Плюсы и минусы ПНД-фитингов — Boiler.ua
13 мая 2016
Фитинги для полиэтиленовых труб приобретают всё большую популярность и среди сантехников-профессионалов, и среди обывателей. Но в чём же заключаются не только сильные, но и слабые стороны таких соединений? В этой статье мы наглядно сопоставим основные преимущества и недостатки ПНД-фитингов.
ПЛЮСЫ
+ Лёгкий и одновременно прочный материал
Полиэтиленовые фитинги изготавливаются из полиэтилена низкого давления высокой плотности. Именно в исходном материале фитингов ПНД кроются их сильные стороны. Устойчивый к различным химическим и физическим воздействиям как внутри системы, так и извне, полиэтилен низкого давления характеризуется максимальной степенью износостойкости, оберегая всю магистраль от преждевременного разрушения. Как правило, производители гарантируют минимальный срок эксплуатации длительностью в 10 лет, но, как показывает опыт, данный срок может быть превышен в 1,5 раза! Бесперебойная работа трубопровода с минимальными затратами на обслуживание и даже плановый ремонт — вовсе не миф, а доказанный факт.
+ Универсальность для любой среды
Фитинги из полиэтилена низкого давления для водопровода — надежное решение для транспортировки неагрессивных сред. А что же насчёт использования в условиях агрессивных химических веществ? Состав данного типа полиэтилена абсолютно инертный по отношению к активным составляющим таких рабочих сред. При этом даже перепады температур внутри трубопроводной ветви и в местах соединения труб фитингами ПНД не грозят прочности и не влекут за собой разрывы. Кроме того, механические деформации элементов магистрали не страшны, поскольку ПНД-части не окисляются, не ржавеют, как это бывает с металлическими трубопроводами, не меняют свой диаметр в зависимости от термовлияния и отложений. И, что немаловажно, пропускная способность системы также сохраняется.
+ Монтаж без сварки
Компрессионные фитинги из ПНД не требуют применения сварочных материалов и привлечения специалистов отдельного профиля. Единственное, что потребуется — ключ для соединения этих фитингов. Его очень просто подобрать в зависимости от диаметра устанавливаемых деталей.
Его очень просто подобрать в зависимости от диаметра устанавливаемых деталей.
+ Большой выбор диаметров
В отличие от других материалов, используемых при прокладке жилищных и промышленных трубопроводов, изделия из ПНД абсолютно универсальны. Как было сказано выше, они успешно используются не только в бытовом водоснабжении и канализации, но и при строительстве современного газоснабжения и в системах химических веществ больших производств.
Не только назначение магистрали, но и её размер (условный проход, габариты) влияет на выбор оптимального изделия. В данном случае, огромная разновидность и широкий спектр номенклатуры фитингов с Ду свыше 50 мм облегчают этот выбор. Вне зависимости от сложности проекта и конфигураций трубопровода, любой узел можно собрать и прочно закрепить без применения специального оборудования и привлечения специалистов отдельного профиля.
+ Невысокая цена
То, что фитинги ПНД одно из самых практичных и долгосрочных решений, подтверждается мнением экспертов сантехнического рынка. А что мы можем сказать об их стоимости? Цена фитингов для ПНД труб в Украине варьируется в зависимости от торговой марки. Но, в целом, полиэтиленовые трубы и соединительные части их не являются дорогостоящим материалом, тем более, что все затраты на их приобретение окупаются при будущем использовании.
А что мы можем сказать об их стоимости? Цена фитингов для ПНД труб в Украине варьируется в зависимости от торговой марки. Но, в целом, полиэтиленовые трубы и соединительные части их не являются дорогостоящим материалом, тем более, что все затраты на их приобретение окупаются при будущем использовании.
МИНУСЫ
— Только низкие температуры
Взглянув на технические характеристики соединителей из ПНД, мы обнаруживаем, что максимально допустимая температура рабочей среды не должна превышать +45°C. Согласитесь, если речь будет идти об отоплении и горячем водоснабжении, больше всего хотелось бы избежать угрозы разрыва или деформации трубопровода.
— Большое количество подделок
Конечно, не новость, что хорошие решения и оправдывающую себя продукцию рано или поздно начинают подделывать. Не беспокойтесь, в нашем каталоге представлена только сертифицированные фитинги торговой марки Unidelta (Италия).
— Относительно непрочное соединение
Приложив некоторые усилия, вы всё-таки сможете вырвать трубу в месте соединения с фитингом. А ведь это не только неудобно, но и крайне опасно, если трубопровод установлен на агрессивную среду. Таким образом, может быть легко нарушена герметичность, а в этом случае неизбежен даже капитальный ремонт всей системы. Но не забывайте, что даже стальные трубы с соединением под приварку не гарантируют абсолютную прочность. Одна из важнейших составляющих при сборке трубопровода — качественный монтаж.
А ведь это не только неудобно, но и крайне опасно, если трубопровод установлен на агрессивную среду. Таким образом, может быть легко нарушена герметичность, а в этом случае неизбежен даже капитальный ремонт всей системы. Но не забывайте, что даже стальные трубы с соединением под приварку не гарантируют абсолютную прочность. Одна из важнейших составляющих при сборке трубопровода — качественный монтаж.
Как мы видим, количество плюсов превышает количество минусов. Но при этом минусы являются существенными и значительно влияют на более тщательный подбор трубопроводных комплектующих особенно на горячую воду и агрессивные среды, которые требуют более высокую степень герметичности и прочности самих соединений. Но если вы планируете смонтировать водопровод , остановите свой выбор на этом простом и безопасном решении.
Поделится
Поделится
Новый комментарий
Войти с помощью
Отправить
Соединение труб пнд
Сборка и ремонт водопроводов, собранных из полиэтиленовых труб, не составляет большого труда. Технология соединения труб ПНД своими руками настолько проста, что ее могут освоить даже обычные люди, не имеющие специальных знаний в данной области. О том, как соединяются трубы ПНД, рассказывается в данной статье.
Технология соединения труб ПНД своими руками настолько проста, что ее могут освоить даже обычные люди, не имеющие специальных знаний в данной области. О том, как соединяются трубы ПНД, рассказывается в данной статье.
Как можно соединять полиэтиленовые трубы
Способы соединения ПНД труб делятся на две группы:
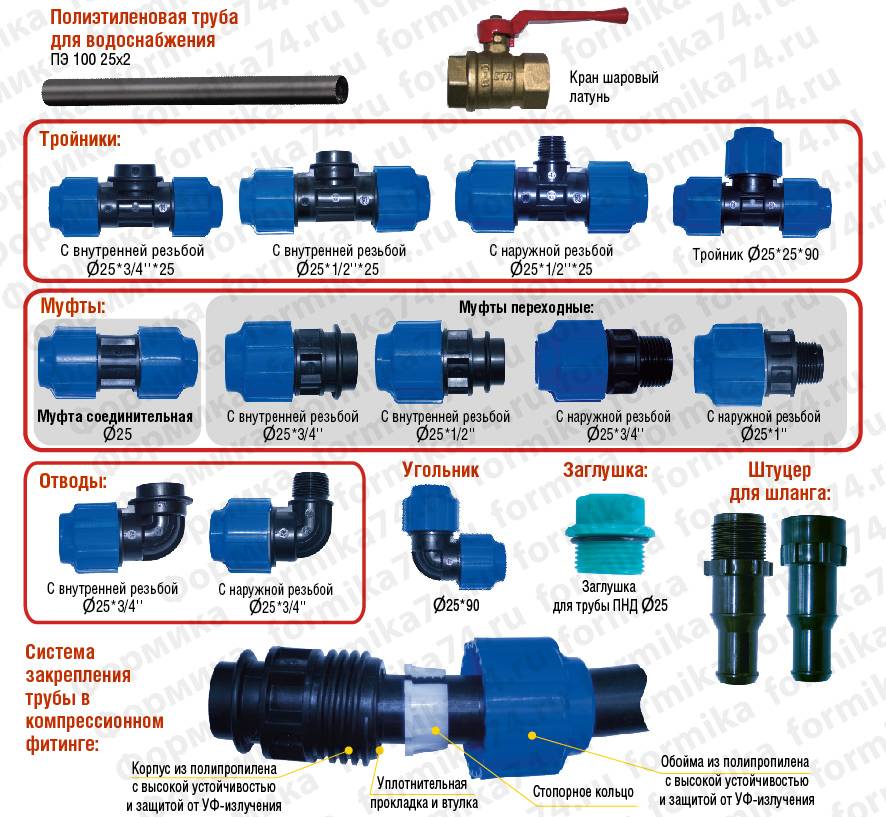
1. Разъемное соединение. В данном случае соединение полиэтиленовых труб производится с использованием специальных фитингов. Фланцевое соединение предполагает использование обыкновенных фланцев. Фланцы эти изготавливаются из стали. Цанговые соединения получаются при установке в месте соединения труб компрессионных фитингов.
Соединение ПНД труб компрессионными фитингами производится только в том случае, если полиэтиленовые трубы имеют небольшой диаметр.
2. Неразъемные соединения. Такие соединения делаются один раз и навсегда. Их невозможно разобрать. Для создания неразъемных соединений полиэтиленовых труб используется сварка встык, а также сварка с использованием накладной электромуфты. Неразъемные соединения отличаются большей надежностью, чем разъемные.
Неразъемные соединения отличаются большей надежностью, чем разъемные.
Технология фланцевого соединения
Фланцевое соединение труб используется в том случае, если требуется соединить полиэтиленовые трубы со стальными. Фланцы представляют собой соединительные детали разъемного типа. Монтаж фланцев производится при помощи втулок. Втулки привариваются сначала к торцам труб, а потом к накидным металлическим фланцам. Фланцевое соединение полиэтиленовых труб производится следующим образом:
1. Края полиэтиленовых труб, которые предстоит соединять, необходимо обрезать точно под прямым углом. Для обрезки ПНД труб рекомендуется использовать труборез.
2. Следует очистить обрезанные концы труб от грязи и нанести на них разметку. Эта разметка покажет, насколько глубоко труба будет входить во фланец.
3. Чтобы облегчить соединение ПНД труб необходимо их края промазать обыкновенным гелем, использующимся для мытья посуды.
4. После этого фланец разбирается. Требуется отвинтить накидную гайку примерно на 4 оборота.
Требуется отвинтить накидную гайку примерно на 4 оборота.
5. Полиэтиленовая труба вставляется в фитинг по сделанной отметке. Гайка затягивается.
Особенности соединения ПНД труб с использованием фитинга
Компрессионные фитинги монтируются при помощи специального фасонного ключа. Также в процессе монтажа полиэтиленовых труб данным способом потребуются скрепляющие элементы, пилка для резки труб и острый нож. Полиэтиленовые трубы нарезаются на куски необходимой длины и соединяются фигурными элементами. Фитинговые соединения можно легко разобрать в любой момент.
Технология сварки ПНД труб встык
Для сварки полиэтиленовых труб встык используется сварочный аппарат, оснащенный центратором. Процесс сварки включает в себя проведение следующих работ:
1. Полиэтиленовые трубы помещаются в центратор сварочного аппарата. Предварительно торцы труб обязательно нужно очистить от загрязнений и снять фаску.
2. Перед тем, как производить сварку, нужно еще раз убедиться в том, что трубы расположены строго параллельно.
3. Затем производится подключение нагревательной плиты.
4. Как только торцы труб разогреются, их нужно соединить. Как только соединение остынет, сварка ПНД труб считается законченной.
Сварка и соединение труб из полиэтилена высокой плотности
Сварка труб из полиэтилена высокой плотности представляет собой процесс сплавления одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом. Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе: сварка встык, сварка внахлест, сварка внахлестку или электросварка.
Стыковая сварка
Стыковая сварка или сварка плавлением использует нагревательную пластину на квадратных концах соединяемых труб из полиэтилена высокой плотности. По истечении указанного времени нагревательная пластина снимается; части соединяются и охлаждаются под давлением. Сварку встык можно использовать для соединения двух труб или трубы с фитингом.
Макс. время снятия пластины нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0,20–0,36” | 8 секунд |
| >0,3”– 0,55” | 10 секунд |
| >0,55” – 1,18” | 15 секунд |
| >1,18–2,5 дюйма | 20 секунд |
| >2,5–4,5 дюйма | 25 секунд |
Размер шариков расплава
| Толщина стенки трубы | Размер шариков расплава |
|---|---|
| ≤ 0,12” | 1/32” – 1/16” |
| 0,15–0,30 дюйма | 1/16” |
| 0,30–0,75 дюйма | 1/8” – 3/16” |
| 0,75–1,15 дюйма | 3/16” – 1/4” |
| >1,15–1,60” | 1/4” – 5/16” |
| 1,60–2,20 дюйма | 5/16” – 7/16” |
| 2,20–3,00 дюйма и больше | 7/16” – 9/16” |
Socket Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины. При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
Время нагрева/охлаждения Socket Fusion — сплавление с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 7-8 сек | 30 сек | |
| 3/4” CTS | 5-6 сек | 30 сек |
| 1 дюйм CTS | 9-10 сек | 30 сек |
| ½” IPS | 5-6 сек | 30 сек |
| ¾” IPS | 8-10 сек | 30 сек |
| 1” IPS | 10-12 сек | 30 сек |
| 1-1/4” IPS | 12-14 сек | 45 сек |
| 1-1/2” IPS | 12-14 сек | 45 сек |
| 2” IPS | 16-20 сек | 45 сек |
| 3” IPS | 20-25 сек | 60 сек |
| 4” IPS | 25-30 сек | 60 сек |
ПРОЕКТИРОВАННЫЙ ПЕРЕПОЛОДОВ/Время охлаждения — сплавлено с HDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 1/2 лент | ||
1/2 лент. | 8-10 сек | 30 сек |
| 3/4” CTS | 10-12 сек | 30 сек |
| 1 дюйм CTS | 12-14 сек | 30 сек |
| ½” IPS | 8-10 сек | 30 сек |
| ¾” IPS | 12-14 сек | 30 сек |
| 1” IPS | 14-16 сек | 30 сек |
| 1-1/4” IPS | 18-20 сек | 60 сек |
| 1-1/2” IPS | 18-20 сек | 60 сек |
| 2” IPS | 20-26 сек | 60 сек |
| 3” IPS | 25-30 сек | 75 сек |
| 4” IPS | 30-35 сек | 75 сек |
Saddle Fusion
Sidewall или Saddle Fusion аналогичен Socket Fusion, но используется для присоединения перпендикулярного фитинга к поверхности трубы. Затем фитинг трубы выдерживают под давлением.
Время нагрева и охлаждения
| Размер трубы/th> | Максимальное время нагрева | Мин. время охлаждения |
|---|---|---|
| 1-1/4” IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 5 мин + 30 мин |
| 2” IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 10 мин + 30 мин/тд > |
| 3” IPS и выше | Рисунок расплава 1/16 дюйма у основания фитинга. | 10 мин + 30 мин |
Электромуфта
Электромуфта – соединение труб и фитингов с помощью специальных фитингов, в которые встроена резистивная проволока, и эта проволока сплавляет соединение. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и расплавляя внутреннюю часть фитинга и внешнюю стенку трубы.
Основы сварки HDPE
При соединении любых труб из ПЭВП друг с другом или с фитингами важно помнить:
- Надлежащее обучение работе с инструментами и оборудованием, используемым для сварки труб из ПЭВП.

- Пластины нагревателя должны быть чистыми и находиться в рабочем состоянии. Они должны быть нагреты до надлежащей температуры в зависимости от типа сварки.
- Сварка встык/сварка плавлением – 400°F — 450°F
- Socket Fusion: 490–510 °F
- Сплав седла/боковины: 490°F — 510°F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- Трубы не должны иметь неприемлемых порезов, выемок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное укрытие, чтобы избежать проблем с ветром и ненастной погодой.
- Сделайте S-образную кривую между витками при использовании змеевика и подождите несколько часов, пока втянутые трубы не оправятся от напряжения растяжения.
Несварные соединения
В некоторых случаях предпочтительнее несварные соединения. Соединительные системы позволяют выполнять соединения без специальных инструментов, часто одним человеком, и могут использоваться в компактных условиях, таких как люки. У нас есть соединители HDPE разных марок.
Соединительные системы позволяют выполнять соединения без специальных инструментов, часто одним человеком, и могут использоваться в компактных условиях, таких как люки. У нас есть соединители HDPE разных марок.
- Муфты Shur Lock были испытаны давлением воздуха более 125 фунтов на квадратный дюйм, а водонепроницаемость выдерживает давление до 20 футов. Они используются для соединения ПЭВП с трубой из ПВХ с помощью муфты и 2 внешних хомутов 9.0374
- Муфты E-Loc позволяют переходить от трубы из полиэтилена высокой плотности к трубе со стальной резьбой или трубе из ПВХ. Они были испытаны воздухом и водой до 2000 фунтов на квадратный дюйм, но не должны использоваться для протягивания в процессе бурения.
- Муфты Com Fit используются для соединения кабельных каналов из полиэтилена высокой плотности. Они позволяют вставлять концы труб в муфту, создавая соединение, испытанное давлением до 230 фунтов на квадратный дюйм.

Трубы и фитинги из полиэтилена высокой плотности | Трубы и фитинги Здесь
Трубы из полиэтилена высокой плотности желаемого диаметра от 20 мм до 1200 мм и классов давления Pn4-Pn32 незаменимы для ваших проектов благодаря их высокой производительности и качеству. Полиэтилен
, используемый в производстве труб Hdpe; На сегодняшний день это наиболее часто используемое пластиковое сырье. Известно, что впервые в истории он появился в 1898 году. В производстве полиэтиленового сырья используется сырая нефть. Следовательно, производство и доступность полиэтиленового сырья прямо пропорциональны сырой нефти.
Трубы и фитинги из полиэтилена высокой плотности из полиэтилена высокой плотности имеют много преимуществ, их высокое качество, долговечность труб и фитингов, малый вес, простота загрузки и транспортировки, быстрая и простая сборка сделали их лучшим выбором для ваших проектов.
Хотите узнать цену на Трубы из ПНД?
Мы ждем, чтобы предоставить вам лучшее предложение на трубы из полиэтилена и полиэтилена.

ЛУЧШИЙ
ЦЕНА
ЛУЧШЕЕ КАЧЕСТВО
Полиэтиленовые трубы сортируются по прочности, классифицированной в соответствии с интенсивностью более ранних технологических разработок. Полиэтиленовые трубы классов давления, которые могут быть изготовлены между Pn4-Pn32 и производством необходимого диаметра и размера системы труб из полиэтилена высокой плотности, прошли множество испытаний в 1950-х годах, в частности, при перевозке питьевой воды.
По результатам этих испытаний полиэтиленовой трубы, если все отчеты положительные, она не оказывает вредного воздействия на жизнь человека. Одной из наиболее широко используемых на сегодняшний день труб являются системы полиэтиленовых труб, которые являются экономичными, простыми в обращении, эффективными характеристиками и простым методом соединения. Весьма полезен и производится KUZEYBORU.
Преимущества труб из полиэтилена высокой плотности
Коррозионная стойкость высокая; Трубы Kuzeyboru HDPE устойчивы к коррозии, вызванной химическими веществами. Химические вещества, вызванные почвой, не вызывают какого-либо ухудшения состояния трубопровода.
Не протекать; Трубы из полиэтилена высокой плотности, соединенные методом электромуфтовой сварки и методом стыковой сварки, предотвращают утечку благодаря прочности соединения.
Высокая сила; Трубы из полиэтилена высокой плотности с удлинением при разрыве более 500 % являются единственной системой инфраструктурных трубопроводов, пережившей землетрясение в Кобе в 1995 году в Японии. На него не влияют подземные движения. Неуязвимый.
Износостойкость высокая; Полиэтиленовые трубы — это трубы с наилучшей стойкостью к истиранию среди широко используемых инфраструктурных систем трубопроводов.
Трубы Kuzeyboru Hdpe обеспечивают простоту установки и высокую гибкость.
Трубы Hdpe снижают стоимость проекта за счет стоимости установки системы и низких затрат на техническое обслуживание. Он более экономичен, чем металлический материал.
Долгий срок службы; Полиэтиленовые трубы Kuzeyboru повышают ценность вашей инфраструктурной системы благодаря сроку службы 100 лет.
Трубы из полиэтилена высокой плотности могут безопасно использоваться в проектах подводных лодок, поскольку на них не влияет движение моря.
Трубы из полиэтилена высокой плотности Hdpe устойчивы к лучам пользовательского интерфейса. Не изменяет запах и вкус воды.
Методы соединения полиэтиленовых труб просты. Его можно легко добавить.
Hdpe Pipe, которая не выделяет ядовитых газов при пожаре, имеет высокую температуру воспламенения. Морозостоек.
Возможность производства в виде рулона предлагает небольшое количество возможностей соединения на больших расстояниях.
Нажмите, чтобы воспользоваться преимуществами труб из полиэтилена высокой плотности Kuzeyboru и ознакомиться с прайс-листом на трубы из полиэтилена высокой плотности на 2022 год.
 Химические вещества, вызванные почвой, не вызывают какого-либо ухудшения состояния трубопровода.
Химические вещества, вызванные почвой, не вызывают какого-либо ухудшения состояния трубопровода. Он более экономичен, чем металлический материал.
Он более экономичен, чем металлический материал.
Области применения труб из полиэтилена высокой плотности
Трубы из полиэтилена высокой плотности безопасно используются в трубопроводах питьевой воды и системах очистки питьевой воды, инфраструктурных линиях орошения под давлением, трубопроводах сточных вод, трубопроводах очистки и охлаждения, сельскохозяйственных ирригационных линиях. Он также используется в качестве трубы для передачи химических веществ, трубы с оболочкой для телекоммуникационного кабеля. Пожалуйста, свяжитесь с нами, чтобы получить доступ к этому списку продуктов Hdpe Pipe и нашему каталогу Hdpe Pipe, который имеет широкий спектр применения с нашими специальными решениями.
Методы соединения труб из полиэтилена высокой плотности
Kuzeyboru Фитинги из полиэтилена соединяются друг с другом с помощью механических компонентов. Либо этот процесс осуществляется плавлением. Фланцы, компрессионные фитинги или переходники используются в трубах, изготовленных из материала, отличного от полиэтилена. В последние годы широко используются два различных метода сварки. Методы соединения труб из полиэтилена высокой плотности
В последние годы широко используются два различных метода сварки. Методы соединения труб из полиэтилена высокой плотности
– Электромуфтовая (EF) сварка
– Метод стыковой сварки
Сварка полиэтиленовых труб сегодня успешно используется во многих проектах. Методы сварки полиэтиленовых труб зависят от проекта. Хотя это предпочтительнее в проектах, связанных с высоким давлением, могут использоваться различные альтернативы в зависимости от используемого метода сварки и используемого сырья.
Среди способов соединения при соединении полиэтиленовых труб предпочтительны сварка встык, электромуфтовое соединение и другие различные способы.
Вы можете немедленно связаться с нами, чтобы помочь вам в процессах соединения труб из полиэтилена высокой плотности из полиэтилена высокой плотности в рамках ваших проектов.
Полиэтиленовая труба класса Pe 32 разработана в 1950 году с использованием улучшенных технологий и низкой плотности. Полиэтиленовое сырье 3-го поколения PE 100 используется в трубопроводах питьевой воды, опреснительных установках, биологических очистных сооружениях, трубопроводах плавательных бассейнов, линиях морского стока, самотечных водопроводах, заправочных станциях, ирригационных линиях, линиях сжатого воздуха, линиях охлаждения и нагрева, -изоляционная оболочка для труб.
Полиэтиленовое сырье 3-го поколения PE 100 используется в трубопроводах питьевой воды, опреснительных установках, биологических очистных сооружениях, трубопроводах плавательных бассейнов, линиях морского стока, самотечных водопроводах, заправочных станциях, ирригационных линиях, линиях сжатого воздуха, линиях охлаждения и нагрева, -изоляционная оболочка для труб.
Потому что полиэтиленовая труба низкой плотности экономична и имеет высокие эксплуатационные характеристики во многих областях, таких как канализационные линии. (C2h5) имеет общую формулу сырой нефти 97% полиэтилена и представляет собой термопластичный полимер, как показано на рисунке. Производство сырья полностью зависит от наличия и цены сырой нефти. Плотность полиэтилена делится на три основные группы в зависимости от процента их кристаллической структуры.
• Сырье для полиэтилена низкой плотности (LDPE)
• Сырье для полиэтилена средней плотности (MDPE)
• Сырье для полиэтилена высокой плотности (HDPE)
Труба из полиэтилена высокой плотности
Прайс-лист
Труба ПНД Кузейбору предлагает вам наиболее подходящий продукт с подходящими диаметрами, низкой стоимостью, простотой транспортировки и командной работой от начала до конца производства. Нажмите, чтобы воспользоваться преимуществами труб Kuzeyboru HDPE и получить доступ к Прайс-лист на трубы из полиэтилена высокой плотности .
Нажмите, чтобы воспользоваться преимуществами труб Kuzeyboru HDPE и получить доступ к Прайс-лист на трубы из полиэтилена высокой плотности .
Труба из полиэтилена высокой плотности Здесь
HDPE-труба
HDPE-труба
HDPE-труба
HDPE-труба
HDPE-труба
HDPE-труба
- Как вам метод электромуфтовой сварки?
Метод электромуфтовой сварки представляет собой тип сварки, осуществляемой путем нагревания и плавления материала под действием электрического сопротивления. Электромуфтовые детали внутри сварки плавлением позволяют соединять трубы. Самое главное, что нужно знать при этом способе сварки, это то, что трубы должны быть сухими. В мокрой трубе не происходит кипения. Если в трубе осталась вода, ее также следует прочистить.
В процессе сварки необходимо следить за тем, чтобы муфты идеально подходили друг к другу. Она не должна быть перекошена или повреждена. Для электромуфтовой сварки используется несколько машин и оборудования.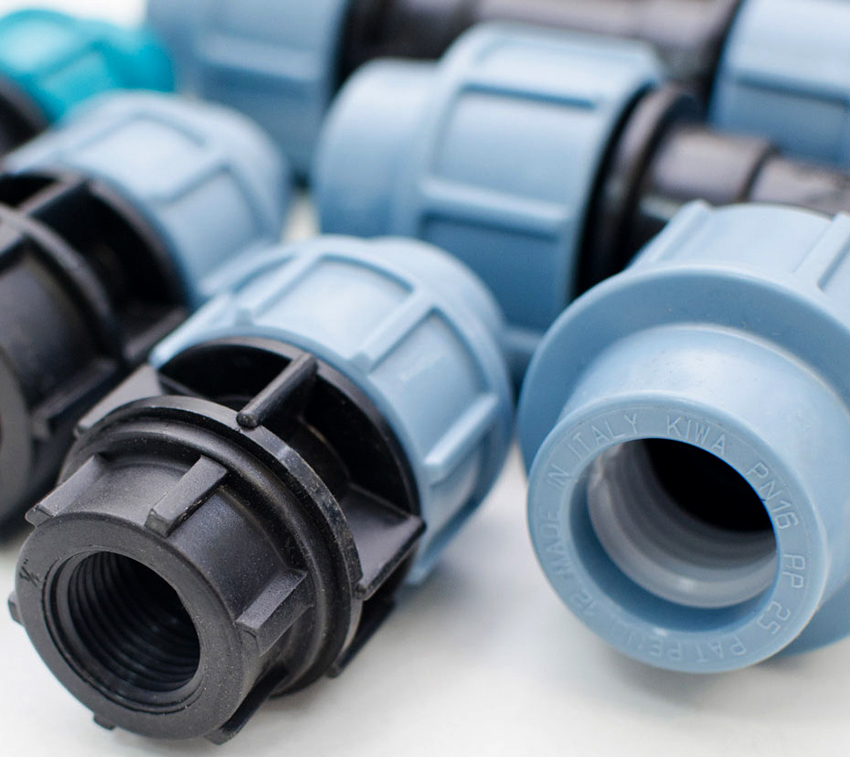
Аппарат электромуфтовой сварки: Выпускается с компьютерным управлением. Машина управляется микропроцессорами.
Скребки для труб: Это оборудование различных типов и размеров, используемое для соскабливания таких слоев, как оксидный слой, масло, грязь и влага, которые со временем могут образовываться на поверхности труб и отрицательно влиять на свариваемость.
Устройство для резки труб: Это инструменты для резки концов длинных или неправильно обрезанных труб в процессе сварки.
Набор хомутов: Используется для устранения овальности труб и предотвращения напряжений, которые могут возникнуть при сварке.
Кузейбору, который с вами от начала до конца проекта, находится с вами в процессе электромуфтовой сварки. Вы можете получить ресурсную поддержку, позвонив на нашу горячую линию +90 382 266 23 03 прямо сейчас.
- Как выполняется стыковая сварка?
Стыковая сварка труб из ПНД – способ соединения, возникающий в результате соединения встык труб и фитингов одинакового диаметра и толщины стенки. Ротовые части кусков выбривают и нагревают в зависимости от температуры плавления. Затем его приклеивают ко лбу. В этом методе стыковой сварки необходимо учитывать температуру и время. Стык прижимается к сварному шву с определенным давлением, выжидает при нулевом давлении и стыкуется.
Ротовые части кусков выбривают и нагревают в зависимости от температуры плавления. Затем его приклеивают ко лбу. В этом методе стыковой сварки необходимо учитывать температуру и время. Стык прижимается к сварному шву с определенным давлением, выжидает при нулевом давлении и стыкуется.
Давление, температура и время стыковой сварки должны быть тщательно отрегулированы для успешного выполнения метода стыковой сварки. Сделанное соединение имеет как минимум прочность исходной трубы.
Процедура стыковой сварки: Склеивание – Нагрев без давления – Удаление нагревателя – Соединение – Охлаждение
- Каков срок службы труб из полиэтилена высокой плотности?
Срок службы трубы из полиэтилена высокой плотности составляет 100 лет. PIPA (Ассоциация производителей пластиковых труб) и Институт пластиковых труб (PPI) исследовали срок службы труб из полиэтилена высокой плотности и представили отчеты об этом. В исследовании PIPA по этому вопросу; «Известный 50-летний срок службы пластиковых трубопроводных систем является неверным предположением. Разумно ожидать, что эти трубопроводные системы прослужат 100 и более лет». заявил. Ожидается, что правильно изготовленные и собранные инфраструктурные трубопроводные системы прослужат более 100 лет.
Разумно ожидать, что эти трубопроводные системы прослужат 100 и более лет». заявил. Ожидается, что правильно изготовленные и собранные инфраструктурные трубопроводные системы прослужат более 100 лет.
- Какова химическая, ударная и водостойкая стойкость труб из полиэтилена высокой плотности?
Kuzeyboru Hdpe Pipes — это тип труб с самой высокой ударопрочностью среди инфраструктурных систем. Труба из полиэтилена высокой плотности, которая сохраняет эту характеристику даже при низких температурах, является одной из причин предпочтения.
Kuzeyboru Hdpe Pipes обладают высокой устойчивостью к химическим веществам. Вы можете безопасно использовать его в своих проектах благодаря его устойчивости к химическим продуктам и растворителям.
Вода и влажность не влияют на трубы из полиэтилена высокой плотности. Трубы из полиэтилена высокой плотности, которые являются наиболее предпочтительной инфраструктурной системой в подводных проектах, используются в пресной и соленой воде.
- Как перевозить и хранить трубы из полиэтилена высокой плотности?
Операции по транспортировке и хранению труб Kuzeyboru HDPE, которые сэкономят время для ваших проектов благодаря простоте транспортировки, должны выполняться тщательно и бережно. Трубы из полиэтилена высокой плотности
следует хранить вдали от пыли, масла и грязных сред, а также не подвергать воздействию прямых солнечных лучей.
Не следует перемещать путем трения, для удобства транспортировки следует использовать вилочный погрузчик.
Точки подъема должны быть расположены на одинаковом расстоянии с обеих сторон при погрузке и транспортировке труб.
При укладке труб следите за тем, чтобы пол был ровным.
Укладка должна выполняться на полах, которые будут нести вес трубы.
- Что такое труба сети давления Hdpe?
Полиэтиленовое сырье получают путем переработки газообразного этилена, полученного из нефти. Чтобы удовлетворить растущие потребности с развивающейся технологией, она началась с полиэтиленового сырья PE 25 и сегодня перешла к системам PE 100.


 org/ListItem»>Пастель художественная сухая
org/ListItem»>Пастель художественная сухая 71
71
 14
14

 Прокрутите список и нажмите на любой раздел, чтобы увидеть предварительный просмотр на странице. Используйте кнопку Добавить , чтобы вставить выбранный раздел, или нажмите Отмена , чтобы закрыть список разделов.
Прокрутите список и нажмите на любой раздел, чтобы увидеть предварительный просмотр на странице. Используйте кнопку Добавить , чтобы вставить выбранный раздел, или нажмите Отмена , чтобы закрыть список разделов. Стрелки отмены и повтора будут работать для любых изменений, внесенных на страницу, которую вы сейчас редактируете, но все изменения будут постоянно сохранены, если вы переключитесь на другую страницу или выйдете из редактора.
Стрелки отмены и повтора будут работать для любых изменений, внесенных на страницу, которую вы сейчас редактируете, но все изменения будут постоянно сохранены, если вы переключитесь на другую страницу или выйдете из редактора. ..» . Затем выберите Дублировать , чтобы добавить точную копию на текущую страницу.
..» . Затем выберите Дублировать , чтобы добавить точную копию на текущую страницу.
 Узнайте, как настроить страницы категорий.
Узнайте, как настроить страницы категорий.


 В них есть надежная защита от ультрафиолетового и инфракрасного излучения.
В них есть надежная защита от ультрафиолетового и инфракрасного излучения. Никаких дополнительных элементов в комплекте не предусмотрено, в частности, отсутствует режим шлифовки, нет разъема для установки специального защитного стекла. Степень затемнения можно отрегулировать, однако срабатывает она скачкообразно. Изготавливается данная продукция из материалов, способных выдерживать достаточно сильные удары, защита глаз срабатывает достаточно быстро – время отклика составляет всего лишь 0,1 мс.
Никаких дополнительных элементов в комплекте не предусмотрено, в частности, отсутствует режим шлифовки, нет разъема для установки специального защитного стекла. Степень затемнения можно отрегулировать, однако срабатывает она скачкообразно. Изготавливается данная продукция из материалов, способных выдерживать достаточно сильные удары, защита глаз срабатывает достаточно быстро – время отклика составляет всего лишь 0,1 мс.
 Габаритные размеры смотрового окошка составляют 90х35 мм. Для бытовых работ подобного окошка будет вполне достаточно, однако для промышленной эксплуатации все же маловато. С левой стороны находится рукоятка, позволяющая изменять степень затемнения. У маски не предусмотрено подъемного механизма, соответственно, ее не удастся просто поднять после завершения работ – именно по этой причине производитель разработал большое количество регулировок.
Габаритные размеры смотрового окошка составляют 90х35 мм. Для бытовых работ подобного окошка будет вполне достаточно, однако для промышленной эксплуатации все же маловато. С левой стороны находится рукоятка, позволяющая изменять степень затемнения. У маски не предусмотрено подъемного механизма, соответственно, ее не удастся просто поднять после завершения работ – именно по этой причине производитель разработал большое количество регулировок. Окно обзора довольно большое – 100х65 мм, конструкция характеризуется значительным диапазоном затемнения. Модель имеет довольно богатую комплектацию и хорошее оснащение. У нее предусмотрено сразу четыре оптически сенсора, вместе с изделием поставляется заменяемая батарея, при необходимости можно проверить, какое количество заряда в ней осталось. Все эти моменты позволяют обеспечить продолжительную и комфортную работу при весьма эффективной защите.
Окно обзора довольно большое – 100х65 мм, конструкция характеризуется значительным диапазоном затемнения. Модель имеет довольно богатую комплектацию и хорошее оснащение. У нее предусмотрено сразу четыре оптически сенсора, вместе с изделием поставляется заменяемая батарея, при необходимости можно проверить, какое количество заряда в ней осталось. Все эти моменты позволяют обеспечить продолжительную и комфортную работу при весьма эффективной защите. В свою очередь, это в полной мере исключает проникновение через них дыма во время работы.
В свою очередь, это в полной мере исключает проникновение через них дыма во время работы. Зона обзора приличных размеров – 92х42 мм. Этого вполне достаточно для бытовой эксплуатации, для промышленных работ тоже подойдет, однако ее использование может быть связано с неким дискомфортом.
Зона обзора приличных размеров – 92х42 мм. Этого вполне достаточно для бытовой эксплуатации, для промышленных работ тоже подойдет, однако ее использование может быть связано с неким дискомфортом. Aurora Sun-9 Max Expert
Aurora Sun-9 Max Expert Сам съемный аккумулятор дополнен солнечной батареей. Модель обладает сертификатом соответствия самым высоким европейским и американским стандартам. Маска производится из высококачественного негорючего полиэтилена, который дополнительно покрыт специальной защитной пленкой.
Сам съемный аккумулятор дополнен солнечной батареей. Модель обладает сертификатом соответствия самым высоким европейским и американским стандартам. Маска производится из высококачественного негорючего полиэтилена, который дополнительно покрыт специальной защитной пленкой. Крепление на голове довольно удобное, поэтому размер маски можно с легкостью подогнать под диаметр головы. Световой фильтр работает от солнечной батареи, однако в маске предусмотрен литиево-ионный аккумулятор.
Крепление на голове довольно удобное, поэтому размер маски можно с легкостью подогнать под диаметр головы. Световой фильтр работает от солнечной батареи, однако в маске предусмотрен литиево-ионный аккумулятор. Корпус маски производится из облегченного пластика повышенной прочности, который в течение всего периода эксплуатации будет сохранять первоначальную форму и красивый внешний вид. Все элементы регулировки находятся непосредственно над окошком обзора. У маски есть большое количество настроек, позволяющих плотно подогнать ее по размеру головы. Все это делается при помощи вращения специальных регуляторов. Изделие довольно легкое – его масса составляет немногим более 0,5 кг.
Корпус маски производится из облегченного пластика повышенной прочности, который в течение всего периода эксплуатации будет сохранять первоначальную форму и красивый внешний вид. Все элементы регулировки находятся непосредственно над окошком обзора. У маски есть большое количество настроек, позволяющих плотно подогнать ее по размеру головы. Все это делается при помощи вращения специальных регуляторов. Изделие довольно легкое – его масса составляет немногим более 0,5 кг. Маска качественная, отвечает всем требованиям комфорта и безопасности оператора.
Маска качественная, отвечает всем требованиям комфорта и безопасности оператора. Производитель рекомендует использовать такую продукцию в помещении или на улице, если температура окружающей среды не ниже -5 градусов. Спереди у изделия есть четыре автономных датчика по углам, благодаря чему обеспечивается моментальное затемнение. Следует внимательно следить за их состоянием и своевременно удалять загрязнения, иначе они будут срабатывать с задержкой.
Производитель рекомендует использовать такую продукцию в помещении или на улице, если температура окружающей среды не ниже -5 градусов. Спереди у изделия есть четыре автономных датчика по углам, благодаря чему обеспечивается моментальное затемнение. Следует внимательно следить за их состоянием и своевременно удалять загрязнения, иначе они будут срабатывать с задержкой.

 Затемнение обеспечивается мгновенно вне зависимости от того, под каким углом будет падать на световой фильтр свет от сварочной дуги. Угол обзора довольно широк. Он имеет постоянное затемнение 5 DIN. Оголовье весьма удобное, также предусмотрена система комфортного отвода выдыхаемого воздуха.
Затемнение обеспечивается мгновенно вне зависимости от того, под каким углом будет падать на световой фильтр свет от сварочной дуги. Угол обзора довольно широк. Он имеет постоянное затемнение 5 DIN. Оголовье весьма удобное, также предусмотрена система комфортного отвода выдыхаемого воздуха.
 Кропивницкий
Кропивницкий Кропивницкий
Кропивницкий Львов
Львов Пустомыты
Пустомыты com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок. 0 Auto-Darkening Welding 1006.900
0 Auto-Darkening Welding 1006.900
 Сварочные маски с автоматическим затемнением стоят дороже, чем пассивные модели, но их универсальность и удобство делают их гораздо более популярным выбором.
Сварочные маски с автоматическим затемнением стоят дороже, чем пассивные модели, но их универсальность и удобство делают их гораздо более популярным выбором.
 Системы True Color пытаются исправить это и показать реалистичный цвет.
Системы True Color пытаются исправить это и показать реалистичный цвет.
 Удобную кнопку режима шлифовки на боковой части шлема необходимо нажать на 3 секунды, чтобы избежать случайного включения.
Удобную кнопку режима шлифовки на боковой части шлема необходимо нажать на 3 секунды, чтобы избежать случайного включения. com
com 3 sq. in.
3 sq. in. Цвета хорошие, если не исключительные, и хотя оптическая четкость 1/1/1/2 не идеальна, она все же соответствует профессиональному стандарту.
Цвета хорошие, если не исключительные, и хотя оптическая четкость 1/1/1/2 не идеальна, она все же соответствует профессиональному стандарту.
 дюймов
дюймов 3M Speedglas также предлагает автоматическое включение при поднятии шлема с функцией памяти, которая запоминает последние использованные настройки.
3M Speedglas также предлагает автоматическое включение при поднятии шлема с функцией памяти, которая запоминает последние использованные настройки.

 Цветопередача также на высоте. Хотя объектив не такой большой, как у некоторых, это не влияет на удобство использования. Скорость реакции 1/10000 секунды.
Цветопередача также на высоте. Хотя объектив не такой большой, как у некоторых, это не влияет на удобство использования. Скорость реакции 1/10000 секунды.
 настройки
настройки Время реакции 1/10000 секунды. Элементы управления просты, хотя ручным циферблатам не хватает точности цифровых дисплеев.
Время реакции 1/10000 секунды. Элементы управления просты, хотя ручным циферблатам не хватает точности цифровых дисплеев. Он имеет высокую оптическую четкость (1/1/1/1) и использует технологию True Color для точного отображения. Время реакции составляет 1/15 000 секунды, а все основные функции, включая задержку и чувствительность, снабжены точным цифровым управлением. Это будет хороший выбор как для любителей, так и для профессиональных сварщиков общего назначения.
Он имеет высокую оптическую четкость (1/1/1/1) и использует технологию True Color для точного отображения. Время реакции составляет 1/15 000 секунды, а все основные функции, включая задержку и чувствительность, снабжены точным цифровым управлением. Это будет хороший выбор как для любителей, так и для профессиональных сварщиков общего назначения. 27 sq. in.
27 sq. in. Команда Bob Vila также изучила всех ведущих производителей, чтобы убедиться, что они используют новейшие технологии. Также были учтены отзывы сотен реальных пользователей.
Команда Bob Vila также изучила всех ведущих производителей, чтобы убедиться, что они используют новейшие технологии. Также были учтены отзывы сотен реальных пользователей. Тем не менее, более доступный сварочный шлем может быть правильным выбором для любителя, но он может не предлагать все функции, необходимые профессиональному пользователю. Сварочная маска, которая стоит несколько сотен долларов, все еще может быть хорошей ценностью для профессионала. Мы искали лучшие модели во всем ценовом диапазоне.
Тем не менее, более доступный сварочный шлем может быть правильным выбором для любителя, но он может не предлагать все функции, необходимые профессиональному пользователю. Сварочная маска, которая стоит несколько сотен долларов, все еще может быть хорошей ценностью для профессионала. Мы искали лучшие модели во всем ценовом диапазоне.
 Шлем также защищает лицо от ожогов, вызванных сварочными искрами или вспышками расплавленного металла.
Шлем также защищает лицо от ожогов, вызванных сварочными искрами или вспышками расплавленного металла. Итак, вот некоторые из факторов, которые следует учитывать при принятии решения:
Итак, вот некоторые из факторов, которые следует учитывать при принятии решения:
 Если вы можете позволить себе самую быструю модель или если вы занимаетесь сваркой, выберите сварочную маску промышленного класса.
Если вы можете позволить себе самую быструю модель или если вы занимаетесь сваркой, выберите сварочную маску промышленного класса.
 Такие факторы, как размер и удобство просмотра, будут варьироваться от модели к модели.
Такие факторы, как размер и удобство просмотра, будут варьироваться от модели к модели.

 Помещенная в отверстие в стене, она при закручивании головки анкерного болта начинает увеличиваться в диаметре, распирая внутренние стенки отверстия и входя с ними в надежное зацепление.
Помещенная в отверстие в стене, она при закручивании головки анкерного болта начинает увеличиваться в диаметре, распирая внутренние стенки отверстия и входя с ними в надежное зацепление.
 После того как забивная часть болта надежно закрепляется в кирпиче, в него вкручивают резьбовой элемент.
После того как забивная часть болта надежно закрепляется в кирпиче, в него вкручивают резьбовой элемент.
 Производители, занимающиеся выпуском таких анкеров для кирпича, обязательно указывают в рекомендациях к ним период, необходимый для полного застывания клеящего состава.
Производители, занимающиеся выпуском таких анкеров для кирпича, обязательно указывают в рекомендациях к ним период, необходимый для полного застывания клеящего состава. Высокая надежность использования таких изделий объясняется тем, что хотя бы один из его распорных элементов придется не на пустотелую часть кирпичной кладки, а на твердую часть ее внутренней структуры.
Высокая надежность использования таких изделий объясняется тем, что хотя бы один из его распорных элементов придется не на пустотелую часть кирпичной кладки, а на твердую часть ее внутренней структуры. Выполняется он в следующей последовательности.
Выполняется он в следующей последовательности. youtube.com/embed/g1jv_gLN6uQ»/>
youtube.com/embed/g1jv_gLN6uQ»/>
 Забивной – самый простой тип метизов, применяемый при работе с полнотелыми стеновыми блоками. Он включает распорный участок, вбиваемый в кирпич молотком, болт и закручиваемую гайку. Помимо гаечной существуют такие виды забивного анкера, как крюк, угол и кольцо, выдерживаемый ими вес зависит от размеров и надежности металла.
Забивной – самый простой тип метизов, применяемый при работе с полнотелыми стеновыми блоками. Он включает распорный участок, вбиваемый в кирпич молотком, болт и закручиваемую гайку. Помимо гаечной существуют такие виды забивного анкера, как крюк, угол и кольцо, выдерживаемый ими вес зависит от размеров и надежности металла. Материалом основания служит полнотелый прочный искусственный камень, в виде исключений допускается вкрутка в пустотелые блоки.
Материалом основания служит полнотелый прочный искусственный камень, в виде исключений допускается вкрутка в пустотелые блоки. Их длину можно подрезать, для фиксации с другой стороны стены используется гайка и шайба.
Их длину можно подрезать, для фиксации с другой стороны стены используется гайка и шайба. Помимо основного преимущества – обеспечения прочности крепежа, они обладают устойчивостью ко влаге и агрессивным средам и полностью герметизируют соединение. При этом анкер Hilti и его аналоги не вызывают механических напряжений и не растрескивают кирпич, их однозначно рекомендуют купить для установки по краям стен.
Помимо основного преимущества – обеспечения прочности крепежа, они обладают устойчивостью ко влаге и агрессивным средам и полностью герметизируют соединение. При этом анкер Hilti и его аналоги не вызывают механических напряжений и не растрескивают кирпич, их однозначно рекомендуют купить для установки по краям стен. com/embed/5h96FM_lhwA» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/5h96FM_lhwA» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Стандартная длина устройств предварительного крепежа составляет 85 и 50 мм, при необходимости они соединяются.
Стандартная длина устройств предварительного крепежа составляет 85 и 50 мм, при необходимости они соединяются. Затем опустите анкер в отверстие и поместите в него установочный инструмент. Затем ударьте по установочному инструменту молотком. Нижняя часть анкера деформируется, что приводит к заклиниванию анкера, который невозможно удалить.
Затем опустите анкер в отверстие и поместите в него установочный инструмент. Затем ударьте по установочному инструменту молотком. Нижняя часть анкера деформируется, что приводит к заклиниванию анкера, который невозможно удалить. Они доступны как с плоской головкой Phillips (для отделки заподлицо), так и с шестигранной головкой (для простоты установки).
Они доступны как с плоской головкой Phillips (для отделки заподлицо), так и с шестигранной головкой (для простоты установки).

 В результате получается ограниченное, но эффективное расширение анкера. Предел расширения сильно снижает вероятность растрескивания кирпича или блока.
В результате получается ограниченное, но эффективное расширение анкера. Предел расширения сильно снижает вероятность растрескивания кирпича или блока.
 Пожалуйста, оставьте это поле пустым.
Пожалуйста, оставьте это поле пустым.


 Шуруп по бетону марки Tapcon представляет собой анкер с резьбой, который вбивает резьбу в основной материал из кирпича, бетона или блока. Шуруп по бетону Tapcon представляет собой анкер с наружной резьбой, который выпускается в широком диапазоне диаметров от 3/16 дюйма до 3/4 дюйма и длиной от 1-3/4 дюйма до 6 дюймов. Анкеры для каменной кладки доступны с двумя разными типами головок, предназначенными для различных типов применения.
Шуруп по бетону марки Tapcon представляет собой анкер с резьбой, который вбивает резьбу в основной материал из кирпича, бетона или блока. Шуруп по бетону Tapcon представляет собой анкер с наружной резьбой, который выпускается в широком диапазоне диаметров от 3/16 дюйма до 3/4 дюйма и длиной от 1-3/4 дюйма до 6 дюймов. Анкеры для каменной кладки доступны с двумя разными типами головок, предназначенными для различных типов применения. Для каждого диаметра вставного анкера используется установочный инструмент разного размера. Вставные анкеры бывают пяти различных диаметров: 1/4”, 3/8”, 1/2”, 5/8” и 3/4”. Для каждого диаметра вставного анкера доступна только одна длина. Вставной анкер изготавливается из стандартной оцинкованной углеродистой стали, нержавеющей стали 304 и нержавеющей стали 316.
Для каждого диаметра вставного анкера используется установочный инструмент разного размера. Вставные анкеры бывают пяти различных диаметров: 1/4”, 3/8”, 1/2”, 5/8” и 3/4”. Для каждого диаметра вставного анкера доступна только одна длина. Вставной анкер изготавливается из стандартной оцинкованной углеродистой стали, нержавеющей стали 304 и нержавеющей стали 316.


 В быту блестящий или сатинированный никель используется для сантехники, светильников, приборов и изделий из проволоки (стойки). Никель также используется для изготовления труб, таких как мебель и инвалидные кресла. Большинство из этих приложений для никеля / хрома основаны на этих отложениях для достижения декоративного внешнего вида детали с защитой от коррозии и износостойкостью.
В быту блестящий или сатинированный никель используется для сантехники, светильников, приборов и изделий из проволоки (стойки). Никель также используется для изготовления труб, таких как мебель и инвалидные кресла. Большинство из этих приложений для никеля / хрома основаны на этих отложениях для достижения декоративного внешнего вида детали с защитой от коррозии и износостойкостью.
 Концентрация хлорида никеля 30 г/л считается минимальной для коррозии анода, если в качестве деполяризаторов не используются специальные формы материала анода, содержащие сульфид никеля или оксид никеля.
Концентрация хлорида никеля 30 г/л считается минимальной для коррозии анода, если в качестве деполяризаторов не используются специальные формы материала анода, содержащие сульфид никеля или оксид никеля.

 Чтобы решить эту проблему, перед нанесением блестящего (или сатинированного) никеля можно нанести слой никеля, не содержащего серы.
Чтобы решить эту проблему, перед нанесением блестящего (или сатинированного) никеля можно нанести слой никеля, не содержащего серы.
 Механическое и/или эжекторное перемешивание можно использовать отдельно или в сочетании с воздушным перемешиванием.
Механическое и/или эжекторное перемешивание можно использовать отдельно или в сочетании с воздушным перемешиванием. Активированный уголь не удаляет большинство блестящих присадок к никелю. Таким образом, хорошая фильтрация через фильтр с активированным углем позволяет свести к минимуму концентрацию посторонних органических веществ, продуктов разложения отбеливателя и твердых частиц.
Активированный уголь не удаляет большинство блестящих присадок к никелю. Таким образом, хорошая фильтрация через фильтр с активированным углем позволяет свести к минимуму концентрацию посторонних органических веществ, продуктов разложения отбеливателя и твердых частиц.


 Во время нанесения покрытия можно проводить непрерывную обработку смоляным блоком. Когда указана необходимость очистки, а причина проблемы не очевидна, всегда следует проводить химический анализ и тесты посева, чтобы определить наилучший план действий. Если тесты дублируют результаты посева, задача несколько упрощается, но если нет, то необходимы дальнейшие исследования в других
Во время нанесения покрытия можно проводить непрерывную обработку смоляным блоком. Когда указана необходимость очистки, а причина проблемы не очевидна, всегда следует проводить химический анализ и тесты посева, чтобы определить наилучший план действий. Если тесты дублируют результаты посева, задача несколько упрощается, но если нет, то необходимы дальнейшие исследования в других
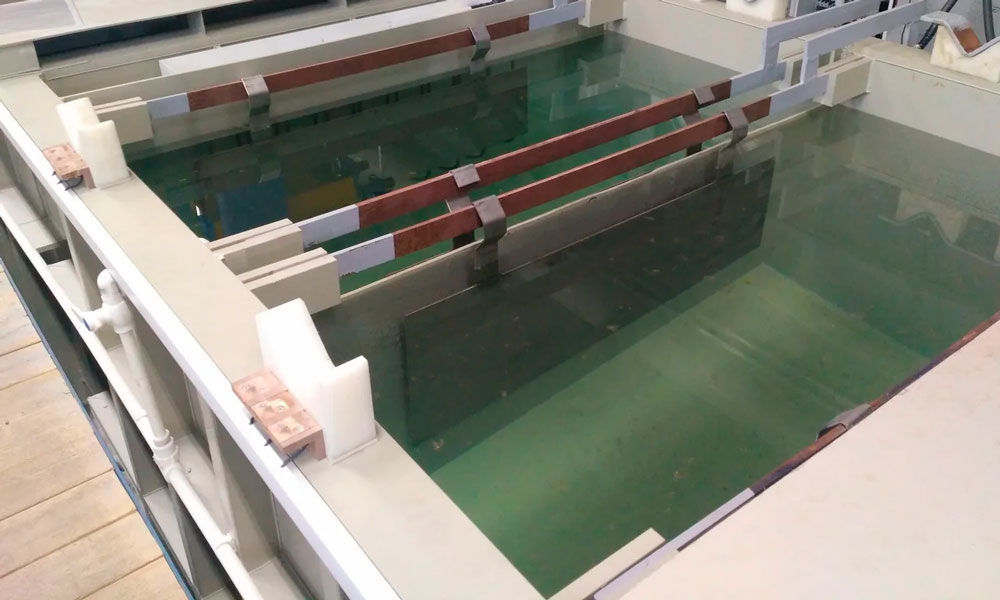
 К тому же, если нужно будет заменить ТЭН, вам не придется сливать жидкость – доступ к нагревательному элементу осуществляется снаружи ванны.
К тому же, если нужно будет заменить ТЭН, вам не придется сливать жидкость – доступ к нагревательному элементу осуществляется снаружи ванны.
 1 Последовательность действий
1 Последовательность действий

 Для удаления пленки рекомендуется использовать грубую наждачную бумагу — с ее помощью оксидная пленка снимается очень легко, а каких-либо серьезных усилий для очистки рабочему прилагать не нужно.
Для удаления пленки рекомендуется использовать грубую наждачную бумагу — с ее помощью оксидная пленка снимается очень легко, а каких-либо серьезных усилий для очистки рабочему прилагать не нужно.
 Во время работы анодный и электролитический никель под действием электрических сил перемещаются на поверхность металлического элемента, который обладает отрицательной полярностью. При прохождении электрического тока никель прочно прикрепляется к металлу, что приводит к образованию тонкой пленки на основе никеля, что нам и требовалось.
Во время работы анодный и электролитический никель под действием электрических сил перемещаются на поверхность металлического элемента, который обладает отрицательной полярностью. При прохождении электрического тока никель прочно прикрепляется к металлу, что приводит к образованию тонкой пленки на основе никеля, что нам и требовалось. Принцип проведения химического никелирования следующий:
Принцип проведения химического никелирования следующий: Цель такой обработки — сделать материал плотным и прочным, чтобы частички никеля смогли равномерно покрыть поверхность металла. Цинковая обработка выполняется так:
Цель такой обработки — сделать материал плотным и прочным, чтобы частички никеля смогли равномерно покрыть поверхность металла. Цинковая обработка выполняется так: Хлористый натрий — 20 г, лимоннокислый натрий — 40 г, аммоний на основе хлора — 50 г, 25%-аммиак — 50 мл, гипофосфит натрия — 25 г, вода — 1 литр. Для приготовления раствора необходимо нагреть воду до температуры 80-90 градусов. После этого в воду помещаются все компоненты (кроме гипофосфита). Выполняется перемешивание соединения до образования однородного раствора, в конце вносится гипофосфит натрия.
Хлористый натрий — 20 г, лимоннокислый натрий — 40 г, аммоний на основе хлора — 50 г, 25%-аммиак — 50 мл, гипофосфит натрия — 25 г, вода — 1 литр. Для приготовления раствора необходимо нагреть воду до температуры 80-90 градусов. После этого в воду помещаются все компоненты (кроме гипофосфита). Выполняется перемешивание соединения до образования однородного раствора, в конце вносится гипофосфит натрия. Оптимальный срок термическо-химической обработки — 1 час.
Оптимальный срок термическо-химической обработки — 1 час. Затем деталь аккуратно промывается теплой водой и подвешивается на металлической проволоке.
Затем деталь аккуратно промывается теплой водой и подвешивается на металлической проволоке. После этого выполняется никелирование латуни/меди обычным способом. Деталь на проволоке помещается в раствор на 70-80%, раствор доводится до температуры 350 градусов, длится не более 1 часа.
После этого выполняется никелирование латуни/меди обычным способом. Деталь на проволоке помещается в раствор на 70-80%, раствор доводится до температуры 350 градусов, длится не более 1 часа. Деталь очищается и полируется, а потом выполняется декапирование с помощью серной или азотной кислоты. После этого деталь подвешивается на проволоке из любого материала.
Деталь очищается и полируется, а потом выполняется декапирование с помощью серной или азотной кислоты. После этого деталь подвешивается на проволоке из любого материала. В противном случае может произойти растрескивание и повреждение стали. Само никелирование металла выполняется стандартным способом. Деталь помещается в раствор, электролит доводится до нужной температуры (до температуры отпуска, но не выше 350 градусов). Срок обработки — 1-2 часа (чем ниже температура, тем дольше длится обработка). После проведения никелирования нужно выполнить травление детали. После этого рекомендуется выполнить процедуру еще один раз по стандартному алгоритму.
В противном случае может произойти растрескивание и повреждение стали. Само никелирование металла выполняется стандартным способом. Деталь помещается в раствор, электролит доводится до нужной температуры (до температуры отпуска, но не выше 350 градусов). Срок обработки — 1-2 часа (чем ниже температура, тем дольше длится обработка). После проведения никелирования нужно выполнить травление детали. После этого рекомендуется выполнить процедуру еще один раз по стандартному алгоритму. М., Арзамасов Б. Н. Химико-термическая обработка металлов. — М.: Металлургия, 1985.
М., Арзамасов Б. Н. Химико-термическая обработка металлов. — М.: Металлургия, 1985. НПЦ реализует два вида никелирования гальванопокрытием: сульфаматное и сульфатное .
НПЦ реализует два вида никелирования гальванопокрытием: сульфаматное и сульфатное . Чрезвычайно яркая отделка Sulfate также делает его лучшим вариантом, когда эстетика имеет первостепенное значение. Однако относительная непрочность сульфата делает его менее подходящим для применения в толстостенных конструкциях.
Чрезвычайно яркая отделка Sulfate также делает его лучшим вариантом, когда эстетика имеет первостепенное значение. Однако относительная непрочность сульфата делает его менее подходящим для применения в толстостенных конструкциях. Что касается коррозионной стойкости, высокомикрокристаллическая структура приводит к уменьшению пористости и образует чрезвычайно эффективный антикоррозионный барьер для основного материала.
Что касается коррозионной стойкости, высокомикрокристаллическая структура приводит к уменьшению пористости и образует чрезвычайно эффективный антикоррозионный барьер для основного материала. Композиты на основе фторированных соединений служат жизнеспособной заменой оловянных и кадмиевых покрытий для электронных разъемов, а также используются в различных продуктах пищевой промышленности.
Композиты на основе фторированных соединений служат жизнеспособной заменой оловянных и кадмиевых покрытий для электронных разъемов, а также используются в различных продуктах пищевой промышленности..jpg) для музыки и видео.
для музыки и видео..jpg) Наше производственное предприятие площадью 70 000 квадратных футов со штаб-квартирой в южной части Центральной Пенсильвании оснащено самыми современными возможностями для эффективного удовлетворения ваших потребностей в сульфаматном и сульфатном никелировании.
Наше производственное предприятие площадью 70 000 квадратных футов со штаб-квартирой в южной части Центральной Пенсильвании оснащено самыми современными возможностями для эффективного удовлетворения ваших потребностей в сульфаматном и сульфатном никелировании. Узнайте, что делает SPC одной из лучших компаний по никелированию в мире!
Узнайте, что делает SPC одной из лучших компаний по никелированию в мире!
 Электроникелирование также может улучшить яркость и внешний вид продукта. Различные химикаты для никелирования, включенные в процесс, позволяют получить что угодно: от полуглянцевого и полностью яркого косметического эффекта до матовой, жемчужной или атласной отделки.
Электроникелирование также может улучшить яркость и внешний вид продукта. Различные химикаты для никелирования, включенные в процесс, позволяют получить что угодно: от полуглянцевого и полностью яркого косметического эффекта до матовой, жемчужной или атласной отделки. Затем отрицательный заряд основного металла притягивает положительные ионы никеля, а положительный заряд никелевого стержня притягивает отрицательные анионы хлорида. В результате этой химической реакции никель в стержне окисляется и растворяется в растворе. Отсюда окисленный никель притягивается к основному материалу и впоследствии покрывает изделие.
Затем отрицательный заряд основного металла притягивает положительные ионы никеля, а положительный заряд никелевого стержня притягивает отрицательные анионы хлорида. В результате этой химической реакции никель в стержне окисляется и растворяется в растворе. Отсюда окисленный никель притягивается к основному материалу и впоследствии покрывает изделие. Допуская от одной до трех секунд перерыв между каждыми восемью-пятнадцатью секундами электрического тока, высокая плотность тока может обеспечить более высокий уровень качества. Прерывистый ток также полезен для предотвращения нанесения покрытия на определенные участки основного материала.
Допуская от одной до трех секунд перерыв между каждыми восемью-пятнадцатью секундами электрического тока, высокая плотность тока может обеспечить более высокий уровень качества. Прерывистый ток также полезен для предотвращения нанесения покрытия на определенные участки основного материала.

 Длинные волны слабее влияют на организм, практически не нанося ущерба глазам.
Длинные волны слабее влияют на организм, практически не нанося ущерба глазам. Может сопровождаться и помутнением роговой оболочки.
Может сопровождаться и помутнением роговой оболочки.


 Если мазь имеется в аптечке, ее применение сразу же после ожога позволит ускорить восстановление и снимет болезненные ощущения.
Если мазь имеется в аптечке, ее применение сразу же после ожога позволит ускорить восстановление и снимет болезненные ощущения. Наиболее эффективные офтальмологические растворы для закапывания, допустимые при электроофтальмии:
Наиболее эффективные офтальмологические растворы для закапывания, допустимые при электроофтальмии: Только специалист может подобрать наиболее эффективные капли, их сочетание, необходимую дозировку и курс лечения.
Только специалист может подобрать наиболее эффективные капли, их сочетание, необходимую дозировку и курс лечения.

 Пары от металла вредно воздействуют на легкие сварщика. Ультрафиолетовое излучение, возникающее от электрической дуги, создает угрозу для глаз. Предохраняет от ожогов сварки светофильтр. Но часто сварщики жалуются на боль в глазах. Она возникает от долгого наблюдения за сваркой без защитной маски. Глаза поражаются от прямого воздействия света электрической дуги. Может возникнуть ожог роговицы от сварки. В народе говорят: «Нахватался зайчиков». Вспышки света попали в глаза, если они не были защищены. В медицине такая болезнь называется электроофтальмия. Сегодня мы расскажем, что делать, если нахватался зайчиков при сварке, и болят глаза. Мы познакомим вас с причинами болей в глазах, симптомами электроофтальмии и способами ее лечения.
Пары от металла вредно воздействуют на легкие сварщика. Ультрафиолетовое излучение, возникающее от электрической дуги, создает угрозу для глаз. Предохраняет от ожогов сварки светофильтр. Но часто сварщики жалуются на боль в глазах. Она возникает от долгого наблюдения за сваркой без защитной маски. Глаза поражаются от прямого воздействия света электрической дуги. Может возникнуть ожог роговицы от сварки. В народе говорят: «Нахватался зайчиков». Вспышки света попали в глаза, если они не были защищены. В медицине такая болезнь называется электроофтальмия. Сегодня мы расскажем, что делать, если нахватался зайчиков при сварке, и болят глаза. Мы познакомим вас с причинами болей в глазах, симптомами электроофтальмии и способами ее лечения.

 Воду из-под крана использовать нельзя. В ней содержатся вещества, которые усугубят проблему, усилят развитие болезнетворных бактерий. Лучше взять кипяченую воду и промыть аккуратно глаза.
Воду из-под крана использовать нельзя. В ней содержатся вещества, которые усугубят проблему, усилят развитие болезнетворных бактерий. Лучше взять кипяченую воду и промыть аккуратно глаза. Поэтому,чтобы снизить их количество и удалить микробы из глаза применяют специальные капли Офтаквикс, Гентамицин, Визин. Их закапывают 4-5 раз в день по одной капле.
Поэтому,чтобы снизить их количество и удалить микробы из глаза применяют специальные капли Офтаквикс, Гентамицин, Визин. Их закапывают 4-5 раз в день по одной капле. Если поражение легкое, то можно обойтись и без медикаментозного лечения народными средствами:
Если поражение легкое, то можно обойтись и без медикаментозного лечения народными средствами: Средство можно закапывать несколько раз в день по одной капле.
Средство можно закапывать несколько раз в день по одной капле. Иногда после полного курса лечения вы можете испытывать неприятные ощущения.
Иногда после полного курса лечения вы можете испытывать неприятные ощущения.


 На рынке представлено множество сварочных аппаратов, поэтому, возможно, пятерка, которую мы оценили, слишком мала для вас. Руководство по покупке сварочного аппарата следует нашим обзорам, чтобы помочь вам сделать наилучший выбор.
На рынке представлено множество сварочных аппаратов, поэтому, возможно, пятерка, которую мы оценили, слишком мала для вас. Руководство по покупке сварочного аппарата следует нашим обзорам, чтобы помочь вам сделать наилучший выбор. EVERLAST PowerARC 200ST сварочный аппарат – лучший в целом
EVERLAST PowerARC 200ST сварочный аппарат – лучший в целом Everlast определенно нужно расширить свой отдел обслуживания клиентов, если она когда-нибудь захочет поужинать за столом для взрослых.
Everlast определенно нужно расширить свой отдел обслуживания клиентов, если она когда-нибудь захочет поужинать за столом для взрослых. Квалифицированный оператор может быстро настроить то, что он делает, но это усложняет задачу начинающему домашнему любителю. Таким образом, несмотря на то, что это отличный сварочный аппарат по цене, он не подходит для новичков в сварке. Инструменты, которые достаточно просты, чтобы каждый мог использовать их прямо из коробки, занимают первые места в рейтинге; инструменты, которые полагаются на пользовательский опыт для настройки на лету, занимают второе место.
Квалифицированный оператор может быстро настроить то, что он делает, но это усложняет задачу начинающему домашнему любителю. Таким образом, несмотря на то, что это отличный сварочный аппарат по цене, он не подходит для новичков в сварке. Инструменты, которые достаточно просты, чтобы каждый мог использовать их прямо из коробки, занимают первые места в рейтинге; инструменты, которые полагаются на пользовательский опыт для настройки на лету, занимают второе место. Он также легкий и очень портативный.
Он также легкий и очень портативный. Мы запустили его на 220 В и были удивлены, что он смог выдать 160 А при 60-процентном рабочем цикле. Мы меньшего ожидали от машины такой цены.
Мы запустили его на 220 В и были удивлены, что он смог выдать 160 А при 60-процентном рабочем цикле. Мы меньшего ожидали от машины такой цены. Сварочный аппарат Campbell Hausfeld WS099001AV
Сварочный аппарат Campbell Hausfeld WS099001AV

 Первый вопрос при выборе сварочного аппарата: инвертор или трансформатор.
Первый вопрос при выборе сварочного аппарата: инвертор или трансформатор. Более длительный рабочий цикл означает больше, чем просто большее время работы, но часто свидетельствует о качестве конструкции. Если вы смотрите на две идентичные модели, рабочий цикл — отличный способ решить проблему, особенно если они очень близки по цене.
Более длительный рабочий цикл означает больше, чем просто большее время работы, но часто свидетельствует о качестве конструкции. Если вы смотрите на две идентичные модели, рабочий цикл — отличный способ решить проблему, особенно если они очень близки по цене. Мы были менее впечатлены Amico DC-160, и нам просто жаль тех, кто покупает Campbell Hausfeld WS09.9001АВ.
Мы были менее впечатлены Amico DC-160, и нам просто жаль тех, кто покупает Campbell Hausfeld WS09.9001АВ.
 Вибрации, передающиеся от привода фрезы, должны поглощаться массой опорной конструкции станка. А направляющие оси должны не только выдерживать нагрузку, но и иметь запас прочности, чтобы они не прогибались. При самостоятельном проектировании фрезерно-копировального станка оптимальные параметры для плавного хода фрезы подбираются опытным путём.
Вибрации, передающиеся от привода фрезы, должны поглощаться массой опорной конструкции станка. А направляющие оси должны не только выдерживать нагрузку, но и иметь запас прочности, чтобы они не прогибались. При самостоятельном проектировании фрезерно-копировального станка оптимальные параметры для плавного хода фрезы подбираются опытным путём. Причём в такой конструкции предусмотрено двукратное уменьшение масштаба. Скачать чертежи фрезерно-копировального станка можно одним архивом внизу страницы.
Причём в такой конструкции предусмотрено двукратное уменьшение масштаба. Скачать чертежи фрезерно-копировального станка можно одним архивом внизу страницы. Эту конструкцию он создал своими руками и, благодаря подробной инструкции, ее можно повторить в любой столярной мастерской. Этот станок можно использовать для изготовления черенков топоров, рукоятей ножей и др. поделок.
Эту конструкцию он создал своими руками и, благодаря подробной инструкции, ее можно повторить в любой столярной мастерской. Этот станок можно использовать для изготовления черенков топоров, рукоятей ножей и др. поделок. В середине болта есть отверстие с резьбой для M10 болта с токарным центром.
В середине болта есть отверстие с резьбой для M10 болта с токарным центром. Прямое соединение оказалось слишком быстрым, поэтому была добавлена понижающая передача из велосипедных шестеренок. Для лучшего сцепления с заготовками и оригиналом были заточены крыльчатки помпы в виде шипов.
Прямое соединение оказалось слишком быстрым, поэтому была добавлена понижающая передача из велосипедных шестеренок. Для лучшего сцепления с заготовками и оригиналом были заточены крыльчатки помпы в виде шипов. Чтобы не находиться все время рядом со станком, надо установить концевой выключатель, который выключит станок, когда каретка дойдет до конца заготовки. Подошел выключатель тормоза той же машины. Надо приклеить упорную пластинку, чтобы она нажимала на выключатель в нужный момент.
Чтобы не находиться все время рядом со станком, надо установить концевой выключатель, который выключит станок, когда каретка дойдет до конца заготовки. Подошел выключатель тормоза той же машины. Надо приклеить упорную пластинку, чтобы она нажимала на выключатель в нужный момент. Не использовал какие либо чертежи, всё делал интуитивно.
Не использовал какие либо чертежи, всё делал интуитивно. С одной стороны вал имеет удлиненную проточку для крепления шкива. Для синхронного вращения обрабатываемой детали и заготовки использовал две помпы от ваз 2108, купил на разборке и зубчатый ремень так же от ваз 2108.
С одной стороны вал имеет удлиненную проточку для крепления шкива. Для синхронного вращения обрабатываемой детали и заготовки использовал две помпы от ваз 2108, купил на разборке и зубчатый ремень так же от ваз 2108. Это сделало идеи постоянными, портативными и бесконечно воспроизводимыми.
Это сделало идеи постоянными, портативными и бесконечно воспроизводимыми.
 И все сделанные копии плохо пахли, плохо читались, недолговечны и склонны сворачиваться в трубочки.
И все сделанные копии плохо пахли, плохо читались, недолговечны и склонны сворачиваться в трубочки.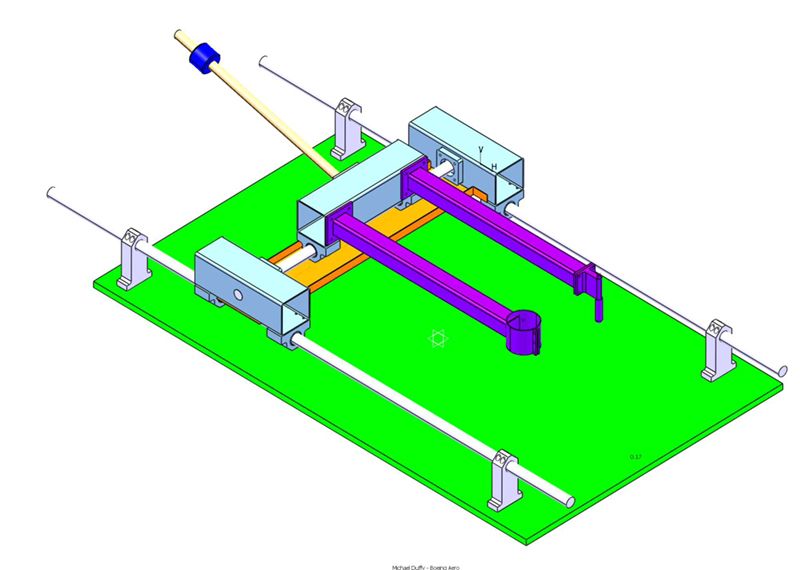 Свое открытие он сделал в одиночку в 1937 году и предложил его более чем 20 крупным корпорациям, среди которых IBM, General Electric, Eastman Kodak и RCA. Все они отказали ему, выразив то, что он позже назвал «восторженным отсутствием интереса», и таким образом упустили возможность произвести то, что Журнал Fortune назвал бы его «самым успешным продуктом, когда-либо продаваемым в Америке».
Свое открытие он сделал в одиночку в 1937 году и предложил его более чем 20 крупным корпорациям, среди которых IBM, General Electric, Eastman Kodak и RCA. Все они отказали ему, выразив то, что он позже назвал «восторженным отсутствием интереса», и таким образом упустили возможность произвести то, что Журнал Fortune назвал бы его «самым успешным продуктом, когда-либо продаваемым в Америке».
 Олоф был парикмахером. Он сильно страдал от артрита позвоночника, а в 30 лет у него развился туберкулез. В поисках облегчения он перевез жену и трехлетнего сына в дом брата в Калифорнии, затем в лагерь среди песчаных дюн в пустыне Аризоны, затем в глинобитную хижину на никчемной мексиканской ферме, затем в Лос-Анджелес, где семья провела более года, живя в одной комнате в доме врача, у которого Эллен, теперь единственная финансовая опора семьи, работала домработницей, а затем в ветхом арендованном доме в Сан-Бернардино. Осенью 1915, когда Честеру было 9, Олоф решил, что холод, а не жара, может улучшить его здоровье, и снова перевез семью в полуразрушенный сарай в горах недалеко от Сан-Бернардино. Снег в ту зиму был глубиной три-четыре фута. Каждое утро Эллен использовала ручное зеркальце, чтобы подать сигнал обеспокоенному владельцу магазина в долине внизу, чтобы сообщить ему, что они пережили еще одну ночь.
Олоф был парикмахером. Он сильно страдал от артрита позвоночника, а в 30 лет у него развился туберкулез. В поисках облегчения он перевез жену и трехлетнего сына в дом брата в Калифорнии, затем в лагерь среди песчаных дюн в пустыне Аризоны, затем в глинобитную хижину на никчемной мексиканской ферме, затем в Лос-Анджелес, где семья провела более года, живя в одной комнате в доме врача, у которого Эллен, теперь единственная финансовая опора семьи, работала домработницей, а затем в ветхом арендованном доме в Сан-Бернардино. Осенью 1915, когда Честеру было 9, Олоф решил, что холод, а не жара, может улучшить его здоровье, и снова перевез семью в полуразрушенный сарай в горах недалеко от Сан-Бернардино. Снег в ту зиму был глубиной три-четыре фута. Каждое утро Эллен использовала ручное зеркальце, чтобы подать сигнал обеспокоенному владельцу магазина в долине внизу, чтобы сообщить ему, что они пережили еще одну ночь. Честер, единственный ребенок в семье, также сказал, что его матери всегда каким-то образом удавалось представить бедность семьи как игру — сложную головоломку, которую можно было решить с хорошим настроением и изобретательностью. Тем не менее, у него было очень одинокое детство. Большую часть времени семья жила в горах, он был единственным учеником в местной школе. Этот период, по его словам, «ознаменовал собой начало значительного отставания в моем социальном развитии среди детей моего возраста». Когда учебный год закончился, Улоф, уже потерявший всякую надежду на улучшение своего здоровья, перевез семью обратно в долину, где следующие восемь лет они жили в мрачной череде ветхих домов.
Честер, единственный ребенок в семье, также сказал, что его матери всегда каким-то образом удавалось представить бедность семьи как игру — сложную головоломку, которую можно было решить с хорошим настроением и изобретательностью. Тем не менее, у него было очень одинокое детство. Большую часть времени семья жила в горах, он был единственным учеником в местной школе. Этот период, по его словам, «ознаменовал собой начало значительного отставания в моем социальном развитии среди детей моего возраста». Когда учебный год закончился, Улоф, уже потерявший всякую надежду на улучшение своего здоровья, перевез семью обратно в долину, где следующие восемь лет они жили в мрачной череде ветхих домов.
 Ее смерть опустошила его; 25 лет спустя он был почти физически не в состоянии говорить об этом. «Худшее, что когда-либо случалось со мной, — вспоминал он. «Я так хотел дать ей несколько вещей в жизни». К тому времени, как он окончил среднюю школу, они с Олофом вынуждены были жить в бывшем курятнике, в единственной комнате которого был голый бетонный пол. Честер спал на открытом воздухе, отчасти для того, чтобы уменьшить свой шанс заразиться болезнью, убившей его мать, на узкой полоске утрамбованной земли между зданием и дощатым забором, идущим вдоль переулка, в спальном мешке, который он сам смастерил.
Ее смерть опустошила его; 25 лет спустя он был почти физически не в состоянии говорить об этом. «Худшее, что когда-либо случалось со мной, — вспоминал он. «Я так хотел дать ей несколько вещей в жизни». К тому времени, как он окончил среднюю школу, они с Олофом вынуждены были жить в бывшем курятнике, в единственной комнате которого был голый бетонный пол. Честер спал на открытом воздухе, отчасти для того, чтобы уменьшить свой шанс заразиться болезнью, убившей его мать, на узкой полоске утрамбованной земли между зданием и дощатым забором, идущим вдоль переулка, в спальном мешке, который он сам смастерил. Через год он перешел в патентный отдел компании, полагая, что полученные там навыки могут пригодиться ему, когда он станет изобретателем.
Через год он перешел в патентный отдел компании, полагая, что полученные там навыки могут пригодиться ему, когда он станет изобретателем. покупать. Копирование вызвало у него писательскую судорогу и заставило вновь задуматься о желательности устройства, которое, в отличие от копировальной бумаги, можно было бы использовать для воспроизведения уже существующих документов.
покупать. Копирование вызвало у него писательскую судорогу и заставило вновь задуматься о желательности устройства, которое, в отличие от копировальной бумаги, можно было бы использовать для воспроизведения уже существующих документов. Карлсон рассудил, что он мог бы создать копировальный аппарат на основе фотопроводимости, если бы нашел материал, который действовал бы как проводник при освещении и как изолятор при отсутствии освещения. Его план состоял в том, чтобы нанести тонкий слой материала на электрически заземленную металлическую пластину. Затем в темноте он наносил на всю покрытую поверхность равномерный статический электрический заряд. Затем он проецировал изображение печатной страницы на заряженную поверхность, тем самым заставляя заряд стекать на землю с освещенных областей (тех, которые соответствуют отражающему белому фону страницы), в то же время позволяя заряду сохраняться в областях. которые остались темными (те, которые соответствуют черным чернилам). Наконец, он посыпал всю поверхность противоположно заряженным порошковым тонером, который прилипал только к местам, где остались заряды, тем самым формируя видимое (и перевернутое) изображение исходной страницы. Затем порошок можно было перенести на лист бумаги и сплавить с ним: копия.
Карлсон рассудил, что он мог бы создать копировальный аппарат на основе фотопроводимости, если бы нашел материал, который действовал бы как проводник при освещении и как изолятор при отсутствии освещения. Его план состоял в том, чтобы нанести тонкий слой материала на электрически заземленную металлическую пластину. Затем в темноте он наносил на всю покрытую поверхность равномерный статический электрический заряд. Затем он проецировал изображение печатной страницы на заряженную поверхность, тем самым заставляя заряд стекать на землю с освещенных областей (тех, которые соответствуют отражающему белому фону страницы), в то же время позволяя заряду сохраняться в областях. которые остались темными (те, которые соответствуют черным чернилам). Наконец, он посыпал всю поверхность противоположно заряженным порошковым тонером, который прилипал только к местам, где остались заряды, тем самым формируя видимое (и перевернутое) изображение исходной страницы. Затем порошок можно было перенести на лист бумаги и сплавить с ним: копия.

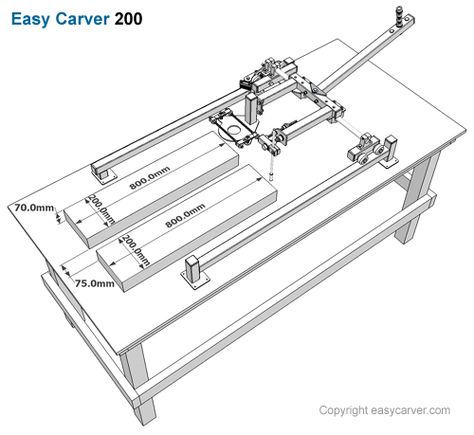 В 1944 году случайный разговор привел его в Мемориальный институт Баттеля, частную некоммерческую научно-исследовательскую организацию в Колумбусе, штат Огайо. Он провел свою стандартную демонстрацию для полудюжины ученых и инженеров Баттелла, а затем приготовился к прочищению горла и перекладыванию бумаги, что было обычной реакцией на его презентации. Но инженер Battelle по имени Рассел Дейтон поднял клочок вощеной бумаги и сказал своим коллегам: «Каким бы грубым это ни казалось, вы впервые видите репродукцию, сделанную без какой-либо химической реакции и [с] сухим способом». процесс.» Баттель согласился инвестировать.
В 1944 году случайный разговор привел его в Мемориальный институт Баттеля, частную некоммерческую научно-исследовательскую организацию в Колумбусе, штат Огайо. Он провел свою стандартную демонстрацию для полудюжины ученых и инженеров Баттелла, а затем приготовился к прочищению горла и перекладыванию бумаги, что было обычной реакцией на его презентации. Но инженер Battelle по имени Рассел Дейтон поднял клочок вощеной бумаги и сказал своим коллегам: «Каким бы грубым это ни казалось, вы впервые видите репродукцию, сделанную без какой-либо химической реакции и [с] сухим способом». процесс.» Баттель согласился инвестировать. Это просто доказывает, что если у вас есть что-то уникальное, вы не участвуете в опросе».
Это просто доказывает, что если у вас есть что-то уникальное, вы не участвуете в опросе».
 Карлсон стал консультантом Haloid в 1948. Позже ему дали лабораторию и помощника, и он сделал ряд открытий, на которые получил три десятка патентов. Тем не менее, самый важный вклад Карлсона в проект в 1950-х годах, вероятно, помог сохранить энтузиазм компании в отношении его идеи, несмотря на неоднократные неудачи. Позже инженер ABattelle сказал: «В продолжении всегда должно быть что-то экстралогическое».
Карлсон стал консультантом Haloid в 1948. Позже ему дали лабораторию и помощника, и он сделал ряд открытий, на которые получил три десятка патентов. Тем не менее, самый важный вклад Карлсона в проект в 1950-х годах, вероятно, помог сохранить энтузиазм компании в отношении его идеи, несмотря на неоднократные неудачи. Позже инженер ABattelle сказал: «В продолжении всегда должно быть что-то экстралогическое». Была группа, работавшая над созданием порошкового облака, которая включала создание тумана из субмикронных частиц углерода. Время от времени нам приходилось проветривать проявочное устройство, потому что оно забивалось угольной пылью, и мы должны были научиться не делать этого по вторникам, потому что в это время соседка развешивала свое белое белье».
Была группа, работавшая над созданием порошкового облака, которая включала создание тумана из субмикронных частиц углерода. Время от времени нам приходилось проветривать проявочное устройство, потому что оно забивалось угольной пылью, и мы должны были научиться не делать этого по вторникам, потому что в это время соседка развешивала свое белое белье». (Кофейная гуща, соевая мука, семена льна и кукурузная мука также были опробованы и отвергнуты — они привлекали паразитов.)14, фоторецептор представлял собой цилиндр, а чистка производилась вращающейся меховой щеткой.
(Кофейная гуща, соевая мука, семена льна и кукурузная мука также были опробованы и отвергнуты — они привлекали паразитов.)14, фоторецептор представлял собой цилиндр, а чистка производилась вращающейся меховой щеткой. Они и другие сотрудники Haloid пытались выявить и устранить оставшиеся дефекты 914, которых было удручающе много.
Они и другие сотрудники Haloid пытались выявить и устранить оставшиеся дефекты 914, которых было удручающе много. Никто не знал, существует ли подходящая смола.
Никто не знал, существует ли подходящая смола. Пользоваться 914 было соблазнительно легко, так как не было специальной бумаги или химических проявителей, и все, что нужно было сделать, это нажать на кнопку, а сама копия давала положительное подкрепление, потому что она не дурно пахла, не сворачивалась и не становилась коричневой. Поначалу цифры казались немыслимыми, но первые компании, получившие 914 выпускали от 2000 до 3000 копий в день.
Пользоваться 914 было соблазнительно легко, так как не было специальной бумаги или химических проявителей, и все, что нужно было сделать, это нажать на кнопку, а сама копия давала положительное подкрепление, потому что она не дурно пахла, не сворачивалась и не становилась коричневой. Поначалу цифры казались немыслимыми, но первые компании, получившие 914 выпускали от 2000 до 3000 копий в день. Изобретение было матерью необходимости.
Изобретение было матерью необходимости. Его благотворительность в последнее десятилетие его жизни была поразительной. Это также было полностью анонимно. Когда он дал деньги на строительство здания, он не позволил публично раскрыть свое имя, не говоря уже о том, чтобы выгравировать его на камне над дверью. В середине 1960-х, например, он дал Калифорнийскому технологическому институту деньги на создание центра изучения химической физики, области своей деятельности, но оговорил, чтобы здание было названо в честь Артура Амоса Нойеса, профессора, чье учение повлияло на него. самый. Карлсон сделал большой вклад в организации, которые способствовали миру во всем мире. Он поддерживал правозащитные организации. Он купил многоквартирные дома в Вашингтоне, округ Колумбия, и Нью-Йорке и организовал расовую интеграцию зданий. Он пожертвовал миллионы в Объединенный фонд негритянских колледжей и сделал взносы в отдельные колледжи для чернокожих. Он (и его воля) обеспечил большую часть финансирования в течение 60-х и 70-х годов для Центра изучения демократических институтов Роберта Мейнарда Хатчинса.
Его благотворительность в последнее десятилетие его жизни была поразительной. Это также было полностью анонимно. Когда он дал деньги на строительство здания, он не позволил публично раскрыть свое имя, не говоря уже о том, чтобы выгравировать его на камне над дверью. В середине 1960-х, например, он дал Калифорнийскому технологическому институту деньги на создание центра изучения химической физики, области своей деятельности, но оговорил, чтобы здание было названо в честь Артура Амоса Нойеса, профессора, чье учение повлияло на него. самый. Карлсон сделал большой вклад в организации, которые способствовали миру во всем мире. Он поддерживал правозащитные организации. Он купил многоквартирные дома в Вашингтоне, округ Колумбия, и Нью-Йорке и организовал расовую интеграцию зданий. Он пожертвовал миллионы в Объединенный фонд негритянских колледжей и сделал взносы в отдельные колледжи для чернокожих. Он (и его воля) обеспечил большую часть финансирования в течение 60-х и 70-х годов для Центра изучения демократических институтов Роберта Мейнарда Хатчинса. Он поддерживал Братство примирения и другие пацифистские организации. Он давал деньги школам, библиотекам и международным благотворительным организациям. Список его бенефициаров был длинным, и он сам взвешивал каждую просьбу. (Его благотворительность продолжается и сегодня через Благотворительный фонд Честера и Доррис Карлсон.)
Он поддерживал Братство примирения и другие пацифистские организации. Он давал деньги школам, библиотекам и международным благотворительным организациям. Список его бенефициаров был длинным, и он сам взвешивал каждую просьбу. (Его благотворительность продолжается и сегодня через Благотворительный фонд Честера и Доррис Карлсон.)
 Он производит 6000 полноцветных оттисков офсетного качества размером 8 1/2 на 11 дюймов в час, и эти оттиски можно настраивать «на лету». Его четыре «станции формирования изображения» наносят голубой, пурпурный, желтый и черный тонер на электростатически заряженную фотопроводящую ленту, с которой все порошки сразу переносятся на бумагу. Лежащую в основе технологию обработки изображений, с помощью которой монохроматический процесс делает полноцветные отпечатки, трудно объяснить, но, по сути, она включает в себя разделение полихроматического изображения на три дополнительных цвета (плюс черный), чтобы «позволить записать один цвет и затем проявка с цветным порошком для создания копии этого цвета, затем повторение цвета друг для друга и наложение изображений пыли на один и тот же лист копии».
Он производит 6000 полноцветных оттисков офсетного качества размером 8 1/2 на 11 дюймов в час, и эти оттиски можно настраивать «на лету». Его четыре «станции формирования изображения» наносят голубой, пурпурный, желтый и черный тонер на электростатически заряженную фотопроводящую ленту, с которой все порошки сразу переносятся на бумагу. Лежащую в основе технологию обработки изображений, с помощью которой монохроматический процесс делает полноцветные отпечатки, трудно объяснить, но, по сути, она включает в себя разделение полихроматического изображения на три дополнительных цвета (плюс черный), чтобы «позволить записать один цвет и затем проявка с цветным порошком для создания копии этого цвета, затем повторение цвета друг для друга и наложение изображений пыли на один и тот же лист копии». #mtg #mtgproxy #mtgtiktok #сделай сам #tutorial #howto #tcg
#mtg #mtgproxy #mtgtiktok #сделай сам #tutorial #howto #tcg  Итак, вы хотите сделать свои собственные прокси?
Итак, вы хотите сделать свои собственные прокси? вот как я их делаю. | начните с квадратного куска | игнорируйте диагональную линию. Я использовал это, чтобы вырезать квадрат. Веселая песенка.
вот как я их делаю. | начните с квадратного куска | игнорируйте диагональную линию. Я использовал это, чтобы вырезать квадрат. Веселая песенка.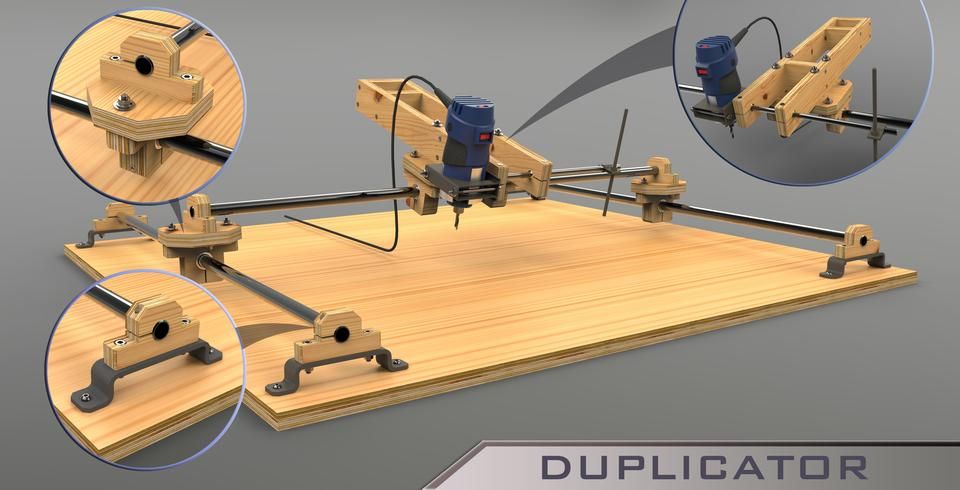 | …. Хип-хоп с впечатляющим звучанием фортепиано(793766).
| …. Хип-хоп с впечатляющим звучанием фортепиано(793766). лайков, 42 комментария. Видео TikTok от TwistedMTG (@twistedmtg): «Создание прокси-сервера Magic the Gathering. Как установить руководство по печати прокси #mtg #magicthegathering #magicproxy #mtgproxy #tcg #tgcproxy #mtgcommunity #mtgart #mtgguide #proxyguide #howto». Итак, вы только что сделали печать, и теперь вам нужно сделать свой прокси. | Нам нужно получить несколько вещей: | Возьмите перчатки. | ….Роскошная мода (без вокала).
лайков, 42 комментария. Видео TikTok от TwistedMTG (@twistedmtg): «Создание прокси-сервера Magic the Gathering. Как установить руководство по печати прокси #mtg #magicthegathering #magicproxy #mtgproxy #tcg #tgcproxy #mtgcommunity #mtgart #mtgguide #proxyguide #howto». Итак, вы только что сделали печать, и теперь вам нужно сделать свой прокси. | Нам нужно получить несколько вещей: | Возьмите перчатки. | ….Роскошная мода (без вокала).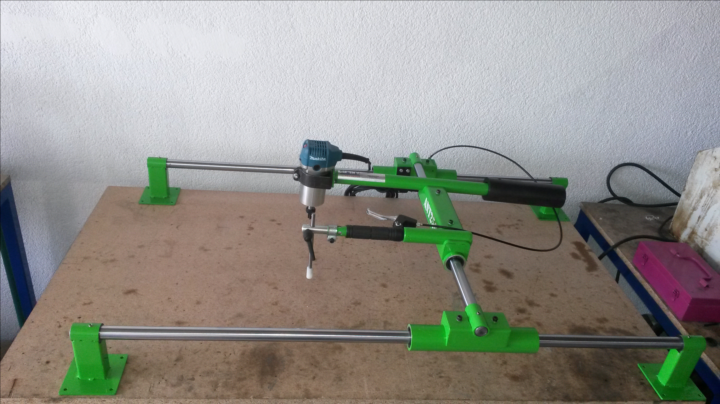


 Перед использованием химанкера следует изучить информацию по его применению (способ монтажа, диаметр отверстия, предписанный изготовителем срок затвердения вещества при определенных температурных показателях и др.).
Перед использованием химанкера следует изучить информацию по его применению (способ монтажа, диаметр отверстия, предписанный изготовителем срок затвердения вещества при определенных температурных показателях и др.).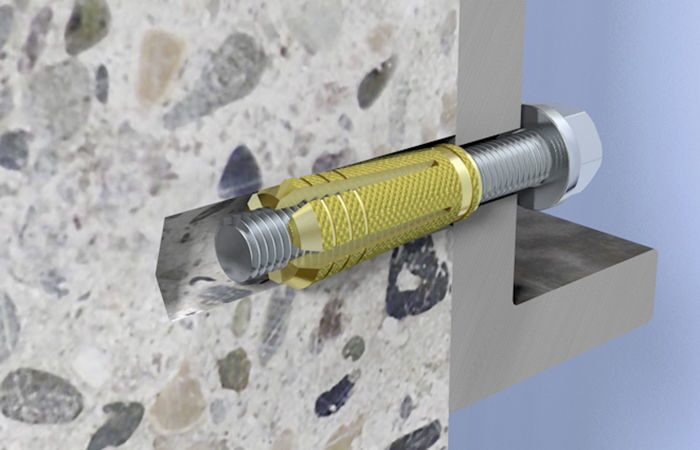
 Так как пустоты препятствуют формированию четко очерченного отверстия, используем специальную гильзу-вкладыш из пластика, куда и выдавливаем массу. При опускании шпильки химанкер частично проникает через пористые стенки гильзы и схватывается в кирпичных полостях, формируя упор. Колпачок необходим, чтобы элемент крепежа размещался внутри гильзы строго по центру и оставался в таком положении до окончательного затвердения химической массы.
Так как пустоты препятствуют формированию четко очерченного отверстия, используем специальную гильзу-вкладыш из пластика, куда и выдавливаем массу. При опускании шпильки химанкер частично проникает через пористые стенки гильзы и схватывается в кирпичных полостях, формируя упор. Колпачок необходим, чтобы элемент крепежа размещался внутри гильзы строго по центру и оставался в таком положении до окончательного затвердения химической массы.
 Производители инжекционного состава оставляют рекомендации по предельному усилию для затягивания гаек. С привычным ключом возникает угроза превысить допустимое значение, что способно вызвать проворачивание вкладыша или растрескивание материала при маленьких габаритах крепления. Исходя из этого, для затягивания гаек целесообразно применять динамометрический ключ.
Производители инжекционного состава оставляют рекомендации по предельному усилию для затягивания гаек. С привычным ключом возникает угроза превысить допустимое значение, что способно вызвать проворачивание вкладыша или растрескивание материала при маленьких габаритах крепления. Исходя из этого, для затягивания гаек целесообразно применять динамометрический ключ.

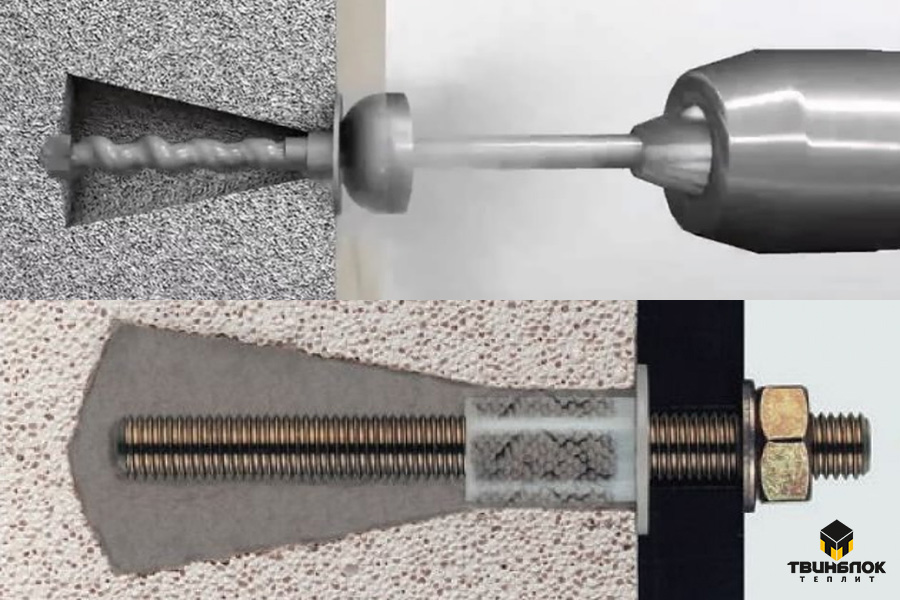 Сверление — просверлите отверстие до указанного диаметр и глубина.
Сверление — просверлите отверстие до указанного диаметр и глубина. Не используйте просроченный продукт.
Не используйте просроченный продукт. Вынимайте насадку по мере заполнения отверстия.
Вынимайте насадку по мере заполнения отверстия.
 Медленно поворачивайте стержень/арматурный стержень, пока вставка не упрется в дно. Не беспокоить до полного отверждения
Медленно поворачивайте стержень/арматурный стержень, пока вставка не упрется в дно. Не беспокоить до полного отверждения
 выше информацию о подготовке картриджа.
выше информацию о подготовке картриджа.
 Если пыль не удалить, впрыснутая смола будет связываться с пылью, а не с самим бетоном, что приведет к значительной потере эффективности анкера. Отверстие следует очищать последовательностью операций продувки и очистки щеткой, которая всегда подробно описана в разрешениях на продукцию или в технической документации. Щетка должна быть немного большего диаметра, чем отверстие, которое она будет очищать. Избегайте использования нейлоновых щеток, так как эффективность их очистки обычно низкая. Walraven рекомендует использовать гибридные щетки из стальной проволоки и натуральной щетины. Если вы не уверены, какой диаметр или тип чистящей щетки вам следует использовать, пожалуйста, свяжитесь с нашими специалистами.
Если пыль не удалить, впрыснутая смола будет связываться с пылью, а не с самим бетоном, что приведет к значительной потере эффективности анкера. Отверстие следует очищать последовательностью операций продувки и очистки щеткой, которая всегда подробно описана в разрешениях на продукцию или в технической документации. Щетка должна быть немного большего диаметра, чем отверстие, которое она будет очищать. Избегайте использования нейлоновых щеток, так как эффективность их очистки обычно низкая. Walraven рекомендует использовать гибридные щетки из стальной проволоки и натуральной щетины. Если вы не уверены, какой диаметр или тип чистящей щетки вам следует использовать, пожалуйста, свяжитесь с нашими специалистами. Если вы перегружаете химический анкер, вы можете разорвать химическую связь между смолой и стальным элементом. Если вы недостаточно затяните приспособление, постепенное ослабление гайки может снизить усилие зажима и, таким образом, поставить под угрозу его безопасность. Учитывая это, всегда важно применять правильное значение крутящего момента.
Если вы перегружаете химический анкер, вы можете разорвать химическую связь между смолой и стальным элементом. Если вы недостаточно затяните приспособление, постепенное ослабление гайки может снизить усилие зажима и, таким образом, поставить под угрозу его безопасность. Учитывая это, всегда важно применять правильное значение крутящего момента.
 COM
COM Просто
Просто AirGraver является наиболее
AirGraver является наиболее Это связано с тем, что PalmControl интуитивно понятен и естественен в
Это связано с тем, что PalmControl интуитивно понятен и естественен в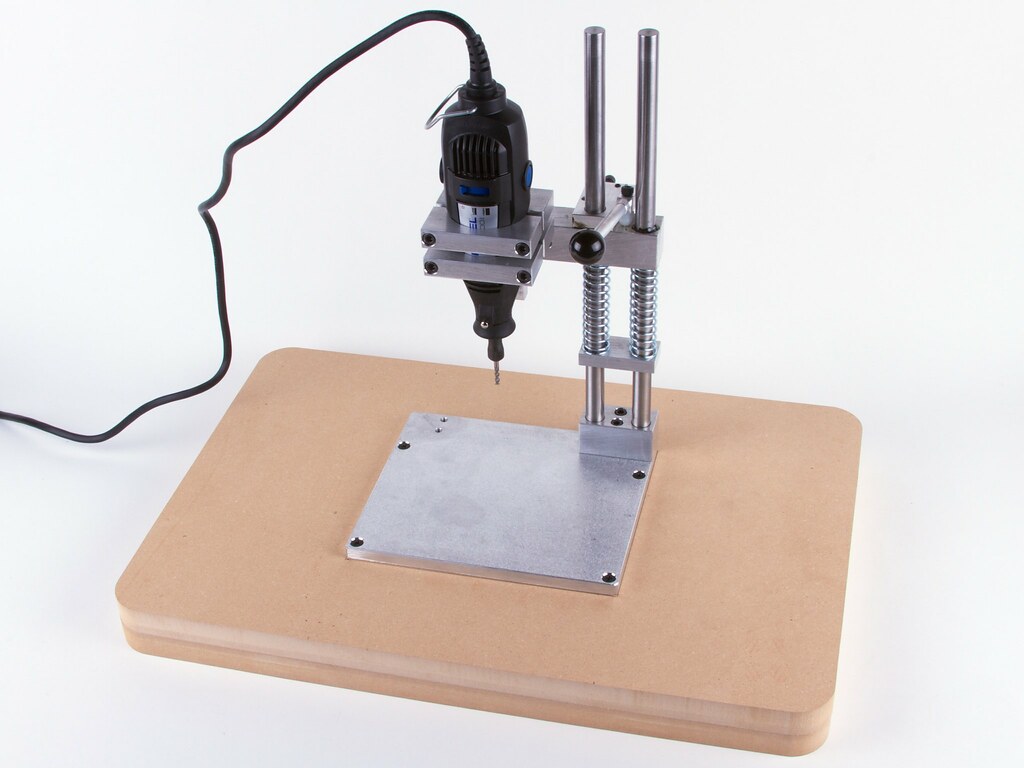 Победитель FEGA 2009 Best
Победитель FEGA 2009 Best


 В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм.
В дополнение к высокой температуре поток имеет высокую скорость — 500–1500 м/с. Дуга (или струя) с такими характеристиками справляется с резкой металла толщиной до 200 мм. Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
Основные сферы применения — тонкие металлоизделия, материалы с низкой проводимостью, диэлектрики.
 Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
Для сложного раскроя плазморез подключается к автоматической системе с ЧПУ.
 Нас больше всего интересуют плазменные резаки прямого действия, которые работают от электричества и выполняют рез с использованием воздушной рабочей среды.
Нас больше всего интересуют плазменные резаки прямого действия, которые работают от электричества и выполняют рез с использованием воздушной рабочей среды. В состав этого узла входят:
В состав этого узла входят:
 Мы усовершенствовали оборудование для прямой и косой плазменной резки, чтобы обеспечить качество, надежность и эффективность вашего процесса резки.
Мы усовершенствовали оборудование для прямой и косой плазменной резки, чтобы обеспечить качество, надежность и эффективность вашего процесса резки.
 Как и в случае с плазменными машинами для прямой резки, при покупке машины для плазменной резки со скосом следует учитывать материал, толщину, качество и скорость резки.
Как и в случае с плазменными машинами для прямой резки, при покупке машины для плазменной резки со скосом следует учитывать материал, толщину, качество и скорость резки.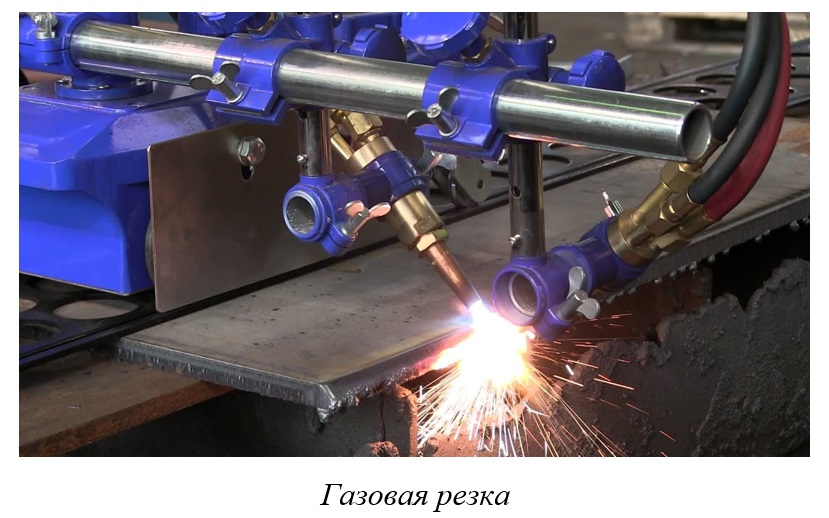
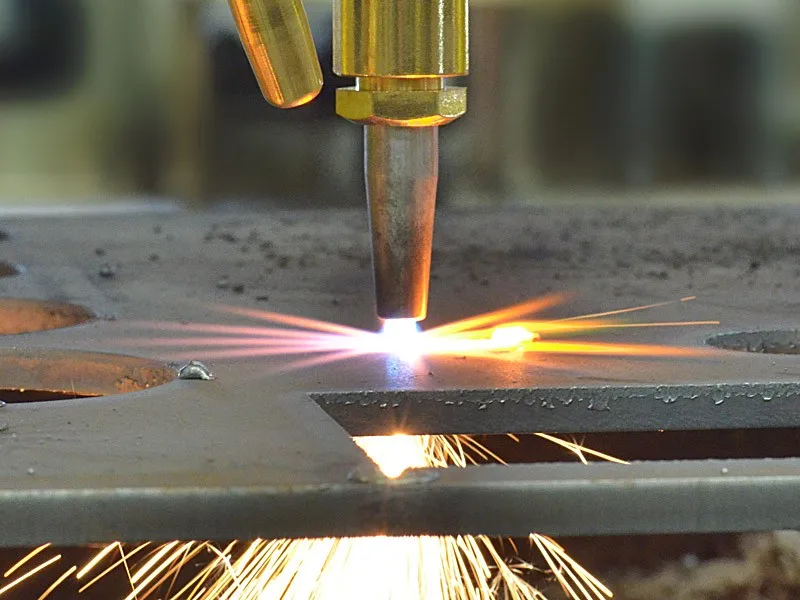
 Наша команда может обсудить с вами конкретные продукты, отправить образцы деталей, провести живую резку и обучающие демонстрации и многое другое.
Наша команда может обсудить с вами конкретные продукты, отправить образцы деталей, провести живую резку и обучающие демонстрации и многое другое.


 Powermax30 AIR отличается от любого другого Powermax в нашей линейке тем, что содержит встроенный воздушный компрессор. Это делает Powermax30 AIR особенно подходящим для художественных инсталляций в полевых условиях, поскольку отдельный источник воздуха не требуется.
Powermax30 AIR отличается от любого другого Powermax в нашей линейке тем, что содержит встроенный воздушный компрессор. Это делает Powermax30 AIR особенно подходящим для художественных инсталляций в полевых условиях, поскольку отдельный источник воздуха не требуется.