ГОСТ на наружные и внутренние, межкомнатные и входные двери, маркировка и классификация
Автор Michael На чтение 9 мин Просмотров 1.7к. Опубликовано
В процессе производства любой продукции производители обязаны строго придерживаться конкретных правил и нормативов. Так как любой потребитель не желает приобрести некачественное изделие, многие интересуются, какие нормативы и требования предъявляются к дверям. Попробуем прояснить все про двери и применяемые ГОСТ на них.
Содержание статьи
Классификация дверей
Деревянные двери
Основные требования к наружным дверям из древесины
Внутренние деревянные двери
Наружные деревянные двери
Раздвижные межкомнатные внутренние двери
Металлические двери
Классификация металлических дверей
Требования ГОСТ к деталям и материалам
Классификация дверей
Классификация различных дверей по ГОСТу выполняется по многим параметрам. Один из этих параметров – назначение дверей. Если посмотреть перечень стандартов на дверные конструкции из дерева, то они делятся на:
Двери деревянные внутренние. Они предназначаются для установки в жилых помещениях и общественных зданиях;
Деревянные двери для производственных помещений;
Наружные деревянные дверные блоки для жилых и общественных зданий;
Дверные конструкции из ПВХ;
Металлические двери для любых зданий и помещений;
Дверные конструкции из алюминиевых сплавов;
Защитные дверные полотна;
Противопожарные системы;
Банковские защитные изделия.
Двери могут быть как рамочными, так и щитовыми. Кроме того, полотно может быть оснащено различными фрамугами и порогами, но это не обязательно. По количеству створок дверное полотно может быть одностворчатым или же двухстворчатым. Размеры отдельных створок могут быть как одинаковыми, так и различными. Также полотно может быть остекленным или глухим, с нормальным или высоким уровнем стойкости к воздействию влаги.
Еще одни признак, по которому в ГОСТ классифицируются двери – направление, а также способы открывания дверного полотна.
В зависимости от механизмов, которые используются в конструкции, существуют несколько типов дверей.
Самые популярные – это распашные изделия. Они могут открываться только в какую-либо одну сторону. Двери называют левыми, если при открывании створка движется по часовой стрелке. Правые двери, соответственно, будут открываются в другую сторону. Это самое популярное решение, которое используется практически везде.
Маятниковая дверь – это один из видов распашной конструкции. Особенность такого решения в том, что двери могут распахиваться в любую сторону.
Также в ГОСТ описаны раздвижные двери. Эти изделия широко используется в малогабаритных квартирах. С помощью такой двери можно существенно сэкономить свободное пространство в помещении. Дверное полотно открывается сдвиганием в сторону.
Деревянные двери
Дверные полотна из древесины согласно ГОСТ можно разделить на внутренние и наружные. Они изготавливаются по ГОСТ-475-78, где описаны все общие требования, которые распространяются на любые деревянные дверные конструкции для жилых помещений и хозяйственных построек. Также там описаны и деревянные двери для общественных зданий.
Данный норматив включает в себя параметры, по которым можно классифицировать деревянные дверные конструкции, информацию по технической части, варианты комплектаций. Также в документе указаны все условия, по которым принимают готовое изделие, описаны способы контроля качества, способы перевозки и правила упаковки.
Основные требования к наружным дверям из древесины
По стандарту 475-75 допускается производство дверей с небольшими отклонениями. В тексте ГОСТа представлены допуски на различные размеры зазоров, на плоскостность и перпендикулярность.
Данный ГОСТ для производства деревянных дверей разрешает использовать тщательно просушенную и заранее подготовленную древесину. Также разрешается изготавливать двери из древесной плиты, фанеры и других материалов на основе древесины.
Для помещений повышенной влажности ГОСТ предписывает использовать хвойные породы для производства дверей. Они отличаются повышенным уровнем стойкости к влаге. Для внутренних дверей стандарт предлагает применить устойчивую к гниению, но обладающую высоким уровнем прочности на изгиб древесину лиственных пород.
Этот документ также предусматривает определенное количество различного брака и дефектов на поверхности полотна. Стандарт регламентирует число их размеры и количество.
Внутренние деревянные двери
При производстве дверей из древесины, которые предназначены для установки внутри различных типов помещений, используются другие нормативные документы. Внутренние двери регламентируются ГОСТ 6629-88. Требования документа не будут распространятся на изделия специального назначения. Также ГОСТ 6629-88 не действует по отношению к изделиям, изготавливаемым по индивидуальным заказам, а также на двери, которые изготовлены из ценных пород древесины.
Маркировка внутренних деревянных дверей по ГОСТу помогает разобраться в обозначениях.
Г – дверь с глухой створкой;
У – усиленное заполнение, которое позволяет использовать полотно в качестве входной двери на лестничных клетках в подъездах многоэтажных домов;
О – полотно с остеклением;
К – дверной блок с качающейся створкой.
Также по маркировке можно выяснить некоторые размеры и особенности конструкции дверей. В обозначении двери зашифрованы размеры дверного полотна и проема под него, вид изделия – только дверное полотно – П, либо дверной блок –Д. Различные особенности конструкции также указываются в обозначении – П – дверь с порожком, Н – с наплывом, Л или П – сторона открывания.
В маркировке обязательно доложен быть указан номер ГОСТа, которым необходимо пользоваться в процессе производства. Для двухстворчатой дверной конструкции, где ширина полотен различная, также указывают размеры створок.
Высота стандартной двери – 2000 и 2500 мм, при это ширина одностворчатой конструкции – от 600 мм до 1100 мм (если дверь глухая или усиленная), от 700 мм до 1100 мм для остекленных изделий. По стандарту двухстворчатая модель можно иметь ширину от 1202 мм до 1802 мм.
В качестве материала, из которого можно изготавливать межкомнатные внутренние двери, ГОСТ предлагает использовать все то, что описано в ГОСТ 475. В качестве сырья применяют хорошо просушенную сосну, березу, осину, липу, тополь – эти лиственные породы, которые не противоречат документу. Также есть требование к качеству материалов – древесина не должна иметь сучков, пустот и других дефектов. Стандарт допускает применение и других материалов из дерева.
Наружные деревянные двери
Производство наружных дверных блоков, которые предназначены для монтажа в жилых или же общественных помещениях, регламентируются ГОСТ 24698-81. В данном документе указываются размеры, типы и описана конструкция стандартной распашной двери. Уникальных конструкций в этом стандарте нет.
Этот ГОСТ определяет несколько типов наружных дверных решений – Н – входные и тамбурные двери, С – служебные, Л – двери в люки и лазы.
Кроме букв, которые обозначают тип конструкции, в маркировке также можно узнать габаритные размеры дверного проема, тип полотна. К примеру, Г – это глухое полотно, К – качающееся, П – поворотное, Т – трудносгорамемое, У – утепленное, Щ – щитовое, О – обшивное.
Раздвижные межкомнатные внутренние двери
В нашей стране раздвижные дверные системы не регламентируются какими-либо отдельными документами. При их изготовлении производители руководствуются ГОСТ 6628-88, который охватывает все без исключения внутренние двери для жилых, а также для общественных помещений.
Раздвижные двери также не нуждаются в обязательной сертификации, однако многие производители стараются максимально подтверждать качество своей продукции.
Раздвижные двери классифицируются по количеству створок и типу открывания. Так, различают одностворчатые и двухстворчатые конструкции. По типу открывания различают раздвижные, а также складные варианты.
Что касается материалов, то они такие же, как и для обыкновенных распашных моделей дверей. Также допускается производство изделий из стекла, но при этом обязательно, чтобы стекло было закаленным и было заключено в обвязку из алюминиевых сплавов.
Металлические двери
Главный нормативный документ, который определяет стандарты для металлических дверей – это ГОСТ 31173-2003 «Блоки дверные стальные». В данном документе содержаться основные нормативы к стальным дверям, а также к замкам и другим запирающим механизмам. При этом стандарт не предусматривает никакой информации о пожарной безопасности дверей, стойкости их к воздействию огнестрельного оружия, устойчивости к климатическим и атмосферным воздействиям.
Входные металлические двери по ГОСТ – это металлоконструкция на основе стального листа и металлического профиля. Стандарт допускает применение гнутого либо прямого профиля. Все соединения по настоящим требованиям должны выполняться посредством сварки. Однако, возможно применять и другие типы соединений если при этом не снизится прочность.
Дверная коробка должна изготавливаться из гнутых профильных труб с толщиной стенки 1,5 мм, но также разрешается использовать прямоугольный профиль с сечением от 40×50 мм.
По ГОСТу в конструкции дверного полотна обязательно должны быть установлены детали, повышающие уровень прочности. Стандарт требует наличия усиливающих профилей. Минимально необходимо применять два горизонтальных и два вертикальных элемента. Допускается использование и наклонного профиля. Горизонтальный профиль должен располагаться в зоне, где установлены противосъемные защитные механизмы или в зоне установки петель.
Если металлические двери наружные, то ГОСТ требует, чтобы конструкция была оснащена двумя и более контурами уплотнительных материалов. Они должны быть установлены без каких-либо зазоров, а также должны устойчиво выдерживать климатические условия и другие воздействия.
Стандарт распространяется только на те металлические двери, габариты которых не превышают указанных в тексте документа. Так, площадь полотна должна составлять не меньше, чем 9 м2. Высота дверного блока должна быть не менее 2200 мм. Ширина открывающейся части – до 1200 мм. Вес полностью укомплектованного дверного блока не должен превышать 250 кг.
Классификация металлических дверей
ГОСТ 31173-2003 предусматривает несколько параметров, по которым классифицируются металлические дверные конструкции.
По назначению все двери разделяются на внутренние и наружные. Внутренние чаще всего используются как входные в квартирах многоквартирных домов. Наружные – это тамбурные конструкции и входные двери на улице.
По конструктивным особенностям все металлические модели разделяются на изделия с замкнутой коробкой, с П-образным коробом, с П-образным коробом и доборами. Кроме того, двери классифицируются по количеству створов на одностворчатые, двухстворчатые, с одной не открывающейся частью. Открываться полотно может как наружу, так и внутрь.
По числу контуров уплотнения все дверные блоки можно разделить на изделия с одним контуром, а также на модели с двумя и более уплотнительными контурами.
Требования ГОСТ к деталям и материалам
Все материалы, которые применяются для производства металлических дверей, должны быть произведены в соответствии с стандартами, требованиями, а также техническими условиями.
Поверхности стальных элементов, которые входят в конструкцию двери, должны быть максимально ровными и гладкими, без трещин или деформаций. Стандарт допускает небольшую волнистость на поверхности – размер ее должен составлять до 0,5 мм.
Все материалы, которые используются для производства металлических входных дверных блоков, а также любые комплектующие обязательно должны выдерживать разные климатические условия. Детали из стали обязательно должны полностью соответствовать требованиям ГОСТов 380, 1050, 5632.
Уплотнители должны устанавливаться максимально плотно. Не допускаются зазоры, а плотность должна соблюдаться по всему периметру дверного блока. Уплотнители должны соответствовать всем требованиям ГОСТ 30778.
Таким образом регламентируется производство дверных конструкций. А если покупатель сомневается, необходимо смотреть на обозначение дверей. Если изделие выполнено строго по ГОСТу, маркировка будет соответствовать стандарту.
Двери деревянные (ГОСТ 6629 — 53)
Двери деревянные (ГОСТ 6629 — 53)
Категория:
Столярное дело
Двери деревянные (ГОСТ 6629 — 53)
Дверной проем в стене здания заполняется дверным блоком. Этот блок составляют дверная коробка и одно или два дверных полотна.
Дверная коробка может быть замкнутой и незамкнутой. Замкнутая коробка состоит из четырех брусков, связанных между собой шипами на клею. Боковые и верхний брусок фальцованные. В фальцы входит кромками навешенное дверное полотно. Нижний брусок — порог — устанавливают на уровне настила чистого пола. Коробки межкомнатных дверей в большинстве случаев не имеют порога, т. е. состоят только из трех брусков. Такие коробки называют незамкнутыми.
Стоемные бруски незамкнутой коробки делают более длинными: ИХ ППОПУОКЯЮТ чя нягтил поля и тям скпепляют пяппппным бруском. Обычно стоемные бруски незамкнутой коробки опираются нижними концами на лаги.
Бруски коробки могут быть склеенными по сечению из двух и более частей на водостойком клее. Примеры склеивания, рекомендуемые ГОСТ, приведены на рис. 3, а.
Коробки обычно вяжут на два прямых сквозных шипа. Проушины выбирают в горизонтальных, а шипы в стоемных брусках коробки.
Габариты коробок, размеры и профили поперечных сечений брусков для коробок, а также габариты проемов для дверей в каменных стенах даны на чертежах в ГОСТ.
Дверное полот-н о может быть щитовым и филенчатым. Щитовые двери из столярных плит в жилых зданиях применяют редко. Филенчатая дверь состоит из четырех обвязочных брусков и филенки. В большинстве случаев, кроме обвязочных брусков, дверь имеет один или несколько средников горизонтальных, вертикальных или тех и других, а поэтому две или несколько филенок. Чем больше в двери средников, следовательно и филенок, тем она прочнее, но по конструкции и для производства сложнее. Стоемный брусок с петлями, на которые дверь навешивается, часто называют пяточным; противоположный ему брусок с замком и ручкой — притворным.
В верхней половине дверного полотна филенки иногда заменяют стеклом. Дверь с таким полотном называют светлой, или остекленной. Неостекленную дверь принято называть глухой.
Различают двери однопольные, т. е. в одно полотно, и двупольные, или створные, т. е. в два полотна. Двупольную дверь с полотнами неодинаковой ширины принято называть полутора-польной. Полуторапольными делают двери входные в помещения из лестничных клеток.
ГОСТ предусматривает 8 комплектов дверей, из них: 1 и 2-й комплекты входных и межкомнатных дверей щитовых, 3, 4, 5 и 6-й комплекты таких дверей филенчатых, 7-й комплект дверей щитовых и 8-й — филенчатых для встроенных шкафов. Каждый комплект дверей входных и межкомнатных включает от 9 до 15 типов отдельных дверей; шкафных — 6 типов. Типы дверей, входящие в тот или иной комплект, имеют одинаковое конструктивное устройство, одинаковое архитектурное оформление и различаются между собой только габаритными размерами, в основном шириной. В комплект входят двери глухие и остекленные.
По ГОСТ высота входных и межкомнатных дверей 2000 и 2300 мм, ширина однопольных 650, 750, 850 и 900 мм, двупольных 1290 и 1790 мм, полуторапольных 1100 мм; высота шкафных 700 и 1100 мм; ширина однопольных 425 и 750 мм, двупольных 750 и 850 мм. На рис. 261 показаны 3 и 4-й комплекты филенчатых входных и межкомнатных дверей, 7 и 8-й комплекты дверей шкафных.
Полотна щитовых дверей делают из столярных плит или из щитов с заполнением измельченными отходами. На кромки столярных плит наклеивают с дополнительным креплением нагелями обкладку. Для дверей типа 1 столярную плиту берут толщиной 40 или 30 мм, обкладку делают сечением соответственно 54 X 24 и 44 X 24 мм. Шкафные двери типа 7 делают из плит толщиной 22 мм, обкладку применяют сечением 34X19 мм. В углах обкладку прирезают на ус. В двупольных щитовых дверях обкладка в створах имеет поперечное сечение и размеры, показанные на рис. 262, б. Нагели устанавливают один от другого на расстоянии не более 400 мм, а от концов и стыков обкладки — не более 80 мм.
Полотно щитовых дверей второго комплекта делают из столярных щитов разной толщины. Часть из более толстой плиты имеет вид обвязки, из тонкой — вид филенки. Плиты соединяют кромками при помощи нагелей с клеем. Видимая часть кромки толстой плиты с обеих сторон полотна прикрывается раскладкой.
Щитовые двери часто делают остекленными. При применении стекла толщиной не менее 5 мм остекленная часть может быть без горбыльков. При более тонком стекле делают горбыльки.
Рис. 3. Примеры склеивания составных брусков: а — дверной коробки; б — обвязки дверного полотна
Рис. 4. Двери филенчатые входные и межкомнатные, шкафные щитовые и филенчатые 3, 4, 7 и 8-й комплекты
Размеры и профили раскладки и горбыльков указаны на чертежах в ГОСТ.
Для щитовых дверей чаще применяют столярные плиты, облицованные строганой фанерой твердых лиственных или ценных пород.
Обвязку и средники филенчатых дверей делают из брусков толщиной 54 и 44 мм, а дверей 8-го комплекта (шкафных) — 34 мм. Ширина брусков стоемных (боковых) и верхнего 94 мм, нижнего 188, а в дверях третьего комплекта 376 мм. Ширина вертикальных средников 74 мм, горизонтальных, в зависимости от типа дверей, 74 и 94 мм; если же горизонтальный средник в полотне один, то его обычно делают шириной 148 мм. Ширина обвязочных брусков в шкафных дверях 74 мм.
Рис. 6. Узлы обвязки дверного полотна а — верхний; б — средний; в — нижний
Ширина брусков считается вместе с калевками на их кромках, но без раскладок.
Бруски обвязки толщиной 54 мм вяжут двойным шипом, а бруски толщиной 44 и 34 мм — одинарным. Вязку делают на 350 клею и дополнительно скрепляют нагелем. Вязку нижних брусков обвязки шириной 200 мм и более скрепляют двумя нагелями. Узлы обвязки дверного полотна из брусков толщиной 54 мм показаны на рис. 6. На нижний обвязочный брусок накладывают о обеих сторон на клею и на круглых вставных шипах плинтусы или на шурупах листы цветного металла. Эти накладки защищают брусок от повреждения его ногами.
Филенки могут быть из массива (дощатые), из столярных плит, из клееной фанеры, из жестких и полужестких дре-весно-волокнистых плит. Филенки из массива обычно делают с фигареями или с наплавом.
Толщина филенок из массива и столярных плит 22 мм при толщине брусков обвязки 54 мм, 19 мм при толщине брусков обвязки 44 мм. Толщина филенок из фанеры соответственно 16 и 8 мм. Филенки толщиной 16 мм получают соединением двух листов фанеры, нередко с прокладкой между ними звукоизоляционного материала. Толщина филенок из фанеры в шкафных дверях 5 мм. Толщина филенок из древеоно-волокнистых плит ГОСТ не установлена.
Филенки вставляют в паз на внутренних кромках обвязки и средников, в четверть с раскладкой, в паз с раскладками. На губках четвертей и щечках пазов, когда они не прикрываются раскладкой, отбирают калевки. Размеры калевок, раскладок и их профили указаны на чертежах в ГОСТ.
Остекленная часть филенчатой двери в большинстве случаев имеет горбыльки. Горбыльки — составные из двух брусков. Толщина их меньше толщины обвязки на 5 мм (по 2,5 мм с каждой стороны), ширина 25 мм. Все размеры и профили горбыльков показаны на чертежах в ГОСТ. При применении стекла толщиной 5 мм остекленная часть двери может быть без горбыльков, независимо от размеров остекления.
Обвязочные бруски дверного полотна могут быть по поперечному сечению склеенными.
Притвор, т. е. зазор в створе полотен, прикрывается у двупольной двери с обеих сторон притворными штабиками (нащелытиками) размерами 30 X 12 мм, прямоугольного сечения со смягченными внешними ребрами. ГОСТ предусматривает притворные штабики и других размеров и профилей, указанных на чертежах в ГОСТ В дверях, открывающихся в обе стороны, допускается открытый створный зазор величиной до 5 мм.
Рис. 7. Способы вставки филенок в дверное полотно: а — в паз с калевками; б — в фалец с раскладкой: в — в паз с раскладкой; г — филенки с наплавом; д — филенки фигарейной в паз
Для освещения входного помещения (прихожей, тамбура) над дверьми устанавливают небольшой остекленный переплет оконного типа — фрамугу. Ширина фрамуги равна ширине двери, высота — до 700 мм. Фрамугу вставляют в удлиненную дверную коробку; от дверного полотна она отделяется средником. Открывающаяся фрамуга служит также для проветривания помещения.
Рис. 8. Притворы двупольных дверей: а — открываемых в одну сторону; б — открываемых в обе стороны
Ширина обвязочных брусков фрамуги 45 мм, горбыльков — 25 мм; толщина 54 и 44 мм. Допускается установка фрамуг с обвязкой толщиной 44 мм в коробки для дверных полотен с обвязкой толщиной 54 мм.
Реклама:
Читать далее:
Столярные перегородки, панели, барьеры
Статьи по теме:
Техническое нормирование
Основные принципы организации труда в социалистическом производстве
Виды производства столярных изделий
Технологическая документация
Понятие о производственном процессе, технологическом процессе и технологии производства
Главная → Справочник → Статьи → Блог → Форум
Деревянная дверная панель — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
состав, характеристики, применение медного сплава М1
Так называемая бескислородная медь М1 содержит в своём составе 99,9% основного металла (с учётом наличия серебра). Количество прочих примесей в химическом составе не выходит за рамки сотых долей процента.
Состав и характеристики
Прочие элементы в сумме должны составлять не более 0,1%. В составе примесей могут содержаться следующие элементы, не более (ГОСТ 859-2001):
железо – 0,005%;
никель – 0,002%;
сера – 0,004%;
мышьяк – 0,002%;
свинец – 0,005%;
цинк – 0,004%;
кислород – 0,05%;
сурьма – 0,002%;
висмут – 0,001%;
олово – 0,002%.
Медный сплав М1 имеет отличные физические характеристики: высокую электропроводность и низкое (0,018 мкОм) удельное электрическое сопротивление, которое после термообработки отжигом снижается ещё на 2,8%. Пластические свойства сплава позволяют применять его для изготовления деталей, использующихся в неподвижных соединениях с эксплуатационной температурой до 250°C
Из-за очень низкого содержания примесей стоимость меди М1 на 20% выше, чем другой популярной марки, М2. Различные виды медного проката, изготовленного из сплава марки М1, широко используются в криогенных производствах. Благодаря термоустойчивости, его вязкость, прочность и пластические свойства в условиях экстремальных температур не изменяются.
Особенности производства и применение
Медь химического состава, аналогичного отечественной марке М1, производится во многих странах с развитой металлургической промышленностью:
Япония (стандарт JIS), США – С1100, С1220.
Евросоюз (стандарт EN) – Cu-ETP.
Англия (стандарт BS) – С106.
Франция (стандарт AFNOR) – Cu-B.
Италия (стандарт UNI) – Cu-DHP.
Несомненным лидером по производству различных сплавов бескислородной меди – аналогов отечественной марки М1 является металлургическая промышленность Германии. В соответствии со стандартами DIN и WNR на заводах цветной металлургии выпускаются три вида сплавов – Ecu57, ECu58, SF-Cu.
Коэффициент трения металла со смазкой составляет 0,011, без смазки – 0,043. Существует две категории сплавов по ГОСТ 1173-2006 по показателям твёрдости по Бринеллю:
твёрдый
HB 10-1 95МПа
мягкий
HB 10-1 55МПа
В процессе литья необходимо помнить, что линейная усадка М1 составляет 2,1%. Медь плавится при температуре 1083°C, литьё производится в температурном диапазоне 1150-1250°C.
М1 производится в виде литых (слитки горизонтального литья, ГОСТ 193-79) или деформированных (катанка, ТУ 1844-01003292517-2004; лента, ГОСТ 1173-2006; пруток отожжённый и прессованный, ГОСТ 1535-2006; труба, ГОСТ Р 52318-2005) полуфабрикатов. Листовой прокат в обязательном порядке должен подвергаться изгибным испытаниям. Лента толщиной до 5 мм по стандарту должна выдерживать изгиб до соприкосновения сторон. Более толстые листы (6-12 мм) проверяются до достижения параллельности сторон.
Полуфабрикаты, которые производятся методом холодной прокатки, проверяются на изгиб нагретыми до 90°C. Медные холоднодеформированные трубы (мягкие, полутвёрдые, твёрдые) производятся по технологии, которая не оказывает влияния на дальнейшую работоспособность. Они не размораживаются, устойчивы к разрыву при замерзании жидких сред. Трубы большого сечения изготавливаются по технологии прессования.
Сплав М1 применяется в криогенном производстве. Из него изготавливают токопроводники, проволоку, прутки и электроды для автоматической сварки, газовой сварки неответственных соединений чугунных и медных деталей. М1 – основной сплав для производства бронзы высокого качества.
← Назад к списку новостей
Оставить заявку
Наша продукция
Медная лента
Шина медная
Медный пруток М1
Фасонный профиль
Наши сертификаты
Медь марки М1: характеристики, механические свойства, состав — Сетка медная марки М1
Тип материала
медь с чистотой 99,96%
НТД на материал
ТУ 1276-003-38279335-2013
Марка
М1
Основные свойства и применение
медь обладает очень высокой электропроводностью, низким удельным электросопротивлением, очень высокой теплопроводность; медь является прекрасным диамагнетиком — веществом, намагничивающемся против направления внешнего магнитного поля, магнитная восприимчивость меньше чем у вакуума и равна X(Cu)= — 8,2×10−8 (cm3·g−1) (по сравнению с алюминием: X(Al)= + 63×10−8 (cm3·g−1) и сталью: X(Fe)= + 1000×10−8 (cm3·g−1)), что позволяет его использовать сетку и листы из меди в качестве экранирующего материала; одним из отличительных эксплуатационных свойств меди, что при ударе и трении твердого просеиваемого о медные сплавы не создаются искры, поэтому сетку из латунной проволоки применяют в легко воспламеняющихся и взрывоопасных средах, при просеивании материалов в случаях, когда необходимо избегать искрообразование; спаиваемость меди — удовлетворительная
Температура эксплуатации
температура плавления около 1080 °С
Плотность
8,9 г/см3
Коррозионная стойкость
при нормальных температурах медь устойчива на сухом воздухе, в пресной воде (аммиак, сероводород, хлориды, кислоты ускоряют коррозию), в морской воде при небольших скоростях движения воды, в неокислительных кислотах и растворах солей (в отсутствии кислорода), в щелочных растворах (кроме аммиака и солей аммония), в среде сухих газов-галогенов, органических кислот, спиртов, фенольных смол; медь неустойчива в среде аммиака, хлористого аммония, в среде окислительных минеральных кислот и растворов кислых солей; контактная коррозия — допускается контакт меди с медными сплавами, свинцом, оловом во влажной атмосфере, пресной и морской воде, но не допускается контакт с алюминием и цинком вследствие их быстрого разрушения
Химический состав, %
Никель (Ni)
≤ 0,002
Железо (Fe)
≤ 0,005
Сера (S)
≤ 0,004
Медь (Cu)
≥ 99,96
Олово (Sn)
≤ 0,002
Свинец (Pb)
≤ 0,005
Цинк (Zn)
≤ 0,004
Сурьма (Sb)
≤ 0,002
Проч,эл (other)
Bi (висмут) ≤ 0,001; As (мышьяк) ≤ 0,002
Товары соответствующие материалу
Наименование товара
Поставка
Цена с НДС
Быстрый просмотр
Быстрый просмотр
Сетка медная 1х016ТУ 1276-003-38279335-2013
Длина сетки в рулоне
Длина сетки в рулоне
Длина сетки в рулоне
30
Размер ячейки, мм
Размер ячейки, мм
1
Диаметр проволоки
Диаметр проволоки
0. 16
1 363 руб / м²
Готово
Быстрый просмотр
Быстрый просмотр
Сетка медная 056х015ТУ 1276-003-38279335-2013
Длина сетки в рулоне
Длина сетки в рулоне
Длина сетки в рулоне
30
Размер ячейки, мм
Размер ячейки, мм
0.56
Диаметр проволоки
Диаметр проволоки
0.15
1 711 руб / м²
Готово
Быстрый просмотр
Быстрый просмотр
Сетка медная 03х01ТУ 1276-003-38279335-2013
Длина сетки в рулоне
Длина сетки в рулоне
Длина сетки в рулоне
30
Размер ячейки, мм
Размер ячейки, мм
0.3
Диаметр проволоки
Диаметр проволоки
0.1
1 595 руб / м²
Готово
Металлопрокат из меди марки М1
Медь марки М1 – востребованный в промышленности металл, который хорошо обрабатывается давлением и паяется. Из этого сплава изготавливают металлопрокатную продукцию: трубы, листы, прутки, проволоку. Литейные свойства материала хуже: медь тяжело поддается сварке и резке.
Медь марки М1: состав и особенности материала
Медь М1 принадлежит к раскисленным маркам, содержание кислорода в готовом сплаве – в пределах 0,01%. На 99,96% сплав состоит из меди, остальные сотые доли процента приходятся на примеси. Добавки влияют на характеристики медного сплава.
Медь марки М1, состав примесей:
алюминий, сурьма, железо, цинк, олово и другие компоненты: образуют твердые растворы в сплаве с медью, снижают тепло- и электропроводность структуры;
сера: улучшает обработку меди методом резки;
кислород: снижает электропроводность и прочность материала;
свинец и висмут: затрудняют обработку материала давлением, не растворяются в сплаве, однако никак не меняют электропроводность.
Стандарт, по которому изготавливается медь марки М1, – ГОСТ 859-2014, который действует с 2014 года. До этого характеристики и требования к медным сплавам, полуфабрикатам из меди определял ГОСТ 859-2001. Европейский аналог марки М1 – медь Cu-ETP, в США – С1100, 1220. Медь изготавливается в виде литых или деформированных полуфабрикатов: лент, прутков, труб, катанок.
Эксплуатационные свойства
Медный сплав марки М1 широко задействован в разных сферах промышленности благодаря своим рабочим свойствам:
Очень высокая теплопроводность и электропроводность: изделия из меди марки М1 отлично проводят электрический ток, применяются для изготовления теплообменных приборов.
Антикоррозионные свойства: медь М1 устойчива к коррозии в сухом воздухе, органических кислотах, спиртах и фенольных смолах. Сохраняет структуру в пресной воде, не разрушается в соленой воде при отсутствии сильного движения жидкости.
Материал не искрит при трении и ударах: эта особенность позволяет применять медные и латунные сетки при взаимодействии со взрывоопасными и легковоспламеняющимися веществами.
Диамагнитные свойства: медь во внешнем магнитном поле намагничивается в противоположном направлении к этому полю. В этом плане медь опережает сталь и алюминий, поэтому медные сетки и листы используются для экранирования.
Рабочие температуры: температура литья меди М1 достигает 1250°С, температура плавления – 1083°С.
Чтобы не допустить стремительного разрушения структуры сплава, медь марки М1 нельзя использовать при контакте с хлористым аммонием, кислотами, сероводородом, аммиаком и цинком. Допускается взаимодействие меди с оловом и свинцом во влажной атмосфере или воде.
Применение метизов из меди М1
Медный сплав марки М1 широко применяется в электронике, электротехнике. Материал используется при изготовлении электровакуумного оборудования. Проволока из меди М1 применяется в качестве проводника электрического тока.
Что изготавливают из медного сплава М1:
электроды и расходные элементы для сварки чугунных и медных элементов;
прутки и проволоку для автоматической сварки в атмосфере инертных газов;
металлопрокатные изделия: трубы, листы, сетку;
сетки для экранирования;
бронзы высокого качества;
элементы криогенного оборудования.
Медная сетка в наличии
ТОРГОВЫЙ ДОМ СЕТОК предлагает сетки, в основе которых – медь марки М1, купить металлопрокатные изделия можно на этой странице. Сетка изготовлена по техническим условиям, которые разработаны специалистами нашей компании, качество этой продукции отвечает международным и российским стандартам. На складах в Москве и Электростали хранятся готовые изделия, также можно заказать изготовление сетки нужного типоразмера.
Медь М1 используется : для производства токопроводов; прокатанный; бронза качественная, не содержащая олова; изделия криогенной техники; круглые тянутые тонкостенные трубы; фольга и лента холоднокатаные, холоднокатаные и горячекатаные листы и плиты общего назначения; проволока для изготовления экранирующей металлической оплетки типа ПМЛ, предназначенная для экранирования проводов и кабелей от электромагнитных помех; горячекатаные и холоднокатаные аноды, используемые для покрытия изделий; лента холоднотянутая прямоугольного сечения толщиной 0,16-0,30 мм, предназначенная для коаксиальных магистральных кабелей; лента радиаторная, предназначена для изготовления трубок охлаждения и ребер радиатора; трубы тянутые квадратного и прямоугольного сечения для проводников обмоток статоров электрических машин с жидкостным охлаждением; профили для изготовления роторов погружных электродвигателей; проволока сварочная круглая и прутки сварочные круглые тянутые и прессованные диаметром от 1,2 до 8,0 мм, предназначенные для автоматической сварки в среде инертного газа, сварки под флюсом и газовой сварки неответственных конструкций из меди, а также изготовления электродов для сварки медных и чугун.
Примечание
Медь М1, полученная плавлением катодов. Медь марки М1 по химическому составу соответствует меди марки Cu-ETP по Евронорме EN 1652:1998.
Стандарты
Наименование
Код
Стандарты
Трубы из цветных металлов и сплавов
В64
ГОСТ 11383-75, ГОСТ 16774-78, ГОСТ 617-2006, ОСТ 4.021.122-92, ТУ 48-0810-107-86
ГОСТ 16358-79, ГОСТ 20707-80, ГОСТ 1173-2006, ГОСТ Р 50248-92, ОСТ 4.021.077-92, ТУ 48-21-349-91, ТУ 48-21-854-88, СТП М137- 80
Цветные металлы, включая редкие металлы, и их сплавы
В51
ГОСТ 193-79, ГОСТ 859-2001, ОСТ 4.021.009-92
Листы и полосы
В53
ГОСТ 495-92, ГОСТ 767-91, ГОСТ 5638-75, ОСТ 4. 021.049-92, ОСТ 4.021.094-92, ТУ 1844-046-00219454-2000, ТУ 48-0810-208-93, ТУ 48 -0810-103-82, СТП М207-78
Твердые сплавы, металлокерамические изделия и порошки, металл
В56
ТУ 14-22-67-94
Проволока из цветных металлов и их сплавов
В74
ТУ 48-21-858-88, ТУ 48-0809-62-93
Прочие изделия из проволоки
В78
ТУ 4833-002-08558606-95
Химический состав
Стандарт
С
Ni
Фе
Медь
Как
Цин
Сн
Сб
Пб
Би
О
ГОСТ 1173-2006
≤0,004
≤0,002
≤0,005
Остальные
≤0,002
≤0,004
≤0,002
≤0,002
≤0,005
≤0,001
≤0,05
ГОСТ 16130-90
≤0,004
≤0,002
≤0,005
Остальные
≤0,002
≤0,004
≤0,002
≤0,002
≤0,005
≤0,001
≤0,05
Cu – основа. По ГОСТ 1173-2006, ГОСТ 1535-2006 и ГОСТ 859-2001 суммарное содержание Cu + Ag составляет ≥ 99,90%. Медь, предназначенная для электротехнической промышленности и подлежащая испытанию на электропроводность, дополнительно обозначается буквой Е в конце марки: М1Е.
Механические характеристики
Сечение, мм
σ B , МПа
д 5 , %
д
д 10
Число твердости по Бринеллю, МПа
ВН, МПа
Лента поставляется на др. 48-21-854-88 (образцы)
0,2-3,53
—
—
≥36
—
—
—
≤2,5
≥310
—
—
—
—
—
2,5-3,53
≥284
—
—
—
—
—
Лента холоднодеформированная прямоугольного сечения по ГОСТ 16358-79 (образец)
0,26-0,3
≥210
—
≥25
—
—
—
Лента стальная холоднокатаная 0,05-2,0 мм в состоянии поставки по ВСТ 4. 021.077-92 (образцы поперечные)
—
200-260
—
≥36
—
—
—
—
≥290
—
≥3
—
—
—
Ленты и листы (≥0,5 мм) в состоянии поставки (поперечные образцы)
—
≥200
—
—
≥30
—
—
—
200-260
≥45
—
≥36
≥55
40-65
—
240-310
≥15
—
≥12
≥75
65-95
—
≥290
≥6
—
≥3
≥95
90-110
Металл листовой в состоянии поставки по ОСТ 4. 021.049-92 (образцы поперечные)
0,4-10
200-260
—
—
≥36
≥55
—
0,4-10
≥290
—
—
≥3
≥95
—
Прутки ВОС 4.021.019-92 ГОСТ 1535-2006 в состоянии поставки (продольные образцы)
—
≥190
≥35
—
≥30
≥35
≥40
—
≥200
≥40
—
≥35
≥40
40-60
—
≥240
≥15
—
≥10
≥60
70-95
—
≥270
≥8
—
≥5
≥70
90-115
Прутки тянутые по шестиграннику ОСТ 4. 021.040-92 (продольные образцы)
6-10
≥200
≥40
—
≥35
—
—
6-10
≥270
≥8
—
≥5
—
—
Трубы тянутые квадратного и прямоугольного сечения по ГОСТ 16774-78
≥200
—
—
≥35
—
—
Труба гуманизированная и прессованная в состоянии поставки по ГОСТ 617-2006 (в сечении указан наружный диаметр, в скобках указаны значения для труб повышенной пластичности и прочности)
≤360
≥200 (210)
≥38
—
≥35 (40)
—
≤55
≤360
≥240 (270)
≥10
—
≥8 (8)
—
—
≤200
≥190
≥32
—
≥30
—
≤80
200
≥180
≥32
—
≥30
—
—
≤360
≥280 (310)
—
—
—
—
90-135
Фольга холоднокатаная сплошная 0,015-0,050 мм в состоянии поставки по ГОСТ 5638-75, ОСТ 4. 021.094-92
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации 5″ 9 МЦоппер0003
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 19 от 24 мая 2001 г.)
Название штата
Наименование национального органа по стандартизации
Азербайджанская Республика
Азгосстандарт
Республика Армения
Армастажад
Республика Беларусь
Госстандарт Республики Беларусь
Республика Казахстан
Госстандарт Республики Казахстан
Кыргызская Республика
Кыргызстандарт
Республика Молдова
Молдовастандарт
Российская Федерация
Госстандарт России
Республика Таджикистан
Таджикстандарт
Туркменистан
Главгосслужбы «Туркменстандартлары»
Республика Узбекистан
Стандарты
Украина
Госстандарт Украины
3 Постановление Государственного комитета Российской Федерации по стандартизации и метрологии от 30 июля 2001 г. N 301-Ст Межгосударственный стандарт ГОСТ 859−2001 введен непосредственно в качестве государственного стандарта Российской Федерации с 1 марта 2002 г.
4 ВЗАМЕН ГОСТ 859−78
5 ИЗДАНИЕ (февраль 2003 г.) с Изменением (ИУС 1-2002)
В редакции (по состоянию на май 2008 г.)
1 Область применения
Настоящий стандарт распространяется на медь, изготовленную в виде катодов, а также на литые и деформированные полуфабрикаты.
Стандарт, подходящий для целей сертификации.
2 Нормативные ссылки
Настоящий стандарт содержит ссылки на следующие стандарты:
ГОСТ 9717.1-82* Медь. Метод спектрального анализа на стандартных образцах металлов с фотоэлектрической регистрацией спектра
ГОСТ 9717.2-82 Медь. Метод спектрального анализа на стандартных образцах металлов с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа стандартных образцов оксидов
ГОСТ 13938. 1-78* Медь. Методы определения меди
ГОСТ 13938.2-78* Медь. Методы определения серы
ГОСТ 13938.3-78* Медь. Метод определения фосфора
ГОСТ 13938.4-78* Медь. Методы определения железа
ГОСТ 13938.5-78* Медь. Методы определения цинка
ГОСТ 13938.6-78* Медь. Методы определения никеля
ГОСТ 13938.7-78* Медь. Методы определения свинца
ГОСТ 13938.8-78* Медь. Методы определения олова
ГОСТ 13938.9-78* Медь. Методы определения серебра
ГОСТ 13938.10-78* Медь. Методы определения сурьмы
ГОСТ 13938.11-78 Медь. Метод определения мышьяка
ГОСТ 13938.12-78* Медь. Методы определения висмута
ГОСТ 13938.13-93 Медь. Методы определения кислорода
ГОСТ 13938.15-88* Медь. Методы определения хрома и кадмия
ГОСТ 27981.0-88* Медь ОСЧ. Общие требования к методам анализа
ГОСТ 27981.1-88 Медь особой чистоты. Методы атомно-спектрального анализа
ГОСТ 27981.2-88 Медь особой чистоты. Метод химико-атомно-эмиссионного анализа
ГОСТ 27981. 3-88* Медь ОСЧ. Метод эмиссионно-спектрального анализа с фотоэлектрической регистрацией спектра
ГОСТ 27981.4-88* Медь ОСЧ. Методы атомно-абсорбционного анализа ________________ * На территории РФ документы не распространяются. Стандарты 31382-2009, здесь и далее. — Обратите внимание на базу данных производителя.
ГОСТ 27981.5-88 Медь особой чистоты. Фотометрические методы анализа
ГОСТ 27981.6-88 Медь особой чистоты. Полярографические методы анализа
СТ СЭВ 543-77 Номер. Правила записи и округления
3 Технические требования
3.1 Химический состав меди должен соответствовать указанным в таблицах 1 и 2. В учете и документации допускается указывать массовую долю примесей в меди всех марок в граммах на тонну ( частей на миллион, ppm).
Таблица 1 — Химический состав медного катода
Процент
Пункт
Массовая доля для марок
M00k
М0к
М1К
М2К
Медь, не менее
—
из 99,97
99,95
Из 99,93
Примеси в группах не более:
1
Висмут
0,00020
0,0005
0,001
0,001
Селен
0,00020
—
—
—
Теллур
0,00020
—
—
—
Сумма 1-й группы
0,00030
—
—
—
2
Хром
—
—
—
—
Марганец
—
—
—
—
Сурьма
0,0004
0,001
0,002
0,002
Кадмий
—
—
—
—
Мышьяк
0,0005
0,001
0,002
0,002
Фосфор
—
0,001
0,002
0,002
Сумма 2 группы
0,0015
—
—
—
3
Свинец
0,0005
0,001
0,003
0,005
4
Сера
0,0015
0,002
0,004
0,010
5
Олово
—
0,001
0,002
0,002
Никель
—
0,001
0,002
0,003
Железо
0,0010
0,001
0,003
0,005
Кремний
—
—
—
—
Цинк
—
0,001
0,003
0,004
Кобальт
—
—
—
—
Сумма 5-й группы
0,0020
—
—
—
6
Серебро
0,0020
0,002
0,003
0,003
Сумма этих примесей
0,0065
—
—
—
Кислород, не более
0,01
0,015
0,02
0,03
3. 2 Массовая доля элементов, не указанных в таблицах 1 и 2, устанавливается по соглашению (контракту) сторон.
3.3 Требования к физическим свойствам меди, удельному электрическому сопротивлению, спиральному удлинению (способности к рекристаллизации при заданных параметрах термообработки), механическим свойствам устанавливаются в стандартах на отдельные виды продукции и (или) договоре (контракте) сторон .
3.4 Химический состав меди в зависимости от марок, определяемых по ГОСТ 13938.1 — ГОСТ 13938.13, ГОСТ 13938.15, ГОСТ 9717.1 — ГОСТ 9717.3, ГОСТ 27981.0 — ГОСТ 27981.6.
Использование других методов анализа, по точности не уступающих вышеперечисленным.
Арбитражные методы анализа указывают в стандартах на отдельные виды продукции.
3.5 Результаты анализа каждого элемента округляют по правилам округления, установленным СТ СЭВ 543, до числа знаков, предусмотренного таблицами 1 и 2.
Таблица 2 — Химический состав литой и деформированной меди
Процент
Маркировочные штампы
Массовая доля элемента
Способ получения (эталона)
Медь, не менее
Медь + серебро, не менее
Примеси, не более
Висмут
Железо
Никель
Цинк
Олово
Сурьма
Мышьяк
Свинец
Сера
Сладкий и добрый
Фосфор
Серебро
M00b
99,99
—
0,0005
0,001
0,001
0,001
0,001
0,001
0,001
0,001
0,001
0,001
0,0003
0,002
Переплавка катодов в восстановительном или в инертной атмосфере или в вакууме.
M0b
—
из 99,97
0,001
0,004
0,002
0,003
0,002
0,002
0,002
0,003
0,003
0,001
0,002
—
M1B
—
99,95
0,001
0,004
0,002
0,003
0,002
0,002
0,002
0,004
0,004
0,003
0,002
—
М00
Из 99,96
—
0,0005
0,001
0,001
0,001
0,001
0,001
0,001
0,001
0,002
0,03
0,0005
0,002
Переплав катодов
M0
—
Из 99,93
0,0005
0,004
0,002
0,003
0,001
0,002
0,001
0,003
0,003
0,04
—
—
М1
—
99,90
0,001
0,005
0,002
0,004
0,002
0,002
0,002
0,005
0,004
0,05
—
—
М1р
—
99,90
0,001
0,005
0,002
0,005
0,002
0,002
0,002
0,005
0,005
0,01
0,002 — 0,012
—
Переплав катодов и лома меди раскисление фосфором
М1Ф
—
99,90
0,001
0,005
0,002
0,005
0,002
0,002
0,002
0,005
0,005
—
0,012 — 0,04
—
М2р
—
99,70
0,002
0,05
0,2
—
0,05
0,005
0,01
0,01
0,01
0,01
0,005 — 0,06
—
М3р
А 99,50
0,003
0,05
0,2
—
0,05
0,05
0,05
0,03
0,01
0,01
0,005 — 0,06
—
М2
—
99,70
0,002
0,05
0,2
—
0,05
0,005
0,01
0,01
0,01
0,07
—
—
Огневое рафинирование и плавка отходов и лома меди
МЗ
—
А 99,50
0,003
0,05
0,2
—
0,05
0,05
0,01
0,05
0,01
0,08
—
—
Примечания
1 В меди марок М00б и М00 массовая доля селена не должна превышать 0,0005 %, теллура — 0,0005 %.
характеристики, применение, таблица с маркировкой и расшифровкой
Согласно нормативным документам в обозначение стали входят буквы и цифры, которые указывают примерный химический состав сплава. Первые цифры в записи у низкоуглеродистых и среднеуглеродистых сталей показывают количество углерода в сотых долях процента. Буквы обозначают легирующие добавки, входящие в материал. Их содержание указывается числом, следующим за буквенным обозначением. При концентрации элемента менее 1 % число отсутствует. Так, в стали 40Х содержится 0,4 % углерода и менее 1 % хрома.
Химический состав стали
Сталью называют сплав железа с углеродом концентрацией не более 2,14 %. 40Х относится к качественным углеродистым конструкционным сталям. Кроме углерода в сплав входят легирующие добавки и вредные примеси.
Fe, %
C, %
Si, %
Mn, %
Ni, %
S, %
P, %
Cr, %
Cu, %
Около 97
0,36 – 0,44
0,17 – 0,37
0,50 – 0,80
Не более 0,30
Не более 0,035
Не более 0,035
0,80 – 1,10
Не более 0,30
Химические элементы в стали по-разному влияют на её свойства:
Железо является основой любой стали и образует кристаллическую решетку, в которой растворяется углерод и другие химические элементы;
Углерод проникает между атомами решетки железа и повышает прочностные свойства стали (твёрдость, предел текучести, предел прочности), понижая пластичность;
Кремний и марганец вводятся при выплавке для раскисления стали. Они связывают атомы кислорода и образуют лёгкие оксиды, всплывающие на поверхность расплава в виде шлака;
Никель способствует росту прочности и вязкости стали, снижает склонность к хрупкому разрушению;
Сера и фосфор являются вредными примесями, попадающими в расплав из руды. Они повышают хрупкость металла и снижают сопротивление коррозии;
Хром в составе стали образует твёрдые карбидные частицы, в результате чего улучшаются её прочностные свойства, но ухудшается пластичность;
Медь попадает в сплав из руды и стального лома. Она не образует химических соединений и твёрдых растворов с железом, поэтому присутствие более 1 % этого элемента нежелательно.
Все легирующие добавки повышают прокаливаемость стали, то есть максимальную глубину проникновения упрочнённой зоны при закалке.
Физические и механические свойства сплава
40Х является среднеуглеродистой сталью и чаще всего применяется после закалки и высокого отпуска. В этом состоянии структура стали состоит из мелких однородных частиц. Такая термическая обработка называется улучшением, так как обеспечивает сочетание высоких прочностных свойств с вязкостью и пластичностью. После закалки в масло с температуры 860 ℃ и отпуска при 500 – 800 ℃ поковки из стали 40Х обладают следующими свойствами.
Прочностные
характеристика
Временное сопротивление
σв, МПа
655
Предел текучести
σ0,2, МПа
490
Твёрдость по Бринеллю
HB
212 – 248
Пластические
характеристики
Относительное
удлинение δ, %
15
Ударная вязкость
KCU, Дж/см2
59
Для повышения прочностных свойств уменьшают температуру отпуска стали. Отпуск при 200 ℃ позволяет увеличить предел текучести до 1560 МПа, предел прочности до 1760 МПа, твёрдость до 552 HB, при этом произойдёт снижение ударной вязкости до 29 Дж/см2.
Сталь трудно поддаётся сварке, склонна к образованию хрупких мартенситных структур в зоне термического влияния сварного шва. Получение качественного соединения при ручной электродуговой и электрошлаковой сварке возможно при использовании дополнительного источника нагрева. Для снижения остаточных напряжений требуется термическая обработка швов. Точечная контактная сварка может производиться без подогрева.
Области применения стали 40Х
40Х относится к конструкционным сталям и применяется в производстве деталей машин и станков, крепежных элементов. Высокая прочность в сочетании с достаточной пластичностью позволяют изготавливать детали сложной конфигурации, подвергающиеся повышенным нагрузкам: шестерни, коленчатые валы, зубчатые рейки. Сталь 40Х целесообразно применять для изготовления цилиндрических деталей (валов, шпинделей, штоков, плунжеров, болтов, осей) с диаметром не более 20 мм. Этот параметр ограничивается глубиной прокаливаемости сплава.
Сталь 40Х показывает хорошие свойства при обработке давлением, поэтому её применяют для изготовления деталей штамповкой, ковкой, прокаткой. ГОСТ регламентирует трубы и различный листовой и фасонный прокат из 40Х.
Для цитирования: Ильина Е.Е., Продан Н.В., Вологжанина С.А. Использование колебаний давления пульсирующего газового потока для обработки образцов из закаленной стали 40Х. Научно-технический вестник информационных технологий, механики и оптики , 2016, т. 1, с. 16, нет. 4, с. 635–641. дои: 10.17586/2226-1494-2016-16-4-635-641
Аннотация
Предмет исследования. Рассмотрен опыт применения прогрессивной технологии аэроакустической обработки материалов для повышения ударной вязкости образцов конструкционной стали типа 40Х. Метод основан на воздействии на образец пульсирующего воздушного потока с осциллирующими ударно-волновыми структурами. В результате в образце генерируются так называемые волны Максвелла, что может привести к благоприятным преобразованиям в микро- и субструктуре, а также в фазовой структуре закаленных сталей. Полученных изменений может быть достаточно для повышения ударной вязкости и снижения остаточных напряжений, возникающих в ходе предыдущих обработок. При этом уменьшается коробление деталей, снижается вероятность отказа при дальнейшей обработке и эксплуатации. Преимуществом технологии является отсутствие дополнительной термической обработки, например релаксационного отжига, служащего для снижения остаточных напряжений. Это может быть полезно, в частности, для сохранения высокой твердости и износостойкости, полученных закалкой и низкотемпературным отпуском (около 200 °С), так как релаксационный отжиг обычно имеет более высокую температуру и приведет к их снижению. Повышение ударной вязкости образцов предполагается как показатель положительного воздействия рассматриваемой обработки. Основные результаты. Определены характеристики и режимы работы экспериментального акустического преобразователя, реализующего аэроакустическую обработку. Проведены эксперименты по оценке влияния аэроакустических воздействий на ударную вязкость широко применяемой стали типа 40Х. Полученные результаты позволяют предположить, что применение аэроакустической обработки образцов, упрочненных термической обработкой, приводит к повышению ударной вязкости исследуемого материала. При этом сохраняется повышенное значение твердости, полученное после термической обработки. Практическая значимость. Результаты дополняют ранее полученные экспериментальные данные по аэроакустической обработке металлических материалов. Их можно использовать (после повышения статистической достоверности данных) при разработке технологий обработки деталей, где важно иметь высокую твердость и износостойкость при достаточной ударной вязкости.
Ключевые слова: термическая обработка стали , закалка, отпуск, аэроакустическая обработка, резонатор, генератор акустического излучения, волны Максвелла, ударная вязкость
Благодарности. Авторы благодарят Т.Б. Ивановой за проведение фрактографических исследований на кафедре нанотехнологий и материаловедения Университета ИТМО и О.А. Приходько за ценные замечания и рекомендации.
Ссылки
1. Булат П.В., Засухин О.Н., Усков В.Н. О классификации режимов течения в русле с внезапным расширением. Теплофизика и аэромеханика , 2012, вып. 19, нет. 2, стр. 233–246. дои: 10.1134/S0869864312020072 2. Засухин О.Н., Булат П.В., Продан Н.В. Колебания базового давления. Фундаментальные исследования , 2012, вып. 3–1, стр. 204–207. (на русском языке) 3. Ильина Е.Е., Вологжанина С.А., Иванов Д.А. Влияние термической обработки на акустические свойства поверхностных слоев стальных изделий. Материалы XXII Уральской школы Металловедов-Термистов [Тр. XXII Уральская школа металлургов-трейтер] . Орск, Россия, 2014. С. 222–223. 4. Ильина Е.Е., Вологжанина С.А., Иванов Д.А., Иголкин А.Ф., Засухин О.Н. Оценка влияния термической обработки на акустические свойства стали 40Х. Материалы XVII Межд. Научно-Практ. Конф. Технология Упрочнения, Нанесения Покрытия и Ремонта: Теория и Практика. XVII межд. конф. по технологии упрочнения, покрытия и ремонта: теория и практика] . СПб, 2015. С. 292–295. 5. Воробьева Г.А., Иводитов А.Н., Сизов А.М. О структурных превращениях в металлах и сплавах под действием импульсной обработки. Известия АН СССР. Металлы , 1991, вып. 6, стр. 131–137. 6. Ерофеев В.К., Воробьева Г.А. Концептуальная модель влияния аэротермоакустической обработки на свойства металлических материалов. Металлообработка , 2009, вып. 3, стр. 31–38. 7. Ерофеев В.К., Воробьева Г.А. Исследование влияния аэроакустической обработки на структуру быстрорежущих инструментальных сталей и сплавов. Металлообработка , 2009, вып. 6, стр. 34–40. (на русском языке) 8. Иванов Д.А. Повышение конструктивной прочности металлических материалов путем их обработки нестационарными газовыми потоками без предварительного нагрева. Технико-технологические проблемы сервиса , 2011, №1 4, стр. 24–29. 9. Булат П.В., Продан Н.В., Засухин О.Н., Иванов Д.А. Акустический преобразователь. Патент на полезную модель №. 152649, 2014. 10. Вагапов И.К., Ганиев М.М., Шинкарев А.С. Теоретическое и экспериментальное исследование динамики ультразвуковой виброударной системы с промежуточным бойком. Известия высших учебных заведений. Машиностроение , 2008, вып. 5, стр. 3–24. (на русском языке) 11. Витязь П.А., Гордиенко А.И., Хейфец М.Л. Разработка процессов, использующих для упрочняющей обработки конструкционных материалов концентрированные энергетические потоки. Упрочняющие технологии и покрытия , 2011, №1. 1, стр. 8–14. 12. Гаврилова Т.М. Контактное трение в очаге деформации при ультразвуковой поверхностной пластической деформации. Российские инженерные исследования, 2008, т. 1, с. 28, нет. 8, стр. 764–768. дои: 10.3103/S1068798X08080078 13. Киселев Э.С., Благовский О. В. Применение ультразвуковой обработки при изготовлении ответственных деталей. Технология машиностроения , 2011, №1. 5, стр. 33–37. 14. Марочник сталей и сплавов. Эд. В КАЧЕСТВЕ. Зубченко. Москва: Машиностроение, 2001. 672 с. 15. Новиков И.И. Наука о металлах. Эд. ПРОТИВ. Золотаревский. Москва : МИСиС, 2009, т. 1, с. 2, 496 с. 16. Ежов А.А., Герасимова Л.П. Дефекты металлов. Справочник-Атлас. Москва : Русский университет, 2002. 360 с. (на русском языке)
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial 4.0 Международная лицензия
Цилиндрический штифт с внутренней резьбой DIN EN ISO 8735 B 40 x 100 Сталь полированная
закаленный
Пожалуйста, сначала выберите, являетесь ли вы частным или корпоративным клиентом
Превышено разрешенное количество для магазина. Тем не менее, мы будем рады получить от вас запрос!
Отдайте предпочтение этому болту в нашем производстве, включая экспресс-доставку. В настоящее время мы тестируем эту услугу исключительно для страны доставки Германия. Заказ до 10:00, доставка до 12:00. на следующий день. В настоящее время мы тестируем эту услугу исключительно для страны доставки Германия.
1-2 дня
[[ deliveryData.ExpressfertigungDatumString.replace(» «,»»).replace(» «,»») ]] Days
Аксессуары для [[ title ]]
[[ артикул.название ]]
Цена за штуку 0″>[[ formatTaxPrice(aprice[артикул.номер]) ]]По запросу |
Выбор для получения данных По требованию [[доставка[артикул.номер]]]
Возможна поставка аналогичных артикулов
Цена за штуку 0″>[[ formatTaxPrice(sprice[art.number]) ]]По запросу
Выбор для получения данных По требованию [[ sdelivery[артикул. номер] ]] 0″> | еще [[ sstock[артикул.номер] ]] штук в наличии
Корзина
Общая стоимость
0 && !запросВсе»>[[ formatedSumprice ]]По запросу
вкл. НДС плюс стоимость доставки
интернет-магазин
3D модель
1 небольшое сплющивание или продольные канавки по выбору производителя 2 тип А: с фаской и наконечником, сталь сквозной закалки и мартенситная нержавеющая сталь 3 тип B: с фаской, цементируемая сталь, другие размеры, см.
поверхностный насос для грязной воды: схема и характеристики
Поверхностный насос для грязной воды: схема и характеристики
Жизнь в частном доме требует определенной организации. Требуется освободить бассейн от застоявшейся воды или, в случае затопления, очистить подвал, откачать воду из колодцев или траншей – вызывать в каждом неприятном случае ассенизаторов довольно дорого. Решить мелкие бытовые проблемы станет проще в случае приобретения поверхностного насоса для грязной воды. Помимо функции удаления грязной воды, при помощи насоса можно решить проблему водозабора и распределения воды по участку для садово-огородных нужд. Покупка универсального оборудования поможет раз и навсегда решить вопрос откачки воды.
Содержание
Характеристика и область применения поверхностного насоса Положительные качества поверхностных насосов Классификация откачивающего оборудования Сравнительные характеристики насосов Принцип функционирования поверхностного насоса Выбор оборудования Заключение
Характеристика и область применения поверхностного насоса
Поверхностный насос представляет собой несложное оборудование для забора воды из подвалов, котлованов, скважин или открытых водоемов. Приспособление может откачивать воду с минимальным количеством небольшого по размеру мусора.
Насосы подразделяются по типу конструкции:
стационарные;
переносные;
Выбор остается за покупателем исходя из задач и целей, которые он преследует. Для перемещения жидкости, имеющей примеси песка и мелких камушков нужно использовать поверхностный дренажный насос. Для отвода канализационных масс, в составе которой может находиться шерсть, бумага, применять следует фекальный аппарат. Оборудование для откачки грязной воды может с легкостью справиться с мусором не более 1 сантиметра в объеме.
Перед использованием оборудование следует установить на горизонтальную ровную поверхность, Шланг для подачи необходимо направить в емкость. Второй шланг для вывода грязных масс направляют в резервуар, сточную канаву или на огород. Установка оборудования возможна и выше отметки воды. Автоматическая подача удалит лишний воздух в системе и перекачает жидкостные массы.
Положительные качества поверхностных насосов
Оборудование направлено на удовлетворение домашних потребностей по выводу лишних жидкостных масс.
Производители наделили их полезными и эффективными качествами.
энергоемкие – насосы работают с достаточной мощностью при небольшом потреблении электроэнергии. Однако не рекомендуются для частого или постоянного использования;
мобильный – устройство имеет небольшой вес и легко устанавливается в любом удобном месте. Глубина подъема жидкости допустима до 5 метров;
насосы имеют невысокую цену, что делает возможность их приобретения широкой массе потребителей.
Поверхностный насос может решить проблему полива газонов, наполнение бассейна и фонтанов водой. Многогранный функционал поверхностного насоса делает его необходимым для приобретения в любое домашнее хозяйство.
По типу работы насосы подразделяются на:
самовсасывающие или центробежные. Поступающая жидкость разбрасывается на стенки от вращающихся лопастей. Такие насосы работают с небольшим шумом и имеют достаточно большой вес;
насосы вихревые – лопасти в колесе вращения имеют нестандартный размер, благодаря которому создается вихревое течение потока. Напор жидкости в пять раз выше, чем центробежных. Габаритные размеры существенно меньше. Однако для их эксплуатации необходимо соблюдение особых условий.
Классификация откачивающего оборудования
Для использования в условиях дачного участка или индивидуального строения наиболее широкое применение получили центробежные устройства. Они способны перемещать жидкости с небольшими загрязнениями. По принципу действия имеют погружную систему водоотвода.
Для выполнения работы устройства необходимо поместить на дно очищаемой емкости. Это может быть колодец или бассейн. Откачивание жидкостной массы происходит через сетку, специально установленную на дно насоса. Благодаря небольшим ячейкам сетки происходит фильтрация водного потока.
Применение дренажного оборудования не рекомендуется для выкачивания выгребных ям и фекальных резервуаров. Использовать их следует для очищения бассейнов, колодцев, подвальных помещений.
Погружное дренажное оборудование устанавливается на дно резервуара. Перемещение водного потока происходит с помощью специального рукава, закрепленного к насосу. На устройстве установлено отверстие с решеткой для предотвращения засорения от посторонних предметов.
По типу применение насосы подразделяются на:
колодезные насосы;
фекальное оборудование;
дренажные устройства;
насосы для скважин.
Поверхностные насосы состоят из рукава, который погружается в жидкость и через него производится отвод потока. По назначению их подразделяют на напорное оборудование, насосные станции, циркуляционное оборудование и садовое универсального спектра действия.
Сравнительные характеристики насосов
Для многообразных условий применения используются различные поверхностные насосы. Для подъема воды из скважин или подачи из глубокого водоемы рекомендуется приобретение погружного устройства. В случае нечастого осушения подвальных помещений от грязной воды или для полива газона можно использовать самовсасывающее поверхностное оборудование. Он имеет меньшую мощность в отличие от погружного.
Для бытового использования такой насос обладает положительными характеристиками.
несложная конструкция доступна для обслуживания даже новичкам;
глубинная подача жидкости возможна до 10 метров;
имеет две функции – подача водного потока и откачка жидкости;
мобильная и легкая конструкция. В необходимое время легко переносится на другое место для дальнейшей работы.
В домашнем хозяйстве возможно применение стационарного оборудования. Для его монтажа необходимо обустройство специальной площадки. Приоритет такого выбора является необходимость постоянной подачи воды хорошего напора.
Важно знать и об особенностях долголетней службы оборудования. При использовании поверхностного устройства в зимнее время для предотвращения от замерзания, насос необходимо держать в теплом помещении.
Принцип функционирования поверхностного насоса
Центробежные устройства во время первого прогона следует наполнить водой. Производители гарантируют долговечную службу современному оборудованию. Насосы дополнены устройством, защищающим обратное действие потока воды. Оно встроено во всасывающую воронку, и создает повторное действие самовсасывания при следующем включении оборудования даже при частичном заполнении жидкостной массой или пустом всасывающем рукаве.
Центробежные насосы дублируют функциональные способности дренажных устройств. Защитные фильтры способны останавливать частицы с фракцией до 15 миллиметров. Кроме бытового применения, их использование возможно на строительных площадках, при орошении земли, для снижения уровня грунтовых вод.
Разработчики дополнили самовсасывающие устройства многоступенчатыми крыльчатками для увеличения производительности, сохраняя при этом достаточную мощность и умеренное энергопотребление.
Современные центробежные насосы способны откачивать водные массы с глубины до 9,5 метров. Кроме того, они оснащены повышенной шумоизоляцией, дополнены защитным механизмом от случайного включения пустого оборудования.
Все модификации насосов следует устанавливать на специально оборудованную площадку, которая должна быть расположена над емкостью с жидкостью. При помощи входной трубы или рукава, которые опускаются на самое дно резервуара, водный поток закачивается беспрерывно. Мощность центробежного насоса позволяет поднимать водные массы с глубины до девяти метров. Увеличение мощности возможно с помощью специального встроенного эжектора.
Мобильное насосное оборудование разработано аналогично стационарным станциям. При необходимости оно может держать постоянный напор воды.
Выбор оборудования
Для безошибочного выбора устройства, необходимо точно знать, какой функционал будет оно выполнять, степень загрязненности и объем перекачиваемых жидкостных масс.
В случае использования для перекачивания чистых вод рекомендуется приобретение вихревого оборудования. Но его не следует применять для прокачки воды любой степени загрязнения. Поэтому, самый важный фактор выбора – степень и количество загрязнений в жидкостной массе. Кроме того, следует установить частоту применения оборудования.
На небольших садовых участках производители рекомендуют применение дренажного поверхностного оборудования. Он с легкостью справится с освобождением подвального помещения от сезонного затопления талых вод. Простота в исполнении и удобное обслуживание будет под силу даже людям пожилого возраста. Невысокая мощность и небольшая производительность не будет помехой для небольших работ.
В случае характерных загрязнений в виде листьев, бумажных отходов следует остановить свой выбор на погружных или фекальных насосах. Широкий модельный ряд изделий, различные технические характеристики позволяют подобрать оборудование с необходимым функционалом для конкретных работ. Производители выпускают изделия с разными мощностными показателями, что позволяет откачивать сточные воды с различной вязкостью.
Заключение
Цена насоса зависит от материала изготовления основного корпуса. Однако это сказывается и на долговечности оборудования. Пластиковое основание гораздо дешевле, чем корпус в металле или чугуне. Срок службы у него соответственно ниже. Оборудование с максимальными функциями также будет стоить на порядок выше.
Производители гарантируют успешную эксплуатацию оборудования до пятнадцати лет. Насосы не требуют дополнительного ухода, техническое обслуживание заключается лишь в очистке рукава и смазыванию уплотнительных элементов. При таких условиях эксплуатация работа насосов является удобной и долговечной.
Поверхностные насосы для грязной воды: виды и особенности оборудования
Содержание:
Особенности и преимущества поверхностных моделей
Виды поверхностных насосов
Сфера применения
Принцип работы поверхностного насоса
Рекомендации по выбору насосного оборудования
Обзор популярных моделей насосов
Владельцы загородных участков часто сталкиваются с необходимостью откачки грязной воды. Насосное оборудование, устанавливаемое для снабжения жидкостью из скважин домов и дач, не может функционировать в контакте с примесями, волокнами и другим загрязнением. Осушение подвалов или орошение огорода дождевой водой осуществляют поверхностные насосы для грязной воды. Оборудование различается по конструкции и типу механизма, поэтому перед выбором оптимального варианта следует познакомиться с его характеристиками.
Самовсасывающий поверхностный насос
Особенности и преимущества поверхностных моделей
Наиболее эффективным и практичным устройством для обеспечения полива и откачки загрязненной воды станет бытовой поверхностный насос. Универсальный агрегат удобен и прост в применении. Дренажные агрегаты поверхностного типа устанавливаются на сухой площадке, для перекачивания они имеют специальный шланг, погружаемый в жидкость. Этот тип оборудования имеет несколько существенных преимуществ:
Мобильность – оборудование можно переносить и устанавливать в нужных местах: на берегу водоема, строительной площадке, подвале или гараже.
Компактный размер – устройство занимает мало места, для него достаточно найти ровную площадку.
Высока надежность и КПД, при работе на поверхности детали не подвергаются коррозии.
Доступная стоимость – агрегаты дешевле погружных дренажных насосов.
Высокая мощность – оборудование способно поднять перекачиваемую жидкость с отметки 8-10 м и транспортировать на несколько метров по горизонтали.
Простой монтаж, обслуживание и эксплуатация.
Поверхностный насос
Недостатки:
Невозможно откачать воду грязную воду из глубоких колодцев и скважин.
Многие модели характеризуются высокой шумностью.
Агрегаты, предназначенные для перекачивания жидкости с взвесями и твердыми частицами, имеют особую конструкцию рабочего колеса, исключающую его забивание. Поверхностный дренажный насос для грязной воды заполняется двумя способами:
самотеком – нормальное всасывание, запуск без предварительного заполнения рабочей камеры;
самовсасывающие – прибор перекачивает жидкость, находясь на значительной высоте (до 8 м), перед включением через специальное отверстие корпус и шланг заполняются водой.
Внимание. Шланг поверхностного агрегата обязательно оборудуется обратным клапаном. Если он не предусмотрен в комплектации, то придется купить отдельно.
Виды поверхностных насосов
Среди разновидностей оборудования для организации орошения и осушения участка, предлагаются модели с различным функциональным назначением. По способу установки их делят на стационарные и передвижные. Первый вариант используется в основном на промышленных предприятиях. В бытовых условиях это может быть оборудование для откачивания ливневых стоков. Насосы можно разделить на несколько видов:
Центробежные модели
Устройства предназначены для водозабора из открытых водоемов, колодцев, емкостей. Они справляются с загрязненной водой и примесями не более 10 мм. Нагнетание жидкости происходит за счет вращения рабочего колеса. Таких механизмов может устанавливаться несколько в ряд. Многоступенчатая конструкция повышает производительность оборудования.
Центробежная модель
Вихревые агрегаты
Внутри корпуса вихревого насоса создается высокое давление, напор, создаваемый устройством, отличается особой силой. Агрегат рассчитан на работу с жидкостью, не имеющей твердых частиц, способных повредить крыльчатку. Поверхностный аппарат используется для организации орошения и водоснабжения.
Мембранные модели
Устройства используются для перекачки жидкости, с которой не справляются центробежные агрегаты. Их устанавливают при очистке траншей и котлованов, аппараты откачивают талые воды со значительным загрязнением. Оборудование имеет высокую пропускную способность, оно допускает наличие твердых частиц до 50 мм. Дренажные насосы мембранного типа надежны и неприхотливы в эксплуатации. Модели с горизонтальной мембраной отправляют воду самотеком, агрегаты с вертикальной мембраной обладают нагнетательно функцией и поднимают жидкость на 10 м.
Самовсасывающие дренажные аппараты
Модели поверхностных самовсасывающих насосов для грязной воды характеризуются высокой мощностью и широкой сферой применения. Дренажные агрегаты благодаря особенностям конструкции допускают большое количество нерастворимых примесей в транспортируемой жидкости. Дренажные аппараты, способные пропускать воду, содержащую до 70% взвесей, называются шламовые. Чтобы подобрать подходящую модель, необходимо изучить параметры агрегата. Они различаются размерами, производительностью, материалом корпуса. Самовсасывающие модели рассчитаны на эксплуатацию при температуре от -10 до +800.
Мембранные агрегаты
Мембранные насосы могут оснащаться бензиновыми и электрическими двигателями. Первый вариант эффективен для применения на строительных площадках, где нет электричества. Для удобства перемещения тяжелой конструкции, она помещается на платформу с колесами.
Внимание. В конструкции насоса отсутствуют трущиеся детали, он способен перекачивать глину и мелкие камни. В комплекте с агрегатом должен быть прочный армированный шланг.
Винтовые агрегаты
Конструкция винтовых моделей предусматривает возможность перекачивания загрязненной воды. Транспортировка жидкости происходит за счет вращения винта внутри корпуса. Простая конструкция с одной движущейся деталью обеспечивают надежную и продолжительную эксплуатацию. Оборудование относится к самовсасывающему типу, при правильно балансировке создает минимум шума.
Винтовые модели
Совет. Винтовые модели можно использовать для выкачивания выгребных ям и иловыми и фекальными массами.
Сфера применения
Насосное оборудование, устанавливаемое на поверхности, может применяться для различных целей:
полив сада и огорода;
откачка воды из колодцев, нуждающихся в очистке;
осушение искусственных водоемов и бассейнов на участке перед консервацией на зимний период;
перекачка дождевой воды из дренажных колодцев и накопителей;
осушение затопленных подвалов в период паводка;
организация орошения из открытого водоема;
откачка грунтовых вод из котлованов.
Принцип работы поверхностного насоса
Оборудование, функционирующее вне перекачиваемой среды, требует подготовки ровной площадки для монтажа. К всасывающему патрубку конструкции присоединяется шланг. На конец, опускаемый в воду, крепится фильтр и обратный клапан. Выходной патрубок соединяется с трубопроводом, по которому жидкость будет перекачиваться для определенной цели (полив огорода, заполнение емкости, отведение грязной воды). После установки агрегат и шланги заполняются жидкостью. Обратный клапан препятствует вытеканию воды из шланга.
Внимание. Поверхностные дренажные насосы не рассчитаны на частое и долгое включение. Их используют периодически для откачивания грязной воды.
Все виды поверхностного оборудования имеют прочный металлический корпус и герметичные прокладки, но контакт с водой им противопоказан. Приборы должны размещаться на достаточном расстоянии от поверхности воды. Нельзя оставлять агрегаты под дождем. Питание поверхностных насосов осуществляется от сети 220 В. Средний срок их службы составляет от 12 до 15 лет.
Дренажный агрегат
Рекомендации по выбору насосного оборудования
Выбирая поверхностный насос для откачки грязной воды, следует учитывать условия эксплуатации и степень загрязнения. В паспорте дренажных аппаратов указывается допустимый размер нерастворимых частиц. Для бытовых целей параметр допустимого диаметра твердых веществ 5-50 мм. При наличии в жидкости крупных частиц используются фекальные насосы. Это оборудование оснащается режущими механизмами, измельчающими мусор.
Значимый фактор – мощность и производительность насоса. Эти параметры выбираются в зависимости от предполагаемого объема работы. Если при покупке не учесть эти характеристики, то агрегату маленькой мощности придется работать долгое время. Чрезмерные нагрузки приведут к быстрой поломке оборудования. Три основные критерии выбора:
мощность;
производительность;
напор.
Совет. Некоторые модели насосов выпускаются в пластиковом корпусе. Они стоят дешевле и создают меньше шума при работе, но ресурс таких агрегатов ограничен.
Если в месте, где необходима откачка, нет электропитания, то используются мотопомпы. Насосные агрегаты с бензиновым двигателем отличаются эффективной работой.
Обзор популярных моделей насосов
Моноблочные центробежные агрегаты MEA от компании ROVATTI рассчитаны на перекачивание грязной воды, имеющей твердые частицы небольшого размера. Самовсасывающее устройство предназначено для осушения строительных площадок, транспортировки жидкости, подключения оросительной системы. Чугунная конструкция со степенью защиты IP 55 может эксплуатироваться в условиях запыленности и попадания влаги на корпус. Изделия выпускаются с различной производительностью от 36 до 120 м3/час.
Насос MEA
Поверхностный самовсасывающий насос компании WILO применяется для водоснабжения, организации полива с использованием дождевой воды. Центробежный многоступенчатый агрегат имеет 5 рабочих колес, обеспечивающих малошумную и эффективную работу. Детали установки, находящиеся в контакте с перекачиваемой жидкостью, изготовлены из прочного материала, неподверженного коррозии.
Поверхностный самовсасывающий насос компании WILO
Поверхностные агрегаты итальянской марки PEDROLLO отличаются небольшим весом и компактным размером. Модели NGA и NGAm сконструированы с открытым рабочим колесом, что позволяет беспрепятственно перекачивать загрязненную жидкость. Рабочие детали устройства изготовлены из нержавеющей стали, корпус – из чугуна. Насосы рекомендуются для бытового и промышленного применения, благодаря простой и надежной конструкции требуют минимального обслуживания.
Агрегат компании PEDROLLO
Бурун Н1В – это модель винтового дренажного насоса, предназначенного для транспортировки вязкой жидкости с абразивными частицами до 2 мм. С его помощью организуется откачка выгребных ям, отстойников, полив огорода. Корпус и детали агрегата изготовлены из алюминия и современного пластика. Прибор отличается высокими показателями самовсасывания, жидкость перекачивается равномерно, без перемешивания.
Насос Бурун
Выбирая поверхностный насос для откачки грязной воды, ориентируйтесь на его назначение. Рекомендуется использование универсальной модели, которая способна качать чистую и грязную жидкость. Для гарантированной долгой эксплуатации, следует покупать модели, оснащенные автоматической защитой от перегрева и холостого хода.
информация о сливных колодцах и насосах для отстойников грязной воды
Дренаж Уход за газоном Дренажные системы своими руками Системы Дренажная мастерская
Выгребная яма — это просто большая яма, вырытая в вашем саду , облицованная бетоном или специально изготовленным покрытием, которая используется для сбора и откачки дождевой воды, которая была направлена через Французская дренажная система для сада. Отстойник необходим для сбора и отвода воды для некоторых садовых дренажных систем, где дренируемая территория имеет уклон в сторону от стоков дома. Или невозможно подключиться к отмачивающему, потому что грунт глинистый, а отмачивающий не работает в глине. почвы.
Инструкции по сооружению садового дренажного колодца находятся внизу страница.
Дренажный насос представляет собой погружной насос со встроенным поплавковым выключателем, который откачивает дождевую воду, собранную в поддоне, в канализацию или подходящую области рассеивания и автоматически отключается, когда не остается воды для перекачки. Погружной дренажный насос используется для откачки воды из поддона в канализацию или подходящее место, где она будет рассеивать.
Руководство и технические материалы, помогающие выбрать правильный насос и оборудование, внизу этой страница.
Установка насоса в поддон
Сделай сам информацию ниже или свяжитесь со службой дренажа Майка
Дренажный насос с поплавковым выключателем
Дренажный насос — это погружной насос со встроенным поплавковым выключателем. который автоматически отключает питание насоса, когда не остается воды для перекачки.
Назначение, используется для откачки воды, которая сливается в отстойник яма от французской дренажной системы.
Грязная вода насос всегда должен перекачивать грязную воду — это означает воду содержащих песок, песок, грязь и мелкую гальку.
Переключатель включения/выключения. Всегда лучше оснастить погружной дренажный насос контроллером, обычно это пластиковый или резиновый поплавок, который автоматически включается и выключается по мере того, как вода поднимается и опускается.
Крышка поддона. Также рекомендуется установить прочную съемную крышку над выгребной ямой для легкий доступ к отстойнику и предотвращение падения детей в отстойник.
Сливной шланг. Также потребуется подсоединить шланг к насосу, чтобы перекачивать дождевую воду. в систему поверхностного дренажа. Шланг дренажного насоса можно проложить по газону или саду, чтобы соединить с системой отвода поверхностных вод, но это может доставлять неудобства, когда стрижка газона или даже опасность для детей, играющих на газоне. Шланг насоса лучше всего спрятать под садом или газоном.
Если сливной шланг должен быть проложен под поверхностью.
Спецификация шланга и фитинги для сливной шланг для заглубления
Хомуты для шлангов и соединитель для соединения дополнительных отрезков шланга, если это необходимо.
Длина шланга должна быть достаточной, чтобы пройти от насоса к зоне нагнетания.
Обратный клапан, прикрепленный к шлангу, чтобы вода не стекала обратно в выгребную яму, расходуя электроэнергию.
После того, как вы приобрели насос, я рекомендую связаться со специализированным поставщиком напорного шланга, который сможет посоветовать правильный «подземный» шланг. с обратным клапаном, подходящим для вашей помпы.
Сливной шланг уложен над поверхностью.
Можно использовать простой шланг с плоской укладкой, если он проходит по поверхности газона и не заглублен.
Как приобрести водоотливной насос для грязной воды, отвечающий вашим потребностям
Измерьте пробег, т.
Измерьте подъем, это разница высот между отстойником и точкой, где должна быть перекачана вода, добавьте эту цифру к цифре прогона.
Убедитесь, что насос имеет выключатель.
Два дренажных насоса, которые я выбрал ниже, — это насосы, которые я использовал при установке дренажа. и соответствуют всем критериям, нарастанию в/в, дальности откачки, грязной воде и автоматическому выключателю.
Я использую дренажный насос 52066, представленный ниже, для перекачки грязной воды на большие расстояния из поддона в канализацию. Стоит немного дороже, но прослужит намного дольше.
Дренажный насос менее 250 фунтов стерлингов
Погружной насос для грязной воды Draper с поплавковым выключателем.
Предназначен для тяжелых условий эксплуатации, таких как откачка выгребных ям в течение длительного времени. расстояние, смотровые ямы, канавы и фундаменты, где могут присутствовать твердые частицы, а также общий полив. Керамический вал для длительного срока службы, защита от перегрева и поплавковый выключатель который автоматически отключает насос при падении уровня воды. Поставляется с кабелем длиной 10 м (приблизительно) и сертифицированной вилкой.
Дренажный насос менее 250 фунтов стерлингов
Погружной насос для грязной воды Draper с поплавковым выключателем.
Разработан для тяжелых условий эксплуатации, таких как откачка отстойников на большие расстояния, смотровых ям, канавы и фундаменты, где могут присутствовать твердые частицы, а также общее орошение. Керамический вал для длительного срока службы, защита от тепловой перегрузки и поплавковый выключатель, автоматически отключающий насос когда уровень воды упал. Поставляется с кабелем длиной 10 м (приблизительно) и сертифицированной вилкой.
Draper 73171 Шланг Layflat 10 м x 38 мм
Предназначен для использования с погружными водяными насосами Draper. здесь.
Этот 10-метровый сливной шланг большой емкости совместим с погружные насосы при спуске шланга по поверхности и могут быть приобретены вместе с насосом.
Этот технический дренажный дренажный насос . информация важна.
Напор и расход Оценивать. Способность насоса перекачивать определяется его напором и подачей. Напор – это максимальная высота, на которую насос может перекачивать воду. В Великобритании большинство насосов продаются с напор, указанный в метрах или футах.
При выборе насоса необходимо также измерить разницу высот между колодцем и точкой, в которую будет перекачиваться вода. Напор насоса должен быть как минимум на 25 % больше, чем это измеренное расстояние.
Расход является мерой количества воды, которое может быть перекачано насосом. Этот расход падает при перекачивании воды вверх .
См. приведенные выше дренажные насосы и выберите тот, который соответствует всем критериям, подъему в/в, дальности откачки, грязной воде и автоматическому включению/выключению выключатель.
Для самостоятельного изготовления. убедитесь, что насос, который вы покупаете, подходит для этой работы. Убедитесь, что он включается и выключается автоматически и может перекачивать грязную воду на измеренное вами расстояние от выгребной ямы до поверхностный сток воды. Вышеуказанные насосы — это те, которые я регулярно использую. Майк
Сливной шланг и аксессуары .
Если сливной шланг должен быть проложен под поверхностью.
Вам понадобится гибкий шланг re усиленный и соединитель, соответствующий выход насоса,
Зажимы для шлангов и соединитель для соединения дополнительных отрезков шланга, если это необходимо. Шланг должен быть достаточно долго, чтобы пройти от насоса до зоны нагнетания.
Обратный клапан , установленный на шланге, останавливает поток воды обратно в выгребная яма, трата электроэнергии.
Можно использовать «укладывающийся» шланг, если он проходит над поверхность газона и не закапывается.
Если тебе закопать шланг, как только ты приобрели насос, обратитесь к специализированному поставщику напорных шлангов, который сможет предоставить подходящий шланг с обратным клапаном, твой насос.
Если у вас заболоченный сад или газон, как описано на моей странице дренажа сада, и вы не можете слить воду в поверхностную дренажную систему, потому что сад уклоняется от подходящей точки сброса. Выгребная яма и насос в самой нижней части французской дренажной системы – лучший вариант. Эти системы экономичны, имеют низкую техническое обслуживание и активируется автоматически для удаления воды.
Инструменты, необходимые для строительства отстойника: лопата, цемент, спиртовой уровень, рулетка, которые можно приобрести в дренажной мастерской
Определите лучшее место для выкапывания выгребной ямы. Это будет самый низкий точке вашего сада или газона и всегда там, где собираются лужи поверхностных вод. Помните, что вы подключаете французские водостоки, и вода не будет течь в гору.
Выкопать выгребную яму глубиной от 27 до 36 дюймов и диаметром 24 дюйма. квадрат, чтобы обеспечить бетонную облицовку. Убедитесь, что стороны гладкие и на них нет камней или корней, а дно ровное.
Соберите деревянную раму, чтобы поместиться внутри ямы, оставив достаточно места для 3 дюймов заливка бетона позади и вокруг него.
Залить бетоном позади рамы, чтобы сформировать стены садового дренажа отстойник, допускающий не менее 3 дюймов со всех четырех сторон. Верх должен быть на уровне газона или на пару сантиметров ниже, если вы хотите скрыть крышку под декоративным покрытием. гравий. Добавьте небольшую полосу 1-дюймового дерева к верхнему краю рамы. Когда бетон высохнет, он образует выступ вокруг верхней части выгребной ямы для поддержки крышка.
Дайте бетону застыть в течение как минимум 24 часов, а затем удалите рамку или оставить ее на месте. Рама со временем сгниет, и ее будет легче вытащить из поддона.
Заполните дно 4 дюйма гравием не менее 20 м. Мелкий гравий может заблокировать дренажный насос.
Установить поддон покрытие.
Как подключиться к отстойнику Яма.
Когда бетон затвердеет, просверлите круг отверстий и выбейте центр.
Другой способ – это;
Выкопайте первую часть траншеи, оставив участок почвы толщиной около 6 дюймов для удержания бетонная спинка.
Залейте бетон и дайте ему частично застыть.
Ударьте отрезком трубы нужного размера через землю и мягкий бетон, пока он не упрется в древесину. Рамка.
Дайте всему этому застыть и снимите раму и секцию трубы.
Распространенные ошибки при строительстве выгребной ямы
Убедитесь, что труба установлена на дне траншеи, но достаточно высоко над выгребной ямой, чтобы было место для насоса и поплавка.
Установите проволочный фильтр на траншейной стороне трубы, чтобы предотвратить попадание гравия. Это можно сделать из курицы провод .
Не бетонируйте пол ямы, чем больше воды впитается, тем меньше электричества вы будете использовать.
Если вы планируете более одной траншеи для стока в отстойник, если уклоны позволяют, соедините их в основную траншею, это проще, чем пытаться их соединить все в помойку.
flowerpotman.com
Дренажные услуги в Сомерсете, Девоне, Дорсете, Хэмпшире, Суррее, Беркшире, Оксфордшире, Глостершир, Бакингемшир, Уилтшир, Мидлендс, Южный Уэльс, Западный Лондон, Северный и Центральный Лондон.
Китай Погружной водоотливной насос для чистой/грязной воды Производители и поставщики и фабрики
Категории
Свяжитесь с нами
Для чистой воды без абразивных частиц Для откачки колодцев, рек, сбора дождевой воды, откачки воды из подвалов, гаражей и подвалов Для водоснабжения и водоотведения сельхозугодий, сада и бытовых сточных вод
Теперь говорите Отправить запрос
Скачать
Информация о продукте
Submersible clean/dirty water sump pump with factory price
Работаем с ИП, частными лицами, Управляющими Компаниями и другими организациями
Доставим продукцию к назначенному времени
Доставка по Санкт-Петербургу и Ленинградской области
Заказать звонок
СОДЕРЖАНИЕ
Характеристики балки двутавровой (Общие пределы, Классификация по точности, Маркировка и тд)
Виды балок
С уклоном полок
Стандартные
Широкополочные
Узкополочные
Применение
Двутавр – профиль который наиболее часто используется в строительстве благодаря разумному соотношению прочностных характеристик и веса. Каждая часть Н-образного профиля расположена под прямым углом, поэтому он хорошо сопротивляется изгибу при этом получается простая и легкая конструкция во всех направлениях. Чаще всего используется как горизонтальный конструктивный элемент – ригели, балки, фермы, перекрытия и т. д.
Характеристики балки двутавровой (Общие пределы, Классификация по точности, Маркировка и тд)
Двутавр состоит из двух горизонтальных плоскостей, известных как полки, соединенных одним вертикальным компонентом или стенкой. Форма полок и стенки образуют поперечное сечение в виде буквы «H». Балки имеют различную массу, толщину профиля, ширину полки, высоту стенки и другие характеристики. Сортамент балок маркируется согласно соотношения формы и размера профиля и высоте двутавра. Например, номер профиля 14Б2 означает, что это нормальный двутавр высотой 14 мм, толщина стенки и остальные параметры описаны в ГОСТ 26020-83.
Для проката с параллельными полками: ГОСТ 26020-83.
Для проката с уклоном полок: ГОСТ 8239-89, ГОСТ 19425-74.
Для сварных балок: ТУ У 01412851.001-95.
Стальные двутавры в зависимости от соотношения размера полок к стенке разделяются на следующие виды: широкополочные (Ш), узкополочные (У), среднеполочные (Д), нормальные (Н), колонные (К). По способу производства различают горячекатаные и сварные (С) изделия.
Двутавры выпускаются кратной, мерной и немерной длинны в диапазоне от 4 до 15м.
Виды балок
Двутавр реализуется в зависимости от массы изделия, как и прочий стальной прокат. Поэтому при заказе продукции часто возникает потребность рассчитать вес 1 метра балки. Так как профиль имеет радиусные углы, а некоторые модели еще и уклон полок, вычислить площадь его сечения самостоятельно достаточно проблематично. Проще воспользоваться таблицей весов двутавров.
С уклоном полок
Вес 1 метра двутавровой балки по ГОСТ 8239-89 приведен в нижеследующей таблице:
Номер проката
Вес
1 м.п., кг
Кол-во метров в тонне, м
Высота профиля, мм
Толщина стенки, мм
Ширина полки, мм
Толщина полки (средняя), мм
Площадь сечения, мм2
10
9,46
105,7
100
4,5
55
7,2
12,0
12
11,50
87,0
120
4,8
64
7,3
14,7
14
13,70
73,0
140
4,9
73
7,5
17,4
16
15,90
62,9
160
5,0
81
7,8
20,2
18
18,40
54,3
180
5,1
90
8,1
23,4
20
21,00
47,6
200
5,2
100
8,4
26,8
22
24,00
41,7
220
5,4
110
8,7
30,6
24
27,30
36,6
240
5,6
115
9,5
34,8
27
31,50
31,7
270
6,0
125
9,8
40,2
30
36,50
27,4
300
6,5
135
10,2
46,5
33
42,20
23,7
330
7,0
140
11,2
53,8
36
48,60
20,6
360
7,5
145
12,3
61,9
40
57,00
17,5
400
8,3
155
13,0
72,6
45
66,50
15,0
450
9,0
160
14,2
84,7
50
78,50
12,7
500
10,0
170
15,2
100,0
55
92,60
10,8
550
11,0
180
16,5
118,0
60
108,0
9,3
600
12,0
190
17,8
138,0
Специальный двутавр с уклоном полок производится по ГОСТ 19425-74. Он используется в автомобильной промышленности, для армирования шахт и устройства подвесных путей. Таблица определения веса специальных двутавровых балок приведена ниже:
Номер проката
Вес
1 м.п., кг
Кол-во метров в тонне, м
Высота профиля, мм
Толщина стенки, мм
Ширина полки, мм
Толщина полки (средняя), мм
Площадь сечения, мм2
14С
16,9
140
5,5
80
9,1
21,5
20С
27,9
200
7,0
100
11,4
35,6
20Са
31,1
200
9,0
102
11,4
39,6
22С
33,1
220
7,5
110
12,3
42,1
27С
42,8
270
8,5
122
13,7
54,5
27Са
47,0
270
10,5
124
13,7
59,9
36С
71,3
360
14,0
140
15,8
90,9
18М
25,8
180
7,0
90
12,0
32,9
24М
38,3
240
8,2
110
14,0
48,7
30М
50,2
300
9,0
130
15,0
64,0
36М
57,9
360
9,5
130
16,0
73,8
45М
77,6
450
10,5
150
18,0
98,8
ВНИМАНИЕ! Здесь и далее вес балки рассчитан для стали плотностью 7,85 г/см3. Вы можете самостоятельно вычислить вес проката из другого сплава, используя площадь поперечного сечения и данные о плотности материала.
Стандартные
Нормальные, или стандартные, двутавровые балки производятся с параллельными стенке полками (без уклона). Они выпускаются согласно ГОСТ 26020-83. Нижеследующая таблица поможет определить сколько весит погонный метр нормальной двутавровой балки:
Номер проката
Вес
1 м.п., кг
Кол-во метров в тонне, м
Высота профиля, мм
Толщина стенки, мм
Ширина полки, мм
Толщина полки, мм
Площадь сечения, мм2
10Б1
8,1
123,5
100
4,1
55
5,7
10,32
12Б1
12Б2
8,7
10,4
114,9
96,2
117,6
120
3,8
4,4
64
64
5,1
6,3
11,03
13,21
14Б1
14Б2
10,5
12,9
95,2
77,5
137,4
140
3,8
4,7
73
73
5,6
6,9
13,39
16,43
16Б1
16Б2
12,7
15,8
78,7
63,3
157
160
4,0
5,0
82
82
5,9
7,4
16,18
20,09
18Б1
18Б2
15,4
18,8
64,9
53,2
177
180
4,3
5,3
91
91
6,5
8,0
19,58
23,96
20Б1
22,4
44,6
200
5,6
100
8,5
28,49
23Б1
25,8
38,8
230
5,6
110
9,0
32,91
26Б1
26Б2
28,0
31,2
35,7
32,1
258
261
5,8
6,0
120
120
8,5
100
35,62
39,70
30Б1
30Б2
32,9
36,6
30,4
27,3
295
299
5,8
6,0
140
140
8,5
10,0
41,92
46,67
35Б1
35Б2
38,9
43,3
25,7
23,1
346
349
6,2
6,5
155
155
8,5
10,0
49,53
55,17
40Б1
40Б2
48,1
54,7
20,8
18,3
392
396
7,0
7,5
165
165
9,5
11,5
61,25
69,72
45Б1
45Б2
59,8
67,5
16,7
14,8
443
447
7,8
8,4
180
180
11,0
13,0
76,23
85,96
50Б1
50Б2
73,0
80,7
13,7
12,4
492
496
8,8
9,2
203
200
12,0
14,0
92,98
102,80
55Б1
55Б2
89,0
97,9
11,2
10,2
543
547
9,5
10,0
220
220
13,5
15,5
113,37
124,75
60Б1
60Б2
106,2
115,6
9,4
8,7
593
597
10,5
11,0
230
230
15,5
17,5
135,26
147,30
70Б1
70Б2
129,3
144,2
7,7
6,9
631
697
12,0
12,5
260
260
15,5
18,5
164,70
183,60
80Б1
80Б2
159,5
177,9
6,3
5,6
791
798
13,5
14,0
280
230
17,0
20,5
203,20
226,60
90Б1
90Б2
194,0
213,8
5,2
4,7
893
900
15,0
15,5
300
300
18,5
22,0
247,10
272,40
100Б1
100Б2
100Б3
100Б4
230,6
258,2
285,7
314,5
4,3
3,9
3,5
3,2
990
998
1006
1013
16,0
17,0
18,0
19,5
320
320
320
320
21,0
25,0
29,0
32,5
293,82
328,90
364,00
400,60
Широкополочные
У широкополочного проката полка шире высоты стенки. Нижеследующая таблица поможет рассчитать вес широкополочных двутавровых балок:
Номер проката
Вес
1 м.п., кг
Кол-во метров в тонне, м
Высота профиля, мм
Толщина стенки, мм
Ширина полки, мм
Толщина полки, мм
Площадь сечения, мм2
20Ш1
30,6
32,7
193
6,0
150
9,0
38,95
23Ш1
36,2
27,6
226
6,5
155
10,0
46,08
26Ш1
26Ш2
42,7
49,2
23,4
20,3
251
255
7,0
7,5
180
180
10,0
12,0
54,37
62,73
30Ш1
30Ш2
30Ш3
53,6
61,0
68,3
18,7
16,4
14,6
291
295
299
8,0
8,5
9,0
200
200
200
11,0
13,0
15,0
68,31
77,65
87,00
35O1
35Ш2
35Ш3
75,1
82,2
91,30
13,3
12,2
11,0
338
341
345
9,5
10,0
10,5
250
250
250
12,5
14,0
16,0
96,67
104,74
116,30
40Ш1
40Ш2
40Ш3
96,1
11,1,1
123,4
10,4
9,0
8,1
388
392
396
9,5
11,5
12,5
300
300
300
14,0
16,0
18,0
122,40
141,60
157,20
50Ш1
50Ш2
50Ш3
50Ш4
114,
138,7
156,4
174,1
8,8
7,2
6,4
5,7
484
489
495
501
11,0
14,5
15,5
16,5
300
300
300
300
15,0
17,5
20,5
23,5
145,70
176,60
199,20
221,70
60Ш1
60Ш2
60ШЗ
60Д14
142,1
176,9
205
234,2
7,0
5,7
4,9
4,3
580
587
595
603
12,0
16,0
18,0
20,0
320
320
320
320
17,0
20,5
24,5
28,5
181,10
225,30
261,80
298,34
70Ш1
70Ш2
70ШЗ
70Ш4
70Ш5
169,9
197,6
235,4
261
305,9
5,9
5,1
4,2
3,8
3,3
683
691
700
708
718
13,5
15,0
18,0
20,5
23,0
320
320
320
320
320
19,0
23,0
27,5
31,5
36,5
216,40
251,70
299,80
341,60
389,7
Узкополочные
Узкополочные, или колонные, двутавры имеют более высокую стенку по сравнению с полкой. Для расчета веса метра погонного узкополочной балки воспользуйтесь следующей таблицей:
Номер проката
Вес
1 м.п., кг
Кол-во метров в тонне, м
Высота профиля, мм
Толщина стенки, мм
Ширина полки, мм
Толщина полки, мм
Площадь сечения, мм2
20K1
20K2
41,5
46,9
24,1
21,3
195
198
6,5
7,0
200
200
10,0
11,5
52,82
59,70
23K1
23K2
52,2
59,5
19,2
16,8
227
230
7,0
8,0
240
240
10,5
12,0
66,51
75,77
26K1
26K2
26K3
65,2
73,2
83,1
15,3
13,7
12,0
255
258
262
8,0
9,0
10,0
260
260
260
12,0
13,5
15,5
83,08
93,19
105,90
30K1
30K2
30К3
84,8
96,3
108,9
11,8
10,4
9,2
296
300
304
9,0
10,0
11,5
300
300
300
13,5
15,5
17,5
108,00
122,70
138,72
35К1
35К2
3SK3
109,7
125,9
144,5
9,1
7,9
6,9
343
348
353
10,0
11,0
13,0
350
350
350
15,0
17,5
20,0
139,70
160,40
184,10
40К1
40К2
40K3
40К4
40К5
138,0
165,6
202,3
242,2
291,2
7,2
6,0
4,9
4,1
3,4
393
400
409
419
431
11,0
13,0
16,0
19,0
23,0
400
400
400
400
400
16,5
20,0
24,5
29,5
35,5
175,80
210,96
257,30
308,60
371,00
Применение
Двутавровые балки — это наиболее часто встречающиеся и широко используемые балки. Конструкции с жесткой рамой из двутавровой балки является одной из самых прочных и устойчивых форм стальных строительных конструкций. Это делает возможность возводить высокие многопролетные здания.
Помимо несущих элементов в промышленном и жилом строительстве, двутавр используется для прокладки троллейбусных и железнодорожных, эстакад, мостов и прочих дорожных сооружений. Широкополочные балки чаще всего применяются в жилищном строительстве. Часть проката реализуется на нужды машиностроительной отрасли.
Наша продукция
Двутавровая балка (двутавр)
Двутавровая балка – стандартный металлический профиль имеющий сечение в виде буквы «Н»….
Балка двутавровая (двутавр) СТ3
Двутавровая балка — это металлическое изделие с профилем, похожим на букву «H». Основные пре…
Балка двутавровая (двутавр) 09Г2С
Двутавровая балка — это металлическое изделие с профилем, похожим на букву «H&r…
Марки алюминия и их применение
Алюминий – популярный вид металла, который активно используется в промышленности. Однако в чистом виде металл практически не используют. Для улучшения технических и эксплуатационных характер…
Виды коррозии металлов
Коррозия металла – это разрушение материала под воздействием неблагоприятного влияния окружающей среды. В зависимости от типа воздействия (химического, электрохимического, физико-химического…
Технологии сварки алюминия и его сплавов
Даже опытные сварщики могут испытывать трудности при сварке алюминия и его сплавов. При проведении сварочных работ необходимо в обязательном порядке учитывать свойства металла, а также прави…
Балка двутавровая вес погонного метра
Арматура А3
Арматура А1
Катанка
Труба профильная
Труба электросварная
Труба стальная
Швеллер
Балка
Уголок
Сетка сварная
Круг стальной
Труба вгп черная
Труба вгп оцинкованная
Труба эс оцинкованная
Труба бесшовная
Труба тонкостенная
Лист стальной
Лист горячекатаный
Лист холоднокатаный
Лист оцинкованный
Лист рифлёный
Лист пвл
Евроштакетник
Профнастил кровельный
Профнастил для забора
Полоса горячекатаная
Квадрат горячекатаный
Лист гк толстый
Проволока
Шестигранник
Балка двутавровая марка стали ст3
вес метра погонного (кг)
метров в тонне (м)
Балки стальные СТО АСЧМ 20-93
20Б1
21,3
46,95
25Б1
25,7
38,91
25Б2
29,6
33,78
30Б1
32
31,25
30Б2
46,78
21,38
35Б1
41,4
24,15
35Б2
49,6
20,16
40Б1
56,6
17,67
40Б2
66
15,15
45Б1
66,2
15,11
45Б2
76
13,16
50Б1
72,5
13,79
50Б2
79,5
12,58
55Б1
89
11,24
55Б2
97,9
10,21
60Б1
94,6
10,57
60Б2
105,531
9,48
20Ш1
30,6
32,68
25Ш1
44,1
22,68
30Ш1
56,8
17,61
30Ш2
68,6
14,58
35Ш1
65,3
15,31
35Ш2
79,7
12,55
40Ш1
88,6
11,29
50Ш1
114,2
8,76
20К1
41,4
24,15
20К2
49,9
20,04
25К1
62,6
15,97
25К2
72,4
13,81
30К1
87
11,49
30К2
94
10,64
35К1
109,1
9,17
35К2
136,5
7,33
40К1
146,6
6,82
40К2
171,7
5,82
Балка двутавровая ГОСТ вес погонного метра
Балка двутавровая марка стали ст3
вес метра погонного (кг)
метров в тонне (м)
Двутавры стальные горячекатаные
10
9,46
105,71
12
11,5
86,96
14
13,7
72,99
16
15,9
62,89
18
18,4
54,35
20
21
47,62
22
24
41,67
27
31,5
31,75
30
36,5
27,4
36
48,6
20,58
40
57
17,54
45
66,5
15,04
50
78,5
12,74
55
92,6
10,8
60
108
9,26
Балки двутавровые специальные вес погонного метра
Балка двутавровая марка стали ст3
вес метра погонного (кг)
метров в тонне (м)
Балки двутавровые стальные специальные
14С
16,9
59,17
20С
27,9
35,84
27С
42,8
23,36
36С
71,3
14,02
18М
25,8
38,75
24М
38,3
26,1
30М
50,2
19,92
36М
57,9
17,27
45М
77,6
12,88
Балка двутавровая вес погонного метра
Балка двутавровая марка стали ст3
вес метра погонного (кг)
метров в тонне (м)
Двутавры стальные с параллельными гранями полок
10Б1
8,1
123,46
12Б1
8,7
114,94
12Б2
10,4
96,15
14Б1
10,5
95,23
14Б2
12,9
77,51
16Б1
12,7
78,7
16Б2
15,8
63,29
18Б1
15,4
64,93
18Б2
23,95
41,75
20Б1
22,4
44,64
23Б1
25,8
38,76
26Б1
28
35,71
26Б2
31,2
32,05
30Б1
32,9
30,39
30Б2
36,6
27,32
35Б1
38,9
25,7
35Б2
43,3
23,09
40Б1
48,1
20,79
40Б2
54,7
18,28
45Б1
59,8
16,72
45Б2
67,5
14,81
50Б1
73
13,7
50Б2
80,7
12,39
55Б1
89
11,23
55Б2
97,9
10,21
60Б1
106,2
9,42
60Б2
115,6
8,65
Сколько весит балки на фут
Сколько весит балки на фут | Сколько весит 3-дюймовая, 4-дюймовая, 5-дюймовая, 6-дюймовая, 8-дюймовая, 10-дюймовая и 12-дюймовая балка на фут | 8-дюймовый вес балки на фут | 10-дюймовый вес балки на фут | 12-дюймовый вес балки на фут | 4-дюймовый вес луча i на фут | 3-дюймовый вес балки на фут | Вес балки 5 дюймов i на фут.
Существует различная форма и размер горячекатаного стального профиля, такого как двутавровая балка (универсальная колонна), двутавровая балка (универсальная балка), W-образная балка, широкий фланец, углы, швеллеры и т. Д., Используемые в строительных проектах, таких как сельское хозяйство строительство, промышленное строительство, многоэтажное строительство, различные фабрики и жилые проекты.
Сегодня спрос на стальные конструкции в области строительных проектов, которые заменяют в зависимости от армированного цементного бетона, их более высокая прочность, меньше времени, что делает его идеальным для жилых проектов в короткие сроки.
Стальная балка также известна как универсальная балка или двутавровая балка или двутавровая балка, двутавровая балка, W-образная балка, катаная стальная балка (rsj), S-образная двутавровая балка, двойная Т из-за их формы. Стальная балка очень универсальна и может использоваться в различных строительных проектах из конструкционной стали.
Структурная двутавровая балка состоит из двух горизонтальных пластин, известных как полки, соединенных вертикальным компонентом, известным как стенка. Обычно глубина двутавровой или стальной балки больше их ширины, что делает их подходящими для использования в балках, где прочность должна быть в одном из направлений. Какой раздел чаще всего используется для конструкционной стали.
Балка из катаной стали (RSJ) представляет собой распространенный тип балки, используемой для стальных конструкций. Он также известен как «двутавровая балка». Балки из катаной стали (srj) обычно изготавливаются из мягкой стали, но также могут быть изготовлены из алюминия или других материалов.
Сталь Двутавровая балка или универсальная балка чрезвычайно эффективны для использования в качестве конструкционной стали. они обеспечивают максимальную прочность для используемого объема стали, что делает их наиболее эффективным методом переноса изгибающих и сдвигающих нагрузок. В этой статье вы узнаете о том, сколько весит балка на фут | Сколько весит 3-дюймовая, 4-дюймовая, 5-дюймовая, 6-дюймовая, 8-дюймовая, 10-дюймовая и 12-дюймовая балка на фут.
Обычно в соответствии с американским стандартом ASTM-36 широкая полка конструкционной двутавровой балки, представленная в форме W или S, и их обозначение глубины в дюймах × вес на фут-фунт. Вес на фут двутавровой балки указан в идентификаторе балки.
Двутавровая балка W8x10 имеет высоту около 8 дюймов и весит 10 фунтов/фут. Фланцы имеют ширину около 4 дюймов. Это довольно легкая балка. Стенка становится толще, а фланцы становятся шире и толще, чтобы сделать балки более прочными, а вес/нога увеличивается. W12x50 весит 50 фунтов на фут.
Это также позволяет легко определить, насколько тяжелой будет двутавровая балка и какие приготовления необходимо выполнить для ее перемещения и установки. Если вы закажете W12x35 длиной 18 футов, он будет весить 35×18 = 630 фунтов.
Варианты универсальной балки включают материал, длину стенки и глубину полки. Различные весовые нагрузки и площади потребуют различных размеров балки: чем длиннее стенка, тем большую силу она может выдержать вверх и вниз, чем шире фланец, тем большее поперечное перемещение может выдержать балка. Широкополочная балка также известна как W-образная балка.
В США в соответствии с кодировкой AISC обозначение включает номинальную глубину, форму поперечного сечения и вес в фунтах на фут. Например, двутавровая балка W4×7,7 имеет высоту 4 дюйма и вес 7,7 фунта/фут. Фланцы имеют ширину около 2,66 дюйма.
Сколько весит двутавровая балка на фут :- Вес двутавровой балки на фут зависит от ее размеров, ширины, высоты и толщины. Таким образом, вес сильно зависит от размера выбранной двутавровой балки. Двутавровая балка W4×7,7 имеет высоту 4 дюйма и весит 7,7 фунта/фут, двутавровая балка W3×7,5 имеет высоту 3 дюйма и весит 7,5 фунта/фут, двутавровая балка W5×10 имеет высоту 5 дюймов и весит 10 фунтов/фут, двутавровая балка W6×12,5 имеет высоту 6 дюймов и весит 12,5 фунтов/фут, двутавровая балка W7×20 имеет высоту 7 дюймов и весит 20 фунтов/фут, двутавровая балка W8×23 составляет 8 дюймов. высотой и весом 23 фунта/фут, двутавровая балка W10×35 имеет высоту 10 дюймов и весит 35 фунтов/фут, а двутавровая балка W12×50 имеет высоту 12 дюймов и весит 50 фунтов/фут.
Сколько весит двутавровая балка на фут :- двутавровая балка из конструкционной стали может весить от 6 до 100 фунтов или более на погонный фут. Двутавровая балка W10×35 имеет высоту 10 дюймов и весит 35 фунтов/фут, а двутавровая балка W12×50 имеет высоту 12 дюймов и весит 50 фунтов/фут.
Сколько весит 8-дюймовая двутавровая балка на фут: – 8-дюймовая двутавровая балка может весить от 18,4 до 23 фунтов на фут, обозначение как W8×18,4 и W8×23. Двутавровая балка W8×18,4 имеет высоту 8 дюймов и весит 18,4 фунта/фут, а двутавровая балка W8×23 имеет высоту 8 дюймов и весит 23 фунта/фут.
Сколько весит 10-дюймовая двутавровая балка на фут :- 10-дюймовая двутавровая балка может весить от 25,4 фунтов до 35 фунтов на фут, обозначение как W10×25,4 и W10×35. Двутавровая балка W10×25,4 имеет высоту 10 дюймов и весит 25,4 фунта/фут, а двутавровая балка W10×35 имеет высоту 10 дюймов и весит 35 фунтов/фут.
Сколько весит 12-дюймовая двутавровая балка на фут: – 12-дюймовая двутавровая балка может весить от 31,8 фунтов, 35 фунтов, 40,8 фунтов до 50 фунтов на фут, обозначение W12×31,8, Ш12×35, Ш12×40,8 и Ш12×50. Двутавровая балка W12x31,8 имеет высоту 12 дюймов и весит 31,8 фунта/фут, двутавровая балка W12x35 имеет высоту 12 дюймов и весит 35 фунтов/фут, двутавровая балка W12x40,8 имеет высоту 12 дюймов и весит 40,8 фунт/фут и двутавровая балка W12×50 имеют высоту 12 дюймов и вес 50 фунтов/фут.
Сколько весит 15-дюймовая двутавровая балка на фут: – 15-дюймовая двутавровая балка может весить от 42,9 фунтов до 50 фунтов на погонный фут, обозначение как Ш15×42,9 и Ш15×50. Двутавровая балка W15×42,9 имеет высоту 15 дюймов и весит 42,9 фунта/фут, а двутавровая балка W15×50 имеет высоту 15 дюймов и весит 50 фунтов/фут.
Вес 18-дюймовой двутавровой балки на фут:- 18-дюймовая двутавровая балка может весить от 54,7 фунтов до 70 фунтов на погонный фут, обозначение как Ш18×54,7 и Ш18×70. Двутавровая балка W18×54,7 имеет высоту 18 дюймов и весит 54,7 фунта/фут, а двутавровая балка W18×70 имеет высоту 18 дюймов и весит 70 фунтов/фут.
Вес 20-дюймовой двутавровой балки на фут: – 20-дюймовая двутавровая балка может весить 66 фунтов на погонный фут, обозначение W20×66. Двутавровая балка W20×66 имеет высоту 20 дюймов и весит 66 фунтов/фут, ширина ее полки составляет 6,25 дюйма, а толщина стенки составляет 0,795 дюйма.
Вес 24-дюймовой двутавровой балки на фут: – 24-дюймовая двутавровая балка может весить 80 фунтов на погонный фут, обозначение W24×80. Двутавровая балка W24 × 80 имеет высоту 24 дюйма и вес 80 фунтов / фут, ширина ее полки составляет 7 дюймов, а толщина стенки составляет 0,87 дюйма.
Вес 3-дюймовой двутавровой балки на фут :- 3-дюймовая двутавровая балка может весить от 5,7 фунтов до 7,5 фунтов на погонный фут, обозначение как Ш3×5,7 и Ш3×7,5. Двутавровая балка W3×5,7 имеет высоту 3 дюйма и весит 5,7 фунта/фут, а двутавровая балка W3×7,5 имеет высоту 3 дюйма и весит 7,5 фунта/фут.
Вес 4-дюймовой двутавровой балки на фут: – 4-дюймовая двутавровая балка может весить от 7,7 фунтов до 9,5 фунтов на погонный фут, обозначение как Ш4×7,7 и Ш4×9,5. Двутавровая балка W4×7,7 имеет высоту 4 дюйма и вес 7,7 фунта/фут, а ширина W4×9. 5 Двутавровая балка имеет высоту 4 дюйма и вес 9,5 фунтов/фут.
Вес 5-дюймовой двутавровой балки на фут :- 5-дюймовая двутавровая балка может весить от 10 фунтов до 14,75 фунтов на погонный фут, обозначение как W5×10 и W5×14,75. Двутавровая балка W5×10 имеет высоту 5 дюймов и весит 10 фунтов/фут, а двутавровая балка W5×14,75 имеет высоту 5 дюймов и весит 14,75 фунтов/фут.
Вес 6-дюймовой двутавровой балки на фут:- 6-дюймовая двутавровая балка может весить от 12,5 фунтов до 17,25 фунтов на погонный фут, обозначение как Ш6×12,5 и Ш6×17,25. Двутавровая балка W6×12,5 имеет высоту 6 дюймов и весит 12,5 фунтов/фут, а двутавровая балка W6×17,25 имеет высоту 6 дюймов и весит 17,25 фунтов/фут.
Вес 7-дюймовой двутавровой балки на фут:- 7-дюймовая двутавровая балка может весить от 15,3 фунтов до 20 фунтов на погонный фут, обозначение как Ш7×15,3 и Ш7×20. Двутавровая балка W4×15,3 имеет высоту 7 дюймов и весит 15,3 фунта/фут, а двутавровая балка W7×20 имеет высоту 7 дюймов и весит 20 фунтов/фут.
Заключение :- Двутавровая балка из конструкционной стали может весить от 6 до 100 фунтов и более на погонный фут. Двутавровая балка W10×35 имеет высоту 10 дюймов и весит 35 фунтов/фут, а двутавровая балка W12×50 имеет высоту 12 дюймов и весит 50 фунтов/фут.
Балки — американские широкополочные балки
Свойства американских широкополочных балок в британских единицах согласно ASTM A6 указаны ниже.
Американские балки с широкими полками в соответствии с ASTM A6 — Метрические единицы
Для полной таблицы с глубиной, шириной, толщиной стенки и полки и площадью сечения — поверните экран!
Сварочный трансформатор: расчет, устройство и схема
Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
Трансформатор для электродуговой сварки
Главная задача трансформатора –преобразование подаваемого электричества до требуемых параметров.
Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой.
Содержание
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети. Сварочный трансформатор преобразует поступающее электричество следующим образом:
напряжение снижает;
силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
магнитопровод;
первая обмотка, собираемая из изолированного кабеля;
перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
винтовая пара;
штурвал для управления винтовой парой;
клеммники для сварных кабелей.
В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
Затем питание направляется на вторую обмотку.
Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой. Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками. Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход. ЭДС в первой обмотке появляются из-за наличия:
магнитного потока;
его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую. Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
трансформатора;
приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
трансформаторы;
выпрямители;
инверторы.
Ещё выделяют:
полуавтоматы;
генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
и прочие промышленные аппараты.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость. Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место. Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ. На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят: Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования. Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А. Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками. Предприятия – производители выпускают аппараты для выполнения сварки:
в ручном режиме;
неплавящимся электродом в аргонной среде;
в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей. В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
обеспечить рост тока при розжиге дуги;
минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником. Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.
Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин. Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ». Классификация по различным признакам Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости. На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых. Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
металлический корпус;
клеммы для сварочных;
штурвал для настройки аппарата;
магнитопровод;
первая обмотка;
вторая обмотка;
винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А. Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Схема сварочного трансформатора
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный трансформатор
Сварочный агрегат представляет собой устройство, в основу которого положен понижающий трансформатор. Различаются они по многим признаком, но запитываются от внешнего
источника напряжения 220 или 380В. Схема сварочного трансформатора включает дополнительные устройства для получения необходимой внешней характеристики, для возможности управления величиной сварочного тока, для защиты от короткого замыкания. Для электродуговой сварки требуется падающая внешняя характеристика тока. Для этого в цепь включается последовательно индуктивное сопротивление. Отдельная дроссельная катушка устанавливается последовательно со сварочной дугой, но существует схема набора дроссельных катушек совмещенных с трансформатором.
Задача сварочного трансформатора состоит в преобразовании внешнего напряжения (380 или 220В) до величины напряжения 60В (в режиме холостого хода). Подобное напряжение обеспечивает режимы дуговой электросварки.
На фото. 1 представлена схема сварочного трансформатора с самостоятельным дроссельным устройством:
поз. 4 – регулировочный винт, изменяющий воздушный зазор в дросселе;
а – воздушный зазор. Изменение величины воздушного зазора обеспечивает регулировку сварочного тока;
НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
Др – обмотки дроссельного устройства.
Электрическая дуга снижает значение сварочного тока, а это влечет снижение ЭДС самоиндукции дроссельного устройства. Что приводит к получению рабочего напряжения, необходимого для устойчивости горения дуги, которое ниже величины холостого хода трансформатора. Повышение сварочного тока производится увеличением воздушного зазора в дросселе и наоборот, уменьшение зазора приводит к снижению величины тока. Физически это осуществляется регулировочным винтом.
Электрическая схема со встроенным дросселем представлена на схеме. 2. В подобной схеме металлический сердечник трансформатора имеет замкнутую конфигурацию с воздушным зазором для регулировки тока сварки.
НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
Др – обмотки дроссельного устройства.
Сварочные трансформаторы промышленного назначения монтируются на шасси для возможности удобного перемещения агрегата к месту сварочных работ. Мощные сварочные трансформаторы обеспечивают 2 и более постов сварки.
Что такое отводы на сварочном трансформаторе? — Полное руководство
Последнее обновление
Сварочный трансформатор является важным элементом оборудования, снижающим напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом за счет минимизации необходимого напряжения. Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Отводы находятся в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.
Между метчиками с номерами четыре и пять на части метчика в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших самых популярных постов
Что такое кузнечная сварка? Тщательное понимание
Как склеить алюминий без сварки (быстро и просто)
Электродная сварка
: что это такое и как выбрать? (с диаграммой)
Авторы избранных изображений: pinger, Pixabay
Что такое сварочный трансформатор?
Как работает сварочный трансформатор?
Как устроены отводы сварочного трансформатора?
Где расположены отводы в сварочном трансформаторе?
Конструкции отводов сварочного трансформатора
Принцип работы и применение сварочного трансформатора | Технические книги Pdf
Сейчас у нас есть много блоков питания переменного тока. Таким образом, использование сварочного трансформатора играет значительную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать мотор-генератор для сварки, нам нужно, чтобы он работал непрерывно, что создает много шума. С помощью сварочного трансформатора сварка производится с меньшим шумом. Теперь давайте подробно рассмотрим сварочный трансформатор .
Конструкция сварочного трансформатора:
1. Сварочный трансформатор является понижающим трансформатором.
2. Магнитопровод с тонкой первичной обмоткой имеет большое количество витков на одном плече.
3. Вторичная обмотка с меньшим числом витков и большей площадью поперечного сечения на другом плече.
4. Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.
5. Так мы получаем меньшее напряжение и большой ток с выхода вторичной обмотки. это Конструкция сварочного трансформатора переменного тока.
6. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, единственное отличие состоит в том, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) на вторичной обмотке для получения постоянного тока на выходе.
7.Также подключаем дроссель или фильтр для сглаживания постоянного тока. Это будет конструкция сварочного трансформатора постоянного тока. Схемы показаны ниже.
Рис. 1. Сварочный трансформатор постоянного тока
Рис. 2. Сварочный трансформатор переменного тока
Примечание: Многие люди сомневаются, какая обмотка первичная, а какая вторичная. Обмотка, к которой подключен источник питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой.
Работа сварочного трансформатора:
1. Поскольку это понижающий трансформатор, у нас меньшее напряжение на вторичной обмотке, которое составляет от 15 до 45 вольт, и высокие значения тока, которые составляют от 200 до 600 А, а также могут быть выше, чем это значение.
2. Для регулировки напряжения на вторичной обмотке имеются отводы на вторичной обмотке, с помощью которых можно получить требуемую величину вторичного тока для сварки.
3. Эти ответвления соединены с несколькими сильноточными выключателями.
4. Теперь один конец вторичной обмотки соединяется со сварочным электродом, а другой конец соединяется со сварочными деталями, как показано на рис. 2. к контактному сопротивлению между свариваемыми деталями и электродом.
6. Из-за высокой температуры кончик электрода плавится и заполняет зазор между свариваемыми деталями.
Это , как работает сварочный трансформатор.
Вольт-амперные характеристики сварочного трансформатора:
На приведенном ниже рисунке показаны вольт-амперные характеристики сварочного трансформатора.
Контроль дуги сварочного трансформатора:
Полное сопротивление сварочного трансформатора должно быть выше, чем у обычного трансформатора для управления дугой, а также для контроля тока.
Мы можем использовать разные реакторы для управления дугой. Они
1.Реактор с резьбой.
2. Реактор с подвижной спиралью.
3. Магнитный шунтирующий реактор.
4. Бесступенчатый реактор.
5. Реактор насыщения.
Теперь давайте подробно рассмотрим каждый из этих методов управления дугой сварочного трансформатора .
1. Дроссель с отводом:
Ниже приведена схема контроля дуги с помощью дросселя с отводом.
С помощью кранов контролируем ток. Имеет ограниченный контроль тока.
2. Дроссель с подвижной катушкой:
Ниже приведена схема управления дугой с использованием реактора с подвижной катушкой.
Расстояние между первичной и вторичной обмотками определяет силу тока. Если расстояние между первичной и вторичной обмотками велико, то ток меньше.
3. Магнитный шунтирующий реактор:
Ниже приведена схема управления дугой с использованием магнитного шунтирующего реактора.
Лист 3 мм гк: цена за тонну, за штуку, 1250х2500 мм, в СПб
Лист металлический – это разновидность плоского металлопроката, характерной особенностью которого является прямоугольное сечение и одинаковая толщина изделия по всему периметру полотна. Для изготовления данной продукции используются различные сплавы с углеродом и железом, а также легированные компоненты.
Производится металлопрокат на прокатных станках. В зависимости от температуры станов, листы выпускаются двух видов:
горячекатаные;
холоднокатаные.
В силу низкой себестоимости и высокой прочности купить лист стальной горячекатаный 3 мм рекомендовано для изготовления резервуаров и цистерн. Особенность листовой номенклатуры из стали, изготовленной методом горячего деформирования, состоит в ее повышенной прочности и жесткости. Поэтому купить стальной лист 3 мм в розницу разумно для возведения надежных сварных, болтовых и клепаных конструкций.
Стойкость к деформациям позволяет применять металлопрокат в конструировании деталей для машин и станков. А устойчивость к коррозии является главным аргументом для применения данного материала в нефтехимической индустрии.
На лист стальной 3 мм цена за лист устанавливается исходя из следующих его характеристик:
точность прокатки;
вид сплава;
размерные параметры;
качество отделки;
тип плоскостности.
Стоимость такой продукции будет меньше, чем у аналогичного материала холодного проката. Если требуется приобрести металлоизделия с рифлями на поверхности, то следует купить лист рифленый 3 мм. Противоскользящее полотно подходит для организации пешеходной зоны, лестничных маршей, пандусов в целях обеспечить безопасное передвижение людей. На лист рифленый 3 мм цена выше, чем на гладкий листовой прокат. Это связано с высокими затратами на производство, в частности на получение рифлей.
Если вы продолжите просмотр, вы соглашаетесь с нашей Политикой конфиденциальности и использования файлов cookie. Закрыть
Листы из мягкой стали, плиты из мягкой стали, плиты пола
Плиты/листы из мягкой стали могут поставляться из CR4 (холоднокатаный) HR4 (горячекатаный) и оцинкованных листов. Напольные плиты (плиты Durbar/Checker). Все листы и плиты в наличии на складе.
Плиты из мягкой стали — Листы CR4 — Листы HR4 — Оцинкованные листы — Стальные плиты пола — S355 и S275
Изготовление
Мы также можем предложить услуги по изготовлению наших листов и плит из мягкой стали, включая сверление и штамповку.
Калькулятор веса стали >>
Пластина из мягкой стали
Купить горячекатаный лист из мягкой стали онлайн
Длина x Ширина
Толщина
Масса на кв. м
Длина x Ширина
Толщина
Масса на кв. м
мм
мм
кг/м 2
мм
мм
кг/м 2
2000 х 1000
3
23,55
2000 х 1000
30.00
235,50
2500 х 1250
3
23,55
2500 х 1250
30.00
235,50
3000 х 1500
3
23,55
3000 х 1500
30.00
235,50
3660 x 1830
3
23,55
4000 х 2000
30.00
235,50
4000 х 2000
3
23,55
5000 х 1250
30.00
235,50
2000 х 1000
4
31,40
5000 х 2500
30.00
235,50
2500 х 1250
4
31,40
6000 х 2500
30.00
235,50
3000 х 1500
4
31,40
10000 x 2500
30. 00
235,50
3660 x 1830
4
31,40
2000 х 1000
32.00
251.20
2000 х 1000
5
39,25
2500 x 1250
32.00
251,20
2500 х 1250
5
39,25
3000 х 1500
32.00
251,20
3000 х 1500
5
39,25
4000 х 2000
32.00
251,20
3660 x 1830
5
39,25
5000 х 2500
32.00
251,20
4000 х 1750
5
39,25
2500 x 1250
35.00
274,75
4000 х 1830
5
39,25
3000 х 1500
35,00
274,75
4000 х 2000
5
39,25
4000 х 2000
35,00
274,75
6000 х 2000
5
39,25
2000 х 1000
40. 00
314.00
2500 х 1250
6
47.10
2500 x 1250
40.00
314.00
3000 х 1500
6
47.10
3000 х 1500
40.00
314.00
3000 х 1525
6
47.10
4000 х 1750
40.00
314.00
3660 x 1830
6
47.10
4000 х 2000
40.00
314.00
4000 х 1750
6
47.10
5000 х 2500
40.00
314.00
4000 х 1830
6
47.10
6000 х 2000
40.00
314.00
4000 х 2000
6
47.10
7500 х 2500
40.00
314.00
6000 х 1500
6
47.10
2000 х 1000
45,00
353,25
6000 х 1830
6
47. 10
2500 x 1250
45,00
353,25
6000 х 2000
6
47.10
2500 х 1500
45,00
353,25
6000 х 2500
6
47.10
3000 х 1500
45,00
353,25
8000 х 2000
6
47,10
4000 х 2000
45,00
353,25
8000 х 2500
6
47.10
5000 х 2500
45,00
353,25
2000 х 1000
8
62,80
2000 х 1000
50,00
392.50
2500 х 1250
8
62,80
2500 x 1250
50,00
392,50
3000 х 1500
8
62,80
3000 х 1500
50,00
392,50
3660 x 1830
8
62,80
4000 х 2000
50,00
392,50
4000 х 2000
8
62,80
5000 х 2500
50,00
392,50
5000 х 2500
8
62,80
6000 х 2000
50. 00
392,50
6000 х 1500
8
62,80
8000 x 2500
50,00
392,50
6000 х 2000
8
62,80
2000 х 1000
60,00
471.00
8000 х 2000
8
62,80
2500 x 1250
60,00
471.00
2000 х 1000
10
78,50
3000 х 1500
60,00
471.00
2500 х 1250
10
78,50
4000 х 2000
60,00
471.00
3000 х 1500
10
78,50
5000 х 2500
60,00
471.00
4000 х 1750
10
78,50
2000 х 1000
65,00
510.25
5000 х 2500
10
78,50
2500 x 1250
65,00
510.25
6000 х 1500
10
78,50
3000 х 1500
65,00
510. 25
6000 х 2000
10
78,50
4000 х 2000
65,00
510.25
6000 х 2500
10
78,50
5000 х 2500
65,00
510.25
10000 х 2000
10
78,50
2000 х 1000
70,00
549.5
10000 х 2500
10
78,50
2500 x 1250
70,00
549,5
2000 х 1000
12
94.20
3000 х 1500
70,00
549,5
4000 х 2000
12
94.20
4000 х 2000
70,00
549,5
6000 х 2000
12
94.20
5000 х 2500
70,00
549,5
6000 х 2500
12
94.20
2000 х 1000
75.00
588,75
2000 х 1000
12,5
98. 13
2500 x 1250
75,00
588,75
2500 х 1250
12,5
98.13
3000 х 1500
75,00
588,75
3000 х 1500
12,5
98.13
4000 х 2000
75,00
588,75
3050 x 1525
12,5
98.13
5000 х 2500
75,00
588,75
4000 х 1750
12,5
98.13
2000 х 1000
80.00
628.00
4000 х 2000
12,5
98.13
2500 x 1250
80.00
628.00
5000 х 2500
12,5
98.13
3000 х 1500
80.00
628,00
6000 х 1500
12,5
98.13
4000 х 2000
80.00
628.00
6000 х 2000
12,5
98.13
2000 х 1000
90. 00
706,5
6000 х 2500
12,5
98.13
2500 x 1250
90.00
706,5
2000 х 1000
15
117,75
3000 х 1500
90.00
706,5
2500 х 1250
15
117,75
4000 х 2000
90.00
706,5
3000 х 1500
15
117,75
5000 х 2000
90.00
706,5
4000 х 1750
15
117,75
2000 х 1000
100.00
785.00
4000 х 2000
15
117,75
2500 x 1250
100.00
785.00
4000 х 2500
15
117,75
3000 х 1500
100.00
785.00
5000 х 2500
15
117,75
4000 х 2000
100.00
785. 00
6000 х 2500
15
117,75
5000 х 2500
100.00
785.00
2500 х 1250
20
157.00
2000 х 1000
110.00
863,50
3000 х 1500
20
157.00
2500 x 1250
110.00
863,50
4000 х 2000
20
157.00
3000 х 1500
110.00
863,50
4000 х 2500
20
157.00
2000 х 1000
115.00
902,75
5000 х 2500
20
157.00
2500 x 1250
115.00
902,75
6000 х 2000
20
157.00
3000 х 1500
115,00
902,75
7500 x 2500
20
157.00
2000 х 1000
120.00
942.00
8000 х 2000
20
157. 00
2500 x 1250
120.00
942.00
10000 х 3000
20
157.00
3000 х 1500
120.00
942.00
2000 х 1000
22,50
176,63
2000 х 1000
130.00
1020.50
2500 х 1250
22,50
176,63
2500 х 1250
130.00
1020.50
3000 х 1500
22,50
176,63
3000 х 1500
130.00
1020.50
4000 х 2000
22,50
176,63
4000 х 2000
130.00
1020,50
5000 х 2500
22,50
176,63
2000 х 1000
135,0
1059,75
2000 х 1000
25.00
196,25
2500 x 1250
135,0
1059,75
2500 х 1250
25. 00
196,25
2000 х 1000
140.00
1099.00
3000 х 1500
25.00
196,25
2500 x 1250
140.00
1099.00
4000 х 2000
25.00
196,25
3000 х 1500
140.00
1099.00
5000 х 2500
25.00
196,25
2000 х 1000
150.00
1177,5
6000 х 2500
25.00
196,25
2500 x 1250
150.00
1177,5
6000 х 3000
25.00
196,25
3000 х 1500
150.00
1177,5
8000 х 2000
25.00
196,25
10000 х 2500
25.00
196,25
Плита из мягкой стали
Холоднокатаные листы из мягкой стали — Марка EN 10130: 1991 FePO1 (ранее BS1449-1:1983/CR4)
Длина x Ширина
Толщина
Масса на кв. м
Длина x Ширина
Толщина
Масса на кв. м
мм
мм
кг/м2
мм
мм
кг/м2
2000 х 1000
0,8
6,28
2000 х 1000
1,60
12,56
2500 x 1250
0,8
6,28
2500 x 1250
1,60
12,56
2000 х 1000
0,9
7,07
3000 х 1500
1,60
12,56
2500 х 1250
0,9
7,07
2000 х 1000
2,00
15,70
1830 x 1220
1,0
7,85
2500 x 1250
2,00
15,70
2000 х 1000
1,0
7,85
3000 х 1500
2,00
15,70
2440 х 1220
1,0
7,85
2000 х 1000
2,50
19,63
2000 х 1000
1,20
9,42
2440 х 1220
2,50
19,63
2500 х 1250
1,20
9,42
2500 х 1250
2,50
19,63
Листы из мягкой стали. Доступна размотка по длине
Горячекатаные листы из мягкой стали — класс BS1449 — S1.2 (1991) HR4 — сухая / P&O
Длина x Ширина
Толщина
Масса на кв. м
Длина х Ширина
Толщина
Масса на кв. м
мм
мм
кг/м2
мм
мм
кг/м2
2000 х 1000
1,60
12,56
2000 х 1000
2,50
19,63
2500 x 1250
1,60
12,56
2500 x 1250
2,50
19,63
3000 х 1500
1,60
12,56
3000 х 1500
2,50
19,63
2000 х 1000
2,00
15,70
3660 x 1525
2,50
19,63
2500 х 1250
2,00
15,70
Листы из мягкой стали горячекатаные HR4
3000 х 1500
2,00
15,70
гальванизированный стальной лист — ранг — BS EN 01042: 1991/FePO2G
Как сверлить бетон, бетон, перфоратор, дрель, алмазное бурение, резка бетона
Инструменты для сверления бетона
В первую очередь необходимо определиться с инструментом. В основном есть два варианта: ударная дрель и перфоратор. Конечно, лучше всего выбирать перфоратор, ведь изначальная задача этого инструмента заключается именно в пробивке отверстий в бетоне или камне. С его помощью можно сделать отверстия достаточно большого диаметра, тогда как даже самая хорошая ударная дрель не рассчитана на сверление проходов толще 12 см. Но если Вы собираетесь сверлить пенобетон, то в этом случае предпочтительнее именно дрель, так как перфоратор просто напросто разобьет стену. Помните, что для работы нельзя использовать обычную безударную дверь, поскольку это не только бесполезно, но и может привести к поломке инструмента.
Если Вам необходимо будет сделать несколько отверстий, то при отсутствии перфоратора можно воспользоваться и дрелью, но если же Вам предстоит долгая работа, то его приобретения не избежать. Здесь, прежде всего, речь идет об экономии сил и времени, ведь дрель не рассчитана на такие большие нагрузки. Но если все же Вам придется работать этим инструментом, помните, что в этом случае используют победитовое сверло по бетону, наконечник которого покрыт твердосплавным напылением.
Способы сверления бетона
На данный момент в строительном деле хорошо известны как минимум три способа, с помощью которых можно просверлить отверстия в бетоне, даже несмотря на встроенную арматуру. Речь идет об использовании обычной дрели и сверла в сочетании с пробойником (штырем, керном), ударной дрели или перфоратора со специальными сверлами по бетону, а также об алмазном бурении.
Сверлить бетонную стену можно обычной дрелью, которую используют при работах по дереву и металлу. Сверло в этом случае должно отличаться от обычного инструмента, об обычном сверле даже не задумывайтесь. Для работ по бетону в наше время обычно применяют сверла со специальной напайкой из особо твердого сплава (такой сплав называют победитом). При сверлении бетона данным способом необходимо придерживаться определенной последовательности операций. Стоит отметить, что данный способ является самым трудоемким и менее качественным среди всех из-за сложности и достаточно большой продолжительности работы. Чтобы сделать отверстия, различные выемки и пазы в бетонной конструкции, нужно будет обеспечить переменное сочетание ударных и вращательных воздействий на точку сверления. Поэтому монтажнику в месте под будущий дюбель придется попеременно выбивать пробойником часть бетона, после чего эту массу удалять обычной дрелью с победитовым сверлом. Для этого следует взять металлический пробойник (штырь, старое сверло, керн) с размером равным диаметру требуемого отверстия, затем вставить пробойник в небольшое углубление, предварительно сделанное работающей дрелью. Ударами молотка по торцу пробойника крошится верхний слой бетона, далее получившееся отверстие частично углубляется дверью. Такие операции нужно повторять до тех пор, пока Вы не достигнете необходимо по размеру отверстия.
На данный момент самым распространенным способом является сверление бетонных стен при помощи ударной дрели или перфоратора. Таким способом можно достаточно быстро и качественно выполнить работу. При этом старайтесь обращать внимание на арматуру, которая может быть встроена в бетонную стену или какую-либо другую бетонную конструкцию.
Ударную дрель желательно выбирать для небольших объемов работ, при этом не потребуются какие-либо дополнительные приспособления и инструменты. Достаточно лишь перевести работу дрели из обычного вращательного в ударно-вращательный режим. Если же приходится сверлить стену из особо прочного материала, то лучше всего применить перфоратор. Сверление таким способом имеет множество преимуществ по сравнению с ударной дрелью. Бур, вставленный в патрон перфоратора, значительно легче вгрызается в стену, таким образом, Вы сможете гораздо быстрее просверлить бетон.
Такой результат объясняется несколькими факторами. Перфоратор является электромеханическим инструментом с большей мощностью, при этом его патрон вращается с меньшей скоростью, чем патрон дрели. Однако удары перфоратора, которые производятся электропневматическим механизмом, обладают большей силой, именно поэтому он сверлит стены быстрее и легче. К тому же, благодаря импульсу специального бойка, амплитуда поступательных движений бура в перфораторе достаточно большая, и она не зависит от усилий человека. У ударной дрели этот показатель значительно меньший, поскольку ударные движения сверла обеспечиваются взаимодействием специальных храповиков с небольшими зубьями. Кроме того, для лучшего сверления монтажнику придется прилагать большие физические усилия, надавливая на дрель.
Также следует отметить, что высокая скорость вращения патрона ударной дрели в сочетании с минимальными размерами зубьев храповиков может привести к их быстрому износу. Поэтому лучше всего выбирать, хоть и дорогостоящие, но и более надежные и долговечные перфораторы.
Просверлить бетон можно с помощью, Алмазного бурения. Об этом более подробно перейдя по ссылке
Просмотров: 5071
Дата: Понедельник, 21 Сентября 2015
Дополнительная информация по ссылке: http://instrument46.ru.xsph.ru/index.php/cat/c82_Almaznoe-burenie-otverstii.html
выбор сверла, устройство и ошибки при работе
Содержание
1 Выбор инструмента и работа с ним
2 Подготовка поверхности
3 Выбор сверла
4 Немного об устройстве дрели и установке сверла
5 Подбор мощности для дрелей
6 Ошибки при работе с дрелью
7 Несколько полезных советов
Каждый из нас неоднократно сталкивался с необходимостью крепления на стенах различных предметов, которые вносят в интерьер разнообразие, создают уют, или просто напоминают о приятных моментах жизни. Чаще всего приходится крепить на бетонную поверхность светильники и бра, картины и фотографии, зеркала и полки, устанавливать кондиционер, или телевизор. Если в случае с небольшой картиной, или фотографией можно обойтись вбиванием гвоздя в стену, то когда вопрос стоит о более массивных и тяжелых предметах, встает вопрос сверления отверстий. Во избежание недоразумений при работе с бетоном, например, поломки сверла, затупления его же, стоит грамотно подготовить перегородку, выбрать качественный инструмент и корректно подобрать сверло.
Выбор инструмента и работа с ним
Выбирая инструмент в целях просверлить отверстие, следует понимать, что от него зависит ваша работа. Хорошая дрель аккуратно сверлит бетонную стену, либо другой нужный материал, упрощает процесс сверления, в то время как плохая потребует больших временных затрат, может не справиться с задачей, либо усложнит ее. На что нужно обратить внимание, выбирая дрель:
Имеется ли возможность смены скорости сверления? – этот пункт важен, поскольку коррекция скоростного режима обеспечит аккуратную работу сверла, помогая ему не повредить поверхность.
Есть ли возможность ударного сверления и регулировки глубины? – ударное сверление может применяться на проблемных участках, размягчая их.
Возможно ли удерживать дрель обоими руками? – дрель нелегкий инструмент и потому следует отдавать предпочтение моделям, которые оснащены ручками.
Удовлетворительна ли мощность инструмента для вашей работы?
Определившись с дрелью, до начала работы нужно наловчиться ее держать. Для этого следует взять дрель в одну руку, будто пистолет, вторую руку расположите на рукоятке инструмента (если она не предполагается конструкцией, рука размещается возле патрона). Держать дрель необходимо в руках строго горизонтально, чтоб отверстие не получилось с перекосами и под неправильным углом. Прежде чем включить дрель, подождите, пока она станет температуры окружающей среды. Резкие перепады температур могут спровоцировать появление конденсата. Если во время работы вы решите отдохнуть – отключите инструмент от сети.
Вернуться к оглавлению
Подготовка поверхности
Необходимо помнить, что стена рыхлее, чем следующие слои.
Прежде чем приступить к сверлению, нужно убедиться, что в выбранном месте перекрытия нет проводки, труб, электрических кабелей. Справиться с этой задачей поможет металлоискатель, так как он реагирует на цветные металлы, железо и сталь.
Проигнорировав это условие, вы можете наткнуться на арматуру, повредить сверло, либо кабели/трубы, которые были спрятаны в перекрытии. Если данный участок удовлетворяет все вышеперечисленные требования, то на стене намечается точка, а после – в ней проделывается небольшое углубление на медленной скорости с помощью дрели. Также стоит помнить, что поверхность стены из бетона более рыхлая, чем последующие слои.
Вернуться к оглавлению
Выбор сверла
Этот пункт можно по праву считать основным, поскольку от правильно подобранного сверла зависит качество работы и сохранность самого сверла, а также аккуратность работы. Сегодня на рынке представлено огромное множество разнообразных сверл: для работы по дереву, металлу, бетону. Последние отличаются треугольным наконечником. Для поверхности из бетона лучше всего воспользоваться твердосплавным сверлом, например, победитовым. Такой вид сверла измельчает материал, не разрывая его, что является идеальным вариантом для бетонных перекрытий.
Если в процессе сверления стены сверло не идет вперед, столкнувшись с плотным участком, рекомендуется воспользоваться пробойником. Вставив пробойник в отверстие, по нему бьют молотком, пока он не начнет продвигаться вперед и не размягчит проблемный участок. После этого можно продолжать сверлить.
Следует заметить, что без пробойника с подобного рода трудностями совершенно легко справляется перфоратор, однако им выполняются отверстия, которые в диаметре превосходят 13 мм. Если вы захотите использовать при сверлении универсальные сверла, нужно помнить, что они требуют охлаждения, отключенную вибрацию и подходят только для обычной дрели.
Вернуться к оглавлению
Немного об устройстве дрели и установке сверла
Схема сверления бетонной стены.
Классическая дрель состоит из кабеля питания, кнопки, провода конденсатора, реверса, щеток и пружин, якоря, статора, редуктора и патрона, подшипников, ключа и винтов крепления. Правильно вставленное сверло повышает качество сверления, и способно обезопасить его.
Первое, что следует проверить, начиная работу с дрелью – нет ли загрязнений на самом сверле. В чистке сверл прекрасным помощником станет ветошь. Если сверло закреплено слабо, то есть риск, что оно вылетит и травмирует мастера. Соответственно, необходимо погрузить сверло максимально в патрон (до упора!).
Ни в коем случае не пытайтесь «удлинить» сверло, посредством неполного погружения в патрон!
Немаловажно следить, чтоб сверло в инструменте было закреплено строго по оси. В случае несоблюдения этого правила, сверление в бетоне будет выполнено некачественно, форма отверстия может быть непредсказуема, а причиной всех этих недоразумений станет элементарный эффект биения сверла.
Вернуться к оглавлению
Подбор мощности для дрелей
Оптимальной мощностью для работы по бетону, чтоб просверлить отверстие, считается мощность не менее 600 Вт и 2500 оборотов/мин. , однако эту цифру нужно корректировать в зависимости от рекомендаций производителя, чтоб не испортить сверло. Как уже упоминалось, бетон «крошится», когда мы сверлим, а это не требует слишком больших оборотов.
Вернуться к оглавлению
Ошибки при работе с дрелью
Одежда и перчатки должны быть по размеру.
Ни в коем случае не пытайтесь держать вращающийся патрон рукой – для этого есть корпус дрели. В противном случае вы можете нанести себе травму. Если вы используете перчатки – не берите « с запасом». Перчатки, не подходящие по размеру, могут также попасть в патрон и стать причиной травмы. Спецодежды не должны болтаться – их можно засучить или прижать нарукавниками.
Не следует нажимать на включенную дрель изо всех сил – причиной станет падение, поскольку контролировать равновесие вам станет сложнее. Кроме того, вы можете сломать сверло. Если инструмент проходит сквозь бетонную стену, то травмы, которые он может нанести человеку, могут быть более чем серьезны.
Вернуться к оглавлению
Несколько полезных советов
Если отверстие готовится под пластмассовый дюбель, отверстие следует сверлить немного больше, чем длинна самого дюбеля, чтоб пыль, оставшаяся после работы, не мешала правильному размещению дюбеля.
Правильно начинать сверление с маленьких оборотов – в таком случае сверло не будет прыгать по поверхности, а когда отверстие достигнет достаточной глубины, можно увеличивать обороты, либо переключать инструмент в ударный режим.
Со временем патрон начинает хуже держать сверла и в этом случае их необходимо заменить. Если пренебрегать этим правилом, то качество работы будет гораздо ниже, кроме того вы будете подвергать себя риску.
Когда сверлим, не забываем смачивать сверло холодной водой – это поможет защитить его от поломок, а использование специальных очков поможет вам избежать попадания бетонной пыли в глаза.
Насадив на сверло пластиковый стаканчик, вы избежите таких неприятностей, как разлетание пыли вокруг рабочей поверхности, на одежду, волосы и лицо.
Если вы будете работать в соответствии с рекомендациями производителя дрели, правильно подберете место сверления в стене, не допустите перечисленные выше ошибки и будете соблюдать технику безопасности, то просверлить бетонную стену не составит для вас труда.
Как сверлить бетон (Руководство мастеру-сделай сам)
Фото: istockphoto.com
Несмотря на то, что крутая промышленная эстетика бетона является неотъемлемой частью дизайна современных домов, его плотность и прочность — вот что уже давно сделало его привлекательным строительным материалом. . Однако эта долговечность может быть серьезным препятствием для домовладельцев, пытающихся установить художественную инсталляцию на бетонной стене, просверлить отверстие, чтобы установить столб забора в конце подъездной дорожки, или просверлить отверстие в заднем углу бетона. столешница. Такие действия сопряжены с очень реальным риском повреждения сверла или случайного повреждения бетонной поверхности при чрезмерно усердной, плохо выполненной попытке просверлить бетон.
Фактически, вы можете просверлить отверстие в бетонной внутренней стене, вооружившись только вашей надежной дрелью и сверлом по каменной кладке, если вы позаботитесь о том, чтобы не сжечь двигатель дрели или не сломать сверла. . Однако старый бетон часто намного плотнее, чем некоторые виды косметического бетона, используемого в современной отделке, поэтому бурение 50-летнего бетонного фундамента с помощью старой дрели просто не поможет. Когда вы работаете со старым бетоном или если вы планируете просверлить несколько отверстий глубиной от двух до четырех дюймов и шириной до ¾ дюйма, лучше перейти на электрическую перфораторную дрель.
Специально разработанные для сверления отверстий в каменной кладке или камне с помощью быстродействующего молота, эти сверла и сверла с твердосплавными наконечниками широко доступны в магазинах проката инструментов. Качественная ударная дрель (также известная как перфоратор) может просверлить отверстие глубиной два дюйма и шириной ¼ дюйма менее чем за минуту, что намного на быстрее, чем у перфоратора, и, таким образом, оправдывает затраты примерно на 40 долларов в день. стоимость аренды.
Advertisement
При аренде или покупке перфоратора ищите дрель с хорошей мощностью, в идеале с более чем одной скоростью, функцией остановки и дополнительной рукояткой для запасной руки для повышения комфорта, контроля и безопасности. Среди прочих, DeWalt, SKIL, Black & Decker предлагают популярную модель, подходящую для большинства применений в домашних условиях. Обратите внимание, что хотя инструмент Dewalt (около 100 долларов на Amazon) стоит более чем в два раза дороже, он предлагает больше возможностей, чем модели SKIL (около 50 долларов на Amazon) или модели Black & Decker (также около 50 долларов на Amazon).
Инструменты и материалы
Carpenter’s Pencil
Стучение для молотка
Маскирующая лента
Защитные очки
Вольфрамовый карбид. Пылесос
Фото: istockphoto.com
Шаг 1
Отметьте желаемое положение отверстий карандашом на бетонной поверхности и дважды проверьте их расположение, прежде чем продолжить. Также при планировании и подготовке учитывайте глубину сверления, необходимую для каждого отверстия. Если в характеристиках вашей дрели есть стопорная планка, установите ее на точную глубину, которую вы хотите, следуя спецификациям производителя дрели. Нет функции стоп-бара? Вместо этого оберните кусок липкой ленты вокруг сверла, чтобы показать вам, где остановиться.
Нужна помощь?
Получите бесплатную оценку проекта без каких-либо обязательств от квалифицированных специалистов рядом с вами.
Find Pros Now
+
Шаг 2
Наденьте защитные очки, затем вставьте подходящее сверло по камню из карбида вольфрама для нужного размера отверстия в перфоратор. Затем займите позицию для выполнения упражнений, твердо поставив ноги на землю на ширине плеч. Крепко держите дрель обеими руками: держите ее одной рукой, как пистолет, и, если у вас нет дополнительной рукоятки для другой руки, используйте эту руку, чтобы подпереть заднюю часть дрели.
Очень важно контролировать дрель, чтобы она не убежала, как только вы начнете работу. Когда вы наклоняетесь, чтобы просверлить отверстие, сверло должно быть идеально перпендикулярно бетону. Будьте готовы к некоторой отдаче от ударного действия дрели.
Шаг 3
Сначала сделайте направляющее отверстие. Многие перфораторы имеют только две скорости, поэтому включайте дрель на более низкой скорости для лучшего контроля при выполнении направляющего отверстия. Если у вашей дрели только одна скорость, то работайте короткими контролируемыми рывками по несколько секунд каждый, пока не просверлите отверстие. Направляющее отверстие должно быть глубиной от 1/8 до ¼ дюйма.
Шаг 4
Когда вы начнете с направляющего отверстия глубиной не менее 1/8 дюйма, вашей дрелью будет легче управлять, но все равно продолжите работать с дрелью с устойчивым, легким, но твердым прикосновением так что вы никогда не будете вставлять его силой. Если вы чувствуете себя уверенно, включите полную скорость, крепко удерживая инструмент обеими руками, и сверлите бетон, пока отверстие не будет завершено.
Осторожно: Бетон может иметь воздушные карманы и гальку или камни, которые могут сделать сопротивление непредсказуемым, в результате чего может быть опасно легко потерять контроль над инструментом на мгновение.
Реклама
Шаг 5
При столкновении с препятствием никогда не забивайте дрель глубже в бетон. Это может привести к повреждению сверла или сверла или привести к тому, что вы потеряете контроль над сверлом и испортите отверстие, повредите бетонную поверхность или что-то похуже.
Всякий раз, когда вы достигаете каких-либо труднодоступных мест, которые мешают прогрессу, отложите дрель и возьмите каменный гвоздь и молоток. Поместите кончик каменного гвоздя в проблемное место и несколько раз ударьте по нему молотком, чтобы разрушить препятствие. Когда вы закончите, возобновите бурение бетона на медленной скорости, пока не убедитесь, что вы прошли грубый участок.
Шаг 6
Периодически вытягивайте сверло, чтобы стряхнуть бетонную пыль. Учитывая, что с помощью ударной дрели вы можете просверлить двухдюймовое отверстие менее чем за минуту, пауз каждые 15–20 секунд должно быть достаточно.
Шаг 7
После того, как вы пробурили отверстие на необходимую глубину, выдуйте всю бетонную пыль из отверстия с помощью баллончика со сжатым воздухом, затем соберите пылесосом все, что упало на землю. Вы все равно должны носить защитные очки на протяжении всего этого процесса, чтобы защититься от бетонной пыли и осколков, которые могут попасть вам в лицо и поцарапать глаза.
Шаг 8
Повторите эту процедуру для любых других необходимых отверстий. После прохода пылесосом уборка станет легкой задачей.
Нужна помощь?
Получите бесплатную оценку проекта без каких-либо обязательств от квалифицированных специалистов рядом с вами.
Найти профессионалов сейчас
+
Как сверлить бетон
Бетон — один из самых популярных строительных материалов в мире. Он прост в изготовлении, очень прочен и легко принимает различные формы. Он используется для строительства внутренних двориков, дорожек, тротуаров, подъездных путей, фундаментов, столешниц и даже стен. Несмотря на то, что бетон является очень плотным материалом, его все же можно просверлить. И в какой-то момент вам, возможно, придется. Может быть, вы хотите повесить телевизор или картину на бетонную стену и вам нужно просверлить несколько вешалок. Возможно, вы строите колоду, и вам нужно закрепить гроссбух. Или, может быть, у вас есть патио и вы хотите закрепить якорь для паруса или набора для патио. Какой бы ни была ваша причина, сверление бетона не так сложно, если вы знаете, как это сделать, и у вас есть инструменты.
Все, что вам действительно нужно, это хорошая дрель и сверло по камню. Перфораторы работают лучше всего, потому что они не только сверлят сверло в бетоне, но и одновременно забивают его. Перфораторы также хороши, потому что они имеют функцию вибрации, которая помогает биту проходить через бетон. Но стандартная дрель тоже может справиться с этой задачей. Бит каменной кладки — это то, что действительно необходимо. Без хорошего сверла, независимо от того, какой тип сверла вы используете, вам не пробить бетон.
Еще одним фактором является бетонная смесь. Если в вашем бетоне много крупного заполнителя (камня), то просверлить бетон может быть намного сложнее, потому что вы можете удариться о камень. Но если у вас есть бетон с большим количеством цемента и меньшим количеством заполнителя, его будет легче просверлить.
Теперь давайте шаг за шагом обсудим, что вам нужно делать, а также некоторые профессиональные советы и рекомендации, которые облегчат вам работу.
Что вам понадобится
Если вы любитель или профессионал, скорее всего, в какой-то момент вам понадобится знать, как сверлить бетон. Бетон является настолько широко используемым строительным материалом как в жилом, так и в коммерческом строительстве, что в какой-то момент вы соприкоснетесь с ним. И он все чаще используется в качестве отделочного материала для таких вещей, как заливка стен, внутренние полы и даже столешницы. Поскольку он используется чаще, необходимо научиться с ним работать.
Сверлить бетон на самом деле не так уж сложно, если у вас есть нужные инструменты. Все, что вам нужно, это дрель, лучше всего подойдет перфоратор или перфоратор, а также правильное сверло. Стандартная дрель тоже подойдет, но она должна иметь определенный крутящий момент.
Давайте подробно поговорим о каждом инструменте, который вам понадобится.
Лучшие сверла для бетона
Лучшим сверлом для сверления бетона является один из двух инструментов: перфоратор или перфоратор . Они оба делают по сути одно и то же, но являются разными инструментами. А 9Стандартная дрель 0043 или шуруповерт также подойдут для бетона, но они должны иметь большой крутящий момент.
Перфоратор
Перфоратор выполняет две основные функции. Работает как обычная дрель, когда функция молотка отключена. Но при включении дрель вибрирует при вращении. Эта вибрация помогает вбить сверло в бетон.
Ударная дрель отлично подходит для сверления небольших отверстий в бетоне. Как настенный анкер для подвешивания картины или полки. Для сверления бетона в большинстве жилых помещений подходящим инструментом является ударная дрель. Но для более крупных проектов, таких как сверление анкерных болтов, вам понадобится перфоратор. Ударные дрели, как правило, дороже, чем стандартные дрели такого же качества из-за дополнительных функций.
Перфоратор
Перфоратор работает как обычная дрель, когда функция отключена. Но когда вы поворачиваете его, он работает как отбойный молоток, который крутит: сверло совершает возвратно-поступательное движение (двигается вперед и назад линейным образом), что «вбивает» сверло в бетон. Он также более плавный в работе, быстрее сверлит, работает тише и намного мощнее. Перфораторы могут сверлить большие отверстия и даже сверлить бетон. Основная отраслевая классификация перфораторов, как правило, основывается на весе и размере патрона. Например, 5 фунтов, 10 фунтов и т. д. Чем тяжелее перфоратор, тем он мощнее. Выберите тот, который подходит для вашего типа работы. Все, что больше, будет излишним, и с ним будет сложнее работать. Перфораторы могут стать довольно тяжелыми и громоздкими по мере увеличения их мощности и размера. Для 99% работ в жилых помещениях перфоратор весом около 5 фунтов с патроном ¾ дюйма выполнит практически любое сверление бетона, которое вам нужно. Перфораторы обычно дороже, чем стандартные дрели и перфораторы. Это более тяжелые инструменты, обычно используемые профессионалами, такими как каменщики. Но меньшие отлично подходят для работы в жилых помещениях.
Обычная дрель
Для сверления небольших отверстий в бетоне можно использовать стандартную дрель или даже шуруповерт. Но они должны иметь большой крутящий момент. Я бы не рекомендовал использовать маломощный бытовой инструмент, потому что вы можете сжечь двигатель.
Стандартные сверла предназначены для сверления отверстий в металле или дереве. Они также могут сверлить бетон, если у вас есть нужное сверло, но им нужна мощность. Я много раз сверлил бетон обычной дрелью, но это сложнее и требует немного большего давления.
Шуруповерты тоже могут это сделать, но опять же, вам нужен хороший инструмент с большим крутящим моментом.
Я не рекомендую использовать традиционную дрель или шуруповерт, если отверстие, которое вы просверливаете, не очень маленькое. Для больших отверстий у них, вероятно, не будет мощности, и вы можете сжечь двигатель.
Если вы попробуете, не торопитесь и тренируйтесь понемногу. Не пытайтесь просверлить все сразу, как перфоратором.
Советы
Вот несколько советов, которые следует учитывать при использовании традиционной дрели.
Если вам нужно просверлить отверстия большого диаметра, начните с маленького отверстия и продвигайтесь вверх. Обычная дрель не способна просверлить большое отверстие за один раз. Для этого потребуется куча сверл, но это облегчит жизнь.
Сверлить понемногу. Не пытайтесь сразу просверлить всю глубину, как с помощью перфоратора. Пробуйте четверть дюйма за раз, отступайте и дайте бите остыть, а также выдувайте бетонную пыль по мере продвижения. Чистое отверстие с холодным сверлом потребует меньшего крутящего момента.
Держите биту прохладной. Биты по каменной кладке, предназначенные для стандартной дрели, не так тяжелы, как перфораторы или перфораторы. Они имеют тенденцию выгорать намного быстрее, что может дорого обойтись.
Купить несколько бит. Если вы ударитесь о камень, ваша бита может легко сгореть. Имейте под рукой запасной или два.
Носите с собой каменный гвоздь. Если вы наткнулись на камень, вытащите сверло и вбейте гвоздь. Разрушение камня значительно облегчит просверливание при следующей попытке. Этот метод сэкономит вам много денег на битах.
Лучшее сверло по бетону
Для сверления отверстий в бетоне необходимо правильное сверло. Без правильного бита вы едва сломаете поверхность. Бетон — очень плотный материал, особенно если это конструкционный бетон с высоким давлением. В некоторых случаях вам, возможно, даже придется сверлить каменные заполнители. Одна вещь, которую вы заметите почти в каждой бите из бетона, это то, что они выглядят иначе, чем деревянные или металлические биты. Головка более плоская, потому что она предназначена для дробления и измельчения бетона при сверлении. Сверлом по металлу или дереву вы получаете стружку материала при сверлении. Сверлом по бетону вы получаете порошок. Долото разрушает бетон при сверлении, а не режет его. Для этого требуется очень прочное сверло с усиленной головкой, часто покрытое алмазной пылью.
Биты для каменной кладки
По крайней мере, вы должны купить биту для каменной кладки, на которой указано, что она предназначена для сверления отверстий в бетоне. Биты, предназначенные для дерева или металла, не подлежат оплате. Но даже сверла по каменной кладке являются минимальными и подходят только для отверстий меньшего размера. В общем, для большинства жилых проектов, таких как подвесные картины, будет достаточно бита каменной кладки. Я люблю покупать биты с алмазным покрытием. Если вы внимательно посмотрите на сверло, то увидите блестящую пудру, покрывающую сверло. Это алмазная пыль. Это очень тяжело и помогает пройти через бетон.
Сверло по каменной кладке имеет широкую головку с плавным наклоном, предназначенную для откалывания бетона, а не для ввинчивания в него, как у сверла по дереву. Наконечник сверла по каменной кладке изготовлен из твердого металла, способного выдерживать большее количество тепла и давления.
Эти биты не самого лучшего качества и обычно не служат долго. Большую часть времени я могу только просверлить несколько отверстий сверлом, прежде чем оно сгорит от жары. Чтобы они служили дольше, я рекомендую вам сверлить медленно. Не пытайтесь сделать все одним ударом, как с перфоратором. У них больше мощности и намного лучше биты.
Долота для ударных сверл
Долота для ударных сверл выглядят так же, как и обычные спиральные сверла, за исключением того, что они имеют наконечник из твердого сплава на конце и более плотную канавку. Эти биты предназначены для работы, когда перфоратор вибрирует. Они не только ввинчиваются в бетон, но и разрушают его на ходу. Биты более высокого качества, чем стандартные биты для каменной кладки, и служат немного дольше. У них похожая по форме головка, которая легко откалывает бетон при ввинчивании. Вибрация превращает бетон в порошок. Вытащите биту обратно, а затем снова вставьте ее, чтобы высыпать порошок. Это снимает некоторое давление, что продлевает срок службы биты. Это также дает биту возможность остыть.
Биты для перфораторов
В перфораторах используется бита, называемая SDS. Это расшифровывается как Slotted Drive System. Биты SDS имеют толстый конец и канавки, по которым проходит бита. Они дороже и служат дольше, чем перфораторы. Прорези допускают некоторое движение, когда сверло бьет молотком и поворачивает сверло в бетон. Они сделаны намного лучше, чем традиционная каменная кладка, и могут служить годами. Хотя они дороже. Перфораторы — зверь. Если у вас есть хорошая дрель и сверло, вы можете пробить большую часть бетона за одну попытку. Иногда он может стать твердым, если вы ударите каменный заполнитель, потому что он намного плотнее цемента, но перфоратор может прогрызть его насквозь.
Чтобы ваши биты служили дольше, дайте им остыть. Когда вы сверлите, внутри этой дыры много тепла и давления. Несмотря на то, что сверла спроектированы так, чтобы выдерживать это, все же рекомендуется дать им немного остыть, прежде чем переходить от отверстия к отверстию. Эта небольшая дополнительная забота продлит срок службы ваших бит, что хорошо, потому что биты для перфоратора дороги.
Другие инструменты
Есть несколько других инструментов, которые на самом деле не помогают просверлить отверстие, но немного облегчают работу.
Лента и карандаш: Сверление бетона необратимо, поэтому нужно быть уверенным и сверлить точно в нужном месте. Перед сверлением отметьте участок лентой и карандашом.
Пылезащитная маска для каменной кладки: При сверлении бетона образуется много пыли, которая может быть вредна для вашего здоровья, если вы ее вдыхаете. Я рекомендую носить маску, предназначенную для фильтрации очень мелких частиц.
Защитные очки: Бетонная пыль также может быть опасна для глаз. Защитное снаряжение — это всегда хорошая идея, когда вы выполняете какие-либо строительные работы.
Защита органов слуха: Сверление бетона может быть очень громким. Особенно, если вы находитесь в подвале или подвале, где звук может эхом. Использование защитных наушников поможет предотвратить потерю слуха. В строительной сфере это не редкость.
Каменный гвоздь или долото: Они могут пригодиться по двум причинам. Если вы столкнетесь с очень плотным камнем, гвоздь или долото могут его расколоть. Лучше сломать, чем прожевать дорогой кусок. Гвозди и стамески также отлично подходят для того, чтобы сделать стартовое отверстие.
Сжатый воздух: Это полезно для очистки отверстия от бетонной пыли перед установкой анкера или болта.
Пылесос: Когда вы сверлите бетон, пыль попадет повсюду. Бетонные сверла измельчают бетон и превращают его обратно в мелкую пыль.
Шаг за шагом
Итак, сверло готово, сверла выбраны вместе с некоторыми дополнительными расходными материалами и защитным снаряжением, что теперь. Ниже приведены пошаговые инструкции о том, как сверлить бетон.
1. Отметьте место для сверления
После того, как вы сделаете все замеры и найдете место для сверления, заклейте его малярным скотчем и отметьте карандашом. Сверление в бетоне является необратимым, поэтому вам не нужно сверлить в неправильном месте.
После того, как вы разметили стену, вы также должны выяснить, насколько глубокое отверстие вы хотите сделать. Мне нравится отмечать эту глубину на долоте маркером или кусочком ленты. Сверлить глубже, чем нужно, — пустая трата труда.
2. Сделайте пилотное отверстие
Я предпочитаю пробить пилотное отверстие либо очень маленьким сверлом, либо бетонным гвоздем, прежде чем приступить к сверлению самого отверстия. Это немного облегчает жизнь.
Если я использую традиционную дрель, то я просверливаю пилотное отверстие на всю глубину. По ходу дела увеличиваю диаметр сверла. Иногда я просверливаю одно и то же отверстие 3-4 раза, каждый раз используя более широкие сверла. Делать это намного проще, если у меня маломощная дрель.
Если я использую перфоратор или перфоратор, направляющее отверстие просто удерживает мое сверло в нужном месте во время сверления.
3. Начните сверление
Нажимайте до тех пор, пока не достигнете необходимой глубины. Лучше не торопиться и сохранять контроль.
Сверление бетона может потребовать некоторых усилий, иначе сверло легко пройдет насквозь. Все зависит от состава бетона. Если вы просто сверлите цемент, работа будет намного проще. Но если вы нажмете много камней, это займет больше времени.
Камни намного плотнее бетона и требуют большего давления. Не торопись. Сверлить понемногу. Выньте сверло и время от времени дайте ему остыть. Если вы продолжите давить на камень, вы можете легко обжечь кончик удила.
Разбейте камень каменным гвоздем или долотом, если не можете пройти. Это значительно облегчит сверление.
4. Если вы наткнулись на камень, используйте гвоздь или долото для каменной кладки
Если сверло внезапно останавливается, это обычно означает, что вы наткнулись на камень. это происходит, вам нужно остановить сверление. Отверните сверло и расколите камень каменным гвоздем или долотом.
Как правило, это не проблема с перфоратором, так как функция дрели всегда заключается в забивании бетона. Дрель будет долбить и ломать все, что попадется вам на пути.
Иногда возникают проблемы с перфораторами. Поскольку эти сверла только вибрируют, они могут иногда застрять на камне.
Традиционные сверла постоянно сталкиваются с проблемами с камнями. У них нет дополнительной функции для их прохождения, поэтому вам придется делать это вручную.
5. Очистите отверстие
Достигнув необходимой глубины, используйте сжатый воздух, чтобы выдуть всю пыль из отверстия. Не забивайте анкеры, пока отверстие заполнено бетонной пылью, потому что это будет мешать анкеру.
Вы также можете выдувать пыль на ходу. Бетонная пыль внутри отверстия может заклинить сверло и повысить температуру. Если у вас возникли проблемы со сверлением, найдите минутку, продуйте отверстие и дайте сверлу остыть.
Выдувание пыли, установка анкеров и уборка — вот последние шаги.
Советы по сверлению отверстий в бетоне
Вот краткое описание и советы, которые помогут вам сверлить бетон.
Выберите правильное сверло . Вам понадобится как минимум кирпичная кладка. Если вы используете ударную дрель или перфоратор, используйте сверло, соответствующее вашей функции дрели.
Выберите правильное сверло . Для небольших отверстий подойдет обычная дрель, но лучше перфоратор. Но для больших отверстий, которые необходимо сделать каменщику, например, для анкерных болтов, отличным инструментом будет перфоратор.
Используйте правильное давление . Если трудно сверлить бетон, это не обязательно означает, что нужно давить сильнее. Ваша бита может быть бесполезной, или вы, возможно, попали в камень. Простое нажатие сильнее может просто сжечь двигатель вашей дрели.
Используйте воду. Смачивание бетона перед сверлением поможет уменьшить количество пыли и охладить сверло. Обычно мы не делаем этого для маленьких отверстий, но это обычное дело для больших.
Держите отверстие в чистоте . Возможно, вам придется удалить немного пыли, когда вы высверливаете сверло и продуете отверстие сжатым воздухом. Если у вас нет воздуха, перемещайте сверло в отверстие и из отверстия, вращая сверло без давления, просто чтобы удалить пыль.
Будьте готовы к замятиям . Если вы сверлите бетонный фундамент или стену, вы можете задеть что-то не из бетона, например арматуру или заполнитель. Если это произойдет, удалите биту и используйте бетонный гвоздь, чтобы разбить то, что на вашем пути. Гвоздь не поможет, если вы заденете арматуру, в этом случае придется передвигать отверстие.
Безопасность прежде всего . Наденьте защитные очки и пылезащитную маску, чтобы мусор не попал в глаза, нос и рот при сверлении отверстий в бетоне. Перчатки тоже не плохая идея.
Пусть инструмент сделает свою работу . Нажимать сильнее не всегда лучше. Вам нужно достаточное давление, чтобы помочь сверлу и долоту сделать свое дело. Но слишком большое давление только нагрузит двигатель.
Резюме: Как сверлить бетон
Бетон — один из самых популярных строительных материалов в мире. Он прост в изготовлении, очень прочен и легко принимает различные формы. Он используется для строительства внутренних двориков, дорожек, тротуаров, подъездных путей, фундаментов, столешниц и даже стен. Несмотря на то, что бетон является очень плотным материалом, его все же можно просверлить. Может быть, вы хотите повесить телевизор или картину на бетонную стену и вам нужно просверлить несколько вешалок. Возможно, вы строите колоду, и вам нужно закрепить гроссбух. Или, может быть, у вас есть патио и вы хотите закрепить якорь для паруса или набора для патио. Какой бы ни была ваша причина, сверление бетона не так сложно, если вы знаете, как это сделать, и у вас есть инструменты.
Все, что вам действительно нужно, это хорошая дрель и сверло по камню. Перфораторы работают лучше всего, потому что они не только сверлят сверло в бетоне, но и одновременно забивают его. Перфораторы также хороши, потому что они имеют функцию вибрации, которая помогает биту проходить через бетон. Но стандартная дрель тоже может справиться с этой задачей. Бит каменной кладки — это то, что действительно необходимо. Без хорошего сверла, независимо от того, какой тип сверла вы используете, вам не пробить бетон.
Как почистить медный таз для варенья в домашних условиях
Главная » Чистка
Чистка
На чтение 8 мин. Просмотров 7.5k.
Медь имеет отменные потребительские качества и приятный золотисто-розовый цвет, что обеспечивает металлу широкое использование при производстве кухонной утвари и украшений. Посуда из меди красивая, долговечная, в тазиках удобно делать повидло, так как дно нагревается равномерно, сладкая масса не пригорает. Чтобы сберечь свойства посуды, нужно знать, как почистить медный таз для варенья в домашних условиях, не испортив красивую и довольно дорогую вещь. На сегодняшний день существует несколько способов очистки и удаления окиси, большинство необходимых средств и растворов есть у каждой хозяйки.
Содержание
Особенности медной посуды
Эффективные методы очистки
Удаление окиси
Распространенные ошибки
Советы по эксплуатации и хранению
Видео
Особенности медной посуды
Посуда из меди используется с давних пор. В известной мере это дань традициям — подвешенная на стенах медная утварь гармонично дополняет интерьер кухонь, выполненных в классическом стиле. Но не только привычка заставляет хозяек использовать тазы из меди для варки повидла. Достоинства такой посуды:
долговечность – утварь нередко переходит от бабушек, при правильном присмотре служит многие годы, не теряя качества и красоты;
отличные потребительские качества – варенье не липнет ко дну при варке, не пригорает (следовательно, не имеет неприятного привкуса гари), не нуждается в регулярном помешивании;
считается, что частицы меди улучшают вкус приготовленных блюд;
уход за тазами из медных сплавов обязателен, но несложен – как и чем чистить подобные изделия, известно давно;
металл имеет антибактериальные свойства (продукты в таких емкостях дольше хранятся) – это было сначала выявлено опытным путем, затем подтверждено научными исследованиями.
Чистка медной посуды дома не доставляет особых хлопот, но делать это нужно регулярно, утварь хранят в отмытом виде, не допуская позеленения стенок. Это необходимое условие долгого срока службы.
Недостатки применения медной посуды:
при варке ягод и фруктов происходит быстрое разрушение аскорбиновой кислоты, витаминов ионами меди;
хранить готовое или недоваренное (когда выбран рецепт с несколькими повторными довариваниями) повидло в тазу нельзя;
если стенки тазика затянуты патиной (зеленоватым налетом), готовить в нем рискованно — есть опасность отравления окислами.
Не следует использовать такую посуду, если у кого-то из членов семьи проблемы с печенью, так как при заболеваниях замедляется процесс вывода меди из организма.
Медная посуда обладает массой преимуществ, поэтому нередко именно ее выбирают для процесса приготовления варенья
Эффективные методы очистки
Рассмотрим, чем можно почистить медный таз, используя простые домашние средства, которые не повредят изделию.Достоинством народных методов является эффективность, простота, отсутствие токсичных выделений при использовании. Как лучше почистить медный таз для варенья в домашних условиях:
Лимонная кислота. Если поверхность тазика имеет следы нагара от сладкой массы, можно воспользоваться раствором лимонной кислоты. Предварительно силиконовой или деревянной лопаткой остатки счищают с поверхности. Воды нужно немного – только покрыть нагар. Всыпать лимонную кислоту из расчета: столовая ложка на литр. Воду следует довести до кипения, затем выдержать 7-10 минут на слабом огне. Дождаться остывания, слить жидкость. Мягкой губкой оттереть стенки и промыть чистой водой.
Пищевая сода. Отмыть нагар с медной поверхности можно с помощью состава с содой. Ингредиенты для чистки (все по столовой ложке): сода, канцелярский клей, наструганное хозяйственное мыло. Поставить на огонь тазик с водой, ввести все компоненты при постоянном помешивании для лучшего растворения. Убрать с огня сразу после закипания. Слить жидкость и снять остатки загрязнений губкой.
Жидкое мыло. Раствор моющих средств быстро и эффективно смывает все виды грязи, включая жир и небольшой нагар, освежает таз. Для удобства берут большую емкость, наполняют ее водой (40-50°), вливают жидкое мыло и вспенивают. Таз опускают в раствор на 10-20 минут, трут губкой, счищая отслаивающуюся грязь. Затем смывают мыло и вытирают досуха.
Винный уксус и мука. Уксусная кислота хорошо растворяет нагар на меди. Мука служит для создания рабочей смеси, которую удобно наносить на стенки. Винный уксус смешивают в миске с мукой и солью, доводя до густоты сметаны. Смесью промазывают загрязненные стенки и дно. Слегка втирают мягкой тканью или губкой. Когда нагар отойдет, смывают тесто водой.
Молочная сыворотка с солью. В состав молочной сыворотки входит комплекс кислот, которые при взаимодействии с солью способны отчистить потемнения на стенках медного таза. Рабочую смесь готовят, разводя в стакане сыворотки чайную ложку соли. Составом пропитывают мягкую ткань, распределяют по загрязненной поверхности, слегка втирая, затем оставляют на 1-2 минуты. Смывают, повторяют при необходимости.
Цитрусовые. Находящиеся в цитрусах органические кислоты растворяют следы сахарной массы на медных тазах. Это быстрый и эффективный способ убрать загрязнения. Для чистки подходят лимоны, апельсины, грейпфруты. Плод разрезают и протирают стенки тазика. Эффект будет больше, если на мякоть насыпать соль или пищевую соду. Так можно отчистить таз даже от застарелого налета.
После использования любого средства важно тщательно промыть посуду водой, вытереть досуха или проветрить до полного испарения влаги, которая провоцирует окисление металла, вызывает потемнение.
Лимонная кислота и цитрусовые без труда удаляют пригоревшее варенье
Сода справляется с различными видами загрязнений
Удаление окиси
Процесс образования окиси на стенках медной утвари идет постоянно. Окисление происходит под воздействием кислорода, паров воды. В результате на поверхности образуется патина – налет темного цвета. Чтобы слой не стал слишком плотным и легко удалялся, мойку надо проводить регулярно. Рассмотрим, как быстро очистить медный таз от следов окисления простыми доступными средствами:
Уксус и соль. Легкий способ убрать патину – смочить поверхность уксусом и густо посыпать солью. Затем следует осторожно потереть стенки. После смывания чистку повторяют до появления блеска и возвращения естественного цвета металла. Застарелый налет окиси можно удалить, прокипятив тазик в растворе (пропорции – стакан уксуса + 1/2 стакана соли).
Томатная паста или кетчуп. Для чистки потребуется натуральный кетчуп или томатная паста. Губкой или тканью состав распределяют по поверхности таза и выдерживают около 2 минут. Смывают сильной струей теплой воды. Можно приготовить водный раствор пасты и погрузить в него медную посуду на 10-15 минут. Томата уйдет существенно больше, так можно отмыть небольшой таз, турку или чайник.
Лимон с солью. Отчистить таз от слоя окиси можно лимонным соком, соединенным с солью. Соль предварительно нужно измельчить в пыль (например, кофемолкой), чтобы не оставить на меди царапин. В отжатый из лимона сок вводят соль и вымешивают до состояния негустой пасты. Смесью покрывают стенки таза, выдерживают несколько минут, затем смывают.
Мыльный раствор. Вспененным мылом хорошо удаляется небольшой слой окиси. В воде растворяют измельченное хозяйственное мыло или любое средство для мытья посуды. Концентрированный вспененный раствор распределяют по поверхности, оставляют на 5-10 минут. Затем тазик опускают в емкость с мыльной водой и оставляют до растворения загрязнений.
Нашатырь. Нашатырный спирт – удобный способ очистить медную утварь и вернуть изделиям блеск и сияние. Нашатырь разводят водой (1 к 1) и обильно смачивают губкой внутреннюю и внешнюю поверхность таза. Надо внимательно следить за реакцией – как только медь начнет краснеть, раствор смывают проточной водой, вытирают насухо.
После завершения очистки от окиси изделие следует отполировать. Это не займет много времени, а к меди вернется блеск за счет выравнивания поверхности, уменьшения микроповреждений. Для полировки используют замшу, смятую газету, зубную пасту.
Нашатырный спирт позволит вернуть блеск медным изделиям
Томатный кетчуп удаляет окись с меди
Распространенные ошибки
Мягкий металл легко вступает во взаимодействие с влагой и воздухом, подвергается деформации. Самые распространенные ошибки, приводящие к быстрой порче изделий:
применение металлических ложек, лопаток при варке джема, абразивов при чистке – на меди появляются царапины;
резкие температурные перепады – заливание в емкость кипятка без предварительного ополаскивания теплой водой, нагревание пустого тазика;
хранение изделий из меди рядом с плитой, отопительными приборами, под прямыми лучами солнца;
высокая влажность – после мытья посуду нужно вытирать досуха, постоянно держать в сухих местах.
Если в тазу готовят продукты с добавлением соли, то специю вводят, когда вода закипит. Для приготовления варенья лучше использовать тазы с защитным внутренним слоем, так как они меньше подвержены действию фруктовых кислот. Это также предохранит варенье от разложения полезных веществ во фруктах и ягодах.
Советы по эксплуатации и хранению
Несколько рекомендаций по уходу:
Приобретая утварь, нужно ознакомиться, как правильно чистить медную посуду, чтобы слой окислов не застарел, не стал трудновыводимым.
Медь – металл мягкий. Чтобы избежать деформации, появления вмятин, надо бережно относиться к изделию — нельзя допускать удары и падения.
Мыть вручную (температура воды 40-50°). Не следует использовать посудомоечные машины, так же как и агрессивные моющие вещества.
Хранить в сухих помещениях – в местах, удаленных от мойки и плиты.
Для чистки изделий из меди не используют абразивы, царапающие мягкий металл.
Любители профессиональных средств могут приобрести готовые препараты для очищения и защиты медных изделий.
Тазы для варенья у большинства хозяек используются лишь в сезон заготовок. При отправке на длительное хранение полезно обработать медь антиокислительными смесями, которые защитят от влаги, предупредят образование патины. Посуду подвешивают или укладывают на полки вверх дном.
Медный таз для варки варенья позволяет приготовить сладкое лакомство без утомительного помешивания и образования черной гари на дне. Посуда с благородным блеском украсит кухню, сделает интерьер уютным, колоритным, по-настоящему домашним. Простые народные средства помогут сохранить изначальное сияние металла на долгие годы.
Видео
( 3 оценки, среднее 1 из 5 )
Поделится с друзьями
Чем чистить медный таз для варенья
Главная » Варенье » Чем чистить медный таз для варенья
Как почистить медь в домашних условиях?
Нередко случаются ситуации, когда просто необходимо знать, как почистить медь в домашних условиях. Сплав меди используют во многих отраслях промышленности: при изготовлении кухонной посуды, чеканке монет, производстве деталей электроники, изготовлении элегантных украшении и других полезных предметов. Учитывая все то разнообразие изделий и предметов из этого сплава, которые нас окружают каждый день, озадачиться подобной проблемой время от времени приходится. И в этой статье мы расскажем вам способы ее решения.
к содержанию ↑
Особенности меди
Медь имеет отличные свойства, поэтому и находит столь широкое применение:
Кухонная посуда из меди характеризуется великолепной теплопроводностью, позволяет нагревать и готовить еду очень быстро.
Изготовленные украшения из этого металла некоторые врачи рекомендуют носить при заболеваниях сердечнососудистой системы.
Таким образом, изделия не только красивые, но и благотворно влияют на здоровье человека.
В процессе эксплуатации кухонных приборов или других предметов из этого сплава, при контакте с кислородом или воздействии тепла, образуется зеленый налет на меди. К большому сожалению, предотвратить появление налета невозможно. Но существуют проверенные средства, чем почистить медь в домашних условиях. В данной статье вы найдете эффективные методы, которые помогут восстановить блеск и первозданную чистоту предметам. Они не займут много времени и “не влетят вам в копеечку”.
к содержанию ↑
Способы очистки меди от окислов
Существует немало способов того, как вернуть медным изделиям красивый внешний вид. Далее представлены самые действенные и простые в использовании. Чтобы очистить медь от окиси в домашних условиях, вам не потребуются специальные инструменты или растворы. Практически все ингредиенты для приготовления эффективного средства вы найдете у себя дома.
Важно! Независимо от того, какой метод очистки вы выберете, ознакомьтесь с инструкцией по применению и протестируйте средство на малозаметном участке поверхности предмета.
Мыльный раствор
Самым распространенным средством для чистки меди на большинстве форумов и среди опытных хозяек является мыльный раствор. С его помощью можно легко устранить с поверхности несложные загрязнения. Для этого:
В небольшую емкость налейте теплую воду, добавьте в нее моющее средство.
Возьмите губку для мытья посуды или чистый лоскут ткани, смочите в растворе и протрите загрязненные участки.
Остатки мыла смойте чистой проточной водой.
Важно! Если вы очищаете негабаритные вещи из меди, их можно поместить в мыльный раствор на некоторое время. Так вы меньше будете собственными руками тереть загрязненную поверхность, тратя свои силы и время, а результат будет не менее качественным.
Лимонный сок
Многие не знают, как очистить медный таз, именно из-за его габаритов. Ведь очень проблематично найти емкость, превышающую размеры таза, и позволяющую полностью поместить посудину в чистящее средство. В таком случае необходимо знать способ, при котором сырье наносят непосредственно на проблемные участки. Для этого можно воспользоваться лимонным соком или просто долькой лимона.
Способ применения:
В небольшую пиалу выдавите сок лимона.
Ватный тампон или марлю смочите свежевыжатым соком.
Натирайте медный таз, пока грязь не исчезнет с поверхности.
Смойте остатки средства под проточной водой.
Важно! Если нет желания выдавливать сок с лимона, достаточно долькой лимона обработать загрязненную поверхность.
Кетчуп
Не удивляйтесь, именно с помощью кетчупа в домашних условиях можно очистить медные предметы. Благодаря компонентам, которые входят в состав кетчупа, ваши изделия приобретут зеркальный блеск и кристальную чистоту.
Как применить:
Подберите емкость, исходя из габаритов медного предмета.
В нее налейте необходимое количество кетчупа.
Поместите в жидкость изделие и оставьте на некоторое время.
Теплой водой смойте остатки кетчупа.
Важно! Применять такой метод лучше для очистки небольших предметов, например, украшений.
Уксус
Ищете эффективный способ, как очистить медь от окиси в домашних условиях? Проверенным средством, с помощью которого легко устраняются дефекты подобного характера, является столовый уксус. Если вдруг его не нашлось у вас на кухне, то купить жидкость в продуктовом магазине не составит особого труда.
Важно! Данный метод подойдет для очистки негабаритных медных изделий.
Способ применения:
В небольшой емкости приготовьте слабый уксусно-водный раствор, учитывая пропорции 1:1.
В полученную жидкость добавьте 2 столовые ложки соли и тщательно перемешайте, чтобы все крупинки растворились.
Поставьте раствор на огонь и доведите до кипения.
В кипящее средство опустите загрязненный предмет.
Покипятите на протяжении 10-15 минут.
Важно! В зависимости от степени загрязнения, время кипения можно увеличить.
Достаньте очищенное изделие и дайте ему остыть.
Прополощите предмет в холодной воде, вытрите насухо мягким полотенцем.
к содержанию ↑
Как чистить медные монеты?
Наверное, у каждого из нас дома можно найти старые, непривлекательные, покрытые коричневым налетом монеты. Такие изделия можно просто выкинуть в мусорный бак, но совсем по-другому на ситуацию смотрят коллекционеры. Если монеты потемнели от многолетнего хранения, попробуйте следующие простые способы, как почистить медь до блеска. Без особых усилий с вашей стороны вы восстановите кристальную чистоту дорогим монетам.
Уксусная кислота
Нередко на монетах образовывается налет желтого цвета. Такие дефекты характерны для изделий, которые хранятся в неправильных условиях или вблизи предметов из свинца. Очистить медные монеты от желтого налета на поверхности, можно, приготовив в домашних условиях легкую уксусную кислоту:
В небольшой емкости приготовьте уксусную кислоту. Для этого смешайте уксус с водой в пропорции 1:10.
В полученную жидкость опустите пожелтевшие медные монеты и оставьте на некоторое время.
Как только грязь очистится, промойте монетки в теплой воде.
Просушите изделия кухонным полотенцем.
Нашатырный спирт
Очистить до блеска медь, из которой изготовлены монеты, вам поможет нашатырный спирт. Приобрести его можно в любой аптеке при отсутствии препарата в домашней аптечке. Это средство поможет избавиться от налета красного оттенка, который появляется на изделиях из-за долгого хранения.
Способ применения:
В неглубокой емкости приготовьте раствор нашатырного спирта. Для этого смешайте его с водой в пропорции 1:5.
В полученную смесь положите монеты, оставьте на некоторое время.
Как только жидкость приобретет красноватый оттенок, можно достать медные изделия.
Остатки средства смойте чистой водой и вытрите монеты насухо.
Лимонная кислота
Зеленый налет на меди образуется при долгом хранении монет в коробке или другой упаковке, в которую плохо поступает воздух. При такой ситуации лучше всего применить лимонную кислоту. Под ее воздействием налет прямо у вас на глазах исчезнет с поверхности монет:
В зависимости от количества монет, подготовьте необходимую емкость.
Размешайте в воде комнатной температуры лимонную кислоту, выдерживая пропорции 1:10.
Опустите в полученную смесь медные монеты, оставьте на несколько минут.
После того, как жидкость обретет зеленоватый оттенок, достаньте монеты.
Промойте предметы холодной проточной водой.
Вытрите монеты насухо и немного отполируйте для придания блеска.
Важно! Перед тем, как самостоятельно чистить любые давние монеты, попробуйте узнать их стоимость. Если изделие ценно, нельзя удалять естественный налет патины, который появляется именно на этом сплаве по истечению определенного времени и как раз он и свидетельствует о происхождении и условиях хранения нумизматической драгоценности.
к содержанию ↑
Восстановление блеска медным предметам
В процессе использования медных предметов они теряют свой кристальный блеск и начинают выглядеть тускло, уныло. Как почистить медный таз и другие предметы, изготовленные из этого сплава, вы уже знаете. А восстановить первозданный блеск украшениям и кастрюлям помогут следующие способы.
Способ №1:
Приготовьте средство, смешав муку, соль и уксус равными пропорциями.
Тщательно перемешайте полученное средство.
Натрите смесью изделия, которым необходимо придать блеск.
В завершение сполосните предметы холодной водой, вытрите их насухо.
Способ №2:
Возьмите обыкновенную газету и хорошенько помните ее, чтобы бумага стала мягкой.
Круговыми движениями отполируйте газетой поверхность медных предметов. к содержанию ↑ youtube.com/embed/UKdH_2D5sVo?feature=oembed»>
Если своевременно не проводить чистку медных изделий, металл покроется темным налетом, потеряет блеск, итог — поверхность помутнеет. Теперь вы знаете, чем почистить медный таз в домашних условиях, восстановить сверкающий вид монетам и вернуть украшениям из меди былой красивый вид. Все способы не трудоемкие и не дорогостоящие, а эффективность методов позволяет применять их как домохозяйкам, так и высококвалифицированным специалистам на заводах.
serviceyard.net
Как почистить медь в домашних условиях
Медь – очень красивый и презентабельный металл. Но изделия из меди выглядят шикарно, только когда они чистые. На медных изделиях могут появиться самые разнообразные загрязнения: и зеленый налет, и бурый, и желтый. Взгляните на способы как почистить медь в домашних условиях.
Содержание
Правила ухода за медными изделиями
Способы очистки меди
Правила ухода за медными изделиями
Чистить необходимо только мягкой тряпкой или губкой. Ни в коем случае нельзя применять абразивные средства.
Чтобы предотвратить появление налета, храните медь в сухом помещении. Влага провоцирует окисление этого металла.
Для увеличения срока службы, стоит чаще полировать изделия.
После применения любого метода очистки, нужно прокипятить посуду или украшения в чистой воде и тщательно протереть.
В медной посуде не стоит хранить продукты, так как происходит окисление, и это уменьшает срок ее службы.
Пользоваться медной посудой не избавившись от окиси нельзя. Чистка не займет много времени, но сохранит ваше здоровье.
Прежде чем чистить медные изделия наденьте резиновые перчатки. Некоторые из приведенных средств могут негативно влиять на кожу рук.
Способы очистки меди
Очистить медную посуду поможет столовый уксус. Для этого необходимо соединить 2 ст. л. уксуса с 1 ст. л. соли. Нанести состав на медный предмет и почистить мягкой тряпочкой.
Для того чтобы избавиться от зеленого налета, нужно протереть турку кусочком лимона с солью. Это сможет вернуть первоначальный блеск. Также можно выдавить лимонный сок, добавить чайную ложку соли и чистить с помощью мягкой тряпки. Вместо сока лимона подойдет и лимонная кислота.
Также, чтобы почистить турку, можно смешать древесные опилки с тальком в пропорции 2:1. Развести полученный порошок уксусом до консистенции пасты и нанести на турку. Подождать до полного высыхания и отполировать сухой тряпкой.
Таз для варки варенья очистится при помощи рассола. Рассол требуется нанести на посуду и оставить на 3 минуты, затем смыть теплой водой и вытереть мягкой тканью. Рассол можно брать любой: и от квашеной капусты и от огурцов.
Чтобы очистить бурый налет на меди стоит опустить изделие на 2 минуты в нашатырный спирт, затем смыть водой и протереть насухо. Эти манипуляции доведут до блеска даже очень грязные изделия.
Привести в порядок таз для варенья сможет смесь из раствора аммиака, толченого мела и воды. Смешиваем ингредиенты в пропорции 3:1:6, хорошо взбалтываем и наносим на таз с помощью губки. Аккуратно чистим поверхность и смываем остатки смеси водой, затем вытираем таз для варенья досуха.
Очистить медь при помощи такого состава очень легко. Требуется смешать стакан уксуса с 1 ст. л. соли и ввести муку до кашицеобразного состояния. Нанести кашицу на изделие и выждать полчаса, затем вымыть под теплой водой и обтереть полотенцем.
Убрать грязь и обновить изделия из меди можно горячей водой и щелочью, например пищевой или кальцинированной содой. Раствор необходимо нанести на губку и очистить грязную поверхность круговыми движениями.
Чистить медные изделия можно обычным кетчупом. Стоит просто нанести его на поверхность и выждать 2 минуты, затем смыть теплой водой и насухо вытереть.
Очистить медную поверхность сможет 1 стакан молочной сыворотки с 2 ст. л. соли. Чистить таким способом можно и посуду, и монеты, и предметы интерьера.
Чтобы очистить медный предмет влейте в кастрюлю 1 стакан уксуса, добавьте 1 ст. л. соли и 2 стакана воды. Поместите туда изделие и доведите до кипения. Не выключайте плиту, пока поверхность не станет чистой. Затем дайте остыть и вымойте предмет в теплой воде.
Наши предки всегда использовали медный таз для варки варенья. Считалось, что там оно получается насыщеннее и полезнее. Даже сейчас неплохо иметь в доме медную посуду, ее теплопроводные качества помогают готовить быстрее и вкуснее. А теперь у вас есть информация, как чистить и ухаживать за медной посудой, чтобы она служила вам долгие годы.
hozinfo.ru
Как очистить медный таз от пригоревшего варенья
Застывший сахар способен образовать вязкую, трудно устранимую корку. Чтобы этого не произошло, лучше заранее ознакомиться со способами удаления следов запекшегося варенья или сиропа с помощью подручных средств. Кастрюли с тефлоновым покрытием легко очистить, потому что они сделаны с использованием элементов, препятствующих нагару пищевых частиц.
Подробнее: moemchistim. com
Главная » Уход за вещами » Уход за посудой » Как отмыть пригоревшее варенье в эмалированной кастрюле и не только Практически каждая женщина хоть раз в жизни сталкивалась с необходимостью варить варенье на зиму. И вот неприятность: варенье пригорело! Как отмыть кастрюлю? Возможно ли это? Какие есть практические советы? Как это сделать быстро, не повредив любимую посуду еще сильнее? Давайте подробнее рассмотрим это в нашей статье.
Многие хозяйки в ягодно-фруктовый период занимаются приготовлением варенья к зиме. За процессом варки сладкого блюда стараются внимательно следить, но бывает, что лакомство пригорает. Читайте, чем отмыть пригоревшее варенье и используйте различные народные хитрости чистки кастрюли в зависимости от того, из какого материала она сделана.
Да, варенье мы всегда варим в алюминиевой посуде. Сварил варенье, замочил тазик и все, он как новенький. Для чистки медных изделий можно использовать такие средства: 10% раствор уксусной кислоты.10% раствор лимонной кислоты. Хозяйственное мыло.Зубной порошок.Изделия из меди или просто на медненные изделия очень капризные в вопросе эстетического товарного внешнего вида, так как, медь, легко, подвергается, даже, при открытом соприкосновении с воздухом процессу окисления.
С наступлением сезона консервирования у каждой хозяйки возникает вопрос: в чем варить варенье? Безусловно, делать это лучше в большом медном тазу, чтобы за один раз можно было сварить много варенья за всю зиму. А вот о том, почему именно медный таз подходит для этой цели, о преимуществах и недостатках такой посуды и об эффективных способах ее очистки расскажем в нашей статье.
Несмотря на изобилие различного варенья, джемов и конфитюров в современных супермаркетах, некоторые хозяйки предпочитают делать сладкие заготовки самостоятельно. В качестве посуды для варки, многие по старинке предпочитают использовать эмалированные кастрюли. Они достаточно емкие и довольно симпатичные, да и стоят недорого.
Подробнее: www. prokuhnya.com
В период, когда перерабатывается урожай, даже у таких самых аккуратных хозяек иногда встает вопрос: «Как очистить кастрюлю от пригоревшего варенья?» Ответ прост: так же, как и от любого другого нагара, застарелого жира или накипи. Впрочем, «Уютная кухня» не собирается обобщать. Сегодня мы расскажем о том, как очистить кастрюли разного типа именно от варенья. Остальное вы вполне сможете освоить на практике.
Подробнее: comfort-kitchen.ru
Магазины переполнены различными видами варенья, порой, с очень экзотичными вкусами. Но минус заключается в том, что производители добавляют в содержимое красители, усилители вкуса, консерванты и прочую химию. Поэтому лучше приготовить лакомство самостоятельно. Оно будет не только вкусным, но и полезным, насыщенным зарядом витаминов.
Каждая хозяйка обладает проверенными способами, как очистить кастрюлю от пригоревшего варенья. Одни методы позволяют легко удалить гарь, другие требует подготовительного процесса и затрат по времени. Сложно выделить самый лучший, т.к. задача стоит не только в очищение посуды, но и в сохранении поверхности.
Наступило лето, светит яркое солнышко, поспевает ароматная ягодка. В этот период хозяйки готовят на зиму варенье. Подчас на кухне столько дел, что как бы внимательно не следил, а лакомство успевает пригореть. Но выход найдется и из этой неприятной ситуации. Единственное, о чем следует помнить, что кастрюли сделаны из разных материалов, и для каждой из них требуется индивидуальное средство очистки пригоревших остатков.
Подробнее: kakpostirat.com
Не смотря на обилие в магазинах сладостей, а также аналогов варенья, а именно это джемы и повидло, от «старого доброго» варенья мы и в 21 веке отказаться, не смогли. Но как же часто интернет и телевизор, наши замечательные детки или просто привычка браться за несколько дел сразу приводят к печальным последствиям: а именно к пригоревшей к кастрюле варенью.
Делаете заготовки на зиму? Тогда вам обязательно надо знать, как отмыть кастрюлю или таз от варенья, особенно если сладкий сироп пристал ко дну. Бывают и более печальные обстоятельства, когда варенье сильно пригорает. В этом случае неизвестно, чего больше жалко, ваших трудов, сочных фруктов или испорченной посуды. Но посуду-то можно отчистить, и сейчас мы узнаем как.
Подробнее: stroymaster-base.ru
Многие хозяюшки могут похвастать умением готовить карамель, сиропы и жжёный сахар, варить сладкие джемы, варенья, повидла или конфитюры. Но иногда их радость омрачает чёрный пригар, оставшийся на стенках и на дне металлических кастрюль или сотейников, однако это не критичная ситуация, и в большинстве случаев можно вернуть посуде первоначальную чистоту. Так как же очистить кастрюлю от пригоревшего варенья или сахара?
www.chsvu.ru
Смотрите также
Райские яблочки варенье рецепт
Как варить варенье из сосновых шишечек
Персиковое варенье густое
Абрикосовое варенье с мятой рецепт
Подгорело варенье как убрать привкус
Варенье из красной черемухи на зиму простой рецепт
Варенье из венгерки без косточки
Варенье из брусники как сварить
Вино из абрикосового варенья
Варенье из крыжовника пятиминутка с лимоном
Как варенье закатать
Как очистить медь: избавиться от потускнения и вернуть блеск | Architectural Digest
Обучение очистке меди не должно быть пугающим. Очаровательный блеск материала неоспорим, но независимо от того, купили ли вы медную кастрюлю, сковороду, кружку или миску, у вас, несомненно, остался один вопрос: как удалить потускнение и очистить медь? Это справедливый вопрос, но научиться чистить медь не так страшно, как вы думаете. Мягкий металл ценится за его способность проводить тепло, но он требует немного большей ТСХ, чем другие материалы, и грязь может легко накапливаться, поэтому важно правильно ухаживать за медью. «В зависимости от покрытия медной посуды можно допустить ошибку при очистке», — говорит Мак Колер из Brooklyn Copper Cookware. Но когда о меди хорошо заботятся, она окупается десятилетиями использования и красоты на кухне.
Ознакомьтесь с некоторыми советами по очистке, которые удаляют налет с медных сковородок, медных кастрюль и многих других изделий из меди.
Как удалить окисление с меди?
Потускнение — это слой коррозии, который возникает, когда металлы, включая медь, серебро и латунь, со временем подвергаются воздействию кислорода, воды и воздуха. Это совершенно нормальная реакция, но она может превратить ваши блестящие медные предметы домашнего обихода в грязные и коричневатые предметы, которые потеряли свой блеск из-за влаги, грязи, масел и агрессивных химикатов. Вот почему поверхность меди может иметь цвет от патины цвета морской волны до темно-янтарного.
Чтобы не потускнеть, вы должны полировать медные кастрюли и сковороды каждые шесть месяцев с помощью специального чистящего средства для меди и салфетки из микрофибры. Используйте тот же подход, если у вас медная раковина или столешница. Amazon предлагает безопасные для меди чистящие средства, такие как Bar Keepers Friend и Wright’s Copper Cream.
Как проще всего очистить медь?
Перед очисткой меди проверьте, есть ли на изделии лаковое покрытие, так как методы очистки меняются в зависимости от его наличия. Очистите лакированную медь чашкой воды и мягким средством для мытья посуды. Протрите остатки сухой тканью, чтобы закончить. Чтобы выяснить, покрыт ли ваш медный предмет лаком, слегка протрите поверхность меди тканью из микрофибры, смоченной в белом уксусе и пищевой соде. Если потускнение полностью удалено, значит, ваш медный предмет не покрыт лаком. В противном случае тест докажет, что изделие покрыто лаком, поэтому вы можете придерживаться процесса мытья посуды и воды.
Какой самый лучший самодельный очиститель для меди?
Откажитесь от агрессивных химикатов вместо домашней смеси из бытовых ингредиентов, которые у вас есть под рукой. Вот четыре способа естественной очистки меди:
Лимонный сок и пищевая сода
Этот метод лучше всего подходит для сильно потускневшей меди. Простой самодельный очиститель меди для удаления потускнения можно приготовить, смешав лимонный сок с пищевой содой и перемешав до полного смешивания. После смешивания нанесите на медную поверхность и отполируйте круговыми движениями, используя мягкую и чистую ткань. Промойте и высушите.
Кетчуп
Один из самых простых способов очистки своими руками: нанесите слой кетчупа на медную кастрюлю или медную раковину и разотрите приправу по всей поверхности. Помидоры в кетчупе содержат кислоту, которая помогает удалить потускнение. Промойте и высушите.
Лимон и поваренная соль
Отличный способ отполировать медь — разрезать лимон пополам и нанести поваренную соль на мякоть. Это создает естественную абразивную губку. Натрите лимоном патинированную поверхность медной посуды. Используйте соль по мере необходимости, чтобы удалить стойкий налет. Промойте и высушите.
Белый уксус и поваренная соль
Сочетание белого уксуса и поваренной соли — еще один вариант надежного чистящего средства для меди, особенно для медной раковины или столешницы. Сделайте пасту из белого уксуса и соли. Нанесите на поверхность и отполируйте мягкой тканью. Промойте и высушите. Если грязь скапливается в каких-либо вмятинах или если вы чистите хрупкие медные украшения, используйте зубную щетку, чтобы аккуратно удалить грязь.
Как очистить сильно потускневшую медь? И что не делать.
Независимо от того, лакированная у вас поверхность или нет, перед полировкой меди вам потребуется подготовить ее. Начните с бережной стирки. Получите медную пену с мылом для посуды и теплой водой. Используйте мягкую губку и немного смазки для локтей, чтобы удалить грязь. Медные горшки обычно облицовываются нержавеющей сталью или оловом. Эта начальная очистка достаточно щадящая для любой подкладки.
Как очистить медную посуду за считанные минуты с помощью 2 натуральных ингредиентов
Искать на этом веб-сайте
от Энн Аксетта-Скотт Оставить комментарий
Кто не любит медные изделия? Медные кастрюли и сковородки представляют вещи, которые, как известно, являются старосветскими и романтическими. Коллекция может и должна состоять как из старинных, так и из новых предметов, от кухонной посуды до искусно сделанных украшений.
Решение о том, позволить ли медной посуде сохранить свой состаренный вид или придать ей блеск, требует настоящей борьбы. Глубокая внутренняя борьба.
По правде говоря, у кого есть время чистить медные горшки?
Ну, позвольте мне сказать вам, у вас есть время! Почему? Шаги, необходимые для этого, просты и занимают всего несколько минут с использованием двух натуральных ингредиентов. Позвольте мне объяснить это вам так: уксус и вода. Вот и все, что вам нужно.
Сначала поговорим о меди и о том, зачем она нужна в жизни.
Почему медные горшки и питьевая посуда
Помимо того, что это красиво на вид, у них есть полезные качества.
Медные кастрюли обладают способностью проводить тепло быстрее, чем чугун и нержавеющая сталь, а также лучше поддерживать температуру, что помогает предотвратить подгорание. Да, друзья, это огромный бонус для меня. Также было сказано, что патинированная поверхность более термически эффективна, и ее следует оставить и никогда не чистить. Вот что мне нравится слышать.
Медная посуда для напитков, , например, мулы, дольше сохраняет тепло и холод, перенося их на металл. Это позволяет дольше наслаждаться напитком.
Медная бутылка для воды. Этот маленький драгоценный камень был включен для моего здоровья и воспаления, вызванного ревматоидным артритом. Ежедневное потребление небольшого количества меди помогает уменьшить воспаление. Что отлично подходит для тех, кто не любит принимать таблетки.
Джастин подарил мне медный горшок для варенья после завершения нашей первой книги. «Руководство для сельчанок по сохранению урожая» выйдет в апреле 2019 года, как раз к весенним джемам и желе! Вы можете себе представить желе из одуванчиков и сирени, приготовленное в таком красивом горшочке? Или сироп из ревеня? Может быть, даже малиновое варенье с халапеньо?
Что вызывает обесцвечивание меди?
Со временем медь естественным образом стареет, вода вызывает ее окисление или патину, придавая ей голубовато-зеленый цвет. Медь, подвергаясь воздействию воздуха в течение определенного периода времени, приобретает черноватый цвет, из-за чего она тускнеет. Окисленные и потускневшие детали безопасны для использования как есть.
Что я думаю о состаренных медных изделиях? Я абсолютно люблю их.
Как очистить медь естественным путем
Доступны различные методы естественной очистки медных изделий, причем некоторые из них более эффективны, чем другие. Говорят, что кислотность кетчупа и лимонного сока устраняет потускнение. Пасту можно приготовить из муки, соли и уксуса. Говорят, что даже кипячение сильно потускневших кусочков в уксусе и соли помогает.
Лично я предпочитаю простоту. Все, что я использую, это немного соли и немного белого дистиллированного уксуса. Эффективно и просто.
Ингредиенты:
Соль – Мелкая соль (кошерная, морская, столовая или даже маринованная)
Дистиллированный белый уксус
Инструкции:
Поставьте кастрюлю в раковину и промойте водой
Добавляйте соль до тех пор, пока кастрюля не будет полностью покрыта
Залейте соль белым уксусом, добавьте второй слой соли
Дайте второму слою постоять несколько минут
Используя губку, смоченную в уксусе, начните осторожно чистить
Промыть и высушить полотенцем
Жесткие потускневшие изделия можно замочить в уксусе примерно на 15 минут перед добавлением соли.
Таблица веса 1 метра круга стального и количество метров в тонне кругляка
Декабрь 11, 2017 | Просмотры: 53809 | #статья
Блог
Таблица веса круга стального
При закупке металлопроката заказчику следует точно определить необходимое его количество в весовом эквиваленте. Чтобы рассчитать вес стального круга нужно учитывать такие параметры, как его диаметр, марку стали, из которой он изготовлен, а также ее удельный вес. Для облегчения этой задачи ниже мы представили таблицу, по которой можно быстро определить вес круга, количество метров в одной тонне и другие важные параметры.
Она показывает массу 1 м круга разных диаметров, площадь его поперечного сечения, допуски по качеству поверхности, а также общий метраж кругляка на 1 тонну. Данная информация поможет вам в составлении технической и проектной документации, подсчете транспортных и складских расходов, ведении бухгалтерского учета. Также в отдельных таблицах, представленных ниже, вы можете найти удельный вес й м3 сталей разных марок. Это поможет вам самостоятельно рассчитать вес стального круга.
Таблица 1. Вес круга и количество метров в тонне
Диаметр круга
Площадь поперечного сечения круга
Масса 1 метра круга
Количество метров в тонне
Мотки
5 мм
19,63 мм2
0,154 кг
6487,8 м
5,5 мм
23,76 мм2
0,187 кг
5361,9 м
6 мм
28,27 мм2
0,222 кг
4505,4 м
6,3 мм
31,17 мм2
0,245 кг
4086,6 м
6,5 мм
33,18 мм2
0,260 кг
3839,0 м
7 мм
38,48 мм2
0,302 кг
3310,1 м
8 мм
50,27 мм2
0,395 кг
2534,3 м
9 мм
63,62 мм2
0,499 кг
2002,4 м
Прутки
10 мм
78,54 мм2
0,617 кг
1622,0 м
11 мм
95,03 мм2
0,746 кг
1340,5 м
12 мм
113,10 мм2
0,888 кг
1126,4 м
13 мм
132,73 мм2
1,042 кг
959,7 м
14 мм
153,94 мм2
1,208 кг
827,5 м
15 мм
176,71 мм2
1,387 кг
720,9 м
16 мм
201,06 мм2
1,578 кг
633,6 м
17 мм
226,98 мм2
1,782 кг
561,2 м
18 мм
254,47 мм2
1,998 кг
500,6 м
19 мм
283,53 мм2
2,226 кг
449,3 м
20 мм
314,16 мм2
2,466 кг
405,5 м
21 мм
346,36 мм2
2,719 кг
367,8 м
22 мм
380,13 мм2
2,984 кг
335,1 м
23 мм
415,48 мм2
3,261 кг
306,6 м
24 мм
452,39 мм2
3,551 кг
281,6 м
25 мм
490,87 мм2
3,853 кг
259,5 м
26 мм
530,93 мм2
4,168 кг
239,9 м
27 мм
572,56 мм2
4,495 кг
222,5 м
28 мм
615,75 мм2
4,834 кг
206,9 м
29 мм
660,52 мм2
5,185 кг
192,9 м
30 мм
706,89 мм2
5,549 кг
180,2 м
31 мм
754,77 мм2
5,925 кг
168,8 м
32 мм
804,25 мм2
158,4 кг
158,4 м
33 мм
855,30 мм2
6,714 кг
148,9 м
34 мм
907,92 мм2
7,127 кг
140,3 м
35 мм
962,11 мм2
7,553 кг
132,4 м
36 мм
1017,88 мм2
7,990 кг
125,2 м
37 мм
1075,21 мм2
8,440 кг
118,5 м
38 мм
1134,11 мм2
8,903 кг
112,3 м
39 мм
1194,96 мм2
9,378 кг
106,6 м
40 мм
1256,64 мм2
9,865 кг
101,4 м
41 мм
1320,25 мм2
10,364 кг
96,5 м
42 мм
1385,44 мм2
10,876 кг
91,9 м
43 мм
1452,20 мм2
11,400 кг
87,7 м
44 мм
1520,53 мм2
11,936 кг
83,8 м
45 мм
1590,43 мм2
12,485 кг
80,1 м
46 мм
1661,90 мм2
13,046 кг
76,7 м
47 мм
1734,90 мм2
13,619 кг
73,4 м
48 мм
1809,56 мм2
14,205 кг
70,4 м
50 мм
1963,5 мм2
15,413 кг
64,9 м
52 мм
2123,72 мм2
16,671 кг
60,0 м
53 мм
2206,18 мм2
17,319 кг
57,7 м
54 мм
2290,22 мм2
17,978 кг
55,6 м
55 мм
2375,83 мм2
18,650 кг
53,6 м
56 мм
2463,01 мм2
19,335 кг
51,7 м
58 мм
2642,08 мм2
20,740 кг
48,2 м
60 мм
2827,43 мм2
22,195 кг
45,1 м
62 мм
3019,07 мм2
23,700 кг
42,2 м
63 мм
3117,25 мм2
24,470 кг
40,9 м
65 мм
3318,31 мм2
26,049 кг
38,4 м
67 мм
3525,65 мм2
27,676 кг
36,1 м
68 мм
3631,68 мм2
28,509 кг
35,1 м
70 мм
3848,45 мм2
30,210 кг
33,1 м
72 мм
4071,50 мм2
31,961 кг
31,3 м
75 мм
4417,86 мм2
34,680 кг
28,8 м
78 мм
4778,36 мм2
37,510 кг
26,7 м
80 мм
5026,55 мм2
39,458 кг
25,3 м
82 мм
5281,02 мм2
41,456 кг
24,1 м
85 мм
5674,50 мм2
44,545 кг
22,4 м
87 мм
5944,68 мм2
46,666 кг
21,4 м
90 мм
6361,73 мм2
49,940 кг
20,0 м
92 мм
6647,61 мм2
52,184 кг
19,2 м
95 мм
7088,22 мм2
55,643 кг
18,0 м
97 мм
7389,81 мм2
58,010 кг
17,2 м
100 мм
7853,98 мм2
61,654 кг
16,2 м
105 мм
8659,01 мм2
67,973 кг
14,7 м
110 мм
9503,32 мм2
74,601 кг
13,4 м
115 мм
10386,89 мм2
81,537 кг
12,3 м
120 мм
11309,73 мм2
88,781 кг
11,3 м
125 мм
12271,85 мм2
96,334 кг
10,4 м
130 мм
13273,23 мм2
104,195 кг
9,6 м
135 мм
14313,88 мм2
112,364 кг
8,9 м
140 мм
15393,80 мм2
120,841 кг
8,3 м
145 мм
16513 мм2
129,627 кг
7,7 м
150 мм
17671,46 мм2
138,721 кг
7,2 м
155 мм
18869,19 мм2
148,123 кг
6,8 м
160 мм
20106,19 мм2
157,834 кг
6,3 м
165 мм
21382,46 мм2
167,852 кг
6,0 м
170 мм
22698,01 мм2
178,179 кг
5,6 м
175 мм
24052,82 мм2
188,815 кг
5,3 м
180 мм
25446,90 мм2
199,758 кг
5,0 м
185 мм
26880,25 мм2
211,010 кг
4,7 м
190 мм
28352,87 мм2
222,570 кг
4,5 м
195 мм
29864,77 мм2
234,438 кг
4,3 м
200 мм
31415,93 мм2
246,615 кг
4,1 м
210 мм
34636,06 мм2
271,893 кг
3,7 м
220 мм
38013,27 мм2
298,404 кг
3,4 м
230 мм
41547,56 мм2
326,148 кг
3,1 м
240 мм
45238,93 мм2
355,126 кг
2,8 м
250 мм
49087,39 мм2
385,336 кг
2,6 м
260 мм
53092,92 мм2
416,779 кг
2,4 м
270 мм
57255,53 мм2
449,456 кг
2,2 м
Таблица 2. Удельный вес марок стали
Тип стали
Марка стали
Удельный вес
Сталь нержавеющая конструкционная криогенная
12Х18Н10Т
7900 кг/м3
Сталь нержавеющая коррозионно-стойкая жаропрочная
08Х18Н10Т
7900 кг/м3
Сталь конструкционная низколегированная
09Г2С
7850 кг/м3
Сталь конструкционная углеродистая качественная
10,20,30,40
7850 кг/м3
Сталь конструкционная углеродистая
Ст3сп, Ст3пс
7870 кг/м3
Сталь инструментальная штамповая
Х12МФ
7700 кг/м3
Сталь конструкционная рессорно-пружинная
65Г
7850 кг/м3
Сталь инструментальная штамповая
5ХНМ
7800 кг/м3
Сталь конструкционная легированная
30ХГСА
7850 кг/м3
Никельхромовая сталь
ЭИ 418
8510 кг/м3
Хромомарганцовоникелевая сталь
Х13Н4Г9 (ЭИ100)
8500 кг/м3
Хромистая сталь
1Х13 (ЭЖ1)
7750 кг/м3
2Х13 (ЭЖ2)
7700 кг/м3
3Х13 (ЭЖ3)
7700 кг/м3
4Х14 (ЭЖ4)
7700 кг/м3
Х17 (ЭЖ17)
7700 кг/м3
Х18 (ЭИ229)
7750 кг/м3
Х25 (ЭИ181)
7550 кг/м3
Х27 (Ж27)
7550 кг/м3
Х28 (ЭЖ27)
7850 кг/м3
Хромоникелевая сталь
0Х18Н9 (ЭЯ0)
7850 кг/м3
1Х18Н9 (ЭЯ1)
7850 кг/м3
2Х18Н9 (ЭЯ2)
7850 кг/м3
Х17Н2 (ЭИ268)
7750 кг/м3
ЭИ307
7700 кг/м3
ЭИ334
8400 кг/м3
Х23Н18 (ЭИ417)
7900 кг/м3
Хромокремнемолибденовая сталь
ЭИ107
7620 кг/м3
Хромоникельвольфрамовая сталь
ЭИ69
8000 кг/м3
Хромоникельвольфрамовая с кремнием сталь
Х25Н20С2 (ЭИ283)
8000 кг/м3
Хромоникелькремнистая сталь
ЭИ72
7700 кг/м3
Прочая особая сталь
ЭИ401
7900 кг/м3
ЭИ418
8510 кг/м3
ЭИ434
8130 кг/м3
ЭИ435
8510 кг/м3
ЭИ437
8200 кг/м3
ЭИ415
7850 кг/м3
Высокоуглеродистая сталь
70 (ВС и ОВС)
7850 кг/м3
Среднеуглеродистая сталь
45
7850 кг/м3
Малоуглеродистая сталь
10 и 10А; 20 и 20А
7850 кг/м3
Малоуглеродистая электротехническая сталь
А и Э; ЭА; ЭАА
7800 кг/м3
Хромистая сталь
15ХА
7740 кг/м3
Хромоалюминиевомолибденовая азотируемая сталь
38ХМЮА
7650 кг/м3
Хромомарганцовокремнистая сталь
25ХГСА
7850 кг/м3
хромованадиевая сталь
30ХГСА
7850 кг/м3
20ХН3А
7850 кг/м3
40ХФА
7800 кг/м3
50ХФА
7740 кг/м3
Если у вас возникнут вопросы по расчету веса и стоимости стального круга, наши консультанты с радостью на них ответят. Также вам может быть полезной следующая информация:
«Круг стальной» – здесь вы можете узнать о том, что такое круглый металлопрокат, каким он бывает, его характеристики, стандарты, применение и т. д.
«Как рассчитать вес круга стального» — общая информация о том, как самостоятельно подсчитать вес кругляка необходимого диаметра и марки стали.
Калькуляторы стального проката
Калькуляторы стального проката
Калькулятор стальных кругов
Авто:
Диаметр D, мм
Длина, м
Результаты:
Масса 1 метра, кг
Расчет. масса, кг
Калькулятор стальных квадратов
Авто:
Размер А, мм
Длина, м
Результаты:
Масса 1 метра, кг
Расчет. масса, кг
Калькулятор
стальных шестигранников
Авто:
Размер S, мм
Длина, м
Результаты:
Масса 1 метра, кг
Расчет. масса, кг
Калькулятор стальных
неравнополочных уголков
Авто:
Ширина полки А, мм
Ширина полки В, мм
Толщина полки S, мм
Длина, м
Результаты:
Масса 1 метра, кг
Расчет. масса, кг
Калькулятор стальных
равнополочных уголков
Авто:
Ширина полки А, мм
Толщина полки S, мм
Длина, м
Результаты:
Масса 1 метра, кг
Расчет. масса, кг
Как рассчитывается масса стальных кругов
Расчет примерной массы стального круга производится согласно формуле: Mкр = L * ρу, где:
L — длина круга
ρу — теоретическая масса 1 м круга
Равная произведению плотности материала (справочная согласно ГОСТу) на диаметр круга в миллиметрах.
Как рассчитывается масса стальных квадратов
Расчет примерной массы одного погонного метра квадратного металлопроката определяется по формуле: Mk = L * ρу, где:
ρу — теоретическая масса 1 м проката квадратного сечения, вычисленная по его номинальным размерам (Ру = плотность стали по ГОСТу • a2, (кг/м), где:
a — сторона квадрата в мм
L — длина проката квадратного сечения.
Как рассчитывается масса стальных равнополочных уголков
Для расчета массы погонного метра уголков применяется формула: ρу = [(2A-t)·t+(1-π/4)·(r2внутр-2·r2внешн)]·ρ; где:
t — толщина полок
А — ширина полки
ρ — плотность материала
rвнешн — радиус внешнего закругления полок
rвнутр — радиус внешнего внутреннего
Так как вес погонного метра уголка является справочной величиной, калькулятор металлопроката в первую очередь сверится с информацией в таблицах ГОСТ, в случае если в справочнике не будет найден уголок нужного вам размера, то вес будет вычислен по приблизительной формуле.
Калькулятор позволяет произвести предварительный расчет массы основных видов металлопродукции, реализуемых компанией «ТД Трубник» со склада в Минске.
С помощью калькулятора стального проката можно рассчитать примерный вес 1 погонного метра продукции и расчетный вес всего объема заказа.
Исходя из расчетной массы металлопроката определяется цена, способ погрузки, транспорт, вид резки и монтажа изделия.
Все расчеты в калькуляторе производятся автоматической подстановкой значений диаметра и длины изделия в формулу расчета. Расчет производится на основании справочных величин соответствующих таблиц сортаментов и технических условий ГОСТов на выбранный вид металлопроката.
Перейти к трубному калькулятору
Обращаем ваше внимание на то, что онлайн калькулятор стального проката помогает рассчитать лишь примерную массу продукции. Узнать реальный вес товара, можно при оформлении заказа у менеджера до отгрузки.
X
Оставьте Ваш номер телефона, и мы свяжимся с вами в течение нескольких минут
Готово
Формула расчета веса круглого стержня из нержавеющей стали
КРУГЛЫЙ – диаметр мм2 x 0,006165 = Вес в килограммах на метр
КРУГЛЫЙ – диаметр мм2 x 0,004143 = Вес в фунтах. за фут
ШЕСТИГРАННИК – размер мм2 x 0,006798 = Вес в килограммах на метр
ШЕСТИГРАННИК – размер мм2 x 0,00457 = Вес в фунтах. за фут
КВАДРАТ – размер мм2 x 0,000785 = вес в килограммах на метр
КВАДРАТ – размер мм2 x 0,00527 = вес в фунтах. за фут
Футы в метры x 0,3048
Метров в Футы x 3,2809
британских тонн на кв. дюйм (тонн f/in2) x 15,4443 = мегапаскаль (МПа)
мегапаскалей (МПа) x 0,64749 = британские тонны f на квадратный дюйм
Ньютон на квадратный миллиметр (Н/мм2) x 0,064749 = британские тонны на квадратный дюйм
Онлайн-калькулятор веса нейлонового круглого стержня, калькулятор веса круглого стержня из нержавеющей стали
Квадратные и круглые прутки Весовые и размерные преобразования
0,7843 кг/см на метр или | кубический фут стали = 490 фунтов
Диаметр или Ширина (мм)
Вес на метр
Площадь сечения
Периметр
Квадрат (кг)
Круглый (кг)
Квадрат (см²)
Круглый (см²)
Квадрат (см)
Круглый (см)
5,0
0,20
0,15
0,25
0,20
2,0
1,57
5,5
0,24
0,19
0,30
0,24
2,2
1,78
6,0
0,28
0,22
0,36
0,28
2,4
1,88
7,0
0,38
0,30
0,49
0,38
2,8
2,20
8,0
0,50
0,39
0,64
0,50
3,2
2,51
9,0
0,64
0,50
0,81
0,64
3,6
2,83
10
0,73
0,63
1,00
0,79
4,0
3,14
11
0,95
0,75
1,21
0,95
4,4
3,46
12
1,13
0,89
1,44
1,13
4,8
3,77
14
1,54
1,21
1,96
1,54
5,6
4,40
16
2. 01
1,58
2,56
2.01
6,4
5,03
18
2,54
2,00
3,24
2,54
7,2
5,65
20
3,14
2,47
4,00
3,14
8,0
6,28
22
3,80
2,98
4,84
3,80
8,8
6,91
25
4,91
3,85
6,25
4,91
10,0
7,85
28
6,15
4,83
7,84
6. 16
11,2
8,80
32
8.04
6,31
10,24
8.04
12,8
10.05
36
10.17
7,99
12,96
10.18
14,4
11.31
40
12,56
9,86
16. 00
12,57
16,0
12,57
45
15,90
12,49
20,25
15,90
18,0
14.14
50
19,62
15,41
25.00
19,64
20,0
15,71
56
24,62
19,34
31,36
24,63
22,4
17,59
63
31. 16
24,47
36,69
31.17
25,2
19,79
71
39,57
31.08
50,41
39,59
28,4
22.31
80
50,24
39,46
64,00
50,27
32,0
25.13
бесплатный онлайн-калькулятор веса круглого стержня из титана, калькулятор веса круглого стержня из чугуна,
Найти здесь Калькулятор веса круглого стержня из бронзы, калькулятор веса круглого стержня из углеродистой стали
Расчет веса круглого стержня и формула веса круглого стержня Таблица, Таблица веса круглого стержня
Вес круглого стержня на фут, Размер круглого стержня, Вес круглого стержня на метр, Калькулятор веса круглого стержня
Вес круглого стержня легко рассчитать. Просто умножьте соответствующую плотность сплава на длину и диаметр требуемой детали (см. рабочий пример ниже).
Metric
density (g/cm³)
x
D²
x
L
x
π / 4000
weight
Example:
7.85 g/cm³
x
20 mm²
x
1 m
x
π / 4000
=
2.47 kg
Imperial
density (lbs/in³)
x
D²
x
L
x
π / 4
weight
Example:
0.284 lbs/in³
x
2 in²
x
12 in
x
π / 4
=
10,71 фунта
Для точного расчета также важно учитывать допуски прокатки/тянуты на диаметр, определенный в производственной спецификации, пожалуйста, свяжитесь с нами для получения подробной информации.
Плотность стали
Признанная плотность мягкой стали составляет 7,85 г/см3 (0,284 фунта/дюйм3). В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (от 0,280 до 0,291 фунта/дюйм3).
В следующей таблице приведены некоторые из наиболее распространенных доступных диаметров. Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе.
Диаметр
Вес
mm
in
kg/m
lbs/ft
6.0
0.22
1/4
0.17
3/8
0.38
10. 0
0.62
12.0
0.89
1/2
0.67
3/4
1.51
20.0
2.47
1
2,68
30,0
5,55
10080
10080
10080
10080
5
.0080
40.0
9.87
50.0
2
15.4 2
10.71
2 1/4
13.55
60.0
22.20
2 1/2
16. 73
70.0
2 3/4
30.21
20.24
3
24.09
80.0
39.46
90.0
3 1/2
49.95
32.79
100.0
4
61.66
42.83
110.0
74.61
4 1/2
54.21
120.0
88.79
5
66.92
140.0
5 1/2
120.86
80.98
150.0
6
138.74
96.37
160.0
157.85
180.0
7
199. 78
131.17
190.0
7 1/2
222.57
150.56
200.0
246.65
250.0
10
385.39
267.70
300.0
554.96
400,0
986,59
на основе 7,85 G/CM3 (0.2844444444444444444444444444444.0007
Size in mm
Average Weight
KG/MTR
KG/FT
10
0.62
0.18
12
0.90
0.30
14
1,20
0,40
16
1,60
0,50
18
2,0080
145. 10145 18
2,00
5.10145 18
2,00
.
18
2,00
.
18
2,00
18
2,00
.0080
0.80
22
3.00
0.90
24
3.56
1.08
25
3.90
1.20
28
4.80
1.50
30
5.55
1.69
32
6.30
1.90
34
7.14
2.18
36
8.00
2.44
40
9.90
3.00
45
12.49
3.81
50
15.40
4.70
56
19.34
5.89
60
22. 20
6.80
63
24.47
7.46
63.5
24.86
7.58
65
26.05
7.94
70
30.20
9.20
73
32.86
10.00
75
34.72
10.58
78
37.51
11.43
80
39.50
12.00
83
42.47
12.95
85
44.55
13.58
90
50.00
15.20
92
52.19
15.91
93
53.39
16.27
95
55.65
16.95
100
61.66
18.79
105
67. 98
20.72
110
74.60
22.74
115
81.64
24.88
125
96.34
29.36
Rolling Tolerances
Size
Овальность
Вес
Длина
До 25 мм ± 0,5 мм 25 мм до 35 мл. ± 1 мм от 80 до 100 мм ± 1,3 мм от 100 мм и выше ± 1,6 % диаметра.
± 75 % общего допуска, указанного для размера.
от 10 мм до 16 мм ± 5 % 16 мм и выше ± 3 %
для фиксированной длины: ± 100 мм
7
Мы являемся дистрибьютором, поставщиком и поставщиком круглого стержня Outokumpu, стержня из нержавеющей стали, круглого стержня Thyssenkrupp, стального стержня, круглого стержня Mukand Ltd, стали Ambika, сплавов BMN, нержавеющей стали Rajputana, суперавтоматической кузницы, железной стали Sunflag.
 Один из этих параметров – назначение дверей. Если посмотреть перечень стандартов на дверные конструкции из дерева, то они делятся на:
Один из этих параметров – назначение дверей. Если посмотреть перечень стандартов на дверные конструкции из дерева, то они делятся на:
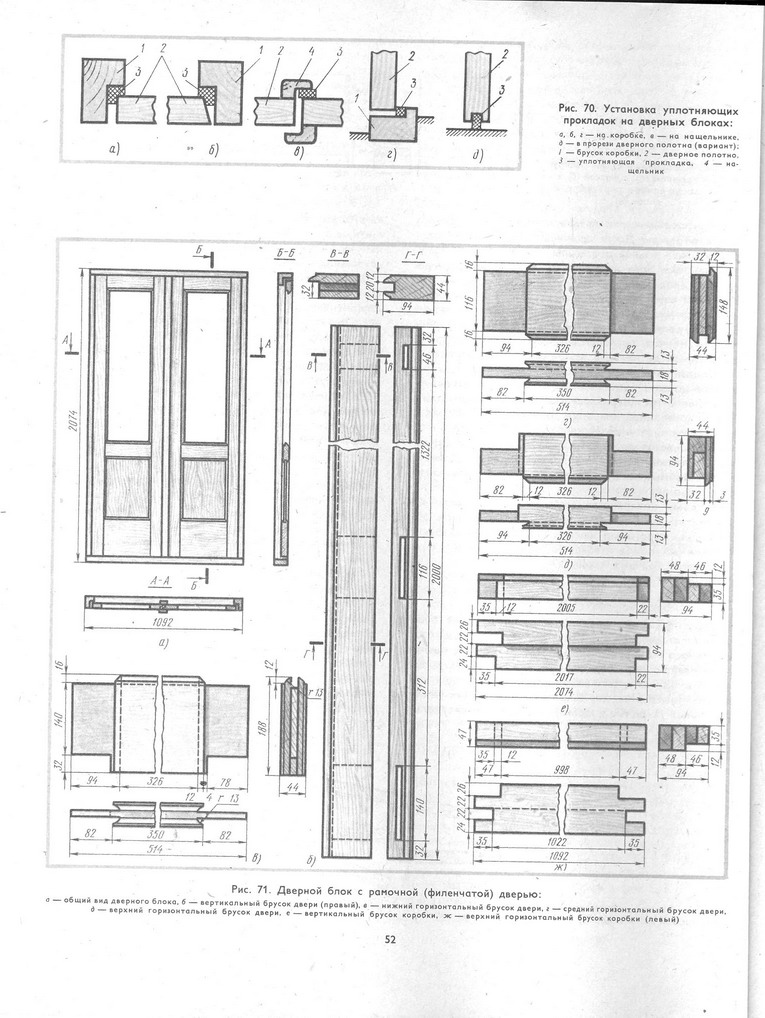 Они изготавливаются по ГОСТ-475-78, где описаны все общие требования, которые распространяются на любые деревянные дверные конструкции для жилых помещений и хозяйственных построек. Также там описаны и деревянные двери для общественных зданий.
Они изготавливаются по ГОСТ-475-78, где описаны все общие требования, которые распространяются на любые деревянные дверные конструкции для жилых помещений и хозяйственных построек. Также там описаны и деревянные двери для общественных зданий.
 По стандарту двухстворчатая модель можно иметь ширину от 1202 мм до 1802 мм.
По стандарту двухстворчатая модель можно иметь ширину от 1202 мм до 1802 мм.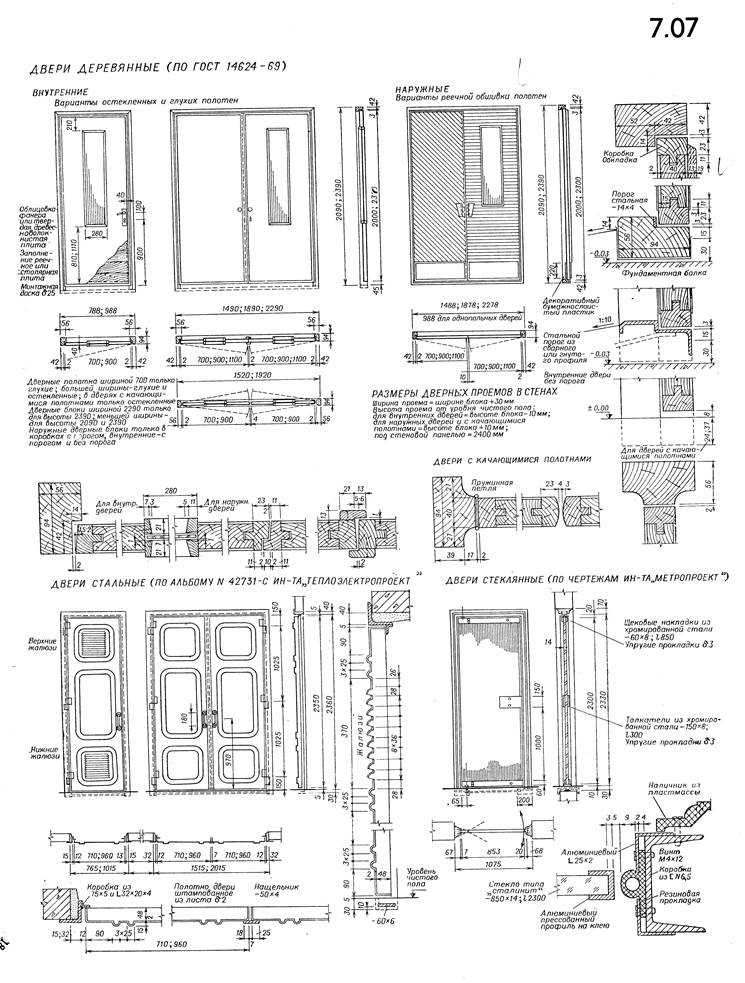
 Также допускается производство изделий из стекла, но при этом обязательно, чтобы стекло было закаленным и было заключено в обвязку из алюминиевых сплавов.
Также допускается производство изделий из стекла, но при этом обязательно, чтобы стекло было закаленным и было заключено в обвязку из алюминиевых сплавов.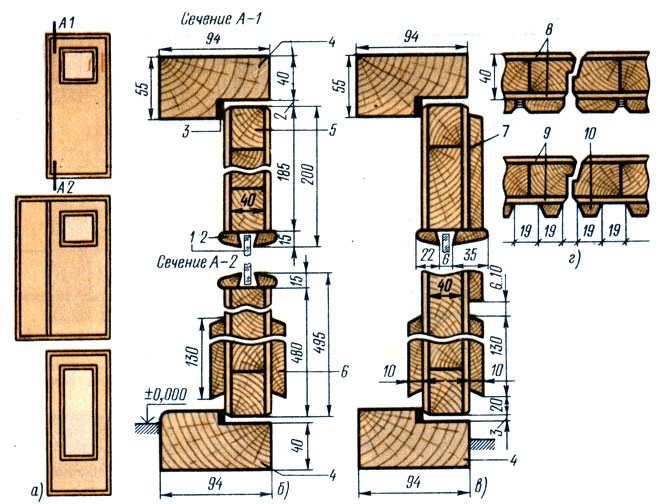
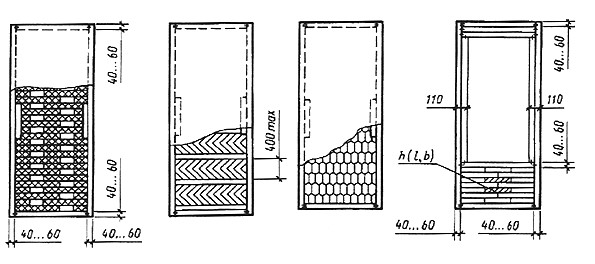

 Этот блок составляют дверная коробка и одно или два дверных полотна.
Этот блок составляют дверная коробка и одно или два дверных полотна. 3, а.
3, а.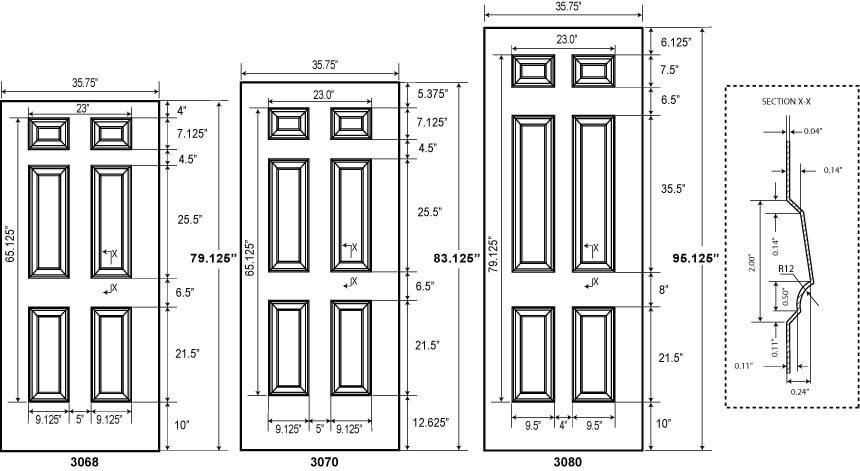 Неостекленную дверь принято называть глухой.
Неостекленную дверь принято называть глухой.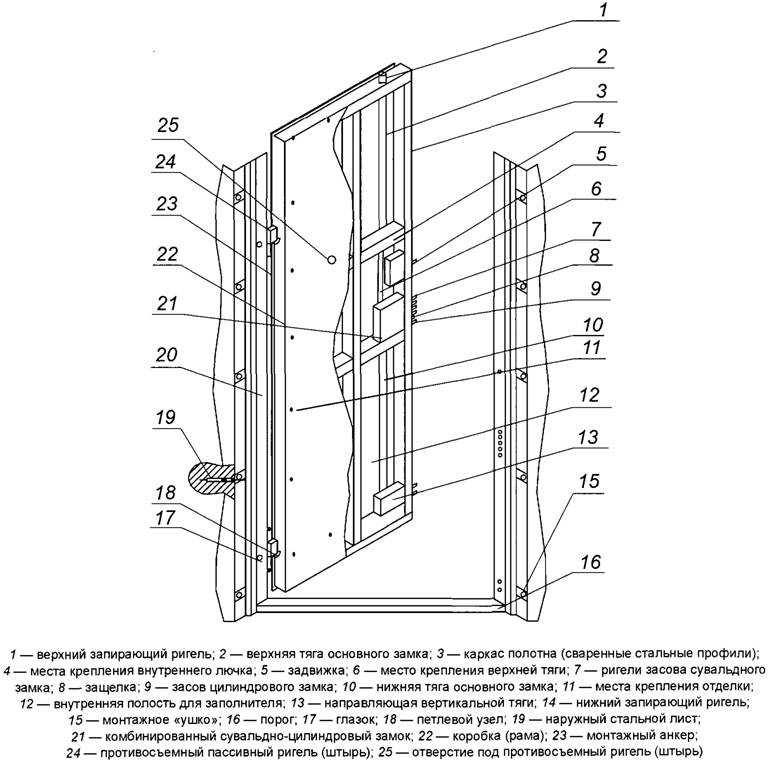 На рис. 261 показаны 3 и 4-й комплекты филенчатых входных и межкомнатных дверей, 7 и 8-й комплекты дверей шкафных.
На рис. 261 показаны 3 и 4-й комплекты филенчатых входных и межкомнатных дверей, 7 и 8-й комплекты дверей шкафных.
 Ширина обвязочных брусков в шкафных дверях 74 мм.
Ширина обвязочных брусков в шкафных дверях 74 мм.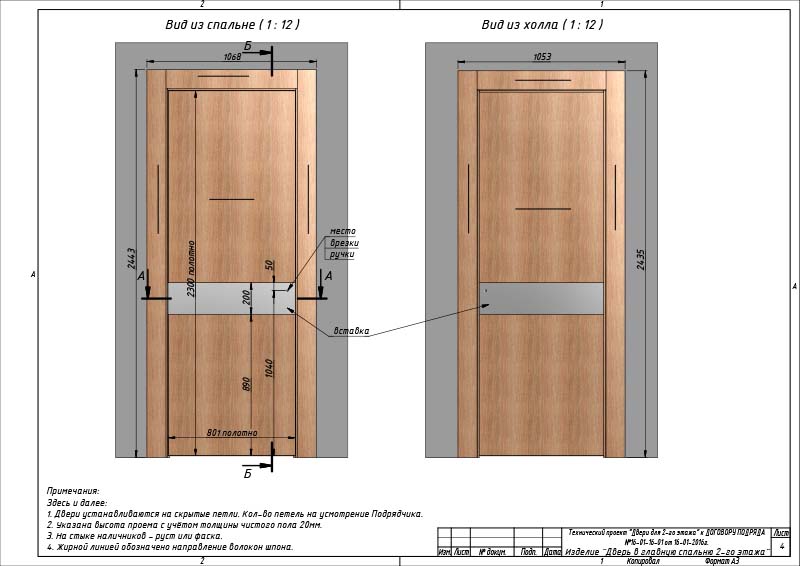 Толщина филенок из фанеры соответственно 16 и 8 мм. Филенки толщиной 16 мм получают соединением двух листов фанеры, нередко с прокладкой между ними звукоизоляционного материала. Толщина филенок из фанеры в шкафных дверях 5 мм. Толщина филенок из древеоно-волокнистых плит ГОСТ не установлена.
Толщина филенок из фанеры соответственно 16 и 8 мм. Филенки толщиной 16 мм получают соединением двух листов фанеры, нередко с прокладкой между ними звукоизоляционного материала. Толщина филенок из фанеры в шкафных дверях 5 мм. Толщина филенок из древеоно-волокнистых плит ГОСТ не установлена.
 Допускается установка фрамуг с обвязкой толщиной 44 мм в коробки для дверных полотен с обвязкой толщиной 54 мм.
Допускается установка фрамуг с обвязкой толщиной 44 мм в коробки для дверных полотен с обвязкой толщиной 54 мм.

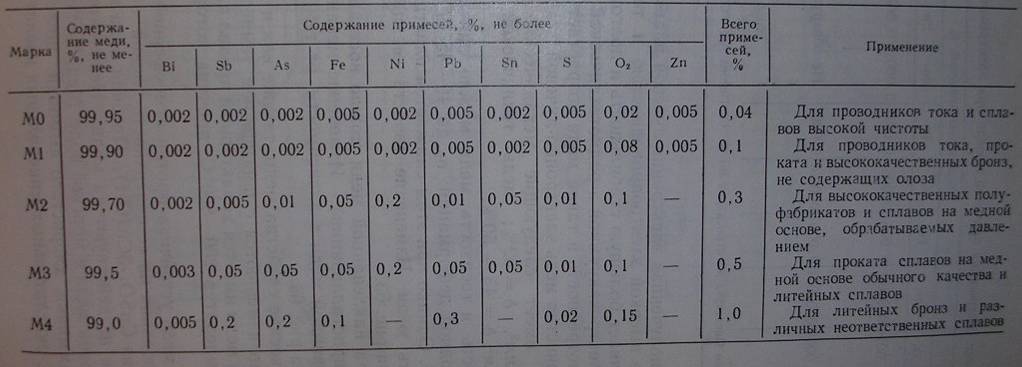 Существует две категории сплавов по ГОСТ 1173-2006 по показателям твёрдости по Бринеллю:
Существует две категории сплавов по ГОСТ 1173-2006 по показателям твёрдости по Бринеллю: Медные холоднодеформированные трубы (мягкие, полутвёрдые, твёрдые) производятся по технологии, которая не оказывает влияния на дальнейшую работоспособность. Они не размораживаются, устойчивы к разрыву при замерзании жидких сред. Трубы большого сечения изготавливаются по технологии прессования.
Медные холоднодеформированные трубы (мягкие, полутвёрдые, твёрдые) производятся по технологии, которая не оказывает влияния на дальнейшую работоспособность. Они не размораживаются, устойчивы к разрыву при замерзании жидких сред. Трубы большого сечения изготавливаются по технологии прессования. 16
16 Из этого сплава изготавливают металлопрокатную продукцию: трубы, листы, прутки, проволоку. Литейные свойства материала хуже: медь тяжело поддается сварке и резке.
Из этого сплава изготавливают металлопрокатную продукцию: трубы, листы, прутки, проволоку. Литейные свойства материала хуже: медь тяжело поддается сварке и резке. До этого характеристики и требования к медным сплавам, полуфабрикатам из меди определял ГОСТ 859-2001. Европейский аналог марки М1 – медь Cu-ETP, в США – С1100, 1220. Медь изготавливается в виде литых или деформированных полуфабрикатов: лент, прутков, труб, катанок.
До этого характеристики и требования к медным сплавам, полуфабрикатам из меди определял ГОСТ 859-2001. Европейский аналог марки М1 – медь Cu-ETP, в США – С1100, 1220. Медь изготавливается в виде литых или деформированных полуфабрикатов: лент, прутков, труб, катанок.
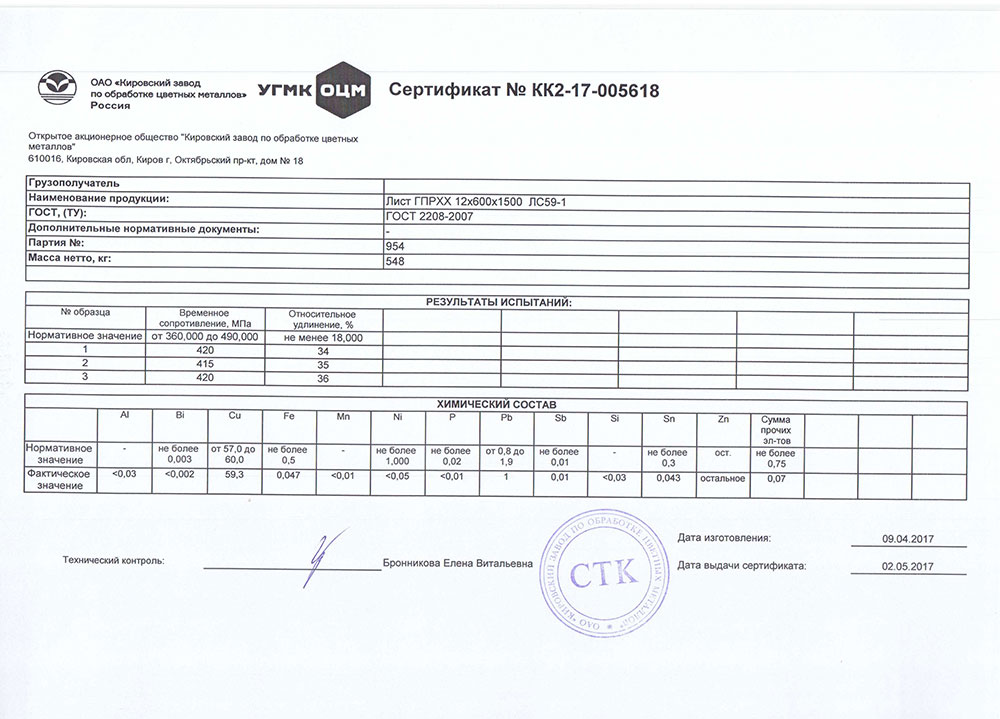

 021.049-92, ОСТ 4.021.094-92, ТУ 1844-046-00219454-2000, ТУ 48-0810-208-93, ТУ 48 -0810-103-82, СТП М207-78
021.049-92, ОСТ 4.021.094-92, ТУ 1844-046-00219454-2000, ТУ 48-0810-208-93, ТУ 48 -0810-103-82, СТП М207-78
 021.077-92 (образцы поперечные)
021.077-92 (образцы поперечные) 021.049-92 (образцы поперечные)
021.049-92 (образцы поперечные) 021.040-92 (продольные образцы)
021.040-92 (продольные образцы) 021.094-92
021.094-92 5-2015
5-2015 2-79
2-79 pdf
pdf  N 301-Ст Межгосударственный стандарт ГОСТ 859−2001 введен непосредственно в качестве государственного стандарта Российской Федерации с 1 марта 2002 г.
N 301-Ст Межгосударственный стандарт ГОСТ 859−2001 введен непосредственно в качестве государственного стандарта Российской Федерации с 1 марта 2002 г. 1-78* Медь. Методы определения меди
1-78* Медь. Методы определения меди 3-88* Медь ОСЧ. Метод эмиссионно-спектрального анализа с фотоэлектрической регистрацией спектра
3-88* Медь ОСЧ. Метод эмиссионно-спектрального анализа с фотоэлектрической регистрацией спектра 2 Массовая доля элементов, не указанных в таблицах 1 и 2, устанавливается по соглашению (контракту) сторон.
2 Массовая доля элементов, не указанных в таблицах 1 и 2, устанавливается по соглашению (контракту) сторон.

 В этом состоянии структура стали состоит из мелких однородных частиц. Такая термическая обработка называется улучшением, так как обеспечивает сочетание высоких прочностных свойств с вязкостью и пластичностью. После закалки в масло с температуры 860 ℃ и отпуска при 500 – 800 ℃ поковки из стали 40Х обладают следующими свойствами.
В этом состоянии структура стали состоит из мелких однородных частиц. Такая термическая обработка называется улучшением, так как обеспечивает сочетание высоких прочностных свойств с вязкостью и пластичностью. После закалки в масло с температуры 860 ℃ и отпуска при 500 – 800 ℃ поковки из стали 40Х обладают следующими свойствами. Отпуск при 200 ℃ позволяет увеличить предел текучести до 1560 МПа, предел прочности до 1760 МПа, твёрдость до 552 HB, при этом произойдёт снижение ударной вязкости до 29 Дж/см2.
Отпуск при 200 ℃ позволяет увеличить предел текучести до 1560 МПа, предел прочности до 1760 МПа, твёрдость до 552 HB, при этом произойдёт снижение ударной вязкости до 29 Дж/см2. 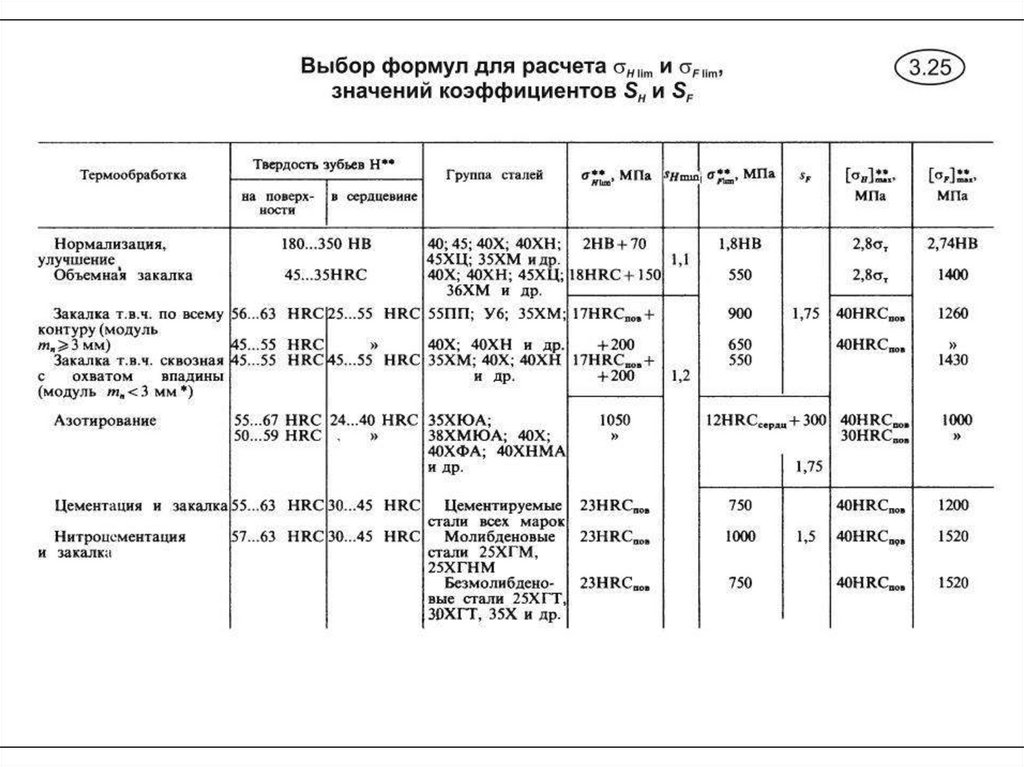 Этот параметр ограничивается глубиной прокаливаемости сплава.
Этот параметр ограничивается глубиной прокаливаемости сплава. 80
80 Нормализация. КП 275
Нормализация. КП 275
 Такие насосы работают с небольшим шумом и имеют достаточно большой вес;
Такие насосы работают с небольшим шумом и имеют достаточно большой вес; Использовать их следует для очищения бассейнов, колодцев, подвальных помещений.
Использовать их следует для очищения бассейнов, колодцев, подвальных помещений. В случае нечастого осушения подвальных помещений от грязной воды или для полива газона можно использовать самовсасывающее поверхностное оборудование. Он имеет меньшую мощность в отличие от погружного.
В случае нечастого осушения подвальных помещений от грязной воды или для полива газона можно использовать самовсасывающее поверхностное оборудование. Он имеет меньшую мощность в отличие от погружного.
 Кроме того, они оснащены повышенной шумоизоляцией, дополнены защитным механизмом от случайного включения пустого оборудования.
Кроме того, они оснащены повышенной шумоизоляцией, дополнены защитным механизмом от случайного включения пустого оборудования. Но его не следует применять для прокачки воды любой степени загрязнения. Поэтому, самый важный фактор выбора – степень и количество загрязнений в жидкостной массе. Кроме того, следует установить частоту применения оборудования.
Но его не следует применять для прокачки воды любой степени загрязнения. Поэтому, самый важный фактор выбора – степень и количество загрязнений в жидкостной массе. Кроме того, следует установить частоту применения оборудования.
 Насосное оборудование, устанавливаемое для снабжения жидкостью из скважин домов и дач, не может функционировать в контакте с примесями, волокнами и другим загрязнением. Осушение подвалов или орошение огорода дождевой водой осуществляют поверхностные насосы для грязной воды. Оборудование различается по конструкции и типу механизма, поэтому перед выбором оптимального варианта следует познакомиться с его характеристиками.
Насосное оборудование, устанавливаемое для снабжения жидкостью из скважин домов и дач, не может функционировать в контакте с примесями, волокнами и другим загрязнением. Осушение подвалов или орошение огорода дождевой водой осуществляют поверхностные насосы для грязной воды. Оборудование различается по конструкции и типу механизма, поэтому перед выбором оптимального варианта следует познакомиться с его характеристиками.


 Дренажные агрегаты благодаря особенностям конструкции допускают большое количество нерастворимых примесей в транспортируемой жидкости. Дренажные аппараты, способные пропускать воду, содержащую до 70% взвесей, называются шламовые. Чтобы подобрать подходящую модель, необходимо изучить параметры агрегата. Они различаются размерами, производительностью, материалом корпуса. Самовсасывающие модели рассчитаны на эксплуатацию при температуре от -10 до +800.
Дренажные агрегаты благодаря особенностям конструкции допускают большое количество нерастворимых примесей в транспортируемой жидкости. Дренажные аппараты, способные пропускать воду, содержащую до 70% взвесей, называются шламовые. Чтобы подобрать подходящую модель, необходимо изучить параметры агрегата. Они различаются размерами, производительностью, материалом корпуса. Самовсасывающие модели рассчитаны на эксплуатацию при температуре от -10 до +800. Транспортировка жидкости происходит за счет вращения винта внутри корпуса. Простая конструкция с одной движущейся деталью обеспечивают надежную и продолжительную эксплуатацию. Оборудование относится к самовсасывающему типу, при правильно балансировке создает минимум шума.
Транспортировка жидкости происходит за счет вращения винта внутри корпуса. Простая конструкция с одной движущейся деталью обеспечивают надежную и продолжительную эксплуатацию. Оборудование относится к самовсасывающему типу, при правильно балансировке создает минимум шума. К всасывающему патрубку конструкции присоединяется шланг. На конец, опускаемый в воду, крепится фильтр и обратный клапан. Выходной патрубок соединяется с трубопроводом, по которому жидкость будет перекачиваться для определенной цели (полив огорода, заполнение емкости, отведение грязной воды). После установки агрегат и шланги заполняются жидкостью. Обратный клапан препятствует вытеканию воды из шланга.
К всасывающему патрубку конструкции присоединяется шланг. На конец, опускаемый в воду, крепится фильтр и обратный клапан. Выходной патрубок соединяется с трубопроводом, по которому жидкость будет перекачиваться для определенной цели (полив огорода, заполнение емкости, отведение грязной воды). После установки агрегат и шланги заполняются жидкостью. Обратный клапан препятствует вытеканию воды из шланга. В паспорте дренажных аппаратов указывается допустимый размер нерастворимых частиц. Для бытовых целей параметр допустимого диаметра твердых веществ 5-50 мм. При наличии в жидкости крупных частиц используются фекальные насосы. Это оборудование оснащается режущими механизмами, измельчающими мусор.
В паспорте дренажных аппаратов указывается допустимый размер нерастворимых частиц. Для бытовых целей параметр допустимого диаметра твердых веществ 5-50 мм. При наличии в жидкости крупных частиц используются фекальные насосы. Это оборудование оснащается режущими механизмами, измельчающими мусор.






 Способность насоса перекачивать определяется его напором и подачей. Напор – это максимальная высота, на которую насос может перекачивать воду. В Великобритании большинство насосов продаются с
Способность насоса перекачивать определяется его напором и подачей. Напор – это максимальная высота, на которую насос может перекачивать воду. В Великобритании большинство насосов продаются с Вышеуказанные насосы — это те, которые я регулярно использую. Майк
Вышеуказанные насосы — это те, которые я регулярно использую. Майк
 Это будет самый низкий
Это будет самый низкий Добавьте небольшую полосу 1-дюймового дерева к верхнему краю рамы. Когда бетон высохнет, он образует выступ вокруг верхней части выгребной ямы для поддержки
Добавьте небольшую полосу 1-дюймового дерева к верхнему краю рамы. Когда бетон высохнет, он образует выступ вокруг верхней части выгребной ямы для поддержки

 5-12-0.25F
5-12-0.25F 5-25-0.55F
5-25-0.55F 5-32-0.75F
5-32-0.75F 75F
75F 1F
1F 1F
1F 5
5 5
5
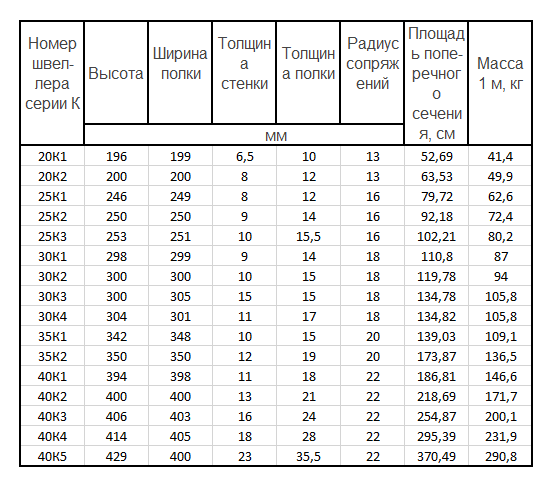 По способу производства различают горячекатаные и сварные (С) изделия.
По способу производства различают горячекатаные и сварные (С) изделия.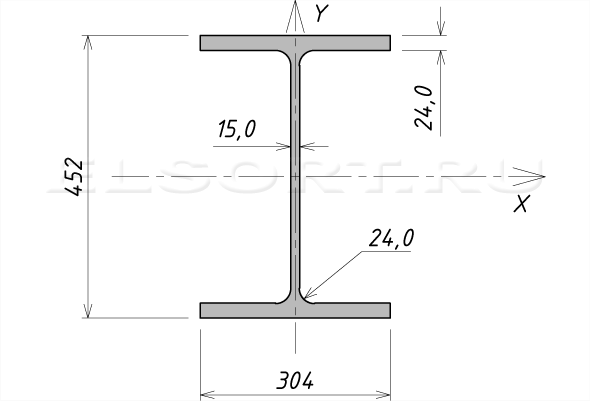 Он используется в автомобильной промышленности, для армирования шахт и устройства подвесных путей. Таблица определения веса специальных двутавровых балок приведена ниже:
Он используется в автомобильной промышленности, для армирования шахт и устройства подвесных путей. Таблица определения веса специальных двутавровых балок приведена ниже: Вы можете самостоятельно вычислить вес проката из другого сплава, используя площадь поперечного сечения и данные о плотности материала.
Вы можете самостоятельно вычислить вес проката из другого сплава, используя площадь поперечного сечения и данные о плотности материала.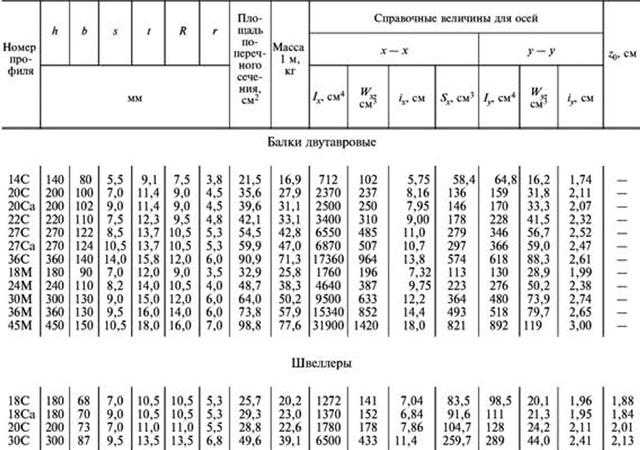 Нижеследующая таблица поможет рассчитать вес широкополочных двутавровых балок:
Нижеследующая таблица поможет рассчитать вес широкополочных двутавровых балок: Для расчета веса метра погонного узкополочной балки воспользуйтесь следующей таблицей:
Для расчета веса метра погонного узкополочной балки воспользуйтесь следующей таблицей: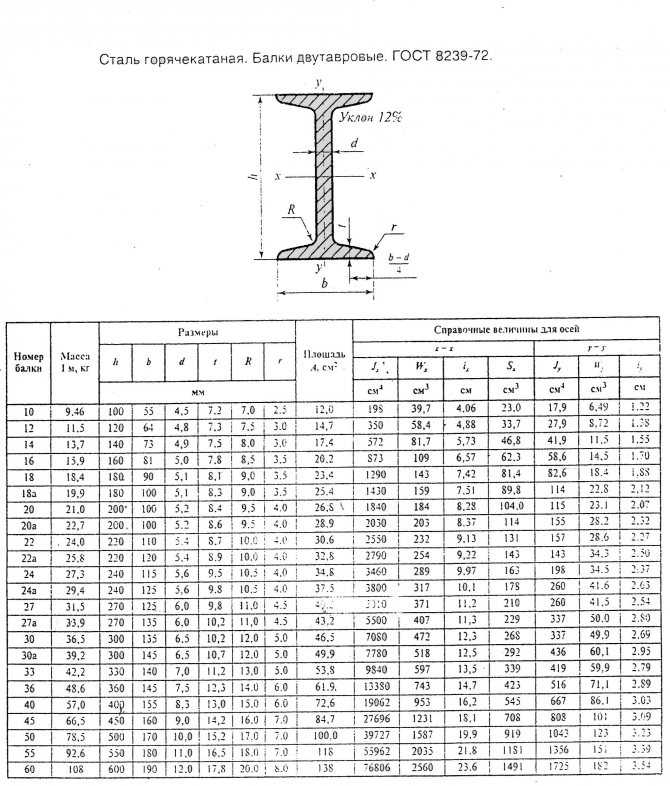 Конструкции с жесткой рамой из двутавровой балки является одной из самых прочных и устойчивых форм стальных строительных конструкций. Это делает возможность возводить высокие многопролетные здания.
Конструкции с жесткой рамой из двутавровой балки является одной из самых прочных и устойчивых форм стальных строительных конструкций. Это делает возможность возводить высокие многопролетные здания.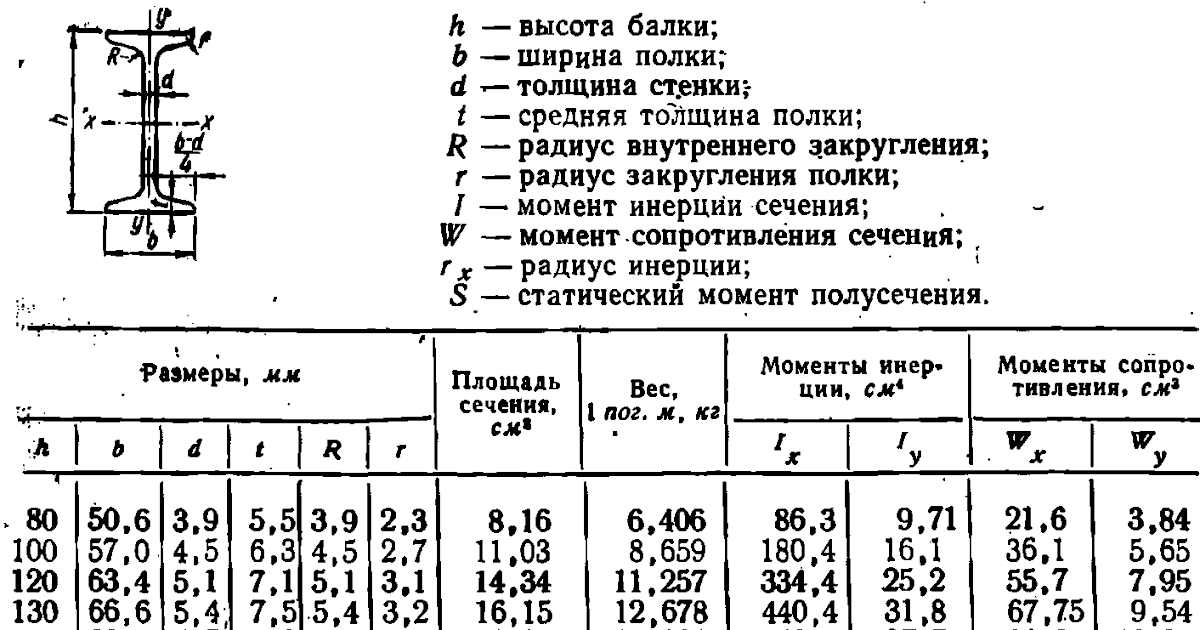 Основные пре…
Основные пре… При проведении сварочных работ необходимо в обязательном порядке учитывать свойства металла, а также прави…
При проведении сварочных работ необходимо в обязательном порядке учитывать свойства металла, а также прави…
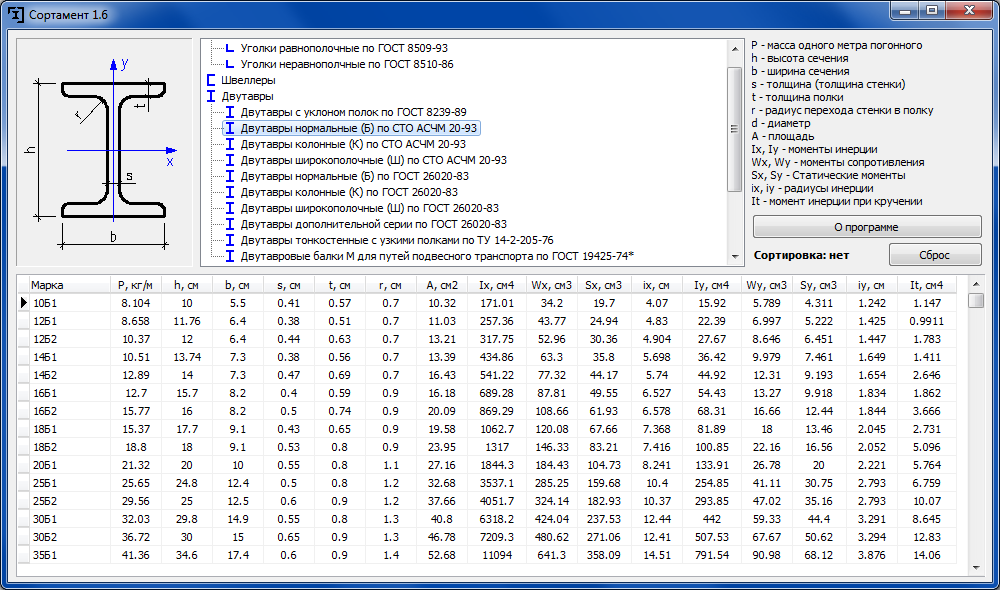

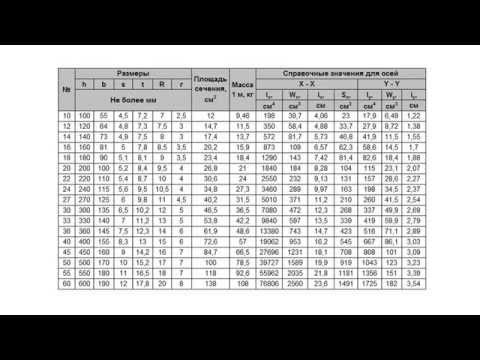 Широкополочная балка также известна как W-образная балка.
Широкополочная балка также известна как W-образная балка.
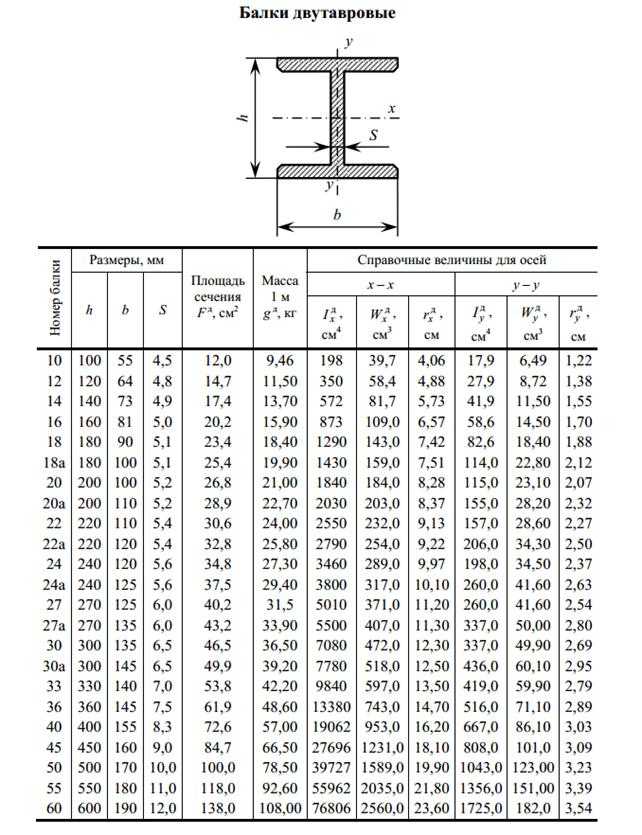 Двутавровая балка W12x31,8 имеет высоту 12 дюймов и весит 31,8 фунта/фут, двутавровая балка W12x35 имеет высоту 12 дюймов и весит 35 фунтов/фут, двутавровая балка W12x40,8 имеет высоту 12 дюймов и весит 40,8 фунт/фут и двутавровая балка W12×50 имеют высоту 12 дюймов и вес 50 фунтов/фут.
Двутавровая балка W12x31,8 имеет высоту 12 дюймов и весит 31,8 фунта/фут, двутавровая балка W12x35 имеет высоту 12 дюймов и весит 35 фунтов/фут, двутавровая балка W12x40,8 имеет высоту 12 дюймов и весит 40,8 фунт/фут и двутавровая балка W12×50 имеют высоту 12 дюймов и вес 50 фунтов/фут.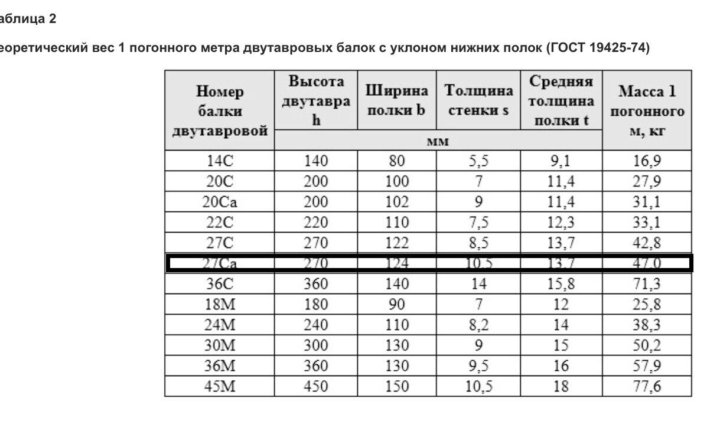 Двутавровая балка W20×66 имеет высоту 20 дюймов и весит 66 фунтов/фут, ширина ее полки составляет 6,25 дюйма, а толщина стенки составляет 0,795 дюйма.
Двутавровая балка W20×66 имеет высоту 20 дюймов и весит 66 фунтов/фут, ширина ее полки составляет 6,25 дюйма, а толщина стенки составляет 0,795 дюйма.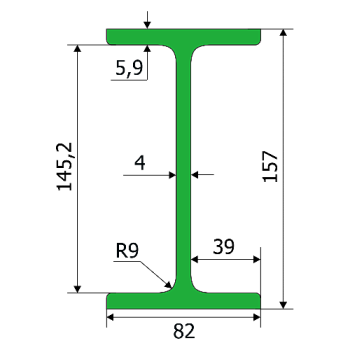 5 Двутавровая балка имеет высоту 4 дюйма и вес 9,5 фунтов/фут.
5 Двутавровая балка имеет высоту 4 дюйма и вес 9,5 фунтов/фут.
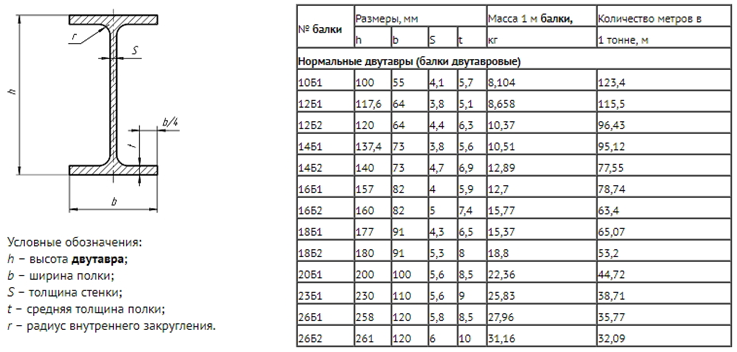 0157
0157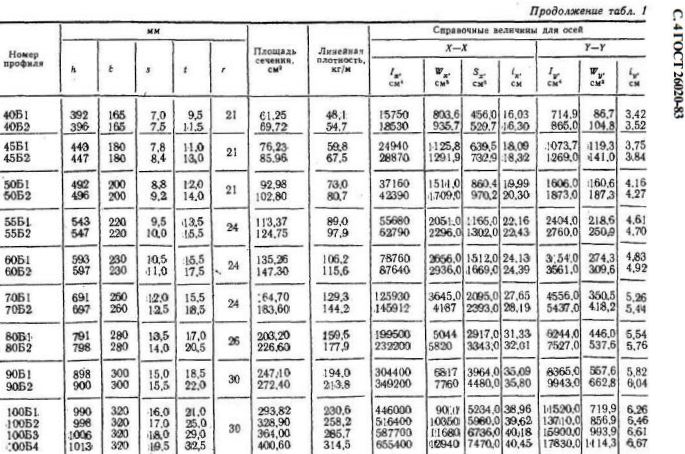 3
3 705
705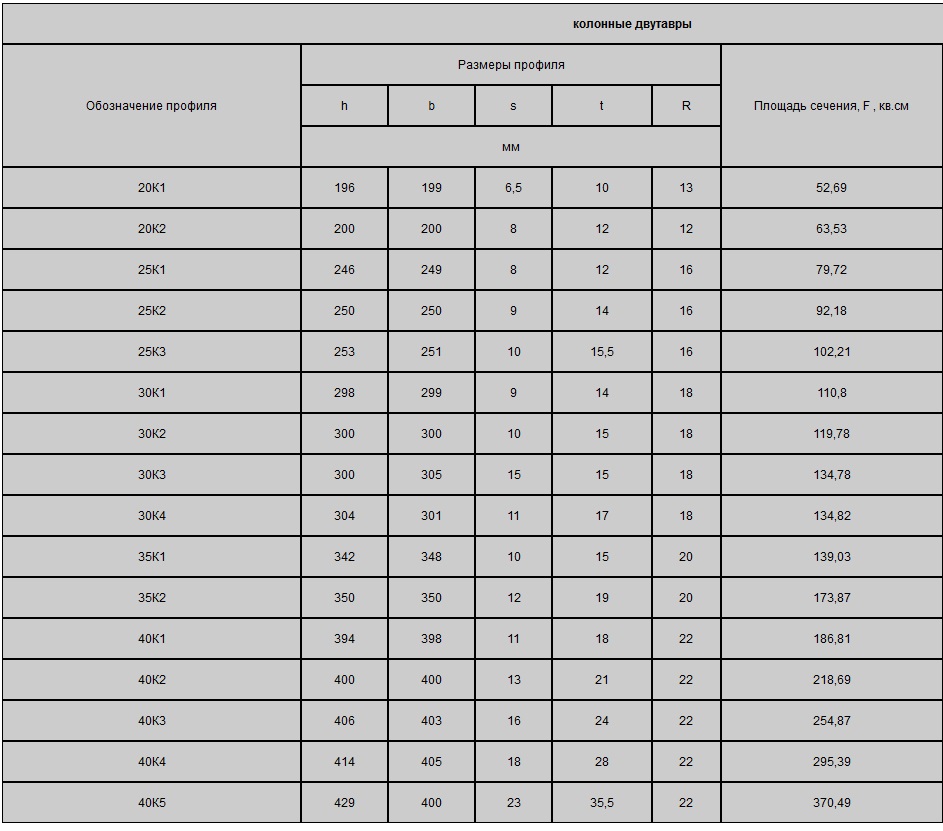 1
1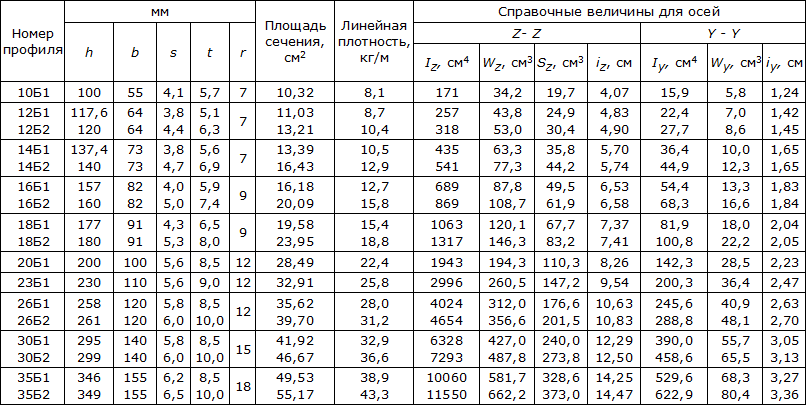 8
8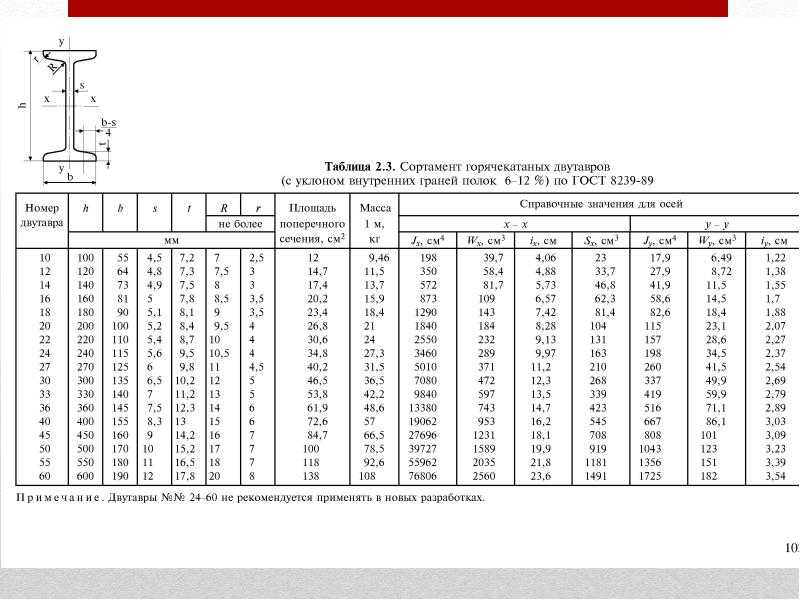 2
2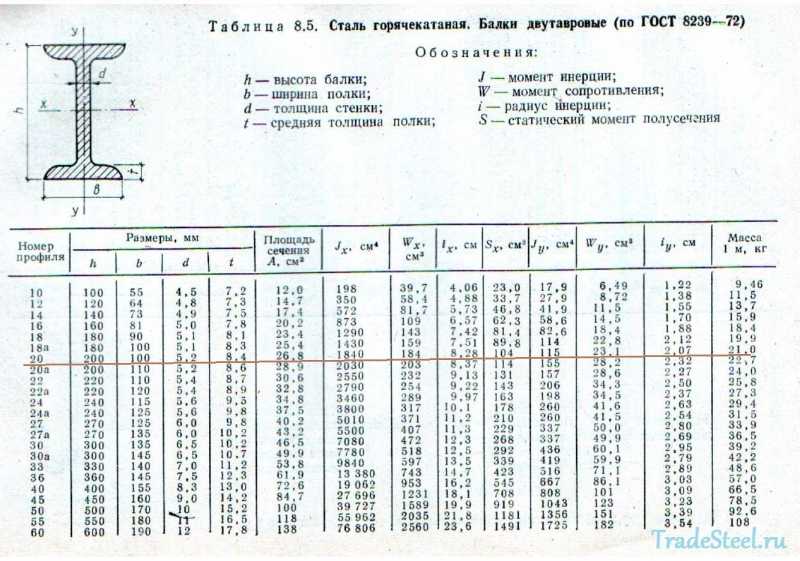 6
6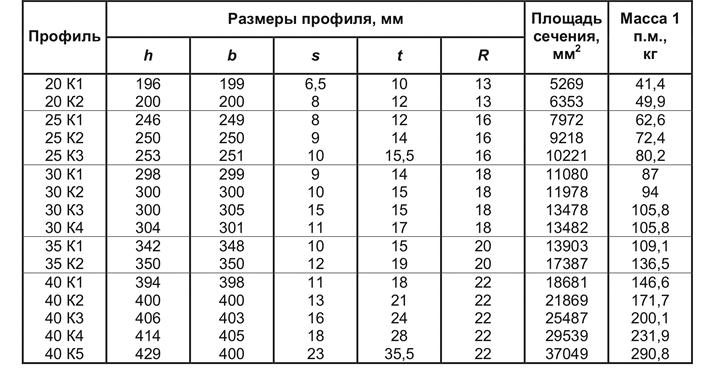 0
0 3
3 3
3 425
425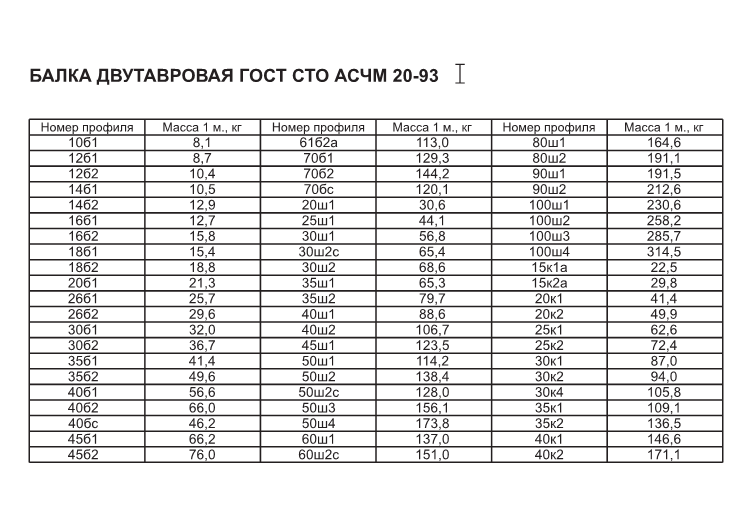 395
395 86
86 3
3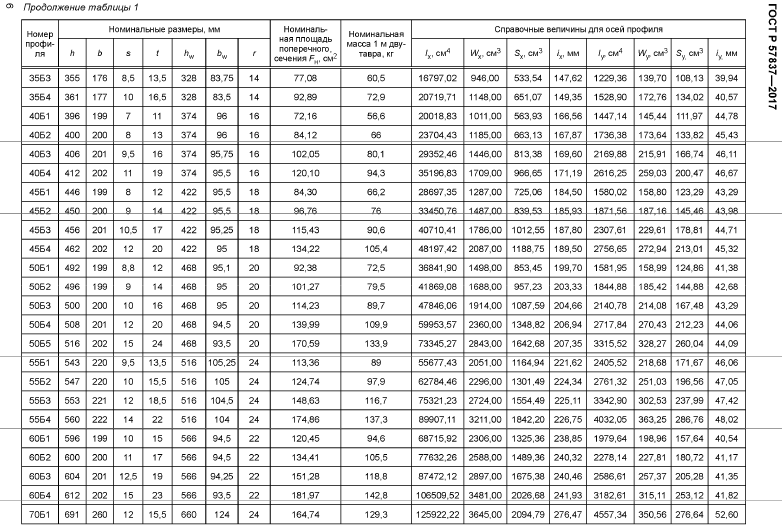 3
3 4
4 91
91 89
89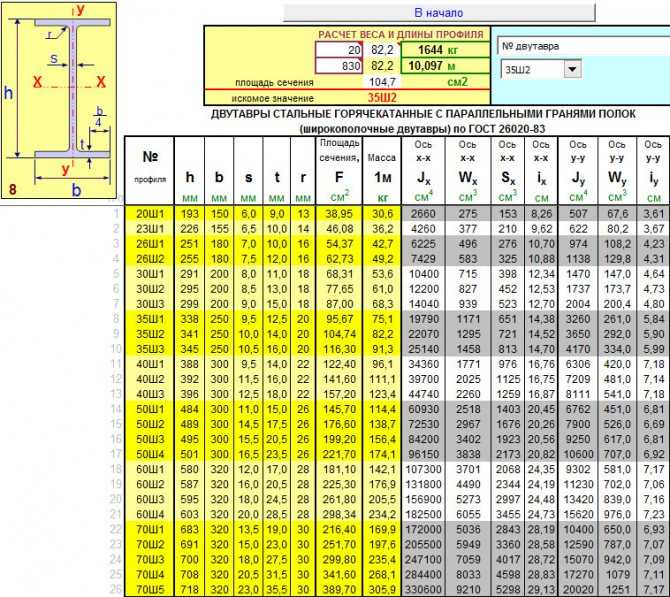 4
4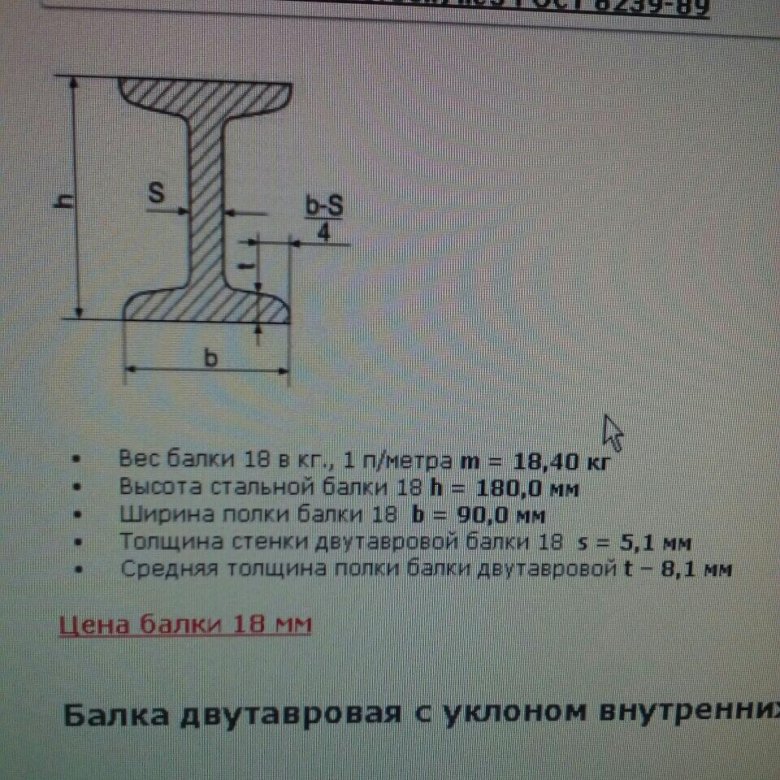 0
0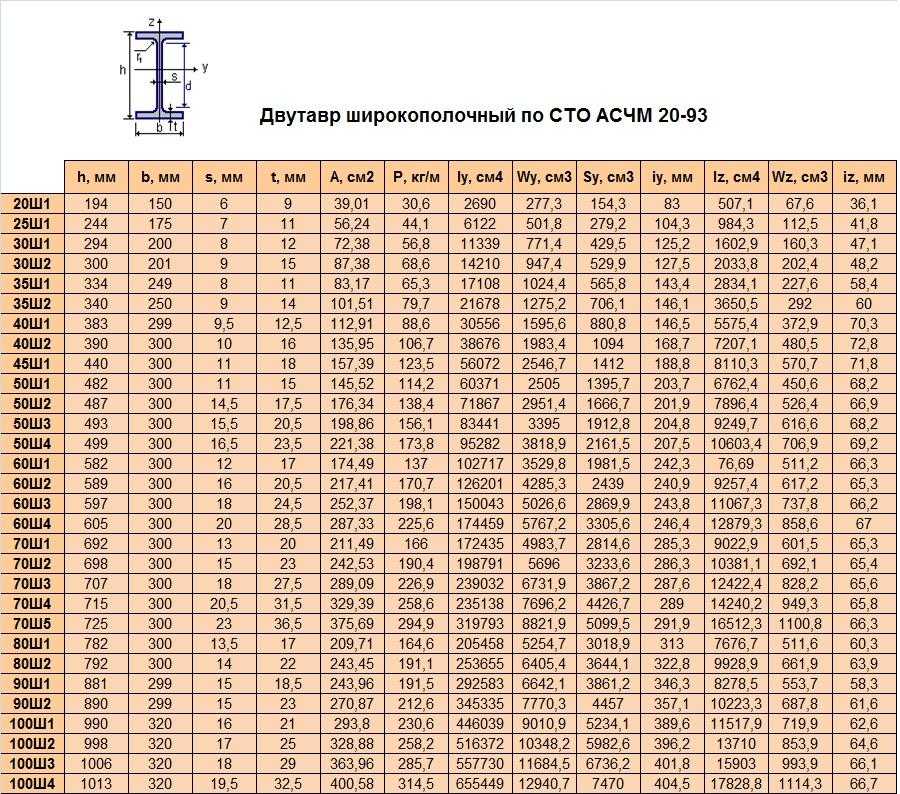 5
5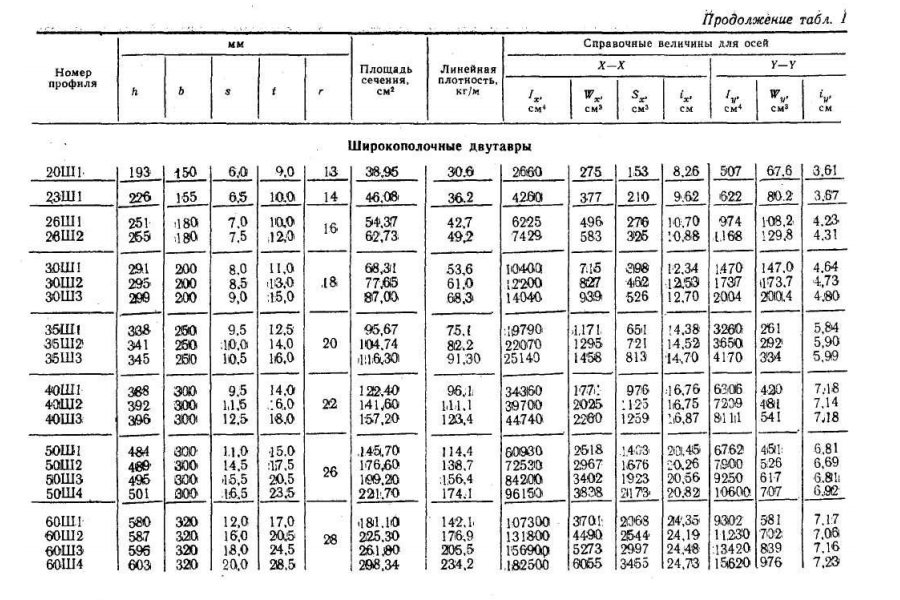 3
3 7
7 71
71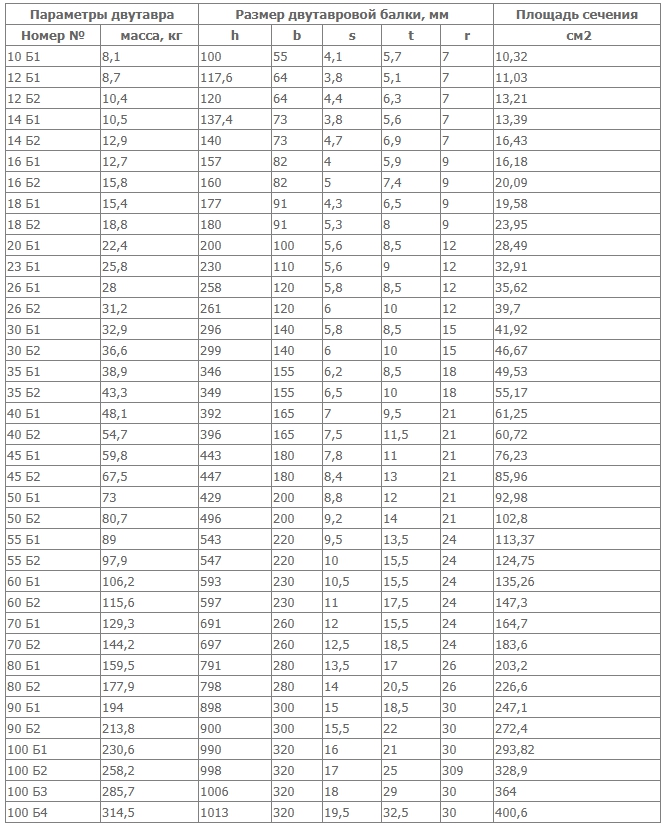 010
010 75
75 5
5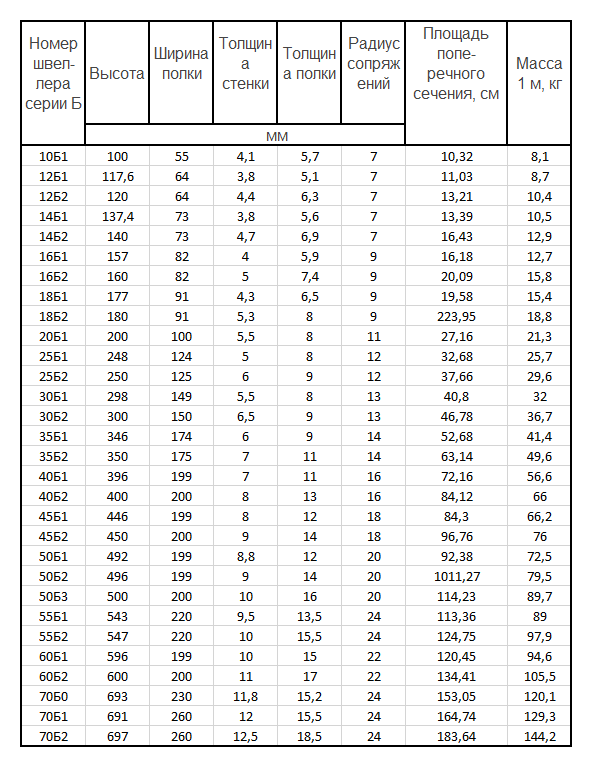 0
0 4
4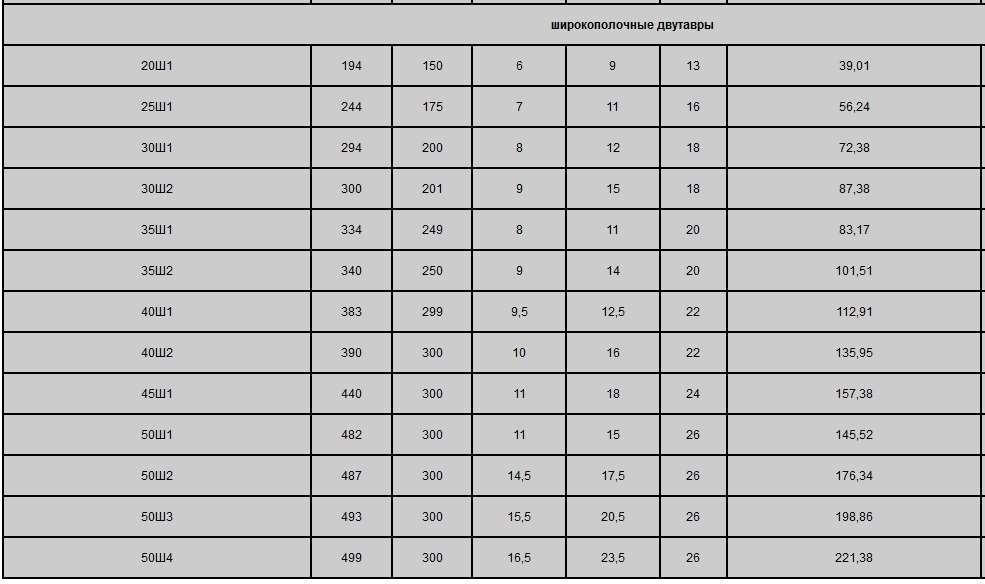 15
15 3
3

 По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.
По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.
То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.

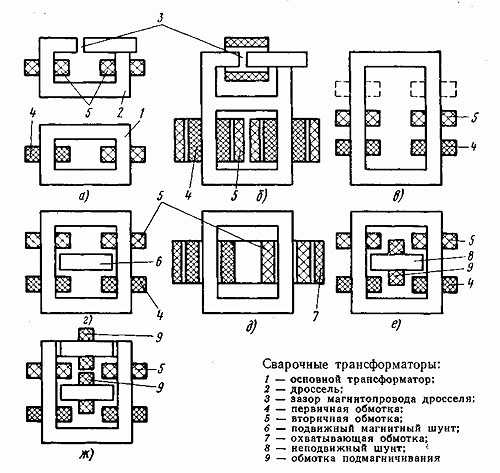 Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.

 Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Применяют разные способы регулировки параметров тока и вольт-амперной характеристики. youtube.com/embed/aCpY2NQdI2o?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/aCpY2NQdI2o?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> 
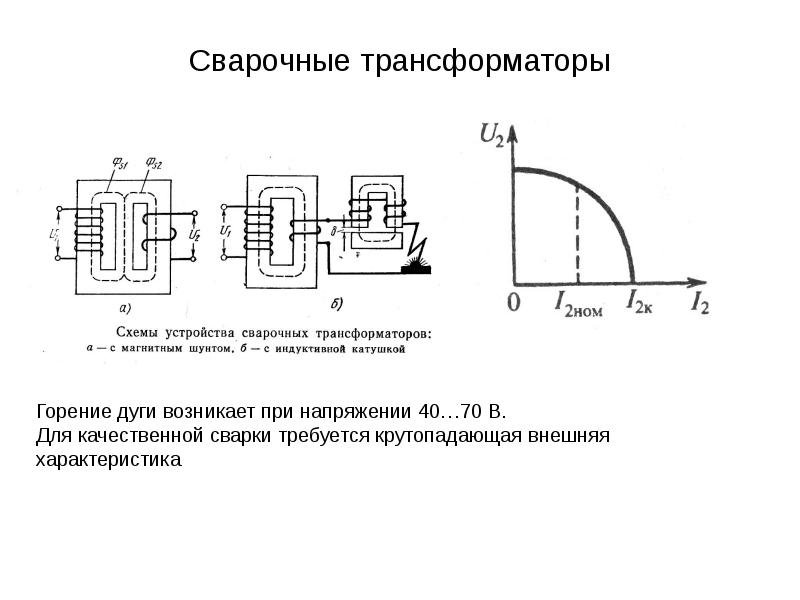 При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
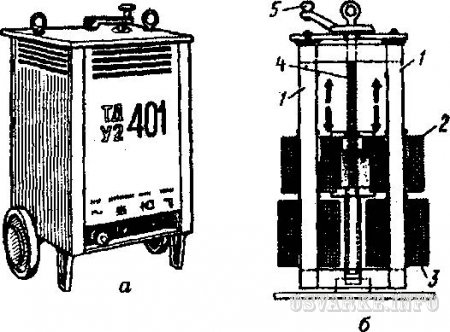 Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.

 Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
 Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника. Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.

 Таким образом, использование сварочного трансформатора играет значительную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать мотор-генератор для сварки, нам нужно, чтобы он работал непрерывно, что создает много шума. С помощью сварочного трансформатора сварка производится с меньшим шумом. Теперь давайте подробно рассмотрим сварочный трансформатор .
Таким образом, использование сварочного трансформатора играет значительную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать мотор-генератор для сварки, нам нужно, чтобы он работал непрерывно, что создает много шума. С помощью сварочного трансформатора сварка производится с меньшим шумом. Теперь давайте подробно рассмотрим сварочный трансформатор . 




 ru
ru …
… Запросы направляйте на
Запросы направляйте на  1
1 1
1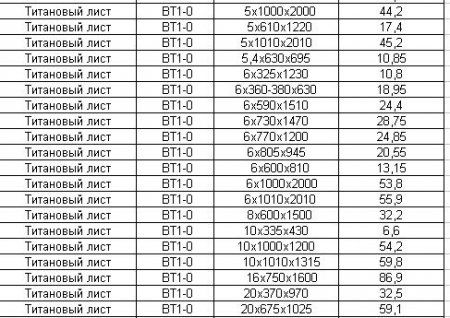 Закрыть
Закрыть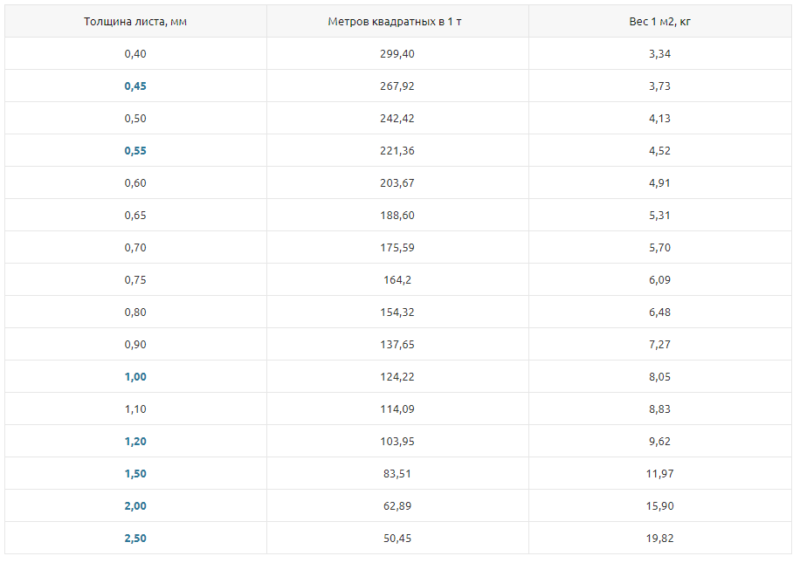 м
м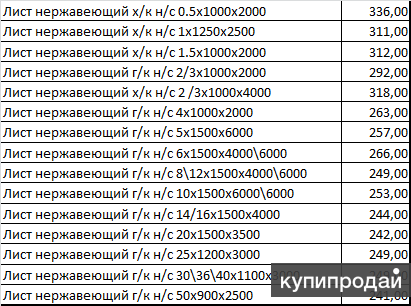 00
00 00
00 10
10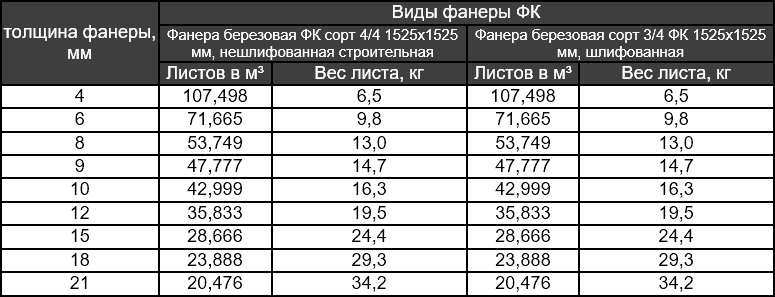 00
00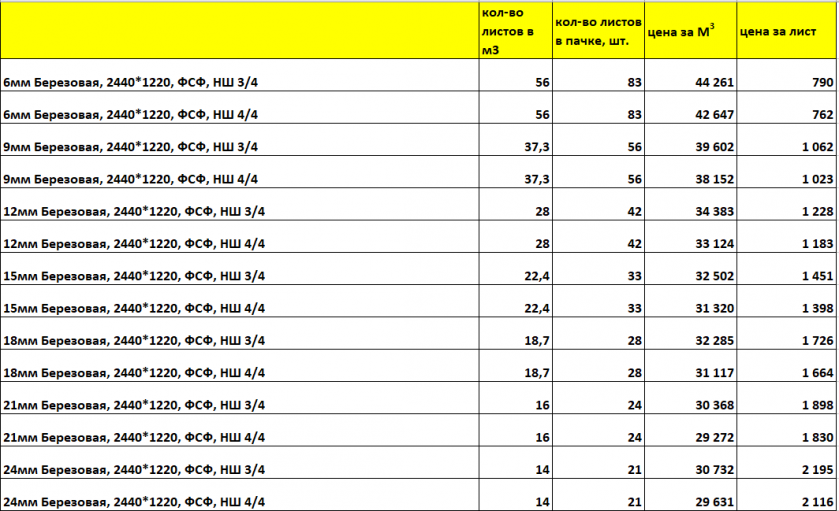 25
25 13
13 00
00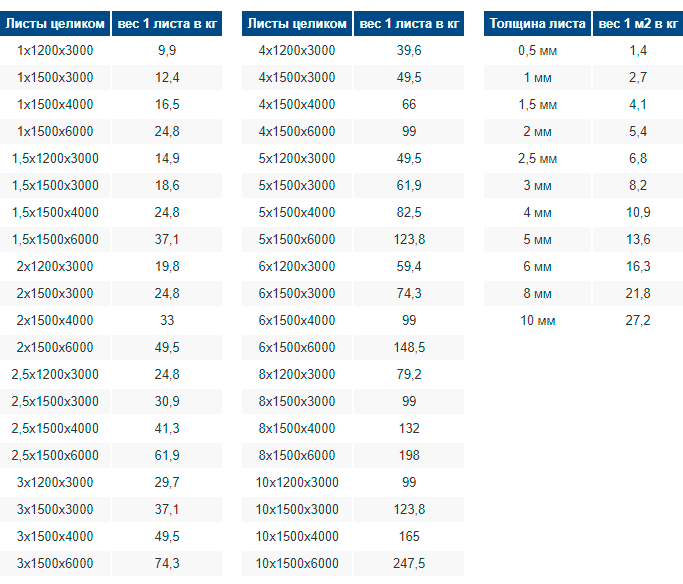 00
00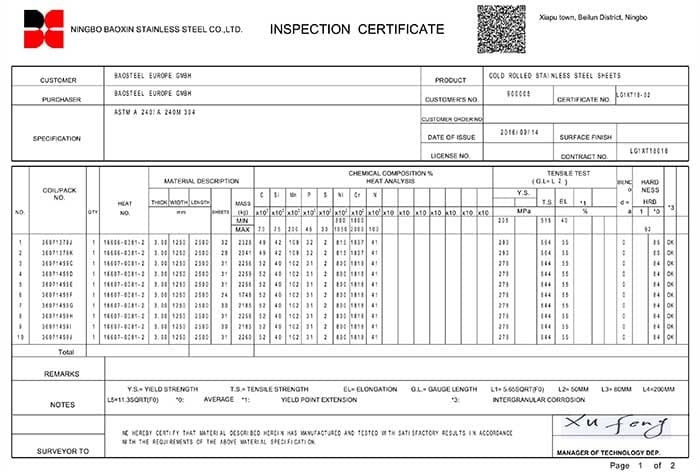 00
00 00
00 м
м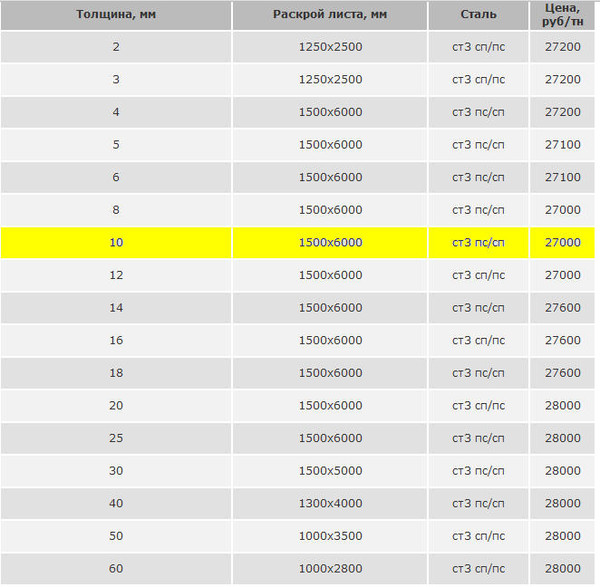 Доступна размотка по длине
Доступна размотка по длине м
м 13
13 19
19 14
14 ..)
..)
 При сверлении бетона данным способом необходимо придерживаться определенной последовательности операций. Стоит отметить, что данный способ является самым трудоемким и менее качественным среди всех из-за сложности и достаточно большой продолжительности работы. Чтобы сделать отверстия, различные выемки и пазы в бетонной конструкции, нужно будет обеспечить переменное сочетание ударных и вращательных воздействий на точку сверления. Поэтому монтажнику в месте под будущий дюбель придется попеременно выбивать пробойником часть бетона, после чего эту массу удалять обычной дрелью с победитовым сверлом. Для этого следует взять металлический пробойник (штырь, старое сверло, керн) с размером равным диаметру требуемого отверстия, затем вставить пробойник в небольшое углубление, предварительно сделанное работающей дрелью. Ударами молотка по торцу пробойника крошится верхний слой бетона, далее получившееся отверстие частично углубляется дверью. Такие операции нужно повторять до тех пор, пока Вы не достигнете необходимо по размеру отверстия.
При сверлении бетона данным способом необходимо придерживаться определенной последовательности операций. Стоит отметить, что данный способ является самым трудоемким и менее качественным среди всех из-за сложности и достаточно большой продолжительности работы. Чтобы сделать отверстия, различные выемки и пазы в бетонной конструкции, нужно будет обеспечить переменное сочетание ударных и вращательных воздействий на точку сверления. Поэтому монтажнику в месте под будущий дюбель придется попеременно выбивать пробойником часть бетона, после чего эту массу удалять обычной дрелью с победитовым сверлом. Для этого следует взять металлический пробойник (штырь, старое сверло, керн) с размером равным диаметру требуемого отверстия, затем вставить пробойник в небольшое углубление, предварительно сделанное работающей дрелью. Ударами молотка по торцу пробойника крошится верхний слой бетона, далее получившееся отверстие частично углубляется дверью. Такие операции нужно повторять до тех пор, пока Вы не достигнете необходимо по размеру отверстия.
 Перфоратор является электромеханическим инструментом с большей мощностью, при этом его патрон вращается с меньшей скоростью, чем патрон дрели. Однако удары перфоратора, которые производятся электропневматическим механизмом, обладают большей силой, именно поэтому он сверлит стены быстрее и легче. К тому же, благодаря импульсу специального бойка, амплитуда поступательных движений бура в перфораторе достаточно большая, и она не зависит от усилий человека. У ударной дрели этот показатель значительно меньший, поскольку ударные движения сверла обеспечиваются взаимодействием специальных храповиков с небольшими зубьями. Кроме того, для лучшего сверления монтажнику придется прилагать большие физические усилия, надавливая на дрель.
Перфоратор является электромеханическим инструментом с большей мощностью, при этом его патрон вращается с меньшей скоростью, чем патрон дрели. Однако удары перфоратора, которые производятся электропневматическим механизмом, обладают большей силой, именно поэтому он сверлит стены быстрее и легче. К тому же, благодаря импульсу специального бойка, амплитуда поступательных движений бура в перфораторе достаточно большая, и она не зависит от усилий человека. У ударной дрели этот показатель значительно меньший, поскольку ударные движения сверла обеспечиваются взаимодействием специальных храповиков с небольшими зубьями. Кроме того, для лучшего сверления монтажнику придется прилагать большие физические усилия, надавливая на дрель.
 Если в случае с небольшой картиной, или фотографией можно обойтись вбиванием гвоздя в стену, то когда вопрос стоит о более массивных и тяжелых предметах, встает вопрос сверления отверстий. Во избежание недоразумений при работе с бетоном, например, поломки сверла, затупления его же, стоит грамотно подготовить перегородку, выбрать качественный инструмент и корректно подобрать сверло.
Если в случае с небольшой картиной, или фотографией можно обойтись вбиванием гвоздя в стену, то когда вопрос стоит о более массивных и тяжелых предметах, встает вопрос сверления отверстий. Во избежание недоразумений при работе с бетоном, например, поломки сверла, затупления его же, стоит грамотно подготовить перегородку, выбрать качественный инструмент и корректно подобрать сверло.

 Последние отличаются треугольным наконечником. Для поверхности из бетона лучше всего воспользоваться твердосплавным сверлом, например, победитовым. Такой вид сверла измельчает материал, не разрывая его, что является идеальным вариантом для бетонных перекрытий.
Последние отличаются треугольным наконечником. Для поверхности из бетона лучше всего воспользоваться твердосплавным сверлом, например, победитовым. Такой вид сверла измельчает материал, не разрывая его, что является идеальным вариантом для бетонных перекрытий.
 , однако эту цифру нужно корректировать в зависимости от рекомендаций производителя, чтоб не испортить сверло. Как уже упоминалось, бетон «крошится», когда мы сверлим, а это не требует слишком больших оборотов.
, однако эту цифру нужно корректировать в зависимости от рекомендаций производителя, чтоб не испортить сверло. Как уже упоминалось, бетон «крошится», когда мы сверлим, а это не требует слишком больших оборотов.

 столешница. Такие действия сопряжены с очень реальным риском повреждения сверла или случайного повреждения бетонной поверхности при чрезмерно усердной, плохо выполненной попытке просверлить бетон.
столешница. Такие действия сопряжены с очень реальным риском повреждения сверла или случайного повреждения бетонной поверхности при чрезмерно усердной, плохо выполненной попытке просверлить бетон. Качественная ударная дрель (также известная как перфоратор) может просверлить отверстие глубиной два дюйма и шириной ¼ дюйма менее чем за минуту, что намного на быстрее, чем у перфоратора, и, таким образом, оправдывает затраты примерно на 40 долларов в день. стоимость аренды.
Качественная ударная дрель (также известная как перфоратор) может просверлить отверстие глубиной два дюйма и шириной ¼ дюйма менее чем за минуту, что намного на быстрее, чем у перфоратора, и, таким образом, оправдывает затраты примерно на 40 долларов в день. стоимость аренды. Пылесос
Пылесос Крепко держите дрель обеими руками: держите ее одной рукой, как пистолет, и, если у вас нет дополнительной рукоятки для другой руки, используйте эту руку, чтобы подпереть заднюю часть дрели.
Крепко держите дрель обеими руками: держите ее одной рукой, как пистолет, и, если у вас нет дополнительной рукоятки для другой руки, используйте эту руку, чтобы подпереть заднюю часть дрели. Если вы чувствуете себя уверенно, включите полную скорость, крепко удерживая инструмент обеими руками, и сверлите бетон, пока отверстие не будет завершено.
Если вы чувствуете себя уверенно, включите полную скорость, крепко удерживая инструмент обеими руками, и сверлите бетон, пока отверстие не будет завершено.
 Он прост в изготовлении, очень прочен и легко принимает различные формы. Он используется для строительства внутренних двориков, дорожек, тротуаров, подъездных путей, фундаментов, столешниц и даже стен. Несмотря на то, что бетон является очень плотным материалом, его все же можно просверлить. И в какой-то момент вам, возможно, придется. Может быть, вы хотите повесить телевизор или картину на бетонную стену и вам нужно просверлить несколько вешалок. Возможно, вы строите колоду, и вам нужно закрепить гроссбух. Или, может быть, у вас есть патио и вы хотите закрепить якорь для паруса или набора для патио. Какой бы ни была ваша причина, сверление бетона не так сложно, если вы знаете, как это сделать, и у вас есть инструменты.
Он прост в изготовлении, очень прочен и легко принимает различные формы. Он используется для строительства внутренних двориков, дорожек, тротуаров, подъездных путей, фундаментов, столешниц и даже стен. Несмотря на то, что бетон является очень плотным материалом, его все же можно просверлить. И в какой-то момент вам, возможно, придется. Может быть, вы хотите повесить телевизор или картину на бетонную стену и вам нужно просверлить несколько вешалок. Возможно, вы строите колоду, и вам нужно закрепить гроссбух. Или, может быть, у вас есть патио и вы хотите закрепить якорь для паруса или набора для патио. Какой бы ни была ваша причина, сверление бетона не так сложно, если вы знаете, как это сделать, и у вас есть инструменты. Но стандартная дрель тоже может справиться с этой задачей. Бит каменной кладки — это то, что действительно необходимо. Без хорошего сверла, независимо от того, какой тип сверла вы используете, вам не пробить бетон.
Но стандартная дрель тоже может справиться с этой задачей. Бит каменной кладки — это то, что действительно необходимо. Без хорошего сверла, независимо от того, какой тип сверла вы используете, вам не пробить бетон.  И он все чаще используется в качестве отделочного материала для таких вещей, как заливка стен, внутренние полы и даже столешницы. Поскольку он используется чаще, необходимо научиться с ним работать.
И он все чаще используется в качестве отделочного материала для таких вещей, как заливка стен, внутренние полы и даже столешницы. Поскольку он используется чаще, необходимо научиться с ним работать. Работает как обычная дрель, когда функция молотка отключена. Но при включении дрель вибрирует при вращении. Эта вибрация помогает вбить сверло в бетон.
Работает как обычная дрель, когда функция молотка отключена. Но при включении дрель вибрирует при вращении. Эта вибрация помогает вбить сверло в бетон.

 Для этого потребуется куча сверл, но это облегчит жизнь.
Для этого потребуется куча сверл, но это облегчит жизнь. Без правильного бита вы едва сломаете поверхность. Бетон — очень плотный материал, особенно если это конструкционный бетон с высоким давлением. В некоторых случаях вам, возможно, даже придется сверлить каменные заполнители.
Без правильного бита вы едва сломаете поверхность. Бетон — очень плотный материал, особенно если это конструкционный бетон с высоким давлением. В некоторых случаях вам, возможно, даже придется сверлить каменные заполнители.  В общем, для большинства жилых проектов, таких как подвесные картины, будет достаточно бита каменной кладки. Я люблю покупать биты с алмазным покрытием. Если вы внимательно посмотрите на сверло, то увидите блестящую пудру, покрывающую сверло. Это алмазная пыль. Это очень тяжело и помогает пройти через бетон.
В общем, для большинства жилых проектов, таких как подвесные картины, будет достаточно бита каменной кладки. Я люблю покупать биты с алмазным покрытием. Если вы внимательно посмотрите на сверло, то увидите блестящую пудру, покрывающую сверло. Это алмазная пыль. Это очень тяжело и помогает пройти через бетон. Эти биты предназначены для работы, когда перфоратор вибрирует. Они не только ввинчиваются в бетон, но и разрушают его на ходу.
Эти биты предназначены для работы, когда перфоратор вибрирует. Они не только ввинчиваются в бетон, но и разрушают его на ходу.  Если у вас есть хорошая дрель и сверло, вы можете пробить большую часть бетона за одну попытку. Иногда он может стать твердым, если вы ударите каменный заполнитель, потому что он намного плотнее цемента, но перфоратор может прогрызть его насквозь.
Если у вас есть хорошая дрель и сверло, вы можете пробить большую часть бетона за одну попытку. Иногда он может стать твердым, если вы ударите каменный заполнитель, потому что он намного плотнее цемента, но перфоратор может прогрызть его насквозь.


 Но если вы нажмете много камней, это займет больше времени.
Но если вы нажмете много камней, это займет больше времени.


 Несмотря на то, что бетон является очень плотным материалом, его все же можно просверлить. Может быть, вы хотите повесить телевизор или картину на бетонную стену и вам нужно просверлить несколько вешалок. Возможно, вы строите колоду, и вам нужно закрепить гроссбух. Или, может быть, у вас есть патио и вы хотите закрепить якорь для паруса или набора для патио. Какой бы ни была ваша причина, сверление бетона не так сложно, если вы знаете, как это сделать, и у вас есть инструменты.
Несмотря на то, что бетон является очень плотным материалом, его все же можно просверлить. Может быть, вы хотите повесить телевизор или картину на бетонную стену и вам нужно просверлить несколько вешалок. Возможно, вы строите колоду, и вам нужно закрепить гроссбух. Или, может быть, у вас есть патио и вы хотите закрепить якорь для паруса или набора для патио. Какой бы ни была ваша причина, сверление бетона не так сложно, если вы знаете, как это сделать, и у вас есть инструменты.

 Достоинством народных методов является эффективность, простота, отсутствие токсичных выделений при использовании. Как лучше почистить медный таз для варенья в домашних условиях:
Достоинством народных методов является эффективность, простота, отсутствие токсичных выделений при использовании. Как лучше почистить медный таз для варенья в домашних условиях: Слить жидкость и снять остатки загрязнений губкой.
Слить жидкость и снять остатки загрязнений губкой. Составом пропитывают мягкую ткань, распределяют по загрязненной поверхности, слегка втирая, затем оставляют на 1-2 минуты. Смывают, повторяют при необходимости.
Составом пропитывают мягкую ткань, распределяют по загрязненной поверхности, слегка втирая, затем оставляют на 1-2 минуты. Смывают, повторяют при необходимости. В результате на поверхности образуется патина – налет темного цвета. Чтобы слой не стал слишком плотным и легко удалялся, мойку надо проводить регулярно. Рассмотрим, как быстро очистить медный таз от следов окисления простыми доступными средствами:
В результате на поверхности образуется патина – налет темного цвета. Чтобы слой не стал слишком плотным и легко удалялся, мойку надо проводить регулярно. Рассмотрим, как быстро очистить медный таз от следов окисления простыми доступными средствами: Отчистить таз от слоя окиси можно лимонным соком, соединенным с солью. Соль предварительно нужно измельчить в пыль (например, кофемолкой), чтобы не оставить на меди царапин. В отжатый из лимона сок вводят соль и вымешивают до состояния негустой пасты. Смесью покрывают стенки таза, выдерживают несколько минут, затем смывают.
Отчистить таз от слоя окиси можно лимонным соком, соединенным с солью. Соль предварительно нужно измельчить в пыль (например, кофемолкой), чтобы не оставить на меди царапин. В отжатый из лимона сок вводят соль и вымешивают до состояния негустой пасты. Смесью покрывают стенки таза, выдерживают несколько минут, затем смывают.


 Сплав меди используют во многих отраслях промышленности: при изготовлении кухонной посуды, чеканке монет, производстве деталей электроники, изготовлении элегантных украшении и других полезных предметов. Учитывая все то разнообразие изделий и предметов из этого сплава, которые нас окружают каждый день, озадачиться подобной проблемой время от времени приходится. И в этой статье мы расскажем вам способы ее решения.
Сплав меди используют во многих отраслях промышленности: при изготовлении кухонной посуды, чеканке монет, производстве деталей электроники, изготовлении элегантных украшении и других полезных предметов. Учитывая все то разнообразие изделий и предметов из этого сплава, которые нас окружают каждый день, озадачиться подобной проблемой время от времени приходится. И в этой статье мы расскажем вам способы ее решения. К большому сожалению, предотвратить появление налета невозможно. Но существуют проверенные средства, чем почистить медь в домашних условиях. В данной статье вы найдете эффективные методы, которые помогут восстановить блеск и первозданную чистоту предметам. Они не займут много времени и “не влетят вам в копеечку”.
К большому сожалению, предотвратить появление налета невозможно. Но существуют проверенные средства, чем почистить медь в домашних условиях. В данной статье вы найдете эффективные методы, которые помогут восстановить блеск и первозданную чистоту предметам. Они не займут много времени и “не влетят вам в копеечку”. С его помощью можно легко устранить с поверхности несложные загрязнения. Для этого:
С его помощью можно легко устранить с поверхности несложные загрязнения. Для этого:
 Если вдруг его не нашлось у вас на кухне, то купить жидкость в продуктовом магазине не составит особого труда.
Если вдруг его не нашлось у вас на кухне, то купить жидкость в продуктовом магазине не составит особого труда. Такие изделия можно просто выкинуть в мусорный бак, но совсем по-другому на ситуацию смотрят коллекционеры. Если монеты потемнели от многолетнего хранения, попробуйте следующие простые способы, как почистить медь до блеска. Без особых усилий с вашей стороны вы восстановите кристальную чистоту дорогим монетам.
Такие изделия можно просто выкинуть в мусорный бак, но совсем по-другому на ситуацию смотрят коллекционеры. Если монеты потемнели от многолетнего хранения, попробуйте следующие простые способы, как почистить медь до блеска. Без особых усилий с вашей стороны вы восстановите кристальную чистоту дорогим монетам. Приобрести его можно в любой аптеке при отсутствии препарата в домашней аптечке. Это средство поможет избавиться от налета красного оттенка, который появляется на изделиях из-за долгого хранения.
Приобрести его можно в любой аптеке при отсутствии препарата в домашней аптечке. Это средство поможет избавиться от налета красного оттенка, который появляется на изделиях из-за долгого хранения.

 youtube.com/embed/UKdH_2D5sVo?feature=oembed»>
youtube.com/embed/UKdH_2D5sVo?feature=oembed»>  Ни в коем случае нельзя применять абразивные средства.
Ни в коем случае нельзя применять абразивные средства. Это сможет вернуть первоначальный блеск. Также можно выдавить лимонный сок, добавить чайную ложку соли и чистить с помощью мягкой тряпки. Вместо сока лимона подойдет и лимонная кислота.
Это сможет вернуть первоначальный блеск. Также можно выдавить лимонный сок, добавить чайную ложку соли и чистить с помощью мягкой тряпки. Вместо сока лимона подойдет и лимонная кислота. Аккуратно чистим поверхность и смываем остатки смеси водой, затем вытираем таз для варенья досуха.
Аккуратно чистим поверхность и смываем остатки смеси водой, затем вытираем таз для варенья досуха. Поместите туда изделие и доведите до кипения. Не выключайте плиту, пока поверхность не станет чистой. Затем дайте остыть и вымойте предмет в теплой воде.
Поместите туда изделие и доведите до кипения. Не выключайте плиту, пока поверхность не станет чистой. Затем дайте остыть и вымойте предмет в теплой воде. com
com Хозяйственное мыло.Зубной порошок.Изделия из меди или просто на медненные изделия очень капризные в вопросе эстетического товарного внешнего вида, так как, медь, легко, подвергается, даже, при открытом соприкосновении с воздухом процессу окисления.
Хозяйственное мыло.Зубной порошок.Изделия из меди или просто на медненные изделия очень капризные в вопросе эстетического товарного внешнего вида, так как, медь, легко, подвергается, даже, при открытом соприкосновении с воздухом процессу окисления. prokuhnya.com
prokuhnya.com Сложно выделить самый лучший, т.к. задача стоит не только в очищение посуды, но и в сохранении поверхности.
Сложно выделить самый лучший, т.к. задача стоит не только в очищение посуды, но и в сохранении поверхности. Бывают и более печальные обстоятельства, когда варенье сильно пригорает. В этом случае неизвестно, чего больше жалко, ваших трудов, сочных фруктов или испорченной посуды. Но посуду-то можно отчистить, и сейчас мы узнаем как.
Бывают и более печальные обстоятельства, когда варенье сильно пригорает. В этом случае неизвестно, чего больше жалко, ваших трудов, сочных фруктов или испорченной посуды. Но посуду-то можно отчистить, и сейчас мы узнаем как. Очаровательный блеск материала неоспорим, но независимо от того, купили ли вы медную кастрюлю, сковороду, кружку или миску, у вас, несомненно, остался один вопрос: как удалить потускнение и очистить медь? Это справедливый вопрос, но научиться чистить медь не так страшно, как вы думаете. Мягкий металл ценится за его способность проводить тепло, но он требует немного большей ТСХ, чем другие материалы, и грязь может легко накапливаться, поэтому важно правильно ухаживать за медью. «В зависимости от покрытия медной посуды можно допустить ошибку при очистке», — говорит Мак Колер из Brooklyn Copper Cookware. Но когда о меди хорошо заботятся, она окупается десятилетиями использования и красоты на кухне.
Очаровательный блеск материала неоспорим, но независимо от того, купили ли вы медную кастрюлю, сковороду, кружку или миску, у вас, несомненно, остался один вопрос: как удалить потускнение и очистить медь? Это справедливый вопрос, но научиться чистить медь не так страшно, как вы думаете. Мягкий металл ценится за его способность проводить тепло, но он требует немного большей ТСХ, чем другие материалы, и грязь может легко накапливаться, поэтому важно правильно ухаживать за медью. «В зависимости от покрытия медной посуды можно допустить ошибку при очистке», — говорит Мак Колер из Brooklyn Copper Cookware. Но когда о меди хорошо заботятся, она окупается десятилетиями использования и красоты на кухне. Это совершенно нормальная реакция, но она может превратить ваши блестящие медные предметы домашнего обихода в грязные и коричневатые предметы, которые потеряли свой блеск из-за влаги, грязи, масел и агрессивных химикатов. Вот почему поверхность меди может иметь цвет от патины цвета морской волны до темно-янтарного.
Это совершенно нормальная реакция, но она может превратить ваши блестящие медные предметы домашнего обихода в грязные и коричневатые предметы, которые потеряли свой блеск из-за влаги, грязи, масел и агрессивных химикатов. Вот почему поверхность меди может иметь цвет от патины цвета морской волны до темно-янтарного. Если потускнение полностью удалено, значит, ваш медный предмет не покрыт лаком. В противном случае тест докажет, что изделие покрыто лаком, поэтому вы можете придерживаться процесса мытья посуды и воды.
Если потускнение полностью удалено, значит, ваш медный предмет не покрыт лаком. В противном случае тест докажет, что изделие покрыто лаком, поэтому вы можете придерживаться процесса мытья посуды и воды. Помидоры в кетчупе содержат кислоту, которая помогает удалить потускнение. Промойте и высушите.
Помидоры в кетчупе содержат кислоту, которая помогает удалить потускнение. Промойте и высушите. Начните с бережной стирки. Получите медную пену с мылом для посуды и теплой водой. Используйте мягкую губку и немного смазки для локтей, чтобы удалить грязь. Медные горшки обычно облицовываются нержавеющей сталью или оловом. Эта начальная очистка достаточно щадящая для любой подкладки.
Начните с бережной стирки. Получите медную пену с мылом для посуды и теплой водой. Используйте мягкую губку и немного смазки для локтей, чтобы удалить грязь. Медные горшки обычно облицовываются нержавеющей сталью или оловом. Эта начальная очистка достаточно щадящая для любой подкладки.
 Это позволяет дольше наслаждаться напитком.
Это позволяет дольше наслаждаться напитком. Окисленные и потускневшие детали безопасны для использования как есть.
Окисленные и потускневшие детали безопасны для использования как есть.
 Удельный вес марок стали
Удельный вес марок стали Также вам может быть полезной следующая информация:
Также вам может быть полезной следующая информация: масса, кг
масса, кг масса, кг
масса, кг масса, кг
масса, кг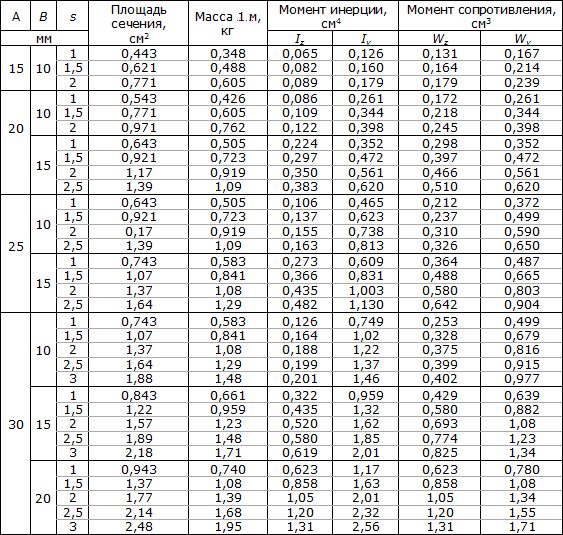 масса, кг
масса, кг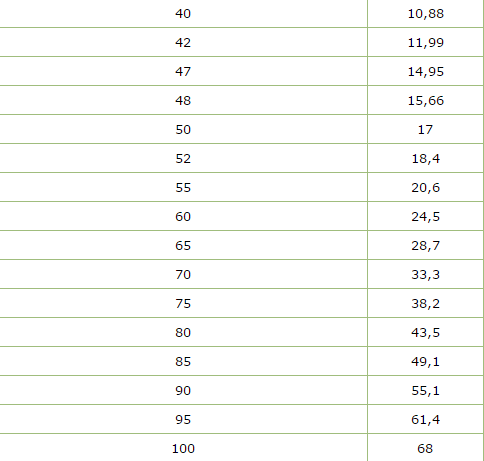 масса, кг
масса, кг
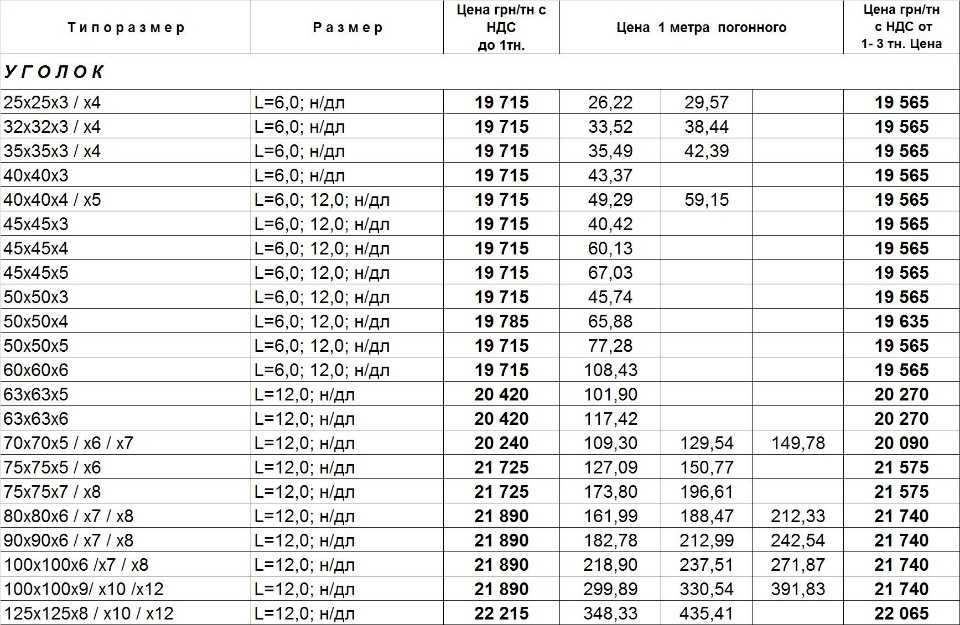
 за фут
за фут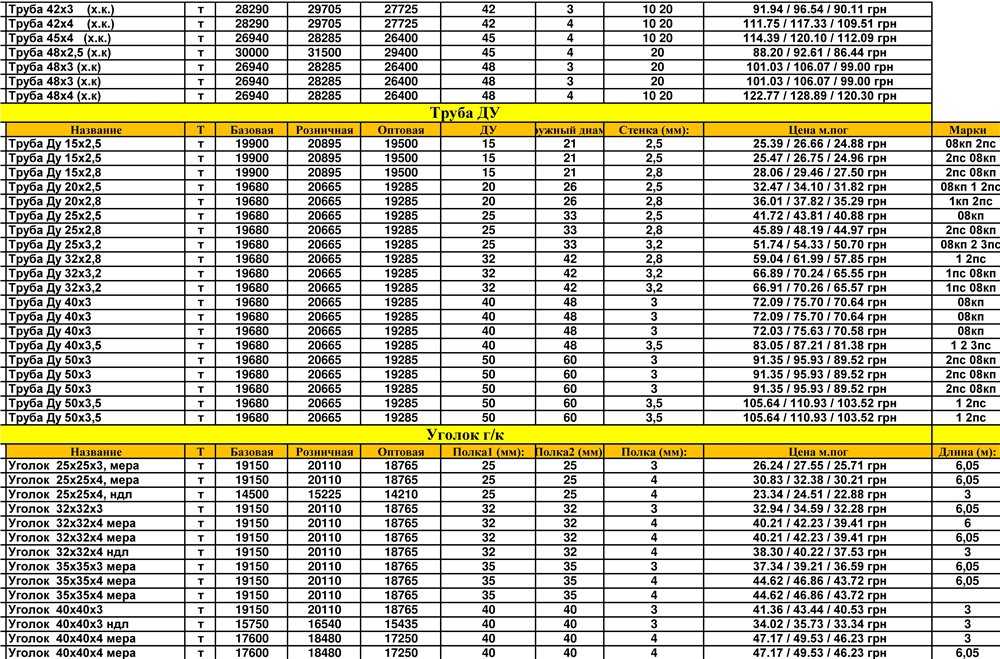 01
01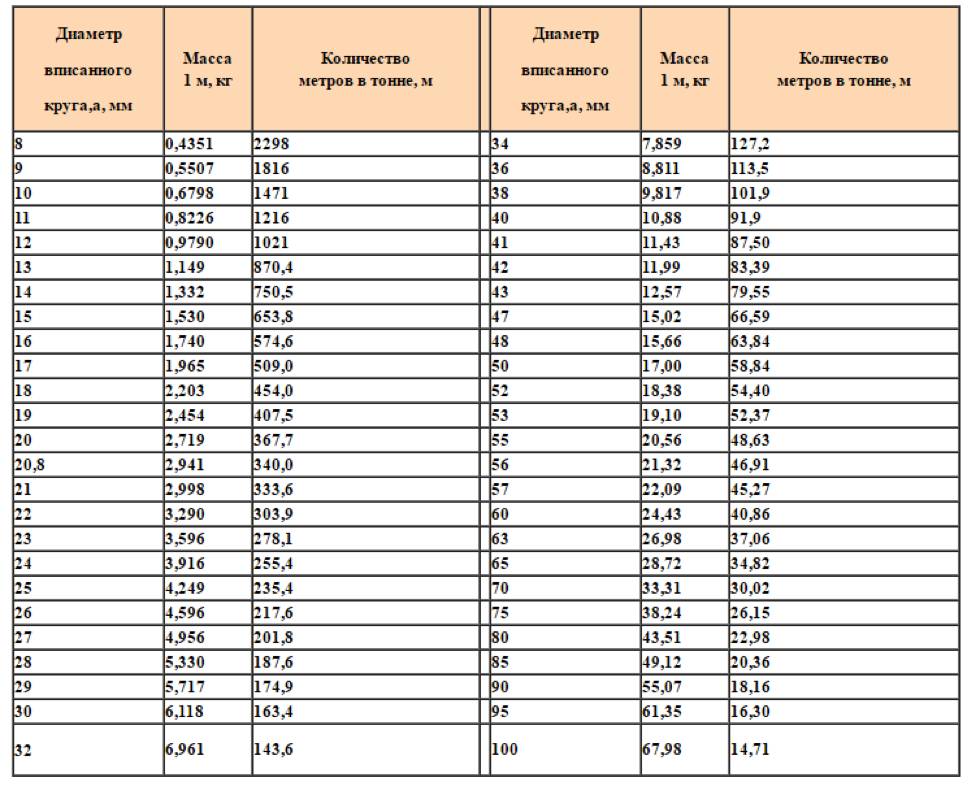 16
16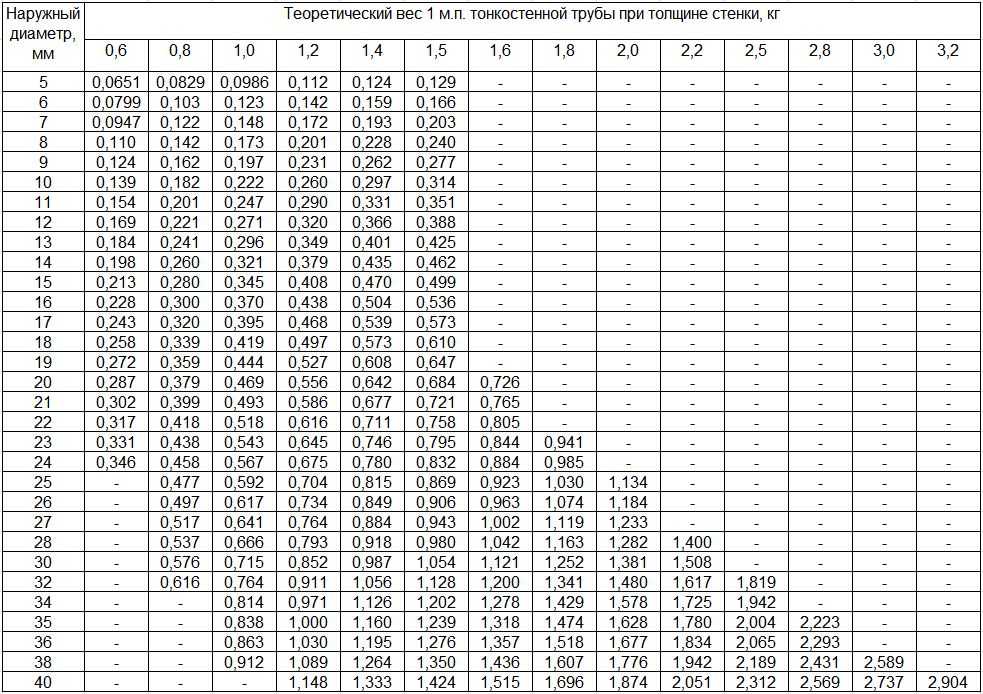 00
00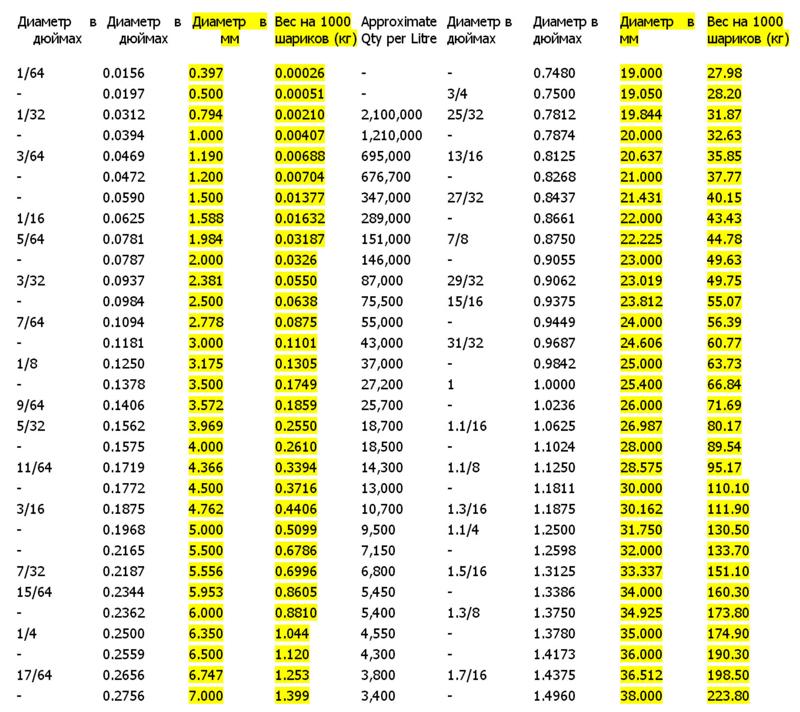 16
16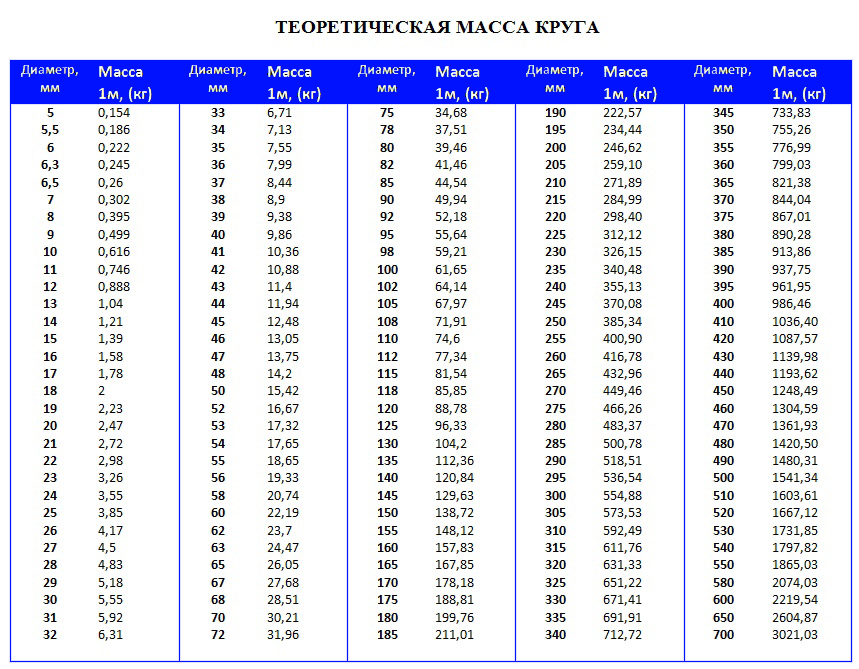 Просто умножьте соответствующую плотность сплава на длину и диаметр требуемой детали (см. рабочий пример ниже).
Просто умножьте соответствующую плотность сплава на длину и диаметр требуемой детали (см. рабочий пример ниже).
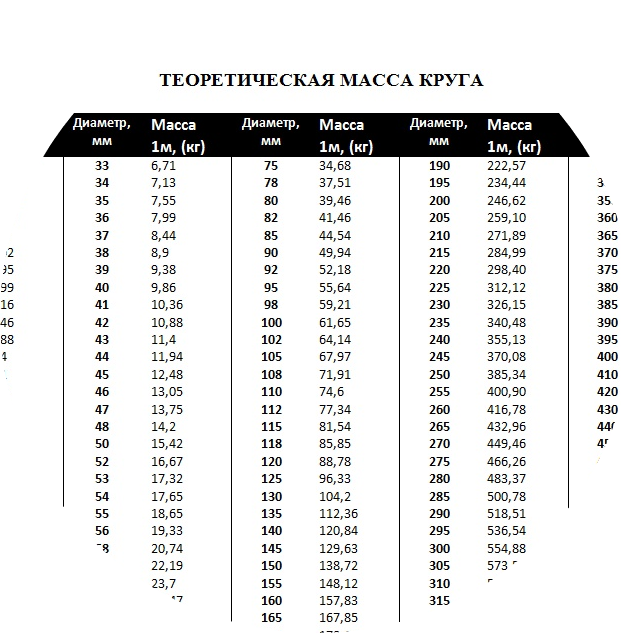 0
0 73
73 78
78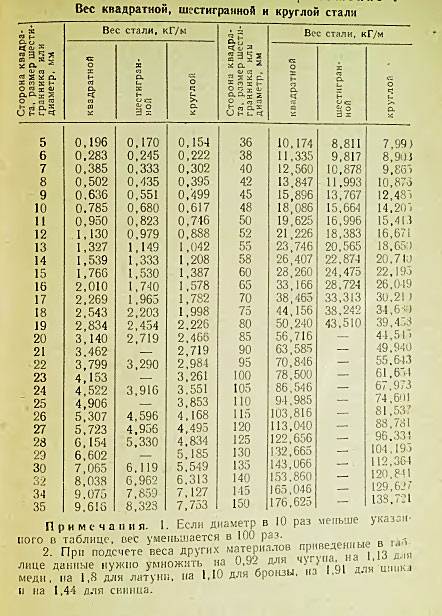 10145 18
10145 18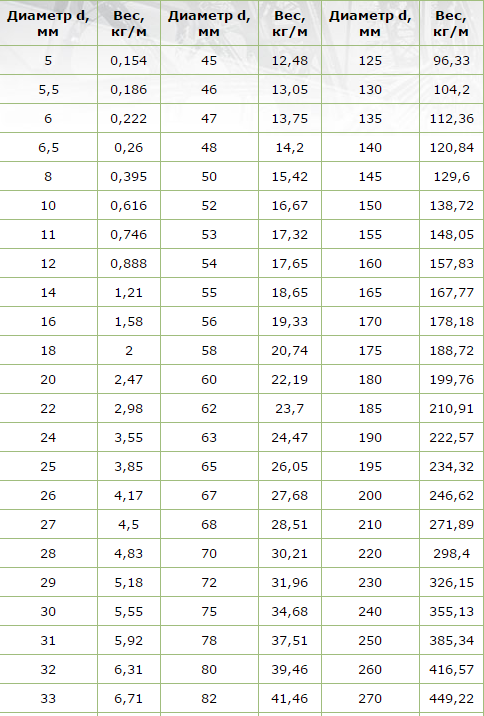 20
20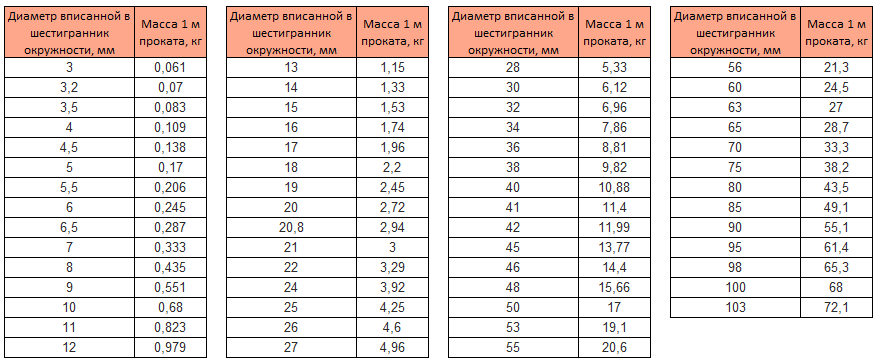 98
98