Баллон нужен аквалангисту для того, чтобы иметь возможность дышать под водой сжатым и фильтрованным воздухом или газовой смесью. Несмотря на небольшие объемы (от 10-18 литров) за счет того, что баллон выдерживает очень большое внутреннее давление воздуха (200-300 бар), аквалангист может находиться под водой до часа и более. Баллон, готовый к применению, состоит из цилиндра и вентиля. Современные баллоны снабжены защитой от переполнения. В вентиле находится металлическая пластина (burst disk или Б-диск), которая разрывается и выпускает воздух из баллона, в том случае если внутреннее давление выше критического, обычно на 40 % выше рабочего давления (это может произойти не только из-за переполнения, но и в случае удара или перегрева). Некоторые баллоны оснащены специальной ручкой для переноски.
Ваш гид в мире снаряжения для дайвинга
В нашем клубе подбором снаряжения занимается Муравьев Вячеслав он поможет Вам выбрать необходимое снаряжение.
Задать вопрос
Связаться с Вячеславом
Вы можете задать ему любой интересующий Вас вопрос.
ВЫБОР.
Литраж. При выборе баллона первое, что нужно сделать, определиться с тем, какой емкости баллон вам нужен. Для крупных людей, а также аквалангистов, собирающихсянырять на большие глубины, имеет смысл приобрести большой (15-18 литров). Для детей достаточно 10 литров. Чаще всего используются баллоны емкостью 12 литров.
Материал баллона. От материала изготовления зависит вес и долговечность баллона, а от веса, соответственно, количество груза, которое вы будете брать с собой. Материал баллона можно посмотреть на маркировке баллона.
Тип соединения вентиля баллона с регулятором. Естественно, что тип соединения (DIN или YOKE) на на вашем регуляторе должен соответствовать типу соединения на баллоне. (Преимущества и недостатки DIN или YOKE соединения описаны в разделе «Регуляторы»).
Наличие Б-диска. Обычно, вентили современных баллонов оснащены Б-диском, но если вы покупаете баллон старого образца, то его может не быть. Следует помнить, что наличие разрывного диска обеспечивает вашу безопасность. Баллоны, вентили которых не имеют его, потенциально опасны.
Дата визуальной инспекции и гидростатического теста. При покупке необходимо посмотреть на маркировке баллона даты, когда в последний раз были проведены визуальная инспекция и гидростатический тест.
Длина баллона. Современному аквалангу не составляет труда подобрать баллон, который лучше всего подходит к его физическим параметрам и подводной деятельности. Баллоны в некоторых диапазонах размеров, выпускаются даже в таких моделях, как «короткий и толстый» и «длинный и тонкий», поэтому аквалангист может выбрать баллон с емкостью, которая ему нужна и, вдобавок, пропорциональный его росту.
Защитное покрытие стального баллона.Если вы выбрали стальной баллон, то удостоверьтесь, что на него нанесено защитное покрытие. Без покрытия внешняя часть стального баллона подвергается коррозии вследствие воздействия пресной и соленой воды и даже из-за влажности воздуха. Чтобы не допустить этого многие современные стальные баллоны покрываются цинком. Новые оцинкованные баллоны имеют блестящий металлический вид. Со временем, покрытие меняет цвет на более тусклый, и приобретает равномерный серый оттенок. Для улучшения внешнего вида оцинкованные стальные баллоны обычно покрываются дополнительным слоем краски. Для защиты краски баллона от царапин иногда на него надевают защитную сетку.
Резиновый или пластиковый башмак. Защитный башмак одевается на нижнюю часть баллона и является незаменимым аксессуаром дайвинг-центра в городе, где большая часть обучения проходит в бассейне. Резиновый или пластиковый башмак защищает кафельные плитки бассейна. Разбитое плиточное покрытие бассейна традиционно является поводом для конфликта давинг-центра с дирекцией бассейн.
СОВЕТ БЫВАЛОГО.
При покупке как нового, так и подержанного баллона (блестящий наружный вид ничего не говорит о качестве покупаемого баллона) осмотр специалистами снаружи и внутри является обязательным. Сравните цену подержанного баллона с ценой нового и прибавьте к цене необходимые доплаты за осмотр и гидростатический тест. Гидростатический тест делается раз в пять лет.При покупке алюминиевого баллона нужно быть уверенным, что он не перекрашивался владельцем с применением высоких температур. При подозрении на перекраску необходим новый гидростатический тест.
Существует несколько видов баллонов:
Стальной баллон. Стальной баллон обладает меньшей плавучестью, чем алюминиевый такого же объема и, соответственно, аквалангисту требуется меньше груза. Это очень удобно для крупных людей и при использовании костюма сухого типа, когда и так на пояс вешается много грузов. Но с другой стороны, а особенно это относится к стальным баллонам большого литража (15 –18 литров), для сохранения симметрии расположения веса с учетом тяжелого баллона следует концентрировать груз на животе. Стальные баллоны больше подвержены коррозии, чем алюминиевые, но при этом обладают большей прочностью. Это важно при плавании в пещерах, где редко удается избежать ударов и царапин баллона.
Алюминиевый баллон. Алюминий весит меньше, чем сталь. Тем не менее, из-за того, что он не такой прочный, алюминиевые баллоны должны быть больше, чем, сравнимые с ними, стальные баллоны. При плавании с алюминиевым баллоном вес распределяется равномерно и симметрично. Это удобно при проведении или прохождении многих обучающих курсов, в которых требуется снять и надеть жилет под водой. Из-за того, что стенки алюминиевых баллонов должны быть толще, чем стенки стальных баллонов, их внутренняя емкость может быть меньше при сравнимых давлениях.
Спаренные баллоны (спарка). Вариантом многобаллонного подхода является система, которая содержит два баллона соединенных между собой стальными кольцами и направляющими для жесткого крепления их компенсатору плавучести Такие системы обычно обеспечивают объем газа гораздо большего чем практически любой одинарный баллон. Как правило, спаренные баллоны используются в техническом дайвинге.
ПЕРЕД ПОГРУЖЕНИЕМ.
1. Убедиться, что из вентиля заполненного баллона не сочится воздух.
2. Внимательно осмотреть вентиль:
Наличие тёмного налёта после заполнения баллона говорит о неисправности фильтров компрессора и попадании в баллон частичек активированного угля. Это может привести к поломке как первой, так и второй ступеней регулятора.
Если при встряхивании баллона слышен звук болтающихся внутри посторонних предметов, то его нельзя использовать для погружения. Он должен быть открыт для визуального осмотра. 3.. Перед прикручиванием регулятора или перед заполнением баллона необходимо открыть клапан и выпустить немного воздуха, чтобы выдуть конденсат или частички пыли, оказавшиеся в клапанном отверстии. При выпадении каких-либо мелких частиц из клапана или наличии запаха можно заподозрить развитие коррозии. В этом случае также необходим визуальный осмотр.
4. После присоединения регулятора открываем вентиль до упора и делаем пол-оборота в обратном направлении.
5. Подсоединив регулятор с манометром, убедитесь, что баллон заполнен воздухом в соответствии с рабочим давлением.
6. Помните, что прекращать плавание рекомендуется при уровне давления в баллоне порядка 40-50 атмосфер. Выполнение этого правила не только уменьшит риск возникновения экстремальной ситуации для пловца, но и предотвратит попадание воды внутрь баллона.
ПОСЛЕ ПОГРУЖЕНИЯ.
Обмыть пресной водой вентиль на баллоне при ещё надетом регуляторе.
Никогда полностью не выпускать воздух из баллона и никогда не оставлять клапан открытым. Если случайно был использован весь запас воздуха, необходимо немедленно закрыть баллон сразу после того, как был снят регулятор.
Не следует закрывать вентиль очень сильно.Если нужно выпустить воздух из баллона, например, для перевозки на самолёте, то делать это нужно медленно. При быстром опустошении баллона на внутренней поверхности может образоваться конденсат. Лучший способ-это поставить баллон в мелкую воду, оставив клапан на поверхности, и медленно выпустить воздух наружу.
ХРАНЕНИЕ.
Не переполнять баллоны выше рабочего давления.
При заполнении баллона воздухом из компрессора, баллон должен быть погружён в воду. Для этого используются большие пластиковые вёдра. Воздух должен поступать медленно.
При переноске избегать ударов. Помните, что вентиль-это наиболее уязвимая часть баллона. На боте баллоны должны находиться в специальных ячейках и быть надёжно закреплены.
Не хранить баллоны под рабочим давлением длительное время. Для этого достаточно давления от 20 до 40 бар. Чем выше давление, тем больше вероятность появления коррозии.
Всегда хранить баллоны в вертикальном положении. Возможная влага будет оседать на дне баллона, а это самая толстая часть.
ДИАГНОСТИКА КОРРОЗИИ.
Каждый баллон рекомендуется осматривать изнутри раз в год. Это лучшая страховка от загрязнения и коррозии.
Визуальный осмотр проводится:
После длительного периода хранения.
При работе в солёном воздухе (компрессор расположен на берегу моря или на борту судна) чаще, чем раз в год.
При появлении любых признаков коррозии.
Во всех случаях повреждения вентиля или регулятора.
При смене вентиля, когда целостность баллона под сомнением.
Гидростатический тест делается раз в пять лет. При покупке подержанного баллона желательно, чтобы гидростатический тест был не более, чем годичной давности.
Если внутри баллона оказалась вода, но коррозии пока не обнаружено, то нужно промыть его чистой водой и тщательно высушить.
Степень поражения стального баллона ржавчиной может быть различной-от лёгкого налёта до образования глубоких воронок. Но даже минимальное количество ржавчины может привести к засорению вентиля на баллоне или попаданию кусочков ржавчины в первую ступень регулятора. Стоит также помнить, что наличие ржавчины понижает количество кислорода в баллоне. Поражённый ржавчиной баллон опасен для хранения сжатого воздуха.
Коррозия алюминиевого баллона обычно не достигает таких серьёзных степеней как железного, т.к. при появлении первого налёта-оксида алюминия, дальнейшее разрушение поверхности прекращается.
РЕМОНТ.
Ремонтные работы с корпусом баллона сводятся, в основном, к смене износившегося Б-диска, к ликвидации коррозии в клапане баллона и в самом баллоне.
Ликвидация коррозии в вентиле баллона.
Для осмотра вентиля его необходимо отвинтить от баллона. Эту процедуру, возможно, придётся произвести и при перевозке баллона через границу, если таможенный инспектор этого потребует.
Воздух из баллона должен быть выпущен полностью.
Баллон нужно закрепить. Для этого лучше использовать цилиндрические тиски. Квадратные тиски могут повредить покрытие баллона.
Откручивать вентиль нужно медленно и мягко без постукивания по ключу, чтобы не повредить резьбу клапана. При использовании газового ключа есть опасность повреждения ложа круглой прокладки. Если при откручивании возникает затруднение, следовательно, резьба засорена. Нельзя форсировать процесс. Применение силы, удары молотком не допустимы, т.к. можно испортить резьбу вентиля окончательно. Необходимо обратиться к специалистам. Чаще такие проблемы возникают с алюминиевыми баллонами.
После того, как вентиль был вытащен, он должен быть осмотрен на предмет коррозии. При обнаружении таковой, ее нужно удалить теплым раствором уксуса и воды в соотношении 1:1. Намочить раствором поверхность и держать 10 минут.
После этого аккуратно промыть пресной водой.
Высушить, используя тёплый сухой воздух.
Очищенный от коррозии вентиль, после визуального осмотра и проверки внутренней поверхности баллона, ввинчивается обратно.
3. Ликвидация коррозии корпуса баллона.
В домашних условиях ликвидировать коррозию внутренней поверхности баллона практически невозможно. Для снятия ржавчины, например, используются пескоструйные установки. Такая обработка очищает от ржавчины все поры металла. Внутренняя ржавчина может быть снята с использованием различных типов абразивов. Баллон заполняется наполовину абразивами и затем вращается в специальной установке до тех пор, пока ржавчина не отойдёт. Обработанная поверхность обычно сразу же заново оцинковывается, т.к. ржавчина может появиться в течение нескольких минут после её удаления.
Алюминиевые баллоны подвержены коррозии в меньшей степени, чем стальные. Наружный слой оксида алюминия может быть снят мягкой алюминиевой щёткой или наждачной бумагой.
Затем баллон может быть заново покрашен. Необходимо избегать перегрева при покраске алюминиевых баллонов (температура выше 75 С уменьшает прочность алюминия).
Внутренний слой оксида алюминия может быть снят промыванием дистиллированной водой, а затем высушиванием при помощи тёплого потока воздуха. При уходе как за алюминиевыми, так и за стальными баллонами главное-не допустить попадания воды внутрь, что необходимо для предотвращения развития коррозии.
Несколько слов о баллонах-малютках Spare Air: При заправке баллончика Spare Air воздухом необходимо учитывать его рабочее давление, и в качестве источника использовать большой баллон с давлением, не превышая эти величины.
Перед погружением убедиться, что заполнен воздухом. Часто в промежутках между погружениями его, оставив пристегнутым к BCD, забывают заново заправить.
Незаполненный основной баллон (как, впрочем, и забытые на берегу маска или ласты) напомнит о себе уже в начале погружения, чего не скажешь о Spare Air. Риск плавания с пустым Spare Air состоит не только в повышенной опасности такого погружения, но и в том, что в незаправленный воздухом минибаллон может проникнуть вода. Хранить Spare Air нужно с закрытым клапаном и давлением ниже рабочего.
Баллоны для дайвинга: сравнение Фабер, Маннесманн, Люксфер
КАТАЛОГ
Маски, трубки и очки
Ласты
Гидрокостюмы мокрого типа
Гидрокостюмы сухого типа
Боты, носки, перчатки, шлема
Компенсаторы плавучести
Компьютеры, манометры, компасы
Регуляторы и октопусы
Баллоны и вентили
Груза, пояса, карманы
Сумки и боксы
Подводные фонари
Ружья для подводной охоты
Ножи и стропорезы
Буи и сигнальные устройства
Шланги
Переходники и адаптеры
Пряжки, кольца, карабины
Катушки и латексные жгуты
Таблицы и слейты
Клеи, смазки, расходники
Элементы питания
Компрессоры
Водолазное снаряжение
Подводная техника
Фото и видеотехника
Книги, журналы, видео
Сувениры
Прочее
Распродажа
Снаряжение б/у
Посуда
Походное снаряжение
Кислородный баллон | Кислородный баллон | Размер от M2 до H(K)
Алюминиевые кислородные баллоны (баки) — размеры от M2 (40 литров) до MM (3455 литров) изготовлены из легкого алюминия. Размер H, также известный как (K) (7842 литра) (не показан), изготовлен из стали. Все цилиндры НОВЫЕ, полностью протестированы и одобрены DOT 3AL и/или канадским CTC 3AL и прошли гидростатические испытания. ВСЕ баллоны поставляются ПУСТЫЕ в соответствии с федеральными правилами HAZMAT.
Если вы являетесь стоматологом и ищете баллоны с азотом — нажмите здесь 0012 НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ: ДОМОЗАПОЛНЯЕМЫЕ БАЛЛОНЫ
* Требуется рецепт FDA для ВСЕХ кислородных баллонов . Бизнес-клиенты, пожалуйста, предоставьте свой идентификационный номер федерального налогоплательщика при оформлении заказа. (* Информацию об исключениях и заполнении см. внизу страницы.) Размер M2, 40 литров, CGA870 — SKU 20020: 74,95 долл. США за штуку. — КОЛ-ВО:
Размер M6 (B), 165 литров, CGA870 — Артикул 20018 г.: 69,95 долл. США шт. — КОЛ-ВО:
Размер ML6, 165 литров, CGA870 — Артикул 20017 года: 99,95 долларов США за шт. — КОЛ-ВО:
, размер M9 (C), 255 литров, CGA870 — артикул 20015 г.: 79,95 долларов США за штуку. — КОЛ-ВО:
Размер D, 425 литров, CGA870 — Артикул 20014 года: 89,95 долларов США за штуку. — КОЛ-ВО:
Размер Jumbo D, 640 литров, CGA870 — Артикул 20013 года: 169,95 долларов США за штуку. — КОЛ-ВО:
, размер E, 680 литров, CGA870 — артикул 20012 года: 99,95 долл. США за штуку. — КОЛ-ВО:
Размер M60, 1738 литров, CGA540 — Артикул 20011: 299,95 долларов США шт. — КОЛ-ВО:
Размер MM, 3455 литров, CGA540 — Артикул 20010: 399,95 долларов США за шт. — КОЛ-ВО:
** Размер H(K), 7842 л, 9 шт.0012 CGA540 — артикул 20028: 679,95 долларов США за шт. — КОЛ-ВО:
Перекидной клапан входит в стандартную комплектацию ВСЕХ баллонов CGA870, продаваемых Tri-Med без дополнительной оплаты. » ЭТИ БАЛЛОНЫ НЕ МОЖЕТ ИСПОЛЬЗОВАТЬСЯ ДЛЯ ЛЮБОЙ СИСТЕМЫ ЗАПОЛНЕНИЯ ДОМА » НАЖМИТЕ ЗДЕСЬ ДЛЯ: БАЛЛОНОВ ДЛЯ ЗАПОЛНЕНИЯ ДОМА
Постклапан CGA 870 с TOGGLE — это самый удобный способ открывать и закрывать цилиндр, без ключа, который можно ослабить. Никаких дополнительных затрат. Гаечный ключ не требуется . Размеры цилиндров: M2, M4, M6. ML6, M9, D, Jumbo D и E . ПРИМЕЧАНИЕ. Перекидной клапан входит в стандартную комплектацию ВСЕХ баллонов CGA870, продаваемых Tri-Med без дополнительной оплаты.
— ПОЖАЛУЙСТА, ВЫДЕРЖИТЕ ДОПОЛНИТЕЛЬНОЕ ВРЕМЯ ДЛЯ ДОСТАВКИ —
CGA 870 Постклапан Требуется ключ для домашней оксигенотерапии и авиации. Размер цилиндра: М2, М4, М6. ML6, M9, D, Jumbo D и E Этот тип клапана обычно поставляется в течение 48 часов.
Just Note in Cart, Особые инструкции, «NO TOGGLE».
Клапан CGA 540 используется для больших баллонов и авиации. Для размеров цилиндров: M60, MM, H (K).
ПРИМЕЧАНИЕ: Вы можете получить CGA540 ТОЛЬКО для этих размеров цилиндров.
Какого размера ваш кислородный баллон? Измерьте длину цилиндра = H от НИЖНЕЙ СТОРОНЫ цилиндра до ВЕРХНЕЙ точки хромированного клапана, как показано >. Измерьте диаметр цилиндра = D Затем сопоставьте его с таблицей ниже, найдите размер цилиндра, емкость, давление, вес.
Если у вас есть какие-либо вопросы, позвоните по телефону: 1-866-832-4549 или свяжитесь с нами по электронной почте: свяжитесь с нами (* См. внизу страницы для заполнения информации).
Таблица размеров общего кислородного баллона/бака:
ЛИТРА
фунтов на квадратный дюйм
НТ
ДИАМ
фунтов.
M2
40
2200
9,0
2,5
.74
М4 = А
113
2200
12,0
3,2
1,6
М6 = В
165
2200
15,0
3,2
2,8
МЛ6
165
2200
10,68
4,38
3,4
М9 = С
255
2000
14.1
4,38
3,7
Д
425
2000
20,0
4,38
5,3
Джамбо Д
640
2000
20,0
5,25
8. 1
Е
680
2000
29,0
4,38
7,9
M60
1738
2200
23,0
7,25
21,7
мм
3455
2200
35,75
8,0
38,6
Н (К)
7842
2000
55,0
9,0
120
Таблица подачи общего кислородного баллона/бака:
Время работы баллона (показано в часах)
Расход в л/мин:
1
1,5
2
2,5
3
4
5
6
М4 (А) = 113 литров
Импульсная доза *
10,7
6,8
4,9
4,3
2,9
2,4
2. 1
1,9
Непрерывный поток
1,9
1,3
.9
.7
.6
.5
.4
.3
M6 (B) = 165 литров
Импульсная доза
16,3
10,5
8. 1
6,3
4,8
4.1
2,7
2,4
Непрерывный поток
2,7
1,8
1,4
1,1
.9
.7
.6
.4
ML6 = 165 литров
Импульсная доза *
16,3
10,5
8. 1
6,3
4,8
4.1
2,7
2,4
Непрерывный поток
2,7
1,8
1,4
1,1
.9
.7
.6
.4
M9 (C) = 255 литров
Импульсная доза *
24,1
16,1
12,1
8,9
8,0
6,0
4,4
4,0
Непрерывный поток
4,0
2,7
2,0
1,6
1,3
1,0
. 8
.7
D = 425 литров
Импульсная доза *
41,0
26,0
20,5
14,4
13,0
10,2
8,2
6,5
Непрерывный поток
6,9
4,6
3,5
2,8
2,3
1,7
1,4
1,2
Jumbo D = 640 литров
Импульсная доза *
64,0
41,0
29,9
24. 1
18,2
13,6
11,2
8,5
Непрерывный поток
10,8
6,9
5,2
4.1
3.1
2,3
1,9
1,5
Е = 680 литров
Импульсная доза *
64,4
43,0
27,2
23,8
21,5
16,6
12,9
10,8
Непрерывный поток
11,4
7,6
5,7
4,6
3,8
2,8
2,3
1,9
Эта таблица предназначена только для справки. * Время импульсной дозы соответствует Chad Bonsai Conserver @ 20 вдохов в минуту. Ваше время может варьироваться.
ПРИМЕЧАНИЕ. ЗАПОЛНЕНИЕ БАЛЛОНОВ: Проверьте Местные списки или местный поиск в разделе ГАЗЫ ДЛЯ СВАРОЧНОГО ОБОРУДОВАНИЯ. Заполнение баллонов является обязанностью Покупателя. * Рецепт врача или Федеральный налоговый номер . требуется FDA для покупки кислородных баллонов и/или регуляторов. Для АВИАЦИОННОГО ИСПОЛЬЗОВАНИЯ копия вашей лицензии пилота может быть использована вместо рецепта или ИНН. Просто отправьте нам копию по факсу или электронной почте. Ссылку на адрес электронной почты и номер факса см. в правом верхнем углу этой страницы.
Есть вопросы, какой баллон мне подойдет? Просто позвоните нам по бесплатному номеру: 1-866-832-4549 ИЛИ свяжитесь с нами, используя нашу безопасную форму; Свяжитесь с нами. Мы здесь, чтобы помочь вам получить нужный цилиндр по самой низкой цене.
Размер кислородного баллона и время работы
Таблица подачи баллона с кислородом:
Время использования (показано в часах)
40006
Flow Rate:
1
1.5
2
2.5
3
4
5
6
M4
Pulse Dose
5. 7
3.8
2.9
2.3
1.9
1.4
1.1
.9
Непрерывный поток
1,9
1,3
.9
.7
.6
.
Pulse Dose
8.3
5.5
4.1
3.3
2. 8
2.1
1.7
1.4
Continuous Flow
2.7
1.8
1.4
1.1
.9
.7
.6
.4
ML6
Pulse Dose
8.6
5.7
4. 3
3.4
2.9
2.1
1.7
1.4
Continuous Flow
2.8
1.9
1.4
1.1
.9
.7
.6
.4
M9
Pulse Dose
9. 75
7.5
5.1
3.9
3.4
2.5
2
1.7
Continuous Flow
3.4
2.5
1.8
1.5
1.25
.94
.75
.63
C
Pulse Dose
12. 1
8.1
6.1
4.9
4.0
3.0
2.4
2.0
Continuous Flow
4,0
2,7
2,0
1,6
1,3
1,0
.8
.7
D
.0047
Pulse Dose
21. 0
14.0
10.5
8.4
7.0
5.2
4.2
3.5
Непрерывный поток
6.9
4.6
3,5
2,8
2,3
1,7
1,4
1,2 9197 1,7
1,4
1,2 9197 1,7
0047
E
Pulse Dose
34. 4
23.0
17.2
13.8
11,5
8,6
6.9
5,8
Непрерывный поток
11,4
7,6
5,7
4,6 997 7,6
5,7
4,6 997 7,6
5,7
4,6 91970047
3,8
2,8
2,3
1,9
Эта таблица предназначена для использования только в качестве руководства.
Обратный клапан тарельчатый пружинный межфланцевый тип 812
Обратный клапан тарельчатый пружинный межфланцевый тип 812
Подбор оборудования
Назначение и область применения
Тарельчатый обратный клапан из нержавеющей стали предназначен для предотвращения обратного потока среды в трубопроводе. Применяется для систем, транспортирующих воду (теплоснабжение) и другие жидкости в промышленности (химическая, фармацевтическая, нефтехимическая и др.) в пределах эксплуатационных характеристик.
Гарантия производителя
Гарантийный срок: 3 года с момента ввода в эксплуатацию, но не более 42 месяцев с момента приобретения.
Сертификаты
Документы
Каталоги в PDF
Скачать тех.паспорт
Cкачать 3D модели
Запросить сертификаты
Опросные листы
Преимущества
Спецификация материалов
№
Деталь
Материал
1
Корпус
Нержавеющая сталь AISI 304 (08X18h20)
2
Затвор клапана
Нержавеющая сталь AISI 316 (10X17h23M)
3
Пружина
Нержавеющая сталь AISI 316 (10X17h23M)
4
Направляющая
Нержавеющая сталь AISI 316 (10X17h23M)
Модельный ряд
Условный диаметр: DN 15 — DN 200.
Условное давление: PN 25 / PN 40.
Рабочая температура: –20 °С ..+300 °С.
Монтируется между фланцами PN 10 / PN 16 / PN 25 / PN 40 по ГОСТ 12815-80.
Уплотнение седла — металл/металл.
Все детали выполнены из нержавеющей стали, клапан обладает высокой коррозионной стойкостью.
DN
L, мм
ØP, мм
ØC, мм
ØD, мм
B, мм
Kv, м3/ч
Вес, кг
Артикул
3D модель
15
16
15
43
53
45
2
0,1
CV1540WPMS
20
19
19
53
63
55
7
0,2
CV2040WPMS
25
22
24
63
73
65
11
0,3
CV2540WPMS
32
28
30
75
84
78
17
0,5
CV3240WPMS
40
32
38
86
94
88
26
0,6
CV4040WPMS
50
40
47
95
107
98
43
0,9
CV5040WPMS
65
46
62
115
126
118
60
1,4
CV6540WPMS
80
50
76
131
144
134
80
2
CV8040WPMS
100
60
95
151
164
154
113
3
CV10040WPMS
125
90
120
185
191
191
183
8
CV12525WPMS
150
105
140
218
219
219
258
12
CV15025WPMS
200
140
190
272
282
282
410
22
CV20025WPMS
Диаграмма потери давления
Диаграмма зависимости давления от температуры
Заявка или консультация
Отправьте заявку прямо сейчас с нашего сайта и специалист сообщит Вам:
Стоимость и сроки проектирования
Возможности и варианты производства
Технические характеристики
Либо помогут определиться с выбором продукции и услуг
Заказ или консультация
Заказ или консультация
Запросить сертификат
Вы запрашиваете сертификат под номером 0 от 0
Клапан обратный FAF 2370 Ду20 Ру16 тарельчатый межфланцевый латунный в г.
Москва
0 товаров (0 шт) 0 ₽
Корзина
Сумма 0 ₽ с НДС
В корзину
Оформить заказ
Свернуть
О товаре
Производитель: FAF, Турция
Тип присоединения: межфланцевый
Диаметр: Ду20
Корпус: Латунь MS-58
Артикул: D100-00524
Давление номинальное: 16 бар
Среды: пар, слабоагрессивная среда, вода техническая
x Прокладка ПОН-Б Ду20 Ру10-40 исп. А фл. ГОСТ 15180-86
— 3 ₽
x Гайка стальная М12 (0,016 кг/шт) шестигранная штучная DIN 934 (5915/5927)
— 6 ₽
x Болт стальной М12х70 ГОСТ 7798-70
— 24 ₽
x Фланец ст. плоский LD Ду20 Ру16 тип 01 ряд 1 исп.В ГОСТ 33259-2015
— 147 ₽
Итого за комплект
421
₽
Характеристики
Характеристики
Рабочая среда: Системы отопления и водоснабжения (горячая и холодная вода, пар), сжатый воздух.
Максимальное рабочее давление: 16 бар.
Температура рабочей среды: до + 200°C.
Производство: Турция.
Показатели:
Kv — 7,5 куб.м/ч
Вес — 0,15 кг.
Размеры:
D= 47 мм
L= 19 мм (строительная длина)
Материалы:
1
Корпус
Латунь MS-58
2
Диск
Нержавеющая сталь 304
3
Пружина
Нержавеющая сталь
Подержать товар в руках!
Тарельчатый обратный клапан | Check-All Valve Manufacturing Company
Перейти к навигацииПерейти к содержимому
Поиск товаров
Главная » Что такое тарельчатый обратный клапан?
Тарельчатый обратный клапан включает в себя диск (обычно на конце «втулки» или «штока»), используемый в качестве обратного механизма. Он часто подпружинен, чтобы помочь закрыть клапан до реверсирования потока жидкости. Это устраняет гидравлический удар, также известный как гидравлический удар. Гидравлический удар возникает в результате внезапной остановки потока жидкости в технологической системе. Все клапаны Check-All являются встроенными обратными клапанами. Мы предлагаем различные материалы седла и давления пружины на разрыв, чтобы удовлетворить все ваши потребности.
Пожалуйста, обратитесь к списку ниже, чтобы найти нужный стиль.
Вафли
санитарный
сварка
Резьбовой
трубки
Вставлять
Размещенный
Мини
Обычай
Вафли
Тип F1, F6, FP
Обратный клапан с фланцевой вставкой может быть установлен в любом фланцевом соединении ANSI класса 150, 300 или 600 в системе, горизонтально или вертикально без необходимости изменения существующей трубы. Просто разверните фланцевое соединение, вставьте клапан и затяните болты. Подробнее
Тип WV
Обратный клапан с бесфланцевой вставкой имеет вставной корпус, который помещается внутри круга болтов между двумя сопрягаемыми фланцами ANSI. Быстрый и простой монтаж и демонтаж в жестких трубопроводах. Многие клапаны этой серии соответствуют стандарту API 59.4 требования. Просмотреть больше
Тип LP
Вставной обратный клапан с футерованной трубой предназначен для установки между двумя фланцами на большинстве систем футерованных труб. Никаких прокладок не требуется, просто раздвиньте фланцы, отцентрируйте клапан и закрепите фланец болтами. Просмотреть больше санитарный
Стиль SC
Санитарный картриджный обратный клапан представляет собой обратный клапан из нержавеющей стали 316 для использования в новых или существующих санитарных системах. Конструкция SCV герметизирует внутренний диаметр санитарных наконечников сменными пищевыми уплотнениями. Подробнее
Тип 3S
Гигиенический обратный клапан 3-A представляет собой обратный клапан из нержавеющей стали 316/316L для использования в новых или существующих санитарных системах. Компактная конструкция 3S помещается внутри одного комплекта наконечников из материалов, указанных в спецификации 3-A (стандартным является EPDM), и не требует дополнительного места в линии. Клапан спроектирован так, чтобы его можно было легко разобрать, а запасные части доступны. Просмотреть еще
Тип CB, TC
Обратный клапан с санитарной вставкой полностью изготовлен из фторполимера (ПТФЭ/ФЭП/ПФА), обратный клапан с пружиной из нержавеющей стали 316 (которая может быть инкапсулирована ФЭП) для использования в новые или существующие санитарно-технические системы. Клапан предназначен для установки в фитинги с канавками на концах с зажимом и заменяет прокладку, обычно используемую с этими фитингами. Просмотреть больше
сварка
Тип US
Универсальный приварной обратный клапан
Универсальный приварной обратный клапан предназначен для использования в тех случаях, когда требуются сварные соединения. Корпусная конструкция UN-SW обеспечивает минимальный перепад давления при использовании легкой настройки пружины. Подробнее
Стиль B4
Обратный клапан предназначен для сварных соединений, где требуется сварка встык. Он изготовлен из пруткового проката с концами под приварку встык в соответствии с ASME/ANSI B16.25 для труб сортамента 40. Просмотреть еще
Резьбовой
Типы U3 и U1
Универсальные обратные клапаны низкого (до 3000 фунтов на кв. дюйм) и высокого (до 10000 фунтов на кв. дюйм) давления имеют цельную конструкцию корпуса, изготовленную из прутка. Эти экономичные клапаны предназначены для обеспечения максимального расхода при минимальном падении давления. Просмотреть еще U3 или Просмотреть еще U1.
Стиль CN
Соединительный обратный клапан предназначен для использования в тех случаях, когда требуется наружная трубная резьба. Шестигранная конструкция корпуса ниппеля или соединителя упрощает установку в качестве обратного клапана, вакуумного прерывателя или предохранительного клапана низкого давления. Подробнее
Тип BU
Втулка обратного клапана компактно размещена в обычной переходной муфте. Его размер делает его удобным для использования в качестве прерывателя вакуума или предохранительного клапана низкого давления. Просмотреть еще
Типы M1–M8
Клапан M3 003
Мини-обратный клапан представляет собой обратный клапан, состоящий из трех частей. MCV предназначен для работы с небольшими трубами и/или насосно-компрессорными трубами. Его конструкция из трех частей позволяет использовать множество различных концевых соединений с NPT на обоих концах или с NPT на одном конце и трубкой на другом. Просмотреть больше трубки
Style TV
Трубный обратный клапан представляет собой обратный клапан, состоящий из трех частей, предназначенный для использования с прямой металлической трубой. TCV поставляется в комплекте с обжимными кольцами и гайками для соединения компрессионной трубки. Корпусная конструкция TCV обеспечивает минимальное падение давления при использовании легкой настройки пружины. Посмотреть больше
Тип TF
Трубный обратный клапан с развальцовкой представляет собой обратный клапан, состоящий из трех частей, с 37 или раструбные концы, соответствующие гидравлическим стандартам J. I.C. и SAE. Корпусная конструкция обеспечивает минимальный перепад давления при использовании легкой пружины. Просмотреть еще
Вставлять
Тип 3S
Гигиенический обратный клапан 3-A представляет собой обратный клапан из нержавеющей стали 316/316L для использования в новых или существующих санитарных системах. Компактная конструкция 3S помещается внутри одного комплекта наконечников из материалов, указанных в спецификации 3-A (стандартным является EPDM), и не требует дополнительного места в линии. Клапан спроектирован так, чтобы его можно было легко разобрать, а запасные части доступны. Просмотреть еще
Стиль F1, F6, FP
. в системе, горизонтально или вертикально без необходимости изменения существующей трубы. Просто разверните фланцевое соединение, вставьте клапан и затяните болты. Просмотреть больше
Тип SC
Гигиенический картриджный обратный клапан представляет собой обратный клапан из нержавеющей стали 316 для использования в новых или существующих санитарных системах. Конструкция SCV герметизирует внутренний диаметр санитарных наконечников сменными пищевыми уплотнениями. Посмотреть больше
Стиль УФ
Проверенный клапан вставки предназначен для внедрения в большинство наземных профсоюзов. Это самый простой и экономичный способ установки обратного клапана в систему. Просмотреть еще
Стиль SI
. Прямая вставка. нитки нежелательны. Посмотреть больше
Стиль WV
Проверка вставки пластин имеет стиль «выпадает», который вписывается внутри круга Bolt между двумя соединениями Ansi Flanges. Быстрый и простой монтаж и демонтаж в жестких трубопроводах. Многие клапаны этой серии соответствуют стандарту API 59.4 требования. Посмотреть больше
Стиль LP
Проверка трубки. Прокладки не требуются, просто раздвиньте фланцы, отцентрируйте клапан и закрепите фланцы болтами. Просмотреть больше
Размещенный
Тип B4
Обратный клапан для сварки встык предназначен для использования в тех случаях, когда требуются сварные соединения. Он изготовлен из пруткового проката с концами под приварку встык в соответствии с ASME/ANSI B16.25 для труб сортамента 40. Посмотреть больше
Стиль HV
HORIZONTAL/VERTICAL FLANGED FLANGED FLANGED FLANGED FLANGED и CREALED CALVE ON-Pipe CASTI-PIPE CASTIS IS ONEPIVE CASTIP-PIPE PIPE-PIPE PIPE-PIPE PIPE-PIPE-PIPE-PIPE-PIPE-PIPE-PIPE-PICE IS ONEPIVE. 5 Фланцевые концы класса 150. Он доступен только в стандарте ANSI 150. Эти клапаны предназначены для использования с сопряженными фланцами ANSI класса 150 для обеспечения максимального расхода при минимальном падении давления. Просмотреть еще
Стиль HT
Горизонтальный/вертикальный фланцевый и буровой флоорполимер (PTFE). Фланцевые концы класса 150. Он имеет сплошную цельную футеровку из ПТФЭ, которая проходит над приподнятой частью поверхности фланца и служит прокладкой. Все смачиваемые детали изготовлены из фторполимера (ПТФЭ/ФЭП/ПФА), включая пружину из нержавеющей стали, инкапсулированную ФЭП. Просмотреть еще
Тип США
Универсальный приварной обратный клапан с муфтой предназначен для использования в тех случаях, когда требуются сварные соединения. Корпусная конструкция UN-SW обеспечивает минимальный перепад давления при использовании легкой настройки пружины. Посмотреть Подробнее
Стили U3 и U1
Универсальный миниму выточены из прутка. Эти экономичные клапаны предназначены для обеспечения максимального расхода при минимальном падении давления. Просмотреть еще U3 или Просмотреть еще U1.
0
0
0
0 Мини
Типы M1 — M8
Клапан M3 003
Мини-обратный клапан представляет собой обратный клапан, состоящий из трех частей. MCV предназначен для работы с небольшими трубами и/или насосно-компрессорными трубами. Его конструкция из трех частей позволяет использовать множество различных концевых соединений с NPT на обоих концах или с NPT на одном конце и трубкой на другом. Просмотреть еще
Обычай
Стиль CAV
Обратные клапаны серии CAV не входят в каталог, а разрабатываются и изготавливаются по индивидуальному заказу с учетом конкретных соединений или конфигураций клапана. Если у вас есть применение с обратным клапаном, где наши стандартные элементы каталога не совсем соответствуют тому, что вы ищете, свяжитесь с нашим отделом продаж, чтобы обсудить ваши конкретные потребности. Просмотреть больше
Обратные клапаны | Тарельчатый и подъемный
Об обратных клапанах
Обратные клапаны, также называемые обратными клапанами, обратными клапанами или односторонними клапанами, представляют собой тип одностороннего клапана с двумя портами. Жидкость входит в клапан через один порт и выходит, двигаясь в том же направлении, через второй порт. Эти клапаны часто используются для смешивания жидкостей, поскольку они способны предотвратить обратный поток смешанных жидкостей на стадию предварительного смешивания.
О тарельчатых обратных клапанах
Их иногда называют пружинно-тарельчатыми клапанами, и они представляют собой разновидность шаровых обратных клапанов. Тарелка удерживается на месте пружиной. Когда достигается давление срабатывания тарельчатого клапана, пружина сжимается, отталкивая тарелку от уплотнительного кольца, расположенного на входе, и позволяя жидкости проходить прямо через клапан.
О подъемных обратных клапанах
Подъемные обратные клапаны представляют собой разновидность тарельчатого клапана. Вместо полностью линейного потока жидкость перенаправляется в камеру, перпендикулярную основному потоку. Камера закрыта тарельчатым клапаном, который закрывается под действием силы тяжести, а не силы пружины. Подъемные клапаны лучше всего подходят для приложений, которые не требуют полного прекращения потока.
Серия 50
Эти подъемные обратные клапаны ограничивают обратный поток при давлении до 6000 фунтов на кв. дюйм (413 бар) и температуре до 900°F (482°C). Прямой поток поднимает тарелку, открывая клапан. Обратный поток прижимает тарелку к отверстию, закрывая клапан. Подъемный обратный клапан работает под действием силы тяжести и должен устанавливаться горизонтально гайкой крышки вверху.
Серия CW
Цельносварная конструкция клапанов серии CW обеспечивает надежное удержание жидкости в системе. Прямой поток начинается при перепаде давления менее 2 фунтов на кв. дюйм (0,14 бар). Клапан закрывается при обратном давлении менее 2 фунтов на кв. дюйм (0,14 бар). Корпус из нержавеющей стали 316L обеспечивает повышенную чистоту материала. Выбор стандартной или высокочистой отделки смачиваемой поверхности.
Серия CPA
Все обратные клапаны серий C, CA, CH, CP и CPA проходят заводские испытания на герметичность и герметичность с помощью жидкостного течеискателя. Обратные клапаны с регулируемым давлением срабатывания серий CA и CPA испытываются в двух точках давления. Каждый клапан испытывается при настройке низкого давления и при настройке высокого давления. Клапаны должны закрыться за 5 секунд при соответствующем давлении повторного закрытия.
Серия C
Серия CH
Серия CA
Опции и аксессуары
Уплотнительные кольца из фторуглерода FKM входят в стандартную комплектацию клапанов из нержавеющей стали 316; Уплотнительные кольца Buna N являются стандартными для латунных клапанов. Доступны другие эластомерные уплотнения (связующий материал тарелки и уплотнительное кольцо). Пружины из сплава 400 или сплава C-276 доступны в некоторых размерах. Корпуса клапанов из сплава 400, углеродистой стали, алюминия или других сплавов доступны в некоторых размерах.
Комплекты уплотнений и пружин
Все комплекты содержат инструкции. Комплекты уплотнений серий C, CP, CA, CPA содержат уплотнительное кольцо; В комплекты пружин входят пружина и две таблички давления растрескивания. Комплекты уплотнений серии CH содержат приклеенную тарелку, уплотнительное кольцо корпуса, опорное кольцо из ПТФЭ; В комплекты пружин входят пружина и две таблички давления растрескивания. Комплекты металлических прокладок серии CA, C содержат прокладки с тефлоновым покрытием. Доступны другие комплекты.
Купить сейчас
Тарельчатый обратный клапан из нержавеющей стали, фиксированное давление, трубный обжимной фитинг Swagelok 1/4 дюйма, 10 фунтов на кв. дюйм (0,69 бар)
Выше приведен пример наших тарельчатых обратных клапанов.
какой песок использовать для пескоструя, как приготовить песок
Содержание:
Виды песка для пескоструйной обработки Особенности всех видов Для каких работ подходит пескоструйный песок? Правильный подбор песка Как приготовить песок своими силами?
Пескоструйная очистка поверхности – технология, которая берет начало еще в 19-м веке. Тогда был придуман пневмоаппарат, который очищал металлические конструкции от загрязнений, старой краски, лака или ржавчины струей песка, под большим давлением вылетающей из сопла. Уже в середине 20-го века стало понятно, что песок не всегда справляется с обработкой поверхностей, и были найдены другие эффективные материалы, подходящие для использования в пескоструе. Тогда же специалисты поняли, что песок, измельчаясь при ударе о поверхности до состояния пыли, попадает в легкие. Это вызывает у людей смертельное заболевание – силикоз. И хотя сам человек, работающий с пескоструем, должен быть защищен специальным костюмом и респиратором, песчаная пыль может распространяться на большое расстояние и попадать в легкие случайным прохожим. Также песок – не самый твердый абразивный материал, и это означает, что им можно очистить не все поверхности. При этом расход материала выше, чем при использовании других видов абразивов.
Но несмотря на все перечисленное, песок до сих пор остается самым популярным расходным материалом для пескоструя. Он имеет ряд преимуществ перед более современными материалами:
Невысокая прочность. С одной стороны, это снижает эффективность обработки, но с другой – гарантирует, что в процессе обрабатываемая поверхность не повредится.
При использовании песка детали пескоструя меньше изнашиваются и дольше служат, поскольку абразивный эффект гораздо менее агрессивный.
Доступность. Песок стоит дешевле, чем другие виды абразивов, что позволяет даже при большом расходе материала существенно экономить.
Бюджетность варианта. При определенной подготовке материала подойдет почти любой песок, что существенно снижает себестоимость процесса обработки.
Возможность подобрать нужный размер песка для достижения определенного абразивного эффекта. Сейчас можно найти песок с самым разным размером зерна, что позволит, с одной стороны, достичь необходимого результата, а с другой – добиться того, чтобы поверхность не была повреждена.
Для работы с разными материалами подойдет разный же тип песка. Если вы хотите узнать, какой именно песок использовать для пескоструя, сначала нужно определиться с тем, какие его виды предназначены для таких работ.
Виды песка для пескоструйной обработки
Для применения в пескоструе подходят несколько видов по происхождению:
Обычный речной (строительный) песок.
Карьерный песок.
Кварцевый, или промышленный.
Кварцевый абразивный дробленый.
Все они годятся как расходный материал для пескоструя. Но у каждого вида песка есть нюансы и область применения.
Особенности всех видов
Речной песок – самый простой и легкодоступный материал. Из-за того, что большую часть массы такого песка составляют сторонние примеси, которые уменьшают эффективность работы, некоторые утверждают, что нельзя использовать речной песок для пескоструя. На самом деле его вполне можно применять. Однако он требует предварительной промывки, чтобы избавить его от других материалов, которые могут помешать эффективной обработке поверхности. Речной песок для пескоструя подойдет, когда не нужно достичь сильного абразивного эффекта и хватит не слишком агрессивного воздействия.
Карьерный песок специально подбирается под определенные характеристики. Он мельче речного, а значит, его расход будет больше, а воздействие – менее заметным. При этом, чтобы приготовить этот песок для пескоструя, его нужно просеять и промыть, разделить разноразмерные песчинки и избавить от примесей, которые сведут на нет эффект от работы с песком.
Промышленный кварцевый песок – материал, который гораздо лучше подходит для работы с пескоструем. Его начали использовать еще в 19-м веке как первый абразив. Этот вид песка специально предназначен для пескоструйного аппарата, поэтому перед поступлением в продажу он проходит специальную обработку. Обычный кварцевый песок промывается, просеивается и разделяется на фракции. Такой песок бывает разного размера, который можно подобрать специально под задачу, чтобы работа давала максимальный эффект. Из-за этой подготовки конкретно под пескоструй такой песок стоит дороже, чем обычный, но лучше работает в качестве абразива.
Абразивный дробленый кварцевый песок – еще один вид материала, предназначенный для пескоструйных работ. Его готовят, дробя породы, которые содержат кварц, на остроугольные частицы. В результате получается материал гораздо более плотный и прочный. Такой песок справляется даже с очищением сложных загрязнений на поверхностях, поскольку имеет острую форму зерна, высокую прочность и однородность массы.
Для каких работ подходит пескоструйный песок?
Песок является неплохим абразивом, а значит, его можно использовать, чтобы очистить не только самые простые, но даже въевшиеся и сложные загрязнения с больших поверхностей. Несмотря на то, что он довольно непрочный и не слишком фактурный, он подходит для абсолютно разных видов работ. Эффективность применения зависит в большей степени от того, правильно ли выбран тип песка и его фракция, что сильно влияет на результат. Более крупные фракции дают сильный абразивный эффект и помогают удалять толстый слой загрязнений. Мелкие же легко разрушаются, поэтому подходят для деликатной обработки. Чтобы правильно подобрать к ситуации вид песка и фракцию, нужно разобраться, какие виды материала используются для определенных работ.
Пескоструй речным песком, даже если он не просеян и не разделен по размеру, хорошо очистит стены зданий, деревянные поверхности от старых следов краски или лака. При этом он снимет только лишний слой, а на поверхности, которую нужно обработать, не останется следов, что очень важно для этого вида работ. Также речной песок хорошо подойдет в ситуации, когда нужно снять с металла слой налета или следы коррозии.
Песок из карьера с мелким зерном (до 0,3 мм) подойдет, если не нужно удалять загрязнения, а необходимо только отполировать изделие. Такой песок при полировке не повреждает мягкие металлы – медь или алюминий. Поверхность останется целой, но приобретет блеск, очистится от старых загрязнений.
Для снятия слоя въевшегося лака или краски с твердых поверхностей подойдут более крупные и твердые виды песка размером 0,6 мм. Такая обработка будет более глубокой и агрессивной.
Крупным и твердым песком с размером зерен от половины до полутора миллиметров хорошо удаляется въевшаяся многолетняя ржавчина и следы окалины, оставшиеся от сварки. Если предстоит именно такая работа, для нее лучше всего брать дробленый кварцевый песок. Он выигрывает у других видов по прочности и размерам зерна.
Правильный подбор песка
Перед окончательным выбором, конечно же, в каждом отдельном случае стоит знать, какую именно работу должен выполнить пескоструй. Для сложных загрязнений, когда требуется сильный абразивный эффект, стоит использовать кварцевый песок. Если же нужна минимальная обработка поверхности, которая легко повреждается, или несложного загрязнения, то речной песок вполне подойдет для пескоструя. Перед принятием решения лучше всего свериться с таблицей, в которой указаны нюансы работы с песком и характеристики, подходящие для каждого вида работ.
Фракция песка
Вид работ
Песок без фракции
Обычные бытовые работы, те, что не требуют больших затрат материала. Это может быть очистка металлических поерхностей, дерева, фасадов домов. Загрязнения, с которыми справится такой песок – следы коррозии, краска или налет мелких загрязнений, который необходимо убрать перед новой покраской
0,1-0,2 мм
Матирование или нанесение узоров на стекло или зеркало
0,3-0,6 мм
Снятие с разных поверхностей свежего слоя лака или краски
До 0,3 мм
Полировка мягких металлов
0,6-1,6 мм
Очистка глубоких следов въевшейся ржавчины
2-5 мм
Очистка от сварочной окалины
Как приготовить песок своими силами?
Если площадь предстоящей работы большая, но при этом для работ не требуется большой эффективности абразива, сильного воздействия, или вы опасаетесь повредить поверхность обработкой, то в качестве материала хорошо подойдет речной песок. Но его нельзя использовать без предварительной обработки. Именно с тем, как приготовить песок для пескоструя своими силами, часто возникают проблемы.
Приготовление песка для пескоструя проходит в несколько этапов. Перед тем как загружать пескоструй и начинать работу, песок нужно просеять и высушить. Особое внимание стоит обратить на технику безопасности – такие работы нужно проводить вдалеке от жилья или установить пылеподавляющую защиту.
Для работ подойдет обычный речной песок, который можно найти по очень низким ценам, что сильно снижает затраты на обработку поверхностей, даже если предстоит большой объем работ. Этот песок нужно просеять, чтобы избавить материал от примесей и частиц, которые снизят эффективность обработки и могут повредить сам аппарат. Способов просеивания песка даже в домашних условиях много. Для этой цели подходят любые мелкие сита или ткани со средними ячейками, которые пропустят песок, но задержат все остальные примеси. Надежнее всего просеивать материал в три этапа, постепенно уменьшая размер ячейки – так приготовленный материал получится более качественным.
После того, как песок просеян и избавлен от лишних примесей, его нужно высушить. Мокрый песок неэффективен в использовании, что повышает его расход и может не дать желаемого результата. Если вам нужен расходный материал для пескоструя в больших объемах, то можно купить специальные приспособления для высушивания его в больших количествах: например, для этого хорошо подойдет барабанная песочная сушилка. Также хорошим вариантом будет сушильная камера со встроенным ситом – она позволит совместить процессы сушки и отсева лишнего, упростить подготовку материала. Но сушить песок также можно и в обычном поддоне, закрепленном над костром либо нагревательным элементом.
После такой подготовки даже речной, а не купленный в специализированном магазине песок хорошо подойдет как расходный материал для пескоструя. Но большим преимуществом станет то, что такой метод сэкономит деньги на большом объеме очистки и позволит провести работы более деликатно и щадяще для поверхности.
Поделиться в социальных сетях
Песок для пескоструя: характеристики, изготовление своими руками
Содержание
Различия абразивов
Виды абразивов
Кварцевый
Купершлак и никельшлак
Металлическая дробь
Стальная или чугунная дробь
Корунд
Дробеструйная
Особенности абразивов
Фракция
Твердость
Абразивная способность
Механическая устойчивость
Химическая устойчивость
Какой песок использовать для пескоструя
Выбор расходного материала
Изготовление абразива в домашних условиях
Чтобы нанести защитное покрытие или краску на металлическую поверхность, её нужно очистить от ржавчины. Лучшим методом обработки является пескоструйная чистка. С помощью пневматического оборудования создаётся кинетическая энергия, которая подаёт абразивные частицы на рабочую поверхность с большой скоростью. Создаётся огромное количество микроударов, с помощью которых и происходит очистка материала. При работе с таким оборудованием нужно уметь выбирать песок для пескоструя.
Виды абразивов
Различия абразивов
Обработка с помощью абразива позволяет очищать металлические конструкции и бетонные плиты при помощи микрочастиц, которые выдуваются мощным потоком воздуха. Оборудование создаёт кинетическую энергию, которая с огромной скоростью выбрасывает абразив на обрабатываемую поверхность. Таким образом с материала счищается застывший налёт.
Песок для пескоструя различается по материалу и фракции частиц. Чтобы после обработки получить качественную поверхность, следует учитывать ряд требований:
Чтобы считаться качественным, песок для пескоструйки перед запуском в продажу проходит несколько этапов обработки. Дорогостоящие смесь покупать невыгодно, а дешёвые повредят материал при работе компрессора.
Песок для пескоструйных работ выбирают в зависимости от вида обрабатываемого материала. В строительных магазинах продаются универсальные смеси.
Если поверхность детали повреждена, требуется выбирать щадящие абразивы. Они сохранят целостность заготовки.
Фракция. Мелким абразивом не экономично очищать места с большим слоем налёта. Одновременно с этим он подходит для финишных работ.
Виды абразивов
При выборе песка для пескоструйного аппарата стоит учитывать из какого материала он сделан, какая фракция частиц и какими характеристиками он обладает. Человеку без базовых знаний сделать правильный выбор крайне сложно. Стоит поговорить о самых популярных смесях, которые можно встретить в специализированных магазинах.
Кварцевый
Кварцевый песок для пескоструйки отличается оптимальными показателями качества и цены. Продается в любом строительном магазине, что позволяет без проблем купить эту смесь. Считается лидирующим на мировом рынке строительных материалов. Изготавливается из белого кварца, который дробится в мелкую пыль.
Разновидности:
пылевидная фракция — средний размер зёрен 0.1 мм;
песок — средний размер частиц от 0.1 до 0.4 мм;
крупные зёрна — размер от 0.5 до 1 мм.
Также есть крошка из кварца, размер зёрен которой начинается от 1 мм.
У этого вида песка есть существенные преимущества и недостатки. Плюсы:
Во время обработки песок проходит через множество сит разного размера. Благодаря этому в смесях не попадаются осколки большего размера и посторонние материалы.
Кварцевая пыль химически однородна.
Высокий показатель пористости.
Доступность и низкая стоимость.
К недостаткам можно отнести опасность кварцевой смеси для здоровья человека. При работе с ним выделяется большое количество кристаллической пыли, которая может попадать в дыхательные пути и глаза.
У людей, работающих с кварцевым материалом без респираторов и защитный очков, развивается заболевание силикоз. Оно считается неизлечимым и в конечном итоге приводит к гибели человека. Из-за этого нужно пользоваться защитной экипировкой и не использовать кварцевую фракцию несколько раз. Также желательно покупать оборудование, которое снабжается системами пылеотвода.
Кварцевый песок
Купершлак и никельшлак
Купершлак и никельшлак являются отходами, которые остаются при обработке никеля и меди плавкой. В составе этих материалов содержится кварц (1%). Плюсы:
По сравнению с кварцевой крошкой выше абразивная способность.
Эти материалы прочнее песка и не дробятся при работе с ними.
Высокая прочность при столкновении с бетоном и металлом при ударах.
Низкий расход и высокая эффективность.
Возможность использовать купершлак и никельшлак повторно.
Многоразовые материалы экономичны и эффективны в процессе работы.
Металлическая дробь
Металлическая дробь — маленькие шарики, изготавливающиеся из стали и чугуна. Использовать для пескоструя такие материалы выгодно, так как их можно использовать повторно. Благодаря равномерной фракции дроби после обработки получается качественная и ровная поверхность без изъянов.
Стальная или чугунная дробь
С помощью таких абразивов снимаются окалины с металлов перед покраской и обработкой защитной смесью.
Корунд
Этот материал представляет собой оксид алюминия, который имеет кристаллическую форму. Получается промышленным путём. Считается лучшим материалом, поскольку по своим характеристикам он близок к алмазу. Используется для декоративной обработки металла. Стоит дорого, однако допускается повторное применение корунда.
Дробеструйная
Считается экономичным способом очистки металла и бетона. Применяется технология беспылевой обработки.
Особенности абразивов
При выборе песка для пескоструйной зачистки металла требуется уделять внимание характеристикам расходного материала.
Фракция
Это размер частиц, которые используются для очистки различных материалов (металл, бетон). При дроблении исходных компонентов с помощью пресса, образуется мелкая крошка. Она просеивается через сита разного размера. Фракция смеси зависит от размеров ячеек в сите. При подборе фракции нужно учитывать материал и состояние обрабатываемой поверхности. Крупная фракция выбирается для очистки толстого слоя налёта, мелкая — для финишных работ.
Фракция песка
Твердость
От этого показателя зависит возможность частиц сохранять свою целостность в процесс обработки рабочей поверхности. Нумеруется цифрами по возрастанию. Например, мягкие материалы обозначаются цифрой 1, а алмаз — 10.
Абразивная способность
На упаковке указывается промежуток времени, за которое можно очистить определённую площадь.
Механическая устойчивость
Это показатель обозначает устойчивость частиц к разрушению при воздействии нагрузок. Чем выше механическая устойчивость, тем больше раз используется один и тот же песок для обработки.
Химическая устойчивость
Этот показатель обозначает сохранение целостности частиц при длительном воздействии на них щелочей, жидкостей и кислот.
Какой песок использовать для пескоструя
Выбирать расходник для пескоструя нужно в зависимости от того, какой материал обрабатывается. Важно знать, как правильно использовать отдельные виды песка для пескоструя:
Дробеструйная очистка. Экономичный способ обработки. Системы с подавлением пыли позволяют повысить эффективность чистки.
Кварц. Обычный песок для пескоструйных аппаратов используется из-за его доступности и низкой стоимости. Им можно обрабатывать различные материалы, однако нельзя забывать про обязательную экипировку.
Никельшлак. При работе с этим материалом получаются качественные поверхности. Однако из-за дороговизны никельшлак рекомендуется использовать только для финишной обработки дорогих металлов.
Купершлак. С этим материалом нужно работать в открытых условиях. Так ограничивается сбор расходника для повторного использования.
Металлическая дробь. Благодаря равномерной фракции можно изначально представлять какая поверхность получится после обработки. Увеличивает показатели адгезии металла.
Чугунная и стальная дробь. Эти материалы используются для очистки металла от окалин. Чтобы добиться наибольшей эффективности, желательно применять колотую дробь.
Корунд. Наиболее прочный из представленных абразивов. Используется повторно. Его рекомендуется применять для декоративной отделки металла.
Купершлак
Выбор расходного материала
Выбирая песок для пескоструйного аппарата нужно учитывать определённые факторы:
Толщина налёта. От этого будет зависеть фракция расходного материала. Если слой ржавчины толстый, экономичнее и быстрее будет протекать работа с использование крупных зёрен.
Жесткие абразивы выбираются для наиболее твердых материалов.
Если нужно получать готовую поверхность без мелких дефектов, требуется использовать мелкую фракцию
Скорость обработки с помощью пескоструя. При большой скорости, мягкие абразивные частицы будут раскалываться при столкновении с ржавчиной и приносить минимум эффекта.
Если требуется качественно и экономично обработать металлическую поверхность, нужно использовать абразив высокой прочности.
Изготовление абразива в домашних условиях
Существуют ситуации, когда нет возможности купить песок для пескоструйных работ. В этом случае можно самостоятельно сделать расходную смесь для обработки бетонных и металлических конструкций. Изготовление абразива своими руками — поэтапный процесс. Для работы можно использовать гравийный песок.
Этапы изготовления расходного материала:
Подготовьте 2–3 самодельных сита. Их изготавливают из сетки с мелкими ячейками и деревянного каркаса.
Просейте песок через крупные ячейки, чтобы извлечь посторонний мусор. Вторым этапом является просеивание до нужной фракции.
Когда смесь с нужным размером зёрен получена, её требуется просушить. Для этого можно использовать металлическую ёмкость и костёр.
После просушки смесь ещё раз просеивается через мелкое сито.
5 Лучший песок для пескоструйной обработки
5 Лучший песок для пескоструйной обработки
Если вы ищете песок для пескоструйной обработки , существует широкий спектр материалов, которые можно использовать для абразивоструйной очистки. Чтобы выбрать подходящий для вас абразивный материал, важно понимать ваши варианты и их использование в пескоструйной очистке. Н.Т. Ruddock предлагает множество материалов для взрывных работ. У нас есть несколько вариантов песка для пескоструйной обработки от очень мелкого до крупного. Доставка доступна для всех ваших абразивно-струйных материалов.
Сортировка по Заказ по умолчанию
Заказ по умолчанию
Наименование
Цена
Дата
Популярность
Нажмите на заказ продуктов
. Товаров на странице
48 Товаров на странице
72 Товаров на странице
ПОСМОТРЕТЬ ВСЕ АБРАЗИВЫ
Гранат – пескоструйный материал
Гранат – это абразивно-струйный материал more , который можно использовать в пескоструйной очистке . Это экологически чистая альтернатива многим другим абразивным материалам. Произведенный из месторождений андрадит или альмандин, гранат бывает разных размеров для использования. Он также доступен с гладкими или шероховатыми краями, что меняет отделку при использовании. Гранат — это среда с низким содержанием пыли, которая безопасна для использования вблизи воды. Он эффективен для использования со стекловолокном, алюминием, сухими доками и многими другими материалами и ситуациями. Гранат эффективен для:
Подготовка к промышленному покрытию
Очистка
Полировка
Многие также считают, что гранат эффективен при пескоструйной очистке , потому что этот наполнитель позволяет сэкономить время, поскольку он режет точнее и глубже, чем другие среды для пескоструйной обработки .
КУПИТЬ СЕЙЧАС
Стеклянные шарики – пескоструйная обработка
Стеклянные шарики часто используются в качестве средств для пескоструйной обработки и имеют ряд применений в пескоструйной очистке . Этот материал можно использовать для:
Удаление заусенцев
Очистка
Упрочнение
Отделка
Осветление
Подготовка поверхностей к нанесению покрытия
Устранение косметических дефектов
Стеклянные шарики можно использовать для обработки многих материалов, от нержавеющей стали до пластика и многих других промежуточных материалов. Наряду с этой гибкостью использование стеклянных шариков в качестве среды для пескоструйной обработки имеет много преимуществ. Их меньше 9Абразив 0006 , чем другие материалы, не оставляет следов и, помимо других преимуществ, является экологически безопасным. Стеклянные шарики хорошо подходят для изготовления готовых деталей, отливок, трубной арматуры, конструкционной стали и декоративных деталей, среди прочего.
КУПИТЬ
Стальная дробь – абразивные материалы
Стальная дробь широко используется для улучшения, зачистки и очистки металлических поверхностей. Именно тип используемой стальной дроби определяет отделку после ее применения в течение пескоструйная обработка . Чем мельче стальная дробь, тем более гладкой будет поверхность после нанесения. Чаще всего стальная дробь используется для:
очистки
Полировка
Подготовка поверхностей к нанесению покрытия
Дробеструйная обработка
Использование стальной дроби для s и пескоструйной обработки дает ряд преимуществ. Стальная дробь очень долговечна для использования в пескоструйной обработке и имеет высокую способность к переработке. Поскольку среда имеет сферическую форму, она является эффективной средой для отделки и подготовки к нанесению покрытий. Стальная дробь также имеет очень низкое пыление. Кроме того, стальная дробь может использоваться как при дробеструйной, так и при пневматической (воздушной) очистке.
КУПИТЬ
Белый оксид алюминия (ALOX) – абразивный материал
Хотя оксид алюминия является очень чистым абразивом для пескоструйной обработки . По этой причине он чаще используется для высокопроизводительного пескоструйного оборудования для микродермабразии . Оксид алюминия может многократно перерабатываться при использовании и очень экономичен, что делает его широко используемым в качестве среды для пескоструйной обработки . Он также широко используется, потому что он безопаснее в использовании, чем песок, а его постоянный размер делает его поверхность более гладкой. Кроме того, поскольку он тверже других материалов, он привлекателен своей способностью более эффективно врезаться в поверхности. Этот абразив эффективен для:
Лопасти турбины
Клапаны
Поршни
Головки двигателя
Довольно часто используется как в автомобильной, так и в авиационной промышленности. Это также эффективный носитель при подготовке поверхности к покрытию, например, в случае покраски.
КУПИТЬ СЕЙЧАС
Пищевая сода (двухуглеводная) – абразив
Пищевая сода, также известная как бикарбонат натрия, является популярным выбором для воздушной струйной обработки , когда необходимо защитить поверхность от травления или царапин и удаление защитной оболочки необходимо. Несмотря на множество преимуществ использования пищевой соды в качестве абразив , тоже есть соображения. Пищевая сода не может быть переработана; это одноразовый носитель. Кроме того, этот абразив впитывает влагу. Поэтому воздух должен быть чистым и сухим, чтобы пищевая сода работала должным образом. Пищевая сода эффективна для:
Повреждений от пожара и восстановления
Удаление краски, покрытий и граффити
Удаление плесени и восстановление
Очистка пресс-форм и штампов
Одним из преимуществ использования пищевой соды в качестве абразива является то, что ее можно использовать с деталями, покрытыми жиром, маслом или влагой.
КУПИТЬ
Ищете ли вы бикарбонат натрия или стеклянные шарики для пескоструйной обработки, компания N.T. Компания Ruddock предлагает широкий выбор пескоструйной обработки для удовлетворения ваших потребностей в пескоструйной очистке. Если у вас есть вопросы о том, какой носитель лучше всего подходит для ваших нужд, свяжитесь с нами сегодня, и мы поможем вам подобрать материалы, наиболее подходящие для вашего проекта.
Kleen Blast – Абразивоструйные материалы, оборудование и запасные части
Авторизованный дистрибьютор переносных и крупногабаритных абразивоструйных машин и оборудования AXXIOM/SCHMIDT
Официальный дистрибьютор переносных осушителей/охладителей воздуха VAN AIR SYSTEMS
Посмотреть продукты абразивно-струйного оборудования
Оборудование для обеспечения безопасности
Официальный дистрибьютор оборудования для обеспечения безопасности CLEMCO, BULLARD, RPB SAFETY и AIR SYSTEMS.
Системы фильтрации воздуха для дыхания, насосы, респираторы с подачей воздуха, перчатки, накидки и многое другое!
View Safety Equipment Products
Запчасти и аксессуары
Авторизованный дистрибьютор запчастей и аксессуаров CLEMCO, AXXIOM/SCHMIDT, EMPIRE, NATIONAL EQUIPMENT [NECO], BULLARD, RPB SAFETY, AIR SYSTEMS, VAN AIR SYSTEMS и WESTERN TECHNOLOGY.
Шланги и страховочные тросы для абразивоструйной обработки, экраны и кожухи для дробеструйных машин, пневматические рукоятки, шланги для компрессоров и многое другое!
View Parts & Accessories Products
Расходные материалы
Официальный дистрибьютор расходных материалов CLEMCO, AXXIOM/SCHMIDT, EMPIRE, NATIONAL EQUIPMENT [NECO], BULLARD, RPB SAFETY, AIR SYSTEMS, VAN AIR SYSTEMS и WESTERN TECHNOLOGY.
Шланг для пескоструйной очистки, сопла для пескоструйной очистки, фитинги для шлангов для пескоструйной очистки [муфты и держатели сопла], шланг подачи воздуха, соединительные шланги для пескоструйной машины, прокладки, фильтрующие картриджи для воздуха для дыхания, сменные линзы для респираторов с подачей воздуха, костюмы для пескоструйной обработки, перчатки для пескоструйной обработки и ремонт Наборы
Посмотреть расходные материалы Продукты
Распродажа
Ознакомьтесь с нашими последними распродажами! Спецпредложение действует, пока есть в наличии.
Посмотреть продукты с распродажей
CIGNA Transparency in Coverage
Посмотреть больше
Нам доверяют:
Рекомендуемые продукты
Легкий и компактный, для влажной или сухой струйной очистки, простой в эксплуатации. Power Gun h3O — идеальный вариант для водоструйной очистки, когда традиционная водоструйная установка слишком велика, неудобна в настройке или выходит за рамки бюджета. Независимо от того, являетесь ли вы подрядчиком, самодельщиком или оператором взрывных работ, работающим полный рабочий день, вы оцените легкий и компактный дизайн Power Gun h3O, а также то, что он обладает почти такой же мощностью, как и небольшая дробеметная установка.
Просмотреть позицию в каталоге
Монитор CMS-4 обнаруживает угарный газ в подаче воздуха для дыхания и включает звуковую, визуальную и вибрационную сигнализацию при концентрации CO не менее 10 частей на миллион. Аварийные сигналы предупреждают оператора о небезопасном состоянии.
Просмотреть товар в Каталоге
Сверхмощный костюм для взрывных работ, перчатки для взрывных работ и наколенники от Bullard предназначены для взрывных работ в тяжелых условиях и для профессиональных взрывных работ, которые гордятся своей работой. Эта экипировка многофункциональна, долговечна и удобна.
Просмотреть товар в каталоге
Мы продаем и обслуживаем
Мы можем помочь — хотите ли вы приобрести новый пескоструйный шкаф или просто обслуживаете существующие шкафы для пескоструйных аппаратов и пескоструйные баки. С 1965 года мы поставляем детали и аксессуары для пескоструйных камер и корпусов для пескоструйной обработки.
О нас
Kleen Blast Abrasives поставляет клиентам качественные абразивы, а также оборудование и расходные материалы для пескоструйной обработки с 19 года.62. Зернистость нашей марки Kleen Blast не содержит пыли и диоксида кремния, экономична, быстро режет и экологически безопасна.
Как определить шаг резьбы: штангенциркулем, резьбомером
Распечатать
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
Диаметр резьбы
Шаг резьбы, мм
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм
Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм
Мелкая
Мелкая 2
Супермелкая
М 1
0.25 / 0.75
(0.2) / 0.8
—
—
М 1.2
0.25 / 0.95
(0.2) / 1
—
—
M 1.4
0.3 / 0.9
(0.2) / 1.2
—
—
M 1.6
0.35 / 1.2
(0.2) / 1.4
—
—
M 1.8
0.35 / 1.5
(0. 2) / 1.6
—
—
M 2
0.4 / 1.6
(0.25) / 1.75
—
—
M 2.2
0.45 / 1.75
(0.25) / 1.95
—
—
M 2.5
0.45 / 2.05
(0.35) / 2.15
—
—
M 3
0.5 / 2.5
(0.35) / 2.65
—
—
M 3.5
0.6 / 2.9
(0.35) / 3.15
—
—
M 4
0.7 / 3.3
0.5 / 3.5
—
—
M 4.5
0.7 / 3.8
—
—
—
M 5
0.8 / 4.2
0.5 / 4.5
—
—
M 5.5
—
(0.5) / 4.5
—
—
M 6
1 / 5
0.75 / 5.2
0.5 / 5.5
—
M 7
1 / 6
(0.75) / 6.2
0.5 / 6.5
—
M 8
1.25 / 6. 7
1 / 7
0.75 / 7.2
0.5 / 7.5
M 9
1.25 / 7.7
1 / 7.95
0.75 / 8.2
0.5 / 8.5
M 10
1.5 / 8.5
1.25 / 8.7
1 / 9
0.75 / 9.2
M 12
1.75 / 10.2
1.5 / 10.5
1.25 / 10.7
1 / 11
M 14
2 / 12
1.5 / 12.5
1.25 / 12.6
1 / 13
M 15
—
1.5 / 13.4
1 / 13.95
—
M 16
2 / 14
1.5 / 14.5
—
1 / 15
M 18
2.5 / 15.4
2 / 16
1.25 / 16.6
1 / 17
M 20
2.5 / 17.4
2 / 18
1.25 / 18.6
1 / 19
M 22
2.5 / 19.4
2 / 20
1.5 / 20.5
1 / 21
M 24
3 / 20.9
2 / 22
1.5 / 22.5
1 / 23
M 27
3 / 23. 9
2 / 25
1.5 / 25.5
(1) / 26
M 30
3.5 / 26.4
2 / 28
1.5 / 28.5
(1) / 29
M 33
3.5 / 29.4
2 / 31
1.5 / 31.5
—
M 36
4 / 31.9
3 / 33
2 / 34
1.5 / 34.5
M 39
4 / 34.9
3(4) / 35.9
2 / 37
1.5 / 37.5
M 42
4.5 / 37.4
3(4) / 37.9
2 / 40
1.5 / 40.5
M 45
4.5 / 40.4
3(4) / 40.9
2 / 43
1.5 / 43.5
M 48
5 / 42.8
3 / 44.9
2 / 46
1.5 / 46.5
M 52
5 / 46.8
(4)3 / 48.9
2 / 50
1.5 / 50.5
M 56
5.5 / 50.4
4 / 51.9
3(2) / 53
1.5 / 54.5
M 60
5.5 / 64.4
4 / 55.8
3(2) / 67
1. 5 / 58
M 64
6 / 57.8
4 / 59.8
3 / 61
2(1.5) / 62
M 68
6 / 61.8
4 / 63.8
3 / 65
2(1.5) / 66
Полная таблица с резьбой от М0,25 до М600 доступна в PDF
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
Метрический шаг резьбы
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы. Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов. В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным. Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
Для определения основных параметров требуется провести измерение.
Неточный результат можно узнать при применении линейки.
Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Параметры резьбы
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Использование анкеров
Сегодня часто встречается, что неопытные, начинающие домашние мастера делают попытки применять анкеры не по прямому предназначению. Например, их крепление осуществляется вопреки инструкции к кирпичным стенам, что нередко вызывает:
порчу самого крепежного изделия, а также нервов горе-мастера;
после извлечения анкера в кирпиче формируются очень большие, портящие интерьер помещения, отверстия.
Для работы с кирпичной поверхностью следует использовать такой крепеж только соответствующего типа (пример для пустотелого кирпича показан на рисунке).
В целом же применять анкеры рекомендуется при работе с конструкциями из бетона. В более мягких материалах таким болтам свойственна возможность прокручиваться. На современном рынке можно найти большое количество разновидностей крепежных изделий данного типа для бетона. В таблице приведены некоторые технические характеристики анкерных болтов для работы с такой поверхностью лишь самых ходовых размеров.
Обозначение
Вырывающая сила (минимальная), бетон В25, кН
Максимальная величина крутящего момента при анкеровке, Нм
12×65
18,3
40
10×80
13,1
25
8×60
10,5
10
Способы измерения
Существует довольно большое количество различных способов определения шага резьбы. Все они характеризуются своими определенными особенностями, которые нужно учитывать. Распространенными способами можно назвать:
Использование обычной линейки.
Применение специального инструмента, который может применяться для определения рассматриваемого значения. Измеритель шага резьбы можно приобрести в специализированном магазине.
Штангенциркуль является точным инструментом. Он применяется довольно часто по причине высокой точности и универсальности в применении.
Резьбомер
Все приведенные выше методы позволяют получить довольно точные данные. Проще всего провести измерения при применении инструмента, определяющего резьбу, но можно обойтись и обычным штангенциркулем.
Особенности некоторых монтажных операций
Закрепление различных деталей, узлов и механизмов с помощью болтов и шпилек — это, пожалуй, самый распространённый вид соединений в современной технике. Но перед тем как выполнять подобные работы, необходимо обратить пристальное внимание на все комплектующие и их размеры, а в особенности на шаг резьбы болта. Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования. В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Например, достаточно часто применяемый шаг резьбы 1, он является обычным для болтов диаметром 8 миллиметров. Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.
Процесс измерения витков
При рассмотрении того, как определить шаг резьбы следует учитывать особенности выбранного метода. При использовании линейки достаточно:
Замерить протяженность стержня, на который нанесли профиль. Стоит учитывать, что при замере всей длины стержня, а не только части можно определить более точный результат.
Подсчитать количество витков.
Провести замер глубины для определения основных параметров резьбового соединения.
Подобным образом можно определить лишь средний показатель. Если в процессе нарезания витков были допущены ошибки, то расстояние между ними может несколько отличаться.
Пример проведения замеров выглядит следующим образом:
Отсчитывается 20 витков.
Проводим замер протяженности стержня, к примеру, показатель составил 127 мм.
Проводим деление 20 витков на протяженность стержня, в результате получаем показатель 6,35 мм. Он соответствует шагу расположения нитей в миллиметрах.
Для перевода в дюймы достаточно поделить вычисленное значение в миллиметрах на 25,4. В итоге получится результат 0,25 или ¼ дюйма. При самостоятельном замере может быть погрешность, поэтому результат округляется к приближенному стандартному значению.
В продаже можно встретить и специальные шаблоны, которые можно использовать для проверки особенностей резьбы. Подобная процедура достаточно проста в исполнении:
Подбирается наиболее подходящий шаблон. В продаже можно встретить просто огромное количество специальных шаблонов, которые представлены пластиной с определенным профилем. Стоит подобный элемент не дорого, приобрести его можно в различных специализированных магазинах.
Он прикладывается к поверхности для контроля основных показателей. Шаблон должен заходить без препятствий, и между пластиной с рабочей поверхностью не должно образовываться свободного пространства.
Если шаблон легко заходит в бороздки, то можно определить основные параметры поверхности.
Измерение шага резьбы линейкой и резьбомером
Кроме этого, можно провести измерения при применении штангенциркуля. Этот инструмент получил широкое распространение. Пошаговые действия выглядят следующим образом:
Глубиномером устанавливается высота стержня.
Следующий шаг заключается в подсчете количества витков. Сделать это достаточно сложно, можно использовать маркер для обозначения уже подсчитанных нитей профиля.
Полученная информация позволяет рассчитать тангенса угла наклона.
Есть возможность определить рассматриваемый показатель при непосредственном измерении между смежными вершинами. Рекомендуется провести очистку поверхности. В противном случае получить точный результат практически невозможно.
Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Скачать ГОСТ 8724-2002
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
Ссылки на нормативы.
Определения.
Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
Скачать ГОСТ 24705-2004
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
Скачать ГОСТ 9150-2002
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.
Нюансы измерения
При применении штангенциркуля следует учитывать несколько рекомендаций. Примером назовем нижеприведенную информацию:
Если между головкой и торцевой частью изделия есть плита, то в этом случае рекомендуется использовать основную измерительную шкалу и глубиномер. При подобном процессе можно получить показатели толщины шайбы, высоты головки, толщину промежуточного элемента. Подобные данные позволяют рассчитать основные параметры резьбового соединения.
Точность полученных результатов можно существенно повысить путем очистки поверхности от различных загрязняющих веществ. Для этого можно использовать абразивный материал или специальные жидкости для удаления коррозии.
Провести рассматриваемую процедуру можно самостоятельно. Как правило, проблем при этом не возникает.
В заключение отметим, что производители указывают шаг и многие другие важные показатели. Как правило, они наносятся на головке или другом элементе.
Гвозди
В сознании домашних мастеров зрелого возраста гвозди ассоциируются, преимущественно, с работами по креплению деревянных конструкций. Сегодня же в продаже можно найти такой крепеж для забивания в поверхность из кирпича и бетона. При их изготовлении используется закаленная сталь. Современный рынок стройматериалов предлагает широчайший выбор крепежа. К подбору подобных изделий нужно подходить очень внимательно, с учетом их условий эксплуатации, технических характеристик, и исходя из технологических особенностей применения.
Твитнуть
comments powered by Disqus
ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации. К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы. Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению
Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей.
Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.
В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.
клиент попросил определить резьбу углового соединения. В конце этого примера Вы сами сможете определять резьбу на деталях
Дата публикации: 01.06.2020
#1 Практический пример: как определить резьбу ( ¼ Zoll ).
Сегодня мы хотим Вам показать, как определить тип резьбы самостоятельно. Для этого возьмем практический пример из повседневной практики: клиент попросил определить резьбу углового соединения. Мы покажем наш подход шаг за шагом. В конце этого примера Вы сами сможете определять резьбу на деталях.
Что нам нужно для определения резьбы ?
Для определения резьбы необходимы измерить диаметр и шаг резьбы.
Для определения резьбы нам понадобятся:
— сама деталь, на которой нам нужно определить резьбу,
— штангенциркуль (аналоговый или цифровой)
— резьбовой шаблон,
— таблицы для определения резьбы ( таблица для дюймовых резьб )
Шаг 1: определение диаметра резьбы
Вы можете определить диаметр резьбы с помощью цифрового или аналогового штангенциркуля. В нашем практическом примере мы используем цифровой штангенциркуль. Установите штангенциркуль, как показано на рисунке. Для этого используйте не кончики губок, а более широкую часть губок штангенциркуля. Цифровой штангенциркуль покажет вам диаметр на своем дисплее.
Измерительные губки штангенциркуля.
Основываясь, на нашем опыте мы измерили диаметр резьбовой части детали в двух местах. В верхней части детали резьбу и резьбу в нижней части детали.
Почему в двух местах мы измеряем диаметр резьбы?
Диаметр должен быть одинаковым по всей резьбе. Если диаметр резьбы не одинаковый, то это коническая резьба. Конические резьбы чаще всего используются в трубных соединениях.
Измеряем нижнюю часть резьбы.
Измеряем верхнюю часть резьбы.
У нас как раз такой случай. Мы записываем оба значения. 12,75 мм и 13,34 мм. Об этом подробнее ниже.
Шаг2: определение шага резьбы.
Шаг резьбы мы определяем с помощью резьбового шаблона. Существуют резьбовые шаблоны для метрической и дюймовой резьбы. В нашем примере мы используем комбинированный шаблон. Поскольку резьба трубная- она всегда дюймовая, мы подбираем только ее до тех пор, пока не будет подходящего шаблона резьбы. Пока количество витков на шаблоне не совпадет с количеством витков на измеряемой резьбе.
Определение типа резьбы: резьбовой шаблон для определения шага резьбы.
Определение резьбы с помощью шаблона резьбы: попробуйте до тех пор, пока один трафарет не подойдет к вашей резьбе.
Определение резьбы с помощью шаблона резьбы: наконец-то найден подходящий шаблон.
В этом случае, резьбовой шаблон подходит 19 G ( 19 витков на дюйм).
Шаг3: поиск значений в таблице сравнения размеров резьб.
После того, как мы собрали все значения резьбы, нам просто нужно их сопоставить.
Диаметр составил: 12,75 мм и 13,34 мм.
Шаг резьбы: 19 витков на дюйм.
Определение резьбы в этом случае дало- коническая трубная резьба: BSPT (British Standard Pipe Taper)
— номинальный диаметр BSPT (R) ¼“
— 19 витков/ дюйм
— диаметр резьбы 13,157 мм,
— номинальный диаметр трубы 8 мм,
— диаметр отверстия под внутреннюю резьбу 11,445 мм.
Таблица сравнения резьбы: BSP (G) 1/4″ имеет тот же диаметр резьбы, что и BSPT (R) 1/4″.
Для проверки берем подходящую по размеру резьбы плашку и проверяем наш размер резьбы — подходит. Значит резьбу определили правильно.
Дополнительная информация о трубной резьбе BSPT Whitworth для труб и фитингов.
BSPT также указывается — R (коническая или коническая наружная резьба). Однако аналог внутренней резьбы будет цилиндрическим и будет сокращен — Rp. Резьбовое соединение является самоуплотняющимся из-за комбинации конической наружной резьбы (R) и цилиндрической внутренней резьбы (Rp).
CGTK — Таблица размеров резьбы
Иногда я сам обнаруживаю, что резьба мне нужна, но стандартная (метрическая) гайка или болт не подходят. Это явно из какого-то допотопного класса потоков вроде BSF или UNC, но не всегда очевидно из какого. Я обычно по умолчанию высверливаю его и заново нарезаю или накручиваю на современную метрическую резьбу, но это не всегда возможно.
Эта таблица предназначена для удобного измерения диаметра и шага и определения резьбы, которую вы ищете. Он также включает размеры сверла для нарезания резьбы (рассчитывается как диаметр минус шаг). Если несколько типов резьбы имеют одинаковый диаметр и шаг (например, BSW 3/8″-16 и UNC 3/8″-16), вы сами решаете.
Если вам нужна копия этой таблицы в виде электронной таблицы в формате ODS, CSV или XLSX, свяжитесь с нами (указав предпочтительный формат).
Показывать только метрическую резьбу Показывать только грубую резьбу Показывать только кабелепроводную/трубную резьбу
0.79
0.19
0.6
BA
16 BA
0.90
0.21
0.7
BA
15 BA
1.00
0.23
0.8
BA
14 BA
1.20
0.25
1.0
BA
13 BA
1.30
0.28
1.1
BA
12 BA
1.50
0.31
1.2
BA
11 BA
1.52
0.32
80
1.3
UNF
UNF #0-80
1.70
0.35
1.4
BA
10 BA
1. 85
0.35
72
1.6
UNF
UNF #1-72
1.85
0.40
64
1.5
UNC
UNC #1-64
1.90
0.39
1.6
BA
9 BA
2.00
0.25
1.8
Metric Fine
M2×0.25 (Fine)
2.00
0.40
1.6
Metric Coarse
M2×0.4
2.18
0.40
64
1.8
UNF
UNF #2-64
2.18
0.45
56
1.8
UNC
UNC #2-56
2.20
0.43
1.8
BA
8 BA
2.50
0.35
2.2
Metric Fine
M2. 5×0.35 (Fine)
2.50
0.45
2.1
Metric Coarse
M2.5×0.45
2.50
0.48
2.1
BA
7 BA
2.51
0.45
56
2.1
UNF
UNF #3-56
2.51
0.53
48
2.0
UNC
UNC #3-48
2.80
0.53
2.3
BA
6 BA
2.84
0.53
48
2.4
UNF
UNF #4-48
2.84
0.64
40
2.3
UNC
UNC #4-40
3.00
0.35
2.7
Metric Fine
M3×0.35 (Fine)
3.00
0.50
2. 5
Metric Coarse
M3×0.5
3.18
0.58
44
2.6
UNF
UNF #5-44
3.18
0.64
40
2.6
BSW
BSW 1/8″-40
3.18
0.64
40
2.6
UNC
UNC #5-40
3.20
0.59
2.7
BA
5 BA
3.50
0.35
3.2
Metric Fine
M3.5× 0,35 (хорошо)
3.50
0.60
2.9
Metric Coarse
M3.5×0.6
3.51
0.64
40
2.9
UNF
UNF #6-40
3.51
0.79
32
2.8
UNC
UNC #6-32
3. 60
0.66
3.0
BA
4 BA
4.00
0.50
3.5
Metric Fine
M4×0.5 (Fine)
4.00
0.70
3.3
Metric Coarse
M4×0.7
4.10
0.73
3.4
BA
3 BA
4.17
0.71
36
3.5
UNF
UNF #8-36
4.17
0.79
32
3.4
UNC
UNC #8-32
4.70
0.81
3.9
BA
2 BA
4.76
0.79
32
4.0
BSF
BSF 3/16″-32
4.76
1.06
24
3.8
BSW
BSW 3/16″-24
4. 83
0.79
32
4.1
UNF
UNF #10-32
4.83
1.06
24
3.8
UNC
UNC #10-24
5.00
0.50
4.5
Metric Fine
M5×0.5 (Fine)
5.00
0.80
4.2
Metric Coarse
M5×0.8
5.30
0.90
4.4
BA
1 BA
5.49
0.91
28
4.6
UNF
UNF #12-28
5.49
1.06
24
4,5
UNC
UNC #12-24
5,56
0,91
28
4,7
BSF
4 BSF 7/32 «
BSF
4 BSF 7/32»-2
BSF
1414
.0015
5. 3
Metric Fine
M6×0.75 (Fine)
6.00
1.00
5.0
BA
0 BA
6.00
1.00
5.0
Metric Coarse
M6×1
6.35
0.91
28
5.5
UNF
UNF 1/4″-28
6.35
0.98
26
5.4
BSF
BSF 1/4″-26
6.35
1.27
20
5.1
BSW
BSW 1/4″-20
6.35
1,27
20
5,1
UNC
UNC 1/4 «-20
7,14
0,98
26
6.2
15
6.2
10015
26
6.2
10015
.
1,06
24
6.9
UNF
UNF 5/16″-24
7. 94
1.15
22
6.8
BSF
BSF 5/16″-22
7.94
1.41
18
6.6
BSW
BSW 5/16″-18
7.94
1.41
18
6.6
UNC
UNC 5/16″-18
8.00
1,00
7.0
Metric Fine
M8×1 (Fine)
8.00
1.25
6.8
Metric Coarse
M8×1.25
9.53
1.06
24
8.5
UNF
UNF 3/8″-24
9.53
1.27
20
8.3
BSF
BSF 3/8″-20
9.53
1.59
16
8.0
BSW
BSW 3/8″-16
9.53
1.59
16
8. 0
UNC
UNC 3/8″-16
9.73
0.91
28
8.6
BSP
BSP 1/8″-28
10.00
1.25
8.8
Metric Fine
M10×1.25 (Fine)
10.00
1.50
8.5
Metric Coarse
M10×1.5
10.29
0.94
27
8.6
NPT
NPT 1/8″-27
11.11
1.27
20
9.9
UNF
UNF 7/16″-20
11.11
1.41
18
9.8
BSF
BSF 7/16″-18
11.11
1.81
14
9.3
BSW
BSW 7/16″-14
11.11
1.81
14
9.3
UNC
UNC 7/16″-14
12. 00
1.50
10.5
Metric Fine
M12×1.5 (Fine)
12.00
1.75
10.3
Metric Coarse
M12×1.75
12.70
1.27
20
11.5
UNF
UNF 1/2″-20
12.70
1.41
18
11.3
BSCon
BSCon 1/2″-18
12.70
1.59
16
11.2
BSF
BSF 1/2″-16
12.70
1.95
13
10.8
UNC
UNC 1/2″ -13
12,70
2.12
12
10,6
BSW
BSW 1/2 «-12
13.16
15
13.16
15
13.16
15
13.16
. 19
13.72
1. 41
18
11.1
NPT
NPT 1/4″-18
14.00
1.50
12.5
Metric Fine
M14×1.5 ( Хорошо)
14.00
2.00
12.0
Metric Coarse
M14×2
14.29
1.41
18
12.9
UNF
UNF 9/16″-18
14.29
1.59
16
12.7
BSF
BSF 9/16″-16
14.29
2.12
12
12.2
BSW
BSW 9/16″-12
14.29
2.12
12
12.2
UNC
UNC 9/16″-12
15.88
1.41
18
14.5
UNF
UNF 5/8″-18
15.88
1.41
18
14. 5
BSCon
BSCon 5/8″-18
15.88
1.81
14
14.1
BSF
BSF 5/8″-14
15.88
2.31
11
13.6
BSW
BSW 5/8″-11
15.88
2.31
11
13.6
UNC
UNC 5/8″-11
16.00
1.50
14.5
Metric Fine
M16×1.5 (Fine)
16.00
2.00
14.0
Метрическая грубая
M16×2
16.66
1.34
19
15.0
BSP
BSP 3/8″-19
17.15
1.41
18
14.7
NPT
NPT 3/8″-18
17.46
1.81
14
15.7
BSF
BSF 11/16″-14
17. 46
2.31
11
15.2
BSW
BSW 11/16″-11
18.00
2.00
16.0
Metric Fine
M18×2 (Fine)
18.00
2.50
15.5
Metric Coarse
M18×2.5
19.05
1.59
16
17.5
UNF
UNF 3/4″-16
19.05
1.59
16
17.5
BSCon
BSCon 3/4″-16
19.05
2.12
12
17.0
BSF
BSF 3/4″-12
19.05
2.54
10
16.6
BSW
BSW 3/4″-10
19.05
2.54
10
16.6
UNC
UNC 3/4″-10
20.00
2.00
18,0
Metric Fine
M20×2 (Fine)
20. 00
2.50
17.5
Metric Coarse
M20×2.5
20.96
1.81
14
18.7
BSP
BSP 1/2″-14
21.34
1.81
14
18.3
NPT
NPT 1/2″-14
22.00
2.00
20.0
Metric Fine
M22×2 (Fine)
22.00
2.50
19.5
Metric Coarse
M22×2.5
22.23
1.81
14
20.5
UNF
UNF 7/8″-14
22.23
2.31
11
20.0
BSF
BSF 7/8″-11
22.23
2.82
9
19.5
BSW
BSW 7/8″-9
22.23
2.82
9
19. 5
UNC
UNC 7/8″-9
22.91
1.81
14
20.7
BSP
BSP 5/8″-14
24.00
2.00
22.0
Metric Fine
M24×2 (Fine)
24.00
3,00
21.0
Metric Coarse
M24×3
25.40
1.59
16
23.9
BSCon
BSCon 1″-16
25.40
2.12
12
23.3
UNF
UNF 1″-12
25.40
2.54
10
22.9
BSF
BSF 1″-10
25.40
3.18
8
22.3
BSW
BSW 1″-8
25.40
3.18
8
22.3
UNC
UNC 1″-8
26. 44
1.81
14
24.2
BSP
BSP 3/4″-14
26.67
1.81
14
23.4
NPT
NPT 3/4″-14
27.00
2.00
25.0
Metric Fine
M27×2 (Fine)
27.00
3.00
24.0
Metric Coarse
M27×3
30.00
2.00
28.0
Metric Fine
M30×2 (Fine)
30.00
3.50
26.5
Metric Coarse
M30×3.5
This website is free, but costs me money to бегать. Если вы хотите поддержать этот сайт, рассмотрите сделать небольшое пожертвование или отправить мне сообщение, чтобы сообщить мне, что вам понравилось или нашли полезным.
Таблица шагов резьбы | Компания Southern Fasteners & Supply
В серии резьб представлены различные комбинации диаметра и шага, которые измеряются количеством витков резьбы на дюйм (TPI), применительно к одному диаметру. Включает стандартную винтовую и метрическую резьбу.
Сварная балка — технология производства, сварка балок, особенности
Для постройки многоэтажных домов, мостов, технический сооружений применяются балки. Их изготавливают из различных металлических сплавов, а для производства чаще всего применяется сверхпрочная легированная сталь. В зависимости от технологии производства различают несколько видов балок. В России популярность получила сварная балка, которая создается методом сварки отдельных стальных элементов друг с другом. При соблюдении всех сварочных правил получившая деталь получится прочной и надежной, с ее помощью можно возвести любое строение (мост, дом, навесную конструкцию). Но как они создаются? Какие у них есть конструктивные преимущества?
Содержание
1 Общие сведения
2 Особенности и преимущества
3 Сварка балок
4 Технология производства
4.1 Российские производители сварных балок
5 Заключение
Общие сведения
Сварная балка — разновидность балочных конструкций, которые изготавливают методом сварки отдельных металлических заготовок. Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
Посередине детали располагается длинная плоская деталь-перемычка, обладающая постоянной шириной. Для получения сужающихся двутавров могут применяться металлические перемычки переменной ширины, когда ширина одного края меньше ширины другого края. Такие запчасти используются для монтажа навесных конструкций или креплений.
По бокам к перемычке перпендикулярно привариваются две детали, которые выполняют роль своеобразных «стенок». Стенки обладают постоянной шириной, хотя иногда могут использоваться сужающиеся стенки, если нужно создать перекрытие.
Для маркировки может наноситься «штамп», который будет отражать основные сведения о запчасти. Ключевая информация — марка металла, тип запчасти, категория детали, дата производства, информация о заводе-изготовителе.
Особенности и преимущества
Двутавровая сварная балка изготавливается из листовой стали, которая нарезается на отдельные пластины. Чтобы скрепить пластины, выполняется следующие операции — зачистка краев, фрезерование и металлосварка. Главное преимущество сварных балок — невысокая металлоемкость и простота. Для производства отдельной запчасти не нужно оборудование, а затраты листовой стали будут минимальными. Сварная балка обладает высокой прочностью и надежностью, не деформируется под действием высоких нагрузок, хорошо переносит воздействие химических реактивов и высоких температур.
Основной сферой применения двутавров является строительство различных объектов — домов, складов, заводских помещений, каркасных конструкций. Двутавры подходят для создания длинных пролетов, эстакад, мостов, перекрытий, площадок, подкрановых конструкций. В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
Снижение общей массой конструкции на 10-20%. Это достигается за счет того, что сварные двутавры выпускается в различных сечениях. Это позволяет подобрать деталь для создания любой конструкции.
Универсальный состав. Метод металлосварки позволять соединить практически любые разновидности стали, поэтому двутавр можно сделать даже из разнородных материалов. Это упрощает подбор стали, а удешевляет производство запчастей.
Возможность создания несимметричных стенок. С помощью сварки можно соединить любые металлические поверхности. Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.
Минимум обрезок, мусора. Сварной двутавр делается из плоских заготовок, которые создаются методом нарезки металлических листов. Во время сварки образуется минимум мусора. Поэтому эта технология производства является экономной, а обрезок во время работы образуется по минимуму.
Сварка балок
Для соединения отдельных балок применяется сварочная технология. Для соединения двутавровые концы соединяются друг с другом — после этого выполняется их сварка с помощью соответствующего оборудования. Чтобы повысить прочность шва, металлосварку выполняют с помощью устройств-автоматов, которые обеспечивают равномерную подачу проволоки в активную зону. Целесообразно применение флюсов — они улучшают качество швов, которые будут хорошо выдерживать воздействие серьезных нагрузок или высоких температур.
Другие преимущества флюса:
При расправлении стали флюс минимизирует разбрызгивание металла (все компоненты остаются в активной зоне). Благодаря этому становится возможной высокоэнергетическая металлосварка (при силе токе до 4.000 ампер).
Флюсы надежно изолируют активную зону от воздействие внешней среды (это минимизирует риск образования оксидов, снижающих прочность шва).
Применение флюсов позволяет снизить экономические затраты на выполнение работ. Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
Металлосварку можно выполнять и с помощью ручной или полуавтоматической сварки без применения защитных флюсов. Для сборки отдельных элементов рекомендуется использовать установки-кондукторы, которые будут надежно фиксировать запчасти во время сварочных работ. Возможно применение прихваток, хомутов и другого подобного оборудования для фиксации. Главный недостаток ручной и полуавтоматической сварки заключается в более низком качестве шва. Во время работ повышается разбрызгивание металла с образованием угара (общие потери могут доходить до 20% и выше).
Технология производства
Изготовление сварной балки выглядит так:
На начальном этапе производства выполняется выбор стальных заготовок, который будут свариваться друг с другом. Заготовки проверяются на прочность, жесткость, устойчивость при изгибе. Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
Потом рабочие-металлурги выполняют разметку металлических заготовок для нарезки. Во время разметки важно соблюдать точность, чтобы обеспечить высокое качество сварки. Нарезка металла выполняется с помощью режущих станков, работающих в режиме повышенной мощности. Средняя скорость нарезки металла должна составлять не более 1 метра в минуту — в противном случае весьма вероятно появления значимых дефектов стали.
После нарезки выполняется фрезеровка металлических заготовок. Фрезеровка проводится для того, чтобы все элементы будущей конструкции легко скреплялись друг с другом, образуя качественное надежное соединение. Фрезеровку рекомендуется выполнять на станках. Обратите внимание — процедуру фрезеровки можно пропустить, если получившийся двутавр Вы не будете использовать для возведения крупных построек. Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять.
Теперь выполняется соединение и сварка заготовок. Чтобы получить прочную балочную конструкцию, нужно следить за соблюдением симметрии стенок. Чтобы упростить сборку, можно использовать механические или автоматические станки. Сварка заготовок выполняется методом «лодочки» или по модели наклоненного электрода. Первый метод позволяет получить более прочный надежный шов, однако он требует много времени и энергозатрат. Второй метод менее энергозатратный, однако его лучше не использовать для изготовления балок, которые будут применяться для постройки больших конструкций или многоэтажных домов.
После сварки выполняются ультразвуковая проверка шва, а финальные замеры получившихся изделий. Если во время сварки были допущены ошибки относительно наклона, то в таком случае двутавр будет кривой. Чтобы исправить этот недостаток, готовую стальную конструкцию можно обработать с помощью правочного станка. Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).
Российские производители сварных балок
Если сварка проведена правильно, то получившийся шов будет очень прочным, надежным. В России основными производителями балок являются отечественные компании, которые работают согласно нормам ГОСТ 26020 или СТО АСЧМ 20-93. Основные российские производители сварной балки — Амурметалл, Абинский электрометаллургический завод, Ашинский металлургический завод, Горьковский комбинат, завод «Красный Октябрь».
Заключение
Сварная балка представляет собой двутавровую длинную запчасть, которая в сечении имеет вид буквы «Н». Производство сварной балки выполняется в несколько этапов. Основные этапы — нарезка листового металла на отдельные заготовки, фрезерование заготовок, монтаж элементов, проведение сварки, ультразвуковая проверка, финальные замеры. Двутавры сварные применяются в строительстве — из них делают дома, мосты, навесные конструкции, каркасные помещения.
Преимущества — низкие металлозатраты, простота производства, низкий вес готовой конструкции, минимум мусора. Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Используемая литература и источники:
И. И. Соколов Газовая сварка и резка металлов
Н. И. Никифоров, С. П. Нешумова, И. А. Антонов Справочник газосварщика и газорезчика
Wold top steelmakers of 2007 // Metal Bulletin Weekly.
Поделиться в социальных сетях
Сварная балка – производство и технология сварки
Преимущества сварных двутавровых балок
Технологический процесс производства сварных балок двутаврового сечения
Как выполняется сварка балок двутаврового сечения
Сварочные установки, используемые в производстве балок двутаврового сечения
Если раньше в строительстве использовались балки, элементы которых соединялись между собой многочисленными болтами, штырями и заклепками, что значительно утяжеляло всю конструкцию, то сейчас им на смену пришли прочные и надежные сварные балки, отличающиеся небольшим весом.
Готовые двутавровые балки на складе
Преимущества сварных двутавровых балок
В наше время очень сложно найти строительный объект, который возвели без использования сварных двутавровых балок. Балки, имеющие такое сечение, широко распространены потому, что позволяют значительно снижать затраты на строительство сооружений различного назначения, обеспечивая при этом высокую надежность возводимых конструкций.
Сварная балка, сечение которой имеет форму двутавра, способна выдерживать значительные статические и динамические нагрузки, не теряя при этом, своих эксплуатационных характеристик. Важным фактором является и то, что использование таких сварных балок позволяет снизить вес строительных конструкций, что в итоге уменьшает нагрузку на фундамент здания и на его несущие конструкции.
Использование двутавровых балок при изготовление каркаса здания
Сварной двутавр особенно незаменим в тех элементах строительных конструкций, где особенно важны прочность и способность успешно противостоять механическим нагрузкам различной направленности. К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
Очень востребована сварная балка в различных отраслях машиностроения и при строительстве сооружений быстровозводимого типа, поскольку технология ее производства очень экономична.
Несмотря на то, что организовать изготовление сварных балок двутаврового сечения достаточно несложно, экономически более выгодно производить их с использованием автоматизированного оборудования. Автоматизированные линии, на которых производство таких сварных балок поставлено на поток, позволяют не только значительно снизить себестоимость продукции, но и строго соблюдать технологию ее изготовления.
Перекрытия по металлическим двутавровым балкам
Технологический процесс производства сварных балок двутаврового сечения
Технология изготовления сварных балок, имеющих двутавровое сечение, состоит из нескольких последовательных процессов, каждый из которых на сегодняшний день уже отлично отработан. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Создание заготовки по чертежу
Для ее изготовления используется оборудование термической резки, на котором листы металла требуемой толщины раскраиваются по заданным размерам. Итогом выполнения такой технологической операции являются штрипсы, имеющие длину и ширину, оговоренные в чертеже. На современных предприятиях для выполнения такой операции используются станки с ЧПУ, на которых раскрой металла может производиться несколькими резаками одновременно.
Обработка кромок методом фрезеровки
Для данной операции уже не требуется чертеж и выполняется она на специальном оборудовании (кромкофрезерном станке). Это этап производства необходим для того, чтобы обеспечить лучшую провариваемость стенки балки двутаврового сечения и ее полок.
Сборочная операция
На этой стадии будущая сварная балка собирается в готовую конструкцию, для чего используются специальные сборочные приспособления, позволяющие увеличить производительность процесса в 2–3 раза по сравнению с ручной сборкой. При осуществлении сборочной операции перед сваркой балки, имеющей двутавровое сечение, важно обеспечить правильное взаимное положение стенки двутавра и его полок (симметричность и взаимная перпендикулярность).
Целесообразнее всего для выполнения этих важных требований использовать специальное сборочное оборудование, оснащенное быстродействующими прижимными элементами. Оно позволяет не только точно позиционировать составные элементы будущего двутавра, но и делать это оперативно и с высокой надежностью. Технология сборки с использованием таких приспособлений состоит из двух основных этапов: сначала собирается только часть балки, составляющая Т-образный профиль, затем собранную конструкцию при помощи приспособления переворачивают на 180 градусов и комплектуют ее второй полкой. На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
Сварка
На тонкостях данного этапа мы подробнее остановимся в следующем разделе нашей статьи.
Автоматическая сварка элементов двутавровой балки
Правка конструктивных элементов готового изделия
Производство любых конструкций с использованием сварки предполагает сильный нагрев, что неизбежно приводит к возникновению деформации отдельных составных элементов изделия. Не является исключением и сварная балка, имеющая двутавровое сечение. Как правило, у таких балок после окончания процесса сварки наблюдается эффект «грибовидности», выражающийся в нарушении геометрии полок двутавра. Для того чтобы исправить этот дефект, как раз и необходима операция правки, заключающаяся в прокатывании сварной балки через ролики специального стана. После выполнения такой процедуры получают балку двутаврового сечения, геометрия которой четко соблюдена.
Как выполняется сварка балок двутаврового сечения
Конструкция сборочного оборудования, используемого для изготовления сварных балок, имеющих двутавровое сечение, определяется способом сварки для формирования поясных швов. Выбор такого оборудования зависит также и от того, какие приспособления планируется использовать в процессе производства. На современных предприятиях для формирования длинных поясных швов двутавровых сварных балок чаще всего используют автоматическую сварку под слоем флюса. Такой метод позволяет получить сварные швы, отличающиеся высоким качеством и надежностью по всей их длине.
Сварка балки как этап её изготовления
Использование для производства балок двутаврового сечения автоматизированного оборудования для сварки под слоем жидкого флюса позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. Принцип работы такого оборудования предусматривает, что нерасплавленный флюс, защищающий зону сварки, находится под давлением. Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Между тем, сварная балка могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут доходить до 30%.
Сварочные установки, используемые в производстве балок двутаврового сечения
Кроме того, что при изготовлении сварных балок двутаврового сечения необходимо выполнять сварку между собой их основных конструктивных элементов – полок и стенки, также часто требуется соединять уже готовые балки между собой. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
Оборудование портального и консольного типа
На таком оборудовании, кроме самой сварочной головки, могут быть смонтированы устройства, обеспечивающие контроль за качеством получаемого шва, подачу и удаление флюса. Большим преимуществом такого оборудования является и то, что сварка с его помощью выполняется под углом в 45 градусов, что гарантирует отличную провариваемость деталей и получение шва с хорошим катетом.
Консольная сварочная установка с ЧПУ
Сварочные манипуляторы
Сварочные манипуляторы позволяют автоматизировать процесс сварки, для их комплектации можно использовать различное навесное оборудование. Например, рабочим органом такого манипулятора может быть автоматическая головка, выполняющая сварку в среде защитных газов или под жидким флюсом. Универсальность сварочных манипуляторов позволяет решать самые разнообразные задачи, связанные с процессом сварки.
Самоходные сварочные тракторы
Наиболее простой тип оборудования, который можно использовать для сварки длинных балок двутаврового сечения. Однако применять сварочные тракторы целесообразно только при изготовлении балок небольшими партиями.
Что такое электронно-лучевая сварка? Определение процесса и преимущества
Электронно-лучевая (ЭЛ) сварка — это процесс сварки плавлением, при котором электроны генерируются электронной пушкой и разгоняются до высоких скоростей с помощью электрических полей. Этот высокоскоростной поток электронов плотно фокусируется с помощью магнитных полей и подается на соединяемые материалы. Пучок электронов создает кинетическую теплоту при столкновении с заготовками, заставляя их плавиться и соединяться друг с другом.
Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
Последние разработки в области технологии электронно-лучевой сварки позволили реализовать локальный метод электронно-лучевой сварки, при котором электронно-лучевая пушка помещается в вакуумную камеру на стороне соединяемого материала, а не помещается вся заготовка в вакуум камера.
Каковы преимущества электронно-лучевой сварки?
Процесс электронно-лучевой сварки является очень точным методом, а также очень воспроизводимым из-за необходимости автоматизации. Эта технология сварки также создает прочные и чистые соединения, которые можно использовать в ряде высокотехнологичных приложений для широкого круга отраслей. Электронно-лучевая сварка также обеспечивает точный контроль провара на глубину всего 0,0001 дюйма.
Процесс EB также обеспечивает небольшую зону термического влияния благодаря высокому отношению глубины к ширине, что сводит к минимуму деформацию и усадку материала, а также позволяет выполнять сварку в непосредственной близости от термочувствительных компонентов.
Электронно-лучевая сварка также проявляет высокие прочностные свойства, сохраняя до 95% прочности основных материалов.
Поскольку метод выполняется в вакуумной среде, в процессе не остается никаких примесей. Оксиды и нитриды удаляются, а примеси в самих материалах испаряются.
Сварка электронно-лучевым электродом также является высокоавтоматизированной и, следовательно, управляемой, а также отлично подходит для соединения материалов, таких как тугоплавкие или разнородные металлы, которые не поддаются сварке традиционными способами.
Узнайте больше на нашем записанном вебинаре
Каковы недостатки электронно-лучевой сварки?
Основным недостатком этого процесса является то, что технология электронно-лучевой сварки является дорогостоящей и требует частого обслуживания для обеспечения правильной работы оборудования. В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
Услуги по электронно-лучевой сварке
Компания TWI обладает многолетним опытом разработки электронно-лучевых процессов, включая ряд нововведений в метод. Наше оборудование включает в себя различные станки EB с диапазоном выходных напряжений и мощностей и различными размерами вакуумных камер, что означает, что мы можем обрабатывать как мелкие, так и крупные компоненты. Мы поддерживаем компании из разных отраслей в таких вопросах, как проектирование, выбор процессов, производство и контроль качества.
Узнайте больше о наших услугах в области электронного луча
Электронно-лучевая обработка
TWI активно занимается разработкой новых возможностей, а также внедрением уже зарекомендовавших себя электронно-лучевых (ЭЛ) процессов и технологий для различных уровней мощности, от высокой мощности до низкой мощности.
Усовершенствованное электронно-лучевое оборудование и решения по обеспечению качества
Опираясь на наши возможности в области сварки и обработки материалов, TWI обладает широким пониманием электронно-лучевого оборудования.
Электронно-лучевое аддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.
Электронно-лучевое неаддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью структуры с высокой степенью целостности.
Внутрикамерная электронно-лучевая сварка
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.
Внекамерная электронно-лучевая сварка
TWI активно занимается внекамерными разработками, позволяющими экономично сваривать очень большие узлы.
Принципы электронно-лучевой сварки | Электронно-лучевая сварка | Основы автоматизированной сварки
Электронно-лучевая (световая) сварка — это метод сварки, основанный на принципе испускания электронов в вакуумной трубке или трубке Брауна. Сварка в основном выполняется в вакууме (сварка в высоком вакууме) и характеризуется минимальной деформацией при сварке толстых и тонких листов и даже сварке деталей. Однако в последние годы были разработаны аппараты для электронно-лучевой сварки, способные выполнять сварку даже без идеального вакуума (сварочный аппарат с низким вакуумом) или с перемещением электронной пушки (сварочный аппарат с движущейся электронной пушкой), что еще больше расширило область применения.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит основные сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей.
Скачать
Принципы плавления и применение
Отличия от лазерной сварки
Муфты для электронно-лучевой сварки
Когда катод в вакууме нагревается нитью накаливания, он испускает электроны. Испускаемые электроны ускоряются напряжением и сходятся электромагнитной катушкой и выделяют высокую тепловую энергию, когда они ударяются о основной материал. Электронно-лучевая сварка использует это тепло для сварки.
Диаметр пятна луча типичного аппарата для электронно-лучевой сварки составляет примерно 0,2 мм, а плотность энергии электронного луча примерно в 1000 раз выше, чем у дуги. Тепло, прикладываемое к области вокруг сварного шва, низкое, что позволяет выполнять сварку с меньшими искажениями. Контроль выхода электронного луча позволяет регулировать проникновение, что делает этот метод применимым к широкому спектру основных материалов, от толстых до тонких пластин. Электронно-лучевая сварка также может использоваться для сварки металлов с высокой температурой плавления (таких как вольфрам), а также активных металлов, которые могут окисляться во время сварки (таких как титан).
Потенциальные области применения: корабельные листы, мосты, резервуары для хранения, детали самолетов и электронные компоненты. С электронными компонентами процесс, называемый электронно-лучевой герметизацией, используется для герметизации кварцевых генераторов, которые должны быть соединены в вакууме. В этом процессе вакуумная пайка выполняется путем расплавления наполнителя между металлической крышкой и керамическим корпусом за счет теплопроводности, индуцированной электронным лучом.
Аппарат для электронно-лучевой сварки
Скачать
Как электронно-лучевая сварка, так и лазерная сварка позволяют добиться глубокого провара при небольшом количестве тепла. При лазерной сварке вакуум не требуется, оборудование может быть меньше, чем оборудование для электронно-лучевой сварки, и возможны высокие скорости сварки. Однако лазерные лучи имеют меньшую мощность, чем электронные лучи, поэтому глубина проникновения меньше, что делает лазерную сварку непригодной для сварки толстых листов. Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии будет снижаться.
В таблице ниже сравниваются различные аспекты каждого метода. Сравнение показывает, что оба метода имеют преимущества и недостатки, и что преимущества каждого метода необходимо использовать соответствующим образом.
Сравнение электронно-лучевой сварки и лазерной сварки
Электронно-лучевая сварка
Лазерная сварка
CO 2 (углекислый) лазер
ИАГ-лазер
Источник тепла
Высоковольтный генератор + электронная пушка
Оптический резонатор с CO 2 в качестве основной среды
Оптический резонатор со стержнем YAG в качестве среды
Выходной диапазон имеющегося в продаже оборудования
от 3 кВт до 100 кВт
от 0,5 кВт до 45 кВт
от 0,1 кВт до 6 кВт
Максимальная мощность плавки
Прибл. 150 мм (100 кВт)
Прибл. 30 мм (45 кВт)
Прибл. 10 мм (6 кВт)
Энергоэффективность луча
Прибл. 100%
Прибл. 20% Значительные потери из-за поверхностных отражений и поглощения плазмы
Немного более высокий коэффициент поверхностного поглощения, чем CO 2 с меньшим поглощением плазмы
Максимальная практическая толщина листа
Прибл. 100 мм
Несколько мм или меньше
То же, что слева
Сварочная атмосфера
Вакуум (<10-2 мм рт.ст.) Сварка должна выполняться в вакууме
Окружающий воздух Требуется защита инертным газом, как при дуговой сварке
То же, что слева
Сварочные материалы
Только металлы Без металлических материалов с высоким давлением паров, таких как цинк и магний
Металлы, неметаллы
То же, что слева
Скачать
Электронно-лучевая сварка используется для плавления и соединения основных материалов.
Концевые фрезы нашли широкое применение в автоматической (на станках) и ручной (с использованием легкого электроинструмента) металлообработке.
фрезы
В этой статье расскажем об особенностях и видах концевых фрез. Вы узнаете:
Содержание
Виды концевых фрез
Применение концевых фрез
Основные виды концевых фрез (типизация по конструкции и назначению)
Дополнительные критерии, по которым классифицируют концевые фрезы
Тип хвостовика
Конструкция
Размер зубьев
Количество режущих кромок
Направление отведения стружки
ГОСТы на концевые фрезы
Дополнительные требования к твердосплавным концевым фрезам
Где купить концевые фрезы по металлу
для выполнения каких операций предназначены металлорежущие инструменты данной группы;
какие существуют основные виды концевых фрез;
по каким дополнительным критериям классифицируют инструменты;
какие государственные стандарты устанавливают характеристики выпускаемых производителями концевых фрез;
каким дополнительным требованиям должны отвечать характеристики твердосплавных инструментов данной категории.
Фотография №1: концевые фрезы по металлу
Применение концевых фрез
Фотография №2: обработка заготовки концевой фрезой на станке
Основная сфера применения концевых фрез — продольная обработка наружных и внутренних плоскостей, параллельных оси вращения. Перечислим основные операции этого типа.
Фрезерование контурных и линейных пазов и канавок.
Обработка наружных и внутренних поверхностей.
Получение ступенчатых плоскостей.
Выборка фигурных и прямолинейных выемок различной глубины.
Получение контурных уступов.
Обработка поверхностей, расположенных по отношению друг к другу под прямым углом
Эти операции выполняют при изготовлении таких деталей и изделий, как:
части корпусов, имеющие сквозные окна;
валы со шпоночными пазами;
плиты различных форм;
пуансоны, матрицы и шаблоны;
зубчатые шестерни и плоские изделия с выемками/канавками;
пресс-формы и штампы.
Фотография №3: изготовление вала со шпоночным пазом
Основные виды концевых фрез (типизация по конструкции и назначению)
Существуют следующие основные типы концевых фрез по назначению и конструкции.
Цилиндрические. Используются чаще всего. С применением таких инструментов решают практически все перечисленные выше задачи.
Фотография №4: цилиндрическая концевая фреза
Шпоночные. Отличаются наличием двух режущих поверхностей на торцах рабочих частей. Это дает возможность резать метал в продольном и перпендикулярном направлениях. Такие концевые фрезы по металлу применяют для фрезерования выемок на плоских заготовках и шпоночных канавок на валах.
Фотография №5: шпоночная концевая фреза
Копирные. Рабочие части могут быть цилиндрическими и коническими. Торцы закруглены. Чаще всего копирные концевые фрезы применяют для изготовления штампового инструмента и различных сложных моделей.
Фотография №6: копирная концевая фреза
Концевые фрезы для фрезерования специальных пазов (т-образных и типа «ласточкин хвост»). Рабочие части имеют формы дисков. Такие фрезы применяют для выборки длинных пазов нужных конфигураций.
Фотография №7: т-образная концевая фреза для выборки пазов типа «ласточкин хвост»
Четвертькруглые вогнутые. Режущие кромки таких фрез имеют форму обратных дуг. Такими инструментами фрезеруют закругленные кромки.
Дополнительные критерии, по которым классифицируют концевые фрезы
Самые важные — это:
тип хвостовика;
конструкция;
размер зубьев;
количество режущих кромок;
направление отведения стружки.
Тип хвостовика
Для металлообработки используют концевые фрезы с цилиндрическими и коническими хвостовиками. Приспособления первого типа предназначены для установки в ручные электроинструменты.
Концевые фрезы с коническими хвостовиками закрепляют в патронах специальных станков.
Фотография №9: концевая фреза с коническим хвостовиком
Конструкция
По конструкции инструменты делят на 2 основных типа.
Цельные концевые фрезы.
Приспособления со специальными твердосплавными напайками/пластинами.
Фрезы первого типа изготавливают в зависимости от назначения из инструментальных и быстрорежущих сталей, а также твердых сплавов. Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.
Концевые фрезы с твердосплавными напайками используют при специальных режимах резания, а также при обработке изделий и заготовок из сплавов титана, нержавеющей стали и иных труднообрабатываемых материалов.
Фотография №10: концевая фреза с твердосплавными пластинами
Размер зубьев
Существуют крупнозубые и мелкозубые концевые фрезы. Первые применяют для черновых работ по металлу, вторые — для чистового фрезерования.
Количество режущих кромок
Этот параметр определяет, сколько слоев металла снимается за один оборот фрезы. Чем больше количество режущих кромок, тем чище обработка. По этому критерию концевые фрезы делятся на одно-, двух-, трех- (и т. д.) заходные.
Направление отведения стружки
Этот критерий также имеет важное значение. Стружка может отводиться вверх и вниз.
Первый способ является традиционным, но имеет следующие недостатки.
Часть стружки под действием силы тяжести падает вниз и вновь попадает в зону резания. В результате обработка затрудняется.
Стружка накапливается. Появляется лишняя операция — удаление отходов.
На верхних гранях реза образуется «ворс». В некоторых случаях это недопустимо.
Концевые фрезы с удалением стружки вниз называют компрессионными. Эти инструменты лишены вышеуказанных недостатков.
ГОСТы на концевые фрезы
Характеристики концевых фрез устанавливают следующие ГОСТы.
17025-71 — для концевых фрез с цилиндрическими хвостовиками.
17026-71 — для концевых фрез с коническими хвостовиками.
32405-2013 — для твердосплавных концевых фрез.
Дополнительные требования к твердосплавным концевым фрезам
Твердосплавные цельные концевые фрезы, изготовленные из твердых сплавов марок ВК, рекомендуется использовать для металлообработки до следующих значений износа зубьев.
Для концевых фрез с сечением до 3 мм — 0,15 мм.
Для концевых фрез с сечением от 3 до 6 мм — 0,25 мм.
Для концевых фрез с сечением от 6 до 10 мм — 0,3 мм.
Для концевых фрез с сечением от 10 до 16 мм — 0,35 мм.
Для концевых фрез с сечением 16 мм и более — 0,5 мм.
Конусность режущих участков твердосплавных фрез должна находиться в пределах от 0,01 (сечение инструмента — 1–5 мм) до 0,03 мм (сечение инструмента — 12 и более мм).
Радиальное биение должно варьироваться в пределах от 0,015 до 0,03 мм. Допускается небольшое отклонение по длине — +1–2 мм.
Где купить концевые фрезы по металлу
Купить концевые фрезы по металлу оптом или в розницу на очень выгодных условиях вы можете в нашем магазине. В каталоге вы найдете огромное количество инструментов для различных видов черновых и чистовых работ, выполняемых на станках и с применением ручного электроинструмента.
Изучите ассортимент и сформируйте заказ. Мы доставим купленные инструменты максимально быстро. При отсутствии каких-либо фрез в каталоге мы закажем их специально для вас.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
31 августа 2022
Автомобильная резьба: разновидности и способы определения
30 июня 2022
Коническая резьба
16 февраля 2022
Фрезы со сменными пластинами
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
End Mill Cutter — Bilder und Stockfotos
152Bilder
Bilder
FOTOS
GRAFIKEN
VEKTOREN
VIDEOS
Durchstöbern SI 152
COTROTORTORTORTER. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
gewindehahn bohren stahl knüppel mit bohrer auf demhintergrund. арбайтшнайдер. — фрезы концевые фрезы фото и фото
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund….
zylinderschalen-schaftfräser isoliert weiß — концевые фрезы stock-fotos und bilder резак
fraser und bohrer machen senke in loch in stahlknüppel. schlosserarbeit. — фрезы для концевых фрез Stock-fotos und Bilder
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
gewindehahn bohren stahl knüppel mit bohrer auf demhintergrund. арбайтшнайдер. — фрезы концевые фрезы фото и фото
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund….
gewindehahn Bohren Stahl Knüppel mit Bohrer auf demhintergrund. арбайтшнайдер. — фрезы для концевых фрез Stock-fotos und Bilder
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund….
fräser und bohrer machen senke in loch in stahlknüppel. schlosserarbeit. — фрезы для концевых фрез Stock-fotos und Bilder
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
gewindehahn bohren stahl knüppel mit bohrer auf demhintergrund. арбайтшнайдер. — фрезы концевые фрезы фото и фото
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund….
gewindehahn Bohren Stahl Knüppel mit Bohrer auf demhintergrund. арбайтшнайдер. — фрезы для концевых фрез Stock-fotos und Bilder
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund. …
fräser und bohrer machen senke in loch in stahlknüppel. schlosserarbeit. — фрезы для концевых фрез Stock-fotos und Bilder
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
gewindehahn bohren stahl knüppel mit bohrer auf demhintergrund. арбайтшнайдер. — фрезы концевые фрезы фото и фото
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund….
nahaufnahme hochgeschwindigkeits-schneidwerkzeugschale schaftschaft schaft hartmetallschneider für die fertigung in der industrie — end mill cutter stock-fotos und bilder
fräser und bohrer machen senke в озере в шталькнюппеле. schlosserarbeit. — фрезы для концевых фрез Stock-fotos und Bilder
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
Fräser und Bohrer machen Senke in loch in stahlknüppel. schlosserarbeit. — фрезы концевые фрезы фото и фото
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
Fräser und Bohrer machen Senke in loch in stahlknüppel. schlosserarbeit. — фрезы для концевых фрез stock-fotos und bilder
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
nahaufnahme der verwendeten grobfräser vollhartmetall-schaftfräswerkzeuge für cnc-fräsmaschine. — фрезы для концевых фрез Stock-fotos und Bilder
Nahaufnahme der verwendeten Grobfräser Vollhartmetall-Schaftfräswe
der schruppfräser verwendete vollhartmetall-schaftfräswerkzeuge für cnc-fräsmaschinen. — фрезы концевые фрезы фото и фото
Der Schruppfräser verwendete Vollhartmetall-Schaftfräswerkzeuge fü
nahaufnahme hochgenaues und präzises schneidwerkzeug (schaftfräser), das in der halterung für cnc-fräs- oder bearbeitungszentrum eingerichtet ist — end mill cutter stock-fotos und bilder
Nahaufnahme Hochgenaues und präzises Schneidwerkzeug (Schaftfräser
schließen sie hochgeschwindigkeitsbohrer lochsägenschneider oder schneidwerkzeug, die auf dem futter der hochpräzisionsschärfmaschine in der fabrik aufgestellt sind — концевые фрезы stock-fotos und bilder
Schließen Sie Hochgeschwindigkeitsbohrer Lochsägenschneider oder. ..
der schruppfräser verwendete vollhartmetall-schaftfräswerkzeuge für cnc-fräsmaschinen. — end mill cutter stock-fotos und bilder
Der Schruppfräser verwendete Vollhartmetall-Schaftfräswerkzeuge fü
konische senkmittelfräsen bohrbohrung und fasenendfräse für cnc maschinenzentrum fertigung metallbearbeitung in der industriellen — end mill cutter stock-fotos und bilder
konische Senkmittelfräsen Bohrbohrung und Fasenendfräse für cnc..
die nahaufnahme des flachfräsers für die fräsmaschine. — концевые фрезы с фото и фото
Die Nahaufnahme des Flachfräsers für die Fräsmaschine.
Die Nahaufnahme von Flachfräser für Fräsmaschinen. Das Schneidwerkzeug für das Bearbeitungszentrum.
konische senkmittelfräsen bohrbohrung und fasenendfräse für cnc maschinenzentrum fertigung metallbearbeitung in der industriellen — концевые фрезы stock-fotos und bilder
konische Senkmittelfräsen Bohrbohrung und Fasenendfräse für cnc…
fräser machen senke in loch in stahlknüppel. schlosserarbeit. — фрезы для концевых фрез
Fräser machen Senke in Loch in Stahlknüppel. Шлоссерарбайт.
Bohrer Bit Schraube-Fräser Fräser sah anker-schraubenschlüssel-vektor-illustration festlegen — концевая фреза Stock-grafiken, -clipart, -cartoons und -symbole Säge Anker Schraubenschlüssel Vector Illustration Set für die metallverarbeitende Industrie
ein zimmermann mit einem handgeführten elektrischen fräser macht ein endschneidebrett. — фрезы для концевых фрез Stock-fotos und Bilder
Ein Zimmermann mit einem handgeführten elektrischen Fräser macht…
ein zimmermann mit einem handgeführten elektrischen fräser macht ein endschneidebrett. — фрезы концевых фрез стоковые фотографии и комплектация
Ein Zimmermann mit einem handgeführten elektrischen Fräser macht…
Manuelle Fräsmaschine. Der Prozess der Herstellung von Endschneidebrettern wird auf einer Handfräsmaschine durchgeführt. Hände halten einen Fräsmaschinenarbeiter. Sägemehl fliegt unter dem Fräser hervor
ручная машинка. der prozess der herstellung von endschneidebrettern erfolgt auf einer handgeführten fräsmaschine. Hände halten einen fräsmaschinenarbeiter. sägemehl fliegt unter dem kutter — фрезы для концевых фрез, фото и фото
Manuelle Fräsmaschine. Der Prozess der Herstellung von…
fräser und bohrer machen senke in loch in stahlknüppel. schlosserarbeit. — фрезы для концевых фрез Stock-fotos und Bilder
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
nahaufnahme des innenradius-cutter-werkzeugs in der hellblauen szene. Die sammlung von cnc-schneidwerkzeug für spezielle funktion. — фрезы концевые фрезы фото и фото
Nahaufnahme des Innenradius-Cutter-Werkzeugs in der hellblauen…
gewindehahn bohren stahl knüppel mit bohrer auf demhintergrund. арбайтшнайдер. — концевая фреза Stock-fotos und Bilder
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund….
silberne und Goldene Ende Mill Cutter — концевая фреза Stock-fotos und Bilder
Silberne und Goldene Ende Фреза
das schlitzschneider-endfräswerkzeug im werkzeugmagazin des bearbeitungszentrums. умирают автоматические mautänderung, atc-betriebskonzept auf der cnc-fräsmaschine. — фрезы концевые фрезы фото и фото
Das Schlitzschneider-Endfräswerkzeug im Werkzeugmagazin des…
Bohrer Bit schraube-fräser fräser sah anker-schraubenschlüssel-vektor-illustration festlegen — концевая фреза Stock-grafiken, -clipart, -cartoons und -symbole
Bohräser Bit Schraube-Fräser Fräser sah Anker-Schraubenschlüssel-Vek
Bohrer Schraubenfräser Fräser Säge Anker Schraubenschlüssel Vector Illustration Set für die metallverarbeitende Industrie
fräser machen senke in loch in stahlknüppel. schlosserarbeit. — фрезы концевые фрезы фото и фото
Fräser machen Senke в озере Шталькнюппель. Шлоссерарбайт.
gewindetippen. tippen sie bohrstahl knüppel. арбайтшнайдер. — фрезы концевые фрезы фото и фото
Gewindetippen. Tippen Sie Bohrstahl Knüppel. Арбайтшнайдер.
Ende Mill Cutter — концевая фреза Stock-fotos und Bilder
Ende Mill Cutter
silberne und Goldene Ende Mill Cutter — Концевая фреза Stock-fotos und Bilder
Silberne und Goldene Ende Mill Cutter
Ende Mill Cutter — Концевая фреза Stock- фотографии и изображения
Фреза Ende
Schaftfräser der Drehmaschine
Фреза Ende, isoliert auf weißemhintergrund — фреза Ende, фото и фотографии
Фреза Ende, isoliert auf weißem Hintergrund
gewindetippen. tippen sie bohrstahl knüppel. арбайтшнайдер. — фрезы концевые фрезы фото и фото
Gewindetippen. Tippen Sie Bohrstahl Knüppel. Арбайтшнайдер.
Fräser — фрезы для концевых фрез стоковые фотографии и комплектация
ende mühle cutter-tool — концевые фрезы stock-fotos und bilder
Ende Mühle cutter-tool
metallfräse — концевые фрезы stock-fotos und bilder
Metallfräse
metallic metallfräse — end фрезерный станок сток фото и фото
Metallic Metallfräse
fräser für cnc-maschinen isoliert auf weißemhintergrund. — фрезы концевых фрез стоковые фото и фото
Fräser für CNC-Maschinen isoliert auf weißem Hintergrund.
Fräser isoliert auf weißem Grund.
bohrer oder fräser machen loch in holzeichen planke — фрезы для торцевых фрез stock-fotos und bilder дас энде. рандерум. fräsen von kutter und router bit. Хартметалл-Борер или Фрейзер. — концевые фрезы stock-fotos und bilder
Mühlen in einer Reihe auf einem hölzernen dunklen Hintergrund…
Fräsen in einer Reihe auf einem dunklen Holzhintergrund. Дас Энде. Кантенбанд. Fräser und Fräser für Holz und Kunststoff. Хартметаллборер или Фрейзер.
der indexierbare торцевая фреза im containerkasten. — фрезы концевых фрез фото и фото
Der indexierbare Face-Mill-Cutter im Containerkasten.
mühlen in einer reihe auf einem hölzernen dunklenhintergrund ausgesetzt. дас энде. рандерум. fräsen von kutter und router bit. ecke runde bit für holz und kunststoff. — фрезы для концевых фрез Stock-fotos und Bilder
Mühlen in einer Reihe auf einem hölzernen dunklen Hintergrund…
metallfräse-tool — Фрезы для концевых фрез Stock-fotos und Bilder
Metallfräse-Tool
schaftfräser. fräsen von kutter und router bit. — фрезы для концевых фрез
Schaftfräser. Фрезен фон Куттер и Фреза.
die cnc-fräsmaschine mit dem flächenfräser, der das formteil schneidet. — фрезы для концевых фрез, фото и сборка
Die CNC-Fräsmaschine mit dem Flächenfräser, der das Formteil…
cnc metallfräse — фрезы для концевых фрез, фото и сборка
cnc Metallfräse
CNC-Fräser isoliert auf schwarzem Hinteraufrund -me Makroaufrund
Ende Mill Cutter — Ende Mill Cutter Stock-Fotos und Bilder
Ende Mill Cutter
Schaftfräser, isoliert auf dem Zeichnungshintergrund mit Schnittpfad
anbaugeräte für werkzeugmaschinen in fabrik,hintergrund,industrie, 0äser- Anbaugeräte für werkzeugmaschinen in fabrik,hintergrund,industrie,0äser- Anbaugeräte für werkzeugmaschinen in fabrik,hintergrund,industrie,0äser für Werkzeugmaschinen in Fabrik, Hintergrund,…
digitalen vernier-bremssättel und ende fräser — концевые фрезы stock-fotos und bilder
Digitalen Vernier-Bremssättel und Ende Fräser
Ende Mill Cutter — концевая фреза Stock-fotos und Bilder
Ende Mill Cutter
Schaftfräser, isoliert auf weißem Hintergrund mit Beschneidungspfad
Ende Mill Cutter — Ende Mill Cutter Stock-Fotos und Bilder weißem Hintergrund mit Beschneidungspfad
фон 3
End Mill — изображения и фото
1. 516 изображения
изображения
фотографии
Grafiken
Vektoren
Видео
Durchstöbern Sie 1.516
Концевая фреза Фото и фотографии. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
bohrer machen löcher in stahlknüppel auf industrielle Bohrmaschine mit Lineal und Sättel. металлургия. multi-schneidwerkzeug und endmühle. — концевые фрезы со складскими фотографиями и сборкой
Bohrer machen Löcher in Stahlknüppel auf industrielle…
der brennchip aus cnc-fräsmaschine grobschneiden durch indexfähige endmühlenwerkzeuge. — концевые фрезы стоковые фото и изображения
Der Brennchip aus CNC-Fräsmaschine Grobschneiden durch indexfähige
Der brennende Späne aus CNC-Fräsmaschine Grobschneiden durch indexierbare Schaftfräserwerkzeuge. Der indexierbare Werkzeugverschleiß aus dem Bearbeitungszentrum.
cnc-fräsmaschine — end mill stock-fotos und bilder
CNC-Fräsmaschine
Die CNC-Fräsmaschine Grobschneiden
endmühle, das ein großes loch in einem stahlknüppel schneidet — end mill stock-fotos und bilder
Endmühle, das ein großes Loch in Эйнем Шталькнюппель Шнайдет
Ende Bohrer, Eine Reihe von Industriellen Werkzeugen — концевые фрезы, фотографии и изображения
Ende Bohrer, eine Reihe von Industriellen Werkzeugen
rostige teile der blast-ofen — концевые фрезы, фотографии и изображения
Rostige Teile der blast-Ofen
und Goldene Ende Mill Cutter — Ende Mill Cutter Stock-fotos und Bilder
Silberne und Goldene Ende Mill Cutter
gewindehahn bohren stahl knüppel mit bohrer auf demhintergrund. арбайтшнайдер. — концевые фрезы со складскими фотографиями и изображениями
Gewindehahn Bohren Stahl Knüppel mit Bohrer auf Demhintergrund….
drei stahlendmühlen mit sch öner farbiger nanobeschichtung auf gruemhintergrund — концевые фрезы, фотографии и изображения
drei Stahlendmühlen mit schöner farbiger Nanobeschichtung auf. ..
am ende des tages — концевые фрезы, фотографии и изображения
Am Ende 03 Tages Enten bereiten sich auf die Nacht vor. Aufnahme im Naturpark mit Wasser und Schilf und einer Windmühle im Rücken. Schilf spiegelt sich im Wasser шире. Сепия тон деревенский / романтический Gefühl.
die cnc-fräsmaschine, die die werkzeugteile mit einem festen kugel-endmühlenwerkzeug schneidet. — концевые фрезы стоковые фото и изображения
Die CNC-Fräsmaschine, die die Werkzeugteile mit einem festen…
Die CNC-Fräsmaschine schneidet die Formteile mit einem massen Kugelschaftfräserwerkzeug. Das hochpräzise Formenbaukonzept per Bearbeitungszentrum.
fraser und bohrer machen senke in loch in stahlknüppel. schlosserarbeit. — концевые фрезы со складскими фотографиями и комплектующими
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
nahaufnahme des innenradius-cutter-werkzeugs in der hellblauen szene. Die sammlung von cnc-schneidwerkzeug für spezielle funktion. — концевые фрезы стоковые фото и изображения
Nahaufnahme des Innenradius-Cutter-Werkzeugs in der hellblauen…
fräser und bohrer machen senke in loch in stahlknüppel. schlosserarbeit. — концевые фрезы с фотографиями и сборкой
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
резак по металлу — концевые фрезы с фотографиями и сборкой
Metall gießen cutter
senksinkbohrer machen senke im loch in stahlknüppel. schlosserarbeit. — концевые фрезы, фото и фото
Senksinkbohrer machen Senke im Loch in Stahlknüppel….
Ende Mill Sechs Flöten Carbid Beschichtet — Концевая фреза Stock-fotos und Bilder
Ende Mill Sechs Flöten Carbide beschichtet
Schaftfräser sechs Rillen Hartmetallbeschichteter weißer Hintergrund
Fräser und Bohrer machen stahsenke in lochpelk stahsenke. schlosserarbeit. — концевые фрезы с фото и фото
Fräser und Bohrer machen Senke in Loch in Stahlknüppel….
alles, was glänzt, ist manchmal kohle — концевые фрезы stock-fotos und bilder
Alles, was glänzt, ist manchmal Kohle
Beschnittene Aufnahme einer unkenntlichen Frau, die den Schmutz von ihren Händen staubt, während sie in einer Gießerei arbeitet
papier-und zellstofffabrik — end mill stock-fotos und bilder
Papier-und Zellstofffabrik
metallbohrer machen löcher in aluminiumheizkörper auf industrielle bohrmaschine. металлургическая промышленность. — концевые фрезы с фотографиями и изображениями
Metallbohrer machen Löcher in Aluminiumheizkörper auf…
silberne und Goldene Ende Mill Cutter — концевые фрезы с фотографиями и изображениями
Silberne und Goldene Фрезы Ende
schreiner arbeitet in der werkstatt — концевые фрезы, фото и изображения
Schreiner arbeitet in der Werkstatt
bohrvektor-symbol-design. diese industrielle arbeit in der metallbearbeitung, produktion, zimmerei, reparatur und bau. — графика концевой фрезы, -клипарт, -мультфильмы и -символ
Bohrvektor-Symbol-Design. Diese Industrielle Arbeit in der…
Bohrvektor-Symbol. Diese Hartmetallbohrer, Fräsbohrmaschine oder Ausrüstungswerkzeug. Um Loch oder Schraubgewinde durch schnelles Drehen und Pressen in Material zu machen. Für industrielle Arbeiten, d.h. Metallbearbeitung, Produktion, Tischlerei, Reparatur und Bau.
metallbohrer machen löcher in stahlknüppel mit tech-öl auf industrieller bohrmaschine. металлургическая промышленность. — концевые фрезы с фотографиями и изображениями
Metallbohrer machen Löcher in Stahlknüppel mit Tech-Öl auf…
old santa fe-geschäfte в Альбукерке, Нью-Мексико — концевые фрезы с фотографиями и изображениями
Old Santa Fe-Geschäfte в Альбукерке, New Mexico
metallsäge, schaftfräser oder bohrer mit diamantbeschichtung machen löcher in betonplatte. промышленность и строительство. — концевые фрезы стоковые фото и изображения
Metallsäge, Schaftfräser oder Bohrer mit Diamantbeschichtung…
keramikbohrer machen löcher in betonwand mit industriebohrer. баугевербе. — торцевые фрезы со складскими фотографиями и сборкой
Керамикборер, станок с металлическими пластинами в бетоне и промышленный станок….
металлоискатель с алюминиевыми ножницами на промышленном станке с шипами. металлургия. multi-schneidwerkzeug und endmühle. — концевые фрезы с фотографиями и изображениями
Metallbohrer machen Löcher in Aluminium-Knüppel auf…
protokolle — концевые фрезы с фотографиями и изображениями
Protokolle
keramikbohrer machen löcher in betonwand mit industriebohrer. баугевербе. — торцевые фрезы со складскими фотографиями и сборкой
Керамический станок для обработки бетона с промышленным станком….
Metallsäge, schaftfräser oder bohrer mit diamantbeschichtung machen löcher in betonplatte. промышленность и строительство. — концевые фрезы, фото и бильдер
Metallsäge, Schaftfräser oder Bohrer mit Diamantbeschichtung…
metallbandsäge geschnittenes holzeichenbrett mit spänen. — концевые фрезы стоковые фото и изображения
Metallbandsäge geschnittenes Holzeichenbrett mit Spänen.
metallbohrer machen löcher in aluminium-knüppel auf industriellen Bohrmaschine mit spänen. металлургия. multi-schneidwerkzeug und endmühle. — торцевая фреза, фото и бильдер
Metallbohrer machen Löcher in Aluminium-Knüppel auf…
деревянная скоба — концевая фреза, фото и бильдер
деревянная скоба
«Weitwinkelaufnahme von mehreren Holzsorten, die in einer Formerei hoch gestapelt sind» ,
metallbohrer machen löcher in stahlknüppel auf industriebohrmaschine mit spänen. металлургия. multi-schneidwerkzeug und endmühle. — концевые фрезы стоковые фото и изображения
Metallbohrer machen Löcher in Stahlknüppel auf…
keramikbohrer machen löcher in betonwand mit industriebohrer. баугевербе. — торцевые фрезы со складскими фотографиями и сборкой
Керамический станок в бетоне с промышленным оборудованием….
Металлический станок в стальном станке на промышленном станке с узлом. металлургия. multi-schneidwerkzeug und endmühle. — Концевые фрезы, фотографии и изображения
Metallbohrer machen Löcher in Stahlknüppel auf…
Redwood gestapelte protokolle für die aufbereitung — Концевые фрезы, фотографии и изображения
Redwood gestapelte Protokolle für die Aufbereitung
Frisch geschnittene Redwood-Stämme gestapelt, bereit zum Mahlen zu Holz.
keramikbohrer machen löcher in betonwand mit industriebohrer. баугевербе. — торцевые фрезы с фотографиями и фотографиями
Керамический станок с бетоном и промышленным оборудованием. …
Керамический станок с бетоном и промышленным станком. баугевербе. — концевые фрезы со складскими фотографиями и изображениями
Keramikbohrer machen Löcher in Betonwand mit Industriebohrer….
metallbohrer machen löcher in stahlknüppel auf industriebohrmaschine mit spänen. металлургия. multi-schneidwerkzeug und endmühle. — Концевая фреза, фото и фото
Metallbohrer machen Löcher in Stahlknüppel auf…
Редвуд gestapelte protokolle für die aufbereitung — Концевая фреза Stock-fotos und bilder
Redwood gestapelte Protokolle für die Aufbereitung
Frisch gestapeltäm цум Махлен цу Хольц.
keramikbohrer machen löcher in betonwand mit industriebohrer. баугевербе. — концевые фрезы стоковые фото и изображения
Keramikbohrer machen Löcher in Betonwand mit Industriebohrer….
metallbohrer machen löcher in stahlknüppel auf industriebohrmaschine mit spänen. металлургия. multi-schneidwerkzeug und endmühle. — Концевые фрезы с фото и сборкой
Metallbohrer machen Löcher in Stahlknüppel auf. ..
kleiderpuppe — Концевые фрезы с фотографиями и сборкой
Kleiderpuppe
Alte Fabrik
metallsäge, schaftfräser oder bohrer beplatte mit diamantbeschichtung. промышленность и строительство. — концевые фрезы стоковые фото и изображения
Metallsäge, Schaftfräser oder Bohrer mit Diamantbeschichtung…
metallbohrer machen löcher in stahlknüppel auf industriebohrmaschine mit spänen. металлургия. multi-schneidwerkzeug und endmühle. — концевые фрезы со складскими фотографиями и изображениями
Metallbohrer machen Löcher in Stahlknüppel auf…
metallbandsäge geschnittenes holzeichenbrett mit spänen. — концевые фрезы с фотографиями и фотографиями
Metallbandsäge geschnittenes Holzeichenbrett mit Spänen.
keramikbohrer machen löcher in betonwand mit industriebohrer. баугевербе. — концевые фрезы стоковые фото и изображения
Keramikbohrer Machen Löcher in Betonwand Mit Industriberer ….
Knöpfe Andustral Machine — End Mill Stock -fotos und Bilder
Knöpfe Andustral Machine
Bedienfeld Auf IndustrieMashin machen löcher в бетонной плите. промышленность и строительство. — концевые фрезы, фото и бильдер
Metallsäge, Schaftfräser oder Bohrer mit Diamantbeschichtung…
metallbandsäge geschnittenes holzeichenbrett mit spänen. — концевые фрезы стоковые фото и изображения
Metallbandsäge geschnittenes Holzeichenbrett mit Spänen.
metallbohrer machen löcher in stahlknüppel auf industriebohrmaschine mit spänen. металлургия. multi-schneidwerkzeug und endmühle. — Концевая фреза, фото и фото
Metallbohrer machen Löcher in Stahlknüppel auf…
Redwood gestapelte protokolle für die aufbereitung — концевая фреза Stock-fotos und bilder
Redwood gestapelte Protokolle für die Aufbereitung
metallbohrer spdustmitin löcher in stahlknüppel энен. металлургия. multi-schneidwerkzeug und endmühle. — концевые фрезы стоковые фото и изображения
Metallbohrer machen Löcher in Stahlknüppel auf…
metallsäge, schaftfräser oder bohrer mit diamantbeschichtung machen löcher in betonplatte. промышленность и строительство.
Переточка и комплексное восстановление инструмента
Группа Технополис предлагает услугу по комплексному восстановлению концевого и зуборезного инструмента.
Центр восстановления находится в Москве, услуга предоставляется для любых предприятий на територрии России. Срок выполнения работ – от 1 дня.
Запросить расчет
Какой инструмент мы восстанавливаем
Концевые фрезы и сверла из твердого сплава, в том числе собственного производства. Диапазон диаметров: 4 – 25 мм.
Инструмент для зубообработки: червячные фрезы и долбяки класса точности до ААА.
Центр восстановления инструмента в Москве
Восстановлением и изготовлением инструмента занимается производственное подразделение Группы Технополис – ООО «Технологические покрытия».
Для восстановления и контроля качества монолитного металлорежущего инструмента мы используем самое современное оборудование от ведущих европейских компаний: Platit, Schuette, Vollmer, Hawema, Zoller, Mahr.
Входной контроль
Оператор на приемке осматривает инструмент, определяет характер и величину износа.
Снятие покрытия
Если вы отдаете инструмент на комплексное восстановление, то мы снимаем с него старое покрытие.
Заточка инструмента
Перетачиваем (шлифуем) инструмент на 5-осевых станках с ЧПУ (Германия).
Подготовка кромок
Округляем режущие кромки инструмента.
Подготовка поверхности
Готовим поверхность инструмента под нанесение нового износостойкого покрытия.
Моем и обезжириваем инструмент перед нанесением покрытия в мойке Miele (Германия).
Нанесение покрытия
Наносим PVD-покрытие в вакуумной плазменно-дуговой установке Pi 80 фирмы PLATIT (Швейцария).
Полировка
Полируем поверхность готового инструмента.
Контроль качества
Контролируем качество готового инструмента: на измерительных системах фирмы Mahr (Германия) и с помощью ПО eQuator.
Упаковываем инструмент в пластиковые инструментальные боксы и отправляем в ваш адрес курьерской службой.
Вы получаете инструмент с минимальной стойкостью 80-90% от стойкости нового.
Как мы восстанавливаем инструмент
Техпроцесс состоит из 11 операций
Наши заказчики
Запросите коммерческое предложение
Чтобы получить коммерческое предложение, узнать цены и срок выполнения услуги, заполните форму.
Мы ответим вам в течение одного рабочего дня.
Перечислите номенклатуру инструмента на восстановление. Укажите общую длину и диаметр инструмента
Или загрузите номенклатуру в формате Word, Excel, PDF, JPEG
Как вас зовут?
Ваш Email для связи
Заточка твёрдосплавных фрез и свёрл — АНАЙ Росс
Одним из основных направлений деятельности фирмы является предоставление услуг по заточке твёрдосплавного инструмента.
Качество и сроки заточки твёрдосплавного инструмента подтверждаются многолетним опытом и большим числом наших постоянных клиентов и партнёров по всей территории Российской федерации. Благодаря возможностям наших специалистов и современного оборудования восстанавливаем не только стандартные фрезы и свёрла, но также и специальный инструмент с индивидуальной геометрией.
Благодаря заточке фрезы выполненной по всем правилам и на современном оборудовании срок службы режущего инструмента возможно продлить в несколько раз и получить существенную экономию на закупке нового инструмента — до 80%. Изготовление и заточка инструмента выполняются на 5-осевых шлифовальных центрах с ЧПУ производства компаний: Reinecker, SAACKE, ISOG, Michael Deckel. Контроль качества выполняется на измерительном оборудовании компании Zoller.
Результат заточки — инструмент который обладает полностью восстановленной геометрией и свойствами нового.
Мы специализируемся на заточке режущего инструмента из твёрдого сплава и быстрорежущей стали. Краткий перечень стандартного и специального инструмента который мы берём в работу:
Концевые фрезы
Сферические фрезы
Тороидальные
Свёрла
Свёрла для глубокого сверления
Метчики
Развёртки
Зенковки
Червячные фрезы
Ёлочные фрезы
Помимо стандартных концевых фрез и свёрл, мы предлагаем заточку практически всех видов твёрдосплавного инструмента, который вы можете использовать на производстве от метчиков, развёрток, зенковок до бесконечного разнообразия фрез и свёрл.
По всем вопросам свяжитесь с нами по телефону или почте, и мы совершенно бесплатно обсудим Вашу задачу, подготовим КП, дадим профессиональную консультацию и разработаем для вас индивидуальное предложение, включающее рекомендации по режимам резания и специфике обработки определённого материала.
АНАЙ Росс располагает не только самым современным технологическим оборудованием, но и прежде всего высококвалифицированными специалистами в области металлообработки и применения металлорежущего инструмента, опыт наших технологов и конструкторов приносит нашим клиентам реальную экономию материальных и временных ресурсов.
Заточка режущей части (ленточки) и стружечной канавки
Выведение сколов на режущей части
Кроме того, мы предлагаем клиентам «Отчёт» заточки режущего инструмента для оптимизации расходов при применения режущего инструмента, как временных при наладке обрабатывающего центра, так и финансовых связанных с простоем оборудования. Измерение и предоставление отчёта является отдельной опцией и оплачивается отдельно.
Заточка червячных фрез
Модуль от 0,5 до 20 в зависимости от габаритов. Твердосплавные, из быстрорежущей стали, монолитные, с напайными пластинами, насадные, с хвостовиками. Каждый заказ рассматривается индивидуально.
Заточка специального инструмента
Заточка специального инструмента имеет свои объективные отличия, связанные с дополнительными этапами технологического процесса переточки.
Идентификация и описание инструмента
Первым шагом заточки специального инструментов является правильное измерение и расчёт необходимых параметров геометрии инструмента. Проведение таких измерений возможно только на специализированных измерительных центрах, таких как ZOLLER Genius3 и WALTER Helicheck.
Измерительные центры этого сегмента – мощные универсальные измерительные приборы для всех типов режущего инструмента.
Пять осей, управляемых ЧПУ, позволяют выполнять комплексные, точные и полностью автоматические измерения без влияния человеческого фактора
Быстрая и высокоточная проверка геометрии инструмента
Подробный отчёт о результатах измерений
Передача данных на шлифовальный станок без участия оператора
Разработка комплекта чертежей и программы заточки
Информация, полученная в результате измерения, обрабатывается и передаётся в систему разработки программы заточки инструмента. Опытные конструктора выполняют все необходимые расчёты и моделирование инструмента с использованием средств 3D-проектирования и осуществляют симуляцию и тестовые прогоны программы на точных моделях шлифовального станка.
Заточка на шлифовальном станке с ЧПУ
Далее программа заточки отправляется в шлифовальный центр где оператор осуществляет наладку и шлифовку.
Для затачивания используются станки известных мировых лидеров таких как Reinecker, SAACKE, Deckel, ANCA. Благодаря своевременному обслуживанию и обновлению, а также благодаря профессионализму наших операторов ЧПУ мы гарантируем заказчикам необходимую точность и качество шлифовки.
Покрытие
Совместно с нашими партнёрами, мы наносим на инструмент износостойкое покрытие методом PVD (ионно-плазменное напыление в вакууме). Результат – увеличение стойкости и качества обработки.
Без сомнений мы поможем Вам в выборе подходящего покрытия для вашего инструмента, наши специалисты подберут оптимальный тип покрытия для вашей конкретной задачи металлообработки и материала.
Укажите покрытие инструмента как опцию при следующем заказе заточки инструмента и результаты не заставят себя ждать.
Лазерная маркировка
Каждое переточенное сверло или фреза маркируются и получают уникальный идентификационный номер, который привязан к заказчику и однозначно идентифицирует инструмент в базе данных. Эта информация наносится на инструмент специальным лазерным оборудованием, что позволяет минимизировать ошибки во всех последующих операциях процесса заточки и восстановления.
Отдел технического контроля
Межоперационный и конечный контроль проводится на современном измерительном оборудовании. Результаты измерений заносятся в архив. Выходной контроль проводится с проверкой чертежа заказчиком и записывается в протоколе о соответствии.
Переточка режущего инструмента | ЦЕРАТИЗИТ | ВНТ
Получите больше от вашего инструмента!
CERATIZIT известен во всем мире своим неизменно высоким качеством продукции и надежным сервисом, оптимально ориентированным на клиентов и продукты. Само собой разумеется, что сюда относится и переточка инструментов, поскольку, несмотря на высочайшее качество и срок службы, наши инструменты рано или поздно достигают своего предела износа.
Благодаря нашим профессиональным услугам по переточке с оригинальной геометрией и покрытиями, мы можем восстановить инструменты почти до их первоначальной производительности, чтобы они продолжали соответствовать всем параметрам качества на самом высоком возможном уровне. Этот процесс одновременно продлевает срок службы инструмента, поэтому новые покупки составляют значительно меньшую часть вашего бюджета.
Каким инструментам можно дать ReStart?
Сверление из быстрорежущей стали
Цельное твердосплавное сверло
Твердосплавные сверла
Развертки
Резьбовая фреза с твердосплавным хвостовиком
Режущие пластины из CBN и PCD
Фрезы из быстрорежущей стали
Твердосплавные фрезы
Сменные головки MultiChange
Конечно, цены на наши услуги по переточке также рассчитываются честно и прозрачно — с программой CERATIZIT ReStart не взимается дополнительная плата за обрезку, черновую геометрию и т. д. Публикуемые цены действительны независимо от состояния вашего инструмента. ваш инструмент больше невозможно переточить, он будет возвращен вам необработанным.
Как узнать, какие инструменты можно переточить?
Вы можете проверить здесь, можно ли перезаточить ваш инструмент:
Где доступна наша услуга ReStart?
Наша услуга ReStart доступна почти во всех европейских странах, и мы постоянно работаем над ее расширением.
Простой и прозрачный процесс
Свяжитесь с нашим офисом или заполните нашу форму заказа на веб-сайте, чтобы запросить коробку. Мы отправим вам коробку для заточки CERATIZIT напрямую.
Вы можете скачать накладную на перемолотые накладные на нашем сайте. Пожалуйста, не забудьте упаковать заполненную накладную в коробку!
Достаточно быстрого звонка по телефону , чтобы заказать доставку. Заполненный ящик для доизмельчения будет получен UPS в тот же день или самое позднее на следующий день. Стоимость доставки покрывается нами.
Мы начнем процесс оригинальной переточки вашего инструмента. Ваши инструменты с оригинальной отделкой будут отправлены вам в обычной коробке с CERATIZIT Logistik Service.
Запросите бесплатную коробку сейчас
*Находится в разделе: Формы / Услуги по заточке
*Находится в разделе: Формы / Услуги по заточке
Как может выглядеть процесс переточки?*
*Пример иллюстрации
Какие преимущества вы можете ожидать от нашей услуги ReStart?
Снижение затрат на производство и инструменты
Снижение складских и капитальных затрат
Более высокая доступность
Сокращение времени выполнения работ при оптимальной производительности и максимальной безопасности процесса
Пример нашей твердосплавной фрезы SilverLine (Ø 12 мм — арт.
№ 50 972 12200)
1. 4x новый инструмент 2. 1x новый инструмент + 3x переточка
красный = первое использование | темно-серый = второе использование средний серый = третье использование | светло-серый = четвертое использование
Экономьте ресурсы и действуйте устойчиво
Мы замыкаем цикл от вторичного сырья до готовой продукции. Группа CERATIZIT постоянно оптимизирует свою производительность, чтобы избежать образования вторичных материалов не только во внешних, но и во внутренних процессах. Услуги по переточке, которые мы предлагаем нашим клиентам, также вносят ключевой вклад в устойчивое развитие.
Наша цена выкупа карбидов всегда основывается на текущей рыночной цене. Мы организуем для вас весь процесс и предоставим вам бесплатные контейнеры для сбора в зависимости от количества и транспортные решения.
Остались вопросы?
Тогда взгляните на наши часто задаваемые вопросы, где мы составили список часто задаваемых вопросов.
Отправьте нам использованные инструменты.
По запросу мы можем бесплатно предоставить вам коробку для заточки, которую вы можете использовать для безопасной отправки нам своих инструментов.
Дополнительную информацию о влиянии износа и переточки можно найти на следующих страницах:
Переточка и уменьшение размеров — Североамериканский карбид
Что такое переточка и уменьшение размеров?
Переточка и уменьшение размеров, говоря простым языком, — это восстановление изношенной вставки, чтобы ее можно было использовать повторно. При переточке восстанавливается режущая поверхность пластины. При уменьшении размера вставка перетачивается в стандартную вставку меньшего размера. Переточка и уменьшение размеров — это способы продлить срок службы этих инструментов. Основные преимущества этих процессов:
Значительная экономия средств для поддержания конкурентоспособности наших клиентов на мировом рынке
Крупная инициатива по сохранению части ресурсов Земли.
Какие существуют типы повторного измельчения и уменьшения размеров?
Шлифование по периферии : Шлифование по периферии или внешнему краю пластины до заданного размера и допуска.
Шлифование по толщине/вертикальной поверхности : Шлифование поверхности или толщины пластины до заданного размера и допуска
Горизонтальное/фасонное шлифование
Подготовка кромки : Повторное применение первоначального хона или кромки пластины
Дополнительные преимущества переточки и уменьшения размеров новая вставка
Превратить отходы в пригодные для использования вставки
Превратить другой лом в кредит для переточки или новых вставок
Относится к новым инструментам – соответствует тем же высоким стандартам с жесткими, постоянными допусками
Сократите углеродный след вашей компании за счет переработки металлолома
Сокращение количества керамики на свалках за счет ее повторного использования
Наш технологический процесс
Мы стремимся максимально упростить вашу программу переточки и измельчения. За последние 40 лет мы усовершенствовали наш процесс, чтобы гарантировать, что ваш опыт работы с нами будет:
Быстро и просто: просто пришлите использованные вставки, а остальное оставьте нам.
Контролируется: это контролируемый процесс — материалы каждого клиента хранятся отдельно от одного и других.
Экономичность: мы стремимся к тому, чтобы экономия средств клиентов составляла 25–50 % и более
Шаги:
Отправить по номеру : Отправьте или сдайте использованные вставки на наше предприятие. Никакая сумма не является слишком большой для нас. Сортировка: не беспокойтесь о сортировке использованных вставок самостоятельно. Наши специалисты по сортировке совместно с инженерами оценивают материал и распределяют его по категориям на основе предварительно утвержденных критериев. Это определит, какие из ваших бывших в употреблении вставок являются лучшими кандидатами для переточки или уменьшенного размера.
Гравер – универсальный электроинструмент, широко применяется для разнообразных работ по древесине, каменным и металлическим материалам. Используя различные насадки, возможности применения мини-дрели (микродрели, гравера) растут. Так, например, гравер можно использовать для полировки изделий, фрезерования, сверления.
Общие правила работы с гравером:
1. Обязательно прочтите прилагаемую к изделию инструкцию перед началом работы с гравером. Особое внимание уделите разделу насадок. Важно отчетливо понимать какие именно виды работ можно выполнять определенными насадками.
2. Соблюдайте меры предосторожности (одевайте очки/маску, перчатки) и правила безопасности при работе с электрическим устройством.
3. Проведите поверхностный осмотр изделия, при наличии дефектов корпуса, повреждений насадок (трещины, сколы), нарушениях обмотки электрокабеля, изделие запрещается эксплуатировать.
4. Перед началом работ необходимо освободить рабочую поверхность от лишних предметов, чтобы ничего не мешало и не отвлекало.
5. Разложить насадки в порядке использования.
6. При работе лучше всего использовать х/б перчатки, во избежание появления на рабочей обезжиренной поверхности нежелательных отпечатков.
7. Если конструкция не предусматривает систему охлаждения, инструмент необходимо отключать каждые 15-20 мин. работы, во избежание перегрева двигателя.
Особенности использования оборотов двигателя
При работе с режущим инструментом при нанесении гравировки важно понимать принцип работы инструмента. Более аккуратная прорисовка контуров изображения на рабочей поверхности возможна при использовании малых оборотов гравера. При работе с пластиком следует понимать, что большие обороты нагреют изделие, и оно может расплавиться. При работе с металлом и деревом можно использовать и повышенные обороты.
Нанесение рисунка
Перед нанесением рисунка на рабочую поверхность ее необходимо обезжирить спиртовым раствором и только после этого наносить рисунок карандашом или фломастером. Можно использовать трафарет, предварительно закрепив его на поверхности скотчем.
Использование минимальных оборотов инструмента повысит точность работы, а именно – глубина штрихов будет равномерной и одинаковой, узор будет более ровным.
При работе с гравером важно одевать защитные перчатки, во-первых, вы снизите вероятность появления темных пятен на обезжиренной поверхности, а во-вторых, скольжение руки по поверхности улучшит вашу маневренность и мобильность.
Совет для начинающих – процесс нанесения рисунка на рабочую поверхность всегда следует начинать с прорисовки контура, и только потом приступать к нанесению мелких деталей. В конце работы завершенный проект следует отполировать (убрать мелкие заусеницы и шероховатости). Как правило, для таких работ используется насадка в виде валика с мягкой войлочной поверхностью.
Полировка
Полировать можно абсолютно любую поверхность из любого материала. Применяют гравер и для полировки экранов бытовой техники (телевизор, монитор компьютера, экран телефона). При таком целевом назначении стоит использовать фетровые или хлопковые насадки и не превышать обороты более 10 тыс. в минуту. В качестве примера инструмента для полировки можно привести модель Dremel 290-3/4 Hobby.
Важно понимать, что каждая насадка используется под определенный материал и задачи. Отличиями могут быть толщина и глубина наносимой линии.
Пример работы со стеклом:
чтобы получить глубокую линию применяется вольфрамово-карбидная насадка,
чтобы получить толстую линию применяется карбидно-силиконовая насадка,
Стеклянные поверхности не стоит обрабатывать на повышенных оборотах. Рекомендуемая скорость – 25000 в мин.
С помощью этого инструмента можно сверлить отверстия в ракушках, главное это делать сверлом с алмазным напылением без нажимных усилий на высоких оборотах (до 35тыс в мин).
Гравером можно изготавливать деревянные игрушки. Выпиливание по нарисованному изображению осуществляется при оборотах 30тыс. в мин. В конце работы можно произвести шлифовку готового изделия.
Уход за изделием
Осуществление своевременного ухода за изделием и его обслуживание продлит срок его службы. Обязательные для выполнения правила:
регулярная чистка вентиляционных поверхностей,
не использовать для очистки средства на спиртовой основе, бензин, растворител (может повредиться корпус изделия).
Меры безопасности:
Обязательное использование очков или маски во время выполнения работ.
Не использовать расходные материалы (диски, насадки, щетки) не соответствующие техническим требования изделия.
Регулярно проверять инструмент на наличие повреждений.
После окончания работ необходимо очистить все расходные материалы и сам инструмент, это увеличит срок его службы.
Возврат к списку
Как выбрать гравер + рейтинг лучших моделей для дома — iChip.ru
Наверх
25.02.2020
Автор: CHIP
1 звезда2 звезды3 звезды4 звезды5 звезд
Что такое граверы, и какой из них лучше выбрать?
4
5
1
12
6
Гравер – это компактный прибор с огромным количеством насадок для самых разных работ: им можно точить, резать, гравировать, полировать и так далее. Подробнее о возможностях и особенностях этого полезного инструмента – в нашей статье.
Гравер, или как его еще называют, бормашинка, инструмент весьма универсальный и многофункциональный. С помощью него можно резать, затачивать, полировать, гравировать, делать насечки и многое другое. Мы расскажем, в каких сферах он может пригодиться мастеру, объясним, какой электрический гравер выбрать для дома и посоветуем несколько хороших моделей.
Конструкция и принцип работы ручного гравера
Принцип работы бормашинки до невозможности прост: двигатель приводит в движение вал, на котором закреплен патрон. Патрон в свою очередь вращает рабочую насадку, которая обрабатывает материал. Мощность двигателя у гравера невелика, поэтому он может лишь вращать вал — ударного режима, как в дрели или мощном шуруповерте здесь нет.
Техника для дома
Как выбрать перфоратор: 6 особенностей, на которые стоит обратить внимание
Гравер оснащен коллекторным двигателем, угольные щетки которого необходимо время от времени менять (в зависимости от износа). Патрон может работать со всеми типами насадок для бормашинок, а также некоторыми сверлами для дрели (сверла от «6» и выше не возьмет). Учитывая, что такое устройство должно выполнять тонкие и высокоточные работы, практически в каждой модели предусмотрена регулировка скорости вращения вала.
Где может использоваться гравер: примеры работ
Вот, где в доме может применяться ручная бормашинка:
Обработка деревянных заготовок. С помощью устройства можно обрабатывать кромки, вытачивать маленькие пазы и делать резьбу.
Обрезка шпилек, болтов и гвоздей.
Гравировка камня и керамогранита.
Гравировка стеклянных поверхностей. Например, можно выгравировать имя друга на пивном или винном бокале — отличный подарок на праздник.
Заточка ножей, ножниц и другого режущего инструмента.
Обработка урезов кожи.
В общем гравер — это многофункциональное устройство, которым можно выполнять десятки разных видов работ. Однако помните, что он не предназначен для тяжелых работ, например, для сверления металла и бетона, или нарезки толстого листового металла — для этого есть специализированные устройства. Также не во всех видах работ можно добиться высокого качества исполнения. Так, например, лазерная заточка ножей всегда будет более качественной, чем заточка гравером.
На что обратить внимание при выборе гравера?
Питание
Как выбрать гравер по типу питания? Многое зависит от вида работ, которые планируются выполняться. Например, для столярной мастерской, где необходимо эксплуатировать гравер по несколько часов в день, лучше брать сетевую модель. Подойдет для таких работ Bort ВСТ-140 — он довольно легкий и с надежным толстым кабелем.
Также сетевой электрический гравер стоит взять в том случае, когда нужна высокая мощность (позволяющая разгонять насадку до высоких оборотов) за относительно небольшие деньги.
Если вам важна автономность, и вы не хотите, чтобы шнур мешался под рукой, стоит присмотреться к аккумуляторной модели. Из средних по цене, но при этом качественных и производительных можем посоветовать Bosch GRO, который работает от системного аккумулятора (т.е. можно ставить аккумулятор от шуруповерта или другого инструмента Bosch).
Количество и тип насадок
Каждая отдельная насадка стоит денег, поэтому лучше покупать прибор, в котором уже идут в комплекте насадки. Лучшие модели электрических граверов содержат в комплекте максимальное количество насадок. Например, с моделью Hammer MD170A идут сразу 160 насадок плюс гибкий вал для работы в труднодоступных местах.
Качество насадок тоже имеет значение. Например, для разрезки 1 м профилированного листа толщиной 0,5 мм уйдет около 4 — 5 китайских дешевых кругов, в то время как один круг от Dremel справится с этой задачей. Такая же ситуация обстоит с насадками типа металлической щетки или полировщика — лучше брать фирменные насадки, а не «ноунейм». Также обращайте внимание, идет ли в комплекте конструкция для настольного крепления гравера,превращающая его в министанок.
Быстрая замена насадок и угольных щеток
Большинство производителей сейчас делают упор на скорость обслуживания прибора. Так некоторые модели могут иметь функцию бесключевой замены насадок — достаточно нажать кнопку, и насадка вынимается одной рукой. Такая функция реально экономит время, когда нужно часто менять насадки, например, для резьбы по дереву. К сожалению, довольно немногие оснащены подобной функцией.
Быстрая замена угольных щеток также весьма удобна. Хотя их менять часто нет необходимости, все же когда есть быстрый доступ к ним, то не придется раскручивать весь прибор для их замены. Обратите внимание, что некоторые модели дополнительно комплектуются запасными щетками, поэтому их не придется докупать отдельно.
Плавный запуск
Если вы думаете о том, какой электрический гравер выбрать, советуем ориентироваться на модели с функцией плавного запуска. Она ограничивает пусковой ток, благодаря чему двигатель набирает обороты постепенно. Если не видели, как работает эта функция, посмотрите обзор любой модели такого типа. Плавный запуск также исключает вырывание устройства из рук в момент включения. Хотя здесь стоит сказать, что из-за маленького веса бормашинки, ее редко когда может вырвать из рук даже без плавного запуска.
Система стабилизации оборотов
Набрав нужную скорость вращения патрона, система фиксирует это значение и держит его на протяжении всей работы, какое бы усилие мы ни прикладывали к обрабатываемой заготовке. Благодаря этому прибор компенсирует нагрузку, пропорционально повышая ток, что предотвращает потерю производительности бормашинки во время работы. Из моделей с наличием такой функции можем посоветовать аккумуляторный гравер Makita DGD801Z.
Блокировка кнопки запуска
Такой механизм есть во многих бытовых электроинструментах, но здесь он нужен как нигде. Механизм позволяет заблокировать кнопку во включенном состоянии, когда держать ее долго нажатой неудобно, а объем работ нужно выполнять большой. Если вы занимаетесь гравировкой металлических изделий, тогда без такого блокиратора просто не обойтись.
Рейтинг граверов 2020
Диолд МЭД-2 МФ
Недорогой хороший прибор исключительно бытового назначения для дома. Мощность у него средняя, как для граверов, и составляет 150 Вт. Двигатель способен разгонять патрон до 32 000 об/мин, причем скорость вращения может регулироваться под конкретный материал обработки. Обратите внимание, что у устройства есть блокиратор кнопки запуска, который удобен при длительном выполнении работы. На корпусе расположен «люк» для быстрой замены угольных щеток, так что прибор не придется раскручивать полностью.
Главным преимуществом этой модели является ее богатая комплектация. В комплект входит аж 250 различных насадок для всех видов работ. Также здесь есть гибкий вал для более мелких и точных работ, а также манипуляций в труднодоступных местах. Он прилично вибрирует во время работы, но учитывая цену на устройство, этот недостаток можно ему простить. Будьте предельно внимательны к комплектации, так как в продаже есть такое же устройство, только вместо 250 насадок там их 40, но дополнительно включен кейс.
Dremel 3000-1/25 EZ
Это, наверное, один из самых популярных граверов среди покупателей. У него хорошее качество сборки — нигде ничего не люфтит, не скрипит и не болтается. Гибкий вал не передает лишнюю вибрацию и во время работы не наблюдается биение, что очень важно при выполнении «тонких» манипуляций. Максимальная скорость вращения вала составляет 33000 об/мин — работать можно практически с любым материалом. При этом скорость вращения насадки можно отрегулировать в зависимости от типа работы. Здесь организована бесключевая замена насадок — поменять можно за считанные секунды одной рукой. На корпусе предусмотрен быстрый доступ к угольным щеткам.
Кнопка включения имеет блокировку, есть регулировка частоты вращения шпинделя. В комплект входит 25 насадок, включая гибкий вал. Помимо прочего производитель поставляет вместе с устройством удобный кейс, в который помещаются все насадки и гравер. На наш взгляд, это одно из лучших устройств за свои деньги.
Makita GD0600
Это настоящий «зверь» среди ручных электрических граверов. Здесь установлен двигатель мощностью 400 Вт, благодаря которому устройство может работать с патронами, берущими цанги до 6 мм. Бормашинка способна работать с абразивными кругами до 38 мм, которыми довольно легко можно нарезать профилированный лист. Также прибор отлично подходит для обработки кромок деревянных изделий. Для продолжительной работы здесь имеется блокиратор кнопки включения.
Скорость вращения вала достигает 25 000 об/мин. К сожалению, здесь нет регулировки частоты вращения, поэтому скорость всегда будет одинаковой. Хотя прибором можно пользоваться для работ по дому, все же мы рекомендовали бы его тем, у кого столярная мастерская или токарный цех — такой агрегат должен работать постоянно и под реальной нагрузкой. Пользователи отмечают надежность и долговечность прибора. В среднем он стоит дороже своих аналогов от других брендов, но длительная работа без перебоев и ремонтов окупает затраты.
Что еще нужно домашнему мастеру для работы с деревом:
Как выбрать ручной фрезер: советы домашнему мастеру
Ремонт своими руками: какой электролобзик выбрать для дома?
Теги
bosch
Makita
Автор
Антон Гладышев
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
Реклама на CHIP Контакты
граверов и граверов на моем следующем шаге
Химический гравер, Гравер, Гравер, Фотогравер
Что они делают:
Гравируйте или травите металл, дерево, резину или другие материалы. Включает таких рабочих, как процессоры гравировальных схем, гравировщики пантографов и гравировщики шелкографии.
Во время работы вы должны:
Осматривать протравленную работу на предмет глубины травления, однородности и дефектов, используя калиброванные микроскопы, датчики, пальцы или увеличительные линзы.
Изучите эскизы, диаграммы, образцы, чертежи или фотографии, чтобы решить, как рисунки должны быть выгравированы, вырезаны или выгравированы на заготовках.
Очистите и отполируйте гравированные участки.
Промышленные или сельскохозяйственные товары
производство и распространение продуктов
Бизнес
Обслуживание клиентов
Инженерия и технологии
дизайн
механический
Базовые навыки
отслеживание успехов людей и/или групп для улучшения
чтение информации о работе
Решение проблем
замечание проблемы и определение наилучшего способа ее решения
Использование рук и пальцев
Держите руку или кисть неподвижно
держать или передвигать предметы руками
Вербальный
Слушайте и понимайте, что говорят люди
общаться, говоря
Людям, заинтересованным в этой работе, нравятся задания, включающие практических, практических задач и решений.
Они хорошо справляются с работой, которая требует:
Внимание к деталям
Независимость
Надежность
Достижение/Усилие
Постоянство
Сотрудничество
Вы можете использовать такое программное обеспечение на работе:
Программное обеспечение для обработки графики или фотографий
Adobe Systems Adobe Illustrator
Программное обеспечение автоматизированного производства CAM
Delcam ArtCAM Express
Western Engravers Supply Vision EXPERT
Программное обеспечение операционной системы
Microsoft Windows
Аттестат средней школы/GED или Нет аттестата средней школы/GED обычно требуется
Начните свою карьеру:
Новые возможности трудоустройства менее вероятны в будущем.
36 590 долл. США
23 860 долл. США
49 390 долл. США
Рабочие по шлифовке и полировке, рука
Ювелиры, производители драгоценных камней и металла
Формовочные машины, формовочные машины и литейщики
Рабочие по окраске, нанесению покрытий и отделке
Модельщики, металл и пластик
Вам может понравиться карьера в одной из следующих отраслей:
Производство
Розничная торговля
Подробнее о граверах и граверах см. на O*NET OnLine .
Чем занимается гравер?
Что такое Гравер?
Гравер — это художник, который наносит определенные узоры, слова и даже изображения на различные типы материалов. Дизайн или изображение основаны на спецификациях клиента или собственных личных проектах художника.
Современный гравер может использовать прецизионные лазеры для достижения своих окончательных результатов, или они могут использовать ручные инструменты и увеличительное стекло в зависимости от того, как они были обучены. Они могут работать со стеклом, металлом, камнем, деревом и другими материалами, а также могут гравировать и создавать нестандартные пластины из металла или дерева, которые можно использовать для штамповки изображений на бумаге.
В этой статье:
Что такое гравер?
Чем занимается гравер?
Как выглядит рабочее место Гравера?
Чем занимается гравер?
Некоторые граверы будут работать с ручными инструментами для создания нестандартных произведений искусства, сначала нанося свой рисунок по трафарету на выбранный носитель, а затем осторожно, медленно и терпеливо вытравливая рисунок с помощью инструментов по своему выбору.
Во время гравировки они будут стирать или сдувать материал с выбранного носителя, а затем шлифуют края, чтобы создать красивый законченный проект. В зависимости от спецификаций они могут пойти дальше и украсить свой дизайн драгоценными камнями, краской или другими материалами.
Изображения или фразы также можно выгравировать на штампах и различных поверхностях, включая рамки для картин и обручальные кольца. В зависимости от того, где работают граверы, могут быть аспекты обслуживания клиентов. Потенциальные клиенты могут захотеть увидеть образцы работ гравера или тесно сотрудничать с художником для создания уникального дизайна. Гравер, работающий с клиентами, часто работает независимо, через магазин или сеть конкретных поставщиков. Граверы также могут быть независимыми художниками, которые продают свои работы в магазинах, на ремесленных ярмарках и в интернет-магазинах.
Граверы, которые работают с лазерами вместо ручных инструментов, по-прежнему смогут создавать красивые гравюры на ювелирных изделиях или многих других материалах. На самом деле, многие художники предпочитают работать с лазером, так как он позволяет им работать со многими различными типами материалов и создавать еще более точные и четкие рисунки. Граверы, работающие с лазерами, также будут иметь возможность трудоустройства в более крупных корпорациях в более масштабных проектах. Бюро гравировки и печати США использует лазеры для создания нестандартных пластин, которые будут использоваться в качестве основы для марок и денег, а многие организации используют лазеры для гравировки информации на материалах.
Подходите ли вы для работы гравером?
У граверов разные личности. Они, как правило, реалистичные личности, а это значит, что они независимы, стабильны, настойчивы, искренни, практичны и бережливы. Им нравятся тактильные, физические, спортивные или механические задачи. Некоторые из них также условны, то есть добросовестны и консервативны.
Это похоже на тебя? Пройдите наш бесплатный тест на профессию, чтобы узнать, является ли гравер одним из лучших кандидатов в вашей карьере.
Пройдите бесплатный тест прямо сейчас
Узнать больше о карьерном тесте
Как выглядит рабочее место Гравера?
Граверы должны уметь работать под давлением и соблюдать сроки, установленные их клиентами. Им нужно будет поддерживать чистоту на рабочем месте, содержать свое оборудование в чистоте и заточении. Некоторые из них будут работать в сфере розничной торговли, где им придется разговаривать с покупателями один на один, чтобы создавать гравюры для конкретных клиентов.
Листовой металл — это изготавливаемая прокаткой заготовка из определенного материала, чаще всего стали, которая находит широкое применение в промышленном производстве, строительстве, автомобилестроении и других отраслях.
Листовая сталь — самый популярный вид листовых заготовок, который производится по технологии холодной или горячей прокатки. В первом случае сталь будет называться холоднокатаной (максимальная толщина листа до 5 мм), а во втором — горячекатаной.
Калькулятор веса листового металла KALK.PRO позволяет рассчитать массу листовой стали по известной толщине и площади. Вы также можете ознакомиться с марочником металлов и нормативными документами в соответствующих вкладках инструмента. Калькулятор работает на основании ГОСТ 19903-74 «Прокат листовой горячекатаный».
Используя калькулятор можно найти вес листового проката любого размера и толщины, например листы 1, 3, 6, 8, 10 мм и т. д., стандартный материал – углеродистая сталь Ст3ст с плотностью 7850 кг/м3.
Для того чтобы рассчитать вес листового металла на нашем калькуляторе, необходимо придерживаться инструкции:
Вес листового металла, также можно рассчитать самостоятельно с помощью простых математических формул и таблиц по ГОСТ.
Данная таблица распространяется на листовой горячекатаный стальной прокат шириной 500-4400 мм, толщиной от 0,5 до 160 мм.
Мы производим продукцию из металлопроката, а также готовы предложить сопутствующие услуги по обработке листового металла. Новейшее технологическое оборудование и опытные квалифицированные сотрудники — гарантия высокого качества резки и готовых металлоконструкций. Выполним ваш заказ любой сложности. Время – ценный ресурс наших клиентов, поэтому мы представляем Вам бесплатный сервис — калькулятор металлопроката, который будет полезен в работе для широкого круга специалистов.
Используя наш калькулятор, Вам не обязательно всегда иметь под рукой развернутые отраслевые таблицы по металловедению – необходимо только знать геометрию заготовки и вид металла. Интуитивно понятный инструмент сделает все за вас. В поле вводных величин достаточно внести размер, форму, количество, вид (нержавеющая сталь, алюминий или нержавейка) материала, — калькулятор металлопроката быстро и точно покажет вес и площадь. Калькулятор работает в пределах допускной погрешности +/- 1%. Одна из главных задач нашего сервиса – оказать Вам помощь при правильном расчете массы и площади материала.
Калькулятор металла
Металл
стальнержавейкаалюминий
Лист
Толщина листа, мм
1
Ширина листа, мм
2
Длина листа, мм
3
Количество, шт
Площадь
м2, вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Уголок
Ширина полки, мм
1
Ширина полки, мм
2
Толщина полки, мм
3
Длина, м
Вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Труба
Диаметр, мм
1
Толщина стенки, мм
2
Длина, м
Вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Круг / проволока / катанка
Диаметр, мм
1
Длина, м
Вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Труба профильная
Ширина, мм
1
Высота, мм
2
Толщина стенки, мм
3
Длина, м
Вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Квадрат
Ширина, мм
1
Длина, м
Вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Швеллер
Высота, мм
1
Ширина, мм
2
Толщина стенки, мм
3
Длина, м
Вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Лента / полоса
Ширина, мм
1
Толщина, мм
2
Длина, м
Площадь
м2, вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Шестигранник
Номер (диаметр, мм)
1
Длина, м
Вес
кг
* данный калькулятор металла не является эталонным по расчету веса и имеет погрешность +/- 1%
Калькулятор металлопроката онлайн
Надеемся, наш калькулятор металла будет по достоинству оценен специалистами по продажам, менеджерами по снабжению, сметчиками, специалистами курирующими различные строящиеся объекты и любым, кто заинтересован просчитать металлоконструкцию. Он будет незаменимым помощником и эффективно сэкономит Ваши силы и время. Используя наш калькулятор процессы сложных расчетов станут легче. Имея данные о размере, виде и количестве проката без труда получите искомый результат в считаные секунды. В зависимости от количества и геометрических показателей металлоизделий, калькулятор металлопроката онлайн рассчитает значения. Он не требует загрузки на компьютер или планшет/телефон – все происходит в окне браузера у нас на странице.
Это точный и удобный инструмент расчетов, в котором принимают участие величины и тип материала. Например, если Вам нужно подсчитать площадь/вес круга или шестигранника – задайте его диаметр и длину. Если же просчитываете количество необходимой трубы – также нужно будет знать толщину стенки.
Для вашего удобства подобраны самые популярные и часто используемые виды металлопроката: лист, круг, швеллер, труба, уголок, шестигранник, труба прямоугольная, полоса, балка, квадрат. Выберите подходящую номенклатуру, и калькулятор металлопроката онлайн мгновенно выдаст результат просчета.
Калькулятор металлопроката on-line
Переизбыток нержавейки, стали, алюминия не грозит, ведь гораздо эффективнее и удобнее заказывать именно необходимое количество материала, если под рукой наш калькулятор металлопроката on-line, который точно и быстро может рассчитать площадь и вес металлопроката, сэкономит массу времени и освободит от утомительных вычислений.
Он будет полезен при приобретении металла для правильного оформления и складирования материала. Калькулятор металла поможет вычислить вес металлоконструкции, если рассчитывать её из составных деталей. В целях оптимизации транспортировки и логистики необходимо понимать вес заказа. И здесь тоже пригодиться наш сервис.
Создавая калькулятор металлопроката on-line мы преследовали цель сохранить ваше время и минимизировать ошибки в расчетах. Наш сервис абсолютно бесплатен и доступен для вас 24/7 — достаточно посетить наш сайт. Если потребуется сделать более подробные и сложные расчеты – в этом помогут наши специалисты. Постараемся ответить на любые ваши вопросы и предоставим необходимую информацию.
Цель — построить основанные на доверии партнерские отношения с клиентами, является приоритетной для нас, поэтому постоянно работаем над тем что б сотрудничество с нами было длительным и взаимовыгодным.
Как рассчитать вес стального листа
Чтобы рассчитать вес стального листа, вам нужно ответить на несколько вопросов. Во-первых, с какой сталью вы работаете? Одной из ключевых переменных при любом расчете веса стального листа является плотность. При расчете веса стального листа вы обычно можете сгруппировать стальные листы в три категории с точки зрения их плотности: лист из углеродистой стали и нержавеющей стали, серии 300 и серии 400.
Плотность различных типов толстолистовой стали зависит, прежде всего, от ее химического состава, который варьируется между марками на достаточно небольшие проценты, чтобы не влиять на общую плотность. Например, если вы работаете с углеродистой сталью, вы можете с уверенностью предположить плотность 49. 0 фунтов на кубический фут (британская система) или 7,85 тонны на кубический метр (метрическая система), независимо от того, работаете ли вы с A36 или A588.
Загрузить нашу спецификацию конструкционной стали сейчас
Kloeckner Metals является поставщиком полного ассортимента стали и сервисным центром. Загрузите нашу спецификацию конструкционных плит, чтобы увидеть, что Kloeckner Metals регулярно поставляет на склад.
Спецификация конструкционной плиты
Во-вторых, вам необходимо знать размеры плиты, включая длину (L), ширину (W) и толщину (T). Если вы умножите длину, ширину и толщину пластины, вы получите объем. При расчете в имперских единицах это будут кубические футы; при метрическом исчислении это будут кубические метры.
Вот оно! Чтобы рассчитать вес стальной пластины, все, что вам нужно, это четыре единицы информации:
плотность
длина
ширина
толщина
Важно отметить, что любые расчеты, которые вы делаете, используя стандартные онлайн-калькуляторы металла или выполняя расчеты самостоятельно с этими числами, должны рассматриваться как приблизительные. Они рассчитываются с номинальными размерами и стандартизированными плотностями. На практике фактический вес металла может значительно отличаться от предполагаемого веса из-за различий в допусках и составе, наблюдаемых при производстве.
Расчет веса листа из углеродистой стали
Чтобы рассчитать вес листа из углеродистой стали, вам необходимо знать толщину, ширину, длину и количество. Типичная плотность листа из углеродистой стали составляет 0,284 фунта на кубический дюйм (490 фунтов на кубический фут) (британская система) или 7,85 тонны на кубический метр (метрическая система).
В зависимости от марки Kloeckner Metals обычно поставляет стальной лист шириной 48″, 60″, 72″, 84″, 96″ и длиной от 240″ до 480″, если лист прокатан в прокате (любая длина может быть предоставлена, когда лист нарезается по длине, в рулонах или горячекатаных). Толщина также сильно варьируется в зависимости от марки, но, например, Kloeckner предлагает A36 толщиной от 3/16″ до 12″!
Таким образом, чтобы вычислить вес листового проката A36, имеющего ширину 48 дюймов, длину 96 дюймов, толщину 3/8 дюйма или 0,1875 дюйма, вы должны вычислить:
Обратите внимание, что всегда рекомендуется стандартизировать единицы измерения в любом расчете. Kloeckner Metal также предлагает простой калькулятор для листового проката из углеродистой стали, чтобы сделать расчет мгновенно.
Расчет веса пластины из нержавеющей стали (серия 300)
Чтобы рассчитать вес листа из нержавеющей стали серии 300, вам также необходимо знать ширину, длину, толщину и количество. Плотность нержавеющей стали серии 300 составляет 0,289 фунта на кубический дюйм (501 фунт/кубический дюйм) (британская система) или 7,85 грамма на кубический сантиметр (метрическая система).
Kloeckner Metals поставляет нержавеющую сталь марок 304 и 304L в горячекатаном, отожженном и травленном исполнении. 304 и 304 являются наиболее часто используемыми нержавеющими сталями в обрабатывающей промышленности. Это универсальные нержавеющие стали общего назначения из-за их хорошей коррозионной стойкости и формуемости.
Типичная толщина нержавеющей стали 304 и 304L составляет 3/16″, типичная ширина 48″ и 60″, типичная длина 96″ и 120″. Таким образом, чтобы рассчитать вес пластины из нержавеющей стали 304L полосовой мельницы шириной 48 дюймов, длиной 96 дюймов и толщиной 3/16 дюйма или 0,1875 дюйма, вы должны рассчитать:
Компания Kloeckner Metal также предлагает простой калькулятор для листов из нержавеющей стали (серия 300), позволяющий мгновенно выполнять расчеты.
Расчет веса листа из нержавеющей стали (серия 400)
Расчет веса листа из нержавеющей стали серии 400 такой же, как и для остальных, только с плотностью 0,28 фунта на кубический дюйм (484 фунта/куб. фут) ( имперская) или 7,8 грамма на кубический сантиметр (метрическая).
Kloeckner Metals поставляет нержавеющую сталь серии 400 класса 409 в горячекатаном, отожженном и травленном исполнении. По сравнению с углеродистой сталью нержавеющая сталь 409 обладает хорошей устойчивостью к окислению и коррозии. Вы часто найдете его в автомобильных выхлопных системах, но из-за его хорошей свариваемости, формуемости и коррозионной стойкости он используется в ряде приложений.
Компания Kloeckner Metal также предлагает простой калькулятор для листового металла из нержавеющей стали (серия 400), позволяющий мгновенно выполнять расчеты.
Влияние плотности на вес стального листа
Как видите, при прочих равных условиях плотность является секретным ингредиентом, определяющим вес стального листа. К счастью, плотности достаточно постоянны, чтобы можно было использовать одно число для целых типов металлических пластин. Этот простой расчет длины * ширины * толщины * плотности — все, что вам нужно для точных расчетов типа обратной стороны салфетки для вашего следующего проекта.
Если вы ищете партнера по производству толстолистового проката из углеродистой и нержавеющей стали, обратите внимание на компанию Kloeckner Metals, общенационального поставщика высококачественного толстолистового проката различных марок и размеров. Мы предлагаем индивидуальные решения для цепочки поставок, быстрый оборот и превосходное обслуживание клиентов. Свяжитесь с нами сегодня для цитаты.
Свяжитесь с нашей квалифицированной командой сейчас
Kloeckner Metals является поставщиком полного ассортимента стали и сервисным центром. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
Калькулятор веса стали — простой расчет веса стали
ToolCrowd поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеОбъявления
Главная » Строительные материалы » Калькулятор веса стали – простой расчет веса стали
От листов и плит до равнополочных и неравнополочных уголков – наш удобный калькулятор позволяет быстро и легко рассчитать вес стали.
Технические рекомендации см. в руководстве пользователя под калькулятором. Мы также включили ряд полезных пошаговых руководств ниже, чтобы показать вам процесс расчета веса для различных стальных профилей и типов сечения на случай, если вы захотите рассчитать их вручную.
Рассчитать вес стали:
Выбрать стальной профиль:
Общий вес = 0,00 фунта / 0,00 кг требуется точная информация. Теоретический вес и плотность материалов нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составах сплавов/материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
Рекламные объявления
Как использовать калькулятор веса стали
Используйте раскрывающийся список «Выбрать стальной профиль», чтобы выбрать тип профиля, для которого вы хотите рассчитать вес.
Используйте раскрывающийся список «Материал» в поле (2), чтобы выбрать марку стали для выбранного профиля.
Поле «Плотность» будет автоматически заполнено в зависимости от выбранной марки стали.
При необходимости можно обновить показатель «Плотность», хотя он основан на отраслевых рекомендациях для каждого материала.
Используйте поле «Количество», чтобы указать количество штук, которое вы хотите включить в расчет.
В зависимости от выбранного стального профиля вам потребуется ввести различные размеры, например «Длина», «Ширина», «Диаметр», «Толщина» или «Высота».
Калькулятор автоматически переформатирует формат в зависимости от выбранного типа стального профиля, то есть будут показаны только соответствующие размеры.
Вы можете выбрать соответствующие единицы для каждого измерения, используя раскрывающиеся списки «Единицы».
!
Примечание: Если вы выберете в качестве единицы «дюйм», вам нужно будет использовать целые или десятичные числа вместо дробей. Например, 0,25 вместо 1 / 4 .
Нажмите кнопку ниже, чтобы просмотреть таблицу стандартных размеров стали в виде десятичных дробей, которые можно использовать в калькуляторе:
Калькулятор веса металла – Таблица преобразования дюймов в десятичные числа
903/90
0.125
1-9/16
1.5625
3-5/8
3. 625
5/32
0.15625
1-5/8
1.625
3-11/16
3.6875
3/16
0.1875
1-11/16
1.6875
3-3/4
3.75
7/32
0.21875
1-3/4
1.75
3 -13/16
3.8125
1/4
0.25
1-13/16
1. 8125
3-7/8
3,875
9/32
0.28125
1-7/8
1.875
3-15/16
3.9375
5/ 16
0.1325
1-15/16
1.9375
4
4.00
11/32
0.34375
2
2.00
4-1/8
4.125
3/8
0. 375
2-1/16
2.0625
4-3/16
4.1875
13/32
0.40625
2-1/8
2.125
4-1/4
4.25
7/16
0.4375
2-3/16
2.1875
4-5/16
4.3125
15/16
0.9375
2-1/4
2.25
4-3/8
4. 375
1/2
0.5
2-5/16
2.3125
4-7/16
4.4375
17/32
0.53125
2-3/8
2.375
4-1/2
4.50
9/16
0.5625
2-7/16
2.4375
4-9/16
4.5625
19/32
0.59375
2-1/2
2. 50
4-5/8
4.625
5/8
0.625
2-9/16
2.5625
4 -11/16
4.6875
11/16
0.6875
2-5/8
2.625
5
5.00
3 /4
0.75
2-11/16
2.6875
5-1/16
5.0625
13/16
0. 8125
2-3/4
2.75
5-1/8
5.125
7/8
0.875
2-7/8
2.875
5-3/16
5.1875
13/16
0.8125
2-15/16
2.9375
5-1/4
5.25
15/16
0.9375
3
3.00
5-3/8
5. 375
1
1.00
3-1/16
3.0625
5-7/16
5.4375
1-1/16
1.0625
3-1/8
3.125
5-1/2
5.50
1-1/8
1.125
3-3/16
3.1875
5-5/8
5.625
1-3/16
1.1875
3-1/4
3. 25
5-3/4
5.75
1-1/4
1.25
3- 5/16
3.3125
5-7/8
5.875
1-5/16
1.3125
3-3/8
3,375
5-15/16
5.9375
1-3/8
1.375
3-7/16
3.4375
6
6.00
1-7/16
1. 4375
3-1/2
3.50
1-1/2
1,50
3-9/16
3,5625
90
0202020202079207920792079207920986
7
7
7
7
7
7
7
. Кнопка «Сброс» для сброса калькулятора веса стали.
Объявления
Как рассчитать вес стали
Не хотите использовать калькулятор веса стали выше? Вот как вручную рассчитать вес различных распространенных типов стальных профилей:
Как рассчитать вес стального листа
Первым шагом является определение объема стального листа по следующей формуле:
V = Д x Ш x Т
При расчете веса стального листа , уравнение состоит из следующих элементов:
V = Объем
L = Длина стального листа
W = Ширина стального листа
T = Толщина стального листа
Давайте рассмотрим пример листа из нержавеющей стали (тип 304), который имеет длину 2 м , ширину 1 м и толщину 25 мм .
Поскольку для расчета мы используем плотность 7930 кг/м 3 , нам нужно преобразовать размеры в этом примере в метры. Длина и ширина листа уже указаны в метрах, поэтому нам не нужно их менять, но толщина 25 мм должна быть 0,025 (размер ширины, переведенный в метры).
Вот как работает расчет:
Том = 2 x 1 x 0,025 Том = 0,05M 3
3 -й тип 304 4004 = 70003
Если мы умножим объем 0,05 3 на показатель плотности 7930 кг/м 3 , мы получим вес 396,5 кг или 874,13 фунтов .
В качестве альтернативы можно использовать наш калькулятор веса стального листа выше, чтобы быстро и легко рассчитать вес стального листа.
Как рассчитать вес стального листа
Вы можете рассчитать вес стального листа, используя тот же процесс, описанный выше для расчета веса стального листа.
Эта же формула используется для первоначального определения объема стального листа:
V = L x W x T
Формула состоит из следующих элементов:
V = Объем
L = Объем длина стального листа
W = ширина стального листа
T = Толщина стального листа
Мы показали рабочий пример этого уравнения в разделе выше.
Как рассчитать вес стального стержня
Первым шагом является определение объема стального стержня по следующей формуле для круглого проката:
V = π r 2 вес стального стержня, уравнение состоит из следующих элементов:
V = Объем
π = Pi или 3,142
r = радиус стального стержня в квадрате
l = длина стального стержня
) круглый стержень , имеющий диаметр 50 мм и длину 1 метр .
В этом случае мы будем умножать число Пи (3,142) на квадрат радиуса (25 мм в данном примере или половину значения диаметра) и, наконец, мы будем умножать длину стального круглого стержня ( 1м).
Поскольку для расчета мы используем плотность 7930 кг/м 3 , нам нужно преобразовать значения в этом примере в метры. Длина стержня уже составляет 1 метр, поэтому нам не нужно это менять, но радиус 25 мм должен быть равен 0,025 (размер радиуса, переведенный в метры).
Вот как работает вычисление:
Объем = (3,142 x (0,025 x 0,025)) x 1 Объем = 0,00196 м
6 9 9
Нержавеющая сталь Тип 304 Плотность = 7930 кг/м 3
Если мы умножим значение объема 0,00196 м 3 на 7930 кг/м , получим вычисленные значения плотности 3 из 15,54 кг или 34,26 фунта .
Как рассчитать вес стальной трубы
Шаг первый
Первым шагом является рассмотрение трубы, как если бы она была твердой круглой формы, поэтому мы будем использовать следующее уравнение для расчета общего объема куска ( не считая пока полой части трубы):
V = π R 2 L
Приведенное выше уравнение состоит из следующих элементов:
V = том
π = PI, или 3,142
R = Radius стальной шарнир , в квадрате
l = длина стального стержня
Давайте рассмотрим пример трубы из нержавеющей стали (тип 304), которая имеет диаметр 50 мм и длину 1 метр .
В этом случае мы будем умножать число Пи (3,142) на квадрат радиуса (25 мм в данном примере или половину значения диаметра) и, наконец, мы будем умножать длину стального круглого стержня ( 1м).
Поскольку для расчета мы используем плотность 7930 кг/м 3 , нам нужно преобразовать размеры в этом примере в метры. Длина стержня уже составляет 1 метр, поэтому нам не нужно это менять, но радиус 25 мм должен быть равен 0,025 (размер радиуса, переведенный в метры).
Вот как работает расчет:
Общий объем трубы = (3,142 x (0,025 x 0,025)) x 1 Общий объем трубы = 0,00196 м 3
Шаг второй
Второй шаг — рассчитать объем полой секции стальной трубы, и мы будем использовать то же уравнение, что и на первом шаге выше.
Предположим, что 50-миллиметровая труба из первого шага имеет толщину 10 мм, что означает, что диаметр полой секции составляет 30 мм (50 мм минус две стороны толщиной по 10 мм каждая).
Как и выше, нам нужно преобразовать размеры в метры, учитывая, что мы используем метрическую плотность 7930 кг/м 3 для стали в расчете. Для расчета мы возьмем радиус (половина диаметра) и преобразуем его в метры, что даст нам значение 0,015.
Вот как работает вторая часть расчета:
Полая секция Том = (3,142 x (0,015 x 0,015)) x 1 Полая секция = 0,00070M 3
.
Далее нам нужно вычесть объем полой секции трубы из общего объема трубы.
For example:
Total Volume = Overall Pipe Volume – Hollow Section Volume Total Volume = 0.00126m 3
If we multiply the 0.00126m 3 volume figure by the 7930 kg/ м 3 показатель плотности, получаем вес 9,99 кг или 22,02 фунта для стальной трубы.
Рекламные объявления
Рекламные объявления
Информация о плотности стали – распространенные типы стали
The following table shows the density data in both metric and imperial measurements for common types of steel:
Steel Density Information
Steel Type
Density
Метрическая система
Британская система измерения
Мягкая (углеродистая) сталь
7850 кг/м 3 3
167
490. 07 lb/ft 3
Stainless Steel (301)
7880 kg/m 3
491.95 lb/ft 3
Stainless Сталь (302)
8030 кг/м 3
501,31 фунт/фут 3
Сталовая сталь (303)
(303)
(303).0003
501.31 lb/ft 3
Stainless Steel (304)
7930 kg/m 3
495.07 lb/ft 3
Нержавеющая сталь (309)
7900 кг/м 3
493,20 фунт/фут 3
9002. Stainless Steelless (310)
9002. Stainless Steelless (310)
9002 (310167
9002.
.0046
493. 20 lb/ft 3
Stainless Steel (316)
7990 kg/m 3
498.81 lb/ft 3
нержавеющая сталь (321)
7900 кг/м 3
493.20 фунт/фут 3
14
14
14
14
.0045 3
475.09 lb/ft 3
Stainless Steel (410)
7800 kg/m 3
486.95 lb/ft 3
Stainless Steel (416)
7750 kg/m 3
483.83 lb/ft 3
Stainless Steel (420)
7800 kg/m 3
486. 95 lb/ft 3
Stainless Steel (430)
7750 kg/m 3
483.83 lb/ft 3
Stainless Steel (440)
7800 kg/m 3
486.95 lb/ft 3
Other Helpful Weight Calculators
Calculators by Section Type:
C-Channel
Equal / Unequal Angle
H-Beam
Hex Bar
I-Beam
Metal Plate
Metal Tube
Round Bar
Calculators by Material:
Drywall
МДФ
OSB
Автор: Джон Максвелл
Старший писатель, ToolCrowd
Джон Максвелл пишет для ToolCrowd на различные темы, включая обзоры инструментов, советы по материалам, распространенные домашние проблемы, а также общие советы по работе и статьи с инструкциями.
Строительные материалы, принадлежащие к классу легких бетонов, используются при возведении различных небольших построек, а также устройстве внутренних перекрытий, перегородок, арок и т.п. Несмотря на многообразие вариантов, все они имеют общие особенности, поэтому вызывают частую путаницу при выборе. Чем же отличается пенобетон от газобетона?
Газоблоки и пеноблоки различаются даже по внешнему виду. Если первый белый и рельефный, то второй – серый и гладкий. Газобетон получил свое название благодаря химической реакции, происходящей в процессе его изготовления. Выделение газа является сопутствующим условием. Пенобетон, в свою очередь, никакие химические реакции не производит. Его изготовление – сугубо механический процесс смешивания бетона и пены.
Рельеф газобетонных блоков – это показатель мелкоячеистой структуры материала. Наличие множественных микротрещин усложняет процесс строительства. Данный материал требует дополнительной отделки. Пенобетон имеет более цельную структуру, а потому в нанесении покрытий не нуждается. Разница структур сказывается и на теплоизоляционных свойствах. Характеристики пеноблоков по тепло- и звукоизоляционным свойствам существенно выше.
Пеноблоки обычно изготавливаются кустарным способом. Такой материал легко получить в домашних условиях. Газоблоки, несмотря на схожий состав, можно получить только на заводе. Готовая продукция должна соответствовать ГОСТу и ДСТУ, а также пройти лабораторную проверку. Можно сказать, что зачастую качество газоблоков значительно выше, чем пеноблоков. Особенно это касается материалов, изготовленных с нарушением правил строительства.
Газобетонные блоки отличаются тем, что практически не дают усадку. Поэтому данный строительный материал применяют для возведения несущих стен и перегородок. Пеноблоки также используют в строительстве стен помещений, а также плит перекрытий и лестничных блоков.
В профессиональной среде считается, что с газоблоками может работать любой, а с пеноблоками – только опытный строитель. Дело в том, что газобетонные блоки имеют идеально ровные параметры. При покупке можно быть уверенными в том, что все блоки идентичны. Пеноблоки, в силу особенностей изготовления, имеют куда больше погрешностей в размерах, а потому получить ровную кладку из них гораздо сложнее.
Пенобетон относится к стройматериалам повышенной прочности, так как его плотность составляет 650 кг/м3. Показатели газобетона заметно ниже.
Важным отличием является и стоимость строительного материала. Пеноблоки, в среднем, дешевле газоблоков на 30%-50%.
Выводы:
Газоблоки и пеноблоки различаются даже по внешнему виду.
При изготовлении газоблоков выделяется газ.
Газоблок требует дополнительной отделки.
Пенобетон имеет более цельную структуру, чем газоблок.
Пеноблоки обычно изготавливаются кустарным способом, газоблоки – заводским.
Газобетонные блоки отличаются тем, что практически не дают усадку.
С пеноблоками работать сложнее, чем с газоблоками.
Пенобетон относится к стройматериалам повышенной прочности, газоблок – нет.
Пеноблоки, в среднем, дешевле газоблоков на 30%-50%.
Чем отличается газоблок от пеноблока
Каждого, кто решает построить собственный дом, волнует вопрос, какой выбрать для него материал. Вопрос этот очень важен, ведь от выбранного стенового материала зависит, сколько дом сможет простоять и насколько комфортно будет в нем жить. Начинающие застройщики зачастую выбирают набирающие популярность газоблок или пеноблок.
На первый взгляд различия между этими видами пористого бетона не столь очевидны, многие даже путают их. Тем не менее, в их составах есть различия, получают искусственные камни разными способами, по своим потребительским свойствам они тоже отличаются.
Однозначно ответить, что лучше для постройки дома газоблок или пеноблок невозможно, поскольку одним важна стоимость, другим больше интересны характеристики будущей кладки, а не цена.
Одно только можно сказать наверняка: к выбору должен быть комплексный подход, а до принятия решения стоит детально изучить основные параметры обоих видов блоков, выяснить, чем отличается газоблок от пеноблока и что лучше предпочесть для своего жилища. Знание особенностей этих материалов позволит не ошибиться, выбирая из них самый лучший.
Пенобетон или газобетон: преимущества и недостатки
Сначала неплохо бы разобраться, если разновидностями пористого бетона являются и пенобетон и газобетон в чем разница тогда между ними. Как уже было сказано, различаются они по составу, потребительским свойствам и способу получения. Сначала нужно выяснить, чем отличается пеноблок от газоблока по составу. Их составным материалом является пористый бетон. Приставки «пено» и «газо» указывают, с помощью чего образованы ячейки воздуха. В первом случае это органический или синтетический пенообразователь, во втором – газ.
Помимо составов пеноблока и газоблока в чем еще разница между этими изделиями. Их производят разными способами. Отличие технологий заключается в том, что газобетонные композиты производится автоклавным методом. Твердым и плотным сырец становится в автоклаве после обработки паром при высокой температуре под давлением. Пенобетон производят путем заливки массы в формы или нарезки монолитного куска на блоки.
Подобная технология удобнее тем, что можно изготавливать блоки непосредственно на стройплощадке.
И наконец, разный состав, и способ производства обуславливают отличие этих материалов по потребительским свойствам.
В таблице приведены сравнительные характеристики, которые в первую очередь интересуют застройщиков.
Сравнительная характеристика
Газоблок
Пеноблок
Плотность кг\м3
Теплопроводность Вт/м °C
0,096-0,115
0,25
Коэффициент экологичности
2
2
Трудоемкость кладки м2\час
2
2
Чтобы понять, что лучше пеноблок или газоблок нужно знать об их преимуществах и недостатках в каждом виде потребительских свойств.
Прочность
Основным параметром кладочных материалов является прочность. Она определяет наибольшую нагрузку, выдерживаемую кладочным материалом. Прочность измеряется в килограммах на кубический метр. Благодаря равномерному распределению пор в структуре газобетона, обеспечивается одинаковая прочность по всему объему искусственного камня. Если сравнивать распределение прочности у пеноблоков и газоблоков, разница очевидна. Разный размер пор и неравномерное их распределение обуславливают нестабильную прочность пенобетонных камней.
В зависимости от марки газобетона (300-600) его прочность на сжатие может изменяться от 1,5 до 3,5 кгс/см2. Этот показатель у него чуть лучше, чем у пенобетона благодаря автоклавному твердению. Пенобетонные блоки имеют те же марки по прочности, что и газобетонные. Считается, что лучше для строительства подходят газобетонные блоки, поскольку заводское изготовление делает их более удобными для кладки и обеспечивает запас прочности.
Теплопроводность
Показатель теплопроводности позволит оценить, насколько тепло будет в построенном доме. Теплопроводность зависит от плотности кладочных материалов. Пористую структуру имеют и газобетон и пенобетон отличие состоит в структуре ячеек. Благодаря более пористой открытоячеечной структуре газобетон менее теплопроводный.
И если коэффициент теплопроводности пенобетона равен 0,25 Вт/м °C, то у газобетона это показатель изменяется в пределах 0, 096-0,115 Вт/м °C в зависимости от влажности воздуха. Ровная геометрия изделий позволяет использовать при укладке клеевые смеси, делая тонкий шов, что также уменьшает теплопотери. Это еще одно его преимущество.
Звукоизоляция
Для остановки звуковой волны нужна масса, то есть, материалы высокой плотности. Не все ячеистые бетоны имеют плотную структуру. Поэтому будущие застройщики интересуются газоблоки или пеноблоки, что лучше для звукоизоляции дома. Первые имеют более пористую структуру, поэтому не обладает достаточной массой, останавливающей различные звуки. Их пособность гасить звуки зависит от марки, толщины стен и от технологии их укладки.
Пожароопасность
Ячеистый бетон состоит из минеральных вяжущих и кремнеземистых заполнителей. Данные компоненты огнестойкие и жаростойкие. Ячеистая структура делает легкие бетоны менее теплопроводными, поэтому при кратковременном воздействии высоких температур они не успевают сильно разогреться.
С уменьшением плотности материала предел огнестойкости возрастает. Поэтому изготовленные из ячеистого бетона пено- и газобетонные блоки отличаются высокой огнестойкостью. Они, практически, вообще не горят. Даже от воздействия открытого огня блочная кладка не разрушается и не образует дыма 4-5 часов.
Использование этих блочных материалов гарантирует сохранность несущих конструкций во время пожара.
Влагостойкость
Чем отличается газоблок от пеноблока по водостойкости. Большое количество открытых пор газобетона увеличивают его водопоглощение. Чем больше влаги поглотит стеновой блок тем менее надежной будет кладка.
Однако материал обладает высокой паропроницаемостью, обеспечивающей быстрое высыхание кладки до влажности (4-5%) и поддержание нормального влажностного режима при эксплуатации. К тому же благодаря более плотному поверхностному слою 5-30 мм блок не промокает насквозь. Даже после затяжных дождей глубина увлажнения не превышает 30 мм.
Если взглянуть на пеноблок и газоблок, то разница будет заметна даже невооруженным глазом. Поверхность первого очень гладкая, второго слегка шероховатая. Структура пенобетона состоит из более крупных закрытых пор, поэтому он меньше впитывает влагу. Это его несомненное преимущество.
Экологичность
При выборе строительных материалов, нужно думать не только об их прочности и стоимости, но и о безопасности. Искусственно полученные бетонные камни состоят из природных компонентов, и вряд ли представляют для нас опасность. Алюминиевая паста — основа порообразователя в газобетоне, при соединении с известью образует индифферентные соединения и гидроалюмосиликаты, которые представляют опасность не больше, чем алюминиевая кастрюля, в которой мы готовим еду. Ни для природы, ни для человека ячеистый бетон не может быть опасным.
Теоретически легкие бетоны могут содержать естественно-радиактивные вещества, но вероятность попадания «загрязненных» компонентов очень небольшая, гораздо меньше, чем в любых других кладочных материалах. Следовательно, в экологической чистоте искусственных пористых блоков сомневаться не приходится. А потому нужно найти добросовестных производителей заказать газобетон или пенобетон и без опаски возводить дом своей мечты.
Размеры
И пеноблок и газоблок делают разных размеров. Первый имеет стандартные габариты в нескольких вариациях. Разброс размеров обусловлен особенностями формирования разных типов кладки. Стандартный размер стенового пеноблока (в см) 60×20×30. У стенового полублока размер (в см) 60х10х30. Довольно часто производители, идя навстречу заказчику, могут сделать блоки необходимых типоразмеров.
Вариаций габаритов газоблока намного больше. Одинаковые по высоте (25 см) искусственные камни могут иметь ширину от10 до 40 см и длину 60-62 см. Технология их изготовления предполагает точность размеров и практически идеальную геометрию блока – грани могут «гулять» не больше, чем на несколько миллиметров. Геометрия пенобетонных камней далека от идеальной. Поэтому, во избежание проблем с кладкой, решая выбрать пеноблок или газоблок надо иметь в виду, что последний лучше.
Усадка
Поскольку пенобетон не проходит обработку в автоклаве, для полного высыхания и набора прочности требуется время (до четырех недель). Свежая пеноблочная кладка в результате естественной усадки может покрыться трещинами, и процесс продолжается более года. Поскольку усадка может составить 2-4 мм\м, к внутренней отделке стен можно приступать через 3-4 месяца после постройки дома.
У газобетона поры мельче, а сам он производится автоклавным способом, поэтому трещины в нем образуются, намного реже.
Долговечность
Для получения полной картины нужно сравнить срок службы обоих материалов. Результаты сравнения позволят сделать выводы, пенобетон или газобетон что лучше и предпочтительнее для постройки дома. Сроки эксплуатации этих материалов примерно одинаковые.
Построенные дома простоят более 50 лет. Важно соблюдать четкую технологию возведения стен, предусматривающую просушку блоков до начала укладки. Заказывать строительные материалы только у надежных производителей. Поскольку от правильной организации производства блоков зависит, насколько качественными получатся искусственные камни.
Стоимость
Чтобы понять пеноблок или газобетон, что лучше и выгоднее для строительства дома, нужно составить смету. Из-за больших производственных расходов газоблоки на 20% дороже аналогичных материалов. Но для получения одинаковых прочностных характеристик при одной плотности, пенобетонную кладку нужно делать в два раза толще. Доставка легких газоблочных искусственных камней обойдется не дорого. Их низкая теплопроводность допускает отказаться от утепления стен дома.
При расчете себестоимости кладки 1 кв.м стены, кроме материала учитываются расходы на покупку кладочных смесей. Идеальная геометрия газобетонных камней позволяет класть на слой клея толщиной 2-3 мм. Для кладки пеноблоков используют раствор. Затраты на приготовление раствора на цементной основе обычно превышают стоимость клея, поскольку последнего расходуется в несколько раз меньше. Нельзя не заметить, что при выборе дешевого материала, итоговая сумма сметы расходов получается больше, чем с тем, что дороже. Кладка стен из газобетонных блоков позволяет сэкономить на остальных этапах строительства.
Вес
Выбирая материал для своего дома, приходится решать газоблоки или пеноблоки что лучше и легче. Вес первого не превышает 20 кг, из-за множественных пустот. Из пенобетона блок 300 мм весит более 35 кг.
Недостатки
Когда приходится решать газоблок или пеноблок, что для своего дома лучше выбрать, нужно обращать внимание на их преимущества и недостатки. Например, недостатком блоков пенобетона считается низкая прочность на сжатие. Поскольку их не всегда обрабатывают в автоклаве. Даже при незначительных сдвигах основания на камнях появляются трещины.
К недостаткам этого материала относят и естественную его усадку, которая длится от нескольких месяцев до года. Усадка частая причина растрескивания блоков в кладке. Поэтому нужно обеспечить неподвижность фундаментной основы. Недостатком можно назвать проблемы с перевозкой блоков к месту строительства из-за их хрупкости. Еще один недостаток – это высокая вероятность столкнуться с плохо прессованными камнями кустарного производства.
У газобетона тоже есть ряд недостатков, которые надо учитывать при подборке стенового материала. Из-за гигроскопичности этот вид искусственных камней пронято считать не самым прочным материалом. Они очень быстро впитывают в себя воду, так как в их структуре множество открытых пор, и это главный их недостаток. Если при строительстве дома используется газобетон, то нужно сделать эффективную гидроизоляцию.
Одним из недостатков этого вида искусственных камней считается их требовательность к эксплуатации. При работе с материалом неплохо знать факторы, способствующие его разрушению.
Например, высока вероятность его растрескивания в сильные морозы, если не дать блоку просохнуть, заперев влагу внутри.
Заключение
Примеры построек из газоблоков и пеноблоков
Стандартный размер газоблока
Газоблоки являются отличным вариантом для использования в строительстве коттеджей и частных домов. Он также подходит для создания одноэтажных и многоэтажных жилых и нежилых помещений.
В домостроении, особенно в частном, наиболее распространены пористые материалы. Они достаточно прочные, но в то же время легкие, что делает невозможным использование механизированных средств в процессе строительства. Разгрузить поддон с газобетонными блоками вполне возможно силами нескольких рабочих, без использования автокрана или манипулятора. Специфика производства обеспечивает высокие эксплуатационные характеристики блоков из газобетонных блоков.
Характеристика газоблоков
Газобетонные блоки состоят из ЦСП — смеси цемента и песка с добавлением газообразующего вещества. Если блокам нужно придать какие-то особые свойства, в производство добавляют известь, гипс, сажу, шлак и другие компоненты. Кроме того, газобетонные блоки проходят термическую обработку.
Газоблоки отлично сохраняют тепло, так как обладают низкой теплопроводностью. Из них сооружают внутренние перегородки, их используют для создания дополнительного теплоизоляционного слоя. Плотность газобетонных блоков варьируется от D200 до D500.
Кроме газоблоков есть еще пеноблоки. Этот материал похож на газобетон, но менее прочен, но более доступен по цене. Размеры пеноблока и газоблока одинаковы, выбор того или иного из них зависит от бюджета строительства и задач, стоящих перед строителями.
Пеноблоки или пеноблоки также относятся к группе ячеистых бетонов. Их получают путем поляризации пены и других вспенивающих компонентов на основе цемента, извести, шлака или смешанных вяжущих.
Поскольку процесс производства пенобетона вне завода сегодня вполне возможен, на рынке появляется много изделий, изготовленных кустарным способом, что делает использование этого материала очень опасным. Даже вода, используемая при производстве пеноблоков, имеет большое значение. А обычная водопроводная вода, используемая кустарными производствами, негативно влияет на конечный продукт, снижая технические характеристики материала.
Область применения газоблоков
Газоблоки применяются в различных областях строительства.
Одностенные стены. Газоблоки идеально подходят для этой цели. Блоки имеют толщину 300-480 мм. Это размер газоблока стандартный.
Наружные двух- и трехслойные стены. Толщина блоков, используемых для этих целей, составляет 200-365 мм.
Заборы и перегородки. Собственно, так как вес газоблока намного меньше веса кирпича, что очень важно для возведения подобных сооружений. Газобетонный блок весит 19,9 г.-25 кг.
Блоки желобов. В дальнейшем их армируют или заливают бетоном, который часто используют при создании фундаментов. В этом случае газоблоки играют роль опалубки. Поэтому стены из таких блоков получаются более однородными, что значительно облегчает процесс оштукатуривания.
Размеры газобетонных блоков
Ключевое значение в работе имеет размер строительного материала, в том числе размер газоблока. Обычно все материалы — дерево, кирпич, камень и другие — имеют разные размеры, что обусловлено сферой их применения. Газобетонные блоки не являются исключением. Помимо формы блоков, их технические характеристики могут значительно различаться.
Среди производителей газоблоков установлены стандартные размеры газоблоков, которых придерживаются при их производстве. Поэтому перед покупкой обязательно уточняйте их размеры, характеристики и форму на заводе. Размер газоблока для строительства дома выбирайте именно под план вашего будущего дома.
Характеристики различных материалов для сравнения
Индекс
Дерево
Щелевой кирпич
The porous block
Expanded clay concrete
Foam concrete
Aerated concrete
Density (kg / m³)
450
1350-1650
350-950
800-1750
550-950
250-550
Thermal conductivity (W / m ° C)
0,15
0.6
0.19-0.29
0. 35-0.75
0.14-0.22
0.09-0,14
Прочность (KGF / CM²)
100-250
150-200
40-80
15-30
25-55
25-55
25-55
25-55
11-19
12-18
12-18
24
Frost resistance (cycles)
150
150
From 55
From 40
From 55
Recommended wall thickness (m) (For the middle band)
From 0.45
From 1.25
From 0.55
From 0,9
From 0.55
From 0.35
Types of gas блоки
Каждый блок имеет габариты, вес и характеристики, которые индивидуальны в каждом конкретном случае, в зависимости от того, для чего он предназначен.
По форме граней блоки разделяют:
Плоский газобетон. Похоже на большой кирпич. Имеет специальные углубления для облегчения укладки. Имеет стандартный размер газового блока.
«Паз-паз», П- и НН-образные применяются для создания различных поверхностей сложной формы. Например, при создании колонн, проемов, арок, перемычек, скрытых монолитов и прочего.
Газоблоки поставляются на поддонах. Размеры поддонов зависят от производителя. Продавцы на современном российском строительном рынке разные.
Наиболее распространенный размер газойля:
1х1,25 м — высота 1,5-1,6 объем — 1,875-2 куб.м. М;
1,5х1,25 м — высота 1,2 м объем — 2,25 куб. М;
0,75х1 м — высота 1,5 м объем — 1,41 куб. м.
По размерам газовые блоки делятся на:
Стеновые.
Перегородки.
Для перемычек.
Размеры стеновых газобетонных блоков
Наиболее распространены полностенные газоблоки. Их используют для создания несущих конструкций. Так как их основная задача – выдерживать большие нагрузки, плотность таких агрегатов соответствует среднему классу – Д400 и Д500.
Длина стандартных газоблоков для несущих стен обычно составляет около 60 см, высота — около 25 см (иногда высота составляет 30 см). Что касается ширины блоков, то это значение в большинстве случаев сильно отличается, но стандартными параметрами являются 20, 30, 37,5 и 40 см. Стеновые газобетонные блоки часто применяют при строительстве домов, хозяйственных построек, гаражей, дачных построек и т. д. Они бывают гладкими или с выемками для рук, или парапланерными. Последние особенно удобны в работе, так как скрепляются друг с другом намного проще.
Размеры перегородочных газоблоков
Это второй вид газоблоков. Размер газоблока намного меньше стандартного. Перегородки обычно имеют длину около 62,5 см, высоту 25 см и ширину 10 см или 15 см. Точный размер зависит от завода производителя и модели изделия. Обычно перегородки не несут значительной нагрузки, поэтому их размеры принимаются минимальными, чтобы сохранить внутренний объем помещения. Однако при этом перегородочные газобетонные блоки прекрасно сохраняют тепло и обладают высокими показателями звукоизоляции.
Размеры П-образных газобетонных блоков
При проведении строительных работ необходимы материалы, отвечающие особым требованиям и имеющие определенную форму. Какой размер газоблока нужен в каждом конкретном случае зависит от его назначения. Такими материалами являются газобетонные блоки П-образной формы. Их используют при создании железобетонных столбов, крестовин, колонн.
Размеры П-образных блоков обычно:
Длина — 60 см;
Высота — 25 см;
Ширина 20, 25, 30, 27,5 или 40 см.
При выборе основное внимание следует обращать не только на размер газоблока, но и на качество, технические и эксплуатационные характеристики и производителя. Главный показатель — плотность блоков. Именно от его величины будет зависеть поведение газоблока в дальнейшем, когда на него будет нагрузка, либо он будет подвергаться воздействию окружающей среды.
Плотность газобетонных блоков
Самыми легкими являются газоблоки плотностью D350 кг/м3. Используется в перегородках, не несущих стены. Блоки плотностью D400-D450 — средние по показателям прочности автоклавные бетоны, применяются в малоэтажном строительстве.
Наиболее часто используются блоки D500. Они также используются в высотных зданиях.
Очень важно, чтобы бетон, созданный автоклавным методом, обладал высокой огнестойкостью. По экологическим показателям они относятся ко второму классу, то есть следуют непосредственно за древесиной.
Перспективы газоблоков
Интерес к газоблокам растет с каждым днем. Уже сегодня на рынке можно найти газобетонные блоки плотностью D600 и D700, также автоклавные. Поскольку в автоклавном газобетоне все более активно используется ячеистая структура, очевидно, что плотность газобетонных блоков будет расти.
Стоимость этого стройматериала невысока, но и окупается полностью за счет повышения прочности, морозостойкости, отличных звукоизоляционных и теплоизоляционных свойств.
Клей-пена профессиональный «VASmann цемент» для кладочных блоков
Васманн
Сфера
Возведение стен из газобетона, пенобетона
Возведение стен из ячеистых блоков, газоблоков
Возведение стен из гипсокартона
Возведение наружных и внутренних стен из кирпича
Клей-пена для кладки VASmann
Клей-пена для кладки VASmann
Производительность клеевой пены до 50 погонных метров кладки
Экономия времени производства
Высокая адгезия и прочность
Технические характеристики клеевой пены для кладочных блоков
Технические характеристики клеевой пены для кладочных блоков
Упаковка-гофрокороб 12 шт.
Коробка — 12 шт. Поддон 68 ящиков/ 816 штук
Описание
«ВАСманн Цемент» представляет собой полиуретановый однокомпонентный клей в герметичной аэрозольной упаковке. Предназначен для возведения строительных конструкций из кирпичных, пено-, газобетонных и других ячеистых блоков в качестве вяжущего раствора. Подходит для внутренних и наружных работ, полимеризуется под воздействием влаги. Для обычного производства раствора не требуется никаких инструментов и емкостей (кроме пенного пистолета), а также потребления электроэнергии и воды.
Преимущества
01
Не требует предварительной подготовки и полностью готов к использованию
02
Легкость и скорость работы (производительность до 50 м. кладки). Нет необходимости в технологических паузах для «созревания» раствора.
03
Обладает высокой степенью адгезии к большинству материалов (кирпич, бетон, дерево, газобетон, металлопрофиль и др. )
Заказать клей для кладки
Как использовать клейкую пену
Шаг 1
Навинтите баллон пенопластового клея на монтажный пистолет. Встряхнуть в течение 30 секунд
Шаг 2
Увлажнить место укладки блоков пульверизатором до и после работы
Шаг 3
Отрегулируйте скорость подачи продукта с помощью винта монтажного пистолета.
Шаг 4
Нанесите клейкую пену на блок полосой диаметром 2-3 см на основание и вертикальный шов.
Шаг 5
Уложите блок в течение 3 минут после нанесения клея. Уровень блока вверх.
Поверхность на рабочем месте должна быть тщательно очищена от грязи, пыли и масляных пятен.
При использовании продукта следует строго соблюдать рекомендованную производителем температуру емкости с пеной.
Увлажнение рабочего места позволит добиться лучшего сцепления.
Заполните форму и получите оптовый каталог и специальное предложение для дилеров!
Делимся полезным
Полезные советы и инструкции
Рекомендации по использованию и применению продуктов VASmann
Нужно ли увлажнять пену во время нанесения?
Форполимер в контейнере при выходе из сопла монтажного пистолета вступает в реакцию с влагой воздуха и на поверхности нанесения.
Соблюдение температуры пенного баллона
Несмотря на это, при нанесении следует строго соблюдать рекомендуемую производителем температуру баллона. Она должна быть в пределах от плюс 18 до плюс 25 градусов по Цельсию.
Узнать больше
Также у нас есть
По областям применения:
Пена для швов
Пенополиуретан для качественной герметизации межпанельных швов
Подробнее
Пена для утепления
Эффективный пенополиуретан для утепления стен, полов и крыш
Подробнее
Пенополиуретан для дверей
Пенополиуретан для установки деревянных и металлических дверей
Подробнее
Пенополиуретан для окон
Пенополиуретан для установки пластиковых, деревянных, алюминиевых окон
Подробнее
О компании
Компания «ВАСманн» — 12 лет опыта
Торгово-производственная компания, основана в 2007 году. Основным направлением деятельности является производство пенополиуретана, силиконовых герметиков и лакокрасочных материалов, их поставка в торговые сети по всему миру.
Читать далее
01
High technology equipment
02
Premium European raw materials
03
Partners in 16 countries, on 3 continents
04
3 large warehouses — Czech, Latvia and Russia
05
Sending заказы по всему миру за 24 часа
Команда «ВАСманн»
Мы команда профессионалов
Валерий Казаков
Генеральный директор
Здравствуйте, меня зовут Валерий Казаков.
Я генеральный директор компании «ВАСманн».
Для максимального соответствия требованиям клиентов и конкурентной среды политика компании VASmann основана на следующих принципах:
Клиентами компании являются наши партнеры, которым мы помогаем в решении профессиональных задач по монтажу и герметизации при строительстве.
Только стабильно высокое качество способно обеспечить успех и процветание российского производителя пенопласта VASmann и компаний наших клиентов.
Достижение сбалансированного соотношения ценовой политики при одинаковом качестве строительной химии и квалифицированном персонале на производстве – залог выпуска качественного продукта.
Работа предприятия в конечном счете зависит от каждого отдельного работника.
Функционирование предприятия в конечном счете зависит от Высокая мотивация, постоянное обучение и повышение квалификации наших сотрудников позволяет нам оперативно реагировать на изменения рынка, производить и поставлять качественные монтажные пены, герметики и краски, способствуя тем самым развитию бизнеса наших партнеров.
Как мы работаем
Европейское качество производства
Производство пенополиуретана
Производитель пенополиуретана VASmann оснащен самым современным и высокотехнологичным на сегодняшний день оборудованием.
Производственная мощность
Производственные мощности VASmann позволяют продавать герметики и монтажную пену оптом по всему миру.
Производство герметиков
Современные технологии производства силиконовых, акриловых и полиуретановых герметиков являются гарантией высокого качества продукции.
Качественная продукция VASmann
Для производства пенопластов и герметиков используется сырье ведущих мировых поставщиков химических компонентов.
Сертификаты и лицензии
Вся продукция сертифицирована
и лицензирована
Скачать
Сертификат ЕврАзЭС (ПДС) на пенопласт VASmann
Скачать
Сертификат на противопожарную пену VASmann
Скачать
Сертификат пожарной безопасности на пену антипиреновую VASmann (Приложение)
Скачать
Сертификат на силиконовый герметик VASmann
Скачать
Сертификат на герметики VASmann (приложение)
Скачать
Экспертное заключение по пене VASmann
Скачать
Экспертное заключение по пене VASmann (Приложение 1)
Скачать
Экспертное заключение на монтажную пену VASmann (Приложение 2)

 Естественно, что тип соединения (DIN или YOKE) на на вашем регуляторе должен соответствовать типу соединения на баллоне. (Преимущества и недостатки DIN или YOKE соединения описаны в разделе «Регуляторы»).
Естественно, что тип соединения (DIN или YOKE) на на вашем регуляторе должен соответствовать типу соединения на баллоне. (Преимущества и недостатки DIN или YOKE соединения описаны в разделе «Регуляторы»). Естественно, что тип соединения (DIN или YOKE) на на вашем регуляторе должен соответствовать типу соединения на баллоне. (Преимущества и недостатки DIN или YOKE соединения описаны в разделе «Регуляторы»).
Естественно, что тип соединения (DIN или YOKE) на на вашем регуляторе должен соответствовать типу соединения на баллоне. (Преимущества и недостатки DIN или YOKE соединения описаны в разделе «Регуляторы»).

 Но с другой стороны, а особенно это относится к стальным баллонам большого литража (15 –18 литров), для сохранения симметрии расположения веса с учетом тяжелого баллона следует концентрировать груз на животе. Стальные баллоны больше подвержены коррозии, чем алюминиевые, но при этом обладают большей прочностью. Это важно при плавании в пещерах, где редко удается избежать ударов и царапин баллона.
Но с другой стороны, а особенно это относится к стальным баллонам большого литража (15 –18 литров), для сохранения симметрии расположения веса с учетом тяжелого баллона следует концентрировать груз на животе. Стальные баллоны больше подвержены коррозии, чем алюминиевые, но при этом обладают большей прочностью. Это важно при плавании в пещерах, где редко удается избежать ударов и царапин баллона. Вариантом многобаллонного подхода является система, которая содержит два баллона соединенных между собой стальными кольцами и направляющими для жесткого крепления их компенсатору плавучести Такие системы обычно обеспечивают объем газа гораздо большего чем практически любой одинарный баллон. Как правило, спаренные баллоны используются в техническом дайвинге.
Вариантом многобаллонного подхода является система, которая содержит два баллона соединенных между собой стальными кольцами и направляющими для жесткого крепления их компенсатору плавучести Такие системы обычно обеспечивают объем газа гораздо большего чем практически любой одинарный баллон. Как правило, спаренные баллоны используются в техническом дайвинге.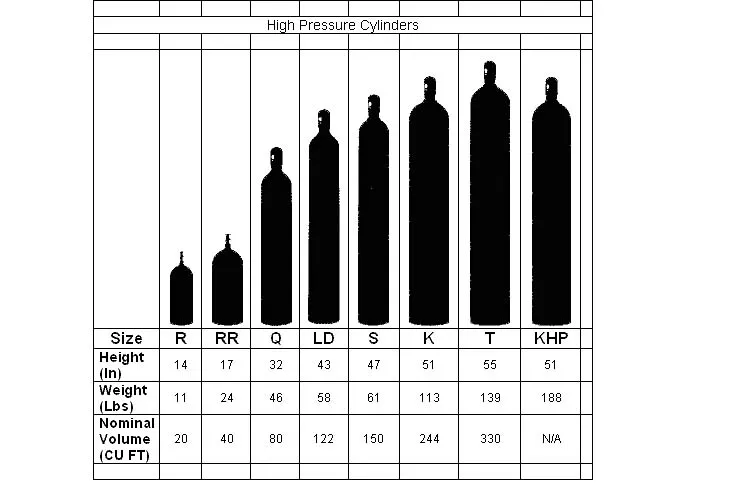 При выпадении каких-либо мелких частиц из клапана или наличии запаха можно заподозрить развитие коррозии. В этом случае также необходим визуальный осмотр.
При выпадении каких-либо мелких частиц из клапана или наличии запаха можно заподозрить развитие коррозии. В этом случае также необходим визуальный осмотр.




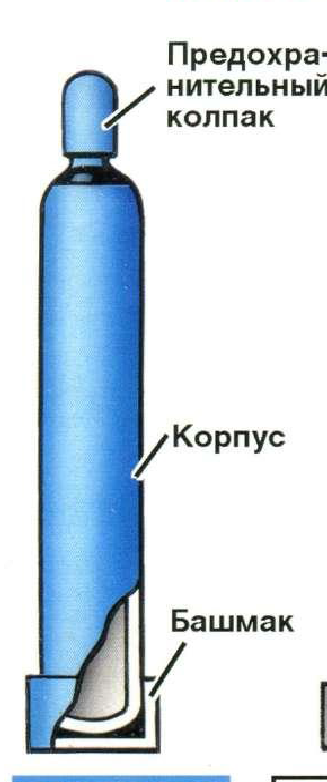 Необходимо избегать перегрева при покраске алюминиевых баллонов (температура выше 75 С уменьшает прочность алюминия).
Необходимо избегать перегрева при покраске алюминиевых баллонов (температура выше 75 С уменьшает прочность алюминия). Риск плавания с пустым Spare Air состоит не только в повышенной опасности такого погружения, но и в том, что в незаправленный воздухом минибаллон может проникнуть вода. Хранить Spare Air нужно с закрытым клапаном и давлением ниже рабочего.
Риск плавания с пустым Spare Air состоит не только в повышенной опасности такого погружения, но и в том, что в незаправленный воздухом минибаллон может проникнуть вода. Хранить Spare Air нужно с закрытым клапаном и давлением ниже рабочего.
 Бизнес-клиенты, пожалуйста, предоставьте свой идентификационный номер федерального налогоплательщика при оформлении заказа.
Бизнес-клиенты, пожалуйста, предоставьте свой идентификационный номер федерального налогоплательщика при оформлении заказа.  — КОЛ-ВО:
— КОЛ-ВО: 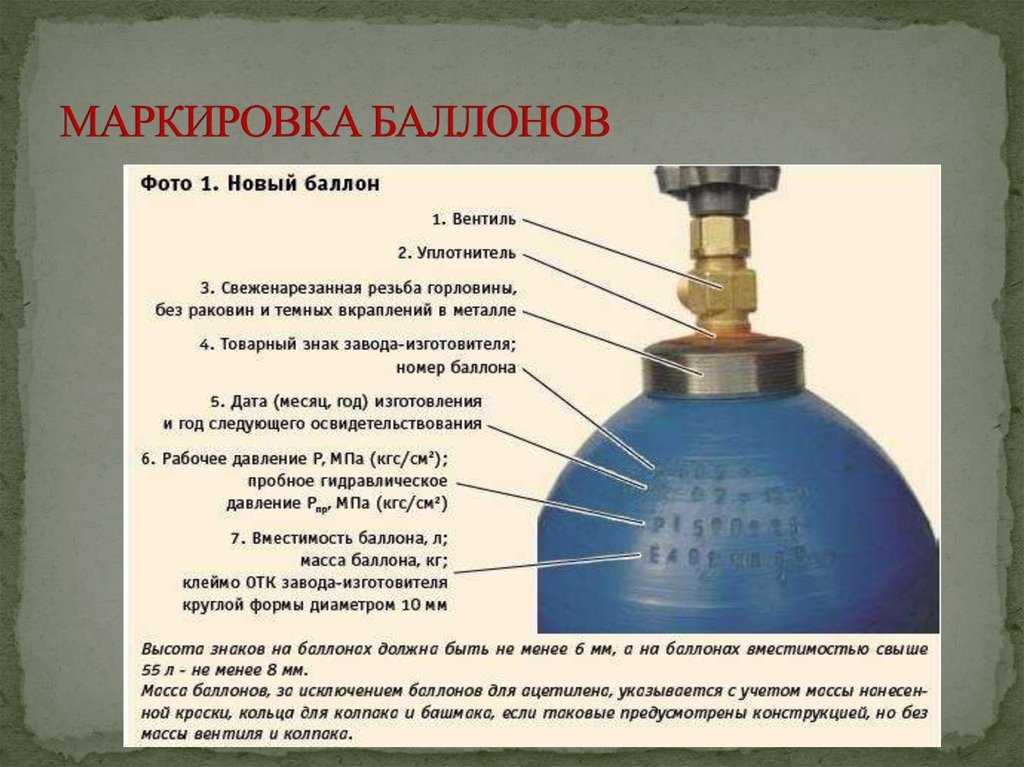 Никаких дополнительных затрат.
Никаких дополнительных затрат. 
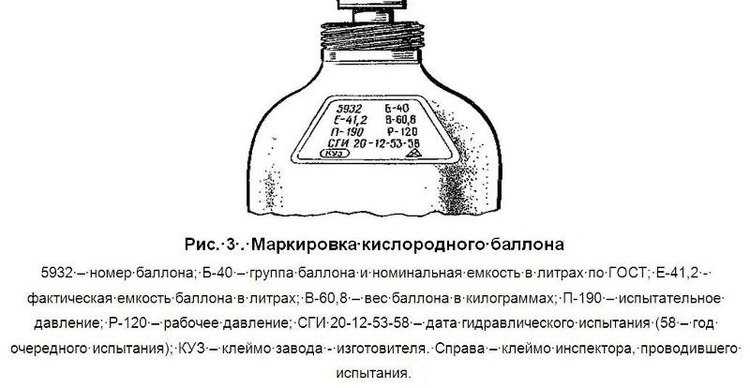
 1
1 1
1 1
1 1
1 8
8 1
1

 7
7 8
8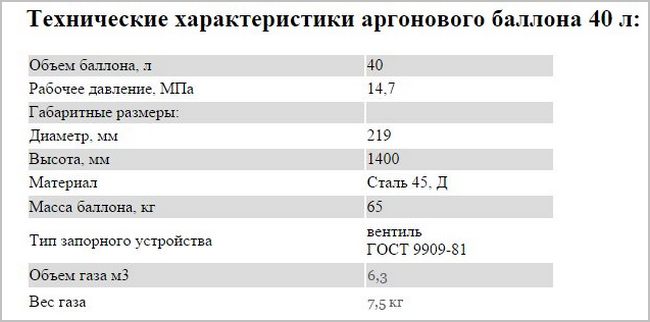 3
3 75
75 1
1 0
0 4
4
 Москва
Москва необходимо
необходимо
 Он часто подпружинен, чтобы помочь закрыть клапан до реверсирования потока жидкости. Это устраняет гидравлический удар, также известный как гидравлический удар. Гидравлический удар возникает в результате внезапной остановки потока жидкости в технологической системе. Все клапаны Check-All являются встроенными обратными клапанами. Мы предлагаем различные материалы седла и давления пружины на разрыв, чтобы удовлетворить все ваши потребности.
Он часто подпружинен, чтобы помочь закрыть клапан до реверсирования потока жидкости. Это устраняет гидравлический удар, также известный как гидравлический удар. Гидравлический удар возникает в результате внезапной остановки потока жидкости в технологической системе. Все клапаны Check-All являются встроенными обратными клапанами. Мы предлагаем различные материалы седла и давления пружины на разрыв, чтобы удовлетворить все ваши потребности. Просто разверните фланцевое соединение, вставьте клапан и затяните болты. Подробнее
Просто разверните фланцевое соединение, вставьте клапан и затяните болты. Подробнее Конструкция SCV герметизирует внутренний диаметр санитарных наконечников сменными пищевыми уплотнениями. Подробнее
Конструкция SCV герметизирует внутренний диаметр санитарных наконечников сменными пищевыми уплотнениями. Подробнее Просмотреть больше
Просмотреть больше Эти экономичные клапаны предназначены для обеспечения максимального расхода при минимальном падении давления. Просмотреть еще U3 или Просмотреть еще U1.
Эти экономичные клапаны предназначены для обеспечения максимального расхода при минимальном падении давления. Просмотреть еще U3 или Просмотреть еще U1. MCV предназначен для работы с небольшими трубами и/или насосно-компрессорными трубами. Его конструкция из трех частей позволяет использовать множество различных концевых соединений с NPT на обоих концах или с NPT на одном конце и трубкой на другом. Просмотреть больше
MCV предназначен для работы с небольшими трубами и/или насосно-компрессорными трубами. Его конструкция из трех частей позволяет использовать множество различных концевых соединений с NPT на обоих концах или с NPT на одном конце и трубкой на другом. Просмотреть больше I.C. и SAE. Корпусная конструкция обеспечивает минимальный перепад давления при использовании легкой пружины. Просмотреть еще
I.C. и SAE. Корпусная конструкция обеспечивает минимальный перепад давления при использовании легкой пружины. Просмотреть еще Просмотреть больше
Просмотреть больше Быстрый и простой монтаж и демонтаж в жестких трубопроводах. Многие клапаны этой серии соответствуют стандарту API 59.4 требования. Посмотреть больше
Быстрый и простой монтаж и демонтаж в жестких трубопроводах. Многие клапаны этой серии соответствуют стандарту API 59.4 требования. Посмотреть больше 5 Фланцевые концы класса 150. Он доступен только в стандарте ANSI 150. Эти клапаны предназначены для использования с сопряженными фланцами ANSI класса 150 для обеспечения максимального расхода при минимальном падении давления. Просмотреть еще
5 Фланцевые концы класса 150. Он доступен только в стандарте ANSI 150. Эти клапаны предназначены для использования с сопряженными фланцами ANSI класса 150 для обеспечения максимального расхода при минимальном падении давления. Просмотреть еще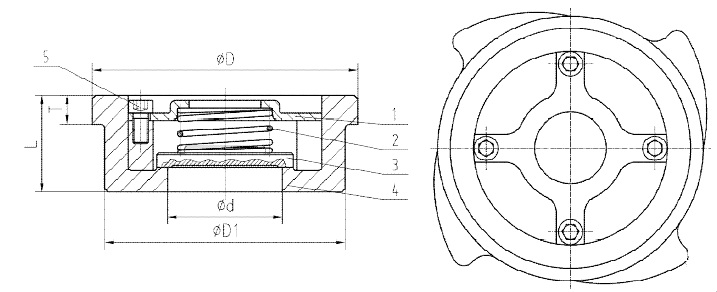 Посмотреть Подробнее
Посмотреть Подробнее Если у вас есть применение с обратным клапаном, где наши стандартные элементы каталога не совсем соответствуют тому, что вы ищете, свяжитесь с нашим отделом продаж, чтобы обсудить ваши конкретные потребности. Просмотреть больше
Если у вас есть применение с обратным клапаном, где наши стандартные элементы каталога не совсем соответствуют тому, что вы ищете, свяжитесь с нашим отделом продаж, чтобы обсудить ваши конкретные потребности. Просмотреть больше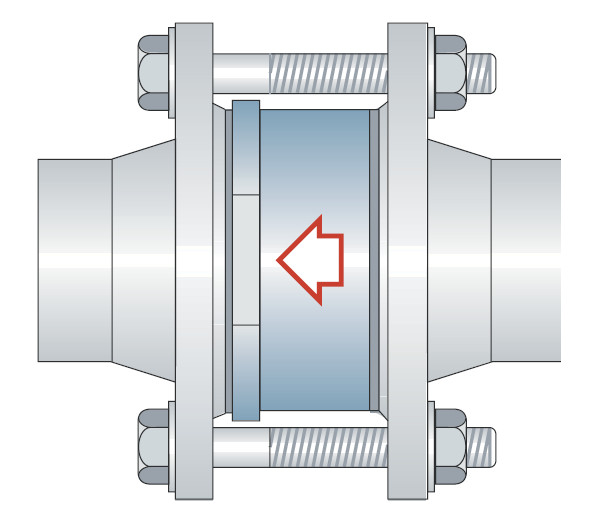 Тарелка удерживается на месте пружиной. Когда достигается давление срабатывания тарельчатого клапана, пружина сжимается, отталкивая тарелку от уплотнительного кольца, расположенного на входе, и позволяя жидкости проходить прямо через клапан.
Тарелка удерживается на месте пружиной. Когда достигается давление срабатывания тарельчатого клапана, пружина сжимается, отталкивая тарелку от уплотнительного кольца, расположенного на входе, и позволяя жидкости проходить прямо через клапан.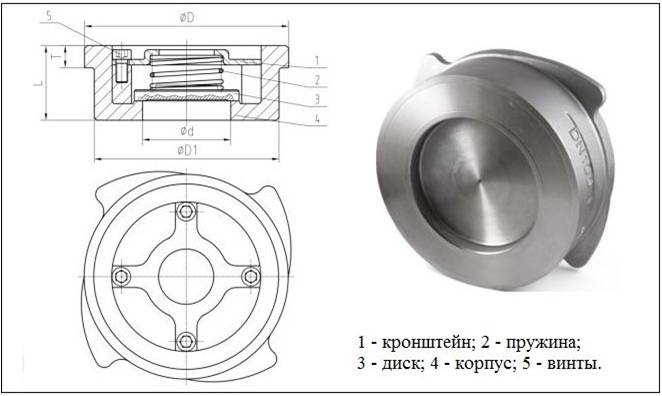
 Доступны другие эластомерные уплотнения (связующий материал тарелки и уплотнительное кольцо). Пружины из сплава 400 или сплава C-276 доступны в некоторых размерах. Корпуса клапанов из сплава 400, углеродистой стали, алюминия или других сплавов доступны в некоторых размерах.
Доступны другие эластомерные уплотнения (связующий материал тарелки и уплотнительное кольцо). Пружины из сплава 400 или сплава C-276 доступны в некоторых размерах. Корпуса клапанов из сплава 400, углеродистой стали, алюминия или других сплавов доступны в некоторых размерах.
 Сейчас можно найти песок с самым разным размером зерна, что позволит, с одной стороны, достичь необходимого результата, а с другой – добиться того, чтобы поверхность не была повреждена.
Сейчас можно найти песок с самым разным размером зерна, что позволит, с одной стороны, достичь необходимого результата, а с другой – добиться того, чтобы поверхность не была повреждена. На самом деле его вполне можно применять. Однако он требует предварительной промывки, чтобы избавить его от других материалов, которые могут помешать эффективной обработке поверхности. Речной песок для пескоструя подойдет, когда не нужно достичь сильного абразивного эффекта и хватит не слишком агрессивного воздействия.
На самом деле его вполне можно применять. Однако он требует предварительной промывки, чтобы избавить его от других материалов, которые могут помешать эффективной обработке поверхности. Речной песок для пескоструя подойдет, когда не нужно достичь сильного абразивного эффекта и хватит не слишком агрессивного воздействия. Такой песок бывает разного размера, который можно подобрать специально под задачу, чтобы работа давала максимальный эффект. Из-за этой подготовки конкретно под пескоструй такой песок стоит дороже, чем обычный, но лучше работает в качестве абразива.
Такой песок бывает разного размера, который можно подобрать специально под задачу, чтобы работа давала максимальный эффект. Из-за этой подготовки конкретно под пескоструй такой песок стоит дороже, чем обычный, но лучше работает в качестве абразива. Эффективность применения зависит в большей степени от того, правильно ли выбран тип песка и его фракция, что сильно влияет на результат. Более крупные фракции дают сильный абразивный эффект и помогают удалять толстый слой загрязнений. Мелкие же легко разрушаются, поэтому подходят для деликатной обработки. Чтобы правильно подобрать к ситуации вид песка и фракцию, нужно разобраться, какие виды материала используются для определенных работ.
Эффективность применения зависит в большей степени от того, правильно ли выбран тип песка и его фракция, что сильно влияет на результат. Более крупные фракции дают сильный абразивный эффект и помогают удалять толстый слой загрязнений. Мелкие же легко разрушаются, поэтому подходят для деликатной обработки. Чтобы правильно подобрать к ситуации вид песка и фракцию, нужно разобраться, какие виды материала используются для определенных работ. Такой песок при полировке не повреждает мягкие металлы – медь или алюминий. Поверхность останется целой, но приобретет блеск, очистится от старых загрязнений.
Такой песок при полировке не повреждает мягкие металлы – медь или алюминий. Поверхность останется целой, но приобретет блеск, очистится от старых загрязнений. Перед принятием решения лучше всего свериться с таблицей, в которой указаны нюансы работы с песком и характеристики, подходящие для каждого вида работ.
Перед принятием решения лучше всего свериться с таблицей, в которой указаны нюансы работы с песком и характеристики, подходящие для каждого вида работ. Но его нельзя использовать без предварительной обработки. Именно с тем, как приготовить песок для пескоструя своими силами, часто возникают проблемы.
Но его нельзя использовать без предварительной обработки. Именно с тем, как приготовить песок для пескоструя своими силами, часто возникают проблемы.
 Лучшим методом обработки является пескоструйная чистка. С помощью пневматического оборудования создаётся кинетическая энергия, которая подаёт абразивные частицы на рабочую поверхность с большой скоростью. Создаётся огромное количество микроударов, с помощью которых и происходит очистка материала. При работе с таким оборудованием нужно уметь выбирать песок для пескоструя.
Лучшим методом обработки является пескоструйная чистка. С помощью пневматического оборудования создаётся кинетическая энергия, которая подаёт абразивные частицы на рабочую поверхность с большой скоростью. Создаётся огромное количество микроударов, с помощью которых и происходит очистка материала. При работе с таким оборудованием нужно уметь выбирать песок для пескоструя. Дорогостоящие смесь покупать невыгодно, а дешёвые повредят материал при работе компрессора.
Дорогостоящие смесь покупать невыгодно, а дешёвые повредят материал при работе компрессора.
 При работе с ним выделяется большое количество кристаллической пыли, которая может попадать в дыхательные пути и глаза.
При работе с ним выделяется большое количество кристаллической пыли, которая может попадать в дыхательные пути и глаза.
 Применяется технология беспылевой обработки.
Применяется технология беспылевой обработки.
 При работе с этим материалом получаются качественные поверхности. Однако из-за дороговизны никельшлак рекомендуется использовать только для финишной обработки дорогих металлов.
При работе с этим материалом получаются качественные поверхности. Однако из-за дороговизны никельшлак рекомендуется использовать только для финишной обработки дорогих металлов. От этого будет зависеть фракция расходного материала. Если слой ржавчины толстый, экономичнее и быстрее будет протекать работа с использование крупных зёрен.
От этого будет зависеть фракция расходного материала. Если слой ржавчины толстый, экономичнее и быстрее будет протекать работа с использование крупных зёрен. Изготовление абразива своими руками — поэтапный процесс. Для работы можно использовать гравийный песок.
Изготовление абразива своими руками — поэтапный процесс. Для работы можно использовать гравийный песок.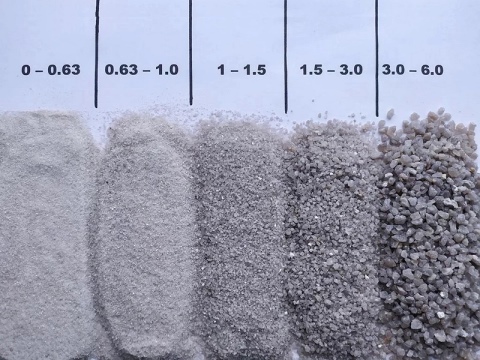 Чтобы выбрать подходящий для вас абразивный материал, важно понимать ваши варианты и их использование в пескоструйной очистке. Н.Т. Ruddock предлагает множество материалов для взрывных работ. У нас есть несколько вариантов песка для пескоструйной обработки от очень мелкого до крупного. Доставка доступна для всех ваших абразивно-струйных материалов.
Чтобы выбрать подходящий для вас абразивный материал, важно понимать ваши варианты и их использование в пескоструйной очистке. Н.Т. Ruddock предлагает множество материалов для взрывных работ. У нас есть несколько вариантов песка для пескоструйной обработки от очень мелкого до крупного. Доставка доступна для всех ваших абразивно-струйных материалов. Произведенный из месторождений андрадит или альмандин, гранат бывает разных размеров для использования. Он также доступен с гладкими или шероховатыми краями, что меняет отделку при использовании. Гранат — это среда с низким содержанием пыли, которая безопасна для использования вблизи воды. Он эффективен для использования со стекловолокном, алюминием, сухими доками и многими другими материалами и ситуациями. Гранат эффективен для:
Произведенный из месторождений андрадит или альмандин, гранат бывает разных размеров для использования. Он также доступен с гладкими или шероховатыми краями, что меняет отделку при использовании. Гранат — это среда с низким содержанием пыли, которая безопасна для использования вблизи воды. Он эффективен для использования со стекловолокном, алюминием, сухими доками и многими другими материалами и ситуациями. Гранат эффективен для: Этот материал можно использовать для:
Этот материал можно использовать для: По этой причине он чаще используется для высокопроизводительного пескоструйного оборудования для микродермабразии . Оксид алюминия может многократно перерабатываться при использовании и очень экономичен, что делает его широко используемым в качестве среды для пескоструйной обработки . Он также широко используется, потому что он безопаснее в использовании, чем песок, а его постоянный размер делает его поверхность более гладкой. Кроме того, поскольку он тверже других материалов, он привлекателен своей способностью более эффективно врезаться в поверхности. Этот абразив эффективен для:
По этой причине он чаще используется для высокопроизводительного пескоструйного оборудования для микродермабразии . Оксид алюминия может многократно перерабатываться при использовании и очень экономичен, что делает его широко используемым в качестве среды для пескоструйной обработки . Он также широко используется, потому что он безопаснее в использовании, чем песок, а его постоянный размер делает его поверхность более гладкой. Кроме того, поскольку он тверже других материалов, он привлекателен своей способностью более эффективно врезаться в поверхности. Этот абразив эффективен для: Несмотря на множество преимуществ использования пищевой соды в качестве абразив , тоже есть соображения. Пищевая сода не может быть переработана; это одноразовый носитель. Кроме того, этот абразив впитывает влагу. Поэтому воздух должен быть чистым и сухим, чтобы пищевая сода работала должным образом. Пищевая сода эффективна для:
Несмотря на множество преимуществ использования пищевой соды в качестве абразив , тоже есть соображения. Пищевая сода не может быть переработана; это одноразовый носитель. Кроме того, этот абразив впитывает влагу. Поэтому воздух должен быть чистым и сухим, чтобы пищевая сода работала должным образом. Пищевая сода эффективна для:


 Аварийные сигналы предупреждают оператора о небезопасном состоянии.
Аварийные сигналы предупреждают оператора о небезопасном состоянии.
 7
7 9
9 5 / 58
5 / 58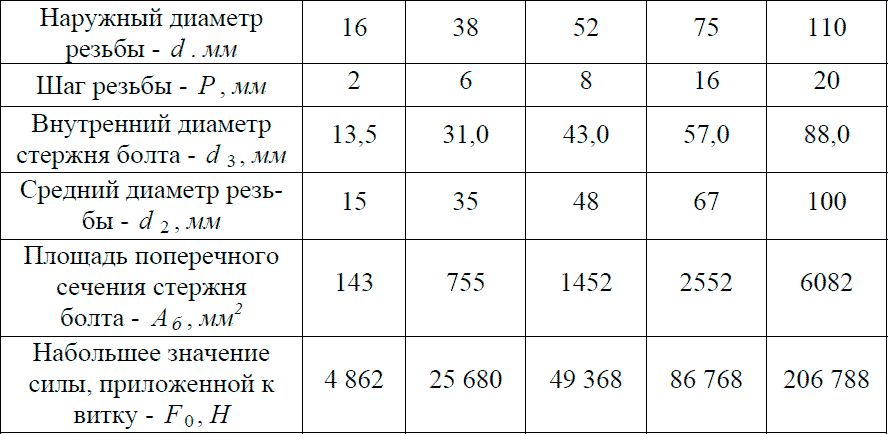 Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы. Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения. В таблице приведены некоторые технические характеристики анкерных болтов для работы с такой поверхностью лишь самых ходовых размеров.
В таблице приведены некоторые технические характеристики анкерных болтов для работы с такой поверхностью лишь самых ходовых размеров.
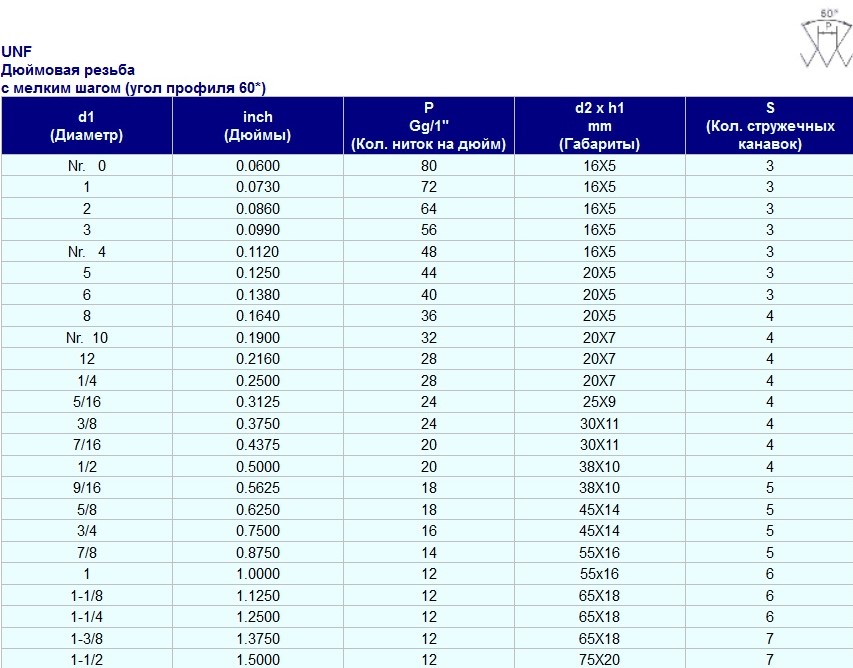 Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.
Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.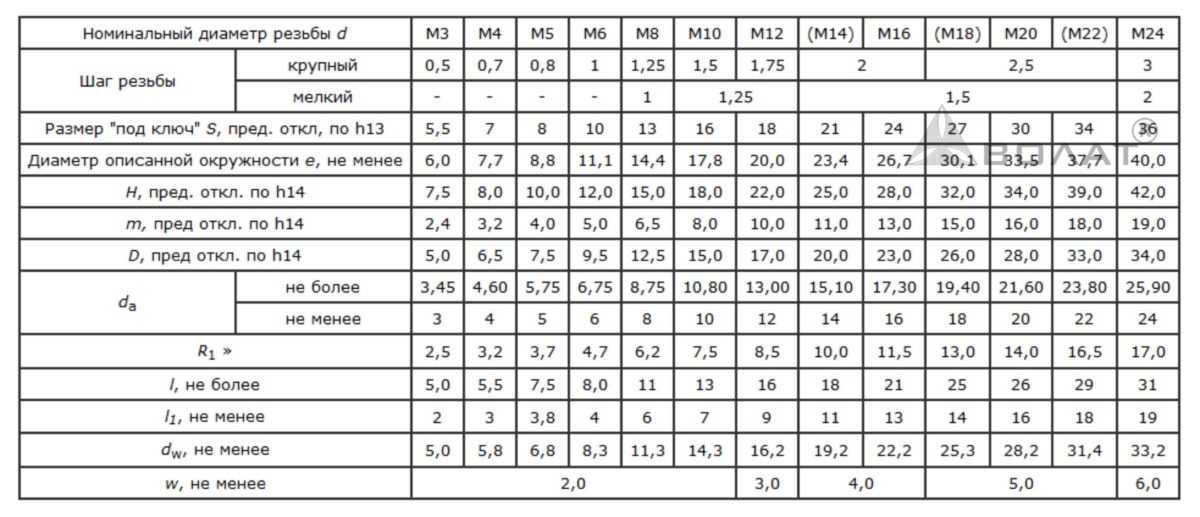

 Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.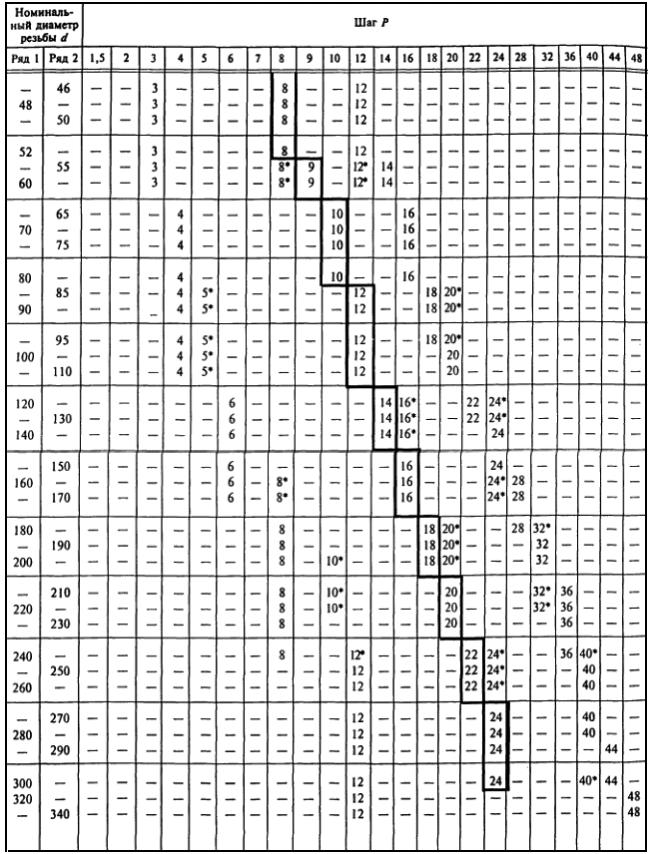 В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
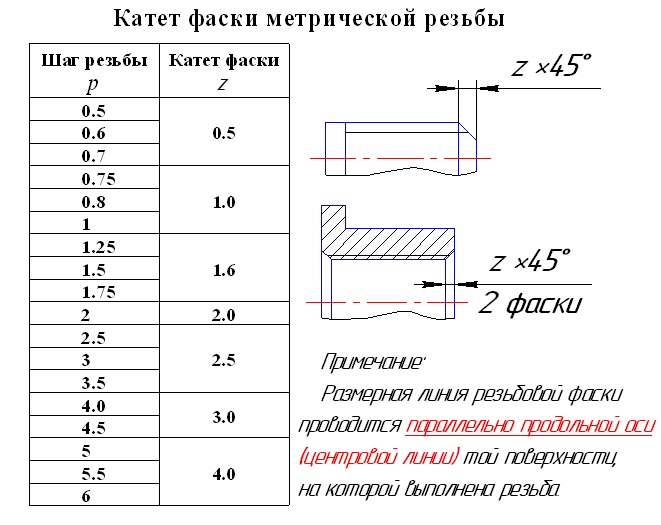
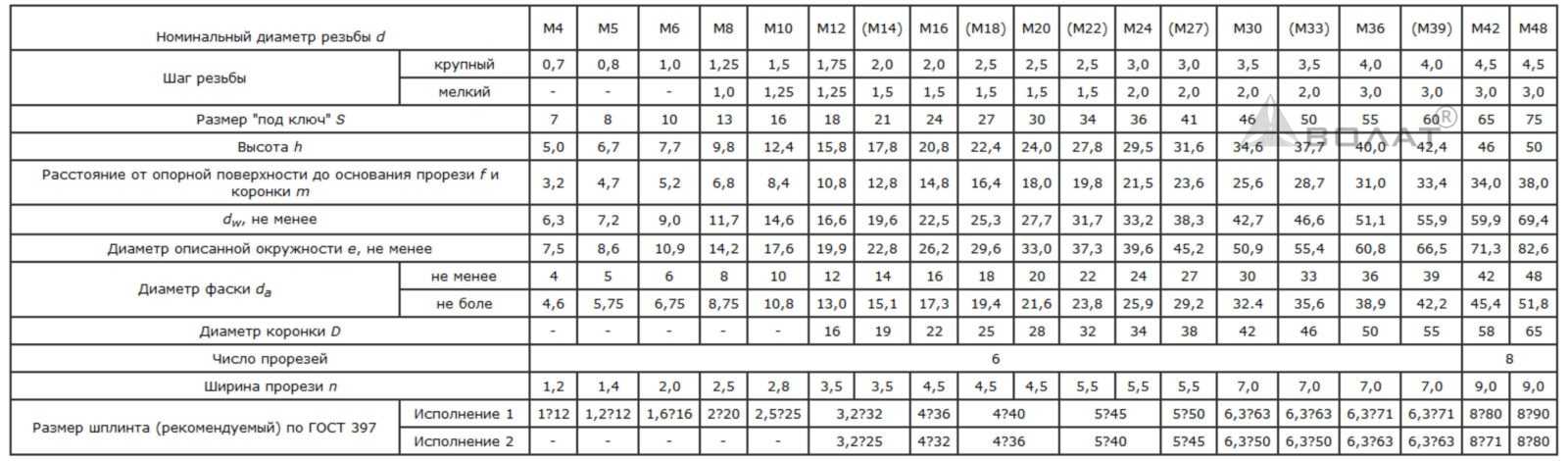 При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы. Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.

 Если диаметр резьбы не одинаковый, то это коническая резьба. Конические резьбы чаще всего используются в трубных соединениях.
Если диаметр резьбы не одинаковый, то это коническая резьба. Конические резьбы чаще всего используются в трубных соединениях.
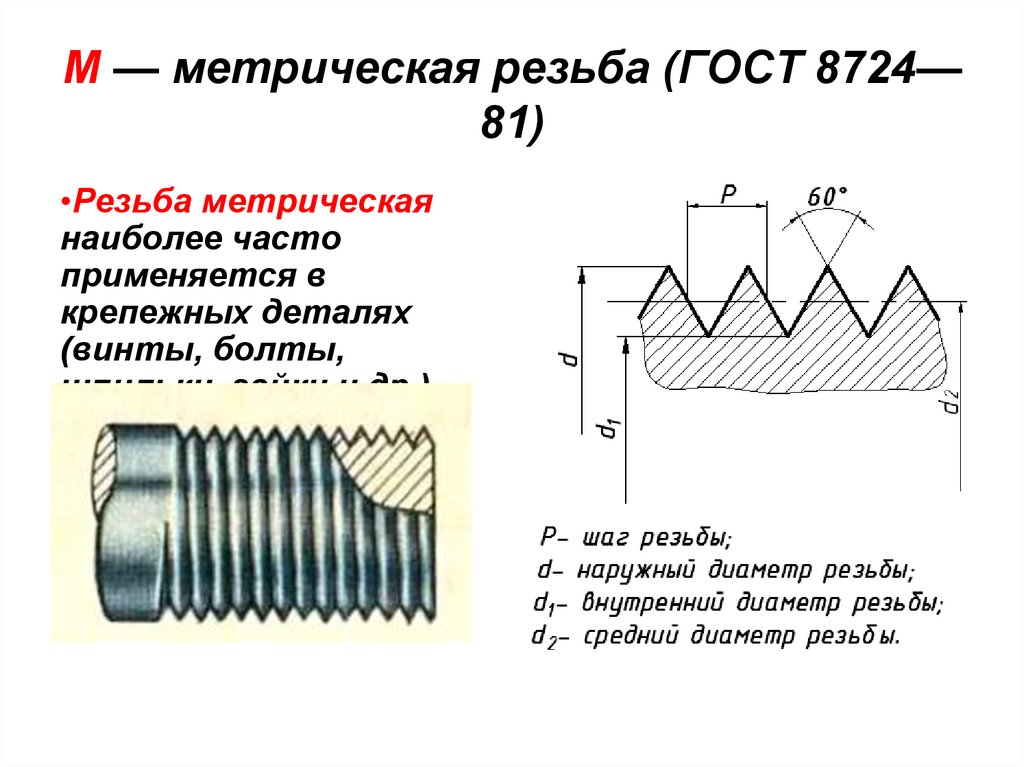 Однако аналог внутренней резьбы будет цилиндрическим и будет сокращен — Rp. Резьбовое соединение является самоуплотняющимся из-за комбинации конической наружной резьбы (R) и цилиндрической внутренней резьбы (Rp).
Однако аналог внутренней резьбы будет цилиндрическим и будет сокращен — Rp. Резьбовое соединение является самоуплотняющимся из-за комбинации конической наружной резьбы (R) и цилиндрической внутренней резьбы (Rp).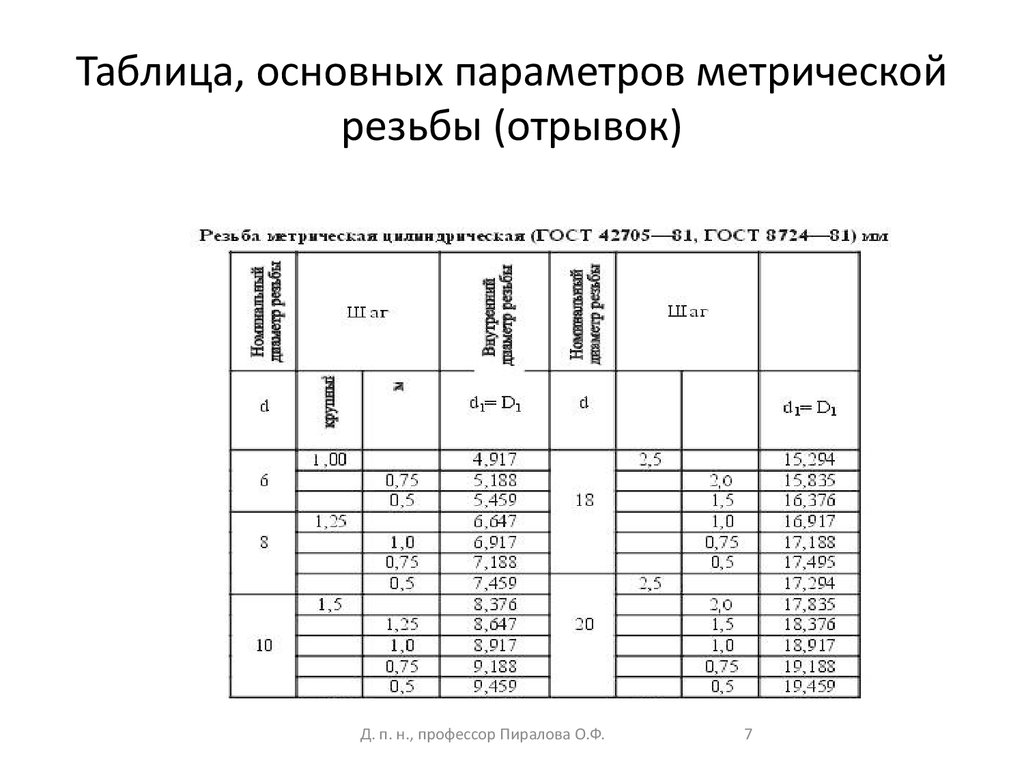
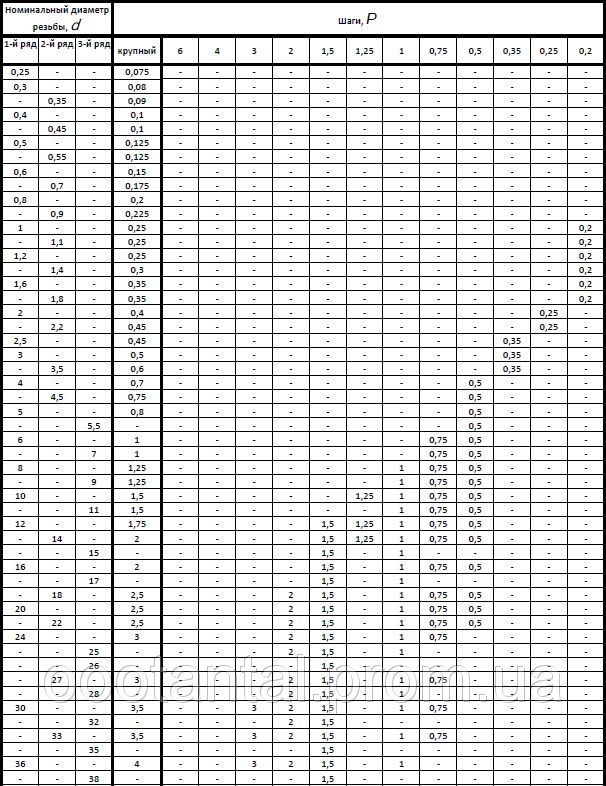 85
85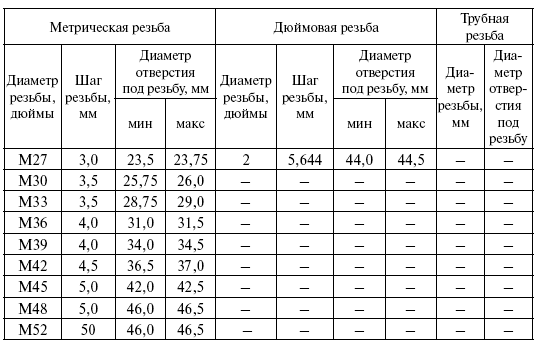 5×0.35 (Fine)
5×0.35 (Fine) 5
5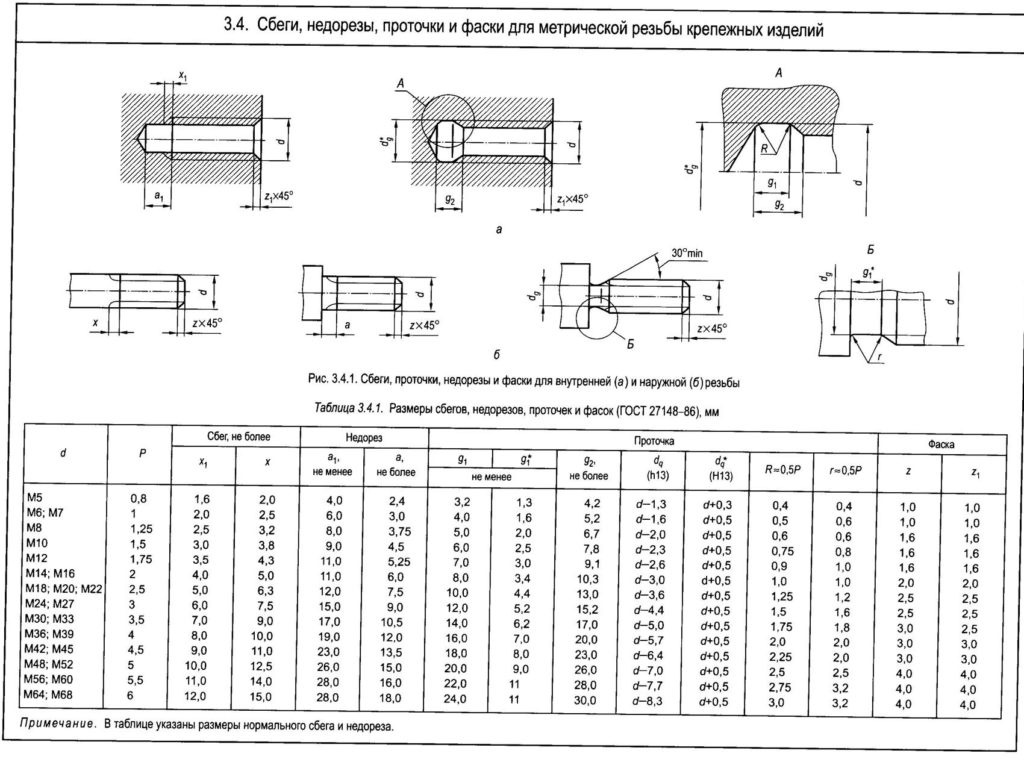 60
60 83
83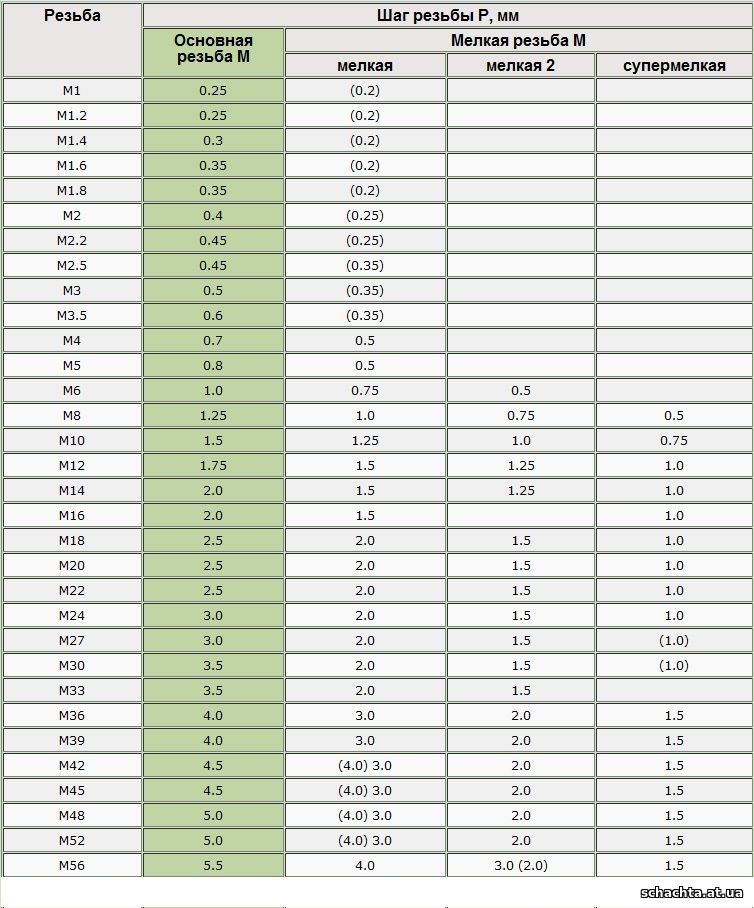 3
3 94
94 0
0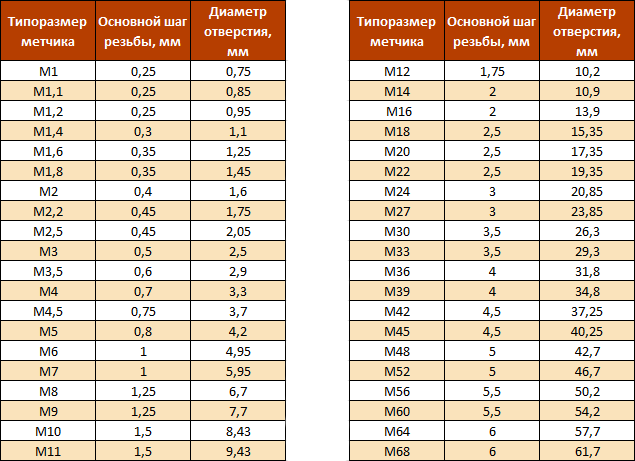 00
00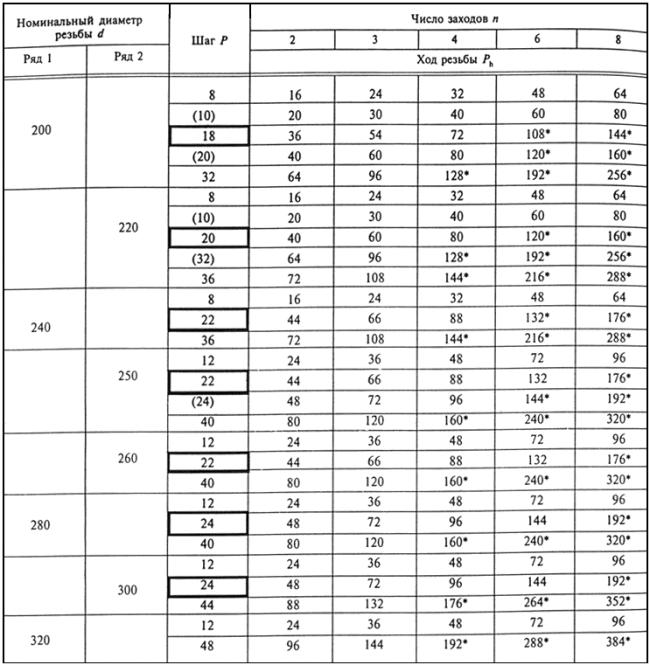 41
41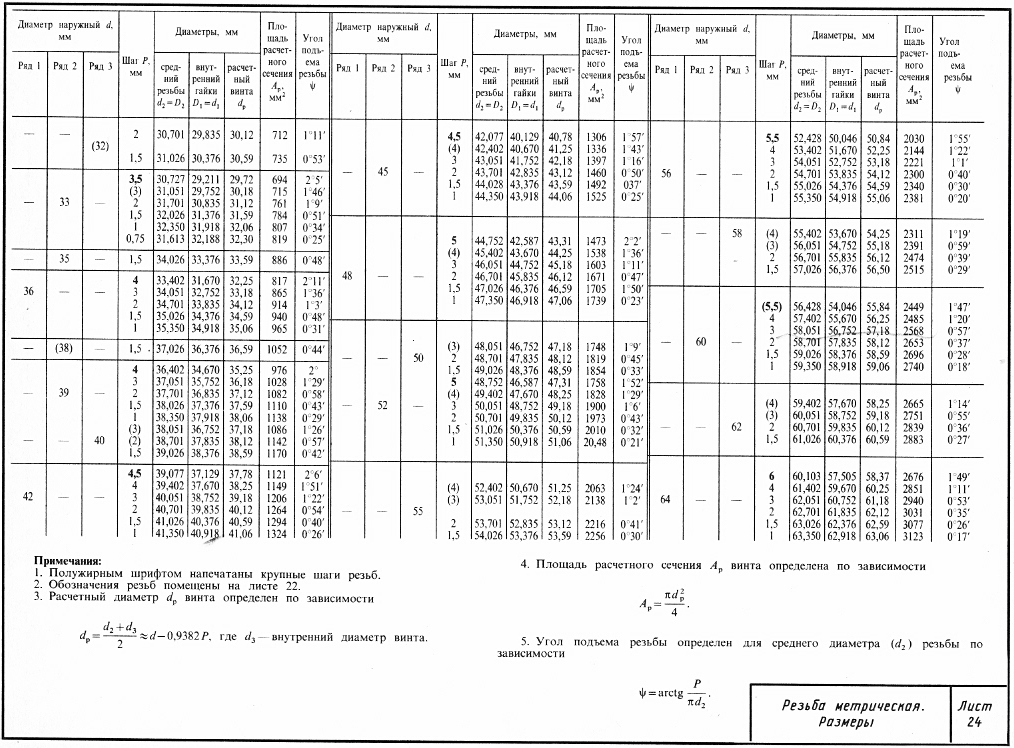 5
5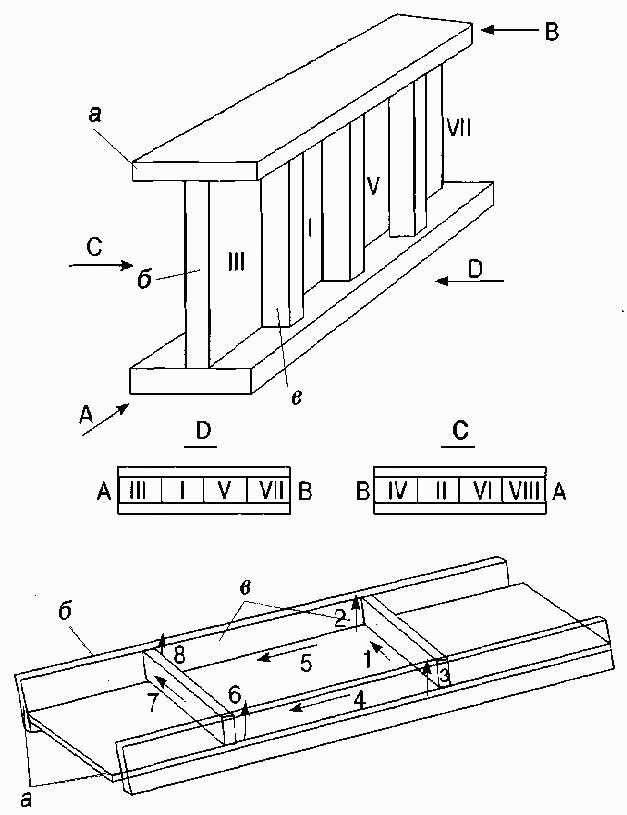
 Применение сварных балок в строительстве обладает множеством плюсов:
Применение сварных балок в строительстве обладает множеством плюсов:
 Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения. Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.

 Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
 К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее.
К таким элементам, в частности, относятся каркасы для различных конструкций, колонны, межэтажные перекрытия, эстакады, рабочие площадки и прочее. Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
Итак, изготовление качественной и надежной сварной балки требуемого сечения состоит из нескольких процедур.
 На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
На современных предприятиях, как правило, используются сборочные приспособления с гидравлическими прижимными механизмами, что дает возможность сократить время выполнения данного технологического процесса.
 Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.
Благодаря этому минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока (до 4 тысяч Ампер). Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него. В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
В таких случаях балки соединяются методом сварки «встык» и для выполнения такой операции может использоваться следующее оборудование.
 Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
 В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.



 Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии будет снижаться.
Кроме того, если коэффициент отражения поверхности основного материала высок, эффективность использования энергии будет снижаться. 150 мм (100 кВт)
150 мм (100 кВт)

 Рабочие части могут быть цилиндрическими и коническими. Торцы закруглены. Чаще всего копирные концевые фрезы применяют для изготовления штампового инструмента и различных сложных моделей.
Рабочие части могут быть цилиндрическими и коническими. Торцы закруглены. Чаще всего копирные концевые фрезы применяют для изготовления штампового инструмента и различных сложных моделей.




 В каталоге вы найдете огромное количество инструментов для различных видов черновых и чистовых работ, выполняемых на станках и с применением ручного электроинструмента.
В каталоге вы найдете огромное количество инструментов для различных видов черновых и чистовых работ, выполняемых на станках и с применением ручного электроинструмента.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. — фрезы для концевых фрез Stock-fotos und Bilder
— фрезы для концевых фрез Stock-fotos und Bilder …
… schlosserarbeit. — фрезы для концевых фрез stock-fotos und bilder
schlosserarbeit. — фрезы для концевых фрез stock-fotos und bilder ..
.. schlosserarbeit. — фрезы для концевых фрез
schlosserarbeit. — фрезы для концевых фрез Sägemehl fliegt unter dem Fräser hervor
Sägemehl fliegt unter dem Fräser hervor умирают автоматические mautänderung, atc-betriebskonzept auf der cnc-fräsmaschine. — фрезы концевые фрезы фото и фото
умирают автоматические mautänderung, atc-betriebskonzept auf der cnc-fräsmaschine. — фрезы концевые фрезы фото и фото tippen sie bohrstahl knüppel. арбайтшнайдер. — фрезы концевые фрезы фото и фото
tippen sie bohrstahl knüppel. арбайтшнайдер. — фрезы концевые фрезы фото и фото рандерум. fräsen von kutter und router bit. Хартметалл-Борер или Фрейзер. — концевые фрезы stock-fotos und bilder
рандерум. fräsen von kutter und router bit. Хартметалл-Борер или Фрейзер. — концевые фрезы stock-fotos und bilder Фрезен фон Куттер и Фреза.
Фрезен фон Куттер и Фреза. 516 изображения
516 изображения Der indexierbare Werkzeugverschleiß aus dem Bearbeitungszentrum.
Der indexierbare Werkzeugverschleiß aus dem Bearbeitungszentrum. ..
.. — концевые фрезы стоковые фото и изображения
— концевые фрезы стоковые фото и изображения металлургическая промышленность. — концевые фрезы с фотографиями и изображениями
металлургическая промышленность. — концевые фрезы с фотографиями и изображениями металлургическая промышленность. — концевые фрезы с фотографиями и изображениями
металлургическая промышленность. — концевые фрезы с фотографиями и изображениями баугевербе. — торцевые фрезы со складскими фотографиями и сборкой
баугевербе. — торцевые фрезы со складскими фотографиями и сборкой металлургия. multi-schneidwerkzeug und endmühle. — концевые фрезы стоковые фото и изображения
металлургия. multi-schneidwerkzeug und endmühle. — концевые фрезы стоковые фото и изображения …
… ..
..

 Краткий перечень стандартного и специального инструмента который мы берём в работу:
Краткий перечень стандартного и специального инструмента который мы берём в работу:

 Опытные конструктора выполняют все необходимые расчёты и моделирование инструмента с использованием средств 3D-проектирования и осуществляют симуляцию и тестовые прогоны программы на точных моделях шлифовального станка.
Опытные конструктора выполняют все необходимые расчёты и моделирование инструмента с использованием средств 3D-проектирования и осуществляют симуляцию и тестовые прогоны программы на точных моделях шлифовального станка.
 Само собой разумеется, что сюда относится и переточка инструментов, поскольку, несмотря на высочайшее качество и срок службы, наши инструменты рано или поздно достигают своего предела износа.
Само собой разумеется, что сюда относится и переточка инструментов, поскольку, несмотря на высочайшее качество и срок службы, наши инструменты рано или поздно достигают своего предела износа. д. Публикуемые цены действительны независимо от состояния вашего инструмента. ваш инструмент больше невозможно переточить, он будет возвращен вам необработанным.
д. Публикуемые цены действительны независимо от состояния вашего инструмента. ваш инструмент больше невозможно переточить, он будет возвращен вам необработанным. Заполненный ящик для доизмельчения будет получен UPS в тот же день или самое позднее на следующий день. Стоимость доставки покрывается нами.
Заполненный ящик для доизмельчения будет получен UPS в тот же день или самое позднее на следующий день. Стоимость доставки покрывается нами. № 50 972 12200)
№ 50 972 12200)

 За последние 40 лет мы усовершенствовали наш процесс, чтобы гарантировать, что ваш опыт работы с нами будет:
За последние 40 лет мы усовершенствовали наш процесс, чтобы гарантировать, что ваш опыт работы с нами будет:



 Обязательные для выполнения правила:
Обязательные для выполнения правила: Подробнее о возможностях и особенностях этого полезного инструмента – в нашей статье.
Подробнее о возможностях и особенностях этого полезного инструмента – в нашей статье. Патрон может работать со всеми типами насадок для бормашинок, а также некоторыми сверлами для дрели (сверла от «6» и выше не возьмет). Учитывая, что такое устройство должно выполнять тонкие и высокоточные работы, практически в каждой модели предусмотрена регулировка скорости вращения вала.
Патрон может работать со всеми типами насадок для бормашинок, а также некоторыми сверлами для дрели (сверла от «6» и выше не возьмет). Учитывая, что такое устройство должно выполнять тонкие и высокоточные работы, практически в каждой модели предусмотрена регулировка скорости вращения вала.

 Также обращайте внимание, идет ли в комплекте конструкция для настольного крепления гравера,превращающая его в министанок.
Также обращайте внимание, идет ли в комплекте конструкция для настольного крепления гравера,превращающая его в министанок. Она ограничивает пусковой ток, благодаря чему двигатель набирает обороты постепенно. Если не видели, как работает эта функция, посмотрите обзор любой модели такого типа. Плавный запуск также исключает вырывание устройства из рук в момент включения. Хотя здесь стоит сказать, что из-за маленького веса бормашинки, ее редко когда может вырвать из рук даже без плавного запуска.
Она ограничивает пусковой ток, благодаря чему двигатель набирает обороты постепенно. Если не видели, как работает эта функция, посмотрите обзор любой модели такого типа. Плавный запуск также исключает вырывание устройства из рук в момент включения. Хотя здесь стоит сказать, что из-за маленького веса бормашинки, ее редко когда может вырвать из рук даже без плавного запуска. Если вы занимаетесь гравировкой металлических изделий, тогда без такого блокиратора просто не обойтись.
Если вы занимаетесь гравировкой металлических изделий, тогда без такого блокиратора просто не обойтись. Будьте предельно внимательны к комплектации, так как в продаже есть такое же устройство, только вместо 250 насадок там их 40, но дополнительно включен кейс.
Будьте предельно внимательны к комплектации, так как в продаже есть такое же устройство, только вместо 250 насадок там их 40, но дополнительно включен кейс. На наш взгляд, это одно из лучших устройств за свои деньги.
На наш взгляд, это одно из лучших устройств за свои деньги.
 Включает таких рабочих, как процессоры гравировальных схем, гравировщики пантографов и гравировщики шелкографии.
Включает таких рабочих, как процессоры гравировальных схем, гравировщики пантографов и гравировщики шелкографии.

 Они могут работать со стеклом, металлом, камнем, деревом и другими материалами, а также могут гравировать и создавать нестандартные пластины из металла или дерева, которые можно использовать для штамповки изображений на бумаге.
Они могут работать со стеклом, металлом, камнем, деревом и другими материалами, а также могут гравировать и создавать нестандартные пластины из металла или дерева, которые можно использовать для штамповки изображений на бумаге. В зависимости от того, где работают граверы, могут быть аспекты обслуживания клиентов. Потенциальные клиенты могут захотеть увидеть образцы работ гравера или тесно сотрудничать с художником для создания уникального дизайна. Гравер, работающий с клиентами, часто работает независимо, через магазин или сеть конкретных поставщиков. Граверы также могут быть независимыми художниками, которые продают свои работы в магазинах, на ремесленных ярмарках и в интернет-магазинах.
В зависимости от того, где работают граверы, могут быть аспекты обслуживания клиентов. Потенциальные клиенты могут захотеть увидеть образцы работ гравера или тесно сотрудничать с художником для создания уникального дизайна. Гравер, работающий с клиентами, часто работает независимо, через магазин или сеть конкретных поставщиков. Граверы также могут быть независимыми художниками, которые продают свои работы в магазинах, на ремесленных ярмарках и в интернет-магазинах.
 Новейшее технологическое оборудование и опытные квалифицированные сотрудники — гарантия высокого качества резки и готовых металлоконструкций. Выполним ваш заказ любой сложности. Время – ценный ресурс наших клиентов, поэтому мы представляем Вам бесплатный сервис — калькулятор металлопроката, который будет полезен в работе для широкого круга специалистов.
Новейшее технологическое оборудование и опытные квалифицированные сотрудники — гарантия высокого качества резки и готовых металлоконструкций. Выполним ваш заказ любой сложности. Время – ценный ресурс наших клиентов, поэтому мы представляем Вам бесплатный сервис — калькулятор металлопроката, который будет полезен в работе для широкого круга специалистов. Он будет незаменимым помощником и эффективно сэкономит Ваши силы и время. Используя наш калькулятор процессы сложных расчетов станут легче. Имея данные о размере, виде и количестве проката без труда получите искомый результат в считаные секунды. В зависимости от количества и геометрических показателей металлоизделий, калькулятор металлопроката онлайн рассчитает значения. Он не требует загрузки на компьютер или планшет/телефон – все происходит в окне браузера у нас на странице.
Он будет незаменимым помощником и эффективно сэкономит Ваши силы и время. Используя наш калькулятор процессы сложных расчетов станут легче. Имея данные о размере, виде и количестве проката без труда получите искомый результат в считаные секунды. В зависимости от количества и геометрических показателей металлоизделий, калькулятор металлопроката онлайн рассчитает значения. Он не требует загрузки на компьютер или планшет/телефон – все происходит в окне браузера у нас на странице.
 Постараемся ответить на любые ваши вопросы и предоставим необходимую информацию.
Постараемся ответить на любые ваши вопросы и предоставим необходимую информацию. 0 фунтов на кубический фут (британская система) или 7,85 тонны на кубический метр (метрическая система), независимо от того, работаете ли вы с A36 или A588.
0 фунтов на кубический фут (британская система) или 7,85 тонны на кубический метр (метрическая система), независимо от того, работаете ли вы с A36 или A588. Они рассчитываются с номинальными размерами и стандартизированными плотностями. На практике фактический вес металла может значительно отличаться от предполагаемого веса из-за различий в допусках и составе, наблюдаемых при производстве.
Они рассчитываются с номинальными размерами и стандартизированными плотностями. На практике фактический вес металла может значительно отличаться от предполагаемого веса из-за различий в допусках и составе, наблюдаемых при производстве.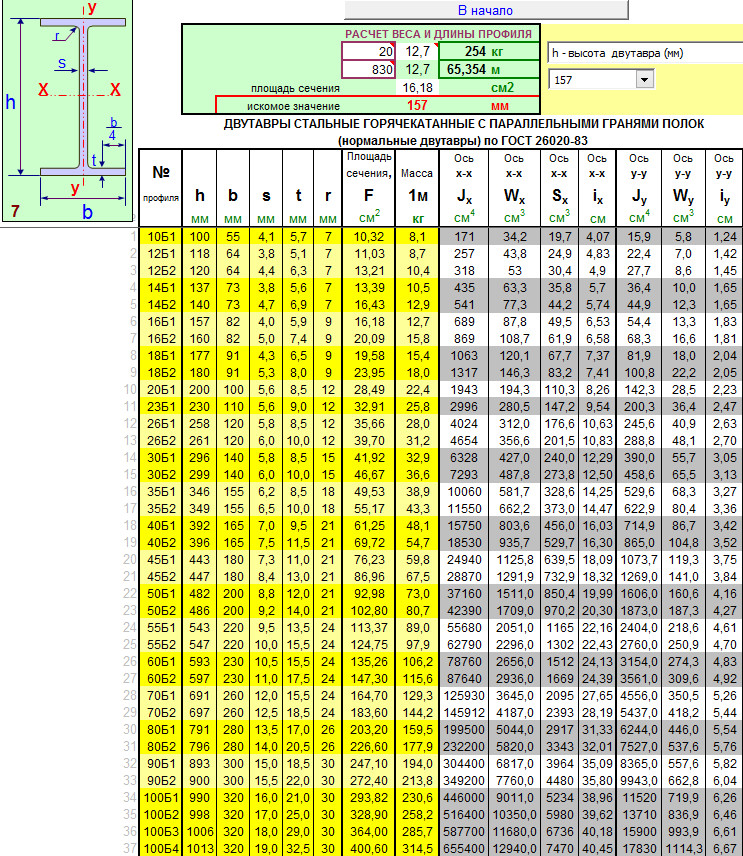 Kloeckner Metal также предлагает простой калькулятор для листового проката из углеродистой стали, чтобы сделать расчет мгновенно.
Kloeckner Metal также предлагает простой калькулятор для листового проката из углеродистой стали, чтобы сделать расчет мгновенно.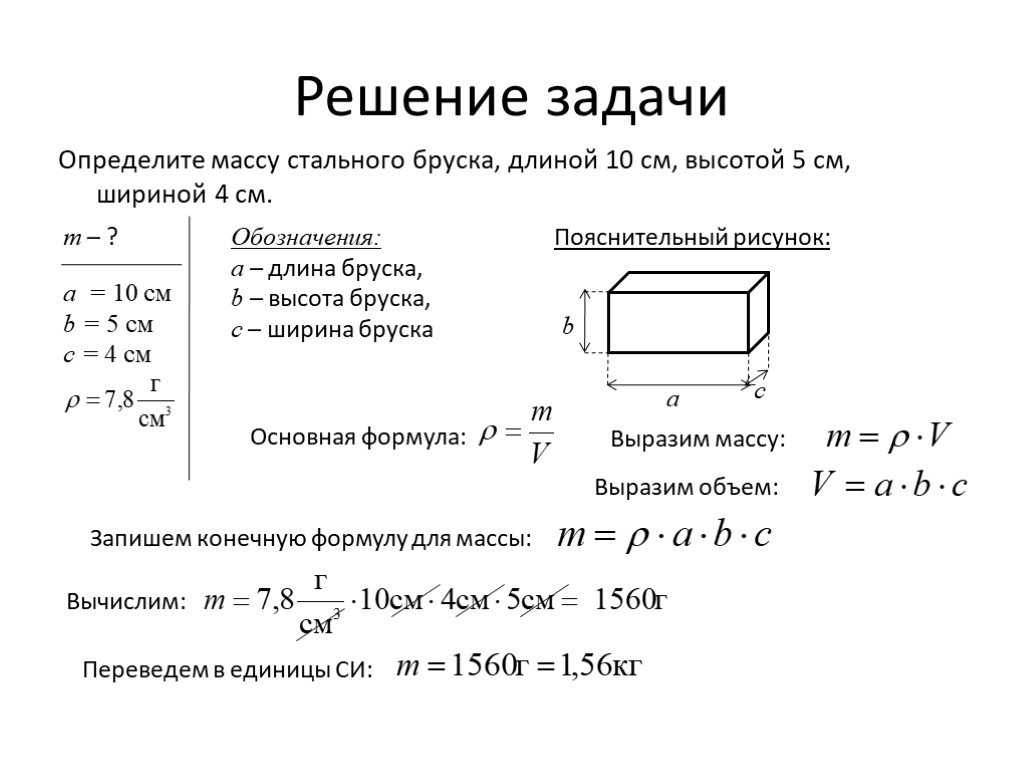
 К счастью, плотности достаточно постоянны, чтобы можно было использовать одно число для целых типов металлических пластин. Этот простой расчет длины * ширины * толщины * плотности — все, что вам нужно для точных расчетов типа обратной стороны салфетки для вашего следующего проекта.
К счастью, плотности достаточно постоянны, чтобы можно было использовать одно число для целых типов металлических пластин. Этот простой расчет длины * ширины * толщины * плотности — все, что вам нужно для точных расчетов типа обратной стороны салфетки для вашего следующего проекта.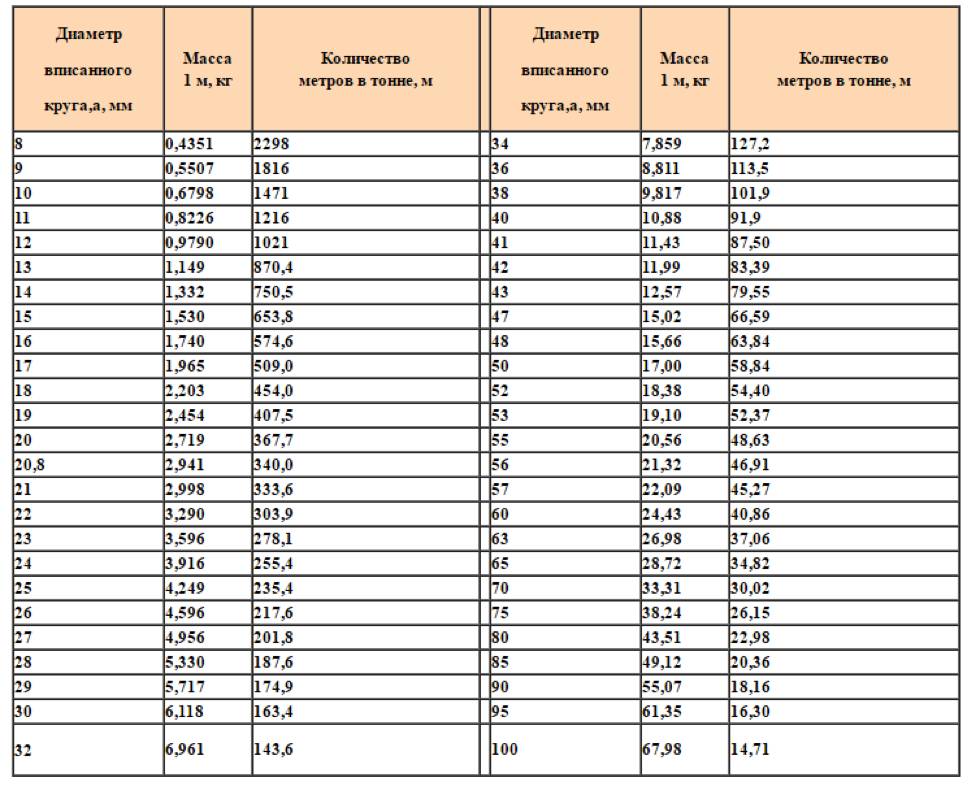 Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.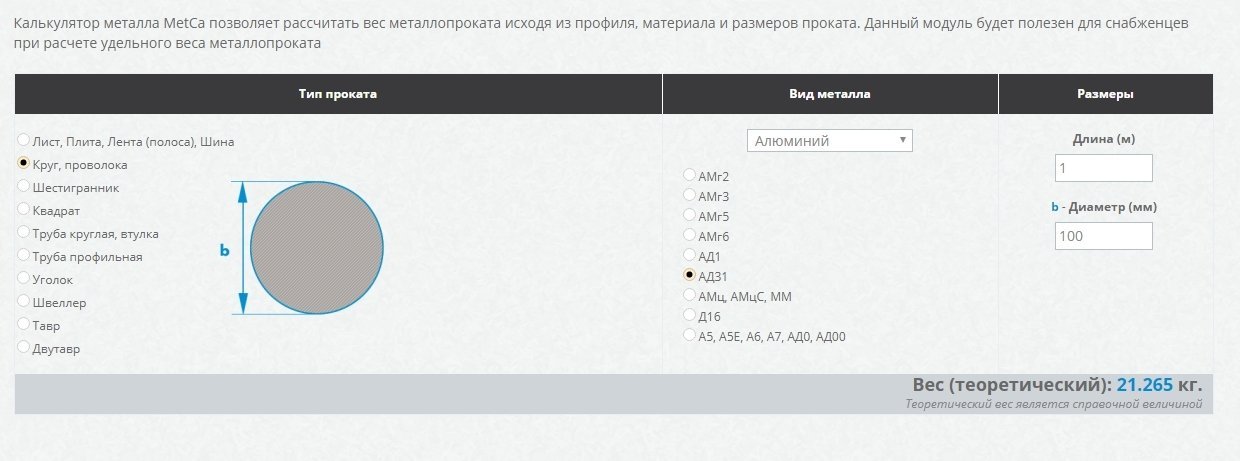
 625
625 8125
8125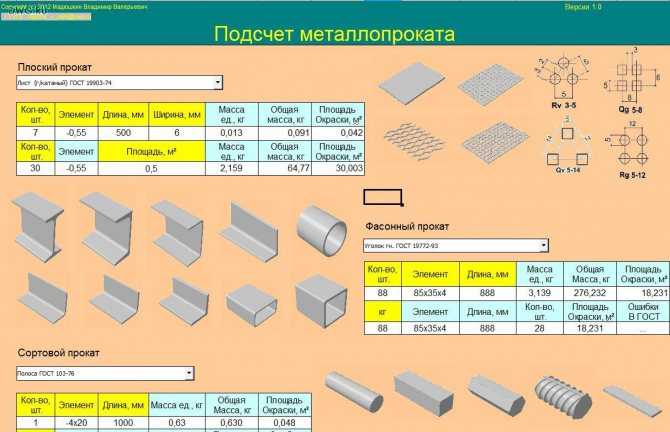 375
375 50
50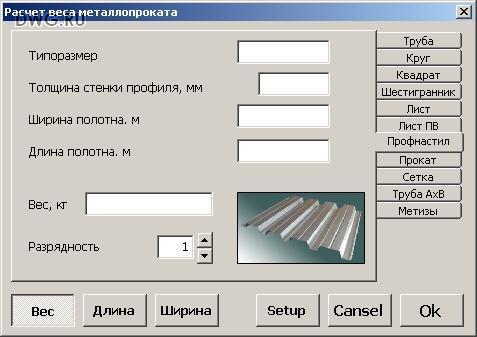 375
375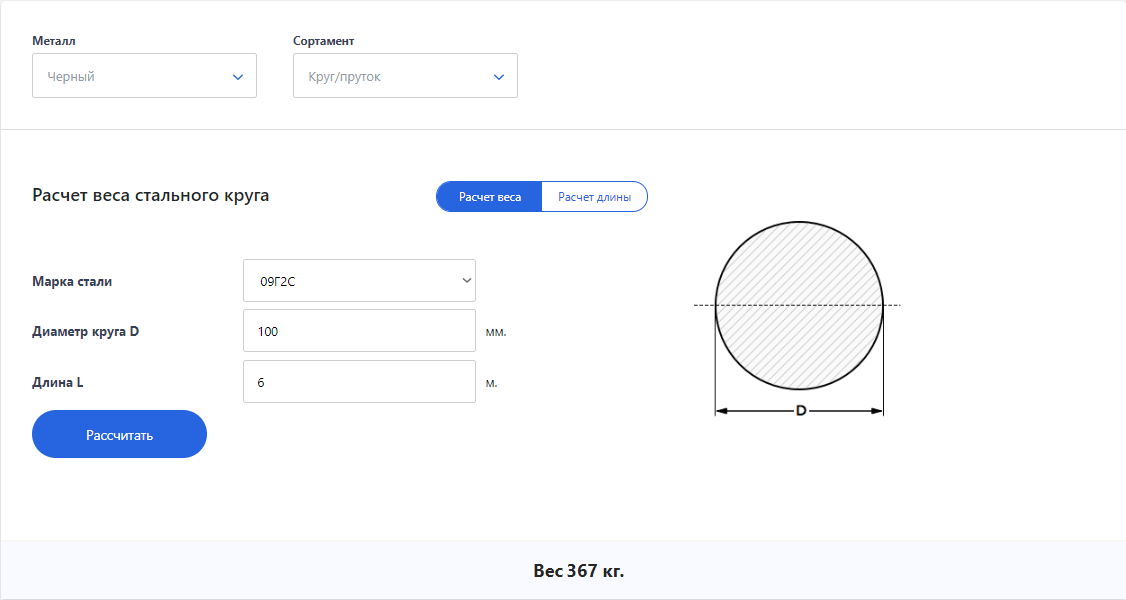 4375
4375
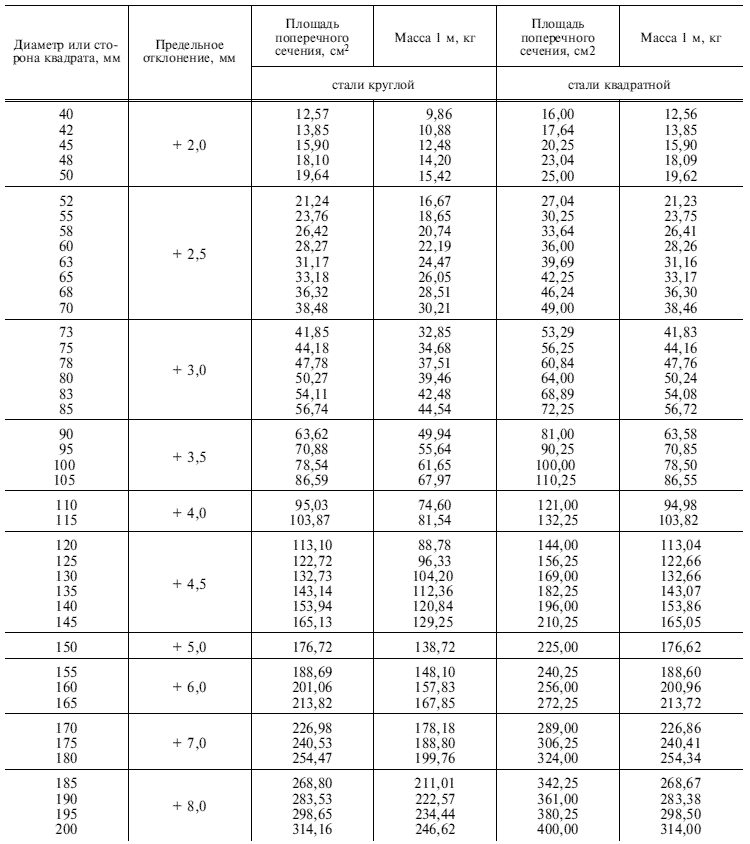
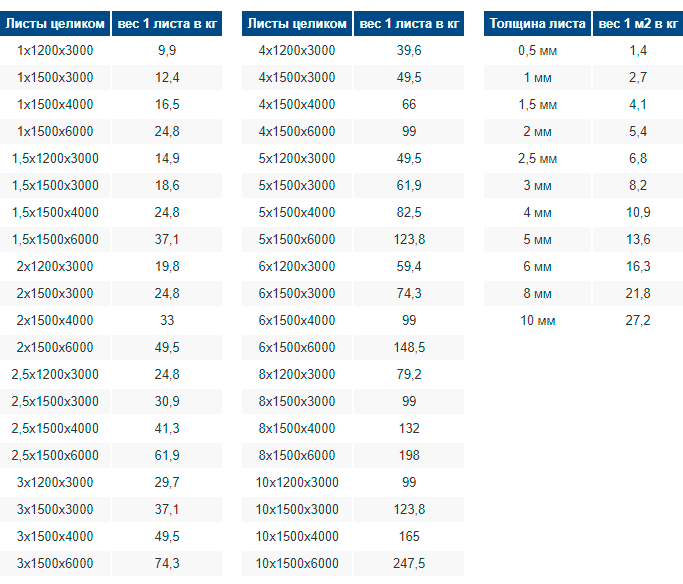

 07 lb/ft 3
07 lb/ft 3  20 lb/ft 3
20 lb/ft 3  95 lb/ft 3
95 lb/ft 3 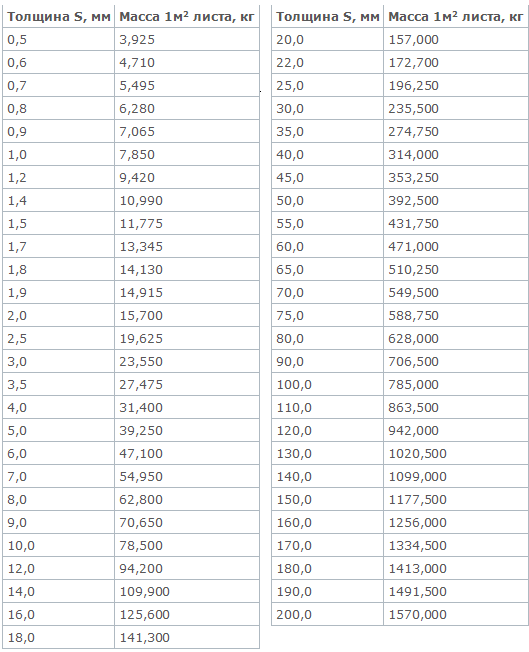
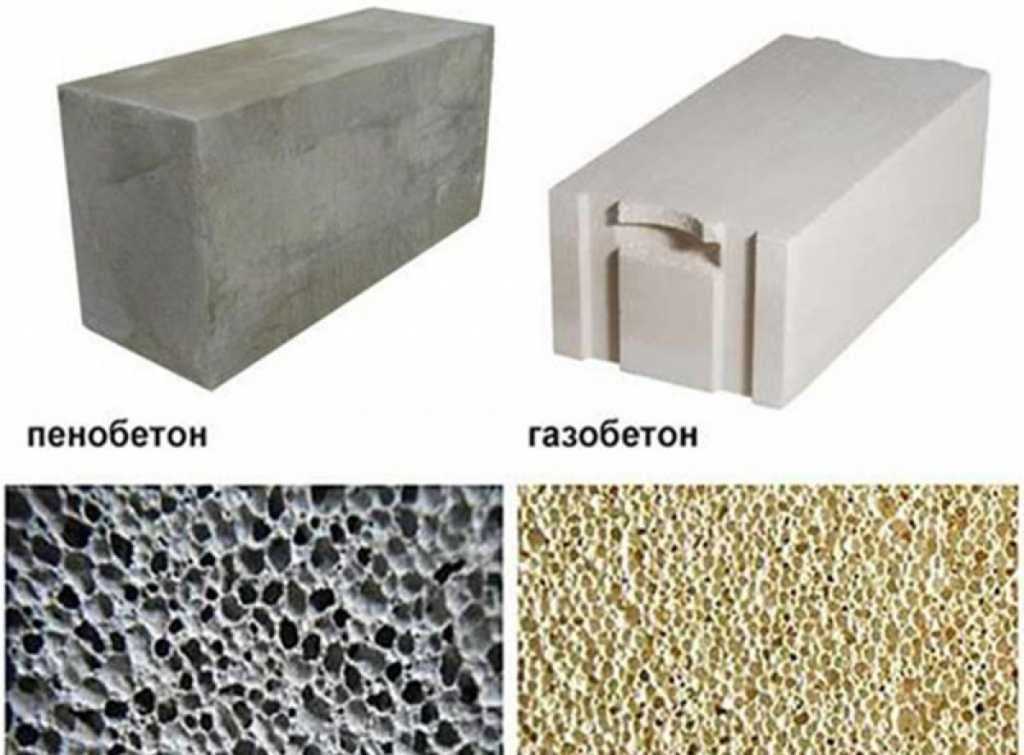 Дело в том, что газобетонные блоки имеют идеально ровные параметры. При покупке можно быть уверенными в том, что все блоки идентичны. Пеноблоки, в силу особенностей изготовления, имеют куда больше погрешностей в размерах, а потому получить ровную кладку из них гораздо сложнее.
Дело в том, что газобетонные блоки имеют идеально ровные параметры. При покупке можно быть уверенными в том, что все блоки идентичны. Пеноблоки, в силу особенностей изготовления, имеют куда больше погрешностей в размерах, а потому получить ровную кладку из них гораздо сложнее.

 Их производят разными способами. Отличие технологий заключается в том, что газобетонные композиты производится автоклавным методом. Твердым и плотным сырец становится в автоклаве после обработки паром при высокой температуре под давлением. Пенобетон производят путем заливки массы в формы или нарезки монолитного куска на блоки.
Их производят разными способами. Отличие технологий заключается в том, что газобетонные композиты производится автоклавным методом. Твердым и плотным сырец становится в автоклаве после обработки паром при высокой температуре под давлением. Пенобетон производят путем заливки массы в формы или нарезки монолитного куска на блоки.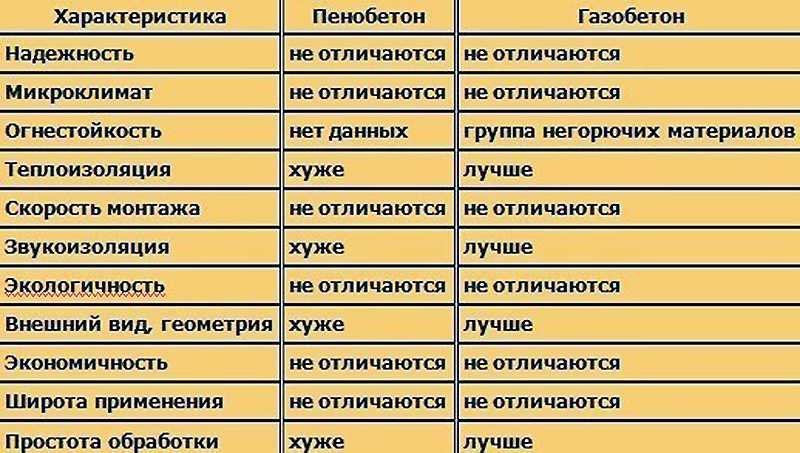
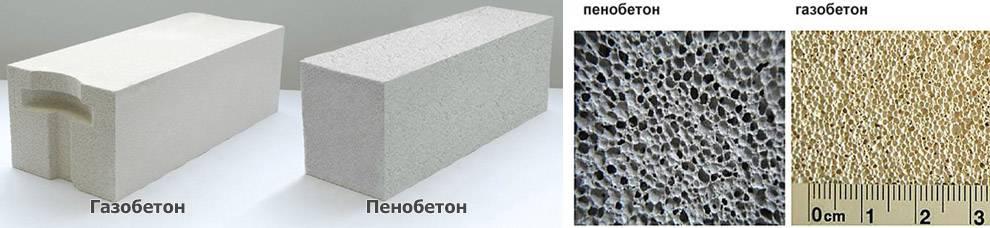 Теплопроводность зависит от плотности кладочных материалов. Пористую структуру имеют и газобетон и пенобетон отличие состоит в структуре ячеек. Благодаря более пористой открытоячеечной структуре газобетон менее теплопроводный.
Теплопроводность зависит от плотности кладочных материалов. Пористую структуру имеют и газобетон и пенобетон отличие состоит в структуре ячеек. Благодаря более пористой открытоячеечной структуре газобетон менее теплопроводный.

 Искусственно полученные бетонные камни состоят из природных компонентов, и вряд ли представляют для нас опасность. Алюминиевая паста — основа порообразователя в газобетоне, при соединении с известью образует индифферентные соединения и гидроалюмосиликаты, которые представляют опасность не больше, чем алюминиевая кастрюля, в которой мы готовим еду. Ни для природы, ни для человека ячеистый бетон не может быть опасным.
Искусственно полученные бетонные камни состоят из природных компонентов, и вряд ли представляют для нас опасность. Алюминиевая паста — основа порообразователя в газобетоне, при соединении с известью образует индифферентные соединения и гидроалюмосиликаты, которые представляют опасность не больше, чем алюминиевая кастрюля, в которой мы готовим еду. Ни для природы, ни для человека ячеистый бетон не может быть опасным. Стандартный размер стенового пеноблока (в см) 60×20×30. У стенового полублока размер (в см) 60х10х30. Довольно часто производители, идя навстречу заказчику, могут сделать блоки необходимых типоразмеров.
Стандартный размер стенового пеноблока (в см) 60×20×30. У стенового полублока размер (в см) 60х10х30. Довольно часто производители, идя навстречу заказчику, могут сделать блоки необходимых типоразмеров.
 Доставка легких газоблочных искусственных камней обойдется не дорого. Их низкая теплопроводность допускает отказаться от утепления стен дома.
Доставка легких газоблочных искусственных камней обойдется не дорого. Их низкая теплопроводность допускает отказаться от утепления стен дома. Например, недостатком блоков пенобетона считается низкая прочность на сжатие. Поскольку их не всегда обрабатывают в автоклаве. Даже при незначительных сдвигах основания на камнях появляются трещины.
Например, недостатком блоков пенобетона считается низкая прочность на сжатие. Поскольку их не всегда обрабатывают в автоклаве. Даже при незначительных сдвигах основания на камнях появляются трещины.
 Он также подходит для создания одноэтажных и многоэтажных жилых и нежилых помещений.
Он также подходит для создания одноэтажных и многоэтажных жилых и нежилых помещений. Плотность газобетонных блоков варьируется от D200 до D500.
Плотность газобетонных блоков варьируется от D200 до D500.
 Помимо формы блоков, их технические характеристики могут значительно различаться.
Помимо формы блоков, их технические характеристики могут значительно различаться. 35-0.75
35-0.75
 Их используют для создания несущих конструкций. Так как их основная задача – выдерживать большие нагрузки, плотность таких агрегатов соответствует среднему классу – Д400 и Д500.
Их используют для создания несущих конструкций. Так как их основная задача – выдерживать большие нагрузки, плотность таких агрегатов соответствует среднему классу – Д400 и Д500. Обычно перегородки не несут значительной нагрузки, поэтому их размеры принимаются минимальными, чтобы сохранить внутренний объем помещения. Однако при этом перегородочные газобетонные блоки прекрасно сохраняют тепло и обладают высокими показателями звукоизоляции.
Обычно перегородки не несут значительной нагрузки, поэтому их размеры принимаются минимальными, чтобы сохранить внутренний объем помещения. Однако при этом перегородочные газобетонные блоки прекрасно сохраняют тепло и обладают высокими показателями звукоизоляции. Именно от его величины будет зависеть поведение газоблока в дальнейшем, когда на него будет нагрузка, либо он будет подвергаться воздействию окружающей среды.
Именно от его величины будет зависеть поведение газоблока в дальнейшем, когда на него будет нагрузка, либо он будет подвергаться воздействию окружающей среды.
 )
) Сеть собственных складов.
Сеть собственных складов. Она должна быть в пределах от плюс 18 до плюс 25 градусов по Цельсию.
Она должна быть в пределах от плюс 18 до плюс 25 градусов по Цельсию.


