Классификация автомобилей. Как что называется и как делится | Об автомобилях | Авто
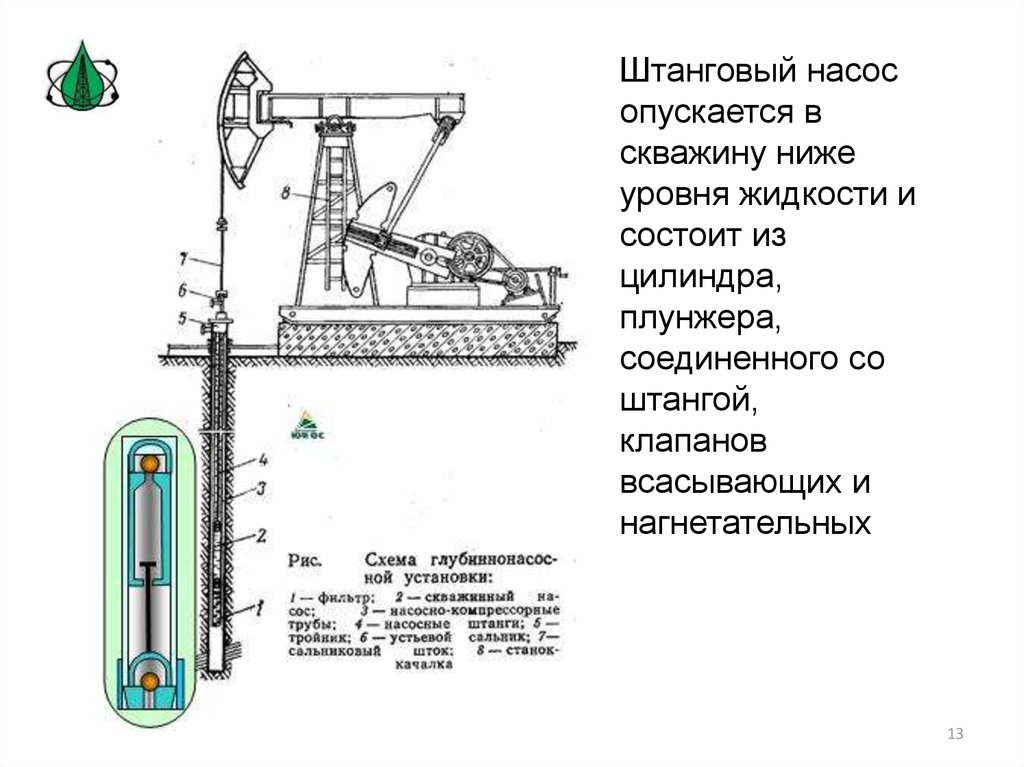
Сейчас многие, прежде чем выбрать конкретную модель и даже марку автомобиля, обращаются к Интернету, но у различных классификаторов существуют разные параметры для разных машин. А некоторые покупатели, уже определившиеся с выбором, ищут более конкретную информацию в прессе и также встречают незнакомые определения.
В первую очередь, транспортные средства делятся по назначению – пассажирские, грузовые, грузопассажирские и специальные. Нас интересует только первая категория – пассажирская, причём не автобусы, а легковые автомобили вместимость до 8 человек. И сразу примечание – если с виду машина кажется легковой, но в неё помещается более 8 пассажиров, то нужно получать водительские права категории D. Легковые автомобили делят по классам, типу кузова, типу привода и другим показателям.
| Европейская классификация автомобилей (A-, B- и C-классы) | ||
| Peugeot 107 | Chevrolet Aveo | Ford Focus |
Самая распространённая на сегодняшний день классификация – это деление по классам, её иногда называют европейской классификацией. В её основе лежит деление по размеру автомобиля, и она очень напоминаетразбивку по моделям у Mercedes-Benz. Самый младший A-класс (сюда относятся самые маленькие машинки от Smar tдо «Оки» длиной не более 3,6 м), чуть больший В-класс (так называемые городские автомобили небольшого размера, длиной до 4 м, и с двигателями малой и средней мощности), один из самых популярных средний C-класс (длина до 4,5 м), похожий по размерам, но более просторный D-класс, более длинный Е-класс и самый большой F-класс (длина основных представителей колеблется около 5 м). Отдельное место занимают внедорожники, минивэны, купе, кабриолеты и различные спортивные автомобили.
В её основе лежит деление по размеру автомобиля, и она очень напоминаетразбивку по моделям у Mercedes-Benz. Самый младший A-класс (сюда относятся самые маленькие машинки от Smar tдо «Оки» длиной не более 3,6 м), чуть больший В-класс (так называемые городские автомобили небольшого размера, длиной до 4 м, и с двигателями малой и средней мощности), один из самых популярных средний C-класс (длина до 4,5 м), похожий по размерам, но более просторный D-класс, более длинный Е-класс и самый большой F-класс (длина основных представителей колеблется около 5 м). Отдельное место занимают внедорожники, минивэны, купе, кабриолеты и различные спортивные автомобили.
| Европейская классификация автомобилей (D-, E- и F-классы) | ||
| Renault Laguna | Nissan Teana | Audi A8 |
Представителям некоторых классов могут давать другие названия. Так раньше самыми популярными были автомобили Гольф-класса, от вольксвагоновского Golf, который был эталоном городского автомобиля. D и Е категории относят к бизнес-классу, а F-класс – это представительские автомобили.
Так раньше самыми популярными были автомобили Гольф-класса, от вольксвагоновского Golf, который был эталоном городского автомобиля. D и Е категории относят к бизнес-классу, а F-класс – это представительские автомобили.
Стоит отметить, что до последнего времени автопроизводители, выпуская следующее поколение того или иного автомобиля, уже получившего принадлежность к определённому классу, несколько добавляли в размерах. Поэтому некоторые «типичные» представители вырастали из своего класса по физическим размерам, но остаются в нём в силу позиционирования. Сейчас же начинается обратный процесс уменьшения, из-за более высоких экологических требований, для достижения которых начинается борьба с лишним весом.
Другая не менее важная классификация основана на типе кузова. Главным понятием здесь является «объём», то есть та часть пространства, которую можно отделить от других частей кузова. Так трёхобъёмник – это классический автомобиль с отдельным моторным отсеком, салоном и багажным отделением. Двухобъёмник чаще представляет собой отдельный отсек для двигателя и единые салон и багажник (у некоторых машин с заднемоторной компоновкой объединено пространство салона и двигателя, а багажник находится отдельно спереди). Однообъёмник подразумевает единое пространство для всех частей автомобиля.
Двухобъёмник чаще представляет собой отдельный отсек для двигателя и единые салон и багажник (у некоторых машин с заднемоторной компоновкой объединено пространство салона и двигателя, а багажник находится отдельно спереди). Однообъёмник подразумевает единое пространство для всех частей автомобиля.
| Понятие «объёма» в классификации легковых автомобилей | ||
| GAZ Siber | Lada Kalina | Citroen C4 Picasso |
Итак, основными видами легковых автомобилей являются седан и хетчбэк. Седан (в Англии и Японии saloon, нотчбэк в Америке) – классический трёхобъёмник с жёсткой крышей, у которого все три части структурно отделены друг от друга. Среди седанов нужно выделить отдельный подвид: лимузины – удлиненные ради комфорта пассажиров второго ряда седаны с перегородкой между местом водителя и остальным салоном. Хетчбэк – двухобъёмник с жёсткой крышей, у которого салон и багажник представляют собой единое пространство, а багажное отделение открывается вместе со стеклом. И тот и другой обычно имеют 4 боковые двери, хотя есть исключения.
Среди седанов нужно выделить отдельный подвид: лимузины – удлиненные ради комфорта пассажиров второго ряда седаны с перегородкой между местом водителя и остальным салоном. Хетчбэк – двухобъёмник с жёсткой крышей, у которого салон и багажник представляют собой единое пространство, а багажное отделение открывается вместе со стеклом. И тот и другой обычно имеют 4 боковые двери, хотя есть исключения.
| Представители седанов, лимузинов и хетчбэков | ||
| Volkswagen Polo Sedan | Cadillac Presidential Limousine | Hyundai Solaris |
Существует несколько промежуточных видов между седаном и хетчбэком.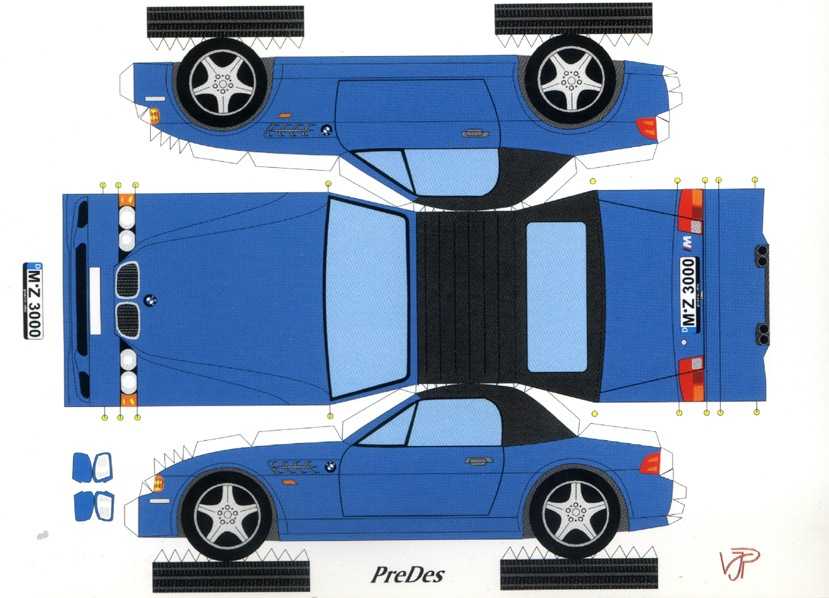 Фастбэк – седан с сильно скошенным задним стеклом, но отдельной крышкой багажника. Лифтбэк – седан, очень похожий на хетч, благодаря 5-й двери багажника, но в отличие от второго, задняя часть имеет такой же свес как у седана. И самый большой двухобъёмник – универсал, также имеет большой свес, а его крыша идёт до конца всего автомобиля. У него много обозначений, которые встречаются в названиях моделей – Tourer, Estate, Kombi, Аvant, Caravan и просто Van.
Фастбэк – седан с сильно скошенным задним стеклом, но отдельной крышкой багажника. Лифтбэк – седан, очень похожий на хетч, благодаря 5-й двери багажника, но в отличие от второго, задняя часть имеет такой же свес как у седана. И самый большой двухобъёмник – универсал, также имеет большой свес, а его крыша идёт до конца всего автомобиля. У него много обозначений, которые встречаются в названиях моделей – Tourer, Estate, Kombi, Аvant, Caravan и просто Van.
| Фастбэк, лифтбэк и универсал | ||
| Bentley Continental GT | Skoda Octavia | Volvo XC70 |
Универсалы близки двум другим направлениям.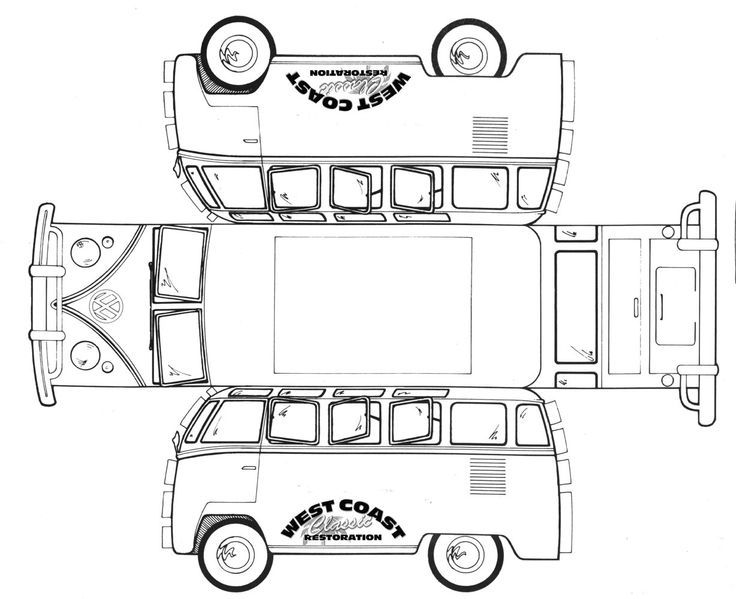 Первое, увеличившее полезное пространство, преобразовалось в однообъёмники минивэны (и их родственники с большими возможностями трансформации кузова – мультивэны). У второго увеличена проходимость и сюда входят внедорожники (их ещё иногда называют SUV- Sport Utility Vehicle), у которых большой дорожный просвет, высокая геометрическая проходимость, привод на все колёса и т.д. Впрочем, иногда эти направления пересекаются и получается мультивэн повышенной проходимости.
Первое, увеличившее полезное пространство, преобразовалось в однообъёмники минивэны (и их родственники с большими возможностями трансформации кузова – мультивэны). У второго увеличена проходимость и сюда входят внедорожники (их ещё иногда называют SUV- Sport Utility Vehicle), у которых большой дорожный просвет, высокая геометрическая проходимость, привод на все колёса и т.д. Впрочем, иногда эти направления пересекаются и получается мультивэн повышенной проходимости.
| Минивэн, внедорожник и мультивэн повышенной проходимости | ||
| Chrysler Grand Voyager | Toyota Land Cruiser | Volkswagen Multivan PanAmericana |
Минивэны и внедорожники, достигшие своего расцвета в период дешёвого бензина, поддаваясь требованиям рынка со временем при сохранении формы кузова стали уменьшаться в размерах.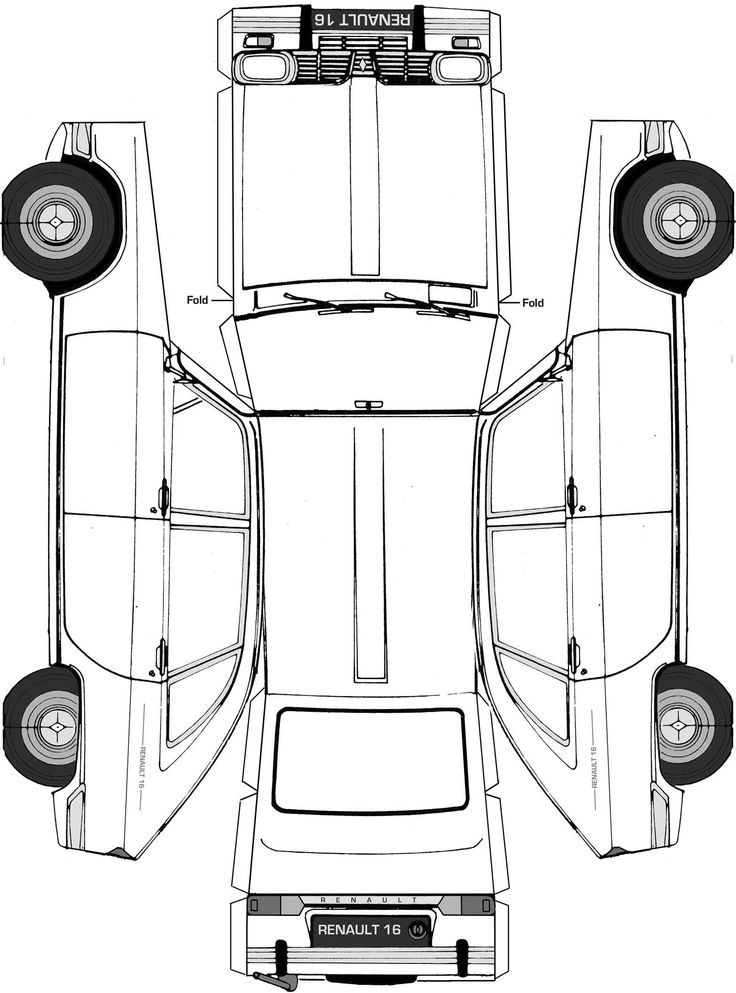 Так появились их средние и малые представители, к определению которых стали присваивать вышеприведённую классификацию (минивэн В-класса). С другой стороны, был целый класс кмпактных внедорожников,сделанных для армии и получившие гражданские версии.
Так появились их средние и малые представители, к определению которых стали присваивать вышеприведённую классификацию (минивэн В-класса). С другой стороны, был целый класс кмпактных внедорожников,сделанных для армии и получившие гражданские версии.
| Компактный минивэн и внедорожник | ||
| Opel Meriva | Suzuki Jimny | |
Внедорожники имеют сходство ещё с двумя видам кузовов. Пикапы – средний вариант между внедорожником и грузовиком, – это обычно трёхобъёмники одной частью которых является грузовая платформа. И кроссоверы (производное от внедорожника и хетчбэка), которые становятся всё больше похожи на однообъёмники, характеризуются короткими свесами, большим клиренсом и скошенной крышкой багажника, но переодичеки отсутствием полного привода.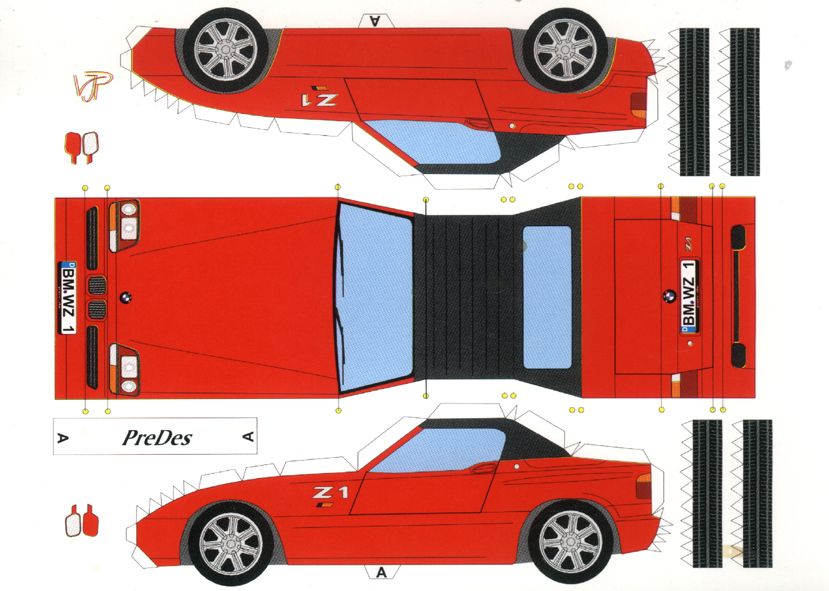 Кроссоверы также как и внедорожники могут быть разных размеров.
Кроссоверы также как и внедорожники могут быть разных размеров.
| Пикап, кроссовер и компактный кроссовер | ||
| Mitsubishi L200 | Mazda CX-9 | Subaru XV |
Ещё одним направлением развития кузовов, стало создание автомобилей для эгоистов. В их концепцию изначально заложено то, что удовольствие от движения получает только водитель, но и заодно пассажир, который зачастую является единственным. В первую очередь это относится к купе, название которого произошло от двухместного конного экипажа. Раньше этот термин применялся только к автомобилям, имеющим две двери и два места, что справедливо и в наши дни, но сейчас его часто используют для придания спортивности некоторым вполне обычным машинам. Появились четырёхдверные купе, очень похожие по строению кузова на обычные седаны, и даже купе-кроссоверы.
Появились четырёхдверные купе, очень похожие по строению кузова на обычные седаны, и даже купе-кроссоверы.
| Купе, четырёхдверное купе и купе-кроссовер | ||
| Jaguar XKR | Mercedes-Benz CLS 63 AMG | BMW X6 M |
Также к категории «машин для удовольствия» можно отнести кабриолеты, то есть автомобили без крыши, которая может быть мягкой или жёсткой, но полностью убирается. Это и является их главным параметром, а по всем остальным кабриолет может быть каким угодно, и иногда вместо изящного купе cabrio могут быть и городские хетчбэки и даже внедорожники.
| Кабриолеты | ||
| Aston Martin V8 Vantage | Fiat 500C Abarth | Land Rover Defender SVX |
У кабриолетов есть более узкая ниша – родстеры. Они характеризуются классическими двухдверными кузовами и мощными двигателями. Хотя и этот тип постигала участь купе, и иногда эта приставка появляется у почти обычных моделей. Иногда в Европе и Америке их ещё называют спайдерами. Другой подвид – тарга, отличался дугой безопасности и стеклом, расположенными за сиденьями.
| Европейская классификация автомобилей (D-, E- и F-классы) | ||
| Renault Laguna | Nissan Teana | Audi A8 |
0
Существует ещё несколько названий кузовов, которые в основном относятся к ретро автомобилям: фаэтоны (четырёхместные, обычно комфортабельные автомобили без центральных стоек с мягкой крышей), ландо (с открывающимся верхом над пассажирами заднего сиденья), или к различным спортивным направлениям: ралийные автомобили, масл- (маскл)кары, хотроды, машины для кольцевых гонок и прочие. Обычно они имеют свои характеристики и собственную классификацию.
Обычно они имеют свои характеристики и собственную классификацию.
| Европейская классификация автомобилей (D-, E- и F-классы) | ||
| Renault Laguna | Nissan Teana | Audi A8 |
1
Можно разделять автомобили по типам двигателей: в зависимости от топлива – бензиновые, дизельные, гибридные и электрические, простые, турбированые и компрессорные с механическим наддувом, по количеству выдаваемых лошадиных сил (актуально при расчёте налогообложения) и пр.
Достаточно показательными с точки зрения классификации машин, являются различные автомобильные премии.
Одна из самых крупных российских премий «Автомобиль года» делит претендентов и по кузову, и по стоимости, добавляя приставку премиум. В итоге получается 23 класса: городские автомобили, малый, малый средний класс, средний и бизнес-класс, представительский и представительский класс премиум, купе, купе премиум, грантуреры, кабриолеты и родстеры, кабриолеты и родстеры премиум, универсалы повышенной проходимости, компактные, лёгкие, средние и тяжёлые внедорожники, пикапы, компактвэны, минивэны, мини-фургоны, легкие фургоны и фургоны.
Уважаемое российское автомобильное издание выбирает лучшие машины, распределяя их в следующих номинациях: компактный автомобиль, автомобиль гольф-класса, автомобиль среднего класса, автомобиль бизнес-класса, представительский автомобиль, минивэн, компактный внедорожник, полноразмерный внедорожник, спортивная модификация, спортивный автомобиль, купе и кабриолет, спецтранспорт.
Одна из самых уважаемых премий британского журнала «What car?» вручает свою премию двум категориям: новые и подержанные авто, разделяя их на супермини, компактные семейные автомобили, семейные автомобили, компактные автомобили премиального сегмента, среднеразмерные автомобили премиального сегмента, автомобили представительского класса, универсалы, мультивэны, кроссоверы, внедорожники, купе, родстеры и кабриолеты, высокотехнологичные автомобили и заряженные хетчбэки
А вот самая главная мировая премия «Car of the Year» в состав жюри которой входит более около 200 профессиональных журналистов, инженеров и менеджеров, не делит машины по классам, а просто выбирает лучшие. В этом году призы получат: Ford B-Max, Hyundai i30, Mercedes Benz A-class, Peugeot 208, Renault Clio, Subaru BRZ/Toyota GT86, Volkswagen Golf and Volvo V40.
В этом году призы получат: Ford B-Max, Hyundai i30, Mercedes Benz A-class, Peugeot 208, Renault Clio, Subaru BRZ/Toyota GT86, Volkswagen Golf and Volvo V40.
Самые тяжелые внедорожники » 1Gai.Ru
Какие автомобили внедорожники весят больше всего
Внедорожники никогда не славились своей потрясающей аэродинамикой, мощностью, динамичностью, управляемостью, ну и т.д. Но времена как мы с вами знаем, меняются. Многие авто-кроссоверы и внедорожники в наши дни могут легко поспорить и потягаться с современными легковыми автомобилями. Но есть один из параметров, который автомашинам внедорожникам побороть очень и очень трудно. Речь идет об их весе. К сожалению, даже самые дорогие и потрясающие внедорожники весят намного больше легковых автомобилей. Причина конечно же в их размерах и которые со временем по размерам становятся все больше и больше. Уважаемые читатели, мы отобрали для вас самые тяжелые и самые современные автомобили кроссоверы и внедорожники. Предлагаем вам с ними познакомиться. Для того чтобы вам было интересней сними ознакамливаться, мы начнем представлять их «по ранжиру, то есть от меньшего к большему.
Для того чтобы вам было интересней сними ознакамливаться, мы начнем представлять их «по ранжиру, то есть от меньшего к большему.
16). Автомодель Volvo XC90 T8 AWD (2343 кг)
Начнем мы с нового поколения автомобиля Volvo XC90, которая существенно выросла в своих размерах по сравнению с предшественником. Например, этот почти-что 5-и метровый ХС90 весит 2,3 тонны. Так что несмотря на современные технологии и на аэродинамический кузов не ждите от этого нового авто-кроссовера, что он будет потреблять топлива как мопед. Но тем не менее, речь идет о гибридной верси автомобиля которая весит не так уж мало, и все за счет своей аккумуляторной батареи и естественно из-за электромотора. Поэтому сэкономить топливо у вас в реальности получится. К сожалению, хотим предупредить, на Российском авторынке эта модель автомобиля для покупки не доступна.
15). Автомодель Porsche Cayenne S E-Hybrid (2350 кг)
Еще один тяжелый автомобиль кроссовер который также обязан своим весом гибридной силовой установке. Но благодаря гибридному мотору этот мощный Porsche Cayenne потребляет, как заявляет производитель, всего 3,4 литра на 100 км пути. Согласитесь друзья, что в таком случае вес машины не так уж важен.
Но благодаря гибридному мотору этот мощный Porsche Cayenne потребляет, как заявляет производитель, всего 3,4 литра на 100 км пути. Согласитесь друзья, что в таком случае вес машины не так уж важен.
14). Автомодель BMW X5 M (2 350 кг)
Точно также как и гибридный Porsche Cayenne весит и мощная модель автомобиля кроссовера BMW X5 M, которая оснащается большим мощным мотором V8. Этот кроссовер не только много весит, но и готов удивить покупателей своей стоимостью.
13). Автомодель Mitsubishi Pajero, 5-ти дверный (2 385 кг)
Пятидверный Pajero является большим автомобилем внедорожником, который уже долгие годы производит и выпускает компания «Mitsubishi». Это самый тяжелый автомобиль внедорожник среди всех выпускаемых моделей Японским авто-брендом. Так, например, вес 3,2-литровой модели авто составляет более 2,3 тонны.
12). Автомодель Tesla Model X (2 389 кг)
Батареи для любых марок автомобилей — это всегда тяжелая ноша и естественно дополнительная нагрузка. Но только не для автомобилей марки Tesla, которые с самого начала удивляют своей динамикой разгона и с которым могут сравниться только лишь дорогие авто-суперкары.
Но только не для автомобилей марки Tesla, которые с самого начала удивляют своей динамикой разгона и с которым могут сравниться только лишь дорогие авто-суперкары.
Тем не менее, хотим сказать, наш сегодняшний рейтинг, посвященный самым тяжелым внедорожникам и кроссоверам, обязан включить в себя новый автомобиль кроссовер Tesla Model X 90D, который весит 2,4 тонны преимущественно за счет большой аккумуляторной батареи.
Вероятнее всего внедорожник модели 100D будет весить еще больше. К большому сожалению, пока у нас нет спецификации на эту версию авто-кроссовера марки Tesla.
11). Автомодель Jeep Grand Cherokee 6,4 V8 SRT (2 418 кг)
Автомобиль Jeep Grand Cherokee 6,4 V8 SRT является не только самым мощным внедорожником данного авто-бренда, но и является еще самым тяжелым автомобилем. Так, 468-сильный Grand Cherokee 6,4 V8 SRT весит 2,4 тонны, что позволило ему занять в нашем рейтинге 11 строчку.
10). Автомодель Bentley Bentayga (2422 кг)
Авто-внедорожник Bentley Bentayga, длина которого составляет 5,14 меров, оснащен гигантским шестилитровым V12 двигателем. Многие из вас наверняка ожидали увидеть эту модель авто в верхних строчках нашего рейтинга, поскольку могли подумать о том, что с таким большим мотором автомобиль по-любому должен весить очень много. Да, этот внедорожник Bentley Bentayga естественно попал в наш рейтинговый список, но как видите друзья, не на верхние строчки «ТОП»а.
Многие из вас наверняка ожидали увидеть эту модель авто в верхних строчках нашего рейтинга, поскольку могли подумать о том, что с таким большим мотором автомобиль по-любому должен весить очень много. Да, этот внедорожник Bentley Bentayga естественно попал в наш рейтинговый список, но как видите друзья, не на верхние строчки «ТОП»а.
Дело все в том, что эта модель автомобиля основана на той же самой платформе, что и новое поколение автомобилей марки Audi Q7 (архитектура MLB Evo). Новая платформа позволила инженерам компании добиться существенного снижения веса в этой Q7. Логично было предположить, что Bentley Bentayga тоже имеет такой же схожий вес с Q7, который составляет 2,4 тонны.
9). Range Rover Sport 4,4 SDV8 (2 434 кг)
Range Rover Sport на 30 сантиметров короче, чем Bentley Bentayga и значительно слабее. В Британском внедорожнике установлен 4,4 литровый 339-сильный V8 мотор. Но что самое удивительное, что Range Rover Sport весит даже немного больше супердорогого Bentley Bentayga.
8) Mercedes GLE 500 х 4Matic (2 465 кг)
Преемник МL-класса, также присутствует в нашем рейтинге тяжеловесных внедорожников. Самой тяжелой версией Mercedes GLE является гибридная модификация. Как мы уже сказали, виной всему аккумуляторная батарея, которая питает электромотор. Причем даже при использовании вместо свинца литиевых элеменов,ы производители все равно не могут снизить вес батарей. В итоге как правило все гибридные транспортные средства весят существенно больше своих традиционных аналогов.
7) Audi Q7 е-Tron (2 520 кг)
Второе поколение Audi Q7 как мы уже сказали существенно похудело по сравнению с дебютной моделью. Но это не про гибридную версию. Причина электромотор и батарея. Результат: более 2,5 тон снаряжённой массы. Это примерно столько же сколько весят два новых Renault Captur с турбированными моторами мощностью 90 л.с.
6) Range Rover 5.0 V8 LWB SV (2 523 кг)
Версия Range Rover с длинной колесной базой поражает своими размерами кузова. Так внедорожник имеет в длину 5,2 м. Самым тяжелым вариантом этой модели является версия с 550-сильным двигателем V8, которая весит на 100 кг больше чем 510-сильная модификация.
Так внедорожник имеет в длину 5,2 м. Самым тяжелым вариантом этой модели является версия с 550-сильным двигателем V8, которая весит на 100 кг больше чем 510-сильная модификация.
5) Mercedes-AMG GLS 63 (2 580 кг)
И так мы приближаемся к самым тяжелым внедорожникам в мире. Пятую строчку в рейтинге занимает мощная версия Mercedes GLS-AMG 63. Этот 5,13 метровый внедорожник весит более 2,5 тонн.
4) Toyota Land Cruiser 200 / Lexus LX (2 585 кг)
Конечно этот рейтинг никак не мог обойтись без внедорожников Toyota и Lexus. Речь идет о моделях Land Cruiser 200 и его более дорогого родственника Lexus LX. Эти внедорожники, длина которых составляет почти 5,1 м, удивляют не только своими размерами, но, а также могут похвастаться своей надежностью, мощность и проходимостью. Но за размеры и внедорожные технологии автомобили расплачиваются снаряжённой массой, которая составляет 2,5 тонны. Примечательно что согласно спецификации, внедорожники Lexus LX, которые существенно мощнее Land Cruiser 200 весят столько же.
3) Mercedes G 350 d (2 612 кг)
Вы не поверите, но мощный Mercedes G-класса оснащенный V12 двигателем весит меньше чем дизельный V6. Мы были удивлены узнав, что модель AMG G 65, которая поражает своей мощностью и агрессивностью весит меньше чем обычная модель G350. Так, внедорожник с V12 мотором весит 2 585 кг, тогда как скромная версия с дизельным двигателем V6 весит 2 612 кг, именно она является самой тяжелой версией G-класса.
2) Cadillac Escalade ESV (2 857 кг)
Cadillac Escalade длиною почти 5,70 метра, во-первых, не только самый длинный внедорожник в нашем сегодняшнем рейтинге, но и к тому же еще один из самых тяжелых. Escalade ESV весит более 2,8 тонн.
1) Mercedes G 500 4×4² (3 021 кг)
Мы написали о том, что дизельный G-класс является самым тяжелым в своем классе в модельной линейке Mercedes. Но почему тогда Mercedes G 500 4×4² занимает первую строчку в нашем ТОПе? Все дело в том, что речь идет совершенно о другой модели, которая прямо не относится к G-классу. G 500 4×4² это совершенно иной автомобиль и другая история. Поэтому он занимает в списке отдельную строчку.
G 500 4×4² это совершенно иной автомобиль и другая история. Поэтому он занимает в списке отдельную строчку.
Этот внедорожник с клиренсом в 45 см и высотой в 2,25 м экстремален во всех отношениях. В том числе и за счет, своего веса, который огромен — более 3 тонн.
Это самый тяжелый автомобиль на рынке.
Джип® 1940-х годов | Первый военный джип Willys MB
Второй мировой войны Знаменитый бренд Jeep ® признан во всем мире и навсегда связан со свободой, возможностями и приключениями. У каждого автомобиля Jeep Brand есть уникальная история, богатое наследие, восходящее к оригинальному Willys MB. Наша история – ваша история. Владельцы автомобилей Jeep давно знают, что Go Anywhere. Делать что-нибудь. ® — это образ жизни, а не просто лозунг кампании. Изучите нашу легендарную линейку, а затем создайте свою собственную неподвластную времени историю в автомобиле Jeep Brand 4×4.
Willys MA отличался рычагом переключения передач на рулевой колонке, низкими боковыми вырезами кузова, двумя круглыми приборными панелями на приборной панели и ручным тормозом с левой стороны. Willys изо всех сил пытался уменьшить вес до новой армейской спецификации в 2160 фунтов. Гайки и болты были укорочены вместе с более легкими панелями, чтобы создать более легкую версию Quad. Элементы, удаленные для достижения этой цели MA, были повторно установлены на MB следующего поколения, в результате чего окончательный вес примерно на 400 фунтов превысил спецификации.
Willys изо всех сил пытался уменьшить вес до новой армейской спецификации в 2160 фунтов. Гайки и болты были укорочены вместе с более легкими панелями, чтобы создать более легкую версию Quad. Элементы, удаленные для достижения этой цели MA, были повторно установлены на MB следующего поколения, в результате чего окончательный вес примерно на 400 фунтов превысил спецификации.
Это легенда; Армия США запросила транспортное средство и уехала в герое. Willys MB, дух которого выкован в огне сражений и отточен в пылу сражений, проложил себе путь в сердца воинов, сражающихся за свободу. Между солдатом и его «джипом» 4х4 часто складывались ожесточенные эмоциональные связи. Верный МБ заслужил место в сердце каждого солдата, в каждой области боя, в каждой мыслимой роли.
Прочный и простой внедорожник Jeep® Brand 4×4 стал лучшим другом солдата, уступая лишь его винтовке. Одного МБ даже наградили Пурпурным сердцем и отправили домой. Генерал Джордж К. Маршалл, начальник штаба армии США во время Второй мировой войны, а затем госсекретарь США, охарактеризовал Jeep® Brand 4×4 как «величайший вклад Америки в современную войну». Репортер Scripps Howard о Второй мировой войне Эрни Пайл однажды сказал: «Он делал все. Он ходил повсюду. Был верным, как собака, сильным, как мул, и проворным, как коза. собирается.»
Репортер Scripps Howard о Второй мировой войне Эрни Пайл однажды сказал: «Он делал все. Он ходил повсюду. Был верным, как собака, сильным, как мул, и проворным, как коза. собирается.»
MB начал революцию в использовании малых военных автомобилей в армии США. Лошади вместе с мотоциклами, соло и коляской почти сразу устарели. Универсальный MB был удивительно универсален. Для боя они могли быть оснащены пулеметами калибра .30 или .50. Они также были широко модифицированы для дальнего патрулирования пустыни, уборки снега, прокладки телефонного кабеля, лесопиления, в качестве пожарных насосов, полевых машин скорой помощи, тракторов и, с подходящими колесами, даже могли передвигаться по железнодорожным путям.
Сильно модифицированная версия MB, CJ-2A 1945 года (рекомендованная производителем розничная цена: 1090 долларов США) имела тиснение «Willys» на боковых сторонах капота и раме лобового стекла. Он был предложен публике с улучшенными амортизаторами, пружинами и более удобными сиденьями для дополнительного комфорта, измененными передаточными числами трансмиссии и раздаточной коробки, позволяющими буксировать на низкой скорости и развивать скорость до 60 миль в час, более мощным сцеплением, лучшим охлаждением, задней дверью, боковое запасное колесо, большие 7-дюймовые фары, внешняя крышка топливного бака, усиленная рама для большей жесткости и автоматический стеклоочиститель со стороны водителя.
Первый полностью стальной универсал в Америке дебютировал в июле 1946 года как модель 463 Jeep® Station Wagon и отличался трехцветной окраской, имитирующей «деревянный» вид. Цельностальный внедорожник, не требующий обслуживания, не был подвержен атмосферным воздействиям, отслаиванию или скрипу, как «деревянные» старые модели. Откидной люк задней двери Wagon опередил свое время, и ему можно приписать происхождение «вечеринки задней двери».
(предоставлено с разрешения собрания публичной библиотеки округа Толедо-Лукас)
Jeepster (VJ) был последним автомобилем с открытым кузовом в стиле фаэтон, произведенным американским автопроизводителем, в котором для защиты от непогоды использовались боковые шторки вместо опускающихся окон. Брукс Стивенс, известный дизайнер Willys-Overland, задумал Jeepster как недорогой американский спортивный автомобиль. В конце концов, он стоил около 1900 долларов, что в то время было баснословно дорого.
Многие считают CJ-3A родоначальником транспортных средств для отдыха. Представленный в конце 1948 года, CJ-3A был очень похож на предыдущую модель, но имел усовершенствования по сравнению с CJ-2A, в том числе; цельное ветровое стекло с нижним вентиляционным отверстием и двойными нижними дворниками, более прочная трансмиссия, раздаточная коробка и более мощная задняя ось Spicer 44-2. CJ-3A можно было легко отличить от CJ-2A по цельному лобовому стеклу.
Представленный в конце 1948 года, CJ-3A был очень похож на предыдущую модель, но имел усовершенствования по сравнению с CJ-2A, в том числе; цельное ветровое стекло с нижним вентиляционным отверстием и двойными нижними дворниками, более прочная трансмиссия, раздаточная коробка и более мощная задняя ось Spicer 44-2. CJ-3A можно было легко отличить от CJ-2A по цельному лобовому стеклу.
Узнать больше
Jeep Renegade 2022 года на продажу
Перейти к основному содержанию
Скрыть
Показать
Индивидуальный заказ автомобиля Chrysler, Dodge, Jeep или Ram 2023 года!
Нажмите здесь, чтобы начать свой индивидуальный заказ
Jeep Renegade 2022 года
Веселье на четырех колесах
Просмотреть инвентарь Просмотреть специальные предложения
Сделайте все свое время, проведенное в дороге и за ее пределами, более захватывающим, чем когда-либо прежде, с внедорожником Jeep Renegade 2022 года. Эта спортивная модель Jeep идеально подходит для любителей MN Jeep, которым нужен автомобиль, столь же эффективный, как и авантюрный и способный. Кроме того, в салоне нового Jeep Renegade есть множество удобств, которые понравятся всей вашей команде, так что загляните в наш дилерский центр Jeep рядом с Моррисом. Эксперты по продажам Jeep в Juettner Motors могут помочь вам узнать все о различных комплектациях Renegade 2022 года, аксессуарах и многом другом, чтобы вы могли забрать домой новый Renegade, который идеально подходит для вас!
Кроме того, в салоне нового Jeep Renegade есть множество удобств, которые понравятся всей вашей команде, так что загляните в наш дилерский центр Jeep рядом с Моррисом. Эксперты по продажам Jeep в Juettner Motors могут помочь вам узнать все о различных комплектациях Renegade 2022 года, аксессуарах и многом другом, чтобы вы могли забрать домой новый Renegade, который идеально подходит для вас!
Чем отличается комплектация Jeep Renegade 2022 года?
| 2022 Jeep Renegade Sport | 2022 Jeep Renegade Latitude | 2022 Jeep Renegade Altitude | 2022 Jeep Renegade Trailhawk® | 2022. сенсорный экран | 17 дюймов. Алюминиевые диски | Наружные зеркала с подогревом и электроприводом, со встроенными указателями поворота | Мониторинг слепых зон с обнаружением заднего поперечного пути | В наличии Панорамный люк с двумя стеклами |
|---|---|---|---|---|---|---|---|---|
| 1,3-литровый турбодвигатель MultiAir® | Сиденья с тканевой обивкой Premium | 18-дюймов. Глянцево-черные алюминиевые диски Глянцево-черные алюминиевые диски | Передние сиденья с подогревом и сиденье водителя с электроприводом, регулируемым по 8 параметрам | Доступные аудиосистемы премиум-класса | ||||
| Всепогодные коврики | 7-дюймовые коврики. Цветной информационный цифровой дисплей | Черная обивка потолка | Рулевое колесо с кожаной отделкой и подогревом | Стеклоочистители с датчиком дождя |
Свяжитесь с нами
Jeep Renegade 2022 года Технические характеристики
Обновите свои ежедневные поездки с помощью стильного и эффективного Jeep Renegade 2022 года, который продается недалеко от Морриса. Вы обнаружите, что возможности и производительность с турбонаддувом входят в стандартную комплектацию при покупке нового Jeep Renegade в Александрии, поскольку он оснащен 1,3-литровым силовым агрегатом, который сделает все ваши приключения сильными. Кроме того, независимо от того, какой новый внедорожник Renegade привлечет ваше внимание, в вашем распоряжении будет впечатляющий показатель расхода топлива Renegade 2022 года на галлон, чтобы продолжать исследовать его без сучка и задоринки. Дополнительные характеристики и характеристики Jeep Renegade 2022 года могут включать:
Вы обнаружите, что возможности и производительность с турбонаддувом входят в стандартную комплектацию при покупке нового Jeep Renegade в Александрии, поскольку он оснащен 1,3-литровым силовым агрегатом, который сделает все ваши приключения сильными. Кроме того, независимо от того, какой новый внедорожник Renegade привлечет ваше внимание, в вашем распоряжении будет впечатляющий показатель расхода топлива Renegade 2022 года на галлон, чтобы продолжать исследовать его без сучка и задоринки. Дополнительные характеристики и характеристики Jeep Renegade 2022 года могут включать:
- 1,3-литровый турбодвигатель MultiAir®
- Система управления тяговым усилием Selec-Terrain®
- Системы Jeep Active Drive и Active Drive Low 4×4
- До 32 миль на галлон по шоссе 2022 Renegade недалеко от Морриса и отправляйтесь в любое приключение с постоянным комфортом и удобством. Благодаря 8,4-дюймовому сенсорному экрану Uconnect® 4C NAV, который входит в стандартную комплектацию каждой новой модели Renegade, легко оставаться на связи и наслаждаться всеми любимыми медиафайлами в дороге.
 Обновите комплектацию Renegade 2022 года до нового Jeep Renegade Trailhawk® в Миннесоте, чтобы получить такие преимущества, как подогрев передних сидений с 8-позиционным сиденьем водителя с электроприводом и кожаный руль с подогревом. Дополнительные элементы интерьера и дизайна Jeep Renegade 2022 года могут включать:
Обновите комплектацию Renegade 2022 года до нового Jeep Renegade Trailhawk® в Миннесоте, чтобы получить такие преимущества, как подогрев передних сидений с 8-позиционным сиденьем водителя с электроприводом и кожаный руль с подогревом. Дополнительные элементы интерьера и дизайна Jeep Renegade 2022 года могут включать:- Аудиосистема Premium с 9 динамиками
- Складывающиеся задние сиденья, разделенные на 40/20/40
- Панорамный люк с двойным остеклением
- Регулируемый пол багажника
Какие функции безопасности у Jeep Renegade 2022?
Поклонники Minnesota Jeep любят новый Renegade за его спортивный дизайн и первоклассные системы безопасности. Renegade Sport 2022 года, который продается поблизости, поставляется со многими стандартными функциями безопасности, включая предупреждение о лобовом столкновении с активным торможением и предупреждение о выезде с полосы движения LaneSense® с помощью Lane Keep Assist.
Если вы хотите воспользоваться другими дополнительными технологиями помощи водителю, такими как доступная система помощи при парковке ParkSense® Rear Park Assist, свяжитесь с командой нашего дилерского центра Alexandria Jeep, чтобы узнать больше. Дополнительные системы безопасности Jeep Renegade 2022 года могут включать:- Мониторинг слепых зон с обнаружением заднего перекрестка
- Адаптивный круиз-контроль
- Автоматические фары дальнего света
- Параллельная и перпендикулярная система помощи при парковке и выезде
Как мы можем помочь?
Имя *
Фамилия *
Свяжитесь со мной по *
Телефон электронной почты
Почтовый индекс *
Предоставляя свою контактную информацию, вы соглашаетесь на то, что с вами свяжутся по телефону по поводу покупки автомобиля или получения финансирования.
 Обновите комплектацию Renegade 2022 года до нового Jeep Renegade Trailhawk® в Миннесоте, чтобы получить такие преимущества, как подогрев передних сидений с 8-позиционным сиденьем водителя с электроприводом и кожаный руль с подогревом. Дополнительные элементы интерьера и дизайна Jeep Renegade 2022 года могут включать:
Обновите комплектацию Renegade 2022 года до нового Jeep Renegade Trailhawk® в Миннесоте, чтобы получить такие преимущества, как подогрев передних сидений с 8-позиционным сиденьем водителя с электроприводом и кожаный руль с подогревом. Дополнительные элементы интерьера и дизайна Jeep Renegade 2022 года могут включать: Если вы хотите воспользоваться другими дополнительными технологиями помощи водителю, такими как доступная система помощи при парковке ParkSense® Rear Park Assist, свяжитесь с командой нашего дилерского центра Alexandria Jeep, чтобы узнать больше. Дополнительные системы безопасности Jeep Renegade 2022 года могут включать:
Если вы хотите воспользоваться другими дополнительными технологиями помощи водителю, такими как доступная система помощи при парковке ParkSense® Rear Park Assist, свяжитесь с командой нашего дилерского центра Alexandria Jeep, чтобы узнать больше. Дополнительные системы безопасности Jeep Renegade 2022 года могут включать:
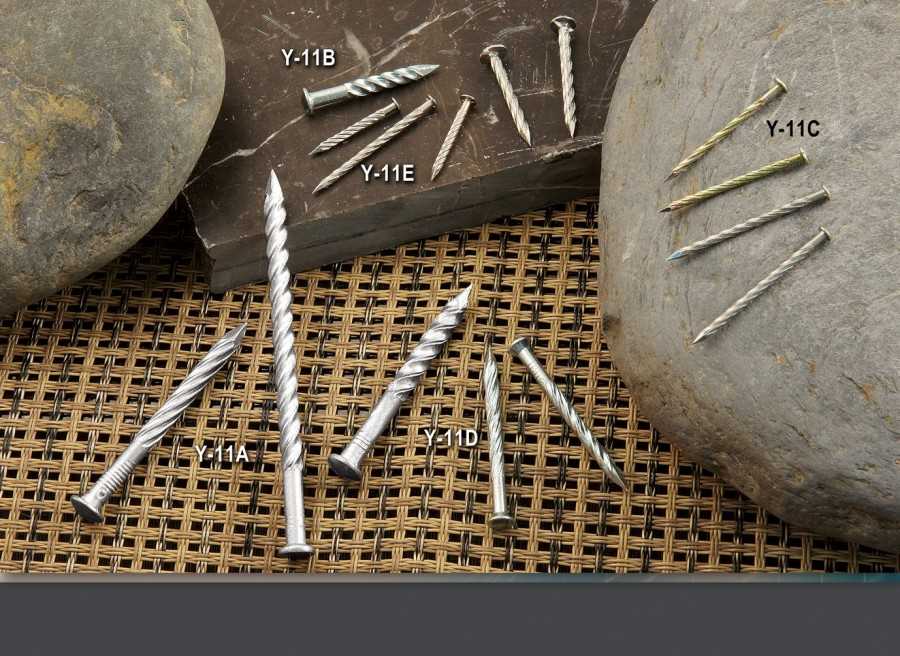
 Это достигается за счет того, что на шляпке дюкерта имеется специальное углубление, что дает возможность добить гвоздь с помощью добойника, а неровности на шляпке дюкерта не позволят соскользнуть с плоскости шляпки добойнику и будут крепко удерживать шпатлевку, для полной маскировки гвоздя.
Это достигается за счет того, что на шляпке дюкерта имеется специальное углубление, что дает возможность добить гвоздь с помощью добойника, а неровности на шляпке дюкерта не позволят соскользнуть с плоскости шляпки добойнику и будут крепко удерживать шпатлевку, для полной маскировки гвоздя.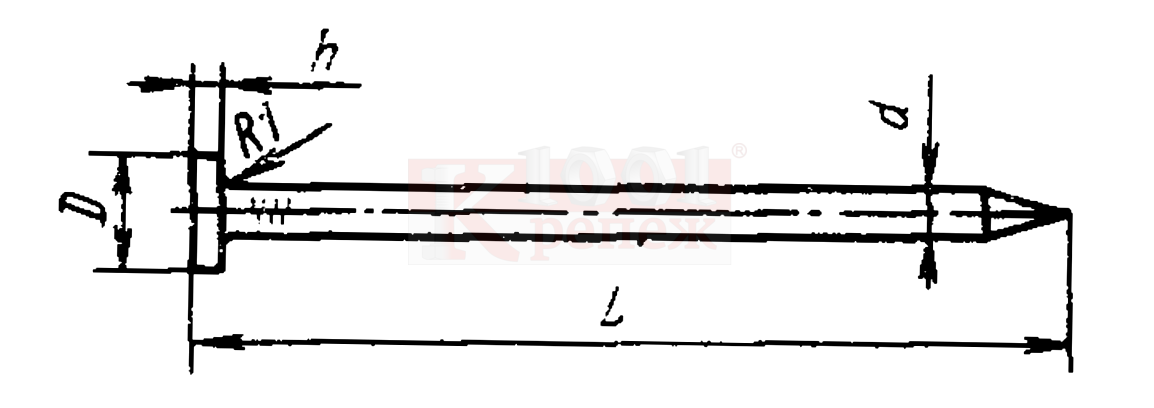
 Он является обладателем особо большой шляпки, которая служит предохранителем хрупких материалов от их поломки при закреплении.
Он является обладателем особо большой шляпки, которая служит предохранителем хрупких материалов от их поломки при закреплении.
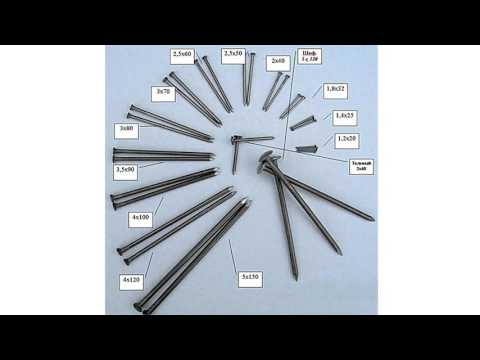
 Он представляет собой круглый стержень с круглой шайбой-головкой диаметром до 18 мм. Диаметр стержня у таких изделий 5 мм при длине 90-100 мм. Его обязательно оцинковывают, во избежание появления подтёков ржавчины по листам шифера.
Он представляет собой круглый стержень с круглой шайбой-головкой диаметром до 18 мм. Диаметр стержня у таких изделий 5 мм при длине 90-100 мм. Его обязательно оцинковывают, во избежание появления подтёков ржавчины по листам шифера. Их выпускают диаметром от 0,8 до 2 мм при длине от 10 до 40 мм.
Их выпускают диаметром от 0,8 до 2 мм при длине от 10 до 40 мм. Бедные лошадки, однако. Гвозди, да в ноги!
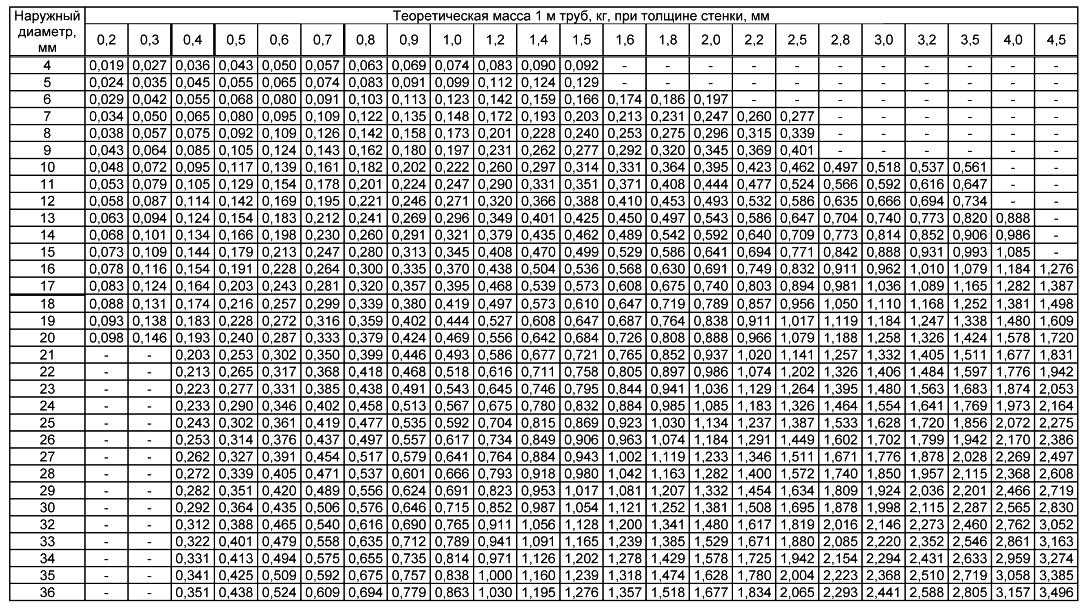
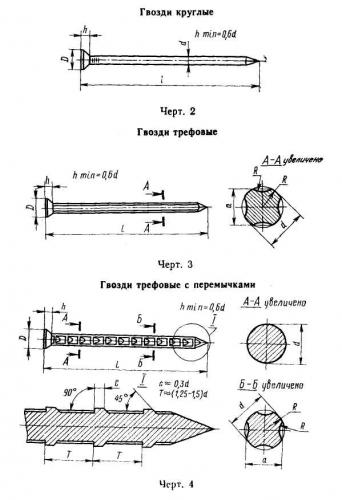
Бедные лошадки, однако. Гвозди, да в ноги! В ней указаны стандартные размеры гвоздей, минимальная толщина древесины которую вы собираетесь прибить, минимальная глубина забоя, а так же допустимые нагрузки на «срез». Правда, размеры «буржуйских» гвоздей отличаются от наших, но провести параллели совсем не сложно.
В ней указаны стандартные размеры гвоздей, минимальная толщина древесины которую вы собираетесь прибить, минимальная глубина забоя, а так же допустимые нагрузки на «срез». Правда, размеры «буржуйских» гвоздей отличаются от наших, но провести параллели совсем не сложно.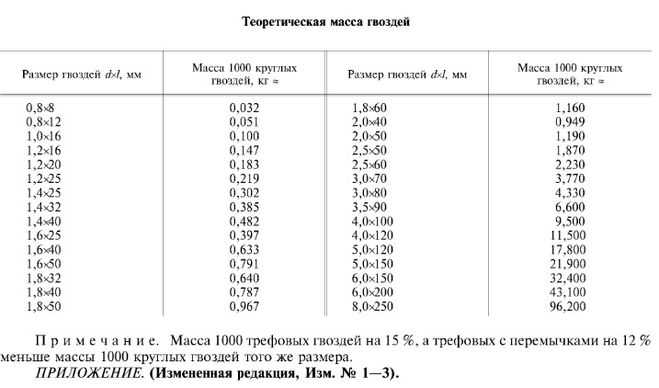 У моей бабушки они были по всему ее домику, и когда я думаю о своем детстве, эти лоскутные разноцветные полоски всегда тут как тут. И я уверен, что я не одинок в этом чувстве!
У моей бабушки они были по всему ее домику, и когда я думаю о своем детстве, эти лоскутные разноцветные полоски всегда тут как тут. И я уверен, что я не одинок в этом чувстве!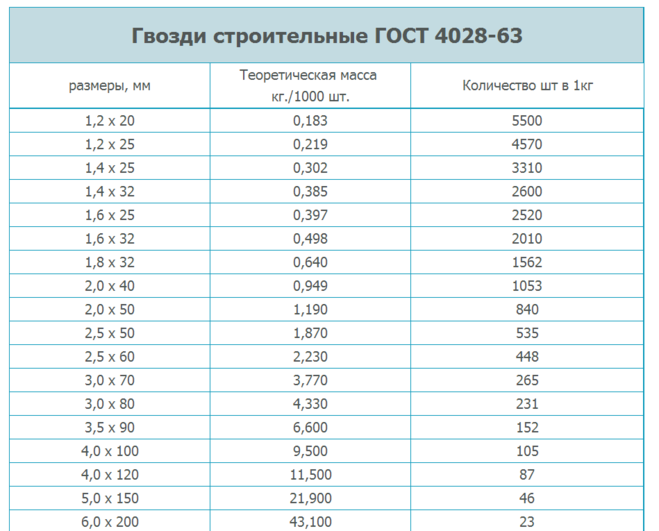 Вы также можете сплести из пряжи, шпагата или ленты, а также из бисера или любых других украшений, которые вам нравятся. Я буду использовать смесь всех этих вещей в моем следующем бегуне. Я закончил вышеупомянутый раннер с джинсовыми манжетами, но добавлю кисточки с бахромой на следующем.
Вы также можете сплести из пряжи, шпагата или ленты, а также из бисера или любых других украшений, которые вам нравятся. Я буду использовать смесь всех этих вещей в моем следующем бегуне. Я закончил вышеупомянутый раннер с джинсовыми манжетами, но добавлю кисточки с бахромой на следующем. Если у вас есть опыт или другие электроинструменты, вы легко увидите, где можно сократить путь и сделать процесс строительства немного проще и быстрее.
Если у вас есть опыт или другие электроинструменты, вы легко увидите, где можно сократить путь и сделать процесс строительства немного проще и быстрее.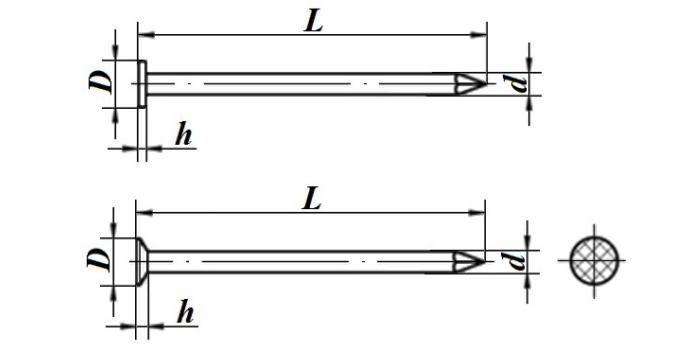 .
. Я разработал свою настольную дорожку размером 12 дюймов в ширину и 36 дюймов в длину. На ткацком станке, который я создал, также можно делать более короткие детали, добавляя поперечину, поэтому я мог делать салфетки размером 18 x 12 дюймов или любого другого размера. Я также могу использовать тканые панели для создания таких вещей, как подушки, панели для сумок и т. д., так что имейте это в виду, когда решаете, что вы хотели бы сделать или какой размер вам нужен для вашего ткацкого станка. Одна вещь, которую я хочу отметить по поводу размера, это то, что когда я сделал свой первый бегунок, ширина 12 дюймов осталась верной размеру, когда я снял его со станка, но длина 36 дюймов уменьшилась примерно на 2 дюйма. Это будет зависеть от того, как вы намотаете нити основы и, возможно, насколько велика ваша деталь. Поскольку я использовал этот ткацкий станок одного размера только один раз, я не могу больше говорить о коэффициенте усадки. Просто имейте это в виду при определении размера вашего ткацкого станка.
Я разработал свою настольную дорожку размером 12 дюймов в ширину и 36 дюймов в длину. На ткацком станке, который я создал, также можно делать более короткие детали, добавляя поперечину, поэтому я мог делать салфетки размером 18 x 12 дюймов или любого другого размера. Я также могу использовать тканые панели для создания таких вещей, как подушки, панели для сумок и т. д., так что имейте это в виду, когда решаете, что вы хотели бы сделать или какой размер вам нужен для вашего ткацкого станка. Одна вещь, которую я хочу отметить по поводу размера, это то, что когда я сделал свой первый бегунок, ширина 12 дюймов осталась верной размеру, когда я снял его со станка, но длина 36 дюймов уменьшилась примерно на 2 дюйма. Это будет зависеть от того, как вы намотаете нити основы и, возможно, насколько велика ваша деталь. Поскольку я использовал этот ткацкий станок одного размера только один раз, я не могу больше говорить о коэффициенте усадки. Просто имейте это в виду при определении размера вашего ткацкого станка.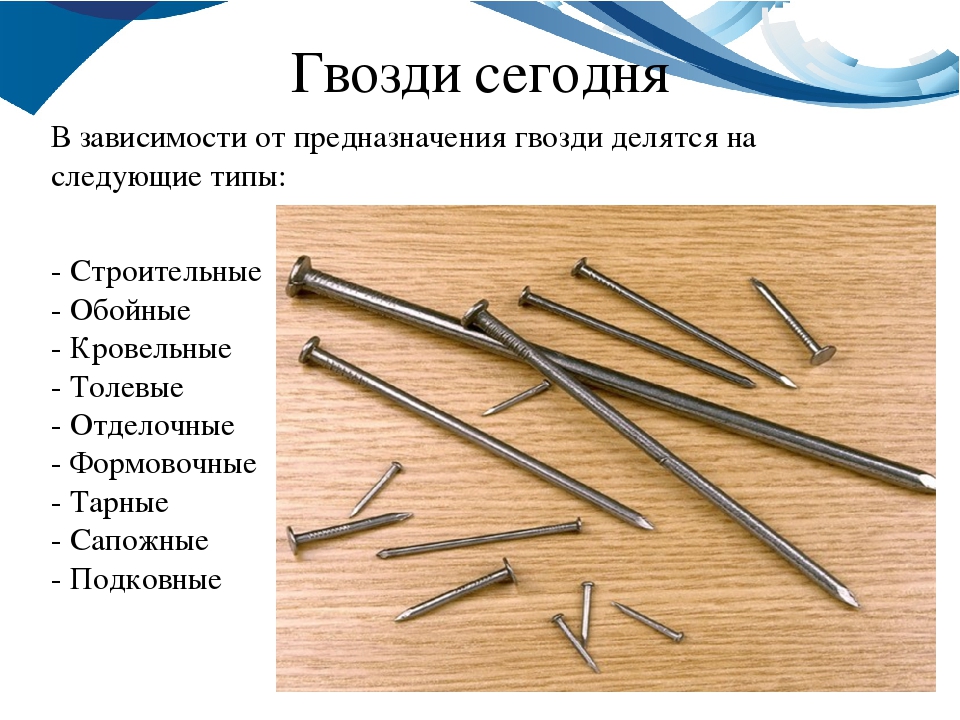 Может быть трудно закончить с точным размером.
Может быть трудно закончить с точным размером.
 Например, для моего полозья размером 12 x 36 дюймов я начал с двух отрезков дерева размером примерно 12 дюймов, двух – 20 дюймов и двух – 44 дюймов. Это было в общей сложности около 13 футов дерева. Вам не нужно беспокоиться об идеально ровных концах деревянных отрезков. Учебное пособие покажет вам, как построить раму с небольшим нахлестом и использовать края поперечных элементов для обрезки заподлицо. Это самый простой метод для тех, у кого нет опыта работы с деревом или модных инструментов. Если у вас есть электроинструмент или направляющая для обрезки квадратных краев, вы сможете пропустить этот шаг и обрезать детали до точного размера.
Например, для моего полозья размером 12 x 36 дюймов я начал с двух отрезков дерева размером примерно 12 дюймов, двух – 20 дюймов и двух – 44 дюймов. Это было в общей сложности около 13 футов дерева. Вам не нужно беспокоиться об идеально ровных концах деревянных отрезков. Учебное пособие покажет вам, как построить раму с небольшим нахлестом и использовать края поперечных элементов для обрезки заподлицо. Это самый простой метод для тех, у кого нет опыта работы с деревом или модных инструментов. Если у вас есть электроинструмент или направляющая для обрезки квадратных краев, вы сможете пропустить этот шаг и обрезать детали до точного размера. Я использовал по два на каждые 12″ проставок. Если ваш кусок больше, вы захотите использовать еще несколько. Вам нужно будет разместить винтовые проушины на обоих концах обоих анкерных стержней, а затем примерно через каждые 8″ – 9″ по длине стержней. Я использовал всего десять на своем ткацком станке. Количество необходимых гвоздей будет определяться меньшим размером вашего тканого изделия и тем, насколько далеко друг от друга вы хотите расположить нити основы (я расскажу об этом чуть позже). Я разместил гвозди на расстоянии 3/8″ друг от друга и использовал 31 гвоздь на каждой поперечине моего ткацкого станка, чтобы создать 12-дюймовую направляющую, просто для справки.
Я использовал по два на каждые 12″ проставок. Если ваш кусок больше, вы захотите использовать еще несколько. Вам нужно будет разместить винтовые проушины на обоих концах обоих анкерных стержней, а затем примерно через каждые 8″ – 9″ по длине стержней. Я использовал всего десять на своем ткацком станке. Количество необходимых гвоздей будет определяться меньшим размером вашего тканого изделия и тем, насколько далеко друг от друга вы хотите расположить нити основы (я расскажу об этом чуть позже). Я разместил гвозди на расстоянии 3/8″ друг от друга и использовал 31 гвоздь на каждой поперечине моего ткацкого станка, чтобы создать 12-дюймовую направляющую, просто для справки.
 Оказавшись на месте, зафиксируйте другим зажимом.
Оказавшись на месте, зафиксируйте другим зажимом. Нанесите несколько точек вокруг и равномерно распределите пальцем или бумажным полотенцем.
Нанесите несколько точек вокруг и равномерно распределите пальцем или бумажным полотенцем.
 Как только обе прокладки на месте, ваша рама готова! Дай себе руку!
Как только обе прокладки на месте, ваша рама готова! Дай себе руку! Вы можете видеть, что моя ткань довольно тугая, и мне нравится, как она выглядит. Я считаю, что это создает изделие, которое не так уж сложно создать, но оно достаточно прочное, чтобы его можно было использовать для самых разных вещей, например, использовать тканую панель на подушке или сумке. Я бы НЕ рекомендовал делать меньше, иначе вы действительно будете бороться с этим при плетении. Если вы делаете что-то большое, например ковер, вы можете легко разместить штифты на расстоянии 1/2 дюйма или шире.
Вы можете видеть, что моя ткань довольно тугая, и мне нравится, как она выглядит. Я считаю, что это создает изделие, которое не так уж сложно создать, но оно достаточно прочное, чтобы его можно было использовать для самых разных вещей, например, использовать тканую панель на подушке или сумке. Я бы НЕ рекомендовал делать меньше, иначе вы действительно будете бороться с этим при плетении. Если вы делаете что-то большое, например ковер, вы можете легко разместить штифты на расстоянии 1/2 дюйма или шире.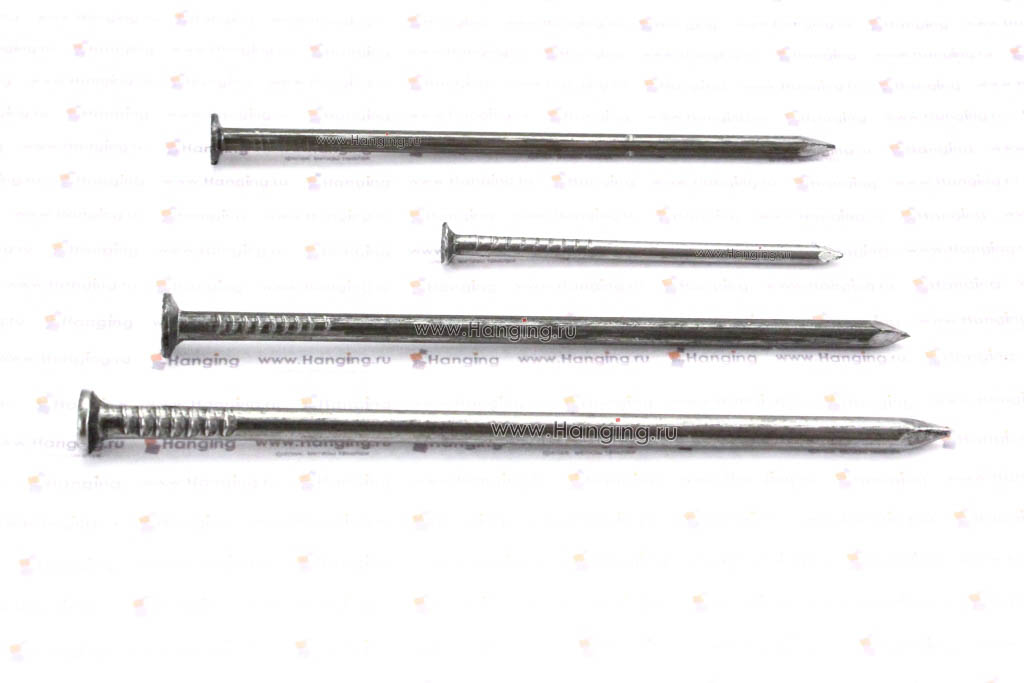 Вы должны быть на расстоянии не менее 1/4 дюйма от этой линии, иначе будет слишком сложно плести.
Вы должны быть на расстоянии не менее 1/4 дюйма от этой линии, иначе будет слишком сложно плести.
 Чтобы удерживать его на месте, вы поместите винт сразу за каждым крайним ушком винта на четырех углах. Вам нужно будет удалить анкерные стержни, когда вы закончите ткать свою деталь и будете готовы снять ее со станка, поэтому винт позволяет вам это сделать.
Чтобы удерживать его на месте, вы поместите винт сразу за каждым крайним ушком винта на четырех углах. Вам нужно будет удалить анкерные стержни, когда вы закончите ткать свою деталь и будете готовы снять ее со станка, поэтому винт позволяет вам это сделать.
 Не скажу, что я очень экономный, но у меня есть свои моменты 🙂 🙂 🙂 . И хм, это просто описание того, что я сделал. Я предполагаю, что самый первый подручный будет просто хохотать, но, ладно, я не против, если я смогу вызвать улыбку на его или ее лице 🙂 🙂 🙂 . Совет: еще лучше: попросите человека, который сделает это за вас 🙂
Не скажу, что я очень экономный, но у меня есть свои моменты 🙂 🙂 🙂 . И хм, это просто описание того, что я сделал. Я предполагаю, что самый первый подручный будет просто хохотать, но, ладно, я не против, если я смогу вызвать улыбку на его или ее лице 🙂 🙂 🙂 . Совет: еще лучше: попросите человека, который сделает это за вас 🙂 Можно купить поменьше, побольше, но я нашел этот, который, как мне показалось, подходит для того, что я имел в виду, и мне понравился размер
Можно купить поменьше, побольше, но я нашел этот, который, как мне показалось, подходит для того, что я имел в виду, и мне понравился размер Неважно, четное или нечетное количество гвоздей. У вас будет по гвоздю на каждом углу, а остальные поместятся между ними, в виде квадрата. Как видно на картинке станка, с левой стороны есть 2 места, куда крепилась лента. Дерево было немного проколото, поэтому я решил, что не хочу иметь гвозди в этом месте. Я ожидал, что если мне придется вбить гвозди в эти места, они моментально расшатаются, поэтому мне пришлось идти внутрь или снаружи рамы. Я выбрал снаружи. Я решил, что хочу использовать как можно больше места, поэтому вышел наружу как можно ближе. На самом деле, вам лучше оставить больше места между внешней стороной рамы и гвоздями. Я использовала квадрат 23 см (9дюйм), поэтому у меня осталось по 0,25 дюйма с каждой стороны, но лучше сделать это немного шире, чтобы вы могли лучше держать раму в руках, чтобы было больше сцепления. Я бы выбрал как минимум 1 см (0,4 дюйма), если бы мне пришлось делать это снова.
Неважно, четное или нечетное количество гвоздей. У вас будет по гвоздю на каждом углу, а остальные поместятся между ними, в виде квадрата. Как видно на картинке станка, с левой стороны есть 2 места, куда крепилась лента. Дерево было немного проколото, поэтому я решил, что не хочу иметь гвозди в этом месте. Я ожидал, что если мне придется вбить гвозди в эти места, они моментально расшатаются, поэтому мне пришлось идти внутрь или снаружи рамы. Я выбрал снаружи. Я решил, что хочу использовать как можно больше места, поэтому вышел наружу как можно ближе. На самом деле, вам лучше оставить больше места между внешней стороной рамы и гвоздями. Я использовала квадрат 23 см (9дюйм), поэтому у меня осталось по 0,25 дюйма с каждой стороны, но лучше сделать это немного шире, чтобы вы могли лучше держать раму в руках, чтобы было больше сцепления. Я бы выбрал как минимум 1 см (0,4 дюйма), если бы мне пришлось делать это снова. Первой причиной были мои навыки молотка. Гвозди встали очень близко друг к другу, и если гвоздь немного наклоняется к гвоздю рядом с ним, у вас не будет много места, где должна проходить пряжа. И это, возможно, было бы проблемой в любом случае, причина номер два. Потому что, даже если бы мне удалось сделать эти гвозди суперпрямыми, между вершинами двух гвоздей не было бы много места, потому что они немного шире вверху по сравнению с толщиной гвоздя под гвоздем. Топ.
Первой причиной были мои навыки молотка. Гвозди встали очень близко друг к другу, и если гвоздь немного наклоняется к гвоздю рядом с ним, у вас не будет много места, где должна проходить пряжа. И это, возможно, было бы проблемой в любом случае, причина номер два. Потому что, даже если бы мне удалось сделать эти гвозди суперпрямыми, между вершинами двух гвоздей не было бы много места, потому что они немного шире вверху по сравнению с толщиной гвоздя под гвоздем. Топ.
 Ну…., что скажем…. 🙂 🙂 🙂 . Я посмотрел, как далеко они должны войти, чтобы быть достаточно надежными, но достаточно высокими, чтобы оставить место для нити, и, конечно, не настолько глубоко, чтобы они могли выйти на другую сторону леса.
Ну…., что скажем…. 🙂 🙂 🙂 . Я посмотрел, как далеко они должны войти, чтобы быть достаточно надежными, но достаточно высокими, чтобы оставить место для нити, и, конечно, не настолько глубоко, чтобы они могли выйти на другую сторону леса.
 Индий имеет хорошую смачиваемость поверхностей металлических и неметаллических деталей. Нашел свое применение в пайке полупроводников (пластмассы, стекла).
Индий имеет хорошую смачиваемость поверхностей металлических и неметаллических деталей. Нашел свое применение в пайке полупроводников (пластмассы, стекла).
 Сплавы из Вуда используют в операциях изгиба тонкостенных труб, в изготовлении с помощью гальванопластики полых тел, заливают шлифы металлографические, в датчиках пожарных сигнализаций, химических лабораториях в качестве низкотемпературной бани.
Сплавы из Вуда используют в операциях изгиба тонкостенных труб, в изготовлении с помощью гальванопластики полых тел, заливают шлифы металлографические, в датчиках пожарных сигнализаций, химических лабораториях в качестве низкотемпературной бани.

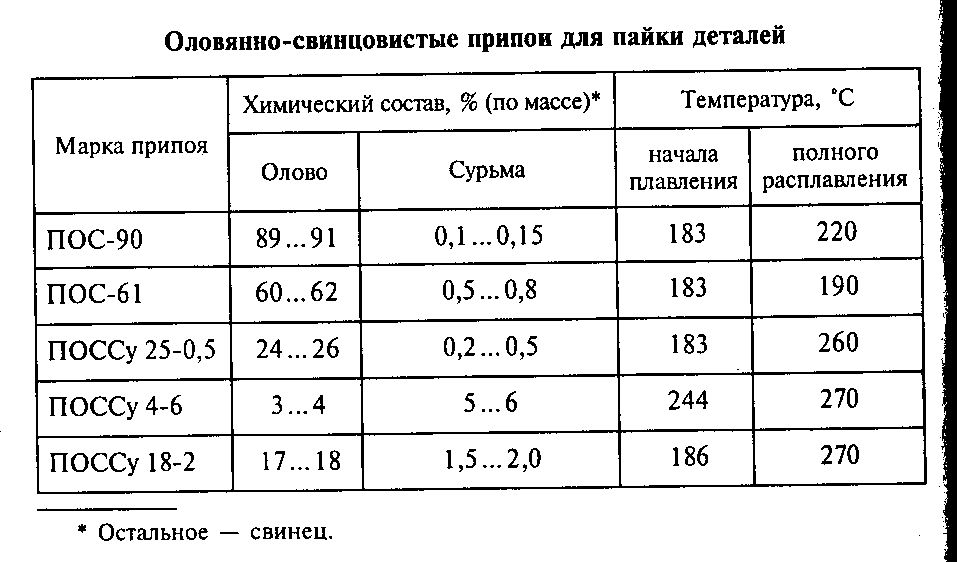
 Он всегда имеет температуру плавления ниже, чем соединяемые детали. Большинство припоев сами являются металлами, проводящими электричество, но существуют и исключения.
Он всегда имеет температуру плавления ниже, чем соединяемые детали. Большинство припоев сами являются металлами, проводящими электричество, но существуют и исключения.


 Существует множество разновидностей таких сплавов, от ПСр-10 до ПСр-70.
Существует множество разновидностей таких сплавов, от ПСр-10 до ПСр-70.
 Последние представляют собой соединение слоев сплавов, флюса, канифоли, фольги.
Последние представляют собой соединение слоев сплавов, флюса, канифоли, фольги.
 Эти доски позже были зарыты в землю.
Эти доски позже были зарыты в землю. 5/Ag3.0/Cu0.5
5/Ag3.0/Cu0.5

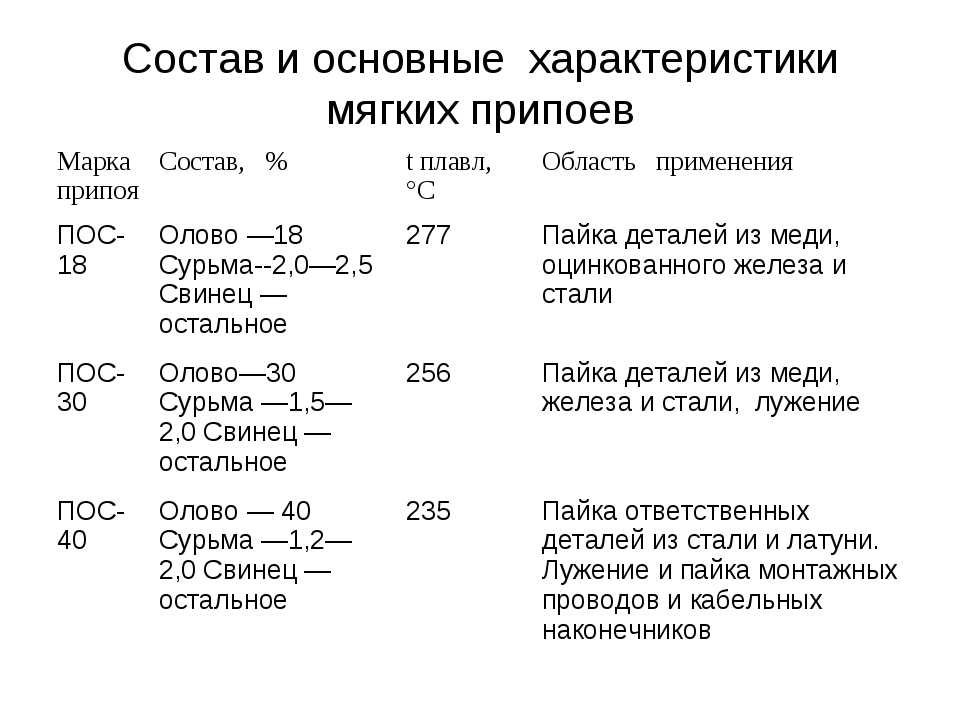 Традиционный припой состоит из свинца и олова. В течение многих лет эта смесь была стандартом, используемым в электронной промышленности.
Традиционный припой состоит из свинца и олова. В течение многих лет эта смесь была стандартом, используемым в электронной промышленности. Наиболее распространенной бессвинцовой смесью является олово-медь, температура плавления которой составляет 217°C. Бессвинцовые припои обладают свойствами, отличными от традиционных свинцово-оловянных смесей. Производителям часто приходится приспосабливаться к этим особенностям, внося изменения в конструкцию и технологические процессы продукции.
Наиболее распространенной бессвинцовой смесью является олово-медь, температура плавления которой составляет 217°C. Бессвинцовые припои обладают свойствами, отличными от традиционных свинцово-оловянных смесей. Производителям часто приходится приспосабливаться к этим особенностям, внося изменения в конструкцию и технологические процессы продукции. Свинец примерно в десять раз дешевле олова. Таким образом, более высокое содержание олова означает более высокую стоимость продукта. Некоторые бессвинцовые припои содержат дорогое серебро.
Свинец примерно в десять раз дешевле олова. Таким образом, более высокое содержание олова означает более высокую стоимость продукта. Некоторые бессвинцовые припои содержат дорогое серебро.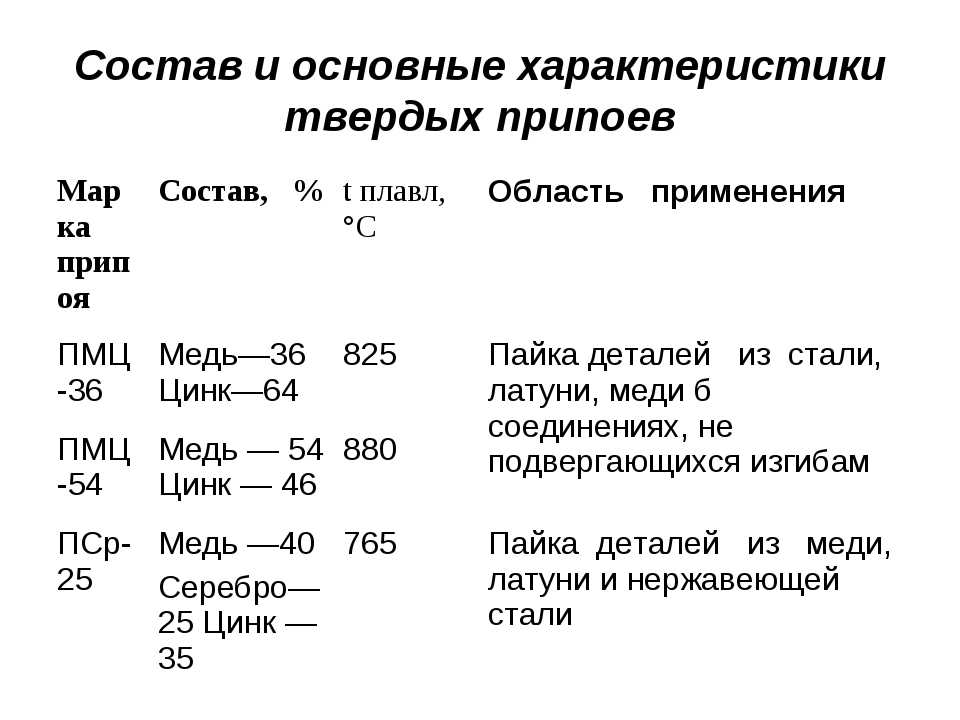 Они могут вызвать короткое замыкание и отказ электронной системы.
Они могут вызвать короткое замыкание и отказ электронной системы.
 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>
 Квадратные профильные трубы предназначены исключительно для производства металлоизделий и металлоконструкций.
Квадратные профильные трубы предназначены исключительно для производства металлоизделий и металлоконструкций.




 Он измеряется путем измерения внешних размеров (которые имеют одинаковый размер), а затем толщины стенки.
Он измеряется путем измерения внешних размеров (которые имеют одинаковый размер), а затем толщины стенки. Промышленность ценит квадратные трубы за их прочность и способность выдерживать экстремальные температуры, давление и разрушающие элементы. В то время как в домашних условиях квадратные трубы используются в приборах, трубах и ограждениях. Вот лишь некоторые из многих преимуществ и областей применения квадратных труб.
Промышленность ценит квадратные трубы за их прочность и способность выдерживать экстремальные температуры, давление и разрушающие элементы. В то время как в домашних условиях квадратные трубы используются в приборах, трубах и ограждениях. Вот лишь некоторые из многих преимуществ и областей применения квадратных труб. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763

 Здесь предусмотрена возможность подсоединения двух шлангов одновременно. Рабочего давления в 4 бара достаточно для орошения и домашнего водопровода. Автоматика отключает прибор, когда в подаче воды нет необходимости. Любые ошибки выводятся на экран, по которому легко понять, где находится неисправность. В комплекте — входной фильтр и обратка.
Здесь предусмотрена возможность подсоединения двух шлангов одновременно. Рабочего давления в 4 бара достаточно для орошения и домашнего водопровода. Автоматика отключает прибор, когда в подаче воды нет необходимости. Любые ошибки выводятся на экран, по которому легко понять, где находится неисправность. В комплекте — входной фильтр и обратка. Оперативно осушит яму или бассейн. Оборудование не предназначено для откачки ила, но справится с частицами размером до 20 миллиметров.
Оперативно осушит яму или бассейн. Оборудование не предназначено для откачки ила, но справится с частицами размером до 20 миллиметров.

 В этом случае вам на помощь придут дренажные водяные насосы для дачи и дома. Они бывают двух видов: для грязной воды и чистой. Выбирая дренажный насос, учитывайте это. Если вы намерены сделать в доме канализацию, необходимо приобрести особый вид дренажного насоса — фекальный.
В этом случае вам на помощь придут дренажные водяные насосы для дачи и дома. Они бывают двух видов: для грязной воды и чистой. Выбирая дренажный насос, учитывайте это. Если вы намерены сделать в доме канализацию, необходимо приобрести особый вид дренажного насоса — фекальный.

 ..
..
 ..
.. ..
.. с., 220 В, 33 галлона в минуту 21…
с., 220 В, 33 галлона в минуту 21… shopify.com/s/files/1/2339/1083/products/61n0NoNwqML._SL1200.jpg?v=1504734083″>
shopify.com/s/files/1/2339/1083/products/61n0NoNwqML._SL1200.jpg?v=1504734083″> ? Ваш насос должен перекачивать воду в пруду один раз в час. Высота и ширина вашего водопада, а также длина трубы от вашего насоса до водопада также влияют на то, сколько галлонов в час (галлонов в час) должен прокачивать ваш насос, чтобы перевернуть воду. Следуйте нашим трем шагам ниже, чтобы выбрать правильный насос для пруда для вашего водного объекта.
? Ваш насос должен перекачивать воду в пруду один раз в час. Высота и ширина вашего водопада, а также длина трубы от вашего насоса до водопада также влияют на то, сколько галлонов в час (галлонов в час) должен прокачивать ваш насос, чтобы перевернуть воду. Следуйте нашим трем шагам ниже, чтобы выбрать правильный насос для пруда для вашего водного объекта. Механический скиммер защищает насос и помогает увеличить срок его службы. Aquascape предлагает два типа скиммерных насосов: насосы для работы с твердыми частицами и энергоэффективные насосы.
Механический скиммер защищает насос и помогает увеличить срок его службы. Aquascape предлагает два типа скиммерных насосов: насосы для работы с твердыми частицами и энергоэффективные насосы.

 0404
0404 5 10000
5 10000 5′
5′
 0404
0404 Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором.
Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором. 0404
0404 тогда вы хотите выбрать насос для пруда. Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором.
тогда вы хотите выбрать насос для пруда. Эти насосы включают клетку предварительного фильтра для предотвращения засорения двигателя мусором. 5′
5′


 В таких случаях
В таких случаях

 Методов
Методов д. В общем форма динамограммы
д. В общем форма динамограммы



 Ремонт после «полетов оборудования», нарушениях обсадной колонны, стоит на порядок дороже ПРС.
Ремонт после «полетов оборудования», нарушениях обсадной колонны, стоит на порядок дороже ПРС.





 Тем не менее, условия, правила и руководство еще не полностью разработаны.
Тем не менее, условия, правила и руководство еще не полностью разработаны.

 В составе такого сплава углерода не более 0,6%. Основные стандарты, используемые в изготовлении –ГОСТ 14637 и ГОСТ 380-94. Многие виды продукции в маркировке указываются как «Ст», что означает стандартное качество. На рынке этот тип сырья –один из наиболее доступных по стоимости.
В составе такого сплава углерода не более 0,6%. Основные стандарты, используемые в изготовлении –ГОСТ 14637 и ГОСТ 380-94. Многие виды продукции в маркировке указываются как «Ст», что означает стандартное качество. На рынке этот тип сырья –один из наиболее доступных по стоимости.


 Характеристика напрямую связана с окисляемостью.
Характеристика напрямую связана с окисляемостью.


 И второй — возросшее качество финишной обработки поверхностей. Напомним еще раз, что помимо шлифовки (она в последнее время используется как подготовительная операция), это могут быть полировка, электрополировка, и электрогидрообработка. При использовании данных методов достигается минимально возможный показатель шероховатости. Поверхность становится по сути зеркальной. Кроме того, финишная обработка нередко позволяет обнаружить скрытые дефекты сварного соединения, что, в интерьерном дизайне может быть и не так страшно, а вот в промышленности, где труба работает в агрессивной среде, да еще под высоким давлением — это очень важно. Специальные технологии ленточной шлифовки (применение поточной линии ленточных станков) позволяет существенно снизить затраты, что делает изделия в глазах потребителей ещё более привлекательными. Оптимизация технологических процессов позволяет получать заданную чистоту поверхности с минимальными затратами. Традиционно в строительстве применялся черный металлопрокат из низкоуглеродистых сталей, иногда с покрытием.
И второй — возросшее качество финишной обработки поверхностей. Напомним еще раз, что помимо шлифовки (она в последнее время используется как подготовительная операция), это могут быть полировка, электрополировка, и электрогидрообработка. При использовании данных методов достигается минимально возможный показатель шероховатости. Поверхность становится по сути зеркальной. Кроме того, финишная обработка нередко позволяет обнаружить скрытые дефекты сварного соединения, что, в интерьерном дизайне может быть и не так страшно, а вот в промышленности, где труба работает в агрессивной среде, да еще под высоким давлением — это очень важно. Специальные технологии ленточной шлифовки (применение поточной линии ленточных станков) позволяет существенно снизить затраты, что делает изделия в глазах потребителей ещё более привлекательными. Оптимизация технологических процессов позволяет получать заданную чистоту поверхности с минимальными затратами. Традиционно в строительстве применялся черный металлопрокат из низкоуглеродистых сталей, иногда с покрытием. В последнее время ситуация меняется, и все больше и больше нержавеющих сталей находит свое место на площадках новостроек. Какие качества делают сталь более привлекательной и какие у нее преимущества, поговорим ниже.
В последнее время ситуация меняется, и все больше и больше нержавеющих сталей находит свое место на площадках новостроек. Какие качества делают сталь более привлекательной и какие у нее преимущества, поговорим ниже. В-третьих, — соответствие требованиям гигиены. Санитарные нормы являются решающими в пищевой промышленности. А нержавеющая сталь, химически инертна, что делает ее незаменимой при контакте с продуктами питания. Также не стоит забывать о средствах личной гигиены, например, таких как маникюрные ножницы. В-четвертых, эстетическая привлекательность. Как правило, поверхность стали может быть обработана различными способами — шлифовкой, полировкой, матированием, электрополировкой, что в сочетании с высокими прочностными характеристиками, и высокой коррозионной стойкостью позволяет надолго сохранить привлекательный внешний вид изделий. Твердая поверхность нержавеющей стали устойчива к появлению царапин. Её цвет не изменяется на изгибах. На специально обработанных декоративных листах и панелях из нержавейки практически не остаётся отпечатков пальцев и жировых следов — в данном случае речь идет о матированных поверхностях без зеркального блеска. В-пятых, — легированные нержавеющие стали обладают повышенной жаропрочностью в сравнению с обычными углеродистыми марками.
В-третьих, — соответствие требованиям гигиены. Санитарные нормы являются решающими в пищевой промышленности. А нержавеющая сталь, химически инертна, что делает ее незаменимой при контакте с продуктами питания. Также не стоит забывать о средствах личной гигиены, например, таких как маникюрные ножницы. В-четвертых, эстетическая привлекательность. Как правило, поверхность стали может быть обработана различными способами — шлифовкой, полировкой, матированием, электрополировкой, что в сочетании с высокими прочностными характеристиками, и высокой коррозионной стойкостью позволяет надолго сохранить привлекательный внешний вид изделий. Твердая поверхность нержавеющей стали устойчива к появлению царапин. Её цвет не изменяется на изгибах. На специально обработанных декоративных листах и панелях из нержавейки практически не остаётся отпечатков пальцев и жировых следов — в данном случае речь идет о матированных поверхностях без зеркального блеска. В-пятых, — легированные нержавеющие стали обладают повышенной жаропрочностью в сравнению с обычными углеродистыми марками. Их тугоплавкость значительно расширяет сферу применения. В-шестых, высокая прочность, позволяет создавать антивандальные конструкции в общественных местах, что особо актуально в наше неспокойное время.
Их тугоплавкость значительно расширяет сферу применения. В-шестых, высокая прочность, позволяет создавать антивандальные конструкции в общественных местах, что особо актуально в наше неспокойное время. Второе — высокая стоимость. Цена легированной стали по сравнению с углеродистой может отличаться почти в пять раз. Естественно, что нержавейка дороже, однако, если принять во внимание срок службы не менее 25 лет и подсчитать, сколько средств будет тратиться для замены или реставрации более дешевых деталей из обычных сталей — получится, что нержавейка все же более рентабельна. Однако на первоначальном этапе затраты на нее будут все равно выше. И последнее — это реалии нашего времени. Из-за высокой стоимости легированных сталей, они нередко становятся объектом преступных посягательств. Известны случаи, когда детали из нержавейки отламывались, отпиливались, отвинчивались — в общем, снимались любым доступным способом. Нередки случаи, когда ценные конструкции сдавались в пункты приема металла.
Второе — высокая стоимость. Цена легированной стали по сравнению с углеродистой может отличаться почти в пять раз. Естественно, что нержавейка дороже, однако, если принять во внимание срок службы не менее 25 лет и подсчитать, сколько средств будет тратиться для замены или реставрации более дешевых деталей из обычных сталей — получится, что нержавейка все же более рентабельна. Однако на первоначальном этапе затраты на нее будут все равно выше. И последнее — это реалии нашего времени. Из-за высокой стоимости легированных сталей, они нередко становятся объектом преступных посягательств. Известны случаи, когда детали из нержавейки отламывались, отпиливались, отвинчивались — в общем, снимались любым доступным способом. Нередки случаи, когда ценные конструкции сдавались в пункты приема металла. п. Требования санитарных норм и правил — однозначны, и не позволяют использовать какие-либо другие сплавы. Лучше всего, в пищевой промышленности зарекомендовали себя аустенитные стали, с повышенной коррозионной стойкостью. Как правило, в пищевой отрасли технологические процессы протекают с избыточным давлением и высокой температурой. А нержавейка хорошо сваривается, достаточно прочная и устойчива к появлению трещин. Кроме того, перевозка пищевых продуктов, также требует её использования — в частности — транспортировка молока, или муки. Электроэнергетика. Во всех атомных станциях, используются легированные стали, в том числе жаропрочные и со специальными свойствами, которые могут работать в условиях высоких температур, экстремальных давлений, ионизирующего излучения. На традиционных электростанциях, которые получают электроэнергию путём сжигания топлива, также применяются стали, работающие при высоких температурах, чаще всего — жаропрочные нержавеющие стали. Ну, а на ГЭС — тут уж как говориться, сам бог велел — речь идет о гидротурбинах, лопасти которых полностью изготовлены из нержавеющей стали.
п. Требования санитарных норм и правил — однозначны, и не позволяют использовать какие-либо другие сплавы. Лучше всего, в пищевой промышленности зарекомендовали себя аустенитные стали, с повышенной коррозионной стойкостью. Как правило, в пищевой отрасли технологические процессы протекают с избыточным давлением и высокой температурой. А нержавейка хорошо сваривается, достаточно прочная и устойчива к появлению трещин. Кроме того, перевозка пищевых продуктов, также требует её использования — в частности — транспортировка молока, или муки. Электроэнергетика. Во всех атомных станциях, используются легированные стали, в том числе жаропрочные и со специальными свойствами, которые могут работать в условиях высоких температур, экстремальных давлений, ионизирующего излучения. На традиционных электростанциях, которые получают электроэнергию путём сжигания топлива, также применяются стали, работающие при высоких температурах, чаще всего — жаропрочные нержавеющие стали. Ну, а на ГЭС — тут уж как говориться, сам бог велел — речь идет о гидротурбинах, лопасти которых полностью изготовлены из нержавеющей стали. Химическая промышленность — вот уж где истинное царство нержавейки. Различные емкости, трубопроводы, резервуары, реакторы — везде нержавейка. Поскольку видов химических производств очень много, то выбор конкретной марки стали зависит от конкретных условий производства, На практике, металлу чаше всего приходится работать в кислотной или щелочной среде, нередко в присутствии серы, например, при производстве стиральных порошков. Целлюлозно-бумажная промышленность использует не только оборудование из нержавеющей стали. Основная масса данного металла приходится на трубопроводы. В среднем, расход нержавейки только на эту статью затрат составляет от 3 до 5 тысяч тонн ежегодно. Транспортное машиностроение. В данном случае речь идет о различных контейнерах для перевозки химически активных веществ, а также веществ, опасных для жизни и здоровья окружающих, и представляющие экологическую опасность. Военная и космическая промышленность — это область особых, специальных сталей, часто сделанных по специальному заказу, которые и купить-то невозможно.
Химическая промышленность — вот уж где истинное царство нержавейки. Различные емкости, трубопроводы, резервуары, реакторы — везде нержавейка. Поскольку видов химических производств очень много, то выбор конкретной марки стали зависит от конкретных условий производства, На практике, металлу чаше всего приходится работать в кислотной или щелочной среде, нередко в присутствии серы, например, при производстве стиральных порошков. Целлюлозно-бумажная промышленность использует не только оборудование из нержавеющей стали. Основная масса данного металла приходится на трубопроводы. В среднем, расход нержавейки только на эту статью затрат составляет от 3 до 5 тысяч тонн ежегодно. Транспортное машиностроение. В данном случае речь идет о различных контейнерах для перевозки химически активных веществ, а также веществ, опасных для жизни и здоровья окружающих, и представляющие экологическую опасность. Военная и космическая промышленность — это область особых, специальных сталей, часто сделанных по специальному заказу, которые и купить-то невозможно. Данная область закрыта для обычных фирм, однако, в связи с ростом производства с секторе ВПК в нашей стране, нередки случаи, когда, оборонные заводы отдают заказы на изготовление деталей из особых сплавов гражданским предприятиям. Как правило, вместе со сталью предприятиям передают и технологию обработки. Бытовой сектор. Большинство декоративных элементов, на кухне, различная посуда — ложки, вилки, кастрюли и тарелки могут быть изготовлены из пищевой нержавеющей стали.
Данная область закрыта для обычных фирм, однако, в связи с ростом производства с секторе ВПК в нашей стране, нередки случаи, когда, оборонные заводы отдают заказы на изготовление деталей из особых сплавов гражданским предприятиям. Как правило, вместе со сталью предприятиям передают и технологию обработки. Бытовой сектор. Большинство декоративных элементов, на кухне, различная посуда — ложки, вилки, кастрюли и тарелки могут быть изготовлены из пищевой нержавеющей стали.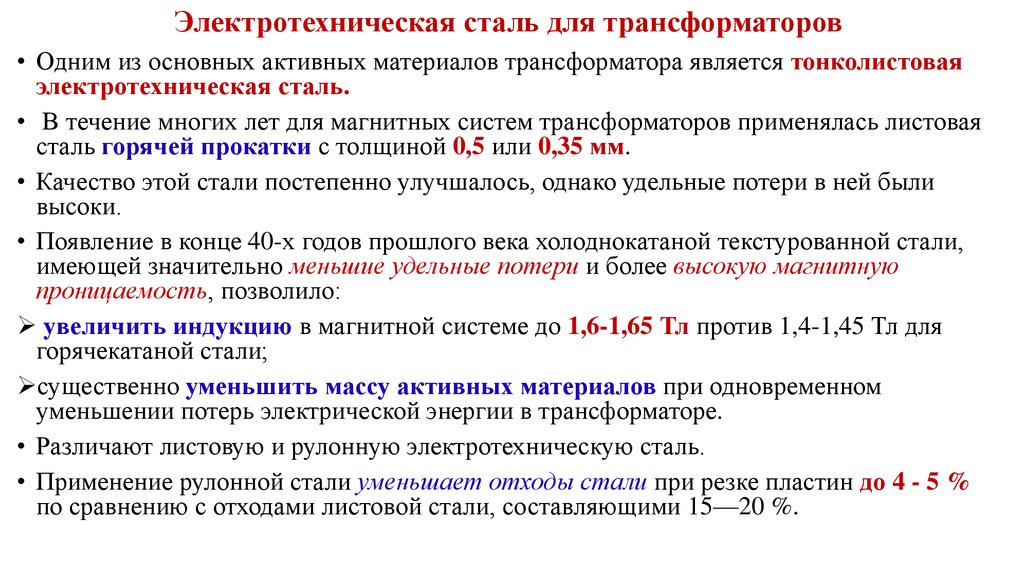 Применяется в строительстве, автомобилестроении и авиастроении, тяжелом промышленном оборудовании, транспортной инфраструктуре, бытовой технике, оружии и так далее.
Применяется в строительстве, автомобилестроении и авиастроении, тяжелом промышленном оборудовании, транспортной инфраструктуре, бытовой технике, оружии и так далее.

 Тем не менее, возможности стальной рамы выходят далеко за рамки одноэтажных заводских зданий.
Тем не менее, возможности стальной рамы выходят далеко за рамки одноэтажных заводских зданий. Из-за высоты конструкции невозможно зажечь свечи меноры обычным способом.
Из-за высоты конструкции невозможно зажечь свечи меноры обычным способом. Дорожно-патрульная служба штата Юта разместила фотографию объекта на своей странице в Facebook, но не раскрыла его точное местонахождение. Власти также не дали никаких предположений относительно того, откуда он взялся и кому он может принадлежать. Примерно через 24 часа после инцидента пилоты и их друзья организовали частную поездку к месту загадочного памятника. Но, увы, оно исчезло. Официальные лица штата Юта отрицают свою причастность к удалению.
Дорожно-патрульная служба штата Юта разместила фотографию объекта на своей странице в Facebook, но не раскрыла его точное местонахождение. Власти также не дали никаких предположений относительно того, откуда он взялся и кому он может принадлежать. Примерно через 24 часа после инцидента пилоты и их друзья организовали частную поездку к месту загадочного памятника. Но, увы, оно исчезло. Официальные лица штата Юта отрицают свою причастность к удалению. Он состоит из 18 стальных и бетонных конструкций высотой от 25 до 50 метров, напоминающих гигантские деревья. По сути, это вертикальные сады с редкими видами растений, такими как папоротники, экзотический виноград, орхидеи и так далее.
Он состоит из 18 стальных и бетонных конструкций высотой от 25 до 50 метров, напоминающих гигантские деревья. По сути, это вертикальные сады с редкими видами растений, такими как папоротники, экзотический виноград, орхидеи и так далее.
 Безусловно, коллекцию окрестили революцией в мире моды. Хосефи эффективно организовал своего рода рекламную кампанию для продукции местной компании, производящей тонкую сталь, используемую в бритвенных лезвиях и скальпелях. Проект оказался очень трудоемким и сложным; конструктор использовал сталь толщиной 0,022 миллиметра (четверть толщины человеческого волоса) для изготовления более 100 000 штук. Они включали 18 000 стальных пайеток разных оттенков, которые были вручную пришиты к шелковой ткани.
Безусловно, коллекцию окрестили революцией в мире моды. Хосефи эффективно организовал своего рода рекламную кампанию для продукции местной компании, производящей тонкую сталь, используемую в бритвенных лезвиях и скальпелях. Проект оказался очень трудоемким и сложным; конструктор использовал сталь толщиной 0,022 миллиметра (четверть толщины человеческого волоса) для изготовления более 100 000 штук. Они включали 18 000 стальных пайеток разных оттенков, которые были вручную пришиты к шелковой ткани.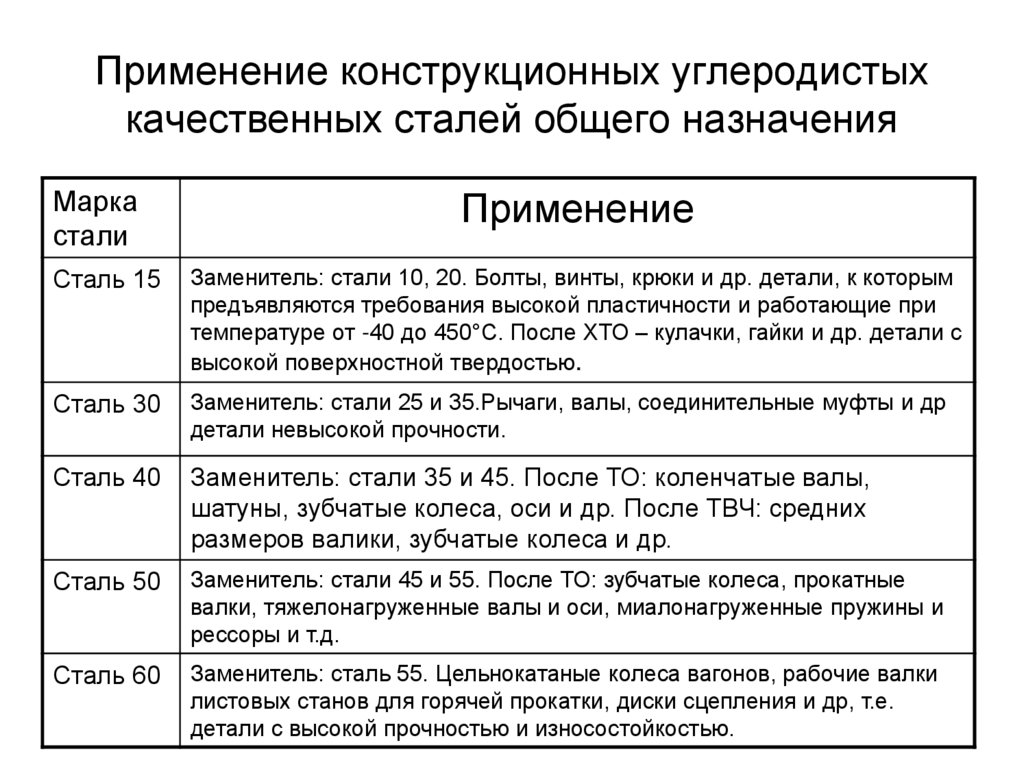 Хотя десерт, безусловно, кажется необычным, туристы, которым довелось попробовать новинку, говорят, что на вкус он лучше, чем на вид.
Хотя десерт, безусловно, кажется необычным, туристы, которым довелось попробовать новинку, говорят, что на вкус он лучше, чем на вид.
 Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства.
Как показатель относительной важности этого материала, в 2013 году мировое производство необработанной стали составило около 1,6 миллиарда тонн, а производство следующего по важности технического металла, алюминия, составило около 47 миллионов тонн. (Для списка производства стали по странам, см. ниже Мировое производство стали.) Основными причинами популярности стали являются относительно низкая стоимость ее производства, формовки и обработки, изобилие двух сырьевых материалов (железная руда и лом) и беспрецедентный ассортимент механические свойства. Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.
Кристалл — это хорошо упорядоченное расположение атомов, которые лучше всего можно представить в виде сфер, соприкасающихся друг с другом. Они упорядочены в плоскостях, называемых решетками, которые особым образом проникают друг в друга. Для железа расположение решетки лучше всего представить единичным кубом с восемью атомами железа в углах. Важным для уникальности стали является аллотропность железа, то есть его существование в двух кристаллических формах. В объемно-центрированной кубической (ОЦК) конфигурации в центре каждого куба находится дополнительный атом железа. В гранецентрированной кубической (ГЦК) конфигурации в центре каждой из шести граней единичного куба находится один дополнительный атом железа. Существенно, что стороны гранецентрированного куба или расстояния между соседними решетками в ГЦК конфигурации примерно на 25 процентов больше, чем в ОЦК компоновке; это означает, что в ГЦК-структуре больше места, чем в ОЦК-структуре, для удержания инородных ( , т. е. сплавов) атомов в твердом растворе.

 (Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
(Это объясняет, почему серый чугун, содержащий более 2 процентов углерода, обрабатывается при гораздо более низких температурах, чем сталь.) Расплавленная сталь, содержащая, например, 0,77 процента углерода (показана вертикальной пунктирной линией на рисунке), начинает затвердевает при температуре около 1475 ° C (2660 ° F) и полностью затвердевает при температуре около 1400 ° C (2550 ° F). С этой точки и ниже все кристаллы железа находятся в аустенитной — , т. е. ГЦК — компоновка и содержат весь углерод в твердом растворе. При дальнейшем охлаждении резкое изменение происходит примерно при 727 ° C (1341 ° F), когда кристаллы аустенита превращаются в тонкую пластинчатую структуру, состоящую из чередующихся пластинок феррита и карбида железа. Эта микроструктура называется перлитом, а изменение называется эвтектоидным превращением. Перлит имеет твердость алмазной пирамиды (DPH) примерно 200 кгс на квадратный миллиметр (285 000 фунтов на квадратный дюйм), по сравнению с DPH 70 кгс на квадратный миллиметр для чистого железа.
 Один из них – устройство подсыпки, которая защищает дом от усадки и воздействия влаги. Но, основная ее задача состоит в обеспечение прочности и устойчивости строительной конструкции.
Один из них – устройство подсыпки, которая защищает дом от усадки и воздействия влаги. Но, основная ее задача состоит в обеспечение прочности и устойчивости строительной конструкции.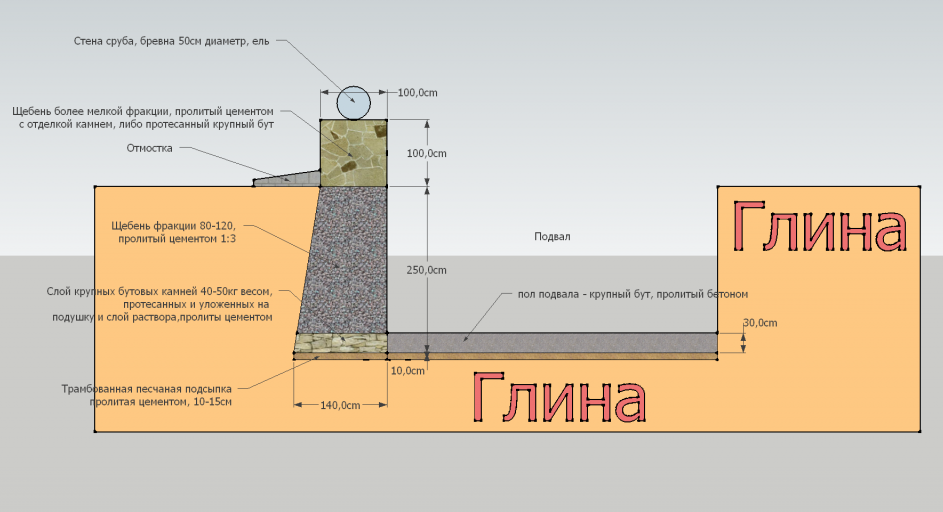
 Размах жилищного строительства в СССР во второй половине 20-го века требовал применения унифицированных строительных элементов, в число которых вошли железобетонные блоки ФБС ГОСТ 13579-78 «Блоки бетонные для стен подвалов. Технические условия». Из блоков ФБС формировались массивные сборные ленточные фундаменты, которые служили опорой многоэтажным постройкам. При их заложении необходимо было сделать подложку из непучинистых материалов типа песка крупной фракции или щебня мелкой фракции, предназначенную для выполнения двух важнейших функций:
Размах жилищного строительства в СССР во второй половине 20-го века требовал применения унифицированных строительных элементов, в число которых вошли железобетонные блоки ФБС ГОСТ 13579-78 «Блоки бетонные для стен подвалов. Технические условия». Из блоков ФБС формировались массивные сборные ленточные фундаменты, которые служили опорой многоэтажным постройкам. При их заложении необходимо было сделать подложку из непучинистых материалов типа песка крупной фракции или щебня мелкой фракции, предназначенную для выполнения двух важнейших функций:
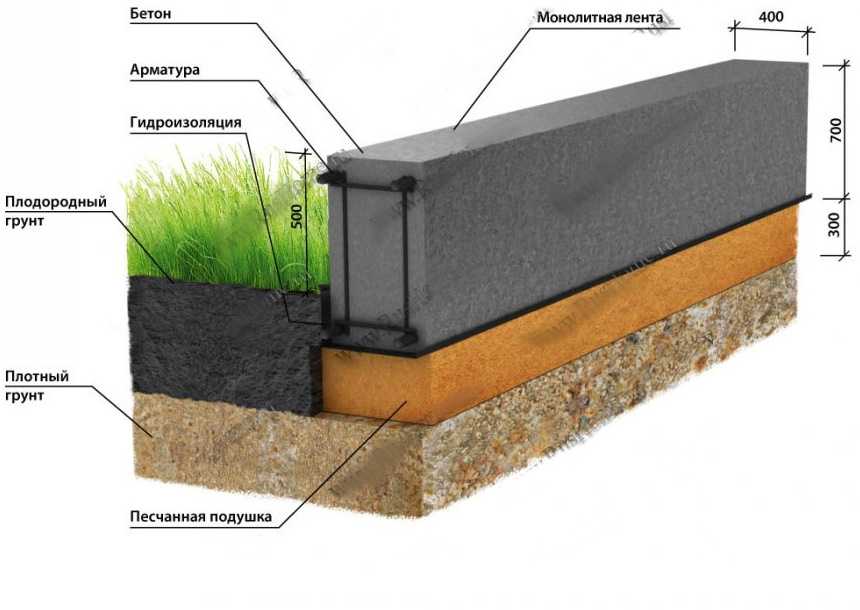

 3.2 и 3.3 ВСН 29-85), позволяющая уменьшить перемещения фундамента при промерзании и/или оттаивании грунта. Тем самым подушка рассматривается как средство по предотвращению морозного пучения почвы под подошвой фундамента.
3.2 и 3.3 ВСН 29-85), позволяющая уменьшить перемещения фундамента при промерзании и/или оттаивании грунта. Тем самым подушка рассматривается как средство по предотвращению морозного пучения почвы под подошвой фундамента.
 Несущая способность определяется только после проведения геологии на участке строительства и расчетов.
Несущая способность определяется только после проведения геологии на участке строительства и расчетов. Для подушки под основание дома не рекомендуются легкие и тонкие фракции песчаных материалов, имеющие ухудшенные показатели сопротивления сжатию. При их использовании возможны значительные усадки.
Для подушки под основание дома не рекомендуются легкие и тонкие фракции песчаных материалов, имеющие ухудшенные показатели сопротивления сжатию. При их использовании возможны значительные усадки.
 Однако некоторые люди утверждают, что сон без подушки может предотвратить появление морщин, улучшить текстуру волос и даже вылечить боль в шее. Хотя исследования все еще ограничены, некоторые исследования показывают, что сон без подушки имеет свои преимущества.
Однако некоторые люди утверждают, что сон без подушки может предотвратить появление морщин, улучшить текстуру волос и даже вылечить боль в шее. Хотя исследования все еще ограничены, некоторые исследования показывают, что сон без подушки имеет свои преимущества.
 Подушка среднего размера обычно обеспечивает правильный уровень высоты при сне на спине.
Подушка среднего размера обычно обеспечивает правильный уровень высоты при сне на спине.


 Хорошая подушка не может компенсировать матрас, который не поддерживает правильную осанку, но подходящий матрас может сделать сон без подушки более комфортным и устойчивым.
Хорошая подушка не может компенсировать матрас, который не поддерживает правильную осанку, но подходящий матрас может сделать сон без подушки более комфортным и устойчивым. Слишком тонкая подушка может не удерживать шею и голову на одном уровне с позвоночником, а очень толстая подушка может быть столь же проблематичной, если она наклоняет голову вверх под очень большим углом. Вторая, более тонкая подушка между коленями может уменьшить боль в спине.
Слишком тонкая подушка может не удерживать шею и голову на одном уровне с позвоночником, а очень толстая подушка может быть столь же проблематичной, если она наклоняет голову вверх под очень большим углом. Вторая, более тонкая подушка между коленями может уменьшить боль в спине. Другой вариант — использовать подушку для шеи или положить свернутое полотенце под шею, чтобы заполнить этот больший зазор.
Другой вариант — использовать подушку для шеи или положить свернутое полотенце под шею, чтобы заполнить этот больший зазор.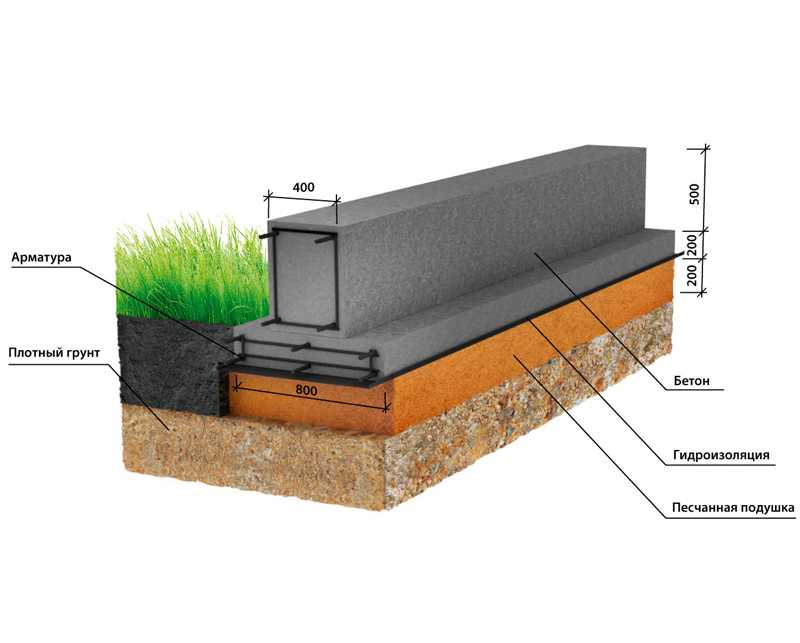 Если вы покупаете по ссылкам на этой странице, мы можем получить небольшую комиссию. Вот наш процесс.
Если вы покупаете по ссылкам на этой странице, мы можем получить небольшую комиссию. Вот наш процесс.

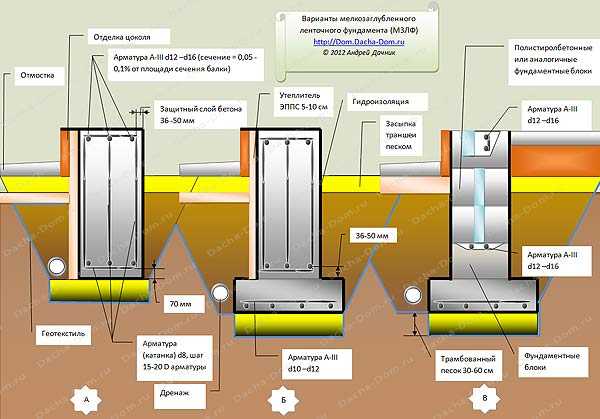 Национальный фонд сна советует людям выбирать подушку, которая подходит для их сна:
Национальный фонд сна советует людям выбирать подушку, которая подходит для их сна:
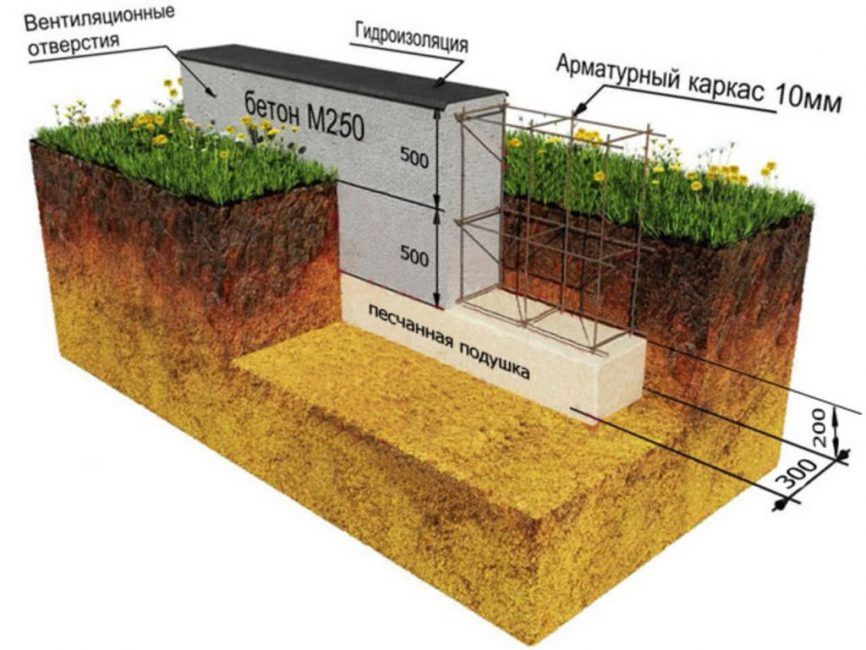
 Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).
Их функционал определяет необходимую разновидность тока, чтобы использовать для сварки конкретного вида металла. Различить их легко. В названии таких аппаратов часто используется аббревиатура AC/DC (к примеру, FUBAG INTIG 200 AC/DC).
 Параметр определяет легкость образования дуги и уровень контроля. Важно знать, что стартовый ток должен быть гораздо ниже, чем рабочий. Это особенно критично для сварки тонких листов металла.
Параметр определяет легкость образования дуги и уровень контроля. Важно знать, что стартовый ток должен быть гораздо ниже, чем рабочий. Это особенно критично для сварки тонких листов металла.
 Интенсивность
Интенсивность
 Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.
Чтобы этого не случилось, модели оснащаются системой охлаждения, что также стоит учитывать при выборе TIG-установки.
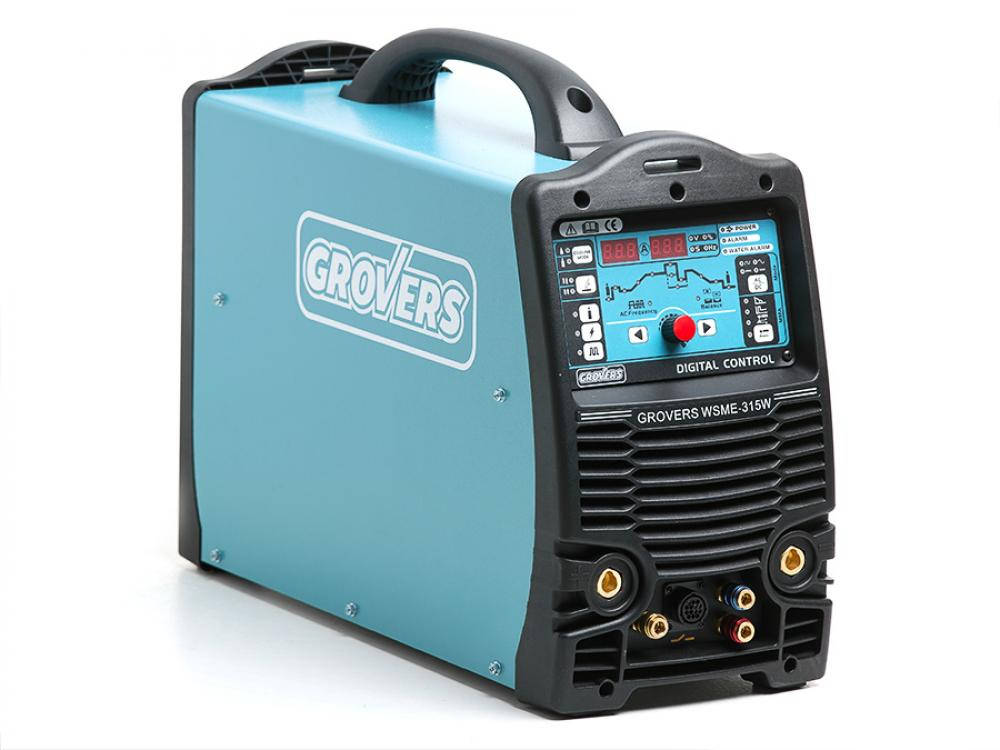



 От этого параметра зависит устойчивость изоляционных материалов к высокой температуре. Мы продаем только аппараты с самым высоким классом изоляции H. Это значит, что провода не расплавятся при температурах до 180 C°.
От этого параметра зависит устойчивость изоляционных материалов к высокой температуре. Мы продаем только аппараты с самым высоким классом изоляции H. Это значит, что провода не расплавятся при температурах до 180 C°. Высокая эффективность. Энергосбережение и малый вес
Высокая эффективность. Энергосбережение и малый вес  Обладает функцией TIG и MMA.
Обладает функцией TIG и MMA.
 Который содержит мастерские и офисы внутри.
Который содержит мастерские и офисы внутри.

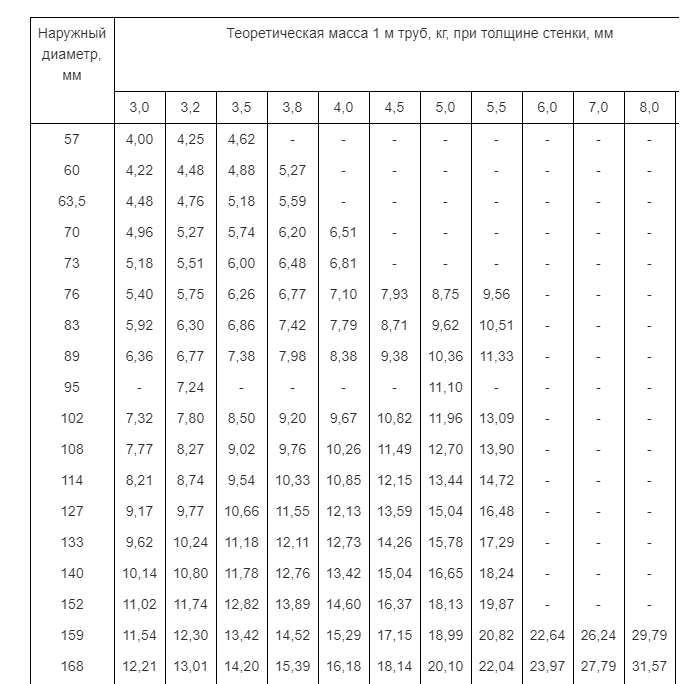
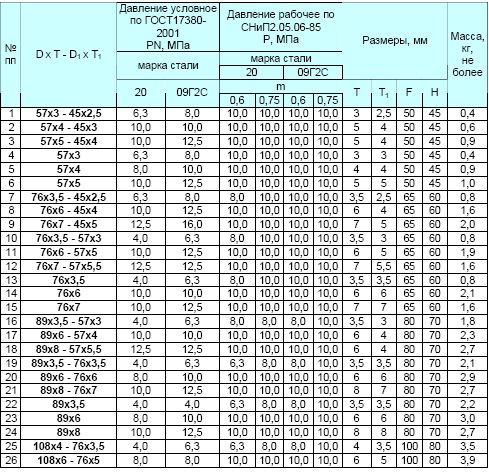 10 ₽
10 ₽ п.
п.
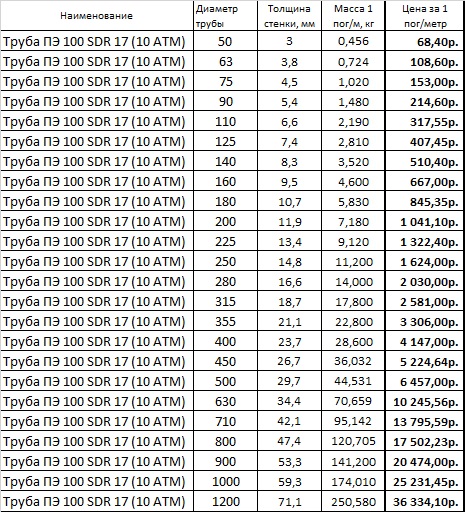 Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 57х4 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 57х4 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.
Изготовление судов, самолетов, теплотрасс и другой техники осуществляется с использованием бесшовной трубы. Труба 57х4 горячедеформированная бесшовная сегодня применяется во многих сферах, в том числе строительстве, теплоснабжение, водоснабжение, химическая промышленность, энергетика и многое другое. Благодаря современной горячекатаной технологии производства, труба отличается долговечностью, термоустойчивостью, отличной прочностью и прекрасной сопротивляемостью деформации. Сложно в наше время представить систему отопления или гидравлическую систему без использования данного трубного проката. Так же труба 57х4 горячедеформированная бесшовная применяется и в изготовлении деталей для машиностроения.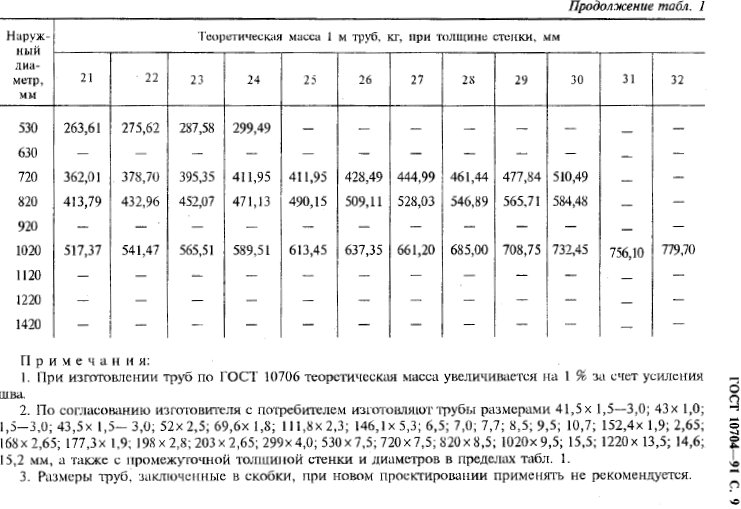 Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 57х4 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 57 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 57 с стенкой 4 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 57 с стенкой 4 сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла.
Сталь 20 относится к конструкционным углеродистым, отличительной чертой которых является плавка с соблюдением более строгих и сложных технических условий касательно ведения процесса плавки и разливки, состава шихты. Помимо этого, такой состав включает меньше неметаллических элементов. Маркировка сталь 20 обозначает, что содержание углерода в составе 0,2%. Используют трубу 57х4 сталь 20 для изготовления магистральных трубопроводов от котельных до потребителя, а также других деталей из труб диаметром 57 мм в виде отводов, переходов, тройников и т.д., сварных конструкций с большим объемом сварки работающих при температурном режиме от -40 до 450 °С под давлением. Купить трубу 57 с стенкой 4 мм сталь 20 можно в компании «Ресурс» оставив заявку на сайте или позвонив по телефону +7 (495) 215-50-72. Цена на бесшовную трубу 57 с стенкой 4 сталь 20 зависит от объема и наличия на складе. Мы осуществляем резку в размер и доставку на место производства. Вся продукция сертифицирована и имеет сертификат соответствия завода производителя, который выдается при отгрузке металла. На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 57х4 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.
На складе компании «Ресурс» можно приобрести помимо бесшовной трубы 57х4 сталь 20 сварочный материал, различный крепеж и другие различные марки металла и его разновидностей.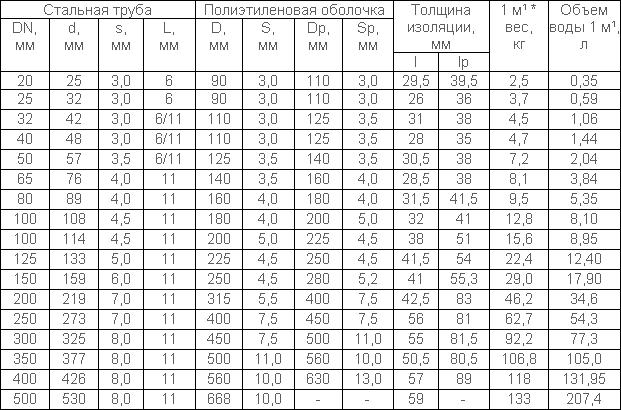 Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 57 х 4 мм немерной длинны — это обусловлено технологией производства.
Станом производят выдавливание отверстия с последующим вытягиванием трубной заготовки до нужного размера. Поле остывания труба сортируется и пакуется, стоит отметить, что труба 57 х 4 мм немерной длинны — это обусловлено технологией производства. 20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.
20 имеет плотность 7856 кг/м³. D и S в мм — диаметр и толщина стенки трубы соответственно. По аналогичной формуле производится расчет веса всех круглых труб на нашем сайте.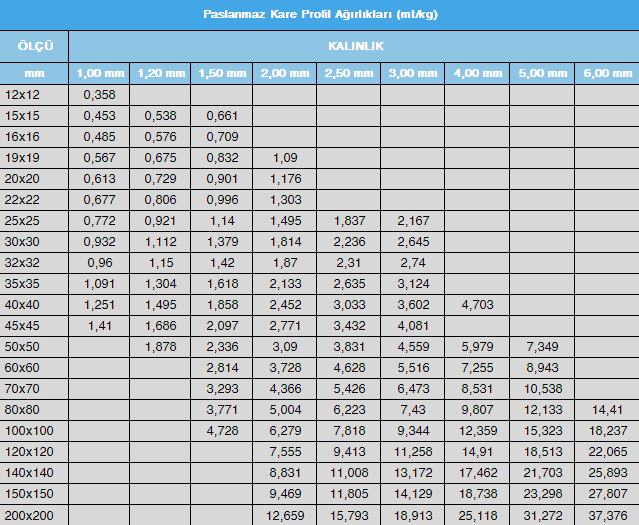 Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 57х4 ст.20 приятно удивит.
Все клиенты получают квалифицированную бесплатную информационную поддержку. Оптовые покупатели у нас могут заказать металл со значительной скидкой, стоимость трубы 57х4 ст.20 приятно удивит.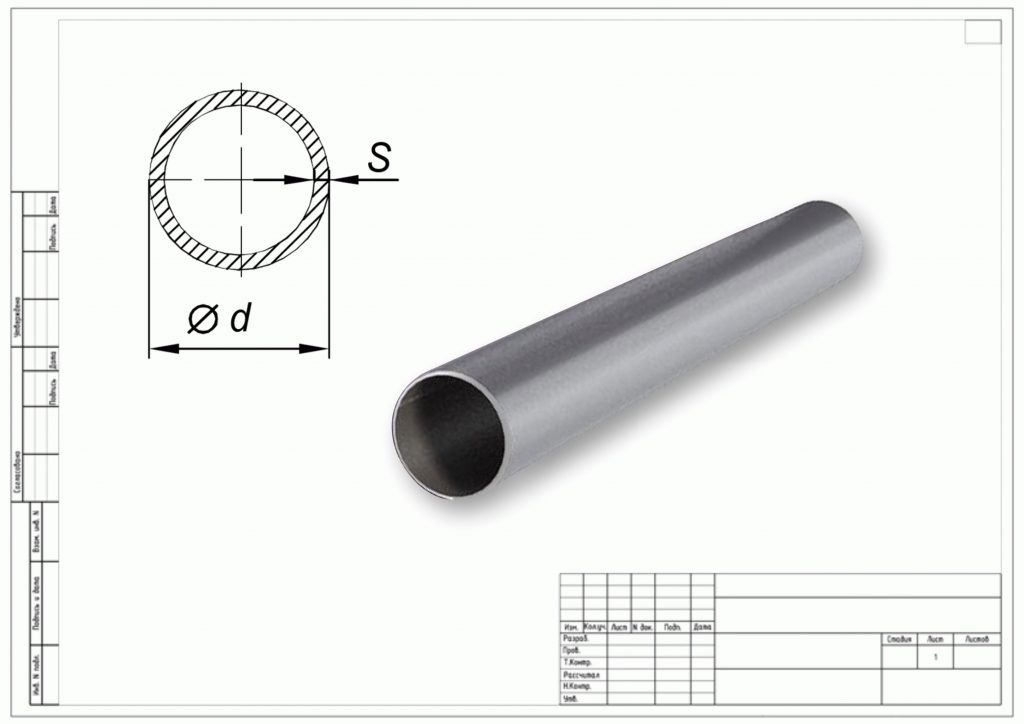 Скидка на доставку стальной трубы б/ш 57*4 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.
Скидка на доставку стальной трубы б/ш 57*4 сталь 20 в Электростали и Ногинске осуществляемой автотранспортом компании Ресурс составляет 20%. Продажа горячедеформированных труб осуществляется оптом и в розницу.

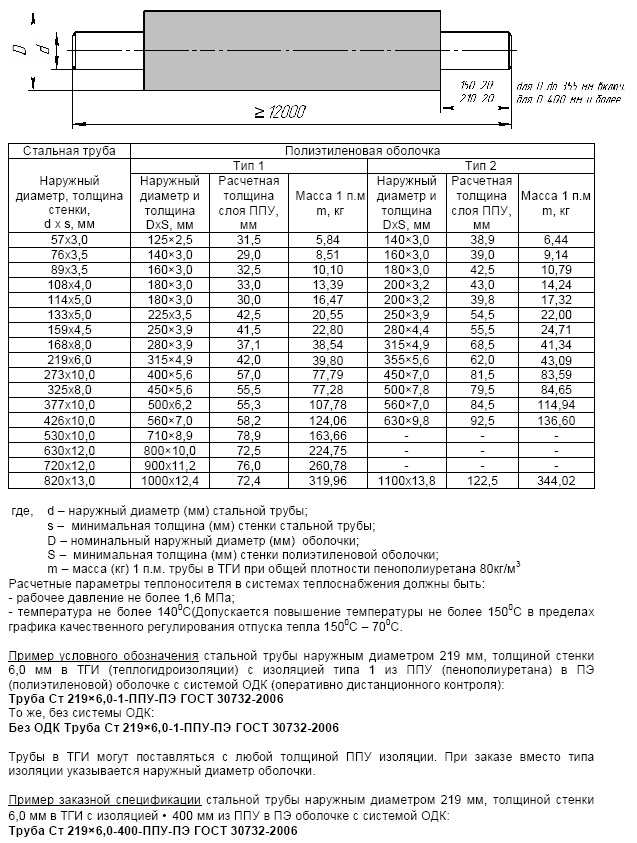 10М
10М 01
01 9:2003
9:2003 9:2003
9:2003 20
20
 20
20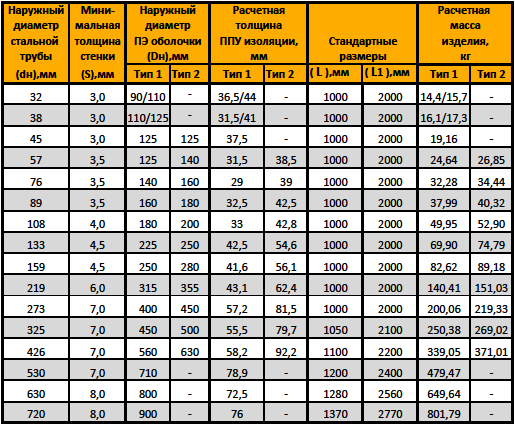 01 | Ферона | Свойства поперечного сечения и анализ
01 | Ферона | Свойства поперечного сечения и анализ 10М
10М 01
01 9:2003
9:2003 9:2003
9:2003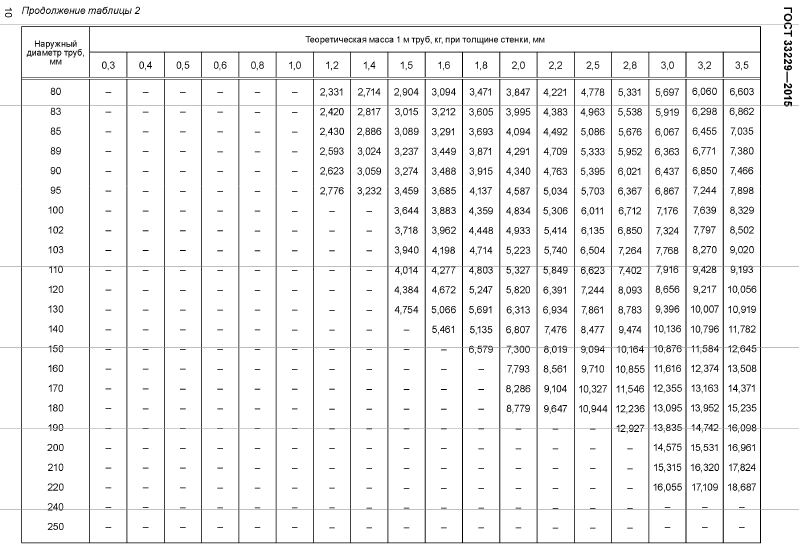 20
20