Лазерные станки СО2 для резки и гравировки по цене от 44 800 руб.
Отзывы покупателей
Инга
15 марта 2019 17:56
Лазерный станок СО2 1080
Сквозной стол
А у этого станка сквозной стол?
Аноним
30 апреля 2021 23:35
Лазерный станок СО2 1060 "MooN"
Отличный станок
Отличный станок. Но все испортила долгая доставка.
Константин
15 марта 2019 12:44
Лазерный станок СО2 4060
Отлично
Станок по спец заказу.
Сделали все очень качественно
Удивился цене, у Москвичей дороже почти в 2 раза. По этому долго сомневался.
Качество металла даже лучше чем тот что я…
Еще
Хасанов Радик
8 января 2019 18:55
Лазерный станок СО2 1060
Купил станок
Наконецто я купил станок с рабочим полем в метр)))
Станок приехал через 19 дней, огромное спасибо за такую быструю доставку. Был упакован замечательно. Все целое, ничего не…
Еще
Валерий Н
2 марта 2021 14:10
Лазерный станок СО2 1610 с Авто подачей
Покупаю уже 3 станок в этой компании. Великолепная сборка станка, отзывчивый сервис. Но в последнее время страдает доставка из Китая. Но это у всех так.
Олег
28 декабря 2018 10:05
Лазерный станок СО2 3020
Отлично
Создаю модели самолетов.
Этот станок подходит лучше всего.
Техподдержка помогла настроить станок и минут через 10 я уже начал пробовать резать.
Хотя размер рабочего поля…
Еще
Лазерный станок СO2 – это высокотехнологичный инструмент в производстве различных деталей и заготовок с высокой точностью обработки. Установки с углекислотным лазером используются для решения следующих задач:
резка;
гравировка;
раскрой;
перфорация;
Как подобрать лазерный станок для бизнеса?
Современные лазерные установки оснащаются числовым программным управлением, что упрощает работу с аппаратами и повышает их производительность. Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов:
Производственная мощность – для штучного и мелкосерийного производства используются установки с маломощными лазерами, а для крупного производства – широкоформатные лазеры с высокой рабочей мощностью;
Размеры рабочего поля – можно купить станок лазерной резки настольного типа, среднеформатный и крупноформатный вариант;
Параметры излучателя – рабочая мощность углекислотных лазеров находится в пределах 40-400 Вт. Для резки материала толщиной 2-3 мм достаточно маломощных лазеров, для заготовок с большей толщиной потребуются лазеры с большей мощностью
Число режущих головок – станок лазерной резки СO2 может иметь не одну, а несколько рабочих головок, что позволяет производить большие партии одинаковых изделий по индивидуальному макету;
Возможность работы с рулонами – станок способен автоматически подавать материал с рулона, предварительно его разглаживая. Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом;
Наличие видеокамеры – посредством камеры получают фото с материала, находящегося в этот момент на станке, рисунок автоматически распознается компьютером и генерирует точный контур для дальнейшего раскроя;
Подъемный рабочий стол – возможность подъема, опускания и перемещения рабочего стола расширит возможности работы с заготовками нестандартных размеров;
Скорость работы — чем больше мощность, тем быстрее выполняется резка материала. Так, например, лазер с мощностью 50 Вт разрежет фанеру толщиной 3 мм со скоростью 10 мм/сек., а лазер мощностью 100 Вт сделает ту же операцию со скоростью 30 мм/сек.
Лазерный станок по дереву (фанера, МДФ, ДСП)
В мебельном производстве, для декора деревянных изделий, изготовления сувениров часто используют лазерную резку и гравировку. Излучение лазера позволяет разрезать достаточно толстые деревянные заготовки, наносить на их поверхность различные надписи и рисунки. Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.
Лазерные станки для обработки металлов
Разрезать металлическую заготовку может углекислотный лазер с мощностью от 180 Вт, такие станки называются MIX. Но для работы с металлом лучше всего использовать оптоволоконные установки. Волоконные лазеры позволяют не только раскраивать металлические изделия, но и маркировать продукцию, выполнять сварочные работы и микрообработку металлов. Это становится возможным, посредством использования в установках оптических волокон, в которые интегрированы волноводы для лазерной накачки.
Станки для пластика и оргстекла
В производстве рекламной продукции, сувениров, элементов декора часто используют лазерную резку. Тонкий высокоэнергетический луч позволяет получать идеально ровный срез. Используя гравировочные станки, на поверхности оргстекла можно создавать художественные рисунки любой сложности.
Лазерные установки для ткани и кожи
Лазерный станок СO2 с ЧПУ широко используется при изготовлении одежды, сумок, кошельков, обивок для мебели. Использование лазерного луча позволяет получать высокоточные срезы, которые имеют хорошо отделанные кромки. Углекислотный луч лазера слегка оплавляет кромку, исключая возникновение бахромы на краях заготовок.
Почему стоит заказывать у нас?
Перечисленные требования для работы с различным типом материала учитываются нами при постройке того или иного станка. Наши станки универсальны, поэтому компания “LaserBIZ” способна построить для вас любой лазерный станок, с учетом ваших пожеланий. Обращаясь к нам вы получите в свое распоряжение современную лазерную установку для работы с материалом, который вы используете.
Мы всегда нацелены на долгосрочное сотрудничество, поэтому:
подберем станок для решения именно ваших задач;
исходя из заданных вами параметров для станка сделаем индивидуальное по цене предложение;
поставим заказанное оборудование, выполним его настройку и наладку;
обучим ваш персонал правильной работе с ним;
выполним ремонт оборудования в случае поломки;
предоставим гарантию на 1 год
У нас большой опыт конструирования лазерных станков, поэтому мы всегда знаем, что посоветовать нашим клиентам для оптимизации производства, не выходя за рамки заданного бюджета.
Лазерная резка и гравировка дерева
Trotec Laser
Материалы
Дерево
Все, что вам нужно знать о лазерной обработке деревянных панелей, фанеры, МДФ, бальсы и многих других видов древесных материалов.
Как вы можете использовать лазерную установку для резки и гравировки по дереву?
С помощью лазерных граверов и резаков Trotec вы можете гравировать и вырезать разные изделия из дерева. Индивидуализируйте игрушки, поделки, сувениры, новогодние украшения и подарки либо вырезайте архитектурные модели с помощью лазерной установки.
В зависимости от выбранного вида древесины с помощью лазерного резака вы можете резать дерево толщиной до 20 мм. При лазерной гравировке по дереву вы можете выбрать любой вид древесины; здесь обычно решает визуальное впечатление.
Хотите получить больше информации о лазерной обработке деревянных панелей? Свяжитесь с нами.
Мы рады проконсультировать вас. Свяжитесь с нами!
Связаться с нами
Какие виды древесных материалов подходят для лазерной гравировки и резки?
Выбрать материал
МДФ
TroCraft Eco
Фанера
Цельная древесина
Шпон
Вишня
Клен
Дуб
Бамбук
Грецкий орех
Береза
Ольха
Каковы преимущества лазерной установки для обработки дерева? Сравнение технологий.
Что можно делать с деревом на лазерной установке Trotec?
Как наши клиенты достигают успеха, используя лазерный станок для резки дерева?
Посмотреть все истории
Что говорят наши клиенты о лазерной гравировке дерева?
«Мы выбрали лазер Trotec, так как у него очень широкая сфера применения. Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».
Тобиас, Армин, Флориан
taf-Laser GmbH (Южный Тироль)
«В нашей мастерской мы изготавливаем из дерева, например, инновационные коробки для вина и многое-многое другое. Многие изделия из дерева разрабатываются и изготавливаются с помощью лазерной установки Trotec Speedy 400».
Какая лазерная установка нужна для резки и гравировки дерева?
Лазерные граверы и резаки: Серия Speedy
Самые быстрые лазерные граверы на рынке! Идеальны, чтобы начать собственный бизнес, увеличить объем производства или сделать каждый день работы более прибыльным. Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
Читать дальше
Читать дальше
Крупноформатный лазерный резак: Серия SP
Лазерные резаки серии SP являются комплексным решением для резки материалов крупного формата. Лазерный резак для вывесок и стендов, пластика и пленки.
Читать дальше
Читать дальше
Какие виды дерева мы рекомендуем для лазерной обработки:
Перейти в магазин
Вопросы и ответы
Какие древесные материалы лучше всего подходят для лазерной гравировки?
Дерево какой толщины может резать лазерный гравер и резак Trotec?
Какие древесные материалы используются для лазерной резки?
Есть ли у вас какие-либо вопросы по лазерной гравировке и резке дерева? Мы будем рады обсудить с вами преимущества лазерной технологии.
Назначьте 30-минутную встречу сейчас.
Назначить встречу
Топ-5 лучших лазерных станков для гравировки по дереву
Станок для лазерной гравировки по дереву является одним из самых продаваемых на рынке оборудования на начало 2022 года. Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
Поэтому большинство предпринимателей оснащают свои столярные мастерские лазерными граверами по дереву. Это также снижает затраты на изготовление мебели и элементов интерьера.
Этот вид профессионального оборудования достаточно дорогой на мировом рынке. Европейские производители лазерного оборудования предлагают цены от $2000 за настольные модели. Однако всегда можно найти оптимальное соотношение цены и качества. Так что китайские станки, даже с учетом доставки, могут стоить вдвое дешевле при том же, а иногда и лучшем качестве.
Качество, надежность и функциональные характеристики станка лазерной резки влияют не только на финансовую прибыль компании, но и на успех бизнеса в целом.
Высокое качество
конечного продукта даст вам конкурентное преимущество на рынке. А минимальное количество брака и отсутствие простоев станков из-за поломок позволит сократить расходы и сделать наименьшую себестоимость продукции.
Поэтому лазерный гравер следует выбирать со всей тщательностью.
Обратите внимание : мощность лазерной трубки, рабочая зона и функциональность – все эти аспекты необходимо учитывать в первую очередь при выборе станка для лазерной гравировки по дереву.
Лазерный гравер – что это за станок и где его можно использовать
Лазерный гравер – это принтер, только вместо печатающей головки у него лазерный луч. И этот луч не печатает, а выжигает материал, в данном случае дерево. В зависимости от мощности луча получается либо гравировка, либо резка материала.
Сувениры, предметы интерьера, мебель, картонная упаковка – это лишь небольшой перечень предметов, на которые можно нанести лазерную гравировку со2-станком. Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.
Чтобы заказать и купить качественное, надежное лазерное оборудование, необходимо разобраться в особенностях компонентов станка, оценить качество и только потом принимать решение о покупке. В качестве альтернативы вы можете довериться качеству одного из ведущих брендов на рынке CO2-лазеров, компании Wattsan, и уделить больше времени тому, как развивать свое производство, получая идеальное качество продукции без чрезмерных усилий.
В актуальном онлайн-каталоге представлена продукция, сертифицированная в соответствии с международными и европейскими стандартами (ISO и EN), что гарантирует высокое качество сборки, высочайшую точность, а также надежность всех деталей и узлов.
На что следует обратить внимание в первую очередь при выборе лазерного гравера
То, что вы планируете производить на лазерном станке, и ожидаемый объем производства являются ключевыми аспектами, которые следует учитывать при выборе лазерного гравера по дереву.
Это поможет вам выбрать предпочтительный размер рабочей зоны и мощность машины. Например, для резки фанеры 10 мм требуется мощность лазера не менее 100 Вт. Однако использовать лазерную трубку на полную мощность крайне не рекомендуется, а общепринятый оптимальный уровень мощности составляет 75-80%, а значит, нужно взять негабаритная трубка. Таким образом, лазерная трубка CO2 проживет намного дольше, что позволит вам сэкономить на компонентах.
Ниже мы опишем каждый критерий более подробно:
1. Размер рабочей области. Модели бывают настольные (с рабочей зоной от 200 на 300 мм до 600 на 400 мм), среднеформатные (600 на 900 мм и 1200 на 900 мм) и крупноформатные (2000 на 3000 мм).
В основном это зависит от СТАНДАРТОВ размеров листовых материалов и размеров вашего КОНЕЧНОГО продукта. Размер заготовок, поставляемых в ваш регион, определит рабочую зону вашего будущего станка. Также важно понимать, нужно ли предварительно нарезать эти материалы или же вы будете обрабатывать лист целиком.
Важно : для лазерной гравировки единичного изделия оптимальным выбором является настольная модель. При массовом производстве более подходящим и выгодным вариантом является лазерный гравер среднего формата или даже более крупная модель, например, Wattsan 6090 или Wattsan 1290.
2. Глубина опускания стола в лазерном гравере. Эта функция определяет размеры обрабатываемой детали. Например, если станок оснащен подъемным столом, можно использовать поворотное устройство и выполнять гравировку на деревянных балясинах.
3. Лазерный гравер настольного типа.
Столы для лазерной гравировки бывают следующих типов:
Ламели. Ламельный столик обычно входит в базовую комплектацию; практична и удобна для чистки и профилактики. (Важно: ламели должны быть анодированы, так как это защищает от обратного луча лазера, сохраняет качество продукта и обеспечивает безопасность оператора станка. )
Соты. Оптимальный вариант для обработки мелких изделий и элементов, а также работы с тонкими материалами. Заготовки можно прижимать к стальному сотовому столу с помощью неодимовых магнитов, что гарантирует точную и качественную гравировку и резку изделий.
Конвейер. Этот тип станка специально разработан для резки и гравировки рулонов кожи (искусственной кожи) и различных тканей. Деревянные заготовки обрабатывают на конвейерных столах только в экстренных случаях, так как такие столы обычно не анодируют.
4. Скорость гравировки и резки. Индивидуальна для каждой машины и может варьироваться от 300 до 500 м/с.
5. Точность позиционирования. Параметр, указывающий допустимый предел погрешности лазерной гравировки. Как и в предыдущем пункте, он варьируется в зависимости от модели и составляет от 0,03 до 0,05 мм.
Одним из важнейших факторов, влияющих на точность позиционирования, является наличие рамной конструкции корпуса, придающей жесткость всей конструкции лазерного станка.
Во время гравировки быстрые движения лазерной головки создают чрезмерный момент инерции. Это означает, что многие машины могут раскачиваться во время работы, ухудшая качество и точность конечного изображения.
В станках Wattsan усиленная конструкция корпуса и наличие рамы гарантируют устойчивость работы лазерного гравера и, как следствие, высокую точность даже при максимальных скоростях гравировки.
Есть много других параметров и конструктивных особенностей, которые инженеры Wattsan улучшили, чтобы добиться высочайшего качества работы лазерных граверов. Подробнее о каждом из них мы расскажем в других статьях:
Лазерная трубка;
Блок розжига и как его выбрать;
Система управления и как ею пользоваться;
Направляющие;
Портал и лазерная головка;
Крепление ремней;
Двигатели лазерной установки;
Концевые датчики;
Система охлаждения для лазерных граверов;
Ниша для сбора мусора;
Примечание: если вы сомневаетесь и не знаете какой лазерный гравер по дереву больше подойдет для ваших задач, позвоните или напишите одному из менеджеров Wattsan для получения профессиональной консультации.
ТОП-5 станков для лазерной гравировки по дереву
Наиболее популярны среди покупателей во всем мире следующие станки для лазерной гравировки по дереву Wattsan CO2:
1. Wattsan 0203 micro. Относится к настольному типу. Специально разработан для домашнего использования, гаража или кладовой. Характеризуется компактными размерами и невысокой стоимостью – около $500.
Рабочая зона
200 х 300 мм
Мощность трубки
40 Вт
Максимальная скорость гравировки
700 мм
Размеры
810 мм * 500 мм * 265 мм
Подробнее
2. Wattsan 0503. Идеальная модель как для хобби, так и для малого бизнеса. Он занимает мало места, но обладает всеми преимуществами профессионального оборудования, включая подъемный стол. Он также оснащен сквозным столом, позволяющим обрабатывать материалы неограниченной длины.
Рабочая зона
500 х 300 мм
Мощность трубки
60 Вт
Максимальная скорость гравировки
700 мм
Размеры
650 мм * 1040 мм * 575 мм
Подробнее
Мощность лазерной трубки и площадь рабочей зоны 50 Вт и 50*30 см соответственно. Относится к среднеформатному оборудованию с высокой точностью позиционирования (0,03 мм). Стартовая цена 1540 долларов.
3. Wattsan 6040. По своим характеристикам аналогичен предшественнику 0503. Высокая номинальная мощность лазерной трубки, порядка 90 Вт, и увеличенный размер рабочей зоны – главные и неоспоримые преимущества этой модели. Скорость гравировки и резки одинакова – 500 м/с. Стоимость 1750 долларов.
Рабочая зона
600 х 400 мм
Мощность трубки
80-90 Вт
Максимальная скорость гравировки
500 мм
Размеры
765 мм * 1165 мм * 600 мм
Подробнее
4. Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов.
Рабочая зона
900 х 600 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
700 мм
Размеры
1030 мм * 1490 мм * 670 мм + 315 мм (если на колесах)
Подробнее
5. Плоская кровать Wattsan 2030. Широкоформатный лазерный станок с лазерной трубкой мощностью 120 Вт. Большая рабочая зона (200*300 см), высокая точность позиционирования, простота профилактического обслуживания и ремонта – вот лишь некоторые преимущества, которые оценит владелец этого лазерно-гравировального станка. Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов.
2030
ПЛОСКАЯ КРОВАТЬ
Рабочая зона
3000 x 2000 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
500 мм
Размеры
2400 мм * 3750 мм * 800 мм
Подробнее
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Сделать запрос
Вкратце
Выбор наиболее оптимального оборудования для лазерной гравировки по дереву – процесс трудоемкий, требующий ответственного подхода. Ведь вы выбираете технику, которая должна приносить вам прибыль. А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.
При выборе необходимо учитывать множество параметров и характеристик. Ниже мы укажем наиболее важные из них, на которые стоит обратить внимание в первую очередь:
Общие размеры и кинематика лазерной машины,
Рабочая зона и точность позиционирования,
Операционная скорость и номинальная мощность оборудования
FAQ
, которая является лучшей для дерева.
Выбор во многом зависит от конкретных задач каждого потребителя. Для начинающих будет достаточно простого микролазерного гравера Wattsan 0203. Если вы руководитель крупной компании, специализирующейся на серийном производстве, ваш вариант — Wattsan 609.0 LT и более крупные машины.
Сколько стоит лазерный гравер по дереву?
Зависит от конкретной модели, особенностей комплектации и варьируется от 500 до 25 000 долларов США.
Есть ли смысл покупать лазерно-гравировальный станок?
Да, потому что он идеально подходит для хобби, а также может повысить привлекательность и конкурентоспособность продаваемой продукции.
Выгодна ли лазерная гравировка?
Лазерная гравировка по дереву – один из трендов 2022 года. Это большое конкурентное преимущество в любом сувенирном и мебельном бизнесе.
Сколько времени занимает лазерная гравировка по дереву?
Каждая задача уникальна. Зависит от скорости обработки, макета, глубины гравировки, габаритных размеров заготовки, подготовки и навыков оператора.
Как начать бизнес по лазерной гравировке?
Первым шагом является маркетинговое исследование. Проанализируйте, какая сувенирная продукция пользуется повышенным спросом у потребителей в вашем регионе, определитесь с ожидаемым объемом заказов, и тогда вы поймете, какой размер и мощность автомата подойдет вам лучше всего. По результатам исследования выбрать подходящий лазерный гравер по дереву.
Если вас интересуют станки с ЧПУ по дереву, прочтите также:
Станок для лазерной резки дерева
Мини-маршрутизаторы с ЧПУ
Топ-5 фрезерных станков с ЧПУ
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас .
Сделать запрос
4 4 голосов
Рейтинг статьи
Мощные лазерные станки для резки дерева
Универсальность технологии лазерной резки, травления и гравировки помогла нашим клиентам во многих различных отраслях промышленности и продуктовых вертикалей создавать предметы искусства и ремесла из дерева. Возможность производить высококачественные изделия из дерева, начиная от изделий массового производства и заканчивая индивидуальными проектами, является приоритетом для наших клиентов.
Thunder Laser стремится помочь каждому клиенту получить настройку, необходимую для успешной работы с деревообработкой или другими проектами, которые могут выиграть от использования одного из наших станков. Наше обслуживание клиентов начинается с вашего первоначального запроса и продолжается после покупки. Мы прилагаем все усилия, чтобы поддерживать нашу репутацию, а это означает, что мы помогаем вам производить отличные продукты, когда вы работаете с нашими лазерами.
Сообщество деревообработчиков получило огромную пользу от удивительных достижений в технологии резки, в частности, от станков для лазерной резки дерева. Thunder Laser усердно работает, чтобы быть в курсе всех передовых технологий и методов, которые могут принести пользу нашим клиентам. Несмотря на то, что мы идем в ногу с этой технологией, мы не забыли, как старые методы, такие как использование маршрутизатора, могут привести к желаемым эффектам для определенного проекта.
Мы регулярно видим проекты, в которых простые куски дерева превращаются в редкие произведения искусства, от декоративных полок, обложек книг и деревянных игрушек до великолепных деревянных панелей в недавно построенном доме. Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.
Если вы ищете способы разнообразить свою продукцию или расширить спектр услуг, мы можем предложить вам множество отличных идей. Мы здесь, чтобы убедиться, что вы можете максимально использовать станок для резки или травления Thunder Laser, который вы приобретаете у нас.
Лазерные гравировальные станки для предприятий по дереву
Thunder Laser USA предоставляет малым предприятиям и крупным производителям возможность выполнять высокоточные разрезы и травления на различных типах древесных материалов. Дерево – интересный материал для работы. Прочный и легко настраиваемый, он позволяет создавать отличные декоративные продукты, а также очень функциональные предметы. Это ясно: предприятия, которые могут максимально использовать древесное сырье, могут выиграть очень много. Наши лазеры позволяют сделать это эффективно и без использования старых методов, которые могут повредить древесину.
Однако идеи и возможности не воплотятся в жизнь, если у вас нет нужных инструментов. К счастью, вам не нужно долго искать решение; Вы можете найти его прямо здесь, в Thunder Laser. Универсальность наших лазерных резаков позволяет воплотить в жизнь практически любое видение.
Мы видели, как наши клиенты брали необработанные куски дерева и превращали их в различные креативные и высокорентабельные продукты. От простых дизайнов до более сложных деталей, вы можете создать желаемый вид с помощью одной из наших машин. Возможность установить программу для резака или гравировального станка позволяет вам производить несколько изделий с одинаковым дизайном. Программа даже полезна для создания одного элемента, чтобы убедиться, что он имеет правильный дизайн.
С помощью Громового лазера вы тоже можете сделать то же самое. Просмотрите наши станки для лазерной гравировки древесины и ознакомьтесь с функциями, которые вы можете установить в своем устройстве. Мы настраиваем лазерные резаки в соответствии с вашими производственными потребностями и сохраняем цену как можно более доступной. Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
Все ли лазерные станки Thunder способны производить высококачественные изделия из дерева?
Станок для лазерной резки и гравировки по дереву ничем не отличается от станка, который можно использовать для металла, акрила, ПВХ, МДФ, нержавеющей стали и других металлических и неметаллических материалов. Просто одна и та же лазерная технология CO2, встроенная в каждый из наших станков, обеспечивает возможности резки или гравировки. Станки для резки и гравировки Thunder Laser спроектированы и изготовлены для работы с древесными материалами. Разработанный для обеспечения низкой температуры, чтобы избежать ненужного сжигания или ошпаривания материалов, он позволяет вам полностью контролировать сложные деревянные разрезы и рисунки.
Лазерная технология CO2 обеспечивает универсальность, необходимую для выполнения любых требований проекта. Несмотря на то, что эти лазеры нагреваются, вероятность обгорания снижается. Это позволяет выполнять простые конструкции с помощью одного из наших лазеров. Вы также можете настроить программу для создания более сложных и замысловатых дизайнов, не беспокоясь о том, что тепло повлияет на целостность дерева или повлияет на разрез.
Лазерная резка и гравировка древесных материалов пользуется популярностью в компаниях, занимающихся производством новинок и изделий ручной работы из дерева на заказ. Мы видим, что клиенты, которые приобрели станки Thunder Laser, постоянно расширяют свои линейки продуктов, открывая новые способы индивидуальной обработки деревянных изделий. Нет предела сложности и качеству деталей, которые могут предоставить машины Thunder Laser.
Использование станка Thunder Laser в этом удивительном проекте по деревообработке… Посмотрите видео:
Как любители, так и профессиональные дизайнеры декоративно-прикладного искусства используют станки для лазерной резки, травления и гравировки, чтобы превратить свои изделия из дерева в искусные произведения искусства. Профессиональные художники, дизайнеры и производители мебели на заказ начинают осознавать ценность лазерного станка и его способность повышать ценность каждого из их продуктов.
Какие проекты я могу выполнить с помощью станка для лазерной резки, травления и гравировки?
Наши лазерные станки могут обрабатывать все виды древесины в самых разных областях. Мы составили краткий список вещей, которые наши клиенты регулярно проектируют, вырезают, травят и гравируют:
Проекты в области декоративно-прикладного искусства
Мебель на заказ
Декоративная отделка для дома, офиса или коммерческого интерьера
Деревянные игрушки
Модели, используемые профессиональными дизайнерами и архитекторами
Украшения
Индивидуальные подарки, жетоны и рекламные изделия из дерева
Школьные принадлежности
Деревянные панели
Вкладки
Оборудование для магазинов
Может ли лазерный резак по дереву повредить дерево?
Чтобы сохранить дерево, окружающее ваш проект резки или травления, важно правильно настроить параметры. Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.
Может ли лазерный станок резать дерево всех типов?
Да, лазерный резак по дереву довольно универсален и может работать с различными типами древесины различной толщины и плотности. Тип древесины и плотность будут контролировать некоторые аспекты вашего проекта, такие как скорость и качество отделки. Мягкая древесина, такая как бальза, очевидно отличается от твердой древесины, такой как дуб. Ознакомьтесь с информацией о вашей конкретной машине, чтобы определить максимальную глубину резания, чтобы убедиться, что она подходит для ваших проектов.
Каков эффект лазерной гравировки или лазерного травления на древесных материалах?
Лазерный резак по дереву создает эффект коричневатой или белой гравировки на деревянном материале. Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
Можно ли добиться темного гравированного изделия из дерева с помощью лазерного гравера?
Да, темная гравировка на дереве может быть достигнута при соблюдении пользователем необходимых настроек. На образце древесины можно провести пробное испытание, чтобы определить необходимую регулировку мощности лазерного луча для получения более темного цвета.
Найдите лучший станок для лазерной гравировки по дереву в Thunder Laser USA
Специалисты Thunder Laser готовы помочь вам найти станок с ЧПУ или вариант «сделай сам», который поможет вам выполнить ваши проекты, нужен ли вам станок с высокой мощностью, которая может быстро сбивать проекты, или той, которая позволяет вам создавать сложные детали пользовательских проектов.
Наши профессиональные сотрудники всегда готовы помочь вам найти машину, которая подходит для вашей рабочей области и служит тем целям, для которых она вам нужна.
Раньше я никогда не мастерил станок для деревообработки, но видел много собранных станков и инструкций по их сборке. Я задавался вопросом как изготовить токарный станок по дереву своими руками и мне сильно помог в этом 73-ий выпуск журнала ShopNotes, в котором представлена инструкция по сборке токарного станка. Мой опыт работы с деревом довольно ограничен, но мне все же удалось завершить этот проект без особых проблем. Наряду с отсутствием опыта у меня также нет большого запаса пиломатериалов. Я построил весь токарный станок из обрезков фанеры толщиной 3/4 дюйма. Единственные детали, которые мне пришлось купить — это более длинный клиновой ремень и несколько больших гаек и болтов.
В конце инструкции я приложил видео сборки моего токарного станка, если письменных инструкций будет не хватать, пожалуйста обратитесь к этим видеозаписям.
Примечание: данная инструкция является переводом.
Шаг 1: Основание станка
Ядро токарного станка — это основание. Оно должно быть очень прочным и тяжелым, чтобы противодействовать вибрациям, и прочным, чтобы преодолевать различные силы, действующие на основание во время токарной обработки. В планах было склеить два куска березовой фанеры 3/4 дюйма, но в итоге я использовал три куска еловой фанеры 1/2 дюйма. Я склеил их с помощью строительного полиуретанового клея. Важно отрезать кусочки немного большего размера, а после того, как они будут склеены, обрезать их до окончательной ширины.
Я использовал все струбцины, которые у меня были при склеивании досок, и даже учитывая это строительный клей немного расширялся, что в некоторых местах образовало зазоры в фанере.
Шаг 2: Соединение паз-гребень и ласточкин хвост
Верхняя рейка прикреплена к основанию двумя полосами фанеры, которые вложены в пазы с обеих сторон. Я просто пропустил тяжелый кусок дерева через пилу несколько раз, чтобы получить идеальную ширину.
Верхняя рейка имеет форму длинного ласточкиного хвоста, а боковые стороны наклонены под углом 20°. Мне пришлось приклеить еще два куска фанеры, чтобы у меня получилась нужная толщина. После того, как все детали были вырезаны, я склеил все вместе с помощью столярного клея для дерева.
Шаг 3: Передняя бабка, часть 1
Первым делом при изготовлении передней бабки, было изготовление опор подшипников. Если следовать спецификациям в планах, все пройдет без проблем. В планах было два слоя фанеры с каждой стороны, но болт, который у меня был, не был достаточно длинным, чтобы справиться с этим, поэтому мне пришлось использовать вместо него кусок дуба. Я нашел старое перовое сверло, размер которого немного превышал размер подшипника, слегка заточил его и просверлил отверстие.
Шаг 4: Передняя бабка, часть 2
Следующим шагом было изготовление опорного блока. Это было так же просто, как приклеить кусок фанеры и отшлифовать её заподлицо.
Шаг 5: Передняя бабка, часть 3
Следующая часть, вероятно, самая сложная часть сборки, но также, вероятно, самая важная. По сути, это два деревянных бруска с двумя болтами, пропущенными через встроенные гайки с обеих сторон. Когда вы поворачиваете болт, он упирается в полоску металла, которая движется наружу, и фиксирует каретку против скольжения. Планки также разрезаются под углом 20 градусов.
Шаг 6: Передняя бабка, часть 4
Чтобы завершить эту часть сборки, вырезается еще один кусок фанеры, просверливается для шурупов и прикручивается к блокирующим блокам. Затем на него накручиваются подшипниковые опоры и опорный блок. Мне пришлось просверлить несколько отверстий в опорном блоке, так как у меня не было достаточно длинных винтов.
Как только это будет закончено, можно будет добавить оборудование и сделать кожух ремня из фанеры толщиной 1/4 дюйма.
Шаг 7: Упор для инструмента и задняя бабка
Подставка для инструмента получилась в точности так, как было указанно в планах, и это было не очень интересно. С задней бабкой все получилось по-другому…
Я хотел иметь подвижный центр (точку, которая удерживает заготовку и вращается вместе с ней), поэтому мне пришла в голову идея использовать старый патрон для сверла, чтобы удерживать металлический наконечник. Я использовал патрон от старой дрели Milwaukee, которую разобрал прошлым летом. На ней был один большой подшипник, и оказалось, что конец вала был идеального размера, чтобы справиться с небольшим подшипником для скейтборда.
Наличие сверлильного патрона в качестве центра позволяло мне вставлять сверла, так что я мог высверливать материал при изготовлении чаши или чего-то подобного.
Я разработал конструкцию, которая удерживала подшипники на месте, и установил ее на другой дорожке, которая могла двигаться по направляющей (к тому времени я уже довольно хорошо умел их делать!), И закрепил подшипники эпоксидной смолой.
Центр не совсем «по центру», но, в конце концов, это не имело значения. Кроме того, вы можете видеть, в каком беспорядке была моя мастерская на этом этапе сборки.
Шаг 8: Монтаж двигателя и отделка
Двигатель был прикручен к куску фанеры толщиной 3/4 дюйма, который крепился на петлях к основанию. В итоге я использовал две петли, чтобы сделать его более жестким. Ремень натягивается весом мотора, который в конечном итоге оказался очень натянутым.
Чтобы закончить токарный станок, я покрасил его в белый и серый цвета по бокам и краям. После покраски наносится несколько слоев лака на водной основе. Не стоит окрашивать направляющую так как она станет липкой.
Шаг 9: Токарный станок готов!
После высыхания токарный станок готов! У меня до сих пор нет токарных инструментов, но с большим трудом я смог использовать несколько верстачных долот, чтобы обработать деревянный брусок.
Я (плохо) приварил шайбу к болту и просверлил в нем несколько отверстий, чтобы получилась небольшая лицевая панель. Затем я сварил две гайки вместе, нарезал зубья на одном конце и ввернул стержень с резьбой, чтобы получился приводной центр. Обе детали легко навинчиваются на вал и снимаются с него.
Я надеюсь данная инструкция поможет вам сделать токарный станок по дереву и в процессе вы получите много опыта и удовольствия от процесса сборки.
Видео сборки данного токарного станка:
подготовка к работе и процесс изготовления
Чтобы работать с древесиной, одних простых приспособлений может быть мало. Поэтому иногда возникает потребность в токарном станке для этих целей. Многие люди думают о покупке этого оборудования. Но зачем покупать станок, если можно создать его своими руками.
Домашний токарный станок, сделанный самостоятельно, поможет вам серьезно сэкономить на покупке такого прибора на рынке специального оборудования.
Подготовка к работе
Процесс сборки станка
Подготовка к работе
Сейчас узнаем, что понадобится для работы по изготовлению токарного оборудования своими руками.
Рекомендация: в качестве привода можно применять старое приспособление по заточке кухонных ножей. Самое важное, чтобы модель была рассчитана на применение двух точильных камней.
Такой прибор вполне подойдет в качестве передней бабки оборудования. А для задней всегда можно использовать какие-то детали мощной электродрели, которую не жалко.
Чтобы основа была крепкой, в качестве станины стоит взять толстостенный металлический профиль. Перед работой нужно сделать точный чертеж станка. Лучше потратить много времени на работу с бумагами и схемами, чем потом из-за одной ошибки тратиться на поиск новых комплектов или расходного сырья.
Когда чертежи и рисунки сделаны, можно переходить к работе. Но без следующих инструментов вам не обойтись:
Ручная электрическая дрель и сверла с разным диаметром.
Напильники с качественным покрытием различной зернистости.
Болгарка и специальные диски для шлифования и резки.
Маленький сварочный аппарат — электрический, который может работать с диодами «двойкой» и «тройкой».
Что касается расточников, вам понадобятся:
Швеллер;
Металлический угол с крепкими стенками;
Две трубы с различающимся диаметром, чтобы первая труба могла пропускать сквозь себя вторую трубу.
Полосы стальные — 2 и 4 см.
Гайки, шурупы, болты и иные детали для крепежа.
Ремень для наложения на привод.
Своими глазами информацию воспринимать легче, поэтому просмотр обучающих видео и прочтение инструкций поможет вам уберечь себя от множества проблем, которые могут быть связаны с неправильным пониманием правил работы, последовательности действий и т. д.
Привод для заточки ножей отлично подойдет в качестве электрического привода для вашего агрегата. Дело в том, что там есть четыре крепкие шайбы, которые созданы из качественных металлических сплавов.Две из них дадут вам шанс изменять комплектующие электроточильного камня, применяя различные по диаметру диски. Благодаря этому мастер сможет поменять скорость оборотов своей заготовки.
Чтобы принудить вал начать движение, применяются шкивы. Они могут иметь разный диаметр, чтобы получать определенную скорость вращения: 800, 2000, 3000 оборотов/мин.
Совет: чтобы облегчить себе жизнь и работу на агрегате можно, сделать один совмещенный шкив, у которого будет пара валов для ременной передачи. Это поможет быстро и без огромных усилий, перекидывая ремень на один из них, поменять скорость вращения изделия в зажимах агрегата.
Процесс сборки станка
Начнем создавать станину, заднюю бабку и подручник.
Задняя бабка будет сделана из патрона и внешней части, снятых с корпуса ненужной электрической дрели. Чтобы такие устройства работали долго и не ломались через год после использования, лучше всего брать дрель с металлической поверхностью.
Чтобы ваш самодельный агрегат стоял ровно, не шатался и не прибавлял тем самым проблем в работе, стоит уделить немного внимания изготовлению стойки. Она ставится на станине так, чтобы у оператора позже была возможность передвинуть узлы станка по оси продольно. Патрон же поможет выполнять большие продольные нагрузки. И это отлично сказывается на применении такого элемента во всей конструкции.
Привод также необходимо монтировать на качественной пластине. Она будет ставиться на столе. Создавать ее необходимо с учетом передвижения оператором в момент выполнения каких-либо действий на агрегате. Получается, что у пользователя появится возможность менять скорость вала, который находится на передней бабке.
Не забывайте установить суппорт. Это устройство будет поставлено для ровного передвижения вдоль и поперек вашей станины специального станка. Вот тут как раз и необходимы две трубы с различным диаметром, чтобы его сделать в домашних условиях. На нем будет находиться подручник, который послужит упором для резцов.
Когда все будет сделано, не забудьте зайти в магазин строительных материалов и осветительных устройств, чтобы приобрести для себя небольшой листик прозрачного пластика и лампу. Пластик понадобится для защиты вас от стружки и щепок, которые будут вылетать во время обтачки и заточки оборудования. А лампа может помочь вам быстрее справляться с работой.
Как построить токарный станок по дереву
Опубликовано: · Изменено: автором Allison · Эта запись может содержать партнерские ссылки · Этот блог приносит доход с помощью рекламы руководство, инструменты и материалы под рукой, вы сможете сделать один. Это может занять некоторое время, но конечный продукт полностью стоит потраченного времени.
В этой статье мы собрали 20 чертежей токарного станка по дереву своими руками, которые покажут вам, как сделать свой собственный токарный станок по дереву. Готовы ли вы построить один? Ознакомьтесь с планами ниже и сделайте свой выбор.
1. Мини-токарный станок по дереву своими руками
При изготовлении токарного станка основной его частью является основание. Основа этого дерева сделана из трех 1/2-дюймовых еловых фанер, соединенных вместе полиуретановым строительным клеем. Две доски скрепляются вместе, чтобы дать им высохнуть. Затем изготовьте пазы и переднюю бабку. клей, рулетка, циркулярная пила и наждачная бумага
Щелкните для получения более подробной информации
2. Самодельный токарный станок по дереву
Материалы, необходимые для этого самодельного токарного станка по дереву, включают доски из тополя, сосну, двигатель переменного тока, блок подшипников, длинные болты, гайки, шайбы, шкивы, винты и клиновой ремень. Начните с изготовления основания токарного станка, вырежьте и соберите по 2 части досок из тополя и сосны таким образом, чтобы у вас получилось две рейки и две ножки. Затем изготовьте упор для инструмента, переднюю и заднюю бабки.
Создание электроинструмента своими руками — это очень здорово. Улучшает навыки работы с деревом. Вот еще один мощный инструмент, который очень важен в области деревообработки. Соберите материалы и инструменты, необходимые для проекта, затем вырежьте детали корпуса и передней бабки. Соберите базу, и все готово.
4. Самодельный сверлильный станок по дереву
Изготовлен из твердой древесины, резьбовых болтов, тройниковых гаек, длинных толстых болтов, сверлильного станка, ножовки, напильника, отвертки, винтов, подшипников, измерительной ленты, зажимов, настольного райдера, и шайбы. Сначала соберите шпиндель, снимите одно колесо с валом в сторону от ступичного подшипника. После этого соберите приводной центр и выровняйте их, и все готово.
Нажмите, чтобы узнать подробности
5.
Как сделать токарный станок по дереву
Материалы, необходимые для сборки этого станка по дереву, включают металл, старый велосипед, дрель, паяльник, рулетку и пилу. Разберите старый велосипед и снимите с него металлический стационар. Затем соберите другие материалы и начните строить токарный станок. Это очень просто и дешево, потому что большинство материалов являются переработанными.
6. Деревянный токарный станок «сделай сам»
Он изготовлен из дерева, столярного клея, шурупов, дисковой шлифовальной машины, зажимов для штанг, рабочего стола 3 в 1, кулачкового космоса, С-образных зажимов с длинным вылетом, сверлильного станка, направляющей сверла, деревянных ручек, и деревянные тиски. Начните с вырезания всех необходимых кусков дерева. Сделайте надрезы на основе и приклейте к ней перекладины купола. Соберите переднюю и заднюю бабки, и все готово.
7. Самодельный токарный станок по дереву
Этот токарный станок по дереву сделан из фанеры, дерева, шурупов, дрели, шлифовальной машины и клея. Начните с того, что сделайте два отверстия в фанере, затем прорежьте отверстия, чтобы сделать более длинное отверстие. Затем прикрутите два длинных бруска к обеим сторонам фанеры. Сделайте аналогичную, но небольшую коробку в качестве крепления для дрели. Просверлите отверстия в деталях, окружающих дрель, и прикрепите деревянный брусок перед дрелью в качестве держателя.
8. Как сделать мини-токарный станок
Это сделано из дерева, клея, шурупов, дрели, болтов, шайб, гаек, подшипников скейтборда, маркера, торцовочной пилы и коробки для нарезки. Начните с вырезания всех кусков дерева, необходимых для основания и подручника. Затем соберите основание и подручник. Соберите переднюю бабку и прикрепите ее к токарному станку. Это очень просто и понятно.
9. Подставка для токарного станка по дереву своими руками
Материалы, необходимые для этой подставки для токарного станка по дереву своими руками, включают фанеру, клен, стопорные ролики, винты, токарный станок JET, параллельные зажимы JET, приспособление для карманных отверстий, приспособление для шарниров, циркулярную пилу, настольную пилу. , эксцентриковая шлифовальная машина, фрезер и аккумуляторная дрель. Четко определенный план очень важен для этого проекта. Тем не менее, вы можете скачать план этой стойки токарного станка, нажав на ссылку ниже. Как только вы получите план, начните с создания шкафа для подставки, а затем сделайте выдвижной ящик для хранения.
Щелкните для получения более подробной информации
10. Как сделать пеногенератор из дерева
Он сделан из сосны, тополя, болтов, шайб, гаек, шкивов, опорного блока и двигателя. Начните с изготовления основания токарного станка, затем подручника, задней бабки и передней бабки.
Щелкните для получения более подробной информации
11. Изготовление токарного станка по дереву своими руками
Начните с изготовления основания станка. Соедините две березовые фанеры толщиной 3/4 дюйма, но в качестве альтернативы вы можете использовать еловую фанеру толщиной 3,5 дюйма. Выберите любой из вариантов и соедините детали строительным клеем. Затем изготовьте упор для инструмента, заднюю бабку, переднюю бабку и другие части токарного станка.
Нажмите, чтобы узнать подробнее
12. Мини-токарный станок по дереву своими руками
Для этого вам понадобится МДФ, длинные болты, винты, гайки, шайба, ремень, шкивы, дрель, наждачная бумага и рулетка. Сделайте базу для токарного станка, изготовьте подручник и заднюю бабку. Как только это будет сделано, сделайте переднюю бабку, и все готово.
Щелкните для получения более подробной информации
13.
Токарный станок по дереву своими руками
Он сделан из металла, паяльника, электрической шлифовальной машины и краски. Начните с разрезания металла на куски, затем соберите каркас для основания и прикрутите их паяльником. После этого приступайте к сборке машины на базе.
14. Самодельный мощный токарный станок
Этот токарный станок по дереву сделан из дерева, металла, паяльника, торцовочной пилы, клея, электрической шлифовальной машины и винтов. Разрежьте древесину на куски и привинтите стальной стержень к основанию. Приклейте подставку для инструмента на основание перед металлическим стержнем. После этого прикрепите другие компоненты, и все готово.
Материалы, необходимые для сборки этого токарного станка по дереву, включают фанеру, ножовку, шкивы, двигатель, шлифовальную машину, дрель, винты и стальной стержень. Начните с изготовления крепления для двигателя. Сделайте кабину для мотора из кусочков деревянных брусков, затем соберите шкив и соедините все вместе.
16. Как сделать токарный станок
Этот токарный станок сделан из металла, паяльника, составных зажимов и наборов для пайки. Начните с разрезания металлического стержня на части, затем просверлите отверстия на обоих краях металлических частей. Прорежьте отверстия паяльником, чтобы получилось одно длинное и широкое отверстие. Соберите другой компонент токарного станка на металлическом стержне, и все готово.
17. Самодельный токарный станок по дереву
Материалы, необходимые для изготовления этого большого дерева своими руками, включают дерево, старый двигатель и зубчатые колеса. Начните с изготовления основания токарного станка, затем сделайте пазы и заднюю бабку. Соберите бабку и соедините все вместе.
Нажмите, чтобы узнать подробнее
18. Как построить токарный станок по дереву
Для этого понадобятся деревянные бруски, металлический стержень, шурупы, дрель, деревянная доска и двигатель. Он очень прост и быстр в настройке, на сборку уходит до 30 минут. Просверлите отверстия в центре нижней части деревянного бруска, затем соберите два бруска на деревянной доске с помощью шурупов с обоих краев. Пропустите металлический стержень через отверстия в третьей части, которая является самой высокой, затем проденьте металлический стержень через отверстия в блоке по обоим краям доски.
Щелкните, чтобы получить более подробную информацию
19, Как сделать токарный станок по дереву с нуля
Материалы, необходимые для этого токарного станка по дереву своими руками, включают шкивы, ремни, двигатель, фанеру из балтийской березы, винты, дюбели, клей, болты, гайки. , шайбы и торцовочная пила.
Склейте вместе 3 куска фанеры для шкива перед двигателем, просверлите большое отверстие в центре и проденьте его через двигатель, сделайте вокруг него канавку и поместите ремень в канавку.
Затем просверлите два отверстия рядом друг с другом на 4 кусках фанеры и соедините их дюбелями через отверстия. После этого сделайте большое отверстие в центре шкива и прикрепите их к задней части мотора. Руководство по созданию этого с нуля можно найти по ссылке ниже.
20. Как сделать мини-токарный станок за 3 минуты
Этот мини-токарный станок очень прост в настройке. Его делают из куска деревянной доски, деревянного лома, дрели, наждачной бумаги и дюбелей. К краям досок заранее прикрепите два деревянных кирпича. Затем обведите форму сверла на противоположной стороне доски. Плотно прикрутите сверло к форме и приклейте перед ней один деревянный кирпич. Таким образом, у вас есть токарный станок по дереву.
Заключение
Мы подошли к концу этой статьи о чертежах токарного станка по дереву своими руками, не стесняйтесь выбирать из нашего списка. Если у вас есть какие-либо вопросы или предложения, вы можете использовать раздел комментариев ниже, чтобы связаться с нами. Спасибо, что зашли!
Соберите простой самодельный токарный станок по дереву с небольшим бюджетом – Новости Матери-Земли
Для большинства из нас создание эффективной домашней мастерской – это вопрос терпеливой покупки оборудования в течение длительного периода времени. Правда, новые ручные инструменты обычно можно приобрести быстро, но больших настольных станков достаточно для того, чтобы отправить мастера-любителя на гаражные распродажи в отчаянных поисках выгодной сделки.
Рассмотрим токарный станок по дереву: базовые модели стоят более 300 долларов, и даже подержанное оборудование стоит почти столько же. . . тем не менее, этот инструмент настолько универсален, что обычно он одним из первых находит место в серьезной мастерской по дереву. К счастью, обычный токарный станок — без большого количества причудливых функций — является настолько прекрасным примером простой конструкции, что мастер-инструменталист-любитель должен быть в состоянии самостоятельно собрать копию дешевого подвала. Чтобы доказать именно это, исследователи MOTHER EARTH NEWS Деннис Беркхолдер и Робин Брайан взялись за дело и придумали простой самодельный токарный станок по дереву.
Функциональный инструмент
На первый взгляд деревенская интерпретация знакомого станка кажется не более чем игрушкой. Но несколько наших сотрудников с некоторым опытом работы с деревом, к их чести, подвергли токарный станок ряду испытаний, и все согласны с тем, что токарный станок с деревянным каркасом полностью способен справиться с большинством основных работ по формовке и отделке, с которыми сталкивается случайный человек. ремесленник . . . по крайней мере, пока он или она не сможет позволить себе более обычную машину.
Станина нашего бюджетного токарного станка представляет собой обработанный под давлением брусок 4 X 4, поддерживаемый двумя короткими 3/4-дюймовыми ножками из фанеры (мы рекомендуем обработанный пиломатериал для станка 4 X 4, потому что он обычно тяжелее и точнее, чем его необработанный аналог). Передняя бабка состоит из несущей оправки, установленной на проставке 4 X 4, и задняя бабка устроена аналогично. . . за исключением того, что его центр прикреплен к стержню с резьбой, снабженному маховиком. Шпиндель передней бабки приводится в движение через клиновидный ремень от двухскоростного двигателя стиральной машины. . . а подручник представляет собой регулируемый каркас из стального уголка с прорезями, закрепленный на станине.
Просто чтобы посмотреть, во сколько обойдутся комплектующие для станка, если все, кроме двигателя, бывшего в употреблении, покупать прямо с полок хозяйственного магазина, мы перечислили каждую деталь и получили общую сумму в 57,16 долларов. Однако, поскольку Деннис и Робин на самом деле собрали инструмент в основном из разбросанных по цеху вещей (подвиг, который, вероятно, будет не так уж сложно воспроизвести на вашем собственном рабочем месте), весь токарный станок облегчил нашу кассу всего на 35 долларов или около того. Конечно, моторный привод, если его купить новым, будет стоить не менее 50 долларов. Но вместо этого легко спасти рабочий блок от стиральной машины на пенсии (наша стоит всего 10 долларов).
Поиск материалов
Если вы хотите собрать свой собственный токарный станок с низкой стоимостью, вам сначала нужно придумать двухскоростной двигатель стиральной машины мощностью 1/2 лошадиной силы с вращением по часовой стрелке (если смотреть на него с конца вала). ). Наша модель с расщепленной фазой, взятая из Whirlpool, вращается со скоростью 1725 и 1140 оборотов в минуту (об/мин), хотя аналогичный реверсивный двигатель с возможностью двух скоростей (есть в некоторых стиральных машинах Norge, Speed Queen, Whirlpool, Kenmore и Maytag) также будет работать, если вы подключите его для вращения в правильном направлении. Другими важными деталями, которые вам необходимо приобрести, являются оправка подшипника с оправкой 1/2″. . . прямой, 6′, обработанный давлением 4 X 4 . . . и шкивы, соответствующие валам двигателя и оправки, которые обеспечивают понижение скорости от 2/3 до 3/4. (Наш 2-дюймовый моторный шкив приводит в движение 3-дюймовое колесо оправки, поэтому наш понижающий коэффициент равен 0,666, или 2/3.)
После того, как вы соберете эти ключевые компоненты, вы сможете найти, изготовить или купить оставшиеся детали, указанные в списке материалов. . . и приступаем к сборке кровати. 3/4-дюймовые фанерные ножки просто приклеены и привинчены к концам 4-футовой секции вашего 4 X 4, а основание двигателя шарнирно закреплено из-под станины в том месте, которое будет левым задним углом станка. На этом этапе вы можете разрезать то, что осталось от 4 X 4, на одну длину 8 1/4 дюйма и две длины 6 дюймов и приклеить самую длинную из этих частей к верхней части станины со стороны двигателя, чтобы она служила передней бабкой. Два зажима передней бабки, сделанные из кусков фанеры размером 3/4″ X 5 1/2″ X 7″, удерживают этот блок на станине с каждой стороны.
Оправка подшипника крепится болтами непосредственно к поверхности передней бабки, идеально параллельно длине станины и таким образом, что ее концы полностью выходят за концы бабки. С временно размещенным на валу шпинделя большим шкивом можно расположить двигатель для монтажа, используя угловые кронштейны, меньший шкив и расчетную длину ремня в качестве направляющих.
После крепления двигателя к навесной платформе несложно выбрать и установить приводной ремень нужной длины. После этого между фанерным основанием и ножкой под ним можно прикрутить небольшой талреп с проушиной, чтобы обеспечить пошаговую регулировку по мере растяжения приводного ремня. Но не останавливайтесь на этом: защита ремня, сделанная из продолговатого куска фанеры толщиной 1/4″, с соответствующими отверстиями, сделанными для валов двигателя и оправки, должна быть приклеена и прибита к концу ремня. бабка . . . и подходящую крышку (мы использовали двухлитровую пластиковую бутылку из-под безалкогольных напитков, которая была расколота, а затем сложена внахлест посередине) должна быть аналогичным образом прикреплена к краям этой деревянной пластины. Завершите систему привода, защитив двигатель картонной крышкой, привинченной к его основанию. . . подключение его проводов через однополюсный двухпозиционный тумблер, как показано на прилагаемой схеме. . . и установка этого двухскоростного регулятора в стандартную распределительную коробку, подвешенную под кроватью.
Задняя бабка токарного станка
Чтобы токарный станок мог принимать шпиндели различной длины, задняя бабка должна иметь возможность скользить по станине и фиксироваться в любом заданном положении. Мы предусмотрели это, установив удлиненные фанерные зажимы на склеенные вместе блоки задней бабки, а затем с помощью простого болта и колеса зажали станину между этими захватами. Пружина сжатия, зажатая внутри скобы и вокруг болта, толкает зажимы, а простой датчик натяжения (сделанный из дюбеля длиной 1/2 дюйма, прикрепленного к одному зажиму и пропущенного через отверстие в другом) показывает степень захвата. .
Шток задней бабки представляет собой не что иное, как секцию резьбового стержня 1/2″ X 9″, прикрепленную к ложе двумя полыми фланцами 1/4″. Сначала мы нарезали эти крепления, чтобы принять резьбу стержня 1/2-20, затем просверлили отверстие 3/4 дюйма в верхнем блоке задней бабки длиной 6 дюймов на 1 5/16 дюйма ниже его верхней поверхности и по центру между двумя его сторонами. Нижний блок задней бабки, размеры которого должны быть примерно 2 3/8″ X 3 1/2″ X 6″, определяет высоту центра задней бабки, хотя увеличенное отверстие плунжера позволяет осуществлять точную регулировку. Конечно, вашей конечной целью здесь является установка центров передней и задней бабки в одной плоскости для точного точения, поэтому вам, возможно, придется немного изменить заданные размеры, чтобы они соответствовали высоте центра вашей конкретной оправки.
Когда фланцы пола прикручены болтами к отверстию задней бабки с установленным домкратом, вы можете прикрепить замок штока и маховик. Замок представляет собой кусок плоской ложи диаметром 1/8″, просверленный и нарезанный так, чтобы он соответствовал резьбовому стержню и сместился, чтобы образовать удобную ручку. Ползунок задней бабки, как и у зажима, представляет собой просто маховик клапана, просверленный заново и снабженный набором резьб. Гайка 1/2″, затянутая против него, предотвращает его вращение на поршне.
Для любого вида токарной обработки шпинделя требуются цилиндрические и чашечные центры, удерживающие заготовку между передней и задней бабками. Мы сделали недорогие из трубных муфт и болтов, нарезав зубья на одном конце трубной муфты 1/4″ и повторно нарезав на ней резьбу, а также неизмененный фитинг, чтобы принять шпильки плунжера и оправки. Затем мы получили подходящие болты и — после отрезания их головок, прорезания их корпусов и заточки их кончиков до острия — пропустили их через стержни, чтобы создать как центр шпоры передней бабки, способный захватывать и вращать заготовку, так и соответствующий центр чашки задней бабки. для того, чтобы держать его в истине.
С другой стороны, для токарной обработки планшайбы
требуется фитинг с плоской поверхностью, который привинчивается непосредственно к концу оправки и может удерживать заготовку сам по себе. Мы обнаружили, что для этой цели хорошо подходят половые фланцы различных размеров с втулками и повторной резьбой, чтобы соответствовать ведомому валу.
И последнее, но не менее важное: токарный станок нуждается в подручнике. Мы признаем, что наш простой пример можно улучшить, не добавляя больших затрат на проект. . . но элементарная опора, на которой мы остановились, работает хорошо, если ее правильно затянуть. Это просто кусок стального уголка с прорезями, который поддерживается двумя 3/4-дюймовыми стойками для кабелепровода. . . которые, в свою очередь, прикручены к регулируемым зажимам, изготовленным из разной длины того же перфорированного материала, который используется для самой остальной части. Секции уголка аналогичного размера также подойдут, но вам придется просверлить ряд отверстий в их плоскостях, чтобы разместить заготовки разного размера, с которыми вы, вероятно, столкнетесь при использовании станка. В любом случае, каждый металлический край должен быть отшлифован, чтобы предотвратить случайные порезы во время работы или перестановки подручника.
Защита от точения по дереву
Перед тем, как «запустить» собранное устройство, помните, что, хотя этот инструмент стоит лишь около одной десятой стоимости коммерческой модели, его двигатель мощностью 1/2 л.с. делает его столь же мощным. Так что найдите время, чтобы навсегда прикрутить его ноги к прочной рабочей платформе и всегда надевайте защитные очки (но никогда не свободную одежду, ремни или украшения) при повороте. Кроме того, убедитесь, что заготовка вращается к вам, и убедитесь, что каждая заготовка выходит из станины и подручника, повернув ее один раз вручную перед включением двигателя. (Максимальное отклонение как при поворотах лицевой панели, так и шпинделя составляет 4 1/2 дюйма, а расстояние между центрами может достигать 30 дюймов.) Кроме того, всегда используйте острые долота и обрабатывайте необработанные заготовки на самой низкой скорости. . . затем переключитесь на высокие обороты для более тонкой работы. Упомянутое ранее передаточное отношение даст 760 и 1150 об/мин с двухскоростным двигателем.
Станок токарно винторезный 16К20 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мк.
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
16К20 Характеристики станка 16К20 завода «Красный пролетарий»
.
Типичный токарно-винторезный станок завода «Красный пролетарий» показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка.
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач.
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Суппорт
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке сверху. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Задняя бабка 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Устройство токарно-винторезного станка модели 1К62
Устройство основных узлов токарно-винторезного станка. Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
… смотреть все ->
Южнокорейский пулемет К16 калибра 7,62 мм официально принят на вооружение
Южнокорейский пулемет К16 калибра 7,62 мм официально принят на вооружение
По данным Управления программы оборонных закупок Южной Кореи (DAPA), это оружие было разработано со значительным увеличением мощности, дальности и надежности для поддержки механизированных подразделений во время ближнего боя. Новый пулемет калибра 7,62 мм может поражать цели на расстоянии более одного километра (0,6 мили), что примерно на 30 процентов дальше, чем у ручного пулемета К-3. Сообщается, что К-16 также может похвастаться разрушительной силой, почти вдвое превышающей К-3. Базовая модель K16 может использоваться для подавления массированных войск в ближнем бою. Спаренная модель K16E используется для поддержки ближнего боя механизированных подразделений. Спаренный пулемет устанавливается на спаренной установке в качестве вспомогательного оружия помимо основного вооружения машины. Модель К16Д устанавливается на танки, бронемашины, вертолеты и корабли.
K16D Пулемет калибра 7,62 мм
SNT Motiv Co., Ltd (ранее S&T Motiv и ранее Daewoo Precision Industries/S&T Daewoo) — южнокорейский производитель огнестрельного оружия и автозапчастей, основанный в 1981 году. Его огнестрельное оружие оснащено большинством передовых подразделений Республики. вооруженных сил Кореи. Daewoo Precision Industries Co., Ltd была основана в декабре 1981 года как дочерняя компания, находящаяся в полной собственности Daewoo, для производства стрелкового оружия и пианино/роялей под брендами Sojin и Daewoo. После краха Daewoo компания была выделена в феврале 2002 г. и повторно зарегистрирована на корейском фондовом рынке в марте 2002 г. Большая часть ее акций была куплена S&T Holdings в июне 2006 г., а в сентябре она была переименована в S&T Daewoo Co., Ltd. 2006. В марте 2012 года компания была переименована в S&T Motiv Co., Ltd. На DX Korea 2018 компания объявила о разработке 9мм револьвер исходя из требований корейских правоохранительных органов и винтовку типа AR-10 для потенциального корейского военного контракта. В феврале 2021 года S&T Motiv сменила название на SNT Motiv. Пулемет К16Э калибра 7,62 мм
Начинается поставка новых 7,62-мм пулеметов К16 взамен пулеметов М60
[Предоставлено S&T Motiv]
СЕУЛ — Начались поставки новых 7,62-мм пулеметов К16, разработанных производителем огнестрельного оружия SNT Motiv, для замены устаревших универсальных пулеметов М60, которые десятилетиями использовались южнокорейскими войсками. Новое оружие оснащено тепловизионными прицелами, сочетающими в себе компактную тепловизионную камеру и прицельную сетку.
Поставка пушек K16 состоялась после церемонии в штаб-квартире SNT Motiv в южном портовом городе Пусан 15 декабря по контракту с Администрацией программы оборонных закупок (DAPA), государственным агентством по закупкам вооружений. Пулеметы К16 оснащены сменными рукоятками для облегчения замены стволов. Он предназначен для уменьшения пламени при стрельбе за счет применения открытого дефлектора вспышки.
«Есть запросы на пулеметы К16 из разных стран, и мы будем расширять экспорт на основе этой успешной военной поставки», — говорится в заявлении неназванного представителя SNT Motiv, ссылающегося на растущий спрос на 7,62-мм пулеметы для танков и бронетехники. , и вертолеты.
Базовая модель K16 может использоваться для подавления массированных войск в ближнем бою. Спаренная модель K16E используется для поддержки ближнего боя механизированных подразделений. Спаренный пулемет устанавливается на спаренной установке в качестве дополнительного оружия помимо основного оружия машины. Модель К16Д устанавливается на танки, бронемашины, вертолеты и корабли.
DAPA считает K16 очень значимым оружием, поскольку подразделения южнокорейской армии будут вооружены тепловизионным прицелом или тепловизионным прицелом, который может быть установлен на различном стрелковом оружии, а также на некоторых более тяжелых вооружениях и улучшит боевую мощь в ночное время. и туманные дни.
Дальность действия К-16 на 30 процентов больше, чем у ручного пулемета К-3, использующего стандартный патрон 5,56 мм НАТО. Конструкция К-3 является почти точной копией бельгийского ручного пулемета FN Minimi.
SNT Motiv, ранее известная как S&T Motiv, производит огнестрельное оружие, которым оснащено большинство передовых подразделений в Южной Корее. После того, как лицензионное производство Colt M16A1 закончилось, Южная Корея начала разработку собственного огнестрельного оружия. С момента принятия на вооружение в 1984 году винтовка К2 прошла службу в южнокорейских войсках с множеством модернизаций. Модельный ряд огнестрельного оружия СНТ Мотив включает пистолеты, автоматы, автоматические гранатометы, снайперские винтовки, автоматы и пулеметы.
Паспорт 1А616 и руководство по электрооборудованию
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
максимальная длина выполняемого обтачивания — 660 мм;
максимальная длина обрабатываемой заготовки — 710 мм;
максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
масса оборудования — 1500 кг;
диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
габаритные размеры оборудования — 2135х1225х1220 мм.
Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
Общие характеристики и основные размеры
Характеристики суппорта
Характеристики резцовых салазок, шпинделя, задней бабки
Характеристики электродвигателя, ремней, подшипников шпинделя, муфт
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
питчевую — с шагом 2–128 питч;
модульную, шаг которой находится в пределах 0,25–5,5 мм;
дюймовую — с шагом 1–56 ниток на дюйм;
метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
тумбы — передняя и задняя;
задняя бабка;
передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
блок, состоящий из сменных колес;
шкаф, в котором размещена электрическая система;
фартук, в котором находится механизм подач;
несущая станина;
коробка подач;
система, отвечающая за охлаждение режущего инструмента;
коробка переключения скоростей;
поддон, где собирается стружка и отработанная охлаждающая жидкость.
Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.
Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
три предохранителя плавкого типа;
выключатель, устанавливаемый на вводе;
лампу для освещения рабочей зоны;
реле напряжения;
выключатель для лампы освещения;
контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
реле, отвечающее за контроль скорости вращения двигателя;
реле, отвечающее за управление контактором остановки двигателя;
понижающий трансформатор;
переключатель управления станком;
указатель уровня нагрузки;
выпрямитель селенового типа.
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
две клиноременные передачи;
12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
поворот резцедержателя и его установка в требуемое положение;
передвижение задней бабки, в которой размещается пиноль станка;
установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
ПАСПОРТА К ТОКАРНЫМ СТАНКАМ. ДОСТУПНО ДЛЯ СКАЧИВАНИЯ
ПАСПОРТА К
СТАНКАМ И ОБОРУДОВАНИЮ
Скачать паспорта на токарные станки одним
файлом
16А20Ф3 FM3000, станок токарно-винторезный
с ЧПУ, сх. ..
Альбом №2. Руководство по эксплуатации электрооборудования
станка 1…
50 Скачиваний (278 Просмотров)
Обновлен: 13 Nov 2012
16А20Ф3 FM3000, станок токарно-винторезный
с ЧПУ, Ру…
Альбом №2. Руководство по эксплуатации электрооборудования
станка 1…
73 Скачиваний (284 Просмотров)
Обновлен: 13 Nov 2012
16А20Ф3 FM3000, станок токарно-винторезный
с ЧПУ, Ру… 2
Альбом №1. Руководство по эксплуатации станка 16А20Ф3 FM3000. Из
пр…
Общий | Нарезание резьбы на Станко 1А616 ?? | Практик-механик
Ксор
Алюминий
#1
Пытаюсь понять, как на этом токарном станке делается нарезка резьбы.
Переключение передач на левой стороне коробки передач доставляет мне некоторые проблемы — я думаю, что некоторые из них я упускаю!
У меня есть только 2 поворотных механизма и 1 побольше для их соединения.
2 дублирующие шестерни выбиты сбоку:
M2 20-55
и
M2 25-36
и количество зубьев на каждой отдельной шестерне … что такое «M2» за ?
У меня есть несколько копий некоторых таблиц о том, как настроить нарезку резьбы, и я вижу , там упоминается номер зуба, которого у меня нет!
Итак, мой вопрос: Сколько шестерен переключения обычно поставляется с машиной? У меня только один комплект (М2 20-55 и М2 25-36) или … ?
Вы можете увидеть некоторые фотографии здесь — перевод Google доступен справа в строке меню:
Gevindskæring — веб-сайт Келда …
С уважением KSor, Дания
Чесапик
Алюминий
#2
Я только что приобрел Станко 1А616. Он продается дешево (расположен в Питерборо, Онтарио, Канада)
У вас есть руководство по эксплуатации?
Ксор
Алюминий
#3
Чесапик сказал:
Недавно приобрел Станко 1А616. Он продается дешево (расположен в Питерборо, Онтарио, Канада)
У вас есть руководство по эксплуатации?
Нажмите, чтобы развернуть. ..
Ага, у меня есть скан сервис мануала — около 40 картинок, 1 сторона пр. картинка = 73Мб.
Если ваш почтовый ящик может обрабатывать такой объем данных, я могу отправить их вам.
Мурзилка
Пластик
#4
Здравствуйте, у меня такая же машина. М2 означает «модуль» — часть диаметра, приходящаяся на один зуб. Это размер главной передачи (как шаг в имперской системе). Если ваш вопрос все еще актуален, я мог бы помочь в ручном переводе.
Виктор
Джокс
Пластик
#5
У вас случайно не сохранилась копия этого руководства для 1a616
Ксор
Алюминий
#6
Джокс сказал:
У вас случайно не сохранилась копия этого руководства для 1a616
Нажмите, чтобы развернуть…
Да, если вы напишите мне в личку, вы можете получить ссылку для загрузки с OneDrive.
Мичиганбак
Алмаз
#7
KSИли тебе действительно стоит чаще постить. Бак
нимзо
Пластик
#8
Руководство Re Stanko
У меня тоже есть этот станок, и я бы очень хотел получить к нему руководство. Могу я получить копию вашего руководства?
Разберемся, зачем производить установку резца в соответствии с определенными правилами, а также рассмотрим эти правила и некоторые другие нюансы подробнее.
Вся работа на токарном оборудовании: сам процесс обработки заготовки и итоговый результат, напрямую зависят от правильности установки рабочей оснастки в держателе резца. Если резец зафиксирован неверно, то происходит быстрый износ его режущей кромки, возможны повреждения заготовки, а также возникновение нештатных ситуаций (вылет и срыв резца), которые могут навредить здоровью мастера. Кроме того может быть поврежден сам токарный станок, а его ремонт мало того стоит недешево, так еще и негативно отражается на производительности предприятия, где установлено оборудование.
До монтажа резца в держатель требуется тщательно очистить его опорные поверхности от пыли, стружки и других накопившихся загрязнений.
Основное правило расположения резца при работе на токарном станке: вершина оснастки обязана располагаться на одной линии с центральными осями зажимов токарного станка.
Если работать резцом, установленным ниже данной линии, то деталь будет выталкиваться из центров при набегании оснастки, в случае слишком высокого расположения резца он будет слишком интенсивно изнашиваться и нагреваться в процессе работы. Допустимы только небольшие отклонения от центральной линии, если этого требует конкретная операция обработки заготовки. Например, при предварительной обработке заготовки оснастку немного задирают (отклонение до 1,2 мм), а при чистовой обработке наоборот можно занижать резец на аналогичную величину.
После фиксации резца обоими болтами в держателе для регулировки по высоте необходимо подвести вплотную к центру задней или передней бабки, причем сама настройка производится при помощи подкладок, количество которых не должно превышать трех штук. Такая методика позволяет добиться максимальных показателей точности и жесткости установки резца относительно обрабатываемой детали.
Подкладки должны быть заранее заготовлены и разложены по размерам (их размер должен совпадать по сечению с площадью контакта держателя и резца), не рекомендуется в спешке применять вместо них куски различных материалов. Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
По глубине резец настраивается двумя способами:
методика пробных стружек, в процессе которой оснастку приближают до касания к заготовке на включенном станке, а затем отводят до упора вправо и начинают работу, регулируя глубину на глаз;
способ с лимбом поперечной подачи заключается в использовании встроенного средства измерения и его шкалы.
Токарные резцы по металлу — определение, классификация, по металлу, для токарного станка
СОДЕРЖАНИЕ:
• Классификация резцов
• Конструкция резца
• Какой резец выбрать
• Правила заточки
• Как используются резцы в токарном и строгальном процессе
• ГОСТы
Резец — вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
Классификация резцов
— Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы.
В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
— Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической
заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм. Реже всего пользуются инструментами с державками 40х25 мм.
— Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и
есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий
выпускаются в пяти разных размерах, в зависимости от способа работы.
— Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно
обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
— Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно
под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
— Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки,
то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.
— Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла
для внутренней металлообработки сечение сделано в виде квадрата.
Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой».
— Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали
есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
— Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски,
можно обрабатывать изделия под различными углами. Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
— Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам
процесс работы с изделиями из металла становится чистым и точным.
— Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку.
У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности,
прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней
точке пересечения – вершине металлорежущего инструмента.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали. Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге.
Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты.
Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают
обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол. Второй шаг – это обтачивание тыльной
плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса. Когда задняя
часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием.
Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи. Чтобы оформить сложную
деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые
проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым.
Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чертеж токарного резца
ГОСТы
ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 18868-73: Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18877-73: Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
ГОСТ 18882-73: Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
ГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
Режущие инструменты для токарных станков. Руководство по инструментам для токарных станков в формате PDF сверление, торцевание, растачивание и резка с помощью токарных режущих инструментов, которые применяются к заготовке для создания объекта с симметрией относительно этой оси.
Для работы общего назначения используется одноточечный инструмент, но для специальных операций могут использоваться многоточечные инструменты. Посмотрите приведенное ниже видео, чтобы получить представление о работе токарного станка.
При работе на токарном станке для разных операций требуются разные типы режущих инструментов для токарных станков в соответствии с процессом использования режущих инструментов для токарных станков .
Режущие инструменты для токарных станков :
Ниже приведены типы режущих инструментов для токарных станков , используемых в токарных станках:
Токарный инструмент.
Инструмент для снятия фаски.
Инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы.
Облицовочный инструмент.
Инструмент для нарезки канавок.
Формовочный инструмент.
Расточной инструмент.
Отрезной инструмент.
Инструмент для противодействия
Инструмент для подключения
Согласно методу применения подачи
Правый инструмент
Левый инструмент
Круглый нос
WATCH SLIDESHOW OF SLIDESHOW OF SLIDESHOW OF:
9003 SLIDESHOW OF:
СЛАДЕЛИ СЛАДЕСЕСЯ. способ использования инструмента
1. Токарный инструмент
В основном существует два класса токарных инструментов:
Инструмент для черновой обработки.
Токарный инструмент для чистовой обработки.
1.1 Инструмент для черновой токарной обработки
Основная функция инструмента для черновой токарной обработки заключается в удалении максимального количества металла за минимальное время, которое позволяют инструмент, работа и станок. Угол резания настолько отшлифован, что может выдерживать максимальное давление резания.
1.2 Токарный инструмент для чистовой обработки
Токарный инструмент используется для удаления очень небольшого количества металла. Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность.
2. Инструмент для снятия фаски
Прямые токарные инструменты также используются в качестве инструмента для снятия фаски, когда режущие кромки установлены под углом к фаске.
Если необходимо выполнить большое количество работ по снятию фаски, используется специальный инструмент для снятия фаски, боковая режущая кромка которого заточена под углом фаски.
3. Инструмент для токарной обработки уступа
Квадратный уступ обтачивается с помощью токарного инструмента с острым лезвием или торцевого инструмента. Скошенный уступ может быть обработан прямым токарным инструментом, имеющим угол боковой режущей кромки и нулевой радиус при вершине. Скругленное плечо обтачивается прямым токарным инструментом с радиусом вершины, соответствующим радиусу скругления заготовки.
4. Инструмент для нарезания резьбы
4.1 Инструмент для нарезания наружной резьбы
Метрическая, B. S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы.
Форма инструмента определяется прилежащим углом на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W.
он включает угол на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W.
Размер или поперечное сечение режущих кромок инструмента зависит от шага резьбы. На рисунке ниже показан H.S.S. инструмент для нарезания резьбы.
Таким образом, для обработки различных винтовых резьб с различными шагами используются инструменты для получения точной резьбы. Носик инструмента заостренный, плоский или закругленный в зависимости от формы корня резьбы.
Измеритель резьбового инструмента используется для проверки формы и размера инструмента после его заточки.
4.1.1 Инструмент для нарезания резьбы квадратного сечения
Боковой зазор инструмента для нарезания резьбы квадратного сечения имеет первостепенное значение для предотвращения трения инструмента о вертикальную поверхность резьбы.
Как правило, передний задний угол определяется путем прибавления 5 ° к углу подъема резьбы, а задний боковой зазор получается путем вычитания 5 ° из угла подъема винтовой линии, если ø — передний боковой задний угол, — задний боковой клиренс, то из формулы:
Ширина режущей кромки должна быть равна половине шага резьбы.
Небольшой задний угол от 1° до 2° предусмотрен на боковой стороне инструмента, чтобы предотвратить ребристость поверхности при работе.
4.2 Инструмент для нарезания внутренней резьбы
Режущая кромка инструмента точно такая же, как у инструмента для нарезания наружной резьбы, но передний задний угол значительно увеличен, как у расточного инструмента.
Инструмент кованого орбитального типа, удерживаемый на расточной оправке. Острие инструмента должно быть выровнено с работой.
Читайте также: 22 Различные виды операций на токарном станке
5. Торцовочный инструмент
Торцовочный инструмент снимает металл боковыми режущими кромками. Таким образом, в инструменте для торцовки нет необходимости использовать передние грабли. На рисунке показан H.S.S. торцовочный инструмент, предназначенный для отделочных работ.
Инструмент имеет угол боковой режущей кромки 2° и угол концевой режущей кромки 34°, может быть размещен в пространстве между концом заготовки и мертвой точкой 60°, оставляя зазор 2° с обеих сторон.
Стандартное сечение хвостовика: 20×20, 25×25, 32×32, 40×40 и 50×55, все выражено в мм. Длина инструмента составляет 125, 140, 170, 200 и 240 мм, а радиус вершины варьируется от 0,5 до 1,6 мм.
6. Инструмент для нарезки канавок
Инструмент для нарезки канавок подобен отрезному инструменту, показанному на рисунке. Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза.
7. Формовочный инструмент
Точение криволинейных профилей может быть затруднено при использовании
Обычные токарные инструменты,
Плоские формовочные инструменты,
Круглые формовочные инструменты.
Обычный токарный инструмент может нарушить цель, если копировальная насадка используется для воспроизведения формы шаблона. Плоские формовочные инструменты бывают двух типов:
Простые формовочные инструменты
Плоские формовочные инструменты типа «ласточкин хвост».
Простые формовочные инструменты
Режущие кромки этих инструментов отшлифованы до формы канавки, выточки или резьбы, которую необходимо нарезать.
Инструменты для формирования плоского ласточкиного хвоста имеют более широкую режущую кромку, соответствующую желаемой форме. Конец инструмента «ласточкин хвост» устанавливается в специальный держатель инструмента. Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.
Переточка всегда выполняется на верхней стороне инструмента, что не меняет форму инструмента.
Инструменты круглой формы
Эти инструменты предпочтительны в производственных работах, так как могут использоваться очень длинные режущие поверхности, что увеличивает срок службы инструмента.
Центр инструмента устанавливается немного выше центральной линии заготовки, чтобы обеспечить эффективный передний задний угол на инструменте. Инструмент будет тереться о заготовку, если центры имеют одинаковую высоту.
Центр инструмента обычно выше центральной линии токарного станка на 1/20–1/10 диаметра инструмента. Эта высота называется «смещением». Переточка производится только плоской шлифовкой.
8. Расточный инструмент
Расточный инструмент аналогичен левостороннему наружному токарному инструменту в том, что касается его режущей кромки.
Инструмент может быть типа долота, вставляемого в расточной оправку или держатель, или кованого типа с хвостовиком. На рисунке показан H.S.S. бита инструмента вставлена в борштангу.
Расточная оправка изготовлена из мягкой стали с вырезанными в ней пазами или отверстиями для установки насадки, которая фиксируется винтом с внутренним шестигранником. Величина выступа режущей кромки инструмента из центра стержня определяет диаметр готового отверстия изделия.
Долото обычно вставляется под прямым углом к центральной линии стержня для сверления непрерывного отверстия, проходящего от одного конца до другого.
8.1 Разная конструкция бурового инструмента
Долото устанавливается на одну ось, выступающую за конец стержня, для растачивания глухого отверстия.
Долото с двумя режущими кромками на двух концах используется для быстрой обработки.
Широкая двухлезвийная фреза вставляется в борштангу для завершения операции растачивания.
Два или более сверла могут быть вставлены в борштангу для разных диаметров за одну установку.
8.2 Расточные оправки:
Расточные оправки крепятся к задней бабке для растачивания небольших отверстий диаметром от 12 до 100 мм.
Для растачивания отверстий большего диаметра расточные оправки зажимаются двумя зажимными блоками и удерживаются в резцедержателе.
Для прецизионного растачивания или растачивания деталей нестандартного размера с опорой на поперечные салазки, стержень опирается на центры и вращается.
8.3 Зазор для расточного инструмента
В расточном инструменте режущая кромка инструмента имеет достаточный передний зазор для очистки заготовки.
Для усиления вершины инструмента предусмотрен двойной зазор, первичный и вторичный.
Чем меньше диаметр отверстия, тем больше должен быть передний зазор.
Больший задний угол требует уменьшения переднего угла в расточном инструменте.
Носик инструмента прямой или круглый в зависимости от желаемого типа отделки.
9. Инструмент для зенкерования
Операция зенкерования может выполняться обычным сверлильным инструментом. Режущая кромка инструмента настолько отшлифована, что после точения может оставить заплечик. Обычно используется цековка с несколькими режущими кромками.
10. Инструмент для подрезки
Инструмент для подрезки или нарезания канавок имеет острие и форму режущей кромки, точно соответствующие форме требуемой канавки.
Задний угол указан со всех сторон инструмента. Для канавочной режущей кромки используется продольная подача. Угол переднего зазора зависит от отверстия работы.
11. Отрезной инструмент
Отрезной инструмент обычно выковывается и используется в качестве бит для инструментов с твердосплавными наконечниками. Отрезной инструмент делается максимально узким, чтобы снимать минимум металла.
Ширина режущей кромки только от 3 до 12 мм. Длина режущего инструмента, который вставляется в заготовку, должна быть немного больше, чем радиус обрабатываемого прутка.
Поскольку инструмент проникает глубоко в заготовку, по всему периметру режущей кромки инструмента обеспечивается зазор, чтобы предотвратить его трение о рабочую поверхность.
Так как инструмент имеет чистую режущую кромку, он не имеет боковых передних кромок, на инструменте предусмотрен небольшой задний передний угол для облегчения потока судов.
Читайте также: Скорость резания, Подача, Глубина резания и Время обработки на токарном станке
По методу подачи подачи
Правосторонний инструмент
Левосторонний инструмент
Круглая головка
10023. Правосторонний инструмент
На рисунке показан правосторонний инструмент. То, что подается от станины токарного станка, т.е. от задней бабки к концу передней бабки при выполнении таких операций, как точение, нарезание резьбы и т. д.
Правосторонний инструмент формируется на его левом конце, если смотреть сверху, его носик направлен в сторону от оператора.
2. Левосторонний инструмент
Левосторонний инструмент показан на рисунке. Это то, что подается слева к правому концу станины токарного станка, то есть от передней бабки к концу задней бабки.
Левосторонний инструмент используется для нарезания левой резьбы или точения, при котором на правом конце заготовки остается уступ.
У левостороннего инструмента режущая кромка сформирована на правом конце, если смотреть сверху, когда его носик направлен в сторону от оператора.
Левосторонний инструмент также может использоваться для торцевания.
3. Инструмент с круглым носом
Инструмент для точения с круглым носом показан на рисунке. Возможно подача слева направо или справа на левый конец станины станка. По этой причине у них нет задней рейки и боковой рейки.
В некоторых случаях на инструменте предусмотрена небольшая задняя граблина. Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции.
Читайте также: 7 типов токарных патронов
Вот и все, спасибо за внимание. Если у вас есть какие-либо вопросы по «Режущие инструменты для токарных станков », задавайте их в комментариях ниже. Если вы нашли эту статью полезной, пожалуйста, поделитесь ею с друзьями.
Теперь вы можете скачать PDF-файл этого поста.
Скачать PDF
Подпишитесь на нашу рассылку, чтобы получать уведомления:
Адрес электронной почты
Читайте также:
Файловые инструменты: типы, части, методы, приложения с (PDF)
31 Тип гаечных ключей: как использовать? С [Изображениями и PDF]
Режущие инструменты для тормозных станков
gif» bgcolor=»#999999″> Просмотр категорий
Рекламные акции
Как приобрести
Финансирование
Оборудование для ремонта автомобилей
Тормозные станки
Настольные токарные станки
На автомобильных токарных станках
Тормозной токарный станок Детали/аксессуары
Пакеты переходников
Наборы переходников
Аксессуары для токарных станков
Адаптеры для токарных станков
Беседки
Колокольные зажимы
Центрирующие адаптеры
Глушители
Режущие инструменты
Инструменты
Руководство по установке
На автомобильных аксессуарах
Запасные части
Балансировочные станки
Детали/принадлежности
Шиномонтажные станки
Сверхмощный
Детали/принадлежности
Развал-схождение
Проводное выравнивание
Беспроводное выравнивание
Ремонт автомобилей Ссылки на оборудование
Системы моечных отсеков
Очистители
Лот для продажи / Мойка автопарка
Вентиляционные/вытяжные вентиляторы
Опора
Контакты
Оборудование > Тормозные станки > Запчасти / Аксессуары > Режущие инструменты для тормозных станков
Чистота поверхности (микродюймы) обязательна для каждой работы по торможению. Sharp Carbide, жесткость креплений и качественные аксессуары имеют жизненно важное значение для удовлетворительная работа. Никогда не используйте некачественные режущие инструменты вторичного рынка.
№ модели инструмента
Описание
#433796
Оригинальные твердосплавные вставки ACCU
Используйте только оригинальные твердосплавные насадки марки Accu. Доказано, что они служат дольше, чем более дешевые карбидные вставки.
Отдельный набор из 10 твердосплавных насадок и 10 винтов, Высококачественные твердосплавные пластины с положительным передним углом обладают уникальной способностью вырезать твердые участки на роторах, барабанах и маховиках. Каждая пластина имеет три режущие кромки.
Разработан специально для максимального срока службы на моделях Accu-Turn 7700, 89.20, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997 Тормозные токарные станки.
Десять упаковок. из 10 ( 100 бит и винтов ) Высококачественные твердосплавные пластины с положительным передним углом обладают уникальной способностью вырезать твердые участки на роторах, барабанах и маховиках.
Для максимального срока службы токарных станков Accu-Turn моделей 7700, 8920, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997.
#878051
#878050
на вставках карбида токарного станка автомобиля (карта с 10 битами и винтами) Используется с моделями OCL 8700, 8750 и 8800.
Используйте #878050 на модели OCL 8820.
Режущие головки в сборе
Разработаны специально для снижения вибрации, обеспечивая идеальное качество поверхности, рекомендованное OEM. Все узлы пригодны для обслуживания в полевых условиях. Обращайтесь за инструкциями.
#433172
Расточная оправка в сборе – стандартная
Уникальная конструкция позволяет этой барабанной фрезе выполнять резку самых разных поверхностей, включая маховики.
Расточная оправка поставляется в комплекте с коротким правым держателем инструмента 433779 для барабанов легковых автомобилей.
Стандартно для токарных станков Accu-Turn Brake моделей 8911, 8920, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997.
#433763
Держатель инструмента – правосторонний положительный передний угол, прямой угол
Для роторов, барабанов, маховиков и барабанов для тяжелых условий эксплуатации.
903:30
#433764
Держатель инструмента – левый Положительный передний угол, левый угол
Для роторов и маховиков.
#434286
Держатель инструмента – Прямой Положительный передний угол, без угла
Идеально подходит для использования сдвоенных левосторонних фрез, когда стандарт 433764 не позволяет врезать фрикционную поверхность до упора в квадратный буртик втулки ротора. Для роторов или маховиков.
#433779
Держатель инструмента – короткий, правый
Для барабанов или маховиков легковых автомобилей. Входит в комплект поставки расточных оправок 433172.
#434056
Держатель инструмента – изогнутый, правый
Оставьте место между монтажным фланцем и обработанной поверхностью трения. Попадает в труднодоступные места площади без регулировки головки токарного станка. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).
#434057
Держатель инструмента – изогнутый, левый
Оставьте место между монтажным фланцем и обработанной поверхностью трения. Проникает в труднодоступные места без регулировка головки токарного станка. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).
#434283
Припаянный к держателю насадок – левосторонний
Только для роторов.
#434059
Припаянный держатель насадок – правосторонний
Для роторов, барабанов, маховиков и барабанов для тяжелых условий эксплуатации.
#434063
Припаянный к держателю биты для тяжелого режима работы – правосторонний
Идеально подходит для тяжелых маховиков и барабанов грузовых автомобилей, где требуется более тяжелый держатель для снижения вибрации и получения более гладкой обработанной поверхности трения.
Аналог станков SAMAT, 250ИТВМ, 16ВТ20П Предназначен для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частоты вращения шпинделя, подач и шагов нарезаемых резьб в различных отраслях производства Станок комплектуется ш
Технические характеристики станка 1Е61ПМ
Параметр
Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
П
Наибольший диаметр детали обрабатываемой над станиной, мм
320
Наибольший диаметр детали обрабатываемой над суппортом, мм
170
Наибольшая длина обрабатываемой детали, мм
710
ЧПУ
—
Пределы частот вращения шпинделя Min/Max, об/мин.
35,5 — 1800
Мощность, кВт
3
Габариты, мм
2000_900_1400
Масса, кг
2000
Начало серийного выпуска, год
1973
Завод-производитель
Ульяновский машиностроительный завод ПО, ФГУП
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный повышенной точности 1Е61ПМ по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1Е61ПМ производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный повышенной точности 1Е61ПМ звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 276-70-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный повышенной точности 1Е61ПМ звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
1Е61МТ Станок токарно-винторезный высокой точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1Е61МТ
Производитель токарно-винторезного станка высокой точности 1Е61МТУльяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
1Е61МТ станок токарно-винторезный высокой точности.
Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок 1Е61МТ также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.
Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок 1Е61МТ обеспечивает высокую точность при соблюдении следующих пунктов:
Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
Не допускать установку станка вблизи приборов отопления.
Температура в помещении должна поддерживаться в пределах 18—20° С.
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Габариты рабочего пространства и присоединительные базы токарно-винторезного станка 1Е61МТ
Габариты рабочего пространства токарного станка 1е61м
Габариты рабочего пространства токарного станка 1е61м
Станина токарно-винторезного станка 1е61мт
Станина токарно-винторезного станка 1е61мт. Смотреть в увеличенном масштабе
1Е61МТ Общий вид универсального токарно-винторезного станка модели
Фото токарно-винторезного станка 1е61мт
Фото токарно-винторезного станка 1е61мт
Фото токарно-винторезного станка 1е61мт
Фото токарно-винторезного станка 1е61мт
1Е61МТ Расположение основных узлов и органов управления станком
Расположение органов управления станком 1е61мт
Перечень органов управления токарным станком 1Е61МТ
Включение масляного электронасоса и соединение с внешней электросетью
Включение эмульсионного электронасоса
Упор для пуска, останова и реверсирования шпинделя
Упор для пуска, останова и реверсирования шпинделя
Переключение чисел оборотов шпинделя
Включение перебора передней бабки
Трензель и механизм восьмикратного увеличения шагов резьб
Переключение шестерен конуса Нортона
Включение метрических и модульных, дюймовых и питчевых или точных резьб
Множительный механизм подач или шагов резьб
Включение ходового винта или ходового валика
Маховичок для ручного продольного перемещения каретки
Шпиндель вращается в двух бронзовых подшипниках скольжения (рис. 28). Подшипники разрезные, а наружные их поверхности конические, благодаря чему имеется возможность производить регулировку радиального зазора шпинделя, который не должен превышать 0,008 мм.
Осевые усилия шпинделя воспринимают на себя два упорных шарикоподшипника 11 и 12.
Для регулировки переднего подшипника 1 необходимо снять крышку 5 и фланец 4, ослабить гайку 17, а гайкой 3 путем завертывания на втулку 16 произвести подтяжку подшипника 1. Тем самым выбирается зазор между подшипником 1 и шейкой шпинделя 2. При этом шпиндель должен легко провертываться от руки при включенном переборе. После этого гайку 17 следует завернуть до упора.
Для регулировки заднего подшипника шпинделя необходимо: снять крышку 5 и планку 9, ослабить гайку 6, а гайкой 10 произвести подтяжку подшипника 7, шпиндель после этого должен плавно вращаться, а затем подтянуть гайку 6 до упора.
Для регулирования упорных шарикоподшипников 11 и 12 необходимо снять крышку 13, ослабить зажимной винт 14 и выбрать осевой зазор в шпинделе путем навинчивания гайки 15.
После этого гайку 15 застопорить винтом 14.
Особенности разборки и сборки станка 1Е61МТ при ремонте
Передняя бабка токарно-винторезного станка 1е61мт
При разборке станка в случае ремонта или по другой причине необходимо обратить внимание на следующее:
Отключить станок от электросети, прежде чем приступить к его разборке
отсоединить нагнетательную 3 и сливную 13 трубки от масляной системы (рис. 21)
Прежде чем снять шпиндельную бабку со станка необходимо:
снять клиновые ремни со шкива коробки скоростей
отвернуть четыре болта Ml4, крепящих шпиндельную бабку к станине (два болта находятся внутри корпуса в задней части бабки)
снять бабку со станины
Для снятия клиновых ремней передней бабки необходимо вынуть шпиндель передней бабки, а затем ступицу с сидящим на ней шкивом.
Чтобы вынуть шпиндель 1 из корпуса передней бабки, необходимо снять верхнюю крышку 24, задние крышки 12, 13 и передний фланец 2. Вместе с задней крышкой вынуть трензельный валик 8. С конца шпинделя вывернуть гайку 10, предварительно ослабить винт 11. Затем ослабить гайку 3, а гайкой 23 путем навертывания на втулку 25 ослабить вкладыш 26, тем самым увеличится зазор между шпинделем и вкладышем. Таким же образом проделать с задним подшипником скольжения. После вывернуть стопорные винты шестерен трензеля 15 и перебора 4. Далее при помощи свинцового молотка выбивать слабыми ударами шпиндель.
Для снятия шкива со ступицей из корпуса передней бабки необходимо снять задний фланец 14, ослабить стопорный винт 6 и отвернуть гайку 7, затем вынуть трензель 9. Дальше необходимо ослабить стопорный винт 20, отвернуть гайку 21, ослабить установочные винты 19 и 16. После этого ударами в торец переборной шестерни 22 выбить ступицу 18 вместе со шкивом 17.
Снять сливную резиновую трубку 5 и вынуть клиновые ремни. Сборка передней бабки будет происходить в обратном порядке.
Разборка остальных узлов станка, ввиду ясности демонтажа, пояснения не требует.
Электрооборудование станка
Электрическая схема токарного станка 1е61мт
На станке установлены 3 трехфазных короткозамкнутых асинхронных электродвигателя на напряжение 220/380 В:
Д1 — главный электродвигатель типа АОС 51/4 исполнения Щ-2 мощностью 4,5 кВт, 1335 об/мин
Д2 — электронасос смазки типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
Д3 — электронасос подачи охлаждающей жидкости типа ПА-22 мощностью 0,125 кВт, 2800 об/мин
Электрооборудование станка смонтировано на напряжение 380 В.
В случае необходимости станок с электрооборудованием на напряжение 220 В может быть выполнен только по особому заказу.
Читайте также: Графические знаки для токарных станков
1Е61 Станок токарно-винторезный высокой точности. Видеоролик.
Основные технические характеристики токарного станка 1Е61МТ
Наименование параметра
1Е61МТ
1Е61ПМ
УТ61ПМ
Основные параметры станка
Класс точности по ГОСТ 8-82
В
П
П
Наибольший диаметр заготовки обрабатываемой над станиной, мм
320
320
320
Наибольший диаметр заготовки обрабатываемой над суппортом, мм
188
170
170
Наибольшая длина устанавливаемой детали РМЦ, мм
710
710
750
Наибольшее расстояние от оси центров до кромки резцедержателя, мм
185
175
175
Расстояние от оси шпинделя до направляющих станины (высота центров), мм
170
175
175
Шпиндель
Диаметр отверстия в шпинделе, мм
32,5
30
32
Диаметр прутка проходящего через отверстие в шпинделе, мм
32
25
Частота вращения шпинделя, об/мин
35. .1600
35,5..1800
40..2000
Количество прямых/ обратных скоростей шпинделя
12
18
18
Центр в шпинделе по ГОСТ 13214-67
Морзе 5
Морзе 5
Морзе 5
Конец шпинделя по ГОСТ 12595-72
5К
5К
Торможение шпинделя
есть
есть
есть
Блокировка шпинделя
есть
есть
есть
Защита от перегрузок шпинделя
есть
есть
есть
Подачи
Наибольшая длина хода суппорта (каретки) — продольное перемещение, мм
640
710
710
Наибольшее поперечное перемещение суппорта, мм
200
230
230
Продольное перемещение суппорта на одно деление лимба, мм
0,2
0,1
0,1
Поперечное перемещение суппорта на одно деление лимба, мм
0,02
0,02
0,02
Наибольшее перемещение верхнего суппорта (резцовых салазок), мм
140
140
140
Перемещение верхнего суппорта на одно деление лимба, мм
0,02
0,02
0,02
Количество подач продольных/ поперечных суппорта
21
40
Пределы подач продольных, мм
0,04. .6
0,018..1,1
0,018..1,1
Пределы подач поперечных, мм
0,012..1,87
0,01..0,625
0,01..0,625
Количество нарезаемых резьб метрических, мм
22
35
Количество нарезаемых резьб модульных, мм
19
31
Количество нарезаемых резьб дюймовых, мм
15
26
Пределы шагов метрических резьб, мм
0,35..12
0,1..56
0,1..56
Пределы шагов модульных резьб, модуль
0,3..6
0,1..28
0,1..28
Пределы шагов дюймовых резьб, ниток/дюйм
20..3,0
30..3,0
60..3,0
Скорость быстрых перемещений продольных/ поперечных, м/мин
нет
нет
нет
Высота резца, устанавливаемого в резцедержателе, мм
20
20
20
Задняя бабка
Наибольшее перемещение пиноли, мм
100
100
100
Цена деления лимба задней бабки, мм
1
0,05
0,05
Центр в пиноли по ГОСТ 12595-72
Морзе 3
Морзе 3
Морзе 3
Поперечное смещение задней бабки, мм
±5
±5
±5
Диаметр сверла при сверлении стали, мм
12
Диаметр сверла при сверлении чугуна, мм
15
Электрооборудование станка
Количество электродвигателей на станке
3
3
4
Мощность электродвигателя главного привода, кВт
4,5
2,7/ 4,4
3,2/ 5,3
Мощность электродвигателя насоса охлаждения, кВт
0,125
0,12
0,12
Мощность электродвигателя насоса смазки, кВт
0,125
0,08
0,09
Мощность электродвигателя вентилятора, кВт
нет
нет
0,18
Габариты и масса станка
Габариты станка (длина ширина высота), мм
2191 х 930 х 1500
2290 х 1150 х 1365
2110 х 1050 х 1395
Масса станка, кг
1650
1670
1810
Список литературы:
Токарно-винторезный станок 1е61мт высокой точности. Руководство к станку, 1969
Sp Ooo Узбекистан и Great Brita Shargun Grand Shift – импортер в Узбекистан
Sp Ooo Узбекистан и Great Brita Shargun Grand Shift – импортер в Узбекистан | Данные коносамента Sp Ooo Uzbekistan и Great Brita Shargun Grand Shift
Импортер Узбекистан
Запрос на удаление этой страницы
Образец коносамента
Дата
03 марта 2017
Имя импортера
СП ООО Узбекистан и Великобритания, «SHARGUN GRAND Shift»
Код ТН ВЭД
84589
Описание продукта
1 станок токарный б/у модель: 1э61пм, заводск № 838 производитель: ульяновский машиностроительный завод им. «володарский» г. москва — кол 1 шт, вес 1670 кг 2 места 1 1 без упаковкиобщее кол мест: 1
Страна происхождения
УКРАИНА
Количество
1
Единица
ШТ
CIF долларов США
7154
Брелок долларов США
7,063
Условия поставки
ПЕРЕВОЗЧИК ФРАНКО
Пункт доставки
Ровно
Условия доставки
FCA
Особенности перемещения декларируемых товаров
Не установлено
Вид транспорта на границе
АВТОДОРОЖНОЕ ОБОРУДОВАНИЕ
Дополнительное описание
Станок инвентарно-резочный б/у Модель: 1Э61ПМ, Заводск № Э61ПМ, Производитель: Ульяновск Машиностроительный Завод им. Володарского г. Москва
Тип декларации
Импорт
Код импортера
23514150
Вес нетто
1670
Код декларации
ИМ
Предыдущий таможенный режим, если таковой существовал
Таможенный склад
Заявленный таможенный режим
Выпуск в свободное обращение (ввоз)
Детали отгрузки СП ООО Узбекистан и Великобритания, «SHARGUN GRAND Shift»
Токарный станок SV18RA, токарный станок Hardinge, набор столов, шильдики, стол резьбы и подачи.
Характеристики продукта.
(токарный станок СВ18РА, шильдики, токарно-карусельный станок, набор столов СВ18РА):
Материал – алюминий 0,5мм (1мм – по согласованию).
Состояние нового.
Печать – термотрансферная.
Производитель: собственное производство, ООО «ШилдСервис»
Изделие прочное и устойчивое к истиранию, рассчитано на длительное использование.
Форма оплаты:
– Безналичный расчет Оплата согласно выставленному счету. Счет будет отправлен на электронную почту, указанную при оформлении заказа.
— Банковский перевод Western Union (комиссия за транзакцию должна быть ниже по сравнению с прямым банковским переводом)
Таблички к токарным станкам других моделей Вы можете посмотреть в разделе:
Шильдики к токарным станкам различных производителей
Шильдики к токарным станкам производства СССР
Таблички к фрезерным станкам производства СССР
Шильдики, стол ступенчатый к сверлильному станку пр-ва СССР
Технические характеристики токарного станка.
Информация о производителе токарно-винторезного станка СВ18РА
Производитель токарно-винторезного станка SV18RA – TOS Trencin Slovakia.
Компания была основана в 1937 году компанией Walter, в 1998 году компания получила название TRENS АО, с 2011 года TRENS SK, a.s.
TRENS SK SA является крупнейшим производителем металлорежущих станков в Словакии.
Предприятие занимается самостоятельным производством металлообрабатывающих станков с 1951 года.
Модельный ряд Тренс состоит из токарно-винторезных станков универсальных, станков с ЧПУ, токарно-фрезерных обрабатывающих центров с наклонной станиной.
ТОС СВ18РА Станок токарно-винторезный универсальный. Назначение, область применения
Станок токарный универсальный ТОС СВ18РА предназначен для выполнения широкого спектра токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрическую, дюймовую, модульную и шаговую резьбу.
Базовая модель универсально-винторезного станка СВ18РА появилась в 1957 году.
В 60-е годы были представлены более совершенные модели станков: СВ-18РА, СВ-18РБ и СВ-18РД. Станки имели одинаковые переднюю бабку и опору, отличались более угловатым внешним видом, новым приводом, измененной резьбой и имели на выбор RMC 500, 1000, 1250 мм (позднее добавился размер RMC 750 мм).
Первая модель серии SV18RA, оригинальная 12-ступенчатая коробка передач, доработанная коробка передач Norton, улучшенная схема управления. Машина имела успех и продавалась по всему миру до середины 80-х годов.
Инструментальный станок TOS SV18RA, очень качественный, точный, прочный и простой в использовании. Очень ценится и ценится теми, кто работает на них. Они были хорошо экипированы. Обязательно к каждому – комплект цанг от 3мм до 25мм + переходное стекло. Люнеты, два патрона (трехкулачковый самоцентрирующийся, четырехкулачковый с разрезным редуктором + планшайба с канавками…..). Гитара позволяет нарезать все виды резьбы. Запасные шестерни висят в отсеке для гитары на крючках. Подшипники шпинделя – бронза. Маслостанция работает от отдельного двигателя и включается вместе с машиной. Включение электромеханическое. Привод от редуктора к шпинделю — кожаный, широкий (около 100мм) ремень. Это позволяет быстро тормозить шпиндель реверсом, чем пользуются практически все токари (кожа при реверсе немного проскальзывает).
Повороты переключаются поворотом руля на уровне колен. За стеклом, в окошке руля, видны два ряда цифр, синее поле и красное — с перебором и без.
Токарно-винторезный станок 1М63Н, 1М63Н-3, 1М63Ф101 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1М63Н (1М63) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапозон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Характеристика
Значение
Наибольший диаметр заготовки:
устанавливаемой над станиной, мм
700
обрабатываемой над станиной, мм
630
обрабатываемой над суппортом, мм
350
Наибольшая длина обрабатываемой заготовки, мм
3000
Диаметр цилиндрического отверстия в шпинделе, мм
105
Фланцевой конец шпинделя по DIN
11М
Количество ступеней частот вращения шпинделя
22
Пределы частот вращения шпинделя, об/мин
10 — 1250
Величина подач:
продольных, мм/об
0,06 — 1,4
поперечных, мм/об
0,024 — 0,518
резцовых салазок, мм/об
0,019 — 0,434
Величина шагов нарезания резьб:
метрических, мм
1 — 224
дюймовых, ниток/дюйм
28 — 0,25
модульных, модуль
0,25 — 56
питчевых, питч диам.
112 — 0,5
Ускоренное перемещение суппорта, м/мин:
продольное
5,2
поперечное
2
Мощность главного привода, кВт
15
Наибольший вес обрабатываемой детали в центрах,кг
3500
Масса 1М63Н (1М63) , кг
5750
Габариты:
ДхШхВ, мм
5250x1780x1550
Комплектация станка
Люнет неподвижный (Ф20-350мм) – 1 шт.
Люнет подвижный (Ф20-150мм) – 1 шт.
4-х позционный резцедержатель – 1 шт.
3-х кулачковый патрон (Ф400мм.) – 1 шт.
Втулка переходная – 1 шт.
Центр (морзе 6) – 2 шт.
Кулачки обратные – 1 комп.
Кулачки прямые – 1 комп.
Ключи:
Патрона – 1 шт.
Резцедержки – 1 шт.
Люнета – 1 шт.
Сменные шестерни:
Z – 57 – 1 шт.
Z – 60 – 1 шт.
Z – 72 – 1 шт.
Руководство по эксплуатации – 1 шт.
Токарно-винторезный станок 1М63Н-1 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1М63Н-1 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапозон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности станка
жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Настольный токарный станок OPTIturn TU 2506 (220В)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса125 кг
Код товара: 11586
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2406V
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2500
Мощность 1.10 кВт
Напряжение220В
Масса125 кг
Код товара: 11588
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2406 (380 В)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение380В
Масса125 кг
Код товара: 253
В наличии 1 шт.
Станок токарный настольный Optimum D210x400
Ø обработки над станиной 210
РМЦ400
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса114 кг
Код товара: 51821
В наличии 44 шт.
Токарный станок по металлу Metal Master MML 2140V
Ø обработки над станиной 210
РМЦ400
Макс. обороты 2500
Мощность 0.60 кВт
Напряжение220В
Масса85 кг
Код товара: 44176
В наличии 9 шт.
Станок настольный токарный STALEX D250x550C
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 1.10 кВт
Напряжение220В
Масса135 кг
Код товара: 52295
В наличии 12 шт.
Настольный токарно-фрезерный станок METAL MASTER MML 2550M
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса120 кг
Код товара: 51822
В наличии 27 шт.
Токарный станок по металлу Metal Master MML 2550
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса125 кг
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
«
1
2
3
4
»
Настольный токарный станок по металлу монтируется и фиксируется непосредственно на рабочем столе или специальной платформе, и, имея очень низкую стоимость по сравнению с промышленным оборудованием, отлично подходит для использования в небольшой мастерской. Как и промышленные станки, настольные используются для обработки деталей при помощи резания и точения. Настольный токарный станок позволяет производить все необходимые токарные операции, а именно: точение заготовок различной формы, шлифовку изделий, сверление и обработку отверстий, нарезание резьбы (метрической или дюймовой), торцевание заготовок, создание насечек на поверхности заготовки, производить заточку оснасток и инструмента.
В случае применения дополнительных компонентов можно фрезеровать детали, а также работать с изделиями из неметаллических материалов: древесина, пластик.
Настольный токарный станок по металлу является необходимым оборудованием для использования в небольших ремонтных цехах, гараже, на станциях технического обслуживания легковых и грузовых автомобилей, в составе мастерских учебных заведений, в бытовых условиях. Такие станки позволяют изготавливать широкий спектр деталей, например, гаек и болтов нестандартной формы и размеров при их отсутствии под рукой.
низкая стоимость оборудования;
входное напряжение соответствует стандартной бытовой сети – 220 В;
доступна адаптация для работы в цепи промышленного напряжения – 380 В;
экономное потребление электрической энергии;
высокая надежность, позволяющая эксплуатировать настольные станки длительное время при правильном периодическом обслуживании;
компактность, обусловливающая возможность установки станка в помещениях любого размера;
доступны для использования неопытными токарями с начальными навыками за счет простоты в обслуживании и эксплуатации;
высокая точность обработки заготовок за счет использования в конструкции шпинделя прецизионных роликовых подшипников;
низкие значения шума и вибрации, производимых в процессе работы оборудования.
При покупке действует гибкая система скидок! Мы также доставляем товары по Москве, Московской области и России, доступен самовывоз товара с наших складов. Звоните и заказывайте по телефону +7 (495) 150-05-90!
Отзывы
Статьи
Изготовители
JET (Швейцария)
PROMA (Чехия)
Optimum (Германия)
WEISS MACHINERY
STALEX
Россия
Metal Master
CORMAK
Найдено товаров : 99
Сбросить фильтры
Цена
Производитель
Россия PROMA (Чехия) Optimum (Германия) WEISS MACHINERY JET (Швейцария) Metal Master STALEX CORMAK
Все производители
Ø обработки над станиной
Максимально возможный диаметр заготовки, который можно установить на станке и вращать над направляющими станины
Ø обработки над супортом
Максимально возможный диаметр заготовки, обрабатываемой над поперечными салазками суппорта
РМЦ
РМЦ — расстояние между центрами. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
ЧПУ
GSK
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая Бесступенчатая
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В 220В
Масса
В наличии
Токарні верстати по металу в Дніпрі від компанії «9craft».
Токарні верстати хоббийного і промислового класу
за порядкомза зростанням ціниза зниженням ціниза новизною
Screws, Machine Tools, and the Invention of Sound Recording – PS Audio
Какое отношение к звукозаписи имеют древние египтяне, Архимед, Леонардо да Винчи и Генри Модслей?
Есть изобретения, которые заставляют задуматься, как кому-то могла прийти в голову такая идея. Звукозапись, пожалуй, одна из них. Однако, учитывая исторический контекст, мы заметим, что на самом деле это не была такая уж сумасшедшая или надуманная идея, учитывая технологии, доступные в то время.
В конце 19 века большая часть мира не имела доступа к электричеству. Концепции электронного усиления потребуется еще почти полвека, чтобы зарекомендовать себя как жизнеспособная технология. Паровые двигатели были очень популярны в промышленности. Но даже для того, чтобы паровой двигатель стал жизнеспособной реальностью, требовались соответствующие станки, позволяющие производить точные детали для самых разных целей.
Крепежные винты, используемые в качестве крепежа.
Изобретение отнюдь не недавнее, станки в более примитивных формах существуют уже много столетий. «Доисторический токарный станок», возможно, является одним из самых ранних предшественников токарного станка, широко используемого в настоящее время.
«Доисторический токарный станок», в котором заготовка удерживается «между деревьями», а «человеческий двигатель» обеспечивает питание. «Подручник» удерживает режущий инструмент (более или менее) в устойчивом положении.
«Египетский токарный станок», более совершенный подход.
Иллюстрация, датированная 139 г.5, показывающий так называемый токарно-карусельный станок.
Еще одним древним нововведением особого значения был винт, описанный Архимедом в 234 г. до н.э. после его посещения Египта. Он использовался не как застежка, а как остроумный способ перекачки воды. Древние винты были довольно грубыми по современным меркам, часто изготавливались примитивными способами.
Иллюстрация винтового насоса, описанного Архимедом в 234 г. до н.э. Эта концепция уже использовалась в Египте, откуда она перешла в Грецию.
К 1483 году на иллюстрациях были изображены токарно-винторезные станки, работающие по принципам, удивительно похожим на современные токарные станки. Леонардо да Винчи также разработал один к 1500 году.
Возможно, самая ранняя иллюстрация токарно-винторезного станка, датируемая 1483 годом. прекрасный пример в Англии около 1800 года, и к тому времени стало все более и более распространенным делать точные винты для использования в измерительных приборах в качестве измерительного элемента с использованием токарно-винторезных станков.
Токарно-винторезные станки, построенные Генри Модслеем между 1797 и 1800 годами в Англии.
Винты также использовались в качестве средства продвижения каретки, удерживающей режущий инструмент, в продольном или поперечном направлении на токарных станках.
Гораздо более совершенный токарный станок, выпущенный в 1911 году. При правильном уходе токарные станки начала 20-го века все еще можно найти в рабочем состоянии, а лучшие образцы затмевают многие современные токарные станки с точки зрения точности.
В таких приложениях они называются ходовыми винтами или подающими винтами, и любые недостатки в производстве таких винтов приводят к потере точности работы, выполняемой на этом токарном станке.
Самое популярное и, как правило, гораздо менее требовательное применение винтов – это резьбовые соединения, скрепляющие мир, или, скорее, мировые механические узлы. Винты буквально повсюду, они сделаны из огромного количества различных материалов и бывают разных размеров: от «настолько крошечных, что вам понадобится увеличение, чтобы их увидеть», до «настолько больших, что вам понадобится кран, чтобы поднять их».
Обычно начинается с гладкого цилиндрического прутка из нужного материала, который удерживается и вращается токарным станком, в то время как режущий инструмент подходящей геометрии нарезает резьбу, продвигаясь с соответствующей скоростью по отношению к скорости вращения, до получить желаемый шаг резьбы. Глубина реза является важным параметром.
Нарезание резьбы на сверхточном токарном станке Hardinge HLV 1954 года, восстановленном автором. Фотография предоставлена компанией Agnew Analog Reference Instruments.
Почти законченный винт, удерживаемый на токарном станке в ожидании окончательного чистового прохода. Обратите внимание на геометрию режущего инструмента, необходимую для формирования резьбы, и полученную стружку (удаленный материал). Режущий инструмент, используемый для резки грампластинок, имеет аналогичную геометрию, но значительно меньше. Фотография предоставлена компанией Agnew Analog Reference Instruments. В то время как винты можно резать за несколько проходов, пластинку приходится резать за один проход.
Допустим, у нас есть некая гайка и нам нужно сделать винт, чтобы с ней работать. Мы можем легко вычислить приблизительный размер и шаг, но если мы нарежем резьбу слишком глубоко, между винтом и гайкой будет чрезмерный люфт. Если мы не нарежем резьбу достаточно глубоко, она даже не закрутится из-за недостаточного зазора. Таким образом, мы видим, что глубина резания должна быть не только правильной, но и постоянной. Если бы мы постоянно меняли глубину, было бы невозможно использовать этот винт с какой-либо гайкой.
Тем не менее, мы могли бы использовать измерительный инструмент со стилусом, если мы хотим измерить любое такое изменение глубины… Подождите… Итак, что, если бы мы намеренно изменяли глубину во время вырезания пропорционально звуку? Затем мы могли бы использовать стилус, чтобы «измерить» эти вариации, преобразовав их обратно в звук!
Я предполагаю, что Томас Эдисон, должно быть, думал об этом, когда изобретал свой токарно-винторезный станок переменной глубины, известный как «фонограф»!
Томас Эдисон со своим фонографом, около 1878 г.
Хорошо осведомленный о последних технологических разработках в области станков, как изобретатель, он взял концепцию токарно-винторезного станка и добавил функцию переменной глубины, модулирующую глубину резания вокруг базового значения бесшумного канавка, с помощью акустической энергии, достигающей диафрагмы в горловине рупора. К другому концу диафрагмы был прикреплен стилус, преобразующий движение диафрагмы в более глубокую или более мелкую нить. Это был полностью механический процесс, как и воспроизведение. Чтобы воспроизвести запись, изменение глубины будет толкать иглу, прикрепленную к диафрагме, тем самым переводя изменение глубины в колебания давления воздуха, при этом диафрагма воздействует на воздух внутри рупора. Это произвело бы звук, в точности противоположный процессу, который записал звук.
Запись звука начиналась с вертикально модулированных канавок на цилиндре, так как это был наиболее очевидный способ сделать это, принимая во внимание параллели с разработкой станков. Кроме того, это был самый простой способ сделать это без использования слишком сложных механизмов. Цилиндр представлял собой просто винт, нарезанный на токарном станке, с добавлением диафрагмы и щупа вместо стационарного режущего инструмента, используемого для нарезания обычных «бесшумных» винтов.
Но действительно ли бесшумны обычные винты? Как вы обнаружите, если попытаетесь воспроизвести винт, как если бы это была запись, большинство винтов далеко не бесшумны! Поскольку большинство станков не были предназначены для записи звука, было приложено мало усилий для предотвращения записи звуков самого станка на винты, которые он нарезал!
Однако там, где требовалась предельная точность, использовались прецизионные станки, разработанные таким образом, чтобы не допустить непреднамеренных ошибок в заготовке. Хотя такой уровень точности обычно не достигается в обычных винтах, используемых в качестве креплений, лучшие ходовые винты изготавливаются таким образом, чтобы сделать их тише при воспроизведении, если вы решите открыть для себя секретный мир непреднамеренных звукозаписей как побочного продукта промышленного производства.
Топ 10 горизонтальных Ленточнопильных станков по металлу за 2022 год
1 место
Отзывы(0):
Цена: 60 416 p
Ø пиления
128
Размер заготовки
127х150
Угол поворота рамы °
90 / 45 / 60
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
90
Ленточнопильный станок METAL MASTER BSM-128HDR предназначен для эффективного и быстрого распила чёрных (сталь, чугун) и цветных металлов, а также их сплавов и других материалов с полнотелым, полым и профильным сечением.
Metal Master BSM-128HDR работает в трех диапазонах скоростей ленточного полотна: 20, 29 и 50 м/мин. Скорость меняется переки
Полное описание …
2 место
Отзывы(0):
Цена: 38 784 p
Ø пиления
125
Размер заготовки
160х120
Мощность , кВт
0.68
Напряжение
220В
Масса, кг
16
Ленточная пила по металлу METAL MASTER MDL-125 представляет собой ручной ленточнопильный станок, разработанный для мелкосерийного производства и индивидуального использования. Наличие тяжелой литой пильной рамы обеспечивает необходимый прижим в момент пиления. Конструкция станка позволяет вести обработку заготовок диаметром до 125 мм. Наличие шка
Полное описание …
3 место
Отзывы(1):
Цена: 31 680 p
Ø пиления
85
Размер заготовки
85х105
Угол поворота рамы °
90 / 45
Мощность , кВт
1.00
Напряжение
220В
Масса, кг
19
На ручных леночнопильных станках, процесс резки (запуск пилы – опускание рамы — остановка пилы – подъем рамы) осуществляется оператором вручную. Станок Stalex BS-85 позволяет делать распилы заготовок диаметром до 85 мм.
Станок с возможностью поворота корпуса пилы от 0° до +45°, предназначен для пиления заготовок, под различными углами и при частой смене угла пила. Режущий инструмент – бесконечная сварная ленточная пила, размером 13х0,65х1325 мм
Полное описание …
4 место
Отзывы(0):
Цена: 48 840 p
Ø пиления
100
Размер заготовки
100х150
Угол поворота рамы °
90
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
26
Ленточнопильный станок Stalex BS-100 предназначен для пиления заготовок под различными углами в мелкосерийном производстве. Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей.
Полное описание …
5 место
Отзывы(3):
Цена: 55 000 p
Ø пиления
125
Размер заготовки
125х125
Угол поворота рамы °
90 / 45 / 60
Мощность , кВт
1.00
Напряжение
220В
Масса, кг
19
Переносной настольный станок JET J-349V предназначен для резания заготовок из стали, в условиях мелкосерийного и серийного производства. Возможно резание под углом от 45°-90°. Станок отличается простотой монтажа и эксплуатации, минимальной стоимостью одного реза, низкими энергозатратами, металлосбережением, вибростойкостью, легкостью. Станок может использоваться аварийными бригадами КТС, а мелкосерийном и индивидуальном производстве.
Полное описание …
6 место
Отзывы(21):
Цена: 140 000 p
Ø пиления
180
Размер заготовки
180х180
Угол поворота рамы °
90
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
145
Ленточнопильный станок JET HVBS-712K предназначен для непрерывной резки проката круглого сечения, труб, швеллеров, уголков, из всех основных материалов.
Полное описание …
7 место
Отзывы(1):
Цена: 48 180 p
Ø пиления
115
Размер заготовки
100х150
Угол поворота рамы °
90
Мощность , кВт
0.38
Напряжение
220В
Масса, кг
68
Ленточнопильный станок Stalex BS-115 предназначен для пиления заготовок под различными углами в мелкосерийном производстве. Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей.
Полное описание …
8 место
Отзывы(0):
Цена: 45 696 p
Ø пиления
85
Размер заготовки
85х105
Угол поворота рамы °
90 / 45
Мощность , кВт
1.00
Напряжение
220В
Масса, кг
19
Ручной ленточнопильный станок Metal Master BSM-85 предназначен для эффективного и быстрого распила чёрных (сталь, чугун) и цветных металлов, а также их сплавов и других материалов с целиковым, полым и профильным сечением.
Особенности Metal Master BSM-85
Процесс резки разделяется на следующие этапы: запуск пилы; опускание рамы; остановка пилы и
Б
Полное описание …
9 место
Отзывы(0):
Цена: 128 891 p
Ø пиления
105
Размер заготовки
105×110
Угол поворота рамы °
90 / 45 / 60
Мощность , кВт
0.55
Напряжение
380В
Масса, кг
29
Ленточная пила Pilous ARG 105 Mobil предназначена для небольших мастерских, имеющих потребность в разовых резах. Несмотря на небольшие размеры, модель отличается большой жесткостью. Как и у более крупных станков рама изготовлена из литого чугуна и снабжена поворотным устройством. Благодаря этим особенностям станок позволяет резать заготовки под заданным углом. Точности станка достаточно для изготовления различных сварных конструкций без применения дополнительных операций обработки поверхностей реза.
Полное описание …
10 место
Отзывы(0):
Цена: 228 800 p
Ø пиления
225
Размер заготовки
150х235
Угол поворота рамы °
90 / 45 / 60
Мощность , кВт
1. 10
Напряжение
380В
Масса, кг
185
Ленточнопильный станок Metal Master BSG-220 предназначен для эффективного и быстрого распила металлических изделий различного диаметра с минимальными потерями обрабатываемого материала.
Данное оборудование имеет съёмный поддон, куда ссыпается стружка, а это является гарантией постоянной чистоты рабочего места.
Мощный и надежный необслужив
Полное описание …
Сравнительная таблица
Характеристики
BSM-128HDR
MDL-125
Stalex BS-85
Stalex BS-100
JET J-349V
JET HVBS-712K (230В)
Stalex BS-115
BSM-85
Pilous ARG 105 Mobil
BSG-220
Цена
60416
38784
31680
48840
55000
140000
48180
45696
128891
228800
Ø пиления
128
125
85
100
125
180
115
85
105
225
Размер заготовки
127х150
160х120
85х105
100х150
125х125
180х180
100х150
85х105
105×110
150х235
Угол поворота рамы °
90 / 45 / 60
90 / 45
90
90 / 45 / 60
90
90
90 / 45
90 / 45 / 60
90 / 45 / 60
Конструкция
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Горизонтальный
Автоматизация
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Ручные
Мощность
0. 55
0.68
1.00
0.55
1.00
0.55
0.38
1.00
0.55
1.10
Напряжение
220В
220В
220В
220В
220В
220В
220В
220В
380В
380В
Масса
90
16
19
26
19
145
68
19
29
185
В наличии
67
70
3
19
0
0
0
0
0
0
Горизонтальные ленточнопильные станки с ЧПУ по металлу в Москве и Екатеринбурге
Если планируете приобрести надежный горизонтальный ленточнопильный станок по металлу, рекомендуем оборудование чешской компании Pegas Gonda. Это крупнейший в мире производитель, продукцией которого пользуются многие европейские и азиатские предприятия. Отличительные особенности оборудования этой марки – надежность, высокая точность реза, уникальные особенности конструкции, обеспечивающие высокую производительность и качество обработки, энергоэффективность, простота эксплуатации.
Конструктивные особенности горизонтальных ленточнопильных станков с ЧПУ
Группа данного типа оборудования представлена двухколонными ленточнопильными станками с поворотной рамой и прямым резом.
Если нужен горизонтальный ленточнопильный станок по металлу с поворотной рамой, обратите внимание на серию HORIZONTAL.
Модели данной серии отличаются двухстоечной конструкцией с гидроприводом и горизонтальной рамой. Это обеспечивает жесткость, резку высокой точности. Используются для нарезания стальных конструкций, профилей, позволяют резать под 60-градусным углом.
Вторая группа горизонтальных ленточнопильных станков по металлу – модели с прямым резом серий HERKULES, GOLEM. Высокопроизводительная полуавтоматическая модель с гидравлическим управлением 510*510 HERKULES X-S осуществляет резку заготовок из различных сталей – легированных, инструментальных.
Массивные станки серии GOLEM, оснащенные подвижным столом, выполняют резку широкого спектра материалов. Высокая скорость обеспечивает резку сплошного проката, труб, профильных заготовок. Наличие жесткой конструкции обеспечивает отличную эксплуатацию на металлургическом производстве, заготовительных участках.
Преимущества горизонтальных ленточнопильных станков чпу по металлу Pegas Gonda:
Высокая жесткость конструкции машин;
Легкая переналадка;
Высокая точность резки;
Безупречное качество реза без заусениц;
Низкий уровень шума;
Высокая производительность;
Широкий набор опций для дополнительного оснащения.
Как можно купить горизонтальный ленточнопильный станок по приемлемой цене?
Не знаете, в какой компании приобрести ленточнопильный станок по металлу горизонтального типа?
В «Пумори-инжиниринг инвест» готовы предложить оборудование Pegas Gonda (Чехия). Широкая линейка моделей позволит выбрать ту, которая наиболее оптимально соответствует задачам производства.
Преимущества заказа оснащения в «Пумори-инжиниринг инвест»:
Поставка напрямую от производителя на выгодных условиях;
Оказание комплекса услуг: инжиниринг, сервис, обучение, пусконаладочные работы;
Оперативная сервисная поддержка;
Квалификационная технологическая помощь при подборе и эксплуатации оборудования;
Разнообразный ассортимент по приемлемой стоимости.
Нужна подробная информация о продукции Pegas Gonda? Свяжитесь с нашими специалистами по телефону в Екатеринбурге или электронной почте. Также можете отправить запрос с сайта, заполнив специальную форму. Когда заявка будет получена, наш специалист свяжется с вами.
Ленточнопильные станки промышленного производства
Получите стандартные функции, превосходящие отраслевой стандарт, с ленточнопильными станками для резки металла Continental Series™ от DoALL. Эти инструменты обеспечивают передовую производительность по передовой цене.
DoALL Hercules™ Горизонтальные пилы с двумя колоннами идеально подходят для высокопроизводительных сред. Высокопроизводительные ленточнопильные станки DoALL для резки металла с автоматическим, ручным или числовым управлением обеспечивают скорость и точность резки, необходимые для бесперебойной работы. Если вы ищете лучшую общую стоимость в высокопроизводительном горизонтальном ленточнопильном станке, обратите внимание на DoALL — первое имя в области пиления более 9 лет.0 лет.
Наши горизонтальные двухстоечные торцовочные пилы
Горизонтальные ленточнопильные станки имеют длинное зубчатое полотно, которое проходит по дуге через объекты, расположенные на фиксированной режущей плоскости, создавая повторяющиеся пропилы под фиксированным углом. Эти двухколонные пилы отлично подходят для создания прямых пропилов с максимальной точностью как по дереву, так и по металлу. Как правило, они изготавливаются из чугуна, алюминия или стальных сплавов.
В нашем ассортименте вы найдете широкий выбор долговечных, безопасных и эффективных двухстоечных ленточнопильных станков, которые помогут вам производить распилы высочайшего качества. Мы предлагаем промышленные горизонтальные ленточнопильные станки всех типов, в том числе:
Двухколонные закрытые ленточнопильные станки с ЧПУ.
Полуавтоматические ленточнопильные станки с двумя колоннами.
Двухстоечный ленточнопильный станок.
Производство ленточнопильных станков.
Полуавтоматические ленточнопильные станки.
Двухстоечные ленточнопильные станки с шарико-винтовой передачей.
Применение двухстоечных ленточнопильных станков
Горизонтальные двухстоечные торцовочные пилы широко используются в различных отраслях промышленности, таких как автомобильная, электротехническая, деревообрабатывающая и электронная. Чаще всего их можно найти в крупных производственных компаниях, магазинах металлоконструкций и промышленных мастерских.
Имея на своем предприятии двухстоечный горизонтальный ленточнопильный станок, вы можете выполнять любое из следующих и многих других применений:
Промышленные горизонтальные ленточнопильные станки DoALL обеспечивают производительность, точность и эффективность, необходимые для каждого промышленного предприятия. Эти инструменты предлагают бесчисленные эксплуатационные преимущества и расширенные возможности, которые будут служить вам долгие годы.
Некоторые из многих преимуществ использования двухколонных ленточных пил включают:
Бесшумная работа: Горизонтальные пилы работают гораздо тише, чем другие электроинструменты.
Универсальность: С горизонтальными пилами вы можете работать с широким спектром материалов, таких как дерево, металл и пластик.
Нулевая вибрация: Промышленные горизонтальные ленточнопильные станки работают без вибрации.
Сокращение отходов: При использовании наших ленточных пил вы можете рассчитывать на минимальные потери и экономию денег.
Производительность: Горизонтальные пилы отличаются высокой скоростью резания и обеспечивают исключительную прямоугольность.
Долгий срок службы полотна: Наши горизонтальные ленточные пилы имеют более длительный срок службы полотна, чем другие типы пил, что позволяет сэкономить на сменных полотнах.
Почему стоит выбрать DoALL для двухколонных горизонтальных пил?
DoALL имеет более чем 90-летний опыт работы в производственной отрасли, предоставляя нашим клиентам полную линейку ленточных пил, полотен и жидкостей с момента нашего основания в 1927 году. Наша команда обладает непревзойденными знаниями и опытом в течение десятилетий, что делает нас экспертами в отрасли, которым вы можете доверять. для всех ваших потребностей пиления. Мы разработали нашу линейку продуктов, чтобы удовлетворить потребности клиентов в различных отраслях и областях применения. Мы также предлагаем индивидуальные решения, адаптированные для удовлетворения потребностей вашего бизнеса.
Наша команда единолично создала множество новинок в отрасли, таких как ленточнопильный станок для резки металла, станок для центровки, твердосплавный наконечник с приваренным наконечником и многое другое. Мы всегда стремимся к постоянным инновациям и совершенствованию.
Получите промышленный горизонтальный ленточнопильный станок для своего предприятия сегодня
Вы можете добавить мощный двухколонный ленточнопильный станок на свое предприятие в DoALL Sawing Products. Мы единственные производители в мире, которые производят охлаждающие жидкости для пиления, диски и машины, что означает, что мы можем охватить весь спектр резки промышленных материалов. Наша команда стремится помогать клиентам с исключительной заботой, придерживаясь при этом наших основных ценностей — командной работы, правильных действий, стремления и уверенности в себе.
Свяжитесь с нами для получения дополнительной информации о наших ленточных пилах сегодня!
Горизонтальные ленточнопильные станки | Sharp Industries Inc.
Ручные ленточные пилы
Простая, легкая в использовании универсальная ленточная пила для мокрой резки. Оснащен такими основными функциями, как: 4-скоростной ступенчатый шкив, направляющие лезвия из твердого сплава с роликовыми подшипниками, щетка лезвия, регулируемый упор приклада, передний доступ к замене лезвия на уровне талии и система охлаждения.
Посмотреть руководство по эксплуатации Модели ленточных пил
Horizontal Band Saws
SW-80
Round
8 in.
Square
7 in.
HP
1 hp
Горизонтальные полосные пилы
SW-100H
Раунд
10 дюймов
кв.0136
Усорезные ленточные пилы
Эта серия предлагает различную угловую резку, делая разрезы под углом без раскачивания материала.
View Miter Band Saw Models
Horizontal Band Saws
SW-100T
Round
10 in.
Square
10 in.
HP
2 л.с.
Miter Band Saws
SW-130HT
Round
13 in.
Square
11 in.
HP
3 hp
МИТРОВАЯ ЗАПАСНЫЕ ПЕРЫ
SW-165HT
Раунд
16,5 дюйма
Квадрат
Квадрат
.0132 HP
5 л.с.
Автоматические ленточнопильные станки
Автоматизация этой серии достигается за счет таких функций, как: гидравлические челночные тиски, гидравлические передние и задние тиски, автоматическое натяжение лезвия, автоматическое натяжение полотна отключение после заданного количества резов или отсутствия на складе, автоматическая компенсация потери пропила и автоматическая установка высоты.
Посмотреть модели автоматических ленточнопильных станков
Автоматические ленточнопильные станки
SW-A-Series
Раунд
10 дюймов, 12,6 дюйма
кв.
Automatic Band Saws
SW-AD-Series
Round
12.6 in.
Square
12.6 in.
HP
5 hp, 7.5 9 л.с.0135
Ленточные пилы с ЧПУ
Эта серия оснащена сенсорным экраном, который позволяет запрограммировать до 100 заданий с различными параметрами. На экране отображается скорость лезвия, срок службы лезвия, положение тисков подачи и код ошибки для самодиагностики. Он имеет больше функций, чем автоматическая серия, для более высокой производительности.
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Как в домашних условиях сделать ЧПУ станок на Arduino
Создать ЧПУ на Ардуино – сравнительно несложно. Но многие воспринимают это как вариант для пользователей-непрофессионалов, считая, что такой подход устроит лишь «чайников». В статье найдете пошаговую инструкцию и основные советы от мастеров.
Фрезерный
Как сделать гравировальный станок с ЧПУ своими руками?
Как выбирать станок с ЧПУ? Как сделать гравировальный станок с ЧПУ своими руками? Как самостоятельно собрать оборудование?
Токарный
Технические параметры токарного станка 1К62
Выпускаемый тяжелой промышленностью, токарный станок модели 1К62 давно знаком специалистам по обработке металлов как надежный и простой в обращении агрегат.
Фрезерный
Определяем необходимую фрезу для ЧПУ станка
Станок — это довольна сложная система, а фрезы для ЧПУ – практически самая важная его составляющая. Рассмотрим типы фрез, их заточку и возможности.
Фрезерный
Описание и характеристика вертикально-фрезерного станка с ЧПУ 6р13ф3
Вертикально-фрезерный станок 6Р13Ф3 предназначается для обработки разнообразных деталей сложного профиля в среднесерийном и мелкосерийном производстве.
Плазменный
Система ЧПУ плазменного резака
Плазменный резак с ЧПУ — станок с числовым программным управлением для высокоточной обработки металлических заготовок. Особенности, характеристика, принцип работы. Как изготовить плазморез своими руками?
Токарный
Характеристики и описание токарного станка ТВ-4
Для чего предназначена модель токарного станка тв-4, в чем заключается принцип работы оборудования, какие технические характеристики и особенности конструкции, а также безопасная эксплуатация агрегата
Токарный
Технические параметры, конструкция и опции токарно-винторезного станка ГС526У
Технические параметры токарно-винторезного станка модели ГС526У. Особенности конструкции, комплектация станка. Основные опции и назначение станка.
Лазерный
Как работает лазерный мини станок с ЧПУ?
Какие материалы можно обрабатывать мини лазерными станками с ЧПУ? Принцип работы станка. Плюсы и минусы оборудования.
Вопрос-Ответ
Что из себя представляет процесс нормирования наладочных работ на станках с ЧПУ
Помимо обработки деталей, подлежат нормированию наладочные работы на станках с ЧПУ. Это необходимо, чтобы при разработке технологических операций, предусмотреть и эти затраты времени.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
О технологической оснастке для станков с ЧПУ: какой она бывает?
Технологическая оснастка используется на любом предприятии, которое стремится применять новые технологии для упрощения производственных процессов.
Вопрос-Ответ
ЧПУ фрезы для фасадов – за счет чего уменьшаются затраты и улучшается качество продукции?
При производстве фасадов ЧПУ фрезы могут выполнить большой массив работы. Уменьшение затрат и улучшение качества продукции – основные задачи подхода.
Вопрос-Ответ
Как сделать привязку инструмента на станке с ЧПУ
Как сделать привязку на фрезерном станке. Соединение систем координат фрезы, детали и станка. 9 способов выставления ноля детали и привязки инструмента.
Фрезерный
Чем отличаются фрезы по камню для ЧПУ станков и как их выбрать
Машинная обработка таких природных материалов, как мрамор и гранит, требует применять особые фрезы по камню для станков с ЧПУ. Чем они отличаются, как правильно выбрать инструмент – об этом поговорим в рамках статьи.
Фрезерный
Особенности пятикоординатного фрезерного станка с ЧПУ
Пятикоординатный фрезерный станок с ЧПУ обрабатывает сложные поверхности любых деталей, которые трудно обработать на другом оборудовании.
Вопрос-Ответ
Для чего нужен мониторинг ЧПУ станков
Что такое мониторинг работы станка с ЧПУ, и для чего он нужен. Технологии, виды систем мониторинга, рекомендации. Возможные причины простоя станков.
Вопрос-Ответ
Что нужно знать о технологических возможностях станков с ЧПУ
Надежность работы ЧПУ обусловлена расширенными техническими особенностями, которые как раз определяют технологические возможности станков с ЧПУ.
Токарный
Особенности токарно-винторезных станков, их основные узлы
Токарно-винторезные станки стали универсальным оборудованием. Этому способствовали дополнительные инструменты, которые можно использовать на нем.
Токарный
Все о приводном инструменте для токарных станков с ЧПУ
Приводные блоки для токарных станков с ЧПУ — это важная составляющая любой машины, они совершают большинство задач и делают агрегат универсальным.
Фрезерный
Технические характеристики широкоуниверсального фрезерного станка 676, схемы
Функциональные характеристики и особенности использования фрезерного станка СФ 676. Конструкция. Электрическая и кинематическая схема. Аналоги и модификации.
Технический чертеж для обработки с ЧПУ
Технические чертежи для обработки с ЧПУ обычно включают в себя основную надпись, координаты, несколько видов и любые соответствующие примечания для производителя. Теперь давайте подробнее рассмотрим каждый из этих компонентов.
Основная надпись
Основная надпись, расположенная в правом нижнем углу документа, содержит основную информацию о дизайне. Эта основная информация включает в себя название детали, имена специалистов, разработавших и утвердивших деталь, и название компании.
Основная надпись может также содержать техническую информацию, включая масштаб, угол проекции, систему измерения, инструкции по обработке поверхности и материалы. Структура и формат основной надписи могут быть изменены по желанию инженера или дизайнера.
Координаты
Для более крупных деталей или деталей со сложными элементами используются координаты вдоль границ чертежа. Эти координаты действуют как точки отсчета при обмене информацией о чертеже.
Орфографические виды
Проще говоря, ортогональные виды предоставляют наиболее важные данные о геометрии детали. Это связано с тем, что ортогональные виды обеспечивают большинство допусков и размеров для конструкции вашей детали. Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.
Скрытые линии могут использоваться в ортогональных видах для описания ключевых элементов, которые не видны. Для большинства деталей достаточно двух или трех ортогональных видов, чтобы охватить всю геометрию.
Изометрический вид
Изометрические виды — это трехмерные изображения вашей детали. Несмотря на то, что изометрический вид не является обязательным для всех деталей, обычно лучше включить этот вид, поскольку он позволяет производителю лучше понять геометрию вашей детали. Кроме того, изометрические виды также могут предоставлять ценные данные, такие как ориентация сборки или направление установки.
Разрезы
Разрезы представляют собой 2D-изображения разрезов деталей. Эти виды описывают внутренние элементы деталей, которые не включены в изометрические и орфографические виды. Полезно знать, что разрезы обычно располагаются в соответствии с ортогональными видами. Линии разреза используются на ортогональном виде, чтобы указать, где деталь разрезается для вида в разрезе.
Подробные виды
Для ортогональных видов с областями, которые трудно измерить, вы можете использовать подробные виды, чтобы выделить эти области. Вы можете размещать подробные виды в любом месте вашего чертежа. Детальные виды обозначаются одной буквой, показывающей, какая область ортогонального вида вызывается.
Соответствующие примечания для производителя
Инженерам и проектировщикам рекомендуется использовать соответствующие примечания для изготовителя. Эти примечания часто находятся в левом нижнем углу технического чертежа или непосредственно над основной надписью. Эти примечания охватывают любую информацию, которая не была включена в чертеж, например специальные инструкции по обработке поверхности.
Как создавать чертежи для станков с ЧПУ
Писатель
|
26 февраля 2021 г.
Думаете ли вы о начале производственного бизнеса в Юкайе, Калифорния, или изучаете новые технологии для уже существующего, станок с ЧПУ — это полезный инструмент, который даст вам конкурентное преимущество. Они могут производить сложные детали и прототипы, читая чертеж и вырезая его в соответствии с инструкциями. Разработка ваших идей в программе может быть сложной задачей. Читайте дальше, чтобы узнать, как создавать великолепные чертежи, которые станки с ЧПУ могут использовать для воплощения ваших идей в жизнь.
Как разработать чертеж?
Весь процесс изготовления начинается с чертежа. Разработайте свою часть в программном обеспечении САПР по вашему выбору. Как только вы будете довольны своим дизайном, сохраните его как изображение DXF или DWG и отсканируйте в программу CAM/CNC. Программное обеспечение сгенерирует G-код, который направляет станок с ЧПУ, когда он выполняет резку выбранного вами материала.
Разработка правильного дизайна имеет решающее значение для получения желаемых результатов. Один из способов сделать это — отследить изображение, чтобы создать траекторию резки. Вы можете взять изображение или даже физический объект и обвести его форму, чтобы создать линейный рисунок. Линии сообщают станку с ЧПУ, где делать разрезы. Отсканируйте изображение и сохраните его как файл DXF, а затем импортируйте его в программное обеспечение CAM для автоматического создания G-кодов. К счастью, вам не нужно знать все тонкости языка G-кода, чтобы использовать станок с ЧПУ. Просто импортируйте свои чертежи в программу и укажите следующие критерии:
Глубина резов
Специальные подачи и скорости, которые необходимо использовать
Где и как входить и выходить из разреза
Сколько шагов вниз (погружений режущего инструмента в материал) должен сделать станок
Как очистить рисунок?
Ваша работа не закончена, как только вы остановились на чертеже прототипа или компонента. Вам необходимо очистить чертеж перед его отправкой в программу CAM. Используйте следующую стратегию для достижения наилучших результатов:
Очистите векторные линии и сократите как можно больше узлов. Чем больше у вас узлов на чертеже, тем больше вероятность того, что станок с ЧПУ изготовит изделие с «зубчатыми» краями. Уменьшение количества узлов увеличивает ваши шансы на получение готового изделия с гладкими линиями, особенно если ваша деталь включает в себя множество кривых. Вы также должны использовать инструменты привязки, чтобы убедиться, что ваши линии и дуги идеально соединены.
Будьте точны. Когда вы экспортируете окончательный файл DXF для создания G-кода, включайте только те части, которые имеют отношение к готовому изделию.
Будьте осторожны при редактировании. Если вы редактируете в своем программном обеспечении ЧПУ, не редактируйте случайно слои, которые вы хотите оставить неизменными. Разблокируйте только тот слой, над которым вы непосредственно работаете в данный момент.
Проектирование продуктов с использованием программного обеспечения САПР и станка с ЧПУ — сложный процесс, но правильное выполнение работы помогает поддерживать конкурентоспособность вашего бизнеса. Если вы хотите производить детали или прототипы в Юкайе, Калифорния, поиск подходящего станка с ЧПУ — это первый шаг, который вы должны сделать.
 Был упакован замечательно. Все целое, ничего не…
Был упакован замечательно. Все целое, ничего не… Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов:
Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов: Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом;
Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом; Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом;
Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом; Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.
Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.

 При лазерной гравировке по дереву вы можете выбрать любой вид древесины; здесь обычно решает визуальное впечатление.
При лазерной гравировке по дереву вы можете выбрать любой вид древесины; здесь обычно решает визуальное впечатление. Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».
Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».
 Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
 Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.
Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.

 )
)


 Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов.
Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов. Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов.
Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов. А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.
А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.
 Проанализируйте, какая сувенирная продукция пользуется повышенным спросом у потребителей в вашем регионе, определитесь с ожидаемым объемом заказов, и тогда вы поймете, какой размер и мощность автомата подойдет вам лучше всего. По результатам исследования выбрать подходящий лазерный гравер по дереву.
Проанализируйте, какая сувенирная продукция пользуется повышенным спросом у потребителей в вашем регионе, определитесь с ожидаемым объемом заказов, и тогда вы поймете, какой размер и мощность автомата подойдет вам лучше всего. По результатам исследования выбрать подходящий лазерный гравер по дереву.
 Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.
Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.-500x500-product_popup.jpg)
 Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
 youtube.com/embed/JmxtEuksVkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JmxtEuksVkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 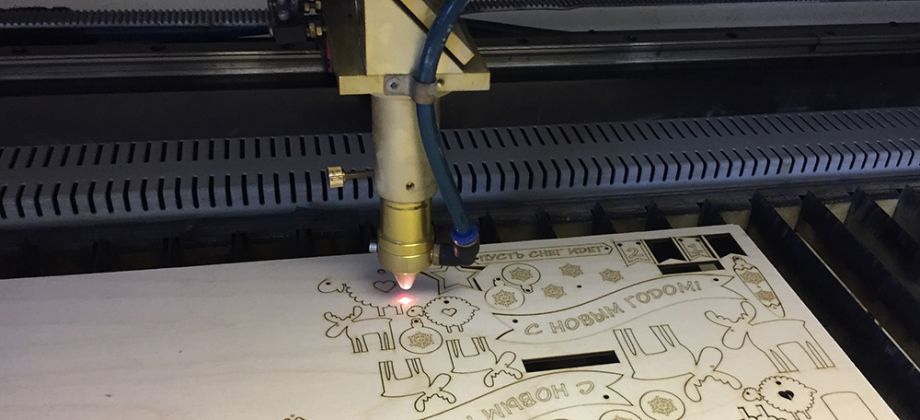 Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.
Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.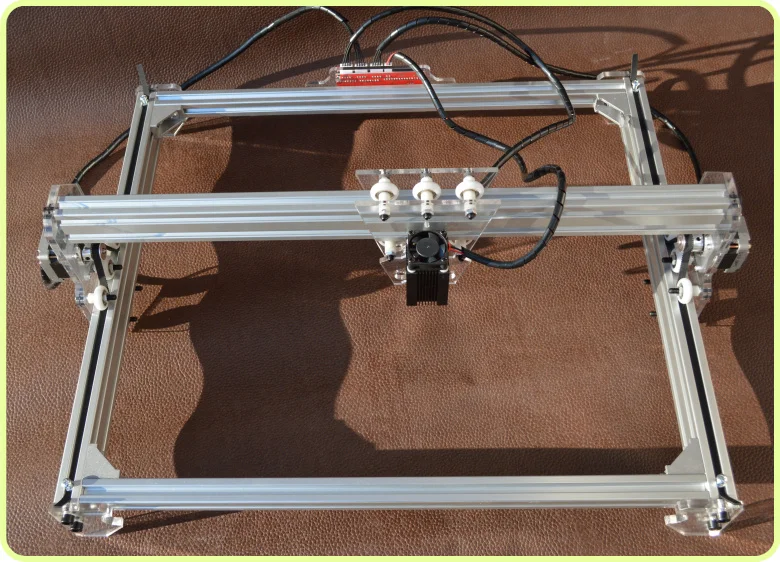 Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
 Мне пришлось приклеить еще два куска фанеры, чтобы у меня получилась нужная толщина. После того, как все детали были вырезаны, я склеил все вместе с помощью столярного клея для дерева.
Мне пришлось приклеить еще два куска фанеры, чтобы у меня получилась нужная толщина. После того, как все детали были вырезаны, я склеил все вместе с помощью столярного клея для дерева. По сути, это два деревянных бруска с двумя болтами, пропущенными через встроенные гайки с обеих сторон. Когда вы поворачиваете болт, он упирается в полоску металла, которая движется наружу, и фиксирует каретку против скольжения. Планки также разрезаются под углом 20 градусов.
По сути, это два деревянных бруска с двумя болтами, пропущенными через встроенные гайки с обеих сторон. Когда вы поворачиваете болт, он упирается в полоску металла, которая движется наружу, и фиксирует каретку против скольжения. Планки также разрезаются под углом 20 градусов. Я использовал патрон от старой дрели Milwaukee, которую разобрал прошлым летом. На ней был один большой подшипник, и оказалось, что конец вала был идеального размера, чтобы справиться с небольшим подшипником для скейтборда.
Я использовал патрон от старой дрели Milwaukee, которую разобрал прошлым летом. На ней был один большой подшипник, и оказалось, что конец вала был идеального размера, чтобы справиться с небольшим подшипником для скейтборда. Ремень натягивается весом мотора, который в конечном итоге оказался очень натянутым.
Ремень натягивается весом мотора, который в конечном итоге оказался очень натянутым.
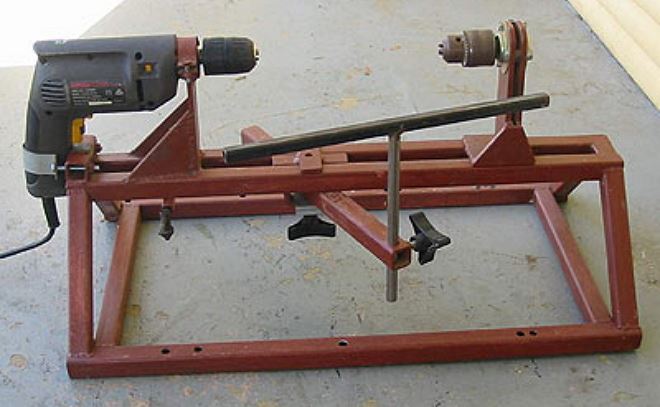

 Две из них дадут вам шанс изменять комплектующие электроточильного камня, применяя различные по диаметру диски. Благодаря этому мастер сможет поменять скорость оборотов своей заготовки.
Две из них дадут вам шанс изменять комплектующие электроточильного камня, применяя различные по диаметру диски. Благодаря этому мастер сможет поменять скорость оборотов своей заготовки. Она ставится на станине так, чтобы у оператора позже была возможность передвинуть узлы станка по оси продольно. Патрон же поможет выполнять большие продольные нагрузки. И это отлично сказывается на применении такого элемента во всей конструкции.
Она ставится на станине так, чтобы у оператора позже была возможность передвинуть узлы станка по оси продольно. Патрон же поможет выполнять большие продольные нагрузки. И это отлично сказывается на применении такого элемента во всей конструкции. Пластик понадобится для защиты вас от стружки и щепок, которые будут вылетать во время обтачки и заточки оборудования. А лампа может помочь вам быстрее справляться с работой.
Пластик понадобится для защиты вас от стружки и щепок, которые будут вылетать во время обтачки и заточки оборудования. А лампа может помочь вам быстрее справляться с работой. Основа этого дерева сделана из трех 1/2-дюймовых еловых фанер, соединенных вместе полиуретановым строительным клеем. Две доски скрепляются вместе, чтобы дать им высохнуть. Затем изготовьте пазы и переднюю бабку. клей, рулетка, циркулярная пила и наждачная бумага
Основа этого дерева сделана из трех 1/2-дюймовых еловых фанер, соединенных вместе полиуретановым строительным клеем. Две доски скрепляются вместе, чтобы дать им высохнуть. Затем изготовьте пазы и переднюю бабку. клей, рулетка, циркулярная пила и наждачная бумага youtube.com/embed/UFhgCT6cp7E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/UFhgCT6cp7E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Как сделать токарный станок по дереву
Как сделать токарный станок по дереву Сделайте надрезы на основе и приклейте к ней перекладины купола. Соберите переднюю и заднюю бабки, и все готово.
Сделайте надрезы на основе и приклейте к ней перекладины купола. Соберите переднюю и заднюю бабки, и все готово. Начните с вырезания всех кусков дерева, необходимых для основания и подручника. Затем соберите основание и подручник. Соберите переднюю бабку и прикрепите ее к токарному станку. Это очень просто и понятно.
Начните с вырезания всех кусков дерева, необходимых для основания и подручника. Затем соберите основание и подручник. Соберите переднюю бабку и прикрепите ее к токарному станку. Это очень просто и понятно. Начните с изготовления основания токарного станка, затем подручника, задней бабки и передней бабки.
Начните с изготовления основания токарного станка, затем подручника, задней бабки и передней бабки.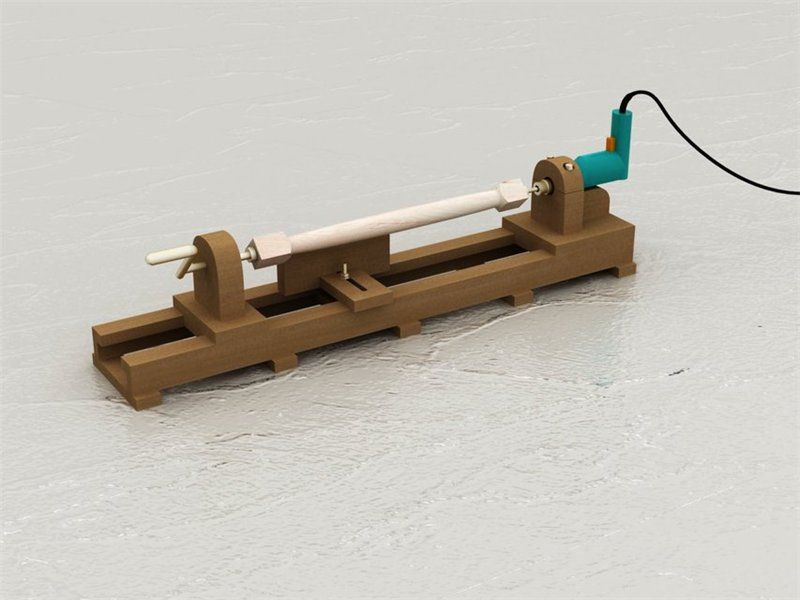 Токарный станок по дереву своими руками
Токарный станок по дереву своими руками youtube.com/embed/QAfYTGLb6_Y» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/QAfYTGLb6_Y» frameborder=»0″ allowfullscreen=»allowfullscreen»/> 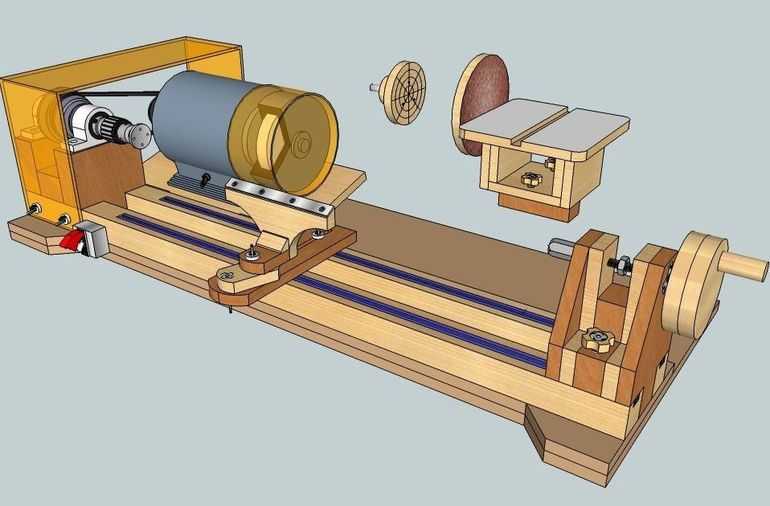 Начните с изготовления основания токарного станка, затем сделайте пазы и заднюю бабку. Соберите бабку и соедините все вместе.
Начните с изготовления основания токарного станка, затем сделайте пазы и заднюю бабку. Соберите бабку и соедините все вместе. , шайбы и торцовочная пила.
, шайбы и торцовочная пила. Таким образом, у вас есть токарный станок по дереву.
Таким образом, у вас есть токарный станок по дереву.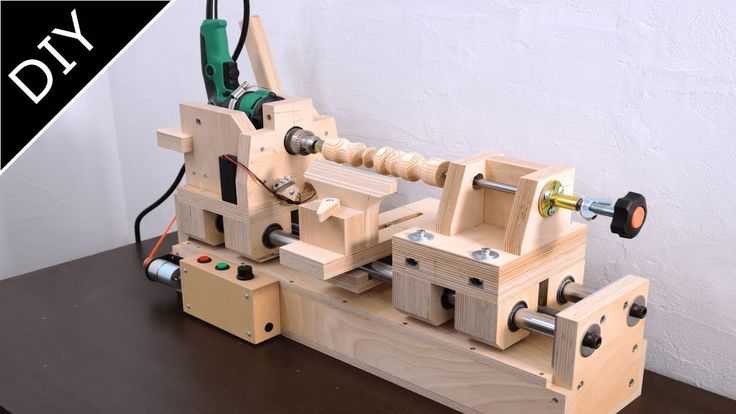 К счастью, обычный токарный станок — без большого количества причудливых функций — является настолько прекрасным примером простой конструкции, что мастер-инструменталист-любитель должен быть в состоянии самостоятельно собрать копию дешевого подвала. Чтобы доказать именно это, исследователи MOTHER EARTH NEWS Деннис Беркхолдер и Робин Брайан взялись за дело и придумали простой самодельный токарный станок по дереву.
К счастью, обычный токарный станок — без большого количества причудливых функций — является настолько прекрасным примером простой конструкции, что мастер-инструменталист-любитель должен быть в состоянии самостоятельно собрать копию дешевого подвала. Чтобы доказать именно это, исследователи MOTHER EARTH NEWS Деннис Беркхолдер и Робин Брайан взялись за дело и придумали простой самодельный токарный станок по дереву. Передняя бабка состоит из несущей оправки, установленной на проставке 4 X 4, и задняя бабка устроена аналогично. . . за исключением того, что его центр прикреплен к стержню с резьбой, снабженному маховиком. Шпиндель передней бабки приводится в движение через клиновидный ремень от двухскоростного двигателя стиральной машины. . . а подручник представляет собой регулируемый каркас из стального уголка с прорезями, закрепленный на станине.
Передняя бабка состоит из несущей оправки, установленной на проставке 4 X 4, и задняя бабка устроена аналогично. . . за исключением того, что его центр прикреплен к стержню с резьбой, снабженному маховиком. Шпиндель передней бабки приводится в движение через клиновидный ремень от двухскоростного двигателя стиральной машины. . . а подручник представляет собой регулируемый каркас из стального уголка с прорезями, закрепленный на станине.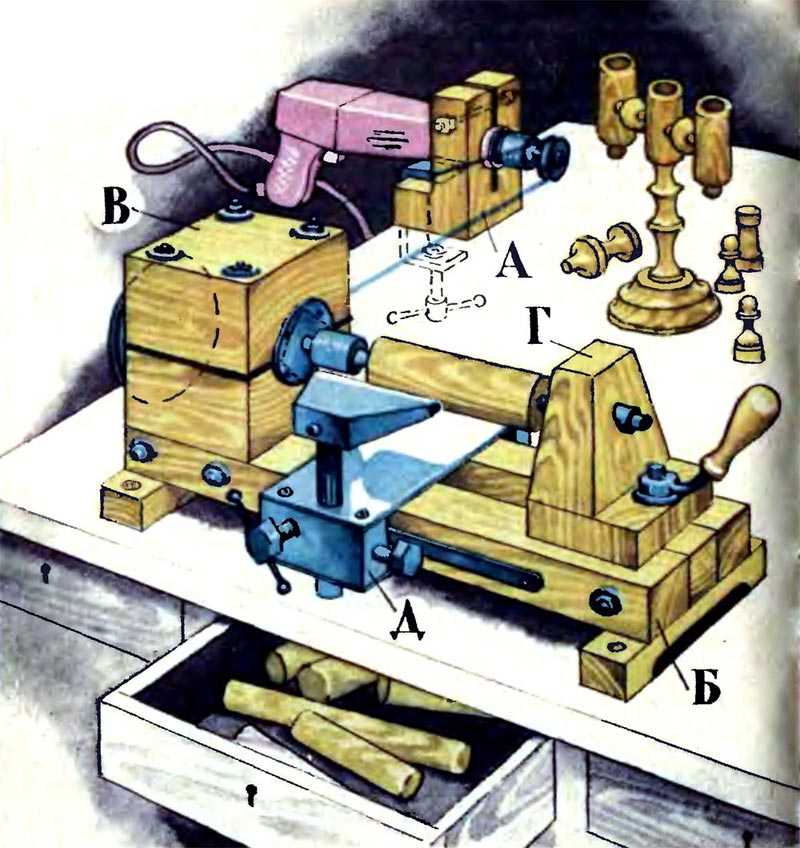 Но вместо этого легко спасти рабочий блок от стиральной машины на пенсии (наша стоит всего 10 долларов).
Но вместо этого легко спасти рабочий блок от стиральной машины на пенсии (наша стоит всего 10 долларов). (Наш 2-дюймовый моторный шкив приводит в движение 3-дюймовое колесо оправки, поэтому наш понижающий коэффициент равен 0,666, или 2/3.)
(Наш 2-дюймовый моторный шкив приводит в движение 3-дюймовое колесо оправки, поэтому наш понижающий коэффициент равен 0,666, или 2/3.) С временно размещенным на валу шпинделя большим шкивом можно расположить двигатель для монтажа, используя угловые кронштейны, меньший шкив и расчетную длину ремня в качестве направляющих.
С временно размещенным на валу шпинделя большим шкивом можно расположить двигатель для монтажа, используя угловые кронштейны, меньший шкив и расчетную длину ремня в качестве направляющих. . . подключение его проводов через однополюсный двухпозиционный тумблер, как показано на прилагаемой схеме. . . и установка этого двухскоростного регулятора в стандартную распределительную коробку, подвешенную под кроватью.
. . подключение его проводов через однополюсный двухпозиционный тумблер, как показано на прилагаемой схеме. . . и установка этого двухскоростного регулятора в стандартную распределительную коробку, подвешенную под кроватью.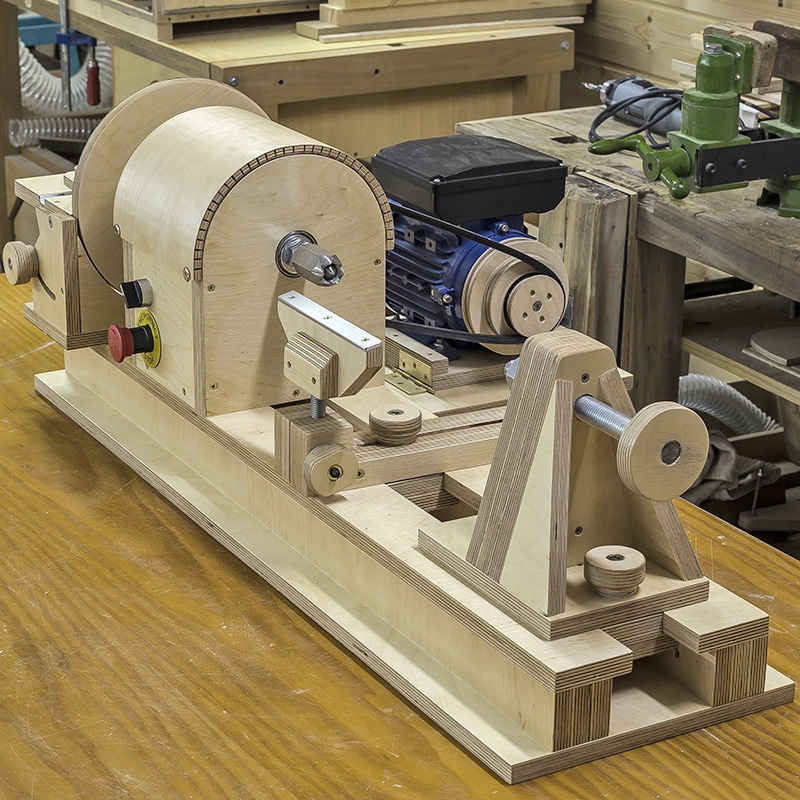 Сначала мы нарезали эти крепления, чтобы принять резьбу стержня 1/2-20, затем просверлили отверстие 3/4 дюйма в верхнем блоке задней бабки длиной 6 дюймов на 1 5/16 дюйма ниже его верхней поверхности и по центру между двумя его сторонами. Нижний блок задней бабки, размеры которого должны быть примерно 2 3/8″ X 3 1/2″ X 6″, определяет высоту центра задней бабки, хотя увеличенное отверстие плунжера позволяет осуществлять точную регулировку. Конечно, вашей конечной целью здесь является установка центров передней и задней бабки в одной плоскости для точного точения, поэтому вам, возможно, придется немного изменить заданные размеры, чтобы они соответствовали высоте центра вашей конкретной оправки.
Сначала мы нарезали эти крепления, чтобы принять резьбу стержня 1/2-20, затем просверлили отверстие 3/4 дюйма в верхнем блоке задней бабки длиной 6 дюймов на 1 5/16 дюйма ниже его верхней поверхности и по центру между двумя его сторонами. Нижний блок задней бабки, размеры которого должны быть примерно 2 3/8″ X 3 1/2″ X 6″, определяет высоту центра задней бабки, хотя увеличенное отверстие плунжера позволяет осуществлять точную регулировку. Конечно, вашей конечной целью здесь является установка центров передней и задней бабки в одной плоскости для точного точения, поэтому вам, возможно, придется немного изменить заданные размеры, чтобы они соответствовали высоте центра вашей конкретной оправки. Ползунок задней бабки, как и у зажима, представляет собой просто маховик клапана, просверленный заново и снабженный набором резьб. Гайка 1/2″, затянутая против него, предотвращает его вращение на поршне.
Ползунок задней бабки, как и у зажима, представляет собой просто маховик клапана, просверленный заново и снабженный набором резьб. Гайка 1/2″, затянутая против него, предотвращает его вращение на поршне. Мы обнаружили, что для этой цели хорошо подходят половые фланцы различных размеров с втулками и повторной резьбой, чтобы соответствовать ведомому валу.
Мы обнаружили, что для этой цели хорошо подходят половые фланцы различных размеров с втулками и повторной резьбой, чтобы соответствовать ведомому валу.

 .1
.1 75 или 1,1
75 или 1,1 Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий.
Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение.
Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
Смотри рисунок вверху.

 Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
 В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
 На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
 Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
 В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7.
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5.
При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
 Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка. Спаренный пулемет устанавливается на спаренной установке в качестве вспомогательного оружия помимо основного вооружения машины. Модель К16Д устанавливается на танки, бронемашины, вертолеты и корабли.
Спаренный пулемет устанавливается на спаренной установке в качестве вспомогательного оружия помимо основного вооружения машины. Модель К16Д устанавливается на танки, бронемашины, вертолеты и корабли. В марте 2012 года компания была переименована в S&T Motiv Co., Ltd. На DX Korea 2018 компания объявила о разработке 9мм револьвер исходя из требований корейских правоохранительных органов и винтовку типа AR-10 для потенциального корейского военного контракта. В феврале 2021 года S&T Motiv сменила название на SNT Motiv.
В марте 2012 года компания была переименована в S&T Motiv Co., Ltd. На DX Korea 2018 компания объявила о разработке 9мм револьвер исходя из требований корейских правоохранительных органов и винтовку типа AR-10 для потенциального корейского военного контракта. В феврале 2021 года S&T Motiv сменила название на SNT Motiv. Пулеметы К16 оснащены сменными рукоятками для облегчения замены стволов. Он предназначен для уменьшения пламени при стрельбе за счет применения открытого дефлектора вспышки.
Пулеметы К16 оснащены сменными рукоятками для облегчения замены стволов. Он предназначен для уменьшения пламени при стрельбе за счет применения открытого дефлектора вспышки. и туманные дни.
и туманные дни.
 При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.


 Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую. ..
.. Из
Из
 ..
.. ..
.. ..
.. .. (djvu)
.. (djvu)
 ..
..
 ..
.. Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
Располагать подкладки необходимо на опорной площадке держателя оснастки, не допуская слишком большого вылета резца, который не должен быть больше высоты стержня более, чем в полтора раза, так как это может повлечь возникновение вибрации детали при ее обработке.
 Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов.
 Реже всего пользуются инструментами с державками 40х25 мм.
Реже всего пользуются инструментами с державками 40х25 мм. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой У рабочей части детали
У рабочей части детали



 Отверстия обрабатывают или расточным, или вставным резцом.
Отверстия обрабатывают или расточным, или вставным резцом.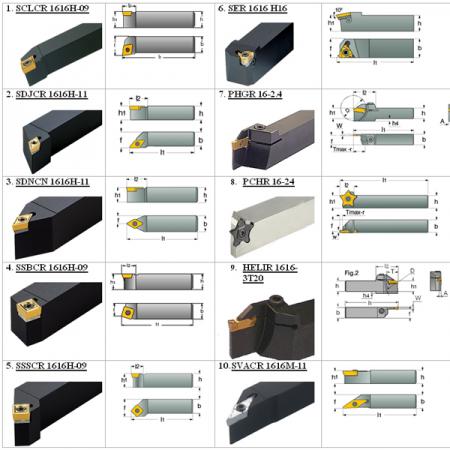 Конструкция и размеры
Конструкция и размеры

 Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность.
Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность. S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы.
S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы.

 Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза.
Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза. Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.
Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°.



 д.
д. Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции.
Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции. gif» bgcolor=»#999999″> Просмотр категорий
gif» bgcolor=»#999999″> Просмотр категорий
 Каждая пластина имеет три режущие кромки.
Каждая пластина имеет три режущие кромки.
 Для роторов или маховиков.
Для роторов или маховиков. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).
Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda).




 Назначение и область применения
Назначение и область применения
 Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Тем самым выбирается зазор между подшипником 1 и шейкой шпинделя 2. При этом шпиндель должен легко провертываться от руки при включенном переборе. После этого гайку 17 следует завернуть до упора.
Тем самым выбирается зазор между подшипником 1 и шейкой шпинделя 2. При этом шпиндель должен легко провертываться от руки при включенном переборе. После этого гайку 17 следует завернуть до упора. 21)
21) Далее при помощи свинцового молотка выбивать слабыми ударами шпиндель.
Далее при помощи свинцового молотка выбивать слабыми ударами шпиндель.
 .1600
.1600 .6
.6 Руководство к станку, 1969
Руководство к станку, 1969
 Володарского г. Москва
Володарского г. Москва 03.2017
03.2017 Станок радиально-сверлильный б/у.мо…куб.см
Станок радиально-сверлильный б/у.мо…куб.см Все права защищены
Все права защищены

 Машина имела успех и продавалась по всему миру до середины 80-х годов.
Машина имела успех и продавалась по всему миру до середины 80-х годов.



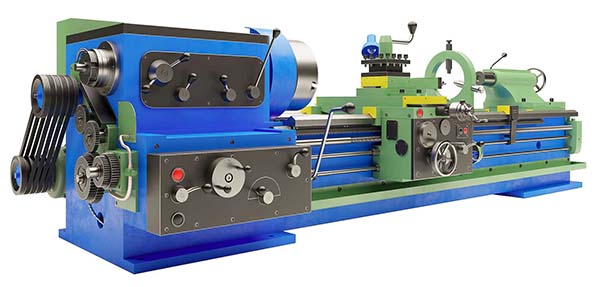


 25″ href=»/listings/74189539-stanko-1m63-x-3000-in-jassans-riottier-france»>
25″ href=»/listings/74189539-stanko-1m63-x-3000-in-jassans-riottier-france»> 75″ href=»/listings/61003375-stanko-1m63-in-deinze-belgium»>
75″ href=»/listings/61003375-stanko-1m63-in-deinze-belgium»> 75″ href=»/listings/57453549-lathe-stanko-1m63m-of-1500-in-san-sebastian-spain»>
75″ href=»/listings/57453549-lathe-stanko-1m63m-of-1500-in-san-sebastian-spain»> Оборудование Stanko и другое
Оборудование Stanko и другое 25″ href=»/listings/74189530-stanko-1m63-x-3000-3-in-jassans-riottier-france»>
25″ href=»/listings/74189530-stanko-1m63-x-3000-3-in-jassans-riottier-france»>
 обороты 2000
обороты 2000  обороты 2500
обороты 2500 


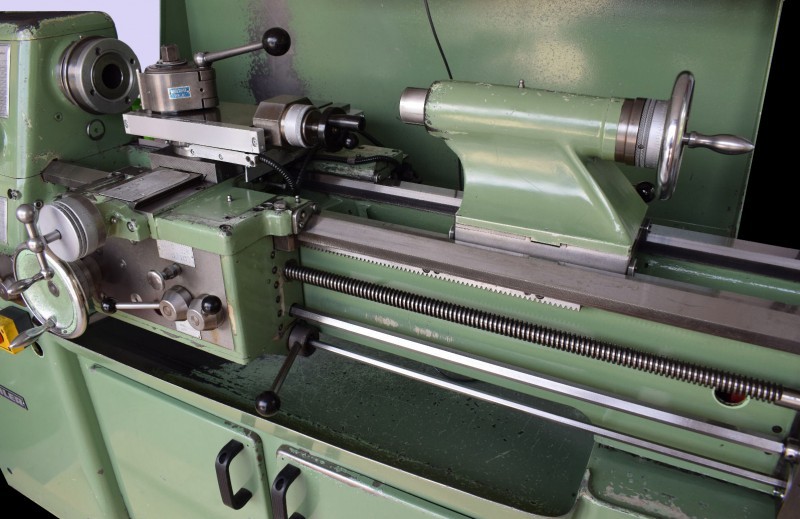
 Как и промышленные станки, настольные используются для обработки деталей при помощи резания и точения. Настольный токарный станок позволяет производить все необходимые токарные операции, а именно: точение заготовок различной формы, шлифовку изделий, сверление и обработку отверстий, нарезание резьбы (метрической или дюймовой), торцевание заготовок, создание насечек на поверхности заготовки, производить заточку оснасток и инструмента.
Как и промышленные станки, настольные используются для обработки деталей при помощи резания и точения. Настольный токарный станок позволяет производить все необходимые токарные операции, а именно: точение заготовок различной формы, шлифовку изделий, сверление и обработку отверстий, нарезание резьбы (метрической или дюймовой), торцевание заготовок, создание насечек на поверхности заготовки, производить заточку оснасток и инструмента.
 Звоните и заказывайте по телефону +7 (495) 150-05-90!
Звоните и заказывайте по телефону +7 (495) 150-05-90! Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
 pfn_tTEi4G1o1tFWw4HsUJgnF9tOItzagntEXTJ5XbE» data-advtracking-product-id=»1417980723″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж
pfn_tTEi4G1o1tFWw4HsUJgnF9tOItzagntEXTJ5XbE» data-advtracking-product-id=»1417980723″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж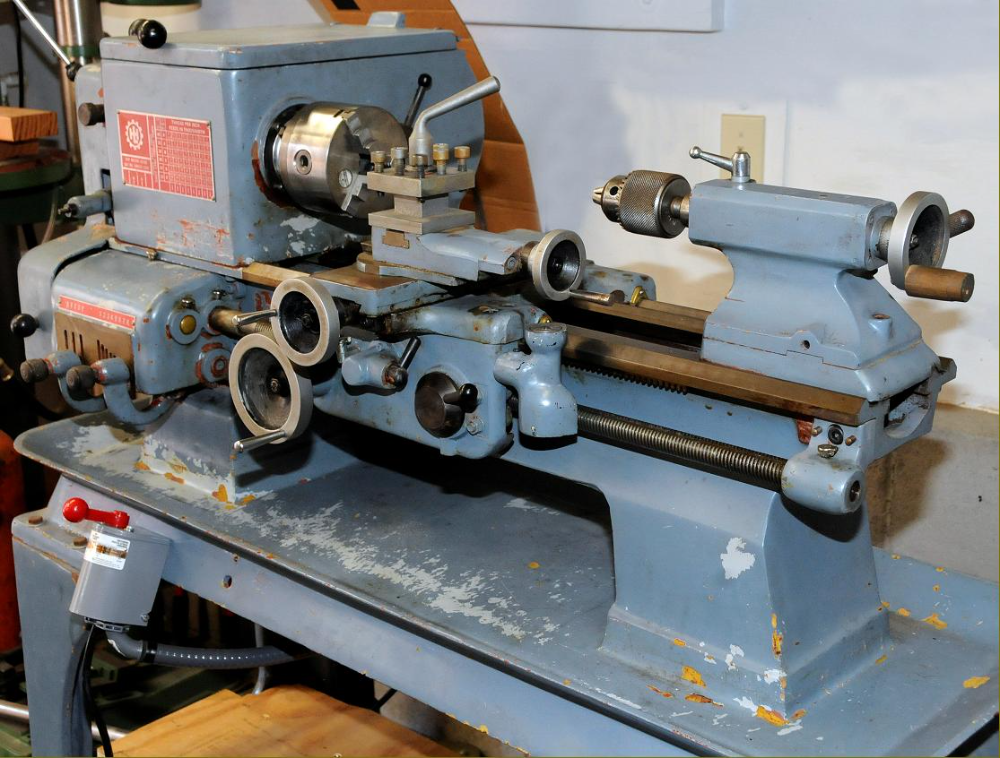 eyJwcm9kdWN0SWQiOjE0MTc5ODYzMDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MDM2MDIsInBhZ2VJZCI6IjI4NzY1YWFhLWM3YWItNDYyOC1iY2E5LWI5ZjU0ZTViMmZjYiIsInBvdyI6InYyIn0.WLVV3yhBE75FSJy7Oy7_8rmEX32DKQyHH-Fd2bOOUBY» data-advtracking-product-id=»1417986306″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж
eyJwcm9kdWN0SWQiOjE0MTc5ODYzMDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MDM2MDIsInBhZ2VJZCI6IjI4NzY1YWFhLWM3YWItNDYyOC1iY2E5LWI5ZjU0ZTViMmZjYiIsInBvdyI6InYyIn0.WLVV3yhBE75FSJy7Oy7_8rmEX32DKQyHH-Fd2bOOUBY» data-advtracking-product-id=»1417986306″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж eyJwcm9kdWN0SWQiOjE1Mzk4OTc5NDgsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MTk0MywicGFnZUlkIjoiODEwOWVkZGMtZjhhNS00MTQ2LTk1MjMtMmYzNTM1ZjE5MWJkIiwicG93IjoidjIifQ.or-P0ui0UbyT7UURrvmg0X5EcBS9vblxUWMEeEyObnQ» data-advtracking-product-id=»1539897948″ data-tg-chain=»{"view_type": "preview"}»>Новинка
eyJwcm9kdWN0SWQiOjE1Mzk4OTc5NDgsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MTk0MywicGFnZUlkIjoiODEwOWVkZGMtZjhhNS00MTQ2LTk1MjMtMmYzNTM1ZjE5MWJkIiwicG93IjoidjIifQ.or-P0ui0UbyT7UURrvmg0X5EcBS9vblxUWMEeEyObnQ» data-advtracking-product-id=»1539897948″ data-tg-chain=»{"view_type": "preview"}»>Новинка eyJwcm9kdWN0SWQiOjE1OTE5ODI0MTIsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MzUzNiwicGFnZUlkIjoiMjliMDE2NmMtNjJlYS00MWJkLTk3M2YtNDE4NTg4MGZmODM2IiwicG93IjoidjIifQ.k_1n7mhrt8iYIFrdAUgXbFrXqOc8aYwzVbtyjLmxkB0″ data-advtracking-product-id=»1591982412″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж
eyJwcm9kdWN0SWQiOjE1OTE5ODI0MTIsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MzUzNiwicGFnZUlkIjoiMjliMDE2NmMtNjJlYS00MWJkLTk3M2YtNDE4NTg4MGZmODM2IiwicG93IjoidjIifQ.k_1n7mhrt8iYIFrdAUgXbFrXqOc8aYwzVbtyjLmxkB0″ data-advtracking-product-id=»1591982412″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж eyJwcm9kdWN0SWQiOjE2ODk2MjU4NDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NDk1NTUsInBhZ2VJZCI6IjEyYTM1M2M0LTljNDAtNGIyMS1iNWZkLWZiMTRkNjQyNGU1OSIsInBvdyI6InYyIn0.lKP7ELdwE-RJZvC7V_CLcYfVh67uO242n5iVEcJd__o» data-advtracking-product-id=»1689625846″ data-tg-chain=»{"view_type": "preview"}»>Новинка
eyJwcm9kdWN0SWQiOjE2ODk2MjU4NDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NDk1NTUsInBhZ2VJZCI6IjEyYTM1M2M0LTljNDAtNGIyMS1iNWZkLWZiMTRkNjQyNGU1OSIsInBvdyI6InYyIn0.lKP7ELdwE-RJZvC7V_CLcYfVh67uO242n5iVEcJd__o» data-advtracking-product-id=»1689625846″ data-tg-chain=»{"view_type": "preview"}»>Новинка eyJwcm9kdWN0SWQiOjE1MzEyNzk4ODAsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NjY3NiwicGFnZUlkIjoiZWFkYzM5NWYtYzA5MC00MDg2LTkzYmEtYzUxNTRhOGNiMDk0IiwicG93IjoidjIifQ.3hII7LANLj156e-gVx-ZjKQAiaValAvnPH-LRWv4Nns» data-advtracking-product-id=»1531279880″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjE1MzEyNzk4ODAsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NjY3NiwicGFnZUlkIjoiZWFkYzM5NWYtYzA5MC00MDg2LTkzYmEtYzUxNTRhOGNiMDk0IiwicG93IjoidjIifQ.3hII7LANLj156e-gVx-ZjKQAiaValAvnPH-LRWv4Nns» data-advtracking-product-id=»1531279880″ data-tg-chain=»{"view_type": "preview"}»> 988 €
988 € 0″ href=»/listings/65094998-desktop-cnc-lathe-machine-ckn180-small-cnc-turret-lathe-in-zaozhuang-china»>
0″ href=»/listings/65094998-desktop-cnc-lathe-machine-ckn180-small-cnc-turret-lathe-in-zaozhuang-china»> Звукозапись, пожалуй, одна из них. Однако, учитывая исторический контекст, мы заметим, что на самом деле это не была такая уж сумасшедшая или надуманная идея, учитывая технологии, доступные в то время.
Звукозапись, пожалуй, одна из них. Однако, учитывая исторический контекст, мы заметим, что на самом деле это не была такая уж сумасшедшая или надуманная идея, учитывая технологии, доступные в то время. «Подручник» удерживает режущий инструмент (более или менее) в устойчивом положении.
«Подручник» удерживает режущий инструмент (более или менее) в устойчивом положении. прекрасный пример в Англии около 1800 года, и к тому времени стало все более и более распространенным делать точные винты для использования в измерительных приборах в качестве измерительного элемента с использованием токарно-винторезных станков.
прекрасный пример в Англии около 1800 года, и к тому времени стало все более и более распространенным делать точные винты для использования в измерительных приборах в качестве измерительного элемента с использованием токарно-винторезных станков. Винты буквально повсюду, они сделаны из огромного количества различных материалов и бывают разных размеров: от «настолько крошечных, что вам понадобится увеличение, чтобы их увидеть», до «настолько больших, что вам понадобится кран, чтобы поднять их».
Винты буквально повсюду, они сделаны из огромного количества различных материалов и бывают разных размеров: от «настолько крошечных, что вам понадобится увеличение, чтобы их увидеть», до «настолько больших, что вам понадобится кран, чтобы поднять их». Режущий инструмент, используемый для резки грампластинок, имеет аналогичную геометрию, но значительно меньше. Фотография предоставлена компанией Agnew Analog Reference Instruments. В то время как винты можно резать за несколько проходов, пластинку приходится резать за один проход.
Режущий инструмент, используемый для резки грампластинок, имеет аналогичную геометрию, но значительно меньше. Фотография предоставлена компанией Agnew Analog Reference Instruments. В то время как винты можно резать за несколько проходов, пластинку приходится резать за один проход.
 Кроме того, это был самый простой способ сделать это без использования слишком сложных механизмов. Цилиндр представлял собой просто винт, нарезанный на токарном станке, с добавлением диафрагмы и щупа вместо стационарного режущего инструмента, используемого для нарезания обычных «бесшумных» винтов.
Кроме того, это был самый простой способ сделать это без использования слишком сложных механизмов. Цилиндр представлял собой просто винт, нарезанный на токарном станке, с добавлением диафрагмы и щупа вместо стационарного режущего инструмента, используемого для нарезания обычных «бесшумных» винтов.
 Наличие тяжелой литой пильной рамы обеспечивает необходимый прижим в момент пиления. Конструкция станка позволяет вести обработку заготовок диаметром до 125 мм. Наличие шка
Наличие тяжелой литой пильной рамы обеспечивает необходимый прижим в момент пиления. Конструкция станка позволяет вести обработку заготовок диаметром до 125 мм. Наличие шка Станок Stalex BS-85 позволяет делать распилы заготовок диаметром до 85 мм.
Станок Stalex BS-85 позволяет делать распилы заготовок диаметром до 85 мм. Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей.
Подъём пильной рамы, зажим заготовки и процесс пиления осуществляется оператором вручную. Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей. Возможно резание под углом от 45°-90°. Станок отличается простотой монтажа и эксплуатации, минимальной стоимостью одного реза, низкими энергозатратами, металлосбережением, вибростойкостью, легкостью. Станок может использоваться аварийными бригадами КТС, а мелкосерийном и индивидуальном производстве.
Возможно резание под углом от 45°-90°. Станок отличается простотой монтажа и эксплуатации, минимальной стоимостью одного реза, низкими энергозатратами, металлосбережением, вибростойкостью, легкостью. Станок может использоваться аварийными бригадами КТС, а мелкосерийном и индивидуальном производстве.
 Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей.
Невысокая стоимость и отличные технические характеристики делают эти машины популярными у различных категорий потребителей.
 Несмотря на небольшие размеры, модель отличается большой жесткостью. Как и у более крупных станков рама изготовлена из литого чугуна и снабжена поворотным устройством. Благодаря этим особенностям станок позволяет резать заготовки под заданным углом. Точности станка достаточно для изготовления различных сварных конструкций без применения дополнительных операций обработки поверхностей реза.
Несмотря на небольшие размеры, модель отличается большой жесткостью. Как и у более крупных станков рама изготовлена из литого чугуна и снабжена поворотным устройством. Благодаря этим особенностям станок позволяет резать заготовки под заданным углом. Точности станка достаточно для изготовления различных сварных конструкций без применения дополнительных операций обработки поверхностей реза. 10
10 55
55 Это крупнейший в мире производитель, продукцией которого пользуются многие европейские и азиатские предприятия. Отличительные особенности оборудования этой марки – надежность, высокая точность реза, уникальные особенности конструкции, обеспечивающие высокую производительность и качество обработки, энергоэффективность, простота эксплуатации.
Это крупнейший в мире производитель, продукцией которого пользуются многие европейские и азиатские предприятия. Отличительные особенности оборудования этой марки – надежность, высокая точность реза, уникальные особенности конструкции, обеспечивающие высокую производительность и качество обработки, энергоэффективность, простота эксплуатации.
 Высокопроизводительная полуавтоматическая модель с гидравлическим управлением 510*510 HERKULES X-S осуществляет резку заготовок из различных сталей – легированных, инструментальных.
Высокопроизводительная полуавтоматическая модель с гидравлическим управлением 510*510 HERKULES X-S осуществляет резку заготовок из различных сталей – легированных, инструментальных.
 Широкая линейка моделей позволит выбрать ту, которая наиболее оптимально соответствует задачам производства.
Широкая линейка моделей позволит выбрать ту, которая наиболее оптимально соответствует задачам производства.
 Эти инструменты обеспечивают передовую производительность по передовой цене.
Эти инструменты обеспечивают передовую производительность по передовой цене. Как правило, они изготавливаются из чугуна, алюминия или стальных сплавов.
Как правило, они изготавливаются из чугуна, алюминия или стальных сплавов. Чаще всего их можно найти в крупных производственных компаниях, магазинах металлоконструкций и промышленных мастерских.
Чаще всего их можно найти в крупных производственных компаниях, магазинах металлоконструкций и промышленных мастерских.
 Наша команда обладает непревзойденными знаниями и опытом в течение десятилетий, что делает нас экспертами в отрасли, которым вы можете доверять. для всех ваших потребностей пиления. Мы разработали нашу линейку продуктов, чтобы удовлетворить потребности клиентов в различных отраслях и областях применения. Мы также предлагаем индивидуальные решения, адаптированные для удовлетворения потребностей вашего бизнеса.
Наша команда обладает непревзойденными знаниями и опытом в течение десятилетий, что делает нас экспертами в отрасли, которым вы можете доверять. для всех ваших потребностей пиления. Мы разработали нашу линейку продуктов, чтобы удовлетворить потребности клиентов в различных отраслях и областях применения. Мы также предлагаем индивидуальные решения, адаптированные для удовлетворения потребностей вашего бизнеса. Наша команда стремится помогать клиентам с исключительной заботой, придерживаясь при этом наших основных ценностей — командной работы, правильных действий, стремления и уверенности в себе.
Наша команда стремится помогать клиентам с исключительной заботой, придерживаясь при этом наших основных ценностей — командной работы, правильных действий, стремления и уверенности в себе.




 Особенности, характеристика, принцип работы. Как изготовить плазморез своими руками?
Особенности, характеристика, принцип работы. Как изготовить плазморез своими руками?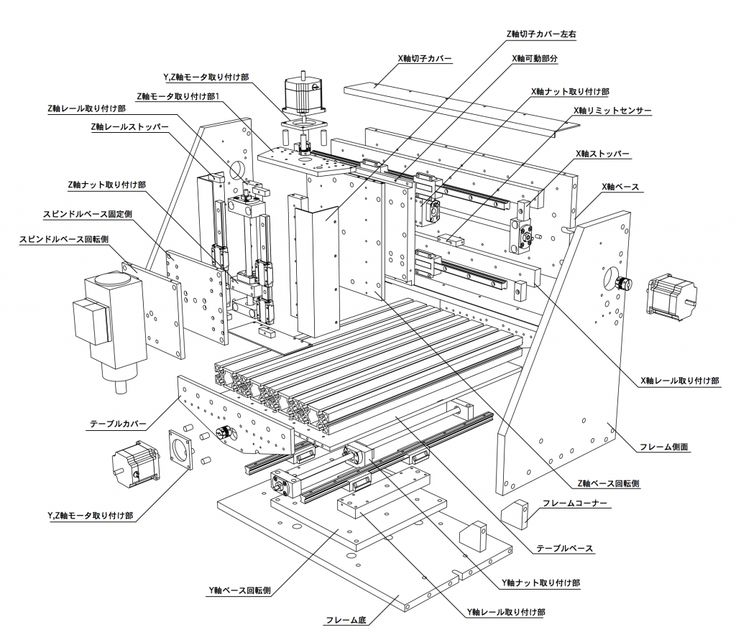 Плюсы и минусы оборудования.
Плюсы и минусы оборудования.
 Уменьшение затрат и улучшение качества продукции – основные задачи подхода.
Уменьшение затрат и улучшение качества продукции – основные задачи подхода.
 Этому способствовали дополнительные инструменты, которые можно использовать на нем.
Этому способствовали дополнительные инструменты, которые можно использовать на нем. Теперь давайте подробнее рассмотрим каждый из этих компонентов.
Теперь давайте подробнее рассмотрим каждый из этих компонентов. Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения.
Эти виды представляют собой 2D-представления вашей 3D-детали с разных точек зрения. Линии разреза используются на ортогональном виде, чтобы указать, где деталь разрезается для вида в разрезе.
Линии разреза используются на ортогональном виде, чтобы указать, где деталь разрезается для вида в разрезе. Они могут производить сложные детали и прототипы, читая чертеж и вырезая его в соответствии с инструкциями. Разработка ваших идей в программе может быть сложной задачей. Читайте дальше, чтобы узнать, как создавать великолепные чертежи, которые станки с ЧПУ могут использовать для воплощения ваших идей в жизнь.
Они могут производить сложные детали и прототипы, читая чертеж и вырезая его в соответствии с инструкциями. Разработка ваших идей в программе может быть сложной задачей. Читайте дальше, чтобы узнать, как создавать великолепные чертежи, которые станки с ЧПУ могут использовать для воплощения ваших идей в жизнь. Линии сообщают станку с ЧПУ, где делать разрезы. Отсканируйте изображение и сохраните его как файл DXF, а затем импортируйте его в программное обеспечение CAM для автоматического создания G-кодов. К счастью, вам не нужно знать все тонкости языка G-кода, чтобы использовать станок с ЧПУ. Просто импортируйте свои чертежи в программу и укажите следующие критерии:
Линии сообщают станку с ЧПУ, где делать разрезы. Отсканируйте изображение и сохраните его как файл DXF, а затем импортируйте его в программное обеспечение CAM для автоматического создания G-кодов. К счастью, вам не нужно знать все тонкости языка G-кода, чтобы использовать станок с ЧПУ. Просто импортируйте свои чертежи в программу и укажите следующие критерии: Уменьшение количества узлов увеличивает ваши шансы на получение готового изделия с гладкими линиями, особенно если ваша деталь включает в себя множество кривых. Вы также должны использовать инструменты привязки, чтобы убедиться, что ваши линии и дуги идеально соединены.
Уменьшение количества узлов увеличивает ваши шансы на получение готового изделия с гладкими линиями, особенно если ваша деталь включает в себя множество кривых. Вы также должны использовать инструменты привязки, чтобы убедиться, что ваши линии и дуги идеально соединены.