетона за кубический ярд, минимальное количество ярдов, которые доставляет компания, минимальную плату за минимальную доставку бетона и фиксированную стоимость доставки, не включая стоимость бетона. Результатом является минимальное количество кубических метров, необходимое для работы, определяемое предоставленной информацией, и, опционально, общая приблизительная стоимость доставки, включая требуемый бетон. Есть уведомление, если ваши требования не соответствуют минимумам поставки, если введены минимумы. Нажмите кнопку «Рассчитать», чтобы рассчитать все поля. Чтобы сделать другое, нажмите кнопку «Очистить значения» и введите новый набор значений. Вы также можете просто изменить определенные поля и пересчитать, однако каждое поле должно иметь значение, даже если оно равно нулю (0). Расчетная точность текущих браузеров с поддержкой JavaScript обычно составляет 16 мест, однако эти результаты округлены, чтобы упростить жизнь. Обязательно обратите внимание на верхнюю и нижнюю секции каждого калькулятора, так как они независимы в работе, и уделите особое внимание, ради точности, вводу дюймов или футов или того и другого. Не имеет значения, вводите ли вы 1 фут или 12 дюймов в любом из полей. Результаты идентичны. 1,5 фута — это то же самое, что 1 фут и 6 дюймов.
Вы также можете просто изменить определенные поля и пересчитать, однако каждое поле должно иметь значение, даже если оно равно нулю (0). Расчетная точность текущих браузеров с поддержкой JavaScript обычно составляет 16 мест, однако эти результаты округлены, чтобы упростить жизнь. Обязательно обратите внимание на верхнюю и нижнюю секции каждого калькулятора, так как они независимы в работе, и уделите особое внимание, ради точности, вводу дюймов или футов или того и другого. Не имеет значения, вводите ли вы 1 фут или 12 дюймов в любом из полей. Результаты идентичны. 1,5 фута — это то же самое, что 1 фут и 6 дюймов. 00)
00)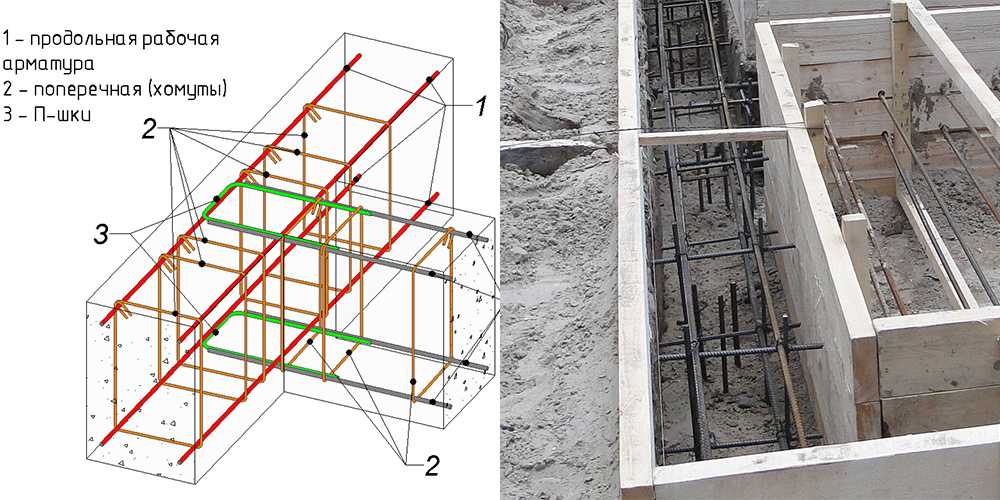 00)
00)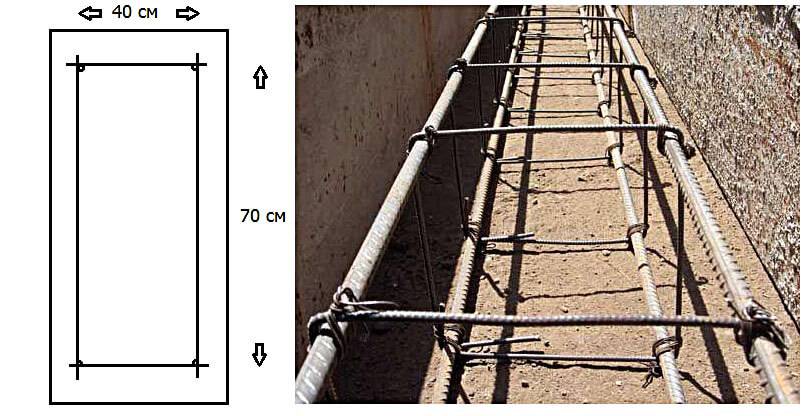



 За основу процесса используют две основные методики — это:
За основу процесса используют две основные методики — это: Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.

 Служит для выпрямления стальной оцинкованной проволоки диаметром 6-10 мм, а так же стальной оцинкованной полосы размером 20х3 мм, 30х4 мм. Круглые и плоские проводники поставляются в бухтах по 40-50 кг.
Служит для выпрямления стальной оцинкованной проволоки диаметром 6-10 мм, а так же стальной оцинкованной полосы размером 20х3 мм, 30х4 мм. Круглые и плоские проводники поставляются в бухтах по 40-50 кг.

 Всего несколько таких прокаток дают вполне хороший результат.
Всего несколько таких прокаток дают вполне хороший результат.
 122).
122). 123, г) либо сжимая плоскогубцами.
123, г) либо сжимая плоскогубцами. А уж вы поверьте, работы у нас для него хватает.
А уж вы поверьте, работы у нас для него хватает. А какие они, задачи?
А какие они, задачи?
 При вращательном правлении очень важно, чтобы направляющие были изготовлены из более мягкого материала, чем сам трос, что защищает трос от так называемого «парикмахера» или повреждения поверхности троса. Однако направляющие также должны быть изготовлены из достаточно прочного материала, чтобы выдерживать износ, который они испытывают при приложении усилий к кабелю или проводному материалу.
При вращательном правлении очень важно, чтобы направляющие были изготовлены из более мягкого материала, чем сам трос, что защищает трос от так называемого «парикмахера» или повреждения поверхности троса. Однако направляющие также должны быть изготовлены из достаточно прочного материала, чтобы выдерживать износ, который они испытывают при приложении усилий к кабелю или проводному материалу. В то время как ротационная правка является медленной, но точной, роликовая правка проста в настройке, может работать с тысячами футов кабеля в минуту и дешевле.
В то время как ротационная правка является медленной, но точной, роликовая правка проста в настройке, может работать с тысячами футов кабеля в минуту и дешевле. Например, несмотря на то, что это менее дорогой процесс, дополнительные затраты на ротационную правку обещают более прямолинейный продукт. Кроме того, при выпрямлении в рулонах инженерам требуется много места для прокладки кабеля, чтобы скорректировать все оси. В ротационных альтернативах фактическое правильное оборудование занимает гораздо меньше места. Однако, чтобы не отставать, выпрямление в рулонах позволяет инженерам выпрямлять гораздо больше кабеля за гораздо меньшее время, когда критически важными приоритетами являются время производства и скорость вывода на рынок. Наконец, правильное вальцевание сравнительно проще в настройке. Таким образом, несмотря на то, что на заводе требуется больше места, он быстрее настраивается и, следовательно, выполняется, что снова делает его экономически эффективным и быстрым средством достижения прямолинейности.
Например, несмотря на то, что это менее дорогой процесс, дополнительные затраты на ротационную правку обещают более прямолинейный продукт. Кроме того, при выпрямлении в рулонах инженерам требуется много места для прокладки кабеля, чтобы скорректировать все оси. В ротационных альтернативах фактическое правильное оборудование занимает гораздо меньше места. Однако, чтобы не отставать, выпрямление в рулонах позволяет инженерам выпрямлять гораздо больше кабеля за гораздо меньшее время, когда критически важными приоритетами являются время производства и скорость вывода на рынок. Наконец, правильное вальцевание сравнительно проще в настройке. Таким образом, несмотря на то, что на заводе требуется больше места, он быстрее настраивается и, следовательно, выполняется, что снова делает его экономически эффективным и быстрым средством достижения прямолинейности.




 Проволочный канат — это термин, обозначающий диаметр более ⅜”, хотя большинство инженеров называют проволочный канат…
Проволочный канат — это термин, обозначающий диаметр более ⅜”, хотя большинство инженеров называют проволочный канат… youtube.com/embed/lTm7unNs9ww?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
youtube.com/embed/lTm7unNs9ww?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>  Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию.
Опционально: если станок имеет другой стиль паза, вы также можете использовать его по своему желанию. Мощность, необходимая для этой машины для правки проволоки, составляет 3 кВт.
Мощность, необходимая для этой машины для правки проволоки, составляет 3 кВт. Использование станка для правки проволоки с режущим механизмом является разумным вложением.
Использование станка для правки проволоки с режущим механизмом является разумным вложением.
 youtube.com/embed/kWdtp6jFwrs?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
youtube.com/embed/kWdtp6jFwrs?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>  Отрегулируйте количество роликов, необходимых для процесса правки.
Отрегулируйте количество роликов, необходимых для процесса правки. youtube.com/embed/eFtWG217Nqc?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
youtube.com/embed/eFtWG217Nqc?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/> 
 eyJwcm9kdWN0SWQiOjEwMjE1NDUzNzYsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTU1OTcsInBhZ2VJZCI6IjZjYjkyNGY2LTZlNGYtNDNhOS05ZTE4LWQ3NTlkMTM2Y2NmYiIsInBvdyI6InYyIn0.oqR99FxwgVJOvEEVjJkWlqQk8z8t8y7rD28NHXEkZI8″ data-advtracking-product-id=»1021545376″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjE1NDUzNzYsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTU1OTcsInBhZ2VJZCI6IjZjYjkyNGY2LTZlNGYtNDNhOS05ZTE4LWQ3NTlkMTM2Y2NmYiIsInBvdyI6InYyIn0.oqR99FxwgVJOvEEVjJkWlqQk8z8t8y7rD28NHXEkZI8″ data-advtracking-product-id=»1021545376″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEwMjE4NDcyMDMsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTY5MjAxLCJwYWdlSWQiOiIzMGJkOTFiZS1mYjA0LTQ1NDktYWNmZi01MTQ0ZTAxY2I3YzQiLCJwb3ciOiJ2MiJ9.CQwbBx5XBawyu1W2yssMq1hjHOH8ROFMEFbX-_-Tvvc» data-advtracking-product-id=»1021847203″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjE4NDcyMDMsImNhdGVnb3J5SWQiOjE0MjYxMiwiY29tcGFueUlkIjoxNzIxOTY3LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NzAzNjQ2OC4yMTY5MjAxLCJwYWdlSWQiOiIzMGJkOTFiZS1mYjA0LTQ1NDktYWNmZi01MTQ0ZTAxY2I3YzQiLCJwb3ciOiJ2MiJ9.CQwbBx5XBawyu1W2yssMq1hjHOH8ROFMEFbX-_-Tvvc» data-advtracking-product-id=»1021847203″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEwMjE4NDE2MzYsImNhdGVnb3J5SWQiOjE0MjAwNjA0LCJjb21wYW55SWQiOjE3MjE5NjcsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3MDM2NDY4LjIxODU0MSwicGFnZUlkIjoiYWM4MmUwNGMtYzU0Zi00MzA3LWI0YzItMTc1Mjg4NGMwOWIwIiwicG93IjoidjIifQ.o3GRIFecmyzoCr8Mdjmft_kJxQ-XYQwX8srbuyY2qzk» data-advtracking-product-id=»1021841636″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEwMjE4NDE2MzYsImNhdGVnb3J5SWQiOjE0MjAwNjA0LCJjb21wYW55SWQiOjE3MjE5NjcsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY3MDM2NDY4LjIxODU0MSwicGFnZUlkIjoiYWM4MmUwNGMtYzU0Zi00MzA3LWI0YzItMTc1Mjg4NGMwOWIwIiwicG93IjoidjIifQ.o3GRIFecmyzoCr8Mdjmft_kJxQ-XYQwX8srbuyY2qzk» data-advtracking-product-id=»1021841636″ data-tg-chain=»{"view_type": "preview"}»> 650 мм.1250 мм.1300 мм.1350 мм.2200 мм.3000 мм.Метод гибкиАвтоматическийРучнойЛинии гибкиНесколько линийОднолинейный Метод нагреваДвустороннийОдносторонний
650 мм.1250 мм.1300 мм.1350 мм.2200 мм.3000 мм.Метод гибкиАвтоматическийРучнойЛинии гибкиНесколько линийОднолинейный Метод нагреваДвустороннийОдносторонний
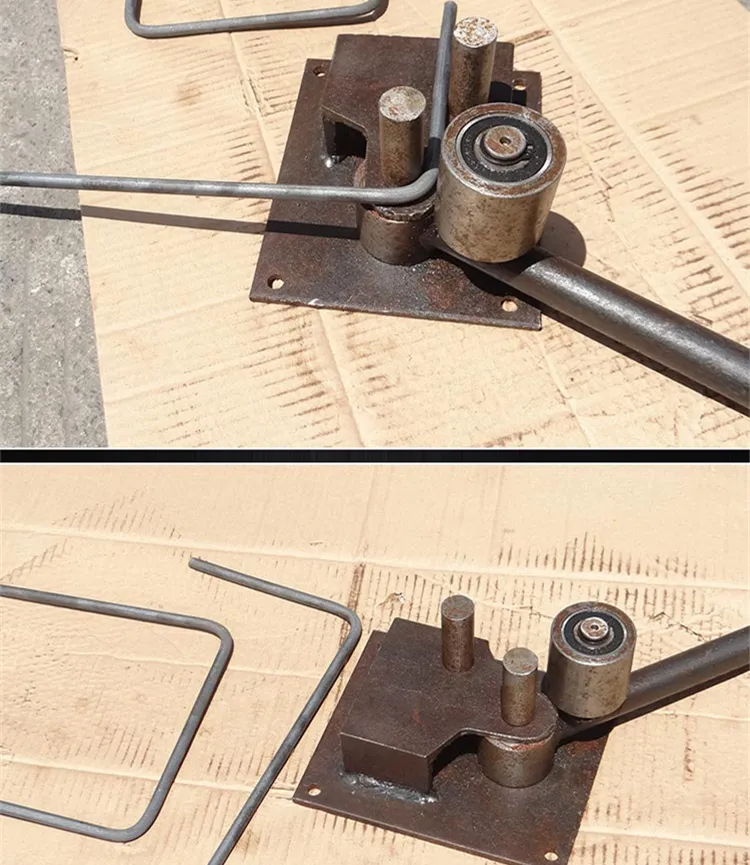


 Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских.
Он может сгибаться до 120 градусов. Этот гибочный станок предназначен для плоского, круглого, квадратного и уголкового проката и является идеальным инструментом для дома, ремонтных и металлообрабатывающих мастерских. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Ручка разбирается на 2 части для удобства транспортировки и хранения.
Ручка разбирается на 2 части для удобства транспортировки и хранения. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Холодная гибка со съемным рычагом
Холодная гибка со съемным рычагом
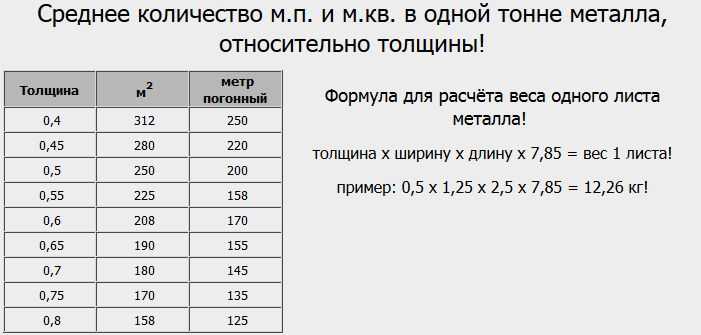 Для просмотра адреса в вашем браузере должен быть включен Javascript.
Для просмотра адреса в вашем браузере должен быть включен Javascript. п) и квадратного (м2) металлопрокатной продукции. Расчет массы проката по формулам занимает много времени, особенно если речь идет о заказах с большой номенклатурой.
п) и квадратного (м2) металлопрокатной продукции. Расчет массы проката по формулам занимает много времени, особенно если речь идет о заказах с большой номенклатурой.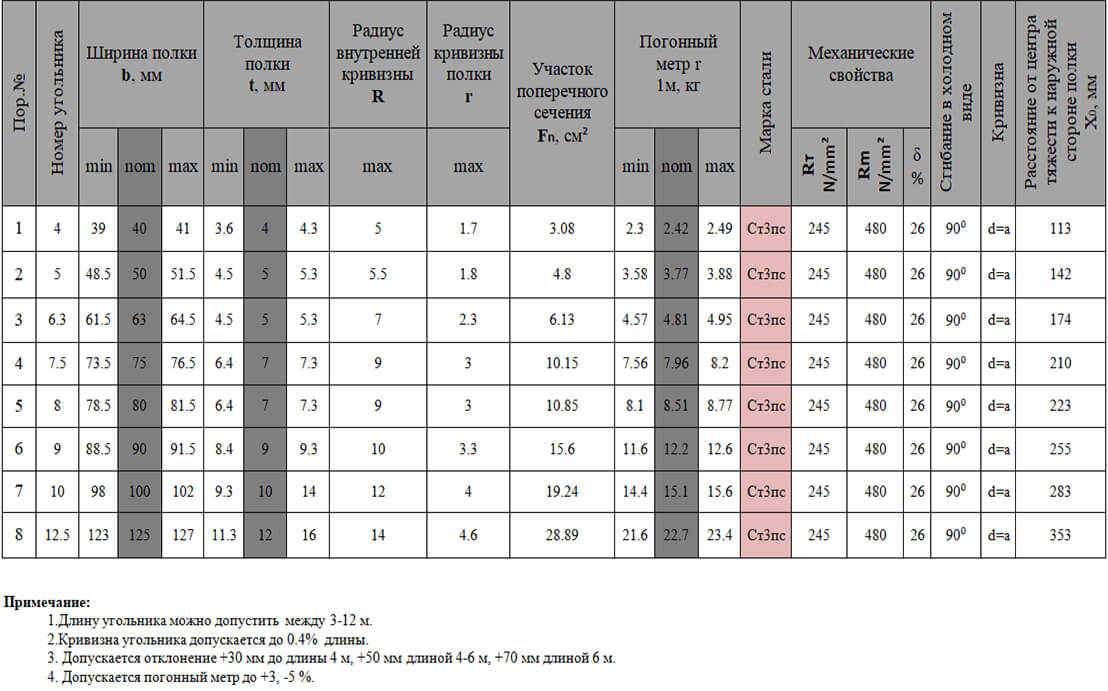 Масса покрытия будет зависеть от плотности материала и технологии его нанесения (оцинковка, бронзирование, оловянирование и др.) и толщины слоя.
Масса покрытия будет зависеть от плотности материала и технологии его нанесения (оцинковка, бронзирование, оловянирование и др.) и толщины слоя.
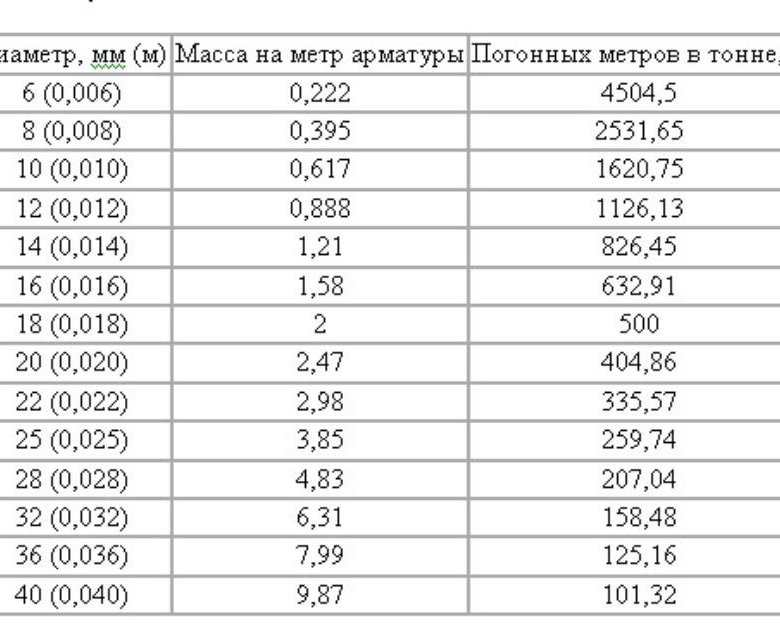 Рифленые листы выпускаются с толщиной основания 2,5-12,0 мм и высотой рифлей 0,1-0,З от толщины основания листа. Форма рифлей может быть двух видов: «Ромб» или «Чечевица». Один метр квадратный такого листа будет весить от 21,0 до 99,З кг. При расчете веса 1 м2 сетки сварной, тканой, просечно-вытяжной учитывается диаметр проволоки, размер ячейки, способ производства.
Рифленые листы выпускаются с толщиной основания 2,5-12,0 мм и высотой рифлей 0,1-0,З от толщины основания листа. Форма рифлей может быть двух видов: «Ромб» или «Чечевица». Один метр квадратный такого листа будет весить от 21,0 до 99,З кг. При расчете веса 1 м2 сетки сварной, тканой, просечно-вытяжной учитывается диаметр проволоки, размер ячейки, способ производства.
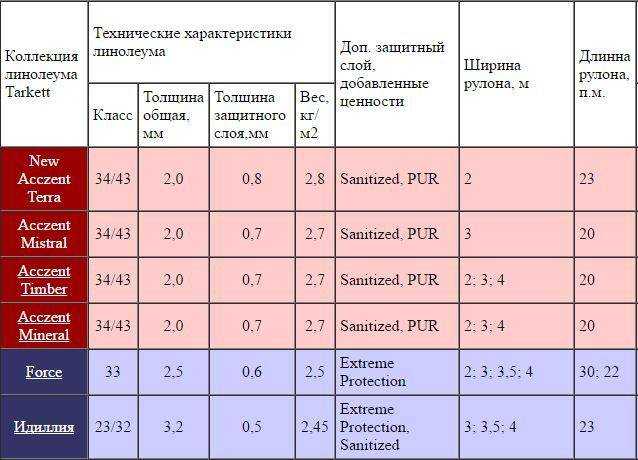 Наш менеджер свяжется с вами в самое ближайшее время, уточнит детали заказа, выполнит расчеты и ознакомит Вас с их результатами.
Наш менеджер свяжется с вами в самое ближайшее время, уточнит детали заказа, выполнит расчеты и ознакомит Вас с их результатами. Линейные метры измеряют длину.
Линейные метры измеряют длину.
 По этим расчетам для создания парковочного места для среднего автомобиля потребуется около 12 квадратных метров.
По этим расчетам для создания парковочного места для среднего автомобиля потребуется около 12 квадратных метров.
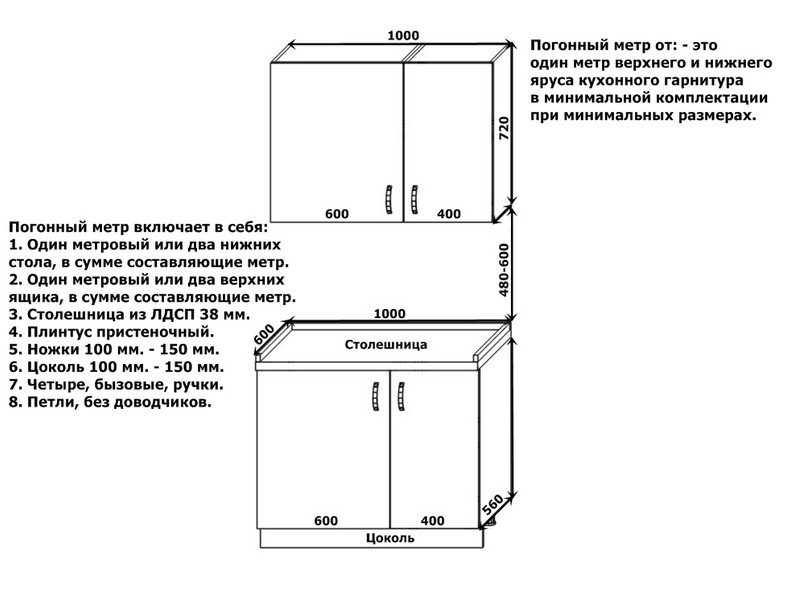
 Пуна
Пуна Коммерческая недвижимость в Ахмедабаде
Коммерческая недвижимость в Ахмедабаде


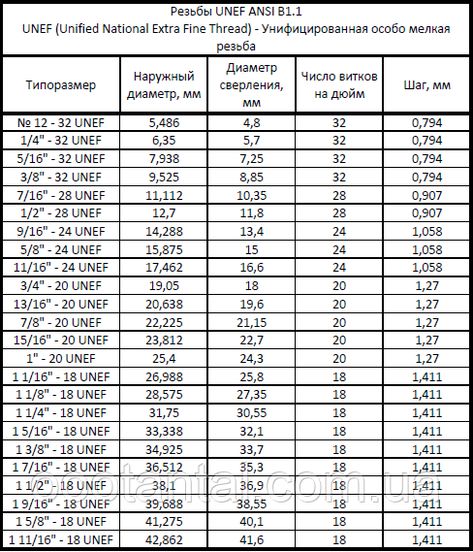 2500
2500 4.
4. 1120
1120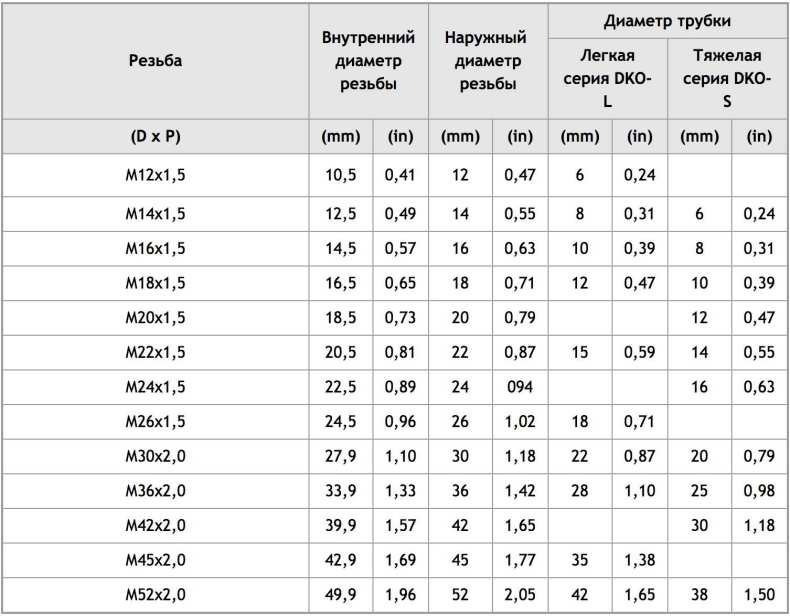
 При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава; Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета; По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака. А именно:
А именно: Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
 Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии. В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
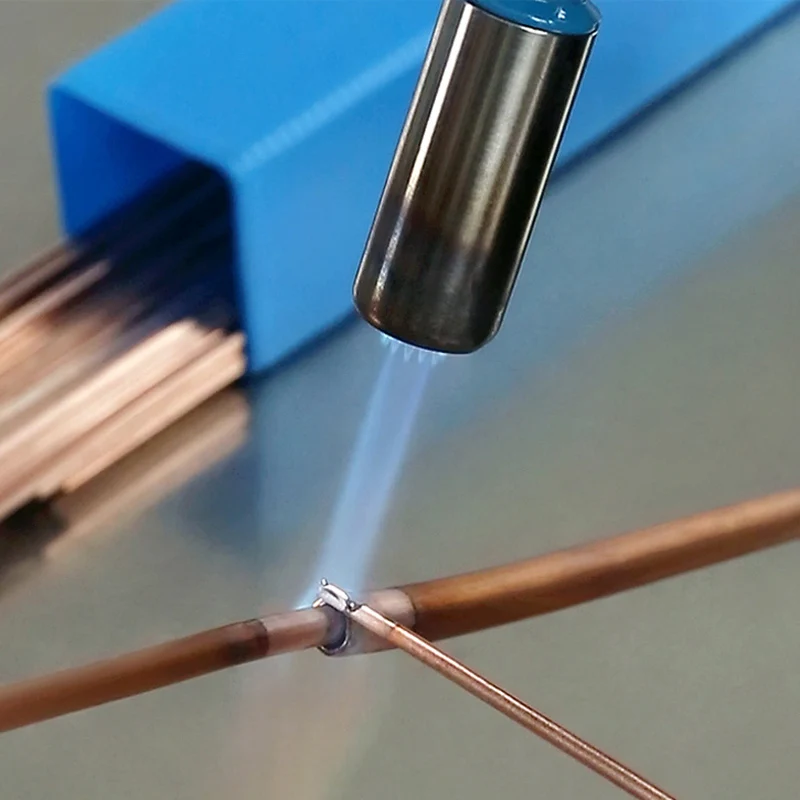 Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

 Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление.
Алюминиевая фидерная проволока мягче, чем ее стальной аналог, и может спутываться в фидере. Выбор метода сварки алюминия зависит от потребностей конкретного применения и навыков сварщика, который будет выполнять изготовление. При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.
При выборе сварщика необходимо решить, будет ли использоваться дуговая сварка со струйным распылением или импульсная сварка. Для импульсной сварки требуется инверторный источник питания, в то время как для дуговой сварки со струйным распылением можно использовать машины постоянного тока и постоянного напряжения. Сварка MIG лучше всего подходит для тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки MIG алюминия лучше всего подходит 100-процентный аргон. Сварщик должен выбрать сварочную проволоку или стержень, сплав которого максимально похож на сплав обрабатываемых деталей, чтобы обеспечить качественный сварной шов.

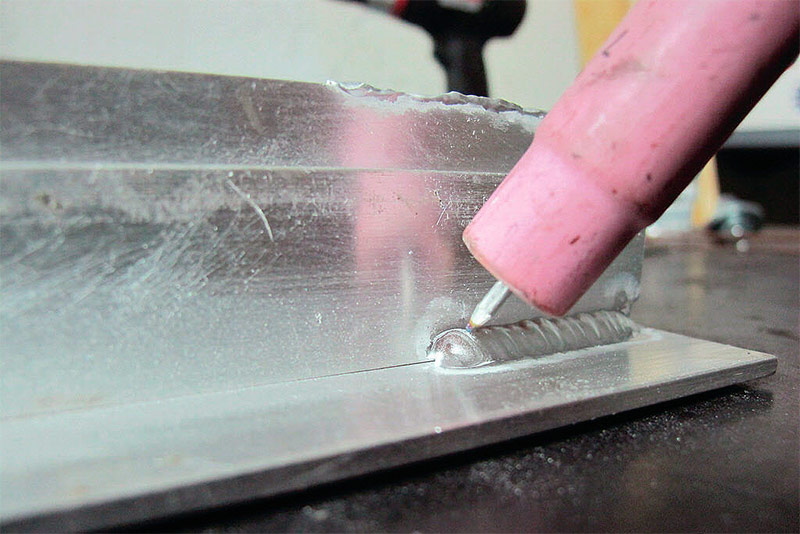 Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на пробы и ошибки, если бы кто-то просто рассказал мне о них. Я подумал, что поделюсь тем немногим, что знаю, и, возможно, это поможет кому-то научиться сваривать алюминий быстрее, чем в противном случае.
 У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это. У меня 4043 хорошо работает.
У меня 4043 хорошо работает. Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание.
Сварка TIG производит больше УФ-излучения, чем любой другой процесс сварки. В первый раз, когда я использовал TIG, я был одет в футболку. Я использовал сварщик в течение 10 минут, если даже это. Я был болезненно обожжен волдырями и шелушением кожи на бицепсах и шее. Мне просто нужно несколько минут, чтобы сделать серьезное сжигание. ЭТО НЕ КАК СТАЛЬ.
ЭТО НЕ КАК СТАЛЬ.
 Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
Я читал, что восьмичасовая выдержка после очистки — это максимально допустимое без повторной очистки.
 Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор.
Я подумывал приобрести дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но пока не решился. Я не использую горелку непосредственно на работе. Я не знаю, вызовет ли это проблему или нет, вместо этого я чувствую себя более комфортно, нагревая радиатор. Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз.
Кстати, ДЕРЖИТЕ ВАШИ ПЕРЧАТКИ, ПОКА ВЫ ДЕЛАЕТЕ ЭТО! Иначе получите неприятный ожог. Это займет всего около 30 секунд после того, как вы сделали это несколько раз. Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.
Это трудно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и лучше подогнать детали перед началом сварки. Чем плотнее детали прижаты друг к другу и чем меньше зазоров, тем легче сварка.