БОЕВОЙ ПАТРОН состоит из пули, гильзы, порохового заряда и капсюля.
1- Пуля
2- гильза
3- пороховой заряд
4- капсюль
5- дульце
6- проточка
7- наковальня
8- затравочное отверстие
9- ударный состав
Патроны обр. 1943 г. выпускаются с обыкновенными пулями и с пулями специального назначения: трассирующимиибронебойно-зажигательными.
Головные части специальных пуль имеют отличительную окраску.
ОБЫКНОВЕННАЯ ПУЛЯ — ОП ( рис. 42, а ) предназначена для поражения живой силы противника, расположенного открыто и за масками, пробиваемыми пулей. Обыкновенная пуля состоит из стальной, покрытой томпаком оболочки и стального сердечника. Между оболочкой и сердечником имеется свинцовая рубашка.
ТРАССИРУЮЩАЯ ПУЛЯ — ТП ( рис. 42, б ) предназначена для поражения живой силы противника. Кроме того, при полёте в воздухе она на дальностях стрельбы до 800 м оставляет светящийся след, что позволяет производить корректирование огня и целеуказание.
В оболочке трассирующей пули в головной части помещён сердечник, а в донной – стаканчик с запресованным трассирующим составом. Во время выстрела пламя от порохового заряда зажигает трассирующий состав, который при полёте пули даёт яркий светящийся след, хорошо видимый днём и ночью. Головная часть пули окрашена в зелёный цвет.
БРОНЕБОЙНО – ЗАЖИГАТЕЛЬНАЯ ПУЛЯ – БЗП( рис.42, в ) предназначена для зажигания горючих жидкостей и поражения живой силы противника, находящегося за лёгкими броневыми прикрытиями, на дальностях до 300 м.
БЗП состоит из оболочки с томпаковым наконечником, стального сердечника со свинцовой рубашкой, свинцового поддона и зажигательного состава. При ударе пули о броню зажигательный состав воспламеняется, пламя через отверстие в броне, пробитое стальным сердечником пули, воспламеняет горючее. Головная часть пули окрашена в чёрный цвет с красным пояском.
ГИЛЬЗА служит для соединения всех частей патрона, предохранения порохового заряда от внешних влияний и для устранения прорыва пороховых газов в сторону затвора. Она имеет корпус для помещения порохового заряда, дульце для закрепления пули и дно. Снаружи у дна гильзы сделана кольцевая проточка для зацепа выбрасывателя. В дне гильзы имеется гнездо для капсюля, наковальня и два затравочных отверстия.
ПОРОХОВОЙ ЗАРЯД служит для сообщения пуле поступательного движения; он состоит из пироксилинового пороха.
КАПСЮЛЬ служит для воспламенения порохового заряда, он состоит из латунного колпачка, впрессованного в него ударного состава и фольгового кружка, прикрывающего ударный состав.
Патроны обр. 1943 г. укупориваются в деревянные ящики. В ящики укладываются две герметически закрытые металлические коробки по 660 патронов в каждой; патроны в коробках упакованы в картонные пачки по 20 патронов. Всего в ящике помещается 1320 патронов.
На боковых стенках ящиков, в которых укупорены патроны со специальными пулями, нанесены цветные полосы, соответствующие окраске головных частей пуль.
Как работает пуленепробиваемое стекло? — SILATEC
Простого ответа на этот вопрос нет. Принцип действия пуленепробиваемого стекла во многом зависит от типа пули и конструкции пуленепробиваемого остекления. Воздействие пули на бронестекло представляет собой сложный физический процесс, протекающий за очень короткое время и с большой силой. По сравнению с металлом, деревом или песком стекло совершенно по-иному реагирует на проникновение пуль. Проблема заключается в характере разрушения стекла.
Пуля: стекло разрушается с огромной скоростью (несколько тысяч метров в секунду),
что значительно превышает скорость летящей пули.
Стекло разбивается со скоростью несколько тысяч метров в секунду. Пуля, выпущенная из автомата, например, АК-47 или винтовки НАТО G3, имеет меньшую скорость – до тысячи метров в секунду.
Это означает, что стекло разрушается со скоростью, превышающей скорость самой пули. Таким образом, разрушение стекла опережает движущуюся пулю. В процессе проникновения пуля проходит через уже разрушенное стекло, что значительно снижает удерживающую способность стекла. Чтобы противостоять подобному сценарию, SILATEC использует не только стекло, но и дополнительно высокопрозрачные полимерные материалы, например, поликарбонат.
Основное правило: чтобы остановить пулю, пуленепробиваемое стекло распределяет точечную силу удара пули по всей поверхности стекла. Чем сильнее деформация пули после попадания, тем больше площадь её поперечного сечения. В результате увеличивается энергоотдача пули, что приводит к замедлению последней.
Произойдет ли деформация, разрыв или разрушение пули, зависит, помимо прочего, от конструкции пули и её скорости. Так называемые пули со стальным сердечником (бронебойные пули) обычно в пуленепробиваемом стекле не деформируются. Пули с мягким сердечником, напротив, подвержены деформации. Исходя из этого, закаленные бронебойные пули остановить сложнее, чем мягкие пули.
Кстати говоря, из одного и того же оружия можно стрелять разными патронами, оказывающими весьма разное воздействие на пуленепробиваемое стекло. Поэтому на следующий, часто задаваемый, вопрос ответ можно дать, только зная все подробности:
Разница пуль: пули с мягким сердечником деформируются. В отличие от пуль с бронебойным сердечником.
Какое стекло
обеспечивает защиту от автомата Калашникова АК-47?
Во многом это зависит от используемых патронов. Имеют ли патроны пули со стальным сердечником (бронебойные патроны) или с мягким сердечником? Пуленепробиваемое стекло, которое защищает от пуль со стальным сердечником, обычно толще, чем стекло, которое «всего лишь» останавливает пули с мягким сердечником. SILATEC предлагает оба варианта. Стекло SILATEC AK47 NS 36/76 защищает от стандартных патронов. А SILATEC AK47 NS 62/141 обеспечивает защиту от патронов со стальным сердечником (бронебойные патроны).
Между прочим, испытания такого стекла мы проводим в России, на родине автомата Калашникова.
Как проводится испытание пуленепробиваемого стекла?
Здесь вы узнаете, как мы проводим испытания пуленепробиваемого стекла.
Классы защиты от стрелкового оружия: EN 1063, ГОСТ, НАТО
Угол встречи пули с пуленепробиваемым стеклом также влияет на степень защиты остекления. Упрощенно это можно пояснить следующим образом: чем меньше угол выстрела, тем менее критично это отражается на пуленепробиваемом стекле, поскольку в этом случае пуля соприкасается с большей площадью поверхности. Максимальное воздействие оказывается на пуленепробиваемое стекло под углом 90°, поэтому испытание пуленепробиваемого стекла обычно проводится обстреливанием под углом 90°.
Еще одним решающим фактором является то, происходит ли растрескивание пуленепробиваемого стекла на защищённой стороне и если да, то каким образом. Исходя из этого различают безосколочное остекление (NS = no spall) и остекление, на защищённой стороне которого образуются осколки (S = spall).
Образование осколков можно предотвратить путём замены последнего стекла на защищённой стороне полимерным материалом, в идеале поликарбонатом. Другой вариант — сделать пуленепробиваемое остекление толще, чтобы пуля не пробила последнюю стеклянную панель. Однако более высокая толщина означает более высокий вес. Пуленепробиваемое стекло от SILATEC обладает крайне малой толщиной и весит на 50 % меньше, чем обычное бронестекло.
Хотите узнать больше?
Пуленепробиваемое стекло
TOP
Что такое вейп-картридж с каннабисом?
Откуда вы?Соединенные ШтатыКанада
Перенаправление на
Заходя на этот сайт, вы принимаете Условия использования и Политика конфиденциальности.
Когда дело доходит до простоты использования, портативности и функциональности, один продукт каннабиса стоит выше остальных — вейпы. Вы можете знать их как тележки для вейпов или предварительно загруженные картриджи для вейпов с маслом каннабиса, и они быстро стали популярным продуктом на основе концентрата как для новичков, так и для энтузиастов каннабиса.
Однако, когда дело доходит до выбора правильной вейп-ручки, в игру вступают различные факторы. Многие из этих продуктов на первый взгляд кажутся похожими, но есть много нюансов, которые их различают. Понимание различий между этими одноразовыми ручками может помочь вам принять обоснованное решение о том, какой продукт подходит именно вам.
Перейти к разделу этой статьи:
Что такое вейп-картридж?
Как работают вейп-ручки?
Почему стоит выбрать масляный картридж?
Каковы недостатки вейпов?
Как использовать вейп-ручку
Доступные типы картриджей
Каков срок службы картриджа для электронных сигарет?
Что такое вейп-картридж?
Тележка для вейпа представляет собой стеклянный картридж, предварительно заполненный граммом или половиной грамма масла каннабиса. Это масло содержит различные комбинации каннабиноидов и терпенов, извлеченных из каннабиса.
Большинство картриджей для вейпов с маслом содержат большое количество ТГК, однако на рынок выходит все больше и больше вейп-картриджей с преобладанием КБД, а также продуктов с соотношением 1:1 ТГК:КБД. Картриджи Vape бывают разных форм: картриджи с резьбой 510 (наиболее распространенные), а также некоторые проприетарные формы, такие как Pax Era Pods и масляные картриджи Airo Pro.
Как работают вейп-ручки?
Картриджи для вейпов работают вместе с батарейками для вейп-ручек. Аккумулятор для вейпа будет питать распылитель в картридже, который нагревает масло, активируя различные химические компоненты в нем. Затем вы вдыхаете дым вейпа, который производит эффект каннабиса. Некоторые аккумуляторы для вейпов имеют несколько функций, которые позволяют настраивать температуру и управлять дозой.
Почему стоит выбрать масляный картридж?
(HighGradeRoots/iStock)
Вот некоторые преимущества использования масляных картриджей.
Простота использования
Картриджи Vape полностью избавляют от необходимости гадать. В отличие от других методов потребления масла, таких как установка мазков и установка гвоздей, тележки практически не требуют усилий — просто нажмите кнопку и вдохните.
Портативность
Тележки для вейпинга с маслом — самый простой способ насладиться каннабисом в пути. Их гладкий и минималистичный дизайн позволяет незаметно курить, не отвлекаясь на более крупные установки, и они не выделяют заметного дыма или запаха.
Дозировка
Для непосвященных потребителей концентрата каннабиса дозировка может быть серьезной проблемой. Никто не хочет получить ошеломляющий опыт, пытаясь насладиться каннабисом. В отличие от вытирания, использование предварительно загруженной вейп-ручки позволяет строго контролировать дозу при каждом вдохе, что дает вам больше контроля над тем, сколько или как мало вы потребляете.
Каковы недостатки вейпов?
Несмотря на то, что картриджи для электронных сигарет удобны в использовании, портативны и дозированы, у них есть несколько недостатков по сравнению с другими способами потребления.
Стоимость
Тележки для вейпов могут быть довольно дорогими: от 20 до 60 долларов и более за пол-грамма или грамм гашишного масла, в зависимости от рынка и метода экстракции. Когда вы можете получить грамм цветка намного дешевле, чем однограммовый вейп-картридж, выбор последнего становится немного сложнее.
Физические эффекты
Картриджи для вейпов, как правило, обеспечивают более короткий кайф, чем другие методы, такие как косяки, мазки и пищевые продукты, потому что вы потребляете их в меньших дозах. Однако, хотя эффекты могут длиться меньше, они также могут действовать сильнее при чрезмерном употреблении, поэтому обязательно следите за дозировкой.
Срок службы батареи
Необходимость следить за использованием и уровнем заряда батареи вейпа может быть довольно раздражающей, поскольку частое использование может довольно быстро разрядить ее. Чтобы избежать этой неприятности, лучше всего заряжать батарею вейпа каждую ночь перед сном или иметь под рукой полностью заряженную резервную копию.
Как использовать вейп-ручку
Это довольно просто: просто прикрепите тележку к аккумулятору и начинайте пыхтеть. Если есть кнопка включения/выключения, используйте ее.
Вот несколько советов, которые следует помнить при курении масляного картриджа:
Если на вашем устройстве есть кнопка включения/выключения, скорее всего, вы включите ее, нажав 5 раз. Это же число выключает его.
Убедитесь, что ваша тележка полностью подключена к аккумулятору, чтобы избежать утечки масла.
Держите вейп-ручку вертикально, чтобы избежать утечки масла.
Начинайте медленно с дозирования, так как с тележками для вейпов очень легко переборщить.
Следите за температурой, чтобы убедиться, что ваша тележка не слишком горячая, что может изменить некоторые химические компоненты масла — обычно 3 щелчка регулируют температуру.
Всегда покупайте тележки у надежного поставщика самых безопасных продуктов!
Доступные типы вейп-картриджей
Экстракт конопляного масла Cinex для Pax Era (Julia Sumpter/Leafly) наилучшим образом соответствует вашим потребностям или предпочтениям.
Комбинированные картриджи/аккумуляторы по сравнению с одноразовыми
Большинство продуктов обычно имеют стандартную резьбу 510, в которую ввинчивается аккумулятор. Исключением является предварительно загруженная тележка, разработанная конкретной компанией для использования с их собственными системами испарителя/аккумулятора — например, PAX Era Pods.
В качестве альтернативы некоторые вейп-ручки доступны в виде «одноразовых», которые содержат предварительно заряженную батарею, предназначенную для поддержки устройства до тех пор, пока тележка не опустеет. Эти ручки не требуют зарядки и предназначены для утилизации после использования. Они не имеют резьбы и не предназначены для отделения от батареи.
Что такое картридж 510?
Картридж с резьбой 510 является наиболее распространенным типом вейп-картриджа. 510 описывает тип резьбы, которая используется для привинчивания нижней части картриджа к соответствующей батарее для электронных сигарет.
Картриджи с дистиллятом и масло CO2
Чтобы картридж испарителя функционировал должным образом, его содержимое должно иметь соответствующую вязкость, в противном случае масла будут либо слишком густыми, либо слишком жидкими, чтобы должным образом испаряться внутри устройства. В зависимости от используемого исходного материала производители картриджей используют несколько методов, чтобы создать идеальное масло для своих ручек.
Масло CO2. Некоторые высококачественные зимние масла с CO2 однозначно совместимы с картриджами испарителя благодаря тому, что они не требуют каких-либо присадок для достижения уровней вязкости, необходимых для испарения в распылителе. При правильном приготовлении эти масла способны сохранять умеренные уровни терпенов растительного происхождения, которые действуют как естественные разбавители, а также придают маслу характерный специфический вкус.
Дистилляты. Тележка дистиллята каннабиса — это высокоочищенное масло, содержащее чистые каннабиноиды и почти ничего больше. Преимущество использования дистиллятов в картриджах испарителя заключается в том, что масло можно производить из различных исходных материалов. Практически любой сорт масла каннабиса от CO2 до BHO и всего, что между ними, может быть очищен в дистиллят с помощью подходящего оборудования.
Недостаток использования дистиллятов в картриджах для вейпов заключается в том, что, поскольку не остается остаточных терпенов, нечему снижать вязкость материала. Для использования дистиллята в картриджах часто требуется какой-либо разбавитель.
Добавки. Они иногда используются в маслах для вейп-картриджей в качестве дополнительного разбавителя. В некоторых случаях применялись методы разделения или добавления в различные масла каннабиса определенных веществ, таких как полиэтиленгликоль (PEG), пропиленгликоль (PG), растительный глицерин (VG) или даже триглицериды со средней длиной цепи (MCT), такие как кокосовый орех. масло, чтобы поддерживать менее вязкую и стойкую консистенцию масла, способствующую стандартной функциональности распылителя.
Этот процесс вызвал большие споры из-за проблем со здоровьем, и продукты, содержащие эти разбавители, все меньше появляются на рынке.
Одним из способов, с помощью которого производители картриджей для испарителей смогли избежать использования искусственных режущих агентов, является использование терпенов.
Настои терпенов и ароматизаторы, специфичные для штаммов
Было обнаружено, что использование терпенов в картриджах для вейпов помогает снизить вязкость масла каннабиса, а также усилить вкус и аромат, что делает их потенциально более безопасной альтернативой другим разбавителям.
Терпены не только придают вкус и аромат, они также могут помочь изменить действие продукта благодаря своей способности влиять на то, как каннабиноиды взаимодействуют с нашим организмом.
Существует несколько способов использования терпенов с вейп-картриджами. Некоторые производители полагаются на экстракты на основе CO2 — при очистке этанолом они могут фактически сохранять терпены растительного происхождения в процентном соотношении, способствующем достижению надлежащей вязкости. Именно так производители могут продавать ароматизаторы на основе профилей натуральных штаммов.
Натуральные терпены, полученные из каннабиса, которые были фракционированы путем очистки, могут быть повторно добавлены в масло каннабиса в небольших количествах, создавая спектр вкусов и эффектов, а также придавая маслу правильную консистенцию, необходимую для работы в картридже.
Продукты, маркированные по эффекту
Иногда картриджи для электронных сигарет маркируются и продаются по их предполагаемому эффекту на потребителя. Продукты этого сорта, как правило, утверждают, что они обеспечивают «расслабляющий» или «энергетический» эффект, а некоторые помечены как индика, сатива или гибрид.
Многие из этих вейп-картриджей содержат тщательно смешанные комбинации, аналогичные тем, которые можно проследить в штамме или типе штамма. Вопрос о том, насколько хорошо эти настои имитируют конкретный штамм, остается спорным.
Вейп-картриджи, специфичные для CBD
Хотя многие масляные вейп-ручки маркируются ароматом или эффектом, некоторые фокусируются на концентрации каннабиноидов. Помимо типичного продукта с высоким содержанием ТГК, предлагаемого большинством ручек, некоторые производители предлагают продукты с повышенным содержанием каннабидиола (КБД).
Ручки с высоким содержанием КБД могут содержать или не содержать ароматизаторы, но они гарантируют соотношение ТГК и КБД, которое может варьироваться от 2:1 до 20:1 и выше. Эти типы ручек предлагают большие преимущества для здоровья для тех, кто ищет CBD в простом в употреблении продукте.
Картриджи полного спектра действия
Вершина масляных картриджей с точки зрения общего качества – это экстракты полного спектра действия. Эти продукты создаются с использованием всего спектра биодоступных молекул, присутствующих в данном штамме каннабиса. Масло полного спектра не добавляет, не восстанавливает и не удаляет какие-либо активные соединения внутри штамма и предлагает более глубокие вкусы и эффекты, чем большинство других продуктов.
Картриджи полного спектра трудно найти, они предлагаются только на определенных рынках, и их цена, как правило, также отражает их редкость. Если вам посчастливилось жить там, где эти продукты доступны, мы рекомендуем раскошелиться на дополнительные деньги, чтобы попробовать. С точки зрения сопоставимости штаммов, вкус корзины полного спектра невероятно похож на вкус цветка.
Каков срок службы картриджа для электронных сигарет?
Срок службы картриджа полностью зависит от индивидуальной нормы потребления. Единственное, что мы знаем наверняка, это то, что одного грамма картриджа хватит вам намного дольше, чем на полграмма.
Как заправить картридж вейп-ручки
Некоторые картриджи можно заправлять свежим маслом из шприца. Важно использовать шприц, поскольку он снижает вероятность образования маслянистой массы. Запатентованные тележки, такие как Pax Pods, не подлежат повторному наполнению, поэтому вам придется утилизировать их и купить новый.
Поищите вейп-картриджи в ближайших магазинах
В общем, есть много типов масляных картриджей, каждый из которых имеет свои плюсы и минусы. Если вы хотите узнать больше об этих типах продуктов, всегда обращайтесь к местному покупателю, прежде чем совершить покупку.
Часто на этикетках содержится лишь малая часть информации по сравнению со знаниями и опытом специалиста по каннабису, такого как budtender. Независимо от вашего вкуса, обязательно найдется картридж с маслом каннабиса, соответствующий вашим индивидуальным потребностям.
Этот пост был впервые опубликован 17 октября 2017 г. Последний раз он обновлялся 10 марта 2020 г. тратит свое время на написание, фотографирование и создание контента для сообщества каннабиса.
Просмотреть статьи Патрика Беннета
Последние новости о каннабисе 101
Показать все
Картриджи THC: Полное руководство по предварительно заполненным масляным вейп-картриджам
Когда-то, если вы хотели попробовать марихуану по-новому, вам нужно было выследить мифическую тайскую палочку или проявить творческий подход с помощью домашнего бонга. Теперь новинки изобилуют головными магазинами от побережья до побережья. Один из новых подходов к танцам с Мэри Джейн — это картридж с ТГК.
Картриджи THC настолько новые, что вы можете даже не знать, для чего они нужны. И это позор, потому что картриджи с ТГК действительно являются одним из самых простых способов получить ганджу.
Но будьте спокойны — эксперты Honest Marijuana всегда готовы помочь. В этой статье мы ответим на все ваши вопросы о предварительно заполненных масляных вейп-картриджах и поможем решить, подходит ли вам вейп-картридж THC.
Что такое картриджи THC?
Все началось с того, что какой-то хитрый потребитель марихуаны придумал блестящий план по модификации электронной сигареты для работы с марихуаной вместо табака.
Электронные сигареты MacGyvered быстро завоевали популярность и теперь известны как вейп-ручки. Когда они только появились, вы купили маленькую бутылочку своей любимой жидкости для электронных сигарет (или, в кругах марихуаны, «вап-сока») и сами наполнили вейп-ручку.
Но прогресс заключается в том, чтобы самому делать меньше вещей. Вот тут-то и появился картридж THC.
Картридж THC представляет собой предварительно заполненный одноразовый контейнер, наполненный вашим любимым штаммом масла THC. Как только масло в картридже THC достигает определенной температуры, оно испаряется. Затем вы можете вдыхать в свое удовольствие, не беспокоясь о неблагоприятном воздействии дыма на легкие.
Но вы же не собираетесь бросать свой картридж ТГК в духовку или кипятить его на плите. В этом безумии есть особый метод.
Как работает картридж THC?
Хорошо, давайте рассмотрим это, используя изображение выше в качестве справки. Видите небольшой кусочек на переднем плане с левым концом, похожим на мундштук трубы? Это картридж THC.
Теперь видите более длинную часть над ним? Это вейп-ручка, электронная сигарета или просто вапорайзер (называйте как хотите, это одно и то же).
Собственно испаритель представляет собой черный стержень от серебряной трубки слева до конца справа (к этому испарителю прикреплен картридж ТГК).
Как вы, вероятно, можете догадаться по картинке (если вы действительно не обкурились, в этом случае, прямо!), вы сначала прикрепляете картридж THC к вапорайзеру (обычно привинчивая его).
Когда вы готовы к полету, вы нажимаете кнопку на испарителе, и маленькая батарея нагревает катушку. Затем катушка испаряет масло в картридже THC, и вы отправляетесь в гонки.
«Звучит здорово, — говорите вы, — но я хорош в косяках, косяках, бонгах и съестных припасах. Зачем мне переходить на картридж THC?» Хороший вопрос.
Каковы преимущества картриджей THC?
1) Более высокая эффективность
Вейпинг с картриджем с ТГК более эффективен, чем курение, поскольку использование испарителя снижает температуру, при которой каннабиноиды превращаются из твердого или жидкого состояния в газообразное.
Это снижение температуры сохраняет многие активные ингредиенты марихуаны — вещество, которое вызывает у вас кайф и заставляет вас чувствовать себя хорошо, — которые в противном случае были бы уничтожены при сжигании марихуаны.
Подумайте об этом так: пламя в значительной степени имеет только одну температуру. Он достаточно горячий, чтобы сжечь шишки и превратить их в дым, что происходит при температуре около 450℉.
Но — и вот что интересно — каннабиноиды можно превратить в газ при гораздо более низких температурах (около 284℉). Все это дополнительное тепло просто разрушает большую часть каннабиноидов и терпенов , которые вы пытаетесь ввести в свой организм.
Вот тут-то и появляются вейп-ручки THC. Они работают при гораздо более низких температурах, чем ваше обычное повседневное пламя. Вместо того, чтобы производить дым (посредством горения), они производят пар (путем испарения).
В результате вы получаете больше «отдачи от затраченных средств» — или, возможно, «каннабиноидов за свои деньги» — потому что ТГК, КБД, КБГ, КБН и другие не сгорают.
И все это в гладкой и нескромной упаковке, для которой не требуются громоздкие бонги или множество дополнительных инструментов. Все, что вам нужно, это вейп-ручка THC и ваш любимый картридж THC.
2) Простота использования
Конечно, таблетки, растворимые полоски, настойки и кремы, вероятно, являются самыми простыми способами введения марихуаны в ваш организм, но испарители и картриджи с ТГК, по крайней мере, близки к вершине списка. список.
Ты знаешь, как соединить две вещи? Вы знаете, как нажимать на кнопку? Вы умеете вдыхать?
Если вы ответили утвердительно на эти три вопроса, использование картриджа THC не составит труда.
3) Портативность
Мы любим картриджи THC за их портативность. Поместите картридж THC и нагревательный элемент в карман рубашки или сумочку, и все готово.
Никаких пакетов, которые могут разорваться и пролиться. Нет крышек, которые могут оторваться. Никакой суеты, никакой суеты. Просто много ТГК на ладони.
4) Контролируемое дозирование
Получение правильной дозы (будь то КБД или ТГК) волнует всех, когда они впервые используют новый продукт. Никто не хочет плохой поездки. Но с картриджем THC вы получаете контролируемую дозу при каждом вдохе.
Цвета начинают с вами разговаривать? Отложите вейп-ручку на некоторое время и вернитесь, когда края станут тусклыми. Картридж ТГК будет ждать, пока вы нажмете эту кнопку и снова начнете вдыхать.
Вы не можете сделать это косяком или тупым предметом.
5) Секретность
С косяками и бонгами (и другими методами «прожигания») вы всегда беспокоитесь о дыме и запахе. Конечно, нельзя заводить толстяка в офисе и не ждать каких-то последствий.
Но с вейп-ручкой и картриджем THC вам не нужно беспокоиться о привлечении внимания окружающих. Все автономно, и пар действительно не производит запаха.
Кроме того, все это выглядит как электронная сигарета. Таким образом, вы всегда можете сказать своим друзьям и соседям, выступающим против марихуаны, что вы просто пытаетесь бросить курить.
Существуют более незаметные способы употребления марихуаны, но если вам нравится вдыхать каннабиноиды, картриджи с ТГК — это именно то, что вы искали.
Каковы недостатки картриджей THC?
1) Undecided Science
До сих пор нет единого мнения относительно долгосрочных последствий испарения с помощью картриджей с ТГК.
Но, эй, долгое время то же самое жюри было убеждено, что конопля — дьявольская травка. А теперь взгляните на все, что мы узнали о медицинских полезных свойствах марихуаны.
2) Более короткий эффект, чем у пищевых продуктов
Честно говоря, разве это недостаток? Немногие способы употребления каннабиса сопоставимы со съедобными продуктами, когда речь идет о долголетии.
Для нас это все равно, что сказать: «Моя Mazda Miata не будет перевозить столько груза, сколько мой 3/4-тонный GMC Sierra». Ну, да. Дух.
Если вам нужна веселая, быстрая езда, которая впишется в ограниченное пространство, используйте картридж THC. Если вы хотите перекусить весь день, попробуйте пирожное в горшке. Все дело в выборе правильного инструмента для работы, ребята.
3) Меньше терпенов
Из-за способа изготовления картриджей с ТГК они содержат меньше терпенов, чем сырые шишки. И когда дело доходит до этого, большинство концентратов попадают в ту же лодку.
Как и в случае со вторым недостатком выше, при каждом способе потребления есть компромиссы. Если вы очень заботитесь о вкусе, оставайтесь дома и курите свежие органические шишки.
4) Расходы
По сравнению с другими типами экстрактов картриджи с ТГК могут быть дорогими. Но вы также платите за удобство, мобильность и конфиденциальность. Это стоит нескольких дополнительных баксов, не так ли?
5) Специальные знания
Нет, мы не говорим об алхимии и каббале. Но знаете ли вы, как пользоваться испарителем? Это специальные знания, которые вам нужны, чтобы получить максимальную отдачу от картриджа THC.
На самом деле, это намного проще, чем скручивание косяка. Просто прочитайте инструкции.
Стоит ли вам попробовать картридж THC?
Абсолютно! Пробовать что-то новое — это название игры в сообществе каннабиса. А если честно, что ты теряешь?
Если вам это не нравится, этот смоук сэш меньше звездного, но вы всегда можете вернуться к старому резерву (что бы это ни было для вас). Но если вам это нравится, вы можете просто найти свой новый любимый способ выпечки.
Эматалирование алюминиевых сплавов в СПБ от производственного предприятия «Элхим»
Совокупность электрохимического воздействия и грамотного распределения параметров позволяет получить покрытие с уникальными характеристиками, как практического, так и эстетического плана. Опираясь на обширный набор возможностей технологии, наше компания предлагает эматалирование алюминия. Покрытие, толщиной до 15 мкм, придает поверхности металла повышенную износостойкость, твердость и электроизоляционные свойства.
Тщательный контроль процессов, профессиональный подбор состава и параметров обрабатывающих электролитов, наличие полного спектра оборудования для составления предельно точных программ обработки позволяет нам предложить клиентам максимально выгодные условия по гальванике любой сложности и объемов.
Наименование услуги
Стоимость
Оксидирование изделий из стали
По запросу
Анодирование алюминия
По запросу
Химическое никелирование металлических изделий
По запросу
Эматалирование алюминиевых сплавов
По запросу
Фосфатирование металлов
По запросу
Оксидирование
По запросу
Покрытие изделий сплавом олово-висмут
По запросу
Меднение
По запросу
Кадмирование
По запросу
Хроматирование аллюминия и его сплавов
По запросу
Цинкование металла
По запросу
Оксидирование магниевых сплавов
По запросу
Оксидирование алюминия
По запросу
Пассивация
По запросу
Анодное оксидирование
По запросу
Бесцветное анодирование
По запросу
Защитное покрытие титана
По запросу
Заказать услугу
Наши преимущества
Выполняем гальваническое покрытие любой сложности
Сохраняем точные размеры деталей
Используем современную автоматическую гальваническую линию
Предлагаем выгодные цены
Несколько причин доверить эматалирование алюминиевых сплавов нашей компании
Создание покрытия данного типа предусматривает внимательное отношение ко всем аспектам воздействия на поверхность, тщательный подбор оборудования и состава, его перманентный контроль в течение всего периода нанесения.
Хотя основные параметры можно обеспечить с минимальным привлечением средств и технологий, гарантировать должное соответствие толщины покрытия на микронном уровне, его химического состава, плотности, эстетических и практических, а также электротехнических параметров можно только при условии тщательного соблюдения обширного набора технологических аспектов, профессионального контроля и отлаженной работы оборудования.
Более того, эматалирование в наших условиях уже оптимизировано на всех уровнях и поэтому не требует дополнительных вложений от клиента. Оно может быть реализовано на продукции самых различных типов, размеров, геометрических параметров и форм.
Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Эматалирование ведут при температуре раствора 55 — 60 С, начальной плотности тока 2 — 3 а / дм2 в течение 30 — 40 мин.
[1]
Эматалирование ведут при температуре раствора 40 — 45 С и анодной плотности тока 1 — 1 2 а / дм2 в течение 40 — 50 мин. [2]
Эматалирование в нем ведут при температуре 42 — 48 С в течение 60 мин.
[3]
Эматалирование служит для декоративного покрытия алюминия. Получаемые по этому способу пленки напоминают собой фарфор или эмаль и хорошо окрашиваются. Толщина пленок составляет 12 — 18 мк.
[4]
Эматалирование является сравнительно новой разновидностью анодного оксидирования. Оно позволяет получить непрозрачные эмалевидные пленки толщиной 10 — 12 мк, имеющие красивый внешний вид. Пленки эти имеют серовато-молочный цвет и хорошо окрашиваются органическими красителями в мягкие пастельные тона. Поверхность получается гладкой или со своеобразным узором, зависящим от структуры металла, распределения интерметаллических включений, процессов ковки, проката, термообработки. Пленки обладают хорошим сцеплением с металлом. Они стойки к действию пшцевых продуктов и слабых органических кислот. Для получения декоративной отделки поверхность должна быть полирована. [5]
Эматалирование пригодно для отделки посуды, медицинских аппаратов и приборов, мебели, предметов широкого потребления, облицовочных плиток.
[6]
Эматалирование — одна из разновидностей процесса анодирования, применяемая для декоративной отделки изделий. Эматалирование позволяет получать совершенно непрозрачные пленки, напоминающие по внешнему виду фарфор или эмаль. Цвет пленок за-висит от марки алюминиевого сплава, чем меньше легирующих добавок в составе, тем светлее пленка. Пленки имеют высокую твердость до 7000 МПа, большое удель ное сопротивление и высокое пробойное напряжение. Пленки прочно сцеплены с металлом и не отслаиваются даже при значительных деформациях. Пористость эматалевых пленок значительно ниже пористости окисных пленок, полученных при других процессах анодного оксидирования.
[7]
Эматалирование пригодно для отделки посуды, медицинских аппаратов и приборов, мебели, предметов широкого потребления, облицовочных плиток. [8]
Эматалирование — новый вид отделки, представляющий собой разновидность процесса анодирования. Эматалирование позволяет получить совершенно непрозрачные пленки цвета слоновой кости, напоминающие по внешнему виду фарфор, пластмассу или эмаль. Пленки имеют высокую твердость ( 600 — 700 кГ / мм2), большое удельное сопротивление ( 109 — 1014 ом-см) и высокую прочность на электрический пробой.
[9]
Эматалирование — новый вид отделки, представляющий собой разновидность процесса анодирования. Эматалирование позволяет получить совершенно непрозрачные пленки цвета слоновой кости, напоминающие по внешнему виду фарфор, пластмассу или эмаль.
[10]
Рост анодной пленки в 4 % — ном растворе щавелевокислого титана-калия, подкисленного щавелевой кислотой, в зависимости от рН и темп-ры электролита. Плотность тока — 2a / djn, продолжительность анодирования 40 мин., ток постоянный, напряжение до 120 в. [11]
Эматалированию подвергают детали из алюминия всех марок, его деформируемых сплавов с магнием и марганцем типа АМг, АМц, В95 и некоторых литейных сплавов.
[13]
Для эматалирования в хромовоборном электролите алюминиевых сплавов рекомендуются следующие режимы [3]: сплавы АМг и АМц — температура раствора 40 С напряжение 40 в в течение первых 30 мин и 80 в в течение следующих 20 мин; сплав АЛ-ЗВ — температура раствора 30 — 35 С, напряжение 30 — 40 в в течение 40 мин; сплавы: Д1, Д16 — температура раствора 50 С, напряжение 40 — 50 в в течение 40 мин.
[14]
После эматалирования и окрашивания пленки уплотняют обработкой в горячей дистиллированной воде. Допускается глянцевание по эматаль-слою бязевыми кругами без применения паст. Таким путем улучшается декоративный вид поверхности изделий.
[15]
[1] С. Росси, М. Калови, Д. Велес, Дж. Муньос, Влияние добавления твердых частиц на механическое и химическое поведение стекловидной эмали, Surf. Пальто. техол. 357 (2019) 69-77.
DOI: 10.1016/j.surfcoat.2018.09.062
[2] С.Т. Рейс, М. Кенигштейн, Л. Фан, Г. Чен, Л. Павич, А. Могуш-Миланкович, Влияние кремнезема на свойства стекловидных эмалей, Материалы. 12 (2019) 248.
DOI: 10.3390/ma12020248
[3] K. Hrabovská et al., Влияние тонкой глинистой фракции на функциональные свойства стеклоэмалевых покрытий, Chem. Листы. 106, (2012) с432-с433.
[4] С. Росси, М. Федель, Ф. Дефлориан, Н. Парзиани, Абразивная и химическая стойкость композитных стеклоэмалевых покрытий с твердыми частицами, Surf. Анальный интерфейс. 48 (2016) 827-837.
DOI: 10.1002/sia.5849
[5] С. Росси, К. Занелла, Р. Зоммерхубер, Влияние мельничных добавок на свойства стекловидной эмали, Матер. Дес. 55 (214) 880-887.
DOI: 10.1016/j.matdes.2013.10.059
[6] С. Росси, Л. Бергамо, В. Фонтанари, Огнестойкость и механические свойства эмалированного пеноалюминия, Матер. Дес. 132 (2017) 129-137.
DOI: 10.1016/j.matdes.2017.06.064
[7] Md J. Nine, Martin A. Cole, D.N.H. Tran, D. Losic, Graphene: многоцелевой материал для защитных покрытий J. Mater. хим. А, 24 (2015) 12580–12602.
DOI: 10.1039/c5ta01010a
[8] П. Хагдаде, М. Гаффари, Б. Рамезанзаде, Г. Балаке, М. Р. Саеб, Роль функционализированного оксида графена в механических и антикоррозионных свойствах полиуретанового покрытия, J. Тайвань. Инст. хим. Э. 86 (2018) 199-212.
DOI: 10.1016/j.jtice.2018.02.009
[9] С. Арора, К. Шривастава, Микроструктура и коррозионные свойства композитных покрытий NiCo-оксид графена, Thin. Твердый. Фильм. 677 (2019) 45 -54.
DOI: 10.1016/j.tsf.2019.03.011
[10] Ясин Г. и др. Синтез сфероподобного нанокомпозита Ni/графен в качестве эффективного антикоррозионного покрытия; влияние содержания графена на его морфологию и механические свойства, J. Alloy. комп. 33 (2018) 79-88.
DOI: 10. 1016/j.jallcom.2018.04.321
[11] X. Zhang et al., Коррозионная стойкость органического покрытия на основе полиэдрического олигомерного оксида графена, функционализированного силсесквиоксаном, Appl. Серф. науч. 484 (2019) 814–824.
[12] А. Санджид, П.К. Банерджи, Р.К. Сингх Раман, Многослойное графеновое покрытие для коррозионной стойкости сплава Monel 400 в хлоридной среде, Surf. Пальто. Тех. 370 (2019) 227–234.
DOI: 10.1016/j.surfcoat.2019.04.077
[13] G. Cui, Z. Bi, R. Zhang, J. Liu, X. Yu, Z. Li, Всесторонний обзор антикоррозионных покрытий на основе графена, Chem. англ. Дж. 373 (2019 г.) 104–121.
[14] С. Саадатманди, М. Асгари, Б. Рамезанзаде, Эффективное эпоксидное композитное покрытие, улучшающее механические свойства/вязкость разрушения за счет включения наноплатформ оксида графена, восстановленных зеленым/биосовместимым восстановителем, J. Ind. Eng. хим. 75 (2019 г.) 271–284.
DOI: 10.1016/j.jiec.2019.03.038
[15] X. Wang, J. Zhao, E. Cui, S. Song, H. Liu, W. Song, Микроструктура, механические свойства и механизмы упрочнения композитного керамического инструментального материала Al2O3-WC-TiC, армированного графеном, Ceram. Междунар. 45 (2019) 10321–10329.
DOI: 10.1016/j.ceramint.2019.02.087
[16] Р. Умер, Изготовление и механические свойства стеклоткани с графеновым покрытием и эпоксидных композитов, J. Compos. науч. 2 (2018) 17.
DOI: 10.3390/jcs2020017
обработка алюминия | История, добыча полезных ископаемых, переработка и факты
обработка алюминия
Посмотреть все СМИ
Ключевые люди:
Генри Дж. Кайзер
Похожие темы:
алюминий обработка материалов
Просмотреть все связанные материалы →
обработка алюминия , подготовка руды для использования в различных продуктах.
Алюминий или алюминий (Al) представляет собой серебристо-белый металл с температурой плавления 660 °C (1220 °F) и плотностью 2,7 грамма на кубический сантиметр. Самый распространенный металлический элемент, он составляет 8,1 процента земной коры. В природе встречается в химическом соединении с кислородом и другими элементами. В чистом виде он мягкий и пластичный, но его можно легировать многими другими элементами для повышения прочности и придания ему ряда полезных свойств. Сплавы алюминия легкие, прочные и поддаются формовке почти всеми известными процессами металлообработки. Они могут быть отлиты, соединены различными способами и легко обработаны, и они допускают широкий спектр отделки.
В дополнение к его низкой плотности многие области применения алюминия и его сплавов основаны на его высокой электро- и теплопроводности, высокой отражательной способности и устойчивости к коррозии. Своей коррозионной стойкостью он обязан непрерывной пленке оксида алюминия, которая быстро растет на зарождающейся поверхности алюминия, подвергаемой воздействию воздуха.
История
Раннее использование и добыча
До 5000 г. до н.э. люди в Месопотамии делали прекрасную керамику из глины, которая состояла в основном из соединения алюминия, а почти 4000 лет назад египтяне и вавилоняне использовали соединения алюминия в различных химических веществах и лекарствах. Плиний относится к алюмен , известный сейчас как квасцы, соединение алюминия, широко используемое в древнем и средневековом мире для закрепления красителей в текстиле. К 18 веку глинозем землистого происхождения был признан потенциальным источником металла.
Английский химик Хамфри Дэви в 1807 году попытался извлечь металл. Несмотря на неудачу, он убедился, что оксид алюминия имеет металлическую основу, которую он назвал алюминием , а позже изменил на алюминий . Название было сохранено в Соединенных Штатах, но изменено на 9.0093 алюминий во многих других странах.
Датский физик и химик Ганс Кристиан Эрстед в 1825 году, наконец, получил алюминий. «Он образует, — сообщал Эрстед, — кусок металла, который по цвету и блеску чем-то напоминает олово».
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Несколько лет спустя Фридрих Велер, немецкий химик из Геттингенского университета, получил металлический алюминий в виде частиц размером с булавочную головку и впервые определил следующие свойства алюминия: удельный вес, пластичность, цвет и стабильность на воздухе.
Алюминий
оставался лабораторной диковинкой, пока французский ученый Анри Сент-Клер Девиль не объявил о значительном усовершенствовании метода Вёлера, которое позволило «булавочным головкам» Вёлера сливаться в куски размером с мрамор. Процесс Девиля стал основой алюминиевой промышленности. Слитки алюминия, изготовленные на химическом заводе Жавеля и выставленные в 1855 году на Всемирной выставке в Париже, представили публике новый металл.
Хотя тогда о свойствах алюминия было известно достаточно, чтобы указать на многообещающее будущее, стоимость химического процесса производства металла была слишком высока, чтобы его можно было широко использовать. Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, процесс Девиля был улучшен; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался очень успешным при отделении металла от его соединений.
Работа Холла и Эру
Современный электролитический метод производства алюминия был открыт почти одновременно и совершенно независимо Шарлем Мартином Холлом из Соединенных Штатов и Полем-Луи-Туссеном Эру из Франции в 1886 году. (По странному совпадению оба мужчины родились в 1863 году и оба умерли в 1914 году.) Основы процессов Холла-Эру были идентичны и остаются основой сегодняшней алюминиевой промышленности. Очищенный глинозем растворяют в расплавленном криолите и подвергают электролизу на постоянном токе. Под действием тока кислород глинозема осаждается на угольном аноде и выделяется в виде углекислого газа, а свободный расплавленный алюминий, который тяжелее электролита, осаждается на угольной футеровке на дне электролизера.
Холл сразу осознал ценность своего открытия. 9 июля 1886 года он подал заявку на патент США и энергично работал над разработкой процесса. С другой стороны, Эру, хотя и подал заявку на патент несколькими месяцами ранее, по-видимому, не понял значения процесса. Он продолжил работу над вторым успешным процессом получения алюминиево-медного сплава. К счастью, в 1888 году австрийский химик Карл Йозеф Байер открыл усовершенствованный метод получения чистого глинозема из бокситовых руд с низким содержанием кремнезема.
Холл и группа бизнесменов основали Pittsburgh Reduction Company в 1888 году в Питтсбурге. Первый слиток был отлит в ноябре того же года. Спрос на алюминий рос, и в Нью-Кенсингтоне, штат Пенсильвания, был построен более крупный восстановительный завод, который к 1894 году использовал электричество, вырабатываемое паром, для производства одной тонны алюминия в день. Потребность в дешевой и обильной гидроэлектроэнергии привела молодую компанию к Ниагарскому водопаду. где в 1895 году он стал первым заказчиком новой разработки электростанции Ниагарского водопада.
За короткое время спрос на алюминий превзошел самые оптимистичные ожидания Холла. В 1907 году компания сменила название на Aluminium Company of America (Alcoa). До Второй мировой войны он оставался единственным производителем первичного алюминия в США, но за полвека в Соединенных Штатах насчитывалось 15 первичных производителей.
Европейская промышленность
Нойхаузен, Швейцария, является «питомником» европейской алюминиевой промышленности. Там, чтобы воспользоваться гидроэнергией водопада Рейна, Эру построил свой первый завод по производству алюминия и бронзы, который позже стал Aluminium-Industrie-Aktien-Gesellschaft. Британская алюминиевая компания с ограниченной ответственностью, организованная в 189 г.4, вскоре осознал богатство дешевой электроэнергии, доступной в Норвегии, и сыграл важную роль в строительстве алюминиевых заводов в Стонгфьорде в 1907 году, а затем в Вигеланде.
ГОТОВЫЕ ГИБКИЕ ПОДВОДКИ ДЛЯ ПОДКЛЮЧЕНИЯ СМЕСИТЕЛЕЙ
HF-C300L(S)
Подводка HF-C300L DN12 M10*1/2″(F) (2 шт/уп)
6,36
HF-C400L(S)
Подводка HF-C400L DN12 M10*1/2″(F) (2 шт/уп)
6,97
HF-C500L(S)
Подводка HF-C500L DN12 M10*1/2″(F) (2 шт/уп)
7,54
HF-C600L(S)
Подводка HF-C600L DN12 M10*1/2″(F) (2 шт/уп)
8,1
HF-C800L(S)
Подводка HF-C800L DN12 M10*1/2″(F) (2 шт/уп)
9,28
HF-C1000L(S)
Подводка HF-C1000L DN12 M10*1/2″(F) (2 шт/уп)
10,47
HF-C1200L(S)
Подводка HF-C1200L DN12 M10*1/2″(F) (2 шт/уп)
11,76
ЗИП ДЛЯ ЛАТУННЫХ ФИТИНГОВ
CR 15A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,17
CR 20A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,23
CR 25A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,29
CR 32A
Латунное кольцо (COPPER RING) для фитинга к нерж. трубе (50 шт/уп)
0,37
CRR 15A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,15
CRR 20A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,2
CRR 25A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,37
CRR 32A
Обжимное кольцо (CRIMPING) для фитинга к нерж. трубе (50 шт/уп)
0,32
SR 15A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,11
SR 20A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,13
SR 25A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,16
SR 32A
Силиконовое кольцо (SILICON RING) для фитинга к нерж. трубе (50 шт/уп)
0,2
RC 40A
Комплект колец для фитинга 40×1 1/2
1,61
RC 50A
Комплект колец для фитинга 50×2
2,15
МОНТАЖНЫЙ ИНСТРУМЕНТ
MP Cutter 28
Труборез (100 шт/уп)
9,79
LD Cutter 63
Труборез (30 шт/уп)
14,68
W1/2
Вальцеватель 1/2
40,37
W3/4
Вальцеватель 3/4
45,27
КРЕПЕЖ ДЛЯ ГОФРИРОВАННЫХ ТРУБ
FC 15F
FIXING CLIP 15F
0,15
FC 20F
FIXING CLIP 20F
0,2
FC 25F
FIXING CLIP 25F
0,21
FC 32F
FIXING CLIP 32F
0,27
ГИБКАЯ ПОДВОДКА 10-20 БАР В БРОНЕ (ВОДА, ГАЗЫ, ГСМ)
TKF-32-НU, L-1м D40мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
65,43
TKF-32Н-U, L-1м D50мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
84,39
TKF-32Н-U, L-2м D40мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
88,5
TKF-32Н-U, L-2м D50мм
Гибкая подводка нержавеющая сталь в оплетке (10-20 Бар, ГСМ, вода, газ)
115,69
МАТЕРИАЛЫ ДЛЯ ПОЖАРОТУШЕНИЯ
YJ24-SB-1000
Гибкая подводка для подключения спринклеров в оплетке FM стандарта
12,1
YJ24-SB-1200
Гибкая подводка для подключения спринклеров в оплетке FM стандарта
13,88
YJ24-SB-1500
Гибкая подводка для подключения спринклеров в оплетке FM стандарта
17,05
TKF-32Н-U, L-2м D50мм
Реечное крепление для FM подводок в сборе
6,8
Фиксирующий зажим фитинга
1,22
Реечное крепление для спринклерных подводок в сборе
6,8
Гибкие трубопроводы из высоколегированной стали Neptun IWS
Перейти к содержимому
Новинки
Гибкие трубопроводы из высоколегированной стали Neptun IWS
Гибкие трубопроводы из высоколегированной стали Neptun IWS – Новый бренд на рынке инженерных коммуникаций. Гофрированные трубы из нержавеющей стали применяются для обустройства инженерных коммуникаций.
Их используют в системах отопления, горячего и холодного водоснабжения, пожаротушения, для обустройства водяных теплых полов. Гофрированная труба также используется в качестве гибкой подводки к газопотребляющему оборудованию и в качестве герметичного металлорукава при прокладке электрических и коммуникационных сетей.
Область применения:
Водоснабжение/ отопление
Подвод газа
Автоматическое пожаротушение
Кабель-каналы
Водяной теплый пол
Особенности и преимущества:
Легкий монтаж. Легко режется и гнется. Сохраняет форму, что повышает срок эксплуатации систем. Гнется, не нарушая своего проходного сечения, не вызывая микротрещин и механических напряжений в металле. Выдерживает линейные расширения и сжатия под циклическим воздействием температур.
Широкая сфера применения. Можно укладывать в бетонные стяжки и под штукатурку на стене, прокладывать в земле и на воздухе.
Экологичность. По сравнению с другими материалами, которые применяются при изготовлении каналов для кабеля и электропроводки. Срок службы трубы и латунных фитингов не неограничен, срок службы уплотнительных колец не менее 30 лет.
Максимальное (разрушающее) давление при температуре 20оС, МПа
21
21
21
21
Коэффициент линейного расширения 10-6, 1/оС
17
17
17
17
Коэффициент теплопроводности, Вт/м*К
17
17
17
17
Срок службы
30 лет
30 лет
30 лет
30 лет
Мы предлагаем широкий выбор комплектующих для монтажа гофрированной нержавеющей трубы
Гибкая трубка из нержавеющей стали 321, наружный диаметр 1/4 дюйма, номинальная длина гибкой трубы 24 дюйма | Гофрированные металлические трубы | Гибкие трубки | Шланги и гибкие трубки | Все продукты
Безопасный выбор продуктов
Необходимо просмотреть полное содержание каталога, чтобы разработчик системы и пользователь могли сделать безопасный выбор продукта. При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
Предупреждение: Не смешивайте и не заменяйте изделия или компоненты Swagelok, на которые не распространяются стандарты промышленного дизайна, включая торцевые соединения трубных обжимных фитингов Swagelok, с изделиями или компонентами других производителей.
Номер детали: 321-4-X-24
Войдите или зарегистрируйтесь, чтобы увидеть цену
Добавить в избранное
Очистить все
321 Нержавеющая сталь
Материал тела
1/4 дюйма
Подключение 1 Размер
Гибкая трубка Конец
Подключение 1 Тип
1/4 дюйма. Соединение 2 Тип
200 (93)
Максимальная температура, °F (°C)
-40 (-40)
Минимальная температура, °F (°C)
1/4 дюйма
Размер шланга
Очистить все
Гофрированная металлическая трубка
Гибкие гофрированные трубки для вакуума или статического низкого давления.
Шланги и гибкие трубки
Шланги в сборе, наливные шланги, гибкие трубки и торцевые соединения: материалы сердцевины включают металл, ПТФЭ, ПФА, винил, нейлон, полиэтилен и резину; Номинальные размеры шлангов от 1/8 до 2 дюймов; Широкий выбор дюймовых и метрических концевых соединений; Доступны нестандартные длины; Дополнительные обложки, маркировка и тестирование
Скачать Добавить в избранное
Руководство по идентификации резьбы и торцевых соединений
Особенности: Пошаговая процедура идентификации резьбы и торцевых соединений.
Скачать Добавить в избранное
Атрибут
Значение
Материал корпуса
Нержавеющая сталь 321
Соединение 1 Размер
1/4 дюйма
Соединение 1 Тип
Конец гибкой трубки
Соединение 2 Размер
1/4 дюйма
Соединение 2 Тип
Конец гибкой трубки
eКласс (4.1)
37110102
eКласс (5.1.4)
37110202
eКласс (6.0)
37029000
eКласс (6.1)
37029000
Размер шланга
1/4 дюйма
Максимальная температура, °F (°C)
200 (93)
Минимальная температура, °F (°C)
-40 (-40)
UNSPSC (10. 0)
31231300
UNSPSC (11.0501)
31231319
UNSPSC (13.0601)
40182400
UNSPSC (15.1)
40182400
UNSPSC (17.1001)
3
00
UNSPSC (4.03)
40141504
Выберите новый продукт с похожими характеристиками
Чертежи
CAD Отказ от ответственности: Этот шаблон был подготовлен в информационных целях. Размеры шаблона приведены только для справки и могут быть изменены. Дополнительную информацию см. в каталогах продукции Swagelok. Каждый читатель шаблона должен проконсультироваться со своим квалифицированным инженером, прежде чем использовать шаблон целиком или какую-либо его часть.
2D
Для этого продукта доступны двумерные изображения. Загрузите файл САПР.
3D
Для этого продукта доступна трехмерная визуализация. Загрузите файл САПР.
Чертежи для продажи
Чертежи для продажи доступны для этого продукта. Загрузите файлы.
Деталь №
Материал корпуса
Соединение 1 Размер
Соединение 1 Тип
Соединение 2 Размер
Соединение 2 Тип
321-4-Х-12
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-12-Б2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-12ДФО
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнительным кольцом VCO®
1/4 дюйма
Фитинг с торцевым уплотнительным кольцом VCO®
Посмотреть продукт
321-4-Х-12ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-12ДМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-12ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-18ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-2
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-24
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-24-Б2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-24ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-24ДМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-24ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-2-В2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-36ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-36ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-4
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-4-В2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-4ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-4-Х-6
Нержавеющая сталь 321
1/4 дюйма
Конец гибкой трубки
1/4 дюйма
Конец гибкой трубки
Посмотреть продукт
321-4-Х-6-В2
Нержавеющая сталь 321
1/4 дюйма
Адаптер XBA
1/4 дюйма
Адаптер XBA
Посмотреть продукт
321-4-Х-6ДФР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-4-Х-6ФМР
Нержавеющая сталь 321
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/4 дюйма
Фитинг с торцевым уплотнением VCR® с металлической прокладкой
Посмотреть продукт
321-6-Х-1
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-6-Х-12
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-6-Х-12-Б2
Нержавеющая сталь 321
3/8 дюйма
Адаптер XBA
3/8 дюйма
Адаптер XBA
Посмотреть продукт
321-6-Х-24
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-6-Х-24-Б2
Нержавеющая сталь 321
3/8 дюйма
Адаптер XBA
3/8 дюйма
Адаптер XBA
Посмотреть продукт
321-6-Х-6
Нержавеющая сталь 321
3/8 дюйма
Конец гибкой трубки
3/8 дюйма
Конец гибкой трубки
Посмотреть продукт
321-8-Х-12
Нержавеющая сталь 321
1/2 дюйма
Конец гибкой трубки
1/2 дюйма
Конец гибкой трубки
Посмотреть продукт
321-8-Х-12ДФР
Нержавеющая сталь 321
1/2 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
1/2 дюйма
Фитинг с торцевым уплотнением VCR® с внутренней резьбой и металлической прокладкой
Посмотреть продукт
321-8-Х-1-В2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-24-Б2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-36-Б2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-3-В2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
321-8-Х-6
Нержавеющая сталь 321
1/2 дюйма
Конец гибкой трубки
1/2 дюйма
Конец гибкой трубки
Посмотреть продукт
321-8-Х-6-В2
Нержавеющая сталь 321
1/2 дюйма
Адаптер XBA
1/2 дюйма
Адаптер XBA
Посмотреть продукт
FLEX (гибкие) шланги и фитинги из нержавеющей стали | Кто они такие? Для чего они используются?
ДЛЯ ЧЕГО ИСПОЛЬЗУЮТСЯ ГИБКИЕ (ГИБКИЕ) ГОФРИРОВАННЫЕ ШЛАНГИ И ФИТИНГИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ?
Flex (гибкие) нержавеющие шланги служат нам в различных областях, таких как комби и плиты в наших домах, счетчики в подъездах наших квартир, фонтаны, арматура и декоративные внутренние газовые установки, которые становятся популярными с каждым днем. Другими словами, сохраняют дистанцию, но на самом деле очень близки к нашей жизни и безопасности на протяжении десятилетий благодаря простоте установки и использования, а также долговечности против коррозии.
Кроме этого, 9Гибкий шланг 0003 (труба) используется для общих водопроводных установок, солнечных систем, котлов и систем фанкойлов. Благодаря своей гибкой и коррозионностойкой структуре они предпочтительны для всех систем, где требуется сложная и трудоемкая регулировка, вибрация и коррозия. желательно устранить, и необходима простая и быстрая установка. Компания KAS является оптовым производителем гибких шлангов из нержавеющей стали турецкого производства.
Основными жидкостями, протекающими через них, являются природный газ и горячая/холодная вода.
Гибкие шланги из нержавеющей стали (гибкие шланги из нержавеющей стали) изготавливаются из специальных полос из листовой нержавеющей стали с содержанием, указанным в европейских стандартах TSE и EN ISO. В соответствующих стандартах упоминается несколько типов материалов. Поэтому для того, чтобы объяснить проблему проще, мы упомянем только распространенные типы, известные как 304/304L, 316/316L
Шланги из нержавеющей стали имеют температуру плавления примерно 1400-1450 градусов Цельсия (⁰C). Поэтому они очень устойчивы к возможному возгоранию.
Наружные покрытия (труба) не имеют противопожарных характеристик. Ожидается, что покрытие защитит шланг от чистящих химикатов и не создаст опасности для дыхания из-за выделения содержащихся в нем опасных химикатов.
CE 14800 Gas Flex Group: https://kas.com.tr/en/prod-category/stainless-steel-flexible-hoses/ce-14800-gas-flex-group/
ко всем типам испытаний, таких как механические, химические, термические и т. д., указанным в стандарте(ах), в зависимости от предполагаемого использования готовой продукции.
Если область использования не ограничена конкретным стандартом, покупатель может запросить испытание продукта в соответствии с общим стандартом TS EN 10380 для гибких шлангов или любым специальным испытанием.
Производители получают право на получение сертификатов соответствующих учреждений на продукцию, успешно прошедшую эти испытания. Мы настоятельно рекомендуем пользователям обратить внимание на эти сертификаты в первую очередь.
Примечание. В этом документе продукты будут обозначаться как «шланг» и «гибкий шланг в сборе». «Шланг» используется для тех, у которых нет приварных фитингов.
Гибкие гибкие шланги из нержавеющей стали Компании Турция
Турецкие гибкие гибкие шланги, Турция Гибкие гибкие шланги из нержавеющей стали Производители, поставщики
Гибкие трубы из нержавеющей стали Сделано в Турции от турецких поставщиков, экспортеров и производителей в Турции
ЭТАПЫ ПРОИЗВОДСТВА FLEX HOSE
Flex Hose начинает свой производственный путь как «лента из нержавеющей стали», которая изготавливается с очень точным химическим составом, качеством резки и поверхности, гладкостью, толщиной и т. д.
Затем непрерывно сваривается на производственной линии любым методом, таким как TIG, Laser, Plasma и т.д., и превращается в трубу. Впоследствии он становится гибким шлангом на той же линии с его гофрами посредством гидравлического или механического формования. Сразу после этого он подвергается испытанию на герметичность.
Если он будет отправлен сразу же после намотки и упаковки, то «шланг» станет продуктом, т.е. солнечные гибкие шланги. С другой стороны, если он будет доставлен в виде «гибкого рукава в сборе», он должен пройти по крайней мере через одну из станций, упомянутых ниже. В ходе этих процессов полуфабрикаты подвергаются одному или нескольким испытаниям на герметичность. Другими словами, каждый продукт будет протестирован как минимум 2 раза без каких-либо исключений.
1- Приварка концевых деталей (фитингов), таких как ниппель, муфта/втулка (использование с накидной гайкой – Все виды гибких шлангов в сборе
2- Оплетка из проволоки из нержавеющей стали – 60 9000 Cooker flex 50 9000 3- Отжиг (для легкого изгиба и для 100 % растяжимости) – 15266 Внутренняя газовая трубка – 11353 Растяжимая трубка
4- Трубное (изоляционное) покрытие прозрачным и непрозрачным ПВХ, полиолефин/полиэтилен, пвх+полиэтиленовая пена материалы – 14800 Шланг для подключения плиты (прозрачный ПВХ) – 15266 Гибкий шланг для внутреннего газа (непрозрачный ПВХ) – 10670 Шлейф для комбинированного соединения (полиэтилен/полиолефин) – 10878 Шлейф для подключения счетчика (полиэтилен/полиолефин) – 11353 Растяжимый гибкий шланг (полиэтилен/полиолефин)) – Solar Flex (ПВХ+полиэтиленовая пена)
5- Закрытие – 11353 Extensible Flex
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ0004
A. КАЧЕСТВО МАТЕРИАЛА – ХИМИЧЕСКИЙ СОДЕРЖАНИЕ
В предыдущем заголовке мы заявили, что слово «качество» не имеет того же значения, что и «квалифицированный», которое мы используем в повседневной жизни, и оно скорее связано с элементы, содержащиеся в самом металле. Другими словами, это относится к типам материалов, которые возникают, когда такие элементы, как хром, никель, молибден и т. д. в сырье доступны в различных соотношениях.
Гибкие шланги изготовлены из полосового листа нержавеющей стали. Для того чтобы назвать металл «нержавеющей сталью», в нем должно содержаться не менее 10,5% хрома (по массе)
Нержавеющие стали ( Википедия : нержавеющая сталь ) — это стали, которые очень устойчивы к образованию красной ржавчины (оксида железа), которую мы знаем в общих чертах. Тем не менее, многие типы нержавеющих сталей все еще будут подвергаться коррозии, когда они подвергаются воздействию химически агрессивных ситуаций. Другими словами, для пользователя очень важно выбрать материал в соответствии с предполагаемым использованием или предоставить необходимую информацию производителю перед заказом и, таким образом, направить производителя в правильном направлении.
Как мы указывали во вступительной части, мы можем классифицировать качества листов, используемых для производства шлангов, по 2 основным общим группам. 304/304Л и 316/316Л.
** 304/304L – содержат 8-12% никеля и 17,5-2% хрома. Могут использоваться в таких средах, как вода, газ и т.д., кроме агрессивных сред, таких как соленая вода, избыточно влажная среда и т.п. хрома и 2-2,5% молибдена. Их можно использовать даже в агрессивных условиях, таких как соленая вода и т. д., и они демонстрируют очень высокую устойчивость к коррозии благодаря содержащемуся в них молибдену.
* * Буква «L» в конце указывает на низкое содержание углерода. Низкое содержание углерода предотвращает коррозию (сенсибилизирующую коррозию), которая может возникнуть в молекулярной структуре во время процессов сварки и отжига.
В то время как максимальное содержание углерода составляет 0,08% при нормальном качестве, это соотношение составляет не более 0,03% при низком уровне содержания углерода.
B. ТИП ВОЛНОВОГО (ГОФРИРОВАННОГО) СЕЧЕНИЯ
Существует 2 основных типа сечения, такие как кольцевое и спиральное. В кольцевом типе гофры расположены перпендикулярно оси шланга, что упрощает его установку и делает его более безопасным в использовании. Кроме того, шланги кольцевого типа не создают скручивающих усилий в случае высокого давления или скачков давления и, таким образом, они более устойчивы по сравнению со спиральными шлангами. Сегодня предпочтение отдается кольцевым шлангам из-за их превосходных технических характеристик.
C. ВОЛНОВОЙ (ГОФРИРОВАННЫЙ) ТИП
Гибкие шланги из нержавеющей стали (гибкие шланги из нержавеющей стали) можно разделить на 3 основных типа шага в соответствии с их назначением: широкий, стандартный и закрытый (сжатый). Количество гофр на шланге увеличивается, поэтому волны становятся частыми по мере перехода от широкого к сжатому шагу. Прочность на сжатие типов узлов и ее влияние на гибкость приведены в таблице ниже.
TYPE
PRESSURE RATING
FLEXIBILITY
CLOSED (COMPRESSED)
+
+ + + +
STANDARD
+ +
+ + +
ШИРОКИЙ
+ + +
+ +
Как показано в таблице, гибкость увеличивается, но прочность на сжатие уменьшается по мере увеличения количества узлов.
(сжатый шаг, стандартный шаг, широкий шаг)
D. ФИТИНГИ ДЛЯ ШЛАНГОВ
… могут быть изготовлены из таких материалов, как нержавеющая сталь, углеродистая сталь, хромированная сталь, латунь, хромированная латунь и т. д. в соответствии со стандартами TS EN по желанию или в соответствии со стандартом. В нестандартном применении важен правильный выбор материала пользователем/производителем, например, в шланге.
E. ТИПЫ ПОКРЫТИЙ (КОРПУСОВ) – НАЗНАЧЕНИЕ И ПРЕИМУЩЕСТВА
Покрытие может быть нанесено на нержавеющий шланг в соответствии с предполагаемым использованием, указанным в соответствующих стандартах или специальных требованиях. Обычно это покрытие известно на рынке как «трубка». Гибкие шланги из нержавеющей стали имеют температуру плавления приблизительно 1400-1450 градусов (C). Поэтому они очень устойчивы к возможному возгоранию. Внешние покрытия (труба) не имеют огнестойкости. Ожидается, что оболочка защитит шланг от чистящих химикатов и не создаст опасности для дыхания, высвобождая содержащиеся в нем опасные химикаты.
Типы кожуха трубы (покрытия)
1- Прозрачный ПВХ: Используется для соединения плиты 14800 и водопровода. Основной целью является предотвращение повреждения шлангов и наконечников агрессивными химическими веществами, которые могут использоваться для уборки дома. Кроме того, он выполняет такие функции, как легкая очистка, декоративный внешний вид и снижение звука и вибрации от изгибов воды, а также вносит дополнительный вклад в гибкость.
2- Непрозрачный ПВХ: Используется для 15266 внутренних газопроводов. Защищает шланг от агрессивных химикатов и внешних воздействий. Обеспечивает легкую очистку и декоративный вид.
3- Полиэтилен/полиолефин: Имеет мягкую и прочную структуру. Благодаря своей мягкой структуре он используется для всех продуктов, где требуется дополнительное вакуумное покрытие (Combi Flex, Extensible Flexes, Meter Flexs и т. д.)
4- ПВХ + пенополиуретан: Композитный ПВХ на пенополиуретане предпочтительнее для шлангов солнечных систем благодаря его высокой устойчивости к естественным условиям, таким как высокая температура, дождь, снег, грязь и т. д., и он обладает очень хорошей теплоизоляционной способностью. Он также имеет встроенный сенсорный кабель.
5- Полиуретановая пена: Может использоваться в воде и фанкойлах с целью гидроизоляции.
НАЗНАЧЕНИЕ И ОТЛИЧИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ГИБКИХ ШЛАНГОВЫХ ФИТИНГОВ
Под этим заголовком мы приводим стандарты и отличительные характеристики трубной арматуры в рамках стандартов TS EN в таблицах ниже.
TS EN 14800 – ФЛЕКС ДЛЯ СОЕДИНЕНИЯ ПЛИТЫ
DESCRIPTION OF SPECIFICATION
REMARK
TYPE OF PIPE NODE
CLOSED (COMPRESSED)
STAINLESS WIRE MESH
AVAILABLE
ANNEALING
N/A
END PIECES
НЕРЖАВЕЮЩАЯ
ВНЕШНЕЕ ПОКРЫТИЕ
ТРУБКА ПРОЗРАЧНАЯ ПВХ
TS EN 10670 – ГИБКИ ДЛЯ КОМБИНИРОВАННЫХ СОЕДИНЕНИЙ 0005
Описание Спецификации
Замечание
Тип трубного узла
СТАНЕВНАЯ проволока MESH
.
НАКОНЕЧНИКИ
ХРОМОВОЕ ЧУГУН
ВНЕШНЕЕ ПОКРЫТИЕ
ПОЛИЭТИЛЕН/ПОЛИОЛЕФИН ТРУБКА (ДОПОЛНИТЕЛЬНО ВАКУУМИРОВАННАЯ) ИЛИ ГОЛАЯ
60225 TS EN 10878 – FLEXES FOR METER CONNECTION
DESCRIPTION OF SPECIFICATION
REMARK
TYPE OF PIPE NODE
STANDARD
STAINLESS WIRE MESH
N/A
Отжиг
N/A
Конечные части
Хрома железа
Внешнее покрытие
полиэтилен/полиолефин0085
TS EN 15266 –INDOOR GAS FLEXES
DESCRIPTION OF SPECIFICATION
REMARK
TYPE OF PIPE NODE
OPEN
STAINLESS WIRE MESH
N /A
ОТЖИГ
В НАЛИЧИИ
КОНЦЕВЫЕ ДЕТАЛИ
ЛАТУНЬ
ВНЕШНЕЕ ПОКРЫТИЕ ПВХ
085
UNI 11353 – EXTENSIBLE FLEXES ( FOR NONSTANDARD OPTIONAL USE FOLLOWING “/”)
Виды сварных соединений. Описание процесса, преимущества и недостатки
Терминологию в сфере сварки устанавливают положения ГОСТа 2601-84. Понятию «сварное соединение» в нем дано весьма краткое, но не допускающее двусмысленности определение. Формулировка такая: сварное – это неразъемное соединение, произведенное сваркой. Из всех существующих в настоящее время соединений оно характеризуется самыми высокими показателями надежности и лучшими прочностными качествами. В его основе находится молекулярное сцепление, возникающее между свариваемыми объектами под воздействием высокой температуры. Сами же материалы, из которых они изготовлены, могут быть не только металлами (что встречается чаще всего), но иметь и другую природу, например, полимерную.
Зоны сварного соединения
Сварное соединение состоит из четырех характерных зон.
Зона сварочного шва. Это – область сварного соединения, являющаяся результатом:
процесса, сочетающего деформацию и кристаллизацию.
Зона наплавленного металла. Здесь находится смесь находящихся в жидком состоянии основного металла и металла используемой для присадки проволоки либо металла электрода.
Зона сплавления. Представляет собой участок с частично сплавившимися зернами, отделяющий шов от основного металла.
Зона термического влияния. Это – область основного металлического сплава, не подвергшаяся плавлению. Но его свойства претерпели изменения под воздействием высокой температуры, при которой проводится сварка либо наплавка.
Плюсы и минусы
Сварные соединения обладают следующими основными преимуществами:
возможность проведения работ в автоматическом режиме;
невысокий уровень трудоемкости;
снижение себестоимости производства сложных деталей мелкими партиями или единичными экземплярами;
отсутствие отверстий, ослабляющих конструкцию;
соединение получается плотным и абсолютно герметичным.
Из недостатков стоит выделить:
качество шва зависит от квалификации исполнителя;
неравномерный нагрев деталей в ходе сварки приводит к их короблению;
в подвергнутых сварке элементах возникают остаточные напряжения.
Методы выполнения сварных соединений
Сегодня сварку применяют для элементов конструкций, изготовленных из конструкционных сталей всех видов, сплавов высоколегированных, а также из цветных сплавов. Рассмотрим основные способы выполнения этой операции.
Сварка дуговая
Сварка дуговая представляет собой метод соединения металлов посредством сплавления. С этой целью место будущего скрепления нагревается до температуры, достигающей отметки 1500°С. В результате происходит перемешивание расплавленного буферного металла с металлом деталей либо металла только самих деталей.
После охлаждения с последующим застыванием между ними возникает металлургическая связь. Поскольку сформированное таким образом соединение – ни что иное, нежели смесь металлов, ему, как правило, присуща та же прочность, что и металлу скрепляемых объектов. Данный фактор является очевидным преимуществом по сравнению с технологиями, не предусматривающими расплавление кромок деталей (например, пайка). Ведь продублировать механические и физические свойства основных металлов созданные на их основе соединения не могут.
Разновидности
Подразделение дуговой сварки на виды осуществляется по многим критериям. Наиболее часто применяемые – это материал электродов, их количество, а также тип формируемой на основе заготовки и электродов электрической цепи.
Сварка электродом неплавящимся. Такой расходник может быть вольфрамовым либо угольным. Соединение образуется за счет плавления только металлов заготовок либо присадочной проволоки.
Сварка электродом плавящимся. В данном случае используется метод Славянова. Он предполагает подачу электрода в сварочную ванну в виде жидкого металла.
Сварка посредством дуги косвенного действия. Образование электродуги происходит между двумя электродами. Они могут быть как неплавящимися, так и плавящимися. На металл воздействует тепловая энергия электродуги.
Сварка дугой трехфазной. Подключение металлической обрабатываемой детали и электродов осуществляется к различным фазам 3-фазной цепи. Электродуга образуется между: основным металлом и каждым из двух электродов;обоими электродами.
Методы электродуговой сварки: плюсы и минусы
Электродуговая сварка выполняется несколькими способами. Каждому из них присущи свои преимущества и недостатки.
Ручная электродуговая сварка
Ручная электродуговая сварка является наиболее популярным методом соединения металлических элементов конструкции. Применяется как в промышленном производстве, так и в быту. Этот способ используется для сварки чугуна, стальных и цветных сплавов различных марок.
Конструкция плавящегося электрода включает металлический стержень и обмазку. Стержень выполняет две функции:
Функционал обмазки шире. Она:
связывает компоненты покрытия стержня;всю массу покрытия с самим стержнем;
легирует металл сварного шва, улучшая таким образом его физико-химические характеристики;
раскисляет расплавленный металл;
защищает сварной шов от внешних негативных воздействий.
Алгоритм ручной электродуговой сварки выглядит так: между металлом заготовки и электродом образуется электродуга. Она обеспечивает размягчение материала, сопровождающееся формированием на его поверхности жидкой ванны. Затем в столб электродуги вводится крайний участок электрода. Там происходит его расплавление. Далее полученный материал смешивается с основным жидким металлом в сформированной ванне.
Сегодня сварка данного вида чаще всего выполняется с использованием сварочных инверторов, имеющих небольшой вес – до 6 кг. Такие устройства представлены на современном рынке в широком разнообразии. Более надежным оборудованием считаются сварочные трансформаторы. Но стоят они намного дороже инверторов, да и весят они заметно больше.
Из преимуществ сварки электродуговой ручной можно выделить:
относительно низкая цена сварочного оборудования;
возможность работы с различными металлами;
сварку можно выполнять в труднодоступных местах;
освоение рабочей техники не связано с трудностями.
К минусам данного способа сварки эксперты относят:
работа ведется во вредных условиях;
низкая производительность;
качество работ зависит от квалификации исполнителя;
сварка листов толщиной до 1,5 мм сопряжена с определенными сложностями.
Сварка полуавтоматическая
Отличительной особенностью сварки данного вида является то, что электродная проволока, а также защитный газ подаются в рабочую область автоматически. Наиболее часто в качестве защитного газа используются аргон (Аr) и углекислый газ (СО2). Они препятствуют воздействию на зону сварки внешних отрицательных факторов.
Популярность полуавтоматической сварки обусловлена ее универсальностью. Данный метод предоставляет возможность обрабатывать и черные, и цветные металлы. Причем толщина пластины (обозначение Т) в данном случае не особо критична. Данный параметр может принимать значения из диапазона 0,5 мм≤Т≤30,0 мм.
Полуавтоматическая сварка обладает следующими основными преимуществами:
работы проводятся с высокой скоростью;
соблюдение технологии обеспечивает получение качественного и прочного шва;
на качество сварки особо не влияет опыт работника;
высокая степень концентрации электродуги обусловливает ограничение зоны термического воздействия и минимизирует деформацию обрабатываемых деталей.
Из недостатков можно выделить только один – невысокая мобильность по причине наличия баллона с защитным газом. Но эта проблема решаема путем использования присадочной проволоки, в состав которой входит флюс.
Сварка электрошлаковая
Этот метод соединения изделий основан на разогреве зоны расплавления теплом, продуцируемым шлаковой ванной, нагреваемой электротоком.
Шлак выполняет функцию защиты области кристаллизации от насыщения элементом водород (Н), а также от окисления. Процедура сварки является бездуговой. Здесь плавление металлов – как основного, так и присадочного – осуществляется под воздействием тепловой энергии, выделяющейся, когда электроток протекает по расплавленному электропроводному шлаку.
Потом электрод погружается в шлаковую ванну, дуга гаснет, и электроток начинает протекать через шлак, находящийся в жидком агрегатном состоянии. Сварка осуществляется снизу-вверх. При этом обрабатываемые изделия распложены обычно вертикально, и между ними имеется зазор. По его обе стороны для образования шва устанавливаются ползуны-кристаллизаторы, изготовленные из меди. Они охлаждаются водой. В процессе формирования сварочного шва ползуны-кристаллизаторы передвигаются по направлению сварки.
Этом способу присущи такие плюсы:
К минусам можно отнести:
сварочный процесс в обязательном порядке предваряет изготовление с последующей установкой формообразующих элементов и стартового кармана;
при минусовых температурах ударная вязкость металла понижается. Обусловлено это крупнозернистой структурой шва и зоны термического воздействия;
недопустима приостановка процесса начатой сварки. Причина – возможно появление дефектов. Если же произошел перерыв определенной продолжительности, соединение намеренно разрушают и приступают к его формированию заново.
Электрошлаковую сварку используют при необходимости создания не только прямолинейных швов, но также кольцевых и имеющих более сложную конфигурацию.
Сварка контактная
Этот метод представляет собой процесс формирования сварочного неразъемного соединения нагревом металла путем пропускания через него электротока с последующей пластической деформацией области скрепления под воздействием внешнего усилия, работающего на сжатие.
Используется сварка контактная в массовом и крупносерийном производстве. Особенно востребована эта технология соединения в автопроме, авиастроении и радиоэлектронной промышленности.
Эксперты выделяют следующие преимущества сварки контактной:
отсутствие необходимости обеспечения процесса соединения такими расходными материалами, как присадочная проволока, флюс и инертный защитный газ;
продолжительный срок эксплуатации контактных электродов ввиду их медленного износа;
большая скорость формирования одного соединения. На это уходит примерно 0,1 сек;
простота выполнения работ. Оперативно освоить навыки проведения контактной сварки может даже неопытный человек.
Но и без недостатков здесь не обошлось. Основные из них такие:
Сварка трением
Этот метод является одной из разновидностей сварки давлением. В данном случае нагрев сопрягаемых деталей производится трением. Причем базовый вариант рассматриваемого способа предполагает перемещение одного из компонентов свариваемой конструкции. Следует отметить нюанс, связанный с окончательным формированием соединения. Выполняется оно на заключительной стадии всего процесса путем приложения к зафиксированным образцам (то есть уже неподвижным) проковочного усилия. В целом, соединение данным методом является результатом совместной необратимой пластической деформации скрепляемых сегментов подлежащих сварке заготовок.
К преимуществам сварки трением можно отнести:
отсутствие необходимости в присадочных материалах;
на подготовительные работы уходит немного времени. Не нужно зачищать свариваемые поверхности и удалять с них пленки оксидов;
работы проводятся в условиях менее вредных по сравнению с другими способами сварки. Отсутствуют: явление разбрызгивания расплавленного металла; выделения вредных для здоровья человека газов; яркий ослепляющий свет;
высокий уровень производительности. Продолжительность цикла сварки составляет всего несколько секунд либо считаные минуты. Точная цифра определяется габаритами заготовок.
Основные недостатки сварки трением такие:
процесс не универсален. Свариваются детали из неширокой номенклатуры размерных позиций;
громоздкость и дороговизна используемого оборудования;
применение сварки данного вида, так сказать, в «полевых условиях» невозможно. Оборудование не мобильно, а стационарно.
Сварка специальных видов
Сегодня разработаны специальные технологии сварки. Ниже коротко описаны лишь некоторые из них.
Сварка диффузионная
В основу данного метода заложено явление диффузии, происходящее даже не на молекулярном, а на атомарном уровне между поверхностями свариваемых элементов конструкции. Процесс сварки предваряет обработка поверхности деталей по шестому классу шероховатости с финишным обезжириванием ацетоном. После этого свариваемые изделия нагреваются и подвергаются воздействию давления. Все это происходит в защитной среде.
Разогреваются детали до температуры, изменяющейся в диапазоне от 0,5×Тр. до 0,7× Тр. где Тр. – температура плавления сплава, из которого они произведены. Это обеспечивает повышение пластичности металла и значительную скорость процесса диффузии. Уровень давления в камере, где выполняется диффузионная сварка, не превышает отметку 10-2 миллиметров ртутного столба. Другой вариант – в камере при обычном давлении присутствует какой-то инертный газ либо водород.
Сварка лазерная
Здесь источником энергии служит лазер. Принцип действия данной сварки следующий: монохромное излучение направляется в систему фокусировки. Там оно преобразуется в световой поток с меньшим сечением. Попав на подлежащие сварке детали, лазерное излучение:
Процесс его поглощения сопровождается нагревом металла и его расплавлением. В результате формируется сварочный шов.
Сфера применения данного метода – сварка в технологических процессах микроэлектроники как идентичных, так и несходных по структуре материалов, толщина которых может составлять до 10 микрон.
Сварка радиочастотная
Данный метод представляет собой разновидность сварки давлением. Нагрев скрепляемых поверхностей осуществляется с использованием токов высокой частоты. Подвод такого тока к свариваемым деталям может выполняться двумя способами:
подключение при помощи проводников к источнику тока. Это – кондуктивный способ;
индуктированием в соединяемых элементах конструкции высокочастотного тока при помощи индуктора, представляющего собой токопроводящий виток. Этот метод подвода энергии получил название индукционный.
Второй способ нашел наибольшее применение для радиочастотной сварки продольных швов трубных изделий. Описывая его и особо не вдаваясь в законы физики, скажем, что плотность тока в приповерхностном слое детали превышает значение данного показателя в ее толще. Таким образом, внешняя часть активно нагревается. Но наиболее сильно проявляется это явление в месте, расположенном именно под индуктором. И ток как-бы следует за ним при его перемещении. В результате нагрева кромки соединяемых элементов конструкции расплавляются. Далее они сжимаются под высоким давлением до формирования сварочного шва.
Сварка ультразвуковая
В качестве источника энергии в данном методе сварки используются ультразвуковые колебания. Сфера применения сварки этого типа – соединение металлических изделий, пластмассовых деталей, стекла с металлом и даже тканевых и кожаных материалов
Частота ультразвука (обозначение ω) – генерируется он непрерывно – изменяется в пределах 18 кГц≤ ω ≤180 кГц. Его мощность принимает значения от 0,01 Вт до 10,0 кВт. Для сварки скрепляемые элементы конструкции подвергаются одновременному воздействию:
Высокочастотные колебания приводят к сухому трению поверхностей. Под его воздействием происходит разрушение присутствующих на них пленок. Затем на смену сухому приходит чистое трение. Оно обеспечивает образование узлов схватывания. Формируются общие зерна, являющиеся общими компонентами обеих соединяемых поверхностей. Кроме того, образуется общая граница, разделяющая приповерхностные зерна. Это – заключительный этап ультразвуковой сварки.
Типы сварных соединений
Основной критерий, по которому сварочные соединения подразделяются на типы –пространственное расположение скрепляемых элементов конструкции.
Соединения угловые. В данном случае торцы элементов конструкции располагаются под некоторым углом. Сварка выполняется на всех примыкающих кромках деталей.
Соединения тавровые. Такой вариант предусматривает примыкание торца одного элемента в плоскости другого тоже под углом (чаще всего – под прямым).
Соединения стыковые. Детали стыкуются одна к другой плоскими торцами. Если у них толщина разная, торцы могут сместиться относительно друг друга по вертикали. То есть одна кромка будет выше другой.
Соединения нахлесточные. Подлежащие свариванию элементы конструкции расположены параллельно с частичным/полным перекрытием поверхностей.
Соединения торцовые. Здесь сопрягаемые детали совмещаются параллельно, а сварочный шов проделывается по торцам.
Заключение
Несколько слов о дефектах в сварных соединениях. К таковым относятся любые отклонения параметров сопряжений от установленных действующими стандартами, возникновение которых является следствием невыполнения требований к:
собственно, процессу сварочных работ;
механической, а также термической обработке скреплений, произведенных сваркой;
сборке конструкции;
сварочным материалам.
Интересную информацию опубликовало общество инженеров-механиков (сокращенное название АSМЕ), президиум которого работает Нью-Йорке. Причины дефектов сварочных соединений распределяются так: 10% — некорректный подбор сварочных материалов; 12% – сварочное оборудование функционировало со сбоями;32% – исполнитель допустил ошибки; 45% – неправильный выбор сварочной технологии. В оставшийся 1% входят прочие причины.
Please enable JavaScript to view the comments powered by Disqus. comments powered by Disqus
5. Виды сварки, типы сварных швов и соединений, их расчет
В настоящее время все шире внедряются такие процессы, как электронно-лучевая, плазменная, лазерная и другие виды сварки. В основном используют сварку электродуговую, реже газовую и контактную.
Длинномерные швы в конструкциях (поясные швы балок, колонн и др.) выполняются в заводских условиях, как правило, автоматической сваркой под слоем флюса. Флюс защищает изделие от вредного воздействия окружающей среды на металл соединения. К недостаткам автоматической сварки можно отнести затруднительность выполнения швов в вертикальном и потолочном положениях и в стесненных условиях, что ограничивает ее применение на монтаже.
Относительно короткие швы (приварка ребер, сварка узлов в решетчатых конструкциях и т.п.) выполняют полуавтоматической сваркой. При этом автоматически подается сварочная электродная проволока, а передвижение дуги по изделию производится вручную. Полуавтоматическую сварку стальных конструкций чаще всего выполняют в среде защитного газа. В качестве защитного используют обычно достаточно дешевый углекислый газ СО2. Реже применяют сварку порошковой проволокой.
В ряде случаев используют ручную сварку качественными электродами, т.е. электродами с качественным покрытием (толстым покрытием). При ручной дуговой сварке оба главных рабочих движения — подача электродной проволоки и передвижение дуги по изделию — выполняются вручную. В этом случае сварочная ванна расплавленного металла защищена от вредного воздействия окружающей среды плавящимся и частично испаряющимся электродным покрытием.
Электрошлаковая сварка представляет собой разновидность сварки плавлением; этот тип сварки удобен для вертикальных стыковых швов металла толщиной от 20 мм и более. Процесс сварки ведется голой электродной проволокой под слоем расплавленного шлака. Качество шва, выполняемого этим способом, получается очень высоким.
Ванная сварка, являющаяся разновидностью электрошлаковой, применяется в некоторых случаях при сварке арматуры большой толщины в железобетонных конструкциях.
Виды сварных швов и соединений
Сварным швом (в дуговой сварке) называется конструктивный элемент сварного соединения на линии перемещения источника сварочного нагрева (дуги), образованный затвердевшим после расплавления металлом.
Сварным соединением является комплекс сварного шва и части основного металла, соединяемых элементов, прилежащего к шву.
Сварные швы. Сварные швы классифицируют по конструктивному признаку, назначению, положению, протяженности и внешней форме.
По конструктивному признаку швы разделяют на стыковые и угловые (валиковые).
Рис. Виды швов
Швы могут быть рабочими или связующими (конструктивными), сплошными или прерывистыми (шпоночными). По положению в пространстве во время их выполнения они бывают нижними, вертикальными, горизонтальными и потолочными. Вертикальные, горизонтальные и потолочные швы в большинстве своем выполняются при монтаже.
Сварные соединения. Различают следующие виды сварных соединений: стыковые, внахлестку, угловые и тавровые, или впритык (рис. 4.3).
Стыковыми называют соединения, в которых элементы соединяются торцами или кромками, при этом один элемент является продолжением другого (рис. 4.3,а). Стыковые соединения наиболее рациональны, так как имеют наименьшую концентрацию напряжений при передаче усилий, отличаются экономичностью и удобны для контроля. Толщина свариваемых элементов в соединениях такого вида почти не ограничена.
Соединениями внахлестку называются такие, в которых поверхности свариваемых элементов частично находят друг на друга (рис. 4.3,6). Эти соединения широко применяют при сварке листовых конструкций из стали небольшой толщины (2—5 мм), в решетчатых и некоторых других видах конструкций. Разновидностью соединений внахлестку являются соединения с накладками, которые применяют для соединения элементов из профильного элемента и для усиления стыков.
Угловыми называют соединения, в которых свариваемые элементы расположены под углом (рис. 4.3,г).
Тавровые соединения (соединения впритык) отличаются от угловых тем, что в них торец одного элемента приваривается к поверхности другого (рис. 4.3,3).
Расчет сварных соединений
При расчете сварных соединений прежде всего необходимо учитывать вид соединения, способ сварки (автоматическая, полуавтоматическая, ручная) и сварочные материалы, соответствующие основному материалу конструкции.
Расчет сварных стыковых соединений на центральное растяжение или сжатие следует производить по формуле
,
где t — наименьшая толщина соединяемых элементов;
lw — расчетная длина шва, равная полной его длине, уменьшенной на 2t, или полной его длине в случае вывода концов шва за пределы стыка.
При расчете сварных стыковых соединений элементов из стали с отношением Ru/γu > Ry, эксплуатация которых возможна и после достижения металлом предела текучести, а также в конструкциях из стали с пределом текучести Run> 440 кН/мм вместо Rwy следует принимать Rwy/ γu , т.е. считать достижение предельного состояния по временному сопротивлению металла шва.
При отсутствии физических методов контроля расчетное сопротивление металла сварного соединения по нормам составляет Rwy = Q,85Ry. Для того чтобы соединение было равнопрочным основному элементу, длина шва должна быть больше размера b, поэтому в соединении применяют косой шов. Косой шов с наклоном реза α при tgα = 2:1, как правило, равнопрочен с основным металлом и поэтому не требует проверки
Расчетное сопротивление при сдвиге соединения Rws = RS, где Rs — расчетные сопротивления основного металла на сдвиг.
Сварные стыковые соединения, выполненные без применения физических методов контроля качества, при одновременном действии в одном и том же сечении шва нормальных напряжений, σwx и σwy, действующих по взаимно перпендикулярным направлениям х и у, и касательных напряжений τwxy, следует проверять по формуле:
Расчет соединений с угловыми швами. Разрушение сварных соединений с угловыми лобовыми и фланговыми швами возможно как по металлу шва, так и по металлу границы сплавления. Сварные соединения с угловыми швами при действии продольной и поперечной сил следует рассчитывать на срез (условный) по двум сечениям (рис. 20):
Рис. 20. Схема расчетных сечений сварного соединения с угловым швом: 1 — сечение по металлу шва; 2 — сечение по металлу границы сплавления по металлу шва (сечение 1).
N/f kf lw Rwf wf c;
по металлу границы сплавления (сечение 2)
N/z kf lw Rwz wz c,
где lw — расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
f и z — коэффициенты;
wf и wz — коэффициенты условий работы шва.
Расчет сварных соединений с угловыми швами на действие момента в плоскости, перпендикулярной плоскости расположения швов, следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Wf — момент сопротивления расчетного сечения по металлу шва;
Wz — то же, по металлу границы сплавления.
Расчет сварных соединений с угловыми швами на действие момента в плоскости расположения этих швов следует производить по двум сечениям по формулам:
по металлу шва
;
по металлу границы сплавления
,
где Jfx и Jfy — моменты инерции расчетного сечения по металлу шва относительно его главных осей;
Jzx и Jzy — то же, по металлу границы сплавления;
х и у — координаты точки шва, наиболее удаленной от центра тяжести расчетного сечения швов, относительно главных осей этого сечения.
При расчете сварных соединений с угловыми швами на одновременное действие продольной и поперечной сил и момента должны быть выполнены условия
f Rwfwfc и z Rwzwzc,
где f и z — напряжения в расчетном сечении соответственно по металлу шва и по металлу границы сплавления, равные геометрическим суммам напряжений, вызываемых продольной и поперечной силами и моментом.
Типы сварных соединений и виды сварки для подготовки сварных соединений
Сварка — одна из самых сильных вещей, которые люди когда-либо открывали с момента своего существования. Применение сварки безгранично в различных формах на земле, в космосе и в воде. Сварка может соединять разные металлы под разными углами. Обычно в сварочной промышленности используются пять типов сварных соединений в повседневной деятельности.
Основные моменты сообщения:
Что такое сварное соединение?
Типы сварных соединений
1) Сварная сварная сварка
2) Угловой сварки
3) Сварочный шар Угловой сварной шов
Что такое сварной шов?
Сварное соединение – это кромка или точка двух или более металлических частей. Еще один сварочный шов – это место, где металл шва полностью проникает в шов с полным сплавлением корня. Американское общество сварщиков объясняет пять типов сварных соединений: тройник, кромка, стык, нахлест и угол.
Типы сварных соединений
Обычно существует пять типов, и они следующие.
1. Стыковая сварка
Сварное соединение встык или шов с квадратным пазом — очень простой и распространенный тип сварного соединения. Он выполняется на двух плоских бок о бок параллельных кусках металла. Концы или края двух частей составляют угол 135-180° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения труб, фланцев, фитингов, клапанов и другого оборудования.
Способы сварки для стыкового соединения
Для стыкового соединения используются следующие способы подготовки.
Стыковой сварной шов со скосом и канавкой
Стыковой сварной шов с развальцовкой, фаской и канавкой
Стыковой сварной шов с V-образным пазом
Стыковой сварной шов с J-образной канавкой
Стыковой сварной шов с квадратной канавкой
Стыковой сварной шов с U-образной канавкой
Стыковой сварной шов с V-образной канавкой
2. Угловое сварное соединение
В угловом сварном соединении два металла образуют прямые углы или форму L. Угол колеблется от 30° до 130°. Он наиболее популярен в металлургической промышленности. Угловое сварное соединение обычно используется для изготовления ящиков, коробчатых рам и других изделий.
Тип сварки для углового соединения
Используются следующие стили.
Сварной шов с разделкой кромок
Угловой фланцевый сварной шов
Краевой сварной шов
Угловой сварной шов
Раструбный сварной шов с V-образной канавкой
J-образный сварной шов
Точечная сварка
Сварной шов с квадратной канавкой или сварной шов встык
U-образный сварной шов
V-образный сварной шов
3. Сварное соединение внахлестку
Сварка внахлестку выполняется путем размещения двух металлических деталей внахлест друг над другом. А перекрывающиеся части составляют угол 0-5° друг к другу. В основном сварное соединение внахлест используется для сварки двух металлов разной толщины. Это также в некотором роде похоже на угловой сварной шов.
Тип сварки для соединения внахлестку
Сварка со скосом и разделкой
Факельный сварной шов со скосом и канавкой
J-образный сварной шов
Сварная пробка
Сварной шов
Точечная сварка
4. Тройниковое сварное соединение
Тройниковое сварное соединение образуется, когда два металла или формы пересекаются под углом 90°. Далее он помещает один край металла в центр другого. При этом требуется особая осторожность, особенно к краям металлов для эффективного проникновения. Он также считается угловым сварным соединением.
Тип сварки для тройникового соединения
Сварной шов с разделкой кромок
Угловой сварной шов
Факельный сварной шов со скосом и канавкой
J-образный сварной шов
Сварка проплавлением
Сварка пробкой
Сварной шов
5. Кромочное сварное соединение
Кромочное сварное соединение обычно применяется к частям листового металла, имеющим отбортовку кромок, или для соединения соседних кусков металла. При их соединении металлические детали располагаются рядом на одном краю. Если зазор больше, то для его покрытия используется присадочный металл.
Стиль сварки для соединения кромок
Создание соединения выполняется с использованием следующих стилей.
Сварной шов с разделкой кромок
Угловой фланцевый сварной шов
Сварка кромок и фланцев
J-образный сварной шов
Сварной шов с квадратной канавкой или сварной шов встык
U-образный сварной шов
V-образный сварной шов
6. Угловой сварной шов
Угловой сварной шов — это еще один термин, обозначающий типы соединений внахлест, угол и тройник. В дуговой сварке угловые сварные швы составляют почти 75% всех соединений. Для этого типа соединения нет необходимости подготавливать кромки. Следовательно, в системе трубопроводов он широко используется для соединения труб с раструбными соединениями.
Таким образом, вышеупомянутая информация о различных типах сварных соединений и способе сварки, используемом для создания соединения, имеет решающее значение для студентов и сварщиков. Они должны понимать основы создания соединений при использовании типов сварки.
Родственный: Другие типы сварки
Различные типы сварных соединений
Сварочные соединения представляют собой кромку или точку, в которой соединяются вместе две или более металлических или пластмассовых детали. Две или более заготовок (металлических или пластиковых) соединяются с помощью подходящего процесса сварки для образования прочного соединения. По данным Американского общества сварщиков, в основном существует пять типов сварных соединений: стыковые, угловые, внахлестку, тройник и кромочное соединение.
5 основных сварных соединений:
1. Стыковое соединение 2. Угловое соединение 3. Соединение внахлестку 4. Т-образное соединение и 5. Краевое соединение
2
2
2
2
2
2
2
2
2
2
1. Стыковое соединение:
Соединение, образованное соединением концов двух деталей, называется стыковым соединением. При стыковом соединении две детали лежат в одной плоскости или бок о бок. Это самый простой тип соединения, используемый для соединения металлических или пластиковых деталей.
Различные типы сварных швов при сварке встык:
(i) Квадратный сварной шов встык (ii) Сварной шов со скошенной кромкой (iii) Сварной шов с V-образной канавкой (iv) Сварной шов с J-образной канавкой (v) Сварной шов с U-образной канавкой (vi) Сварной шов с развальцовкой и V-образным пазом (vii) Стыковой шов с развальцовкой и фаской
Читайте также:
Сварка трением с перемешиванием – принцип работы, преимущества, недостатки и применение
Сварка взрывом – оборудование, типы , Работа, преимущества и недостатки с приложением
Процесс сварки трением – работа, типы, преимущества, недостатки и применение
2.
Угловое соединение
Соединение, образованное размещением угла двух деталей под прямым углом, называется угловым соединением (см. рис. выше). Две детали, которые будут сварены с угловым соединением, образуют форму L.
Различные типы сварных швов в угловом соединении:
(i) Угловой шов (ii) Точечный шов (iii) Сварка с квадратной разделкой или стыковой шов (iv) V-образный шов (v) Сварной шов со скосом и канавкой (vi) Сварной шов с U-образным пазом (vii) Сварной шов с J-образным пазом (viii) Сварной шов с развальцовкой и V-образным пазом (ix) Сварной шов с кромкой (x) Сварной шов с углом и фланцем
3. Т-образное соединение
Соединение, полученное путем пересечения двух частей под прямым углом (т. е. под углом 90 градусов), при этом одна часть лежит в центре другой. Это называется Т-образным соединением, так как две сваренные части выглядят как английская буква «Т».
Типы сварных швов в тавровом соединении следующие:
(i) Угловой шов (ii) Пробковый шов (iii) Сварной шов с прорезью (iv) Сварной шов с фаской (v) Сварной шов с J-образной канавкой (vi) Сварной шов с развальцовкой (vii) Сварной шов проплавлением
République Centrafricaine, Ködörösêse tî Bêafrîka (Central African Republic)
République Gabonaise (Gabon)
Rwanda
Sao Tome and Principe
Sénégal (Senegal)
Seychelles, Sesel (Seychelles)
Sierra Leone
Soomaaliya aş-Şūmāl, الصومال (Somalia)
South Africa
Tanzania, United Republic of
Tchad, تشاد (Chad)
Togo
Tunes, تونس (Tunisia)
Uburundi (Burundi)
Uganda
Western Sahara
Zambia
Zimbabwe
جزر القمر Comores Koromi (Comoros)
Aorōkin M̧ajeļ (Marshall Islands)
Aotearoa (New Zealand)
Australia
Azərbaycan (Azerbaijan)
Bangladesh বাংলাদেশ (Bangladesh)
Belau (Palau)
Brunei Darussalam
Druk Yul, འབྲུག་ཡུལ (Bhutan)
Dhivehi Raajje (Maldives)
Fiji, Viti, फ़िजी (Fiji)
Hayastán (Armenia)
Kampuchea កម្ពុជា (Cambodia)
Kyrgyzstan Кыргызстан (Kyrgyzstan)
India
Indonesia
South Korea
Mǎláixīyà 马来西亚, Malaysia, மலேசியா (Malaysia)
Micronesia (Federated States of)
Mongol Uls Монгол Улс (Mongolia)
Mueang Thai เมืองไทย (Thailand)
Myanma မြန်မာ (Myanmar)
Продукция и решения
Сварочные материалы
Проволока для сварки MIG/MAG (GMAW)
Проволока на основе алюминия
x
x
Loading. .
Как выбрать алюминиевую сварочную проволоку?
Сегодня алюминиевая сварочная проволока широко используется в промышленных сферах, слесарной отрасли и в быту – для сварки деталей из алюминия и сплавов на его основе. Работают с этим материалом в защитной газовой среде (в основном – в аргоне) – в силу его физико-химических особенностей. Но даже в этом случае получить качественный сварочный шов бывает порой непросто – алюминий считается одним из самых «капризных» металлов в плане сварки. Многое зависит от особенностей заготовки, сварочных режимов и правильного выбора проволоки.
Особенности сварки алюминия
Основная сложность сварочных работ с алюминием – высокая химическая активность этого металла и сплавов на его основе. Из-за этого на поверхности заготовок – практически моментально – после контакта с атмосферным кислородом образуется оксидная пленка. Причем температура плавления оксида алюминия выше, чем у чистого металла. Поэтому непосредственно перед сварочными работами поверхности заготовок рекомендуется зачищать.
Но этого недостаточно. При воздействии высоких температур (сварки) даже очищенный от оксидной пленки алюминий начинает реагировать с атмосферным кислородом. Для защиты от воздействия воздуха обычно и используют защитную газовую среду. Полностью избавиться от попадающего в рабочую зону О2 помогает сварочная проволока, которую важно правильно подобрать.
Выбор алюминиевой проволоки для сварки
Существует несколько правил, которыми надо руководствоваться при выборе алюминиевой сварочной проволоки. Некоторые предпочитают использовать универсальную продукцию – проволоку с усредненными характеристиками, пригодную для сварки алюминия и разных марок алюминиевых сплавов. Но при этом важно выбирать высоколегированные варианты – то есть проволоку, в состав которой входят различные добавки и присадки.
Обычно в проволоку добавляются магний и кремний. Эти элементы при нагревании вступают в реакцию с кислородом и позволяют полностью избавиться от него, обеспечивая высокую прочность и качество сварного шва. Кроме того, следует обратить внимание на состав проволоки – он должен быть максимально близким к составу свариваемых поверхностей. Это облегчит сварочный процесс и гарантирует надежное соединение. Сегодня в продаже представлена алюминиевая сварочная проволока с самым разным химическим составом, что позволит подобрать ее под конкретную задачу и материал. Варить алюминий или изделия из алюминиевых сплавов допустимо и сварочной алюминиевой проволокой, не соответствующей полностью по составу материалу свариваемых поверхностей, но при одном условии: температура плавления проволоки не должна быть выше температуры плавления заготовок.
Не следует забывать и про толщину сварочной проволоки. Она не должна превышать толщину свариваемых изделий и не должна быть намного меньше ее. Например, сварочная алюминиевая проволока 1 мм идеально подойдет для сварки заготовок толщиной 1-3 мм. А вот работать с более толстыми деталями с ее помощью будет затруднительно.
Да и с качеством сварного шва могут возникнуть серьезные проблемы. И последний нюанс – это качество самой проволоки. Она должна быть однородной на всей протяженности. То есть, если речь идет о сварочной алюминиевой проволоке 1 мм, то по длине всей катушки она должна иметь одинаковый диаметр и состав.
В противном случае велика вероятность получения некачественного соединения. Кроме того, изменение диаметра может повлиять на скорость протяжки проволоки, привести к неравномерному прогреванию металла, что также критично при работе с алюминием.
Алюминиевая сварочная проволока со склада в Петербурге
Петербургская компания «Металлика» предлагает большой ассортимент алюминиевого металлопроката, в том числе и сварочную проволоку различной номенклатуры. Вся продукция отпускается оптом и в розницу. Чтобы оперативно выбрать, заказать и приобрести алюминиевую сварочную проволоку 1 мм и другой толщины, звоните нам по телефону +7 (812) 252-01-58 или пишите на электронную почту [email protected]. Вы также можете связаться с нами через онлайн-форму на сайте.
Что нужно для сварочной горелки MIG Spool Gun для сварки алюминия — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Evan Hohman
Сварочные аппараты MIG отлично подходят для сварки самых разных металлов, но одно из лучших применений сварочного аппарата MIG — это сварка алюминия. Алюминий — это тонкий металл, поэтому во время сварки необходимо контролировать мощность, потребляемую вами. Сварщики MIG имеют специально приспособленные для сварки MIG шпульные пистолеты, которые подают электрод присадочной проволоки непосредственно в горелку. Однако, прежде чем вы начнете покупать сварочный аппарат MIG и подходящий к нему шпульный пистолет, вам необходимо кое-что узнать.
Используйте достаточную мощность для сварки алюминия
Сплошной сварной шов глубоко проникает в металл и сплавляет соединение, поэтому для обеспечения надлежащего проплавления требуется достаточная мощность. Сварочный аппарат MIG на 230 В даст вам достаточную мощность для проплавления металла. Вообще говоря, сварочный аппарат на 115 В не имеет достаточной мощности, чтобы проплавить алюминий и обеспечить необходимый сплав.
Использование правого шпульного пистолета для сварки алюминия
После того, как вы узнали, какую машину вам нужно использовать, следующим шагом будет подбор вашей машины с катушкодержателем подходящего размера. Существуют различные горелки и подключения, которые вам необходимо учитывать в зависимости от вашего сварочного аппарата. Наиболее важным фактором будет согласование вашего шпульного пистолета с рабочим циклом вашего сварочного аппарата MIG, чтобы вы не застряли во время работы над алюминиевым проектом.
Выберите проволоку для сварки алюминия
Когда вы собираетесь сваривать алюминий, обычно не нужно слишком много думать о том, какую проволоку MIG использовать. Большинство профессионалов предлагают использовать алюминиевую проволоку диаметром 0,030 или 0,035 дюйма для сварки алюминия.
Хотя 4043 является наиболее распространенным сплавом проволоки для алюминиевых сварочных проволок MIG, вы можете выбрать проволоку 4043 или 5356. Эти типы проволоки можно использовать для сварки следующих типов алюминия: 3000, 4000, 5000 и 6000.
5356 имеет тенденцию плавиться быстрее, поэтому требуется более высокая скорость подачи проволоки и больше навыков, чтобы не отставать от скорости плавления проволоки. в сварной шов. 4043 — лучший выбор для домашних сварщиков.
Храните проволоку перед сваркой алюминия
При воздействии элементов алюминиевая проволока MIG окисляется. Не открывайте проволоку MIG, пока не будете готовы загрузить ее в шпульный пистолет. Окисленная катушка проволоки может вызвать нестабильность дуги, сопротивление, копоть и повлиять на скорость подачи проволоки MIG во время сварки.
Сварка алюминия в среде инертного газа с помощью подходящего пистолета и механизма подачи может быть легкой задачей, позволяющей получать чистые и гладкие сварные швы для автомобильной, сельскохозяйственной и других сварочных работ.
Сопутствующие товары
Miller Millermatic 252 High Output Mig Welder
Артикул: MIL907321
Пистолет Miller XR-Aluma-Pro Lite 25 футов 175A – 0,030-0,047 дюйма. Алюминий.
SKU: MIL300948
Blue Demon ER5356 .030 1LB SPOOL PRONG Артикул: MIL301262
Подано в:
алюминий,
рабочий цикл,
миг,
миг провод,
катушка пистолет,
Советы,
сварка,
сварщик,
сварка,
сварочные работы,
механизм подачи проволоки
Делиться:
Предыдущая статья
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
Лучшая проволока для сварки алюминия методом MIG: что, почему и для чего
После обширных исследований я предлагаю вам выбрать лучшую проволоку для сварки алюминия методом MIG.
Вы узнаете какой провод лучше использовать и почему. И что нужно знать перед сваркой алюминия.
Алюминий — это мягкий металл, чувствительный к теплу, поэтому лучше понять несколько вещей, прежде чем приступать к сварке.
Далее в этом посте вы получите помощь по тому, что вам следует знать.
Но для тех из вас, кто просто хочет увидеть список алюминиевых сварочных проволок MIG, вот они. Позже вы получите информацию о том, когда вы выберете каждый тип и когда.
Лучшая проволока для сварки MIG алюминия типа ER4043
* Раскрытие информации: Ссылки ниже являются партнерскими ссылками. И без каких-либо дополнительных затрат для вас этот сайт получает комиссию за эти ссылки, если вы решите купить.
Вот список трех лучших сварочных проволок типа ER4043 MIG для сварки алюминия. Чтобы помочь вам найти катушку, вы можете щелкнуть текстовые ссылки ниже, чтобы увидеть, как они оцениваются на Amazon.
1. Hobart ER4043 Сварочная проволока для алюминия (*заработанные комиссионные)
Количество сварочной проволоки – 1 фунт. Удобный размер для домашнего использования
Доступные диаметры: диаметр 0,030 и диаметр 0,035
Проволока общего назначения для сварки алюминия101 90
Может использоваться при сварке алюминиевых сплавов серии 6000
Поддерживаемые положения сварки: плоское, вертикальное, горизонтальное и потолочное
Хорошо зарекомендовавшая себя проволока с твердым покрытием Отзывы отзывов Amazon
2. Проволока для сварки алюминия Blue Demon ER4043 (*заработанные комиссионные)
Вес 1 фунт
Диаметр Доступные размеры: диаметр 0,030 и 0,035
Поддерживаемые позиции сварки: плоское, вертикальное, горизонтальное и потолочное
Популярная алюминиевая сварочная проволока с хорошими отзывами на Amazon
3. Lincoln Electric SuperGlaze ER4043 Алюминиевая сварочная проволока (*заработанные комиссионные)
Вес 1 фунт
Доступные диаметры: диаметр 0,030 и 0,035
Проволока для сварки алюминия общего назначения
Может использоваться для сварки алюминиевых сплавов серии 6000
Очень популярная проволока. Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
Поддерживаются все положения сварки, кроме вертикального вниз
Может также использоваться со смесью защитного газа аргон/гелий
Пример сварки алюминия
Лучшая проволока для сварки MIG алюминия Тип ER5356
Это мой список из 4 лучших сварочных проволок ER5356 MIG для алюминия. И я предоставил несколько ссылок, которые помогут вам узнать цены и наличие на Amazon. Пожалуйста, нажмите на ссылку, чтобы проверить.
Положение сварки плоское, вертикальное, горизонтальное и над головой
Хорошо зарекомендовавшая себя проволока с хорошей обратной связью
Для использования с алюминиевыми металлами серии 5000
2. Blue Demon ER5356 Алюминиевая сварочная проволока (*Комиссионные)
Вес 1 фунт
Диаметр Доступные размеры: диаметр 0,030 и диаметр 0,035
Хорошо подходит для работы в соленой воде
Поддерживаемые положения сварки плоское, вертикальное, горизонтальное и потолочное
Много положительных отзывов Amazon об этом проводе.
Для использования с алюминиевыми сплавами серии 5000
3. Harris ER5356 Алюминиевая проволока для сварки в среде инертного газа (*комиссионные)
Вес 1 фунт
Доступные размеры диаметра: диаметр 0,30
10 10100 Хорошо зарекомендовал себя на рынке
Сварка во всех положениях: плоская, вертикальная, горизонтальная и потолочная
Для серии 5000 Алюминиевые недрагоценные металлы
4. Lincoln Electric SuperGlaze ER5356 (*заработанные комиссионные)
Вес 1 фунт
Доступные размеры диаметра: диаметр 0,035
Подходит для применения в соленой воде
Хорошая проволока. Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
Поддерживаются все положения сварки, кроме вертикального вниз
Поддержка многопроходной сварки
Может также использоваться со смесью защитного газа аргон/гелий
Примечание. Все вышеперечисленные провода могут поставляться с проводами большего диаметра. В своем обзоре я сосредоточился здесь на домашнем хобби-сварщике.
Вместе со сварочной проволокой Hobart для алюминия часто покупают пистолет Hobart spool runner 100, контактные наконечники Hobart 0,030 и гель для насадок Hobart.
И на то есть веские причины, они нужны вам, чтобы начать работу со сварочным пистолетом Hobart.
Сварка алюминия MIG
Что нужно знать при сварке алюминия с помощью сварочного аппарата MIG?
Алюминий — это мягкий металл, который легко повреждается, а также чувствителен к теплу.
Ну и что?
Он рассеивает тепло в четыре раза быстрее, чем мягкая углеродистая сталь. Вот почему для сварки алюминия нужен сварщик, который может генерировать правильный тип тепла, поскольку говорят, что сварка алюминия высасывает тепло из сварщика.
Алюминий плавится при 1100 градусах. Я упоминаю об этом, потому что алюминий также вступает в реакцию с воздухом и окисляется на воздухе.
Этот оксидный слой, если его не очистить перед сваркой, не только выделяет сажу при сварке, но и плавится при 3700 градусах, а это означает, что вам потребуется еще больше тепла от сварщика для сварки грязного алюминия, и вы можете обнаружить пористость в сварном шве, когда вы делаете.
Зачем использовать сварочный аппарат MIG вместо TIG для сварки алюминия?
Использование MIG для сварки алюминия намного проще для новичка или даже для опытного сварщика MIG, который много варил, но никогда не алюминий.
Это связано с тем, что хороших результатов можно добиться с меньшими навыками и опытом.
Сварка МИГ является более быстрым процессом только потому, что по сравнению со сваркой ВИГ требуется меньше элементов, которые нужно обрабатывать и правильно выполнять.
При сварке MIG рекомендуется метод проталкивания (под углом горелки от 10 до 15 градусов), так как метод протягивания может привести к пористости сварного шва при сварке.
Если вы хотите узнать о достоинствах различных сварочных процессов, ознакомьтесь с моим документом «Лучший метод сварки для начинающих».
Пример углового сварного шва алюминия
Типы алюминия и алюминиевой проволоки
Стоит потратить время на то, чтобы выяснить, какой алюминиевый основной металл вы планируете сваривать.
Чистый алюминий слишком мягок для использования в литых деталях, поэтому для стабилизации алюминия и формирования сплавов используются другие металлы.
Если вы занимаетесь сваркой в домашних условиях, вы, вероятно, столкнетесь с несколькими типами алюминиевых сплавов: сплавы серии 4000, сплавы серии 5000 и сплавы серии 6000.
В этих сплавах алюминий, конечно, является основным элементом, как правило, более 90% сплава.
В алюминий серии 4000 добавлен кремний, а в алюминий серии 5000 добавлен магний.
В алюминий серии 6000 добавлены кремний и магний.
При сварке вы подбираете присадочный металл к добавке, добавляемой в алюминиевый сплав.
4043 и 5356 являются двумя наиболее часто используемыми алюминиевыми присадочными металлами в сварочных аппаратах MIG.
ER 4043
4043 — алюминиевая сварочная проволока общего назначения. Добавление кремния облегчает сварку, поскольку сварка более щадящая. Проволока
4043 обеспечивает сварной шов, который менее чувствителен к растрескиванию и имеет более блестящую и яркую поверхность. Используется для сварки алюминия серий 4000 и 6000.
ER 5356
5356, вероятно, наиболее широко используемый алюминиевый провод.
Хотя с ней труднее сваривать, тем не менее, она более прочная, чем 4043.
Это лучшая универсальная алюминиевая проволока. Он обычно используется для сварки лодок, потому что хорошо работает в соленой воде.
Используется для алюминия серии 5000.
5356 также используется для сварки велосипедов, сосудов высокого давления и алюминиевых деталей автомобилей.
Алюминий для подачи
Главное, о чем следует помнить, это то, что алюминий является мягким металлом.
А это означает, что алюминиевая проволока более тщательно подходит к сварочному наконечнику.
Я использую этот термин, потому что для успешной сварки алюминия используется шпулемет. Пистолет для катушки удерживает катушку с алюминиевой проволокой, поэтому вы эффективно подаете проволоку на шесть или семь дюймов от катушки до точки сварки, а не на восемь или десять футов через шланг вашей горелки MIG к наконечнику горелки.
Сварка алюминия с помощью шпульного пистолета
Использование шпульного пистолета означает, что вам понадобится сварочный аппарат, способный иметь насадку для шпульного пистолета, и вам нужно будет купить этот шпульный пистолет, прежде чем вы сможете сваривать алюминий.
Нужен ли защитный газ для сварки алюминия?
Да,
100% аргон используется в качестве защитного газа, и этот газ должен работать со скоростью 20-30 кубических футов в час, чтобы обеспечить надлежащий уровень защиты.
Не знаю, где и как достать баллон защитного газа, почитайте мою статью на сайте.
Требование использовать защитный газ с алюминиевой сварочной проволокой означает, что вам потребуется сварочный аппарат MIG, способный использовать защитный газ.
Диаметр алюминиевой проволоки 0,030 или 0,035
Например, Hobart рекомендует использовать 0,035 для основного металла толщиной от 1/16 до 1/4 дюйма. Но в зависимости от максимальных ампер, которые может достичь ваш сварщик, вам может быть лучше с проводом 0,030. Сопоставьте Ампер, необходимый для использования/расплавления 0,030 или 0,035, с тем, на что способен ваш сварщик. Взгляните на мой документ на сайте, где обсуждаются плюсы и минусы проволоки 0,030 по сравнению с 0,035.
Предварительный нагрев толстых алюминиевых соединений перед сваркой также может помочь, если вашему сварочному аппарату не хватает мощности.
Когда вы покупаете дешевые универсальные катушки с алюминиевой проволокой, вы можете столкнуться с несколькими проблемами, на которые вы не рассчитывали.
Сварочная проволока может быть намотана так туго, что соскакивает с катушки или повреждается, или
Наоборот, проволока намотана так свободно, что вы получите птичье гнездо проволоки еще до того, как начнете сварку.
В любом случае у вас будет возможность попрактиковаться во многих изменениях вашего контактного наконечника, потому что плохая подача проволоки вызвала пригорание вашего наконечника!
Сварка тонкого алюминия MIG
Сварка тонкого алюминия, безусловно, намного сложнее из-за того, как металл ведет себя при нагревании. Тонкий металл легко прожигается сварочным аппаратом MIG.
14 калибр Алюминий действительно является самым тонким материалом, который может использовать стандартный сварочный аппарат MIG. Особенно для новичка или если у вас нет опыта сварки алюминия.
Для сварки тоньше 14 калибра требуется специальная установка для сварки MIG или, в идеале, установка TIG для сварки.
Начните сварку с чистым алюминием
Чистый основной металл важен для успешной сварки MIG алюминия.
Свариваемая деталь должна быть чистой от любых масел, окисления, краски или любых других загрязнений.
Пример грязного алюминия
Сначала удалите жир, масло или краску. Жир можно удалить ацетоном. Ацетон безопасен для алюминия. Узнайте, как использовать ацетон здесь.
После того, как жир, масло или краска удалены, вы можете использовать лепестковый диск для удаления оксида алюминия. Лучше всего выбрать тот, который сделан для алюминия. У меня есть информация о них в этой статье.
В качестве следующей идеально подходит ручная металлическая проволочная щетка. Выберите проволочную щетку с ручкой, предназначенную для работы с алюминием. У меня есть пост, который проведет вас через почему. Я также советую некоторые из лучших кистей для выбора. Используйте эту ссылку здесь, чтобы взглянуть.
При использовании щетки с электроприводом можно размазать поверхность, задерживая загрязнения, если только скорость не поддерживается низкой и щетка не используется с учетом мягкого металла.
Используете ли вы ручную щетку, электрическую щетку или лепестковый диск, сохраните эти инструменты исключительно для работы с алюминием – я упоминал, что это мягкий металл?
Вы не хотите, чтобы мельчайшие частицы других металлов, с которыми вы использовали щетку или лепестковый диск, попали в алюминий, который вы пытаетесь сварить.
Сварка алюминия MIG Полярность
При сварке алюминия правильная полярность сварочного аппарата MIG очень важна для успешного сварного шва. Алюминиевая проволока требует, чтобы ваш сварочный аппарат MIG был настроен на DCEP (постоянный ток вашей горелки MIG электрически положителен).
Это означает, что ваша горелка MIG подключена к положительной клемме вашего сварочного аппарата.
Легко забыть изменить полярность, особенно если ваш сварочный аппарат умеет сваривать порошковой проволокой и для этого у вас установлена полярность горелки MIG на DCEN.
Если у вас возникли проблемы с дугой при использовании алюминиевой проволоки, дважды проверьте полярность. Возможно, вам придется изменить его.
Сварка алюминия MIG с помощью шпульного пистолета Видео
Использование шпульного пистолета настоятельно рекомендуется, если не обязательно, если вы хотите сэкономить много времени и нервов. Посмотрите это восьмиминутное семнадцатисекундное видео Боба Моффата, в котором он рассказывает вам о процедуре использования катушки для сварки алюминия 9.0003
Советы по сварке MIG алюминиевых соединений внахлест с помощью пистолета-пулемета
Видео: Weld.com
Как хранить алюминиевую сварочную проволоку
Хранение алюминия требует осторожности.
Критическая проблема с алюминием заключается в том, что на воздухе алюминий окисляется. Создание пленочного покрытия, которое приводит к избыточному отделению сажи во время сварки. Кроме того, у вас будет электрическое сопротивление и сопротивление подачи проволоки, а также трудности с укладкой алюминиевой проволоки.
Вы можете обвинить своего сварщика. Затем вы можете заменить свой контактный наконечник, обвинив свой шпульный пистолет в неправильной подаче.
Даже если ваш защитный газ загрязнен или просто не проходит. Поиграйте с натяжением проволоки, когда ваша алюминиевая проволока все время окисляется.
Храните ваш алюминий в хорошо закрытом контейнере, чтобы предотвратить попадание воздуха на провод, вдали от сырости или сильного холода. Даже перемещение холодной проволоки в более теплое и влажное место может привести к образованию конденсата внутри упаковки.
Сварка алюминия без газа MIG
Можно ли использовать эту проволоку без газа – нет.
Нет алюминиевой проволоки с флюсовым сердечником – хотите знать, почему? Взгляните на документ здесь на сайте.
Таблицы параметров сварки алюминиевой проволоки
Всегда полезно ознакомиться с параметрами сварки, предлагаемыми для выбора алюминиевой сварочной проволоки. Таким образом, вы можете проверить, совместима ли проволока с настройками, на которые способен ваш сварочный аппарат.
Монолитный каркас представляет собой технологию строительства зданий, при которой строение возводят из бетона с армированием стальными прутьями. Такое сооружение обеспечивает повышенный уровень прочности и долговечности, обходится сравнительно недорого. Раньше технология монолитно-каркасного строительства из бетона использовалась в основном в промышленной и коммерческой сферах, сегодня же все чаще таким образом возводят частные дома и коттеджи.
Основное преимущество монолитного каркаса – равномерное распределение нагрузок между бетонными колоннами, которые усилены стальной арматурой. После заливки бетоном каркас становится прочной монолитной конструкцией, в которой вся несущая нагрузка приходится на колонны, балки и перекрытия. Железобетонные здания считаются наиболее надежными, крепкими и стойкими.
При условии верного выбора и проектирования фундамента ЖБ коробка способна простоять максимальный срок, демонстрируя прекрасные эксплуатационные свойства и наилучшие технические характеристики.
Основанием для дома из бетона может служить плитный, ленточный или свайно-винтовой фундамент, который выбирают в соответствии с такими факторами: структура и характеристики грунта, особенности рельефа территории, несущая способность почвы, расчетные нагрузки и масса здания, уровень залегания грунтовых вод, конструктивные и технические особенности архитектурного проекта.
Благодаря особенностям технологии проекты домов из железобетона могут быть самыми разными – тут есть возможность реализовать любую задумку, использовать самые разные материалы (стекло, кирпич, дерево и т.д.), экспериментировать с различными элементами. Большинство современных коттеджей необычных форм и конфигураций создают с использованием монолитно-каркасной технологии.
Содержание
1 Что такое монолитно-каркасное строительство
1.1 Достоинства технологии
1.2 Недостатки жилья
2 Технология
2.1 Методы возведения фундамента
2.2 Особенности строительства подвала
2. 3 Методы возведения опалубки
2.4 Армирование
2.5 Способы подачи бетона
2.6 Утрамбовка бетона
2.7 Монтаж перекрытий
3 Стоимость и материалы
Что такое монолитно-каркасное строительство
Устройство монолитно-каркасных зданий осуществляется по единой технологии. Монолит представляет собой цельнолитую бетонную конструкцию, которая создается прямо на строительной площадке путем заливки бетоном смонтированного каркаса из стальных прутьев и элементов. Бетон заливается и обязательно вибрируется, подбирается определенная марка, что обеспечивает высокую прочность.
Арматурный каркас может быть соединен вязальной проволокой либо сварен. Марка бетона, класс арматуры, специальные добавки в раствор подбирают, исходя из количества этажей, сейсмичности региона. Стальной каркас заливается бетоном в съемную или несъемную опалубку, которая формирует стены и другие элементы конструкции.
Что включает каркас монолитного здания:
Фундамент
– может быть разного типа.
Колонны
– расположенные вертикально и соединяющие основание и перекрытие.
Монолитные перемычки и перекрытия
, которые создают пояс жесткости.
Все элементы конструкции связаны как монолитным бетоном, так и арматурным каркасом, благодаря чему удается создать жесткое соединение, прочное и неподвижное, без шарниров и люфтов.
Ввиду того, что потом что-то переделать и или заменить невозможно, монолитно-каркасное строительство здания требует чрезвычайно тщательного проектирования с точными расчетами и применением специфических технологий, которые способны понизить риск появления деформаций в процессе усадки.
Достоинства технологии
Строительство частного дома по монолитно-каркасной технологии обладает определенными преимуществами, благодаря которым метод становится все более популярным и часто используется для возведения домов по индивидуальным проектам.
Основные преимущества монолитно-каркасной технологии:
Быстрый процесс монтажа с минимальными трудозатратами. Основные этапы – создание опалубки, арматурного каркаса, заливка бетоном. Процесс осуществляется непрерывно по отдельным зонам, что исключает простой рабочей силы.
Длительный срок эксплуатации без необходимости в ремонте или реконструкции.
В случае аварийных ситуаций при разрушении одной секции остальные элементы конструкции остаются целыми и здание не рухнет. Монолитный каркас – единственный метод безопасного строительства в сейсмоопасных регионах.
Возможность реализовать проект любой сложности с оригинальной планировкой, так как в данном случае нет обязательных несущих стен, перегородок. Площади можно реализовать даже как единое пространство с колоннами.
Перепланировка в любом формате – благодаря отсутствию несущих стен, без согласования с надзорными органами.
Повышение общей жесткости со временем благодаря набору прочности бетона.
Возможность сделать в доме потолки высотой от 3 метров.
Строительные работы можно проводить в любую пору года.
Для возведения каркаса понадобится небольшой объем материалов.
Габаритные конструкции не нужно доставлять на объект, сборка каркасных зданий из арматуры и бетонного раствора осуществляется непосредственно на территории строительства.
Недостатки жилья
Устройство монолитного каркаса предполагает и некоторые негативные моменты, о которых нужно знать до начала проведения расчетов и проектирования. Все эти факторы можно устранить за счет разумного применения различных технологий и методов строительства.
Главные минусы технологии монолитного каркаса:
Наличие мостиков холода, которые распространяются по бетонным перекрытиям, внешним колоннам, что предполагает обязательную теплоизоляцию и выполнение облицовки фасадов.
Большой объем работ по вязке и установке арматуры, монтажу опалубки, опорных стоек.
Важность правильных и максимально точных расчетов, от которых зависят безопасность и комфорт эксплуатации, прочность и срок службы здания.
Технология
Монолитно-каркасная технология применяется в строительстве одно/многоэтажных зданий различного назначения любой площади и высоты.
Этапы реализации технологии монолитного каркаса:
Подготовка высококачественного основания.
Связывание или сваривание каркаса из арматуры.
Монтаж опалубочной конструкции.
Заливка бетонного раствора в опалубку.
Демонтаж опалубки.
Сначала выполняют фундамент, потом заливают стены и перегородки, далее монтируют заводскую или заливают монолитную плиту перекрытия. После этого осуществляется прокладка инженерных коммуникаций, отделочные работы, обустройство крыши.
Методы возведения фундамента
Устройство основания является одним из наиболее важных этапов строительства, так как от него зависит то, насколько качественным и прочным будет каркас, не просядет ли дом на грунте и т. д.
Виды фундамента, применяемые при заливке монолитного каркаса:
Особенности строительства подвала
Для подвала роют котлован, а фундамент размещают на минусовой отметке – в основании подвала. В этом помещении заливают монолитные стены, перегородки, сверху на нулевой отметке монтируют плиту перекрытия заданной проектной толщины и с повышенной прочностью.
Методы возведения опалубки
Опалубка представляет собой форму, в которую будут заливать готовый бетонный раствор. Опалубка может быт какой угодно, формируя толщину и конфигурацию монолита.
Основные виды опалубки:
Съемная
– после твердения бетона демонтируется и может применяться снова.
Несъемная
– становится частью конструкции домов, выступая теплоизоляцией и защитой. Обычно такую опалубку делают из пенополистирола, но встречаются и конструкции из фанеры, древесины, металла. Пенополистирол дополнительно выступает в качестве утеплителя.
Типы опалубки по конструкции:
Туннельная
– изготавливается по спроектированным данным на заводе, обладает заданными размерами, доставляется на объект готовой, неразборной.
Щитовая
– сборная конструкция для создания монолита любых конфигураций. Предполагает оснащение крепежными элементами высокой прочности, эргономичная и надежная, ее можно использовать для заливки овальных конструкций.
Съемную опалубку можно взять в аренду, любые виды конструкции можно купить.
Армирование
С целью обеспечения прочности и жесткости монолитно-каркасной конструкции применяют стальную арматуру и армирующую сетку. Для монолитного строительства подходит рифленая/гладкая арматура сечением 6-8 миллиметров, особо прочные конструкции создают из арматуры диаметром больше 10 миллиметров. Вязать проволокой или сваривать каркас допускается горизонтально и вертикально.
В процессе создания каркаса особое внимание уделяют угловым зонам. Металл должен надежно крепиться, чтобы в будущем правильно распределять нагрузку в конструкции. Обязательно усиливают перемычки, чтобы здание не «ползло» и был оптимально распределен вес.
Как произвести расчеты и создание каркаса:
Средние расчеты предполагают затраты около 25 килограммов арматуры на 1 кубический метр бетонных конструкций.
Рабочие прутья подбираются в соответствии с расчетами, минимальные значения: 8 миллиметров для поперечной и 10 миллиметров для продольной арматуры.
Каркас может вязаться проволокой либо быть сваренным, создается на месте установки или на площадке с последующим перемещением.
Шаг арматуры в среднем составляет 15-25 сантиметров между отрезками. Прутья поперечные выступают элементами жесткости для прутьев продольных.
Вся арматура должна быть перевязана или сварена между собой.
В процессе заливки фундамента оставляют свободными вертикальные стержни, с которыми потом сопрягается арматура перекрытий и колонн (так продолжают до верхней точки здания).
Способы подачи бетона
Бетонный раствор может замешиваться непосредственно на строительном объекте или доставляться с завода специальной техникой. Чтобы смесь не застыла и не потеряла однородность, ее транспортируют в бункере с работающим миксером. Для подачи смеси на объект используют бетононасосы или краны.
Бетононасос представляет собой специальный автомобиль с длинным шлангом, который под давлением поставляет бетон в нужную точку. Очень удобно подавать бетон таким образом для заливки на высоте. Если используется кран, то бетон подают в бадьях – такой вариант актуален для сооружения небольших железобетонных конструкций.
Утрамбовка бетона
После того, как бетон залит в опалубку, его нужно уплотнить для удаления пузырей воздуха и более равномерного распределения смеси. Для этого используют вибраторы поверхностного и глубинного типа.
Главные функции вибротрамбования:
Улучшение внешнего вида конструкции – однородная поверхность, устранение воздушных полостей.
Повышение качества и прочности бетонной смеси.
Понижение трудозатрат и расхода материалов при выполнении отделки помещений.
Готовые монолитно-каркасные стены облицовывают керамической плиткой, кирпичом, красивым камнем. Обеспечить хорошую циркуляцию воздуха поможет обустройство вентиляции фасадов, кровли.
Монтаж перекрытий
Перекрытия в монолитно-каркасных конструкциях должны быть выполнены по той же технологии. Они образуют пояс жесткости здания.
Этапы обустройства перекрытий:
Создание каркаса, вязка стержней с выпусками из колонн, расположенных ниже. Стойки устанавливают на полу нижнего этажа, они должны поддерживать опалубку и исключат возможность обрушения конструкции до завершения цикла набора прочности бетона.
Монтаж опалубки из досок или фанеры.
Заливка смеси бетона без перерывов, но слоями.
Выжидание набора первоначальной прочности, демонтаж опалубки и стоек.
Стоимость и материалы
В процессе создания монолитно-каркасного дома качество напрямую зависит от затрат: более высокая марка бетона стоит дороже, чем больше арматуры – тем крепче здание. Поэтому экономить и игнорировать расчеты не стоит – это может стать фатальной ошибкой.
Арматуру нужно выбирать без дефектов и ржавчины, нужного сечения. Бетон обязательно должен соответствовать указанной в проекте марке, установленным характеристикам.
Если бетонирование ведется при минусовой температуре, желательно позаботиться о противоморозных добавках, при очень низкой температуре лучше работы не проводить.
Материалы для опалубки также должны быть качественными, чтобы все это не обрушилось. Тут цена материалов может быть разной и в определенных случаях высокие затраты также оправданы: несъемная опалубка позволит провести быстрее работы, в будущем поможет сэкономить на утеплении и отоплении. С другой же стороны, оправданной может быть и аренда хорошей съемной конструкции.
На все материалы нужно требовать сертификаты соответствия, паспорта качества, гигиенические заключения и т.д. Сметную стоимость дома составляют расходы на такие материалы, как: арматура и проволока, все для бетона (или заказ готовой смеси), готовая опалубка или материалы для ее монтажа, инструмент, емкости, работа людей, техника для подачи бетона, кровля, отделка и т. д. От проекта к проекту стоимость может очень сильно разниться.
Монолитный каркас – технология, позволяющая создавать прочные, надежные, долговечные дома по разумной стоимости и индивидуальному проекту. Самое главное – верно выполнить расчеты и соблюдать технологию реализации проекта.
8 главных элементов сборного каркаса МКС
Мы проектируем и строим здания и сооружения преимущественно в сборно-монолитном железобетонном каркасе. Расскажем в этой статье про его особенности и преимущества, а также пройдемся по 8 основным элементам.
Ostrova.jpg ЖК «Острова» в Казани: смотрите видеообзор объекта
Почему сборно-монолитный?
Несущий остов в наших проектах представлен готовыми заводскими изделиями — это колонны, преднапряжённые ригели, плиты перекрытия и другие элементы. Все элементы объединяются с помощью омоноличивания стыков — колонны с ригелем и ригеля с плитой перекрытия. При этом объём монолитных работ не превышает 7% от общего объёма работ строительства.
Это дает нам экономический эффект за счёт быстрого возведения несущих конструкций: под одним краном строители монтируют до 4000 кв.м каркаса в месяц. Производство монолитных работ существенно зависит от погодных условий и времени года. Суровый климат в нашей стране вынуждает строителей использовать дополнительные средства: модификаторы для понижения температуры замерзания воды, электропрогрев бетона или другие способы поддержания тепла.
Это приводит к удорожанию строительных работ. Представьте, если вы строите, например, небольшое по современным меркам 9-этажное здание из монолитного каркаса: сколько энергии потребуется для его прогрева?
Наша технология строительства позволяет изготовить на заводе сборные элементы с высокой степенью точности и надежности, ускорить темпы строительства в 1,5-2 раза по сравнению с монолитным и кирпичным строительством, снизить расход основных материалов(цемент, щебень, арматура) в среднем в 2 раза, а также производить строительные работы до -25°С без потери качества и скорости монтажа конструкций.
Конструктивные особенности
Наша каркасная система дает большой простор для архитекторов: им будет несложно сформировать объёмно-планировочные решения за счёт сетки колонн до 12х12 м, которые соединяются ригелями под любым углом. Обычно ригели ухудшают эстетику интерьера помещений — их края выступают в местах пересечения потолков и стен. В нашем каркасе такого нет: мы закладываем ригели в межквартирных стенах или скрываем их в раскладке плит перекрытий.
Cборный каркас позволяет нам увеличить полезную площадь квартир на 5-9% в сравнении с кирпичным домостроением и в зависимости от планировочных решений. В преимущество железобетона верил архитектор Ле Корбюзье уже в начале 20 века: он декларировал знаменитые «5 отправных точек современной архитектуры». В них он отверг предназначение стен как несущей конструкции, провозгласил свободную планировку помещений и свободный от нагрузок фасад, который теперь может принимать любые формы. Эти положения актуальны и сейчас: железобетон был главным строительным материалом XX века и скорее всего останется им в XXI.
Элементы каркаса
А теперь — краткий обзор 8 главных элементов нашего каркаса.
1. Колонны выполняются неразрезными высотой до 5-ти этажей. Сечение колонн определяется расчетом и может быть от 250х250 до 400х600 с шагом 50 мм в любом направлении. Если потребуется большее сечение колонны по расчету, то производится стыковка двух колонн или параллельно, или под углом, или в виде «Т»-образное сечения. Стыковка колонн по высоте выполняется посредством штепсельного стыка.
2. Ригели могут быть длиной до 12 (иногда до 15) метров. Наиболее оптимальная с экономической точки зрения сетка для жилья 7-7,5 м. Сечения ригелей в основном 300х250(h) или 400х250(h). А в случае попадания ригеля в край жилой комнаты — высотой сечения 100 и 150 мм. Соответственно, связевые ригели вдоль плит перекрытия могут выполнятся скрытыми.
3. Плиты перекрытия применяются как безопалубочной формовки (ПБ), так и с агрегатно-поточных линий (ПК). Допускается устройство вырезов в плитах в ПБ — шириной не более 1-й пустоты, в ПК — до 1/3 пролета, но с внесением усиления в чертежи изделия.
4. Лестницы состоят из сборных маршей, индивидуальных балок под их опирание и пустотных плит для площадок.
5. Диафрагмы жёсткости устанавливаются в зданиях выше 5-ти этажей. Чаще всего диафрагмы размещают в районе лестничной клетки с частичным опиранием на нее лестничной площадки и балки, а также в межквартирных перегородках.
6. Шахты лифтов выполняются как полносборные (тюбинги), так и состоящие из отдельных панелей. Они объединяются в пространственный элемент на строительной площадке с помощью стыковки элементов на сварке или омоноличивания выпусков в торцах панелей.
7. Балконные плиты обычно применяются в сборном исполнении с опиранием на 2 или 3 стороны. Конфигурация балконных плит может быть различна в зависимости от архитектурных решений.
8. Консольные рамки устраиваются под кирпичную кладку, когда она используется в качестве облицовки фасада. В рамки мы помещаем термовкладыши, чтобы обеспечить утепление ригелей и колонн каркаса.
Посмотрите видеоролик c наглядной демонстрацией нашего каркаса: от изготовления изделий на заводе до сдачи объекта в эксплуатацию.
Строительство монолитно-каркасного дома роялти бесплатно вектор
Строительство монолитно каркасного дома роялти бесплатно вектор
лицензионные векторы
Векторы строительства
ЛицензияПодробнее
Стандарт Вы можете использовать вектор в личных и коммерческих целях.
Расширенный Вы можете использовать вектор на предметах для перепродажи и печати по требованию.
Тип лицензии определяет, как вы можете использовать этот образ.
Станд.
Расшир.
Печатный/редакционный
Графический дизайн
Веб-дизайн
Социальные сети
Редактировать и изменить
Многопользовательский
Предметы перепродажи
Печать по запросу
Способы покупкиСравнить
Плата за изображение $ 14,99
Кредиты $ 1,00
Подписка $ 0,69
Оплатить стандартные лицензии можно тремя способами. Цены составляют долларов США долларов США.
Оплата с помощью
Цена изображения
Плата за изображение
$ 14,99
Одноразовый платеж
Предоплаченные кредиты
$ 1
Загружайте изображения по запросу (1 кредит = 1 доллар США). Минимальная покупка 30р.
План подписки
От 69 центов
Выберите месячный план. Неиспользованные загрузки автоматически переносятся на следующий месяц.
Способы покупкиСравнить
Плата за изображение $ 39,99
Кредиты $ 30,00
Существует два способа оплаты расширенных лицензий. Цены составляют долларов США долларов США.
Оплата с помощью
Стоимость изображения
Плата за изображение
$ 39,99
Оплата разовая, регистрация не требуется.
Предоплаченные кредиты
$ 30
Загружайте изображения по запросу (1 кредит = 1 доллар США).
Дополнительные услугиПодробнее
Настроить изображение Доступно только с оплатой за изображение $ 85,00
Нравится изображение, но нужны лишь некоторые модификации? Пусть наши талантливые художники сделают всю работу за вас!
Мы свяжем вас с дизайнером, который сможет внести изменения и отправить вам изображение в выбранном вами формате.
Примеры
Изменить текст
Изменить цвета
Изменение размера до новых размеров
Включить логотип или символ
Добавьте свою компанию или название компании
файлов включены
Загрузка сведений…
Идентификатор изображения
19516037
Цветовой режим
RGB
Художник
Вадим
Внутреннее обрамление | Monolithic.
org
МЫ ПЕРЕЕЗЖАЕМ В ПОСЕЩАТЬ MONOLITHICDOME.COM & MONOLITHIC.RU | ПОДРОБНЕЕ
Внутреннее обрамление — Внутреннее обрамление в монолитных куполах мало чем отличается от обычных зданий. У нас есть деревянные стойки для экстерьера, которые были изолированы пенополиуретаном, и металлические стойки для внутренних стен. (Дэвид Саут мл.)
Дэвид Б. Саут • Опубликовано
• Как…
Разделение интерьера на комнаты
После того, как оболочка Монолитного купола установлена, нам нужно разделить интерьер на комнаты. Предлагаемый нами метод заключается в использовании стальных шпилек и гипсокартона. Вы можете использовать деревянные шпильки, но это будет легковоспламеняющийся материал, который может быть поврежден термитами. Если стены дома представляют собой просто разделители, вы можете использовать тонкие стальные шпильки и просто установить их на место.
Обшивка купола
Некоторым идея обшивки купола кажется пугающей. На самом деле купол не сложнее любого другого здания. Вы начинаете с крепления направляющей (металлическая деталь, предназначенная для установки в нижней части стены из стальных стоек) к полу. Направляющую можно прикрепить к полу с помощью ручных бетонных гвоздей, бетонных гвоздей с механическим приводом или с помощью небольшой дрели и крана.
Я предпочитаю использовать шуруп tapcon, предназначенный для завинчивания в бетон. Как правило, краны бывают двух марок: для стандартного бетона и для сверхтвердого бетона. Пол стандартный бетонный. Для оболочки купола используйте краны, предназначенные для сверхпрочного бетона, иначе вам придется их скручивать.
Затем отметьте на дорожке, куда должны входить шпильки. Вырежьте шпильку примерно на 4 дюйма длиннее, чем расстояние от потолка до пола. Как правило, начните со стойки на каждом конце стены, над которой вы работаете, или рядом с ней. Затем обрежьте верхнюю часть стойки, чтобы она плотно прилегала к куполу, просверлите в куполе один кран и установите верхнюю часть стойки, как показано на рисунке.
После того, как вы установили две торцевые стойки для стены, временно прикрепите еще одну стойку поперек, чтобы использовать ее в качестве направляющей для выравнивания остальных стоек. Затем поднимите оставшиеся шпильки, используя уровень, чтобы держать их вертикально.
Вообще мы не используем дорожку наверху. В этом нет необходимости, и очень трудно подогнать его под сложные изгибы купола. Стальные шпильки всегда будут казаться хлипкими, но как только гипсокартон будет на месте, у вас будет очень хорошая структура для стены. На самом деле, если вы хотите сделать стену еще прочнее, вы можете использовать гипсокартон толщиной пять/восемь дюймов. Но мы находим полудюймовый вариант очень удовлетворительным.
Стандартные методы строительства
Мы предлагаем использовать стандартные методы строительства. Другими словами, поместите обрамление или блокировку размером два на четыре везде, где вы собираетесь закрепить дверь. Вы захотите поставить блокировку, чтобы повесить шкаф. Это стандартные вещи, которые делаются на каждой структуре, поэтому, пожалуйста, не забывайте об этом. Для крепления держателя туалетной бумаги к стене очень приятно знать, что у вас есть стена, в которую можно ввинтить.
Для второго этажа
Если принято решение о том, чтобы второй этаж опирался на первый этаж, вам потребуется использовать деревянные или более тяжелые стальные шпильки. Стальные шпильки более толстого калибра доступны в большинстве мест, где вы покупаете стальные шпильки.
Мы не можем сказать вам заранее, какой размер шпильки. Инженер определяет размеры в зависимости от пролета потолка и нагрузки на него. В любом случае это элементарно, и многие поставщики могут предоставить вам размеры. Затем вы можете использовать дерево, сталь или балку TGI. Примите это решение с инженером этажа.
Мой любимый второй этаж покрыт слоем бетона толщиной от 1 1/2 до 2 дюймов. Бетон будет иметь слой стальной сетки 8×8×10×10 для армирования. Это будет поверх слоя рубероида, если по дереву, или непосредственно по металлу, если используется металлический пол. Нагрузки не хватает, чтобы волноваться, а шумоподавление отличное.
Очевидно, места для вторых этажей есть. Но всегда рассматривайте, как вариант, не использование второго этажа. Как правило, они диктуют места для лестниц, которые занимают много места, и с годами становится все труднее ориентироваться.
6 февраля 2009 г.
Вставные проемы — этот купол был спроектирован с вставными проемами, которые были обрамлены после того, как купол был построен. (David South Jr.)
Электричество — Линии электропередач проходят по внутренним стенам, как в стандартной конструкции. (David South Jr.)
Дополнительные шпильки вокруг дверей. Везде, где мы собираемся установить внутреннюю дверь, мы обшиваем ее деревянными шпильками. Деревянные шпильки дают нам прочную поверхность для прикручивания. (David South Jr.)
Стальной стержень — Мы предпочитаем стальные стержни внутри купола, поскольку их очень легко установить. Их можно легко разрезать ножницами, а затем вкрутить в бетонную оболочку. (Дэвид Саут-младший)
Прямо перед гипсокартоном — вот стена после всех шпилек, проводов, сантехники и т. д. (Дэвид Саут-младший)
Подпишитесь на БЕСПЛАТНОЕ 14-шаговое руководство по началу работы с монолитными купольными домами
Эл. адрес:
Crockett ISD использует грант FEMA для строительства безопасного приюта/спортивного зала
Crockett ISD использовала более 3 миллионов долларов в виде гранта от FEMA для строительства Центра деятельности Эндрю Дж. Хопкинса. Этот монолитный купол — больше, чем просто спортзал, это еще и безопасное убежище в случае стихийного бедствия.
Монолитные планы этажей
Для купольного дома вашей мечты в нашей библиотеке есть планы этажей самых разных размеров и форм. Этот диапазон размеров включает в себя небольшие уютные коттеджи, а также просторные и эффектные замковые владения и все, что между ними. Но хотя размеры и формы могут различаться, преимущества дома с монолитным куполом остаются неизменными. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь.
Что нужно знать о монолитном купольном доме перед покупкой!
Новинка! Вот необходимая и обязательная к прочтению электронная книга , содержащая полезную информацию практически обо всем, что связано с проектированием и строительством дома вашей мечты.
Готовьтесь к реальным чрезвычайным ситуациям, а не к судному дню
Когда газета Dallas Observer написала об Исследовательском парке монолитных куполов, они связали купола с подготовкой к судному дню. Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
Возвращение: наш дом с монолитным куполом на холме
Когда я писал о подготовке к реальным чрезвычайным ситуациям, я понял, что на этом сайте практически ничего нет о нашем доме, Аркадии. Мы построили дом шесть лет назад и разместили на сайте monolithic.org несколько замечательных историй с фотографиями его дизайна, строительства и завершения. Пришло время перенести и обновить статьи.
Научитесь строить купол на осеннем семинаре строителей монолитных куполов 2022 года
Вы когда-нибудь хотели построить монолитный купол? Пачкать руки, нанося пену, подвешивая сталь и набрызгивая торкрет-бетон? Хотите учиться у строителей куполов с многолетним опытом? Теперь у вас есть шанс. Приходите на осенний семинар строителей монолитных куполов 2022 года в сентябре этого года и постройте настоящий монолитный купол.
Компрессоры DENZEL в Луганской Народной Республике Компрессоры Дензель в ЛНР, Луганске, Краснодоне и других городах Народных Республик Донбасса, представлены в полном ассортименте бренда и модельный ряд обновляется еженедельно, поставки компрессоров и к ним комплектующих, осуществляются без перебоев
Компрессоры Дэнзель в Луганске, Краснодоне и других городах ЛНР-ДНР, большой ассортимент, цена соответствует рекомендованной, доставка по региону, поставки в Луганскую область, гарантия 36 месяцев, поставки деталей и запчастей, возможность возврата денежных средств в случае несоответствия заявленны
Пистолетный сварчный аппарат Yamato MMGA 250
Сварочный аппарат Yamato MMGA 250, новая сварка пистолетного типа, инверторый принцип работы, официальное представительство в ЛНР-ДНР, цена соответствует рекомендованной компании, доставка по региону, поставки в Луганскую область, сервисные центры на Донбассе, гарантия не менее 12 месяцев, поставки
Наборы ручных инструментов Hans
Наборы инструментов HANS в ЛНР-ДНР, официальное представительство компании в Луганске, гарантия качества, пожизненная гарантия, обмен и возврат товара, рекомендуемая цена в РФ, доставка по ЛДНР, поставки в Луганскую область, магазины в Народных Республиках Донбасса Наборы в чемодане ХАНС, данные ко
Чемодан для инструмента
Чемоданы для инструментов в ЛНР, Луганске, Краснодоне, купить пластиковую коробку для инструмента, чемодан для электрических инструментов, пластиковый чемоданчик для электроинструмента, оптовая цена в розницу, большой ассортимент пластиковых коробок для электрических инструментов Чемодан для электр
Штангенциркули Тотал — Total
Купить штангенциркули Total в ЛНР-ДНР, цена в розницу соответствует оптовой, доставка по Донбассу, поставки в Луганскую область, гарантия качества, проверка и возврат товара в допустимые сроки, официальное представительство в ЛДНР, представление моделей на полках онлайн — магазина Штангенциркули То
Ультратонкие тонкие алмазные диски
Купить тонкие или ультратонкие диски в ЛНР, Луганске, Краснодоне, современная технология, стоимость соответствует цене компании, доставка по региону, поставки в Луганскую область, сертификаты соответствия и гарантия качества, большой ассортимент, разновидность брендов и качества Тонкие диски для ре
Электрические инструменты TOTAL в Луганске — Краснодоне
Электрические инструменты TOTAL в ЛНР-ДНР, электроинструменты TOTAL в Луганске и Краснодоне, цена ниже украинской, доставка по региону, поставки в Луганскую область, полный пакет документов для организаций и транспортировки инструментов по ЛНР-ДНР, гарантия качества, сервисное обслуживаниеЭлектриче
Старинные и раритетные бензопилы
Продажа старинных цепных бензопил в Краснодоне, магазин в ЛНР, пилы доступны в Луганске и других регионах Народных Республик Украины, все пилы строго в новом состоянии, в наличии много моделей снятых с производства, полный комлект документов и оригинальная комплектация, оригинальность гарантируется
Купить отбойный молоток
Продажа отбойных молотков в Краснодоне, низкая цена в интернет-магазине ЛНР, доставка товара по региону, поставки в Луганскую область, официальное представительство в ЛДНР, пересылка деталей и запчастей, большая гарантия, обслуживание по истечении бесплатного сервисного обслуживания. Купить отбойный
Фрезер присадочный Интерскол ФМШ-12/710 в Алматы (Фрезерные машины)
Казахстан
Алматы
Электрический инструмент
Фрезерные машины
Фрезер присадочный Интерскол ФМШ-12/710 в Алматы
Цена: 44 000 Тенге
за 1 шт
Компания “АК СтройСнабСервис“ (Алматы) является зарегистрированным поставщиком на сайте BizOrg. su. Вы можете приобрести товар Фрезер присадочный Интерскол ФМШ-12/710, расчеты производятся в Тенге. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Присадочный фрезер Интерскол ФШМ-12/710 предназначен для выполнения соединений на цилиндрических шкантах, очень удобен при сборке корпусной мебели. Пылеотсос обеспечивает чистую рабочую поверхность. Функция регулировки угла позволяет выполнять более сложные работы. Малый вес и небольшие габариты обеспечивают комфортную работу оператора.
Технические характеристики
Мощность, Вт 710 Число оборотов, об/мин 18500 Размер цанги, мм 6/8/10 Рабочий ход фрезы, мм 43 Вес, кг 3.6 Комплектация коробка Регулировка оборотов нет Плавный пуск нет Поддержание постоянных оборотов под нагрузкой нет Встроенный патрубок пылеотсоса нет
Комплектация*
3 пары фрез: 6мм, 8мм и 10мм;
Патрубок для пылесоса;
Набор шкантов;
Масленка;
Отвертка;
Пластиковые шаблоны.
Произведено
Россия — родина бренда
Испания — страна изготовителя*
Характеристики фрезера присадочного Интерскол ФМШ-12/710
— Производитель: Интерскол
— Гарантийный срок: 12 (мес)
Товары, похожие на Фрезер присадочный Интерскол ФМШ-12/710
Вы можете заказать товар Фрезер присадочный Интерскол ФМШ-12/710 в компании «АК СтройСнабСервис» через нашу систему. Стоимость составляет 44000 Тенге, а минимальный заказ — 1 шт. В текущий момент товар находится в статусе «в наличии».
Компания «АК СтройСнабСервис» является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. «АК СтройСнабСервис» имеет ID 118901. Фрезер присадочный Интерскол ФМШ-12/710 имеет ID на сайте — 7601846. Если у вас возникли сложности при работе с компанией «АК СтройСнабСервис» – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Товар был добавлен на сайт 20/09/2013, дата последнего изменения — 20/11/2013. За все время товар был просмотрен 1293 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией “АК СтройСнабСервис“ цена товара «Фрезер присадочный Интерскол ФМШ-12/710» (44 000 Тенге) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании “АК СтройСнабСервис“ по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (707) 329-44-05
+7 (727) 293-24-22
Купить фрезер присадочный Интерскол ФМШ-12/710 в Алматы:
Жандосова 2 угол ул. Яссауи, Алматы, Казахстан
Фрезер присадочный Интерскол ФМШ-12/710
Фрезерование дюбелей 1/4″ ~ 3/4″ M/C
Категория
Сопутствующие товары
В продаже
Описание товара
Название предмета
Фрезерование дюбелей 1/4″ ~ 3/4″ M/C
Артикул №
ДМ-77
Цена/шт
4 190,00 $
Галерея изображений продукта
Особенности:
Легко заменяемые ножи с автоматической подачей.
Изготавливает дюбели от 6 MIM до 18 MIM (от 1/4″ до ¾»).
Дюбели штучные со спиральными канавками для склеивания.
Станок ДМ-77 фрезерует деревянные шпонки из квадратных палочек.
Приводится в действие мощным двигателем мощностью 1 л.с. и производит забивку дюбелей со скоростью от 23 до 27 футов в минуту.
Работа пластинчатым фрезером — зачем он нужен и что используется.
Фрезерный станок для дюбелей | Своими руками
Содержание ✓
✓ Работа пластинчатой фрезой — фото
✓ Фрезерный станок для дюбелей
Ламеллярный фрезер по праву можно назвать незаслуженно обойденным вниманием многих мастеров инструментом. Многие считают, что он предназначен только для выборки пазов в заготовках из дерева. Это не так – этот инструмент намного универсальнее, а любителям мастерить своими руками он пригодится и во многих других повседневных делах.
В свое время при самостоятельном строительстве бани на дачном участке решил выбрать четверть в черепных блоках сечением 50×50 мм для укладки досок сечением 25×100 мм черного пола. Это нужно было для того, чтобы осталось место для утеплителя (2×50=100 мм) после установки черного пола (фото 2) между лагами высотой 150 мм.
Конечно, даже если нет способов выбрать четверть в мастерской стационарного оборудования, их много: ручная циркулярная пила, Электробанка, фрезерный станок и, наконец, пластинчатый фрезер.
ВСЕ, ЧТО ВАМ НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ, ЗДЕСЬ >>>
Последний, в отличие от других инструментов, очень легко настраивается. Кроме того, в хозяйстве пригодится и отрезанная четверть сечением примерно 22×22 мм, а от рубанка или ручной фрезерной машины останется только стружка.
Поэтому я предпочел пластинчатый фрезер. Работать с ним безопаснее, чем с циркулярной пилой, а рез получается чистым. Правда, пришлось заменить штатный пильный диск 100 мм на диск 110 мм, также рекомендованный производителем инструмента. Тогда достигается как раз нужная глубина пропила — 25 мм. А бара этих требовалось гораздо больше — почти 100 пог. м.
Для той же бани в парилке нужны половицы. Так как предполагалось использовать это помещение и в качестве мойки (как это принято у нас в местах), покупать дорогие листовые доски и потом обрезать края для настила с небольшими зазорами — неразумно.
Обрезную «пятидесятку» целесообразнее обрабатывать. Ввиду дефектов последнего почти всегда можно получить строганную «сороковку».
На том и решил. Сначала я аккуратно обработал электропистолетом одну планку доски. Тут главное убрать продольную дисторсию и крылатость (пропеллер). Затем он надрезал один из краев перпендикулярно обрабатываемой пластине. От этого края отметили противоположное положение (они должны быть параллельны) и проштриховали его (фото 3).
Все эти операции для человека, имеющего хотя бы небольшой опыт работы с электроинструментом, не представляют значительных трудностей, но растянуть оставшийся слой строго параллельно готовому, даже с точной разметкой по обоим краям, непросто.
В этом случае некоторый разброс по ширине досок некритичен. Важнее, чтобы они были одинаковой толщины. Здесь на помощь приходит завод по производству ламината.
Выставив параллельный упор инструмента по имеющейся шкале на необходимую толщину половиц (расстояние в 40 мм от рабочей поверхности упора до ближней режущей кромки диска можно дополнительно проверить линейкой), приступили к фрезерованию доски по периметру, следя за обработанным слоем примыканием (фото 4).
В результате по периметру платы остается четкий ровный пояс (фото 5), которым следует выровнять электроотвод и центральную часть плиты. И это задание для первоклассника. Так что можно обойтись и без загустителя. На обработку одних только 17-ти досок (длиной 3,5 м) по этой технологии уходило около шести часов.
Патрон всегда держу под рукой.
Но на этом его функции не заканчиваются. Ламеллярным фрезером можно делать ровные и точные зазоры, выбирать аккуратные пазы для плотного прилегания досок друг к другу и даже делать простые и необычные узоры на деревянных заготовках и многое другое.
На фото:
(сверху) Стоит отпустить инструмент, а вращающийся диск прячется в корпусе.
Теперь поверх черного пола можно укладывать два слоя утеплителя.
Для начала нужно тщательно подготовить одну дощечку и обработать ее края.
После выставления упора инструмента доску фрезеруют по периметру. Примите обработанный слой за основу.
Теперь нужно убрать выступ на доске до уровня профрезерованного пояса.
Работа пластинчатой фрезой — фото
Автор: Д. Андреев
Фрезерный станок для дюбелей
(Пример использования дюбельной фрезы из «инструкции по эксплуатации» Интерскол)
Дюбель-фрезерные станки относятся к специальным фрезерным станкам и применяются в основном для соединения деталей из дерева, пластика и композитных материалов.
В качестве частных случаев применения можно отметить удаление дефектов древесины (смоляных карманов) с помощью специальной фрезы, выборку пазов и фальцев, а также раскрой листовых материалов и декоративную обработку с помощью пластинчатой фрезы. фрезы, проделывая отверстия фрезами строго перпендикулярно поверхности.
Основное назначение этих электроинструментов – точное позиционирование деталей в местах соединения. Коннекторы, вставляемые в розетки, имеют собственные названия. Они высушиваются по специальным технологиям, легко вставляются в гнезда, после чего набирают влагу из клея и набухают, делая соединение герметичным.
Каждое соединение имеет свои преимущества, например, соединение, выполненное пластинчатой фрезой, позиционирует соединяемые детали в поперечном направлении. Одно из свойств этого вида соединений заключается в том, что до схватывания клея возможно незначительное смещение деталей вдоль оси ламелей в небольших пределах, поэтому особой аккуратности в продольном направлении не требуется, а в поперечном направление получается автоматически благодаря конструкции фрезы. Способы установки ламелей ограничены только фантазией столяра. Ниже вы можете увидеть самые простые из них:
Соединение круглых дюбелей, выполняемое наполнителем, обеспечивает настолько жесткую фиксацию соединяемых между собой деталей, что иногда клей вообще не используется, например при сборке корпусной мебели. В связи с этим важна точность.
Круглые дюбели имеют более типоразмеры (5; 6; 8; 10; 12 мм), длина немного отличается, однако стандартна для каждого диаметра.
Установка погружного скважинного насоса требует от монтажника особой внимательности и перепроверки всех расчетов. Также для этого необходимы определенные навыки, без которых процедуру не удастся выполнить без ошибок. Ознакомиться с последовательностью и правилами установки насосного оборудования необходимо даже в том случае, если работу вы планируете доверить специалистам.
Содержание
Выбор правильного насоса
Подготовка к установке и выбор сопутствующих материалов
Пошаговая методика установки насоса
Алгоритм включения насоса
Определение глубины источника
Распространенные ошибки и их устранение
Монтаж своими силами или заказ услуги у специалистов
Выбор правильного насоса
Центробежные насосы для скважин различных конфигураций
Чтобы оборудование служило без перебоев в течение многих лет, нужно грамотно проводить его монтаж и использовать подходящий насос, технические характеристики которого оптимальны для имеющейся скважины или колодца.
Лучший выбор для скважины на собственном участке – модель центробежного типа. Вибрационные марки могут вызвать чрезмерное колебание в источнике, что приведет к разрушению не только грунта, но и трубы, которая служит основанием для колодца. Не рекомендуются подобные модели при установке «на песок» — такие скважины менее устойчивы к воздействию, чем артезианские. Следует помнить и о других особенностях насоса:
Мощность оборудования должна соответствовать размерам и глубине скважины.
Каждая модель в технической документации имеет рекомендации по установке на ту или иную глубину. Если использовать насос, рассчитанный на 50 м, на глубине в 60 м, он израсходует рабочий ресурс в 10 раз быстрее.
Если скважина устанавливалась собственными силами, лучше использовать специальную модель для артезианской скважины, которая будет менее разрушительна, ведь профессиональное бурение все равно отличается качеством от любительского.
нужно учесть диаметр насоса – его подбирают, исходя из размеров обсадной трубы.
Вместе с выбором погружного насоса для скважины в момент создания схемы установки необходимо сразу же учесть диаметр трубы. Лучший выбор – четырехдюймовый материал, так как подобрать под него насос проще, чем для трехдюймового.
Подготовка к установке и выбор сопутствующих материалов
Фланцы для стальных труб
Для быстрого монтажа потребуются следующие инструменты и расходные материалы:
дополнительный полимерный трос для спуска техники;
гибкая резина для амортизации техники во время спуска;
электрический кабель достаточной длины, который не будет натянут при максимальном спуске насоса;
пластиковые трубы для отведения воды к системе общего трубопровода – диаметром не менее 3,2 см;
фланцы для соединения труб, которые отличаются повышенной прочностью, нежели резьбовые элементы, однако можно использовать и их;
хомуты для закрепления кабелей;
обратный клапан, а также запорный кран для трубы;
стальной узел крепления;
манометр.
Дополнительно потребуется проволока и изолента для временного крепления различных элементов.
Важно учитывать характеристики водопроводной трубы. Если колодец глубиной до 50 м, трубы должны выдерживать давление в 10 атм. Если больше 50 — не менее 12,5 атм. При использовании скважин глубиной более 80 м трубы должны быть рассчитаны на 16 атм.
Пошаговая методика установки насоса
Подготовка оголовка скважины
После подготовки всех инструментов и расходных материалов, можно начинать монтаж погружного насоса в скважину. Основной элемент, с которым предстоит работа, — обсадная труба. Устанавливают ее в скважину сразу же после бурения. В нее опускается насос во время установки. Важно убедиться, что скважина сохраняет ровность на всей длине, у нее нет сужений и кривизны.
Этапы установки:
Определение разницы между внутренним сечением трубы скважины и диаметром корпуса спускаемого оборудования. Если труба вышла впритык, любые ее несовершенства могут стать причиной поломки оборудования. Если же размер трубы слишком большой, он не будет должным образом охлаждаться и в скором времени выйдет из строя. Уточнить точный параметр зазора необходимо в сопутствующей к оборудованию документации.
Подготовка насоса к установке в скважину
Закрепление всех труб и шнуров. Соединяют с помощью фланцев все элементы гидропровода.
Спуск гидромашины в скважину с помощью полиамидного шнура. Шнур привязывают к корпусу, затем постепенно опускают технику вниз. Шнур в идеале должен с легкостью выдерживать вес, который в 5 раз больше веса гидромашины. Узел шнура должен находиться как минимум в 10 см от входных отверстий машины, при этом концы его нужно обрезать.
Перед спуском насоса необходимо проверить крепление питающего кабеля
Применение пружинящей подвески при монтаже на глубину менее 10 м. Если насос устанавливают на указанную глубину, используют пружинящую подвеску, установленную на корпус. Это может быть медицинский жгут или кусок резины. Проволока и металлический трос для этих функций не подходят, так как могут разбить крепления на корпусе машины.
Применение дополнительных элементов во время спуска. Вместе с насосом в обсадную трубу опускают шнур электропитания и металлопластиковую трубу, которая соединяется с патрубком. Они скрепляются изоляционной лентой в шаге от 70 до 130 см. Первая связка изоленты должна находиться в 20 см от нагнетательного патрубка.
Необходимо уделить особое внимание процедуре спуска насоса. Очень важно, чтобы его стенки и корпус остались целыми. Нельзя допускать рывков и ударов о трубу. После того как машина будет установлена, верхний конец подвески присоединяют к перекладине, установленной на поверхности земли. Она не должна быть подвижной.
Алгоритм включения насоса
Подключение скважинного насоса к электропитанию через реле давления
Как только монтаж глубинного насоса в скважину будет завершен, приступают к первому подключению оборудования. Очень важно правильно присоединить все элементы, иначе это скажется на сроке службы техники:
Конец трубы, подключенной к патрубку, закрепляют на опорной плите скважины.
Если обратный клапан в конструкции гидромашины отсутствует, его покупают отдельно и устанавливают на нагнетательную магистраль.
Устанавливают на нагнетательную трубу задвижки, отводное колено и манометр, который позволит держать под контролем уровень давления.
Подключают колено, отходящее от трубы, к трубопроводу, который будет распределять жидкость по точкам потребления.
После всех манипуляций нужно замерить сопротивление обмотки двигателя и электрического кабеля, который погружен в жидкую среду. Для этого используют мегаомметр. Теперь можно подключить насос к станции управления и провести пробный запуск оборудования.
Назвать установку насосного оборудования в скважину или колодец простой процедурой невозможно. Она требует большой внимательности и ответственности и, к сожалению, не доступна для исполнения новичками, которые никогда не занимались чем-либо похожим.
Определение глубины источника
Произвести измерение глубины можно с помощью специального прибора, электрод которого срабатывает при погружении в воду
Для адекватной работы закрепить насос в скважине необходимо на определенной глубине. Для этого важно учесть динамический и статический уровень жидкой среды:
статический – уровень, при котором вода находится в спокойном состоянии относительно поверхности земли;
динамический – уровень, до которого опускается вода, когда ее откачивают.
Чтобы насос работал без перебоев и не перегревался, его нужно устанавливать на отметке хотя бы 30 см ниже динамического уровня. Еще лучше, если оборудование установят на уровне 2-3 м от этой отметки. Но нельзя забывать, что расстояние до дна должно быть минимум 1 м, а лучше 2 м.
Распространенные ошибки и их устранение
Повысить качество выполняемых работ можно, ознакомившись с типичными ошибками заранее. Это избавит установщика от непредвиденных расходов и других негативных моментов. Наиболее распространенные ошибки:
использование питающего кабеля с неподходящим сечением;
неправильное определение высоты подвеса насоса;
неверный выбор управляющей автоматики;
отсутствие элемента защиты от перепадов напряжения;
маленький диаметр труб подачи воды;
отсутствие обратного клапана в системе.
Уменьшить риск возникновения ошибок можно еще на этапе подготовки к монтажу насоса. Если возникают трудности с выбором комплектующих и расходных материалов, следует получить консультацию специалиста.
Ошибки при монтаже оборудования совершают практически все любители. Их приходится исправлять, главное – не торопиться и еще раз внимательно изучать возникшую проблему.
Монтаж своими силами или заказ услуги у специалистов
Виды скважин для установки погружного насоса
При монтаже скважинного насоса могут возникнуть разные сложности. Если у человека есть опыт строительства гидросооружений или других аналогичных конструкций на участке, есть опыт проектирования похожих систем и понимание работы тех или иных элементов, справиться с задачей можно своими силами. При возникновении трудностей всегда можно обратиться к помощи интернета.
Если аналогичного опыта нет, и человек понятия не имеет, чем шланг отличается от патрубка, то лучше обратиться к специалистам. Стоимость услуг может быть высокой, но мастера сделают все правильно и надежно.
Немаловажный фактор — какого плана обустраивается колодец. Если это артезианская скважина глубиной 70-100 м, лучше обратиться к специалистам. Очень важно, чтобы сама скважина была оборудована профессиональной бригадой. Ведь вибрации от работающего насоса могут серьезно повредить любое любительское сооружение, не рассчитанное на те или иные нагрузки.
Схема подключения скважинного насоса для автономного водоснабжения частного дома №9 (полная) без накопителя и запуск насоса
Как подключить погружной скважинный насос?
Итак, Вы приобрели или собираетесь купить погружной скважинный насос и хотите подключить его самостоятельно. Или, у вас уже был подключен скважинный насос для полива и теперь Вы хотите выполнить автоматическое водоснабжение дома.
Эта статья для тех, кто хочет самостоятельно подключить скважинный насос для организации автоматического водоснабжения частного дома или дачи.
Колба 10ВВ 10″ 1″ для холодной воды 01006032, 1 шт
Подводка внутренняя-наружная 1″ 80 см 01051042, 1 шт
Гидроаккумулятор (расширительный бак) 50 л 01061020, 1 шт
Манометр D63 0-4 бар 1/4″ 01048025, 1 шт
Датчик сухого хода LP/3 03013144, 1 шт
Датчик давления PM5 03013125, 1 шт
Выше приведена типовая схема подключения скважинного насоса для организации автоматического водоснабжения частного дома.
Давайте рассмотрим назначение узлов подключения и процесс запуска насоса.
2. Обратный клапан 1” не дает воде стекать обратно в скважину при отключении насоса. Отсекает крупную фракцию песка и силикатов тем самым предотвращая преждевременный износ насоса.
3. Вам потребуется труба. Безусловным выбором будет полиэтиленовая труба ПНД. Она технологична в использовании и дешева относительно труб из других материалов. ПНД расшифровывается как полиэтилен низкого давления. Очень часто многие думают, что эта труба
рассчитана на низкое давление, и применять ее в бытовых сетях нельзя. На самом деле это не так. Стандартная версия трубы рассчитана на 10 атмосфер. А аббревиатура ПНД говорит лишь о способе изготовления трубы. Трубы, изготовленные по методу ПНД, имеют жесткую структуру, а трубы из
полиэтилена высокого давления ПВД мягкие. Как правило, Вам потребуется труба 32 диаметра. Более точно о диаметре трубы можно сказать после расчетов.
4. Скважинный оголовок. На сегодняшний день оголовки выпускаются в пластиковом, чугунном и стальном формате. Например, стальной или чугунный агрегат обладает достаточной прочностью и способен выдержать порядка 500 кг оборудования для скважины.
Пластиковые оголовки предназначены для нагрузки не более 250 кг.
Скажинные оголовки различаются по диаметрам. Наиболее востребованные — от 110 мм до 160 мм.
Как разобраться в обозначении оголовка? Например, ОС 110-32П.
ОС — оголовок скважины.
110 — диаметр крышки и фланца, в мм. Он подойдет для обсадной трубы на 2-3 мм меньшего диаметра.
32 — диаметр отверстия во фланце и обжимного соединения для установки трубы ПНД, в мм.
П — говорит о том, что оголовок пластиковый. Отсутствие буквы говорит о том, что он изготовлен из металла.
Благодаря оголовку решается сразу несколько вопросов:
Надежно фиксируются насос, кабель, и трубопровод
Осуществляется защита скважины от мусора, осадков и пыли
Снижается риск промерзания скважины
При бурении скважины установка оголовка, как правило, входит в стоимость работ. Однако, можно сэкономить на этом, если установить оголовок своими руками.
Монтаж оголовка на скважине:
Срежьте обсадную трубу так, чтобы она торчала из земли на 10-15 см. Аккуратно промажьте верх трубы солидолом.
Наденьте первый металлический фланец на трубу, прижав его к земле.
Надвиньте резиновое кольцо на фланец.
Во второй фланец проденьте кабель, трубу и трос.
Зафиксируйте трос на карабине и аккуратно опустите насос, удерживая его на тросе.
Когда насос достиг дна, приподнимите насос примерно на 0,5-1 м и зафиксируйте крышку оголовка на обсадной трубе штатными болтами.
5, 6. Для соединения трубы с фасонными частями трубопровода понадобятся обжимные соединениядля трубы. Они могут быть, как бронзовыми, так и пластиковыми. Мы рекомендуем остановиться на пластиковых соединениях. Почему? Они дешевле бронзовых соединений почти в 10 раз. А с точки
зрения функциональности ничем им не уступают. Для типовой схемы подключения потребуются три ПНД муфты 32*1” наружная резьба и один ПНД уголок 32.
Трос из нержавеющей стали для вытягивания насоса из скважины в случае его поломки или профилактики. Обычно берут трос диаметром 3 мм. Для троса обязательно приобретается два зажима.
7. Шаровые краны. Краны служат для того, чтобы отсечь давление от колбы при замене картриджа и при ремонте в бытовой сети.
8. Колба фильтра Big Blue и картридж механической очистки 10мкм защищаютсантехническое оборудование от посторонних частиц.
9, 10. Адаптер на 5 и на 3 выходов для подключения манометра, реле сухого хода и реле давления.
Датчик сухого хода защитит Ваш насос от пуска «в сухую» и предотвратить поломку насоса. Реле сухого хода отключает насос в случае, если в скважине заканчивается вода. Является обязательным элементом. В случае его отсутствия есть вероятность перегрева насоса и выхода его из строя. Если вода по какой либо причине слилась из системы, то систему необходимо снова заполнить.
Датчик давления обеспечивает включение насоса, если давление в системе упало — пошло потребление воды.
14. Подводка 1” Гигант. Служит для подключения расширительного бака. Устанавливать подводку меньшего диаметра нельзя.
15. Гидроаккамулятор (расширительный бак). Это накопительная емкость, внутри которой находится резиновая мембрана. Использование расширительного бака дает возможность при малом потреблении воды не включать насос, и покрывать потребности в воде за счет жидкости, хранящейся в баке. Это позволяет увеличить срок службы насоса.
Расширительный бак так же позволяет избежать гидроударов.
Как правильно подобрать емкость бака гидроаккамулятора?
Если количество потребителей не превышает 3-х человек, а установленный насос имеет производительность до 2 кубометров в час, рекомендуется брать бак объемом от 20 до 24 л и выше. Если число потребителей от 4 до 8 человек и производительность насоса до 3,5 кубометров в час, устанавливается бак объемом 50 л и выше. Если количество потребителей больше 10 человек и производительность насосного оборудования составляет больше 5 кубометров в час, выбирают бак 100 л и выше.
В любом случае, чем больше емкость бака, тем меньше включений / выключений насоса. Тем более долгий срок он будет служить.
В зависимости от наличия свободного места можно выбрать как горизонтальный, так и вертикальный бак.
Запуск скважинного насоса
1. Перед началом работы возьмите автомобильный манометр и проверьте давление в гидробаке. В обычных бытовых условиях заводских установок -1,5 атмосферы (бара) будет вполне достаточно.
2. Откройте любой из бытовых смесителей в верхней точке потребления и включите насос. Дайте поработать насосу до тех пор пока из смесителя не начнет поступать непрерывная струя воды без воздуха. Система полностью заполнена водой.
4. Закройте кран. Пусть насос проработает некоторое время, пока не будет достигнуто заданное значение давления воды в системе, и насос остановится самостоятельно.
Запуск скважинного насоса завершен.
Это система автоматического водоснабжения дома на базе погружного скважинного насоса.
Установка в скважине: Часть 2 — Установка насоса
Серия
: Установка в скважине
Установка в скважине: Часть 1 — Бурение
Установка в скважине: Часть 2 — Установка насоса
Установка в скважине: Часть 3 — Временная установка
Установка в скважине: Часть 4. Тестирование воды
В первом сообщении в блоге этой серии мы пробурили нашу скважину, и после первого попадания в воду на глубине около 60 футов мы продолжили еще 100 футов, пока не достигли потока более 30 галлонов в минуту.
Но этой воды все еще очень много в земле — чтобы ее выкачать, нам нужно установить скважинный насос, и это то, о чем мы расскажем в этом блоге.
In this article…
Pump selection
Drain valve
Drop pipe & fittings
Barb fittings
Stainless steel gear clamps
Thread sealant
Ограничитель крутящего момента
Wiring
Submersible PVC wire
Heat shrink splice kit
Cable guides
Electrical tape and cable ties
Safety rope
Well уплотнение
Датчики температуры
Установка
Опускание насоса
Резюме
Будучи партнером Amazon, мы зарабатываем на соответствующих покупках.
С нашим бурильщиком было здорово работать, и хотя они предлагают установку скважинных насосов как часть своих услуг, они были рады, что мы сделали это сами. Тем не менее, они дали нам отличное руководство, и здравомыслие проверило наш план для нас.
В нашем случае мы были уверены, что сможем сами установить скважинный насос, особенно учитывая, что наша скважина была не слишком глубокой. Этот пост в блоге задуман как описание нашего опыта, а не как руководство, однако вы можете найти его полезным, если решите сделать то же самое самостоятельно.
Выбор насоса
Первый и самый важный вопрос, на который нужно ответить, это какой скважинный насос вам нужен. В нашем случае наши требования были следующими:
Погружной насос для 6-дюймовой скважины (в отличие от струйного насоса и т. д.)
Подходит для установки на глубину до 160 футов так как он будет наполнять резервуар, а не распределять воду по дому)
Медленный старт (чтобы мы могли запустить его от портативного генератора или инвертора и батарей)
Работает на 120 В с использованием 2-проводного соединения (в отличие от 240 В по 3-проводному соединению)
В итоге мы выбрали Grundfos 10SQ05-110, который мы приобрели через Интернет в компании Water Pumps Direct.
Номинальная мощность всего 0,5 л.с., это довольно маломощный насос, но он способен перекачивать до 10 галлонов в минуту на глубине 110 футов. В то время как наша скважина имеет глубину 160 футов, у нас было более чем достаточно потока на глубине 110 футов, поэтому не было смысла углубляться.
Grundfos — это насос довольно высокого класса, который включает в себя ряд функций, в том числе функцию плавного пуска, которую мы хотели, а также различные средства защиты от перегрузки или перегрева.
Наш скважинный насос Grundfos 10SQ05-110 подсоединен к полипропиленовой трубе диаметром 1 дюйм 200 фунтов на квадратный дюйм с помощью зубчатых хомутов из нержавеющей стали на удлиненном штуцере из нержавеющей стали. На резьбовом соединении использовались лента и герметик.
Дренажный клапан
Глубина промерзания является мерой того, насколько глубоко промерзнет земля в самые холодные зимние периоды, а в нашем районе глубина составляет примерно 5 футов. Это означает, что для предотвращения замерзания водопровода вы должны закопать его ниже этой глубины, добавить изоляцию или использовать нагревательный провод.
Однако в краткосрочной перспективе (примерно через год) наш колодезный насос не будет питать подземный трубопровод, а будет подходить непосредственно к крану наверху колодца. Нам нужна была дополнительная защита, поэтому мы решили установить сливной клапан Flomatic 4501SS.
Спускной клапан Flomatic 4501SS установлен в верхней части тройника из нержавеющей стали. Он позволит воде стекать сверху при отключении скважинного насоса.
Этот клапан устанавливается примерно на 10 футов ниже верха колодца в тройнике из нержавеющей стали на одной линии с отводной трубой. Это приводится в действие давлением, так что когда насос включен, давление в отводной трубе закрывает клапан, но когда насос выключается, давление падает, клапан открывается, и вся вода выше сливного клапана сливается обратно через трубу. и из клапана обратно в колодец. (Насос имеет встроенный обратный клапан, поэтому вода не может стекать обратно по трубе через насос.)
Это работает только потому, что наша система не остается под давлением — она подается в бак, а не в домашнюю водопроводную систему под давлением. Это потому, что для слива воды давление должно упасть, что означает попадание воздуха в систему.
По существу это означает, что в отводную трубу над сливным клапаном не будет поступать вода, если не работает насос, а если воды нет, она не может замерзнуть!
Сам дренажный клапан изготавливается по заказу завода-изготовителя, поэтому мы купили его у местного поставщика сантехники. Доставка заняла пару недель, и это было последнее, что нам было нужно, прежде чем мы смогли установить насос.
Отводная труба и фитинги
Отводная труба — это труба, идущая от скважинного насоса до верхней части скважины (или переходника без приямка). Какой тип вы выберете, зависит от нескольких факторов, в первую очередь от глубины хорошо. Это потому, что, будучи трубой, по которой перекачивается вода, сам насос фактически висит на трубе, поэтому он должен быть достаточно прочным, чтобы выдержать вес.
В нашем случае мы решили использовать 1-дюймовую полипропиленовую трубу 200 фунтов на квадратный дюйм — (полу) гибкую трубу, которая поставляется в длинном непрерывном бухте. Мы купили два рулона у нашего местного поставщика сантехники, хотя, оглядываясь назад, можно было достаточно
Профессиональный совет: часто полипропиленовая труба рассчитана только на 160 фунтов на квадратный дюйм, но наш бурильщик порекомендовал нам использовать прочную трубу на 200 фунтов на квадратный дюйм.
Почти все остальные детали, которые мы использовали в установке скважинного насоса, мы заказывали через Интернет в компании Aqua Science. Мы не связаны с ними и заплатили полную цену за все. Но я рад порекомендовать их — у них не только фантастический выбор продуктов, но и быстрая доставка, а их служба поддержки клиентов отлично ответила на мои вопросы.
Зазубренные фитинги
Полиэтиленовые трубы соединяются между собой с помощью зазубренных фитингов. Сначала я отнесся к ним скептически, но, опробовав их на тестовом образце, при правильном использовании они оказались сильными!
Мы решили использовать зазубрины из нержавеющей стали везде, где это возможно, но, опасаясь гальванической коррозии (вызванной контактом двух разнородных металлов), я использовал латунные зазубренные фитинги там, где они будут соединяться с другими латунными деталями. Топ.
Профессиональный наконечник: , если вы используете латунные фитинги, убедитесь, что они подходят для питьевой воды и не содержат свинец.
Лучший способ их установки — нагреть полипропиленовую трубу, а затем полностью надеть ее на штуцер. Обычно я бы использовал тепловую пушку, но, поскольку у нас не было подходящего источника энергии на буровой площадке, я решил вместо этого использовать паяльную лампу. Даже при нагреве требуется значительное усилие, чтобы надеть полиэтиленовую трубу на каждый фитинг.
Совет: надевайте перчатки при работе с фитингами с шипами! Шипы обманчиво острые, и у меня было несколько порезов на руках из-за того, что я не надел перчатки.
Зубчатые хомуты из нержавеющей стали
Зазубрины предотвращают соскальзывание полипропиленовой трубы, и после того, как труба остынет и затянется, соединение станет прочным. Но чтобы сделать его еще прочнее, мы использовали зубчатые хомуты из нержавеющей стали — два на обычных зазубренных фитингах и три на удлиненных зазубренных фитингах, которые крепились к самому насосу.
Важно, чтобы все они были изготовлены из нержавеющей стали, так как иногда головка или корпус из обычной стали подвержены коррозии во влажной среде.
Boshart рекомендует затягивать все зубчатые хомуты с усилием 60 дюйм-фунтов, поэтому мы использовали небольшой динамометрический ключ с головкой 3/8 дюйма, чтобы затянуть их до нужного крутящего момента.
Резьбовой герметик
с резьбой, и важно получить надежное и герметичное соединение, не повреждая фитинги.Нержавеющая сталь, в частности, подвержена истиранию — форме адгезионного износа настолько сильному, что детали будут заедать, по существу, при холодной сварке вместе.
Чтобы предотвратить это, мы намотали пару витков тефлоновой ленты, специально предназначенной для нержавеющей стали, затем нанесли герметик для трубной резьбы и затянули фитинги с помощью регулируемых плоскогубцев. Эта комбинация должна обеспечить отсутствие утечек в соединениях без риска их заедания в случае, если в будущем нам понадобится их разъединить.
Ограничитель крутящего момента
Когда насос каждый раз раскручивается, он может создавать значительный крутящий момент, создавая нагрузку на фитинги и электропроводку, а также потенциально трение о стенки ствола скважины, вызывая со временем абразивное повреждение.
Это синее резиновое устройство представляет собой ограничитель крутящего момента и предотвращает вращение насоса в стволе скважины при его запуске.
У нас насос с медленным пуском, который должен снизить интенсивность пускового крутящего момента, но, тем не менее, мы решили установить ограничитель крутящего момента. Эти резиновые фитинги устанавливаются на отводной трубе прямо над скважинным насосом и прижимаются к стенкам скважины, сопротивляясь крутящему моменту и предотвращая повреждения.
Электропроводка
Погружной трос из ПВХ
Учитывая влажную рабочую среду внутри скважины, используется специальный трос для скважинных насосов. В нашем случае мы выбрали погружной провод ПВХ 10/2 — 2-жильный витой кабель с изолированным заземлением.
Реально для 30-метрового пробега около 7 ампер этот провод слишком большой, но использование более крупного провода не только уменьшит падение напряжения (и, следовательно, нагрев), но также будет служить в качестве резерва для поддержки веса насоса. поли труба выходит из строя.
Комплект для сращивания с термоусадкой
Погружной насос поставлялся с гибкими проводами длиной в несколько футов, которые необходимо нарастить на купленный нами погружной провод из ПВХ. Учитывая, что это соединение будет под водой, крайне важно, чтобы оно было прочным и водонепроницаемым.
Как мы часто делаем, мы решили использовать многослойную защиту, и первым слоем является использование подходящего комплекта для сращивания с термоусадкой. После обжима проводов прозрачная пластиковая термоусадочная трубка нагревается, плотно сжимается вокруг места соединения и защищает его от проникновения воды.
В дополнение к этому, мы дополнительно обмотали все соединение прорезиненной лентой. Это был мой первый раз, когда я использовал этот материал, и я люблю его! Он не липкий сам по себе, но связывается сам с собой, образуя непрерывное резиновое уплотнение, когда вы оборачиваете его вокруг провода.
Монтажники скважинных насосов обычно могут использовать термоусадочную муфту или прорезиненную ленту. Мы решили использовать оба, чтобы дать нам максимальную уверенность в этих соединениях.
Направляющие троса
Распространенным видом отказа скважинных насосов является повреждение проводки, часто вызванное трением троса о стенки ствола скважины с течением времени и коротким замыканием. Чтобы удерживать провод по центру ствола скважины, мы использовали защелкивающиеся направляющие из полимерного кабеля.
Эти круглые пластиковые направляющие защелкиваются на полиэтиленовой трубе и удерживают провод на месте, чтобы он не терся о стенки. Рекомендуется устанавливать один из них через каждые 20 футов вдоль отводной трубы.
Изоляционная лента и кабельные стяжки
Я хочу сделать особое замечание по поводу изоляционной ленты. Вы будете использовать много из этого. В нашем случае мы использовали почти 4 рулона изоленты 3M Scotch Super 33+ только на одну эту установку!
Мы использовали его, чтобы прикрепить провод к отводной трубе через каждые 2-3 фута, обернуть зажимы шестерни, чтобы скрыть любые острые края, и обернуть несколько слоев вокруг электрических соединений, чтобы защитить их. Убедитесь, что у вас есть много!
Мы также использовали несколько высококачественных кабельных стяжек в ряде ключевых областей, чтобы обеспечить дополнительную безопасность.
Страховочный трос
Это одна из областей, где мы отклонились от совета, который дал нам наш бурильщик. Многие профессиональные монтажники, в том числе и наши, не утруждают себя установкой страховочной веревки. Как правило, они говорят, что если отводная труба выходит из строя и необходимо вытащить скважинный насос, они все равно будут использовать электрические провода.
Возвращаясь к комментарию «многослойная защита», мы решили установить плетеный полипропиленовый страховочный трос диаметром 1/4 дюйма для дополнительной безопасности. За 34 доллара это выглядело как дешевая страховка! Восьмая петля и двойной изгиб рыбака в качестве стопора.Для дополнительной безопасности я обмотал оба узла изолентой.
У скважинного насоса был крюк для крепления 1/4-дюймовой полипропиленовой трубы. Я также обмотал изолентой зубчатые зажимы из нержавеющей стали, чтобы острые края не повредили страховочный трос.
Уплотнение скважины
Долгосрочный подход наша скважина будет использовать безамбарный переходник (который мы уже установили в стволе скважины, но это для отдельного поста в блоге) и подземный подвод к хозяйственному зданию
Однако пока это здание не будет готово, мы будем просто иметь кран наверху колодца и вручную включать и выключать колодезный насос, когда нам нужна вода. Этого будет достаточно для полива растений, мытья транспортных средств или заполнения бака свежей водой в нашем доме на колесах.0015
Поэтому мы выбрали уплотнение для скважины Campbell SUB6X1. Предназначенное для скважин диаметром 6 дюймов, двухкомпонентное уплотнение имеет отверстие диаметром 1 дюйм в центре для отводной трубы, отверстие с резьбой 1 дюйм для установки электрического кабелепровода для проводов и отверстие с резьбой 1/2 дюйма для вентиляционного отверстия.
Синяя круглая сборка — уплотнение скважины Campbell SUB6X1. Полиэтиленовая труба проходит через отверстие в центре и свисает вниз, удерживаемая зубчатыми зажимами, которые не проходят через отверстие.
Патрубок пропускают через уплотнение колодца и на конце устанавливают штуцер. Когда уплотнение колодца установлено на верхней части вала колодца и затянуто четырьмя болтами, резиновая прокладка между двумя половинами уплотнения прижимается к отводной трубе, предотвращая ее падение. На это одно соединение приходится весь вес насоса, отводной трубы, провода и фитингов!
Температурные датчики
Одним из преимуществ самостоятельной установки скважинного насоса является то, что мы можем настроить его по индивидуальному заказу. В нашем случае мы хотели установить несколько датчиков температуры в самой скважине.
Мониторинг, домашняя автоматизация и интеллектуальное управление являются фундаментальными целями строительства нашего дома, поэтому имеет смысл контролировать одну из наших наиболее важных систем — водоснабжение. Поэтому мы установили в скважине три проводных датчика температуры DS18B20.
Первый крепится на самом скважинном насосе и позволит нам следить за его температурой, чтобы убедиться, что он не перегревается. Долгосрочные тенденции могут даже помочь нам определить неисправный насос, поврежденную линию подачи или другие сценарии отказа.
Второй монтируется на небольшом расстоянии над насосом и предназначен для измерения температуры окружающей воды. Во время работы скважинного насоса также может наблюдаться повышение температуры из-за теплопроводности насоса.
Последний, гораздо более мелкий, прикреплен к тройнику сливного клапана в сборе. Чтобы это работало должным образом, сливной клапан должен оставаться выше точки замерзания, и этот датчик позволит нам контролировать это.
Поскольку датчики имеют только около 10 футов провода, я соединил несколько кабелей Ethernet CAT6e, чтобы удлинить их. Прежде чем сделать это, я также подключил простую систему Arduino для считывания аппаратного идентификатора каждого из них, чтобы я мог записать его местоположение и убедиться, что мы считываем правильные датчики позже.
Я сделал эту простую схему Arduino и программу для считывания аппаратного адреса с каждого датчика DS18B20.
Честно говоря, сенсоры — это авантюра. Хотя они предположительно водонепроницаемы, я понятия не имею, как долго они продержатся на такой глубине при давлении около 50 фунтов на квадратный дюйм. Чтобы дать им наилучшие шансы, я надел на каждый и термоусадочную трубку, а обмотал ее прорезиненной лентой. Сращивание тонких многожильных проводов с твердыми проводами в CAT6e также было сложной задачей, и еще неизвестно, будут ли они работать на длинном участке провода.
Сращивание тонких многожильных проводов от датчиков DS18B20 (справа) и сплошных проводов CAT6e (слева) было очень сложной задачей в полевых условиях. После их сращивания и термоусадки по отдельности я надел большой кусок термоусадочной трубки на всю площадь, а затем обмотал все это прорезиненной лентой.
Но каждый датчик стоит всего несколько долларов, так что инвестиции скромные. Скрестим пальцы, работает!
Установка
Поскольку я подробно рассказал об отдельных компонентах в предыдущих разделах, я собираюсь сделать эту часть поста краткой и сосредоточиться на самом процессе.
Мы начали с предварительной сборки всех фитингов, которые могли: штуцер скважинного насоса, тройник дренажного клапана и короткую 10-футовую отводную трубу, которая будет проходить от дренажного клапана к уплотнению скважины.
Затем мы проложили ответвительную трубу, провод из ПВХ и кабель CAT6e и обрезали их по длине. Мы обрезали отводную трубу до 100 футов (расстояние от скважинного насоса до сливного клапана) и оставили излишки на проводе и кабеле CAT6e, обрезав их примерно до 130 футов или около того.
Затем мы установили датчики температуры, прикрепив каждый из них к кабелю CAT6e, а затем запечатав их и закрепив изолентой.
Примерно разложив вещи, мы установили ограничитель крутящего момента и прикрепили страховочный трос к насосу, затем прикрепили электрический провод и кабель CAT6e к отводной трубе изолентой через каждые 2-3 фута.
Наша отводная труба и трос в сборе готовы к опусканию в шахту колодца. Первая кабельная направляющая установлена, но синие ленты, расположенные на расстоянии 20 футов друг от друга, отмечают место, где добавляются кабельные направляющие непосредственно перед опусканием этой секции в ствол скважины.
Мы решили не устанавливать защелкивающиеся направляющие троса, чтобы они не волочились по земле при опускании помпы, а вместо этого отметили места с помощью синей ленты (на самом деле куски подложки из прорезиненной ленты).
Опускание помпы
Мы немного волновались по поводу опускания помпы — насколько тяжелой она будет, и сможем ли мы остановить ее и удержать на месте, если это необходимо?
По сути, это была еще одна причина, по которой мы решили установить страховочный трос. Используя карабин, свисающий с вил нашего трактора над стволом скважины, я привязал сцепку Super Munter к страховочному тросу, чтобы мы могли контролируемо опускать насос, легко привязывая его при необходимости для установки направляющих троса.
Серьезной проблемой является повреждение трубы или проводов об острые края стальной обсадной трубы. Чтобы предотвратить это, мы использовали комплект съемника насоса от Aqua Science. Его покупка стоит 350 долларов, но вы можете вернуть его в любое время и получить обратно 85% своих денег, так что по сути это арендная плата около 50 долларов.
Как видите, по тому, как легко я держу трубку одной рукой, процесс оказался намного проще, чем мы опасались. Тем не менее, страховочная веревка через карабин все еще была хорошей подстраховкой.
Процесс оказался намного проще и менее напряженным, чем мы опасались! Колодезный насос не такой уж тяжелый, а трубка была наполнена воздухом, поэтому в воде она несколько плавала (наш уровень воды всего около 15 футов ниже поверхности). Кроме того, ограничитель крутящего момента прилегает к стенкам скважины с трением, что также предотвращает любые внезапные падения.
В общем, нам потребовалось всего около 15 минут, чтобы опустить насос, продеть провода и страховочный трос через уплотнение колодца и закрепить его на месте.
Готовый (на данный момент) результат. Следующим шагом будет подключение проводки и установка крана.
Резюме
В общем, мы потратили большую часть дня на то, чтобы все подключить, собрать и установить на место. Мы не торопились, удостоверились, что у нас есть все нужные инструменты и детали, и все прошло точно по плану — у нас был буквальный, подробный план, написанный на вики, которую мы используем для документирования этих проектов!
Установка скважинного насоса — это то, что большинство людей предпочитают заключать на подряд, но благодаря нашим исследованиям и поддержке нашего бурильщика мы смогли безопасно и компетентно сделать это самостоятельно.
Таким образом, мы не только сэкономили на оплате труда, но и смогли купить необходимые детали и материалы по лучшим ценам, а также настроить установку так, как мы хотели. уверен, что большинство установщиков были бы очень смущены просьбой установить датчики!
Установка скважинного насоса стала важной вехой, и она делает нас на один шаг ближе к водопроводу на нашей территории.
Следующим шагом будет подключение временной электрической системы, которая позволит нам вручную запускать скважинный насос от портативного генератора или от нашего электрического щита, как только мы подключимся к сети.
Присоединяйтесь к нам в части 3, пока я строю электрический столб для размещения электрических цепей, которые нам нужны, чтобы, наконец, откачивать воду из нашего колодца!
Как заменить мой погружной скважинный насос? — Сервис насосов в Оквилле
Домовладельцы со своими колодцами часто не знакомы с процессом демонтажа или установки погружного скважинного насосного оборудования. В этом блоге дается краткий обзор процесса замены погружного скважинного насоса. Если вам интересно, где можно купить погружной скважинный насос, ознакомьтесь с этой статьей, чтобы получить помощь!
Диагностика
Первая часть процесса включает выявление проблемы. Возможно, давление или расход воды низкие, что указывает на износ насоса. Возможно, у вас очень высокие счета за электроэнергию, потому что труба, идущая к погружному скважинному насосу внутри скважины, сделана из металла, который проржавел, и теперь в нем есть отверстие! Может быть, вы проснулись, а воды просто нет. Какой бы ни была причина, необходима правильная диагностика. Технический специалист проверит, подается ли питание на ваше насосное оборудование и правильно ли работает реле давления или другое управляющее оборудование. Они также проведут электрические проверки двигателя погружного насоса и проводки. Во многих ситуациях проблема лежит на поверхности с неисправным переключателем или неисправным блоком управления. Как только они поймут причину неисправности, они смогут отремонтировать наземное оборудование и включить воду. Однако в некоторых ситуациях проблема гораздо глубже — буквально! В этих случаях погружной скважинный насос необходимо извлечь из глубины земли, чтобы устранить проблему.
Оборудование и доступ
Большинство погружных скважинных насосов в долине Напа устанавливаются на глубине более 150 футов. Общий вес насоса, провода, трубы и воды в трубе часто превышает 150 фунтов. Для глубоких колодцев с большими насосами и трубопроводами вес может достигать многих тонн! Из-за веса оборудования, воды и потенциальной опасности большинство насосных компаний больше не тянут скважины вручную. Имея это в виду, погружные скважинные насосы устанавливаются или удаляются из вашей скважины с помощью «насосной тележки» или крана. Для этого оборудования требуется доступ в пределах нескольких футов от колодца и подъездная дорога, свободная от деревьев, ветвей и ландшафта. Многие домовладельцы не понимают, что доступ к скважине должен быть сохранен, чтобы можно было заменить погружной скважинный насос. В некоторых случаях можно использовать очень большие краны для перемещения на большие расстояния по озеленению или зданиям, но это быстро увеличивает затраты, связанные с демонтажем и установкой скважинного насоса. Чтобы обеспечить быстрое и экономичное обслуживание скважинного насоса, держите открытым доступ к буровой площадке, расчищая ветви и кустарники. Если необходимо передвигаться по газонам или грязным участкам, большинство насосных компаний будут использовать маты или фанеру, чтобы свести к минимуму повреждение газона и обеспечить сцепление, чтобы оборудование не застревало. Имейте в виду, что дополнительное время и материалы, связанные с этими дополнительными усилиями, увеличат стоимость предстоящей работы.
Отключение оборудования
После обнаружения и установки насосной тележки рядом с вашей скважиной техники проверят, чтобы насос был выключен, а затем отсоедините водопроводные и электрические соединения от скважинного насоса. В этот момент ваш колодец не сможет обеспечить вас водой. Если это прямой ремонт или замена, у вас, вероятно, не будет воды в течение нескольких часов. Если обсадная труба колодца загрязнена или есть признаки того, что обсадная труба изношена или повреждена, то потребуется дополнительное время для очистки/ремонта обсадной трубы, возможно, несколько дополнительных дней. На длительные периоды ремонта Oakville Pump Service помогает нашим клиентам подключиться к соседу, а в случае, если рядом нет соседа, мы можем предоставить водовоз с питьевой водой в нем.
Снятие погружного насосного оборудования
Теперь вернемся к процессу снятия или «вытягивания» погружного скважинного насоса. Скважинный насос, труба и трос поднимаются из-под земли секциями трубы длиной ~ 20 футов. После удаления и отсоединения каждой 20-футовой секции трубы она будет располагаться горизонтально на опорах рядом со скважиной, а проволока будет наматываться/наматываться по мере ее извлечения из скважины. Процесс удаления может быть очень грязным процессом! Вода часто содержит железо, марганец и другие минералы, покрывающие трубы и провода. Эти минералы покрывают трубы и проволоку, часто смещаются и падают вблизи скважины.
Проверка/тестирование и обновление информации для клиентов.
ОБРАТНЫЙ КЛАПАН ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 1 1/4″(1,25) x 1″ ДЛЯ НАСОСА ВОДЯНОЙ СКВАЖИНЫ НАПОРНЫЙ БАК FLOMATIC 4221LSS2
Купить на Амазоне
После того, как труба, силовой кабель насоса, обратные клапаны, ограничитель крутящего момента и насос будут извлечены из-под земли, колодец накрывают в целях безопасности и гигиены. Каждый компонент, который был удален из скважины, проверяется/испытывается. Записывается глубина насоса, модель насоса, глубина скважины и глубина до воды, а также делаются заметки о состоянии оборудования, извлеченного из скважины. На этом этапе один из наших менеджеров проекта проведет обсуждение с клиентом, чтобы помочь ему понять, что наши технические специалисты обнаружили во время удаления/проверки. Мы помогаем нашим клиентам понять, что пошло не так, и найти лучший способ двигаться вперед с учетом бюджета, качества, гарантии и долговечности. Если есть какие-либо улучшения в доступных технологиях, мы объясним эти улучшения и дадим соответствующие рекомендации.
Установка
После того, как с заказчиком составлен план, какие компоненты необходимо заменить, новые компоненты подготавливаются к установке. В обсадную колонну заливается небольшое количество хлора NSF, предназначенного для систем питьевого водоснабжения. Погружной скважинный насос подсоединяется к трубе и проводу, а затем опускается в скважину на 20 футов за раз. Провод закрепляется на трубе и устанавливаются обратные клапаны в соответствии с рекомендациями производителя. При достижении полной глубины насоса. уплотнение колодца устанавливается на самый верхний отрезок трубы, а затем узел устанавливается на обсадную трубу колодца.
Промывка скважины и завершение проекта
Помните все те минералы и отложения на трубе, проводе и насосе, о которых мы упоминали в процессе удаления? Ну, те тоже в колодце и их потревожили! После переустановки нового оборудования в колодец вода из колодца часто окрашивается в красный, коричневый или черный цвет.
Двутавр металлический – это изделие из металла, которое имеет особый профиль. Его изготавливают из разного типа сталей, для их производства применяют методы горячего проката. Кроме этого, двутавровая балка может быть изготовлена из дерева или из полимерных материалов. Отличительной чертой от других типов балок является в том, что в сечении оно напоминает букву «Н».
Любые металлические двутавры изготавливаются в строгом соответствии с требованиями ГОСТ и ТУ, поэтому они имеют регламентированную форму и состав. Благодаря этому, можно легко рассчитать необходимые размеры и параметры балок двутавровых, необходимых для конкретной конструкции.
Изготавливают двутавры стальные методом прокатывания, заготовками от 3 метров до 12 метров. По желанию заказчика метраж может быть увеличен.
Двутавровые профили могут быть использованы для любых видов строительных конструкций — колонны, рамы, ограждения котлованов и фундаментов, различные элементы при строительстве ферм, а также для зданий и сооружений любого уровня ответственности.
Чем тоньше стенка у двутавровой балки, тем выгоднее сечение балки при работе ее на изгиб. Однако по условиям технологии прокатки у большинства двутавров стенки получаются значительно толще, чем это требуется по условию их устойчивости. Благодаря сосредоточению материала в полках двутавры стальные имеют большую жесткость относительно оси x, но небольшая ширина полок делает их малоустойчивыми относительно оси y. Двутавровые металлические балки применяются в изгибаемых элементах (балках), а также в ветвях решетчатых колонн и различных опор, где для их устойчивости применяются составные сечения. При невозможности применения двутавра в строительных конструкциях можно прибегнуть к замене двутавра на швеллер металлический, иди на другой аналог профиля.
Балки двутавровые с параллельными гранями полок имеют три основных типа: нормальные двутавры (Б), широкополочные двутавры (Ш), колонные двутавры (К). Отношение ширины полок к высоте балочных профилей (Б) и (Ш) лежит в пределах от 1:1. 65 — при малых высотах, до 1:1.25 — при больших высотах.
Колонные профили (К) имеют отношение ширины полок к высоте, близкое 1:1, что придает им устойчивость относительно вертикальной оси. Конструктивные преимущества, параллельность граней полок и мощность сечений, позволяют применять двутавры с параллельными гранями в виде самостоятельных элементов, балки, колонны, стержни тяжелых ферм, не требующие почти никакой обработки, что снижает трудоемкость изготовления конструкций в 2-3 раза. Из двутавров стальных путем разрезки полки в продольном направлении получают тавровые профили, удобные для применения в решетчатых конструкциях. При отсутствии необходимого сортамента прокатных двутавров, они могут заменяться соответствующим сортаментом сварных двутавров.
Геометрическими характеристиками являются:
• Высота – расстояние между двумя плоскими площадками, называемыми полками, в сечении двутаврового профиля;
• Ширина – длина полок двутавра;
• Толщина стенки – толщина средней плоскости, находящейся между полками балки. Этот размерный параметр является одним из наиболее важных, так как от толщины стенки напрямую зависит несущая способность и прочность двутавровой балки;
• Средняя толщина полки. Полки двутавра не прямоугольные, а имеют неправильную форму. К концам полки они сужаются, а в середине полки, к месту примыкания ее к стенке, расширяются вовнутрь. Поэтому средняя толщина полки балки рассчитывается по следующей формуле: ширина полки минус толщина стенки, деленная на четыре;
• Радиус внутреннего закругления – это параметр закругления полки балки в месте ее примыкание к стенке. Благодаря тому, что полка примыкает к стенке не под прямым углом, а по радиусу возрастают ее прочностные характеристики. Радиус закругления полки. Так как на концах полки не требуется такая толщина и основная нагрузка идет к центру балки на стенку, то полки двутавра сужаются по радиусу;
• Уклон внутренней части полки. Полка также может идти под определенным углом по внутренней части, расширяясь к центру.
От данных параметров напрямую зависят технические характеристики двутавра, поэтому все они прописаны в ГОСТе и должны быть выполнены в строгом соответствии с ними.
➤ Горячекатаные двутавры.
Когда нужно изготовить двутавр, самый простой способ — это воспользоваться станами горячей прокатки. При помощи заготовок, подвергая материал сдавливающему действию многочисленных валков, заготовка в итоге удлиняется, а затем приобретает узнаваемый Н-образный профиль.
Сортамент двутавров изготовленных с помощью горячего проката определяет ГОСТ 8239-89. в нем определены общие параметры проката, его размеры, обозначения, моменты инерции, а также предельные допуска на готовую продукцию.
Теперь рассмотрим преимущества и недостатки использования материала.
Преимущества стальной горячекатаной балки:
• Монолитность, так как балки не имеют соединительных сварных швов;
• Изготовление – относительно простое;
• Более высокие показатели жесткости и прочности, чем у обычных металлоконструкций.
Недостатки горячекатаной металлической балки:
• На поверхности балки достаточно быстро остаются различные следы;
• Ограниченный сортамент, ведущий к оговоренному ранее индивидуальному размеру и единичном производству, что увеличивает время ожидания;
• Нет возможности удешевить материал по причине сочетания разных видов сталей.
➤ Сварные двутавры.
Сварной двутавр — это балка, изготовленная из черного металла, имеющая сечение, по форме напоминающее букву «Н». Свое название балка получила за счет того, что при ее изготовлении дважды используется тавровое соединение.
Технология производства сварных двутавров несколько отличается: из листовой заготовки требуемой толщины нарезаются полосы. Затем из них сваривается Н-образная конструкция необходимой конфигурации.
Сварочные швы должны быть тщательно проверены на предмет прочности и качества. Для этого они проходят ультразвуковой контроль, шлифуются, и изделие покрывается защитным слоем.
Из основных достоинств сварных двутавровых балок можно указать то качество, что они помогут сделать перекрытие на больших пролетах без необходимости строительства центральной несущей стены. Также они выдерживают большие нагрузки разного характера, как вертикальные, так и горизонтальные. Они пожаробезопасны, устойчивы к коррозии, позволяют построить здание в кратчайшие сроки. Это лишь некоторые причины, по которым двутавровые балки получили свою популярность в частном и промышленном строительстве.
Приемущества сварных двутавров:
• Чистая поверхность изделия;
• Возможность изготовить балки с разной шириной/толщиной, не прописанных в ГОСТах;
• Использовать различные виды стали для определенных целей — придать особые свойства, уменьшение веса конструкции, а также для снижения стоимости.
Недостатками сварного двутавра — наличие швов. Это существенно снижает прочность конструкции. Тем более если сварка имеет дефект. Но при необходимости она может быть усилена ребрами жесткости.
Использование дополнительных деталей для усиления. Использование арматуры или другого материала при создании ребер жесткости приводит к дополнительным затратам денег и времени, что приводит к увеличению стоимости.
Двутавровые балки сварные — отличная альтернатива классическим межэтажным перекрытиям. Но при их сварке нужно учесть множество нюансов и строго соблюдать технологию, иначе ваша крыша гарантировано пойдет «волной». Если вы все же решили использовать в строительстве сварные двутавры, то приобретайте их у известного производителя. Конечно, Вы не сможете быть уверены в их абсолютном качестве, но крупный производитель хотя бы будет иметь на руках сертификаты, подтверждающие соответствие их продукции ГОСТу.
➤ Алюминиевый двутавр.
Алюминиевый двутавр непригоден для создания несущих конструкций. Подходит он именно для сооружения вспомогательных, например, перегородок в большом офисном помещении. Момент сопротивления стали, равно как и прочность, упругость, в несколько раз превосходит алюминий. Обусловлена высокая прочность не менее высокой плотностью материала: чем толще и тяжелее, не смотря на всё это, алюминиевый двутавр занимает лидирующее место на отечественном рынке металлопроката.
Алюминиевый двутавр применяется:
• В первую очередь, это несущие конструкции в строительстве, такие как вентилируемые фасады или конструкции из листового алюминия или композитных панелей;
• В индустрии изготовления мебели, шкаф-купе и фасады, в качестве соединительных, направляющих и декоративных элементов;
• Для остекления лоджий и балконов, в производстве садово-огородных теплиц;
• Для изготовления стеллажей, полок и других конструкций;
• При декоративном оформлении элементов интерьера для закрытия мест соединения панелей, выполненных из различных материалов;
• При оформлении рекламы, производстве торгово-выставочного оборудования и прочих рекламных носителей, при сооружении офисных, выставочных и жилых перегородок.
Алюминиевый двутавр обладает стойкостью к агрессивным средам, легким весом, нетоксичностью, магнитной непроницаемостью, электропроводимостью, коррозионной стойкостью и отличным эстетичным видом.
Алюминиевые двутавры изготавливаются из алюминия и сплавов различных марок, таких как: АМц, АД31Е, Д1, Д20, АД31, 1915, 1980, АКМ, ВАД1, ВД17 и других. Часто данные профили покрываются анодным слоем, который защищает его от коррозии.
ᐅ ПЛОТНОСТЬ СТАЛИᐅ ВЕС 1 МЕТРАᐅ ГОСТыᐅ МАРКИ СТАЛИ
Двутавр 20Б1 нормальный (балочный) по ГОСТ 26020-83. Размеры и геометрические характеристики
Сортамент
ГОСТ 26020-83
Двутавр нормальный (балочный)
20Б1
Размеры профиля
Геометрические характеристики
Высота сечения
h=200,0мм
Ширина сечения
b=100,0мм
Толщина стенки
s=5,6мм
Толщина полки
t=8,5мм
Радиус сопряжения
R=12,0мм
Площадь сечения
A=28,49см2
Масса одного метра сечения
M=22,4кг
Момент инреции относительно оси «x»
Ix=1943,0см4
Момент сопротивления относительно оси «x»
Wx=194,3см3
Статический момент половины сечения
Sx=110,3см3
Радиус инерции относительно оси «x»
ix=82,6см
Момент инерции относительно оси «y»
Iy=142,3 см4
Момент сопротивления относительно оси «y»
Wy=28,5 см3
Радиус инерции относительно оси «y»
iy=22,3 см
Другие названия:
Балка 20Б1
I20Б1
Поделиться/сохранить:
Отправить ссылку:
К таблице
10Б1
12Б1
12Б2
14Б1
14Б2
16Б1
16Б2
18Б1
18Б2
20Б1
23Б1
26Б1
26Б2
30Б1
30Б2
35Б1
35Б2
40Б1
40Б2
45Б1
45Б2
50Б1
50Б2
55Б1
55Б2
60Б1
60Б2
70Б1
70Б2
80Б1
80Б2
90Б1
90Б2
100Б1
100Б2
100Б3
100Б4
Все профили
Нормальный (балочный)
Широкополочный
Колонный
Балочный нормальный
Балочный широкополочный
Колонный
Свайный
Дополнительной серии балочный
Дополнительной серии колонный
Нормальный (балочный)
Широкополочный
Колонный
Дополнительной серии
С уклоном полок
С уклоном полок
Квадратная
Прямоугольная
Квадратная
Прямоугольная
Квадратная
Прямоугольная
Квадратная
Прямоугольная
Квадратная
Квадратная специального размера
Равнополочный
Неравнополочный
С параллельными гранями полок
С уклоном полок
С параллельными гранями полок
С уклоном полок
Экономичный с параллельными гранями полок
Легкой серии с параллельными гранями полок
Специальный
С уклоном полок
С уклоном полок
Профиль балки ISMB 200 | ISSP 6.
1
Площадь сечения
Поперечное сечение объекта — это форма, которую вы получаете, когда разрезаете объект прямо. Для цилиндра это может быть прямоугольник, круг и даже овал, в зависимости от того, как он был вырезан.
Глубина сечения
Эффективная глубина сечения d определяется как расстояние от крайней сжатой нити бетона до центра тяжести продольной растянутой арматуры.
Ширина фланца
Фактическая ширина полки – это шаг балки, равный расстоянию между средними точками соседних пролетов плиты.
Толщина фланца
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод. Бранч 3 Волчий лунный темп.
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Активировать этот раздел через URL
Толщина паутины
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод.
Момент инерции
111111Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод.
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Радиус вращения
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод. Бранч 3 Волчий лунный темп.
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Модуль сечения
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод. Бранч 3 Волчий лунный темп.
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Радиус корня
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод.
Радиус пальца ноги
111111Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод.
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Наклон фланца
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод. Бранч 3 Волчий лунный темп.
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Максимальный размер фланцевой заклепки
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Anim pariatur cliche reprehenderit, enim eiusmod high life accusamus Terry Richardson ad Squid. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum эйусмод. Бранч 3 Волчий лунный темп.
Duis autem vel eum iriure dolor in hendrerit in vulputate. Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Совершая монтаж трубопровода невозможно обойтись без использования плоских фланцев. Фланец — деталь в форме кольца, имеющая несколько отверстий для шпилек, присоединяющих соседнюю деталь. Фланец необходимо одеть на трубу, затем обварить по периметру, где проходит соединение. Из-за этого диаметр внутри деталей больше, чем наружный диаметр трубопроводов, к которым их приваривают.
Плоские расточенные фланцы, используют для прикрепления к полиэтиленовым трубам ПНД. Обычный стальной плоский фланец, который изготавливается по ГОСТ 12820-80, насаживают на полиэтиленовую втулку, растачивая его внутренний диаметр, до необходимого размера. Затем, к окончанию полиэтиленовой трубы приваривают окончание втулки. Такой способ позволяет межцентровму расстоянию, а также диаметру и количеству отверстий расточенных фланцев полностью совпасть с плоскими фланцами (ГОСТ 12820-80).
Мы предлагаем прижимные расточные фланцы для ПНД труб двух типов – с максимальным рабочим давлением в 10 и 16 атмосфер. Все изделия, представленные в прайс-листе, выполнены из высококачественной стали с антикоррозийным покрытием, что увеличивает срок эксплуатации деталей и устойчивость к воздействиям внешней среды
Фланцы приварные для стальных труб
Фланцы приварные на стальных трубопроводах используются прежде всего для соединений труб на различных промышленных предприятиях, в том числе нефтегазовых, переходах с разным диаметром, как в холодном, так и в умеренном климате. Подразделяются на плоские и воротниковые
Плоский приварной фланец — это широкое кольцо с небольшим цилиндрическим выступом с одной из стороны по внутреннему краю.
У воротникового фланца согласно помимо такого выступа с противоположной стороны есть еще и конусообразный выступ.
В результате два изделия принципиально различаются по способу крепления:
Применение:
фланцы плоские применяются при давлении от 0,1 до 2.5 МПа.
фланцы воротниковые применяются при давлении от 0,1 до 20 МПа.
Эта разница и обусловлена наличием специального ворота у воротникового фланца. Конусообразный воротник позволяет сделать фланцевое соединение намного крепче
Приварные фланцы это важная часть трубопроводных соединений. Чаще всего находят применение такие изделия как фланец приварной встык/воротниковый (перевод с английского — Weld Neck), фланец приварной (перевод с английского — Slip On), и многие другие.
Представляем вашему вниманию следующие виды фланцев
Чтобы грамотно выбрать плоские фланцы следует принимать во внимание условное давление, которое соединение способно выдержать, диаметр прохода для среды, его исполнение, зависящее, от поверхности под прокладку, а также из какого материала он изготовлен и рабочую температуру.
Для того, чтобы расчитать стоимость вашего заказа, необходимо ввести в форму собственные контактные данные. Наши сотрудники свяжутся с вами с вами в ближайшее время. Это позволит нам уточнить требуемые технические характеристики, получить необходимую информацию в отношении комплектации и сделать вам выгодное предложение. Заказ можно оформить в любое наиболее удобное для вас время.
Или просто позвоните нам в рабочее время по тел +7(812) 339 00 12
To play, press and hold the enter key. To stop, release the enter key.
При заказе через сайт дополнительная скидка для новых клиентов составит 5%.
Для постоянных клиентов действуют скидки и условия установленные персональным менеджером.
Вводя свои контакты в данной форме, вы даете соглашение на обработку персональных данных. читать текст соглашения
Фитинги для труб
На Главную
Фланец стальной плоский
Фланец стальной плоский предназначен для соединения трубопроводов на условное давление от 0,1 МПа до 2,5 МПа (от 1 кгс/см2 до 25 кгс/см2) и температуру среды от -40°С до +300°С.
Фланцы имеют уплотнительные поверхности исполнениями 1, 2, 3. Допускается изготовление фланцев с уплотнительной поверхностью исполнения 4, 5, 8 и 9.
Фланцы стальные плоские по ГОСТ 12820-80 имеют присоединительные размеры и размеры уплотнительных поверхностей по ГОСТ 12815-80.
Технические требования, материал фланцев, крепежных деталей и прокладок, а также маркировка, упаковка, транспортировка по ГОСТ 12816-80
Диаметр условный
Диаметр наружный
Диаметр по болтовым отверстиям D0, мм
Диаметр внутренний
Толщина фланца
Диаметр болтовых отверстий d0, мм
Количество отверстий
Масса,
Dy, мм
D, мм
dв, мм
b, мм
n, шт.
кг.
PN = 0,6 МПа (6 кгс/см2)
Фланец стальной Ду15
80
55
19
10
11
4
0,33
Фланец стальной Ду20
90
65
26
12
11
4
0,53
Фланец стальной Ду25
100
75
33
12
11
4
0,64
Фланец стальной Ду32
120
90
39
13
14
4
1,01
Фланец стальной Ду40
130
100
46
13
14
4
1,21
Фланец стальной Ду50
140
110
59
13
14
4
1,33
Фланец стальной Ду65
160
130
78
13
14
4
1,63
Фланец стальной Ду80
185
150
91
15
18
4
2,44
Фланец стальной Ду100
205
170
110
15
18
4
2,85
Фланец стальной Ду125
235
200
135
17
18
8
3,88
Фланец стальной Ду150
260
225
161
17
18
8
4,39
Фланец стальной Ду200
315
280
222
19
18
8
5,89
Фланец стальной Ду250
370
335
273
20
18
12
7,67
Фланец стальной Ду300
435
395
325
20
22
12
10,28
Фланец стальной Ду350
485
445
377
22
22
12
12,58
Фланец стальной Ду400
535
495
426
24
22
16
15,2
Фланец стальной Ду500
640
600
530
25
22
16
19,72
Фланец стальной Ду600
755
705
630
25
26
20
26,24
Фланец стальной Ду800
975
920
820
27
30
24
46,14
Фланец стальной Ду1000
1175
1120
1020
31
30
28
64,36
Фланец стальной Ду1200
1400
1340
1220
34
33
32
99,03
PN = 1,0 МПа (10 кгс/см2)
15
95
65
19
10
14
4
0,51
20
105
75
26
12
14
4
0,74
25
115
85
33
12
14
4
0,89
32
135
100
39
14
18
4
1,4
40
145
110
46
15
18
4
1,71
50
160
125
59
15
18
4
2,06
65
180
145
78
17
18
4
2,8
80
195
160
91
17
18
4
3,19
100
215
180
110
19
18
8
3,96
125
245
210
135
21
18
8
5,4
150
280
240
161
21
22
8
6,62
200
335
295
222
21
22
8
8,05
250
390
350
273
23
22
12
10,65
300
440
400
325
24
22
12
12,9
350
500
460
377
24
22
16
15,85
400
565
515
426
26
26
16
21,56
500
670
620
530
28
26
20
27,7
600
780
725
630
31
30
20
39,4
800
1010
950
820
37
33
24
79,16
1000
1220
1160
1020
43
33
28
118,43
1200
1455
1380
1220
51
39
32
197,44
PN = 1,6 МПа (16 кгс/см2)
15
95
65
19
12
14
4
0,61
20
105
75
26
14
14
4
0,86
25
115
85
33
16
14
4
1,17
32
135
100
39
16
18
4
1,58
40
145
110
46
17
18
4
1,96
50
160
125
59
19
18
4
2,58
65
180
145
78
21
18
4
3,42
80
195
160
91
21
18
4
3,71
100
215
180
110
23
18
8
4,73
125
245
210
135
25
18
8
6,38
150
280
240
161
25
22
8
7,81
200
335
295
222
27
22
12
10,1
250
405
355
273
28
26
12
14,49
300
460
410
325
28
26
12
17,78
350
520
470
377
30
26
16
22,88
400
580
525
426
34
30
16
31
500
710
650
530
44
33
20
57,01
600
840
770
630
45
39
20
80,03
800
1 020
950
820
49
39
24
104,41
1000
1255
1170
1020
58
45
28
179,37
1200
1485
1390
1220
71
52
32
297,78
PN = 2,5 МПа (25 кгс/см2)
15
95
65
19
14
14
4
0,7
20
105
75
26
16
14
4
0,98
25
115
85
33
16
14
4
1,17
32
135
100
39
18
18
4
1,77
40
145
110
46
19
18
4
2,18
50
160
125
59
21
18
4
2,71
65
180
145
78
21
18
8
3,22
80
195
160
91
23
18
8
4,06
100
230
190
110
25
22
8
5,92
125
270
220
135
27
26
8
8,26
150
300
250
161
27
26
8
10,12
200
360
310
222
29
26
12
13,34
250
425
370
273
31
30
12
18,9
300
485
430
325
32
30
16
23,95
350
550
490
377
38
33
16
34,35
400
610
550
426
40
33
16
44,62
500
730
660
530
48
39
20
67,3
600
840
770
630
49
39
20
90,87
800
1075
990
820
63
45
24
181,43
Пример условного обозначения фланца плоского приварного Ду 50 мм на Ру 1,0 МПа (10 кг/см2) исполнения 1:
Клиенты, которые просматривали этот товар, также просматривали
MISUMI использует файлы cookie для предоставления вам услуг и улучшения этого веб-сайта. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Принимаю
150 фунтов. Приварные фланцы
Скачиваний:
PL-0522-WFL
150 фунтов. Спецификация приварных фланцев
150 фунтов. Приварные фланцы
• Заглушки с выступающими фланцами • Фланцы с плоской поверхностью, надеваемые на скользящую поверхность • Фланцы с плоским торцом внахлестку • Фланцы с приподнятым торцом, надеваемые на заклепки • Фланцы с выступом под сварку внахлест (стандарт/XH) • Фланцы с выступом с резьбой • Фланцы с приварным выступом (стандартные / XH) • Размер 2–12 дюймов
 Между оболочкой и сердечником имеется свинцовая рубашка.
Между оболочкой и сердечником имеется свинцовая рубашка. При ударе пули о броню зажигательный состав воспламеняется, пламя через отверстие в броне, пробитое стальным сердечником пули, воспламеняет горючее. Головная часть пули окрашена в чёрный цвет с красным пояском.
При ударе пули о броню зажигательный состав воспламеняется, пламя через отверстие в броне, пробитое стальным сердечником пули, воспламеняет горючее. Головная часть пули окрашена в чёрный цвет с красным пояском.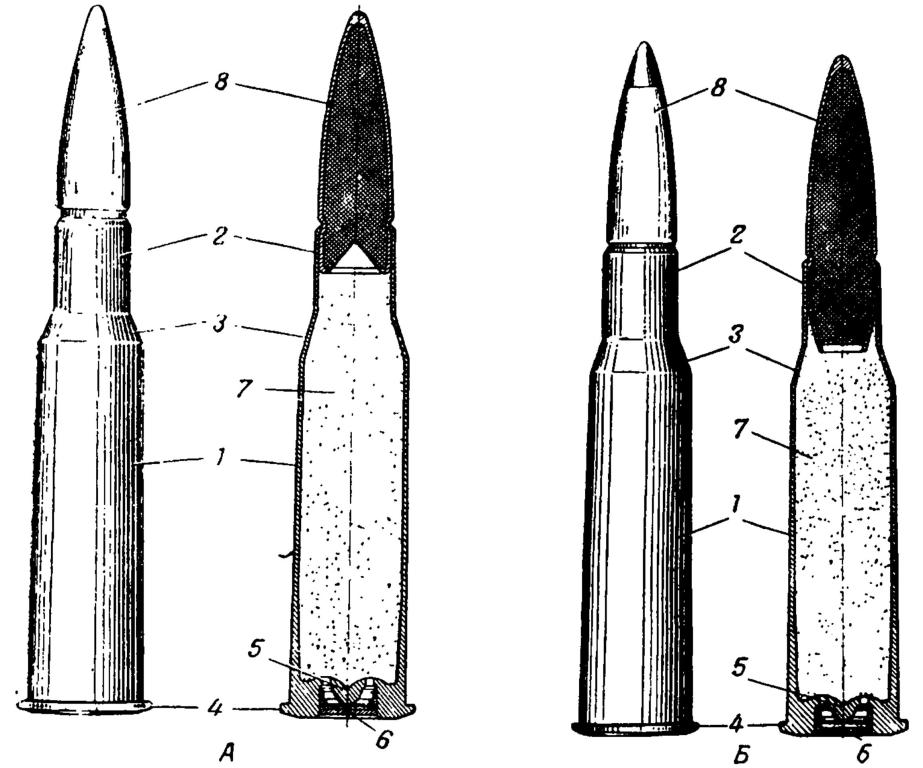

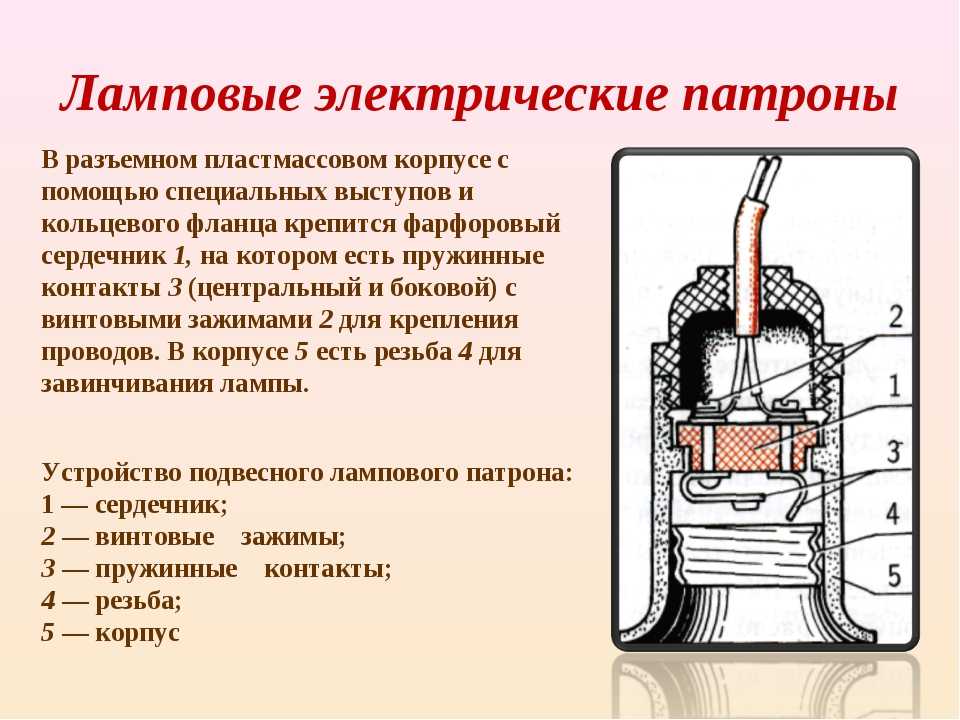 Так называемые пули со стальным сердечником (бронебойные пули) обычно в пуленепробиваемом стекле не деформируются. Пули с мягким сердечником, напротив, подвержены деформации. Исходя из этого, закаленные бронебойные пули остановить сложнее, чем мягкие пули.
Так называемые пули со стальным сердечником (бронебойные пули) обычно в пуленепробиваемом стекле не деформируются. Пули с мягким сердечником, напротив, подвержены деформации. Исходя из этого, закаленные бронебойные пули остановить сложнее, чем мягкие пули..jpg) SILATEC предлагает оба варианта. Стекло SILATEC AK47 NS 36/76 защищает от стандартных патронов. А SILATEC AK47 NS 62/141 обеспечивает защиту от патронов со стальным сердечником (бронебойные патроны).
SILATEC предлагает оба варианта. Стекло SILATEC AK47 NS 36/76 защищает от стандартных патронов. А SILATEC AK47 NS 62/141 обеспечивает защиту от патронов со стальным сердечником (бронебойные патроны). Исходя из этого различают безосколочное остекление (NS = no spall) и остекление, на защищённой стороне которого образуются осколки (S = spall).
Исходя из этого различают безосколочное остекление (NS = no spall) и остекление, на защищённой стороне которого образуются осколки (S = spall). Вы можете знать их как тележки для вейпов или предварительно загруженные картриджи для вейпов с маслом каннабиса, и они быстро стали популярным продуктом на основе концентрата как для новичков, так и для энтузиастов каннабиса.
Вы можете знать их как тележки для вейпов или предварительно загруженные картриджи для вейпов с маслом каннабиса, и они быстро стали популярным продуктом на основе концентрата как для новичков, так и для энтузиастов каннабиса. Это масло содержит различные комбинации каннабиноидов и терпенов, извлеченных из каннабиса.
Это масло содержит различные комбинации каннабиноидов и терпенов, извлеченных из каннабиса.


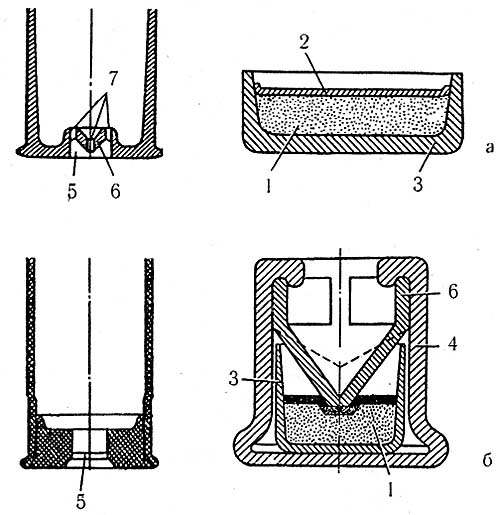 В зависимости от используемого исходного материала производители картриджей используют несколько методов, чтобы создать идеальное масло для своих ручек.
В зависимости от используемого исходного материала производители картриджей используют несколько методов, чтобы создать идеальное масло для своих ручек.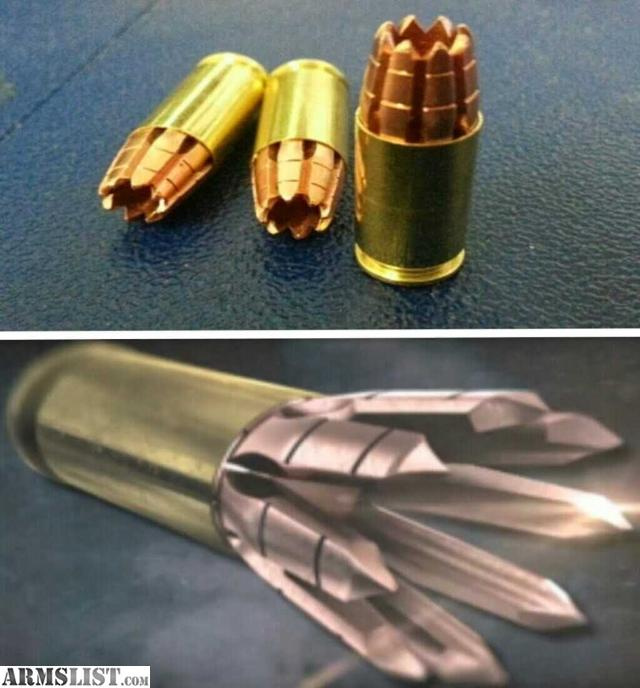

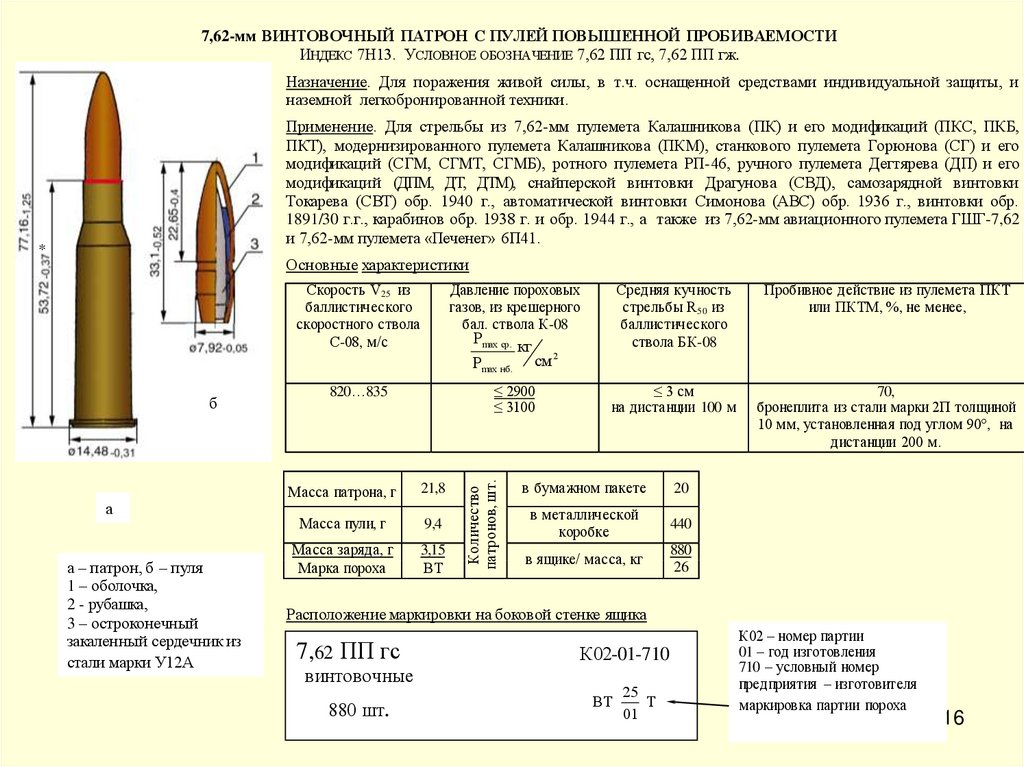
 Эти типы ручек предлагают большие преимущества для здоровья для тех, кто ищет CBD в простом в употреблении продукте.
Эти типы ручек предлагают большие преимущества для здоровья для тех, кто ищет CBD в простом в употреблении продукте. Единственное, что мы знаем наверняка, это то, что одного грамма картриджа хватит вам намного дольше, чем на полграмма.
Единственное, что мы знаем наверняка, это то, что одного грамма картриджа хватит вам намного дольше, чем на полграмма.
 В этой статье мы ответим на все ваши вопросы о предварительно заполненных масляных вейп-картриджах и поможем решить, подходит ли вам вейп-картридж THC.
В этой статье мы ответим на все ваши вопросы о предварительно заполненных масляных вейп-картриджах и поможем решить, подходит ли вам вейп-картридж THC.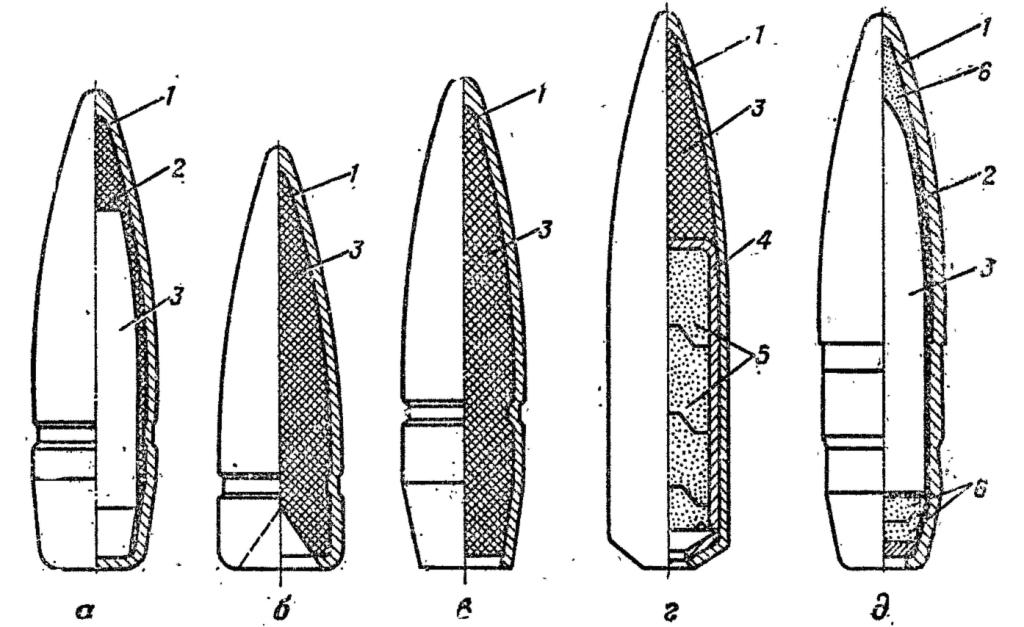

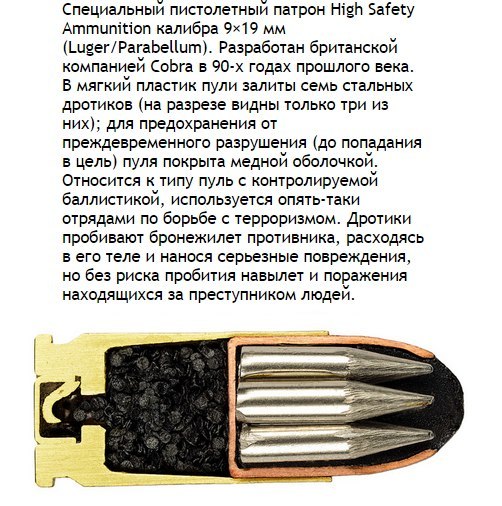 Все это дополнительное тепло просто разрушает большую часть каннабиноидов и терпенов , которые вы пытаетесь ввести в свой организм.
Все это дополнительное тепло просто разрушает большую часть каннабиноидов и терпенов , которые вы пытаетесь ввести в свой организм. список.
список.
 А теперь взгляните на все, что мы узнали о медицинских полезных свойствах марихуаны.
А теперь взгляните на все, что мы узнали о медицинских полезных свойствах марихуаны. Если вы очень заботитесь о вкусе, оставайтесь дома и курите свежие органические шишки.
Если вы очень заботитесь о вкусе, оставайтесь дома и курите свежие органические шишки.



 Росси, М. Калови, Д. Велес, Дж. Муньос, Влияние добавления твердых частиц на механическое и химическое поведение стекловидной эмали, Surf. Пальто. техол. 357 (2019) 69-77.
Росси, М. Калови, Д. Велес, Дж. Муньос, Влияние добавления твердых частиц на механическое и химическое поведение стекловидной эмали, Surf. Пальто. техол. 357 (2019) 69-77.
 Росси, Л. Бергамо, В. Фонтанари, Огнестойкость и механические свойства эмалированного пеноалюминия, Матер. Дес. 132 (2017) 129-137.
Росси, Л. Бергамо, В. Фонтанари, Огнестойкость и механические свойства эмалированного пеноалюминия, Матер. Дес. 132 (2017) 129-137. Инст. хим. Э. 86 (2018) 199-212.
Инст. хим. Э. 86 (2018) 199-212. 1016/j.jallcom.2018.04.321
1016/j.jallcom.2018.04.321 Cui, Z. Bi, R. Zhang, J. Liu, X. Yu, Z. Li, Всесторонний обзор антикоррозионных покрытий на основе графена, Chem. англ. Дж. 373 (2019 г.) 104–121.
Cui, Z. Bi, R. Zhang, J. Liu, X. Yu, Z. Li, Всесторонний обзор антикоррозионных покрытий на основе графена, Chem. англ. Дж. 373 (2019 г.) 104–121. Междунар. 45 (2019) 10321–10329.
Междунар. 45 (2019) 10321–10329.

 «Он образует, — сообщал Эрстед, — кусок металла, который по цвету и блеску чем-то напоминает олово».
«Он образует, — сообщал Эрстед, — кусок металла, который по цвету и блеску чем-то напоминает олово». Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, процесс Девиля был улучшен; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался очень успешным при отделении металла от его соединений.
Но важные улучшения в настоящее время привели к прорывам на двух фронтах: во-первых, процесс Девиля был улучшен; и, во-вторых, разработка динамо-машины сделала доступным большой источник энергии для электролиза, который оказался очень успешным при отделении металла от его соединений.
 где в 1895 году он стал первым заказчиком новой разработки электростанции Ниагарского водопада.
где в 1895 году он стал первым заказчиком новой разработки электростанции Ниагарского водопада.
 трубе (50 шт/уп)
трубе (50 шт/уп) трубе (50 шт/уп)
трубе (50 шт/уп) Гофрированные трубы из нержавеющей стали применяются для обустройства инженерных коммуникаций.
Гофрированные трубы из нержавеющей стали применяются для обустройства инженерных коммуникаций. Выдерживает линейные расширения и сжатия под
Выдерживает линейные расширения и сжатия под При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы.
При выборе продуктов необходимо учитывать конструкцию всей системы, чтобы обеспечить безопасную и бесперебойную работу. Функционирование, совместимость материалов, соответствующие характеристики, правильная установка, эксплуатация и техническое обслуживание являются обязанностями проектировщика и пользователя системы. Соединение 2 Тип
Соединение 2 Тип
 0)
0)  Загрузите файл САПР.
Загрузите файл САПР. Другими словами, сохраняют дистанцию, но на самом деле очень близки к нашей жизни и безопасности на протяжении десятилетий благодаря простоте установки и использования, а также долговечности против коррозии.
Другими словами, сохраняют дистанцию, но на самом деле очень близки к нашей жизни и безопасности на протяжении десятилетий благодаря простоте установки и использования, а также долговечности против коррозии. В соответствующих стандартах упоминается несколько типов материалов. Поэтому для того, чтобы объяснить проблему проще, мы упомянем только распространенные типы, известные как 304/304L, 316/316L
В соответствующих стандартах упоминается несколько типов материалов. Поэтому для того, чтобы объяснить проблему проще, мы упомянем только распространенные типы, известные как 304/304L, 316/316L
 д.
д. КАЧЕСТВО МАТЕРИАЛА – ХИМИЧЕСКИЙ СОДЕРЖАНИЕ
КАЧЕСТВО МАТЕРИАЛА – ХИМИЧЕСКИЙ СОДЕРЖАНИЕ 


 В нестандартном применении важен правильный выбор материала пользователем/производителем, например, в шланге.
В нестандартном применении важен правильный выбор материала пользователем/производителем, например, в шланге. Кроме того, он выполняет такие функции, как легкая очистка, декоративный внешний вид и снижение звука и вибрации от изгибов воды, а также вносит дополнительный вклад в гибкость.
Кроме того, он выполняет такие функции, как легкая очистка, декоративный внешний вид и снижение звука и вибрации от изгибов воды, а также вносит дополнительный вклад в гибкость.


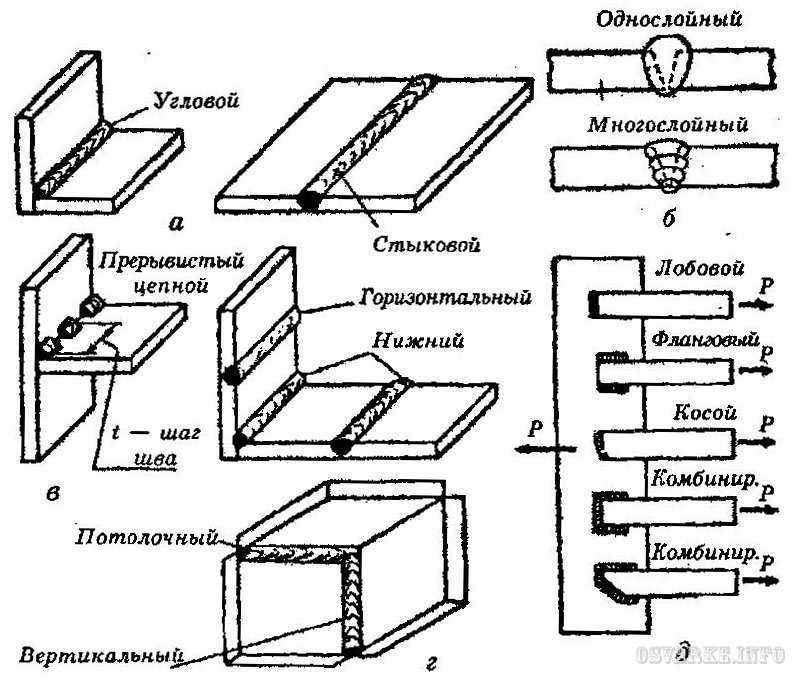
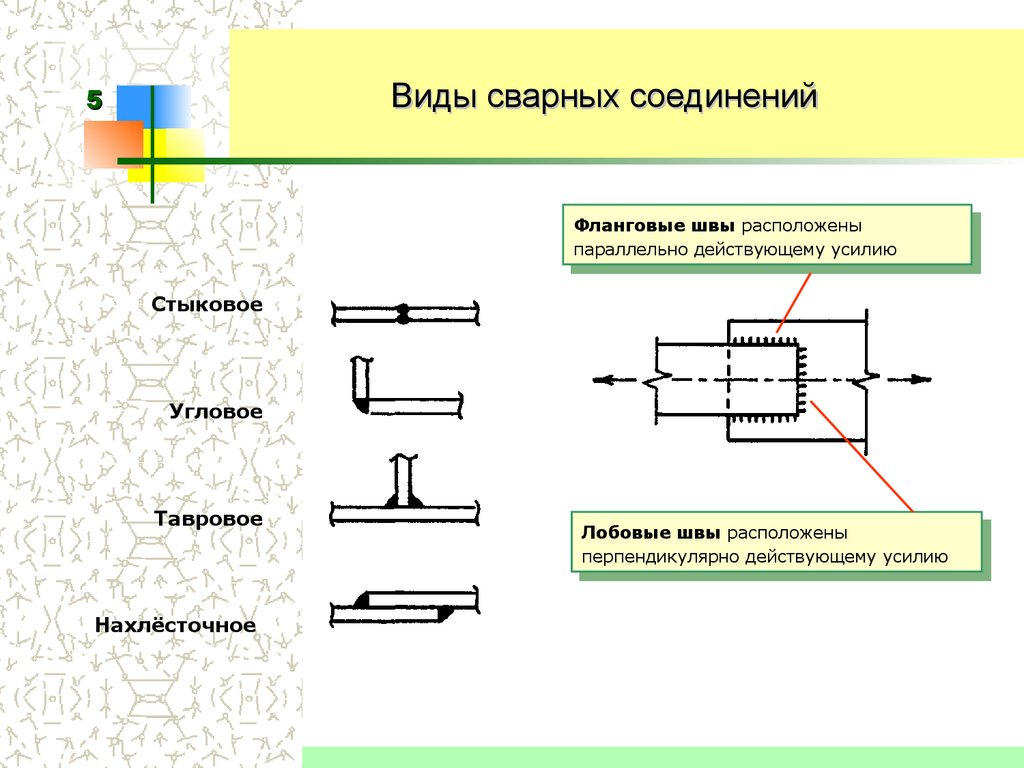
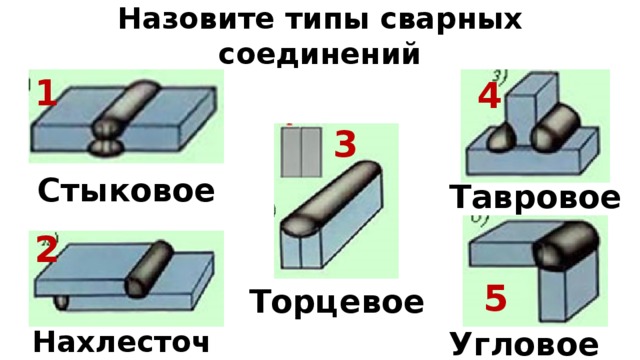
 Применяется как в промышленном производстве, так и в быту. Этот способ используется для сварки чугуна, стальных и цветных сплавов различных марок.
Применяется как в промышленном производстве, так и в быту. Этот способ используется для сварки чугуна, стальных и цветных сплавов различных марок.
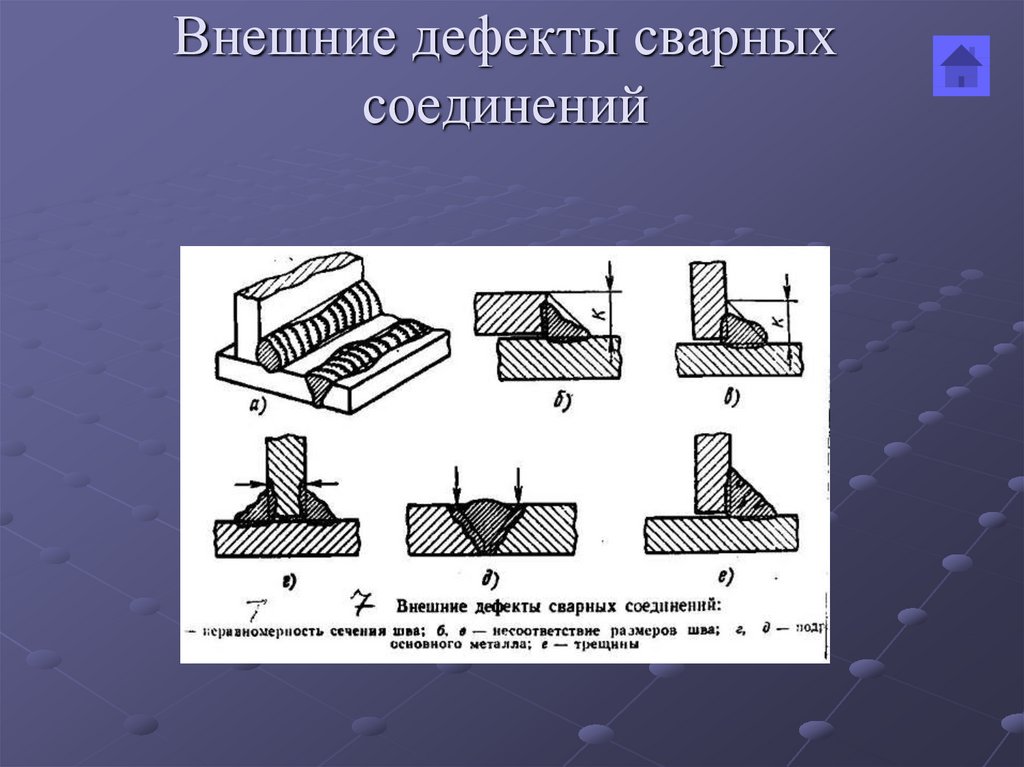 Затем в столб электродуги вводится крайний участок электрода. Там происходит его расплавление. Далее полученный материал смешивается с основным жидким металлом в сформированной ванне.
Затем в столб электродуги вводится крайний участок электрода. Там происходит его расплавление. Далее полученный материал смешивается с основным жидким металлом в сформированной ванне.
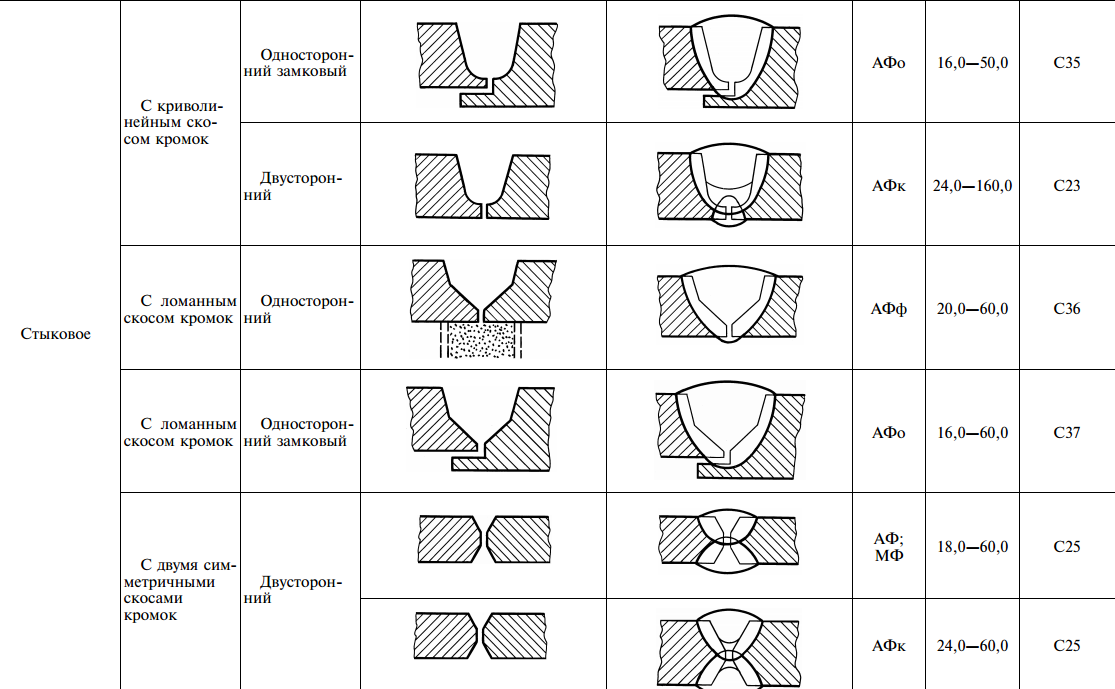
 Данный метод предоставляет возможность обрабатывать и черные, и цветные металлы. Причем толщина пластины (обозначение Т) в данном случае не особо критична. Данный параметр может принимать значения из диапазона 0,5 мм≤Т≤30,0 мм.
Данный метод предоставляет возможность обрабатывать и черные, и цветные металлы. Причем толщина пластины (обозначение Т) в данном случае не особо критична. Данный параметр может принимать значения из диапазона 0,5 мм≤Т≤30,0 мм.
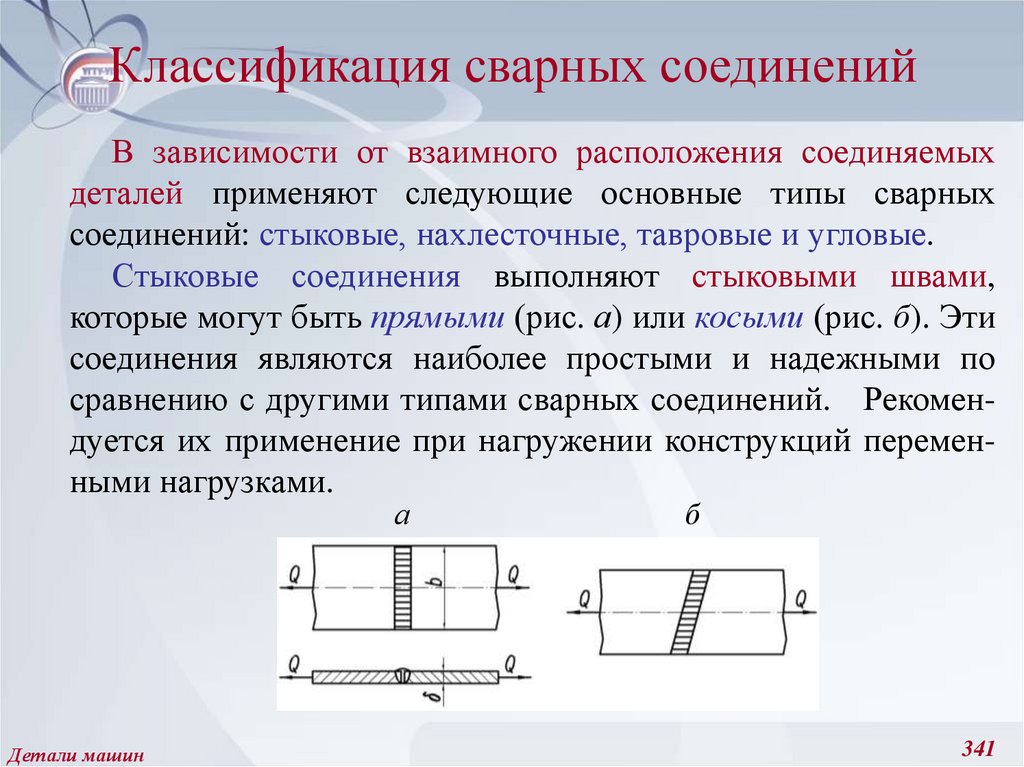 Но эта проблема решаема путем использования присадочной проволоки, в состав которой входит флюс.
Но эта проблема решаема путем использования присадочной проволоки, в состав которой входит флюс.
 Они охлаждаются водой. В процессе формирования сварочного шва ползуны-кристаллизаторы передвигаются по направлению сварки.
Они охлаждаются водой. В процессе формирования сварочного шва ползуны-кристаллизаторы передвигаются по направлению сварки.

 На это уходит примерно 0,1 сек;
На это уходит примерно 0,1 сек;
 Не нужно зачищать свариваемые поверхности и удалять с них пленки оксидов;
Не нужно зачищать свариваемые поверхности и удалять с них пленки оксидов;
 Оборудование не мобильно, а стационарно.
Оборудование не мобильно, а стационарно.
 Другой вариант – в камере при обычном давлении присутствует какой-то инертный газ либо водород.
Другой вариант – в камере при обычном давлении присутствует какой-то инертный газ либо водород.
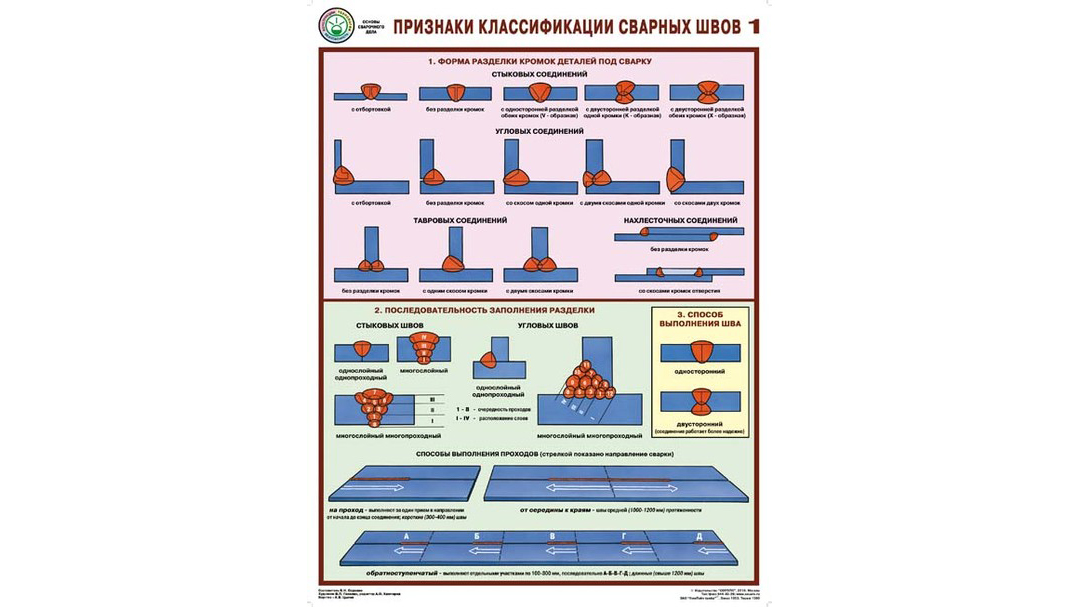 Это – кондуктивный способ;
Это – кондуктивный способ;
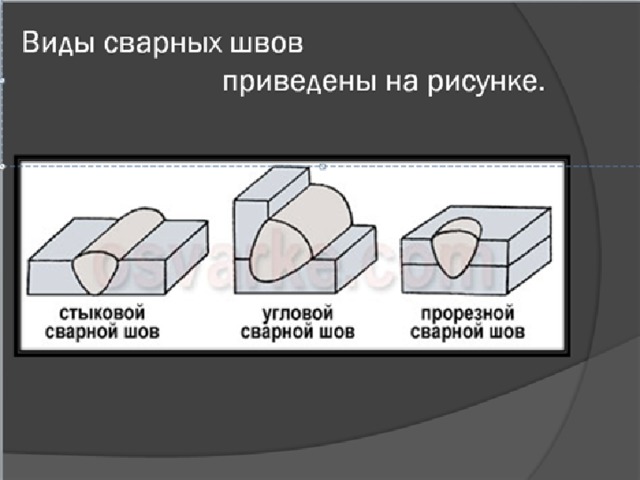 Сфера применения сварки этого типа – соединение металлических изделий, пластмассовых деталей, стекла с металлом и даже тканевых и кожаных материалов
Сфера применения сварки этого типа – соединение металлических изделий, пластмассовых деталей, стекла с металлом и даже тканевых и кожаных материалов

 К таковым относятся любые отклонения параметров сопряжений от установленных действующими стандартами, возникновение которых является следствием невыполнения требований к:
К таковым относятся любые отклонения параметров сопряжений от установленных действующими стандартами, возникновение которых является следствием невыполнения требований к:
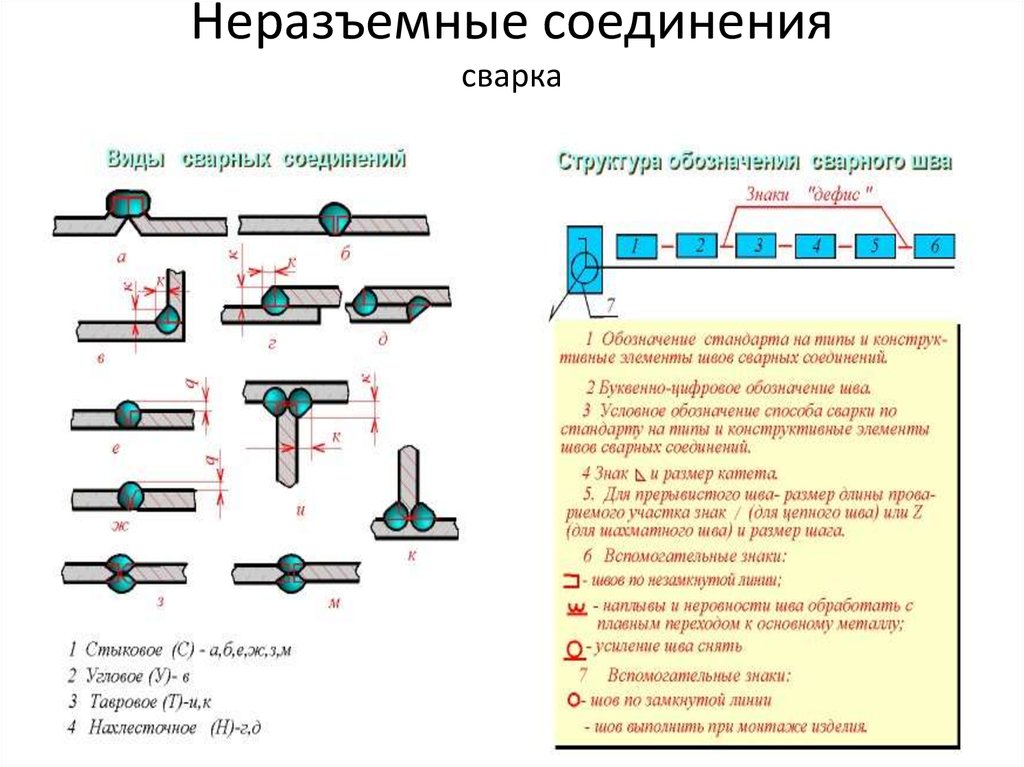 comments powered by Disqus
comments powered by Disqus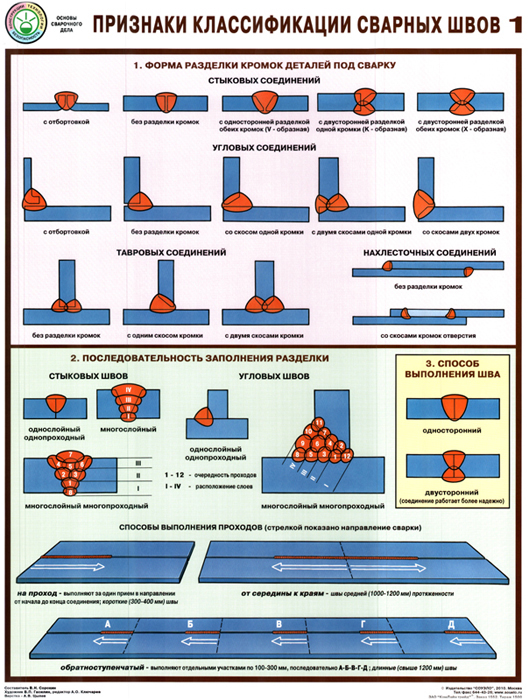

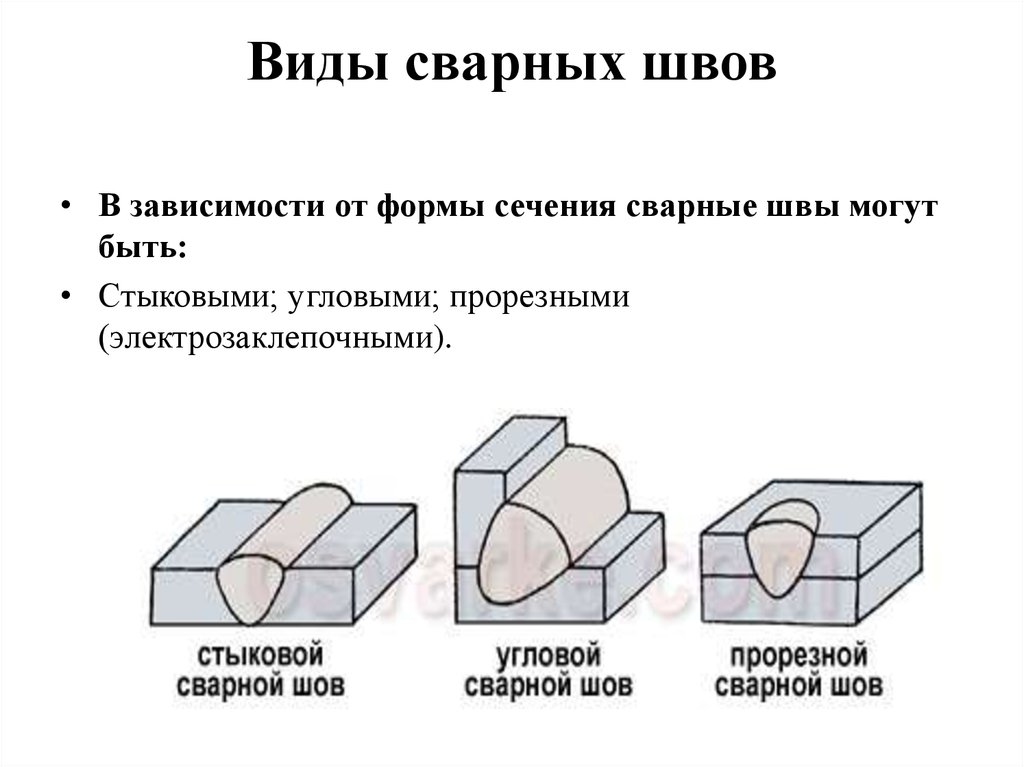 По положению
По положению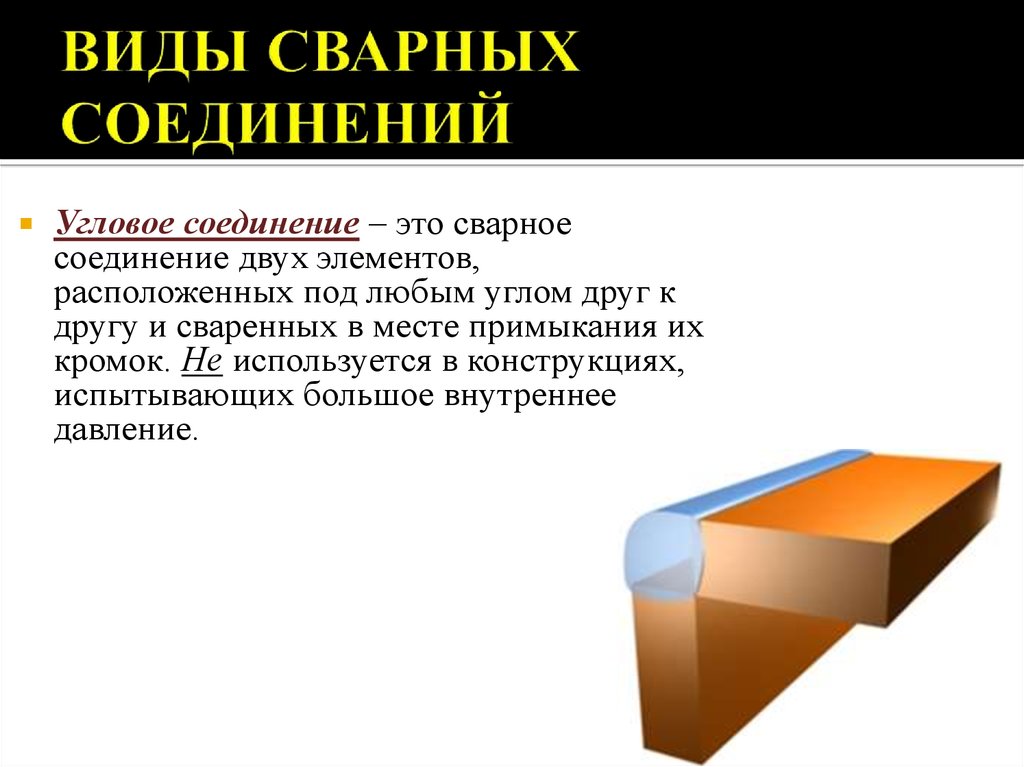 Разновидностью соединений
Разновидностью соединений


 Обычно в сварочной промышленности используются пять типов сварных соединений в повседневной деятельности.
Обычно в сварочной промышленности используются пять типов сварных соединений в повседневной деятельности.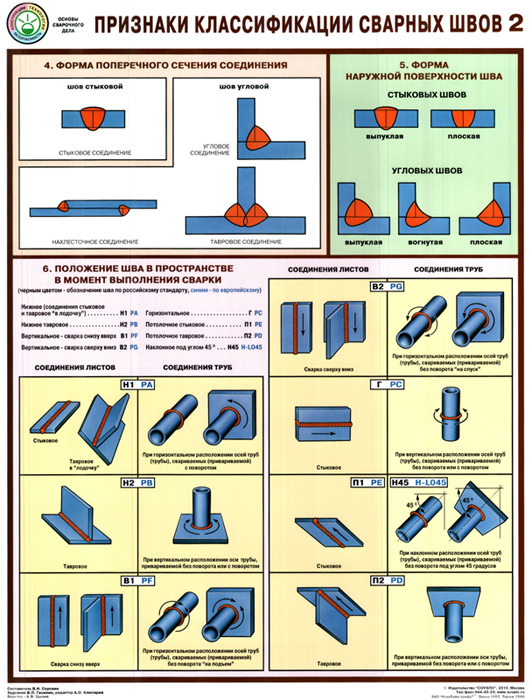 Он выполняется на двух плоских бок о бок параллельных кусках металла. Концы или края двух частей составляют угол 135-180° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения труб, фланцев, фитингов, клапанов и другого оборудования.
Он выполняется на двух плоских бок о бок параллельных кусках металла. Концы или края двух частей составляют угол 135-180° друг к другу. Обычно этот тип соединения доступен по цене и используется для соединения труб, фланцев, фитингов, клапанов и другого оборудования. Угол колеблется от 30° до 130°. Он наиболее популярен в металлургической промышленности. Угловое сварное соединение обычно используется для изготовления ящиков, коробчатых рам и других изделий.
Угол колеблется от 30° до 130°. Он наиболее популярен в металлургической промышленности. Угловое сварное соединение обычно используется для изготовления ящиков, коробчатых рам и других изделий. Это также в некотором роде похоже на угловой сварной шов.
Это также в некотором роде похоже на угловой сварной шов. Кромочное сварное соединение
Кромочное сварное соединение 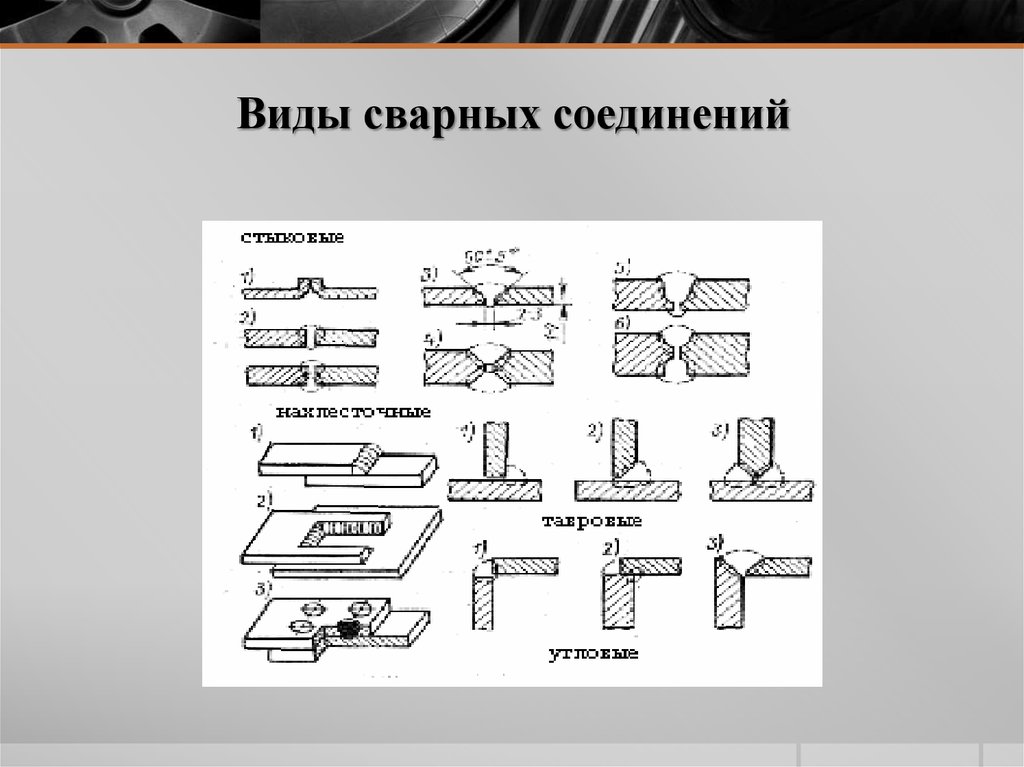 Для этого типа соединения нет необходимости подготавливать кромки. Следовательно, в системе трубопроводов он широко используется для соединения труб с раструбными соединениями.
Для этого типа соединения нет необходимости подготавливать кромки. Следовательно, в системе трубопроводов он широко используется для соединения труб с раструбными соединениями. Две или более заготовок (металлических или пластиковых) соединяются с помощью подходящего процесса сварки для образования прочного соединения. По данным Американского общества сварщиков, в основном существует пять типов сварных соединений: стыковые, угловые, внахлестку, тройник и кромочное соединение.
Две или более заготовок (металлических или пластиковых) соединяются с помощью подходящего процесса сварки для образования прочного соединения. По данным Американского общества сварщиков, в основном существует пять типов сварных соединений: стыковые, угловые, внахлестку, тройник и кромочное соединение. Угловое соединение
Угловое соединение

 Кроме того, следует обратить внимание на состав проволоки – он должен быть максимально близким к составу свариваемых поверхностей. Это облегчит сварочный процесс и гарантирует надежное соединение. Сегодня в продаже представлена алюминиевая сварочная проволока с самым разным химическим составом, что позволит подобрать ее под конкретную задачу и материал. Варить алюминий или изделия из алюминиевых сплавов допустимо и сварочной алюминиевой проволокой, не соответствующей полностью по составу материалу свариваемых поверхностей, но при одном условии: температура плавления проволоки не должна быть выше температуры плавления заготовок.
Кроме того, следует обратить внимание на состав проволоки – он должен быть максимально близким к составу свариваемых поверхностей. Это облегчит сварочный процесс и гарантирует надежное соединение. Сегодня в продаже представлена алюминиевая сварочная проволока с самым разным химическим составом, что позволит подобрать ее под конкретную задачу и материал. Варить алюминий или изделия из алюминиевых сплавов допустимо и сварочной алюминиевой проволокой, не соответствующей полностью по составу материалу свариваемых поверхностей, но при одном условии: температура плавления проволоки не должна быть выше температуры плавления заготовок.
 И последний нюанс – это качество самой проволоки. Она должна быть однородной на всей протяженности. То есть, если речь идет о сварочной алюминиевой проволоке 1 мм, то по длине всей катушки она должна иметь одинаковый диаметр и состав.
И последний нюанс – это качество самой проволоки. Она должна быть однородной на всей протяженности. То есть, если речь идет о сварочной алюминиевой проволоке 1 мм, то по длине всей катушки она должна иметь одинаковый диаметр и состав.

 Вообще говоря, сварочный аппарат на 115 В не имеет достаточной мощности, чтобы проплавить алюминий и обеспечить необходимый сплав.
Вообще говоря, сварочный аппарат на 115 В не имеет достаточной мощности, чтобы проплавить алюминий и обеспечить необходимый сплав.


 Удобный размер для домашнего использования
Удобный размер для домашнего использования Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках. Blue Demon ER5356 Алюминиевая сварочная проволока (*Комиссионные)
Blue Demon ER5356 Алюминиевая сварочная проволока (*Комиссионные) Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках. Вот почему для сварки алюминия нужен сварщик, который может генерировать правильный тип тепла, поскольку говорят, что сварка алюминия высасывает тепло из сварщика.
Вот почему для сварки алюминия нужен сварщик, который может генерировать правильный тип тепла, поскольку говорят, что сварка алюминия высасывает тепло из сварщика.





 Возможно, вам придется изменить его.
Возможно, вам придется изменить его.

 3 Методы возведения опалубки
3 Методы возведения опалубки



 д.
д.
 Чтобы смесь не застыла и не потеряла однородность, ее транспортируют в бункере с работающим миксером. Для подачи смеси на объект используют бетононасосы или краны.
Чтобы смесь не застыла и не потеряла однородность, ее транспортируют в бункере с работающим миксером. Для подачи смеси на объект используют бетононасосы или краны.
 Поэтому экономить и игнорировать расчеты не стоит – это может стать фатальной ошибкой.
Поэтому экономить и игнорировать расчеты не стоит – это может стать фатальной ошибкой. д. От проекта к проекту стоимость может очень сильно разниться.
д. От проекта к проекту стоимость может очень сильно разниться. Все элементы объединяются с помощью омоноличивания стыков — колонны с ригелем и ригеля с плитой перекрытия. При этом объём монолитных работ не превышает 7% от общего объёма работ строительства.
Все элементы объединяются с помощью омоноличивания стыков — колонны с ригелем и ригеля с плитой перекрытия. При этом объём монолитных работ не превышает 7% от общего объёма работ строительства.




 Цены составляют долларов США долларов США.
Цены составляют долларов США долларов США.
 org
org

 Это стандартные вещи, которые делаются на каждой структуре, поэтому, пожалуйста, не забывайте об этом. Для крепления держателя туалетной бумаги к стене очень приятно знать, что у вас есть стена, в которую можно ввинтить.
Это стандартные вещи, которые делаются на каждой структуре, поэтому, пожалуйста, не забывайте об этом. Для крепления держателя туалетной бумаги к стене очень приятно знать, что у вас есть стена, в которую можно ввинтить. Нагрузки не хватает, чтобы волноваться, а шумоподавление отличное.
Нагрузки не хватает, чтобы волноваться, а шумоподавление отличное. Их можно легко разрезать ножницами, а затем вкрутить в бетонную оболочку. (Дэвид Саут-младший)
Их можно легко разрезать ножницами, а затем вкрутить в бетонную оболочку. (Дэвид Саут-младший)  Но хотя размеры и формы могут различаться, преимущества дома с монолитным куполом остаются неизменными. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь.
Но хотя размеры и формы могут различаться, преимущества дома с монолитным куполом остаются неизменными. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь. Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
 su. Вы можете приобрести товар Фрезер присадочный Интерскол ФМШ-12/710, расчеты производятся в Тенге. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
su. Вы можете приобрести товар Фрезер присадочный Интерскол ФМШ-12/710, расчеты производятся в Тенге. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
 «АК СтройСнабСервис» имеет ID 118901. Фрезер присадочный Интерскол ФМШ-12/710 имеет ID на сайте — 7601846. Если у вас возникли сложности при работе с компанией «АК СтройСнабСервис» – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
«АК СтройСнабСервис» имеет ID 118901. Фрезер присадочный Интерскол ФМШ-12/710 имеет ID на сайте — 7601846. Если у вас возникли сложности при работе с компанией «АК СтройСнабСервис» – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки. Яссауи, Алматы, Казахстан
Яссауи, Алматы, Казахстан
 с., 1 фаза, 115 В
с., 1 фаза, 115 В Фрезерный станок для дюбелей | Своими руками
Фрезерный станок для дюбелей | Своими руками



 Они высушиваются по специальным технологиям, легко вставляются в гнезда, после чего набирают влагу из клея и набухают, делая соединение герметичным.
Они высушиваются по специальным технологиям, легко вставляются в гнезда, после чего набирают влагу из клея и набухают, делая соединение герметичным.

 Если же размер трубы слишком большой, он не будет должным образом охлаждаться и в скором времени выйдет из строя. Уточнить точный параметр зазора необходимо в сопутствующей к оборудованию документации.
Если же размер трубы слишком большой, он не будет должным образом охлаждаться и в скором времени выйдет из строя. Уточнить точный параметр зазора необходимо в сопутствующей к оборудованию документации.

 Для этого важно учесть динамический и статический уровень жидкой среды:
Для этого важно учесть динамический и статический уровень жидкой среды:
 Стоимость услуг может быть высокой, но мастера сделают все правильно и надежно.
Стоимость услуг может быть высокой, но мастера сделают все правильно и надежно. Или, у вас уже был подключен скважинный насос для полива и теперь Вы хотите выполнить автоматическое водоснабжение дома.
Или, у вас уже был подключен скважинный насос для полива и теперь Вы хотите выполнить автоматическое водоснабжение дома. 

 Однако, можно сэкономить на этом, если установить оголовок своими руками.
Однако, можно сэкономить на этом, если установить оголовок своими руками.  А с точки
А с точки Является обязательным элементом. В случае его отсутствия есть вероятность перегрева насоса и выхода его из строя. Если вода по какой либо причине слилась из системы, то систему необходимо снова заполнить.
Является обязательным элементом. В случае его отсутствия есть вероятность перегрева насоса и выхода его из строя. Если вода по какой либо причине слилась из системы, то систему необходимо снова заполнить.  Если число потребителей от 4 до 8 человек и производительность насоса до 3,5 кубометров в час, устанавливается бак объемом 50 л и выше. Если количество потребителей больше 10 человек и производительность насосного оборудования составляет больше 5 кубометров в час, выбирают бак 100 л и выше.
Если число потребителей от 4 до 8 человек и производительность насоса до 3,5 кубометров в час, устанавливается бак объемом 50 л и выше. Если количество потребителей больше 10 человек и производительность насосного оборудования составляет больше 5 кубометров в час, выбирают бак 100 л и выше. 


 Это потому, что для слива воды давление должно упасть, что означает попадание воздуха в систему.
Это потому, что для слива воды давление должно упасть, что означает попадание воздуха в систему.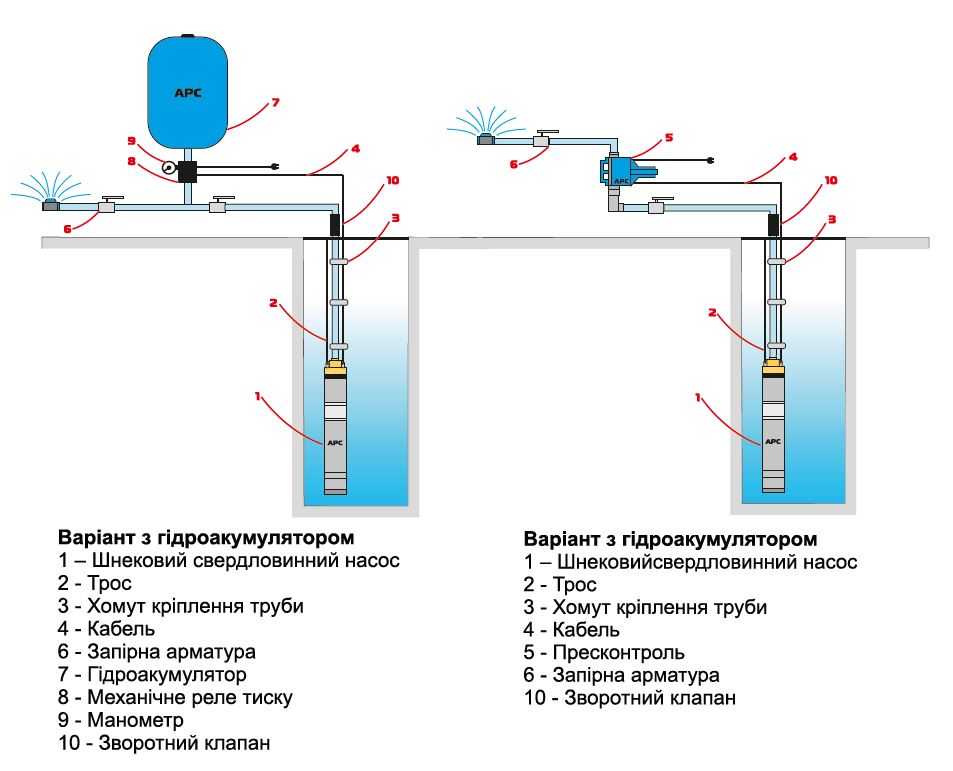 Мы купили два рулона у нашего местного поставщика сантехники, хотя, оглядываясь назад, можно было достаточно
Мы купили два рулона у нашего местного поставщика сантехники, хотя, оглядываясь назад, можно было достаточно Топ.
Топ.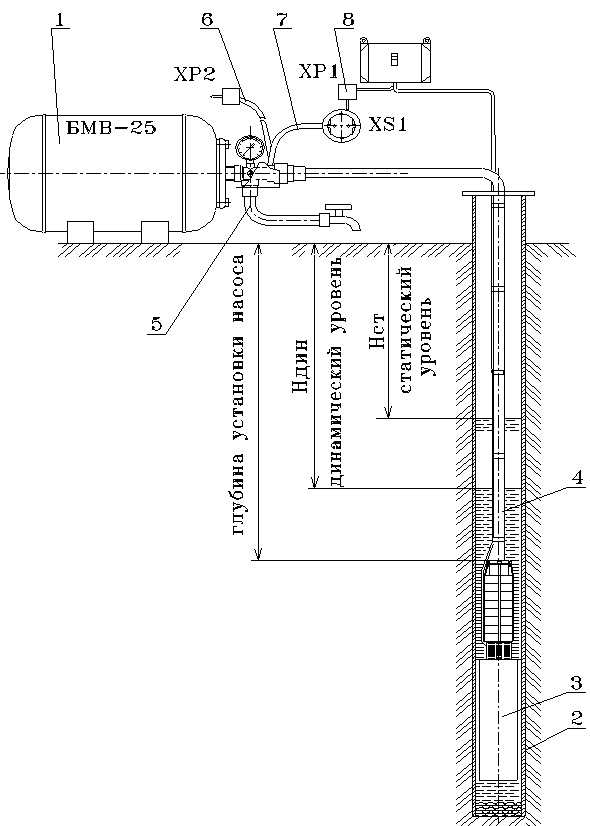 За 34 доллара это выглядело как дешевая страховка! Восьмая петля и двойной изгиб рыбака в качестве стопора.Для дополнительной безопасности я обмотал оба узла изолентой.
За 34 доллара это выглядело как дешевая страховка! Восьмая петля и двойной изгиб рыбака в качестве стопора.Для дополнительной безопасности я обмотал оба узла изолентой.
 Поэтому мы установили в скважине три проводных датчика температуры DS18B20.
Поэтому мы установили в скважине три проводных датчика температуры DS18B20.
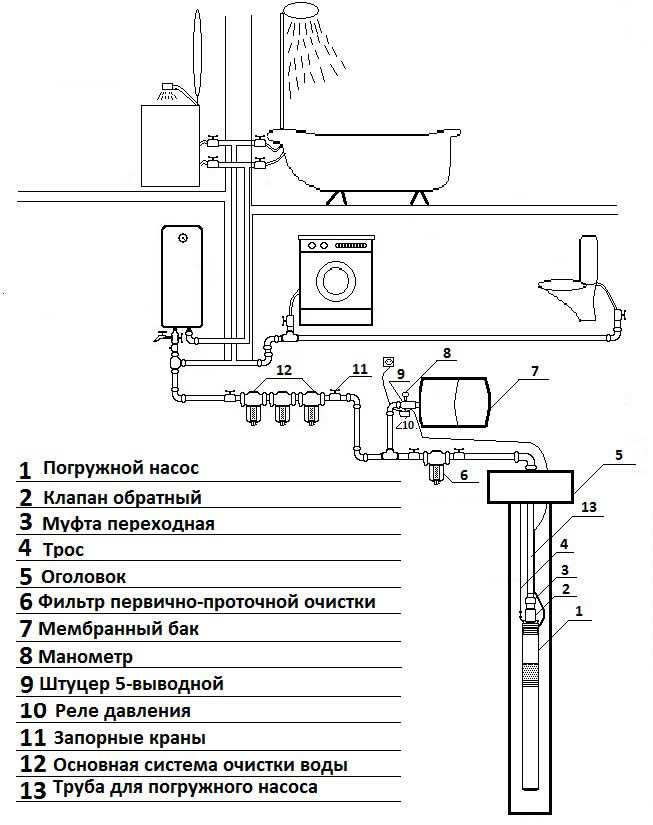


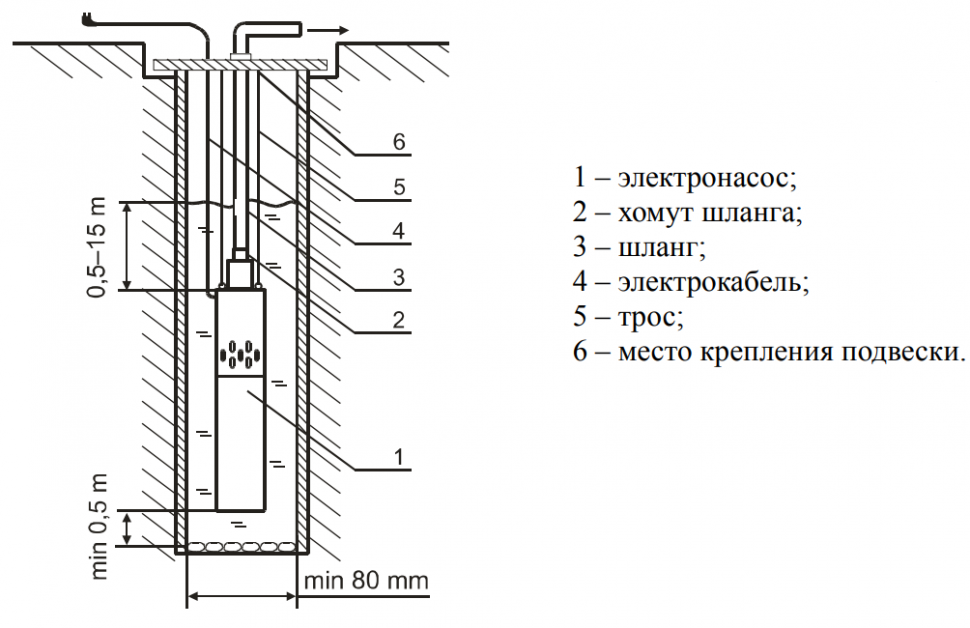
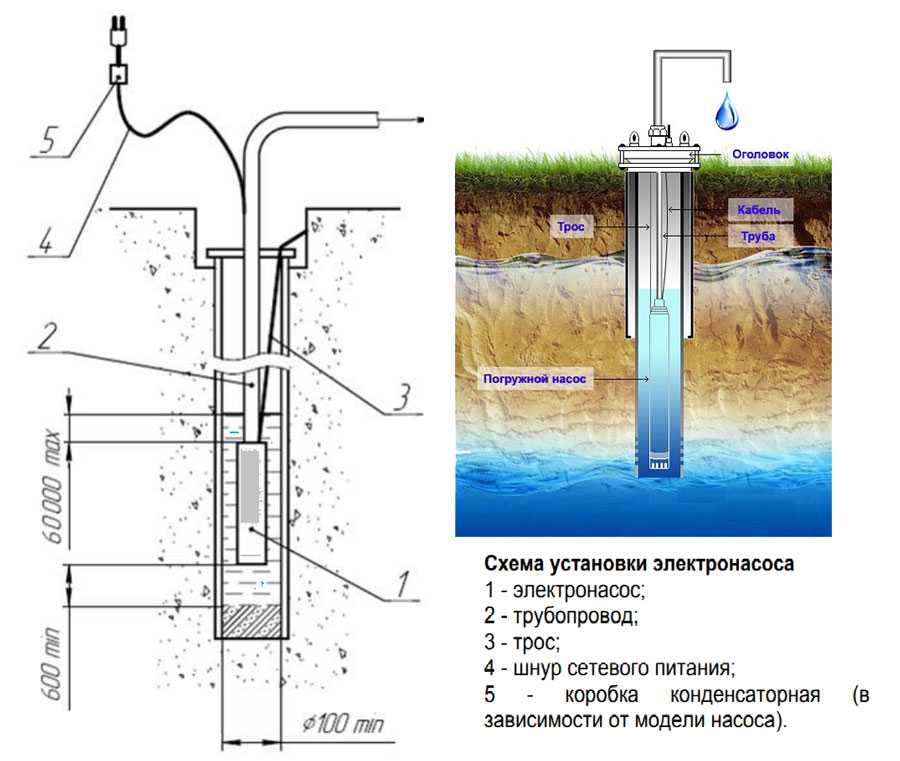 В этом блоге дается краткий обзор процесса замены погружного скважинного насоса. Если вам интересно, где можно купить погружной скважинный насос, ознакомьтесь с этой статьей, чтобы получить помощь!
В этом блоге дается краткий обзор процесса замены погружного скважинного насоса. Если вам интересно, где можно купить погружной скважинный насос, ознакомьтесь с этой статьей, чтобы получить помощь!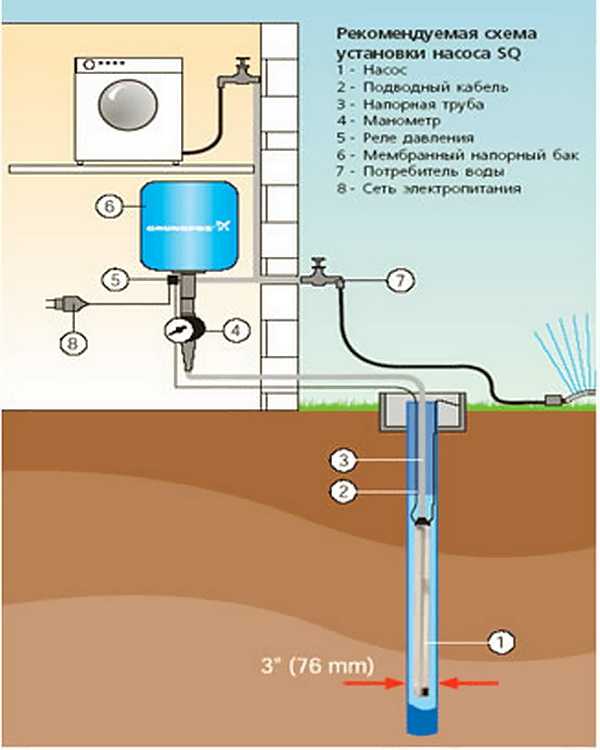 Как только они поймут причину неисправности, они смогут отремонтировать наземное оборудование и включить воду. Однако в некоторых ситуациях проблема гораздо глубже — буквально! В этих случаях погружной скважинный насос необходимо извлечь из глубины земли, чтобы устранить проблему.
Как только они поймут причину неисправности, они смогут отремонтировать наземное оборудование и включить воду. Однако в некоторых ситуациях проблема гораздо глубже — буквально! В этих случаях погружной скважинный насос необходимо извлечь из глубины земли, чтобы устранить проблему. Многие домовладельцы не понимают, что доступ к скважине должен быть сохранен, чтобы можно было заменить погружной скважинный насос. В некоторых случаях можно использовать очень большие краны для перемещения на большие расстояния по озеленению или зданиям, но это быстро увеличивает затраты, связанные с демонтажем и установкой скважинного насоса. Чтобы обеспечить быстрое и экономичное обслуживание скважинного насоса, держите открытым доступ к буровой площадке, расчищая ветви и кустарники. Если необходимо передвигаться по газонам или грязным участкам, большинство насосных компаний будут использовать маты или фанеру, чтобы свести к минимуму повреждение газона и обеспечить сцепление, чтобы оборудование не застревало. Имейте в виду, что дополнительное время и материалы, связанные с этими дополнительными усилиями, увеличат стоимость предстоящей работы.
Многие домовладельцы не понимают, что доступ к скважине должен быть сохранен, чтобы можно было заменить погружной скважинный насос. В некоторых случаях можно использовать очень большие краны для перемещения на большие расстояния по озеленению или зданиям, но это быстро увеличивает затраты, связанные с демонтажем и установкой скважинного насоса. Чтобы обеспечить быстрое и экономичное обслуживание скважинного насоса, держите открытым доступ к буровой площадке, расчищая ветви и кустарники. Если необходимо передвигаться по газонам или грязным участкам, большинство насосных компаний будут использовать маты или фанеру, чтобы свести к минимуму повреждение газона и обеспечить сцепление, чтобы оборудование не застревало. Имейте в виду, что дополнительное время и материалы, связанные с этими дополнительными усилиями, увеличат стоимость предстоящей работы.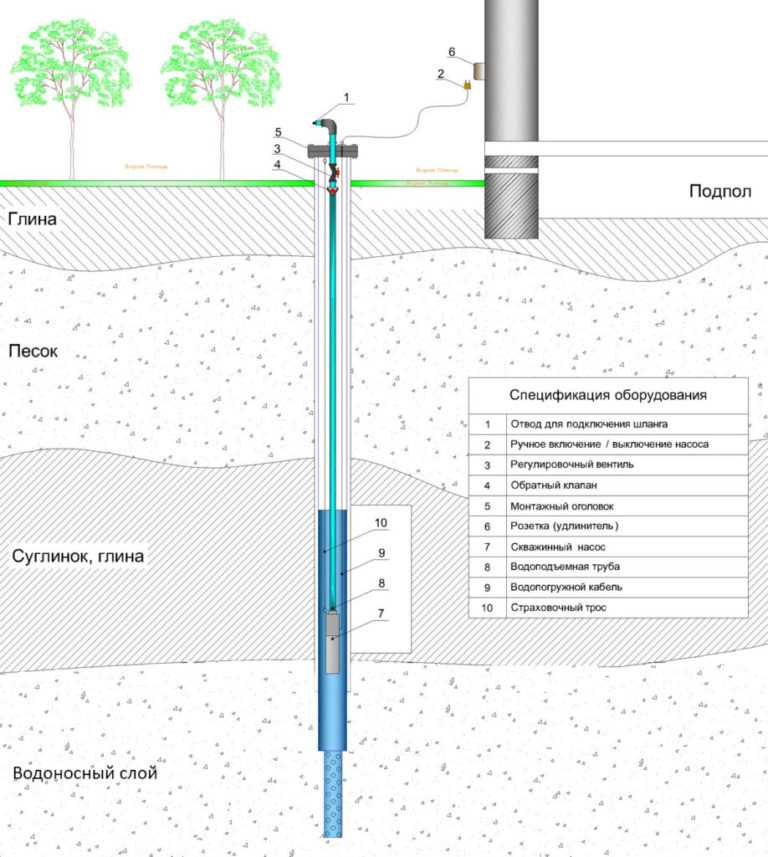 В этот момент ваш колодец не сможет обеспечить вас водой. Если это прямой ремонт или замена, у вас, вероятно, не будет воды в течение нескольких часов. Если обсадная труба колодца загрязнена или есть признаки того, что обсадная труба изношена или повреждена, то потребуется дополнительное время для очистки/ремонта обсадной трубы, возможно, несколько дополнительных дней. На длительные периоды ремонта Oakville Pump Service помогает нашим клиентам подключиться к соседу, а в случае, если рядом нет соседа, мы можем предоставить водовоз с питьевой водой в нем.
В этот момент ваш колодец не сможет обеспечить вас водой. Если это прямой ремонт или замена, у вас, вероятно, не будет воды в течение нескольких часов. Если обсадная труба колодца загрязнена или есть признаки того, что обсадная труба изношена или повреждена, то потребуется дополнительное время для очистки/ремонта обсадной трубы, возможно, несколько дополнительных дней. На длительные периоды ремонта Oakville Pump Service помогает нашим клиентам подключиться к соседу, а в случае, если рядом нет соседа, мы можем предоставить водовоз с питьевой водой в нем.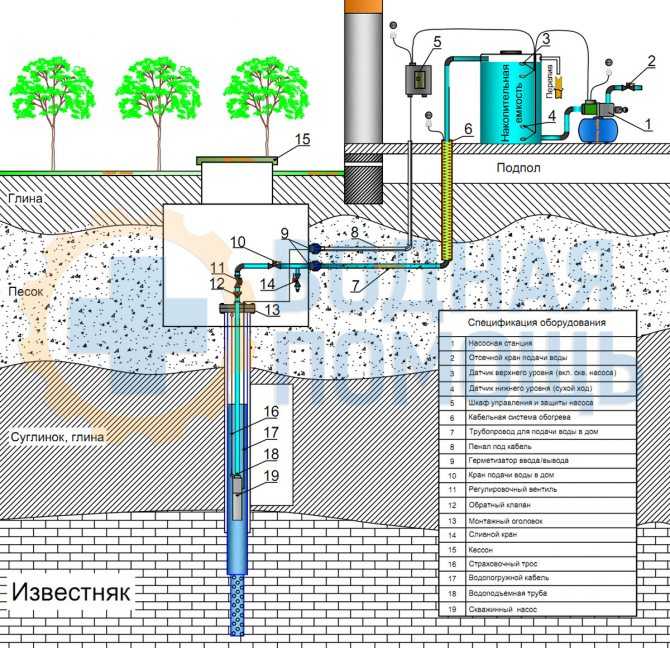 Процесс удаления может быть очень грязным процессом! Вода часто содержит железо, марганец и другие минералы, покрывающие трубы и провода. Эти минералы покрывают трубы и проволоку, часто смещаются и падают вблизи скважины.
Процесс удаления может быть очень грязным процессом! Вода часто содержит железо, марганец и другие минералы, покрывающие трубы и провода. Эти минералы покрывают трубы и проволоку, часто смещаются и падают вблизи скважины.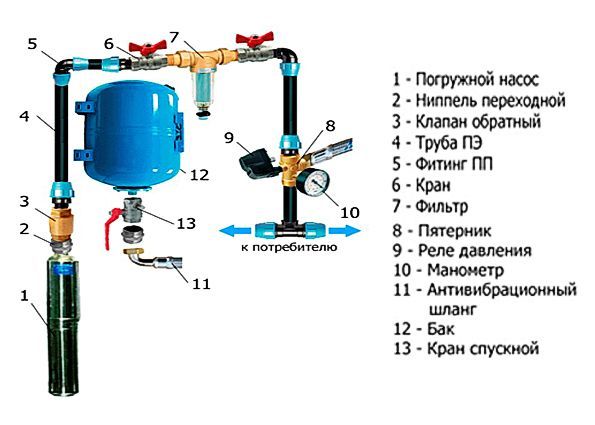 Мы помогаем нашим клиентам понять, что пошло не так, и найти лучший способ двигаться вперед с учетом бюджета, качества, гарантии и долговечности. Если есть какие-либо улучшения в доступных технологиях, мы объясним эти улучшения и дадим соответствующие рекомендации.
Мы помогаем нашим клиентам понять, что пошло не так, и найти лучший способ двигаться вперед с учетом бюджета, качества, гарантии и долговечности. Если есть какие-либо улучшения в доступных технологиях, мы объясним эти улучшения и дадим соответствующие рекомендации.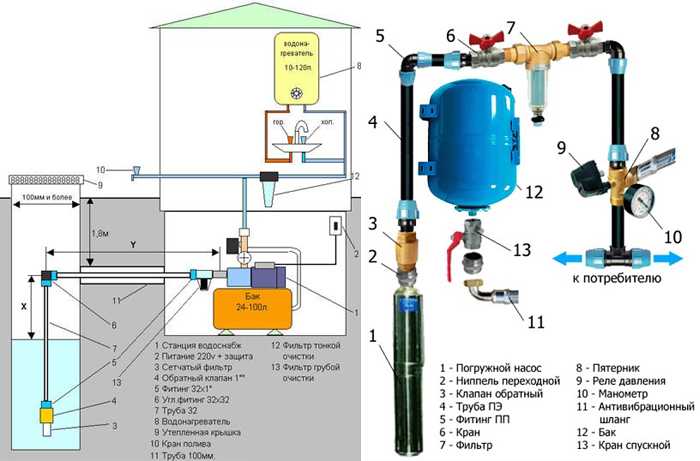
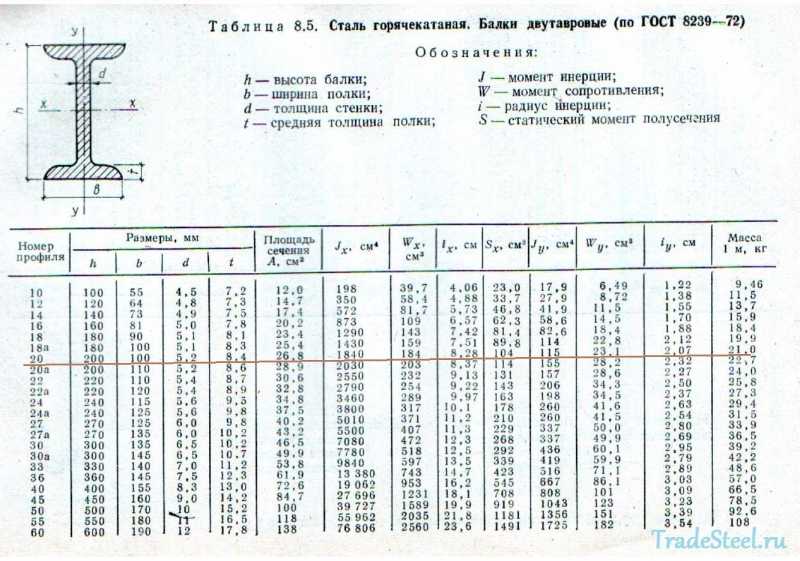 65 — при малых высотах, до 1:1.25 — при больших высотах.
65 — при малых высотах, до 1:1.25 — при больших высотах.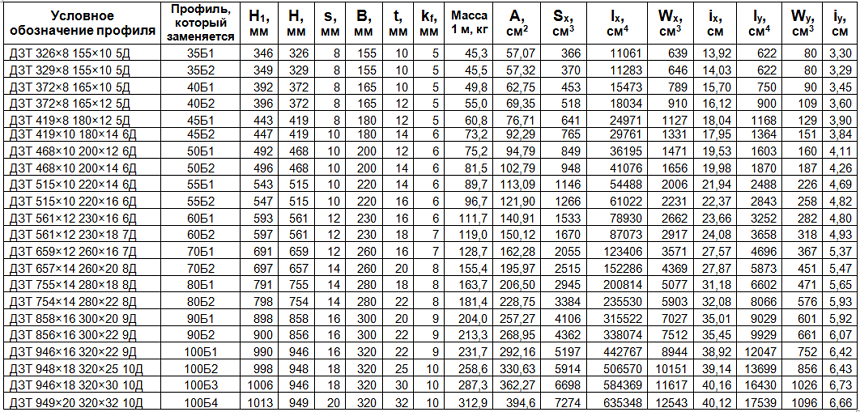 Этот размерный параметр является одним из наиболее важных, так как от толщины стенки напрямую зависит несущая способность и прочность двутавровой балки;
Этот размерный параметр является одним из наиболее важных, так как от толщины стенки напрямую зависит несущая способность и прочность двутавровой балки;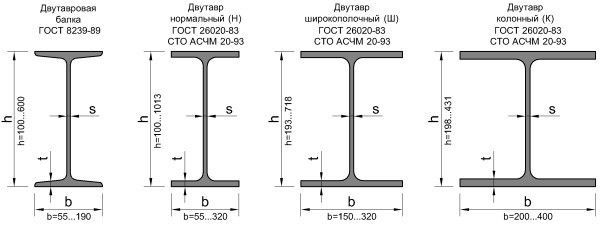
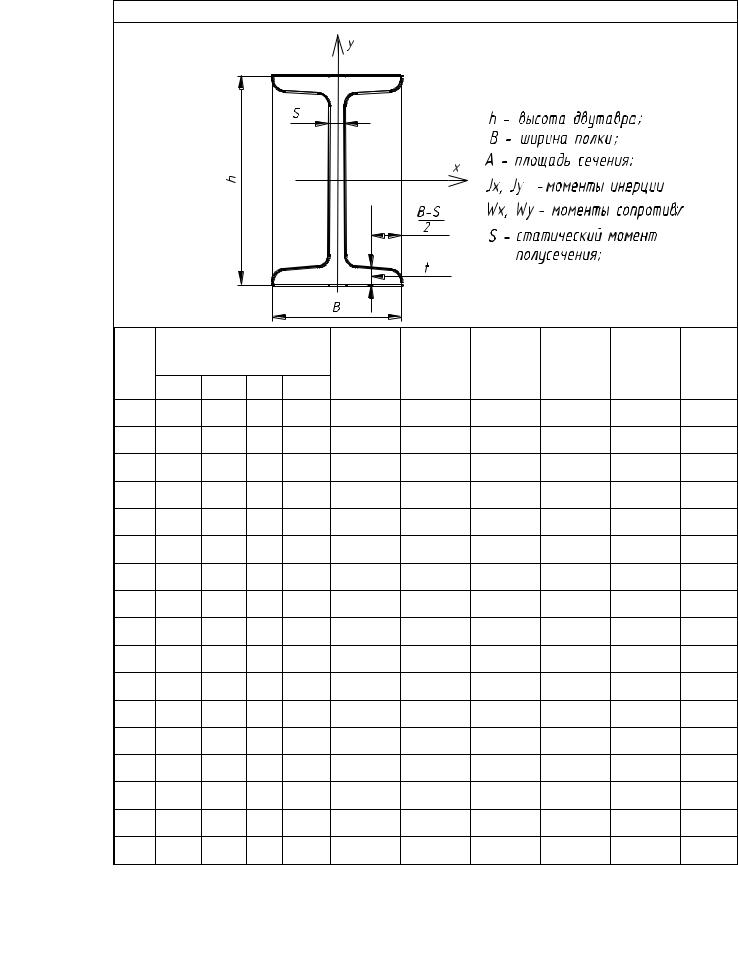
 Это лишь некоторые причины, по которым двутавровые балки получили свою популярность в частном и промышленном строительстве.
Это лишь некоторые причины, по которым двутавровые балки получили свою популярность в частном и промышленном строительстве.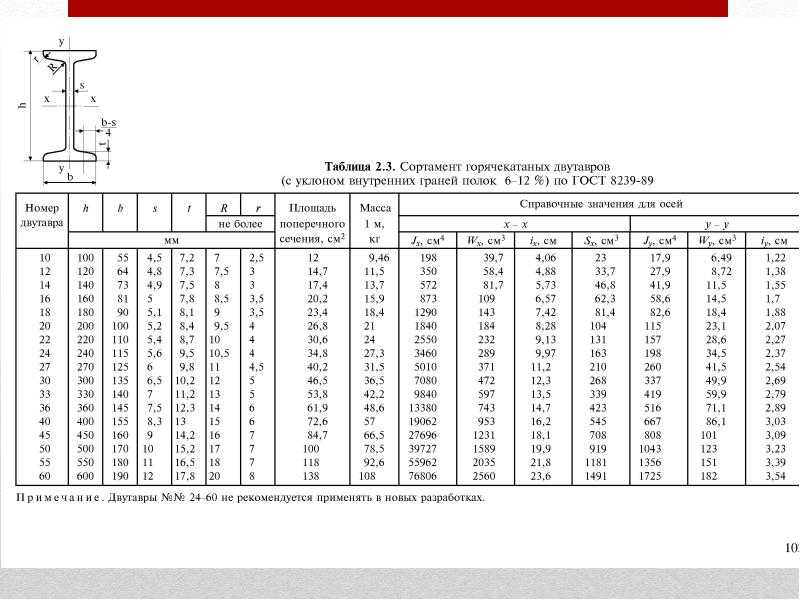 Если вы все же решили использовать в строительстве сварные двутавры, то приобретайте их у известного производителя. Конечно, Вы не сможете быть уверены в их абсолютном качестве, но крупный производитель хотя бы будет иметь на руках сертификаты, подтверждающие соответствие их продукции ГОСТу.
Если вы все же решили использовать в строительстве сварные двутавры, то приобретайте их у известного производителя. Конечно, Вы не сможете быть уверены в их абсолютном качестве, но крупный производитель хотя бы будет иметь на руках сертификаты, подтверждающие соответствие их продукции ГОСТу.
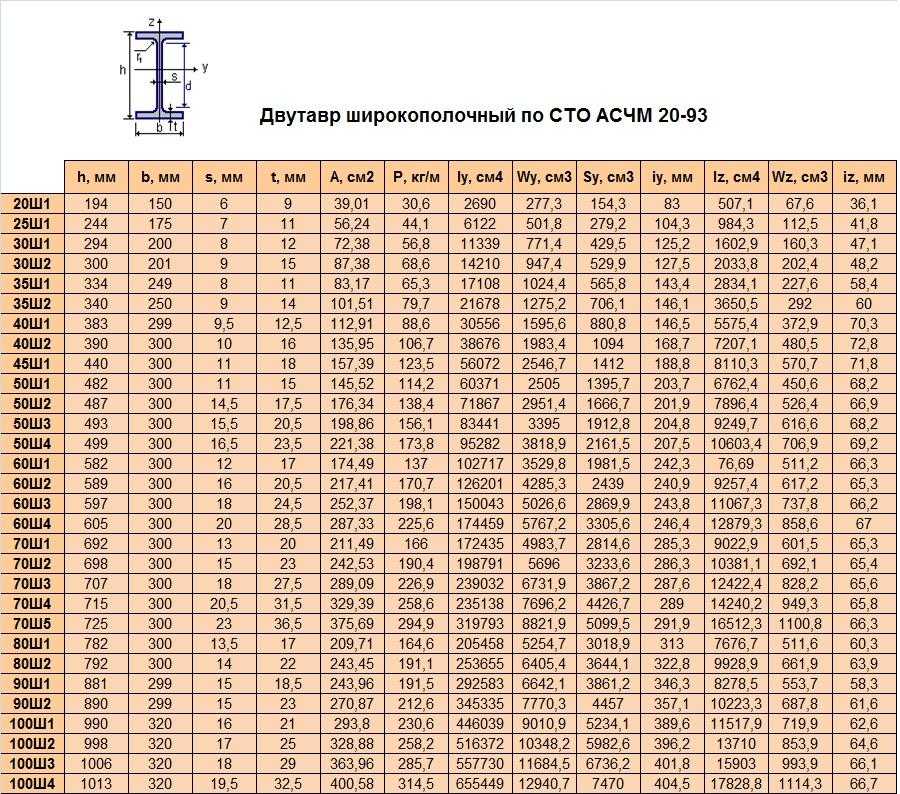 1
1
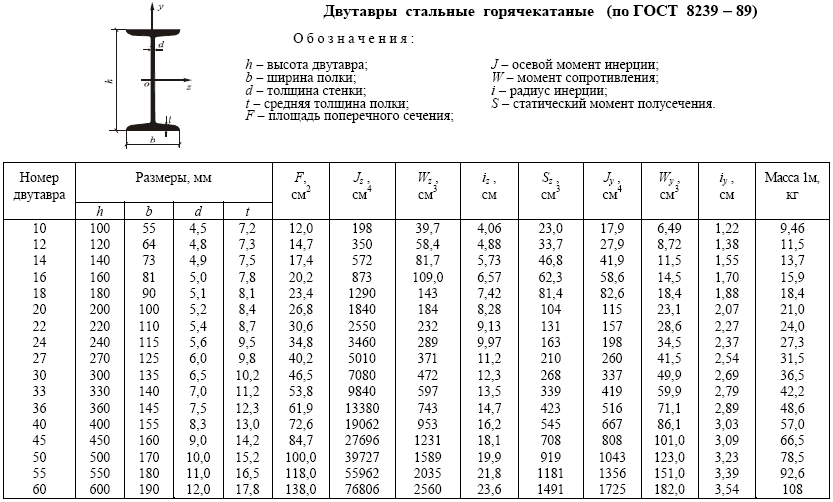 Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut. 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum
3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum
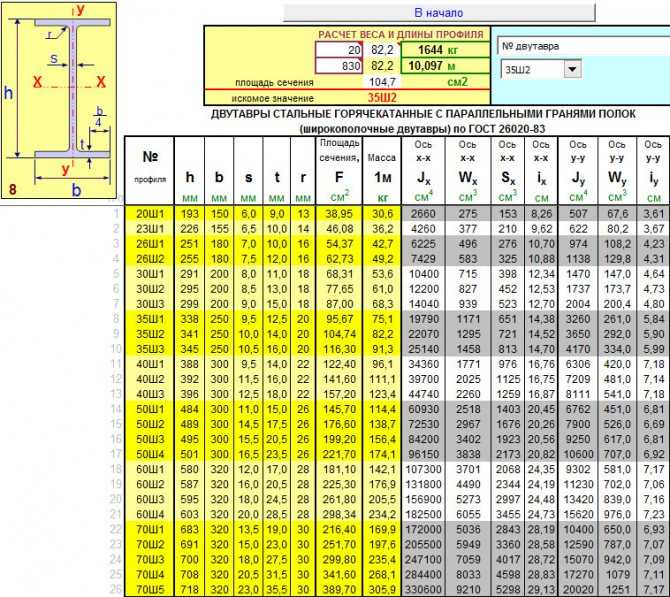 Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.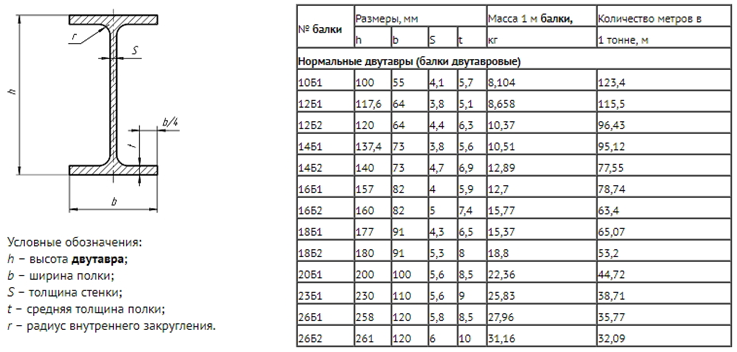 Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.
Ut wisi enim ad minim veniam, quis nostrud exercitation ullamcorper suscipit lobortis nisl ut.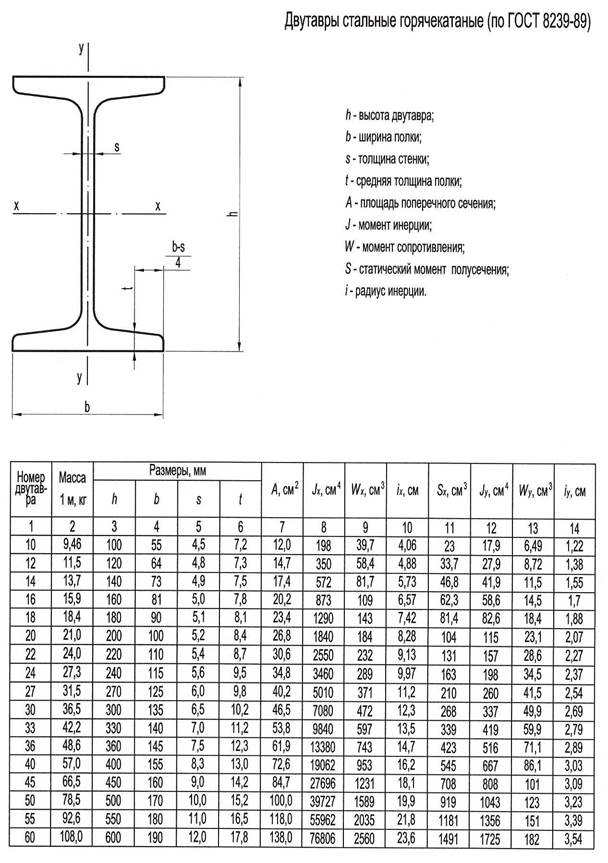 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum
3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum 3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum
3 wolf moon officia aute, non cupidatat скейтборд dolor brunch. Продовольственный грузовик лебеда nesciunt Laborum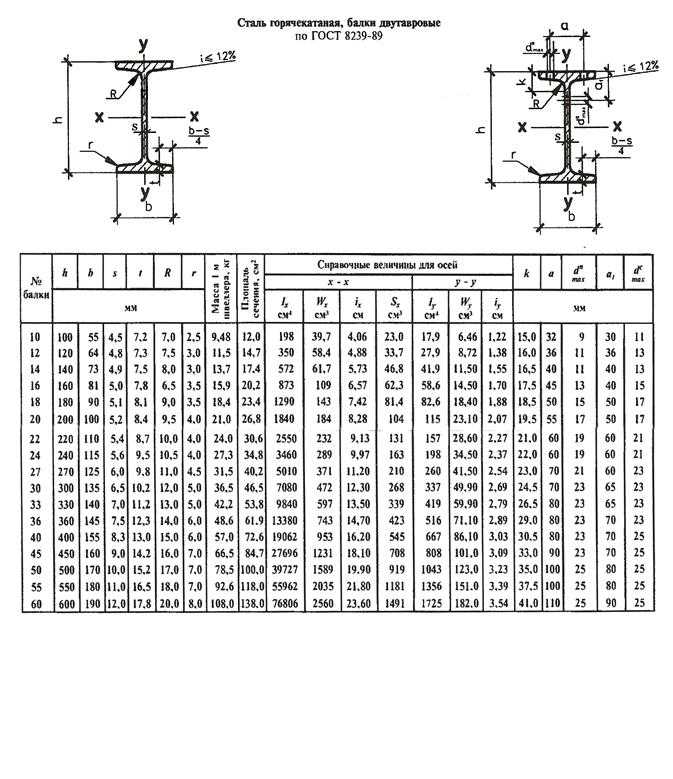 1
1 1
1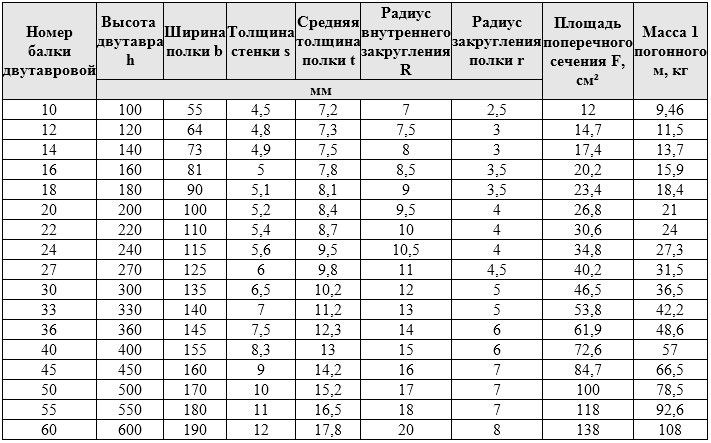 2
2 1
1





 org/ListItem»> Трубная арматура>
org/ListItem»> Трубная арматура> SOPFF-10K-125A
SOPFF-10K-125A ..
.. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер. фланца
фланца 00
00 07
07 00
00 00
00 00
00 (В)
(В)