Пропано-кислородная сварка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Пропано-кислородная сварка в последние годы получает все более широкое распространение.
[1]
| Пропано-кислородная горелка типа ГС-53.| Полуформы для сварки алюминиевых жил сечением 16 — 1500 мм2. / — полуформа. 2 — направляющая. 3 — клин.
[2] |
Пропано-кислородная сварка выполняется следующим образом.
[3]
Пропано-кислородная сварка в последние годы получает все более широкое распространение.
[4]
Газовая пропано-воздушная и пропано-кислородная сварка применяется чаще, чем другие способы газовой сварки. Она основана на выделении тепла при сгорании горючего газа пропан-бутана в смеси с кислородом. С помощью газовой сварки в съемных металлических формах выполняют соединение и оконцевание алюминиевых жил всех сечений. Защита металла от окисления, осуществляемая газовым пламенем, обеспечирает высокое качество соединений. Обнаруженные дефекты сварки при необходимости могут быть легко устранены.
Защита металла от окисления, осуществляемая газовым пламенем, обеспечирает высокое качество соединений. Обнаруженные дефекты сварки при необходимости могут быть легко устранены.
[5]
При газовой пропано-кислородной сварке применяют наборы принадлежностей НСЩС-1, НСПК-2 или НСПУ. При отсутствии этих проволок в качестве присадочного материала используют проволоки жил и флюс АФ-4а или ВАМИ.
[6]
При пропано-воздушной и пропано-кислородной сварке применяют сжиженные топливные газы — бутан, пропан или их смеси. Состав смеси определяют в зависимости от температуры окружающей среды. В теплое время года применяют смеси с большим содержанием бутана, а в холодное — с меньшим.
[7]
Горючая смесь для пропано-кислородной сварки образуется пропан-бутаном и кислородом. Это обусловливает некоторую громоздкость и малоподвижность сварочного оборудования.
[8]
Установка ПГУ-3 предназначена для пропано-кислородной сварке деталей, толщиной до 4 ми и резки металла толщиной до 12 мм при ремонте авто — в сельскохозяйственных машин в волевых условиях, при выполнения кратковременных аварийных и сантехнических работ, а также в передвижных ремонтных мастерских. Может быть также использована ври обучении газосварщиков и резчиков. Она представляет собой переносный футляр, внутри которого размещены пропановый в кислородный баллоны вместимостью по 5 л, редуктор ДКП-1-65 и ДГЩ-1-65, резинотканевые рукава, горелка ГЗУ-3 и вставной резак РГС-70. При резке стали кислородный баллов требует перезарядки через 15 мин работы.
Может быть также использована ври обучении газосварщиков и резчиков. Она представляет собой переносный футляр, внутри которого размещены пропановый в кислородный баллоны вместимостью по 5 л, редуктор ДКП-1-65 и ДГЩ-1-65, резинотканевые рукава, горелка ГЗУ-3 и вставной резак РГС-70. При резке стали кислородный баллов требует перезарядки через 15 мин работы.
[9]
| Кабельный наконечник типа ЛАШ для закрепления на жилах с помощью тер.| Размеры и массы стержневых наконечников ЛАС ( 11 — 11.| Стержневой наконечник ЛАС с плоской контактной частью, закрепляемый термитно-муфельной сваркой патронами А.
[10] |
Наконечники ЛАС-1000 и ЛАС-1500 применяются только для электродуговой и пропано-кислородной сварки.
[11]
Присоединение ответвлений к сборным шинам может выполняться пропано-кислородной сваркой без флюса с помощью набора типа НГО, состоящего из двухрожковой горелки с рукавами, зажимного устройства для крепления сварочных форм на проводах, стойки для крепления проводов и комплекта форм. Указанные наборы изготовляются предприятиями Минмонтажспецстроя. При сварке ответвлений в смонтированных пролетах на проводах сборных шин устанавливают скобы для разгрузки проводов.
Указанные наборы изготовляются предприятиями Минмонтажспецстроя. При сварке ответвлений в смонтированных пролетах на проводах сборных шин устанавливают скобы для разгрузки проводов.
[12]
| Припои для пайки алюминиевых жил.
[13] |
В последнее время соединение алюминиевых жил кабелей 800 — 1500 мм2 стали выполнять также пропано-кислородной сваркой с помощью трехрожковой горелки с большой эффективностью нагрева.
[14]
Надежным является также оконцевание алюминиевых и сталеалюминиевых проводов аппаратным зажимом из алюминия или алюминиевого сплава, привариваемым к проводу пропано-кислородной сваркой. По технологии, предложенной Г. Г. Ковалевым ( Волгоэлектромонтаж), сварка сталеалюминиевого провода с аппаратным зажимом выполняется без операции вы-кусывания стальных проволок в проводах АС.
[15]
Страницы:
1
2
Сварка, резка и пайка металлов
При ремонте сельскохозяйственной техники широко применяются газовая сварка и резка.
Накопленный производственный опыт показал, что пропан и бутан являются хорошими заменителями ацетилена и керосина для газопламенной обработки металла. Сжиженный газ дешевле ацетилена, а качество резки пропан-бутан-кислородным пламенем выше, чем ацетилено-кислородным. При работах в зимних условиях получение газа из баллона с пропан-бутановой смесью не вызывает обычно затруднений. Ведение работ с применением сжиженных газов значительно более безопасно, чем при использовании карбида кальция и ацетилена.
Газовая сварка производится сварочным пламенем, образующимся при сгорании смеси кислорода с горючим газом, который может являться сжиженным газом (пропан или пропан-бутановая смесь). Сварочное пламя в зависимости от соотношения кислорода и пропан-бутана бывает нормальным, окислительным и науглероживающим.
Для сварки большинства металлов используют нормальное пламя с небольшим избытком кислорода. Сварка малоуглеродистой стали пропан-бутан-кислородной смесью производится при соотношении газа и кислорода 1 : 3.
Уменьшением содержания пропан-бутана или увеличением количества кислорода получают окислительное пламя, а при увеличении количества пропан-бутана науглероживающее пламя.
Газокислородная сварка и резка металла может производиться как в условиях мастерских, так и в полевых условиях, для чего обычно используются одиночные баллоны.
Питание передвижного поста от баллона ввиду небольшого количества отбираемого газа может осуществляться без испарителя при температуре воздуха до минус 25—30 °С. При питании нескольких постов от газовой сети, т. е. при белое значительном расходе газа, может быть применена групповая баллонная установка.
Газы доставляются на рабочее место или по трубопроводу от стационарных емкостей, или в стальных баллонах.
Для снижения давления сжиженного газа могут быть использованы обычные редукторы типа РДК, РДГ-6 и другие.
Применяя ацетиленовый редуктор, надо притяжной хомут заменить переходным штуцером с накидной гайкой.
Корпус водородного, кислородного или ацетиленового редуктора, используемого для снижения давления сжиженного газа, и корпус манометра окрашиваются в красный цвет. На циферблате манометра надписи «Водород», «Кислород», «Ацетилен» заменяются надписью «Пропан».
На циферблате манометра надписи «Водород», «Кислород», «Ацетилен» заменяются надписью «Пропан».
Правила обращения с редукторами для сжиженного газа такие же, как и с кислородными редукторами. Применение кислородного и водородного редукторов для кислорода, после использования их для сжиженного газа, во избежание взрыва категорически запрещается.
Отбор газа из баллона без редуктора запрещается.
При испытании поста газовой резки от газовой сети с давлением газа от 1 до 5 кГ/см2 установка редуктора также совершенно обязательна.
При работе с пропан-бутановыми смесями необходимо тщательно следить за резиновыми мембранами, так как при выходе из баллона газа в жидком виде и проникновении его в редуктор резиновая мембрана постепенно разъедается и приходит в негодность.
Пропускная способность редукторов по сжиженному газу составляет для РДК-00 — 1,3; для РД-1-0,25 — 5 м3/ч.
Для присоединения горелки (резака) к редуктору, установленному на баллоне, применяют резино-тканевые шланги по ГОСТ 8318—57, рассчитанные на рабочее давление 10 кГ/см2.
Конструкция газосварочной горелки проста и изготовить ее можно в условиях любых мастерских.
Для сварки малоуглеродистых сталей толщиной от 0,5 до 5 мм и других видов газопламенной обработки металлов (пайка, подогрев и др.) с применением в качестве горючего газа пропана или пропан-бутана можно использовать сварочную горелку «Уфа», схема которой показана на рис. 40.
Наконечник горелки «Уфа» отличается от существующих ацетилено-кислородных наконечников наличием камер предварительного и окончательного подогрева горючего газа перед инжектором.
При отборе газа из газовых сетей с давлением от 70 мм вод. ст. до 10 тыс. мм вод. ст. (1 кГ/см2) редуктор может не устанавливаться, а устанавливается предохранительный водяной затвор.
При давлении газа в газовых сетях от 70 до 200 мм вод. ст. на спуске к рабочему посту устанавливается водяной затвор ЗГГ-3 конструкции ВНИИавтоген. При давлении от 200 до 1000 мм вод. ст. устанавливаются водяные затвори открытого типа ВЗНД-3 с предельной пропускной способностью 3 м3/ч. При давлении газа от 1000 до 7000 мм вод. ап. устанавливаются водяные затворы закрытого типа (среднего давления ЗСД-З-07 и высокого ВЭС-10) на 1,5 кГ/см2 и с пропускной способностью в 3 и 10 м3/ч. Поминальная пропускная способность водяного затвора должна соответствовать наибольшему возможному отбору газа.
При давлении газа от 1000 до 7000 мм вод. ап. устанавливаются водяные затворы закрытого типа (среднего давления ЗСД-З-07 и высокого ВЭС-10) на 1,5 кГ/см2 и с пропускной способностью в 3 и 10 м3/ч. Поминальная пропускная способность водяного затвора должна соответствовать наибольшему возможному отбору газа.
Собранная горелка вставляется в гнездо ствола и крепится гайкой, причем предварительно между венчиком сместителя и уплотнительной шайбой следует подмотать асбестовый шнур.
Выполнив эту операцию, можно открыть вентили на баллонах с кислородом и сжиженным газом, затем открыть вентили сжиженного газа и кислорода на стволе, зажечь смесь на наконечнике. После 2—3 мин горения горелки производится регулировка необходимого пламени кислородным и газовым вентилями на стволе. Подбор пламени производится в течение нескольких секунд.
Кислород и пропан-бутан, проходя через ствол, вентили, попадает в камеру смешения. Часть смеси попадает в горелку для подогрева камеры, а основная масса смеси идет в камеру подогрева, заполненную катализатором (никелевая лента толщиной 0,2 мм, свернутая в виде пружины), где подогревается до 270° С. После этого смесь попадает в конус и к мундштуку. При сгорании получается пламя с температурой до 3100° С, достаточной для сварки малоуглеродистой стали.
После этого смесь попадает в конус и к мундштуку. При сгорании получается пламя с температурой до 3100° С, достаточной для сварки малоуглеродистой стали.
Сварка в зависимости от толщины свариваемого материала ведется при давлении кислорода 3,5 —5 кГ/см2 и давлении газа 0,8—1,3 кГ/см2. При удлинении шлангов давление несколько увеличивается.
Длина пламени горелки должна быть в пределах 12—23 мм. Его цвет должен быть бледно-голубым.
Сварщику необходимо следить за процессом в сварочной ванночке и вести более интенсивное перемешивание расплавленного металла. Пламя следует держать под углом 60—80° относительно поверхности металла, ведя сварку слева направо, выдувая возможный шлак из ванночки (незачищенные торцы). При зачищенных торцах шлаковые отложения незначительные.
При необходимости замены большего номера мундштука на меньший размер в комплект горелки должен входить переходник.
В зависимости от номера мундштука заменяется и наконечник. При большем номере мундштука ставится больший номер наконечника, и наоборот. Соответственно изменяется и кислородный инжектор.
Соответственно изменяется и кислородный инжектор.
Необходимо упомянуть, что при освоении сварщиком сварки стали пропан-бутан-кислородной смесью в первое время возможны трудности и недостатки в сварке, но когда сварщик освоит регулировку пламени, в зависимости от толщины свариваемого металла, сварка проходит нормально и швы получаются хорошими.
Из практики сварки пропан-бутан-кислородной смесью известно, что для более интенсивного парообразования желательно баллон ставить в отапливаемое помещение.
По данным ВНИИавтогена хорошие результаты при сварке малоуглеродистой стали можно получить, применяя и присадочную проволоку марок СВ-08ГС и СВ-082ГС.
Можно еще отметить, что с повышением содержания пропана в пропан-бутан-кислородной смеси качество сварки улучшается.
Практически пропан-бутан-кислородная смесь в сельской местности может быть использована для сварки водогазопроводных труб диаметром до 4″, листовой малоуглеродистой стали толщиной до 5—6 мм, сварки емкостей и бидонов для молока, деталей сельскохозяйственных машин, крыльев и капотов автомашин и для пайки цветных металлов.
Невысокая температура плавления алюминия позволяет в условиях сельскохозяйственных мастерских использовать для их сварки пропан-бутановые смеси.
Челябинским межотраслевым научно-исследовательским и проектно-технологическим институтом автоматизации и механизации машиностроения была проведена серия опытов по сварке и резке пропаном в совхозе «Степной» Челябинской области. Эти опыты показали, что применение пропана вместо ацетилена дает положительные результаты.
Для резки использовались ацетиленовые резаки РР-53 с переделкой (увеличивались отверстия в инжекторе и смесительной камере соответственно до 1 и 3 мм, увеличивался кольцевой зазор между внутренним и наружным мундштуком). Аналогичные изменения в инжекторе и смесительной камере делались и у ацетиленовой горелки ГС-53 (для наконечника № 5). После этих переделок и с применением пропана можно было производить сварку цветных металлов и чугуна.
Пропан-кислородным пламенем производилась приварка алюминиевых фланцев всасывающего коллектора трактора «Белорусь», ремонт алюминиевых емкостей, трубопроводов и бидонов для молока на маслозаводе. Производительность при сварке алюминиевых листов толщиной 3—4 мм пропан-кислородным пламенем выше, чем ацетилен-кислородным: за 6 ч работы сваривается 46 пог. м шва.
Производительность при сварке алюминиевых листов толщиной 3—4 мм пропан-кислородным пламенем выше, чем ацетилен-кислородным: за 6 ч работы сваривается 46 пог. м шва.
Основная трудность сварки алюминия, как известно, заключается в образовании пленки тугоплавких окислов алюминия на поверхности металла, препятствующей сплавлению. Эти окислы не восстанавливаются пропан-кислородным пламенем; они тяжелее алюминия и тонут в нем. Для достижения высокого качества кромки детали перед сваркой очищают стальной щеткой; пламя горелки должно быть нормальным. На присадочный пруток марки АД или АК наносится флюс АФ-4а.
При сварке алюминия толщиной до 3 мм горелке дают только поступательное движение, а прутком совершают колебательные движения, чем удаляются пленка и шлак и облегчается всплывание газовых пузырей на поверхность. Пламя горелки направляют на присадочный стержень под углом 40—60° и одновременно охватывают свариваемые кромки.
При сварке ядро пламени должно находиться на расстоянии не более 3 мм от поверхности ванны. При выполнении этих требований качество сварки высокое, пористости нет, кристаллизационные трещины не образуются. Прочность алюминиевых швов, полученных при сварке с использованием пропана и ацетилена, практически одинакова. Хотя теплопроводность алюминия почти в 5 раз, а теплоемкость в 2 раза больше, чем стали, пропан-кислородной горелкой № 5 можно сваривать алюминиевые шины толщиной до 10—12 мм, не применяя предварительного подогрева.
При выполнении этих требований качество сварки высокое, пористости нет, кристаллизационные трещины не образуются. Прочность алюминиевых швов, полученных при сварке с использованием пропана и ацетилена, практически одинакова. Хотя теплопроводность алюминия почти в 5 раз, а теплоемкость в 2 раза больше, чем стали, пропан-кислородной горелкой № 5 можно сваривать алюминиевые шины толщиной до 10—12 мм, не применяя предварительного подогрева.
Сварка свинца. Сварка свинца ведется нейтральным пламенем с минимально возможным углом наклона пламени к поверхности детали. При толщине металла свыше 2 мм шов накладывается в несколько слоев (отдельные участки перекрывают друг друга).
Практика показала, что сварку свинца пропан-кислородным пламенем можно с успехом производить горелкой ГСМ без ее переделки. Сварные швы обладают достаточно высоким качеством. Такой метод успешно применен для сварки свинцовых клемм кислотных аккумуляторных батарей.
Сварка меди. В связи с большой теплопроводностью меди при ее сварке требуется большой подвод тепла, поэтому пламя горелки следует держать перпендикулярно к поверхности сварочной ванны; горелку выбирают на два номера большую, чем для сварки стали такой же толщины, а в ряде случаев сварку производят двумя горелками.
Сварка производится нейтральным пламенем, по возможности без перерывов. Кромки и проволоку необходимо расплавлять одновременно. Не следует доводить ванну до очень подвижного состояния. В качестве флюса применяется бура или смесь буры и борной кислоты. В качестве присадочного прутка хорошие результаты дает медная проволока, раскисленная фосфором (содержание фосфора 0,03—0,08%), а также кремнием (содержание кремния 0,5—1,0%). Для лучшего качества шва при толщине изделия до 5 мм производится проковка. Проковку ведут в холодном состоянии, а при больших толщинах — при температуре 400—500° С. Для уменьшения хрупкости после остывания сваренной детали до 500° С изделие быстро охлаждают погружением в воду. Скорость сварки пропан-кислородным пламенем медных листов толщиной 4— 5 мм одинакова со скоростью сварки ацетиленом.
Сварка латуни. Бронза и латунь также легко свариваются пропан-кислородным пламенем. Главное затруднение при сварке латуни газо-кислородным пламенем состоят в испарении цинка (до 20%), вследствие чего шов получается пористым. Угар цинка при пропан-кислород ном пламени менее 1 %, благодаря чему шов получается плотным. Присадочная проволока берется такого же состава, как основной металл. В качестве флюса рекомендуется плавленая бура. При применении присадочной проволоки ЛК-02-05 при известном навыке возможна сварка в любых пространственных положениях.
Угар цинка при пропан-кислород ном пламени менее 1 %, благодаря чему шов получается плотным. Присадочная проволока берется такого же состава, как основной металл. В качестве флюса рекомендуется плавленая бура. При применении присадочной проволоки ЛК-02-05 при известном навыке возможна сварка в любых пространственных положениях.
В одном совхозе таким способом наплавлялись бронзой изношенные бронзовые вкладыши подшипников и различные детали из латуни. Качество сварки и наплавки во всех случаях было хорошее.
Пропан-бутановые смеси являются также полноценными заменителями ацетилена и при пайке твердыми припоями ПМЦ-54 и Л-02.
Сварка чугуна. Серый чугун широко используется в деталях тракторов и сельскохозяйственных машин. Все сложные детали: блоки цилиндров, головки блоков, картеры, коробки передач и сцепления, выпускные и впускные трубы, шкивы, звездочки цепные и рад других деталей, отливаются из чугуна.
Как известно, в случае ремонта чугунных деталей сложной геометрической формы, например головок блоков, требуется предварительный нагрев детали. Однако многие детали сельскохозяйственных машин — кронштейны, рычаги, ценные звездочки — могут быть отремонтированы без предварительного подогрева.
Однако многие детали сельскохозяйственных машин — кронштейны, рычаги, ценные звездочки — могут быть отремонтированы без предварительного подогрева.
При сварке чугуна имеет место большое выгорание углерода и кремния. Поэтому сварочные прутики должны иметь повышенное содержание этих элементов. Хорошие результаты получены при использовании в качестве присадочного материала изношенных чугунных поршневых колец двигателей.
При заварке дефектов сложных чугунных деталей целесообразно производить пайку чугуна латунью. Графит с поверхности удаляют выжиганием, сварочной горелкой с окислительным пламенем, причем деталь нагревается до температуры 750—900° C. Затем ремонтируемое место посыпают флюсом и покрывают слоем латуни. После пайки деталь покрывают листом асбеста и медленно охлаждают. В этом случае в детали не возникает больших напряжений и шов хорошо обрабатывается.
Как показала практика, для ремонта чугунных деталей, в основном для заварки трещин, может быть с успехом применен пропан.
Резка металла. Для разделительной резки сжиженным газом металлов применяются резаки типов РЗР-01-55, УРЗ и РЗП, а также резаки бензиновые и керосиновые.
При отсутствии этих резаков можно использовать обыкновенный резак УР, увеличив диаметр отверстия инжектора до 0,3—0,9 мм.
Наружный мундштук № 2, имеющий диаметр 5,5 мм, следует применять вместо мундштука № 1, а мундштук № 1 с отверстием 0,5 мм — вместо мундштука № 2. Для резки листа большой толщины диаметр сопла инжектора увеличивается до 0,95 мм, а диаметр отверстия наружного мундштука — до 7 мм. Диаметр канала смесительной камеры при резке больших толщин можно увеличить до 3 мм.
Уход за резаками, работающими на пропан-бутановой смеси, аналогичен уходу за ацетилено-кислородными резаками.
Подготовка рабочего места к работе, редукторов, шлангов, резака и горелки, продувка баллонов, установка редуктора, заливка водяного затвора водой, крепление шлангов резака и горелки, проверка наличия подачи в резаке, зажигание и тушение резака и горелки производятся в той же последовательности, как и при ацетилено-кислородной резке и сварке.
Правильно отрегулированное пламя при горении пропан-бутановой смеси в струе кислорода имеет ярко очерченное ядро, горит спокойно и устойчиво. Длина пламени пропан-бутановой смеси больше длины пламени ацетилено-кислородной смеси.
Подогревательное пламя регулируется в резаке на максимальную температуру (с небольшим избытком кислорода) по пламени на мундштуке.
Применение пропан-бутановой смеси вполне возможно для резки углеродистых и конструкционных (низколегированных) сталей, а также чугуна, хромо-никелевых сталей и цветных металлов.
Величина давления кислорода устанавливается в зависимости от толщины разрезаемого металла в пределах от 2 до 15 кГ/см2. Давление пропан-бутановой смеси может быть в пределах от 0,007 до 0,5 кГ/см2, при длинных шлангах и в стационарных сетях — до 1 кГ/см2.
Резку обычно начинают с кромки, предварительно очищенной от грязи и окалины. Если надо начать резку с середины (при большой толщине металла), то необходимо просверливать или прожигать отверстие диаметром 5—10 мм.
Для увеличения скорости нагрева металла в начальный период (при круглых сечениях металла) необходимо сделать надрубы зубилом или подставить в месте начала реза металлический пруток. Подогревательным пламенем вначале нагревают металл в том месте, откуда начинается резка, до температуры его воспламенения (для стали 100—1200° С, светло-красное каление), потом пускают режущую струю кислорода и перемещают резак по линии разреза. Расстояния резака от линии разреза должны быть по возможности равномерными. Для выполнения этого условия необходимо применять приспособления (направляющую линейку и др.). При очень большой скорости перемещения резака резка может прекратиться, а при малой скорости — верхние кромки разрезаемого металла оплавляются.
При резке труб на фаску угол опережения резака должен составлять 5—10°, а при резке труб без фаски — 10—15°.
В остальном технология резки стали пропан-бутановой смесью не отличается от технологии резки ацетилено-кислородным пламенем.
При сварке и резке металла необходимо соблюдать мероприятия по технике безопасности.
Газовая сварка – ацетилен против пропана
Факты
- Температура пламени при горении пропана в кислороде составляет 2800 градусов по Цельсию
- Температура пламени при горении ацетилена в кислороде 3100 град С
Пропан (также называемый СНГ — сжиженный нефтяной газ — или сжиженный нефтяной газ) является широко используемым топливом. Он транспортируется или хранится в виде очень холодной жидкости и может вызвать «морозный ожог» или обморожение при контакте с кожей. Жидкий пропан превращается в газ внутри резервуара или баллона. В естественной форме пропан бесцветен и не имеет запаха. Чтобы облегчить обнаружение пропана в случае утечки или разлива, производители добавляют химическое соединение, придающее ему характерный запах.
Сварка
Во-первых: Пропан нельзя использовать для газовой сварки. Когда ацетилен сгорает в кислороде, он создает зону восстановления, которая очищает стальную поверхность. Пропан не имеет восстановительной зоны, как ацетилен, и поэтому не может использоваться для газовой сварки.
Пайка
Пропан, как и ацетилен, можно использовать для пайки. Для капиллярной пайки (серебряной пайки) одинаковый результат. Для «сварки» пайки (густотекучие припои) ацетилен будет преимуществом
Резка
Пропан, как и ацетилен, можно использовать для резки. Если вы режете ацетиленом, вы обычно кладете кончик внутреннего конуса пламени на металл (1 мм от поверхности пластины). Если вы сделаете то же самое с пропаном, вам придется долго ждать. Если вы поднимете горелку так, чтобы использовался внешний конус пламени, процесс предварительного нагрева начнется быстрее. Пропан выделяет лишь небольшую долю тепла во внутреннем конусе пламени (менее 10%), поэтому большая часть тепла пламени приходится на внешний конус. Ацетилен выделяет почти 40% своего тепла во внутреннем конусе пламени.
Следовательно, ацетилен лучше подходит для резки, чем пропан. Хотя с точки зрения температуры ацетилен горячее, чем пропан, факт заключается в том, что люди неправильно используют пропан для резки. Ошибка, которую они совершают, заключается в том, что они режут пропаном так же, как режут ацетиленом. Там, где тепло в пламени предварительного нагрева пропана , нет там, где оно есть с ацетиленом. Короче говоря, для использования пропана для резки требуется другая техника, и, как правило, ацетилен предварительно нагревается быстрее. Судоразборочные верфи и свалки часто используют пропан для резки, потому что качество резки не имеет значения.
Ошибка, которую они совершают, заключается в том, что они режут пропаном так же, как режут ацетиленом. Там, где тепло в пламени предварительного нагрева пропана , нет там, где оно есть с ацетиленом. Короче говоря, для использования пропана для резки требуется другая техника, и, как правило, ацетилен предварительно нагревается быстрее. Судоразборочные верфи и свалки часто используют пропан для резки, потому что качество резки не имеет значения.
Отопление
…другое дело. Говорить, что пропан выделяет меньше тепла, неправильно (на самом деле просто неправильно). Ацетилен горячее, но выделяет меньше тепла. Большая часть предварительного нагрева выполняется кислородом/пропаном. Это факт. Доступное тепло от пропана выше.
Оборудование
Для резки требуются различные режущие приспособления и режущие насадки
Эконом
Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен. Для максимальной температуры пламени в кислороде отношение объема кислорода к горючему газу составляет 1,2:1 для ацетилена и 4,3:1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле ацетилена, этому противодействует более высокое потребление кислорода.
Таким образом, при использовании пропана потребляется гораздо больше кислорода. Несмотря на то, что пропан дешевле ацетилена, этому противодействует более высокое потребление кислорода.
Безопасность
Самым важным недостатком использования пропана на борту является аспект безопасности.
Удельный вес ацетилена 0,9, поэтому он легче воздуха (1). Если газ просочится, он поднимется. Удельный вес пропана составляет 1,6 и тяжелее воздуха (то же самое для других углеводородных газов, таких как бутан и MAPP* (модифицированный газ пропан)). Любая утечка пропана в закрытом помещении будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда оставаться незамеченной.
Для эффективного сжигания пропана кислородно-газовая смесь должна находиться в определенном диапазоне. В идеальных условиях должно быть четыре части пропана на 96 частей кислорода. Когда газ сгорает за пределами этих параметров, происходит неполное сгорание; это приводит к чрезмерному угарному газу. Это может быть очень опасно, если помещение не имеет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
Это может быть очень опасно, если помещение не имеет надлежащей вентиляции. На борту корабля иногда работают в закрытых помещениях, таких как балластные цистерны и двойное дно. Отравление угарным газом может привести к смерти, поскольку токсичный газ заменяет кислород в кровотоке.
* «MAPP gas» является торговой маркой, принадлежащей The Linde Group. Название происходит от исходного химического состава: метилацетилен-пропадиенпропан. «MAPP gas»
Загрузить техническое обновление — Газовая сварка — Ацетилен против пропана
Посмотреть каталог продукции для газовой сварки
Блог Welders Warehouse
Я принимаю много звонков по поводу использования кислорода + пропана или кислорода + пропилена вместо ацетилена + Кислород.
Короткий ответ на вопрос заголовка: «Да» и «Нет».
Извините за двусмысленность, но все зависит от того, что вы хотите сделать! Позволь мне объяснить!
Варианты топливного газа
Комплекты кислород + топливный газ раньше были простыми, у вас был кислород + ацетилен! Однако в настоящее время вода замутна рядом факторов.
- Ацетилен может быть трудно и дорого достать.
- Аренда баллонов для ацетиленовых баллонов резко подорожала.
- Ацетилен часто вызывает тревогу у должностных лиц, заботящихся о здоровье и безопасности, из-за его горючести и нестабильности!
К сожалению, кислород/ацетилен по-прежнему является лучшей комбинацией газа для всех целей, но есть жизнеспособные альтернативы, если вы знаете, что хотите делать, и тщательно выбираете.
Oxy Propane
Пропан является наиболее легкой альтернативой ацетилену в качестве топливного газа и обычно поставляется в баллонах под залог, а не берется напрокат (как это обычно бывает с ацетиленом).
Для большинства пользователей пропан обходится дешевле, особенно для нечастых пользователей комплектов кислород + топливо. Единственным реальным недостатком использования кислорода/пропана является то, что его нельзя использовать для реальной сварки. Однако комплекты, работающие на кислороде и пропане, идеально подходят для серебряного припоя, пайки, резки и нагрева. Так что, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан обеспечивает температуру пламени около 1800⁰C.
Так что, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан обеспечивает температуру пламени около 1800⁰C.
Oxy Propylene
ProGas 2000 Kit
Пропилен представляет собой смесь газов, включая пропан, и доступен в одноразовых канистрах ряда брендов, включая Gasex, Mapp и Turbo Gas, а также в больших многоразовых баллонах. Смесь кислорода и пропилена горит немного горячее, чем кислород и пропан, обычно около 3100 ⁰C, и поэтому ее можно считать лучшей, поскольку работа быстрее достигает рабочей температуры.
К сожалению, как и пропан, пропилен не подходит для сварки плавлением. Вы найдете людей, которые скажут вам, что его можно использовать для сварки, но в ходе испытаний, которые я проводил, сварные швы, которые он производил, были довольно хрупкими, поэтому я определенно буду делать что-то структурное или от чего зависит моя жизнь. с этим!!!
Кислород + пропилен отлично подходит для серебряного припоя, пайки и нагрева.
Оборудование кислород + пропан также должно использоваться для кислород + пропилен.
The Welders Warehouse предлагает ряд отличных комплектов. Пожалуйста, зайдите на нашу страницу кислородно-пропановых/пропиленовых комплектов, чтобы ознакомиться с ассортиментом!
Кислородно-пропановая/пропиленовая горелка
Хотя стандартная кислородно-ацетиленовая горелка может использоваться для кислородно-пропановой/пропиленовой горелки, она далека от идеала. Пропан и пропилен — газы с более медленным горением.
Пропан и пропилен также проходят через систему в виде пара, а не газа, фактически не превращаясь в газ, пока не встретятся с воздухом.
Компания Welders Warehouse разработала две специальные многоструйные горелки для кислорода, пропана и пропилена.
Легкая кислородная пропановая/пропиленовая горелка
Мощная кислородная пропановая/пропиленовая горелка
В обеих моделях используется наша собственная, специально разработанная многоструйная насадка, которую намного легче зажечь и с меньшей вероятностью продуть по сравнению с кислородной горелкой.
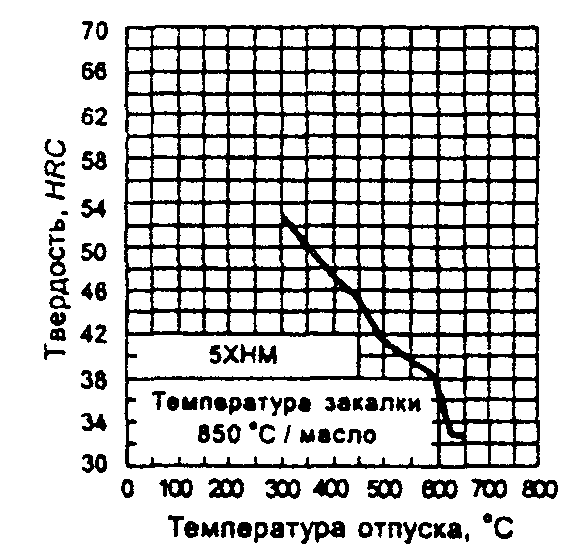
 Однако с увеличением твердости металл становится и более хрупким.
Однако с увеличением твердости металл становится и более хрупким. Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей.
Это позволяет продлить время закалки стали и повысить качество получаемых заготовок. Некоторые стали под закалку пригодны только при условии нагрева среды до температуры 1300 градусов Цельсия, для чего проводится установка иных печей. В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
В ином случае перестроение атомной решетки будет проходить так, что могут появиться серьезные дефекты.
 Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности.
Также не стоит забывать о том, что процесс раскисления сталей приводит к появлению пламя на заготовки во время ее опускания в ванную. Поэтому при закалке, закалкой сталей с применением соляных ванн следует соблюдать разработанную технику безопасности. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.
Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок. Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ.
 В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
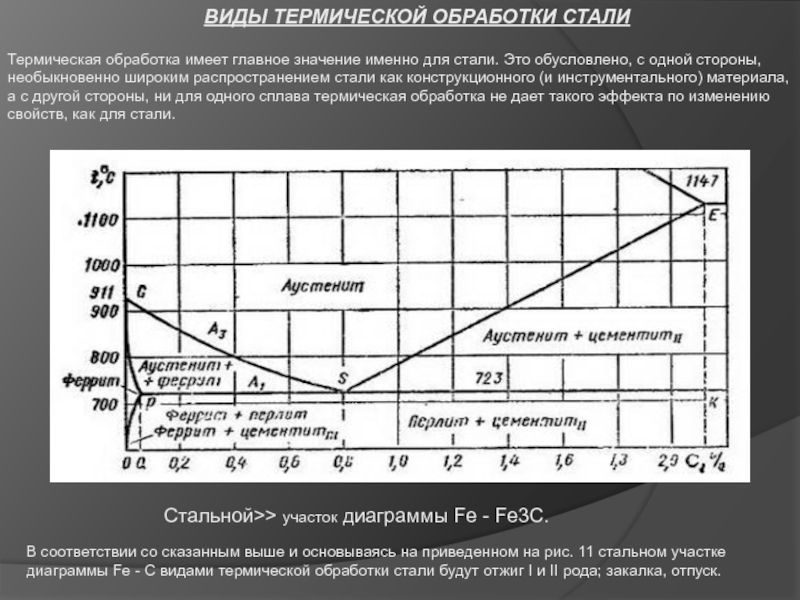
В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл. При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 — 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур AC1 — АC3 в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной.
При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 — 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной. При нагреве доэвтектоидной стали до температур AC1 — АC3 в структуре мартенсита сохраняется некоторое количество оставшегося после закалки феррита, снижающего твердость закаленной стали. Такая закалка называется неполной. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
 Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
 1. Кривые охлаждения для различных способов закалки
1. Кривые охлаждения для различных способов закалки
 После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры.
После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры. Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
 Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д. В этом случае закаливается только нагретая часть детали.
В этом случае закаливается только нагретая часть детали.
 Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
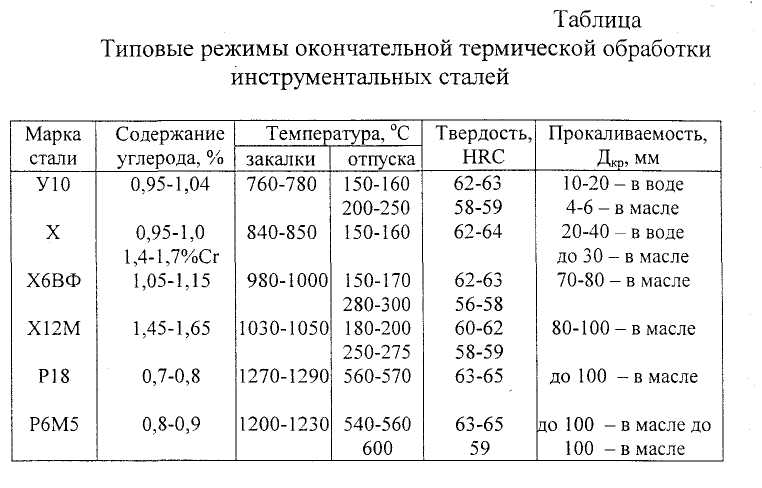
Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.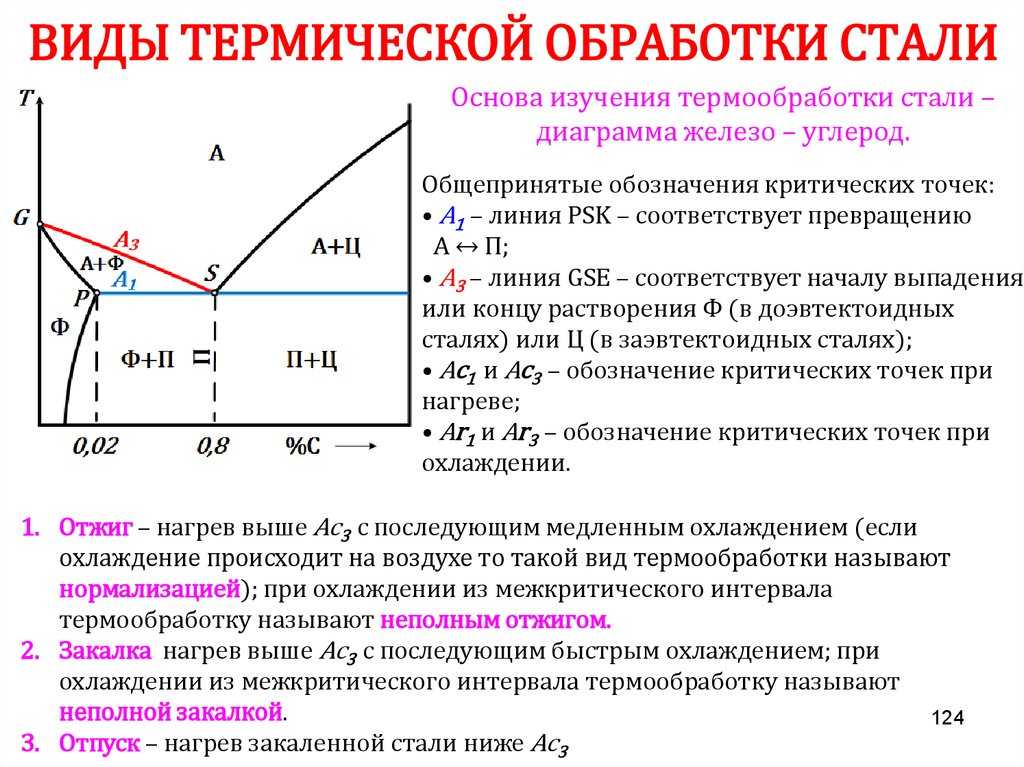 Стали нагревают до соответствующей температуры закалки (обычно между 800-900°C), выдерживают при температуре, затем «закаливают» (быстро охлаждают), часто в масле или воде. Затем следует закалка (выдержка при более низкой температуре), которая улучшает окончательные механические свойства и снимает напряжения. Фактические условия, используемые для всех трех этапов, определяются составом стали, размером компонентов и требуемыми свойствами.
Стали нагревают до соответствующей температуры закалки (обычно между 800-900°C), выдерживают при температуре, затем «закаливают» (быстро охлаждают), часто в масле или воде. Затем следует закалка (выдержка при более низкой температуре), которая улучшает окончательные механические свойства и снимает напряжения. Фактические условия, используемые для всех трех этапов, определяются составом стали, размером компонентов и требуемыми свойствами. Этот процесс ограничен выбранными сталями, содержащими сплав, и подходящими размерами сечения.
Этот процесс ограничен выбранными сталями, содержащими сплав, и подходящими размерами сечения. Нейтрально чистая закалка применяется к компонентам, которые требуют сохранения целостности поверхности; примеры включают гайки, болты, пружины, подшипники и многие автомобильные детали. Нейтральная чистая закалка выполняется в строго контролируемых условиях для получения прецизионного компонента, требующего минимальной окончательной обработки.
Нейтрально чистая закалка применяется к компонентам, которые требуют сохранения целостности поверхности; примеры включают гайки, болты, пружины, подшипники и многие автомобильные детали. Нейтральная чистая закалка выполняется в строго контролируемых условиях для получения прецизионного компонента, требующего минимальной окончательной обработки. Используйте их в качестве руководства по выбору стали.
Используйте их в качестве руководства по выбору стали. Технический паспорт CHT A «Ожидание реакции закалки алюминийсодержащих углеродистых сталей» дает рекомендации, как избежать этой серьезной проблемы. Важно убедиться, что содержание алюминия и азота указано в заводском сертификате от поставщика стали.
Технический паспорт CHT A «Ожидание реакции закалки алюминийсодержащих углеродистых сталей» дает рекомендации, как избежать этой серьезной проблемы. Важно убедиться, что содержание алюминия и азота указано в заводском сертификате от поставщика стали.











 В то время как физические изменения и фазовые соотношения в
В то время как физические изменения и фазовые соотношения в Медленное охлаждение может быть достигнуто путем
Медленное охлаждение может быть достигнуто путем

 Закалка снимает эти напряжения и
Закалка снимает эти напряжения и


 Сделайте всю свою форму сейчас.
Сделайте всю свою форму сейчас.
 Если погасить
Если погасить Теперь, используя
Теперь, используя Для настоящей гибкости, как пружина,
Для настоящей гибкости, как пружина,
 Сварочные электроды АНО 6 дозволяют производить сварочные работы по грунтовочным покрытиям с толщиной около 20-25 мкм без снижения механических свойств и образования пор.
Сварочные электроды АНО 6 дозволяют производить сварочные работы по грунтовочным покрытиям с толщиной около 20-25 мкм без снижения механических свойств и образования пор.
 Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже.
Электроды такого типа нередко можно встретить как в арсенале профессионального сварщика на заводе, так и у домашнего умельца в гараже. Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность.
Еще одна общая черта всех электродов типа Э42 — возможность применения как постоянного, так и переменного тока. Но при работе с постоянным током рекомендуется установить обратную полярность. Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми. Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин.
Логично, что в этой ситуации не приходится искать аналог э42. Но у вас все же возникла такая необходимость, то обратите внимание на электроды типа Э42А. У них кислое покрытие, поэтому швы не будут пористыми. Но нужно учитывать, что такой тип электродов способствует образованию горячих трещин. 00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
00. Если важнее цена — АНО-6. Проконсультируйтесь с продавцом в магазине и прочтите ГОСТы для каждой отдельной марки, чтобы лучше разбираться в этом вопросе.
 Наше флюсовое покрытие типа «13» можно сгибать без образования трещин и разрывов. Эта функция позволяет оператору получить доступ к труднодоступным местам. Переход сварного шва чрезвычайно гладкий с минимальной потерей разбрызгивания. Шлак удаляется автоматически сам по себе, а швы получаются однородными и плавно волнистыми. Все позиционные возможности также превосходны. Сочетание всех этих выдающихся характеристик с тем фактом, что мы производим и храним эти электроды в нескольких цветах, обеспечивает полную победу для компаний, которые хотят продавать самое лучшее, имея при этом легкий доступ к уникальному цвету и отличительной презентации. Окончательным преимуществом является то, что эта группа продуктов производится в диапазоне диаметров от 1/16” (1,6 мм) до ¼” (6,4 мм).
Наше флюсовое покрытие типа «13» можно сгибать без образования трещин и разрывов. Эта функция позволяет оператору получить доступ к труднодоступным местам. Переход сварного шва чрезвычайно гладкий с минимальной потерей разбрызгивания. Шлак удаляется автоматически сам по себе, а швы получаются однородными и плавно волнистыми. Все позиционные возможности также превосходны. Сочетание всех этих выдающихся характеристик с тем фактом, что мы производим и храним эти электроды в нескольких цветах, обеспечивает полную победу для компаний, которые хотят продавать самое лучшее, имея при этом легкий доступ к уникальному цвету и отличительной презентации. Окончательным преимуществом является то, что эта группа продуктов производится в диапазоне диаметров от 1/16” (1,6 мм) до ¼” (6,4 мм). Наши электроды с основным покрытием возглавляет наш знаменитый и уникальный стеклянный шлаковый электрод с двойным покрытием, который превосходно работает на переменном токе.
Наши электроды с основным покрытием возглавляет наш знаменитый и уникальный стеклянный шлаковый электрод с двойным покрытием, который превосходно работает на переменном токе.



 Уменьшение содержания марганца в электродах уменьшит содержание марганца в металле сварного шва. При меньшем содержании марганца в металле сварного шва основной задачей является соблюдение требований к механическим свойствам металла шва.
Уменьшение содержания марганца в электродах уменьшит содержание марганца в металле сварного шва. При меньшем содержании марганца в металле сварного шва основной задачей является соблюдение требований к механическим свойствам металла шва. (МПа)
(МПа) 
 Необходимо отметить, что проводить подготовку и выполнять заливку фундамента своими руками сложно, денежные расходы будут достаточно большие. Поэтому свайную конструкцию целесообразно делать только на неровных и болотистых грунтах.
Необходимо отметить, что проводить подготовку и выполнять заливку фундамента своими руками сложно, денежные расходы будут достаточно большие. Поэтому свайную конструкцию целесообразно делать только на неровных и болотистых грунтах. Кроме того, такой фундамент подходит для зданий любой этажности.
Кроме того, такой фундамент подходит для зданий любой этажности. Чтобы весь участок был задействован максимально эффективно, нужно грамотно зонировать его.
Чтобы весь участок был задействован максимально эффективно, нужно грамотно зонировать его. Чтобы определить высоту, нужно учитывать глубину промерзания грунта в вашем регионе. Так, дно траншеи должно располагаться на 20 см ниже данного значения.
Чтобы определить высоту, нужно учитывать глубину промерзания грунта в вашем регионе. Так, дно траншеи должно располагаться на 20 см ниже данного значения. Между деревянными колышками натягиваем шнур, проверяем, равны ли диагонали. Если будут обнаружены отклонения, меняем положение колышков.
Между деревянными колышками натягиваем шнур, проверяем, равны ли диагонали. Если будут обнаружены отклонения, меняем положение колышков. Траншея или котлован будут готовы спустя 2 часа.
Траншея или котлован будут готовы спустя 2 часа.

 Чтобы соединить прутья, применяют вязальную проволоку.
Чтобы соединить прутья, применяют вязальную проволоку. Надо узнать объем каждой ленты, а затем сложить полученные значения.
Надо узнать объем каждой ленты, а затем сложить полученные значения.
 Такой фундамент не боится механических воздействий, на нем не образуется коррозия. Если добавить в состав жидкое стекло, состав обретет гидрофобные свойства. Это значит, что эксплуатационный срок несущей конструкции увеличится.
Такой фундамент не боится механических воздействий, на нем не образуется коррозия. Если добавить в состав жидкое стекло, состав обретет гидрофобные свойства. Это значит, что эксплуатационный срок несущей конструкции увеличится. Данная работа выполняется послойно, граница слоев – горизонтальная линия. Далее рассмотрим, как сделать правильную заливка фундамента частями.
Данная работа выполняется послойно, граница слоев – горизонтальная линия. Далее рассмотрим, как сделать правильную заливка фундамента частями.

 Далее приведем самые частые ошибки.
Далее приведем самые частые ошибки. В зимнее время года бетон нужно прогреть до температуры 20 градусов Цельсия, чтобы он не промерз.
В зимнее время года бетон нужно прогреть до температуры 20 градусов Цельсия, чтобы он не промерз.
 Соорудить опалубку можно только при помощи досок и гвоздей. Чтобы избежать непредвиденных расходов при обустройстве опалубки и не закупить лишние арматурные каркасы, следует все грамотно подсчитать. Информация о том, как проводить расчеты, содержится в строительной литературе и в сети Internet.
Соорудить опалубку можно только при помощи досок и гвоздей. Чтобы избежать непредвиденных расходов при обустройстве опалубки и не закупить лишние арматурные каркасы, следует все грамотно подсчитать. Информация о том, как проводить расчеты, содержится в строительной литературе и в сети Internet. Обычно эта статья расходов включается в общую смету строителей. Возможно, вы часть работ решите провести самостоятельно, но в любом случае как минимум потребуется нанять грузовик для перевозки строительного мусора.
Обычно эта статья расходов включается в общую смету строителей. Возможно, вы часть работ решите провести самостоятельно, но в любом случае как минимум потребуется нанять грузовик для перевозки строительного мусора. Однако озвучиваемая цена является приблизительной, чтобы клиент мог сориентироваться.
Однако озвучиваемая цена является приблизительной, чтобы клиент мог сориентироваться.
 Как только бетонная смесь застынет, доски снимают и используют еще раз.
Как только бетонная смесь застынет, доски снимают и используют еще раз. Копка котлованов, дренажирование участка. Работы по геодезии, расчёту нагрузок. Заливка ростверков + любое армирование. Гидроизоляция фундаментов, утепление.
Копка котлованов, дренажирование участка. Работы по геодезии, расчёту нагрузок. Заливка ростверков + любое армирование. Гидроизоляция фундаментов, утепление. 



 Фундаменты бывают трех видов:
Фундаменты бывают трех видов: После зачистки вашей стены мы нанесем жизненно важную часть вашего фундамента: гидроизоляцию.
После зачистки вашей стены мы нанесем жизненно важную часть вашего фундамента: гидроизоляцию.
 весь твой труд
весь твой труд
 Гидратация – это процесс, при котором бетон затвердевает. Это происходит, когда соединения в цементе химически связываются с водой. Более низкие температуры замедляют процесс гидратации. Ускоряющие агенты, такие как хлорид, могут противодействовать замедлению, вызванному холодом, позволяя бетону затвердевать быстрее и до того, как вода замерзнет. Во избежание проблем с холодной погодой:
Гидратация – это процесс, при котором бетон затвердевает. Это происходит, когда соединения в цементе химически связываются с водой. Более низкие температуры замедляют процесс гидратации. Ускоряющие агенты, такие как хлорид, могут противодействовать замедлению, вызванному холодом, позволяя бетону затвердевать быстрее и до того, как вода замерзнет. Во избежание проблем с холодной погодой: 

 proton-st.ru, тел.: +7 (495) 641 16 85
proton-st.ru, тел.: +7 (495) 641 16 85 10.762-97
10.762-97 20 ГОСТ 17376-2001
20 ГОСТ 17376-2001
 При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих.
При необходимости на нашем складе можно осуществить резку, снятие торцов и нарезку фасок, сборку и упаковку комплектующих. jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4bt&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4bt&sr=everywhere»> jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq4bt&sr=everywhere»> jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4bt&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4bt&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>
 Мы рекомендуем предварительно настроенный и предварительно откалиброванный динамометрический ключ.
Мы рекомендуем предварительно настроенный и предварительно откалиброванный динамометрический ключ.
 Перощипальная машина
Перощипальная машина domsadiogorod.ru/shop/43/desc/perosjomnaja-nasadka-jorsh-fermer-np-01-dlja-oshhipyvanija-domashnej-pticy
domsadiogorod.ru/shop/43/desc/perosjomnaja-nasadka-jorsh-fermer-np-01-dlja-oshhipyvanija-domashnej-pticy






 Шпарка очень важна, потому что она также удаляет много грязи и другой грязи с птицы. Обязательно контролируйте температуру на протяжении всего процесса с помощью термометра, чтобы убедиться, что шпаритель работает правильно.
Шпарка очень важна, потому что она также удаляет много грязи и другой грязи с птицы. Обязательно контролируйте температуру на протяжении всего процесса с помощью термометра, чтобы убедиться, что шпаритель работает правильно. Проведите ножом вдоль кости, заканчивая кончиком хвоста. Убедитесь, что на хвосте птицы не осталось желтой железистой ткани.
Проведите ножом вдоль кости, заканчивая кончиком хвоста. Убедитесь, что на хвосте птицы не осталось желтой железистой ткани. Аккуратно обрежьте вентиляционное отверстие с обеих сторон. Вытяните вентиляционное отверстие из тела, и кишки последуют за ним. Будьте очень осторожны, чтобы не разрезать кишечник.
Аккуратно обрежьте вентиляционное отверстие с обеих сторон. Вытяните вентиляционное отверстие из тела, и кишки последуют за ним. Будьте очень осторожны, чтобы не разрезать кишечник. Существует также инструмент под названием «скребок для легких», который может помочь на этом этапе. Удалите шею, разрезав мышечную ткань вокруг кости, затем согнув ее и проломив кость. Обязательно тщательно промойте птицу, если какие-либо пищеварительные жидкости соприкасались с мясом.
Существует также инструмент под названием «скребок для легких», который может помочь на этом этапе. Удалите шею, разрезав мышечную ткань вокруг кости, затем согнув ее и проломив кость. Обязательно тщательно промойте птицу, если какие-либо пищеварительные жидкости соприкасались с мясом. д. — разбавленным раствором отбеливателя и ополосните водой. Ощипыватель кур Yardbird легко моется благодаря съемному барабану.
д. — разбавленным раствором отбеливателя и ополосните водой. Ощипыватель кур Yardbird легко моется благодаря съемному барабану.

 Сделайте свой собственный ощипчик на всю жизнь, добавив вал и двигатель.
Сделайте свой собственный ощипчик на всю жизнь, добавив вал и двигатель.
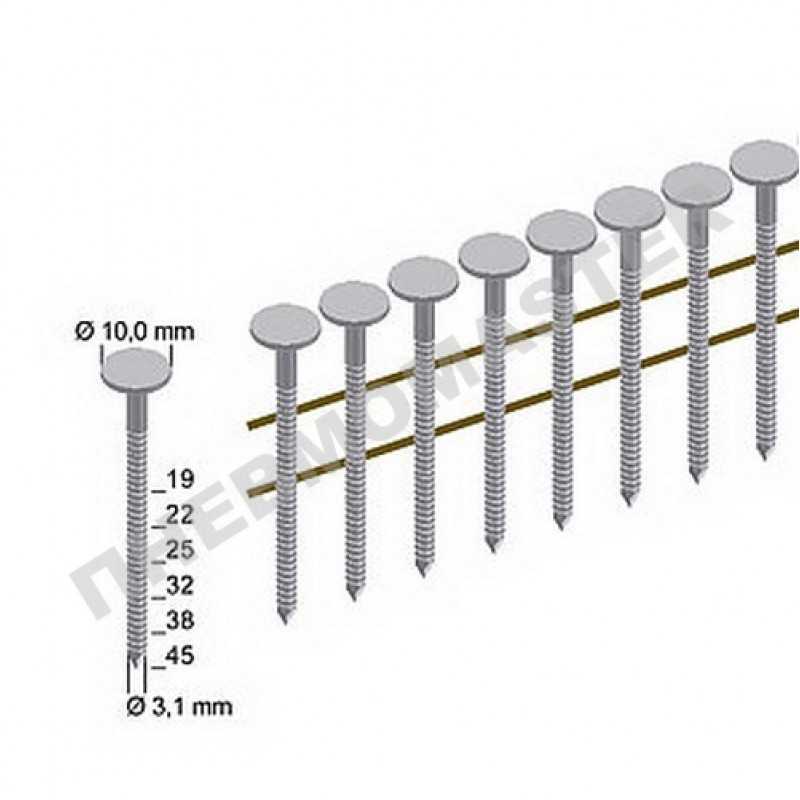
 Чертеж первого варианта – гвозди круглые – размещен ниже.
Чертеж первого варианта – гвозди круглые – размещен ниже. Ранее с их помощью осуществлялся монтаж одноименного кровельного материала – толь. Но несмотря на то, что кровля такого типа отходит постепенно в прошлое, название сохранилось, а данные крепежные детали обретают сегодня вторую жизнь.
Ранее с их помощью осуществлялся монтаж одноименного кровельного материала – толь. Но несмотря на то, что кровля такого типа отходит постепенно в прошлое, название сохранилось, а данные крепежные детали обретают сегодня вторую жизнь. Его степень зависит от длины гвоздя. Например, для метиза с L= 25 мм, прогиб не должен быть больше 0,2 мм, а при максимальной длине толевого гвоздя 40 мм значение этого показателя должно быть не более 0,3 мм;
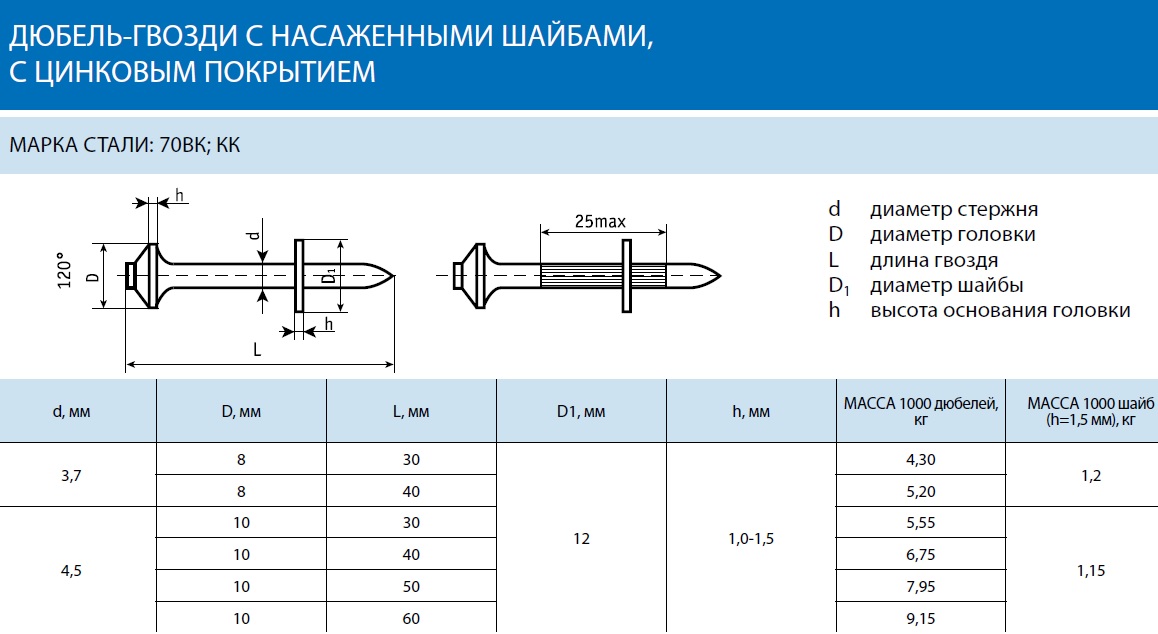
Его степень зависит от длины гвоздя. Например, для метиза с L= 25 мм, прогиб не должен быть больше 0,2 мм, а при максимальной длине толевого гвоздя 40 мм значение этого показателя должно быть не более 0,3 мм; Допускается наличие на опорных поверхностях шляпок гвоздей и на их стержнях, покрытых слоем элемента Zn, небольших продольных рисок, следов от разъемных плашек, а также от зажимов.
Допускается наличие на опорных поверхностях шляпок гвоздей и на их стержнях, покрытых слоем элемента Zn, небольших продольных рисок, следов от разъемных плашек, а также от зажимов.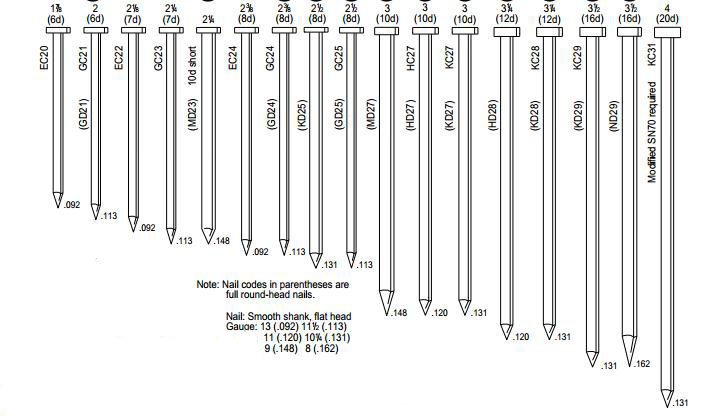
 Выпускаются с покрытием и без такового.
Выпускаются с покрытием и без такового.
 Там демонстрируется необычный вариант использования стандартных строительных гвоздей. Для воспроизведения видео, на ниже размещенную картинку следует навести курсор компьютерной мышки, а затем действовать в соответствии с высветившейся подсказкой.
Там демонстрируется необычный вариант использования стандартных строительных гвоздей. Для воспроизведения видео, на ниже размещенную картинку следует навести курсор компьютерной мышки, а затем действовать в соответствии с высветившейся подсказкой.

 Под «размером ногтя» «размер пенни» (также известный как пеннивейт) относится к стандартной единице ногтя. Гвозди измеряются в пенни, как полагают, с древних времен, когда гвозди продавались по пенни. В то время аббревиатура для пенни была d, поэтому размеры гвоздей описывались как 2d гвозди, 3d гвозди и т. д. Таким образом, 16-пенсовый гвоздь также описывается как 16-дюймовый гвоздь, а 8-пенсовые гвозди обозначаются аббревиатурой 8-d гвозди. Однако пеннивейт не соответствует точно весу гвоздя, толщине или другим измерениям; например, обычные гвозди 10d имеют длину 3 дюйма, диаметр головки 5/16 дюйма и диаметр 9измерительный хвостовик.
Под «размером ногтя» «размер пенни» (также известный как пеннивейт) относится к стандартной единице ногтя. Гвозди измеряются в пенни, как полагают, с древних времен, когда гвозди продавались по пенни. В то время аббревиатура для пенни была d, поэтому размеры гвоздей описывались как 2d гвозди, 3d гвозди и т. д. Таким образом, 16-пенсовый гвоздь также описывается как 16-дюймовый гвоздь, а 8-пенсовые гвозди обозначаются аббревиатурой 8-d гвозди. Однако пеннивейт не соответствует точно весу гвоздя, толщине или другим измерениям; например, обычные гвозди 10d имеют длину 3 дюйма, диаметр головки 5/16 дюйма и диаметр 9измерительный хвостовик.
 Гвозди рассчитаны на сопротивление как выдергиванию, так и сдвигу, при этом прочность на сдвиг определяется в основном диаметром стержня и прочностью на вырыв, зависящей от этого, а также конструкцией стержня. Гвозди, используемые для каркаса, обычно имеют гладкие стержни, поскольку они в основном используются для поддержки боковых нагрузок, где сопротивление выдергиванию играет лишь небольшую роль. Таким образом, обычный гвоздь адекватно служит в этой ситуации.
Гвозди рассчитаны на сопротивление как выдергиванию, так и сдвигу, при этом прочность на сдвиг определяется в основном диаметром стержня и прочностью на вырыв, зависящей от этого, а также конструкцией стержня. Гвозди, используемые для каркаса, обычно имеют гладкие стержни, поскольку они в основном используются для поддержки боковых нагрузок, где сопротивление выдергиванию играет лишь небольшую роль. Таким образом, обычный гвоздь адекватно служит в этой ситуации.
 Отделочные гвозди имеют маленькие шляпки, которые слегка захватывают древесину, но позволяют утопить гвозди под поверхностью, а затем зашпаклевать. Напольные гвозди, используемые для укладки чернового пола, также имеют более широкую плоскую головку — и обычно также имеют кольцевой стержень — опять же, чтобы ровно лежать под готовым полом и обеспечивать защиту от ослабления досок и появления скрипа.
Отделочные гвозди имеют маленькие шляпки, которые слегка захватывают древесину, но позволяют утопить гвозди под поверхностью, а затем зашпаклевать. Напольные гвозди, используемые для укладки чернового пола, также имеют более широкую плоскую головку — и обычно также имеют кольцевой стержень — опять же, чтобы ровно лежать под готовым полом и обеспечивать защиту от ослабления досок и появления скрипа. Виниловые покрытия на гвоздях плавятся при вбивании, а затем затвердевают для улучшения сцепления стержня гвоздя с древесиной.
Виниловые покрытия на гвоздях плавятся при вбивании, а затем затвердевают для улучшения сцепления стержня гвоздя с древесиной.
 Одной из его специальностей является ремонт старых систем 19-го века.20-х годов, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Одной из его специальностей является ремонт старых систем 19-го века.20-х годов, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад. Латунные гвозди, выкованные огнем, в Египте датируются 3400 г. до н.э., и с тех пор гвозди стали основой строительства.
Латунные гвозди, выкованные огнем, в Египте датируются 3400 г. до н.э., и с тех пор гвозди стали основой строительства.


 Коробчатые гвозди не следует использовать для структурных проектов, потому что они не обладают прочностью и удерживающей способностью обычных гвоздей. Более тонкий стержень коробчатого гвоздя с меньшей вероятностью расколет более тонкие материалы.
Коробчатые гвозди не следует использовать для структурных проектов, потому что они не обладают прочностью и удерживающей способностью обычных гвоздей. Более тонкий стержень коробчатого гвоздя с меньшей вероятностью расколет более тонкие материалы. Они обычно используются для укладки чернового пола, где дополнительная удерживающая способность помогает предотвратить скрип пола. Другие гвозди, которые могут иметь кольца, включают гвозди для гипсокартона или гвозди для настила, также для повышения удерживающей способности.
Они обычно используются для укладки чернового пола, где дополнительная удерживающая способность помогает предотвратить скрип пола. Другие гвозди, которые могут иметь кольца, включают гвозди для гипсокартона или гвозди для настила, также для повышения удерживающей способности. Головка предназначена для приема заостренного кончика набора гвоздей, что упрощает утапливание гвоздя без соскальзывания и выдавливания древесины.
Головка предназначена для приема заостренного кончика набора гвоздей, что упрощает утапливание гвоздя без соскальзывания и выдавливания древесины.

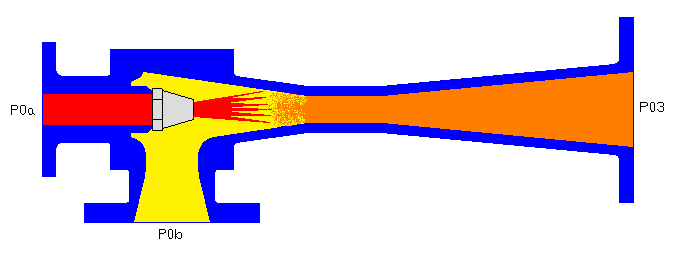
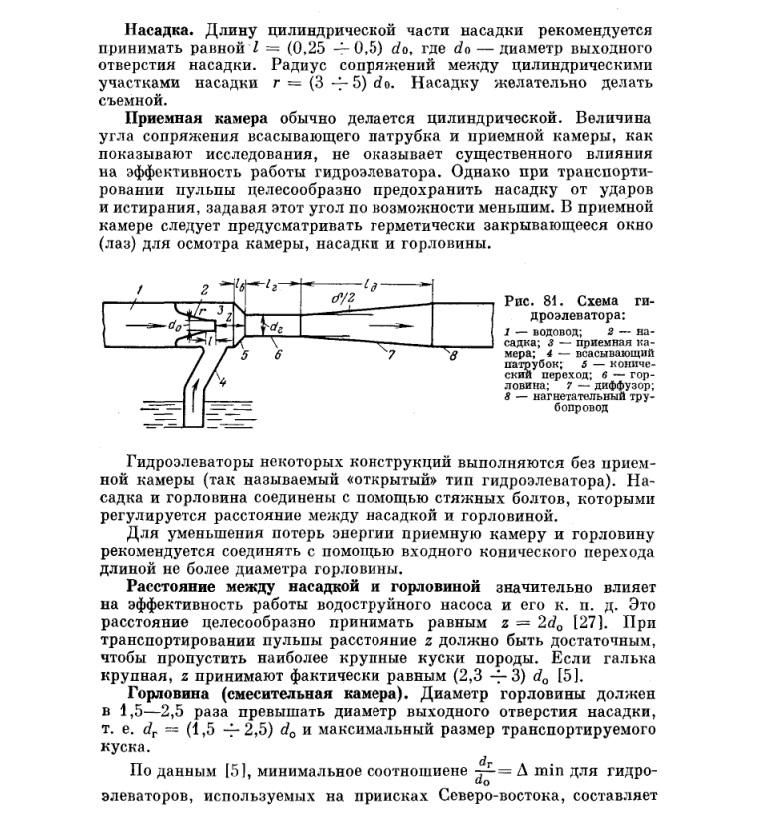
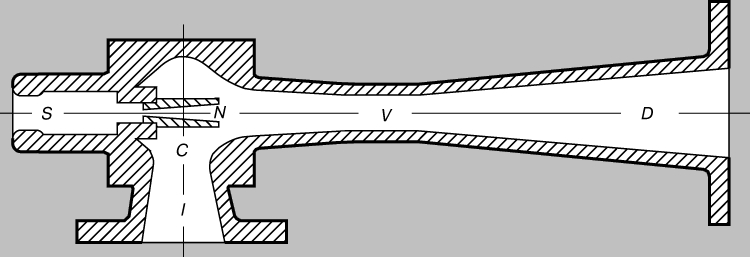
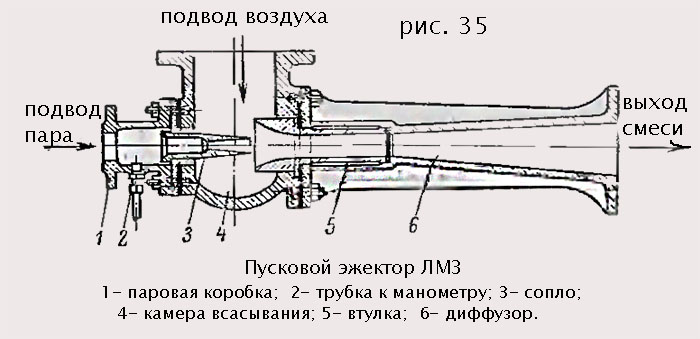 Данные об эксплуатации подобных конструкций весьма ограничены, так как они не нашли еще широкого применения. Ввиду почти полного отсутствия опыта расчета и проектирования регулируемых эжекторов на ЛМЗ впервые была предпринята попытка создать методику расчета регулируемых эжекторов. При этом возникли проблемы в оценке оптимальности конструкции сопла, т. е. углов конусности иглы и насадка, зависимости рабочего расхода от хода иглы, зависимости всасывающей способности эжектора от рабочего расхода сопла и другие. Первая из перечисленных проблем была решена следующим образом. На основании экспериментальных данных исследования сопел ковшовых гидротурбин и ориентировочных расчетов на ЛМЗ были спроектированы модели сопел, имеющих насадки и иглы с разными углами конусности.
Данные об эксплуатации подобных конструкций весьма ограничены, так как они не нашли еще широкого применения. Ввиду почти полного отсутствия опыта расчета и проектирования регулируемых эжекторов на ЛМЗ впервые была предпринята попытка создать методику расчета регулируемых эжекторов. При этом возникли проблемы в оценке оптимальности конструкции сопла, т. е. углов конусности иглы и насадка, зависимости рабочего расхода от хода иглы, зависимости всасывающей способности эжектора от рабочего расхода сопла и другие. Первая из перечисленных проблем была решена следующим образом. На основании экспериментальных данных исследования сопел ковшовых гидротурбин и ориентировочных расчетов на ЛМЗ были спроектированы модели сопел, имеющих насадки и иглы с разными углами конусности. е. зависимость рабочего расхода от хода иглы.
е. зависимость рабочего расхода от хода иглы.
 Расчет регулируемого эжектора сводится к расчету двух поперечных размеров: диаметра сопла и диаметра камеры смешивания. Продольные размеры проточной части эжектора, как и для нерегулируемого эжектора, являются нерасчетными и принимаются на основании экспериментальных данных. Экспериментальным путем также устанавливается оптимальное сочетание углов конусности насадка и иглы сопла регулируемого эжектора. Рекомендации к проектированию регулируемых эжекторов приводятся в § 9.
Расчет регулируемого эжектора сводится к расчету двух поперечных размеров: диаметра сопла и диаметра камеры смешивания. Продольные размеры проточной части эжектора, как и для нерегулируемого эжектора, являются нерасчетными и принимаются на основании экспериментальных данных. Экспериментальным путем также устанавливается оптимальное сочетание углов конусности насадка и иглы сопла регулируемого эжектора. Рекомендации к проектированию регулируемых эжекторов приводятся в § 9.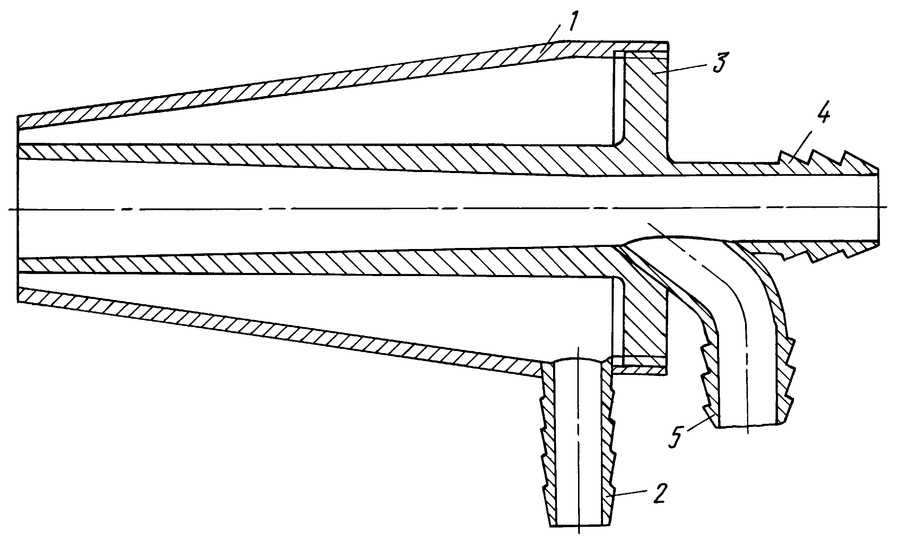 org/ListItem»> Гидротехнические сооружения
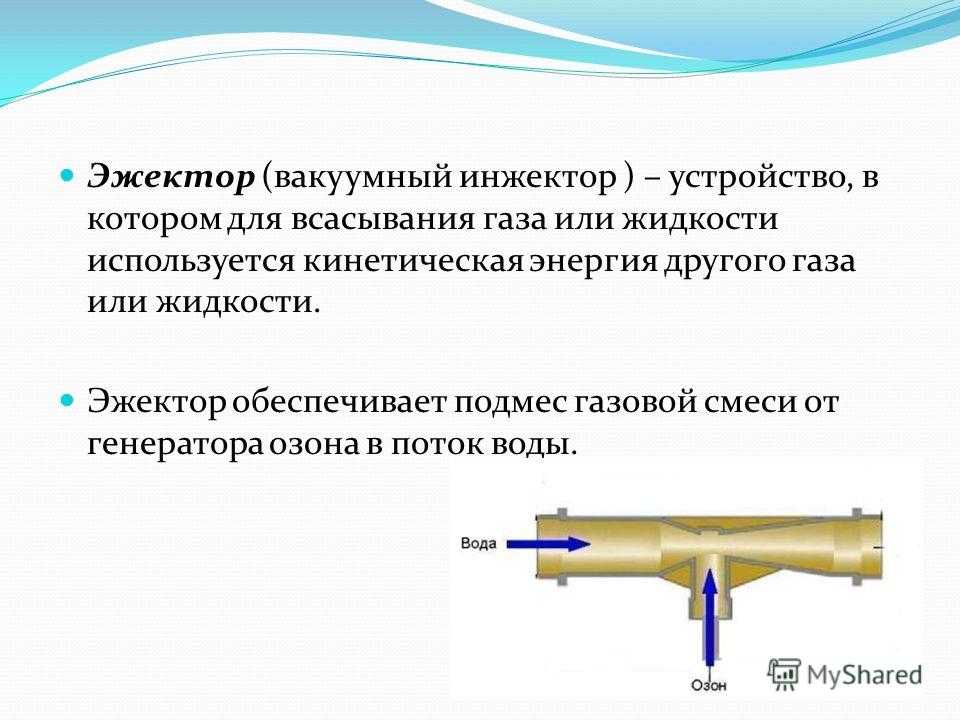
org/ListItem»> Гидротехнические сооружения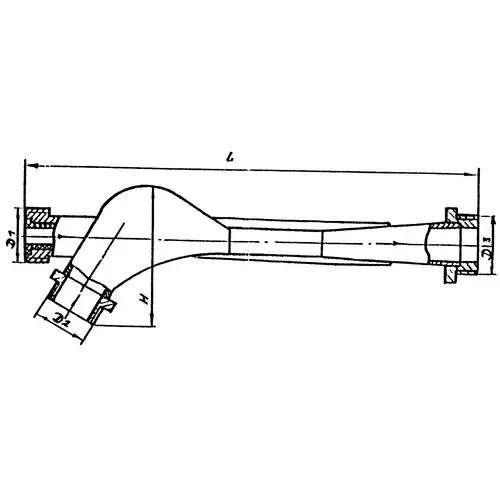 Струйные насосы, в которых
Струйные насосы, в которых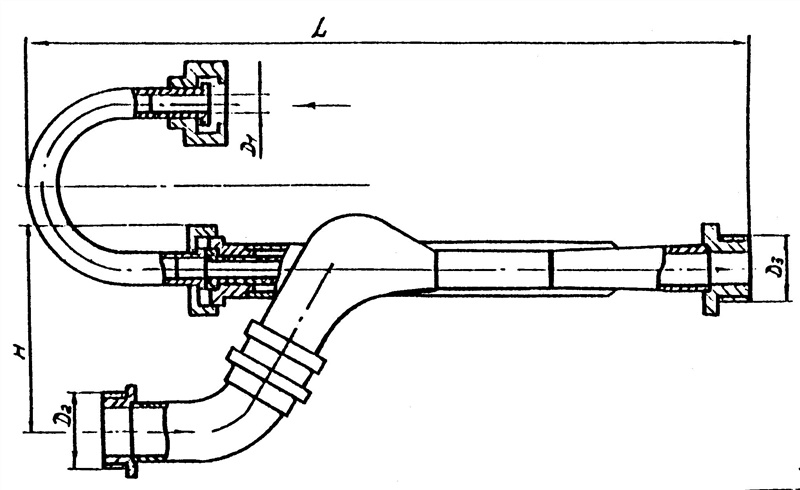
 Пожалуйста, поймите, что эта программа предназначена только для вашего использования и предотвращает доступ к ней посторонних лиц.
Пожалуйста, поймите, что эта программа предназначена только для вашего использования и предотвращает доступ к ней посторонних лиц. 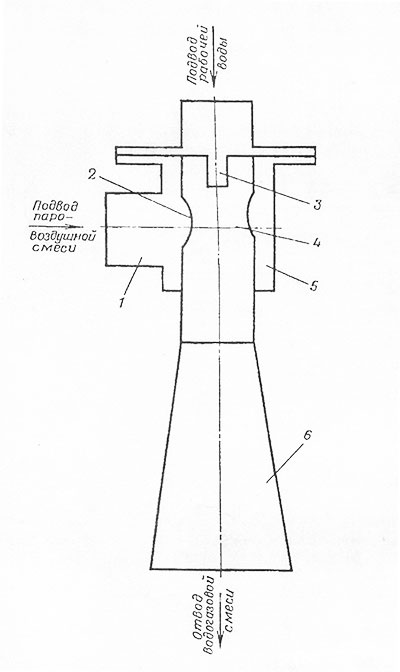 Обратите внимание на следующие отношения:
Обратите внимание на следующие отношения:  Процент сходимости (обычно >99%) указывается для подтверждения успешного выполнения программы. Там, где степень сжатия высока, может оказаться более эффективным использовать более одной ступени эжектора. Рассчитывается общий КПД эжектора. Обратите внимание, что эффективность эжектора низкая. Типичные значения будут зависеть от давления рабочего газа и коэффициента уноса. Свяжитесь с Ezejector для получения дополнительной информации.
Процент сходимости (обычно >99%) указывается для подтверждения успешного выполнения программы. Там, где степень сжатия высока, может оказаться более эффективным использовать более одной ступени эжектора. Рассчитывается общий КПД эжектора. Обратите внимание, что эффективность эжектора низкая. Типичные значения будут зависеть от давления рабочего газа и коэффициента уноса. Свяжитесь с Ezejector для получения дополнительной информации. 3 РАЗМЕРЫ ЭЖЕКТОРА
3 РАЗМЕРЫ ЭЖЕКТОРА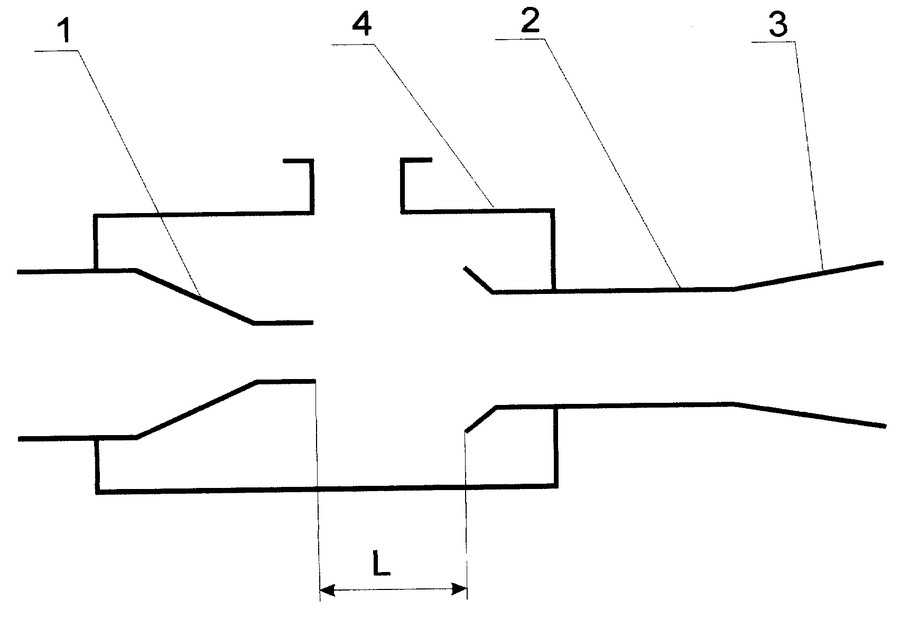
 92} — 1
92} — 1 12, Ks=0.11,
... Kp=0,04, d_mixing=0,045, Qs=0,01, Qp=0,01, P2=133600,
... P5=200E3, socket_retracted=False, max_variations=10000)
>>> с = []
>>> для ключа, значение в ans.items():
... s.append('%s: %g' %(ключ, значение))
>>> отсортировано (ы)
['M: 1', 'N: 0,293473', 'P1: 426256', 'P2: 133600', 'P5: 200000', 'Qp: 0,01', 'Qs: 0,01', 'R: 0,247404', ' альфа: 1e-06 ', 'd_diffuser: 45', 'd_mixing: 0,045', 'd_nozzle: 0,0223829', 'эффективность: 0,293473']
12, Ks=0.11,
... Kp=0,04, d_mixing=0,045, Qs=0,01, Qp=0,01, P2=133600,
... P5=200E3, socket_retracted=False, max_variations=10000)
>>> с = []
>>> для ключа, значение в ans.items():
... s.append('%s: %g' %(ключ, значение))
>>> отсортировано (ы)
['M: 1', 'N: 0,293473', 'P1: 426256', 'P2: 133600', 'P5: 200000', 'Qp: 0,01', 'Qs: 0,01', 'R: 0,247404', ' альфа: 1e-06 ', 'd_diffuser: 45', 'd_mixing: 0,045', 'd_nozzle: 0,0223829', 'эффективность: 0,293473']
 Дизайн и производительность для несжимаемых
Дизайн и производительность для несжимаемых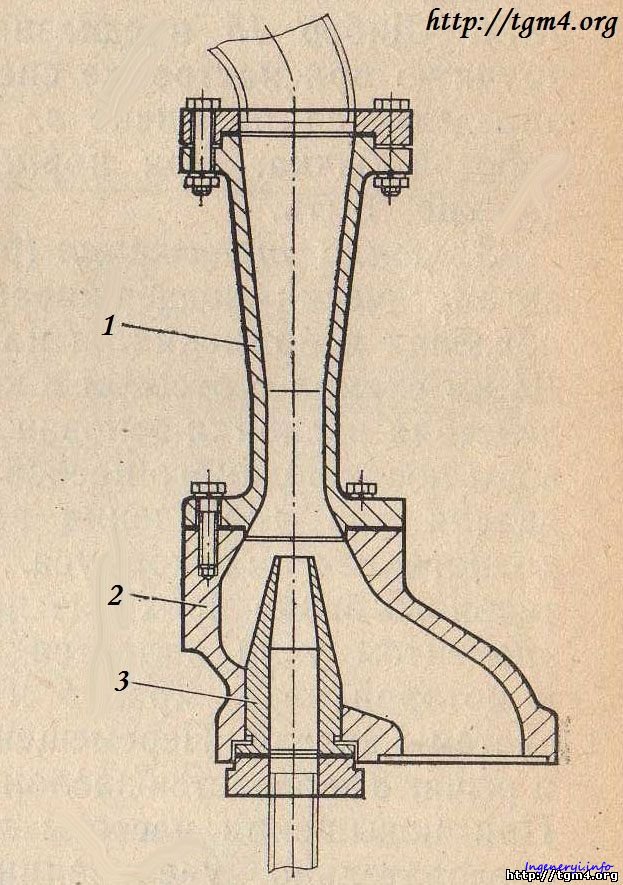 3.
3. Л. и Кролл, С. «Выбор вакуумных систем», 1981.
Л. и Кролл, С. «Выбор вакуумных систем», 1981.

 Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеРеклама
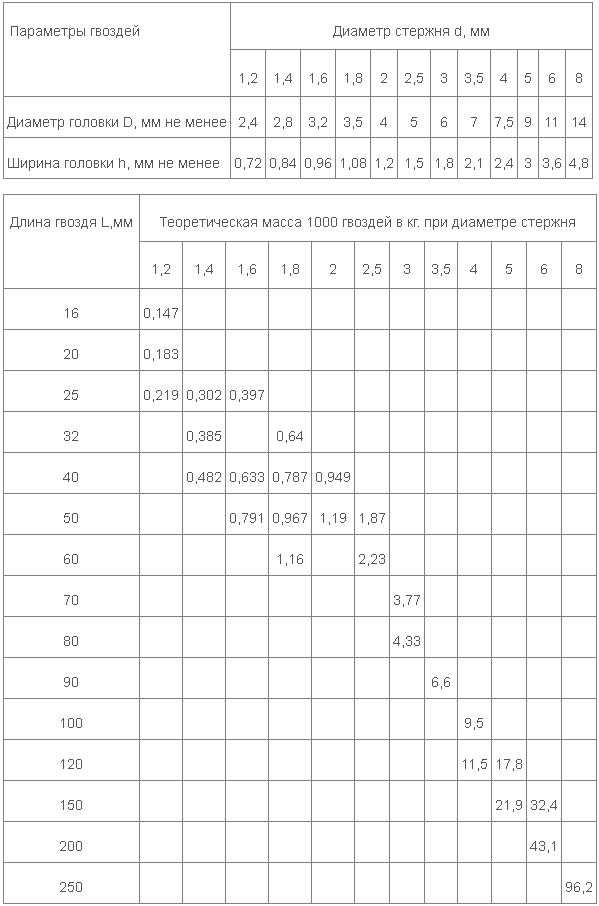
Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеРеклама Теоретический вес и плотность металла нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составе материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
Теоретический вес и плотность металла нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составе материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
 е. углеродистой стали) со следующими размерами:
е. углеродистой стали) со следующими размерами: 00593418m 3 + 0.00057915m 3
00593418m 3 + 0.00057915m 3  95.
95.  8mm
8mm 80 kg / 41.44 lbs
80 kg / 41.44 lbs 5mm
5mm 11 kg / 70.79 lbs
11 kg / 70.79 lbs 9mm
9mm 4mm
4mm 1mm
1mm 7mm
7mm 6mm
6mm Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt
Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt ..5 футов 10 футов 20 футов или разрезать по размеру
..5 футов 10 футов 20 футов или разрезать по размеру ..5 фут.10 фут.20 фут.или обрезать по размеру
..5 фут.10 фут.20 фут.или обрезать по размеру 214″ x 3,004 «) 9.944444444446944446944444469444444446944444446944444469444444469444446/10 фунтов (5,00″. -50 Стандартная стальная двутавровая балка
214″ x 3,004 «) 9.944444444446944446944444469444444446944444446944444469444444469444446/10 фунтов (5,00″. -50 Стандартная стальная двутавровая балка 25 lb (6.00″ x .465″ x 3.565″)
25 lb (6.00″ x .465″ x 3.565″)  ..10 Ft4,3 900 10 Ft4,3 900 Select a Size 0.00
..10 Ft4,3 900 10 Ft4,3 900 Select a Size 0.00 ..20 футов.
..20 футов. ..5 футов 10 футов 20 футов или разрезать по размеру
..5 футов 10 футов 20 футов или разрезать по размеру ..5 Ft.2010 Ftor. Размер до размера
..5 Ft.2010 Ftor. Размер до размера 9999 29992 B2615
9999 29992 B2615 38″ X.320 «X.320» X.320 «X.3202» X.3202 «. x 6,08»)
38″ X.320 «X.320» X.320 «X.3202» X.3202 «. x 6,08»)  02″)
02″)  » x 0,250″ x 5,27″)
» x 0,250″ x 5,27″)  ..10 футов 20 футов 25 футов Выберите a
..10 футов 20 футов 25 футов Выберите a 00 lb/ft
00 lb/ft 75″ x .510″ x 8.22″)
75″ x .510″ x 8.22″)  230″ x 4,00 «)
230″ x 4,00 «)  17 » x 0,240″ x 5,75″)
17 » x 0,240″ x 5,75″)  00
00 00
00 235″ x 4,01 «)
235″ x 4,01 «)  ..5 футов 10 футов 20 футов 25 футов или обрезать до размера
..5 футов 10 футов 20 футов 25 футов или обрезать до размера B (12
B (12 ..10 футов 20 футов 25 футов
..10 футов 20 футов 25 футов 2 Select футов
2 Select футов 285″ X 6,75 «) 90 24 LB (13,98″ x .285 «x 6,75»)0094 A572/A992 Steel H Beam
285″ X 6,75 «) 90 24 LB (13,98″ x .285 «x 6,75»)0094 A572/A992 Steel H Beam 6926
6926 86″ x 0,295″ x 6,985″)
86″ x 0,295″ x 6,985″)  Стальная двутавровая балка
Стальная двутавровая балка Стальная двутавровая балка
Стальная двутавровая балка ..10 фут.20 фут.25 фут.
..10 фут.20 фут.25 фут.



 ток сварки
ток сварки
 youtube.com/embed/65bWF0KVfYs» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/65bWF0KVfYs» frameborder=»0″ allowfullscreen=»»>  3 кг
3 кг



 Вы можете купить шпульный пистолет отдельно в будущем, когда он понадобится, или купить комплект сейчас, который включает его.
Вы можете купить шпульный пистолет отдельно в будущем, когда он понадобится, или купить комплект сейчас, который включает его. Таким образом, основной блок достаточно легкий, чтобы при необходимости можно было перемещать сварочный аппарат.
Таким образом, основной блок достаточно легкий, чтобы при необходимости можно было перемещать сварочный аппарат. Просто найдите настройки для вашего сварного шва, поверните два циферблата в нужное положение, и вы готовы к сварке. По этой причине многие пользователи считают этот сварочный аппарат хорошим выбором для начинающих сварщиков.
Просто найдите настройки для вашего сварного шва, поверните два циферблата в нужное положение, и вы готовы к сварке. По этой причине многие пользователи считают этот сварочный аппарат хорошим выбором для начинающих сварщиков.
 Даже опытные сварщики оценят надежность и простоту использования.
Даже опытные сварщики оценят надежность и простоту использования. Проволока не станет «горячей», пока вы не нажмете курок горелки.
Проволока не станет «горячей», пока вы не нажмете курок горелки. Так что в целом, как новое устройство, на мой взгляд, это лучший пакет.
Так что в целом, как новое устройство, на мой взгляд, это лучший пакет.




 Зажигалка
Зажигалка
 Стоит проверить, у кого на данный момент он есть по лучшей цене:
Стоит проверить, у кого на данный момент он есть по лучшей цене: Это может быть важно, если вы планируете сварку в нескольких местах, некоторые из которых могут иметь розетки только на 115 В.
Это может быть важно, если вы планируете сварку в нескольких местах, некоторые из которых могут иметь розетки только на 115 В. Просмотрев таблицу настроек сварки, которую Hobart предоставляет своим сварщикам, вы заметите, что в модели 210MVP больше настроек для тонколистового материала.
Просмотрев таблицу настроек сварки, которую Hobart предоставляет своим сварщикам, вы заметите, что в модели 210MVP больше настроек для тонколистового материала. 0.
0.