Станок радиально-сверлильный переносной 2К52-1 | Станочный Мир
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок радиально-сверлильный переносной 2К52-1
Станок является переносным и обеспечивает обработку отверстий в мелких, средних и крупногабаритных деталях
Технические характеристики станка 2К52-1
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 25 |
| Вылет шпинделя, мм | 800 |
| Наибольшее перемещение шпинделя, мм | 250 |
| ЧПУ | — |
Пределы частот вращения шпинделя Min/Max, об/мин. | 63 — 1600 |
| Мощность, кВт | 1.5 |
| Габариты, мм | 1760_915_1970 |
| Масса, кг | 1250 |
| Начало серийного выпуска, год | 1984 |
| Завод-производитель | Гомельский завод станочных узлов, РУП |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок радиально-сверлильный переносной 2К52-1 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 2К52-1 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок радиально-сверлильный переносной 2К52-1 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок радиально-сверлильный переносной 2К52-1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок радиально-сверлильный переносной 2К52-1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
Радиально-сверлильные станки : Радиально-сверлильный переносной станок 2К52-1
Вернуться к: Радиально-сверлильные станки
Max диаметр сверления: 25 мм.
Задать вопрос по товару
Гомельский завод станочных узлов
Описание
Радиально-сверлильный переносной станок модели 2К52-1 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве.
На станке можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Наиболее эффективно может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.
Наиболее эффективно может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.
Технические характеристики радиально сверлильного станка 2К52-1:
| Наименование параметра | 2К52-1 |
|---|---|
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 25 |
| Диапазон нарезаемой резьбы в стали 45, мм | М16 |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 300…800 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 410…900 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 125. ..1000 ..1000 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 625 |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 250 |
| Угол поворота рукава вокруг колонны, град | 360 |
| Рамер поверхности плиты (ширина длина), мм | 800 х 630 |
| Шпиндель | |
| Обозначение конца шпинделя по ГОСТ 24644-81 | |
| Частота прямого вращения шпинделя, об/мин | 63…1600 |
| Количество скоростей шпинделя прямого вращения | 8 |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,125; 0,2; 0,315 |
| Число ступеней рабочих подач | 3 |
| Наибольший допустимый крутящий момент, Н-м | 90 |
| Наибольшее усилие подачи, кН | 5 |
| Зажим вращения колонны | Ручной/ эл. мех мех |
| Зажим рукава на колонне | Ручной |
| Зажим сверлильной головки на рукаве | Ручной |
| Электрооборудование. Привод | |
| Количество электродвигателей на станке | 2/ 3 |
| Электродвигатель привода главного движения М2, кВт | 1,5 |
| Электродвигатель зажима колонны М3, кВт | |
| Электродвигатель насоса охлаждающей жидкости М1, кВт | 0,125 |
| Суммарная мощность установленных электродвигателей, кВт | |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1760 915 1970 |
| Масса станка, кг | 1250 |
Станко 2К52-1 Радиально-сверлильный станок Станки б/у
- Описание
- Характеристики
- Об этом продавце
Максимальный диаметр сверления: 25 мм
Длина плеча: 1000 мм
Максимальная скорость вращения шпинделя: 1600 1/мин
Длина основания: 900 мм
Ширина основания: 630 мм
Конус: MK 3
Высота машины: 1970 мм
Длина машины: 1750 мм
Ширина машины: 915 мм
Вес машины: 1250 кг
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Ø сверления | 25 мм |
| Длина стола | 900 мм |
| Ширина стола | 630 мм |
| Скорость шпинделя | 1600 об/мин |
| Конус шпинделя | МК 3 |
| Головная траверса | 1000 мм |
| Горло | 800 мм |
| Длина плеча | 1000 мм |
| ——————- | |
| Длина x ширина x высота | 1750,0 × 915,0 × 1970,0 |
| Вес | 1250 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 456 |
| Последнее действие | 29 октября 2022 г. |
Описание
Максимальный диаметр сверления: 25 мм
Длина плеча: 1000 мм
Максимальная скорость вращения шпинделя: 1600 об/мин
Длина основания: 900 мм
Ширина основания: 630 мм
Конус: MK 3
Высота станка: 1970 мм
Длина станка: 1750 мм
Ширина машины: 915 мм
Вес машины: 1250 кг
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 456 |
| Последнее действие | 29 октября 2022 г. |
Радиально-сверлильный станок СТАНКОИМПОРТ 2 К 52-1 б/у купить P0158598
- Главная
Станки б/у
- Металлообрабатывающие станки
- Сверлильные станки / Сверлильные станки
- Радиально-сверлильный станок
- СТАНКОИМПОРТ 2 К 52-1
«Радиально-сверлильный станок СТАНКОИМПОРТ 2 К 52-1»
Номер вставки. # P0158598
| Тип машины: | Радиально-сверлильный станок |
| Производитель: | СТАНКОИМПОРТ |
| Тип: | 2 К 52-1 |
| Состояние: | б/у |
| Время посещения: | ч |
| Номер ссылки: | p159380 |
- ID: P0158598
- 872
- 09.
 06.2021
06.2021
 06.2021
06.2021- Цена
- по запросу
- WAHO Werkzeug- und Maschinenhandelsgesellschaft mbH
- Герр Майк Вальдек
- +49(0)3540-30
- Вставить онлайн
Отправленный запрос
- Описание
- Поставщик
| Make | STANKOIMPORT | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Type of machine | 2 K 52-1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Total power requirement | 1,5 kW | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Spindle lock | MK 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Макс. Высота заготовки | 1000 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Перемещение рукава | 250 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вес машины | 1,25 T | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| FEAD | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
. Шумит циркуляционный насос: почему гудит водяной насос в системе отопления, стучит в котле
|
|
|
Посмотреть всех экспертов из раздела Дом, отдых, хобби > Отопление и вентиляция
Решено Почему журчит вода в радиаторах. Решено Как правильно установить АГВ? Шумит циркуляционный насос чиллера — в чём причина и сколько стоит ремонт ❄ Ответы профессионалов ☃ KLIMATLAB.ruнеисправность чиллера шумит насос Поможем быстро почистить или отремонтировать чиллер +7 (499) 350 80 04 пн.-вс. 8:00-22:00 позвоните мне Починим чиллер сегодня Узнать цену и ЗАКАЗАТЬ Перезвоним за 17 секунд Осень Чиллер не греет? Починим!
Техническое обслуживание чиллера увеличивает срок службы и устраняет 80% всех неисправностей Всё включено4990Р Чистка и дезинфекция Диагностика Проверка герметичности Подробное описание Вызвать мастера Прайс-лист на техническое обслуживание и ремонтФильтр быстрой диагностики отобразит в таблице наиболее вероятные неисправности, а также стоимость работ и запасных частей для их устранения Фильтры Быстрая диагностикаНеисправности работы чиллераКоды ошибок на чиллереВысокое давление чиллераНизкое давление чиллераЧиллер не охлаждает до нужной температурыЧиллер не выключается при низкой температуреЧиллер не нагревает до нужной температурыЧиллер не выключается при высокой температуреШумит чиллерШумит компрессор чиллераШумит циркуляционный насос чиллераШумит вентилятор чиллераОбмерзает чиллерОбмерзает компрессор чиллераОбмерзает терморегулирующий вентиль чиллераОбмерзает контур на чиллереОбмерзает испаритель чиллераПерегрев масла компрессора чиллераЧиллер срабатывает по аварииНе запускается чиллерНе запускается компрессор чиллераКомпрессор чиллера гудит, но не запускаетсяКомпрессор чиллера останавливается вскоре после запускаКомпрессор чиллера постоянно включается и выключаетсяУходит масло из компрессора чиллераВода в компрессоре чиллераВентилятор чиллера не работает Тип работПлановое обслуживаниеЧисткаДиагностикаРемонтУстранение утечкиЗаправкаЗапчастиДополнительные услуги МаркаAermecAerotekAirCutAirWellATSAuxBalluBitzerBlueBoxBroadCarrierChigoCiatClima EspertoClimacoreClimavenetaClintClivetDaikinDantexDunham-BushElectroluxEnergoluxEurochillerEVRFriulairFrostFrozenGallettiGEAGeneralGeneral ClimateGeneral VentGreeHaierHiRefHisenseHitachiIGCInnovaKBTKentatsuKorfLennoxLessarLGLiebertMcQuayMDVMideaMitsubishiMTANEDOmiRhossRiedelRittalRodaRoverRoyal ClimaSiemensSpitzenreiterStulzSWTSystemairTCLThermocoldTICATraneVenterraVertexWesperYorkАнгараВМТКсирон Фильтры Обслуживание чиллера
Стоимостьот 2290Р Заказать Ремонт чиллера
Стоимостьот 990Р Заказать Условия оказания услуг
Заказать Сообщите мне модель чиллераЯ сразу назову наиболее вероятные причины и стоимость ремонта
Валерия Кудряева Консультант по ремонту remont@klimatlab. Позвоните мне +7 (499) 350 80 04 или закажите обратный звонок Я перезвоню Вам сама за 17 секунд напишите мне сообщение +7 (499) 350 80 04 SMS С 31 октября по 6 ноября Мы выполнили 13 заказов 6 ремонт 7 чистка и Поможем и вам! Постоянным клиентам Мы помним о Вас Скидка 10% Получить скидку Хотите заключить договор на постоянное обслуживание климатической техники? Это выгодно!Приедем к Вам, сделаем точную оценку и оформим бумаги Александр Кулешов Сервис менеджер +7 (499) 350 80 04 или оставьте свой телефон Я перезвоню Вам за 17 секунд Бесплатно Полная антибактериальная обработка при техобслуживании в ноябре! Заказать обслуживание Клиенты довольны и рекомендуют насПотому что мы чиним чиллеры лучше и дешевле других отзыв от клиента Андрей, Москва Сити Отремонтировали чиллер в помещении 200 кв. отзыв от клиента Егор Петров Выполнили ремонт чиллера в Видном. Получили то, что ожидали, как и должно быть в нормальной компании, все сделано профессионально, мастеру пять с плюсом, смело могу рекомендовать! отзыв от клиента Виктор Сергеевич Приглашали данных ребят для ремонта чиллера в офисе. Все четко, никаких претензий, приятное соотношение цена — качество! отзыв от клиента Дмитрий Мизинцев Это вторая организация, которую мы вызывали, первая сказали, что такой шум в чиллере вполне нормально, так как он старый, в общем обслужили, почистили, устранили запах, и чиллер снова как новый! отзыв от клиента Константин Ламантин Спасибо за оперативное устранение утечки фреона, была просьба сделать все максимально оперативно, с чем собственно и справились, теперь однозначно только к вам! Г. Добавить отзыв Мы сейчас работаем. Звоните! +7 (499) 350 80 04 Москва, 1-я улица Ямского Поля, 17с1 Работаем без выходных с 8:00 до 22:00 Что делать, если циркуляционный насос Grundfos издает шумШумный циркуляционный насос может раздражать. Циркуляционные насосы обычно включены постоянно. Поэтому любой шум, создаваемый ими, может быть очень раздражающим. Шумы циркуляционного насоса довольно распространены. Даже с такими популярными брендами, как Grundfos, в некоторых случаях может возникать шум. Почему ваш циркуляционный насос Grundfos шумит? Насосы могут быть шумными по множеству причин. К ним относятся воздушная пробка, проблемы с подшипником, неправильная установка, скопление грязи, заедание внутренних компонентов и т. д. Каждая проблема имеет свое уникальное решение. Но нам нужно понять, что вызывает у нас шум. Хотите знать, как решить все эти проблемы и починить шумный циркуляционный насос? Давайте начнем! Почему мой циркуляционный насос Grundfos издает шумЦиркуляционный насос может издавать шум по многим причинам. В общем, очень полезно иметь представление об устранении неисправностей насосов Grundfos. Вот список распространенных причин, по которым ваш циркуляционный насос может издавать шум при использовании растворов: Ваш насос засоренОдной из наиболее распространенных причин шума циркуляционного насоса является то, что он заблокирован. Довольно часто в систему может попасть воздух. Это создает шум от котлов, радиаторов и насосов системы отопления. В таких случаях необходимо выпустить воздух из системы, и все готово! РешениеПочинить насос с воздушной пробкой довольно просто. Большинство насосов Grundfos оснащены спускным винтом для удаления избыточного воздуха. Осторожно откручивайте винт, пока не услышите шипящий звук. Когда вода вытекает, это означает, что из вашей системы вышел весь воздух. Теперь аккуратно закрутите винт, и все готово! Неправильная установкаЕсли помпа постоянно блокируется, возможно, она установлена неправильно. Например, вал вашего насоса может быть не горизонтальным. В результате это может привести к попаданию воздуха и созданию скулящего шума от насоса системы отопления. РешениеВ этом случае необходимо правильно изменить положение вала насоса. Мы рекомендуем вам заранее отключить рециркуляционный насос. После отключения насоса отрегулируйте вал и прокачной винт. Убедитесь, что насос расположен горизонтально, а винт находится сбоку. Он может издавать изрядный шум, даже если насос находится на несколько градусов в стороне. Итак, проверьте это внимательно. Внутренние компоненты могут быть заклинены Иногда помпа может издавать постоянный гудящий шум или вибрации. Как правило, насос имеет внутренние компоненты, которые необходимо перемещать. Но, если их движение ограничено, энергия преобразуется в шум. Разберитесь с изъятым компонентом, и звук пропадет. РешениеПопробуйте найти источник шума. Как только вы обнаружите часть, которая издает шум, несколько раз слегка постучите по боковой части помпы. Постукивание должно освободить его. Если вам нужно лучшее решение, тщательно очистите насос. Там может быть грязь, которая блокирует насос, поэтому осторожно избавьтесь от нее. Также мог износиться подшипник вала. Это приводит к тому, что другим компонентам не хватает места. Проверьте подшипники насоса и при необходимости замените их. Слишком много грязи Время от времени помпа может быть заполнена грязью, и канал может быть заблокирован. Это вызывает слишком много шума. Эта проблема более распространена, если у вас нет фильтра котла. Кроме того, если помпа установлена не с правой стороны, в ней может скапливаться больше грязи. Поэтому важно очистить и предотвратить грязь. РешениеВ случае загрязнения необходимо разобрать насос и очистить его. Слишком большое количество грязи также может повредить насос, поэтому проверьте его на предмет износа. Также возьмите фильтр и прикрепите его к насосу. Это задержит грязь и мусор и предотвратит скопление грязи или засорение в будущем. Если вы ищете хороший фильтр, вот наше предложение:
Эти фильтры являются одними из лучших, которые мы могли найти для насосов Grundfos. Это определенно улучшит ваш опыт! Проблема с настройкой скорости Если ваша помпа старая, скорее всего, вы установили помпу на максимальные настройки. Старые насосы не так эффективны, как новые. Таким образом, в виде шума теряется немного энергоэффективности. Как правило, насосы Grondfus имеют три настройки, и самая высокая настройка может иногда вызывать больший шум. РешениеСамое простое решение в этом случае — найти переключатель настройки расхода и уменьшить его настройку. Это уменьшит шум, а также защитит насос от перегрева. После того, как вы уменьшите настройку, убедитесь, что помпа по-прежнему обеспечивает требуемый выход. Запуск насоса с пониженными настройками также может значительно снизить потребление электроэнергии. Возможные причины, по которым насос Grundfos может издавать шум. Держите их под контролем, и вы сможете справиться с шумом без хлопот. Часто задаваемые вопросыВопрос: Как узнать, работает ли мой циркуляционный насос? Ответ: Если ваша помпа работает, вы почувствуете, как она нагревается после запуска. После этого он станет горячим, когда через него будет течь вода. Если температура не меняется, возможно, с ним что-то не так. Вопрос: Каков срок службы насосов Grundfos? Ответ: При бережном обращении насос Grundfos может прослужить 15-20 лет, прежде чем потребуется какой-либо ремонт или замена. Вопрос: Воздушная пробка в насосе очистится сама собой? Ответ: Шлюзы могут очищаться сами, если шлюз маленький. Это очень рискованно, и слишком долгое хранение шлюза может повредить сам насос. Так что с ними лучше сразу разобраться. Заключительные словаA Шум циркуляционного насоса Grundfos может быть очень неприятным. Звук не только раздражает, но и вреден для помпы. Чтобы облегчить вам жизнь, мы обсудили возможные причины и способы устранения шумной помпы! Надеемся, эта статья окажется для вас полезной! Страница не найдена — Home AriseМы не нашли сообщения для этого URL. Последние сообщения C7 и C9 — это лишь некоторые из доступных вариантов рождественского освещения. Подробнее о Рождественские огни C7 и C9: что использовать? Выбор правильного типа рождественской гирлянды важен для многих. Теплый белый свет и холодный белый свет — одни из самых распространенных типов рождественских огней. Не торопитесь, чтобы разведать правильный свет. Эти два относятся к верхнему и нижнему пределам цветового спектра белого света. Теплый белый часто … Подробнее о холодных белых и теплых белых рождественских огнях: что лучше Приближается праздничный сезон. Так что вам лучше быть готовым украсить свой дом рождественскими гирляндами. Подробнее о светодиодных и обычных рождественских гирляндах: лучшее освещение своими руками в 2022 году Водонагреватель работает, нагревая холодную воду с помощью нагревательных элементов на дне бака. Горячая вода затем передается в части вашего дома по трубам. Процесс нагрева воды может привести к повышению давления внутри водонагревателя. Нарастание давления или пара в водонагревателе является мощной силой. … Подробнее о том, как заменить предохранительный клапан T&P водонагревателя Многие люди после ремонта дома сожалеют о вещах, которые им не нравятся, которые можно было бы предотвратить до или во время ремонта, но сейчас их ремонт стоит дорого. Подробнее об ошибках при ремонте дома, которыми поделились 25 дизайнеров интерьера Ольха – не единственная твердая древесина в мире! Но попытка найти подобный тип древесины может быть затруднена. Это связано с его характеристиками. Какая древесина похожа на ольху? Есть 5 видов древесины, которые почти похожи на ольху. Их можно использовать для резьбы, если не хотите… Подробнее о Какая древесина похожа на ольху [5 пород на выбор] Резка липы во время любого проекта по дереву — обычная задача. Люди вырезают его по-разному. Некоторые предпочитают резать вручную. Но это уровень сложности. Трудно ли резать липу вручную? Положите доски или блоки из липы на скамью для резьбы по дереву. Закрепите их скамейками. Смотрите направление … Подробнее о рубке липы вручную за 5 очень простых шагов Окрашивание липы имеет решающее значение. Подробнее о том, как окрашивать липу [7 простых шагов] Древесина осины – это мягкая и легкая древесина, имеющая множество применений. Но это использование ограничено характеристиками древесины. В этой статье мы поможем вам разобраться, что делать с осиной древесиной и лучшими идеями деревообработки. Использование древесины осины варьируется от изготовления мебели до создания аксессуаров для дома. У него отличный … Подробнее о Что делать с осиной древесиной: лучшие идеи для деревообработки! В современном мире невозможно избежать дорого выглядящей текстуры на любой древесине. Мп расшифровка: Что-то пошло не так (404)технические характеристики, расшифровка, ГОСТ, ТУ, применение 🚩6 сечений по цене от 23.67 ₽ до 105.22 ₽ГОСТ МП 35-110! Ни один ГОСТ не нормирует данный тип проводов. Нормативная документация: ТУ 116-К05.018-2002 Расшифровка МП 35-110
Конструкция провода МП 35-110
Технические характеристики МП 35-110
Таблица сечений и маркоразмеры МП 35-110
Аналоги МП 35-110— Где применяетсяПровод используется:
ЦветаКабель выпускается в сером цвете. 🔺 Количество товара в каталоге 6 по цене от
Интеграции между 1С и ИС МП Честный знакИнструкция по настройке синхронизации данных для маркировки товаровСинхронизация 1С с ИС МП Честный знакСтолкнулись с проблемой, что необходимо настроить маркировку и работать с маркированной продукцией из одного рабочего пространства? Не удается подгрузить коды маркировки к товарам в 1С? Эти проблемы и многие другие позволит решить настройка интеграции между 1С и оператором данных «Честный Знак». Перед настройкой интеграции необходимо убедиться, что у Вас имеются все необходимые для этого исходные параметры, а именно: Рассмотрим настройку интеграции между 1С:Управление Торговлей 11. Считаем, что 1С уже куплена, настроена для оптовой или розничной торговли, в ней ведется работа сотрудников. Первым шагом будет включение настроек в разделе «НСИ и администрирование» . Настройка интеграции с ИС МП 1С настройка интеграции с ИС МП Следующим шагом необходимо установить сроки начала работы с маркированной продукцией. Для этого надо указать реквизиты «Дата ввода обязательной маркировки обуви ИС МП», а также заполнить требование проверки онлайн-статусов кодов маркировки при оптовых продажах (Контролировать статусы кодов маркировки) и розничных продажах(Контролировать статусы кодов маркировки при розничных продажах). Настройки СУЗСУЗ расшифровывается как «станция управления заказами». Настройка маркировки в 1СНастройка маркировки в 1С позволит производить следующие операции с маркированной продукцией непосредственно из программы: — Заказ кодов маркировки Обязательно необходимо проверить работоспособность ЭДО по работе с маркированной продукцией. Приемка и реализация товаров (оптовая торговля) требует обмена с поставщиками (покупателями) УПД по электронному документообороту. Он содержит в себе информацию о коде маркировки. Розничная реализация маркированных товаров фиксируется посредством фискального накопителя. После выполнения настроек необходимо не забыть провести обучение персонала и написать рабочие инструкции по работе с маркировкой. Рекомендуем по настройке маркировки 1С и обучением обращаться в компании, которые имеют опыт в данном вопросе. Вам помогут как решить небольшой вопрос, например сделать маркировку остатков, так и настроить маркировку под ключ, а так же обучат всем этапам работы с маркированной продукцией. Что еще необходимо для работы с маркировкой? Помимо настройки синхронизации 1С и «Честный Знак» для работы с маркировкой необходимо выполнить следующие условия. Какие?
Исключите риски получения штрафов, правильно настроив работу с маркировкой Заполните форму, и мы перезвоним Вам в рабочее время Отправляя форму, Вы соглашаетесь с политикой конфиденциальности microprofile-jwt-auth/configuration.
Подписанные токены JWT Во многих случаях веб-токены Json (JWT) создаются путем подписания JSON-представления утверждений токена Сам подписанный токен JWT также может быть зашифрован (таким образом, он станет внутренним вложенным токеном). В этом случае его нужно будет сначала расшифровать. Дополнительные сведения см. в разделе Зашифрованные утверждения JWT и вложенные токены. Проверка JWT, переданного микрослужбе в HTTP-запросах во время выполнения, выполняется с помощью открытого ключа, соответствующего закрытому ключу, хранящемуся у издателя JWT. Во время создания JWT Эмитент подписывает JWT своим закрытым ключом перед Цель этой главы — подробно описать способы передачи открытого ключа от эмитента JWT. Получение открытого ключа На практике открытый ключ часто получают вручную от эмитента JWT и хранят в В качестве альтернативы, открытые ключи могут быть получены микрослужбой во время выполнения непосредственно из Поддерживаемые алгоритмы подписи Требуется поддержка RSA RS256 и алгоритма цифровой подписи на основе эллиптических кривых (ECDSA) ES256. [ПРИМЕЧАНИЕ] Поддержка ключей RSA длиной 1024 бита устарела и станет необязательной в следующей основной версии спецификации MP JWT. Допускаются другие алгоритмы асимметричной подписи, но их следует учитывать в зависимости от поставщика.
Поддерживаемые форматы открытых ключей Открытые ключи RSA и ECDSA могут быть отформатированы в любом из следующих форматов, указанных в порядке
Попытки проанализировать текст открытого ключа будут продолжаться в указанном выше порядке, пока Поддержка других форматов открытого ключа, таких как формат открытого ключа PKCS#1, SSh3 или OpenSSH, Реализации MicroProfile JWT должны вызывать исключение Реализации MicroProfile JWT должны вызывать исключение PKCS#8 Стандарты шифрования с открытым ключом №8 (PKCS#8) Формат PEM представляет собой обычный текстовый формат и является Формат состоит из закодированного значения URL-адреса Base64, заключенного в стандартный Ниже приведен пример действительного 2048-битного открытого ключа RSA в формате PKCS#8 PEM. -----НАЧАТЬ ПУБЛИЧНЫЙ КЛЮЧ----- MIIBIjANBgkqhkiG9w0BAQEFAAOCAQ8AMIIBCgKCAQEA0440JtmhlywtkMvR6tTM s0U6e9Ja4xXj5+q+joWdT2xCHt91Ck9+5C5WOaRTco4CPFMMBxoUPi1jktW5c+Oyk NOIACXu6grXexarFQLjsREE+dkDVRMu75f7Gb9/lC7mrVM73118wnMP2u5MOQIoX OqqC1y1gaoJaLp/OjTiJGCm4uxzubzUPN5IDAFaTfK+QErhtcGeBDwWjvikGfUfX +WVq74DOoggLiGbB4jsT8iVXEm53JcoEY8nVr2ygr92TuU1+xLAGisjRSYJVe7V1 tpdRG1CiyCIkqhDFfFBGhFnWlu4gKMiT0KToA9GJfOuCz67XZEAhQYizcXbn1uxa ОКИДАКАБ -----КОНЕЦ ОТКРЫТОГО КЛЮЧА----- Реализации MicroProfile JWT должны проверять предоставленное тело открытого ключа на наличие Поддержка устаревшего формата PKCS#1 не требуется и должна учитываться поставщиком. Реализации MicroProfile JWT должны вызывать исключение Веб-ключ JSON (JWK) Веб-ключ JSON (JWK) позволяет форматировать открытый ключ в формате json и, при необходимости, в формате Base64. Как минимум открытые ключи RSA в формате JWK должны содержать 9Поле 0071 kty установлено в «RSA», а также поля В следующем примере показан ранее показанный открытый ключ в формате PKCS#8 PEM, преобразованный в {
"кты": "РСА",
"n": "sszbq1NfZap2IceUCO9rCF9ZYfHE3oU5m6Avgyxu1LmlB6rNPejO-eB7T9iIhxXCEKsGDcx4Cpo5nxnW5PSQZM_wzXg1bAOZ3O6k57EoFC108cB0hdvOiCXXKOZGrGiZuF7q5Zt1ftqIk7oK2gbItSdB7dDrR4CSJSGhsSu5mP0",
«е»: «АКАБ»
} В следующем примере показан открытый ключ ECDSA: {
"кты": "ЕС",
"crv":"P-256",
"x": "w4HohvwOj21FBQE1PrJOAlPRQMyWimmXH9rIHa7YMTU",
"y": "osZEjUhZa79-kClcGm79eX0q_QFLlrA99MhkzNy6MtI"
} Реализации MicroProfile JWT должны вызывать исключение JWK может быть предоставлен в простом формате JSON или в формате JSON с URL-кодировкой Base64. Подробнее о формате JWK и Набор веб-ключей JSON (JWKS) Формат набора веб-ключей JSON (JWKS) позволяет предоставлять несколько ключей, которые можно Пример действительного JWKS: {
"ключи": [
{
"малыш": "оранжевый-1234",
"кты": "РСА",
"n": "sszbq1NfZap2IceUCO9rCF9ZYfHE3oU5m6Avgyxu1LmlB6rNPejO-eB7T9iIhxXCEKsGDcx4Cpo5nxnW5PSQZM_wzXg1bAOZ3O6k57EoFC108cB0hdvOiCXXKOZGrGiZuF7q5Zt1ftqIk7oK2gbItSdB7dSGDr4CSDB7dSGDrh",
«е»: «АКАБ»
},
{
"малыш": "оранжевый-5678",
"кты": "РСА",
"n": "xC7RfPpTo7362rzATBu45Jv0updEZcr3IqymjbZRkpgTR8B19b_rS4dIficnyyU0plefkE2nJJyJbeW3Fon9BLe4_srfXtqiBKcyqINeg0GrzIqoztZBmmmdo13lELSrGP91oHL-UtCd1u5C1HoJc4bLpjUYxqOrJI4mmRC3Ksk5DV2OS1L5P4nBWIcR1oi6RQaFXy3zam3j1TbCD5urkE1CfUATFwfXfFSPTGo7shNqsgaWgy6B205l5Lq5UmMUBG0prK79ymjJemODwrB445z-lk3CTtlMN7bcQ3nC8xh-Mb2XmRB0uoU4K3kHTsofXG4dUHWJ8wGXEXgJNOPzOQ",
«е»: «АКАБ»
}
]
} Если входящий JWT использует поле заголовка Например, следующий декодированный JWT будет включать проверку только {
"алг": "RS256",
"тип": "JWT",
"малыш": "оранжевый-5678"
}.
{
"суб": "1234567890",
"имя": "Джон Доу",
"админ": правда,
"иат": 1516239022
} JWKS может предоставляться в простом формате JSON или в формате JSON с URL-кодировкой Base64. Параметры конфигурации проверки подписиСм. раздел Проверка утверждений токена JWT, как проверить утверждения токена после проверки его подписи.
Свойство конфигурации В следующем примере показан URL-адрес JWK в кодировке Base 64, переданный через системное свойство. java -jar movieservice.jar -Dmp.jwt.verify.publickey=eyJrdHkiOiJSU0EiLCJuI\ joieEM3UmZQcFRvNzM2MnJ6QVRCdTQ1SnYwdXBkRVpjcjNJcXltamJaUmtwZ1RSOEIxOWJfclM\ 0ZElmaWNueXlVMHBsZWZrRTJuSkp5SmJlVzNGb245QkxlNF9zcmZYdHFpQktjeXFJTmVnMEdye\ klxb3p0WkJtbW1kbzEzbEVMU3JHUDkxb0hMLVV0Q2QxdTVDMUhvSmM0YkxwalVZeHFPckpJNG1\ tUkMzS3NrNURWMk9TMUw1UDRuQldJY1Ixb2k2UlfhRlh5M3phbTNqMVRiQ0Q1dXJrRTFDZlVBV\ EZ3ZlhmRlNQVEdvN3NoTnFzZ2FXZ3k2QjIwNWw1THE1VW1NVUJHMHBySzc5eW1qSmVtT0R3ckI\ 0NDV6LWxrM0NUdGxNTjdiY1EzbkM4eGgtTWIyWG1SQjB1b1U0SzNrSFRzb2ZYRzRkVUhXSjh4R\ 1hFWGdKTk9Qek9RIiwiZSI6IkFRQUIifQo При поставке ключ Если ни Реализации MicroProfile JWT должны вызывать исключение
Свойство конфигурации Реализации MicroProfile JWT необходимы для проверки пути при запуске или развертывании. Относительный путьОтносительные или не URL-пути, указанные в качестве местоположения, разрешаются в следующем порядке: В следующем примере показан файл java -jar movieservice.jar -Dmp.jwt.verify.publickey.location=orange.pem Любой не-URL обрабатывается одинаково и может быть путем внутри или вне архива. java -jar movieservice.jar -Dmp.jwt.verify.publickey.location=/META-INF/orange.pem Анализ содержимого файла происходит, как определено в Поддерживаемых форматах открытого ключа
URL-адреса файлов, указанные в качестве местоположения, позволяют явным образом внедрить java -jar movieservice.jar -Dmp.jwt.verify.publickey.location=file:///opt/keys/orange.pem Анализ содержимого файла происходит, как определено в Поддерживаемых форматах открытого ключа
Пути URL-адресов HTTP и HTTPS позволяют получить открытый ключ с удаленного хоста, который Указанный адрес должен отвечать на запрос HTTP GET. Разбор тела HTTP-сообщения java -jar movieservice.jar -Dmp.jwt.verify.publickey.location=https://location.dev/widget/issuer Другие формы HTTP-запросов и ответов могут поддерживаться, но их следует учитывать Другие схемы URL-адресов Все другие местоположения, содержащие двоеточие, будут рассматриваться как URL-адреса и разрешаться с помощью Таким образом, можно легко добавить дополнительные параметры, определяемые поставщиком или пользователем. Пример пользовательского местоположения "smb:" java -jar movieservice.jar -Dmp.jwt.verify.publickey.location=smb://Host/orange.pem -Djava.protocol.handler.pkgs=org.foo Пример заглушки для пользовательского "smb:" Обработчик URL пакет org. См. java.net.URL javadoc для более подробной информации. Анализ
Свойство конфигурации Также рекомендуется использовать это свойство для внесения в белый список алгоритма подписи токена. Например, реализации MP JWT должны разрешать только алгоритм Зашифрованные утверждения JWT и вложенные токены Некоторые утверждения могут содержать конфиденциальную информацию. Например, пользователь https://openid. В таких случаях, когда конфиденциальность требований имеет решающее значение, заявления могут быть зашифрованы или подписанный JWT может быть зашифрован, Для расшифровки зашифрованных утверждений требуется одно свойство, Требуется особое внимание, чтобы предотвратить утечку закрытых ключей, в частности, не рекомендуется делать их доступными в небезопасных местах HTTP или как часть архива приложения. Обратите внимание, что для реализации схемы шифрования JWE требуются два типа ключей:
Должны поддерживаться следующие алгоритмы управления ключами: RSA-OAEP (RSAES с использованием оптимального заполнения асимметричного шифрования и SHA-1) и RSA-OAEP-256 (RSAES с использованием оптимального заполнения асимметричного шифрования и SHA-256) с открытой длиной ключа RSA. 2048 бит или выше. Должен поддерживаться алгоритм шифрования контента A256GCM (AES в режиме Галуа/счетчика (GCM)). Аналогично ключам проверки подписи, ключи управления ключами могут быть отформатированы в любом из следующих форматов, указанных в порядке приоритета:
Правила сопоставления заголовка токена Если утверждения были немедленно зашифрованы без предварительной подписи, конечные точки приложения не будут иметь гарантии того, что маркер получен от доверенного издателя. Чтобы получить это доказательство, утверждения должны быть сначала подписаны, а полученный вложенный токен JWT - затем зашифрован. Если зашифрованное содержимое является внутренним вложенным JWT, то реализации должны проверить, что для заголовка JWE См. раздел Проверка утверждений токена JWT, как проверить утверждения токена после расшифровки токена и проверки подписи его вложенного токена (если он есть). Параметры конфигурации расшифровки
Свойство конфигурации
Свойство конфигурации Поддержка других алгоритмов управления ключами, таких как Проверка утверждений токена JWT Спецификация JWT MP в настоящее время поддерживает проверку токена
Свойство конфигурации Обратите внимание, что, поскольку это свойство проверяет значение утверждения
9Свойство конфигурации 0071 mp.jwt.verify.audiences представляет собой список допустимых значений, разделенных запятыми, для утверждения
Свойство конфигурации
Свойство конфигурации Требования для приема подписанных и зашифрованных токенов Спецификация MP JWT в настоящее время требует, чтобы приложение MP JWT принимало только подписанные или только зашифрованные или только подписанные и зашифрованные токены, поскольку ожидается, что многие конечные точки будут иметь требования принимать только один тип токена. Если установлены только свойства Если установлены Если установлено только свойство Заголовки JWT и HTTPСвойства конфигурации
Свойство конфигурации Реализации MP JWT необходимы для поддержки авторизации Поддержка других заголовков или альтернативных схем аутентификации не является обязательной.
Свойство конфигурации Эта конфигурация будет игнорироваться, если для Предоставление рекомендаций по защите токена JWT в виде файла cookie выходит за рамки спецификации MP JWT. Как предоставить параметры конфигурации MicroProfile JWT использует спецификацию MicroProfile Config для обеспечения согласованности До MicroProfile JWT 1.1 все параметры конфигурации для открытого ключа и проверки утверждений зависели от поставщика. Спецификация MP JWT позволяет указывать как минимум параметры конфигурации в самом двоичном файле микрослужбы. java -jar movieservice.jar -Dmp.jwt.verify.publickey.location=orange.pem По соглашению спецификации MicroProfile JWT имена свойств всегда пишутся строчными буквами. Сопоставление параметров конфигурации с переменными среды При использовании переменных среды для указания свойств конфигурации MP-JWT, определенных в этом разделе, При поиске переменных среды для свойств конфигурации к
С помощью этих правил совпадающие имена переносимых переменных среды для текущей проверки MP-JWT
Конфигурация :: Документация SmallRyeSmallRye JWT поддерживает множество свойств, которые можно использовать для настройки обработки токенов:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 03.15
03.15 04.15
04.15 11.17
11.17 ..
.. ru
ru м в Москва Сити, ремонт прошел быстро и аккуратно без кучи мусора как это бывает, цена соответствует, так как обычно называешь площадь цена мгновенно взлетает, отдельное спасибо за рекомендации по уходу
м в Москва Сити, ремонт прошел быстро и аккуратно без кучи мусора как это бывает, цена соответствует, так как обычно называешь площадь цена мгновенно взлетает, отдельное спасибо за рекомендации по уходу Химки.
Химки.
 Держите винт открытым, пока звук не прекратится. Подождите несколько минут и увидите, как из него капает вода.
Держите винт открытым, пока звук не прекратится. Подождите несколько минут и увидите, как из него капает вода. В этом случае есть вероятность, что его внутренние компоненты будут изъяты.
В этом случае есть вероятность, что его внутренние компоненты будут изъяты.


 И С7 и С9являются универсальными многоцелевыми декоративными светильниками. Из них получаются отличные рождественские украшения для интерьера и экстерьера. C9 очень яркий, что делает его лучшим рождественским светильником для улицы. Светильники C7 имеют небольшие размеры, что делает их идеальными для украшения помещений и небольших пространств. Они …
И С7 и С9являются универсальными многоцелевыми декоративными светильниками. Из них получаются отличные рождественские украшения для интерьера и экстерьера. C9 очень яркий, что делает его лучшим рождественским светильником для улицы. Светильники C7 имеют небольшие размеры, что делает их идеальными для украшения помещений и небольших пространств. Они … Есть два распространенных типа рождественских огней. Это светодиодные и обычные (лампы накаливания) светильники. Светодиодные рождественские гирлянды имеют светодиоды, излучающие свет. Чем выше ток, тем ярче будет гореть постоянный свет. На …
Есть два распространенных типа рождественских огней. Это светодиодные и обычные (лампы накаливания) светильники. Светодиодные рождественские гирлянды имеют светодиоды, излучающие свет. Чем выше ток, тем ярче будет гореть постоянный свет. На … Такие ошибки при ремонте дома случаются часто, когда у вас нет четкого плана перед началом работ. Такой проект нужно обрабатывать …
Такие ошибки при ремонте дома случаются часто, когда у вас нет четкого плана перед началом работ. Такой проект нужно обрабатывать … Выполнение этого может показаться большой работой. Возможно, вы не предпочтете делать это самостоятельно, думая, что это сложно. Но действительно ли это сложно? Как покрасить липу? Первым этапом является шлифовка поверхности липы. Это необходимо для создания гладкой поверхности перед окрашиванием. После этого очистите поверхность. После очистки …
Выполнение этого может показаться большой работой. Возможно, вы не предпочтете делать это самостоятельно, думая, что это сложно. Но действительно ли это сложно? Как покрасить липу? Первым этапом является шлифовка поверхности липы. Это необходимо для создания гладкой поверхности перед окрашиванием. После этого очистите поверхность. После очистки …
 4 и Честным знаком по маркировке обуви.
4 и Честным знаком по маркировке обуви. Для производителей обязательно произвести настройку СУЗ в 1С.
Для производителей обязательно произвести настройку СУЗ в 1С.  Далее данные о выбытии из оборота маркированной продукции в систему Честный Знак передает оператор фискальных данных.
Далее данные о выбытии из оборота маркированной продукции в систему Честный Знак передает оператор фискальных данных. asciidoc at master · eclipse/microprofile-jwt-auth · GitHub
asciidoc at master · eclipse/microprofile-jwt-auth · GitHub

 Использование симметричных подписей потребует от всех микросервисов
Использование симметричных подписей потребует от всех микросервисов
 security.spec.PKCS8EncodedKeySpec
security.spec.PKCS8EncodedKeySpec 


 0.
0.

 foo.smb;
импортировать java.io.IOException;
импортировать java.net.URL;
импортировать java.net.URLConnection;
импортировать java.net.URLStreamHandler;
/**
* Обработчик протокола smb: URL
*/
Обработчик открытого класса расширяет URLStreamHandler {
@Override
защищенный URLConnection openConnection(URL u) выдает IOException {
вернуть // вашу реализацию URLConnection
}
}
foo.smb;
импортировать java.io.IOException;
импортировать java.net.URL;
импортировать java.net.URLConnection;
импортировать java.net.URLStreamHandler;
/**
* Обработчик протокола smb: URL
*/
Обработчик открытого класса расширяет URLStreamHandler {
@Override
защищенный URLConnection openConnection(URL u) выдает IOException {
вернуть // вашу реализацию URLConnection
}
}  Значение по умолчанию:
Значение по умолчанию:  net/specs/openid-connect-core-1_0.html#AddressClaim [Заявка на адрес] может быть легко просмотрен, если подписанный токен JWT, содержащий такую заявку
net/specs/openid-connect-core-1_0.html#AddressClaim [Заявка на адрес] может быть легко просмотрен, если подписанный токен JWT, содержащий такую заявку По этой же причине встроенные закрытые ключи не поддерживаются.
По этой же причине встроенные закрытые ключи не поддерживаются.


 verify.issuer
verify.issuer  jwt.verify.audiences
jwt.verify.audiences 
 jwt.token.header
jwt.token.header 

 jwt.verify.publickey.location
jwt.verify.publickey.location  jwt.verify.key.location
jwt.verify.key.location 
 Это свойство устарело, используйте
Это свойство устарело, используйте 
 Установка этого свойства приведет к тому, что SmallRye JWT выдаст исключение, если ни одно из этих утверждений недоступно коду приложения для надежной обработки непустого
Установка этого свойства приведет к тому, что SmallRye JWT выдаст исключение, если ни одно из этих утверждений недоступно коду приложения для надежной обработки непустого  По сути, это свойство можно использовать для настройки имени
По сути, это свойство можно использовать для настройки имени  jwt.path.groups
jwt.path.groups 
 Это свойство устарело. Вместо этого используйте
Это свойство устарело. Вместо этого используйте  jwt.token.decryption.kid
jwt.token.decryption.kid  jwt.client.tls.certificate .
jwt.client.tls.certificate .

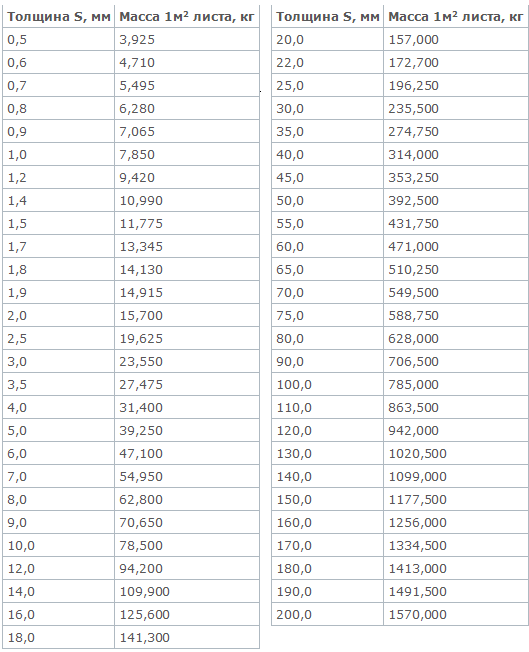
 по толщине, мм
по толщине, мм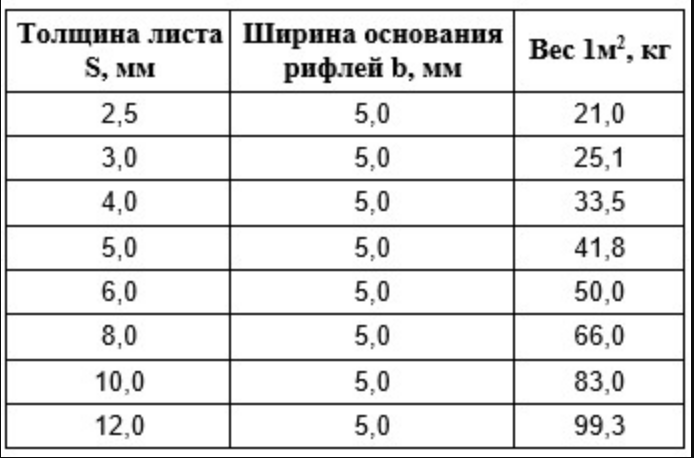 по толщине, мм
по толщине, мм| Размер, мм | Пов-сть | Вес листа, кг | Вес м², кг | Откл. по толщине, мм по толщине, мм |
| Лист нержавеющий 1000х2000х6 | 2B | 94,2 | 47,1 | ±0,25 |
| Лист нержавеющий 1250х2500х6 | 2B | 147,2 | 47,1 | ±0,25 |
| Лист нержавеющий 1500х3000х6 | 2B/1D | 212 | 47,1 | ±0,25 |
| Лист нержавеющий 1500х6000х6 | 2B/1D | 424 | 47,1 | ±0,25 |
Лист 6 мм AISI 316Ti (10Х17Н13М2Т)
| Размер, мм | Пов-сть | Вес листа, кг | Вес м², кг | Откл. по толщине, мм по толщине, мм |
| Лист нержавеющий 1000х2000х6 | 2B | 94,2 | 47,1 | ±0,25 |
| Лист нержавеющий 1250х2500х6 | 2B | 147,2 | 47,1 | ±0,25 |
| Лист нержавеющий 1500х3000х6 | 2B/1D | 212 | 47,1 | ±0,25 |
| Лист нержавеющий 1500х6000х6 | 2B/1D | 424 | 47,1 | ±0,25 |
Лист 6 мм AISI 904L (06ХН28МДТ)
| Размер, мм | Пов-сть | Вес листа, кг | Вес м², кг | Откл. по толщине, мм по толщине, мм |
| Лист нержавеющий 1500х6000х6 | 1D | 424 | 47,1 | ±0,25 |
| Лист нержавеющий 2000х6000х6 | 1D | 565 | 47,1 | ±0,25 |
Значения веса 1-го квадратного метра листа и одного листа расчитаны от номинальных размеров, без учета допусков, предусмотренных ГОСТ и другими стандартами по толщине, длине и ширине каждого листа. Плотность нержавеющей стали, в зависимости от марки составляет 7,70 — 7,90 г/см3, для рассчетов плотность стали принята равной 7,85 г/см3.
Лист холоднокатаный нержавеющий матовый
Холоднокатаный лист из коррозионно-стойкой стали толщиной 6 миллиметров без дополнительной обработки поверхности (матовый) предназначен и используется для штамповки и вырубки различных деталей, является основой для производства шлифованного и зеркального листа. Для холоднокатаного листа характерно высокое качество поверхности и высокая точность изготовления по толщине, ширине и длине.
Для холоднокатаного листа характерно высокое качество поверхности и высокая точность изготовления по толщине, ширине и длине.
Ввиду отсутствия дополнительной обработки поверхности, холоднокатаные листы с матовой поверхностью чаще всего не упаковывают в индивидуальную упаковку, однако для взыскательных покупателей мы можем предложить листы в пленке или бумаге.
Горячекатаный нержавеющий лист
Горячекатаный матовый нержавеющий лист является одним из основных продуктов металлургического производства и производится методом горячей прокатки из стальной заготовки (сляба) на листопрокатных станах. Ввиду высокой жаропрочности нержавеющей стали, производство листов сопряжено с повышенными температурами, по сравнению с рядовым стальным прокатом из черной углеродистой или низколегированной стали. А это влечет и более высокие энергозатраты и усиленный износ оборудования. Поэтому себестоимость производства нержавеющего листа зависит не только от высокой цены на необходимые компоненты — хром и никель, но в значительной степени от более сложных условий его производства.
Горячекатаный лист поставляется только матовый и используется в качестве заготовки для производства электросварных труб, различных деталей машин и механизмов, кухонных и столовых принадлежностей, промышленного и бытового инструмента.
Холоднокатаный и горячекатаный лист толщиной 6 миллиметров поставляется из следующих марок стали:
- Без содержания никеля – AISI 430 (08Х17, 12Х17)
- С содержанием никеля – AISI 304 (08Х18Н10), AISI 321 (12Х18Н10Т), AISI 316L (03Х17Н14М2), AISI 316Ti (10Х17Н13М2Т), AISI 904L (06ХН28МДТ)
Доступны следующие раскрои листов:
1000х2000, 1250х2500, 1500х3000, 1500х6000, 2000х6000 (размеры указаны в миллиметрах)
Наша компания поставляет холоднокатаный и горячекатаный матовый нержавеющий лист толщиной 6 мм оптом и в розницу. Отгрузки производятся от 1-го листа. Осуществляем доставку, резку и другую обработку листов, включая лазерную резку, координатно-пробивную вырубку и гибку под Ваши нужды.
© 2022 Коррозионно-стойкие cтали Карта сайта |
 Продажа, резка, металлообработка, доставка.
Продажа, резка, металлообработка, доставка.Масса плиты MS
: Вес единицы и расчеты
Содержание
Масса пластин MS измеряется в квадратных футах и на квадратный метр, рассчитывается как удельный вес пластин MS. Как мы уже знаем, пластины Ms имеют различные размеры, такие как толщина 6 мм, 8 мм, 10 мм, 12 мм и 20 мм. У нас есть вес формулы Msplate для расчета.
Вес пластин Ms является произведением объема и плотности. Плотность из стали составляет 7850 кг/м 3 уже известной.
Масса формулы пластины MS.
Вес = объем × плотность
Вес пластины MS = объем × плотность
1. Вес пластины
Вес пластины
. плита МС 1м, ширина плиты МС 1м, а также толщина 1м тогда,
Вес пластины MS = объем × плотность
= 1 x 7850
Вес пластины MS = 7850 кг/м 2
2. Вычисление веса MS для разных Толщина
1. 6 мм мс.0004 Площадь пластины MS = 1 × 1 M 2 = 1 M 2
Теперь
Объем = площадь × толщина
Том = 1m 2 × 0,006 M = 0,006 M 3
Плотность стали = 7850 кг/м 3
Использование формулы,
Вес пластины MS 6 мм = объем × плотность
Вес MS Plate 6mm = 0,006 M 3 × 7850. кг/м 3
Масса листа MS 6 мм = 47,1 кг/м 2
То есть вес листа 6 мм на квадратный метр
Теперь,
рассчитаем вес листа 6 мм на квадратный фут
Мы знаем, что 1м 0 04 90 90 кв. футов = 10. Таким образом, вес пластины MS 6 мм за кв. Пект —
футов = 10. Таким образом, вес пластины MS 6 мм за кв. Пект —
= 47,1/10,764
= 4,376 кг/фут 2
2. 8000 ММ.
Мы дали толщину пластины ms = 8 мм = 0,008 м
Lenght of MS Plate = 1m
Ширина пластины MS = 1m
Площадь пластины MS = 1 × 1 M 2 = 1 M 2
Теперь
Объем × толщина
.
объем = 1m 2 × 0,008 м = 0,008 м 3
Плотность стали = 7850 кг/м 3
8 мм. плита = 0,008 м 3 ×7850 кг/м 3
Вес листа MS толщиной 8 мм = 62,8 кг/м 2
Это вес листа MS толщиной 8 мм на кв. that 1m 2 = 10.764 sq.ft
Weight of ms plate 8mm per sq.feet is
= 62.8/10.764
= 5.834 Kg/ft 2
3. Масса листа MS толщиной 10 мм
Масса листа MS толщиной 10 мм
Мы дали толщину листа MS = 10 мм = 0,010 м
Lenght of MS Plate = 1m
Ширина пластины MS = 1m
Площадь пластины MS = 1 × 1 M 2 = 1 M 2
Теперь
Объем × толщина
.
объем = 1m 2 × 0,010 м = 0,010 м 3
Плотность стали = 7850 кг/м 3
Сейчас
10 мм мс. пластина ms 10 мм = 0,010 м 3 × 7850 кг/м 3
Вес пластины MS 10 мм = 78,5 кг/м 2
, который составляет 10 мм мс. Мы знаем, что
1M 2 = 10,764 кв. Фута
Вес пластины MS 10 мм за кв.
4. Масса пластины ms 12,5 мм
Дано,
Толщина листа MS = 12,5 мм = 0,0125 м
Длина листа MS = 1 м
Ширина листа MS = 1 м
Площадь листа MS = 1×1 м
1 2 = 1 м
3 2 2
Теперь,
Том = площадь × толщина
Том = 1m 2 × 0,0125 M = 0,0125 M 3
Плотность стали = 7850 Kg/M 3
Вес пластины MS 12,5 мм = объем × плотность
вес плиты MS 12,5 мм = 0,0125 м 3 ×7850 кг/м 3
вес плиты MS 12,5 мм = 98,1 кг/м 2
. meter
meter
Теперь,
Рассчитать вес листа MS 12,5 мм на кв. фут
Мы знаем, что 1 м 2 = 10,764 кв. фута
Таким образом, вес листа MS 12,5 мм на кв. 98,1/10,764
= 9,113 кг/фут 2
5. Толщина 12 мм. MS plate = 1×1 m 2 = 1 m 2
Now,
Volume = Area × thickness
Volume = 1m 2 ×0.0120 m = 0.0120 m 3
Density стали = 7850 кг/м 3
Сейчас,
Вес листа MS толщиной 12 мм = Объем × Плотность
Вес листа MS 12 мм = 0,0120 м 94,2 кг/м 2
То есть вес плиты MS 12,5 мм на кв.м
Теперь,
рассчитаем вес плиты MS 12 мм на кв.фут
Мы это знаем,
3 м 1 = 10,764 кв.фута
Вес плиты MS 12 мм на кв.фут равен
= 94,2/10,764
= 8,75 кг/фут 2
6. 20 мм. Длина плиты MS = 1 м
20 мм. Длина плиты MS = 1 м
Ширина плиты MS = 1 м
Площадь плиты MS = 1×1 м 2 = 1 м 2
Теперь,
Объем = Площадь × толщина
Объем
2 × 0,0120 м = 0,0120 м 3
Плотность стали = 7850 кг/м 3
Теперь вес листа MS толщиной 20 мм = объем × плотность
Вес листа MS толщиной 20 мм = 157 кг/м 2
Это вес листа MS 20 мм на кв.м
Теперь,
Рассчитать вес листа MS 20 мм на кв.фут
Мы знаем что 1 м 2 = 10,764 кв.фута
Вес плиты ms 20 мм на кв.фут равен
= 157/10,764
= 14,585 кг/фут 2
Последние новости
Высокопрочная стальная плита и листовой металл
Варианты материалов из стальных листов и плит
Изделия из стальных листов и плит изготавливаются из нескольких различных марок стали, каждая из которых обладает уникальными качествами и полезными свойствами. Независимо от того, ищете ли вы горячекатаный, холоднокатаный, оцинкованный, протекторный или множество других вариантов и услуг из стального листа и листового металла, есть вариант из стального листа или листового металла, который соответствует уникальным спецификациям вашего проекта.
Независимо от того, ищете ли вы горячекатаный, холоднокатаный, оцинкованный, протекторный или множество других вариантов и услуг из стального листа и листового металла, есть вариант из стального листа или листового металла, который соответствует уникальным спецификациям вашего проекта.
IMS предлагает стальной лист и стальной лист различной длины, ширины, толщины, сплава и спецификаций для удовлетворения ваших требований к материалам. Чтобы узнать больше о преимуществах и областях применения стальных листов и плит, свяжитесь с нашим отделом продаж, чтобы получить ответы на ваши вопросы.
Отличие горячекатаной и холоднокатаной стали
Технические различия в обработке как горячекатаного, так и холоднокатаного стального листа и толстого листа определяют физические характеристики каждого металла. Оба вида металла изначально обрабатываются горячекатаным. Однако холоднокатаные стальные плиты и листы подвергаются дополнительной обработке после того, как металл остынет до комнатной температуры.
Горячая стальная пластина и лист Hot Colled Steel и лист
- Сухой или без масляной отделки
- Грубая и чешуйчатая поверхность
- КРУГЛОВНЫЕ КРЕМЫ материала
Стальная пластина с холодным рулоном.
Горячекатаный стальной лист и плита
Горячая прокатка использует большие слитки и большую обжимную прокатку, повышая эффективность производства и создавая условия для увеличения скорости прокатки и достижения непрерывного и автоматизированного процесса прокатки.
Горячекатаная сталь и листовой прокат доступны как стандартные горячекатаные или горячекатаные P&O. Общие спецификации горячекатаной стали включают HR A36, HR A1011 и HR A1018.
Преимущества
- Повышенная тормозость
- Многочисленные применения
- Менее дорого, чем прокат -прокат
- Высокая скорость производства
- обеспечивает более грубую поверхность
- 1
- , обеспечивает более грубую поверхность
- 1
- . Прокатный стальной лист и плита
Холоднокатаная сталь нагревается и охлаждается так же, как и горячекатаная сталь, но затем подвергается дальнейшей обработке с использованием отжига или дрессировки для повышения прочности на растяжение и предела текучести. Дополнительные трудозатраты и время на обработку увеличивают стоимость, но позволяют уменьшить допуски на размеры и предоставляют широкий спектр вариантов отделки.
Эта форма стали имеет более гладкую поверхность и используется в приложениях, требующих особого состояния поверхности и допусков на размеры. Типичные спецификации для стали CR включают ASTM A653, ASTM A879.CQ, ASTM A1008 и CQ SAE 1008.
Преимущества- Удерживает более плотные допуски, чем горячая свернутая сталь
- до 20% сильнее, чем горячая сталь
- Enhanced Surfice Hinside
- AESTEST. Стальной лист
Разница между стальным листом и стальным листом заключается в их толщине.
Толщина листового металла включает стальной лист толщиной 5 мм или более. Стальной лист часто используется в строительстве или конструкционных целях из-за его универсальности с низкими эксплуатационными расходами.
Преимущества- Коррозионная стойкость
- Долговечность
- Соотношение прочности и веса
IMS — ваша местная компания по поставкам стали и металлов поставщик металла с полным спектром услуг, который понимает ваши потребности. Наш ассортимент металлических изделий включает в себя широкий спектр металлических форм и широкий выбор сплавов. Мы предлагаем следующие преимущества:
- Доставка по телефону в тот же день
- Местная доставка на следующий день
- Отличные цены со скидкой при больших объемах
- Производство металла по индивидуальному заказу
- Сертификация ISO 9001 загружать цены конкурентов непосредственно через наш портал оформления заказа и доставки. Загрузите цены вашего конкурента, и мы сделаем все возможное, чтобы соответствовать или превзойти их цены и сроки выполнения заказа.
IMS оборудована для обработки заказов любого размера
В IMS мы обеспечиваем непревзойденную доставку на следующий день или получение в тот же день в любом из наших удобных мест. Имея семь офисов и более 400 000 квадратных футов складских площадей, мы хорошо оснащены для обработки заказов любого размера. Мы хорошо работаем со всеми типами клиентов, начиная от продажи одной детали в наших магазинах и заканчивая доставкой металлолома на ваш адрес грузовиками. Независимо от того, являетесь ли вы крупным поставщиком по государственному заказу или сварочным цехом, состоящим из одного человека, мы обеспечим вас.
Консультации экспертов по вопросам поставок стали и металлов
IMS гордится своими сотрудниками, которые хорошо разбираются в металле. Однако мы не в состоянии юридически или профессионально давать технические консультации. Мы будем рады ответить на ваши вопросы бесплатно. Поступая таким образом, мы не будем нести никаких обязательств или ответственности за советы или результаты.
 Прокатный стальной лист и плита
Прокатный стальной лист и плита Толщина листового металла включает стальной лист толщиной 5 мм или более. Стальной лист часто используется в строительстве или конструкционных целях из-за его универсальности с низкими эксплуатационными расходами.
Толщина листового металла включает стальной лист толщиной 5 мм или более. Стальной лист часто используется в строительстве или конструкционных целях из-за его универсальности с низкими эксплуатационными расходами. 

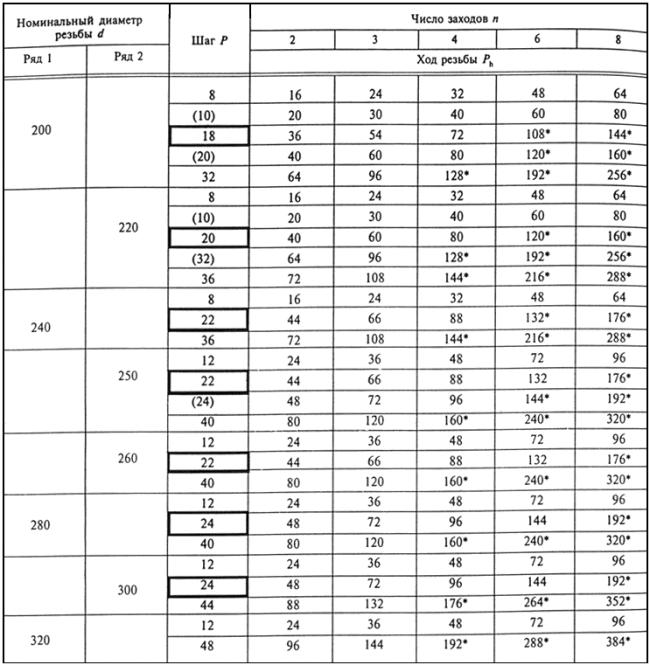
Шаг резьбы м3: Таблица с шагом резьбы для метрического крепежа
ГОСТы, СНиПы Карта сайта TehTab.ru Поиск по сайту TehTab.ru | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М 1,4-М 48. Основной шаг резьбы.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ru:
ru:Резьба метрическая шаг 3 в категории «Инструмент»
Проволочки измерительные Ф 0,173 шаг=0,3 кл.0 (метрическая резьба)
Доставка по Украине
343.20 грн
Купить
Компания «Пром Инструмент» — инструмент для профессионалов
Плашка M8х1. 00 UA. Плашка для метрической резьбы (мелкий шаг) [INRPLPL000801000U0]
00 UA. Плашка для метрической резьбы (мелкий шаг) [INRPLPL000801000U0]
Доставка по Украине
118.66 грн/ед.
Купить
Elnik.Shop: Оптово-розничная компания
Плашка M16х1.50 UA. Плашка для метрической резьбы (мелкий шаг) [INRPLPL001601500U0]
Доставка по Украине
346.08 грн/ед.
Купить
Elnik.Shop: Оптово-розничная компания
Плашка M12х1.25 UA. Плашка для метрической резьбы (мелкий шаг) [INRPLPL001201250U0]
Доставка по Украине
217.54 грн/ед.
Купить
Elnik.Shop: Оптово-розничная компания
Болт рессоры M30x190мм, 3,5 шаг резьбы
Доставка по Украине
242 грн
Купить
интернет-магазин «TIRLABI»
CAMLOCK TYPE А 3″ Шаг резьбы 2 мм
Доставка по Украине
203.36 грн
Купить
ООО «Гидро Тех»
Саморез по металлу с метрической резьбой 4 x 19 мм пач. (3 000 шт.) (AA-029900-LM)
На складе
Доставка по Украине
1 092 грн/упаковка
Купить
ОНЛАЙН-МАГАЗИН КРЕПЕЖА ЛИГА-МЕТИЗ
Саморез по металлу с метрической резьбой 4 x 16 мм пач. (3 000 шт.) (AA-030000-LM)
(3 000 шт.) (AA-030000-LM)
На складе
Доставка по Украине
1 092 грн/упаковка
Купить
ОНЛАЙН-МАГАЗИН КРЕПЕЖА ЛИГА-МЕТИЗ
Плашка М3х0.5 для метрической резьбы правая СССР
На складе
Доставка по Украине
по 26 грн
от 3 продавцов
26 грн
Купить
Хоз-склад
Плашка М24х3 для метрической резьбы правая Стандарт
На складе
Доставка по Украине
по 210 грн
от 3 продавцов
210 грн
Купить
Хоз-склад
Плашка М3,5*0,35 для метрической резьбы правая СССР
На складе
Доставка по Украине
по 25 грн
от 3 продавцов
25 грн
Купить
Хоз-склад
Плашка M3x0.50 HSS DIN EN22568/B Ruko. Плашка для метрической резьбы [INRPLPL000300500R0]
Доставка по Украине
553.72 грн/ед.
Купить
Elnik.Shop: Оптово-розничная компания
Плашка 1/4″ — 20 UNC (1/4″x1. 270mm) для нарезки стандартной фото резьбы. D=6.35mm, шаг — 20 ниток на дюйм.
270mm) для нарезки стандартной фото резьбы. D=6.35mm, шаг — 20 ниток на дюйм.
На складе в г. Днепр
Доставка по Украине
250 грн
Купить
Fotox — интернет-магазин фототехники и аксессуаров в Украине
Метчики TOPEX 14A208 M8, набор 3 шт., шаг резьба 1.25 мм
Доставка из г. Черновцы
по 210 грн
от 4 продавцов
221 грн
210 грн
Купить
TAX FREE!
Метчики TOPEX 14A204 M4, набор 3 шт., шаг резьба 0.75 мм
Доставка из г. Черновцы
по 186 грн
от 4 продавцов
197 грн
186 грн
Купить
TAX FREE!
Смотрите также
Плашка лерка для метрической резьбы S&R HSS М3 (111201003)
Доставка из г. Киев
105 грн
Купить
Инструменты Садовая и Строительная техника Станки Пневмооборудование Лестницы Запчасти
Метчик м/р М 3 для нарезания глухой резьбы, шахматный (через шаг), диаметр хвостовика — 3.2 мм (52/15 мм)
На складе в г. Днепр
Доставка по Украине
38 грн
Купить
Интернет-магазин «Рестоника»
Гайка быстросъемная d36 для балансировочного стенда, шаг резьбы 3 ( 5508023 ) BRIGHT
Доставка по Украине
Цену уточняйте
інтернет магазин «Вектор сервіс»
Плашка М36х4 6h основной шаг резьбы. СССР
СССР
На складе
Доставка по Украине
400 грн
Купить
ОТК-Инструмент
Плашка М4х0.5 мелкий шаг резьбы. СССР
На складе
Доставка по Украине
40 грн
Купить
ОТК-Инструмент
Плашка М4х0.5 Р6М5 6g мелкий шаг резьбы. СССР
На складе
Доставка по Украине
60 грн
Купить
ОТК-Инструмент
Плашка М4х0.5 Р18 6g мелкий шаг резьбы. СССР
На складе
Доставка по Украине
80 грн
Купить
ОТК-Инструмент
Плашка М1,4х0,3 9ХС для метрической резьбы
На складе
Доставка по Украине
59 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Плашка М3×0,5 9ХС левая для метрической резьбы
На складе
Доставка по Украине
63 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Плашка М3х0,5 9XC для метрической резьбы
На складе
Доставка по Украине
33 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Плашка накатная М3х0,5 9XC для метрической резьбы
На складе
Доставка по Украине
66 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Плашка М3,5х0,35 9XC для метрической резьбы
На складе
Доставка по Украине
33 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Плашка для нарезания резьбы м3х0. 5. СССР
5. СССР
На складе
Доставка по Украине
30 грн
Купить
Вин-Инструмент
Плашка для нарезания резьбы м3х0.35. СССР
На складе
Доставка по Украине
45 грн
Купить
Вин-Инструмент
Расчет крутящего момента и силы для крепежа, болтов и винтов
Расчет крутящего момента и силы для конструкции крепежа, болтов и винтов — Engineers Edge
Технические данные по оборудованию ISO
Технические данные по оборудованию ANSI
Поставщик оборудования Производитель
Сопротивление материалов
- Ниже приведены ссылки на технические ресурсы, инструменты, статьи и другие полезные данные.
- Если вы обнаружите какие-либо ошибки, упущения, неработающие ссылки, сообщите нам об этом — Обратная связь
- Вы хотите внести свой вклад в этот раздел? См. программу Premium Publisher
.
Следующие ресурсы по проектированию предназначены для проектирования винтов и болтов с надлежащим крутящим моментом, напряжением, деформацией, предварительным натягом и другими важными инженерными расчетными параметрами.
Калькулятор площади напряжения резьбы и формула
- Длина зацепления винтовой резьбы на. Калькулятор, формула и таблица ISO 965-1. Длина зацепления сопрягаемой резьбы выбирается для использования полной прочности на растяжение болта до срезания и резьбы гайки.
- Обзор методов затяжки болтов
Формула и калькулятор момента трения головки болта или гайки пер. МИЛ-ХДБХ-60
Формулы и калькулятор напряжения при удлинении болта пер. MIL-HDBH-60 Микрометрический метод удлинения болта: Ниже пропорционального предела. удлинение болта прямо пропорционально осевому напряжению, т. е. удлинение увеличивается в той же пропорции, что и напряжение.
Болт Крепежная деталь Предварительный натяг Скручивающая нагрузка Формулы и калькулятор на пер. МИЛ-ХДБХ-60
- Формулы удлинения болта при повороте и калькулятор пер. МИЛ-ХДБХ-60
Момент затяжки болтов в сборе для контактного напряжения прокладки пер. ASME PCC-1 Уравнения и калькулятор
- Таблица площади основания болта и напряжения при растяжении для метрической и дюймовой резьбы
- Формула удлинения болта и калькулятор пер. ASME PCC-1 Когда измерение удлинения болта (растяжение болта) выбрано в качестве используемого метода управления нагрузкой, требуемое удлинение болта рассчитывается в соответствии со следующим уравнением
- Резьба болтов, Марка, Прочность болтов, Калькулятор электронной таблицы Excel, Таблица рассчитана в соответствии с девятым изданием AISC
- Группа схем расположения болтов Вытягивание Калькулятор электронных таблиц Excel, Калькулятор электронных таблиц Рассчитывается в соответствии с девятым изданием AISC
- Инженерные основы проектирования и анализа резьбовых крепежных изделий — требуется премиум-членство
- Расчет крутящего момента при сборке по ISO 68 и ISO 724
- Комбинированное удлинение резьбы и корпуса болта при предварительном натяге Формула и калькулятор Закручивая или поворачивая резьбу болта, мы пытаемся контролировать процесс затяжки посредством сил, прикладываемых к гайке, или движения гайки.
Зона напряжения винта 100 тыс. фунтов на кв. дюйм и более
Зона напряжения болта менее 100 тысяч фунтов на квадратный дюйм
- Уравнение удлинения болта и калькулятор при осевом напряжении
Крепеж / площадь растяжения резьбы внешней резьбы Формула
Формула и расчет диаметра делительной окружности крепежа / резьбы
Формула и расчет площади сдвига для крепежа / резьбы
- Техническое руководство по проектированию крепежных изделий — требуется премиум-членство
- Технический документ по проектированию и анализу резьбовых крепежных изделий (39 страниц, подробный инженерный анализ крутящего момента и усилий в крепежных элементах) Требуется бесплатное членство
- Соотношение между крутящим моментом, шагом резьбы и усилием зажима крепежа и калькулятор
- Соотношение между крутящим моментом болта и усилием зажима. Формула и калькулятор для расчета пер. ДЖИС Б 1083
- Метрическая резьба серии M Зоны напряжения и сдвига
Минимальная формула зацепления резьбы и расчет ISO
- Сила, необходимая для зачистки резьбы болта Формула и калькулятор любой длины
- Сила, необходимая для зачистки болтовой резьбы Формула и калькулятор
- ISO Уравнение площади напряжений и калькулятор. Значения пробной нагрузки приведены в BS EN 20898-2:
- BS EN 20898-2 Значения пробной нагрузки — Грубая резьба
Минимальная длина резьбового зацепления Формула и расчеты в соответствии с FED-STD-h38/2B
- Влияние момента на круговое распределение болтов в соединении торцевой пластины
Площадь сдвига Внутренняя и внешняя резьба Формула и расчет в соответствии с FED-STD-h38/2B
- Расчет осевой силы винтовой передачи
- Сила, необходимая для зачистки резьбы болтов Формула и калькулятор
- Обозначения резьбы и символы A-N
- Обозначения резьбы и символы N-Z
- Одноместный
Формула площади напряжения при растяжении резьбы и калькулятор Per. АСМЭ Б1.1 - Типовая диаграмма удлинения для обычных болтовых материалов. Величина растяжения болта, которую вы хотите в своей конструкции конечного изделия, конечно же, будет определяться величиной предварительного натяга, который вы хотите получить в крепежном элементе.
- ANSI, ISO Обозначения резьбы и ссылки
- Технические характеристики прочности Стальные болты
- Система обозначения классов прочности стальных болтов и винтов
- ООН
Формулы и калькулятор для наружной резьбы - Винт
Формула резьбы и калькулятор для внутреннего унифицированного дюймового винта UN - Площадь среза резьбы для внешней и внутренней Формулы и калькулятор пер. АСМЭ Б1.1
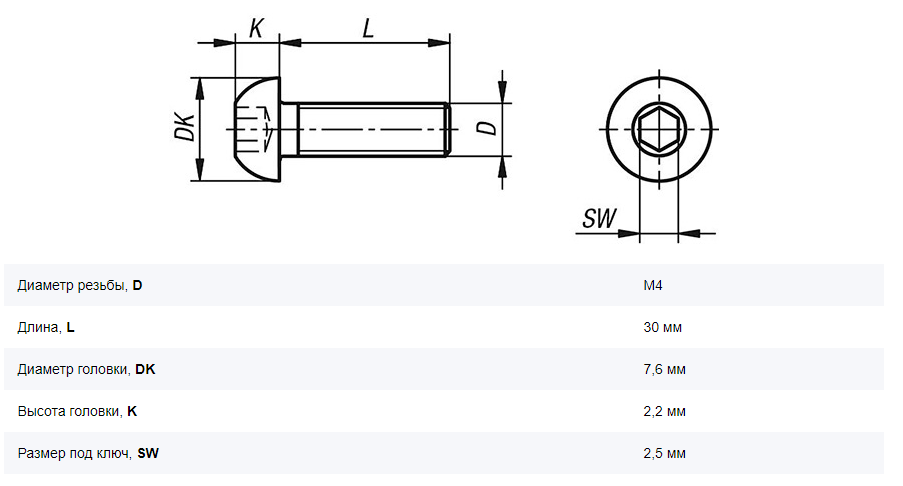 МИЛ-ХДБХ-60
МИЛ-ХДБХ-60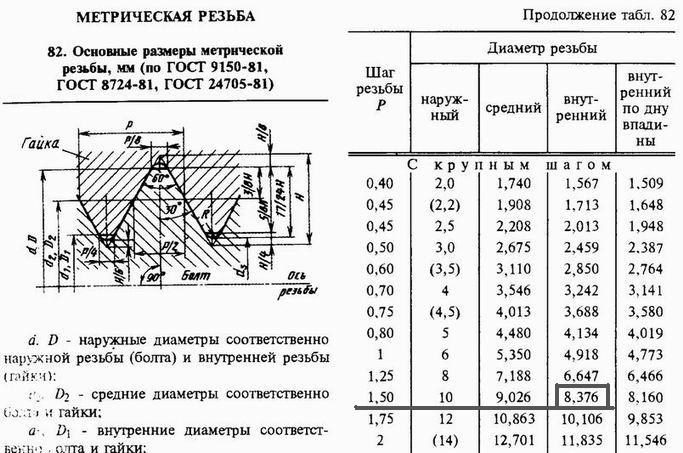
 Формула и калькулятор для расчета пер. ДЖИС Б 1083
Формула и калькулятор для расчета пер. ДЖИС Б 1083.
 АСМЭ Б1.1
АСМЭ Б1.1Напряжение и сила отрыва резьбы
Напряжение вытягивания крепежного элемента с резьбовым отверстием
- Калькулятор вытягивания саморезов и крутящего момента
Таблицы стандартных размеров резьбы
- Таблица моментов затяжки
Стандартные размеры болтов SAE
Таблица моментов затяжки Стандартные размеры болтов Классы SAE 1–8
Таблица значений крутящего момента для болтов из нержавеющей стали
Калькулятор усилия зажима
Калькулятор усилия зажима
- Калькулятор предварительной нагрузки шпильки
- Уравнение предварительного натяжения болта и калькулятор
- Калькулятор усилия натяжения болта
- Таблица крутящего момента и натяжения болтов Болты SAE J429
- Болт с несколькими диаметрами Изменение длины под действием осевой силы Формула и калькулятор
Преобразование крутящего момента
Преобразование крутящего момента
Руководство по расчету крутящего момента и рекомендации
- Руководство по расчету крутящего момента
- Типовая диаграмма удлинения для обычных болтовых материалов
Преобразование крутящего момента
- Преобразование крутящего момента
и эквиваленты
Расчет адаптера динамометрического ключа
Адаптер динамометрического ключа Расчет уменьшенной руки
Адаптер динамометрического ключа Расширенный расчет
Специальные приложения
Руководство по критериям проектирования болтовых и заклепочных соединений
Обзор применения гидравлических и пневматических динамометрических ключей
Тепловое расширение/сжатие крепежных изделий Приложение и уравнение
- Уравнения проектирования и проектирования с прессовой посадкой
- Расчеты с прессовой посадкой и уравнение
- Болт или штифт в уравнении одиночного сдвига и калькуляторе
- Болт или штифт в уравнении двойного сдвига и калькуляторе
- Формулы для расчетов напряжения и прочности внахлестном соединении с одинарной заклепкой и калькулятор
Формулы и калькулятор соединения внахлестку с двойной заклепкой для расчета напряжения и прочности
- Одинарное заклепочное соединение внахлестку с внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности
- Соединение внахлестку с двойной заклепкой и внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности.
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 4.6
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 6.8
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 8.8
Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 10.9
Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 12.9
- Калькулятор дизайна электронной таблицы Excel пер. BS: 449: для части 2 требуется активное членство Premium в Engineers Edge
- Резьбы с натягом класса 5 Моменты затяжки, натяги и длины зацепления
- Резьба патрона лампы освещения Основание настольной лампы и резьба корпуса гнезда. Резьба «Американский стандарт» для цоколя лампы и корпуса розетки спонсируется Американским обществом инженеров-механиков, Национальной ассоциацией производителей электрооборудования
- Таблица размеров резьбы свечей зажигания и резьбовых отверстий
Толстостенный цилиндр с прессовой или термоусадочной посадкой Уравнения натяга и давления и калькулятор Если два толстостенных цилиндра собираются методом горячей/холодной усадки или механической запрессовки, на границе раздела между двумя цилиндрами создается давление.
Калькулятор проектирования и проектирования с прессовой посадкой
Изменение диаметра для прессования цилиндра и термоусадочной посадки. Уравнения анализа и калькулятор
- Сила посадки с натягом Требуемая сила прижима ступицы и вала Уравнения и калькулятор
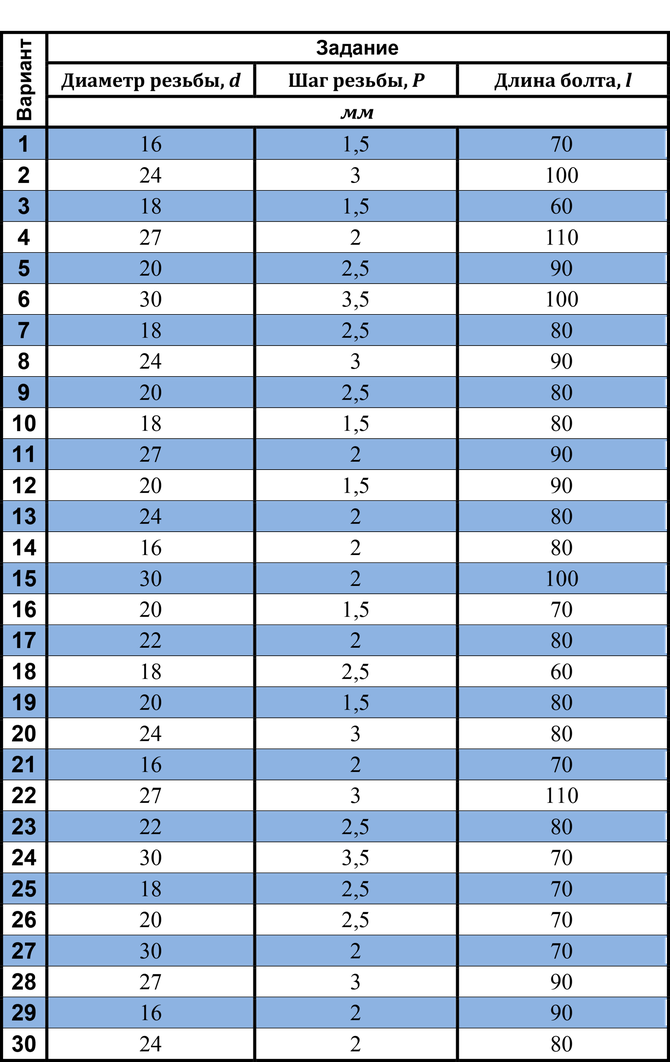
.

Таблица технических характеристик оборудования в метрических единицах ISO
Таблица технических характеристик оборудования в метрических единицах ISO — Engineers Edge
Меню оборудования ANSI | Поставщики и производители оборудования
Конструкция крепежных изделий и винтов / болтов, формула и расчеты
- Ниже приведены ссылки на Таблицы спецификаций оборудования в метрических единицах ISO
- Если вы обнаружите какие-либо ошибки, упущения, неработающие ссылки, сообщите нам об этом — Обратная связь
- Вы хотите внести свой вклад в этот раздел? См. программу Premium Publisher
 программу Premium Publisher
программу Premium Publisher.
Справочные сведения об оборудовании, содержащиеся в этих ссылках, приведены для вашего удобства. Точность этих спецификаций не гарантируется, и пользователь этих таблиц должен проверить все данные, содержащиеся здесь.
Шестигранные инструменты Allen Метрическая таблица размеров, шестигранный ключ, шестигранные ключи Инструменты метрической серии
- Британская ассоциация BA Винты Нарезание резьбы и сверла с зазором Таблица
Обозначения британской метрической резьбы ISO
- установочных штифтов на 1 шт. ДИН ЕН ИСО 8734
- Техническое руководство по проектированию крепежных изделий — требуется премиум-членство
- Шестигранные и шлицевые головки для винтов с головкой под торцевой ключ Данные
- Шестигранные гайки со шлицем пер. Б18.2.4.4М
- Фланцевая метрическая гайка Таблица размеров пер. АНСИ Б18.2.4.4М
- Контргайки, метр. пер. АНСИ Б18.2.4.5М
- Моментные гайки, метрич. АНСИ Б18.16.3М
- Шестигранные гайки Метрические шт. B18.2.4.1M и B18.2.4.2M
- BS EN ISO 898-6 Значения пробной нагрузки и минимальная прочность на отрыв гаек
- BS EN ISO 4032 Шестигранные гайки типа 1 – классы продукции A и B
- BS EN ISO 4033 Шестигранные гайки типа 2 – классы продукции A и B
- BS EN ISO 4034 Шестигранные гайки тип 1 – класс продукта C
- BS EN ISO 4035 Тонкие шестигранные гайки со скошенной кромкой – классы продукции A и B
- BS EN ISO 4036 Тонкие шестигранные гайки (без фаски) – класс продукта B
- Винт с запаздыванием Метрические размеры и размеры пер. АНСИ Б18.2.3.8М
- BS ISO EN DIN 20898-7 Механические свойства крепежных изделий: испытание на кручение и минимальные крутящие моменты для болтов и винтов номинальным диаметром 1–10 мм
- BS EN ISO 10642 Винты с потайной головкой под шестигранник
- Плоская шайба BS 4320, метрическая серия Bright
- Плоская шайба BS 4320, черная метрическая серия
- BS 4464 Раздельная пружинная шайба, метрическая серия, тип A
- BS 4464, Прямоугольная пружинная шайба с одинарной спиралью, метрическая серия, типы B и BP
- BS 4464 Пружинная шайба прямоугольного сечения с двойной спиралью: метрическая серия, тип D
- BS ISO EN 4463 Технические характеристики метрических гофрированных шайб
- DIN 6797 Зубчатые стопорные шайбы, метрические
- DIN 6798 Зубчатые стопорные шайбы, метрические
- Сила, необходимая для зачистки болтовой резьбы Формула и калькулятор
- Сила, необходимая для зачистки резьбы болта Формула и калькулятор любой длины
- ISO метрические сверла для нарезания резьбы и зазора, крупная резьба, серия
- Таблицы метрических сверл ISO и сверл с зазором, серия с мелкой резьбой
- ISO 68-1 Основные характеристики профиля метрической резьбы и уравнения
- Метод и уравнения анализа BS449: Часть 2
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 4.6
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 6.8
- Грузоподъемность обычных болтов на. БС449: Часть 2 Болт класса 8.8
- Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 10.9
Грузоподъемность обычных болтов на. BS449: Часть 2 Болт класса 12.9
- Длина зацепления резьбы пер. Калькулятор, формула и таблица ISO 965-1. Длина зацепления сопрягаемой резьбы выбирается для использования полной прочности на растяжение болта до срезания и резьбы гайки.
- Таблица размеров резьбы Lowenherz или Löwenherz
- Калькулятор дизайна электронной таблицы Excel пер. BS: 449: для части 2 требуется активное членство Premium в Engineers Edge
- Предел прочности при растяжении, сдвиге и текучести конструкционных материалов
- Метрическая резьба серии M Зоны напряжения и сдвига
- Метрическая внешняя резьба (крепежные детали) Обозначения размеров M0,25 — M1,4
Метрическая внешняя резьба (крепежные детали) Обозначения размеров M1,6 — M18
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M20 — M55
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M56 — M78
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M80 — M100
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M105 — M135
- Внешняя метрическая резьба (крепеж) Размеры резьбы и крепежа M140 — M175
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M180 — M255
- Метрическая внешняя резьба (крепеж) Размеры резьбы и крепежа M260 — M1060
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M0,25–M8
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M9 — M24
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M24 — M50
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M52 — M72
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M75 — M120
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M125 — M180
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M185 — M230
- Метрическая внутренняя (крепежная) резьба Обозначения Размеры M235 — M600
- Метрическая спиральная резьбовая вставка Helicoil пер. Спецификации производственной установки ASME B18.29.2M
Метрическая плоская шайба
- Плоские метрические шайбы Пер. АНСИ Б18.22М
- Плоские шайбы на. ДИН 125
Винт с метрической шестигранной головкой
- Метрические шестигранные гайки, типы 1 и 2 ANSI/ASME B18.2.4.1M и B18.2.4.2M
Винт с метрической цилиндрической головкой (Phillips)
Винт с метрической цилиндрической (шлицевой) головкой
Винт с метрической резьбой
Винт с метрической головкой под торцевой ключ
- Винт с метрической головкой под торцевой ключ пер. АНСИ/АСМЭ Б18. 3.1М
Головка с метрической головкой
- Болт с несколькими диаметрами Изменение длины под действием осевой силы Формула и калькулятор
- Whitworth British Standard Pipe (BSP) Резьба DIN ISO 228
- Обозначения резьбы и символы A-N
- Обозначения резьбы и символы N-Z
- ANSI, ISO Обозначения резьбы и ссылки
- Метрическая резьба ISO 724
- BS 4620 Размеры и размеры заклепок с заклепками холодной ковки Таблица
- BS 4620 Горячекованые заклепки с защелкой Таблица размеров и размеров
- Система обозначения классов прочности стальных болтов и винтов
- Каталог инженерного оборудования
- Минимальные предельные растягивающие нагрузки и испытательные нагрузки BS EN ISO 898-1
- BS EN ISO 898-1 Контрольные нагрузки ISO метрическая резьба с крупным шагом
- ISO Уравнение площади напряжения и калькулятор — Значения пробной нагрузки приведены в BS EN 20898-2:
- BS EN 20898-2 Значения пробной нагрузки — Грубая резьба
- Конструкция профиля с Т-образным пазом пер. БС 2485
- Т-образные болты и Т-образные гайки Размеры пер. БС 2485
- Т-образных гаек на. ASME B5.1M Таблица размеров и допусков в дюймах и (метрических) миллиметрах
- Руководство по критериям проектирования болтовых и заклепочных соединений
- Стержень неравномерного диаметра, изменение длины по формуле осевой силы и калькулятор
Формулы для расчетов напряжения и прочности внахлестном соединении с одинарной заклепкой и калькулятор
Формулы и калькулятор соединения внахлестку с двойной заклепкой для расчета напряжения и прочности
- Одинарное заклепочное соединение внахлестку с внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности
- Соединение внахлестку с двойной заклепкой и внутренней накладкой Формулы и калькулятор для расчета напряжения и прочности.
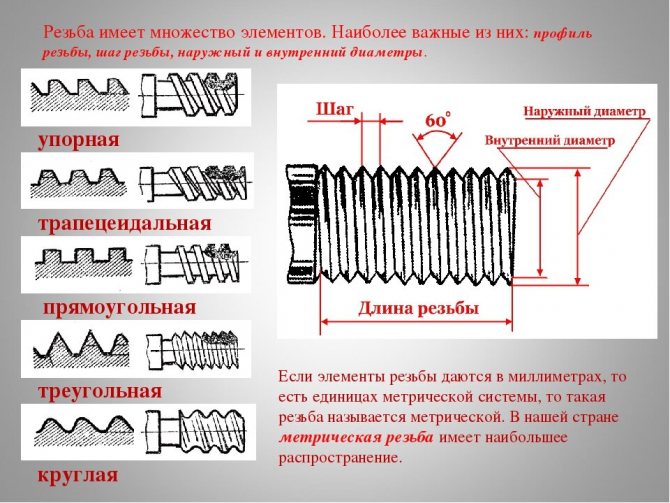 Б18.2.4.4М
Б18.2.4.4М BS449: Часть 2 Болт класса 4.6
BS449: Часть 2 Болт класса 4.6.
Таблица
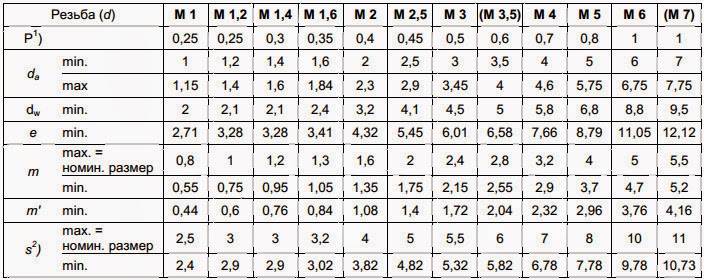 Спецификации производственной установки ASME B18.29.2M
Спецификации производственной установки ASME B18.29.2M 3.1М
3.1М БС 2485
БС 2485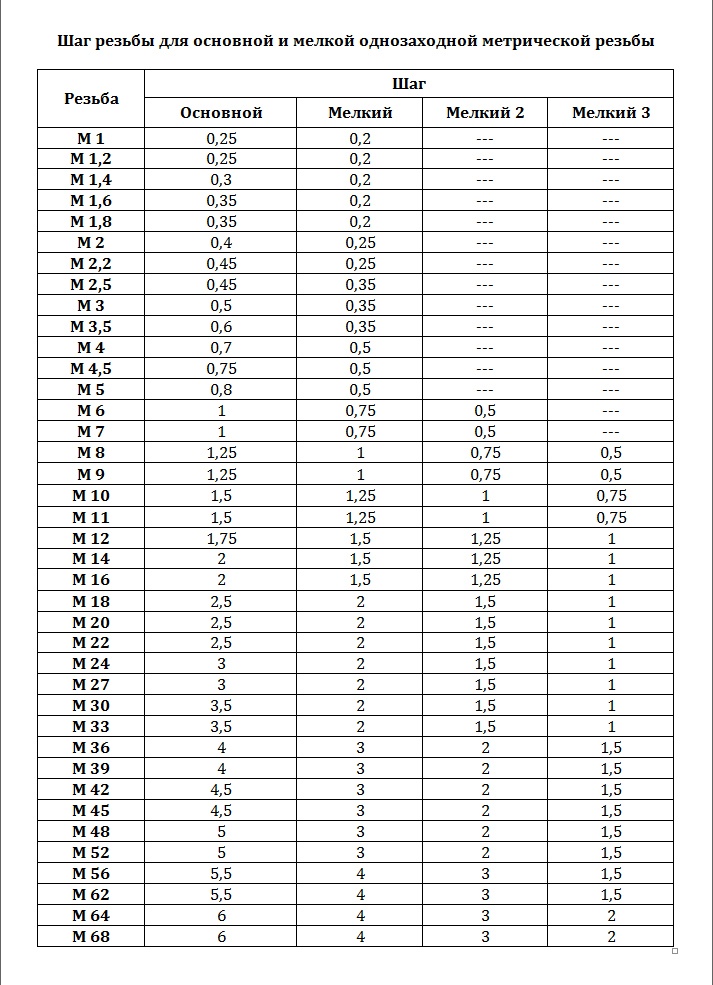
Резец токарный расточной для сквозных отверстий: Резец расточной для сквозных отверстий ГОСТ 18882–73 – купить в Москве
металлорежущий, абразивный инструмент и оснастка в Минске
| на главную | о компании | контакты
| отправить запрос |
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
- Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
- Гарантия на всю продукцию
- Возможна отсрочка платежа
- Доставка по всей Беларуси
- Опыт 20 лет и более 300 довольных клиентов
- Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
- В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
© 2022
Велес-инструмент
г. Минск, ул. Неждановой, д.6, к.2
Минск, ул. Неждановой, д.6, к.2
+375 17 287-67-95
+375 17 361-29-90
+375 44 572-85-76
+375 29 115-80-29
+375 29 682-43-01
Факс: +375 17 216-06-91
veles-prom.by
Сайт работает на платформе Nestorclub.com
Резцы расточные для сквозных отверстий в Ростове-на-Дону: 194-товара: бесплатная доставка [перейти]
Партнерская программаПомощь
Ростов-на-Дону
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Торговля и склад
Торговля и склад
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
ИнструментыМеталлорежущий инструментРезцы токарныеРезцы расточные для сквозных отверстий
Расточной резец для сквозных отверстий ТехноСталь Т5К10 Общая длина: 240. 000, Высота державки: 25,
000, Высота державки: 25,
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 200.000, По направлению подачи:
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий Sekira 1640 Общая длина: 200.000, Сталь: Т15К6, Ширина
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь Т5К10 Общая длина: 200.000, По направлению
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь Т5К10 Общая длина: 140.000, Высота державки: 16,
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь Т5К10 Общая длина: 170. 000, По направлению
000, По направлению
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63022 Общая длина: 180.000, Вид: расточной, По
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь Т15К6 Общая длина: 170.000, Высота державки: 20,
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 240.000, Высота державки: 25,
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63501 Общая длина: 300.000, Высота державки: 25, Вид:
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 140. 000, По направлению подачи:
000, По направлению подачи:
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий Sekira 5021 Общая длина: 240.000, Вид: расточной проходной,
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь 003091 Общая длина: 140.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий ТехноСталь ВК8 Общая длина: 170.000, Сталь: ВК8, Вид:
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63485 Общая длина: 300.000, Вид: расточной, По
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63026 Общая длина: 210. 000, Вид: расточной, По
000, Вид: расточной, По
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54569 Общая длина: 40.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54765 Общая длина: 40.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54564 Общая длина: 25.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54566 Общая длина: 32.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54565 Общая длина: 32. 000, Вид: расточной
000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54761 Общая длина: 32.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54563 Общая длина: 25.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63488 Общая длина: 355.000, Высота державки: 32, Вид:
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63016 Общая длина: 125.000, Вид: расточной, По
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63491 Общая длина: 400. 000, Вид: расточной, По
000, Вид: расточной, По
ПОДРОБНЕЕЕще цены и похожие товары
Расточной резец для сквозных отверстий CNIC 63027 Общая длина: 210.000, Вид: расточной, Сталь: Т5К10
ПОДРОБНЕЕЕще цены и похожие товары
Расточной державочный резец к расточным оправкам CNIC 54764 Общая длина: 40.000, Вид: расточной
ПОДРОБНЕЕЕще цены и похожие товары
Наборы токарных инструментов
Найти магазин
Моя учетная запись
Моя корзина
Моя корзина
Доставка в тот же день
Найти магазин
1-800-225-1153
Служба поддержки клиентов
Темы
Краснодеревщик
Резьба
Выбор оборудования
Демо
Сбор пыли
Ответы экспертов
Отделка
Друзья Вудкрафта
Острие
Начало работы с деревообработкой
Инструкции
Столярные изделия
Сделай что-нибудь
Новости и просмотры
Новости и просмотры
Справочная таблица набора ручек
Пресс-релизы
Профили
Витрина для чтения
Литье из смолы
Шлифование
Заточка
Магазинные приспособления и приспособления
Обсуждение магазина
Советы и рекомендации
Советы и рекомендации
Обзоры инструментов и продуктов
Токарная обработка
Апсайклинг
Видео
Древесина
Журнал по дереву
Приключения по дереву
Начало страницы
- Журнал Woodcraft
Дерек Ричмонд Опубликовано
Комментарии (0)
Эта статья взята из 98-го выпуска журнала Woodcraft Magazine.
Пары продуктов для расширения вашего арсенала
Итак, вы купили токарный станок и открыли для себя радость изготовления ручек. Это здорово, но что еще можно сделать с вашей новой машиной? Мир токарной обработки ждет вас: мельницы для перца, вазы, ящики с крышками, миски и многое другое всего за несколько оборотов. Но как туда добраться? Имея широкий спектр доступных патронов, измерительных инструментов и наборов, трудно понять, какие из них необходимы, а какие просто приятно иметь. Чтобы помочь с этими решениями, мы объединили некоторые инструменты вместе с проектами, которые они делают возможными. Совершив несколько основных покупок, вы скоро сможете получать гораздо больше от своего токарного станка.
Патрон Джейкобса и биты Форстнера с удлинителем
Сверлильный патрон, также известный как патрон Джейкобса, устанавливается в задней бабке токарного станка и удерживает сверла. Это позволяет растачивать идеально центрированные отверстия в торцах заготовок, не снимая их с токарного станка. Вы также можете установить сверлильный патрон в переднюю бабку, чтобы удерживать небольшие токарные детали, такие как тяги ящика и наконечники. Кроме того, он будет удерживать оправку с резьбой для поворота ручек и пробок для бутылок. Этот сверлильный патрон WoodRiver с емкостью до 1/2 дюйма легко удерживает стандартные спиральные сверла, а также сверла Форстнера для сверления больших отверстий с плоским дном.
Это позволяет растачивать идеально центрированные отверстия в торцах заготовок, не снимая их с токарного станка. Вы также можете установить сверлильный патрон в переднюю бабку, чтобы удерживать небольшие токарные детали, такие как тяги ящика и наконечники. Кроме того, он будет удерживать оправку с резьбой для поворота ручек и пробок для бутылок. Этот сверлильный патрон WoodRiver с емкостью до 1/2 дюйма легко удерживает стандартные спиральные сверла, а также сверла Форстнера для сверления больших отверстий с плоским дном.
Для более глубоких отверстий в токарных станках, таких как мельницы для перца и вазы, добавление удлинителя для сверла Форстнера поможет. Убедитесь, что отверстие в удлинителе соответствует размеру хвостовика бит Форстнера. Показанный 4-дюймовый удлинитель хорошо работает на небольших токарных станках; более длинные версии доступны для использования на больших токарных станках и более глубокой токарной обработке.
Сверление на токарном станке. конические отверстия в шпинделях вашего токарного станка. В большинстве токарных станков используется конус Морзе № 2. При сверлении запускайте токарный станок на низкой скорости, часто отводя сверло, чтобы удалить стружку и предотвратить перегрев сверла.0163
В большинстве токарных станков используется конус Морзе № 2. При сверлении запускайте токарный станок на низкой скорости, часто отводя сверло, чтобы удалить стружку и предотвратить перегрев сверла.0163
Не на что чихнуть. С сверлильным патроном и соответствующими битами и удлинителями вы сможете делать мельницы для перца, солонки, высокие вазы и другие скучные предметы.
Длинный подручник и набор для прожига проволоки
Подручник, который поставляется с большинством токарных мини-станков, имеет длину всего около 4 дюймов. Замена его на более длинный вариант значительно упрощает работу над более длинными проектами. Вы не только тратите меньше времени на перестановку подручника, вы сможете делать непрерывные пропилы на длинных кривых, как показано на рисунке. Проверьте размер стойки вашего текущего подручника, чтобы убедиться, что ваш новый подходит для банджо вашего токарного станка (большинство мини-токарных станков используют стойку 5/8 дюйма). ). 12-дюймовая опора Teknatool, которую я использую здесь, является частью модульной системы Nova, которая позволяет комбинировать опору с подходящим диаметром стойки.
Набор для выжигания проволоки позволяет быстро и легко добавить темные акцентные линии, чтобы подчеркнуть натуральное дерево и/или простые формы. Хотя вы можете сделать свою собственную проволоку для горения, этот набор от Easy Wood Tools универсален, потому что он включает в себя три длины каждой проволоки трех калибров, а также две легко прикрепляемые кленовые ручки. Иметь ручки безопаснее, чем держать проволоку руками, а это означает, что заготовка — единственное, что получает ожог от трения.
Плавная развертка. С более длинным упором для инструмента становится намного легче контролировать длинные плавные резы, такие как тот, который формирует горлышко этой вазы.
Горячая проводка. Чтобы сделать темную линию акцента, сначала используйте кончик инструмента для разделения или косой стамески, чтобы сделать небольшую канавку. Натяните натянутую проволоку против канавки при работающем токарном станке. Трение приведет к появлению следов ожога. В целях безопасности снимите подручник перед обжигом и никогда не наматывайте проволоку на заготовку.
Этот наушник для вас. Эта ваза с вишневыми бутонами выигрывает от привлекательных деталей, созданных путем выжигания проволоки, а использование более длинной опоры для инструментов облегчает поворот ее плавных линий.
Патрон для винтов и суппорты
Когда дело доходит до работы на токарном станке, патрон для винтов идеально подходит, когда заготовка недостаточно велика, чтобы поместиться в отверстия для винтов на лицевой панели, или когда эти отверстия для винтов могут проникнуть в важная особенность готового изделия. Для показанного здесь винтового патрона от Precision Machine требуется отверстие диаметром 5/16 дюйма, просверленное в заготовке для надежной фиксации. Винтовые патроны навинчиваются на шпиндель токарного станка, поэтому обязательно приобретите патрон, внутренняя резьба которого соответствует резьбе на шпинделе вашего токарного станка. Большинство мини-токарных станков имеют резьбу 1″-8tpi.
Добавление пары штангенциркулей в вашу коллекцию упрощает измерение диаметров. Этот 8-дюймовый набор от Groz расширяется достаточно широко, чтобы измерять большинство токарных работ, а его тонкий профиль означает, что они могут измерять даже неглубокие шпунты, такие как разрез на верхней части коробки, показанный здесь. Или используйте их для измерения диаметров при изготовлении копии готовой детали. например, шпиндель стула.
Этот 8-дюймовый набор от Groz расширяется достаточно широко, чтобы измерять большинство токарных работ, а его тонкий профиль означает, что они могут измерять даже неглубокие шпунты, такие как разрез на верхней части коробки, показанный здесь. Или используйте их для измерения диаметров при изготовлении копии готовой детали. например, шпиндель стула.
Другой способ крепления. Использование винтового патрона так же просто, как просверливание отверстия в задней части заготовки. Не сверлите глубже, чем длина винта. Затем не забудьте сохранить форму высоко посередине, чтобы не врезаться в отверстие.0163
Немного не так. Чтобы крышка коробки была идеально подогнана, установите штангенциркуль на диаметр просверленного отверстия, затем используйте инструмент для разделения, чтобы вырезать неглубокий паз на нижней стороне крышки, часто проверяя диаметр. Остановитесь, когда суппорты едва проскользнут через шпунт.
Идеально подходит. Я просверлил отверстие диаметром 21⁄4″ в этой заготовке из ламинированного клена перед тем, как распилить коробку ленточной пилой. Я закрыл отверстие для крепления винта диаметром 5⁄16″ на нижней стороне крышки после того, как закончил поворачивать.
Я закрыл отверстие для крепления винта диаметром 5⁄16″ на нижней стороне крышки после того, как закончил поворачивать.
Перевернуть страницу
Для вдохновения, новых идей и методов поищите в Интернете или обратитесь к одной из многочисленных книг по этой теме. Что хорошо в книгах, так это то, что вы можете взять их с собой в магазин и открыть рядом с токарным станком. Книги по технике, такие как эта, написанная Ричардом Раффаном, помогут вам расширить свои навыки. Книги о проектах, такие как книги Эллиса Хейна, могут помочь вам выйти из зоны комфорта и заняться более сложными делами.
Прочитайте об этом все. Самое замечательное в поворотах то, что «круг» — это только начало. Прочтите книги, чтобы узнать о проектах, методах или дизайнах, которые вас вдохновляют, а затем примените свой собственный стиль, основанный на том, что вы прочитали.
0 комментариев
Написать комментарий
Начало страницы
Доставка и возврат
Узнайте больше о политике и международной доставке.
Узнать больше
Служба поддержки клиентов
Поговорите с дружелюбным представителем службы поддержки, чтобы помочь с покупкой.
1-800-225-1153
Поговорите со специалистом
Получайте советы по новейшим продуктам и помогайте с вашими проектами.
1-800-535-4486
Присоединяйтесь к нашей программе электронной почты!
ПОДАРИТЕ ПОДАРОЧНУЮ КАРТУ WOODCRAFT
Не можете решить, какой плотник в вашей жизни?
К началу страницы
Отверстия для охлаждающей жидкости режущего инструмента | Производство сверл со сквозной подачей СОЖ
Прецизионная обработка отверстий с подачей СОЖ в зенкере
Отрасли >> Производство режущего инструмента
Корпорация XACT Wire EDM обладает возможностями и опытом для решения самых сложных задач высокоскоростного электроэрозионного бурения малых отверстий. Наш обширный опыт включает в себя геометрическое растачивание отверстий в карбиде и других труднообрабатываемых материалах.
Распространенное недавнее применение для высокоскоростной электроэрозионной обработки малых отверстий включает режущие инструменты. Все больше и больше мастерских выбирают станки с подачей СОЖ через шпиндель (TSC), в которых используются фрезы с отверстиями для подачи СОЖ. Этот подход имеет много преимуществ по сравнению с подачей СОЖ: более длительный срок службы режущих инструментов, лучшее качество обработки заготовки, лучший отвод стружки и повышенная производительность. Системы подачи СОЖ через шпиндель также необходимы операторам, контролирующим работу нескольких станков, а также для производства без отключения света.
Во многих случаях может быть достигнуто отношение глубины к диаметру 100/1 (диаметр отверстия 0,040 дюйма, глубина 4,0 дюйма). Практически не образуются заусенцы. Никакие силы резания не задействованы, поэтому не требуется дорогостоящее крепление для удержания фрезы во время сверления. Угол входа и твердость материала не имеют значения, так как резку выполняют мельчайшие электрические разряды.
XACT Wire EDM обеспечивает прецизионную обработку отверстий с подачей СОЖ для производителей режущего инструмента по всей стране. Свяжитесь с нами, чтобы получить быстрые, точные и конкурентоспособные расценки на наши услуги электроэрозионной обработки с небольшими отверстиями для деталей от 1 до 100 000+.
Свяжитесь с нами сегодня, чтобы узнать цену
Хорошо оснащен для сверления глубоких отверстий малого диаметра в твердом сплаве
Мы также можем обработать отверстия с помощью станка, в котором используется охлаждающая жидкость на масляной основе, а не обычная деионизированная вода. Этот процесс обеспечивает лучший контроль кромки, чистоту поверхности и скорость обработки твердого сплава. Он дополняет наши многочисленные другие высокоскоростные станки для сверления мелких отверстий (HSSH), которые используются для всех других токопроводящих материалов.
- Размеры электродов от 0,010 (0,25 мм) до 0,118 (3,0 мм) в различных конфигурациях
- Допуски до +/-0,005 дюйма (и лучше, если требуется)
- Быстрое выполнение работ
- Образцы для испытаний по запросу
- Сертификат ISO 9001:2015
Прототипы станков со сквозной подачей СОЖ
XACT Wire EDM обеспечивает надежное сверление отверстий с подачей СОЖ для производителей инструментов с ЧПУ и резцедержателей, включая услуги по прототипированию.
Мы можем создавать отверстия для охлаждающей жидкости в различных компонентах, включая:
- Сквозные насадки/адаптеры СОЖ
- Цанги
- Сверла / Сверла / Сверлильные патроны / Ступенчатые сверла
- Концевые фрезы / Торцевые фрезы / Резьбовые фрезы
- Шпиндели
- Развертки
- Маршрутизаторы
- Держатели инструментов
- Расточные оправки
- Зенковки
- Метчики
- Токарные инструменты
Наши возможности электроэрозионной обработки малых отверстий включают многие металлы и сплавы, такие как:
- Карбид
- Кобальт
- Быстрорежущий кобальт (HSCO)
- Инструментальная сталь
- Углеродистая сталь
- Быстрорежущие стали (HSS)
Как крупная специализированная электроэрозионная мастерская, мы располагаем необходимым оборудованием для работы со всеми проводящими материалами, суперсплавами и закаленными материалами, включая Ferro-TiC и CPM10v.
Насос с электродвигателем: Насосы НШ с электродвигателем
Насосы НШ с электродвигателем
Чтобы узнать стоимость конкретного агрегата Насоса НШ с Электродвигателем, отправьте нам запрос. Нажмите на кнопку «Задать вопрос» ниже на странице!
Что нужно знать при заказе агрегата с насосом НШ: 1. Необходимое давление в системе мПа, bar 2. Необходимую производительность л/мин
Если затрудняетесь с расчетами, просто напишите что вам нужно или спросите в комментариях на странице. Обязательно отвечаем всем.
|
При изготовлении различных гидроагрегатов, часто требуется применить электродвигатель, в качестве привода масляного насоса НШ или подобных. Для осуществления чего требуются конверсионные муфты и переходники, соединяющие электродвигатель с масляным насосом. Как ни странно, достаточно востребованное оборудование не выпускается ни производителями электродвигателей, ни производителями гидравлических компонентов. Столкнувшись с подобной ситуацией, мы разработали переходники и муфты собственной конструкции, которая зарекомендовала себя самым наилучшим образом и с успехом применяем их в производстве собственного оборудования с электроприводом гидравлики.
ООО «МонолитГрупп» производит переходники для соединения электродвигателей и насосов НШ (и других масляных насосов).
Продаем готовые сборки Электродвигатель — Насос НШ (насосные агрегаты):
Насос НШ 4 — Электродвигатель
Насос НШ 6 — Электродвигатель
Насос НШ 10 — Электродвигатель
Насос НШ 16 — Электродвигатель
Насос НШ 32 — Электродвигатель
Насос НШ 50 — Электродвигатель
В таблице приведены примеры комплектаций гидроагрегатов, под оптимальные значения для насосов НШ: обороты 1500 об/мин, рабочее давление — 16 мПа
| Объём насоса см 3 | Мощность Электродвигателя кВт | Производительность агрегата л/мин |
| НШ-4 | 2,2 | 5,4 |
| НШ-6 | 3 | 8,1 |
| НШ-10 | 5,5 | 13,5 |
| НШ-16 | 7,5 | 21,6 |
| НШ-25 | 11 | 33,8 |
| НШ-32 | 15 | 43,2 |
| НШ-50 | 22 | 67,5 |
| НШ-71 | 30 | 95,8 |
| НШ-100 | 45 | 135 |
| НШ-150 | 75 | 202,5 |
Для расчета стоимости сборки необходимо знать мощность электродвигателя и объем насоса.
Чтобы определить какого объема нужен насос и какой мощности нужен электродвигатель воспользуйтесь нашим
калькулятором маслостанций
При подборе электродвигателя учитывайте, что для стандартного насоса требуется
привод с вращением 1500 об/мин
.
Если возникают трудности, с расчетом необходимой мощности электродвигателя и объема масляного насоса, а так же для расчета стоимости конкретной сборки «НШ — Электродвигатель» опишите проблему в комментариях ниже на странице.
В сборках «Электродвигатель- НШ» используются масляные насосы производства «Гидросила» и электродвигатели производства ГК «Элком» или ОАО «Могилевский завод «Электродвигатель».
При необходимости, можем изготовить раму-станину, по вашим размерам, для крепления насосного агрегата. Возможно изготовление переходников под ваш электродвигатель и насос. Для этого необходимо знать посадочные размеры фланца электродвигателя, диаметр и длину вала, размер шпонки и посадочные размеры насоса.
Высылаем в регионы комплекты переходников «НШ — Электродвигатель» и готовые сборки. Доставка транспортными компаниями на ваш выбор.
Проектируем и производим Гидростанции под требования заказчика, подробнее по ссылке
Гидростанции Маслостанции
Центрование вала насоса с электродвигателем
Опыт некоторых специалистов нашей компании в области насосного оборудования исчисляется десятками лет. Мы решили, опираясь на этот опыт, привести статистику, какой же главный фактор больше всего влияет на преждевременный выход из строя насоса. Оказалось, что насосы, которые работают от сжатого воздуха (без электродвигателя) в 99.9% случаев без проблем отрабатывают заявленный производителем ресурс, а часто значительно преодолевают его. Совсем по-другому обстоят дела с насосами, которые поставляются с электродвигателями. Особенно велик риск преждевременной поломки, когда насосная часть поставляется отдельно, а агрегатированием занимается непосредственно Покупатель своими силами, либо с помощью сторонней компании. При чем больше всего процент преждевременного отказа на центробежных насосах, поставленных без мотор-редуктора и шестеренных насосов внешнего зацепления, которые работают без редуктора на высоких скоростях. Самая стандартная картина выглядит следующим образом:
Мы решили, опираясь на этот опыт, привести статистику, какой же главный фактор больше всего влияет на преждевременный выход из строя насоса. Оказалось, что насосы, которые работают от сжатого воздуха (без электродвигателя) в 99.9% случаев без проблем отрабатывают заявленный производителем ресурс, а часто значительно преодолевают его. Совсем по-другому обстоят дела с насосами, которые поставляются с электродвигателями. Особенно велик риск преждевременной поломки, когда насосная часть поставляется отдельно, а агрегатированием занимается непосредственно Покупатель своими силами, либо с помощью сторонней компании. При чем больше всего процент преждевременного отказа на центробежных насосах, поставленных без мотор-редуктора и шестеренных насосов внешнего зацепления, которые работают без редуктора на высоких скоростях. Самая стандартная картина выглядит следующим образом:
Поставка насосной части без двигателя «по шильдику». Предыдущий такой же насос (одного производителя и той же модели) отработал без проблем в течение нескольких лет. Через 1-2 месяца после установки нового насоса — звонок от Покупателя: «Насос протекает». Наш сервисный инженер выезжает на объект. Запускают насос и картина примерно такая: насос вибрирует, отклонение вала по осям (вертикальной и горизонтальной) видно невооруженным глазом.
Через 1-2 месяца после установки нового насоса — звонок от Покупателя: «Насос протекает». Наш сервисный инженер выезжает на объект. Запускают насос и картина примерно такая: насос вибрирует, отклонение вала по осям (вертикальной и горизонтальной) видно невооруженным глазом.
На вопрос, каким способом осуществлялась центровка вала, в большинстве случаев «На глаз, по линейке» или «Какая центровка? Насосы одинаковые, на то же место встал». При этом скорость вращения вала электродвигателя в некоторых случаях 3000 об/мин. Снимаем муфту, разбираем насос. Осматриваем торцевое уплотнение и видим это:
Не удивительно, что насос стал протекать. Следующий вопрос по рекламации. Как говорится «За чей счет банкет, Господа? 😊». Мы являемся максимально клиентоориентированной компанией. Никогда не просим Покупателя оплатить транспортные расходы, проживание в гостинице и работу нашего специалиста по выявлению причины неисправности насоса, который мы поставили, и наши постоянные Покупатели об этом знают. Если расстояние слишком большое (мы часто работаем с Владивостоком и Сахалином), то стараемся решить вопрос дистанционно. С помощью skype, пересылки видео, фото и т.д. Но также стоит отметить, что Производитель не берет на себя расходы по ремонту насоса у которого была нарушена центровка вала. Чтобы избежать подобной неприятной ситуации, при покупке насоса мы предлагаем бесплатно произвести центровку вала c Вашим электродвигателем или мотор-редуктором, либо поставить насос в сборе. Особенно это касается насосов, которые работают на высоких скоростях. Если насос работает через редуктор на низких скоростях, то последствия неправильной центровки проявятся позже. Может через год или два, но обязательно проявятся…
Если расстояние слишком большое (мы часто работаем с Владивостоком и Сахалином), то стараемся решить вопрос дистанционно. С помощью skype, пересылки видео, фото и т.д. Но также стоит отметить, что Производитель не берет на себя расходы по ремонту насоса у которого была нарушена центровка вала. Чтобы избежать подобной неприятной ситуации, при покупке насоса мы предлагаем бесплатно произвести центровку вала c Вашим электродвигателем или мотор-редуктором, либо поставить насос в сборе. Особенно это касается насосов, которые работают на высоких скоростях. Если насос работает через редуктор на низких скоростях, то последствия неправильной центровки проявятся позже. Может через год или два, но обязательно проявятся…
Случай из практики. Поставили Очень надежный и, соответственно, дорогой насос компании, которая занимается перекачкой мазута. Насос работал на скоростях порядка 150 об/мин. Стоит отметить, что максимальная скорость вращения для этого насоса порядка 600 об/мин. Т.е. насос работал в очень комфортных для себя условиях, поставлялся агрегатированный производителем. Примерно через 3 месяца после установки звонок от Покупателя. «Насос течет и развалил бетонное основание». Мы поставили в Россию больше сотни таких насосов и не было ни единого замечания по их работе. Экстренно выезжаем к заказчику и видим картину…Патрубки насоса приварены (!) к трубопроводу. Фундамент разбит и насос висит на этих патрубках. Оказывается, система трубопровода располагалась таким образом, что насос было сложно установить, и было принято решение ломом (!) подтянуть трубы к патрубкам насоса, и т.к. прикручивать их в таком положении было неудобно, их «прихватили» сваркой 😊. Ну а потом, для большей надежности, обварили по кругу…
Примерно через 3 месяца после установки звонок от Покупателя. «Насос течет и развалил бетонное основание». Мы поставили в Россию больше сотни таких насосов и не было ни единого замечания по их работе. Экстренно выезжаем к заказчику и видим картину…Патрубки насоса приварены (!) к трубопроводу. Фундамент разбит и насос висит на этих патрубках. Оказывается, система трубопровода располагалась таким образом, что насос было сложно установить, и было принято решение ломом (!) подтянуть трубы к патрубкам насоса, и т.к. прикручивать их в таком положении было неудобно, их «прихватили» сваркой 😊. Ну а потом, для большей надежности, обварили по кругу…
Возвращаясь к теме центровки вала, хотелось бы привести примеры допусков в кулачковом насосе, который работает на относительно низких оборотах:
Как видите, допуски достаточно серьезные и «на глаз» или «по линейке» правильно отцентровать насос вряд ли получится.
Стоит отметить, что в настоящее время приборостроение в области центровки валов очень продвинулось. Сейчас без труда можно приобрести или взять в аренду очень точные лазерные приборы для выверки соосности валов. Очень рекомендуем их к приобретению. Дело в том, что даже корректно отцентрованный вал может со временем «сместиться» и выйти за пределы допусков. Стоимость такого прибора легко окупится средствами, сэкономленными на покупке торцевых уплотнений, не говоря уже о более серьезном ремонте насоса. Мы рекомендуем проверять соосность вала не реже 1 раза в 6 месяцев или немедленно, если появились отклонения от нормальной работы насоса (вибрация, посторонние звуки и т.д.).
Сейчас без труда можно приобрести или взять в аренду очень точные лазерные приборы для выверки соосности валов. Очень рекомендуем их к приобретению. Дело в том, что даже корректно отцентрованный вал может со временем «сместиться» и выйти за пределы допусков. Стоимость такого прибора легко окупится средствами, сэкономленными на покупке торцевых уплотнений, не говоря уже о более серьезном ремонте насоса. Мы рекомендуем проверять соосность вала не реже 1 раза в 6 месяцев или немедленно, если появились отклонения от нормальной работы насоса (вибрация, посторонние звуки и т.д.).
Еще, на что стоит обратить внимание – это опора насосного агрегата (плита, фундамент, рама). Если она «кривая», неустойчивая, не достаточно жесткая, то правильно отцентровать вал не получится даже самым точным прибором. Точнее отцентровать получится, но толку от этого не будет.
Обобщим всё вышесказанное. Чтобы насос не создавал проблем при эксплуатации, необходимо соблюсти ряд условий для его корректной работы. Одним из наиболее Важных параметров – это правильная центровка вала насоса и электродвигателя. Чем выше обороты на валу насоса, тем более точной должна быть центровка вала. Центровку вала необходимо производить с помощью специальных приборов. По нашему мнению, лучше остановить выбор на лазерных системах. Также необходимо проверить, насколько устойчиво основание насосного агрегата. Оно должно быть устойчивым, достаточно жестким и не вибрировать при работе насоса. Если провести центровку вала самостоятельно не представляется возможным, то обратитесь к проверенным специалистам.
Одним из наиболее Важных параметров – это правильная центровка вала насоса и электродвигателя. Чем выше обороты на валу насоса, тем более точной должна быть центровка вала. Центровку вала необходимо производить с помощью специальных приборов. По нашему мнению, лучше остановить выбор на лазерных системах. Также необходимо проверить, насколько устойчиво основание насосного агрегата. Оно должно быть устойчивым, достаточно жестким и не вибрировать при работе насоса. Если провести центровку вала самостоятельно не представляется возможным, то обратитесь к проверенным специалистам.
Электродвигатели для насосов — центробежные, шестеренчатые и винтовые насосы
Сотрудничество с OEM-производителями промышленных насосов на протяжении многих лет формировало нашу компанию и подход к двигателям. Pumps — крупнейшая прикладная группа на наших рынках, и мы глубоко понимаем, что нужно, чтобы изменить ситуацию.
Типичные области применения
01
Вертикальные линейные центробежные насосы
02
Горизонтальные центробежные насосы с односторонним всасыванием
03
Шестеренчатые насосы
04
Двухвинтовые насосы
05
Самовсасывающие центробежные насосы
Читать далее
Промышленные насосы Подход к рынку промышленных насосов основан на знаниях. Мы работаем вместе с узкоспециализированными OEM-производителями насосов в различных нишах, таких как продукты питания и напитки, опреснение и противопожарная защита. Понимая рынок, мы стремимся предлагать решения для двигателей, адаптированные к индивидуальным потребностям наших клиентов.
Мы работаем вместе с узкоспециализированными OEM-производителями насосов в различных нишах, таких как продукты питания и напитки, опреснение и противопожарная защита. Понимая рынок, мы стремимся предлагать решения для двигателей, адаптированные к индивидуальным потребностям наших клиентов.
Связанные продукты
IE4 ЭЛЕКТРИЧЕСКИЕ ДВИЖЕНИЯ
IE3 ЭЛЕКТРИЧЕСКИЕ ДВИЖЕНИЯ
Всемирные двигатели эффективности
ДОПОЛНИТЕЛЬНЫЕ ДВИЖЕНИЯ
Двигатели среднего напряжения
Интегрированные диски
News / Case
ноябрь 4-20203 9000 2 9003 9003
— Моторы
ноябрь 4–20203
9003 9003 9003
IEE41 IE. Премиум-эффективность уже в наличии
С октября 2020 года двигатели премиум-класса IE4 входят в стандартную комплектацию Hoyer Motors. Энергоэффективность является основным направлением, связанным с…
Подробнее
30 июня 2020 г.
Обновленные требования к энергии для электродвигателей в пути
С 1 января 2021 года ЕС расширит правила экодизайна, включив новые и…
Подробнее
3 11 сентября – 2019
Огромные насосы будут охлаждать электростанции на Багамах
Датская компания IRON Pump поставит специально разработанные насосы, которые…
Подробнее
11 сентября – 2017
Взрывозащищенные насосы устанавливают новый стандарт безопасности
Голландский производитель насосов BBA Pumps разработал первый в мире полностью… при снижении выбросов. Предлагая энергоэффективные двигатели и частотно-регулируемые приводы, мы можем помочь нашим заказчикам насосов оптимизировать эффективность их применения.
Подробнее
Документация
Показать все (4)
Послепродажное обслуживание
Послепродажное обслуживание является естественной частью нашего рыночного подхода. Мы всегда стремимся предлагать наилучшие возможные послепродажные решения для всех клиентов. Независимо от того, являетесь ли вы OEM-производителем насосов или конечным пользователем, мы готовы поддерживать вас в тесном сотрудничестве с нашими дистрибьюторами.
Мы всегда стремимся предлагать наилучшие возможные послепродажные решения для всех клиентов. Независимо от того, являетесь ли вы OEM-производителем насосов или конечным пользователем, мы готовы поддерживать вас в тесном сотрудничестве с нашими дистрибьюторами.
Подробнее
Присоединяйтесь к нашему списку новостей
Copyright 2017 Hoyer Motors © Все права защищены
Водяной насос, электрический, запасные двигатели
Результаты 1–25
из 47
$298,07
Ориентировочная дата отгрузки в США:
Среда, 02.11.2022
Расчетная дата международной отправки:
Сегодня
 07″>
07″>$298,07
Ориентировочная дата отгрузки в США:
16 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
270,98 долларов США
Ориентировочная дата отгрузки в США:
16 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
 95″>
95″>229,95 долларов США
Ориентировочная дата отгрузки в США:
20 декабря 2022 г.
Расчетная дата международной отправки:
Сегодня
118,99 долларов США
Ориентировочная дата отгрузки в США:
Среда, 02.11.2022
Расчетная дата международной отправки:
25 ноября 2022 г.
179,95 долларов США
Ориентировочная дата отгрузки в США:
20 декабря 2022 г.
Расчетная дата международной отправки:
21 декабря 2022 г.
$154,99
Ориентировочная дата отгрузки в США:
Среда, 02.11.2022
Расчетная дата международной отправки:
Четверг 03. 11.2022
11.2022
$95,99
Ориентировочная дата отгрузки в США:
19 декабря 2022 г.
Расчетная дата международной отправки:
20 декабря 2022 г.
$221,99
Ориентировочная дата отгрузки в США:
8 декабря 2022 г.
Расчетная дата международной отправки:
8 декабря 2022 г.
если заказать сегодня
$298,07
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
$298,07
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
$88,99
Ориентировочная дата отгрузки в США:
22 ноября 2022 г.
Расчетная дата международной отправки:
Сегодня
158,99 долларов США
Ориентировочная дата отгрузки в США:
21 декабря 2022 г.
Расчетная дата международной отправки:
21 декабря 2022 г.
если заказать сегодня
118,99 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
14 ноября 2022 г.
если заказать сегодня
$298,07
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
$298,07
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
$298,07
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
$298,07
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
270,98 долларов США
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
239,99 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
14 ноября 2022 г.
если заказать сегодня
139,99 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
14 ноября 2022 г.
если заказать сегодня
130,99 долларов США
Ориентировочная дата отгрузки в США:
14 ноября 2022 г.
Расчетная дата международной отправки:
14 ноября 2022 г.
если заказать сегодня
270,98 долларов США
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
$388,07
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Расчетная дата международной отправки:
3 ноября 2022 г.
если заказать сегодня
$318,39
Ориентировочная дата отгрузки в США:
2 ноября 2022 г.
Цанга прямая: Цанга прямая 6-M10х1М купить, цена заказать в интернет-магазине Вираж
Муфта прямая цанга 16 х 1/2″F гайка WATERMARK
Муфта прямая цанга 16 х 1/2″F гайка WATERMARK
- Описание
- Характеристики
Краткое описание WATERMARK Wm1612-1/2 Муфта прямая цанга 16 х гайка 1/2″F
- Корпус фитинга, накидная гайка и разрезное кольцо выполнены из высокопрочной горячепрессованной латуни CW617N стандарта EN12165.
- Уплотнительные кольца выполненны из этилен-пропиленового каучука EPDM.
- Изоляционная прокладка из тефлона PTFE делает трубопровод электрически нейтральным.
- Тип резьбы — дюймовая по ГОСТ 6357, класс точности «В».
| Покрытие | Никель |
| Рабочее давление | 25 бар |
| Тип присоединения | Резьбовое |
| Рабочая среда | Воздух |
| Максимальная температура рабочей среды | 115 град. |
| Вес | 0,06 кг |
| Условный проход | 16 мм |
| Диаметр резьбы первого торца | 1/2″В |
| Вид муфты | Соединительная |
| Материал муфты | Латунь |
| Соединение американка | Нет |
Заказать звонок!
check_box
check_box_outline_blank
Согласен на обработку персональных данных *
* — поля, обязательные для заполнения
Хочу оптовую цену!
check_box
check_box_outline_blank
Согласен на обработку персональных данных *
Запрос цены
check_box
check_box_outline_blank
Согласен на обработку персональных данных *
Сообщение успешно отправлено!
Наш менеджер перезвонит вам в ближайшее время.
Сообщение не отправлено!
В форме содержатся ошибки.
Закрыть
Типы цанг и их особенности
Часто возникают вопросы по отличию того или иного типа цанг, возможности их установки в тот или иной патрон.
В данной статье рассматриваются типы цанг, их размеры, стандарты и т.д.
Цанга – это приспособление для фиксации свёрл, фрез или пр., которое представляет собой втулку с разрезами, способную пружинить. Цанга крепится в цанговом патроне, цанговый патрон при этом соединён с валом шпинделя. Цанга представляет собой практически идеальное устройство для фиксации концевых фрез, позволяя надёжно обхватывать инструмент и не допускать биений.
Цанги могут быть различного типа. Однако на практике самый распространённый тип цанги – тип ER (DIN 6499, ISO 15488).
Применяется во многих цанговых патронах, изготавливается разных классов точности, с различными конструктивными вариантами подвода СОЖ, а также с квадратом для закрепления метчиков и т. д.
д.
Угол цанги 8 градусов. Нужно сказать, что это довольно большой угол, и что цанги для более высокоскоростных патронов, для более точных патронов имеют цанги с меньшим углом (ниже они также будут представлены).
В основном цанги имеют шаг увеличения размерности через 1 мм, более точные цанги изготавливают с шагом через 0,5 мм. Обычно цанги изготавливаются 2-х классов точности стандартные — 0,015 мм и высокоточные 0,003 мм (или 0,005 мм).
Ниже приведены конструктивные размеры цанг ER.
Следует заметить, что цанги с большим количеством прорезей — более мягкие, позволяют более точно фиксировать инструмент
Варианты исполнения цанг типа ER с уплотнением для подачи СОЖ через инструмент, во втором случае через сопла цанги.
Цанги типа ER для закрепления метчиков
Есть конструкции цанг под метчики не только для жесткого закрепления инструмента, но и имеющие осевую и радиальную компенсацию, такие цанги аналогично используются в обычных цанговых патронах.
С образующей цанги типа ER изготавливаются даже термовставки
Обращаем внимание на правильную установку цанги сначала в гайку, а затем в патрон.
Также довольно часто встречаются цанги OZ типа (DIN 6388, ISO 10897).
Цанга имеет угол 2,52 градуса, длиннее чем предыдущая цанга (с цангами ER не совместима)
Размерный шаг у данных цанг в основном через 1 мм.
При условии точного изготовления, цанга способна лучше сохранять сжимающие усилия на инструменте при более высоких оборотах.
Реже, но все же встречаются, цанги TG-типа (DIN 464E, DIN6944) внешне похожие на предыдущую цангу, но не совместимые между собой.
Угол цанги немного более 4 градусов/
Конструктивные размеры цанги указаны ниже.
• Оригинальный стандарт ERICKSON.
• Малый угол наклона 8 ° для лучшего сцепления (приблизительно 3: 1).
• Стандартная точность проектирования в соответствии с DIN 6499 Класс 2 точности.
• Точность проектирования HP в соответствии с DIN 6499 Class 1.
Цанги для гидропластовых патронов и силовых фрезерных патронов.
В различных скоростных патронах могут встречаться и прочие типы цанг, они могут иметь различную маркировку в зависимости от производителя и также могут быть несовместимы!
Цанги типа 5С, 16С, R8 применяются реже, на них останавливаться в данной статье не будем
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
MC Прямая цанга | МАНИОТИНСТРУМЕНТЫ
- Инструменты и аксессуары>
- Станки>
- Держатели инструментов>
- Цанги>
- Прямая цанга MC
 org/ListItem»> МИСУМИ Главная>
org/ListItem»> МИСУМИ Главная>MANYOTOOLS
MANYOTOOLS
[Характеристики]
· Поддерживает фрезерный патрон MMC Mill Max
| Номер детали |
|---|
| MC20-6 |
| MC20-8 |
| MC20-10 |
| MC20-12 |
| MC25-6 |
| MC25-8 |
| MC25- 10 |
| MC25-12 |
| MC25-16 |
| MC25-20 |
| MC32-6 |
| MC32-8 |
| MC32-10 |
| MC32-12 |
| MC32-16 |
| MC32-20 |
| MC32-25 |
| MC42-6 |
| MC42-8 |
| MC42-10 |
| MC42-12 |
| MC42-16 |
| MC42-20 |
| MC42-25 |
| MC42-32 |
| Part Number | Volume Discount | Days to Ship | φd (мм) | Размер D (мм) | Размер L (мм) | |
|---|---|---|---|---|---|---|
| 5 | 7 дней | 6 | 20 | 53 | ||
7 дней | 8 | 20 | 53 | |||
7 дней | 10 | 20 | 53 | |||
7 дней | 12 | 20 | 53 | |||
7 дней | 6 | 25 | 60 | |||
7 дней | 8 | 25 | 60 | |||
7 дней | 10 | 25 | 60 | |||
7 дней | 12 | 25 | 60 | |||
7 дней | 16 | 25 | 60 | |||
7 дней | 20 | 25 | 60 | |||
4 дня | 6 | 32 | 65 | |||
7 дней | 8 | 32 | 65 | |||
7 дней | 10 | 32 | 65 | |||
7 дней | 12 | 32 | 65 | |||
7 дней | 16 | 32 | 65 | |||
7 дней | 20 | 32 | 65 | |||
7 дней | 25 | 32 | 65 | |||
7 дней | 6 | 42 | 80 | |||
7 дней | 8 | 42 | 80 | |||
7 дней | 10 | 42 | 80 | |||
7 дней | 12 | 42 | 80 | |||
7 дней | 16 | 42 | 80 | |||
7 дней | 20 | 42 | 80 | |||
7 дней | 25 | 42 | 80 | |||
7 Days | 32 | 42 | 80 |
Loading. ..
..
Basic Information
| Product Category | Насадки/аксессуары |
|---|
Настройка здесь
Дополнительные продукты в этой категории
Клиенты, которые просматривали этот товар, также просматривали
MISUMI использует файлы cookie для предоставления вам услуг и улучшения этого веб-сайта. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности. Продолжая использовать этот веб-сайт или нажимая «Я принимаю», вы соглашаетесь на использование нами файлов cookie. Настройки файлов cookie можно обновить через ваш браузер.
- Принимаю
Прямая цанга | ВЕРТЕКС | МИСУМИ
- Инструменты и аксессуары>
- Станки>
- Держатели инструментов>
- Цанги>
- Прямая цанга
 org/ListItem»> МИСУМИ Главная>
org/ListItem»> МИСУМИ Главная>Нажмите на это изображение, чтобы увеличить его.
Move the mouse over the image to zoom
VERTEX
VERTEX
C-type collet
| Part Number |
|---|
| C-32-6 |
| C-32-8 |
| C-32-10 |
| C-32-12 |
| C-32-16 |
| C-32-20 |
| C-32 -25 |
| Part Number | Volume Discount | Days to Ship | Collet Inner Diameter (mm) |
|---|---|---|---|
4 дня | 6 | ||
4 дня | 8 | ||
4 дня | 10 | ||
4 дня | 12 | ||
4 дня | 16 | ||
4 дня | 20 | ||
21 день | 25 |
.
Чем очистить медный таз для варки варенья: Как почистить медный таз для варенья в домашних условиях, проверенные средства
Как очистить медный таз для варки варенья от окиси меди
Главная » Варенье » Как очистить медный таз для варки варенья от окиси меди
Как и чем чистить медь от окиси в домашних условиях: самые эффективные способы
Чем чистить медь? Актуальность данного вопроса объясняется тем, что изделия из этого металла используются человечеством на протяжении многих веков. Долгое время ценность данного металла была настолько высока, что он приравнивался к золоту. Развитие технологий привело к тому, что удалось значительно снизить себестоимость производства меди. Это позволило изготавливать из данного металла не только украшения, но и посуду, предметы интерьера. Высокая популярность данного металла и сплавов на его основе объясняется не только его декоративностью, но и уникальными характеристиками – высокой пластичностью, теплопроводностью, устойчивостью к коррозии и др.
Никто не захочет пользоваться окислившейся медной посудой
Почему изделия из меди необходимо регулярно чистить
Регулярная очистка медной посуды и других предметов, изготовленных из данного металла, необходима потому, что в процессе эксплуатации они достаточно быстро темнеют или покрываются зеленым налетом – окисной пленкой. Наиболее активно окисляются те изделия из меди и ее сплавов, которые в процессе эксплуатации часто нагреваются или используются на открытом воздухе. Посуда, изготовленная из меди, при активном использовании достаточно быстро теряет свой первоначальный блеск и тускнеет, ее поверхность может покрываться чернотой.
Украшения из меди ведут себя несколько иначе: они могут сначала потускнеть и утратить свой блеск, а затем вновь принимать первоначальный вид. Некоторые люди считают, что на внешний вид медного украшения (например, браслета) оказывает влияние самочувствие человека, который его постоянно носит. Однако скорее всего связано это с тем, что во внешней среде, с которой постоянно контактирует такое изделие, постоянно меняются влажность, давление и температура. Между тем многие приверженцы нетрадиционной медицины рекомендуют носить браслеты из меди людям, испытывающим проблемы с сердечно-сосудистой системой.
Сохранившийся от прадедов раритетный самовар навевает что-то домашнее и родное
Медная посуда, которой начали пользоваться еще наши далекие предки, и сегодня в почете у многих домашних хозяек. Объясняется такая популярность тем, что в посуде из меди, которая отличается высокой теплопроводностью, все готовящиеся продукты прогреваются равномерно и в полном объеме, а происходит такой прогрев за короткий промежуток времени. Между тем при постоянном использовании посуда из данного металла быстро теряет внешнюю привлекательность: покрывается налетом окиси, тускнеет, темнеет и утрачивает свой первоначальный блеск.
Объясняется такая популярность тем, что в посуде из меди, которая отличается высокой теплопроводностью, все готовящиеся продукты прогреваются равномерно и в полном объеме, а происходит такой прогрев за короткий промежуток времени. Между тем при постоянном использовании посуда из данного металла быстро теряет внешнюю привлекательность: покрывается налетом окиси, тускнеет, темнеет и утрачивает свой первоначальный блеск.
Если не чистить ее, она будет выделять токсичные вещества, соответственно, использовать ее для приготовления пищи будет нельзя. В том случае, если всеми известными средствами очистить такую посуду не удается, лучше не применять ее по прямому назначению, чтобы не навредить своему здоровью. Следует также иметь в виду, что посуда с чернотой или с зелеными пятнами окисла на поверхности выглядит непрезентабельно, поэтому она не украсит вашу кухню.
Эффективные методы очистки
Существует множество проверенных методов, которые позволяют чистить изделия из меди даже в домашних условиях. Познакомимся с наиболее эффективными из них.
Познакомимся с наиболее эффективными из них.
Метод №1
Одним из наиболее доступных в домашних условиях средств, которым чистят предметы, изготовленные из меди, является обычный томатный кетчуп. Для того чтобы почистить при помощи такого средства медь, его просто наносят на обрабатываемую поверхность и оставляют на ней на 1–2 минуты. После такой выдержки кетчуп смывают струей теплой воды. В результате этой процедуры к медному изделию вернутся его первоначальный блеск и яркость цвета.
Кетчуп в роли чистящего средства
Метод №2
Чистить предметы из меди, если они не сильно загрязнены, в домашних условиях можно и при помощи обычного геля для мытья посуды. Для этого используют мягкую губку, на которую наносится моющее средство. Смывают его под струей теплой воды.
Слегка потускневшие медные предметы попробуйте помыть как обычную посуду
Метод №3
Данный метод очистки используют в том случае, если необходимо почистить крупное изделие из меди, которое невозможно поместить в какую-либо емкость. Поверхность такого предмета протирают половинкой лимона. Чтобы усилить воздействие лимонного сока на медь, можно чистить ее с помощью щетки с ворсом, обладающим достаточной упругостью.
Поверхность такого предмета протирают половинкой лимона. Чтобы усилить воздействие лимонного сока на медь, можно чистить ее с помощью щетки с ворсом, обладающим достаточной упругостью.
Метод №4
Придать меди былой блеск помогает такое средство, как «уксусное тесто». Готовят его следующим образом. В специальной емкости в одинаковой пропорции смешивают пшеничную муку и уксус, доводя полученную массу до однородного состояния. Затем тесто наносят на предмет из меди и выдерживают до полного высыхания. Образовавшуюся после высыхания смеси корочку аккуратно удаляют, а медную поверхность полируют до блеска куском мягкой ткани.
Метод №5
Уксус, соль и высокая температура вместе помогут очистить сильные загрязнения
Существует радикальный и эффективный метод очистки изделий, изготовленных из меди, который используется в том случае, если их поверхность сильно загрязнена и почистить их другими средствами не удалось.
- В специально приготовленную емкость из нержавеющей стали наливают уксус, который смешивают с небольшим количеством поваренной соли.
- В полученный раствор помещают очищаемый предмет и ставят емкость на огонь.
- После того как чистящий раствор дошел до кипения, огонь под емкостью выключают и оставляют ее на плите до полного остывания.
- После остывания раствора очищаемое изделие извлекают, промывают его под струей теплой воды и протирают его поверхность насухо.
Если вы чистите медь любым из вышеперечисленных методов, строго придерживайтесь правил безопасности, выполняйте все работы в защитных перчатках, а при работе с уксусной кислотой обязательно надевайте респиратор.
Очистка монет из меди
Монеты, изготовленные из меди, в наше время уже не выпускаются, и многие такие изделия, имеющиеся на руках у населения, представляют собой антикварную ценность. Именно поэтому вопрос о том, как эффективно и в то же время аккуратно почистить такие монеты, является достаточно актуальным.
Именно поэтому вопрос о том, как эффективно и в то же время аккуратно почистить такие монеты, является достаточно актуальным.
Вернуть былую привлекательность монетам из меди можно при помощи нескольких способов. Выбор каждого из них зависит от характера и степени загрязнения. Так, в зависимости от того, какого цвета налет сформировался на поверхности старой медной монеты, чистить ее можно одним из ниже перечисленных способов.
- Если на поверхности монеты имеется налет желтоватого цвета (это свидетельствует о том, что она контактировала с изделием из свинца), то чистить ее следует при помощи 9-процентного раствора уксуса.
- Налет явно выраженного зеленого цвета чистят при помощи 10-процентного раствора лимонной кислоты.
- На монетах, изготовленных из меди, может также присутствовать красноватый налет. Чистят такую монету, опустив ее в 5-процентный раствор аммиака или в углекислый аммоний.
Рассчитывайте использование химических составов в зависимости от степени загрязнения
На старых монетах, изготовленных из меди, может присутствовать слой патины, который придает им более благородный и состаренный вид. Если такого налета нет, можно создать его самостоятельно даже в домашних условиях. Для этого используют раствор, состоящий из литра дистиллированной воды, 50 граммов медного купороса и 5 граммов марганцовки. Полученный раствор нагревают на медленном огне, не доводя его до кипения, а затем в него помещают монеты, которые необходимо покрыть слоем патины. Их периодически переворачивают, а когда цвет их поверхности приобретет желаемый оттенок, вынимают. Чтобы закрепить полученный эффект, поверхность полностью просушенных монет можно обработать бензолом и спиртом, смешанными в равных пропорциях.
Если такого налета нет, можно создать его самостоятельно даже в домашних условиях. Для этого используют раствор, состоящий из литра дистиллированной воды, 50 граммов медного купороса и 5 граммов марганцовки. Полученный раствор нагревают на медленном огне, не доводя его до кипения, а затем в него помещают монеты, которые необходимо покрыть слоем патины. Их периодически переворачивают, а когда цвет их поверхности приобретет желаемый оттенок, вынимают. Чтобы закрепить полученный эффект, поверхность полностью просушенных монет можно обработать бензолом и спиртом, смешанными в равных пропорциях.
met-all.org
Как и чем можно в домашних условиях быстро почистить изделия из меди (монеты и посуду) от окисления и черноты? – текстовая инструкция и видео
Как почистить медь от различных типов загрязнений так, чтобы не повредить металл, и чтобы он снова блестел? Такой вопрос часто интересует современных рукодельниц, которые занимаются изготовлением различных украшений из меди, а также современных хозяек, которые еще используют медные столовые приборы и другую кухонную утварь из данного металла.
Несмотря на то что медь – довольно пластичный и износостойкий материал, она подвержена окислению, поэтому под действием влаги на поверхности столовых приборов или украшений из меди появляется неприятный зеленоватый налет. Если в посуде из окислившейся меди готовить еду, продукты приобретут неприятный вкус и запах, а также станут небезопасными для здоровья.
Также поверхность медных изделий может потемнеть, поэтому необходимо знать, как можно очистить металл от разных типов загрязнений в домашних условиях эффективно и безопасно.
Чистим медь в домашних условиях
Чтобы почистить медь в домашних условиях, достаточно использовать самые простые народные средства. Опытные хозяйки не рекомендуют применять для чистки металла абразивную бытовую химию, так как такие средства могут повредить поверхность изделия.
На примере чистки медной турки мы покажем, как легко и быстро почистить данный металл от зеленого налета, черноты или пыли просто и быстро.
- Первым делом необходимо тщательно промыть изделие из меди обычным способом с помощью средства для мытья посуды, а затем протереть поверхность насухо. Наносим на поверхность выбранное чистящее средство.
- Если вы решили использовать чистящий раствор домашнего приготовления, то его нужно сделать заранее.
- Далее нужно тщательно протереть поверхность изделия из меди тряпочкой без ворса. Для данной цели прекрасно подойдет ткань из микрофибры, еще можно использовать мягкую губку или старую зубную щетку.
- Как только вы убедились, что загрязнений и налета не осталось, медную турку, столовые приборы или украшения можно промывать под проточной холодной водой.
- Чтобы вернуть изделию из данного металла блеск, можно дополнительно использовать сок лайма или лимона, которым также нужно тщательно натереть медную поверхность. Не забудьте промыть изделие по завершении процедуры.
- Теперь нужно насухо вытереть изделие из меди полотенцем или чистой тряпочкой.
- После останется только отполировать медь, используя подходящий состав.
 Наносим на поверхность выбранное чистящее средство.
Наносим на поверхность выбранное чистящее средство.Многие также часто интересуются, чем можно полировать медь в домашних условиях. Для этой цели можно использовать специальную пасту на основе трехвалентного оксида хрома. Текстура такой пасты напоминает пластилин. Кусочком пасты ГОИ натирается очищенная медная поверхность, затем изделие из меди промывается и протирается полотенцем. Полировать и шлифовать данный металл можно с помощью зубного порошка, но найти такой продукт довольно сложно.
Для этой цели можно использовать специальную пасту на основе трехвалентного оксида хрома. Текстура такой пасты напоминает пластилин. Кусочком пасты ГОИ натирается очищенная медная поверхность, затем изделие из меди промывается и протирается полотенцем. Полировать и шлифовать данный металл можно с помощью зубного порошка, но найти такой продукт довольно сложно.
В таблице ниже мы собрали самые эффективные и популярные народные средства для чистки медных изделий в домашних условиях.
Средство | Способ применения |
Столовый уксус | Столовый уксус очень часто используется в хозяйстве для очистки различных загрязнений с поверхности кухонной утвари. Все потому, что это эффективное и безопасное средство, которое точно не навредит как требующему чистки предмету, так и человеку. Чтобы очистить медную поверхность от налета грязи и пыли, а также от нагара, необходимо промыть изделие обычным способом и просушить его. Затем следует нанести на медь уксус, а сверху засыпать поваренную соль. |
Жидкое мыло | Эффективно можно очистить медь даже от застарелого налета с помощью жидкого мыла или средства для мытья посуды. Для этого следует залить в кастрюлю воду так, чтобы требующее чистки изделие смогло полностью поместиться в жидкости. Добавляем в воду немного жидкого мыла, а затем доводим до кипения. Как только вода закипит, уменьшаем огонь, а в жидкость помещаем медный предмет. Кипятим металл до тех пор, пока поверхность не начнет очищаться самостоятельно. После этого нужно будет промыть предмет из меди под проточной водой и, скорее всего, почистить дополнительно содой, чтобы удалить наиболее стойкие загрязнения. В остальном же кипячение прекрасно справляется даже с самым старым налетом.
|
Цитрусовые | Почистить медь от почернения можно с помощью цитрусовых. Для этого нужно натереть поверхность изделия из данного металла половинкой лайма, добавив немного поваренной соли или пищевой соды. Также можно выжать сок из лимона, смешать жидкость с содой и полученной массой натереть медную поверхностью. Эффект от чистки будет заметен практически сразу. Не забудьте тщательно промыть, вытереть и отполировать очищенную поверхность, чтобы предотвратить окисление металла. |
Винный уксус и мука | Чтобы самостоятельно восстановить прежний вид медного изделия, следует приготовить следующий раствор. Смешиваем в глубокой пиале 200 миллилитров уксуса и две чайные ложки поваренной соли. Засыпаем в пиалу обычную пшеничную муку так, чтобы в результате получилась масса, напоминающая сметану. Тщательно вымешиваем домашний чистящий раствор для меди. Столовые приборы из меди тщательно промываем и сушим полотенцем, затем заливаем ложки и вилки приготовленным раствором. |
Кетчуп | Мало кто знает, но почистить медь в домашних условиях можно обыкновенным кетчупом без добавок. Для этого достаточно нанести томатный соус на загрязненный участок медного изделия, а затем подождать полчаса. По прошествии указанного времени медь очистится, останется только удалить налет и кетчуп губкой или тряпочкой. |
Амидосерная кислота | Данный способ нельзя назвать полностью народным, ведь использовать мы будем амидосерную кислоту. Приобрести такой продукт можно в специализированном магазине. Обратите внимание! Таким способом можно чистить только стопроцентную медь, ведь наличие примесей в металле может привести к тому, что изделие потемнеет. Чистить изделия таким способом следует в соответствии с инструкцией на упаковке кислоты. Не забудьте вооружиться резиновыми перчатками при работе с таким веществом. |
 Далее следует очищать загрязнения с помощью хлопчатобумажной ткани круговыми движениями до тех пор, пока не будет достигнут нужный результат. Затем останется только тщательно промыть и отполировать медное изделие. Дополнительную информацию об этом способе можно узнать в видео, которое представлено ниже.
Далее следует очищать загрязнения с помощью хлопчатобумажной ткани круговыми движениями до тех пор, пока не будет достигнут нужный результат. Затем останется только тщательно промыть и отполировать медное изделие. Дополнительную информацию об этом способе можно узнать в видео, которое представлено ниже.
 Оставляем медь очищаться в течение 20-30 минут. После этого промываем медь под проточной водой и полируем сухой хлопчатобумажной тканью.
Оставляем медь очищаться в течение 20-30 минут. После этого промываем медь под проточной водой и полируем сухой хлопчатобумажной тканью.
Для того чтобы отполировать медное изделие в профилактических целях, можно использовать одну только ткань, например, шерсть или замшу. Если же медь потемнела, то придется использовать дополнительные средства. В магазине бытовой химии можно найти фабричную продукцию, которая специально предназначена для очистки и полирования меди и подобных металлов.
Почистить медные монеты в домашних условиях легко, достаточно использовать один из описанных выше способов. Также коллекционеры часто полируют и чистят монеты из меди в топленом хозяйственном мыле.
Опытные хозяйки советуют хранить медные столовые приборы в специальных футлярах, выкладывая туда же небольшой кусочек мела. Таким образом можно обезопасить изделия от окисления. Рекомендуется, чтобы на медь не попадали прямые солнечные лучи. Лучше не хранить предметы из меди рядом с обогревателями и батареями.
Если вы часто носите украшения из меди, то старайтесь мыть и полировать браслеты и цепочки после каждого использования. От длительного контакта с кожей медь также покрывается зеленоватым налетом. Более того, такой налет может остаться на коже.
От длительного контакта с кожей медь также покрывается зеленоватым налетом. Более того, такой налет может остаться на коже.
Подробно изучив все эффективные средства для чистки меди, теперь вы знаете, как в домашних условиях поддерживать в чистоте предметы и изделия из данного металла.
Похожие материалы
Как разносить обувь?Как почистить термопот от накипи?Как почистить матрас?
xclean.info
Популярные способы домашней чистки изделий из меди
Чем чистить медь в домашних условиях? Этот вопрос известен человечеству с древних времен. Его актуальность объясняется тем, что медные изделия были и остаются популярными и в 21-м веке. Раньше медь высоко ценилась, ее приравнивали к золоту. Однако позже себестоимость ее производства уменьшилась, и теперь из меди изготавливают не только украшения, но и посуду, предметы интерьера.
Огромную популярность медь снискала себе не только за счет привлекательного внешнего вида, но и благодаря своей хорошей теплопроводности и устойчивости к коррозии, а украшения из этого металла врачи советуют носить при болезнях сердца и сосудов.
Способы удаления налета с медных изделий
При активном использовании медных кухонных приборов и постоянном ношении украшений из этого металла медь подвергается воздействию кислорода, тепла и влаги. Это приводит к образованию на поверхности изделий зеленоватого налета. Появление такой патины предотвратить невозможно, однако существует множество проверенных способов, как почистить медь без труда и особых затрат.
Эти приемы помогут вернуть медной посуде и украшениям утраченный блеск:
- Чистка меди обычным томатным кетчупом – один из самых простых путей заставить медную посуду засиять с новой силой. Для этого его нужно нанести на очищаемую поверхность и оставить на 1-2 минуты. После этого кетчуп смывают под струей теплой воды и тщательно вытирают поверхность изделия. Эта процедура быстро вернет медной посуде первозданный вид.
- Есть и второй вариант как очистить медь с помощью томатной пасты. Нужно развести кетчуп в небольшой емкости с водой, погрузить туда изделие и оставить на 10-12 минут в зависимости от степени загрязнения. Потом достать предмет и тщательно промыть в проточной воде. Однако этот метод подойдет только для небольших изделий.
- Отчистить медный таз для варки варенья – сложная задача для многих хозяек. Вся сложность заключается в его размерах: не в каждом доме найдется еще большая емкость, чем таз. Однако и из этой ситуации был найден выход – можно воспользоваться соком лимона или просто его кусочком. Для этого нужно просто натирать загрязненные места лимонным соком, пока пятна не исчезнут, а его остатки смыть большим количеством воды. Так же можно чистить и медный самовар, доставшийся в наследство от бабушек.
- Чистить медь в домашних условиях можно и с помощью так называемого «уксусного теста». Для его приготовления нужно в равных количествах смешать пшеничную муку и уксус. Далее эту смесь наносят на поверхность изделия и дожидаются ее полного высыхания, после чего получившуюся корочку удаляют вместе со всеми загрязнениями. Больший лоск медь приобретет, если после очистки отполировать ее поверхность мягким куском ткани.
- Нужно быстро придать медной посуде презентабельный вид? Уксус – универсальный помощник для снятия оксидной пленки с металла, его применяют для устранения загрязнений с меди, латуни и бронзы. Для этого нужно приготовить из воды и уксуса раствор, с последнего 50%, добавить 2 столовые ложки поваренной соли и перемешивать до ее полного растворения. После раствор доводят до кипения и погружают в него загрязненные предметы. Кипятить советуют 10-15 минут, однако при сильных или застаревших загрязнениях время можно увеличить. Далее предмет достают из кипятка, дают ему остыть и промывают в прохладной воде. Важно иметь в виду, что этот метод подойдет только для изделий небольших размеров.
- Если загрязнения не выглядят устрашающе, то можно воспользоваться одним из самых простых чистящих средств для медных изделий – мыльный раствор. Нужно только развести жидкое мыло в теплой воде и протереть куском мягкой ткани загрязненные участки. Потом следует тщательно смыть остатки пены и насухо протереть поверхность салфетками или хлопковой тканью.
 Потом достать предмет и тщательно промыть в проточной воде. Однако этот метод подойдет только для небольших изделий.
Потом достать предмет и тщательно промыть в проточной воде. Однако этот метод подойдет только для небольших изделий.

Эти несложные способы помогут отчистить пятна и вернуть первозданный вид и украшениям, и предметам интерьера, и даже старинному самовару в домашних условиях.
В наше время монеты из меди уже не изготавливают, однако те, которые остались в наследство от бабушек и дедушек, сейчас имеют антикварную ценность. Именно это и придает актуальность вопросу «Как чистить медные монеты».
Чистить медные монеты в домашних условиях можно несколькими способами, выбор одного из которых зависит от цвета налета на поверхности металла:
- Если поверхность меди покрыта желтоватым налетом, то почистить ее лучше 9-процентным раствором уксуса. Такой раствор можно приготовить и самостоятельно: нужно смешать 1 часть уксуса и 9 частей воды. После полного растворения налета монеты нужно достать и промыть под проточной водой.
- Вполне возможно и присутствие налета красноватого оттенка. Такие загрязнения лучше устранять, опустив монету в 5-процентный раствор аммиака или углекислого аммония. Их лучше покупать в специализированных магазинах. По мере очищения самой монетки раствор будет краснеть. Когда налет полностью сойдет с поверхности меди, монеты вынимают из емкости с раствором, промывают и обсушивают салфеткой.
- Патину зеленоватого цвета лучше всего смывать 10-процентным раствором лимонной кислоты. Здесь будет наблюдаться такое же явление, как и в предыдущем способе очистки. Как только раствор окрасится в характерный зеленый цвет, монеты достают, тщательно ополаскивают в проточной воде и высушивают.
 Их лучше покупать в специализированных магазинах. По мере очищения самой монетки раствор будет краснеть. Когда налет полностью сойдет с поверхности меди, монеты вынимают из емкости с раствором, промывают и обсушивают салфеткой.
Их лучше покупать в специализированных магазинах. По мере очищения самой монетки раствор будет краснеть. Когда налет полностью сойдет с поверхности меди, монеты вынимают из емкости с раствором, промывают и обсушивают салфеткой.Чистка монет из меди требует большого внимания и аккуратности, поэтому если вы уверены в высокой антикварной ценности той или иной монеты, то удаление загрязнений с ее поверхности лучше доверить профессионалу.
Чтобы ваша любимая посуда или изысканные украшения послужили вам подольше, стоит обратить внимание на правила, исполнение которых продлит жизнь медных изделий:
- Медные изделия следует хранить в помещениях с низкой влажностью – влага из воздуха способна ускорить процесс образования оксидной пленки на поверхности металла.
- При чистке меди можно пользоваться только мягкой тряпкой или губкой, чтобы не поцарапать металл. Также не следует применять абразивные средства для чистки меди.
- Нельзя пользоваться медной посудой, покрытой окисью. Попадание продуктов окисления в организм серьезно навредит здоровью, поэтому не стоит пренебрегать чисткой изделий, контактирующих с пищей.
- Также не рекомендуется хранить в медной таре продукты – это только уменьшит срок ее службы, да и вряд ли обогатит пищу полезными соединениями. А вот содержание вредных веществ точно повысит.
- Нельзя забывать о средствах индивидуальной защиты. Перед тем как чистить то или иное изделие позаботьтесь о коже своих рук и наденьте резиновые перчатки.
- Важно помнить, что после любого способа очистки меди изделия рекомендуют прокипятить в чистой воде и тщательно высушить. Это поможет наверняка избавиться от остатков любого средства для очистки меди.
- Для того чтобы посуда послужила подольше, нужно чаще ее полировать.


Видео: как легко почистить медь?
Придание первоначального блеска медным изделиям
Мало очистить медную поверхность от оксидной пленки, нужно еще вернуть изделиям блеск и привлекательный вид. Для этого также есть несколько действенных способов:
- Смятая газета поможет не только избавиться от пятен на стекле, но и поможет вернуть блеск потускневшим медным изделиям. Для этого их поверхность металла тщательно натирают куском мятой газетной бумаги.
- Также можно воспользоваться солью, пшеничной мукой и уксусом, смешанными в равных частях. С помощью куска ткани этой смесью натирают медное изделие до блеска, после чего ее смывают большим количеством воды, а поверхность металла высушивают.
- При выполнении следующей процедуры необходимо вооружиться парой резиновых перчаток. Кусок хлопковой ткани смачивают в растворе соляной кислоты и аккуратно полируют им поверхность меди. Нужно помнить, работа с соляной кислотой требует качественных средств индивидуальной защиты и хорошей вентиляции в помещении.
- Еще один способ сделать поверхность медной посуды блестящей – воспользоваться керосином и мелом, купить который можно в любом магазине канцелярских товаров. Для этого поверхность предмета смазывают небольшим количеством керосина, а после натирают обычным школьным мелом с помощью мягкой шерстяной ткани.
- Один из самых простых способов полировки медных изделий – использование зубной пасты или порошка. Однако чистка меди требует такой же аккуратности, как и чистка зубов, поэтому полировать поверхность металла нужно крайне бережно.

Если своевременно не чистить медные изделия, то они покроются темным налетом и пятнами, и в конце концов поверхность потеряет свои декоративные свойства, помутнеет, а за своевременным очищением посуды, в которой готовится пища, необходимо следить, как чистоплотный человек следит за своими зубами, стараясь не стать посетителем стоматологии.
Чтобы не допустить этого, нужно знать, чем чистить медь, и регулярно уделять внимание чистоте посуды из этого металла. Внимательное отношение и своевременная чистка меди в домашних условиях не только обеспечит красоту, но и позволит медной посуде и украшениям дольше радовать глаз владельца.
Внимательное отношение и своевременная чистка меди в домашних условиях не только обеспечит красоту, но и позволит медной посуде и украшениям дольше радовать глаз владельца.
metmastanki.ru
Как очистить медный таз от пригоревшего варенья
Вообще, медная посуда при приготовлении варенья довольно редко пригорает, однако если подобная неприятность случилась, то для борьбы с пригарью лучше всего использовать такие вещества, как соль, сода, лимонная кислота, хозяйственное мыло и силикатный клей.
Конечно, для очищения медной утвари можно в ход пустить и покупные порошковые моющие средства, предназначенные специально для меди, однако большинство из них содержат абразивные частицы, которые негативно сказываются на внешнем виде посуды. Если вы желаете, чтобы ваш медный таз оставался как новый долгое время, используйте для его очистки одну из нижеприведенных инструкций.
Как очистить медный таз лимонной кислотой
Первым делом удалите остатки варенья из таза ложкой, стараясь при этом не царапать саму посуду. Далее налейте в таз воды выше линии нагара и добавьте немного лимонной кислоты (на литр воды требуется одна чайная ложка). Накройте таз крышкой и поставьте его на медленный огонь минут на 10-15. По прошествии времени выключите газ и дайте воде в тазике полностью остыть, после чего промойте его обычным образом.
Далее налейте в таз воды выше линии нагара и добавьте немного лимонной кислоты (на литр воды требуется одна чайная ложка). Накройте таз крышкой и поставьте его на медленный огонь минут на 10-15. По прошествии времени выключите газ и дайте воде в тазике полностью остыть, после чего промойте его обычным образом.
Как очистить медный таз пищевой содой
Комбинация из соды, мыла и силикатного клея прекрасно справляется с пригоревшим вареньем на медной посуде, особенно если все делать правильно. Итак, чтобы в медном тазу не осталось следов от пригара, залейте его водой и добавьте по столовой ложке соды, хозяйственного мыла (его предварительно нужно натереть на терке) и клея (количество веществ указано на литр воды), хорошо размешайте и поставьте на огонь. Дождитесь, когда содержимое таза закипит, после чего выключите газ. Как только вода остынет, почистите дно и стенки тазика жесткой щеткой (не металлической) и хорошенько ополосните.
www.kakprosto.ru
В какой посуде варить варенье?
Интернет-магазинНовостиПолезные статьи
|
Наши бабушки знали, как приготовить вкусное варенье.
Благодаря великолепной теплопроводности меди, сироп с ягодами в медном тазу не пригорает и равномерно готовится. Именно поэтому варенье получается таким вкусным!
Сравним теплопроводность материалов посуды для приготовления пищи:
Как мы видим, самый низкий показатель теплового обмена у нержавеющей стали — это значит, что кастрюли из нержавейки более пригодны для приготовления жидкой пищи, например, супов. Для варки варенья такая посуда не подойдет. Вы и сами замечали, что при недостаточно сильном и неравномерном нагреве сахар пригорает ко дну.
Обеспечить равномерное распределение температуры позволяет посуда из материала с самым высоким показателем проводимости тепла — меди!
Если Вы сомневаетесь в выборе медной посуды, лучше всего отдавать предпочтение именно медным или латунным тазам, а не кастрюлям.
Медный таз — идеальный вариант для приготовления сладких десертов, ягодного, фруктового варенья, джемов, конфитюров и карамели!
Где купить медный таз для варенья в России?
Латунные тазы для варки варенья
Для варки варенья подходит, также, посуда из латуни. Латунь — сплав меди и цинка. Латунные тазы по физическим свойствам мало чем отличаются от медных. Однако, отличия в незначительной мере все-таки присутствуют:
«» — показатель ниже; «» — показатель выше.
Латунные изделия менее устойчивы к коррозии, но у них более высокая прочность. Латунь уступает в теплопроводности меди, поэтому стоит дешевле. Также, кроме вышеперечисленных отличий, материалы отличаются по цвету: медь обладает красноватым оттенком, латунь — желтоватым. Чем больше в сплаве содержится цинка тем изделие светлее.
Как варить варенье в медном тазу?
Как почистить медный таз для варенья?
У медной посуды кроме явных преимуществ, есть особенности в использовании: за ней нужно бережно ухаживать. Перед началом приготовления варенья медный таз нужно хорошо почистить.
|
 Хотите узнать в чем их секрет? Это любовь и…посуда, в которой варится ягодный десерт! Традиционно для варки варенья выбирали медные тазы. Почему? Читайте далее.
Хотите узнать в чем их секрет? Это любовь и…посуда, в которой варится ягодный десерт! Традиционно для варки варенья выбирали медные тазы. Почему? Читайте далее. У кастрюли не совсем подходящая площадь дна. Таз — другое дело. В нем можно бережно расположить ягоды и фрукты, и не испортить их форму. Варенье получится не только вкусным, но и аппетитным!
У кастрюли не совсем подходящая площадь дна. Таз — другое дело. В нем можно бережно расположить ягоды и фрукты, и не испортить их форму. Варенье получится не только вкусным, но и аппетитным! 
 Благодаря этому ягоды сохранят свой привлекательный вид во время варки.
Благодаря этому ягоды сохранят свой привлекательный вид во время варки. Если капля не растеклась — варенье готово!
Если капля не растеклась — варенье готово! Для этого ополосните его теплой водой и оставьте до полного высыхания. Затем обработайте поверхность медного изделия одним из способов:
Для этого ополосните его теплой водой и оставьте до полного высыхания. Затем обработайте поверхность медного изделия одним из способов: 
Как чистить медные кастрюли
Хотите сохранить качество своей медной кастрюли? Очистка медных кастрюль имеет первостепенное значение, и те, кто осознает важность очистки медной посуды, могут долгие годы пользоваться преимуществами исключительных медных сковородок, кастрюль и другой медной посуды.
Однако важно отметить, что не вся медная посуда одинакова.
Например, The New York Times отмечает, что некоторая медная посуда может представлять опасность для вашего здоровья, если ее не чистить должным образом:
«Медные кастрюли популярны благодаря равномерному нагреву. Но большое количество меди из посуды без покрытия может вызвать тошноту, рвоту и диарею», — отмечает издание. «Некоторые медные и латунные кастрюли покрыты другим металлом, чтобы предотвратить контакт пищи с медью. Со временем эти покрытия могут разрушиться и позволить меди раствориться в пище. используется для приготовления пищи».
Со временем эти покрытия могут разрушиться и позволить меди раствориться в пище. используется для приготовления пищи».
Очевидно, что медные кастрюли и сковородки могут быть исключительно ценными, если их правильно чистить. Но как вы должны постоянно работать над восстановлением медных кастрюль и сковородок?
Чтобы лучше понять, как полировать медные кастрюли и сковородки в домашних условиях, давайте сначала рассмотрим некоторые ключевые преимущества медной посуды перед альтернативами.
Каковы основные преимущества медной посуды?
Медь также может спасти жизнь. Просто подумайте, как одна больница недавно использовала его для защиты своих пациентов от инфекций.
Компания CleanLink сообщила, что региональная больница Pullman в медицинском учреждении штата Вашингтон начала использовать противомикробную медь в рамках своих усилий по уничтожению смертоносных бактерий. В больнице были установлены медные компоненты «как еще один способ снижения внутрибольничных инфекций и обеспечения безопасности пациентов», отмечает CleanLink.
По данным CleanLink, в Соединенных Штатах ежегодно у 2 миллионов человек диагностируется внутрибольничная инфекция, часто вызываемая такими бактериями, как E. coli и VRE. И во многих случаях те, у кого диагностирована внутрибольничная инфекция, в результате умирают.
К счастью, CDA предоставила грант, который Pullman использовал для установки медного оборудования на своем объекте. От рычагов кранов на 40 раковинах в общественных туалетах до рукояток штативов для внутривенных вливаний в роддоме, отделении интенсивной терапии и хирургическом отделении — больница смогла использовать высококачественную медь для лучшей защиты своих пациентов от инфекций.
«Заменяя поверхности, к которым чаще всего прикасаются в больнице, Pullman делает легкое изменение, чтобы обеспечить безопасность и удовлетворение своих пациентов», — сказал CleanLink инженер проекта CDA Адам Эстель. «Бактерии могут быстро распространяться даже в самых стерильных местах, где мытье рук и дезинфекция поверхностей являются обычной практикой. Прелесть медных сенсорных поверхностей в том, что они не требуют специальной очистки, безопасны в использовании и обеспечивают защиту 24/7».
Прелесть медных сенсорных поверхностей в том, что они не требуют специальной очистки, безопасны в использовании и обеспечивают защиту 24/7».
Недавно установленный медный котел обещает принести огромную пользу пациентам Пуллмана и самой больнице.
Эта медь обеспечивает дополнительную защиту пациентов от инфекций. Кроме того, он очень прочен и прослужит долгие годы, гарантируя выдающееся качество.
А теперь представьте, каково это – наслаждаться непревзойденным качеством приготовления пищи в медных кастрюлях и сковородках.
Те, кто посвящает необходимое время и ресурсы очистке медной посуды, смогут воспользоваться преимуществами превосходных кастрюль и сковородок. Кроме того, эти кастрюли и сковородки, несомненно, сохранят свой внешний вид и, в конечном счете, будут хорошо служить вам в течение длительного периода времени.
Очистка медных кастрюль и сковородок: советы YouTube Lifehacker
Существует множество идей и теорий о том, как чистить медные кастрюли в домашних условиях. Но «лайфхакер» на YouTube Дэйв Хакс недавно поделился своими мыслями о быстром и эффективном способе, который каждый может использовать для очистки медной кастрюли менее чем за минуту с The Huffington Post:
Но «лайфхакер» на YouTube Дэйв Хакс недавно поделился своими мыслями о быстром и эффективном способе, который каждый может использовать для очистки медной кастрюли менее чем за минуту с The Huffington Post:
- Поместите кастрюлю в раковину и посыпьте ее солью. . Просто поставить медную кастрюлю в раковину и вымыть ее средством для мытья посуды недостаточно. Вместо этого Хакс рекомендует покрыть поверхность сковороды солью, чтобы превратить обычную медную сковороду в яркую, блестящую кухонную посуду.
- Добавьте белый уксус в соль на сковороде, затем добавьте еще соли. Белый уксус можно использовать в самых разных бытовых целях, поэтому неудивительно, что его можно использовать для очистки медной кастрюли. Хакс отмечает, что после того, как вы покроете сковороду белым уксусом, вам также следует добавить в нее больше соли.
- Оставьте кастрюлю в покое примерно на 15 секунд. Затем наблюдайте, как происходит волшебство. По словам Хакса, комбинация соли, белого уксуса и дополнительной соли чрезвычайно эффективна. Таким образом, те, кто использует эти материалы в сочетании друг с другом, обязательно заметят превосходную химическую реакцию, которая в конечном итоге приведет к чистой медной сковороде.
- Налейте белый уксус на губку и потрите. Конечно, ни одна задача по уборке не будет завершена без чистки, и чистка медных кастрюль не является исключением. Хакс отмечает, что добавление белого уксуса в губку и чистка внешней поверхности сковороды помогут этой посуде достаточно быстро заблестеть.
- Посолите стенки кастрюли, затем еще раз потрите. Единственным опасным количеством соли в процессе очистки является полное ее отсутствие. И в этот момент Хакс рекомендует использовать дополнительную соль по бокам кастрюли, а затем использовать губку, чтобы энергично почистить ее.
- Промойте медную кастрюлю, и все готово! Последний шаг также может быть самым простым, так как все, что вам нужно сделать, это ополоснуть медную сковороду водой. Таким образом, вы теперь сможете наслаждаться безупречной медной кастрюлей, которая сохранит свой внешний вид.
 По словам Хакса, комбинация соли, белого уксуса и дополнительной соли чрезвычайно эффективна. Таким образом, те, кто использует эти материалы в сочетании друг с другом, обязательно заметят превосходную химическую реакцию, которая в конечном итоге приведет к чистой медной сковороде.
По словам Хакса, комбинация соли, белого уксуса и дополнительной соли чрезвычайно эффективна. Таким образом, те, кто использует эти материалы в сочетании друг с другом, обязательно заметят превосходную химическую реакцию, которая в конечном итоге приведет к чистой медной сковороде. Таким образом, вы теперь сможете наслаждаться безупречной медной кастрюлей, которая сохранит свой внешний вид.
Таким образом, вы теперь сможете наслаждаться безупречной медной кастрюлей, которая сохранит свой внешний вид.Также важно помнить, что существует широкий спектр методов очистки меди, которые помогут вам очистить медную посуду, и это лишь один из них.
Какие методы очистки лучше всего подходят для медных кастрюль и сковородок?
Хотя Hax предлагает сочетание соли и белого уксуса, чтобы ваши медные кастрюли и сковороды выглядели великолепно, существуют альтернативные методы очистки.
Некоторые из самых популярных способов очистки медной сковороды в домашних условиях включают:
Лимон и соль
чем использовать комбинацию лимона и соли, чтобы держать свои кастрюли и сковородки в отличной форме. The Kitchn отмечает, что медная посуда может иметь много преимуществ, и тем, кто хочет максимально увеличить ценность своих кастрюль и сковородок, следует подумать о сочетании лимона и соли для очистки этих предметов». в своей блестящей, полированной форме — может использоваться как декор во многих помещениях или добавлять текстуру в изобилии к простой сервировке стола», — отмечает The Kitchn. «Если вы хотите оживить свою медную посуду, для решения этой кухонной задачи не потребуется много инструментов, поход в магазин за припасами или даже много жира. Для этого потребуются всего два небольших ингредиента (лимон и соль) у вас уже есть в кладовой». Готовы попробовать лимон и соль для очистки медных сковородок?
в своей блестящей, полированной форме — может использоваться как декор во многих помещениях или добавлять текстуру в изобилии к простой сервировке стола», — отмечает The Kitchn. «Если вы хотите оживить свою медную посуду, для решения этой кухонной задачи не потребуется много инструментов, поход в магазин за припасами или даже много жира. Для этого потребуются всего два небольших ингредиента (лимон и соль) у вас уже есть в кладовой». Готовы попробовать лимон и соль для очистки медных сковородок?
Вот рекомендации The Kitchn по использованию лимона и соли для очистки медной посуды:
- Разрежьте лимон пополам и посолите его. Затем натрите лимоном медную сковороду. Для нанесения лимонно-солевой смеси не нужна губка или тряпка. Для сравнения, The Kitchn рекомендует использовать лимон с небольшим количеством соли, чтобы получить желаемые результаты очистки.
- Приготовьте лимонно-солевую пасту. Вы замечаете неподатливые участки, на которых жир и другие стойкие пятна никак не отходят? К счастью, вы можете выжать лимонный сок в миску, добавить соль и вуаля! Вместе лимонный сок и соль могут образовать мощную пасту, которая поможет вам без промедления избавиться от трудновыводимых пятен.
- Промыть и высушить. Используйте теплую воду, чтобы сполоснуть медную кастрюлю. И после того, как вы закончите, дайте вашей медной кастрюле полностью высохнуть.
- Отполируйте медную кастрюлю. Для тех, кто требует лучшего от медной кастрюли, обязательно протрите ее сухой чистой тканью. Это позволит вам сохранить вашу медную сковороду блестящей и выглядеть новой в течение нескольких дней, недель, месяцев или лет. The Kitchn также отмечает, что лимон и соль не подходят для лакированной меди. Как правило, лакированная медная сковорода не меняет цвет и не становится коричневой при использовании.

Пищевая сода
Помните коробку с пищевой содой, которую вы использовали, чтобы продукты в холодильнике всегда приятно пахли? Что ж, пищевая сода также может послужить отличным вариантом, чтобы ваши медные кастрюли и сковородки блестели.
Кетчуп
Кетчуп — это больше, чем просто приправа, которая обычно прекрасно сочетается с картофелем фри. На самом деле, кетчуп может помочь вам в любой момент превратить безвкусные медные кастрюли и сковородки в необычные. Согласно Real Simple, небольшое количество кетчупа может иметь огромное значение для ваших медных кастрюль и сковородок. «Выдавите кетчуп на ткань и протрите им кастрюли и сковородки. Через несколько минут они должны вернуться к своему медному цвету», — пишет Real Simple. Неожиданный очиститель, как никто другой, кетчуп может помочь вам мгновенно улучшить внешний вид ваших медных кастрюль и сковородок.
На самом деле, кетчуп может помочь вам в любой момент превратить безвкусные медные кастрюли и сковородки в необычные. Согласно Real Simple, небольшое количество кетчупа может иметь огромное значение для ваших медных кастрюль и сковородок. «Выдавите кетчуп на ткань и протрите им кастрюли и сковородки. Через несколько минут они должны вернуться к своему медному цвету», — пишет Real Simple. Неожиданный очиститель, как никто другой, кетчуп может помочь вам мгновенно улучшить внешний вид ваших медных кастрюль и сковородок.
Пиво
Хотите верьте, хотите нет, но пиво действительно может помочь вам содержать ваши медные кастрюли и сковородки в чистоте! Грегг Смит, генеральный менеджер Idaho Brewing Company, рассказал Men’s Health, что когда-то пиво использовалось для полировки медных чанов на пивоварнях. «Из-за его кислотности вы можете просто налить немного, оставить на некоторое время, а затем вытереть. Он также хорошо работает с кастрюлями Revere Ware», — говорит Смит. Сегодня Смит использует пиво, чтобы столы с медными столешницами в его заведении выглядели превосходно, и вы, возможно, сможете использовать дополнительное количество пива, чтобы ваши медные кастрюли и сковородки также блестели.
Медная посуда имеет огромную ценность, особенно для тех, кто знает, как правильно ее чистить. Кроме того, те, кто инвестирует в первоклассные медные кастрюли и сковородки, могут извлечь выгоду из непревзойденного качества этих предметов.
Что следует искать в медных кастрюлях и сковородках?
Медные кастрюли и сковороды должны стать основой вашей кухни. Эти предметы должны быть достаточно прочными, чтобы их можно было использовать постоянно, не изнашивая. А после того, как вы почистите медную посуду, каждая ее деталь должна сверкать.
Однако поиск подходящих медных кастрюль и сковородок для дома может показаться сложной задачей. К счастью, мы здесь, чтобы помочь! Вот три фактора, которые следует учитывать при поиске надежных медных кастрюль и сковородок с самым высоким рейтингом:
- Внешний вид. Медные кастрюли и сковороды обычно бывают двух видов: чеканная или гладкая. Хотя чеканная отделка может выглядеть и ощущаться как ручная работа, как чеканные, так и гладкие кастрюли и сковороды обеспечивают удивительное качество. «Почти все экземпляры изготавливаются с помощью машин, и кованый внешний вид на самом деле является решением, основанным на ваших эстетических предпочтениях и наличии вариантов отделки для конкретной кастрюли или бренда, который вас интересует», — отмечает Фудал. «Гладкая отделка будет гораздо более распространена среди большинства брендов достойного качества, хотя большинство производителей предлагают некоторые изделия с обоими вариантами отделки». Ищите как чеканную, так и гладкую медную посуду, и вы обязательно найдете надежные кастрюли и сковороды, которые будут отлично выглядеть и стабильно работать.
- Накладки. Обратите внимание на медную посуду из луженой стали и облицованной нержавеющей сталью — вы будете рады, что сделали это! Таким образом, вы сможете открыть для себя выдающуюся медную посуду, которую легко чистить и которая будет прекрасно сочетаться с вашим личным стилем.
 «Почти все экземпляры изготавливаются с помощью машин, и кованый внешний вид на самом деле является решением, основанным на ваших эстетических предпочтениях и наличии вариантов отделки для конкретной кастрюли или бренда, который вас интересует», — отмечает Фудал. «Гладкая отделка будет гораздо более распространена среди большинства брендов достойного качества, хотя большинство производителей предлагают некоторые изделия с обоими вариантами отделки». Ищите как чеканную, так и гладкую медную посуду, и вы обязательно найдете надежные кастрюли и сковороды, которые будут отлично выглядеть и стабильно работать.
«Почти все экземпляры изготавливаются с помощью машин, и кованый внешний вид на самом деле является решением, основанным на ваших эстетических предпочтениях и наличии вариантов отделки для конкретной кастрюли или бренда, который вас интересует», — отмечает Фудал. «Гладкая отделка будет гораздо более распространена среди большинства брендов достойного качества, хотя большинство производителей предлагают некоторые изделия с обоими вариантами отделки». Ищите как чеканную, так и гладкую медную посуду, и вы обязательно найдете надежные кастрюли и сковороды, которые будут отлично выглядеть и стабильно работать.Foodal описывает, как можно различать три типа медной облицовки посуды:
- Голая : Часто недорогая и превосходно проводящая тепло, голая облицовка является хорошим вариантом для любого дома. Однако в то же время эти покрытия обеспечивают ограниченную защиту от кислых продуктов, таких как помидоры, что затрудняет сохранение их качества.
- Олово : С оловом вы можете наслаждаться естественной кристаллической структурой, гладкой и нелипкой. Однако со временем он окисляется и темнеет после длительного использования.
- Сталь : вкладыш из нержавеющей стали настолько тонкий, что нержавеющая сталь не оказывает заметного влияния на количество тепла, проникающего через дно кастрюли», — отмечает Foodal. Сталь не ржавеет и не тускнеет, и для нее не требуются специальные чистящие средства. или моющие средства для обеспечения его качества.
 Однако в то же время эти покрытия обеспечивают ограниченную защиту от кислых продуктов, таких как помидоры, что затрудняет сохранение их качества.
Однако в то же время эти покрытия обеспечивают ограниченную защиту от кислых продуктов, таких как помидоры, что затрудняет сохранение их качества.Выбирайте с умом выбор между различными типами подкладок, и вы сможете найти именно ту, которая всегда будет удовлетворять ваши кулинарные потребности.
Рекомендации по приготовлению пищи в медных кастрюлях
Один из лучших способов ухода за медными кастрюлями и сковородками — убедиться, что вы знаете, как правильно в них готовить. Чем тщательнее вы готовите их, тем меньше времени и усилий вам придется потратить на их полировку или ремонт.
Чем тщательнее вы готовите их, тем меньше времени и усилий вам придется потратить на их полировку или ремонт.
Если вы делите кухню с членами семьи или соседями по дому или к вам приходят гости, расскажите им, как готовить на меди, чтобы они случайно не испортили вашу любимую посуду.
При приготовлении пищи на меди следует помнить следующее:
- Не нагревайте сковороду, пока она пуста. Хотя у вас может возникнуть соблазн бросить сковороду на плиту и разогреть ее перед добавлением масла, это может привести к обесцвечиванию и повреждению покрытия сковороды. Подождите, пока вы добавите масло, затем медленно увеличьте огонь.
- Используйте пониженный нагрев. Поскольку медь проводит тепло более эффективно, чем другие металлы, всегда следует использовать более низкую температуру, чем для других кастрюль. Начните со среднего или слабого пламени или уменьшите пламя до половины того, что вы используете при приготовлении пищи из нержавеющей стали.
- Не используйте металлическую посуду. Если ваша сковорода покрыта жестью или антипригарным покрытием, то самый верный способ сократить срок службы вашей сковороды — поцарапать ее металлической вилкой или лопаткой. Используйте деревянную или силиконовую посуду, чтобы сохранить покрытие, и, конечно же, избегайте абразивных губок и мочалок.
- Не все медные кастрюли можно использовать в духовке. Иногда хочется поставить кастрюлю в духовку, чтобы подогреть еду или поджарить ее. Медь, облицованная нержавеющей сталью, может выдерживать температуру до 500 градусов, а оловянная облицовка не может нагреваться выше 450 градусов. Будьте осторожны, чтобы не беспокоиться о том, чтобы убрать расплавленное олово с ужином.
- Не используйте посудомоечную машину. Медные кастрюли нельзя мыть в посудомоечной машине, поэтому всегда мойте их вручную.
- Храните их подальше от плиты. Большая часть привлекательности меди заключается в ее декоративности, поэтому не бойтесь вешать медные кастрюли на кухне. Но если вы это сделаете, держите их на безопасном расстоянии от плиты, чтобы масла и частицы пищи не попадали на них во время приготовления.

 Но если вы это сделаете, держите их на безопасном расстоянии от плиты, чтобы масла и частицы пищи не попадали на них во время приготовления.
Но если вы это сделаете, держите их на безопасном расстоянии от плиты, чтобы масла и частицы пищи не попадали на них во время приготовления.Что такое медные сковороды с антипригарным покрытием? Исследуя медные сковороды, вы можете встретить сковороды, которые продаются как медные с антипригарным покрытием и имеют тот же красновато-медный оттенок, который вы ожидаете от медных сковородок. Мы не хотим лопнуть ваш пузырь, но это не те медные кастрюли, которые вы найдете во французском ресторане. На самом деле это алюминиевые кастрюли с керамическим покрытием медного цвета. Некоторые из них могут содержать небольшое количество меди, но вы не получите никаких качеств, которые вы получите от настоящей медной сковороды. У них больше общего с другой антипригарной посудой, чем с медью.
Вам нужно приправлять медные кастрюли?
Еще один вопрос, который у вас может возникнуть, заключается в том, нужно ли приправлять медные кастрюли. В общем, нет. Приправа обычно предназначена для чугуна и углеродистой стали. Однако, в зависимости от того, чем покрыта ваша медная сковорода, вам может потребоваться приправлять ее несколько раз в год. Вы можете проверить рекомендации производителя, чтобы узнать, что они рекомендуют.
Однако, в зависимости от того, чем покрыта ваша медная сковорода, вам может потребоваться приправлять ее несколько раз в год. Вы можете проверить рекомендации производителя, чтобы узнать, что они рекомендуют.
Как правило:
- Приправы необходимы для антипригарных покрытий, если вы хотите сохранить их качество.
- Приправы не нужны для жестяных покрытий, которые уже устойчивы к прилипанию.
- Приправа не является обязательной для футеровки из нержавеющей стали. Закаленная нержавеющая сталь не будет выглядеть такой блестящей, но с ней будет проще готовить исключительно липкие продукты, такие как яйца. Некоторые повара предлагают приправить только одну из ваших сковородок из нержавеющей стали и отложить ее для этой цели.
Как приправить сковороду? Есть четыре основных шага:
- Тщательно вымойте и высушите противень.
- Смажьте его тонким слоем растительного масла или любого другого растительного масла, которое вы предпочитаете.
- Нагрейте его в духовке или на плите, пока он не начнет дымиться. Если вы используете духовку, то 20 минут при температуре 300F должно хватить.
- Дайте ему остыть и слейте или вытрите лишнее масло.

При приправе сковороды химические вещества в масле связываются с поверхностью сковороды, образуя слой, который может сохраняться до 6 месяцев. Однако он уязвим для моющих средств, поэтому в это время не следует мыть его водой с мылом. Если вы это сделаете, вам придется приправить все заново!
Как отремонтировать медные кастрюли
Иногда медные кастрюли нуждаются не только в тщательной очистке. Если оловянное покрытие вашей кастрюли изношено или поцарапано, а под ним видна медь, возможно, пришло время заменить его. Свежее оловянное покрытие может прослужить 10 и более лет, помогая увеличить срок службы медной кастрюли.
Если вы этого хотите, вы можете сделать это самостоятельно или нанять профессионала, который сделает это примерно за 4-6 долларов за квадратный дюйм. Они удалят оловянную обшивку, чтобы обнажить медь под ней, затем расплавят новый слой олова и равномерно распределит его по поверхности.
Как узнать, что медный поддон нуждается в замене? Несколько царапин вряд ли будут проблемой, но как только видимая область меди достигает размера четверти, пришло время для ремонта.
Медная посуда незаменима как для опытных, так и для начинающих поваров, а тем, кто ищет лучшие кастрюли и сковородки, следует подумать о покупке медных изделий от ведущего в отрасли бренда: CopperSmith.
С 2009 года мы предлагаем медную посуду, обладающую целым рядом преимуществ, в том числе:
- Исключительная теплопроводность : Почему вы должны довольствоваться кастрюлями и сковородками, которые не проводят необходимое количество тепла для приготовления вкусных блюд? Имея в своем распоряжении нашу медную посуду, вам никогда не придется беспокоиться о пригоревшей или недоваренной еде, так как наши кастрюли и сковороды гарантируют равномерный нагрев.
- Выдающиеся антипригарные продукты : Мы поставляем посуду из чеканной меди, покрытую оловом, что гарантирует превосходное качество. Кроме того, все наши продукты производятся компанией Amoretti Brothers, которая предлагает химически созданную посуду с антипригарным покрытием высочайшего качества.
- Улучшенная безопасность : В нашем ассортименте медной посуды вы можете наслаждаться изделиями из меди, олова и литой бронзы. Это гарантирует, что все наши медные кастрюли и сковороды не содержат вредных химических веществ, которые могут попасть в вашу еду.
- Экономия затрат : Хотите получить максимальную отдачу от инвестиций в медную посуду? Благодаря нашему ассортименту медных кастрюль и сковородок вы можете воспользоваться посудой, которая сохранит свое качество и внешний вид. Это гарантирует, что в ближайшее время вам не придется менять медные кастрюли и сковородки.
- Стиль : Мы в компании CopperSmith понимаем, что ваш личный стиль может быть уникальным. Таким образом, мы предлагаем большой выбор стилей, разработанных для удовлетворения ваших личных потребностей. От наших медных кастрюль и сковородок до наших медных раковин, медных смесителей, медных светильников и других медных акцентов — мы также упрощаем обновление вашей кухни в любое время!
- Повышенная износостойкость : Для тех, кто хочет, чтобы посуда работала так же усердно, как и вы, наши медные кастрюли и сковороды станут идеальным выбором. Эти кастрюли и сковороды отличаются усовершенствованной конструкцией и долговечностью, гарантируя, что они изготовлены из прочных материалов, которые повышают общую ценность каждого предмета.
- Простота очистки : Уборка после обильного приема пищи еще никогда не была такой простой благодаря нашей превосходной медной посуде. Вы можете вымыть каждый предмет вручную, отполировать поверхность медной посуды мягкой сухой тканью и мгновенно заставить ее ярко сиять.
Продукция CopperSmith остается лучшим выбором как для домовладельцев, так и для архитекторов, поскольку мы делаем все возможное, чтобы производить медные кастрюли и сковороды, которые удовлетворят все ваши потребности.
Наше постоянное внимание к творчеству и сотрудничеству помогло нам стать лидером отрасли среди поставщиков медных кастрюль и сковородок. И с нашей невероятной коллекцией медной посуды премиум-класса мы продолжаем помогать практически каждому наслаждаться впечатляющими кастрюлями и сковородками.
Готовы заменить обычную посуду на медную, которая будет служить вам каждый день? Воспользуйтесь предложениями компании CopperSmith, и вы сможете воспользоваться роскошными медными кастрюлями и сковородками, которые, вероятно, мгновенно станут вашими фаворитами в вашем доме.
Мы предлагаем медную посуду, на которую распространяется наша гарантия возврата денег. И если у вас когда-либо возникнут проблемы или вопросы, наша команда экспертов по медной посуде будет рада ответить на ваши вопросы в любое время.
Оцените наш огромный выбор медных кастрюль и сковородок уже сегодня! Чтобы узнать больше о медной посуде CopperSmith, посетите наш веб-сайт или позвоните нам по телефону 1-888-431-4677.
Изобретатель первого современного станка из металла: Изобретатель первого современого токарного станка из металла 7 букв третья «Д»
Изобретатель первого современного токарного станка из металла
Оглавление:
- С чего всё начиналось
- Кто же изобрёл суппорт?
- Универсальный токарный станок – время пришло
- Видео: Управление токарным станком
С чего всё начиналось
Вообще-то нечто подобное было известно еще в рабовладельческой Элладе за несколько сотен лет до нашей эры. Принцип получения тел вращения, при котором необходимо вращать заготовку, прикасаясь к её поверхности более прочным и остро заточенным предметом, придумать оказалось легко.
Старинный токарный станок с ножным приводом
Не было и проблем с источником энергии, поскольку здоровых и крепких рабов наличествовало в избытке. В более цивилизованные времена привод такого станка осуществлялся туго натянутой тетивой от лука. Но тут имелось существенное ограничение – скорость оборотов падала по мере раскручивания тетивы, поэтому в Средние века появились модели токарных станков с ножным приводом.
youtube.com/embed/50nL1UgB3xg» frameborder=»0″ allowfullscreen=»»>
Весьма отдалённо они напоминали швейную машинку — потому, что включали в себя традиционный кривошипно-шатунный механизм. Это оказалось весьма позитивным сдвигом: вращающаяся заготовка теперь не имела попутных колебательных движений, заметно усложняя работу мастера, и ухудшая качество обработки.
Вместе с тем к началу XVI века токарный станок по-прежнему имел ряд существенных ограничений:
Токарный станок с канатным ручным приводом от маховика
- Держать резец следовало вручную, поэтому при продолжительной обработке металла рука токаря сильно уставала.
- Поддерживающий длинные заготовки люнет крепился отдельно от станка, а поэтому его установка и поверка были довольно длительными.
- Проблема удаления стружки так и не была решена: требовался подмастерье, который время от времени смахивал стружку с руки мастера.
- Не был решён и вопрос равномерного перемещения резца по мере обработки: всё определялось квалификацией и опытом мастера.
Последующие несколько сотен лет были истрачены на конструирование привода вращения подвижного центра станка, в котором крепилась обрабатываемая заготовка. Наиболее удачной оказалась конструкция Жана Бессона, который впервые применил для этих целей водяной привод.
Станок оказался довольно громоздким, но именно на нём впервые была нарезана резьба. Произошло это в середине XVI века, а уже через несколько лет механик Петра I Андрей Нартов изобрёл механизированный станок, на котором можно было нарезать резьбу с изменяемой скоростью вращения подвижного центра. Характерной особенностью станка Нартова оказалось также наличие сменного блока шестерён.
Кто же изобрёл суппорт?
Станок токарно-винторезный. Суппорт
Суппорт – ключевой узел современного токарного станка, всё остальное могло в той или иной степени быть заимствовано из других механизмов. Вместе с тем имея приспособление для точного перемещения металлорежущего инструмента вдоль обрабатываемой поверхности, причём по всем трём координатам, можно было бы говорить о полнофункциональном станке для производства токарных работ. Но, как и в большинстве других случаев из истории техники, единоличное авторство в изобретении суппорта установить невозможно.
Но, как и в большинстве других случаев из истории техники, единоличное авторство в изобретении суппорта установить невозможно.
Что говорит о приоритете Андрея Нартова?
Большой токарно-копировальный станок, построенный Нартовым в 1718-1729 годах
- В копировальном станке Нартова самоходный суппорт появился в 1712 году, в то время как Генри Модсли представил свой вариант только в 1797 году.
- Совместное перемещение копира и суппорта в варианте станка Нартова впервые производилась при помощи одного механизма – ходового винта.
- Изменение скорости поперечной подачи технически обеспечивалось разным шагом резьбы на ходовом винте.
Термин «суппорт» (от французского слова support – поддерживаю) впервые ввёл в обиход Шарль Плюме, а уже станок, построенный его соотечественником Жаном Вокансоном, практически походил на тот, с которым ныне работают все токари.
У этого механизма появились точные для своего времени V-образные направляющие, а суппорт имел возможность перемещаться не только в поперечном, но и в продольном направлениях. Тем не менее, здесь тоже не всё было в порядке – в частности, отсутствовал патрон, где закреплялась бы обрабатываемая заготовка.
Тем не менее, здесь тоже не всё было в порядке – в частности, отсутствовал патрон, где закреплялась бы обрабатываемая заготовка.
Это существенно суживало технологические возможности оборудования: например, была невозможной токарная обработка заготовок, которые имели разную длину. Да и вообще выполнять какие-либо другие операции, кроме нарезки резьбы на винтах, болтах и пр.
И тут на исторической сцене появляется Генри Модсли.
Универсальный токарный станок – время пришло
Во многих отраслях человеческой созидательной деятельности пальма первенства достаётся тому, кто не столько изобрёл нечто, но ещё и смог при этом аналитически верно обобщить опыт предыдущих поколений. Генри Модсли – не исключение.
Токарный станок Г. Модсли 1798 г
Нет оснований утверждать, что Модсли примитивно украл схему суппорта у Андрея Нартова. Да, во времена Петра I не особо приветствовались связи с Англией, но зато крепкими были взаимоотношения с Голландией. Но учитывая то, что голландцы, в свою очередь, часто принимали у себя английских предпринимателей и просто мастеров, вполне вероятно, что об изобретении Нартова очень скоро стало известно и на берегах туманного Альбиона (хотя Модсли и сам мог узнать о станке Нартова, поскольку в те годы занимался строительством паровых машин для России).
Величие Генри Модсли в другом – он представил на суд заинтересованных лиц (а в Англии к тому времени промышленная революция шла полным ходом) концепцию первого, по-настоящему универсального станка для выполнения различных токарных операций. Оборудования, в котором органично были решены все проблемы токарного способа обработки изделий.
Токарные станки Генри Модсли
Первый суппорт у Модсли имел крестообразную конструкцию: для перемещения по направляющим имелись два ходовых винта. Но в 1787 году Модсли кардинально изменил порядок движений инструмента и заготовки: последняя оставалась неподвижно закреплённой, а вдоль её образующей теперь скользил суппорт. Для реализации этого изменения Модсли соединил один из ходовых винтов суппорта с передней бабкой при помощи зубчатой передачи (тот нюанс, до которого не додумался Нартов). В результате нарезание резьбы стало выполняться автоматически, а вручную производился лишь отвод суппорта после обработки детали.
Добавив позже в станок комплект сменных зубчатых колёс, Модсли добился того, что теперь присуще любому токарному станку – универсальности и технологического удобства работы.
Видео: Управление токарным станком
Похожие статьи
История токарного станка — полезная информация Токарно-винторезные станки по металлу
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону.
Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка.
В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю па нель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли — Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т. д.
д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан.
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
Суппорт токарного станка
Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям.
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15.
Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера.
Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом.
Нужное изображение получали на заготовке следующим образом.
Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом — резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения.
Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе.
Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки.
Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве.
Особенно остро нужда в высокоточной обработке металлических заготовок стала ощущаться после внедрения в жизнь великого изобретения Уатта. Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Обычно резец укреплялся на длинной крючкообразной палке. Рабочий держал его в руках, опираясь как на рычаг на специальную подставку. Этот труд требовал больших профессиональных навыков и большой физической силы. Любая ошибка приводила к порче всей заготовки или к слишком большой погрешности обработки.
В 1765 году из-за невозможности рассверлить с достаточной точностью цилиндр длиной в два фута и диаметром в шесть дюймов Уатт вынужден был прибегнуть к ковкому цилиндру. Расточка цилиндра длиною в девять футов и диаметром в 28 дюймов допускала точность до «толщины маленького пальца».
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.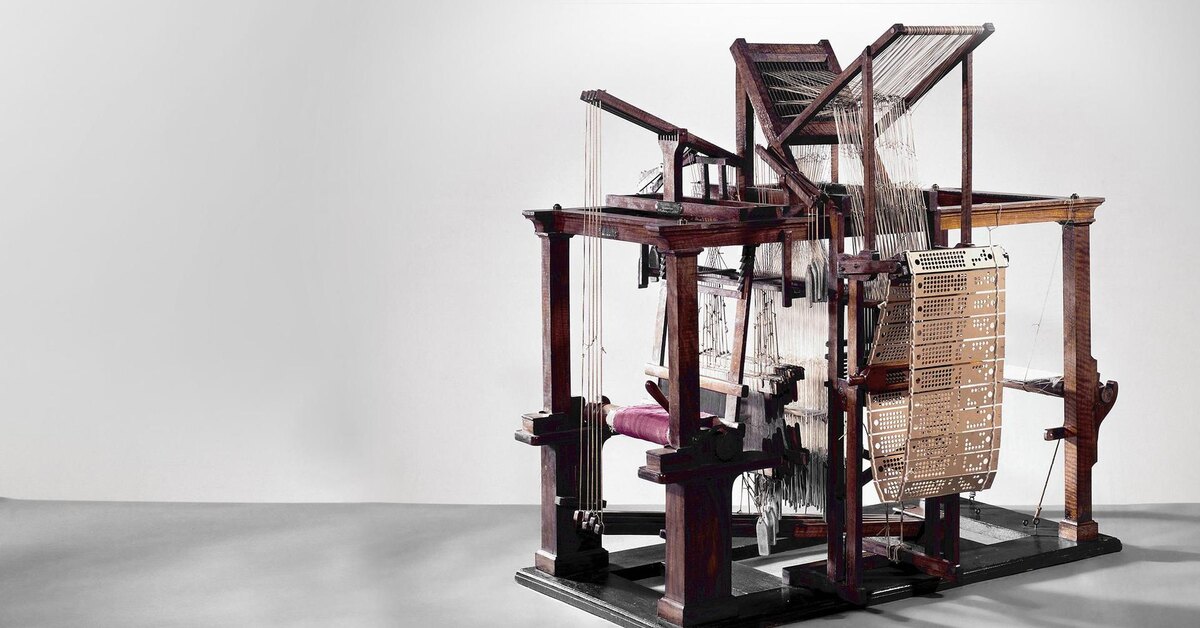
Нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта.
Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом.
Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Таким образом, на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед.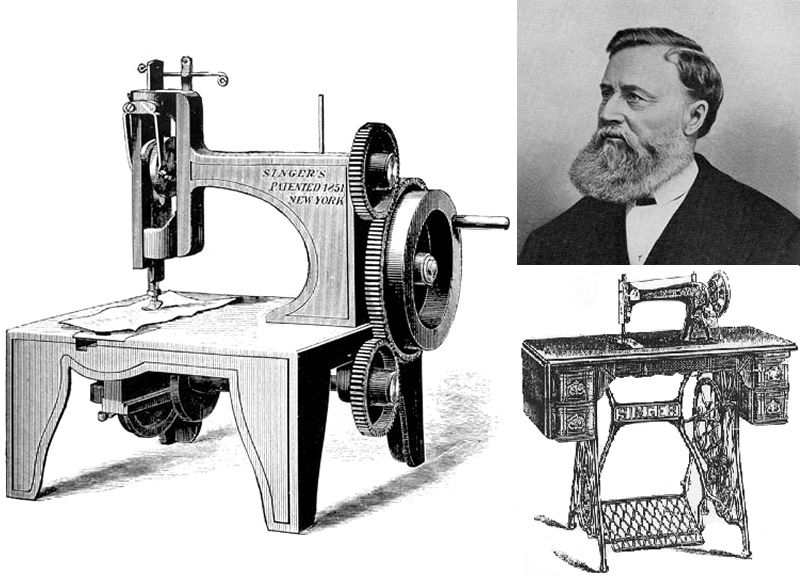 История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении.
Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага.
Слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом.
Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50).
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д.
Нартов Андрей Константинович (1683 — 1756)
Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами.
В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема «Царь колокола». После смерти Петра, Нартову было поручено сделать «триумфальный столп» в честь императора, с изображением всех его «баталий».
Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и «триумфальный столп», то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить «столп», он был переведен в академию «к токарным станкам», для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов. В этой должности он пробыл только 1,5 года, потому что оказался «ничего кроме токарного художества незнающим и самовластным»; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность «на пушечно-артиллерийском деле».
1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В обнаруженной рукописи Нартова «Ясное зрелище махин» описывается более 20 токарных, токарно-копировальных, токарно-винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: «Достопамятные повествования и речи Петра Великого» и «Театрум махинарум».
Генри Модсли (Maudslay Henry 1771-1831)
Английский механик и промышленник. Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном.
В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете.
Позже открыл собственную мастерскую, потом завод в Ламбете.
Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины.
Другие статьи по теме:
Устройство токарного станка 16К20
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Правила эксплуатации токарных и фрезерных станков
. ..
..
смотреть
все ->
Когда был изобретен токарный станок по металлу?
Главная > Блог > Без рубрики > Когда был изобретен токарный станок по металлу?
Зайдите в современный механический цех, и вы легко будете ошеломлены количеством выставленных передовых технологий. Станки с ЧПУ, использующие компьютеры и g-код для выполнения сложных операций резки на 5-осевых станках, или электронно-разрядные станки (EDM), использующие электричество для резки металлических деталей.
Несмотря на все передовые технологии, все представленные процессы обработки основаны на гораздо более старых принципах. История токарного станка, одного из самых значительных станков, является хорошим примером.
Ранние токарные станки: от дерева к металлу
Механическая обработка — это процесс, при котором кусок сырья режется и ему придается желаемая форма. Большинство станков полагаются на субтрактивную обработку, удаление материала путем резки или шлифования. Станки различных видов использовались веками или даже дольше.
Станки различных видов использовались веками или даже дольше.
Токарный станок по металлу является одним из таких станков. Свидетельства существования самых ранних токарных станков происходят из Египта, где в прядении металла участвовали два человека и веретено с намотанной веревкой. Сохранились только графические свидетельства, оставившие множество предположений о том, как работали самые ранние токарные станки.
В последующие века во многих культурах использовались разновидности металлического прядения, хотя до позднего средневековья не было непрерывного движения веретена. Это означало, что резка не была непрерывной; он запускался, останавливался и сбрасывался по мере вращения заготовки.
Самые старые современные токарные станки использовались для обработки дерева и, вероятно, появились во Франции в 1500-х годах. Эти токарные станки были непрерывного действия, так как стали использоваться ножные педали. Процесс токарной обработки стал известен как «токарная обработка». Точение на токарном станке дало некоторые важные преимущества; вращение позволяло удалять материал равномерно. Ранние токарные станки приводились в действие ножной педалью или рукояткой, и оператор токаря мог контролировать, сколько материала удалялось, увеличивая или уменьшая скорость вращения.
Точение на токарном станке дало некоторые важные преимущества; вращение позволяло удалять материал равномерно. Ранние токарные станки приводились в действие ножной педалью или рукояткой, и оператор токаря мог контролировать, сколько материала удалялось, увеличивая или уменьшая скорость вращения.
С помощью токарного станка по дереву мастера могли создавать ножки для столов и другие цилиндрические формы гораздо быстрее, чем их можно было бы вырезать вручную.
Кто изобрел токарный станок по металлу?
В начале промышленной революции в Англии горстка изобретателей сделала открытия, которые легли в основу последующего технического прогресса. Генри Модслей был одним из них. Родился в 1771 году, работал сначала слесарем, а затем занялся собственным делом по изготовлению корабельных механизмов — шкивов и талей.
В течение следующих трех десятилетий Модслей изобрел ряд машин, а также обучил других известных изобретателей и инженеров викторианской эпохи. Одним из самых значительных изобретений Модслея был токарный станок по металлу.
Токарные станки раньше использовались для резки металла; между токарным станком по металлу и токарным станком по дереву не было принципиальной разницы, кроме, возможно, материалов, из которых он был изготовлен. До Модслея рабочие точили металл и использовали инструменты для придания формы заготовке. Это сработало, но получившиеся кусочки были неровными.
Около 18:00 Модсли пришла в голову идея закрепить режущий инструмент на направляющих. Плавно перемещая инструмент по длине токарного станка, можно было делать ровные разрезы. Модслей использовал свое изобретение для стандартизации размера резьбы; в свою очередь, это позволило производить винты серийно и использовать их как взаимозаменяемые.
Важность токарного станка по металлу
Токарный станок по металлу не в одиночку начал промышленную революцию, но он был одним из основных факторов массового производства взаимозаменяемых деталей. Токарный станок получил еще больший импульс, когда он был соединен с паровым двигателем, что позволяло выполнять крупномасштабную токарную обработку металлических деталей.
Токарный станок по металлу Модслея также сыграл решающую роль в развитии других станков. Его токарный станок продемонстрировал, что новые методы конструирования можно комбинировать для производства новых инструментов и использования их с новыми материалами.
Токарные станки по металлу сегодня
Революция Эпохи Компьютеров также изменила токарные станки по металлу. Современные токарные станки оснащены технологией числового программного управления (ЧПУ). С помощью компьютерного языка, известного как G-код, токарные станки с ЧПУ можно предварительно запрограммировать на резку целой серии деталей с одинаковыми размерами.
В современных токарных станках по-прежнему используются те же основные принципы, что и в токарном станке Модслея 200 лет назад, и, возможно, в токарных станках, которые намного старше его. Они продолжают оставаться одним из самых важных станков, широко используемых сегодня.
Иоганн Гутенберг | Печатный станок, изобретения, факты, достижения и биография
Иоганн Гутенберг
Смотреть все медиа
- Дата рождения:
- c. 1390 или 1399
Майнц
Германия
 1390 или 1399
1390 или 1399- Умер:
- 2 февраля 1468 года?
Майнц
Германия
Просмотреть весь связанный контент →
Популярные вопросы
Чем известен Иоганн Гутенберг?
Иоганн Гутенберг известен тем, что спроектировал и построил первую известную механизированную печатную машину в Европе. В 1455 году он использовал его для печати Библии Гутенберга, которая является одной из первых книг в мире, напечатанных с помощью подвижного шрифта.
Что сделал Иоганн Гутенберг, чтобы изменить мир?
Тип механизированного печатного станка, созданный Иоганном Гутенбергом в 15 веке, впервые в Европе позволил производить большое количество книг при относительно небольших затратах. В результате книги и другие печатные материалы стали доступны широкой аудитории, что в значительной степени способствовало распространению грамотности и образования в Европе. Однако Гутенберг не изобрел книгопечатание подвижными литерами, которое имело место в Корее в 14 веке.
Где работал Иоганн Гутенберг?
Имеющиеся записи показывают, что Иоганн Гутенберг провел большую часть своей трудовой жизни, если не всю, в городах Страсбург (ныне Страсбург, Франция) и Майнц (ныне в Германии).
Сводка
Прочтите краткий обзор этой темы
Узнайте, как печатный станок Иоганна Гутенберга повысил грамотность и образование людей в Европе
Посмотреть все видео к этой статье
Johannes Gutenberg , полностью Johann Gensfleisch zur Laden zum Gutenberg , (род. 14 век, Майнц [Германия] — умер, вероятно, 3 февраля 1468, Майнц), немецкий мастер и изобретатель, придумавший метод печати с подвижным шрифтом. Считается, что элементы его изобретения включали металлический сплав, который мог легко плавиться и быстро охлаждаться, образуя прочный многоразовый шрифт, чернила на масляной основе, которые можно было сделать достаточно густыми, чтобы хорошо прилипать к металлическому шрифту и хорошо переноситься на пергамент или бумагу. и новый пресс, вероятно адаптированный из тех, которые использовались для производства вина, масла или бумаги, для приложения сильного равномерного давления к печатным поверхностям. Ни одной из этих особенностей не было в европейской технике, использовавшейся до того времени для тиснения букв на различных поверхностях или в ксилографии. Печатный станок Гутенберга считался изобретением, изменившим историю, сделав книги широко доступными и возвестив «информационную революцию».
и новый пресс, вероятно адаптированный из тех, которые использовались для производства вина, масла или бумаги, для приложения сильного равномерного давления к печатным поверхностям. Ни одной из этих особенностей не было в европейской технике, использовавшейся до того времени для тиснения букв на различных поверхностях или в ксилографии. Печатный станок Гутенберга считался изобретением, изменившим историю, сделав книги широко доступными и возвестив «информационную революцию».
Долгое время считалось, что Гутенберг также изобрел систему пуансон-матрица для литья металла (в которой символ, выгравированный на одном конце стержня из твердого металла, использовался для нанесения оттиска на более мягкую металлическую пластину, матрица, в которую заливали расплавленный металл, чтобы сформировать любое количество практически одинаковых кусков шрифта). Однако в начале 2000-х компьютерный анализ печатных работ Гутенберга показал, что было слишком много вариаций в символах данного типа (например, буква 9). 0095 i ), чтобы его тип был отлит таким образом. Некоторые ученые сейчас считают, что система штампов-матриц появилась через несколько лет после смерти Гутенберга.
0095 i ), чтобы его тип был отлит таким образом. Некоторые ученые сейчас считают, что система штампов-матриц появилась через несколько лет после смерти Гутенберга.
Жизнь
Гутенберг был сыном патриция Майнца. То немногое, что существует о нем, кроме того, что он приобрел навыки работы с металлом, исходит из документов о финансовых операциях. Изгнанный из Майнца в ходе ожесточенной борьбы между гильдиями этого города и патрициями, Гутенберг переехал в Страсбург (ныне Страсбург, Франция), вероятно, между 1428 и 1430 годами. ремесел, таких как огранка драгоценных камней, а также обучил ряд учеников.
Некоторые из его партнеров, которым стало известно, что Гутенберг занимался работой, которую он скрывал от них, настаивали на том, чтобы, поскольку они ссудили ему значительные суммы, они также стали партнерами в этой деятельности. Таким образом, в 1438 году между ним и тремя другими мужчинами: Гансом Риффе, Андреасом Дритценом и Андреасом Хейльманном был заключен пятилетний контракт. В нем содержался пункт, согласно которому в случае смерти одного из партнеров его наследники не должны были вступать в компанию, но должны были получить финансовую компенсацию.
В нем содержался пункт, согласно которому в случае смерти одного из партнеров его наследники не должны были вступать в компанию, но должны были получить финансовую компенсацию.
Викторина «Британника»
Изобретатели и изобретения
Наши первые человеческие предки изобрели колесо, но кто изобрел шарикоподшипник, уменьшающий трение при вращении? Пусть крутятся колеса в вашей голове, проверяя свои знания об изобретателях и их изобретениях в этой викторине.
Изобретение пресса
Когда Андреас Дритцен умер на Рождество 1438 года, его наследники, пытаясь обойти условия договора, начали судебный процесс против Гутенберга, в котором требовали сделать их соучастниками. Они проиграли иск, но суд показал, что Гутенберг работал над новым изобретением. Свидетели показали, что плотник по имени Конрад Саспах авансировал Андреасу Дритцену деньги на строительство деревянного пресса, а ювелир Ганс Дюнне заявил, что еще в 1436 году он продал Гутенбергу печатных материалов на 100 гульденов. Гутенберг, который, по-видимому, был на пути к завершению своего изобретения, стремился сохранить в секрете природу своего предприятия.
Гутенберг, который, по-видимому, был на пути к завершению своего изобретения, стремился сохранить в секрете природу своего предприятия.
После 12 марта 1444 года деятельность Гутенберга в течение ряда лет не задокументирована, но сомнительно, чтобы он немедленно вернулся в Майнц, поскольку в этом городе возобновилась ссора между патрициями и гильдиями. Однако в октябре 1448 года Гутенберг вернулся в Майнц, чтобы занять еще денег, которые он получил от родственника. К 1450 году его печатные эксперименты, по-видимому, достигли значительной степени изощренности, поскольку он смог убедить Иоганна Фуста, богатого финансиста, ссудить ему 800 гульденов — весьма существенную капиталовложение, для которого должны были использоваться инструменты и оборудование для печати. как ценные бумаги. Два года спустя Фуст вложил еще 800 гульденов в партнерство с предприятием. Фуст и Гутенберг в конце концов отдалились друг от друга, Фуст, по-видимому, хотел безопасного и быстрого возврата своих инвестиций, в то время как Гутенберг стремился к совершенству, а не к быстроте.