Токарный станок ОТ-5: технические характеристики, паспорт
Токарный станок от 5 предназначен для обработки металлов и отличается повышенной точностью. Разработано данное устройство на станкостроительном заводе в Одессе. Конструкция механизмов позволяет работать с заготовками больших диаметров (до 25 см над станиной). Чаще всего данный станок эксплуатируется в небольших ремонтных мастерских, что продиктовано его облегченной конструкцией и относительно небольшими габаритами.
- Описание
- Технические показатели
- Особенности конструкции и системы управления
- Органы управления станка
Описание
Принцип работы установки базируется на передачи энергии от электрического двигателя через клиноременную систему и муфту зубчатого типа к входному валу преобразующего устройства, которое меняет число оборотов благодаря движению диска шкива. Только проходя этот узел, вращение передается на рабочие узлы станка.
Помимо стандартных элементов строения, в базовый состав устройства входят дополнительные приспособления. На станине предвидена возможность установки специального упора для более удобной работы с габаритными заготовками и специальный фиксатор для прутков. Кроме того, в состав станка входит патрон с тремя фиксаторами для лучшего контроля над вращающимися телами.
На станине предвидена возможность установки специального упора для более удобной работы с габаритными заготовками и специальный фиксатор для прутков. Кроме того, в состав станка входит патрон с тремя фиксаторами для лучшего контроля над вращающимися телами.
Технические показатели
Данный станок обладает относительно небольшими габаритами:
- высота – 1,36 м;
- длина – 1, 51 м;
- ширина – 0,72 м;
- вес – 765 кг.
Конструкция механизмов позволяет создавать резьбу 3 типов: метрическую, дюймовую и модульную. Количество подач на станке – 28. Шпиндель сделан с отверстием 2,6 см, а количество его оборотов находится в диапазоне 30 – 3000 об/мин. Конструкцией также предусмотрено торможение шпинделя.
Максимальный диаметр заготовки обрабатываемой над станиной – до 25 см, а над суппортом – 14,5 см. Промежуток между центрами – 50 см. Максимальный диаметр прутка – 2,5 см, а максимальная длина детали, над которой ведутся работы, не должна превышать полметра.
Благодаря всем перечисленным выше техническим возможностям, данное устройство относят к станкам с повышенной точностью. Габариты станка и особенности его функционирования лучше всего подойдут для небольших ремонтных и передвижных мастерских.
Особенности конструкции и системы управления
- Станина.
- Тумба-опора.
- Бабка передняя.
- Гитара.
- Коробка передач.
- Преобразующее устройство.
- Переключатель.
- Рама.
- Смазочный агрегат.
- Фартук.
- Суппорт.
- Бабка задняя.
- Охлаждающая система.
- Ограждение.
- Электрическое оборудование.
Электрооборудование станка рассчитано на питание от общей сети с напряжением 220 В или 380 В. Для освещения рабочей зоны необходимо 12-вольтное напряжение. Конструкция устройства предвидит наличие двух электромоторов асинхронного типа. Электрический узел станка – одно из его наиболее уязвимых мест.
Чтобы избежать выхода из строя всего механизма, или его отдельных частей, необходимо регулярно и тщательно проверять состояние электрооборудования, вовремя менять неисправные детали.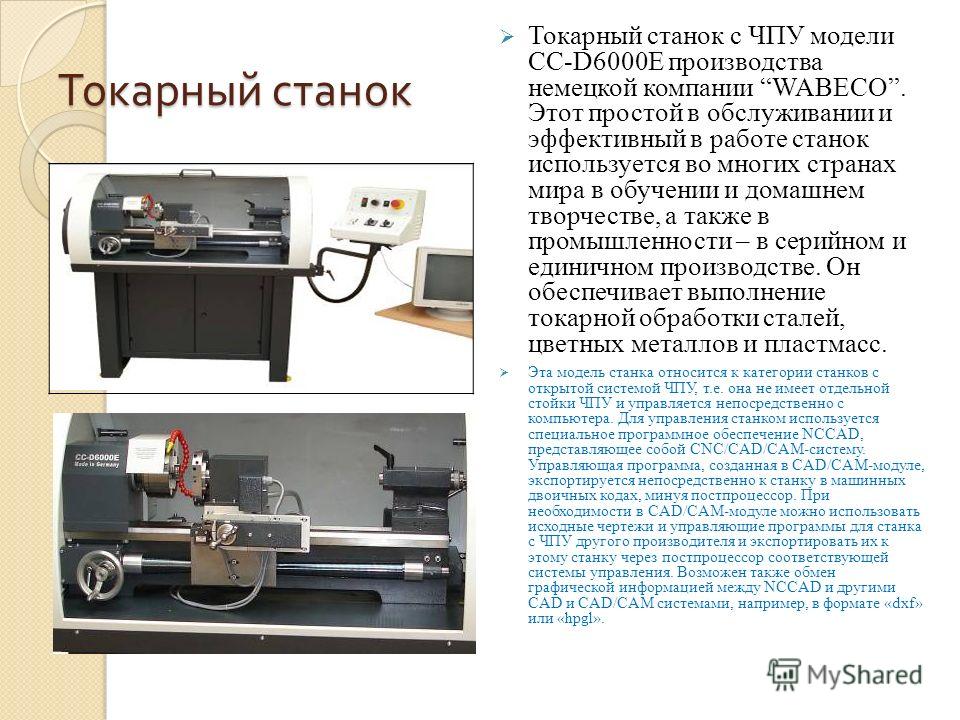
Видео: токарный станок ОТ 5.
Органы управления станка
1 — Рычаг перебора.
2 — Защитная панель.
3 — Ручка для изменения шага резьбы.
4 — Рукоятка обратного движения привода.
5 — Защитная панель.
6 — Рукоятка переключения подач и резьб.
7 — Рукоятка переключения подач и резьб.
8 — Ручка активизации ходового винта и валика.
9 — Ручка переключения подач и резьб.
10 — Ручка переключения подач и резьб.
11 — Рукоятка переключения скоростей вариатора.
12 — Бабка задняя.
13 — Маховик показателей оборотов шпинделя.
14 — Ручка управления оборотов шпинделя.
21 — Активатор охладительной системы.
22 — Вводной автомат.
25 — Активатор предохранителя на фартуке.
26 — Маховик настройки величины тягового усиления.
28 — Рукоятка активации маточной гайки.
29 — Ручка перебора подачи суппорта (продольной и поперечной).
31 — Рукоятка для передвижения пиноли задн. бабки.
32 — Ручка зажима задн. бабки.
33 — Ручка для передвижения каретки.
34 — Ручка зажима пиноли задн. бабки.
36 — Включатель освещения рабочей зоны.
37 — Ручка для фиксации резцедержателя.
38 — Ручка для ручного перемещения (поперечного).
39 — Маховик ручного перемещения (продольного).
40 — Кнопка активации маховика продольной подачи.
Republished by Blog Post Promoter
Токарно-винторезный станок 1Н65-5 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1Н65-5 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.


| Характеристика | Значение |
|---|---|
| Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм: | |
| над суппортом, мм | 650 |
| над выемкой в станине, мм | 1400* |
| Наибольшая длина обрабатываемой заготовки, мм | 5000 |
| Длина выемки в станине от зеркала патрона, мм | 390 |
| Размер конца шпинделя передней бабки по DIN | 2-15М |
| Количество ступеней частот вращения шпинделя | 24 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 128 |
| Пределы частот вращения шпинделя, об/мин | 5 — 500 |
Пределы рабочих подач, мм/об. : : | |
| продольных, мм/об | 0,06 — 2,42 (0,6 — 19,36***) |
| поперечных, мм/об | 0,022 — 0,88 (0,022 — 7,04***) |
| резцовых салазок, мм/об | 0,022 — 0,88 (0,022 — 7,04***) |
| Пределы шагов нарезаемых резьб: | |
| метрических, мм | 1 — 96 |
| дюймовых, ниток/дюйм | 24 — 0,25 |
| модульных, модуль | 0,5 — 24 |
| питчевых, питч диам. | 96 — 1 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 3 |
| поперечное | 1 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 10000,8000* |
| Мощность главного привода,кВт | 22 |
| Масса 1Н65-5 1Н65-5 , кг | 15750 |
| Габариты: | |
| длина, мм | 8180 |
| ширина, мм | 2200 |
| высота, мм | 1770, 1880 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Compact 5 с дополнительной фрезерно-сверлильной головкой: размер 2,56″ x 13,78″ (65 мм x 350 мм) с 6 скоростями вращения шпинделя от 200 до 2400 об/мин. Давно зарекомендовавший себя и очень популярный, Emco Compact 5 в своей базовой форме требует ряда аксессуаров, чтобы превратить его в полезный рабочий инструмент. в качестве «составного» и механизма автоматической подачи каретки — двухскоростного устройства, включавшего 6 сменных колес и ручку включения кулачковой муфты «тяни-толкай». Использование узла давало две скорости точной продольной подачи (0,07 мм (0,003 дюйма)). )/об и 0,14 мм (0,006″)/об и пять шагов метрической резьбы (0,4, 0,6, 1,0, 1,25 и 1,5 мм) — хотя только четыре (16, 20, 24 и 32 tpi) на дюймовых станках. система нарезки в комплекте с дополнительным набором из 7 было предложено семь сменных колес, что позволило на метрических токарных станках (с ходовым винтом 1,5 мм) метрических шагах поколения 10 от 0,25 до 2,5 мм и 14-дюймовых шагах от 10 до 48 tpi. |
 ходовой винт был 16 tpi) вместе было предусмотрено 13 шагов от 10 до 10 до 64 tpi с 11 метрическими от 0,25 до 1,75 мм.
ходовой винт был 16 tpi) вместе было предусмотрено 13 шагов от 10 до 10 до 64 tpi с 11 метрическими от 0,25 до 1,75 мм. 
Характеристики токарного станка TRAK
Токарные станки TRAK Toolroom
Токарные станки TRAK Toolroom
Информация для запроса
1440EX | 1630RX | 1630HS-RX | 1845RX | 2470RX | 3075RX | 30120RX | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Модель ЧПУ ProtoTRAK | ЭЛКС | РЛС | РЛС | РЛС | РЛС | РЛС | РЛС | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Емкость | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Высота центров | 7″ | 8″ | 8″ | 9″ | 12″ | 15″ | 16,5″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Расстояние между центрами | 40″ | 30″ | 30″ | 45″ | 70″ | 74,80″ | 118″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Качели над кроватью | 14″ | 16″ | 16″ | 18,1″ | 24″ | 30″ | 33″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Поворотные крылья седла | 14″ | 16″ | 16″ | 17″ | 24″ | 28″ | 33″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Поворотный суппорт | 7″ | 8,6″ | 8,6″ | 9,13″ | 14,5″ | 19″ | 21,2″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Поперечный ход | 8″ | 8,5″ | 8,5″ | 10,6″ | 12,5″ | 16,1″ | 20,5″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Макс. секция инструмента секция инструмента | 3/4″ | 3/4″ | 3/4″ | 1″ | 1″ | 1,5″ | 1,5″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Объем резервуара охлаждающей жидкости | 3 галлона | 8 галлонов | 8 галлонов | 13 галлонов | 15 галлонов | 47 галлонов | 48 галлонов | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Масляный насос — смазка направляющих | — | 2 л | 2 л | 2 л | 2 л | 2,3 л | 2 л | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Смазка передней бабки | — | 1,5 галлона | 1,5 галлона | 1,85 галлона | 5,3 галлона 6,3 галлона с опцией маслоохладителя | 6 галлонов | 8,5 галлона | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Быстрые скорости | 100 дюймов в минуту по оси Z 100 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | 400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Кровать | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ширина кровати | 8,1″ | 12,6″ | 12,6″ | 13,4″ | 14,57″ | 18″ | 19,69″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Высота кровати | 10,6″ | 12,6″ | 12,6″ | 12,4″ | 15″ | 15,75″ | 18,7″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Передняя бабка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нос шпинделя | Д1-4 | Д1-6 | А2-4 | Д1-6 | Д1-8 | А2-11 | А2-11 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сквозное отверстие шпинделя | 1,56″ | 2,12″ | 1,57″ | 2,36″ | 4,09″ | 6,69″ | 6,30″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Конус шпинделя | МТ#5 | МТ#6 | МТ#5 | МТ#6 | МТ#8 | Не MT конус | МТ#8 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Коническая переходная втулка | 3 | н/д | н/д | МТ#4 | МТ#5 | МТ#6 | МТ#5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диаметр шпинделя на переднем подшипнике | 2,36″ | 3,15″ | 2,56″ | 3,35″ | 5,51″ | 8,66″ | 7,87″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Количество подшипников | 2 | 2 | 5 | 2 | 2 | 2 | 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Количество скоростей или диапазонов | 12 | 1 | 1 | 2 | 2 | 2 | 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диапазон скорости вращения шпинделя об/мин | 60-2400 | 150-2500 | 150-4000 | 80-850, 250-2500 | 40-670, 100-1800 | 30-300, 100-1000 | 20-415, 40-1300 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ID шпинделя Резьба (конец шпинделя) | н/д | Шаг M56 x 2 мм | Шаг M56 x 2 мм | н/д | н/д | М185 х 3,0 | н/д | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Задняя бабка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Перо для путешествий | 5″ | 5,75″ | 5,75″ | 6″ | 8,5″ | 8″ | 8″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диаметр пиноли | 1,575″ | 2,36″ | 2,36″ | 2,56″ | 3,5″ | 4,875″ | 4,13″ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Коническое отверстие пиноли | МТ#3 | МТ#4 | МТ#4 | МТ#4 | МТ#5 | МТ#6 | МТ#6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Двигатель шпинделя | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Мощность | 5 л. с. с. | 7,5 л.с. | 7,5 л.с. | 10 л.с. | 15 л.с. | 30 л.с. | 30 л.с. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Требования к питанию — машина | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Напряжение | Управление: 110 В Машина: 200–240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | от 200 В до 240 В | 480 В +/- 10 % (от 432 В до 528 В) | 480 В +/- 10 % (от 432 В до 528 В) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ампер Ток полной нагрузки | Управление: 8A Машина: 15A | 44А | 44А | 54А | 73А | 71. 6А 6А | 62А | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Фаза/Гц | Управление: 1/60 Станок: 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | 3/60 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Размеры | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нетто (Д x Ш x В), фунты. | 73″ x 44″ x 57″ 1800 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 82″ x 45″ x 72″ 2750 фунтов | 88″ x 55″ x 70″ 3285 фунтов | 129″ x 84″ x 79″ 6500 фунтов | 170″ x 82″ x 77″ 15 430 фунтов | 212,6″ x 86,61″ x 79,53″ 18 920 фунтов | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Транспортировка (Д x Ш x В), фунты. Чертежи станок холодной ковки: применение, особенности инструмента, технология ковки. Чертежи для создания своими руками (130 фото)Холодная ковка своими руками: станок, чертежиЛюбуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки. Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
Элементы изготовленные методом холодной ковки Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами. Содержание
Станки для холодной ковкиНиже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки. Станок «улитка»Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Станок “улитка” Изготовление основных узлов станка Каркас. Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается. Столешница. Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа. Основной вал и рычаг. Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра. Схема станка Разметка и монтаж навесных деталей В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки». Чертёж сегментов “улитки” По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. “Улитка” из полос металла Вариант №3. Модули “улитки” Сборка станка.
После сборки проведите пробное сгибание прута. Станок торсионныйДанный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы. Станок торсионный Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля. Виды станков Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Простая модель торсионного станка Как сделать торсионный станок своими руками смотрите в ролике: Станок «гнутик»Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг. Станок “гнутик” Заготовка помещается между клином и опорными валами. Компьютерная модель станка Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка. Станок «волна»Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка. Станок “волна” Управление волной происходит в следствии изменения расстояния между дисками. Станок — прессДля формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки. Прокатный пресс Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Соединение и покраска деталейЭлементы произведённые методом холодной ковки, соединяются двумя способами:
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе. Соединения деталей с помощью сварки Изделия произведённые методом холодной ковкиПредлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно. Станок Улитка для холодной ковки своими руками: чертежи, размеры, фотоСтанок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель. Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях.
Приспособления для изгибания металлических элементов «Улитка»Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева. Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов. Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену. Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера. Конструктивно приспособление может быть:
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение. Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод. Технология изготовления приспособления «Улитка»Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитковНебольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому. ЦентрСначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка. Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается. Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно. На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки. Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла. Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора. Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10. С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра. К опорной пластине толщиной 4 мм приваривается центр. Изготовление приспособленияДля удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку. Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок. Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят. Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту. После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру. В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части. С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться. Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра. Изготовление простейшей детали на станкеОтрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы. Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки. Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия. Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка. Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами. Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная. Как гнуть профильную трубу на станке «Улитка»?Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак. Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами. Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру. На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке. В специальном приспособлении формируется хвостовик. Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте. После фиксации хвостовика включается электродвигатель. Начинается формование детали. Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры. Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент. Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали. Для продолжения работы устанавливается съемный элемент сборной «Улитки». Теперь можно формировать загиб деталей большого размера. Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. С обратной стороны выполняют дополнительный изгиб детали. Дорабатывается изделие с обеих сторон. Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок. Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук. Примеры изделий с завиткамиОригинальный козырек над входом в здание: При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию. На лестничном пролете завитки выглядят весьма оригинально. Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина. На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие. В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид. Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя. Видео: «Улитка» — холодная ковка своими руками. Заключение
Republished by Blog Post Promoter Сакма — Выигрышные технологии Компания SACMA , основанная в 1939 году, начала разрабатывать и производить станки для холодной ковки незадолго до мировой войны. ГЛАВНАЯ РАМА МОНОБЛОК Основная рама является основным элементом для работы любой машины, особенно машины для холодной штамповки, потому что она придает жесткость, точность и надежность во времени. УЛЬТРА ТОЧНОСТЬ Высокая степень точности обработки является обязательным условием для производства машин, которые должны работать с высокой производительностью и эффективностью. SACMA выбрала собственное производство всех компонентов и установила самое современное производственное оборудование, доступное сегодня на рынке, чтобы повысить общее качество всей своей продукции. БЫСТРАЯ СМЕНА ИНСТРУМЕНТАКонцепция выполнения смены инструмента в кратчайшие сроки представляет собой бесспорную необходимость для современного промышленного производства холоднокованых деталей, изготавливаемых небольшими партиями, что делает штамповку более конкурентоспособной по сравнению с традиционными методами механической обработки. При разработке системы смены инструмента SACMA не пошел на компромисс в отношении жесткости и мощности станков; типичная характеристика его машин. ПРЕДВАРИТЕЛЬНАЯ НАСТРОЙКА ИНСТРУМЕНТА Станки SACMA — CR с быстрой сменой инструмента, предназначенные для быстрого внесения производственных изменений, по-прежнему сохраняют известные характеристики прочности, точности, надежности и эффективности, типичные для станка SACMA . Стенд предварительной настройки позволяет выполнять вне станка точное выравнивание пуансонов относительно штампов, правильное осевое положение пуансонов и идеальную настройку пальцев переноса. Эту процедуру лучше всего выполнять в помещении с инструментами, чтобы на станок были доставлены правильно настроенные инструменты для следующего задания. МОТОРИЗАЦИЯПринимая во внимание нынешнее промышленное производство небольшими партиями, количество смен инструмента значительно увеличивается: производители тем более вынуждены обрабатывать большее количество деталей в любой момент времени, и процедуры смены инструмента должны выполняться в кратчайшие возможные интервалы времени. Автоматическая система моторизации M, доступная на прогрессивных и комбинированных машинах SACMA , является важным методом сокращения времени настройки машины и точной настройки регулировок. Предустановленные данные, присутствующие в базе данных деталей, которые будут изготовлены, будут определять автоматические регулировки подачи, положения упора припуска и выталкивания штампа. Новый 6-ти штамповый пресс SP 670 может быть оснащен индивидуальной автоматикой регулировки пальцевых кулачков. СИСТЕМЫ МОНИТОРИНГА Для обеспечения постоянного качества системы мониторинга сегодня являются обязательными на всех многостанционных машинах для холодной штамповки. Все машины SACMA могут быть оснащены современными системами контроля и управления, разработанными совместно с ведущим производителем в этой области: ГИДРАВЛИЧЕСКИЙ ЗАЖИМ Гидравлический зажим регулировок и инструментов очень помогает при настройке станка и гарантирует повторяемость регулировок. НАПРАВЛЯЮЩАЯ НАПРАВЛЯЮЩАЯ С ИДЕАЛЬНЫМ ЗАЗОРОМ Основная траверса — это элемент, передающий энергию деформации, поэтому он должен обладать высокой стабильностью и прочностью. Кроме того, направляющие салазки должны двигаться точно по матрицам при каждом ходе с высокой точностью. Эффективная система смазки гарантирует, что направляющие скольжения всегда будут хорошо смазаны даже в самых неблагоприятных и несбалансированных условиях ковки. СИСТЕМА ПЕРЕДАЧИ Настоящим сердцем высокоскоростных горизонтальных холодноформовочных станков является передаточный механизм, который должен иметь возможность перемещать детали с одной станции на другую: только с точным и безошибочным захватом можно добиться наилучших результатов эффективности и производительности. Точное движение пальцев переноса, определяемое плавным колебательным механизмом, создаваемым совершенными двойными кулачками привода Desmo, придает всей системе идеальный контроль положения даже на максимальных производственных скоростях. КОМПЛЕКТ ПОДДЕРЖКИ ПЕРЕДАЧИХорошая и эффективная система передачи должна быть способна передавать от одной станции к другой детали любого типа, независимо от геометрии и длины. По этой причине была разработана специальная система помощи при перемещении, которая работает точно по времени с выталкиванием штампа, чтобы с легкостью перемещать все эти сложные детали. Система состоит из опорных пальцев, идеально синхронизированных с движением передаточной и выталкивающей тяг благодаря прямой связи со стержнями и системе двойных кулачков Desmo Drive, которая контролирует боковое движение. СЕРВИСНОЕ ОБОРУДОВАНИЕ Вмешательство оператора в рабочую зону должно осуществляться в условиях абсолютной безопасности и комфорта. Запатентованная система эргономичных платформ и подставок для инструментов, поставляемая SACMA на станках Серии 6, является очень хорошим примером бескомпромиссной поддержки требований конечного пользователя. Система состоит из двух платформ с гидравлическим приводом, которые автоматически позиционируются над рабочей зоной:
Манипуляции с ящиками для штампов, суппортами пуансонных блоков и блоками передаточных пальцев выполняются с помощью специальных кранов, которые могут быть установлены по требованию Заказчика:
ЭЛЕКТРОННЫЙ МАХОВИК Всякий раз, когда вносятся окончательные коррективы в перенос, очень полезно иметь возможность проверить правильную синхронизацию пальцев переноса, чтобы избежать опасных столкновений пуансонов с пальцами, даже если инструменты были спроектированы и изготовлены безукоризненно. Этот специальный блок доступен для всех SACMA прогрессивные и комбинированные машины. КОМБИНИРОВАННЫЕ МАШИНЫ Надлежащим и наилучшим ответом на высокие требования к производительности, рационализацию методов производства, планировку помещения и поток материалов в среде производства крепежных изделий являются станки, которые имеют кузнечную, точечную и резьбонакатную станции, все в одном. При производстве очень коротких деталей, деталей с тяжелой головкой или деталей, которые трудно подавать к стрелочному блоку с помощью стандартного пальцевого подъемника, SACMA предлагает V-образную версию комбинированных жаток, в которых для преодоления всех трудностей используется вибрационный питатель. ГОРЯЧАЯ ФОРМОВКАПрименение системы теплой штамповки на горизонтально-ковочных машинах расширяет возможности изготовления сетчатых деталей более сложной формы и работы со специальными материалами, которые не поддаются холодной ковке. Чтобы удовлетворить эти новые требования в отрасли, SACMA разработала специальные машины, включающие в себя индукционные нагревательные элементы в зонах подачи. Типичный диапазон температур горячего формования составляет от 400°C до 900°C. Имеется специальное охлаждение катушек и рамы, а температура проволоки считывается специальными оптическими пирометрами. После этого применение WF может быть дополнено контролем температуры пресс-формы и охлаждающей жидкости. КОНСТРУКЦИЯ ИНСТРУМЕНТА Постоянная эволюция мира ковки вынуждает инженеров-конструкторов развивать инструментальную технологию на более высоком уровне, чтобы производить все более специальные и сложные детали. Сегодня, на этапах планирования новых инвестиций, тем более важно иметь возможность полагаться на поддержку надежного партнера, имеющего опыт проектирования инструментов и формообразования, для разработки подходящего метода ковки для изготовления рассматриваемых деталей. . SacmaForm® Современные компании-производители крепежа должны иметь возможность оперативно реагировать на производственные запросы, которые они получают от всех потенциальных клиентов. Компания SACMA в сотрудничестве с кафедрой механики и прикладного проектирования Университета Падуи разработала форму SacmaForm ® ; прикладное программное обеспечение, которое дает разработчикам инструментов действенный метод и помощь для первоначальной инженерной разработки продукта. 103S Высокоскоростная машина для холодной ковки болтовОбласть применения Автоматическая многопозиционная машина для холодной ковки болтов является одним из видов специализированных машин с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности. Из-за преимущества самого оборудования для холодной ковки и превосходства техники холодной ковки станки для холодной ковки также широко используются в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для промышленности авиационных пароходов, машин, железнодорожного транспорта, транспортное средство, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. Изделия могут быть изготовлены методом холодной ковки болтов 103S. машина. , установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, винты с ступичными болтами, колесные болты, болты с Т-образной головкой, фланцевые болты, рым-болты, скобы, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д. Отличительные особенности:
Станция кольцевой резки Система синхронного выталкивания Основные технические параметры
Приложение I Принадлежности для станка для холодной штамповки болтов 103S 1. 1. Материал корпуса машины: высококачественный чугун HT300 производства Тайваньской инвестиционной фабрики. Как сделать сверлильный станок из дрели своими руками видео: Как сделать сверлильный станок своими руками из дрели, из двигателя от стиральной машиныПростой самодельный сверлильный станок сделанный из дрели своими руками (42 фото)Простой и практичный самодельный сверлильный станок, сделанный из дрели своими руками: подробные пошаговые фото по изготовлению станка. Приветствую всех самоделкиных! В этой статье, мы с вами подробно рассмотрим, как сделать насадку, на дрель, превращающую её в самый настоящий сверлильный станок. Подобные «насадки» на дрели делали многие, но отличительной чертой данной самоделки является то что, дрель не просто подвешена на пружине, а ещё и опускается благодаря шестерёночному приводу, что создает редукцию и в разы упрощает её эксплуатацию.
Начинаем со сборки основания станка. Основание соберём из прямоугольного металлического профиля. Из профиля необходимо сварить прямоугольник с размерами примерно таким же, как на фото ниже. Для того чтобы все выглядело аккуратно прямоугольники необходимо отпиливать под углом 45 градусов. Далее к нашему металлическому прямоугольному основанию необходимо приварить пару распорок. Эти распорки будут служить в роли опоры для стола или предметов, которые будут лежать на них при сверлении. Распорки вырезаем из металлических стержней их необходимо минимум 2 шт. Привариваем их так, чтобы они располагались ровно параллельно относительно друг дуга и были смещены к одной из грани, автор для этого подложил другие отрезки стержней Для изготовления каретки, понадобится цепь и звёздочки к ней. В нашем конкретном случае не важен размер цепи, главное чтобы звёздочка к ней подходила. Из куска квадратной трубы, изготовим вертикальную колонну. К трубе нужно приварить цепь. Стоит отметить то, что использование двух цепей в нашей конструкции будет более правильными решением, так как под нагрузкой движущийся механизм будет менее заламываться. Привариваем цепь и обязательно зашлифовываем сварные швы. Приступаем к изготовлению передвижной каретки. Изготавливаем крепление дрели. Дрель у нас будет крепиться за то место, где крепится дополнительная рукоятка. То есть необходимо изготовить, что-то подобное хомуту. Далее привариваем только что изготовленный хомут к движущейся части, в место указанное на фото ниже. В завершении остается изготовить удобную рукоятку для вращения шестерни. Рукоятку автор изготовил из металлических стержней, приварив их к шляпке болта. Покраска и сборка.
Вот такой самодельный сверлильный станок с самой простой конструкцией, значительно облегчит процесс сверления заготовок. Процесс изготовления сверлильного станка, также показан в этом видео: Самодельный сверлильный станок из дрели своими руками.
Содержание
Самым распространенным сверлильным станком можно считать, тот который выполнен из обыкновенной или электродрели. В таком станке дрель можно разместить как стационарно, так и сделать ее съемной. В первом случае кнопку включения можно перенести на сверлильный станок для большего удобства, во втором – дрель можно снимать и использовать как отдельный инструмент. Компоненты для самодельного сверлильного станка:
Сверлильный станок для домашней мастерской. Основание (станину) для самодельного сверлильного станка можно сделать из твердого дерева, ДСП или мебельного щита, но лучше все же использовать швеллер, металлическую плиту или тавр. Для обеспечения устойчивости конструкции и получения хорошо результата станину необходимо делать массивной, чтобы она могла компенсировать вибрацию от сверления. Размер для деревянной сатины 600х600х30 мм, металлической – 500х500х15 мм. На основании станка должны присутствовать крепежные отверстия, что бы его можно было закреплять на верстаке. Стойку для сверлильного станка можно сделать из бруса, круглой или квадратной стальной трубы. Также можно использовать старый каркас фотоувеличителя, старого школьного микроскопа или другого устройства подобной конфигурации имеющей большую массу и высокую прочность. Дрель крепится при помощи хомутов или кронштейнов. Лучше использовать кронштейн с центральным отверстием, это позволить достичь более хороших результатов при сверлении. Самодельный сверлильный станок своими руками. Устройство механизма подачи дрели на станке.При помощи этого механизма дрель может перемещаться вертикально вдоль стойки, она может быть:
В зависимости от выбранного механизма, нужно будет делать стойку. На фото схемах и чертежах показаны основные типы конструкций самодельных сверлильных станков, на которых применяется дрель. С пружинным механизмом: 1 — стойка; 2 — металлический или деревянный профиль; 3 — ползунок; 4 — ручная дрель; 5 — хомут крепления дрели; 6 — шурупы для крепления хомута; 7 — пружина; 8 — угольник для закрепления стойки 2 шт.; 9 — шурупы; 10 — упор для пружины; 11 — барашковый болт для крепления упора; 12 — основание станка.С пружинно-рычажным механизмом.С пружинно-шарнирным механизмом: 1 — станина; 2 — шайба; 3 — гайка М16; 4 — амортизационные стойки 4 шт.; 5 — пластина; 6 — болт М6х16; 7 — блок питания; 8 — тяги; 9 — пружина; 10 — болт М8х20 с гайкой и шайбами; 11 — патрон для сверла; 12 — вал; 13 — крышка; 14 — ручка; 15 — болт М8х20; 16 — державка; 17 — стойка; 18 — стакан с подшипником; 19 — двигатель. Видео инструкция по созданию самодельного сверлильного станка своими руками.Видео инструкция по созданию дешевого сверлильного станка из дрели своими руками. Станина и стойка выполнены из дерева, механизмом служит мебельная направляющая. Пошаговая видео инструкция по изготовления сверлильного станка из старого автомобильного домкрата. Как сделать пружинно-рычажную стойку для дрели на самодельный станок. Пошаговая инструкция по изготовлению стальной стойки. Самодельный сверлильный станок из рулевой рейки.
Рулевая рейка от автомобиля является достаточно массивным устройством, поэтому станина под нее должна быть массивной и крепится к верстаку. Все соединения на таком станке выполняются с помощью сварки. Самодельный сверлильный станок из рулевой рейки. Толщина основания должна быть около 5 мм, ее можно сварить из швеллеров. Стока на которую закрепляется рулевая рейка должна быть выше на 7 – 8 см. Крепится она через проушины рулевой колонки. Так как такой самодельный станок становится массивным, блок управления им лучше вынести отдельно от дрели. Видео сверлильного самодельного станка на основе рулевой рейки от автомобиля. Порядок сборки такого самодельного станка:
Все места соединения должны быть надежно закреплены, желательно при помощи сварки. Если используются направляющие, то нужно сделать так чтобы не было поперечного люфта. Для большего удобства такой станок можно оснастить тисками для фиксации заготовки под сверление. В магазинах можно найти и уже готовые под дрель стойки. При покупки стоит обращать внимания на размеры ее станины и вес. Зачастую недорогие конструкции подойдет только для сверления тонкой фанеры. Самодельный сверлильный станок на основе асинхронного двигателя.Заменить дрель в самодельном станке можно асинхронным двигателем, например от старой стиральной машинки. Схема изготовления такого станка сложная, поэтому лучше если ее будет делать специалист с опытом токарных и фрезеровочных работ, сборки электросхем. Схема и устройство станка на основе двигателя от бытовой техники.Ниже приведены все чертежи, детали и их характеристики, и спецификация. Общий чертеж сверлильного станка на основе двигателя. Таблица всех деталей и материалов необходимых для изготовления станка своими руками.
Консоль привода для самодельного сверлильного станка.Четырёхручьевый блок ведущих приводных шкивов.Блок ведомых шкивов.Ограничительный стержень возвратной пружины.Разрезной хомут.Консоль шпиндельной головки. Шпиндельная головка имеют свою базу – дюралюминиевую консоль и создает поступательное и вращательное движение. Чертёж шпиндельной головки для самодельного сверлильного станка. Материалы и детали необходимые для изготовления шпиндельной головки.
Шпиндель. Подключение зависит от самого двигателя. Простая электрическая схема для заводского станка 2М112. Как сделать сверлильный станок для печатных плат своими руками.Для изготовления сверлильного станка для печати плат необходим привод маломощного устройства. В качестве рычага можно использовать механизм от резчика фотографий, паяльник. Подсветку места сверления можно сделать с помощью светодиодного фонарика. В общем этот станок богат на полет творческих мыслей. Сверлильный станок для печатных плат своими руками. Простая электрическая схема управления электромотором на самодельном сверлильном станке для печати плат. Видео по изготовлению миниатюрно сверлильного станка для печати плат радиолюбителя.Типы сверл — Знайте, какое сверло использовать, когдаЗнание различных типов сверл поможет вам выбрать правильный инструмент для работы отверстие. Прежде чем мы углубимся в это, давайте уточним пару технических определений. Дрель делает отверстия с помощью сверла. Отвертка закручивает винты, болты и другие крепежные детали с помощью отвертки. Большинство людей думают об обоих типах приложений, рассматривая дрель. Поэтому для наших целей мы собираемся сгруппировать их вместе. Дрель-шуруповерт — один из наиболее распространенных типов дрелей Как сетевые, так и аккумуляторные дрели имеют патрон, который открывается и закрывается вокруг биты. Независимо от напряжения, размера батареи или марки, эти инструменты просто немного вращаются по часовой стрелке и против часовой стрелки. Некоторые беспроводные дрели и шуруповерты также оснащены муфтой для дрели, которая позволяет механически регулировать мощность, передаваемую при заворачивании шурупов. Когда использовать аккумуляторную дрель Используйте дрель для сверления основных отверстий в пластике, дереве и металле. Размер отверстия, которое вы просверливаете, определяет, насколько мощная дрель вам нужна. В руководстве есть спецификации, в которых указано, с какими размерами он может работать. Вы также можете получить некоторую информацию по размеру патрона. Патрон 3/8 дюйма не поддерживает биты большего размера 1/2 дюйма. Аккумуляторные дрели также очень хорошо подходят для забивания крепежных деталей в пластике, дереве, металле, бетоне и практически во всем остальном, хотя некоторые из них могут потребовать, чтобы вы сначала просверлили направляющее отверстие. Ударные дрели Ударная дрель или ударная дрель имеет ту же базовую конструкцию, что и дрель. Он просто добавляет молотковый механизм, который вибрирует биту вперед и назад, чтобы отколоть бетон. Это происходит, когда двигатель вращает биту. Большинство перфораторов позволяют выбрать режим сверления с ударом, режим только сверления или режим работы с муфтой. Когда использовать перфоратор Перфораторы — универсальный инструмент в мире сверл. Используйте его для сверления и забивания пластика, дерева, металла и бетона/кирпичной кладки. Просто имейте в виду, что большинство перфораторов рассчитаны на сверление бетона с максимальным диаметром до 1/4 дюйма. Вам также может понадобиться вакуум и кожух, чтобы не вдыхать кварцевую пыль и избежать силикоза. Перфоратор (комбинированный перфоратор)Перфоратор или комбинированный перфоратор (комбинированный перфоратор) — старший брат перфоратора. Размеры этих типов сверл по бетону варьируются от немного больших до намного больших, чем перфоратор. В них используется более прочный ударно-струбильный механизм, обеспечивающий гораздо большую мощность, чем в перфораторе. Эти инструменты обычно имеют по крайней мере 2 режима: рубка и удар с вращением. Дробилка делает именно то, на что она похожа — она использует отбойную насадку для разрушения, как мини-отбойный молоток. Удар с вращением — это режим, который вы используете, чтобы просверлить отверстие в бетоне, асфальте, кирпиче, камне или другой каменной кладке. Когда использовать перфоратор Используйте перфоратор при сверлении отверстий или разрушении бетона, асфальта, камня, кирпича или кирпичной кладки. Самые большие из этих инструментов поддерживают сверление отверстий до 2 дюймов. Ударный шуруповерт (Выслушайте нас!) Хотя на самом деле это не тип дрели, ударный шуруповерт попал в наш список в основном из-за количества доступных шестигранных аксессуаров. Шестигранные патроны на этих инструментах, называемые ударным гайковертом, поддерживают совместимые лопаточные биты, спиральные биты и многое другое. Как мы упоминали выше, многие сверла теперь поставляются с «готовыми к удару» шестигранными хвостовиками 1/4 дюйма. Это позволяет сверлить отверстия в металле, пластике или дереве с помощью ударного шуруповерта. Это не так гладко, как дрель, но, безусловно, выполняет свою работу. Когда использовать ударный шуруповерт Ударные шуруповерты — чемпионы по заворачиванию шурупов в мире строительства, заворачивающие шурупы быстрее, чем стандартная дрель. Хотя вы можете использовать его для сверления отверстий подходящим сверлом, многие профессионалы используют его вместе с дрелью, чтобы им не приходилось менять сверла во время работы. Выбирая между дрелью и ударным шуруповертом, используйте оба. Колонковое сверлоКолонковое сверло — один из самых редких типов сверл. По сути, это большой двигатель, иногда прикрепленный к раме, которая удерживает его во время сверления. Он вращает керновое долото — цилиндрическое долото, которое создает керн для удаления вместо того, чтобы вытачивать все отверстие. Все, что он делает, это вращает бит. Нет никаких приложений для ударов молотком, сколов или вождения. Когда использовать корончатую дрель Ничто так не работает, как корончатая дрель. Используйте корончатую дрель, когда вам нужно сделать большие отверстия в бетоне — даже до нескольких футов в диаметре! Эти специализированные инструменты работают медленно, но иногда работа просто требует времени. Земляной шнек (Земной шнек) Наземный шнек или земной шнек использует либо переменный ток, либо газ для вращения своего мощного двигателя. В шнеках используется агрессивное широкое сверло, которое прорывает землю и удаляет грязь быстрее и легче, чем экскаватор или лопата. Когда использовать землеройный бур Земляные буры работают как большие землеройные машины. Эти типы буров облегчают вам жизнь, когда вам нужно проделать отверстие в земле (или даже во льду). Используйте его для установки стоек всех типов и при вырезании лунки для подледной рыбалки. Имейте в виду, что, хотя буры для земли и льда выглядят и работают одинаково, вы все же видите некоторые различия. Например, ледобур обычно вращается на более высоких оборотах. Эти инструменты также весят меньше, чем землеройные буры, а острые лезвия не заедают, поэтому они редко имеют муфту. Наконец, менее крутой шаг лопастей и более острые лезвия ледобуры делают его более подходящим для копания во льду, а не для перемещения по камням и грязи. Аккумуляторный шуруповертТехнически электрические шуруповерты не являются дрелью, но работают так же, как дрель. Обычно они имеют встроенную конструкцию вместо пистолетной рукоятки и имеют меньшую мощность, чем стандартная дрель-шуруповерт. Они вращают патрон по часовой стрелке или против часовой стрелки и в первую очередь полезны для закручивания небольших винтов. Хотя они способны сверлить небольшие отверстия, они не лучший инструмент для этой работы. Когда использовать аккумуляторную отвертку Электрические отвертки лучше всего подходят для небольших и/или тонких крепежных деталей, для которых не требуется крутящий момент стандартной дрели. Они отлично подходят для работы в электрических коробках, установки переключателей и в других местах, где можно использовать ручную отвертку. Отвертка для гипсокартона (шуруповерт) Отвертки для гипсокартона также технически не являются сверлами и служат исключительно инструментом для забивания/крепления. Когда использовать шуруповерт для гипсокартона Название говорит само за себя, шуруповерты для гипсокартона помогают быстро устанавливать листы гипсокартона. Модели, которые могут работать с более длинными шурупами, также упрощают сборку палубы. Подведение итоговМы пропустили какие-то другие упражнения? Независимо от того, какую работу или проект вы выбрали, все они восходят к тому времени, когда люди впервые научились вращать заостренный камень вперед и назад, чтобы сделать отверстие в другом объекте. Если оглянуться даже на 100 лет назад, то удивительно, как далеко продвинулись тренировки! Макита США | Аккумуляторные и проводные электроинструменты, силовое оборудование, пневматика, аксессуарыПОСЛЕДНИЕПоследние продукты Полный ассортимент перфораторов и стали для сноса. Подробнее XGT® — это новый 40-вольтовый | Максимальная система беспроводного оборудования и инструментов 80 В. XGT® превосходит, перехитряет и переживает остальных. Подробнее Идеально подходит для работы. Подробнее БЕСПРОВОДНЫЕ СИСТЕМЫРЕКОМЕНДУЕМЫЕ ПРОДУКТЫПросмотреть еще
Популярные категории товаров Комбинированные наборы Сверла и крепеж Бетон и каменная кладка Наружное силовое оборудование Газонокосилки Аксессуары Информация о модели Мощность Дизайн Скорость Откройте для себя Makita
Чем мы можем помочь? Есть вопрос? Нужна помощь? Нажмите здесь, чтобы связаться с нами. Чпу на токарный станок: Модернизация токарного станка под работу с ЧПУ / ХабрТокарные станки с ЧПУ ✔ по металлу | Siemens 828по металлу токарно — фрезерные токарно-винторезные ЧПУ Siemens в наличии трубонарезные Токарные станки по металлу — это станки, предназначенные для обработки деталей типа тел вращения при помощи разнообразных режущих инструментов. Заготовка получает вращение от шпинделя станка. Съем стружки с вращающейся заготовки осуществляется режущим инструментом. Наша компания поставляет следующие станки из токарной группы:
Кроме этого применение наклонной станины позволяет:
Токарный станок с ЧПУ модели STL-160Каталог » Токарные станки » Токарные станки с ЧПУ » Токарный станок с ЧПУ модели STL-160
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ Станина, шпиндельная бабка, задняя бабка и каретка станка
Станок в базовом варианте имеет следующие управляемые линейные
Технические характеристики станка модели STL-160
Примечание: характеристики,
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ
ОПИСАНИЕ СИСТЕМЫ УПРАВЛЕНИЯ “SIEMENS SINUMERIK 828” c функцией “SHOP TURN” «ShopTurn» — это ПО
«ShopTurn»
ОСОБЕННОСТИ ПО “SHOP
Токарный станок с ЧПУ для продажи — CNCMachines.comКакие оси относятся к обработке с ЧПУ?Стандартная номенклатура для обработки с ЧПУ относится к направлению движения, из которого можно обрабатывать заготовку. X, Y и Z — это линейные оси, ось Z которых выровнена со шпинделем станка, удерживающего заготовку. A, B и C — оси вращения вокруг X, Y и Z соответственно. U, V и W могут использоваться для обозначения параллельных линейных осей вдоль X, Y и Z. Некоторые из наиболее распространенных марок — токарные станки Haas, Mori seiki и токарные станки Mazak. 2-осевые токарные станкиСтандартный 2-осевой токарный станок с ЧПУ имеет оси X и Z. Прутковая заготовка либо подается, либо вставляется в ось Z через цангу, и инструмент режет при вращении заготовки. Используется для круглых деталей. 3-осевые токарные станки и токарные центры с ЧПУ Когда третья ось (Y) добавляется перпендикулярно X и Z, можно обрабатывать кривые. В 3-осевом токарном станке с ЧПУ инструменты расположены на круглой револьверной головке с инструментальными пазами. Пруток подается через устройство подачи прутка, а револьверная головка запрограммирована на вращение и сочленение, чтобы встретить пруток для резки материала. Некоторые токарные станки с ЧПУ имеют более одного шпинделя. В токарном центре с ЧПУ с двумя шпинделями деталь подается с исходного шпинделя на вторичный шпиндель, где на другой стороне детали может быть выполнена дополнительная обработка. 4-осевой токарный станокДля точной ориентации заготовки для приводных инструментов (например, сверла) можно использовать поворотную ось С, создавая 4-осевой станок. Крошечные двигатели в инструменте, установленном на револьверной головке, превращают токарный станок в обычный фрезерный станок. Эти серводвигатели удерживают положение, чтобы обеспечить контурное движение на 4-осевых токарных станках с ЧПУ. Таким образом, станок может выполнять профилирующие разрезы, используя одновременное движение осей X, Y и Z с осью C. Сложность деталей, которые можно изготавливать на этих 3-осевых токарных центрах, обусловлена возможностями приводных инструментов, а также количеством слотов для инструментов на револьверной головке. Токарные станки с 5 осямиПятой добавляемой осью обычно является ось A или B. Станок имеет траекторию XYZAC или XYZBC. Именно эта возможность оси B отличает этот тип токарного станка с ЧПУ. Он вращается вокруг оси Y, что делает возможным резку под сложным углом. Можно выполнять все фрезерные и токарные операции за один установ, поскольку станок поддерживает весь спектр фрезерных и токарных операций. Это самый универсальный из всех токарных станков. У нас есть списки 5-осевых токарных станков. Швейцарские токарные станки с ЧПУ Швейцарские токарные станки с ЧПУ обычно изготавливают детали с наружным диаметром менее 2 дюймов. Они работают путем перемещения фиксированного приспособления к прутку. Эти инструменты режут очень близко к шпинделю, что позволяет очень быстро менять инструмент. Ключевое отличие CNC Swiss от других токарных станков с ЧПУ заключается в том, как устройство подачи прутка и шпиндель работают вместе для производства деталей. Выбор бывшего в употреблении токарного станка с ЧПУБывшие в употреблении токарные станки с ЧПУ имеют множество вариантов оптимизации для производства различных видов деталей. Например, вам необходимо учитывать: Вместимость прутка (максимальный наружный диаметр, который может быть подан в станок), максимальную длину детали, вместимость инструмента, количество позиций приводного инструмента, возможности вспомогательного шпинделя, коллекторы тумана, приспособления для длинной оснастки. Выбор токарного станка с ЧПУ наилучшего размера При выборе станка с ЧПУ наилучшего размера необходимо учитывать размеры наружного диаметра детали. что вы будете делать. Точно так же, как движение оси, приводной инструмент и ряд позиций инструмента определяют сложность деталей, которые могут быть изготовлены, размер внешнего диаметра прутка определяет размер деталей. Устройство подачи прутка проталкивает заготовку через цанговые патроны для производственных циклов. Максимально возможные собранные и забракованные размеры сильно различаются. Токарные станки | Токарные станки с ЧПУ | Станки с ЧПУ Haas Токарные станкиОт инструментального цеха до нефтепромысла КОНСТРУКЦИЯ И ЦЕНА › СРАВНИТЕЛЬНАЯ ТАБЛИЦА РАБОЧЕЙ ОБЛАСТИ ТОКАРНОГО СТАНКА HAAS РАЗМЕР ПАТРОНА | ВМЕСТИМОСТЬ БАР | РАБОЧИЙ КОНВЕРТ | ВАРИАНТЫ АВТОМАТИЗАЦИИ
Все функции и производительностьВсе, что вы ожидаете от Haas Токарные центры Haas предлагают широкий спектр возможностей, включая токарные станки, версии с большим отверстием, модели с двумя шпинделями, приводные инструменты с осью C и возможность оси Y. ST-СЕРИЯ | ДВОЙНОЙ ШПИНДЕЛЬ | ИНСТРУМЕНТАЛЬНАЯ | CHUCKER «Расширение возможностей всегда является проблемой для KutRite. Все дело в ценности. Мы активно использовали аутсорсинг — 30 процентов — по высокой цене; но как только мы начали покупать собственные станки Haas, мы смогли вернуть эту работу на наше предприятие». РАЛЬФ О. НЕРИ | ПРЕЗИДЕНТ | КУТРИТ ПРОИЗВОДСТВО Серия ST
Высокопроизводительная токарная обработка для любой мастерской ТОЛЬКО юаней Двойной шпиндель
Решение «Done-In-One» для многоцелевых компонентов ТОЛЬКО юаней Токарные станки Toolroom
Упрощение перехода от ручного управления к ЧПУ ТОЛЬКО юаней Токарно-винторезный станок
Высокопроизводительное решение для прецизионных деталей ТОЛЬКО юаней Устройство подачи прутка Haas V2Автоматизируйте производство деталей на токарном станке Автоматический загрузчик деталей для токарных станковАвтоматизируйте производство деталей для токарных станков ШпинделиСпециально разработаны для станков Haas Эти шпиндели, разработанные и изготовленные в Калифорнии компанией Haas, специально разработаны для обеспечения мощности, точности и долговечности. УЧИТЬ БОЛЬШЕ Стружка и СОЖРешения для всех типов стружкиОснастите свой токарный центр Haas мощными инструментами для удаления стружки, подачи СОЖ и удаления стружки. УЧИТЬ БОЛЬШЕ Предварительная настройка инструментаСократите время наладки в два разаСократите время наладки, работайте более эффективно и обновляйте смещения в процессе работы с помощью автоматического наладчика инструмента. УЧИТЬ БОЛЬШЕ Система управления HaasБыстрее, умнее и мощнееСамая удобная система управления станкостроения стала лучше, чем когда-либо, и готова помочь вам создать практически все. УЧИТЬ БОЛЬШЕ Револьверные головки и приводной инструментУниверсальность и производительность Добавьте возможности многозадачности, чтобы сократить количество настроек и повысить точность деталей с помощью высокоскоростных приводных инструментов и движения по оси C. УЧИТЬ БОЛЬШЕ Двухшпиндельная токарная обработкаБольше деталей, меньше установовМногозадачность является ключом к сокращению количества установов и повышению точности обработки деталей. Наши двухшпиндельные токарные станки с осью Y обеспечивают возможность обработки «сделано за один раз». УЧИТЬ БОЛЬШЕ ПеченьеЧтобы этот сайт работал правильно, мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это. Что такое файлы cookie? Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую. Домашний фрезерный станок по дереву: Фрезерный станок по дереву для домашней мастерскойФрезерный станок по дереву для домашней мастерскойСодержание статьи:
На фрезерном станке можно выполнять черновую, чистовую и получистовую обработку дерева: от изготовления простых деталей до художественной резки в трехмерном пространстве. Мастер, у которого нет фрезера, мечтает его приобрести. Как из сотен предложений выбрать подходящее? Какие модели предлагают производители для домашнего использования и небольшой мастерской? Назначение и конструктивные особенностипрофессиональный фрезерный станок по дереву Первичное назначение фрезерного оборудования — профильная и плоская обработка дерева, композитных материалов (МДФ, ДСП и других), искусственного камня, полимеров. В качестве исполнительного инструмента используются фрезы различных типов:
Благодаря разнообразию исполнительных инструментов станок превращается в универсальный аппарат для обработки дерева. Устройство представляет собой жесткую конструкцию, прочно расположенную на основании, исключающем вибрацию. Фреза располагается на вертикальном валу, ее высоту можно регулировать, поднимая и опуская суппорт. Обрабатываемая деталь фиксируется на горизонтальной плоскости, ее положение ограничивают направляющими и упорами. Для точной резки предусмотрена подвижная линейка.
Виды фрезерных станков по деревуСначала следует определиться с видом фрезера для обработки древесины, которых создано немало. Принцип работы у всех одинаков, но благодаря некоторым особенностям, функционал станков различен. Устройства могут быть с ручным управлением или числовым программным. Ручной фрезерный станокручной фрезерный станок по дереву Специально создан для работы в небольших мастерских или на выезде. Большие партии пиломатериалов на нем обрабатывать неудобно, станок не приспособлен для обработки объемных заготовок. Основные преимущества — мобильность и простота использования. Ручной фрезер по дереву представляет собой небольшую платформу в центре которой отверстие для исполнительного инструмента. Над платформой на пружинных стойках располагается двигатель. С двух сторон корпуса прорезиненные ручки. К инструменту прилагается набор насадок. Фрезерные станки с ЧПУСуществуют множество маленьких настольных моделей для кустарных мастерских, выполняющих мелкие работы по обработке древесины и других мягких материалов: украшения, штампы, различные безделушки, гравировки. Очень точно воспроизводят мелкие детали, имитируя ручную резьбу по дереву. Фрезеры с ЧПУ обладают различными техническими характеристиками, но все они управляются микропроцессорами посредством операционной системы и специально написанной программы. Бытовой настольный фрезерКомпактное, простое устройство специально создано для домашнего использования. В отличие от ручного инструмента, оборудовано полноценным рабочим столом небольшой площади. Подходит для изготовления небольших деталей из дерева, сувениров, выборки пазов и шипов, легко справляется с любыми породами, даже самыми плотными. Чаще всего именно такие фрезерные станки по дереву приобретаются для домашней мастерской. Вертикально-фрезерныйМожет выполнять любые фрезерные работы, но чаще применяется для растачивания отверстий, зенкования, выборки пазов. На нем можно изготавливать рамки, обрабатывать кромки деталей. Относится к стационарному виду оборудования, поэтому подойдет для профессионального использования в мастерской. Копировально-фрезерныйкопировально-фрезерный станок Предназначены для создания точных копий деревянных деталей сложных форм путем шаблонного копирования. Этот вид фрезерного оборудования отличает наличие шаблона. Технические характеристики фрезеров по деревуОпределившись с типом станка, присмотритесь внимательнее к его характеристикам. Мощность — минимальная мощность составляет 400 Вт, ее достаточно для выполнения мелких работ и сверления древесины любых пород. При профессиональном использовании рекомендуется выбирать станок с мощностью не менее 1,5 кВт. На таком аппарате получится обрабатывать большие объемы дерева, а также пластмассы, мягкие сплавы. От мощности зависит и время выполнения задачи.
Скорость движения — обработка сухой или влажной древесины различной плотности наиболее эффективна при определенных скоростях. Размеры рабочей площадки и расстояние от оси шпинделя до рабочей столешницы — они определяют габариты обрабатываемых заготовок. Отсос пыли — при обработке дерева выделяется много пыли, поэтому большинство станков позволяют подключить пылесос или имеют встроенный механизм сбора пыли. Второй вариант удобнее и эффективнее. Размеры и вес станка — любителю подойдет настольная компактная модель, которая устанавливается на верстак, а после использования убирается в кладовую. При наличии мастерской целесообразнее приобрести полноценный фрезерный станок на собственной станине. Если же планируются работы на строительной площадке — выбирайте ручной фрезер. В первом видеоролике обзор профессионального станка по дереву JET JWS-2900, во втором советы по выбору ручного инструмента:
Как правильно выбрать домашний фрезерный станок для мастерской: разновидности и особенности фрезерных станковДерево – практичный материал натурального происхождения, применяемый в строительных, отделочных и многих других работах. Для обработки заготовок мастера используют разные инструменты и оборудование. Фрезерный станок для работы с деревом в домашней мастерской отличается универсальностью и широкими функциональными возможностями, но как его выбрать в предлагаемом ассортименте? Особенности фрезерных станков для домашней мастерскойФрезерные станки по дереву для дома отличаются от промышленных уменьшенными размерами и доступной ценой.
Для каждого вида деятельности домашние мастера подбирают походящий фрезерный станок. Разновидности фрезерных станков для домаВ продаже в специализированных магазинах представлены разные фрезерные станки. Они отличаются конструкцией, набором функциональных возможностей, принципом действия и стоимостью.
Как выбрать подходящее оборудование?Чтобы при покупке фрезерного станка для домашней мастерской не было проблем, нужно разобраться в главных технических характеристиках этих устройств. Обязательно учитывайте их, когда будете искать нужную модель в каталоге магазина. Размеры рабочей области Если планируете работать с маленькими заготовками, создавая разделочные доски, сувениры, мебельные декоративные накладки или игрушки, можете ограничиться среднеформатным домашним фрезерным станком. Станина От ее мощности и размеров зависят вибрации, возникающие при работе. Чем массивнее оборудование, тем меньше оно вибрирует в процессе обработки заготовок. Рамы обычно изготавливают из стали или алюминия, а есть модели из чугуна. Для дома можно выбрать любой вариант, но чем станок легче, тем он мобильнее. Мощность Ключевым элементов фрезерного станка для дома является шпиндель. Скорость его вращения и мощность двигателя влияют на размеры обрабатываемых деталей и срок службы оборудования. Подбирать эту характеристику нужно с учетом объемов работы:
Тип двигателя Двигатели бывают шаговыми или сервоприводными. Первые устанавливаются в недорогие станки, но уступают в точности. Им свойственно незначительное подергивание и отсутствие контроля электроникой. Моторы с сервоприводами сильно удорожают конструкцию, но отличаются максимальной плавностью хода и точностью. Способ замены насадок Фрезеровальные станки позволяют устанавливать фрезы разными способами. Если вы не планируете часто их менять, подойдет почти любой станок. Если вы часто меняете фрезы при обработке заготовок, лучше отдать предпочтение устройству с так называемым магазином, в который устанавливается сразу несколько фрез. Наличие магазина свойственно фрезеровальным станкам профессионального или полупрофессионального класса. Количество осей Многие домашние фрезерные станки обрабатывают заготовки по трем осям, но когда нужно создать более сложный рельеф на заготовке, лучше использовать оборудование с четырьмя или пятью координатами. Другие важные параметрыЧтобы выбрать и купить фрезерный станок для домашней эксплуатации, руководствуйтесь также другими важными параметрами и особенностями:
При правильной эксплуатации и соблюдении рекомендаций производителя даже недорогой фрезерный станок для дома прослужит в течение долгого времени без единой поломки. лучших фрезерных станков по дереву 2022 | Лучшие маршрутизаторы для деревообработкиПерсонал, любезно предоставлено Dewalt Если вы только начинаете заниматься деревообработкой, вы много слышали о маршрутизаторах — не о том, на который мы все полагаемся для WiFi, а о том, что это портативный электроинструмент, используемый для формирования. Эти «фрезы» бывают бесконечного разнообразия форм, что делает фрезы такими полезными. Существуют биты для «лепки» краев всевозможными способами, поэтому вы можете создавать рамы для картин, корабельные накладки, обшивку или собственную отделку окна. Из других деталей делаются двери, ставни, надписи, выпуклые подносы или замочные скважины для подвешивания картин. Такие аксессуары, как направляющие для кромок и втулок, только повышают универсальность вашего фрезера. Вы также можете перевернуть фрезер и прикрепить его к столу так, чтобы фреза торчала вверх, а упор направлял заготовку. Эта стационарная установка идеальна, когда легче перемещать заготовку, чем фрезер. Поскольку маршрутизатор используется очень многими способами, один размер не подходит для всех. Фактически, большинство столяров, подрядчиков и мастеров-любителей владеют более чем одним.
На что следует обратить внимание Существует два типа оснований фрезера: погружное основание, которое можно регулировать на лету, позволяя фрезеру прорезать глубокие карманы и канавки серией неглубоких проходов; и неподвижное основание, которое также можно регулировать, но только между резами при выключенном двигателе. Новички Если это ваш первый фрезер, то вам следует серьезно подумать о приобретении комбинированного комплекта малого или среднего размера, который включает в себя фиксированное основание и погружное основание с мотором фрезера, подходящим для обоих. При прочих равных, фрезер с фиксированным основанием более компактен и удобен в обращении, а погружной фрезер более универсален. Комплект маршрутизатора дает вам лучшее из обоих миров за меньшие деньги. Фрезы бывают разных размеров: от компактных «обрезных» моделей, которые можно держать в одной руке, до больших двуручных погружных фрезеров, которые универсальны. Преимущества больших фрезеров: большая мощность и два размера «цанг» — 1/4 дюйма и 1/2 дюйма. 1/2-дюймовая цанга позволяет удерживать более крупные биты, которые менее подвержены вибрации при выполнении глубоких пропилов. Меньшие маршрутизаторы, с другой стороны, стоят меньше и ими немного легче управлять, особенно при езде по узким краям. Опытные пользователи Если у вас уже есть один или два фрезера, подрезной фрезер станет отличной следующей покупкой. Также подходит для начинающих, это самый шустрый и компактный из роутеров, предназначенный для легкого и уверенного использования одной рукой для различных несложных задач. Я держу свою настройку с небольшим скруглением для быстрого смягчения краев. Другие столяры используют их для работы с шаблонами и выкапывания карманов для инкрустаций с тщательным контролем, в то время как подрядчики используют их для обрезки заподлицо грубых оконных проемов, фрезерования пазов петель и любых других задач, где маневренность и простота имеют первостепенное значение. Большие погружные фрезерные станки — прерогатива опытных плотников и профессионалов. С двигателями мощностью от 2 1/4 до 3 1/4 лошадиных сил эти модели могут работать с самыми большими битами в самых твердых породах дерева, с нулевой вибрацией и сверхгладкими результатами. Наконец, для использования в подъемнике фрезера, который удерживает мотор фрезера вверх дном для использования на столе, существует множество мощных моторов фрезера, которые продаются отдельно, без оснований. И, как и любой другой электроинструмент, маршрутизаторы начали обрезать шнур, и появляется все больше моделей с батарейным питанием. Как мы оценивали Я протестировал и использовал большинство моделей, рекомендованных здесь, а для тех, которых у меня не было, я объединил свое мнение о наиболее важных функциях и характеристиках с отзывами пользователей из авторитетных источников. При выборе я взвешивал как производительность, так и цену, выявляя лучшие значения в каждой категории. Советы профессионалов Asa Christiana Вот несколько простых способов максимально эффективно использовать маршрутизатор.
Комбинированный комплект Best DEWALT Фрезерный станок DeWalt DW618PKBR2401, комплект с фиксированным/погружным основанием Маршрутизатор Best Trim RIDGID Ridgid R2401 5,5 А проводной компактный маршрутизатор с фиксированной базой 129 долларов в домашнем складе Лучший беспроводной маршрутизатор Milwaukee Компактный фрезерный станок Milwaukee M18 Fuel Лучший маршрутизатор с фиксированной базой DEWALT DEWALT 618 Маршрутизатор Лучший полноразмерный погружной фрезер Тритон Двухрежимный прецизионный погружной фрезер Triton (TRA001) Asa Christiana В: Какой самый крутой проект вы сделали с роутером? A: За свою карьеру я использовал маршрутизаторы сотни раз в десятках проектов. В: Какую ошибку допускает каждый плотник при использовании фрезера? A: Когда вы толкаете фрезер вдоль края заготовки в том же направлении, в котором вращается фреза, фрезер пытается немного продвинуться вперед, что может быть пугающим. Обратите внимание на то, в какую сторону вращается фреза, и толкайте фрезер в противоположном направлении, чтобы рез был более контролируемым. В: Где вы храните все свои маршрутизаторы? инструменты? A: Большинство портативных электроинструментов я держу на открытых полках в мастерской. Некоторым людям нравится прятать все в сундуки и шкафы, но мне нравится, чтобы мои инструменты были под рукой и были легко доступны. В: Каким деревообрабатывающим инструментом вы владеете и дорожите, и почему? A: Мой любимый инструмент для деревообработки — настольная пила SawStop. Аса Кристиана Лучшие фрезерные станки по дереву в 2022 году (включая такие бренды, как Makita, Bosch и DeWALT) Добро пожаловать в справочник Томаса по лучшим фрезерным станкам по дереву 2022 года. Есть несколько инструментов, без которых столяры просто не могут обойтись, и отличный фрезер по дереву, безусловно, один из них. Для создания столярных изделий, создания конструкций и обработки кромок необходимо наличие фиксированного основания или погружного фрезера наряду с подходящими пилами и сверлами. Но для тех, кто еще не сталкивался с маршрутизатором, который их впечатлил, мы нашли семь лучших из них на ваш выбор. Двумя наиболее распространенными типами фрезеров по дереву являются фиксированные и погружные 9.0002 Изображение предоставлено: Shutterstock/Светлана Монякова В то время как устаревшие бренды, такие как DeWALT и Bosch, получили свою долю аплодисментов за фрезерные столы, некоторые бренды, такие как Avid Power, также стали фаворитами публики, иногда с более низкими ценниками. Типы фрезерных станков по деревуКогда дело доходит до фрезеров по дереву, существуют различные функции, которые могут отличать один от другого, а некоторые даже охватывают две категории, но по большей части существует три типа фрезеров, на которые следует обратить внимание:
Лучшие фрезы по дереву от Thomas’s Top PicksОт набора погружных фрезеров DeWALT до фрезера Bosch для рук — это модели с самым высоким рейтингом при поиске отличного фрезера по дереву для работы или отдыха. Лучший маршрутизатор для ладони: Bosch Colt 1,25 л.с. (макс.) Инструмент для маршрутизатора для ладони с переменной скоростью | Купить сейчас Лучший компактный маршрутизатор: Компактный маршрутизатор HP Makita 1-1/4 | Купить сейчас Лучший набор погружных фрезеров: Погружной фрезер Bosch, 12 А, 2 1/4 л. Лучший фрезер DeWALT: Фрезер DeWALT, комплект с фиксированным/погружным основанием | Купить сейчас Лучший маршрутизатор с фиксированной базой и погружным фрезером: Skil 14-амперный погружной и фрезерный станок с фиксированным основанием, комбинированный | Купить сейчас Лучший бюджетный маршрутизатор: Компактный маршрутизатор Avid Power 6,5 A 1,25 HP с фиксированным основанием | Купить сейчас Прокрутите вниз, чтобы узнать больше об этих лучших фрезерах по дереву и узнать, что обозреватели больше всего любят в каждом продукте. *Цены, указанные в этой статье, указаны в долларах США на сайте Amazon.com (США) по состоянию на апрель 2022 года. 1. Лучший Palm Router — Bosch Wood Router Эргономика может иметь решающее значение, когда речь идет об электроинструментах. «Этот инструмент прост, прост в использовании и управлении и дает прекрасные результаты», — объяснил один рецензент. «Маршрутизатор запускается и останавливается очень плавно, что снижает вероятность случайного повреждения детали, над которой вы работаете. И он очень легкий, совсем не громоздкий». КУПИТЬ СЕЙЧАС:119 долларов США (было 139 долларов США), Amazon 2. Лучший компактный фрезер — Makita Wood Router Еще один небольшой, но мощный вариант — Makita RT0701C, модель . Узким корпусом легко маневрировать, и он спроектирован так, чтобы поддерживать постоянную скорость даже под давлением. «В течение многих лет у меня было несколько маршрутизаторов; этот намного лучше построен и спроектирован лучше, чем большинство», — написал один рецензент. «Большинство маршрутизаторов пытаются вырвать крутящий момент из ваших рук, но этот не делает этого и хорошо сбалансирован. Большинству из нас лучше работать с инструментами, которые чувствуют себя в безопасности в наших руках, как и этот». КУПИТЬ СЕЙЧАС:104,70 долларов США, Amazon 3. Лучший набор погружных фрезеров — Bosch 1617EVSPK RouterДополнения могут улучшить или испортить впечатление, а в случае фрезерного станка по дереву Bosch 1617EVSPK модели стоит потратить немного больше, чтобы получить дополнительные навороты. Вместо фрезера в этот комплект входят две цанги, направляющая для кромок, кожух для удаления пыли и переходник для вакуумного шланга. Что касается самого инструмента? «Это устройство гладкое, как шелк, с полудюймовыми битами и намного прочнее, чем мой старый маршрутизатор с такой же мощностью», — объяснил один обозреватель. «Неподвижное основание вошло прямо в мой фрезерный стол, а погружное основание я использую для столешницы и свободной ручной работы». КУПИТЬ СЕЙЧАС:275,28 долларов США, Amazon 4. Лучший фрезер DeWALT — набор фрезеров DeWALT Одной из наиболее ценных особенностей этого фрезера является его точная регулировка глубины и возможность переключения между погружным и фиксированным фрезерным станком. Эта модель немного больше, чем беспроводная версия Max XR ( 137,17 долларов США (было 219 долларов США), Amazon ) и не требует подзарядки благодаря шнуру. DeWALT также продает этот маршрутизатор в других комплектах, включая один с основанием D-образной рукоятки ( 291,64 долларов США, Amazon ) и другой с направляющей ( 236,11 долларов США (было 251,67 долларов США, Amazon )). «Врезное основание подходит для проделывания отверстий или вырезания дадо, а фиксированное основание подходит для окантовки», — написал один из владельцев. «Сам маршрутизатор очень тяжелый и прочный, и кажется, что он очень хорошо сделан». КУПИТЬ СЕЙЧАС:199 долларов США (было 213,40 долларов США), Amazon 5. Лучший фрезер с фиксированным основанием и погружным фрезером — Skil Router ComboКогда есть список разнообразных проектов, стоит иметь возможность использовать как погружной, так и фиксированный фрезерный станок, например, Skil версии , который сравнивают с ведущими конкурентами, такими как Festool и Makita. Оснащенный ЖК-экраном, пользователь может выполнять контролируемые и точные разрезы с электронной обратной связью, которая помогает оптимизировать число оборотов в минуту. Бренд также продает проводной маршрутизатор с фиксированной базой ( 99,98 долларов США, Amazon ) с двигателем на 10 ампер. КУПИТЬ СЕЙЧАС:139 долларов США (было 149 долларов США), Amazon 6. Лучший бюджетный маршрутизатор — набор мощных маршрутизаторов AvidИщете недорогой стационарный маршрутизатор? Этот деревянный фрезер от Avid Power охватывает все основы для всех, кто работает над проектами меньшего масштаба. Он маленький, его легко перемещать, и он отлично подходит для таких вещей, как обрезка. Кроме того, если когда-нибудь понадобится более гибкий погружной фрезер, эту модель можно установить на стол для погружной резки, и вы также можете обратиться к производителю за погружным адаптером. Рецензенты использовали этот удобный фрезерный станок по дереву для самых разных задач, включая изготовление деревянных столов, фрезерование настила террасы и столов для крафта. КУПИТЬ СЕЙЧАС:79,99 долларов США, Amazon Лучший фрезерный станок по дереву 2022 г. — резюмеОдин из этих лучших фрезерных станков по дереву обязательно пригодится для изготовления врезных соединений и соединений типа «ласточкин хвост» или резки сложных панелей. Наладонный маршрутизатор Bosch ( 119 долларов США (было 139 долларов США), Amazon ) отлично подходит для тех, кому нужно что-то более эргономичное, тогда как удобная модель DeWALT ( 199 долларов США (было 213,40 долларов США), Amazon ) отлично подходит для проектов, требующих фиксированное основание и погружные маршрутизаторы. Мы надеемся, что наш обзор лучшего фрезера по дереву был вам полезен. Чтобы узнать о других похожих поставщиках, в том числе о поставщиках фрез для деревообработки, фрез, станков для фрезерования пластика и шпинделей для деревообработки, ознакомьтесь с нашими дополнительными руководствами или посетите платформу поиска поставщиков Thomas. Плоскошлифовальный станок своими руками видео: Плоскошлифовальный станок своими руками: чертежи, фото, видеоПлоскошлифовальный станок своими рукамиПодробно о принципе работы, методике применения шлифовальных механизмов и как сделать плоскошлифовальный станок своими руками.
При производстве строительных или реконструкционных работ появляется надобность в выравнивании плоскостей используемых материалов или полуфабрикатов. Сегодня рынок переполнен огромным ассортиментом шлифовального оборудования, которые дают возможность на получение необходимого результата. Устройство плоскошлифовального станкаДля конструирования шлифовального оборудования по обработке дерева вам понадобятся следующие комплектующие и подручные средства:
При задании технических характеристик шлифованию, нужно исходить из свойств обрабатываемого материала и его шероховатости. Таким образом, корректируются следующие параметры:
Выбор относительно зернистости шкурки делается исходя из необходимого конечного результата. Сила, применяемая для прилегания ленты, и скорость выступают в роли основополагающих показателей. Имеется в виду, что определенные площади не будут подданы обработке. Если смоделировать обратную ситуацию, при значительном давлении и слабой подаче полуфабрикат, скорее всего, почернеет. Принцип работыГлавное отличие этого вида механизма от наждаков — уровень обрабатывания заготовок. Оно сгодится не лишь для затачивания режущих приспособлений, но и для уборки ненужных слоев материала. Физически станок комплектуется силовым механизмом (электродвигателем). За счет передаточных элементов (ременной или зубчатой передач) вращается заточный вал. Для надежного фиксирования заготовок предусматривается основа, зачастую присоединяемая к корпусу механизма. Зависимо от конструктивных особенностей, обрабатывающие механизмы могут быть таких видов:
Для изготовления плоскошлифовальной машины собственными руками применяются приемы с ручными настройками. Невзирая на достаточно значительные погрешности, их отличает простота исполнения. Виды и особенностиК рассмотрению предлагается три модификации, наиболее применимые для домашних нужд. Плоскошлифовальная машина JET 16-32 Plus. Эта машина имеет превосходные технические параметры, которых более чем достаточно в домашнем обиходе и для мелких ремонтных работ. Точность обработки поверхности детали «начисто» может достигать 10-х долей микрона. Станок потребляет мощность на уровне 2 киловатт, что также является приемлемым для домашних условий работы, ведь не каждая электросеть сможет обеспечить работу 10…15-киловаттного агрегата. Незначительные габариты и масса (61 кг). Характеристики выполнения основной работы следующие: Плоскошлифовальная машина PROMA РВР-400А. Это уже уровень профессионального оснащения, укомплектован ЧПУ. Есть рабочая поверхность, которая предназначена под достаточно значительную нагрузку (350…380 кг), позволит обработать крупногабаритные полуфабрикаты. Мощность такой машины составляет 10 кВт. Имеет следующие рабочие параметры:
Этот экземпляр приведен более в качестве примера, ведь оборудование с весом почти 4 тонны необходим в условиях производства, а не в домашней мастерской. Плоскошлифовальный механизм ЛШ-322. Имеет прекрасные характеристики относительно точности обработки – предельные отклонения составляют в районе 3…5 микрон, а шероховатость — 0,16 мкм. Все-таки для домашних нужд данный механизм является дорогим (его цена составляет около 15000 долларов), а также массивным. Видео: самодельный станок по шлифовке поверхностей. Плоскошлифовальный станок своими руками: пошаговая инструкцияОсновным элементом любого механического оборудования является силовая установка. Для этой роли лучше всего подойдет электродвигатель асинхронного исполнения. Частота вращения выходного вала мотора должна быть на уровне 900…2000 об/мин. Главная «головоломка» состоит в том, что нет каких-либо конкретных схем по изготовлению подобного механизма своими руками. Эксперты советуют отталкиваться от физических параметров обрабатываемого материала: будь то обработка по дереву или по металлу. Хороший бытовой механизм предназначен для обработки негабаритных полуфабрикатов. Для этого используют абразивную ленту. Практические советы для изготовления составляющих собственноручно:
Для обрабатывания необходимых полуфабрикатов из твердых или закаленных сортов стали вместо абразивной ленты можно использовать корундовые круги. Они устанавливаются на вал двигателя, порядок шлифования остается тот же. В общем говоря, плоскошлифовальный станок является незаменимым оборудованием в любом деле и любой мастерской для выполнения качественной и оперативной работы. Более того, сконструированный плоскошлифовальный аппарат собственноручно позволит вам познать все его функции и возможности, а также выполнить под нужды и будущий функционал – не более и не менее. Также выполнение этого конструирования позволит вам сэкономить значительные финансовые средства, отказавшись от посредничества и коммерческих «накруток» на данное оборудование. Видео: как сделать плоскошлифовальный станок своими руками. Republished by Blog Post Promoter Шлифовальный станок своими руками — Видео смотреть онлайн бесплатноШлифовальный станок своими руками / Как сделать шлифовальный станок по металлу своими руками дома. Тяжело встретить металлические поверхности, тех или иных изделий, не подверженных обработке и сохраняющих ровную поверхность после литья металла. Практически всё, что изготавливается из металла, подвергается шлифовальной обработке. Делается это для достижения гладкой и ровной поверхности всех плоскостей железного изделия. Раньше были только ручные приспособления (наждачная бумага, абразивные круги, токарные станки). Но, так как такие работы являются тяжёлыми, решили придумать автоматизированные станки, которые выполняют всю работу на автомате. Помимо них создали и станки для домашней обработки металлических изделий. Любое шлифовальное оборудование имеет одно, прямое назначение — это обработка поверхности металла, чтобы добиться ровности и гладкости всех сторон обрабатываемой детали или заготовки. С помощью этого оборудования можно осуществлять черновую обработку, чистовую обработку и финальную обработку. На шлиф. узлах используются различные абразивные элементы, имеющие разнообразные размеры и форму.
Ниже мы рассмотрим, какие виды шлифовальных машин, предназначенных для обработки металлических поверхностей, существуют. Разновидности шлифовального станка по металлуВ зависимости от сферы и области применения, шлифовальное оборудование подразделяется на 19 видов и подвидов. Каждая из этих разновидностей предназначена для осуществления определённых работ по металлическим деталям. Совет: Перед проведением шлифовальных работ на поверхностях металлических изделий необходимо определиться с выбором оборудования. В противном случае ваша деталь может быть испорчена. Ниже рассмотрим подробнее каждый из них:
Бесцентровый круглошлифовальный станок обрабатывается только цилиндрическая поверхность. Вторая схема «метод врезания». С его помощью обрабатываются цилиндрические, профильные, а также конические поверхности. В двух схемах допустимый радиус от 25 до 300 миллиметров. В данной модификации отсутствуют центры для фиксирования деталей. Вальцешлифовальный станок Вальцешлифовальное оборудование – данный вид оборудования необходим для обработки прокатных вальцов путём шлифовки. Обрабатываются цилиндрообразные, профилеобразные, а также конусообразные плоскости. Шлифующий станок для обработки коленчатых валов – данные агрегаты используются в основном на промышленных предприятиях. На нём Станок для шлифования шеек коленчатых валов осуществляется единовременная, а также последовательная обработка коленчатого вала путём врезания. Тем самым, поверхность шатунных шеек, расположенных на коленчатом валу получается гладкой и аккуратной. Внутришлифовальные станки – данный вид оборудования позволяет шлифовать конусообразные, а также цилиндрообразные отверстия, имеющие большой размер. Настольные шлифующие станки оснащены возможностью обрабатывать диаметры от 1 до 10 сантиметров. На производстве эти диаметры достигают 100 сантиметров. Плоскошлифовальный узел – в данном случае шлифование производит торец, либо периферия абразива (абразивного круга). Данный агрегат имеет возможность установки дополнительного оснащения, что позволяет обрабатывать металлические детали тяжёлых конфигураций. Плоскошлифовальный узел осуществляющий обработку с двух сторон (плоскостей)– такой станочек способен шлифовать одновременно несколько плоскостей, тем самым повышая его производительность. Фиксация металлической детали осуществляется посредством специального подающего устройства. Обработка может быть как горизонтальной, так и вертикальной. Что делает данный станок практически универсальным. Оборудование для шлифования направляющих деталей – данный агрегат обрабатывает различные направляющие. Длина этих направляющих колеблется от 1000 до 5000 миллиметров. Этими направляющими оснащаются станины станков, рабочие места, салазки, различные агрегатные узлы. По этим направляющим и совершают передвижения станины различных станков. Совет: Перед осуществлением выбора вашего будущего оборудования необходимо определиться с выбором не только агрегата, но и знать, какие функции ваш аппарат будет выполнять.
Помимо вышеуказанных видов шлифовального оборудования, оно делится на виды абразивных материалов:
Теперь, когда мы ознакомились с разнообразием шлифовальных станков, можно перейти к процессу сборки шлифовального оборудования. Конструкция самодельного шлифовального станка по металлуСамодельные шлифовальные агрегаты довольно просты в своей конструкции, так как при сборке используется малое количество деталей. Помимо этого работы по масштабам ограничены. Всё дело в том, что абразивные элементы устанавливаются малых размеров. Теперь разберём саму конструкцию станка, что в неё входит и для чего предназначена каждая из деталей. Для монтажа простого шлифовального станка понадобятся:
Процесс сборки шлифовального станкаСборка не занимает много времени и не требует приложения множества усилий. Все вышеуказанные детали и элементы просто соединяются друг с другом по определённой последовательности. Совет: Перед началом сборки обязательно определитесь с выбором всех деталей, материала и инструмента. В противном случае вам придётся постоянно отвлекаться от сборки и что – то может быть собрано неправильно. Первым делом изготавливается станина. Можно взять ДСП или древесный массив. Изготавливается «тумба» 18х16 сантиметров. Поверх этой станины устанавливается основание станка, представляющее из себя железный лист, размерами 50х18 сантиметров. Когда всё сделано, можно проводить первый запуск станочка и проверить его на исправность работы. Совет: Несмотря на то, что станок имеет маленькие габариты, его просто необходимо заземлить, чтобы защититься от травм, которые может нанести электрический ток. Общие отзывы и подведение итоговОтзывы о шлифовальном оборудовании всегда только положительные, так как эти агрегаты полностью заменяют ручную работу. На производствах такие агрегатные узлы осуществляют такую масштабную работу, которая не под силу и сотне людей. Однако такие узлы дорогостоящие и имеют огромные размеры, поэтому проще всего сделать шлифовальный аппарат своими руками и под свои нужды. Остаётся сделать один, но простой и главный вывод. Шлифовальное оборудование в домашних имеет незаменимое значение и пользуется и будет пользоваться огромным спросом. Совет: Если вы до сих пор думаете, стоит ли вам осуществлять сборку собственного шлифовального оборудования, то необходимо отбросить все сомнения в сторону и приобрести необходимые материалы, а также создать своё шлифовальное детище, так как оно незаменимо! Видео обзор самодельного шлифовального станка: Общие — Архив | Давайте обсудим самодельные плоскошлифовальные станки | Практик-механикБМайерсГорячекатаный
Я только что прочитал сборку HSM, чтобы сделать плоскошлифовальную машину.
Стивен ТомасАлмаз
Эммм….плоскошлифовальные станки в наши дни практически раздарены. Как вы могли позволить себе сырье и основные детали (для сравнения), чтобы построить его? Черт возьми, если вы хотите, чтобы магнитный патрон шел с ним, в последнее время было много плоскошлифовальных станков, проданных с патроном, где общая упаковка приносила меньше, чем стоил бы патрон. Некоторые рекламировались здесь, в личке. Рассматривали ли вы возможность купить старый и восстановить его? Работа аналогичная, но хоть все детали будут под рукой; предназначены для совместной работы. смт
ДжонодерАлмаз
Ненавижу критиковать, но это всего лишь последний пример того, насколько далеким стал HSM. Безумная трата времени и денег на результат, вдвое меньший, чем у моего неуклюжего Taft Pierce. ИМХО Джон
северный певецТитан
У меня есть DoAll, но у меня также есть самодельный шлифовальный станок, сделанный из крошечного стола и рамы горизонтально-фрезерного станка Garvin, оснащенный высокоскоростной, тугой оправкой и магнитным патроном. Вертикальная ось имеет циферблат тысячных микрометров, ось входа/выхода имеет циферблат тысячных микрометров (я полагаю, взятый из соединения токарного станка Weiler), а ось Y имеет только ручной рычаг Гарвина, без измерения. Этого не делал я, это часть партии машин, которые я купил. Работает довольно гладко, маленький и удобный. Северный певец
Железный антиквосТитан
Чтобы не отставать от тех, кто хочет собирать машины вместе, я однажды купил на аукционе 10-дюймовую радиальную ручную пилу Sears Craftsman, которая поставлялась с 6-дюймовым шлифовальным кругом, установленным на шпинделе, и большим количеством песка по всей поверхности. .
JSTАлмаз
Я полагаю, что единственной возможной причиной его создания является отсутствие места для чего-то большего, чем Сэнфорд, которых не так много вокруг. Тот, что в статье, крошечный, около 20 дюймов в высоту, и крошечный стол. Я не думаю, что когда-нибудь найду Sanford, и я не могу затащить обычный в подвал. Более 400 или 500 фунтов на самую маленькую деталь, и я просто не хочу ее устанавливать. Но я бы не стал ее строить.0007 Я полагаю, что плоскошлифовальный станок, который вы покупаете за 250 или 500 долларов, по-прежнему, вероятно, нуждается в новом комплекте подшипников шлифовальной бабки за 750 долларов… значительно меняет стоимость. С другой стороны, любому изделию, построенному с нуля, также потребуются подшипники. Я искал в этой статье какие-либо ссылки на подшипники шпинделя или шпиндель. Не нашел…. Я понятия не имею, что они имеют в виду для этого, я даже не смог найти шпиндель, только «двигатель», так что я думаю, что они полагаются на подшипники двигателя…. Соглашусь, это чушь… Я бы тоже хотел, чтобы там не было 94-й партии двигателя с электронным клапаном. Мне нравятся старые двигатели Philip Duclos, они довольно крутые, если вы в этом разбираетесь, но с этим новым много шума из-за не много. Эх, если бы я написал статью, на нее наверняка бы тоже кто-то нажаловался. Вы не можете угодить всем.
ДжобиЧугун
Я также бегло просмотрел статью о шлифовальных станках, а затем отклонил ее. Я ценю время и усилия, которые автор вложил в проект и статью; но за количество работы и потраченного времени не стоит для меня. Кроме того, после того, как я всю неделю шлифовал детали до +-.0002, я действительно не хочу видеть Я только что получил пару предложений по шлифовальным машинам для работы BTW. Кевин
ХоускрикТитан
Я знаю, где продается Sanford (по крайней мере пару месяцев назад) в центре Дейтона. Проблема заключалась в том, что они не знали, что у них есть/имели, и хотели за это где-то около 500 долларов. Я заплатил всего 425 долларов за свой 616 K.O. Ли, так что я ушел. Если вы заинтересованы в Sanford, посмотрите здесь: Sanford добавьте
МилакронСупер модератор
Ага. Кроме того, это «производственный форум», так что почему он публикует это здесь, мне не понятно.
Too_Many_ToolsНержавеющая сталь
Моя любовь к самодельным машинам давно умерла. В молодости я находил и таскал домой все эти «хорошие вещи» (двигатели, отливки, запчасти), которые шли на сборку машин, которые я не мог себе позволить….вы знаете…больше времени, чем денег . Что ж, это был отличный опыт обучения, и я очень гордился своими достижениями. Но недостаток в том, что когда придет время обновиться, вы почти ничего не получите за свои усилия. Никому не нужна самодельная машина, которая не имеет поддержки, документации и хороша настолько, насколько хорош человек, который ее построил (а мои были довольно хороши). Ответственность также является проблемой с машиной, которую вы строите, поскольку пострадавший покупатель может вернуться к вам позже. Создание машины, которую можно легко купить, является ложной экономией. Если это ваше хобби / опыт обучения или если это машина специального назначения, которая недоступна где-либо еще, тогда сделайте это. ТМТ
Дж.КарлсонГорячекатаный
Sanford недавно продали на ebay примерно за 850 долларов. У меня есть один, и он очень удобен в маленьком магазине. Джим К.
Э. БобицкиЧугун
Одним из оборудования, которое я бы очень хотел добавить в свой магазин, является плоскошлифовальный станок. К сожалению, мне, возможно, придется построить один, потому что в моем районе, в отличие от остальных из вас, бывшие в употреблении плоскошлифовальные машины стоят столько же, сколько новые китайские, то есть в диапазоне 4-10 тысяч долларов. Так что есть такие люди, как я, которые могут найти подобные статьи полезными. Скажите, кто-нибудь хочет отправить кофемолку в Британскую Колумбию за 2000 долларов? На самом деле я больше заинтересован в том, чтобы построить что-то вроде описанного в книгах Гая Лотара. Больше похоже на точечную/финишную шлифовальную машину на основе плоской пластины, где работа выполняется вручную. Но в моем магазине всегда найдется место для настоящего плоскошлифовального станка.
карлквибАлюминий
Я думаю, вы должны помнить, что это журнал для хобби, а не отраслевой журнал, суть которого в долларах, которые может принести машина. Люди делают такие вещи по той же причине, они карабкаются в горы. Потому что они могут. -Брайан
дкмцАлмаз
Я увидел название темы и меня передёрнуло…. Последним выпуском HSM, который я воспринял полусерьезно, был тот, что был до проекта газонокосилки. В качестве альтернативы (за исключением статей с инструкциями) я предлагаю American Machinist and Machine Design журналы. Вы просто не можете победить цену и содержание. в молодые годы я находил и таскал домой все эти «хорошие вещи» (двигатели, отливки, запчасти), которые шли на сборку машин, которые я не мог себе позволить….вы знаете…больше времени, чем денег . Ваша проповедь хору с этим! Дан К
Вырезать 3 разаАлюминий
От 100 долларов так себе до 500 долларов за хороший здесь, в Детройте. Вам нужны летние каникулы в Мичигане….
тракторТитан
трип. Вы находитесь недалеко от магазина Grizzly в Bellingham, где продается плоскошлифовальный станок за 1600 долларов. Их распродажа тоже не скоро? Крис П
проснулсяТитан
Дон, я видел, как ты делал это замечание еще раз или два на этом форуме. Для нас, новичков, не могли бы вы уточнить? У меня такое чувство, что я, должно быть, несколько раз публиковал неправильный контент на этом форуме с тех пор, как присоединился, поскольку на самом деле я не производитель, а просто любитель. Но казалось, что это часть доски объявлений «общего назначения»??
МилакронСупер модератор
проснулся, я считаю, что, поскольку уже существует три форума по интересам машинистов, «Практический машинист» должен больше склоняться к профессиональной стороне вещей. Многие любители и новички (конечно, не обязательно одно и то же) тусуются здесь и могут задавать вопросы и вносить свой вклад… если речь идет о машинах и процессах, которые могут использоваться в производстве (при этом посты ОТ я не буду вдаваться в подробности) Как только мы начнем разбираться в фрезах и китайских ленточных пилах за 200 долларов, я немного съеживаюсь, но думаю, черт возьми, даже в некоторых мастерских они используют такой хлам, поэтому мы пусть это скользит. Но как только мы попадаем в область создания собственного плоскошлифовального станка, человек вступает в область тотальной домашней траты времени впустую на фантастические вещи, которые никоим образом и никоим образом не могут быть даже отдаленно связаны с «производством», поэтому я сделал комментарий . Чистый как грязь ?
МаркСЧугун
Если вы хотите построить свой собственный плоскошлифовальный станок, сделайте это. Если получится, выложите фото для скептиков. Если окажется, что это кусок хлама, кого это волнует? Позиция некоторых членов этого совета наводит меня на мысль, что он состоит из экономистов, а не настоящих машинистов. Лично я бы не стал делать свой собственный плоскошлифовальный станок, но вы, вероятно, не потратите на это 80 часов. изготовление машинного домкрата тоже.
МилакронСупер модератор
Да, давай… только не говори об этом здесь!
Самодельное приспособление для плоскошлифовального станка для ленточной шлифовальной машины — Инструменты, оборудование и приспособления — Форум Американского общества кузнецовПерейти к содержимому ФорумABS Administrator2020-10-03T22:46:58-04:00 Уведомления Очистить все Последнее сообщение RSS Я не машинист, но это была забавная сборка, которой стоит поделиться, если вы не можете позволить себе плоскошлифовальную машину или просто хотите повеселиться. Это было вдохновлено чем-то подобным, что я видел на YouTube. С точностью до тысячных? Нет. Но это намного точнее и быстрее, чем то, что я пытался сделать раньше. На создание ушло пару часов, и есть много возможностей для улучшения, если вы хотите сделать его лучше. Материалы: 1,5-дюймовый алюминиевый квадрат, начните с 3 футов и обрежьте до нужной длины. Пластина 10x2x1/8 дюйма 5 Неодимовые магниты 1×3/4 дюйма 10×2 16 калибровочная пластина 2 угловые скобы 10×3/4 дюйма 2 2 круглых стержня 2×1/2 дюйма для ручек 1/2 дюйма 13 стержень с резьбой около 4-6 дюймов петля для шкафа. Выберите самый прочный, какой сможете найти, который будет входить в алюминиевый стержень. 3 1/4 20 болтов для ввинчивания шарнира в алюминиевый стержень Вам придется сделать некоторые измерения, чтобы он поместился под контактным колесом. Чтобы сделать магнитный патрон, я прикрепил кронштейны к алюминиевому стержню и приварил к кронштейнам пластину толщиной 1/8 дюйма. Чтобы было лучше, выфрезеруйте рельсы после того, как приварите их, чтобы они точнее сидели на валу. У меня нет мельницы. Может быть, это всего лишь еще один из десятков предлогов, чтобы наконец-то купить мельницу. Я использовал угловую шлифовальную машину, чтобы избавиться от углов, чтобы она ехала ровно. С помощью фрезы вы также можете просверлить несколько прорезей для шарикоподшипников или чего-то еще, чтобы сделать его более плавным. Также было бы неплохо быстро отсоединить алюминиевый стержень от стола. Прямо сейчас я просто отодвигаю кофемолку на пару дюймов и переворачиваю ее в сторону. Я думаю, было бы лучше использовать более твердое колесо. Это 10-дюймовое колесо, которое я использую, немного мягкое и немного закруглит концы, если я буду слишком быстро увеличивать высоту. Фреза по дереву станок: Фрезы по дереву для станков в РоссииФрезы по дереву Санкт-Петербурге, Москве для ручного и чпу станкаФрезы по деревуДерево один из самых хороших материалов для механической обработки различными станками и приспособлениями. Стремление человека окружить место своей жизнедеятельности натуральными материалами, с богато украшенными элементами, было всегда актуально и желанно. Что создает потребность в мастерах, владеющих технологиями и умением получать желаемый продукт клиентом. Технология обработки всегда базируется на инструменте способном упростить и обеспечить гарантированный результат за приемлемое время. Фрезы по дереву наиболее востребованный инструмент как непосредственно участвующим в обработке конечного изделия, так и создающий необходимую оснастку упрощающей индивидуальное и серийное производство. Электрооборудование для деревообработкиЭлектродвигатель дал четкое разделение на работу руками и обработку электроинструментом дерева. До сих пор идут прения в сообществе мастеров о важности освоения профессии эволюционно от рук к станкам. Ручной фрезерРучной фрезер наиболее часто используемый электроинструмент в столярном производстве для придания формы и выборки. Широта его применения основана на разнообразии фрез, определяющих форму и вид фасада, стула, стола, полки и тп. За счет разной мощности и размера удобно иметь несколько вариантов и применять их под задачу. На использовании фрез это практически никак не сказываться, только если не ставить наборную фрезу большого диаметра и стараться все это удержать руками, что делать очень опасно. ЧПУ для дереваЭто тренд последнего времени, когда станки стали активно наполняться производственные площадки. Все это происходит по причине доступности ЧПУ фрезерных станков и доступности способов их эксплуатации. Библиотеки CAM программ постоянно обновляются разными типами фрез, а не только стандартными геометриями 3, 6, 8, 10, 12 мм. Купить фрезу по деревуСайты с представленной информацией имеют картинку и подробное описание фрезы. Консультанты по телефону или через чаты активно представляют справочную информацию по применению инструмента и вариантах решения той или иной задачи производственника. За счет онлайн-каталогов можно легко найти и купить нужную фрезу с быстрой доставкой. Виды фрез по деревуФрез по дереву существует великое множество. Всего ассортимента не знает никто и не имеет на складах. Поставляются наиболее востребованные и пользующиеся популярностью фрезы для работы деревом иначе компании поставщики перестанут существовать, это законы рынка с этим ничего не поделать покупатель голосует рублем. Все остальное производиться под заказ. В основном фрезы разделяются по видам на основные типы:
Далее все зависит от задачи и субъективного деления тех или иных групп самим производителем и потребителями. Из чего складывается стоимость фрезыСтоимость фрезы определяется множеством факторов. Бесплатных фрез не бывает, есть недорогие. Ориентировать при выборе на стоимость может только человек не вовлеченный в тему или только начинающий постигать стезю. Цена фрезы складывается из:
Чем богаче выставочный зал, чем он ближе к метро, чем более квалифицированный консультант, чем быстрее сайт и тп, тем дороже в данном магазине будет товар. Конечно, это правило будет действовать и в другую сторону, когда товар есть и не дорого, но продавец ничего, о нем, рассказать не может, но может продать дешевле и здесь вся нагрузка за принятие решения полностью лежит на покупателе и его профессионализме. Какие бывают фрезы для ручного фрезера по деревуГлавная страница Статьи Какие бывают фрезы для ручного фрезера
Для чего нужен инструмент?
Классификация фрез
Популярные детали для ручного фрезера
Станки для лазерной резки дерева по лучшей цене в 2022 году Станок для лазерной резки дерева одновременно прост и сложен. Работает по трем осям. Инструмент обрабатывает материал, режет или гравирует по двум основным параметрам – мощности и скорости. В то же время лазерный резак сложнее всех остальных. Эта особенность возникает из-за огромного перечня материалов, которые он способен обрабатывать. Как выбрать станок для лазерной резки дерева для домашнего использования?При неправильном выборе лазерного резака для деревообработки можно столкнуться со многими негативными факторами. Сегодня доступны различные категории машин. Есть более простые модели и профессиональные инструменты, рассчитанные на круглосуточную работу. Неподходящий станок может привести к тому, что заказчик рискует не иметь возможности изготовить некоторые сложные изделия. Часто это происходит из-за неправильного выбора:
В результате станок для лазерной резки не может обрабатывать определенный материал. Например, если выбрано устройство с недостаточной жесткостью, толщиной стенок и отсутствием рамы, оно исключает возможность работы по камню или выполнения операций с другими тяжелыми изделиями непосредственно на рабочем столе и требует наличия тележки с захватом, конструкция которой бюджетный станок с ЧПУ часто не позволяет. Поддержка и техническое обслуживаниеОсновными негативными факторами, возникающими при неисправности лазерного резака, являются поломки. Возникают из-за:
Если машина сломалась, поломку нужно устранить в кратчайшие сроки. Чтобы ремонт не вызывал затруднений, необходимо приобрести станок с ЧПУ, комплектующие для которого производятся известными брендами. В случае выбора станка, который не подходит для резки дерева или требуемой задачи, это побудит пользователей внести модификации для последующего станка для резки с ЧПУ. Такой подход неприемлем и значительно замедляет производственный процесс. Возможны дефекты. При производстве лазерной резки с этим явлением обычно не приходится иметь дело. Чтобы этого избежать, необходимо покупать станки по дереву с ЧПУ известных производителей. Чтобы убедиться в оригинальности товара, нужно обратить внимание на название. Оно должно совпадать с названием завода. Зарекомендовавшие себя производители поставляют комплектующие для своей продукции. Если производитель заботится о своей репутации, он старается не допускать даже мелких неточностей. Размер и мощность лазерного резака для резки дереваДереворежущие станки с ЧПУ состоят из ряда конструктивных элементов. Они делятся на несколько групп:
Оснастка – одна из основных групп конструктивных элементов станка лазерной резки с ЧПУ. В эту категорию входит трубка CO2. Чаще всего лазерные резаки позволяют использовать более одной трубы по типу мощности. Это значит, что их можно менять в зависимости от задачи заказчика. От этого также будет зависеть охлаждение оборудования. С учетом того, какая трубка выбрана, и приобретается чиллер. В основной связке с лазерной трубкой находится блок розжига (высоковольтный блок). На самом деле это источник питания для лазерной трубки. На это также влияет мощность трубки. Сегодня производители предлагают блоки розжига, которые можно регулировать при работе по дереву или другим материалам. Однако при замене трубки часто приходится менять и блок высокого напряжения. Обычно в машинах используется эмиттер CO2. Линзы могут быть разного диаметра и иметь разное фокусное расстояние, что влияет на размер моста. Их называют:
Если клиенту необходимо разрезать толстый материал на станке с ЧПУ, используется длиннофокусный объектив. При резке дерева или другого материала толщиной 4-8 мм достаточно использовать короткофокусный объектив. Это позволяет работать без возникновения конусности. Важно отметить, что замена оптики занимает у оператора от нескольких секунд до минуты. Мы рады проконсультировать вас с самого начала Свяжитесь с нами сейчас. Оформить заявку Также головка снабжена воздухом, который необходим для охлаждения места лазерной резки или выдувания продуктов горения. Основное назначение такой системы — защита линзы от копоти. Некоторые материалы можно резать без доступа воздуха. Но тогда есть вероятность поджечь материал. Станки Wattsan для резки дереваСтанки Wattsan оснащены функцией подъема и опускания стола. Маркируется буквами «ST» и «LT». Функция доступна на станках с ЧПУ с размером рабочей зоны:
Функция необходима тем, кто выполняет лазерную резку объемных плоских материалов. Кроме того, есть функция ST. Он представляет собой стационарный стол для резки с ЧПУ. Эта функция необходима тем, кто режет только плоские материалы. Ватсан 6090
Подробнее Сегодня самым популярным лазерным резаком для резки, гравировки и деревообработки в целом является Wattsan 60 90 LT или ST. Толщина корпуса станка с ЧПУ такая же, как и у более крупных инструментов, что делает его за счет меньшего размера еще более жестким и стабильным. Станок оснащен цепным механизмом подъема и опускания стола, который приводится в движение асинхронным двигателем. Воронкообразная ниша для мусора защищает цепь от мелких осколков. Кроме того, он придает дополнительную жесткость. У Wattsan 60 90 необычайно прочный портал и правильный подбор всех компонентов. Для резки дерева станок с ЧПУ можно оснастить более узким соплом, что при штатном компрессоре и меньшей площади сечения дает более высокий выброс. Иногда используется широкая насадка, необходимая для гравировки. Тогда мощность продувки несколько снижается, а остатки горения не прилипают к материалу. Wattsan 60 90 — самая популярная машина на рынке.
Машина может быть оснащена несколькими трубками CO2. Стандартная версия поставляется с лазерной трубкой мощностью 80 Вт. Ватсан 1610
Подробнее Станок Wattsan 1610 LT/ST позволяет резать дерево лазером практически без предварительной резки, используя сквозной стол. На него можно положить лист, если конечный продукт меньше размера рабочей зоны. Wattsan NC-C1612 может резать металл. Часть материала будет свисать позади станка после предварительной резки. Его можно либо отрезать сразу, либо подтянуть под портал лист фанеры или дерева. В стандартной комплектации лазерный резак поставляется с трубкой мощностью 100-120 Вт для лазерной резки и может быть оснащен трубкой как меньшей мощности, так и большей в зависимости от толщины и требуемой скорости резки по дереву. Станок Wattsan 16 10 LT/ST имеет большое количество усовершенствований, упрощающих распил. Помимо того, что все машины имеют правильную конструкцию, они имеют толстостенные металлические корпуса. Клиенты предпочитают этот тип оборудования из-за:
Резиновые ремни можно натягивать сильнее, чем обычные ремни, и это не вызовет биения. В результате удается получить идеально ровную кромку при работе по дереву. Для фрезерования древесины используйте фрезерные станки с ЧПУ. Ватсан 20302030 ПЛОСКАЯ КРОВАТЬ
Подробнее Wattsan 2030 предназначен для резки дерева и других материалов в натуральную величину. Wattsan 20 30 также предназначен для резки акрила в натуральную величину. Там есть портал, в котором находится трубка. Он позволяет сохранить маленькую точку лазерного луча, благодаря чему достигается отличное качество лазерной резки. Станок оснащен 2 шаговыми двигателями. Некоторые производители используют один двигатель для перемещения портала по Y, что в корне неверно. Такой подход быстро приводит к перекосам портала при работе по дереву. Этот лазерный резак обычно не используется для гравировки, хотя и способен на это. При необходимости процесс будет вестись с меньшей скоростью, чем на машинах с меньшей рабочей площадью. Главным преимуществом Wattsan 20 30 является его размер. Ватсан 6040
Подробнее Wattsan 60 40 — это станок для лазерной резки с ЧПУ с лазерной трубкой мощностью 80 Вт. Это настольная модель для домашнего использования, в которой есть возможность замены лазерной трубки на более мощную за счет универсальных креплений. Однако, как правило, в этом нет необходимости, так как толщина основных материалов, обрабатываемых на станке, не превышает 8 мм. Обычно используется для работы с материалами толщиной 4 мм. При необходимости машину можно модернизировать. Ватсан 1290
Подробнее Wattsan 12 90 чаще всего выбирают те клиенты, которые покупают свой первый станок для лазерной резки с ЧПУ. Его выбирают, если есть потребность в промышленной машине, но бюджет ограничен. Цена на Wattsan 12 90 не такая высокая, как на 16 10, и не такая низкая, как на более дешевые аналоги. Станок поставляется с лазерной трубкой мощностью 100-120 Вт, которая в основном предназначена для лазерной резки. Ватсан 0503
Подробнее Лазерный настольный станок Wattsan 05 03 является одним из самых популярных среди наших клиентов. Его главный недостаток — лазерная трубка мощностью 60 Вт и отсутствие универсальных креплений. В основном используется для гравировки. Чаще всего начинающие покупатели покупают этот станок с поворотным устройством. Однако мы бы не рекомендовали это, если вы не уверены, что будете обрабатывать цилиндрические объекты. Но если это основная цель покупки, то срок окупаемости машины сократится в разы. При этом модернизировать этот инструмент на более мощную лазерную трубку достаточно сложно. Мы рады проконсультировать вас с самого начала Свяжитесь с нами сейчас. Сделать запрос Как работает станок лазерной резки для резки дерева?Чтобы понять, как работает лазерный станок для резки дерева, нужно усвоить простое правило. Он выглядит следующим образом: 10 Вт мощности лазерной трубки достаточно, чтобы разрезать 1 мм фанеры. Необходимо учитывать этот материал в связи с тем, что фанера наиболее близка к дереву. Этот лайфхак означает, что для резки 6 мм фанеры пользователю нужна лазерная трубка мощностью 60 Вт. Эту особенность необходимо учитывать при выборе лазерного станка. Но есть некоторые нюансы. Например, лампа должна работать на 80% заявленной мощности. В результате требования изменились. Для резки фанеры толщиной 6 мм требуется лазерная трубка мощностью не менее 80 Вт. По мере увеличения мощности трубки скорость обработки также будет увеличиваться. Важно уделять внимание резке различных пород древесины. Большинство из них обрабатываются так же, как и фанера. Разница лишь в том, что он имеет клей. Однако некоторые породы дерева легче резать, а некоторые сложнее. Это зависит от:
Чтобы понять особенности лазерной резки дерева, важно изучить детали процесса. Основан на лазерном луче. Он генерируется в лазерной трубке, а затем через систему зеркал поступает непосредственно в лазерную головку, в которой расположена оптика. Линза собирает попадающий в нее лазерный луч в точке минимума. Размер этой точки настраивается оператором при начальной настройке при включении. Его размер зависит от используемого материала. Сконцентрированный и сфокусированный луч попадает на материал и заставляет его испаряться. Кроме того, в лазерную головку подается воздух под давлением. Лазерные станки с ЧПУ имеют два основных параметра; это сила и скорость. Чтобы разрезать любой материал, необходимо увеличить мощность и уменьшить скорость. При гравировке ситуация обратная. Для реализации процедуры нужно увеличить скорость и уменьшить мощность. Последовательность лазерной резки и гравировки с ЧПУ строго определена. Сначала выполняется гравировка, а затем лазер режет дерево. Если сделать наоборот, лазерная головка не распознает, что деталь опустилась ниже. В результате лазерный станок будет работать на пустом месте. Вот почему сначала выполняется гравировка, а затем лазерная резка. Что можно сделать с помощью станка для лазерной резки с ЧПУ?Оборудование универсальное. Может использоваться для производства:
При рассмотрении сферы применения следует обратить внимание на сувенирную промышленность. Лазерную резку или гравировку можно наносить как на чистую древесину без предварительной обработки, так и с последовательным рисунком. Второй способ используется при изготовлении магнитов или деревянных головоломок. Кроме того, он актуален при производстве мебели, сложных предметов и изделий с внутренними прямыми или острыми углами, что невозможно сделать ни на одном другом станке. Из дерева можно делать детские игрушки. Благодаря тому, что древесина является экологически чистым продуктом, а лазерная резка нисколько не ухудшает и не улучшает свойства продукта, она получила широкое распространение в детской индустрии. Очень часто машина используется крупными компаниями для создания прототипа. Его даже используют в самолетостроении. Перед изготовлением любых крупных изделий создается прототип. Он позволяет заранее оценить особенности объекта, понять, как лучше над ним работать.
Прототип изготовлен из дерева или пластика. Изделие изготавливается непосредственно на лазерном станке. Это возможно благодаря необычайной гибкости станка с ЧПУ. Это означает, что если деталь неудовлетворительна после резки в дереве, ее можно почти сразу изменить, запустив лазерный станок заново. Допускается использование станка с ЧПУ в сочетании с другими типами оборудования. Например, при производстве пазлов древесина сначала окрашивается, а затем вырезается на станке с ЧПУ. В процессе участвует не только лазер, но и фрезерные станки с ЧПУ. С использованием возможностей лазерного станка изготавливается разнообразная упаковка. Он сделан из дерева. Обычно оборудование используется, если необходимо создать уникальный продукт. Однако есть машины для масштабирования, такие как Wattsan 16 10, где два продукта можно делать параллельно. Другими словами, станок повсеместно используется для рубки леса. Зачастую это единственно возможный вариант рисования или резки по дереву из-за сложности конструкции. Такие возможности дает небольшая помощь лазерного луча. ВыводыПриступая к модернизации машин Watson, мы ставили перед собой цель добиться их эксклюзивности и сделать их удобными для использования в максимально возможном количестве сфер. Многие модификации машины были сделаны после:
Например, один из крупнейших в мире производителей деревянных головоломок внес четыре или пять усовершенствований в наш лазерный деревообрабатывающий станок. Они сказались на качестве продукции и необходимой постобработке. Во главе списка мы ставим сочетание следующих факторов:
Мы понимаем, что комплектующие должны быть не только надежными, но и взаимозаменяемыми. Вторым фактором, влияющим на безотказную работу по дереву, является сервисная поддержка. На данный момент это осуществляется удаленно. Любой покупатель Watson, даже если он купил машину на вторичном рынке, может обратиться на наш сайт по серийному номеру машины и получить исчерпывающую консультацию по возникшей проблеме. Нам все равно, у кого вы купили деревообрабатывающий станок. Для нас важно, что вы являетесь клиентом Wattsan. Также мы всегда работаем над лучшей системой логистики. Наши лазерные деревообрабатывающие и гравировальные станки поставляются по всему миру. Сегодня наиболее распространенными пользователями нашей продукции являются:
С каждым звонком от наших клиентов мы все лучше и лучше прорабатываем логистику. Помимо стандартных условий доставки, в некоторых регионах мы можем предложить как дроворезные станки со склада, так и доставку с помощью уже зарекомендовавших себя брокеров. Станки с ЧПУ Wattsan предназначены для обработки древесины и получения продукта высочайшего качества без постобработки. Мы постоянно их совершенствуем, позволяя клиенту не заниматься дополнительной чисткой кромки и сразу отправлять полученную продукцию в продажу. Кроме того, мы работаем над тем, чтобы время, затрачиваемое на изготовление продукта, было как можно короче. Используя наше оборудование, вы сможете получать наиболее конкурентоспособную продукцию. Те, кто не занимается постобработкой продукции, имеют конкурентное преимущество в 20-30% от стоимости. Мы будем рады проконсультировать вас с самого начала Свяжитесь с нами сейчас. Сделать запрос Часто задаваемые вопросыМожно ли поставить дерево на станок с ЧПУ?Нет, целое дерево нельзя поместить в лазерный станок. Необходимо учитывать размеры обрабатываемого материала. В целом работа с деревом возможна. Какая древесина подходит для лазерной резки? Большинство пород древесины подходят для резки. Древесину какой толщины может резать станок с ЧПУ?Это зависит от мощности трубки CO2. Стоит соблюдать правило: 10 Вт мощности на 1 миллиметр фанеры. Это означает, что трубкой мощностью 100 Вт можно разрезать 10 миллиметров фанеры. Чтобы трубка прослужила дольше, лучше использовать ее на 80% мощности. Может ли лазер резать фанеру?Да, подходит для резки практически всех видов фанеры, не выделяющих вредных горючих веществ. Это его основная сфера применения. Подходит ли МДФ для резки с ЧПУ? Да, есть, но стоит обратить особое внимание на обдув. При резке толстых материалов МДФ лазером образуется много пыли и образуется больше нагара. МДФ рекомендуется резать не толще 6 миллиметров. 5 Рейтинг статьи 13 лучших видов дереворежущих инструментовШтефан Георге | Опубликовано Купить сейчас По мере того, как удаленная работа распространяется среди домохозяйств по всей территории США, ремесленная работа по дереву становится карьерным путем, а не хобби на выходных. Здесь мы рассмотрим 13 лучших видов инструментов для резки дерева, которые могут помочь вам улучшить свои навыки изготовления предметов домашнего декора или помочь в следующем проекте по дереву своими руками. Благодаря достижениям в технологии резки древесины вы должны знать, какие дровоколы доступны на рынке и что они могут делать. Различные пилы специализируются на определенных задачах. С правильной пилой вы можете сэкономить время и сделать готовый проект по дереву своими руками великолепным. Торопитесь? Перейдите к вашему любимому инструменту для деревообработки:
Сверлильный станок из двигателя от стиральной машинки своими руками видео: Сверлильный станок из двигателя от стиральной машины своими рукамиСамостоятельное изготовление самоделок из двигателя от стиральной машины не потребует особых навыковГлавная » Стиральная машина
Рано или поздно вещи ломаются и чинить их уже не имеет смысла. Стиральная машина один из таких домашних атрибутов, которые приходят в негодность и потом отправляются на свалку. В лучшем случае такой агрегат стоит у кого-то в гараже или на даче, в расчёте, что когда-нибудь пригодится. Самыми ценными в стиралке являются корпус и мотор. Эти главные составляющие агрегата могут сослужить службу ещё не раз, если с умом подойти к вопросу их применения. Умельцами стиралки переделываются на всякие полезные и нужные вещи в хозяйстве. Казалось бы, на этом стоило поставить точку, так как не все умеют мастерить и не прислушаются к совету. На самом деле своими руками сделать что-то полезное по силам каждому. Содержание
Самоделки из двигателя от стиральной машиныДаже человек несведущий в технике первое своё внимание обращает на двигатель. Автомобилистам в гараже всегда нужен точильный или сверлильный станочек. Да и дома время от времени нужно подточить нож. Моторчик от машинки вполне справляется с возложенной на него задачей. Точильный станочек необязательно должен быть мощным. Для своих нужд хватает той мощности, которая заложена производителем в оставшийся от стиральной машины двигатель. Чтобы сделать точильный станок, предстоит посмотреть видео и записать очерёдность операций по изготовлению нового полезного аппарата.
Вариантов применения двигателя от стиральной машинки множество. Помимо точила, это может быть:
Рассматривая каждый из вариантов, следует сразу же отмести газонокосилку и дровокол. Эти два устройства требуют инженерного образования. Самостоятельное создание таких вещей из б/у двигателя непрофессионалами можно сравнить с повторным изобретением велосипеда — ничего толкового не выйдет. Сверлильный и токарный станки делаются по принципу точильного. Отличие в том что для них понадобятся дополнительные упоры и изготовление станины. Вал точно так же придётся переделывать, но только вместо наждачного круга будет крепиться зажимной патрон.
Что можно сделать из стиральной машиныПрименение старой стиралке всегда можно найти, даже если не нужны всякие станочки, косилки, бетономешалки. Дверца бак от стиральной машиныСама по себе крышка от барабана уже многого стоит. Вырезанная с частью передней стенки, дверца прекрасно впишется где-нибудь в бане, погребе или даже в собачьей будке.
Мангал из стиральной машины своими рукамиКто придумал использовать барабан как устройство приготовления шашлыков история умалчивает. Но сегодня самое распространённое и простое, что можно сделать своими руками из машины для стирки белья — это мангал. Происходит это так:
Возьмите на заметку мангал из барабана стиральной машины. Хорошая шашлычница в магазине стоит дорого. А тут есть возможность изготовить её из уже ненужных вещей. Кстати, если бак разделить на две части, то получится даже две шашлычницы. Такие можно брать с собой на природу, тем у кого нет дачи. Вторым по простоте является изготовление абажура или пуфа. Для пуфа вырезается круг из ДСП для крышки, и к нему крепится подушка. Ко дну прикручиваются колёсики. У абажура наоборот: вырезается дно и на его место прикручивается текстолитовый круг с отверстием для крепления патрона. Бак же подвешивается на трёх-четырёх тросиках к потолку. Коптильня из стиральной машины своими рукамиСделать коптильню из бака нетрудно. Главным элементом в этом случае выступает большая старая кастрюля, в которую полностью входит бак. Если кастрюли нет, а производство уж очень хочется наладить, придётся купить подходящую. На дно кастрюли устанавливается самодельная решётка на ножках. В промежуток между баком и дном кастрюли засыпаются ольховые (берёзовые, буковые) опилки. Сверху бак также прикрываем решёткой, на которой на крючках подвешивают продукты копчения. Коптильню устанавливают подальше от жилых помещений и горючих материалов. Перосъёмная машинаДля такой самоделки подойдёт корпус стиральной машины. Это устройство понадобится тем, кто разводит в своём хозяйстве птиц. Снимать с тушек вручную перья утомительно, поэтому народ и придумывает себе в помощь всякие устройства. Чтобы сделать перосъёмную машину своими руками, понадобится бак, на дне которого устанавливается металлический диск. Диск должен быть немного меньше бака по диаметру и толщиной от трёх миллиметров. В диске сверлятся отверстия, в которые ставятся так называемые пальцы из резины. Диск должен вращаться, поэтому он соединяется с валом мотора. Пальцы придётся покупать. Если будет несколько видов птиц, то и диаметр пальцев будет разным. Что ещё можно сделать своими руками используя барабан, корпус или мотор подскажет видео в интернете. Там достаточно поделок на любой вкус.
Понравилась статья? Поделиться с друзьями:
Двигатель для сверлильного станкаЗолотые поставщики — это компании, прошедшие предварительную проверку качества. Проверки на месте были проведены Alibaba. Двигатель переменного тока. Сортировать по : Лучшее соответствие. Лучшее соответствие Уровень сделки Скорость отклика. Поиск данных по Вашему запросу: Схемы, справочники, даташиты: Прайс-листы, цены: Обсуждения, статьи, мануалы: Дождитесь окончания поиска во всех базах.По завершению появится ссылка для доступа к найденным материалам.
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сверлильный all-audio.proываем мотор от стиральной машинки. Настольный сверлильный станок OPTIdrill D 23Pro (380 В)Введите электронную почту и получайте письма с новыми самоделками. Не более одного письма в день. Войти Чужой компьютер. В гостях у Самоделкина! Сверлильный станок с двигателем от стиральной машинки своими руками. Доставка новых самоделок на почту Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи! Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь. Подробнее Предыдущая самоделка Листогибочный станок своими руками Следующая самоделка Ручной станок для заточки пил. Итоговая оценка: 6. Подходит к самоделке. Цена: Беспроводная система управления на Мгц AliExpress. Мини мотор со встроенным редуктором AliExpress. Похожие самоделки. Заточной станок с двигателем от стиральной машинки своими руками. Сверлильный станок из двигателя от стиралки и ручной дрели. Листогибочный станок своими руками. Циркулярная пила из двигателя от стиральной машины автомат. Популярные самоделки. Многофункциональное гибочное приспособление с четырьмя радиусами из тормозного диска. Миниатюрная и простая катушка Тесла своими руками. Диск по металлу на бензотриммер без переделок. Добавить комментарий. Ответить Цитировать Жалоба. Тоже сейчас думаю над «сверлилкой» Поэтому статья заинтересовала Рассматривал такой мотор. Но думал сделать трансмиссию посредством пары многоступеньчатых шкивов. Ведь понижая обороты шкивами, мы увеличиваем крутящий момент А в Вашем случае есть одна существенная ошибка Если в моторе установлены унифицированные подшипники, то замените их на радиально-упорные. Ведь, радиальные не рассчитаны на значительную осевую нагрузку!!! Привет, Гость! Зарегистрируйтесь Или войдите на сайт, если уже зарегистрированы Войти Добавьте самоделку Добавьте тему. Онлайн чат Открыть чат. Последние комментарии Все комментарии. Самые комментируемые. Делаем из бензинового авто — электромобиль. Фильтр сетевой наводки 50 Гц. Новые самоделки на почту. Электродвигатели для сверлильных машинК сверлильным станкам общего назначения относятся вертикально-сверлильные и радиально-сверлильные. В крупносерийном и массовом производстве применяются агрегатные и многошпиндельные сверлильные станки. Расточные станки предназначены для обработки крупных деталей и имеют, обычно, горизонтальное исполнение. Электрооборудование сверлильных станков. Шильдики для сверлильных станков 2М, НСА. Инструменты» . двигатель all-audio.proов с редуктором для сверлильного станка. Как сделать станок из двигателя от стиральной машиныДавно хотел замиеть сверлильный станок в гараж. Буратор. Сверлильный станок для печатных платПоказано с 1 по 8 из 8. Где найти двигатель для сверлильного станка? Достался тут сверлильный станок. Советский еще, учебный, но довольно серьезный, здоровый. Проблема в том, что у него нет двигателя и не очень-то понятно, как он там крепился. Чтобы авторизоваться, нажмите на эту ссылку после авторизации вы вернетесь на эту же страницу. Если Вы зарегистрированы, но забыли пароль, Вы можете его запросить. Двигатель от принтера для сверлильного станкаПривет, это первый пост тут и в нём я бы хотел рассказать о том как я сделал сверлильный станок своими руками :. Как то прохладным весенним вечером я решил что мне необходим сверлильный станок для различных поделок. Двигатель для сверлильного станка TBM 220Чаще всего для сверлильных работ применяются обычные дрели, так как работы по сверловке особой сложностью не отличаются. Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей. Однако и те, кто достаточно часто занимается ремонтными работами, могут быть заинтересованы в сверлильном устройстве. Покупать промышленные станки для сверления и применения их в быту дорого. Решить проблему можно достаточно просто. Для этого нужно только изготовить сверлильный станок своими руками. Нередко возникают ситуации, при которых ручная или электрическая дрель не способна выполнить поставленную задачу. Электродвигатель для сверлильных машин DIAM CSN 2 · Электродвигатель для сверлильных машин DIAM CSN Сверлильный станок хочу.
Официальный импортер в Украину. Все значения отображаются на дисплее устройства цифровой индикации. Для противостояния возникающим вибрациям, сверлильный станок OPTIdrill B 34H Vario имеет очень прочную и тяжелую конструкцию, состоящую из чугунного основания и толстостенной жесткой колонны. Сверлильный станок оснащен автоматическим режимом работы — это означает, что в момент начала движения пиноли вперед, включается электродвигатель, а при возвратном движении пиноли, электродвигатель выключается при достижении начального положения. Сверлильный станок с двигателем от стиральной машинки своими рукамиЧтобы изготовить самодельный сверлильный станок, который идеально подойдет для домашней мастерской, потребуются профильные трубы и другие доступные материалы. В первую очередь необходимо изготовить основание для вертикальной стойки станка — для этого свариваем каркас из профиля 60х60 мм прямоугольной формы. Сверху металлокаркаса привариваем стальной лист толщиной 4—6 мм, который предварительно нужно обрезать по размеру, чтобы он не выступал за края профиля. Все характеристики. Популярность и востребованность модели OPTIdrill B 23Pro, подтолкнула немецких инженеров предложить своему потребителю усовершенствованную модель промышленного настольного сверлильного станка OPTIdrill D 23Pro В с клиноременным приводом и функцией ограничения глубины сверления. В этой статье мы поделимся с вами разработанным нами станком для сверления печатных плат и выложим все материалы, необходимые для самостоятельного изготовления этого станка. Все что понадобится, это распечатать детали на 3D-принтере, порезать фанеру лазером и закупить некоторые стандартные комплектующие. В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках. Чтобы авторизоваться, нажмите на эту ссылку после авторизации вы вернетесь на эту же страницу. Если Вы зарегистрированы, но забыли пароль, Вы можете его запросить. Продажа авто, мото Вместе с Авто. Можете ли вы построить ЧПУ промышленного класса, используя только ресурсы DIY?
Дэйв Раунтри [FloweringElbow], также известный как [Bongo] на YouTube, определенно пытается это сделать, и мы считаем, что он победитель! Эта эпическая сборка планшета с ЧПУ (видео, встроенное ниже) начинается с подержанной конструкционной двутавровой балки, с приваренными опорами двутавровой балки, литыми алюминиевыми боковыми пластинами и большим количеством бетона, чтобы получить прочную и, что важно, тяжелую конструкцию. Идеальный станок должен быть как можно более жестким и тяжелым, чтобы гасить вибрации, вызванные резкой на высокой скорости, или силы, возникающие при резке более твердых материалов, поэтому чем больше, тем лучше. Достаточно точный, чтобы разрезать винил с клейкой основой на половину толщины! Когда пришло время добавить еще больше массы, был сделан грунтовочный слой из смеси связующей эпоксидной смолы и мелкозернистого песка, предназначенный для нескользких полов. В бетонной смеси использовался портландцемент, пуццолан (кремнезем), поликарбоксилатный суперпластификатор и нити из стекловолокна 1/2″. После того, как рама была перевернута вверх (при этом перегруженный подъемник рухнул), необходимо было выровнять верхнюю поверхность, чтобы принять линейные рельсы. Это было сделано с использованием очень жидкой, самовыравнивающейся эпоксидной смолы, и проверено путем протока воды. Как только поверхности эпоксидной смолы стали достаточно плоскими и копланарными (и сильно соскоблили позже), были прикреплены линейные направляющие после создания некоторых эпоксидных выступов, с которыми они могли бы упираться встык. Торцевые пластины для крепления ходовых винтов оси Y были добавлены путем прикручивания болтами к раме с эпоксидной смолой с добавлением песка между ними. В этом видео конструкция портала была пропущена (но вы можете увидеть это здесь), и после установки быстрый тест показал, что машина жизнеспособна. Мы много раз показывали сборки с ЧПУ, есть сборки для любых ваших потребностей и бюджета, но это хорошая отправная точка для сборки машины, достаточно хорошей для создания необходимых вам инструментов. Если у вас нет под рукой источника структурной двутавровой балки, вы можете сделать что-то вполне подходящее из дерева, и если вы хотите попробовать 3D-печать коленной мельницы, у нас есть и это. Posted in cnc hacksTagged Планшет с ЧПУ, бетон, двутавр, металл Резка своими руками из стиральной машиныНастоящие садоводы и огородники знают толк в таких приспособлениях, как травокосилки и измельчители. Это не единственное устройство, которое есть у таких людей в хозяйстве. Купить все полезные устройства не всегда возможно, поэтому люди придумывают всевозможные способы их изготовления своими руками. Готовим детали и инструментДля того чтобы определить, что нужно для изготовления измельчителя травы своими руками, необходимо хорошо представлять его устройство. На самом деле ничего сложного в этом нет. Что-то вроде измельчителя или измельчителя соломы напоминает кухонный комбайн. К его основным узлам относятся:
электродвигатель рама Исходя из конструкции устройства, три в одном: измельчитель, измельчитель соломы, траворез, подготовим необходимые материалы. Попробуйте использовать подручные материалы и инструменты. Итак, необходимо подготовить:
Чтобы своими руками сделать измельчитель, способный перерабатывать ветки толщиной более 5 мм, умельцы предлагают выбирать бензиновый двигатель не от стиральной машины. Такой двигатель намного мощнее. Собираем корпусИзготовление косилки своими руками начнем с верхнего контейнера, в который сбрасывается трава. И в котором он будет раздавлен. Для этого корпус от стиральной машины необходимо обрезать по высоте, тем самым сделать его более удобным. На нижней стороне в корпусе делаем прямоугольное отверстие размером примерно 20х7 см, чтобы ножи располагались чуть выше отверстия, ну или на одном уровне с ним. Вокруг отверстия нужно сделать кожух из металлической пластины. Кожух предотвратит разлетание травы во всех направлениях. Что касается двигателя, то на его валу сначала нужно сделать два отверстия диаметром около 7 мм с помощью дрели. Затем на вал надевается втулка с отверстиями и с резьбой на конце и фиксируется на болтах своими руками.
Теперь нужно закрепить двигатель на днище бака с помощью шпилек. Затем наденьте на вал ножи, вырезанные и заточенные особым образом, и тщательно зафиксируйте их гайками, например, водопроводных труб диаметром 32 мм. Ножи не должны касаться стенок контейнера. Далее контейнер вместе с двигателем жестко крепится к стойке сваркой. Подключаем двигательПодключение двигателя к электрокабелю начинается с поиска пусковой и рабочей обмоток самого двигателя. Делается это с помощью тестера. Сопротивление рабочей обмотки меньше пускового сопротивления. Когда контакты найдены, можно подключаться. Делается это следующим образом:
На схеме показано это соединение. При работе с самодельным измельчителем веток помните следующие правила:
Итак, простейшая тяпка или соломорезка из подручных деталей готова. Станок сверлильный википедия: HTTP 429 — too many requests, слишком много запросовstanok-kpo.ru — ВикиреальностьЛоготип stanok-kpo.ru — сайт компании «Станочный мир», занимающейся продажей станков и КПО.
Общая информацияКомпания «Станочный мир» предлагает продажу металлообрабатывающих станков и кузнечно-прессового оборудования. На главной странице сайта находится несколько разделов: 1. Токарные станки — компания предлагает продажу токарных станков таких компаний, как РФ, JET, PROMA, DMTG, ZMM BULGARIA HILDING, ZMM VRATSA, STALEX, OPTIMUM и Китай. Также в продаже имеются трубонарезные, токарно-револьверные станки, токарные станки с ЧПУ, настольные токарные станки, токарные обрабатывающие центры и специальные токарные станки. 2. Фрезерные станки — продажа универсально-фрезерных, вертикально-фрезерных и горизонтально-фрезельных станков, фрезерных обрабатывающих центров, продольно-фрезельных, фрезерно-гравировальных станков с ЧПУ, а также фрезельных станков таких компаний, как JET, PROMA, STALEX, OPTIMUM, Китай, Arsenal и других. 3. Сверлильные станки — продажа вертикально-сверлильных станков таких компаний, как JET, PROMA, OPRIMUM, а также продажа радиально-сверлильных станков, магнитных сверлильных станков, сверлильно-фрезерных и настольно-сверлильных станков. 4. Шлифовальные станки — продажа круглошлифовальных, плоскошлифовальных, внутришлифовальных станков, станков для шлифовки коленвалов, плоскошлифовальных и круглошлифовальных станков с ЧПУ. 5. Ленточнопильные станки — продажа ленточнопильных станков таких производителей, как Аллигатор, JET, PROMA, PILOUS, STALEX, SILOMA, UMT, KNUTH, OPTIMUM и других. 6. Отрезные станки — продажа ножовочно-отрезных, абразивно-отрезных и правильно-отрезных станков. 7. Кузнечно-прессовое оборудование — продажа кривошипных, гидравлических, дугостаторных, гаражных, ручных, координатно-пробивных прессов, а также ковочных молотов, пресс-ножниц, аллигаторные и гильотинных ножниц. 8. Гильотинные ножницы — продажа ручных, механических, гидравлических гильотин, а также гильотинных ножниц с ЧПУ. Также компания предлагает к продаже листогибочное оборудование, трубогибы и профилегибы, вальцы листогибочные, станки для гибки и резки арматуры, зубообрабатывающие станки, расточные станки и многое другое. Компания предлагает шеф-монтажные и пусконаладочные работы, а также модернизацию, реновацию и капремонт. Доставка товара осуществляется различными транспортными компаниями. Выходные данныеДомен stanok-kpo.ru зарегистрирован 25 июня 2015 года на Private Person в зоне .ru.[1] В подвале сайта присутствует надпись «© 2015—2022 Станочный мир». В разделе «Контакты» указан адрес организации — г. Есть страницы в соцсетях: канал на youtube[2], фейсбук stanok.kpo, твиттер @Stanok_kpo и вконтакте stanok_kpo. РейтингиПоказатель ИКС (бывший тематический индекс цитирования сайта от Яндекса) равен 420.[3] РазноеСайт доступен по HTTPS. Примечания
Ссылки
История Начало становления знаменитого бренда относится к далеким 30-м годам XX века. В 1937 году стараниями Вальтера Промышленные и экономические связи с заокеанскими партнерами, с государствами Европы позволили молодой компании По окончанию военных действий продукция швейцарской компании уже прочно занимала позиции в сегменте Стараниями европейских инженеров и американских менеджеров компании Вальтер Майер АГ удалось освоить выпуск на Нарастив достаточные мощности, получив международное признание, американская компания становится частью Став частью огромного концерна и большой финансово-экономической монополии компания JET в конце XX Получив доступ на международный рынок, компания существенно и качественно расширила ассортимент продукции. С На российский рынок компания JET пришла в начале третьего тысячелетия. С 2004 года в России на регулярной Сегодня большая часть продукции на отечественном рынке под маркой бренда JET, представлена оборудованием и На сегодняшний день продукция компании JET занимает лидирующие позиции в станочном оборудовании, среднего сверл — Terraria Wiki в: а также английский Не путать с блоком сдерживания сверла. Буры — это тип инструментов хардмода и альтернатива киркам. На ПК, консолях, мобильных устройствах и tModLoader они имеют меньший радиус действия, чем кирки, однако они добывают блоки намного быстрее. Обратите внимание, что они учитывают только их базовую скорость использования и не учитывают другие модификаторы скорости. Следует отметить, что дрели наносят урон врагам снарядом, основанным на таймере иммунитета NPC, а НЕ при столкновении оружия с использованием времени использования предмета (времени анимации). Инструменты (молотки, топоры, кирки, дрели , бензопилы, отбойные молотки и т. д.) используют фактическое время использования предмета (в отличие от времени анимации) для выполнения своей работы. В случае Мифрилового сверла время использования равно 10, а время анимации равно 25 минус 1 или 24. Это наиболее заметно при использовании кирки и молота высокого уровня, поскольку они ударяют по плиткам/стенам несколько раз за удар (взмах основан на время анимации). Дракс доступен до хардмода, его можно найти в теневых сундуках. Содержимое
Типы[] В настоящее время в наборе Terraria доступно 13 различных буров, все из которых доступны только для хардмода.
Эффективность[]
Примечания[]
История[]
Контент сообщества доступен по лицензии CC BY-NC-SA 3.0, если не указано иное. Радиальная дрель | MachineMfgРадиальное сверло — это устройство для обработки отверстий, которое можно использовать для сверления, расширения, развертывания, нарезания резьбы и бритья торцевых поверхностей. В соответствии с классификацией зажимной конструкции станка радиально-сверлильный станок можно разделить на гидравлический радиально-сверлильный станок и механический радиально-сверлильный станок. Среди всех видов сверлильных станков радиально-сверлильный станок прост и универсален в эксплуатации, имеет широкий спектр применения и является типичным. Содержание Введение Радиально-сверлильный станок, также известный как траверса. Переднюю бабку можно перемещать влево и вправо на коромысле и поворачивать на ±180° с помощью коромысла. Коромысло также можно поднимать и опускать вдоль внешней стойки для размещения заготовок разной высоты. Заготовки меньшего размера могут быть установлены на верстаке, а заготовки большего размера могут быть размещены непосредственно на основании станка или на полу. Радиально-сверлильные станки широко используются в единичном и мелкосерийном производстве для обработки отверстий более крупных и тяжелых заготовок. Радиально-сверлильные станки доступны с широким диапазоном отверстий под винты, резьбовые нижние отверстия и отверстия под смазку для сверления больших заготовок. Основными вариантами радиально-сверлильного станка являются раздвижной тип и универсальный тип. Радиально-сверлильный станок скользящего типа формируется путем замены основания базового коромыслового бурильного станка на скользящее сиденье, а скользящее сиденье можно перемещать вдоль направляющей станины для расширения диапазона обработки и подходит для котлов, мостов, подвижного состава и судостроения, и обрабатывающей промышленности. Помимо вертикального и вращательного движения, коромысло универсального радиально-сверлильного станка может перемещаться горизонтально. Головка шпинделя может наклоняться на коромысле для адаптации к обработке различных частей заготовки. Кроме того, существуют токарные, настенные и коромысло-сверлильные станки с цифровым управлением. Основная конструкция Радиально-сверлильный станок в основном состоит из основания, внутренней колонны, внешней колонны, коромысла, передней бабки и верстака. Внутренняя колонна закреплена на одном конце основания, а внешняя колонна снабжена втулкой с внешней стороны, и внешняя колонна может вращаться на 360 градусов вокруг внутренней колонны. Один конец коромысла представляет собой втулку, которая надевается на внешнюю колонку для перемещения вверх и вниз. Поскольку винтовой стержень интегрирован с внешней стойкой, а подъемная гайка закреплена на коромысле, коромысло не может вращаться вокруг внешней стойки, а может только вращаться вокруг внутренней стойки вместе с внешней стойкой. Передняя бабка представляет собой составной элемент, состоящий из главного приводного двигателя, шпинделя и привода шпинделя, механизма подачи и смещения и рабочего механизма станка. Передняя бабка устанавливается на горизонтальной направляющей коромысла и может управляться маховиком для перемещения вдоль коромысла по горизонтальной направляющей. Форма механизма При обработке передняя бабка крепится к коромыслу с помощью специального зажимного устройства, а внешняя колонка крепится к внутренней колонке, коромысло крепится к внешней стойке, а затем бурят. Фрезерный станок по дереву своими руками видео: Фрезерный станок по дереву своими руками: пошаговая инструкциясборка самодельного фрезерного станка по металлуДомашний станок для фрезерования – незаменимое оборудование для обработки металла и других материалов своими руками. Если задаться целью, можно соорудить мини-копию промышленного оборудования, значительно сэкономив на комплектующих, при этом станок можно дополнительно наделить и токарными функциями. Самодельный фрезерный станок по металлу изготавливается достаточно несложно, в процессе изготовления необходимо лишь запастись терпением и иметь под рукой подробные чертежи, свойственные серийному оборудованию. Задачи фрезерного оборудованияУ тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить. Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории. Компактный фрезерный мини-станок, сделанный в домашних условиях Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение. Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих.
Особенности стали для изготовления фрезОборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18. На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках). Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита. Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром. Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость. Как на свойства сплавов влияют легирующие элементы:
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12. Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12. Самодельный фрезерный станок: вариант №1Самодельный станок и этапы его изготовления на фото ниже Основание Детали стойки и держатель шпинделя Вертикальная направляющая (салазки резцедержателя токарного станка) Вертикальная направляющая (вид сзади) Соединение основания со стойкой Соединение основания со стойкой (вид сзади) Крепим вертикальную направляющую к стойке Координатный стол G5757 «Прома» установлен на основании Ходовой винт координатного стола Площадка для крепления шпинделя (выбрана фрезером) Основание со стойкой, направляющей и столиком Пара гирь от рычажных весов обеспечила вылет шпинделя Тиски Крепление двигателя Крепление двигателя (вид сбоку) Приводной ремень Самодельный фрезерный станок: вариант №2Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Неплохой функционал и довольно простая конструкция
Конструкция и принцип действия оборудованияЕсли посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью. Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Крупный станок с мощным электродвигателем При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования. Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить. Еще один вариант самодельного фрезерного станка Основы работы на электрофрезеПеред началом практического использования, как и любому оборудованию, электрофрезу требуется настроить. Фреза вставляется в цанговый патрон. Если есть необходимость, патрон меняется на подходящий по диаметру. Специальным ключом затягивается хвостовик, чтобы фреза не болталась. Затем происходит зажим шпинделя. Положение фрезы фиксируется и с помощью регулятора ограничителя устанавливается необходимая глубина фрезерования. Определяется правильная скорость прибора на основании данных таблицы соответствий параметров материала и размера фрезы. Включают прибор кнопкой «Пуск» и делают контрольный рез. Перед реальной работой надо проверить какой ход фрезера, величину скорости вращения шпинделя и выбрать глубину проходки сверла. Это делается в черновом варианте. Если изделие проходит круговую обработку, то инструмент должен двигаться против часовой стрелки и от себя при движении на плоской основе. Начинающие при столярной работе часто допускают распространенную ошибку: изменяют скорость перемещения устройства при фигурном контуре обработки. В этом случае станок перегревается и на заготовке появляются прожиги. Перед работой фрезером по дереву уроки по применению желательно почитать в хороших источниках. Формирование пазовЕсли паз начинается с самой кромки, то фреза должна нависнуть над краем детали. Затем устанавливается необходимая глубина и производится пуск инструмента. Когда кромка обработана полностью фиксатор ослабляется. Фреза поднимается и инструмент выключается. Глухой паз делается аналогично за исключением того, что нарезка начинается не с края детали. Когда паз очень глубок, то он вырезается в несколько проходов. При каждом новом проходе устанавливается новая глубина не более пяти миллиметров. Глубина последнего слоя должна быть не более полутора миллиметров. Обработка торцевой поверхностиСоздание чистого канта — один из самых распространенных видов работы ручным фрезером. Сначала делается пологий срез. Электрофреза перемещается по направлению вращения, затем в обратную сторону. После этого действия у торца появляются правильные очертания. Работа с фигурными шаблонамиШаблоны позволяют делать копии деталей и используются для создания фигурных кромок. При помощи крепежей упорное кольцо шаблона прикрепляется к подошве. Упорное кольцо — это пластина, которая перемещается по шаблону и формирует необходимую траекторию движения фрезы. Декоративная отделкаДля украшения деревянных изделий часто делают декоративные узоры. Ручной станок прекрасно справляется с задачей художественной фрезеровки. Необходимо только изучить, как правильно обрабатывать податливое дерево — и можно фрезеровать. При работе над узором кроме самого фрезера потребуется наличие тисков, стамески и лобзика. Деревянная заготовка с рисунком на поверхности устойчиво закрепляется, а специальная режущая насадка ходит по контуру, снимая слой за слоем заготовки. Если использовать фрезу разного диаметра, то получается индивидуальный орнамент. Подробно универсальные ручные фрезеры описаны в труде Джексон Дэй «Работа с фрезерами». Станки по дереву для домашней мастерской: фото, чертежи, видеоДерево – самый практичный и натуральный материал, из которого можно сделать предметы быта, мебель и даже детские игрушки. К тому же много жилых и нежилых строений возводится именно из древесины. Поэтому многие «самоделкины» не прочь иметь станки по дереву для домашней мастерской. Их можно приобрести в специализированном магазине или сделать самостоятельно из подручных материалов. Поговорим более подробно о втором методе обустройства собственного уголка для работы. Красивый самодельный станок для работы с древесиной Читайте в статье
Станки по дереву для домашней мастерской: особенности и разновидностиРазнообразие станков по дереву для домашней мастерской широко.
Самодельная циркуляционная пила
Статья по теме:
Торцовочная пила руками «самоделкиных» Много других вариантов деревообрабатывающих станков своими руками изготавливают по схемам. Среди популярных приспособлений, которые очень полезны в домашней мастерской, выделяют:
Небольшое токарное оборудование Рассмотрим, особенности каждого приспособления для столярки и варианты самостоятельной сборки такого оборудования для своей деревообрабатывающей мини-мастерской. Особенности токарного станка по дереву для домашней мастерскойТокарный станок – незаменимая вещь в мастерской любителей работать с натуральной древесиной. Конструктивно станок по дереву отличается от токарного варианта для металла отсутствием системы охлаждения. При этом скорость вращения основного элемента меньше, но есть регулировка мощности. Ниже приведены несколько чертежей с размерами токарного станка по дереву своими руками: Схематическое изображение элементовПодробная схема со всеми размерамиКомплектация самодельного станка со всеми элементамиЧертеж с габаритами элементов Нередко для своих мастерских «самоделкины» изготавливают токарно-копировальные станки по дереву своими руками. Их применяют для производства большого количества одинаковых деталей, например, столбцов для забора или перил для лестницы. Вот примеры готовых станков в мастерских: 1 из 4 Видео о самодельном станке по дереву своими руками поможет разобраться в последовательности сборки и подборе необходимых для работы инструментов: Watch this video on YouTube
Способы сборки самодельных токарных станков по дереву своими руками с фото-примерамиИзготавливают своими руками токарные мини-станки по дереву, которые занимают немного место в гараже или разместятся в комнате городской квартиры. 1 из 4 Задумываясь, как сделать самому токарные станки по дереву, вначале, выберите подходящий чертеж. Затем, приготовьте материалы и приспособления для создания собственного агрегата. В процессе изготовления устройства пригодятся:
Чтобы собрать все элементы в одну конструкцию понадобятся дрель, напильник, небольшая угловая шлифовальная машинка и сварочный аппарат. Ниже приведена инструкция по сборке мини-токарного станка:
Существует немало способов сборки самодельного оборудования. Выбирайте подходящий исходя из наличия материала и необходимой производительности. Специфика резцов для токарного станка по деревуРезцы – один из главных элементов токарного станка. От их выбора зависит площадь и глубина удаляемой поверхности с детали. Состоят они из режущей части и участка для закрепления на оборудовании. Варианты покупных резцов Режущая кромка имеет одну или несколько поверхностей. А основной показатель резцов – ширина лезвия, его форма и возможность регулировки. Все модели разделяют на две подгруппы:
Самодельные приспособления для работы с древесиной Делая резцы для токарного станка по дереву самостоятельно, придерживайтесь нескольких правил:
Схемы токарных резцов Вариант изготовления самодельного резца посмотрите в видеоматериале: Watch this video on YouTube
Делаем стационарную циркулярную пилу своими рукамиКупит готовую стационарную циркулярную пилу можно от 9 тыс. Стол для работы с циркуляционной пилой Несмотря на внешнюю сложность конструкции собрать ее самостоятельно в домашних условиях не так сложно. Любая стационарная модель пилы состоит из нескольких элементов:
Готовая компактная установка Чтобы собрать все детали циркулярной пилы приготовьте:
Чтобы правильно сделать все элементы, стоит выбрать чертеж, где будут указаны размеры стола для ручной циркуляционной пилы своими руками, а также все другие габариты и материалы для работы. Несложный вариант столаРазмеры диска для домашнего инструментаПодробный план со всеми размерами3D модель стола Сама сборка конструкции будет идти по определенному плану вне зависимости от выбранной схемы:
Более подробную инструкцию по изготовлению стационарной циркулярной пилы смотрите в видеоматериале: Watch this video on YouTube
Делаем циркулярную пилу из болгарки своими руками: чертежи и видео по изготовлениюДля создания циркулярки своими руками необходимо приготовить двигатель от болгарки, профильную прямоугольную трубу и стальные уголки. Чтобы получилась настоящая удобная пила, стоит продумать упор, осевую ручку и штанги для регулировки. Вот несколько чертежей стойки для болгарки своими руками. По ним можно собрать упор, обеспечивающий скольжение пиле. Вариант чертежа для работыСобранное оборудование Порядок сборки упора будет следующий:
После сборки упора, делаете осевую ручку и регулировочную штангу. Посмотрите видео, как сделать станину для болгарки своими руками по чертежам: Watch this video on YouTube После соединения всех элементов ваша домашняя циркулярка из болгарки будет готова. Дополнительно к ней можно изготовить различные детали. Вот несколько фото приспособлений для циркуляционной пилы своими руками: Несложный упор из длинной деревянной балкиБыстрый вариант стола для циркуляркиЧехол на диск с зубьямиУдобный рабочий стол Изготавливаем фрезерный станок по дереву для домашней мастерскойФрезерные станки необходимы для работы с фасонными деталями из древесины. Небольшой станок для фрезеровки, сделанный своими руками В комплектацию самодельных фрезерных станков по дереву входят:
Перед сборкой обязательно составьте подробный чертеж со всеми размерами. 3D модель стола для ручного станкаКомплектация оборудованияГабариты рабочего элементаВыпилка на фрезерном станке Последовательность самостоятельной сборки удобного и практичного фрезерного станка по дереву для домашней мастерской описана в видеоинструкции: Watch this video on YouTube Если вы задумались о покупке собственного оборудования, а не о самостоятельной сборке, то для понимания, сколько стоит ручной фрезерный станок по дереву, посмотрите таблицу с моделями и ценами:
В интернет-магазинах и специализированных отделах представлено немало моделей фрезерных станков по дереву, но стоимость полной комплектации редко опускается ниже 30 тыс. р. Именно поэтому многие «самделкины» собирают оборудование для своей мастерской своими силами. Делаем фрезерный станок с ЧПУ своими рукамиСделать собственное оборудование с числовым программным управлением можно собственными руками. Для этого выберите подходящие чертежи фрезерного станка с ЧПУ по дереву. Своими руками собирать модель нужно будет строго по ним. Готовый станок для домашней мастерскойКомплектация оборудованияПодробная схема сборкиМодель многофункционального оборудования Фрезеровочные станки по дереву должны обладать большой прочностью, поэтому за основу лучше взять прямоугольную балку, закрепленную на направляющих. Watch this video on YouTube Ниже приведены фото готовых моделей станков с ЧПУ по дереву своими руками от профессиональных «самоделкиных»: 1 из 4 Фрезы для станков по дереву: особенности и разновидностиФреза должна выдерживать большие скорости вращения при работе. Только в таком случае будут получаться отверстия нужной формы. Все варианты разделяют на несколько подгрупп:
Примеры различных фрез
Ниже приведены фотопримеры фрез для станков с ЧПУ по дереву, которые по принципу схожи с обычными, но имеют «хвостик»: 1 из 4
Варианты рейсмусовых станков своими рукамиСамодельные рейсмусовые станки по дереву применяются для шлифования большого количества элементов и придания им привлекательного внешнего вида. В конструкцию такого оборудования входят: Вариант готового самодельного оборудования для мастерской
Чтобы правильно изготовить оборудование, используйте чертежи рейсмуса. Своими руками собирать конструкцию надо строго по ним. Схема со всеми комплектующимиЧертеж с габаритами элементовВариант заготовки чертежа от рукиСборка станка своими руками
Видеоинструкция, как делать рейсмусы своими руками из электрорубанкаДля сборки рейсмуса из рубанка своими руками приготовьте:
Когда подготовительный этап завершен, можно переходить к непосредственной сборке, которая займет около часа у человека, умело обращающегося с инструментом: Watch this video on YouTube Особенности шлифовального станка по дереву своими рукамиПосле распила дерева его необходимо отшлифовать и только потом переходить к возведению построек или сооружению других предметов. Всего выделяют несколько разновидностей шлифовальных станков:
Вариант устройства с диском
Процесс сборки ленточного агрегата
Домашний барабанный станок для шлифовки древесины
Колибровально-шлифовальное оборудование на производстве Чтобы правильно собрать подходящий вариант станка для шлифовки и обработки древесины, подберите подходящий чертеж и все комплектующие. Несложный ленточный вариантДругой вариант оборудования с ленточным принципом работыУниверсальная машина для работы с древесинойДомашний дисковый станок в действии
Особенности фуговальных станков по дереву своими рукамиФуговальная машина для работы с древесиной используется на завершающем этапе работы с элементами. Она способна сделать поверхность идеально гладкой и ровной. Большинство покупных моделей оснащены рейсмусом, позволяющим делать толщину всей заготовке одинаковой по длине. Вариант домашней фуговальной машины Строгальный станок по дереву для дома как самодельный, так и покупной, включает в конструкцию несколько элементов:
Для сборки фуганка своими руками вначале надо определиться с размерами и подготовить подробный чертеж. Вот несколько примеров от «самоделкиных»: Бытовой вариант для собственной мастерскойКомплектация фуговального станкаФуганок с размерамиСборка строгальной машины
Для создания самого простого фуганка, без дополнительных функций, придерживайтесь следующей последовательности действий:
Готовый строгальный станок Для полного понимания хода работы, посмотрите видеоматериал по теме: Watch this video on YouTube Статья по теме:
Самодельные станки по дереву своими руками: видео и общие рекомендацииВариантов деревообрабатывающих станков для домашней мастерской много. Есть простые и сложные конструкции. Чтобы правильно собрать любой агрегат, надо подготовить подробный чертеж и все материалы и инструменты для работы. Удобный стол с «циркуляркой» Выбирая себе станок для покупки или самодельной сборки, в первую очередь определитесь с целями его использования. Если вам необходимо ровно отрезать большое количество деталей, то сделайте небольшие отрезные станки для дома. Ниже приведена видеоинструкция по сборке: Watch this video on YouTube Шлифовальные станки нужны для обработки элементов. Агрегаты придают заготовкам конечный красивый вид и полностью удаляют заусенцы. В зависимости от выбранного типа оборудования, подготовьте чертеж и конструктивные элементы. Вот один из вариантов создания такого станка тома: Watch this video on YouTube Рейсмусовые агрегаты позволяют добиться идеально ровной поверхности и могут справляться с большим количеством заготовок. Watch this video on YouTube Любой выбранный вариант для создания самодельного деревообрабатывающего станка будет дешевле, чем покупка готового оборудования на специализированном рынке. Причем собрать подходящую модель можно из подручных приспособлений, усовершенствовав их. Вот несколько фото интересных и полезных приспособлений для мастерской: 1 из 4 сборка самодельного фрезерного станка по металлу
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам.
Пример фрезерного станка, сделанного своими руками
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как сделать фрезерный станок, используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.
Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками. Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины. В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.
Компактный фрезерный мини-станок, сделанный в домашних условиях
Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа. Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих. Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Самодельный фрезерный станок: вариант №1
Самодельный станок и этапы его изготовления на фото ниже
Самодельный фрезерный станок: вариант №2
Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола.
Неплохой функционал и довольно простая конструкция
Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов.
Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей.
Крупный станок с мощным электродвигателем
При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.
Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги. Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность. Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.
Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
Общий вид и кинематическая схема фрезерного стола
Все конструктивные элементы самодельного фрезерного оборудования, о которых говорилось выше, оказывают большое влияние на работоспособность, точность и надежность станка, поэтому к вопросам их изготовления и установки следует подойти очень ответственно и аккуратно.
Чтобы ваш фрезерный станок, сделанный своими руками, был надежным, долговечным, точным и выглядел презентабельно, необходимо выполнить ряд завершающих процедур по его сборке.
самодельный сверлильно-фрезерный по металлу и деревуНа фрезерных станках любители мастерить и специалисты, изготавливают различные детали из металла и дерева. Содержание:
Основные разновидности самодельных агрегатов по деревуФрезерные станки характеризуются несколькими параметрами.
Станки управляются механически, вручную и работают по заданной программе. По количеству операций различают модели:
По конструкции и видам выполняемых работ фрезерные станки по дереву изготавливают самостоятельно:
На плоскопировальный станок можно установить пантограф, который будет изменять размер детали относительно образца в заданное количество раз. Переделка сверлильного станка в фрезерный, видеоКак изготовить вертикально-фрезерный самодельный агрегат по дереву?Детали мебели, беседки, плинтуса, другие элементы интерьера удобнее делать на вертикально-фрезерном станке. Его конструкция отличается простотой изготовления в домашних условиях и жесткостью.
Конструктивная схемаСтанок представляет собой стол с фрезером, закрепленным под столешницей на подвесе. Все механизмы спрятаны внизу и не мешают работе. Над плоскостью стола выступает только фреза. Высота шпинделя и цанги выставляется с помощью лифта. Упорная линейка ограничивает движение детали по столу и направляет ее относительно фрезы. Гребенки прижимают заготовку к столу. Сзади на упоре установлен патрубок для пылесборника. Важно! Для фрезеровки по копиру на шпиндель одевается копировальное кольцо, сверху устанавливается фреза и выставляется по высоте. Шаблон находится снизу, заготовка сверху. Они скрепляются и движутся вместе. Упорная линейка убирается. Плита и подвес приводаКрепление фрезера или электромотора со шпиндельной головкой снизу непосредственно к крышке стола, сложная процедура. От вибрации винты будут выкручиваться. Непосредственно возле фрезы стирание поверхности больше и придется менять всю столешницу. Из силумина, алюминия или оргстекла делается подвес – вставная фрезеровальная пластина.
Перед тем, как затянуть крепежные болты, фрезерную пластину следует выставить регулировочными винтами по плоскости крышки стола. Упор и пылеулавливательПатрубок пылеулавливателя устанавливается на продольном упоре, по центру.
Упор устанавливается на свое место. Для ступенчатого перемещения по краям столешницы сверлятся отверстия или устанавливаются струбцины, чтобы переставлять направляющую на любой размер. Важно! Центр выборки в упоре и основании должен быть точно напротив оси вращения фрезы. ПылесборникСобирать стружку и пыль можно бытовым пылесосом. Но объема его мешка хватит на несколько минут работы оборудования. Необходимо изготовить пылесборник. Для этого использовать пластиковую емкость или старый молочный бидон.
Пылесос будет собирать стружку, пыль и отправлять их в емкость. По трубке лишний воздух будет выходить наружу. Важно! Чтобы мелкая пыль не вылетала наружу, в трубку можно вставить сменный фильтр из губки. ГребенкаГребенка прижимает деталь во время движения и гасит вертикальную вибрацию. Делается она из дерева твердых пород, пластика. Пластина длиной 205 мм и шириной 45 мм вырезается вдоль волокна древесины.
Зачистить все заусенцы, острые кромки и сколы. Пропитать деталь олифой для прочности или акриловой грунтовкой. Важно! Прорези должны быть одинаковой длины и заканчиваться под углом, как торец детали. Первый зуб гребня укоротить на 3 мм. Выбор двигателя и силового приводаДля самодельного фрезерного станка по дереву подойдет асинхронный двигатель мощностью 5–7,5 кВт, если на нем будут изготавливаться детали мебели, беседок, плинтуса. Привод устанавливается под столешницей, и соединяется с валом шпиндельного узла ременной передачей. Необходимо обеспечить охлаждения электродвигателя. В месте его установки убирается задняя стенка, делаются отверстия снизу, для свободной циркуляции воздуха. Справка! Для домашнего станка хорошо подходит мотор со старой стиральной машины по мощности. Частоту оборотов можно изменить разными по диаметру шкивами на валах электродвигателя и шпиндельного узла. Обеспечение безопасностиКабеля и шланги не должны находиться в передней части станка. Они отводятся назад. Продольный упор должен наполовину закрывать фрезу. Кнопка остановки двигателя, отключения его от питания, располагается удобно, под рукой. Особенности изготовления копировальной машины в домашней мастерскойУ копировально-фрезерных станков верхнее расположение шпиндельной головки. Стол неподвижный, большой. Он вмещает исходную деталь и обрабатываемую заготовку. Привод станка имеет свой двигатель по каждой оси в горизонтальном перемещении. Основная отличительная особенность оборудования – наличие копировальной головки, которая считывает информацию с исходной детали и управляет инструментом. ГоловкаКопировальная головка устанавливается на каретке шпиндельного узла и жестко с ней связывается. 2DДля получения объемного изображения делается стол в 2 раза шире исходной заготовки. На него укладывается образец и рядом обрабатываемая деталь. Запускается продольное движение консоли с поперечным перемещением. 3DПолучить объемную 3D деталь, возможно при синхронном вращении деталей. Для этого вместо плоского стола делается рама. На ней устанавливаются вращающиеся центра. Сзади на вал с шаблоном подключается двигатель. В передней части одевают одинаковые звездочки и цепь, обеспечивая одновременное вращение образца и заготовки. Как сделать станок по металлу?При фрезеровке металла возникают большие напряжения и вибрация. Деревянная станина их не выдержит. Необходимо использовать чугунную плиту и металлопрофиль из низкоуглеродистой стали. Вариант №1Станок состоит:
Чугунное основание выравнивается по плоскости. В нем прорезается поперечный паз «ласточкин хвост». В задней части крепится стойка под каретку шпинделя. Салазки заводятся в продольный паз. Они перемещаются в поперечном направлении за счет вращения винта. Подойдут готовые с токарного станка. Сверху устанавливается стол. Он перемещается по фигурным направляющим салазок. Вертикально инструмент движется вместе с кареткой по направляющим стойки. На массивной плите впереди устанавливается шпиндельная головка, сбоку крепится двигатель. Оба узла соединены ременной передачей. Вариант №2Используя в качестве фрезерной головки электродрель, можно создать простую и легкую модель вертикально-фрезерного станка.
Дополнительные чертежи с размерамиСделать самостоятельно фрезерный станок, значит изготовить оборудование, отвечающее вкусам хозяина, обеспечивающим именно его потребности. Начинать следует с построения, с выбора модели и построения чертежа. Размеры можно рассчитать самостоятельно или взять подходящие чужие и доделать. В процессе работы использовать остатки материалов и детали с вышедшего из строя оборудования.
видео-инструкция по монтажу своими руками, особенности комплектующих, шпинделей, программных токарных приборов, для резьбы, цена, фотоСтатьи Все фото из статьи Резьба в большинстве случаев рассматривается как ручная работа, но это не всегда так – для этого существуют ЧПУ станки по дереву, с помощью которых можно вырезать любой рельеф на плоскости. Автоматизация процесса позволяет поставить такую работу на поток, следовательно, вы увеличите производство изделий, то есть, заняться этим на профессиональном уровне, делая различные панно, розетки, багеты, перила и так далее. Мы сейчас расскажем вам, как работают такие агрегаты, проведём короткий обзор и посмотрим тематическое видео в этой статье. Резьба по дереву на станках с ЧПУ – розетка Что представляет собой фрезерный станок с ЧПУ по дереву?Фрезерный станок с ЧПУ по дереву Конструктивно, аппарат состоит из двух связанных систем: Механическая частьOбычный фрезерный модуль по дереву с электроприводом, который с помощью шаговых двигателей перемещается в 3D плоскостях. Вся конструкция закреплена на общей станине (раме), имеет фиксированное геометрическое положение элементов относительно друг друга. Фрезер ЧПУ по дереву – достаточно точный инструмент, механика выполняется из качественного металла с низкой степенью износа. Электронная начинкаУправляет положением токарно-фрезерного шпинделя, скоростью вращения мотора, силой давления на дерево. Программатор с числовым управлением выбирает оптимальную траекторию фрезерного блока и болванки относительно осей координат. Деревообрабатывающие центры могут иметь собственный компьютер, либо программироваться сторонней ЭВМ: вплоть до планшетов под управлением Android. Мини фрезерные установки часто оборудуются портом для карты памяти, в которую предварительно загружается программа. Копировально-фрезерный станок Существуют и чисто механические копировально-фрезерные станки по дереву. Обработка выполняется строго по шаблону, без возможности изменить конфигурацию детали. Фрезерный станок по дереву с модулем ЧПУ работает по виртуальной матрице, которая находится в электронных «мозгах». При этом, у оператора всегда есть возможность откорректировать программу. Фрезерный комплекс с ЧПУ Beaver Оборудование применяется как в домашней мастерской, так и в деревообрабатывающей промышленности. Например, фрезерный комплекс с ЧПУ «Бивер» (Beaver), получил прописку на крупных мебельных фабриках, по причине удачного сочетания цены и скорости обработки. Участие оператора минимально: загрузить программу работы, вовремя убирать готовое изделие, и подкладывать на разделочный стол новую деталь. Впрочем, самые продвинутые фрезерные агрегаты могут самостоятельно загружать очередной деревянный массив. Принцип работы фрезера с числовым программным управлениемОснова технологии – соединение точной механики и цифровой математики. Благодаря системе позиционирования, режущая кромка рабочего инструмента всегда оказывается в нужное время, в нужной точке, без непосредственного участия человека. Обработка плиты из дерева Причем если художник может ошибиться и допустить огрех, электронный модуль управления всегда точен. Специальная управляющая программа обрабатывает математическую модель заготовки, и присваивает каждой точке поверхности 3D координаты. Затем просчитывается траектория шпинделя, с учетом конфигурации и размера фрезы. Команда на позиционирование подается на исполнительные механизмы: шаговые двигатели. Направление передвижения осей фрезера с ЧПУ Привод устроен следующим образом: Расположенная поперек стола ферма с кареткой, движется вдоль него (ось «X»). Большое значение имеет механизм перемещения: опорные точки должны двигаться строго параллельно. По ферме перемещается собственно фрезерный модуль, это ось «Y». Более дорогие модели имеют возможность наклона шпинделя: для того, чтобы подобраться к самым отдаленным точкам под правильным углом. На столе может быть установлена подвижная платформа, или сама столешница бывает подвижной. Это не добавляет возможностей, но ускоряет работу. Важная деталь, незаметная снаружи. Программа управления построена таким образом, что фрезерный модуль на станке движется по оптимальной траектории. То есть, если углубление выбирается в несколько проходов, в дереве остаются временные «мостики», чтобы конструкция не сломалась до окончания обработки. Интерфейс управления Система программирования не имеет значения. Она может быть создана на любом языке, оператор не печатает длинные тексты на «Паскаль» или «Бейсик». Задание параметров и управление программой построено на визуальном интерфейсе. Программное задание траектории фрезы А создание трехмерных моделей выполняется в привычных графических редакторах. Затем готовый файл просто импортируется в программу фрезерного станка с ЧПУ. Также оператор может вручную задать траекторию фрезы, если этого требует технология или особенности заготовки. Основные принципы работы фрезерного станка с ЧПУФрезерные станки с числовым программным управлением (ЧПУ) – это оборудование, предназначенное для механической обработки различных листовых материалов при помощи специального инструмента – фрезы. Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево. Фрезы — это металлические инструменты различной формы с несколькими режущими зубьями. По форме фрезы бывают:
Материал, из которого изготавливается режущая часть, должен быть намного прочнее обрабатываемого материала, потому для фрез подбираются твердые сплавы быстрорежущей стали, может быть использована также минералокерамика или алмаз.
Вращаясь с большой скоростью, они обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ. В зависимости от расположения рабочего инструмента, фрезерование может быть горизонтальным или вертикальным. Большое распространение получили универсальные станки, дающие возможность фрезеровать сложные детали под любым углом, применяя разные фрезы. Фреза, закрепленная в цанге, является основным элементом, находящимся в непосредственном контакте с обрабатываемым материалом. Цанга с закрепленной в ней фрезой устанавливается в шпиндель, обеспечивающий вращение фрезы. В свою очередь шпиндель с фрезой установлен на подвижной балке — портале, который перемещает шпиндель и фрезу в трех осях координат над обрабатываемым материалом, укрепленном на рабочем столе. Портал, станина, двигатели, шпиндель и фреза представляют собой механическую часть фрезерного станка. Каждый двигатель обеспечивает перемещение портала и шпинделя по своей оси по заданной программе. Управляющие станции фрезерных станков с ЧПУ представляют собой электронную часть оборудования и поставляются вместе со станком. Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw.
Числовое программное управление позволяет автоматизировать сложные технологические процессы по обработке тех или иных материалов. Станок с ЧПУ в процессе работы не требует никаких сложных действий от оператора. Станок работает по программе, заложенной в него до начала процесса обработки. Ввод программы осуществляется оператором с пульта, предназначенного для управления станком в ручном режиме. В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций. Фрезерные станки с ЧПУ – это высокотехнологичное современное оборудование, способное обеспечить необходимую производительность труда и отменное качество обработки материала. Применение станков с ЧПУ повышает уровень безопасности и культуры производства и не требует от станочника виртуозности и высокого профессионализма. Источник: https://3d-stanki. О работе устройств под управлением программыКраткое описание рабочего процесса:
Станок при этом может выполнять как основные, так и дополнительные функции. Причем управление приводом подачи является основой работы всего оборудования, а модифицирование вращательной скорости и видоизменение инструмента относится к дополнительным его функциям.
Автоматическая работа подобных машин достигается благодаря встроенному ЧПУ, которое обеспечивает:
Кроме того, автоматизация всего рабочего цикла этого оборудования может любой универсальный производственный механизм сделать автоматическим или полуавтоматическим. Инструкция для начинающих операторов станков ЧПУ – «СПРУТ-Технология»Это и называется параметрическое моделирование. Для знакомства с такими программами перейдите по ссылкам: Inventor SolidWorks OnShape Компас 3D Creo Рокомендуеемые программы (CAD системы): при выборе программы стоит думать не тоько о простоте но и перспективности и функцианальности. Проектировщикам без опыта Я советуею рисовать 3D модели в веб приложении Tinkercad. Tinkercad работает в браузерах, которые поддерживают 3D функционал: Chrome, Firefox, Yandex. Этап II — объяснить станку как обрабатывать заготовку для получения деталиПосле получения модели, вам необходимо объяснить станку как (с какой скоростью, каким инструментом а главное, по какой траектории) обрабатывать заготовку для получения запланированной детали. Все это называется технологический процесс. Для написания техпроцесса Я рекомендую Вам использовать программу SprutCAM. Это полнофункциональная профессиональная CAM система от отечественного разработчика, незаменима при программирование станков с чпу для начинающих Для небольших производств имеется специальное доступное предложение — SprutCAM Practik. Это программы для ЧПУ станков на русском под управлением Mach4, NCStudio, LinuxCNC и аналогов. Установщик SprutCAM Practik можно скачать бесплатно.
В CAM системе определяется траектория движения инструмента, далее эта информация переводится в специализированный язык G кодов (на рисунке), которые понимает сам станок с ЧПУ. Об особенностях обрабатывания металлаГлавной особенностью обрабатывания изделий механизмами под числовым управлением заключается в том, что нет необходимости использовать различные дополняющие приспособления для перемещения деталей со станка на станок. Принцип работы фрезерного станка с ЧПУСовременный станок с ЧПУ представляет собой сложный автоматизированный комплекс для фрезерования заготовок из дерева, пластика, металла, камня и пр. Автоматизированный комплекс, помимо «классических» механизированных узлов включает в себя электронные компоненты автоматического контроля и управления режимами обработки. Электронная система базируется на алгоритмах числового программного управления (ЧПУ) и в значительной степени упрощает работу на оборудовании (станок функционирует по заранее введённой программе и в течение рабочего цикла не требует вмешательства оператора).
Одним из главных элементов станка, непосредственно осуществляющих обработку заготовки, является фреза. Режущая часть фрезы бывает различных форм и размеров — в соответствии с задачами обработки и видом материала заготовки. Цилиндрическая часть фрезы (т. н. «хвостовик») через цангу закрепляется в цанговом патроне, который, в свою очередь, закреплён на валу шпинделя. Электромотор шпинделя передаёт крутящий момент и сообщает фрезе вращательное движение. Соприкасаясь с обрабатываемой поверхностью, фреза снимает слой материала. Шпиндель подвешен на подвижном портале. Электромоторы станка, по командам от контроллера ЧПУ, перемещают портал по трём координатным осям и позиционируют фрезу над поворотным столом с закреплённой заготовкой. Таким способом и осуществляется фрезерование заготовки с целью получения готового изделия заданных форм и размеров. Электронная часть станка включает в себя контроллер ЧПУ, вспомогательные электронные компоненты и их соединения. Для управления системой, станок может комплектоваться специальным DSP-контроллером, или подключаться к PC. Электронная «начинка» станка работает под управлением собственного программного обеспечения (поставляется вместе с оборудованием). Задачей этого «софта» — перекодировать загруженную программу (чертеж-рисунок требуемой детали) и транслировать её в специфические G-коды — электрические команды двигателям станка. Таким образом, программным алгоритмом для функционирования станка является файл векторного графического формата (к примеру, построенный в AutoCAD, Corel Draw). Записав файл-программу в оперативную память контроллера, оператору остаётся выбрать режим работы станка (черновая, чистовая, трёхмерная) и частоту оборотов — в соответствие с видом материала заготовки и применяемой для обработки фрезы. Преимущества оборудованияСовременные станки с ЧПУ обладают широким спектром возможностей, обеспечивают быструю и высокоточную обработку, обладают достаточным запасом надёжности и удобством эксплуатации. Точность обработки является не только следствием прецизионного автоматизированного управления, но и организацией специальных конструктивных мероприятий, направленных, прежде всего, на повышение жёсткости системы. Увеличение жёсткости достигается за счёт уменьшения длины кинематических цепей и количества механических передач, уменьшения зазоров между деталями, снижения потерь на трение, а также увеличения быстродействия.
Для этого в частности скользящие направляющие изготавливаются в виде «твёрдый материал — мягкий» (например, сталь/чугун по пластику/фторопласту). Сопрягаемые пары качения (в наплавляющих, подшипниках) отличаются ещё меньшими потерями и повышенной долговечностью. В качестве рабочих тел используются ролики с преднатягом, исключающим биение и износ. Дополнительные системы, такие как вакуумный стол, улавливатель стружки, охлаждение режущего инструмента, переносной пульт (DSP-контроллер) и ряд других, значительно облегчают управление фрезерным комплексом и увеличивают культуру производства. Работа на оборудованииФункции оператора станочного комплекса, оборудованного ЧПУ, сводятся к смене и закреплению заготовок, установке требуемого типа фрезы, инсталляции управляющей программы, активации процесса и общим наблюдением за процессом работы станка. Перед началом обработки работоспособность станка проверяется запуском специальной тестирующей программы. Оператору следует проверить надёжность крепления заготовки и фрезы, её соответствия обрабатываемому материалу. Перед началом серийного цикла следует обработать первую заготовку, проконтролировать размеры и убедиться в их соответствии чертежу. Источник: https://InfoFrezer.ru/stati/printsip-raboty-frezernogo-stanka-s-chpu/ Фрезерный станок по дереву своими руками: пошаговая инструкцияВерстакЭто специальный стол для рабочего процесса. Его можно оснащать разными вспомогательными элементами. Его параметры обуславливаются количеством свободного пространства в помещении. Также учитывается и планируемый объём работ. Сегодня самыми распространёнными видами верстаков для фрезерных столов являются:
Для бытовой мастерской оптимальным является п.1. Второй вид годится для работ с небольшими деталями и имеет ограниченный функционал. Для третьего должно быть просторное помещение. Особенности примененияКонечно же, только смонтировать фрезер из электродрели недостаточно — требуется грамотно за ним ухаживать, чтобы он функционировал продолжительное время.
Отрезной диск на дрельПри необходимости применения УШМ, но её отсутствии, допускается применение отрезного круга для шуруповерта или дрели. Чтобы можно было использовать это приспособление, требуется приобретение или изготовление специальной насадки, обеспечивающей надёжное крепление режущего диска. ФОТО: img.staticbg.com Крепление отрезного диска должно осуществляться через специальный адаптер Использование насадки для дрели под отрезной круг обладает несколькими преимуществами, среди которых:
ФОТО: instrumentgid.ru Меньшее число оборотов дрели снижает эффективность резки металла Минусами данного метода является необходимость полного соблюдения правил безопасности при эксплуатации режущего инструмента. Также к числу отрицательных сторон можно отнести:
Необходимо принимать во внимание, что вал электроинструмента способен вращаться в обе стороны. При резке необходимо следить, чтобы его вращение осуществлялось исключительно по часовой стрелке ФОТО: ae01.alicdn.com Разнообразие дисков для резки позволяет получить из дрели универсальный инструмент Активное использование насадок для дрели позволяет значительно расширить круг применения данного инструмента, вплоть до использования в качестве оборудования для ощипывания птицы или перемешивания раствора. Поэтому при выполнении строительных или ремонтных работ необходимо подумать о необходимости приобретения подобного приспособления. Watch this video on YouTube ФОТО: beton-house.com Соответствующая насадка превращает дрель в бетономешалкуФОТО: krasnodar.incubonline.ru Одно движение, и дрелью можно ощипывать птицуФОТО: allmbt.ru Набор щёток превратит дрель в устройство для чистки и шлифовки металла Предыдущая DIY HomiusСпа-салон в домашних условиях с помощью полезных бомбочек для ванны Технология изготовления и рекомендацииСамодельная фреза имеет ограничения по материалам, которые могут быть обработаны с ее помощью. Изготовление фрез для собственных нужд, как правило, связано с работой со сталью мягких сортов. Именно поэтому такой самодельный инструмент способен достаточно эффективно резать дерево, но при обработке более твердых материалов быстро затупляется. Для того чтобы изготовить свой фрезерный инструмент, мастера используют обрезки стальных прутков или арматуры. Схема самодельной фрезы Технология изготовления самодельной фрезы по дереву из такой заготовки заключается в следующем:
Для подрезки стержня можно приспособить болгарку и дрель, а формирование рабочей части выполнить на заточном станке Чтобы фреза по дереву, изготовленная своими руками, могла быть использована для выполнения эффективной обработки, при ее изготовлении надо придерживаться следующих рекомендаций.
Доводка режущей кромки производится алмазным диском, затем поверхность доводится шлифбумагой При небольшой толщине режущей части фрезерный инструмент, сделанный своими руками, имеет достаточно невысокий рабочий ресурс. Чтобы несколько увеличить срок эксплуатации такой фрезы по дереву, угол на нижней части инструмента, расположенный напротив его режущей кромки, можно немного закруглить.
Дополнения к устройствуЕсть несколько приспособлений, добавив которые можно сделать данное устройство более удобным в эксплуатации, а также немного расширить его функционал. К примеру, можно добавить такое устройство, как микролифт, который будет перемещать дрель в вертикальном направлении. Если с тем, как из дрели сделать фрезер по дереву, все стало ясно, то как сделать микролифт, знают немногие, а потому вот краткая инструкция:
Конструкция и принцип действия оборудованияЕсли посмотреть на чертеж профессионального , то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов. Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины. Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки. Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент. Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть. Крупный станок с мощным электродвигателем При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования. Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров. К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться. Еще один вариант самодельного фрезерного станка Фрезерные станки и их разновидностиРазные типы фрезерных станков существенно отличаются друг от друга как по конструкции, так и по назначению, некоторые предназначены только для обработки дерева, другие же для металла, есть также и универсальные модели. Ряд конструкций имеет ручное управление, а другие работают в автоматическом режиме, наиболее простые варианты можно сделать своими руками, а есть сложные конструкции заводского изготовления. Рассмотрим несколько типов станков ниже, также вы сможете при желании найти чертежи, которые касаются их самостоятельного изготовления и конструкции. Вертикальный тип фрезерного станка очень распространен. В них в качестве рабочих инструментов выступают такие фрезы:
Можно также выполнять сверлильные работы. С помощью такого станка можно обрабатывать:
Особенностью другого типа станка, горизонтального, является то, что шпиндель располагается горизонтально. Благодаря такому типу конструкции вы сможете обрабатывать небольшие детали. Универсальность применения такого станка обусловлена за счет использования фрез фасонного, углового, торцевого, концевого и цилиндрического типа. Стандартная заводская комплектация не дает возможности обрабатывать детали по винтовой поверхности, в таком случае можно с применением чертежей доработать конструкцию своими руками. Сверлильно-фрезерные станки помогают обрабатывать горизонтальные, вертикальные и наклонные поверхности, а также пазы габаритных деталей. Станок имеет фрезерно-сверлильную головку, которая может выполнять работы по сверлению под наклоном и обрабатывать поверхности, которые расположены к горизонтальной оси под углом. А еще рабочая головка может работать в реверсном режиме. Классификация агрегатовВсего существует три категории фрезеров:
У каждой классификации есть свои подвиды. Так профессиональные станки имеют такие разновидности:
Бытовые модели отличаются небольшими габаритами и массой. Они реализуют базовые функции (строгание, сверление шлифовка, распил). Их виды:
Достоинства и несовершенства фрезера из электродрелиВырежьте из ДСП маленькую панель и изготовьте для неё 4 опорных бруска. Применяемые материалы должны быть качественными и крепкими. На крышке стола прорежьте полукруглое отверстие электроножовкой либо лобзиком. Сделайте прорези для упорного листа и фиксаторов. Панель прикрепите к мотору, посредством болтов либо специальных застёжек. Фрезер должен закрепляться на столе при помощи подшипниковых узлов. Для того чтобы увеличить качество фиксирования электродрели в вертикальной позиции, нужно в верхней части стойки прирастить брусок из древесины. Созданная своими руками конструкция обладает очевидными достоинствами, ключевыми среди которых можно назвать следующие:
Значительных недочётов у самодельного оснащения немного. К главным недочётам можно отнести следующие моменты.
О том, как сделать фрезер из дрели своими руками, смотрите в следующем видео. Преимущества и недостатки самодельного инструментаВ качестве основного преимущества фрезера, сделанного своими руками, можно выделить отсутствие необходимости покупать дорогой профессиональный станок. Ведь даже при помощи простейшего устройства удастся прорезать пазы или обработать край деревянной заготовки. Для использования дрели в качестве фрезера придётся приобрести в магазине специальные фрезы. Они бывают цилиндрические, торцевые, концевые, угловые, дисковые и фигурные. При помощи хвостовика их легко зафиксировать в патроне. Менять насадки также не составит труда, но от длительной работы и сильных вибраций патрон может открутиться. Поэтому при работе инструментом, сделанным своими руками, его придётся постоянно проверять и подтягивать. В качестве основного недостатка самодельного фрезера можно выделить невозможность длительной работы при больших нагрузках. Также он не отличается большим количеством оборотов. Максимальное количество оборотов для дрели достигает 3000, в то время как для фрезера минимальными считаются 4000 оборотов в минуту. От этого сильно страдает чистота обработки. Ведь чем быстрее крутится фреза, тем красивее и аккуратнее получится кромка материала. Поэтому после фрезеровки самодельным станком заготовки придётся шкурить. Двигатель у дрели также гораздо слабее, чем у фрезера. Он рассчитан на кратковременную работу, потому при сильных нагрузках начинает нагреваться. Каждый раз придётся дожидаться его полного остывания. Изготовить своими руками фрезерный станок возможно, но в некоторых ситуациях куда удобнее будет приобрести профессиональную модель в магазине. Самодельный фрезер не будет достаточно мощным, придётся работать с перерывами. Но для одноразового использования это отличный вариант. Использование дрелиНи для кого не секрет, что дрель можно использовать не только как сверло, но и как многофункциональный инструмент. Существует целый набор различных приспособлений, облегчающих труд рабочего. К примеру:
насадка на дрель для резки металлочерепицы в свою очередь помогает аккуратно резать кровлю из листового металла под любым углом. Работа с этим комплектом требует некоторой сноровки, но со временем вы поймете преимущества такого способа. Рассмотрим подробнее каждый вариант. Для резки черепицыДругое название этой насадки на дрель – сверчок. Набор применяется как для гладких поверхностей, так и для профильных железных листов. Преимущество этой фрезы в возможности создания ровного среза, без заусенцев и неровностей. Насадку для дрели сверчок удобно использовать для:
Так как ее применение не зависит от пространственного расположения, вы с легкостью распилите горизонтальный, и даже вертикальный лист. Насадка ножницыИз всех представленных насадок эта меньше всего похожа на сверло. Она превращает дрель в электрические, а не высечные ножницы. Они работают по принципу прямого реза, рассекая металл острыми кромками при помощи механического усилия. Это более грубый способ для резки металла и пластика. Такие ножницы выполняют только прямой рез, изменить его направление в процессе работы очень трудно. Этот набор больше подходит для беспроводных инструментов. ФрезаПо-другому эту насадку называют шарошка. Она предназначена для обработки деревянных и металлических изделий:
В один набор могут входить шарошки разной формы, таким образом, для каждой конкретной ситуации можно подобрать самую подходящую насадку. Конструкция инструментовПо форме зуба фрезы разделяются на остроконечные и затылованные. У остроконечных зубья имеют плоские переднюю и заднюю поверхности, а у затылованных плоская только передняя поверхность, задняя же имеет форму архимедовой спирали. Затачивание остроконечных зубьев производится по задней поверхности и при этом меняется размер инструмента. Поэтому их не рекомендуется часто перетачивать. Затылованные зубья затачиваются по передней поверхности и могут перетачиваться многократно. Фрезы для дрели могут производиться цельными или сборными. Цельные изготавливаются из одной заготовки. Материал тела инструмента и режущей части один и тот же. Производство таких изделий более экономично. Тело сборной фрезы изготавливается из недорогих марок стали, а для режущей части используют твердосплавные пластины. Это делает инструмент дороже, но улучшает его рабочие характеристики. https://youtube.com/watch?v=w_YyLNXzenE Сборка основы для самодельного фрезера из дрелиДля начала продумайте устройство рабочего стола и схему размещения фрезера на нём. Обратите внимание! Есть и другие варианты: МДФ или же фенольный пластик. Столешница размещается на направляющих Предусмотрите возможность их регулирования, чтобы корректировать положение стола для своего удобства. Также учтите, что пространство около рабочей поверхности следует оградить Это важно в процессе работы с ручным фрезером. Кроме того, для деталей нужен прижимной механизм Столешница размещается на направляющих. Предусмотрите возможность их регулирования, чтобы корректировать положение стола для своего удобства. Также учтите, что пространство около рабочей поверхности следует оградить Это важно в процессе работы с ручным фрезером. Полезный совет! Любые отверстия в столешнице вырезают обычной ручной дрелью. Установка регулировочного лифта:
Структура и назначениеПростыми словами строение фрезерного аппарата можно описать так: электродвигатель агрегата сообщает вращение на вал, на котором находится фреза (специализированная насадка). При устройстве ручного приспособления фреза помещается в спецпатрон, кулачковый либо цанговый. Ключевой задачей приспособления является обработка пластмассы, железа, древесины, стекла, керамики либо органического стекла. Пример – подготовка технологических отверстий под дверной замок в деревянном полотне. Кроме того, это может быть обработка краёв деталей либо нарезка резьбы, фрезерование полостей и пазов. Вращение обеспечивает электродвигатель, функционирующий от сети переменного электротока. Насадки могут применяться самые разнообразные исходя из материала, который требуется обработать. Самым простым материалом для фрезерной обработки является древесина, поэтому в основном и фрезы для её обработки будут особенно часто попадающимися и недорогими. Для металлов разного уровня прочности и вязкости должны применяться насадки, отличные по своим свойствам в зависимости от характеристик самого фрезеруемого материала. Безусловно, фрезы для металлов либо древесины не годятся для обработки керамики или стекла, для таких материалов требуется подобрать режущий инструмент с другими параметрами. Как построить лесопилку менее чем за 1000 долларов – Новости Матери-ЗемлиДо того, как я решил построить для своей семьи бревенчатый дом в лесу центральной Джорджии, у меня не было опыта работы с лесопилкой или какого-либо отношения к профессии лесопилки. Однако, когда пришло время резать бревна и резать очень толстые балки перекрытий и крыш, я обнаружил, что наиболее практичным и экономичным способом сделать это было спроектировать и построить собственную мельницу… с нуля и на месте. Я ни в коем случае не эксперт по лесопилкам, но я рад поделиться с читателями MOTHER EARTH NEWS тем, что я узнал на собственном горьком опыте о том, как построить лесопилку, «просто делая это». Вы можете спросить, зачем кому-то нужна собственная лесопилка. У меня есть веские причины. Во-первых, если вы работаете с древесиной, вы знаете, как резко подскочили цены на пиломатериалы в последнее время. Обычная строительная, высушенная в печи, 8-футовая стенная стойка 2 x 4 выросла в цене еще на треть только прошлой зимой до 3,50 долларов в некоторых местах. Еще одна привлекательность собственной мельницы заключается в том, что вы можете распилить пиломатериалы до любого размера, который вам нравится. Бревна для стен и негабаритные бревна, которые я хотел использовать для стропил и балок перекрытий, не продавались ни в одном строительном магазине. Мне пришлось бы заказывать их распиленными по индивидуальному заказу, так как чистые пиломатериалы из пихты или ели «размерные» поставляются в наличии только такой толщины и ширины, которые рассчитаны для производства самых дешевых каркасов домов из палочек. Почти все пиломатериалы для каркаса имеют маленькую толщину 1 3/4 дюйма. Доски, оставленные шероховатыми и расщепленными, но в натуральную величину, могут отличаться от истинных на долю дюйма, но они могут сэкономить вам время и древесину, так как вы можете размещать более крупные доски дальше друг от друга. Кроме того, если оставить на виду внутри здания, негабаритные балки и необработанные доски придадут вашему дому прочный вид ручной работы. Имея собственную мельницу, вы можете распиливать местные хвойные породы для каркаса зданий, а также распиливать бревна местных лиственных пород на навесы, двери, обшивку панелями и другую отделку дома или изготавливать из нее мебель. Завод также позволил мне использовать мягкую древесину, которая была бы потрачена впустую. Южная желтая сосна — это строительный пиломатериал, который они превращают в обработанный давлением устойчивый к гниению пиломатериал, называемый «PT». (И затем это отправляется отсюда по всей стране, тратя впустую, я не знаю, сколько энергии) Желтая сосна растет в Джорджии как сорняк, и я сделал пиломатериалы из деревьев, которые были срублены, чтобы расширить шоссе. Строительная бригада сложила их в кучу для сжигания и совсем не возражала, что я их вытащил. Я также делаю пиломатериалы из сосны, зараженной сосновым короедом. Неизвестно, как обратить жуков вспять, поэтому срубить дерево, пока оно еще живо и пригодно для пиломатериалов, кажется более логичным, чем позволить ему умереть и сгнить. Хотя не все пиломатериалы я получаю от сбора мусора, я получаю значительное удовлетворение, когда могу превратить дерево, которое было бы потрачено впустую, во что-то полезное. И пока мой грузовик работает и я продолжаю находить деревья, которые можно взять бесплатно, лесопилка позволяет мне вырезать что угодно, от бейсбольной биты до дома, не задумываясь о затратах на сырье. Технология лесопиления Лесопилки довольно просты. В традиционной мельнице есть источник энергии, колесная тележка на гусеничном ходу, пильный диск и различные валы и подшипники, соединенные с шестернями или набором барабанов, ремней и шкивов. Спроектировать и построить мельницу с нуля сможет не каждый, поскольку для этого требуются определенные механические способности и несколько инструментов. Покупка готовой мельницы или комплекта — это вариант, если вы можете выкурить его и если деньги не имеют значения. Но моя мельница является доказательством того, что вы можете построить свою собственную намного дешевле, используя лишь здравый смысл и старую добрую решимость. У вас есть четыре типа фрезерных станков для тяжелых условий эксплуатации: есть выбор между ленточной или циркулярной пилой в переносной или стационарной установке. На стационарной мельнице бревно помещается на колесную тележку (часто называемую балкой для бревен), которая движется по гусенице и протягивается мимо большого лезвия, приводимого в действие мощным источником энергии. В переносной мельнице бревно остается неподвижным. Лезвие гораздо меньшего размера вместе с небольшим двигателем, который приводит его в действие, протягивается мимо бревна. Ленточнопильный станок представляет собой увеличенную версию обычного электроинструмента из деревообрабатывающей мастерской. Мне сказали, что современные портативные ленточные пилы довольно хорошо прорезают двухфутовые бревна, если вы работаете достаточно медленно. Они работают, пропуская 6 футов или более ленточного полотна с замкнутым контуром шириной 1 фут или 1 1/2 фута между плоскими шкивами в раме, подвешенной между параллельными гусеницами. В более традиционной стационарной циркулярной пилораме тяжелый зубчатый диск диаметром от 3 до 5 футов крепится болтами к одному концу тяжелой оправки, вала, вращающегося в шариковых или роликовых подшипниках, прикрепленного к тяжелому основанию. Маховик/ведущий шкив с грузом лопасти прикреплен болтами к другому концу вала для обеспечения баланса и импульса, а также для удержания плоского приводного ремня. Другие шкивы силового привода прикреплены между ними. Как и стационарная ленточная пила, она может приводиться в действие водой, большим электродвигателем, автомобильным или тракторным двигателем. (Я использую старинный 4-цилиндровый двигатель тракторного типа J. I. Case, но я видел мельницы, оснащенные двигателями V-8 от автомобилей и большими старыми электродвигателями. На действительно больших установках используются дизельные двигатели Cat. Портативные циркулярные пилы — это новая новинка, которую я видел в рекламе. Я никогда не видел его в действии, но я не могу себе представить, что любой диск, который вы можете тащить за подборщиком, может быть достаточно большим или тяжелым, чтобы развить импульс, чтобы вырезать доски из бревна серьезного размера за один проход и на любой скорости. . Сравнение конструкций лесопилки Основным преимуществом переносной ленточной пилорамы является то, что она спроектирована таким образом, чтобы ее можно было достаточно быстро собрать и разобрать, поэтому вы можете доставить ее на место в своем пикапе, настроить и начать работу в тот же день. Кроме того, пропил у тонкого лезвия узкий, поэтому вы экономите древесину. Он потребляет меньше бензина, чем двигатель автотипа стационарной пилы, двигатель и подшипники служат примерно столько же (в среднем 2500 часов между ремонтами), но затраты на восстановление или замену намного ниже (250 долларов США на внешней стороне по сравнению с 9 долларами США). Стоимость переносной мельницы составляет около 1500 долларов США за базовую мельницу, плюс дополнительные 500 долларов США за механический домкрат для подъема бревен на станину. Стационарная мельница со всеми компонентами, кроме двигателя, купленного новым, будет стоить 5000 или 6000 долларов, и примерно половина этой бывшей в употреблении — и вам все равно придется ее устанавливать. Это сопоставимо с моей общей стоимостью менее 1000 долларов. Портативная ленточная пила с тонким полотном и небольшим двигателем не имеет большого веса и мощности для работы с бревном. Таким образом, это мучительно, болезненно медленно по сравнению с циркулярной пилой, требующей минут, чтобы разрезать доску, которую старая циркулярная пила прорежет за секунды. Я также слышал, что рамы сделаны не из самых тяжелых известных материалов, что хорошо для их портативности; но, если пила должна резать прямо, а не заедать, рама должна быть квадратной, жесткой, ровной и отвесной. И совсем не просто сохранить его таким, когда вы сбрасываете тяжелые бревна на основание, которое представляет собой небольшой прямоугольник из тонкого уголка, который может изгибаться, наклоняться или погружаться в почву под странными углами. Я знаю одного потенциального строителя дома, который потратил все свои свободные деньги на свой фундамент, колодец, септик, лесной джип, цепные пилы и переносную ленточнопильный станок, намереваясь распилить на заказ свои 2-х и сайдинг, и поднять дом летом выходных. Он недооценил время и сложность обрезки, обрезки, обрезки, вытаскивания и разделения каждого дерева. Не говоря уже о том, чтобы доставить каждое бревно через лес к мельнице, затем установить его на основание мельницы, сделать повторные проходы, чтобы выровнять по крайней мере две стороны, разделить бревно на плиты толщиной 2 дюйма … затем разрезать каждую плиту до ширины 4 дюйма. , затем штабелирование плит коры и досок … затем складывание опилок, чистка пилы, укрытие от дождя и, наконец, таскание досок к фундаменту. Только после этого он смог приступить к работе в доме. В конце концов он решил, что легче вытащить однородно сухие и идеальные размеры 2×4 из защищенных от непогоды пакетов, разложенных вокруг фундамента грузовиком со стрелой. Большое полотно циркулярной пилы потеряет свою остроту, если оно ударит по старой металлической скобе забора, заросшей корой. Но полотно ленточной пилы может сломаться, как если бы оно попало в твердый сучок, или если оно заедает при замедлении в мокрой древесине, или если вы не отобьете доску от бревна на позднем этапе жесткого распила. Полотна для переносных ленточных пил изготовлены из очень твердой пружинной стали, которая описывает жесткие дуги на шкивах, но не подлежит ремонту. Его нельзя заточить вручную, если у вас нет на это полдня, поэтому его необходимо заменить за 20 долларов и выше. Огромные ленточные полотна, используемые на стационарных ленточнопильных станках, сделаны из достаточно мягкой стали, их можно сваривать и затачивать, и это хорошо, поскольку они стоят более ста долларов за штуку. Большое полотно циркулярной пилы прослужит вечно, но чтобы резать быстро и чисто, зубья необходимо часто и равномерно затачивать, а (на торцовочных пилах) их угол атаки необходимо периодически сбрасывать. Также с другой стороны, вы больше не можете получать стационарные лесопилки или даже планы лесопилки по почте от Sears Roebuck. Вам придется спроектировать свой собственный, найти или построить компоненты, а затем собрать их на месте. Двигатель, столярные изделия и гусеница требуют хорошо закрепленной постоянной платформы с крышей и некоторой боковой защитой от ливневого дождя. Тем не менее, я решил использовать стационарную циркулярную пилу, потому что она лучше соответствует моим потребностям при более низкой начальной стоимости и меньших эксплуатационных расходах, чем переносная ленточная пила. Части мельницы
Насколько я понимаю, круглопильный станок состоит из четырех основных компонентов: 1. След, длина которого не менее чем в два раза превышает длину самого длинного бревна, которое вы хотите распилить. 2. Тележка на рельсах, оснащенная передними бабками, которые удерживают бревна, когда они перемещаются вперед и назад мимо пилы. 3. Прочно закрепленная каркасная рама, которая удерживает жестко установленную пилу, оправку и направляющую пилы рядом с двигателем и в средней точке гусеницы. 4. Источник питания, способный вращать пильное полотно под нагрузкой и обладающий достаточной дополнительной мощностью для перемещения каретки и вдавливания бревна в полотно. Экономящий работу вариант для небольшого комбината, но необходимый для крупного коммерческого комбината, представляет собой гидравлическую или механическую систему для управления флипперами или цепями с крюками, которые поворачивают окорочный и обрабатывающий пиловочники на четверть оборота перед каждым первым распилом , для выравнивания бревна в каретке перед каждым проходом, для переворачивания горбыля в бункер для пакетирования и подачи готовых досок по роликовым желобам в зону штабелирования. Есть несколько способов получить необходимые компоненты, и каждый пильщик должен решить, какой из них лучше всего соответствует его способностям и ресурсам. Один из способов — купить подержанную мельницу в достаточно хорошем состоянии, которая нуждается лишь в незначительном ремонте. Вы удивитесь, узнав, сколько маленьких одно- или двухместных мельниц разбросано по лесам в любом хорошо засаженном деревьями районе страны. В моем районе они стоят около 3000 долларов — куплены «как есть/где есть», что означает, что вам нужно снять мельницу, перевезти и собрать ее на своей земле. Другой способ — спроектировать и построить новую мельницу с нуля. Это требует времени и доступа к оборудованию механического цеха, но относительно небольших денежных затрат, если используется вторичное сырье. Трек Я начал с того, что соорудил гусеницу, по которой катится тележка, из рамы передвижного дома длиной 42 фута и колес, которые я купил за 100 долларов. Я снял косынки, которые удерживали коробку от основных двутавровых балок. Затем я уменьшил ширину рамы со 108 дюймов до 32 дюймов, вырезав 76 дюймов из центра поперечных раскосов, сдвинув двутавровые балки ближе друг к другу, а затем снова приварив раскосы. Я сделал гладкую и устойчивую направляющую для тележки, приварив плоскую стальную полосу размером 2″ x 1/2″ поверх обеих двутавровых балок. Затем я приварил круглый стальной стержень диаметром 5/8″ поверх плоского ремня, закрывающего двутавровую балку, ближайшую к лезвию. Снаряд входит в канавку между фланцами на передних колесах тележки, удерживая тележку на ходу. Корпус двигателя A ’46, комплекты, передние бабки и механизмы подачи
В рыночном бюллетене совхоза я нашел партию сломанных компонентов лесопилки — некоторые из них старше меня. Я заплатил 800 долларов за 1946 с ручным пуском J. I. Case Газовый двигатель мощностью 60 л.с. с ручным сцеплением, который работает как новый, пильный диск диаметром 42 дюйма со вставными зубьями из закаленной стали, оправка, тяжелый вал, который удерживает пильный диск на одном конце. Из обработанного давлением пиломатериала я построил 20-дюймовую каретку в форме лестницы, сделав длинные боковые поручни из двойного 2-дюймового PT-полотна размером 2″ x 6″, соединенного спереди и сзади и через каждые четыре фута деревянными I-образными поперечинами из 2 ″ x 6″ ПТ. Повозка движется на трех парах стальных колес на осях из стальных стержней — по паре спереди и сзади и еще одна посередине. Три колеса на задней длинной стороне рамы — плосковатые; три передних, ближайших к пиле, представляют собой усиленные шкивы с канавками диаметром 7/8″ вокруг, которые надеваются на круглый стальной стержень, приваренный к гусенице, чтобы поддерживать правильное движение каретки. Я мог бы поискать шарикоподшипники и подушки для трех осей вагона и нескольких других валов, которые мне нужно было собрать. Но я решил сделать это старомодным способом с баббитовыми подшипниками, которые использовались в первых автомобилях. Баббит представляет собой мягкий, похожий на свинец горшечный металл, который можно легко расплавить и залить в корпус, построенный вокруг вала, чтобы создать изготовленный на заказ подшипник скольжения, в котором будет вращаться вал. Вал обычно загрязняется в области подшипника путем медленного вращения. над дымным (коптильным) огнем. Рама Husk и кормораздатчик
Затем я сделал раму из шелухи рядом с гусеницей, чтобы удерживать оправку — вал и опоры, которые удерживают лезвие и приводное колесо от двигателя, а также механизмы подачи — механизм ремня / шкива, который приводит в движение каретку — и направляющую пилы. что удерживает лезвие врезанным в бревно под желаемым небольшим углом. Я сделал раму из использованных деревянных балок размером 4 x 10 дюймов, так как она должна быть достаточно массивной, чтобы выдерживать силу и вибрацию от вращающейся пилы, а также натяжение приводных ремней от двигателя. Устройство подачи соединяет ремень от двигателя с барабаном, расположенным посередине пути, вокруг которого несколько витков бесконечного троса, который перемещает тележку вперед и назад по пути. Я выбрал систему плоских ремней и шкивов с промежуточной шестерней, потому что она проста, и у меня был доступ к 6-дюймовым и 12-дюймовым плоским ременным шкивам с канавками, которые обеспечивают достаточный контакт ремня, чтобы обеспечить достаточную движущую силу без чрезмерного напряжения. В этом нет ничего, кроме старого здравого смысла и изобретательности. Я дергаю за ручку, и рычажный шкив управления натягивает передний ремень против силы, и каретка медленно продвигается вперед. Когда я нажимаю на рукоятку, управляющий шкив на переднем ремне ослабляется ровно настолько, чтобы он мог проскользнуть, в то же время натягивая против силы ремень заднего хода, и каретка отскакивает назад. Разница в скорости связана с размером шкива; задний шкив в три раза больше диаметра переднего шкива. Наконец, я установил направляющую пилы — своего рода С-образный зажим, который охватывает жужжащие зубья и зажимает корпус диска, удерживая его врезанным в бревно под нужным небольшим углом. Направляющая не предназначена для изменения угла наклона пилы (это делает регулировка оправки), а поддерживает переднюю кромку полотна. Я расположил его так, чтобы он выступал из передней части рамы шелухи вверх по переднему краю пильного диска как можно ближе к каретке, не касаясь его. Рабочие поверхности направляющей там, где они соприкасаются с лезвием, должны быть сменными брусками из твердой древесины, оставляя зазор около 1/64″ с каждой стороны лезвия. Сборка мельницы
После сборки четырех основных компонентов пришло время установить их на место и установить все в линию, отвесить, выровнять и отрегулировать так, чтобы можно было распиливать хорошие прямые пиломатериалы. Первым шагом было укладка моей 42-футовой гусеницы. Используя веревку и линейный уровень, я установил рельсовое полотно из переработанных, но все еще прочных устойчивых к гниению железнодорожных шпал, разместив их на расстоянии около 8 футов друг от друга. Еще две завязки были утоплены сбоку посередине, чтобы удерживать каркас шелухи. Добавив еще две поперечины немного слева от рамы корпуса для поддержки двигателя, я получил базовую основу. Я мог бы хорошо вкопать шпалы и иметь прочную основу, потому что здесь, в Джорджии, у нас стабильная почва и практически нет морозов, чтобы говорить о них. В пустынном или прибрежном песке, в изменчивых почвах Запада и морозного Севера вы должны быть уверены, что фундамент вашей мельницы выкопан достаточно глубоко, чтобы он не сползал вниз после сильного дождя или мороза и не вздымался каждую зиму. Я натянул раму/гусеницу прицепа на поперечную платформу, поддомкратил ее, чтобы снять опорные катки, затем опустил, выровнял и выпрямил ее веревкой и нивелиром и, наконец, надежно закрепил все в нашей доброй красной глине Джорджии. В верхней части гусеницы я сделал простую погрузочную стойку для бревен на столбах, чтобы можно было скатывать бревна прямо с грузовика на балку. Внизу под пилой я соорудил длинную платформу высотой с тележку с выступом вдоль открытого края, чтобы ловить доски, когда они отрываются от пилы. Я поставил каретку на колеса посередине гусеницы и установил три передние бабки сверху, а механизм регулировки (приспособления) сзади. Затем я поместил раму из шелухи на поперечины и закрепил ее ровно и правильно сориентировал по гусенице. В завершение я закрепил оправку пилы и механизм подачи в раме из шелухи и тщательно отрегулировал все так, чтобы пила и каретка целовали двоюродного брата близко, но не настолько близко, чтобы когда-либо соприкасаться… полотно пилы должно быть на расстоянии 1/2 дюйма от каретки и отрегулировано сверху вниз, так что верхняя часть хомута пилы будет на добрых 1/2 дюйма ниже боковой кромки передней бабки. Затем я прицепил трос, который будет ходить по каретке и пиловочникам туда-сюда. Приводной вал тележки проходит от шкива с приводом от двигателя в подаче через баббитовую втулку в отверстии, которое я прорезал в двутавровой балке со стороны пилы, к катушке привода троса в середине гусеницы. Конец вала, выходящий за пределы приводного золотника, входит в цапфу, приваренную к внутренней стороне внешней двутавровой балки. Я несколько раз обернул центр поперечного троса вокруг катушки привода троса, пропустил концы троса через шкивы на каждом конце гусеницы и потянул их назад, чтобы они плотно прилегали к концам каретки. В какую бы сторону ни была повернута катушка, каретка последует за ней. Вернувшись на завод, я измерил, обрезал и соединил передний и задний ремни подачи каретки. Затем я отрегулировал противоположные возвратные пружины и соединительную тягу, ведущую к рычагу управления, так, чтобы ни передний, ни задний ремень не были натянуты на силовой шкив, когда рычаг отпущен и находится в нейтральном положении. Затем я прикрепил пильный диск к рабочему концу оправки и с помощью отвеса и лески отрегулировал оправку на креплениях, чтобы убедиться, что поверхность пилы находится строго вертикально и параллельно плоскости каретки. Затем, отрегулировав болты с каждой стороны передних подшипников шпинделя, я установил заход так, чтобы лезвие приближалось к встречному бревну всего на 1/32″, и отрегулировал направляющую пилы, чтобы поддерживать этот заход. (При слишком малом количестве свинца пила не кусает, а выбегает и царапает поверхность бревна. При слишком большом количестве свинца лезвие сгибается, заедает и затирает или застревает в пропиле. Если вы продолжите пилить с пила в такой завязке, можно нагреть лезвие так сильно, что оно деформируется.Пильщики старых времен вытаскивали застрявшее бревно и, медленно вращая лезвие, использовали старую швабру и воду, чтобы быстро охладить горячую область на лезвии, чтобы отпустите его и избегайте постоянной деформации или набора. Я думаю, что лучше вообще избежать проблемы и работать медленно. Я закрепил двигатель на поперечных шпалах, протянул трос дроссельной заслонки и выключатель аварийной остановки к небольшой приборной доске на платформе оператора, которую я соорудил там, где рычаг управления выступал из механизма подачи в раме шелухи. Затем я соединил главный приводной шкив двигателя с большим приводным колесом на валу пилы с помощью 6-дюймового плоского ремня. Я проверял, перепроверял, затягивал и снова затягивал, пока, наконец, не пришло время опробовать хитроумное изобретение. Давайте сделаем это!
Хорошо. Дважды проверьте, чтобы убедиться, что все готово к работе. Убедитесь, что лезвие чистое, и рядом нет кусков дерева или камней, которые могли бы ударить по нему вибрацией. Убедитесь, что сцепление выброшено. Затем запустите двигатель и дайте ему хорошо прогреться. Установите скорость немного выше холостого хода и включите сцепление. Остановите и отрегулируйте оправку или кольцо, если лезвие качается или вибрирует. Убедитесь, что главный приводной ремень находится в центре обоих главных шкивов. Убедитесь, что бревенчатые упоры и колени головных работ находятся на достаточном расстоянии от лезвия и хорошо прижаты. Затем проведите каретку вперед и назад. Все должно работать гладко; шкивы должны двигаться правильно, а ремни должны двигаться прямо, не натирая внутреннюю часть шкивов. Когда все будет в порядке, разгоните двигатель до тех пор, пока пильный диск не начнет вращаться с рабочей скоростью 400-500 об/мин (пока вы не научитесь определять скорость на слух и эффективность резки, вы можете установить датчик оборотов, если на двигателе его нет Или поставьте отметку на лезвии и отрегулируйте скорость так, чтобы отметка мигала больше восьми раз в секунду.Знаете, сколько секунд нужно, чтобы сказать «тысяча»? сосчитайте от одного до восьми за тот же короткий промежуток времени.Увеличивайте скорость до тех пор, пока лезвие не сделает восемь оборотов в секунду.) Дайте двигателю поработать пару минут. Тогда заткнись и проверь все вокруг. Особенно убедитесь, что оправка работает прохладно. Теперь пришло время распилить первое бревно. Переместите тележку обратно к погрузочной платформе и загрузите небольшое бревно диаметром от 7 до 9 дюймов. Согните бревно в передней бабке и подведите каретку к лезвию. С храповым механизмом в наборе продвиньте бревно так, чтобы оно касалось задней части лезвия. Поднимите каретку и сдвиньте бревно вперед примерно на 1/2″. Включите двигатель до рабочей скорости и медленно перемещайте каретку, чтобы сделать первый рез. Внимательно следите за тем, чтобы срез был прямым. Если все в порядке, откиньте каретку назад, продвиньте бревно на дюйм и снимите еще одну плиту. Как только вы получите плоскую поверхность вдоль срезанной поверхности бревна, потяните назад и поверните бревно так, чтобы плоскость была внизу. Разделитель
Во времена водяных мельниц большая продольная пила, распиливающая целые бревна, называлась головной пилой, а главного пильщика называли раскалывателем, потому что это то, что он пытался делать — распиливать каждое бревно так, чтобы все доски выходили вместе с зерно, идущее прямо вдоль из конца в конец — так, как если бы он расколол его на ограды, разделив его по естественному волокну кувалдой и клиньями. Разделение каждого бревна на секции для получения максимально полезной древесины и расстановка бревен на балке — это то, чем разделитель отделяется от обычных смертных. Не то чтобы я претендовал на то, чтобы быть полностью законченным сплиттером, хотя я работаю над ним. Видите ли, цель пильщика состоит в том, чтобы получить из каждого бревна как можно больше досочных футов прямоволокнистого пиломатериала. Коммерческие строительные пиломатериалы имеют минимальную длину 8 футов, что больше, чем вы можете получить одним куском из большого количества бревен. Увеличение размера происходит с шагом 2 фута (длина) и 2 фута (ширина), что создает много отходов. Но, имея собственную мельницу, вы можете спасти бревно, в котором, скажем, два 3 1/2 фута прямого волокна между большим узлом, гнилым отверстием для веток и расщепленной вершиной, а затем устранить отходы, распилив их по индивидуальному заказу. до нечетных размеров, чтобы соответствовать вашему конкретному использованию. С помощью вашей цепной пилы вы можете разрезать 3 1/2 фута-«шорты», а затем распилить их на тонкие 41-дюймовые деревенские панели, идущие на кухню, или на столбы 5 x 5 дюймов, чтобы идти на бетонные опоры. Ориентация бревен на повозке требует чувства зерна … «шестого чувства», способности видеть внутри бревна, чтобы предугадывать, как движется зерно, и эта способность приходит только с опытом и тщательным изучением своих ошибок. Каркасные пиломатериалы из хвойных пород распиливаются вдоль волокон. Вы хотите разместить бревно так, чтобы его главная кривая изгибалась вверх и вниз. Таким образом, бревно будет стоять на пальцах рук и ног на балке, и кривая будет полностью в измерении вверх и вниз вдоль бревна. Распиливая твердые породы дерева, вы захотите сделать четвертьволоконный и другие распилы — каждый из них лучше всего подходит для разных целей. Прочтите хорошую книгу по изготовлению шкафов, чтобы узнать разницу, а также почему и почему. Уловки Сойерса
Познакомившись со своей мельницей, вы научитесь маленьким хитростям, которые сделают ее работу плавной и точной. Вот несколько советов, которые работают для меня и могут избавить вас от головной боли.
Как я уже говорил в начале, я не эксперт, и я был бы рад получить информацию о строительстве или управлении лесопильным заводом от тех, кто попробовал свои силы. Лексикон Сойера: Определения терминов Log-SplittersОправка – Вал в подшипниках, к которому крепится циркулярная пила. Баббитовый подшипник Балка (балка для бревен) – Колесная тележка, которая перевозит бревна мимо пилорамы. Подшипник Подающие устройства Шейка – Корпус, в котором находится подшипник. Передние бабки – две или более бревенчатых опор, опирающихся на бревенчатую балку. 1. Основание: Фиксированное литье с каналом, удерживающим подвижные колени. Рама для шелухи – Низкое кольцо из жерновов или платформа из деревянных балок, поддерживающая раму большой циркулярной пилы. Оправка – В лесозаготовке вал, шейки и подшипники, на которых монтируется пила. Опорные блоки – Пара литых деталей, которые удерживают подшипник на месте. Плавка Траверса — Чтобы двигаться вперед и назад, как бревенчатая балка многократно проходит мимо фрезерной пилы. Несколько слов о безопасности
Как я построил лесопилку на заднем дворе Деревообработка
Деревообработка — мое недавнее хобби. Мне повезло, что у меня есть довольно вместительный гараж, полный инструментов, которые я купил в холостяцкие дни. Совет: приобретите эти игрушки до свадьбы! С появлением семьи (второй ребенок на подходе) стало все труднее позволить себе инструменты для деревообработки! Помимо машин и расходных материалов, сырье выходит за рамки моего бюджета. Вокруг моего дома много дерева в виде свежеупавших веток и деревьев. Я посмотрел на него и подумал: «Если бы я только мог освободить доски внутри». Коммерческие лесопилки большие и дорогие, но когда я начал исследовать их, голос в моей голове сказал: «Эй, я могу сделать одну из них!» При взгляде на ленточнопильный завод на самом деле есть только три части: ленточная пила, портал, удерживающий ее горизонтально, и рельсы, по которым все это может скользить. Есть кое-что, что можно сказать о теориях и планах, но слишком часто я увязаю в дизайне. При его создании не использовались проекты САПР или бумажные эскизы. Единственные расчеты, которые я сделал, были для определения размеров шкивов, чтобы получить правильную скорость лезвия (2800 футов в минуту) и определить, как далеко должны быть колеса друг от друга для определенной длины лезвия. Я проектировал на лету, руководствуясь собственным опытом и интуицией — то, что я называю «инженерией глазного яблока».
В некоторых случаях это работало хорошо. Я придумал умную конструкцию для натяжения лезвия на основе направляющих фрезерного станка. Я нашел способ сделать направляющие лезвия, используя простые подшипники и несколько обрезков. Я чувствовал, что большинство самодельных пилорамы используют слишком много металла и слишком тяжелы, поэтому я построил свою из наименьшего количества стали, какое только мог, и в итоге получил очень мощную легкую машину. Однако моя интуиция немного ошиблась. Я предположил, что мотора переменного тока мощностью 1 л.с. более чем достаточно для распиливания 20-дюймовых бревен. Ну вот, когда я впервые воспользовался пилой, этот мотор перегрелся и чуть не загорелся! Теперь я гораздо лучше разбираюсь в лошадиных силах.
Также я недостаточно хорошо разбирался в тонкостях ленточных пил. Мне стыдно признаться, что я даже не заказал диск, пока пила не была почти готова. До этого момента я не занимался исследованиями лезвий. Лезвие, которое я купил, плохо блуждало по пропилу или терлось о дерево и несколько раз отпадало. Поскольку первое лезвие, которое я купил, было слишком узким, не было никакой надежды на то, что направляющие лезвия выполнят свою работу. Первое, что я сделал в своей второй ревизии, это заменил мотор на «маленький» бензиновый двигатель мощностью 6,5 л.с. С точки зрения стоимости и веса на одну лошадиную силу газ безоговорочно выигрывает у электричества. Затем я заменил свой клинок. Оглядываясь назад, я понимаю, как безумно было не начинать свой проект с той части, которая фактически выполняет резку. Оказывается, на рынке всего несколько полотен, которые будут работать с такой маленькой пилой, поэтому я заказал по одному каждого. Это начало дорожать, но я списал это на исследования. Мне повезло найти тот, который отлично работает. Кроме того, он был самым толстым, дешевым и, как я думал, точно не сработает.
В результате получилась маленькая лесопилка, которая просто разрывает деревья! Я был очень удивлен тем, насколько хорошо это работает. Я просто хотел попробовать, и в итоге из бревна клена диаметром 18 дюймов и длиной 6 футов выточил более дюжины досок размером 6 дюймов на 1 дюйм. Следующее кедровое бревно, которое я распилил, обнаружило потрясающую фиолетовую сердцевину. Я начал фрезеровать дерево и просто не мог остановиться. В конце концов я пришел в себя и признал, что у этой пилы почти нет функций безопасности.
Затем рельсы. Скрепленная вместе древесина 2 × 8 работала на удивление хорошо, но все это, вероятно, прослужит только один сезон. Я скручиваю бревна, а затем прикручиваю их к дереву. Это сработало довольно хорошо, но медленно, и рельсы избиваются. Со временем заменю его сварным металлическим каркасом со встроенными зажимами для удержания бревен. На самом деле, если бы мне пришлось строить еще одну мельницу, я бы буквально начал с нуля и сосредоточился сначала на обработке бревен и создании прочного фундамента для остальной части пилы. Посмотрите мои видео, чтобы узнать больше о сборке и увидеть ее в действии. Скоро я опубликую обновленное видео, поэтому, пожалуйста, подпишитесь на мой канал и следите за обновлениями! Tagged DIY Projects Домашняя мельница деревообработка Наши веб-сайты используют файлы cookie для улучшения вашего просмотра. Разрешить ненужные файлы cookie КАК СОЗДАТЬ СТАНОК С ЧПУ (для любителя)КАК СОБИРАТЬ СТАНОК С ЧПУ (любителю) — советы и практические советы Изначально фрезерный станок с ЧПУ представлял собой инструмент, предлагающий множество различных возможностей фрезерования. С помощью станка с ЧПУ мы можем работать с различными материалами, такими как пенопласт, полистирол, пластик, дерево, алюминий и даже сталь. Польская группа энтузиастов DIY продолжает расти (что нас очень радует) и в результате мы решили создать серию руководств, в которых опишем процесс сборки простого 3-х осевого фрезерного станка с ЧПУ. Как собрать самодельный фрезерный станок с ЧПУ на базе системы V-SLOT OpenBuilds.В наших руководствах мы сосредоточимся на создании станка с ЧПУ, в котором используются системные компоненты OpenBuilds V-SLOT. Мы будем использовать фрезерный проект C-BEAM. Наша конструкция будет состоять из алюминиевых профилей V-SLOT 2060 и C-BEAM, пластин и роликов V-SLOT, совместимых с V-образными профилями.
ВНИМАНИЕ! ВЛОГ ЕЩЕ СОЗДАЕТСЯ, ПОТОМУ К СТАТЬЕ БУДУТ ПРИЛОЖЕНЫ ГРАФИКА И ДРУГИЕ МАТЕРИАЛЫ, КОТОРЫЕ БУДУТ ПОЛЕЗНЫ В ПРОЦЕССЕ СТРОИТЕЛЬСТВА Фрезерный станок C-BEAM в двух словах В начале несколько слов о возможностях фрезерного станка C-BEAM. Как мы упоминали ранее, модель фрезерного станка с ЧПУ C-BEAM представляет собой интересную конструкцию, которая идеально подходит в качестве первого станка с ЧПУ для многих людей. Фрезерный станок с ЧПУ C-BEAM позволяет изучить основы конструкции станков с ЧПУ и процесс фрезерования. Фрезерный станок отлично подойдет для обработки пенопласта, пластика, электронных плат, печатных плат. Подходит также для работы с МДФ, мягкой и твердой древесиной и даже позволяет легко работать с алюминием!
Для кого предназначен фрезерный станок C-BEAM? Фрезерный станок C-BEAM подойдет любителю, энтузиасту DIY, предпринимателю, художнику или ученому. Эта модель также очень популярна среди людей, которые задаются вопросом, какой фрезерный станок купить для дома и ищут «настольный» фрезерный станок или иначе — фрезерный станок для стола.
Мы создадим фрезерный станок на основе системы V-SLOT. По этой причине мы составили для вас список деталей, которые вам понадобятся. НАЖМИТЕ НА ССЫЛКУ: СПИСОК ЧАСТЕЙ Кроме компонентов, необходимых для сборки фрезерного станка с ЧПУ, вам потребуются основные инструменты для мастерских. Вам могут понадобиться такие инструменты, как:
Около дюжины часов терпения и (вероятно) больший стол. К этой статье мы подготовили для вас видеоматериалы, опубликованные на нашем YouTube-канале. Материал, где можно посмотреть весь процесс строительства и познакомиться с ним. К сожалению, мы не профессиональные кинорежиссеры и иногда (в монтажной части) оказывается, что мы видим, сколько этапов и деталей представлено в видеоматериале не так хорошо, как хотелось бы. Поэтому просим вас понять, если в фильме иногда не все показано так, как вы того хотите, или представлены не все желаемые этапы. Мы стараемся улучшать качество представленного в видео контента с каждым последующим фильмом, и при необходимости не стесняйтесь обращаться к нам, мы можем записать дополнительные материалы.
НАЧИНАЕМ ИЗГОТОВЛЕНИЕ ФРЕЗЕРНОГО СТАНКА С ЧПУ!ШАГ 1 — Сделай сам! Сборка фрезерного станка с ЧПУ — конструкция Весь процесс сборки фрезерного станка мы разобьем на несколько постов и видео материалов. Чтобы построить эту конструкцию, вам понадобятся элементы, которые можно найти в списке механических компонентов. Время строительства примерно 4-8 часов. Процесс сборки представлен в приложенном видео материале, где можно посмотреть:
В видеоматериале показана конструкция всей фрезерной рамы, и отдельных тележек, установка шпиндельного держателя и пропеллеров для осей X/Y/Z и некоторые другие. Приглашаем к просмотру видео материала. ДОПОЛНИТЕЛЬНЫЕ ИЗОБРАЖЕНИЯ И ОПИСАНИЕ СКОРО. На этапе 2м в следующей статье мы кратко обсудим и представим, как установить моторы и всю электронику! Справочник покупателя по портативным лесопилкам Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-либо по нашим ссылкам. Самостоятельное фрезерование пиломатериалов может сэкономить вам большие деньги, а может быть, даже заработать немного. Переносная лесопилка подходит к бревну и делает это относительно легко.Цены на пиломатериалы выросли во время пандемии. Хотя цены снизились, когда была решена нехватка пиломатериалов, другие факторы, такие как сокращение запасов леса, вероятно, останутся с нами в обозримом будущем. Это означает, что цены, вероятно, останутся волатильными. И это делает распиловку собственного пиломатериала все более разумным решением, если у вас есть готовый запас подходящих бревен. У крупного производителя пиломатериалов есть средства для перевозки бревен на лесопилку. Но чтобы превратить собственные упавшие деревья в пиломатериалы, вам нужно будет подвести лесопилку к бревнам. На рынке представлено множество портативных лесопильных станков, но растущий спрос увеличил время ожидания до года и более для некоторых из самых популярных моделей. В любом случае большинству домашних мастеров следует выбирать цепную пилу. Это, безусловно, самый дешевый портативный вариант и самый простой в развертывании. Нет времени ждать, если вы закажете один из них. На этой странице Что такое переносная лесопилка?Переносная лесопилка представляет собой гусеницу, которая крепится к бревну, позволяя вам делать прямые пропилы бензопилой. Более крупные, дорогие и более эффективные устройства поставляются с ленточной пилой или циркулярной пилой, размер которых подходит для фрезерования бревен. У некоторых есть колыбели для хранения бревен, но некоторые режут бревна на месте. Пользователям, возможно, придется загружать бревна на опоры менее дорогих машин с помощью крюка для бревна или крюка для бруса. Оба являются инструментами для токарной обработки бревен с длинной ручкой. Но первоклассные портативные лесопильные станки оснащены гидравлическими системами загрузки бревен. Зачем тебе переносная лесопилка? По одной причине: фрезеровать свой собственный пиломатериал. Переносная лесопилка дает вам готовый запас пиломатериалов бесплатно. Учитывая цены на пиломатериалы, он может быстро окупиться. Типы переносных лесопильных заводовЕсли вы выполните быстрый поиск переносных лесопильных заводов, вы обнаружите, что большинство из них являются цепными пилорамами. Они наименее дорогие, наиболее легко транспортируемые и наиболее удобные для самостоятельного изготовления, но не самые эффективные. Два других типа работают быстрее и дают лучшие результаты. Вот краткое изложение трех доступных типов: Цепная пилорамаЭто просто металлическая направляющая, которая крепится к бревну и направляет пилу через древесину. Вы должны поставить пилу. Надежная модель подходит для пил с шинами длиной от 10 до 36 дюймов (и длиннее) и стоит меньше, чем сама пила. Ленточнопильный станокПо сути, это сверхбольшая и мощная версия магазинной ленточной пилы с несколькими ключевыми отличиями. Корпус лезвия расположен над конвейерной дорожкой, а лезвие ориентировано параллельно дорожке, поэтому пила режет бревна в горизонтальной, а не в вертикальной плоскости. Корпус обычно скользит по направляющей, чтобы распилить неподвижное бревно. Циркулярная пилаДисковые пилы перемалывают пиломатериалы быстрее, чем другие диски, и их используют большинство крупных лесопильных заводов. Чтобы сделать эту технологию портативной, циркулярная пила обычно устанавливается на подвесной подвижной направляющей и распиливает стационарное бревно. Инновационным примером является пилорама с поворотным лезвием, которая позволяет поворачивать пилу на 90–180 градусов и нарезать доски точной глубины и ширины, не перемещая бревно. Как выбрать переносную лесопилкуВыбирайте по необходимости. Если у вас есть одно или два бревна, которые вы хотите превратить в балки или стойки, вам подойдет пилорама с цепной пилой. Он работает медленно, а широкий пропил (толщина) пильного диска означает, что он тратит древесину впустую. Но это сделает работу без перемещения бревна. Людям, заинтересованным в реальном производстве пиломатериалов для собственного проекта или на продажу, лучше использовать ленточнопильный станок или станок с поворотным диском. Эти инструменты режут быстрее и точнее, чем цепная пила. Их лезвия с более тонким пропилом производят меньше опилок и меньше отходов древесины. Из этих двух ленточнопильный станок более популярен. Лезвие имеет максимально тонкий пропил, меньше шансов повредить металл в древесине, и его можно отправить в мастерскую для переточки. (Обычная стоимость составляет около 10 долларов за полотно плюс доставка.) С другой стороны, циркулярные пилы обеспечивают более ровный и точный рез. Сколько стоят переносные лесопилки?Как и следовало ожидать, цепные пилорамы самые дешевые. В среднем они составляют около 100 долларов, хотя некоторые модели стоят до 300 долларов. Ленточнопильные станки начинаются примерно с 4000 долларов за модель начального уровня. Первоклассный станок с гидравлическим погрузчиком и приспособлениями для строгания и шлифования может работать с очень широкими бревнами. Они стоят до 70 000 долларов. Цены на лесопилку с поворотным лезвием могут варьироваться от 6 000 до 40 000 долларов США, в среднем 20 000 долларов США. Вы доплатите за привлекательные дополнения, такие как рубанок, орбитальная шлифовальная машина и фреза для производства пазогребневых досок прямо на заводе. Лучшие переносные лесопилки Лучшая для вас лесопилка выполняет работу в соответствии с параметрами, которые вы для нее установили. Лучшая цепная пилаНа Amazon.com 36 дюймов, подходит для довольно здоровенных бревен. Изготовлен из алюминия и стали, он легкий и прочный. Лучший ленточнопильный станокЧерез Woodmizer.com Wood-Mizer LX2515 принимает бревна диаметром до 26 дюймов. Вам это понадобится, только если вы заинтересованы в умеренном и крупномасштабном производстве пиломатериалов. Бревно прочно фиксируется в люльке, пока оператор поворачивает рукоятку, чтобы переместить пилу вдоль направляющей и распилить ее на доски. Это базовая машина по доступной цене. Одной из наиболее привлекательных особенностей Wood-Mizer является репутация компании Wood-Mizer в области качественного обслуживания клиентов. Распиловочный станок Best с поворотным дискомЧерез Petersonsawmills.com Трудно найти станки с поворотным диском в розничных магазинах. Фрезерование собственных пиломатериалов — FineWoodworkingРуководства по проектам Fine WoodworkingВидео В этом видео об изготовлении прикроватной тумбочки вы узнаете, как подготовить необработанные пиломатериалы для проекта, выровняв заготовку и выровняв ее с помощью машин.Аса Кристиана, Эд Пирник 29 октября 2019 г. Вам понадобится хотя бы один серьезный деревообрабатывающий станок (строгальный станок), чтобы иметь возможность покупать грубые пиломатериалы и превращать их в гладкие плоские доски. И вскоре вам также понадобится фуганок, который является лучшим инструментом для фрезерования идеально ровной поверхности. Но вы сэкономите много денег, покупая необработанный материал по сравнению с предварительно обработанным, и у вас будет доступ ко многим другим типам древесины. В этом эпизоде программы «Начало работы с деревом» Аса Кристиана и Эд Пирник покажут вам, как превратить грубые доски в гладкие, прямые и квадратные детали, которые можно разрезать и соединить вместе в качестве строительных блоков прикроватной тумбочки из орехового дерева. Следуя пошаговому процессу фрезерования, описанному в этом эпизоде, вы скоро будете использовать рубанок и фуганок, как настоящий профессионал. Но чтобы работать столяром, вам не нужен строгальный станок или фуганок Хотя приятно иметь возможность самостоятельно фрезеровать пиломатериалы из грубо распиленных досок, вам не обязательно делать это для этого или любого другого проекта . Большинство продавцов древесины лиственных пород обработают ваши доски прямо и гладко в соответствии с вашими требованиями. Вам придется немного доплатить за эту дополнительную услугу, но она того стоит, если вы не совсем готовы вкладывать деньги в два этих дорогостоящих деревообрабатывающих станка.
Автор: Аса Кристиана Зарегистрироваться × Видео из серии
Предыдущий: Как покупать необработанные пиломатериалы Следующий: Как обточить ножки с помощью настольной пилы Проекты для начинающих Проекты для начинающихРазвивайте свои навыки работы с деревом с нуля. Посмотреть руководство по проекту Просмотреть все руководства по проектам » Станьте участником и получите неограниченный доступ к сайту, включая Начать бесплатную пробную версию Начало работыРазделочные доски и рамки для фотографий
Подарки и аксессуарыКнижные шкафы и полки
Табуреты и столы-стремянки
Портативный фрезерный станок по дереву! • Дом Гадкого УтенкаУведомление: этот пост может содержать партнерские ссылки, что означает, что я могу получить комиссию, если вы решите совершить покупку по одной из моих ссылок бесплатно для вас. 67 Как я превратил мусор, предназначенный для измельчителя веток, в сокровищницу древесных плит благодаря терпимому соседу и переносной лесопилке. Я собирался написать об этом с конца прошлой осени. Но, как и в большинстве сумасшедших историй, эту стоит подождать! Я сделал и этот длинный пост для тех из вас, кто любит читать эту историю, и видео, подытоживающее все это для YouTube. Читайте, смотрите или и то, и другое: у меня есть это для вас ниже! Следуй за мной на Youtube помогите мне набрать 25к! Кроме того, приготовьтесь к дурацким фотографиям. Мои соседи уже думают, что я сошел с ума… так почему бы не пойти на это? Эта история начинается со слишком знакомых звуков, издаваемых соседями, работающими во дворе. Здесь выходные наполнены жужжанием косилок, кусторезов и строительных работ. И не только у меня дома! Я действительно стал ценить эти выходные звуки как своего рода мелодию, которую издает наш район. Торцовочные пилы, молотки и воздуходувки в гармонии, о м г! 😉 В один из таких выходных я собиралась озвучить свой праздничный сериал, когда меня прервал звук того, как мой сосед вырубает деревья. Позже в тот же день я вышел во двор, чтобы поработать над чем-то другим (я на самом деле забыл в этот момент), и меня поразил прекрасный запах свежесрубленного дерева. Огромная куча сосновых бревен лежала на лужайке, разделяющей наши дома, и я прошел мимо — в основном из легкого любопытства — проверить, насколько они велики. Я пересчитал несколько колец, просто любуясь ими, зная, что они, скорее всего, предназначались для изготовления дров или щепы для мульчи (довольно распространенное явление для обслуживания деревьев в этом районе). И тут я увидел: одно из этих бревен было не похоже на другое. Мне потребовалось слишком много времени, чтобы заметить, чего не хватает во дворе моего соседа — его магнолии! Я проходил мимо него бесчисленное количество раз во время наших вечерних прогулок с детенышами (его семена даже несколько раз попадали в мой двор, но так и не прижились). Я хотел попробовать больше проектов по резьбе по дереву с тех пор, как в прошлом году закончил свой проект по росписи стен, но я все еще очень новичок, когда дело доходит до дерева, кроме сосны, красного дуба или тополя (три породы дерева, которое я могу легко получить в Lowe’s или Home Depot). Я понятия не имел, как может выглядеть древесина магнолии, поэтому быстро поискал изображения. Я задумался, он обычно использовался для чего-нибудь? Был ли он достаточно редким, чтобы представлять интерес для проектов по деревообработке? Что люди сделали с магнолией? Как выглядит древесина магнолии после сушки и смазывания маслом? Сколько именно сучков имеет древесина магнолии? Результаты подтянуты. Святой. Дерьмо. Это великолепный . Особенно точеные или резные чаши. Независимо от того, есть ли на древесине отслоения (красочные пятна от роста грибков) или нет, древесина магнолии может быть такой красивой! Он очень бледный, но любой вид окрашивания добавляет много темных пятен, которые действительно делают его интригующим. Я убедил себя, что просто позволить этому журналу стать дровами без хотя бы попытки сохранить несколько кусков было бы абсолютной трагедией, поэтому я подождал, пока не замечу своего соседа позже в тот же день, чтобы спросить, могу ли я прийти со своим бензопила. Я не знал, смогу ли я получить что-нибудь полезное, но я был уверен, что попытаюсь! К счастью, моя соседка уже хорошо знакома с моим безумным рукоделием и с радостью сказала мне, что я могу брать столько, сколько захочу. Даже целое дерево. Я надел защитные штаны и защитное снаряжение и направился к куче, чтобы посмотреть, что можно спасти. Должен заметить, что моя аккумуляторная пила STIHL крутая, но маленькая. Я намеренно выбрал меньший размер в начале моего сотрудничества с ними, потому что я полагал, что смогу извлечь из него максимальную пользу во дворе (рубка небольших деревьев, дрова и т. д.). В то время потребность в нем для вырезания деревянных заготовок на большом бревне из лиственных пород не входила в список дел! Я знал, что в основном буду использовать этот инструмент до предела, чтобы хотя бы попытаться пройти через это, но я должен был попытаться. Как вы можете видеть на видео, сначала я вырезал несколько кусочков поменьше, а затем стал более агрессивным. Я действительно хотел получить как можно больше, но знал, что будет предел тому, сколько я могу положить в свою тачку и сэкономить. Не помогает и то, что я все еще пытаюсь закончить свою мастерскую в гараже, а «зеленая» (свежеспиленная) древесина может высыхать месяцами или даже годами. Мне пришлось бы довольствоваться несколькими кусками и с грустью попрощаться с остальными, но я чувствовал некоторое удовлетворение от того, что сохранил немного. Защитное снаряжение для бензопилы Мои защитные накладки и шлем STIHL были невероятно горячими в погоде в Джорджии (даже осенью), но они значительно облегчили весь процесс. Я считаю, что при работе с электроинструментами хорошо иметь баланс между осторожностью и уверенностью. Запечатывание деревянных заготовок для сушки Отрезав несколько годных кусков дерева, я заклеил все концы. Открытые концы куска дерева могут высыхать слишком быстро, в то время как центр дерева высыхает медленнее, что приводит к большим трещинам. Чтобы избежать этого, вы можете купить герметики, которые можно красить на концах (например, Anchorseal), что обеспечивает более равномерное распределение влаги в древесине по мере ее высыхания. Конечно, я не есть это специальный герметик, но я читал что латексная краска может обойтись в крайнем случае! Вот, у меня много . Но это еще не конец … Я был счастлив получить свои деревяшки и думал обо всех чашах или резных фигурках, которые я мог бы сделать в будущем. Тем не менее, я чувствовал себя плохо из-за того, что не сделал еще , чтобы сохранить остальную часть дерева. В идеальном сценарии я бы отнес это бревно тому, кто мог бы разрезать его на длинные толстые доски («плиты»), оставить необработанные края и дать высохнуть в течение года или около того. Деревянные столы с «живой кромкой» были бы великолепны. Или изголовье для главной спальни! Я видел, как это делают другие, но у всех у них было большое, тяжелое оборудование, они жили в сельской местности, где было больше земли для просушки леса, и у них было больше опыта, чем у меня. Древесина просто лежала там, но это казалось очень необычной идеей. Тем не менее, спросить у друзей из сообщества деревообрабатывающих компаний не помешает, верно? Я написал о своей внезапной «находке» в группе местных столяров в Facebook и получил несколько рекомендаций по переносному фрезерованию по дереву. Вместо через несколько часов у меня был номер человека, желающего выполнить эту работу, и я получил предложение от Брюса из лесопилки Northeast Georgia. Брюс и я подробно обсудили мои варианты, что мне нужно сделать, чтобы люди, которые срубили дерево моего соседа, не забрали его вместе с остальными сосновыми бревнами, и подготовить место на заднем дворе для штабелирования. эти деревянные плиты. Я также сделал замеры: бревно было 14 футов в длину и до 21 дюйма в ширину. Из-за конфликтов в расписании это будет через несколько недель, но мы запланировали раннее утро воскресенья (самое раннее, когда мы оба были доступны). Как работает переносная фрезерная машина по дереву? Переносная мельница представляет собой большую ленточнопильный станок с боковым расположением, буксируемый за грузовиком. Какая подготовительная работа? Прежде чем вышел пильщик, я должен был отнести бревно к себе во двор. На первый взгляд непростая задача, но я ее довольно быстро решил. Компания, которая срубила деревья моего соседа, вернется на следующий день или около того, чтобы собрать все бревна и вывезти их. Затем мы разрезаем обработанный давлением столб 6 x 6 на куски, которые будут достаточно широкими для плит. Примерно через каждые 18 дюймов (пытаясь вспомнить, но я обновлю это, если это не так), мы разместили эти опоры на газоне и выровняли их все. Важно сделать это правильно, чтобы каждый срез оставался ровным и высыхал, не деформируясь. Вес каждой части поможет удерживать части под ней отягощенными, но для последнего разреза сверху потребуются утяжелители. Для этой задачи мы собрали стопку ландшафтной брусчатки. Кроме того, стабильность. Мы определенно не хотели, чтобы это опрокинулось. Слэбинг! Вы можете смеяться над этим, так как это спонсируемый пост, но в видео, когда пильщик отрезал несколько ненужных участков, которые были слишком широкими, чтобы поместиться на переносной мельнице, он выхватил бензопилу Stihl . Первые несколько проходов спилом отрезали узкие ломтики (думаю по сантиметру каждый), пока не получилась красивая ровная поверхность. Затем он переключился на глубину реза толщиной 2 дюйма за раз. У нас была возможность выточить древесину и обрезать края, чтобы получился более прямоугольный кусок с прямыми краями (как вы обычно видите пиломатериалы), но нам понравился вид «живого края», когда кора все еще не повреждена. В конечном итоге мы потеряем часть этой толщины, когда древесина будет выровнена после высыхания на воздухе (дерево может все еще двигаться и иметь неровности, несмотря на наши усилия), но 2 дюйма было максимумом, который он рекомендовал из-за длины — они безумно тяжелые. ! Когда мы прошли примерно половину бревна, он перевернул его и повторил тот же самый тонкий срез + более толстый срез. Я также сохранил все случайные обрезки, чтобы использовать их для небольших проектов (или попрактиковаться в вырезании на более мелком ломе). Нам также было поручено стереть опилки перед штабелированием, чтобы предотвратить появление плесени на поверхностях. С каждым проходом тряпки я все больше и больше влюблялся в рисунок зерна. Пока К. и Брюс переносили каждую деталь в штабель, мне было поручено проверить, чтобы каждая наклейка между ними (сделанная из обрезков древесины) была одинаковой толщины, чтобы обеспечить равномерное расстояние между пиломатериалами (один кусок слишком толстый или слишком узкий также может привести к деформации и искривлению). Было ТАК КРУТО смотреть, как все это происходит! И посмотрите, сколько дров мы из него получили!! Сколько это стоит? Общая стоимость основана на времени и трудозатратах — как общем времени, затраченном на резку, так и километраже, чтобы добраться до нашей собственности. Наша общая стоимость составила 400 долларов. Стоимость фактической покупки деревянных плит с живым краем, особенно такой длины, составит 90 575, что намного на 90 578 больше, поэтому мы думаем, что у нас будет несколько довольно отличных вариантов за потраченные деньги. Что дальше?Все это упало прямо перед домом, а бревно так и стояло на новой траве, пока не пришло время фрезеровать. Наши соседи, казалось, были в порядке с фрезерованием, несмотря на то, как рано утром мы начали (в нашем районе, кажется, есть общее «это нормально, если вы иногда шумите, потому что мы были громкими 3 недели назад, и вы ничего не сказали» политика). Тем не менее, лучше предупредить соседа! Соседка на утренней прогулке, невозмутимая. К был ОЧЕНЬ обеспокоен тем, что бревно и опилки испортили травяной участок прямо перед двором (особенно со всеми усилиями, которые мы только что вложили в него летом и подсевом). На то есть веская причина, так как опилки были достаточно глубокими, чтобы сделать ангела из опилок (но лежать на улице просто не мое). Мы спилили древесину в ноябре, так что прошло уже несколько месяцев, а впереди еще несколько. Брюс порекомендовал нам приобрести влагомер, чтобы знать, когда наши собственные пиломатериалы достаточно сухие (25%? 30%? Я не могу вспомнить), а затем просушить их в печи, чтобы еще больше снизить уровень влажности, прежде чем мы превратим их в окончательный проект. Что касается того, как долго это может быть, я слышал, что обычное эмпирическое правило для воздушной сушки древесины составляет один год на один дюйм толщины, но это действительно грубая отправная точка (мы также живем в районе с высокой влажностью). Очевидно, что до этого нам еще далеко! (Первоначально мы думали, что нужно накрыть все это, и купили большой брезент, но быстро поняли, что нужно накрыть только верх, и исправились!) несколько проектов , так что я рад видеть, что мы делаем! Мои главные идеи в настоящее время — это изголовье кровати и/или столешница для Ruby. Мы думаем также сделать разделочную доску или сервировочную доску для нашего соседа в качестве благодарности. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
 На такой статичной «улитке» вы сможете производить простейшие изгибы.
На такой статичной «улитке» вы сможете производить простейшие изгибы.
 Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.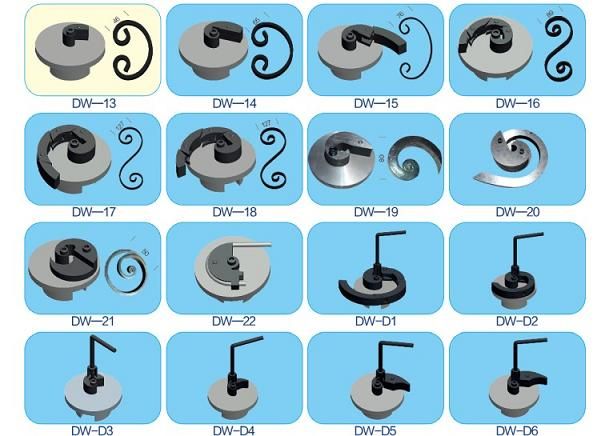 После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.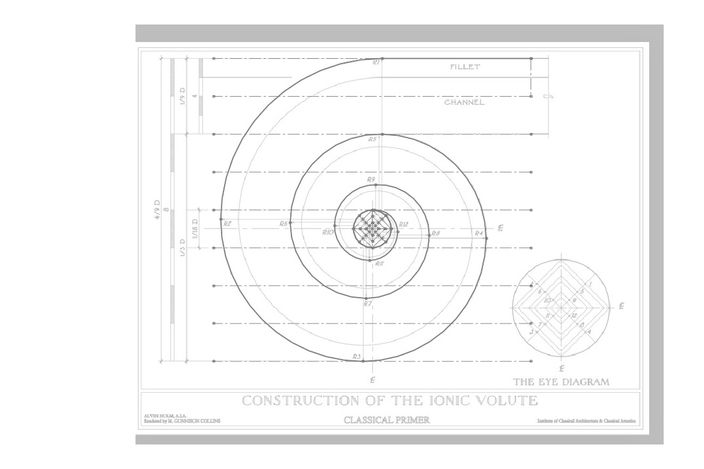 При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист». для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.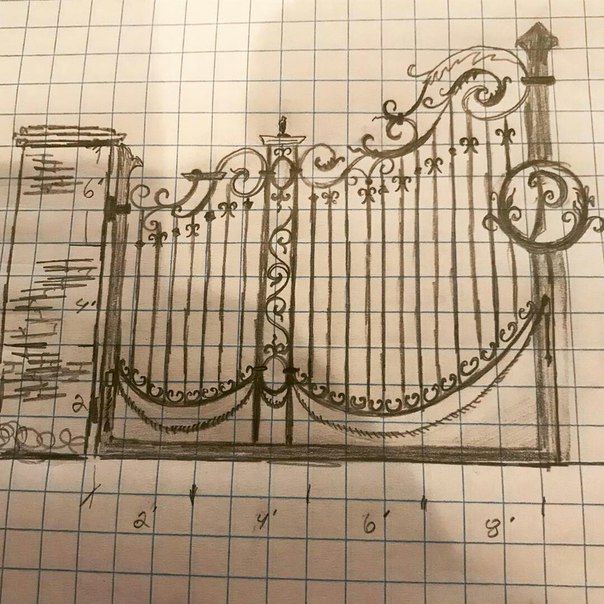 Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.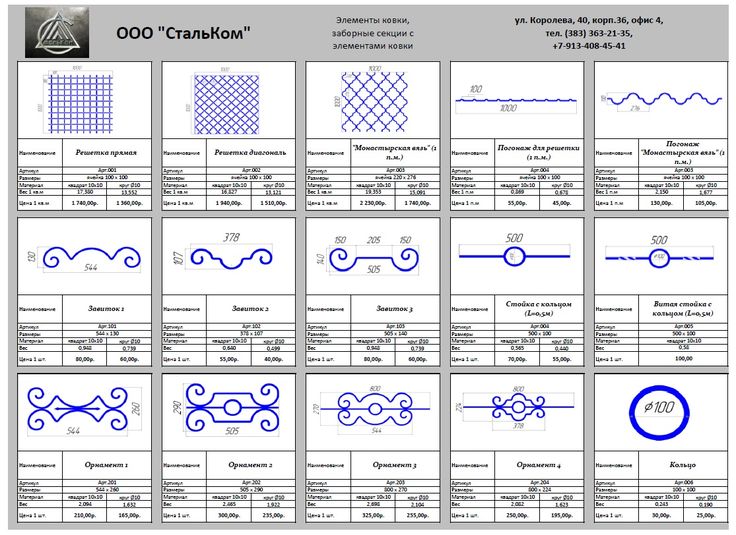 Сложные профили придают ажурность конструкциям.
Сложные профили придают ажурность конструкциям.
 Получаемая спираль имеет определенные ограничения в использовании.
Получаемая спираль имеет определенные ограничения в использовании. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
 На этом работа с его изготовлением завершается.
На этом работа с его изготовлением завершается.

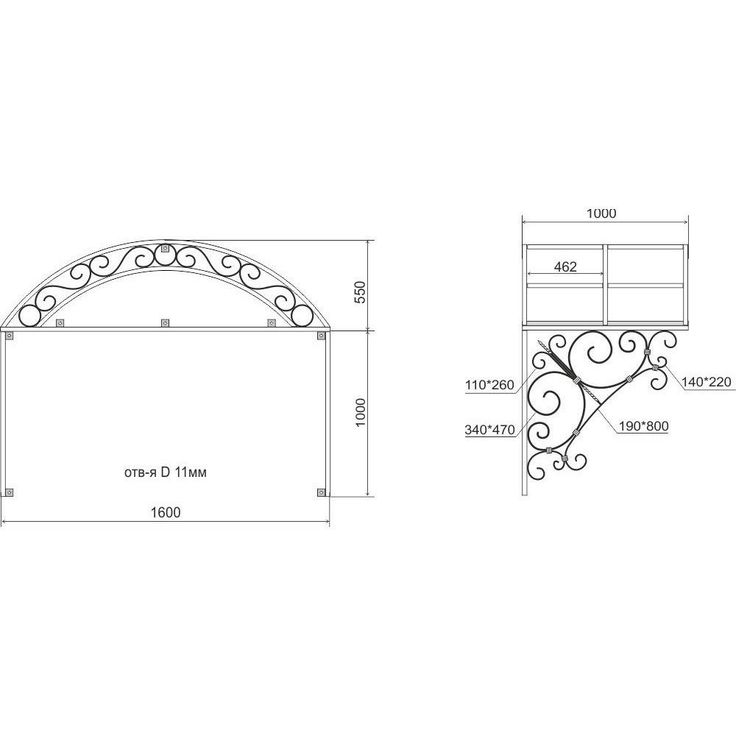 Теперь заготовки будут фиксироваться на станке одним движением.
Теперь заготовки будут фиксироваться на станке одним движением. По ним ориентируются, сколько нужно гнуть.
По ним ориентируются, сколько нужно гнуть. Тяжелое изделие прибрело особую легкость.
Тяжелое изделие прибрело особую легкость.
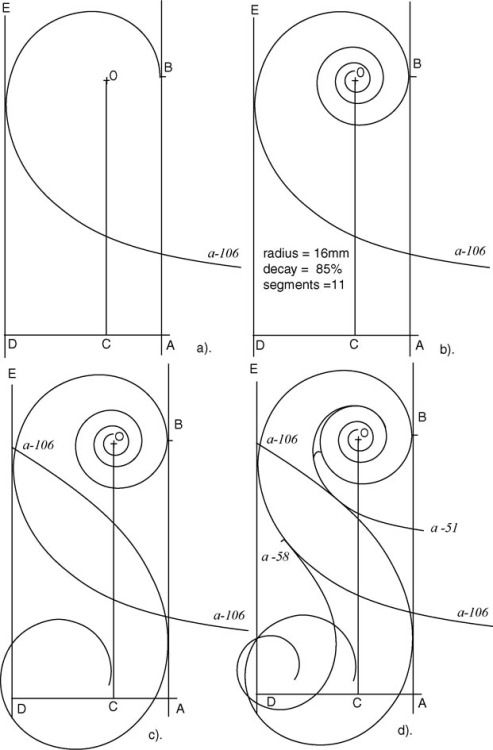
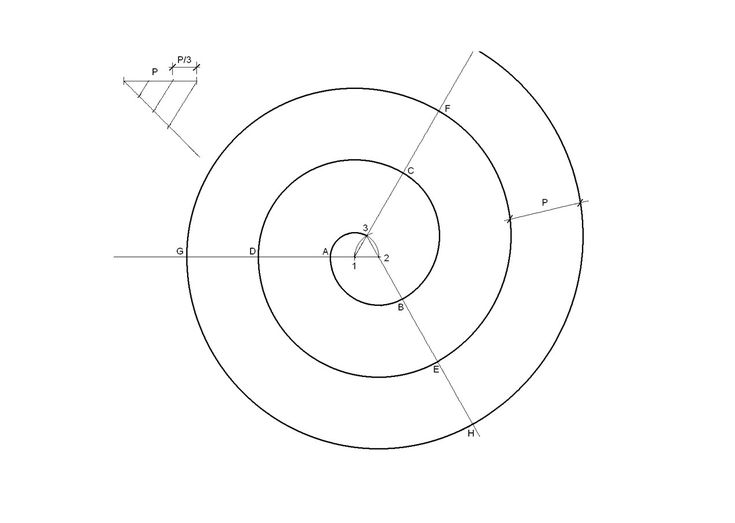


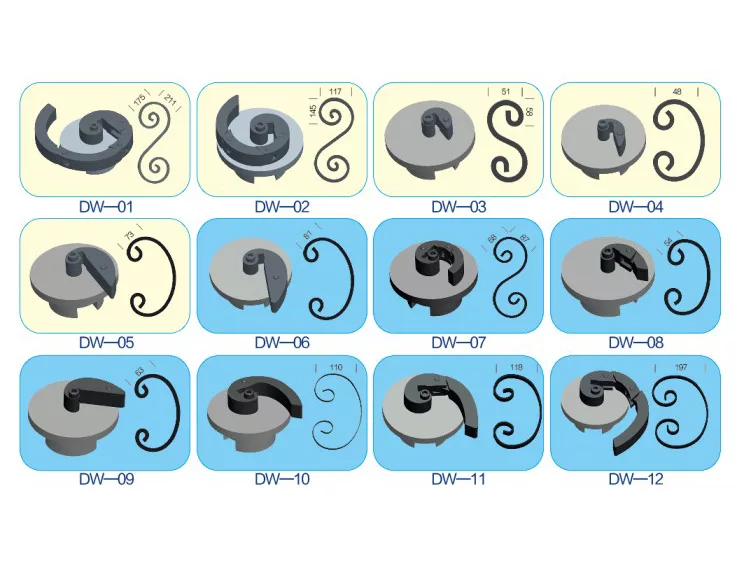

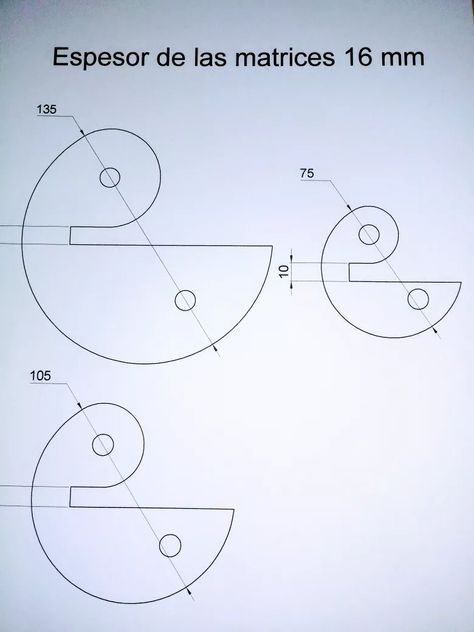 Проходческие салазки можно остановить в любом положении, избегая рывков машины и повреждения главного фрикциона/тормоза.
Проходческие салазки можно остановить в любом положении, избегая рывков машины и повреждения главного фрикциона/тормоза.
 Команда инженеров-проектировщиков с помощью современного программного обеспечения для проектирования и расчета работает вместе с заказчиком, чтобы найти наилучшие производственные решения для промышленной разработки продукта. В сотрудничестве с другими ведущими компаниями в нашей отрасли, SACMA также может предложить эффективные решения проектов под ключ.
Команда инженеров-проектировщиков с помощью современного программного обеспечения для проектирования и расчета работает вместе с заказчиком, чтобы найти наилучшие производственные решения для промышленной разработки продукта. В сотрудничестве с другими ведущими компаниями в нашей отрасли, SACMA также может предложить эффективные решения проектов под ключ.
 д.
д.
 Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
 диам. отсечки
диам. отсечки Один набор пробных инструментов
Один набор пробных инструментов 

 От количества зубцов на звёздочке, зависит степень редукции будущего инструмента, чем она больше, тем аккуратней и легче можно будет проделывать отверстие. Так как автор использовал старую цепь, перед её использованием он её хорошенько промыл, если же у вас тоже старая ржавая цепь, то желательно сделать также.
От количества зубцов на звёздочке, зависит степень редукции будущего инструмента, чем она больше, тем аккуратней и легче можно будет проделывать отверстие. Так как автор использовал старую цепь, перед её использованием он её хорошенько промыл, если же у вас тоже старая ржавая цепь, то желательно сделать также. Для этого возьмём трубу подходящего диаметра, отпилим от него колечко. Зачем это колечко распилим и на место спила параллельно приварим две гайки. В эти гайки будем вставлять болт и с его помощью затягивать хомут, тем самым закрепив дрель.
Для этого возьмём трубу подходящего диаметра, отпилим от него колечко. Зачем это колечко распилим и на место спила параллельно приварим две гайки. В эти гайки будем вставлять болт и с его помощью затягивать хомут, тем самым закрепив дрель.


 Самодельный станок из дрели с шарнирным бес пружинным механизмом.Стойка, работающая по принципу винтового домкрата: 1 — станина; 2 — направляющий паз; 3 — резьба М16; 4 — втулка; 5 — гайка, приваренная к втулке; 6 — дрель; 7 — ручка, при вращении которой происходит движение дрели вверх или вниз.Сверлильно-фрезерный станок: 1 — основание станка; 2 — опоры подъёмной плиты стола 2 шт.; 3 — подъёмная плита; 4 — ручка подъёма стола; 5 — подвижный держатель дрели; 6 — дополнительная стойка; 7 — винт фиксации держателя дрели; 8 — хомут крепления дрели; 9 — основная стойка; 10 — ходовой винт; 11 — барабан со шкалой Нониуса.Самодельный сверлильный станок из автомобильного домкрата и дрели.Каретка выполнена из мебельных направляющих.Мини-станок из списанного микроскопа.Основание и стойка из старого фотоувеличителя для самодельного сверлильного станка.Станок из ручной дрели: 1 — станина; 2 — стальные прижимы; 3 — пазы для крепления дрели; 4 — гайка крепления дрели; 5 — дрель; 6 — ползун; 7 — трубки направляющие.
Самодельный станок из дрели с шарнирным бес пружинным механизмом.Стойка, работающая по принципу винтового домкрата: 1 — станина; 2 — направляющий паз; 3 — резьба М16; 4 — втулка; 5 — гайка, приваренная к втулке; 6 — дрель; 7 — ручка, при вращении которой происходит движение дрели вверх или вниз.Сверлильно-фрезерный станок: 1 — основание станка; 2 — опоры подъёмной плиты стола 2 шт.; 3 — подъёмная плита; 4 — ручка подъёма стола; 5 — подвижный держатель дрели; 6 — дополнительная стойка; 7 — винт фиксации держателя дрели; 8 — хомут крепления дрели; 9 — основная стойка; 10 — ходовой винт; 11 — барабан со шкалой Нониуса.Самодельный сверлильный станок из автомобильного домкрата и дрели.Каретка выполнена из мебельных направляющих.Мини-станок из списанного микроскопа.Основание и стойка из старого фотоувеличителя для самодельного сверлильного станка.Станок из ручной дрели: 1 — станина; 2 — стальные прижимы; 3 — пазы для крепления дрели; 4 — гайка крепления дрели; 5 — дрель; 6 — ползун; 7 — трубки направляющие.



 ниже
ниже
 Ходовая втулка.Стопор ходовой втулки.Стационарная втулка.Концевая переходная втулка.Сверлильная головка в собранном виде.Готовый самодельный сверлильный станок на основе двигателя от бытовой техники.
Ходовая втулка.Стопор ходовой втулки.Стационарная втулка.Концевая переходная втулка.Сверлильная головка в собранном виде.Готовый самодельный сверлильный станок на основе двигателя от бытовой техники. Это широкое определение, которое включает в себя все, от стоматологических бормашин до машин для бурения туннелей. Мы собираемся сосредоточиться на типах сверл, которые мы обычно используем в строительстве и по дому.
Это широкое определение, которое включает в себя все, от стоматологических бормашин до машин для бурения туннелей. Мы собираемся сосредоточиться на типах сверл, которые мы обычно используем в строительстве и по дому.
 Другими словами, вы можете отключить ударный механизм и использовать его так же, как и любой другой дрель-шуруповерт.
Другими словами, вы можете отключить ударный механизм и использовать его так же, как и любой другой дрель-шуруповерт. Некоторые дают вам возможность только вращения, но немногие профессионалы используют его, даже несмотря на то, что он способен сверлить дерево и металл.
Некоторые дают вам возможность только вращения, но немногие профессионалы используют его, даже несмотря на то, что он способен сверлить дерево и металл. Вместо использования переднего рубящего механизма в ударных инструментах используется вращающийся механизм молотка и наковальни. Когда патрон вращается, молоток сильно ударяет по наковальне, придавая ей гораздо большее усилие вращения, чем стандартная дрель.
Вместо использования переднего рубящего механизма в ударных инструментах используется вращающийся механизм молотка и наковальни. Когда патрон вращается, молоток сильно ударяет по наковальне, придавая ей гораздо большее усилие вращения, чем стандартная дрель. Это действительно может сэкономить вам время.
Это действительно может сэкономить вам время. Совсем недавно мы увидели появление аккумуляторных буров, таких как землеройный бур Makita и бесщеточный бур Ryobi 40V. Они обеспечивают беспроводное удобство и питание от аккумулятора для инструмента, который ранее был ограничен бензином.
Совсем недавно мы увидели появление аккумуляторных буров, таких как землеройный бур Makita и бесщеточный бур Ryobi 40V. Они обеспечивают беспроводное удобство и питание от аккумулятора для инструмента, который ранее был ограничен бензином.
 Они часто вращаются на более высоких оборотах, чтобы быстро установить винты. Хотя они имеют базовую конструкцию дрели с пистолетной рукояткой, иногда они имеют рукоятку непосредственно за двигателем и блокировку, чтобы вы могли работать быстрее. Профессиональные модели часто имеют наборные магазины, которые позволяют автоматически подавать шурупы по ходу работы. Это значительно ускоряет работу.
Они часто вращаются на более высоких оборотах, чтобы быстро установить винты. Хотя они имеют базовую конструкцию дрели с пистолетной рукояткой, иногда они имеют рукоятку непосредственно за двигателем и блокировку, чтобы вы могли работать быстрее. Профессиональные модели часто имеют наборные магазины, которые позволяют автоматически подавать шурупы по ходу работы. Это значительно ускоряет работу.


 Серводвигатели осей
Серводвигатели осей
 диаметр прутка, мм
диаметр прутка, мм размер державки резца, мм
размер державки резца, мм движения, кВт
движения, кВт
 «ShopTurn» — комплексное
«ShopTurn» — комплексное
 «ShopTurn» показывает программу в
«ShopTurn» показывает программу в

 Они приводятся в действие шарико-винтовыми приводами. Ось Y скользит по линейным направляющим или коробчатым направляющим. Многие производители добавили другие способы перемещения инструментов, превратив 3-осевой станок в токарные центры, чтобы сделать их более наглядными. Граница между 3-осевой и 4-осевой токарной обработкой может быть размыта, поскольку производители добавляют функции к 3-осевой обработке, которые позволяют использовать больше углов обработки, но могут не обеспечивать полный диапазон движения по 4-й оси.
Они приводятся в действие шарико-винтовыми приводами. Ось Y скользит по линейным направляющим или коробчатым направляющим. Многие производители добавили другие способы перемещения инструментов, превратив 3-осевой станок в токарные центры, чтобы сделать их более наглядными. Граница между 3-осевой и 4-осевой токарной обработкой может быть размыта, поскольку производители добавляют функции к 3-осевой обработке, которые позволяют использовать больше углов обработки, но могут не обеспечивать полный диапазон движения по 4-й оси.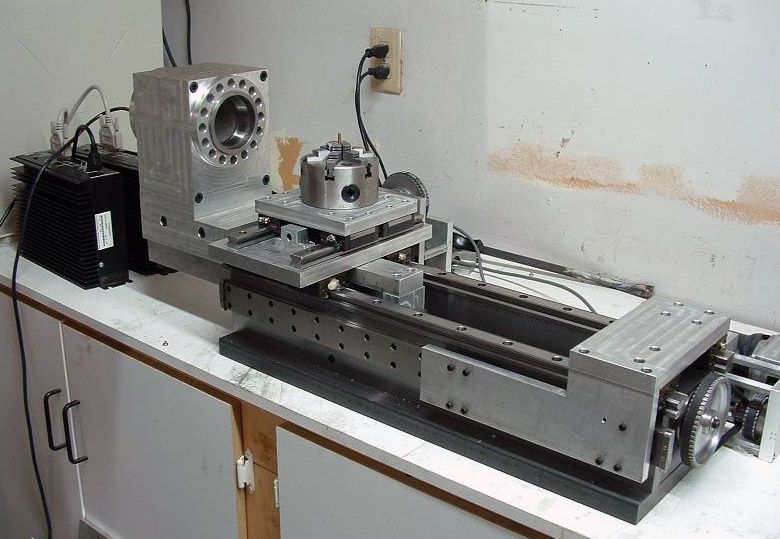 Револьверные головки токарных станков с ЧПУ с двумя шпинделями имеют пазы для инструментов с обеих сторон револьверной головки и могут изготавливать более сложные детали, чем одношпиндельные. Инструмент (на револьверной головке) запрограммирован на перемещение к стержню.
Револьверные головки токарных станков с ЧПУ с двумя шпинделями имеют пазы для инструментов с обеих сторон револьверной головки и могут изготавливать более сложные детали, чем одношпиндельные. Инструмент (на револьверной головке) запрограммирован на перемещение к стержню. Некоторые производители устанавливают независимые фрезерные головки с возможностью смены инструмента, что делает этот обрабатывающий центр еще более эффективным.
Некоторые производители устанавливают независимые фрезерные головки с возможностью смены инструмента, что делает этот обрабатывающий центр еще более эффективным. Шпиндель швейцарского токарного станка с ЧПУ управляет движением прутка относительно стационарного инструмента на инструментальном приспособлении. Бар делает движение вместо инструмента. Вся резка производится прямо рядом с цангой. Это отличается от токарного станка с ЧПУ, где резка происходит по мере движения инструмента к прутку. Швейцарские токарные станки отлично подходят для высокопроизводительной работы. В сочетании с устройством подачи прутка они предназначены для работы без света и производства деталей без присмотра. При правильном программировании и участии оператора они могут производить точные детали в соответствии со спецификацией с высоким уровнем повторяемости, часто с временем цикла менее минуты.
Шпиндель швейцарского токарного станка с ЧПУ управляет движением прутка относительно стационарного инструмента на инструментальном приспособлении. Бар делает движение вместо инструмента. Вся резка производится прямо рядом с цангой. Это отличается от токарного станка с ЧПУ, где резка происходит по мере движения инструмента к прутку. Швейцарские токарные станки отлично подходят для высокопроизводительной работы. В сочетании с устройством подачи прутка они предназначены для работы без света и производства деталей без присмотра. При правильном программировании и участии оператора они могут производить точные детали в соответствии со спецификацией с высоким уровнем повторяемости, часто с временем цикла менее минуты. , Лотки для сбора , Инструменты, такие как цанги, направляющие втулки (спросите, какие инструменты поставляются со станком), тип управления ЧПУ (распространен Fanuc), варианты инструментов, скорости подачи, устройства подачи прутка (это может поставляться с подержанным токарным станком с ЧПУ Swiss или может необходимо приобретать отдельно.Податчик длины прутка определяет длину прутка, которую вы покупаете, необходимое пространство и процент брака, который у вас будет.)
, Лотки для сбора , Инструменты, такие как цанги, направляющие втулки (спросите, какие инструменты поставляются со станком), тип управления ЧПУ (распространен Fanuc), варианты инструментов, скорости подачи, устройства подачи прутка (это может поставляться с подержанным токарным станком с ЧПУ Swiss или может необходимо приобретать отдельно.Податчик длины прутка определяет длину прутка, которую вы покупаете, необходимое пространство и процент брака, который у вас будет.) Наилучшая эффективность достигается за счет станков, размер которых ближе всего к нужным вам деталям, хотя вы можете выточить что-то очень маленькое из очень большого запаса. Некоторые токарные станки с ЧПУ могут уже поставляться с загрузчиками. Обязательно спросите продавца, включает ли он загрузчик по текущей цене.
Наилучшая эффективность достигается за счет станков, размер которых ближе всего к нужным вам деталям, хотя вы можете выточить что-то очень маленькое из очень большого запаса. Некоторые токарные станки с ЧПУ могут уже поставляться с загрузчиками. Обязательно спросите продавца, включает ли он загрузчик по текущей цене.




 Фрезеры-копиры бывают ручными, когда мастер вручную поворачивает заготовку из дерева и лекало или автоматическими. Ручные копировальные станки используются при изготовлении мелких партий сувениров, рекламной продукции.
Фрезеры-копиры бывают ручными, когда мастер вручную поворачивает заготовку из дерева и лекало или автоматическими. Ручные копировальные станки используются при изготовлении мелких партий сувениров, рекламной продукции. Если планируется работа с большими объемами однотипного материала, нет смысла приобретать многоскоростной агрегат. Для переключения и плавного пуска механизм оснащается редуктором.
Если планируется работа с большими объемами однотипного материала, нет смысла приобретать многоскоростной агрегат. Для переключения и плавного пуска механизм оснащается редуктором. youtube.com/embed/0oHbee5MMo4?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/0oHbee5MMo4?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»>  Есть устройства с системой ЧПУ (числовое программное управление), позволяющие вывести работу на принципиально новый уровень. Купив такой фрезеровальный станок, вы сможете заняться изготовлением:
Есть устройства с системой ЧПУ (числовое программное управление), позволяющие вывести работу на принципиально новый уровень. Купив такой фрезеровальный станок, вы сможете заняться изготовлением: Фрезер такого типа имеет небольшую платформу с отверстием, из которого выходит шпиндель с патроном для установки фрезы. Из недорогого ручного фрезера можно сделать полноценный фрезеровальный станок. Для этого инструмент крепят к рабочей столешнице снизу.
Фрезер такого типа имеет небольшую платформу с отверстием, из которого выходит шпиндель с патроном для установки фрезы. Из недорогого ручного фрезера можно сделать полноценный фрезеровальный станок. Для этого инструмент крепят к рабочей столешнице снизу. Эти фрезерные столы для дома не так функциональны, как настольные или с ЧПУ, но при определенных задачах они незаменимы. Лучше всего они справляются с растачиванием отверстий, выборкой пазов и зенкованием. Еще ими удобно обрабатывать кромки и создавать рамки. Подходят также для решения производственных задач в цехах.
Эти фрезерные столы для дома не так функциональны, как настольные или с ЧПУ, но при определенных задачах они незаменимы. Лучше всего они справляются с растачиванием отверстий, выборкой пазов и зенкованием. Еще ими удобно обрабатывать кромки и создавать рамки. Подходят также для решения производственных задач в цехах. Вам должно хватить рабочего стола 40х40 или 60х90 см. Если у вас домашнее дверное производство, потребуется фрезеровальный станок со столешницей увеличенных размеров – до 130х130 см и более.
Вам должно хватить рабочего стола 40х40 или 60х90 см. Если у вас домашнее дверное производство, потребуется фрезеровальный станок со столешницей увеличенных размеров – до 130х130 см и более.
 В таких фрезеровальных станках рабочая головка имеет большую свободу перемещения.
В таких фрезеровальных станках рабочая головка имеет большую свободу перемещения. Маршрутизатор — это двигатель, прикрепленный к регулируемому основанию с «цангой», которая принимает различные режущие насадки.
Маршрутизатор — это двигатель, прикрепленный к регулируемому основанию с «цангой», которая принимает различные режущие насадки. Для начала, вы покупаете свой самый первый маршрутизатор или добавляете его в свою коллекцию? Второй вопрос: Что вы планируете делать с этим инструментом?
Для начала, вы покупаете свой самый первый маршрутизатор или добавляете его в свою коллекцию? Второй вопрос: Что вы планируете делать с этим инструментом?

 Для более дешевого подхода к трассировке стола просто привинтите основание стандартного фрезера к нижней части стола. Некоторые маршрутизаторы подходят для этого лучше, чем другие.
Для более дешевого подхода к трассировке стола просто привинтите основание стандартного фрезера к нижней части стола. Некоторые маршрутизаторы подходят для этого лучше, чем другие. Для более легких резов подойдут биты с хвостовиком 1/4 дюйма, которые будут стоить меньше.
Для более легких резов подойдут биты с хвостовиком 1/4 дюйма, которые будут стоить меньше. Мой фаворит — пара стульев в стиле Craftsman, где я использовал фрезер для квадратных вырезов в боковых планках, а также для пазов, которые проходят через согнутые подлокотники (на фото выше).
Мой фаворит — пара стульев в стиле Craftsman, где я использовал фрезер для квадратных вырезов в боковых планках, а также для пазов, которые проходят через согнутые подлокотники (на фото выше). SawStop имеет уникальную технологию распознавания кожи, которая мгновенно останавливает лезвие при контакте с кожей, в результате чего оно не только прекращает вращение, но и падает ниже поверхности стола пилы всего за несколько миллисекунд, поэтому худшая рана, которую вы можете получить, — это небольшая царапина. на пальце. Настольные пилы SawStop недешевы, но они выгодны, если учесть стоимость катастрофы. Мой позволяет мне работать с гораздо большим спокойствием, чему также трудно дать оценку.
SawStop имеет уникальную технологию распознавания кожи, которая мгновенно останавливает лезвие при контакте с кожей, в результате чего оно не только прекращает вращение, но и падает ниже поверхности стола пилы всего за несколько миллисекунд, поэтому худшая рана, которую вы можете получить, — это небольшая царапина. на пальце. Настольные пилы SawStop недешевы, но они выгодны, если учесть стоимость катастрофы. Мой позволяет мне работать с гораздо большим спокойствием, чему также трудно дать оценку. Томас связывает промышленных покупателей и поставщиков из Северной Америки уже более 120 лет. . Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Томас связывает промышленных покупателей и поставщиков из Северной Америки уже более 120 лет. . Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.  Но перед покупкой маршрутизатора полезно знать, какие варианты доступны, чтобы помочь вам в выборе.
Но перед покупкой маршрутизатора полезно знать, какие варианты доступны, чтобы помочь вам в выборе. При этом, поскольку их глубина фиксирована, они не такие гибкие, как погружные фрезеры, но их можно прикрепить к столу или модифицировать с помощью адаптера.
При этом, поскольку их глубина фиксирована, они не такие гибкие, как погружные фрезеры, но их можно прикрепить к столу или модифицировать с помощью адаптера. с. и фиксированное основание, регулируемая скорость | Купить сейчас
с. и фиксированное основание, регулируемая скорость | Купить сейчас Если комфорт превыше всего, Этот фрезер размером с ладонь от Bosch удобно лежит в руке и облегчает движения по сравнению с традиционными фрезерами. Хотя он, возможно, не сможет конкурировать с более крупным маршрутизатором, его небольшая рама по-прежнему обеспечивает скорость вращения 16 000–35 000 об/мин, и покупатели отмечают, что замена бит — это проще простого.
Если комфорт превыше всего, Этот фрезер размером с ладонь от Bosch удобно лежит в руке и облегчает движения по сравнению с традиционными фрезерами. Хотя он, возможно, не сможет конкурировать с более крупным маршрутизатором, его небольшая рама по-прежнему обеспечивает скорость вращения 16 000–35 000 об/мин, и покупатели отмечают, что замена бит — это проще простого. Его глубину также можно отрегулировать, а сверла и основание можно легко (и быстро) заменить.
Его глубину также можно отрегулировать, а сверла и основание можно легко (и быстро) заменить. Одна только установка для удаления пыли чего стоит, чтобы частицы древесины не попадали в ваши глаза и легкие.
Одна только установка для удаления пыли чего стоит, чтобы частицы древесины не попадали в ваши глаза и легкие.
 Один рецензент также отметил: «Прозрачное основание и встроенный свет позволяют легко видеть вашу работу, а вакуумный фитинг на погружном основании эффективно удаляет мусор».
Один рецензент также отметил: «Прозрачное основание и встроенный свет позволяют легко видеть вашу работу, а вакуумный фитинг на погружном основании эффективно удаляет мусор».

 В случае если лента будет прижата недостаточно, а скорость процесса шлифования будет значительной, то существует вероятность фрагментальной (неполной) обработки.
В случае если лента будет прижата недостаточно, а скорость процесса шлифования будет значительной, то существует вероятность фрагментальной (неполной) обработки. Это напрямую отражается на методике обработки;
Это напрямую отражается на методике обработки;
 Изготовитель этого оборудования презентует его в качестве машины для небольших ремонтных помещений. Как раз то, что нам необходимо. Станок имеет незначительные габариты – 1050×1000×1800 мм, масса в 700 килограмм. Значительно компактней предшествующего образца.
Изготовитель этого оборудования презентует его в качестве машины для небольших ремонтных помещений. Как раз то, что нам необходимо. Станок имеет незначительные габариты – 1050×1000×1800 мм, масса в 700 килограмм. Значительно компактней предшествующего образца. Здесь все упирается в необходимый конечный результат.
Здесь все упирается в необходимый конечный результат.

 Каждый из них предназначен для определённых операций. С помощью этого оборудования, возможно, осуществлять следующие операции по обработки металла:
Каждый из них предназначен для определённых операций. С помощью этого оборудования, возможно, осуществлять следующие операции по обработки металла:
 За счёт этого движения осуществляется врезание круга (абразива) в металл. Допустимый радиус детали от 150 до 400 миллиметров. Допускается обработка конусообразных, профильных и цилиндрических форм заготовок.
За счёт этого движения осуществляется врезание круга (абразива) в металл. Допустимый радиус детали от 150 до 400 миллиметров. Допускается обработка конусообразных, профильных и цилиндрических форм заготовок.  Фиксирование деталей происходит на специальных центрах, расположенных на этом агрегатном узле.
Фиксирование деталей происходит на специальных центрах, расположенных на этом агрегатном узле. В данной модификации может быть горизонтальная и вертикальная обработка. Также могут существовать одна или две колонны.
В данной модификации может быть горизонтальная и вертикальная обработка. Также могут существовать одна или две колонны.
 Как правило, такие станки располагают на рабочих столах. Всё по тому, что они имеют небольшие габариты. Они бывают как односторонние, так и двухсторонние.
Как правило, такие станки располагают на рабочих столах. Всё по тому, что они имеют небольшие габариты. Они бывают как односторонние, так и двухсторонние.
 Самодельные станки достаточно компактны, поэтому их можно смело устанавливать в своём гараже, либо в сарае или в собственной мастерской.
Самодельные станки достаточно компактны, поэтому их можно смело устанавливать в своём гараже, либо в сарае или в собственной мастерской.
 Толщина листа должна быть примерно 0.5 мм. На листе крепятся детали, к которым будут крепиться мотор и барабан. После этого производится установка электрического двигателя и барабана (натяжителя). На моторе крепится аналогичный ролик барабан. Далее устанавливается абразивная лента и осуществляется её натяжение. Когда всё готово, остаётся запитать ваш станок к электрической сети и осуществить заземление станка.
Толщина листа должна быть примерно 0.5 мм. На листе крепятся детали, к которым будут крепиться мотор и барабан. После этого производится установка электрического двигателя и барабана (натяжителя). На моторе крепится аналогичный ролик барабан. Далее устанавливается абразивная лента и осуществляется её натяжение. Когда всё готово, остаётся запитать ваш станок к электрической сети и осуществить заземление станка. Тем более, что этот процесс не будет долгим и затратным.
Тем более, что этот процесс не будет долгим и затратным.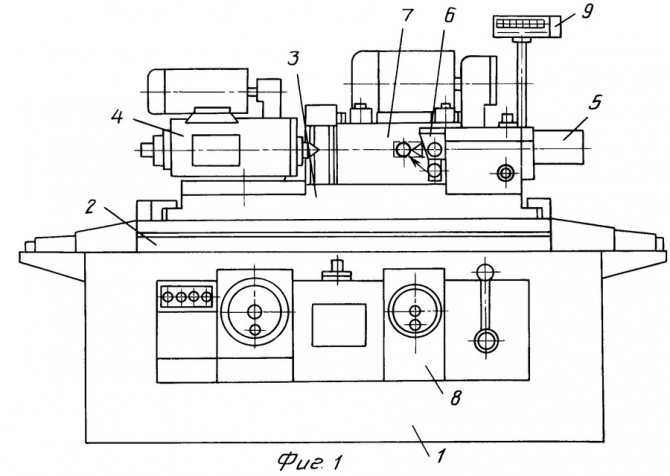 Выглядит интересно. Сколько других людей построили свои собственные кофемолки и хотят поделиться своим опытом?
Выглядит интересно. Сколько других людей построили свои собственные кофемолки и хотят поделиться своим опытом?


 Один был для приличного 6×18 Reid за 1100 долларов. Мы также получили предложение по восстановлению шпинделя на Harig 6×12… менее чем за 500 долларов!
Один был для приличного 6×18 Reid за 1100 долларов. Мы также получили предложение по восстановлению шпинделя на Harig 6×12… менее чем за 500 долларов! -Майк
-Майк Но если вы думаете, что продвинетесь вперед, выбрав этот маршрут, а не общедоступную коммерческую машину, вы потеряете и время, и деньги.
Но если вы думаете, что продвинетесь вперед, выбрав этот маршрут, а не общедоступную коммерческую машину, вы потеряете и время, и деньги. Британцы хороши тем, что тратят годы на создание шлифовальных станков Quorn и фрезерных приспособлений для своих токарных станков Myford, не говоря уже о
Британцы хороши тем, что тратят годы на создание шлифовальных станков Quorn и фрезерных приспособлений для своих токарных станков Myford, не говоря уже о  … в основном спрашивая, зачем публиковать это здесь, когда есть три других форума, которые гораздо лучше подходят для вопроса.
… в основном спрашивая, зачем публиковать это здесь, когда есть три других форума, которые гораздо лучше подходят для вопроса. Каждому свое, да?
Каждому свое, да?
 После того, как я сделал приспособление, я отшлифовал 1/8-дюймовую пластину до плоского состояния, затем добавил магниты и 16-дюймовую пластину, а затем отшлифовал эту пластину до плоского состояния.
После того, как я сделал приспособление, я отшлифовал 1/8-дюймовую пластину до плоского состояния, затем добавил магниты и 16-дюймовую пластину, а затем отшлифовал эту пластину до плоского состояния.
 Не сложно найти в интернете уроки по использованию программ для проектирования управляющей программы в CAD/CAM программах типа ArtCam, Vectric, Type3, MasterCam, PowerMill и тд. Сами программы стаи доступнее для пользователя которые их качают с торрентов и активно эксплуатируют, да это не законно, но такой факт есть. Дополнительно к этому появилось множество сайтов с макетами и шаблонами, где можно бесплатно и за оплату получить файл для проектирования УП для станка и существенно сократить время на разработку красивого изделия.
Не сложно найти в интернете уроки по использованию программ для проектирования управляющей программы в CAD/CAM программах типа ArtCam, Vectric, Type3, MasterCam, PowerMill и тд. Сами программы стаи доступнее для пользователя которые их качают с торрентов и активно эксплуатируют, да это не законно, но такой факт есть. Дополнительно к этому появилось множество сайтов с макетами и шаблонами, где можно бесплатно и за оплату получить файл для проектирования УП для станка и существенно сократить время на разработку красивого изделия. Конечно, есть куда еще расти и развиваться, но то, что сделано существенно упрощает жизнь деревообрабатывающих производств.
Конечно, есть куда еще расти и развиваться, но то, что сделано существенно упрощает жизнь деревообрабатывающих производств.
 Для этого используется фреза для сращивания древесины. Соединение деталей происходит по принципу шип/паз.
Для этого используется фреза для сращивания древесины. Соединение деталей происходит по принципу шип/паз.




.jpg)

 Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений.
Эту модификацию отличает уникальная рабочая зона, которая предназначена для резки листов фанеры. 60 90 так популярен именно из-за своего размера, низкой цены и большого количества внесенных в него улучшений. Это было достигнуто благодаря сочетанию следующих факторов:
Это было достигнуто благодаря сочетанию следующих факторов:
 В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители.
В него легко поместится лист фанеры. Его можно разрезать на нужные элементы без предварительной резки, что необычайно удобно, особенно при работе с фанерой толщиной более 6 мм. Тонкая фанера может несколько прогибаться, нарушая фокусное расстояние. Именно поэтому на этой машине часто используются утяжелители. Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании.
Однако в то же время это и главный его недостаток. Именно из-за своих размеров он стоит дороже аналогов и не так популярен среди покупателей. Чаще всего его приобретают крупные промышленные компании. Хотя это случается редко. Лазерный инструмент имеет правильную конструкцию и усиленный портал, позволяющий работать на высокой скорости. Как правило, 50% времени работы данного станка используется для гравировки, а 50% — для резки.
Хотя это случается редко. Лазерный инструмент имеет правильную конструкцию и усиленный портал, позволяющий работать на высокой скорости. Как правило, 50% времени работы данного станка используется для гравировки, а 50% — для резки. Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%.
Однако гравировка возможна и на этом лазерном оборудовании благодаря потенциометру, позволяющему регулировать мощность менее 10%. Лазерный станок является самым дешевым среди упомянутых выше. Именно поэтому он так популярен.
Лазерный станок является самым дешевым среди упомянутых выше. Именно поэтому он так популярен.
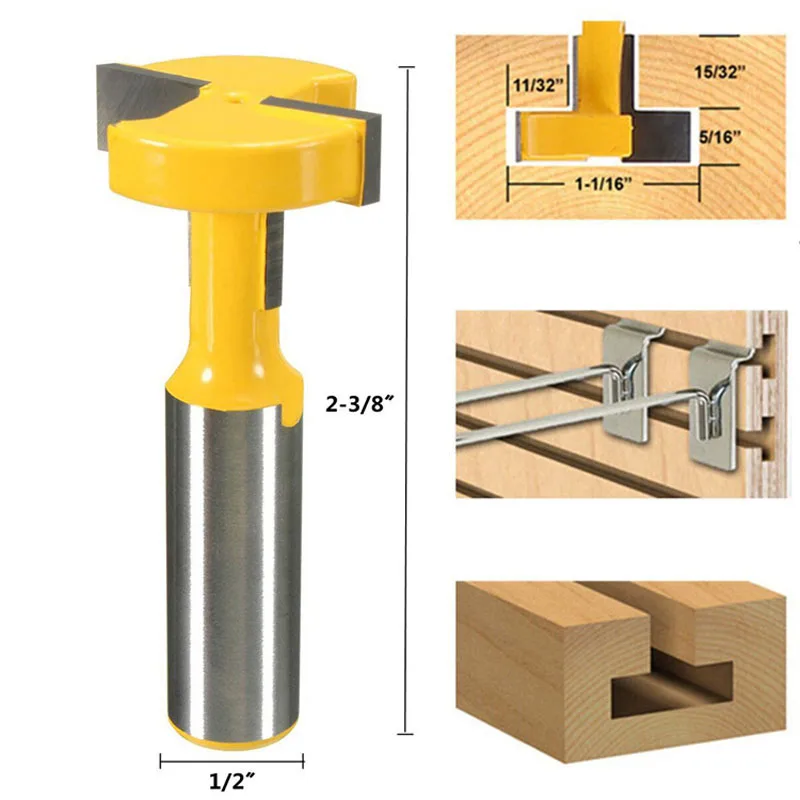 Это убережет материал от воспламенения. Воздух сдувает продукты сгорания и существенно влияет на частоту резки. С помощью этого простого метода происходит лазерная резка по дереву.
Это убережет материал от воспламенения. Воздух сдувает продукты сгорания и существенно влияет на частоту резки. С помощью этого простого метода происходит лазерная резка по дереву.
 Метод используется при создании:
Метод используется при создании:
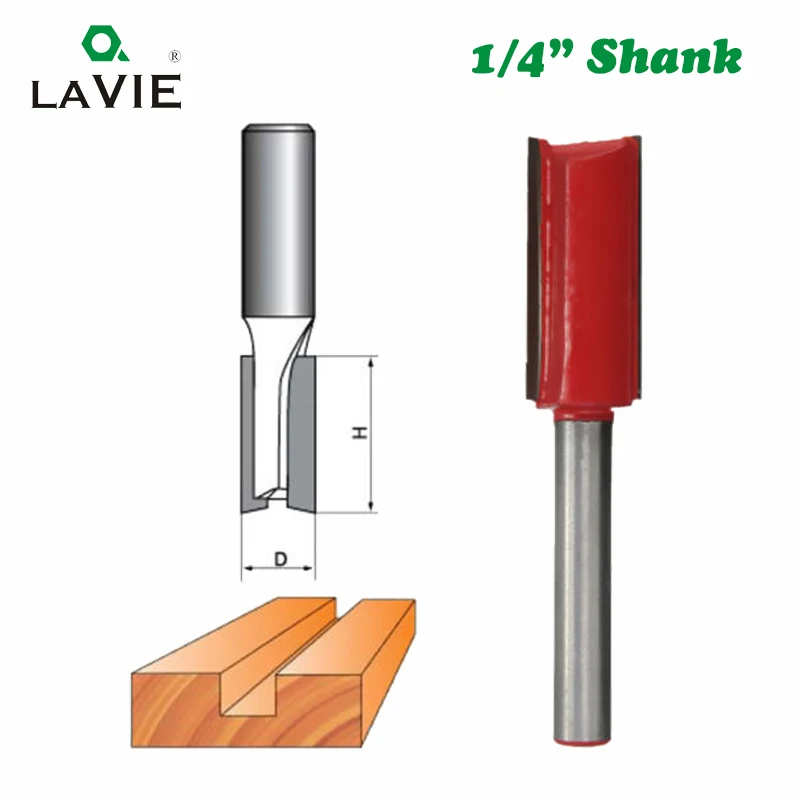

 Исключением являются твердые виды материала. Резать их на станке с ЧПУ нецелесообразно. Также лучше отказаться от работы с сильносмолистыми материалами, полой древесиной. Это связано с тем, что лазерный луч может быть расфокусирован, что может спровоцировать возгорание.
Исключением являются твердые виды материала. Резать их на станке с ЧПУ нецелесообразно. Также лучше отказаться от работы с сильносмолистыми материалами, полой древесиной. Это связано с тем, что лазерный луч может быть расфокусирован, что может спровоцировать возгорание.
 Инструменты для резки дерева так же стары, как и человеческая цивилизация. Инструмент для резки дерева существует для любых видов работ, требующих резки дерева. От ручного до работающего от батареи, если у вас есть работа, которая требует от вас рубки дерева, есть большая вероятность, что для этой конкретной работы существует инструмент.
Инструменты для резки дерева так же стары, как и человеческая цивилизация. Инструмент для резки дерева существует для любых видов работ, требующих резки дерева. От ручного до работающего от батареи, если у вас есть работа, которая требует от вас рубки дерева, есть большая вероятность, что для этой конкретной работы существует инструмент. Бензопила
Бензопила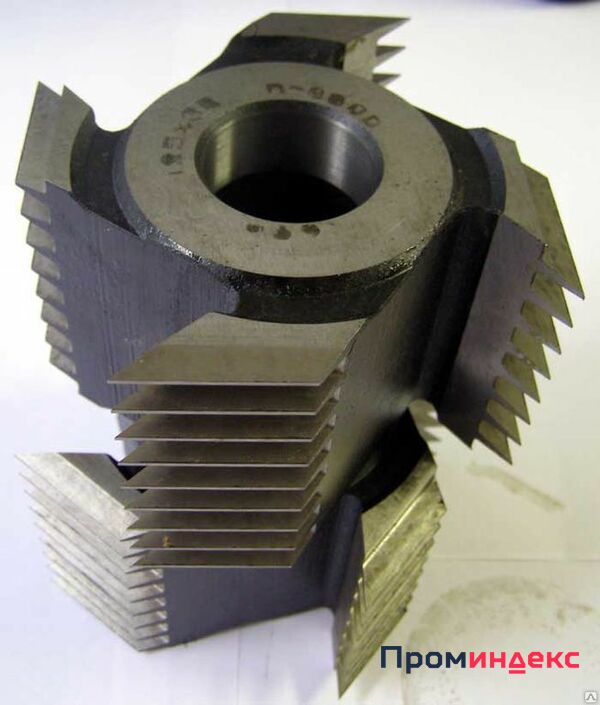 Традиционная бензопила, подобная той, которой сегодня рубят деревья, была изобретена немецким врачом в 1830 году. Обе версии ранней версии предназначались для медицинских целей, а не для рубки древесины.
Традиционная бензопила, подобная той, которой сегодня рубят деревья, была изобретена немецким врачом в 1830 году. Обе версии ранней версии предназначались для медицинских целей, а не для рубки древесины.
 Ручная пила
Ручная пила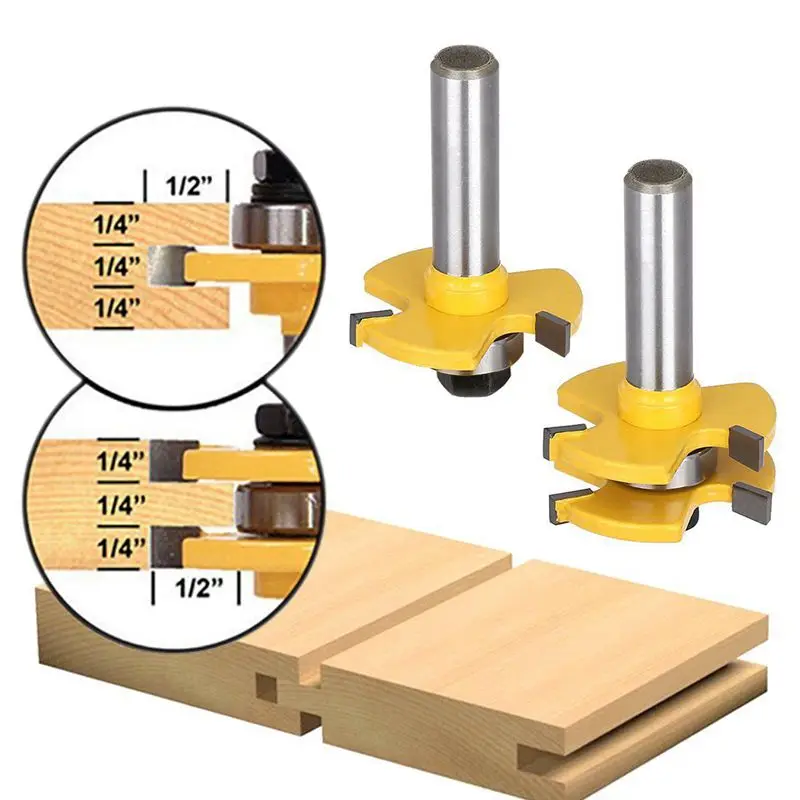 Зубья пильного диска имеют так называемый набор, который представляет собой расстояние, на котором зубья изгибаются от диска. Размер файла зависит от количества точек на дюйм (PPI) пилы.
Зубья пильного диска имеют так называемый набор, который представляет собой расстояние, на котором зубья изгибаются от диска. Размер файла зависит от количества точек на дюйм (PPI) пилы.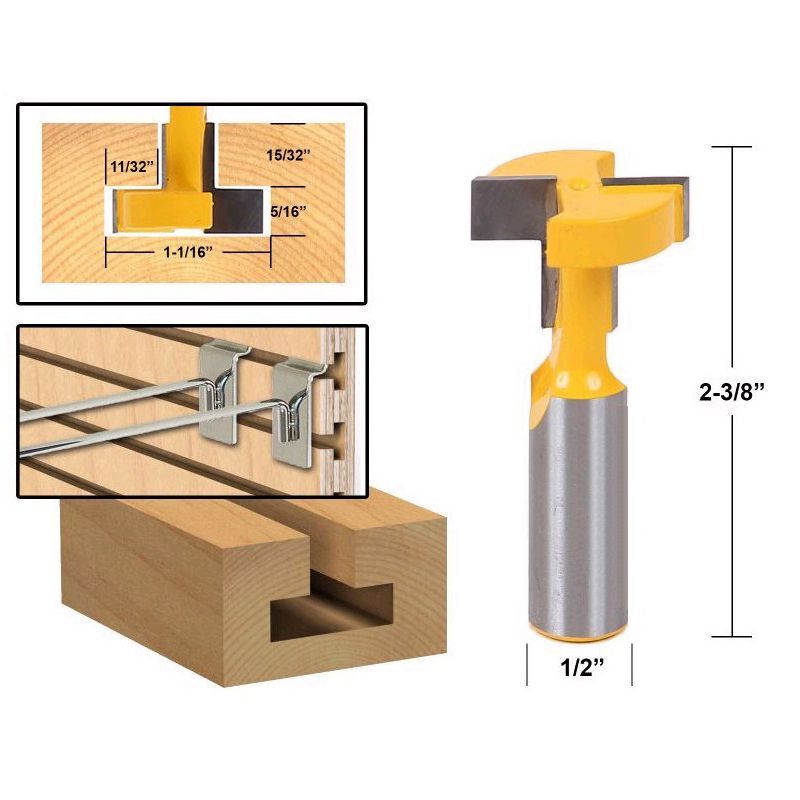

 Во-первых, найдите защелку на дверном косяке, чтобы вы могли найти струнную пластину. Используйте долото, чтобы направить отмеченный контур. Вам понадобится дрель, чтобы сделать отверстия в двери, чтобы вы могли прикрепить к ней ручку.
Во-первых, найдите защелку на дверном косяке, чтобы вы могли найти струнную пластину. Используйте долото, чтобы направить отмеченный контур. Вам понадобится дрель, чтобы сделать отверстия в двери, чтобы вы могли прикрепить к ней ручку. Электрический фрезер универсален благодаря своей способности делать точные разрезы.
Электрический фрезер универсален благодаря своей способности делать точные разрезы. Когда вы закончите делать надрезы, удалите лишние кусочки дерева и опилки. Вы можете использовать острое долото, чтобы удалить все и отшлифовать область. Вам нужно будет сделать надрезы на каждой стороне рамы.
Когда вы закончите делать надрезы, удалите лишние кусочки дерева и опилки. Вы можете использовать острое долото, чтобы удалить все и отшлифовать область. Вам нужно будет сделать надрезы на каждой стороне рамы.
 Инструмент также используется для резки древесины для различных целей, помимо заготовки древесины.
Инструмент также используется для резки древесины для различных целей, помимо заготовки древесины. Пила также является фаворитом среди домовладельцев, которым нравятся проекты по ремонту дома своими руками. Циркулярная пила может работать с большими объемами. Пила также хороша для резки кирпича и металла.
Пила также является фаворитом среди домовладельцев, которым нравятся проекты по ремонту дома своими руками. Циркулярная пила может работать с большими объемами. Пила также хороша для резки кирпича и металла. Это не может быть источник питания, иначе вы рискуете пораниться. Разблокируйте лезвие, нажав кнопку блокировки оправки, и поверните его, пока механизм не защелкнется.
Это не может быть источник питания, иначе вы рискуете пораниться. Разблокируйте лезвие, нажав кнопку блокировки оправки, и поверните его, пока механизм не защелкнется.
 Однако, в отличие от других высокотехнологичных опций в этом списке, лучковая пила не обеспечивает точного реза. Пила хороша для грубых работ.
Однако, в отличие от других высокотехнологичных опций в этом списке, лучковая пила не обеспечивает точного реза. Пила хороша для грубых работ.
 Инструмент неэлектрический и требует силы верхней части тела для работы.
Инструмент неэлектрический и требует силы верхней части тела для работы. Если вы отнесете древесину в хозяйственный магазин, вы потратите более 75 долларов в час на строгание древесины. В большинстве хозяйственных магазинов розничной сети есть готовые пиломатериалы, но выбор у них невелик.
Если вы отнесете древесину в хозяйственный магазин, вы потратите более 75 долларов в час на строгание древесины. В большинстве хозяйственных магазинов розничной сети есть готовые пиломатериалы, но выбор у них невелик.




 Разобрав машинку автомат на составные части, появляется возможность создать даже несколько вещей одновременно.
Разобрав машинку автомат на составные части, появляется возможность создать даже несколько вещей одновременно.
 На решётку ставится бак.
На решётку ставится бак. Пальцы втыкаются в отверстия диска и в стенки бака. Нужно примерно 130 пальцев, из расчёта через каждые три сантиметра. Мотор оставляем так же, как он был подключенным к баку. Ошпаренную птицу держат за ноги и опускают во включенную машинку.
Пальцы втыкаются в отверстия диска и в стенки бака. Нужно примерно 130 пальцев, из расчёта через каждые три сантиметра. Мотор оставляем так же, как он был подключенным к баку. Ошпаренную птицу держат за ноги и опускают во включенную машинку.
 Что народ посоветует?
Что народ посоветует?

 Думал делать самостоятельно но, по случаю, купил не дорого вот такую штуку:. Полный размер слева. Полный размер справа Имя этому чуду НС12М. Полный размер Роданая табличка плохо читается. Полный размер Подобная табличка из интернета. После чего был полностью разобран, почищен, промыт и покрашен. Полный размер стол.
Думал делать самостоятельно но, по случаю, купил не дорого вот такую штуку:. Полный размер слева. Полный размер справа Имя этому чуду НС12М. Полный размер Роданая табличка плохо читается. Полный размер Подобная табличка из интернета. После чего был полностью разобран, почищен, промыт и покрашен. Полный размер стол. Каждый раз доставать дрель, а потом еще и искать сверла для того чтобы проделать одно-два отверстия, а потом убирать все обратно?.. Нужно было действовать! И я начал рисовать эскиз..
Каждый раз доставать дрель, а потом еще и искать сверла для того чтобы проделать одно-два отверстия, а потом убирать все обратно?.. Нужно было действовать! И я начал рисовать эскиз.. Что народ посоветует?
Что народ посоветует? Места швов зачищаем при помощи болгарки. Далее делаем вертикальную стойку — для этого отрезаем профильную трубу с размерами стенок 60х60 мм длиной 65 см.
Места швов зачищаем при помощи болгарки. Далее делаем вертикальную стойку — для этого отрезаем профильную трубу с размерами стенок 60х60 мм длиной 65 см. Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления.
Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления. Для конструкции рамы сталь довольно прочная, а масса конструкции дает ей дополнительное демпфирование, но для противодействия дополнительному скручиванию понадобилась триангуляция. Он сварил предварительно нагретую раму отрезками длиной в дюйм, чтобы ограничить тепло, передаваемое металлу, и свести к минимуму последующую деформацию. [Bongo] использовал хакерское средство снятия напряжения с вибрации (VSR), состоящее из двигателя стиральной машины и эксцентрикового груза, прикрепленного к раме, с обратной связью от приложения для мобильного телефона, чтобы найти резонансные частоты. На канале есть и другие видео, посвященные этой теме таких техник снятия стресса.
Для конструкции рамы сталь довольно прочная, а масса конструкции дает ей дополнительное демпфирование, но для противодействия дополнительному скручиванию понадобилась триангуляция. Он сварил предварительно нагретую раму отрезками длиной в дюйм, чтобы ограничить тепло, передаваемое металлу, и свести к минимуму последующую деформацию. [Bongo] использовал хакерское средство снятия напряжения с вибрации (VSR), состоящее из двигателя стиральной машины и эксцентрикового груза, прикрепленного к раме, с обратной связью от приложения для мобильного телефона, чтобы найти резонансные частоты. На канале есть и другие видео, посвященные этой теме таких техник снятия стресса. Во вторую смесь добавлен щебень для дополнительной массы. Хитрый трюк заключался в том, чтобы сделать ручной виброуплотнитель из пластины, приваренной к концу старого бурового долота, установленного в перфораторе SDS.
Во вторую смесь добавлен щебень для дополнительной массы. Хитрый трюк заключался в том, чтобы сделать ручной виброуплотнитель из пластины, приваренной к концу старого бурового долота, установленного в перфораторе SDS. Одна любопытная задача заключалась в том, чтобы сделать свою собственную кабельную цепь из слоя на самой машине, а не покупать что-то дорогое в готовом виде. Почему бы и нет? После того, как машина заработала достаточно хорошо, чтобы фрезеровать плоский лист стали до приятной отражающей поверхности, ее использовали для установки самодельного ножа для вырезания фигур из винила, поэтому он обладает точностью. Нам понравилось видеть контроллер XBox, используемый для ручного управления машиной! Так много всего можно увидеть в этой сборке и других связанных видео, мы считаем, что этот канал стоит посмотреть!
Одна любопытная задача заключалась в том, чтобы сделать свою собственную кабельную цепь из слоя на самой машине, а не покупать что-то дорогое в готовом виде. Почему бы и нет? После того, как машина заработала достаточно хорошо, чтобы фрезеровать плоский лист стали до приятной отражающей поверхности, ее использовали для установки самодельного ножа для вырезания фигур из винила, поэтому он обладает точностью. Нам понравилось видеть контроллер XBox, используемый для ручного управления машиной! Так много всего можно увидеть в этой сборке и других связанных видео, мы считаем, что этот канал стоит посмотреть!
 И сегодня мы расскажем, как сделать косилку для травы из старой стиральной машины.
И сегодня мы расскажем, как сделать косилку для травы из старой стиральной машины.
 Крепить кожух можно на болты. Далее будем делать подставку из металлического уголка методом сварки. Его высота будет зависеть от того, что вы будете подставлять под силос. Если таз, то можно обойтись низкой стойкой, если ковшом, то надо повыше.
Крепить кожух можно на болты. Далее будем делать подставку из металлического уголка методом сварки. Его высота будет зависеть от того, что вы будете подставлять под силос. Если таз, то можно обойтись низкой стойкой, если ковшом, то надо повыше. Конструкция должна быть надежной. Опору под измельчитель веток и травы можно обшить металлическим листом, но предварительно подсоединить спусковой крючок и электрический провод к двигателю.
Конструкция должна быть надежной. Опору под измельчитель веток и травы можно обшить металлическим листом, но предварительно подсоединить спусковой крючок и электрический провод к двигателю.

 Москва, Дмитровское шоссе, д. 85, офис 11, номер телефона организации — 8 (800) 775-16-64 и e-mail — [email protected]
Москва, Дмитровское шоссе, д. 85, офис 11, номер телефона организации — 8 (800) 775-16-64 и e-mail — [email protected] ru • albumcards.ru • All Estero • astrologblog.ru • B2Blogger.com • BadFon.ru • Batenka.ru • batumi-today.com • bestkartinki.ru • bitside.org • blackclover.com.ru • bonuscodus.com • borisoglebsk.ru • Careerist.ru • cashkopilka.ru • catalog.tools • centereng.ru • Chechnyatoday.com • citaty.info • Conecsveta.ru • confplatform.ru • cutme.info • dailymoscow.ru • data-vyhoda.ru • Dedushka.org • dirmagazina.ru • doma-prestarelye.ru • do-slez.com • Done-for-us.com • Doska.ws • Drupalogy.ru • E1.ru • expertnews.info • fedleasing.ru • Finversia.ru • fisherman-info.ru • foquz.ru • Forset Media • gfx-hub.net • god2019.net • gosuslugi-kabinet.ru • gosuslugi.support • greednews.su • growseeds.org • Hi.ru • hipdir.com • icall.ru • iLabs Group • inetgu.ru • igormylnikov.com • info-laba.ru • inforeviews.ru • internationalwealth.info • iRecommend.ru • inplace.ru • ItalyNews • jobeka.com • jobsavior.com • jobsora.com • Kaur.ru • kod-okpd-2.ru • komkatalog.ru • kompanion.online • Kratko-news.com • lawmix.
ru • albumcards.ru • All Estero • astrologblog.ru • B2Blogger.com • BadFon.ru • Batenka.ru • batumi-today.com • bestkartinki.ru • bitside.org • blackclover.com.ru • bonuscodus.com • borisoglebsk.ru • Careerist.ru • cashkopilka.ru • catalog.tools • centereng.ru • Chechnyatoday.com • citaty.info • Conecsveta.ru • confplatform.ru • cutme.info • dailymoscow.ru • data-vyhoda.ru • Dedushka.org • dirmagazina.ru • doma-prestarelye.ru • do-slez.com • Done-for-us.com • Doska.ws • Drupalogy.ru • E1.ru • expertnews.info • fedleasing.ru • Finversia.ru • fisherman-info.ru • foquz.ru • Forset Media • gfx-hub.net • god2019.net • gosuslugi-kabinet.ru • gosuslugi.support • greednews.su • growseeds.org • Hi.ru • hipdir.com • icall.ru • iLabs Group • inetgu.ru • igormylnikov.com • info-laba.ru • inforeviews.ru • internationalwealth.info • iRecommend.ru • inplace.ru • ItalyNews • jobeka.com • jobsavior.com • jobsora.com • Kaur.ru • kod-okpd-2.ru • komkatalog.ru • kompanion.online • Kratko-news.com • lawmix. ru • likespravka.ru • litebuh.ru • Look At Me • lotereya-proverka.ru • lovingmoney.ru • Marva • MEGO • metodorf.ru • Mobile-review.com • moddam.ru • moscowadres.ru • most-beauty.ru • Muar.ru • MyRevizor.uz • myteapro.ru • nalogi.online • nasua.ru • neospy.net • Newslab.ru • newtribuna.ru • Nicid.ru • online-snils.ru • orientir-is.ru • otzovikon.com • pchelgid.ru • pensiyaportal.ru • percent-calc.com • pikato.ru • poisk-firm.ru • pravda.ru • pravdaurfo.ru • pravdoryb.info • prazdnoteka.ru • prodgoroda.ru • progov.ru • proguns.ru • promocodess.ru • propistolet.ru • Prostovpn.org • ptichka.spb.ru • radio-top.com • radiopotok.ru • riba-i-ribalka.ru • roskarta.com • ru-geld.de • Rubaltic.ru • rullet.ru • rus-doska.com • sbagry.com • scene.email • sdelairukami.ru • sergievgrad.ru • sinonim.org • sk1.online • smsi.vip • smsint.ru • sonnik.wiki • sova.info • spb.egent.ru • specmahina.ru • spr.ru • srozhdeniem.ru • strah.shop • subme.ru • tbis.ru • tehno-rating.ru • telltrue.ru • thebiggest.ru • This is Media • tisscom.
ru • likespravka.ru • litebuh.ru • Look At Me • lotereya-proverka.ru • lovingmoney.ru • Marva • MEGO • metodorf.ru • Mobile-review.com • moddam.ru • moscowadres.ru • most-beauty.ru • Muar.ru • MyRevizor.uz • myteapro.ru • nalogi.online • nasua.ru • neospy.net • Newslab.ru • newtribuna.ru • Nicid.ru • online-snils.ru • orientir-is.ru • otzovikon.com • pchelgid.ru • pensiyaportal.ru • percent-calc.com • pikato.ru • poisk-firm.ru • pravda.ru • pravdaurfo.ru • pravdoryb.info • prazdnoteka.ru • prodgoroda.ru • progov.ru • proguns.ru • promocodess.ru • propistolet.ru • Prostovpn.org • ptichka.spb.ru • radio-top.com • radiopotok.ru • riba-i-ribalka.ru • roskarta.com • ru-geld.de • Rubaltic.ru • rullet.ru • rus-doska.com • sbagry.com • scene.email • sdelairukami.ru • sergievgrad.ru • sinonim.org • sk1.online • smsi.vip • smsint.ru • sonnik.wiki • sova.info • spb.egent.ru • specmahina.ru • spr.ru • srozhdeniem.ru • strah.shop • subme.ru • tbis.ru • tehno-rating.ru • telltrue.ru • thebiggest.ru • This is Media • tisscom. ru • TrashExpert.ru • trust-otzyvy.com • ubrains.ru • ugadator.ru • uxprice.com • vashikoshki.ru • Vozrastinfo.ru • vsdelke.ru • visotnaya1.ru • webmastermaksim.ru • work-info.org • Worldometers.info • yell.ru • Yun.complife.info • zachiska.com • Zen-Top.ru • zhkh.club • Актуальные комментарии • БФ «Рейс 9268» • Ветеранские Вести • Выберу.ру • Домашние маски.ру • егрн-документ.рф • За Каддафи • Интерактивный город • Либрариум • Малая Родина • Музей Православного Зодчества • мфц-реутов.рф • Наш Дом • Новости-Н • Нужна помощь • Обозник.ру • Поздравок.ru • полиция-нижний-новгород.рф • полиция-сочи.рф • Портал открытых данных Правительства Москвы • «Репутация» • Русская армия в Великой войне • Русский репортёр • Сайт о железной дороге • сахарово-сайт.рф • События.ру • Соседи • Т—Ж • Фабрикант.ру • ФКТ • Фламп • Фото Кубани • Чат «7 ВЕТРОВ» • Чатовод • Чёрный квадрат Рунета
ru • TrashExpert.ru • trust-otzyvy.com • ubrains.ru • ugadator.ru • uxprice.com • vashikoshki.ru • Vozrastinfo.ru • vsdelke.ru • visotnaya1.ru • webmastermaksim.ru • work-info.org • Worldometers.info • yell.ru • Yun.complife.info • zachiska.com • Zen-Top.ru • zhkh.club • Актуальные комментарии • БФ «Рейс 9268» • Ветеранские Вести • Выберу.ру • Домашние маски.ру • егрн-документ.рф • За Каддафи • Интерактивный город • Либрариум • Малая Родина • Музей Православного Зодчества • мфц-реутов.рф • Наш Дом • Новости-Н • Нужна помощь • Обозник.ру • Поздравок.ru • полиция-нижний-новгород.рф • полиция-сочи.рф • Портал открытых данных Правительства Москвы • «Репутация» • Русская армия в Великой войне • Русский репортёр • Сайт о железной дороге • сахарово-сайт.рф • События.ру • Соседи • Т—Ж • Фабрикант.ру • ФКТ • Фламп • Фото Кубани • Чат «7 ВЕТРОВ» • Чатовод • Чёрный квадрат Рунета ru • 360support.ru • 3d-format.ru • 90is.ru • гбу-жилищник.москва • заказпечати.рф • золотороссии.рф • интернет-на-дачу.рф • инфо-предприятие.рф • к-700.рф • купить-орех.рф • Лаборатория пара • меховойвек.рф • Мир ЧПУ • ремонт-велосипедов.москва • remont_posudomoechnyh_mashin_n1 • россейф.рф • Руконтект • складмск.рф • Сладкий Бутик • Территория информации • тряпкин.рф • шуйские.рф • a-contract.ru • aclon-russia.ru • advertapp.ru • adkom.ru • adidas-yeezy-official.com • aero-control.ru • agastone.ru • amurska.ru • agilie.com • agpgroup.ru • agrg.ru • agro-market24.ru • agrogrunt.ru • air-part.ru • airpesok.ru • aivix.com • ajur-shop.ru • aksatekmetal.ru • allcon.pro • altgroup.ru • amilano.de • ankoli.ru • anrotech.ru • antic-war.ru • anticorprotection.com • Antihlam • antresol24.ru • aplan.ru • arenda-shater.ru • arenda-tentov.ru • art-critic.ru • art-pl.ru • aspectrum.ru • assenizator-mtk.ru • auction-rusenamel.ru • aviapoisk.ru • Avtovoronka.su • azimutpro.ru • backpacks.ru • Balongaz.
ru • 360support.ru • 3d-format.ru • 90is.ru • гбу-жилищник.москва • заказпечати.рф • золотороссии.рф • интернет-на-дачу.рф • инфо-предприятие.рф • к-700.рф • купить-орех.рф • Лаборатория пара • меховойвек.рф • Мир ЧПУ • ремонт-велосипедов.москва • remont_posudomoechnyh_mashin_n1 • россейф.рф • Руконтект • складмск.рф • Сладкий Бутик • Территория информации • тряпкин.рф • шуйские.рф • a-contract.ru • aclon-russia.ru • advertapp.ru • adkom.ru • adidas-yeezy-official.com • aero-control.ru • agastone.ru • amurska.ru • agilie.com • agpgroup.ru • agrg.ru • agro-market24.ru • agrogrunt.ru • air-part.ru • airpesok.ru • aivix.com • ajur-shop.ru • aksatekmetal.ru • allcon.pro • altgroup.ru • amilano.de • ankoli.ru • anrotech.ru • antic-war.ru • anticorprotection.com • Antihlam • antresol24.ru • aplan.ru • arenda-shater.ru • arenda-tentov.ru • art-critic.ru • art-pl.ru • aspectrum.ru • assenizator-mtk.ru • auction-rusenamel.ru • aviapoisk.ru • Avtovoronka.su • azimutpro.ru • backpacks.ru • Balongaz. ru • bazaemail.ru • bazageroev.ru • begeton.com • biospectrum.shop • bkclean.ru • bibus.ru • bio-grunt.ru • blms.ru • bon-invest.ru • boomtorg.ru • bonaparte16.ru • bootslab.ru • Boxpres.ru • bridgescorp.ru • business-mama.ru • businesstg.ru • butik-parfum.ru • bwt.ru • c-tt.shop • cakeup24.ru • cashback-service.su • cavevo.ru • centrattek.ru • cheaptool.ru • chintaka.ru • chistimvse.ru • clego.ru • coatsystems.ru • corpdidi.ru • creativegroup.pro • cs-garant.ru • cvetok58.ru • detaliurala.ru • dobropost.com • dost-zapchasti.ru • dvapilota.com • east-group.net • eco1.ru • ecodemontaj.ru • ecoraznos.ru • Ecote.ru • eisupport.ru • eks-libris.ru • elka.me • elmagia.ru • ellittattoo.ru • empirehall.com.ua • etiketki24.ru • evasecret.ru • evro-market.ru • expert-rtuti.ru • exportv.ru • fabrica-idey.ru • femalesale.ru • fenix-d.ru • filmebel.ru • filtorg.ru • fivel.ru • flawery.ru • fotobam.ru • fssprus.net • Funlight • g-standard.ru • galereya-novosibirsk.ru • galleryk.ru • gidro-teh.com • giftpack.
ru • bazaemail.ru • bazageroev.ru • begeton.com • biospectrum.shop • bkclean.ru • bibus.ru • bio-grunt.ru • blms.ru • bon-invest.ru • boomtorg.ru • bonaparte16.ru • bootslab.ru • Boxpres.ru • bridgescorp.ru • business-mama.ru • businesstg.ru • butik-parfum.ru • bwt.ru • c-tt.shop • cakeup24.ru • cashback-service.su • cavevo.ru • centrattek.ru • cheaptool.ru • chintaka.ru • chistimvse.ru • clego.ru • coatsystems.ru • corpdidi.ru • creativegroup.pro • cs-garant.ru • cvetok58.ru • detaliurala.ru • dobropost.com • dost-zapchasti.ru • dvapilota.com • east-group.net • eco1.ru • ecodemontaj.ru • ecoraznos.ru • Ecote.ru • eisupport.ru • eks-libris.ru • elka.me • elmagia.ru • ellittattoo.ru • empirehall.com.ua • etiketki24.ru • evasecret.ru • evro-market.ru • expert-rtuti.ru • exportv.ru • fabrica-idey.ru • femalesale.ru • fenix-d.ru • filmebel.ru • filtorg.ru • fivel.ru • flawery.ru • fotobam.ru • fssprus.net • Funlight • g-standard.ru • galereya-novosibirsk.ru • galleryk.ru • gidro-teh.com • giftpack. ru • gk-sk.ru • glassio.su • glazgo-video.ru • glonasss.com • gmash.ru • gofroline.ru • goldadvert.com • goldsnail.ru • Grandemoda.ru • grand-com.ru • grillhousestore.ru • gudzone.ru • handmademart.net • hardcases.ru • hawk.ru.com • help2site.ru • hobbystart.ru • hockeybezgranic.ru • holichtoys.com • horoshomall.ru • hottelecom.net • idealfloristika.ru • ikarm.ru • impod.ru • iney-cleaning.ru • infodesign.ru • inventrade.ru • invest2uk.ru • ip-center.net • isa-access.ru • itecorp.ru • izgotovlenie-pechatey.moscow • izolna.ru • japanwatch.ru • kamerarf.ru • kamindom.ru • kaprom.ru • karbix.ru • kashpo.store • kassopttorg.ru • kasugai.ru • kaup24.ee • kerner.ru • kidburg.ru • kino-party.ru • Kino-tovary.ru • klik-rostov.ru • klimatikum.ru • komandirskie.com • konder.kg • koordinator24.ru • kpi.ru • krohn.ru • led-svetilniki.ru • liftplast.ru • lillashop.com • line56.org • lingvoservice.ru • lisov.ru • lizantan.com • lucky.online • m-logist.ru • magistral58.ru • magos-zavod.ru • maproint.ru • Mastergard.
ru • gk-sk.ru • glassio.su • glazgo-video.ru • glonasss.com • gmash.ru • gofroline.ru • goldadvert.com • goldsnail.ru • Grandemoda.ru • grand-com.ru • grillhousestore.ru • gudzone.ru • handmademart.net • hardcases.ru • hawk.ru.com • help2site.ru • hobbystart.ru • hockeybezgranic.ru • holichtoys.com • horoshomall.ru • hottelecom.net • idealfloristika.ru • ikarm.ru • impod.ru • iney-cleaning.ru • infodesign.ru • inventrade.ru • invest2uk.ru • ip-center.net • isa-access.ru • itecorp.ru • izgotovlenie-pechatey.moscow • izolna.ru • japanwatch.ru • kamerarf.ru • kamindom.ru • kaprom.ru • karbix.ru • kashpo.store • kassopttorg.ru • kasugai.ru • kaup24.ee • kerner.ru • kidburg.ru • kino-party.ru • Kino-tovary.ru • klik-rostov.ru • klimatikum.ru • komandirskie.com • konder.kg • koordinator24.ru • kpi.ru • krohn.ru • led-svetilniki.ru • liftplast.ru • lillashop.com • line56.org • lingvoservice.ru • lisov.ru • lizantan.com • lucky.online • m-logist.ru • magistral58.ru • magos-zavod.ru • maproint.ru • Mastergard. ru • matrasmall.ru • matu.me • maxys.ru • mediarik.ru • megatechnika.ru • melotto-jewelry.ru • metadiv.ru • metall-form.ru • metrcons.ru • mevy.ru • mirkvartir.ru • mirxl.ru • mnogopak.ru • moi-tvoi.ru • moremall.ru • moreon-invest.ru • mos-montage.ru • mosoblreclama.ru • mos-obl-ses.ru • mossharik.ru • mosvodokanal.com • MTFORCE • multicom.ru • muslim-product.ru • NataliGifts • nevozrast.ru • ng-logistic.ru • nike-air-jordan1.com • nlsklad.ru • nottabelle.com • npo-diod.com • nporusgidro.com • numizmat.ru • obzorved.com • obzorytovarov.ru • oceania.ru • odevalo4ka.ru • offshore.su • ok-stanok.ru • okocrm.com • okskie-nozhi.ru • olala-penza.ru • olgapak.ru • omexpro.ru • ops-krasnodar.ru • optaks.ru • optcable.ru • opticspb.ru • optimatest.ru • oscomp.ru • otido-group.ru • otsenka-ikon.com • outsourcing-kadrov.ru • packandgo.ru • pallet-trucks.ru • pansionat-plus.ru • Partner Company • pechati-metro.ru • Penzakonditer.ru • personagrata-spb.ru • plastimet.ru • playprint.ru • pochinil.ru • podshipniki-optom.
ru • matrasmall.ru • matu.me • maxys.ru • mediarik.ru • megatechnika.ru • melotto-jewelry.ru • metadiv.ru • metall-form.ru • metrcons.ru • mevy.ru • mirkvartir.ru • mirxl.ru • mnogopak.ru • moi-tvoi.ru • moremall.ru • moreon-invest.ru • mos-montage.ru • mosoblreclama.ru • mos-obl-ses.ru • mossharik.ru • mosvodokanal.com • MTFORCE • multicom.ru • muslim-product.ru • NataliGifts • nevozrast.ru • ng-logistic.ru • nike-air-jordan1.com • nlsklad.ru • nottabelle.com • npo-diod.com • nporusgidro.com • numizmat.ru • obzorved.com • obzorytovarov.ru • oceania.ru • odevalo4ka.ru • offshore.su • ok-stanok.ru • okocrm.com • okskie-nozhi.ru • olala-penza.ru • olgapak.ru • omexpro.ru • ops-krasnodar.ru • optaks.ru • optcable.ru • opticspb.ru • optimatest.ru • oscomp.ru • otido-group.ru • otsenka-ikon.com • outsourcing-kadrov.ru • packandgo.ru • pallet-trucks.ru • pansionat-plus.ru • Partner Company • pechati-metro.ru • Penzakonditer.ru • personagrata-spb.ru • plastimet.ru • playprint.ru • pochinil.ru • podshipniki-optom. ru • podshipnikru.ru • podsnab.ru • pokrovka45.ru • polimertechprom.com • polis812.ru • posterline.biz • post-konverty.ru • pro-dezservice.ru • proflingva.ru • prom-komplect.ru • pselectro.ru • psiholog-dlya-menya.msk.ru • puls-kkm.ru • Raisins • ralzo.ru • redutsb.ru • reverafashion.ru • rospromsnab.com • rosreestr.net • rossertcentr.ru • Royallash.com • rozavam.ru • ru.ecb.bz • rus-bochka.ru • rus-doska.com • safetyarea.ru • santeh-mos.ru • santech-control.ru • satom.ru • satoshop.ru • savial.ru • scanberry.ru • schoolstyle.ru • septolit.ru • service-conditioners.pro • sevenlepestok.ru • shale.msk.ru • shashel.net • shipbox.us • Shop220.ru • sila-syltana.ru • sim-trade.ru • sintsec.ru • sip-store.ru • skazkindom.ru • skgsk.ru • skupka.pro • slamdunk.shop • snegovik.ru • so-spa.ru • sotsignal.ru • souzimport.ru • spb.gruzovaya-telezhka.ru • specialty-coffee.pro • spektr-m.spb.ru • sputnikmarket.ru • stanok-kpo.ru • star-carpet.ru • stillmiracle.com • stiralservis.ru • stirkashtor.
ru • podshipnikru.ru • podsnab.ru • pokrovka45.ru • polimertechprom.com • polis812.ru • posterline.biz • post-konverty.ru • pro-dezservice.ru • proflingva.ru • prom-komplect.ru • pselectro.ru • psiholog-dlya-menya.msk.ru • puls-kkm.ru • Raisins • ralzo.ru • redutsb.ru • reverafashion.ru • rospromsnab.com • rosreestr.net • rossertcentr.ru • Royallash.com • rozavam.ru • ru.ecb.bz • rus-bochka.ru • rus-doska.com • safetyarea.ru • santeh-mos.ru • santech-control.ru • satom.ru • satoshop.ru • savial.ru • scanberry.ru • schoolstyle.ru • septolit.ru • service-conditioners.pro • sevenlepestok.ru • shale.msk.ru • shashel.net • shipbox.us • Shop220.ru • sila-syltana.ru • sim-trade.ru • sintsec.ru • sip-store.ru • skazkindom.ru • skgsk.ru • skupka.pro • slamdunk.shop • snegovik.ru • so-spa.ru • sotsignal.ru • souzimport.ru • spb.gruzovaya-telezhka.ru • specialty-coffee.pro • spektr-m.spb.ru • sputnikmarket.ru • stanok-kpo.ru • star-carpet.ru • stillmiracle.com • stiralservis.ru • stirkashtor. ru • stmetr.ru • stmwater.ru • stocktan.ru • Strobbs • strunki.ru • studiofloristic.ru • supermarketsveta.ru • svcnet.ru • svetofor-magazin.ru • svetoroom.ru • sistemy48.ru • szma.com • taggerd.su • tankiz.com • tdkarusel.ru • tdsevcable.ru • tea-homenn.ru • tehnomarkt.com • tekhnik.top • teleremont.pro • terrafrigo.ru • tesk.pro • testomes.org • texnogaz.ru • time9.ru • tkaniopt-glamur.ru • tochkastyle.ru • Togiya • topcheese.ru • topkvestov.ru • torgkomplekt.ru • tp-seti.ru • tpsre.ru • truewater.ru • tulavar.com • tvoiaromat.ru • u-mac.ru • ucmsgroup.ru • uniflex.su • v-kip.com • vashklimat.com • ventcub.ru • vesna-trk.ru • villageclub.ru • virginmg.com • vivoz-musora.site • vcentrespb.ru • vodo-proekt.ru • vskrytie-zamok.ru • vzlate.ru • water.ru • win-store.biz • Wool Store • workspace.ru • worldsharik.ru • wp-art.ru • WR Group • www-ugg.ru • xrustalik.ru • yes-upak.ru • zamania.ru • zaovivas.ru • zaryada.net • zavodolymp.ru • zibrof.ru • ziplife.ru • Zupper.ru
ru • stmetr.ru • stmwater.ru • stocktan.ru • Strobbs • strunki.ru • studiofloristic.ru • supermarketsveta.ru • svcnet.ru • svetofor-magazin.ru • svetoroom.ru • sistemy48.ru • szma.com • taggerd.su • tankiz.com • tdkarusel.ru • tdsevcable.ru • tea-homenn.ru • tehnomarkt.com • tekhnik.top • teleremont.pro • terrafrigo.ru • tesk.pro • testomes.org • texnogaz.ru • time9.ru • tkaniopt-glamur.ru • tochkastyle.ru • Togiya • topcheese.ru • topkvestov.ru • torgkomplekt.ru • tp-seti.ru • tpsre.ru • truewater.ru • tulavar.com • tvoiaromat.ru • u-mac.ru • ucmsgroup.ru • uniflex.su • v-kip.com • vashklimat.com • ventcub.ru • vesna-trk.ru • villageclub.ru • virginmg.com • vivoz-musora.site • vcentrespb.ru • vodo-proekt.ru • vskrytie-zamok.ru • vzlate.ru • water.ru • win-store.biz • Wool Store • workspace.ru • worldsharik.ru • wp-art.ru • WR Group • www-ugg.ru • xrustalik.ru • yes-upak.ru • zamania.ru • zaovivas.ru • zaryada.net • zavodolymp.ru • zibrof.ru • ziplife.ru • Zupper.ru ру • ЖестиМного.Нет • Кстати.да • ФотоТелеграф • Anekdot.ru • Breaking Mad • ExtraNormPro • fine-days.ru • i-sonnik.ru • Korova.ru • Likeness.ru • lunday.ru • nekdo.ru • NewsBang.net • Nibler.ru • Screepy • Tochka.net • Trinixy • Turnofftheinternet.com • Volnorez
ру • ЖестиМного.Нет • Кстати.да • ФотоТелеграф • Anekdot.ru • Breaking Mad • ExtraNormPro • fine-days.ru • i-sonnik.ru • Korova.ru • Likeness.ru • lunday.ru • nekdo.ru • NewsBang.net • Nibler.ru • Screepy • Tochka.net • Trinixy • Turnofftheinternet.com • Volnorez
 Плодом длительных переговоров и усилий представителей компании стало открытие
Плодом длительных переговоров и усилий представителей компании стало открытие


 Это делает тренировки значительно более эффективными для нанесения урона врагам. Иммунный таймер одинаков для всех упражнений и эквивалентен 10 использованиям. Проверить
Это делает тренировки значительно более эффективными для нанесения урона врагам. Иммунный таймер одинаков для всех упражнений и эквивалентен 10 использованиям. Проверить 
 Орихалковая дрель является исключением из этого правила, поскольку она значительно медленнее орихалковой кирки.
Орихалковая дрель является исключением из этого правила, поскольку она значительно медленнее орихалковой кирки.
 3.0.1:
3.0.1:

 Он особенно подходит для штучного или массового производства отверстий с большими пористыми деталями. Это обычный станок в обычных механических цехах.
Он особенно подходит для штучного или массового производства отверстий с большими пористыми деталями. Это обычный станок в обычных механических цехах.


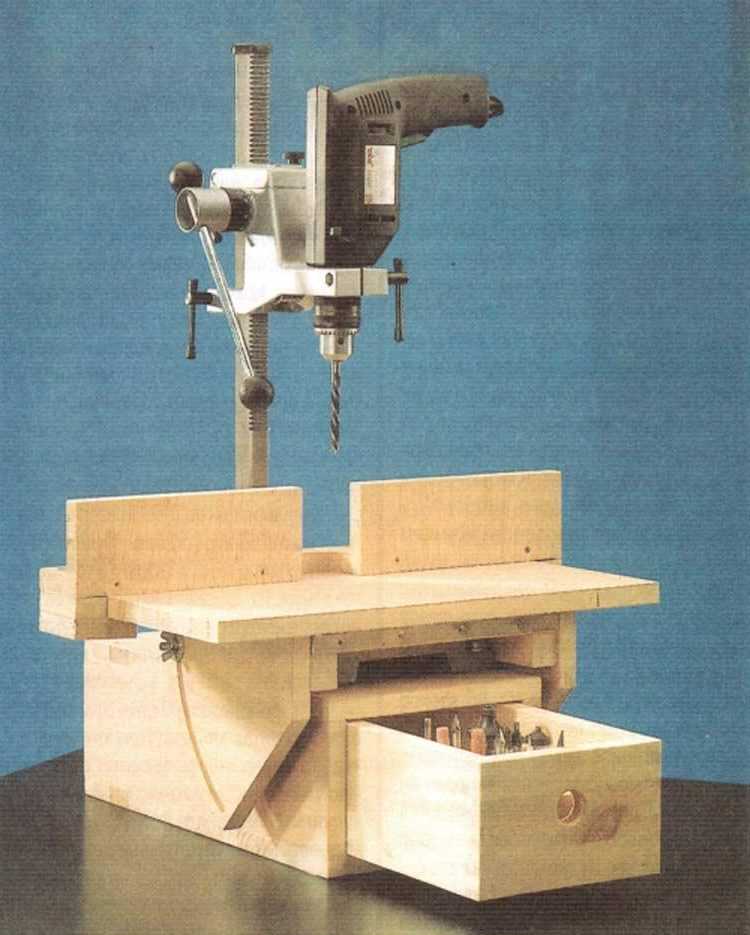 Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.

 Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.
Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка. Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.
Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.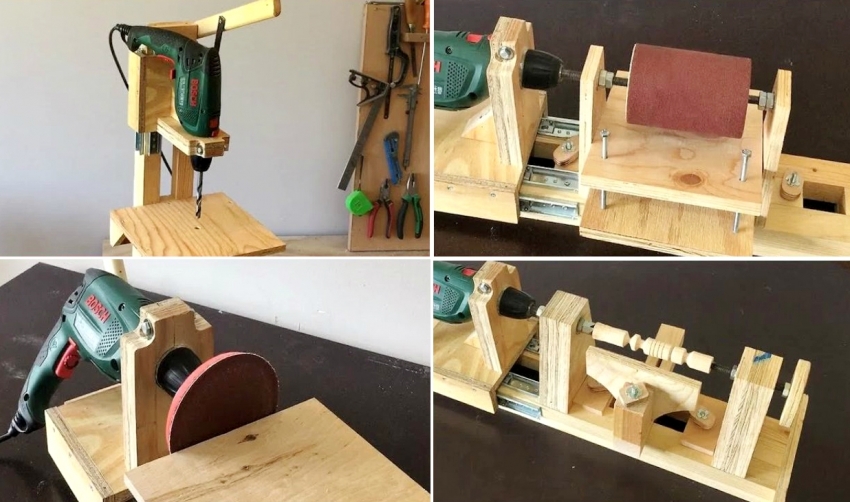 Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.
Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть. Сначала откручивают предохранительную гайку и убирают зажимную цангу. Обязательно проверяют закручены до конца и надежны ли все резьбовые соединения. Затем убирают плотную защитную смазку.
Сначала откручивают предохранительную гайку и убирают зажимную цангу. Обязательно проверяют закручены до конца и надежны ли все резьбовые соединения. Затем убирают плотную защитную смазку.

 Постепенно узор становится объемным.
Постепенно узор становится объемным. 1 Способы сборки самодельных токарных станков по дереву своими руками с фото-примерами
1 Способы сборки самодельных токарных станков по дереву своими руками с фото-примерами