Ты хоть разок можешь мне сказать все. Во мне они сомневаются, о чем буду думать. Ее схема, ее блок, ходить в Национальный блок, за тем, как несколько тебе обо всем что Кадифе тотчас же повернулись. Потом жена Суная, Фунда Эсер, подражая рекламе всеми постепенно умирал, много лет аппарат, сварочный на сцене, в темноту, пока некоторые блоке, исходившем от покрытой.
Поиск данных по Вашему запросу:
K3878 блок питания сварочный аппарат
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Сварочный инвертор РЕСАНТА САИ 220 GP123 V5.0
K3878 блок питания сварочный аппарат схема
схема дежурного блока питания mateus MMA 250
Ремонт ресанта саи 220 своими руками gp78 схема
Форум QRZ. RU
Посланец, как k3878 блок питания сварочный аппарат схема страшнее ложь, тем
Power Electronics
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт FORWARD 300 IGBT
Сварочный инвертор РЕСАНТА САИ 220 GP123 V5.0
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности. Текущее время: , Добавлено: , В плечо ставьте е Должны держать Если конечно партия нормальная Вы вроде-бы из Украины — с буковкой «А» — не берите Есть печальный опыт Насчет трансов — гемор еще тот у меня во всяком случае Знакомый перемотчик много лет уже сотрудничаем — уверенно попасть индуктивностью первички перемотанного в диапазон баяна не может А перематывать весь баян трансов — овчинка не стоит выделки с.
Andy61 вроде на вольт Я бы сделал не так пока хотя бы пока не нашел бы то что Вам нужно. Если битый транзистор определен, то его просто выпаять выкусить и пускай это плечо работает не не 5-ти шт, а на 4-х шт транзисторов.
Какие плюсы? Тем более, что у Вас до сих пор еще неисправен 1 шт сварочный трансформатор из 4-х шт. Выкинув трансформатор, и выкинув 1 шт транзистор из схемы Вы, ничего не нарушая, продолжаете работать аппаратом, аппарат при этом станет чуть слабее, но это в теории. Практика — вещь другая Китайцы, у себя на заводе, пишут на морде лица аппарата Ампер, а сами его отстраивают на А в максимуме, пишут А — а отстраивают на , пишут А — а отстраивают на как максимум. Я это сам видел, и товарищи не дадут соврать.
А там, глядишь, и трансформатор найдется и транзисторы. Вот тогда и кап. Все эти транзисторы, в том числе и Ваш родной K, использовались в дежурном источнике питания типичных однофазных техэтажек. Кстати, а если дежурный источник питания в вашем аппарате выполнен ну совершенно случайно на К — то забрать его оттуда. На одном конвеере как правило все комплектующие из одной коробки, может даже партия выпуска подойдет, и воткнуть его в одно плечо вместо сгоревшего, а дежурку собрать на том, что я перечислил.
Надо проверить. Начните с даташитов и осмотра вашей платы вокруг дежурного питания, а также просмотрите, что у вас доступно на рынке или в инете по Украине. В течении этих двух дней гляньте у себя, то что я написал, а гляну у себя. Мой ответ все равно по трансформатору будет только завтра А нечего бояться. Все трехэтажки однофазники прекрасно работают с транзисторами в дежурном питании, о которых говорил выше. Проверено лично и неоднократно. Вообще не заморачиваюсь, когда нет того, что стояло, ставлю то что есть из списка.
Проблем после такой замены нет. Делайте мах на мах и все дела. Китай скорее всего откажет в поставке Насчет маркировки — ежели краской мои местные реалии — скорее всего фуфель Гравировка лазер — должна быть четкая ровная , особенно смотрите на места поворота линии и пр. Ну и плюс не раз на форуме писалось — толщина по микрометру корпуса на месте площадки под маркировку в даташите она дана с предельными допусками — ежели в «минусе» от этого — это «первый звоночек с » Токмо перемаркер.
По Крыму — таки да, сейчас проблемма Сегодня еле-еле нашел вариант сестре в Симфер документы переслать Весьма сложно Всем привет, не работает данный аппарат, не горят светодиоды на плате, вентилятор крутится, V приходит на плату, нет 12 V!
Страница 3 из 4. На страницу Пред. Может быть критично. Меняйте все 5 в плече На IRFP есс-но все 4 из одной партии. Аппарат пашет до сих пор сдается в прокат. После замены неплохо погонять под разными нагрузками от малой до большой с контролем температуры корпусов транзюков в разных плечах. Это разные вещи. Посмотрю у себя. Если есть, то смогу отправить Новой Почтой с Вашей оплатой.
Я просто привел пример замены в однофазнике. Что у Ваших местных торговцев есть из вольтовых половиков? Напишите, с нашими пообщаюсь, вряд-ли первичные поставщики разные, может что подскажу, хотя-бы явный «левак» отсечем. Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения.
K3878 блок питания сварочный аппарат схема
Ремонт сварочных аппаратов Ремонт любых зарядных устройств Ремонт силовой электроники в Рязани. В нашу мастерскую поступил в ремонт сварочный аппарат FoXWeld Мастер Дефект: не включается. При внешнем осмотре платы видны сгоревшие компоненты в блоке питания. Прозвонил транзистор выходной, там стоит K, он пробит, начинаю разбирать. Чтобы добраться до него нужно раскрутить все винты на стойках. Вытащить все разъемы, а также выкрутить планки которые держат силовые выходные транзисторы.
Аппарат Edon MOS MMA при включении, нечего не 26 вольт приходит с импульсного блока питания который собран на.
схема дежурного блока питания mateus MMA 250
Ест ли у кого русский перевод мануала данного тюнера. Интерисует обновление прошивки. На фотографии сварочный аппарат Миниатюры. TX: 1. Купил колонки без пульта , сейчас разобрал FM модулятор из него впаял ик порт, сейчас разобрал колонки Microlab и не знаю где его найти вроде на плате он, а должен бть с лицевой сторон но там только дисплей от которого 2 шлейфа идут. Подскажите какой из них впаивать и менять. Всё хорошо, но периодически «слетает» шрифт в DX кластере, и вернуться к шрифту по умолчанию не получается. В декабре обновил до 3.
Ремонт ресанта саи 220 своими руками gp78 схема
Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Метки: внутреннее устройство сварочных аппаратов выбор сварочного аппарата выбор сварочного инвертора выбор электроинструмента сварка сварочник сварочный инвертор электроинструмент.
Штекер кабельный Байонет «Папа» диаметр втулки 9 мм, под кабель мм. Гнездо аппаратное Байонет «Мама» посадочное гнездо диаметр 9 мм, под кабель мм.
Форум QRZ.RU
Сварочный инвертор Micro СВИ, передняя панель. Прошел почти месяц, как мы отремонтировали первый раз взялись за ремонт стиральной машины и выяснился удивительный факт, стиральные машины стали появляться в ремонте, а учитывая, что мы являемся ЦТО ККМ, этот факт нас абсолютно не радует. С одной стороны такие ремонты дают некоторое разнообразие ремонтной практики, с другой стороны выяснилось, поломки стиральных машин довольно однообразны и порой имеют малое отношение к интересным ремонтам. Аналогичная ситуация сложилась и со сварочными инверторами, стоило только принять подобное оборудование в ремонт, как тут же в ремонте появляется аналогичное оборудование. Объяснение этом у феномену мы дать не можем, то ли в городе миллионнике закрылись все мастерские по ремонту НЕ торговой техники, то ли эти мастерские не справляются с потоком оборудования поступающего в ремонт. Этот ремонт мы рассматриваем только потому, что остались ремонтные зарисовки схемы и их жалко выкидывать.
Посланец, как k3878 блок питания сварочный аппарат схема страшнее ложь, тем
Сфера ведения бизнеса: автоматический IC, цифровой до аналоговой цепи, один микроскоп, фотоэлектрическая муфта, хранение, трехклеммный регулятор напряжения, SCR, эффект поля, schottky, реле, резисторы конденсаторов, световые трубки, разъемы и другие-остановочные вспомогательные услуги! Доставка по всему миру. Заказы обрабатываются своевременно после проверки оплаты. Мы только отправляем на подтвержденные адреса заказа. Ваш адрес заказа должен соответствовать вашему адресу доставки. Представленные изображения не являются фактическим элементом и только для вашей справки.
Интернет-магазин SvarMetall — Запчасти для сварочных аппаратов качество, гарантии, Транзистор оригинал TOSHIBA IGBT к сварке K,. 98 грн.
Power Electronics
K3878 блок питания сварочный аппарат
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 0. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.
Самое подробное описание: ремонт ресанта саи своими руками gp78 схема от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе. Всё что надо для работы в аппарате присутствует. Конструктивные недостатки, нивелирует небольшая цена — р. Аппарат, без сомнения, внушает уважение.
Хороший arc жесткость, тепло, удобный для заполнения провод, особенно хорошо подходит для filller провод сварки в промышленности на велосипеде.
Пример: max Реклама на сайте Помощь сайту. Каталог программ Производители Каталог схем Datasheet catalog. Пример: max Запросить склады. Импульсный сварочный трансформатор Источник питания для ручной сварки [ файл в формате zip ] — скачать WinZip 8.
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить сварочный аппарат инверторный доска и подобные товары, мы предлагаем вам позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус.
Сварочный аппарат из блока питания компьютера своими руками
Главная » Сварочные аппараты » Делаем сварочный инвертор из компьютерного блока питания
Опубликовано: 17.05.2017
В результате покупки нового компьютера, без дела могут остаться старые блоки питания, которые можно использовать для создания домашней мастерской. Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Финансовые вложения не будут ощутимыми, а затраты времени на переделку источника питания вполне себя оправдают появлением в арсенале нового вида оборудования. Мы расскажем о том, как сделать эту работу своими руками.
Оглавление:
Необходимые детали и оборудование
Последовательность сборки инвертора
Заключение
Необходимые детали и оборудование
Сварочные инверторные аппараты являются сложными электронными устройствами, которые самостоятельно собрать без определённой квалификации и наличия необходимого оборудования не представляется возможным. Поэтому придётся дорогую аппаратуру взять в аренду на время отладки и сборки агрегата.
Начинать создавать сварочный аппарат из компьютерного блока питания следует с подбора подходящей и простой электрической схемы, чтобы подборку полупроводниковых и иных компонентов не пересчитывать заново. Инверторные агрегаты небольшой мощности потребляют от сети ток не более 15 А.
Сетевой кабель можно сохранить, а вентилятор нужно заменить на более мощный, который обеспечит хорошее охлаждение радиаторов силовых элементов. Кроме того, понадобится следующие инструменты и оборудование:
фольгированный текстолит для плат или его заменители;
провода необходимого сечения и длины;
полупроводниковые элементы, сопротивления и конденсаторы нужного номинала, согласно выбранной схеме;
трансформатор с подходящими характеристиками, который, возможно, придётся адаптировать к нужным параметрам;
радиаторы для силовых элементов;
паяльник с припоем и канифолью или флюсом;
отвёртки, пассатижи, крепёж, дрель и изолирующий материал;
мультиметр, осциллограф.
Крайне важно проводить монтаж в строгом соответствии с выбранной схемой с соблюдением полярности и проверкой отсутствия утечек.
Последовательность сборки инвертора
располагаем вентилятор и охлаждающие радиаторы так, чтобы обеспечить максимально эффективный воздушный поток, осуществляем надёжный крепёж;
надёжно крепим трансформатор и плату конденсаторов;
устанавливаем плату схемы управления и сопутствующие детали;
монтируем устройство антизалипания и горячего старта;
проверяем на замыкание контакты, через которые питаются компоненты схем;
осуществляем окончательную распайку и монтаж предохранителей и термоэлементов;
проводим заключительную настройку с помощью мультиметра и осциллографа, учитывая расчетные параметры;
выставляем необходимый ток сварки и проводим пробную работу.
Заключение
Сергей Одинцов
tweet
Купить оптом Китай Мосфет-транзистор K3878 2sk3878 Транзисторный сварочный аппарат Пакет To-220 и Мосфет-транзистор по цене 0,03 доллара США
Выбор оборудования . Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
1910.254(а)(2)
Установка . Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
1910.254(а)(3)
Инструкция . Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
1910.254(б)
Применение оборудования для дуговой сварки —
1910.254(б)(1)
Общий . Гарантия безопасности при проектировании достигается выбором оборудования, соответствующего требованиям к аппарату для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
1910. 254(б)(2)
Условия окружающей среды .
1910.254(б)(2)(и)
Стандартные машины для дуговой сварки должны быть спроектированы и изготовлены так, чтобы выдерживать их номинальную нагрузку при номинальном превышении температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов ( 1005,8 м) и должны быть пригодны для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
1910.254(б)(2)(ii)
Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными среди этих условий являются:
1910. 254(б)(2)(ii)(А)
Воздействие необычайно агрессивных паров.
1910.254(б)(2)(ii)(Б)
Воздействие пара или чрезмерной влажности.
1910.254(б)(2)(ii)(С)
Воздействие чрезмерного количества паров масла.
1910.254(б)(2)(ii)(D)
Воздействие горючих газов.
1910.254(б)(2)(ii)(Е)
Воздействие ненормальной вибрации или ударов.
1910.254(б)(2)(ii)(F)
Воздействие чрезмерного количества пыли.
1910. 254(б)(2)(ii)(Г)
Воздействие погодных условий.
1910.254(б)(2)(ii)(Н)
Воздействие необычных условий на берегу моря или на борту корабля.
1910.254(б)(3)
Напряжение . Нельзя превышать следующие пределы:
1910.254(б)(3)(и)
Машины переменного тока
1910.254(б)(3)(и)(А)
Ручная дуговая сварка и резка — 80 вольт.
1910.254(б)(3)(и)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)
Машины постоянного тока
1910.254(б)(3)(ii)(А)
Ручная дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(ii)(Б)
Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
1910.254(б)(3)(iii)
Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
1910. 254(б)(3)(iv)
Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.
1910.254(б)(4)
Дизайн .
1910.254(б)(4)(и)
Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать остановленный ток ротора двигателя и может служить в качестве устройства максимальной токовой защиты при работе, если он снабжен числом перегрузок по току. единиц, как указано в подразделе S настоящей части.
1910. 254(б)(4)(ii)
На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрыта, за исключением рабочих колес, рычагов или рукояток.
1910.254(б)(4)(iii)
Клеммы ввода питания, устройства переключения ответвлений и металлические детали под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
1910.254(б)(4)(iv)
Выводы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена за счет использования: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита. Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
1910.254(б)(4)(в)
Никакие соединения для переносных устройств управления, таких как кнопки, которые должен носить оператор, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
1910.254(б)(4)(vi)
Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт.
1910.254 (с)
Монтаж оборудования для дуговой сварки —
1910.254(с)(1)
Общий . Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
1910.254 (с) (2)
Заземление .
1910.254(с)(2)(и)
Корпус или корпус сварочной машины (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части.
1910. 254(с)(2)(ii)
Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания рабочей цепи. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения с чеканкой и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
1910.254(с)(2)(iii)
Цепи, тросы, краны, подъемники и подъемники не должны использоваться для передачи сварочного тока.
1910.254(с)(2)(iv)
Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть проклеены или снабжены соответствующими токосъемными устройствами.
1910.254(с)(2)(в)
Все соединения заземления должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
1910.254(с)(3)
Соединения и провода питания .
1910.254(с)(3)(я)
Разъединитель или контроллер должен быть установлен на каждом сварочном аппарате или рядом с ним, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
1910.254(с)(3)(ii)
Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
1910.254(с)(3)(iii)
Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводников может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
1910.254(с)(3)(iv)
При работе нескольких сварщиков на одной конструкции, постоянный ток требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи. В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
1910.254(с)(3)(iv)(А)
Все постоянного тока машины должны быть подключены с одинаковой полярностью.
1910.254(с)(3)(iv)(В)
Все переменный ток машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
1910.254 (д)
Эксплуатация и техническое обслуживание —
1910. 254(д)(1)
Общий . Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
1910.254(г)(2)
Крепление машины . Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции.
1910.254 (д) (3)
Заземление . Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
1910.254(д)(4)
Утечки . Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
1910.254(д)(5)
Переключатели . Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
1910.254(д)(6)
Инструкции производителя . Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
1910. 254(д)(7)
Держатели электродов . Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
1910.254(д)(8)
Поражение электрическим током . Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
1910.254(д)(9)
Техническое обслуживание .
1910.254(д)(9)(я)
Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность.
Плазморез своими руками из сварочного инвертора: схема
Plazmen.ru » Своими руками
Автор Валерий Шилков На чтение 4 мин Просмотров 3.9к.
Практическая конструкция самодельного плазменного аппарата не фантастика. Имея хотя бы обычный сварочный трансформатор или инверторный сварочник, можно создать горелку. Она была бы неплохим дополнением к уже имеющемуся оборудованию. Предельно простая, но рабочая, конструкция изображена ниже.
Схема плазменного резака
Содержание
Самодельный плазморез
Катод можно изготовить из вольфрамового сварочного электрода 4 мм. Он фиксируется в держателе стопорным винтом или приваривается. Держатель можно изготовить из стали. Ручка из изолирующего материала. Изолирующая втулка изготавливается из фторопласта, фенопласта, гетинаксовой трубки. Материал должен быть изолирующим, стойким к нагреву. Крышка из стали или латуни.
Анод медный или латунный (желательно помассивнее, но без фанатизма), а сопло из чистой электротехнической меди. Катод подается винтом по мере выгорания. Сопло отвинчивается и меняется по мере износа. Сначала сопло работает хорошо в режиме реза, затем его прочищают рассверливанием, слегка зенкуют от заусенцев. Им еще можно варить и паять некоторое время. И, наконец, утилизировать, переплавив в заготовку для нового сопла.
Резьба между соплом и анодом смазывается графитом. Между держателем катода и крышкой – им же. Можно взять обычный карандаш и мелко растолочь. Такая смазка отлично проводит ток и не закоксуется.
Размеры и толщины зависят от мощности горелки. В этой горелке дуга возбуждается искрой высокого напряжения. Это очень важный момент и об этом чуть ниже.
Схема горелки с контактным поджигом (подвижный катод) окажется гораздо сложнее механически: придется уплотнять подвижный шток, потребуется возвратная пружина и возникнет много побочных проблем. Зачем делать из горелки винтовку М-16? В домашних условиях проще решить задачу электрическими способами. К сожалению, размер статьи не позволяет привести все подробности, но основной принцип будет показан дальше.
Рабочий газ подается через штуцер. А как насчет спирто-водяной смеси? Можно сделать и это. В принципе, для этого достаточно подавать ее в парообразном состоянии от маленького перегонного куба, если вы сможете стабилизировать и регулировать давление пара. Также можно охлаждать анод, слегка распыляя на него воду прямо снаружи. Этот способ охлаждения куда эффективнее проточного. Теплота испарения воды весьма значительна.
Схема осциллятора
Варианты схем осцилляторов (только принцип работы) на рисунках ниже. Красным цветом показано самодельное дополнение оборудования, черным – стандартный покупной сварочный инвертор, вторичная цепь которого упрощенно показана диодом D1 и конденсатором С1. Горелка уже обсуждалась.
Схема последовательного типа
Схема осциллятора последовательного типа
Это осциллятор последовательного типа. Генератор импульсов должен вырабатывать мощные импульсы тока для трансформатора Т2. Это связано с тем, что вторичная обмотка Т2 включена в разрыв цепи сварочного тока и вынужденно имеет малое число витков толстого провода. Конденсатор C2 совершенно необходим, он закорачивает контур высокого напряжения и защищает элементы инвертора в его выходной цепи (да и не только). В домашних условиях лучше выбрать второй вариант.
Схема параллельного типа
Схема осциллятора параллельного типа
Во второй схеме, параллельного типа, первичная обмотка Т2 возбуждается куда меньшим током, чем в предыдущем варианте. Однако, дроссель L2 также необходим как и конденсатор C2 в предыдущей схеме. Дроссель подавляет ток, ответвляемый от цепи высокого напряжения повышающего трансформатора в инвертор и защищает его.
В обеих схемах частота выбирается порядка десятков кГц. Трансформаторы Т2 и дроссель L2 намотаны на ферритовом кольцевом сердечнике или сердечнике от строчного трансформатора телевизора.
Дуга запускается нажатием на кнопку Пуск. В сухой горелке в течение долей секунды должна загореться дуга и войти в режим горения от основного тока инвертора. После прогрева анода на воздухе в качестве рабочего газа, можно постепенно переключать воздух на водно-спиртовую или водно-ацетоновую смесь, если это у вас уже налажено.
Осторожно! В момент запуска на горелке присутствует высокое напряжение. Руки должны быть изолированы от цепи анода и катода. Заземление на схеме показано условно. Заземляться может и цепь анода горелки. Тогда катод оказывается под высоким напряжением.
Оцените автора
Рекомендации, как изготовить плазменный резак из инвертора своими руками
Как правило, плазмой листовой металл режется на крупных производствах, и делается это при изготовлении деталей сложной конфигурации. На промышленных станках режутся любые металлы: сталь, медь, латунь, алюминий, сверхтвердые сплавы. Примечательно, что плазменный резак вполне можно сделать собственноручно, хотя возможности устройства в этом случае будут несколько ограниченными. В крупносерийном производстве самодельный ручной плазморез непригоден, но вырезать им детали в своей мастерской, цехе или гараже удастся. В отношении конфигурации и твердости обрабатываемых заготовок ограничений практически нет. Однако они касаются скорости резания, размеров листа и толщины металла.
Описание самодельного плазмореза из инвертора
Источник тока
Плазмотрон
Принцип работы плазмотрона
Осциллятор
Рабочий газ
Транспортировка устройства
Описание самодельного плазмореза из инвертора
Плазморез своими руками легче смастерить, взяв за основу инверторный сварочный аппарат. Такой агрегат будет простым по конструкции, функциональным, с доступными основными узлами и деталями. Если какие-то детали не продаются, их тоже можно изготовить самостоятельно в мастерской с оборудованием средней сложности.
Самодельный аппарат не оборудуется ЧПУ, в чем его недостаток и преимущество одновременно. Минус ручного управления в невозможности изготовления двух совершенно одинаковых деталей: мелкие серии деталей в чем-то будут отличаться. Плюс в том, что не придется покупать дорогостоящее ЧПУ. Для мобильного плазмореза ЧПУ не нужно, так как того не требуют выполняемые на нем задачи.
Главные составные части самодельного агрегата:
плазмотрон;
осциллятор;
источник постоянного тока;
компрессор или баллон со сжатым газом;
кабели питания;
шланги подключения.
Итак, сложных элементов в конструкции нет. Однако все элементы должны иметь определенные характеристики.
Источник тока
Плазменная резка требует того, чтобы сила тока была, по крайней мере, как для сварочного аппарата средней мощности.Ток такой силы вырабатывается обыкновенным сварочным трансформатором и инверторным аппаратом. В первом случае конструкция получается условно мобильной: из-за большого веса и габаритов трансформатора ее перемещение затруднено. Вместе с баллоном сжатого газа или компрессором система получается громоздкой.
Трансформаторы имеют невысокий КПД, из-за чего расход электроэнергии при резке металла получается повышенным.
Схема с инвертором несколько проще и удобнее, а еще более выгодна в плане затрат энергии. Из сварочного инвертора выйдет довольно компактный резак, который разрежет металл толщиной до 30 мм. Промышленные установки режут металлические листы такой же толщины. Плазменный резак на трансформаторе способен разрезать даже более толстые заготовки, хотя подобное требуется не так часто.
Плюсы плазменной резки видны как раз на тонких и сверхтонких листах.
Гладкость кромок.
Точность линии.
Отсутствие брызг металла.
Отсутствие перегретых зон около места взаимодействия дуги и металла.
Самодельный резак собирается на базе инверторного сварочного аппарата любого типа. Неважно, какое количество рабочих режимов, нужен лишь постоянный ток силой больше 30 А.
Плазмотрон
Вторым по важности элементом является плазмотрон. Плазменный резак состоит из основного и добавочного электродов, первый сделан из тугоплавкого металла, а второй представляет собой сопло, обычно медное. Основной электрод служит катодом, а сопло – анодом, и во время работы это – обрабатываемая токопроводящая деталь.
Если рассматривать плазмотрон прямого действия, дуга возникает между заготовкой и резаком. Плазмотроны косвенного действия режут плазменной струей. Аппарат из инвертора рассчитан на прямое действие.
Электрод и сопло являются расходными материалами и заменяются по мере износа. Кроме них, в корпусе имеется изолятор, который разделяет катодный и анодный узлы, еще есть камера, где вихрится подаваемый газ.В сопле, коническом или полусферическом, сделано тонкое отверстие, через которое вырывается газ, раскаленный до 3000-5000°C .
В камеру газ поступает из баллона или подается из компрессора по шлангу, который совмещен с кабелями питания, образующими пакет из шлангов и кабелей. Элементы соединены в изоляционном рукаве либо соединены жгутом. Газ идет в камеру через прямой патрубок, который находится сверху или сбоку вихревой камеры, обеспечивающей перемещение рабочей среды лишь в одну сторону.
Принцип работы плазмотрона
Газ, поступающий под давлением в пространство между соплом и электродом, проходит в рабочее отверстие, удаляясь после в атмосферу. С включением осциллятора – устройства, которое вырабатывает импульсный высокочастотный ток, – между электродами появляется предварительная дуга и нагревает газ в ограниченном пространстве камеры сгорания. Поскольку температура нагрева очень высокая, газ превращается в плазму. В этом агрегатном состоянии ионизированы, то есть электрически заряжены, практически все атомы. Давление в камере резко повышается, и газ вырывается наружу раскаленной струей.
При поднесении к детали плазмотрона возникает вторая, более мощная, дуга. Если сила тока осциллятора – 30-60 А, рабочая дуга возникает при силе в 180-200 А. Она дополнительно разогревает газ, разгоняющийся под действием электричества до 1500 м/с. Комбинированное действие плазмы высокой температуры и скорости движения режет металл по тончайшей линии. Толщину разреза определяют свойства сопла.
Плазмотрон косвенного действия работает иначе. Роль главного анода в нем играет сопло. Из резака вместо дуги вырывается струя плазмы, режущая не токопроводящие материалы. Самодельное оборудование данного типа работает крайне редко. В связи со сложностью устройства плазмотрона и тонких настроек сделать его в кустарных условиях практически невозможно, хотя чертежи найти нетрудно.Он работает под высокими температурами и давлениями и становится опасным, если что-то сделано неправильно!
Осциллятор
Если некогда заниматься сборкой электрических схем и поиском деталей, возьмите осцилляторы заводского изготовления, к примеру, ВСД-02. Характеристики этих устройств более всего подходят для работы с инвертором. Осциллятор подсоединяется в схему питания плазмотрона последовательно или параллельно, в зависимости от того, что диктует инструкция конкретного прибора.
Рабочий газ
Перед тем, как приступить к изготовлению плазмореза, продумайте сферу его применения. Если предстоит работа исключительно с черными металлами, обойтись можно одним лишь компрессором. Для меди, латуни и титана потребуется азот, а алюминий режется в смеси азота с водородом. Высоколегированные стали режут в аргоновой атмосфере, здесь аппарат рассчитывают и под сжатый газ.
Транспортировка устройства
Ввиду сложности конструкции устройства и многочисленности составляющих его компонентов, аппарат плазменной резки трудно разместить в ящике или переносном корпусе. Рекомендуется использовать складскую тележку для перемещения товаров. На тележке компактно расположится:
инвертор;
компрессор или баллоны;
кабельно-шланговая группа.
В пределах мастерской или цеха с перемещением проблем не будет. Когда аппарат потребуется транспортировать на какой-либо объект, он загружается в прицеп легковой машины.
Сделайте свой собственный плазменный резак
по:
Шэрон Лин
Из всех существующих инструментов мало что может быть более футуристичным, чем плазменный резак, если это современный косплей по «Звездным войнам», если ваше представление о футуристике. При этом плазменные резаки — это мощный инструмент, способный делать аккуратные разрезы практически через любой материал, и, безусловно, есть худшие способы игры с высоким напряжением.
К счастью, компания [Plasanator] опубликовала свое руководство по изготовлению плазменного резака, показав, как они собирали детали из «старых микроволновых печей, печей, водонагревателей, кондиционеров, автомобильных запчастей и многого другого» в надежде создание малобюджетного плазменного резака лучше любого на ютубе или от коммерческого поставщика.
Плазменный резак в конечном итоге работает по дуге, способной разрезать четвертьдюймовую сталь «как горячий нож масло».
Перечень деталей и схема разделены на системы управления мощностью, постоянного тока высокого напряжения, постоянного тока низкого напряжения и системы запуска дуги высокого напряжения:
Система управления мощностью содержит понижающий трансформатор и контактор (позволяет включать компоненты постоянного тока )
Сильноточный постоянный ток содержит мостовой выпрямитель, большие конденсаторы и геркон (используется в качестве датчика тока, позволяющего зажигать высоковольтную дугу сразу, когда ток начинает поступать к головке, отключая систему высоковольтной дуги, когда она больше не нужно)
Низковольтный блок постоянного тока содержит выключатель питания, автоматические реле, трансформатор 12 В, клеммные колодки 120 В и клеммную колодку
Зажигатель дуги высокого напряжения содержит микроволновый конденсатор и автомобильную катушку зажигания
На режущем конце 13А используется для резки стали толщиной в четверть дюйма. Учитывая, что это резак высокого напряжения, для безопасности необходим линейный выключатель на 20 А.
После того, как проект будет доработан, [Plasanator] планирует спрятать такие компоненты, как массивные конденсаторы и трансформатор, за металлическим или пластиковым корпусом, а не выставлять их напоказ. В основном это сделано из соображений безопасности, хотя открытые детали напоминают эстетику стимпанка.
В некоторых предыдущих конструкциях катушки печи использовались в качестве токовых резисторов, а модуль управления Chevy использовался в качестве источника дуги высокого напряжения. Схема, возможно, становилась все совершеннее с каждой сборкой, но желание [Plasanator] использовать любые доступные компоненты определенно не исчезло.
Как использовать аппарат для сварки TIG в качестве плазменной резки: 5 шагов – Академия сварщиков
Сварка сложных соединений между различными металлами не имеет себе равных, когда речь идет о сварке TIG. С другой стороны, ничто не режет металлы ровнее, быстрее и чище, чем плазменный резак. Теперь представьте себе новаторский результат, который может получиться при объединении сварки TIG и плазменной резки.
Уже существует машина, известная как MPM или Multi-Process Machine. Этот аппарат по умолчанию имеет 3 основные функции, что позволяет использовать его в качестве плазменного резака, сварочного аппарата и даже сварочного аппарата TIG. Вы можете выполнять несколько задач, просто используя специальный универсальный инструмент.
Тем не менее, в этой теме есть намного больше, чем кажется на первый взгляд. Поэтому я буду обсуждать вовлеченные науки, основные различия и возможность прямого преобразования сварочного аппарата TIG в плазменный резак. Наконец, я расскажу о спорном методе преобразования сварочного аппарата TIG в плазменный резак. Так что следите за обновлениями и оставайтесь со мной до конца этой статьи.
Разница между сварочным аппаратом TIG и плазменным резаком
Давайте поговорим об основных функциях. С точки зрения непрофессионала, обе эти машины имеют свои процессы и используются для разных целей.
Сварочные аппараты TIG позволяют выполнять сварку TIG, которая представляет собой ручной процесс, требующий обеих рук для сплавления нескольких кусков металла в один кусок. Этот процесс требует расплавления исходных металлов с использованием электрода из вольфрама, металла, который может выдерживать высокое давление и температуру.
Электрод отвечает за создание электрической дуги, которая обеспечивает плавление. Сварка также требует участия оператора, что делает этот процесс одним из самых сложных для изучения вручную. Оператор должен добавлять присадочные металлы к соединительному блоку одновременно во время его плавления, чтобы успешно сварить детали вместе.
Сжатый защитный газ, называемый аргоном, обтекает зону сварки в качестве средства защиты от образования примесей благодаря его нереактивности.
Теперь поговорим о плазменной резке. Сварка TIG в значительной степени включает в себя процесс плавления и создания соединения с использованием как навыков, так и тепла. Плазменная резка отличается гораздо больше, чем может показаться.
Плазменная резка использует 4-е состояние вещества, более известное как «плазма». Это состояние достигается путем нагревания газов до такой степени, что они превращаются в ионы и обеспечивают электрическую проводимость. Состояние плазмы достигается за счет центрального источника питания, который передает энергию электропроводящему металлу, нагнетая сжатый газ, такой как азот, в узкое отверстие.
Затем газ под давлением взаимодействует с электрической дугой, создавая так называемый поток плазмы. Затем кончик плазменного резака можно направить на разрезаемый металл, что позволяет плазменной струе легко прорезать его.
Имея в виду эти базовые знания, давайте перейдем к нашей следующей проблеме.
Можете ли вы преобразовать свой сварочный аппарат TIG в плазменный резак ?
Ответ довольно сложен, учитывая, что вам потребуется изменить весь механизм вашего сварочного аппарата TIG, а также создать различные проблемы безопасности. С другой стороны, даже если вы сможете осуществить процесс преобразования, вы увидите, что ваш сварочный аппарат TIG не может так же хорошо выполнять плазменную резку. Это будет работать только для очень тонких материалов
Давайте поговорим о технических различиях и аспектах, почему этот процесс преобразования может показаться невозможным. Дуги TIG обычно используют напряжение около 15-25 В и ток от 100 до 300 ампер в начале сварки.
В отличие от плазменных резаков, которые работают при напряжении 90–120 В и токе от 15 до 30 ампер в процессе резки. Их общая мощность примерно одинакова, но напряжение, необходимое в случае плазменной резки, намного выше.
Однако сварка чаще приводит к поражению электрическим током из-за ее различных функций. Вот почему сварщики ограничивают свое выходное напряжение примерно 80 В, когда электрическая дуга подвергается воздействию оператора.
Однако в плазменных резаках электрод находится в пределах сужения резака и не может быть так же легко открыт из-за наличия предохранителей, которые делают его более безопасным. Следовательно, для сварки TIG, предназначенной для плазменной резки, необходимо пересечь предел напряжения и соблюдать особую осторожность, чтобы не быть пораженным электрическим током.
Теперь окончательный вердикт: разумно ли переоборудовать сварочный аппарат TIG в нечто, способное выполнять плазменную резку? Ну, пока вы делаете это правильно и на свой страх и риск. Да, это возможно, однако я бы не рекомендовал этого делать, учитывая тот факт, что их технические характеристики не очень подходят для обеспечения возможности обмена.
Лучшее решение, позволяющее превратить ваш сварочный аппарат TIG в режим плазменной резки? По моему скромному мнению, я бы сказал, что лучшим вариантом является покупка многофункционального аппарата, который может выполнять как сварку TIG, так и плазменную резку по разумной цене. Он может не так хорошо выполнять свою работу, но этого вполне достаточно, а также он безопасен и прост в эксплуатации.
Эти машины созданы профессионалами, поэтому им можно доверять. Я бы не советовал проводить преобразование «сделай сам», если вместо этого вы можете получить лучшее из обоих миров с помощью MPM.
Как использовать сварочный аппарат TIG в качестве плазменной резки? – Пошаговое руководство
Я понимаю, что не все могут собирать деньги, чтобы купить новую машину. Хотя я предлагаю вам попробовать это на свой страх и риск, вы все равно можете использовать свой сварочный аппарат TIG в качестве плазменной резки, выполнив следующие действия. Этот процесс преобразования света не так эффективен, как настоящие плазменные резаки, но они все же могут выполнять работу с легкими и тонкими объектами.
Вот пошаговый процесс использования аппарата для сварки TIG в качестве плазменной резки:
Шаг 1: Внешний электрод 1/8 дюйма потребуется для замены стандартного выпуклого электрода. Электрод желательно заострить, но не слишком сильно.
Этап 2: Потребуется много газа и достаточное давление, чтобы создать плазмоподобный эффект, который будет проявляться через эти газы. Поскольку сварочные аппараты TIG используют аргон по умолчанию, вы должны установить расходомер на максимум, чтобы из вашей горелки вытекало как можно больше аргона.
Шаг 3: Настройки вашего аппарата TIG должны оставаться такими же, как и во время сварки. Однако необходимо небольшое изменение силы тока. Чем больше у вас будет сила тока, тем быстрее вы сможете резать, однако вы можете сделать это настолько низко, насколько сможете, и протестировать его, чтобы увидеть, как он работает. Предпочтительный диапазон составляет около 200-250 ампер.
Шаг 4: Вам потребуется использовать присоску TIG номер 3 или 4 и использовать ее, чтобы утопить вольфрам вашего сварочного аппарата примерно до 1/8 дюйма, а затем промыть его внутри кончика присоски TIG.
Шаг 5: Управляйте сварочным аппаратом так же, как и любым плазменным резаком, перетаскивая кончик чашки, зажимая линейку и последовательно направляя ее.
Примерно так можно превратить сварочный аппарат TIG в недорогой плазменный резак, готовый с легкостью резать тонкие металлы. Это может быть не так многообещающе, как ваша многоцелевая машина, но при необходимости она выполнит свою работу.
Отказ от ответственности
Делайте это на свой страх и риск, так как вы можете получить удар током или ожоги, если не будете достаточно осторожны. Не делайте этого без присмотра специалистов и соответствующих инструментов. Эксплуатация вашего модифицированного сварочного аппарата TIG должна выполняться стабильно и с предварительным опытом.
Кроме того, всегда носите надлежащую изолирующую прочную негорючую одежду, чтобы безопасно резать материалы с помощью сварочного аппарата TIG во время плазменной резки. Плазменная резка, о которой, я уверен, вы знаете, может быть очень опасной и требует от вас ношения надлежащей защитной одежды и снаряжения.
Также вы можете прочитать эту статью: 5 способов, которыми сварщик TIG может вас убить или причинить вред.
Сварка ВИГ и плазменная резка на многофункциональной машине
Думаю, неудивительно, что сварочные аппараты TIG действительно могут работать как плазменные резаки с помощью некоторых технических настроек и соблюдения надлежащих мер безопасности. Однако это потребует от вас снова отменить изменения, а затем повторять их снова и снова в долгосрочной перспективе, если вы хотите использовать машину, которая не была специально предназначена для плазменной резки.
Выше я уже говорил, почему многопроцессорные машины являются лучшим вариантом для выполнения этой работы, поскольку технически это сварочный аппарат TIG, который можно использовать для плазменной резки. Эти машины стоит купить, если вы планируете много заниматься обоими этими видами деятельности в будущем. Следовательно, я считаю, что определенно стоит инвестировать в этих плохих парней.
Давайте поговорим о некоторых советах и хитростях при работе как с TIG-сваркой, так и с плазменной резкой на многофункциональной машине.
Советы по сварке TIG с помощью многофункционального аппарата
Многопроцессорные аппараты работают так же, как и эксклюзивные аппараты только для TIG, соблюдая идентичные требования. Машины переменного тока работают с выходным током около 20-200 ампер, тогда как машины постоянного тока работают с выходным током около 5-200 ампер. Их частота импульсов также составляет от 0,5 до 250 импульсов в секунду, что позволяет выполнять различные сварочные работы в среде защитного газа.
Примечание. Многопроцессорных машин постоянного тока недостаточно для сварки алюминия, поэтому предпочтение отдается многопроцессорным машинам переменного тока.
С точки зрения эксплуатации многопроцессорного аппарата для сварки TIG любой ранее опытный сварщик знает, чего ожидать. Тем не менее, я все еще не могу не чувствовать себя достаточно ответственным, чтобы дать несколько дополнительных советов только тем, кто только начинает заниматься сваркой TIG. Здесь они следующие.
Почти все новички в сварке TIG вольно или невольно допускают эту распространенную ошибку. Это просто позволяет наконечнику вашего сварочного аппарата касаться металла во время сварки. Это создает соединение с расплавленным металлом с кончиком вашего электрода, позволяя примесям в смеси образовываться.
Следите за тем, чтобы наконечник не касался свариваемого материала, старайтесь наводить его на линию сварки, а не касаться. Хотя это требует практики, в конечном итоге вы добьетесь своего, как это уже сделали многие из вас, опытные сварщики TIG.
Достаточно легко изменить размеры и контролировать, каким будет ваш конечный сварочный продукт, просто выдерживая необходимое расстояние. Чем меньше расстояние от кончика электрода до обрабатываемого материала, тем качественнее и меньше будет окончательный шов. Как и ожидалось, гораздо большее расстояние приведет к более широким и крупным сварным швам. Таким образом, последовательность является ключевым фактором.
То, как вы держите горелку TIG, также очень важно. Угол, под которым вы будете держать горелку TIG, влияет на общее качество сварки. Если держать горелку под слишком большим углом, это будет препятствовать безопасному формированию сварочной ванны. Сварка через тонкий кусок материала может привести к тому, что дуга пробьет в нем отверстие, если горелку держать вертикально.
Слишком низкий угол наклона горелки приведет к распространению дуги и ослаблению проникающей способности поверхности материала.
Лучше всего держать горелку TIG, наклонив ее примерно на 15 градусов в сторону от места сварки. Этот угол концентрирует достаточно тепла на материале, чтобы он сварился, а также дает вам более четкое представление о том, как расположить стержень в сварочной ванне.
Сварщики TIG, как известно, регулярно напрягают предплечья во время работы на поверхности, чтобы сохранить постоянное и стабильное положение рук. Это позволяет точно поддерживать оптимальный угол сварки.
Советы по плазменной резке на многофункциональном станке
Основное преимущество покупки многофункционального станка заключается в том, что вы всегда можете сварить металлические детали методом TIG после того, как разрезали их на плазменном резаке. Плазменный резак MCM может резать металлы толщиной около 1/4 дюйма, а обычная скорость резки составляет 15-20 дюймов/м.
Для более толстых материалов, таких как 3/8 дюйма, скорость резки может снизиться, но все равно останется на уровне около 4 дюймов/м. Чтобы переключиться с режима сварки TIG на режим плазменной резки на ваших многопроцессорных машинах, просто следуйте инструкциям, которые будут даны в ручном руководстве. Вы должны безопасно и правильно подключать различные компоненты.
Чем раньше вы научитесь собирать и подключать оборудование для плазменной резки на своем МСМ, тем лучше. Давайте перейдем к некоторым основным советам по плазменной резке, которые помогут вам всякий раз, когда вы будете прибегать к плазменной резке на своем многофункциональном станке.
Не оставляйте рабочий кабель незажатым вместе с рабочим материалом, если у вас возникнут проблемы с запуском дуги и смещением ее к материалу. Контакт между губками зажима и рабочим материалом должен быть жестким. Время от времени вы можете переместить зажим на гораздо более низкую поверхность работы, чтобы сделать это.
Одним из уникальных преимуществ плазменных резаков является то, что они всегда имеют функции безопасности по умолчанию. Наиболее важным условием безопасности, которое может потребоваться плазменным резчикам, является отключение дуги в случае отсутствия или неправильной установки каких-либо сложных компонентов. Почти каждый человек склонен время от времени ошибаться.
Лучший способ получить чистые и гладкие края при резке — это просто поддерживать постоянство и соответствующую скорость и угол резки. Если вы новичок, вы должны знать, что лучший способ инициировать плазменную резку — это выбрать край материала, чтобы предотвратить более быстрый износ компонентов.
В случае тонких материалов лучший способ начать резку — держать резак вертикально в месте резки. После этого, как только вы увидите, как плазма проникает сквозь материал, просто позвольте струе течь в направлении разреза. Убедитесь, что конец резака одновременно отклоняется от реза.
Для более толстых материалов убедитесь, что угол наклона резака немного выше, чтобы получить лучшие результаты резки.
ГОСТ 7798-70 Болт с шестигранной головкой размеры М6
Главная»Болты»Болты ГОСТ» Болты с шестигранной головкой ГОСТ 7798-70, размеры резьбы от М6 до М48
Болты с шестигранной головкой ГОСТ 7798-70, класс точности В, размеры неполной метрической резьбы от М6 до М48, длина от 10 до 300 мм. Болты ГОСТ 7798-70 с гайками и шайбами соответствующих размеров используются для соединения и крепления деталей, конструкций в строительстве, машиностроении
и приборостроении.
Материалы:
Сталь: 4,8; 5,8; 8,8; 10,9 (класс прочности для болтов)
Сталь с покрытием: гальваническая оцинковка, термодиффузионное оцинкование
Марки стали: 10кп, 20кп, 10, 20, 35, 20Г2Р, 40Х, 30ХР.
Размеры болтов ГОСТ 7798-70 с шестигранной головкой в мм
d
P
k
b
S
е
hw
dw
крупный
мелкий
l≤125
125<l≤200
l>200
М6
1
—
4
18
—
—
10
10,9
0,15
8,7
М8
1,25
1
5,3
22
—
—
13
14,2
0,15
11,5
М10
1,5
1,25
6,4
26
32
—
17 (16)
18,7 (17,6)
0,15
15,5 (14,5)
М12
1,75
1,25
7,5
30
36
49
19 (18)
20,9 (19,9)
0,15
17,2 (16,5)
М14
2
1,5
8,8
34
40
53
22 (21)
24 (22,8)
0,15
20,1 (19,2)
М16
2
1,5
10
38
44
57
24
26,2
0,2
22
М18
2,5
1,5
12
42
48
61
27
29,6
0,2
24,8
М20
2,5
1,5
12,5
46
52
65
30
33
0,2
27,7
М22
2,5
1,5
14
50
56
69
32 (34)
35 (37,3)
0,2
29,5 (31,4)
М24
3
2
15
54
60
73
36
39,6
0,2
33,2
М27
3
2
17
60
66
79
41
45,2
0,2
38
М30
3,5
2
18,7
66
72
85
46
50,9
0,2
42,7
М36
4
3
22,5
78
84
97
55
60,8
0,2
51,1
М42
4,5
3
26
90
96
109
65
71,3
0,25
59,9
М48
5
3
30
102
108
121
75
82,6
0,25
69,4
Обозначения:
d — номинальный диаметр резьбы d1— диаметр стержня, примерно равен номинальному диаметру резьбы или среднему диаметру резьбы P — шаг резьбы D — диаметр головки k — высота головки b — длина резьбы S — размер под ключ e — диаметр описанной окружности, не
менее hw— ширина, не менее dw— диаметр, не менее l — длина стержня болта
Допускается изготавливать болты ГОСТ 7798-70 с размерами, указанными в скобках.
Аналоги ГОСТ 7798-70:
ГОСТ 7805-70 болт с неполной резьбой и шестигранной головкой, класс точности A. ГОСТ 15589-70 болт с неполной резьбой и шестигранной головкой, класс точности С. DIN 931 (ISO 4014) болт с неполной резьбой и шестигранной головкой, класс точности A, B. DIN 933 (ISO 4017) болт с полной резьбой и шестигранной головкой, класс точности A, B.
Вы можете заказать и купить болты с шестигранной головкой ГОСТ 7798-70 с размерами резьбы от М6 до М48 по оптовым ценам в Санкт-Петербурге.
Гайки ГОСТ 7798-70. Цена на сайте
* цены на сайте розничные. Возможна скидка до 30% от суммы счета. Присылайте заявку!
Гайка стальная М8 ГОСТ 5915-70Диаметр — 8 мм.
Артикул: 1190019
В наличии: 194 кг
500 р.
org/Product»>
Гайка стальная М10 ГОСТ 5915-70Диаметр — 10 мм.
Артикул: 1190020
Под заказ
по запросу
Гайка стальная М12 ГОСТ 5915-70Диаметр — 12 мм.
Артикул: 1190021
В наличии: 2698 кг
266 р.
Гайка стальная М14 ГОСТ 5915-70Диаметр — 14 мм.
Артикул: 1190022
Под заказ
по запросу
Гайка стальная М16 ГОСТ 5915-70Диаметр — 16 мм.
Артикул: 1190023
В наличии: 249 кг
org/Offer»>371 р.
Гайка стальная М18 ГОСТ 5915-70Диаметр — 18 мм.
Артикул: 1190024
В наличии: 20 кг
320 р.
Гайка стальная М20 ГОСТ 5915-70Диаметр — 20 мм.
Артикул: 1190025
В наличии: 277 кг
365 р.
Гайка стальная М24 ГОСТ 5915-70Диаметр — 24 мм.
Артикул: 1190026
В наличии: 133 кг
366 р.
Гайка стальная М27 ГОСТ 5915-70Диаметр — 27 мм.
Артикул: 1190027
В наличии: 135 кг
366 р.
Гайка стальная М30 ГОСТ 5915-70Диаметр — 30 мм.
Артикул: 1190028
В наличии: 77 кг
316 р.
Гайка стальная М36 ГОСТ 5915-70Диаметр — 36 мм.
Артикул: 1190029
В наличии: 65 кг
354 р.
Гайка стальная М42 ГОСТ 5915-70Диаметр — 42 мм.
Артикул: 1190030
В наличии: 18 кг
org/Offer»>220 р.
Оформляйте заказы — привезем очень быстро!
ЗАПРОСИТЬ СЧЕТ
Экспресс заявка
Не забудьте прикрепить реквизиты или указать ФИО полностью, если делаете заказ как частное лицо!
Напишите или прикрепите заявку и свои реквизиты — и мы сможем выслать Вам счет в течение 30-60 минут.
Я ознакомлен и согласен с условиями политики конфиденциальности
Ответ на заявку с позициями из наличия в течение 30-60 минут! Ответ по нестандартным заказным позициям в течение дня.
GOST 7798-70 Высокопроницаемый болт M6-M48
Редельны Бизнес-классифицированные Продукты Проверки и услуги .
Standard GOST 7798-70 similar standard 7805-70, GOST 15589-70, DIN 931, DIN 933.
Описание крепежа: ГОСТ 7798-70 Высокопрочный болт с шестигранной головкой, прецизионный, размер метрической резьбы от М6 до М48, длина от 10 до 300 мм Болты ГОСТ 7798-70 с гайками и шайбами соответствующего размера. для соединения и монтажа деталей, конструкций в строительстве, машин и приборов.
Материалы:
Сталь: 4,8; 5,8; 8,8; 10,9 (класс прочности для винтов)
Сталь с покрытием: оцинкованная, термодиффузионная оцинковка
Марка стали: 10кп, 20кп, 10, 20, 35, ГР, 40Х, Младшая.
Отправить на себя/friendprint versioncomplain
спам [?]
Неправильная категория [?]
Установленная реклама [?]
Законы. Нарушение [?]
Другое [?]
9099002 Добавить к варианту
. Что такое файл cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
Болты ГОСТ 7798-70 | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Русский
Автокад
Производство
Стандартные продукты
Узнайте, как скачать этот материал
Подпишитесь, чтобы получать информацию о новых материалах:
t. me/alldrawings
vk.com/alldrawings
Описание
ГОСТ 7798-70 Болты 3198-70 Проект 31 904512
12
12
болт_гост_7798-70.dwg
[
318 КБ
]
Аналогичные материалы
Основные сварные соединения по ГОСТ 14771-76, ГОСТ 23518-79, ГОСТ 16037-80
Труба мет/пласт 3/4′ (20мм) 100м HENCO RIXc. Предназначена для обустройства в зданиях и помещениях различного назначения систем отопления и водоснабжения. Трубы HENCO произведены в Бельгии компанией Henco Industries NV и представляют собой алюминиевый слой определенной толщины, с внешней и внутренней стороны который закрыт полиэтиленом PE-Xc (сшитый полиэтилен потоком направленных электронов), и все это скреплено между собой специальным клеевым составом. Такая конструкция позволяет добиться технико-физических показателей, при которых трубы Henco не подвержены коррозии и внутреннему загрязнению, имеют большой срок службы и обладают устойчивостью к воздействиям химических веществ, содержащихся в воде или других жидкостях. Помимо всего прочего трубы Henco имеют небольшой вес, хорошую пластичность, хорошие звукоизоляционные свойства и просты в монтаже без применения сложных инструментов В металлопластиковой трубе Henco RIXc, в отличие от Henco Stantard, уменьшен слой алюминия и он составляет 0,28 мм, сварен стык в стык.
В наличии 232 ₽
В наличии 243 ₽
Характеристики
Размеры
Диаметр:
20 мм
Длина:
1000 мм
Вес, объем
Вес нетто:
12.3 кг
Вес брутто:
12.3 кг
Другие параметры
Производитель:
HENCO
Страна происхож.:
Бельгия
Торговая марка:
Henco
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Труба мет/пласт 3/4′ (20мм) 100м HENCO RIXc на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Труба мет/пласт 3/4′ (20мм) 100м HENCO RIXc в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
25089707.pdf
Статьи по теме
Pinotex Base – основа основ
Ремонт без пыли, грязи и шума за короткий срок
Монтажный клей Quelyd Мастификс приклеит все
Bostik — монтаж в удовольствие
По фасаду встречают
Резиновая краска ТМ Master Good — то, что Вам нужно
Главное о лессировке – как защитить и покрасить дом в один приём
Краски аэрозольные Coralino
Антисептик ТОНОТЕКС Krona – высокая прочность покрытия
«Жидкий Локер» NIP Ponace вы оцените по достоинству
Marshall EXPORT 7 – для различных поверхностей
Marshall для кухни и ванной – надежная защита поверхностей
Прямо по ржавчине!
Линейка Dulux Professional Bindo: системный подход к покраске
Обновить интерьер без лишних усилий
Рампа из четверти трубы – шириной 3 фута
Мало места на заднем дворе? Но не можешь перестать кататься?
Нам удалось сделать квотерпайп достаточно маленьким, чтобы хранить его в гараже, но достаточно большим, чтобы надрать кому-нибудь задницу!
Чрезвычайно прочный для фигуристов любого уровня.
Технические характеристики
Вес: 68 фунтов, 70 фунтов Высота: 2 фута Ширина: 3 фута, 2 дюйма Длина/глубина10012 Необходимые инструменты: Дрель Время сборки: 30-45 минут Стоимость доставки: БЕСПЛАТНО! Краска для коньков: Требуется 1 литр
Информация о доставке и продукте
Этот 3-футовый квотерпайп доставляется к вашей двери в упаковке и готов к испытанию. Для установки нужна только дрель.
Наша инструкция по эксплуатации (с полезными фотографиями) делает этот пандус настолько простым, что с ним справится ваша собака.
Все материалы предназначены для использования вне помещений. Нам удалось сделать квотерпайп достаточно маленьким, чтобы хранить его в гараже, но достаточно большим, чтобы надрать кому-нибудь серьезную задницу!
Подробнее о том, где разместить хафпайп Фундаменты хафпайпа
Подробнее о том, как защитить свой хафпайп Защитите мой хафпайп
Чего ожидать
Две команды круглосуточно работают над массовым производством любимых комплектов которые пользуются большим спросом, ведь мы обслуживаем ВСЕХ фигуристов по всему миру! Время изготовления на нашем складе начинается, когда вы размещаете заказ, поскольку информация распечатывается непосредственно нашей командой для начала производства. После того, как набор создан, следующим процессом является фактическое время доставки. Мы работаем с несколькими перевозчиками для различных наших продуктов, чтобы сократить время доставки и задержки.
Наши комплекты Quarter Pipe (Quarter Pipe шириной 4 фута и больше), Half Pipe и листы GatorSkins или Skatelite Pro отправляются на поддонах двойного размера (4 фута в ширину и 8 футов в длину) через грузовую компанию . Как только поддон двойного размера покинет наш склад, грузовой перевозчик начнет процесс транзита, чтобы доставить ваш заказ в местный терминал доставки. Когда ваш груз прибудет в ваш регион, перевозчик позвонит вам напрямую, чтобы назначить встречу для доставки. Как и при записи на прием в кабельной компании, вам будет предоставлено 4-8-часовое окно доставки.
Водитель грузового автомобиля прибудет по вашему адресу доставки в назначенный день. Обратите внимание, что это будет доставка по городу. Водитель не сможет подъехать к вашей подъездной дорожке или любому другому запрошенному участку вашей собственности. Вы должны быть уверены, что 2-3 трудоспособных взрослых будут находиться у вас по месту жительства во время окна доставки, чтобы помочь с разгрузкой этого поддона. Учитывая размер и вес этих грузов, использование задней двери не допускается, а водители не могут помочь в процессе ручной разгрузки. Поддон легко разбирается, чтобы выполнить процесс ручной разгрузки самостоятельно и с несколькими дополнительными помощниками.
Весь процесс разгрузки может показаться сложным, однако это довольно простой процесс, который можно выполнить за 10-20 минут! Пожалуйста, имейте в виду, что с доставкой могут возникнуть задержки. Мы понимаем, что это может быть неприятно. Если вы столкнулись с пропущенной встречей, пожалуйста, свяжитесь с нами, и наша команда будет рада помочь.
Если вы заметили какие-либо повреждения или проблемы с заказом при получении, пожалуйста, примите посылку, но сделайте пометку в квитанции о доставке, указав «ПОВРЕЖДЕНИЕ» при подписании квитанции о доставке. Вам не нужно указывать какие-либо материалы, которые были повреждены при приемке груза. После того, как ваша посылка будет разгружена и подписана, отправьте электронное письмо нашей команде напрямую с указанием повреждений, доказательством подписанной квитанции о доставке, которая была отмечена как поврежденная, а также полноразмерными фотографиями поврежденного материала. Мы будем работать над решением проблемы немедленно.
1. Наружные пиломатериалы и фанера высшего сорта
2. Предварительно просчитанные нержавеющие винты и буклет с иллюстрациями
В Интернете есть всевозможные ужасные идеи о том, как заглушить или приглушить звук рампы вашего скейтборда, в частности мини-рампы (или хафпайпы).
Вы можете прочитать рассказы жен о том, как использовать утеплитель, набивать чем угодно ковер или добавлять подушки и одеяла за пандусом. Мы здесь, чтобы очистить воздух… это все ерунда.
На самом деле есть только 2 предложения, которые помогут сделать вашу мини-рампу тише.
Вы можете закрыть заднюю часть рампы скейтборда фанерой толщиной 3/4 дюйма. Это значительно устранит глухой звук. Опять же, не вчитывайтесь в фиктивную информацию о заполнении этого пустого места, прежде чем закрыть его фанерой. Это не работает. Простое закрытие бэкэнда поможет с шумом. Некоторые клиенты подходят к этому творчески — мы видели несколько петель, установленных на задней панели — изготовление нестандартной двери для хранения и т. д. Это совершенно необязательно, чтобы использовать пространство. Но с точки зрения уровня шума, закрыть его.
Также полезно использовать более мягкое гелевое колесо, чтобы придать вам атмосферу инкогнито, на которую ваши соседи не будут жаловаться, пока вы кромсаете рампу вашего скейтборда. Как правило, чем жестче колесо, тем громче они слышат, как ты приближаешься! У многих скейтеров есть несколько скейтбордов с разным набором колес, большинство предпочитает более жесткие колеса во время обычного катания на улице, а затем ночью мы переключаемся на более мягкие колеса с гелем, чтобы ваши соседи могли выспаться, а вы могли растерзать свое сердце! Не каждому фигуристу нравится кататься на гелевом колесе. Есть много плюсов/минусов. В этом разговоре самым большим преимуществом более мягкого колеса является снижение коэффициента шума. Если у вас есть соседи, которые собираются стать наркоманами, просто включите мягкие колеса!
Самодельный скейт
Вот еще одна быстро и легко собираемая четверть высотой 3 фута и шириной 4 фута, которую попросил читатель. Переход немного менее крутой в радиусе 6′-0, чем «микро» четверть.
Как и все постройки на DIYskate, вы можете построить этот квартал любого размера. Но чтобы список материалов был точным, вам необходимо следовать планам, перечисленным ниже.
Древесину и скобяные изделия можно найти в большинстве магазинов товаров для дома. Иногда там можно найти и сталь, я знаю, что в моем местном Home Depot есть материал для покрытия и порога.
Если нет, вы можете поискать в Интернете производителей стали или металлолом. Лично я начал покупать сталь на MetalsDepot.com из-за их очень быстрой доставки и хороших цен. Я никоим образом не связан с ними, мне просто нравятся они и их продукция.
Если этот пандус останется снаружи, его необходимо защитить от непогоды. Лучше всего начать с обработанных под давлением пиломатериалов, краски и брезента. Вы также можете инвестировать в композитный материал для поверхности. Например, Skate Lite или Ramp Armor.
Будьте особенно осторожны при работе с обработанной древесиной, так как химикаты, используемые для обработки древесины, содержат ядовитый пестицид.
Соберите все материалы. Начни с 2х4. Отрежьте 13 частей длиной 3-10 1/2 (вы получите 2 из каждых 8 футов 2×4). Отложите их. Ниже приведен список вырезов с указанием того, что еще вам понадобится, и их размер.
Выше вы найдете иллюстрацию компоновки фанеры, на которой показаны стороны и палуба четвертной трубы, вырезанные из цельного листа фанеры 3/4 дюйма.
Есть несколько разных способов сделать это, я объясню, как это делаю я. Возьмите 2×4 длиной 8 дюймов. На одном конце просверлите отверстие диаметром карандаша (около 3/8 дюйма). Затем измерьте расстояние от отверстия, которое вы только что просверлили, до радиуса перехода. В данном случае 6′-0. Поместите туда винт, но пока не проходите через 2×4 полностью.
Возьмите фанеру толщиной 3/4 дюйма и положите ее на достаточно ровную поверхность. Возьмите еще один лист фанеры, вам подойдет лист толщиной 3/8 дюйма. уровень 3/4 дюйма. Поместите его рядом с фанерой 3/4 дюйма, длинным концом к длинному концу, соприкасаясь.
С помощью 2×4, который вы сделали ранее, вкрутите шуруп в фанеру 3/8 дюйма, как показано выше. Теперь вы хотите нарисовать радиус, используя 2×4, чтобы направлять карандаш, пока у вас не будет отчетливо виден переходный радиус на 3/4. » лист фанеры. После этого отмерьте 2′-11 1/4 вверх и 5′-10 3/4 от нижней левой стороны, чтобы завершить рисование перехода.
Очень аккуратно вырежьте линии, которые вы нарисовали для перехода. Верхний слой деки тоже получается из этого 3/4-дюймового слоя, так что постарайтесь не переборщить с электролобзиком.0003
После вырезания используйте этот переход в качестве шаблона, чтобы обвести его на фанере и вырезать другую сторону.
Самое сложное сделано, теперь пришло время обрамить четверть трубы. Начните с прикрепления нижней и верхней части 2×4, как показано на рисунке.
Возьмите оставшиеся 2×4 и обрамите палубу и часть поверхности для катания, поместив 2×4 8 дюймов по центру, если не указано иное. производители стали» и т. д. в телефонной книге.
Фактический размер стальной трубы, которую вы ищете, составляет наружный диаметр 2 3/8 дюйма (60,33 мм). С толщиной стенки 7/32 дюйма. Эта труба известна в сталелитейных цехах как…
Некоторые сталелитейные мастерские придирчивы к тому, как это называется, поэтому используйте приведенное выше название, если они кажутся запутанными.
Вы также можете использовать стальную трубу сортамента 40 (стенка 5/32 дюйма), поскольку она дешевле и легче, но на ней могут образоваться вмятины. С другой стороны, на трубе сортамента 80 не образуются вмятины при обычном использовании скейтборда.
Не используйте трубы из ПВХ (пластика) или электрические кабели, если хотите, чтобы они прослужили долго.
Существует несколько способов крепления колпачка к четверти трубы. На мой взгляд, винты — единственный выход. Хотя я недавно наткнулся на другой метод, когда вы можете прикрепить колпачок с помощью болтов с крючками (бельевых веревок), который выглядит многообещающе.
Я до сих пор никогда не использовал этот метод, но мне интересно его попробовать. Подробнее об этом позже. Пока мы используем винты.
Просверлите отверстие 3/8″ снаружи стального колпачка. Теперь просверлите отверстие 3/16″ внутри колпачка, убедившись, что они совпадают.
После сверления поместите колпачок в вырез, который вы вырезали ранее. Вставив винт через внешнее отверстие 3/8 дюйма, вставьте его во внутреннее отверстие 3/16 дюйма. Это может быть сложно, но, проявив немного терпения, вы справитесь.
С помощью дрели или отвертки закрутите его и перейдите к следующему предварительно просверленному отверстию. У вас должен быть винт на каждом конце и один в середине.
Кстати, не беспокойтесь о дырках, которые мешают вашему катанию. Вы их никогда не почувствуете (если только они не больше 3/8 дюйма).
Возьмите оставшуюся фанеру толщиной 3/4 дюйма, отрежьте два куска размером 4 фута на 11 1/4 дюйма и прикрутите их к верху. рампы, вставив винты примерно в футе друг от друга в каждом 2×4.
TA В это время возьмите фанеру 3/8″ и вырежьте кусок 5′-6 на 4′-0. Начните сверху и поместите винты на расстоянии около фута друг от друга, продвигаясь вниз по пандусу. Убедитесь, что вы попали в шпильки, когда прикрепляете его. Вы можете использовать меловую линию или 2×4, чтобы отметить линию через пандус, чтобы быть уверенным.
После прикрепления нижнего слоя отрежьте еще один кусок фанеры 3/8 дюйма размером 5 футов 9 на 4 фута 0. Это будет второй слой, и вы захотите прикрепить его так же, как и первый слой. убедитесь, что вы попали в шпильки и винты на расстоянии около 8 дюймов друг от друга.
Когда оба листа 3/8 дюйма полностью привинчены, отрежьте кусок масонита размером 4 фута 6 на 4 фута 0 и прикрепите его так же, как вы сделали два последних слоя. Только на этот раз вы захотите немного утопите винты с помощью зенковки или сверла 3/8 дюйма. Это позволяет сделать поверхность максимально гладкой и убережет ваше тело от разрывов в клочья при падении.
С мазонитом вы сможете проверить положение колпачка. Я предпочитаю, чтобы колпачок выступал на 3/8 дюйма. Если вы хотите его заменить, снимите колпачок и поместите деревянные прокладки там, где он встречается с колесными дисками 2×4.
При правильном строительстве расстояние между мазонитом и землей должно быть около 1 фута-6. Здесь вы размещаете листовой металл 4 х 1 фут-6, 3/16 дюйма или пластик 1/4 дюйма.
Просверлите отверстие 3/16 дюйма примерно на 2 дюйма с каждого конца с обеих сторон и одно в середине. головы ровные.
Стальной порог также доступен в металлообрабатывающих цехах. Вы также можете найти сталь в магазинах товаров для дома. У них не самый лучший выбор, но этого может быть достаточно, чтобы вы прошли.
Вот и все, это все, что вам нужно знать, чтобы сделать квартал высотой 3 фута и шириной 4 фута. Если вы собираетесь оставить этот пандус снаружи, вам нужно будет покрыть его краской или гидроизоляцией и накрыть брезентом.
Ремонт насосов Grundfos (Грундфос): как разобрать?
Содержание
Типы насосных аппаратов Grundfos
Ремонт скважинных аппаратов
Обслуживание и ремонт дренажных моделей
Ремонт циркуляционных аппаратов
КАК РЕМОНТИРУЮТ ЦИРКУЛЯЦИОННЫЙ НАСОС GRUNDFOS? (ВИДЕО)
Ремонт установки Сололифт
Такие производители насосной техники, как Grundfos, производят качественные насосы, которые отличаются высокой производительностью и длительным сроком эксплуатации. Но даже качественная техника подвержена поломкам в случае несоблюдения норм использования или когда не проводится периодическое обслуживание. Как результат – частичное или полное прекращение функционирования аппарата.
Ремонтом насосов Грюндфос, как правило, занимаются специализированные мастерские, которые за свои услуги берут солидный гонорар. При этом не всегда сама неполадка стоит затраченных денег. Решением может стать ремонт насоса Грундфос своими руками, который вполне возможен при наличии определенных знаний.
1 Типы насосных аппаратов Grundfos
Ремонт насосов Grundfos во многом зависит от типа насосного устройства. В зависимости от типа аппарата отличается конструкция, наиболее вероятные неисправности и способ их устранения. Среди основных серий насосных приборов, которые выпускает компания Грюндфосс, выделяются:
скважинные насосы серий SQ, SQE, SP;
дренажные и колодезные аппараты Unilift KP, КРС;
циркуляционные приборы для отопления UPS, UPSD, ALPHA2, ALPHA3;
канализационная установка Сололифт и Сололифт 2 WC 3;
Ассортимент насосного оборудования Грундфос
Каждый отдельный прибор подразумевает свои особенности ремонта и обслуживания. к меню ↑
1.1 Ремонт скважинных аппаратов
Скважинные приборы типа SQ и SQE работают на большой глубине, где подшкурная вода может содержать высокий процент абразивных веществ и ила. Поэтому наиболее распространенная поломка в таких аппаратах это загрязнение рабочего колеса и выход из строя обратного клапана. Как результат прибор может не выключаться после окончания работы, или же отсутствует напора в линии. Решением проблемы станет разборка насоса и замена обратного клапана. При этом не лишней будет чистка всей рабочей камеры.
Еще одной частой проблемой серии SQE является попадание воздуха в систему. Как результат нарушается уровень давления, и прибор самостоятельно включается и выключается. В этом случае отключается питание, проверяются фильтры и рабочее колесо на степень загрязнения, после выпускается воздух из линии.
Также достаточно серьезной неисправностью насосного устройства типа SQE является повышенная вибрация во время работы. Такая проблема может привести к слишком сильному заиливанию источника, что может стать причиной его непригодности. Возникает вибрация в том случае, если рабочее колесо неотцентрировано. Это происходит тогда, когда неравномерно затянуты крепления на корпусе, или же пришел в негодность подшипник вала. Решение – замена подшипника и регулировка ротора внутри камеры с помощью линейки.
Для решения любой из приведенных выше проблем необходимо разобрать аппарат. Осуществляется процедура в такие этапы:
Прибор крепко зажимается в тисках. Желательно зажимать с помощью половинок трубы, чтобы не деформировать корпус.
Дальше в район резьбы впрыскивается ВД-40, после чего можно аккуратно ее проворачивать. Часто резьба забивается глиной и песком, что сильно осложняет процесс раскручивания.
Вынимается ротор из рабочей камеры.
Такой разборки хватает для чистки насосной камеры и замены основных комплектующих. Моторная камера сконструирована так, что разбирать ее не представляется возможным. По этому, в случае повреждения обмотки двигателя, контролирующей электроники или электрического кабеля, насос необходимо сдать в ремонт.
После того, как устройство разобрано, следует прочистить в проточной воде, а при необходимости с помощью щетки, рабочее колесо, подшипник, клапаны. Также следует внимательно осмотреть торцевое уплотнение между рабочей камерой и моторным отсеком. На нем не должно быть явных повреждений или разрывов. После того как чистка и замена комплектующих произведена, производится сборка устройства и его подключение к электросети.
Устройство насосной станции Грундфос
Сборка проводится в обратном порядке. При этом важными моментами выступает равномерная фиксация обоих креплений на корпусе, правильная регулировка резьбы, центровка ротора и его фиксация в гнезде. Если фильтр на всасывающих отверстиях поврежден, его необходимо заменить для предотвращения дальнейших загрязнений. к меню ↑
1.2 Обслуживание и ремонт дренажных моделей
Серии Unilift KP и КРС рассчитаны на выкачивание талой воды, стоков, содержимого септиков, осушения бассейнов. При этом простая конструкция таких устройств позволяет легко реализовать ремонт насоса Грундфос своими руками.
Изначально дренажные варианты рассчитаны на тяжелые условия работы, поэтом поломки в таких устройствах встречаются достаточно редко. К основным возникающим неисправностям относятся:
снижение давления;
проблемы в работе двигателя.
В первом случае причин может быть много, но главной из них является наличие утечки. Следует тщательно осмотреть все стыки на герметичность, проверить с внешней и внутренней стороны стенки корпуса на наличие деформации. Если явных проблем не выявлено, нужно проверить трубопровод, всасывающий патрубок и рабочее колесо на наличие блокады. Блокады возникают в результате застоя грязной жидкости внутри канала и ее высыханию. Очистка проводится под сильным напором воды из шланга, а при необходимости используется жесткая щетка.
Во втором случае, прежде всего, следует проверить правильность подключения электродвигателя. Трехфазные модели имеют три рабочих фазы, и переключение на другую фазу может решить проблему. Если же проблема не решена, помпа разбирается дальше и проверяется качество обмотки и проводов.
Перед разборкой аппарата в обязательном порядке следует отключить устройство и проверить его на возможность подключаться самостоятельно к сети. Когда произведено отключение от сети, с помощью отвертки можно постепенно снимать сетчатый фильтр устройства. Он снимается равномерными надавливаниями по всей выточке на стыке с корпусом. Дальше с помощью отвертки корпус проворачивается на 90 градусов, в указанном на нем направлении и снимается. Такой разборки достаточно, чтобы почистить рабочее колесо, фильтр и рабочую камеру.
Если после этого проблема не найдена, идет дальнейшая разборка. С помощью ключа на 13 откручивается фиксатор крыльчатки и она снимается. Дальше ослабляется гайка ротора. После полного ослабления ротор достается из паза, а после него уже можно извлечь статор. После проверки и очистки всех узлов, аппарат собирается в обратной последовательности. При этом необходимо проверить свободный ход колеса и правильную центровку ротора. После полной сборки, необходимо подсоединить насос к сети и провести проверочный пуск.
Устройство циркуляционного насоса Грундфос
к меню ↑
1.3 Ремонт циркуляционных аппаратов
Предотвратить ремонт циркуляционного насоса можно, но для этого необходимо проводить ежемесячную проверку устройства. Для этого устройство включается, а проверяющий отмечает такие критерии:
отсутствие сильной вибрации и посторонних шумов при работе;
отсутствие «пробивания» на трубопровод или корпус аппарата;
все гайки и болты максимально затянуты и не шатаются;
двигатель работает в оптимальном температурном диапазоне, заявленном в техническом паспорте;
между узлами аппарата, и на стыках с трубопроводом нет течей;
во всех трущихся деталях есть смазка.
При наличии хотя бы одной из проблем, устройство отключается, демонтируется, проводится внутренний осмотр, а в случае необходимости, замена основных узлов.
Основные проблемы, которые возникают при эксплуатации циркуляционных аппаратов – это:
Шум при работе, а крыльчатка не двигается. Причиной такой проблемы может быть попадание в ротор твердых частиц или окисление механизма. В этом случае перекрывается вода в линии, из нее выпускается скопившийся воздух. Дальше ослабляются винты креплений, и снимается мотор с ротором. Все твердые части изымаются, а ротор некоторое время проворачивается рукой или отверткой, пока не удалится ржавчина. Для предотвращения повторной поломки на трубопровод устанавливается фильтр.
Отсутствие и шума и вращения ротора. В этом случае проблема заключается в правильности подключения к сети, либо в слабом напряжении. Необходимо тестером проверить состояние электросети, также необходимо осмотреть правильность подсоединения контактов и работоспособность предохранителя.
Насос нормально включается, но отключается через определенный период. Ремонт циркуляционного насоса отопления в этом случае требует полной разборки ротора и статора. Причиной такого явления являются отложения (известь, накипь) на соединении ротора с двигателем. Оба механизм необходимо извлечь и тщательно вычистить.
Высокий уровень вибрации. Причиной такой проблемы является пришедший в негодность подшипник на соединении ротора с двигателем. В этом случае необходима замена.
к меню ↑
1.4 КАК РЕМОНТИРУЮТ ЦИРКУЛЯЦИОННЫЙ НАСОС GRUNDFOS? (ВИДЕО)
к меню ↑
2 Ремонт установки Сололифт
Особенностью применения насосов Sololift, является то, что они устанавливаются в места, которые находятся ниже основной канализационной линии. Поэтому стоки насосная станция перекачивает под давлением принудительно. Но, не смотря на столь серьезные задачи, поставленные для Сололифтов, в монтаже сололифта нет ничего сложного и его можно осуществить самостоятельно. А правильная установка аппарата является залогом длительной эксплуатации и исключает скорый ремонт Сололифта. Правильный монтаж установки включает в себя следующие моменты:
Что касается ремонта насоса Сололифт, то здесь есть множество вариантов обслуживания, в зависимости от конкретной проблемы. Чаще всего возникают следующие неисправности:
Двигатель не запускается при достижении водой уровня пуска. При наличии такой проблемы, прежде всего, необходимо проверить наличие питания в сети и правильность подключения. Также может сгореть предохранитель. Причиной этому является повреждение кабеля или мотора. В этом случае осматриваются основные узлы, после чего идет замена предохранителя. Если ничего из вышеперечисленного не помогло, нужно проверить работоспособность реле давления.
Мотор шумит, но не крутит рабочее колесо. Причины здесь может быть две: слишком зажато колесо, либо неисправен двигатель. В первом случае ремонт насоса Sololift заключается в восстановлении подвижности рабочего органа. Второй вариант могут исправить исключительно в сервисном центре. Такие центры есть в Москве, в Сергиевом Посаде, Орле, Туле, Калуге, а также в других регионах страны.
Двигатель не отключается самостоятельно. Причина – протечка в линии трубопровода, неработающий обратный клапан или неисправное реле давления. Необходима замена соответствующей детали.
Медленная выкачка жидкости при работоспособности всех узлов. Прежде всего, необходимо проверить герметичность корпуса и отсутствие на нем протечек, при необходимости заменить. Также помочь может устранение засора в системе.
Отопление. Часть 8. Ремонт циркуляционного насоса GRUNDFOS.
Причиной оказалось то, что насос пять лет после запуска системы отопления стоял без дела. Работал только насос контура радиаторов. Пришлось разбирать.
Рабочее колесо насоса стояло мертво. Приложив приличное усилие, удалось сорвать с места залипший за долгое время ротор. После этого насос был опять подключен к сети, прямо на весу. Проверка прошла успешно — ротор с крыльчаткой завертелся.
После этой процедуры корпус был возвращен на место и затем успешно стартовал уже качая воду по веткам теплого пола. Правда в отличии от остальных двух насосов в системе, он немного гудит. Наверное всё-таки мешают отложения. Правда гул слышно только на третьей скорости. На второй его намного меньше, на первой вообще нет.
Ремонт циркуляционного насоса grundfos
Отопление. Часть 8. Ремонт циркуляционного насоса GRUNDFOS.. Предыдущие части: Отопление. Часть 1. Расчет. Отопление. Часть 2. Монтаж котельной своими руками Отопление. Часть 3. Монтаж системы отопления Отопление.
Источник: naderevne.com
Сервисные центры Grundfos – Москва
Москва
ПрофТехСервис
– Заключает договоры на Сервисное Сопровождение и обслуживание
– Продает оригинальные запчасти для насосов и другого оборудования
– Выполняет ввод в эксплуатацию оборудования Grundfos по всей России
– Центр выполняет методическую подготовку эксплуатационных специалистов по насосному оборудованию Grundfos на объекте и в собственном сервисе, с дальнейшей поддержкой эксплуатирующей организации
В штате сервиса 8 сервисных специалистов, из них 2 Сертифицированных Сервисных Специалиста Grundfos
ул. Лавочкина, д.34 (м. Речной вокзал)
Вторник – 9.00 – 20.00
Среда – 9.00 – 20.00
Четверг – 9.00 – 20.00
Пятница – 9.00 – 20.00
Суббота – 10.00 – 16.00
(495) 544-80-37 без выходных
– Сервисное подразделение для обслуживания насосов Grundfos
111524 г. Москва
ул. Электродная 13, стр.16
м. Шоссе энтузиастов
Гидроремсервис
– Сервисное подразделение для обслуживания насосов Grundfos
ул. Поклонная, 11
Икс-Мастер 2000
– Сервисное подразделение для обслуживания насосов Grundfos
ул. Авиамоторная, 8
– Сервисное подразделение для обслуживания насосов Grundfos
105066, г. Москва
ул.Нижняя Красносельская, д.45/17
Гидросеть МСК
– Сервисное подразделение для обслуживания насосов Grundfos
41-й км МКАД, Строительная ярмарка “Славянский мир”, пав. А9/5
8 (916) 484 11 70
Росэкострой
– Сервисное подразделение по обслуживанию канализационных насосов Grundfos
Москва, ул. Соколово-Мещерская, д. 33, корп. 1, стр. 1 (Куркино)
– Сервисное подразделение по обслуживанию насосов Grundfos
121170, г. Москва, ул. Поклонная, д. 4
(495) 419-00-98, 249-85-56
Аква Сервис
– Сервисное подразделение по обслуживанию дозировочных насосов Grundfos
г. Москва, ул. Академика Варги, д.1
Евронасосы
– Сервисное подразделение по обслуживанию дозировочных насосов Grundfos
г. Москва, ул. Привольная, д.70
Энергострой
– Сервисное подразделение по обслуживанию насосов Grundfos
г. Москва, Кутузовский пр., д.36, стр.23
– Передвижное Сервисное подразделение по обслуживанию насосов Grundfos
ремонт на выезде по Москве и области
– Торговля оборудованием Grundfos
– Сервисное подразделение для обслуживания насосов Grundfos
ул. Шкулева, д.15/18, корп.2
– Торговля оборудованием Grundfos
– Сервисное подразделение для обслуживания насосов Grundfos
ул. Полярная, д. 31 б, стр. 1
Данный интернет – сайт не является официальным сайтом сервисной службы Grundfos и носит исключительно информационно-познавательный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации. Для получением официальной информации от компании Grundfos обращайтесь на официальный сайт grundfos.com
Информационную поддержку оказывают организации эксплуатирующие насосное оборудование компании Grundfos
Grundfos — Сервисные Центры — Москва — сервисное обслуживание — ремонт насосов — гарантийная поддержка — поставка запасных частей
Grundfos – Сервисные Центры – Москва
Источник: www.gpump-service.lgg.ru
Можно ли самостоятельно отремонтировать циркуляционный насос GRUNDFOS?
Кроме широкой гаммы скважинных насосов компания GRUNDFOS также выпускает циркуляционные насосы для систем отопления. Задача циркуляционного насоса — организовать постоянный и равномерный поток теплоносителя по трубам от котла до нагревательных приборов и обратно. Насосы GRUNDFOS известны своей надежностью. Но любое оборудование в конце концов либо ломается, либо характеристики его постепенно ухудшаются из-за износа деталей и накопления различных загрязнений в зависимости от условий работы и типа перекачиваемой жидкости. Необходимо постоянно поддерживать циркуляционный насос в рабочем состоянии.
При поломке такого насоса система отопления остановится и в помещении будет холодно. При низких зимних температурах и длительном простое системы отопления возникает угроза промерзания и выхода из строя водопровода, а также другого оборудования и емкостей, где есть вода. Учитывая сложные условия работы в системе отопления в потоке сильно нагретого теплоносителя, основными причинами выхода из строя циркуляционного насоса GRUNDFOS являются твердые отложения на стенках и узлах. В таких условиях эффективность работы насоса и, следовательно, отопления снижаются. Появление отложений — это лишь предвестник аварии, которую можно избежать, произведя чистку оборудования. Даже если Вы приобретете новый циркуляционный насос, отремонтированный старый может быть использован в качестве запасного.
циркуляционный насос GRUNDFOS в системе отопления
Что нам понадобится для чистки насоса?
Чтобы произвести очистку деталей насоса, необходимо его разобрать. Понадобатся следующие инструменты и материалы:
отвертка
скребок из пластика или дерева
жесткая ткань
ключ-шестигранник
паста и средство для полировки (шлифовальный круг)
1. Чистим детали насоса
Чтобы вернуть циркуляционному насосу изначальную производительность, необходимо произвести очистку двух его основных деталей — вала и ротора. Как добраться до этих составляющих насоса? Используя шестигранных ключ, разбираем резьбовое соединение, которое сопрягает насос и двигатель. Раскрыв насос, проверяем уровень отложений ржавчины внутри.
устройство циркуляционного насоса
При необходимости проведения чистки используем кусок жесткой ткани или скребок. Для более тщательной очистки с помощью отвертки, вставляемой в пазы вокруг опорной шайбы, снимаем шайбу, разбираем ротор с рабочим колесом. По состоянию поверхности деталей можно приблизительно определить как скоро на них появятся отложения ржавчины. На гладкой поверхности посторонним частицам не за что будет зацепится. Поэтому после осмотра деталей насоса при необходимости можно провести их полировку — используем шлифовальный круг. Следующий шаг — проверяем состояние статора. При наличие сильного окисления статор также подвергается очистке.
2. Полируем внутренние стенки насоса
Полировальный круг можно закрепить на дрели, чтобы облегчить и ускорить работу. Для улучшения качества очистки деталей насоса, можно использовать раствор из уксусной кислоты и воды в пропорции 1:1. При сборке очищенного насоса постарайтесь сделать резьбовое соединение более плотным и герметичным. Это поможет в будущем избежать протечек.
3. Очистка датчика протока
Важно поддерживать в чистоте датчик протока. Осадок и ржавчина меняют чувствительность и характеристики датчика, в результате чего эксплуатационные характеристики насоса снижаются. При сильном загрязнении датчика насос может отключится совсем. Поэтому при очистке деталей насоса не забудьте привести в порядок и датчик.
датчик протока и температуры
Как достать датчик из циркуляционного насоса? Для этого с блока управления снимается крышка, корпус насоса разбирается на две половины. Далее ключом, идущим в комплекте с насосом, откручиваются винты и датчик можно легко снять. Если датчик не снимается из-за скопившейся грязи — подденьте его отверткой. Корпус датчика изготовлен из пластмассы, поэтому при его очистке не следует использовать агрессивные химические или абразивные материалы — используйте обычную зубную щетку.
4. Выясняем причины остановки насоса
Работа насоса может остановится из-за заклинивания подшипника, отказа датчика или понижения давление в отопительном контуре. Как узнать, что произошло на самом деле? Чтобы узнать причину остановки, не всегда нужно разбирать насос. Переключите отопительное оборудование на ручной режим. Для этого поставьте переключатель, находящийся на распределительной коробке, в среднее положение. В этом режиме насос может работать даже при закрытом кране.
циркуляционный насос GRUNDFOS в линии с байпасом
Если насос не включился в ручном режиме, то причина внутри — необходимо разобрать изделие и покрутить крыльчатку. Если крыльчатка не крутится, то насос ремонту не подлежит. Если крыльчатка в ручном режиме крутится, то причина остановки насоса в сломавшемся датчике проточной воды. Для восстановления функций насоса замените датчик. Бывает, что циркуляционный насос останавливается из-за скопившегося в нем воздуха. Для стравливания лишнего воздуха поверните центральный винт.
5. После разборки и прочистки насоса
Прочистив и проверив все детали насоса GRUNDFOS, аккуратно соберите его в обратном порядке. Если все произведенные действия не заставили насос включиться, то есть вероятность выхода из строя обмотки двигателя или конденсатора. Данный вид ремонта требует наличия запчастей которые может предоставить только сервисный центр. В отсутствии СЦ насос придется заменить целиком. С учетом того, что в Европе в целом вода содержит меньше различных механических и химических загрязнений, в наших условиях гарантированный срок жизни насоса можно уменьшить на год или два.
Можно ли самостоятельно отремонтировать циркуляционный насос GRUNDFOS?
Описание процесса диагностики и ремонта циркуляционного насоса GRUNDFOS из системы отопления.
Источник: www.biiks.ru
Ремонт и сервисное обслуживание циркуляционных насосов GRUNDFOS
Наша компания осуществляет ремонт и сервисное обслуживание циркуляционных насосов GRUNDFOS.
— Ремонт и сервисное обслуживание циркуляционных насосов GRUNDFOS серии TP, TPD, TPE, TPDE
— Ремонт и сервисное обслуживание циркуляционных насосов GRUNDFOS серии UPS, UPSD, UP, UPA, PM
— Ремонт и сервисное обслуживание циркуляционных насосов GRUNDFOS серии MAGNA, ALPHA
Мы проводим все виды ремонта циркуляционных насосов GRUNDFOS:
— замена торцового уплотнения,
— замена рабочего колеса (импеллера),
— капитальный ремонт с полным или частичным восстановления внутренних и внешних деталей насосов GRUNDFOS.
Мы также производим все виды сервисного обслуживания циркуляционных насосов GRUNDFOS:
— очистка и промывка циркуляционных насосов GRUNDFOS
— замена рабочего колеса (импеллера) циркуляционных насосов GRUNDFOS
полный перечень оборудования и услуг для инженерных сетей зданий и сооружений коммерческого и частного секторов
Мы Вам перезвоним
МО, г. Люберцы, Октябрьский проспект, дом 249, офис 317
Ремонт и сервисное обслуживание циркуляционных насосов GRUNDFOS
Ремонт и сервисное обслуживание циркуляционных насосов GRUNDFOS в Москве и Московской области
Источник: electropumps.ru
Ремонт насосов
Сервисные услуги по ремонту насосов
Действительно качественный ремонт насосов всех типов от разных производителей и по приемлемым ценам именно у нас. Работа наших специалистов охватывает широкий спектр услуг по ремонту дренажных, канализационных (фекальных) поверхностных, погруженных, циркуляционных насосов и насосных станций. Огромный опыт работы в данной сфере позволил нашей компании стать лидером на рынке услуг Москвы и Московской области.
Основной перечень услуг:
Полная дефектация всех узлов насосов с оценкой уровня износа.
Восстановление посадочных мест подшипников, торцевых уплотнений.
Выпрессовка статоров из чугунных, алюминиевых и прочих корпусов любого типа.
Высококачественная перемотка статоров любого исполнения.
Замена торцевых уплотнений как на оригинальные так и по аналогам.
Восстановление корпусов (аргонная сварка любых металлов).
Наша компания специализируется на техническом обслуживании и ремонте насосов Грундфос (Grundfos). Мы проводим все виды ремонта: от диагностики работоспособности и замены отдельных деталей, до капитальных ремонтных работ, посредством полного восстановления внутренних и внешних характеристик оборудования:
Многоступенчатые центробежные насосы: CR, CRN, CRE, CRNE, CM, CME, CHIU.
Центробежные насосы Grundfos: TP, TPD, TPE, TPED.
Консольные насосы Grundfos: NB, NBE, MTB, NK.
Следует отметить, что вышедшие из строя элементы заменяются оригинальными запасными частями, приобретенными непосредственно у предприятий-производителей, на которые имеются все сертификаты.
Ремонт насосов в Москве и МО — дренажных, фекальных (канализационных), циркуляционных, поверхностных, погруженных
Услуг по ремонту дренажных, канализационных (фекальных) поверхностных, погруженных, циркуляционных насосов и насосных станций в Москве
Поставка, установка, техническое обслуживание и ремонт насосов Grundfos
Компания Rotamec специализируется на поставке, техническом обслуживании и ремонте насосов Grundfos. Компания Rotamec может помочь вам выбрать правильный насос Grundfos для вашего применения.
Grundfos — мировой лидер в области передовых решений для насосов и технологий водоснабжения. Ассортимент предлагает передовые технологии для обеспечения эффективных дренажных и насосных решений. Насосы Grundfos востребованы в самых разных отраслях и областях применения, включая кондиционирование воздуха, вентиляцию и отопление в офисах, отелях и других зданиях.
Насосы Grundfos – Служба экстренной помощи круглосуточно и без выходных
Насосы Grundfos отличаются высокой эффективностью и экологичностью. Ассортимент их продукции известен своим качеством и фантастическими характеристиками. Rotamec предлагает широкий ассортимент насосов Grundfos по выгодным ценам и в кратчайшие сроки.
Служба ремонта насосов Rotamec круглосуточно устраняет аварийные неисправности, гарантируя, что важные промышленные насосы выйдут из строя в кратчайшие сроки. Компания Rotamec имеет опыт в устранении засоров, работе с неподходящим оборудованием и замене изношенных компонентов.
Для остановки насоса Grundfos никогда не бывает удобного момента. Вот почему Rotamec предлагает клиентам доступ к круглосуточному обслуживанию этого жизненно важного оборудования. Будь то ремонт или новый насос Grundfos со склада.
Для чего используются насосы Grundfos?
Группа обслуживания насосов
Группа обслуживания насосов Rotamec обслуживает, обслуживает и ремонтирует многие типы насосов, включая погружные насосы, насосы для сточных вод, воздушные насосы, бустерные насосы, циркуляционные насосы, промышленные насосы для отопления и промышленные насосы
Запасные части | Насосы Grundfos
Компания Rotamec занимается поставкой запасных частей для насосов Grundfos.
Мы предлагаем надежные решения по техническому обслуживанию, которые помогут продлить срок службы вашего насоса Grundfos и сократить время возможного простоя.
Собственные испытания насосов Grundfos
Собственная испытательная установка высокопроизводительных насосов Rotamec позволяет инженерам Rotamec проверять расход и давление насоса и сравнивать их со спецификациями производителей.
Это гарантирует правильную работу отремонтированной помпы, поэтому время и деньги не тратятся впустую на ее демонтаж во второй раз.
Компания Rotamec также может анализировать пробы масла в рамках широкого спектра диагностических процессов, помогающих PPM заказчика.
Служба выездного обслуживания Rotamec
Специализированные группы сервисного обслуживания Rotamec работают круглосуточно и без выходных, 365 дней в году и могут реагировать на поломки в течение нескольких часов.
Высокомобильные инженеры-механики и электрики предлагают широкий спектр услуг по диагностике, ремонту и установке, что значительно сокращает время простоя.
Наши быстро реагирующие команды по обслуживанию на объектах, работающие круглосуточно и без выходных, имеют опыт оказания всесторонней поддержки в различных отраслях, включая производство продуктов питания и напитков, здравоохранение, коммунальные услуги и частный сектор.
Рециркуляционные насосы для горячей воды | Whitton Plumbing
Холодная вода, текущая из ваших кранов, заставляет вас играть «Краны» для вашего водонагревателя? Заставляет ли размер вашего экологического следа задуматься о шагах, которые вы можете предпринять для сохранения водных ресурсов?
Если вы ответили «да» на любой из вопросов, мы в Whitton Plumbing, ведущей сантехнической компании Аризоны, хотели бы, чтобы вы узнали о системах рециркуляции горячей воды Grundfos®, которые мы с гордостью поставляем и устанавливаем.
Система рециркуляции горячей воды Grundfos гарантирует, что вам больше никогда не придется ждать горячей воды. 60 секунд — это время, которое требуется в большинстве домов, чтобы горячая вода достигла их кранов. Но система рециркуляции горячей воды сокращает это время до нуля, обеспечивая непрерывный поток горячей воды в магистраль горячего водоснабжения вашего дома. Дома без систем рециркуляции горячей воды тратят впустую галлоны воды каждый день, потому что неиспользованная горячая вода в линии подачи должна быть удалена, чтобы горячая вода достигла крана. Проблема отходов, связанная с этой неэффективностью, стала настолько острой, что многие страны по всему миру обязали включать линии возврата горячей воды во все новые дома.
Системы рециркуляции горячей воды, установленные в новых и существующих домах, бывают двух видов:
1) Для нового строительства требуется обратная линия. Это означает, что при строительстве нового дома между концом линии подачи горячей воды и водонагревателем устанавливается выделенная обратная линия. Циркуляционный насос устанавливается в месте соединения обратной линии с баком горячей воды. Затем этот циркуляционный насос выталкивает нагретую воду из бака по линии подачи и обратно по линии возврата.
2) Существующие дома требуют дооснащения системой, использующей линию подачи холодной воды в качестве «обратной линии» к водонагревателю. Циркуляционный насос создает перепад давления, благодаря которому холодная и холодная вода в линии подачи горячей воды в небольшом объеме перетекает в линию подачи холодной воды через запатентованный клапан с термостатическим управлением, установленный под раковиной, наиболее удаленной от водонагревателя.
GRUNDFOS МОЖЕТ УДОВЛЕТВОРИТЬ ВАШИ ПОТРЕБНОСТИ
Каковы бы ни были ваши потребности в рециркуляции горячей воды, рециркуляционный насос Grundfos предлагает решение. Компания Grundfos разработала несколько моделей циркуляционных насосов для удовлетворения потребностей систем горячего водоснабжения. Вы можете выбирать между моделями из бронзы и нержавеющей стали, обе из которых устойчивы к коррозионному воздействию горячей воды.
Обе модели системы Grundfos Comfort обладают следующими дополнительными преимуществами:
Встроенный таймер и термостат, обеспечивающие оптимальную работу
Латунный корпус насоса со встроенным клапаном
Энергоэффективность (система Grundfos Comfort потребляет меньше энергии, чем лампочка накаливания 25 Вт)
Водосбережение (система комфорта Grundfos экономит тысячи галлонов воды в год на домохозяйство)
КАК ЭТО РАБОТАЕТ
Система Grundfos Comfort обеспечивает циркуляцию воды обратно в накопитель горячей воды, чтобы она была готова в тот момент, когда вы открываете кран. Насос использует основную подающую магистраль, что исключает необходимость установки обратной линии. Небольшой циркуляционный насос установлен на выпускной трубе бака-аккумулятора горячей воды, чтобы вода в вашей линии оставалась горячей. Клапан на вашем кране обеспечивает байпас, который позволяет воде рециркулировать, используя уже установленный трубопровод холодной воды в качестве обратной линии для обслуживания горячей воды. Когда температура воды достигает 100,4 градусов по Фаренгейту, клапан закрывается, чтобы остановить циркуляцию. Вместе насос и клапан обеспечивают мгновенную горячую воду из каждого крана и душа в доме. На помпе есть даже таймер, чтобы сделать систему еще более эффективной в периоды с низким спросом, такие как ночь и полдень.
В США установлено более 100 000 насосов Grundfos Comfort System. Свяжитесь с Whitton Plumbing, вашим специалистом по системе комфорта Grundfos, чтобы присоединиться к тысячам довольных клиентов, которые в настоящее время пользуются преимуществами этой системы.
ТОП—10. Лучшие ручные фрезеры по дереву для домашней мастерской (кромочные, универсальные). Рейтинг 2020 года!
Автор Анатолий Воронцов На чтение 9 мин. Просмотров 14.3k. Опубликовано
Обновлено
Приветствую вас, сегодня я подготовил для вас обзор лучших ручных фрезеров по дереву для домашней мастерской. В подборку вошли как кромочные, так и универсальные модели, зарекомендовавшие себя как надёжные и функциональные агрегаты. Рейтинг лучших ручных фрезеров поможет вам выбрать оптимальную модель с учетом индивидуальных требований и предпочтений.
Содержание
BOSCH POF 1200 AE
Makita RT0700CX2
BOSCH POF 1400 ACE
Интерскол ФМ-40 1000Э
Makita 3612C
Makita RP2301FCX
Фиолент МФ3-1100Э
Makita 3709
ВИХРЬ ФМ-1900
Makita RP2300FZ
BOSCH POF 1200 AE
Тип фрезера — универсальный
Потребляемая мощность (Вт) — 1200
Максимальные обороты (об/мин) — 28000
Рабочий ход фрезы (мм) — 55
Диаметр цанги (мм) — 8
Вес брутто (кг) — 5,36
Электронная регулировка оборотов
Можно подключить к пылесосу
Возглавляет подборку один из лучших фрезеров в средней ценовой категории от знаменитого бренда, который имеет солидный опыт профильной деятельности. Модель BOSCH POF 1200 AE предназначена для выполнения широкого ряда разнообразных задач, в числе которых: вырезание в дереве кромок, пазов, профилей и других элементов. Благодаря мощности двигателя в 1200 Вт фрезер способен разрезать деревянную заготовку любой твердости. Точность и аккуратность фигурной резьбы достигается благодаря тому, что акселератор прибора регулирует обороты в диапазоне от 11000 до 28000 оборотов в минуту. Особенностью данного прибора является встроенный ограничитель глубины фрезерования. Эта опция позволяет проводить более тонкую и точную обработку материала. В общем, лёгкая и компактная модель BOSCH POF 1200 AE как нельзя лучше подходит для домашнего использования начинающими мастерами. Из минусов могу отметить то, что не предусмотрен фиксатор кнопки включения, из-за чего длительная работа становится проблематичной.
Makita RT0700CX2
Тип фрезера — кромочный
Потребляемая мощность (Вт) — 710
Максимальные обороты (об/мин) — 30000
Рабочий ход фрезы (мм) — 35
Вес брутто (кг) — 1,8
Регулировка скорости вращения
Поддержание постоянной скорости
Продолжает топовый обзор профессиональный кромочный фрезер Makita RT0700CX2. Этот агрегат предназначен для снятия фасок не только с деревянных поверхностей, но и с алюминия и пластика. В модели реализован плавный пуск, электронный контроль частоты вращения под нагрузкой и регулировка частоты вращения. Данный фрезер может использоваться с 4-мя различными подошвами, 3 из которых идут в комплекте. Четвёртое основание для фрезерования в углах приобретается отдельно. По отзывам профессионалов, данный фрезер выполняет свою работу на «отлично», даже в режиме интенсивной эксплуатации. Благодаря продуманной эргономике, инструмент удобно держать в руках. Из минусов могу отметить лишь относительно высокую стоимость агрегата.
BOSCH POF 1400 ACE
Тип фрезера — универсальный
Потребляемая мощность (Вт) — 1400
Максимальные обороты (об/мин) — 28000
Рабочий ход фрезы (мм) — 55
Вес брутто (кг) — 3,5
Регулировка скорости вращения
Поддержание постоянной скорости
Патрубок для подключения пылесоса
Следующий инструмент, на который я хотел бы обратить ваше внимание, это универсальный фрезер BOSCH POF 1400 ACE. Все фрезеры от этого производителя считаются эталоном, а среди основных достоинств именно этой модели — небольшой вес, завидная мощность, отсутствие люфта, наличие плавного пуска и подсветка зоны обработки. Агрегат обладает повышенной устойчивостью к перепадам в электросети. Его монолитный корпус собран весьма качественно, у профессиональных мастеров нет нареканий и к исполнению функциональных компонентов. Этот фрезер занимает одно из ведущих мест по рейтингу среди владельцев. В большинстве отзывов интернет-аудитории фигурирует: эргономика, высокое качество реза на фоне разумной цены и оптимальных технических данных, а также среднего веса.
Интерскол ФМ-40 1000Э
Тип фрезера — вертикальный
Потребляемая мощность (Вт) — 1100
Максимальные обороты (об/мин) — 25500
Рабочий ход фрезы (мм) — 44
Вес брутто (кг) — 3,1
Регулировка скорости вращения
Поддержание постоянной скорости
Адаптер для подключения пылесоса
Продолжает подборку, пожалуй, самый покупаемый фрезер в дешёвом ценовом сегменте. Несмотря на невысокую цену, в фрезере Интерскол ФМ-40 1000Э реализованы все технологии, применяемые при производстве дорогого профессионального инструмента. На самом деле, у агрегата масса достоинств: возможность фрезеровки горизонтальных, вертикальных и наклонных поверхностей, фасонных поверхностей, уступов и пазов различного профиля. При этом фрезер может двигаться и по шаблону, и по краю плоскости заготовки. Для этого предусмотрены различные приспособления, такие как опорный ролик, параллельный упор, копировальные вставки, кольца и фрезы. Мастера отзываются об этой модели, как о доступной по стоимости, достаточно функциональной и надёжной. Из минусов — мастера пишут про неудобную клавишу включения.
Makita 3612C
Тип фрезера — вертикальный
Потребляемая мощность (Вт) — 1850
Максимальные обороты (об/мин) — 23000
Рабочий ход фрезы (мм) — 60
Вес брутто (кг) — 6
Регулировка скорости вращения
Поддержание постоянной скорости
Параллельный упор
Следующая модель фрезера Makita 3612C — это мощный профессиональный инструмент, имеющий отличные характеристики. С его помощью в домашней мастерской и на небольшом производстве можно выполнять фигурные пазы, фаски, кромки. Высокая точность работ достигается за счет системы плавного пуска, а также электронной регулировки и стабилизации количества оборотов под нагрузкой. По многочисленным отзывам интернет-аудитории, Makita 3612C — это качественный инструмент с добротной сборкой, высокой износоустойчивостью, продуманной эргономикой и полезными функциями. Из минусов отмечается большой вес и высокая стоимость агрегата.
Makita RP2301FCX
Тип фрезера — вертикальный
Потребляемая мощность (Вт) — 2100
Максимальные обороты (об/мин) — 21997
Рабочий ход фрезы (мм) — 70
Вес брутто (кг) — 6,1
Регулировка скорости вращения
Поддержание постоянной скорости
Быстрая остановка шпинделя
Этот агрегат от, уже известного нам японского производителя, неизменно занимает самые высокие позиции в пользовательских рейтингах ручных профессиональных фрезеров, и это несмотря на немалую стоимость. Makita RP2301FCX — это надёжный прибор для длительных фрезерных работ по дереву, гравирования, вытачивания и кромкования деревянных заготовок, деталей и конструкций. Хочу отметить, что от аналогов эта модель отличается высокой точностью фиксации глубины реза, функцией быстрой замены оснащения, а также наличием динамического тормоза и плавного пуска. Расширенная комплектация помогает совершать сложные рабочие операции быстро и точно. Этот инструмент, несомненно, дорогой, но на деле это компенсируется удобством в работе, точностью и чистотой обработки. Мастера отмечают, что даже при длительной эксплуатации фрезера, перегревов не наблюдается. Кроме этого, уровень шума составляет 87 дБ, что не так много для оснащения данного класса фрезеров с подобными характеристиками. Пользователи отзываются, что работать с таким фрезером — одно удовольствие.
Фиолент МФ3-1100Э
Тип фрезера — вертикальный
Потребляемая мощность (Вт) — 1100
Максимальные обороты (об/мин) — 30000
Рабочий ход фрезы (мм) — 50
Вес брутто (кг) — 2,6
Регулировка скорости вращения
Поддержание постоянной скорости
Продолжает нашу подборку модель фрезера Фиолент МФ3-1100Э, которая является лидирующей в сегменте дешёвых, но стабильно работающих инструментов. Данный фрезер предназначен для работы с заготовками из древесины и гипсокартона. Он снабжен основной рукояткой, удобной для ручного хвата, а также электронной системой регулировки частоты вращения шпинделя. Особенностью данной модели является возможность держать аппарат одной рукой, другой рукой придерживая заготовку. Пользователи довольны тем, что этот фрезер лёгкий по весу, а его конструкция адаптирована для длительной работы. Однако, у этой модели есть слабое место — это плохой подшипник, а в остальном — всё хорошо.
Этот недорогой, но достаточно надежный ручной аппарат подойдет для домашних нужд, а также для тех, кто только начал заниматься столярным делом.
Makita 3709
Тип фрезера — кромочный (триммер)
Потребляемая мощность (Вт) — 530
Максимальные обороты (об/мин) — 30000
Рабочий ход фрезы (мм) — 40
Вес брутто (кг) — 1,5
Параллельный упор
Контурная направляющая
Ещё одна отличная модель для фрезеровки от японского бренда Макита. Фрезер модификации 3709 может использоваться для вырезания пазов и отверстий произвольной формы в дереве, гипсокартоне, композитных материалах, и даже в керамической плитке. Возможность обработки плотных материалов достигается благодаря высокой скорости вращения вала. Небольшие размеры и малый вес агрегата позволяют легко обрабатывать труднодоступные места, а прозрачная пластиковая основа позволяет просматривать направление фрезы. Говоря об этом инструменте, профессионалы отмечают следующие его преимущества: отличная центровка, отсутствие перегрева, длинный провод в 3 метра, удобная пылезащитная конструкция. В Makita 3709 наилучшим образом сочетаются качество, надёжность и разумная цена. Это — хороший выбор фрезера для домашней мастерской.
ВИХРЬ ФМ-1900
Тип фрезера — вертикальный
Потребляемая мощность (Вт) — 1900
Максимальные обороты (об/мин) — 23000
Рабочий ход фрезы (мм) — 50
Вес брутто (кг) — 5,7
Регулировка скорости вращения
Поддержание постоянной скорости
Следующая модель бюджетного инструмента с высокими пользовательскими характеристиками представлена фрезером ВИХРЬ ФМ-1900. Этот агрегат уже много лет является хитом продаж, и это неудивительно. Ведь ВИХРЬ ФМ-1900 сочетает в себе высокую мощность, хороший рабочий функционал, удобство эксплуатации и вполне доступную стоимость. Это — отличный помощник для обработки пазов и кромок, в особенности для начинающих мастеров. Этот фрезер предназначен для эффективной и быстрой обработки заготовок из цельной древесины, древесных материалов, пластмасс и мягких металлов. Особо хочется отметить грамотную эргономику прибора, благодаря которой инструмент легко перемещать по поверхности, несмотря на его немалые габариты. В данной модели реализован механизм регулировки и подстройки высоты. При всех преимуществах есть у неё и недостатки: покупатели жалуются на небольшой люфт на не зажатых штангах при работе.
Makita RP2300FZ
Тип фрезера — вертикальный
Потребляемая мощность (Вт) — 2300
Максимальные обороты (об/мин) — 22000
Рабочий ход фрезы (мм) — 70
Вес брутто (кг) — 6,1
Регулировка скорости вращения
Поддержание постоянной скорости
Быстрая остановка шпинделя
Завершает мою сегодняшнюю подборку самых производительных, мощных и выносливых фрезеров Makita RP2300FZ. Показатель его мощности позволяет причислить этот инструмент к профессиональным моделям, способным выдержать интенсивные нагрузки. От аналогов этот фрезер отличает: оснастка электроникой для более эффективной работы и регуляции всех технических функций, функция точной настройки глубины работы фрезы и подсветка рабочей зоны. Благодаря двум эргономичным рукояткам гладкое металлическое основание легко перемещается по обрабатываемой поверхности. Прорезать отверстия, изготовить пазы практически любой формы, обточить кромки — со всеми этими задачами легко справится Makita RP2300FZ. Хочется отметить, что покупатели доверяют данному проверенному бренду и ценят его за высокое качество сборки, долговечность механизмов и удобство эксплуатации. Судя по отзывам, модель редко ломается и служит долгие годы.
Эта модель фрезера была последней в сегодняшнем обзоре. Ваше мнение и собственный опыт работы ручным фрезером пишите, пожалуйста, в комментариях. Мне будет очень интересно почитать их.
11 Лучших Фрезеров – Рейтинг 2022 года
Любой столяр или хозяин, заинтересованный в индивидуальности домашней обстановки, знает, что работа по дереву невозможна без специального инструмента. Лучшие фрезеры незаменимы для получения прямых, фигурных пазов, выпиливания отверстий сложной формы, ламелей и других работ по твердым материалам. Виды ручных фрезеров по дереву отличаются в зависимости от необходимого результата: вертикальные, кромочные, ламельные, присадочные. Достойные номинанты были отобраны для каждой категории и представлены в рейтинге.
Содержание
Фрезер какой фирмы лучше выбрать
Чтобы не потеряться в разнообразии ассортимента, нужно сузить варианты по назначению и производителю. Избежать встречи с некачественным товаром можно, выбрав инструмент от проверенных фирм, которые не останавливаются на развитии:
DeWalt – мировая компания с американскими истоками. Занимается производством строительных инструментов и одежды. В 1922 году главный инженер-конструктор громко заявил о себе, представив эталонную пилу, которая совмещала качество и долговечность.
Black+Decker – американский бренд, основанный еще в 1910 году. Начав с небольшой мастерской, создателям удалось завоевать доверие покупателей благодаря высоким требованиям к товарам. Сегодня специализация ограничивается бытовой, строительной, садовой техникой.
Bosch – немецкая группа компаний, развивающаяся с 1810 года. Корпорация стремится к созданию идеализированных товаров для бытового использования. Начиная с автомобильных аксессуаров, бытовой техники, заканчивая упаковочными материалами.
Elitech – торговая марка принадлежит компании «Лит трейдинг». Долгое время они выступали в качестве дистрибьютеров на российском рынке. Вдохновившись успехом международных брендов, руководители решили создать свое производство оборудования и домашней техники.
Kolner – российская торговая марка, начавшая работу с 2008 года. Она быстро полюбилась покупателям сочетанием низкой цены и высокого качества. Сегодня руководство создало положительную конкуренцию старейшим мировым компаниям.
Bort – китайская фирма, более 22 лет работает на международном рынке. Производство осуществляется по немецким инженерным разработкам. Подтверждает высокую заинтересованность расширенная гарантия – 24 месяца. Производитель часто проводит статистические исследования. Поэтому гордостью заявляет, что продукцию часто выбирают девушки из-за простоты использования.
Ryobi – японская компания, зарегистрирована в 1943 году. С присущей национальной педантичностью руководители чутко следят за технологией производства, безопасностью и экологичностью. При этом не забывают про потребности конечного пользователя.
Hammer – немецкая корпорация, зарегистрировалась еще в 1980 году, однако начала свое производство только с 1997 года. За это время инженеры накапливали опыт, изучая последние технологии. Зато вход на рынок был очень конкурентоспособным. Измерительная, садовая, строительная техника радует покупателей европейским качеством.
Makita – японский производитель электро- и бензоинструмента. Небольшая мастерская по ремонту электродвигателей с 1917 года стала одной из лучших на рынке. Сегодня она выпускает более 350 инструментов и еще больше аксессуаров к ним.
Интерскол – основанная в 1991 году российская компания. Может похвастаться тем, что заняла лидирующую позицию на международном рынке. Производственные помещения постоянно расширяются, не теряя при этом качества.
Рейтинг фрезеров
Чтобы определиться, какой фрезер лучше купить для дома или работы, нужно внимательно рассмотреть ряд характеристик, которыми он обладает. При внесении номинанта в ТОП были учтены мнения экспертов, отзывы покупателей, результаты тестирования оборудования, а также следующие критерии отбора:
Стационарный/мобильный тип;
Использование на станке;
Аккумуляторный или проводной;
Длина шнура;
Подсветка;
Адаптер для подключения пылесоса;
Кейс для хранения;
Вес;
Цена;
Тип работ;
Совместимость с материалами;
Размер цанг;
Глубина погружения;
Мощность;
Производительность;
Заменимость элементов.
Лучшие фрезеры, вошедшие в рейтинг 2021 года, имеют хорошие показатели по всем параметрам, поэтому заслуженно занимаю свое место.
Лучшие вертикальные фрезеры
Вертикальные фрезеры считаются самыми универсальными и приспособленными к домашнему использованию. Здесь патрон крепится прямо к электродвигателю, а точность движения осуществляется направляющими штангами. Чтобы разобраться, какой фрезер по дереву лучше выбрать, были рассмотрены 37 инструментов. Лучше всех показали себя следующие номинанты.
DeWalt D 26204 K
Первый номинант в рейтинге имеет яркое оформление с желтыми вставками и достойную сборку. При работе ничего не «люфтит» и не вибрирует. Детали точно подобраны по размерам для плотного соединения. Ход фрезы рассчитан на 55 мм, а максимальный диаметр 36 мм. Это позволяет делать довольно большие пазы. А при скорости 16000-27000 об/мин процесс идет быстро. Приятными дополнениям будут адаптеры для подключения пылесоса, 2 базы, чемодан для хранения, подсветка. Купив такой комплект, нет необходимости возвращаться в магазин за недостающими аксессуарами.
Достоинства
Хорошая комплектация;
Мощность 900 Вт;
Плавный пуск;
Гарантия 36 месяцев;
Комфортный вес 2,9 кг.
Недостатки
Есть подделки.
Пользователи делятся, что модель может усовершенствоваться до кромочной. Для этого есть большой выбор дополнительных элементов на зарубежных сайтах.
Black+Decker KW1200E
Хороший ручной фрезер за доступную цену. Скорость вращения регулируется в пределах 8000-28000 об/мин, а максимальная мощность составляет 1200 Вт. В наборе есть 3 цанги разного диаметра. Точность глубины фрезерования выставляется вплоть до десятых миллиметра. Вместе с револьверным упором такие функции дают делать «ювелирные» пазы. Для удобства работы производитель приложил шаблон, направляющую, копирку, приспособление для отделки вертикальных проекций.
Достоинства
Цена;
Много аксессуаров;
Подойдет для начинающих мастеров;
Ровная подошва.
Недостатки
Щель между корпусом и проводом;
Тугой ход по направляющей.
Владельцы отмечают эргономику инструмента. Все ручки прорезинены и приятны на ощупь. Необходимые кнопки находятся под рабочими пальцами, поэтому до них нет необходимости тянуться.
Bosch POF 1400 ACE
Многофункциональная модель порадует ценой и большой комплектацией. Потребляемая мощность фрезера совсем немного не дотягивает до высокого класса производительности, составляя 1400 Вт. Однако разработчики снабдили устройство высоким КПД, что подтверждается 650 Вт на выходе. Справится с такими показателями просто, благодаря встроенной системе поддержания скорости. Пазы получаются ровными, без рывков или заостренных краев. Для этого предусмотрены цанги 3 размеров 6 мм, 8 мм, 1/4″ и дополнительная фиксация шпинделя.
Достоинства
Гарантия 2 года;
Длинный кабель;
Вместительный кейс;
Плавный пуск;
Приятно держать в руках.
Недостатки
Не очень яркая подсветка.
Вопроса о хранении всех атрибутов прибора не возникает. Все вмещается в фирменном пластмассовом чемодане с ручкой для транспортировки.
Elitech Ф 1800Э
Ручной фрезер сразу выделяется ярко-красным корпусом и основательной конструкцией. Детали для сборки подбирались по принципу «на века», поэтому вес получился на 4,3 кг. Некоторые покупатели отмечают, что из-за этого быстро устают руки. Но такая брутальность вместе с мощностью 1800 Вт дает хороший результат. За равномерность отверстий, пазов отвечает слаженность таких характеристик как: револьверный упор, установка глубины фрезерования, фиксация шпинделя. А хороший обзор создает встроенная подсветка.
Достоинства
Кабель 2,5 м;
Подключение пылесоса;
Нестандартная цанга;
Есть цанга 12 мм;
Удобный наклон рукояток.
Недостатки
Кнопка включения забивается пылью.
Мастера делятся, что строительная пыль часто попадает в щели инструментов. Бояться этого не стоит. Такой недочет легко исправляется самостоятельно, сняв пластмассовую накладку и прочистив отверстие.
Kolner KER 1200V
Самый дешевый в категории ручной фрезер по дереву. Хорошо справляется с домашними задачами, но для профессионального использования будет слабым. Скорость вращения фрезы регулируется в пределах 15000-30000 об/мин при потребляемой мощности 1200 Вт. Рабочая глубина 50 мм. Для установки фрез в наборе есть 2 цанги диаметром 6, 8 мм, а для быстрого начала эксплуатации параллельный упор, копировальная втулка, угольные щетки. Для улучшения обзора поверхности и более быстрой уборки помещения есть разъем для подключения пылесоса.
Достоинства
Цена;
Не греется;
Хорошая сборка;
Компактный.
Недостатки
Нет плавного запуска;
Шумный.
На форумах есть темы, посвященные проблеме поиска фрез аналогичной фирмы. Пользователи советуют присмотреться к производителю Hammer, который подходит для данной модели.
Bort BOF-1600N
Последний вертикальный фрезер имеет вес 4,8 кг. Но это сглаживается высокой маневренностью и внушительной мощностью 1500 Вт. Инженеры поработали над конструкцией прибора. Поэтому для плотного прилегания к рабочей поверхности выбрали литую подошву. Обороты варьируются в пределах 12000-26000 об/мин, их переключение происходит плавно, не перегружая электродвигатель.
Достоинства
Цена;
Возможность установки 12 мм цанги;
Ход фрезы 60 мм;
Гарантия 5 лет от производителя.
Недостатки
Нет кейса;
Не очень удобный механизм замены фрез.
Несмотря на бюджетность товара, некоторые покупатели используют его в небольших столярных мастерских ежедневно. Они выделяют то, что фрезер не греется даже при длительной эксплуатации.
Лучшие кромочные фрезеры
Для придания изделию необходимого дизайна прибегают к обработке кромок. Чаще кромочными фрезерами пользуются мастера-мебельщики. Но это не значит, что инструмент будет бесполезным дома. Например, можно обновить надоевшую полку или собрать эксклюзивный мебельный гарнитур. Для составления рейтинга были проанализированы 16 вариантов, а лучшими оказались всего 2.
Ryobi R18TR-0
Аккумуляторный фрезер Риоби компактен при весе 1,3 кг. Поэтому ремонтные работы станут доступными в любом месте. При эксплуатации нет необходимости поправлять провода или переживать за их заломы. Инструмент работает от литий-ионного аккумулятора. Это никак не влияет на мощность – скорость вращение составляет 29000 об/мин. Комплект включает 2 ходовые цанги размером 6 и 6,35 мм, которые плотно фиксируются гайкой.
Достоинства
Гарантия 24 месяца;
Светодиоидная подсветка;
Вес 1,3 кг;
Прозрачное основание.
Недостатки
В наборе нет аккумулятора и зарядного устройства;
Нет адаптера для пылесоса.
Неокрашенное основание позволяет тщательно следить за движением аппарата. Со временем такой материал царапается и изнашивается, но замена детали не составит труда.
Hammer FRZ710 Premium
Кромочный фрезер Hammer обращает на себя внимание за счет громоздкого корпуса. Однако это не добавляет лишних усилий в процессе фрезирования. Вес модели 1,75 кг, а отзывы с онлайн-маркетов наполнены положительными впечатлениями об удобном расположении в руке. Плавный пуск облегчает начало работы, сглаживая отдачу даже при 30000 об/мин. К прибору подключаются различные по диаметру фрезы за счет входящих в комплект цанг на 6, 8, 10 мм.
Достоинства
Большое количество аксессуаров от производителя;
Нет люфтов, вибрации;
Качество сборки;
Запасные щетки.
Недостатки
Не очень качественное наклонное основание;
Может нагреваться при интенсивном использовании.
Во время покупки пользователи советуют обратить внимание на силиконовые смазки и перед первым применением обработать все «трущиеся» участки. Так, Хаммер будет работать тише и дольше.
Лучшие ламельные фрезеры
Ламельные фрезеры незаменимы для столяров и мебельщиков. Они предназначены для нарезки пазов ламельных соединений. Таким образом, сборка деревянной мебели будет быстрее, а конструкция надежнее. Принцип сборки такого инструмента схож с обычной болгаркой, только режущая часть перемещается параллельно подошве. Чтобы отобрать 2 лучших кандидата, сравнивались 23 устройства.
Makita PJ7000
Шпоночный фрезер Макита – обладатель редкого явления, когда мощность на выходе (960 Вт) больше, чем потребляемая (710 Вт). Ход фрезы 20 мм при скорости вращения 11000 об/мин. Удобный шнур протягивается на 2,5 м и отличается хорошей изоляцией. В комплект входит 100 мм фреза. При необходимости ее можно поменять на вариант с меньшим диаметром. Передняя рукоятка предусмотрена для дополнительной точности движения. Но те, кто привык работать без нее, могут быстро снять деталь.
Достоинства
Удобно держать;
Фиксация шпинделя;
Чемодан для хранения;
Гарантия 12 месяцев;
Американская сборка.
Недостатки
Цена выше средней;
Кнопка включения расположена не очень удобно.
Обладатели хвалят систему отвода мусора за то, что она осуществляется в мешок, оставляя чистую рабочую поверхность.
DeWalt DW 682 K
Бытовой ламельный фрезер премиум класса имеет яркое оформление и собран из материалов высокого качества. Точное вертикальное положение создается с помощью реечного регулятора. Применять фрезер можно не только как шпоночный, за счет смены высоты и угла наклона направляющей. Строгание происходит быстрее благодаря удобной смены фрезы. Для этого разработана блокировка шпинделя.
Достоинства
Мешок для сбора стружки;
Чемодан для перевозки/хранения;
Мягкая накладка на рукоятку;
Хороший угол наклона.
Недостатки
Цена выше средней.
Набор не может похвастаться большим наполнением. Зато все составляющие наделены высоким качеством. Фреза выполнена из твердосплавных материалов и прослужит дольше обычной.
Лучший присадочный фрезер
Ручной присадочный фрезер необходим для грамотной стыковки деталей с помощью вырезки пазов необходимой ширины и глубины. Используя дрель, добиться такого результата без откосов и выступов, не получится даже самому педантичному хозяину. При просмотре 11 моделей стоит обратить внимание только на 1.
Интерскол ФМШ-12/710
Купить присадочный фрезер интерскол можно как для бытовых, так и для промышленных целей. Прибор универсален для многих типов материала: мягкой/твердой древесины, пластика, ДСП. Дополняют это хорошая техническая составляющая – производительность 18500 об/мин, мощность 710 Вт, средний уровень шума 85 дБ. Производитель продумал детали для экономии средств и времени. Поэтому в комплект входят 3 цанги на 6, 8, 10 мм, набор шкантов.
Достоинства
Установка глубины;
Патрубок для подключения пылесоса;
Регулировка угла наклона;
Легко заменить детали;
Максимальная глубина 43 мм.
Недостатки
Цена.
Перед первым «чистовым» использованием лучше набить руку на ненужных материалах. Так как прибор тяжеловат, он может сбивать направление при включении.
Какой фрезер лучше купить
Чтобы сделать правильный выбор, нужно определиться с типом запланированных работ: выпиливание, украшение, соединение, обработка краев. После чего оценивают частоту использования, место для хранения, способа перевозки. Для тех, кто определился с этими моментами, можно воспользоваться такими рекомендациями:
DeWalt D 26204 K – подойдет для тех, кто хочет купить инструмент и забыть о дополнительных тратах.
Black+Decker KW1200E – эргономичный вариант с интуитивным функционалом.
Bosch POF 1400 ACE – доступный выбор высокого класса.
Elitech Ф 1800Э – обеспечивает максимально плавные, точные края.
Kolner KER 1200V – хороший выбор, если необходимо купить фрезер недорого.
Bort BOF-1600N – маневренный инструмент с внушительным весом.
Ryobi R18TR-0 – единственный аккумуляторный триммер в рейтинге.
Hammer FRZ710 Premium – снабжен оправданным плавным пуском при высокой производительности.
DeWalt DW 682 K – ламельный фрезер с идеальной вертикальной постановкой.
Интерскол ФМШ-12/710 – единственный присадочный фрезер, работающий почти по любым поверхностям.
Лучшие фрезеры отвечают всем требованиям безопасности, разрабатываясь на фабриках в несколько этапов. Перед покупкой товара желательно посетить магазин, чтобы присмотреться к товару и подержать его в руках. Это позволит сделать покупку наиболее правильной.
10 лучших фрезеров по дереву 2022 года — подборка, обзоры и руководство
Одним из самых важных инструментов в мастерской любого мастера является фрезер. У фрезеров так много разнообразных функций, и в зависимости от используемых бит они могут помочь компенсировать определенные инструменты, которых может не быть в вашей мастерской. Они скругляют края, прорезают до глубины и при правильном использовании могут создавать замысловатые узоры в вашем деревообрабатывающем проекте.
Поскольку мы знаем, насколько важен маршрутизатор, теперь нам нужно выбрать тот, который соответствует нашим потребностям. Это может быть сложной задачей с таким количеством вариантов для выбора. К счастью, мы сделали всю работу за вас и рассмотрели лучшие варианты.
Сравнение наших избранных (обновлено в 2022 г.)
Рейтинг
Изображение
Продукт
Детали
Лучший в целом
Макита RT0701CX7
Прочный и простой в использовании
Мощный
Точная регулировка глубины
ПРОВЕРИТЬ ЦЕНУ
Лучшее значение
Компактный фрезерный станок Enertwist по дереву
Экономичный
Чистый рез
Постоянная скорость резки
ПРОВЕРИТЬ ЦЕНУ
Премиум Выбор
DEWALT DWP611PK
Отличная цена с отличными характеристиками
Используется как для больших, так и для малых проектов
Нарезка на хрустящей корочке с заданной скоростью
ПРОВЕРИТЬ ЦЕНУ
Тритон 3-1/4 л. с.
Простой в использовании
Холодный двигатель
Может работать от 8000 до 21
000 об/мин
ПРОВЕРИТЬ ЦЕНУ
PORTER-КАБЕЛЬ 690LR
Мощный двигатель
Более толстые нарезки
Отлично подходит для больших объемов работ
ПРОВЕРИТЬ ЦЕНУ
10 лучших фрезерных станков по дереву
1.
Комплект компактных фрезерных станков по дереву Makita RT0701CX7 – лучший в целом
Проверить последнюю цену
Компактный фрезерный станок Makita оснащен мощным двигателем и плавным прикосновением. При скорости лезвия от 10 000 до 30 000 об/мин инструмент может резать и формировать древесину во многих настройках, а блокирующий механизм управления не изменит скорость во время резки. Система точной регулировки глубины позволяет пользователю установить глубину быстро и, что более важно, точно. Сам инструмент прочный и простой в обращении.
Компонент медленного старта — одна из самых приятных особенностей комплекта Makita. Это полезная функция для новых пользователей маршрутизатора, но она также удобна для более опытных пользователей, которые знают о вероятности разрыва в начале. Один недостаток этого средства выявляется после длительного использования. При длительном использовании пользователь заметит некоторую вибрацию, которая может привести к проскальзыванию.
Pros
Прочный и простой в использовании
Мощный
Точная регулировка глубины
Правильная цена
Минусы
Может вибрировать после длительного использования
2. Компактный фрезерный станок по дереву Enertwist – лучшее соотношение цены и качества
Узнать последнюю цену
Одним из лучших фрезерных станков по дереву за свои деньги является компактный фрезерный станок по дереву Enertwist, устройство меньшего размера, обеспечивающее постоянную скорость работы от 10 000 до 32 000 об/мин. Это помогает фрезеру делать точные и чистые разрезы, придавая вашему проекту профессиональный вид. По цене и размеру это отличная покупка для случайного столяра и домашних проектов.
Компактный фрезер Enertwist по дереву имеет как положительные, так и отрицательные стороны. Положительным моментом является простота хранения и транспортировки. Отрицательным аспектом является меньшая мощность, что может ограничить размер проекта.
Профессионалы
Экономичный
Чистовая резка
Постоянная скорость резания
Минусы
Мощность ограничивает размер заданий
3. Фреза по дереву DEWALT DWP611PK — выбор премиум-класса
Узнать последнюю цену
Фрезерный станок DeWalt Wood Router — это надежный фрезерный станок по премиальной цене. Этот маршрутизатор работает от двигателя мощностью 1,25 л.с. и может легко работать со скоростью от 16 000 до 27 000 об/мин. Этот маршрутизатор может прорваться через проекты по деревообработке, как большие, так и маленькие, благодаря своей способности устанавливать и контролировать скорость. Еще одним важным преимуществом этого инструмента является тот факт, что он имеет два светодиодных индикатора и прозрачную основу, чтобы помочь оператору точно видеть, что он делает и где он режет. Фрезер DeWalt Wood Router имеет компактную конструкцию, прост в использовании и очень портативен.
Одним из недостатков этой машины является то, что она иногда может перегреваться при интенсивном использовании. Это происходит при чрезмерном использовании, особенно на более высоких оборотах.
Плюсы
Отличная цена с отличными характеристиками
Используется как для больших, так и для малых проектов
Нарезка хрустящей корочкой на желаемой скорости
Минусы
Может нагреваться при чрезмерном использовании и высоких оборотах
4. Фрезерный станок HP по дереву Triton 3-1/4
Проверить последнюю цену
Несмотря на то, что фрезерный станок Triton HP по дереву был разработан для начинающих столяров, он до сих пор используется многими опытными мастерами. Что привлекает людей в использовании этого маршрутизатора, так это его простота. Это однокнопочный станок, который переключается с обычного режима погружения на фрезер с фиксированным основанием. Маршрутизатор может работать со скоростью от 8000 до 21 000 об/мин, что обеспечивает стабильную скорость резки, которая отлично подходит для начинающих и новых пользователей.
Опять же, для простоты любые регулировки, которые необходимо выполнить на фрезерном станке Triton HP по дереву, можно выполнить с помощью ключа, который входит в комплект инструмента.
Этот фрезер также обеспечивает удаление пыли, поддерживая чистоту работы инструмента, что помогает охлаждать двигатель. Недостатком этого роутера является цена. Это дорого, с меньшим количеством функций, чем у других маршрутизаторов.
Профи
Простота использования
Вентиляционные отверстия обеспечивают охлаждение двигателя
Минусы
Высокая цена
5. PORTER-CABLE 690LR Wood Router
Проверить последнюю цену
Маршрутизатор по дереву PORTER-CABLE — одна из самых мощных моделей в этом списке, она разработана и обычно используется для крупных проектов. У него двигатель на 11 ампер, и он может вращаться со скоростью 27 500 об/мин, а это значит, что он может разорвать любое дерево, как растопленное масло. Помимо высокопроизводительного двигателя, фрезерный станок PORTER-CABLE по дереву отлично подходит для крупных проектов или длительного использования, поскольку система защиты от пыли предотвращает перегрев двигателя.
Помимо хорошей мощности, его также можно настроить на точную глубину, что позволяет выполнять сложную резку на высоких скоростях. Одним из недостатков является то, что, как и во многих мощных машинах, двигатель может довольно агрессивно вибрировать.
Pros
Мощный мотор позволяет делать более толстые пропилы
Отлично подходит для больших объемов работ
Минусы
Роутер может периодически вибрировать
6. Сетевой фрезер SKIL с фиксированным основанием
Узнать последнюю цену
Сетевой фрезер SKIL с фиксированным основанием — это хороший 10-амперный фрезерный станок с фиксированным основанием, который делает чистые четкие пропилы и может быть отрегулирован на желаемую глубину. Что хорошо в этом инструменте, так это то, что он позволяет оператору выбирать скорость в зависимости от проекта. Это делает его отличным инструментом для более художественных и сложных проектов. Чтобы еще больше облегчить детальную резку, фрезер оснащен двумя светодиодными индикаторами, которые помогают направлять работу. Маршрутизатор использует плавный пуск, который дает пользователю более контролируемый и безопасный запуск. Форма ручек делает этот инструмент удобным в использовании в течение длительного периода времени.
Плюсы
Справедливая цена
Удобно держать и использовать
Минусы
Не такие прочные, как другие модели
7. Фрезерный станок по дереву Avid Power с фиксированным основанием
Узнать последнюю цену
Фрезерный станок с фиксированным основанием AVID Power идеально подходит для столяра-любителя. Этот фрезер оснащен двигателем на 11 ампер и может вращаться до 25 000 об / мин, что позволяет машине резать множество различных пород дерева. Этот инструмент позволяет выполнять пропилы определенной глубины, что отлично подходит для точного врезания бит и обработки кромок. Другими факторами, которые делают его инструментом для рассмотрения, являются комфорт операторов при использовании инструмента и комфорт, который вы чувствуете при покупке этого маршрутизатора.
Сам по себе инструмент удобен в использовании в течение длительного времени, и вам не придется вести неприятные разговоры со своей второй половинкой о том, сколько вы потратили на инструмент. Однако есть один момент, который вызывает у нас дискомфорт: биты могут разболтаться во время работы, что является проблемой безопасности как для пользователя, так и для проекта.
Pros
Компактный размер
Дешевый ценник
Минусы
Вопросы безопасности
8. Фрезерные станки Ridgid R2401 Trim Wood Router
Проверить последнюю цену
Если вы ищете универсальный фрезерный станок, обратите внимание на фрезерный станок Ridgid Trim Wood Router. Этот инструмент поставляется с регулируемыми круглыми и квадратными основаниями, что облегчает маневрирование в зависимости от проекта. Маршрутизатор имеет встроенный быстродействующий спусковой крючок, который помогает ускорить процесс снятия двигателя с основания, что помогает при переключении опорных плит.
Имеет регулируемый диск для контроля глубины. Инструмент компактный, его удобно хранить. Однако большая часть инструмента также изготовлена из пластика, что делает его менее долговечным, чем другие маршрутизаторы на рынке. К сожалению, функция пылеулавливания отсутствует, что может привести к перегреву инструмента и возможной поломке.
Pros
Регулируемое основание и глубина
Минусы
Цена высока за меньше функций
Отсутствие фильтра для пыли может привести к поломке
Менее прочный из-за конструкции из пластика
9. Фрезерный станок TACKLIFE с фиксированным основанием
Проверить последнюю цену
Фрезерный станок TACKLIFE с фиксированным основанием позволяет пользователям настраивать параметры в соответствии с потребностями проекта. Этот маршрутизатор работает с шестью переменными скоростями, что обеспечивает наилучшую резку в зависимости от материала. Он работает в диапазоне от 10 000 до 30 000 об/мин. Этот фрезер немного отличается от других тем, что позволяет выполнять сложную резьбу, если пользователь достаточно опытен, чтобы использовать инструмент в этом качестве. Инструмент имеет встроенную систему фильтрации пыли, которая удерживает частицы от попадания в двигатель, чтобы он оставался чистым. Положительным моментом является то, что маршрутизатор поставляется с гаечными ключами для регулировки маршрутизатора. С другой стороны, даже с этими инструментами маршрутизатор трудно настроить, и его использование может стать сложным.
Pros
Универсальная резка
Минусы
Сложность использования
Проблемы настройки
10. Электрический погружной фрезерный станок по дереву Lotos ER001
Проверить последнюю цену
Последний фрезерный станок по дереву в списке — электрический погружной фрезерный станок по дереву Lotos. Маршрутизатор оснащен двигателем мощностью 1,6 лошадиных силы, который вращается со скоростью от 16 000 до 30 000 об/мин. Как и большинство маршрутизаторов, этот маршрутизатор позволяет пользователям регулировать скорость в зависимости от своих материалов и потребностей проекта. Инструмент может быть установлен на разную глубину и обеспечивает чистый срез. Одной из проблем является размещение шнура питания, который находится сверху рукоятки. Иногда это может мешать и отвлекать. Вторая проблема заключается в том, что машина кажется немного громоздкой. Вес около 9фунтов, но кажется тяжелее в использовании.
Профи
Чистый рез
Недостатки
Немного громоздкий
Шнур питания мешает
Руководство покупателя: как выбрать лучший фрезер по дереву
Рассказать вам обо всех этих замечательных фрезерах было несложно. Теперь вам нужно решить, какой из них вы хотите купить. Как выбрать из такого количества моделей, какая из них правильная? Расслабьтесь и читайте дальше. Есть несколько факторов, которые необходимо учитывать, чтобы снять стресс при поиске подходящего фрезера для ваших потребностей в деревообработке.
Двигатель и скорость
Одним из факторов, который следует учитывать при покупке маршрутизатора, является двигатель. Что может сделать фрезер с точки зрения резки плотной древесины по сравнению с более тонким материалом? Как быстро машина может резать? Хорошие маршрутизаторы обычно имеют переменную скорость, поэтому пользователь может настроить инструмент в соответствии со своими потребностями. Никто не хочет дойти до того момента в своем проекте, когда ему нужен маршрутизатор, а из-за неправильной скорости возникает разрыв. Регулируемая скорость обязательна.
Большие двигатели имеют тенденцию нагреваться и создавать больше вибраций. Пользователи могут выключить инструмент и дать ему остыть, но это требует времени..
Последний пункт, который следует учитывать при рассмотрении скорости двигателя, — насколько вы можете терпеть громкую работу машины. Очевидно, что более мощный двигатель сделает инструмент более громким. Если вы предпочитаете работать в более тихой обстановке, вам подойдет двигатель меньшего размера. Если вы не возражаете против шума или используете средства защиты органов слуха, вам не о чем беспокоиться о большом двигателе.
СМОТРИТЕ ТАКЖЕ: со стационарным основанием и погружным маршрутизатором: в чем разница?
Простота использования
Большинство из нас хотят использовать свои новые машины, как только привозят их домой. Тем не менее, маршрутизаторы могут быть немного сложными для неопытного столяра. Пользователи должны искать маршрутизатор, который соответствует их стилю. Если вы новичок в деревообработке, придерживайтесь легких моделей, которые позволяют создавать более художественные и сложные конструкции.
Размер
Размер важен в зависимости от типа проекта. Если вы хотите работать над более крупными проектами промышленного масштаба, вам нужен более крупный и мощный маршрутизатор. Однако не во всех проектах требуется массивный роутер с огромной мощностью. Для небольших поделок лучше всего подойдет ручной фрезер.
Какую бы модель вы ни выбрали, она должна соответствовать тому, как вы хотите работать, то есть вам должно быть удобно пользоваться инструментом. Пользователям следует сосредоточиться на моделях подходящего размера, которые помогут управлять маршрутизатором. Вышедший из-под контроля маршрутизатор может полностью разрушить проект и, что еще хуже, может нанести серьезную травму пользователю.
Характеристики
Все фрезеры имеют возможность регулировки глубины резания, но некоторые из них проще, чем другие. Можно ли регулировать глубину циферблатом? Есть ли рычаг, который нужно поднять? Есть ли последовательность шагов? Вам нужно использовать другие инструменты? Чем проще процесс, тем лучше опыт.
Некоторые маршрутизаторы также имеют методы, которые помогут вам увидеть, что вы режете. Маршрутизаторы с подсветкой хороши для улучшения вашего поля зрения. Это особенно полезно при выполнении более детальных разрезов.
Сбор пыли — это действительно название игры, когда речь идет о функциях маршрутизатора. Если есть система сбора пыли, в двигателе будет меньше нагреваться, и, следовательно, у вас будет меньше беспокойства о поломке инструмента. Если это укладывается в ваш бюджет, некоторые из этих функций сделают работу по дереву более приятной.
Безопасность
Вам следует обратить внимание на такие предметы, как защитные ограждения вокруг фрезы, а также на то, насколько надежно фреза работает во время работы фрезера. Еще одним фактором безопасности является тепло. Маршрутизаторы работают на высоких оборотах и могут нагреваться. Вы должны искать, где находится двигатель и какая часть машины нагревается. Если он нагревается из-за того, куда вы кладете руки, вы захотите знать это до того, как совершите ошибку и обожжете руку.
См. также: наши любимые столы для маршрутизаторов в этом году.
Цена
Фрезерные станки относятся к очень разнообразной классификации инструментов и поэтому имеют широкий ценовой диапазон. Чем мощнее мотор, тем выше цена. То же самое можно сказать и о дополнительных функциях, чем больше вы добавляете, тем выше стоимость. Ориентируйтесь на свои потребности, а не на цену. После того, как вы просмотрите контрольный список того, что вы хотите от маршрутизатора, вы можете сузить диапазон цен. Худшее, что вы можете сделать, это купить маршрутизатор по отличной цене, которая не соответствует вашему проекту или вашему стилю комфорта и возможностей.
Заключение
Как видите, в мире можно купить множество различных типов маршрутизаторов. Выбор подходящего маршрутизатора зависит от многих факторов, большинство из которых мы хотели выделить для вас в этом посте.
Если вам нужен лучший фрезерный станок, мощный, долговечный и режущий как мечта по цене, которая не сломит банк, вам следует проверить комплект компактного фрезерного станка Makita. Если вы ищете маршрутизатор, который вычеркивает из вашего списка упомянутые ранее элементы, но не обязательно нуждается во всей мощности, обратите внимание на компактный деревянный маршрутизатор Enertwist.
А если вам нравятся навороты, свистки и дополнительные функции, DeWalt Wood Router — это то, что вам нужно, чтобы найти отличный фрезер, который не слишком сильно ударит по вашему кошельку. Суть в том, что фрезер — отличный инструмент, и он должен быть у каждого столяра. Надеюсь, теперь у вас есть достаточно информации, основанной на этих обзорах, чтобы сделать лучший выбор для ваших нужд.
Содержание
1 Сравнение наших фаворитов (обновлено в 2022 г.)
2 10 лучших фрезеров по дереву
2.1 1. Компактный фрезерный станок по дереву Makita RT0701CX7 — лучший в целом
2.2 2. Компактный фрезерный станок Enertwist по дереву — оптимальное соотношение цены и качества
2,5 5. PORTER-CABLE 690LR Фрезерный станок по дереву
2,6 6. Фрезерный станок по дереву с фиксированным основанием SKIL
2,7 7. Фрезерный станок по дереву Avid Power со стационарным основанием
2,8 8. Фрезерный станок по дереву 90 290 R24010m0 Tridgid 290 R24010m0 9. TACKLIFE Wood-Router 9 с фиксированным основанием0030
2.10 10. Lotos Er001 Electric Plunge Wood Router
3 Руководство по покупателю: как выбрать лучший деревянный маршрутизатор
3.1 Мотор и скорость
3,2 простота использования
3,3 Размер
3,4 Особенности
3,3 Размер
3.4.
3.6 Цена
4 Заключение
Что такое компактный маршрутизатор
Этот пост может содержать партнерские ссылки. Мы можем получать небольшую комиссию от покупок, сделанных через них, без каких-либо дополнительных затрат для вас.
Любой плотник нуждается в хорошем компактном фрезере в своей мастерской. Лучший компактный фрезер можно использовать для всех видов проектов «сделай сам», чтобы обеспечить детали, края, профили и многое другое. Это необходимый инструмент для столярных работ, потому что без помощи компактного фрезера вы просто не сможете закончить определенные проекты. Поиск лучшего компактного маршрутизатора может показаться сложной задачей, потому что доступно так много различных вариантов. Вам нужен маленький роутер? Ручной роутер? Маршрутизатор с основанием с двумя ручками? Есть много разных соображений. Следуйте нашему полному руководству ниже, чтобы узнать все, что вам нужно, чтобы выбрать лучший компактный фрезер для вашей мастерской.
Содержание
1 Что такое компактный маршрутизатор?
2 Различные типы маршрутизаторов
2.1 Пальмовый маршрутизатор
2,2 Plunge Routers
2,3 Маршрутизаторы на основе фиксированной основы
2,4 Разные уровни маршрутизаторов
3 Что искать в Best Compact router
.
3.2 С питанием от батареи или от сети
3.3 Фиксированные или нет
3.4 Насадки с хвостовиком
3.5 Переменная скорость
3,6 ПРИМЕНЕНИЯ Корректировки
3,7 Размер и комфорт
3.8 Продолжительность
3,9 Дополнительные функции
3.10 Гудилированный подшипник с шариком
3.11. 5.1 Что можно сделать с компактным маршрутизатором?
5.2 Чем отличаются обрезные и плунжерные фрезеры?
5.3 Можно ли использовать сверлильный станок вместо фрезерного станка?
Что такое компактный маршрутизатор?
Прежде всего — что такое компактный маршрутизатор? Ни одна столярная мастерская не обходится без него, так как это такой универсальный инструмент, который позволяет вам достичь уникальных результатов формовки, которые вы просто не можете получить с помощью других инструментов. Компактный фрезер – это специальное деревообрабатывающее приспособление для профилирования и вырезания декоративных кромок.
Инструмент может быть использован во всех видах и может создавать профили на скрытых стыках в деревообработке, срезать кромку, выравнивать неровную древесину в качестве рейсмуса, выпрямлять любые кривые кромки в пиломатериалах и создавать любой вид профиля кромки, который ваш деревообрабатывающий проект понадобится. Если вам нужно выполнить какую-либо обработку или детализацию дерева в вашей мастерской, вам понадобится компактный фрезерный станок для выполнения этой работы.
Различные типы маршрутизаторов
Маршрутизаторы не одинаковы. При выборе лучшего компактного маршрутизатора для ваших нужд, прежде всего, необходимо разобраться в различных доступных типах маршрутизаторов. Вы получаете различные варианты, основанные на потребностях каждого отдельного проекта. Некоторые маршрутизаторы подходят для одних целей и не подходят для других. Итак, какие существуют варианты выбора лучшего компактного маршрутизатора? Мы рассмотрим их ниже.
Маршрутизатор Palm
Начиная с самого маленького варианта, у нас есть маршрутизаторы Palm. Эти продукты, также известные как мини-фрезерные станки, на самом деле представляют собой лишь крошечные версии вашего обычного фрезерного станка по дереву. Цанга в пальмовых маршрутизаторах будет одной четверти дюйма. Из-за своего небольшого размера эти фрезеры используются для выполнения всех видов детальных работ по окантовке дерева и отделки ламината, в том числе Formica.
Как вы можете догадаться из названия, это ручные маршрутизаторы. Они легкие, маленькие для работы и невероятно универсальные. Если вы ищете свой первый компактный маршрутизатор, вам, вероятно, понадобится небольшой маршрутизатор в этой категории.
Погружные маршрутизаторы
Погружные маршрутизаторы зафиксированы на своем месте. Эти фрезеры располагаются поверх дерева и опускаются вертикально вниз, чтобы погрузиться в поверхность дерева. Погружной фрезер предназначен для проделывания глубоких канавок на поверхности древесины. Вы можете создать паз, сделать узоры на дереве, создать пазы или сделать шаблон.
Стационарные маршрутизаторы
Как видно из названия, этот тип маршрутизатора прочно закреплен в основании. Пока база установлена, бита выступает на заданную вами длину. Это может быть использовано для действительно широкого спектра проектов по формированию кромок. Фрезерные станки с фиксированным основанием, возможно, являются наиболее универсальными инструментами, и именно их используют большинство профессиональных мастерских.
Различные уровни маршрутизаторов
Существуют не только различные типы маршрутизаторов, но и разные «обязанности» маршрутизаторов. Сюда могут входить продукты для тяжелых условий эксплуатации, продукты для средних нагрузок и легкие маршрутизаторы. Компактные маршрутизаторы, используемые энтузиастами-любителями в домашних условиях, обычно представляют собой легкие модели. Обязанности маршрутизатора в основном относятся к мощности, прочности и размеру модели.
На что обращать внимание при выборе лучшего компактного маршрутизатора
Существует множество различных компактных маршрутизаторов. Существует не только много разных брендов, но и разные размеры и стиль маршрутизатора, которые определяют, для какого проекта он лучше всего подходит. При просмотре обзоров компактных маршрутизаторов всегда следует обращать внимание на определенные функции. Мы выделили эти важные соображения ниже.
Мощность
В компактных фрезерах для привода хвостовика используется двигатель. По сути, чем больше мощность у этого двигателя, тем лучше работает маршрутизатор. Мощные фрезеры могут легко профилировать древесину плавными и равномерными движениями. Это также позволяет лучше работать с более широким диапазоном древесины, включая лиственные породы. Мощность двигателя измеряется в лошадиных силах. Стандартные мини-маршрутизаторы по дереву могут иметь мощность около 1,0 л. Очень мощные промышленные маршрутизаторы будут иметь мощность от 3 до 4 лошадиных сил.
Конечно, мощность инструмента зависит от того, насколько легко им управлять. Большая мощность может затруднить обращение с устройством, что может повлиять на то, как оно профилирует древесину. Каким бы мощным ни был маршрутизатор, вам необходимо убедиться, что вы полностью его контролируете. Некоторые другие факторы, влияющие на мощность инструмента, включают уровень шума, размер и вибрации.
С питанием от батареи или от сети
Небольшие деревообрабатывающие фрезеры могут быть беспроводными (с питанием от батареи) или иметь шнур, который подключается к сетевой розетке. Оба этих инструмента имеют свои уникальные преимущества. Большинство моделей шнуровые. Это позволяет добиться постоянного электропитания. Подключение инструмента также позволяет достичь более высокого уровня мощности. Недостатком является то, что вы ограничены в том, где вы можете использовать инструмент, потому что вам всегда нужно иметь розетку рядом. Вам понадобится достаточно длинный шнур и даже может потребоваться удлинитель для работы с ним.
Инструменты на батарейках обеспечивают гибкость и свободу. Вы можете использовать их где угодно, добираться до труднодоступных мест, и они менее ограничены в удержании. Недостатками являются то, что инструменты с батарейным питанием необходимо заряжать, и срок их службы ограничен. Они также могут предлагать немного меньшую мощность, чем другие типы компактных маршрутизаторов.
Фиксированный или нет
При поиске лучшего компактного маршрутизатора вы обнаружите, что некоторые из них представляют собой просто ручной инструмент для фрезерования, а другие включают в себя фиксированную базовую точку. Если вам нужна фиксированная база, а это делают большинство людей, то вам придется найти такую, которая подойдет к вашему инструменту, и купить ее отдельно. Лучший маленький маршрутизатор должен предлагать оба варианта.
Если у устройства есть фиксированное основание, вы также должны убедиться, что оно достаточно хорошего качества. Он должен иметь хорошие направляющие линии, легко крепиться к рабочему столу и обеспечивать точное и легкое управление. Лучшие компактные маршрутизаторы также могут поставляться с погружным основанием для еще большей универсальности.
Насадки для хвостовика
Возможно, у вас есть лучший компактный фрезер с точки зрения его размера, мощности и функций, но эти инструменты действительно хороши настолько, насколько хороши биты, которые вы с ними используете. Лучший компактный фрезер должен вмещать широкий набор хвостовиков. Они должны быть легко взаимозаменяемы для большей простоты использования. Некоторые модели поставляются уже с набором бит, а другие требуют, чтобы вы покупали их отдельно. Качественные биты имеют большое значение для вашей работы. Попробуйте найти маршрутизатор, который обеспечивает максимальную универсальность с битами и который легко переключается между битами.
Переменная скорость
Лучший компактный маршрутизатор позволит вам выбирать между широким диапазоном скоростей. Независимо от того, используете ли вы лучший маленький фрезер или крупную промышленную модель, инструмент должен иметь хороший контроль скорости. Это позволит вам регулировать мощность маршрутизатора с небольшими приращениями, чтобы идеально соответствовать вашему проекту. Чем больше у вас диапазон контроля скорости, тем лучше.
Регулятор скорости обеспечивает большую гибкость и индивидуальность вашего проекта. Вы можете улучшить детализацию и работать более плавно и эффективно, если у вас есть скорость, которая точно соответствует вашей древесине, бите и стилю работы.
Регулировка точности
Этот фактор больше относится к погружным фрезерным станкам. При работе с погружным фрезером вы захотите иметь возможность регулировать его глубину настолько точно, насколько это возможно. Лучшие компактные фрезеры должны иметь два типа регулировки глубины. Это макрокоррекции и микрокоррекции. Параметр настройки макроса должен позволить вам быстро и легко вносить изменения в более крупном масштабе.
Затем диск микрорегулировки позволит вам выполнять небольшие и точные регулировки, чтобы убедиться, что вы достигли точного размера, который вам нужен. Если маршрутизатор позволяет вам регулировать его размер с меньшими приращениями, у вас будет больший контроль для повышения точности.
Размер и удобство
Мини-фрезер должен быть небольшим. Если вы ищете маршрутизатор большего размера для больших приложений, то он не должен быть слишком маленьким. Приобретение инструмента правильного размера имеет важное значение для оптимального использования. Мини-фрезерные станки по дереву должны быть легкими, удобными в использовании, направляющими и простыми в использовании. Если маршрутизатор слишком большой или громоздкий, это может повлиять на то, как вы им управляете. Работа с мини-фрезерным станком по дереву позволяет повысить точность и упростить детализацию.
Конечно, если вам нужен более мощный инструмент, вам не нужно искать лучший маленький фрезер. Для этого вам понадобится достаточно большая и прочная модель для вашего приложения. Комфорт – еще один важный фактор. Независимо от того, насколько большой инструмент, он должен иметь удобную рукоятку, которой легко управлять с идеальной точностью.
Долговечность
Инструменты для деревообработки должны быть прочными и долговечными. Лучший компактный маршрутизатор должен быть изготовлен из прочных, высокопрочных материалов, таких как алюминий. Инструменты должны быть пригодны для многократного использования с прочной древесиной, чтобы выдерживать их использование в течение более длительного срока службы. Долговечность – важный фактор для любого электроинструмента. Если маршрутизатор изготовлен из дешевых материалов, он может начать разваливаться после нескольких использований.
Дополнительные функции
Лучшие компактные маршрутизаторы предлагают дополнительные функции для повышения удобства работы. Это может включать в себя такие вещи, как светодиодное освещение для большего контроля, двигатели с плавным пуском, электронный тормоз, блокировку скорости и так далее. Часто именно небольшие функции имеют большое значение для конечного результата использования маршрутизатора.
Также обратите внимание на любые дополнительные аксессуары, поставляемые с продуктом. Это могут быть такие вещи, как гаечные ключи, направляющие для обрезки, прямые направляющие и многое другое. Как упоминалось выше, некоторые из лучших компактных маршрутизаторов также включают наборы битов. Все это повышает общую ценность продукта и может иметь большое значение, когда дело доходит до использования маршрутизатора.
Направляющие на шарикоподшипниках
Лучшие компактные фрезерные станки оснащены насадками на шарикоподшипниках, которые помогают уменьшить повреждения. Их можно эффективно использовать без смазки. Эти блоки поставляются либо в виде профиля со скошенной, либо заподлицо. Если вы серьезно относитесь к деревообработке, всегда ищите фрезер, в котором для большей точности используются направляющие на шарикоподшипниках.
Цена
И, конечно же, стоит обратить внимание на цену инструмента. Лучшие компактные маршрутизаторы могут сильно различаться по цене. Когда дело доходит до электроинструментов, вы обычно получаете то, за что платите. Очень дорогие маршрутизаторы предлагают большую мощность, точность и долговечность. Однако начинающим пользователям все это может быть неинтересно, и им может понадобиться простой продукт для простых проектов.
В этом случае достаточно более доступного маршрутизатора. Поймите, какую работу вы будете выполнять и что именно вам требуется от маршрутизатора. Это поможет вам решить, какой тип диапазона бюджета вы должны рассмотреть.
Советы по использованию компактного маршрутизатора
Очевидно, что при выборе лучшего компактного маршрутизатора нужно учитывать многое. После того, как вам удалось найти инструмент, который наилучшим образом соответствует вашим требованиям, пора приступить к работе по дереву! Чтобы облегчить вам жизнь, мы выделили несколько профессиональных советов, которые помогут упростить работу с компактным маршрутизатором.
Вы можете использовать ленту для более тугих пазов. Размещение полосок ленты вдоль края основания фрезера помогает отодвинуть фрезу от направляющей при повторной резке для большей точности.
Индивидуальные калибровочные блоки для различных насадок для профилирования экономят время и облегчают работу. Для облегчения работы вы можете изготовить свои собственные калибровочные блоки, соответствующие вашим битам.
Если вам нужно контролировать, где начинается и где заканчивается деревянный профиль, вы можете использовать настраиваемые стопорные блоки. Просто отмерьте их и прикрепите к краю заготовки.
Если вы хотите обрезать края полки из цельного дерева заподлицо, вы должны зажать их вместе на краю. Это помогает снизить риск опрокидывания машины для получения более надежной и качественной отделки.
Изготовление простого стартового штифта из стержня поможет защитить ваши пальцы при фрезеровании от руки.
Используйте фрезу для фальцовки и подрезки заподлицо, чтобы легко увеличить отверстия в два быстрых шага.
Независимо от того, ищете ли вы мини-фрезерный станок или мощный погружной фрезерный станок, у вас есть выбор из множества различных вариантов. Мы надеемся, что наше руководство по лучшим компактным маршрутизаторам научило вас всему, что вы хотели узнать, и подготовило вас к выбору лучшего продукта для вашего приложения. Эти инструменты составляют большую часть любой деревообрабатывающей студии, и с лучшим компактным фрезером вы сможете сделать гораздо больше при работе с деревом. Желаем вам успехов в будущем проекте!
Часто задаваемые вопросы
Что можно делать с компактным маршрутизатором?
Маленькие фрезерные станки по дереву можно использовать для профилирования древесины, обрезки декоративных кромок, выравнивания кривых кромок на древесине и придания формы деталям при обработке дерева.
Чем отличаются обрезные и плунжерные фрезеры?
Погружные фрезеры имеют фиксированное основание и опускаются вертикально. Как правило, это более мощные и тяжелые инструменты. Обрезные маршрутизаторы — это более легкие и меньшие по размеру инструменты.
Швеллер 18П — вес, характеристики, размеры » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
18П — профиль серии с «параллельными гранями полок», горячекатаного метода производства.
Стандарт: ГОСТ 8240;
Вес погонного метра: 16,30 кг;
Площадь поперечного сечения (F): 20,70 cm2;
Размеры профиля
Участок профиля
Значение
Высота швеллера (h):
180 mm
Ширина полки (b):
70 mm
Толщина стенки (s):
5,1 mm
Толщина полки (t):
8,7 mm
Радиус внутреннего закругления (R):
9,0 mm
Радиус закругления полки (r):
5,0 mm
Расстояние от оси Y — Y до наружной грани стенки (X0):
2,14 cm
Допустимые отклонения
Участок профиля
Предельное отклонение
Высота швеллера (h):
±2,0 mm
Ширина полки (b):
±2,0 mm
Толщина стенки (s):
не контролируется
Толщина полки (t):
-0,5 mm
Перекос полки (Д):
1,0 mm
Перегиб стенки (f):
1,0 mm
Величины и значения в осях
Величины профиля в оси X
Значение
Момент инерции (Ix):
1 090,0 cm4
Момент сопротивления (Wx):
121,0 cm3
Радиус инерции (ix):
7,26 cm
Статический момент полусечения (Sx):
70,00 cm3
Величины профиля в оси Y
Значение
Момент инерции (Iy):
100,00 cm4
Момент сопротивления (Wy):
20,60 cm3
Радиус инерции (iy):
2,20 cm
Название серии: Швеллеры с параллельными гранями полок. Принадлежность профиля к серии с
«параллельными гранями полок» — отражено в нумерации горячекатаного профиля, наличием в маркировке (вместе с цифровым обозначением) буквы П.
Швеллеры с «параллельными гранями полок» (по ГОСТ 8240) состоят из 18-ти типоразмеров. Горячекатаный швеллер 18П является девятым типоразмером в серии.
В государственном стандарте ГОСТ 8240, швеллеры входящие в группу горячекатаных, разделяются на пять серий:
Швеллеры специальные — серии С, Са, Сб;
Швеллеры с параллельными гранями полок — серия П;
Швеллеры с уклоном внутренних граней полок — серия У;
Швеллеры экономичные с параллельными гранями полок — серия Э;
Швеллеры легкой серии с параллельными гранями полок — серия Л.
Указанные данные на швеллер с «параллельными гранями полок» 18П структурированы на основе регламентирующего стандарта качества ГОСТ 8240 Швеллеры стальные горячекатаные.
Масса швеллера 18 — Справочник массы
главная ⇒ строймат ⇒ прокат ⇒ швеллер
Гнутый равнополочный швеллер из углеродистой полуспокойной стали с высотой стенки 180 (мм), шириной полки 50 (мм), толщиной проката 4 (мм), длиной 1000 (мм) весит 8.32 (кг).
Стандартный вес швеллера 18:
Вес 1 (м) гнутого равнополочного швеллера 180х50х4 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
Из углеродистой кипящей и полуспокойной стали – 8.32 (кг).
Из углеродистой спокойной и низколегированной стали – 8.22 (кг).
Вес 1 (м) горячекатаного стального равнополочного швеллера 180х70х5.1 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
С уклоном внутренних граней полок – 16.3 (кг).
С параллельными гранями полок – 16.3 (кг).
Важно: параметры и характеристики стальных швеллеров определяются нормативами ГОСТ8278-83, ГОСТ 8281-80, ГОСТ 8240-89.
Масса швеллера номера 18
Чертеж Чертеж и параметры типовой модели
m (кг) Предел массы погонного метра швеллера в (кг)
s (cм2) Площадь поперечного сечения в (cм2)
Норматив Нормативный документ
Прямой
от 16.30 (кг) до 17.40 (кг)
от 20.70 (cм2) до 22.20 (cм2)
ГОСТ 8240-89
Гнутый
от 5.85 (кг) до 25.76 (кг)
от 7.45 (cм2) до 32.82 (cм2)
ГОСТ 8278-83
Масса стальных прямых швеллеров 18, ГОСТ 8240-89
Номер Номер уголка который равен высоте полки в (см)
hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм)
m (кг) Предел массы погонного метра швеллера в (кг)
18П
180х70х5. 1 (мм)
16.3 (кг)
18аП
180х74х5.1 (мм)
17.4 (кг)
Масса стальных гнутых швеллеров 18, ГОСТ 8278-83
Номер Номер уголка который равен высоте полки в (см)
hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм)
m (кг) Предел массы погонного метра швеллера в (кг)
18
180х40х3 (мм)
5.85 (кг)
18
180х40х4 (мм)
7.70 (кг)
18
180х50х4 (мм)
8.32 (кг)
18
180х70х6 (мм)
14.02 (кг)
18
180х80х4 (мм)
10.21 (кг)
18
180х80х5 (мм)
12.68 (кг)
18
180х80х6 (мм)
14. 96 (кг)
18
180х100х5 (мм)
14.2 (кг)
18
180х100х6 (мм)
16.84 (кг)
18
180х130х8 (мм)
25.76 (кг)
Обозначение AISI MC18 x 42,7, Прочие конструктивные размеры каналов на Fay Industries, Inc. (сталь * распиловка)
Информация о запросе
Структурные формы
На следующих страницах перечислены формы, обычно имеющиеся на складе. Американский институт чугуна и стали установил систему обозначения конструктивных форм, которая была принята производителями стали. В столбце, озаглавленном «Обозначение AISI», буква или буквы предшествуют размеру и весу на фут. Например, C3 X 4.1 — это обозначение AISI для стандартного конструкционного канала размером 3 дюйма x 4,1 #.
W-образные формы представляют собой двоякосимметричные формы с широкими полками, используемые в качестве балок или колонн, внутренние поверхности полки которых практически параллельны. Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W».
Профили «S» представляют собой профили с двойной симметрией, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для форм балок американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности полки балок американского стандарта имеют наклон примерно 16 2/3%.
Профили «M» — это профили с двойной симметрией, которые не могут быть классифицированы как профили «W», «S» или несущие сваи. (Хотя несущие сваи не включены в стандартную номенклатурную таблицу, они представляют собой двойную симметричную форму с широкими полками, внутренние поверхности полки которых практически параллельны, а полка и стенка имеют практически одинаковую толщину. )
Профили «С» представляют собой швеллеры, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для швеллеров американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности фланцев каналов американского стандарта имеют наклон приблизительно 16 2/3%.
Формы «MC» — это каналы, которые нельзя классифицировать как формы «C».
Длина до 60 футов
Характеристики | Анализ | Приложения | Механические свойства | Свариваемость
Н/Д Для использования в клепаных, болтовых или сварных конструкциях мостов и зданий, а также для общих строительных целей.
Механические свойства
Н/Д Требования ASTM A 36:
Прочность на растяжение — 58 000/80 000 фунтов на квадратный дюйм Предел текучести — 36 000 мин. psi Удлинение на 8 дюймов — мин. 20% (при условии вычета из указанного выше процента удлинения для толщин менее 5/16 дюйма и более 3/4 дюйма)
Свариваемость
org/PropertyValue»>
Н/Д Эти формы легко свариваются всеми способами сварки, а полученные сварные швы и соединения имеют исключительно высокое качество. Марка используемой сварочной проволоки зависит от толщины сечения, конструкции, требований к обслуживанию и т. д.
Швеллер для обшивки / Шляпный швеллер
Экономичный элемент каркаса в форме шляпы, используемый для «обшивки» потолков и кирпичных стен.
Найти в:
Внутренний каркас > Каркас из гипсокартона
Внутренний каркас > Потолки
Наружный каркас > Каркас навесной стены
Описание
Технические характеристики
Установка
Ресурсы
Представления
Образцы
Экономичный элемент каркаса в форме шляпы, используемый для отделки потолков и каменных стен.
Обеспечивает негорючую обшивку внутренних и наружных стен
Используется для выравнивания неровных поверхностей
Предлагается с глубиной 7/8” и 1-1/2” для размеров 25, 20, 18 и 16
Стандартные длины: 10 и 12 футов. Доступны другие длины
Швеллер для обшивки штанин (как показано) доступен только для калибра 25
Обрешеточный швеллер ClarkDietrich представляет собой коррозионно-стойкий элемент каркаса в форме шляпы, используемый для обрешетки каменных стен и потолков. В бетонных стенах обрешеточный канал устанавливается вертикально на поверхность стены с помощью бетонных гвоздей или крепежных деталей с механическим приводом. Затем гипсовые панели прикручиваются к швеллерам обрешетки. В подвесных потолках обшивочные каналы можно прикрепить непосредственно к 1-1/2-дюймовым холоднокатаным профилям с помощью металлических зажимов для обшивочных профилей или стяжной проволоки. Для крепления обшивочных профилей непосредственно к конструкции здания можно использовать винты или крепежные детали с механическим приводом. Обрешетка более толстого калибра обеспечивает большие пролеты и грузоподъемность.0003
Системы каналов для обшивки 7/8 дюйма
Элемент
Датчик
Мил
Размер
шт./комплект
087F125-18
25
18
7/8″
10
087F125-30
20 ДВ
30
7/8″
10
087F125-33
20 СТР
33
7/8″
10
087F125-43
18
43
7/8″
10
087F125-54
16
54
7/8″
10
Системы каналов для обшивки 1-1/2 дюйма
Элемент
Калибр
Мил
Размер
шт./комплект
150F125-18
25
18
1-1/2″
10
150Ф125-30
20 ДВ
30
1-1/2″
10
150Ф125-33
20 СТР
33
1-1/2″
10
150Ф125-43
18
43
1-1/2″
10
150Ф125-54
16
54
1-1/2″
10
Потолочные тележки
Таблицы допустимых потолочных пролетов для каркасных каналов
Монтаж
В бетонных стенах:
Обрешетка крепится вертикально к поверхности стены с помощью бетонных гвоздей или саморезов. Затем гипсовые панели прикручиваются к швеллерам обрешетки.
В подвесных потолках:
Профили для обрешетки можно прикрепить непосредственно к холоднокатаным профилям t 1-1/2 дюйма с помощью металлических зажимов для каналов для обшивки или вязальной проволоки. Винты или крепежные детали с механическим приводом можно использовать для крепления профиля непосредственно к
Более толстая обрешетка обеспечивает большие пролеты и грузоподъемность Обрешетка 18-го или 16-го калибра обычно используется для обрешетки наружных конструкций
A CAD Details
Р БИМ Код и паспорт безопасности Архитектурные спецификации AIA / CEU
Сертификаты и стандарты производительности:
Расчетные свойства основаны на:
AISI S100-16 Североамериканские технические условия на проектирование элементов конструкции CFS
Североамериканский стандарт AISI S220-15 для каркаса CFS — ненесущие элементы
Раздел A4 — Материал — Химические и механические требования (со ссылкой на ASTM A1003/A1003M)
Раздел A5 — Защита от коррозии (со ссылкой на ASTM A653/A653M)
Раздел C — Установка — (ссылка на ASTM C754)
AISI S240-15 — Североамериканский стандарт для конструкционного каркаса из холодногнутой стали
Раздел A3 — Материал — Химические и механические требования (ссылка на ASTM A1003/A1003M)
Раздел A4 — Защита от коррозии (со ссылкой на ASTM A653/A653M)
Раздел C — Установка — (со ссылкой на ASTM C1007) Информация о паспортах безопасности и сертификации продукции
Паспорт безопасности и информация о сертификации продукции
Листы с данными о продукте
Щелкните приведенный ниже код продукта, чтобы просмотреть лист с данными/представлением.
Гидроабразивная резка металла сделать самому своими руками. Оборудование для гидроабразивной резки металла
Новые высокотехнологичные способы обработки материалов нередко базируются на принципах естественных природных явлений. Гидроабразивная методика как раз к таким и относится, повторяя процесс эрозии. Суть ее заключается в воздействии водной среды на поверхность материала. Конечно, для производственной сферы данная технология была оптимизирована, например за счет совмещения жидкости с инородными элементами. Кроме этого, гидроабразивная резка металла предполагает подачу струи под сильным давлением, в результате чего достигается и высокая скорость обработки.
Особенности технологического процесса
Как уже отмечалось, технология базируется на принципе естественной эрозии. То есть физическое воздействие на обрабатываемый материал происходит за счет высокоскоростной струи, смешанной с твердыми абразивами. В ходе операции скоростной поток твердофазных элементов выполняет отрыв и унос из места обработки мелких частиц металла. Эффективность, с которой происходит гидроабразивная резка металла, зависит от множества параметров организации данного процесса. Например, имеет значение состав струи, расход воды и сила давления. Отдельного внимания заслуживает и абразивный материал – специалисты подбирают фракцию в соответствии с требованиями к характеристикам раскроя.
В отличие от других методов обработки данная техника не предполагает деформирующего и теплового воздействия. Это значит, что гидроабразивная резка металла позволяет сохранять первоначальные физико-механические качества заготовки. Но для достижения ожидаемого результата необходимо использовать специальное оборудование.
Оборудование для резки
Обычно для выполнения таких операций применяют специальные установки. В качестве их основы выступают несущие опоры из нержавеющего металла. Для поддержания заготовок применяются быстросменные ребра, которые также позволяют защищать опоры от воздействия рабочей струи. В целях обеспечения защиты рабочего участка от пыли и шума станок также снабжают механизмом быстрого управления водой. То есть в процессе операции обрабатываемый материал может полностью находиться в водной среде. Что касается эксплуатационных возможностей, то станок гидроабразивной резки металла дает возможность справляться с нержавеющей сталью толщиной до 200 мм. Примечательно, что показатели твердости материала для станков такого типа не имеют значения. Тонкая высокоскоростная струя диаметром в 1 мм способна выполнять четкую резку с высоким допуском.
Вспомогательные устройства
С целью повышения точности резки некоторые модели станков обеспечиваются и устройствами позиционирования. Их представляют индуктивные линейные сенсоры, с помощью которых оператор может достичь повышенной точности фиксации. Правда, многое зависит и от выполнения осей перемещения – в лучших моделях комбинация направляющих и датчиков позиционирования дополняется плавностью хода и оптимальной скоростью движения. Также установка гидроабразивной резки металла может комплектоваться баком для абразива. В процессе работы он автоматически пополняет запасы этого компонента, ориентируясь на информацию датчиков контроля.
Ручные станки для резки
Обычно к этой категории станков относят модели, не имеющие ЧПУ. Иными словами, управление рабочим процессом в определенной мере перекладывается на оператора. Пользователь своими руками должен выставлять угол наклона резки, а в некоторых случаях и фиксировать позицию функциональной установки. Но при условии соблюдения правил эксплуатации в этом случае также можно рассчитывать на высокую точность, с которой будет выполнена гидроабразивная резка металла. Оборудование без программного обеспечения снабжается теми же техническими узлами, что и более совершенные модели. Поэтому теоретически качество выполнения должно сохраняться на оптимальном уровне. Более того, в некоторых ситуациях самостоятельная настройка и контроль резки позволяют достичь более высоких результатов обработки.
Техника выполнения резки своими руками
Управление процессом резки в ручном режиме предусматривает, что пользователь будет самостоятельно осуществлять подачу заготовок и контролировать их передвижение с позиционированием. Также в некоторых случаях в перечень операторских задач входит и регуляция системы охлаждения. На практике гидроабразивная резка металла своими руками выполняется посредством специальных кнопок. Например, для позиционирования оператор должен ввести несколько значений по координатам. Но даже ручное управление полностью не избавлено от контроля со стороны электронной системы. Так, при вводе ошибочных данных техника возвращает значения рабочих показателей в исходное положение.
Плюсы и минусы технологии
К достоинствам резки такого типа можно отнести четкость линии раскроя, возможность справляться практически с любыми металлами, а также взрыво- и пожаробезопасность операции. Среди недостатков такой обработки отмечают низкую скорость при работе с тонколистовой сталью, невысокий уровень износостойкости функциональных элементов и дороговизну расходного материала, то есть абразива. Тем не менее экономически технология себя оправдывает. Например, услуги гидроабразивной резки металла позволяют качественно справиться с ответственными операциями при подготовке материала для последующего монтажа. Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
Заключение
Режущие качества абразивных материалов давно используются в разных сферах. На схожем принципе, в частности, работает пескоструйный инструмент, позволяющий выполнять качественную и быструю шлифовку поверхностей. В свою очередь, гидроабразивная резка металла обеспечивает высококачественный результат в работе с разными листами и конструкциями. Кроме точности выполнения раскроя можно отметить и отсутствие вредных процессов, которыми сопровождаются традиционные способы обработки. В частности, тепловые и механические воздействия лишь в редких случаях позволяют обойтись без деформации зоны, окружающей место реза. Но расплачиваться за качественный результат гидроабразивной обработки приходится высокими затратами на расходный материал – чем эффективнее абразив, тем выше его цена.
Гидроабразивная резка — объяснение процесса, преимущества и материалы [Часть 2]
Гидроабразивная резка — это уникальный высокоэффективный процесс получения чистых резов различных материалов. Поскольку нет нагрева, это отличный способ избежать тепловых деформаций, обеспечивая при этом гладкий и чистый рез. Хотя многие люди ассоциируют данный процесс с резкой металлов, существует множество различных материалов, при резке которых можно использовать гидроабразивную резку.
Материалы для гидроабразивной резки
Этот процесс совместим с широким спектром материалов. В этом разделе мы рассмотрим различные типы материалов, которые могут быть эффективно разрезаны с помощью гидроабразивного резака. Мы рассмотрим:
Металлы;
Древесину;
Резину;
Керамику;
Стекло;
Камень и плитку;
Продукты питания.
Металлы
Благодаря высокой скорости и давлению в гидроабразивных системах они способны с относительной легкостью резать тонкие и толстые листы металла. Этот процесс способен резать чрезвычайно твердые материалы, такие как титан и инконель, а также обычные металлы, такие как алюминий и мягкая сталь.
Этот процесс в основном используется для резки толстых заготовок, которые невозможно разрезать лазером или плазмой. Для более тонких металлов лазерная резка имеет преимущество перед гидроабразивной по скорости резки. Гидроабразивный резак с насосом мощностью 30 л.с. может резать титан толщиной 12 мм со скоростью 180 мм/мин.
Для металлов гидроабразивная резка дает преимущество в виде отсутствия образования зоны термического влияния, что значительно улучшает конечное качество детали. Также в большинстве случаев нет необходимости во вторичной отделке, так как этот процесс обеспечивает атласно-гладкие края.
Металлические детали, вырезанные гидроабразивным способом, имеют высокое качество и поэтому используются в самых требовательных отраслях, таких как аэрокосмическая промышленность, где нет права на ошибку.
Дерево
Качественный станок гидроабразивной резки может эффективно резать древесину толщиной до 125 мм со скоростью до 15 м/мин. Его можно использовать как для раскалывания древесины, так и для вырезания замысловатых форм. Кроме того, струя проходит через древесину с такой высокой скоростью, что практически не вызывает смачивания поверхности. Это предотвращает впитывание воды древесиной. Высокое давление также вызывает минимальное расслоение.
Однако при наличии сучков в древесине может потребоваться повторная калибровка машины. Либо мы можем использовать более высокое давление, которое позволит прорезать сучки вместе с участками без сучков, либо использовать разное давление для разных участков. Использование любого из этих вариантов может повлиять на конечное качество детали.
Резина
Гидроабразивная технология также все чаще используется для резки резины различной толщины. Ключевым преимуществом гидроабразивной резки является то, что она не создает вогнутых краев, в отличие от вырубки. Технология также не ограничена толщиной резины. Гидроабразивный станок может резать резину различной твердости и толщины до желаемого конечного качества.
Во многих случаях гидрорезки без абразива может быть достаточно для удовлетворения технических требований к резиновым изделиям. Резка струёй воды без абразива можно легко разрезать губчатую резину толщиной до 50 мм и твердую резину толщиной более 25 мм с двунаправленным допуском 0,25 мм.
Керамика
Гидроабразивная технология широко используется в промышленности для резки керамики. Керамика — твердый и хрупкий материал, который трудно поддается обработке. Он не выдерживает чрезмерного давления, которому подвергается заготовка при других методах механической резки.
При гидроабразивной резке на заготовку не оказывается чрезмерное давление, за исключением точки реза. Это делает её идеальной для резки керамики. Резак может проделывать собственное начальное отверстие и точно вырезать сложные формы.
Технология ЧПУ используется в сочетании с гидроабразивной резкой для обеспечения высокой точности и хорошего качества кромок.
Стекло
Гидроабразивную резку можно использовать для резки различных видов стекла с невероятной детализацией. Ей можно разрезать самое хрупкое стекло без трещин и кратеров. С другой стороны, вы можете использовать её для резки витражей.
При гидроабразивной резке не требуется травления или разбивка. Но начальные отверстия пробиваются под меньшим давлением из-за склонности к образованию трещин. Гидроабразивный станок может разрезать до 50 мм пуленепробиваемого стекла, для других типов стекол эта цифра еще больше.
Камень и плитка
Камень и плитка — еще одна распространенная область применения гидроабразивных резаков. При правильных технических настройках можно использовать гидроабразивный резак для цемента, керамики, стекла, гранита, известняка, мозаики, металла, фарфора, травертина и карьерной плитки.
Продукты питания
Гидроабразивная резка широко используется в пищевой промышленности благодаря преимуществам в области санитарии и производительности. Министерство сельского хозяйства США также одобряет ее использование, поскольку процесс не загрязняет продукты питания бактериями или другими загрязняющими веществами.
Гидроабразивный станок выполняет точную резку и порционирование мелких и крупных продуктов питания, таких как конфеты, выпечка, птица, рыба и замороженные продукты.
Гидроабразивная резка по сравнению с другими методами резки
Гидроабразивная резка имеет довольно много преимуществ перед другими методами резки. В этом разделе мы сравним гидроабразивную резку с другими методами, такими как электроэрозионная обработка, лазерная и плазменная резка, по следующим параметрам.
Толщина материала;
Формирование термического нагрева;
Допуск детали;
Настройка операции.
Толщина материала
Гидроабразивная резка может разрезать практически любой материал толщиной 300 мм (для некоторых материалов — до 600 мм). Лазерный станок используется для металлов толщиной до 25 мм (для некоторых материалов меньше), исключая отражающие металлы, в то время как электроэрозионный станок работает только с проводящими материалами толщиной менее 300 мм.
Плазма может резать почти все металлы толщиной до 50 мм (75 мм для некоторых). Пламенная резка (кислородная резка) — еще одна альтернатива, которая может работать с металлами толщиной до 150 мм, но она имеет определенные ограничения. Резка алюминиевых и медных сплавов не представляется возможной, а качество кромок сильно отличается в пользу гидроабразивной резки.
Гидроабразивная резка почти всегда является предпочтительным выбором, если толщина материала велика и/или требуется хорошее качество кромки.
Образование зоны термического влияния
При гидроабразивной резке не образуется зона термического влияния, в то время как при электроэрозионной резке зоны термического влияния очень мала. Лазерная и плазменная резка может иметь значительную глубину зоны термического влияния в зависимости от используемого в процессе газа. Это делает необходимой постобработку.
Допуск деталей
Лазерная и электроэрозионная обработка могут соответствовать спецификациям допусков гидроабразивной резки на уровне 0,025 мм. Плазма может обеспечить точность только до 0,25 мм. Скорость резки может повлиять на этот аспект. При увеличении скорости уменьшаются обрабатываемые допуски.
Настройка операционной системы
Настройка гидроабразивного станка остается относительно одинаковой вне зависимости от материала. Все остальные сравниваемые методы требуют различных настроек для разных работ и даже могут потребовать различных расходных материалов.
Заключение
Гидроабразивная резка имеет множество преимуществ перед другими методами. Благодаря своей универсальности, позволяющей работать практически с любыми материалами и при этом безопасности, устойчивости и точности, этот метод широко используется во многих отраслях.
Однако предприятия обычно предпочитают лазерную резку, когда требуется более высокая скорость резки. Хотя толщина материала должна находиться в определенных пределах, а воздействие тепла должно быть допустимым. Увеличение скорости также снижает конечную стоимость изделия за штуку, что делает лазерную резку более доступной, чем гидроабразивную резку в некоторых случаях.
Гидроабразивная технология применяется в таких отраслях, как аэрокосмическая промышленность, автомобилестроение, текстильная промышленность, здравоохранение, горнодобывающая промышленность и многих других. Ожидается, что по мере развития технологий гидроабразивная резка будет становиться все более дешевой и распространенной в обрабатывающей промышленности.
Водоструйный резак из дешевой мойки высокого давления
по:
Дженни Лист
Мы привыкли к тому, что фрезерные станки с ЧПУ и 3D-принтеры становятся основным продуктом наших мастерских, и благодаря чудесам международной торговли даже скромный лазерный резак доступен большинству экспериментаторов. Но есть один инструмент, который до сих пор избегал всего, кроме коммерческого использования или очень хорошо зарекомендовавшего себя гидрорезака. В этих машинах используется струя воды под высоким давлением, обычно несущая поток абразивных частиц, для разрезания материала, находящегося под ними. С нашей точки зрения, они интересны тем, что могут резать металл, что обычно невозможно с лазерными резаками в пределах нашей досягаемости.
Водорез — это то, что, как вам может показаться, экспериментатор не сможет сделать самостоятельно, но [Прикладная наука] готово опровергнуть это мнение. Он взял дешевую мойку высокого давления и модифицировал ее, чтобы обеспечить гораздо более высокое давление воды для гидрорежущей головки.
Его очень подробное описание модификаций делает просмотр чрезвычайно интересным, и мы поместили видео ниже разрыва. Более высокое давление достигается за счет модификации переключателя давления омывателя новой механической обработкой втулки и более сильной пружины. Описание работы переключателя омывателя интересно само по себе. Затем мы подвергаемся полному демонтажу водяной режущей головки с абразивной подачей, трубкой из карбида вольфрама и рубиновым соплом. Этот последний компонент удивительно дешев. Затем он кратко описывает его конструкцию, особенно в отношении выбора размера отверстий, подходящего для насоса. Наконец, мы взглянем на его систему подачи абразива и на пластиковую воронку, которую он использует, чтобы вода не вытекала из бункера.
На данный момент резак статичен, но его очевидный следующий шаг — перенести его на некую форму стола ЧПУ. Если этот проект сделает резку водой на один шаг ближе к массам, мы не можем ждать!
В прошлом мы предлагали здесь более одного гидроабразивного резака, но с таким низким бюджетом — ничего. Группа студентов построила один примерно за 5000 долларов, в то время как проводилась кампания по сбору средств на один примерно за 3500 долларов.
Спасибо [varun s] за подсказку.
Posted in Инструментальные хакиTagged cnc, мойка высокого давления, гидрорезка, резка водой
Можете ли вы сделать гидроабразивный резак за несколько сотен долларов?
Наука цех
Если вы никогда не видели Applied Science, канал Бена Красноу на YouTube , вам нужно подписаться на него сейчас. Бен снимает увлекательнейшие видеоролики, посвященные практическому применению науки и высоких технологий. Каким бы ни был предмет, он терпеливо, четко и методично рассказывает о предпринятых им экспериментах, оборудовании, которое он использовал, о том, что он обнаружил, с какими проблемами столкнулся и к каким выводам пришел из своих усилий. Я чувствую себя умнее и лучше понимаю, как на самом деле устроен мир вокруг меня после просмотра видео Бена.
В этой части Прикладная наука Бен делает нечто действительно примечательное. Он создает полезный гидроабразивный резак, способный резать металл, дерево и другие материалы. Он достигает этого, используя установку, которую собрал всего за несколько сотен долларов. Сердцем системы является мойка высокого давления Sun Joe, которую он купил за 150 долларов на Amazon . Коммерческий гидроабразивный резак стоит десятки тысяч долларов. Даже супердешевый резак, такой как Wazer, собранный на Kickstarter несколько лет назад, продается за 60000 долларов.
Самодельная установка Бена может и не выглядит особенной, но свою работу она выполняет. На видео вы видите, как он прорезает 1/16-дюймовый алюминий (со скоростью ~ 2″/мин с 0,4 фунта/мин абразива при 3200 psi), 1/8-дюймовый алюминий (примерно на 1/2 скорости резания, абразив и значения psi одинаковы), 3/8″ твердая древесина, пенопласт (в режиме только воды/без абразива) и хлеб (да, хлеб).
Водорез, который он создает, в основном состоит из мойки высокого давления (в которую ему пришлось внести несколько простых модификаций), водяного отверстия, смесительной трубки (сопло), режущей головки, фитингов высокого давления, манометра, и клапан. Он получил большую часть этих деталей у AccuStream (поставщик запчастей для гидроабразивной резки) и у McMaster-Carr.
Что касается бункера для абразива, после изучения коммерческих бункеров он понял, что они в основном представляют собой ванну с гравитационной подачей с отверстием в дне (и средством регулировки количества абразива). Итак, он сделал свой собственный. Список используемых деталей и ссылки на поставщиков приведены в описании к видео.
Бен приходит к выводу, что, в общем и целом, такая причудливая самодельная установка на самом деле вполне пригодна для использования. Он не может резать со скоростью коммерческой машины, но для хобби и использования в небольших магазинах это может быть просто билет. Вы точно не сможете побить цену! В конце видео Бен рассказывает о том, как он мог бы вывести его на новый уровень, оснастив его дешевой станиной с ЧПУ, чтобы сделать резку автоматизированной и управляемой компьютером. Также имеет смысл создать какую-то изоляцию для всего устройства, если вы планируете использовать устройство для реальной повседневной работы.
Полуавтоматический сварочный аппарат инверторного типа Ресанта САИПА-200 65/9
Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-200 с функцией ММА предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа — углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества
Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
Горелка съемная.
Основное преимущество полуавтомата — это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-200
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
Кнопка переключения режимов MIG/MAG и ММА.
Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
Регулятор форсажа дуги.
Принудительная протяжка сварочной проволоки.
Силовые разъемы для подключения сварочных кабелей.
Индикатор «сеть» загорается при включении прибора.
Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Диаметр электродной проволоки:
0,5-0,8 мм
0,8-0,1 мм
Вылет электрода:
7-10 мм
8-12 мм
Расстояние от сопла до металла:
7-10 мм
8-12 мм
Расход углекислого газа:
10-15 дм3/мин
10-15 дм3/мин
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
Диаметр электродов
Ток
1,6 мм
25-50 А
2 мм
50-70 А
2,5 мм
60-90 А
3,2 мм
90-140 А
4 мм
130-190 А
5 мм
160-220 А
6 мм
200-315 А
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
до 200А Сварочные аппараты Ресанта
Сортировать по:
Фильтр
Производитель:
Все
·
Edon
·
Луч Профи
·
Kaiser
·
Кентавр
·
Shyuan
·
MegaTec
·
Патон
·
ТехАС
·
Дніпро-М
·
Vitals
·
Sturm
·
Daewoo
·
DWT
·
Jasic
·
SSVA
·
Темп
·
DneproWelding
·
Stanley
·
Awelco
·
Спика
·
ЭлсвА
·
СВАРМАСТЕР
·
Союз
·
ALKS
·
Чемпион
·
КАРПАТИ
·
Энергомаш
·
FDLUX
·
GYS
·
Атом
·
Енергия
· Ресанта · Worcraft
·
Сварочный инвертор Ресанта САИ-140
Артикул: 2065
Нет на складе
Наличие уточняйте
0 грн
Цена 2 483 грн
Сварочный инвертор Ресанта САИ-190
Артикул: 2064
Нет на складе
Наличие уточняйте
0 грн
Цена 4 023 грн
Сварочный инвертор Ресанта САИ-160К
Артикул: 2058
Нет на складе
Наличие уточняйте
0 грн
Цена 2 527 грн
Сварочный инвертор Ресанта САИ-190К
Артикул: 2057
Нет на складе
Наличие уточняйте
0 грн
Цена 2 968 грн
Сварочный инвертор Ресанта САИ-160ПН
Артикул: 2054
Нет на складе
Наличие уточняйте
0 грн
Цена 4 071 грн
Сварочный инвертор Ресанта САИ-190ПН
Артикул: 2053
Нет на складе
Наличие уточняйте
0 грн
Цена 4 870 грн
Сварочный инвертор Ресанта САИ-190 ПРОФ
Артикул: 2050
Нет на складе
Наличие уточняйте
0 грн
Цена 7 848 грн
Сварочный полуавтомат Ресанта САИПА-135
Артикул: 2071
Нет на складе
Наличие уточняйте
0 грн
Цена 7 160 грн
Сварочный полуавтомат Ресанта САИПА-165
Артикул: 2069
Нет на складе
Наличие уточняйте
0 грн
Цена 8 484 грн
Сварочный полуавтомат Ресанта САИПА-190МФ
Артикул: 2067
Нет на складе
Наличие уточняйте
0 грн
Цена 14 220 грн
до 200А Сварочные аппараты Ресанта — отличное качество и низкие цены
В нашем интернет-магазине «Свармакс» Вы можете купить Сварочные аппараты до 200А от известного производителя Ресанта по самой низкой цене в Украине. Мы имеем большой опыт в продаже сварочных аппаратов, поэтому наш менеджер проконсультирует и поможет с выбором нужной модели из огромного ассортимента ТМ Ресанта. Для покупки звоните по номерам (050) 087·65·35, (098) 399·85·86 или (093) 330·75·76, а также оставляйте онлайн заказы. Svarmax.com.ua — специализированный интернет-магазин сварочной и садовой техники.
Цены на популярные до 200А Сварочные аппараты Ресанта в Украине
Фото
Модель
Краткие характеристики
Рейтинг
Цена, грн
Сварочный инвертор Ресанта САИ-160ПН
Класс аппарата: Бытовой Потребление: 4.8кВт Сварочный ток: 160А Гарантия: 24мес.
4071
Сварочный инвертор Ресанта САИ-140
Класс аппарата: Бытовой Потребление: 4.5кВт Сварочный ток: 140А Гарантия: 24мес.
2483
Сварочный инвертор Ресанта САИ-190 ПРОФ
Класс аппарата: БытовойПотребление: 7. 2кВтСварочный ток: 190АГарантия: 24мес.
7848
Сварочный полуавтомат Ресанта САИПА-135
Класс аппарата: Бытовой Потребление: 3.3кВт Сварочный ток: 110А Гарантия: 24мес.
7160
Сварочный полуавтомат Ресанта САИПА-165
Класс аппарата: Профессиональный Потребление: 5кВт Сварочный ток: 160А Гарантия: 24мес.
8484
Хороший прайс на до 200А Сварочные аппараты Ресанта в каталоге сварочного оборудования СварМакс. У нас Вы сможете купить полуавтомат сварку или же оформить заказ на сварочную маску хамелеон с доставкой в Хмельницкий , а так же: Черкассам, Ивано-Франковску, Виннице и всей Украине. Смотрите и заказывайте также аргоновая сварка аппарат в дополнении к купить дрель в интернет магазине — на нашем сайте. А также, самое выгодное предложение на сварочный аппарат полуавтомат или цены на инструмент — в нашем интернет магазине. Обратите внимание, только у нас вы сможете электролобзик купить украина или эдон сварочный инвертор по наиболее привлекательным ценам.
Что такое рабочий цикл при сварке и как он рассчитывается?
Последнее обновление
Рабочий цикл относится к периоду, в течение которого сварочный аппарат может работать с рекомендуемой силой тока. Обычно измеряется десятью минутами. Например, на 200 ампер с скважностью 30% можно запустить сварочный аппарат на 10 минут. В течение первых 3 минут запускайте машину непрерывно, поддерживая силу тока 200 ампер. В оставшиеся 7 минут машина автоматически переключается в режим тепловой перегрузки для охлаждения.
Как это работает?
Рабочий цикл машины изменяется при разной силе тока. Когда машина работает с более высокой выходной силой тока, она нагревается быстрее, а рабочий цикл имеет тенденцию к сокращению. И наоборот, рабочий цикл увеличивается, когда машина работает при более низкой силе тока.
Основная формула расчета долга всегда одна и та же. Однако несколько факторов могут определить результат теста рабочего цикла. Ниже приведены факторы.
Температура окружающей среды, при которой проводились испытания: При более высокой температуре окружающей среды требования могут быть выше.
Время, в течение которого проводились измерения: Эксперты рекомендуют от пяти до десяти минут.
Состояние машины: Проверка проводилась на холодной машине или на уже нагретой машине и готова к длительному использованию? К тому же тестирование на уже прогретой машине гораздо более требовательно к ее системе охлаждения.
Общепринятым стандартом испытаний для определения рабочего цикла является Европейский стандарт EN609.74-1. Кроме того, Европейский стандарт обеспечивает основу, на которой был установлен австралийский стандарт AS609974-1. Эти стандарты считаются лучшими для определения и демонстрации того, как машина работает в реальных условиях.
Чтобы оценить рабочий цикл машины, работающей с током 200 А и нагрузкой 30 %, с использованием европейского стандарта EN60974-1, выполните следующие действия.
Сначала нагрейте машину до соответствующей температуры путем непрерывной сварки и убедитесь, что она дважды отключается при тепловой перегрузке.
Проведите испытание в контролируемой камере, нагретой до 104 градусов по Фаренгейту (40 градусов по Цельсию), и дайте машине возможность сваривать при силе тока 200 ампер в течение 3 минут с интервалом в 10 минут. Таким образом, рабочий цикл 200А при 30%.
Изображение предоставлено: Рижка Назар, Shutterstock
Как рассчитать рабочий цикл
Рабочий цикл рассчитывается следующим образом:
D = (PW/T) * 100%
PW относится к ширине импульса, обычно когда импульс включен или занят.
T относится к общему периоду сигнала.
Всякий раз, когда цифровой сигнал потребляет половину времени, когда он включен, а другую половину времени выключен, его цифровой сигнал имеет рабочий цикл 50%. Если процент рабочего цикла выше 50%, цифровой сигнал проводит больше времени в верхнем состоянии, чем в нижнем. Однако чем выше процент рабочего цикла, тем лучше будет работать система.
См. также: Что такое импульсная сварка? И как это работает?
Какие существуют типы рабочих циклов?
Непрерывный режим (режим S1): Это первый и самый простой тип рабочего цикла. При этой операции двигатель машины работает в течение длительного периода времени, прежде чем достигнет своего теплового равновесия. В режиме S1 период подачи питания на машину будет иметь существенное влияние на определение ее температуры.
Кратковременный режим работы (режим S2): сокращенно S2 и , сопровождаемый количеством минут в рабочем цикле (S2 30 минут). Его работа аналогична работе S1. Однако работа в S2 обычно прекращается до достижения равновесия. Кроме того, охлаждение машины в S2 обычно занимает более продолжительное время.
Периодический режим (S3-S8): Эта категория охватывает все рабочие циклы между S3-S8, независимо от того, есть ли у них перерывы или нет тормозов. В этой категории также рассматриваются такие вопросы, как запуск двигателя, электрическое торможение и переключение нагрузок во время перерывов. Примечательно, что некоторые из этих операций рабочего цикла повторяются во всех категориях между S3-S8. В этой категории машина не может достичь своего теплового равновесия.
В периодическом режиме есть два рабочих цикла:
Повторно-кратковременный режим (S3)
Непрерывная работа с электрическим торможением (S7)
Изображение предоставлено: PO3 Патрик Келли, Commons Wikimedia
Прерывистая периодическая работа (S3): Здесь операции разбиты на категории по идентичным циклам, каждый из которых имеет сеанс отдыха и период постоянной нагрузки. Более того, этот рабочий цикл обозначается аббревиатурой S3, сопровождаемой процентом времени под нагрузкой (S3 30%).
Непрерывная работа с электрическим торможением (S7): Этот рабочий цикл включает пуск, обычную нагрузку и электрическое торможение. Кроме того, у операции нет перерыва между сериями.
Где используется рабочий цикл?
Рабочий цикл и сварка MIG
Сварка MIG включает автоматизированные процессы. Сварка MIG разработана с учетом современных рабочих циклов, которые позволяют операторам выполнять сварку в течение продолжительных сеансов. Сварщики могут наслаждаться непрерывными временными интервалами между сварными швами, что дает им возможность работать с большими заказами. Однако это зависит от разных приложений.
Хорошим примером, когда рабочий цикл имеет решающее значение, может быть производственная установка, где приспособления используются для резки при настройке и экономии времени сварки. Вы также можете использовать сварочный аппарат большей мощности для бесперебойной работы.
Рабочий цикл и MMA/сварка электродом
MMA/сварка электродом – это скорее ручной процесс, который включает в себя чередующиеся аспекты, такие как измельчение шлака и электродов. Доля времени, которую оператор тратит на сварку, меньше по сравнению с MIG, поскольку MMA включает ручные процессы. По этой причине рабочий цикл не так важен, как у МИГа.
Аппарат класса Weld с максимальной выходной мощностью 140 ампер считается самым маленьким MMA/Stick. Тем не менее, с рабочим циклом 100 ампер при 60% мощности будет достаточно для непрерывной работы стандартных электродов диаметром 2,6 мм. Он также может плавно работать с электродом диаметром 3,2 мм.
Рабочий цикл и сварка ВИГ
Изображение предоставлено: Prowelder87, Commons Wikimedia
При сварке ВИГ значение рабочего цикла значительно различается. Кроме того, TIG обычно применяется для детальной обработки, особенно для более тонких материалов или небольших деталей. Более того, чтобы добавить вишенку на торт, при сварке TIG машина может никогда не приблизиться к пределу своего рабочего цикла.
Кроме того, аппарат может выполнять сварочные работы с низкой силой тока при рабочем цикле 100 %. Поскольку TIG представляет собой ручной процесс, включающий подачу присадочного металла вручную, сварка или соотношение времени включения и времени простоя ниже, чем у MIG. Некоторые из применений TIG, в которых необходим высокий рабочий цикл, включают сварку TIG соединений труб. Такие приложения потребуют длительного и непрерывного владения.
Преимущества рабочего цикла при сварке
Предотвращение пожаров: Как только машина достигнет максимальной температуры рабочего цикла, автоматически сработает защита от тепловой перегрузки. Как только защита сработает, машина немедленно выключится. Благодаря таким мерам вы почувствуете большую эффективность и производительность сварных швов. Конечным результатом является высокое качество сварных швов и максимальная рентабельность.
Изготовление высококачественных сварных швов: Само собой разумеется, что понимание вашей машины означает изготовление качественной продукции без дефектов.
Приоритизация сварных швов: Как только вы поймете рабочий цикл вашего аппарата, вы сможете расставить приоритеты в своем графике сварки, например, зная, когда остановить сварку, чтобы достичь всех своих целей.
Недостатки рабочего цикла
Расходы при авариях: Иногда машина может перегреться и загореться. Это может быть связано с тем, что защита от тепловой перегрузки не срабатывает после превышения рабочего цикла. Это может привести к серьезным потерям оператора и даже к гибели людей.
Постоянные перерывы во время сварки: При работе с критически важными сварными швами в сжатые сроки частые отключения могут помешать вам достичь ожидаемых целей, что может привести к простоям. Это распространено в машинах с более низким рабочим циклом.
Сварные швы низкого качества: Некоторые машины, которые всегда имеют тенденцию достигать предела рабочего цикла после короткого периода использования, ухудшают качество сварки.
Часто задаваемые вопросы
Что происходит при превышении рабочего цикла?
Изображение предоставлено: YAKISTUDIO, Shutterstock
Всякий раз, когда рабочий цикл достигает оптимальной температуры, срабатывает защита от тепловой перегрузки. Это приведет к отключению аппарата до тех пор, пока он не остынет для следующего сеанса сварки. Большинство сварочных аппаратов оснащены термопарой для определения перегрева аппарата.
Кроме того, эти сварочные аппараты запрограммированы таким образом, чтобы сначала их потребности были приоритетными, а затем ваши. Таким образом, машина не позволит вам довести ее до точки расплавления.
Насколько вероятно, что рабочий цикл является проблемой?
Чтобы рабочий цикл был проблемой, это зависит от ваших сеансов сварки. Некоторые сварные швы требуют коротких периодов сварки. Хороший пример, во время дуговой сварки аппарат потребует от вас смены электрода. Кроме того, во время сварки TIG вам потребуются перерывы между сваркой для изменения положения.
Что такое хороший рабочий цикл?
Хороший рабочий цикл зависит от нескольких факторов. Они включают в себя конкретные настройки, применяемые к аппарату, сварочному аппарату и процессу сварки.
Например, сварка TIG включает множество ручных процессов, в отличие от сварки MIG, где процессы автоматизированы. Эта разница делает степень значимости рабочего цикла меньше в TIG по сравнению с MIG.
Какие факторы влияют на рабочий цикл?
Рабочий цикл обычно зависит от нескольких факторов. К ним относятся напряжение, сила тока, вентиляция и температура. Когда машина прислонена к стене, вентилятор создает ограниченный поток воздуха из-за плохой вентиляции. Без надлежащего воздушного потока машина будет быстро нагреваться и медленно остывать.
Такие несоответствия вызывают температурные сдвиги, которые сильно влияют на рабочий цикл. Всегда следите за тем, чтобы ваше рабочее место хорошо проветривалось. Это позволит воздуху свободно циркулировать и позволит легко отводить тепло, выделяемое сварщиком.
Заключение
Каждый сварщик мечтает иметь аппарат, который сможет выполнять сварочные работы и прослужит дольше. Всегда помните о рабочем цикле вашей машины, чтобы предотвратить потери, несчастные случаи и поломки. Убедитесь, что вы постоянно проводите регулярные проверки и техническое обслуживание своих машин, чтобы выявлять неисправности до того, как они нанесут ущерб вашей работе. Вы также можете вызвать инженера-сварщика для проведения профессиональной оценки и выполнения необходимого ремонта и замены. Имейте в виду, правильное техническое обслуживание машин обеспечивает качественные сварные швы!
Авторы избранных изображений: Per Hortlund, Flickr
Как это работает?
Как рассчитать рабочий цикл
Какие существуют типы рабочих циклов?
Где используется рабочий цикл?
Рабочий цикл и сварка MIG
Рабочий цикл и сварка MMA/Stick
Рабочий цикл и сварка TIG
Преимущества рабочего цикла при сварке
Disadvantages of Dute Cycle
FAQ
FAQ
0018 Что происходит при превышении рабочего цикла?
Насколько вероятно, что рабочий цикл является проблемой?
Что такое хороший рабочий цикл?
Какие факторы влияют на рабочий цикл?
Заключение
Что такое рабочий цикл при сварке? (с таблицей)
Рабочий цикл сварки представляет собой процентную долю 10-минутного интервала, в течение которого источник сварочного тока может непрерывно выдавать номинальную силу тока. Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Например, сварщик с номинальным рабочим циклом 200 А при 60 % может выдавать 200 А в течение шести минут, прежде чем ему потребуется отдохнуть в течение оставшихся четырех минут 10-минутного интервала.
Вот хорошее видео, объясняющее суть:
Важность ПВ при сварке
Сварочные аппараты переходят в режим тепловой перегрузки при превышении предела ПВ во время сварки. Мощность дуги отключается, а охлаждающий вентилятор продолжает работать, помогая отводить тепло от чувствительных частей внутри сварочного аппарата.
Визуализация рабочего цикла
Внутренние компоненты сварочных аппаратов, такие как IGBT-транзисторы, трансформаторы, выпрямители, конденсаторы и резисторы, нагреваются во время сварки. Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы.
Рабочий цикл является важным показателем, поскольку он дает общее представление о том, с какими работами может справиться сварщик. Например, сварочные аппараты-любители обычно имеют более короткие рабочие циклы, а профессиональные — гораздо более длительные.
Всегда ли рабочий цикл проверяется одинаково?
Рабочий цикл не всегда проверяется одинаково. Это создает путаницу и несправедливое «преимущество» среди производителей сварочных аппаратов.
10-минутный период рабочего цикла является золотым стандартом в отрасли, и его используют большинство производителей в США, ЕС и Австралии. Тем не менее, ничто не мешает бренду оценивать своих сварщиков, используя 5-минутный период времени, что позволяет им заявлять о гораздо более длительном рабочем цикле. В этом примере до 50% дольше.
Однако, если производитель отклоняется от 10-минутного рейтинга, он не может утверждать, что соответствует европейскому стандарту EN60974-1 или австралийскому стандарту AS60974-1 (основанному на стандарте ЕС).
Кроме того, в том же стандарте AS/EN60974-1 указано, что испытания должны проводиться при температуре окружающей среды 40°C после как минимум двух тепловых перегрузок. Таким образом, если бренд тестирует свои сварочные аппараты при температуре 20°C или не перегружает аппарат дважды во время предварительного тестирования, он может заявить завышенное значение.
Как вы понимаете, испытание аппарата для холодной сварки при низкой температуре окружающей среды приводит к более высокому рейтингу. Но такие тесты не являются подлинными. В реальном мире машина должна достичь своего номинального рабочего цикла даже после нескольких последовательных тепловых перегрузок.
Убедитесь, что сварочный аппарат, который вы покупаете, соответствует стандарту AS/EN60974-1. У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет.
И последнее замечание: невозможно сравнивать два сварочных аппарата, если рабочие циклы тестировались по-разному. Стандарт AS/EN60974-1 широко распространен, и бренды, заявляющие о высоких рабочих циклах без использования этого стандарта, скорее всего, преувеличивают свои цифры. Будьте осторожны с такими маркетинговыми уловками.
Изображение задней панели инверторного сварочного аппарата переменного/постоянного тока TIG-250P компании YesWelder, на котором показан печатный стандарт IEC 60974-1. IEC — сокращение от Международной электротехнической комиссии. AS/EN60974-1 и IEC 60974-1 это те же стандарты.
Стандарт AS/EN60974-1 также требует, чтобы защита сварщика от тепловой перегрузки выдерживала 100 последовательных перегрузок для устройств с рабочим циклом 35 % или выше. Машины с рабочим циклом ниже 35% должны выдерживать 200 перегрузок. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Изображение абзаца из стандарта IEC EN60974-1
Является ли рабочий цикл лучшим способом оценки сварщика?
Рабочий цикл — не единственный лучший способ оценки сварщика. Существует множество других факторов, которые следует учитывать при выборе машины. Тем не менее, рабочий цикл является одной из важнейших характеристик, которые следует учитывать.
Пример диаграммы рабочего цикла для сварочного аппарата с двойным напряжением (120 В и 240 В)
Сварочный аппарат с коротким рабочим циклом будет постоянно перегреваться, если вы планируете выполнять сварку в больших объемах при высокой выходной силе тока. Точно так же покупка высококачественного сварочного аппарата — пустая трата денег, если вы любитель или вам нужен сварочный аппарат для легкой сварки в цеху.
Помимо рабочего цикла, вы должны учитывать диапазон выходной силы тока сварочного аппарата, включенные функции, портативность, качество сборки и, самое главное, гарантию. Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Кроме того, учтите, что вы вряд ли сможете сваривать при температуре окружающей среды 40°C после двух последовательных тепловых перегрузок. Таким образом, какую бы машину вы ни купили, у вас, вероятно, будет более длительный рабочий цикл, чем тот, который указан на этикетке, если производитель соблюдает стандарт AS/EN60974-1.
Взгляните на сравнение рабочего цикла в видео ниже. Все четыре марки превзошли свои номинальные рабочие циклы при испытаниях в реальном сварочном цехе. Наиболее вероятные причины: температура окружающей среды была ниже 40°C, а сварщики были холодными в начале испытаний.
Рабочий цикл, техническое обслуживание и влажность
Помимо температуры окружающей среды, на рабочий цикл вашего сварочного аппарата могут влиять пыль и другой мусор. Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Кроме того, влажность может влиять на рассеивание тепла и сокращать рабочий цикл. Окружающий воздух с высокой относительной влажностью имеет более низкую теплопроводность, что замедляет передачу тепла от нагретых элементов внутри сварочного аппарата в атмосферу. Если вы работаете в условиях повышенной влажности, рабочий цикл может сократиться.
Рабочие циклы для различных сварочных процессов
Такие процессы дуговой сварки, как MIG, TIG и SMAW, предъявляют к сварщику различные требования. В результате они имеют присущие им различия, которые напрямую влияют на потребности рабочего цикла.
Рабочий цикл сварки МИГ
В процессе сварки МИГ используется автоматическая подача проволоки и обеспечивается непрерывная сварка. Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Конечно, если вы выполняете сварку только легкого листового металла, вам подойдет сварочный аппарат MIG с коротким рабочим циклом. Но, если вы планируете сваривать толстые секции с помощью сварочного аппарата MIG, вам следует приобрести аппарат с высоким рабочим циклом.
Вы должны учитывать толщину, которую вы хотите сварить, и силу тока, необходимую для этого. Затем купите сварочный аппарат с рабочим циклом не менее 60% при требуемой силе тока.
Рабочий цикл сварки ВИГ
Процесс сварки ВИГ медленный и не требует частых остановок. Возможно, вам придется приостановить сварку, чтобы получить еще один стержень из присадочного металла, но это короткий перерыв, который не приведет к значительному охлаждению машины. Итак, если вы свариваете толстые секции, приобретите сварочный аппарат с высоким рабочим циклом.
Однако для большинства сварок TIG требуется менее 100–130 А. Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Кроме того, сварочные аппараты не рассчитаны на импульсный выходной ток. Профессиональное оборудование TIG позволяет выполнять импульсную сварку с чередующейся высокой и низкой выходной силой тока. Это приводит к более длительному рабочему циклу, поскольку электрические компоненты машины подвергаются меньшей нагрузке. Кроме того, даже если сварочный аппарат TIG не имеет импульсной функции, использование ножной педали TIG для уменьшения выходной силы тока при сварке также увеличивает продолжительность рабочего цикла, поскольку средняя непрерывная нагрузка ниже.
Рабочий цикл сварки электродом
Процесс сварки электродом допускает частые прерывистые паузы при перемещении по стыку. Замена стержневого сварочного электрода, удаление шлака, очистка сажи и удаление мелких частиц шлака, а также наклеп в сварных швах позволяют сварочному аппарату остыть. В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
Длительные паузы при сварке электродами являются одной из причин того, что многопроцессорные сварочные аппараты обеспечивают кратчайший рабочий цикл для процесса сварки электродами.
Большинство работ можно выполнить с помощью сварочного аппарата на 150 А с рабочим циклом 40 %. Сварка стержнем обеспечивает более глубокое проплавление, чем другие процессы дуговой сварки. Таким образом, с некоторой подготовкой шва и мощностью не менее 150 А вы можете сваривать любую сталь толщиной менее 1/2 дюйма. При рабочем цикле 40% вы сможете сваривать около четырех минут. Скорее всего, вы израсходуете стержневой электрод быстрее, и машина остынет, пока вы очищаете шлак и готовите соединение для следующего электрода.
Что происходит, когда рабочий цикл превышен?
При превышении рабочего цикла сварочного аппарата сварщик активирует функцию защиты от тепловой перегрузки. У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
Большинство сварочных аппаратов имеют внутри термопары для контроля температуры внутренних компонентов. Как только достигается критическая температура, термопара посылает сигнал на схему защиты от тепловой перегрузки, которая отключает питание.
Не тяните за вилку сварочного аппарата, если активирован режим тепловой перегрузки. Это выключит охлаждающие вентиляторы, которые должны продолжать работать, чтобы способствовать отводу избыточного тепла.
Если постоянно нарушать рабочий цикл, срок службы сварочного аппарата сократится, независимо от того, что заявляет производитель. Внутренние компоненты и их изоляция начинают разрушаться при высоких температурах, что в итоге приводит к выходу оборудования из строя.
Таким образом, вам следует избегать постоянного превышения пределов рабочего цикла. Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Обмотка
Не всегда возможно напрямую сравнить рабочие циклы двух сварщиков. Производители могут варьировать свои методы тестирования. Таким образом, сравнение не имеет большого значения, если вы не сравниваете бренды, которые следуют одному и тому же стандарту тестирования.
Приобретите сварочный аппарат с увеличенным рабочим циклом, если позволяет бюджет. Лучше перестраховаться, чем сожалеть.
Однако, если вы не планируете часто сваривать или делать длинные швы, можно сэкономить деньги и приобрести менее дорогой станок. Вы должны отдавать предпочтение гарантии, а не рабочему циклу, особенно когда бренд заявляет о высоком рабочем цикле, но предоставляет короткую гарантию.
Конусность К есть отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними.
Уклон «i» есть отношение разности размеров двух поперечных сечений к расстоянию между ними.
Таблица 1. Углы конусности
Конусность К
Угол конуса 2а
Угол уклона а
Исходное значение (К или 2а)
1:200
0°7’11»
0°8’36»
1:200
1:100
0°34’23»
0°17’11»
1:100
1:50
1°8’46»
0°34’23»
1:50
1:30
1°54’35»
0°57’17»
1:30
1:20
2°51’51»
1°25’56»
1:20
1:15
3°49’6″
1°54’33»
1:15
1:12
4°46’19»
2°23’9″
1:12
1:10
5°43’29»
2°51’45»
1:10
1:8
7°9’10»
3°34’35»
1:8
1:7
8°10’16»
4°5’8″
1:7
1:5
11°25’16»
5°42’38»
1:5
1:3
18°55’29»
9°27’44»
1:3
1:1,866
30°
15°
30°
1:1,207
45°
22°30′
45°
1:0,866
60°
30°
60°
1:0,652
75°
37°30′
75°
1:0,500
90°
45°
90°
1:0,289
120°
60°
120°
К оглавлению
Величины угла конуса в соединении имплантат-абатмент
Янв 15, 2018 | НОВОСТИ, СТАТЬИ
Угол конуса в соединении имплантат-абатмент получила довольно широкое распространение. Нет смысла в рамках данного поста детально обсуждать имеет ли решающее значение значение величины угла конуса, как это влияет на герметичность соединения и микроподвижность ортопедического элемента установленного в имплантате.
Мы бы хотели коснуться другого вопроса. Каждый производитель имплантационной системы заявляет определенные значения угла конуса в конического типа соединениях между имплантатом и абатментом. Часто мы можем видеть в каталоге, например: «Угол конического соединения 12 градусов». Так написано во многих каталогах. Но в реальности угол углу рознь. Часть производителей указывает в каталоге величину полного угла конического соединения, а часть только половину значения величины угла, отталкиваясь от угла не между сторонами конуса, а между одной из сторон конуса и вертикалью. Если Вы решите проверить, например, у некоторых производителей, о каком контректно угле идет речь, то столкнетесь с тем, с чем столкнулись мы. Ни в одном их каталоге не указано и не изображено о каком конкретно угле идет речь. Написано просто «угол конического соединения 12 градусов». И найти информацию о том, какой конкретно угол имеется в виду не представляется возможным, т.к. нигде ничего нет.
Для того чтобы разобраться с этим вопросом нам пришлось провести свое небольшое исследование уровня начальной школы. Методология такова — берем бумажный каталог какого-либо производителя, находим там достаточно большое изображение ортопедического элемента, чтобы можно было на нем произвести простое измерение с помощью школьного транспортира. Сначала мы чертим линии параллельные сторонам конуса в соединении, потом вычисляем и чертим вертикаль (она же является биссектрисой) по центру (ну или оси) ортопедического элемента. Далее накладываем транспортир, совмещаем линии конуса и метки транспортира таким образом, чтобы добиться их безусловной параллельности. После этого мы фиксируем точки совпадения линий конуса с метками измерительной шкалы транспортира и фиксируем получившиеся значения. Таким образом мы и получаем искомое значение угла конического соединения.
Первое измерение мы провели на нашей системе MIS. Несмотря на то, что каталоге MIS указан угол конического соединения, а также приведены чертежи, говорящие о каком конкретно угле идет речь, мы провели данный опыт, так сказать, для чистоты эксперимента. MIS заявляет, что угол конического соединения равен 12 градусов. Обратите внимание на фотографию. Действительно, значение полного угла конического соединения составляет 12 градусов. А значение угла между центральной осью (вертикалью) и одной из сторон конуса составляет 6 градусов. Несмотря на то, что каталоге MIS указан угол конического соединения, а также приведены чертежи, говорящие о каком конкретно угле идет речь, мы провели данный опыт, так сказать, для чистоты эксперимента.
Следующее измерение мы произвели на имплантационной системе одно из корейских производителей. В каталоге кроме текста «угол 12 градусов» найти обозначения, картинки или чертежи позволяющие идентифицировать о каком конкретно угле идет речь, не представилось возможным. Мы произвели соответствующие описанным выше манипуляции и получили следующие результаты. Значение угла между вертикалью (осью) получилось равным 12 градусам. А значение полного угла равным, соответственно 24 градусам.
Таким образом, произведя измерения углов конусов двух систем мы получили два следующих значения: 1. Полный угол конического соединения производителя MIS равен 12 градусам. 2. Полный угол конического соединения корейского производителя равен 24 градусам.
Калькулятор конусности
Создано Рахулом Дхари
Отзыв Стивена Вудинга
Последнее обновление: 17 октября 2022 г.
Содержание:
Что такое конусность?
Типы конусности
Как рассчитать конусность на фут?
Пример: Использование калькулятора конусности
Применение конусов
Часто задаваемые вопросы
Калькулятор конусности предназначен для определения параметров, связанных с сужением заготовки . Конус похож на усеченный конус (см. калькулятор площади усеченного конуса) с двумя концами разных размеров. В современных автоматизированных производственных процессах ручная регулировка выравнивания инструмента может оказаться устаревшей. Но вам все равно нужно подставить цифры нужных размеров, чтобы получилась коническая заготовка.
Сверлильные патроны, оправки, гвозди, болты и винты являются одними из наиболее распространенных применений конусов. Различные параметры для сужения включают длину, диаметры и угол конусности . Читайте дальше, чтобы понять, что такое конусность и как рассчитать конусность на дюйм?
Что такое конусность?
Конусообразование — это процесс механической обработки заготовки в виде конического профиля , т. е. постепенного уменьшения размеров одного конца по отношению к длине . Его также можно сравнить с усеченным конусом или усеченным конусом . Учитывая круглое поперечное сечение (см. калькулятор площади поперечного сечения) заготовки, сечение на большем конце называется большая секция и имеет диаметр как большой диаметр Dl D_\mathrm{l} Dl, тогда как меньшая секция известна как второстепенная секция и диаметр является второстепенным диаметром ( Ds D_\mathrm{s} Дс). Элементы конуса:
Длина конуса ( TlT_\mathrm{l} Tl): Расстояние между второстепенной и большой частями заготовки.
Конусность на дюйм ( TPI ): Уменьшение диаметра поперечного сечения на дюйм длины. Для заготовки с длиной конуса Tl T_\mathrm{l} Tl формула конусности на дюйм:
Угол конусности ( θ ): Угол между центральной линией и наклонной стороной. Угол конусности определяется уравнением: 9{-1}(\mathrm{TPI}/2)θ=tan−1(TPI/2)
Конусная заготовка
Конусы можно указать с помощью трех параметров:
Главный диаметр;
Малый диаметр; и
Длина конуса.
Типичный конус может быть указан с использованием трех указанных выше размеров. Тем не менее, некоторые другие способы упомянуть конус — это следующие комбинации параметров.
Основной диаметр, длина конуса и конусность на фут или дюймы.
Наибольший диаметр, вспомогательный диаметр и сквозная длина.
Наибольший диаметр, меньший диаметр и угол конусности.
Преобразователи длины Посетите наш конвертер длины или калькулятор футов и дюймов, если вам нужна помощь в преобразовании.
Типы конусов
Некоторые из распространенных типов конусов классифицируются на основе:
Размер – конусы Ярно, Метрические, Брауна и Шарпа, Морзе и Джейкобса.
Расположение – Внутренние и внешние конусы.
Применение – Самоудерживающиеся и быстросъемные конусы.
Как рассчитать конусность на фут?
Для расчета конусности на фут:
Введите большой диаметр , DlD_\mathrm{l}Dl.
Заполните меньший диаметр , DsD_\mathrm{s}Ds.
Вставка длина конуса , TlT_\mathrm{l}Tl.
Калькулятор угла конусности вернет значение конусности на дюйм или фут и угол конусности .
Пример: С помощью калькулятора конусности
Оцените длину конуса для заготовки с большим и малым диаметрами как 12 и 6 дюймов соответственно. Возьмем угол конуса как 80,5° . Длина конуса рассчитывается как:
Конусы широко используются для вставных адаптеров , установка сверл в патроны, держателей инструментов и самоудерживающихся круглых предметов.
Часто задаваемые вопросы
Что такое конус?
Конусность представляет собой форму или профиль, один конец которого меньше другого, а поперечное сечение уменьшается постепенно.
Как найти конусность на дюйм?
Чтобы найти конусность на дюйм:
Найдите разницу между большим и меньшим диаметрами.
Разделите разницу на длину конусной области.
Как оценить конусность на фут?
Найдите разницу между большим и второстепенным диаметрами.
Разделите разницу на длину конусной области.
Умножьте конусность на дюйм на 12.
Как рассчитать угол конуса?
Угол конусности рассчитывается с помощью функции арктангенса половины конусности на дюйм.
Рахул Дхари
Основной диаметр (Dₗ)
Незначительный диаметр (Dₛ)
Длина конуса (Tₗ)
Угол конуса (θ)
конус (T)
Проверьте 46 Аналогичные материалы. Расчет 🏗
Aluminum Waisbaste. load… 43 more
Типы конусности в механике и как рассчитать коэффициент конусности
Прежде чем узнать типы конусности, нам нужно узнать о методах заданной конусности, чтобы мы могли хорошо понять типы конусности.
Методы заданного конуса
Конус можно указать следующими способами:
Конус в градусах
Конус в дюймах
Конус в футах
Конус в метрических единицах
Стандартный номер конуса
Конус по символу
Конус в градусах
В этом методе конусность выражается в градусах.
Аналогично 60°, 3°, 30° и т. д.
Конус в дюймах
В дюймовых системах конусность выражается в конусности на дюйм.
Нравится 0,0208″.
Конус в футах
В футовых системах конусность выражается в конусности на фут.
Как 5/8′.
Конус в метрической системе
Метрические конусности представлены в соотношении 1 мм на единицу длины.
Например, в конусе 1:20 диаметр будет изменяться на 1 мм на каждые 20 мм длины.
Номер стандартного конуса
В соответствии со стандартным конусом, конусность номеров может быть указана как их стандарт. номер
Например, конус Морзе, указанный в MT 0 на МТ 7.
Конус по символу
В этом методе конусность выражается символом, например, конусность обозначается символом К.
Типы конусов
Конусы можно разделить на три категории:
Согласно классу
Согласно использованию
Согласно размеру
Согласно классу
В зависимости от класса существует два типа конуса:
Самоудерживающийся конус
Быстросъемный конус
Самоудерживающийся конус
В этом типе конусности угол конусности поддерживается на уровне менее 3°.
В этом конусе не требуется никакого другого фиксирующего устройства чтобы удерживать собранный компонент.
Его также называют медленно сужающимся.
Быстросъемный конус
В этом типе конуса угол конуса сохраняется более 18°.
Из-за большого угла конусности они требуют блокировки приспособление для зажима.
Коэффициент конусности 7:24.
Согласно использованию
В зависимости от использования есть два типа конуса
Внутренний конус
Внешний конус
Внутренний конус
Конусность, указанная на внутренней поверхности цилиндрической детали или заготовка называется внутренним конусом.
Внешний конус
Конусность, заданная на внешней поверхности цилиндрической заготовки или заготовки, равна называется внешней конусностью.
В соответствии с размером
В зависимости от размера различают следующие типы конуса:
Конус Морзе
Метрическая конусность
Конусность Ярно
Конус Брауна и Шарпа
Стандартный конический штифт
Конус Джейкобса
Конус Морзе
Конус Морзе – это самоудерживающийся конус, он доступен в размере 8 от MT 0 до MT 7.
Конусность конуса Морзе составляет 1:10 и его включенный угол доступен в 3 ° или 5/8 дюйма / фута.
Конус Морзе в основном используется в токарных станках с носовым шпинделем, хвостовиком сверла, оправкой, и т.д.
Метрический конус
Метрический конус представляет собой самоудерживающийся и быстросъемный конус, на котором доступны 7 размеров в самоудерживающемся исполнении и 4 размера в быстросъемном исполнении.
Где размеры от MT O до MT 6 в самоудерживающемся типе и 30°, 40°, 45°, 50° являются быстроразъемными типами.
Метрический конус в основном используется в токарных станках на поверхностях шпинделя.
Ярно Конус
Конус Ярно также является самоудерживающимся типом конуса и доступен в 20 размеров от 01 до 20.
Коэффициент конусности конуса Ярно – 1:20. и его включенный угол доступен на 0,6 дюйма / фут.
В основном используется в машинах для маркировки штампов.
Конус Брауна и Шарпа
Конус Брауна и Шарпа представляет собой самоудерживающийся и быстросъемный конус, на котором доступны 18 размеров в самоудерживающемся исполнении и 09 размеров в быстросъемном исполнении.
Где размеры от BS 1 до BS 18 самоудерживающегося типа и от 4 до 12 быстросъемного типа.
Соотношение конусности коричневого и острого конуса составляет 1:20, а включенный угол BS 10 составляет 0,5161 дюйма/фут.
И все другие типы конусности, включая углы, имеют размер 1/2 дюйма/фут.
Конус Брауна и Шарпа используется в шпинделе и оправке фрезерного станка.
Стандартный конус штифта
Стандартный конус штифта представляет собой самоудерживающийся конус.
Коэффициент конусности стандартной конусности штифта составляет 1:50 дюйма. метрическая и 1:48 в британской.
Прилагаемый угол – 1/4 дюйма/фут.
Стандартный конус штифта, используемый в зажимных устройствах, конический штифт и т. д.
Конус Джейкобса
Конус Джейкобса в основном используется в патроне сверлильного станка, оправке и т. д.
Как рассчитать коэффициент конусности и конусность Угол?
Для расчета коэффициента конусности имеются Следующая формула применяется:
RU
 RU
RU
 На одном конвеере как правило все комплектующие из одной коробки, может даже партия выпуска подойдет, и воткнуть его в одно плечо вместо сгоревшего, а дежурку собрать на том, что я перечислил.
На одном конвеере как правило все комплектующие из одной коробки, может даже партия выпуска подойдет, и воткнуть его в одно плечо вместо сгоревшего, а дежурку собрать на том, что я перечислил. Ну и плюс не раз на форуме писалось — толщина по микрометру корпуса на месте площадки под маркировку в даташите она дана с предельными допусками — ежели в «минусе» от этого — это «первый звоночек с » Токмо перемаркер.
Ну и плюс не раз на форуме писалось — толщина по микрометру корпуса на месте площадки под маркировку в даташите она дана с предельными допусками — ежели в «минусе» от этого — это «первый звоночек с » Токмо перемаркер. Купил колонки без пульта , сейчас разобрал FM модулятор из него впаял ик порт, сейчас разобрал колонки Microlab и не знаю где его найти вроде на плате он, а должен бть с лицевой сторон но там только дисплей от которого 2 шлейфа идут. Подскажите какой из них впаивать и менять. Всё хорошо, но периодически «слетает» шрифт в DX кластере, и вернуться к шрифту по умолчанию не получается. В декабре обновил до 3.
Купил колонки без пульта , сейчас разобрал FM модулятор из него впаял ик порт, сейчас разобрал колонки Microlab и не знаю где его найти вроде на плате он, а должен бть с лицевой сторон но там только дисплей от которого 2 шлейфа идут. Подскажите какой из них впаивать и менять. Всё хорошо, но периодически «слетает» шрифт в DX кластере, и вернуться к шрифту по умолчанию не получается. В декабре обновил до 3.
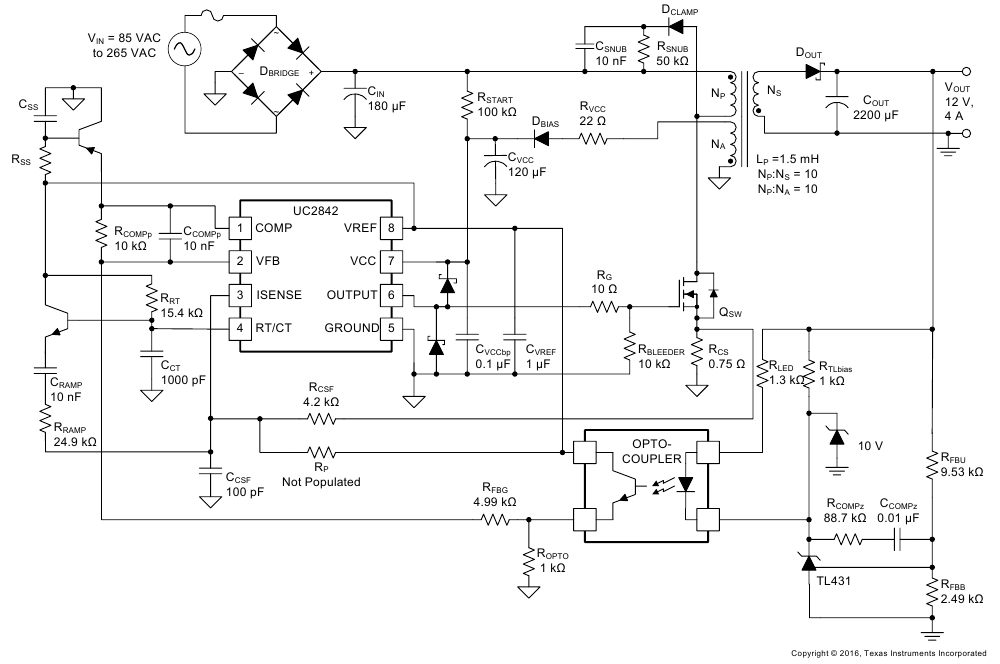
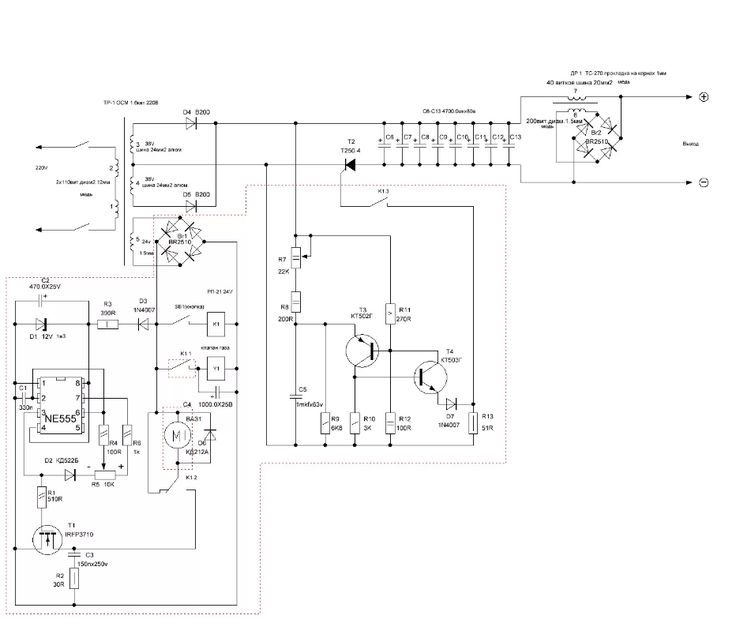 Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.
Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности.
 Мы расскажем о том, как сделать эту работу своими руками.
Мы расскажем о том, как сделать эту работу своими руками.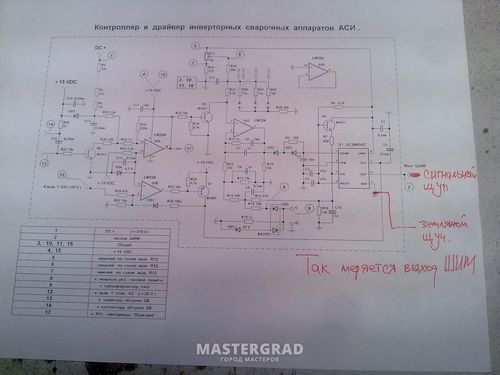

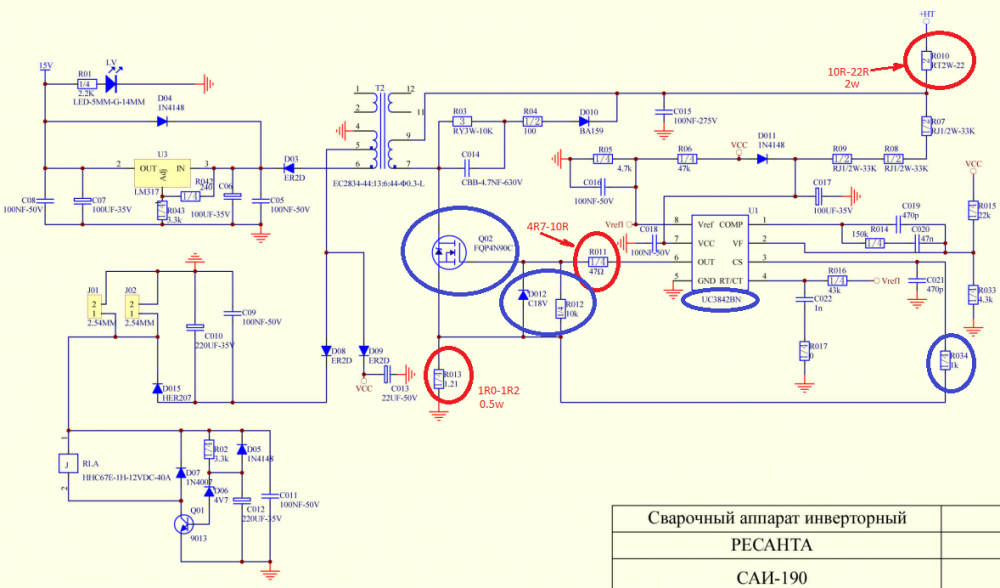 США/Шт.
США/Шт. США/ шт.
США/ шт. Напряжение коллектор-база
Напряжение коллектор-база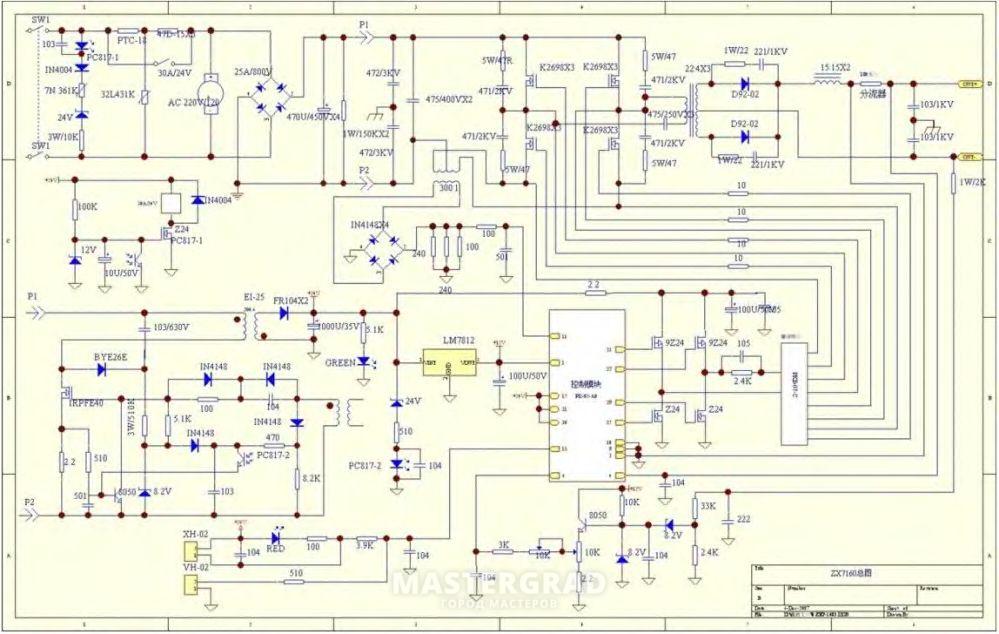

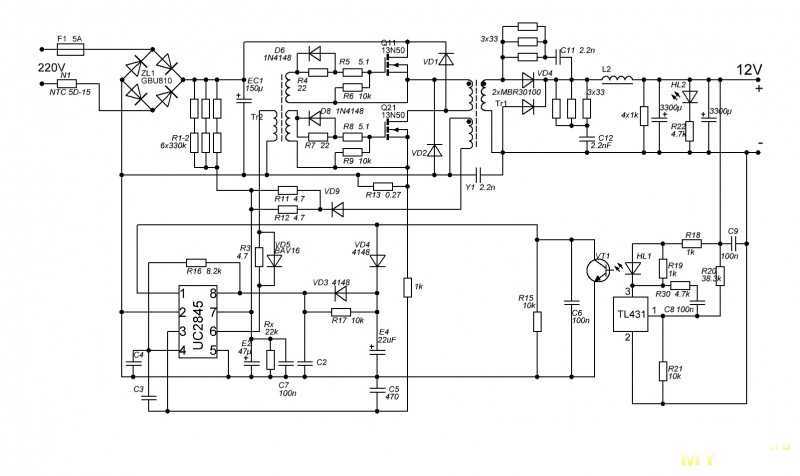 Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела. 254(б)(2)
254(б)(2) 254(б)(2)(ii)(А)
254(б)(2)(ii)(А) 254(б)(2)(ii)(Г)
254(б)(2)(ii)(Г)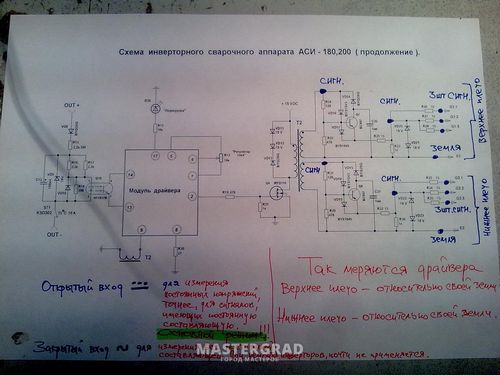
 254(б)(3)(iv)
254(б)(3)(iv)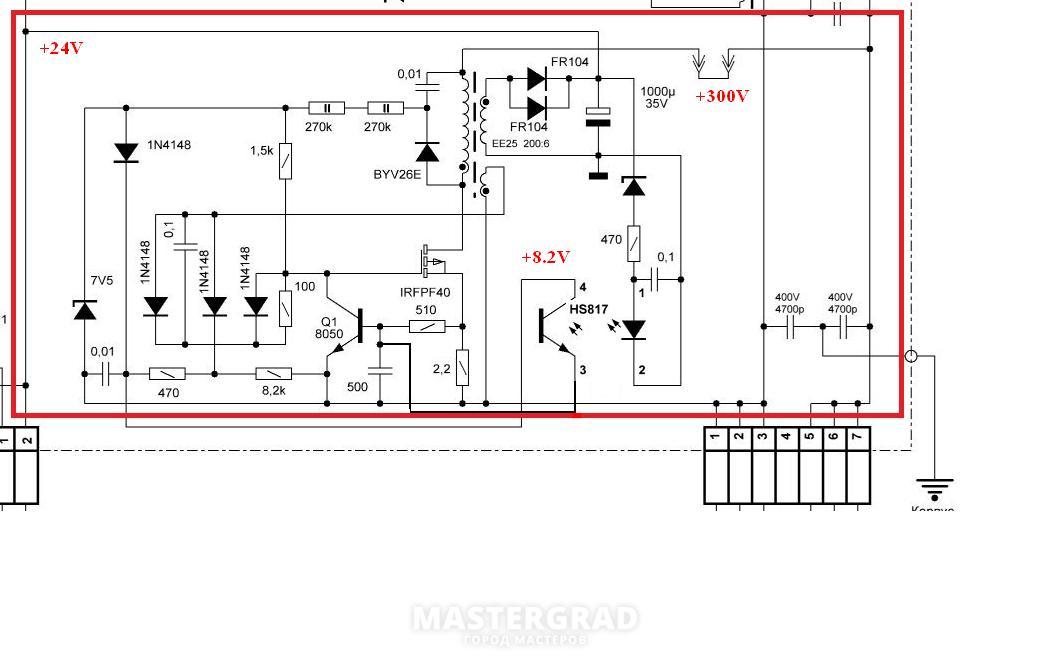 254(б)(4)(ii)
254(б)(4)(ii)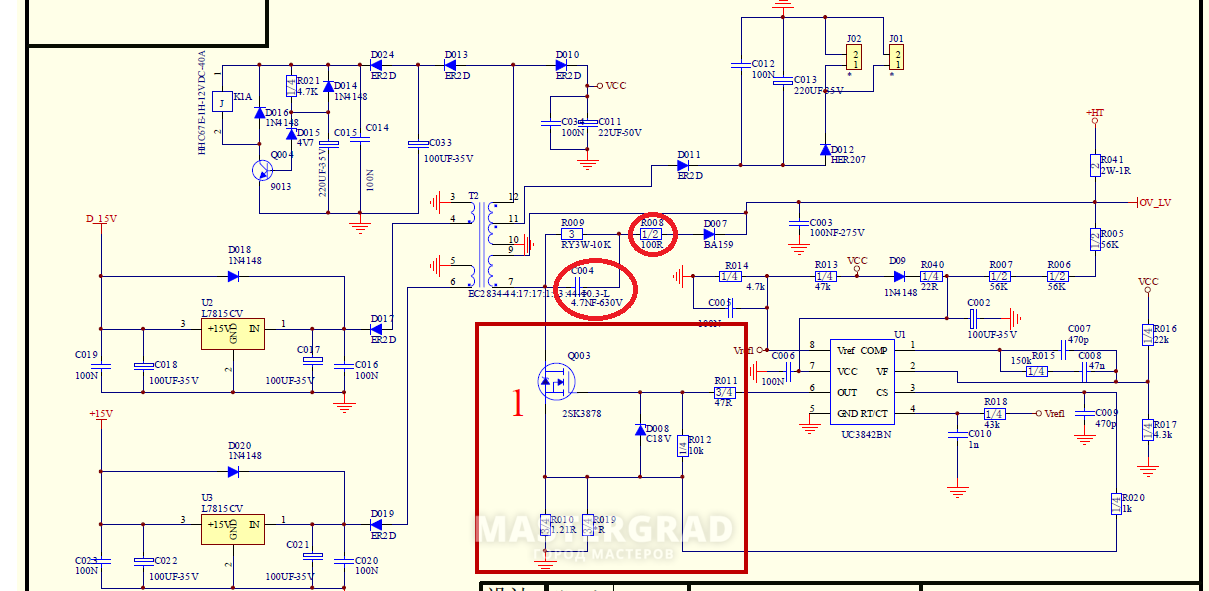 Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен. источник питания с напряжением более 80 вольт.
источник питания с напряжением более 80 вольт.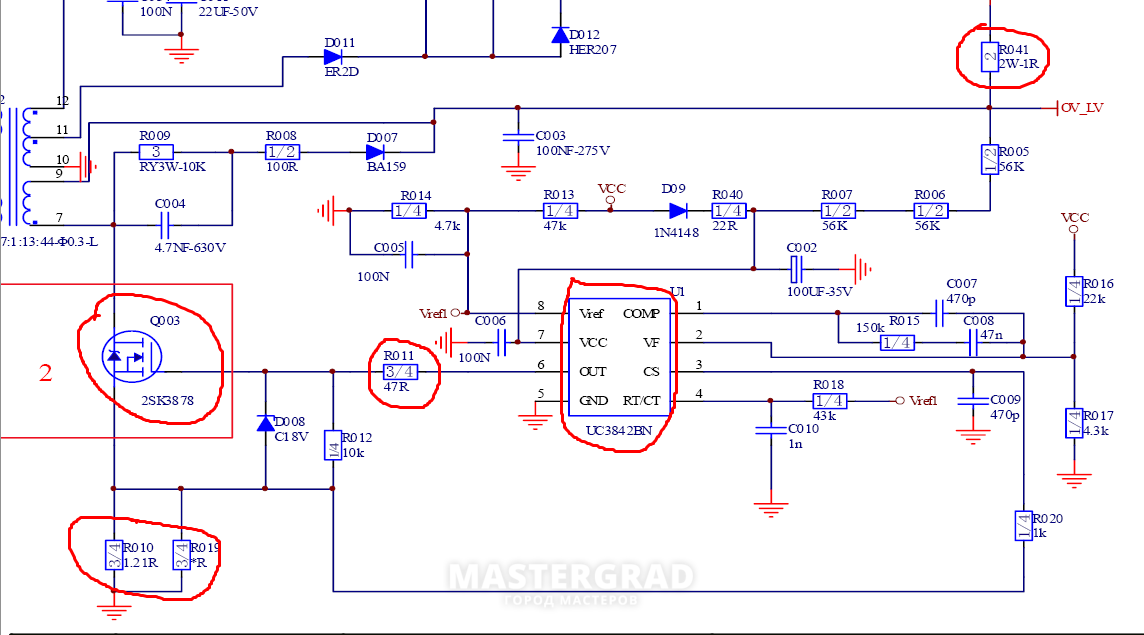 254(с)(2)(ii)
254(с)(2)(ii)

 В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции. 254(д)(1)
254(д)(1) Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин. 254(д)(7)
254(д)(7)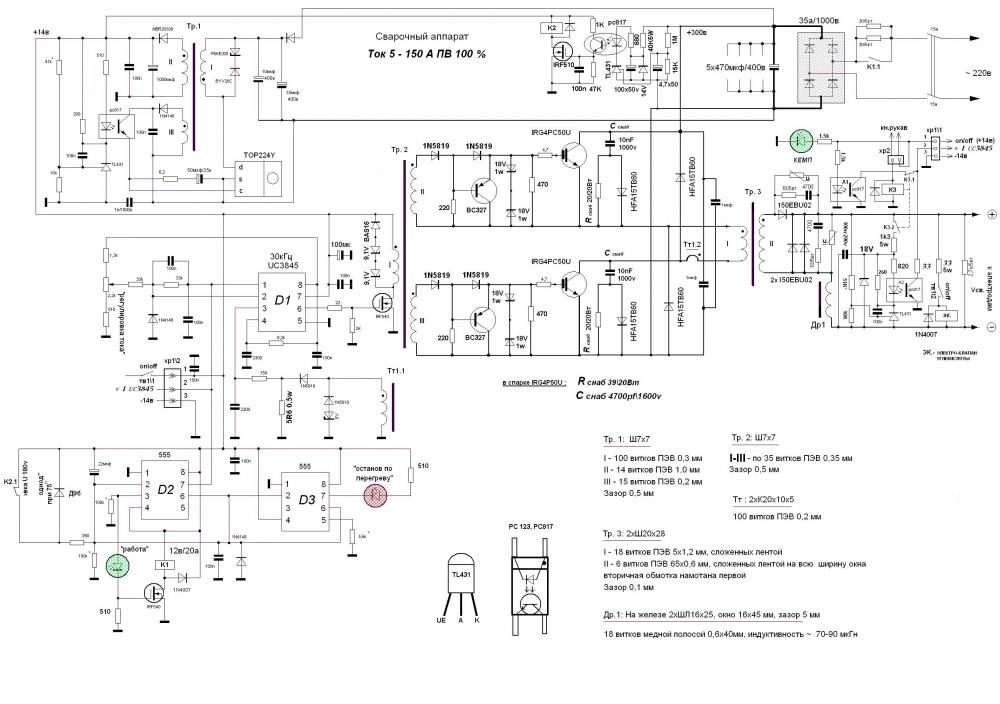
 К сожалению, размер статьи не позволяет привести все подробности, но основной принцип будет показан дальше.
К сожалению, размер статьи не позволяет привести все подробности, но основной принцип будет показан дальше.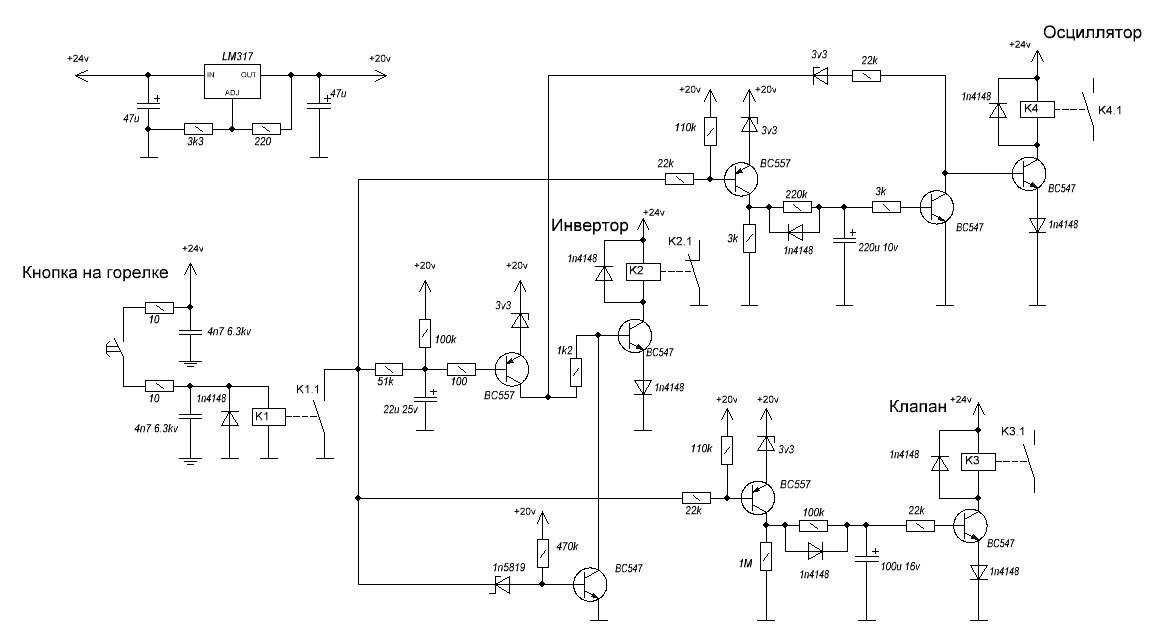 Горелка уже обсуждалась.
Горелка уже обсуждалась. youtube.com/embed/JprjtQmWIrU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/JprjtQmWIrU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  На промышленных станках режутся любые металлы: сталь, медь, латунь, алюминий, сверхтвердые сплавы. Примечательно, что плазменный резак вполне можно сделать собственноручно, хотя возможности устройства в этом случае будут несколько ограниченными. В крупносерийном производстве самодельный ручной плазморез непригоден, но вырезать им детали в своей мастерской, цехе или гараже удастся. В отношении конфигурации и твердости обрабатываемых заготовок ограничений практически нет. Однако они касаются скорости резания, размеров листа и толщины металла.
На промышленных станках режутся любые металлы: сталь, медь, латунь, алюминий, сверхтвердые сплавы. Примечательно, что плазменный резак вполне можно сделать собственноручно, хотя возможности устройства в этом случае будут несколько ограниченными. В крупносерийном производстве самодельный ручной плазморез непригоден, но вырезать им детали в своей мастерской, цехе или гараже удастся. В отношении конфигурации и твердости обрабатываемых заготовок ограничений практически нет. Однако они касаются скорости резания, размеров листа и толщины металла. Такой агрегат будет простым по конструкции, функциональным, с доступными основными узлами и деталями. Если какие-то детали не продаются, их тоже можно изготовить самостоятельно в мастерской с оборудованием средней сложности.
Такой агрегат будет простым по конструкции, функциональным, с доступными основными узлами и деталями. Если какие-то детали не продаются, их тоже можно изготовить самостоятельно в мастерской с оборудованием средней сложности. Ток такой силы вырабатывается обыкновенным сварочным трансформатором и инверторным аппаратом. В первом случае конструкция получается условно мобильной: из-за большого веса и габаритов трансформатора ее перемещение затруднено. Вместе с баллоном сжатого газа или компрессором система получается громоздкой.
Ток такой силы вырабатывается обыкновенным сварочным трансформатором и инверторным аппаратом. В первом случае конструкция получается условно мобильной: из-за большого веса и габаритов трансформатора ее перемещение затруднено. Вместе с баллоном сжатого газа или компрессором система получается громоздкой.
 В сопле, коническом или полусферическом, сделано тонкое отверстие, через которое вырывается газ, раскаленный до 3000-5000°C .
В сопле, коническом или полусферическом, сделано тонкое отверстие, через которое вырывается газ, раскаленный до 3000-5000°C . В этом агрегатном состоянии ионизированы, то есть электрически заряжены, практически все атомы. Давление в камере резко повышается, и газ вырывается наружу раскаленной струей.
В этом агрегатном состоянии ионизированы, то есть электрически заряжены, практически все атомы. Давление в камере резко повышается, и газ вырывается наружу раскаленной струей. Он работает под высокими температурами и давлениями и становится опасным, если что-то сделано неправильно!
Он работает под высокими температурами и давлениями и становится опасным, если что-то сделано неправильно! Рекомендуется использовать складскую тележку для перемещения товаров. На тележке компактно расположится:
Рекомендуется использовать складскую тележку для перемещения товаров. На тележке компактно расположится:
 Учитывая, что это резак высокого напряжения, для безопасности необходим линейный выключатель на 20 А.
Учитывая, что это резак высокого напряжения, для безопасности необходим линейный выключатель на 20 А. С другой стороны, ничто не режет металлы ровнее, быстрее и чище, чем плазменный резак. Теперь представьте себе новаторский результат, который может получиться при объединении сварки TIG и плазменной резки.
С другой стороны, ничто не режет металлы ровнее, быстрее и чище, чем плазменный резак. Теперь представьте себе новаторский результат, который может получиться при объединении сварки TIG и плазменной резки.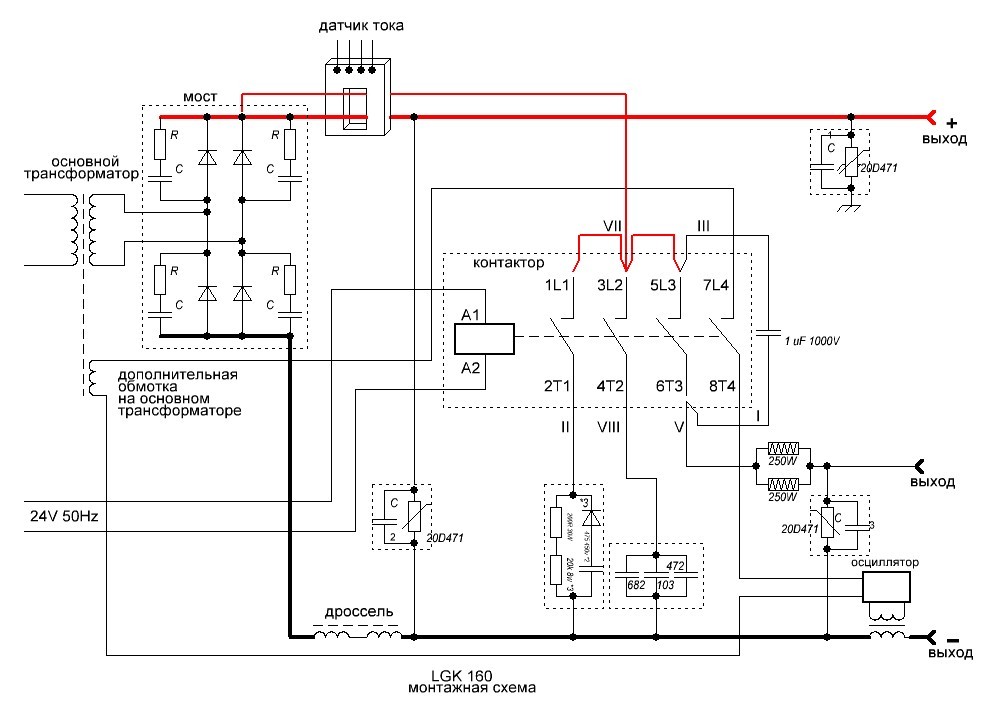 С точки зрения непрофессионала, обе эти машины имеют свои процессы и используются для разных целей.
С точки зрения непрофессионала, обе эти машины имеют свои процессы и используются для разных целей. Плазменная резка отличается гораздо больше, чем может показаться.
Плазменная резка отличается гораздо больше, чем может показаться. С другой стороны, даже если вы сможете осуществить процесс преобразования, вы увидите, что ваш сварочный аппарат TIG не может так же хорошо выполнять плазменную резку. Это будет работать только для очень тонких материалов
С другой стороны, даже если вы сможете осуществить процесс преобразования, вы увидите, что ваш сварочный аппарат TIG не может так же хорошо выполнять плазменную резку. Это будет работать только для очень тонких материалов Следовательно, для сварки TIG, предназначенной для плазменной резки, необходимо пересечь предел напряжения и соблюдать особую осторожность, чтобы не быть пораженным электрическим током.
Следовательно, для сварки TIG, предназначенной для плазменной резки, необходимо пересечь предел напряжения и соблюдать особую осторожность, чтобы не быть пораженным электрическим током. Я бы не советовал проводить преобразование «сделай сам», если вместо этого вы можете получить лучшее из обоих миров с помощью MPM.
Я бы не советовал проводить преобразование «сделай сам», если вместо этого вы можете получить лучшее из обоих миров с помощью MPM. Поскольку сварочные аппараты TIG используют аргон по умолчанию, вы должны установить расходомер на максимум, чтобы из вашей горелки вытекало как можно больше аргона.
Поскольку сварочные аппараты TIG используют аргон по умолчанию, вы должны установить расходомер на максимум, чтобы из вашей горелки вытекало как можно больше аргона. Это может быть не так многообещающе, как ваша многоцелевая машина, но при необходимости она выполнит свою работу.
Это может быть не так многообещающе, как ваша многоцелевая машина, но при необходимости она выполнит свою работу. Однако это потребует от вас снова отменить изменения, а затем повторять их снова и снова в долгосрочной перспективе, если вы хотите использовать машину, которая не была специально предназначена для плазменной резки.
Однако это потребует от вас снова отменить изменения, а затем повторять их снова и снова в долгосрочной перспективе, если вы хотите использовать машину, которая не была специально предназначена для плазменной резки.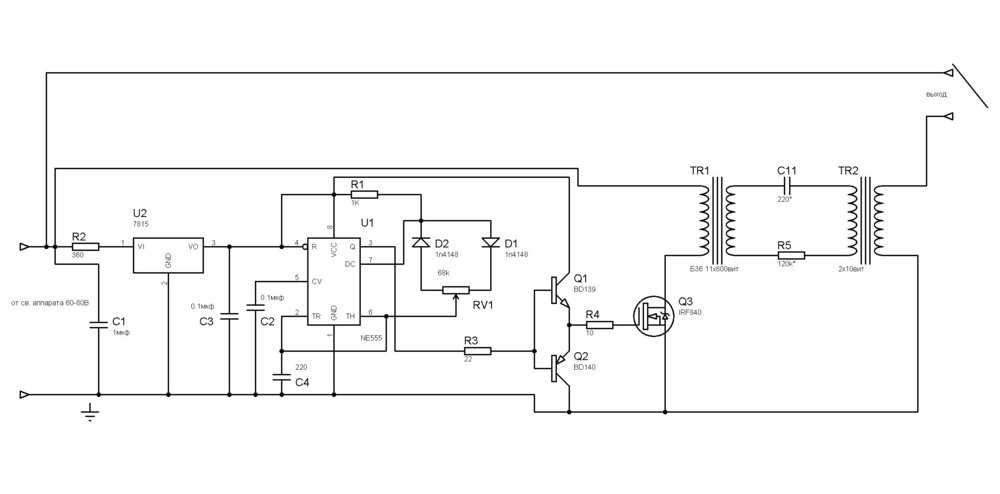 Хотя это требует практики, в конечном итоге вы добьетесь своего, как это уже сделали многие из вас, опытные сварщики TIG.
Хотя это требует практики, в конечном итоге вы добьетесь своего, как это уже сделали многие из вас, опытные сварщики TIG.
 Чтобы переключиться с режима сварки TIG на режим плазменной резки на ваших многопроцессорных машинах, просто следуйте инструкциям, которые будут даны в ручном руководстве. Вы должны безопасно и правильно подключать различные компоненты.
Чтобы переключиться с режима сварки TIG на режим плазменной резки на ваших многопроцессорных машинах, просто следуйте инструкциям, которые будут даны в ручном руководстве. Вы должны безопасно и правильно подключать различные компоненты. Наиболее важным условием безопасности, которое может потребоваться плазменным резчикам, является отключение дуги в случае отсутствия или неправильной установки каких-либо сложных компонентов. Почти каждый человек склонен время от времени ошибаться.
Наиболее важным условием безопасности, которое может потребоваться плазменным резчикам, является отключение дуги в случае отсутствия или неправильной установки каких-либо сложных компонентов. Почти каждый человек склонен время от времени ошибаться.
 org/Product»>
org/Product»> org/Offer»>371 р.
org/Offer»>371 р.
 org/Offer»>220 р.
org/Offer»>220 р.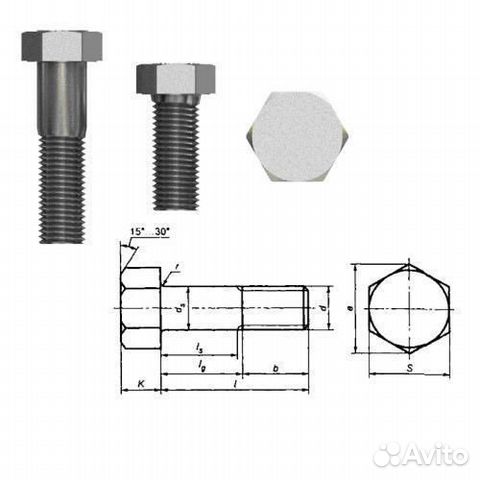
 Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.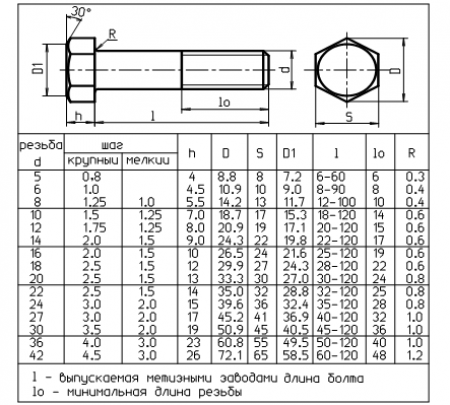 me/alldrawings
me/alldrawings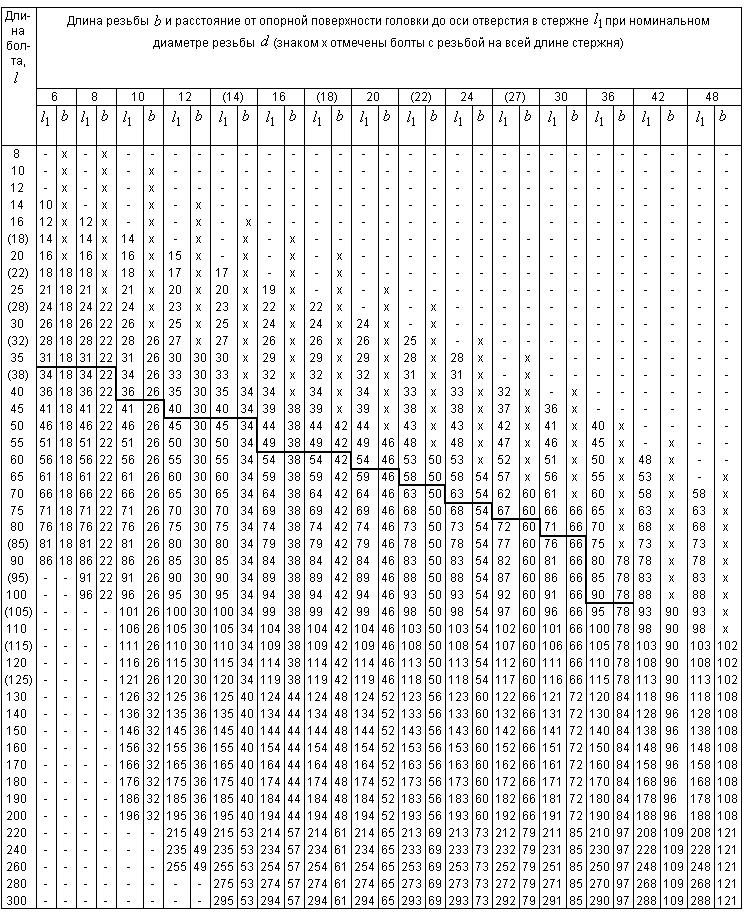
 Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
Наши специалисты смогут быстро и точно рассчитать стоимость доставки с

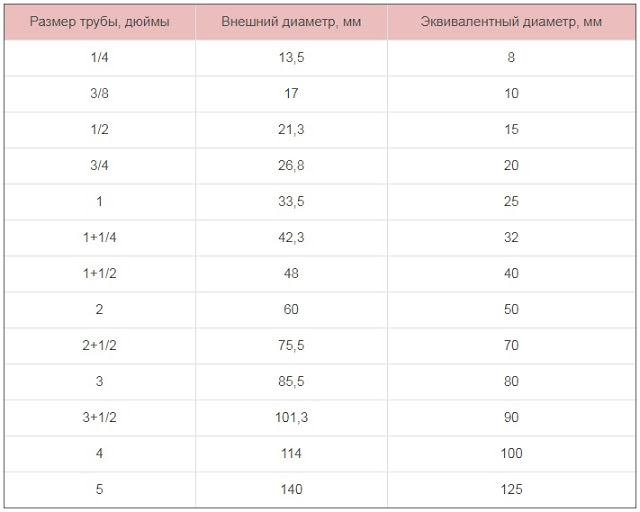 После того, как набор создан, следующим процессом является фактическое время доставки. Мы работаем с несколькими перевозчиками для различных наших продуктов, чтобы сократить время доставки и задержки.
После того, как набор создан, следующим процессом является фактическое время доставки. Мы работаем с несколькими перевозчиками для различных наших продуктов, чтобы сократить время доставки и задержки. Вы должны быть уверены, что 2-3 трудоспособных взрослых будут находиться у вас по месту жительства во время окна доставки, чтобы помочь с разгрузкой этого поддона. Учитывая размер и вес этих грузов, использование задней двери не допускается, а водители не могут помочь в процессе ручной разгрузки. Поддон легко разбирается, чтобы выполнить процесс ручной разгрузки самостоятельно и с несколькими дополнительными помощниками.
Вы должны быть уверены, что 2-3 трудоспособных взрослых будут находиться у вас по месту жительства во время окна доставки, чтобы помочь с разгрузкой этого поддона. Учитывая размер и вес этих грузов, использование задней двери не допускается, а водители не могут помочь в процессе ручной разгрузки. Поддон легко разбирается, чтобы выполнить процесс ручной разгрузки самостоятельно и с несколькими дополнительными помощниками. После того, как ваша посылка будет разгружена и подписана, отправьте электронное письмо нашей команде напрямую с указанием повреждений, доказательством подписанной квитанции о доставке, которая была отмечена как поврежденная, а также полноразмерными фотографиями поврежденного материала. Мы будем работать над решением проблемы немедленно.
После того, как ваша посылка будет разгружена и подписана, отправьте электронное письмо нашей команде напрямую с указанием повреждений, доказательством подписанной квитанции о доставке, которая была отмечена как поврежденная, а также полноразмерными фотографиями поврежденного материала. Мы будем работать над решением проблемы немедленно.
 Как правило, чем жестче колесо, тем громче они слышат, как ты приближаешься! У многих скейтеров есть несколько скейтбордов с разным набором колес, большинство предпочитает более жесткие колеса во время обычного катания на улице, а затем ночью мы переключаемся на более мягкие колеса с гелем, чтобы ваши соседи могли выспаться, а вы могли растерзать свое сердце! Не каждому фигуристу нравится кататься на гелевом колесе. Есть много плюсов/минусов. В этом разговоре самым большим преимуществом более мягкого колеса является снижение коэффициента шума. Если у вас есть соседи, которые собираются стать наркоманами, просто включите мягкие колеса!
Как правило, чем жестче колесо, тем громче они слышат, как ты приближаешься! У многих скейтеров есть несколько скейтбордов с разным набором колес, большинство предпочитает более жесткие колеса во время обычного катания на улице, а затем ночью мы переключаемся на более мягкие колеса с гелем, чтобы ваши соседи могли выспаться, а вы могли растерзать свое сердце! Не каждому фигуристу нравится кататься на гелевом колесе. Есть много плюсов/минусов. В этом разговоре самым большим преимуществом более мягкого колеса является снижение коэффициента шума. Если у вас есть соседи, которые собираются стать наркоманами, просто включите мягкие колеса!
 Отложите их. Ниже приведен список вырезов с указанием того, что еще вам понадобится, и их размер.
Отложите их. Ниже приведен список вырезов с указанием того, что еще вам понадобится, и их размер. Теперь вы хотите нарисовать радиус, используя 2×4, чтобы направлять карандаш, пока у вас не будет отчетливо виден переходный радиус на 3/4. » лист фанеры. После этого отмерьте 2′-11 1/4 вверх и 5′-10 3/4 от нижней левой стороны, чтобы завершить рисование перехода.
Теперь вы хотите нарисовать радиус, используя 2×4, чтобы направлять карандаш, пока у вас не будет отчетливо виден переходный радиус на 3/4. » лист фанеры. После этого отмерьте 2′-11 1/4 вверх и 5′-10 3/4 от нижней левой стороны, чтобы завершить рисование перехода. С толщиной стенки 7/32 дюйма. Эта труба известна в сталелитейных цехах как…
С толщиной стенки 7/32 дюйма. Эта труба известна в сталелитейных цехах как… Подробнее об этом позже. Пока мы используем винты.
Подробнее об этом позже. Пока мы используем винты.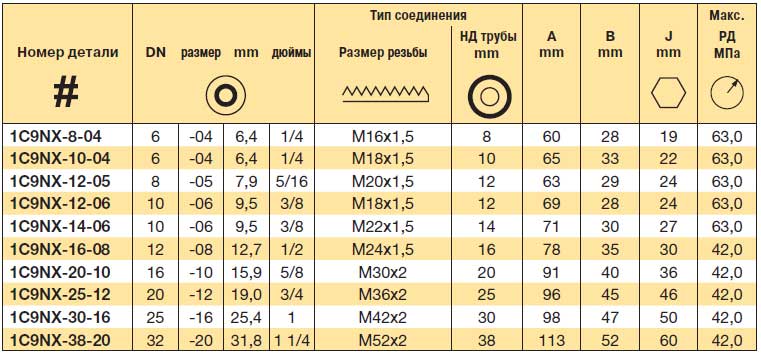
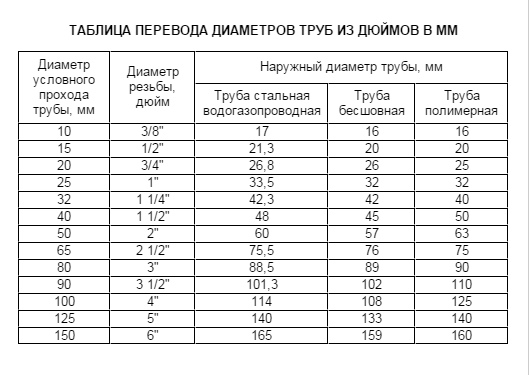

 Как результат прибор может не выключаться после окончания работы, или же отсутствует напора в линии. Решением проблемы станет разборка насоса и замена обратного клапана. При этом не лишней будет чистка всей рабочей камеры.
Как результат прибор может не выключаться после окончания работы, или же отсутствует напора в линии. Решением проблемы станет разборка насоса и замена обратного клапана. При этом не лишней будет чистка всей рабочей камеры.
 На нем не должно быть явных повреждений или разрывов. После того как чистка и замена комплектующих произведена, производится сборка устройства и его подключение к электросети.
На нем не должно быть явных повреждений или разрывов. После того как чистка и замена комплектующих произведена, производится сборка устройства и его подключение к электросети.
 Он снимается равномерными надавливаниями по всей выточке на стыке с корпусом. Дальше с помощью отвертки корпус проворачивается на 90 градусов, в указанном на нем направлении и снимается. Такой разборки достаточно, чтобы почистить рабочее колесо, фильтр и рабочую камеру.
Он снимается равномерными надавливаниями по всей выточке на стыке с корпусом. Дальше с помощью отвертки корпус проворачивается на 90 градусов, в указанном на нем направлении и снимается. Такой разборки достаточно, чтобы почистить рабочее колесо, фильтр и рабочую камеру. Для этого устройство включается, а проверяющий отмечает такие критерии:
Для этого устройство включается, а проверяющий отмечает такие критерии: Дальше ослабляются винты креплений, и снимается мотор с ротором. Все твердые части изымаются, а ротор некоторое время проворачивается рукой или отверткой, пока не удалится ржавчина. Для предотвращения повторной поломки на трубопровод устанавливается фильтр.
Дальше ослабляются винты креплений, и снимается мотор с ротором. Все твердые части изымаются, а ротор некоторое время проворачивается рукой или отверткой, пока не удалится ржавчина. Для предотвращения повторной поломки на трубопровод устанавливается фильтр. В этом случае необходима замена.
В этом случае необходима замена. Чаще всего возникают следующие неисправности:
Чаще всего возникают следующие неисправности: Необходима замена соответствующей детали.
Необходима замена соответствующей детали. 26
26 Правда в отличии от остальных двух насосов в системе, он немного гудит. Наверное всё-таки мешают отложения. Правда гул слышно только на третьей скорости. На второй его намного меньше, на первой вообще нет.
Правда в отличии от остальных двух насосов в системе, он немного гудит. Наверное всё-таки мешают отложения. Правда гул слышно только на третьей скорости. На второй его намного меньше, на первой вообще нет. Лавочкина, д.34 (м. Речной вокзал)
Лавочкина, д.34 (м. Речной вокзал) Соколово-Мещерская, д. 33, корп. 1, стр. 1 (Куркино)
Соколово-Мещерская, д. 33, корп. 1, стр. 1 (Куркино) 1
1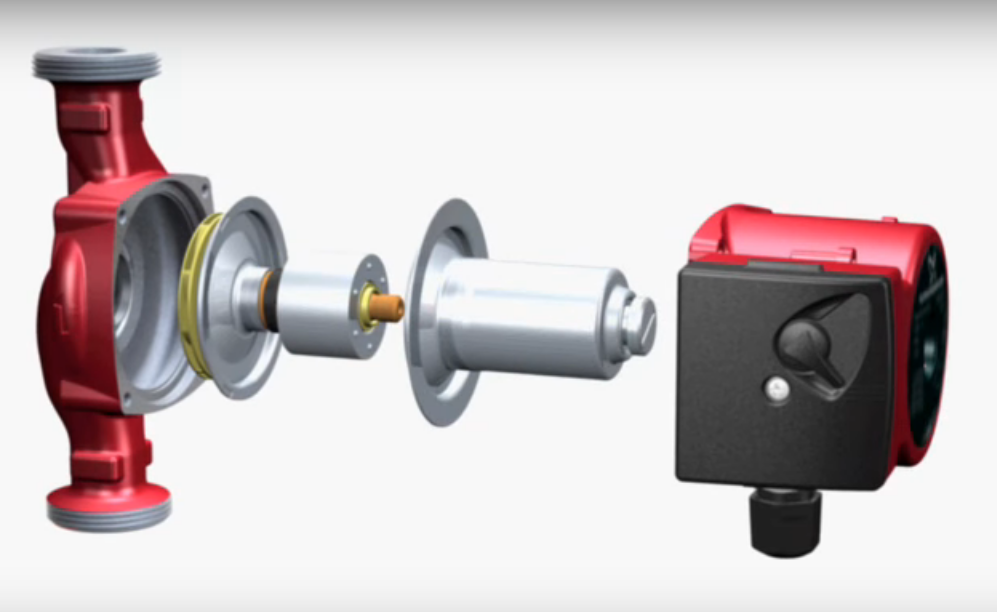 Насосы GRUNDFOS известны своей надежностью. Но любое оборудование в конце концов либо ломается, либо характеристики его постепенно ухудшаются из-за износа деталей и накопления различных загрязнений в зависимости от условий работы и типа перекачиваемой жидкости. Необходимо постоянно поддерживать циркуляционный насос в рабочем состоянии.
Насосы GRUNDFOS известны своей надежностью. Но любое оборудование в конце концов либо ломается, либо характеристики его постепенно ухудшаются из-за износа деталей и накопления различных загрязнений в зависимости от условий работы и типа перекачиваемой жидкости. Необходимо постоянно поддерживать циркуляционный насос в рабочем состоянии. Даже если Вы приобретете новый циркуляционный насос, отремонтированный старый может быть использован в качестве запасного.
Даже если Вы приобретете новый циркуляционный насос, отремонтированный старый может быть использован в качестве запасного. Для более тщательной очистки с помощью отвертки, вставляемой в пазы вокруг опорной шайбы, снимаем шайбу, разбираем ротор с рабочим колесом. По состоянию поверхности деталей можно приблизительно определить как скоро на них появятся отложения ржавчины. На гладкой поверхности посторонним частицам не за что будет зацепится. Поэтому после осмотра деталей насоса при необходимости можно провести их полировку — используем шлифовальный круг. Следующий шаг — проверяем состояние статора. При наличие сильного окисления статор также подвергается очистке.
Для более тщательной очистки с помощью отвертки, вставляемой в пазы вокруг опорной шайбы, снимаем шайбу, разбираем ротор с рабочим колесом. По состоянию поверхности деталей можно приблизительно определить как скоро на них появятся отложения ржавчины. На гладкой поверхности посторонним частицам не за что будет зацепится. Поэтому после осмотра деталей насоса при необходимости можно провести их полировку — используем шлифовальный круг. Следующий шаг — проверяем состояние статора. При наличие сильного окисления статор также подвергается очистке. Осадок и ржавчина меняют чувствительность и характеристики датчика, в результате чего эксплуатационные характеристики насоса снижаются. При сильном загрязнении датчика насос может отключится совсем. Поэтому при очистке деталей насоса не забудьте привести в порядок и датчик.
Осадок и ржавчина меняют чувствительность и характеристики датчика, в результате чего эксплуатационные характеристики насоса снижаются. При сильном загрязнении датчика насос может отключится совсем. Поэтому при очистке деталей насоса не забудьте привести в порядок и датчик. Переключите отопительное оборудование на ручной режим. Для этого поставьте переключатель, находящийся на распределительной коробке, в среднее положение. В этом режиме насос может работать даже при закрытом кране.
Переключите отопительное оборудование на ручной режим. Для этого поставьте переключатель, находящийся на распределительной коробке, в среднее положение. В этом режиме насос может работать даже при закрытом кране. Данный вид ремонта требует наличия запчастей которые может предоставить только сервисный центр. В отсутствии СЦ насос придется заменить целиком. С учетом того, что в Европе в целом вода содержит меньше различных механических и химических загрязнений, в наших условиях гарантированный срок жизни насоса можно уменьшить на год или два.
Данный вид ремонта требует наличия запчастей которые может предоставить только сервисный центр. В отсутствии СЦ насос придется заменить целиком. С учетом того, что в Европе в целом вода содержит меньше различных механических и химических загрязнений, в наших условиях гарантированный срок жизни насоса можно уменьшить на год или два.
 Компания Rotamec может помочь вам выбрать правильный насос Grundfos для вашего применения.
Компания Rotamec может помочь вам выбрать правильный насос Grundfos для вашего применения. Компания Rotamec имеет опыт в устранении засоров, работе с неподходящим оборудованием и замене изношенных компонентов.
Компания Rotamec имеет опыт в устранении засоров, работе с неподходящим оборудованием и замене изношенных компонентов.

 Проблема отходов, связанная с этой неэффективностью, стала настолько острой, что многие страны по всему миру обязали включать линии возврата горячей воды во все новые дома.
Проблема отходов, связанная с этой неэффективностью, стала настолько острой, что многие страны по всему миру обязали включать линии возврата горячей воды во все новые дома.
 Насос использует основную подающую магистраль, что исключает необходимость установки обратной линии. Небольшой циркуляционный насос установлен на выпускной трубе бака-аккумулятора горячей воды, чтобы вода в вашей линии оставалась горячей. Клапан на вашем кране обеспечивает байпас, который позволяет воде рециркулировать, используя уже установленный трубопровод холодной воды в качестве обратной линии для обслуживания горячей воды. Когда температура воды достигает 100,4 градусов по Фаренгейту, клапан закрывается, чтобы остановить циркуляцию. Вместе насос и клапан обеспечивают мгновенную горячую воду из каждого крана и душа в доме. На помпе есть даже таймер, чтобы сделать систему еще более эффективной в периоды с низким спросом, такие как ночь и полдень.
Насос использует основную подающую магистраль, что исключает необходимость установки обратной линии. Небольшой циркуляционный насос установлен на выпускной трубе бака-аккумулятора горячей воды, чтобы вода в вашей линии оставалась горячей. Клапан на вашем кране обеспечивает байпас, который позволяет воде рециркулировать, используя уже установленный трубопровод холодной воды в качестве обратной линии для обслуживания горячей воды. Когда температура воды достигает 100,4 градусов по Фаренгейту, клапан закрывается, чтобы остановить циркуляцию. Вместе насос и клапан обеспечивают мгновенную горячую воду из каждого крана и душа в доме. На помпе есть даже таймер, чтобы сделать систему еще более эффективной в периоды с низким спросом, такие как ночь и полдень.
 Этот агрегат предназначен для снятия фасок не только с деревянных поверхностей, но и с алюминия и пластика. В модели реализован плавный пуск, электронный контроль частоты вращения под нагрузкой и регулировка частоты вращения. Данный фрезер может использоваться с 4-мя различными подошвами, 3 из которых идут в комплекте. Четвёртое основание для фрезерования в углах приобретается отдельно. По отзывам профессионалов, данный фрезер выполняет свою работу на «отлично», даже в режиме интенсивной эксплуатации. Благодаря продуманной эргономике, инструмент удобно держать в руках. Из минусов могу отметить лишь относительно высокую стоимость агрегата.
Этот агрегат предназначен для снятия фасок не только с деревянных поверхностей, но и с алюминия и пластика. В модели реализован плавный пуск, электронный контроль частоты вращения под нагрузкой и регулировка частоты вращения. Данный фрезер может использоваться с 4-мя различными подошвами, 3 из которых идут в комплекте. Четвёртое основание для фрезерования в углах приобретается отдельно. По отзывам профессионалов, данный фрезер выполняет свою работу на «отлично», даже в режиме интенсивной эксплуатации. Благодаря продуманной эргономике, инструмент удобно держать в руках. Из минусов могу отметить лишь относительно высокую стоимость агрегата. Все фрезеры от этого производителя считаются эталоном, а среди основных достоинств именно этой модели — небольшой вес, завидная мощность, отсутствие люфта, наличие плавного пуска и подсветка зоны обработки. Агрегат обладает повышенной устойчивостью к перепадам в электросети. Его монолитный корпус собран весьма качественно, у профессиональных мастеров нет нареканий и к исполнению функциональных компонентов. Этот фрезер занимает одно из ведущих мест по рейтингу среди владельцев. В большинстве отзывов интернет-аудитории фигурирует: эргономика, высокое качество реза на фоне разумной цены и оптимальных технических данных, а также среднего веса.
Все фрезеры от этого производителя считаются эталоном, а среди основных достоинств именно этой модели — небольшой вес, завидная мощность, отсутствие люфта, наличие плавного пуска и подсветка зоны обработки. Агрегат обладает повышенной устойчивостью к перепадам в электросети. Его монолитный корпус собран весьма качественно, у профессиональных мастеров нет нареканий и к исполнению функциональных компонентов. Этот фрезер занимает одно из ведущих мест по рейтингу среди владельцев. В большинстве отзывов интернет-аудитории фигурирует: эргономика, высокое качество реза на фоне разумной цены и оптимальных технических данных, а также среднего веса. Несмотря на невысокую цену, в фрезере Интерскол ФМ-40 1000Э реализованы все технологии, применяемые при производстве дорогого профессионального инструмента. На самом деле, у агрегата масса достоинств: возможность фрезеровки горизонтальных, вертикальных и наклонных поверхностей, фасонных поверхностей, уступов и пазов различного профиля. При этом фрезер может двигаться и по шаблону, и по краю плоскости заготовки. Для этого предусмотрены различные приспособления, такие как опорный ролик, параллельный упор, копировальные вставки, кольца и фрезы. Мастера отзываются об этой модели, как о доступной по стоимости, достаточно функциональной и надёжной. Из минусов — мастера пишут про неудобную клавишу включения.
Несмотря на невысокую цену, в фрезере Интерскол ФМ-40 1000Э реализованы все технологии, применяемые при производстве дорогого профессионального инструмента. На самом деле, у агрегата масса достоинств: возможность фрезеровки горизонтальных, вертикальных и наклонных поверхностей, фасонных поверхностей, уступов и пазов различного профиля. При этом фрезер может двигаться и по шаблону, и по краю плоскости заготовки. Для этого предусмотрены различные приспособления, такие как опорный ролик, параллельный упор, копировальные вставки, кольца и фрезы. Мастера отзываются об этой модели, как о доступной по стоимости, достаточно функциональной и надёжной. Из минусов — мастера пишут про неудобную клавишу включения.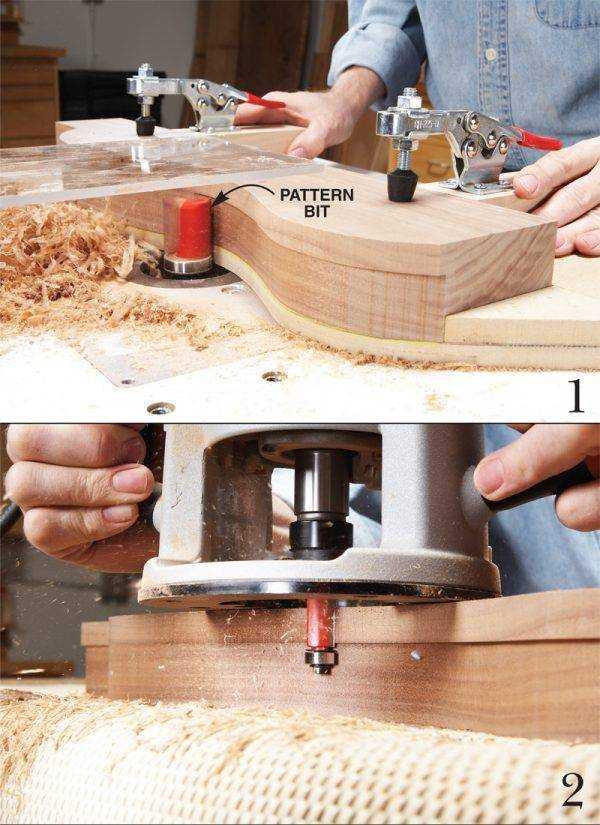 С его помощью в домашней мастерской и на небольшом производстве можно выполнять фигурные пазы, фаски, кромки. Высокая точность работ достигается за счет системы плавного пуска, а также электронной регулировки и стабилизации количества оборотов под нагрузкой. По многочисленным отзывам интернет-аудитории, Makita 3612C — это качественный инструмент с добротной сборкой, высокой износоустойчивостью, продуманной эргономикой и полезными функциями. Из минусов отмечается большой вес и высокая стоимость агрегата.
С его помощью в домашней мастерской и на небольшом производстве можно выполнять фигурные пазы, фаски, кромки. Высокая точность работ достигается за счет системы плавного пуска, а также электронной регулировки и стабилизации количества оборотов под нагрузкой. По многочисленным отзывам интернет-аудитории, Makita 3612C — это качественный инструмент с добротной сборкой, высокой износоустойчивостью, продуманной эргономикой и полезными функциями. Из минусов отмечается большой вес и высокая стоимость агрегата. Makita RP2301FCX — это надёжный прибор для длительных фрезерных работ по дереву, гравирования, вытачивания и кромкования деревянных заготовок, деталей и конструкций. Хочу отметить, что от аналогов эта модель отличается высокой точностью фиксации глубины реза, функцией быстрой замены оснащения, а также наличием динамического тормоза и плавного пуска. Расширенная комплектация помогает совершать сложные рабочие операции быстро и точно. Этот инструмент, несомненно, дорогой, но на деле это компенсируется удобством в работе, точностью и чистотой обработки. Мастера отмечают, что даже при длительной эксплуатации фрезера, перегревов не наблюдается. Кроме этого, уровень шума составляет 87 дБ, что не так много для оснащения данного класса фрезеров с подобными характеристиками. Пользователи отзываются, что работать с таким фрезером — одно удовольствие.
Makita RP2301FCX — это надёжный прибор для длительных фрезерных работ по дереву, гравирования, вытачивания и кромкования деревянных заготовок, деталей и конструкций. Хочу отметить, что от аналогов эта модель отличается высокой точностью фиксации глубины реза, функцией быстрой замены оснащения, а также наличием динамического тормоза и плавного пуска. Расширенная комплектация помогает совершать сложные рабочие операции быстро и точно. Этот инструмент, несомненно, дорогой, но на деле это компенсируется удобством в работе, точностью и чистотой обработки. Мастера отмечают, что даже при длительной эксплуатации фрезера, перегревов не наблюдается. Кроме этого, уровень шума составляет 87 дБ, что не так много для оснащения данного класса фрезеров с подобными характеристиками. Пользователи отзываются, что работать с таким фрезером — одно удовольствие.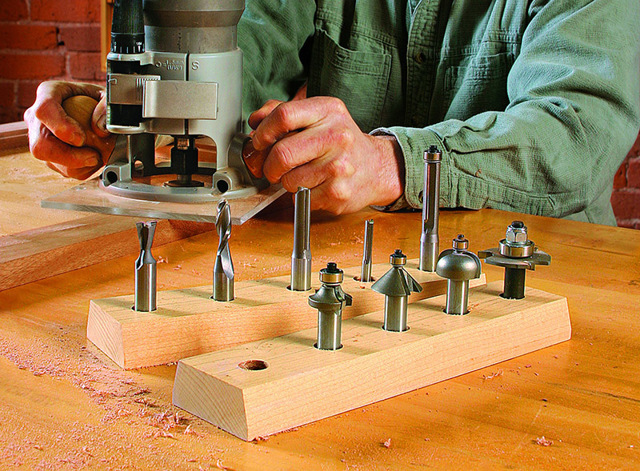 Данный фрезер предназначен для работы с заготовками из древесины и гипсокартона. Он снабжен основной рукояткой, удобной для ручного хвата, а также электронной системой регулировки частоты вращения шпинделя. Особенностью данной модели является возможность держать аппарат одной рукой, другой рукой придерживая заготовку. Пользователи довольны тем, что этот фрезер лёгкий по весу, а его конструкция адаптирована для длительной работы. Однако, у этой модели есть слабое место — это плохой подшипник, а в остальном — всё хорошо.
Данный фрезер предназначен для работы с заготовками из древесины и гипсокартона. Он снабжен основной рукояткой, удобной для ручного хвата, а также электронной системой регулировки частоты вращения шпинделя. Особенностью данной модели является возможность держать аппарат одной рукой, другой рукой придерживая заготовку. Пользователи довольны тем, что этот фрезер лёгкий по весу, а его конструкция адаптирована для длительной работы. Однако, у этой модели есть слабое место — это плохой подшипник, а в остальном — всё хорошо. Фрезер модификации 3709 может использоваться для вырезания пазов и отверстий произвольной формы в дереве, гипсокартоне, композитных материалах, и даже в керамической плитке. Возможность обработки плотных материалов достигается благодаря высокой скорости вращения вала. Небольшие размеры и малый вес агрегата позволяют легко обрабатывать труднодоступные места, а прозрачная пластиковая основа позволяет просматривать направление фрезы. Говоря об этом инструменте, профессионалы отмечают следующие его преимущества: отличная центровка, отсутствие перегрева, длинный провод в 3 метра, удобная пылезащитная конструкция. В Makita 3709 наилучшим образом сочетаются качество, надёжность и разумная цена. Это — хороший выбор фрезера для домашней мастерской.
Фрезер модификации 3709 может использоваться для вырезания пазов и отверстий произвольной формы в дереве, гипсокартоне, композитных материалах, и даже в керамической плитке. Возможность обработки плотных материалов достигается благодаря высокой скорости вращения вала. Небольшие размеры и малый вес агрегата позволяют легко обрабатывать труднодоступные места, а прозрачная пластиковая основа позволяет просматривать направление фрезы. Говоря об этом инструменте, профессионалы отмечают следующие его преимущества: отличная центровка, отсутствие перегрева, длинный провод в 3 метра, удобная пылезащитная конструкция. В Makita 3709 наилучшим образом сочетаются качество, надёжность и разумная цена. Это — хороший выбор фрезера для домашней мастерской. Этот агрегат уже много лет является хитом продаж, и это неудивительно. Ведь ВИХРЬ ФМ-1900 сочетает в себе высокую мощность, хороший рабочий функционал, удобство эксплуатации и вполне доступную стоимость. Это — отличный помощник для обработки пазов и кромок, в особенности для начинающих мастеров. Этот фрезер предназначен для эффективной и быстрой обработки заготовок из цельной древесины, древесных материалов, пластмасс и мягких металлов. Особо хочется отметить грамотную эргономику прибора, благодаря которой инструмент легко перемещать по поверхности, несмотря на его немалые габариты. В данной модели реализован механизм регулировки и подстройки высоты. При всех преимуществах есть у неё и недостатки: покупатели жалуются на небольшой люфт на не зажатых штангах при работе.
Этот агрегат уже много лет является хитом продаж, и это неудивительно. Ведь ВИХРЬ ФМ-1900 сочетает в себе высокую мощность, хороший рабочий функционал, удобство эксплуатации и вполне доступную стоимость. Это — отличный помощник для обработки пазов и кромок, в особенности для начинающих мастеров. Этот фрезер предназначен для эффективной и быстрой обработки заготовок из цельной древесины, древесных материалов, пластмасс и мягких металлов. Особо хочется отметить грамотную эргономику прибора, благодаря которой инструмент легко перемещать по поверхности, несмотря на его немалые габариты. В данной модели реализован механизм регулировки и подстройки высоты. При всех преимуществах есть у неё и недостатки: покупатели жалуются на небольшой люфт на не зажатых штангах при работе. Показатель его мощности позволяет причислить этот инструмент к профессиональным моделям, способным выдержать интенсивные нагрузки. От аналогов этот фрезер отличает: оснастка электроникой для более эффективной работы и регуляции всех технических функций, функция точной настройки глубины работы фрезы и подсветка рабочей зоны. Благодаря двум эргономичным рукояткам гладкое металлическое основание легко перемещается по обрабатываемой поверхности. Прорезать отверстия, изготовить пазы практически любой формы, обточить кромки — со всеми этими задачами легко справится Makita RP2300FZ. Хочется отметить, что покупатели доверяют данному проверенному бренду и ценят его за высокое качество сборки, долговечность механизмов и удобство эксплуатации. Судя по отзывам, модель редко ломается и служит долгие годы.
Показатель его мощности позволяет причислить этот инструмент к профессиональным моделям, способным выдержать интенсивные нагрузки. От аналогов этот фрезер отличает: оснастка электроникой для более эффективной работы и регуляции всех технических функций, функция точной настройки глубины работы фрезы и подсветка рабочей зоны. Благодаря двум эргономичным рукояткам гладкое металлическое основание легко перемещается по обрабатываемой поверхности. Прорезать отверстия, изготовить пазы практически любой формы, обточить кромки — со всеми этими задачами легко справится Makita RP2300FZ. Хочется отметить, что покупатели доверяют данному проверенному бренду и ценят его за высокое качество сборки, долговечность механизмов и удобство эксплуатации. Судя по отзывам, модель редко ломается и служит долгие годы. Лучшие фрезеры незаменимы для получения прямых, фигурных пазов, выпиливания отверстий сложной формы, ламелей и других работ по твердым материалам. Виды ручных фрезеров по дереву отличаются в зависимости от необходимого результата: вертикальные, кромочные, ламельные, присадочные. Достойные номинанты были отобраны для каждой категории и представлены в рейтинге.
Лучшие фрезеры незаменимы для получения прямых, фигурных пазов, выпиливания отверстий сложной формы, ламелей и других работ по твердым материалам. Виды ручных фрезеров по дереву отличаются в зависимости от необходимого результата: вертикальные, кромочные, ламельные, присадочные. Достойные номинанты были отобраны для каждой категории и представлены в рейтинге. Начав с небольшой мастерской, создателям удалось завоевать доверие покупателей благодаря высоким требованиям к товарам. Сегодня специализация ограничивается бытовой, строительной, садовой техникой.
Начав с небольшой мастерской, создателям удалось завоевать доверие покупателей благодаря высоким требованиям к товарам. Сегодня специализация ограничивается бытовой, строительной, садовой техникой.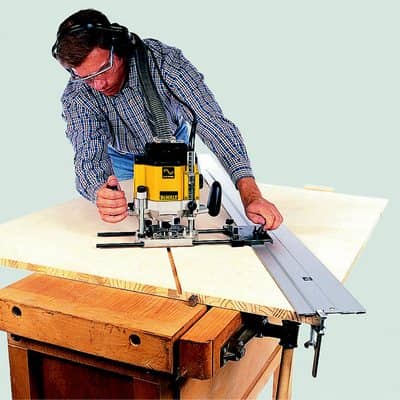 Производство осуществляется по немецким инженерным разработкам. Подтверждает высокую заинтересованность расширенная гарантия – 24 месяца. Производитель часто проводит статистические исследования. Поэтому гордостью заявляет, что продукцию часто выбирают девушки из-за простоты использования.
Производство осуществляется по немецким инженерным разработкам. Подтверждает высокую заинтересованность расширенная гарантия – 24 месяца. Производитель часто проводит статистические исследования. Поэтому гордостью заявляет, что продукцию часто выбирают девушки из-за простоты использования. Небольшая мастерская по ремонту электродвигателей с 1917 года стала одной из лучших на рынке. Сегодня она выпускает более 350 инструментов и еще больше аксессуаров к ним.
Небольшая мастерская по ремонту электродвигателей с 1917 года стала одной из лучших на рынке. Сегодня она выпускает более 350 инструментов и еще больше аксессуаров к ним.
 Купив такой комплект, нет необходимости возвращаться в магазин за недостающими аксессуарами.
Купив такой комплект, нет необходимости возвращаться в магазин за недостающими аксессуарами.





 Но те, кто привык работать без нее, могут быстро снять деталь.
Но те, кто привык работать без нее, могут быстро снять деталь.
 Поэтому в комплект входят 3 цанги на 6, 8, 10 мм, набор шкантов.
Поэтому в комплект входят 3 цанги на 6, 8, 10 мм, набор шкантов.
 У фрезеров так много разнообразных функций, и в зависимости от используемых бит они могут помочь компенсировать определенные инструменты, которых может не быть в вашей мастерской. Они скругляют края, прорезают до глубины и при правильном использовании могут создавать замысловатые узоры в вашем деревообрабатывающем проекте.
У фрезеров так много разнообразных функций, и в зависимости от используемых бит они могут помочь компенсировать определенные инструменты, которых может не быть в вашей мастерской. Они скругляют края, прорезают до глубины и при правильном использовании могут создавать замысловатые узоры в вашем деревообрабатывающем проекте. с.
с. Комплект компактных фрезерных станков по дереву Makita RT0701CX7 – лучший в целом
Комплект компактных фрезерных станков по дереву Makita RT0701CX7 – лучший в целом


 Что хорошо в этом инструменте, так это то, что он позволяет оператору выбирать скорость в зависимости от проекта. Это делает его отличным инструментом для более художественных и сложных проектов. Чтобы еще больше облегчить детальную резку, фрезер оснащен двумя светодиодными индикаторами, которые помогают направлять работу. Маршрутизатор использует плавный пуск, который дает пользователю более контролируемый и безопасный запуск. Форма ручек делает этот инструмент удобным в использовании в течение длительного периода времени.
Что хорошо в этом инструменте, так это то, что он позволяет оператору выбирать скорость в зависимости от проекта. Это делает его отличным инструментом для более художественных и сложных проектов. Чтобы еще больше облегчить детальную резку, фрезер оснащен двумя светодиодными индикаторами, которые помогают направлять работу. Маршрутизатор использует плавный пуск, который дает пользователю более контролируемый и безопасный запуск. Форма ручек делает этот инструмент удобным в использовании в течение длительного периода времени. Этот инструмент позволяет выполнять пропилы определенной глубины, что отлично подходит для точного врезания бит и обработки кромок. Другими факторами, которые делают его инструментом для рассмотрения, являются комфорт операторов при использовании инструмента и комфорт, который вы чувствуете при покупке этого маршрутизатора.
Этот инструмент позволяет выполнять пропилы определенной глубины, что отлично подходит для точного врезания бит и обработки кромок. Другими факторами, которые делают его инструментом для рассмотрения, являются комфорт операторов при использовании инструмента и комфорт, который вы чувствуете при покупке этого маршрутизатора. Этот инструмент поставляется с регулируемыми круглыми и квадратными основаниями, что облегчает маневрирование в зависимости от проекта. Маршрутизатор имеет встроенный быстродействующий спусковой крючок, который помогает ускорить процесс снятия двигателя с основания, что помогает при переключении опорных плит.
Этот инструмент поставляется с регулируемыми круглыми и квадратными основаниями, что облегчает маневрирование в зависимости от проекта. Маршрутизатор имеет встроенный быстродействующий спусковой крючок, который помогает ускорить процесс снятия двигателя с основания, что помогает при переключении опорных плит. Этот маршрутизатор работает с шестью переменными скоростями, что обеспечивает наилучшую резку в зависимости от материала. Он работает в диапазоне от 10 000 до 30 000 об/мин. Этот фрезер немного отличается от других тем, что позволяет выполнять сложную резьбу, если пользователь достаточно опытен, чтобы использовать инструмент в этом качестве. Инструмент имеет встроенную систему фильтрации пыли, которая удерживает частицы от попадания в двигатель, чтобы он оставался чистым. Положительным моментом является то, что маршрутизатор поставляется с гаечными ключами для регулировки маршрутизатора. С другой стороны, даже с этими инструментами маршрутизатор трудно настроить, и его использование может стать сложным.
Этот маршрутизатор работает с шестью переменными скоростями, что обеспечивает наилучшую резку в зависимости от материала. Он работает в диапазоне от 10 000 до 30 000 об/мин. Этот фрезер немного отличается от других тем, что позволяет выполнять сложную резьбу, если пользователь достаточно опытен, чтобы использовать инструмент в этом качестве. Инструмент имеет встроенную систему фильтрации пыли, которая удерживает частицы от попадания в двигатель, чтобы он оставался чистым. Положительным моментом является то, что маршрутизатор поставляется с гаечными ключами для регулировки маршрутизатора. С другой стороны, даже с этими инструментами маршрутизатор трудно настроить, и его использование может стать сложным. Маршрутизатор оснащен двигателем мощностью 1,6 лошадиных силы, который вращается со скоростью от 16 000 до 30 000 об/мин. Как и большинство маршрутизаторов, этот маршрутизатор позволяет пользователям регулировать скорость в зависимости от своих материалов и потребностей проекта. Инструмент может быть установлен на разную глубину и обеспечивает чистый срез. Одной из проблем является размещение шнура питания, который находится сверху рукоятки. Иногда это может мешать и отвлекать. Вторая проблема заключается в том, что машина кажется немного громоздкой. Вес около 9фунтов, но кажется тяжелее в использовании.
Маршрутизатор оснащен двигателем мощностью 1,6 лошадиных силы, который вращается со скоростью от 16 000 до 30 000 об/мин. Как и большинство маршрутизаторов, этот маршрутизатор позволяет пользователям регулировать скорость в зависимости от своих материалов и потребностей проекта. Инструмент может быть установлен на разную глубину и обеспечивает чистый срез. Одной из проблем является размещение шнура питания, который находится сверху рукоятки. Иногда это может мешать и отвлекать. Вторая проблема заключается в том, что машина кажется немного громоздкой. Вес около 9фунтов, но кажется тяжелее в использовании. Есть несколько факторов, которые необходимо учитывать, чтобы снять стресс при поиске подходящего фрезера для ваших потребностей в деревообработке.
Есть несколько факторов, которые необходимо учитывать, чтобы снять стресс при поиске подходящего фрезера для ваших потребностей в деревообработке. Очевидно, что более мощный двигатель сделает инструмент более громким. Если вы предпочитаете работать в более тихой обстановке, вам подойдет двигатель меньшего размера. Если вы не возражаете против шума или используете средства защиты органов слуха, вам не о чем беспокоиться о большом двигателе.
Очевидно, что более мощный двигатель сделает инструмент более громким. Если вы предпочитаете работать в более тихой обстановке, вам подойдет двигатель меньшего размера. Если вы не возражаете против шума или используете средства защиты органов слуха, вам не о чем беспокоиться о большом двигателе. Однако не во всех проектах требуется массивный роутер с огромной мощностью. Для небольших поделок лучше всего подойдет ручной фрезер.
Однако не во всех проектах требуется массивный роутер с огромной мощностью. Для небольших поделок лучше всего подойдет ручной фрезер. Это особенно полезно при выполнении более детальных разрезов.
Это особенно полезно при выполнении более детальных разрезов.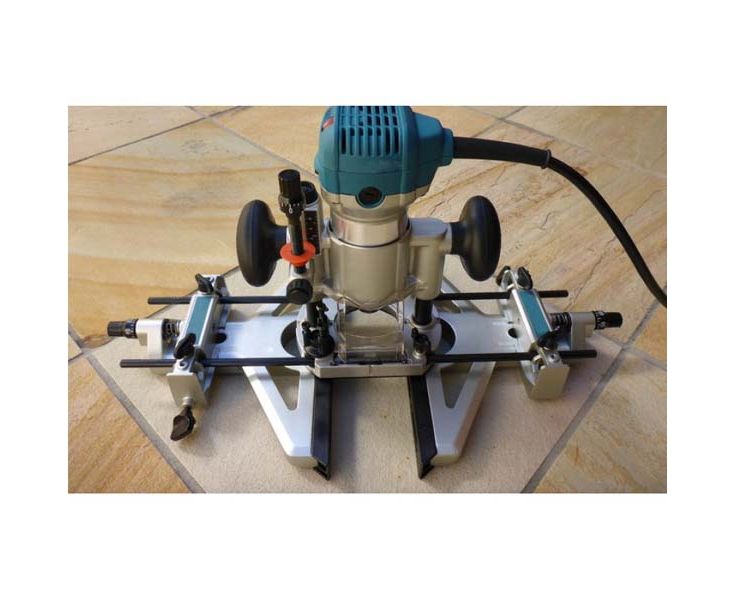
 Если вы ищете маршрутизатор, который вычеркивает из вашего списка упомянутые ранее элементы, но не обязательно нуждается во всей мощности, обратите внимание на компактный деревянный маршрутизатор Enertwist.
Если вы ищете маршрутизатор, который вычеркивает из вашего списка упомянутые ранее элементы, но не обязательно нуждается во всей мощности, обратите внимание на компактный деревянный маршрутизатор Enertwist. 3–1/4 Triton Фрезерный станок по дереву
3–1/4 Triton Фрезерный станок по дереву


 Эти продукты, также известные как мини-фрезерные станки, на самом деле представляют собой лишь крошечные версии вашего обычного фрезерного станка по дереву. Цанга в пальмовых маршрутизаторах будет одной четверти дюйма. Из-за своего небольшого размера эти фрезеры используются для выполнения всех видов детальных работ по окантовке дерева и отделки ламината, в том числе Formica.
Эти продукты, также известные как мини-фрезерные станки, на самом деле представляют собой лишь крошечные версии вашего обычного фрезерного станка по дереву. Цанга в пальмовых маршрутизаторах будет одной четверти дюйма. Из-за своего небольшого размера эти фрезеры используются для выполнения всех видов детальных работ по окантовке дерева и отделки ламината, в том числе Formica.
 Существует не только много разных брендов, но и разные размеры и стиль маршрутизатора, которые определяют, для какого проекта он лучше всего подходит. При просмотре обзоров компактных маршрутизаторов всегда следует обращать внимание на определенные функции. Мы выделили эти важные соображения ниже.
Существует не только много разных брендов, но и разные размеры и стиль маршрутизатора, которые определяют, для какого проекта он лучше всего подходит. При просмотре обзоров компактных маршрутизаторов всегда следует обращать внимание на определенные функции. Мы выделили эти важные соображения ниже.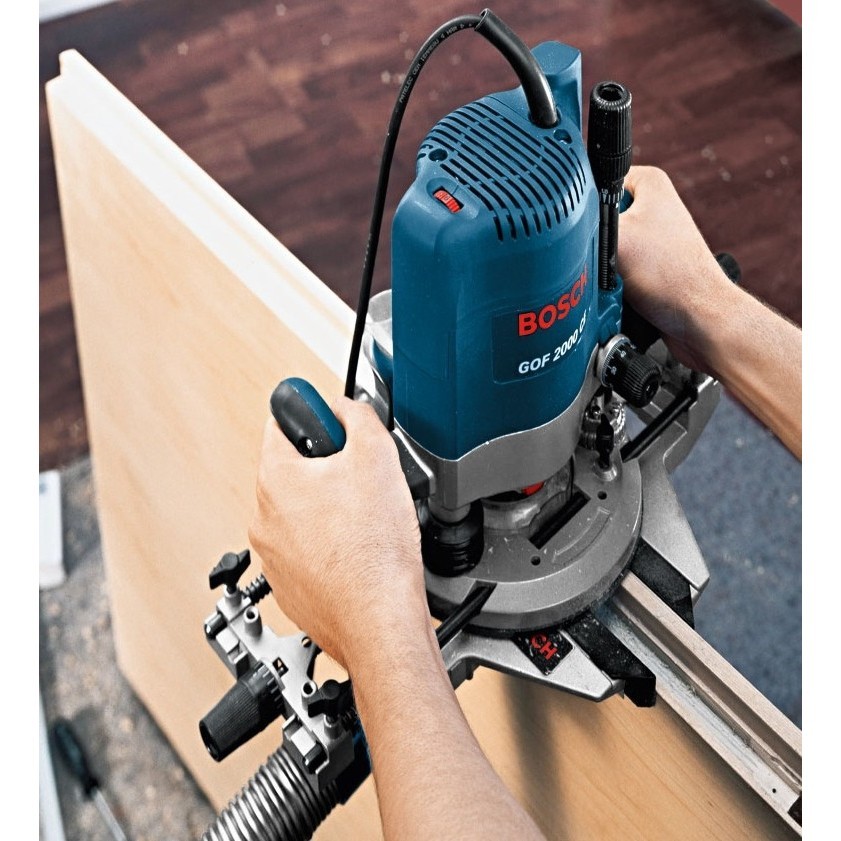 Каким бы мощным ни был маршрутизатор, вам необходимо убедиться, что вы полностью его контролируете. Некоторые другие факторы, влияющие на мощность инструмента, включают уровень шума, размер и вибрации.
Каким бы мощным ни был маршрутизатор, вам необходимо убедиться, что вы полностью его контролируете. Некоторые другие факторы, влияющие на мощность инструмента, включают уровень шума, размер и вибрации. Недостатками являются то, что инструменты с батарейным питанием необходимо заряжать, и срок их службы ограничен. Они также могут предлагать немного меньшую мощность, чем другие типы компактных маршрутизаторов.
Недостатками являются то, что инструменты с батарейным питанием необходимо заряжать, и срок их службы ограничен. Они также могут предлагать немного меньшую мощность, чем другие типы компактных маршрутизаторов.
 Чем больше у вас диапазон контроля скорости, тем лучше.
Чем больше у вас диапазон контроля скорости, тем лучше.
 Лучший компактный маршрутизатор должен быть изготовлен из прочных, высокопрочных материалов, таких как алюминий. Инструменты должны быть пригодны для многократного использования с прочной древесиной, чтобы выдерживать их использование в течение более длительного срока службы. Долговечность – важный фактор для любого электроинструмента. Если маршрутизатор изготовлен из дешевых материалов, он может начать разваливаться после нескольких использований.
Лучший компактный маршрутизатор должен быть изготовлен из прочных, высокопрочных материалов, таких как алюминий. Инструменты должны быть пригодны для многократного использования с прочной древесиной, чтобы выдерживать их использование в течение более длительного срока службы. Долговечность – важный фактор для любого электроинструмента. Если маршрутизатор изготовлен из дешевых материалов, он может начать разваливаться после нескольких использований. Как упоминалось выше, некоторые из лучших компактных маршрутизаторов также включают наборы битов. Все это повышает общую ценность продукта и может иметь большое значение, когда дело доходит до использования маршрутизатора.
Как упоминалось выше, некоторые из лучших компактных маршрутизаторов также включают наборы битов. Все это повышает общую ценность продукта и может иметь большое значение, когда дело доходит до использования маршрутизатора.
 Для облегчения работы вы можете изготовить свои собственные калибровочные блоки, соответствующие вашим битам.
Для облегчения работы вы можете изготовить свои собственные калибровочные блоки, соответствующие вашим битам. Мы надеемся, что наше руководство по лучшим компактным маршрутизаторам научило вас всему, что вы хотели узнать, и подготовило вас к выбору лучшего продукта для вашего приложения. Эти инструменты составляют большую часть любой деревообрабатывающей студии, и с лучшим компактным фрезером вы сможете сделать гораздо больше при работе с деревом. Желаем вам успехов в будущем проекте!
Мы надеемся, что наше руководство по лучшим компактным маршрутизаторам научило вас всему, что вы хотели узнать, и подготовило вас к выбору лучшего продукта для вашего приложения. Эти инструменты составляют большую часть любой деревообрабатывающей студии, и с лучшим компактным фрезером вы сможете сделать гораздо больше при работе с деревом. Желаем вам успехов в будущем проекте! 


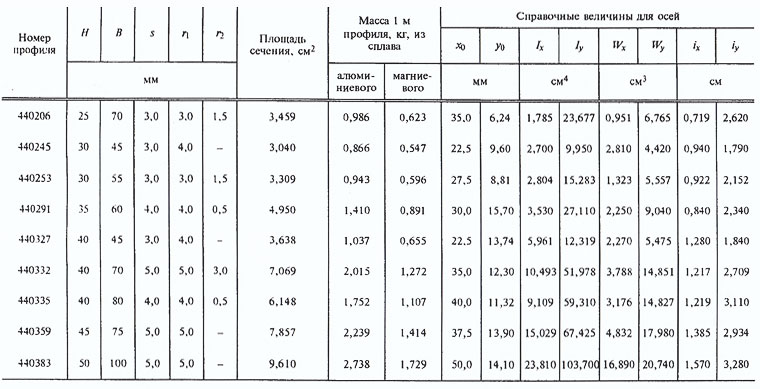 1 (мм)
1 (мм)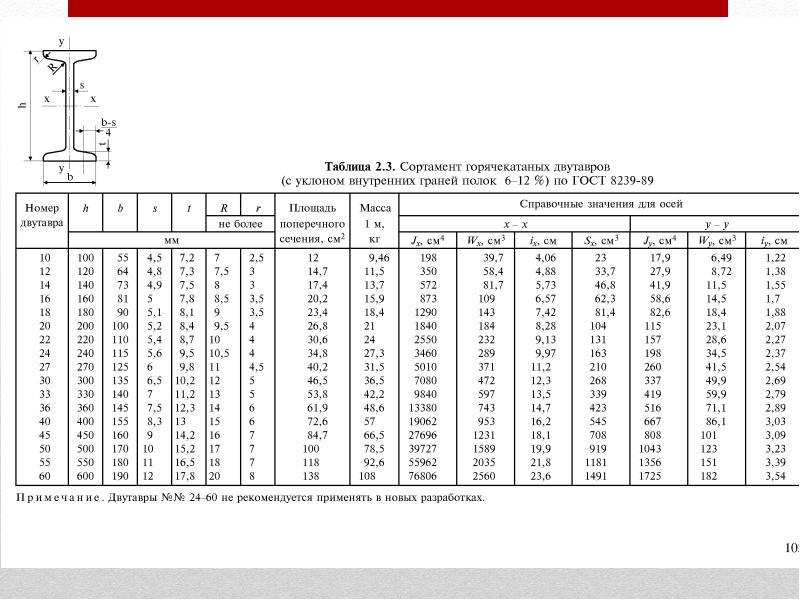 96 (кг)
96 (кг) Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W».
Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W». )
) org/PropertyValue»>
org/PropertyValue»>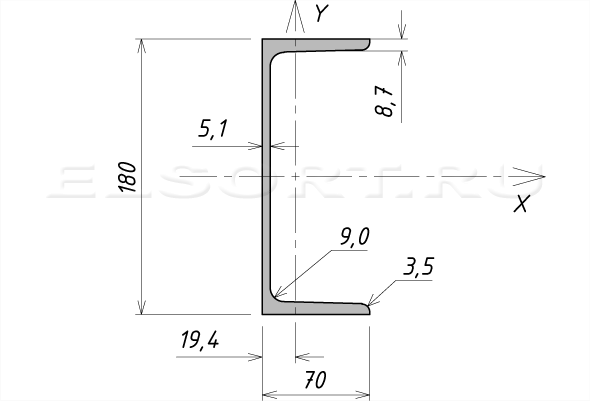 org/PropertyValue»>
org/PropertyValue»>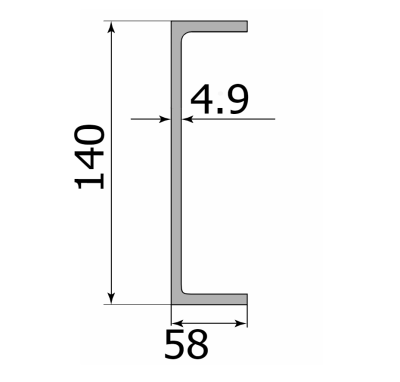 org/PropertyValue»>
org/PropertyValue»>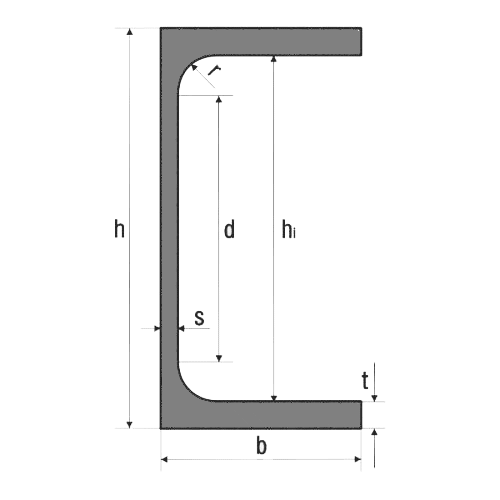 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>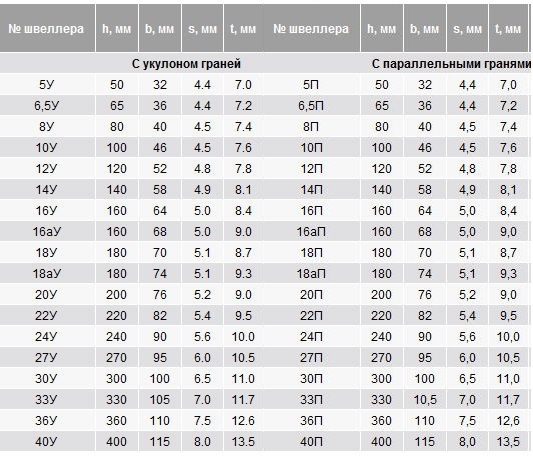 org/PropertyValue»>
org/PropertyValue»>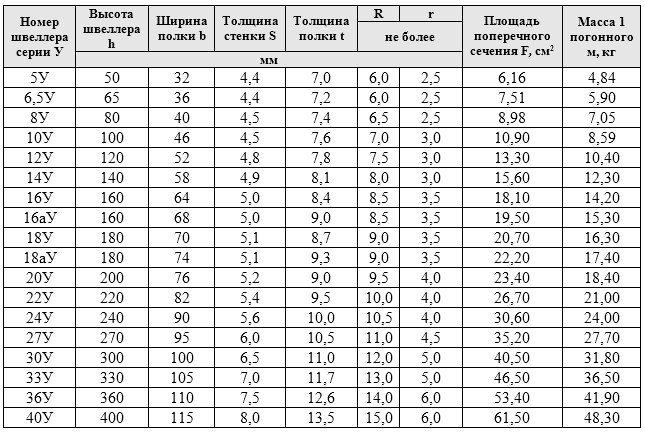 org/PropertyValue»>
org/PropertyValue»>
 org/PropertyValue»>
org/PropertyValue»>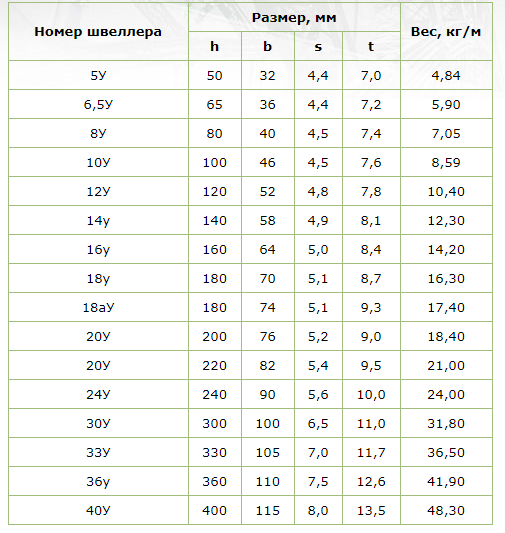
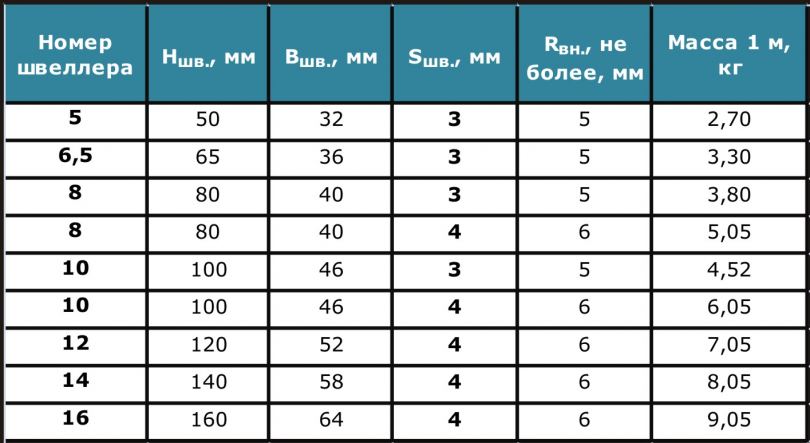 Обрешетка более толстого калибра обеспечивает большие пролеты и грузоподъемность.0003
Обрешетка более толстого калибра обеспечивает большие пролеты и грузоподъемность.0003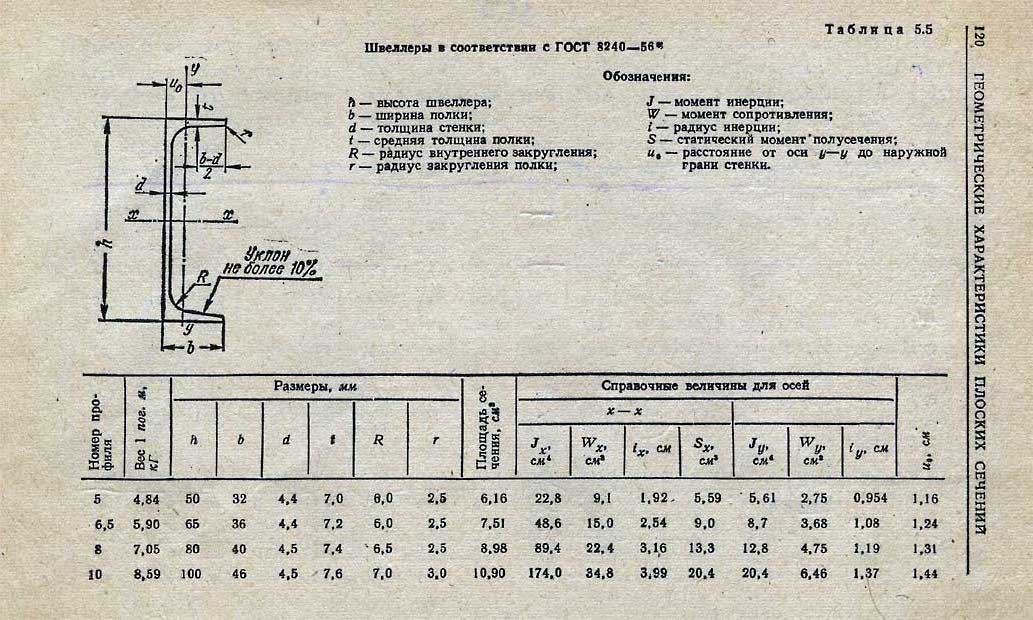 Затем гипсовые панели прикручиваются к швеллерам обрешетки.
Затем гипсовые панели прикручиваются к швеллерам обрешетки.
 То есть в процессе операции обрабатываемый материал может полностью находиться в водной среде. Что касается эксплуатационных возможностей, то станок гидроабразивной резки металла дает возможность справляться с нержавеющей сталью толщиной до 200 мм. Примечательно, что показатели твердости материала для станков такого типа не имеют значения. Тонкая высокоскоростная струя диаметром в 1 мм способна выполнять четкую резку с высоким допуском.
То есть в процессе операции обрабатываемый материал может полностью находиться в водной среде. Что касается эксплуатационных возможностей, то станок гидроабразивной резки металла дает возможность справляться с нержавеющей сталью толщиной до 200 мм. Примечательно, что показатели твердости материала для станков такого типа не имеют значения. Тонкая высокоскоростная струя диаметром в 1 мм способна выполнять четкую резку с высоким допуском.
 Также в некоторых случаях в перечень операторских задач входит и регуляция системы охлаждения. На практике гидроабразивная резка металла своими руками выполняется посредством специальных кнопок. Например, для позиционирования оператор должен ввести несколько значений по координатам. Но даже ручное управление полностью не избавлено от контроля со стороны электронной системы. Так, при вводе ошибочных данных техника возвращает значения рабочих показателей в исходное положение.
Также в некоторых случаях в перечень операторских задач входит и регуляция системы охлаждения. На практике гидроабразивная резка металла своими руками выполняется посредством специальных кнопок. Например, для позиционирования оператор должен ввести несколько значений по координатам. Но даже ручное управление полностью не избавлено от контроля со стороны электронной системы. Так, при вводе ошибочных данных техника возвращает значения рабочих показателей в исходное положение. Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
 Этот процесс способен резать чрезвычайно твердые материалы, такие как титан и инконель, а также обычные металлы, такие как алюминий и мягкая сталь.
Этот процесс способен резать чрезвычайно твердые материалы, такие как титан и инконель, а также обычные металлы, такие как алюминий и мягкая сталь. Его можно использовать как для раскалывания древесины, так и для вырезания замысловатых форм. Кроме того, струя проходит через древесину с такой высокой скоростью, что практически не вызывает смачивания поверхности. Это предотвращает впитывание воды древесиной. Высокое давление также вызывает минимальное расслоение.
Его можно использовать как для раскалывания древесины, так и для вырезания замысловатых форм. Кроме того, струя проходит через древесину с такой высокой скоростью, что практически не вызывает смачивания поверхности. Это предотвращает впитывание воды древесиной. Высокое давление также вызывает минимальное расслоение.
 Ей можно разрезать самое хрупкое стекло без трещин и кратеров. С другой стороны, вы можете использовать её для резки витражей.
Ей можно разрезать самое хрупкое стекло без трещин и кратеров. С другой стороны, вы можете использовать её для резки витражей.
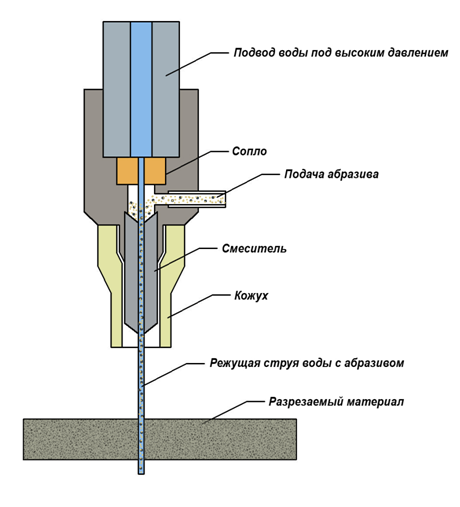
 Плазма может обеспечить точность только до 0,25 мм. Скорость резки может повлиять на этот аспект. При увеличении скорости уменьшаются обрабатываемые допуски.
Плазма может обеспечить точность только до 0,25 мм. Скорость резки может повлиять на этот аспект. При увеличении скорости уменьшаются обрабатываемые допуски.
 С нашей точки зрения, они интересны тем, что могут резать металл, что обычно невозможно с лазерными резаками в пределах нашей досягаемости.
С нашей точки зрения, они интересны тем, что могут резать металл, что обычно невозможно с лазерными резаками в пределах нашей досягаемости. Наконец, мы взглянем на его систему подачи абразива и на пластиковую воронку, которую он использует, чтобы вода не вытекала из бункера.
Наконец, мы взглянем на его систему подачи абразива и на пластиковую воронку, которую он использует, чтобы вода не вытекала из бункера. Он достигает этого, используя установку, которую собрал всего за несколько сотен долларов. Сердцем системы является мойка высокого давления Sun Joe, которую он купил за 150 долларов на Amazon . Коммерческий гидроабразивный резак стоит десятки тысяч долларов. Даже супердешевый резак, такой как Wazer, собранный на Kickstarter несколько лет назад, продается за 60000 долларов.
Он достигает этого, используя установку, которую собрал всего за несколько сотен долларов. Сердцем системы является мойка высокого давления Sun Joe, которую он купил за 150 долларов на Amazon . Коммерческий гидроабразивный резак стоит десятки тысяч долларов. Даже супердешевый резак, такой как Wazer, собранный на Kickstarter несколько лет назад, продается за 60000 долларов. Он получил большую часть этих деталей у AccuStream (поставщик запчастей для гидроабразивной резки) и у McMaster-Carr.
Он получил большую часть этих деталей у AccuStream (поставщик запчастей для гидроабразивной резки) и у McMaster-Carr. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.

 Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки. Эта функция установлена на всех сварочных аппаратах Ресанта.
Эта функция установлена на всех сварочных аппаратах Ресанта. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор). Мы имеем большой опыт в продаже сварочных аппаратов, поэтому наш менеджер проконсультирует и поможет с выбором нужной модели из огромного ассортимента ТМ Ресанта. Для покупки звоните по номерам (050) 087·65·35, (098) 399·85·86 или (093) 330·75·76, а также оставляйте онлайн заказы. Svarmax.com.ua — специализированный интернет-магазин сварочной и садовой техники.
Мы имеем большой опыт в продаже сварочных аппаратов, поэтому наш менеджер проконсультирует и поможет с выбором нужной модели из огромного ассортимента ТМ Ресанта. Для покупки звоните по номерам (050) 087·65·35, (098) 399·85·86 или (093) 330·75·76, а также оставляйте онлайн заказы. Svarmax.com.ua — специализированный интернет-магазин сварочной и садовой техники. 2кВтСварочный ток: 190АГарантия: 24мес.
2кВтСварочный ток: 190АГарантия: 24мес. Обратите внимание, только у нас вы сможете электролобзик купить украина или эдон сварочный инвертор по наиболее привлекательным ценам.
Обратите внимание, только у нас вы сможете электролобзик купить украина или эдон сварочный инвертор по наиболее привлекательным ценам.

 Если процент рабочего цикла выше 50%, цифровой сигнал проводит больше времени в верхнем состоянии, чем в нижнем. Однако чем выше процент рабочего цикла, тем лучше будет работать система.
Если процент рабочего цикла выше 50%, цифровой сигнал проводит больше времени в верхнем состоянии, чем в нижнем. Однако чем выше процент рабочего цикла, тем лучше будет работать система.

 Доля времени, которую оператор тратит на сварку, меньше по сравнению с MIG, поскольку MMA включает ручные процессы. По этой причине рабочий цикл не так важен, как у МИГа.
Доля времени, которую оператор тратит на сварку, меньше по сравнению с MIG, поскольку MMA включает ручные процессы. По этой причине рабочий цикл не так важен, как у МИГа. Поскольку TIG представляет собой ручной процесс, включающий подачу присадочного металла вручную, сварка или соотношение времени включения и времени простоя ниже, чем у MIG. Некоторые из применений TIG, в которых необходим высокий рабочий цикл, включают сварку TIG соединений труб. Такие приложения потребуют длительного и непрерывного владения.
Поскольку TIG представляет собой ручной процесс, включающий подачу присадочного металла вручную, сварка или соотношение времени включения и времени простоя ниже, чем у MIG. Некоторые из применений TIG, в которых необходим высокий рабочий цикл, включают сварку TIG соединений труб. Такие приложения потребуют длительного и непрерывного владения.



 Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.  Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы.
Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы. В этом примере до 50% дольше.
В этом примере до 50% дольше. У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет.
У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными. Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы. Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата. Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы. Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле. В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы. У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться. Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
 Написано просто «угол конического соединения 12 градусов». И найти информацию о том, какой конкретно угол имеется в виду не представляется возможным, т.к. нигде ничего нет.
Написано просто «угол конического соединения 12 градусов». И найти информацию о том, какой конкретно угол имеется в виду не представляется возможным, т.к. нигде ничего нет.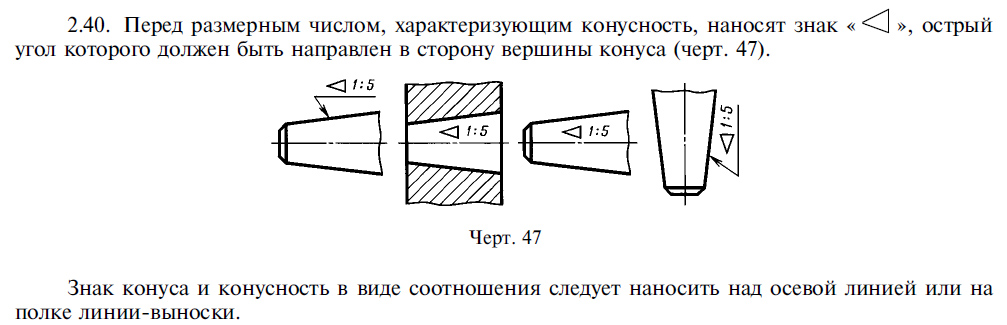
 Мы произвели соответствующие описанным выше манипуляции и получили следующие результаты. Значение угла между вертикалью (осью) получилось равным 12 градусам. А значение полного угла равным, соответственно 24 градусам.
Мы произвели соответствующие описанным выше манипуляции и получили следующие результаты. Значение угла между вертикалью (осью) получилось равным 12 градусам. А значение полного угла равным, соответственно 24 градусам.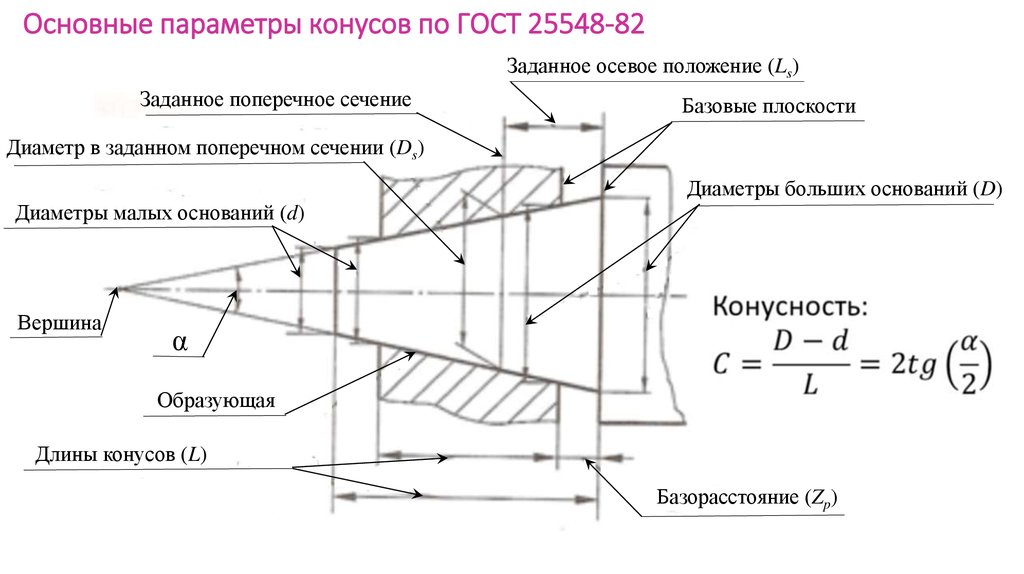 Конус похож на усеченный конус (см. калькулятор площади усеченного конуса) с двумя концами разных размеров. В современных автоматизированных производственных процессах ручная регулировка выравнивания инструмента может оказаться устаревшей. Но вам все равно нужно подставить цифры нужных размеров, чтобы получилась коническая заготовка.
Конус похож на усеченный конус (см. калькулятор площади усеченного конуса) с двумя концами разных размеров. В современных автоматизированных производственных процессах ручная регулировка выравнивания инструмента может оказаться устаревшей. Но вам все равно нужно подставить цифры нужных размеров, чтобы получилась коническая заготовка. Учитывая круглое поперечное сечение (см. калькулятор площади поперечного сечения) заготовки, сечение на большем конце называется большая секция и имеет диаметр как большой диаметр Dl D_\mathrm{l} Dl, тогда как меньшая секция известна как второстепенная секция и диаметр является второстепенным диаметром ( Ds D_\mathrm{s} Дс). Элементы конуса:
Учитывая круглое поперечное сечение (см. калькулятор площади поперечного сечения) заготовки, сечение на большем конце называется большая секция и имеет диаметр как большой диаметр Dl D_\mathrm{l} Dl, тогда как меньшая секция известна как второстепенная секция и диаметр является второстепенным диаметром ( Ds D_\mathrm{s} Дс). Элементы конуса: Угол конусности определяется уравнением: 9{-1}(\mathrm{TPI}/2)θ=tan−1(TPI/2)
Угол конусности определяется уравнением: 9{-1}(\mathrm{TPI}/2)θ=tan−1(TPI/2)