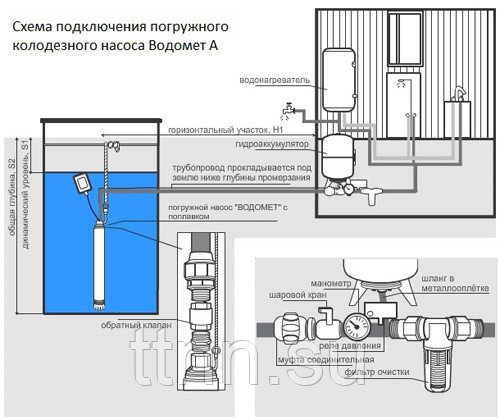
Насосная станция с погружным насосом: схема подключения и сборки
В этой статье я расскажу вам, что нужно для сборки насосной станции на основе погружного насоса.
Такая необходимость возникает часто, а готовых решений на рынке немного и ценами они не радуют.
Напомню, что насосная станция необходима для организации в частном доме или на даче водопровода с нормальным напором воды (автоматика насосной станции отрегулирована по умолчанию на 3 атмосферы). Итак, начнем!
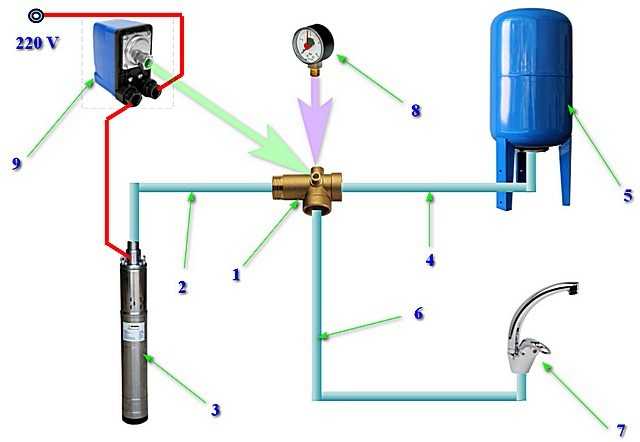
Составные части насосной станции на основе погружного насоса
Как и в случае с поверхностным насосом, для сборки станции нам будут необходимы:
Если собрать все вышеперечисленное в один узел, то получится следующее:
Это конечно же не единственный вариант для сборки насосной станции и здесь нет блока защиты от «сухого хода».
Он устанавливается на напорной магистрали до первой точки разбора.
В наших магазинах вы можете приобрести самые разные устройства, которые будут заменять те или иные узлы описанные выше.
Для примера рассмотрите модель реле давления Italtecnica PM5-3W.
Italtecnica PM5-3W
Данная модель заменяет объединяет в себе пятивыводной штуцер, манометр и реле давления.
Но надежность такого узла ниже, чем у вышеописанной сборки.
К изображенному выше реле необходимо добавить пару муфт с накидной гайкой (или как их называют в народе «американок») для подключения его к гидроаккумулятору и напорной магистрали.
Готовые решения насосных станций на глубинном насосе
Для тех, кому лень самому собирать станцию, существуют уже готовые станции на базе погружных насосов.
Рассмотрим, для примера, станцию от производителя «Джилекс», которая называется «Водомет-Дом».
Насосная станция Водомет-Дом
Система джилекс водомет дом
Компания «Джилекс» предлагает следующий готовый продукт (смотрим на рисунок справа).
Давайте разберемся в том, что входит в состав данной насосной станции:
- Глубинный насос — предлагаются два вида насосов с напором 75 или 90 метров.

- Обратный клапан на входе насоса — необходим для предотвращения гидроударов.
- Скважинный оголовок — в комплект поставки не входит, нужно приобрести отдельно.
- Пульт управления — в этом узле сосредоточен «мозг» станции, который управляет работой станции.
- Корпус фильтра — колба для картриджей 10 дюймов.
- Трехвыводной штуцер — он соединяет гидроаккумулятор с датчиком давления. Из него труба, которая идет к потребителю.

Цена данной насосной станции превышает цену «самодельной» в полтора раза.
Главным преимуществом сборки «Водомет-Дом» является пульт управления на микроконтроллере, с помощью которого можно разнообразно программировать работу станции.
Резюме статьи.
Насосная станция на основе погружного насоса является очень хорошим решением для частных домов.
В отличии от насосных станций на основе поверхностных насосов, такие станции могут поднимать воду с любой глубины, а дальше автоматика работает точно так же, устанавливая верхний порог давления в системе.
Все, что нужно для самостоятельной сборки автоматики, перечислено выше.
На этом все, пишите вопросы в комментариях, не забывайте делиться статьей через социальные сети.
Схема подключения насосной станции к скважине: Инструкция +Фото и Видео
Загородные дома редко имеют подключение к централизованному водоснабжению, по этой причине на участках организуют собственные источники питьевой воды. Одним из них является скважина.
Воду из источника необходимо транспортировать до жилища, для этого требуется подключение насосной станции к скважине.
Содержание статьи:
- 1 Насосное оборудование
- 2 Как подключить насос
- 2.1 Насосы
- 2.2 Гидроаккумулятор
- 2.3 Блок управления
- 2.4 Рабочие циклы насосной станции
- 2.5 Достоинства насосной станции
- 2.6 Где устанавливается насосная станция
- 2.7 Монтаж
- 2.8 Сборка узла для водозабора
- 3 Схема сборки с погружным насосом
- 3.1 Запуск насосного оборудования
- 3. 2 Правила эксплуатации
 2 Правила эксплуатации
2 Правила эксплуатацииНасосное оборудование
Оно позволяет поддерживать в водопроводной магистрали необходимое давление и бесперебойную подачу ресурса.
Стандартная насосная установка состоит из следующих элементов:
- Насос
- Гидробак (гидроаккумулятор)
- Автоматический блок управления
- Фильтр для установки на вход в систему
- Трубы, гибкие шланги, запорные краны, переходники
Важно. Перед насосной установкой монтируется клапан обратного хода, который купирует понижение давления и ход воды в обратном направлении при отключении электричества.
Как подключить насос
Насосы
Станции выпускаются с насосами нескольких видов:
- Поверхностным насосом. В скважину производится погружение только водозаборный шланг. Такие насосы оснащены эжектором, который вмонтирован в само устройство или может быть выносным.
- Насос с встроенным эжектором. Изделие способно транспортировать воду с глубины до 8 метров и издает много шума. Но есть существенный плюс, насос не боится холостого хода, то есть при попадании воздуха он спокойно перекачает его, а после приступит к подаче воды. Модель надежная с хорошим КПД. Из-за большого шума установку таких станций осуществляют в подсобном помещении.
- Модель с выносным эжектором. Рассчитана, для поднятия ресурса с 20 и более метров. Выносной эжектор погружается в источник. Он оснащен напорным шлангом и вакуумным. По напорному шлангу вода поступает в эжектор, по всасывающему транспортируется в гидробак. Такой насос практически бесшумный, для его функционирования не требуется много энергии, но производительность низкая.
- Погружной насос. Устройство подъема воды опускается непосредственно в источник. Может транспортировать ресурс с больших глубин и на приличное расстояние. Существенный недостаток погружных насосов их дороговизна, и они требуют дополнительной установки фильтров, которые регулярно придется чистить.


К сведению. Поверхностные насосы обладают меньшей мощностью, высота подъема жидкости имеет ограничение. При выборе станции с поверхностным насосом стоит особое внимание обратить на этот параметр.
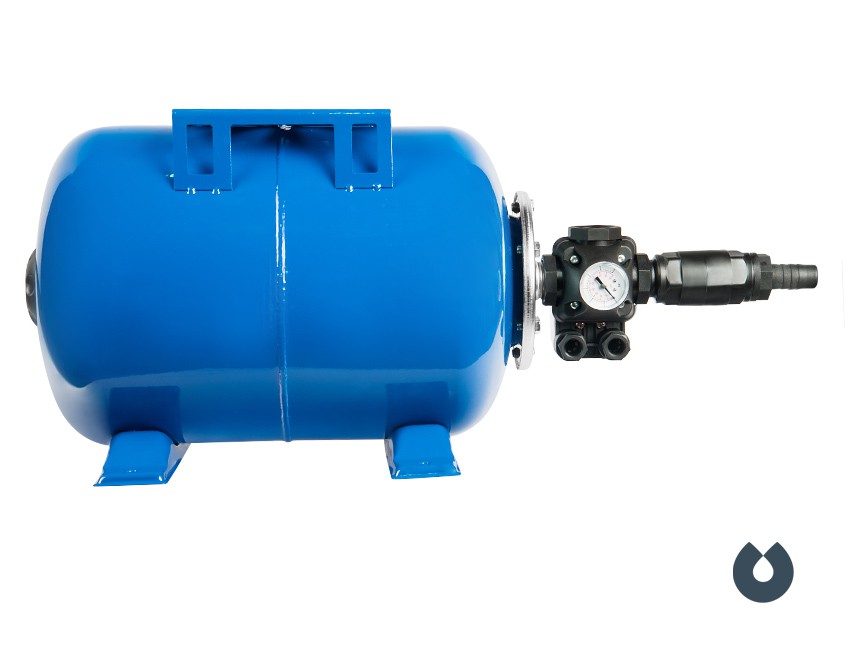
Гидроаккумулятор
- Контролирует давление жидкости
- Купирует гидроудары
- Уменьшает нагрузку на насос
- Дает определенный запас воды при отключении питания
Гидробак – это герметичная емкость разделенная резиновой мембраной, в одной части которой находится воздух, в другой вода. Жидкость наполняет бак, мембрана растягивается, воздух сжимается, образуется давление.
Как только давление достигает максимального показателя, насос отключается, если давление падает, устройство включается автоматически.
Объем гидробака выбирают в соответствии с водопотреблением, которое напрямую связано с количеством постоянно проживающих человек, и мощности установки. Маленький бак гарантирует быстрый выход насоса из строя и перерасход электроэнергии, слишком большой накопитель допустит длительные простои, что плохо скажется на мембране.
Блок управления
- Стандартный блок состоит из реле давления, манометра и штуцера.
- Манометр контролирует давление.
- Реле управляет станцией, включает и отключает насос в зависимости от показателей давления.
- Автоматический блок управление помимо стандартного набора функций защищает систему от сухого хода.
Рекомендация. Приобретать выгоднее автоматический блок управления. Он защитит всю систему, если по каким — то причинам уровень воды опустится ниже насоса, не позволит насосу перегреться, в случаи попадания крупного мусора и плохого всасывания так же даст знать.
Рабочие циклы насосной станции
- Насос транспортирует ресурс из скважины и заполняет гидробак, когда уровень давления достигнет максимальной точки, насос отключается.
- При начале водопотребления, вода из бака поступает в рабочие точки, уровень давления начинает падать. Как только стрелка манометра упадет до минимума, реле даст команду насосу включиться, начнется заполнение гидробака.

Стоит заметить, что количество включений установки в час имеет ограничения по моделям. При выборе насосной станции учитывается этот фактор.
Достоинства насосной станции
- Улучшает систему водоснабжения
- Гарантирует определенный объем воды в запасе при отключении электричества
- Защищает трубную магистраль и оборудование
- Обеспечивает требуемое давление
- Защищает от износа бытовые приборы
- Экономит электричество
- Не большие габариты
- Простой монтаж
Где устанавливается насосная станция
- Чем ближе станция к скважине, тем равномернее давление и КПД
- Станция не должна контактировать со стенами
- Место, где будет стоять насосное оборудование должно быть сухим и теплым
- К станции требуется свободный доступ для ревизии и устранения неисправностей.

Установка системы с поверхностным насосом требует тщательного подхода.
- В доме. Прекрасно если есть котельная. Если нет, то стоит позаботиться о звукоизолированном помещении с отоплением для станции.
- В цоколе или подвале. Главное соблюдение основных правил при монтаже. Обеспечить тепло, звукоизоляцию и гидроизоляцию.
- В кессоне. У скважины, ниже уровня промерзания грунта оборудуют помещение для станции. На кессон устанавливают теплоизоляцию и люк для ревизии и ремонта.
- В отдельном строении. Такой вариант полностью исключает шум, но значительно увеличивает энергозатраты, так как помещение требует отопления.
Монтаж
- Для станции требуется ровная поверхность, для этого площадку оборудуют подстилкой из бетона, дерева, кирпича.
- Перекачивание жидкости создает внушительную вибрацию в насосе. Чтобы исключить протечку, под него подкладываются резиновые вкладки, а сама станция прочно фиксируется.
- Трубопровод доскважины прокладывается ниже уровня промерзания почвы, если это не возможно, то магистраль следует утеплить, чтобы обезопасить от замерзания.
- При прокладке труб следует помнить об уклоне и по возможности исключить повороты трубопровода.

Сборка узла для водозабора
- Установка с поверхностным насосом и встроенным эжектором. К трубе муфтой подсоединяется клапан обратного хода с фильтром.
- Насос с выносным эжектором. Непосредственно на эжектор производится установка обратного клапана с сеткой, после подсоединяются две трубы.
- Насосная станция со скважинным насосом. Фильтр для воды вмонтирован в насос, просто подсоединяется обратный клапан и труба.
- Водозаборный шланг погружается в источник. При поверхностном насосе до дна должно быть не мене метра, при погружном 0,5 м.
- Важно. Скважинный насос тяжелый по — этому дополнительно к нему крепится трос, чтобы облегчить нагрузку на трубопровод.
- Сборка и монтаж насосной станции имеет различия в зависимости от типа насоса.
- Главное правило: все дополнительные элементы устанавливаются через запорные арматуры и клапан обратного хода.
- На входную трубу лучше установить фильтр.
- Также устанавливается кран для слива воды из системы.
- Установка насосной станции своими руками не вызовет вопросов. Гидробак, блок управления и электронасос уже соединены между собой. Потребуется установить устройство, для первичного заполнения бака. Так же как и для слива устанавливается воронка с запорными кранами.
- При монтаже насосной станции, трубопровод (две трубы в варианте выносного эжектора) от скважины подключаются к насосу.
- После производится установка гидробака и блока управления. В напорную магистраль устанавливается штуцер, в который монтируется реле с манометром.
- К штуцеру, сбоку через запорный кран подсоединяется гидробак. Для комфортной эксплуатации тут же организуется слив.
- Далее станция подключается к раздаче воды (коллектору).

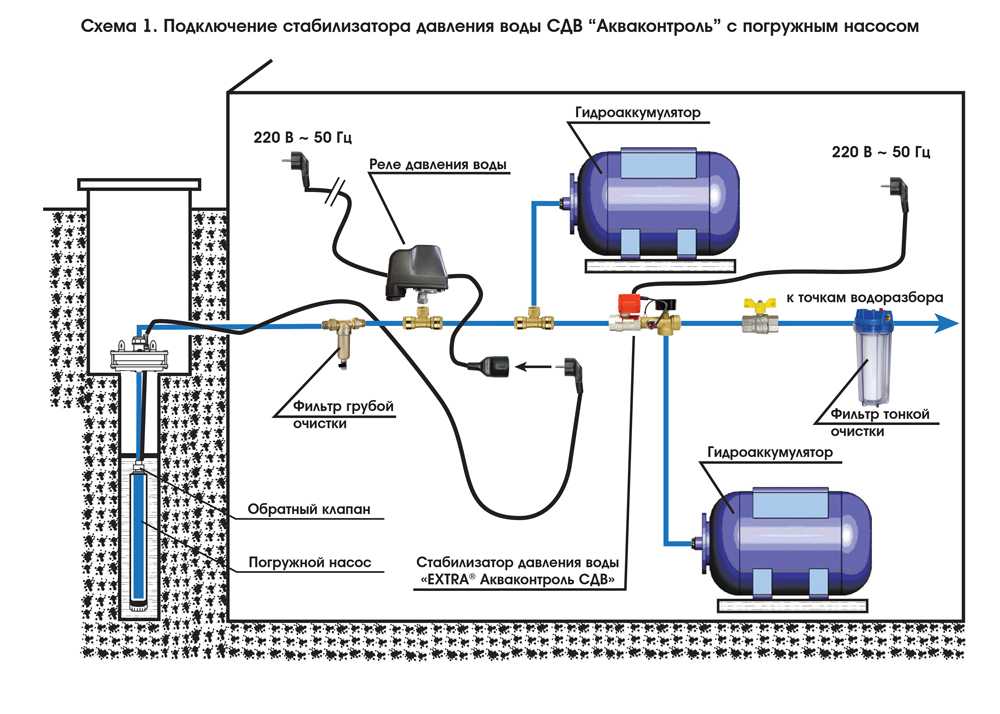
Схема сборки с погружным насосом
Запуск насосного оборудования
Насос любого вида имеет приличную мощность, по этой причине, для насосной станции лучше провести отдельную проводку с заземлением и установит автомат.
- Перед запуском насосную установку следует наполнить водой, проверить давление.
- Насос подключается к сети
- Заливную воронку чуть-чуть открывают, позволяя оставшемуся воздуху уйти
- Подают питание на установку. Из крана в доме через несколько минут должна потечь вода.
- Если движение жидкости не началось, установка отключается, в гидробак доливается вода, после еще раз проводится проверка.
Рекомендация Все винтовые соединения стоит делать с уплотнителем или фум – лентой.
Правила эксплуатации
- Проводить регулярную ревизию
- Чистить фильтр грубой очистки
- Один раз в месяц проводить проверку давления в гидроаккумуляторе
- Если зимой насосная станция находится в простое, то перед началом заморозков следует слить из установки всю воду.
Монтаж с соблюдением всех правил и инструкций гарантирует работу станции без перебоев.
Проектирование погружной насосной станции
Эта страница предназначена для помощи в проектировании погружной незасоряющейся насосной станции для сточных вод, измельчителя или измельчителя сточных вод или насосной станции для ливневых стоков. Выполните следующие шаги, и CW Sales Corporation сможет подготовить спецификацию и предложить цену на насосную станцию, соответствующую выбранным вами критериям. См. следующие шаблоны дизайна, которые помогут вам в компоновке вашей системы, и просмотрите короткий установочный фильм.
Шаг 1: Общая информация
| Имя работы | |
| Место работы |
Шаг 2.
 Разберитесь со своей гидравликой
Разберитесь со своей гидравликой
A. Каков максимальный расход в галлонах в минуту (GPM) в насосной станции?
B. Какова высота отвода канализации и размер трубы в насосной системе?
C. Каково изменение высоты (в футах) от уровня насосной станции до точки нагнетания?
Есть ли одна или несколько высоких точек в силовой магистрали? Пожалуйста, опишите:
D. Какова длина силовой части в футах?
E. Какой предполагаемый основной размер сил и материал конструкции?
F. Что такое отметка уровня в месте расположения насосной станции?
Шаг 3: Выберите тип и характеристики насосной станции
Тип станции
Симплекс (один насос)Дуплекс (два насоса)Триплекс (три насоса)
Скорость системы
Постоянная скоростьПеременная скорость
Электрик на рабочем месте
120200230460 ,
Фаза?
13
Телеграфное обслуживание?
34
Монитор уровня
Погружной преобразователь давленияСистема подачи продувочного воздухаСистема управления поплавком
Резервный монитор уровня
Поплавковое резервное резервное управлениеПогружной датчик давленияУправление продувочным воздухомНет
Пускатели насосов
Межсетевые пускатели IEC. Пускатели Nema Rate. Полупроводниковые пускатели. Твердотельные пускатели пониженного напряжения.
Пускатели Nema Rate. Полупроводниковые пускатели. Твердотельные пускатели пониженного напряжения.
Тип рабочего колеса насоса и диапазон расхода в галлонах в минуту (галлонов в минуту)
Без засорения/ от 50 до 2800 галлонов/мин./ от 30 до 2000 галлонов/мин.
Стандартные диаметры отстойника
5 5′-0″6 6′-0″7 7′-0″8 8′-0″10 10′-0″
Тип контроля уровня
Поплавковый переключатель с продувкой воздухаПогружной преобразовательУльтразвуковой преобразователь
Фильтр на входе
Барная решеткаКорзина для мусораИзмельчитель (требуется отстойник диаметром не менее 6 футов)Нет
Размер трубы/клапана
2 дюйма (только насосы измельчителя) 3 дюйма 4 дюйма 6 дюймов 8 дюймов (требуется отстойник диаметром не менее 7 футов)
Переносной подъемник
Подъемник 500 фунтов с закладным гнездом Подъем 1000 фунтов с закладным гнездом Подъем 1500 фунтов с закладным гнездом Нет
Мониторинг сигналов тревоги
4-канальный номеронабиратель сигналов тревоги (требуется телефонная линия) 8-канальный сигнал тревоги (требуется телефонная линия) Мониторинг тревог в Интернете (требуется ежемесячная плата за обслуживание) Нет
В описание стандартных систем входят: система быстрого снятия насоса, направляющие из нержавеющей стали, крепеж из нержавеющей стали, подъемные тросы насоса из нержавеющей стали и анкерные болты из нержавеющей стали, манометры для каждого насоса, запорные клапаны пробкового типа, запорный клапан с внешней стороны. Рычаг и вес, бетонное внутреннее покрытие с белым эпоксидным покрытием, дренажный клапан из клапанной камеры обратно во влажный колодец, гравитационные вентиляционные отверстия из ПВХ или ковкого чугуна на обеих конструкциях и алюминиевые навесные люки для доступа, рассчитанные на нагрузку 300 фунтов. (Доступная нагрузка на люки)
Рычаг и вес, бетонное внутреннее покрытие с белым эпоксидным покрытием, дренажный клапан из клапанной камеры обратно во влажный колодец, гравитационные вентиляционные отверстия из ПВХ или ковкого чугуна на обеих конструкциях и алюминиевые навесные люки для доступа, рассчитанные на нагрузку 300 фунтов. (Доступная нагрузка на люки)
Шаг 4: Контактная информация
| Имя | |
| Название | |
| Компания | |
| Электронная почта | |
| Телефон | |
| Адрес | |
| Город, штат, почтовый индекс | |
| Страна | AlbaniaAmerican SamoaAndorraAngolaAnguillaAntigua/BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia-HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsChadChileChinaColombiaCongo BrazzavilleCongo Democratic Rep.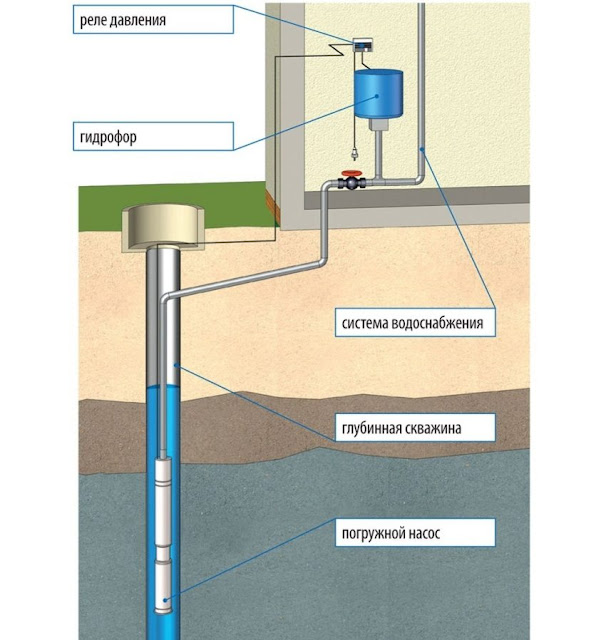 ofCook IslandsCosta RicaCroatiaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaeroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIrelandIsraelItaly/Vatican CityIvory CoastJamaicaJapanJordanKazakhstanKenyaKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMicronesiaMoldo vaMonacoMongoliaMontserratMoroccoMozambiqueNamibiaNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalauPalestine AutonomousPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaipanSaudi ArabiaSenegalSeychellesSingaporeSlovak RepublicSloveniaSouth AfricaSouth KoreaSpainSri LankaSt. ofCook IslandsCosta RicaCroatiaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaeroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIrelandIsraelItaly/Vatican CityIvory CoastJamaicaJapanJordanKazakhstanKenyaKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMicronesiaMoldo vaMonacoMongoliaMontserratMoroccoMozambiqueNamibiaNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalauPalestine AutonomousPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaipanSaudi ArabiaSenegalSeychellesSingaporeSlovak RepublicSloveniaSouth AfricaSouth KoreaSpainSri LankaSt. Китс/НевисСент. Люсия Св. ВинсентСуринамСвазилендШвецияШвейцарияСирияТайваньТанзанияТаиландТогоТринидад/ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосСША. Виргинские островаСШАУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЙеменЮгославияЗамбияЗимбабве Китс/НевисСент. Люсия Св. ВинсентСуринамСвазилендШвецияШвейцарияСирияТайваньТанзанияТаиландТогоТринидад/ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосСША. Виргинские островаСШАУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЙеменЮгославияЗамбияЗимбабве |
Тип бизнеса
ИнженерКонечный пользовательТорговый посредникПодрядчик по сантехникеПодрядчик по механикеПодрядчик на объектеПодрядчик по ОВКВДругое
Вам нужна цена?
| Да, мне нужна цена. (Доступно только в континентальной части США) |
Полная система?
| Да | |
| Дополнительная информация |
Комплект системы?
| Да | |
| Дополнительная информация |
Дополнительные комментарии или специальные требования
Выбор насосов ограничен товарными марками, которые мы представляем/распространяем. Эта страница является эффективным инструментом для общего проектирования насосных станций, но не предназначена для замены опытного проектировщика насосных станций.
Эта страница является эффективным инструментом для общего проектирования насосных станций, но не предназначена для замены опытного проектировщика насосных станций.
Как проектировать и ремонтировать насосные станции
Об авторе: Брайан Орчард — независимый журналист Orchard Public Relations. С садом можно связаться по адресу [email protected].
Установка новых насосов на насосной станции поверхностных вод Стиллингфлит.
Будь то ремонт или модернизация насосной станции для паводковых вод или строительство совершенно новой, очень важно правильно подобрать насос(ы) для конкретного применения. Поиск поставщика насосов, который может предоставить различные варианты насосов, необходимые инженерные ресурсы и хороший послужной список для работы в этом специализированном секторе, должен быть первоочередной задачей. Выбор наиболее конкурентоспособной оценки может быть привлекательным, но это может быть плохим решением, если позже возникнут проблемы.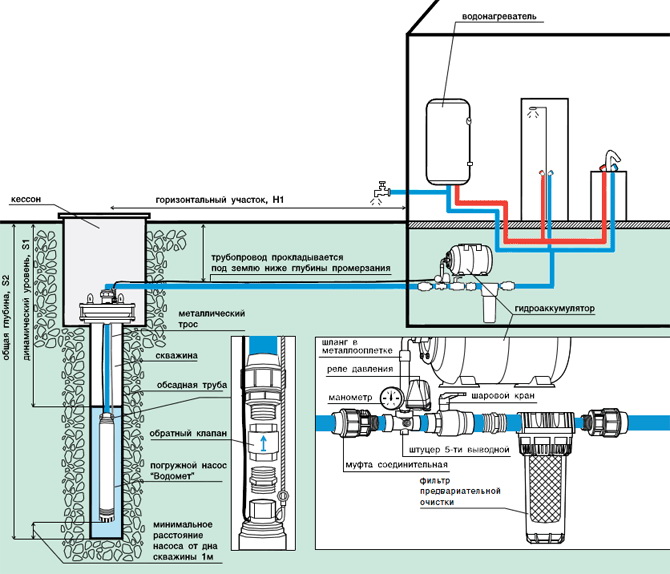
Ключи к насосным проектам
На существующей насосной станции, где насосы имеют признаки износа или плохую работу, их замена может сначала показаться лучшим вариантом, особенно если срок их службы истек. Однако это может быть дорогостоящим и не всегда может быть лучшим долгосрочным решением. Прежде чем принимать какое-либо решение о замене или ремонте проблемных насосов, необходимо привлечь специалистов по насосам для проведения подробного обследования существующей инфраструктуры и состояния насоса(ов).
В Великобритании дистрибьютор насосов AxFlow инвестировал инженерные ресурсы в техническое обслуживание, ремонт и проектирование насосных станций для паводковых вод. Являясь частью общеевропейской группы AxFlow, компания разработала предприятие, специализирующееся на насосных станциях для паводковых вод, которое предоставляет услуги речным и дренажным властям, операторам промышленных парков и владельцам портов и гаваней. Это касается как новостроек, так и капитального ремонта.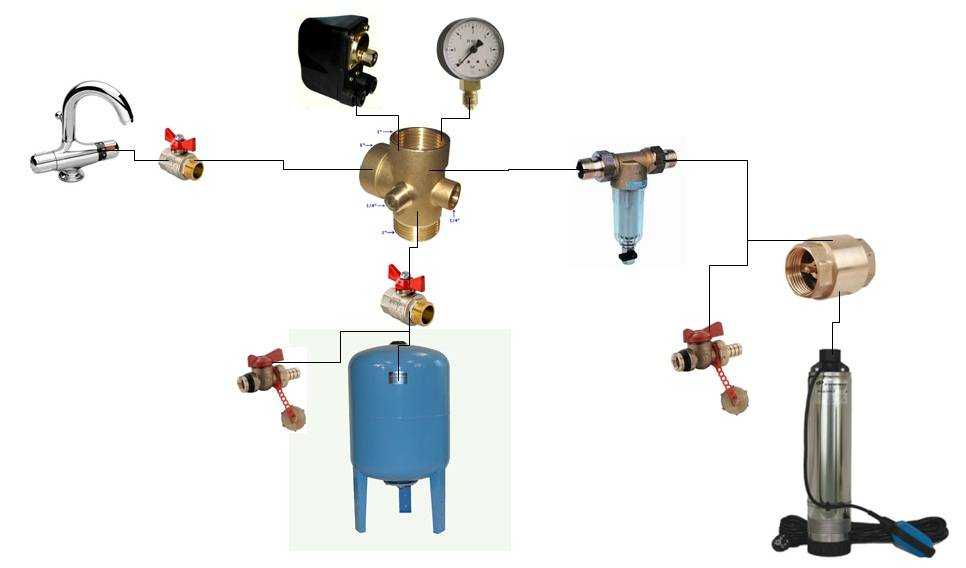
«За несколько лет мы накопили богатый опыт и знания, которые, по нашему мнению, обеспечивают надежный план, охватывающий все инженерные услуги и возможности», — сказал Марк Редгроув, менеджер по техническим услугам AxFlow. «В начале проекта важно, чтобы связь между заказчиком и поставщиком [была] постоянно открытой. Обе стороны должны знать, кто участвует, какова их работа [или] роль, и что запланированы регулярные обновления о прогрессе. Проекты идут гладко только тогда, когда есть план действий с датами, которые необходимо выполнить».
Доступ к широкому спектру насосных технологий и возможность предложить клиенту несколько вариантов в соответствии с бюджетом являются основными преимуществами, когда требуются новые насосы. Также необходимы ресурсы и квалифицированный инженерный персонал, который выполняет работы на площадке, устанавливает и вводит в эксплуатацию насосы, а также реконфигурирует насосные станции.
«В пределах наших ресурсов у нас есть необходимые навыки в области гидравлики, гражданского строительства и логистики», — сказал Редгроув. «Для многих проектов необходимо [иметь] легкодоступные ресурсы в виде кранов и транспорта. После того, как мы провели полное обследование объекта, включающее детальное изучение насосов и причин их износа или повреждений, мы можем представить заказчику проектную документацию, в которой указаны все работы, которые необходимо выполнить, а также полная смета. ”
«Для многих проектов необходимо [иметь] легкодоступные ресурсы в виде кранов и транспорта. После того, как мы провели полное обследование объекта, включающее детальное изучение насосов и причин их износа или повреждений, мы можем представить заказчику проектную документацию, в которой указаны все работы, которые необходимо выполнить, а также полная смета. ”
Два новых насоса были установлены непосредственно над разгрузочной ямой в порту Иммингем.
Тематические исследования
Такой сценарий проиллюстрирован двумя разными проектами, реализованными за последние 18 месяцев. Работая от имени Совета по внутреннему дренажу Ouse & Derwent, компания AxFlow установила два новых погружных насоса Bedford на насосной станции поверхностных вод Стиллингфлит. Насосная станция, построенная в начале 1990-х годов, поднимает поверхностные воды, которые больше не могут стекать под действием силы тяжести в ближайший ручей.
Высокие показатели влажности фиксировались внутри футеровки насоса, содержащей электрооборудование, что вызывало эксплуатационные проблемы.
«Насосная станция была оборудована двумя большими 800-мм подъемными ливневыми и двумя 600-мм подъемными магистральными насосами для сухой погоды», — сказал Редгроув. Насосы необходимо было демонтировать, сохранив при этом насосную мощность станции. Когда существующие насосы были удалены, их заменили два погружных насоса Bedford.
«Сначала казалось, что снять и заменить насосы с помощью строительных лесов не составит труда, — сказал Редгроув. «Однако установка лесов в мокром колодце была нецелесообразна из-за нехватки места, плюс мокрый колодец не был полностью изолирован от потоков. Повышение уровня воды требовало включения и выключения одного насоса, чтобы поддерживать уровень на низком уровне».
Инженер в корзине для верховой езды был подвешен к мокрому колодцу, чтобы снять насосы. Работа по демонтажу и замене заняла три дня.
Для многих промышленных площадок с большими площадями открытого пространства скопление поверхностных вод может стать проблемой. Порт Иммингем является крупнейшим портом Великобритании по годовому тоннажу. Поверхностная вода всегда удалялась с участка площадью 1230 акров с помощью приливной заслонки (клапана), которая сливала воду в устье реки Хамбер. Однако из-за повторяющихся заторов портовые инженеры стремились найти постоянное решение проблемы.
Порт Иммингем является крупнейшим портом Великобритании по годовому тоннажу. Поверхностная вода всегда удалялась с участка площадью 1230 акров с помощью приливной заслонки (клапана), которая сливала воду в устье реки Хамбер. Однако из-за повторяющихся заторов портовые инженеры стремились найти постоянное решение проблемы.
В середине 2015 года компания AxFlow предложила построить наземную насосную станцию, которая будет перекачивать воду в док.
«Существующая дренажная система состояла из ряда подземных камер, в которых собиралась вода, которая затем стекала в основную сливную яму на стороне шлюза порта», — сказал Редгроув. «Оттуда вода выбрасывалась через приливную заслонку, расположенную на илистой отмели в устье. Однако он регулярно заилялся, и водолазам приходилось убирать ил и грязь вручную».
Новая насосная станция была расположена над сливным колодцем и состояла из двух самовсасывающих насосов, труб из оцинкованной мягкой стали, обогреваемых кожухов для защиты от холода и панели управления с ультразвуковым контролем уровня pulsar.
 От этого меняется принцип работы.
От этого меняется принцип работы.
 Рабочее колесо — диск с короткими радиальными перегородками, располагающиеся по краям. Называется он импеллер.
Рабочее колесо — диск с короткими радиальными перегородками, располагающиеся по краям. Называется он импеллер. Чтобы «добыть» ее оттуда, на насосы устанавливают эжектор. Это трубка специальной формы, которая при движении воды через нее создает разряжение на входе. Так что такие устройства тоже относятся к разряду самовсасывающих. Эжекторный самовсасывающий насос может поднять воду с глубины 20-35 м, а этого уже более чем достаточно для большинства источников.
Чтобы «добыть» ее оттуда, на насосы устанавливают эжектор. Это трубка специальной формы, которая при движении воды через нее создает разряжение на входе. Так что такие устройства тоже относятся к разряду самовсасывающих. Эжекторный самовсасывающий насос может поднять воду с глубины 20-35 м, а этого уже более чем достаточно для большинства источников. В этом случае недостаток тоже очевиден — двойной расход труб, а значит — более дорогая установка.
В этом случае недостаток тоже очевиден — двойной расход труб, а значит — более дорогая установка. Например, он не нужен при поливе сада и огорода. Вода, подаваемая с высоким давлением просто размоет почву, обнажит корни. Потому в качестве насоса для полива лучше брать самовсасывающий насос центробежного типа.
Например, он не нужен при поливе сада и огорода. Вода, подаваемая с высоким давлением просто размоет почву, обнажит корни. Потому в качестве насоса для полива лучше брать самовсасывающий насос центробежного типа. Электродвигатель закрытого типа с принудительным охлаждением. Всасывающие и напорный патрубок — резьбовые. Степень защиты IP 44. Стандартное напряжение: 230 В — 50 Hz для однофазных электродвигателей, 230/400 В — 50 Hz для трехфазных электродвигателей. В однофазных электродвигателях насосов M 90 и M 100 встроенная термозащита.
Электродвигатель закрытого типа с принудительным охлаждением. Всасывающие и напорный патрубок — резьбовые. Степень защиты IP 44. Стандартное напряжение: 230 В — 50 Hz для однофазных электродвигателей, 230/400 В — 50 Hz для трехфазных электродвигателей. В однофазных электродвигателях насосов M 90 и M 100 встроенная термозащита. с.
с. с.
с.
 Этот процесс может продолжаться только до тех пор, пока напор жидкости не уравновесит местное давление воздуха. Например, при работе с водой теоретически возможно, чтобы совершенно эффективный насос самовсасывал на высоте всего около 10 м от источника. Точный предел зависит от высоты над уровнем моря и температуры и будет другим для других жидкостей.
Этот процесс может продолжаться только до тех пор, пока напор жидкости не уравновесит местное давление воздуха. Например, при работе с водой теоретически возможно, чтобы совершенно эффективный насос самовсасывал на высоте всего около 10 м от источника. Точный предел зависит от высоты над уровнем моря и температуры и будет другим для других жидкостей.
 В таких случаях говорят, что насос связан с воздухом, и существует опасность перегрева: как правило, насосы полагаются на перекачиваемую жидкость для смазки и охлаждения подшипников насоса.
В таких случаях говорят, что насос связан с воздухом, и существует опасность перегрева: как правило, насосы полагаются на перекачиваемую жидкость для смазки и охлаждения подшипников насоса.

 Линия нагнетания не должна находиться под давлением или заблокирована. Для всех типов насосов линия всасывания должна быть герметичной. Если воздух продолжает поступать в насос, давление никогда не снижается и жидкость не поднимается по линии всасывания.
Линия нагнетания не должна находиться под давлением или заблокирована. Для всех типов насосов линия всасывания должна быть герметичной. Если воздух продолжает поступать в насос, давление никогда не снижается и жидкость не поднимается по линии всасывания. На внутренние зазоры также может повлиять неправильная сборка после технического обслуживания.
На внутренние зазоры также может повлиять неправильная сборка после технического обслуживания. Перед использованием крайне важно, чтобы насос был правильно заполнен и не допускал работы всухую на любом этапе.
Перед использованием крайне важно, чтобы насос был правильно заполнен и не допускал работы всухую на любом этапе.

 Если же надо сделать правильно ответвление, например в канализационной системе, то лучше всего применить сиделку на чугунный коллектор 150.
Если же надо сделать правильно ответвление, например в канализационной системе, то лучше всего применить сиделку на чугунный коллектор 150. Одна половина седелки оснащена резьбовым отводом, с помощью которого производится монтаж детали, добавляющейся к новому врезающемуся трубопроводу.
Одна половина седелки оснащена резьбовым отводом, с помощью которого производится монтаж детали, добавляющейся к новому врезающемуся трубопроводу.
 Такую продукцию в основном использовали для канализационных систем и систем подачи воды.
Такую продукцию в основном использовали для канализационных систем и систем подачи воды. Одним из недостатков является то, что они тяжелые, например, изделие из чугуна имеет больший вес в отличие от полимерной трубы таких же параметров.
Одним из недостатков является то, что они тяжелые, например, изделие из чугуна имеет больший вес в отличие от полимерной трубы таких же параметров.

 Кроме того, сборочные элементы являются неотъемлемым приложением к чугунному изделию и продаются с ним комплектом.
Кроме того, сборочные элементы являются неотъемлемым приложением к чугунному изделию и продаются с ним комплектом. 
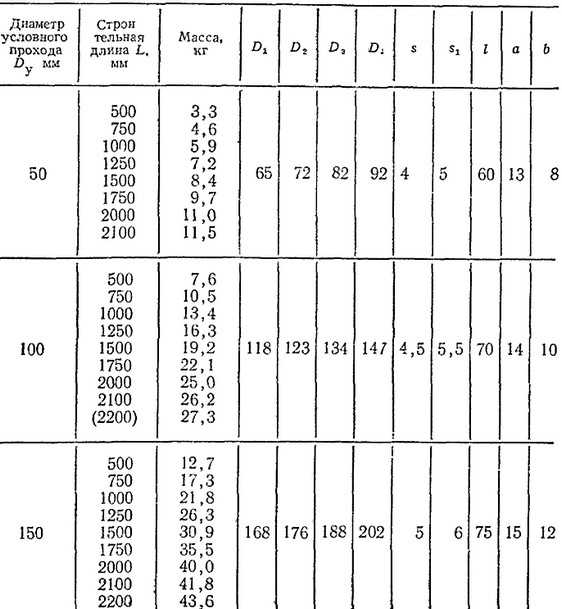
 Все зависит от разнообразных значений, например, от вида соединительных узлов.
Все зависит от разнообразных значений, например, от вида соединительных узлов. 
 15
15 Значение пи (П), используемое в расчетах, = 3,1416.
Значение пи (П), используемое в расчетах, = 3,1416.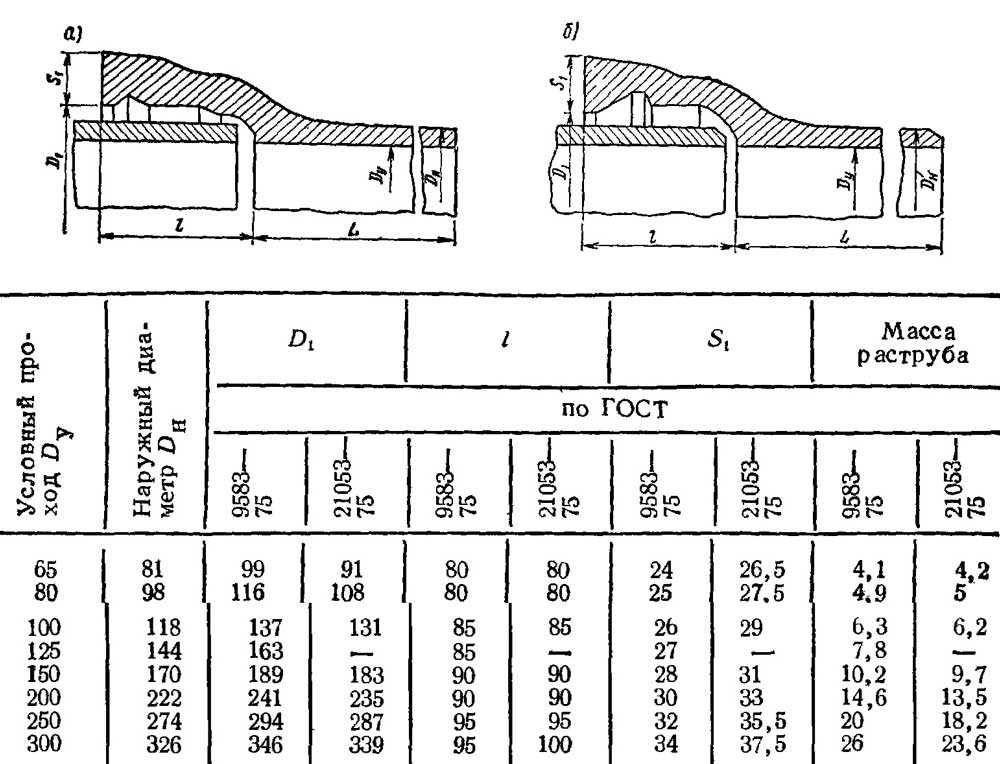 32
32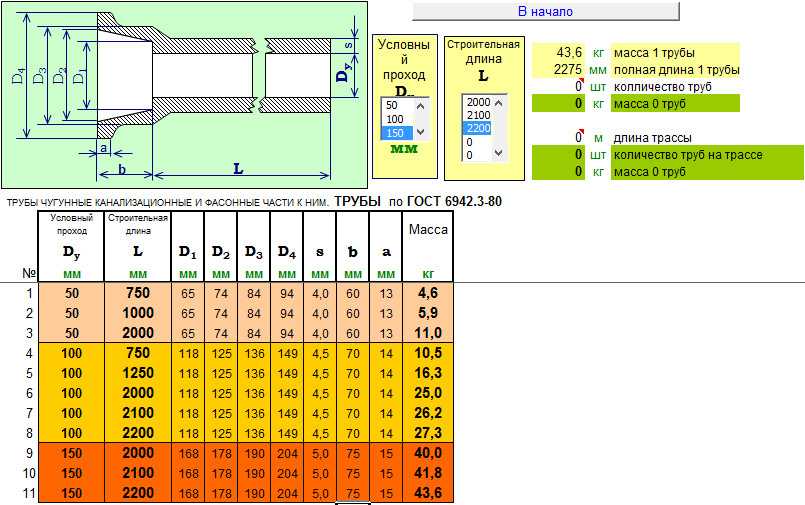 00
00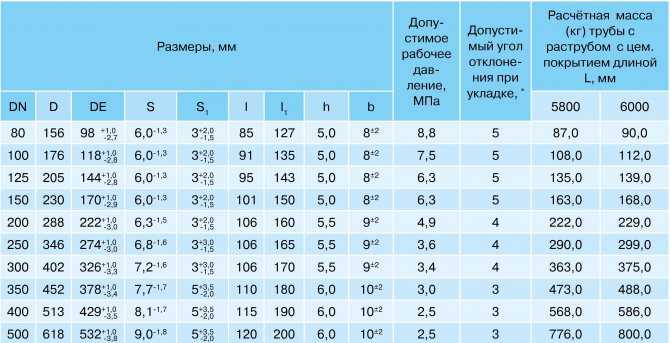

 , 2022 г. Все права защищены.
, 2022 г. Все права защищены. 1
1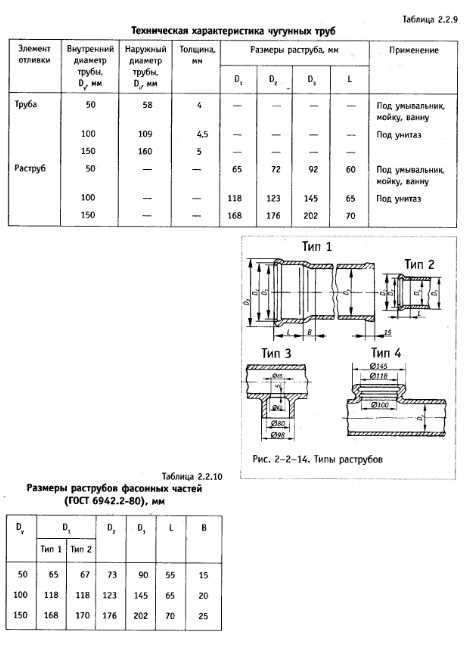

 Я думаю, что по объему продаж они занимают больше половины рынка. И это реально много, и ни одна фирма пока не может повторить их успех.
Я думаю, что по объему продаж они занимают больше половины рынка. И это реально много, и ни одна фирма пока не может повторить их успех. Соответственно, даже они со своими объемами и возможностями не могут сделать аппарат сильно дешевле с таким же качеством. Вернее могут, например их же серия компакт, или серия Евролюкс , где 200 амперный инвертор стоит в районе 5000р00 — но это далеко уже не то. Эти аппараты нельзя размещать в статье под заголовком «Лучшие сварочные инвертора для дома» — потому что они не лучшие. Хотя тоже работают, если повезёт.
Соответственно, даже они со своими объемами и возможностями не могут сделать аппарат сильно дешевле с таким же качеством. Вернее могут, например их же серия компакт, или серия Евролюкс , где 200 амперный инвертор стоит в районе 5000р00 — но это далеко уже не то. Эти аппараты нельзя размещать в статье под заголовком «Лучшие сварочные инвертора для дома» — потому что они не лучшие. Хотя тоже работают, если повезёт. д и у всех непонятно работают ли эти функции или нет.
д и у всех непонятно работают ли эти функции или нет. Небольшой вес и экономный расход электроэнергии позволяют использовать аппараты в быту дома или на дачном участке. Однако сориентироваться в обилии характеристик современных сварочных аппаратов способен не каждый пользователь. Рынок современной электроники предлагает огромный выбор различного рода моделей.
Небольшой вес и экономный расход электроэнергии позволяют использовать аппараты в быту дома или на дачном участке. Однако сориентироваться в обилии характеристик современных сварочных аппаратов способен не каждый пользователь. Рынок современной электроники предлагает огромный выбор различного рода моделей.




 Диапазон мощности тока варьируется от 10 до 190А. Диаметр электродов не более 5 мм. Прибор оснащён такими важными функциями как горячий старт Hot Start, форсаж Arc Force, антизалипание Anti Stick, позволяет добавиться качественной сварки даже толстых слоёв металла.
Диапазон мощности тока варьируется от 10 до 190А. Диаметр электродов не более 5 мм. Прибор оснащён такими важными функциями как горячий старт Hot Start, форсаж Arc Force, антизалипание Anti Stick, позволяет добавиться качественной сварки даже толстых слоёв металла. Диаметр электродов от 1,6 до 5 мм. На лицевой панели расположен информационный экран с показателями текущей мощности.
Диаметр электродов от 1,6 до 5 мм. На лицевой панели расположен информационный экран с показателями текущей мощности. КПД – 85%. Удобная классическая настройка позволяет использовать его неискушённым пользователям без предварительной подготовки.
КПД – 85%. Удобная классическая настройка позволяет использовать его неискушённым пользователям без предварительной подготовки.
 Отлично подходит для кузовного ремонта и сварки лёгких металлоконструкций. Поддерживает стабильное напряжение даже при прямом подключении к генератору.
Отлично подходит для кузовного ремонта и сварки лёгких металлоконструкций. Поддерживает стабильное напряжение даже при прямом подключении к генератору.
 Характеристики агрегата должны оптимизировать его КПД, достигая наиболее высокой отметки, а также быть оптимальными для использования дома или на даче.
Характеристики агрегата должны оптимизировать его КПД, достигая наиболее высокой отметки, а также быть оптимальными для использования дома или на даче. Этот параметр помогает понять, на какой промежуток времени целесообразно поддержание дуги без вреда для устройства, а также какой перерыв необходим аппарату после предельной выработки. Вкупе с ним важно наличие встроенной системы охлаждения или защиты от перегрева с автоматическим прерыванием.
Этот параметр помогает понять, на какой промежуток времени целесообразно поддержание дуги без вреда для устройства, а также какой перерыв необходим аппарату после предельной выработки. Вкупе с ним важно наличие встроенной системы охлаждения или защиты от перегрева с автоматическим прерыванием. youtube.com/embed/21bfqnnTRpE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/21bfqnnTRpE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Обеспечьте хорошее освещение и обзор. Процесс сварки должен проходить на деревянном настиле, защищающим от поражения эклектическим током. Обязательно наденьте защитные очки и резиновые перчатки.
Обеспечьте хорошее освещение и обзор. Процесс сварки должен проходить на деревянном настиле, защищающим от поражения эклектическим током. Обязательно наденьте защитные очки и резиновые перчатки.
 Принцип дуговой сварки аналогичен аппаратам обычного и инверторного типов.
Принцип дуговой сварки аналогичен аппаратам обычного и инверторного типов. Они быстро развивают лучшую марку сварочного аппарата в Индии и удовлетворяют потребности людей в сварке и резке. Они производят лучший сварочный аппарат по международной системе контроля качества полуфабрикатов, а также готовой продукции под строгим контролем. Они удовлетворяют потребности сварщиков в более безопасных, точных, экологически чистых и энергосберегающих продуктах. Они делают оборудование очень портативным, легким, компактным, отлично управляемым, экологически чистым, защищенным от перегрева и тока.
Они быстро развивают лучшую марку сварочного аппарата в Индии и удовлетворяют потребности людей в сварке и резке. Они производят лучший сварочный аппарат по международной системе контроля качества полуфабрикатов, а также готовой продукции под строгим контролем. Они удовлетворяют потребности сварщиков в более безопасных, точных, экологически чистых и энергосберегающих продуктах. Они делают оборудование очень портативным, легким, компактным, отлично управляемым, экологически чистым, защищенным от перегрева и тока. youtube.com/embed/VMfQv2Zb0z0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/VMfQv2Zb0z0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Инженеры. дизайнеры и руководство Panasonic постоянно стремятся сделать продукт лучше, чем предыдущая версия, следуя очень строгим этапам проверки качества. Этот бренд поставляет прочный, водостойкий и энергоэффективный лучший сварочный аппарат .
Инженеры. дизайнеры и руководство Panasonic постоянно стремятся сделать продукт лучше, чем предыдущая версия, следуя очень строгим этапам проверки качества. Этот бренд поставляет прочный, водостойкий и энергоэффективный лучший сварочный аппарат . Они предоставляют ручные сварочные и режущие машины, автоматизацию и механизированные системы резки с высокопроизводительными решениями и эффективными системами доставки. Они специализируются на однофазных сварочных аппаратах с момента их создания.
Они предоставляют ручные сварочные и режущие машины, автоматизацию и механизированные системы резки с высокопроизводительными решениями и эффективными системами доставки. Они специализируются на однофазных сварочных аппаратах с момента их создания.
 Их качество сварочных аппаратов с быстрой послепродажной поддержкой делает их полюсом, отличным от других брендов.
Их качество сварочных аппаратов с быстрой послепродажной поддержкой делает их полюсом, отличным от других брендов. Это столетний бренд, который начинается с капитала в 200 долларов США в штате Огайо и расправляет свои крылья до 59производственные точки в разных 18 странах. Их дистрибьюторы и офисы продаж расширились до 160 по всему миру.
Это столетний бренд, который начинается с капитала в 200 долларов США в штате Огайо и расправляет свои крылья до 59производственные точки в разных 18 странах. Их дистрибьюторы и офисы продаж расширились до 160 по всему миру. Мы можем судить о бренде, заметив, что они обучают людей на курсы сварщиков.
Мы можем судить о бренде, заметив, что они обучают людей на курсы сварщиков. Качество и стабильность на уровне любых доступных марок сварочных аппаратов.
Качество и стабильность на уровне любых доступных марок сварочных аппаратов. Единственным производителем многофункциональных сварочных аппаратов в комбинации являются Stick/TIG/MIG и Stick/TIG/Plasma. Сварщик в кластере многих целей делает его выбор по экономическим причинам.
Единственным производителем многофункциональных сварочных аппаратов в комбинации являются Stick/TIG/MIG и Stick/TIG/Plasma. Сварщик в кластере многих целей делает его выбор по экономическим причинам.

 Он подходит им там, где необходима сварка конструкционной стали.
Он подходит им там, где необходима сварка конструкционной стали.
 Вы можете быть новичком, мастером-сделай сам, изготовителем или крупной индустрией. Вы должны определить свой бюджет и указать свои потребности в покупке сварочного аппарата.
Вы можете быть новичком, мастером-сделай сам, изготовителем или крупной индустрией. Вы должны определить свой бюджет и указать свои потребности в покупке сварочного аппарата.
 Не забудьте зафиксировать бюджет одновременно.
Не забудьте зафиксировать бюджет одновременно.

 корпорации Colfax с сильными инновациями и бескомпромиссными стандартами.
корпорации Colfax с сильными инновациями и бескомпромиссными стандартами. Соучредители Lincoln Electric изобрели и выпустили свой первый инновационный сварочный аппарат для дуговой сварки с переменным напряжением к 19 годам.11, которые превратили Lincoln Electric в новую технологию и отрасль, которые обеспечили будущий успех компании. Lincoln Electric представлена в 18 странах с 59 производственными предприятиями и более чем в 160 странах с большой сетью дистрибьюторов и офисов продаж. Таким образом, Lincoln Electric является одним из крупнейших в мире разработчиков и разработчиков:
Соучредители Lincoln Electric изобрели и выпустили свой первый инновационный сварочный аппарат для дуговой сварки с переменным напряжением к 19 годам.11, которые превратили Lincoln Electric в новую технологию и отрасль, которые обеспечили будущий успех компании. Lincoln Electric представлена в 18 странах с 59 производственными предприятиями и более чем в 160 странах с большой сетью дистрибьюторов и офисов продаж. Таким образом, Lincoln Electric является одним из крупнейших в мире разработчиков и разработчиков: Это привело к тому, что Miller Electric превратилась из небольшой компании с одним человеком, продающей продукцию исключительно в северо-восточном Висконсине, в ведущего мирового производителя оборудования для дуговой сварки и резки:
Это привело к тому, что Miller Electric превратилась из небольшой компании с одним человеком, продающей продукцию исключительно в северо-восточном Висконсине, в ведущего мирового производителя оборудования для дуговой сварки и резки: Продукция Hobart Welding
Продукция Hobart Welding 
 Они существуют разной мягкости, поэтому нужно относиться к ним с особой бережливостью.
Они существуют разной мягкости, поэтому нужно относиться к ним с особой бережливостью.
 Различные приспособления способны творить чудеса, улучшают изделие и облегчают работу мастера.
Различные приспособления способны творить чудеса, улучшают изделие и облегчают работу мастера. youtube.com/embed/3i3CE-uN0NY?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/3i3CE-uN0NY?feature=oembed» frameborder=»0″ allowfullscreen=»»>  При помощи ручного фрезера можно не только врезать замок, петли, пазы и отверстия. Опытная работа умелого фрезеровщика позволяет создавать изделия художественного назначения.
При помощи ручного фрезера можно не только врезать замок, петли, пазы и отверстия. Опытная работа умелого фрезеровщика позволяет создавать изделия художественного назначения. Подобная резьба называется фрезерованием профилированных кромок. Осуществляется резьба при помощи кромочных фрез, которые имеют направляющий подшипник на рабочей режущей головке. В зависимости от своей формы существует множество кромочных фрез. Среди них: профилированные фрезы, конусные фрезы, калевочные, дисковые и фальцевые фрезы.
Подобная резьба называется фрезерованием профилированных кромок. Осуществляется резьба при помощи кромочных фрез, которые имеют направляющий подшипник на рабочей режущей головке. В зависимости от своей формы существует множество кромочных фрез. Среди них: профилированные фрезы, конусные фрезы, калевочные, дисковые и фальцевые фрезы. Используют следующие типы фрез: прямоугольные, галтельные, v-образные и фрезы формы “ласточкин хвост” ( для шиповых соединений ).
Используют следующие типы фрез: прямоугольные, галтельные, v-образные и фрезы формы “ласточкин хвост” ( для шиповых соединений ). Следует так же помнить, что все работы с использованием ручного фрезера требуют неукоснительного соблюдения правил техники безопасности. В отличии от механических инструментов, ручной фрезер может нанести неопытному пользователю серьёзную травму.
Следует так же помнить, что все работы с использованием ручного фрезера требуют неукоснительного соблюдения правил техники безопасности. В отличии от механических инструментов, ручной фрезер может нанести неопытному пользователю серьёзную травму.


 Благодаря прямому прямому торцевому шлифованию, фреза оставляет гладкую поверхность после деревообработки, как на плоской поверхности , так и на флангах.
Благодаря прямому прямому торцевому шлифованию, фреза оставляет гладкую поверхность после деревообработки, как на плоской поверхности , так и на флангах.  0300
0300




 20 р.
20 р. .
. .
.


 Но иногда накладываются ограничения по высоте, тогда ставятся горизонтальные, они на 10-15% дороже.
Но иногда накладываются ограничения по высоте, тогда ставятся горизонтальные, они на 10-15% дороже.

 При планировании ограждения необходимо обеспечить достаточный доступ для
При планировании ограждения необходимо обеспечить достаточный доступ для
 5 мпа, пропан 0.1 мпа, пробуйте, по настройке пламени резака посмотрите видео на канале все о сварке и самоделках.
5 мпа, пропан 0.1 мпа, пробуйте, по настройке пламени резака посмотрите видео на канале все о сварке и самоделках. Хотя у трехтрубных такое редко.Но я профан в резке если чо.ПС.Интересное в описание резака- бытовой).
Хотя у трехтрубных такое редко.Но я профан в резке если чо.ПС.Интересное в описание резака- бытовой).

 На коробке написано пропан. А то что кислород травит, это норм ?
На коробке написано пропан. А то что кислород травит, это норм ? На коробке написано пропан. А то что кислород травит, это норм ?
На коробке написано пропан. А то что кислород травит, это норм ?
 Проходили через это,
Проходили через это, …
…
 Я правда уже сдал его, болезного. И как сюда выложить видео ?
Я правда уже сдал его, болезного. И как сюда выложить видео ?
 Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок .
Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок . Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок .
Если обратным ударом не разорвало шланги, то горение может протекать медленно. После любого хлопка руководствуйтесь температурой трубок .
 Не получается пока настроить пламя, как здесь выложить видео ?
Не получается пока настроить пламя, как здесь выложить видео ? 055
055 170
170 Пожалуйста, включите JavaScript в вашем браузере для продолжения.
Пожалуйста, включите JavaScript в вашем браузере для продолжения.
 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. Доступны многие пункты назначения международной доставки (доставка не оплачена пошлиной), клиент несет ответственность за оплату любых таможенных сборов, пошлин или дополнительных налогов страны назначения.
Доступны многие пункты назначения международной доставки (доставка не оплачена пошлиной), клиент несет ответственность за оплату любых таможенных сборов, пошлин или дополнительных налогов страны назначения.

 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> Москва
Москва Применяется резьба стальная для разъемного соединения трубопровода, производится из труб согласно 3262-75.
Применяется резьба стальная для разъемного соединения трубопровода, производится из труб согласно 3262-75. 3 мм
3 мм методом накатки допускается уменьшение внутреннего диаметра до 10%.
методом накатки допускается уменьшение внутреннего диаметра до 10%.
 Оцинкованный
Оцинкованный Всего в нашем офисе около 11-50 человек.1. кто мы?
Всего в нашем офисе около 11-50 человек.1. кто мы?  Что вы можете купить у нас?
Что вы можете купить у нас?  10
10 m., $»> 1,06
m., $»> 1,06 m., kg»> 3,84
m., kg»> 3,84
 m., $»> 11.17
m., $»> 11.17 М., КГ
М., КГ m., $»> 20,84
m., $»> 20,84 m., kg»> 1,31
m., kg»> 1,31


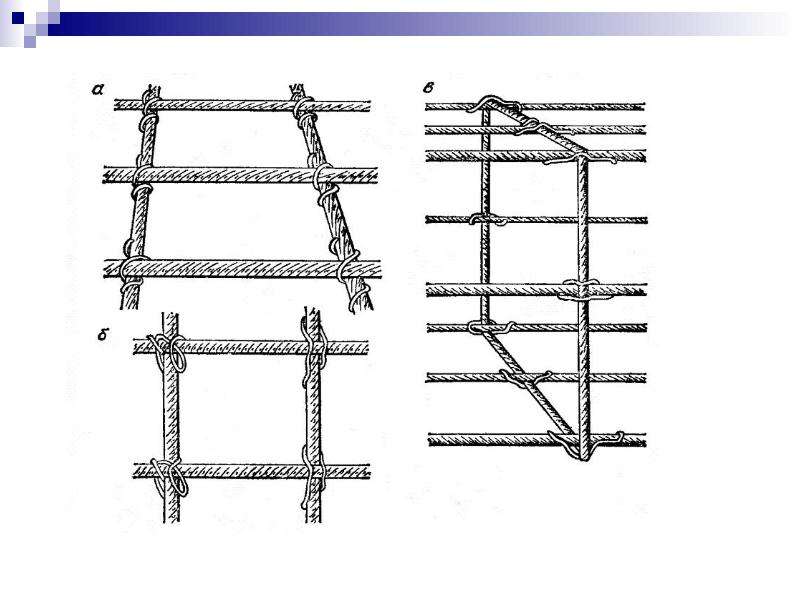
 Сделать это можно несколькими способами. Следует рассмотреть каждый из них подробно, чтобы определить, какой является наиболее оптимальным и какой следует использовать.
Сделать это можно несколькими способами. Следует рассмотреть каждый из них подробно, чтобы определить, какой является наиболее оптимальным и какой следует использовать. Из-за того, что на прутья воздействует высокая температура при электросварке, они все-таки частично теряют свои высокие эксплуатационные свойства. Кроме того, при заливке бетона или в ходе его уплотнения сварные соединения могут разрушиться. Также стоит иметь в виду, что гибкость арматурных стержней при использовании этого способа теряется. Поэтому применять его не рекомендуется. Лучше обратить внимание на другие способы вязки. Они, по мнению специалистов в области строительства, являются более приемлемыми.
Из-за того, что на прутья воздействует высокая температура при электросварке, они все-таки частично теряют свои высокие эксплуатационные свойства. Кроме того, при заливке бетона или в ходе его уплотнения сварные соединения могут разрушиться. Также стоит иметь в виду, что гибкость арматурных стержней при использовании этого способа теряется. Поэтому применять его не рекомендуется. Лучше обратить внимание на другие способы вязки. Они, по мнению специалистов в области строительства, являются более приемлемыми. После этого необходимо поворачивать крючок строго по часовой стрелке до тех пор, пока не будет достигнуто надежное соединение. Но сильно здесь усердствовать не стоит, так как если перестараться с закручиванием, можно порвать проволоку.
После этого необходимо поворачивать крючок строго по часовой стрелке до тех пор, пока не будет достигнуто надежное соединение. Но сильно здесь усердствовать не стоит, так как если перестараться с закручиванием, можно порвать проволоку. Необходимо будет фиксировать скобы в местах соединения металлических стержней.
Необходимо будет фиксировать скобы в местах соединения металлических стержней.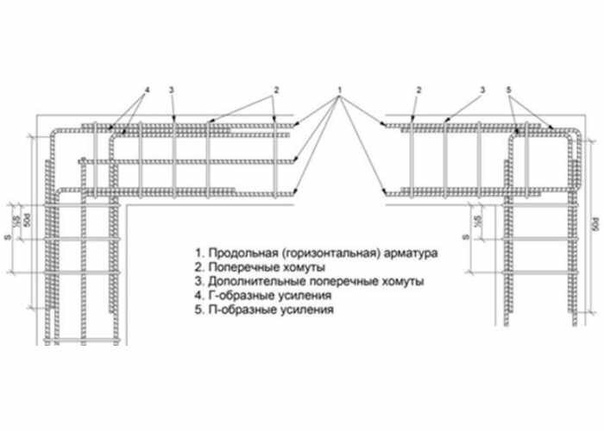

 Делать это лучше с помощью кирпичей. Это одно из самых важных условий, т.к. металлические конструкции не должны базироваться непосредственно на дне. Их необходимо поднять над уровнем земли как минимум на 8 см.
Делать это лучше с помощью кирпичей. Это одно из самых важных условий, т.к. металлические конструкции не должны базироваться непосредственно на дне. Их необходимо поднять над уровнем земли как минимум на 8 см. Относится к любым способам соединения.
Относится к любым способам соединения.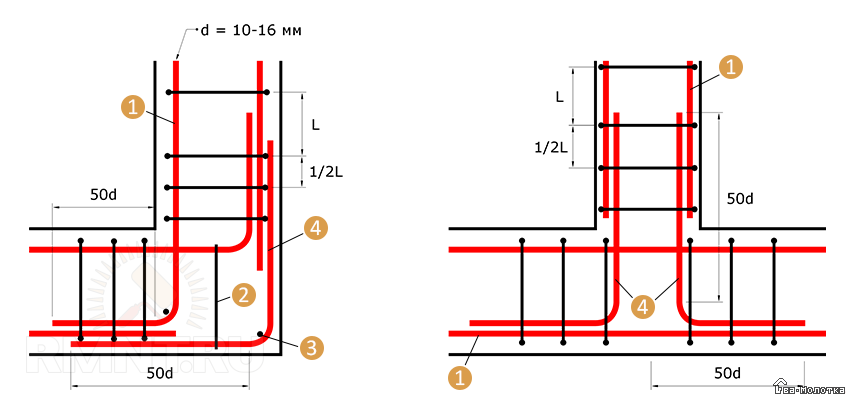 Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.
Материал обладает высокой прочностью, долговечностью, хорошо переносит перепады температуры.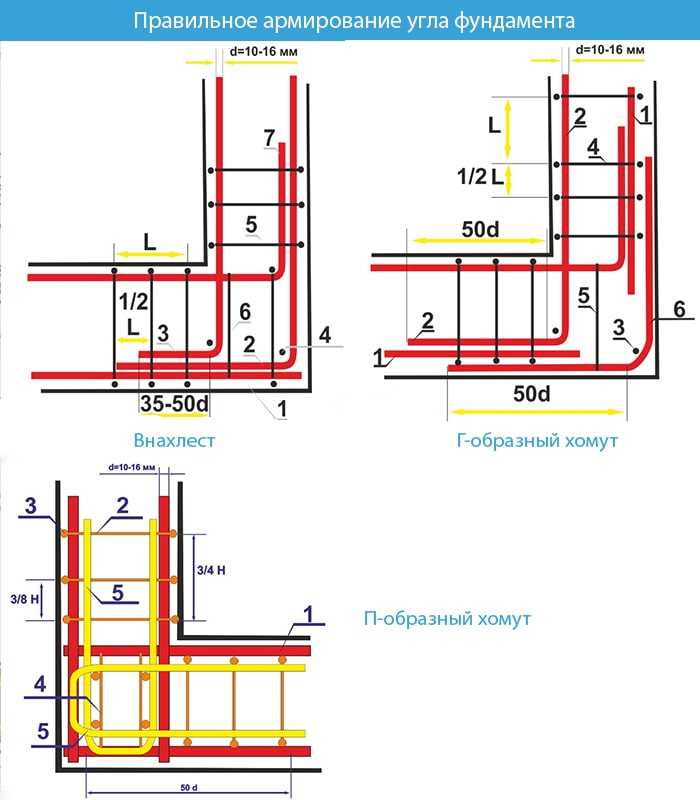 Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным.
Это означает, что длинная бетонная лента легко выдержит любое давление, но усилие, приложенное к центральной точке, станет для неё губительным. Такой инструмент чаще всего применяют в частном строительстве при выполнении небольших объемов работ. Технология вязки арматуры, предназначенной для усиления фундамента, требует определенных навыков. Отрезком проволоки, сложенной вдвое, захватывают место пересечения двух и более стержней. Вязальным крючком, вставленным в петлю, захватывают свободный край. При вращении крючка петля стягивается. Проволочные концы направляют внутрь каркаса.
Такой инструмент чаще всего применяют в частном строительстве при выполнении небольших объемов работ. Технология вязки арматуры, предназначенной для усиления фундамента, требует определенных навыков. Отрезком проволоки, сложенной вдвое, захватывают место пересечения двух и более стержней. Вязальным крючком, вставленным в петлю, захватывают свободный край. При вращении крючка петля стягивается. Проволочные концы направляют внутрь каркаса.
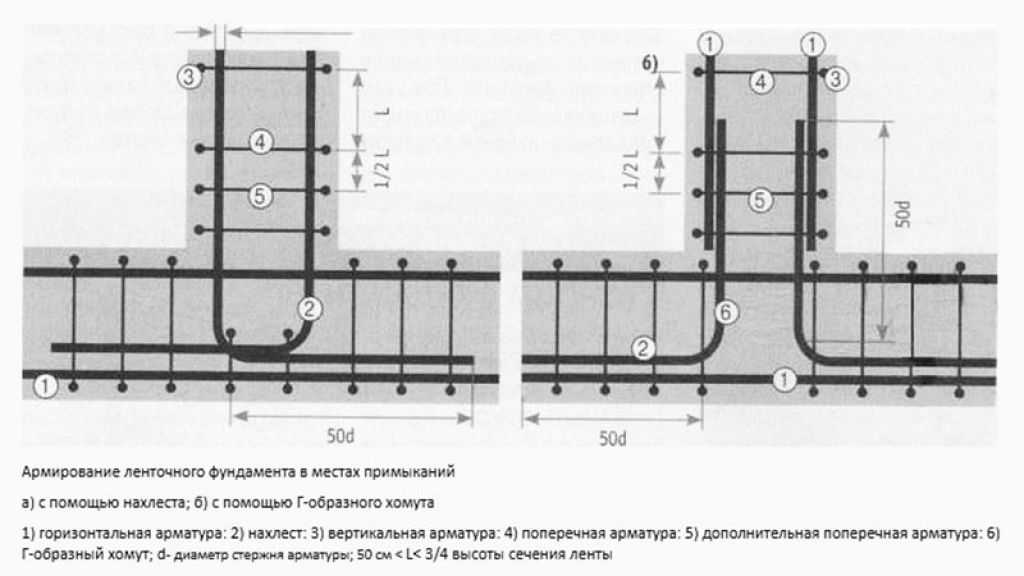
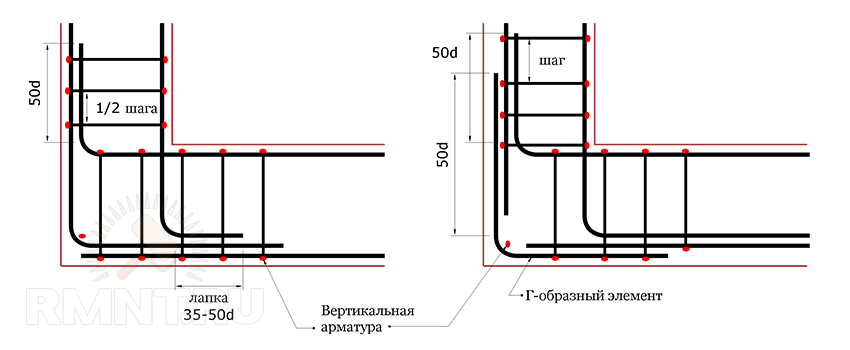
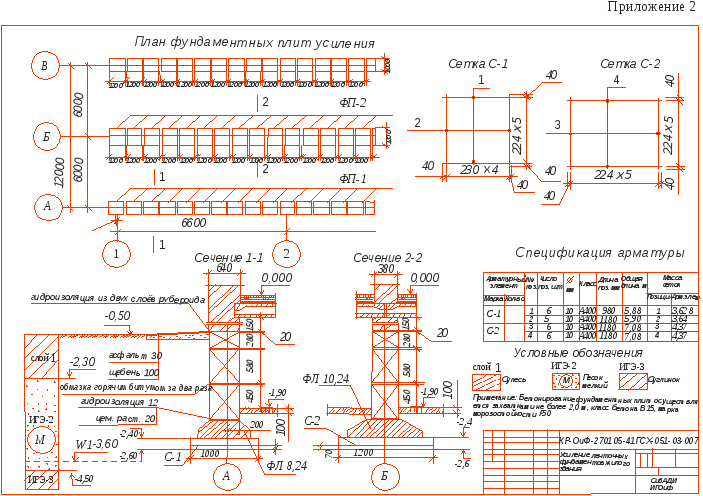
 В нормативах показаны типовые схемы вязки арматуры для ленточных и плитных фундаментов на прямых участках и в углах каркаса.
В нормативах показаны типовые схемы вязки арматуры для ленточных и плитных фундаментов на прямых участках и в углах каркаса.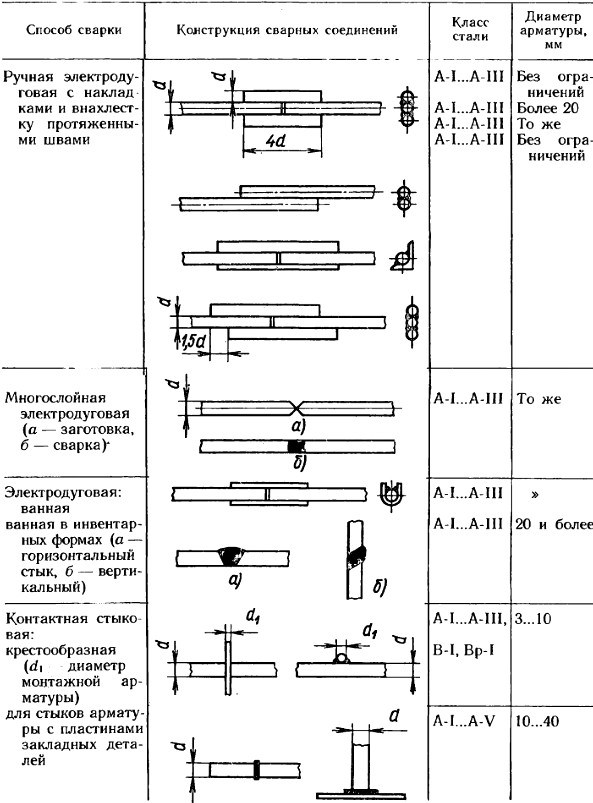
 Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани.
Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани.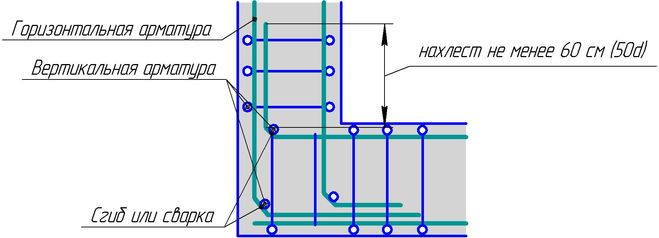 Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3].
Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3]. Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют одновременно высокую жесткость, низкую прочность на изгиб и высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей.
Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют одновременно высокую жесткость, низкую прочность на изгиб и высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей. Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
 Если армирующие нити заменены функциональными или проводящими нитями (такими как углеродная нить, медная проволока) в плосковязаных трехмерных прокладочных тканях. Если армирующие нити заменить другими высокофункциональными волокнами, в качестве высокофункциональных тканей можно будет использовать плосковязаные трехмерные прокладочные ткани. Способ вставки армирующих нитей в трехмерные прокладочные ткани в поверхностных слоях показан на рисунках 5-6.
Если армирующие нити заменены функциональными или проводящими нитями (такими как углеродная нить, медная проволока) в плосковязаных трехмерных прокладочных тканях. Если армирующие нити заменить другими высокофункциональными волокнами, в качестве высокофункциональных тканей можно будет использовать плосковязаные трехмерные прокладочные ткани. Способ вставки армирующих нитей в трехмерные прокладочные ткани в поверхностных слоях показан на рисунках 5-6.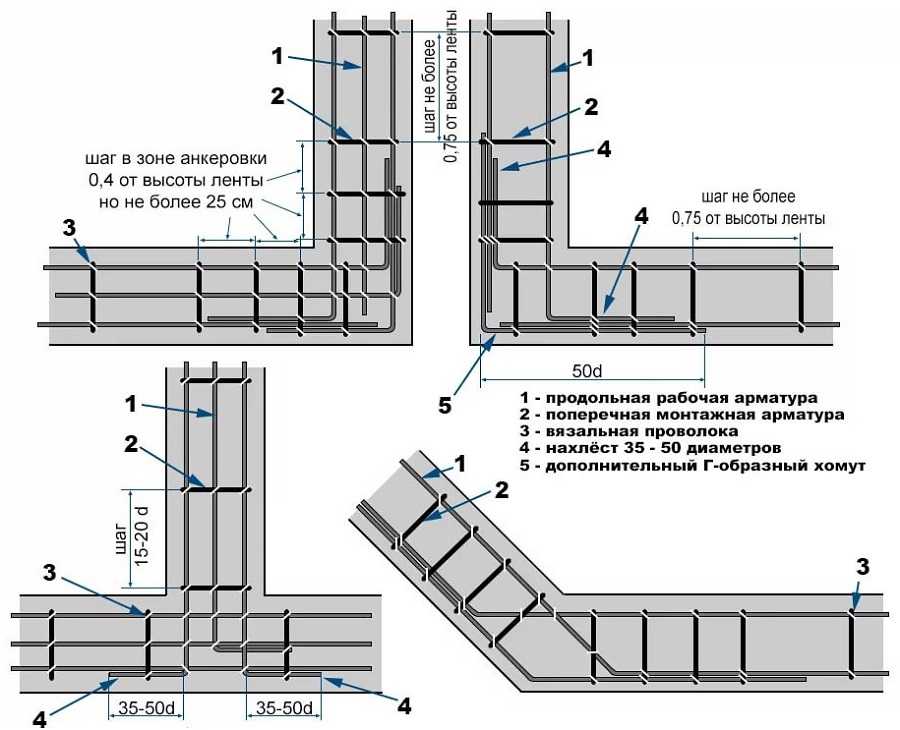 Криволинейная прокладка представляет собой инновационную конструкцию, которую можно разработать из плосковязанных трехмерных прокладочных тканей. Чтобы сохранить относительный баланс зачеса вниз, длина Н изменена, а длина L должна быть скорректирована соответствующим образом, чтобы обеспечить гладкость вязания.
Криволинейная прокладка представляет собой инновационную конструкцию, которую можно разработать из плосковязанных трехмерных прокладочных тканей. Чтобы сохранить относительный баланс зачеса вниз, длина Н изменена, а длина L должна быть скорректирована соответствующим образом, чтобы обеспечить гладкость вязания. Есть 12 штук образцов для двух направлений. Каждый из двух концов образцов был пропитан смолой перед испытанием, чтобы гарантировать, что все нити выдерживают нагрузку равномерно, чтобы избежать разрыва в точках захвата.
Есть 12 штук образцов для двух направлений. Каждый из двух концов образцов был пропитан смолой перед испытанием, чтобы гарантировать, что все нити выдерживают нагрузку равномерно, чтобы избежать разрыва в точках захвата.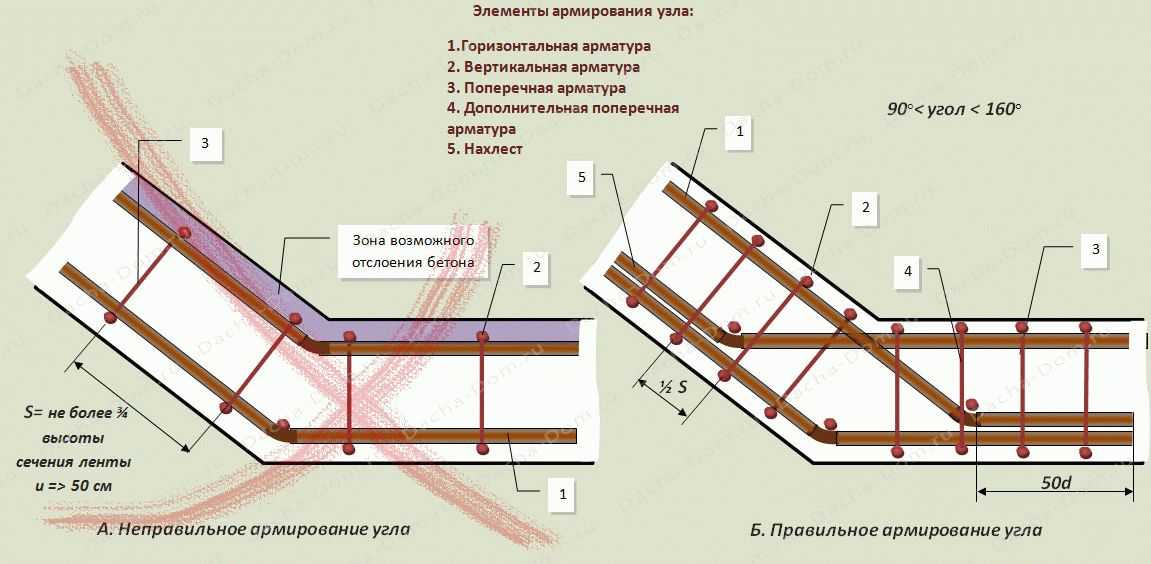
 Образцы тканей
Образцы тканей Наука и техника композитов, 2010. С. 70. С. 363–370.
Наука и техника композитов, 2010. С. 70. С. 363–370. Трехмерная прокладочная ткань в виде сэндвич-структуры путем плоского вязания для композитов с использованием гибридной пряжи. In: Всемирная текстильная конференция AUTEX, Измир, Турция, 26-28 мая 2009 г.: 675-681.
Трехмерная прокладочная ткань в виде сэндвич-структуры путем плоского вязания для композитов с использованием гибридной пряжи. In: Всемирная текстильная конференция AUTEX, Измир, Турция, 26-28 мая 2009 г.: 675-681. Текстиль ве Конфессион, 2011: 21(1): 16-21.
Текстиль ве Конфессион, 2011: 21(1): 16-21.