Ремонт ресанта саи 220 не включается
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Ресанта САИ 220 gp74 не включался
- Поломки и ремонт сварочных аппаратов Ресанта разных типов
- Ресанта саи 250 ремонт своими руками схема
- Ремонт сварочных аппаратов Ресанта в Москве и Подмосковье
- Ремонт сварочного инвертора Ресанта
- Сварочный инвертор ресанта саи 220 проф схема и неисправности
- ресанта саи 250 проф не включается
- Ремонт сварочных аппаратов
- Ресанта САИ 220 ПН
- Инвертор сварочный РЕСАНТА САИ 220. Делюсь опытом
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного аппарата Ресанта САИ-220А.
Ресанта САИ 220 gp74 не включался
Ремонт блока питания и драйвера. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Тогда смотрите здесь: Ремонт импульсного блока питания. И здесь: И снова ИБП. R напрямую соединен с ТПИ На нем напряжение есть, а на ТПИ нет? Это очень странно.
Может ситуация изменится. Тоже самое с инвертором. Какая плата не помню но драйвер точно такой же. Заменил на s который откуда то выдрал, снимал только один радиатор, чтобы подлезть к нему и о чудо все прекрасно заработало. Сгорели, а точно таких уже не продают. Эти резисторы просто так не сгорают, скорее всего погорело много чего кроме них. Работает что, инвертор? А дымить начинают когда варите? У меня Ресанта САИ включаешь в сеть запускается вентилятор,светодиоды и через сек вырубает автомат на 25а, а если в разрыв питания добавить нагрузку в 2киловата то сварочник работает есть 15в и на выходе 73 в не могу понять в чем дело, грешу на драйвер.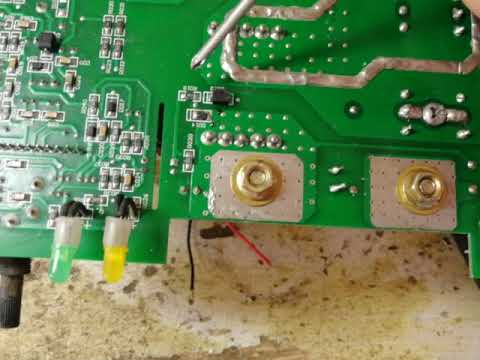
Извините долго не заходил вообщем я с проблемой разобрался причина была очень проста вылетел один из выпрямительных мостов. Лучше на форуме тему создайте, больше вероятности что кто ни будь подскажет, заодно и фотку неправильной «осцилогам» можете там выложить.
Добавлять комментарии могут только зарегистрированные пользователи. Меню сайта. Сайт про инверторы. Файлы — схемы инверторов. Статьи — ремонт инверторов. Блог — о том о сём. Форум — помощь с ремонтом. Обратная связь. КИТ Ремонт сварочных инверторов в Липецке и Липецкой области.
DataSheet Search! Почему люди пьют? Потому что наливают. По поводу. Для дезинфикции организма. Потому что, сука, алкоголики! Для храбрости. Мучает жажда и совесть. Потому что не жуётся. Потому что нахаляву. Без жидкости нельзя. Результаты Архив опросов.
Онлайн всего: 3. При копировании и использовании материалов сайта ссылка на сайт обязательна. Но надо отдать должное этому сварочному изделию, оно предпринимало ожесточенные попытки запуститься, загорались зеленый и желтый светодиоды, щелкало реле, начинали крутиться вентиляторы, однако буквально через секунду все выключалось и процесс повторялся заново. Были все основания предполагать неисправность в блоке питания.
Были все основания предполагать неисправность в блоке питания.
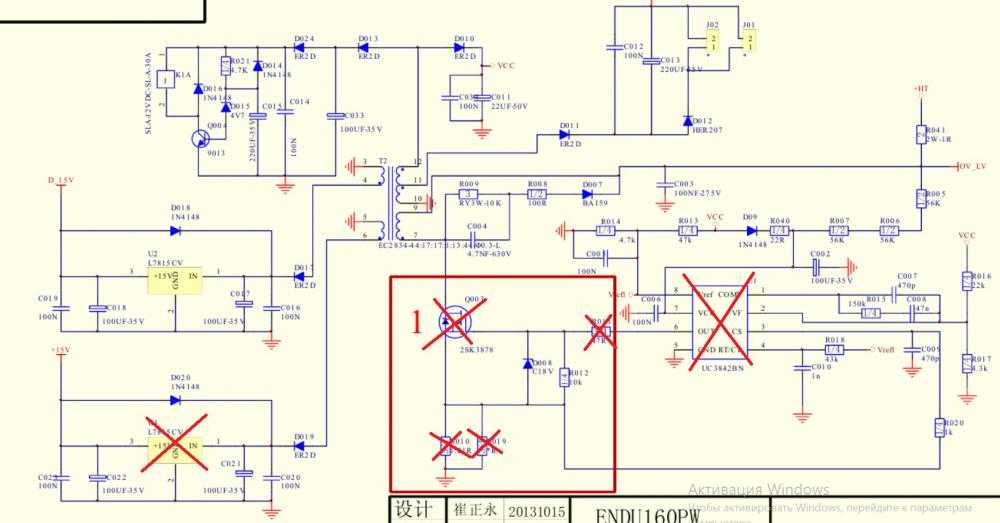
Импульсный питатель этого инвертора собран на TOP, и надо сказать был основательно перепахан предущим ремонтником в попытке найти дефект.
Но поиски, по всей видимости, оказались безуспешными. Учитывая неоднозначность дефекта и предыдущие попытки ремонта, поиск несправности мог затянуться, поэтому выпаиваем силовые транзисторы, пока они живые, кстати их тоже пытались менять безрезультатно , и пробуем запустить аппарат без них. Результат несколько озадачил. Скачать видео x Все стало выглядеть еще веселее, если не сказать — смешнее. Примерно от 70 вольт блок питания инвертора нормально запускался только, естественно, горел желтый светодиод защиты и до вольт нормально работал, но выше вольт начиналась дискотека со световыми и звуковыми эффектами.
Блоку питания чего-то не хватает, что-бы запуститься. Сам он неисправен или во вторичках проблемы? Но надо с чего-то начинать, попробуем уменьшить ток потребления вторичек, отпаиваем вентилятор и включаем инвертор.
Скачать видео x И свершилось чудо, дискотека прекратилась и инвертор нормально включился. Значит дефект не в блоке питания? А где? Вобщем поиск еще мог бы долго продолжаться если бы неисправная деталь сама себя не выдала. Внимательно посмотрев представленное выше видео на 42 секунде, сквозь вентилятор, можно заметить легкую струйку дыма идущую со стороны драйвера.
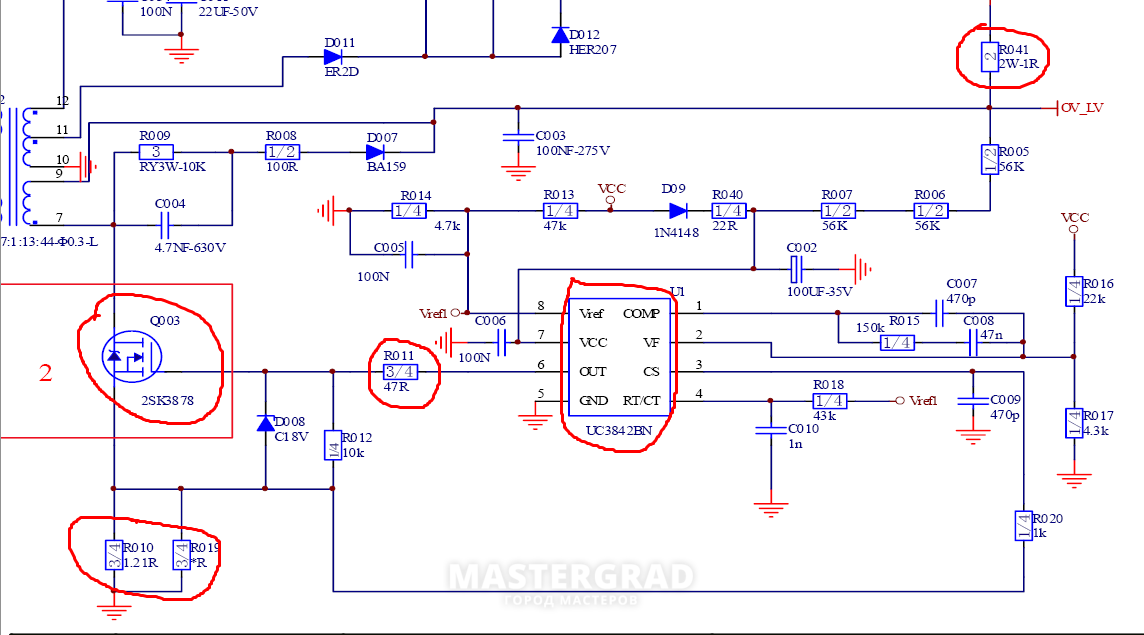
Дальше было проще, после непродолжительной прозвонки деталей драйвера был найден виновник всех этих шабашей и дискотек. Транзистор 4Q3 был пробит насквозь, стоит он во вторичной обмотке трансформатора гальванической развязки — ТГР.
Вот этот недостойный представитель семейства электронных компонентов, своей безвременной кончиной, и нарушил нормальную работу инвертора. Меняем его. Припаиваем вентилятор на место и включаем сварочник. Внешнее проявление дефекта бывает далеко неоднозначно и иногда может завести прямо в противоположную, от неисправной детали, сторону. Судя по перепаханному блоку питания после предыдущего ремонта.
Ремонт сварочных инверторов Ресанта и других производителей. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые 1. У меня Ресанта САИ включаешь в сеть запускается вентилятор,светодиоды и через сек вырубает автомат на 25а, а если в разрыв питания добавить нагрузку в 2киловата то сварочник работает есть 15в и на выходе 73 в не могу понять в чем дело, грешу на драйвер Может и драйвер. Прогулка по Липецку Липецк и его достопримечательности
Поломки и ремонт сварочных аппаратов Ресанта разных типов
Может у кого такой аппарат есть, глядишь и пригодится когда! Встретил меня вчера знакомый армянин и спрашивает, а не ремонтирую ли я сварочные аппараты? Выпаял его и что я вижу, этот гад стрельнул снизу. Позвонил клиенту, что бы приезжал за аппаратом…После как забрал, смотрю звонит, ну думаю опять не работает, а нет позвонил, поблагодарить, все работает как часы P. За фото извиняйте, фоткал тем что под руку попало И во всем этом мне помогал Шнурок. Вот такая версия, ресанта САИПН плата gp, не могу найти схему на эту версию апарата, может у кого есть.
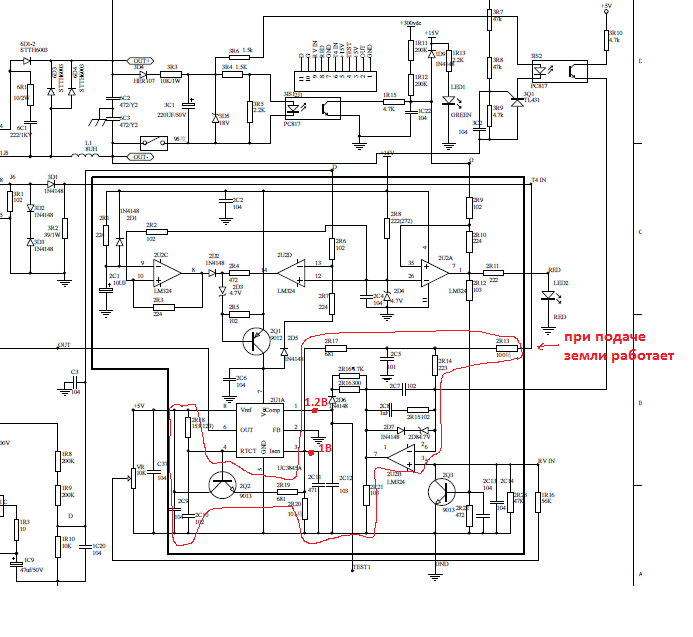
Если аппарат не включается то в первую очередь смотрим резистор 2W22ом R затем с обратной стороны резисторы смд R и.
Ресанта саи 250 ремонт своими руками схема
Тема в разделе » Сварочные аппараты «, создана пользователем orca , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Ремонт сварочных аппаратов Тема в разделе » Сварочные аппараты «, создана пользователем orca , Метки: ремонт сварочного аппарата ремонт сварочного инвертора ремонт электроинструмента сварка сварочник сварочный инвертор своими руками электроинструмент. Регистрация: Alrub Участник. Alrub ,
Ремонт сварочных аппаратов Ресанта в Москве и Подмосковье
Ресанта САИ gp74, не включался. Аппарат не включается, но присутствует световое и музыкальное сопровождение, индикация моргает и щелчки. Транс целый, обмотки звонятся. Вентиляторы отпаивал, idfr в норме. Что не так??
Что не так??
Самое подробное описание: ресанта саи ремонт своими руками схема от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе. Аппарат, без сомнения, внушает уважение.
Ремонт сварочного инвертора Ресанта
Обычно после такого издевательства вся силовая начинка испускает дым и ремонт аппарата уже становится нереентабельным но этот аппарат вышел из завода в рубашке. Значит есть шанс на успешный запуск. Ну ок. Очищаем от канифоли и запускаем через лампочку Вы наверное удивлены тем что сварка выжила после ?
Сварочный инвертор ресанта саи 220 проф схема и неисправности
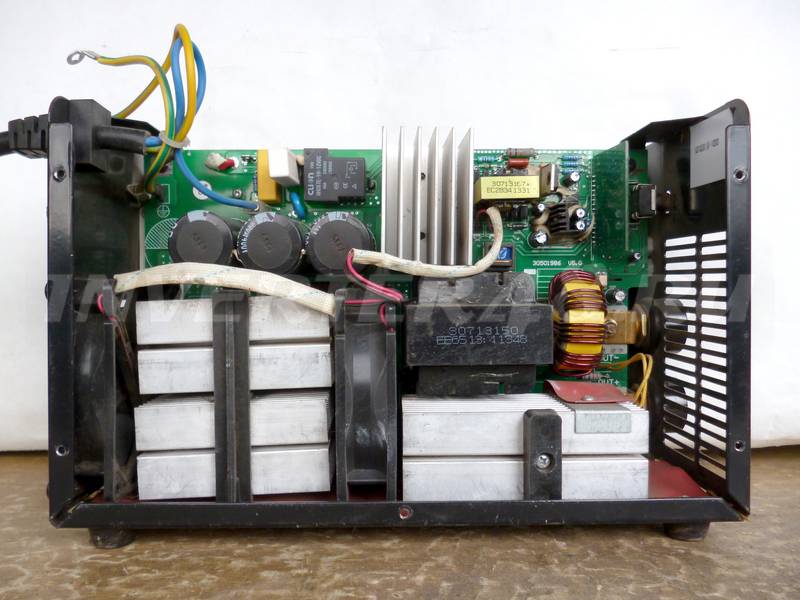
Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов , оценят всю мощь по внешнему виду электронной начинки. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,
Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя,
Если аппарат не включается то в первую очередь смотрим резистор 2W22ом R затем с обратной стороны резисторы смд R и.
ресанта саи 250 проф не включается
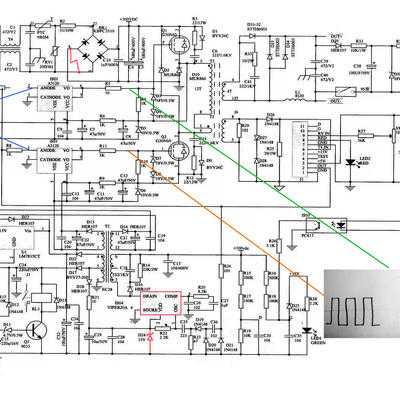
Автор: 12aleks71 , 15 июля, в Ресанта. Схемотехника силовой части и управления «стандартная» — тип Prestige. Проверять работу дежурного питания — на UC и полевике.
Ремонт сварочных аппаратов
ВИДЕО ПО ТЕМЕ: Ресанта САИ 250 не включается
Ремонт блока питания и драйвера. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые.
Диагностика — бесплатная! Любое устройство, вне зависимости от его конструкции и предназначения, может выйти из строя.
Ресанта САИ 220 ПН
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т. Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т. Одним словом, такой сварочный малыш везде пригодится. Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома.
Инвертор сварочный РЕСАНТА САИ 220.
 Делюсь опытом
Делюсь опытом
И снова ИБП. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Категории
|
|
Главная
» Особенности эксплуатации сварочных инверторов.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Сварочный инвертор — сложный электронный механизм, который и требует аккуратного обращения. Если не соблюдать элементарные правила эксплуатации — это может привести к преждевременной поломке аппарата или к его некорректной работе.
Подготовка устройства к работе
Инвертор обязательно должен быть подготовлен к работе соответствующим образом и должны выполняться следующие действия:
1. Перед включением инвертора в сеть, в первую очередь необходимо подключить заземление, кабель с электродержателем к силовым клеммам. Перед проведением этой операции убедитесь, что сварочный инвертор находится в выключенном состоянии.
2. Подключаем инвертор к сети питания и проверяем, что регулятор тока находится на минимальном токе.
3. После включения проводим настройку показателя рабочего тока поворотом ручки-регулятора. Сила тока подбирается исходя из толщины электрода и детали.
4. После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
Особенности эксплуатации сварочного инвертора
-
Не включайте инвертор после резкого перепада температур. Например, в теплом помещении после перевозки в холодную погоду. Это приводит к образованию конденсата на электронных элементах и в последующем к выходу из строя инвертора. -
Если инвертор долгое время стоял без работы рекомендуется включить его в сеть и дать поработать на холостом ходу не менее 30 минут. -
Используйте бытовые сетевые удлинители малого сечения (до 1мм) с осторожностью. Розетка и проводка, к которой подключается инвертор, должна быть по мощности не менее 16А. -
При работе инвертора от электрогенератора включайте аппарат только после выхода генератора на штатный режим. А выключение производите до отключения генератора. Мощность используемого генератора должна превышать потребляемую мощность в 1,5 раза. Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН -
При работе инвертора в местах с большой запыленностью рекомендуется время от времени продувать его сжатым воздухом.
 Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
Возможные неисправности сварочных инверторов и их причины
Все поломки сварочного инвертора можно разделить на две группы. Первая — поломки, связанные с некорректной работой электроники аппарата. И вторая — неисправности из за неправильного выбора режима. Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Рассмотрим подробнее, по какой причине может произойти неисправность или некорректная работа аппарата.
Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание искр происходит при неправильно подобранном токе сварки.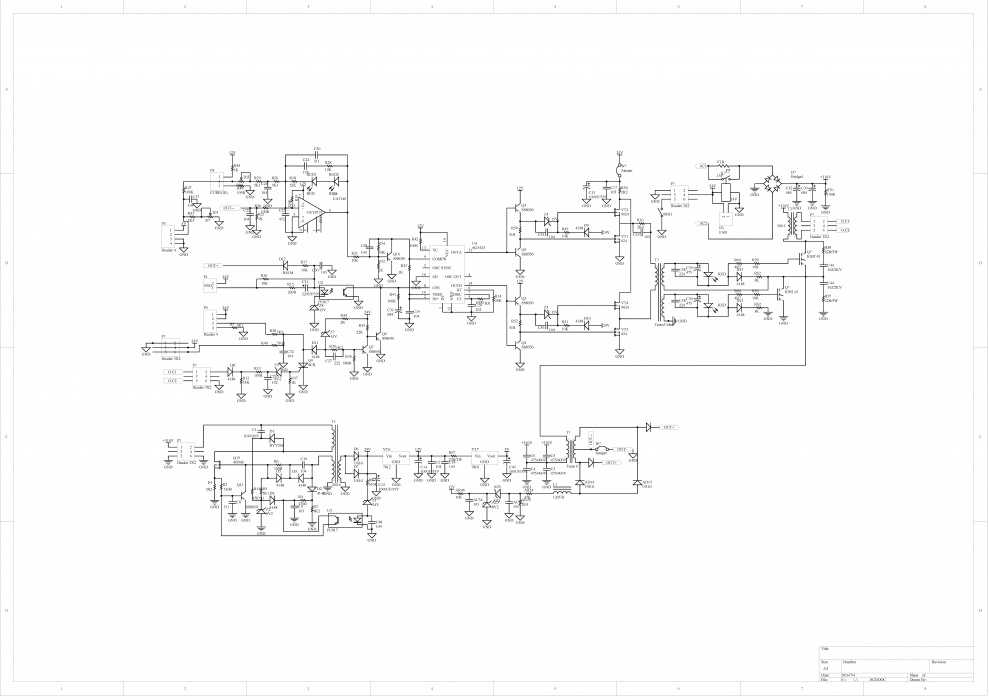 Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.
Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»). Устранить эту проблему можно изменением силы тока, соответствующей данному электроду. Ниже мы приведем необходимое значение сварочного тока для всех размеров электродов.
Залипание сварочного электрода может происходить по ряду причин:
-
во время процесса сварки произошло снижение напряжения в сети, а инвертор по техническим характеристикам не рассчитан на это. Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик. -
убедитесь, что инвертор подключен к сети или к удлинителю с сечением не менее 2,5мм. -
залипание может происходить при плохо зажатых кабельных вставок в панельных гнездах. Они зажимаются поворотом по часовой стрелке. -
возможная причина подгорание контактов в соединениях питающей сети. -
плохой контакт электрода с рабочей поверхностью. Это может произойти вследствие окисления на поверхности детали. Необходимо прекратить сварку и зачистить поверхность. -
причина залипания — слишком длинный удлинитель (более 30метров), а в технических характеристиках аппарата не указана возможность работы в таких условиях.
Конечно, о таких нюансах лучше позаботиться еще при выборе инвертора и купить модель, которая рассчитана на удлинение провода, например Ресанта САИ 220ПН. Но если уже поздно и нет возможности использовать менее короткий удлинитель, используйте сечение провода не менее 4мм.
Отсутствует сварочный процесс при включенном аппарате. Это может происходить по двум причинам:
-
отсутствует масса на поверхности свариваемой детали или плохой контакт зажима «массы» и детали. Для исправления необходимо восстановить контакт. -
повреждение сварочных кабелей. Проверьте и восстановите целостность кабелей.
 Для исправления необходимо восстановить контакт.
Для исправления необходимо восстановить контакт.
Отсутствует реакция аппарата на включение в сеть:
-
слишком низкое напряжение в сети -
неправильно выбранный автоматический выключатель в щитке. Слишком маломощный автомат не выдерживает нагрузку инвертора и отключается в момент включения инвертора.
Загорается индикатор перегрева при сварке. Причина этому превышение режима продолжительности включения (ПВ). Индикатор перегрева включается при нагреве свыше 80°С. Для исправления ситуации, прекратите процесс сварки и дайте аппарату остыть до отключения индикатора.
Самопроизвольное отключение инвертора в процессе работы может быть причиной срабатывания температурной защиты. Это происходит в случае перегрева аппарата. Отключите инвертор из сети и дайте остыть не менее 30-40мин.
Ремонт электронных поломок инвертора лучше доверить специалисту. И при покупке старайтесь отдать предпочтение известным торговым маркам оборудования, которые пользуются спросом и имеют отзывы покупателей. Так вы избежите покупки некачественной техники и приобретете именно ту, которая прослужит долго и уверенно.
Мы советуем отдать предпочтение торговой марке «Ресанта» — ведущему производителю сварочных аппаратов и электротехники. Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Все модели сварочных инверторов «Ресанта» Вы можете приобрести в нашем интернет-магазине или в специализированном магазине техники г Екатеринбурга по адресу ул. Новостроя 1А, офис 105.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.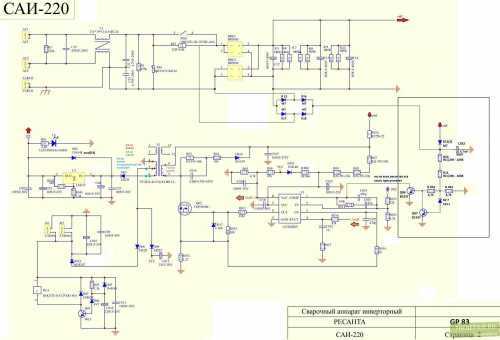
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте!
Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.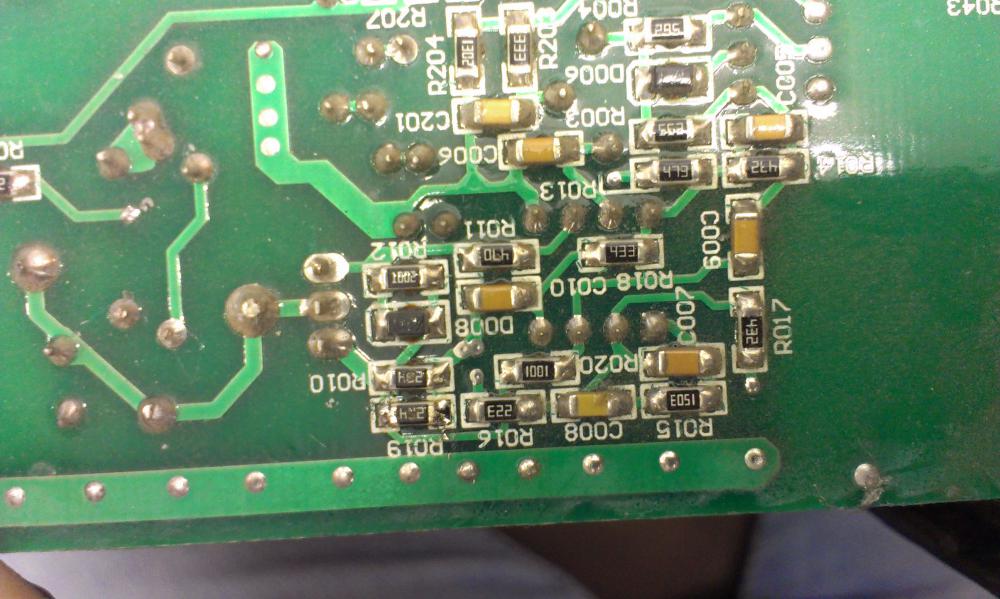
Авторские права защищены.
Устранение неполадок при дуговой сварке: пошаговые решения
Это простое в использовании руководство по устранению неполадок при дуговой сварке. Просто найдите проблему в оглавлении слева или сопоставьте одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование низкокачественного защитного газа со слишком высоким уровнем влажности. Влага в воздухе также может вызвать проблемы.
- Нечистое оборудование
- Нечистые материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменения параметров сварки
- Поверхностное загрязнение
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электродов и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования другого оборудования в магазине или неправильное напряжение
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект сварного шва
Поиск и устранение неисправностей дуговой сварки по проблеме
Деформация
Почему возникает деформация:
| Как это исправить:
|
Шаг 1.
 Проверить усадку наплавленного металла.
Проверить усадку наплавленного металла.
- Надлежащим образом закрепите детали или прихватите детали, чтобы избежать усадки.
- Заготовка или отдельные детали с учетом усадки сварного шва.
- Проковать наплавленный металл, пока он еще горячий.
Шаг 2. Проверить равномерный нагрев деталей.
- Для тяжелых конструкций желателен предварительный подогрев.
- Иногда бывает полезно перед сваркой снять деформации при прокатке или формовании путем снятия напряжений.
Шаг 3. Проверьте последовательность сварки.
- Изучить конструкцию и разработать определенную последовательность сварки.
- Предотвратить чрезмерный локальный нагрев за счет распределительной сварки.
Сварочные напряжения
Шаг 1. Проверьте чрезмерную жесткость соединений.
- Небольшое перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, которая позволит всем деталям двигаться как можно дольше.

Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки и процедуры обратного шага или пропуска.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Этап 3. Если не существует неблагоприятных условий, напряжения могут быть присущи любому сварному шву, особенно в тяжелых деталях.
- Удалите каждый наплавленный металл.
- Готовое изделие для снятия напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) в течение 1 часа на каждые 1,0 дюйма (25,4 см) толщины.
Деформация тонких листов
Деформация ацетиленового сварного шва Поиск и устранение неисправностей
Деформация дуговой сварки Предложения по устранению неисправностей
Почему это происходит:
| Решения:
|
Шаг 1.
 Проверьте усадку наплавленного металла.
Проверьте усадку наплавленного металла.
- Выберите электрод с высокой скоростью сварки и умеренными проникающими свойствами.
Шаг 2. Проверьте, нет ли чрезмерного локального нагрева в месте соединения.
- Предотвратить чрезмерный локальный нагрев пластин, прилегающих к сварному шву, путем быстрой сварки.
Шаг 3. Проверьте правильность подготовки соединения.
- В свариваемых деталях не должно быть избыточного корневого отверстия в стыке свариваемых деталей.
- Кромки молоткового соединения тоньше, чем остальные пластины перед сваркой. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте специальную прерывистую или переменную последовательность сварки и отступайте или пропускайте процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5. Проверить крепление деталей.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Поиск и устранение неисправностей ацетилена Плохой внешний вид сварного шва
Плохой внешний вид сварного шва Поиск и устранение неисправностей дуговой сварки
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1. Проверьте технику сварки на правильность манипуляций с током и электродом.
- Убедитесь, что используется надлежащая технология сварки для используемого электрода.
- Не используйте чрезмерный сварочный ток.
- Всегда используйте однородное переплетение или скорость перемещения.

Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также для положения, в котором должен выполняться сварной шов.
Шаг 3. Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые сварные швы электродами, расположенными вниз (плоским положением), если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки шва.
- Тщательно подготовьте все соединения.
Трещины в сварных швах
Как устранить трещины в сварных швах под напряжением
- Неправильная температура сварки
- Чрезмерная нагрузка на сварной шов
- Химическая атака
- Стержень и основной материал разного состава
- Окисление или деградация сварного шва
- Используйте рекомендуемую температуру сварки
- Возможность расширения и сжатия
- Оставайтесь в пределах известной химической стойкости и рабочих температур материала
- Использовать аналогичные материалы и инертный газ для сварки
- См. рекомендуемое приложение
 рекомендуемое приложение
рекомендуемое приложениеШаг 1. Проверьте соединение на наличие чрезмерной жесткости.
- Измените процедуру сварки и перепроектируйте конструкцию, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между тяжелыми пластинами. Увеличьте размер сварного шва дополнительным присадочным металлом.
Шаг 3. Проверьте каждую остановку процедуры сварки.
- Не делайте сварки в нитках. Наплавляйте металл сварного шва в полном размере короткими участками длиной от 8,0 до 10,0 дюймов (от 203,2 до 254,0 мм). (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы могли двигаться как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает уменьшить высокие усадочные напряжения, вызванные локальной высокой температурой.
- Заполните все кратеры в конце сварочного прохода, перемещая электрод назад по готовому сварному шву на короткое расстояние, равное длине кратера.

Шаг 4. Проверьте качество сварных швов.
- Убедитесь, что сварные швы прочные и сплавление хорошее. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки соединений.
- Подготовьте швы с равномерным и надлежащим раскрытием корня. В некоторых случаях необходимо открытие корня. В других случаях может потребоваться усадка или прессовая посадка.
Подрез
Шаг 1. Проверьте настройку сварочного тока.
- Используйте умеренную скорость сварки и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, может возникнуть подрез.
- б. Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.
- с. Если электрод находится слишком близко к вертикальной пластине при выполнении горизонтального углового шва, это приведет к подрезу на вертикальной пластине.

Неполный провар
Поиск и устранение неисправностей Неполный провар
Пример плохого провара
Провар дуговой сварки Предложения по поиску и устранению неисправностей
2 Почему неполное выполнение:
| Решения:
|
Шаг 1.
 Убедитесь, что электрод предназначен для используемого положения сварки.
Убедитесь, что электрод предназначен для используемого положения сварки.
- Электроды следует использовать для сварки в том положении, для которого они предназначены.
- Убедитесь, что в нижней части сварного шва имеются надлежащие корневые отверстия.
- Если возможно, используйте резервную планку.
- Сколоть или вырезать заднюю часть соединения и наплавить в этой точке валик металла сварного шва.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной разделке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток для получения надлежащего провара. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Контролируйте скорость сварки, чтобы проникнуть в нижнюю часть сварного соединения.
Пористые сварные швы
Поиск и устранение неисправностей Пористость дуговой сварки
Поиск и устранение неисправностей пористых сварных швов
Почему возникают пористые сварные швы:
| Решения:
|
 Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более качественные сварные швы, чем другие. Убедитесь, что используются правильные электроды.
Шаг 2. Проверьте текущие настройки и процедуру сварки.
- Сварной шов, выполненный из нескольких нитей, может содержать небольшие отверстия. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Лужение дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более прочные сварные швы.

Шаг 4. Проверьте, не загрязнен ли основной металл.
- В некоторых случаях причиной может быть основной металл. Проверьте это на наличие сегрегаций и примесей.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неокрашенные электроды дают хрупкие сварные швы. Если требуются пластичные сварные швы, следует использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте чрезмерный сварочный ток, так как это может привести к крупнозернистой структуре и окисленным отложениям.
Шаг 3. Проверьте наличие основного металла с высоким содержанием углерода или сплава, который не был принят во внимание.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный, поскольку его микроструктура не очищается последовательными слоями металла шва.
- б. Сварные швы могут поглощать легирующие элементы из основного металла и становиться твердыми.
- с. Не сваривайте металл, если его состав и характеристики не известны.
Плохая сварка плавлением
Плохая сварка плавлением
Плохая дуговая сварка плавлением Поиск и устранение неисправностей
Плохая сварка плавлением Причины:
| Решения:
|
Шаг 1. Проверьте диаметр электрода.

- При сварке швов с узкими канавками используйте электрод, достаточно маленький, чтобы доставать до дна шва.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток, чтобы наплавить металл и проникнуть в пластины.
- Более тяжелые пластины требуют более высокого тока для данного электрода, чем легкие пластины.
Шаг 3. Проверьте технику сварки.
- Убедитесь, что плетение достаточно широкое, чтобы полностью оплавить боковые стенки соединения.
Шаг 4. Проверьте подготовку шва.
- Наплавленный металл должен сплавляться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают сварку, которая менее устойчива к коррозии, чем основной металл.
- Защитные дуговые электроды обеспечивают сварку, которая более устойчива к коррозии, чем основной металл.
- Для лучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.

Шаг 2. Проверьте, соответствует ли наплавленный металл коррозионной жидкости или атмосфере.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, коррозионная стойкость которых равна или выше, чем у основного металла.
Этап 3. Проверка металлургического эффекта сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь, что анализ стали и процедура сварки верны, чтобы сварка не вызывала выделения карбида. Выпадение карбида – это подъем углерода на поверхность зоны сварки. Это условие можно исправить отжигом при 19от 00 до 2100°F (от 1038 до 1149°C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки, чтобы предотвратить коррозию в процессе эксплуатации.

Хрупкие соединения
Этап 1. Проверьте закалку основного металла на воздухе.
- В сталях со средним содержанием углерода или некоторых сплавах зона термического влияния может быть твердой в результате быстрого охлаждения. Предварительный нагрев от 300 до 500°F (149до 260°C) следует прибегать перед сваркой.
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы склонны к отжигу в зонах сильного термического влияния.
- Снятие напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным при обработке специальных сталей, но в зоне термического влияния обычно содержится твердый сплав.
Магнитная продувка
Шаг 1. Проверьте отклонение дуги от ее нормального пути, особенно на концах стыков и в углах.

- Убедитесь, что земля правильно расположена на рабочем месте. Размещение земли в направлении отклонения дуги часто бывает полезным.
- Полезно разделить землю на две или более частей.
- Сварка в направлении, в котором дует дуга.
- Держите короткую дугу.
- Изменение угла наклона электрода относительно изделия может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке переменным током.
Брызги
Брызги сварки Пример
Шаг 1. Проверьте свойства используемого электрода.
- Выберите правильный тип электрода.
Шаг 2. Проверьте, не слишком ли велик сварочный ток для используемого типа и диаметра электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверьте на наличие сколов.
- Окрасьте детали, прилегающие к сварным швам, побелкой или другим защитным покрытием. Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
- Электроды с покрытием дают более крупные сколы, чем электроды без покрытия.
 Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
Это предотвращает приваривание сколов к деталям, и их можно легко удалить.Чрезмерный расход электрода
Дуговая сварка Устранение неполадок расхода электрода
Причины необычного расхода электрода:
| Решения:
|
Загрязнение электрода
Причины загрязнения электрода:
| Решения:
|
Заготовка имеет загрязнение вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы со сварочным напряжением
Проблемы со сварочным напряжением:
| Решение:
|
 Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.
Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электрода:
| Решение:
|
Размеры электродов или геометрия
Поиск и устранение неисправностей дуговой сварки Геометрия или размеры электродов
Причины проблемы:
| Решение:
|
Сварочные кабели
Дуговая сварка Поиск и устранение неисправностей сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
 Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинами
Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинамиПроблемы с запуском дуги
Дуговая сварка Поиск и устранение неисправностей, когда сварочная дуга не запускается
Причины затрудненного зажигания сварочной дуги:
| Решения:
|
Дуга не передается
Дуговая сварка Поиск и устранение неисправностей, когда дуга не передается
Причины, по которым дуга не передается:
| Решения:
|
Прочие руководства
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши лучшие сварочные аппараты
Электробезопасность: Ответы по охране труда широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей до болезней, эргономики и продвижения по службе.
 ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Что нужно знать об электросварке?
Соблюдайте правила электробезопасности, чтобы предотвратить опасность поражения электрическим током.
Электричество, используемое при сварке, доступно как:
- однофазный, 120 В (В) или 240 В; и
- трехфазный 575 В в Канаде и 480 В в США.
Никогда не подключайте американский трехфазный источник питания напрямую к канадскому трехфазному входу напряжения. Вы уничтожите трансформатор и, возможно, поранитесь.
Убедитесь, что максимальное значение сварочного тока соответствует используемому сварочному электроду.
Блоки питания
Все блоки питания должны соответствовать требованиям стандарта CSA C22. 1-15 Канадского электротехнического кодекса, 23-е издание, 2015 г. (в Канаде) или ANSI/NFPA 70 (2014 г.) Национального электротехнического кодекса (в США) или вашей местной электроэнергетической компанией или другим соответствующим органом.
1-15 Канадского электротехнического кодекса, 23-е издание, 2015 г. (в Канаде) или ANSI/NFPA 70 (2014 г.) Национального электротехнического кодекса (в США) или вашей местной электроэнергетической компанией или другим соответствующим органом.
Каковы общие опасности поражения электрическим током?
Поражение электрическим током
Человеческое тело проводит электричество. Даже слабые токи могут вызвать серьезные последствия для здоровья. Судороги, ожоги, мышечный паралич или смерть могут возникнуть в зависимости от силы тока, протекающего через тело, его пути и продолжительности воздействия.
Национальный институт безопасности и гигиены труда (NIOSH) сообщает, что стандартные рабочие напряжения создают токи, проходящие через тело человека, в миллиамперном (мА) диапазоне (1000 мА = 1 ампер). Расчетное воздействие переменного тока частотой 60 Гц, проходящего через грудную клетку, показано в таблице 1.
Расчетные эффекты 60 Гц токи переменного тока | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1 MA MALEBEL | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1101110111099110 11011109 1110 09110 ГОДОВЫЙ МАКСИОН. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
20 мА | Паралич дыхательных мышц | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
100 мА | Пороговая фибрилляция желудочковой фибрилляции | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 А. *Контакт с током силой 20 миллиампер может привести к летальному исходу. Для сравнения, обычный бытовой автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер. Завершение цепи через тело
Какие меры предосторожности следует предпринять, чтобы предотвратить поражение электрическим током?
Что делать в случае поражения электрическим током?
Документ последний раз обновлялся 18 декабря 2018 г. Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности. Что новогоОзнакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено. Нужна дополнительная помощь?Свяжитесь с нашей информационной линией безопасности 905-572-2981 Бесплатный номер 1-800-668-4284 Расскажите нам, что вы думаетеКак мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам. Отказ от ответственности Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. Насосы для воды для повышения давления: Насос для повышения давления воды купитьПовысительные насосы повышения давления воды ЧелябинскПовысительные циркуляционные насосы для повышения давленияОсновная задача автоматических повысительных насосов заключается в создании оптимального давления в системах водоснабжения для обеспечения бесперебойной работы проточных водонагревателей, газовых колонок, посудомоечных, стиральных машин и т.д. Используются в загородных частных домах или квартирах. Автоматический циркуляционный насос для повышения давления оборудован датчиком потока, который включает насос при открывании крана и отключает после остановки потока в результате закрытия крана. Подробнее… Сортировать по: Популярные выше Показать еще 5 товаров Применение автоматических повысительных циркуляционных насосовСлабый напор воды в кране может возникать по разным причинам: засоренность фильтров и труб, снижение давления в системе. Особенно это касается частных домов в часы интенсивного водоразбора (особенно в период летних поливов). Эффективно решить проблему недостаточного давления можно при помощи автоматического повысительного циркуляционного насоса. С его помощью Вы сможете поддерживать оптимальное давление в системе подачи воды и обеспечить комфортные условия эксплуатации душевых кабин, стиральных и посудомоечных машин, бойлеров, проточных водонагревателей и т.д. Насосы, повышающие давление воды, нашли широкое распространение в системах индивидуального водоснабжения. Циркуляционные повысительные насосы монтируются непосредственно на трубопровод в жилом помещении, т.к. имеют компактные размеры и низкий уровень шума. Особенности циркуляционных насосов для повышения давленияПовысительные насосы обладают рядом положительных качеств, которые определяют эффективность его использования и удобство эксплуатации:
Повышающий давление насос в «ручном режиме» обеспечивает непрерывное нагнетание давления и всасывание воды даже когда отсутствует потребность. Потому необходимо постоянно следить за его состоянием и отключать в случае необходимости, иначе оно быстро выйдет из строя. В автоматическим режиме насос управляется датчиком потока, который включает/отключает насос при открытии/закрытии крана в точке водоразбора. Виды повысительных насосовВсе насосы для повышения давления воды подразделяется на два основных типа – с мокрым и сухим ротором. В конструкцию мокрых насосов входит ротор с крыльчаткой, которая при оборотах ускоряет циркуляцию воды. Жидкость, в которой роторный элемент производит движения, охлаждает и смазывает функционирующие механизмы. При монтаже такого нагнетающего насоса для водопровода нужно обязательно учитывать горизонтальность вала, от этого зависит его длительность эксплуатационного срока. Плюсы оборудования с мокрым ротором заключаются в минимальной шумности, бесступенчатой регуляции скорости, надежности, долговечности и ремонтопригодности. Отдельно пользователи отмечают отсутствие необходимости в техническом обслуживании и доступную цену. Минус приборов – низкий КПД – до 50%. В насосах с сухим ротором между электрическим двигателем и основной функционирующей областью ротора располагаются уплотнительные кольца, которые способны служить более трех лет. Благодаря особенностям конструкции сам ротор не контактирует с жидкостью. Плюс сухих насосов повышения давления воды в частном доме в высоком КПД – до 80%. Значительный минус — много шума при работе, поэтому его требуется устанавливать в отдельном помещении, где имеется хорошая звукоизоляция. Помимо всего требуется постоянный контроль за тем, чтобы в воде отсутствовали твердые крупные частицы, а пыль не скапливалась в силовом агрегате. Иначе нарушится герметичность из-за повреждения уплотнительных колец и аппарат выйдет из строя. Видеообзор циркуляционных насосов для повышения давления воды Aquario серии ACСделать заказ или получить консультацию по повысительным циркуляционным насосам можно на сайте и по тел. 8 (351) 751-21-97, 8 (922) 74-999-10. Если Вы затрудняетесь с выбором подходящего оборудования, наши специалисты проконсультируют и помогут выбрать оптимальный вариант, соответствующий всем требованиям, а также дадут рекомендации по установке и дальнейшей эксплуатации. Насосы для повышения давления воды в частном доме, квартиреСодержание
Едва ли не главным параметром в современной системе водоснабжения является уровень давления. Насос для повышения давления с сухим ротором Но что делать, если в водопроводе не хватает давления воды? Ответ очень простой. Устанавливать насосы для повышения давления. 1 Особенности и назначениеКак мы все знаем, современный водопровод в квартире или загородном доме состоит из нескольких основных конструкций или элементов. Едва ли не самым главным из них считается непосредственно трубопровод. По трубопроводу водяные потоки текут к кранам, которые затем можно добыть в любом пригодном для этого месте. За свободное течение воды по трубам отвечает давление в системе. По европейским стандартам давление в системе водоснабжения должно равняться минимум 4-5 атмосферам. Это объясняется необходимыми требованиями, что предоставляются различными дополнительными сантехническими приборами. Душевые кабинки с напорной системой и разнообразные ванны джакузи требуют еще более серьезных условий. Они уже могут нормально эксплуатироваться, если давление воды в системе водоснабжения равняется минимум 4 атмосферам. Различные приборы для гидромассажа не ограничиваются и заявленными характеристиками.
Как видим, к условиям в современном водопроводе предоставляются серьезные требования. Причем далеко не всегда они им отвечают. Так, в среднестатистической квартире давление воды в водопроводе может равняться всего лишь 2.5-3 атмосферам. Хороший напор тоже бывает, но здесь скорее все зависит от качества оборудования, что обслуживает многоквартирный дом. В загородных домах, коттеджах и особняках ситуация осложняется тем, что заниматься созданием тамошних систем водоснабжения людям приходится самостоятельно.
Циркуляционный насос от компании Спрут Бывают и крайние случаи, когда уровень давления в водопроводе не просто упал. Его там попросту нет, так как вода не доходит до потребителя. Например, если стояк слишком длинный, и подкачивающие насосы на входе не способны поднять воду на достаточный уровень. В этом положении монтировать насосы, повышающие давление смысла нет. Придется устанавливать повысительные насосные станции с мощным оборудованием, что, по сути, замкнет систему на вас самих. Такие насосы стоят довольно дорого, но они позволят вам организовать приток не только холодной, но и горячей воды. А также сделать систему водоснабжения в квартире или доме полностью автономной.
Насос включается в тот момент, когда система зафиксировала критическое падение давления, и выключается только после полной остановки циркуляции носителя, или устранения неполадок. 2 Виды и характеристикиКак видим, насосы для повышения давления имеют разные конструкции и по этому параметру они очень серьезно отличаются друг от друга. Для начала рассмотрим их главное деление по типу конструкции и предназначению. По этим параметрам их делят на:
Насосная станция для повышения давления Grundfos Первая разновидность – это стандартный повысительный насос. Циркуляционным его называют из-за его способствования циркуляции жидкости в трубах. Устройство имеет, как правило, небольшие габариты и очень компактно. Его врезают в определенный участок трубопровода, что повысить на нем уровень давления и скорость циркуляции жидкости. Изначально эти насосы задумывались для обустройства систем подачи горячей воды и отопления. Это объясняется серьезной протяжностью отопительных контуров, а также их сопротивлением в местах узловых соединений. В естественных условиях носитель просто не может нормально циркулировать в системе водоснабжения, поэтому используется специальный насос, повышающий давление. В стандартном водопроводе ситуация аналогичная. Просто здесь уже устройство применяется не столько для подкачки горячей жидкости, сколько для стимулирования общего уровня движения воды. Состоит циркуляционник из небольшого двигателя, что вращает роторную часть с крыльчаткой. Самые популярные насосы повышения давления выпускает компания Wilo. В частности, линейки Wilo TOP, Wilo Star-RS, Wilo Star и т.д. Теперь обратимся ко второй разновидности повысительных насосов. Это уже куда более серьезный агрегат, который отрезает систему водоснабжения от внешней подпитки. Состоит он из поверхностного насоса и гидроаккумулятора. Поверхностный насос имеет самовсасывающий принцип действия, то есть он способен поднимать жидкость в трубах, даже если она у вас на этаже вообще недоступна. Затем насос подкачивает достаточное количество воды в гидроаккумулятор, на котором система и замыкается. Гидроаккумулятор, за счет наличия воздушной мембраны и обратных клапанов, способен регулировать уровень давления в системе и поддерживать его на приемлемом уровне.
Насос для повышения давления ASB в базовой комплектации Настройку его можно производить за счет настройки реле давления. Оно же осуществляет автоматизирование всех процессов. Из моделей самовсасывающих насосов рекомендуем обратить внимание на образцы из линеек Wilo Jet, Wilo WJ и Wilo MHI. Хотя последние лучше применять только в крайних случаях, когда необходимо обеспечить крупную систему водоснабжения, у которой есть фундаментальные проблемы с напором воды в трубах. Циркуляционный насос также разделяют по типу носителя на образцы, что подходят для стимулирования движения:
В первом случае мы имеем дело с простейшими моделями, что выполняются из довольно дешевого пластика. Они способны перекачивать жидкость с температурой до +40 градусов по Цельсию, но длительного контакта с горячей жидкостью не выдерживают. Вторая разновидность уже стоит дороже и предназначается для обслуживания в системе отопления или горячего водоснабжения. Если говорить о конкретных характеристиках, то циркуляционный насос отличается слабой мощностью. Он требует от системы меньше энергии, чем стандартная лампочка. При этом повышать давление он может на 2-3 атмосферы. Образцы с мощными движками способны делать это намного эффективнее. Что же до производительности, то такое модели способны перекачивать до 2-3 кубометров жидкости в час. Водяные станции для повышения давления имеют гораздо большую мощность. Самовсасывающий насос в этой системе будет потреблять минимум 2 кВт электричества во время работы, но и мощность у него соответствующая. Ведь он способен поднимать жидкость в трубах с расстояния до 12 метров, причем делает это быстро и качественно. 2.1 Как выбирать повысительные насосы?Самовсасывающий поверхностный насос для повышения давления Wilo Если вам нужно выбрать бытовой насос для повышения давления в трубопроводе, то следует руководствоваться сухими расчетами и конкретными характеристиками оборудования. В крайнем случае, измерьте давление самостоятельно. Это поможет вам выбрать водяные насосы оптимальной мощности. Ведь нет никакого смысла в том, чтобы переплачивать за слишком мощное оборудование, которое в вашем случае просто не сможет раскрыть свой потенциал. Циркуляционный образец для повышения давления стоит покупать, если вода в трубах у вас имеется, но ее напор слишком слабый. Причем для нивелирования недостатка в 2-3 атмосферы хватит и одного образца. В некоторых случаях необходимо ставить два насоса. Но такое бывает довольно редко. Насосные повысительные станции стоит выбрать, если воды в кране у вас вообще нет, но ниже по уровню в системе (например, у соседей снизу, если вы жилец многоквартирного дома) она имеется. В таком случае самовсасывающий насос будет подкачивать жидкость на ваш уровень, а гидроаккумулятор полностью замкнет систему и даст вам возможность контролировать ее состояние самостоятельно. Из популярных производителей лучше покупать насосы Wilo или Grundfos. Так как компании Wilo и Grundfos зарекомендовали себя на рынке с лучшей стороны и проверены временем. 2.2 Особенности и технология подключенияНасосы для повышения давления в водопроводе монтируются довольно легко. Как правило, их врезают на входе в систему, чтобы стимуляция движения жидкости проходила максимально удобно и эффективно. Пример подключения насоса для повышения давления воды Так, циркуляционные модели врезают в трубы на определенном участке. Все что вам нужно – это подключить устройство к трубам, загерметизировать соединения и подвести электричество. Затем остается протестировать работу устройства на практике. Стоит запомнить, что циркуляционные модели надо монтировать в единственном положении. Правильная позиция будет указана производителем на упаковке. Если вы установите устройство ошибочно, то оно либо будет работать плохо, либо вообще откажется запускаться. Насосные станции самому лучше не подключать. Их придется тоже врезать в систему, но здесь уже нужно собирать всю конструкцию, подводить к насосу входящий и выходящий шланг. Затем подключать гидроаккумулятор и реле давления. Причем все эти процессы нуждаются в качественной настройке, что далеко не каждому человеку по плечу. Впрочем, многие народные умельцы с такими задачами справляются. Делать ли это самостоятельно – решать вам. 2.3 Как монтируют насос? (видео)Главная страница » Насосы Насос повышения давления для водопроводаПо Аарон Стикли Аарон Стикли Аарон Стикли — лицензированный сантехник с 15-летним опытом работы в сфере коммерческого, нового сантехнического оборудования, а также обслуживания и ремонта жилых помещений. Узнайте больше о The Spruce’s Обновлено 29.06.22 Рассмотрено Ричард Эпштейн Рассмотрено Ричард Эпштейн — лицензированный мастер-сантехник с более чем 40-летним опытом работы в сфере сантехники для жилых и коммерческих помещений. Он специализируется на оценке, а также проектировании и инжиниринге сантехнических систем и работает в одной из крупнейших в Нью-Йорке профсоюзных строительных компаний по сантехнике. Узнайте больше о The Spruce’s Ель / Ана Кадена Для повышения давления воды, поступающей в дом, можно использовать насос повышения давления. Если у вас действительно низкое давление воды, поступающей из городского водопровода, или низкое давление из-за того, что вы находитесь на колодце, установка насоса повышения давления может быть решением, которое вы искали. Существует много типов насосов для повышения давления, поэтому вам придется провести некоторое исследование и выяснить, какой насос подходит именно вам. Прочитайте отзывы, поговорите с другими и примите мудрое решение для вашего дома, исходя из вашей ситуации. Бустеры давления «все в одном» часто являются хорошим выбором, поскольку они включают в себя насос, двигатель, обратный клапан, датчик давления и расхода, а также мембранный бак в одном устройстве. Эти устройства обычно доступны по цене, компактны и относительно просты в установке. Чего вы обычно не получите с этими устройствами, так это способа контролировать, какое дополнительное давление они обеспечивают. Это означает, что важно выяснить, какое давление воды у вас сейчас и насколько повысит давление бустерный насос. Проверьте текущее давление воды Манометр воды можно использовать для проверки существующего давления воды. В хозяйственном магазине можно приобрести манометр, который покажет вам, сколько у вас PSI (фунтов на квадратный дюйм). Другие вещи, которые следует учитывать
Смотрите сейчас: как использовать скороварку для приготовления легких латинских блюдТоп-5 лучших повысительных водяных насосов (обзор 2022 г.)Вы заинтересованы в покупке лучшего водяного повысительного насоса? Низкий напор воды – одна из самых частых жалоб, которые я слышу от покупателей во время осмотра дома. В этом руководстве я рассмотрю…
Давайте начнем с этого руководства!
My Overall # 1 рейтинг Kolerflo 120-ватт ОБНОВЛЕНИЕ ВАШИХ ВЕРТИКА 2022 9003 Нажмите, чтобы узнать цену По моему мнению, лучший бустерный насос № 1 принадлежит компании Kolerflo. Высококачественные бустерные насосы для всего домаВы спешите? Ознакомьтесь с нашими 5 лучшими насосами для повышения давления воды! Продолжайте читать, чтобы узнать подробности о каждом лучшем выборе и увидеть плюсы и минусы.
Бустерные насосы могут повышать давление воды на 15–50 фунтов на квадратный дюйм Бустерный насос — это тип воды, используемый для повышения давления воды в жилых домах. Типичное увеличение давления воды находится в диапазоне от 15 фунтов на квадратный дюйм и до 50 фунтов на квадратный дюйм в зависимости от размера насоса. Большинство бустерных насосов включаются автоматически, когда требуется давление. Некоторые насосы имеют переменную скорость, поэтому они регулируются для поддержания заданного давления воды. Если давление воды в вашем доме ниже 40 фунтов на квадратный дюйм, вероятно, хорошим решением будет бустерный насос. Читайте также >> Что такое насос повышения давления воды? [Полное руководство] Нагнетательные насосы могут исправить низкое давление воды по нескольким причинамНасосы повышения давления воды обычно используются для повышения давления в городском или муниципальном водоснабжении, поскольку дом расположен на более высокой высоте, чем муниципальное водоснабжение. например на горке. Точно так же, если ваш источник воды находится в подвале и у вас большой дом, может быть только находиться на значительном расстоянии от всех светильников в вашем доме. Иногда выходит из строя редукционный клапан, обычно сделанный из бронзы рядом с основным водозапорным клапаном, что может привести к очень высокому или очень низкому давлению воды. Если у вас водопровод из оцинкованной стали, он может подвергнуться коррозии изнутри и уменьшить диаметр трубы, что снизит давление воды. Раковины и душевые кабины с низким давлением воды № 1 ЖалобаОсновное преимущество насоса повышения давления воды заключается в том, что он увеличивает существующее давление воды примерно на 25–50 фунтов на квадратный дюйм. Как жилищный инспектор, я часто использую раковины и душевые с очень низким напором воды — непривлекательное зрелище для покупателей нового жилья. Низкий напор воды, по моему опыту, пожалуй, самая распространенная жалоба покупателей нового жилья. Читайте также >> Как установить насос повышения давления воды? (Руководство из 10 шагов) Водяные бустерные насосы будут стоить от 200 до 700 долларовКак и в случае с большинством домашних компонентов, наибольшую стоимость обычно составляет рабочая сила. Но нагнетательные насосы обычно стоят от 200 до 300 долларов по низкой цене и от 700 до 900 долларов по высокой цене. Стоимость рабочей силы будет зависеть от того, сколько новых труб сантехнику придется установить, например, если вы хотите обводную петлю. Байпасная петля — это дополнительный трубопровод, по которому вода будет течь по дому, даже если вам придется снимать бустерный насос для обслуживания или замены. Стоимость рабочей силы будет также зависеть от количества необходимых новых клапанов, таких как клапаны давления, обратные клапаны и запорные клапаны. Я бы сказал, что средняя стоимость рабочей силы для установки бустерного насоса будет составлять 500 долларов в нижней части и может достигать 1000–1500 долларов. Читайте также >> Что такое повысительный водяной насос? [Полное руководство] Бустерные насосы обычно устанавливаются сразу после перекрытия основного водоснабжения В этом разделе я кратко расскажу, как устанавливается бустерный насос давления воды. Если вы планируете производить установку самостоятельно, настоятельно рекомендуется ознакомиться с инструкцией производителя. Для некоторых водяных насосов требуются предохранительные клапаны, а для других нет. Некоторые бустерные насосы имеют легко подсоединяемые резьбовые соединители, другие — нет. Если в вашем доме нет регулятора давления, возможно, потребуется установить его перед насосом. Пять основных этапов установки
Два способа регулировки давления воды на бустерном насосе Существует два основных способа регулировки давления воды на бустерном насосе. Второе место для регулировки давления воды – редукционный клапан дома, он обычно изготавливается из бронзы. На клапане есть гайка, и вы поворачиваете ее против часовой стрелки, чтобы уменьшить давление воды. Начните медленно, делайте обороты по 1/4″ за раз и проверяйте давление. Читайте также >> Как установить бустерный насос? (Руководство из 10 шагов) 5 вещей, которые необходимо знать перед покупкой водяного насоса высокого давленияПри покупке лучшего бустерного насоса учитываются многочисленные факторы для вашего конкретного дома. Вот лишь несколько моментов, на которые следует обращать внимание при покупке бустерного насоса… 1. Повышение давления Вероятно, это первое, на что следует обратить внимание. 2. Специализированный контурДля некоторых бустерных насосов требуются выделенные контуры, что требует проведения дополнительных электромонтажных работ в распределительной коробке. Однако многие бустерные насосы можно просто подключить к розетке на 120 вольт, и они сообщат вам длину шнура питания. 3. Дополнительные принадлежности Некоторые бустерные насосы имеют встроенные предохранительные клапаны, обратные клапаны и поставляются с запорными клапанами и другими принадлежностями. 4. Регулятор давленияДля некоторых насосов повышения давления воды требуется отдельный регулятор давления, чтобы можно было регулировать давление воды. В большинстве домов уже есть редукционные клапаны давления воды, но всегда проверяйте, нужно ли вам их устанавливать. В Калифорнии код требует редукционного или регулирующего клапана. 5. Качество материаловЛучшие насосы для повышения давления воды изготавливаются из качественных материалов, таких как нержавеющая сталь, обладающая высокой устойчивостью к ржавчине и коррозии. Наши обзоры повысительных водяных насосовПовысительный насос Kolerflo мощностью 120 Вт с реле расхода воды Помпа Kolerflo мощностью 120 Вт — это экономичный способ повысить давление воды в вашем доме. Домовладелец может легко установить этот насос, для этого потребуется только гаечный ключ, что позволяет сэкономить на сантехнике. Kolerflo повысит давление воды в вашем доме примерно на 20 фунтов на квадратный дюйм ВЫШЕ текущего давления воды. Он поставляется с высококачественным переключателем потока, полностью латунными соединениями, резьбой NPT (для соединения и переключателя) и шнуром питания для выхода. Нажмите, чтобы узнать цену Плюсы
Минусы
Фитинг для гофрированных нержавеющих труб: Трубы из нержавеющей стали и фитингиЛатунные фитинги для гофрированной нержавеющей трубыПроизводители южнокорейской компании «Lavita» предлагают инновационную концепцию использования гофрированной трубы из высоколегированной стали в совокупности с компрессионными фитингами в различных инженерных системах. Среди них отопление, горячее и холодное водоснабжение, газификация и даже пожаротушение. Технология сертифицирована и соответствует требованиям, предъявляемым к монтажу подобных трубопроводов. Строение фитингаНадёжное сцепление с трубой обеспечивают конструктивные особенности фитинга. В монтажной детали выделяются такие элементы:
При производстве корпуса, прижимного кольца и гайки используется латунь марки C3771, кольцо с зубчиками выполнено из нержавеющей стали, а уплотнитель изготовлен на силиконовой основе. Виды фитинговСоединение с оборудованием (отопительными и сантехническими приборами), запорной и регулирующей арматурой осуществляется посредством муфт с внутренней или наружной резьбой определённого трубного размера. Для удобства монтирования применяются аналогичные детали с угловой конфигурацией. Последовательное подключение приборов в инженерной сети к магистральному трубопроводу (примыкание) достигается редукционными тройниками, разветвление обеспечивают равносторонние фитинги. Интернет магазин ООО «Акванео» поставляет трубу в зависимости от диаметра бухтами в 50, 30, 20 м. В процессе укладки коммуникаций возникает необходимость стыковать отрезки или выполнять переход на меньшее сечение. Этой цели служат соединительные и редукционные муфты. Несмотря на, гибкость гофрированных изделий и допускаемый радиус изгиба для изменения направлений магистралей и подводок используют уголки. Накидная гайкаНа коллекторах и в других местах, где требуется присутствие разборного соединения, прибегают к накидной гайке. Она крепится на конце патрубке за счёт расплёсканного округления, уплотнение достигается специальными прокладками с буртиком и без него. Вальцевание выполняется вручную с использованием приспособления, предназначенного для радиальной деформации кромки. В результате механических ударов возникает стопорное кольцо, удерживающее гайку. Общее название процесса сопряжения нержавеющей гофры с применением инструмента для вальцевания — развальцовка. Заказать и приобрести детали для монтажа трубной продукции, выполненной из высоколегированной стали марки SUS 304 можно посетив наш ресурс http://exsito.ru/. Оставленное сообщение на сайте не окажется без внимания, на него обязательно ответит или свяжется по оставленному номеру телефона консультант. Он поможет подобрать фитинги для вашей комплектации, оговорит форму оплаты и сроки поставки приобретённых материалов. Фитинги для гофрированных труб в категории «Изделия из металла, пластика, резины»Фитинг муфта для гофрированной нержавеющей трубы TR-M15A*1/2 Доставка по Украине 115 грн Купить Средства Технической Безопасности Фитинг муфта для гофрированной нержавеющей трубы TR-F15A*1/2 Доставка по Украине 160 грн Купить Средства Технической Безопасности Фитинг муфта для гофрированной нержавеющей трубы TR-M20A*3/4 (папа) Доставка по Украине 205 грн Купить Средства Технической Безопасности Фитинг муфта для гофрированной нержавеющей трубы TR-M20A*3/4 (мама) Доставка по Украине 225 грн Купить Средства Технической Безопасности Муфта латунная труба-наружная резьба 15х3/4 Dispipe, соединительный фитинг для гофрированной трубы Доставка из г. 212 грн 148 грн Купить Интернет-магазин «Тубмарин» Фитинг для ввода кабеля в трубу Доставка из г. Днепр по 890 грн от 2 продавцов 890 грн Купить Интернет-магазин «САДКО» Фитинг для ввода саморегулирующегося кабеля в трубу Доставка по Украине 900 грн Купить ИНТЕРНЕТ МАГАЗИН «HEATING THE FLOOR» Труба из нержавеющей стали 8*1 мм AISI 304 На складе Доставка по Украине 90 грн/м Купить AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали Гофрированная труба из нержавеющей стали ø 25мм отожженная На складе в г. Павлоград Доставка по Украине 390 грн/м Купить Zakyp.com.ua: Гофрована труба з нержавіючої сталі Гофрированная труба из нержавеющей стали EASYFLEX (Kofulso, Ю.Корея), отоженная, диаметр 1/2″ На складе в г. Киев Доставка по Украине 119. Купить АДЕКСІМ-ТРЕЙД Нержавеющая труба 12*1,0 мм AISI 304 На складе Доставка по Украине 95 грн/м Купить AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали Фитинг коллекторный для пластиковой трубы Valtec На складе Доставка по Украине 178.50 грн Купить ОТОПРАЙС Трубы нержавеющие 18*1,5 мм AISI 304 На складе Доставка по Украине 195 грн/м Купить AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали Труба из нержавеющей стали 22*1,5 мм AISI 304 На складе Доставка по Украине 235 грн/м Купить AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали Нержавеющие трубы 28*1,5 мм AISI 304 На складе Доставка по Украине 325 грн/м Купить AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали Смотрите также Гофрированная труба из нержавеющей стали ø 32мм неотожженная На складе Доставка по Украине 460 грн/м Купить Zakyp. Фитинг с зажимным кольцом для медных и стальных труб KRV — 1/2″x15 Доставка по Украине 100 грн Купить Warm Craft UA Гофрированная труба для внешнего датчика теплого пола Devi Доставка по Украине 97 грн Купить TORETTO LIGHT — Современное освещение и электротовары Труба дренажная гофрированная с перфорацией D100 (бухта 50м) SN2 Доставка из г. Киев 3 000 грн/бухта 2 900 грн/бухта Купить ТРЕЙД СВ Гофрированная фановая труба, угловая под клипсу, для подвесного унитаза, арт KK99370 Доставка по Украине 1 290 грн Купить «Спецсантехника» Гофрированная фановая труба, угловая под клипсу, для подвесного унитаза, арт KK99370 long. Доставка по Украине 1 720 грн Купить «Спецсантехника» 20 Труба гофрированная для газа из нержавеющей стали DISPIPE 20HFPY, отожженная в оболочке, 1м. Доставка по Украине по 323 грн от 2 продавцов 323 грн Купить Дилер №1 25 Труба гофрированная для газа из нержавеющей стали DISPIPE 25HFPY, отожженная в оболочке, 1м. Доставка по Украине по 433 грн от 2 продавцов 433 грн Купить Дилер №1 Угловой фитинг из трех частей для стальной трубы, хромированный Giacomini R19Х003 1/2″ На складе Доставка по Украине 163 грн Купить Termozona Угловой фитинг из трех частей для стальной трубы, хромированный Giacomini R19Х004 3/4″ На складе Доставка по Украине 283 грн Купить Termozona Угловой фитинг из трех частей для стальной трубы, хромированный Giacomini R19Х005 1″ На складе Доставка по Украине 406 грн Купить Termozona Євроконус компресійні фітинги для металополімерних труб Danfoss 013G4190 AluPEX оригінал Доставка по Украине 120 грн Купить Твой ШОП МЕГА полезных вещей «Механик» Труба ПВХ ERA 10 АМ 63 мм*3,0 мм. Трубы и фитинги для бассейна Доставка по Украине 240 грн/пог. 223 грн/пог.м Купить GreenHol Труба гофрированная D 110мм / 121мм, длина 6 метров, канализационная, двухстенная Доставка по Украине 954.45 грн Купить Вертикаль Груп Гибкий металлический шланг (CSST) и фитинг для газовой системы (маркировка KS, сертификация KGS) (Модель-005)Загрузка каталога Гибкий шланг Dong-A из нержавеющей стали для газовой системы, одобренный UPC (USA ANSI). ), CSA (КАНАДА) и сертифицированы как качественные продукты с NET, KS (KSD3625) уникальным правительством Кореи, поставляются в бесконечном типе роли и типе газового соединителя. Гофрированная труба из нержавеющей стали (CSST ANSI LC 1a), покрытая устойчивой к ультрафиолетовому излучению и негорючей синтетической смолой, является сертифицированным на международном уровне материалом для трубопроводов, предназначенным для прокладки внутри зданий. Поскольку он поставляется в комплекте с собственными фитингами, это лучший материал для газовых труб для безопасного и полупостоянного использования Спецификация продуктаПодгонка типа медной пластины или подгонка типа пластин не ASBESTOS для газа (для кольцевой трубки с покрытием)
 Материал Материал Руководство по сборке фитинга Фитинг из медной пластины или фитинг из неасбестовой пластины для газа (для трубы с кольцевым покрытием)
Copper plate type fitting or non-asbestos plate type fitting for gas (for annular non-coated tube)
Руководство по сборке фитинга Фитинг медного пластинчатого или неступенчатого асбестового фитинга для газа (для кольцевой трубы без покрытия)7 : Обрезать трубу по длине
Раструбный фитинг с низким крутящим моментом для годовой трубы без покрытияПодгонка для кольцевой трубки для кондиционера, газа и воды 1.Picture of Component 2. Проверка. Руководство по сборке фитинга Для газа и питьевой воды Руководство по сборочной сборе Загрузка каталога Показано 1–12 из 37 результатов 122436
«Фиттинг в одно касание» — это тип, при котором CSST вставляется в цельный фитинг, а затем.
«Фиттинг в одно касание» — это тип, при котором CSST вставляется в цельный фитинг, а затем…
«Фиттинг в одно касание» — это тип соединения одним касанием, в котором CSST вставляется в встроенный фитинг, а затем…
«Фиттинг в одно касание» — это тип, при котором CSST вставляется в цельный фитинг, а затем…
«Фиттинг в одно касание» — это тип, при котором CSST вставляется в цельный фитинг, а затем…
«Фиттинг в одно касание» — это тип соединения одним касанием, в котором CSST вставляется в цельный фитинг, а затем. Вольфрамовые электроды wl10: Электрод вольфрамовый Binzel WL-10 Черный – купить в магазинах «Всё для сварки»Вольфрамовые электроды WL-10 D 2-150 мм, 1 шт.Предлагаем вольфрамовые электроды от 1 шт. Марка: WL-10 Диаметр: 2 мм Длина: 150 мм Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе. Вольфрамовые электроды можно узнать по первой букве «W» (вольфрам), которая числится в их обозначениях. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Эти добавки улучшают технические характеристики изделия и увеличивают срок его эксплуатации. Обозначен второй буквы в названии вольфрамовых электродов. С (оксид церия) Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях. Z (оксид циркония) Используются для сварки на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки. L (оксид лантана) Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. T (оксид тория) Являются очень популярными, так как обладают массой достоинств. Используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения. Y (иттрий) Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. P (чистый вольфрам) Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе. Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия. Маркировке присутствуют и цифровые обозначения. Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах. Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Метки могут быть нанесены одним из следующих цветов: зеленый – изделия из чистого вольфрама, обозначаемые буквами WP; серый – электроды марки WC 20, в которых содержится 2% оксида церия; золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана; черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана; синий – WL 20, в таких электродах имеется 2% оксида лантана; белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония; желтый – электроды марки WT 10, содержащие 1% оксида тория; красный – прутки WT 20, в составе которых имеется 2% оксида тория; фиолетовый – электроды WT 30, содержащие 3% оксида тория; оранжевый – изделия марки WT 40, включающие 4% оксида тория; темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия. Черный вольфрам WL-10 — ф 1,6 ммЦветная маркировка: WL 10 = черный вольфрам Вольфрамовые электроды с добавкой оксида лантана универсальные и применяются почти во всех областях сварки DC и AC. Главное применение они находят при сварке не- и высоколегированных сталей как и спавов алюминия, никеля, меди и магнезия. Дальше они используются при микроплазменной сварке. Благодаря хорошим свойствам поджига идеально подходят для автоматической сварки. Советы по аргонодуговой сварке вольфрамовым электродомНа постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %). Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва. На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. Как себя обезопаситьИ в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни. НСК сварка, https://nsksvarka.ru/, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маскиИнтернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволка, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по аллюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, черный вольфрам, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, черный вольфрам, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, черный вольфрам, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, черный вольфрам, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки Вольфрамовый электрод, содержащий 1% лантана (черный, WL10) — 10 шт.
Бесплатный номер: 877-841-1837 Домашний Товары Вольфрамовый электрод, содержащий 1 % лантана (черный, WL10) — 10 шт. в упаковке БМ-TEWL101_1 $8,99 Толщина Количество Вольфрамовый электрод, содержащий 1 % лантана (черный, WL10) – 10 шт. в упаковке
Редкоземельный вольфрамовый электрод (фиолетовый, E3) — 10 шт. в упаковке Продано Quick Shop Вольфрамовый электрод из смеси редкоземельных элементов (фиолетовый, E3) — 10 шт. в упаковкеРаспроданный Редкоземельный вольфрамовый электрод (фиолетовый, E3) — возврат заявки на 10 упаковок длиной 7 дюймов… Посмотреть полную информацию о продукте Вольфрамовый электрод с 2% содержанием церия (серый, WC20) — 10 шт. из $8,99 Quick Shop Вольфрамовый электрод с 2% церием (серый, WC20) — 10 шт. в упаковке$8,99 Толщина Количество Вольфрамовый электрод с 2% церием (серый, WC20) — 10 шт. Возврат заявки Длинные стержни 7″…. Посмотреть полную информацию о продукте Вольфрамовый электрод с содержанием лантана 1,5% (золото, WL15) — 10 шт. из 8,99 $ Quick Shop Вольфрамовый электрод с содержанием лантана 1,5 % (золотой, WL15) — 10 шт.
$8,99 Толщина Количество Вольфрамовый электрод с лантанатом 1,5% (золото, WL15) — 10 шт. Посмотреть полную информацию о продукте Вольфрамовый электрод, содержащий 2% лантана (синий, WL20) — 10 шт. в упаковке из $8,99 Quick Shop Вольфрамовый электрод с 2% лантана (синий, WL20) — 10 шт. в упаковке$8,99 Толщина Количество Вольфрамовый электрод с лантанатом 2% (синий, WL20) — 10 шт. Посмотреть полную информацию о продукте Китайский производитель вольфрама, вольфрамовый стержень, поставщик вольфрамовых электродовГорячие продуктыВидео Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Видео Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Видео Свяжитесь сейчас Вольфрамовый электрод для сварки TIGСвяжитесь сейчас Свяжитесь сейчас Видео Свяжитесь сейчас Свяжитесь сейчас Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Вольфрамовый электродВидео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Видео Свяжитесь сейчас Профиль компании {{ util. {{ }) }} {{ если (изображениеUrls.length > 1){ }} {{ } }}
Информация отмечена СГС Компания Shandong Huaye Tungsten & Molybdenum Co. Начинающий сварщик самоучитель видео: Ручная сварка для начинающих — самоучитель по сваркеРучная сварка для начинающих — самоучитель по сваркеВ данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п. Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва. Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции. Как научиться варить ручной электросваркой?Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы. Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться. Сварка самоучитель – ход выполнения работ:
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Технология ручной дуговой сваркиБлагодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного. Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком. Преимущества и недостатки ручной дуговой сваркиПреимущества:
Недостатки:
Полная Карта СайтаПолная Карта Сайта
Добрый день, уважаемые посетители сайта Сварка и Резка. Вы находитесь на странице, где представлена полная карта сайта «Современная Энциклопедия Сварочных Работ». Для доступа к материалам вам достаточно перейти по любой из ссылок, расположенных ниже.
Топ-5 лучших каналов YouTube по сварке На YouTube нет недостатка в каналах по сварке и производству. Вот список некоторых из лучших каналов. Чтобы попасть в этот список, у каналов должно быть не менее 50 000 подписчиков, и они должны публиковать видео в течение последних 60 дней. На этих каналах YouTube есть образовательные материалы по сварке MIG, TIG и дуговой сварке, а также множество интересных проектов. Со всеми сварочными каналами, из которых можно было выбирать, было нелегко сузить круг, но пять каналов, перечисленных ниже, предлагают множество полезных советов для сварщиков с любым уровнем опыта. Не забудьте также ознакомиться с нашим «PrimeWeld Picks», где мы выделили наши любимые видео с каждого канала. 1. Советы и рекомендации по сварке (Джоди Коллиер)Посмотрите: Канал YouTube «Советы и рекомендации по сварке» (781 тыс. подписчиков) Вероятно, самый популярный канал по сварке из всех. PrimeWeld Pick : Джоди Кольер Простая техника сварки MIG — одно из наших любимых видео о сварке MIG на YouTube. 2. Weld.comПосмотрите: канал Weld.com на YouTube (484 тыс. подписчиков) Рекламируемый сварщиками как «образовательный ресурс для сварщиков», этот сварочный канал на YouTube учит всему, от основ до сложностей соединения конфигурации с экзотическими материалами. Опытные инструкторы представляют проекты, основанные на их карьере в области конструкционной стали, трубопроводов, ядерной, аэрокосмической и многих других областях. PrimeWeld Pick : узнайте , как превратить аппарат для сварки электродом в аппарат для сварки TIG , из этого полезного видео с сайта Weld.com. 3. The Fab Forums (Кайл Восс)Посмотрите: канал The Fab Forums на YouTube (275 000 подписчиков) удочки, маслкары и кастомные чопперы. Канал обычно предоставляет новый контент каждую неделю. Некоторые из прошлых проектов Кайла включают 1964 C10 Chevy, еще один проект грузовика C10 был назван в 1969 году под названием Black Pearl, и в настоящее время он работает над кастомной сборкой Ford Mustang с двойным турбонаддувом, которую он называет Grey Goose. Выбор PrimeWeld: Чтобы узнать, как использовать свои навыки сварщика для изготовления промышленного стола, посмотрите это видео Кайла Восса. 4. 6061.comПроверьте это: 6061.com Канал YouTube (421 тыс. подписчиков) Неудивительно, что 6061. Как сделать подставку для мобильного телефона как вырезать чистый круг. 5. Канал Кевина (Кевина Карона)Проверьте это: Канал Кевина Карона на YouTube (76,4 тыс. подписчиков) Кевин Карон – скульптор, работающий в основном с металлоконструкциями. Он проектирует, режет, формирует, сваривает и шлифует свою собственную работу. По его словам, его специализация — «заставлять металл делать довольно сумасшедшие вещи». Кевин делится своими художественными советами и уловками об ассортименте инструментов и методов сварки и изготовления. PrimeWeld Pick: Если вы планируете сварку толстым металлом электродугой, посмотрите видео Кевина «Как сваривать толстый металл дугой» .
Как сваривать и изготавливать стальные видеороликиКак сварить MIG квадратные трубыНебольшой отличный обучающий видеоролик, показывающий, как сваривать MIG квадратные трубы (правые или правые). Как выполнять сварку MIG — советы начинающимХорошее видео о том, как сваривать, которое является отличной отправной точкой для начинающих. Насадки для сварки труб квадратного сеченияЕще несколько полезных советов для сварки труб квадратного сечения (правая или правая сторона). Как сварить MIG квадратные трубыНебольшой отличный обучающий видеоролик, показывающий, как сваривать MIG квадратные трубы (правые или правые). Руководство для начинающих по сварке MIG В этом видеоролике рассказывается об основах сварки MIG и о том, что нужно искать в различных положениях. Почему мои сварные швы MIG плохиеЕсли у вас возникли проблемы с получением идеального сварного шва MIG, это видео может дать некоторые ответы. Основы сварки Mig с флюсовой сердцевиной (без газа)Полезное видео, объясняющее (с точки зрения сварщиков-любителей), как выполнять сварку MIG безгазовой (флюсовой сердцевиной) сварочной проволокой. Как настроить аппарат для сварки MIG для сварки с флюсовой сердцевиной (без газа)Руководство для начинающих по настройке аппарата для сварки MIG с использованием проволоки с флюсовым сердечником. Дуговая сварка для начинающихУчебное пособие по дуговой сварке для начинающих. Сварка квадратной трубы электродуговой сваркойУзнайте, как сварить квадратную трубу электродуговой сваркой. Основы производства стали Как срезать углы. Основы изготовления металлоконструкций — SHS и RHSСтроительство из труб квадратного и прямоугольного сечения. Как резать сталь: 5 разных способовВидео, показывающее 5 разных способов резки стали. Быстрый путь к квадрату: метод 3-4-5Как проверить квадратность стали с помощью метода 3-4-5. Основы сварки MigСоветы и рекомендации по сварке Mig. Показывает, как выполнять такие соединения, как Т-образные соединения, соединения встык, соединения внахлестку, а также вертикальные, горизонтальные и потолочные положения сварки. Самодельная подставка для угловой шлифовальной машиныИнформационное видео, показывающее, как сделать подставку или стол для угловой шлифовальной машины диаметром 4 дюйма (100 мм) или 5 дюймов (125 мм). Mig Welding — Push vs Pull Вы когда-нибудь задумывались о том, следует ли толкать или тянуть горелку при сварке MIG. Насосы для воды поплавковые: Поплавковые насосы, купить водяной поплавковый насос для водыПоплавковые выключатели для насосов: назначение, устройство, принципы работыТам, где работающий насос может неожиданно оказаться без воды, в местах, где в него могут попасть песчинки и глина, необходим поплавковый выключатель. Он отключает дорогостоящую технику до того, как холостой ход или частички грязи приведут к серьезной, порой не поддающейся ремонту, поломке. Там, где работающий насос может неожиданно оказаться без воды, в местах, где в него могут попасть песчинки и глина, необходим поплавковый выключатель. Он отключает дорогостоящую технику до того, как холостой ход или частички грязи приведут к серьезной, порой не поддающейся ремонту, поломке. Зачастую в один резервуар помещают не один поплавок для погружного насоса, а несколько разных, выполняющих различные функции. Задачи поплавковых выключателейПрибор, контролирующий уровень воды при всплытии отключает заполняющий насос. При погружении поплавка, опускании уровня воды, он снова подключает накачивающую помпу. Как устроены поплавки для насосов?
Принцип работы поплавка насосаЕсли этот прибор управляет заполняющим резервуар насосом, при всплытии поплавка тяжелый стальной шарик падает на рычажок, который под его тяжестью отодвигается, размыкает цепь и отключает накачивающий воду насос. При опускании уровня воды, поплавок тонет, изменяет положение в воде, шарик откатывается от рычажка, освобождает его, позволяя рычагу вновь соединить цепь подачи электрического тока. При этом снова включается режим накачивания воды. Разновидности. Важно! Поплавки, управляющие насосами, перекачивающими чистую воду, не требуют особого ухода, частого осмотра. Тяжелые поплавки, работающие в грязной воде, необходимо не реже раза в месяц тщательно промывать мощными струями чистой воды. Если этого не делать, густой ил или другие загрязнения могут «приклеить» плавучий переключатель к корпусу насоса или напорной трубе. При этом может выйти из строя не только поплавок, но и дорогостоящий тяжелый насос. У нас можно купить любой поплавок для насоса. Поплавковые выключатели для насосов Харьков09:00 — 20:00 0 В корзине пусто! Популярные запросы В этой категории нет товаров. Купить поплавковый выключатель для водяного насоса в Харькове и КиевеИменно поплавковый выключатель управление насосом делает полностью автоматизированным. Это важнейший элемент работы электрических (и иных) насосов в самых различных системах. Подобные выключатели в автоматическом режиме позволят включить или выключить насос для его работы в контролируемых значениях, а также для его холостого использования на «сухом ходу». Подобные выключатели могут быть использованы в таких системах, как:
При правильной установке такой прибор будет не только следить за работой самого насоса, но и сохранять в исправности всю систему, поддерживая воду (или иную другую жидкость) в допустимых значениях. Купить поплавковый выключатель для насоса в Харькове можно в нашем интернет-магазине — Topnasos. Наши менеджеры помогут подобрать нужную модель и подскажут оптимальные варианты. Сам по себе выключатель-поплавок, при правильной его установке и настройке, очень функциональный прибор, который способен решать довольно большое количество задач. Например:
Например, поплавковый выключатель дренажного насоса поможет избежать засорения и выхода системы из строя. Стоит отдельно отметить, что для данного типа системы, в которой используется специальный фекальный насос, применяется выключатель-поплавок с утяжеленной конструкцией. Это обосновано тем, что через насос в этой системе проходят жидкости с высокой плотностью и обычный поплавок (для воды) попросту бы не справился. А вертикальный поплавковый выключатель для насоса имеет особенности конструкции, которые могут быть использованы даже при специфических условиях. Как уже было сказано выше, для каждого типа насоса и системы требуется специальный выключатель-поплавок. Неправильный выбор подобного устройства — это одна из самых частых ошибок покупателей. Как правило, покупатель обращает внимание на обобщенные технические характеристики: мощность, пропускная способность, срок службы и забывает о самом главном. О типе устройства. Например, поплавковый выключатель для насоса Grundfos, при одних и тех же характеристиках мощности, КПД и сроке службы, может иметь различные типы, а именно: для отопительных систем, для фекальных насосов, для насосных станций, погружных насосов и некоторых других. Стоит отдельно отметить поплавковый выключатель для погружного насоса. Он, как правило, является частью конструкции прибора и должен иметь точные параметры, при замене или установке. Таким образом, становится очевидно, что при приобретении данного устройства, следует обращать внимание не только на общие характеристики, но и на тип устройства, а также способе его установки и предназначенности. Поплавковые выключатели для насосовКакие товары недорогие в группе Поплавковые выключатели для насосов?Все товары представленные на нашем сайте — есть в наличии или могут быть оперативно заказаны со склада Какие товары купить в группе товаров Поплавковые выключатели для насосов?ТОП 4 самых популярных товаров по низкой цене: Какие самые лучшие из недорогих моделей?ТОП-3 модели из категории Поплавковые выключатели для насосов Какие товары купить в 2021 году в группе Поплавковые выключатели для насосов?В 2021 году часто покупают Плавающие аэраторы и испарители | Dobbs Pumps Inc.
Мы рады предложить наши полиэтиленовые аэраторы/испарители ротационного формования. Эти устройства изготовлены из того же материала, стойкого к ультрафиолетовому излучению и химическим веществам, что и наши поплавки. С помощью наших плавающих насосов мы можем адаптировать схему распыления каждого аэратора/испарителя к желаемому результату. Прочные и долговечные, эти устройства отлично подходят для аэрации, испарения, перемешивания и могут помочь уменьшить запахи. Аэратор/испаритель крепится болтами к простой раме и плавает с помощью двух 6-футовых поплавков из пенополистирола или пластика. Собранный блок имеет малый вес и легко перемещается. Независимо от того, является ли ваша цель аэрацией, перемешиванием, испарением или просто уменьшением запаха, мы можем подобрать устройство, идеально подходящее для вашего применения. Обычно для использования требуется только насос мощностью 5 л.с. или 7 ½ л.с. Наши более крупные насосы способны питать несколько распылительных островов для еще более быстрого результата. Наши клиенты считают, что остров распыления является лучшим и более экономичным методом утилизации воды во многих различных областях. Одним из таких приложений являются откормочные площадки, не имеющие выхода к морю, или другие места с лагунами, которым некуда перекачивать воду. Кроме того, нефтепромысловые компании используют испарители для опорожнения прудов-накопителей вместо того, чтобы нести плату за транспортировку и утилизацию. Вода, направляемая в наш аэратор/испаритель, будет разбрызгиваться через специально разработанные выпускные отверстия. Аэратор/испаритель может работать без специальных насадок. Если вам нужен конкретный результат или декоративный эффект, мы с удовольствием порекомендуем и установим набор насадок, специально подобранных для вашего применения и целей, будь то аэрация, испарение или их комбинация. Когда жидкость направляется вверх и наружу, она рассекает воздух. При спуске и столкновении с поверхностью обогащенные кислородом капли служат нескольким преимуществам. В первую очередь они, очевидно, индуцируют больше кислорода в жидком теле. Во-вторых, простое столкновение усиленных капель служит для взбалтывания поверхности и направления концентрических излучений по всему аэрируемому телу. Это не только способствует проникновению водорослей по периметру, но и препятствует размножению неприятных насекомых, таких как комары, которые предпочитают спокойную стоячую воду. Как видите, наш аэратор/испаритель — это очень полезный и полезный продукт, разработанный для того, чтобы выдерживать самые неблагоприятные условия и обеспечивать долгие годы бесперебойной работы. Запросить каталог здесь Погружной водяной насос со встроенным поплавковым выключателем, 216 л/мин, 750 Вт (98918)Погружной водяной насос со встроенным поплавковым выключателем, 216 л/мин, 750 Вт Магазин на месте Описание продукта Для общего использования дома и в саду. Кто первый изобрел сварку: Бенардос Николай Николаевичкогда придумали аппарат и история появленияГлавная » Технологии
История сварки уходит своими корнями в давние времена. Первые приборы для этого начали создавать еще несколько веков назад. При этом мало кому могло прийти в голову, что за истекший период технологии позволят достичь таких высот. Далеко не каждый человек знает, кто конкретно изобрел сварку. Этот процесс связывают с именем исследователя Бенардоса. Именно он создал метод дуговой сварки. Содержание Когда в России появился сварочный аппаратПервый сварочный аппарат был изготовлен в 1881-1882 годах. В этот период ученые проводили много исследований, которые легли в основу первого сварочного оборудования. Однако впоследствии этим вопросом занялся исследователь Славянов. В 1882 году он сумел разработать первый сварочный прибор и электроды. Ученый получил на свое изобретение патент, и после этого технологию начали применять в других странах. Инженер выполнял следующие процессы:
В СССР совершенствованием нового сварочного оборудования занимался инженер Евгений Оскарович Патон. Он придумал автоматические способы сварки под флюсом. Также ученый создал в Киеве Институт электросварки, который в 1953 году получил его имя. Кто изобрел сваркуСварку придумали в 1882 году. Это сделал Николай Николаевич Бенардос. Именно он считается автором дуговой сварки, в основе которой лежит применение угольного электрода. Дуга Бенардоса горела между угольным электродом и металлом, который сваривается. В роли присадочного прутка использовалась стальная проволока. При этом в качестве источника электроэнергии применялись аккумуляторы. Впоследствии Бенардос придумал и другие методы сварки:
Роль открытия электрической дугиВ начале девятнадцатого века профессор физики Петров открыл и описал электрическую дугу. Это позволило внести значительный вклад в последующее развитие науки и техники. Впоследствии открытие Петрова нашло практическое применение, включая электродуговую сварку и электрическую пайку металлов. Как сварочное дело развивается сегодняСегодня традиционный сварочный аппарат сменили лазерные методы, которым предрекают большое будущее. Еще одним направлением развития способов соединения металлов с помощью высоких температур считается применение оптико-волоконных материалов. Это дает возможность увеличить КПД силового оборудования – в частности, генераторов и преобразователей. Понемногу удастся наращивать мощность выходного тока. Сегодня максимальный параметр составляет 6 киловатт, но постепенно его планируется увеличить до 25 и даже больше. Понемногу лазерная технология сможет вытеснить газовую сварку. Будут созданы гибкие модули, применять которые удастся при любой погоде. Также будет уменьшаться трудоемкость технологических процессов, и создаваться новые способы контроля качества. Технология сварки была придумана достаточно давно и за время своего существования претерпела много изменений.
История появления электродуговой сварки | Великие открытия человечестваЭлектродуговая сварка — это способ сварки, использующий электрическую дугу для нагрева и плавки металла. У истоков возникновения электродуговой сварки стоят видные российские ученые: В.В. Петров, Н.Н. Бенардос и Н.Г. Славянов. Они прославились рядом крупных открытий, которыми человечество пользуется и сейчас. Открыл электродуговой разряд Василий Владимирович Петров. Василий Владимирович Петров Изобретение В.В. Петрова сильно обогнало время. Реальное использование электрической дуги началось лишь в конце XIX столетия. Это связано с тем, что к периоду открытия электродугового разряда — электрика едва начала появляться, а электротехнической индустрии не существовало. Не существовало нужных агрегатов большой мощности и простых в эксплуатации, производящих электричество для питания электрической дуги. Не имелось и нужной магнитоэлектрической электроаппаратуры. Николай Николаевич Бенардос В этот период русский умелец-самородок, Николай Николаевич Бенардос создал, на основании эл. дуги и приобретенных им знаний из истории электротехники, новый способ сварки и резки изделий из металла – электродуговой. Н. Н. Бенардос совершил огромное число открытий в области электрики, большинство из которых не утратили своей ценности, и в наше время. Одним из главных открытий, которое принесло ему международную известность, стал созданный в 1882 г. метод электродуговой сварки. За это Бенардос получил патенты от большинства государств Европы и Америки. В целях практического использования своего открытия он подробно описал механизмы и специальные электро-технологические методы (образцы сварных соединений, используемые флюсы при электросварке стали и меди и др.). Промышленная установка дуговой сварки В 90-х годах XIX столетия электросварка благополучно используется в России и за ее пределами. В 1886 году Э. Томсоном придумал метод, состоящий в электросварке пары стальных прутков. В это же время, наряду с Бенардосом работал и другой русский кулибин – Н. Г. Славянов. Он много сделал для совершенствования электродуговой сварки. Имея огромные познания в металлургии и электротехнике, Н.Г. Славянов разработал метод дуговой сварки плавящимся стальным электродом с защитой сварочной ванны флюсом, и приспособление для полуавтоматической подачи прута в область сварки — «электроплавильник». При сварке путём Славянова дуга расплавляла заодно металлическую деталь, электрод и сварочный флюс, формируя совместную сварочную ванну из расплавленного металла, закрытую расплавленным шлаком, который прочно закрывал металл от влияния атмосферы. Замена угольного электрода металлическим решила задачу науглероживания металла, что улучшило свойства сварных швов. Н. Г. Славянов отказался от использования аккумуляторной батареи Бенардоса, а воспользовался разработанной им динамо-машиной на 1000 А. Так появился первый на планете сварочный генератор. Генератор сварочного тока конструкции Н.Г.Славянова Впервые в мировой практике Славянов использовал нагрев металла накануне сварки для уменьшения охлаждения. Официальный показ этого метода прошел осенью 1888 года на Пермских пушечных заводах. В 1891 г. он получил патент в России и других странах за изобретенный им прием электрического литья металлов. Его разработки допускали проводить сварочные работы на высококачественном уровне, что признано современниками. Синхронно с дуговой сваркой появился другой тип электросварки – контактная сварка. В 1856 г. британский электрофизик Дж.П. Джоуль обнаружил, что свитые края проволок, чрез которые идёт электрический ток, накаляются и сплавляются между собой. Лишь по истечении девяти годов джоулева теплота нашла специальное применение британцем Ф. Уальдом для сварки прутков малого диаметра. Британский физик Уильям Томсон (граф Кельвин) инициатор проекта по прокладке кабеля связи меж Великобританией и США через Атлантический океан – рекомендовал использовать в 1856 г. В. П. Вологдин, основоположник использования сварочных работ в разных ветвях отечественной индустрии, построил на Дальзаводе полностью сварной корабль. Открыл первую в нашей стране профшколу электросварщиков. В июне 1921 г. организовал первый в Советском Союзе электросварочный цех. В 1925 г. создал первую в стране электролабораторию по сварке. История сварки | Fairlawn Tool Inc.Современное производство металлов было бы невозможно без сварки, но откуда взялась эта технология? Кто его открыл и что мы можем наблюдать о том, как он изменился за эти годы? Вот ответы на некоторые из ваших самых насущных вопросов об одном из самых значительных достижений в области производства металлов. Когда возникла сварка?Как вы понимаете, сварка существует уже довольно давно. Мы можем предположить, что он существовал в той или иной форме еще в железном и бронзовом веках. Есть свидетельства того, что египтяне научились сваривать железо, и мы нашли небольшие золотые ящики со сварными соединениями внахлестку более 2000 лет назад. Тем не менее, тип сварки, распространенный тогда и в Средние века, был очень рудиментарным типом сварки, который обычно заключался в соединении двух кусков металла вместе под воздействием тепла, пока они не соединились. Обычная сварка в том виде, в каком мы ее знаем, появилась только в 19 веке. Кто изобрел сварку?Ни один человек не приписывает себе изобретение сварки. Некоторые из первых прорывов в сторону традиционной сварки произошли еще в 1800 году. В том же году сэр Хамфри Дэви произвел первую электрическую дугу между двумя угольными электродами с помощью батареи. В 1836 году Эдмунд Дэви открыл ацетилен. Но процесс, который мы сегодня называем сваркой, появился только в 1881 году.0003 Все началось с Огюста де Меритенса, который использовал тепло дуги для соединения свинцовых пластин. Его русский ученик Николай Бенардос затем запатентовал метод электродуговой сварки угольными стержнями. После этого сварочные процессы быстро развивались. Николай Славынов придумал, как использовать металлические электроды для сварки. После этого К.Л. Коффин, американский инженер, открыл процесс дуговой сварки с использованием металлического электрода с покрытием, который стал предшественником дуговой сварки защищенным металлом. История сварки Хронология История сварки представляет собой богатое исследование человеческой изобретательности и духа.
Как изменилась современная сварка?С 19 века люди разрабатывают все более эффективные методы точной, быстрой и эффективной сварки. Сегодня у нас даже есть роботизированная сварка, метод, который становится все более популярным и использует компьютерное управление для сварки металла гораздо быстрее и точнее, чем это возможно при ручной сварке. Это также значительно снижает или устраняет любые риски для работающих людей. Мы можем только представить, какие невероятные новые процессы сварки принесет 21 век. ГДЕ ИСПОЛЬЗУЕТСЯ СВАРКА?Несмотря на то, что с годами она изменилась, сварка является краеугольным камнем производственных товаров во многих отраслях промышленности и имеет важное значение для современного жилищного и коммерческого строительства. Вот несколько примеров сварки в действии:
ПОЧЕМУ ВАЖНА СВАРКА?На протяжении всей истории сварки многие отрасли промышленности применяли этот метод для создания превосходных изделий и деталей. Сегодня это востребованный технический навык, имеющий множество применений практически во всех отраслях. Как один интересный факт, сварка задействована в производстве более половины выпускаемой продукции в США, от массивных самолетов до мелкой кухонной техники. Начало сварки и изучение различных процессов открывает широкий спектр карьерных возможностей, поскольку в этой отрасли существует глобальный спрос на сотрудников. Выберите инструмент Fairlawn для ваших современных потребностей в сварке С каждым веком процесс сварки становится все более упорядоченным. Мы предоставляем высококачественную автоматизированную сварку и резку, а также гибку труб, револьверную штамповку с ЧПУ и широкий спектр других современных услуг по изготовлению металла для удовлетворения ваших потребностей в металлообработке. Чтобы узнать больше о сварке и других процессах изготовления металлов или узнать, как Fairlawn Tool может помочь вашему бизнесу, свяжитесь с нами сегодня.
Последнее обновление: 18 августа 2022 г. Полная история сваркиСварка — один из наиболее важных этапов современного производства металлов. Это общеизвестно. Однако большинство людей не знают, где зародилась сварка, какова была ее самая ранняя форма и как она развивалась на протяжении многих лет. Хотя современная форма сварки с использованием сварочных инструментов, которые мы видим сегодня, была изобретена в 1800-х годах во время промышленной революции, самый ранний тип сварки датируется тысячами лет. Из этих выводов должно быть ясно, что сварка не является новой практикой; вместо этого он существовал с железного века, а может быть, и раньше. Однако сварка в те времена была, мягко говоря, крайне элементарной; это не требовало ничего, кроме сбивания двух металлических частей под действием тепла. Форма сварки, широко применяемая сегодня, хотя и с использованием более современного оборудования и методов, была открыта в 19 веке. Однако значительную роль в этом открытии сыграли другие периоды, когда практиковалась сварка. Поэтому мы включили их в этот путеводитель по истории сварки. Кто изобрел сварку? Прежде чем мы начнем обсуждение различных периодов в истории сварки, важно знать, кто изобрел сварку. Что такое современная форма сварки? Это метод, который включает в себя использование процессов плавления для соединения кусков пластика или металла вместе для создания или ремонта металлических конструкций. Тепло обычно используется для сварки металлических деталей, а сварочное оборудование использует лазерный свет, электрическую дугу или открытое пламя для выполнения сплавления. Теперь, когда вы знаете, как работает современная форма сварки, мы можем вернуться к нашему обсуждению того, кто изобрел сварку. В то время как многие люди любят приписывать сэру Хамфри Дэви открытие современной сварки, никто не может приписать изобретение сварки. Тем не менее, самые первые шаги к современной форме сварки были сделаны на рубеже 19-го века, когда сэр Дэви впервые использовал батарею для создания электрической дуги между двумя угольными электродами. Это было в 1800 году. Что произошло за эти 45 лет? Август Де Меритенс соединил свинцовые пластины с помощью дугового нагрева. За этим последовал Николай Бенардос, русский ученик Де Меритенс, запатентовавший метод электродуговой сварки с использованием углеродных стержней. Сварочные процессы после этого развивались очень быстро. Как использовать металлические электроды для сварки открыл Николай Славынов. Кроме того, американский инженер К.Л. Коффин изобрел дуговую сварку, в которой использовался металлический электрод с покрытием; это подготовило почву для открытия дуговой сварки защищенным металлом. Так появилась современная форма сварки. Как современный вид сварки изменился за эти годы? Прежде чем мы углубимся в историю сварки, важно обсудить, как современная формная сварка, открытая в 19 веке, изменилась с течением времени. За последние 200 или более лет методы и оборудование, используемые для выполнения сварки, снова и снова менялись в лучшую сторону. В настоящее время у нас есть очень сложные сварочные процессы, такие как роботизированная сварка; это метод, который может сваривать металл точнее и быстрее, чем любой сварщик-человек, выполняющий задачу вручную. Мало того, эта современная форма сварки сводит к минимуму или даже устраняет риски для человека при сварке. В будущем процесс сварки будет только улучшаться и усложняться. Однако все началось с открытия ацетилена в начале 19 века; это позволяло производить сварку с управляемым источником сварки. Однако именно в начале 20-го века современная сварка действительно начала обретать форму; это было время, когда электричество стало широко доступным. Во время Первой и Второй мировых войн начали появляться инновации в методах и технологиях сварки, так как они быстро понадобились военным. Только после Второй мировой войны сварка стала использоваться для соединения металлов в основных конструкциях, таких как корабли. 1950-е годы или период сразу после Второй мировой войны были посвящены процессу сварки углекислым газом и его быстро растущей популярности. Однако многие ключевые разработки в области современной сварки произошли в 1960-х годах. Некоторые из этих разработок или достижений включали электрошлаковую сварку, сварку с внутренним защитным экраном и сварку с двойным защитным экраном. Еще одним важным открытием этого десятилетия стала дуговая плазменная сварка. Хотя это был относительно сдержанный период в истории современной сварки, 19 годВ 70-х было введено много новых методов пайки; методы были предназначены для поддержки электронной миниатюризации. Они включали инфракрасное излучение, горячий газ и паровую фазу. Последний этап современной сварки начался в 1991 году, когда TWI представила сварку трением с перемешиванием. Однако следующее решающее открытие в области сварки было сделано восемью годами позже; открытием стал метод, значительно увеличивший проникновение флюса в сварной шов. В том же году мы также впервые стали свидетелями сварки металлического композита с помощью рентгеновского излучения. Лазерно-дуговая гибридная сварка была открыта восемью годами позже. В 2013 году мы увидели развитие дуговой сварки металлическим газом и пайки, а также использование лазерной технологии и соединения внахлестку при сварке алюминия и низкоуглеродистой стали. Вот как современные формы сварки изменились за эти годы. Хронология истории сваркиТеперь, когда у вас есть представление о том, кто изобрел современную сварку и как она изменилась за прошедшие годы, мы можем перейти к истории хронологии сварки; это полная история сварки, восходящая к периоду до Рождества Христова (до н.э.). Он охватывает все периоды с этого момента до 2013 года; он также позволяет заглянуть в будущее сварки. Не теряя времени, давайте начнем с истории временной шкалы сварки. Сварка в период до н.э. Именно в этот период впервые стали ковать и гнуть металл; считается, что металл, подвергшийся самой ранней форме сварки, — это медь. Олово было обнаружено в 3500 г. до н.э., а работа над бронзой началась между 3000 и 2000 г. до н.э. Это было также время, когда были обнаружены сваренные давлением небольшие ящики из золота с соединениями, о которых мы упоминали ранее. Кроме того, в этот период из металла изготавливали оружие, посуду и украшения. В 3000 г. до н.э. шумеры использовали твердую пайку для изготовления мечей. В тот же период тепло, выделяемое древесным углем, использовалось древними египтянами для превращения железной руды в губчатое железо. Кроме того, впервые была использована сварка давлением. В 2250 г. до н.э. персы использовали кобальт для окрашивания стекла. В 1500 г. до н.э. была открыта ртуть, и произошли первые случаи выплавки железа. В то же время в Ирландии были изготовлены соединения внахлестку для изготовления золотых шкатулок. Между 900 и 850 годами до нашей эры египтяне начали изготавливать инструменты из железа. Популярность железа в этот период росла медленнее, поскольку люди все больше и больше знакомились с медью и бронзой и их полезностью. В тот же период вавилоняне начали изготавливать оружие из железа. Сварка в период нашей эры и средние века Первый зарегистрированный период, в течение которого практиковался процесс пайки золотом, относится к 60 г. н.э. Это было записано римским писателем Плинием, который жил во времена ранней Римской империи; он документирует процесс, описывая, как соли действуют как флюс и как сложность пайки определяет цвет металла. Следующее значительное развитие сварки в период нашей эры произошло в 310 году нашей эры, когда в Индии была построена железная колонна с использованием сварки. Столб весил более пяти тонн. Кроме того, в Риме, Скандинавии и Англии есть сооружения, которые были построены с использованием сварки где-то между 300 и 400 годами нашей эры. В тот же период самурайские мечи были изготовлены японцами с использованием процесса сварки и литья. В 1000 году нашей эры Монах Феофил написал рукопись, в которой описывался процесс смешивания флюса для пайки серебра. В 1375 году был открыт металлический цинк. С 5 по 14 век, более известный как Средневековье, кузнечная сварка была основой всех разработок и открытий, сделанных в области сварки. Однако после этого периода ситуация начала меняться. Сварка в 14-17 веках История сварки в этот период начинается в 1540 году; это был год, когда итальянский металлург Vannoccio Biringuccio выпустил De la Pirotechnia. В этой книге описана операция ковки. Другим критическим годом в этот период для сварки был 1568 год; это был год, когда итальянский ювелир Бенвентуто Челлини подробно описал, как можно использовать процесс пайки для пайки союзника из серебра или меди. Термин «сварной шов» был впервые использован в 1599 году, а в 17 веке чугун не может быть произведен впервые. 1800 годВ 19 веке сварка претерпела значительные изменения. В этот период было сделано важное открытие в области сварки; открытием стало использование ацетилена или открытого огня. Что это было за важное открытие? Потому что это позволило изготавливать сложные инструменты и оборудование из металла. В 1836 году англичанин Эдмунд Дэви открыл ацетилен, и вскоре его начали использовать в сварочной промышленности. В 1800 году сэр Хамфри Дэви изобрел инструмент с батарейным питанием, способный создавать электрическую дугу между электродами из углерода. Год 1880Французский ученый Огюст де Меритен успешно применил тепло дуги для соединения свинцовых пластин в 1881 году. В том же году русский ученый Николай Н. Бенардос вместе с коллегой Станиславом Ольшевским изобрели электрододержатель, который они запатентовали как в Великобритании, так и в США Они год 1890В то время дуговая сварка углеродом была самым популярным и широко используемым методом сварки. Однако в 1890 году американский инженер К. Л. Коффин открыл метод дуговой сварки металлическим электродом и запатентовал его. В том же году русский ученый Н.Г. Славянов использовал тот же способ, что и Гроб, для отливки металлов в формы. Год 1900 Компания Strohmenger представила металлический электрод с покрытием в 1990 году. Известковое покрытие добавило стабильности дуге. В том же году было разработано несколько других сварочных процессов; к ним относятся точечная сварка, рельефная сварка, шовная сварка и стыковая сварка оплавлением. 1919 годКомфорт Эйвери Адамс основал Американское общество сварщиков после окончания Первой мировой войны. Целью создания AWS было поощрение дальнейшего развития сварочных процессов. Этой первой частью значительного открытия, связанного со сваркой в эпоху после Первой мировой войны, было изобретение переменного тока в 1919 году. Однако это изобретение не использовалось в сварочной промышленности до 1930-х годов. 1920-е годыВ этот период в сварке произошли некоторые значительные изменения, наиболее заметным из которых стало внедрение автоматической сварки. Метод, сочетающий оголенные электродные проволоки с дуговым напряжением и автоматическую сварку, первоначально использовался для изготовления изношенных крановых колес и валов двигателей. Позже автомобильная промышленность использовала его для производства корпусов заднего моста. В дополнение к вышеперечисленному в 1920-х годах было разработано множество сварочных электродов. Некоторые из других важнейших открытий в области сварки в 1920-х годах включали создание Института инженеров-сварщиков. Испытательная сварка с использованием аргона и гелия в качестве защитного газа, исследования по использованию рентгеновских лучей для проверки сварных швов и строительство первого сварного железнодорожного моста. 1930-е годыВ 1930 году Нью-Йоркская военно-морская верфь разработала приварку шпилек. Основная цель этого заключалась в том, чтобы закрепить деревянный настил на поверхности, сделанной из металла. Двумя отраслями, где этот процесс сварки широко использовался, были строительство и судостроение. В тот же период компания National Tube Company разработала процесс дуговой сварки под флюсом; это был процесс автоматической сварки, разработанный специально для трубного завода в Маккиспорте, штат Пенсильвания. В 1930 году Робинофф запатентовал процесс и позже продал его компании Linde Air Products; именно здесь процесс получил название «сварка Unionmelt». Более совершенный процесс дуговой сварки под флюсом вскоре заменил процесс приварки шпилек в судостроении; процесс оказался чрезвычайно продуктивным на верфях. Процесс остается популярным и сегодня. 1940-е годыИдея C.L. Coffin породила метод дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), запатентованный Coffin в 189 г.0. Метод GTAW позволяет проводить сварку в атмосфере неокисляющего газа. В конце 1920-х годов Х.М. Хобарт усовершенствовал концепцию, используя гелий в качестве защитного газа. Позже П.К. Деверс заменил гелий аргоном в качестве защитного газа для выполнения GTAW. До 1940-х годов этот метод использовался для сварки алюминия, нержавеющей стали и магния. В 1941 году Мередит усовершенствовал процесс и назвал его сваркой Heliarc. Один из наиболее важных процессов сварки, GTAW, послужил основой для разработки процесса дуговой сварки металлическим электродом в среде защитного газа (GMAW) в 1948 году; разработка спонсировалась компанией Air Reduction Company и выполнялась в Мемориальном институте Баттеля. Так же, как и в процессе GTAW, для разработки процесса GMAW использовалась дуга в среде защитного газа; единственная разница заключалась в том, что вольфрамовый электрод был заменен электродной проволокой, которая подавалась непрерывно. Источник питания постоянного напряжения и провода малого диаметра были некоторыми фундаментальными изменениями, которые сделали процесс более удобным. Ранее Е.П. Кеннеди запатентовал этот принцип. GMAW изначально был представлен как способ сварки цветных металлов. Однако вскоре люди начали пробовать этот процесс и на стали из-за ее высокой скорости осаждения. 1950-е годыВ 1953 году Новошилов и Любавский популяризировали процесс сварки СО2, и этот метод стал предпочтительным для сварки сталей; в основном это было связано с доступностью процесса. Этот процесс сварки в основном включал сварку плавящимися электродами в газовой атмосфере CO2. Несмотря на использование оборудования, предназначенного для дуговой сварки в среде инертного газа, процесс сварки Co2 можно использовать для экономичной сварки сталей. Это помогло процессу сварки стать популярным практически сразу после его появления. Горячая дуга — это дуга, используемая в процессе производства Co2, а электродные проволоки большего размера требуют относительно больших токов. Вскоре после этого мы стали свидетелями запуска электродных проводов меньшего диаметра. Это сделало более удобной сварку тонких материалов. С появлением этих электродных проводов и источников питания, которые становились все более совершенными, популярность процесса значительно возросла. В конце 1958 г. и начале 1959 г. была разработана микропроволока или сварка погружением, дуговой вариант GMAW с коротким замыканием. Какова была цель этой вариации? Это позволило выполнять сварку тонких материалов во всех положениях; вскоре он стал одной из самых популярных разновидностей процесса дуговой сварки металлическим газом (GMAW). 1960-е годыВ 1960-е годы в сварочной промышленности произошли значительные успехи. Некоторые из этих разработок или улучшений включали электрошлаковую сварку, сварку Innershield и Dualshield. В тот же период Роберт М. Гейдж изобрел плазменно-дуговую сварку. Метод применялся для выполнения напыления металла. 1960-е годы были также эпохой, когда французы разработали электронно-лучевую сварку; авиастроительная промышленность США до сих пор использует этот метод сварки. Значительным событием в сварочной промышленности, произошедшим в 1960-х годах, стало изобретение лазера. Несколько лет спустя была введена лазерная сварка; он оказался чрезвычайно полезным при сварке, особенно в автоматизированной и высокоскоростной сварке. В 1960 году был введен еще один процесс сварки, это была сварка взрывом. В 1962 году американская производственная компания Sciaky сварила капсулу Mercury Space. В 1963 году произошли некоторые значительные изменения в области испытаний сварных швов, в том числе испытание Varestraint и сварочная горелка Fusewelder. В период с 1965 по 1967 год для резки и сварки стали чаще использовать Co2-лазер. Кроме того, в это время в Соединенном Королевстве (Великобритания) началась гравитационная сварка. В 1969 году русские сварили в космосе космический корабль «СОЮЗ-6». Наконец, в 19 году появилось много новых методов пайки.70; цель этих методов состояла в том, чтобы обеспечить поддержку электронной миниатюризации, и они включали инфракрасное излучение, горячий газ и паровую фазу. Современная или новейшая эра сварки Этот период начинается в 1991 году и длится до 2013 года. Первым значительным достижением в эту эру сварки стало введение TWI при сварке трением с перемешиванием в 1991 году. В 1999 году было сделано следующее значительное открытие в области сварки; это был метод, который увеличил проникновение флюса в сварной шов на целых 300%. В 2000 году была внедрена магнитно-импульсная сварка. Металлический композит был также впервые сварен с помощью рентгеновского излучения в том же году. В 2008 году была открыта лазерно-дуговая гибридная сварка. Наконец, в 2013 году была разработана дуговая сварка-пайка металлическим газом; это был процесс сварки стали, используемой в автомобилях. Наконец, в том же году мы впервые стали свидетелями использования лазерной технологии и соединения внахлестку при сварке алюминия и низкоуглеродистой стали. Как самому сделать пескоструйный аппарат видео: Пескоструйный аппарат своими руками: чертежи, видео, фотоКак сделать пескоструйный аппарат своими руками (чертежи + обучающие видео)Обработка воздушно-песчаной струёй применяется во многих областях техники. Принцип таков, что воздушная струя с песком, на очень большой скорости, вылетает из пистолета. Песок — отличный абразив, который, сильно ударяясь о поверхность, меняет её. Для осуществления этого процесса необходим пескоструйный аппарат.Устройство можно применять для шлифовки, удаления лакокрасочного покрытия, тюнинга автомобиля. Этим способом можно нанести гравировку, обезжирить деталь, сделать стекло матовым. Пескоструйной технологией можно проделать в стекле любое отверстие. Можно пойти тернистым и более классическим путём — использовать наждачную бумагу. Но тогда потребуется уйма времени. А с помощью пескоструйной техники многие работы можно выполнить за считанные минуты. Аппарат можно купить в любом строительном магазине, можно изготовить своими руками в домашней мастерской. Для умелого человека это не составит труда и не займёт массу времени. Оборудование и материалыКак сделать в домашних условиях самодельный пескоструй? Процесс потребует использования ряда деталей и приспособлений. И не зависит это от его типа или конструкции. Вот самые основные и часто встречающиеся предметы:
Практически всё из этого списка реально отыскать в домашнем хозяйстве. Купить понадобится только простой компрессор. Ценится он не дорого, на себестоимость изделия не повлияет. Аппарат должен быть оснащён ресивером: он обеспечивает равномерный воздушный поток с постоянной величиной создаваемого давления. Это очень важный момент — от него будет зависеть характер работы агрегата. Желательно приобрести ещё фабричное сопло — изготовить его самостоятельно очень тяжело. Виды пескоструйных аппаратовСхема и вид аппарата определяют принцип его сборки и конструирования. Если в его функциональные возможности окажется включена обработка поверхностей из стекла — потребуется пескоструйная камера. Её размеры привязаны к габаритам и геометрической форме обрабатываемого предмета. Если пескоструйным устройством потребуется обрабатывать поверхности для покраски или грунтовки — нужен агрегат открытого вида с обособленной комнатой. Огромное значение имеет частота использования данного аппарата. Если Вы будете работать много и часто, то следует уделить должное внимание показателям мощности Вашего изобретения — она обязана быть большой! Пескоструйные работы в домашних условиях бывают:
Создание элементарного пескоструйного аппаратаПрост в конструировании примитивный пескоструйный пистолет. Ещё есть конструктивная версия в виде ручки с двумя штуцерами и соплом. По первому из штуцеров идёт воздушный поток, по другому давлением затягивается абразивный материал. Наконечник, через который проходит выброс потока смеси, желательно взять из бора или карбида вольфрама. Наконечники из такого материала устойчивы к стиранию, их можно эксплуатировать по две смены подряд. А дорогостоящие: керамические или чугунные — утратят свои качества от сильного потока песка гораздо быстрее. Пистолетный корпус, к которому подсоединяют ручку со штуцерами, изготавливается под параметры наконечника. Принцип работы такой техники прост — воздушный поток идёт в бутылку из пластика и направляется к тройнику. Смешавшись с абразивом — воздух проталкивается в верхнее отделение тройника. Вполне реально установить краник, который сможет регламентировать абразивный поток с воздушной массой. Такая конструкция может быть собрана за сто минут. Пескоструйная камераОна необходима для обработки компактных изделий и заготовок, представляет собой ёмкость или куб, который реально соорудить самому или купить. Для самостоятельного исполнения потребуется металлические уголки, стальная пластина толщиной более миллиметра, сварочная техника. Стекло также будет подвергаться износу и надо заблаговременно приобрести сменный комплект. На низ ёмкости устанавливается проволочная решётка, а ниже приваривают желобок. По нему использованный песок будет пересыпаться в подготовленную ёмкость. Пистолет располагают в камере, а воздушный поток проходит сквозь отверстие в корпусе камеры. Шлангочку для всасывания песка помещают в ёмкость, наполненную им. Пескоструйная камера может быть снабжена освещением и вентиляцией. Заготовку помещают в камеру через маленькую дверцу, которую можно проделать в любом месте. Можно ещё вырезать небольшие отверстия для работы с большими заготовками. Пескоструйный агрегат из огнетушителяЭто очень оригинальное и умное решение. Потребуется лишь сам корпус предмета. В него вставляют железную трубку с резьбой на концовках. В корпусе бывшего огнетушителя выполняют два отверстия — вверху и внизу. По трубке в корпус будет идти воздушный поток. На одном её конце высверливают паз для всасывания абразива. Отдельные узлы нашего аппарата можно соединить при помощи сварки. На нижний конец трубки прикручивается сопло, а верхний соединяют с компрессорным шлангом. Засыпанный в корпус аппарата абразив через паз в железной трубочке проникает в её нижнюю часть. Давление воздуха из компрессора вынуждает песок сильным потоком устремляться из наконечника изготовленного аппарата. Сделать корпус аппарата можно не только из огнетушителя. Подойдёт газовый баллон или другое аналогичное устройство. https://www.youtube.com/watch?v=mhyCQJRjCKE Абразивный материалПривычный песок не рассчитан для обработки пескоструйным методом — он имеет разную величину песчинок и много примесей. Этот факт быстро выведет устройство из рабочего состояния. Да и обрабатываемая поверхность может пострадать. Для качественной работы лучше всего купить пескоструйное сырьё в хозяйственном магазине, оно стоит не дорого. Цена приемлема даже в кризис. Многие берут обычный речной песок, но перед использованием предварительно пропускают его через мелкое сито. Советы по эксплуатацииЭксплуатация пескоструйного аппарата любого исполнения должна руководствоваться некоторыми принципами и правилами:
Понимая принцип работы устройства, имея инженерную смекалку, можно смастерить аппарат из многих предметов. Возможно, Ваше оригинальное устройство пескоструйного аппарата станет новым «словом» в этой технологии обработки различных деталей. ПЕСКОСТРУЙНЫЙ АППАРАТ своими руками[чертежи, принцип работы]Быстро и с максимальной эффективностью очистить как наружную, так и внутреннюю поверхность от различного рода серьезных загрязнений, поможет [пескоструйный аппарат], который представлен на фото ниже. Он также предназначен для обработки различных поверхностей, в том числе, и от окалины, коррозии, а также старой и въевшейся краски. Данное устройство имеет компактный вид и относительно небольшую массу, что делает его применение удобным. Он широко используется на предприятиях, которые занимаются обработкой металлических поверхностей, в автомастерских, а также в быту. В настоящее время пескоструй можно выбрать в специализированных магазинах, где они представлены в большом ассортименте. Стоит отметить, что данное устройство имеет достаточно высокую стоимость и не всем по карману.
Кроме этого, при желании можно сделать пескоструйный аппарат своими руками, и тем самым получить в пользование собственное устройство без лишних денежных трат. В этом случае потребуется схема пескоструйного аппарата, а также инструкция по его работе. Также нужен будет соответствующий инструмент и необходимый материал. На видео, которое размещено ниже, можно увидеть в работе пескоструйный аппарат. Видео: Содержание:
Принцип работыКонечно, легче всего выбрать и приобрести уже готовый пескоструйный агрегат, однако далеко не каждому это по карману. Выходом из положения может стать аренда аппарата, но в этом случае срок его эксплуатации будет ограниченным, и в случае возникновения какой-либо поломки, придется оплачивать ремонт. Тот, кто знаком с азами механики и регулярно нуждается в пескоструйном устройстве, предназначенным для обработки различных типов поверхностей, но при этом не имеет лишних денег, сможет без проблем собрать его своими руками. Такой автоматический самодельный пескоструйный аппарат, при соблюдении технологии сборки ни в чем не будет уступать по своим функциональным возможностям устройству, собранному на заводе. В этом случае придется приложить некоторые усилия и обзавестись всем необходимым материалом и инструментом, которые потребуются в процессе работы. В первую очередь, необходимо хорошо изучить принцип работы пескоструйного аппарата и разобраться с принципиальной схемой его работы.
Компрессор, входящий в схему работы аппарата, подает под большим давлением воздух, который захватив абразивный материал, при помощи сопла поступает на поверхности, требующей проведения обработки. Для самодельного устройства лучше использовать заводской компрессор, способный создавать необходимое давление. В некоторых случаях можно создать необходимое давление в системе при помощи газового баллона. Помимо источника воздуха, в общую схему аппарата обязательно должны входить подводящие шланги заданного диаметра, кабели, источник основного питания. Работа пескоструйного агрегата также невозможна без специального сопла, которое имеет некоторые конструктивные особенности. Следует отметить и то, что материалом сопла должны стать либо карбид вольфрам, либо бор. Категорически нельзя использовать сопла, изготовленные из чугуна или керамики, так как они очень быстро выйдут из строя. На фото ниже представлены пескоструйные аппараты и сопла заводского изготовления, который подходят для обработки различных типов поверхностей.
Необходимые комплектующиеЧтобы сделать пескоструйный агрегат для обработки и очистки загрязнений самостоятельно, потребуется приобрести определенные комплектующие, которые без проблем можно найти на любом строительном рынке. В первую очередь, чтобы сделать агрегат, следует найти определенных размеров емкость, в которую будут засыпаться абразив или песок, используемые при работе. Для этих целей лучше всего подойдет емкость от старого пропанового баллона. Данная емкость имеет хорошую устойчивость к различному механическому воздействию и может отлично выдерживать высокое рабочее давление. Кроме этого, потребуются шаровые краны. Лучше всего брать эти изделия известных марок, которые обладают хорошей надежностью и смогут функционировать по назначению длительное время. Необходимо будет купить небольшой отрезок обычной водопроводной трубы заданного диаметра, а также резьбовое соединение и заглушку.
Для того чтобы самостоятельно собрать мощный пескоструйный агрегат, также потребуется резиновый шланг, обязательно армированный. Его длина должна составлять не менее двух метров, а диаметр не менее четырнадцати миллиметров. Кроме этого, следует купить газовый рукав длиной не менее пяти метров и диаметром в пределах десяти миллиметров. Следует приобрести и штуцеры под шланги с необходимыми диаметрами, а также зажим цангового типа. Из расходных материалов потребуется много фум-ленты, при помощи которой будут герметизироваться все соединения. Обязательным элементом пескоструйного устройства является компрессор и его выбору следует уделить особое внимание. В некоторых отдельных случаях компрессор можно заменить на устройство, состоящее из газового баллона и шлангов, которое будет способно создать необходимое для работы аппарата давление. На фото, которое размещено ниже, можно увидеть самодельные пескоструйные аппараты, собранные из подручных материалов и газового баллона.
Этапы сборкиНачинать сборку самодельного пескоструйного аппарата следует с тщательной подготовки резервуара под используемый абразивный материал. Резервуар можно сделать из старого баллона, и для этого лучше всего взять баллон от фреона, так как в этом случае подготовка будет минимальной. С выбранного в качестве резервуара баллона, следует аккуратно при помощи ножовки срезать латунный край. Далее в баллон опускается шланг, и выкачиваются все остатки газа. Для этих целей удобнее всего использовать компрессор. Это поможет предотвратить возможное воспламенение, так как придется пользоваться сварочным аппаратом. После этого в подготовленном баллоне сверлят два отверстия, при этом одно из них должно находиться в месте крана, а второе — в самом центре дна. Затем следует аккуратно и максимально герметично произвести приварку проделанных отверстий. Для того чтобы обеспечить песчаный сток, в нижней части баллона следует посадить на сварку резьбовую трубу. Выполняя сварные соединения, следует обеспечивать их максимальную герметичность. Для удобства последующего использования аппарата, к баллону рекомендуется прикрепить небольшие колеса. После того как будут полностью завершены работы по обустройству резервуара под пескоструйный агрегат, на свободные концы тройника необходимо установить специальные штуцеры. Далее аккуратно монтируются все основные детали аппарата, а именно краны. Для их герметизации используется лента-фум, причем обматывать ей соединения следует с максимальной толщиной.
В качестве сопла лучше использовать то устройство, которое изготовлено из вольфрамового материала. Не стоит производить изготовление сопла самостоятельно, так как оно имеет достаточно сложную конструкцию. Затем необходимо в обязательном порядке в один из концов тройника вкрутить кран с емкостью, в которой будет находиться либо песок, либо абразив. Далее производится подсоединение аппарата к компрессору таким образом, чтобы обеспечить целостность всей схемы в общем. На фото, которые размещены в разделе, можно увидеть чертежи самодельного агрегата. Кроме этого, на видео в нашей статье подробно представлена сборка пескоструйного аппарата своими руками. Преимущества и недостаткиПокупка или аренда пескоструйного устройства требует определенных финансовых затрат, и в этом случае многие умельцы стараются сделать агрегат для обработки различных поверхностей самостоятельно. Если соблюдать последовательность сборки и использовать качественные составляющие, то устройство по своим рабочим параметрам ни в чем не будет уступать профессиональному оборудованию. Кроме этого, его можно будет дополнительно снабдить рециркуляцией воздуха, что только увеличит возможности самодельного устройства. Вообще аппараты с рециркуляцией воздуха работают в несколько раз эффективней и обеспечивают более качественную обработку. На фото, размещенном ниже, можно увидеть вариант самодельного устройства данного типа с рециркуляцией воздуха. Если имеются минимальные познания в механике, процесс сборки аппарата не займет много времени и позволит сэкономить на покупке пескоструйного агрегата, собранного на заводе. Добиться по-настоящему качественного результата можно только в том случае, если при сборке аппарата с рециркуляцией будут использованы только качественные составляющие. Видео ниже поможет при самостоятельной сборке данного агрегата. Собирая пескоструйный агрегат самостоятельно, не стоит спешить, так как такой аппарат может впоследствии работать неправильно и быстро выйдет из строя. Особое внимание следует обратить на компрессор. Для данного устройства следует использовать тот компрессор, который способен создать необходимое давление воздуха. Видео: То же самое в полной мере относится и к соплу, которое должно быть определенных размеров, а кроме этого, изготовлено только из вольфрамовых материалов. По некоторым рабочим параметрам пескоструйное устройство, собранное самостоятельно, может уступать заводским агрегатам, однако на качество обработки это скажется не сильно.
Если данное оборудование требуется для разовой работы, то в этом случае выходом из положения может стать аренда агрегата в любом специализированном центре. Если позволяют финансовые возможности и аппарат данного типа используется регулярно, в результате чего является необходимым, то лучше всего выбрать заводской пескоструйный аппарат, аналогичный тому, который представлен на фото в начале нашей статьи. Видео: DIY Пескоструйный аппарат за 5 долларовСделай сам » DIY Пескоструйный аппарат за 5 долларов от Liss | 2 комментария Этот пост может содержать партнерские ссылки, см. Сделай сам $5.00 ПЕСКОСТРУЙНАЯ МАШИНА Пескоструйные аппараты удобны для удаления краски, ржавчины, поверхностных загрязнений с автомобилей, домов, машин и других поверхностей. Они идеально подходят для очистки бытовых инструментов и очень эффективны для очистки дорожек и бетонных поверхностей. Хотя они могут немного подорожать! Вот очень простой способ превратить бутылку Gatorade и недорогой комплект пневматического оружия за 5 долларов в эффективный самодельный пескоструйный аппарат. Flickr: Withered_perception У меня немного ржавчины на подъездной дорожке и несколько старых ржавых инструментов, которые я получил от дедушки много лет назад. Присматриваюсь к пескоструйным и содовым струйным машинам уже около 6 месяцев. Они либо недорогие и дешевые, либо очень хорошо сделаны и дорогие! Так что я решил, давайте просто сделаем один. 5,00 $ Самодельный пескоструйный аппарат Посмотреть это видео на YouTube Шаг 1: Набрать дерьма Отправляйтесь за дерьмом в Harbour Freight. Этот комплект пневматического оружия стоил 4,9 доллара.9. Теперь найдите в мусорке бутылку. Шаг 2: Отрежьте горловину Снимите стопорную горловину колпачка. Шаг 3: Просверлите Возьмите сверло 3/16″ и просверлите горловину прямо под колпачком. Шаг 4: Тестовая посадка Вставьте воздушный стержень. Он должен быть очень плотным! Шаг 5: Отметьте Отметьте нижнюю часть воздушной трубки. Вращайте трубку, чтобы вы могли держать ручку во время напильника. Шаг 6: Напилите Напилите отверстие в трубке, чтобы впустить носитель. Когда вы закончите, поверните трубку назад, чтобы отверстие оказалось внизу. Шаг 7: Установите Вставьте трубку обратно в отверстие. Шаг 8: Печать Не ищите клей, чтобы приклеиться сюда. Просто нужно, чтобы отверстие не слишком раскрылось под давлением. Этап 9: Испытательный взрыв Наденьте защитные очки и перчатки и хорошенько взорвитесь. Я выстрелил в ржавчину на подъездной дорожке и удалил пятно (белую часть) всего за несколько секунд. Шаг 10: Реальная сделка Старый набор игольчатых наконечников (чертовски ржавых…) Поскольку все продолжают спрашивать, это мой воздушный компрессор California Air Tools 10020c, работающий на 40 фунтов на квадратный дюйм для пескоструйной обработки. Я также использую дробленый грецкий орех 20/40 для своего носителя. Для СИЗ я использую перчатки, респиратор P-100, длинные рукава и лицевой щиток. Никаких оправданий! Не шутите со своей безопасностью! Иссохшее восприятие Источник: instructables. Категории Сделай сам, Жизнь Просмотреть еще Экономные идеи для жизни Выкапывание долгов с помощью ложки! 12 удивительных способов использовать банановую кожуру 16 советов, как сохранять прохладу этим летом и экономить энергию Совет по приготовлению мороженого идеального размера Больше проектов своими руками Как избавиться от запаха в канализации. Руководство по очистке вонючих стоков Легкий способ очистить ржавую решетку для гриля Как сделать лестницу в бассейне для собак Перевернутая плантатор для томатов MYO 900 26 апреля 2016 г. | Видео А вот и еще одна совершенно новая конструкция от команды «сделай это экстремальной» — пескоструйный аппарат. Наш собственный дизайн конкретной конструкции направлен на переработку песка, чтобы иметь возможность использовать его более одного раза. Таким образом, мы использовали два резервуара для достижения этого конкретного результата, поскольку, когда один резервуар используется для пескоструйной обработки, другой, который не используется, сможет удерживать песок в нем. Таким образом, после того, как песок высыпается из резервуара, который использовался для пескоструйной обработки, и с помощью некоторых клапанов функция меняется на противоположную, выполняя тот же процесс на этот раз со вторым резервуаром. В будущем мы планируем сделать систему переработки и песка. Чтобы сделать два резервуара, мы сначала взяли четыре резервуара бытового LPG (сжиженного нефтяного газа), чтобы их разрезать, а затем сделали два больших. Воздух подается через кожух, соединенный с воздушным компрессором, и проходит через него с помощью регулятора давления. Затем воздух в резервуаре сдавливает песок, а другой источник соединяется с клапаном, в котором песок смешивается с воздухом (смесительный клапан), а затем движется к пескоструйному пистолету внутри халата. Поэтому, открывая вентиль, мы понимаем, что песок вылетает из него с огромной скоростью, и ударяя по нашему предмету, мы имеем результат, о котором только что говорили выше. Входное отверстие нашего резервуара, куда вставляется песок, открывается, когда давление в резервуаре равно нулю, и автоматически закрывается, когда в наш резервуар подается воздух. Этот факт делает размещение песка и нашего пескоструйного аппарата чрезвычайно простыми в использовании. Показания давления в наших резервуарах показывают два манометра, каждый из которых установлен на каждый резервуар. Чтобы сделать наш пескоструйный аппарат еще проще в использовании, четыре колеса стали подвижным инструментом, который также легко использовать на рабочем месте. Достижение давления 8 бар от нашего компрессора, наша пескоструйная обработка отлично работает и дает отличные результаты. Кроме того, налив немного воды в наши баки, мы можем очистить свое место от грязи, которую не так просто удалить при напоре воды в нашем доме. Кроме того, поместив немного песка в один из двух резервуаров и воды в другой, мы можем мгновенно превратить нашу конструкцию в гидропескоструйную машину… Наконец, наша конструкция с номером 0033 добавлена в нашу рабочую лабораторию как еще один блестящий инструмент. 2. Вес листа стального 4 мм: Лист 4 мм | Вес 1 м2 + Калькулятор ✅Лист горячекатаный в наличии на складе в Новосибирске по низким ценам, звоните 8 (383) 249-87-48Подбор по параметрам
Показать ещё -7% на цинкование -10% на доставку -10% на доставку -10% на доставку -15% на резку -10% на доставку -7% на цинкование -15% на резку -15% на резку -7% на цинкование Лист г/к 4,0 мм 1500х6000 ммПерейти к содержимому 8178,00 грн/шт. Заказ в один клик! Quantity 1 Лист стальной – наиболее востребованный вид черного проката. Он универсален в плане механической и термической обработки, отлично сваривается, довольно пластичен и характеризуется однородной текстурой металла. Листовой прокат – разновидность материала, получаемого посредством прокатки стали через специальные станки для придания сырью необходимой формы. Производится он из низколегированной или углеродистой стали. Лист стальной может быть холоднокатаный и горячекатаный в зависимости от технологии прокатки. Горячее катание позволяет получать тонкие металлические изделия с обработанными или необработанными кромками, а в качестве материала изготовления используется сталь низколегированного или углеродистого типов. При этом различают несколько видов продукции, маркируемой как: А – изделия с повышенной прочностью; — точность прокатки; Область применения стальных листов: Компания СК «Стальмет» реализует: Лучший калькулятор стального листа + Отличная цена покупки – Arad BrandingЧеловеческий интеллект и технологии обеспечивают беспрецедентные достижения в глобальном развитии в нашу нынешнюю эпоху беспрецедентного прогресса. Что вы читаете в этой статье:
Это преобразование охватывает как технологию, так и элементы, из которых состоит наша планета . Как ведущая горнодобывающая и сталелитейная компания в мире, мы заинтересованы в этом вопросе и обязаны действовать соответственно. Сталь как никогда важна для процветания нашей глобальной экономики в будущем. Как один из немногих полностью перерабатываемых и повторно используемых материалов, он будет играть решающую роль в развитии экономики замкнутого цикла в будущем. Сталь будет продолжать развиваться и становиться более интеллектуальной и экологически чистой. Цель нашей компании — внести свой вклад в улучшение планеты за счет использования более «умной» стали. Стали производятся с использованием передовых методов, которые являются более эффективными, требуют меньше энергии и выделяют значительно меньше углерода. Многоразовая сталь, прочная и чистая. Инфраструктура, состоящая из возобновляемых источников энергии и стали, будет способствовать преобразованию общества в 21 веке. Ставя исследования и разработки в центр нашей деятельности, мы развиваем инновационную культуру. Инженеры, которые работают на нас, потому что им приходится решать самые сложные проблемы, являются одними из самых ярких и умных людей в отрасли. Мы никогда не признаем, что пределы нашего материала были достигнуты, поскольку нами движет дух предпринимательства и стремление к совершенству. Мы будем и впредь продвигаться вперед, когда речь идет о разработке технологий для снижения углеродного следа стали, обновлении искусственной среды с помощью наших новых строительных решений и внедрении передовой автоматизации во всех наших процессах. Сталелитейная промышленность будущего должна обладать этими характеристиками. Калькулятор веса стального листаВы должны знать толщину, ширину, длину и количество листа из углеродистой стали, которые используются для калькулятора, чтобы определить его вес. Плита из углеродистой стали обычно имеет плотность 0,284 фунта на кубический дюйм (490 фунтов на кубический фут в британских единицах измерения) или 7,85 тонны на кубический метр (метрическая система). В зависимости от сорта Kloeckner Metals обычно поставляет листовой прокат шириной 48 дюймов, 60 дюймов, 72 дюймов, 84 дюймов и 9 дюймов. Толщина сильно различается в зависимости от марки, но, например, Kloeckner производит A36 толщиной от 3/16″ до 12″! Для того, чтобы получить вес отдельного листового проката A36 шириной 48 дюймов, длиной 96 дюймов и толщиной 3/8 дюйма или 0,1875 дюйма, вы должны рассчитать: Вес рассчитывается следующим образом: 48″ x 96″ x 0,1875″ x 0,284 фунта/дюйм3 = 245 фунтов Помните, что стандартизация единиц обычно является хорошей идеей при выполнении расчетов. Быстрый калькулятор для пластин из углеродистой стали также доступен в Kloeckner Metal. Вы должны знать ширину, длину, толщину и количество в дополнение к весу листа из нержавеющей стали серии 300. Плотность нержавеющей стали серии 300 составляет 7,85 грамма на кубический сантиметр или 0,289 фунта на кубический дюйм (501 фунт на кубический дюйм, имперские единицы) (метрические единицы). Нержавеющая сталь марок 304 и 304L предлагается компанией Kloeckner Metals в горячекатаном, отожженном и травленном исполнении. В производственном секторе чаще всего используются нержавеющие стали 304 и 304. Из-за их превосходной коррозионной стойкости и формуемости они являются полезными нержавеющими сталями общего назначения. Нержавеющая сталь 304 и 304L обычно имеет толщину 3/16 дюйма, ширину 48 дюймов и 60 дюймов и длину 96 дюймов и 120 дюймов. Таким образом, для определения веса листа из нержавеющей стали полосового прокатного стана 304L шириной 48 дюймов, 96 дюймов в длину и 3/16 дюймов или 0,1875 дюймов в толщину: Вес рассчитывается как ширина * длина * толщина * плотность (48 дюймов * 96 дюймов * 0,1875 дюймов * 0,289 фунтов/дюйм3 = 250 фунт). таблица веса стального листа Очень просто определить вес стального листа в таблице. Мы должны знать плотность стального сплава, используемого для изготовления нашей пластины. Толстый лист из углеродистой и низколегированной стали Толстый стальной лист — стальной плоский прокат размерами шириной не менее 200 мм и толщиной 6,0 мм или шириной 1220 мм и толщиной 5 мм. Ширина рабочих валков толстолистовых прокатных станов обычно составляет от 2000 мм до 5600 мм. Таким образом, типичный диапазон ширины стального листа, прокатываемого на толстолистовом стане, составляет от 1 500 мм до 5 000 мм (популярный диапазон составляет от 2 000 мм до 3 000 мм). Стальные листы, прокатанные на толстолистовом стане, могут иметь любую толщину от 5 мм до 200 мм. Однако некоторые толстолистовые станы способны прокатывать стальной лист толщиной более 200 мм. Хотя стальной лист часто используется в горячекатаном состоянии, конечная температура прокатки может быть отрегулирована для повышения прочности и ударной вязкости материала. Механические свойства некоторых стальных пластин могут быть улучшены за счет термической обработки. Стальной лист в основном используется при строительстве массивных конструкций, включая здания, мосты, корабли, железнодорожные вагоны, резервуары для хранения, сосуды под давлением, трубы, большое оборудование, печи и другие тяжелые конструкции, требующие хорошей формуемости, свариваемости и обрабатываемости. Марки стали часто ограничиваются низкоуглеродистыми и среднеуглеродистыми конструкционными марками с преобладанием низкоуглеродистых марок из-за потери желательных характеристик хорошей формуемости, свариваемости и обрабатываемости с увеличением содержания углерода (С) содержание. Стальные листы также изготавливаются из различных легированных сталей. Однако листы из легированной стали могут подвергаться термообработке в окончательной конструкции для получения механических свойств, которые лучше, чем у листов, обработанных горячим способом. формула расчета веса стального листаДля расчета веса стального листа мы должны заметить, что гравитация притягивает все на Земле вниз со скоростью 9,8 м/с2. Следовательно, используя следующее уравнение, вы можете определить вес объекта, если знаете его массу: F = m × 9,8 м/с2 Вес Сэма 50 кг. Сколько он весит в ньютонах? A: Введя массу Сэма в килограммах в формулу веса, вы можете определить его вес в ньютонах: F = m 9,8 м/с2 равно 50 кг при 9,8 м/с2, что равно 490 кг *бык; м/с2, или 490 Н. Вес в фунтах (lb), возможно, вам более знаком, чем вес в ньютонах. 0,225 фунта эквивалентны одному ньютону. Альтернативно, в Ньютоне 0,225 фунта. Это соотношение можно использовать для перевода ньютонов в фунты. Вес Сэма в фунтах под вопросом. A: Сэм весит 490 Н x 0,225 фунта/Н, что равняется 110 фунтам. Сила, с которой что-то испытывает гравитационное притяжение, может быть измерено по его весу. Зависит от массы предмета, а также от ускорения свободного падения, которое на Земле составляет 9,8 метра в секунду в квадрате. Формула для расчета веса представлена в виде F = m 9,8 м/с2, где m — масса объекта, измеренная в килограммах, а N — масса объекта, измеренная в ньютонах (Н). Ньютон — это единица веса, используемая в системе СИ, а один ньютон равен 0,225 фунта. удельный вес стального листаДля определения веса стального листа необходимо ответить на несколько вопросов. С какой сталью вы работаете в первую очередь? Плотность является одним из наиболее важных факторов для определения веса стального листа. Стальные листы обычно можно разделить на три группы в зависимости от их плотности при определении их веса: лист из углеродистой стали, нержавеющая сталь, серия 300 и серия 400. Химический состав стального листа, который варьируется между сортами на крошечные проценты, не влияя на общую плотность, определяет плотность различных типов стального листа. Например, независимо от того, работаете ли вы с углеродистой сталью A36 или A588, вы можете с уверенностью предположить плотность 490 фунтов на кубический фут (британская) или 7,85 тонны на кубический метр (метрическая). Также должны быть известны размеры плиты, включая ее длину (L), ширину (W) и толщину (T). Объем пластины можно рассчитать, умножив длину, ширину и толщину пластины. Это будут кубические футы в британских единицах измерения и кубические метры в метрических единицах измерения. Готово! Для определения веса стального листа достаточно четырех битов информации:
Очень важно иметь в виду, что любые результаты, которые вы получаете, используя интернет-калькуляторы для обычного стального металла или выполняя расчеты вручную с использованием этих данных, должны рассматриваться как оценки, несмотря на то, что они могут показаться точными. При расчете этих значений используются номинальные размеры и стандартная плотность. Возможно, что фактический вес металла будет значительно отличаться от веса, который был предсказан из-за различий в производственных допусках и составе. Похоже, что сталь в той или иной форме используется во всех аспектах нашей цивилизации. Сталь используется в строительстве самых разных вещей, включая, помимо прочего, дома, школы и больницы, а также мосты, автомобили и грузовики, и это лишь несколько примеров ее широкого применения. Сталь также широко используется в обрабатывающей промышленности. Сталь имеет жизненно важное значение для перехода к новому источнику энергии, поскольку ее различное количество потребуется для строительства ветряных турбин, солнечных батарей, плотин и электромобилей. Это делает сталь важным компонентом перехода. Кроме того, сталь станет важным компонентом последующей революции в энергетическом секторе. С 1970 года мировое потребление стали увеличилось более чем в три раза, и ожидается, что эта тенденция к росту сохранится в обозримом будущем, поскольку экономика продолжает расти, урбанизироваться, становиться более ориентированной на потребителя и увеличивать сумма денег, которую они тратят на инфраструктуру. Мы являемся поставщиком и поставщиком этого ценного металла, а также всех его производных, а также готовых изделий и полуфабрикатов, которые создаются из него. Благодаря нашему многолетнему опыту работы в отрасли, в настоящее время мы являемся не только поставщиком, но и поставщиком. Заполнение формы запроса — это все, что от вас требуется, если вы хотите совершить покупку или получить помощь. Насколько полезен был этот пост? Нажмите на звездочку, чтобы оценить! Средняя оценка 5 / 5. Количество голосов: 1 Голосов пока нет! Будьте первым, кто оценит этот пост. Расчет веса стальной пластиныЕсли вы ищете расчет веса пластины ms, то никуда не денитесь, так как наш бесплатный калькулятор веса пластины ms поможет вам сделать эти расчеты за считанные секунды. Независимо от типа, длины, ширины и толщины стального листа, этот калькулятор веса мягкой стали сделает это за вас в мгновение ока. Давайте немного углубимся в содержание ниже, в котором мы рассмотрели расчеты всех размеров, связанных с пластинами из углеродистой стали. Сталь: основное определение«Сталь — это сплав, специально изготовленный путем соединения углерода и железа в определенных соотношениях» Любой легирующий металл при добавлении в состав стали делает ее прочнее, чем раньше. В соответствии с обычной рыночной практикой широко используется углерод, поскольку он имеет наилучшую валентность и демонстрирует максимальное связывание электронов, что увеличивает общий срок службы и долговечность стального листа. Кроме того, добавление сплавов увеличивает вес стального листа, который можно легко оценить с помощью этого калькулятора веса листа ms для стали. Состав стали:Сталь представляет собой сплав железа и углерода, содержащий менее 2% углерода и 1% марганца, а также небольшое количество кремния, фосфора, серы и кислорода. Как рассчитать вес листовой стали MS?Расчет веса MS для любого стального листа теперь можно выполнить, следуя уравнению: Вес стального листа = объем стального листа * плотность Наш бесплатный калькулятор веса листа ms также использует ту же формулу для быстрого выполнения расчет веса стали без ущерба для точности результатов. Основным фактором при расчете стального листа является плотность сплава. Ниже мы перечислили наиболее широко используемые стальные материалы, которые используются в производстве стальных листов, а также их плотности.
Таблица веса листа MS: В таблице ниже представлена информация о весе различных стальных листов, которую также можно проверить с помощью этого лучшего калькулятора веса листа MS.
Как работает калькулятор веса стали?Продолжайте читать приведенное ниже руководство, которое специально предназначено для выделения рабочего процесса калькулятора веса ms! Ввод:
Вывод: Калькулятор веса свободного листа ss выполняет следующие вычисления:
Часто задаваемые вопросы:Насколько тяжел стальной лист 4×8? Вес листа около 12,5 фунтов. Что такое единица массы стали?Отношение веса стали к единице объема известно как единица массы стали. Его величина составляет около 7850 кг/м3. Его основная единица измерения — килограмм на кубический метр или фунт на кубический фут. Что такое плотность стали?Плотность стали – это отношение стального материала к кубическому футу всего листа. Вы также можете измерить его значение с помощью онлайн-калькулятора веса листа ms, который сравнивает объем и вес для расчета общей плотности стали. Какие бывают виды стали?Четыре широко используемых вида стали перечислены ниже:
Наш бесплатный калькулятор веса тарелки ms может сразу сообщить вам о весе Что такое марка TMT? Марка TMT — это специальное число, указывающее величину напряжения, прикладываемого к стальному листу при его изготовлении. Какая сталь наилучшего качества?Наилучшее качество стали – это нержавеющая сталь 304, которая используется во всем мире для производства различных полезных продуктов. Это связано с его лучшей прочностью и коррозионной стойкостью. Если вы измеряете размер стального листа с помощью нашего бесплатного калькулятора веса материала ms, вы должны иметь в виду, что чем тяжелее становится лист, тем выше будет цена. Какая сталь используется в строительстве?Это конструкционная сталь, которая используется в строительных материалах. Это связано с тем, что тип стали специально изготовлен с определенными пропорциями компонентов, которые подходят для удержания строительных конструкций. Как называется твердая сталь? Твердая сталь – это, в основном, углеродистая сталь, которая сначала подвергается термической обработке, затем проводится закалка с последующим отпуском. Будет ли сталь ржаветь?Так как железо является одним из основных компонентов в производстве стали, оно обязательно будет подвержено коррозии. Но есть один элемент Хром, который предотвращает ржавчину стали. Таким образом, чем выше доля хрома, тем меньше будет ржавчины. Заключение: Сталь является наиболее важным инженерным и строительным материалом в мире. Стальные пластины в основном используются для того, чтобы сделать фундамент достаточно прочным, чтобы удерживать такие конструкции, как мосты, высокие здания, которые требуют неразрушимой прочности. Кроме того, сталь обладает максимальной способностью противостоять стихийным бедствиям, таким как цунами или землетрясения. Именно поэтому конструкторы рассматривают возможность использования стальных листов там, где требуется прочное основание. Газосиликатный блок что такое: плюсы и минусы, размеры блоков из газосиликата для домаВсе о газосиликате: виды, размеры, достоинства и недостатки, производство и применение газосиликатных блоков, рассчет и утепление
Газосиликат – это строительный материал с ячеистой структурой, который получают путем автоклавной обработки смеси из цемента, извести, мелкого песка и воды с газообразующими добавками, такими как алюминиевая пудра. Из газосиликата изготавливают строительные блоки по ГОСТ 21520–89 или СТБ 1117–98 «Блоки из ячеистых бетонов стеновые. Газосиликат удобен в строительстве, он достаточно легок, хорошо распиливается, в нем легко сверлятся отверстия и просто забиваются гвозди. Виды газосиликатных блоковПо назначению
По условиям твердения
По виду вяжущих компонентов
По виду кремнеземистых компонентов
По размеруЧетко обозначенных по ГОСТу размеров у газосиликатных блоков нет, в зависимости от производителя и вида они находятся в пределах:
Основные размеры различных марок стеновых блоков:
Основные размеры различных марок перегородочных блоков:
По формеОсновные виды газосиликатных блоков по форме:
По плотностиПлотность газобетона указывается в маркировке после буквы D в величине кг/м3. Чем выше плотность, тем прочнее газосиликатные блоки и тем меньше их способность к теплоизоляции. Более плотные блоки используются для несущих стен зданий, а менее плотные для перегородок и теплоизоляции. Наиболее распространенные виды блоков по плотности:
По морозостойкостиМорозостойкость газосиликата маркируется буквой F после которой указывается количество циклов замерзаний и оттаиваний газосиликата без потери своих свойств. Наиболее популярные виды газосиликатных блоков по морозостойкости:
Плюсы и минусы газосиликатных блоковПлюсы газосиликата
Минусы газосиликата
Газосиликатные блоки – отличный строительный материал у которого много достоинств, но требующий аккуратного и правильного использования. Нарушения технологии и правил строительства могут привести к недостаткам в постройке. Как производят газосиликатИдея производства газосиликата возникла в 1918—1920 годах у архитектора из Швеции Эрикссона. Этапы создания газосиликатных блоков:
Газосиликат производят такие компании как:
Где применяются газосиликатные блокиГазосиликат используется в строительстве для:
Выбор газосиликатных блоков под различные цели исходя из плотности и прочности материала:
Как рассчитать количество газосиликата для строительства домаТочный расчет газосиликата учитывает множество различных параметров и является отдельной темой.
Пример расчета количества блоков для наружных стен:
То же самое повторяем для внутренних стен, только используем в расчетах газосиликат для перегородок. Нужно ли утеплять газосиликатные блокиУтеплять газосиликатные блоки нужно в регионах с холодной зимой для уменьшения расходов на отопление дома. Блоки с плотностью D300, D400, D500 сами по себе являются теплоизоляционными, поэтому применять дополнительные утеплительные материалы для стен, где они уложены не обязательно. Стены из газосиликата D600, D700, D800, D1000, D1100 и D1200 необходимо дополнительно утеплять минеральной ватой или пенополистиролом. Для утепления стен дома из газосиликата минеральной ватой или пенополистиролом необходимо соблюдать требования, предъявляемые к утеплительному слою. Он сам должен быть сформирован из нескольких слоев, расположенных в определенной последовательности таким образом, чтобы стена дышала и в газосиликате не скапливалась жидкость. Монтировать утепление и отделывать внешнюю стену из газосиликатных блоков необходимо только после того как стена после укладки полностью высохнет. Приобрести газосиликатУ нас вы можете выбрать и купить газосиликат различных размеров:
С плотностью:
С морозостойкостью:
От производителей:
В наличии есть клеевые смеси и кладочные инструменты. Газосиликатные блоки — ДСК ГРАССодержание:
Что такое газосиликатные блоки?Расширением списка полезных свойств бетона ученые озаботились еще в двадцатых годах прошлого века. Но технология производства газосиликатных блоков начала активно использоваться позже — когда столетие перешагнуло за половину. С тех пор новый материал для строительства набирает популярность и используется все большим и большим числом застройщиков. Блоки состоят из:
Газосиликатные блоки принадлежат к категории так называемых ячеистых бетонов. Взаимосвязь этих ингредиентов проходит под воздействием высоких температур и большого давления в специальных автоклавах. Именно поэтому газосиликатные блоки называют еще автоклавным бетоном, а процесс их производства — автоклавированием. В процессе термического воздействия в готовом материале возникают емкости с воздухом — поры, которые ощутимо влияют на преимущества нового стройматериала. В чем преимущества газосиликатных блоков?Экологичность. Компания Грас добросовестно подходит к выбору материала для создания своего продукта. Все используемые компоненты – сырьевые, экологически чистые природные материалы, не имеющие вредных примесей. Прочность Структура газосиликатного блока имеет внутри сеть равномерно размещенных воздушных пор. Точно выверенная плотность этих пор обеспечивает прочность и надежность возводимой конструкции. Для соединения силикатных блоков между собой используется особый клей, который так же производит компания Грас. Практичная геометрия. Изготовление блоков — высокоточный научно-выверенный процесс. Каждый газосиликатный блок идентичен друг другу, что обеспечивает беспроблемную кладку. Выверенные размер и форма каждого блока облегчает проектирование и возведение любого здания с минимальными временными затратами. Легкость обработки. Газосиликатный материал неприхотлив в обработке практически любыми подручными инструментами: пилами, фрезами, сверлами и т.д. Готовому блоку можно придать любую необходимую форму, что позволяет создавать строения разнообразной архитектуры. Огнеупорность. Благодаря своему неорганическому составу, газосиликатные блоки являются негорючим материалом. В строениях, где газосиликатные блоки являются несущим материалом, или даже используются в качестве обшивки, пожаробезопасность увеличивается в разы. Термоустойчивость. Блоки обладают пористой структурой, что обеспечивает высокую теплоизоляцию, благодаря заключенному в ячейках воздуху. Высокие температуры так же не воздействуют на состав и прочность газосиликатного блока. Экономичность. Газосиликатные блоки в разы легче других строительных материалов, таких как кирпич, шлакоблок и т.д. При том, что легкость этого материала никак не сказывается на его прочности и надежности, застройщик экономит на транспортировке и самом строительстве, так как время кладки сокращается в 2-2,5 раза. Активно использовать газосиликат в строительстве профессионалов подталкивает длинный список преимуществ такого материала. Известно, что газосиликатные блоки сочетают в себе характеристики камня и дерева. Вторым преимуществом этого материала, без сомнения, является его легкость, достигаемая за счет уже упомянутых выше воздушных пор. Газосиликатные блоки отличаются небольшой массой, а значит, перевозить и переносить их можно без особого труда, экономя не только на технике для обработки, но и на транспортных расходах. Среди более важных преимуществ газосиликата можно выделить тот факт, что минеральная основа таких блоков не подвержена горению — тоесть, постройки из такого материала отличает значительный уровень огнеупорности, а это значит, что опасность возгорания в домах из газосиликата, сокращается в разы. Пористая структура газосиликата также обеспечивает высокий уровень тепло- и шумоустойчивости, что делает этот материал незаменимым в жилищном строительстве. Особенности применения блоков из газосиликата ГРАСБетон хорош в строительстве и активно применяется по сей день, но кто сказал, что нельзя сделать лучше? Сейчас на рынке существует множество предложений, расширяющих существующие преимущества стандартного бетона и добавляющих к нему новые. Газосиликатные блоки, производством которых мы занимаемся — одно из них. Производство газосиликатных блоковПроизводство газосиликатных блоков по автоклавной технологии – это сложный технологичный процесс с применением специальных печей, в которых рабочая смесь поддается обработке высоким давлением и температурой. Производственный процесс заканчивается тем, что большие блоки на выходе из печей делят на малые, стандартные. Газосиликатные блоки применяются не только в строительстве несущих стен. Также они актуальны в строительстве перемычек, перегородок и т.д. Плотность таких блоков может достигать 700 кг/м³. Газоблоки с малой плотностью рекомендуют, когда требуется звукоизоляция и утепление наружных стен. Производство газосиликатных блоков обязательно включает в себя процесс автоклавирования, что придает материалу прочность. Ну и, конечно же, нельзя упускать из виду главное достоинство газосиликата — его значительный запас прочности, который достигается за счет компонентов, подобранных в строгой пропорции, соблюдения всех правил обработки и автоклавирования, а также структуры внутренних пор стройматериала. Обязательная сертификация продукции, тщательная проверка на соответствие необходимым нормам в лабораторных условиях и идеальная геометрия блоков, значительно облегчающая строительство — вот те правила, которым мы неукоснительно следуем в производстве газосиликата. Заказать стройматериалы в любом нужном количестве и по доступной цене можно как по телефону, так и на нашем сайте — заполнив специальную форму. Отправить заявку Самое важное о газобетонеНа главную » Статьи Газобетон и газобетонные блокиГазобетонные блоки – современный стеновой строительный материал. Это искусственный пористый камень. Он сочетает в себе высокую прочность и легкий вес. Он абсолютно экологичен и позволяет строить надежные и долговечные здания. Как и когда был изобретен газобетон Современный метод пенобетона, отвержденный паром высокого давления, был разработан в 30-х годах прошлого века в Швеции и с тех пор существенно не изменился. Газобетонные блоки получили наибольшее распространение в странах Европы. Лидерами гражданского строительства из газобетона являются Германия, Польша и страны Скандинавии. Активное использование газобетона началось в странах СНГ и Балтии в 70-х годах прошлого века, и лидерами были страны Балтии. Газобетон, пенобетон и газосиликат: основные отличия Блоки газобетонные пароотвержденные под высоким давлением входят в группу ячеистых бетонов. При этом потребители не всегда понимают разницу между газобетоном, пенобетоном и газосиликатным. Автоклавные и неавтоклавные ячеистые бетоны В зависимости от процесса отмечаются и другие различия: автоклавные и неавтоклавные ячеистые бетоны. Сырье для газобетона Основным сырьем для производства газобетона являются: известь, цемент, песок или зола и возвратный шлам, алюминий. Принцип изготовления и порядок смешивания Основным принципом производства газобетона является синхронный и строго последовательный процесс смешивания. Преимущества газобетонаБлагодаря отличиям технологии производства газобетон имеет ряд основных преимуществ по сравнению с пенобетоном.
теплопроводность геометрия блока
Расчет параметров для подбора оборудования Строительство дома из газосиликатных блоков В связи с постоянным удорожанием недвижимости и строительных материалов все желающие построить собственный дом вынуждены искать дешевый и качественная альтернатива кирпичу. В частности, многие начинающие строители считают, что под такой коттедж можно заложить легкий фундамент. Несмотря на малый вес этого материала, этого делать не следует. Дело в том, что газосиликатный блок – это материал, обладающий крайне низкой прочностью на изгиб, и поэтому применение легкого столбчатого фундамента может привести к появлению трещин. А потому дом из газосиликатных блоков не стоит строить на дешевой основе. Самым универсальным и надежным вариантом будет фундаментная армированная плита. Дешевле будет использовать простой ленточный фундамент, установленный на подушке из крупного речного песка. Если денег хватит только на столбчатый фундамент, то его следует обвязать массивным железобетонным поясом. Однако пришло время поговорить о том, как построить дом из газосиликатных блоков. Учтите, что этот материал обладает высокой гигроскопичностью, а потому его ни в коем случае нельзя располагать близко к земле. Чтобы избежать неприятных последствий, можно сделать две вещи:
Сначала выполняется гидроизоляция. Итак, для этого на первый ряд фундамента укладывается рубероид в два-три слоя. Первый ряд выкладывается с использованием обычного песчано-цементного раствора. Очень важно в этот момент не ошибиться, сделав все максимально аккуратно. Учитывайте, что блоки должны быть уложены максимально ровно, чтобы весь дом из газосиликатных блоков в последующем не пошел боком. Сначала поставьте угловые блоки. Установив лазерную указку или используя для этой цели «дедушкин» шнур, ставим на него все остальные блоки. Все швы в первом ряду должны быть заполнены специальным клеем. Чтобы блоки были максимально ровными, их следует заменить резиновой киянкой. |
 схватить и «отпустить»
схватить и «отпустить»

 Убедитесь, что у вас хорошая опора, и вы не поскользнетесь и не упадете, пытаясь переместить пострадавшего.
Убедитесь, что у вас хорошая опора, и вы не поскользнетесь и не упадете, пытаясь переместить пострадавшего.




 Комфортный уровень давления воды в трубах дает нам возможность эксплуатировать всю систему без каких-либо проблем. Если же в водопроводе есть с этим неполадки, то они автоматически сказываются и на его эксплуатационных характеристиках.
Комфортный уровень давления воды в трубах дает нам возможность эксплуатировать всю систему без каких-либо проблем. Если же в водопроводе есть с этим неполадки, то они автоматически сказываются и на его эксплуатационных характеристиках. Так, стиральная машинка не сможет функционировать, если давление воды в системе не будет равняться 2 атмосферам. Она просто не запустится.
Так, стиральная машинка не сможет функционировать, если давление воды в системе не будет равняться 2 атмосферам. Она просто не запустится. И далеко не всегда один единственный насос способен обеспечить нормальные условия в водопроводе. Особенно если схема прокладки труб была спланирована ошибочно или с нарушением определенных норм.
И далеко не всегда один единственный насос способен обеспечить нормальные условия в водопроводе. Особенно если схема прокладки труб была спланирована ошибочно или с нарушением определенных норм. В таком случае про стандартный насос для повышения уровня давления в сети можно забыть, ведь его функции полностью заменит станция.
В таком случае про стандартный насос для повышения уровня давления в сети можно забыть, ведь его функции полностью заменит станция.
 Именно этот небольшой механизм способен нагнетать воду в камере и существенно улучшить характеристики всего трубопровода.
Именно этот небольшой механизм способен нагнетать воду в камере и существенно улучшить характеристики всего трубопровода.
 Здесь уже производитель вынужден применять дорогие полимеры, нержавеющую сталь и качественную резину.
Здесь уже производитель вынужден применять дорогие полимеры, нержавеющую сталь и качественную резину. Для начала рекомендуется обратиться к специалисту, чтобы тот оценил состояние вашей системы.
Для начала рекомендуется обратиться к специалисту, чтобы тот оценил состояние вашей системы.

 Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
 Обычно давление не должно превышать 75 фунтов на квадратный дюйм, потому что это вредно для водопроводной системы. Таким образом, если текущее давление составляет 40 фунтов на квадратный дюйм, а цель состоит в том, чтобы достичь 75 фунтов на квадратный дюйм, то вам следует приобрести насос повышения давления, который обеспечит не более 35 дополнительных фунтов на квадратный дюйм.
Обычно давление не должно превышать 75 фунтов на квадратный дюйм, потому что это вредно для водопроводной системы. Таким образом, если текущее давление составляет 40 фунтов на квадратный дюйм, а цель состоит в том, чтобы достичь 75 фунтов на квадратный дюйм, то вам следует приобрести насос повышения давления, который обеспечит не более 35 дополнительных фунтов на квадратный дюйм.

 0036
0036 Этот высококачественный водяной насос повысит давление воды в вашем домашнем хозяйстве до 20 фунтов на квадратный дюйм. Он включает в себя все латунные соединения, выключатель и просто подключается к обычной розетке. Насос Kolerflo прост в установке и требует только гаечного ключа.
Этот высококачественный водяной насос повысит давление воды в вашем домашнем хозяйстве до 20 фунтов на квадратный дюйм. Он включает в себя все латунные соединения, выключатель и просто подключается к обычной розетке. Насос Kolerflo прост в установке и требует только гаечного ключа.



 Во-первых, насос может иметь встроенный регулятор давления, так что вы можете просто отрегулировать его на насосе. Скорее всего, это будет винт или клапан, требующий небольшого поворота для регулировки давления.
Во-первых, насос может иметь встроенный регулятор давления, так что вы можете просто отрегулировать его на насосе. Скорее всего, это будет винт или клапан, требующий небольшого поворота для регулировки давления. Будет ли это повышать давление воды достаточно, чтобы вы были счастливы. Среднее значение PSI (фунтов на квадратный дюйм), которое обеспечивает бустерный насос, находится в диапазоне 20-50 фунтов на квадратный дюйм 9.0236 выше существующего давления воды. Если ваше давление воды находится в очень низком диапазоне 15-25 фунтов на квадратный дюйм, вы можете приобрести бустерный насос, который обеспечивает по крайней мере 40 фунтов на квадратный дюйм к существующему давлению воды.
Будет ли это повышать давление воды достаточно, чтобы вы были счастливы. Среднее значение PSI (фунтов на квадратный дюйм), которое обеспечивает бустерный насос, находится в диапазоне 20-50 фунтов на квадратный дюйм 9.0236 выше существующего давления воды. Если ваше давление воды находится в очень низком диапазоне 15-25 фунтов на квадратный дюйм, вы можете приобрести бустерный насос, который обеспечивает по крайней мере 40 фунтов на квадратный дюйм к существующему давлению воды. Всегда проверяйте, что поставляется с бустерным насосом и что вам может понадобиться купить дополнительно.
Всегда проверяйте, что поставляется с бустерным насосом и что вам может понадобиться купить дополнительно.






 Харьков
Харьков 10 грн/м
10 грн/м com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі
 м
м
 Используйте труборез из нержавеющей стали. Очистите все зазубренные края или заусенцы.
Используйте труборез из нержавеющей стали. Очистите все зазубренные края или заусенцы.
 Надавите на зажимное кольцо на 180°, чтобы убедиться, что зажимное кольцо остается натянутым и не вращается на трубке.
Надавите на зажимное кольцо на 180°, чтобы убедиться, что зажимное кольцо остается натянутым и не вращается на трубке. Очистите все зазубренные края или заусенцы.
Очистите все зазубренные края или заусенцы. ..
..
 При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама. Сварку с их применением осуществляют на постоянном токе.
Сварку с их применением осуществляют на постоянном токе.
 При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Это в свою очередь дает защиту обратного валика шва (сварка листов и труб). К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика. в упаковке
в упаковке Доступны три варианта ширины: толщина 1/16 дюйма, 3/32 дюйма или 1/8 дюйма. Используется в приложениях постоянного тока. Их лучше всего использовать на сварных швах с медными сплавами, никелевыми сплавами, титановыми сплавами и коррозионностойкой сталью. Каждая упаковка запечатана вакуумом для сохранения качества и продления срока службы.
Доступны три варианта ширины: толщина 1/16 дюйма, 3/32 дюйма или 1/8 дюйма. Используется в приложениях постоянного тока. Их лучше всего использовать на сварных швах с медными сплавами, никелевыми сплавами, титановыми сплавами и коррозионностойкой сталью. Каждая упаковка запечатана вакуумом для сохранения качества и продления срока службы.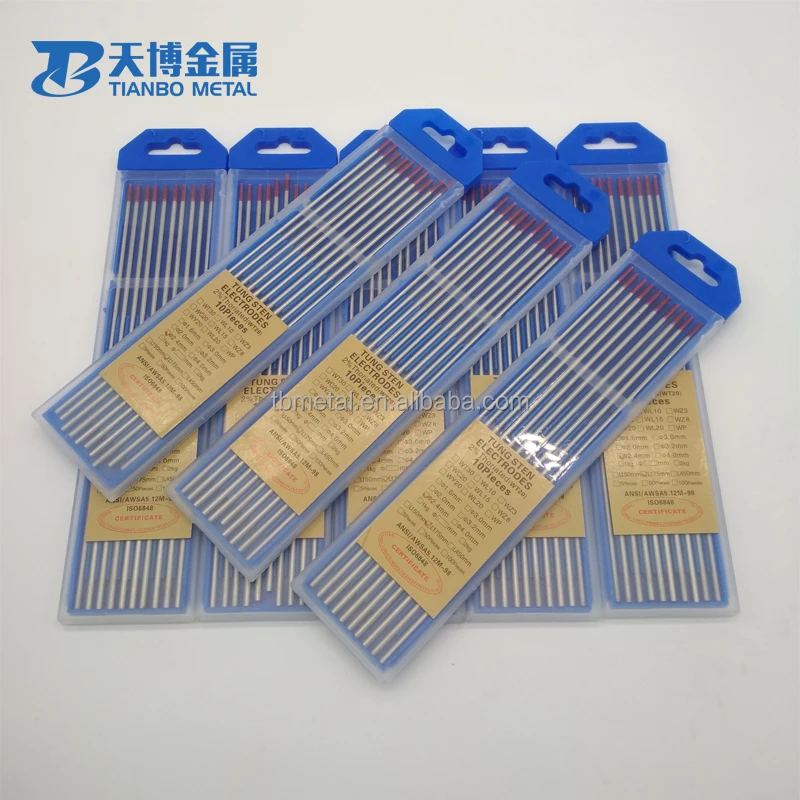 Бесплатная доставка будет доступна только для заказов, доставляемых в пределах 48 штатов.
Бесплатная доставка будет доступна только для заказов, доставляемых в пределах 48 штатов.
 в упаковке
в упаковке
 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} 03.2000
03.2000

 Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.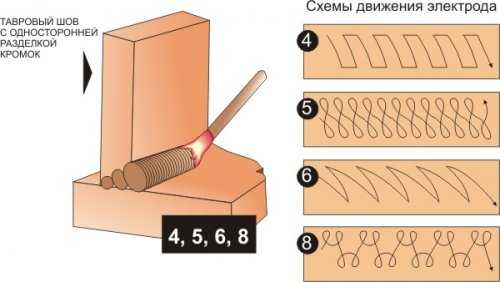 п.
п. youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/NnaJTrs2qQA?feature=oembed» frameborder=»0″ allowfullscreen=»»>  И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые занимаются этим десятилетиями.
И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые занимаются этим десятилетиями. тест, чинить вещи, строить вещи, получать повышение и строить лучшую жизнь. По словам давнего сварщика Джоди Кольера, его канал предлагает четкие снимки дуги, которые будут казаться «как будто вы смотрите через мое плечо». Инструкции сопровождаются простым разговором, что, по мнению Коллиера, способствует хорошему сварочному видео. Вы увидите видеоролики о сварке TIG, MIG, дуговой сварке и сварке с флюсовой сердцевиной.
тест, чинить вещи, строить вещи, получать повышение и строить лучшую жизнь. По словам давнего сварщика Джоди Кольера, его канал предлагает четкие снимки дуги, которые будут казаться «как будто вы смотрите через мое плечо». Инструкции сопровождаются простым разговором, что, по мнению Коллиера, способствует хорошему сварочному видео. Вы увидите видеоролики о сварке TIG, MIG, дуговой сварке и сварке с флюсовой сердцевиной. Эти сварщики привносят в свои видео более 75 лет опыта.
Эти сварщики привносят в свои видео более 75 лет опыта. com занимается производством и обработкой алюминия. Советы по сварке TIG включают базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрамовых электродов, способы приобретения и правильной очистки алюминия, сварку наружных углов и сварку в нерабочем положении. Некоторые из забавных проектов, на которых вы можете учиться:
com занимается производством и обработкой алюминия. Советы по сварке TIG включают базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрамовых электродов, способы приобретения и правильной очистки алюминия, сварку наружных углов и сварку в нерабочем положении. Некоторые из забавных проектов, на которых вы можете учиться:

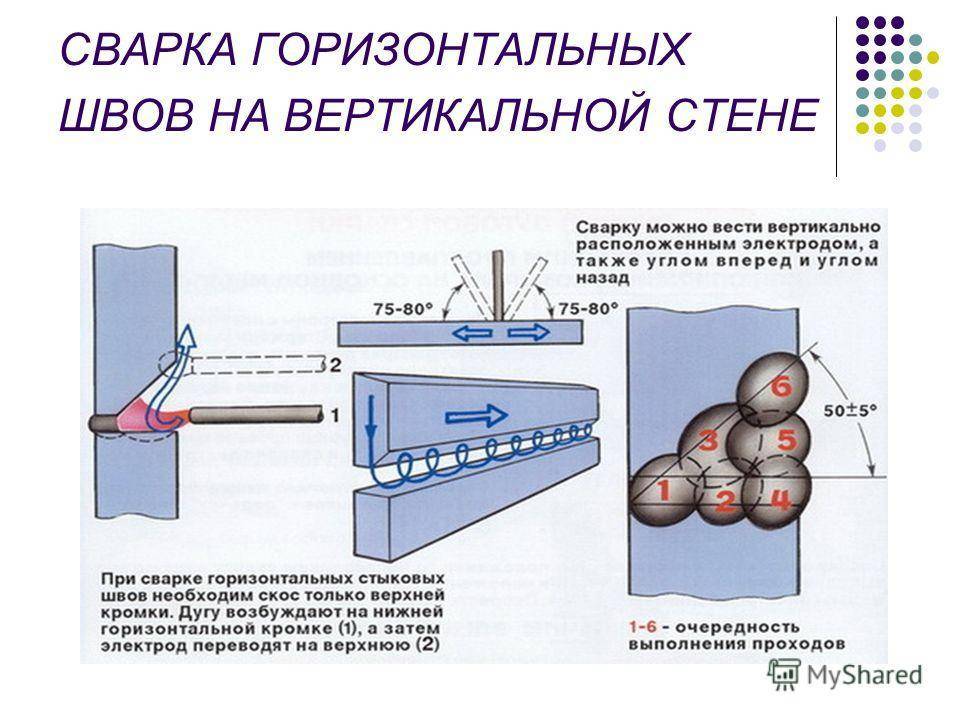

 Чаще всего общий провод обозначают черным цветом. Синий или голубой отвечает за отключение насоса «севшего на мель». Коричневым регулируется переполнение резервуара.
Чаще всего общий провод обозначают черным цветом. Синий или голубой отвечает за отключение насоса «севшего на мель». Коричневым регулируется переполнение резервуара.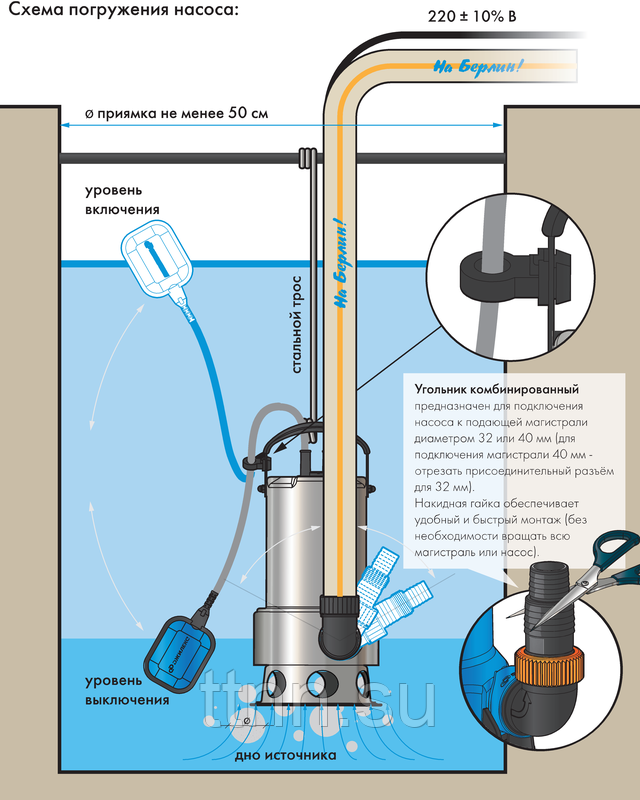 Последние предназначены для подключения к разным моделям помп. Присоединить их к прибору относительно несложно. Важно лишь убедиться в том, что технические характеристики насоса и выключателя совместимы. Проверить, совпадает ли количество фаз, узнать, каково потребление тока каждым из приборов. У поплавка оно может быть чуть меньшим, чем у насоса. Кроме того, есть легкие варианты, разработанные для питьевой воды и тяжелые версии, предназначенные для крупных дренажных и фекальных насосов.
Последние предназначены для подключения к разным моделям помп. Присоединить их к прибору относительно несложно. Важно лишь убедиться в том, что технические характеристики насоса и выключателя совместимы. Проверить, совпадает ли количество фаз, узнать, каково потребление тока каждым из приборов. У поплавка оно может быть чуть меньшим, чем у насоса. Кроме того, есть легкие варианты, разработанные для питьевой воды и тяжелые версии, предназначенные для крупных дренажных и фекальных насосов. Мы предлагаем насосы разных видов, предназначенные для разнообразных работ и всевозможные им сопутствующие товары. Заказать все это можно позвонив по указанному телефону.
Мы предлагаем насосы разных видов, предназначенные для разнообразных работ и всевозможные им сопутствующие товары. Заказать все это можно позвонив по указанному телефону.



 Вы можете ожидать около 250 галлонов в минуту от каждого аэратора/испарителя.
Вы можете ожидать около 250 галлонов в минуту от каждого аэратора/испарителя. Это служит двум целям. Во-первых, в зависимости от вашей установки распыляемая жидкость будет подвергаться воздействию более теплой и сухой атмосферы, что будет способствовать испарению. Опять же, с хорошим набором насадок этот процесс можно ускорить. Во-вторых, по мере того, как жидкость фильтруется обратно на поверхность, кислород может вытеснять загрязняющие вещества, обнаруженные в остаточной жидкости. Эта фаза процесса является ключевым шагом в устранении нежелательных и неприятных запахов, и здесь начинается процесс аэрации.
Это служит двум целям. Во-первых, в зависимости от вашей установки распыляемая жидкость будет подвергаться воздействию более теплой и сухой атмосферы, что будет способствовать испарению. Опять же, с хорошим набором насадок этот процесс можно ускорить. Во-вторых, по мере того, как жидкость фильтруется обратно на поверхность, кислород может вытеснять загрязняющие вещества, обнаруженные в остаточной жидкости. Эта фаза процесса является ключевым шагом в устранении нежелательных и неприятных запахов, и здесь начинается процесс аэрации. Третьим и ключевым, часто упускаемым из виду элементом процесса аэрации является способность заряженных кислородом капель проникать на поверхность и пульсировать в более глубокие области. Это уменьшит отрицательное кислородное и температурное расслоение, смешивая различные расслоения в более однородную константу. Это служит хорошим предзнаменованием для всей местной экосистемы и даже препятствует накоплению ила в отстойниках.
Третьим и ключевым, часто упускаемым из виду элементом процесса аэрации является способность заряженных кислородом капель проникать на поверхность и пульсировать в более глубокие области. Это уменьшит отрицательное кислородное и температурное расслоение, смешивая различные расслоения в более однородную константу. Это служит хорошим предзнаменованием для всей местной экосистемы и даже препятствует накоплению ила в отстойниках.

 Вместо сварщиков работы будут выполнять роботы. К тому же придуман прибор, который обеспечивает автоматическую подачу присадочного материала в область шва. Устройство позволяет точно регулировать луч, который плавит металл.
Вместо сварщиков работы будут выполнять роботы. К тому же придуман прибор, который обеспечивает автоматическую подачу присадочного материала в область шва. Устройство позволяет точно регулировать луч, который плавит металл. Сегодня на смену традиционным методам все чаще приходят лазерные технологии, которые позволяют получать максимально качественные результаты.
Сегодня на смену традиционным методам все чаще приходят лазерные технологии, которые позволяют получать максимально качественные результаты. В 1802 г. следом за итальянским физиком А. Вольта, он создал агрегат, который мог выдавать электрическую энергию. Это был крупный на тот период источник тока, батарея, состоящая из 4200 пар цинковых и медных кружков, прослоённых бумагой, намоченных гидрофитным раствором аммония. Именно на ней впервые на планете была получена электрическая дуга.
В 1802 г. следом за итальянским физиком А. Вольта, он создал агрегат, который мог выдавать электрическую энергию. Это был крупный на тот период источник тока, батарея, состоящая из 4200 пар цинковых и медных кружков, прослоённых бумагой, намоченных гидрофитным раствором аммония. Именно на ней впервые на планете была получена электрическая дуга.
 В данном примере использовалась дуга косвенного действия.
В данном примере использовалась дуга косвенного действия.
 стыковую контактную электросварку. Но несмотря на это, слава изобретателя этого вида сварки закрепилась за знаменитым американским изобретателем Эльхью Томсоном. Им были сконструированы все необходимые оборудования для контактной сварки: мощный трансформатор. коммутирующая аппаратура, динамо-машина, клещи-тиски для зажима свариваемых заготовок. В 1885 году он, отработав технику сварки, доводит до автоматизма безотказную работу сварочной аппаратуры.
стыковую контактную электросварку. Но несмотря на это, слава изобретателя этого вида сварки закрепилась за знаменитым американским изобретателем Эльхью Томсоном. Им были сконструированы все необходимые оборудования для контактной сварки: мощный трансформатор. коммутирующая аппаратура, динамо-машина, клещи-тиски для зажима свариваемых заготовок. В 1885 году он, отработав технику сварки, доводит до автоматизма безотказную работу сварочной аппаратуры.

 После своего изобретения сварка продолжала развиваться, приведя ее к современному виду. Древняя сварка выглядит совсем иначе, чем сейчас. Но каждый шаг на временной шкале сварки — это впечатляющий скачок в машиностроении. Вот некоторые из ключевых моментов в истории сварки.
После своего изобретения сварка продолжала развиваться, приведя ее к современному виду. Древняя сварка выглядит совсем иначе, чем сейчас. Но каждый шаг на временной шкале сварки — это впечатляющий скачок в машиностроении. Вот некоторые из ключевых моментов в истории сварки. Он включил информацию об использовании соли в качестве флюса и даже упомянул, как цвет металла указывает на сложность его пайки.
Он включил информацию об использовании соли в качестве флюса и даже упомянул, как цвет металла указывает на сложность его пайки. Сварщики разработали инновационные технологии сварки, чтобы удовлетворить этот спрос. Пара новых достижений включала разработку доменных печей и открытие кислорода.
Сварщики разработали инновационные технологии сварки, чтобы удовлетворить этот спрос. Пара новых достижений включала разработку доменных печей и открытие кислорода.
 В прошлом газовая сварка была отраслевым стандартом для ремонта аэрокосмической техники, но с тех пор ее затмила универсальная дуговая сварка.
В прошлом газовая сварка была отраслевым стандартом для ремонта аэрокосмической техники, но с тех пор ее затмила универсальная дуговая сварка. Сварка MIG является ключевой особенностью массового производства из-за ее скорости, экономичности и гибкости при работе с различными типами металлов.
Сварка MIG является ключевой особенностью массового производства из-за ее скорости, экономичности и гибкости при работе с различными типами металлов. Сварщики прошлого могли только мечтать о наших современных достижениях. Если вашему бизнесу требуются услуги сварки среднего или крупного масштаба, Fairlawn Tool — это компания, в которую можно обратиться.
Сварщики прошлого могли только мечтать о наших современных достижениях. Если вашему бизнесу требуются услуги сварки среднего или крупного масштаба, Fairlawn Tool — это компания, в которую можно обратиться. Сварка существовала в той или иной форме в бронзовом и железном веках. Археологи нашли небольшие ящики с золотом, соединения которых были сварены давлением более двух тысячелетий назад. Более того, есть доказательства того, что древние египтяне умели сваривать железо.
Сварка существовала в той или иной форме в бронзовом и железном веках. Археологи нашли небольшие ящики с золотом, соединения которых были сварены давлением более двух тысячелетий назад. Более того, есть доказательства того, что древние египтяне умели сваривать железо. Здесь мы говорим о современной форме сварки, а не о сварке, существовавшей в средние века или более ранние периоды.
Здесь мы говорим о современной форме сварки, а не о сварке, существовавшей в средние века или более ранние периоды. Тридцать шесть лет спустя Эдмунд Дэви открыл ацетилен. Однако потребовалось еще 45 лет, чтобы изобрести современную форму сварки.
Тридцать шесть лет спустя Эдмунд Дэви открыл ацетилен. Однако потребовалось еще 45 лет, чтобы изобрести современную форму сварки. Этот процесс эволюции помог процессу сварки стать быстрее и точнее.
Этот процесс эволюции помог процессу сварки стать быстрее и точнее.
 Через год была внедрена магнитно-импульсная сварка.
Через год была внедрена магнитно-импульсная сварка. Многие историки считают, что сварка началась в Древнем Египте в 4000 году до н.э. Первоначально сварка производилась только на меди; однако процесс прогрессировал с годами, и в конечном итоге также начали сваривать железо, золото, серебро и бронзу.
Многие историки считают, что сварка началась в Древнем Египте в 4000 году до н.э. Первоначально сварка производилась только на меди; однако процесс прогрессировал с годами, и в конечном итоге также начали сваривать железо, золото, серебро и бронзу. В 1330 г. до н.э. древние египтяне использовали духовую трубку и припой для пайки металлов. Более чем через 300 лет, в 1000 г. до н.э., началась работа над железом; это было время, когда печи использовались для гибки металла для изготовления наконечников копий и мечей.
В 1330 г. до н.э. древние египтяне использовали духовую трубку и припой для пайки металлов. Более чем через 300 лет, в 1000 г. до н.э., началась работа над железом; это было время, когда печи использовались для гибки металла для изготовления наконечников копий и мечей.
 В том же году этот процесс был освоен мастерами эпохи Возрождения, что способствовало дальнейшему развитию сварки в последующие века.
В том же году этот процесс был освоен мастерами эпохи Возрождения, что способствовало дальнейшему развитию сварки в последующие века. Инструмент, изобретенный сэром Дэви, широко использовался для сварки металлов.
Инструмент, изобретенный сэром Дэви, широко использовался для сварки металлов. Кроме того, именно в то же время электроды стали популярным инструментом для сварки.
Кроме того, именно в то же время электроды стали популярным инструментом для сварки. Сюда входили стержни с толстым покрытием, разработанные и используемые компанией A.O. Smith Company в 1927 году. Экструдированные электродные стержни были впервые изготовлены и проданы населению в 1929 году.
Сюда входили стержни с толстым покрытием, разработанные и используемые компанией A.O. Smith Company в 1927 году. Экструдированные электродные стержни были впервые изготовлены и проданы населению в 1929 году. Создание продольных швов в трубе было целью разработки этого сварочного процесса.
Создание продольных швов в трубе было целью разработки этого сварочного процесса. Позже компания Linde Air Products запатентовала процесс под своим именем, а затем использовала его для разработки горелки с водяным охлаждением.
Позже компания Linde Air Products запатентовала процесс под своим именем, а затем использовала его для разработки горелки с водяным охлаждением.

 Было обнаружено, что многие из используемых сегодня сварочных процессов, которым уже более 90 лет, изменились до своего нынешнего состояния в эту эпоху. Одними из наиболее значительных достижений новейшей эры сварки являются бортовые компьютеры, роботизированная сварка, несколько газовых смесей и высокотехнологичные электроды.
Было обнаружено, что многие из используемых сегодня сварочных процессов, которым уже более 90 лет, изменились до своего нынешнего состояния в эту эпоху. Одними из наиболее значительных достижений новейшей эры сварки являются бортовые компьютеры, роботизированная сварка, несколько газовых смесей и высокотехнологичные электроды.
 Самодельное быстро выходит из строя и малоэффективно.
Самодельное быстро выходит из строя и малоэффективно. Ведь сила струи воздуха с песком гораздо меньше стандартной.
Ведь сила струи воздуха с песком гораздо меньше стандартной. Бутылка из пластика закрепляется сверху. Она необходима в качестве тары для абразивного материала. После всех сборочных операций пистолет соединяют с нашим компрессором — источником потока сжатого воздуха.
Бутылка из пластика закрепляется сверху. Она необходима в качестве тары для абразивного материала. После всех сборочных операций пистолет соединяют с нашим компрессором — источником потока сжатого воздуха. Для повышенного комфорта можно использовать подставку. Ёмкость (камера) должна иметь стеклянное окошко для мониторинга процедуры. Разместить его выгоднее вверху. Процесс предусматривает операции с заготовкой. Для этого важно в фасадной стенке по всей длине устройства выполнить пару круглых отверстий. Они нужны для вдевания в них резиновых рукавиц. Они потребуются повышенной прочности — иначе их придётся частенько менять.
Для повышенного комфорта можно использовать подставку. Ёмкость (камера) должна иметь стеклянное окошко для мониторинга процедуры. Разместить его выгоднее вверху. Процесс предусматривает операции с заготовкой. Для этого важно в фасадной стенке по всей длине устройства выполнить пару круглых отверстий. Они нужны для вдевания в них резиновых рукавиц. Они потребуются повышенной прочности — иначе их придётся частенько менять. Эти отверстия следует прикрыть брезентом.
Эти отверстия следует прикрыть брезентом.





 Кроме этого, потребуется труба ДУ с тремя отдельными переходниками.
Кроме этого, потребуется труба ДУ с тремя отдельными переходниками.




 Раскрытие информации.
Раскрытие информации. 

 com/id/DIY-500-Sandblaster
com/id/DIY-500-Sandblaster
 Наши резервуары соединены винтами посередине, чтобы мы могли получить доступ к их внутренней поверхности, если это необходимо.
Наши резервуары соединены винтами посередине, чтобы мы могли получить доступ к их внутренней поверхности, если это необходимо. Также из соображений безопасности мы установили на баки два предохранительных воздушных клапана на 12 бар, а также два выпускных клапана, которые при необходимости удаляют воздух из баков.
Также из соображений безопасности мы установили на баки два предохранительных воздушных клапана на 12 бар, а также два выпускных клапана, которые при необходимости удаляют воздух из баков. 
 org/Offer»>
org/Offer»>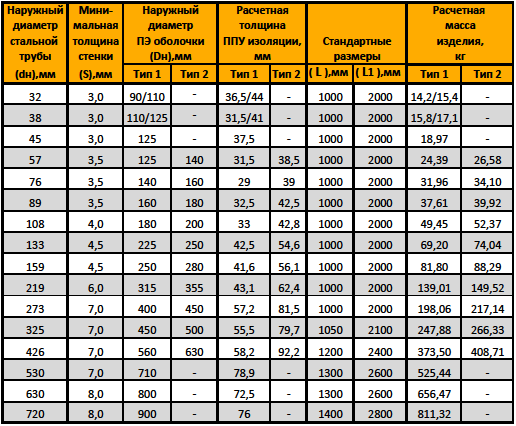 org/Offer»>
org/Offer»>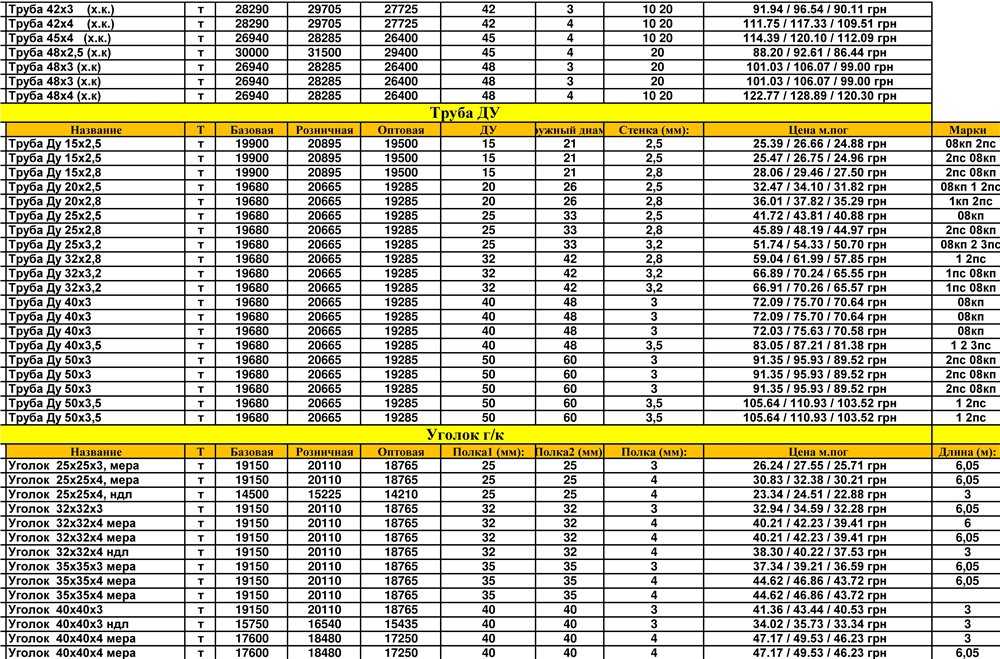 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>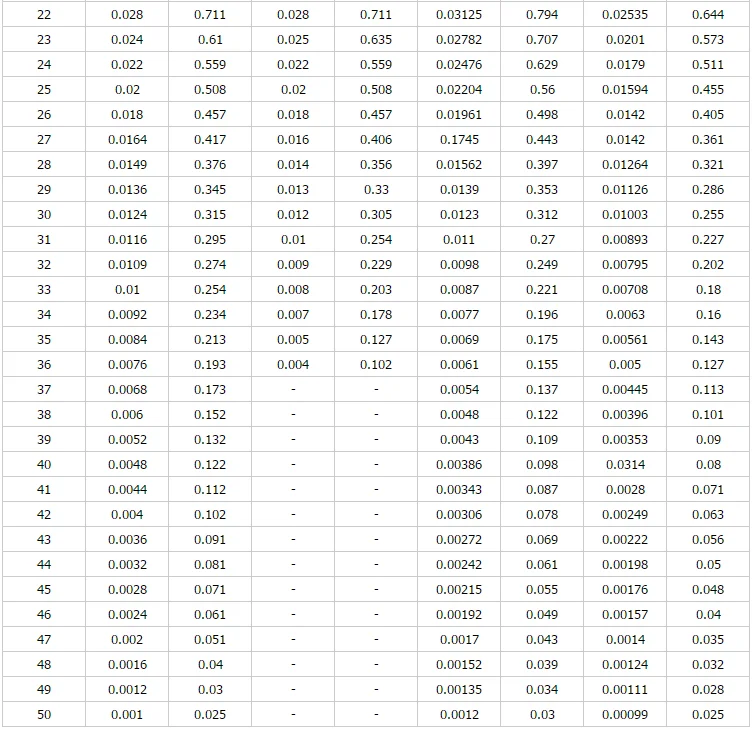 org/Offer»>
org/Offer»>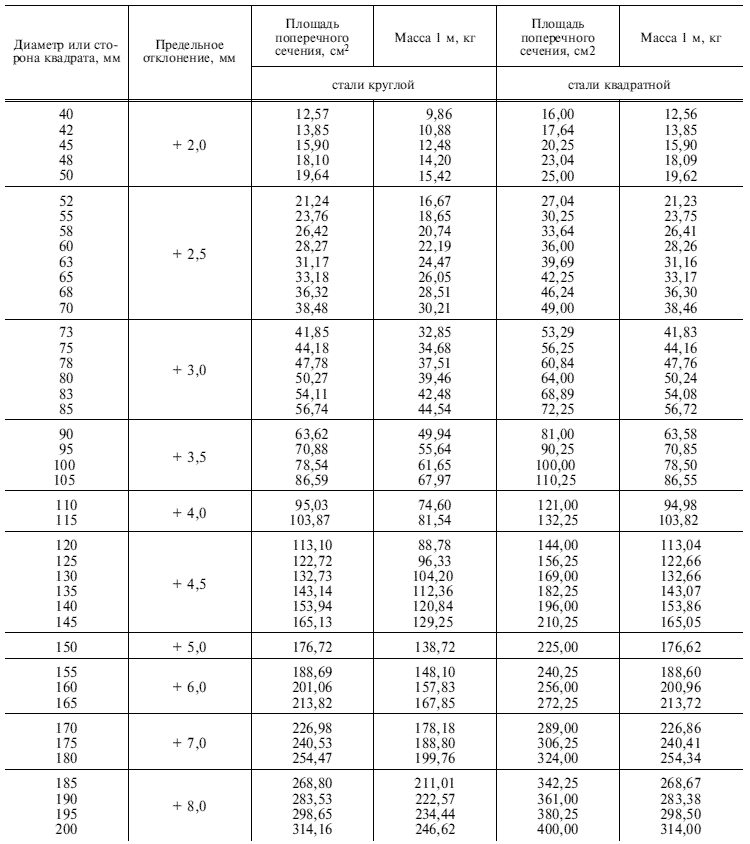 org/Offer»>
org/Offer»>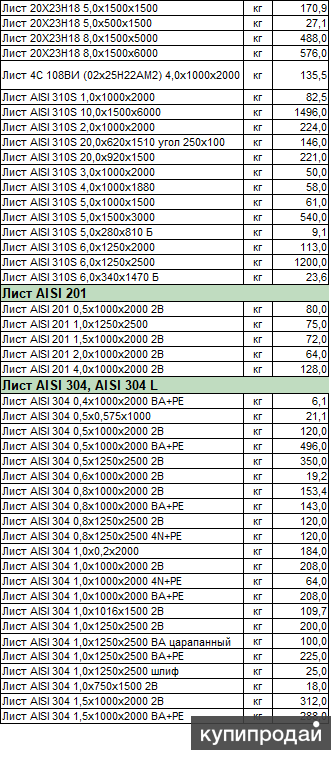 org/Offer»>
org/Offer»>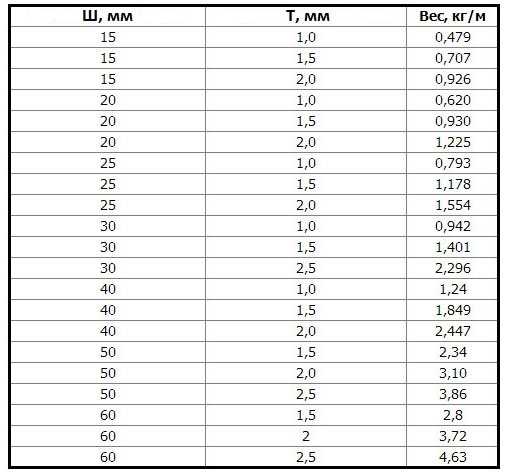 org/Offer»>
org/Offer»>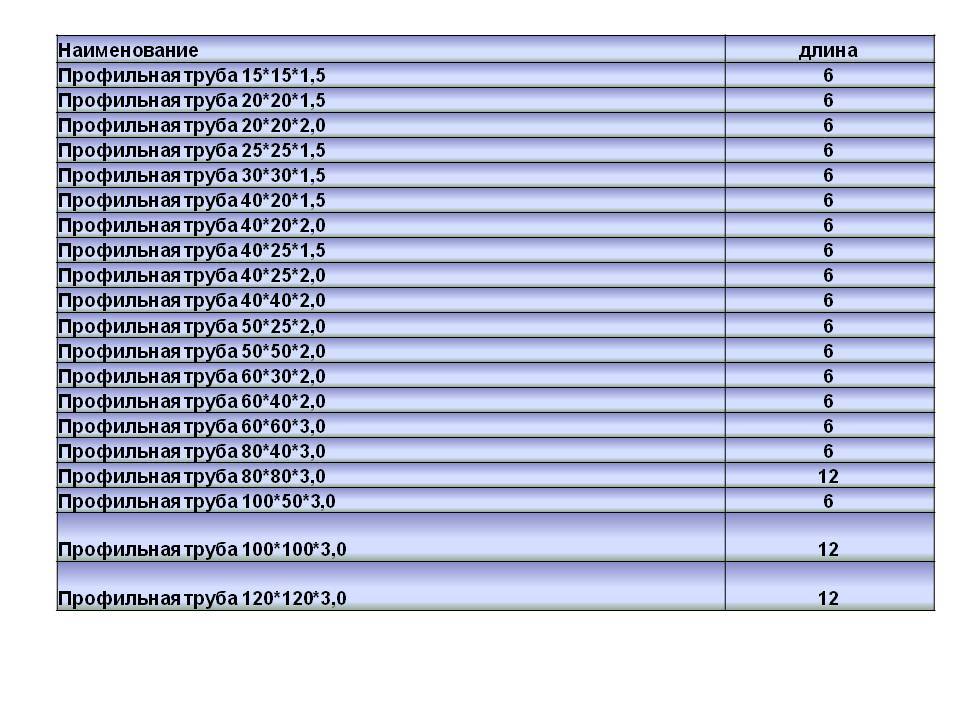 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022 Производится в виде тонкого и толстого металлопроката.
Производится в виде тонкого и толстого металлопроката.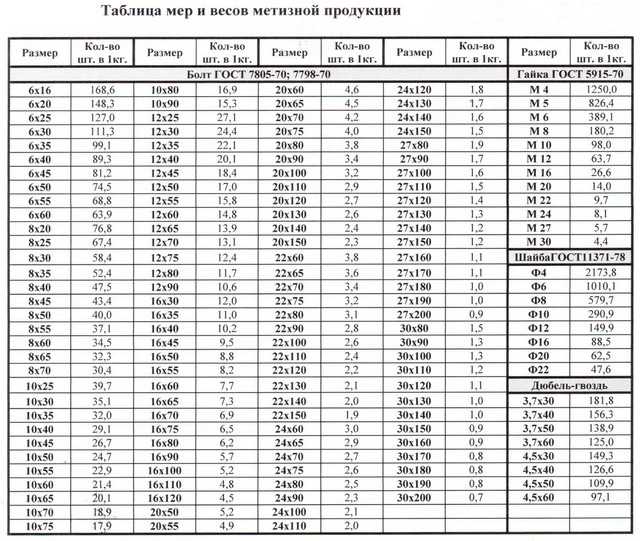 Способ получения будет влиять на технические характеристики конечного материала. Дальнейшая обработка также определяет тип продукта. Так, помимо изделий холодного и горячего проката, существуют просечно-вятяжные и рифленые листы.
Способ получения будет влиять на технические характеристики конечного материала. Дальнейшая обработка также определяет тип продукта. Так, помимо изделий холодного и горячего проката, существуют просечно-вятяжные и рифленые листы.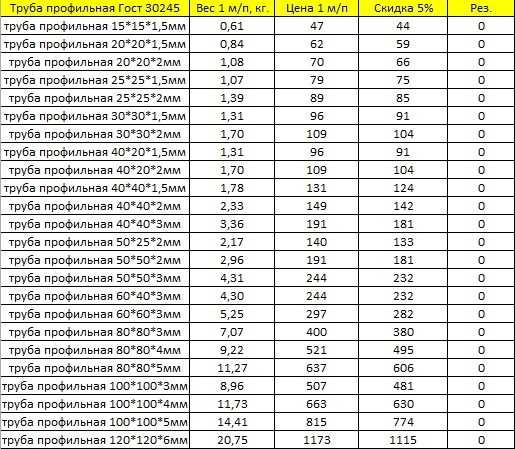
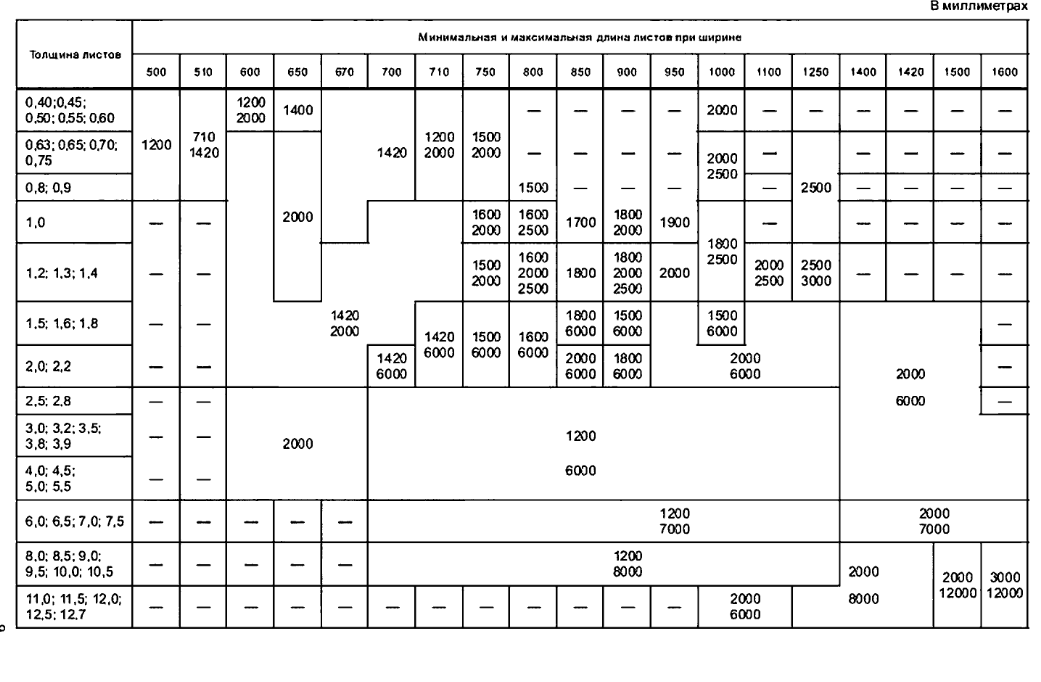
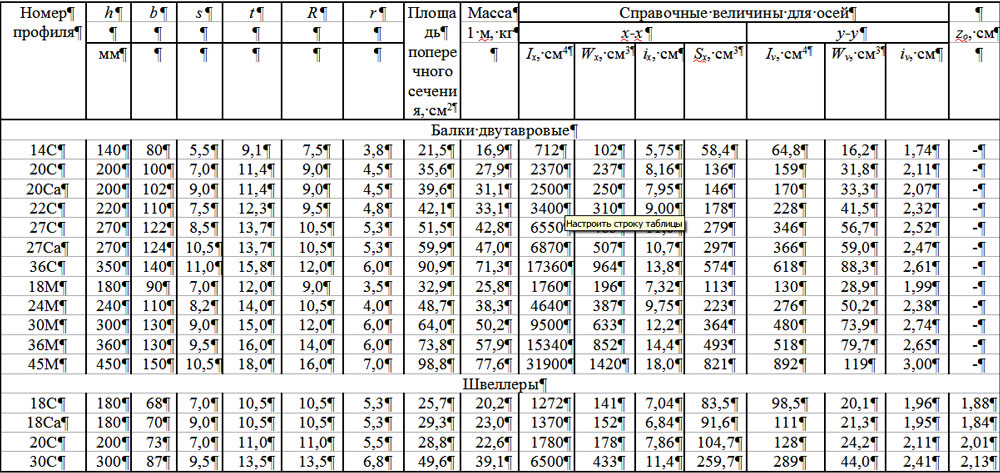

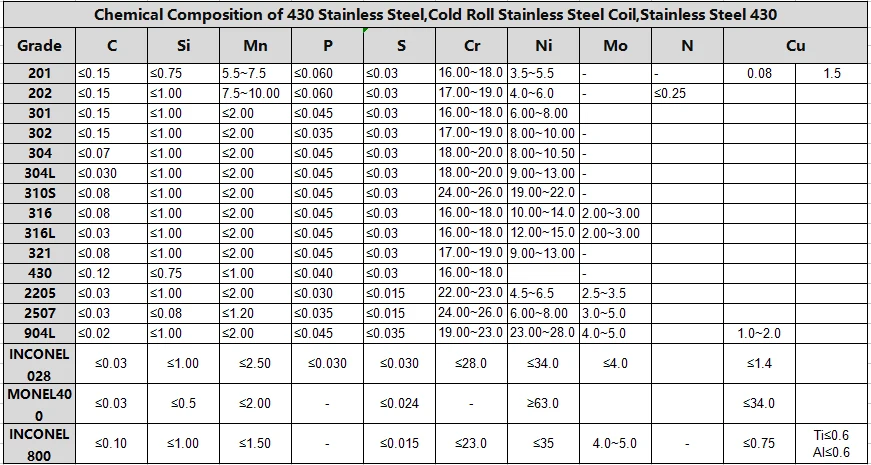 6 дюймов. (Любая длина может быть предоставлена, если лист нарезан по длине, свернут в рулон или горячекатаный).
6 дюймов. (Любая длина может быть предоставлена, если лист нарезан по длине, свернут в рулон или горячекатаный).


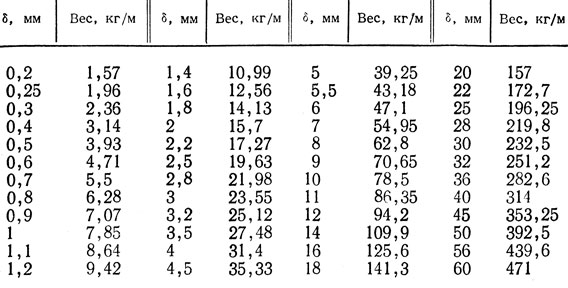

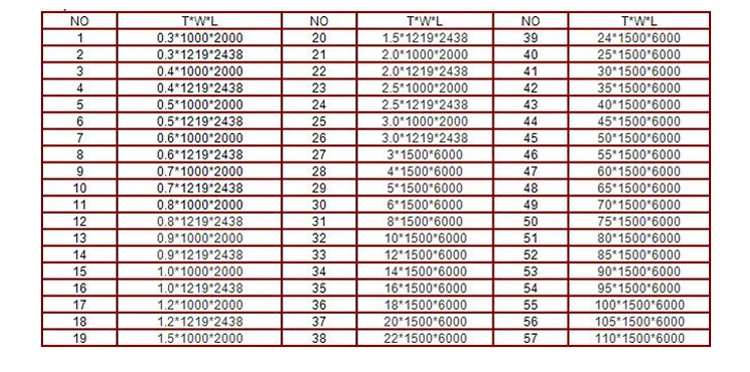
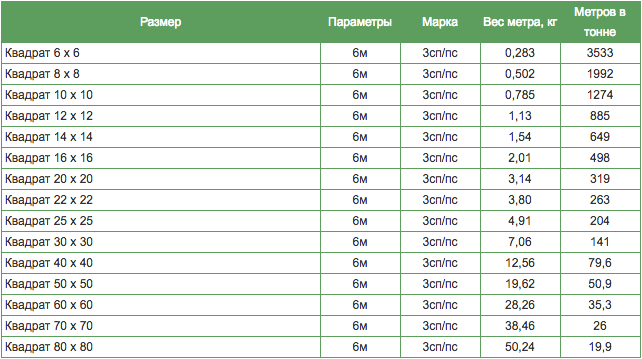
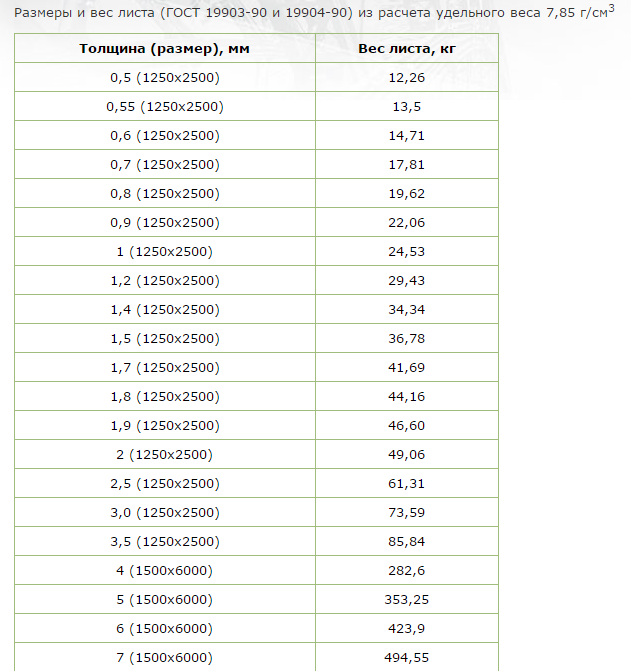
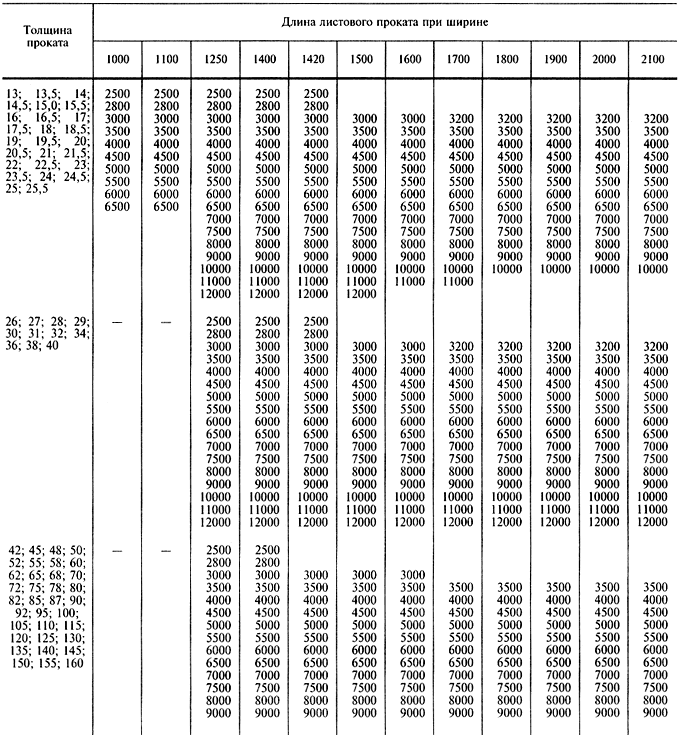
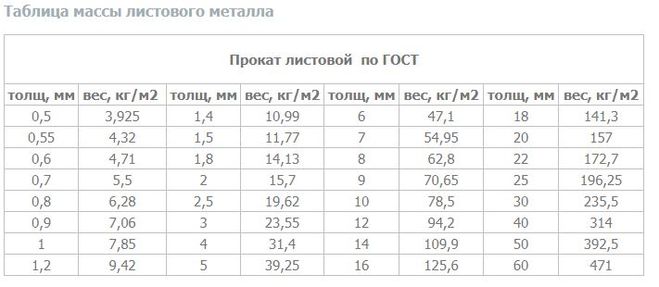
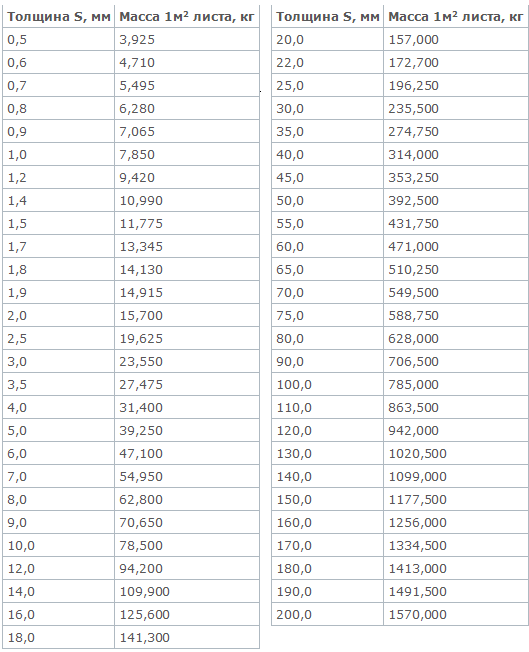 Вы также можете проверить это с помощью нашего калькулятора веса плиты ms.
Вы также можете проверить это с помощью нашего калькулятора веса плиты ms.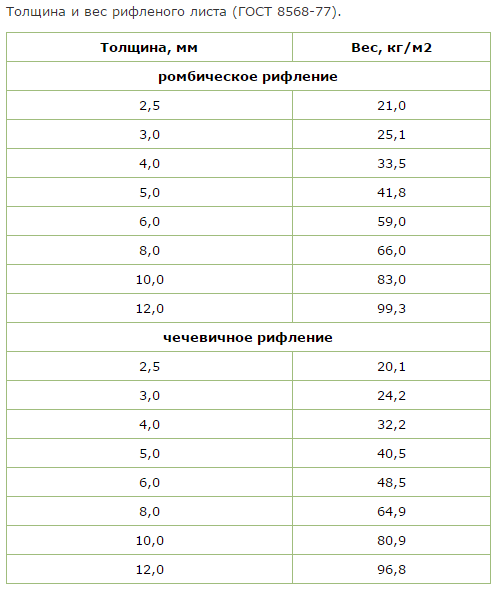 Вы должны иметь в виду, что чем выше число TMT, тем выше напряжение, а также улучшается общее качество продукта.
Вы должны иметь в виду, что чем выше число TMT, тем выше напряжение, а также улучшается общее качество продукта. В результате закалки достигается метастабильное мартенситное состояние. И определенная доля этого состояния восстанавливается при отпуске для получения желаемого продукта.
В результате закалки достигается метастабильное мартенситное состояние. И определенная доля этого состояния восстанавливается при отпуске для получения желаемого продукта.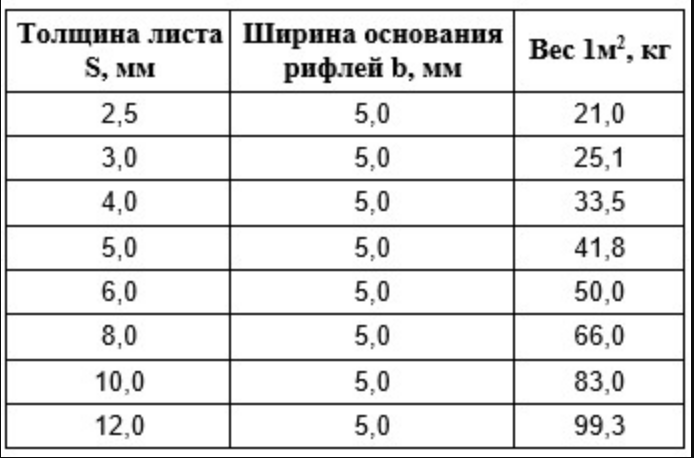
 Обладают средними показателями теплопроводности и прочности. Обладают теплопроводностью 0,12 – 0,18 Вт/(м·°С). Имеют плотность 500 – 700 килограмм на кубический метр. Марка D600 – D900. Наиболее распространенные блоки в малоэтажном строительстве.
Обладают средними показателями теплопроводности и прочности. Обладают теплопроводностью 0,12 – 0,18 Вт/(м·°С). Имеют плотность 500 – 700 килограмм на кубический метр. Марка D600 – D900. Наиболее распространенные блоки в малоэтажном строительстве. Усадка автоклавного газосиликата в 10 раз меньше неавтоклавного и составляет 0,3 – 0,5 мм на метр и то в автоклаве, после чего блоки не усаживаются. 50% цемента в составе автоклавного газосиликата заменяются негашеной известью, которая в автоклаве превращается в гидросиликат кальция, обеспечивающий прочность изделию.
Усадка автоклавного газосиликата в 10 раз меньше неавтоклавного и составляет 0,3 – 0,5 мм на метр и то в автоклаве, после чего блоки не усаживаются. 50% цемента в составе автоклавного газосиликата заменяются негашеной известью, которая в автоклаве превращается в гидросиликат кальция, обеспечивающий прочность изделию.


 Относится к материалам с классом пожарной устойчивости – К0. При прямом воздействии огня не выделяет токсичных веществ.
Относится к материалам с классом пожарной устойчивости – К0. При прямом воздействии огня не выделяет токсичных веществ.
 Он разработал способ производства газосиликата и усовершенствовал его на протяжении своей жизни. Впервые автоклавным способом газосиликат начали производить в Швеции. Затем технологию изготовления этого строительного материала позаимствовали и другие страны.
Он разработал способ производства газосиликата и усовершенствовал его на протяжении своей жизни. Впервые автоклавным способом газосиликат начали производить в Швеции. Затем технологию изготовления этого строительного материала позаимствовали и другие страны.
 Они имеют прочность на сжатие от 98 до 262 кг/см3. Этого хватит для выстраивания крепких и надежных стен. Но так как материал очень плотный, он обладает низкими теплоизоляционными свойствами. Нужно делать дополнительно хорошее утепление для здания, например выкладывать еще один слой из теплоизоляционных газосиликатных блоков.
Они имеют прочность на сжатие от 98 до 262 кг/см3. Этого хватит для выстраивания крепких и надежных стен. Но так как материал очень плотный, он обладает низкими теплоизоляционными свойствами. Нужно делать дополнительно хорошее утепление для здания, например выкладывать еще один слой из теплоизоляционных газосиликатных блоков. Здесь указана простая методика расчета нужного количества газосиликатных блоков для строительства частного дома, которая дает хороший результат:
Здесь указана простая методика расчета нужного количества газосиликатных блоков для строительства частного дома, которая дает хороший результат: Длина внешних стен составит 30*2+15*2 = 90 метров.
Длина внешних стен составит 30*2+15*2 = 90 метров. Умножаем площадь кладки на толщину газосиликатного блока – 228,96*0,3=68,68 м3.
Умножаем площадь кладки на толщину газосиликатного блока – 228,96*0,3=68,68 м3.

 Технология производства таких блоков достаточно трудоемка и высокотехнологична: для того, чтобы получить газосиликат, требуется множество ингредиентов. Среди них основной компонент — известь — и дополнительные элементы: кварцевый песок, вода, цемент и вспенивающий ингредиент, которым, как правило, служит алюминиевая пудра.
Технология производства таких блоков достаточно трудоемка и высокотехнологична: для того, чтобы получить газосиликат, требуется множество ингредиентов. Среди них основной компонент — известь — и дополнительные элементы: кварцевый песок, вода, цемент и вспенивающий ингредиент, которым, как правило, служит алюминиевая пудра. Газосиликатные блоки Грас экологически безопасны для людей и окружающей среды на протяжении всего срока эксплуатации.
Газосиликатные блоки Грас экологически безопасны для людей и окружающей среды на протяжении всего срока эксплуатации.
 От дерева они получают легкость в обработке — газосиликатный блок легко разрезать на части, просверлить, отшлифовать.
От дерева они получают легкость в обработке — газосиликатный блок легко разрезать на части, просверлить, отшлифовать. Благодаря заключенному в ячейках газосиликата воздуху такие блоки меньше проводят тепло, а это значит, что в домах, построенных из газосиликата, всегда будет поддерживаться оптимальная температура. Более того — газосиликатные блоки низкой прочности специально разработаны для того, чтобы использовать их в качестве термоизоляционного слоя!
Благодаря заключенному в ячейках газосиликата воздуху такие блоки меньше проводят тепло, а это значит, что в домах, построенных из газосиликата, всегда будет поддерживаться оптимальная температура. Более того — газосиликатные блоки низкой прочности специально разработаны для того, чтобы использовать их в качестве термоизоляционного слоя! Такие печи и называют автоклавами – в них проходят процессы вспенивания раствора, под воздействием температуры около 200 градусов.
Такие печи и называют автоклавами – в них проходят процессы вспенивания раствора, под воздействием температуры около 200 градусов.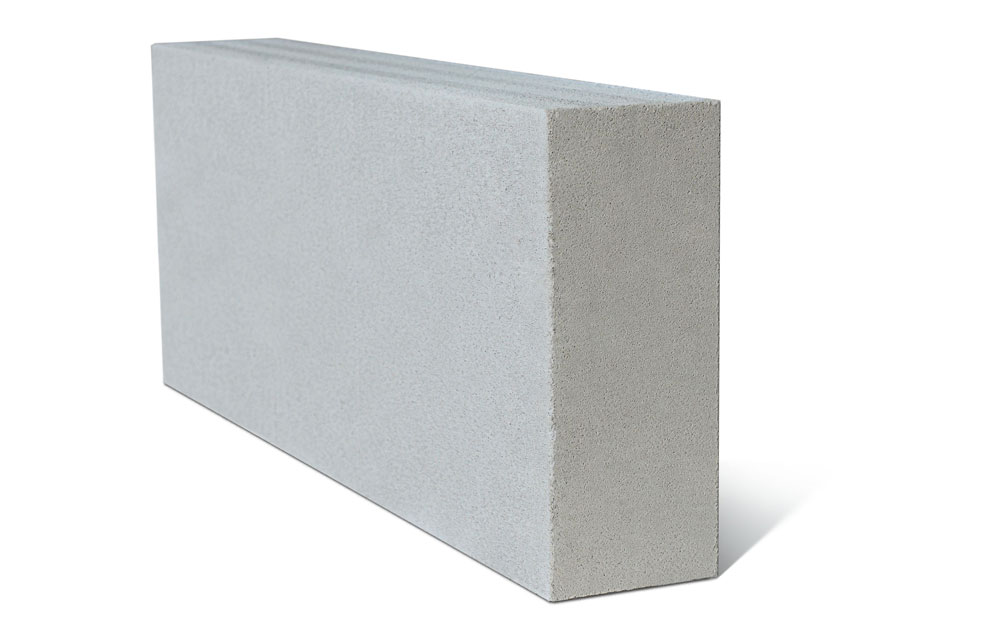 Группа компаний «ГРАС» производит газосиликатные блоки любых размеров и предназначений — как стеновые, так и перегородочные.
Группа компаний «ГРАС» производит газосиликатные блоки любых размеров и предназначений — как стеновые, так и перегородочные. С тех пор свойства материала (прочность, теплопроводность, паропроницаемость) улучшились, а область его применения расширилась (газобетонные блоки стали использовать для строительства многоэтажных домов).
С тех пор свойства материала (прочность, теплопроводность, паропроницаемость) улучшились, а область его применения расширилась (газобетонные блоки стали использовать для строительства многоэтажных домов).
 Ячеистые блоки паровой вулканизации высокого давления (автоклавной вулканизации) – это материал, свойства которого формируются за счет высокой температуры, давления (12 атмосфер) и парового воздействия.
Ячеистые блоки паровой вулканизации высокого давления (автоклавной вулканизации) – это материал, свойства которого формируются за счет высокой температуры, давления (12 атмосфер) и парового воздействия. 
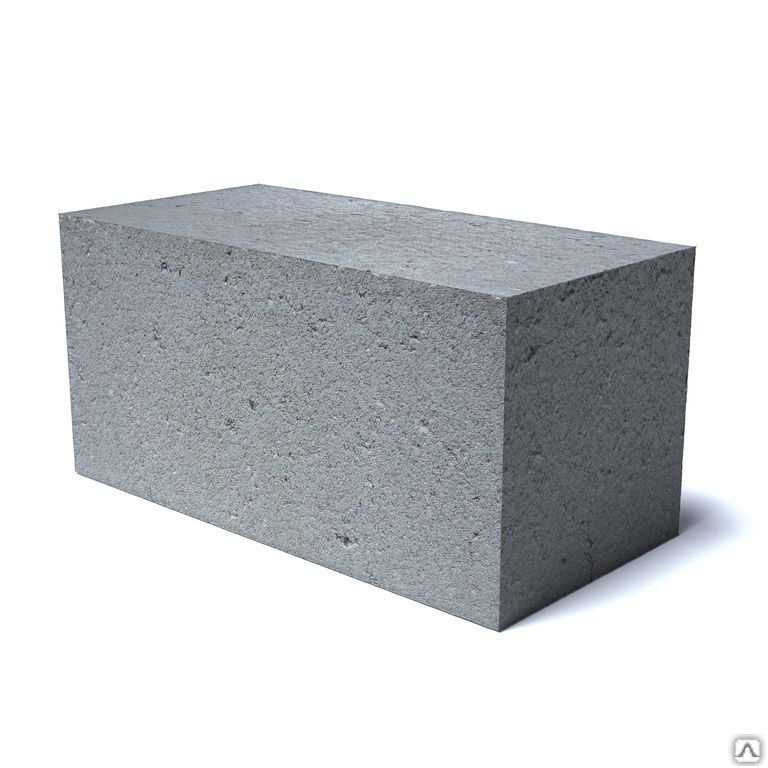
 Построить дом из газосиликатных блоков. Сегодня мы постараемся указать на некоторые нюансы возведения таких домов, а также указать на частые ошибки.
Построить дом из газосиликатных блоков. Сегодня мы постараемся указать на некоторые нюансы возведения таких домов, а также указать на частые ошибки.
