Несмотря на то, что весь мир стремится к унификации и стандартизации, отдельные страны продолжают пользоваться своими привычными единицами измерения. Метрическая система объединяет народы всей планеты, но Великобритания и многие англоязычные страны упорно держатся за свои дюймы, ярды и мили. Сегодня мы поговорим про такую единицу измерений как дюйм.
Порой «мода» на дюймы докатывается и до нас – к примеру, размер телевизионного экрана почему-то принято измерять именно в дюймах. Поэтому, чтобы выяснить, что такое дюйм и чему он равен, приходится предпринимать некоторые интеллектуальные усилия.
Что означает это слово?
В буквальном переводе с английского языка дюйм, или «thumb», означает «большой палец». В наш язык дюймы пришли, скорее всего, из немецкого, в котором «Daumen» тоже означает большой палец.
Однако немцы сегодня пользуются привычной нам метрической системой, а дюйм как официальная единица измерения длины остался в Великобритании. Очевидно, в его основе лежит ширина мужского большого пальца.
Где и когда появился дюйм?
У подданных британской королевы есть своя версия происхождения дюйма как меры длины. Они считают, что эта единица является производной от ярда, который был равен расстоянию между большим пальцем и кончиком носа английского короля Генриха I. Впрочем, согласно другой версии легенды, длина в один ярд ведёт своё происхождение от длины меча вышеупомянутого правителя. Ну а дюйм, в свою очередь, равен одной тридцать шестой доле ярда.
Если исследовать британские кодексы и уложения, отыщется ещё одно определение дюйма. В Акте короля Эдуарда I утверждается, что он равен длине трёх ячменных зёрнышек, уложенных вплотную концами друг к другу.
Где и когда появился дюйм?
Причём зёрна должны быть извлечены из средней части колоса, а не из его кончика или нижней части. До сих пор англичане, когда говорят о длине, равной трети дюйма, используют выражение «ячменное зерно». Длины, выраженные в дюймах, в Англии никогда не пишут в виде десятичных дробей. Их выражают только обыкновенными дробями со знаменателем, кратным 2.
В России тоже существовала мера длины, основанная на ширине большого пальца мужской руки. Она называлась большой линией и состояла из десяти обычных линий.
Дюймом большую линию стали называть после реформ Петра I. А он, как известно, хотел переделать всю страну как можно быстрее на европейский лад и не знал в этом никакой меры.
После перехода СССР на значительно более удобную метрическую систему дюймы остались в измерениях диаметров водопроводных труб и некоторых артиллерийских калибров, унаследованных от прежних времён.
Чему равен 1 дюйм в сантиметрах?
В разные годы пересчёт дюйма в метрическую систему давал разные величины:
в 1819 году он был примерно равен 2,5400438 см;
1922 год – дюйм приравнивался к 2,5399956 см;
в 1947 году в одном дюйме насчитывалось 2,5399931 см.
Но в 1958 году для удобства вычислений было установлено, что один дюйм равен 2,54 см. И с тех пор для пересчёта дюймов в сантиметры используется только это число.
Что такое дюйм на экране телевизора?
Во времена СССР телевизионные экраны измерялись в сантиметрах, так как кинескопы для телевизоров производились в нашей стране. После её распада производство было задушено потоком хлынувшего из-за рубежа импорта.
Поскольку эти страны долгое время находились, а многие и сейчас находятся под влиянием Британии и США, то в них используется британская система мер, а размер экрана измеряется в дюймах. Постепенно и у нас вошли в обиход дюймы, когда речь идёт о диагонали телевизионного экрана.
Чем измеряют диагональ экрана в телефоне
Что сегодня можно измерить в дюймах?
Поскольку в мобильных телефонах тоже есть экраны, которые производятся преимущественно в странах ЮВА, их размеры неизбежно выражаются в дюймах, а не в привычных для нас сантиметрах. У современных телефонов размер экрана варьирует в пределах от 3 до 7 дюймов.
Впрочем, при выборе телефона размер экрана в дюймах – не самый важный показатель. Его следует соразмерять с плотностью изображения в пикселях. Чем этот показатель выше, тем лучше качество картинки, которую вы видите на экране.
Размеры в дюймах на чертежах кордовых моделей
Меня иногда спрашивают как правильно масштабировать чертеж кордовой модели, какие материалы и сколько лучше купить. Поэтому я решил закрепить свой опыт отдельным постом. Ведь кордовый авиамоделизм — это спорт который популярен во всем мире. Особенно он популярен на западе, поэтому нужно уметь правильно читать чертежи кордовых моделей зарубежных спортсменов авиамоделистов.
В зарубежных чертежах в качестве меры измерения длины принята единица «дюйм», «inch», «in» но чаще знак «»»
Русское обозначение — дюйм;
Международное: inch, in или ″ — двойной штрих;
(От нидерландского duim — большой палец) — не метрическая единица измерения расстояния и длины в некоторых системах мер. В настоящее время под дюймом обычно подразумевают используемый в США английский дюйм (английский inch), в точности равный 2,54 см.
Как обозначаются дюймы на чертежах?
Вот типичный пример как определить, что размеры на чертеже указаны в дюймах. Особенно показательно когда масштабная сетка имеет квадратики заметно большие.
Дюйм
В википедии описано несколько вариантов происхождения дюйма но исторически принято считать, что дюйм был определён как ширина большого пальца. К слову ширина моего большого пальца соответствует этому предположению ))) Так же важно отметить, что обычно дюймы обозначают целыми числами и обыкновенными дробями (со знаменателями 2, 4, 8, 16), а не десятичными дробями.
Практическое применение дюймов и миллиметров в авиамодельных чертежах
Наиболее часто в чертежах моделей используются несколько обозначений. Знание этих значений достаточно что бы легко ориентироваться в размерах используемых материалов. Так как многие производители бальзовых пластин продают уже распиленные листы определенных размеров. Что бы с ориентироваться при проектировании и постройке кордовой модели можно применить мой практический опыт.
Размер в дюймах обычно обозначается в виде дробного числа, 1/16, 3/32 и так далее. На рисунке ниже видно отмечено синим размеры деталей в дюймах. Так же масштабная сетка чаще обозначается длиной 6 или 12 дюймов.
Применение дюймов на практике.
3/64 in = 1,19 mm — такие листы бальзы используются для полной обшивки крыльев, стабилизатора и рулей высоты. Часто такими листами обклеивают пенопластовую основу крыла.
1/16 in = 1,58 mm — листы бальзы такой толщины используемого в качестве обшивки лба крыла, центроплана, задней кромки, нервюр и полок нервюр. В некоторых случаях используют как обшивку пенопластового крыла. Данный размер бальзовых листов наиболее часто используется в кордовых моделях, особенно в США. При покупке следует это учитывать.
3/32 in = 2,38 mm – листы бальзы такой толщины используемого в качестве боковых панелей фюзеляжа, изготовлении гаргрота фюзеляжа.
1/8 in = 3,2 mm – листы бальзы такой толщины используемого в качестве боковых панелей пилотажных кордовых моделей, а так же в качестве шпангоутов, лонжеронов и других элементов самолета.
1/4 in = 6,4 mm – листы бальзы такой толщины используемого в качестве материала для изготовления закрылков, стабилизаторов, рулей высоты. Из него делают рейки на лонжерон, переднюю и заднюю кромки а так же другие элементы конструкции. Такой размер бальзовых листов в моделизме очень быстро расходуется.
1/2 in = 12,7 mm – в продаже чаще встречаются просто 12 мм листы бальзы. Используется в качестве материала для реек, гаргрота фюзеляжа, силовых накладок моторной части бальзового фюзеляжа кордовой модели а так же в качестве пластины самого фюзеляжа. Расход такой толщины листов не большой.
Что бы самому перевести число в дюймах в мм. достаточно числитель представить в мм. и поделить на знаменатель. На практике это выглядит так 3/8 дюйма = (3*25,4)/8=9,525 мм.
Перейти к чертежам кордовых моделей
Кордовые модели F2B | Control line stunt | Aerobatics
футов и дюймовых отметок | Практическая типография Баттерика
Отметки в футах и дюймах | Практическая типография Баттерика метки в футах и дюймахИспользуйте прямые кавычки, а не фигурные
Метки в футах и дюймах, также называемые минутными и секундными метками или штрихами и двойными штрихами, в зависимости от того, что они обозначают, не фигурные. Используйте прямые кавычки для этих знаков.
Windows
Mac OS
HTML
‘
отметка ноги
‘
‘
‘
«
дюйма отметки
»
«
»
2 «Но в норме и цитируют мне. на умные цитаты. Так что теперь, когда я пытаюсь ввести отметки в футах и дюймах, они получаются волнистыми, а не прямыми». Справедливое замечание.
Как переопределить умные кавычки
WordВведите отметку в футах или дюймах, которая будет фигурной, а затем нажмите клавишу для отмены. Фигурная отметина станет прямой.
PagesТо же, что и в Word — введите отметку в футах или дюймах, которая будет фигурной, а затем нажмите ⌘ + Z, чтобы отменить действие.
HTML Используйте явный код для одинарной прямой кавычки ( ' ) и двойной прямой кавычки ( " или " ). к ним небольшой наклон с северо-востока на юго-запад. Сторонники чистоты HTML могли бы также указать, что эти символы имеют свои собственные управляющие коды ( ′ и ″ ). Верно, и вы можете найти их.
–118° 19′ 36,9″
чистота
Вы обнаружите, что, несмотря на то, что эти символы доступны в системных шрифтах, они менее распространены в профессиональных шрифтах (их можно найти в рекомендациях по шрифтам). Так что, как правило, прямые цитаты — самые надежные инструменты для работы.
–118° 19’ 36,9”
неправильно
–118° 19′ 36,9″
достаточно близко
Вы можете выделить прямые кавычки курсивом, если хотите еще лучше приблизить наклонные отметки в футах и дюймах. 36.9 »
бонусные баллы
Действуйте осторожно, если в цитируемом материале появляются отметки в футах и дюймах.
«Ей 6 футов 10 лет».
неправильно
«Ей 6 футов 10 лет».
безнадежно
«Ей 6 футов 10 дюймов».
справа
между прочим
Почему в профессиональных шрифтах не используются эти символы?Значки в футах и дюймах никогда не использовались для прямого сочетания клавиш ни на Mac, ни в Windows, и они не были частью какого-либо стандартного набора символов
Если вы пурист, чей выбранный шрифт не содержит настоящих знаков в футах и дюймах, нет ничего плохого в том, чтобы использовать знаки из другого шрифт. Максимально подберите рост и вес. Никто не узнает 9.0003
Неразрывный пробел в середине измерения в футах и дюймах предотвратит неудобный разрыв строки, такой как 6′ 10″ , и гарантирует, что вы получите 6′ 10″ .
отстыковать двигаться Гелиотроп Беспристрастность Валькирия Век Супра Зал Тройной купить шрифт закрыть
← символы с диакритическими знаками
верхняя часть
глава
пробельные символы →
Какое обозначение футов и дюймов в деревообработке
Сегодня мы узнаем о символе футов и дюймов. Если вы привыкли к метрической системе, эта статья поможет вам понять американскую систему измерения и способы преобразования между двумя системами.
Ноги представлены двумя популярными способами. Во-первых, это буквенная аббревиатура «ft». Во-вторых, вы можете использовать один апостроф (‘) — например, 4’ будет читаться как «четыре фута». Дюймы представлены буквенной формой «in» или «ins» для дюймов. Или как двойной апостроф («»). Например, 5″ будет читаться как «пять дюймов» 9.0164
Понимание того, как считывать размеры, необходимо в деревообработке или любом проекте по благоустройству дома. Если вы не понимаете единицы измерения и сокращения, используемые для измерения футов и дюймов, вы можете допустить огромные ошибки в своем проекте.
Однако не волнуйтесь. В этой статье мы поделимся всем, что вам нужно знать о символе футов и дюймов. Мы также объясним, как эти символы используются на практике и как футы и дюймы преобразуются в метрическую систему.
Хорошо, приступим!
Что такое символ для ног?
Начнем с ног. Когда вы работаете с пиломатериалами, трубами или черепицей, основное внимание уделяется измерению в футах. Во-первых, я дам краткое объяснение; затем я поделюсь некоторыми примерами.
Футы обозначаются буквами «ft». или отмечены апострофом (‘). Мы используем одиночный апостроф для футов и двойной апостроф для дюймов (”).
Давайте рассмотрим несколько примеров.
На складе пиломатериалов вы увидите следующий список два на четыре:
2 дюйма X 4 дюйма X 8 футов. в ширину и восемь футов в длину.
Примечание: Аббревиатура «ft.» бывает как во множественном, так и в единственном числе. Это означает, что слова «ступня» и «ступня» обозначаются аббревиатурой «фут». Как вы увидите позже, это немного отличается от дюймов.
Точность длины пиломатериалов в футах?
Если вы только начали строить проекты или работать с деревом, возможно, вы слышали, что пиломатериалы не соответствуют заявленным размерам. Это верно при обсуждении ширины и длины.
Например, размер 2 x 6 на самом деле равен 1 1/2 дюйма x 5 1/2 дюйма
Таким образом, толщина и ширина не соответствуют указанным размерам. Означает ли это, что длина в футах тоже не соответствует? Обычно нет.
Обычно длина соответствует указанным размерам. Итак, если вы покупаете доску, на которой написано, что она 8 футов в длину, это, вероятно, правильно.
Тем не менее, всегда полезно измерить доски, прежде чем предположить, что они соответствуют размеру.
Сколько сантиметров составляет один фут?
Многие люди во всем мире привыкли все измерять в метрической системе (сантиметры и метры и т.д.). Метрическая система проста в использовании. Каждое измерение измеряется в десятичных единицах, что позволяет легко сравнивать разные размеры.
Однако все становится сложнее, когда нам нужно преобразовать что-то в футы, что не является частью метрической системы. Это часто бывает нелегко сделать с головы до ног.
Чтобы получить сантиметры из футов, нам сначала нужно разбить футы на дюймы. Двенадцать дюймов равны одному футу.
Один дюйм равен 2,54 сантиметра. Итак, чтобы перевести футы в дюймы, нам просто нужно умножить 2,54 на 12. Ваш ответ? – 30,48. Итак, один фут равен примерно 30 сантиметрам.
Один метр равен 3,28 фута. Как видите, метр и ярд — это одинаковые измерения.
Как перевести футы в сантиметры?
В предыдущем разделе мы показали пример преобразования футов в сантиметры. Чтобы преобразовать футы в сантиметры, сначала преобразуйте футы в дюймы. Затем умножьте дюймы на 2,54.
Вот пример:
Преобразование 8 футов в сантиметры.
Шаг первый, конвертируйте 8 футов в дюймы. Для этого мы умножаем количество футов на 12. Таким образом, восемь умножить на 12 равно 96 дюймам.
Затем мы умножаем дюймы на 2,54, чтобы получить сантиметры: 96 х 2,54 = 243,8
Итак, 8 футов равны 243,8 сантиметрам.
Как обозначаются дюймы?
Теперь пришло время поговорить о дюймах. Как вы знаете, двенадцать дюймов составляют один фут. Футы и дюймы имеют аналогичный символ.
Для ног используется один апостроф (‘). Для дюймов используется двойной апостроф («»). Вот пример.
5 футов 6 дюймов. Эта аббревиатура означает, что что-то имеет длину пять футов и шесть дюймов.
Хорошо, теперь, когда мы обсудили символ дюймов, давайте посмотрим на аббревиатуру.
Что такое аббревиатура для дюймов?
Дюймы имеют специальную аббревиатуру. Эта аббревиатура упрощает работу с разметкой и измерением дюймов.
Аббревиатура «в.» указывает дюймы. Иногда вы можете увидеть, как кто-то добавляет «s» в конце аббревиатуры: «ins».
Вот пример того, как работает этот стиль аббревиатуры.
Представим, что вы на лесопилке. Вы пытаетесь найти что-то с определенными размерами. Вы видите табличку с надписью 5 футов 6 дюймов Что это значит?
Это означает, что длина доски составляет пять футов и шесть дюймов.
Сколько сантиметров составляет дюйм?
Метрическая система очень популярна во всем мире. Фактически, многие люди считают, что Соединенные Штаты должны начать использовать метрическую систему вместо своей нынешней стандартной системы измерения.
Дебаты в сторону, бывают случаи, когда вам нужно преобразовать что-то из дюймов в сантиметры или из сантиметров в дюймы. Это может быть особенно важно при работе над проектом.
Почему?
Предположим, вы устанавливаете новую раковину. Предположим, все размеры раковины указаны в сантиметрах, а размеры столешницы — в дюймах. В этом случае вам нужно будет объединить две системы, чтобы точно установить раковину.
Кроме того, если вы работаете со строителем, использующим метрическую систему, очень полезно знать, как преобразовать дюймы в сантиметры. Этот навык будет держать вас обоих на правильном пути. К счастью, преобразовать дюймы в сантиметры несложно!
Один дюйм равен 2,54 сантиметра. Итак, чтобы перевести что-то из дюймов в сантиметры, все, что вам нужно сделать, это умножить сумму в дюймах на 2,54.
Вот пример.
Если у вас есть 15-дюймовый кусок трубы, но вы хотите перевести его в сантиметры, просто умножьте 15 на 2,54. Ответ: 38.10. Итак, 15 дюймов эквивалентны 38,10 сантиметрам.
Ниже мы обсудим некоторые часто задаваемые вопросы, касающиеся дюймов, футов и измерения пиломатериалов.
Часто задаваемые вопросы о дюймах и футах
В этом разделе мы ответим на некоторые часто задаваемые вопросы об измерениях. Точность очень важна при создании чего-либо, поэтому вы должны четко понимать размеры, прежде чем начинать проект.
Вот некоторые вопросы, которые мы рассмотрим:
Точна ли указанная ширина пиломатериала в дюймах?
Как читать размеры пиломатериалов?
Можно ли купить пиломатериалы точных размеров?
Хорошо, давайте рассмотрим их более подробно.
Точна ли ширина пиломатериала в дюймах?
Когда дело доходит до покупки и измерения пиломатериалов, не всегда все так, как кажется. Как правило, пиломатериалы классифицируют по трем параметрам: длина, ширина и высота.
Длина любого куска пиломатериала обычно соответствует указанному размеру. Однако высота (или толщина) и ширина обычно отличаются от перечисленных размеров.
Например, два на шесть обычно ближе к полутора дюймам на пять с половиной дюймов.
Почему это?
Ну, размеры были более точными до того, как пиломатериалы были фрезерованы и обработаны. Процесс распиловки досок делает их немного меньше указанного размера.
Как читать размеры пиломатериалов
Обычно размеры досок указываются в определенном порядке. Часто порядок начинается с толщины, затем ширины, затем длины.
Например, вы можете увидеть следующую метку: 2 дюйма x 4 дюйма x 84 дюйма . Эти цифры означают, что доска имеет толщину 2 дюйма, ширину 4 дюйма и длину 84 дюйма.
Если вы находитесь на складе пиломатериалов, рекомендуется взять с собой рулетку. Иногда древесина не соответствует своему первоначальному размеру, поэтому лучше перепроверить.
Кроме того, иногда, когда люди копают кучу пиломатериалов, они перемешивают пиломатериалы между кучами. Такое смешение может привести к тому, что вы случайно купите доску не того размера.
Могу ли я купить пиломатериалы с точными размерами?
Может быть, вы думаете, мальчик, все эти измерения сбивают с толку! Есть ли возможность купить пиломатериалы с точными размерами?
Ну, если вы просто покупаете стандартные доски два на четыре и два на шесть, то найти доски, соответствующие указанным размерам, непросто.
Главная > Продукция > Гидравлика > Гидравлическое оборудование Bosch-Rexroth > Гидрораспределители Bosch-Rexroth > M-SR 6…30
Технические характеристики
Size 6 … 30
Component series 1X
Maximum operating pressure 420 bar
Maximum flow 400 l/min
For installation in block designs
• As angle valve
• As straight-through valve
Leakage-free blocking in one direction
Various cracking pressures, optional (see ordering codes)
general
Size
6
8
10
15
20
25
30
Weight
Angle valve
kg
—
0. 03
0.05
0.08
0.14
0.32
0.47
Straight-through valve
kg
0.05
0.1
0.2
0.25
0.3
Installation position
any
Ambient temperature range
NBR seals
°C
-20 … +80
FKM seals
°C
-20 … +80
MTTFD values according to EN ISO 13849 1)
150 Years
1)
For further details, see data sheet 08012 and 90294
hydraulic
Size
6
8
10
15
20
25
30
Maximum operating pressure
bar
420
Cracking pressure
See characteristic curves
Maximum flow
See characteristic curves
Hydraulic fluid
see table
Hydraulic fluid temperature range
NBR seals
°C
-30 … +80
FKM seals
°C
-20 … +80
Viscosity range
mm²/s
2,8 … 500
Maximum admissible degree of contamination of the hydraulic fluid 1)
Class 20/18/15 according to ISO 4406 (c)
1)
The cleanliness classes specified for the components must be adhered to in hydraulic
systems. Effective filtration prevents faults and simultaneously increases the life
cycle of the components. For the selection of the filters, see www.boschrexroth.com/filter.
x Прокладка ПОН-Б Ду250 Ру10-16 плоская ГОСТ 15180-86
— 57 ₽
x Гайка стальная М24 ГОСТ 5915-70
— 94 ₽
x Болт стальной М24х90 ГОСТ 7798-70
— 178 ₽
x Фланец плоский Ду250 Ру16 ст.20 тип 01 ряд 1 исп.В гр.IV ГОСТ 33259-15
— 5 372 ₽
Итого за комплект
17 382
₽
Характеристики
Характеристики
Клапаны обратные шаровые ABRA D-022 Ру16 предназначены для защиты трубопровода от обратного потока рабочей среды. Применяются, в основном для канализационных, в том числе ливневых систем, трубопроводов, транспортирующих сточные воды, техническую, горячую, холодную воду, другие жидкости.
Обратный клапан не предназначен для использования в качестве запорной арматуры. Класс герметичности — АА. Антикоррозионное покрытие (внутреннее и внешнее) корпуса и болтов крепежа исключает коррозию в течение всего срока службы при ненарушенной целостности и при условии соблюдения всех требований расчетного срока эксплуатации.
Что такое обратный клапан и как работает обратный клапан
Обратные клапаны используются почти во всех отраслях промышленности, действуя как односторонние или обратные клапаны. Обратные клапаны представляют собой простые устройства, выполняющие жизненно важную функцию, предотвращая обратные потоки, тем самым предотвращая повреждения и обеспечивая эффективную работу. Например, обратный поток может привести к гидравлическому удару. Это явление может привести к повторяющимся экстремальным скачкам давления в подключенных трубопроводах, клапанах и насосах, которые могут привести к фатальному повреждению или разрыву системы и ее трубопроводов. Даже если отказ не происходит немедленно, повторное воздействие гидравлического удара может вызвать усталость, которая также может в конечном итоге привести к потере целостности системы.
Обратные клапаны с одним входом и выходом приводятся в действие за счет перепада давления. При превышении определенного давления на входе клапан автоматически открывается без какого-либо вмешательства. Это минимальное рабочее давление, известное как давление срабатывания, является одной из ключевых характеристик, определяемых для всех обратных клапанов. Химическая, целлюлозно-бумажная, пищевая промышленность, водоподготовка и очистка сточных вод, промышленная, морская и горнодобывающая промышленность, насосы, трубопроводы, производство электроэнергии и ОВКВ — вот лишь некоторые из многих приложений для перекачивания жидкостей и насосов, в которых используются обратные клапаны.
Часто обратные клапаны устанавливаются последовательно, например, в системах водоснабжения для предотвращения обратного потока загрязненной воды в линии подачи чистой воды. Имея огромный спектр потенциальных применений, существует также несколько типов обратных клапанов, в которых используется множество различных материалов, таких как металл, полимеры и резина. Общие конструкции включают поворотные или откидные обратные клапаны, в которых металлический диск поворачивается на шарнире или цапфе для предотвращения обратного потока. Обратные клапаны большего размера обычно бывают поворотного или откидного типа. Как следует из названия, обратные клапаны с шаровым и пружинным шаром имеют шар, который устанавливается в седло соответствующего профиля. Обратные клапаны с утиным клювом основаны на гибкой резиновой диафрагме, которая создает клапан, который обычно закрыт, если не подается положительное давление.
Однако, в отличие от металлических поворотных или откидных обратных клапанов, резиновые обратные клапаны с утиным носом не ржавеют, не заедают и не заедают, что обычно повышает надежность и долговечность. Точно так же резиновые обратные клапаны не подвержены механическому износу, что может отрицательно сказаться на обратных клапанах, изготовленных из других материалов.
Выбор правильного обратного клапана
При выборе обратных клапанов необходимо учитывать множество факторов, чтобы обеспечить правильный выбор. Например, важно убедиться, что любой обратный клапан изготовлен из подходящих материалов, совместимых с жидкостью или газом, которые будут использоваться, например, с использованием резинового обратного клапана с утиным носом, где это необходимо. Номинальные характеристики клапана, размер линии, тип установки, такой как горизонтальная или вертикальная, размеры и тип соединения, максимальная скорость утечки, перепад давления и любые особые требования должны быть частью углубленной оценки. Также важно убедиться, что в каждом случае используется правильный тип клапана.
Однако, в то время как для большинства типов клапанов полностью открытый затвор не ограничивает существенно поток, в обратном клапане степень открытия зависит от перепада давления. Тем не менее, обратные клапаны часто определяются, как и другие типы клапанов, и основаны на максимально возможном коэффициенте потока клапана (Cv), а не на реальных условиях эксплуатации. В результате клапан может открываться только частично, когда скорость потока меньше требуемой. Частично открытые клапаны могут иметь повышенное сопротивление и падение давления, а также такие явления, как трепетание клапана. Чрезмерное флаттер приводит к износу, что неизбежно повышает вероятность отказа компонента. В случае обратных клапанов это может привести к обратному потоку и всем связанным с этим проблемам, которые могут возникнуть в этих условиях.
Например, для обратных клапанов более высокие значения Cv могут быть вредными, так как это увеличивает вероятность частично открытого клапана. Клапан с высоким значением Cv в системе с низким расходом, вероятно, увеличит вероятность износа компонентов клапана и приведет к более высокому падению давления, чем предполагалось, учитывая, что падение давления обычно рассчитывается на основе полностью открытого клапана.
Таким образом, правильный размер обратного клапана является критическим фактором, который часто понимают неправильно. В тех случаях, когда расход недостаточен, чтобы удерживать клапан от остановки, требуется клапан с более низким значением Cv, чтобы предотвратить такие характеристики, как флаттер. Таким образом, размеры обратных клапанов должны основываться на конкретном применении, а не на размере линии, чтобы гарантировать, что клапан полностью открыт или закрыт в типичных условиях эксплуатации. Эту характеристику обратных клапанов часто упускают из виду, и обычно обнаруживается, что такие проблемы в конечном итоге возникают из-за плохо подобранных обратных клапанов, а не из-за самих клапанов.
Когда заменять обратные клапаны
В связи с потенциально значительными негативными последствиями, которые могут возникнуть в результате отказа обратного клапана, обеспечение надлежащего обслуживания и правильной работы обратных клапанов имеет решающее значение для операторов предприятия. Например, обратные клапаны используются во всех ливневых и канализационных системах, где они предотвращают противоток. Неисправные запорные клапаны, подвергшиеся коррозии или заклиниванию, могут привести к стоячей воде или затоплению и связанным с этим последствиям для здоровья из-за контакта с загрязненной водой. Виды отказа обратного клапана, связанные с износом или плохим обслуживанием, могут включать проблемы, связанные с шумом и вибрацией от гидравлического удара, обратного потока, утечки или повреждения. Заедание клапанов может произойти, когда между корпусом клапана и движущимися частями, такими как диск или шар, задерживается такой материал, как накипь или мусор. Повреждение седла клапана или других элементов или застревание материала может привести к утечке. Наряду с загрязнением к другим факторам, которые могут отрицательно повлиять на обратные клапаны, относятся высокие температуры, изношенные эластомеры и уплотнения седла, неправильная установка или плохое техническое обслуживание и сборка. Клапаны также могут заедать или протекать по мере их старения и разрушения.
Когда механические обратные клапаны изнашиваются, они обычно дают предупреждающие знаки о своем плохом состоянии. Например, они могут начать вибрировать, издавать шумы или стучать, а также возможно, что компоненты могут выйти из строя и выпасть из механизма. При выходе из строя обратных клапанов также могут возникать обратные потоки. Простое прослушивание потока жидкости, когда клапан находится в закрытом положении, свидетельствует об утечке и является серьезным предупредительным сигналом к действию. Полезно отметить, что обратные клапаны с резиновым утконосом являются «пассивными» устройствами и не подвержены такому износу. Относительно простые меры, такие как минимизация попадания мусора в линию через фильтры и правильная смазка компонентов обратного клапана, могут помочь предотвратить преждевременный выход из строя. Тем не менее, также стоит отметить, что обратные клапаны необходимо регулярно заменять. Продукты, созданные на основе высокого качества и опытных инженеров, неизбежно оказывают значительное влияние на производительность, а более дешевые продукты часто являются ложной экономией. Хотя типичный срок службы компонентов зависит от области применения, производители рекомендуют заменять металлические и пластиковые обратные клапаны каждые 5-7 лет, тогда как обратные клапаны, изготовленные из резины, могут оставаться полностью пригодными к эксплуатации до 35-50 лет.
Обратные клапаны, как правило, являются недорогим компонентом, поэтому их часто упускают из виду. Это может быть подход с высоким риском, учитывая, что стоимость отказа обратного клапана значительна. Потенциал катастрофы реален, когда обратный поток может остановить производство или даже серьезно повредить объект. Следовательно, когда обратные клапаны начинают проявлять какие-либо признаки неисправности, операторы предприятия должны незамедлительно заменить компонент высококачественной заменой.
Proco Products является ведущим производителем обратных клапанов, разрабатывающим и производящим экономичный механизм для предотвращения обратного потока жидкостей и газов. Узнайте больше об обратных клапанах на сайте https://www.procoproducts.com.
Обратные клапаны | Нордсон МЕДИКАЛ
Дизайн и разработка
Готовые устройства
Рынки
О компании
Обратные клапаны медицинского назначения
1 2 3 4 5
Противосифонные обратные клапаны
Обратные клапаны высокого расхода
Одноходовые обратные клапаны
Запорные клапаны с шипами
Обратные клапаны двойной конфигурации
Обратный клапан регулирует направление потока жидкости и доступен в различных конфигурациях в зависимости от области применения. Обратные клапаны с одной конфигурацией предназначены для предотвращения обратного потока только в одном направлении. Обратные клапаны с двойной конфигурацией управляют потоком в двух направлениях, последовательно отводя жидкость к нескольким выходным отверстиям. Обратные клапаны с одной конфигурацией обычно закрыты, т. е. им требуется положительный перепад давления для обеспечения потока, с различными вариантами заделки, включая люэровские муфты, соединительные муфты, соединительные штифты и зазубренные конструкции. Существует также несколько номинальных давлений открытия, от прецизионных вариантов давления открытия, близких к нулевому, до антисифонных клапанов, которые имеют более высокое давление открытия для предотвращения потока, вызванного гравитацией. Обратные клапаны медицинского класса изготавливаются из материалов класса VI USP, которые считаются безопасными для человеческого организма. Обратные клапаны медицинского назначения снижают риск загрязнения, обеспечивают бесшовную заливку и обеспечивают более высокую скорость потока. Они идеально подходят для разработчиков медицинских устройств, специализирующихся на инфузии, дренировании и ирригации.
Уникальные обратные клапаны двойной конфигурации компании Nordson MEDICAL Двунаправленный двойной обратный клапан серии или DCV предназначен для перекачки чистой жидкости из резервуара подачи на место использования. Сосуд для подачи жидкости соединяется с портом подачи клапана (выходной трубой) с помощью соединения Люэра или трубки. Жидкость забирается из питающего сосуда с помощью шприца или другого устройства, подсоединенного к аспирационному порту. Когда шприц сжимается, жидкость затем переносится через выходное отверстие к месту использования без фальсификации жидкости. Двунаправленные клапаны серии DCV изготавливаются из поликарбонатной смолы с использованием силиконовой диафрагмы с двумя доступными впускными портами, соединяющимися с аспирационным портом Люэра и выпускным портом Люэра с внутренней резьбой.
Обратные клапаны двойной конфигурации
Обратные клапаны с двойной конфигурацией
Наши двунаправленные двойные обратные клапаны изготовлены из медицинских материалов, сертифицированных по классу VI USP, и имеют качественную инженерную конструкцию, которая позволяет перекачивать чистые жидкости со стороны подачи на место, не отсоединяя шприц. Эти двойные обратные клапаны также включают в себя два доступных впускных порта — аспирационный порт с внутренней резьбой и порт с отводной резьбой Люэра, что повышает функциональность и производительность.
Посетите интернет-магазин
Двунаправленный двойной обратный клапан
Перекачка чистой жидкости из источника на площадку
Нет необходимости в отсоединении для заполнения шприца
2 доступных впускных порта для подключения:
Аспирационный порт Luer с внутренней резьбой
Патрубок выхода Люэра с наружной резьбой
Материалы соответствуют критериям USP Class VI
Высокая скорость потока
Низкое давление открытия
Nordson MEDICAL является вашим единым поставщиком обратных клапанов индивидуальной конфигурации . Мы можем работать с вашей командой от первоначальной идеи до масштабирования производства.
Пропорции цемента и песка для стяжки пола: оптимальное соотношение
Главная » Бетонный пол
Содержание статьи
1 «Народная» технология
2 Требования к раствору
2.1 Основные требования нормативной документации
2.2 Факторы, влияющие на качество стяжки
2.3 Ингредиенты
2.4 Пропорции
Раствор в домашних условиях для бытовых нужд без значительных требований к характеристикам стяжки можно готовить весьма фривольно. «Народная» технология приготовления раствора для стяжки пола создаёт заведомо больший запас прочности, чем необходимо. Конкретный состав для стяжки пола в этом случае также не является критичным. Он может включать массу различных ингредиентов: гравий, щебень, песок, ПГС, керамзит, стружку и т.д. И если он сделан с минимальным соблюдением технологий и пропорций, то прослужит долгие годы.
«Народная» технология
Примерное соотношение цемента и песка для наиболее часто встречающихся марок цемента.
Многие не особо задумываются, какой раствор нужен для стяжки пола. …И залитый пол выполняет свои функции. Для этого:
Мешают смесь любым способом (бетономешалка, дрель с насадкой-миксером, вручную в ванне и т.д.). Берут примерно от 1 до 3 частей любого песка (строительного, отсева или обычного речного), добавляют 1 часть цемента (самый распространённый М-400 либо по классу прочности В30). Перемешивают сначала на сухую.
Перемешивание раствора.
Затем добавляют воды (около 1 – 2 частей) и мешают до получения однородной массы консистенции густой сметаны. Воду добавляют ситуационно. Дело в том, что точно определить количество воды возможно только методом проб. Тут влияет какой песок используется (влажность, фракция, состав), микроклимат, где проводятся работы (температура, влажность). Также от микроклимата и скорости использования полученного раствора рекомендуется и консистенцию готовить – более густую или более жидкую. Если говорить точнее, то на конечный результат влияет водоцементное соотношение в растворе, но в «народной» технологии обычно такими нюансами пренебрегают.
Чем быстрее использовать раствор, тем лучше.
Вываливают полученную смесь на место и выравнивают.
Оставляют стяжку крепнуть. До передвижения по ней не менее суток, хотя этим частенько пренебрегают и начинают осторожно ходить через несколько часов. Иногда, в жаркую погоду стяжку дополнительно смачивают, чтобы бетон хорошо твердел.
Однако такая примерная технология не гарантирует прочность пола, отсутствие растрескивания и прочее. С большим количеством цемента раствор прочнее, но быстрее сохнет и его трудней ровнять и итоговое качество ухудшается. Увеличивая же количество песка, увеличивают время схватывания, но уменьшается итоговая прочность. Таким образом, варьируя «на глаз», можно существенно ошибиться. Лучше придерживаться рекомендаций, приводимых специалистами. Но это «народная» технология без особых требований.
Требования к раствору
Совсем другое дело, когда к основанию пола предъявляются жёсткие требования: статические и динамические нагрузки, износоустойчивость и т. д. Также заказчик может включить в договор сноску на требования СП 29.13330.2011 (ранее был СНиП 2.03.13-88).
В большинстве случаев стяжку делают на основе цементно-песчаных смесей (ЦПС). Это наиболее универсальный метод. Для пола, сделанного на основе цементного раствора, соблюдаются достаточно высокие эксплуатационные требования при минимальной себестоимости производства. Как сделать раствор для стяжки пола на основе песка и цемента, соблюдая строительные нормы, здесь и пойдёт речь. В случае домашнего приготовления приведённые правила можно придерживаться приблизительно.
Основные требования нормативной документации
Для выравнивания поверхностей и укрытия трубопроводов прочность на сжатие стяжки должна быть не менее 15 МПа;
Под наливные полимерные покрытия – не менее 20 МПа;
Слой стяжки поверх различной теплоизоляции – не менее 20 МПа;
Толщина стяжки не менее 1,5 диаметра максимального наполнителя;
Прочность сцепления на отрыв через 28 суток не менее 0,6 МПа. Через 7 суток не менее 50% от проектной;
Прочность на сжатие поризованных стяжек – не менее 5 МПа.
Для получения марки раствора достаточно умножить значение на 10 (т.е. 15 МПа соответствует марке М150).
Факторы, влияющие на качество стяжки
В порядке значимости:
Пропорции раствора для стяжки пола. Точное соотношение ингредиентов, последовательность их соединения. Напомним важное! Вода добавляется после перемешивания сухих составляющих, точное количество определяется пробами (зависит от влажности материалов, воздуха, температуры).
Для улучшения свойств могут применяться различные добавки.
Состав смеси. Цемент (марка, состояние), песчаный наполнитель (вид, предварительная подготовка), различные добавки (пластификаторы, упрочнители и прочие). Можно изменяя пропорции получать одинаковые марки раствора на основе различных составляющих.
Однородность и консистенция готовой смеси. Важно тщательное перемешивание состава до получения однородной массы. Консистенция влияет на равномерность и плотность заполнения форм и не растекания массы с уменьшением содержания цемента при слишком жидком замесе. Консистенция и количество приготовленной смеси подбирается в зависимости от времени использования.
Время использования готового раствора. Схватившийся раствор не рекомендуется использовать для стяжки. Можно использовать его как наполнитель для выравнивания больших неровностей, ям, провалов.
Период отвердевания. Стяжка должна простоять без какой-либо нагрузки минимум сутки. Полное схватывание зависит от многих параметров (состав и толщина стяжки, микроклимат, основание, на которое ложилась и т.д.). Для расчётных целей принимают период полного схватывания от 1 до 4 недель. Это период набора крепости. Полное высыхание для сухих работ (чтобы не отсырело финишное покрытие от стяжки) может доходить до 2 – 3 месяцев. При слишком большой сухости и высокой температуре рекомендуется увлажнять стяжку в первый день отвердевания. Также можно закрывать от прямых солнечных лучей.
При большой жаре или сухости готовую стяжку увлажняют и закрывают плёнкой до 7-ми дней для предотвращения растрескивания.
Ингредиенты
Для изготовления в домашних условиях вполне достаточно использовать первые три составляющие.
Пропорции
Определяются в первую очередь с необходимой маркой раствора. Лучше ориентироваться по максимальным показателям необходимого количества цемента в растворе. Дело в том, что цемент – это основное вяжущее вещество. Лучше его добавлять с избытком, чем с недостачей. В этом случае нивелируются погрешности качества цемента, неточность подготовки смеси (в основном ошибки с добавлением воды), неблагоприятные особенности набора прочности и прочее.
Соотношение цемента и песка в растворе для стяжки.
Марка раствора всегда рассчитывается по вяжущему веществу, в данном случае цементу. Плотность цемента уменьшается добавлением песка и пропорционально уменьшается прочность (максимальное давление, которое может выдержать стяжка). Но уменьшение прочности не совсем линейное и только до определённого момента. Приводим долю песчаной составляющей для цементов М400 и М500 для разных марок раствора.
Цемент М400
Марка раствора М300 – 1,8;
М200 – 2,5;
М150 – 3;
Цемент М500
Марка раствора М300 – 2,1;
М200 – 3;
М150 – 4;
Для качественной стяжки воды по отношению к цементу в растворе должно быть 28 – 30%. При большем количестве воды в стяжке после высыхания образуются пустоты, уменьшающие общую прочность. При меньшем количестве воды раствор будет полусухой, рассыпчатый, стяжка не монолитная и с меньшей прочностью.
Но при точном количестве необходимой воды раствор получается очень жёстким, не текучим, с таким раствором практически невозможно работать. Для этого в состав добавляются пластификаторы. Либо сознательно допускают ухудшение прочности стяжки, увеличивая количество воды в готовой смеси от 40 до 70%. Т.е. если пересчитать в частях, то получиться от 1,1 (при марке цемента М400 и классе раствора В15) до 3,5 (при марке цемента М500 и классе раствора В12,5). В домашних условиях прочности вполне достаточно.
Самое распространённое сочетание (раствор М300):
Цемент М400: 1;
Песок: 2,5;
Вода: 1,4 – 2,4.
Необходимое количество воды в домашних условиях определяется методом проб.
Следуя этому рецепту, добиваются средней консистенции смеси: не жидкой и не сухой. В домашних условиях можно пользоваться простым тестом. Раствор не должен сбегать с мастерка, наклонённого под 45º. Если в составе мало вяжущего (в том числе и по причине плохого качества последнего), то раствор не будет прилипать к мастерку, а лишь слегка будет его пачкать. Наоборот, если сильно прилипает, то цемента в растворе с избытком.
Совет! Если вам нужны мастера по ремонту пола, есть очень удобный сервис по подбору спецов от PROFI.RU. Просто заполните детали заказа, мастера сами откликнутся и вы сможете выбрать с кем сотрудничать. У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России. Без вашего желания никто не увидит ваш номер телефона и не сможет вам позвонить, пока вы сами не откроете свой номер конкретному специалисту.
Если вы являетесь мастером, то перейдите по этой ссылке, зарегистрируйтесь в системе и сможете принимать заказы.
Хорошая реклама
Самое читаемое
Пропорции цемента и песка для стяжки пола: как приготовить раствор
Читайте в статье:
Марка раствора для стяжки
Пропорции бетона для классической стяжки пола
Какой брать песок
Как приготовить цементный раствор для заливки пола
Готовый раствор или пескоцементная смесь
Добавки: нужны или нет
Пластифицирующие добавки
Микроармирование
Расчет объема раствора для стяжки
Расход цемента на стяжку
При приготовлении растворов разных характеристик, пропорции цемента и песка для стяжки пола отличаются. Помимо главных составляющих, состав также обогащают улучшающими компонентами. Раствор для стяжки пола используют в следующих случаях:
для выравнивания основания под укладку декоративного покрытия;
для доведения высоты полов до нужного уровня.
При наличии в полу глубоких выбоин, неровностей и перепадов, возникает необходимость сделать покрытие большей толщины. Высокие слои заливки делают с помощью цементно-песчаной смеси, укрепленной щебнем.
Максимальный размер гранулы щебеночного наполнителя должен составлять половину высоты планируемого покрытия. Для толщины слоя в 6 см, самый большой диаметр щебня не должен превышать 3 см. Чаще используют материал со средним размером гранулы 20 мм.
Заливка с добавкой щебня получается дорогостоящей, но в то же время обладает своими плюсами. Во время усадки на таком покрытии не образуются трещины. Использование этого способа рационально при укладке теплых полов, когда количество трещин должно быть минимальным.
Для простого подготовительного выравнивания под настил отделочных покрытий, наиболее популярным и недорогим вариантом считается стандартный пескобетон, разведенный водой.
Менее популярный вариант смеси — это раствор на основе гипса. Такой пол обладает существенным недостатками. Он недолговечный, имеет низкий коэффициент прочности и разрушается под воздействием влаги. Эти качества делают его использование достаточно редким.
Марка раствора для стяжки
Частый вопрос, который возникает при ремонте пола: какая марка раствора нужна для стяжки пола в квартире? Растворы для стяжки пола имеют обозначения из цифр и букв. Чем больше значение цифры – тем высшей прочностью обладает состав и большую нагрузку способен вынести.
В таблице описаны основные смеси для приготовления растворов:
Маркировка
Характеристика
М35
• основной компонент — известь; • имеет низкий коэффициент прочности;
M50
• смесь обладает невысокой прочностью; • низкая цена; • применяется под линолеум или паркет.
M100-М150
• цементная стяжка имеет достаточную прочность; • при использовании получается ровная поверхность без пыления; • подходит к большинству современных отделочных материалов.
M200
• имеют усиленную прочность; • позволяет залить покрытие с идеально ровной поверхностью; • применяется под укладку виниловых напольных покрытий.
Для современного ремонта и большинства отделочных материалов оптимально подойдет стяжка, прочностью М100 или М150.
Существенный момент в ремонте — это цена материала. Даже простой ремонт в квартире потребует использование большого количества цементно-песчаной смеси, что выливается в ощутимую сумму.
Очень часто люди переплачивают и покупают смеси известных производителей по следующим причинам:
Неуверенность в качестве цементного порошка (из чего делают цемент).
Нежелание переделывать при неудовлетворительном результате.
Необходимость качественной заливки для дальнейшего использования отделочных самовыравнивающихся материалов высокой прочности.
Последний пункт означает следующее. Финишное выравнивающее покрытие часто обладает высоким показателем прочности. Если уложить его на слабую поверхность, то два слоя покрытия не соединятся друг с другом. Поэтому, категории прочности финишного и чернового пола не могут отличаться более чем 50 единиц.
Для самовыравнивающегося покрытия с коэффициентом М150 используют стяжку маркировкой не менее М100. Можно также залить пол смесью М150. Перед укладкой декоративного покрытия прочностью М200 можно заливать черновое основание класса М150, М200.
Пропорции бетона для классической стяжки пола
Чтобы ответить на вопрос, какой цемент лучше для стяжки пола, следует разобраться в категориях цементной смеси.
К популярным маркам для домашнего ремонта относятся составы с маркировкой М400 и М500. Его также называют портландцемент. Буквенно-цифровые значения на упаковке характеризуют силу физических нагрузок, которое можно оказывать на высохшее покрытие и наличие минеральных добавок. При покупке цемента, лучше выбирать зарекомендовавший себя бренд.
Марки цемента для стяжки пола и пропорции компонентов для составов определенной прочности, даны в следующей таблице:
В основных помещениях квартиры, где пол испытывает существенную нагрузку, следует использовать цемент высокого качества. Переделка неудовлетворительного результата потребует больших затрат, чем изначальная покупка качественных материалов.
Подсобные помещения допускают использование цемента марки М400.
При покупке нужно обращать внимание на дату выпуска цементного порошка. Каждые 3 месяца характеристики цемента снижаются на 15%.
При самостоятельном замесе нужно учесть следующие особенности приготовления строительного раствора:
Для домашнего ремонта использовать фасованный цемент, имеющий как можно более свежую дату выпуска.
Прочность бетонной стяжки не зависит от количества добавленного цемента. Исключение — использование порошка с исходящим сроком годности. В таком случае его расход увеличивают на 15%.
Чрезмерное использование цемента только ухудшает плотность. Чтобы пол получился нужного качества, необходимо соблюсти рекомендуемые пропорции бетона.
При замешивании раствора бетона (для заливки пола) не стоит использовать большое количество воды. При высыхании жидкости, получается значительная усадка раствора и как следствие, образование трещин. Хороший результат с ровной поверхностью дает использование полусухой смеси.
Начинающим мастерам лучше использовать жидкую стяжку, поскольку время ее схватывания достаточно большое. Нужно готовить ее с учетом рекомендаций по количеству компонентов в смеси.
Для стяжки из полусухой смеси, рекомендуется найти цементный состав, имеющий долгий период кристаллизации, достигающий 2 часов и более.
Для выравнивания поверхности с минимальным количеством трещин нужно:
Разводить смесь малым количеством воды.
Выдерживать рекомендованные пропорции цемента и песка.
Применять добавки из армирующих волокон.
Начинать затирку только после начала схватывания состава.
Укладывать демпферную ленту.
Предусматривать деформационные швы.
Пропорции для пескоцементной смеси:
Марка
Песок
Цемент
М 150
3 части
1 часть
М 200
2 части
1 часть
Какой брать песок
Роль — придание раствору нужной прочности. Применение качественного материала позволит добиться ожидаемого результата. Песок для бетона должен соответствовать следующим характеристикам:
Характеристика
Описание
Речной
Острые грани речного песка не позволят ему осесть на дно
Мытый
Пыль на песке может повлиять на твердость раствора и сделать его менее прочным
Разных размеров
Песок разного калибра равномерно заполнит пустоты
Для получения прочного и плотного покрытия не стоит экономить на песчаном материале. Желание сэкономить на черновой заливке, а затем положить сверху дорогостоящее покрытие, может негативно сказаться на результате, привести к полной переделке и двойным, а-то и тройным затратам.
Как приготовить цементный раствор для заливки пола
Приготовление стяжки имеет определенную технологию. Ее соблюдение позволит получить необходимый результат.
Приготовление цементного раствора для заливки пола в ёмкости потребует:
Подготовить место для замеса, в качестве которого может быть строительный таз, ванна или деревянный контейнер, застеленный строительной пленкой.
Уложить поочередно в строительную ванну сухие составляющие в любой очередности. Также добавить армирующие волокна (при необходимости).
Хорошо перемешать песок и цемент, не допуская не промешанных участков. В результате перемешивания нужно получить однородно окрашенную субстанцию серого цвета.
Порционно ввести воду и развести цемент с песком.
Схема замеса раствора в бетономешалке:
Заложить песок и включить аппарат на пару минут.
Постепенно насыпать нужный объем цемента, порционно засыпая его в ёмкость лопатой.
Порции цемента необходимо закладывать постепенно и каждый раз выждать некоторое время для равномерного смешивания ингредиентов. При использовании улучшающих веществ – внести их и снова перемешать.
Когда связующие вещества равномерно перемешаются, можно добавлять воду.
Чтобы взять нужное количество жидкости для разведения сухой смеси, используют следующую формулу: на 1 часть цемента добавляют 0,40-0,60 частей воды.
При избыточной влажности песка добавляют минимальный объем воды из указанного соотношения. Сухой песок применяют с большим использованием жидкости. В этом случае соотношение цемента и воды может быть в пропорции 1:1.
Чем больше воды применяется для разведения бетонной смеси, тем больше усадка и вероятность растрескивания поверхности.
Готовый раствор или пескоцементная смесь
Среди ассортимента стройматериалов покупателям предлагаются также готовые пескоцементные составы. Их стоимость значительно выше отдельных компонентов, но вместе с этим, они имеют важные преимущества. Во-первых, эти смеси имеют точно сбалансированное соотношение песка и цемента. Песчаная смесь состоит из фракций разных размеров, что гарантирует нужную прочность покрытия.
Добавки: нужны или нет
Строительная индустрия, кроме готовых фасованных ингредиентов, предлагает применять в составах для полов специальные улучшающие вещества. Не нужно сразу поддаваться на рекламу и скупать всё подряд. Сначала важно разобраться, какое вещество для чего необходимо.
Пластифицирующие добавки
Вещества, повышающие эластичность смеси называются пластификаторами. Бесспорно, работать с пластичным составом намного приятнее. Он укладывается легко и просто, ложится ровно и создает идеальную поверхность.
Этот компонент добавляется в небольших количествах, но имеет высокую стоимость. При обработке поверхности большой площадью, затраты будут значительные.
Мастера строительного дела нашли хорошую замену фабричным наполнителям и в качестве пластификатора используют мыло или средство для мытья посуды. Его расход составляет примерно 1 стакан на 1 замес бетономешалки.
В чём принцип действия мыла? При незначительном объеме воды оно «смазывает» песчинки и позволяет им скользить сквозь цементную массу.
Новичкам рекомендуется использовать аналоги фабричного производства, так как передозировка мыла может привести к потере цементным составом прочности.
Микроармирование
При схватывании и усадке рабочей смеси, часто поверхность пола растрескивается. Размеры и количество возникших трещин зависит от следующих факторов:
чистота песка и размер его фракций;
объем жидкости;
марка цемента;
соблюдение пропорции.
Добавкой, которая снижает возможность образования трещин, является армирующее волокно. Фиброволокна для микроармирования делают из следующих материалов:
базальт;
стекловолокно;
полипропилен;
металл.
Усредненное количество фибронитей, добавляемых в растворы для стяжки– 0,3 кг на 1 кубометр состава.
Принцип работы микроволокон заключается в том, что тонкие нити хаотично распределяются в смеси, образуя подобие сетки. Такая сетчатая структура, при высыхании и напряжении состава, соединяет частицы смеси и не позволяет стяжке растрескиваться.
Армирующие волокна делают поверхность основания пола гладким и прочным. Однако, стоит строго соблюдать рекомендации по количеству использования армирующего вещества. Пропорции для пола указывают на фабричной упаковке. Переизбыток микроволокон может снизить плотность цементного покрытия.
Используете добавки для цементного раствора?
Никогда не использовал
Да, конечно
Иногда, когда без них никак
Другое, расскажу в комментариях
Poll Options are limited because JavaScript is disabled in your browser.
Расчет объема раствора для стяжки
Ремонтные работы требуют точных расчетов. Для того, чтобы купить нужное количество исходных материалов, потребуется произвести простые математические вычисления. Сначала определяют количество смеси для залития определенной площади.
Для расчетов потребуется знать площадь пола и толщину стяжки. Вычисление лучше производить в метрах. Высота слоя стяжки вычисляется исходя из ровности основания.
Более наглядно можно представить предварительный расчет на конкретном примере. Допустим, даны следующие исходные данные:
Длина комнаты — 4 м
Ширина комнаты — 3 м
Высота слоя стяжки — 6 см.
Нужно выполнить следующие действия:
Умножить длину комнаты (4 м) и ее ширину (3 м) и получить площадь пола, которая в данном случае будет равна 12 кв.м
Перевести толщину заливки в метры. 6/100=0,06 м. Полученный результат можно использовать в дальнейших вычислениях.
Площадь пола (12 кв.м) и толщину стяжки (0,06 м) умножить друг на друга и получить количество раствора для работы (0,72 куб. м).
Аналогичным образом делают расчеты для других помещений, требующих выравнивания. Если полы в комнатах нуждаются в разной высоте покрытия, то расчет нужно производить по каждому помещению отдельно.
Расход цемента на стяжку
Расход цемента для стяжки определяют по усредненным табличным данным. Для этого нужно знать объем смеси для стяжки в кубических метрах. Зная маркировку твердости раствора и марку используемого цемента, можно найти цифру, которая покажет затраты цементного порошка.
Приведенные далее примеры, помогут разобраться в том, как использовать таблицу и высчитать количество цемента для комнаты определенной площади.
Например, необходимо выполнить покрытие прочностью М150 с использованием цемента маркировки М400.
Для расчетов нужно сделать следующее:
Найти цифру на пересечении заданных характеристик. Эта цифра показывает расход цемента на 1 куб. м раствора. В данном случае это цифра 400.
Чтобы рассчитать количество цемента для комнаты 12 кв. м, нужно 0,72 куб.м (количество раствора) умножить на 400 кг. Полученная цифра (288 кг) показывает нужное количество цементного порошка.
Для покупки необходимого количества мешков фасовкой по 50 кг, нужно 288 разделить на 50. Итого, нужно купить 5,7 мешков.
Мешков цемента по 25 кг потребуется в 2 раза больше.
При покупке строительного материала, всегда следует делать округление в большую сторону. Если по расчетам требуется 4,5 мешка смеси, то покупать нужно 5 мешков.
Пользуясь таблицей, можно сделать расчет необходимого количества цементного порошка для уже имеющегося количества закупленной песчаной смеси.
Важные моменты в выравнивании пола – качество исходных материалов, соблюдение пропорций и применение необходимых добавок.
Как самому сделать раствор для стяжки пола.As most to make solution for a floor coupler
Watch this video on YouTube
Как сделать стяжку пола шаг за шагом
Соотношение смеси песка и цементной стяжки для пола различается в зависимости от предполагаемого использования стяжки. Кроме того, на соотношение компонентов смеси влияют тип цемента, марка заполнителя и метод накопления материала стяжки в определенной степени. Таким образом, качество цемента должно быть надлежащим, а в песке не должно быть никаких вредных примесей.
Установлено, что для обычных стяжек соотношение смеси 1:6 (портландцемент: песок/заполнитель) является нормальным диапазоном, который обычно используется; Соотношение смешивания 1: 4 (цемент к песку) широко используется.
Выбор материалов для песчано-цементной стяжки:
1. Цемент: Типы цемента, идеально подходящие для различных типов стяжек, выбираются с соблюдением британских стандартов.
Крайне важно выбрать определенный тип цемента для получения превосходных результатов, так как несоответствие качества цемента значительно повлияет на формирование прочности стяжки и ее уязвимость к плохому отверждению.
2. Песок. Характеристики и внешний вид стяжки в основном зависят от размера и формы песка. Следует обеспечить, чтобы наличие материалов оставалось ниже допустимого уровня.
Размер заполнителя указывается в зависимости от функции стяжки (например, для стяжки для обычных условий эксплуатации), максимальный размер песка 4 мм. Для усиленной стяжки максимальный размер заполнителя отличается от 6 мм до 10 мм. По возможности песок следует предварительно исследовать в лаборатории.
3. Вода: количество воды должно быть включено в состав смеси и отстояно на месте. Следует провести тест «снежный ком», чтобы убедиться, что в смесь включено желаемое количество воды.
Не должно быть дополнительной воды, так как она снижает прочность и увеличивает риск растрескивания. Жесткая смесь с недостаточным количеством воды не обеспечивает полного уплотнения, и со временем стяжка может разрушиться.
Тест снежного кома для песчано-цементной стяжки: Тест снежного кома проводится, чтобы убедиться в наличии достаточного количества воды. Испытание включает сдавливание шарика смеси для стяжки. Консистенция становится идеальной, если стяжка держится вместе без капель воды.
Соотношение смешивания для песчано-цементной стяжки: Соотношение смешивания варьируется в зависимости от предполагаемого использования стяжки. В дополнение к типу цемента, марке заполнителя и способу хранения материала стяжки, которые также в определенной степени влияют на соотношение компонентов смеси.
Сообщается, что для традиционных стяжек пропорция смеси 1:6 портландцемент: песок/заполнитель является нормальным диапазоном, который обычно используется. Однако широко применяются пропорции смеси цемента и песка 1: 4, которые соответствуют Британскому стандарту (BS12). Соотношение смешивания должно давать пластичный, легко поддающийся обработке, когезивный раствор штукатурной консистенции.
Разница между бетоном и стяжкой
Бетон и стяжка состоят из одних и тех же основных ингредиентов – цемента, заполнителей и воды. Но что их отличает, так это размер заполнителей, марка цемента, консистенция смеси и, конечно же, их предполагаемое применение или использование.
Состав и состав смеси
Бетон в своей простейшей форме представляет собой камнеподобную массу, образованную затвердеванием цементного теста и заполнителей, смешанных в пропорции – 1 Цемент: 2 Песок: 3 Крупные заполнители (щебень/гравий). Но к этой базовой конструкции смеси применяется несколько вариаций, чтобы соответствовать различным применениям и требованиям прочности.
Стяжка , с другой стороны, представляет собой тонкий слой цементной пасты и песка/мелких заполнителей, уложенный на бетонное основание пола или пол с подогревом, чтобы действовать как гладкая плоская выравнивающая поверхность для окончательной отделки пола. Стяжки обычно следуют пропорции смеси 1 Цемент: 3-5 Песок (промытый острый песок 0-4 мм для выравнивания стяжек).
Для тяжелых стяжек 25% песка 0-4 мм заменяется одноразмерным заполнителем 6-10 мм, делая пропорцию смеси 1:3:1 – цемент:песок 0-4 мм:одноразмерный заполнитель 6-10 мм. Это делается для облегчения затирки и повышения плотности стяжки.
Отделка
Бетон имеет широкий спектр применения в качестве строительного материала, в качестве изнашиваемой поверхности и в каменной кладке. В зависимости от предполагаемого использования бетона ему можно придать различную отделку от грубой до чрезвычайно гладкой
Напротив, стяжка используется для создания гладкой ровной поверхности для окончательной отделки и не предназначена для использования в качестве окончательной изнашиваемой поверхности. Но стяжки должны быть в состоянии обеспечить достаточную поддержку и прочность, чтобы выдерживать движение транспорта по назначению.
Консистенция смеси
Глядя на консистенцию – бетон смешивается до более влажной консистенции, а смесь для стяжки должна быть полусухой, не рассыпчатой консистенции. Для бетона скорость осадки зависит от применения и состава смеси.
Бетон, как более влажная смесь, обычно наносится с помощью затирочных или поршневых насосов, тогда как полусухие стяжки укладываются с помощью пневматических насосов или смесителей принудительного действия. Однако некоторые стяжки, в которых вместо цемента используется ангидридная основа, смешиваются до текучей консистенции и наносятся с помощью растворонасосов/червячных насосов.
Стяжка
Бетон
Применение/использование
Гладкий выравнивающий слой или черновой пол, укладываемый на бетонное основание пола или на пол с подогревом для окончательной отделки пола
Для использования в конструкциях, кирпичной кладке и в качестве окончательной износостойкой поверхности
Пропорции смеси
1:3-5 (цемент: песок) 1:3:1 (цемент: мелкий песок 0-4 мм: крупный заполнитель 6-10 мм) для стяжки для тяжелых условий эксплуатации
1:2:3 (цемент: песок: крупный заполнитель)
Марка цемента
Обычный портландцемент 42,5NПри использовании портландцемента 32,5N добавьте дополнительно 10% цемента к исходной пропорции смеси
Широкий выбор марок цемента в зависимости от спецификации проекта
Тип агрегата
Промытый острый песок 0-4 мм для цементных выравнивающих стяжек 6-10 мм заполнитель одного размера для тяжелых стяжек
Мелкий заполнитель: Песок природный, промышленный песок или их комбинация с размером заполнителя менее 5 мм более 9. 5 – 37,5 мм
Вода
Чистая питьевая вода
Чистая питьевая вода
Смесь консистенция
Полусухой для цементных стяжекСвободнотекучий для ангидридных стяжек
Влажная смесь – скорость оседания зависит от области применения и состава смеси.
Метод распределения
Пневматический насос или смеситель принудительного действия для цементных стяжекВинтовой насос/насос для растворов для ангидридных стяжек
Поршневой насос или прямое нагнетание из автобетоносмесителей.
Основной химический состав одинаков как для бетона, так и для стяжки – цемент и вода образуют пасту и покрывают поверхность песка или заполнителей, а цементная паста затвердевает в процессе, называемом гидратацией, образуя затвердевшую массу из высокая прочность и долговечность.
Пол в гараже: выбор материала и правила устройства
Разное
29.04.2020
0 1 377 Время чтения: 3 мин.
Полы в гараже должны быть удобными в эксплуатации, надежными, не пылить, легко мыться, не разрушаться при попадании технических жидкостей, с небольшим уклоном в сторону ворот, чтобы отводить воду с мокрой машины, не скользкими для человека и машины, при въезде в гараж зимой, на шипах. Лучшее основание для любого финишного покрытия пола бетонная армированная стяжка. На как выбрать материал для финишного покрытия пола? Сделав пол в гараже по определённой технологии, вы забудете о нём на долгие годы.
С чего начать устройство пола в гараже?
Стяжка в гараже делается в любом случае при строительстве или ремонте гаража по плите перекрытия, если под гаражом есть подвал или по грунту, по подготовке из щебня. Основанием пола может быть монолитная бетонная плита, на которую опираются стены. Если стены имеют собственный фундамент, стяжка внутри гаража заливается отдельно, без механической связи с фундаментом стен. Стяжка делается исходя из планируемой нагрузки, то есть веса того транспортного средства, которое предполагается хранить в гараже. И обязательно планируйте дополнительный запас прочности для фундаментной подушки. Немного увеличив толщину слоёв фундамента, вы приобретёте спокойствие и уверенность в прочности конструкции.
Заливка плиты, стяжки в гараже
Основание по грунту освобождается на глубину около 0,5 м, чтобы отсыпать песок, щебенку, залить бетон и уложить напольное покрытие. Толщина крупного песка 20 30 см, толщина щебня 10 см. На песок укладывается слой геотекстиля.
Щебень отделяется от бетона толстой пленкой с выпуском на стены, чтобы предотвратить механическую связь со стенами. Минимальная толщина стяжки под автомобиль 10 см из бетона марки М300. Стяжка армируется сеткой из арматуры 10 или кладочной сеткой с ячейками 100х100. Стяжка заливается картами шириной 1 м по предварительно выставленным маякам.
Выбор уклона полов в гараже
Чтобы на полу не скапливалась вода с машины после дождя, хорошо сделать уклон в сторону ворот, для естественного стока воды. А лучше сделать двойной уклон: первый от стен к центру и второй к въезду, чтобы вода стекала сначала к центру, а потом наружу. Если есть возможность вывести воду в противоположную сторону, то уклон можно делать к стене, там её собирать и выводить из гаража. Тогда вода не будет попадать на ворота и не сможет приморозить их к земле.
Читайте также
Материал для финишного покрытия пола в гараже
Современный строительный рынок предлагает несколько практичных и долговечных решений для обустройства пола в гараже. При выборе материала для финишного покрытия важно иметь в виду специфическую нагрузку, которой этот пол будет часто подвергаться.
Такая нагрузка гораздо больше, чем в других областях дома, поэтому логично и рационально использовать более долговечные отделочные материалы. Распространённым решением является голый уплотнённый бетон на полу, но керамическая плитка или специальные устойчивые лакокрасочные материалы тоже являются хорошим и эстетичным выбором.
Полы из керамической напольной плитки или керамогранита
На фото: полы из керамической напольной плитки в гараже
Плитка самый удобный и долговечный вариант устройства полов в гараже. Можно подобрать плитку по цвету, размеру и шероховатости верхнего слоя.
Для лучшего сцепления с колесами зимой перед въездам можно положить несколько рядов плитки в высоко выступающим объемным рисунком или использовать деревянный щит для въезда в гараж зимой. Швы между плитками заделываются специальной затиркой, которая устойчива к маслу, антифризу темного цвета. При подборе качественной напольной плитки такое покрытие будет служить долгие годы, оставаясь чистым и свежим. Обратите внимание на керамогранит: при сравнительно не высокой цене, он является довольно удачным решением.
Бетонные полы с упрочнением верхнего слоя
На фото: бетонный пол с упрочнением в гараже
Бетонные полы можно упрочнить в момент заливки, если в верхний слой втереть мелкую щебенку или специальный строительный песок с цементными или полимерными добавками Топпинг, который применяется в строительстве промышленных полов.
На уложенный бетон рассыпается сухая смесь и втирается в верхний слой теркой или мастерком. Материал не очень дорогой и качество полов получается достаточно высоким. Бетон после упрочнения не пылит, стоек к истиранию, не имеет швов. А естественный сероватый цвет бетона ни чуть не испортит общей картины. Одним словом — дешевый, но качественный и вполне разумный выбор для настоящего хозяина дома.
Теплые полы в гараже: большой плюс
Чтобы просушить автомобиль после поездки в дождливую погоду или зимой в гараже, в стяжку можно уложить электрический теплый пол, с управлением таймером. Его можно настроить так, чтобы он включался за час до приезда машины в гараж и выключался через час. За это время бетон нагреется и высушит машину, после чего сам отключиться. Таймер можно подключить к любому стандартному терморегулятору электрических теплых полов с установкой в распределительный щит.
Окраска пола в гараже красками по бетону
На фото: окрашенный пол в гараже
Применения специальных лакокрасочных материалов для пола в гараже является относительно простым способом улучшить эстетику и функционал. В то же время, имейте в виду, что краска кардинально не увеличивает прочность пола, и в большей степени даёт только визуальный эффект. Именно начальная крепкость исходного покрытия имеет решающее значение.
Окраска поверхности пола, однако, также помогает сделать покрытие не гигроскопичным , и так же как и герметики, обеспечить сток воды практически в полном объёме. Предпочтительно использовать эпоксидную, уретано-алкидную или полиуретановую краски для бетона. Каждая из них имеет свои недостатки и преимущества.
Перед покраской, вы должны быть тщательно очистить и загрунтовать пол. Краска наносится валиком или кистью, а количество покрасочных слоёв составляет не менее двух. Технология нанесения и время высыхания зависит от типа краски и её производителя.
Читайте также
Стяжка с уклоном для слива в полу
Главная
>
Стройка и ремонт
>
Пол
⬎
Назначение подобной стяжки может быть различным: от бетонного пола в гараже до душевого поддона собственного исполнения. Стяжка с уклонами, как правило, делается под облицовку плиткой, но вполне возможен гаражный или иной вариант, когда слив воды происходит прямо по бетону или цементной стяжке.
Описываемые методы как просты в исполнении и подходят для облицовки плиткой обычных или больших размеров, так и есть более сложные. Стоит заметить, что многие не видят конструктивной разницы: при облицовке мозаикой количество уклонов-плоскостей не играет роли, чего нельзя сказать об обычной плитке.
Но попробуем рассказать обо всем по порядку.
Основание
В большинстве случаев разумным решением будет заливание в два этапа: формирование основного слоя с установкой трапа и коммуникаций, и заливание более тонкого, с уклонами в сторону слива. В данном описании под основанием подразумевается именно базовый слой без уклонов. Рассмотрим практические примеры:
Душевой поддон.
При изготовлении поддона, выложенного плиткой, решающую роль играет высота подключения слива к канализации. Зачастую возникает конструктивная необходимость сформировать поддон с высотой более 20 см. от уровня пола. Поэтому для облегчения такого массивного слоя используется красный кирпич или керамзитобетон, для формирования основы.
Слив в техническом помещении, гараже.
Подразумевается заливание бетонного основания на грунт, при уже готовых бетонных полах нужно рассматривать керамзитобетон или возможность «заглубления» канализационного слива. На грунт же заливается обычная бетонная плита 10-20 см. с учетом добавления слоев с уклонами. Для стяжки с уклонами необходимо предусматривать 1-2 см. возле слива, а далее добавлять по сантиметру с каждым метром удаления от трапа.
В итоге необходимо добиться относительно ровного основания (перепады в 0,5-1 см. вполне допустимы) с уже установленным трапом.
Установка трапа
Вообще данная операция выполняется перед заливкой основания, мы же описываем процесс в целом, ведь в некоторых случаях основание не заливается. Надобности в этом нет, когда есть возможность смонтировать трап в отверстие в полу (см. пример ниже).
Трап следует устанавливать так, чтобы его верхняя плоскость была выше основания на 1-2см. Почему же не сделать слив заподлицо с основанием и в последствии не залить стяжку, выходящую к трапу под ноль? Во первых, следует учитывать будущую облицовку плитки (если не планируется оставлять залитый пол как есть), это около 10 мм. с учетом клея (если сама плитка 8 мм, если толще — то и запас больше). В идеале верхушка трапа должна быть на несколько миллиметров ниже примыкающей плитки. Во вторых, маяки для стяжки более проблематично (но возможно) установить с выходом к трапу в ноль. Поэтому и рекомендуется выдвигать трап на пару сантиметров выше основания.
Перед заливкой основания можно воспользоваться способом фиксации трапа как на фото ниже. Деревянные бруски притянуты изолентой к верхушке трапа. Сами же бруски опираются на арматуру и выставлены в горизонтальный уровень.
Фиксация трапа — еще один аргумент в пользу разделения работ на два этапа — заливка основания и заливка стяжки с уклонами.
В некоторых случаях операцию по созданию основания можно исключить — когда есть возможность смонтировать трап в готовый пол. Пример на фото ниже: на деревянный пол в частном доме уложены листы гипсоволокна, канализационный слив проведен под полом. Под трап выпилено небольшое окошко, фиксация выполнена плиточным клеем, деревянные торцы досок в окошке обработаны гидроизоляцией.
Этот случай как раз демонстрирует выход уклонов в ноль к трапу. Достигнуть этого пришлось с маяками из раствора, ибо металлические маяки такого не позволяют по причине того, что сам маяк обладает толщиной. Вообще это исключение и диктовалось оно минимальными слоями заливки для облегчения веса на деревянное перекрытие. Как видите, слив немного выпирает из плоскости пола (чуть меньше сантиметра) — запас под толщину плитки с клеем.
В любом случае, после установки, трап следует оклеить малярным скотчем от попадания грязи.
С чего начать устройство пола в гараже?
Стяжка в гараже делается в любом случае при строительстве или ремонте гаража по плите перекрытия, если под гаражом есть подвал или по грунту, по подготовке из щебня. Основанием пола может быть монолитная бетонная плита, на которую опираются стены. Если стены имеют собственный фундамент, стяжка внутри гаража заливается отдельно, без механической связи с фундаментом стен. Стяжка делается исходя из планируемой нагрузки, то есть веса того транспортного средства, которое предполагается хранить в гараже. И обязательно планируйте дополнительный запас прочности для фундаментной подушки. Немного увеличив толщину слоёв фундамента, вы приобретёте спокойствие и уверенность в прочности конструкции.
Заливка плиты, стяжки в гараже
Основание по грунту освобождается на глубину около 0,5 м, чтобы отсыпать песок, щебенку, залить бетон и уложить напольное покрытие. Толщина крупного песка 20 30 см, толщина щебня 10 см. На песок укладывается слой геотекстиля.
Щебень отделяется от бетона толстой пленкой с выпуском на стены, чтобы предотвратить механическую связь со стенами. Минимальная толщина стяжки под автомобиль 10 см из бетона марки М300. Стяжка армируется сеткой из арматуры 10 или кладочной сеткой с ячейками 100х100. Стяжка заливается картами шириной 1 м по предварительно выставленным маякам.
Выбор уклона полов в гараже
Чтобы на полу не скапливалась вода с машины после дождя, хорошо сделать уклон в сторону ворот, для естественного стока воды. А лучше сделать двойной уклон: первый от стен к центру и второй к въезду, чтобы вода стекала сначала к центру, а потом наружу. Если есть возможность вывести воду в противоположную сторону, то уклон можно делать к стене, там её собирать и выводить из гаража. Тогда вода не будет попадать на ворота и не сможет приморозить их к земле.
Похожие статьи
Установка маяков
В моем опыте существует два метода установки маяков: простой и быстрый, имеет ряд недостатков или более сложный, зато очень качественный. Рассмотрим оба способа. К слову, в обоих случаях совершенно не принципиально, по центру трап или смещен в сторону. Также не стоит забывать об индивидуальной разуклонке, подходящей под конкретный случай.
Для простого способа понадобится всего три маяка: два параллельные, как можно ближе к противоположным стенам и один средний, по оси трапа. Средний маяк также параллелен с остальными двумя, имеет уклон обеими половинками в сторону трапа. Пристенные маячки не имеют уклона, а выставлены на максимальную высоту.
В результате такой расстановки появятся четыре плоскости с уклонами в сторону трапа. Границами плоскостей будут центральный маяк и линия условного перелома.
Основными достоинствами способа является скорость и простота установки. Важной особенностью является то, что прямоугольная плитка не будет нуждаться в подрезке на гранях-переломах, даже если трап находится далеко от центра помещения. Как видно из схемы, в результате образуется четыре грани-уклона, которые перпендикулярны друг к другу вне зависимости в какой точке пола установлен трап. Эта схема хорошо подходит для вытянутых трапов, угол между гранями не меняется и поэтому прямоугольную плитку не придется подрезать в переломах плоскостей. Если планируется облицовка мозаикой, то этот момент не важен.
На данном фото видно, что крайние маяки установлены достаточно далеко от стен, это обусловлено наличием труб и другими техническими неудобствами. По возможности следует избегать удаления от стен, ибо между стеной и маяком неизбежно образуется подъем напротив трапа.
Основная проблема такого решения — плоскости получаются слегка «завинченые».
Чем меньше помещение и сильее уклон, тем более явно проявляется этот эффект и доставляет проблем. Поэтому при облицовке плиткой, ближе к стенам могут вылазить приличные слои плиточного клея.
У подобного решения есть еще пара недостатков: пристенные маяки нужно максимально приближать к стенам, так как правило, поставленное на один крайний и центральный маяк, неизбежно будет задираться выше положенного в промежутке между стеной и крайним маяком. Задираться правило будет не равномерно по всей длине протягивания, а меньше у края помещения и больше к точке установки трапа.
Ко второму недостатку можно отнести то, что грани стяжки будут подходить к центру каждой стороны трапа, а не к углам. Из-за этого при облицовке плиткой, по углам трапа плитка будет немного выше, чем посередине. При использовании слива круглой формы недостаток не имеет значения. Также, недостаток автоматически устранится, если изначально устанавливать квадратный трап по диагонали.
Это решение можно считать практически идеальным, с той лишь оговоркой, что использование прямоугольных, вытянутых трапов неприемлемо, только квадратные или круглые.
Второй метод установки маяков традиционно считается более качественным. Справедливости ради хочу заметить: чтобы прямоугольная напольная плитка не подрезалась по граням-уклонам, плоскость должна иметь перпендикулярные грани. Добиться этого можно только при квадратном или круглом трапе, установленном четко в центре квадратного помещения. При использовании прямоугольного, вытянутого трапа, при помещении не квадратной формы грани будут под разными углами друг к другу и придется выполнять подрезку на плитке вдоль некоторых граней. Как обычно, с мозаикой никаких проблем возникнуть не должно.
Такая схема хороша в некоторых вышеописанных ситуациях, однако более муторно выставлять маяки, также такую стяжку немного сложнее заливать. В результате получается четыре плоскости с уклонами, каждая плоскость четко выходит на одну из четырех сторон трапа. Благодаря этому при облицовке плиткой получается идеальный стык трапа с кафелем.
Недостатки этого способа очевидны: при неквадратном помещении, прямоугольном трапе и не по центру практичнее использовать первый способ.
Какой уклон соблюдать?
Для нормального слива воды необходим уклон не менее 1 см. на один метр. Это означает, что на самом длинном маяке (при первом методе это центральный) должен быть уклон сантиметр на метр или больше. При установке слива не по центру, а к примеру, ближе к какой-либо стене, уклоны на коротких маяках будут более крутыми. Это позволит добиться одного уровня по периметру стяжки.
Если планируется облицовка пола маленькой душевой и плитка применяется не мозаичного типа (маленького размера), то самым качественным решением будет создание индивидуальной системы уклонов, отличной от описанных выше. Уклоны планируются исходя из конкретного размера напольной плитки. Вот один из таких примеров:
Материал для финишного покрытия пола в гараже
Современный строительный рынок предлагает несколько практичных и долговечных решений для обустройства пола в гараже. При выборе материала для финишного покрытия важно иметь в виду специфическую нагрузку, которой этот пол будет часто подвергаться.
Такая нагрузка гораздо больше, чем в других областях дома, поэтому логично и рационально использовать более долговечные отделочные материалы. Распространённым решением является голый уплотнённый бетон на полу, но керамическая плитка или специальные устойчивые лакокрасочные материалы тоже являются хорошим и эстетичным выбором.
Полы из керамической напольной плитки или керамогранита
На фото: полы из керамической напольной плитки в гараже Плитка самый удобный и долговечный вариант устройства полов в гараже. Можно подобрать плитку по цвету, размеру и шероховатости верхнего слоя.
Для лучшего сцепления с колесами зимой перед въездам можно положить несколько рядов плитки в высоко выступающим объемным рисунком или использовать деревянный щит для въезда в гараж зимой. Швы между плитками заделываются специальной затиркой, которая устойчива к маслу, антифризу темного цвета. При подборе качественной напольной плитки такое покрытие будет служить долгие годы, оставаясь чистым и свежим. Обратите внимание на керамогранит: при сравнительно не высокой цене, он является довольно удачным решением.
Бетонные полы с упрочнением верхнего слоя
На фото: бетонный пол с упрочнением в гараже Бетонные полы можно упрочнить в момент заливки, если в верхний слой втереть мелкую щебенку или специальный строительный песок с цементными или полимерными добавками Топпинг, который применяется в строительстве промышленных полов.
На уложенный бетон рассыпается сухая смесь и втирается в верхний слой теркой или мастерком. Материал не очень дорогой и качество полов получается достаточно высоким. Бетон после упрочнения не пылит, стоек к истиранию, не имеет швов. А естественный сероватый цвет бетона ни чуть не испортит общей картины. Одним словом — дешевый, но качественный и вполне разумный выбор для настоящего хозяина дома.
Теплые полы в гараже: большой плюс
Чтобы просушить автомобиль после поездки в дождливую погоду или зимой в гараже, в стяжку можно уложить электрический теплый пол, с управлением таймером. Его можно настроить так, чтобы он включался за час до приезда машины в гараж и выключался через час. За это время бетон нагреется и высушит машину, после чего сам отключиться. Таймер можно подключить к любому стандартному терморегулятору электрических теплых полов с установкой в распределительный щит.
Окраска пола в гараже красками по бетону
На фото: окрашенный пол в гараже Применения специальных лакокрасочных материалов для пола в гараже является относительно простым способом улучшить эстетику и функционал. В то же время, имейте в виду, что краска кардинально не увеличивает прочность пола, и в большей степени даёт только визуальный эффект. Именно начальная крепкость исходного покрытия имеет решающее значение.
Окраска поверхности пола, однако, также помогает сделать покрытие не гигроскопичным , и так же как и герметики, обеспечить сток воды практически в полном объёме. Предпочтительно использовать эпоксидную, уретано-алкидную или полиуретановую краски для бетона. Каждая из них имеет свои недостатки и преимущества.
Перед покраской, вы должны быть тщательно очистить и загрунтовать пол. Краска наносится валиком или кистью, а количество покрасочных слоёв составляет не менее двух. Технология нанесения и время высыхания зависит от типа краски и её производителя.
Теги гараж материал пол полы
Заливание
Для заливания тонких слоев в 1-2 сантиметра (отталкиваемся от самых тонких) обычный цементно-песчаный раствор не подойдет. Нужны специальные смеси, допускающие такие тонкие слои, в настоящее время подобных смесей великое множество. Подойдет как плиточный клей, так и специальные ровнители для пола, допускающие слой от 0-5 мм.
В качестве правила можно использовать отрезок профиля ПН, поставленный острыми краями на маяки. Удобство заключается в том, что в любой момент правило можно укоротить минимальными усилиями, а делать это обязательно придется.
Импровизированное правило из профиля берется с небольшим запасом по длине, так ровняется только первая плоскость или половина всей стяжки (в первом способе). Чтобы не повредить уже сформированную соседнюю плоскость, правило следует обрезать почти «впритык» по ширине между маяками, с запасом всего 1-2 сантиметра. При заливании вторым методом правило укорачивается много раз по мере продвижения от края к сливу.
Когда нет возможности выровнять правилом некоторые места, например возле трапа в первом способе или на пути есть торчащая труба — на недоступный участок, на «глазок» накладывается раствор с запасом, после схватывания смеси бугорок снимается острым шпателем. Во время снятия наплыва нужно ориентироваться на выровненные правилом, прилегающие плоскости. Важно не затягивать с чисткой наплывов, сделать это нужно не позднее следующего дня, иначе потом счистить лишнее будет проблематично.
На этой ноте мы заканчиваем нашу публикацию. Мы получили готовую стяжку с уклонами для слива, а в следующей публикации расскажем, как облицевать плиткой наше творение.
Смотрите продолжение: «Укладка плитки обычных размеров с уклоном под слив»
Должны ли быть наклонные полы в гараже? Что вам нужно знать – Руководство по эффективности дома
Гаражи рассматриваются как точка между внутренней и внешней частью дома. Они обеспечивают последний барьер между домом и улицей, защищая от любых проблем, таких как наводнение. Но вы можете задаться вопросом, должны ли полы в гараже быть наклонными или нет.
Полы гаража должны иметь наклон в соответствии со строительными нормами. Наклон полов в гараже должен способствовать дренажу и предотвращать попадание воды в дом. Однако степень уклона может варьироваться от одной области к другой в зависимости от уровня дождя и снега.
В этой статье я расскажу, почему полы в гараже должны иметь уклон, что в правилах говорится о градусах уклона, как измерить уклон пола в гараже и как добиться наклона пола в гараже.
Ознакомьтесь с портативным двухтопливным генератором Champion мощностью 4375/3500 Вт — готов для автодома! (ссылка на Amazon)
Почему полы в гараже имеют наклон?
Полы в гараже имеют наклон, чтобы отводить воду или другие жидкости от дома к существующим дренажным системам или на главную улицу и ее стоки. Уклон обычно является необходимой частью строительных норм местности.
В большинстве домов резервуары для воды, бойлеры и стиральные машины расположены в гараже, что требует обширной сантехники и системы для слива воды. В районах, где регулярно идут дожди, уклон важнее, чтобы вода не попадала в дом.
В отличие от основного здания дома, которое обычно строится выше дороги, гараж находится почти на уровне дороги и может быть легко затоплен, если полы не имеют уклона для стока воды.
Угол наклона 9 этажа гаража0015
Обычно угол наклона пола гаража очень пологий и едва заметен. Большинство людей не знают об уклоне, если они не знакомы со строительными нормами и требованиями или не хотят переделывать свой гараж.
Стандартной степени наклона полов в гараже не существует. Величина уклона, требуемая строительными нормами, варьируется от района к району по нескольким причинам. Как правило, степень уклона на полу гаража больше в районах, подверженных наводнениям, или в местах, где выпадают сильные дожди или снег.
В пределах региона степень может отличаться в зависимости от размера гаража. В больших комнатах может потребоваться более частый наклон на нижних уровнях, чтобы сами наклоны не были драматичными или неудобными.
В большинстве рекомендаций для полов в гараже указано, на сколько дюймов должен опускаться пол после каждого фута пола.
В соответствии с национальными нормами минимальный рекомендуемый уклон для полов в гараже составляет ⅛ дюйма (0,32 см) после каждого фута пола.
Сливы в полу и общие уклоны
В некоторых районах домовладельцы предпочитают устанавливать сливы в полу вместо того, чтобы иметь уклон пола к главному входу в транспортное средство. Сливы в полу по-прежнему требуют наклона, но к установленному сливу, а не к любому внешнему сливу.
Откосы для трапов в полу немного сложнее в установке, так как пол должен быть выше по краям гаража и иметь уклон со всех четырех сторон к трапу в полу.
В соответствии со строительными нормами установленный водосток должен быть подключен к основной дренажно-канализационной системе участка.
В некоторых городах и поселках домовладельцы должны устанавливать слив в полу вместо более общего наклона к главному входу, если в гараже есть такие приборы, как водонагреватели, бойлеры, стиральные машины и т. д. Это требование связано с тем, что такие устройства могут генерировать больше сточных вод, чем дорога стоки оборудованы для обработки.
Измерение уклона пола гаража
Если вы пытаетесь установить скамейку или стол в своем гараже, вам необходимо учитывать наклон пола гаража, чтобы убедиться, что все, что вы устанавливаете, находится прямо, а не параллельно полу.
Для измерения уклона вам понадобится линейный уровень, также известный как линейный уровень. Прикрепите один конец уровня к стене гаража напротив главного входа. Этот конец гаража будет самой высокой точкой уклона, так как пол гаража будет наклоняться от этой стены к главному входу.
Наматывайте веревку, пока не дойдете до входа в гараж, прикрепите уровень к веревке и туго натяните ее, пока веревка не натянется.
Как только пузырь на уровне окажется точно между двумя центральными транспортир против пола гаража. Затем переместите отвес или отвес, представляющий собой груз, подвешенный к уровню струны, так, чтобы его струна находилась на одной линии со струной уровня, а точка пересекала вершину транспортира.
Эта отметка в градусах представляет собой угол наклона пола вашего гаража.
Вы можете использовать эту степень, чтобы точно рассчитать, сколько вам придется компенсировать, когда вы добавляете в свой гараж что-то, что должно стоять прямо.
Установка уклонов пола гаража
Вы можете установить уклон в гараж двумя способами:
Рассчитайте уклон и залейте бетонную плиту поверх подуровня различной толщины в зависимости от степени уклона. Этот метод используется, если вы не полностью переделываете пол, а просто хотите добавить наклон к полу в гараже.
Выкопайте нижний этаж с желаемым наклоном и залейте бетоном.
Если вы копаете черновой пол до желаемого уклона, то человек, заливающий бетон, должен следить за тем, чтобы бетон заливался параллельно котловану. Бетон не следует заливать до уровня, потому что это сделает всю работу экскаватора бессмысленной и приведет к тому, что пол будет без уклона.
Заключительные мысли
Полы в гараже должны иметь уклон в соответствии со строительными нормами, которые варьируются от района к району. Эти уклоны должны направлять воду в сторону дренажной системы или главного входа в транспортное средство.
Если вам нужно измерить угол наклона пола гаража, вы можете сделать это с помощью нити. Чтобы добавить уклон к полу гаража, вы можете либо добавить уклон, залив бетон разной толщины, либо выкопать подуровень до нужного уклона и залить бетон параллельно.
Рекомендуемое чтение:
Как оформить стену на наклонном полу (5 шагов)
Стоит ли ставить осушитель воздуха в гараже? (Конденсат)
Как правильно запечатать дверь гаража [сверху, снизу и по бокам]
Как сделать уклон пола для слива | Домой Руководства
Автор: Тим Андерсон Обновлено 10 декабря 2018 г.
Полы в душевых, прачечные, подъезды, полы в гаражах и патио — все это области, где пол может иметь встроенный слив, помогающий отводить воду в определенную точку. Величина уклона варьируется в зависимости от пола, но все полы со сливами имеют одни и те же основные принципы установки. Наклон гарантирует, что вода сливается каждый раз, чтобы избежать накопления, которое может привести к плесени и повреждению водой. Дренаж с правильным уклоном будет отводить всю воду и влагу в канализацию и от поверхности отделки.
1.
Измерьте высоту слива рулеткой. Рассчитайте свой уклон оттуда до внешнего края вашей комнаты. Вам нужно 1/4 дюйма уклона на каждый погонный фут площади пола. Например, пол, который простирается на 4 фута от стока, должен иметь общий уклон 1 дюйм. Отметьте эту внешнюю отметку высоты вдоль стены карандашом.
2.
Замешайте в миксере немного бетонной смеси. Держите смесь немного влажной, чтобы, когда вы скомкуете ее в первый раз, она держала форму. Что-нибудь более влажное, и бетон не будет держать форму склона. Высыпать грязь в тачку. Насыпьте слой на пол по внешнему периметру.
3.
Сделать стяжку вдоль одной стены. Это «бордюр» из упакованного бетона шириной от 3 до 4 дюймов, идущий по всей длине стены по периметру, используя карандашную отметку в качестве ориентира для высоты. Утрамбуйте сгребанную грязь деревянным шпателем, пока не получите бордюр примерно такой ширины, которая вам нужна, и немного выше линии карандаша.
4.
Вбейте уровень в верхнюю часть стяжки резиновым молотком. Ваша цель состоит в том, чтобы сделать отступ уровня по всей стяжке, пока вся его длина не окажется на уровне карандашной отметки для высоты. Аккуратно постучите по уровню по всей его длине, чтобы полностью погрузить уровень в верхнюю часть стяжки.
5.
Снимите уровень, открывая углубление. Отрежьте излишки грязи по обе стороны от углубления. Вставьте кончик плоского металлического шпателя в один конец стяжки. Стороны шпателя уходят в грязь с обеих сторон.
6.
Медленно вдавите шпатель в стяжку и удалите излишки грязи, используя углубление в качестве направляющей для нижней части металлического шпателя. Слегка надавливая на плоский металлический шпатель, разгладьте всю верхнюю поверхность, чтобы создать законченную поверхность. Повторяйте процесс по периметру, пока не получите четыре ровные стены.
7.
Заполните примерно четверть площади пола между сливом и стяжкой стены. Представьте гигантское круговое колесо (даже если ваш пол не круглый) и заполните четверть этой площади. Сгребите грязь на место и нанесите по крайней мере дополнительный дюйм бетонного раствора.
8.
Утрамбуйте глину на месте деревянной плоской кельмой. Держите линейку поверх водостока так, чтобы она перекрывала щель в центре комнаты, а другой конец опирался на стяжку. Аккуратно нажмите/потяните/сдвиньте из стороны в сторону линейку, чтобы равномерно «срезать» верхнюю часть грязи между стяжкой и сливом.
9.
Переместите поверочную линейку вокруг желоба так, чтобы один конец постоянно касался желоба, а другой постоянно опирался на стяжку. Измените прямые края по мере необходимости, чтобы приспособиться к большей/меньшей длине. Вытащите излишки грязи вокруг слива в открытое место.
10.
Выровняйте участок между сливом и стяжкой стены с помощью плоского металлического шпателя после удаления излишков грязи с верхней части утрамбованной поверхности. Насыпьте больше бетонной грязи на место в следующей части пола и продолжайте свой путь вокруг стока, пока не закончите.
Вещи, которые вам понадобятся
Совет
Если вы хотите подождать еще день, вы можете оставить стяжки затвердевать на ночь, чтобы случайно не впиться в их поверхность во время «плавания» грязи с прямыми краями.
В качестве альтернативы, если вы заливаете бетон, например, для плиты, используется тот же принцип удаления излишков грязи с помощью поверочной линейки, хотя вы должны немного подождать, пока бетон не начнет затвердевать.
Диаметры (размеры) сверл под нарезание дюймовой резьбы BA (British Association). Таблица.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Диаметры (размеры) сверл под нарезание дюймовой резьбы BA (British Association). Таблица.
Поделиться:
Диаметры (размеры) сверл под нарезание дюймовой резьбы BA (British Association)
Номер резьбы BA
Размер сверла под резьбу
Размер сверла для сквозных отверстий
Øмм
число или
дробь
Øмм
число, буква
или дробь
0
5,10
8
6,10
D
1
4,50
16
5,50
2
2
4,00
22
4,85
10
3
3,40
29
4,25
18
4
3,00
32
3,75
24
5
2,65
37
3,30
29
6
2,30
43
2,90
32
7
2,05
45/46
2,60
36
8
1,80
50
2,25
41
9
1,55
53
1,95
45
10
1,40
54
1,75
49
11
1,20
56
1,60
52
12
1,05
59
1,40
54
13
0,98
62
1,30
55
14
0,78
68
1,10
57
15
0,70
70
0,98
60
16
0,60
73
0,88
65
Сверено: Р. Л. Тимингс, Справочник инженера механика (Roger L.Timings)
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Метчик Machinist — Таблица размеров сверл Размеры ANSI
Метчик Machinist — Таблица размеров сверл — Таблица размеров ANSI Размеры
Меню «Производственные и проектные данные» Метчик Machinist — Таблица размеров сверл Стандартная трубная резьба ANSI — Таблица размеров сверла
Стандарт ANSI Рекомендуемый размер резьбы V-образной формы и просверленное направляющее отверстие.
РАЗМЕРЫ В ДЮЙМАХ — СЕРИЯ НАЦИОНАЛЬНОЙ КРУПНОЙ РЕЗЬБЫ
РАЗМЕР КРАНА
РАЗМЕР СВЕРЛА
#0-80
3/64″
#1-64
#53
#2-56
#51
#3-48
5/64 дюйма
#4-40
#43
#5-40
#39
#6-32
#36
#8-32
№ 29
#10-24
#25
#12-24
#17
1/4-20
#7
16-18 5/18
Ф
3/8-16
5/16
16-14 июля
У
1/2-13
27/64
16-12 сентября
31/64
5/8-11
17/32
3/4-10
21/32
7/8-9
49/64
1″-8
7/8
1-1/8-7
63/64
1-1/4-7
1-7/64
1-1/2-6
1-11/32
1-3/4-5
1-35/64
2″-4-1/2
1-25/32
РАЗМЕРЫ В ДЮЙМАХ — НАЦИОНАЛЬНАЯ МЕЛКАЯ РЕЗЬБА
РАЗМЕР КРАНА
РАЗМЕР СВЕРЛА
#1-72
#53
#2-64
#50
#3-56
#46
#4-48
#42
#5-44
#37
#6-40
#33
#8-36
№ 29
#10-32
#21
#12-28
#15
1/4-28
#3
16-24 мая
я
3/8-24
В
16-20 июля
Вт
1/2-20
29/64
16-18 сентября
33/64
5/8-18
37/64
3/4-16
16. 11
7/8-14
13/16
1″-12
15/16
1-1/8-12
1-3/64
1-1/4-12
1-11/64
1-1/2-12
1-27/64
1-3/4-12
1-43/64
2″-12
1-59/64
Таблица метчиков и сверл
Таблица метчиков и сверл
Поиск
Стандартная V-образная резьба ANSI Рекомендуемый размер сверла для метчика
Сегментные шпонки ГОСТ 24071-97 рекомендуется использовать для надежного фиксирования деталей в малонагруженных участках вала.
Цена с НДС от 3,80 руб/шт
Купить Запросить цену
Подробности
Таблица цен
Шпонка сегментная ГОСТ 24071-97
№ п/п
d2
B, мм
h, мм
l, мм
Цена за 1 шт. с НДС
1
4
1
1,4
138,11
2
7
1,5
2,6
6,76
14,80
3
7
2
2,6
6,76
13,22
4
10
2
3,7
9,66
10,31
5
10
2
5
12,65
15,34
6
10
2,5
3,7
9,66
10,33
7
10
3
3,7
9,66
10,33
8
13
3
5
12,65
8,73
9
16
3
6,5
15,72
10,56
10
13
4
5
12,65
13,01
11
16
4
6,5
15,72
9,97
12
19
4
7,5
18,57
14,80
13
4
9
26,79
14
16
5
6,5
15,72
12,44
15
19
5
7,5
18,57
13,77
16
22
5
9
21,63
19,92
17
22
5
10
21,63
39,06
18
19
6
7,5
18,57
16,67
19
22
6
9
21,63
19,94
20
25
6
10
24,49
22,08
21
28
6
11
27,35
39,06
22
6
13
49,05
23
22
8
9
21,63
37,81
24
28
8
11
27,35
43,71
25
32
8
13
31,43
55,36
26
8
15
98,05
27
28
10
11
27,35
50,14
28
32
10
13
31,43
62,78
29
45
10
16
43,08
110,80
Шпонка сегментная изготавливается ТПК «Роскреп» в строгом соответствии с требованиями ГОСТа 24071-97.
Мы рекомендуем использовать сегментные шпонки производства компании «Роскреп» для надежного фиксирования деталей в малонагруженных участках вала, т.к. для их правильного закрепления требуется достаточно глубокий паз, уменьшающий поперечное сечение и, соответственно, прочность детали. В то же время, более глубокая посадка шпонки гарантирует большую устойчивость соединения по сравнению с простым призматическим шпоночным сопряжением. Поэтому, при выборе размеров шпонки, следует строго следовать рекомендациям стандарта в отношении зависимости между диаметром вала и сечением шпонки. Сегментные шпонки применяются для цилиндрических валов или цилиндрических участков валов для передачи крутящего момента от вала ко втулке.
Кроме нормальной формы стандартом допускается изготовление низкой сегментной шпонки по согласованию с заказчиком. Это позволяет снизить ослабление вала глубоким пазом, но уменьшает допустимые нагрузки, испытываемые узлом.
С этим товаром часто покупают:
Напишите ваш собственный отзыв
цена, доставка, производство, в наличии
Внимание
По вашему желанию, данное изделие Мы можем изготовить по вашим индивидуальным чертежам из необходимых марок стали, провести термообработку до необходимого класса прочности и нанести любое антикоррозийное покрытие от цинка до кадмия.
Описание изделия
ГОСТ 24071-97. Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
ГОСТ 24071-97 (ИСО 3912-77)
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of interchangeability. Woodruff keys and keyways
МКС 21.120.30 ОКСТУ 0071 Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 «Зубчатые передачи и конструктивные элементы деталей машин»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12-97 от 21 ноября 1997 г.)
За принятие проголосовали: Наименование государства Наименование национального органа по стандартизации Республика Таджикистан Таджикгосстандарт Республика Армения Армгосстандарт Республика Беларусь Госстандарт Беларуси Республика Казахстан Госстандарт Республики Казахстан Киргизская Республика Киргизстандарт Республика Молдова Молдовастандарт Российская Федерация Госстандарт России Республика Узбекистан Узгосстандарт Украина Госстандарт Украины
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912-77 «Сегментные шпонки и шпоночные пазы» и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24071-80 ИНФОРМАЦИОННЫЕ ДАННЫЕ ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ Обозначение НТД, на который дана ссылка Номер пункта ГОСТ 8786-68 А.1 ГОСТ 24109-80 А.8 ГОСТ 24110-80 ГОСТ 24111-80 ГОСТ 24115-80 ГОСТ 24116-80 ГОСТ 24117-80
ВНЕСЕНА поправка, опубликованная в ИУС N 4, 2010 год
Поправка внесена изготовителем базы данных
1 Назначение
Настоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г.
Требования настоящего стандарта и приложения А являются обязательными.
2 Область применения
Настоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения.
3 Размеры и допуски шпонок
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
Рисунок 1
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы _______________ * Применяется по согласованию заинтересованных сторон.
** ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы (значение можно округлить до 0,1 мм). Рисунок 1
Таблица 1 мм ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
_______________ * Другой допуск может быть принят по согласованию заинтересованных сторон.
4 Материал
Материал — сталь с временным сопротивлением разрыву не ниже 590 Н/ммГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
5 Форма, размеры и допуски шпоночных пазов
Размеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.
Рисунок 2
ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Рисунок 2
Таблица 2 мм
Ширина ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Глубина
Ном. Предельные отклонения Вал ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Ступица ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Радиус ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы Размеры шпонки нормальной или низкой формы ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Нормальное соединение Плотное соединение
Вал N9 Втулка Js9 Вал и втулка Р9 Ном. Пред. откл. Ном. Пред. откл. не более не менее 1,0х1,4х4 1,0 -0,004; -0,029 ±0,012 -0,006; -0,031 1,0 +0,1 0,6 +0,1 0,16 0,08 1,5х2,6х7 1,5
6 Зависимость между диаметром вала и размерами шпонки
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 — для передачи крутящего момента, серия 2 — для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 — Зависимость диаметра вала от размера шпонки Диаметр вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы, мм Размер шпонки, мм, нормальной формы ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы или эквивалентной низкой формы Серия 1 Серия 2 Свыше До Свыше
— 10,0х13,0х32
7 Обозначение
В обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта.
Примеры
Обозначение шпонки нормальной формы и сечением ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы=5х6,5 мм: Шпонка 5х6,5 ГОСТ 24071-97
Обозначение низкой шпонки с сечением ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы=5х5,2: Шпонка 5х5,2 ГОСТ 24071-97
ПРИЛОЖЕНИЕ А (обязательное). Дополнительные требования, отражающие потребности экономики страны
ПРИЛОЖЕНИЕ А (обязательное)
A.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок — чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
А.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы.
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы должны соответствовать полям допусков для вала — Н9, для втулки — D10.
А.6 Допускаются для ширины паза ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска h21, размера ширины паза втулки — D10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109 — ГОСТ 24111; ГОСТ 24115 — ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы на рабочем чертеже номинальный размер для вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы с предельным отклонением для ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы по таблице 2 и для втулки вместо ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы размер ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы с предельным отклонением для ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
ПРИЛОЖЕНИЕ Б (справочное). Теоретическая масса 1000 шпонок нормальной формы
ПРИЛОЖЕНИЕ Б (справочное)
Таблица Б.1 Размер шпонки Масса 1000 шпонок, кг
ПРИЛОЖЕНИЕ В (справочное). Предельные отклонения размеров шпоночных соединений изделий, спроектированных до 01.01.80
ПРИЛОЖЕНИЕ В (справочное)
В.1 Допуски на размеры шпонок и пазов:
для высоты шпонки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы ОСТ 1024;
для глубины паза вала ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы и втулки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ОСТ 1015;
для диаметра сегментной шпонки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала — не более 8% от диаметра шпонки.
В.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы должны соответствовать указанным в таблицах B.1 и В.2.
Таблица B.1 Вид соединения Предельное отклонение размеров Назначение посадок шпонки паза вала паза втулки Неподвижное напряженное по валу, скользящее во втулке ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Для направляющих шпонок
Таблица В.2
Предельное отклонение размеров пазов вала и втулки, мкм Номинальная ширина шпонки и паза, мм ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
верхнее нижнее верхнее нижнее до 3
ПРИЛОЖЕНИЕ Г (справочное). Зависимость параметров шероховатости поверхности от допуска размера
ПРИЛОЖЕНИЕ Г (справочное)
Таблица Г.1 Допуск размера по квалитетам ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы, мкм, не более для номинальных размеров, мм До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 до 500 IT9
Примечания
1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы 20 мкм.
2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы 6,3 мкм.
Текст документа сверен по: официальное издание М.: ИПК Издательство стандартов, 2000
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ СТАЛЬ ДЛЯ ШПИЛЬКОВ ЦИСТАДЕНОМА СЕГМЕНТНАЯ Ассортимент Сталь холоднотянутая для шпонок Вудраффа. Размеры
МКС 77.140.50
Дата введения 1971−07−01
Постановлением Комитета стандартов, мер и средств измерений при Совете Министров СССР от 22 августа 1968 года Дата введения установлена 01.07.71 срок годности снят Постановлением Госстандарта от 23.05.90 N 1268
ВЗАМЕН ГОСТ 8786-58
ИЗДАНИЯ (октябрь 2012 г.) с Изменениями № 1, 2, утвержденными в марте 1980 г. и марте 1984 г. (ИУС 5-80, 7-84)
Размеры сегментов цистаденомы стали для дюбелей должно соответствовать указанному на чертеже и в таблице.
Примечание. Допускается притупление острого угла с фаской или радиусом до 0,025 .
Размеры, мм
Типоразмер
Теоретическая масса 1 м прутка, кг
1,4
4
3,8
0,031
2,6
7
6,8
Is 0,102
3,7 В
10
9,7
0,207
5,0
13
12,6
0,369
6,5
16
15,7
0,602
7,5
19
18,6
0,818
9
22
21,6
1,15
10
25
24,5
1,44
11
28
27,3
1,76
13
32
31,4
2,41
15
38
37,1
3,23
16
45
43,1
3,99
17
55
50,8
Из 4,52
19
65
59,1
6,22
Пример обозначения цистаденомного сегмента стального для дюбелей размером мм:
Шлицевые стальные сегменты. 10 ГОСТ 8786-68
(Измененная редакция, ред. N 1, 2).
2. Материал — сталь с пределом прочности не менее 60 кгс/мм.
3. Предельные отклонения размеров сечения составляют:
— высота для ;
— диаметр через .
(Измененная редакция, Ред. № 1).
Электронный текст документа подготовлен ООО «Кодекс» и проверен: официальное издание Продукция листовая стальная. Ассортимент: Сб. Стандарты. — М.: СТАНДАРТИНФОРМ, 2012
» о нас
Поиск товаров
Поиск:
Категории товаров
Aero Fasteners Pvt. Ltd. занимается производством и продажей высококачественных крепежных изделий и механически обработанных компонентов, специально предназначенных для сегмента аэрокосмической и оборонной промышленности. У нас есть производственные мощности в Рохтаке в Харьяне, что примерно в 45 км от западной границы Дели. На заводе есть собственная лаборатория для обеспечения бездефектной продукции, поскольку мы понимаем важность наших компонентов, которые многие считают изделием класса «С».
Мы сертифицированная компания AS9100
Цель нашей компании — ликвидировать дефицит и острую нехватку крепежных изделий для аэрокосмической и оборонной промышленности.
Мы сотрудничаем с глобальными компаниями для своевременного и качественного сырья.
У нас есть хороший опыт работы с сырьем и крепежом ГОСТ.
Наше видение состоит в том, чтобы быть номером один в Индии. 1 компания по производству аэрокосмических крепежных изделий к 2024 г.
Материалы и стандарты
В соответствии со стандартами IS, DIN, MS, NAS, NSN, NFL, AN, EN, ГОСТ и другими, мы производим продукцию из высокопрочных материалов, таких как легированные стали AISI 4135, 4137, 51B37, 10B21, SCM435, 30ХГСА, EN24-ESR, A286, 15-5Ph, SS304, SS316, латунь, алюминий и т. д. Эти продукты используются в таких отраслях, как аэрокосмическая, оборонная, морская, железнодорожная, автомобильная, электронная, производственная и т. д. со склада для более быстрой доставки:-
C15, 60C2A, различные другие типы пружинных сталей
… и обширная сеть известных мировых поставщиков для своевременной доставки труднодоступных материалов.
Наша профессиональная философия
Наше деловое обязательство состоит в том, чтобы нанять квалифицированную и компетентную команду профессионалов, которые выполняют свои обязанности в координации друг с другом. Мы работаем вместе с нашими клиентами как сплоченная группа, чтобы выполнить проект. Являясь известным производителем в отрасли механических компонентов, мы постоянно контролируем и калибруем стандарт качества, чтобы мы могли предлагать первоклассный ассортимент продукции по конкурентоспособной цене, а также своевременное обслуживание для удовлетворения ожиданий. что клиенты имеют от нас.
Производственные мощности
Мы постоянно разрабатываем сложную инфраструктуру, расширяя ее до различных отделов, таких как производство, проверка качества и исследования и разработки.
Категории степени сохранности монет в современной среде коллекционеров
* * *
* * *
«Монета наивысшего сохрана» — словосочетание, ласкающее слух придирчивого нумизмата. Почему же так важна степень сохранности монеты? Разумеется, в первую очередь от неё зависит цена экземпляра. Например, почти в любой подборке выкопанных дореформенных пятаков мы встретим 1930 год, поэтому стоимость этой монеты невысока, ведь рынок забит ими. А не бывавшие в обращении 5 копеек 1930 года крайне редки, и аукционный финиш таких экземпляров может очень удивить.
И монета, и книга дошли до нас в крайне невысокой степени сохранности
Но давайте представим монету страницей истории. Тогда состояние монеты прямо пропорционально тому объёму этой страницы, который мы сумеем прочитать. Чем хуже сохран, тем больше видится для нас утрат исторического текста, по которому мы изучаем эпоху. И можно ли выучить историю по учебнику, чьи страницы вытерты до такой степени, что взгляд различает на них лишь отдельные буквы?
Категории сохранности
Степень сохранности монеты – это приблизительная оценка её состояния. Даже признанные эксперты нумизматики при осмотре монеты могут придти к различным мнениям. И коллекционеры порой выламывают из слабов полученные после грейдинга монеты, чтобы отправить монету на оценку во второй, а то и третий раз, в надежде получить более высокую оценку.
Обозначения степеней сохранности в разных странах мира
В коллекционной среде, исключая нумизматов высшего уровня, используют те же понятия «Анц», «Экстра», «Верифайн», но границы между категориями более размыты. Ведутся споры, какая именно патина может присутствовать на монетах высшей категории. Стоит заметить, что патина (налет, образующийся в процессе окисления) – неотъемлемая часть большинства древних монет, реагирующих на воздействие кислорода. Экземпляры с искусственно удалённой патиной оцениваются ниже монет, чья патина выглядит достойно. Попробуем сформулировать определения категорий степени сохранности, опираясь не на экспертов американских грейдинговых контор, а на смысл того или иного термина в современном мире российской нумизматики.
PROOF
Полированные монеты различной степени сохранности
Полированные монеты всегда рассматриваются отдельно от прочих. Несмотря на то, что и для них шкала Шелдона простирается от 1 до 70, коллекционными являются лишь экземпляры, чей грейд равен высшей отметке или близок к ней. Даже малейший дефект на полированной монете резко снижает её стоимость. При выставлении на торги продавец обязан в обязательном порядке указать все недостатки экземпляра. Низкая степень сохранности полированной монеты всё равно предполагает идентификацию её зеркального поля или сохранившихся его участков. Запомним, что PROOF – это не степень сохранности, а специальная технология чеканки.
Uncirculated – UNC
Монеты превосходной сохранности
Это наивысшая из категорий степени сохранности. Её название происходит от понятия «Без обращения» применительно к рассматриваемой монете. Жёстко предполагается, что данная монета в обороте побывать не успела. Любое подозрение на потёртость, полученную вследствие хождения, выводит экземпляр из категории «Анциркулейтед» (коллекционеры кратко именую её «Анц»). У монеты обязателен характерный штемпельный блеск, сопутствующий любому экземпляру сразу после чеканки. Утратившую блеск монету не стоит отчищать до сияния, натирать пастой ГОИ или полировать. Взгляд эксперта сразу отличит штемпельный блеск от его имитации.
.
.
«Анц» «Анцу» рознь. В статье о слабах мы показали, что при грейдинге состояние «Unc» («MS») разбивается на 11 подкатегорий (от 60 до 70 по шкале Шелдона). Поэтому для высших степеней сохранности иногда используют термин Brilliant Uncirculated (BU), что обозначает монету без малейшего изъяна. Среди российских коллекционеров этот термин зачастую подменяется определением «люксовая монета» или кратко «люкс». Из мешка современной юбилейки, заведомо не бывавшей в обращении, извлечь люксовую монету не так уж просто, ведь большинство экземпляров «мешковой сохранности» во время перевозки обзаводится забоинками, снижающими впечатление от монеты.
.
.
Во времена, когда ни слабов, ни капсул не существовало, уже имелись монеты, которые до оборота не добирались, оказываясь в известных коллекциях. Воздействие с окружающей средой обеспечивало монете патину. Следовательно, и на «анцевых» монетах патина вполне допустима. Но важно знать, что патина на такой монете должна быть красивой и равномерной, что улучшает эстетическое восприятие экземпляра. Подобную патину часто называют «кабинетной». В любом случае состояние монет «UNC» синонимично термину «превосходное».
About Uncirculated – AU
Монеты с почти незаметными дефектами
В этой категории находятся монеты с минимальными признаками хождения в обороте. Сразу надо отметить, что эти признаки (потёртости, царапинки, забоины) видны лишь при изучении монеты под сильным увеличением. Если исключить оптический прибор, границу между «Unc» и «AU» провести затруднительно. Поэтому часто магазины пользуются двойным обозначением «AU/UNC». В некоторых случаях «AU» заменяется на «UNC-», то есть термин «превосходное» обзаводится префиксом и превращается в «почти превосходное».
.
.
Может ли в этой категории оказаться монета «мешковой сохранности»? Вполне, если за время перевозки или хранения в мешке она обзавелась лёгкими потёртостями или большим числом забоинок. Патина на таких монетах лежит ровно и лишь усиливает приятное впечатление от экземпляра.
eXtremely Fine – XF
Монеты отличной сохранности
В коллекционной среде эта категория зовётся «Экстра». Оказавшиеся в ней монеты в обороте однозначно были, но хождение по рукам и кошелькам навредить им почти не успело. Сохраняется изначальный штемпельный блеск или его остатки. Потёртости видны лишь на самых высоких местах рельефа монетного поля. На ровных местах монета являет гладь, потревоженную лишь незначительными царапинками, не портящими общее впечатление о монете.
.
.
Синонимом «Экстры» в определении сохранности монеты является термин «отличное». «Экстра» — это то, к чему стоит стремиться в деле создания серьёзной коллекции, которая имеет потенциал со временем превратиться в уникальную экспозицию, а то и стать основой для будущего музея. Древние монеты этой категорией обладают равномерной патиной.
Very Fine – VF
Монеты хорошей сохранности
Монеты «верифайн» или «очень хорошего состояния» — это экземпляры, на которых хождение в обороте уже успело пагубно повлиять. Потёртости вполне заметны, а рельефные элементы обретают видимую сглаженность. Найти штемпельный блеск или его остатки на «верифайне» маловероятно. Стоит смириться и с утратой мелких подробностей рисунка. К примеру, на монетах Николая II у «верифайна» вряд ли можно будет разглядеть геральдический сюжет гербов на крыльях имперского орла.
.
.
В этой категории может оказаться и монета, по виду соответствующая «анцу» или «экстре», но обладающая заметным дефектом (например, царапиной), который однако не входит в разряд катастрофичных. Впрочем, большинство продавцов лукаво предпочитает оставить подобный экземпляр в высших категориях, сообщив о дефекте в примечании (или вообще его не афишируя). Если на монете присутствует патина, то она может оказаться пятнистой. «Верифайн» является завершающей в ряду степеней сохранности коллекционных монет для солидных экспозиций.
Fine – F
Монеты средней степени сохранности
Несмотря на термин «хорошее» относительно состояния монеты, опытные нумизматы таковым его не считают. Вследствие длительного пребывания монеты в обращении на ней наблюдается выраженная потёртость поверхностей. Различается до половины элементов изначального оформления монетного поля. Покрытая патиной монета уже не производит приятного впечатления, так как патина затронула экземпляр глубоко. Но чистка в большинстве случаев тут не поможет. Убрав патину, вы обнаружите изъеденное рытвинами монетное поле и исчезнувший рельеф.
.
.
Начинающие коллекционеры стремятся заполнить коллекцию любыми экземплярами, поэтому именно они являются целевой аудиторией для приобретения монет данной степени сохранности. Взор начинающего собирателя достаточно непритязателен, чтобы увидеть непригодность экземпляра для серьёзной экспозиции. И только с приходом опыта появляется горькое чувство, что пол-альбома забито неликвидом.
Very Good – VG
Степень сохранности ниже средней
Монета значительно истёрта. От первоначального оформления для изучения остаётся лишь четверть. На аверсе монет Николая II здесь не разглядеть не то что рисунка гербов или их контуров, но даже орлиные перья тут уже стёрты до плоскости.
.
.
«Веригуд» приобретается, если монета достаточно редка. Например, для создания полной подборки советских оборотных монет потребуются и экземпляры 1958 года. В «анце» или «экстре» подобные монеты стоят астрономические суммы. Но утёртую и потемневшую «земляную» копейку можно купить за приемлемые деньги. Тем более, если это разновидность копейки, которой на рынке долгое время не наблюдается.
Good – G
Слабая степень сохранности
Заметна интенсивная потёртость монеты. Различимы самые крупные детали оформления монетного поля. На аверсе монет Николая II вместо орла мы различим разве что его контуры. Надписи и дата читаются с трудом. Крайне нелогичный экземпляр для коллекции, в которой остальные монеты находятся в категориях сохранности от «верифайн» и выше.
.
.
Может ли в коллекционной среде получить степень «G» монета отличного сохрана? Да, если она имеет повреждение, выводящее её за грань коллекционных. Например, отверстие. Или следы его устранения. С грейдинговыми конторами такой номер не пройдёт. Они не станут присваивать экземпляру с серьёзным дефектом цифровой грейд, а либо откажутся от грейдинга, либо упакуют монету в слаб, но чётко укажут недостаток монеты в описании.
About Good – AG
Очень слабая степень сохранности
Износ монеты бросается в глаза сильнее, чем элементы оставшегося рисунка. Тут уже не то, что надписи не прочитать, а можно озадачится и с датой чеканки. На монетах Российской империи разглядеть инициалы минцмейстера и обозначение монетного двора в подавляющем большинстве случаев невозможно. Да, в коллекции иногда можно заметить и подобный сохран, но он допустим в случае, если монета относится к редкостям и раритетам.
.
.
При изучении легко заметить, что кант сточен даже не до плоскости монетного поля, а ниже, что приводит к полной утрате оформления монетного поля, располагавшегося по его краям. Окружность монеты может изобиловать выщербленными участками или иными утратами.
Fair – FA
Монеты с сильными повреждениями
Считается, что коллекционных монет в этой категории нет. Хотя изображение вполне представимо в оставшихся контурах. Период чеканки можно указать точно, но конкретные сведения (минцмейстер, монетный двор, дата выпуска и иные признаки) уже будут являться догадками, требующими доказательств.
.
.
Получится ли назвать хоть одну востребованную монету из категории «FA»? Легко! Существует единственный экземпляр 3 копейки 1947 года, признанный не демонстрационным, а оборотным. Если бы из земли подняли ещё один, пусть бы даже плачевного сохрана «FA», за ним бы началась самая настоящая нумизматическая охота.
Poor – PR
Практически разрушенные монеты
Можно сказать, что это кружок металла, если при выпуске монета имела форму круга. Или обломок, если ей совсем не повезло. Коллекционной такую монету не признает даже новичок. Здесь не разобрать ни дату, ни номинал, ни эмитента. Идентифицировать монету удаётся лишь по косвенным признакам. Изображение различается с большим трудом. Сложно понять, где изначально поработал штемпель, а где предполагаемый сюжет рисунка дополнен механическими повреждениями. Древние монету уже не просто покрыты патиной, а целиком состоят из неё. Чистка противопоказана, так как растворит саму монету до тонкой плёнки.
.
.
Зачем вообще рассматривать монеты в столь ужасающем состоянии? Но существуют редкости, чеканившиеся всего один год и присутствующие на нумизматическом рынке в исчезающее малом количестве. Поэтому при составлении полной подборки монет конкретного периода или эпохи коллекционеры порой вынуждены довольствоваться даже останками монеты, крайне необходимой для создания полностью укомплектованной экспозиции.
Степени сохранности для древних монет
Коллекционеры, чей интерес составляют монеты, изготовленные вне чеканного кольца, не согласятся с выше приведённой классификацией, так как в действие вступают дополнительные параметры. Например, то, какая часть штемпеля зафиксировалась на конкретной монете. Даже идеально сохранившийся экземпляр, имеющий менее половины штемпельного рисунка, в высшие категории не попадает. Попробуем сделать описания категорий сохранности для допетровских русских монет (чешуи).
Серебряная чешуя различных степеней сохранности
UNC
На обеих сторонах монеты наблюдается максимально полный отпечаток штемпеля. Центровка монеты соблюдается. Монетное поле без дефектов. Нет потёртостей и следов коррозии. Допустимы дефекты не монеты или её чеканки (множественный удар, смещение, трещина заготовки), а монетного штемпеля, отразившиеся на рисунке (продольные линии или иные последствия ремонта). Форма монеты стремится к кругу. Отсутствуют следы нахождения в агрессивной среде (в том числе, пористая поверхность – результаты жёсткой чистки). Идеальная патина для таких экземпляров – лёгкий жёлтый цвет светлых оттенков.
XF
Незначительный износ верхних частей рельефа. Возможен сдвиг рисунка, но на монете оказалось более двух третей от площади штемпеля. По форме монета соответствует большей части сохранившихся известных экземпляров данного периода чеканки. Дефектов заготовки не наблюдается.
VF
Походившие в обращении монеты. При сдвиге рисунка, на монете остаётся не менее его половины. Мелкие детали рельефа трудно различимы. Коррозия (если имеется) незначительна. Допустимы дефекты заготовки или отклонение монеты от правильной формы. Если чеканка произведена изношенными или засорёнными штемпелями, то это явный «верифайн», а не выше. Идентификация по каталогам затруднений не вызывает.
F
Детали аверса смазаны в единое целое, на реверсе некоторые надписи отсутствуют или нечитаемы. Тем не менее, по некоторым элементам можно определить характерные разновидности штемпеля. На заготовке отпечаталось не менее трети рисунка штемпеля. Идентификация по каталогам проходит без особых осложнений.
VG
Форма монеты далека от стандартной из-за многочисленных утрат. Отдельные элементы рисунка вполне различимы, но общее впечатление о штемпеле практически не составить. По сохранившимся элементам монету иногда удаётся опознать по каталогам, но чаще остаются сомнения по отнесению монеты к той или иной группе. Только очень редкие монеты попадают в коллекцию при такой степени сохранности. Чешуя в категории «G» и ниже рассмотрению не подлежит, так как представляет собой расплющенный кусок серебра, затёртого до крайней степени.
Пример монет, чья сохранность контрастирует друг с другом
Пример монет, чья сохранность контрастирует друг с другом
Уже по рассмотрению чешуи понятно, что для определённых исторических эпох характерны свои способы выпуска денежных знаков. И для каждого способа приходится составлять свой список особенностей, относящих монету в определённую категорию сохранности. Шкала Шелдона применима далеко не ко всем монетам, выпущенным со дня их первого появления в истории человечества. Тем не менее, общие принципы разбиения монет по группам степени сохранности вполне понятны и начинающим коллекционерам. Надеемся, что после данной статьи вам будет гораздо легче определить, в какой же сохранности пребывают основные экземпляры вашей коллекции.
* * *
* * *
Чистка монет — как правильно очистить старые монеты
15 октября
2019
2 комментария
Ни для кого не секрет, что любые монеты со временем теряют свой первозданный вид, и многие начинающие коллекционеры стремятся скорее вернуть всем своим монетам блеск и чистоту, особенно если видят, что они очень старые. Однако здесь есть одна загвоздка — дело в том, что некоторые нечищенные монеты имеют большую коллекционную ценность, потому что состояние монеты определяется не только ее чистотой, но и сохранностью рельефа. Любое сглаживание деталей или образование выемок от удаления окислов может значительно снизить ценность монеты, поэтому, прежде чем приступать к чистке — задумайтесь, нужна ли она именно этому экземпляру.
Способы чистки монет
Конечно, выбор способа чистки монеты зависит от металла, из которого она создана, и проще всего будет приобрести в нумизматическом магазине специальное средство для чистки монет, с помощью которых даже новичок сможет легко справиться с очищением. Но если вы хотите пойти по другому пути — есть несколько более универсальных способов очистить монеты и при помощи других доступных средств.
1. Мыльный раствор
Это один из самых неагрессивных способов чистки, потому что мыло не оказывает сильного химического воздействия на металл, но при этом очищает монету от грязи и жира. Можно намылить монету и просто потереть ее пальцами, а можно замочить ее на несколько часов для достижения лучшего результата.
2. Нашатырный спирт
Это неплохое средство для чистки монет из меди, бронзы и латуни. Достаточно на несколько минут опустить монету в раствор нашатыря, после чего промыть ее под проточной водой.
3. Кислоты
Лимонная или уксусная кислота хорошо справляются с очищением медных, латунных, серебряных и бронзовых монет. Эти вещества разъедают грязь, зеленые или розовые окислы. Монету необходимо поместить в раствор лимонной или уксусной кислоты, подержать 10 минут, после чего промыть водой. Лимонную кислоту также можно смешать с содой. Однако использовать кислоты следует осторожно, постоянно контролируя состояние монеты, чтобы избежать повреждения металла.
4. Электролиз
Такой метод подойдет для очищения сильно загрязненных или окислившихся монет. Для очистки монет электролизом используется блок питания. На монету прикрепляется провод с отрицательным зарядом, а положительный подсоединяется к другому металлическому предмету, и все это опускается в электролит — например, слабый солевой раствор. Результатом правильного подключения будет появление пузырьков на монете. Держать монету в такой ванне нужно несколько минут.
5. Ультразвук
Очень распространенным методом очищения монет является использование ультразвуковых ванночек. Такие приспособления продаются в нумизматических магазинах и помогают избавить монету от загрязнений благодаря вибрациям. Чистка монеты в ультразвуковой ванне занимает несколько минут.
6. Пищевая сода и фольга
Сода — это хорошее средство для чистки монет из серебра или меди низких проб. В 500 мл воды разводится 1-2 столовых ложки соды, доводится до кипения. Далее необходимо взять алюминиевую фольгу, опустить в воду и положить серебряные монеты, нагревайте около 15 минут. Соду можно применять и после кислотной чистки для погашения реакции.
7. Механическая чистка
Для механической чистки используются разные предметы и инструменты (дрели, щетки, иголки, скальпели, куски ткани и прочее). Данный способ достаточно эффективен и убирает любые загрязнения, но существует риск повреждения поверхности изделий.
После чистки монеты нужно промыть мыльной водой, прополоскать и промокнуть тканью. После этого следует убрать ее в альбом или любое другое закрытое пространство. Контакт с воздухом часто губителен для металла, поэтому емкость, в которой будет находиться монета, должна быть вакуумной.
Какой бы способ очищения вы не выбрали — лучше всего сначала потренироваться на более простых монетах, а потом уверенно приниматься за работу с коллекционными. К тому же, важно помнить о правилах техники безопасности, потому что неправильное использование химических веществ может навредить вашему здоровью.
Поделиться
Поделится
Поделится
Интересно, я интуитивно многое так и делал, к примеру кипятил в соде после уксусной кислоты. Но есть один вопрос, многие говорят что очищенная кислотой монета по итогу ценится не так сильно как в родной патине, я этой темой увлекаюсь не так давно и хотел бы уяснить для себя когда стоит остановится в чистке и действительно ли опустив в кислоту ты автоматически портишь монету и снижаешь ее стоимость?
Ответить
Новый комментарий
Войти с помощью
Отправить
Как чистить монеты | Монеты проданы с аукциона
Первый НЕ чистите ценные монеты. Большинство коллекционеров редко чистят монеты, так как это может значительно снизить их стоимость. Если у вас есть монеты меньшего номинала, такие как десять центов или пенни, то эта статья для вас. Патина — это тонкий слой потускнения, который появляется на монете в течение многих лет, и многие коллекционеры ценят это, поскольку они оценивают монеты по слишком многим факторам, чтобы учитывать их редкость, дату и состояние монеты. Это могут быть зеленовато-медные цвета или коричневатые оттенки. С редких монет лучше не счищать патину, так как это может снизить их стоимость. 99% монет не увеличиваются в цене после их очистки, но если у вас есть старые монеты, которые вы хотите очистить, попробуйте выполнить следующие действия.
У всех нас есть монеты в ящиках, которые грязные и даже имеют определенный запах, к счастью, большинство из них — монеты более низкой стоимости, и вы можете наслаждаться их чисткой, так как большинство из них — просто мелочь.
Промойте монеты под проточной водой. Держите монеты за края.
Дистиллированная вода лучше всего подходит, так как большая часть воды теперь обработана фтором, и это может вызвать различную химическую реакцию с некоторыми монетами, так как многие монеты содержат несколько металлов при их чеканке.
Замочите монеты в уксусе примерно на минуту.
Промойте в проточной теплой водопроводной воде и полностью ополосните монеты.
Высушите на воздухе вместо использования ткани для сушки.
Если он все еще грязный, вы можете использовать легкую щетку для удаления засохшей грязи. Протрите монету мягкой безворсовой тканью. Не трите монету, дайте ей высохнуть на воздухе.
СПОСОБЫ ОЧИСТКИ СЕРЕБРЯНЫХ МОНЕТ
Выполните процедуру, описанную выше, и замочите на 5 минут в лимонном соке, чтобы сохранить монету блестящей.
Канадские монеты, которые на 99,99% состоят из чистого серебра, имеют проблему с молочными пятнами, это относится к молочно-белому веществу, которое появляется на монетах Королевского монетного двора Канады. Это связано с процессом их чеканки и микроскопическими частицами хлорида серебра, из-за которых остаются пятна.
Монетный двор Перта не имеет этих проблем, поскольку они обновили свое оборудование, и очень редко можно найти австралийскую серебряную монету с этими молочными пятнами, но Королевский монетный двор Канады (RCM) все еще имеет эту проблему. Королевский монетный двор Канады заявил, что их монеты не коллекционные, а слитки, поэтому они не намерены решать эту проблему. Они не рассматривают слитки как монеты, находящиеся в обращении, или для коллекционеров. Так что имейте в виду, покупая монеты RCM, что на каком-то этапе на них могут быть молочные пятна.
Серебряные монеты с кленовым листом кажутся наиболее совершенными серебряными слитками. Кажется, что после чистоты более 0,999 перейти к чистоте серебра 99,99% очень сложно. Некоторые люди используют карандашные резинки для чистки или ткань для чистки серебра для серебряных украшений. Лучше всего хранить монеты RCM в капсулах, но на некоторых капсулах NGC появились пятна после запечатывания.
МЕДНЫЕ МОНЕТЫ
В большинстве стран чеканятся большие объемы медных монет небольшого номинала, но некоторые из них имеют высокое качество, поэтому легко понять, почему люди хотят очищать эти медные монеты. Один британский пенни имеет красивый дизайн, Британия сидит лицом вправо, в шлеме, держит трезубец, рука опирается на щит, а самая известная медная чеканка — это монеты кораблекрушения 1808 года «Адмирал Гарднер Кораблекрушение», популярные у торговцев монетами во всем мире. Европейские медные монеты включают 1853-1856 (пять) 5 центов с красивым дизайном в римском стиле. Причина, по которой люди хотят чистить медные монеты, заключается в том, чтобы удалить оксид меди, зеленоватый налет, характерный для этих медных изделий.
СПОСОБЫ ЧИСТКИ МЕДНЫХ МОНЕТ
Поместите столовую ложку поваренной соли в небольшую емкость.
Добавьте белый уксус, чтобы смочить соль.
Нанесите пасту на монеты, некоторые из них необходимо замочить на 5 минут.
Эффект мгновенный. Вы можете использовать кетчуп, томатную пасту или лимонный сок, так как они тоже кислые.
Промыть теплой водой и высушить на воздухе.
Не используйте этот метод для ценных монет и будьте осторожны, чтобы они не попали вам в глаза.
КАК ОЧИСТИТЬ БРОНЗОВЫЕ МОНЕТЫ
Бронзовые монеты также можно чистить в мыльной воде или оливковом масле, но не в оливковом масле первого отжима, так как оно может потускнеть на металле.
КАК ОЧИСТИТЬ ЗОЛОТЫЕ МОНЕТЫ
Замачивайте монеты только в теплой мыльной воде. Дистиллированная вода лучше всего.
Высушите на воздухе только золотые монеты. Золото слишком ценно, чтобы рисковать его повреждением.
Некоторые люди используют чистящую ткань для золота, которая используется для золотых украшений.
ДРЕВНИЕ МОНЕТЫ
Сначала решите, действительно ли вы хотите очистить древние артефакты? Некоторые древние монеты, когда их находят, могут быть полностью покрыты затвердевшей глиной или грязью, затем коммерческие торговцы монетами замачивают их в жидком мыле на вибрационной машине, которая очищает и смягчает внешний материал, оставляя монеты и платину на монете, как это было раньше. Если вы все еще думаете, что хотите почистить свою древнюю монету, тогда
Замочите в мыльной дистиллированной воде, но никогда не используйте лимонный сок или уксус для чеканки бронзовых монет.
Пищевая сода может помочь очистить монеты, если их замочить в мыльной воде.
Попробуйте кислотный продукт, но только если вы уверены в типе монеты.
Если вы не уверены в типе монет, используйте острый соус, такой как табаско или соус тако. Можно использовать кока-колу или продукты из кока-колы.
СОВЕТЫ
Храните монеты в герметичном контейнере или, что еще лучше, в капсуле для монет.
Если вы не уверены, воспользуйтесь коммерческим средством для чистки монет.
Не используйте абразивные материалы для очистки монеты, так как они могут легко поцарапаться.
Не чистите монеты бытовыми чистящими средствами.
Не используйте домашние чистящие средства для серебра или полироль для серебра.
МАГАЗИН МОНЕТ
Как чистить старые монеты (Совет: не делайте этого!)
Старые монеты — это не только забавные коллекционные предметы, но и очень ценные. Конечно, если вы коллекционируете монеты или обмениваете их, вы захотите сохранить их в наилучшем состоянии и, вероятно, в какой-то момент задавались вопросом, следует ли чистить старые монеты? Что ж, мы здесь, чтобы рассказать вам обо всех правилах и запретах, когда дело доходит до чистки монет.
Итак, как лучше всего чистить старые монеты?
Лучший способ почистить старые монеты, это невероятно, не чистить их вообще! Ваш первый порыв, если вы собираете или хотите продать старые монеты, может заключаться в том, чтобы попытаться сделать их как можно более блестящими и красивыми. Однако причина, по которой вам не следует чистить старые монеты, заключается в том, что их потускнение и признаки возраста на самом деле являются частью их привлекательности.
Монеты оцениваются коллекционерами по целому ряду различных факторов, от редкости монеты до даты, монетного двора, где она была выпущена, и, конечно, состояния монеты. Но состояние монеты классифицируется как износ и вмятины, а не поверхностная эстетика, такая как грязь и копоть.
Патина, эта зеленая пленка, которая образуется на старых металлах из-за многолетнего воздействия, на самом деле желательна и ценится заядлыми нумизматами. Редкие монеты лучше не чистить, так как удаление патины может значительно снизить их стоимость. По этой причине большинство любителей монет почти никогда не чистят свои монеты. На самом деле 99% монет не увеличиваются в цене после их очистки, но многие сильно обесцениваются.
Если вы действительно настаиваете на том, чтобы попытаться привести в порядок свою коллекцию монет, очень легкая чистка щеткой или, возможно, быстрое ополаскивание водой — это абсолютный предел того, что вы должны делать. Не трите монеты, просто дайте им высохнуть естественным образом на воздухе. Монеты, блестящие от полировки латуни или серебра, на самом деле потеряли большую часть своей стоимости.
Как почистить старые монеты?
Медные, серебряные, никелевые и золотые монеты ни в коем случае нельзя чистить. Но если вы действительно хотите застрять и попробовать почистить некоторые монеты, мы рекомендуем вместо этого поэкспериментировать с какой-нибудь современной разменной монетой. Что-то вроде копейки, например.
Существует множество предложенных способов чистки монет, и чистка монет кокаином — это метод номер один в Интернете.
Просто поместите одну монету в стакан или ванну и залейте кока-колой так, чтобы она полностью погрузилась в жидкость. Оставьте монету замачиваться примерно на 5 минут, а затем проверьте ее состояние. Если вы чувствуете, что ему нужно больше времени, вы можете замочить его на срок до 15 минут.
После того, как вы вынули монету из кока-колы, аккуратно промойте ее под холодной проточной водой. Затем аккуратно промокните его насухо и дайте полностью высохнуть естественным путем на подоконнике или подобном месте.
Предупреждение. Не смешивайте монеты вместе, когда они замачиваются в кока-коле, так как некоторые монеты могут обесцветить другие монеты.
Какими еще способами можно почистить старые монеты?
Если вам действительно нужно почистить монету и вы ищете альтернативные методы, то вот несколько других способов, которые вы можете попробовать.
Во-первых, мы рекомендуем держать монеты за края, так как мы надеемся, что это уменьшит количество повреждений, которые вы можете нанести.
Возможно, самый бережный способ очистить монету — это промыть ее дистиллированной водой. Большая часть воды теперь обрабатывается фтором, который может вызвать химическую реакцию в некоторых металлах, используемых в монетах. Таким образом, использование дистиллированной воды устраняет часть вероятности причинения вреда монете.
Замачивание старых монет в уксусе — еще один способ, который вы можете попробовать. Просто оставьте монету погруженной в уксус примерно на минуту или около того, затем смойте уксус и дайте ей высохнуть.
Если у вас нет под рукой уксуса, вы можете попробовать вместо него томатную пасту или кетчуп. Помидоры и уксус в кетчупе слегка кислые. Кислота воздействует и удаляет любые оксиды, образовавшиеся на поверхности монеты.
Так должен ли я продавать свои старые монеты, не чистя их?
Да! Нумизматы — это коллекционеры монет для вас и меня — действительно не возражают против небольшого количества грязи и обесцвечивания (известного как тонирование в торговле). На самом деле, они активно призывают вас не чистить старые монеты перед их продажей.
Если у вас есть старые монеты, которые вы хотите продать, и вы ищете новый и простой способ получить за них отличную цену, то вы попали по адресу. Здесь, в Vintage Cash Cow, мы любим горсть грязных старых монет! Их грязный вид на самом деле добавляет загадочности их истории, и наша команда экспертов может легко заглянуть за старую пыль и грязь, чтобы оценить истинную ценность монеты.
Каждую неделю мы видим сотни старых монет, поэтому можем быстро дать вам точную оценку монет и сделать вам предложение на основе их рыночной стоимости.
трос танковый 9000 паук для крана 3000 есть стропы и еще какие то тросы все вопросы по телефону звонить с 9 до 15:00
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Сахалинская область, Поронайский городской округ, река Вся
Еще объявления
Трос длина 7 м. Диаметр 35 мм обжимка завод
Автозапчасти
4 месяца назад
Источник
Трос буксировочный танковый, с хранения в саледоле, производство СССР. Длинна 6.70 м если посадить трос с клином до конца будет 7.00-7.10м.
Автозапчасти
9 месяцев назад
Источник
Продам трос, мягкий, диаметр 37 мм длина 5 м задиров нету
Автозапчасти
год назад
Источник
Трос танковый для спец техники. Длина—4,10~3,6
Автозапчасти
год назад
Источник
Танковый трос длина 5,3 м.диаметр 32мм отправлю тк
Автозапчасти
2 года назад
Источник
Трос танковый, буксировочный. Б\у, длина 3,5 м. Состояние хорошее. Торг.
Автозапчасти
2 года назад
Источник
Коуш 176.91.008сб для танкового троса (материал 40ХЛ ГОСТ 977-88) для буксировочного троса ИМР-2,БАТ-2, БРЭМ, Т-72.. Продаем литой коуш, коуши для троса, коуши для стальных канатов, стальной коуш. Изготовим трос буксирный на МТЛБ,БМП, Т-72, БАТ-2, ИМР-2, БРЭМ и другую специальную технику.
Автозапчасти
Новосибирская область, Новосибирск, Воинская ул., 135А
2 года назад
Источник
Трос танковый, буксировочный. Б\у, длина 3,5 м. Состояние хорошее. Торг.
Автозапчасти
Пермский край, Пермь, ул. Сергея Есенина, 9А
2 года назад
Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Трос танковый.
Автозапчасти
год назад
Источник
Продам Трос танковый новый длина 3,75м
Автозапчасти
2 года назад
Источник
Трос танковый 4.3 метра для спец. техники, продаю за ненадобностью.
Автозапчасти
2 года назад
Источник
Трос танковый длина 3,70 в хорошем состоянии. Отправляю ТК.
2 года назад
Источник
Очень крепкий трос(танковый)идеально подойдёт для грузовиков!длинна 6 метров,состояние нового,не использовался!в наличии 2 шт(цена указана за 1)
Автозапчасти
3 месяца назад
Источник
танковый трос новый длина 5 метров толщина 20мм!
Автозапчасти
Воронеж, улица Еремеева
2 года назад
Источник
танковый трос новый длина 5 метров толщина 20мм!
Автозапчасти
Воронеж, улица Еремеева
2 года назад
Источник
Продам танковый трос буксировки, а также съёмный топливный бак. Тросс в отличном состоянии, бак не течёт.
Автозапчасти
3 месяца назад
Источник
Продам буксировочный танковый трос ( БТР). Длина 3 м. Торг.
Автозапчасти
2 года назад
Источник
Продам танковый трос !
Автозапчасти
ул Вавилова, 68/2
2 года назад
Источник
Продам танковый трос !
Автозапчасти
ул Вавилова, 68/2
2 года назад
Источник
Продам танковый трос !
Автозапчасти
ул Вавилова, 68/2
2 года назад
Источник
Войти
Все сервисы становятся доступными без ограничений
Сможете пользоваться сервисом Festima. Ru на разных устройствах.
Это удобно и бесплатно
Трос для буксировки, Трос буксировочный стальной
Трос для буксировки, Трос буксировочный стальной — Cargoset
Избранное
нет товаров
Трос буксировочный стальной 10 мм 4,0/6,0 тн
6 модификаций
от 410.00 грн
На складе
Трос буксировочный стальной 12 мм 6,0/9,0 тн
6 модификаций
от 560.00 грн
На складе
Трос буксировочный стальной 16 мм 10,0/15,0 тн
6 модификаций
от 890. 00 грн
На складе
Трос буксировочный стальной 20 мм 15,0/22,0 тн
6 модификаций
от 1310.00 грн
На складе
Трос буксировочный стальной 24 мм 25,0/35,0 тн
6 модификаций
от 2210.00 грн
На складе
Буксировочный трос стальной
Буксировочный трос (танковый или траловый трос) – изделие, для буксировки разнообразной колёсной техники или автотранспортных средств. Это могут быть легковые и грузовые автомобили. Также буксировочные троса могут использовать в случае аварийной транспортировки прицепов и полуприцепов, или грузовых авто которые застряли в кювете или снеговых заносах. Изготавливают буксировочные тросы из ряда материалов: металлические канаты, синтетических троса, грузоподъемные полиэстеровые ленты. Надежность тех или иных материалов аналогична, разнятся преимущества использования от области применения изделия. Буксировочные троса из стальных тросов изготовляются по принципу «Строп канатных» типа «СКП» — являясь фактически самым распространённым типом канатных стропов. Материалом изготовления троса из стального каната применяют канаты двойной свивки согласно ГОСТ 2688-80 или 7668-80. Обжимая петли методом опрессовки каната алюминиевой втулкой — получаем максимально надежное соединение для буксировки и удержания фитингов на своих местах.
Область применения троса для буксировки из стального каната – это неисправные автотранспортные средства, а также в строительстве и других отраслях. Например: дорожное строительство – транспортировка крупногабаритной строительной техники. При выборе троса, обращают зачастую внимание на критическую нагрузку, она должна быть в 1,5 раза больше массы транспортируемого объекта. Второй важный параметр – длина буксировочного троса, она должны быть не менее 5 метров. Троса буксировочные длиной от 6 метров необходимы в случае транспортировке грузовиков, тягачей, фур, автобусов, дорожной и строительной техники.
Варианты конструкции стального буксировочного троса:
Петля-Петля — буксировочный трос с петлями по краям Крюк-Петля — трос для буксировки с петлей и крюком в оцинкованном коуше Крюк-Крюк — ремень буксировочный с крюками с обеих сторон, обжатых на коушах Скоба — Петля — ремень для буксировки с ухом и скобой, где скоба установлена в коуш Скоба — Скоба — буксировочный ремень с шаклами (такелажными скобами) с обеих сторон Крюк — Скоба — Буксир стальной с крюком и скобой такелажной обжатых втулкой на стальных коушах
Канаты стальные для буксировочных тросов
ГОСТ 2688 — 80
ГОСТ 7668-80
Скобы для буксировочных тросов
Cкоба G2130 омегообразной формы с болтом и гайкой
Cкоба G209 с винтом омегообразной формы
Таблица с характеристиками тросов для буксирования авто и техники из стального каната: диаметр, рабочая нагрузка, разрывная нагрузка, исполнение.
Купить трос буксировочный стальной для грузовика, танка, фуры, трала, трактора из стального каната, Вы можете сформировав заказ на сайте или же связаться с нашим отделом продаж, зайдя в раздел контакты.
Заказать стальной буксировочный трос 10, 20, 30, 40, 50 тонн в ассортименте с доставкой по городу Днепр, Киев или в любой другой город (регион) с помощью автоперевозчиков, можно оперативно сформировав заказ на нашем сайте через «корзину»
Стоимость танкового стального буксира для буксировки танка или трала (фуры) с доставкой зависит от массы троса, тарифа автоперевозчика, а так же удаленности города покупателя от склада «CARGOSET»
Частые вопросы про Тросы буксировочные стальные
✅ Новинки категории Тросы буксировочные стальные в 2022 году
▶️ Хиты продаж Тросы буксировочные стальные в 2022 году
▶️ Дешевые Тросы буксировочные стальные
org/Question»>
▶️ Сколько стоят Тросы буксировочные стальные?
Сейчас
выгодно/популярно
Удобная оплата
Принимаем оплаты любым удобным для Вас способом: Б.н с НДС, перевод на ка…
подробнее
Быстрая доставка
Доставка осуществяется всеми автоперевозчиками Украины: CAT, Ин-Тайм, Новая Почта, а так же…
подробнее
Наши гарантии
Поскольку вся продукция Каргосет ООО является сертифицированной, гарантия на все товары составляет согласно …
подробнее
Allied Wire & Cable — армейские технологии
Allied Wire & Cable предлагает широкий выбор кабелей, соответствующих военным стандартам, чтобы удовлетворить любые потребности в проводах и кабелях военного назначения. Allied предлагает широкий выбор соединительных проводов военного класса, судовых кабелей, авиационных кабелей и других труднодоступных проводов военного назначения, поэтому вы можете быстро получить необходимую продукцию.
Изготовленный на заказ кабель — это специализация Allied, поэтому, если вы не можете найти кабель, подходящий для вашего применения, AWC изготовит его для вас. Товарно-материальные запасы Allied на сумму более 20 миллионов долларов США также включают трубки, кабельные стяжки, соединители, литые детали, кожухи и решения для заделки, что позволяет разместить все необходимое в одном удобном месте.
Компания Allied Wire & Cable сертифицирована по стандарту ISO 9001:2008, поэтому вы можете быть уверены, что получите качественные продукты и услуги, которых заслуживаете.
Кабели повышенной прочности для портативных источников питания в суровых военных условиях
Компания Allied предлагает легкие, средние и тяжелые кабели M3432 CO для портативных силовых кабелей и кабелей управления в суровых военных условиях. Эти компонентные кабели доступны с различными уровнями гибкости, а также в термостойком, маслостойком, экранированном и неэкранированном исполнении. Кабели CO указаны в соответствии с федеральным классом поставок 6145. Воспользуйтесь нашим конструктором номеров деталей M3432, чтобы быстро и легко выбрать именно тот кабель M3432, который вам нужен.
Кабели CO M3432 от Allied доступны в версиях для легких, средних и тяжелых условий эксплуатации. Воспользуйтесь нашим удобным сборщиком деталей, чтобы получить именно тот кабель CO, который вам нужен.
Кабели M13486 для тяжелых условий эксплуатации используются во всех типах военных наземных транспортных средств и продаются через Интернет компанией Allied Wire & Cable.
Ассортимент кабелей Allied M13486 и специального соединительного провода 10603 рассчитан на суровые условия военного применения, включая использование в MRAP и других наземных транспортных средствах.
Кабели M27500 от Allied рассчитаны на работу даже в самых сложных условиях, будь то на земле или в аэрокосмической отрасли.
Индивидуальный кабель — это специализация Allied. Мы разработаем именно тот кабель, который вам нужен для вашего приложения.
Кабель для тяжелых транспортных средств для использования в военных наземных транспортных средствах
Кабель M13486 для тяжелых транспортных средств предназначен для использования в военных наземных транспортных средствах. Кабели MIL-DTL-13486 используются в танках, грузовиках, военных джипах, прицепах и т. д. Эти кабели устойчивы к истиранию, жидкости и атмосферным воздействиям, что позволяет использовать их в открытых приложениях. Кабели M13486 также устойчивы к плесени и обладают превосходной гибкостью даже при низких температурах.
Военный соединительный провод
Этот военный соединительный провод специального назначения разработан в соответствии с армейским чертежом 12293251. Военный кабель 10603 имеет луженую медную жилу, экструдированную изоляцию и оболочку Irraflex. Он рассчитан на напряжение 600 В и может использоваться в широком диапазоне температур проводника от -55°C до 125°C. Allied предлагает кабели 10603 различных размеров, которые можно заказать онлайн.
Кабели M27500 для военных и аэрокосмических приложений
Кабели M27500 предназначены для работы в сложных условиях военных и аэрокосмических приложений. Ассортимент кабеля M27500 компании Allied, который теперь заменен спецификацией кабеля NEMA WC 27500, включает кабель типа RC-06, тип RC-09., кабели типа TE-14 и типа TG-14. Все они имеют экранированную оплетку и имеют проводники, соответствующие различным спецификациям SAE-AS 22759. Кабели NEMA WC 27500 от Allied рассчитаны на напряжение 600 В.
Специальный кабель
В тех случаях, когда стандартный кабель не подходит, рассмотрите возможность заказа специального кабеля. Укажите все, от материалов и конструкции кабеля до его допусков и номинальных характеристик. Специалисты Allied по индивидуальному проектированию кабелей помогут вам на каждом этапе пути.
Воспользуйтесь преимуществами дополнительных услуг Allied, чтобы получить именно тот кабель, который вам нужен. Услуги включают нестандартную длину, обрезку и полоску, окрашивание, нанесение полос, скручивание, плетение и многое другое. Мы даже можем индивидуально упаковать и маркировать ваш кабель в соответствии с требованиями внутренней или внешней сертификации. Также доступны RFID и штрих-кодирование.
Страница не найдена | Prysmian Group
ЭТОТ ВЕБ-САЙТ (И ИНФОРМАЦИЯ, СОДЕРЖАЩАЯСЯ НА НЁМ) НЕ СОДЕРЖИТ И НЕ ПРЕДСТАВЛЯЕТ СОБОЙ ПРЕДЛОЖЕНИЕ О ПРОДАЖЕ ЦЕННЫХ БУМАГ ИЛИ ПРЕДЛОЖЕНИЕ О ПРЕДЛОЖЕНИИ ПОКУПКИ ИЛИ ПОДПИСКИ НА ЦЕННЫЕ БУМАГИ В США, АВСТРАЛИИ, КАНАДЕ ИЛИ ЯПОНИИ СТРАНЫ, В КОТОРЫХ ТАКОЕ ПРЕДЛОЖЕНИЕ ИЛИ ТРЕБОВАНИЕ ТРЕБУЕТ УТВЕРЖДЕНИЕ МЕСТНЫХ ВЛАСТЕЙ ИЛИ ИНЫМ ОБРАЗОМ ЯВЛЯЕТСЯ НЕЗАКОННЫМ (« ДРУГИЕ СТРАНЫ «). ЛЮБОЕ ПУБЛИЧНОЕ ПРЕДЛОЖЕНИЕ БУДЕТ ПРОВОДИТЬСЯ В ИТАЛИИ В СООТВЕТСТВИИ С ПРОСПЕКТОМ, НАДЛЕЖАЩИМ РАЗРЕШЕНИЕМ CONSOB В СООТВЕТСТВИИ С ПРИМЕНИМЫМИ ЗАКОНОДАТЕЛЬСТВАМИ. ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.
ЛЮБОЕ ПРЕДЛОЖЕНИЕ ЦЕННЫХ БУМАГ В ЛЮБОЙ СТРАНЕ-ЧЛЕНЕ ЕВРОПЕЙСКОЙ ЭКОНОМИЧЕСКОЙ ЗОНЫ (« ЕЭЗ »), КОТОРАЯ ПРИМЕНИЛА ДИРЕКТИВУ О ПРОСПЕКТАХ (КАЖДОЕ, « СООТВЕТСТВУЮЩЕЕ СТРАНА-ЧЛЕН »), БУДЕТ СОВЕРШЕНО НА ОСНОВЕ ПРОСПЕКТА УТВЕРЖДЕНО КОМПЕТЕНТНЫМ ОРГАНОМ И ПУБЛИКУЕТСЯ В СООТВЕТСТВИИ С ДИРЕКТИВОЙ О ПРОСПЕКТАХ (« РАЗРЕШЕННАЯ ПУБЛИЧНАЯ ОФЕРТА ») И/ИЛИ В СООТВЕТСТВИИ С ОСВОБОЖДЕНИЕМ В СООТВЕТСТВИИ С ДИРЕКТИВОЙ О ПРОСПЕКТАХ ОТ ТРЕБОВАНИЯ О ПУБЛИКАЦИИ ПРОСПЕКТА ПРЕДЛОЖЕНИЙ ЦЕННЫХ БУМАГ.
СООТВЕТСТВЕННО ЛЮБОЕ ЛИЦО, ДЕЛАЮЩЕЕ ИЛИ НАМЕРЕННОЕ СДЕЛАТЬ ЛЮБОЕ ПРЕДЛОЖЕНИЕ ЦЕННЫХ БУМАГ В СООТВЕТСТВУЮЩЕМ ГОСУДАРСТВЕ-ЧЛЕНЕ, КРОМЕ РАЗРЕШЕННОГО ПУБЛИЧНОГО ПРЕДЛОЖЕНИЯ, МОЖЕТ СДЕЛАТЬ ЭТО ТОЛЬКО В ОБСТОЯТЕЛЬСТВАХ, ПРИ КОТОРЫХ НЕ ВОЗНИКАЕТ ОБЯЗАТЕЛЬСТВ ДЛЯ КОМПАНИИ ИЛИ ЛЮБОГО ИЗ СОВМЕСТНОГО ГЛОБАЛЬНОГО КООРДИНАТОРА МЕНЕДЖЕРОВ ПУБЛИКУЮТ ПРОСПЕКТ В СООТВЕТСТВИИ СО СТАТЬЕЙ 3 ДИРЕКТИВЫ О ПРОСПЕКТАХ ИЛИ ДОПОЛНЯЮТ ПРОСПЕКТ В СООТВЕТСТВИИ СО СТАТЬЕЙ 16 ДИРЕКТИВЫ О ПРОСПЕКТАХ, В КАЖДОМ СЛУЧАЕ В ОТНОШЕНИИ ТАКОГО ПРЕДЛОЖЕНИЯ.
ВЫРАЖЕНИЕ «ДИРЕКТИВА ПРОСПЕКТА» ОЗНАЧАЕТ ДИРЕКТИВУ 2003/71/EC (НАСТОЯЩАЯ ДИРЕКТИВА И ПОПРАВКИ К НЕЙ, ВКЛЮЧАЯ ДИРЕКТИВУ 2010/73/EC, В ТОМ ЧИСЛЕ, ЧТО ОСУЩЕСТВЛЯЕТСЯ В СООТВЕТСТВУЮЩЕМ ГОСУДАРСТВЕ-ЧЛЕНЕ, ВМЕСТЕ С ЛЮБЫМИ МЕРАМИ ПО РЕАЛИЗАЦИИ В ЛЮБОМ ГОСУДАРСТВЕ-ЧЛЕНЕ) . ИНВЕСТОРЫ НЕ ДОЛЖНЫ ПОДПИСЫВАТЬСЯ НА ЛЮБЫЕ ЦЕННЫЕ БУМАГИ, УПОМЯНУТЫЕ В ЭТОМ ДОКУМЕНТЕ, ЗА ИСКЛЮЧЕНИЕМ ОСНОВАНИЯ НА ОСНОВЕ ИНФОРМАЦИИ, СОДЕРЖАЩЕЙСЯ В ЛЮБОМ ПРОСПЕКТЕ.
Подтверждение того, что удостоверяющая сторона понимает и принимает приведенный выше отказ от ответственности.
Информация, содержащаяся в этом разделе, предназначена только для информационных целей и не предназначена и не открыта для доступа кем-либо, кто находится или является резидентом США, Австралии, Канады, Японии или любой из других стран. Я заявляю, что я не являюсь резидентом и не нахожусь в Соединенных Штатах, Австралии, Канаде или Японии или любых других странах, и я не являюсь «американцем». Лицо» (согласно Положению S Закона о ценных бумагах). Я прочитал и понял приведенный выше отказ от ответственности. Я понимаю, что это может повлиять на мои права. Я согласен быть связанным его условиями.
QUESTO SITO WEB (E LE Informazioni IVI Contenute) Non Contiene né valituisce un’offerta di vendita di strumenti finanziari o una sollecitazione di offerta di abisto o sottoscriaceone di strumenti finanziar IN QUALSIASI ALTRO PAESE NEL QUALE L’OFFERTA O SOLLECITAZIONE DEGLI STRUMENTI FINANZIARI SAREBBERO SOGGETTE ALL’AUTORIZZAZIONE DA PARTE DI AUTORITÀ LOCALI O COMUNQUE VIETATE AI SENSI DI LEGGE (GLI » ALTRI PAESI «). QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NEVIGENTI PAELI «AL EGENTI NEGLI» OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ В РЕГИСТРАЦИЯХ, ПРИМЕНЯЕМЫХ ЗАКОНОМ О БУМАГАХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.
Qualsiasi Offerta di Stromenti Finanziari в Qualsiasi Stato Membro Dello Spazio Economico Europeo (« см. ») Che Abbia Recepito la Direttiva Proppetti (Ciascuno, Un « STATO MEMBRO RILEVANTE ». AUTORITÀ COMPETENTE E PUBBLICATO IN CONFORMITÀ A QUANTO PREVISTO DALLA DIRETTIVA PROSPETTI (L’“ OFFERTA PUBBLICA CONSENTITA ”) E/O AI SENSI DI UN’ESENZIONE DAL REQUISITO DI PUBBLICAZIONE DI UN PROSPETTO PER OFFERTE DI STRUMENTI FINANZIARI PREVISTA DALLA DIRETTIVA PROSPETTI.
CONSEGUENTEMENTE, CHIUNQUE EFFETTUI O INTENDA EFFETTUARE UN’OFFERTA DI STRUMENTI FINANZIARI IN UNO STATO MEMBRO RILEVANTE DIVERSA DALL’“OFFERTA PUBBLICA CONSENTITA” PUÒ FARLO ESCLUSIVAMENTE LADDOVE NON SIA PREVISTO ALCUN OBBLIGO PER LA SOCIETÀ O UNO DEI JOINT GLOBAL COORDINATOR O DEI MANAGER DI ПУБЛИЧНОЕ ОБСЛУЖИВАНИЕ UN PROSPETTO AI SENSI DELL’ARTICOLO 3 DELLA DIRETTIVA PROSPETTO O INTEGRARE UN PROSPETTO AI SENSI DELL’ARTICOLO 16 DELLA DIRETTIVA PROSPETTO, IN RELAZIONE A TALE OFFERTA.
L’ESPRESSIONE “DIRETTIVA PROSPETTI” INDICA LA DIRETTIVA 2003/71/CE (TALE DIRETTIVA E LE RELATIVE MODIFICHE, NONCHÉ LA DIRETTIVA 2010/73/UE, NELLA MISURA IN CUI SIA RECEPITA NELLO STATO MEMBRO ASULSUAMENTE, UNITA MISURA ATTUAZIONE NEL RELATIVO STATO MEMBRO). GLI INVESTITORI NON DOVREBBERO SOTTOSCRIVERE ALCUNO STRUMENTO FINANZIARIO SE NON SULLA BASE DELLE INFORMAZIONI CONTENUTE NEL RELATIVO PROSPETTO.
Conferma che il certificante comprende e accetta il disclaimer sopraesposto.
От кельтов до современности. Как производится сталь
После угля, цемента, нефти и древесины сталь является самым используемым материалом в мире. Из нее делают детали для автомобилей, самолетов и поездов, ее применяют в производстве бытовой техники, посуды, труб и много где еще. Причина такой востребованности проста. Дело в том, что сталь — материал ковкий и крайне прочный, он легко принимает форму, а при наличии правильного количества примесей практически не поддается коррозии.
О том, как она производится, читайте в этом материале.
Немного истории
Первые изделия из стали были созданы еще до нашей эры. Тогда для производства использовались так называемые сыродутные печи. Механизм их работы был прост: древесный уголь и куски железа слоями закладывали в выкопанную яму. В процессе горения между ними продували холодный воздух, что приводило к соединению кислорода с углеродом, находящимся в руде. В результате образовывался кусок «запеченного» железа с примесями шлаков, который после нагревали и выковывали.
Именно этой технологией несколько сотен лет пользовались люди в разных странах, чаще всего, для создания оружия. Так, например, около 200 лет до нашей эры кельты модернизировали этот способ: они резали кованое железо на тонкие полоски, складывали их в контейнер с обожженными костями, а затем нагревали его 10–12 часов на сильном огне. Позже получившиеся куски сваривали между собой и ковали ножи. Именно такой «кельтский» способ производства в 1050 г. нашей эры скопировали викинги и немцы, которые так делали стальные клинки. Стальное оружие изготавливали в Европе, Японии и других странах.
Проблема заключалась лишь в том, что наши предки не могли разогреть железо до температуры плавления — 1540 градусов по Цельсию. Поэтому им и приходилось спекать куски, что было очень трудоемко. Однако в XVIII веке все изменилось, когда английский металлург Бенджамин Гентсман открыл производство литейной стали. Для этого он переплавлял куски чугуна и сварного железа с примесью флюса, то есть вещества, которое помогало отделять металл от пустой породы. В континентальную Европу этот метод просочился только в начале XIX века благодаря предпринимателю Фридриху Круппу, основавшему первый литейный завод в Германии.
С тех пор сталь получила широкое распространение и применялась, прежде всего, в военной промышленности.
Производственный процесс
Сталь — это сплав железа с углеродом, в котором содержится не менее 45% железа и от 0,02 до 2,14% углерода. Именно от последнего элемента зависят основные свойства стали.
Чтобы производить сталь, нужно для начала добыть руду и каменный уголь, а затем обработать их специальным способом. Железную руду необходимо обогатить. Для этого ее дробят, а затем магнитом отделяют кусочки, в которых присутствует металл. С углем тоже не все так просто, поскольку в природном виде он содержит большое количество примесей, поэтому его также перемалывают, а затем просушивают в специальной «духовке», получая кокс.
Когда обогащенная железная руда и кокс подготовлены, их смешивают с известью и отправляют в печь, где при высокой температуре выплавляется чугун. А уже из чугуна производится сталь.
Чугун обогащен углеродом, который придает сплаву хрупкость. Также в нем все еще много ненужных примесей. Поэтому главные задачи при производстве качественной стали — вывести из состава как можно больше ненужных веществ, а также уменьшить концентрацию углерода до необходимых значений (от 0,02 до 2,14%).
Три основных стадии производства стали
• Расплавление
На данном этапе в ванну, расположенную в печи, закладывается шихта — в нашем случае, смесь чугуна с примесями других элементов. Смесь нагревается и расплавляется, а железо окисляется (то есть, забирает кислород), при этом оно окисляет примеси металлов, а именно фосфор, кремний и марганец. Главная задача первой стадии технологического процесса — удаление фосфора.
Итак, ванна нагревается. Под действием температуры часть примесей отделяются и поднимаются на поверхность, превращаясь в шлак. В это время оксид фосфора с оксидом железа создает неустойчивое соединение, которое реагирует с поднявшимся в шлак оксидом кальция. В результате еще одной химической реакции ненужный фосфор остается на поверхности, откуда его можно легко удалить.
• Кипение
Температуру в печи повышают, а внутрь нагнетают чистый кислород. Из-за этого углерод, находящийся в смеси, начинает окисляться — то есть взаимодействовать с кислородом. Соединившись с ним, он превращается в газообразный оксид углерода и с пузырьками покидает смесь. Это создает эффект кипения ванны.
В результате такого взаимодействия количество углерода снижается. А мы с вами помним: чем меньше углерода — тем крепче сплав. Так чугун начинает превращаться в сталь.
Еще один побочный, но полезный эффект процесса заключается в том, что к всплывающим пузырькам «прилипают» неметаллические примеси, что приводит к улучшению качества расплавленного металла. При этом вредная для стали сера также удаляется на этом этапе: когда температура повышается, она в составе сульфида железа реагирует с кальцием и отправляется в шлак. При этом металл остается в смеси.
• Раскисление
Итак, количество углерода снизили. Однако в результате химических реакций в смеси теперь достаточно много кислорода, который негативно влияет на свойства стали. Очевидно, что его необходимо удалить. Этот процесс и называется раскислением.
Способов существует несколько, но самых распространенных два. Смысл в том, что в ванну добавляют металлы, которые реагируют с кислородом гораздо активнее, чем железо. В одном случае их примешивают к непосредственно к сплаву, в другом — к шлаку. В результате химической реакции чистое железо отделяется от кислорода и остается в смеси, в то время как кислород с добавленными металлами собирается на поверхности.
В результате концентрация железа увеличивается, кислорода — уменьшается. Так получается сталь. Добавим, что отделившийся шлак не выбрасывают, а пускают в производство. Например, из него делают черепицу и кирпич, добавляют в цемент и так далее.
Разновидности и применение
Сталь можно классифицировать несколькими способами. Прежде всего, она делится по химическому составу с учетом наличия или отсутствия примесей:
• Углеродистые стали не содержат примесей. В зависимости от количества углерода в составе, бывают низкоуглеродистые (до 0,25%), среднеуглеродистые (0,3–0,55%) и высокоуглеродистые (0,6–2,14% С). Напоминаем, чем больше углерода в составе, тем более прочной, но менее пластичной она становится.
• Легированные содержат различные примеси, в зависимости от их количества делятся на низколегированные — до 4% легирующих элементов, среднелегированные — до 11% и высоколегированные — свыше 11% примесей.
По назначению стали делятся на множество категорий, расскажем об основных.
• Конструкционные. Используются для изготовления деталей, механизмов и конструкций в строительстве и машиностроении. Бывают легированными и углеродистыми, в зависимости от необходимых свойств сплава.
Что делают: проволоку, гвозди, крепежные детали, пружины, железнодорожные и трамвайные вагоны, детали автомобилей.
• Нержавеющие. Легированная сталь, которая устойчива к коррозии в атмосфере и агрессивных средах. Ее получают путем добавления в сплав азота, алюминия, серы, кремния, хрома, никеля, меди, титана и других элементов.
Что делают: кухонную технику (плиты, холодильники, микроволновки), сантехнику, посуду, части мебели и окон, ограждения и водостоки, ключевые узлы в автомобилях (двигатели, коробки передач), трубы в химической промышленности, элементы фильтров и так далее.
• Инструментальные. Сталь с содержанием углерода от 0,7% и выше. Отличается твердостью и плотностью и, как не трудно догадаться, из нее изготавливают инструменты.
Что делают: колуны, молотки, кусачки, плоскогубцы, пилы, стамески, напильники, бритвенные лезвия и ножи, хирургические инструменты, отвертки, заклепки и многое другое.
• Жаропрочные. Легированная сталь, которая отличается способностью работать под напряжением в условиях повышенных температур без заметной остаточной деформации и разрушения.
Что делают: детали конструкций двигателей внутреннего сгорания, клапаны авиационных поршневых моторов, элементы газовых турбин, части реактивных двигателей и так далее.
• Криогенные. Легированные стали, которые могут выдерживать температуру ниже точки кипения кислорода, то есть ниже -183 градусов по Цельсию. Для получения этих свойств в сплав добавляются никель, хром и марганец.
Что делают: детали арматуры, части авиакосмической техники, детали сверхпроводящих магнитов и установок термоядерного синтеза.
В 2021 г. мировое производство стали достигло рекордного значения — 1950,5 млн тонн. Лидером, несмотря на снижение выпуска, остается Китай. На втором месте находится Индия, на третьем — Япония. Четвертую строчку в рейтинге занимает США. Россия в этом списке располагается на пятой позиции.
Крупнейшие российские производители стали — НЛМК, ММК, Северсталь и Евраз.
НЛМК
Это международная сталелитейная компания с активами в России, США и странах Европы. Основное предприятие — Новолипецкий металлургический комбинат, построенный в 1930-ых гг. В группу входят площадки, на которых происходит полный производственный цикл — от добычи сырья до выпуска готовой продукции.
Металлопродукция НЛМК применяется в стратегических отраслях экономики: от машиностроения и строительства до производства труб большого диаметра и энергетического оборудования.
На 2021 г. компания — крупнейший производитель стали в России.
ММК
Магнитогорский металлургический комбинат — одно из крупнейших предприятий отрасли в СНГ. Его строительство началось в 1929 г. ММК входит в число крупнейших мировых производителей стали, имеет сталеплавильное производство в Турции.
ММК производит различную металлопродукцию, которая используется в автопроме, судо- и мостостроении, в производстве бытовой техники, трубной промышленности, а также в производстве товаров народного потребления.
В 2021 г. выручка ММК выросла на 86,6% относительно предыдущего года. Компания поставляет продукцию в регионы РФ и страны ближнего зарубежья.
Северсталь
Череповецкий металлургический комбинат должны были построить в 1940-х гг., однако этого не произошло из-за начала Великой отечественной войны. Поэтому свою историю компания отчитывает с 1955 г., когда было запущено производство. Комбинат является одним из ведущих производителей стали в России на листовом прокате. Также занимается производством труб, добычей и обогащением железной руды
По итогам 2021 г. компания представила сильные результаты. Ее выручка увеличилась, несмотря на снижение цены на стальную продукцию.
Евраз
В феврале 1992 г. была основана компания Евразметалл, которая занималась продажей металлопродукции. В 1995 г. ее в состав вошел Нижнетагильский металлургический комбинат (НТМК), в 2002 г. — Западно-Сибирский металлургический комбинат (ЗСМК).
Evraz Group имеет активы в России, Канаде, США, Италии, Казахстане и Чехии. Штаб-квартира находится в Лондоне.
НТМК занимается доменным, коксохимическим, прокатным, сталеплавильным и кислородным производствами. Комбинат выпускает чугун, шлак, сталь для железнодорожного транспорта, в том числе, профили для вагоностроения, рельсы и колеса. Также из стали на предприятии делают трубы большого диаметра для магистральных газопроводов. НТМК производит более 1200 марок стали.
В ЗСМК занимаются доменным, сталепрокатным, коксохимическим и другими видами производств. Выпускаются проволока, стальные трубы, рельсы, товары народного потребления, металлургическая продукция для строительной отрасли.
Интересные факты
• Сталь — один из самых перерабатываемых металлов в мире, потому что его легко переплавить. По статистике, более 60% сплава перерабатывается. Это значит, что больше половины всей стали используется повторно.
• Нержавеющую сталь изобрели случайно. Английский металлург Гарри Брирли пытался создать сплав, который бы защитил жерла пушек от эрозии, то есть от износа, связанного с высокими температурами. Однако в процессе исследования выяснилось, что если сталь содержит от 12 до 20% хрома, то она сопротивляется кислотной коррозии.
• Существует мыло из нержавеющей стали. Если подержать его в руках какое-то время, оно удалит любой, даже самый неприятный запах.
• Высота Эйфелевой башни в зависимости от времени года может меняться на 15 сантиметров. Это связано с тем, что стальные элементы конструкции имеют свойство сжиматься при охлаждении и расширяться при нагреве.
• Для постройки некоторых спутников, измеряющих радиацию в космосе, в 1950-ых гг. американцы подняли со дна стальные части затонувшего в 1919 г. корабля «Кронпринц Вильгельм».
Читайте также: Есть даже на Марсе, но трудно добыть на Земле. Как производят алюминий
БКС Мир инвестиций
Производство стали: способы, технология и сырье
Сталь – это прочный материал и основной конструкционный материал для машиностроения. Он представляет сплав железа с углеродом, содержание которого в структуре составляет 0,01–2,14%. В состав также входят в незначительных количествах кремний, марганец и сера. Этот материал обладает исключительными механическими свойствами: твердостью и ковкостью, благодаря им он считается основным конструкционным материалом в машиностроении. Трудно представить, что могло бы заменить материал. Но активное развитие производство стали и других металлов. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов.
Содержание
Процесс производства
Особенности процесса
Особенности второго этапа
Раскисление
Мартеновский способ
Конвертерный метод
Особенности процесса
Кислородно-конвертерный способ получения стали
Электросталеплавильный способ
Особенности электроиндукционных печей
Виды получаемых сталей по химическому составу
Процесс производства
Производится сталь плавкой. Исходным сырьем служат чугун, лом самой стали или чугуна, окатыши, флюсы и ферросплавы.
Сам чугун по природе – недостаточно твердый и хрупкий материал, поэтому имеет ограниченное применение.
Однако, он незаменим в качестве сырья для получения стали. Суть плавки состоит, в случае применения передельного чугуна, в снижении процентного содержания углерода в нем до требуемого уровня.
Выводятся не предусмотренные в конечной рецептуре примеси. Традиционный состав шихты представляет 55% чугуна и 45% стального лома (скрапа). Существует также рудный процесс, когда к компонентам добавляется рудный материал или скрап-процесс для переработки отходов машиностроительного производства.
Чтобы в процессе плавки примеси и углерод легче выводился из состава компонентов, они переводятся в газы и шлак. В первую очередь при взаимодействии чугуна с кислородом железо окисляется, образуя закись железа FeO.
Одновременно окисляются C, Si, Mn и P, при этом происходит отдача кислорода оксидом железа химически активным примесям. К массе шихты добавляют флюс для лучшего растворения металла: известняк или известь, боксит. В качестве топлива используют каменноугольную пыль, жидкий мазут, природный или коксовый газ.
Особенности процесса
Процесс производства стали происходит последовательно в три этапа.
Первый этап – расплавление породы. На этапе его проведения формируется расплав в ванне и окисляется металл, отдавая одновременно кислород кремнию, фосфору и марганцу.
Одна и главных задач этого этапа – удаление фосфора. Для ее осуществления требуется сравнительно невысокая температура и присутствие в достаточном количестве FeO. При взаимодействии ингредиентов фосфорный ангидрид образует с оксидом железа нестойкое соединение (FeO)3 + P2O5.
Присутствие в шлаке более стойкого основания СаО вызывает замещение FeO. В результате оно связывает фосфорный ангидрит в другое соединение (CaO)4 х P2O5 + 4 Fe, чего и требовалось добиться.
Чистый Fe высвободился в расплаве, а фосфор образовал шлак, который удаляется с зеркала металла и утилизируется за ненадобностью. Поскольку фосфорный ангидрид преобразует состав шлака, процесс должен идти непрерывно.
Поэтому FeO должен непрерывно пополняться за счет загрузки новых партий железной руды и окалины, наводящих в расплаве железистый шлак.
Особенности второго этапа
Технология производства стали на втором этапе называется кипением стали. Основное назначение заключается в процентном снижении содержания углерода за счет окисления. FeO + C = CO + Fe.
Реакция окисления происходит более интенсивно при кипении и сопровождается поглощением тепла. Поэтому необходимо создавать постоянный приток тепла в ванну, а также для выравнивания температуры в расплаве.
При такой реакции окисления интенсивно выделяется газ оксида углерода CO, что вызывает бурное кипение в жидком агрегатном состоянии, по этой причине процесс называют кипением. Чтобы излишки углерода интенсивнее преобразовывались в окись, производство качественной стали предусматривает вдувание чистого кислорода и добавление в расплавленную структуру окалины. Поэтому таким важным является качество сырья для производства стали. Все исходные материалы проходят щепетильную проверку.
Немаловажным на этом этапе является вывод серы, благодаря чему повышается качество конечной стали. Используемая в компонентах сера, присутствует не в прямом виде, а в форме сульфида железа FeS.
При высоких температурах компонент также взаимодействует с оксидом СаО, образуя сульфид кальция CaS, который растворяется в шлаке, не соединяясь с железом. Это позволяет беспрепятственно выводить сульфид за пределы ванны.
Раскисление
Третий этап – раскисление металла. После добавления кислорода (на предыдущем этапе) требуется снизить его содержание в чистой стали. Использованием О2 удалось добиться окисления примесей, но его остаточное присутствие в конечном продукте снижает качественные характеристики металла. Требуется удалить или преобразовать окислы FeO, связав кислород с другими металлами.
Для этого существуют два метода раскисления:
диффузионное;
осаждающее.
При диффузионном методе в расплавленный состав вводят добавки: алюминий, ферромарганец и ферросилиций. Они восстанавливают оксид железа и переводит в шлак. В шлаке оксид распадается и высвобождает чистое железо, которое поступает в расплав. Второй высвободившийся элемент – кислород улетучивается в окружающую среду.
Осаждающий метод предусматривает введение добавок, имеющих большее сродство с кислородом, чем Fe. Происходит замещение этими веществами железа в окисле. Они, как менее плотные, всплывают и выводятся вместе со шлаком.
Процесс раскисления продолжается при затвердевании слитка, в кристаллической структуре которого оксид железа и углерод взаимодействуют. В результате чего вместе с пузырьками азота, водорода он выводится.
Чем больше при раскислении выводится включений различных металлов, тем выше ковкость получаемой стали. Для проверки раскаленный кусок металла подвергают ковке, на нем не должны образовываться трещины. Такая проверка пробы говорит о правильном проведении процесса раскисления.
В зависимости от степени раскисления специалисты могут получить:
спокойную сталь полного раскисления;
кипящую раскисленную не полностью сталь, когда процесс выведения пузырьков угарного газа СО продолжается в ковше и изложнице.
Для получения легированных сталей с добавками некоторых металлов в расплавленный металл добавляются ферросплавы или чистые металлы. Если они не окисляются (Ni, Co, Mo), то такие добавки могут вводиться на любом этапе плавки. Более чувствительные к окислению металлы Si, Mn, Cr, Ti добавляют в ковш или, что обычно и происходит, в форму для отливки металла.
Существуют основные способы получения стали в сталеплавлении.
Мартеновский способ
Этот способ применяется для производства сталей высокого качества, применяемых в особо ответственных деталях машинах и точных механизмах.
В свое время он заменил трудоемкие и малопроизводительные тигельную и пулдинговую плавки, применявшиеся ранее.
Емкость загрузки одной отражательной печи, используемой при этом методе, достигает 500 тонн. Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома.
Температура нагрева жидкой стали достигает 2 тыс. градусов. Этот результат достигается специальной конструкцией мартеновской печи:
применением дополнительного тепла регенераторов, получаемого сжиганием коксовального или доменного газа в струе горячего воздуха;
отражения от свода закачиваемого газа в результате сгорание топлива в нем происходит над ванной с металлом, что способствует быстрому нагреву содержимого;
применением реверсирования нагревающего потока.
Мартеновская печь состоит из следующих элементов:
рабочего пространства с огнеупорной футеровкой стенок и завалочными окнами;
подины (основания) из магнезитового кирпича;
свода печи;
головки печи;
шлаковика для выведения пыли;
регенератора с перекидными клапанами.
Процесс плавки занимает от 4 до 12 часов. С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
Конвертерный метод
В конверторах выплавляют сорта стали для производства автомобильного листа, инструментальной стали сварных конструкций и других стальных заготовок. По качеству они уступают мартеновскими применяются для изготовления менее ответственных изделий.
В них содержится больше примесей, чем при мартеновском изготовлении. Благодаря высокому объему загрузки одной печи до 900 тонн, способ считается самым производительным, поэтому получил широкое распространение.
Производство стали и другого вида металла этим методом основано на продувке жидкого чугуна воздухом или кислородом под давлением 0,3–0,35 МПа, при этом металл разогревается до 1600 градусов. Плавка скоротечна и длится до 20 минут. За это время происходит окисление углерода, кремния и марганца, содержащихся в сырье, которые извлекаются из ванны с расплавом шлака.
Конвертер представляет сосуд ретортообразной (грушевидной) формы, состоящий из стальных листов с футеровкой изнутри. Для заливки чугуна и выпуска готовой стали используется одно отверстие, в него также загружается чугун и скрап.
Особенности процесса
Вместе с ними загружаются шлакообразующие вещества: известь и бокситы. Корпус охвачен опорным кольцом, прикрепленным к поворотным цапфам. С их помощью сосуд наклоняется и через это отверстие – летку выливается готовая сталь. Нижняя продувка осуществляется через сквозные отверстия (фурмы), сделанные в днище печи.
Исторически повелось, что используемый везде способ называется томасовским, бессемеровским. В прошлом веке преобладающим стал мартеновский процесс. Нагрев регенератора осуществляется продувкой печных газов, после чего он нагревается холодный воздух, поступающий на расплав.
В современных конструкциях чаще применяют верхний способ, при котором продувка на огромной скорости осуществляется через опускаемые к поверхности металла сопла. В России преимущественно используется именно верхняя продувка печей.
Находясь под струей воздуха, чугун интенсивно окисляется в зоне контакта. Поскольку его концентрация значительно больше других примесей, преимущественно образуется оксид железа. Но он растворяется в шлаке. Поэтому металл обогащается выделяемым кислородом.
Окисляются C, Cr и Mn, снижая процентное содержание в структуре металла. Окисление сопровождается выделением тепла. Благодаря присутствию шлаков СаО и FeO до разогрева происходит выведение фосфора в самом начале продувки.
Шлак с ним сливается и наводится новый. Производство стали сопровождается экспресс-анализами и контролем текущих изменений приборами контроля, вмонтированных в печь. Содержание фосфора в чугуне не должно превышать 0,075%.
Кислородно-конвертерный способ получения стали
Производство стали сегодня осуществляется в основном этим способом. На долю кислородно-конверторного производства совсем недавно приходилось до 60% мирового производства стали.
Однако, этот процент снижается в связи с появлением электродуговых печей (ЭДП). Продувка печей осуществляется чистым кислородом (99,5%) под высоким давлением.
Продукт кислородно-конвертерной печи представляет сталь с заданными химическими свойствами. Она поступает в машину непрерывного литья заготовок (МНЛЗ), где материал застывает в форме блюма или плиты. Для получения определенных жестких параметров металл подвергается вторичной переработке.
Электросталеплавильный способ
Производство стали электрической плавкой обладает рядом неоспоримых преимуществ. Этот способ считается основным при выплавке высококачественных легированных сталей.
Достигаемая при этом высокая температура позволяет выплавлять стали, содержащие тугоплавкие металлы:
молибден;
вольфрам;
ванадий.
Высокое качество достигается практическим отсутствием в сталях фосфора, серы и кислорода. Этот способ также применяется для производства широкой номенклатуры строительных сталей.
Выделение тепла не связано с потреблением окислителя, а происходит в результате преобразования электрической энергии в тепловую. Она выделяется при прохождении электрической дуги или наведения вихревых токов. В зависимости от принципа работы печи подразделяются на электродуговые и индукционные.
Электродуговая печь способна принять одновременно от 3,5 до 270 тонн сырья:
жидкой стали из конвертеров;
скрапа;
железной руды.
Она имеет несколько электродов из графитосодержащего материала, к которым подводится электрическое напряжение. Время плавки составляет до 1,5 часа, при этом температура дуги достигает 6 тыс. градусов.
Особенности электроиндукционных печей
В электроиндукционных печах сталь выплавляют в небольших по объему (4,5–60 тонн) емкостях, именуемых огнеупорными тиглями. Вокруг тигля располагается индуктор, состоящий из большого количества витков провода.
При прохождении переменного тока внутри индуцируются вихревые токи большой силы, вызывающее плавление содержимого тигля. Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.
Электросталеплавильный способ производит мало дыма, пыли и меньше излучает световой энергии. Однако, высокая стоимость электрооборудования при малой вместительности ограничивает применение этого способа.
Схема электросталеплавильной печи
Помимо рассмотренных вариантов, существуют не только основные способы производства стали. В современном сталеплавлении используется плавка в вакуумных индукционных печах и обогащение процентного содержания железа в окатышах плазменно-дуговым переплавом.
Виды получаемых сталей по химическому составу
Производимая этими методами сталь делится, в зависимости от химического состава, на две большие группы:
углеродистую;
легированную.
Процентное содержание элементов в углеродистой стали:
Наименование
Fe
С
Si
Mn
S
P
Содержание в процентах
до 99,0
0,05–2,0
0,15–0,35
0,3–0,8
до 0,06
до 0,07
В углеродистых сталях прочность недостаточно сочетается с пластичностью. Недостаток устраняется введением добавок других металлов, такая сталь называется легированной.
Согласно ГОСТ 5200 выделяют три группы легированных сталей с допустимым содержанием примесей:
низколегированная не более 2,5%;
среднелегированная в диапазоне 2,5–10%;
высоколегированная свыше 10%.
С каждым годом способы плавки усовершенствуются благодаря вводу в строй нового высокотехнологичного оборудования. Это позволяет получать в сталелитейной промышленности высококачественные стали с оптимальным содержанием добавок и металлов.
Видео по теме: Производство чугуна и стали
Процесс производства стали — Как производится сталь?
Процесс производства стали — как производится сталь?
10 апреля 2020 г.
Производство стали является критически важной отраслью, оказывающей значительное влияние на нашу мировую экономику. С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, мировое производство стали поддерживает или способствует росту цен на 2,9 долл.триллиона мировой экономической деятельности, что делает его важнейшим материалом, поддерживающим миллионы рабочих мест на международном уровне.
Сталь может показаться не товаром, связанным с передовыми технологиями, но процесс ее производства прошел долгий путь. В этом руководстве по процессу производства стали мы рассмотрим историю производства стали и сравним ее с тем, как сталь производится и используется в современных приложениях.
История производства стали
Сталь — это открытие железного века, периода, начавшегося около 1200 г. до н. э. Железная руда была впервые добыта в Центральной Азии и Европе, и в то время люди использовали железо для изготовления инструментов и оружия в практике, называемой черной металлургией. Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа.
Железо приняло несколько других форм, прежде чем в конечном итоге превратилось в то, что сегодня считается сталью. В Китае металлурги железного века нагревали железо в больших печах, плавя вещество в жидкость и смешивая его с древесным топливом. Затем расплавленную жидкость заливали в формы, которые затем оставляли затвердевать, в конечном итоге принимая форму кухонных инструментов и других предметов из форм. Этот процесс, известный как литье чугуна, позволил получить более прочный продукт, чем кованое железо, но он был хрупким, что затрудняло его форму и изгибание.
После чугуна кузнецы Центральной Европы начали покрывать изделия из кованого железа древесным углем, чтобы повысить прочность железа при сохранении его гибкости. После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
После открытия железоуглеродистых сплавов различные цивилизации начали расширять свои методы производства стали, что позволило им создавать улучшенное оружие, инструменты и конструкции. Начиная с железного века, люди стремились усовершенствовать процесс производства стали не только для того, чтобы производить ее в больших количествах, но и для того, чтобы производить ее более эффективно. Постоянное совершенствование производства стали является причиной того, что сегодня сталь стала таким важным мировым товаром.
Как сегодня производится сталь?
Современный процесс производства стали начался в 1856 году в рамках процесса, известного как бессемеровский процесс. Считается, что это был первый процесс массового производства стали. По словам историков, два разных изобретателя, один в Великобритании и один в Питтсбурге, одновременно разработали процесс производства стали, который включал удаление примесей железа с помощью струи воздуха.
С этим открытием другие производители стали начали совершенствовать процесс, в конце концов найдя способ использовать технику струйной очистки воздуха, чтобы помочь сохранить содержание углерода при полном удалении примесей. Наконец, этот процесс превратился в экономически эффективный способ массового производства высококачественной стали, который мы используем до сих пор.
Сегодняшняя сталь обычно производится одним из двух способов:
Доменная печь: Процесс доменной печи, также известный как основной кислородный процесс (BOP), объединяет сырую железную руду с небольшим количеством стального лома в печь. Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали.
Электродуговые печи: В методе электродуговой печи (ЭДП) сильноточные электрические дуги от электродов плавят большое количество стального лома в жидкость. Пока стальной лом плавится, техники добавляют другие ферросплавы до тех пор, пока жидкий металл не достигнет желаемого соотношения стали и других сплавов, таких как хром и никель, которые образуют нержавеющую сталь. Затем для очистки стали в печь подается кислород и добавляются известь и плавиковый шпат. Эти вещества соединяются с примесями стали, превращаясь в шлак. Затем шлак всплывает на поверхность расплавленной стали, где его удаляют, оставляя чистую сталь.
Метод ЭДП является сегодня наиболее распространенным методом производства стали. Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут.
Изготовление металла на заказ
Сталь
— это универсальный, доступный и широко распространенный материал, что делает его идеальным материалом для использования в бесчисленных производственных мощностях. Производители оригинального оборудования и другие компании-производители полагаются на ценность стали при производстве своих оригинальных компонентов и продуктов.
Во всем мире предприятия используют сталь и сплавы металлов для производства своей продукции и воплощения своих проектов в жизнь. Изготовление и проектирование металлоконструкций на заказ — это важнейшая профессиональная услуга в мировой экономике, потому что именно она позволяет компаниям изобретать новые и полезные товары и рисковать инновационными проектами, которые помогают формировать и улучшать нашу повседневную жизнь.
Производство и проектирование металлоконструкций объединяет целый ряд экспертов, от дизайнеров, инженеров и консультантов до сварщиков, слесарей и монтажников. Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке.
Выберите Summit Steel для контрактного производства металла на заказ
Производителям и OEM-предприятиям требуются надежные, профессиональные и знающие партнеры по контрактному производству металлоконструкций, которые помогут им эффективно производить сталь и готовую металлическую продукцию в соответствии с самыми высокими стандартами. Если вы ищете компанию по производству прецизионных металлов для удовлетворения ваших уникальных потребностей бизнеса, выберите Summit Steel.
Уже более 25 лет Summit Steel помогает предприятиям эффективно производить детали с помощью передовых производственных процессов. Наши услуги по контрактному производству металлов варьируются от первоначального проектирования и инженерной поддержки до лазерной резки, 3D-обработки и процессов сварки стали и металлов. Наши гибкие предложения услуг могут быть адаптированы для удовлетворения любого объема производства, необходимого вашему бизнесу. Summit Steel может поставлять высококачественные, точно изготовленные металлические и стальные изделия и детали для вашей отрасли, начиная от возможностей одного поставщика и заканчивая крупными заказами.
Для получения дополнительной информации о заключении контрактов с Summit Steel на изготовление металлоконструкций на заказ свяжитесь с нами сегодня. Позвоните нам по телефону (610) 921-1119 или запросите расценки онлайн.
Брайан Рид
Брайан Рид — вице-президент по продажам и развитию бизнеса в Summit Steel & Manufacturing Inc.
Металл на каждый день: как делается сталь
Если вы посмотрите вокруг, то увидите много стали. Наряду с пластиком и бумагой это один из самых распространенных материалов в продуктах, используемых каждый день. От вашей машины до кухонной плиты и дверных замков сталь повсюду. На самом деле, чтобы понять, насколько сталь важна для нашего современного мира, подумайте вот о чем: сталь нужна для производства стали.
Так как же возникает этот повседневный металл, т. е. как делается сталь? Одного ответа нет, так как он зависит от нескольких факторов, например, из чего он сделан и как. Хотя вы, вероятно, не так увлекаетесь сталью, как мы, вы читаете это не просто так. Любопытство? Образование? Исследовательская работа? Что бы это ни было, мы расскажем вам, как железо превращается в сталь, которая окружает нас.
Когда вы закончите, вы будете знать о стали больше, чем когда-либо хотели, и сможете уверенно ответить на любой вопрос: «Как производится сталь?»
Как производится сталь – современные процессы
Прежде чем мы перейдем к современным процессам производства стали, давайте немного вернемся к истории. Самые ранние упоминания об использовании стали относятся к 1400 г. до н.э. и с тех пор бесспорно стал одним из основных продуктов мировой промышленной экономики. Однако коммерческого использования стали не было до 1850-х годов, когда сэр Генри Бессемер, английский изобретатель, изобрел процесс производства стали, который сделал массовое производство стали доступным. До его открытия производство стали было дорогостоящим и предназначалось для мелких и дорогих предметов, таких как ножи, мечи и доспехи.
Сегодня сталь – это инструментальный строительный материал с бесчисленным множеством применений. Современные процессы производства стали прошли долгий путь и делятся на две категории: первичное и вторичное производство стали.
Первичное производство стали
Первичное производство стали включает воздуходувку, которая пропускает кислород через расплавленное железо, что снижает содержание углерода в нем и впоследствии превращает его в сталь. В настоящее время используются три метода первичной выплавки стали.
Базовая кислородная печь Сталеплавильное производство
Производство стали в кислородном конвертере имеет много псевдонимов: BOS, BOP, BOF, OSM, производство стали в Линце-Донавице или кислородно-конвертерный процесс. Во всех случаях производство стали в кислородной печи представляет собой метод первичного производства стали, при котором кислород продувается через расплавленную железную руду или уголь для снижения содержания углерода в сплаве и превращения его в низкоуглеродистую сталь.
Процесс был разработан в 1948 году Робертом Дюррером, который усовершенствовал производство бессемеровской стали, заменив воздух кислородом. Продувка кислородом вместо воздуха снизила капитальные затраты на процесс и время плавки, что повысило производительность труда. Этот метод стал ответственным за большую часть производства стали в мире, на его долю пришлось 70% мирового производства стали в 2011 году9.0005
Электродуговая печь для производства стали
Как производится сталь в электродуговой печи (или ЭДП)? В более современном процессе производства стали в ЭДП используется лом или железо прямого восстановления, а не руда или уголь. Материал лома нагревают в печи с пролонгированным электрическим зарядом. Хотя этот тип производства стали существует с 1900-х годов, он приобрел популярность как процесс с пониженным содержанием углерода или «более экологичный» процесс, чем производство стали в кислородном конвертере, и вот почему:
ДСП может производить сталь из 100% металлолома, что снижает затраты энергии на производство стали (по сравнению с первичным производством стали из руды).
Производство стали в ЭДП
более гибко, чем в доменных печах, поскольку их можно быстро запускать и останавливать для производства по требованию.
ЭДП
требуют большого количества электроэнергии, и многие компании планируют свою работу, чтобы воспользоваться преимуществами цен на электроэнергию в непиковые часы.
Типичная сталеплавильная дуговая печь является источником стали для мини-завода, который можно разместить относительно близко к рынкам сбыта стальной продукции, тем самым сокращая транспортные расходы.
По мере усиления ограничений, направленных на ограничение углеродного следа при производстве, все больше и больше производителей стали, вероятно, будут продолжать использовать производство стали в ЭДП.
Мартеновское производство стали
Производство стали в мартеновских печах — это еще один вид производства, при котором из железной руды сжигается избыток углерода и других примесей для производства стали. Его основные преимущества на пике его использования заключались в том, что он не подвергал сталь чрезмерному воздействию азота, из-за чего сталь становилась хрупкой. Сталеплавильное производство в мартеновских печах также было легче контролировать и позволяло плавить и рафинировать большое количество железного и стального лома.
Однако более современные процессы в основном заменили этот тип производства стали. Хотя он все еще используется в Индии и некоторых частях Украины, Россия вывела из эксплуатации свою последнюю подовую печь в марте 2018 года и рассматривала возможность сохранения ее как музейного артефакта.
Вторичное производство стали
Вторичное производство стали включает рафинирование сырой стали перед разливкой, и различные операции обычно выполняются в ковшах. Во время этого процесса происходит несколько вещей, обеспечивающих производство высококачественной стали, то есть добавляются легирующие добавки, снижается содержание растворенных газов в стали, а включения удаляются или изменяются химически.
HIsarna Производство стали
Производство стали HIsarna является одним из четырех процессов, разработанных в рамках проекта ULCOS, европейского кооператива, созданного для проведения исследований и разработок, направленных на сокращение выбросов CO2 в сталелитейной промышленности.
Производство стали в Хлсарне основано на типе доменной печи, называемой циклонной конвертерной печью, что позволяет отказаться от производства железорудных окатышей, необходимых для кислородно-конверторного процесса производства стали. Без него процесс HIsarna является более энергоэффективным и имеет меньший углеродный след, чем традиционные процессы производства стали.
Изготовление конкретных типов стали
Как делают дамасскую сталь
Дамасская сталь
легко узнаваема по волнистому узору, она очень острая и прочная. Первоначально дамасская сталь представляла собой кованую сталь лезвий мечей, выкованную на Ближнем Востоке из слитков стали Вутц, либо импортированных из Южной Индии, либо сделанных в Шри-Ланке или Хорасане.
Хотя первоначальная обработка ковки из дамасской стали была утеряна много веков назад, до сих пор предпринимается множество попыток воспроизвести дамасскую сталь — в основном из-за ее эстетики. Сегодня существуют различные способы изготовления дамасской стали. В большинстве случаев сталь «Современный дамаск» изготавливается из разных кусков стали и железа, сваренных между собой в заготовку (полуфабрикат). Затем заготовку вытягивают и складывают до тех пор, пока не будет сформировано желаемое количество слоев.
Как делают нержавеющую сталь
Нержавеющая сталь
— это сплав железа и нескольких других элементов (таких как никель, хром, молибден и углерод), который более устойчив к коррозии, чем простое железо или сталь (это просто железо и углерод). Различное соотношение этих компонентов из нержавеющей стали дает различные типы сплавов нержавеющей стали, и каждая уникальная комбинация называется «маркой» нержавеющей стали.
Итак, как из стали делают нержавеющую сталь? В чем-то похожий на другое производство стали, этот процесс включает в себя нагрев сырья и удаление избыточного углерода. Затем материал перемешивается или «настраивается», чтобы помочь распределить или удалить определенные компоненты из смеси. Затем охлаждающийся металл формуется и подвергается термической обработке (также называемой отжигом). Последним шагом является резка и формовка нержавеющей стали для создания конечного продукта.
Медицинская нержавеющая сталь
Медицинская нержавеющая сталь
известна своей высокой пластичностью и исключительной коррозионной стойкостью. Существует две распространенные медицинские нержавеющие стали марок 304 и 316. Эти стали идеально подходят для медицинской промышленности благодаря дополнительным химическим свойствам, обеспечиваемым высоким содержанием никеля, который помогает выдерживать интенсивные процессы стерилизации.
Столовые приборы из нержавеющей стали
Добавление хрома делает нержавеющую сталь идеальной для столовых приборов, так как он способствует образованию пассивной пленки, защищающей от коррозии и пятен. Большинство столовых приборов изготавливается из мартенситной нержавеющей стали, которая характеризуется высокой прочностью и твердостью.
Как производится горячекатаная сталь
Горячекатаная сталь
является основным продуктом из углеродистой стали и используется для изготовления изделий, где чистота поверхности не имеет решающего значения, например, для сельскохозяйственного оборудования или ограждений.
Горячекатаная сталь
изготавливается путем нагрева стальных слябов примерно до 2300 градусов по Фаренгейту. После переноса из печи и охлаждения материал затем промывают под высоким давлением для удаления окалины, образовавшейся при контакте горячего материала с воздухом. Наконец, перед поступлением в охладители материал обрабатывается охлаждающими спреями.
Как производится холоднокатаная сталь
Холоднокатаная сталь изготавливается путем плавления необработанной стали, также называемой плавкой. После того, как необработанная сталь расплавится до жидкого состояния, ее затем немного охлаждают перед подачей через ряд роликов. Поскольку сталь проталкивается через ролики при низкой температуре, она становится тоньше и прочнее при сжатии, что имеет важное значение для производства закаленной стали.
Поскольку при холодной штамповке сжатие происходит при более низкой температуре, чем при горячей штамповке, холодноформованная сталь прочнее и долговечнее, хотя и труднее в производстве.
Как производится закаленная сталь
Закаленная сталь используется для изготовления инструментов и деталей тяжелых машин. По сравнению со стандартной сталью закаленный тип обеспечивает большую износостойкость и долговечность, чтобы выдерживать тяжелые условия эксплуатации.
Производственный процесс начинается с нагревания высокоуглеродистой стали при очень высоких температурах, а затем быстрого охлаждения в воде или соляном растворе в процессе, известном как закалка, что делает сталь очень твердой, но в то же время очень хрупкой. Чтобы противостоять хрупкости и сохранить прочность, производители закаляют металл, повторно нагревая его и охлаждая естественным образом.
Как производится мягкая сталь
Мягкая сталь — это очень распространенный тип стали, также называемый углеродистой сталью. Мягкая сталь обычно используется для изготовления дорожных знаков, ограждений, автомобилей и гвоздей (и многого другого).
Как и другие углеродистые стали, мягкая сталь изготавливается из железа и угля, расплавленных вместе в доменной печи, а затем затвердевающих в прямоугольную форму. Далее его подвергают горячей прокатке или холодной вытяжке до нужного размера.
Как делают конструкционную сталь
Конструкционная сталь является важным элементом в строительстве и требует соблюдения очень специфических стандартов в производстве. Он начинается с дробления и сортировки необработанного железа с использованием процесса рафинирования, предназначенного для сортировки лучших сортов железа, обычно около 60 процентов.
Затем железная руда загружается в верхнюю часть доменной печи для нагрева. При этом снизу вдувается горячий воздух. Это создает реакцию, которая удаляет примеси, поскольку чистое железо опускается на дно печи. Затем расплавленный чугун сливают и дополнительно нагревают, а также добавляют другие вещества, такие как марганец, которые придают готовому стальному изделию различные свойства.
Наконец, ему придают необходимую конфигурацию, такую как балки, пластины или полые стальные трубы.
LaserCut models — Шаблоны, макеты и чертежи для лазерной резки в форматах CDR, DXF, PDF, EPS и других используемых для ЧПУ
By admin
|
In Шкатулки
|
On 10 августа, 2022
Макет шкатулка подсолнух в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет подставка для телефона собака и дельфин в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет подставка для телефона Кот в формате cdr, pdf
Continue Reading
By admin
|
In Минибары , Транспорт
|
On 10 августа, 2022
Макет пивной самолет 2 в формате cdr, pdf
Continue Reading
By admin
|
On 10 августа, 2022
Макет пивной самолет в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет органайзер школьника в формате cdr, pdf
Continue Reading
By admin
|
In Разное
|
On 10 августа, 2022
Макет органайзер с совой в формате cdr, pdf
Continue Reading
Автомобили
By admin
|
On 10 августа, 2022
Макет мини грузовик 3 в формате cdr, pdf
Continue Reading
Разное
By admin
|
On 10 августа, 2022
Макет мини бар для пива машина в формате cdr, pdf
Continue Reading
By admin
|
In Разное
|
On 10 августа, 2022
Макет менажницы разное в формате cdr, pdf
Continue Reading
Макеты для лазерной резки и гравировки: макеты для резки фанеры
Сталкиваться с проблемой скачать бесплатно чертежи и макеты для лазерной резки и гравировки мне приходиться постоянно. Именно по этому, в этом разделе я буду собирать проверенные и при необходимости доработанные мной векторы для лазерной резки.
Сегодня стали доступны и широко используются станки для лазерной резки. На таком оборудовании можно резать различные материалы: бумагу, картон, всевозможные пластики, шпон, фанеру, и даже металл. Я сам работаю на лазерном станке с 2013 года, и накопил большую коллекцию макетов для лазерной резки в crd (формат Корел), которой буду делиться. Кроме этого в любом архиве, который вы скачаете будут dxf, pdf, eps, svg файлы. В основном в этой категории буду выкладывать чертежи и макеты для резки фанеры или акрила, но многие векторные узоры, которые также могут быть использованы при построении макета вы сможете найти в категории «Векторный клипарт».
Векторные макеты для лазерной резки:
Свадебные топперы, фигурки на торты
кем Anton Tislak |
размещено в: Топперы, Узоры |
0
Небольшая подборка векторных макетов топперов для лазерной резки на любовную тематику. Свадебные топперы? А почему бы и нет! На мой взгляд очень выгодно будут смотреться на любом торжестве в честь свадьбы или годовщины этого события. Топперы с надписями «Love», «Люблю … Продолжено
векторные силуэты, для свадьбы, люди, макеты для лазерной резки, макеты для фрезерной резки, силуэт, топперы, узоры, фигурки, шаблоны топперов
Сборник топперов на день рождения №2
кем Anton Tislak |
размещено в: Топперы |
0
Второй сборник макетов топперов на день рождения. Первый сборник ищите ТУТ. Разные, красивые макеты топперов на день рождения для тортов и капкейков. в архиве файлы в форматах: cdr x4, pdf, dxf, svg Скачать бесплатно топперы ко дню рождения Коллекции постоянно … Продолжено
на день рождения, топпер, шаблоны топперов
Сборник топперов на день рождения №1
кем Anton Tislak |
размещено в: Топперы, Узоры |
0
Очередной качественный сборник топперов для Лазерной резки. Отличные топперы с днем рождения шаблоны для ЧПУ станков. Если вы затеваете день рождения отметить и украсить тортик или пироженки красивыми надписями и узорами, этот сборник для вас. Макеты топперов: Поздравляю, с днем … Продолжено
векторные силуэты, векторный узор, макеты для лазерной резки, на день рождения, топпер, топперы, шаблоны топперов
Макет для лазерной резки фанеры Пегас: Макет для фрезерной резки скачать бесплатно!
кем Anton Tislak |
размещено в: Модели животных |
3
Макет для лазерной резки фанеры «Пегас» скачать бесплатно! Добрый день, уважаемы подписчики и гости сайта, посвященного векторному клипарту fordesign.kz.
3d конструктор, векторы для резки, животные вектор, конструктор из фанеры чертежи, модели для лазерной резки, пегас
Макеты медальниц: Сборник 4
кем Anton Tislak |
размещено в: Медальницы |
0
Очередной сборник, в котором вы найдете векторные вешалки для медалей в удобных для станков ЧПУ форматах. Кроме готовых макетов медальныц, в этом векторном сборнике вы найдете заготовки, фигурки, отдельные части для дизайна медальниц самостоятельно. в архиве файлы в форматах: cdr … Продолжено
вешалка для медалей, макеты для лазерной резки, макеты для фрезерной резки, макеты медальниц, медальницы
Макеты медальниц: Сборник 3
кем Anton Tislak |
размещено в: Медальницы |
0
Следующий сборник, в котором вы найдете чертежи медальниц для станков с ЧПУ. В этом сборнике макетов медальниц вы найдете шаблоны медальниц фигурного катания, бега, волейбола, триатлона, бальные танцы, большой теннис, фехтование. В архиве найдете файлы в форматах: cdr x4, dxf, … Продолжено
векторные силуэты, макеты для лазерной резки, макеты для фрезерной резки, макеты медальниц, медальницы, спорт вектор
Макеты медальниц: сборник 2
кем Anton Tislak |
размещено в: Медальницы |
0
Если вам нужно Медальницы скачать для лазерной резки, вы попали по адресу. Большая коллекция векторных макетов медальниц пополняется этим сборником. в архиве файлы в форматах: cdr x4, dxf, pdf, svg Медальницы скачать бесплатно векторные макеты Коллекции постоянно обновляются! Подпишись и … Продолжено
макеты для лазерной резки, макеты медальниц, медальницы, подставка, спорт вектор
Макеты медальниц: сборник 1
кем Anton Tislak |
размещено в: Медальницы |
2
Здравствуйте, мои дорогие подписчики и гости сайта vectorcdr.com. Вы меня наверное потеряли, но я вернулся (отдыхал немножко). И готов сегодня вам представить новую рубрику — Медальницы для ЧПУ, а точнее их векторные макеты для станков лазерной или фрезерной резки. В … Продолжено
макеты для лазерной резки, макеты медальниц, медальницы, спорт вектор, чертежи
1 2 3 4 … 14 »
Как подготовить чертежи к лазерной резке
Перейти к содержимому
Подготовка чертежей2021-07-02T12:55:28+00:00
Подготовка чертежей к лазерной резке
Время критично
котировки в течение часа — важная причина, по которой так много компаний выбирают Lasered Components в качестве партнера по цепочке поставок.
Правильно подготовив свои чертежи для лазерной резки, вы поможете упростить процесс заказа, сократив количество вопросов, запросов или поправок, и позволите нам доставить ваш заказ вам как можно быстрее.
Форматы файлов
Форматы файлов, которые мы принимаем для лазерной резки, это DWG, DXF и NC, это файлы CAD, часто созданные в AutoCAD или аналогичной программе.
Укажите материалы и количество
Самая важная часть вашего заказа – это то, что вы на самом деле заказываете! Пожалуйста, четко указывайте эту информацию вместе с чертежами или на них.
Взгляните на наши страницы с материалами, чтобы узнать, что мы можем поставить.
Пожалуйста, только 2D-чертежи
Все правильно подготовленные чертежи должны быть представлены в 2D-формате. В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
Проверьте все размеры
Пожалуйста, проверьте все размеры на чертеже перед отправкой. Наши внутренние аудиторы проверят их, чтобы убедиться, что ничего не просочилось через сеть, но это увеличит время обработки вашего заказа, так как нам нужно будет не только внести поправки, но и связаться с вами, чтобы проверить их.
Максимальный размер детали, которую мы можем вырезать из большинства материалов, составляет 2980 мм x 1480 мм, но из этого правила есть некоторые исключения. Более подробную информацию см. на страницах с материалами.
Дверная пластина / ступенчатая пластина
Пожалуйста, укажите на своих чертежах, на какой стороне должен быть рисунок, а также укажите требуемую толщину O/P [на плоскости] (без рисунка) или в целом (включая рисунок) .
Одиночные непрерывные линии
Старайтесь по возможности делать чертежи ваших компонентов непрерывными одиночными линиями. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Допуски
Одним из основных преимуществ лазерной резки является точность, наши допуски лазерной резки составляют +/- 0,25 мм. В зависимости от окончательных требований к вашему изделию вам может потребоваться обработка краев ваших компонентов, поэтому при необходимости учитывайте это.
Вводы
Ввод необходим в процессе лазерной резки, гарантируя, что лазер входит в линию реза плавно, но это приводит к образованию выступа входа, небольшого выступа на внешней кромке компонента. Мы добавим вводные данные для вас на чертежи в рамках процесса настройки, поэтому вам не нужно добавлять их на свои чертежи, если только у вас нет особых требований. В этих случаях это необходимо обсудить с отделом продаж, чтобы убедиться, что ваш компонент соответствует вашим требованиям, и при этом убедиться, что процесс лазерной резки проходит максимально гладко.
Примеры вводов, выделенных красным цветом
Углы
Наше программное обеспечение добавит радиус 0,5 мм ко всем углам ваших металлических компонентов любой толщины, это применяется к внутренним и внешним резкам. Это помогает процессу резки, делая его более быстрым и гладким, а также обеспечивая более аккуратный угол с меньшим количеством заусенцев. На большинстве деталей, вырезанных лазером, этот радиус будет едва заметен, но если детали, которые вам нужны, имеют очень острые внутренние углы, вы можете потерять часть конца, а если он имеет экстремальный угол отражения, вы можете получить немного материала на внутренней стороне. край.
Любые другие проблемы…
Наши специалисты по контролю заказов проверяют каждую деталь на каждом чертеже перед отправкой в производство, если что-то кажется неполным или выглядит неправильно, мы свяжемся с вами для проверки.
Время имеет решающее значение
Многие из проектов, которые присылают нам наши клиенты, имеют критическое значение по времени, и наша цель — отвечать на предложения в течение часа — важная причина, по которой так много компаний выбирают Lasered Components в качестве партнера по цепочке поставок.
Правильно подготовив свои чертежи для лазерной резки, вы поможете упростить процесс заказа, сократив количество вопросов, запросов или поправок, и позволите нам доставить ваш заказ вам как можно быстрее.
Форматы файлов
Форматы файлов, которые мы принимаем для лазерной резки, это DWG, DXF и NC, это файлы CAD, часто созданные в AutoCAD или аналогичной программе.
Укажите материалы и количество
Самая важная часть вашего заказа – это то, что вы на самом деле заказываете! Пожалуйста, четко указывайте эту информацию вместе с чертежами или на них.
Взгляните на наши страницы с материалами, чтобы узнать, что мы можем поставить.
Пожалуйста, только 2D-чертежи
Все правильно подготовленные чертежи должны быть представлены в 2D-формате. В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
Проверьте все размеры
Пожалуйста, проверьте все размеры на чертеже перед отправкой. Наши внутренние аудиторы проверят их, чтобы убедиться, что ничего не просочилось через сеть, но это увеличит время обработки вашего заказа, так как нам нужно будет не только внести поправки, но и связаться с вами, чтобы проверить их.
Максимальный размер детали, которую мы можем вырезать из большинства материалов, составляет 2980 мм x 1480 мм, но из этого правила есть некоторые исключения. Более подробную информацию см. на страницах с материалами.
Дверная пластина / ступенчатая пластина
Пожалуйста, укажите на своих чертежах, на какой стороне должен быть рисунок, а также укажите требуемую толщину O/P [на плоскости] (без рисунка) или в целом (включая рисунок) .
Одиночные непрерывные линии
Старайтесь по возможности делать чертежи ваших компонентов непрерывными одиночными линиями. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Допуски
Одним из основных преимуществ лазерной резки является точность, наши допуски лазерной резки составляют +/- 0,25 мм. В зависимости от окончательных требований к вашему изделию вам может потребоваться обработка краев ваших компонентов, поэтому при необходимости сделайте поправку на это.
Вводы
Ввод необходим в процессе лазерной резки, гарантируя, что лазер входит в линию реза плавно, но это приводит к образованию выступа входа, небольшого выступа на внешней кромке компонента. Мы добавим вводные данные для вас на чертежи в рамках процесса настройки, поэтому вам не нужно добавлять их на свои чертежи, если только у вас нет особых требований. В этих случаях это необходимо обсудить с отделом продаж, чтобы убедиться, что ваш компонент соответствует вашим требованиям, и при этом убедиться, что процесс лазерной резки проходит максимально гладко.
Примеры вводов, выделенных красным цветом
Углы
Наше программное обеспечение добавит радиус 0,5 мм ко всем углам ваших металлических компонентов любой толщины, это применяется к внутренним и внешним резкам. Это помогает процессу резки, делая его более быстрым и гладким, а также обеспечивая более аккуратный угол с меньшим количеством заусенцев. На большинстве деталей, вырезанных лазером, этот радиус будет едва заметен, но если детали, которые вам нужны, имеют очень острые внутренние углы, вы можете потерять часть конца, а если он имеет экстремальный угол отражения, вы можете получить немного материала на внутренней стороне. край.
Любые другие проблемы…
Наши внутренние аудиторы проверяют каждую деталь на каждом чертеже перед отправкой в производство. Если что-то окажется неполным или выглядит неправильно, мы свяжемся с вами для проверки.
Есть вопросы?
Позвоните в наш отдел продаж по телефону 01376 327 182
Мы стараемся отвечать на предложения, отправленные с 7:30 до 16:00, в течение одного часа. Вне этих часов мы ответим на следующее рабочее утро.
Мы принимаем файлы DXF, DWG и NC. Отправьте информацию о требуемом материале, толщине и количестве.
Ссылка для загрузки страницы
Перейти к началу
Лазерные рисунки — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров.
 Очевидно, в его основе лежит ширина мужского большого пальца.
Очевидно, в его основе лежит ширина мужского большого пальца.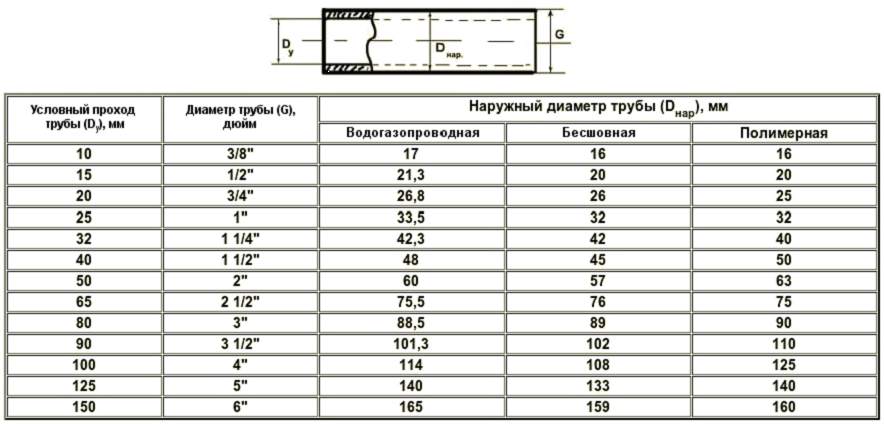 Их выражают только обыкновенными дробями со знаменателем, кратным 2.
Их выражают только обыкновенными дробями со знаменателем, кратным 2. И с тех пор для пересчёта дюймов в сантиметры используется только это число.
И с тех пор для пересчёта дюймов в сантиметры используется только это число.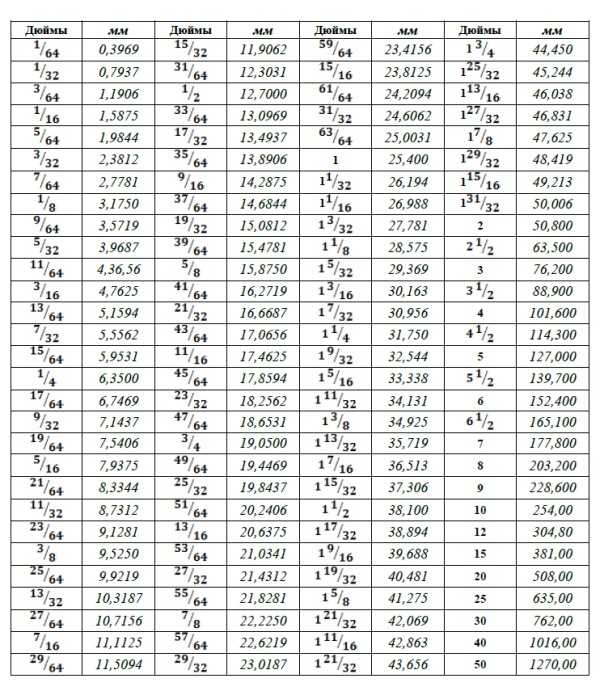 Его следует соразмерять с плотностью изображения в пикселях. Чем этот показатель выше, тем лучше качество картинки, которую вы видите на экране.
Его следует соразмерять с плотностью изображения в пикселях. Чем этот показатель выше, тем лучше качество картинки, которую вы видите на экране.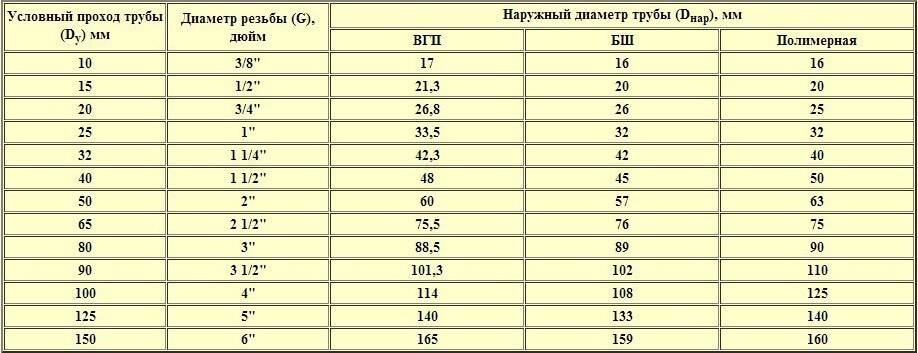 В настоящее время под дюймом обычно подразумевают используемый в США английский дюйм (английский inch), в точности равный 2,54 см.
В настоящее время под дюймом обычно подразумевают используемый в США английский дюйм (английский inch), в точности равный 2,54 см. Так как многие производители бальзовых пластин продают уже распиленные листы определенных размеров. Что бы с ориентироваться при проектировании и постройке кордовой модели можно применить мой практический опыт.
Так как многие производители бальзовых пластин продают уже распиленные листы определенных размеров. Что бы с ориентироваться при проектировании и постройке кордовой модели можно применить мой практический опыт.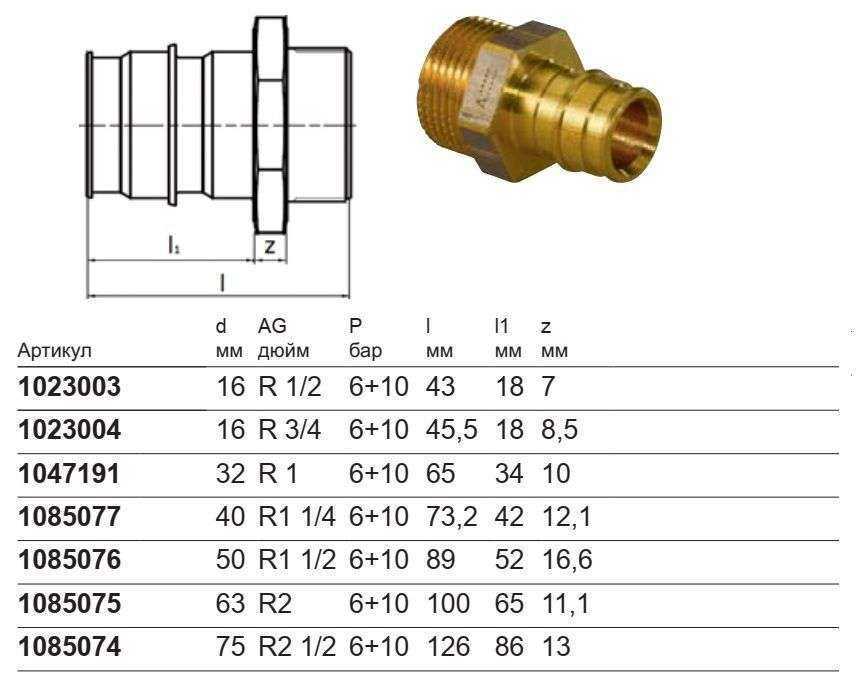 При покупке следует это учитывать.
При покупке следует это учитывать. Расход такой толщины листов не большой.
Расход такой толщины листов не большой. на умные цитаты. Так что теперь, когда я пытаюсь ввести отметки в футах и дюймах, они получаются волнистыми, а не прямыми». Справедливое замечание.
на умные цитаты. Так что теперь, когда я пытаюсь ввести отметки в футах и дюймах, они получаются волнистыми, а не прямыми». Справедливое замечание.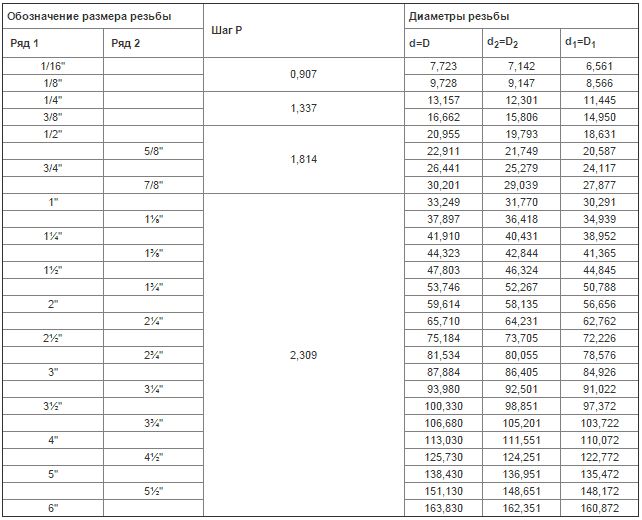 Так что, как правило, прямые цитаты — самые надежные инструменты для работы.
Так что, как правило, прямые цитаты — самые надежные инструменты для работы. Максимально подберите рост и вес. Никто не узнает 9.0003
Максимально подберите рост и вес. Никто не узнает 9.0003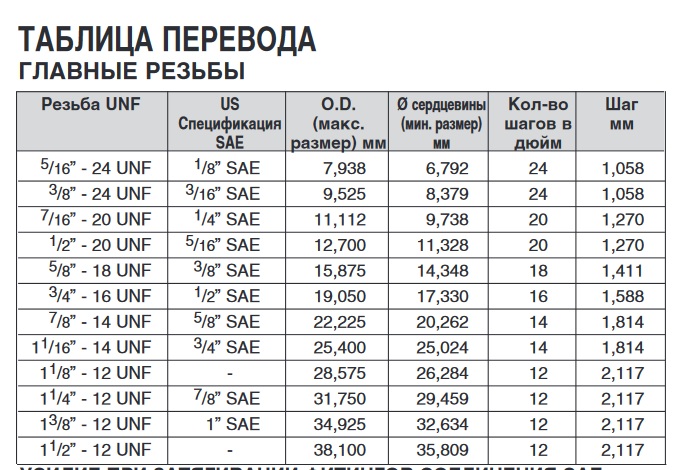 Максимально подберите рост и вес. Никто не узнает 9.0003
Максимально подберите рост и вес. Никто не узнает 9.0003 Или как двойной апостроф («»). Например, 5″ будет читаться как «пять дюймов» 9.0164
Или как двойной апостроф («»). Например, 5″ будет читаться как «пять дюймов» 9.0164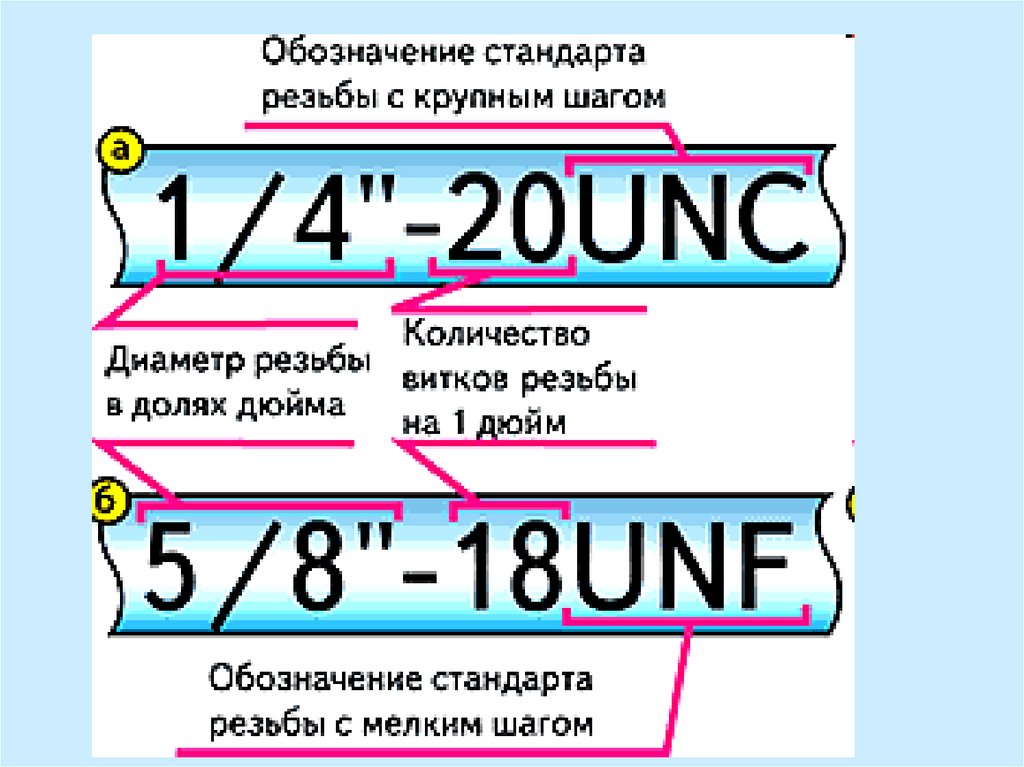
 Чтобы преобразовать футы в сантиметры, сначала преобразуйте футы в дюймы. Затем умножьте дюймы на 2,54.
Чтобы преобразовать футы в сантиметры, сначала преобразуйте футы в дюймы. Затем умножьте дюймы на 2,54.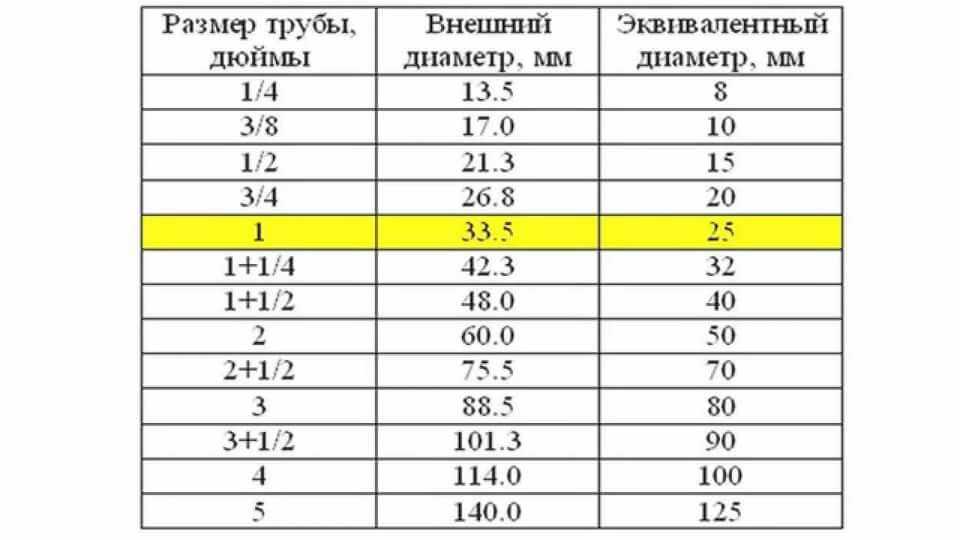 Эта аббревиатура упрощает работу с разметкой и измерением дюймов.
Эта аббревиатура упрощает работу с разметкой и измерением дюймов. Предположим, все размеры раковины указаны в сантиметрах, а размеры столешницы — в дюймах. В этом случае вам нужно будет объединить две системы, чтобы точно установить раковину.
Предположим, все размеры раковины указаны в сантиметрах, а размеры столешницы — в дюймах. В этом случае вам нужно будет объединить две системы, чтобы точно установить раковину. Точность очень важна при создании чего-либо, поэтому вы должны четко понимать размеры, прежде чем начинать проект.
Точность очень важна при создании чего-либо, поэтому вы должны четко понимать размеры, прежде чем начинать проект. Процесс распиловки досок делает их немного меньше указанного размера.
Процесс распиловки досок делает их немного меньше указанного размера.
 Effective filtration prevents faults and simultaneously increases the life
Effective filtration prevents faults and simultaneously increases the life



 необходимо
необходимо
 youtube.com/embed/kdnWn7awegE»>
youtube.com/embed/kdnWn7awegE»> 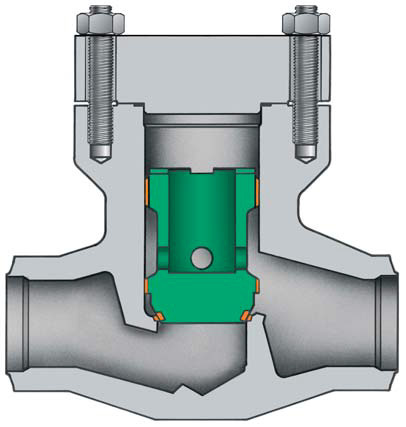 При превышении определенного давления на входе клапан автоматически открывается без какого-либо вмешательства. Это минимальное рабочее давление, известное как давление срабатывания, является одной из ключевых характеристик, определяемых для всех обратных клапанов. Химическая, целлюлозно-бумажная, пищевая промышленность, водоподготовка и очистка сточных вод, промышленная, морская и горнодобывающая промышленность, насосы, трубопроводы, производство электроэнергии и ОВКВ — вот лишь некоторые из многих приложений для перекачивания жидкостей и насосов, в которых используются обратные клапаны.
При превышении определенного давления на входе клапан автоматически открывается без какого-либо вмешательства. Это минимальное рабочее давление, известное как давление срабатывания, является одной из ключевых характеристик, определяемых для всех обратных клапанов. Химическая, целлюлозно-бумажная, пищевая промышленность, водоподготовка и очистка сточных вод, промышленная, морская и горнодобывающая промышленность, насосы, трубопроводы, производство электроэнергии и ОВКВ — вот лишь некоторые из многих приложений для перекачивания жидкостей и насосов, в которых используются обратные клапаны. Обратные клапаны большего размера обычно бывают поворотного или откидного типа. Как следует из названия, обратные клапаны с шаровым и пружинным шаром имеют шар, который устанавливается в седло соответствующего профиля. Обратные клапаны с утиным клювом основаны на гибкой резиновой диафрагме, которая создает клапан, который обычно закрыт, если не подается положительное давление.
Обратные клапаны большего размера обычно бывают поворотного или откидного типа. Как следует из названия, обратные клапаны с шаровым и пружинным шаром имеют шар, который устанавливается в седло соответствующего профиля. Обратные клапаны с утиным клювом основаны на гибкой резиновой диафрагме, которая создает клапан, который обычно закрыт, если не подается положительное давление.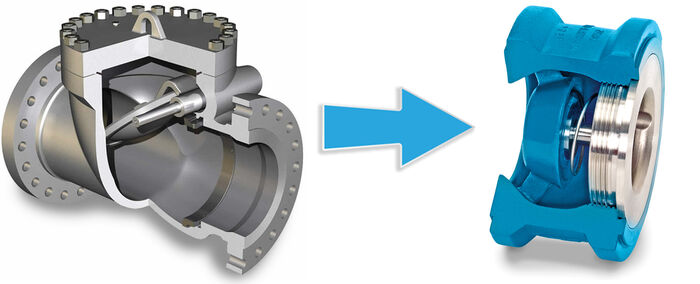 Номинальные характеристики клапана, размер линии, тип установки, такой как горизонтальная или вертикальная, размеры и тип соединения, максимальная скорость утечки, перепад давления и любые особые требования должны быть частью углубленной оценки. Также важно убедиться, что в каждом случае используется правильный тип клапана.
Номинальные характеристики клапана, размер линии, тип установки, такой как горизонтальная или вертикальная, размеры и тип соединения, максимальная скорость утечки, перепад давления и любые особые требования должны быть частью углубленной оценки. Также важно убедиться, что в каждом случае используется правильный тип клапана. В случае обратных клапанов это может привести к обратному потоку и всем связанным с этим проблемам, которые могут возникнуть в этих условиях.
В случае обратных клапанов это может привести к обратному потоку и всем связанным с этим проблемам, которые могут возникнуть в этих условиях. Эту характеристику обратных клапанов часто упускают из виду, и обычно обнаруживается, что такие проблемы в конечном итоге возникают из-за плохо подобранных обратных клапанов, а не из-за самих клапанов.
Эту характеристику обратных клапанов часто упускают из виду, и обычно обнаруживается, что такие проблемы в конечном итоге возникают из-за плохо подобранных обратных клапанов, а не из-за самих клапанов. Заедание клапанов может произойти, когда между корпусом клапана и движущимися частями, такими как диск или шар, задерживается такой материал, как накипь или мусор. Повреждение седла клапана или других элементов или застревание материала может привести к утечке. Наряду с загрязнением к другим факторам, которые могут отрицательно повлиять на обратные клапаны, относятся высокие температуры, изношенные эластомеры и уплотнения седла, неправильная установка или плохое техническое обслуживание и сборка. Клапаны также могут заедать или протекать по мере их старения и разрушения.
Заедание клапанов может произойти, когда между корпусом клапана и движущимися частями, такими как диск или шар, задерживается такой материал, как накипь или мусор. Повреждение седла клапана или других элементов или застревание материала может привести к утечке. Наряду с загрязнением к другим факторам, которые могут отрицательно повлиять на обратные клапаны, относятся высокие температуры, изношенные эластомеры и уплотнения седла, неправильная установка или плохое техническое обслуживание и сборка. Клапаны также могут заедать или протекать по мере их старения и разрушения. Полезно отметить, что обратные клапаны с резиновым утконосом являются «пассивными» устройствами и не подвержены такому износу. Относительно простые меры, такие как минимизация попадания мусора в линию через фильтры и правильная смазка компонентов обратного клапана, могут помочь предотвратить преждевременный выход из строя. Тем не менее, также стоит отметить, что обратные клапаны необходимо регулярно заменять. Продукты, созданные на основе высокого качества и опытных инженеров, неизбежно оказывают значительное влияние на производительность, а более дешевые продукты часто являются ложной экономией. Хотя типичный срок службы компонентов зависит от области применения, производители рекомендуют заменять металлические и пластиковые обратные клапаны каждые 5-7 лет, тогда как обратные клапаны, изготовленные из резины, могут оставаться полностью пригодными к эксплуатации до 35-50 лет.
Полезно отметить, что обратные клапаны с резиновым утконосом являются «пассивными» устройствами и не подвержены такому износу. Относительно простые меры, такие как минимизация попадания мусора в линию через фильтры и правильная смазка компонентов обратного клапана, могут помочь предотвратить преждевременный выход из строя. Тем не менее, также стоит отметить, что обратные клапаны необходимо регулярно заменять. Продукты, созданные на основе высокого качества и опытных инженеров, неизбежно оказывают значительное влияние на производительность, а более дешевые продукты часто являются ложной экономией. Хотя типичный срок службы компонентов зависит от области применения, производители рекомендуют заменять металлические и пластиковые обратные клапаны каждые 5-7 лет, тогда как обратные клапаны, изготовленные из резины, могут оставаться полностью пригодными к эксплуатации до 35-50 лет. Потенциал катастрофы реален, когда обратный поток может остановить производство или даже серьезно повредить объект. Следовательно, когда обратные клапаны начинают проявлять какие-либо признаки неисправности, операторы предприятия должны незамедлительно заменить компонент высококачественной заменой.
Потенциал катастрофы реален, когда обратный поток может остановить производство или даже серьезно повредить объект. Следовательно, когда обратные клапаны начинают проявлять какие-либо признаки неисправности, операторы предприятия должны незамедлительно заменить компонент высококачественной заменой. Обратные клапаны с одной конфигурацией предназначены для предотвращения обратного потока только в одном направлении. Обратные клапаны с двойной конфигурацией управляют потоком в двух направлениях, последовательно отводя жидкость к нескольким выходным отверстиям. Обратные клапаны с одной конфигурацией обычно закрыты, т. е. им требуется положительный перепад давления для обеспечения потока, с различными вариантами заделки, включая люэровские муфты, соединительные муфты, соединительные штифты и зазубренные конструкции. Существует также несколько номинальных давлений открытия, от прецизионных вариантов давления открытия, близких к нулевому, до антисифонных клапанов, которые имеют более высокое давление открытия для предотвращения потока, вызванного гравитацией. Обратные клапаны медицинского класса изготавливаются из материалов класса VI USP, которые считаются безопасными для человеческого организма. Обратные клапаны медицинского назначения снижают риск загрязнения, обеспечивают бесшовную заливку и обеспечивают более высокую скорость потока.
Обратные клапаны с одной конфигурацией предназначены для предотвращения обратного потока только в одном направлении. Обратные клапаны с двойной конфигурацией управляют потоком в двух направлениях, последовательно отводя жидкость к нескольким выходным отверстиям. Обратные клапаны с одной конфигурацией обычно закрыты, т. е. им требуется положительный перепад давления для обеспечения потока, с различными вариантами заделки, включая люэровские муфты, соединительные муфты, соединительные штифты и зазубренные конструкции. Существует также несколько номинальных давлений открытия, от прецизионных вариантов давления открытия, близких к нулевому, до антисифонных клапанов, которые имеют более высокое давление открытия для предотвращения потока, вызванного гравитацией. Обратные клапаны медицинского класса изготавливаются из материалов класса VI USP, которые считаются безопасными для человеческого организма. Обратные клапаны медицинского назначения снижают риск загрязнения, обеспечивают бесшовную заливку и обеспечивают более высокую скорость потока.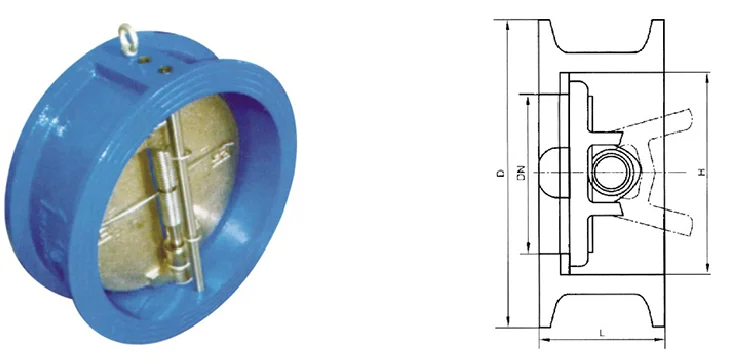 Они идеально подходят для разработчиков медицинских устройств, специализирующихся на инфузии, дренировании и ирригации.
Они идеально подходят для разработчиков медицинских устройств, специализирующихся на инфузии, дренировании и ирригации. Эти двойные обратные клапаны также включают в себя два доступных впускных порта — аспирационный порт с внутренней резьбой и порт с отводной резьбой Люэра, что повышает функциональность и производительность.
Эти двойные обратные клапаны также включают в себя два доступных впускных порта — аспирационный порт с внутренней резьбой и порт с отводной резьбой Люэра, что повышает функциональность и производительность.
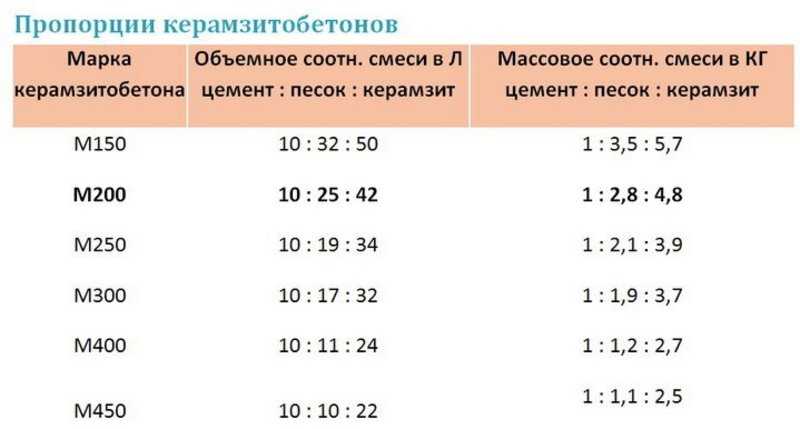
 д. Также заказчик может включить в договор сноску на требования СП 29.13330.2011 (ранее был СНиП 2.03.13-88).
д. Также заказчик может включить в договор сноску на требования СП 29.13330.2011 (ранее был СНиП 2.03.13-88). Через 7 суток не менее 50% от проектной;
Через 7 суток не менее 50% от проектной; Консистенция влияет на равномерность и плотность заполнения форм и не растекания массы с уменьшением содержания цемента при слишком жидком замесе. Консистенция и количество приготовленной смеси подбирается в зависимости от времени использования.
Консистенция влияет на равномерность и плотность заполнения форм и не растекания массы с уменьшением содержания цемента при слишком жидком замесе. Консистенция и количество приготовленной смеси подбирается в зависимости от времени использования.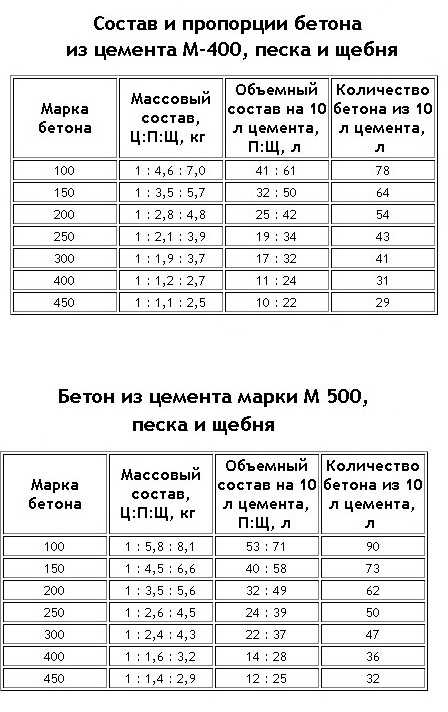
 Но уменьшение прочности не совсем линейное и только до определённого момента. Приводим долю песчаной составляющей для цементов М400 и М500 для разных марок раствора.
Но уменьшение прочности не совсем линейное и только до определённого момента. Приводим долю песчаной составляющей для цементов М400 и М500 для разных марок раствора.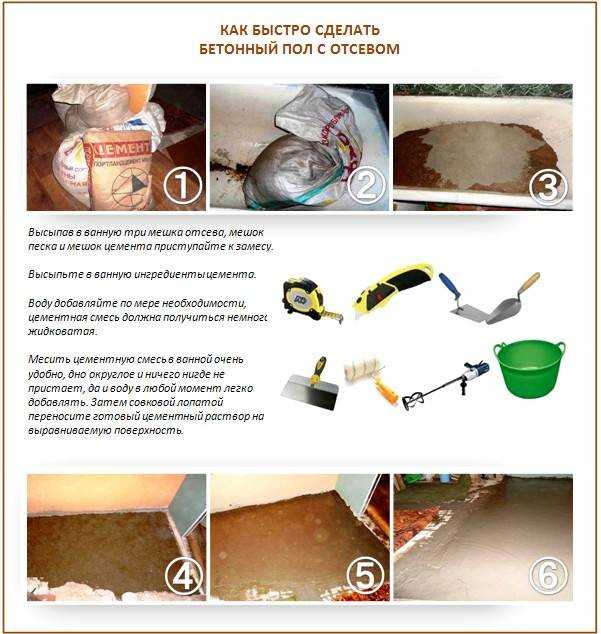 Т.е. если пересчитать в частях, то получиться от 1,1 (при марке цемента М400 и классе раствора В15) до 3,5 (при марке цемента М500 и классе раствора В12,5). В домашних условиях прочности вполне достаточно.
Т.е. если пересчитать в частях, то получиться от 1,1 (при марке цемента М400 и классе раствора В15) до 3,5 (при марке цемента М500 и классе раствора В12,5). В домашних условиях прочности вполне достаточно.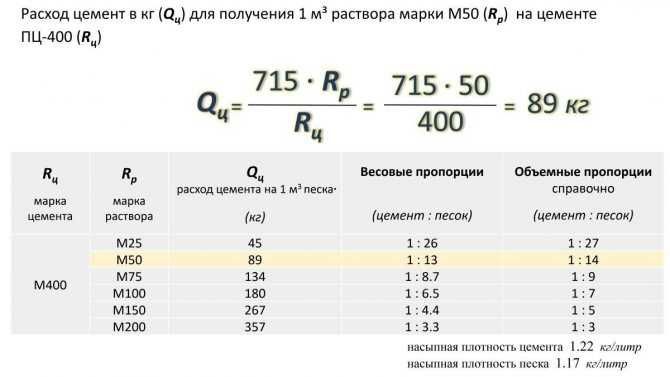 У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России. Без вашего желания никто не увидит ваш номер телефона и не сможет вам позвонить, пока вы сами не откроете свой номер конкретному специалисту.
У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России. Без вашего желания никто не увидит ваш номер телефона и не сможет вам позвонить, пока вы сами не откроете свой номер конкретному специалисту. Помимо главных составляющих, состав также обогащают улучшающими компонентами. Раствор для стяжки пола используют в следующих случаях:
Помимо главных составляющих, состав также обогащают улучшающими компонентами. Раствор для стяжки пола используют в следующих случаях:


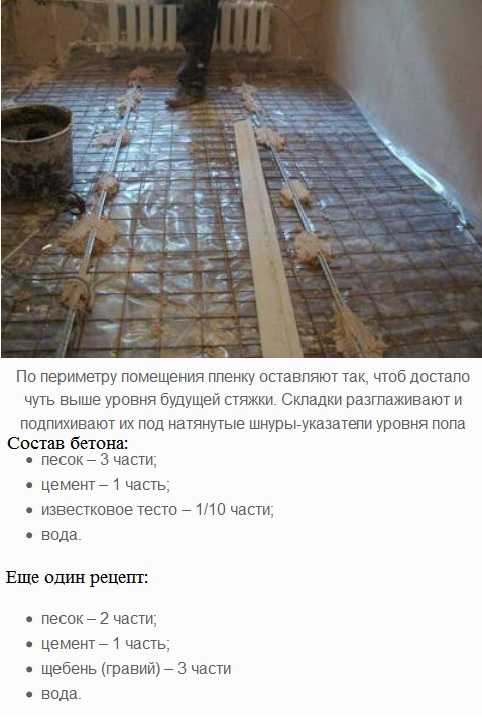 При покупке цемента, лучше выбирать зарекомендовавший себя бренд.
При покупке цемента, лучше выбирать зарекомендовавший себя бренд. В таком случае его расход увеличивают на 15%.
В таком случае его расход увеличивают на 15%.
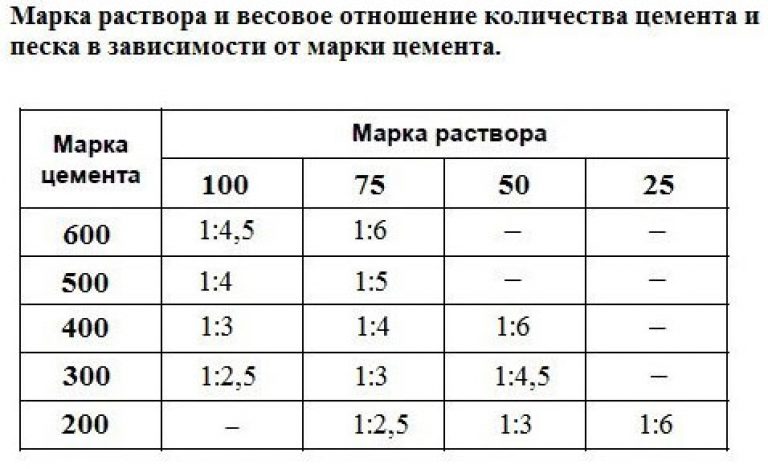 Желание сэкономить на черновой заливке, а затем положить сверху дорогостоящее покрытие, может негативно сказаться на результате, привести к полной переделке и двойным, а-то и тройным затратам.
Желание сэкономить на черновой заливке, а затем положить сверху дорогостоящее покрытие, может негативно сказаться на результате, привести к полной переделке и двойным, а-то и тройным затратам.
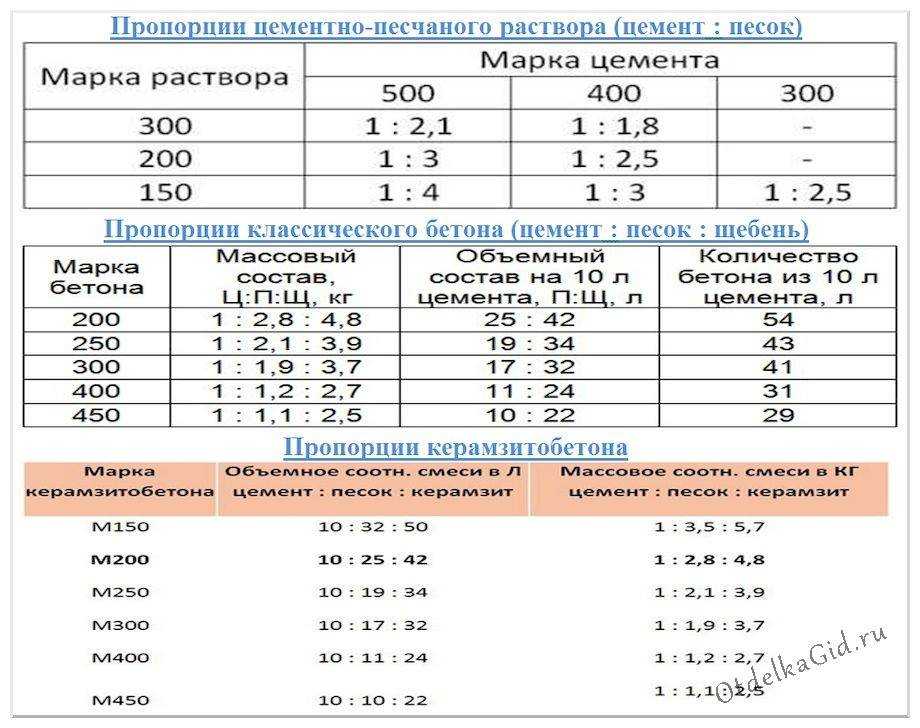 Их стоимость значительно выше отдельных компонентов, но вместе с этим, они имеют важные преимущества. Во-первых, эти смеси имеют точно сбалансированное соотношение песка и цемента. Песчаная смесь состоит из фракций разных размеров, что гарантирует нужную прочность покрытия.
Их стоимость значительно выше отдельных компонентов, но вместе с этим, они имеют важные преимущества. Во-первых, эти смеси имеют точно сбалансированное соотношение песка и цемента. Песчаная смесь состоит из фракций разных размеров, что гарантирует нужную прочность покрытия.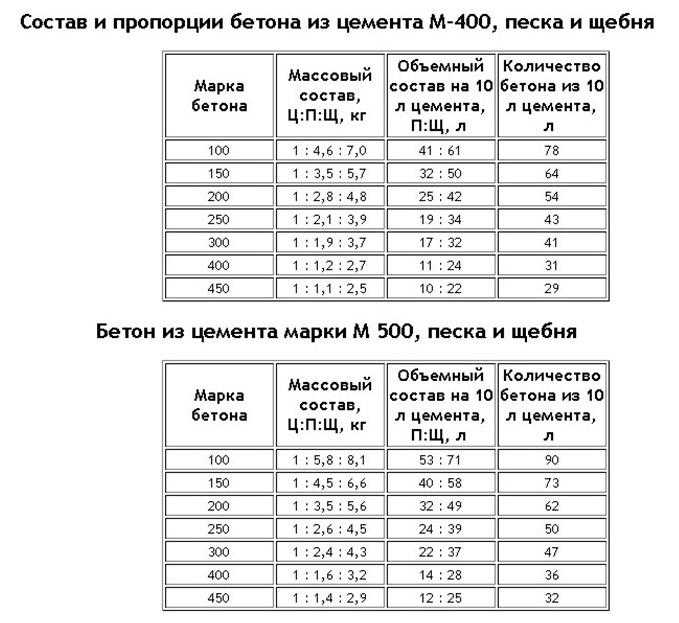 Его расход составляет примерно 1 стакан на 1 замес бетономешалки.
Его расход составляет примерно 1 стакан на 1 замес бетономешалки.
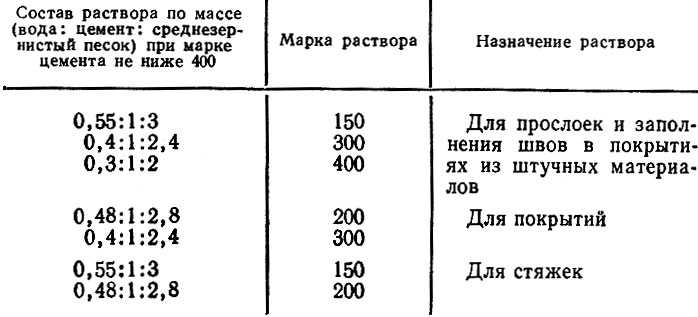 Для того, чтобы купить нужное количество исходных материалов, потребуется произвести простые математические вычисления. Сначала определяют количество смеси для залития определенной площади.
Для того, чтобы купить нужное количество исходных материалов, потребуется произвести простые математические вычисления. Сначала определяют количество смеси для залития определенной площади.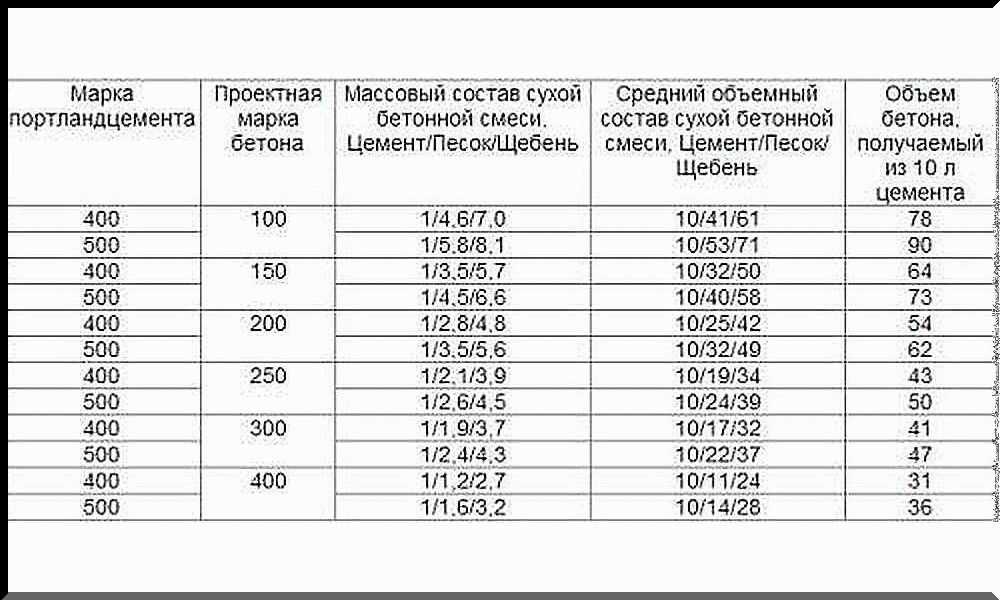 м).
м).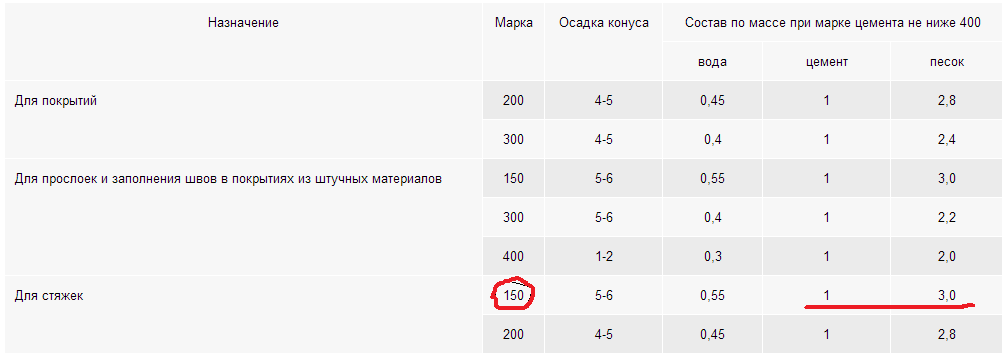 м, нужно 0,72 куб.м (количество раствора) умножить на 400 кг. Полученная цифра (288 кг) показывает нужное количество цементного порошка.
м, нужно 0,72 куб.м (количество раствора) умножить на 400 кг. Полученная цифра (288 кг) показывает нужное количество цементного порошка. Кроме того, на соотношение компонентов смеси влияют тип цемента, марка заполнителя и метод накопления материала стяжки в определенной степени. Таким образом, качество цемента должно быть надлежащим, а в песке не должно быть никаких вредных примесей.
Кроме того, на соотношение компонентов смеси влияют тип цемента, марка заполнителя и метод накопления материала стяжки в определенной степени. Таким образом, качество цемента должно быть надлежащим, а в песке не должно быть никаких вредных примесей. Следует обеспечить, чтобы наличие материалов оставалось ниже допустимого уровня.
Следует обеспечить, чтобы наличие материалов оставалось ниже допустимого уровня.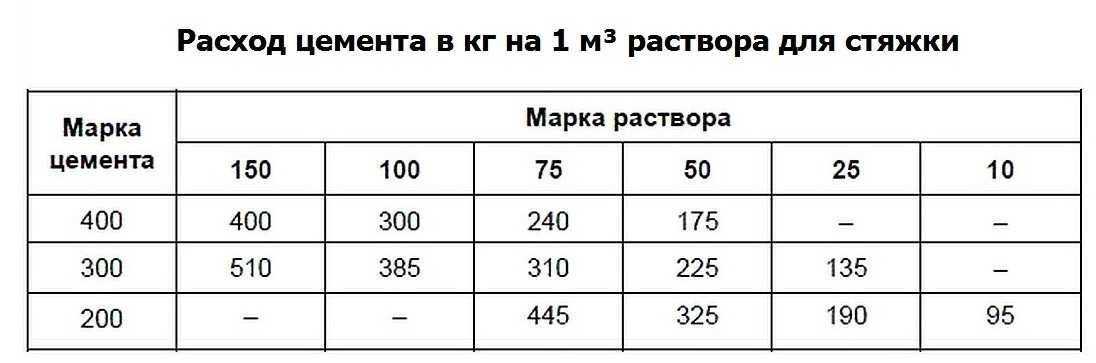 Испытание включает сдавливание шарика смеси для стяжки. Консистенция становится идеальной, если стяжка держится вместе без капель воды.
Испытание включает сдавливание шарика смеси для стяжки. Консистенция становится идеальной, если стяжка держится вместе без капель воды.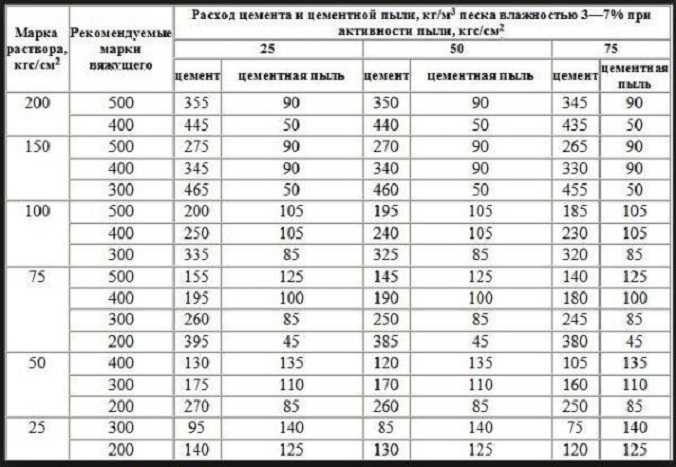 Но что их отличает, так это размер заполнителей, марка цемента, консистенция смеси и, конечно же, их предполагаемое применение или использование.
Но что их отличает, так это размер заполнителей, марка цемента, консистенция смеси и, конечно же, их предполагаемое применение или использование. Это делается для облегчения затирки и повышения плотности стяжки.
Это делается для облегчения затирки и повышения плотности стяжки.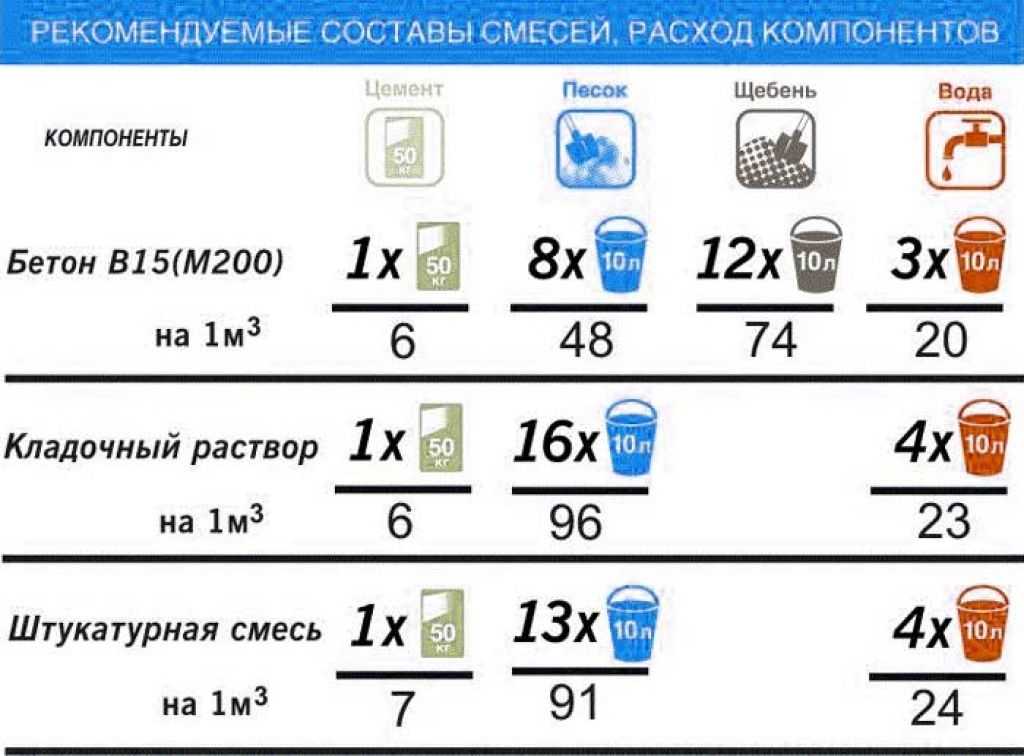
 5 – 37,5 мм
5 – 37,5 мм

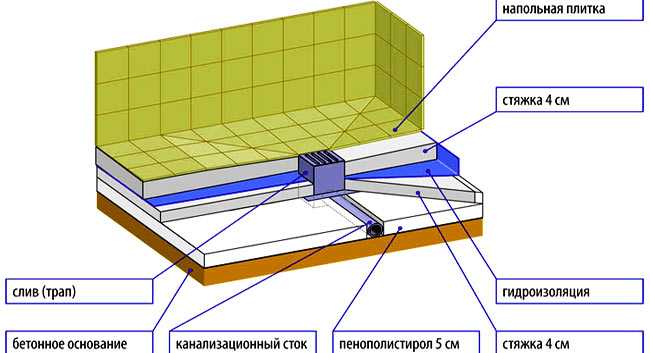

 В то же время, имейте в виду, что краска кардинально не увеличивает прочность пола, и в большей степени даёт только визуальный эффект. Именно начальная крепкость исходного покрытия имеет решающее значение.
В то же время, имейте в виду, что краска кардинально не увеличивает прочность пола, и в большей степени даёт только визуальный эффект. Именно начальная крепкость исходного покрытия имеет решающее значение.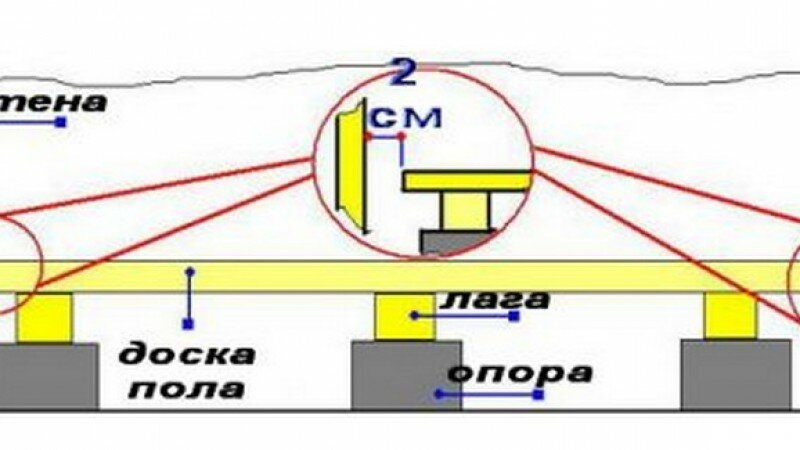 Стяжка с уклонами, как правило, делается под облицовку плиткой, но вполне возможен гаражный или иной вариант, когда слив воды происходит прямо по бетону или цементной стяжке.
Стяжка с уклонами, как правило, делается под облицовку плиткой, но вполне возможен гаражный или иной вариант, когда слив воды происходит прямо по бетону или цементной стяжке.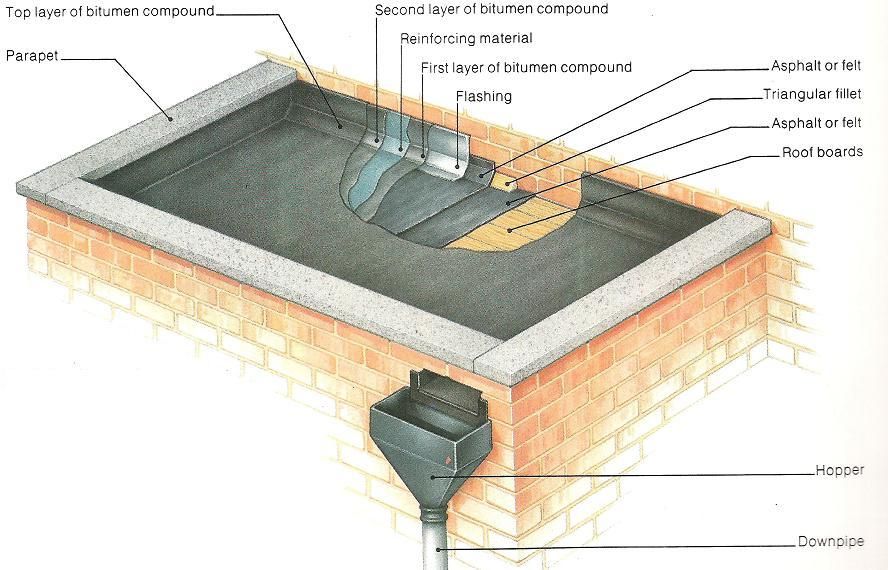 Зачастую возникает конструктивная необходимость сформировать поддон с высотой более 20 см. от уровня пола. Поэтому для облегчения такого массивного слоя используется красный кирпич или керамзитобетон, для формирования основы.
Зачастую возникает конструктивная необходимость сформировать поддон с высотой более 20 см. от уровня пола. Поэтому для облегчения такого массивного слоя используется красный кирпич или керамзитобетон, для формирования основы.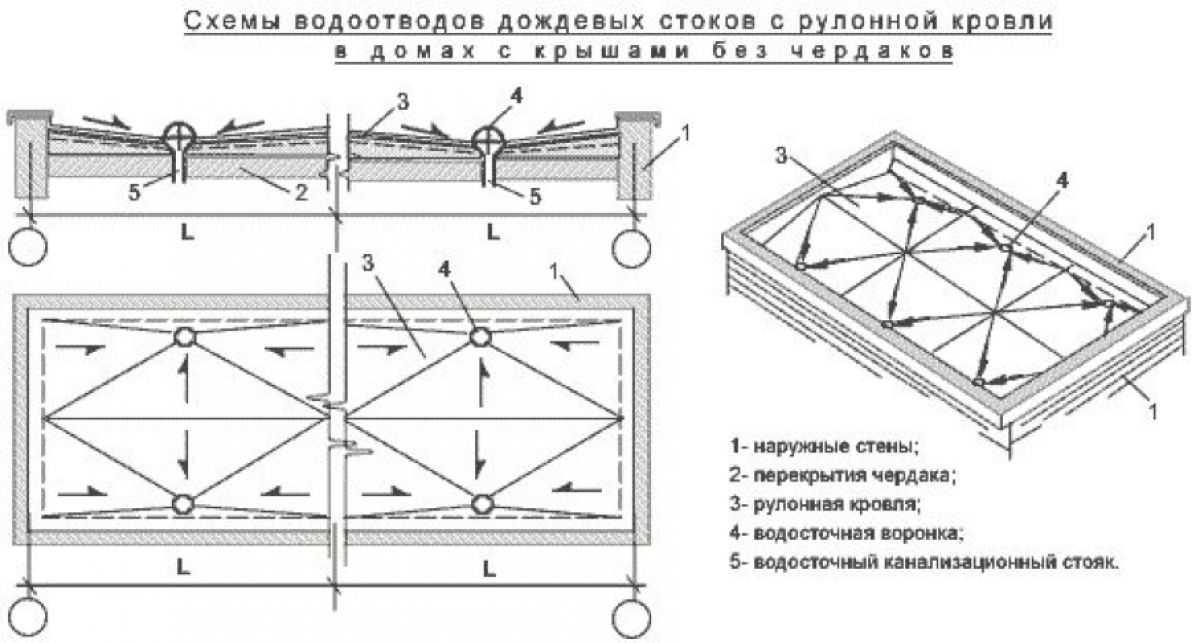 Надобности в этом нет, когда есть возможность смонтировать трап в отверстие в полу (см. пример ниже).
Надобности в этом нет, когда есть возможность смонтировать трап в отверстие в полу (см. пример ниже).
 Основанием пола может быть монолитная бетонная плита, на которую опираются стены. Если стены имеют собственный фундамент, стяжка внутри гаража заливается отдельно, без механической связи с фундаментом стен. Стяжка делается исходя из планируемой нагрузки, то есть веса того транспортного средства, которое предполагается хранить в гараже. И обязательно планируйте дополнительный запас прочности для фундаментной подушки. Немного увеличив толщину слоёв фундамента, вы приобретёте спокойствие и уверенность в прочности конструкции.
Основанием пола может быть монолитная бетонная плита, на которую опираются стены. Если стены имеют собственный фундамент, стяжка внутри гаража заливается отдельно, без механической связи с фундаментом стен. Стяжка делается исходя из планируемой нагрузки, то есть веса того транспортного средства, которое предполагается хранить в гараже. И обязательно планируйте дополнительный запас прочности для фундаментной подушки. Немного увеличив толщину слоёв фундамента, вы приобретёте спокойствие и уверенность в прочности конструкции. Стяжка заливается картами шириной 1 м по предварительно выставленным маякам.
Стяжка заливается картами шириной 1 м по предварительно выставленным маякам. Средний маяк также параллелен с остальными двумя, имеет уклон обеими половинками в сторону трапа. Пристенные маячки не имеют уклона, а выставлены на максимальную высоту.
Средний маяк также параллелен с остальными двумя, имеет уклон обеими половинками в сторону трапа. Пристенные маячки не имеют уклона, а выставлены на максимальную высоту. По возможности следует избегать удаления от стен, ибо между стеной и маяком неизбежно образуется подъем напротив трапа.
По возможности следует избегать удаления от стен, ибо между стеной и маяком неизбежно образуется подъем напротив трапа. При использовании слива круглой формы недостаток не имеет значения. Также, недостаток автоматически устранится, если изначально устанавливать квадратный трап по диагонали.
При использовании слива круглой формы недостаток не имеет значения. Также, недостаток автоматически устранится, если изначально устанавливать квадратный трап по диагонали. В результате получается четыре плоскости с уклонами, каждая плоскость четко выходит на одну из четырех сторон трапа. Благодаря этому при облицовке плиткой получается идеальный стык трапа с кафелем.
В результате получается четыре плоскости с уклонами, каждая плоскость четко выходит на одну из четырех сторон трапа. Благодаря этому при облицовке плиткой получается идеальный стык трапа с кафелем.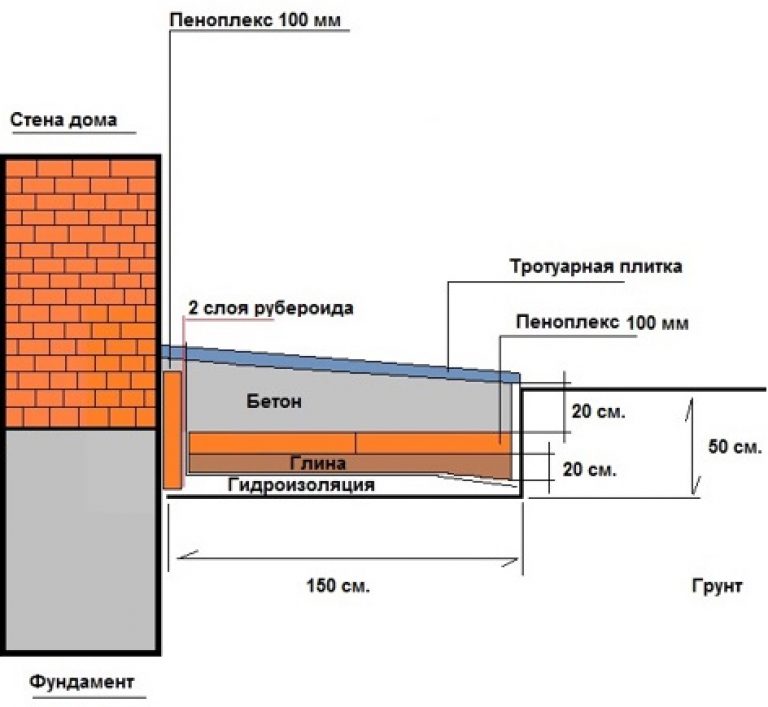 Вот один из таких примеров:
Вот один из таких примеров: Швы между плитками заделываются специальной затиркой, которая устойчива к маслу, антифризу темного цвета. При подборе качественной напольной плитки такое покрытие будет служить долгие годы, оставаясь чистым и свежим. Обратите внимание на керамогранит: при сравнительно не высокой цене, он является довольно удачным решением.
Швы между плитками заделываются специальной затиркой, которая устойчива к маслу, антифризу темного цвета. При подборе качественной напольной плитки такое покрытие будет служить долгие годы, оставаясь чистым и свежим. Обратите внимание на керамогранит: при сравнительно не высокой цене, он является довольно удачным решением.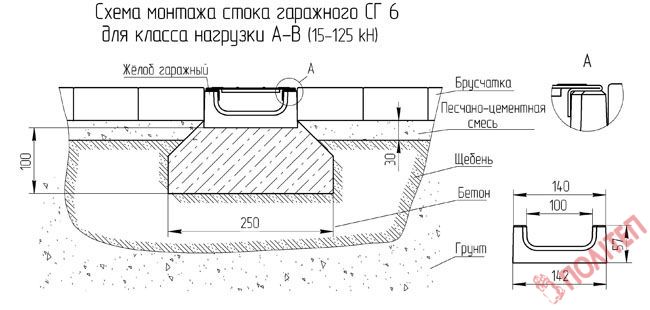
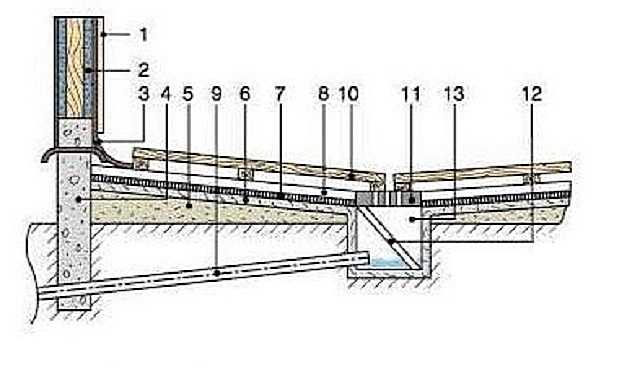 Предпочтительно использовать эпоксидную, уретано-алкидную или полиуретановую краски для бетона. Каждая из них имеет свои недостатки и преимущества.
Предпочтительно использовать эпоксидную, уретано-алкидную или полиуретановую краски для бетона. Каждая из них имеет свои недостатки и преимущества.
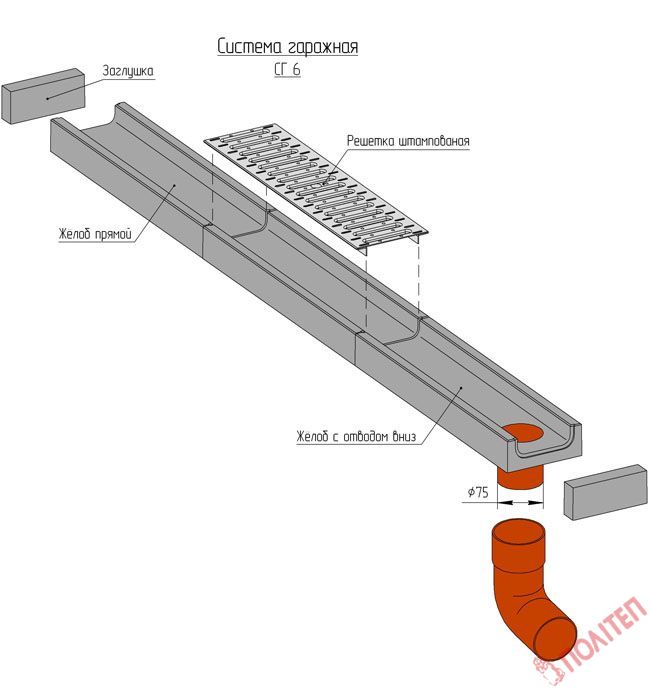
 Уклон обычно является необходимой частью строительных норм местности.
Уклон обычно является необходимой частью строительных норм местности. 


 Бетон не следует заливать до уровня, потому что это сделает всю работу экскаватора бессмысленной и приведет к тому, что пол будет без уклона.
Бетон не следует заливать до уровня, потому что это сделает всю работу экскаватора бессмысленной и приведет к тому, что пол будет без уклона.
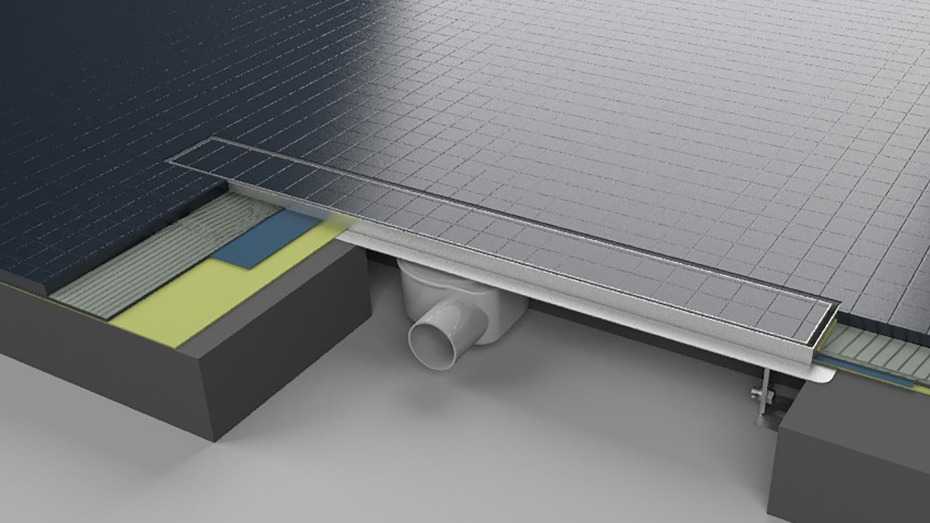 Что-нибудь более влажное, и бетон не будет держать форму склона. Высыпать грязь в тачку. Насыпьте слой на пол по внешнему периметру.
Что-нибудь более влажное, и бетон не будет держать форму склона. Высыпать грязь в тачку. Насыпьте слой на пол по внешнему периметру.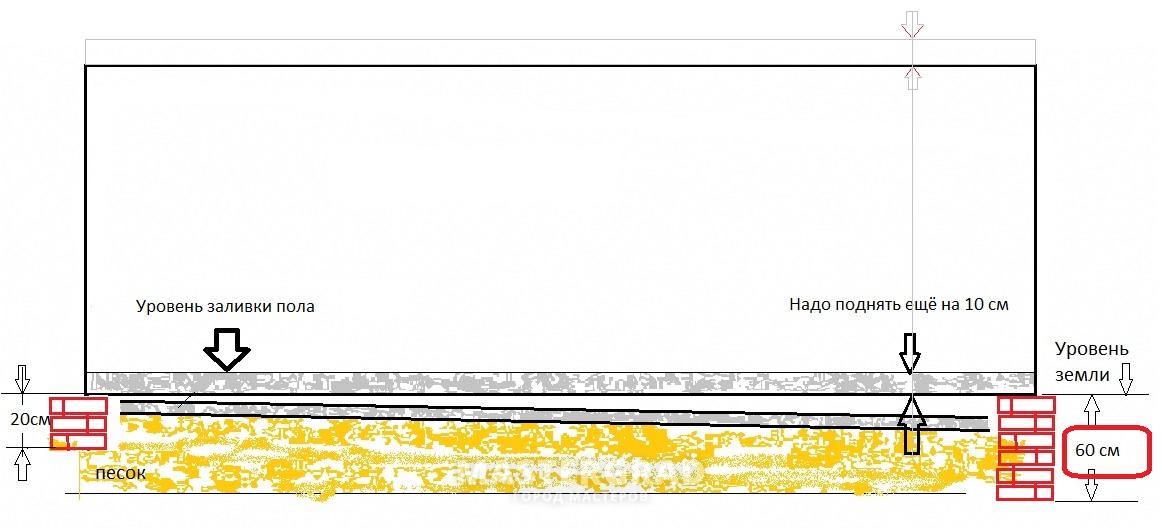 Стороны шпателя уходят в грязь с обеих сторон.
Стороны шпателя уходят в грязь с обеих сторон.

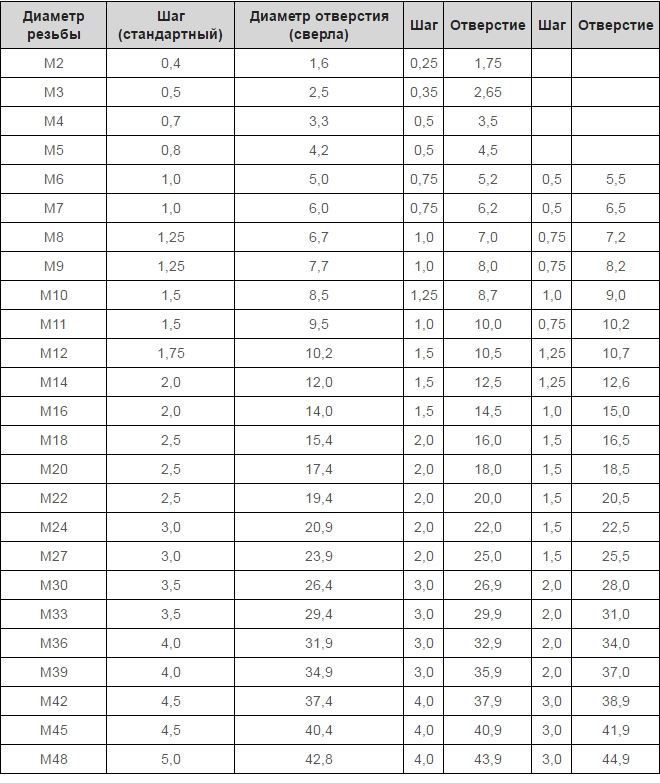 Л. Тимингс, Справочник инженера механика (Roger L.Timings)
Л. Тимингс, Справочник инженера механика (Roger L.Timings)
 Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.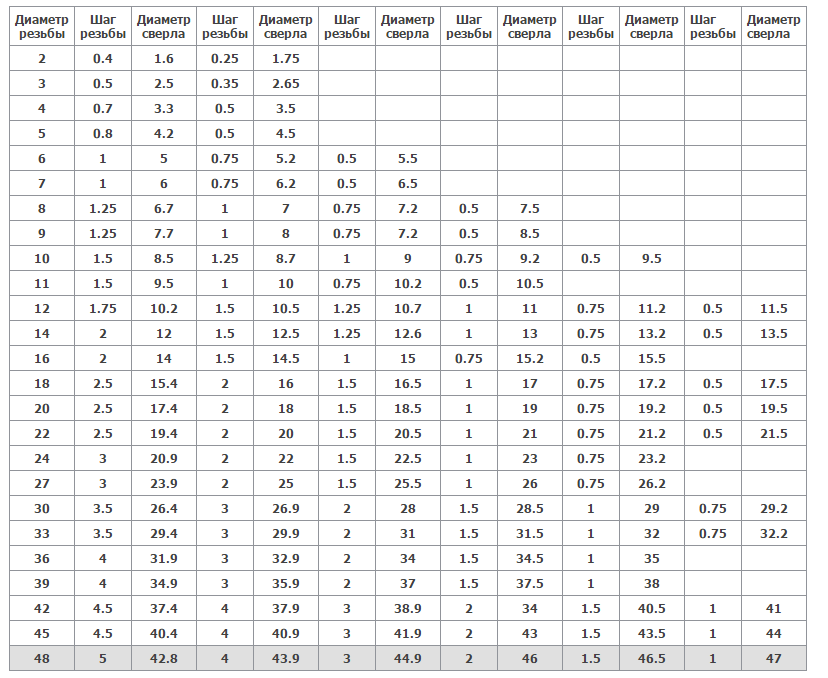 11
11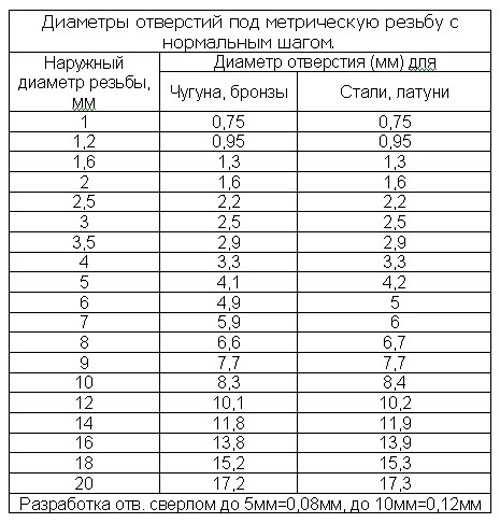
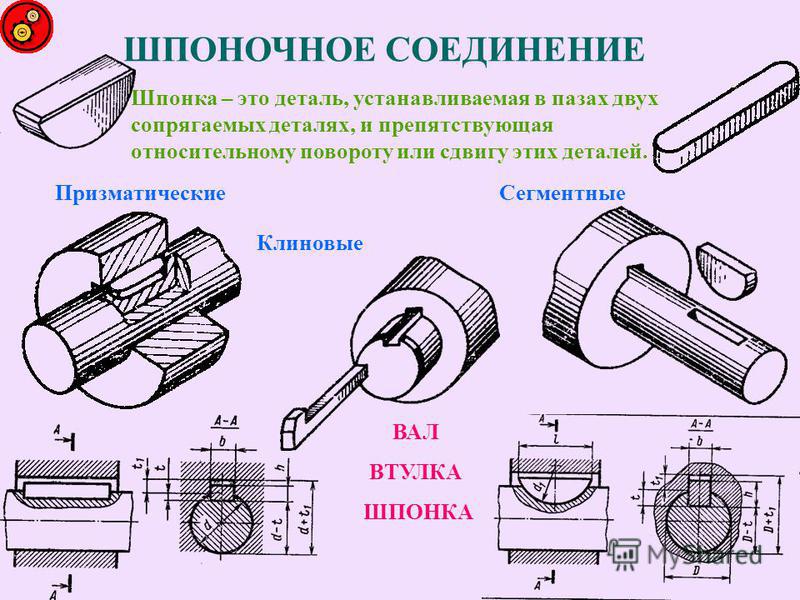
 N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.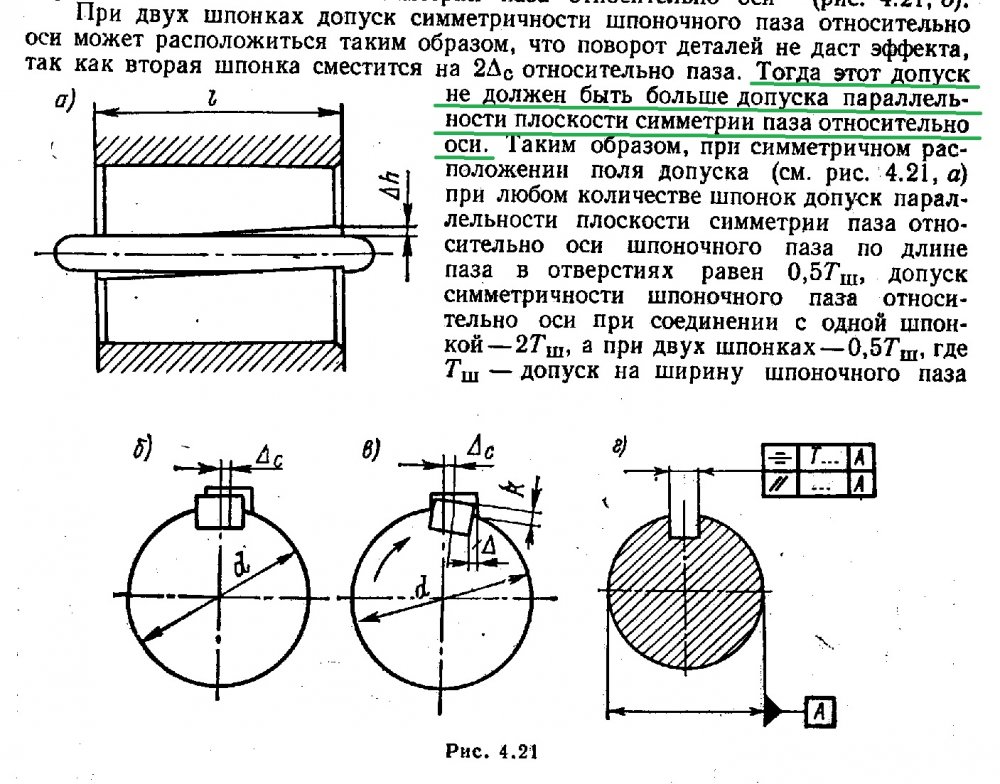
 Сегментные шпонки и шпоночные пазы после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
Сегментные шпонки и шпоночные пазы после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами). Сегментные шпонки и шпоночные пазы
Сегментные шпонки и шпоночные пазы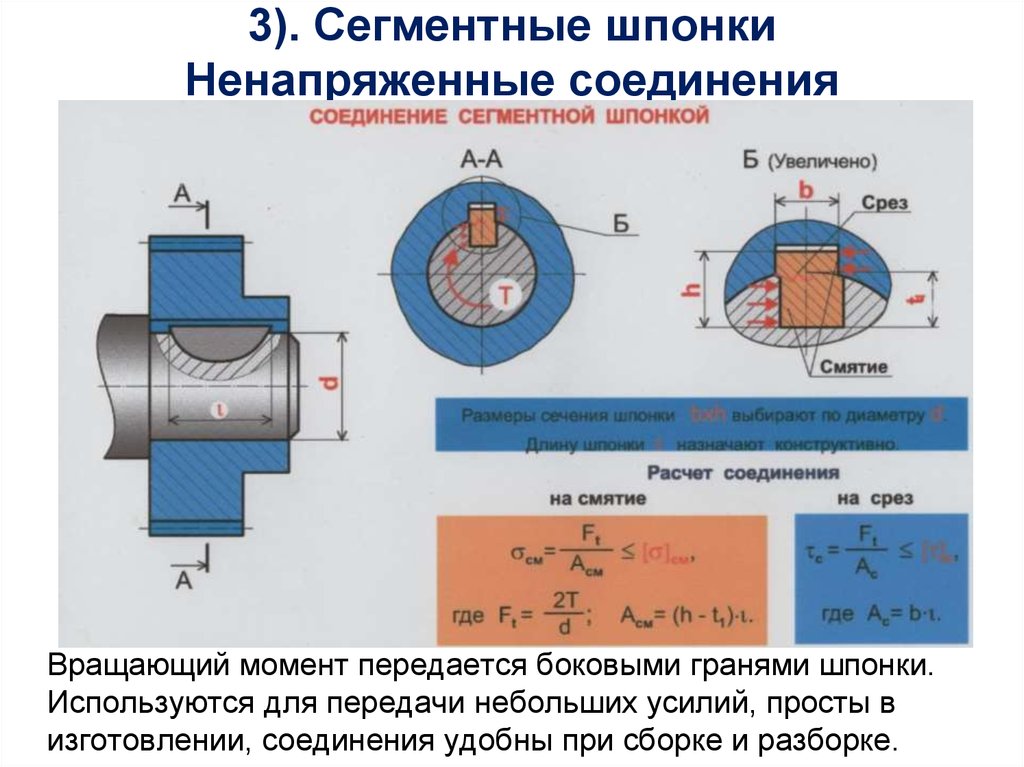


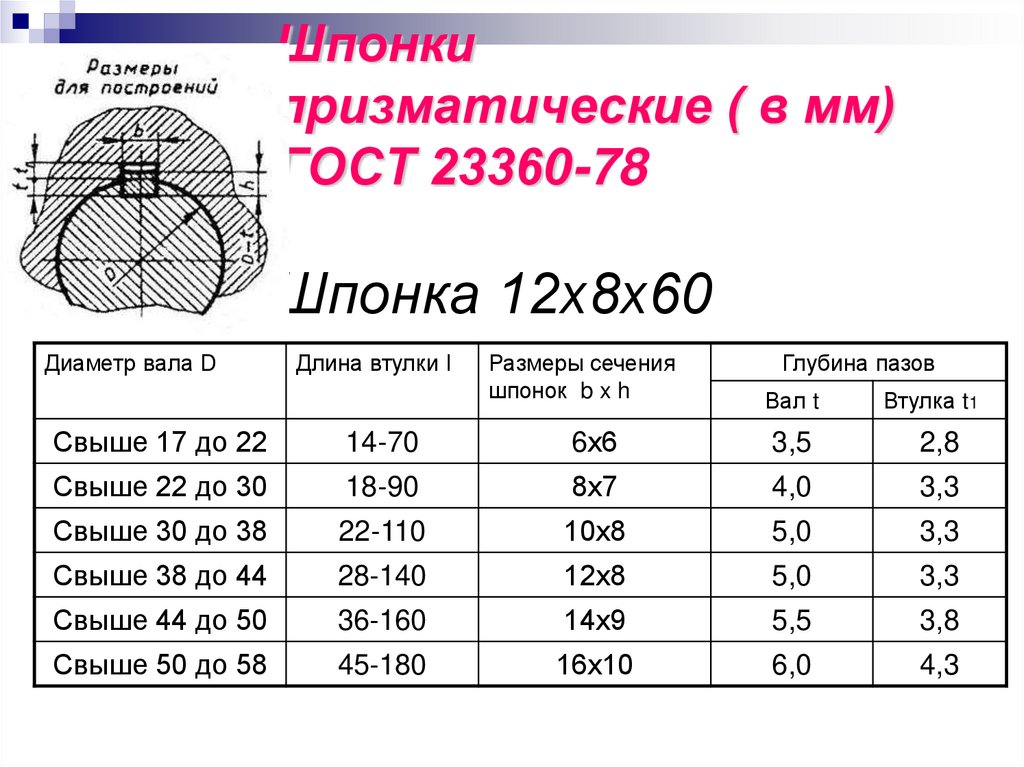 Сегментные шпонки и шпоночные пазы по таблице 2.
Сегментные шпонки и шпоночные пазы по таблице 2. Сегментные шпонки и шпоночные пазы и втулки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ОСТ 1015;
Сегментные шпонки и шпоночные пазы и втулки ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ГОСТ 24071-97 (ИСО 3912-77) Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы — ОСТ 1015; Сегментные шпонки и шпоночные пазы
Сегментные шпонки и шпоночные пазы Сегментные шпонки и шпоночные пазы 6,3 мкм.
Сегментные шпонки и шпоночные пазы 6,3 мкм.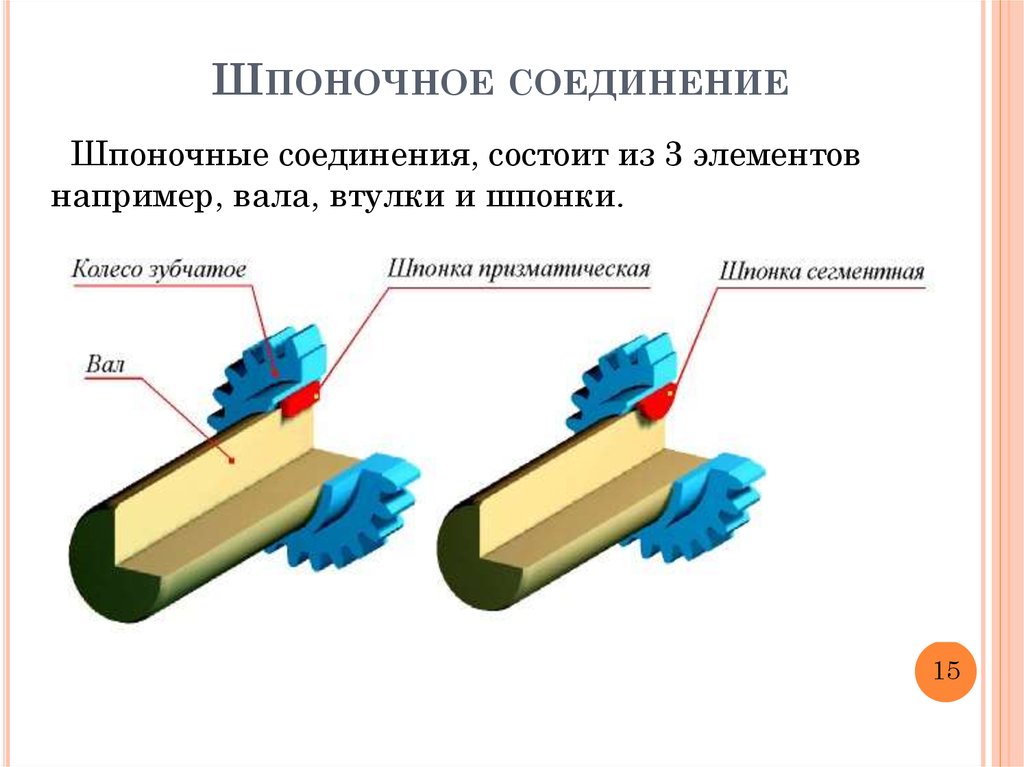 pdf
pdf  10 ГОСТ 8786-68
10 ГОСТ 8786-68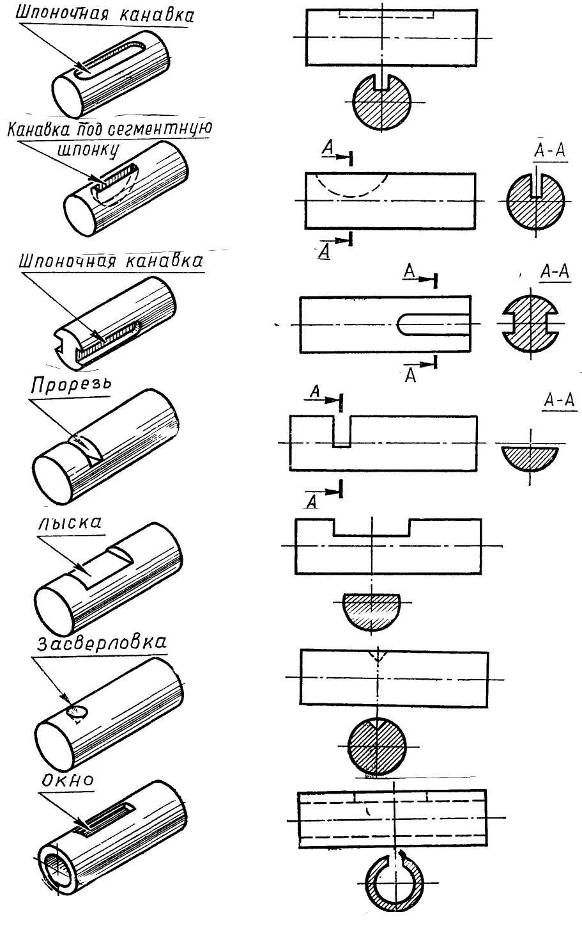
 Д.
Д.

 У монеты обязателен характерный штемпельный блеск, сопутствующий любому экземпляру сразу после чеканки. Утратившую блеск монету не стоит отчищать до сияния, натирать пастой ГОИ или полировать. Взгляд эксперта сразу отличит штемпельный блеск от его имитации.
У монеты обязателен характерный штемпельный блеск, сопутствующий любому экземпляру сразу после чеканки. Утратившую блеск монету не стоит отчищать до сияния, натирать пастой ГОИ или полировать. Взгляд эксперта сразу отличит штемпельный блеск от его имитации.

 Древние монеты этой категорией обладают равномерной патиной.
Древние монеты этой категорией обладают равномерной патиной. Если на монете присутствует патина, то она может оказаться пятнистой. «Верифайн» является завершающей в ряду степеней сохранности коллекционных монет для солидных экспозиций.
Если на монете присутствует патина, то она может оказаться пятнистой. «Верифайн» является завершающей в ряду степеней сохранности коллекционных монет для солидных экспозиций. Взор начинающего собирателя достаточно непритязателен, чтобы увидеть непригодность экземпляра для серьёзной экспозиции. И только с приходом опыта появляется горькое чувство, что пол-альбома забито неликвидом.
Взор начинающего собирателя достаточно непритязателен, чтобы увидеть непригодность экземпляра для серьёзной экспозиции. И только с приходом опыта появляется горькое чувство, что пол-альбома забито неликвидом. Различимы самые крупные детали оформления монетного поля. На аверсе монет Николая II вместо орла мы различим разве что его контуры. Надписи и дата читаются с трудом. Крайне нелогичный экземпляр для коллекции, в которой остальные монеты находятся в категориях сохранности от «верифайн» и выше.
Различимы самые крупные детали оформления монетного поля. На аверсе монет Николая II вместо орла мы различим разве что его контуры. Надписи и дата читаются с трудом. Крайне нелогичный экземпляр для коллекции, в которой остальные монеты находятся в категориях сохранности от «верифайн» и выше. Да, в коллекции иногда можно заметить и подобный сохран, но он допустим в случае, если монета относится к редкостям и раритетам.
Да, в коллекции иногда можно заметить и подобный сохран, но он допустим в случае, если монета относится к редкостям и раритетам. Если бы из земли подняли ещё один, пусть бы даже плачевного сохрана «FA», за ним бы началась самая настоящая нумизматическая охота.
Если бы из земли подняли ещё один, пусть бы даже плачевного сохрана «FA», за ним бы началась самая настоящая нумизматическая охота. Поэтому при составлении полной подборки монет конкретного периода или эпохи коллекционеры порой вынуждены довольствоваться даже останками монеты, крайне необходимой для создания полностью укомплектованной экспозиции.
Поэтому при составлении полной подборки монет конкретного периода или эпохи коллекционеры порой вынуждены довольствоваться даже останками монеты, крайне необходимой для создания полностью укомплектованной экспозиции. Форма монеты стремится к кругу. Отсутствуют следы нахождения в агрессивной среде (в том числе, пористая поверхность – результаты жёсткой чистки). Идеальная патина для таких экземпляров – лёгкий жёлтый цвет светлых оттенков.
Форма монеты стремится к кругу. Отсутствуют следы нахождения в агрессивной среде (в том числе, пористая поверхность – результаты жёсткой чистки). Идеальная патина для таких экземпляров – лёгкий жёлтый цвет светлых оттенков. Тем не менее, по некоторым элементам можно определить характерные разновидности штемпеля. На заготовке отпечаталось не менее трети рисунка штемпеля. Идентификация по каталогам проходит без особых осложнений.
Тем не менее, по некоторым элементам можно определить характерные разновидности штемпеля. На заготовке отпечаталось не менее трети рисунка штемпеля. Идентификация по каталогам проходит без особых осложнений. И для каждого способа приходится составлять свой список особенностей, относящих монету в определённую категорию сохранности. Шкала Шелдона применима далеко не ко всем монетам, выпущенным со дня их первого появления в истории человечества. Тем не менее, общие принципы разбиения монет по группам степени сохранности вполне понятны и начинающим коллекционерам. Надеемся, что после данной статьи вам будет гораздо легче определить, в какой же сохранности пребывают основные экземпляры вашей коллекции.
И для каждого способа приходится составлять свой список особенностей, относящих монету в определённую категорию сохранности. Шкала Шелдона применима далеко не ко всем монетам, выпущенным со дня их первого появления в истории человечества. Тем не менее, общие принципы разбиения монет по группам степени сохранности вполне понятны и начинающим коллекционерам. Надеемся, что после данной статьи вам будет гораздо легче определить, в какой же сохранности пребывают основные экземпляры вашей коллекции. Любое сглаживание деталей или образование выемок от удаления окислов может значительно снизить ценность монеты, поэтому, прежде чем приступать к чистке — задумайтесь, нужна ли она именно этому экземпляру.
Любое сглаживание деталей или образование выемок от удаления окислов может значительно снизить ценность монеты, поэтому, прежде чем приступать к чистке — задумайтесь, нужна ли она именно этому экземпляру. Достаточно на несколько минут опустить монету в раствор нашатыря, после чего промыть ее под проточной водой.
Достаточно на несколько минут опустить монету в раствор нашатыря, после чего промыть ее под проточной водой. Держать монету в такой ванне нужно несколько минут.
Держать монету в такой ванне нужно несколько минут.
 Большинство коллекционеров редко чистят монеты, так как это может значительно снизить их стоимость. Если у вас есть монеты меньшего номинала, такие как десять центов или пенни, то эта статья для вас.
Большинство коллекционеров редко чистят монеты, так как это может значительно снизить их стоимость. Если у вас есть монеты меньшего номинала, такие как десять центов или пенни, то эта статья для вас. Держите монеты за края.
Держите монеты за края. Это связано с процессом их чеканки и микроскопическими частицами хлорида серебра, из-за которых остаются пятна.
Это связано с процессом их чеканки и микроскопическими частицами хлорида серебра, из-за которых остаются пятна.



 Но состояние монеты классифицируется как износ и вмятины, а не поверхностная эстетика, такая как грязь и копоть.
Но состояние монеты классифицируется как износ и вмятины, а не поверхностная эстетика, такая как грязь и копоть. Но если вы действительно хотите застрять и попробовать почистить некоторые монеты, мы рекомендуем вместо этого поэкспериментировать с какой-нибудь современной разменной монетой. Что-то вроде копейки, например.
Но если вы действительно хотите застрять и попробовать почистить некоторые монеты, мы рекомендуем вместо этого поэкспериментировать с какой-нибудь современной разменной монетой. Что-то вроде копейки, например.
 Помидоры и уксус в кетчупе слегка кислые. Кислота воздействует и удаляет любые оксиды, образовавшиеся на поверхности монеты.
Помидоры и уксус в кетчупе слегка кислые. Кислота воздействует и удаляет любые оксиды, образовавшиеся на поверхности монеты.

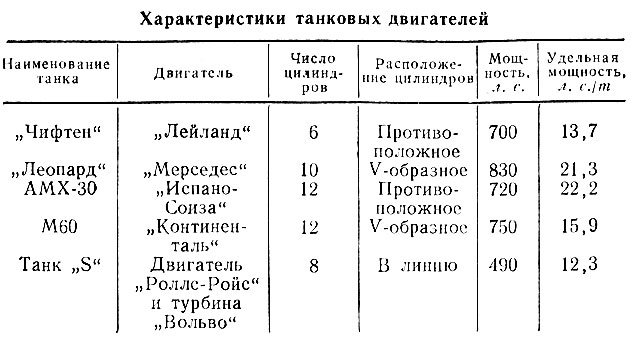
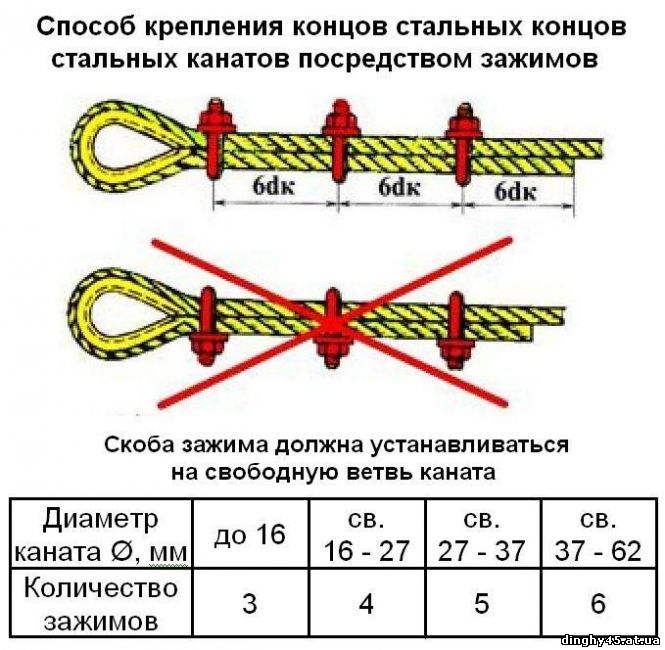
 Ru на разных устройствах.
Ru на разных устройствах. 00
00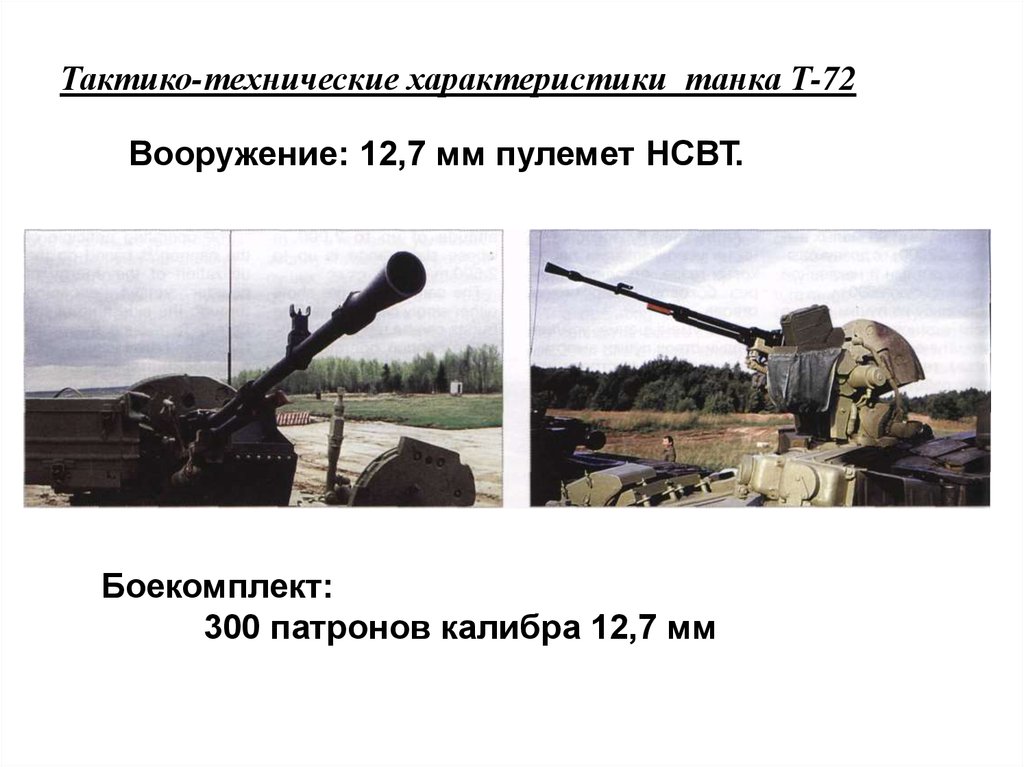
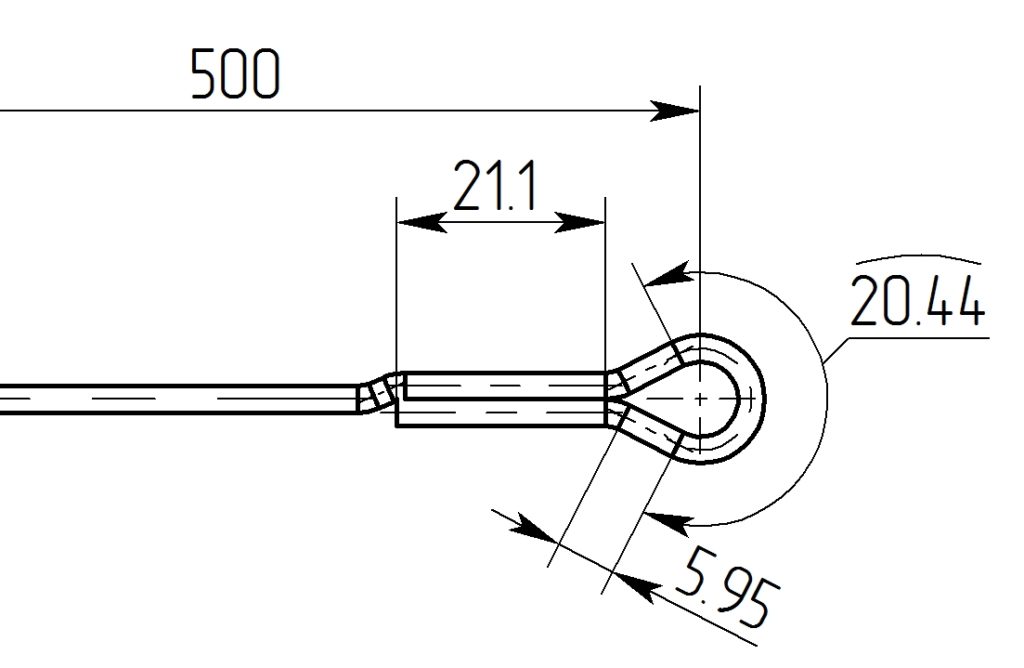 Второй важный параметр – длина буксировочного троса, она должны быть не менее 5 метров. Троса буксировочные длиной от 6 метров необходимы в случае транспортировке грузовиков, тягачей, фур, автобусов, дорожной и строительной техники.
Второй важный параметр – длина буксировочного троса, она должны быть не менее 5 метров. Троса буксировочные длиной от 6 метров необходимы в случае транспортировке грузовиков, тягачей, фур, автобусов, дорожной и строительной техники.

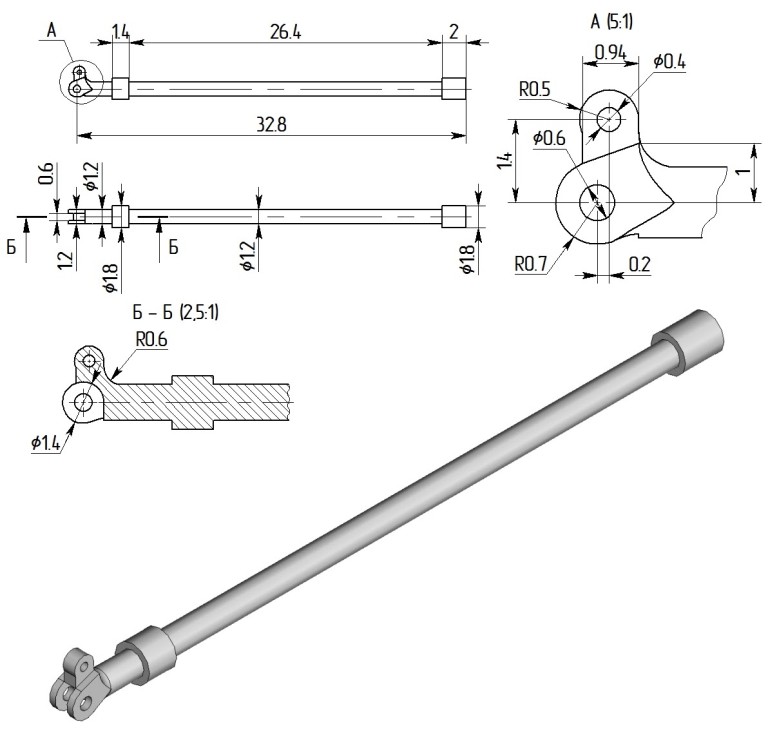 org/Question»>
org/Question»>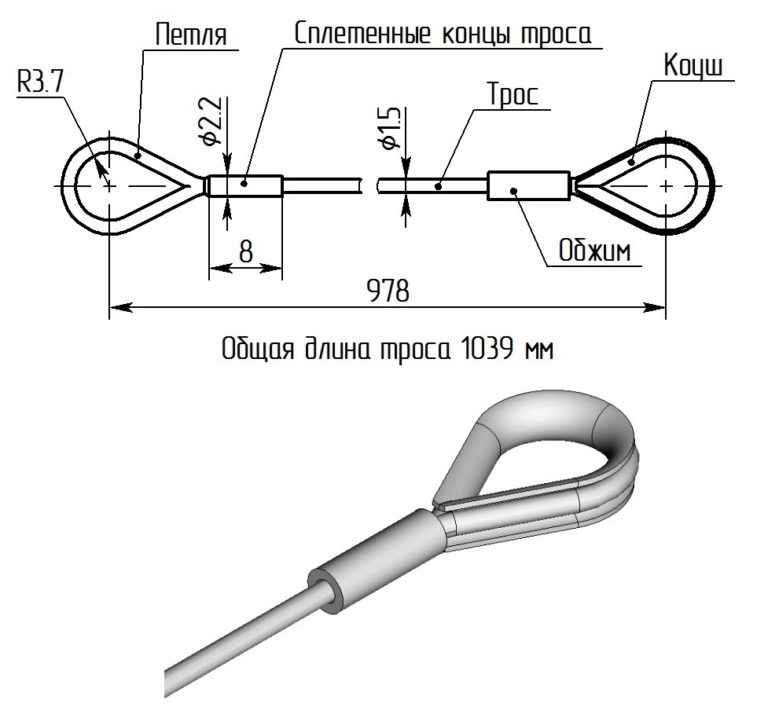
 Воспользуйтесь нашим конструктором номеров деталей M3432, чтобы быстро и легко выбрать именно тот кабель M3432, который вам нужен.
Воспользуйтесь нашим конструктором номеров деталей M3432, чтобы быстро и легко выбрать именно тот кабель M3432, который вам нужен.
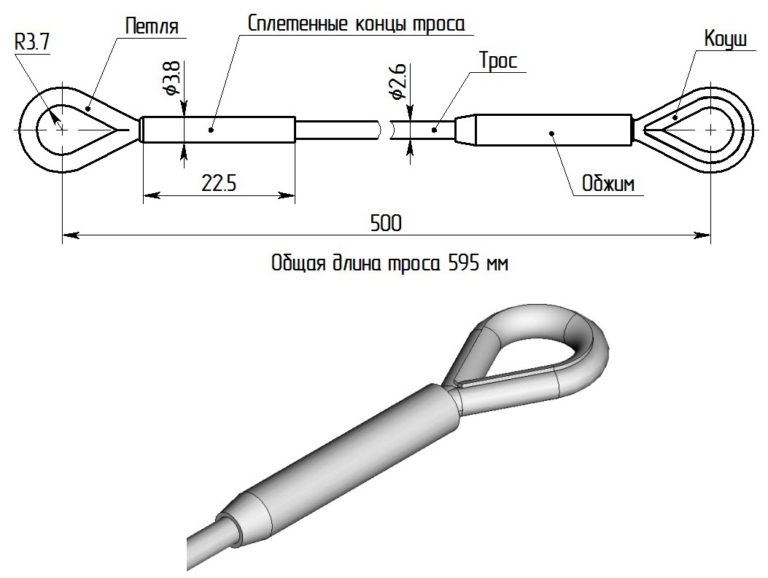 Он рассчитан на напряжение 600 В и может использоваться в широком диапазоне температур проводника от -55°C до 125°C. Allied предлагает кабели 10603 различных размеров, которые можно заказать онлайн.
Он рассчитан на напряжение 600 В и может использоваться в широком диапазоне температур проводника от -55°C до 125°C. Allied предлагает кабели 10603 различных размеров, которые можно заказать онлайн.
 ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.
ЦЕННЫЕ БУМАГИ, УКАЗАННЫЕ ЗДЕСЬ, НЕ БЫЛИ ЗАРЕГИСТРИРОВАНЫ И НЕ БУДУТ РЕГИСТРИРОВАНЫ В СОЕДИНЕННЫХ ШТАТАХ В СООТВЕТСТВИИ С ЗАКОНОМ США О ЦЕННЫХ БУМАГАХ 1933 ГОДА С ПОПРАВКАМИ (« ЗАКОН О ЦЕННЫХ БУМАГАХ ») ИЛИ В СООТВЕТСТВИИ С СООТВЕТСТВУЮЩИМИ ЗАКОНОДАТЕЛЬСТВАМИ, ДЕЙСТВУЮЩИМИ В ДРУГИХ СТРАНАХ И НЕ МОЖЕТ БЫТЬ ПРЕДЛОЖЕН ИЛИ ПРОДАН В США ИЛИ КОМПАНИИ «U. S. ЛИЦА», ЕСЛИ ТАКИЕ ЦЕННЫЕ БУМАГИ НЕ ЗАРЕГИСТРИРОВАНЫ В СООТВЕТСТВИИ С ЗАКОНОМ О ЦЕННЫХ БУМАГАХ ИЛИ ЕСТЬ ОСВОБОЖДЕНИЕ ОТ ТРЕБОВАНИЙ РЕГИСТРАЦИИ ЗАКОНА О ЦЕННЫХ БУМАГАХ. КОМПАНИЯ НЕ НАМЕРЕНА РЕГИСТРИРОВАТЬ ЛЮБУЮ ЧАСТЬ ЛЮБОГО ПРЕДЛОЖЕНИЯ В СОЕДИНЕННЫХ ШТАТАХ.

 QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NEVIGENTI PAELI «AL EGENTI NEGLI» OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ В РЕГИСТРАЦИЯХ, ПРИМЕНЯЕМЫХ ЗАКОНОМ О БУМАГАХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.
QUALUNQUE OFFERTA PUBBLICA SARÀ REALIZZATA IN ITALIA SULLA BASE DI UN PROSPETTO, APPROVATO DA CONSOB IN CONFORMITÀ ALLA REGOLAMENTAZIONE APPLICABILE. GLI STRUMENTI FINANZIARI IVI INDICATI NON SONO STATI E NON SARANNO REGISTRATI AI SENSI DELLO U.S. SECURITIES ACT DEL 1933, COME SUCCESSIVAMENTE MODIFICATO (IL « SECURITIES ACT »), O AI SENSI DELLE CORRISPONDENTI NORMATIVE NEVIGENTI PAELI «AL EGENTI NEGLI» OFFERTI O VENDUTI NEGLI STATI UNITI O A «U.S. ЛИЦА» ЗАПИСАТЬСЯ НА ПРАВА РЕГИСТРАЦИИ ЗАКОНА О БУМАГАХ О БУМАГАХ В РЕГИСТРАЦИЯХ, ПРИМЕНЯЕМЫХ ЗАКОНОМ О БУМАГАХ О БУМАГАХ. NON SI INTENDE EFFETTUARE ALCUNA OFFERTA AL PUBBLICO DI TALI STRUMENTI FINANZIARI NEGLI STATI UNITI.

 В континентальную Европу этот метод просочился только в начале XIX века благодаря предпринимателю Фридриху Круппу, основавшему первый литейный завод в Германии.
В континентальную Европу этот метод просочился только в начале XIX века благодаря предпринимателю Фридриху Круппу, основавшему первый литейный завод в Германии. А уже из чугуна производится сталь.
А уже из чугуна производится сталь. В результате еще одной химической реакции ненужный фосфор остается на поверхности, откуда его можно легко удалить.
В результате еще одной химической реакции ненужный фосфор остается на поверхности, откуда его можно легко удалить.
 Прежде всего, она делится по химическому составу с учетом наличия или отсутствия примесей:
Прежде всего, она делится по химическому составу с учетом наличия или отсутствия примесей:


 Штаб-квартира находится в Лондоне.
Штаб-квартира находится в Лондоне. Однако в процессе исследования выяснилось, что если сталь содержит от 12 до 20% хрома, то она сопротивляется кислотной коррозии.
Однако в процессе исследования выяснилось, что если сталь содержит от 12 до 20% хрома, то она сопротивляется кислотной коррозии. В состав также входят в незначительных количествах кремний, марганец и сера. Этот материал обладает исключительными механическими свойствами: твердостью и ковкостью, благодаря им он считается основным конструкционным материалом в машиностроении. Трудно представить, что могло бы заменить материал. Но активное развитие производство стали и других металлов. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов.
В состав также входят в незначительных количествах кремний, марганец и сера. Этот материал обладает исключительными механическими свойствами: твердостью и ковкостью, благодаря им он считается основным конструкционным материалом в машиностроении. Трудно представить, что могло бы заменить материал. Но активное развитие производство стали и других металлов. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов.
 В качестве топлива используют каменноугольную пыль, жидкий мазут, природный или коксовый газ.
В качестве топлива используют каменноугольную пыль, жидкий мазут, природный или коксовый газ.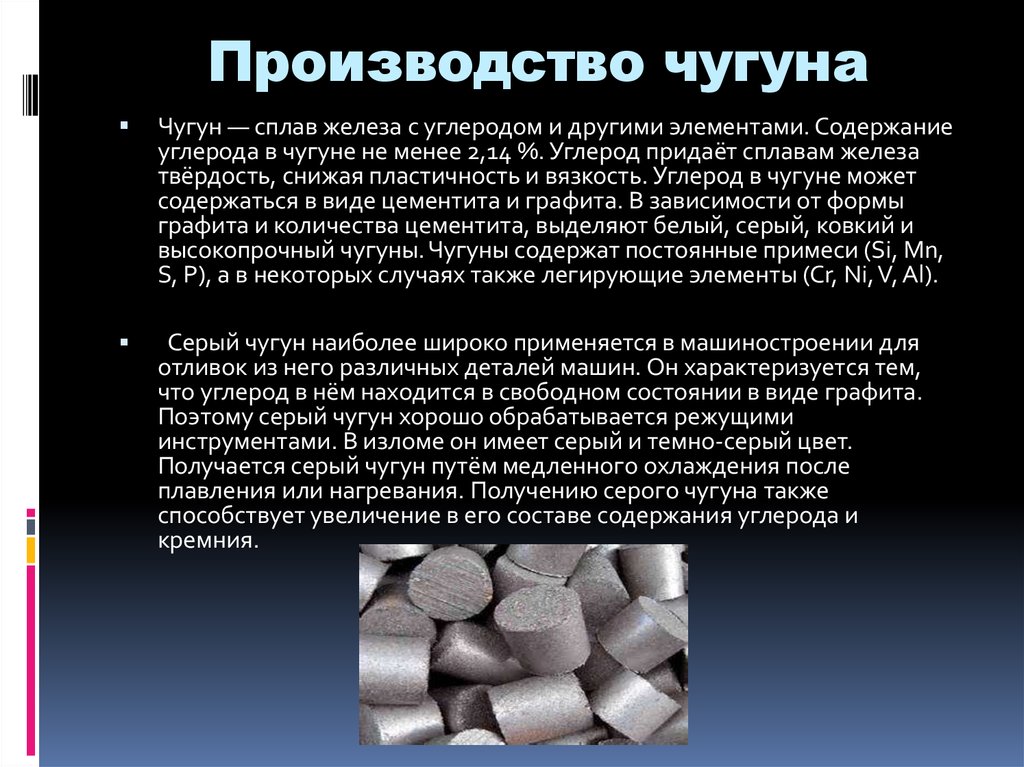
 Все исходные материалы проходят щепетильную проверку.
Все исходные материалы проходят щепетильную проверку.

 Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома.
Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома. С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
 В России преимущественно используется именно верхняя продувка печей.
В России преимущественно используется именно верхняя продувка печей.

 Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.
Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин. Недостаток устраняется введением добавок других металлов, такая сталь называется легированной.
Недостаток устраняется введением добавок других металлов, такая сталь называется легированной. С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, мировое производство стали поддерживает или способствует росту цен на 2,9 долл.триллиона мировой экономической деятельности, что делает его важнейшим материалом, поддерживающим миллионы рабочих мест на международном уровне.
С середины 1800-х годов сталь стала одним из самых надежных материалов во всем мире, обслуживая бесчисленные производственные и строительные рынки. По данным Всемирной ассоциации производителей стали, мировое производство стали поддерживает или способствует росту цен на 2,9 долл.триллиона мировой экономической деятельности, что делает его важнейшим материалом, поддерживающим миллионы рабочих мест на международном уровне. Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа.
Изделия из железа развивались в это время, начиная с кузнецов, производящих изделия из кованого железа. Эти торговцы научились нагревать железную руду, и, используя процесс молота и наковальни, кузнецы удаляли примеси из металла и производили прочный и ковкий конечный продукт из железа. После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
После этого железо прошло последнюю итерацию, которая больше всего напоминает сегодняшнюю сталь. В Индии рабочие-металлурги разработали процесс выплавки железа, сочетающий в себе идеальное соотношение железа и углерода. Используя тигли или глиняные контейнеры, мастера по металлу смешивали куски железа и древесного угля в высокотемпературной печи. Во время приготовления железо плавилось и поглощало атомы углерода из древесного угля. После охлаждения тигли содержали то, что мы теперь знаем как сталь — сплав железа с углеродом.
 Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали.
Затем в печь вдувают чистый кислород, повышая ее температуру. При этой температуре металлолом не только плавится в жидкость, но и примеси железа окисляются, полностью испаряясь. Кроме того, высокая температура снижает содержание углерода до идеального соотношения, что приводит к получению жидкой стали. Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут.
Сегодняшние современные сталеплавильные печи ЭДП производят 150 тонн стали за плавку, что занимает примерно 90 минут. Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке.
Каждый эксперт играет свою роль в обеспечении того, чтобы сталь и металлические материалы превращались в хорошо спроектированные, высококачественные компоненты и конечные продукты, которые будут играть важную роль на нашем глобальном рынке. Наши гибкие предложения услуг могут быть адаптированы для удовлетворения любого объема производства, необходимого вашему бизнесу. Summit Steel может поставлять высококачественные, точно изготовленные металлические и стальные изделия и детали для вашей отрасли, начиная от возможностей одного поставщика и заканчивая крупными заказами.
Наши гибкие предложения услуг могут быть адаптированы для удовлетворения любого объема производства, необходимого вашему бизнесу. Summit Steel может поставлять высококачественные, точно изготовленные металлические и стальные изделия и детали для вашей отрасли, начиная от возможностей одного поставщика и заканчивая крупными заказами.
 До его открытия производство стали было дорогостоящим и предназначалось для мелких и дорогих предметов, таких как ножи, мечи и доспехи.
До его открытия производство стали было дорогостоящим и предназначалось для мелких и дорогих предметов, таких как ножи, мечи и доспехи.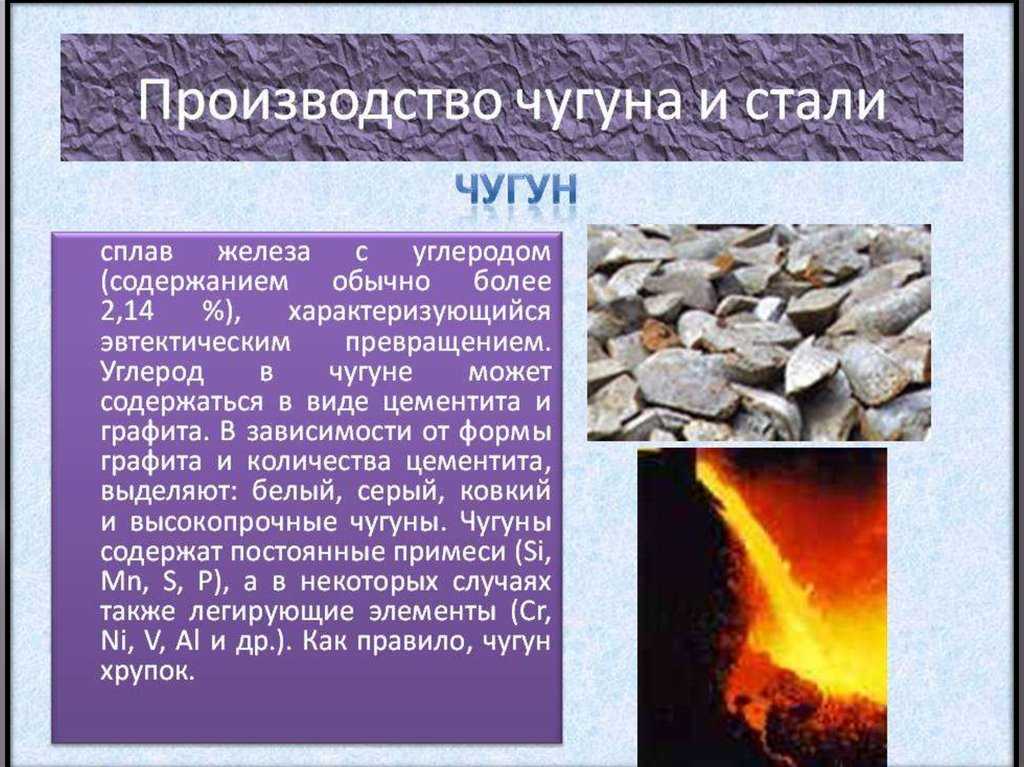

 Сталеплавильное производство в мартеновских печах также было легче контролировать и позволяло плавить и рафинировать большое количество железного и стального лома.
Сталеплавильное производство в мартеновских печах также было легче контролировать и позволяло плавить и рафинировать большое количество железного и стального лома.
 В большинстве случаев сталь «Современный дамаск» изготавливается из разных кусков стали и железа, сваренных между собой в заготовку (полуфабрикат). Затем заготовку вытягивают и складывают до тех пор, пока не будет сформировано желаемое количество слоев.
В большинстве случаев сталь «Современный дамаск» изготавливается из разных кусков стали и железа, сваренных между собой в заготовку (полуфабрикат). Затем заготовку вытягивают и складывают до тех пор, пока не будет сформировано желаемое количество слоев. Последним шагом является резка и формовка нержавеющей стали для создания конечного продукта.
Последним шагом является резка и формовка нержавеющей стали для создания конечного продукта.

 Далее его подвергают горячей прокатке или холодной вытяжке до нужного размера.
Далее его подвергают горячей прокатке или холодной вытяжке до нужного размера.
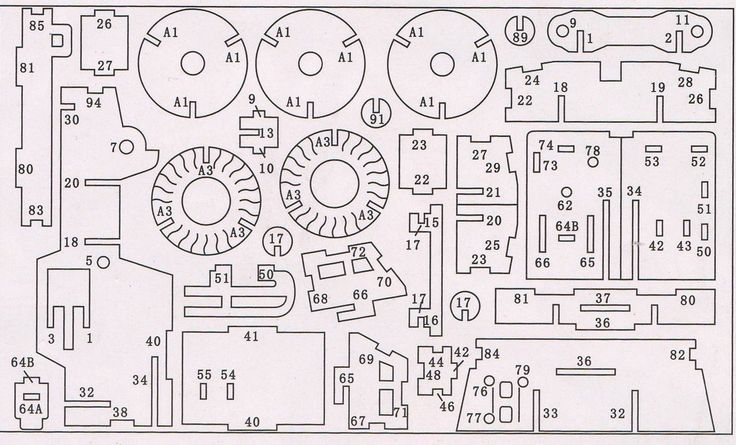 Свадебные топперы? А почему бы и нет! На мой взгляд очень выгодно будут смотреться на любом торжестве в честь свадьбы или годовщины этого события. Топперы с надписями «Love», «Люблю … Продолжено
Свадебные топперы? А почему бы и нет! На мой взгляд очень выгодно будут смотреться на любом торжестве в честь свадьбы или годовщины этого события. Топперы с надписями «Love», «Люблю … Продолжено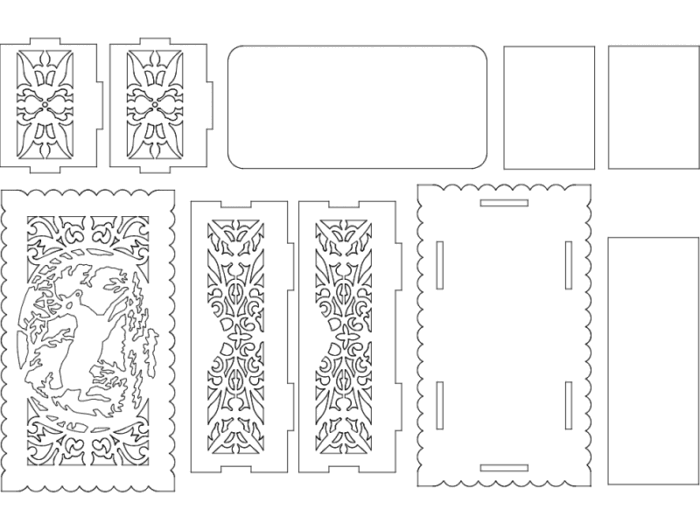 Отличные топперы с днем рождения шаблоны для ЧПУ станков. Если вы затеваете день рождения отметить и украсить тортик или пироженки красивыми надписями и узорами, этот сборник для вас. Макеты топперов: Поздравляю, с днем … Продолжено
Отличные топперы с днем рождения шаблоны для ЧПУ станков. Если вы затеваете день рождения отметить и украсить тортик или пироженки красивыми надписями и узорами, этот сборник для вас. Макеты топперов: Поздравляю, с днем … Продолжено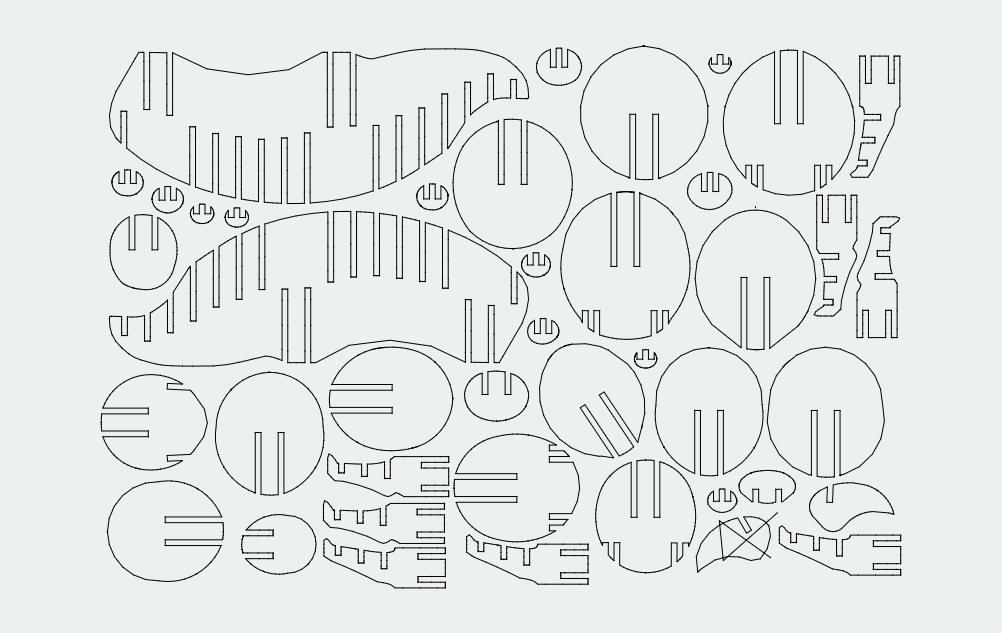 Кроме готовых макетов медальныц, в этом векторном сборнике вы найдете заготовки, фигурки, отдельные части для дизайна медальниц самостоятельно. в архиве файлы в форматах: cdr … Продолжено
Кроме готовых макетов медальныц, в этом векторном сборнике вы найдете заготовки, фигурки, отдельные части для дизайна медальниц самостоятельно. в архиве файлы в форматах: cdr … Продолжено Большая коллекция векторных макетов медальниц пополняется этим сборником. в архиве файлы в форматах: cdr x4, dxf, pdf, svg Медальницы скачать бесплатно векторные макеты Коллекции постоянно обновляются! Подпишись и … Продолжено
Большая коллекция векторных макетов медальниц пополняется этим сборником. в архиве файлы в форматах: cdr x4, dxf, pdf, svg Медальницы скачать бесплатно векторные макеты Коллекции постоянно обновляются! Подпишись и … Продолжено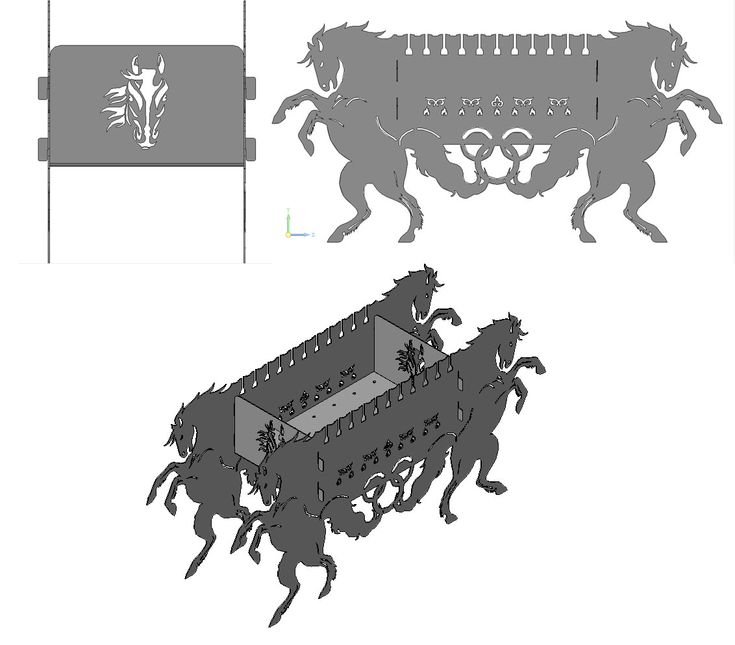
 В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
 В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении.
В Lasered Components мы вырезаем только плоские компоненты из листов металла. Наш опыт заключается в резке, а не в разработке деталей или изготовлении. Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
Если в линиях есть пробелы или разрывы, наши лазеры будут обрабатывать каждую линию как отдельный разрез, останавливаясь и начинаясь там, где заканчиваются и начинаются линии, что может привести к неровному краю.
 Вне этих часов мы ответим на следующее рабочее утро.
Вне этих часов мы ответим на следующее рабочее утро.