Применяются в тяжелом машиностроении. Высокая производительность. Инструментальный магазин с двойным захватом на 32 слота входит в стандартную комплектацию (опционально увеличение до 48 и 60 слотов). Оптические линейки HEIDENHAIN – дополнительная измерительная система для высокой точности обработки. Поддон для стружки. Прецизионные линейные направляющие. Сервоприводы с высоким крутящим моментом на пяти осях. Ускоренное перемещение до 36 м/мин. Телескопический кожух направляющих. Прецизионные шлифованные высокопроизводительные ШВП.
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
OPTImill FU 5-600 HSC 15
600 / 600 / 500
15000
20
OPTImill FU 5-600 HSC 18
600 / 600 / 500
18000
25
OPTImill FU 5-600 HSC 24
600 / 600 / 500
24000
24
Фрезерные станки с ЧПУ серии OPTImill F HSC
Инструментальный магазин с двойным захватом на 30 слотов входит в стандартную комплектацию. Точные, преднатянутые высокопроизводительные ШВП (Ø 40 мм х P16 х C3) на X, Y и Z-осях. Шпиндель с ременной передачей SK40 (In-line SK40 опция) установлен на высокоточных подшипниках. Возможна комплектация высокочастотным шпинделем KESSLER со встроенным приводным двигателем, который не нуждается в передаточном механизме. Ребристая поверхность, жесткое основание станка, изготовленное из качественного литья. Сервоприводы смонтированы непосредственно на шариково-винтовых парах по всем трем осям.
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
OPTImill F 150HSC
900 х 410
760 / 440 / 460
10000
9
OPTImill F 210HSC
900 х 520
800 / 500 / 500
10000
9
OPTImill F 310HSC
1200 х 600
1050 / 600 / 600
10000
11
OPTImill F 410HSC
1400 х 710
1200 / 730 / 560
10000
11
Фрезерный станок с ЧПУ серии OPTImill F Sinumerik 808D ADVANCED
Автоматический сменщик инструмента позиций карусельного типа. Телескопические защитные кожухи на всех трех осях выполнены из нержавеющей стали. Автоматическая централизованная смазка. Привод шпинделя производства SIEMENS Максимальная cкорость вращения шпинделя 10 000 об / мин. Портативный электронный маховик с кнопкой включения и аварийным выключателем ударного действия.
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
OPTImill F 105 Sinumerik 808D ADVANCED
800х320
550 / 305 / 460
10000
7,5
OPTImill F 80 Sinumerik 808D ADVANCED
800х260
400 / 225 / 375
50 — 10000
3,7
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
OPTImill F 120X
650 х 400
500 / 400 / 300
16000
12
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
OPTImill F 150
900 х 410
760 / 440 / 460
10000
9
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
OPTImill F 3Pro
620 х 180
355 / 190 / 245
50 — 4000
1
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
OPTImill FU 3
400 / 560 / 400
15000
15
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
СПГФ-02 В наличии
480 х 740
360 / 400 / 85
300 — 20000
0,5
Артикул
Размер стола, мм
Перемещение по X/Y/Z, мм
Частота вращения шпинделя, об/мин
Мощность, кВт
Добавить в список
Цена
СПФ-01
400 х 500
510 / 410 / 160
3000 — 18000
Наши преимущества
Лизинг
Доставка по России
Пуско-наладка
Обучение
Пост-продажное обслуживание
Гарантия
На сайте Станкофф. RU вы можете найти фрезеры с ЧПУ по металлу от ведущих производителей. В наличии и под заказ более 15 моделей фрезерных станков с ЧПУ по металлу по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Конструктивные особенности
Станина. В зависимости от способа применения, качества обрабатываемого материала или массовости производства несущая становая часть оборудования может быть выполнена из дерева (домашние настольные станки), пластика или металла. Первые — встречаются крайне редко и на производстве не используются вообще, вторые — чья несущая часть, выполнена из чугунного литья, считаются самыми распространёнными. Назначение станины — крепление всех рабочих узлов и передаточных механизмов станка.
Рабочий стол. Используется в качестве операционной площади, на которой размещают тиски, струбцины и штативы с закреплённой в них деталью или инструментом. Эксплуатация стола может происходить как в стационарном положении, так и в динамическом: при движении рабочей поверхности в двух координатных плоскостях с поворотом на 45°.
Точка управления, через которую подаются команды на ЧПУ фрезер по металлу. Крепится на подвесных кронштейнах, легко управляется и может быть перемещена в любое положение, удобное оператору.
Шпиндель — это вращающийся элемент главного узла фрезерного станка, который получает крутящий момент через ряд передаточных механизмов от электрического двигателя. Служит посадочным местом для режущего инструмента.
Главная консоль, перемещающаяся по вертикальным салазкам. Именно в ней и находится шпиндельный узел.
Защитные кожухи. Многие почему-то пренебрегают ими и не пользуются, или вообще снимают. Делать этого не рекомендуется, если вы хотите остаться с глазами. Фрезерная стружка очень мелкая и горячая, поэтому попадая на роговицу, может наделать беды. А извлекать её крайне сложно.
Что такое система ЧПУ
ЧПУ можно условно разделить на несколько простых подсистем:
каналы управления;
система отвечающих приводов;
контрольная подсистема обратной связи.
В целом это работает следующим образом. Через каналы управления в операционную систему фрезерного станка вводится назначающая программа, которая отвечает за конечный результат. С помощью электрических импульсов данные передаются к группе отвечающих приводов, которые направляют ход выполнения фрезерных операций, а контролирующая подсистема постоянно сверяет полученные результаты с заданной программой. Благодаря такому разделению функций достигается высокая точность деталей и увеличивается скорость обработки материалов. Что, в свою очередь, приводит к удешевлению рабочих процессов, а значит, покупая фрезерный ЧПУ по металлу вы делаете успешное вложение в будущее своего предприятия.
Восстановление пароля
Для восстановления пароля введите Ваш Email адрес
Email
Вернуться ко Входу
Вход для пользователей
Email
Пароль
Забыли пароль?
Станки с ЧПУ по металлу в России
Главная
Продажа
Металлообработка
Станок с ЧПУ по металлу
Вы можете очень быстро сравнить цены станка с ЧПУ по металлу и подобрать оптимальные варианты из более чем 83235 предложений
Реклама
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
ЧПУ Fanuc, Dст=500мм, РМЦ=1500мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Реклама
Станок с ЧПУ токарный по металлу CKE 6136Z/750
ЧПУ Fanuc, Dcт=360мм, РМЦ=750мм. 6поз. рев. гол.
Подробное описание и цена >>>
Реклама
Станок токарный с ЧПУ по металлу CKE 6150Z/750
ЧПУ Fanuc, Dст=500мм, РМЦ=750мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Станки ювелирные ЧПУ по металлу фрезерные 4 и 5 координатные MAX7
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Профессиональный ювелир всегда стоит перед выбором – оптимальная разумная цена и соответствующее качество и функциональность ювелирного оборудования. Завод Twitte предлагает высококлассные…
03.06.2016
Каменск-Шахтинский (Россия)
8 000
тяжелый портальный высокоскоростной вертикально-сверлильный станок с ЧПУ по металлу для листа, фланцев, трубной доски и листового металла
Состояние: Новый Производитель: Китай
Сверление, фрезерование, рассверливание, нарезание резьбы ,зенкерование, зенкование, развертывание, контурное фрезерование – основные функции сверлильно-фрезерного станка с ЧПУ для трубных решеток,. ..
26.04.2021
Нижний Новгород (Россия)
Фрезерный станок с ЧПУ по металлу
Состояние: Б/У Год выпуска: 1990
Куплю фрезерный станок с ЧПУ по металлу любого вида, производителя и года выпуска! Срочный выкуп, любой способ расчета. Осмотр в день обращения. Дефекты можно под ремонт и восстановление….
08.06.2021
Москва (Россия)
Фрезеный станок с ЧПУ по металлу от производителя
Состояние: Новый Производитель: ООО «ПРОММОНТАЖ» (Россия)
Самые ВЫГОДНЫЕ и КАЧЕСТВЕННЫЕ отечественные станки только у нас. Фрезер с ЧПУ YASTREB является самым лучшим и выгодным предложением на Российском рынке, позволяет работать непрерывно,…
13.11.2018
Челябинск (Россия)
900 000
Портальный фрезерный станок с ЧПУ по металлу Роутер 1070
Состояние: Новый Производитель: Роутер
В наличии
Описание: Роутер 1070 – портальный фрезерный станок с ЧПУ широкого применения. Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до…
11.01.2021
Зеленоград (Россия)
790 000
Станок c ЧПУ по металлу Trace Magic ТМ20 0605
Состояние: Новый Производитель: Trace Magic (Россия)
В наличии
Станки серии ТМ20 представляют собой 3-х координатные фрезерные станки портального типа, разработаны для высокоточной и производительной обработки таких материалов, как сталь, алюминий и…
10.10.2022
Казань (Россия)
1 193 000
портальный высокоскоростной вертикально-сверлильный станок с ЧПУ по металлу с 4-х кулачковым гидравлическим самоцентрирующимся зажимом
Состояние: Новый Производитель: Китай
Портальный вертикально-сверлильный (фрезерный) высокоскоростной станок с чпу для металлического листа, фланцев, трубной доски (решетки), клапанов. Сверление, рассверливание, зенкерование,…
15.03.2021
Нижний Новгород (Россия)
Наладка станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе. РЕМОНТИРУЕМ: — электронику…
20.03.2015
Санкт-Петербург (Россия)
2 000
Настройка станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе.»ремонтируем:- электронику (ЧПУ,…
30.03.2015
Санкт-Петербург (Россия)
2 000
Модернизация станков с ЧПУ по металлу
Состояние: Новый
В наличии
Услуги ремонта, наладки, модернизации и восстановления металлорежущих СТАНКОВ и промышленного ОБОРУДОВАНИЯ с ЧПУ в Санкт-Петербурге и Северо-Западном регионе. «ремонтируем:- электронику (ЧПУ,…
09.04.2015
Санкт-Петербург (Россия)
2 000
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
Состояние: Новый Производитель: DMTG (Китай)
В наличии
Станок CKЕ 6150Z является токарным станком типа CNC нового поколения, разработанным корпорацией Sigerlind, характеризуется высокой степенью точности и большой эффективностью. Эта модель станка…
30.10.2022
Казань (Россия)
Фрезерный станок с ЧПУ по металлу DMG DMC635V
Состояние: Б/У Год выпуска: 2015 Производитель: DMG (Россия)
Продается фрезерный ОЦ с ЧПУ модель DMC635V производства компании DMG.Система ЧПУ Siemens 840DSL c ShopMill, с панелью управления SlimlineДвигатель 13 кВт на 12 000 об/мин. Инструментальный магазин…
21.05.2021
Казань (Россия)
5 700 000
Станки ЧПУ по металлу токарные
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
На настольных токарных станках с ЧПУ по металлу могут обрабатываться не только металлические изделия, но и детали из других материалов: дерева, пластмассы.Настольные токарные станки с ЧПУ по…
03.06.2016
Каменск-Шахтинский (Россия)
2 831
Фрезерно-гравировальный станок с ЧПУ WoodTec MH 1212
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели станка 6990 USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву,…
21.10.2022
Москва (Россия)
463 399
Фрезерно-гравировальный станок с ЧПУ WoodTec H 2030
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели 11100USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву, различных…
21.10.2022
Москва (Россия)
736 984
Фрезерно-гравировальный станок с ЧПУ WoodTec H 1325
Состояние: Новый Производитель: WoodTec (Китай)
В наличии
Цена данной модели 9100 USDНадежно зарекомендовавший себя станок давно используют для выполнения фрезерных работ в 2D и 3D пространстве. В гравировальных работах и резьбах по дереву, различных…
21.10.2022
Москва (Россия)
604 758
Фрезерно-гравировальный станок с ЧПУ WoodTec H 2040L
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Станок сверлильно-присадочный под петли WoodTec Z6Количество шпинделей: 3 штУстановленная мощность: 3 кВтВес: 260 кгСТАНКИ В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ….
23.06.2021
Москва (Россия)
9 490
Токарно-фрезерный станок с чпу WoodTec T 1200
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
В НАЛИЧИИ БОЛЬШОЙ ВЫБОР ДЕРЕВООБРАБАТЫВАЮЩЕГО И МЕБЕЛЬНОГО ОБОРУДОВАНИЯ. ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…
23.06.2021
Москва (Россия)
5 890
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1625 от прямого поставщика FREZERU RU
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Лазерно-гравировальный станок с ЧПУ WoodTec LaserStream WL 1625Размеры рабочего стола: 1600 х 2500 ммМаксимальная толщина резки: до 15 ммВес: 1200 кгНа трубки 100 и более Вт ставится Чиллер…
23.06.2021
Москва (Россия)
9 490
Фрезерно-гравировальный станок с ЧПУ с полуавтоматической сменой инструмента WoodTec HP 1325
Состояние: Новый Производитель: WoodTec (Россия)
В наличии
Фрезерно-гравировальный станок с ЧПУ с полуавтоматической сменой инструмента WoodTec HP 1325Размер обработки: 1300 х 2500 х 230 ммМощность электрошпинделя (принудительное воздушное охлаждение): 9. ..
23.06.2021
Абрамцево (Россия)
998 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку с ЧПУ по металлу почти как на Авито и TIU
Видео станка с ЧПУ по металлу
Продается фрезерный станок с ЧПУ
— скидка 60% на фрезерные станки с ЧПУ по цене
Покупка фрезерного станка с ЧПУ
Фрезерные станки с ЧПУ по-прежнему являются одним из наиболее распространенных способов производства металлов. Ручные мельницы, также известные как коленные мельницы, могут резать металл, но требуют много ручного труда и времени. С другой стороны, станки с ЧПУ, управляемые компьютером, могут помочь ускорить процесс и автоматизировать фрезерное производство в больших масштабах. Отрасли, которые обычно используют эти типы фрезерных станков с компьютерным управлением, включают автоспорт, авиацию и даже аэрокосмические компании, такие как Space X. При выборе подходящего фрезерного станка с ЧПУ для вашего производства вы можете выбрать из многих основных типов фрезерных станков, но 3 лучших Общие фрезерные станки, которые следует учитывать, — это вертикальные обрабатывающие центры, горизонтальные обрабатывающие центры и другие станки, которые имеют более универсальное применение, например, 5-осевые фрезерные станки с ЧПУ. У нас есть специализированные станки с ЧПУ, соответствующие вашим производственным потребностям. Наши популярные бренды включают бывшие в употреблении фрезерные станки Haas, бывшие в употреблении фрезерные станки Mazak с ЧПУ, бывшие в употреблении фрезерные станки Okuma или даже станки для конкретных моделей, такие как бывшие в употреблении Haas Vf2 или бывшие в употреблении Haas VF3 9.0005
Вертикальные обрабатывающие центры
Режущие инструменты для вертикальных фрезерных станков более распространены, чем для горизонтальных, отчасти из-за их стоимости и простоты использования. С вертикальными фрезерными станками вы можете видеть больше того, что вы делаете, по сравнению с горизонтальными фрезерными станками. Они, как правило, менее сложны в программировании и предлагают большую гибкость, поэтому они лучше, если у вас есть нестандартные части одноразовых потребностей. Еще одним преимуществом является то, что они требуют меньше площади, чем HMC. Вертикально-фрезерные станки обычно предназначены для мелких деталей, а крупногабаритные детали изготавливаются на горизонтальных обрабатывающих центрах. Из-за постоянно растущей сложности и функций, добавляемых к обоим типам станков, оба типа могут называться обрабатывающими центрами.
Большинство фрезерных станков с ЧПУ имеют возможность перемещать шпиндель по оси Z, что позволяет свободно гравировать и изготавливать гораздо более сложные детали. Когда добавляется пятая ось, что делает станок 5-осевым, ось B управляет наклоном инструмента для создания чрезвычайно сложных геометрических форм. Большинство вариантов выбора фрезерных станков с ЧПУ начинается с размеров деталей, которые вы планируете обрабатывать.
Некоторые преимущества вертикальных обрабатывающих центров включают :
Вы можете видеть, что делаете. (Горизонтально-фрезерные станки обычно имеют блокированный вид.)
VMC дешевле, чем HMC.
Вертикальные обрабатывающие центры легче программировать, чем горизонтальные фрезерные станки
Вертикально-фрезерные станки обычно меньше по размеру
Горизонтальные обрабатывающие центры
Вертикальные обрабатывающие центры могут показаться ответом, но это не так просто из-за сложности нужны для разных отраслей. Один горизонтально-фрезерный станок может быть производительнее трех вертикально-фрезерных станков. Использование шпинделя на HMC составляет 85 % по сравнению с типичными 25 % для VMC. Горизонтальный обрабатывающий центр использует лучшие методы эвакуации стружки по сравнению с вертикальными фрезерными станками, что означает меньше повторного резания и более длительный срок службы инструмента. Чистота поверхности на горизонтально-фрезерном станке также часто лучше.
Эти машины очень прочные и сконструированы так, чтобы выдерживать вибрации, поэтому рабочая среда становится тише, а машина прослужит дольше. Многие владельцы считают, что дополнительные первоначальные вложения в HMC того стоят, поскольку запчасти от машины обходятся дешевле. В зависимости от проекта может иметь смысл купить недорогой подержанный HMC и использовать его исключительно для производства. Существует программное обеспечение, которое поможет вам запрограммировать и запустить его на полную мощность.
Преимущества бывших в употреблении горизонтальных обрабатывающих центров: :
Более высокая производительность
Более тихая работа
Лучшее качество поверхности
Лучшее управление стружкой
Лучшее использование шпинделя (более эффективное)
Меньшее количество операторов (но они должны быть хорошо обучены)
Замена паллет
доступна для автоматической загрузки/разгрузки
Если у вас есть доступ к управлению горизонтальным обрабатывающим центром и связанными программами (такими как CAD/CAM), стабильные средние и большие партии деталей и капитал для инвестиций, горизонтальный фрезерный станок машина может быть лучшим выбором для вас. Однако, если вы только начинаете заниматься механической обработкой, имеете множество разнообразных работ для широкого спектра деталей и склонны изготавливать более мелкие детали, вам, вероятно, следует выбрать подержанный вертикально-фрезерный станок.
5-осевые фрезерные станки с ЧПУ: сравнение вертикальных обрабатывающих центров и горизонтальных обрабатывающих центров
Для обработки сложной геометрии в больших объемах и требующей высокого качества точности, а также большой гибкости, вы можете рассмотреть 5-осевой обрабатывающий центр. 5-осевые фрезерные станки имеют до 95% загрузки шпинделя и могут работать в ночное время и в выходные дни без присмотра. Фрезерные станки 5 Axis рентабельны и могут сэкономить деньги на человеческом капитале при одновременном увеличении производительности. Различные горизонтальные фрезы предназначены для обработки деталей различных размеров и типов материалов. 5-осевые вертикальные режущие инструменты сокращают время цикла и усложняют изготавливаемые детали. Как и в случае с HMC, некоторые из них предназначены для более прочных материалов, чем другие. VMC, как правило, предназначены для более мелких деталей по сравнению с HMC. .
15 контрольных точек — Как купить подержанный фрезерный станок с ЧПУ:
Осмотрите на наличие повреждений и изношенных компонентов.
Позвоните производителю фрезерного станка с ЧПУ, чтобы узнать, поддерживает ли он запчасти и обслуживание.
Изучите марку и модель в Интернете и вместе с другими владельцами станков с ЧПУ подумайте о марке и поддержке.
Позвоните местному дистрибьютору и поговорите с отделом продаж и обслуживания о поддержке.
Обратитесь к независимым специалистам по обслуживанию станков с ЧПУ, чтобы узнать их мнение, если станок сломался или нуждается в ремонте.
Поищите в Интернете марки и модели аналогичного года выпуска, чтобы увидеть цены.
Получить часы работы.
Посмотрите, можно ли найти какие-либо записи о техническом обслуживании или крупных ремонтных работах. Ремонтные работы — это не плохо, во многих случаях они помогут вам узнать, что было заменено, а что нет, и правильно ли это было сделано.
Узнайте, из каких материалов и для каких отраслей производились детали в прошлом.
Спросите владельца, почему он продает машину.
Узнайте, какой контроллер процесса установлен на машине. Для старых машин процессор может быть обновлен.
Учитывайте доступ к инструментам, сколько времени потребуется, чтобы переключить инструменты?
Просмотрите варианты управления чипом и охлаждающей жидкостью. Есть ли охлаждающая жидкость через шпиндель?
Примите во внимание эргономику станка
Узнайте электрические требования для установки
Для аналогичных станков сравните :
Мощность двигателя привода шпинделя
Скорость ускоренного подвода 90 90 Скорость подачи 90 190 Max 90 90 Время смены инструмента (чип на чип)
Крутящий момент
Максимальная скорость вращения шпинделя
Скорость вращения шпинделя
Мы здесь, чтобы помочь
Наша команда экспертов по ЧПУ постоянно работает над выводом на рынок большего количества фрезерных станков с ЧПУ и может сообщить вам о следующей волне подержанных ЧПУ. машины приходят в наличии. Если вы готовы купить мельницу, мы будем рады помочь вам найти идеальный станок с ЧПУ для вашего магазина. Свяжитесь с одним из наших экспертов по подержанным станкам с ЧПУ сегодня для получения более подробной информации: (844)-262-6789.
5-осевой фрезерный станок с ЧПУ | Скидка 50% на бывшую в употреблении 5-осевую фрезу на продажу
Покупка 5-осевого фрезерного станка с ЧПУ для вашего производства
Покупка многоосевого фрезерного станка с ЧПУ, такого как 5-осевой станок с ЧПУ, аналогична выбору марки и модели автомобиля. Вы будете основывать свое решение на предполагаемом использовании, бюджете и индивидуальности, а также на многих других соображениях. Гараж опций для 5-осевых ЧПУ эквивалентен гаражу гоночных автомобилей, вездеходов, автобусов и автомобилей класса люкс. Есть станки более общего назначения, а затем используются 5-осевые станки с ЧПУ, предназначенные для конкретных применений. Небольшие мастерские часто начинают 5-осевую обработку, добавляя одиночный или двойной роторный станок к существующему 3-осевому вертикальному обрабатывающему центру.
Машинисты часто обнаруживают, что они могут начать процесс обучения изготовлению более сложных деталей с добавления одного или двух вращающихся блоков. Возможно, вы начали развивать свой опыт в этой области и теперь обнаруживаете, что появляется больше предложений по еще более сложным частям, которые приносят более высокую прибыль. Самое время купить свой первый подержанный 5-осевой фрезерный станок с ЧПУ!
Зачем покупать 5-осевой фрезерный станок с ЧПУ?
Сейчас как никогда много причин, по которым механические мастерские заменяют свои нынешние станки 5-осевыми фрезерными станками с ЧПУ. Вот несколько основных причин, по которым владельцы механических цехов добавляют или заменяют старые станки 5-осевыми станками с ЧПУ:
Экономит время, а время — деньги в механической обработке.
Экономическое обоснование замены стандартной 3-осевой обработки деталей 5-осевой обработкой с ЧПУ может быть основано как на улучшении настройки, так и времени цикла. В одном примере от Hurco для настройки одной детали на стандартном 3-осевом станке с ЧПУ потребовалось 7 операций и 5 часов 30 минут, а для настройки на 5-осевом станке потребовалось всего 2 операции и 1 час 30 минут. Время цикла для той же детали также сократилось более чем на 30%. Если машина работает, она не приносит денег. Такая экономия может быстро повысить рентабельность инвестиций.
5-осевые ЧПУ могут изготавливать сложные детали.
Когда вы покупаете подержанный 5-осевой станок с ЧПУ, вы увеличиваете сложность деталей, которые вы можете изготовить. Некоторым магазинам нравится работа, которую другие считают слишком сложной. Если ваша компания любит учиться на каждом вызове и становиться лучше с каждой работой, эта стратегия может принести большие дивиденды. 5-осевая обработка отлично подходит для сложных работ и коротких объемов работ. Ваш 5-осевой станок должен быть гибким, точным и адаптируемым к любым задачам. Многие бывшие в употреблении 5-осевые станки имеют поворотную головку, которая может выполнять резку практически во всех направлениях.
Покупка бывшего в употреблении фрезерного станка с ЧПУ сэкономит деньги вашей компании.
5-осевые станки с ЧПУ рассчитаны на долгий срок службы. Подобно покупке автомобиля, новые модели могут иметь некоторые особенности, но если вам не нужны эти функции, то зачем их покупать? Прочный подержанный 5-осевой станок с ЧПУ для продажи должен надежно изготавливать детали в течение многих лет. Программное обеспечение может быть обновлено, датчики могут быть добавлены, скины на элементах управления могут быть заменены, и машина продолжит производить детали. Вы можете найти выгодные предложения на 5-осевые станки с ЧПУ для продажи в наших списках.
5-осевые фрезерные станки имеют универсальное применение
5-осевая обработка с ЧПУ может делать то, что могут другие станки, но такие станки, как швейцарские токарные станки, вертикальные обрабатывающие центры и другие 3-осевые фрезерные станки, не могут делать все, что может 5-осевой обрабатывающий центр с ЧПУ. делать. Это делает 5-осевой ЧПУ одним из самых универсальных устройств, которые вы можете купить. В сочетании с мощью современного программного обеспечения CAD/CAM вы можете изготавливать широкий спектр деталей с помощью одного оборудования.
Вы можете расширить свой цех с помощью 5-осевой обработки с ЧПУ.
Покупка 5-осевого фрезерного станка с ЧПУ дает вашим операторам возможность расширить свои возможности для изготовления более сложных деталей. Детали, которые вы, возможно, не захотите указывать сегодня, станут возможными, когда ваши операторы привыкнут к новому способу мышления о механической обработке.
5-осевые фрезы лучше используют шпиндель.
Когда бывший в употреблении 5-осевой ЧПУ настраивается в рабочем центре для обеспечения автоматической загрузки материала и выгрузки деталей, он может работать без присмотра до 9Загрузка шпинделя 5%. По сравнению с другими типами фрезерования, такими как вертикальные обрабатывающие центры и горизонтальные обрабатывающие центры, вы получаете больше производительности просто потому, что шпиндели 5-осевого станка работают более стабильно.
Выбор следующего 5-осевого станка с ЧПУ
При принятии решения о покупке подержанного 5-осевого станка ключевыми факторами, которые следует учитывать, будут сложность деталей, их сочетание и среднее количество деталей, которые необходимо обработать за один установ. Например, детали, которые можно изготовить на 3-осевом станке, на самом деле лучше подходят для 5-осевого станка из-за более быстрой настройки на станке с инструментами, уже имеющимися в устройстве смены инструмента. Основные варианты для бывших в употреблении 5-осевых ЧПУ включают поворотный тип и тип поворотного стола.
Сложность деталей : Вы хотите обрабатывать сложные детали? Обратите внимание на различия между станками с цапфой и поворотной головкой, а также на наклон стола и ход вращения для осей А и С. Также учитывайте количество слотов для инструментов, доступных в устройстве смены инструмента: чем больше станций, тем сложнее одна установка.
Первичная промышленность : Ваш магазин предназначен для одной производственной области, такой как автомобилестроение, аэрокосмическая промышленность, пресс-формы и штампы, медицинские устройства или масло? Различные отрасли промышленности предъявляют различные требования к крутящему моменту, скорости и точности.
Физический размер : Вы должны учитывать физический размер вашего бывшего в употреблении 5-осевого станка с ЧПУ. Это будет продиктовано размером обрабатываемых деталей и количеством места в вашем цехе. Затем вам нужно определить жесткость, подумав о типах материалов, которые вы будете обрабатывать. Имейте в виду, что некоторые многоосевые станки лучше других подходят для конкретных задач. Будет полезно узнать, использовался ли конкретный подержанный станок с ЧПУ ранее в аналогичном приложении.
Если ваш цех ежегодно производит 500 000 одинаковых деталей, было бы разумно подумать о покупке специального станка только для этой детали. Рассмотрим станок, который имел бы оптимальное время цикла и мог бы быть частью полной обрабатывающей ячейки, возможно, даже с многозадачными станками и роботизированными загрузчиками. Однако, если вы планируете работать короткими тиражами, лучшим вариантом будет более универсальная машина.
Цапфовый стол на 5-осевом обрабатывающем центре
Продаются бывшие в употреблении 5-осевые обрабатывающие центры с ЧПУ с поворотными столами. Несколько преимуществ выбора цапфового стола на вашем 5-осевом станке с ЧПУ включают в себя лучшие возможности подрезания, больший рабочий объем и больший крутящий момент при низких оборотах. По сравнению с машиной с поворотным вращением, которая обычно ограничена 90 градусов головы в любом направлении, цапфовый стол допускает поворот более чем на 90 градусов.
Позволяет проникнуть под фланец, под кромку детали или проделать угловое отверстие, направленное вниз под стол. Поскольку деталь находится под осью Z шпинделя, а шпиндель всегда вертикальный, после зажима заготовки у вас есть полный ход X и Y в качестве рабочей зоны. По сравнению с обрабатывающим центром с поворотной головкой, на 5-осевом станке с поворотным столом возникает больший крутящий момент при более низких оборотах.
Поворотное вращение (поворотная головка) на 5-осевом обрабатывающем центре
Мы использовали 5-осевые станки с ЧПУ с поворотными головками. Несколько преимуществ выбора станка с поворотной головкой по сравнению с цапфой включают возможность обработки более тяжелых деталей, большую универсальность и меньшее количество проблем с инструментом.
При решении различных задач, при обработке различных материалов требуются разные свёрла определённого диаметра, длины и формы. Именно поэтому сегодня наиболее востребованы свёрла в наборе, а не отдельные инструменты.
Покупатели могут выбирать среди готовых наборов свёрл FIT по определённому материалу (металл, дерево, бетон, кафель, стекло). Наборы свёрл FIT включают в себя различное количество предметов (от 3 до 20) в зависимости от назначения.
Какой именно набор свёрл вы предпочтёте, зависит только от ваших целей. Если вы работаете преимущественно с конкретным материалом, то, естественно, и свёрла нужно выбирать соответствующие. Для тех, кто выполняет различные виды работ, лучшим выбором станут комбинированные универсальные наборы.
Свёрла по бетону используются при работе с разнообразными твёрдыми материалами во время строительства и ремонта, например, с кирпичом или камнем. Для свёрл по бетону характерна Т-образная форма. Каждое сверло также снабжено наконечником, на который напаяна пластина из сверхтвёрдого материала, что делает свёрла по бетону максимально прочными. Обычно для сверления сверхпрочных материалов используют свёрла алмазные, которые отличаются повышенной надежностью, высоким рабочим ресурсом и экономической выгодой.
Сверло по дереву может быть винтовым, перьевым, кольцевым, центровочным, с твердосплавными напайками. В зависимости от того, какое отверстие и в какой породе дерева вам необходимо сделать, нужно выбирать тот или иной вариант. К примеру, центровочные свёрла будут лучшим выбором при создании центровых отверстий для задания максимально точного направления сверления коронками. Если вам необходимо просверлить в дереве сквозное отверстие, лучше выбрать кольцевые свёрла. Для работы с наиболее прочными древесными породами выбираются сверла с твердосплавными напайками. Винтовые сверла характеризуются наличием центрирующего острия и режущей кромки, а оптимизированная спираль позволяет быстро отводить стружку. Наконец, перьевые свёрла – наиболее доступный по стоимости вариант, идеальный выбор для быстрой работы с ДСП, с мягкими древесными породами, для сверления отверстий достаточно большого диаметра. Набор свёрл по дереву может включать в себя различное количество предметов: для бытовых нужд можно ограничиться компактным набором, профессионалы же могут выбирать среди расширенных наборов.
Свёрла по металлу используются при работе с твёрдыми материалами, в частности, с цветными металлами, чугуном, жаропрочными сталями. Нередко такие свёрла используются при сверлении поверхностей, для которых характерно сильное нагревание при обработке. Для более лёгкого введения инструментов в твёрдые материалы свёрла по металлу оснащаются заострённым концом и винтовой формой. Свёрла по металлу могут иметь разные типы хвостиков. Набор свёрл по металлу может включать в себя от трёх до нескольких десятков предметов. Если вы планируете выполнять простые бытовые работы, то вполне можно ограничиться набором из 5-6 предметов. Профессиональные строители также могут качественно выполнять любые работы, выбирая из комплектов свёрл различного объема.
Компания FIT широкий выбор свёрл высокого качества по доступным ценам. Можете не искать компромисс между своими желаниями и возможностями – у нас вы обязательно найдёте то, что устроит вас по всем характеристикам.
Как отличить спиральные сверла по дереву, металлу и бетону — РИНКОМ
Главная
Статьи
Как отличить спиральные сверла по дереву, металлу и бетону
Как отличить спиральные сверла по дереву, металлу и бетону
18 мая 2018
Гирин Кирилл
В этой статье мы расскажем, как отличить спиральные сверла по дереву и металлу от моделей, предназначенных для работы по бетону. После ознакомления с материалом вы сможете без проблем подобрать нужный инструмент для дрели в магазине.
Содержание
Как отличить спиральные сверла по дереву, металлу и бетону
Как выглядят спиральные сверла по металлу и чем отличаются от моделей, предназначенных для работы по дереву
Как выглядят деревообрабатывающие инструменты и чем отличаются от сверл по металлу для дрели
Стандартные спиральные (винтовые) сверла по дереву
Спиральные сверла Левиса
Как определить, для каких работ предназначено спиральное сверло (по бетону или металлу)
Как выглядят спиральные сверла по металлу и чем отличаются от моделей для работы по дереву
Спиральные сверла по металлу выглядят так.
Фотография №1: Спиральные сверла по металлу
Обратите внимание! Спиральными сверлами по металлу, которые в быту используются чаще всего, можно сверлить древесину. К примеру, если необходимо проделать отверстия в ДСП или фанере, то имеющиеся в наличии инструменты вполне сгодятся. Если же вам нужно выполнить большое количество сверлильных работ, к примеру, по свежем брусу большого сечения, то лучше подойдут специальные спиральные сверла по дереву.
Основная особенность их работы заключается в том, что инструменты боковыми кромками срезают древесные волокна. Процесс идет гораздо быстрее, причем сверла не перегреваются.
Как выглядят деревообрабатывающие инструменты и чем отличаются от сверл по металлу для дрели
По внешнему виду спиральные сверла по металлу для дрели можно легко узнать и отличить от аналогов для работ по дереву. Инструменты второй категории бывают двух видов.
Стандартные спиральные (винтовые) сверла по дереву
Стандартные винтовые сверла по дереву выглядят так.
Фотография №2: спиральные сверла по дереву
Визуально они отличаются от сверл по металлу по двум параметрам рабочих частей.
У инструментов для работы по дереву на концах имеются специальные пики. Они значительно облегчают центрирование и делают процесс обработки более точным.
Сверла по дереву и металлу можно различить по углу между режущими кромками. У инструментов первого типа он варьируется в пределах от 90 до 100°. Угол между режущими кромками у сверл по металлу — 110–140°.
Инструменты для работ по дереву могут иметь специальные подрезатели.
Изображение №3: конструкция стандартных спиральных сверл для деревообработки
Спиральные сверла Левиса
Спиральные сверла Левиса выглядят так.
Фотография №3: спиральные сверла Левиса
Они предназначены для высверливания в древесине идеально гладких глубоких отверстий малых и больших диаметров. По конструкции они визуально значительно отличаются от стандартных.
Изображение №2: конструкция спиральных сверл Левиса
Главные элементы таких сверл — центральный стержень и опоясывающая его массивная спираль Левиса. Ее еще называют шнеком. Для облегчения центрирования такие сверла имеют специальные наконечники с резьбой. Еще одно отличие инструментов данной категории — небольшой угол наклона канавки.
Как определить, для каких работ предназначено спиральное сверло (по бетону или металлу)
Чтобы определить, для каких работ предназначено спиральное сверло (по бетону или металлу), смотрите на его наконечник. У инструментов первой категории они имеют специальную форму.
Фотография №4: спиральные сверла по бетону
Как видите, диаметры затупленных наконечников больше диаметров самих сверл. Эти элементы рабочих частей изготавливают из победита. Это сверхпрочный сплав, который применяется в производстве техники, предназначенной для добычи горнорудных материалов. Именно победитовые наконечники делают возможным сверление бетона.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
23 сентября 2022
Как пользоваться мультиметром
20 июня 2022
Полировка металла
27 апреля 2022
Как выбрать сверло
8 марта 2022
Полировка металла на производстве и в быту
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
Victimized by Victorious Drill — RetroDBZccg
Home
Статьи Джошмана
Victimized by Victorious Drill
Нужно ли менять Victorious Drill ? Я думаю так. Ни одна карта не оказала на игру такого пагубного влияния, как старый добрый Vic Drill . Первоначально предполагалось, что будет выпущено только 32 копии карты (по крайней мере, это подразумевается текстом «Top 32» в лорной коробке), с тех пор эта карта стала практически основным продуктом после массового выпуска на турнире. схема, а теперь просто прокси-карта для печати. В наши дни редко можно найти колоду, в которой не используется эта карта.
ФРИЗА БЫЛА ПРАВА!
В целом карта не слишком хороша, единственное, что действительно делает ее играбельной, это то, что она начинает игру в игре. Кроме You’re Invited , это единственная карта в игре, которая делает это, и в то время, когда эта карта вышла, не было Majin Buu Saga Freestyle Mastery , чтобы держать ее почти на протяжении всей игры или . Energy Lob , чтобы сделать его частью комбо-головоломки. Честно говоря, введение Energy Lob — это когда я почувствовал, что карта действительно начала выходить за рамки того, для чего она была предназначена, но я думаю, что это была проблемная карта с самого момента ее первоначального выпуска.
Эта карта сама по себе является причиной того, что казуальная/слаймовая ярость и прогрессивная прокачка нежизнеспособны в игре. Эффективно сбрасывая гнев в каждом бою (или, в лучшем случае, сокращая его вдвое), личности, обладающие способностями, которые получают небольшое количество гнева, такие как Krillin , или запуская несколько боевых карт с небольшим количеством гнева, почти полностью сводятся на нет. Вы не можете постепенно набираться гнева с намерением повысить уровень с Victorious Drill в игре. Любая колода, которая хочет получить уровень или два в среде Vic Drill , должна либо получить достаточное количество гнева, чтобы поднять уровень в одиночном бою, запустить Aura Clash , использовать Goku Sensei или запустить одну из нескольких карточек-уловок, которые позволяют вам прыгать по уровням.
И на самом деле Vic Drill не наносит вреда окружающей среде из-за своего игрового эффекта, а тот факт, что он запускается в игре, становится проблемой. Я был бы в порядке, если бы это была карта с серебряной пулей против гнева, которую вы взяли в руку и разыграли как обычно, но это карта, которая разыгрывается просто потому, что это «бесплатная карта», которая начинается в игре и имеет полезный эффект. . Даже колоды, которые избегают небоевых карт, делают исключение для 9.0010 Вик Дрель . На самом деле единственные колоды, которые не запускают копию, — это, как правило, союзные колоды.
Я бы предложил исправление: карта либо А) больше не начинает игру в игре, либо Б) больше не снижает гнев на два. Вероятно, она по-прежнему будет использоваться с вариантом Б, но я ожидаю, что карта исчезнет из списков колод с вариантом А. Так что вы думаете?
Примечание. Это всего лишь мое мнение, и его не следует рассматривать как предстоящие исправления или опрос по этому поводу. Просто дружеская беседа.
Позже, BroZ
Об авторе
Джошман
Я бывший сотрудник Score Entertainment и нынешний специалист по социальным сетям в индустрии развлечений. Подписывайтесь на меня в Twitter и Instagram на @ArguablyTrue.
Программа Beckett OPG «Refer & Save» («Программа»), предлагаемая Beckett Collectibles, LLC («Beckett»), была создана для поощрения вас, наших постоянных клиентов («вы», «Член », «Реферер», «Участник») за то, что вы уже сделали бы — рекомендацию OPG друзьям и родственникам, которые подписались в качестве клиентов Beckett OPG («Участники» или «Приглашенные»). Следующие Положения и условия программы Beckett OPG «Refer & Save» («Положения и условия программы») содержат важную информацию о программе, поэтому внимательно прочитайте их. Настоящие Положения и условия Программы являются обязательным соглашением между вами и Beckett и регулируют ваше участие во всех без исключения предложениях Программы. Участвуя в Программе, вы соглашаетесь с Условиями использования сайта и Политикой конфиденциальности сайта. Вы не имеете права участвовать в Программе, если не согласны с настоящими Условиями и положениями Программы в полном объеме.
Beckett оставляет за собой право изменять настоящие Условия и положения программы в любое время по своему усмотрению и без предварительного уведомления. Участие в Программе считается принятием Положений и условий Программы и любых изменений, которые могут быть внесены. Beckett также может по своему усмотрению изменять, отменять, приостанавливать или модифицировать любой аспект Программы без предварительного уведомления. Beckett также оставляет за собой право в любое время отстранить любых клиентов или потенциальных клиентов от участия в Программе.
i. Реферер, действующий клиент OPG Beckett, щелкает ссылку программы «Refer & Save» на веб-сайте Beckett и делится ссылкой на реферальную программу по электронной почте, Facebook, LinkedIn, Twitter или реферальному URL-адресу с лицом, являющимся рефералом;
ii. Затем Реферал покупает одну или несколько подписок на Online Price Guide (OPG), когда они переходят на страницу OPG веб-сайта Beckett, щелкнув ссылку Реферальной программы, которой поделился Реферер; и
III. Когда учетная запись Приглашенного клиента будет активирована с купленной(ыми) подпиской(ями), Приглашающий получит реферальное вознаграждение, которое составляет 10% от общей суммы, потраченной Приглашенным клиентом на покупку подписки(ей) OPG. Реферальное вознаграждение будет рассчитано системой и зачислено на кошелек Beckett, связанный с учетной записью Beckett реферера.
Право на участие. Чтобы иметь право на участие в Программе, Реферер должен быть зарегистрированным участником Beckett. Приглашенный клиент должен приобрести как минимум одну подписку OPG. Beckett оставляет за собой право признать неподходящим любого Участника Программы по своему усмотрению.
Условия вознаграждения. Награды могут облагаться налогом в зависимости от стоимости предмета и федерального, государственного и местного налогового законодательства, применимого к Участнику. Участники несут единоличную ответственность за указание таких статей в своих налоговых декларациях и уплату любых связанных с этим налоговых обязательств.
Проведение. Участники Программы должны соблюдать все действующие законы о спаме. Любое распространение вашей реферальной ссылки, которое может представлять собой нежелательную коммерческую электронную почту или «спам» в соответствии с любым применимым законодательством или нормативными актами, прямо запрещено и будет основанием для немедленного закрытия вашей учетной записи и исключения из Реферальной программы Beckett. Beckett оставляет за собой право по своему собственному усмотрению запретить любому Участнику участвовать в каком-либо аспекте Программы, если Beckett считает или подозревает, что такой Участник участвовал или пытался участвовать в любом из следующих действий:
действия, нарушающие настоящие Условия и положения Программы;
повреждение, подделка или искажение работы Программы или веб-сайта;
действия с намерением раздражать, беспокоить или оскорблять любое другое лицо;
любое неуместное, несговорчивое, разрушительное, мошенническое, потенциально мошенническое или необычное поведение или деятельность; или
деятельность, которая по единоличному усмотрению Беккета считается в целом несовместимой с предполагаемой работой Программы.
Компания Beckett является единственным лицом, принимающим решения в случаях подозрения на злоупотребление, мошенничество или нарушение настоящих Условий и положений программы или намерений настоящих Условий и положений программы.
Ответственность
Обязательные действия. Участвуя в Программе, вы соглашаетесь и обязуетесь соблюдать Условия программы. Если вы не желаете полностью соглашаться с Условиями и положениями Программы и соблюдать их, вы не имеете права участвовать в Программе.
Прекращение. Beckett может по своему единоличному и абсолютному усмотрению отменить, изменить, приостановить или модифицировать любой аспект Программы или Положений и условий программы в любое время без предварительного уведомления. Beckett может по своему единоличному и абсолютному усмотрению прекратить или приостановить участие любого Участника в Программе за нарушение настоящих Условий и положений Программы или совершение любых действий, несовместимых с целью настоящих Условий и положений Программы.
Выпуск. . Участвуя в Программе, Участники освобождают Beckett, ее материнскую компанию, дочерние компании, аффилированные лица, поставщиков, рекламные и рекламные агентства, а также их соответствующих директоров, должностных лиц, сотрудников и агентов от любой ответственности за любые потери, ущерб, ущерб. , затраты или расходы, включая, помимо прочего, материальный ущерб, телесные повреждения и/или смерть, возникшие в результате или каким-либо образом связанные с Программой и/или использованием любых вознаграждений по Программе.
Возмещение. Участники соглашаются возмещать убытки, защищать и ограждать Beckett и ее представителей и агентов от любых и всех претензий, требований, обязательств, затрат или расходов третьих лиц, включая гонорары и расходы на адвоката, возникающие в результате или связанные с любым нарушением. Участником любого из настоящих Условий и положений Программы или любого нарушения Участником применимого законодательства.
Отказ от ответственности
Форс-мажор. Beckett не несет ответственности перед каким-либо Участником за непредоставление какого-либо кредита или любой его части из-за каких-либо стихийных бедствий, любого действия(ий), постановления(й), приказа(ов) или запроса(ов) любого государственное или квазигосударственное учреждение (независимо от того, оказались ли действие(я), постановление(я), приказ(ы) или запрос(ы) недействительными), отказ оборудования, угроза террористических атак, террористические акты, воздушный налет, отключение электроэнергии, землетрясение, торнадо, война, необычно суровые погодные условия, взрыв, нехватка рабочей силы или материалов, любой вид остановки транспорта, замедление работы, гражданские беспорядки или любая другая аналогичная или непохожая причина, не зависящая от Beckett. .
Зарезервировано право. Beckett оставляет за собой право отменить или приостановить Программу, если она по своему собственному усмотрению решит, что администрирование, безопасность или честность Программы каким-либо образом скомпрометированы.
Другие условия
Настоящие Положения и условия программы представляют собой полное соглашение между Участниками и Beckett относительно использования Участниками реферальной Программы. Неспособность компании Beckett осуществить или обеспечить соблюдение какого-либо права или положения настоящих Условий и положений программы не означает отказ от такого права или положения. Если какое-либо положение настоящих Условий и положений программы будет признано судом компетентной юрисдикции недействительным, стороны, тем не менее, соглашаются с тем, что суд должен приложить усилия для реализации намерений сторон, отраженных в этом положении, и других положений настоящих Условия программы остаются в полной силе. Названия разделов настоящих Условий и положений программы предназначены только для удобства и не имеют юридической или договорной силы. Лицо, не являющееся стороной настоящих Условий и положений программы, не имеет права применять или получать выгоду от любого из этих Условий и положений программы.
из чего сделать линейные (роликовые) рельсы на подшипниках, изготовление своими руками
В устройстве станка с ЧПУ применяется несколько видов направляющих. Самодельные изделия часто комплектуются рельсами из каретки печатной машины, принтера или приобретенными в магазине. Функции и качество этих элементов влияют на возможности устройства с ЧПУ и точность обработки.
Что такое направляющие для ЧПУ-станка?
Направляющие для ЧПУ станка — узлы, которые обеспечивают перемещение материала, инструмента и связанных с ними частей по необходимой траектории с определенной точностью.
Какие бывают рельсы для ЧПУ станка?
Справка . Производители во время изготовления приборов с ЧПУ используют большое количество направляющих. Такое их количество облегчает работу, связанную с проектированием автоматизированной техники.
Все направляющие делятся на те, которые применяют силы скольжения и силы качения. Данные технологии встречаются в таких направляющих:
Круглые направляющие. Обычная конструкция, которая обеспечивает меньшие нагрузки. При работе повышается нагрев в итоге трения, и из-за этого становится меньше ресурс опорно-направляющей группы. Такие элементы устанавливают в местах не слишком активных перемещений или на устройствах небольшой категории, при этом механизмы смазывают вручную.
Рельсовые. Они имеют свой пыльник, который защищает подшипники, сальники, ниппели и возможность подключения системы подачи смазки, поэтому они более надежные и универсальные.
Справка : рельсовый тип направляющих более предпочтителен, так как может справиться с высокими нагрузками промышленных автоматических станков.
Цилиндрические направляющие на рельсах. В таких элементах применяется специальная опора — рельса с круглой выемкой, которая повторяет размеры вала. Таким образом, прогиба элемента под действием своего веса и нагрузки в процессе работы не происходит. Цилиндрические направляющие, как и обычные шлифованные валы, просты в изготовлении. Поэтому их стоимость ниже, чем при покупке профильных.
ВАЖНО! В связи с тем, что покупатели не проверяют твердость изделий при покупке, данный подход процветает, и риск покупки некачественных валов достаточно высокий.
Профильные элементы рельсовые. Благодаря их конструкции возможно добиться высокой точности фрезеровки, что и определяет область их использования. Такие элементы крепят на неподвижную часть. Верх рельсы обрабатывают и шлифуют, чтобы избежать мелких выемок и коррозий. Благодаря боковым выемкам каретка перемещается около балки. В отличие от круглого вала, площадь прикосновения в этом случае не точечная, в виде линии, благодаря чему становится меньше сила трения, увеличивается точность работы оборудования.
Призматические элементы и «ласточкин хвост». Их ставят там, где необходима высокая жесткость. Рельсы в этом случае представляют из себя две скользящих друг по другу части. Их невозможно убрать или поменять, так как они часть станины. Изготовление и ремонт таких частей достаточно сложны, а изменить их самостоятельно вообще невозможно.
Шлицевой вал. Отличается большей жесткостью и износостойкостью и используется в механизмах, в которых нужен монтаж направляющих на концах.
Из чего можно выполнить направляющие для станка самостоятельно?
Роликовые элементы можно собрать самостоятельно из подшипников, уголка из металла, болтов и гаек. Уголки из алюминия применять не следует — элемент придется заменять часто, так как шарикоподшипники будут выедать в них дорожки.
Лучше всего для изготовления направляющих подойдет уголок из стали. В зависимости от интенсивности применения его можно закалить или оставить как есть, но нужно отшлифовать для уменьшения трения.
Самый простой и недорогой вариант — направляющие из старого принтера.
Кроме того, направляющие можно сделать из автомобильных стоек. Их применяют в российских авто, поэтому достать их не составит большого труда. Применяются штоки от стоек, которые выполнены из качественного металла и обладают высокой прочностью.
Как сделать самодельные направляющие для CNC-станка?
Работа любого станка основана на точности обработки изделий, которую обеспечивают направляющие стержни. Их вполне можно сделать самостоятельно и обойтись без лишних денежных затрат.
К примеру, рабочий элемент фрезерного станка сделать самостоятельно вряд ли получится, также как и в случае со сверлильным и токарным видами оборудования. Поэтому придется применять готовые решения, такие как дрели и приводы. Если применять направляющие, то все обстоит попроще, так как их тип и характеристики напрямую зависят от назначения устройства.
Самодельные направляющие на подшипниках
Самодельные элементы для ЧПУ своего изготовления могут быть сделаны в нескольких вариантах. В самом простом варианте в процессе изготовления агрегата по этому алгоритму нужно собрать конструкцию, которая состоит из следующих частей:
подшипников, которые принимают силу мотора;
уголка из металла, который выступает в качестве каретки;
гаек и болтов, соответствующих внутреннему размеру подшипника.
Сначала замеряется длина уголка из металла и удаляется лишнее. Далее следует просверлить симметрично с обоих сторон отверстия одинакового размера. С помощью болтов и гаек прикрепляются подшипники.
Роликовые направляющие для станков своими руками
Такие элементы сделать самостоятельно можно следующим образом:
Каркас неподвижной части следует поставить вертикально, что облегчит процесс сборки. В него нужно поставить только одну направляющую — нерегулируемую, которая должна быть в самом низу.
Далее на нее по центру положить сепаратор и в него поставить зубчатое колесо и шарики.
На шарики установить подвижную часть таким образом, чтобы ее направляющая находилась на них сверху, а зубчатое колесо в середине.
Угол между подвижной частью и каркасом должен составлять примерно 80 градусов.
Далее на направляющую подвижной части уложить сепаратор и в него также вставить колесо вместе с шариками.
Сверху на все это положить оставшуюся направляющую неподвижной части.
Весь пакет установить в каркас, а верхнюю часть закрепить.
Чтобы шарики не выпадали, на концах направляющих проделать небольшие отверстия и вбить штифты таким образом, чтобы шарик при подходе к краю направляющей упирался в этот штифт.
Линейные направляющие для станков своими руками
Если вы решили сделать линейные направляющие самостоятельно, то вам необходима точность. На рабочую поверхность устанавливается рельс. В этом случае точность — средний показатель индикатора в центре замеряемой поверхности.
Кроме того, точность таких элементов определяется замером длины и ширины. В процессе работы рельсовые элементы подвергаются деформации, величина которой зависит от видов частей качения. В любом случае она будет меньше, когда нагрузка станет больше.
Чтобы увеличить жесткость системы, используется преднатяг, уменьшающий длительность срока службы линейных элементов, вызывающий в них внутреннее напряжение и поглощающий нагрузку при сильной вибрации.
Обладая небольшими размерами, рельсовые элементы обладают высокой грузоподъемностью. Устанавливаемые в разных устройствах, они монтируются как по горизонтали, так и сбоку.
Линейные элементы устанавливают с помощью крепления на основную поверхность. Способ крепления состоит в создании бортика на посадочной поверхности и установки на него каретки.
Для обеспечения точной установки нужно сделать базовые поверхности, которые должны находиться на каретке и на рельсе только с одной стороны. При этом метка должна находиться с другой стороны. Если точность не выполняется из-за особенностей схемы установки, то происходит обработка базовой поверхности и с другой стороны. Для защиты направляющих от действия коррозии на них наносят специальную защиту.
Немного подумав, легко сделать направляющие для устройства с ЧПУ своими руками из подручных частей, которые находятся в доступе и не используются по назначению. Это сокращает затраты на домашнее производство и повышает его продуктивность и качество.
01 ноября 2020
12634
Получите консультацию специалиста
Самодельные ЧПУ станки.
Самодельные ЧПУ станки.
CNC-tex.ru
Не смотря на богатый выбор ЧПУ станков иногда данный полезный инструмент не по карману, но потребность в ЧПУ станке есть. В данном разделе сайта ЧПУ технологии (CNC-tex.ru) выкладываю мои реализации самодельных станов с ЧПУ. Первые версии моих самодельных ЧПУ станков можно посмотреть тут:
ЧПУ станок своими руками на базе Arduino. Пошаговая инструкция + видео
Процесс сборки достаточно длинный и не всегда идет гладко. Промежуточные результаты выкладываю в разделе.
Поэтапная сборка ЧПУ станков.
Самодельный ЧПУ плоттер на Arduino: 4xiDraw.
Существует несколько разновидностей рисующих плоттеров на Arduino. Отливаются они конструкцией и формой. Собрал я уже несколько рисующих плоттеров. От самого примитивного из карандашей и палок. До плоттера с валами в виде обычного принтера.
Сегодня дошли руки до распространённого плоттера 4xiDraw. Самодельный
ЧПУ плоттер на Arduino: 4xiDraw обладает рядом преимуществ перед
предыдущими вариантами плоттеров.
Необходимые комплектующие для сборки CNC Plotter — 4xiDraw.
20 октября 2021 139
Подробнее …
ЧПУ плоттер в виде принтера на Arduino своими руками.
Сегодня сделаем ЧПУ плоттер на Arduino своими руками. Который внешне напоминает обычный принтер.
Принцип работы также очень похож на работу принтера. Есть подающий
валик, который вращается и перемещает бумагу. А по продольной оси
двигается механизм, который отпускает и поднимает инструмент нанесения
рисунка (это может быть карандаш, ручка, фломастер, маркер и пр. ) он и наносит изображение на бумагу. Давайте рассмотрим, как собрать такой плоттер на Ардуино своими руками.
Печать комплектующих на 3d принтере для Arduino плоттер.
23 июля 2021 200
Подробнее …
ЧПУ станок для раскраски пасхальных яиц на Arduino. Своими руками.
Какие ЧПУ станки я только не собирал за последнее время. Скоро пасха, и поэтому решил сделать станок, который будет раскрашивать яйца. Как всегда, управлять всем будет Arduino. Времени на сборку самодельной раму из подручных материалов не было, поэтому использовал готовый набор для печати. Если вам интересен данный ЧПУ станок, и вы хотите, чтобы я собрал его своими руками из подручных материалов, пишите об этом в комментарии.
29 апреля 2021 149
Подробнее …
ESP32 GRBL плоттер. Конечные выключатели. Позиция Home.
Продолжаем тему — самодельный ЧПУ плоттер. Сегодня поменяем Arduino UNO на ESP32. Настроим работу с сервоприводом в качестве оси Z. Подключим конечные выключатели. А также научим станок находить позицию Дом (Home), не смотря на то что у нас вместо оси Z servo. Как это все настроить и подключить, сейчас рассмотрим.
Подробнее о проекте ЧПУ плоттер:
1 апреля 2021 197
Подробнее …
ЧПУ плоттер на Arduino своими руками.
Сегодня расскажу, как можно собрать своими руками ЧПУ плоттер, который будет рисовать ручкой по бумаге. Собирать буду из доступных материалов. Себестоимость станка не превышает 2.5 т. руб.
Недорогой и при этом справляется со своей задачей отлично. Наверное,
хватит расхваливать свой ЧПУ станок, пора бы и рассказать вам как его
сделать. Также рекомендую посмотреть мои предыдущие самодельные ЧПУ станки:
Лазерный гравер на ESP32. Прошивка GRBL_ESP32.
Самодельный Лазерный гравёр с ЧПУ, в домашних условиях.
Самодельный ЧПУ фрезерный станок на Arduino с дисплеем.
….
10 февраля 2021 185
Подробнее …
Лазерный гравер на ESP32. Прошивка GRBL_ESP32.
Благодаря моим подписчикам на youtube – канале узнал про такую отличную прошивку для создания ЧПУ станка«GRBL_ESP32». После нескольких тестов решил установить ESP32 на лазерный гравер, который собирал раньше из подручных материалов. Получился ли у меня лазерный гравер на ESP32 или нет? Какие функции у гравера? Читайте дальше в написании данного
проекта. А если вы первый раз на моем сайте! Перед тем как начать
знакомиться с данной информацией, рекомендую посмотреть материалы, на
основе которых будет построено описание:
27 января 2021 186
Подробнее …
Самодельный Лазерный гравёр с ЧПУ, в домашних условиях.
Кроме созданий проектов на Arduino, ещё я увлекаюсь созданием самодельных станков с ЧПУ. На счету у меня собрано больше 5 штук самодельных ЧПУ станков с различной кинематикой перемещения и разнообразного назначения. Сегодня пойдет речь о самодельном лазерном гравере, который я собрал в домашних условиях,
а точнее в квартире. При этом использовал подручные материалы, которые
лежат без дела, или которые можно не задорого купить в ближайшем
магазине. С чего все началось, и для чего я собрал лазерный
гравировальный станок из хлама, сейчас расскажу.
Зачем собирать самодельный ЧПУ станок из хлама?
22 ноября 2020 184
Подробнее …
Читайте также
Плата для ЧПУ на Arduino UNO, CNC shield v3 и драйвера A4988 (DRV8825).
Установка и настройка конечных выключателей на 2 осевой ЧПУ станок – GRBL.
Подбираем нихром для ЧПУ гравировального станка.
Мы в соц сетях
Подпишись на каналМы на facebook
Бесплатный образец
Самодельный станок с ЧПУ
На фото ниже мой самодельный станок с ЧПУ. Он был сконструирован для ускорения сверления отверстий в самодельных печатных платах для других электронных хобби-проектов. Это был страстный проект, который разрабатывался в течение года по вечерам и выходным, работая штатным инженером. Для его создания потребовались все мои навыки и изучение новых, включая проектирование и обработку механических деталей, проектирование электронных схем и, конечно же, много кодирования. Он настолько самодельный, насколько это возможно, с большинством механических компонентов, сделанных мной лично на фрезерном станке G0704, а дизайн, вдохновленный другими проектами DIY, полностью мой собственный.
Ниже представлено короткое видео станка с ЧПУ в действии, на котором сверлятся отверстия диаметром 0,7 мм в пустой печатной плате.
Блок-схема системы
Основные части системы показаны на схеме ниже. Основой системы является микроконтроллер ATmega328P, который получает команды GCODE от управляющего ПК через UART. ATmega328P получает местоположение для перемещения шпинделя ЧПУ, вычисляет траекторию и дает команду шаговым двигателям перемещаться по осям X, Y и/или Z.
Каждый из трех шаговых двигателей управляется платой EasyDriver. Это упрощает управление с точки зрения микроконтроллера и уменьшает количество необходимых контактов, поскольку каждый шаг управляется импульсом от одного соединения. Кроме того, каждый драйвер имеет соединение для управления направлением и одно для управления режимом (1/8 шага против полного шага).
Программа хост-компьютера
Для отправки команд микроконтроллеру, запуска скриптов, отображения местоположения и т. д. я написал программу хост-компьютера или консоль GCODE, как я буду называть ее в дальнейшем. Он полностью написан на Python и использует библиотеку wxWidgets для графического интерфейса. Скриншот этой программы показан ниже.
Программа использует многопоточность для непрерывного обновления отображения на главном экране, одновременно выполняя сценарии в фоновом режиме.
Краткое изложение основных функциональных областей программы показано ниже.
Программа ATmega328P
Для Atmega328P требовалась возможность преобразовывать команды, поступающие от хост-компьютера, в движение шаговых двигателей. Исходный код этой программы можно найти здесь. Общий вид потока программы показан на диаграмме UML ниже. Программа Atmega328P считывает команды через свое оборудование UART и сравнивает их со списком допустимых команд. Если команда запрашивает перемещение по диагональной линии или по кривой, координаты команды обрабатываются алгоритмом, который вычисляет ближайшее приближение к указанной линии или кривой с использованием дискретных шагов. Эти шаги отправляются в виде импульсов на микросхемы шагового двигателя, которые перенаправляют питание от источника 12 В для управления отдельными линиями шагового двигателя.
Алгоритм определения шаговых импульсов для аппроксимации диагональной линии или кривой был адаптирован из этой статьи Кеннета и Мелвина Голдбергов под названием «Алгоритмы интерполяции XY».
Макет
В настоящее время схема все еще находится в виде макета. В настоящее время я работаю над дизайном в EAGLE, чтобы перенести его на что-то более постоянное.
Механические и электрические детали
Шпиндель, используемый в этом проекте, имеет воздушное охлаждение мощностью 400 Вт и был приобретен у RATTMMOTOR здесь. Он использует отдельную плату управления для установки скорости и работает от этого источника питания 48 В.
Ходовой винт и связанное с ним оборудование, используемые в этом проекте для управления осями, являются общими для большинства 3D-принтеров.
Остальные детали были изготовлены из прямоугольных алюминиевых профилей толщиной 1/4 дюйма 6061.
Зачем беспокоиться? платы, которые я делаю, что может занять очень много времени.
Например, плата ниже, плата ATmega328P breakout, которую я разработал, имеет более 50 отверстий!
Самодельный станок с ЧПУ | Хакадей
7 июня 2015 г., Рич Бремер
В мире ЧПУ на любительском уровне стоимость и простота обычно являются ключевыми факторами. Использование недорогих и легкодоступных материалов имеет большое значение для осуществимости проекта. [FreeRider] уже построил фрезерный станок с ЧПУ, но он был большим, гибким и не таким точным, как он хотел. Он приступил к разработке своего собственного настольного маршрутизатора, вдохновленного другими проектами, найденными в сети, но при этом снизив затраты и упростив сборку.
Рама машины изготовлена из МДФ толщиной 3/4″ и вырезана на первом фрезерном станке [FreeRider] — JGRO. Обратите внимание, как расточены все отверстия для множества головок болтов. Понятно, что при разработке этой машины было уделено большое внимание деталям. Алюминиевые уголки действуют как линейные рельсы, по которым перемещаются V-образные подшипники. Подшипники конька поддерживают резьбовой стержень 5/16″, используемый в качестве ходового винта. Свинцовые гайки представляют собой блоки из ПЭВП с резьбой и, похоже, работают удовлетворительно с минимальным люфтом.
[FreeRider] говорит, что его новая машина способна двигаться со скоростью 60 дюймов в минуту, что вдвое больше, чем у его старой машины. Поскольку новая машина жестче, он может обрабатывать алюминий и успешно изготовил несколько кронштейнов из пластины 1/8″. Он сообщает, что размерная точность составляет около 0,002-0,003 дюйма. Чтобы узнать о более недорогих станках с ЧПУ на основе МДФ, посмотрите на этот подшипник скольжения для выдвижных ящиков или на этот, в котором вместо шпинделя используется сверло.
Posted in cnc hacksTagged cnc, Станок с ЧПУ, Фрезерный станок с ЧПУ, станок с ЧПУ своими руками, самодельный станок с ЧПУ, деревянный фрезерный станок с ЧПУ
21 января 2015 г. Рич Бремер
[Куперман] какое-то время рылся в сети, проверяя самодельные станки с ЧПУ. Он хотел построить один. Во время поиска он заметил, что среди самодельных машин есть общая черта; они обычно делались из деталей, которые были под рукой или легко доступны. У него были некоторые детали, и он решил запрыгнуть в вагон группы и построить фрезерный станок с ЧПУ. Что отличает проект [Купермана] от остальных, так это то, что у него, по-видимому, есть несколько действительно хороших компонентов, доступных в его корзине для деталей. Машину прозвали «Tweakie», потому что она никогда не будет закончена, всегда есть что подправить, чтобы сделать ее лучше.
Основание Tweakie представляет собой сварную раму из стальных квадратных труб диаметром 25 мм. Внимательный наблюдатель может заметить , что сварка рамы может вызвать некоторую деформацию и деформацию. [Куперман] тоже подумал об этом, поэтому прикрепил алюминиевые прокладки к стальной раме и притер их. После этого к теперь уже прямой поверхности проставки были прикреплены полностью поддерживаемые линейные подшипники THK. Обе оси X и Y имеют шарико-винтовые пары для минимизации люфта и приводятся в действие шаговыми двигателями NEMA23. В оси Z используются 16-миллиметровые неподдерживаемые стержни с линейными подшипниками с опорными блоками. В отличие от X и Y, ось Z использует трапециевидный ходовой винт и бронзовую гайку. [Куперман] планирует в будущем заменить его шарико-винтовой передачей, но во время сборки у него не было ее под рукой.
Mach4 — это программное обеспечение, используемое для управления фрезерным станком с ЧПУ. Он связывается через параллельный порт с платой драйвера 3-осевого двигателя StepMaster, которая может обеспечить подачу 24 В постоянного тока на шаговые двигатели. Вся электроника аккуратно смонтирована в электрическом шкафу, установленном на задней части машины. В целом, это сверхпрочная и точная конструкция машины. [Куперман] успешно режет дерево, пластик и даже алюминий!
Posted in cnc hacksTagged cnc, фрезерный станок с ЧПУ, самодельный станок с ЧПУ, самодельный станок с ЧПУ
Главная \ Канализация \ Трубы КОРСИС \ Труба КОРСИС \ Вес трубы КОРСИС
Номинальный
размер
Расчетная масса 1 м труб, кг
SN 6
SN 8
110/91
0,87
0,95
160/139
1,49
1,7
200/176
2,03
2,3
250/216
3,20
3,5
315/271
5,05
5,4
400/343
7,05
8,3
500/427
10,90
12,6
630/535
16,15
17,7
800/687
28,75
32,5
1000/851
42,25
46,5
1200/1030
60,25
64,5
Мы поставляем по всей России!
Оперативное снабжение качественными материалами необходимо любой компании, именно по этой причине среди наших клиентов как крупные, так и небольшие компании во многих городах России.
Москва
Санкт-Петербург
Новосибирск
Казань
Челябинск
Омск
Екатеринбург
Ростов-на-Дону
Нижний Новгород
Уфа
Самара
Пермь
Хабаровск
Волгоград
Иркутск
Красноярск
Новокузнецк
Воронеж
Тюмень
Саратов
Оренбург
Краснодар
Кемерово
Тольятти
Рязань
Ижевск
Пенза
Ульяновск
Магнитогорск
Ярославль
Астрахань
Барнаул
Липецк
Владивосток
Тула
Ялта
Севастополь
Симферополь
Керчь
Евпатория
Феодосия. ..
Полный список
ТРУБЫ RC ПЛАСТИКОВЫЕ КОЛОДЦЫ ЗАДВИЖКИ ФЛАНЦЫ МУФТЫ ЭЛЕКТРОСВАРНЫЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ
В таблицах указан вес чугунных труб напорных, предназначенных для напорных систем, согласно ГОСТ 9583-75.
В соответствии с ГОСТ-ом, данные чугунные трубы являются раструбными, в зависимости от толщины стенки, подразделяются на три класса: А, Б и ЛА.
Параметры чугунных напорных труб с раструбным соединением класса А
Условный проход, мм
Наружный диаметр, мм
Толщина стенки, мм
Масса 1-го метра, кг
Метров в тонне
65
81
7,4
12,4
80,65
80
98
7,9
16,2
61,73
100
118
8,3
20,8
48,08
125
144
8,7
26,8
37,31
150
170
9,2
33,7
29,67
200
222
10,1
48,8
20,49
250
274
11,0
65,9
15,17
300
326
11,9
85,2
11,74
350
378
12,8
106,5
9,39
400
429
13,8
130,5
7,66
500
532
15,6
183,5
5,45
600
635
17,4
244,8
4,08
700
738
19,3
316,0
3,16
800
842
21,1
394,6
2,53
900
945
22,3
480,9
2,08
1000
1048
24,8
578,0
1,73
Параметры чугунных напорных труб с раструбным соединением класса Б
Условный проход, мм
Наружный диаметр, мм
Толщина стенки, мм
Масса 1-го метра, кг
Метров в тонне
65
81
8,0
13,3
75,19
80
98
8,6
17,5
57,14
100
118
9,0
22,3
44,84
125
144
9,5
29,1
34,36
150
170
10,0
36,4
27,47
200
222
11,0
52,9
18,90
250
274
12,0
71,6
13,97
300
326
13,0
92,7
10,79
350
378
14,0
116,1
8,61
400
429
15,0
141,4
7,07
500
532
17,0
199,4
5,02
600
635
19,0
266,6
3,75
700
738
21,0
342,9
2,92
800
842
23,0
429,0
2,33
900
945
25,0
523,9
1,91
1000
1048
27,0
627,9
1,59
Параметры чугунных напорных труб с раструбным соединением класса ЛА
Условный проход, мм
Наружный диаметр, мм
Толщина стенки, мм
Масса 1-го метра, кг
Метров в тонне
65
81
6,7
11,3
88,50
80
98
7,2
14,9
67,11
100
118
7,5
18,9
52,91
125
144
7,9
24,5
40,82
150
170
8,3
30,5
32,79
200
222
9,2
44,6
22,42
250
274
10,0
60,1
16,64
300
326
10,8
77,6
12,89
350
378
11,7
97,6
10,25
400
429
12,5
118,5
8,44
500
532
14,2
167,5
5,97
600
635
15,8
222,9
4,49
700
738
17,5
287,2
3,48
800
842
19,2
359,8
2,78
900
945
20,6
437,8
2,28
1000
1048
22,5
525,6
1,90
Случайные записи — cколько весит:
Камаз-65201 самосвал
купюра «100 долларов», США
макчикен Макдональдс
https://mkdonald-s. ru/menu-and-prices/iz-kuricy/makchiken.html из
батарейка AG13 (LR44, A76, SR44W, GP,76A, 357)
ольха, древесина 1 м3
Размеры и вес Сварные и бесшовные трубы из кованой стали в соответствии с ASME B36.10 часть I
NPS (DN)
ID
СЧ
Внешний диаметр дюйм (мм)
ШТ дюйм (мм)
Вес фунт/фут (кг/м)
40 (1000)
…
…
40,0 (1016)
0,312 (7,92)
132,37 (196,9)
40 (1000)
…
…
40,0 (1016)
0,344 (8,74)
145,83 (217,11)
40 (1000)
СТД
…
40,0 (1016)
0,375 (9,53)
158,85 (236,54)
40 (1000)
. ..
…
40,0 (1016)
0,406 (10,31)
171,84 (255,71)
40 (1000)
…
…
40,0 (1016)
0,438 (11,13)
185,24 (275,82)
40 (1000)
…
…
40,0 (1016)
0,469 (11,91)
198,19 (294,92)
40 (1000)
ХС
…
40,0 (1016)
0,5 (12,7)
211.13 (314.23)
40 (1000)
…
…
40,0 (1016)
0,562 (14,27)
236,93 (352,53)
40 (1000)
…
…
40,0 (1016)
0,625 (15,88)
263,07 (391,67)
40 (1000)
…
…
40,0 (1016)
0,688 (17,48)
289. 13 (430.45)
40 (1000)
…
…
40,0 (1016)
0,75 (19,05)
314,69 (468,37)
40 (1000)
…
…
40,0 (1016)
0,812 (20.62)
340.16 (506.17)
40 (1000)
…
…
40,0 (1016)
0,875 (22,23)
365,97 (544,81)
40 (1000)
…
…
40,0 (1016)
0,938 (23,83)
391,68 (583,08)
40 (1000)
…
…
40,0 (1016)
1,0 (25,4)
416,91 (620,51)
40 (1000)
…
…
40,0 (1016)
1,062 (26,97)
442,05 (657,82)
40 (1000)
. ..
…
40,0 (1016)
1,125 (28,58)
467,52 (695,96)
40 (1000)
…
…
40,0 (1016)
1,188 (30,18)
492,9 (733,73)
40 (1000)
…
…
40,0 (1016)
1,25 (31,75)
517,8 (770,67)
42 (1050)
…
…
42,0 (1067)
0,344 (8,74)
153,18 (228,1)
42 (1050)
СТД
…
42,0 (1067)
0,375 (9,53)
166,86 (248,53)
42 (1050)
…
…
42,0 (1067)
0,406 (10,31)
180,52 (268,67)
42 (1050)
…
…
42,0 (1067)
0,438 (11,13)
194,6 (289,82)
42 (1050)
. ..
…
42,0 (1067)
0,469 (11,91)
208,22 (309,9)
42 (1050)
ХС
…
42,0 (1067)
0,5 (12,7)
221,82 (330,21)
42 (1050)
…
…
42,0 (1067)
0,562 (14,27)
248,95 (370,48)
42 (1050)
…
…
42,0 (1067)
0,625 (15,88)
276,44 (411,64)
42 (1050)
…
…
42,0 (1067)
0,688 (17,48)
303,84 (452,43)
42 (1050)
…
…
42,0 (1067)
0,75 (19,05)
330,72 (492,33)
42 (1050)
…
…
42,0 (1067)
0,812 (20,62)
357,52 (532,11)
42 (1050)
. ..
…
42,0 (1067)
0,875 (22,23)
384,67 (572,77)
42 (1050)
…
…
42,0 (1067)
0,938 (23,83)
411,74 (613,05)
42 (1050)
…
…
42,0 (1067)
1,0 (25,4)
438,29 (652,46)
42 (1050)
…
…
42,0 (1067)
1,062 (26,97)
464,76 (691,75)
42 (1050)
…
…
42,0 (1067)
1,125 (28,58)
491,57 (731,91)
42 (1050)
…
…
42,0 (1067)
1,188 (30,18)
518,3 (771,69)
42 (1050)
…
…
42,0 (1067)
1,25 (31,75)
544,52 (810,6)
44 (1100)
. ..
…
44,0 (1118)
0,344 (8,74)
160,54 (239,09)
44 (1100)
СТД
…
44,0 (1118)
0,375 (9,53)
174,88 (260,52)
44 (1100)
…
…
44,0 (1118)
0,406 (10,31)
189,2 (281,64)
44 (1100)
…
…
44,0 (1118)
0,438 (11,13)
203,97 (303,82)
44 (1100)
…
…
44,0 (1118)
0,469 (11,91)
218,25 (324,88)
44 (1100)
ХС
…
44,0 (1118)
0,5 (12,7)
232,51 (346,18)
44 (1100)
…
…
44,0 (1118)
0,562 (14,27)
260,97 (388,42)
44 (1100)
. ..
…
44,0 (1118)
0,625 (15,88)
289,8 (431,62)
44 (1100)
…
…
44,0 (1118)
0,688 (17,48)
318,55 (474,42)
44 (1100)
…
…
44,0 (1118)
0,75 (19,05)
346,76 (516,29)
44 (1100)
…
…
44,0 (1118)
0,812 (20,62)
374,88 (558,04)
44 (1100)
…
…
44,0 (1118)
0,875 (22,23)
403,38 (600,73)
44 (1100)
…
…
44,0 (1118)
0,938 (23,83)
431,79 (643,03)
44 (1100)
…
…
44,0 (1118)
1,0 (25,4)
459,67 (684,41)
44 (1100)
. ..
…
44,0 (1118)
1,062 (26,97)
487,47 (725,67)
44 (1100)
…
…
44,0 (1118)
1,125 (28,58)
515,63 (767,85)
44 (1100)
…
…
44,0 (1118)
1,188 (30,18)
543,7 (809,65)
44 (1100)
…
…
44,0 (1118)
1,25 (31,75)
571,25 (850,54)
46 (1150)
…
…
46,0 (1168)
0,344 (8,74)
167,89 (249,87)
46 (1150)
СТД
…
46,0 (1168)
0,375 (9,53)
182,9 (272,27)
46 (1150)
…
…
46,0 (1168)
0,406 (10,31)
197,88 (294,35)
46 (1150)
. ..
…
46,0 (1168)
0,438 (11,13)
213,33 (317,54)
46 (1150)
…
…
46,0 (1168)
0,469 (11,91)
228,27 (339,56)
46 (1150)
ХС
…
46,0 (1168)
0,5 (12,7)
243,2 (361,84)
46 (1150)
…
…
46,0 (1168)
0,562 (14,27)
272,98 (406,02)
46 (1150)
…
…
46,0 (1168)
0,625 (15,88)
303.16 (451.2)
46 (1150)
…
…
46,0 (1168)
0,688 (17,48)
333,26 (495,97)
46 (1150)
…
…
46,0 (1168)
0,75 (19. 05)
362,79 (539,78)
46 (1150)
…
…
46,0 (1168)
0,812 (20,62)
392,24 (583,47)
46 (1150)
…
…
46,0 (1168)
0,875 (22,23)
422.09 (628.14)
46 (1150)
…
…
46,0 (1168)
0,938 (23,83)
451,85 (672,41)
46 (1150)
…
…
46,0 (1168)
1,0 (25,4)
481.05 (715.73)
46 (1150)
…
…
46,0 (1168)
1,062 (26,97)
510.17 (758.92)
46 (1150)
…
…
46,0 (1168)
1,125 (28,58)
539,68 (803,09)
46 (1150)
. ..
…
46,0 (1168)
1,188 (30,18)
569,1 (846,86)
46 (1150)
…
…
46,0 (1168)
1,25 (31,75)
597,97 (889,69)
48 (1200)
…
…
48,0 (1219)
0,344 (8,74)
175,25 (260,86)
48 (1200)
СТД
…
48,0 (1219)
0,375 (9,53)
190,92 (284,25)
48 (1200)
…
…
48,0 (1219)
0,406 (10,31)
206,56 (307.32)
48 (1200)
…
…
48,0 (1219)
0,438 (11,13)
222,7 (331,54)
48 (1200)
…
…
48,0 (1219)
0,469 (11,91)
238,3 (354,54)
48 (1200)
ХС
. ..
48,0 (1219)
0,5 (12.7)
253,89 (377,81)
48 (1200)
…
…
48,0 (1219)
0,562 (14,27)
285,0 (423,97)
48 (1200)
…
…
48,0 (1219)
0,625 (15,88)
316,52 (471,17)
48 (1200)
…
…
48,0 (1219)
0,688 (17,48)
347,97 (517,95)
48 (1200)
…
…
48,0 (1219)
0,75 (19,05)
378,83 (563,74)
48 (1200)
…
…
48,0 (1219)
0,812 (20,62)
409,61 (609,4)
48 (1200)
…
…
48,0 (1219)
0,875 (22,23)
440,8 (656,1)
48 (1200)
. ..
…
48,0 (1219)
0,938 (23,83)
471,9 (702,38)
48 (1200)
…
…
48,0 (1219)
1,0 (25,4)
502,43 (747,67)
48 (1200)
…
…
48,0 (1219)
1,062 (26,97)
532,88 (792,84)
48 (1200)
…
…
48,0 (1219)
1,125 (28,58)
563,73 (839,04)
48 (1200)
…
…
48,0 (1219)
1,188 (30,18)
594,5 (884,82)
48 (1200)
…
…
48,0 (1219)
1,25 (31,75)
624,7 (929,62)
52 (1300)
…
…
52,0 (1321)
0,375 (9,53)
206,95 (308,23)
52 (1300)
. ..
…
52,0 (1321)
0,406 (10,31)
223,93 (333,26)
52 (1300)
…
…
52,0 (1321)
0,438 (11,13)
241,42 (359,54)
52 (1300)
…
…
52,0 (1321)
0,469 (11,91)
258,36 (384,5)
52 (1300)
…
…
52,0 (1321)
0,5 (12,7)
275,27 (409,76)
52 (1300)
…
…
52,0 (1321)
0,562 (14,27)
309.03 (459.86)
52 (1300)
…
…
52,0 (1321)
0,625 (15,88)
343,25 (511,12)
52 (1300)
…
…
52,0 (1321)
0,688 (17,48)
377,39 (561,93)
52 (1300)
. ..
…
52,0 (1321)
0,75 (19,05)
410,9 (611,66)
52 (1300)
…
…
52,0 (1321)
0,812 (20,62)
444,33 (661,27)
52 (1300)
…
…
52,0 (1321)
0,875 (22,23)
478.21 (712.02)
52 (1300)
…
…
52,0 (1321)
0,938 (23,83)
512.01 (762.33)
52 (1300)
…
…
52,0 (1321)
1,0 (25,4)
545,19 (811,57)
52 (1300)
…
…
52,0 (1321)
1,062 (26,97)
578,29 (860,69)
52 (1300)
…
…
52,0 (1321)
1,125 (28,58)
611,84 (910,93)
52 (1300)
. ..
…
52,0 (1321)
1,188 (30,18)
645,3 (960,74)
52 (1300)
…
…
52,0 (1321)
1,25 (31,75)
678,15 (1009,49)
56 (1400)
…
…
56,0 (1422)
0,375 (9,53)
222,99 (331,96)
56 (1400)
…
…
56,0 (1422)
0,406 (10,31)
241,29 (358,94)
56 (1400)
…
…
56,0 (1422)
0,438 (11,13)
260,15 (387,26)
56 (1400)
…
…
56,0 (1422)
0,469 (11,91)
278,41 (414,17)
56 (1400)
…
…
56,0 (1422)
0,5 (12,7)
296,65 (441,39)
56 (1400)
. ..
…
56,0 (1422)
0,562 (14,27)
333.06 (495.41)
56 (1400)
…
…
56,0 (1422)
0,625 (15,88)
369,97 (550,67)
56 (1400)
…
…
56,0 (1422)
0,688 (17,48)
406,8 (605,46)
56 (1400)
…
…
56,0 (1422)
0,75 (19,05)
442,97 (659,11)
56 (1400)
…
…
56,0 (1422)
0,812 (20,62)
479,05 (712,63)
56 (1400)
…
…
56,0 (1422)
0,875 (22,23)
515,63 (767,39)
56 (1400)
…
…
56,0 (1422)
0,938 (23,83)
552. 12 (821.68)
56 (1400)
…
…
56,0 (1422)
1,0 (25,4)
587,95 (874,83)
56 (1400)
…
…
56,0 (1422)
1,062 (26,97)
623,7 (927,86)
56 (1400)
…
…
56,0 (1422)
1,125 (28,58)
659,94 (982,12)
56 (1400)
…
…
56,0 (1422)
1,188 (30,18)
696.1 (1035.91)
56 (1400)
…
…
56,0 (1422)
1,25 (31,75)
731,6 (1088,57)
60 (1500)
…
…
60,0 (1524)
0,375 (9,53)
239,02 (355,94)
60 (1500)
. ..
…
60,0 (1524)
0,406 (10,31)
258,65 (384,87)
60 (1500)
…
…
60,0 (1524)
0,438 (11,13)
278,88 (415,26)
60 (1500)
…
…
60,0 (1524)
0,469 (11,91)
298,47 (444,13)
60 (1500)
…
…
60,0 (1524)
0,5 (12,7)
318.03 (473.34)
60 (1500)
…
…
60,0 (1524)
0,562 (14,27)
357,09 (531,3)
60 (1500)
…
…
60,0 (1524)
0,625 (15,88)
396,7 (590,62)
60 (1500)
…
…
60,0 (1524)
0,688 (17,48)
436,22 (649,44)
60 (1500)
. ..
…
60,0 (1524)
0,75 (19,05)
475.04 (707.03)
60 (1500)
…
…
60,0 (1524)
0,812 (20.62)
513,77 (764,5)
60 (1500)
…
…
60,0 (1524)
0,875 (22,23)
553.04 (823.31)
60 (1500)
…
…
60,0 (1524)
0,938 (23,83)
592,23 (881,63)
60 (1500)
…
…
60,0 (1524)
1,0 (25,4)
630,71 (938,73)
60 (1500)
…
…
60,0 (1524)
1,062 (26,97)
669.11 (995.71)
60 (1500)
…
…
60,0 (1524)
1,125 (28,58)
708. 05 (1054.01)
60 (1500)
…
…
60,0 (1524)
1,188 (30,18)
746,9 (1111,83)
60 (1500)
…
…
60,0 (1524)
1,25 (31,75)
785.05 (1168.44)
Заметки:
Размер всех труб в приведенной выше таблице определяется безразмерным обозначением номинального размера трубы (NPS) или номинального диаметра (DN).
Трубы NPS 12 (DN 300) и меньше имеют наружные диаметры, численно превышающие их соответствующие размеры. Напротив, наружные диаметры труб численно идентичны номеру размера для всех размеров.
Производство труб от NPS 1/8 (DN 6) до NPS 12 (DN 300) включительно основано на стандартном наружном диаметре (НД).
Этот Н.Д. изначально было выбрано так, чтобы труба со стандартным Н.Д. и имея толщину стенки, типичную для того периода, внутренний диаметр (внутренний диаметр) примерно равнялся номинальному размеру. Хотя такой зависимости между существующей стандартной толщиной — Н.Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.
Производство труб NPS 14 (DN 350) и более осуществляется на основе наружного диаметра. соответствует номинальному размеру.
ТРУБА NPS/DN/OD
Допуск на допустимый внешний диаметр
Свыше
Под
дюймов
мм
дюймов
мм
NPS от 1/8 до 1,1/2 DN от 6 до 40 Внешний диаметр от 10,3 до 48,3 мм
1/64
0,4
1/64
0,4
От 1,1/2 до 4 DN от 40 до 100 Наружный диаметр от 48,3 до 114,3 мм
1/32
0,8
1/32
0,8
От 4 до 8 DN от 100 до 200 Наружный диаметр от 114,3 до 219,1 мм
1/16
1,6
1/32
0,8
От 8 до 18 лет DN 200 до 450 НД 219,1 до 457 мм
3/32
2,4
1/32
0,8
От 18 до 26 DN от 450 до 650 Наружный диаметр от 457 до 660 мм
1/8
3,2
1/32
0,8
Допуск на внутренний диаметр труб
Кованые, расточенные и литые трубы. Внутренний диаметр не должен отличаться от указанного более чем на 1/16 дюйма (1,6 мм). Не должно быть отклонений от заданного внутреннего диаметра.
Допуск на толщину стенки трубы
ТРУБА NPS/ DN/ OD
Допуск, % от номинального
Свыше
Ниже
NPS от 1/8 до 2,1/2, вкл. все отношения t/D DN от 6 до 65 OD от 10,3 до 73,0, мм
20,0
12,5
NPS от 3 до 18, вкл. т/д до 5 % DN от 80 до 450 OD от 88,9 до 457, мм
22,5
12,5
NPS от 3 до 18, вкл. т/д > 5% DN от 80 до 450 НД от 88,9 до 457, мм
15,0
12,5
NPS 20 и больше, вкл. сварные, все соотношения т/д DN 500 OD 508, мм
17,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д до 5% DN 500 OD 508, мм
22,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д > 5% DN 500 OD 508, мм
15,0
12,0
Допуск по весу труб
Допуск по весу труб зависит от номинального размера трубы.
Трубы NPS 12 (DN300, 323,8 мм) и меньше, допуск по весу -3,5% / +10%
Трубы свыше NPS 12 (DN300, 323,8 мм), допуск по весу -5% / +10%
Трубы NPS 4 (DN100, 114,3 мм) и меньше могут взвешиваться удобными партиями; трубы размером более NPS 4 должны взвешиваться отдельно
Допуски по длине труб
Бесшовные и сварные (без добавления присадочного металла). Если заказаны отрезки определенной длины, никакая длина трубы не должна быть меньше указанной длины и не должна превышать указанную более чем на 1/4 дюйма (6,35 мм).
Кованые и скучные, литые и литые холоднодеформированные. Если заказаны определенные длины отрезков, никакая длина трубы не должна быть меньше указанной длины и не должна превышать указанную более чем на 1/8 дюйма (3,2 мм).
Для труб, заказанных произвольной длины, длина и варианты должны быть согласованы между производителем и покупателем.
Размеры и вес труб из ПВХ и ХПВХ
Перейти к содержанию
Размер, толщина и вес для труб сортамента 40 и сортамента 80 Сантехника
Найти трубу с правильными характеристиками для работы часто бывает сложно, когда приходится сравнивать размеры различных трубных изделий. Чтобы упростить этот процесс и облегчить поиск нужной трубы, компания PVC Pipe Supplies составила спецификации труб из ПВХ и ХПВХ с указанием размера, толщины стенки, внутреннего диаметра, наружного диаметра и среднего веса трубы для сантехники сортамента 40 и графика 80. Размеры, указанные ниже, указаны в NPS ( Номинальный размер трубы ) Стандарт размеров. В следующей таблице приведены технические характеристики труб из ПВХ и ХПВХ сортамента 40:
Технические характеристики труб из ПВХ сортамента 40
Размер (дюймы)
Толщина стенки (дюймы)
Внутренний диаметр (дюймы)
Внешний диаметр (дюймы)
Вес / фут (фунты/футы)
ПВХ
ХПВХ
1/2
0,109
0,622
0,840
0,16
Н/Д
3/4
0,113
0,824
1,050
0,21
Н/Д
1
0,133
1,049
1,315
0,32
Н/Д
1 1/4
0,140
1,380
1,660
0,43
Н/Д
1 1/2
0,145
1,610
1. 900
0,51
Н/Д
2
0,154
2,067
2,375
0,68
Н/Д
2 1/2
0,203
2,469
2,875
1,07
Н/Д
3
0,216
3,068
3.500
1,41
Н/Д
4
0,237
4. 026
4.500
2.01
Н/Д
5
0,258
5.047
5,563
2,73
Н/Д
6
0,280
6.065
6,625
3,53
Н/Д
8
0,322
7,981
8,625
5,39
Н/Д
10
0,365
10. 020
10.750
7,55
Н/Д
12
0,406
11,938
12.750
10.01
Н/Д
14
0,438
13.124
14.000
11,80
Н/Д
16
0,500
15.000
16.000
15,43
Н/Д
Технические характеристики труб из ПВХ и ХПВХ сортамента 80
В следующей таблице указаны размеры NPS, толщина стенки, средний вес труб, размеры внутреннего и внешнего диаметра для трубопроводов из ПВХ и ХПВХ сортамента 80. В следующей таблице приведены технические характеристики труб из ПВХ и ХПВХ сортамента 80:
Пластик жидкий, листовой и зеркальный, способы его переработки | ПластЭксперт
АБС — пластик
Что такое АБС пластик
Пластик АБС (ABS) – это продукт сополимеризации трех мономенов: акрилонитрила, бутадиена и стирола. Как и любой полимер, он состоит из макромолекул с чередующимися звеньями указанных мономеров. Химическую формулу АБС-пластика можно схематично представить в виде, представленном на рисунке 1.
Рис.1. Химическая структура АБС
С точки зрения химии, АБС пластик – это продукт сополимеризации указанных выше мономеров, обычно проходящей по привитой схеме в эмульсии. При этом полимерной матрицей является статсополимер стирола и акрилонитрила, а блоки бутадиена до 1 микрометра величиной распределены в матрице. Такая система предполагает возможность варьирования процентного соотношения мономерных звеньев в сополимере с возможностью таким образом изменять свойства последнего. Обычно в составе, материала, который в общем виде мы называем «АБС» количество акрилонитрила может быть от 15 до 35 процентов, бутадиена от 5 до 30, а стирола от 40 до 60 процентов.
Бутадиен, являющийся мономером для многих типов синтетических каучуков, придает АБС полимеру повышенную ударную прочность. При этом у него сохраняются высокие базовые физико-механические и тепловые характеристики, присущие стирольным пластикам. Это обуславливает очень высокую востребованность АБС.
Недостатком является то, что большинство марок рассматриваемого сополимера непрозрачны (существует прозрачная модификация — MABS). Производится АБС пластик обычно в гранулах, но встречается и порошкообразный материал. Наиболее известные торговые марки АБС полимера от разных производителей: Styrolux, Polylac, Starex, Terluran, Novodur.
Мировое производство пластика АБС оценивается примерно в 10 миллионов тонн полимера в год и постоянно растет. Средний ежегодный прирост его выпуска составляет 5-6 процентов. В 20 веке основным производителем АБС в мире были США, однако в последние годы вектор производства сменился в сторону Азии. Мировые лидеры по выпуску этого пластика – Тайвань, Япония и Южная Корея, которые производят около трех четвертей всего мирового АБС. В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)
Характеристики ABS
Основными технологическими и химическими свойствами АБС-сополимера являются.
— Область температур переработки – от 200 до 260 градусов С.
— Влагопоглощение – от 0,2 до 0,4%.
— Плотность – около 1040 кг/куб. м.
— Технологическая усадка – от 0,4 до 0,7%.
— Хорошая химическая стойкость к сильным основаниям (щелочам), маслам и смазкам, солям и кислотам в растворах.
Главные физико-механические свойства АБС.
— Высокая твердость и ударная вязкость пластика.
— Хорошая термостойкость и устойчивость к низким и высоким (зависит от марки пластика) температурам.
— Очень высокая устойчивость к атмосферным и погодным явлениям.
— Невысокие электроизоляционные характеристики (хуже чем у полистирола).
— Низкая стойкость к ультрафиолету.
Важнейшие эксплуатационные свойства АБС сополимера.
— Стандартные марки АБС выдерживает кратковременно температуру до 100 градусов и длительно до 80 градусов С, теплостойкие марки – 130 (длительно – 100) градусов С.
— Изделия из АБС обладают глянцевой поверхностью.
— Хорошая износостойкость.
— Вариативность механических характеристик а зависимости от мономерного состава АБС.
— Марки пластика подходят для нанесения покрытий гальваникой, металлизации под вакуумом.
— Хорошая способность к сварке.
Применение АБС пластика
ABS является одним из немногих материалов, которые неприхотливы в переработке. Изделия из этого пластика можно получать подавляющим большинством методов, принимая во внимание свойства каждой конкретной марки, главным образом текучесть (ПТР).
Литьем под давлением из ABS-пластика получают всевозможные изделия, в том числе из-за низкой усадки и хорошей размерной стабильности он хорошо подходит для точного литья. Типичные литьевые продукты, для получения которых применяется данный пластик:
— Автомобильная индустрия: интерьерные и экстерьерные компоненты из пластика, в том числе панели приборов, радиаторные решетки, колесные колпаки и т.д.
— Детали электроники и бытовой техники: корпуса телевизоров и прочих домашних приборов, телефонов, компьютеров и оргтехники, мониторов, металлизированные компоненты разнообразных устройств.
— Электротехнические изделия: корпуса электроинструмента, розетки и выключатели, конструкционные детали.
— Товары для детей.
— Канцтовары.
— Тара и упаковка: чемоданы, контейнеры, посуда, сосуды для жидкостей.
С точки зрения экструзии пластмасс АБС главным образом перерабатывается в листы для их последующего применения в различных областях. Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).
Рис.2. Нить для последующей 3D печати
В последние годы широкое распространение получила новая область применения АБС – 3D печать. Суть технологии заключается в том, что изначально из гранулированного пластика и мастербатча (концентрата красителя) получают калиброванную окрашенную нить в катушках. Затем нить используется для аддитивной трехмерной печати на специальных 3D-принтерах. Наряду с полилактидом (PLA) АБС, благодаря своим удачным свойствам, является одним из двух самых популярных пластиков для 3D печати.
Пластик АБС является хорошим материалом для получения модифицированных полимеров и композитов на его основе. Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
Холодный пластик для дорожной разметки «Формула-1»
Описание
Назначение
Холодный пластик для дорожной разметки предназначен для нанесения горизонтальной разметки автомобильных дорог с усовершенствованным покрытием (асфальтобетонным, цементобетонным).
Описание
Двухкомпонентный лакокрасочный материал холодного формирования. Неотвержденный холодный пластик – высоконаполненная суспензия, содержащая метакриловую смолу, пигменты, наполнители, функциональные добавки. Поставляется в комплекте с отвердителем, который представляет собой сыпучий порошок белого цвета с содержанием дибензоилопероксида от 50 % до 51 %. Не содержит органические растворители.
Нанесение
Нанесение проводят с помощью ручных кареток, шпателем, ограничивая контур разметки скотчем, или по шаблону, либо машинами кареточного типа.
Не допускается разбавлять холодный пластик водой, органическими растворителями, смешивать между собой холодные пластики различных марок.
Время отверждения
При температуре плюс (20±2) °С составляет не более 20 мин.
Проезд транспорта по нанесенной разметке разрешается по истечении не менее 45 мин после ее нанесения.
Условия нанесения
Разметку наносят в сухую погоду по сухому, очищенному от грязи, песка и масел дорожному покрытию.
Разметку холодным пластиком проводят при температуре покрытия от плюс 10 °С до плюс 35 °С.
Температура дорожного полотна должна быть на 3 °С выше «точки росы».
Влажность дорожного полотна должна быть не более 4 %.
Относительная влажность воздуха – не более 85 %.
Толщина слоя
от 1,5 до 3,0 мм
Расход
6 кг/м²
Расфасовка
в ведрах по 15 кг/30 кг каждое в комплекте с отвердителем.
Отвердитель поставляется в полиэтиленовых пакетах или полимерной таре с мерной емкостью из расчета 2 % (300 г/600 г) отвердителя на 15 кг/ 30 кг холодного пластика.
Стойкость покрытия к статическому воздействию жидкостей, ч, не менее:
– воды при температуре (20±2)°С;
– насыщенного раствора NaCl при температуре (0±2)°С;
– 3 %-ного раствора NaCl при температуре (0±2)°С;
– 10 %-ного раствора NaOH при температуре (20±2)°С
72
72
72
72
Может быть других цветов – оранжевого, синего, красного, черного, зеленого
Машина для литья под давлением Formula Plastics избирательно подходит к клиентам
Бизнес Formula Plastics Inc. , компании по литью под давлением и контрактного производителя, работающей по обе стороны калифорнийско-мексиканской границы, был сильным.
Частично причина в том, что руководство компании приняло стратегическое решение «уволить» некоторых клиентов и вместо этого сосредоточиться на отраслях, которые, по их мнению, могут помочь им добиться успеха сейчас и в будущем.
Теперь Formula быстро добавляет инженеров, операторов и машины, чтобы не отставать от расширяющегося бизнеса.
Formula юридически зарегистрирована в Текате, Калифорния, но производство находится в нескольких милях от Текате, Мексика. Компанию возглавляет Том Флэннери, которого в январе назначили президентом. Он присоединился к компании около двух лет назад в качестве генерального директора и вице-президента.
Plastics News оценивает, что продажи компании по литью под давлением выросли с 25 миллионов долларов в 2019 году до 35 миллионов долларов в 2020 году. Издатель Бреннан Лафферти поговорил с Фланнери о бизнесе для недавнего подкаста «Что не дает вам спать ночью». Это отредактированная версия этого интервью.
В: Я знаю, что это только начало, есть ли что-нибудь в переходе на пост президента, что вас удивило?
Фланнери: На самом деле совсем немного. Когда Алекс Мора, наш генеральный директор и мой деловой партнер, начали работать вместе в начале 2019 года, это был естественный прогресс. Я пришел на борт, чтобы управлять бизнесом, разрабатывать нашу стратегию и реализовывать эту стратегию. На самом деле это было естественным прогрессом, чтобы получить этот титул.
В: Как вы объясняете новым клиентам, что делает Formula, чтобы выделиться среди конкурентов?
Фланнеры: Исторически Formula была типичным производителем для литья под давлением. У вас была форма, у нас была машина; вы даете нам заказ на покупку, мы даем вам детали. Это было очень транзакционным по своей природе. В результате с годами у нас накапливались клиенты, клиенты и клиенты, и мы действительно не очень хорошо справлялись с обслуживанием ни одного из них. Таким образом, одно из самых больших изменений, которые мы предприняли в 2019–2020 годах, заключалось в том, чтобы сосредоточиться на меньшем количестве более крупных клиентов, которые ценили нас как неотъемлемую часть своей цепочки поставок пластмассовых изделий.
В: Когда вы совершаете этот переход, трудно ли сказать «нет» бизнесу?
Фланнери: Абсолютно. Вы должны уволить некоторых клиентов. И это никогда не бывает легко. Реальность такова, что я обошел многих наших стратегических клиентов и очень внимательно выслушал, что у нас хорошо, а что не очень. И в некоторых случаях вы приходите к пониманию, что у вас нет будущего в поддержке конкретного клиента, и обеим сторонам лучше признать это и двигаться дальше.
Когда мы попытались определить, кто был стратегическим, а кто нет, это привело нас к трем основным вопросам: Является ли клиент инновационным на своем рынке? Они растут? И является ли то, что мы делаем, основополагающим для того, что делают они, или нет?
Мы использовали этот относительно простой фильтр, чтобы просмотреть нашу клиентскую базу и решить, для кого мы можем быть чем-то большим, чем просто транзакцией. Из тех 20 клиентов, которых мы определили, я бы сказал, что более 80 процентов выросли с 2019 года больше, чем рост самого рынка. А в некоторых случаях размер некоторых из наших крупных клиентов увеличился более чем вдвое.
В: Расскажите мне о ваших возможностях; вы находитесь там, в Мексике. Сколько машин вы используете и какие возможности вы предлагаете?
Фланнери: Formula Plastics работает в Tecate с начала 1990-х годов. Мы только что привезли шесть новых машин, так что сейчас у нас 80 машин. Наш тоннаж колеблется от 6 тонн до 600 тонн. Мы находимся в кампусе площадью 10 акров; у нас есть восемь отдельно стоящих зданий с производственной площадью около 250 000 квадратных футов.
У нас работает 750 человек в команде; около 80 из них дипломированные инженеры. И эта цифра утроилась за два года. Это связано с высоким сервисом, акцентом на технических услугах. Мы не просто формовщики для литья под давлением; мы видим себя в качестве контрактного производителя. Мы фокусируемся на трех основных областях: проектирование и изготовление пресс-форм, техническое литье и сборка, а также производство медицинского оборудования.
В: Какие рынки представляют для вас наибольшие возможности?
Фланнери: Наши системы качества и наши возможности подходят для жестко регулируемых рынков. Это медицинское устройство, это науки о жизни. И это также другие области, которые выигрывают от контроля и согласованности процессов: автомобильная, аэрокосмическая и другие.
Я бы сказал, что через пять лет большая часть нашего бизнеса будет связана с науками о жизни и медицинскими приборами. Эти клиенты, как только вы получите клиента, который доволен вашим обслуживанием, и вы станете расширением своих возможностей, они будут продолжать предоставлять вам услуги до тех пор, пока вы продолжаете предоставлять им услуги. Им слишком сложно добавить к своим поставщикам.
За последние 18 месяцев мы построили три чистых помещения. Наш четвертый, мы собираемся начать строительство в ближайшее время, и оно будет завершено к концу 2021 года. Таким образом, у нас будет более 40 000 квадратных футов чистой площади. Большая часть нашего роста приходится на контрактное производство в контролируемой среде и чистых помещениях.
В: Пандемия сильно изменила нашу деловую и личную жизнь. Есть ли какой-то урок, который вы извлекли из этого в отношении Formula Plastics?
Фланнери: Так много уроков. Вы должны реагировать на то, что вы видите, происходит на рынке. Компании, которые не отреагировали, разорились. У нас 750 сотрудников. До пандемии нас было 500. В марте мы снизились до половины этого количества. А затем каждого оператора, которого нам пришлось уволить, мы снова наняли, и так далее.
Это был очень напряженный год. И я думаю, что мы действительно должны были убедиться, что наши сотрудники чувствовали поддержку. Мы с Алексом урезали зарплату на 100 процентов. Все наши наемные работники получили 20-процентное сокращение заработной платы. И я с гордостью могу сказать, что мы выплатили каждый доллар из этой суммы плюс.
Думаю, наши сотрудники действительно очень доверяют тому, что мы делаем, и нашей миссии. Я думаю, что во многих случаях мы действительно соответствуем этому. Не сказать, что мы совершенны ни в чем. Но у нас есть девиз: мы лажаем меньше, чем конкуренты [смеется]. И нам нравится шутить, и мы все еще хотим каждый день смотреть в зеркало и бросать себе вызов.
Итак, извлеченный урок заключается в том, что все дело в людях, с которыми мы работаем каждый день, и в обеспечении того, чтобы они чувствовали поддержку. А моя роль — их слуга. Я уборщик в третью смену. Я сотрудник столовой. Я делаю то, что мне нужно, чтобы члены нашей команды чувствовали, что то, что мы здесь делаем, имеет значение. Я думаю, что мы соответствуем этому, и я горжусь этим.
В: Что не дает вам спать по ночам?
Фланнери: Убедиться, что мы по-прежнему сосредоточены на том, чтобы радовать наших клиентов и что у нас есть нужные ресурсы, а также просто выполнять и выполнять свои обязательства. Когда вы удваиваете размер своего бизнеса, и у вас есть конвейер, чтобы снова удвоить, наш самый большой риск сейчас — это риск исполнения. Все дело в том, чтобы у вас были самые лучшие, самые умные и самые заинтересованные сотрудники, которые сосредоточены на том, чтобы радовать наших клиентов.
Не могу сказать, что это не дает мне спать по ночам, потому что лично мне это очень нравится. Это страсть для меня; Я люблю то, что я делаю. Я надеюсь, что моя страсть и наша командная страсть передастся нашим клиентам. И наши финансовые результаты показывают, что это происходит.
См. стр.
Polyinyl_chloride_PVC
Что такое поливинилхлорид (ПВХ)?
ПВХ представляет собой поливинилхлорид. Это пластик, имеющий следующую химическую формулу: Ch3=CHCl (см. рисунок справа).
Пластик включает в себя широкий спектр синтетических или полусинтетических продуктов полимеризации (т. е. длинноцепочечных «органических» молекул на основе углерода), название которых связано с тем фактом, что в полужидком состоянии они податливы или обладают свойством пластичности. ПВХ – термопластичный материал. Термопластичные материалы — это материалы, которые можно снова и снова плавить. Эти материалы можно нагреть до определенной температуры, и они снова затвердеют при охлаждении.
После Первой мировой войны произошел бум на новые формы пластмасс из-за усовершенствований в секторе химической технологии, включая «полистирол (ПС)» и «поливинилхлорид (ПВХ)», разработанные И.Г. Компания Фарбен из Германии.
В настоящее время ПВХ широко используется в строительном секторе, например, в оконных рамах и ставнях, прокладке и покрытии труб и т. д. Винил также используется в граммофонных пластинках, поэтому мы используем термин «виниловые пластинки» для обозначения их. ПВХ можно использовать для множества других применений, от промышленной посуды и широко используемого в секторе здравоохранения до автомобильных запчастей, фабрики игрушек, упаковки для пищевых продуктов, дождевиков и т. Д. (Это описано ниже).
ПВХ может быть прозрачным или окрашенным, жестким или гибким, в зависимости от добавленных соединений и конечного применения, которое должно быть достигнуто; Например, существуют различные марки ПВХ, такие как выдувная или выдувная пленка, ударопрочные, для проволоки и кабеля, термоформование, литье под давлением, ротационное формование и т. д. из соли и масла. Хлор получают электролизом соли хлорида натрия. Вот почему первые заводы по производству ПВХ располагались вблизи природных источников соли.
При электролизе соленой воды образуется хлор. Затем хлор смешивают с этиленом, полученным из нефти. В результате образуется дихлорид этилена, который при очень высоких температурах превращается в мономер винилхлорида. Молекулы этих мономеров полимеризуются с образованием поливинилхлоридной смолы.
Например, жесткий ПВХ, такой как тот, который используется в оконных рамах, обычно представляет собой PVCU («непластифицированный»). С другой стороны, гибкий ПВХ достигается за счет добавления пластификаторов, таких как фталаты.
Кроме того, чистый полихлорэтен нестабилен при воздействии видимого света или УФ-излучения. Чтобы изменить этот недостаток и сделать его пригодным для различных применений, добавляют антиоксиданты. Некоторые другие добавки включают:
Добавки
Достигаемые свойства
Антиоксиданты и другие стабилизаторы
Замедляют скорость полимера, разрушаются под воздействием света, кислорода или кислорода УФ-излучение
Compatibilizers
Enable PVC to be mixed with other plastics and helps plastic recycling
Flame retardants
Reduce flammability of plastic
Pigments
To colour the plastic
Plasticisers
Для производства гибкого и легкоуправляемого пластика
Модификаторы ударопрочности
Для поглощения ударов без повреждений
Наполнители
Недорогие инертные материалы, которые просто увеличивают объем пластика. . — Легкость смешивания, легкость обработки — Огнестойкие и противопожарные свойства Например ПВХ трудно воспламеняется и при отсутствии мощного внешнего пламени не будет продолжать гореть. Это связано с его соединением хлора. Это делает его идеальным конструкционным и кабельным материалом.
— Он совместим с другими добавками, которые могут сделать ПВХ прозрачным или окрашенным, жестким или гибким и т. д. — Отличные электроизоляционные свойства. Это делает его идеальным для использования в кабелях. — Ударопрочность и устойчивость к неблагоприятным погодным условиям (т.е. не подвержен коррозии и очень долговечен), подходит для использования в качестве строительного материала — Устойчивость к жирам, маслам и химическим веществам полимеризовать — Плотность: 1,32-1,42 г/куб.см
Воздействие ПВХ на окружающую среду и аспекты охраны труда и техники безопасности
Производство ПВХ
При производстве пластмасс часто образуются большие количества токсичных химических загрязнителей, таких как диоксин, соляная кислота и винилхлорид. Это представляет серьезную опасность для здоровья людей во время жизненного цикла ПВХ. Эти токсины могут вызывать серьезные заболевания, такие как рак, диабет, неврологические нарушения, репродуктивные и врожденные дефекты. Диоксин относится к стойким органическим загрязнителям (СОЗ). Это химические вещества, которые сохраняются в окружающей среде, биоаккумулируются в пищевой цепи и представляют риск неблагоприятного воздействия на здоровье человека и окружающую среду.
Кроме того, мономер хлорэтилена также является канцерогеном, выделяющимся при производстве ПВХ. Этот непрореагировавший мономер также может присутствовать в готовом ПВХ и высвобождаться в течение его жизненного цикла.
Пластификаторы, добавляемые для придания гибкости ПВХ, могут выщелачиваться (например, групповые фталаты), которые также токсичны.
Утилизация
Пластик был слишком хорош, так как был прочным и очень медленно разлагался. С другой стороны, эти же свойства делают пластик опасным материалом. Из-за количества и различных добавок, добавляемых в ПВХ (изделие из ПВХ может состоять из добавок до 60%), а также из-за содержания в нем хлора, окончательная утилизация или переработка ПВХ является вопросом, требующим тщательного изучения.
Варианты утилизации: переработка, захоронение или сжигание:
— Переработка Термопласты можно переплавлять и использовать повторно, хотя чистота материала ухудшается с каждым циклом повторного использования. Кроме того, разделение различных добавок и соединений, образующих пластик, затрудняет переработку.
Самая большая проблема с переработкой пластика заключается в том, что автоматизировать сортировку пластиковых отходов сложно, и поэтому это трудозатратно (например, у мобильного телефона может быть много разных запчастей, изготовленных из разных пластиковых материалов). Таким образом, из-за низкой стоимости материала переработка пластика невыгодна.
Такие продукты, как автомобили, в настоящее время разрабатываются таким образом, чтобы упростить переработку их крупных пластиковых деталей. Международный стандарт для определения экологических требований к продуктам или упаковке можно найти в ISO 14021: Экологические этикетки и декларации — самодекларируемые экологические заявления.
Например, пластиковый контейнер, пригодный для вторичной переработки, по этой схеме маркируется треугольником с тремя стрелками внутри (см. рисунок слева), между которыми заключен номер, обозначающий тип пластика:
1. PETE или PET (т. е. полиэтилентерефталат: термопластический материал, используемый в пластиковых контейнерах для безалкогольных напитков и жестких контейнерах ) 2. HDPE (т. е. полиэтилен высокой плотности: пластик, обычно используемый для изготовления молочных и дно литровых бутылок содовой ) 3. ПВХ (т. е. поливинилхлорид) 4. LDPE (т. е. полиэтилен низкой плотности: пластик, используемый в целлофановой обертке, прокладках для подгузников и некоторых пластиковых бутылочках ) 5. ПП (т. е. легкий , термопластичная смола, используемая в упаковке, покрытии, трубах и трубах) 6. PS (т.е. полистирол) 7. Другие
— Сжигание Сжигание ПВХ вызывает выброс диоксинов и других токсичных химических веществ.
— Полигон Полигон поливинилхлорида имеет другие экологические и социальные последствия. Это связано с тем, что ПВХ не подвержен биологическому разложению, который остается на месте в течение неопределенного времени; кроме того, следует обратить внимание на то, что ПВХ может выделять токсичные химические вещества и загрязнять почву и воду.
Есть некоторые «биоразлагаемые» пластмассы, которые разрушаются под воздействием солнечных лучей, но это не приводит к полному разрушению пластмассы. Кроме того, у некоторых исследователей есть генетически модифицированные бактерии, которые синтезируют полностью биоразлагаемый пластик.
Применение на рынке
Строительный материал Благодаря свойствам ПВХ, как описано выше, около 50% производимого ПВХ (или винила) используется в строительстве вместо других материалов, таких как дерево или стекло. Дешевые, устойчивые, хорошие атмосферостойкие и т. Д.
ПВХ прочный, легкий, долговечный и универсальный. Эти характеристики делают его идеальным для оконных профилей. Присущая ПВХ огнестойкость и отличные электроизоляционные свойства делают его идеальным для прокладки кабелей.
Его можно использовать для полов, оконных и дверных рам и ставней, водопроводных и канализационных труб, электрических изделий, таких как материалы для изоляции кабелей и проводов, систем архитектурного остекления, обоев и т. д.
Медицинские изделия
ПВХ широко используется для хирургии, фармацевтики, доставки лекарств и медицинской упаковки. Некоторые продукты включают в себя пакеты для крови, медицинские контейнеры, пакеты для жидкостей, трубки, комплекты для шунтирования сердца и легких, маски, перчатки, бутылки и банки, дренажные системы, воздуховоды и т. д.
Причинами его использования в медицинском секторе являются его безопасность, химическая стабильность и биосовместимость, химическая стойкость и низкая стоимость. Кроме того, его можно использовать внутри тела и легко стерилизовать.
Автомобильная промышленность Типичные примеры автомобильных компонентов из ПВХ включают: молдинги, внутренние дверные панели и карманы, обивку сидений, солнцезащитные козырьки, уплотнения, напольное покрытие, электропроводку, наружные боковые молдинги и защитные полосы, защиту от камней и т. д. Тормоза
Другие применения
ПВХ может использоваться для изготовления игрушек, упаковки, электрического и электронного оборудования, бытовых товаров, покрытий, пластиковых деталей автомобилей, канцелярских принадлежностей, изоляционных и клейких лент, мебели и т. д.
Для потребителей в подошвах для обуви , детские игрушки, сумки, чемоданы, чехлы для сидений и т. д. Промышленные сектора для конвейерных лент, печатных роликов. Электрическое и электронное оборудование, такое как печатные платы, кабели, электрические коробки, корпуса компьютеров.
Станки с ЧПУ: видео работы, изготовление, обучение
В данном разделе мы собрали и сгруппировали по содержанию видео о станках с ЧПУ и другого оборудования, выпускаемого компанией Роутер.
На видео можно увидеть, как работает наше CNC-оборудование: фрезерные и гравировальные станки, 3D-принтеры и плазморезы.
Также мы снимаем видео о процессе изготовления станков с ЧПУ. Эти ролики можно посмотреть в соответствующем подразделе.
Видео моделей 9565, 9565TPP и других станков из линейки 9565.
Видео моделей 8060 и других станков из линейки 8060.
Видео моделей 6050 и других станков из линейки 6050.
Видео моделей 6040, 6040С, 6040С7, 6040СКМ, 6040ВЗ, 6040ВЗКМ и других станков из линейки 6040.
Видео моделей 4230, 4230TPP, 4230ШВП и других станков из линейки 4230.
Видео моделей 4030, 4030PS и других станков из линейки 4030.
Видео моделей 3131 и других станков из линейки 3131.
Видео моделей 3116, 3116Д и других станков из линейки 3116.
Видео моделей 3020, 3020BZ, 3020ВЗКМ и других станков из линейки 3020.
Видео моделей 1220 и других станков из линейки 1220.
Видео моделей 1216 и других станков из линейки 1216.
Видео моделей 1212 и других станков из линейки 1212.
Видео моделей 1070, 1070ВЗ и других станков из линейки 1070.
Видео моделей Dent-M,Dent-M1 и других станков из линейки Dent.
Видео станков с ЧПУ по дереву нашего производства.
Видео фрезерных станков с ЧПУ нашего производства.
Видео фрезерных станков с ЧПУ по дереву нашего производства.
Видео фрезерных станков с ЧПУ по металлу нашего производства.
Видео фрезерно-гравировальных станков с ЧПУ нашего производства.
Видео станков с ЧПУ по металлу нашего производства.
Видео резьбы по дереву на станке с ЧПУ нашего производства.
Видео станков с ЧПУ для малого бизнеса нашего производства.
Видео обучение станков с ЧПУ нашего производства.
Видео деревообрабатывающих станков с ЧПУ нашего производства.
Видео станков с ЧПУ для металлообработки нашего производства.
Видео изготовления, сборки и наладки станков с ЧПУ нашего производства.
Видео настольных станков с ЧПУ нашего производства.
Видео станков с ЧПУ для деревообработки нашего производства.
Видео резки металла плазморезом с ЧПУ нашего производства.
Видео обрабатывающие центры с ЧПУ нашего производства.
Видео 3д / 3d станки с ЧПУ нашего производства.
Видео обработка на станках с ЧПУ нашего производства.
Видео 3D-принтеры нашего производства.
Фрезерный станок с ЧПУ: ПОЛНЫЙ разбор, виды комплектация
На фрезерном станке производят изделия из металла, оргстекла, пластика, древесины и многих других. На фрезере возможна, как поперечная резка, так и создание сложных криволинейных рисунков на поверхности материала.
Не важно, хотите вы гравировать огромные памятники из камня или изготавливать небольшие шкатулки из фанеры – для любой задачи найдётся подходящий фрезерный станок с ЧПУ.
В этой статье мы расскажем о том, как выбрать такой станок и на что обратить внимание.
В первую очередь нужно отталкиваться от задач: какие изделия вы будете изготавливать на фрезерном станке? Каков объём вашего производства — штучное или потоковое? С каким материалом вы планируете работать? От ответов на эти вопросы зависят многие характеристики станка.
Рабочее поле фрезерного станка
Его размер зависит от вида изготавливаемой продукции и площади рабочего помещения.
И в зависимости от этого выделяют два типа фрезерных станков ЧПУ:
Напольные фрезеры
Например, именно такой тип станка потребуется для фрезеровки дверей. Мы можем вам порекомендовать для этой задачи, к примеру, Wattsan A1 1325 или M1 1325. Его рабочее поле соответствует размеру заготовки — 1300х2500 миллиметров.
На станках большего формата стол всегда неподвижен, а портал перемещается по оси Y.
Настольные фрезерные аппараты
Для производства небольших деревянных коробочек подойдут компактные варианты фрезеров — Wattsan 0404 и 0609.
Кроме того, их можно использовать в небольшом мебельном производстве, для изготовления сувениров, отделки интерьера и экстерьера.
Например, размер рабочего поля Wattsan 0404 — 400х400 мм., он поместится в небольшой мастерской. А в базовой комплектации этого станка есть всё, что потребуется для небольшого штучного производства — шпиндель 1,5 Квт и водяная помпа.
Типы фрезерных станков в зависимости от обрабатываемого материала
Кроме того, выделяется несколько типов фрезерного оборудования в зависимости от обрабатываемого материала:
Высокоскоростные фрезерные ЧПУ станки
Они предназначены для резки и раскроя металлов, дерева, двухслойного пластика, оргстекла, ПВХ, гипса. А кроме того, на них можно фрезеровать гранит и мрамор, что часто используется в ритуальном бизнесе для обработки плит и памятников.
Например, Wattsan M2S 1325. Он оснащён вакуумным столом, системой аспирации и подачи смазки, поворотным устройством и системой СОЖ. Он подойдёт, как для 3d фрезеровки, гравировки и резки дерева, оргстекла, ПВХ, алюминия и обработки плит из гранита и мрамора.
Фрезерно-гравировальные станки
Максимальный размер размер рабочего поля такого станка 2000х4000 мм. Именно поэтому на них обычно работают с листовыми материалами.
К примеру, Wattsan M1 2040. На нём можно работать с заготовками больших размеров. Он предназначен для фрезерной 3d резки, гравировки и резки дерева, оргстекла, ПВХ, композита, алюминия.
Больше всего Wattsan M1 2040 используется в промышленном производстве композитных материалов, где требуется раскрой крупных заготовок.
Граверы
На них возможны различные виды фрезеровки, как 2d, так и 3d.
Например, для 3d фрезеровки широко используется станок Wattsan M1 6090.
А засчёт установки 4-х осевой поворотки возможна 4d обработка. О том, какое для этого потребуется программное обеспечение мы расскажем позже.
Узкопрофильные станки
Они предназначены для работы с одним материалом.
Например, Wattsan M1 1325 RD преимущественно применяется в деревообработке. Его используют для производства мебели, элементов декора для дизайна интерьеров и сувенирного производства.
На этом станке можно работать, как с мягкой, так и твёрдой древесиной. К слову, если в первом случае станок не оставляет задиров, то на твёрдом материале он будет фрезеровать ещё лучше.
Компактные станки с ЧПУ
Wattsan 0404 mini, Wattsan 0609 mini — небольшие настольные и функциональные фрезерно-гравировальные станки.
На них можно выполняют фрезерную 3d резку и гравировку дерева, МДФ, ДСП, оргстекла, ПВХ, композита, алюминия. Компактные станки используются для деревообработки, лёгкой промышленности, сувенирной пормышленности, отделки интерьера и экстерьера.
Жёсткость конструкции
Это один из главных параметров, на который нужно обратить внимание при выборе станка. Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.
Так же, при недостаточной жёсткости в процессе работы станок будет вибрировать, что может привести, например, к поломке инструмента и сократит срок службы самого станка. Особенно это касается граверов.
Кроме того, жёсткость конструкции станка критична при обработке твёрдых материалов.
Если, например, для фрезеровки дерева это не так важно, то для обработки металла потребуется очень жёсткий станок.
У тех станков, где меньше меньше соединений деталей посредством болтов, конструкция более жёсткая.
Имейте ввиду, что у станков с недостаточно жёсткой конструкцией может ухудшаться точность позиционирования, так как оборудование будет вибрировать при работе.
К примеру, если заявленная точность вашего станка 0,0001 мм, то на самом деле она может доходить до 0,1 мм.
Параметры точности станка фрезерного станка
Точность позиционирования
Этот показатель означает, насколько точно рабочая голова станка окажется в точке с заданными координатами. Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150.1, 149.9.
Чем больше рабочее поле станка, тем сложнее добиться точности позиционирования. Кстати, при большой длине на этот показатель влияет ещё и температура в помещении, так как под воздействием тепла материал станка расширяется. Это так же влияет и на жёсткость станка.
Кроме того, есть ещё несколько факторов, влияющих на позиционирование станка — класс точности направляющих, система передачи движения, шаговые двигатели, у которых разница между шагами может быть до 30 %.
Точность позиционирования нашего фрезерного оборудования составляет от 0,01 до 0,05 мм.
Повторяемость
Под этим параметром имеется в виду погрешность, с которой станок приезжает в одну и ту же точку.
Допустим, если вы задали станку команду приехать в определенную точку, затем отправили обратно и вернули назад, и повторили несколько раз. При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом.
Как правило, у всех станков она от 0,02-0,05 мм, что считается неплохо.
И именно этот показатель обычно указывается в параметре “точность” у станка.
И хорош тот фрезерный станок с ЧПУ, у которого выше точность, ниже энергопотребление, больше удобства в пользовании, надежности в любой рабочей ситуации.
Комплектация фрезерного станка с ЧПУ
При выборе фрезерного станка этот параметр не такой важный, как, например, жёсткость конструкции и точность позиционирования. Однако, комплектующие нужно подбирать правильно.
Итак, давайт разберёмся, из чего состоит фрезерный станок.
Как устроен шпиндель?
Шпиндель – это мощный компактный электродвигатель. Фреза зажимается в шпинделе при помощи патрона с цанговым зажимом. Цанга обжимает хвостовик фрезы со всех сторон, в отличие от того же трёхкулачкового патрона.
Это важно, потому что фреза испытывает боковые нагрузки, а цанга помогает равномерно их распределить и обеспечивает более плотный зажим.
От мощности шпинделя зависит, с каким усилием он будет фрезеровать материал. Если она мала, то будут падать обороты, уменьшится производительность, а станок может деформироваться.
Например, на настольных станках мощность шпинделя, как правило, невелика, поэтому толстый материал он будет резать очень медленно.
У нас есть два настольных станка — Wattsan 0404 mini и 0609 mini. Мощность шпинделя у них обоих составляет 1,5 Квт. Их, как правило, используют для 3d фрезеровки небольших изделий:
клише для тиснения,
пломбираторов,
медалей,
икон,
картин,
фресок.
В этих видах обработки не требуется особое силовое воздействие.
А вот у сверхмощного станка Wattsan M9 1325 c мощностью шпинделя 7,5 Квт область применения иная — раскрой больших и толстых заготовок МДФ, ДСП, древесины в производстве мебели, наружной рекламы и многого другого.
Кроме того, его можно использовать в ритуальном бизнесе для фрезеровки памятников из камня.
При выборе шпинделя обратите внимание на его характеристики, указанные в техническом паспорте — мощность и количество оборотов в минуту. Выбор этих параметров зависит от материала, с которым вы будете работать.
К примеру, для обработки листовой фанеры потребуется мощность от 800 Вт, для твёрдой древесины, лёгких металлов и пластиков – от 1500 Вт, а для фрезеровки камня – от 3000 Вт.
Охлаждение шпинделя фрезерного станка
Поскольку шпиндель работает на полную мощность, а КПД у него, как и у любого двигателя, не 100%, он быстро нагревается и нуждается в интенсивном охлаждении. Существуют два вида систем охлаждения шпинделя:
Водяное
Оно осуществляется засчёт циркуляции воды. Для водяного охлаждения шпинделя можно использовать помпу или чиллер.
Из плюсов такой системы охлаждения — отсутствие шума, возможность работы на минимальных оборотах и надёжное теплоотведение.
Рассмотрим на примере гравировки магния, при которой совершается 12000-15000 об/мин. При этом для шпинделя до 3 Квт требуется подключение к сети 220V ±10% 50Hz. А если мощность шпинделя выше 3 Квт, то потребуется подключение 380 вольт.
Недостаток водяного охлаждения шпинделя состоит в сложности конструкции, так как требуется резервуар для охлаждающей жидкости. Кроме того, если это помпа, охлаждающие свойства воды будут зависеть от температуры воздуха в помещении. Зато помпы компактные.
Кроме того, шпинделю с водяным охлаждением свойственна слабая антикоррозионная стойкость внутренних деталей.
Воздушное
Это система самоохлаждения шпинделя — либо крыльчатка сверху на валу электродвигателя, которая вращается вместе с ротором шпинделя, либо бесперебойный вентилятор наверху.
Плюсы такой системы в компактности и простоте.
А минус в том, что если вы, к примеру, фрезеруете дерево, то крыльчатка и вентилятор будет часто загрязняться пылью, и их необходимо будет менять.
Направляющие фрезерного станка
От них зависит точность обработки и жёсткость конструкции фрезерного станка.
Направляющие бывают:
Круглые рельсовые
Они, как правило, идут в комплектации бюджетных станков. На них можно обрабатывать дерево, пластики, ювелирный воск и многое другое.
Прямоугольные профильные рельсовые
Это более качественные направляющие таких брендов, как AMT, PMI, Hiwin, THK. Они применяются для обработки, которая требует наибольшей точности.
Централизованная система смазки фрезерного станка
Она упрощает смазку направляющих и подшипников. С автоматической системой смазки вам не придётся ходить с масленкой и смазывать каждую направляющую и подшипник отдельно.
Достаточно просто наполнить маслом небольшой бак и отогнать портал по диагонали в одну сторону и обратно. И всё смазано! Система смазки значительно экономит время на техобслуживание.
Кроме того, её можно настроить по таймеру.
Автоматическая система смазки ставится на станки с рабочим полем от 1200х1200 мм.
СОЖ фрезерного станка
Это смазочно-охлаждающая жидкость. Она есть во всех станках, которые предназначены для обработки металлов. СОЖ охлаждает место фрезеровки.
В состав смазочно-охлаждающей жидкости могут входить эмульсии с добавлением дисульфида и молибдена, масла с противоизносными присадками, добавками йода, серы, хлора и фосфорорганических соединений, а так же масла с добавками серы, хлора, фосфорорганических соединений.
СОЖ выглядит таким образом.
Кроме того существует ещё одна система охлаждения зоны обработки металла — “масляный туман”. Она оснащена компрессором, нагнетающим масло под давлением, благодаря чему при выходе СОЖ можно наблюдать туман.
Таким образом, СОЖ не только охлаждает зону фрезеровки, но и, смазывая инструмент, предотвращает его натирание.
Двигатели для перемещения портала фрезерного станка
Их выбор зависит от размера рабочего поля фрезерного станка. До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой?
Шаговые двигатели
Они бюджетные и простые в управлении. Их можно использовать для многих небольших производств — шкатулки, иконы, фрески и т.д.
Но шаговые двигатели шумят и с ростом скорости могут работать неправильно.
Поэтому они не используются на производстве, где нужна высокая скорость работы, например, при резке на промышленных машинах.
Сервоприводы
У серводвигателей есть обратная связь с управляющей программой. Это исключает вероятность сбоя шагов, не сбиваются координаты на высоких скоростях, динамика работы выше, а позиционирование более точное.
Для работы на высокой скорости на крупном производстве рекомендуем вам оснащать станок серводвигателями.
Сравнение шаговых двигателей и сервопривода:
Скорость перемещения: ШД (шаговый двигатель) – 20-25 м/мин, сервопривод может перемещаться от 60 м/мин и более.
Скорость разгона: ШД – до 120 об/мин за 1 секунду, сервопривод – до 1000 об/мин за 0,2 секунды.
Управление станком
Как устроена управляющая программа?
Она представляет из себя текстовый txt-файл, где каждая строка задаёт новое перемещение фрезы по оси X, Y или Z. А инструмент в свою очередь переходит из одной точки в другую.
Управляющая программа задаёт не только координаты движения фрезы, но и команды для шпинделя — раскрутить или остановить, а также, скорость движения инструмента и вращения шпинделя.
Из совокупности этих программ формируется G-код.
Он передаётся на контроллер, который отвечает за дальнейшие действия станка. Существует огромное множество систем управления станком — DSP-контроллеры, NC Studio, Mach4, Moriseiki, Syntec, Weyhong, Fanuc, HAAS, Seikos, Heidenhain и др.
Программное обеспечение
Как правило, векторный чертёж для фрезеровки создаётся в Vectric Aspire. Но есть и другие программы, например, ArtCAM, Vcarve, SheetCAM и многие другие.
Выбор программного обеспечения зависит в том числе и от того, какую вы хотите делать фрезеровку. Она бывает контурной и 3d, рассмотрим их особенности.
Различия контурной фрезеровки и 3d
2d фрезеровка
Векторный макет для плоской фрезеровки можно сделать в AutoCAD или CorelDraw.
А настройки УП для нее не отличаются множеством команд, ведь фреза идёт в одну сторону, затем, скругляется и направляется в другую.
Размер макета для 2d фрезеровки обычно весил несколько килобайт.
3d фрезеровка
В этом случае макет создаётся в специализированных программах — 3ds Max и Solidworks.
В отличие от 2d, при 3d фрезеровке инструмент, кроме движения по двум плоскостям, меняет ещё и высоту положения. Также, при 3d обработке дерева чаще меняется рельеф, чем при 2d.
В управляющей программе каждое такое изменение отмечается, как точка. Соответственно фреза переходит из одной точки в другую, при этом не только двигаясь влево-вправо, но и повышаясь и понижаясь. Так создаётся 3d модель.
Размер макета для 3d фрезеровки составляет несколько мегабайт.
Структурно эти два вида фрезеровки ничем не различаются. Есть отличия только в поведении станка, и они являются следствием особенностей чертежа в управляющей программе.
Автоматическая смена инструмента во фрезерном станке
Бывает так, что фрезеровку нужно делать в несколько этапов — сначала снять верхний слой толстой фрезой, а затем нанести тонкий рисунок, для чего большая фреза точно не годится.
В процессе резки больше не нужно менять фрезу вручную, потому что есть система автоматической смены инструмента, которая представляет из себя, так называемую, станцию, расположенную над шпинделем.
На ней закрепляется несколько необходимых для работы инструментов. А управляется она в программе, где задаётся, что и какой фрезой резать. Перед каждой сменой инструмента шпиндель возвращается к станции.
Станки с размером рабочего поля от 1500х3000 мм обычно идут с автоматической сменой инструмента, они используются на циклах обработки 5-15 мин для контурной резки.
Исключение — станок Wattsan M4 S 1325 с 4-мя фрезами. У него нет автосмены фрезы, зато есть сразу 4 шпинделя и функция измерения длины инструмента за одну операцию для каждого из них. То есть, каждый шпиндель со своим инструментом подъезжает к специальному датчику, где проходит калибровку, после чего инструменты работают на одной высоте.
Порядок и очерёдность работы каждого инструмента задаётся в управляющей программе.
Как заготовка крепится на рабочем столе фрезерного станка?
Существуют различные способы — струбцина или саморезы на столе с Т-образными пазами или – вакуумный стол. Рассмотрим два этих вида столов. Итак,
Вакуумный стол
Он закрепляет заготовку на рабочем столе силой вакуумного насоса. К нему прилагается уплотнительный шнур, который позволяет отсекать части заготовки, не влезающие на рабочее поле станка.
У вакуумного стола есть несколько недостатков:
Не получится закрепить небольшие заготовки;
Он несовместим с системой охлаждения инструмента, системой удаления стружки;
Для закрепления дерева, МДФ, ДСП потребуется насос мощностью от 5 Квт, вследствие чего будут большие затраты на электроэнергию.
Но для фрезеровки больших заготовок других материалов вакуумный стол будет оптимальным выбором.
Стол с Т-образными пазами
А вот МДФ, ДСП и дерево надёжно закрепится при помощи стола с Т-пазами.
Обычно на него устанавливаются накладки из ПВХ, которые иногда меняются вследствие износа.
Другое название этого стола — “жертвенный”.
Инструмент для фрезерного станка
Это фреза, и она выбирается в зависимости от задач, обрабатываемого материала и его толщины.
Фрезы изготавливаются из быстрорежущей стали (HSS) или карбида вольфрама. Стальные фрезы быстро тупятся под нагревом. А карбидные не так сильно тупятся, они острее, но более хрупкие.
Давайте рассмотрим основные виды фрез:
“Кукуруза”
Внешне похожа на напильник. Даёт мелкую пылевидную стружку на композитах — стеклостолите и карбоне.
Спиральная
Такие фрезы удаляют стружку засчёт движений вверх/вниз. Они бывают, как с одной, так и несколькими кромками. И чем их больше, тем фреза жёстче.
Однозаходными фрезами режут мягкие материалы, например, фанеру. А длинная фреза позволяет разрезать толстое дерево, но при этом, может погнуться и сломаться. Фрезы с несколькими кромками используют для обработки металла.
Если, к примеру, вы режете много деталей при отсутствии вакуумного стола, то лучше оставлять стружку. Таким образом, она будет закреплять маленькие детали на листе. Это гораздо удобнее, чем оставлять между ними перемычки, ведь так они могут выскочить и прыгать по всему рабочему столу, попадая под фрезу.
Прямая фреза
Имеет прямую режущую кромку и оставляет стружку в поле реза.
Алмазная фреза
На её поверхность нанесена алмазная крошка. Такой фрезой можно резать и гравировать стекло и камень. Но не рекомендуем работать алмазной фрезой “на сухую”, иначе она быстро испортится и оставит после себя много пыли.
Граверная фреза
Представляет из себя срезанную наполовину иголку с очень хрупким кончиком. Будьте осторожны, если вы режете граверной фрезой под малым углом.
Они применяются для нанесения надписей и тонких углублений.
Спиральная фреза с полусферическим наконечником
У неё полусферический кончик, который оставляет едва заметные “ступеньки”, в отличие, от фрез с плоским концом. Таким инструментом режут чистовой слой у ЗД барельефов.
Элементы механических перемещений
Рассмотрим плюсы и минусы различных способов:
Шарико-винтовая передача (ШВП)
Она применяется только для станков с небольшим рабочим полем до до 1200х1200 мм. На больших станках корпус будет расположен в средней части винта, поэтому возможен прогиб.
Максимально допустимая длина ШВП 1,5 м.
Давайте сравним два варианта станков с ШВП с размером рабочего поля 900х600 мм. Допустим, на одном из них установлена ШВП 8 мм, а на втором 16 мм. При высокой скорости работы на тонкая шагово-винтовая передача будет вибрировать по всей длине, что может привести к поломке узлов станка и инструмента.
А ШВП диаметром 16 мм при той же скорости будет исправно перемещать узлы станка. Это позволит увеличить производительность.
Если вы работаете на высокой скорости, рекомендуем комплектовать станок толстой ШВП.
Зубчатая рейка
Она используется на малых и средних скоростях на станках с рабочим полем от 1200х2400 мм и никогда не ставится на станок с сервоприводом.
Зубчатая передача даёт большую скорость перемещения и высокую точность позиционирования.
Система удаления стружки
При изготовлении мебельных фасадов, гравировке декора и барельефа обычно остаётся много пыли и стружки.
Дополнительно можно заказать систему удаления стружки, которая представляет из себя строительный пылесос. Например, у Wattsan M1 1325 она есть.
Таким образом, при резке фанеры стружка полетит в этот пылесос.
Обязательно ли устанавливать систему удаления стружки? Конечно, нет. Но тогда будьте готовы стоять в стружке по колено.
А при обработке карбона и стеклотекстолита рекомендуем её не вдыхать. Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.
Чем различаются фрезеры A1 и M1?
Станки с конфигурацией M1 считаются более профессиональными, чем A1.
Линейка M1 имеет высоту портала по оси z — 300 мм, что позволяет обрабатывать высокие заготовки. Кроме того, на таких моделях есть планетарные редукторы.
Так же, модели М1 оснащены мощными шаговыми двигателями и качественными драйверами Leadshine. Рельсы таких станков увеличены, и возможен их выход за пределы рабочего поля.
Станки M1 отличаются устойчивостью конструкции, отсутствием вибраций на высокой скорости работы, хорошей производительность и долгим сроком службы.
Многоосевые фрезерные станки
Это отдельная линейка станков для профессионалов.
Например, станки с 4-ой осью, на которую можно поставить изделие, и оно будет обрабатываться по кругу.
Кроме того, бывают 5-ти координатные фрезеры с 5-ю степенями свободы, и они универсальны. На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.
Фрезер с 5-ю степенями свободы даёт возможность работать, как на большом мебельном производстве, так и с мелкими деталями. Из достоинств такого оборудования — высокое качество и скорость работы, и он полное исключение человека из производственного процесса.
Бывает ЧПУ оборудование и с ещё большим количеством степеней свободы — роботизированные манипуляторы.
Рекомендации по выбору фрезерного оборудования
При выборе фрезерного станка нужно учесть множество нюансов в зависимости от вашей задачи. Поэтому перед покупкой оборудования рекомендуем вам:
Уточнять у менеджеров данные о модели
В частности, информацию о том, с какими материалами работает станок.
Всё наше оборудование проходит тройной контроль качества. И этот процесс записывается на видео, которое можно попросить у менеджеров перед покупкой станка.
Посетить демонстрацию
Это можно сделать бесплатно перед покупкой любого оборудования. На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
Проверьте комплектацию
Когда вы определились с выбором станка, обязательно проверьте комплектацию узлов оборудования. Должен присутствовать блок программного управления станком, шнуры с разъёмами соответствующей конфигурации и диски с ПО.
Всё это и не только можно сделать в процессе пусконаладочных работ, которые проводятся в нашем сервисном центре квалифицированными инженерами.
Мы надеемся, что помогли вам в выборе фрезерного ЧПУ станка.
Видео
Фрезерование собственных пиломатериалов | Популярные Деревообработка
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Будь то хобби или малый бизнес, это работа мечты столяра.
Как ремесленнику, мне всегда нравилось что-то строить. Но поворотный момент, который привел меня в деревообработку, произошел задолго до того, как я встал за настольную пилу или взял в руки ручной рубанок. И этот момент четко врезался в мою память. Мне было 12 лет, и мы с дедушкой собрали ореховое дерево с его двора. Вместо того, чтобы распилить ствол на дрова, дедушка нанял лесопилку, чтобы превратить его в пиломатериалы.
1. Самостоятельное измельчение пиломатериалов может открыть целый мир материалов, к которым у вас может не быть доступа на лесопилке, например, это вишневое бревно шириной 24 дюйма.
Именно в этот момент я, в 12 лет, осознал, что дерево буквально вырастает из деревьев. Я знаю, я был 12-летним гением. Именно в тот день я увлекся материалом, который мы используем для обработки дерева. И я заметил, что в последние несколько лет число людей, которые начинают разделять со мной этот интерес, растет. Увеличилось количество людей, интересующихся заготовкой и фрезерованием собственного пиломатериала. И если это вообще вас заинтересовало, хорошая новость заключается в том, что это не так сложно, как вы могли бы опасаться.
2. Не думайте, что бревно должно быть прямым, как стрела. Маленькие необычные детали, такие как эта промежность из грецкого ореха, могут стать прекрасными специальными изделиями.
Есть ряд причин, по которым я бы сказал, что кто-то должен подумать о фрезеровании собственного пиломатериала, а не на складе пиломатериалов.
Первое и, возможно, самое очевидное — это стоимость. Фрезерование собственного пиломатериала может производить качественный материал за небольшую часть цены дилера пиломатериалов. На самом деле, если вы купите собственную мельницу, как я, вы можете получать от нее прибыль, продавая пиломатериалы другим плотникам и предлагая перемалывать бревна других людей.
3. Вытаскивание бревен из кучи для сжигания может быть отличным способом получить несколько ценных бревен. Несколько бревенчатых цепей, тележка и лебедка сослужили мне хорошую службу.
Вторая причина, по которой мне нравится фрезеровать собственный пиломатериал, и вам понравится, заключается в том, что вы контролируете материал на протяжении всего процесса. Это означает, что вы выбираете, как вы хотите распилить пиломатериал, и контролируете его сушку. По моему опыту, в конечном итоге вы получите акции гораздо более высокого качества, чем вы можете легко купить.
4. Бревенчатый брус (или бревенчатый брус) бесценен для безопасного перемещения и прокатки бревен. Используя рычаги, вы можете с минимальными усилиями переместить бревно весом в несколько тысяч фунтов.
Наконец, я получаю огромное удовольствие, превращая городские деревья в пиломатериалы, которые можно использовать для проекта вместо того, чтобы отправлять их на свалку или в костровую яму. На этой же ноте у вас также будет доступ к некоторым необычным видам, которые почти невозможно купить в коммерческих целях.
5. Только что выйдя из мельницы, вы заливаете поверхность пиломатериала водой. Это смоет большую часть опилок, а также покажет текстуру древесины.
Все это не означает, что вам нужно пойти и купить лесопилку, чтобы перемалывать собственные пиломатериалы. Быстрый поиск в Интернете обычно дает несколько местных пильщиков, которые выйдут и обработают ваши бревна на месте. Однако, если вы решитесь купить лесопилку, вы удивитесь, почему вы так долго ждали, чтобы купить ее. Теперь, конечно, все это начинается с того, что вы получаете в свои руки несколько журналов.
Поиск и сбор бревен
5. Только что выйдя из мельницы, вы заливаете поверхность пиломатериалов водой. Это смоет большую часть опилок, а также покажет текстуру древесины.
Когда дело доходит до сбора бревен (или их накопления, как говорит моя жена), я нашел несколько разных источников, которые мне подходят. Как правило, всегда есть бесплатные журналы, и я не плачу за них.
7. Обрезка конца бревна, когда оно впервые прибывает, дает мне чистый конец без чеков.
Во-первых, сам собираю деревья. Это хорошо работает, если вы владеете собственностью или имеете доступ к собственности с измельчаемыми деревьями. Кроме того, у вас есть возможность выборочно заготавливать лесоматериалы и управлять ими. Это позволяет деревьям полностью раскрыть свой потенциал перед сбором урожая.
8. Сразу после обрезки я герметизирую торцевые поверхности герметиком для дерева, чтобы помочь древесине высохнуть более равномерно и ограничить дополнительные проверки.
Вероятно, мой самый постоянный источник бревен — горстка лесоводов, с которыми я работаю. Если они попадают на место работы и у них хороший журнал, они обычно звонят мне. Бригады, с которыми я работаю, вырубают деревья круглый год, и зачастую для них меньше работы (и, следовательно, дешевле), если я прихожу за бревном, а не выбрасываю его.
9. Мой Norwood HD36 использует пандусы и лебедку, чтобы закатывать бревна на койки.
Еще одним источником бесплатных бревен являются компании по расчистке земли. Эти ребята обычно проводят неделю на расчистке земли под большие коммерческие помещения или жилые комплексы. Этот метод может быть довольно беспокойным, но плодотворным. Я имею в виду, что у вас часто будет несколько хороших бревен в одном месте, но будет узкое окно, чтобы войти, получить бревна, которые вы хотите, из кучи бревен, прежде чем они будут дозированы дизельным топливом. и сгорел.
Наконец, не забывайте об онлайн-объявлениях. Часто домовладелец бесплатно перечисляет свежесрубленное (или упавшее) дерево, если вы хотите прийти и спилить его часть. (Держитесь подальше от рекламы «бесплатно, если вы ее снимете»). Я всегда обязательно спрашиваю, можно ли взять только багажник и есть ли доступ, чтобы до него добраться. Даже если домовладелец попытается продать бревно, я свяжусь с базой и оставлю им свою контактную информацию. Большую часть времени они не находят покупателя и доходят до того, что просто хотят убрать это со двора.
10. Бортовые доски используются для выравнивания бревна на мельнице.
Теперь, хотя я никогда не отказываюсь от бесплатных журналов, есть несколько вещей, которые я ищу. Во-первых, я удостоверяюсь, что он подходит для моей мельницы. Мой Norwood HD36 имеет диаметр 36 дюймов. Итак, я ориентируюсь на бревна в диапазоне 16-36 дюймов. Что касается длины, я стреляю в диапазоне 4–13 футов. И не думайте, что дерево должно быть прямолинейным. Хотя я держусь подальше от веток, стволы с промежностями, расколами и другими так называемыми «дефектами» могут стать прекрасным пиломатериалом.
11. Первый срез коры дает вам базовую поверхность для измерения ваших срезов.
Когда дело доходит до того, какие виды искать, это действительно зависит от того, где вы находитесь. Здесь, на Среднем Западе, я нахожу в основном ясень (много, благодаря текущей ситуации с ясеневым точильщиком), красный и белый дуб, гикори , вяз, клен, грецкий орех и иногда вишня. Но не сбрасывайте со счетов древесину только потому, что вы никогда не видели ее в крупном магазине. Некоторые из моих фаворитов для измельчения — платан, липа (липа) и яблоко.
После того, как вы определили несколько бревен, которые планируете фрезеровать, наступает первая хитрость — их сбор. Теперь я признаю. Я обманываю. Моя мельница переносная, поэтому я могу резать их на месте и забрасывать доски в свой грузовик. Вы также можете нанять переносную мельницу, чтобы сделать это.
Однако, если вы хотите забрать бревна, я бы посоветовал арендовать прицеп и погрузчик с бортовым поворотом и загрузить несколько бревен днем. Иногда у лесоводов есть один на месте, как и у клиринговых компаний. Небольшой подарок ручной работы — хороший способ отблагодарить их за то, что они загрузили для вас бревна. В противном случае, если у вас есть прицеп, вы можете использовать пандусы и лебедку, чтобы перекатывать бревна за борт, используя процесс, называемый распаковкой. Чтобы узнать о более специализированной установке для погрузки бревен, посмотрите несколько видеороликов о бревенчатых арках на YouTube (у Мэтта Кремоны есть отличное видео на его канале).
Стоимость фрезерования
■ Бензопила Цена: 200–1500 долл. Это необходимо для распиловки бревен по длине, обрезки их на фрезерном станке и т. д.
Меня часто спрашивают: «Сколько стоит установка фрезерного станка?». Самый большой расход, очевидно, это сама мельница. Мельницы, в зависимости от размера, могут стоить от 2000 долларов за небольшую мельницу до 75 000 долларов за полностью гидравлическую мельницу. Мой Norwood HD36 стоит около 8500 долларов и может работать с бревном до 36 дюймов. Есть несколько других аксессуаров, которые вы захотите иметь.
■ КОМПЛЕКТ ДЛЯ ОБЛИЦОВКИ ПОДДОНОВ Цена: $100 Наконец, чтобы доски оставались плоскими во время сушки, я предлагаю приобрести комплект для обвязки поддонов. Я купил установку на Amazon и использовал полипропиленовую ленту с проволочными пряжками. Вам понадобятся ремни, пряжки и натяжитель.
Если оставить в стороне затраты на оборудование, довольно легко разбить фрезерование на стоимость бревна. Новое лезвие стоит около 25 долларов, а его хватает примерно на 4 бревна твердой древесины (плюс-минус, в зависимости от породы, размера и наличия в нем металла).
■ КРЮЧОК ДЛЯ БОРЯДА Цена: $115 Этот предмет является незаменимым помощником при перемещении бревен. Металлический крюк вгрызается в бревно и позволяет легко катить бревно с помощью рычага. Я использую Logrite 60 дюймов, который захватывает бревна диаметром до 36 дюймов.
С учетом топлива и смазки лезвия фрезеровка бревна стоит около 8 долларов. В среднем, чтобы нанять переносную мельницу для резки бревна, потребуется около 75 долларов в час.
Подготовка бревен к фрезерованию
12. После первого распила можно установить толщину доски.
После того, как вы вернете свои недавно спрятанные журналы домой, вам, вероятно, придется немного поработать. Время от времени ко мне привозят бревна лесоводы. Первое, что я делаю, это проверяю журналы и просматриваю мысленный контрольный список. Есть ли какие-нибудь заусенцы, которые могут застрять, пока я пытаюсь его свернуть? Концы чистые, или от цепной пилы пожеваны (или уже потрескались от высыхания)? Как размер журнала? Это слишком долго, или нужно обрезать какие-либо участки промежности, чтобы поместиться на мельнице?
Если какие-либо из этих вещей нужно решить с помощью цепной пилы, я позабочусь об этом на этом этапе, прежде чем запаивать все торцевые волокна (и поверьте мне, легче запечатать конец бревна, а не отдельные концы досок). ). Герметизация торцевых волокон уменьшает растрескивание пиломатериала при сушке. Я использую Anchor seal 2 в качестве герметика, однако несколько слоев старого клея или латексной краски также подойдут. Если концы уже начали трескаться (если бревно лежало в прицепе), я подрезаю концы, чтобы удалить трещины перед герметизацией.
13. После установки толщины доски вы можете делать пропилы, пока не дойдете до сердцевины (середины) дерева.
Переносная мельница, такая как мой Норвуд, поставляется с приспособлением для загрузки бревен. Некоторые могут быть гидравлическими, другие ручными. Вы можете увидеть мою установку здесь. Он состоит из пары пандусов, которые крепятся к боковой стороне мельницы. Затем с помощью прикрепленной лебедки бревно скатывают по пандусам. Помните ранее, когда я говорил о parbuckling? По сути, это установка для парбалинга. Трос лебедки проходит над бревном, а затем под ним. Крючок на конце крепится к раме мельницы. Теперь пришло время запустить журнал. Особенность такой установки в том, что даже самые тяжелые бревна можно легко поднять по пандусам. Я загружал бревна из ясеня и дуба весом более 4000 фунтов. без всякого беспокойства.
14. Когда осталось от половины до одной трети бревна, я переворачиваю бревно, опускаю передние доски и позволяю бревну ровно лежать на нарах.
Помимо работы погрузочных рамп, если я фрезерую дома, мне немного проще использовать трактор или погрузчик с бортовым поворотом для погрузки бревен. Однако, если вы выберете этот маршрут, будьте осторожны, чтобы не уронить бревна и не ударить мельницу каким-либо образом, так как это может вызвать ненужную нагрузку на мельницу.
Как только бревно окажется на палубе мельницы, вы начнете принимать некоторые решения, влияющие на то, какой тип пиломатериалов вы получите из бревна.
15. Остается надеяться, что окончательные распилы бревна позволят получить сердцевину дерева в виде одной доски. Сердцевина дерева почти всегда трескается (см. нижнюю доску здесь).
Во-первых, бревно должно быть расположено по отношению к режущей головке и полкам мельницы (станине). Почти каждое бревно будет сужаться, некоторые больше, чем другие. Чтобы получить наилучший урожай и рисунок зерна из бревна, вам нужно поднять меньший конец бревна. Это можно сделать с помощью домкратов или подножек, как вы видите здесь. Цель состоит в том, чтобы поднять маленький конец бревна так, чтобы сердцевина дерева (сердцевина) была на уровне коек. Это оставит сердце на одной доске, когда вы закончите резать.
Второе решение, которое нужно принять, это ориентация, в которой будет распиливаться бревно. На мой взгляд, есть два основных способа распиловки бревна: сортированный пиломатериал или лучший характер. Поскольку я не продаю на коммерческой основе, я редко видел для оценки. Частью привлекательности дерева для меня является уникальность и история каждого дерева. Итак, я видел характер почти во всех случаях. Это означает, что все знаки символов (например, промежностные секции) должны быть горизонтальными, чтобы у каждой доски был какой-то характер. Пиление по сортам и как работает система оценок — это совсем другая статья.
В некоторых случаях я могу перевернуть бревно и отказаться от «лучшего» символа, чтобы избежать некоторых реальных дефектов, таких как трещины или гниль, но это крайние случаи. После того, как бревно окажется в нужном месте, его можно закрепить. Здесь важно убедиться, что бревно плотно прилегает к упорам для бревна и крепко удерживается в зажимах/собаках для бревна. Несмотря на то, что большое бревно твердой древесины может весить несколько тысяч фунтов, двенадцатифутовое полотно ленточной пилы оказывает огромное усилие. Вибрация и лезвие могут привести к тому, что бревна будут скатываться, поэтому убедитесь, что они плотно прижаты.
Выполнение разрезов
16-17. Наличие помощника для разгрузки лесопилки значительно ускорит работу. Выгрузите плиты на промежуточную площадку, где вы можете разместить наклейки между слоями.
Последнее решение, которое необходимо принять перед тем, как запустить мельницу (или поручить это пильщику), — решить, какой кусок древесины вы хотите получить из своего бревна. То есть какой рисунок зерна вы хотите видеть на своих досках? На полосе сбоку страницы показаны три распространенных типа текстуры досок: гладкая, расщепленная и распиленная на четверть. В зависимости от того, что вы планируете делать с пиломатериалом, вам будет проще решить, как его резать.
Когда я пилю для своего личного склада пиломатериалов, я в основном «живую пилу». Это означает, что я разрезал бревно на ломтики, оставив кору с обеих сторон. Затем, когда я вытаскиваю пиломатериал с мельницы, я могу «перестроить» бревно, чтобы оно могло высохнуть (подробнее об этом позже). Есть три причины, по которым мне нравится этот метод распиловки. Во-первых, это быстро. Нет необходимости превращать бревно в брус и чередовать распиливание и переворачивание бруса. Это процесс загрузки и вырезания (обычно я переворачиваю бревно один раз).
Во-вторых, у меня почти никогда не бывает плана для бревна, когда я его рублю. Распиливая бревно вживую, у меня остается запас, который (примерно) распилен на 1/3 четверти, распилен на 1/3 и распилен на 1/3. Это означает, что когда я использую пиломатериалы в будущем, у меня есть выбор из различных вариантов текстуры. Я ускользнул от последней причины, по которой мне нравится этот узор раньше — мне легче сохнуть.
Вся тяжелая работа (по крайней мере, до сих пор; впереди еще много!) окупается при выполнении надрезов в бревне. Первый распил заключается в удалении верхней части коры (называемой плитой) с бревна. Этим пропилом я обычно стремлюсь попасть в заболонь дерева (чуть ниже коры) и получить как минимум 6–8 дюймов плоской чистой древесины. Если вы распиливаете вживую и собираетесь снова складывать бревна, сохраните колпачок из коры. Если нет, его можно выбросить. На моем Norwood у меня есть шкала, которую я могу обнулить на основе этого первого разреза. Затем я могу опустить головку (используя шкалу в качестве меры), чтобы сделать следующий разрез. Здесь снова я подстраховываю свои ставки. Не имея плана пиломатериалов, я всегда режу доски толщиной 8/4 (2 дюйма). Таким образом, если для проекта требуется более тонкий материал, я всегда могу распилить материал. Его легко сделать тоньше. Не так-то просто сделать его толще. Просто обратите внимание, что более толстые доски будут тяжелее — всегда полезно иметь дополнительную пару рук, чтобы помочь выгрузить доски с мельницы.
18. Для окончательной воздушной сушки подготовьте место с хорошей циркуляцией воздуха и установите ровное основание (я использую шлакоблоки).
Поскольку вы делаете пропилы и отрываются лаги (лаги — это доска с острым краем с двух сторон, извините, она не называется «плитой»), обязательно помните, как бревно и пила умение обращаться. Острое лезвие должно практически без усилий пробивать разрез. Если вы получаете чрезмерную вибрацию, волнистые порезы или двигатель глохнет, то, скорее всего, пришло время поставить новый диск.
Кроме того, обратите внимание на то, как ведет себя лафет или доска во время резки. Часто в этот момент проявляются напряжения в дереве. Доска или лафет начнут скручиваться, или даже влево или вправо. Это напряжение, высвобождаемое из бревна. После того, как вы заметите такой индикатор напряжения, лучше всего повернуть бревно и постараться удерживать сердцевину как можно ближе к центру оставшегося материала. Это поможет «ослабить» натяжение бревна и распределить его по доскам.
Когда вы делаете надрезы по направлению к сердцевине, я предпочитаю останавливаться рядом с этим «средним» надрезом. Затем я переворачиваю бревно на 180° плоской стороной вниз (опускаю переднюю доску) и заканчиваю надрезы. Если вы все сделали правильно и выровняли бревно, вы получите одну последнюю доску на станине лесопилки с сердцевиной по центру. Сердцевина дерева всегда будет трескаться, так что вы можете либо дать ей треснуть, либо выпилить ее. Материал с обеих сторон сердцевины будет идеально распилен на четверть и станет отличной заготовкой для ножек.
Теперь подождем
19. Убедитесь, что наклейки размещены в линию над предыдущим слоем, и убедитесь, что они имеют одинаковую толщину.
Поздравляю. Вы только что фрезеровали свое первое бревно. Теперь у вас есть задача не облажаться. И я знаю, что это кажется странным заявлением, потому что трудная часть уже позади, верно? Не совсем. Тысячи досок прекрасных пиломатериалов были полностью испорчены неправильной сушкой.
Прежде чем я расскажу, что я делаю для сушки пиломатериалов, давайте изложим некоторые факты. Свежесрубленные пиломатериалы, даже если они лежат на срубленном год назад дереве, будут мокрыми. Если его сложить без доступа воздуха, он заплесневеет. И, наконец, разные породы дерева сохнут по-разному. Изучите виды, которые вы режете.
20. При складывании досок я соберу бревно в том же порядке, в котором оно было получено с мельницы, в форму бревна.
Три ключа к успешной сушке пиломатериалов: хороший поток воздуха, ровное основание и защита от непогоды. Начнем с нуля.
Когда вы закончите распиливать пиломатериалы, вам нужно куда-то их складывать. Представьте себе сушку пиломатериалов как низкотемпературную версию гибки паром. Пиломатериал высохнет и примет форму того, на что он уложен. Это означает, что лучше всего иметь плоскую и ровную основу. Как вы можете видеть на фотографиях ниже, мне нравится строить хороший фундамент из шлакоблоков. Затем я могу запустить уровень или удлинительную лестницу по блокам, чтобы убедиться, что они плоские и компланарные. Некоторые блоки нужно будет поджать или выкопать, чтобы все было ровно.
Далее идет воздушный поток. Это самое простое на мой взгляд. Ключевым моментом здесь является укладка пиломатериалов там, где они будут получать хороший ветерок, а в идеале — подальше от солнца. Хороший воздушный поток фактически начинается на мельнице. Когда я убираю пушинку с мельницы, я соскребаю или стряхиваю все лишние опилки, которые могут удерживать влагу. Затем, когда я буду укладывать их на шлакоблоки, я удостоверюсь, что между каждым слоем, непосредственно над шлакоблоками, есть высушенная в печи наклейка (прокладка 1 × 1). Это позволяет воздуху проходить через стек. Некоторые пильщики будут видеть мокрые наклейки на пиломатериалах во время фрезеровки. Однако это может задерживать влагу между мокрой наклейкой и мокрой плитой, вызывая появление пятен плесени. Лучший вариант: используйте высушенную в печи древесину в качестве наклеек.
И, наконец, третий ключ — защитить стопку от непогоды (солнца и дождя). При распиливании бревна вживую и его повторной укладке в форму бревна кора, оставшаяся на бревне (и кора), становится защитой от дождя. Это видно здесь и называется методом «европейской сушки». Форма бревна естественным образом отводит воду. Однако при распиловке обрезных пиломатериалов лучше всего накрыть штабель брезентом, листом фанеры или гофрированным металлом.
21. Во время сушки я связываю пачки и маркирую доски бирками, на которых указана порода и время помола. История, стоящая за журналом, часто может быть мощным аргументом в пользу продажи.
Кстати, я делаю еще две вещи со своими штабелями пиломатериалов, пока они сохнут. Во-первых, я использую бандаж для поддонов, чтобы связать все бревно или стопку пиломатериалов вместе. Это не только облегчает перемещение с помощью моего трактора, но также помогает увеличить давление, чтобы удерживать пиломатериалы в горизонтальном положении. Я также прибиваю (используя алюминиевые гвозди, чтобы избежать пятен от железа) небольшую пластиковую бирку с идентификационным номером на конце каждого рычага. Затем я записываю каждое из этих чисел в электронную таблицу, чтобы знать размер каждой части, а также место, где росло дерево и когда я его собрал. Я обнаружил, что многим покупателям нравится слушать историю и историю дерева и то, как оно оказалось в моих, а в конечном итоге и в их руках.
Готовы к самому сложному? Ты ждешь. В зависимости от вида дерева, вы будете ждать некоторое время. Эмпирическое правило составляет около 1 года на дюйм толщины. Однако примерно через 12-16 месяцев воздушной сушки я начну тянуть эти ласточки в подвал, чтобы досушить. Обычно в Айове мы можем рассчитывать на содержание влаги около 13% в сушилке на воздухе. Вы можете получить меньше, если пойдете в печь, но лично я почти всегда выбираю высушенное на воздухе сырье, а не высушенное в печи. Вручную это работает лучше (на мой взгляд), и я никогда не сталкивался со случаем, когда (правильно) высушенный на воздухе материал вызывал какие-либо проблемы.
22. Что касается обрезных пиломатериалов, я укладываю пачки намоток и удостоверяюсь, что основание имеет достаточную поддержку, чтобы избежать коробления.
Учитывая все вышесказанное, фрезерование собственного пиломатериала доступно не всем. Требуется немного работы и немного места. Если вы серьезно подумываете о мельнице, вам также понадобится здоровая порция «принеси это». Тем не менее, я думаю, вы быстро поймете, что есть возможность заработать немного дополнительных денег, и большинство людей задаются вопросом, почему они не получили их раньше. Кроме того, когда вы снимаете с мельницы этот первый кусок пиломатериала и осознаете безграничные возможности… ну, это то, что мы называем «опилками в крови». И как только у тебя в крови опилки, я не думаю, что ты когда-нибудь оглянешься назад.
Логан Уиттмер — помощник редактора Woodsmith и начинающий пильщик.
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
Приспособление для карманных отверстий Kreg
48-дюймовый стержневой зажим
Рулон наждачной бумаги PSA
Производитель станков с ЧПУ — Фрезерно-гравировальные станки с ЧПУ
Тип станка High-Z: наш самый продаваемый фрезерный станок с ЧПУ
Точный, универсальный и доступный фрезерный станок с ЧПУ High-Z
С 2004 года мы постоянно совершенствуемся наш маршрутизатор High-Z . Качество, производительность и идеально подобранные механические компоненты по доступной цене по-прежнему уникальны.
Около 10 000 компаний, учреждений и любителей со всего мира работают с нашими станками, которые можно использовать для фрезерования и гравировки дерева, пластика, металла и даже камня . Каждый фрезерный станок с ЧПУ прост в использовании, никаких навыков программирования не требуется.
С помощью фрезерного станка High-Z вы также можете гравировать, фрезеровать и резать. Мы предлагаем аксессуары для ЧПУ для различных областей применения.
Высокое качество и высочайшая точность
Наши фрезерные станки с ЧПУ и идеально подобранные принадлежности останутся по разумной цене, чтобы наши клиенты могли прибыльно расширять свое производственное оборудование с помощью высококачественного оборудования с ЧПУ.
С февраля 2005 года мы внесли множество технических и электрических усовершенствований в наши машины High-Z и RaptorX. Тем не менее, наши условия остаются на отличном уровне цены / производительности и, конечно же, в обычном высшем качестве. Вы получите не «дешевый» станок с ЧПУ, а дорогой портальный фрезерный станок.
Покупка напрямую у производителя станков с ЧПУ – веские причины
Есть веские причины купить новый станок в компании CNC-STEP в Германии
Покупка фрезерного станка – это, в конечном счете, вопрос доверия. Как производитель станков с ЧПУ , мы предлагаем бесплатную пожизненную поддержку и более 13-летний опыт в технологии ЧПУ и электронике. Для вас как для клиента важно иметь компетентного партнера по всем вопросам до и после покупки . Все детали приложения должны быть частью бесплатной поддержки, а также устранения неполадок и ошибок.
Следовательно, эта компетенция означает лучшее качество, высокую точность и отличный сервис. Эти факты являются нашими самыми важными ключами к успеху.
Бесплатное программное обеспечение CAD CAM! Сэкономьте 1500 евро!
Специальное предложение только до конца июня 2022 года! Бесплатное программное обеспечение CAD/CAM для всех новых станков * клиенты: 1 546,00 евро за 0,00 евро
Эксклюзивно и только у нас! С обширным программным пакетом CAD/CAM ConstruCAM 3D вы получаете универсальное и бесплатное программное обеспечение CAD/CAM – решение для создания чертежей в 2D и 3D, проектирования 2D-векторов (включая инструменты 2D в 3D .st.) для вашего фрезерного станка . Полностью автоматическая генерация/вывод G-кода для 2D и 3D фрезерования , 2D и 3D гравировки, сверления, сверления по шаблону, нанесения страз, 2D фотогравировки, 3D рельефа гравировки и фрезерование досок – ConstruCAM3D.
Множество примеров применения станков
Наши станки с ЧПУ широко применяются во многих областях механической обработки, таких как промышленность, торговля и хобби. Здесь вы найдете много интересных примеров.
Независимо от того, работаете ли вы в профессиональном, коммерческом, образовательном, медицинском, институциональном или в любительском секторах, наши техники и руководители предложат вам идеальную машину для ваших задач. При необходимости они могут разработать специальную машину, соответствующую вашим потребностям. Посетите наш раздел со множеством примеров, чтобы изучить выдающуюся универсальность наших машин. Вы найдете Видео и Фото обработки алюминия, пластика, дерева, нержавеющей стали, камня и гравировки фото .
300 видеороликов о применении наших станков с ЧПУ
Более 300 видеороликов, демонстрирующих фрезерование и гравировку на станках с ЧПУ по дереву, металлу, камню и пластику, можно найти на нашем канале YouTube. Многие из них произведены нашими клиентами.
В настоящее время имеется около 170 видеороликов, демонстрирующих такие области применения, как 3D-гравировка, 2D- и 3D-фрезерование, тангенциальная резка и многие другие.
Вопрос выбора насоса для отопления стоит достаточно остро как для собственников частных домов, так и для людей, которые установили автономную систему отопления в квартире. Насос отвечает за работу системы отопления и за повышение эффективности работы этой системы в целом.
Как выбрать насос для отопления, чтобы он действительно помогал и улучшал работу всей системы отопления, а не наоборот. Для этого необходимо учесть Ваши индивидуальные потребности и рассмотреть всю систему отопления в целом.
Прежде чем подобрать насос для отопления необходимо учесть следующие технические характеристики:
количество тепла, требуемое для отопления дома;
особенности теплоизоляционного слоя стен;
климатические условия местности; наличие и количество оконных рам;
конструкцию пола и потолка.
Также все насосы для системы отопления можно поделить на 2 вида:
бытовые насосы для отопления;
промышленные наосы для отопления.
Бытовые насосы рассчитаны для дома и квартир. Они рассчитаны на небольшое количество тепла, но при этом – это полноценные насосы.
Выбирая циркуляционный насос для отопления или горячего водоснабжения, важно учесть возможную гидравлическую разбалансированность системы, основное проявление которой заключается в недостаточной циркуляции воды через отдалённые от насосного узла циркуляционные кольца. Если Вы выберите насос с запасом по расходу и напору, то это поможет компенсировать незначительную гидравлическую разбалансированность, поэтому при подборе циркуляционного насоса для системы отопления рекомендуем брать насос с 10-20% запасом по напору и 10-15% запасом по расходу. Но важно понимать, что если увеличение расхода будет приблизительно в 1,3 раза, то потеря напора в системе возрастут в 1,3*1,3=1,7 раза. Но не стоит увлекаться с увеличением запаса, так как насос, который будет иметь большой запас по определяющим критериям, ставить экономически нецелесообразно. Во-первых, цена самого насоса будет выше, во-вторых, насос будет работать в холостую, тем самым потребляя лишнюю электроэнергию.
Расчет циркуляционного насоса системы отопления необходим для того, чтобы решить две основные задачи:
создавать в системе необходимый напор, который позволить преодолеть гидравлическое сопротивление отдельных ее элементов;
обеспечивать перемещение по системе достаточного для обогрева здания количества тепла.
Если говорить непосредственно о расчёте, то существуют различные формулы. Однако эту работу лучше доверить настоящим специалистам – профессиональным монтажникам или инженерам. Поскольку необходимо правильно подсчитать потребность здания в тепловой энергии, а также общее гидравлическое сопротивление всей отопительной системы. Без этих двух показателей подобрать подходящий насос просто невозможно.
Выбор циркуляционного насоса для отопления задача не простая. У каждого циркуляционного насоса имеется свой характерный напорно-расходный
график, по которому и подбирают насос. Также у насоса есть своя рабочая точка – напор и расход, при котором КПД насоса будет оптимальным. Это важно учитывать, так как при не правильном подборе рабочей точки срок эксплуатации насоса значительно уменьшается. Подключение должен осуществлять профессионал, поскольку важно учесть правильное расположение насоса. Обратите внимание, что вал насоса должен располагаться горизонтально, как бы вы ни «вертели» корпус. Дело в том, что при вертикальной установки вала насос теряет порядка 30 % производительности.
Какую модель лучше выбрать? Различают циркуляционные насосы с «сухим» и «мокрым» ротором, а также с автоматической или ручной системой регулировки скоростей. Наши специалисты рекомендуют использовать насосы, ротор которых полностью погружен в воду, не только из-за пониженного уровня шума, но и потому, что такие модели справляются с нагрузкой более успешно. Производитель может быть DAB или Grundfos – это лучшие мировые бренды.
Если у Вас еще остались вопросы, какой насос выбрать для отопления, то позвоните нашему лучшему менеджеру по телефону 050 414-37-72 или задайте вопрос в чате.
Как выбрать циркуляционный насос для отопления
Системы отопления делятся на системы с естественной (гравитационной) и принудительной циркуляцией. В системах с принудительной циркуляцией обязательна установка циркуляционного насоса. Его задача — обеспечить движение теплоносителя по системе с заданной скоростью. А чтобы он со своей задачей справлялся, на до правильно выбрать циркуляционный насос.
Содержание статьи
1 Назначение и виды
1.1 С сухим ротором
1.2 С мокрым ротором
2 Как выбрать циркуляционный насос
2.1 Подбираем технические характеристики
2.2 Подбор модели
2.3 На что еще обратить внимание
3 Производители и цены
Назначение и виды
Как уже говорили, основная задача циркуляционного насоса обеспечить требуемую скорость движения теплоносителя по трубам. Для систем с принудительной циркуляцией только при таких условиях будет достигнута проектная мощность. Во время работы циркуляционника в системе немного возрастает давление, но это не его задача. Это,скорее, побочный эффект. Для повышения давления в системе есть специальные повысительные насосы.
Более популярны циркуляционные водяные насосы с мокрым ротором
Есть два типа циркуляционных насосов: с сухим и мокрым ротором. Они отличаются по конструкции, но выполняют одни задачи. Чтобы выбрать циркуляционный насос какого типа вы хотите установить, надо знать их достоинства и недостатки.
С сухим ротором
Получил свое название в связи с особенностями конструкции. В теплоноситель погружена только крыльчатка, ротор находится в герметичном корпусе, его от жидкости отделяет несколько уплотнительных колец.
Устройство циркуляционного насоса с сухим ротором — во воде только крыльчатка
Данные аппараты имеют следующие свойства:
Имеют высокий КПД — порядка 80%. И это основной их плюс.
Требуют регулярного обслуживания. В процессе эксплуатации твердые частицы, содержащиеся в теплоносителе попадают на уплотнительные кольца, нарушая герметичность. Чтобы предотвратить разгерметизацию и необходимо обслуживание.
Срок эксплуатации порядка 3 лет.
При работе издают высокий уровень шумов.
Такой набор характеристик не очень подходит для установки в системах отопления частных домов. Основной их плюс — высокий КПД, а значит, меньший расход электроэнергии. Потому в больших сетях циркуляционные насосы с сухим ротором более экономичны, и там в основном и используются.
С мокрым ротором
Как понятно из названия, в оборудовании данного типа в жидкости находится и крыльчатка и ротор. Электрическая часть, включая стартер, заключена в металлический герметичный стакан.
Устройство насоса с мокрым ротором — сухая только электрическая часть
Этот тип оборудования имеет следующие свойства:
КПД порядка 50%. Не самый лучший показатель, но для небольших частных систем отопления это некритично.
Обслуживания не требуют.
Срок эксплуатации — 5-10 лет в зависимости от марки, режима работы и состояния теплоносителя.
Во время работы почти не слышны.
Исходя из приведенных выше свойств, выбрать циркуляционный насос по типу несложно: большинство останавливается на устройствах с мокрым ротором, так как они больше подходят для работы в условиях квартиры или частного дома.
Как выбрать циркуляционный насос
Каждый циркуляционный насос имеет набор технических характеристик. Они подбираются под параметры каждой системы индивидуально.
Подбираем технические характеристики
Начнем с подбора технических характеристик. Для профессионального расчета есть куча формул, но для подбора насоса для системы отопления частного дома или квартиры можно обойтись усредненными нормами:
Подбор модели
При выборе конкретной модели обратите внимание на график с напорной характеристикой насоса. На графике надо найти точку, в которой пересекаются значения напора и производительности. Она должна располагаться в средней трети кривой. Если она не попадает на какую-то из кривых (их обычно несколько, характеризующих разные модели), берут ту модель, график которой оказывается ближе. Если точка стоит посередине, берут менее производительную (ту, что расположена ниже).
Рабочая точка должна находится в средней части графика
На что еще обратить внимание
В технических характеристиках циркуляционных насосов есть еще несколько позиций, на которые стоит обратить внимание. Первый — допустимая температура перекачиваемой среды. То есть, температура теплоносителя. В качественных изделиях этот показатель находится в диапазоне от +110°C до +130°C. В дешевых может быть ниже — до 90°C (а по факту 70-80°C). Если система у вас рассчитана как низкотемпературная, это нестрашно, но если стоит твердотопливный котел — температура до которой может быть разогрет теплоноситель очень важна.
Выбрать циркуляционный насос надо сначала по характеристикам
Стоит обратить внимание и на максимальное давление, при котором может работать насос. В системе отопления частного дома оно редко бывает выше 3-4 атм (это для двухэтажного дома), а в норме составляет 1,5-2 атм. Но все равно, обращайте внимание на данный показатель.
На что еще обратить внимание — на материал, из которого сделан корпус. Оптимальный — чугунный, более дешевый — из специального термостойкого пластика.
Тип и размер соединения. Циркуляционный насос может иметь резьбу или фланцевые соединения. Резьба бывает наружной и внутренней — под нее подбираются соответствующие переходники. Подсоединительные размеры могут быть: G1, G2, G3/4.
Также стоит обратить внимание, на наличие защиты. Может быть защита от сухого хода. В циркуляционных насосах с мокрым ротором она очень желательна, так как охлаждение мотора происходит за счет перемещаемой среды. Если воды, нет, мотор перегревается и выходит из строя.
Еще один тип защиты — защита от перегрева. Если мотор нагревается до критического значения, теромореле отключает питание, насос останавливается. Две эти функции продлят срок эксплуатации оборудования.
Как и где устанавливать циркуляционный насос читайте тут.
Производители и цены
При выборе производителей циркуляционного насоса подход тот же, что при подборе любой дугой техники. Если есть возможность, лучше брать оборудование европейских производителей, которые на рыке уже давно. Самыми надежными в данном секторе считаются циркуляционные насосы Willo (Вилло), Grundfos (Грундфос), DAB (ДАБ). Есть и другие неплохие марки, но по ним надо читать отзывы.
Название
Производительность
Напор
Количество скоростей
Подсоединительные размеры
Максимальное рабочее давление
Мощность
Материал корпуса
Цена
Grundfos UPS 25-80
130 л/мин
8 м
3
G 1 1/2″
10 бар
170 Вт
Чугун
15476 руб
Калибр НЦ-15/6
40 л/мин
6 м
3
внешняя резьба G1
6 атм
90 Вт
Чугун
2350 руб
БЕЛАМОС BRS25/4G
48 л/мин
4,5 м
3
внешняя резьба G1
10 атм
72 Вт
Чугун
2809 руб
Джилекс Циркуль 25/80 280
133,3 л/мин
8,5 м
3
внешняя резьба G1
6 атм
220 Вт
Чугун
6300 руб
Elitech НП 1216/9Э
23 л/мин
9 м
1
внешняя резьба G 3/4
10 атм
105 Вт
Чугун
4800 руб
Marina-Speroni SCR 25/40-180 S
50 л/мин
4 м
1
внешняя резьба G1
10 атм
60 Вт
Чугун
5223 руб
Grundfos UPA 15-90
25 л/мин
8 м
1
внешняя резьба G 3/4
6 атм
120 Вт
Чугун
6950 руб
Wilo Star-RS 15/2-130
41,6 л/мин
2,6 м
3
внутренняя резьба G1
45 Вт
Чугун
5386 руб
Обратите внимание, что все технические характеристики представлены для перемещения воды. Если теплоноситель в системе — незамерзающая жидкость, необходим вносить корректировки. За актуальными для этого типа теплоносителей данными придется обращаться к производителю. В других источниках подобные характеристики найти не удалось.
Вот как выбрать тепловой насос подходящего размера для вашего дома
Ваш тепловой насос играет важную роль в поддержании нужной температуры в вашем доме, забирая тепло из наружного воздуха в ваше жилое пространство зимой, а также удаляя тепла и передачи его на улицу в летнее время. Но чтобы тепловой насос работал правильно, он должен быть подходящего размера для вашего помещения.
Может показаться, что найти правильный тепловой насос легче сказать, чем сделать. Но есть некоторые общие рекомендации, которые помогут вам найти тепловой насос нужного размера, чтобы правильно обогревать и охлаждать ваш дом энергоэффективным способом.
Важность выбора теплового насоса нужного размера
Может показаться, что размер вашего теплового насоса не так уж важен. В конце концов, что самое худшее может случиться, если он будет слишком маленьким или слишком большим? Возможно, вы удивитесь, узнав, насколько важно подобрать правильный размер. Слишком маленький или слишком большой тепловой насос может привести к пустой трате денег.
Раскрытие информации рекламодателем
HVAC.com представляет информацию, собранную независимо от официальных сайтов поставщиков. Мы регулярно обновляем сайт, чтобы эта информация всегда была актуальной и точной. Предложения, которые появляются на этом сайте, исходят от компаний, от которых HVAC.com получает компенсацию. HVAC.com не включает всех доступных поставщиков услуг.
OK
Если ваш тепловой насос слишком мал для вашего дома, он, скорее всего, не будет работать должным образом. Вы можете в конечном итоге заплатить более высокий счет за коммунальные услуги, потому что тепловой насос будет изо всех сил пытаться нагреть и охладить ваш дом. Поскольку тепловому насосу приходится работать усерднее, чтобы нагреть ваш дом до нужной температуры, вы также можете рассчитывать на более высокие затраты на ремонт и техническое обслуживание.
С другой стороны, если ваш тепловой насос слишком большой, он будет производить больше энергии, чем вам нужно, что приводит к трате энергии и снижению эффективности.
Как определить размер теплового насоса
Есть несколько различных методов, которые вы можете использовать, чтобы подобрать тепловой насос нужного размера для вашего дома: ручной J и квадратные метры. Мы обсудим каждый из них более подробно ниже.
Manual J
Manual J — это отраслевой стандарт расчета теплового насоса. Он был создан Американскими подрядчиками по кондиционированию воздуха, чтобы помочь определить правильный размер теплового насоса для вашего дома на основе восьми различных факторов. Восемь факторов, рассматриваемых в Руководстве J, таковы:
Местный климат, в том числе, сколько дней в году вам необходимо отопление и охлаждение
Площадь и планировка вашего дома
Сколько у вас окон и где они расположены
Фильтрация воздуха в вашем доме
Качество изоляции в вашем доме
Сколько человек живет в вашем доме
Предпочитаемая вами температура
Теплогенерирующие приборы в вашем доме
Площадь в квадратных футах
Существует множество факторов, которые учитываются при расчете мощности вашего теплового насоса, и это может быть сложно определить, как каждый из них влияет на ваши потребности в тепловом насосе. К счастью, есть более простой подход к выбору теплового насоса нужного размера.
Обычно на каждые 500 квадратных футов вашего дома требуется одна тонна мощности кондиционера. Вот несколько рекомендаций, которые помогут вам определить необходимое количество тонн:
500 квадратных футов: 1 тонна
1000 квадратных футов: 2 тонны
1500 квадратных футов: 3 тонны
2000 квадратных футов: 4 тонны
2500 квадратных футов: 5 тонн
3000 квадратных футов: 6 тонн
Также важно знать, чему равна каждая тонна в БТЕ или британских тепловых единицах, которые используются для определения размера теплового насоса. Используйте эту таблицу, чтобы определить количество БТЕ, необходимое для вашего дома:
Таблица размеров теплового насоса
Размер дома (в квадратных футах)
Размер теплового насоса (в тоннах)
Мощность теплового насоса (в БТЕ)
500 квадратных футов
1 тонна
12 000 БТЕ
1000 квадратных футов
2 тонны
24 000 БТЕ
1500 квадратных футов
3 тонны
36 000 БТЕ
2000 квадратных футов
4 тонны
48 000 БТЕ
2500 квадратных футов
5 тонн
60 000 БТЕ
3000 квадратных футов
6 тонн
72 000 БТЕ
Как только вы узнаете необходимое количество БТЕ, необходимое для теплового насоса вашего дома, вы можете начать делать покупки. Помните, что вы также можете работать с экспертом по HVAC, который может дать некоторые рекомендации и советы.
Практический результат
Выбор правильного размера теплового насоса для вашего дома имеет решающее значение, когда речь идет об экономии денег на энергию и поддержании нужной температуры в вашем доме как зимой, так и летом. Поначалу определение размера теплового насоса может показаться сложным, но на самом деле разобраться в этом довольно просто. И, к счастью, существует множество онлайн-калькуляторов расчета теплового насоса, которые еще больше упрощают этот процесс. И как только вы узнаете, какой размер теплового насоса вам нужен, процесс поиска подходящего не составит труда.
Продолжайте читать, чтобы узнать больше об отоплении и охлаждении вашего дома:
Тепловой насос и печь: изучите разницу и узнайте, какая из них лучше для вас
Руководство по покупке теплового насоса: все, что вам нужно знать об этой печи и альтернатива переменному току
Эта простая вещь поможет вашей печи прослужить дольше
Вот 23 способа сэкономить на счетах за электроэнергию прямо сейчас
+21 еще Посмотреть все фото
Выбор подходящего насоса для вашей системы теплопередачи
Просмотр PDF-версии
Ваш насос оказывает огромное влияние на вашу систему теплопередачи. Это влияет на производительность, эффективность и может даже повлиять на срок службы вашей жидкости. Итак, что вам нужно знать при выборе насоса для вашей системы?
Для начала рассмотрим наиболее распространенные насосы, используемые в системах теплопередачи.
Рис. 1: Поперечное сечение центробежного насоса. (фото из Википедии)
Центробежные насосы (рис. 1) очень распространены в системах с теплоносителями. Эти насосы в основном используют рабочее колесо с вращающимися лопастями для придания скорости жидкости и перемещения ее по системе.
Некоторые центробежные насосы изготавливаются специально для теплоносителей и используют более прочные материалы, закрытые рабочие колеса, более качественные уплотнения и поддерживают температуру до 850°F (454°C) для работы в самых сложных условиях.
Центробежные насосы также позволяют выбирать между герметичной и бессальниковой конструкцией. В этой статье от Process Heating содержится полезная информация по этой теме.
Объемные насосы прямого вытеснения (рис. 2) не так распространены, но обычно используются в небольших системах с электрическим обогревом. Эти устройства, также известные как шестеренчатые насосы, улавливают жидкость между блокирующими зубьями шестерни и выталкивают жидкость в остальную часть системы. Обычно они имеют механические уплотнения.
Независимо от того, какой тип насоса вы рассматриваете, уточните у производителя, подходит ли он для использования с теплоносителями. Также держитесь подальше от стандартных технологических насосов — они не так долговечны и, как правило, недостаточно хорошо работают с теплоносителями.
Некоторые производители специализируются на насосах для теплоносителя. Dean Pump Division, MP Pumps, Inc. и Teikoku/Chempump — это лишь несколько примеров центробежных конструкций. Насос Viking – это один из возможных вариантов, если вам нужен объемный насос объемного типа.
Некоторые из этих производителей также предлагают услуги по индивидуальному проектированию и даже могут помочь определить правильный размер для вашей помпы. Здесь решающим фактором является размер — насос должен быть достаточно мощным, чтобы справиться с вязкостью жидкости и перемещать жидкость по всей системе. Если он меньше, насос не будет подавать достаточное количество жидкости в систему. Эта ситуация, широко известная как «низкий расход», может вызвать серьезные проблемы, включая кавитацию насоса, плохую производительность и более высокие, чем рекомендуемые, температуры пленки, что приведет к быстрому разрушению вашей жидкости.
Ключевым моментом является мощность – насос надлежащего размера должен иметь достаточную мощность для подачи в систему достаточного количества жидкости для эффективной работы.
Еще один важный момент, о котором часто забывают: убедитесь, что насос способен работать с вязкостью жидкости при температуре окружающей среды (пусковой), а не только при рабочей (выходной) температуре.
Насос вертикальный центробежный от производителя ТД Техмаш
Многоступенчатый вертикальный центробежный насос — изделие особой структуры, которое предназначено для установки только в вертикальном положении. Чаще всего находит свое применение для передачи воды в квартиры многоэтажных домов и по магистралям различных населенных пунктов. Также нередко устанавливается для повышения давления воды в пожарных шлангах, в специализированном оборудовании для автомастерских, отделах для мойки машин и других, ограниченных по площади производствах.
Детальная характеристика вертикальных центробежных насосов по параметрам
Конструкция вертикального центробежного насоса имеет область всасывания жидкости, рабочую камеру-барабан, в которой находятся отдельные подвижные части — рабочие колеса, являющиеся, по сути, лопастями различных параметров, и трубку вывода жидкости под высоким давлением. Для того, чтобы создать один насос, компания «ТЕХМАШ» отбирает лучшие коррозийно-стойкие материалы, которые имеют минимальный вес и легко покрываются различными смесями для защиты от воздействия поступающих жидкостей. Лопасти выполнены из цельной нержавеющей стали. Сам двигатель насоса работает под воздействием электродвигателей.
Рассмотрим виды используемых материалов в различных деталях: рабочая поверхность и сливы — высококачественная нержавеющая сталь, уплотнения — керамика, графит, другие мелкие детали — также нержавеющая сталь. Дополнительно используются резиновые уплотнения вала и межсекционные резиновые уплотнения английского, немецкого и итальянского производства, что влияет на устойчивость продукта к различным химически активным веществам и, соответственно, цену.
Двигатель такого типа насоса обладает отдельными характеристиками, среди которых повышенная изоляция, работа в асинхронном режиме с возможностью охлаждения воздухом, многофазные и однофазные модели двигателя, стандартизированная технология защиты, возможность легко заменять любые детали двигателя.
Существует несколько основных ограничений при использовании вертикального многоступенчатого центробежного насоса в производственных целях:
Ограничения в зависимости от уплотнений — от 90 до 230 градусов Цельсия;
Допустимая внешняя температура воздуха — до 80 градусов Цельсия;
Запрет запуска устройства в холостом режиме, а также ограничение включения/выключения за единицу времени, чтобы продлить службу насоса;
Допустимое количество твердых частиц в жидкости — до 0. 2%;
Давление — до 50 атмосфер.
Разновидности вертикальных центробежных насосов
Существует множество разновидностей вертикальных насосов. Все они различаются по следующим критериям:
Напору. Он может быть низким, средним и большим.
Быстроходности. Компания «ТЕХМАШ» предлагает тихо-, средне- и быстроходные модели оборудования.
Производительности. В данном случае вычисляется объем перекачиваемой жидкости в час.
Количеству ступеней. Их бывает от 2 до 10.
Числу входов. Насосное оборудование может иметь 1 или 2 входных отверстия.
Типу перекачиваемой жидкости. Это могут быть вещества с различной степенью вязкости, с содержанием химических/агрессивных соединений и т. д.
Способу погружения. Агрегаты могут быть установлены на поверхности, а также быть полу- и погружными.
Конструкции. Привод у насосов бывает прямой или редукторный, а также через шкив.
Вертикальные центробежные насосы зачастую используются в мелиорации, жилищно-коммунальном хозяйстве. С их помощью можно откачивать чистую, грязную или агрессивную жидкость. Оборудование отличается компактностью и высокой производительностью, устройства просты в обслуживании, создают низкий уровень шума в ходе эксплуатации.
Существуют одно- и многоступенчатые вертикальные центробежные насосы. Они нашли широкое применение в разных сферах деятельности человека. Чаще всего такое оборудование используется в следующих областях:
С помощью насосного оборудования можно перекачивать жидкости за счет поднятия давления. Компания «ТЕХМАШ» готова предложить клиентам широкий выбор центробежных насосов, которые отличаются по производительности, напору, габаритам и другим параметрам. У каждого насосного агрегата предусмотрен электрический двигатель, который в любой момент можно заменить при его поломке.
Запускать вертикальный центробежный насос необходимо только тогда, если его корпус уже заполнен жидкостью. В другом случае оборудование выйдет из строя. Необходимо постоянно следить за уплотнителями, чтобы внутрь центробежных агрегатов не попадал воздух.
Благодаря многоступенчатой конструкции насосов, можно увеличить напор подаваемой жидкости во много раз. Также его можно значительно уменьшить. Для этого добавляются или удаляются секции. Чем больше будет секций у насоса, тем выше эффективность. Каждая следующая присоединенная ступень увеличит у потока жидкости уровень кинетической энергии.
Как работает вертикальный насос с электрическим двигателем?
Главными рабочими органами в центробежном насосе являются специальные колеса с лопастями. Их количество зависит от числа секций, присутствующих в конструкции.
Рабочее колесо представляет собой 2 диска, которые установлены на одном валу и соединены между собой изогнутыми лопастями. Между ними предусмотрены каналы, которые в процессе работы наполняются жидкостью.
При вращении колес образуется центробежная сила, выталкивающая воду во внутреннюю камеру. В результате со стороны забора создается разряжение, жидкость самостоятельно затекает в камеру, создается непрерывный процесс перекачивания воды. У многосекционных насосов транспортируемая рабочая среда поступает с одной ступени в другую через специальные отводящие патрубки.
Вал, который приводит колеса во вращение, насаживается на подшипники. Чтобы не было протечек, а также внутрь системы не попал воздух, между движущимися деталями устанавливаются прочные уплотнители. Это могут быть обычные сальники или магнитные муфты. Последние отличаются хорошей эффективностью в ходе эксплуатации.
Компания «ТЕХМАШ» предлагает приобрести качественные вертикальные центробежные насосы на максимально выгодных условиях для клиента. Такие устройства могут монтироваться линейно, непосредственно в самих трубопроводных системах. В результате существенно увеличивается эффективность используемого насосного оборудования. В данном случае напорные и всасывающие патрубки будут на одной оси. Обратившись в компанию «ТЕХМАШ», вы не пожалеете о затраченных денежных средствах.
Центробежные насосы от «ТЕХМАШ» чаще всего применяются для перекачки чистых и физически/биологически загрязненных вод без химически активных примесей и твердых частиц. Они легко устанавливаются в различных сферах легкой промышленности, хорошо подходят для удовлетворения потребностей сельского хозяйства и повышения давления воды в жилых многоэтажных комплексах. Многие уменьшенные модели используются для систем охлаждения и теплоснабжения частных клиентов.
Обширное количество различных по структуре и параметрам моделей насосов компании «ТЕХМАШ» уже сегодня работает во многих производственных учреждениях и для удовлетворения бытовых нужд, как в нашей стране, так и за рубежом. Мы гарантируем качество своих товаров и имеем все необходимые лицензии для их выпуска. Выполняем выпуск товара под заказ по каталогам, с которыми вы можете ознакомиться благодаря нашим сотрудникам.
Вертикальные центробежные насосы
Номинальное давление
PN 10/50
0
PN 10
0
PN 16
0
PN 16
0
PN 25
0
PN 25
0
PN 30
0
PN 50
0
PN 6
0
Контроль частоты вращения
без частотного преобразователя
0
с частотным преобразователем
0
Привод/регулирование
Бесступенчатое регулирование частоты вращения
0
Главный насос с регулируемой частотой вращения электродвигателя
0
Постоянная частота вращения
0
Конструкция/система
Высоконапорный центробежный насос
0
Установка повышения давления
0
Каталог товаров
Циркуляционные насосы бытовые
Циркуляционные насосы промышленные
Горизонтальные центробежные насосы
Поверхностные насосы
Погружные насосы для скважин и колодцев
Автоматические насосные станции
Вертикальные центробежные насосы
Установки повышения давления и пожаротушения
Дренажные насосы
Канализационные насосы
Принадлежности
Сортировка:
Показать:
15
ru/vertikalnye-centrobezhnye-nasosy?limit=15″>
15
25
50
75
100
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
В наличии
Телефон *
Типы и функции вертикальных насосов
Перейти к содержимому
Вертикальные насосы используются для забора жидкости из глубокого резервуара или скважины. Они бывают разных форм, размеров и функций, но все они имеют характерную вертикальную конфигурацию, которая перемещает жидкости в вертикальном направлении вверх по трубе. Они могут использоваться в диапазоне рабочих температур от низких до высоких, с различным давлением и со многими жидкостями, от обычных систем водоснабжения до агрессивных, легковоспламеняющихся и даже труднообрабатываемых жидкостей и химикатов.
Вертикальный центробежный насос
Центробежный насос предназначен для перекачивания коррозионно-активных жидкостей, используемых при очистке сточных вод, дренаже отстойников, перекачивании резервуаров, перемешивании, мокром процессе и других промышленных применениях. Он переносит жидкости путем преобразования кинетической энергии вращения в гидродинамическую энергию потока жидкости. Этот тип энергии вращения обычно исходит от двигателя или электродвигателя. Жидкости входят в быстро вращающееся рабочее колесо вдоль его оси и выбрасываются под действием центробежной силы по его окружности через кончики лопастей рабочего колеса. Это действие рабочего колеса увеличивает скорость и давление жидкости, а также направляет ее к выпускному отверстию насоса. Корпус насоса предназначен для сужения жидкости на входе насоса, направления ее в рабочее колесо, а затем замедления и контроля жидкости перед выпуском.
Вертикальный погружной насос
Погружной насос, также известный как скважинный насос, представляет собой устройство с герметичным двигателем, тесно соединенным с корпусом насоса. Он работает аналогично другим типам центробежных насосов, но может быть полностью погружен в воду. Они часто используются для жидкостей глубоко под землей, например, в канализации. Уникальной особенностью этого насоса является то, что он толкает воду к поверхности, а не тянет ее. Еще одним преимуществом использования вертикального погружного насоса является снижение уровня шума при нахождении глубоко под землей и под водой.
Вертикальный турбинный насос
Вертикальные турбинные насосы, также известные как вертикальные насосы или насосы с линейным валом, представляют собой центробежные насосы, обычно используемые для транспортировки воды из глубоких подземных ям или колодцев. Они состоят из двигателя, нагнетательного патрубка, одной или нескольких трубных колонн, линейного вала, вала насоса, нескольких чаш, рабочих колес и всасывающего колпака. Они предназначены для перемещения воды из подземных колодцев или резервуаров и обычно используются в системах с чистой водой, требующих высокого давления и высокого напора, но имеют широкий спектр этих насосов для многих отраслей и областей применения.
Вертикальный погружной насос
Вертикальные погружные насосы представляют собой вертикально подвешенные однокорпусные насосы с раздельным нагнетанием, полуоткрытыми или закрытыми рабочими колесами, предназначенные для применения в мокрых карьерах. Насос имеет отдельную нагнетательную трубу и опорную трубу. Как и у вертикальных турбинных насосов, рабочие колеса насоса и часть корпусов размещены под перекачиваемой жидкостью, а основной силовой механизм находится над жидкостью. Они предназначены для промышленного применения для перекачивания чистых или слабозагрязненных жидкостей, волокнистых шламов и жидкостей, содержащих крупные твердые частицы, из глубокого отстойника.
Вертикальные насосы бывают различных конструкций, материалов и применений, которые зависят от используемых систем. Наш старый бренд Floway® предлагает вертикальные турбинные насосы для систем очистки и обезвоживания воды и сточных вод, нефтегазовой, горнодобывающей, энергетической и промышленной отраслей, в то время как наш старый бренд Gabbioneta Pumps® предлагает ряд насосов API 610 для разведки и добычи, транспортировки и транспортировки. Применение в нефте- и газоперерабатывающей промышленности для надежных решений по управлению потоками в нефтехимии, водоснабжении, удобрениях, энергетике, опреснении и горнодобывающей промышленности. Выбор правильного насоса имеет важное значение для успеха любой системы управления потоком. Мы разрабатываем и изготавливаем насосные агрегаты для специальных применений, используемых на шельфе и на шельфе для нефтегазовой, нефтехимической, водной и сточной воды, горнодобывающей промышленности, производства электроэнергии и общих отраслей промышленности. Наши рыночные центры передового опыта, специалисты по продуктам и приложениям, а также рыночные каналы могут помочь на каждом этапе цикла вашего проекта. Вы можете положиться на насосы Trillium Flow Technologies™ для полного успеха управления потоком и уверенности в своем контроле потока сейчас и в будущем.
Страница load link
Различия между горизонтальными и вертикальными центробежными насосами
Центробежные насосы используются во многих отраслях промышленности. Они обеспечивают превосходную эксплуатационную эффективность и универсальность, когда речь идет о давлении и расходе жидкости. Линейные центробежные насосы бывают разных конфигураций: горизонтальные и вертикальные.
В чем разница между центробежными насосами двух типов? И какой из них подходит для вашего процесса? Это вопросы, на которые мы здесь, чтобы ответить.
Основные отличия конструкции Первое и наиболее очевидное отличие — ориентация вала. Горизонтальный центробежный насос имеет вал, расположенный горизонтально, обычно между подшипниками или выступающий. Между тем, вертикальный центробежный насос имеет вал, ориентированный вертикально. Конструкция вала радиально-разъемная и выступающая.
Решение о том, какой насос использовать в вашей работе, зависит от нескольких факторов. Среди них общее удобство эксплуатации и обслуживания насоса, пространство для установки и функциональность. Имея это в виду, мы теперь рассмотрим некоторые плюсы и минусы каждой конструкции насоса.
Горизонтальные центробежные насосы – плюсы и минусы Положительным моментом является то, что горизонтальные центробежные насосы легче устанавливать и обслуживать, а их внутренние детали легкодоступны. Вы можете выбрать правильную конструкцию вала, чтобы обеспечить желаемое давление нагнетания. Для приложений с низким уровнем всасывания лучше всего использовать выступающий вал, в то время как для высокого давления всасывания вам понадобится вал с подшипником. Горизонтальные центробежные насосы можно легко надежно соединить с внешними аксессуарами, такими как турбины, электродвигатели или двигатели, работающие на топливе. Наконец, небольшой запас высоты горизонтального насоса делает его идеальным для применения внутри помещений, где вертикальное пространство часто ограничено.
С другой стороны, горизонтальный центробежный насос будет занимать больше места, если на вашем предприятии не хватает места. Как правило, рабочая температура и давление у горизонтальных насосов ниже, чем у вертикальных насосов. Вы также не захотите использовать горизонтальный центробежный насос для приложений, требующих большего NPSH (чистого положительного напора на всасывании), чем NPSH, который может обеспечить конкретный насос. В этом смысле его возможности будут ограничены.
Горизонтальное применение
Высокотемпературное исполнение
Системы распыления
Циркуляция воды
Перенос жидкости
Общего назначения
Вертикальные центробежные насосы – плюсы и минусы Если у вас ограниченная площадь поверхности и вам нужен насос, занимающий гораздо меньшую площадь, вертикальные центробежные насосы определенно займут меньше места. Они хорошо подходят для жидкостей с высокими температурами и давлением, а NPSH может быть изменен для работы в более широком диапазоне применений.
Для вертикального насоса потребуется много места, что усложняет его установку и обслуживание. Большинству также потребуется яма и бочка (особенно для больших многоступенчатых насосов). Вертикальные центробежные насосы также могут быть соединены только с электродвигателями. Некоторые эксплуатационные проблемы возникают при высоком давлении всасывания, поскольку конструкция выступающего вала затрудняет балансировку осевого усилия. Аналогичным образом, жидкости с высокой концентрацией растворенных газов трудны в обращении и могут привести к выходу из строя механических уплотнений.
Вертикальное применение
Конденсат
Отстойники
Бустерная станция
Подъемные станции
Выбор и настройка надлежащего горизонтального или вертикального насоса для вашего применения имеет решающее значение, поэтому вам следует поработать с таким экспертом, как Cortech DXP, чтобы получить все необходимые ответы, прежде чем принимать окончательное решение о насосе.
Металлические и неметаллические (неорганические) покрытия
Металлические и неметаллические (неорганические) покрытия
Категория:
Производство радиоаппаратуры
Металлические и неметаллические (неорганические) покрытия
Химическое воздействие влаги, газов, растворов солей и различных кислот постепенно разрушает поверхность металла. Это явление называют коррозией.
Коррозии подвержены в разной степени почти все применяемые в технике металлы. Особенно интенсивно корродируют черные металлы. Разрушающее действие коррозии сказывается не только на внешнем виде изделия, но и на его механических качествах. Так, например, коррозия может привести к нарушению электрического контакта. Наличие значительных окислов на пластинах воздушного конденсатора приводит к изменению емкости конденсатора. Окислы металла, появляющиеся под влиянием влаги, могут распространяться по поверхности изоляционных материалов и тем самым создать утечки или замыкания в схеме.
Для борьбы с коррозией при производстве радиоаппаратуры применяют различные защитные покрытия, которые можно разделить на покрытия, наносимые химическим, анодизационным, горячим, диффузионным и гальваническим способами.
Поверхность изделия перед нанесением покрытия подготавливают. С нее удаляют бензином или растворителем, травлением или пескоструйной обработкой грязь, масла, окислы и другие загрязнения.
Покрытия, наносимые химическим способом
В радиотехнической промышленности применяют различные виды химических покрытий: окисное, пассивное, фосфатное, никелевое.
Окисное покрытие незначительно повышает стойкость металлов против коррозии. Стальные изделия оксидируют, окуная их в ванну с щелочным раствором, а латунные — в ванну с медноаммиачным раствором.
Пассивное покрытие применяют для неответственных бронзовых и латунных деталей, работающих внутри аппаратуры.
Пассивирование выполняют, окуная изделия в раствор хрома. В результате пассивирования на поверхности детали образуется золотистая пленка окисла (на латуни — желтоватая, на бронзе — красноватая).
Фосфатное покрытие (по стали) образуется при обработке деталей в водном растворе препарата «Мажеф». Препарат представляет собой кислый однозамещенный фосфорнокислый марганец с примесью фосфорнокислого железа и фосфорной кислоты. Защитное свойство фосфатных покрытий повышается при дополнительной обработке маслами, лаками и эмалями. Фосфатное покрытие обладает высоким электрическим сопротивлением, оно выдерживает напряжение от 300 до 1200 в.
Никелевое покрытие образуется в результате выдерживания деталей в водном растворе гипофосфита натрия, муравьи-нокислого и сернокислого натрия. В результате химического никелирования осаждается слой металлического никеля, который весьма прочно сцепляется с основанием. Качество покрытия равноценно электролитическому никелированию.
Покрытия, наносимые химическим способом, коррозионно-устойчивы при температурах от —60 до + 500 °С и повышенной влажности.
Покрытия, наносимые анодизационным способом
Окисные покрытия получают электрохимическим путем: на поверхности обрабатываемой детали получают тонкую окисную пленку.
В зависимости от технологии нанесения и химического состава обрабатываемого сплава получают защитно-декоративное, износоустойчивое и электроизоляционное окисные покрытия.
Покрытия, наносимые горячим способом
Оловянное и оловянно-свинцовое покрытия имеют хорошее сцепление с основным металлом, легко паяются и стойки в условиях умеренного и тропического климата.
Цинковое покрытие характеризуется хорошим сцеплением с основным металлом, химической стойкостью при температуре до 100 °С и повышенной влажности. Покрытие имеет кристаллическое строение.
Покрытия, наносимые диффузионным способом
Цинковое покрытие толщиной 20 — 40 мкм имеет высокую коррозионную устойчивость в атмосфере, загрязненной промышленными газами; обладает повышенной твердостью.
Алюминиевое покрытие характеризуется жаростойкостью, по обладает повышенной хрупкостью.
Покрытия, наносимые гальваническим способом
Наиболее широко применяемый метод получения защитных покрытий — осаждение гальваническим способом одного металла, наиболее стойкого против коррозии, на другой металл, менее стойкий.
Цинковое покрытие, пожалуй, самый распространенный вид покрытия стальных изделий для защиты от коррозии. Процесс цинкования прост, дешев и обеспечивает наибольшую стойкость стальных изделий против коррозии. Цинкованию подвергают также медные, латунные и бронзовые изделия в тех случаях, когда они находятся в соприкосновении с деталями, изготовленными из алюминия или алюминиевых и магниевых сплавов.
Толщина цинкового покрытия колеблется между 6 и 30 мкм в зависимости от назначения и условий работы изделия. Покрытые цинком изделия допускают развальцовку, но очень плохо спаиваются и свариваются. Пайку оцинкованных изделий выполняют, пользуясь кислотным флюсом. Если применяют бескислотный флюс, места пайки предварительно лудят. Оцинкованные изделия хорошо окрашиваются.
Никелевое покрытие применяют для защиты медных, латунных и стальных деталей от коррозии, когда им необходимо придать декоративный вид. Стальные изделия перед никелированием подвергают гальваническому меднению для улучшения сцепляемости покрытия. Изделия, покрытые никелем, так же как и оцинкованные плохо паяются. Толщина покрытия в зависимости от назначения колеблется между 6 и 30 мкм.
Хромовое покрытие не применяют как самостоятельное для защиты деталей от коррозии вследствие пористости хрома. Однако трехслойное покрытие медь — никель — хром надежно против коррозии.
Хром и никель после полировки становятся глянцевыми и блестящими и имеют светло-голубой оттенок. Хромированные изделия нельзя паять, сваривать и окрашивать.
Кадмиевое покрытие по качеству защиты стальных изделий от коррозии примерно равноценно цинковому. Преимуществом кадмирования перед цинкованием является его большая стойкость в морских условиях, а также при работе на изгиб, вытяжку, развальцовку и трение. Кадмий более дефицитен и дорог, поэтому его применяют реже, в частности при защите резьбовых деталей, которые должны плотно свинчиваться. Толщина покрытия кадмием в зависимости от назначения колеблется в пределах от 1 до 30 мкм.
Детали, покрытые кадмием, надо собирать осторожно: следы от рук на них никакими растворителями не смываются и плохо удаляются механически. Поэтому в особо ответственных случаях сборку ведут в специальных перчатках.
Серебряное покрытие в радиотехнической промышленности применяют главным образом для повышения электропроводности токонесущих деталей, особенно в радиоаппаратуре высоких и сверхвысоких частот, где глубина проникновения электрического тока мала и соизмерима с толщиной наносимого слоя покрытия.
Серебрение можно также применять для увеличения отражательной способности поверхностей и в декоративных целях.
Серебряное покрытие хорошо полируется и паяется. Толщина покрытия в зависимости от предъявляемых требований колеблется в пределах от 2 до 50 мкм.
Серебряные покрытия быстро тускнеют в атмосфере, содержащей сернистые соединения: образуются пленки сернистого серебра (бурые пятна), что приводит к значительному увеличению их электрического сопротивления. Так, сборка узлов, детали которых покрыты серебром, на резиновых ковриках или возле них часто приводит к порче покрытий, в результате чего затрудняется пайка, нарушаются контакты.
Проводимость серебряных покрытий с течением времени ухудшается.
Оловянно-свинцовое покрытие применяют для защиты от коррозии деталей из стали, меди и медных сплавов, а также для подготовки поверхности к последующему паянию.
Реклама:
Читать далее:
Лакокрасочные покрытия радиоаппаратуры
Статьи по теме:
Контроль при создании радиоаппаратуры
Высоковольтные системы
Защитные покрытия для печатных плат и субблоков
Монтаж выводов разъемов
Ремонт печатного монтажа
Главная → Справочник → Статьи → Блог → Форум
ГОСТы, применяемые в гальваническом производстве
ГОСТы, применяемые в гальваническом производстве
ГОСТ 5272-68. Коррозия металлов. Термины.
ГОСТ 9.311-87. Оценка коррозийных поражений.
ГОСТ 9.502-82. Ингибиторы коррозии для водных сред.
ГОСТ 9.908-85. Определение показателей коррозии и коррозийной стойкости.
ГОСТ 9.301-86. Покрытия металлические и неметаллические неорганические. Общие требования.
ГОСТ 9.303-84 (1990). Покрытия металлические и неметаллические неорганические. Общие требования к выбору.
ГОСТ 9.306-85. Покрытия металлические и неметаллические неорганические. Обозначения.
ГОСТ 2.310-68. Нанесение на чертежах обозначений покрытий и др. видов обработки.
ГОСТ 9.008-82. Покрытия. Термины.
ГОСТ 9.914-91. Стали коррозионностойкие.
ГОСТ 12.3.008-75. Нанесение покрытий. Общие требования безопасности.
ГОСТ 12.3.016-87. Антикоррозийные работы. Требования безопасности.
ГОСТ 14.004-83. Технологическая подготовка производства.
ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
ГОСТ 9.031-74. Покрытия анодно-окисные полуфабрикатов из алюминия и его сплавов.
ГОСТ 9.308-85_1. Покрытия металлические и неметаллические неорганические. Методы ускоренных испытаний.
ГОСТ 9.005-72. Допустимые и недопустимые контакты металлов.
ISO 9227. Проведение испытаний в камере соляного тумана.
ISO 10289. Методы коррозионных испытаний и их оценка.
ГОСТ ISO-2081. Покрытия металлические.
Термодиффузия
ГОСТ Р 9.316-2006. Покрытия термодиффузионные цинковые.
ГОСТ 28426-90. Термодиффузионное упрочнение и защита металлических изделий. Общие требования к процессу.
Металлопродукция
ГОСТ 7566-94. Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение.
Крепежные изделия
ГОСТ Р 53664-2009. Болты высокопрочные цилиндрические и конические для мостостроения. Гайки и шайбы к ним.
ГОСТ Р 52643-2006.Болты и гайки высокопрочные и шайбы для металлических конструкций.
ГОСТ Р 52645-2006. Гайки высокопрочные шестигранные с увеличенным размером под ключ для металлических конструкций.
ГОСТ Р 52644-2006. Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ для металлических конструкций.
ГОСТ Р 52646-2006. Шайбы к высокопрочным болтам для металлических конструкций.
Покрытие металлов: металлические и неметаллические
РЕКЛАМА:
В этой статье мы обсудим металлические и неметаллические типы покрытий металлов.
Стоимость является очень важным фактором при выборе конструкционного материала. В большинстве применений металлов важность фактора коррозии не оправдывает использование дорогих коррозионно-стойких сплавов. Таким образом, когда используется легко коррозионный сплав, такой как сталь, используется какой-то метод для продления его срока службы или улучшения его внешнего вида путем защиты от окружающей среды.
Безусловно, самым важным защитным средством является какое-то тонкое покрытие. Основная функция такого покрытия (за исключением расходуемых покрытий, таких как цинк) состоит в обеспечении эффективного барьера между металлом и окружающей средой. Само покрытие должно обладать хорошей коррозионной стойкостью, быть липким и полностью покрывать металл.
РЕКЛАМА:
Покрытия в целом классифицируются как:
1. Металлические покрытия
2. Неметаллические покрытия
Тип № 1. Металлические покрытия:
Защита металлов с помощью металлического покрытия является старой и очень широко используемой практикой, поскольку они более долговечны, более декоративны и обеспечивают лучшую защиту от коррозии. Два фактора участвуют в защите нижележащего металла металлическим покрытием. Во-первых, он механически изолирует металл от агрессивной среды.
РЕКЛАМА:
Во-вторых, это гальваническая связь металла с покрытием и основного металла, и на основании этого фактора металлические покрытия классифицируются как:
я. Катодные покрытия :
В таком случае металл покрытия является катодным по отношению к основному металлу. Покрытия из олова, никеля и хрома являются катодными покрытиями, поскольку они выше, чем сталь в гальваническом ряду для большинства условий эксплуатации. Эти покрытия обеспечивают физический барьер между металлом и окружающей средой.
Когда покрытие плотное, непористое, сплошное и без разрывов, коррозионная среда не контактирует с основным металлом, и основной металл не подвергается коррозии. Покрытие является катодным, не подвергается коррозии. Коррозия подстилающего металла происходит на небольших несплошностях, трещинах и т. п., так как он является анодным.
РЕКЛАМА:
Поскольку анодная площадь мала, возникает точечная коррозия. Этот недостаток перевешивается для некоторых применений (где коррозия не является серьезной проблемой) из-за привлекательного, блестящего, блестящего и отражающего внешнего вида, такого как никелирование и хромирование стали, а также из-за превосходных коррозионных и производственных качеств белой жести для использования. в пищевых контейнерах. Многие детали автомобилей имеют хромированное покрытие. Серебро и позолота наносятся на латунь и бронзу в декоративных целях.
ii. Анодные покрытия :
Металл покрытия является анодным по отношению к основному металлу. Анодные покрытия обеспечивают гальваническую защиту основного металла, а также действуют как физический барьер между основным металлом и окружающей средой. Когда покрытие плотное, непористое, сплошное и липкое, оно в качестве физического барьера отделяет окружающую среду от основного металла.
При дефектах, трещинах, несплошностях и точечных отверстиях основной металл защищен гальваническим действием покрытия, обеспечивающим протекторный тип катодной защиты. Цинк и кадмий, даже магний являются примерами металлов, обеспечивающих гальваническую защиту стали.
РЕКЛАМА:
Превосходные свойства кадмиевых покрытий в таких условиях, как воздействие солевого тумана или щелочей, могут оправдать их высокую стоимость. Срок службы покрытий зависит от характера окружающей среды, поскольку она определяет характер продуктов коррозии. Срок службы покрытия в первую очередь зависит от толщины покрытия.
Оцинкованные гофрированные стальные листы обычно используются для строительства крыш, навесов, банок, контейнеров. Гайки и болты также оцинкованы. Анодные покрытия из-за их постоянной коррозии имеют плохой внешний вид из-за плохого блеска и отражательной способности. Чтобы избежать этого плохого внешнего вида, особенно колпаков ступиц и колесных дисков автомобилей, применяется двойное покрытие, сначала анодное покрытие, а затем катодное покрытие поверх анодного покрытия.
Анодное покрытие предотвращает коррозию, а катодное покрытие сохраняет хороший блеск и отражательную способность. В таких случаях сталь сначала покрывают медью, а затем полируют. Затем наносится покрытие из чистого никеля, а затем покрытие из блестящего никеля, содержащего серу. Наконец, на сталь наносится тонкое хромовое покрытие, которое подвергается воздействию окружающей среды.
Блестящее никелевое покрытие, содержащее серу, неизменно дает 10 8 трещин на тонну 2 в хромовом покрытии, но оно является анодным как для чистого никеля, так и для чистого хромового покрытия и подвержено коррозии. Наличие большого количества и большой площади трещин не вызывает питтинговой коррозии.
РЕКЛАМА:
Изменение полярности :
Некоторые металлы, такие как олово или кадмий, образующие гальваническую пару с железом, могут менять полярность при изменении коррозионной среды. Это четко установленный факт с использованием уравнения Нернста, так что анодный металл по электрохимическому ряду становится катодным, и наоборот.
Олово является катодным по отношению к железу. Внутри запечатанных жестяных контейнеров с пищевыми продуктами перед запечатыванием был удален воздух. Некоторые компоненты пищевых продуктов химически связываются с Sn 9.0065 2+ -ионы с образованием растворимых комплексов олово-олово, которые резко снижают активность Sn 2+ -ионов, делая олово более активным, чем железо, но в остальном олово более благородно, чем железо.
Продукты коррозии олова нетоксичны. После открытия контейнера, если обнажится железо из неблагородного металла (царапины также могут быть получены при открытии банки), оно подвергается коррозии. Продукты коррозии железа токсичны. Перед тем как отравить продукты, их желательно переложить в какую-нибудь стеклянную или нержавеющую тару (такое предложение часто пишут на консервных банках).
Методы нанесения металлических покрытий :
Некоторые распространенные методы нанесения металлических покрытий:
я. Гальваника/электроосаждение:
Деталь изготавливают катодной, погружая ее в раствор металла, подлежащего гальваническому покрытию, пропуская постоянный ток между деталью и другим электродом. Пальто может быть толще или тоньше; тусклый или яркий; мягкий или жесткий; пластичным или хрупким, в зависимости от температуры, плотности тока, времени и состава ванны. Наплавка лучше противостоит эрозионной коррозии. (Zn, Ni, Sn, Cr, Cd, Au, Ag, Pt часто гальванизируют). Он дает тонкую и однородную шерсть и стал популярным. Кадмирование и декоративные никелевые и хромовые покрытия почти всегда получают гальванопокрытием.
ii. Металлизация или газопламенное напыление:
Металлическая проволока или ее порошок пропускают через плавильное пламя (окси-ацетилен) для выдувания мелкодисперсных жидких частиц на поверхность. Металлические частицы затвердевают на воздухе. Цинк, олово или свинец напыляются пламенем. Покрытия являются пористыми и не обеспечивают защиты в тяжелых влажных коррозионных условиях. Автоцистерны, суда, мосты, корпуса кораблей, металлоконструкции, холодильники напыляются пламенем. Этот метод дает толстые слои, и любой металл может быть покрыт распылением.
III. Горячее погружение:
Чистые стальные листы погружают в ванну с расплавленным металлом с низкой температурой плавления, в основном цинком, оловом, свинцом и алюминием. Оцинкованный лист изготавливается методом горячего погружения. Тонкие покрытия трудно изготовить.
VI. Осаждение паров:
В высоковакуумной камере металл покрытия испаряется путем электрического нагрева, и пар осаждается на деталях, подлежащих покрытию. Сталь покрыта паром алюминия. Поскольку это дорогостоящий метод, критические детали, такие как высокопрочные детали ракет и ракет, покрываются паром.
v. Диффузионное покрытие или поверхностное легирование:
Детали, подлежащие покрытию, упаковываются в порошкообразный твердый металл (или подвергаются воздействию газообразной атмосферы, содержащей металл) для покрытия. Высокотемпературная обработка вызывает диффузию и может привести к образованию сплава. Распространенными примерами являются шерардизация (цинк), хромирование (хром), алоризация или алонирование (алюминий), ферросилиций (ихригизация).
Эти покрытия относительно толстые и обычно наносятся на литые или обработанные детали, такие как отверстия, направляющие клапанов и лопатки турбин. Углеродистая сталь, низколегированная сталь и нержавеющая сталь алонируются. Здесь защитный слой AI 2 O 3 образуется на поверхности сплава железа и алюминия.
VI. Обшивка:
Это соединение двух разных металлов или сплавов путем образования прочной сплавной связи между пластинами из двух материалов. Связь может быть образована разными способами, например, путем отливки одного сплава на твердую пластину другого. Затем этот толстый композитный слиток подвергают горячей обработке, чтобы превратить его в полезную форму, такую как плакированный лист. Никелевый лист толщиной 1/8 дюйма и стальной лист толщиной 1 дюйм подвергают горячей прокатке вместе для получения плакированного листа.
Обшивка обычно тоньше, чем другой материал. Создание коррозионно-стойкой поверхности является основной задачей облицовки. Например, компания Alclad должна обеспечить антикоррозионный барьер для высокопрочных алюминиевых сплавов с коммерчески чистым алюминиевым покрытием с обеих сторон путем прокатки, поскольку сплав подвержен коррозии под напряжением.
В качестве плакирования стали используются
Ni, Al, Cu, Ti, нержавеющие стали. Это очень дешевый метод защиты от коррозии. Плакирование применяют и для таких целей, как изготовление биметаллических полос для терморегулирующих устройств.
Тип № 2. Неметаллические покрытия :
Эти покрытия можно далее классифицировать как:
(а) Неорганические покрытия,
(b) Органические покрытия.
(а) Неорганические покрытия :
Основными неорганическими покрытиями на металлах являются:
(i) Стекловидные покрытия или стекловидная сталь:
Сталь со стеклянным покрытием защищает сталь, выступая в качестве эффективного барьера. Гладкая поверхность стеклопакета очень легко моется. Эмалированная сталь используется в перерабатывающей промышленности в производстве лекарств, в виноделии, пивоварении, на пищевых предприятиях, в резервуарах для горячей воды, эмалированной кухонной утвари и т. д.
(ii) Портландцементные или бетонные покрытия толщиной несколько сантиметров Находят применение в ограждении конструкционных сталей, труб с бетонным покрытием, бетонных сосудов, а также для противопожарной защиты.
(iii) Химическая конверсия Покрытие или химическое покрытие при его формировании включает химические реакции с металлом, на котором оно формируется, с образованием прилипающего и защитного продукта коррозии. Анодное покрытие алюминия состоит из слоя оксида алюминия толщиной около 10 мкм.
Производится путем анодирования, при котором металл изготавливается в качестве анода в кислом (разбавленном H 2 SO 4 или хромовой кислоте) электролите для создания оксидного слоя. Так как эти покрытия примерно в 1000 раз толще природной оксидной пленки, поверхностный слой пористый и обеспечивает хорошее сцепление с красками, органическими красителями. Анодированную поверхность можно герметизировать, подвергая воздействию кипящей воды. Органические красители обеспечивают приятный внешний вид, что позволяет найти применение во многих архитектурных целях.
Фосфатные покрытия (паркеризация, бондеризация) наносят на стали путем их погружения в соответствующие растворы фосфатов. Кузова автомобилей подвергаются фосфатированию. Это используется в основном в качестве адгезивной основы для краски или защитного масла. Хроматные покрытия широко используются для сплавов магния и в меньшей степени для цинка. Эти тонкие покрытия обычно получают погружением металла в раствор хромата.
Защитная ценность этих покрытий является результатом механического барьера и действия хромат-ионов на уменьшение анодной реакции при электрохимической коррозии. Затем детали обычно окрашивают. На стали можно нанести защитное оксидное покрытие и получить цвет закалки. Эти покрытия должны быть обработаны нефтепродуктами, чтобы избежать коррозии.
(b) Органические покрытия :
Инертно-органические тонкие барьеры, наносимые на поверхности металлов для защиты от коррозии и декорирования. Краска является наиболее широко используемой защитой от коррозии. Краски, лаки, эмали (дисперсия пигмента в лаке или смоле), лаки (раствор растворителя смолы и пластификаторов с пигментом или без него, равномерно диспергированные) являются органическими покрытиями, которые защищают больше металла в пересчете на тоннаж, чем любой другой метод предотвращения коррозия.
Помимо правильного нанесения, при использовании органического покрытия необходимо учитывать три фактора: (1) подготовка поверхности, (2) выбор грунтовки (основного слоя), (3) выбор органического покрытия.
Грунтовки должны содержать пигмент, замедляющий ржавчину, такой как хромат цинка, цинковая пыль или сурик (Pb 3 O 4 ). Сухой свинец пытается поддерживать щелочную среду, предотвращающую коррозию на поверхности металла, а также делает металл пассивным. Важен правильный выбор характера покрытия.
Обычно один слой краски не может покрыть проколы или дефекты, поэтому для их покрытия требуется несколько слоев. Толщина важна еще и потому, что краска со временем портится или выветривается. Асфальты и битумные краски часто используются для трубопроводов и подземных резервуаров. Иногда с покрытием для армирования используется тканевая обертка. Применяются также алкиды, глиптолы, сурилин, фенольные смолы, литопоны, краски на основе диоксида титана. Виниловые и эпоксидные краски находят широкое применение в борьбе с коррозией.
Главная ›› Металлургия ›› Металлы ›› Коррозия ›› Защита ›› Покрытие металлов
Испытания металлических и неорганических покрытий
Лицензионное соглашение ASTM
ВАЖНО – ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ЗАГРУЗКОЙ ЭТОГО ДОКУМЕНТА.
Загружая документ ASTM, вы заключаете договор и признаете, что у вас есть читать настоящего Лицензионного соглашения, что вы понимаете его и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения, немедленно покиньте эту страницу. без скачивание документ ASTM.
Пожалуйста, , нажмите здесь , чтобы просмотреть лицензионное соглашение для образовательных учреждений.
Собственность. Этот документ защищен авторским правом ASTM International (ASTM), 100 Барр Харбор Драйв, Западный Коншохокен, Пенсильвания, 19428-2959, США. Все права защищены. Вы (Лицензиат) не имеете прав собственности или других прав на Документ ASTM. Это не продажа; все права, право собственности и интересы в документе ASTM (как в электронном файле и печатная копия) принадлежат ASTM. Вы не можете удалять или скрывать уведомление об авторских правах или другие уведомления, содержащиеся в ASTM. Документ.
Ограниченная лицензия. ASTM предоставляет вам ограниченную лицензию без права передачи следующим образом: Право на загрузку электронного файла настоящего документа ASTM для временного хранения на одном компьютер для просмотра и/или печати одной копии документа ASTM для отдельных использовать. Ни электронный файл, ни одиночная распечатка не могут быть воспроизведены каким-либо образом. Кроме того, электронный файл не может распространяться где-либо еще по компьютерным сетям или в противном случае. То есть электронный файл нельзя отправить по электронной почте, скачать на диск, скопировать на другой жесткий диск. диск или иным образом общий доступ. Одна печатная копия может быть распространена только среди других сотрудники для их внутреннего использования в вашей организации; его нельзя копировать. Этот документ ASTM не может быть продан или перепродан, сдан в аренду, сдан в аренду, одолжен или сублицензия. Абонент будет нести ответственность за весь контроль доступа и безопасность меры, необходимые для того, чтобы IP-адреса Абонента не использовались для получать доступ к журналам, кроме авторизованных Пользователей.
ASTM International предоставляет подписчикам и авторизованным Пользователи у Абонента Авторизованы Сайт , онлайн-доступ к журналу ASTM, для которого Подписчик поддерживает текущую подписка к печатной или онлайн-версии. Этот грант распространяется только на Подписчика и таких Уполномоченных Пользователи индивидуально и не могут быть переданы или распространены на других. Для перепечатки А. журнальную статью, пожалуйста, свяжитесь со службой поддержки клиентов ASTM, 100 Barr Harbour Dr., PO Box C700, West Коншохокен, Пенсильвания 19428, тел.: 610-832-9555; факс: 610-832-9585; Эл. адрес: [email protected]
Проверка: ASTM имеет право проверять соблюдение настоящей Лицензии. Соглашение за свой счет и в любое время в течение обычного рабочего дня. Для этого ASTM привлечет независимого консультанта при условии соблюдения соглашения о конфиденциальности для рассмотрения использование вами документов ASTM. Вы соглашаетесь разрешить доступ к вашей информации и компьютерным системам для этой цели. Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время. в рабочее время и таким образом, чтобы необоснованно не мешать вашей деятельности. Если проверка выявляет нелицензионное использование документов ASTM, вы должны возместить ASTM расходы понесенные при проверке и возмещении ASTM за любое нелицензионное использование. Вызывая эту процедуру, ASTM не отказывается от каких-либо прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности. собственности иными способами, разрешенными законом.
Пароли. Вы должны немедленно уведомить ASTM о любом известном или предполагаемом несанкционированное использование вашего пароля или любое известное или предполагаемое нарушение безопасности, в том числе потеря, кража или несанкционированное раскрытие вашего пароля или любой несанкционированный доступ или использование документа ASTM. Вы несете единоличную ответственность за сохранение конфиденциальности ваших пароль и для обеспечения санкционированного доступа и использования документа ASTM.
Определения. Для целей настоящей Лицензии авторизованный сайт является локализованный сайт (одно географическое местоположение), находящееся под единым управлением в одном месте. Для Подписчик с местонахождением более чем в одном городе, каждый город считается отдельным сайтом. Для Подписчика, имеющего несколько местоположений в одном городе, каждое место считается другой сайт. (Если вам нужен онлайн-доступ к нескольким сайтам, свяжитесь с Кэти Hooper, ASTM International, по адресу [email protected] или по телефону: 610-832-9.634). Авторизованный Пользователь означает только сотрудники, преподаватели, сотрудники и студенты, официально связанные с Подписчиком в Авторизованный сайт, а также лица, имеющие законный доступ к фондам и объектам библиотеки. на Авторизованном сайте, используя IP-адрес в диапазоне, указанном в подписке. Авторизованными пользователями могут быть лица, удаленные от физического местонахождения Абонента, доступ которых администрируемых с Авторизованного объекта, но не лица, находящиеся на удаленных объектах или в кампусах с отдельными администрации. Например, сотрудник Абонента может считаться Авторизованный пользователь при доступе к сети Абонента из дома или во время поездки в другую город; однако сотрудники филиала или объекта в другом городе не считаются Авторизованные пользователи. Подписчик — физическое или юридическое лицо, подписавшееся на журнал ASTM и согласился с условиями этой ограниченной лицензии.
Прекращение. Настоящее Соглашение действует до момента расторжения. Вы можете расторгнуть настоящее Соглашение в любое время путем уничтожение всех копий (печатных, цифровых или на любом носителе) документа ASTM (журнала).
Применимое право, место проведения, юрисдикция. Настоящее Соглашение должно толковаться и толковаться в соответствии с законодательством Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения в штате и федеральные суды Пенсильвании для разрешения любых споров, которые могут возникнуть в связи с настоящим Соглашением. Ты также соглашаетесь отказаться от любых претензий на неприкосновенность, которыми вы можете обладать.
Интеграция. Настоящее Соглашение представляет собой полное соглашение между вами и ASTM в отношении его предмета. Это заменяет все предыдущие или одновременные устные или письменные сообщения, предложения, заявлений и гарантий и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого цитата, заказ, подтверждение или другое сообщение между сторонами, относящееся к его предмету вопрос в течение срока действия настоящего Соглашения. Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не оформлены в письменной форме и не подписаны уполномоченным представителем каждой из сторон.
Отказ от гарантии. Если не указано иное в настоящем Соглашении, все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые гарантии товарного состояния, пригодности для определенной цели или ненарушение прав, за исключением случаев, когда эти отказы считаются юридически недействительным.
Ограничение ответственности. В той мере, в какой это не запрещено законом, ASTM ни при каких обстоятельствах не будет нести ответственность за любые потери, повреждения, утерю данных или за особый, косвенный, косвенный или штрафной ущерб, независимо от того, теория ответственности, возникающая в связи с использованием или загрузкой ASTM Документ.
Устройство и принцип работы преобразователя частоты
8510
Преобразователи частоты (ПЧ, частотники, частотные преобразователи), которые сейчас используются с асинхронными двигателями, как правило, строятся по схеме двойного преобразования электроэнергии. Первое преобразование осуществляется выпрямителем, второе инвертором.
Основные составные части ПЧ: выпрямитель, звено постоянного тока, инвертор
Рис. 1. Принципиальная схема ПЧ
Выпрямитель строится на выпрямительных диодах либо, что бывает реже, по диодно-тиристорной схеме. Остановимся на самом простом – диодном выпрямлении.
Трехфазное сетевое напряжение с частотой 50 Гц и напряжением 380 В поступает на вход выпрямителя. После выпрямления мы получаем пульсирующее напряжение, оно уже имеет определенного рода пульсации, но постоянным еще не является. Постоянным напряжение становится после попадания на звено постоянного тока и сглаживания пульсаций. Между выпрямителем и звеном постоянного тока расположен так называемый резистор предзаряда.
Резистор предзаряда ограничивает ток заряда конденсаторов в первый момент времени, таким образом предохраняя диоды выпрямителя и сеть от большого броска тока. По мере заряда конденсатора этот резистор отключается и в дальнейшей работе участия не принимает.
Звено постоянного тока представляет собой, как правило, набор конденсаторов довольно большой емкости. Задача этого элемента максимально сгладить пульсации напряжения, привести его к постоянному значению. В нормальной ситуации, когда сетевое переменное напряжение 380 В, значение на звене выпрямленного постоянного тока составляет 540 В. Если сетевое напряжение больше или меньше, то величина выпрямленного напряжения пропорционально увеличивается или уменьшается.
Структура и особенности работы инвентора
После выпрямителя напряжение поступает на инвертор. Инвертор является самой сложной и важной частью преобразователя частоты. С выхода инвертора сигнал поступает уже непосредственно на электродвигатель. Форма напряжения на выходе инвертора представляет собой набор прямоугольных импульсов разной ширины и определенной длительности. Так строится силовая часть преобразователя частоты.
Схема прибора включает в себя также слаботочные цепи, которые помогают взаимодействию всех основных частей ПЧ. В частности, есть центральный процессор, который является, по сути, мозгом преобразователя, управляет как работой инвертора, так и других частей устройства. Информацию о выходном токе процессор получает от датчиков тока, расположенных на выходных цепях ПЧ. Сигнал с датчиков тока обрабатывается, и процессор далее формирует управляющий алгоритм, чтобы преобразователь мог функционировать в заданных пользователем условиях. Также еще есть источник питания собственных нужд, он питает как процессорную часть, так и часть, отвечающую за измерения выходного тока и измерение напряжения на звене постоянного тока. Помимо этого, есть блок драйверных микросхем, которые в свою очередь управляют транзисторами инверторной части, и еще ряд вспомогательных элементов.
Рис. 2. Принципиальная схема инвертора
Рассмотрим принципиальное устройство инверторной части. Основными элементами силовой части инвертора являются IGBT-транзисторы – мощные, специально спроектированные для работы в ключевом режиме. Это гибрид полевого и биполярного транзисторов. Управляющая часть представляет собой изолированный затвор (как у полевого), а силовая часть повторяет устройство биполярного, у которого имеется коллектор–эмиттер.
Силовые элементы выпускаются в виде сдвоенного модуля, состоящего из двух силовых транзисторов, включенных последовательно. Каждый из транзисторов шунтируется диодом в обратном направлении. Поскольку на выходе должно быть 3 фазы, в конструкции инвертора имеется 3 плеча (см. рис 2).
Рис. 3. Эквивалентная схема работы транзисторов
Чтобы лучше понять принцип работы, рассмотрим эквивалентную схему, где каждый транзистор заменен обычным выключателем. На схеме (рис. 3) условными обозначениями показаны 6 выключателей (транзисторов) и электродвигатель.
Изучим, как формируются выходные токи в обмотках двигателя. За управление транзисторами (переключателями на схеме) отвечает центральный процессор. Он переключает их строго по определенной программе, которая задается изначально алгоритмом его действия.
На схеме показано срабатывание ключей № 1, № 4, № 6. Обратите внимание, категорически не допускается ситуация, когда в одном плече замкнут и верхний ключ, и нижний – это короткое замыкание и отказ изделия. В ситуации, показанной на схеме, ток протекает через открытый ключ № 1, далее заходит в обмотку А электродвигателя, выходит из обмоток B и C, и через открытые нижние ключи №4 и № 6 уходит в минусовое звено.
Для того чтобы поменять ток в обмотке C, нужно переключить ключи среднего плеча. Ток по-прежнему будет протекать через открытый ключ № 1, а уходить через обмотку B и ключ №6 в минусовое плечо. При этом, одновременно, через замкнутый ключ № 3 и втекающий ток через обмотку C уходит в минус. Меняя положение открытых и закрытых ключей можно менять ток в обмотках двигателя. Если это делать по определенной программе, то получится изменяемый ток, как при работе двигателя от сети, то есть будет происходить плавное перетекание одной фазы в другую.
Рис. 4. Протекание тока в инверторе
Теперь вместо упрощенной схемы с выключателями рассмотрим, как протекает ток в цепи транзисторов на примере реального инвертора (рис. 4). По своей сути этот процесс ничем не отличается от рассмотренного ранее ключевого режима, за исключением того, что мы имеем дело с реальным двигателем, который, в принципе, является индуктивной нагрузкой.
В момент закрытия ключа индуктивность двигателя не позволит току мгновенно прекратиться за счет явления самоиндукции. Этот остаточный ток гасится обратными диодами, которые подключены к закрытым транзисторам (см. рис. 4), т.е. в момент выключения (закрывания) транзисторов остаточный ток протекает через обратные диоды, таким образом предотвращаются выбросы напряжения на ключе.
Но поскольку транзистор работает как ключ, он может выдать либо полное напряжение на двигатель, либо не выдать вообще. На практике же нужно получить некое плавное напряжение синусоидальной формы, причем изменяемое как по величине, так и по частоте, для того чтобы иметь возможность управлять скоростью вращения асинхронного двигателя.
Алгоритм работы ШИМ
Далее рассмотрим, как формируется выходное напряжение методом широтно-импульсной модуляции (ШИМ). Для примера возьмем некую гидравлическую модель, которая нам поможет понять, что происходит.
Рис. 5. Гидравлическая модель
Представим себе, что имеется ряд емкостей сосудов. В нижней части у каждого есть отверстия. С помощью некого устройства, которое выдает капельки воды определенных размеров с неизменной частотой, начинаем наполнять эти сосуды. Понятно, что там, где размер капель небольшой, уровень жидкости установится на низком уровне, а чем больше размер капель, тем более высокий уровень будет иметь жидкость в сосуде. Подобрав определенным образом размер капель, можно получить огибающую этих уровней (см. рис. 5). Таким образом получилось изобразить статическую картину, которая дает понимание процесса, как можно из дискретных частей сделать некое подобие аналоговых.
Теперь перейдем к работе в динамике. Представим, что сосуд один, но меняем размер капель, которыми он заполняется. В нижней части рис. 5 показан процесс в этот момент времени – по оси x время (t), по оси y напряжение (U) или, по-другому – уровень воды в сосуде. По мере того, как изменяется размер капли, изменяется и средний уровень жидкости, он возрастает, а затем начинает падать. Это уже динамический процесс. Теперь проводим аналогию с электричеством.
Рис 6. Преобразование дискретного сигнала в аналоговый
На рис. 6 наглядно показано, что происходит с дискретным сигналом, если мы будем открывать ключ и закрывать с определенной частотой и на определенное время: чем шире импульс открытия транзистора, тем выше некий средний уровень напряжения (красная огибающая сигнала).
Введем несколько параметров и объясним их.
Период сигнала ШИМ – это время между импульсами. Параметр строго задан и не меняется (из ранее описанного примера это когда капельки все капают с одинаковой частотой, только разного размера).
Частота ШИМ-модуляции — обратно пропорциональна длительности периода, это то, что мы имеем как один из параметров при программировании преобразователя частоты. Определяет частоту следования импульсов на выходе каждого из каналов IGBT-модуля.
Длительность импульса (t-импульса). Определяется уже самим процессором. То есть процессор в зависимости от заданного значения выходного сигнала в данный момент определяет, на какое время нужно открыть каждый ключ. Если рассмотреть общий период изменения этих колебаний, будем иметь период выходной частоты (t-выходная). Это выходная частота, которая будет у нас на выходе преобразователя частоты. От нее прямо пропорционально зависит скорость вращения двигателя.
За тем, чтобы двигатель не перегружался, и напряжение, которое подводится к нему на этой частоте, пропорционально уменьшалось или увеличивалось, следит преобразователь частоты. Он сам определяет необходимое время открытия каждого ключа, то есть определяя t-импульс. И такая ситуация происходит одновременно на трех каналах, ведущих на выход преобразователя на электродвигатель.
Из рисунка видно, что чем чаще будут идти импульсы, тем ближе форма напряжения будет к синусоидальной.
Критерии выбора частоты
На практике частота ШИМ может задаваться пользователем, как правило, в пределах от 1 до 15 килогерц. Для того чтобы получить напряжение по форме более-менее близкой к синусоидальной, частота ШИМ должна быть в 20-30 раз больше максимальной выходной частоты, которую вы хотите получить.
Вы можете выбрать частоту ШИМ произвольно под свою конкретную задачу. Есть несколько параметров, которые определяют выбор.
Рис.7. Параметры, влияющие на выбор частоты ШИМ
1. Длина кабеля до двигателя. Чем длиннее кабель, тем меньшую частоту ШИМ можно задать. Например если у вас длина кабеля 100 метров и больше, то частоту ШИМ больше 2,3 килогерц нет смысла ставить, иначе на этой длине будут большие потери и напрасный расход мощности.
2. Акустический шум двигателя. При питании двигателя от преобразователя частоты слышится посторонний шум. Он зависит именно от частоты ШИМ, которую вы задали. Чем она выше, тем выше тон звука. Если задана чистота более 8,10 килогерц, шума практически не слышно. На более низких частотах (1,3,5 килогерц) этот шум значителен и вызывает дискомфорт.
3. Максимальная выходная частота. Большинство двигателей используют максимальную выходную частоту инвертора 50 гц, поэтому здесь частота ШИМ должна быть не менее чем в 20 раз выше. Здесь можно задавать частоту 1, 2, 3, 5 килогерц из всего диапазона.
Если вы используете высокоскоростной двигатель, например 400-герцевый, то здесь уже частоту ШИМ 1,3,5 килогерц ставить не стоит: на выходе будет не синусоида. Для таких скоростных двигателей частота ШИМ выбирается максимально возможной для данного инвертора, скажем, 15 килогерц.
4. Тепловыделение инверторной части преобразователя. Оно связано с тем, что IGBT-транзисторы, которые формируют выходное напряжение, не идеальны, подвержены разогреву в процессе работы. Для того чтобы эффективно отводить тепло, надо применять соответствующие радиаторы, вентиляторы охлаждения. Чем больше тепловыделение в этой инверторной части, тем более мощные приборы для охлаждения надо использовать.
Потери энергии в частотном преобразователе и способы их снижения
Рассмотрим вопрос тепловыделения в инверторной части преобразователя. Чем определяются потери транзистора?
Рис. 8. Потери энергии
Возьмем условный IGBT-транзистор, который включен в цепь с напряжением 500 вольт, ограничивающий резистор.
Закрытое состояние: на затворе напряжения нет, напряжение на коллекторе равно сетевому напряжению, ток отсутствует, утечки мизерные, тепловыделения никакого нет. Открываем транзистор с помощью напряжения 10 вольт на затворе, это стандартное напряжение практически для всех транзисторных модулей. Транзистор переключается в открытое состояние не мгновенно, у каждого транзистора есть параметр, который называется время включения или время выключения. Типичное значение для самых распространенных транзисторов — 0,2 микросекунды. Время небольшое, но за это время на кристалле транзистора присутствует как напряжение, которое быстро спадает, так и нарастающее значение тока, которое тоже нарастает не мгновенно. В этот момент происходят потери. И чем выше частота ШИМ, про которую мы раньше говорили, чем чаще включается и выключается транзистор, тем больше идет тепловыделения за счет потерь переключений.
Когда транзистор открылся, установился статический режим на какое-то небольшое время, тепловыделение продолжается: оно происходит за счет того, что в момент состояния открытия, напряжение на транзисторе тоже не равно нулю, он определяется потерями на кристалле в открытом состоянии. Типичное его значение 1,5 вольта. Оно может незначительно варьироваться в зависимости от технологии изготовления транзистора и пр.
В этот момент тепловыделение тоже существует, но с потерями в открытом состоянии мы ничего не можем сделать, максимум — применить транзисторы с меньшим напряжением в открытом состоянии. С потерями при переключении мы можем бороться путем уменьшения частоты ШИМ. Это бывает полезно, если преобразователь находится в закрытом шкафу, где он греется больше. Понизив частоту ШИМ, мы можем снизить потери на преобразователе и снизить его температуру.
Общие потери преобразователя частоты в виде тепла составляют около 3%.
Потери на выпрямителе происходят через открытые диоды. Падение напряжения на открытом диоде, а также протекающий через него выпрямленный ток приводят к его нагреву. Звено постоянного тока, состоящее из электролитических конденсаторов большой емкости, тоже нагревается, потому что постоянно происходит процесс заряда и разряда. Также к потерям можно отнести собственные нужды преобразователя частоты: работу вентиляторов охлаждения, электронной схемы, вторичного источника питания и так далее.
Состав типового частотного преобразователя (на примере 75 кВт)
Рис.9. Состав типового преобразователя частоты
Рассмотрим некий преобразователь частоты мощностью 75 кВт с выходным током 150 ампер. В таком преобразователе используются выпрямительные диоды с номинальным током 200 ампер на рабочее напряжение 1600 вольт, их здесь 6 штук. Звено постоянного тока состоит из набора электролитических конденсаторов, они обычно включаются параллельно и последовательно для получения необходимой емкости и рабочего напряжения.
В данном случае суммарная емкость будет равна 6800 микрофарад и рабочее напряжение батареи — 800 вольт. Инверторная часть состоит из IGBT-транзисторов с током в открытом состоянии 300 ампер и рабочим напряжением 1200 вольт. Ниже фотографии некого типичного диодного модуля, он состоит из двух диодов в верхней и нижней части (верхнее и нижнее плечо). И IGBT-транзистор точно также состоит из двух транзисторов, верхнего и нижнего плеча.
В преобразователях малой мощности (до 15, 22 киловатт и меньше) в качестве силового элемента используется матрица IGBT. Выпрямительная часть собрана в виде готового модуля с тремя выводами для подключения переменного напряжения и выходом на плюс-минус звена постоянного тока. Здесь включается резистор предзаряда либо другие элементы между выпрямительной частью и инверторной. Инверторная часть собрана на 6 транзисторах, шунтированных диодами, то есть готовых выходов для подключения на двигатель.
Один из обязательных элементов матрицы IGBT — ключ для управления тормозным резистором. Как правило, матрица IGBT снабжается встроенным терморезистором, который позволяет преобразователю частоты оценивать температуру силовых элементов и соответственно управлять вентиляторами для обдува радиатора.
Устройство и принцип действия винтового насоса
Винтовые насосы применяют для перекачивания вязких жидкостей. Они производительны и обеспечивают высокий напор. В этой статье мы поговорим про их устройство и принцип действия, рассмотрим сильные и слабые стороны, расскажем о том, где данный тип насосов применяется.
Винтовые насосы являются насосами объемного типа. Встречаются и другие названия этих насосов: шнековые, героторные, червячные и эксцентриковые насосы.
Винтовые насосы относятся к разновидности роторно-зубчатых и условно делятся на одновинтовые и многовинтовые. Многовинтовой насос это такой насос, в котором основной ведущий винт (ротор) имеет спиральное зацепление с одним или несколькими ведомыми винтами. При вращении ведущего винта, ведомые винты также начинают вращаться. Многовинтовые насосы обладают большим коэффициентом полезного действия и возможностью создания более высокого давления на выходе. В данной статье мы рассмотрим принцип работы и конструкцию насосов, которые чаще других используются на промышленных производствах – одновинтовых насосов.
Одновинтовые насосы условно можно разделить на насосы высокой производительности для перекачивания больших объёмов продукта и шнековых насосов для бочек, «еврокубов» и другой мобильной тары. Основное различие между этими двумя видами в их предназначении. Первые имеют массивную конструкцию и предназначены для перекачивания большого объема жидкости при этом, не погружаясь ни одной из своих частей в емкость. Вторые, как раз наоборот, имеют в своей конструкции погружную часть такого диаметра, которую можно установить в заливное отверстие бочки. Тем не менее, данные насосы имеют схожую конструкцию, являются самовсасывающими и способны перекачивать вязкие жидкости.
Рассмотрим конструкцию и принцип действия винтового насоса. Любой винтовой насос условно можно разделить на две части. Первая часть приводит в движение рабочий орган насоса, и, заставляя тем самым насос перекачивать жидкость. В неё входит двигатель и редуктор. Вторая – механическая часть насоса, благодаря которой и происходит перекачивание жидкости с определенной производительностью и напором.
Двигатель насоса и редуктор
В качестве привода винтового насоса, чаще всего, используются асинхронные электрические двигатели закрытого типа. Мощность электродвигателя может достигать 15-20 кВт, а частота вращения вала варьируется от 300 до 1500 оборотов в минуту. Многие производители винтовых насосов могут предложить насос с электродвигателем, который оснащён частотным преобразователем. В случае если частотный преобразователь стандартного образца, то он, как правило, крепится на вертикальной части тележки, на которой находится сам винтовой насос. Это сделано для тех случаев, когда одним насосом необходимо перекачивать жидкость с разных емкостей. В случае когда нет необходимости в передвижении насоса его устанавливают стационарно и в таком случае используют частотные преобразователи с беспроводным блоком управления.
Как правило, все винтовые насосы в своей конструкции оснащены понижающими редукторами. Редуктор является связующим звеном между двигателем и механической частью. Он служит для изменения числа оборотов приходящих от электродвигателя к самому насосу. Понижающий редуктор уменьшает количество оборотов и увеличивает крутящий момент. Иногда встречаются редукторы, которые могут изменять направление вращения вала электродвигателя. Величина крутящего момента очень важна, когда перекачиваемая жидкость имеет большую вязкость и плотность. Конструктивно редуктор состоит из нескольких зубчатых колёс, которые находятся в последовательном зацеплении друг с другом, при том, что диаметр колеса со стороны электродвигателя всегда меньше, чем диаметр колеса со стороны насосной части. Именно поэтому редуктор на выходе всегда имеет крутящий момент больше, а угловую скорость ниже. Вместе электродвигатель и редуктор называют мотор-редуктором.
Наиболее важной характеристикой в данном случае является передаточное отношение. Она показывает, во сколько раз вырос крутящий момент и во сколько раз уменьшились обороты передаваемые электродвигателем. Производители винтовых насосов предлагают мотор-редукторы с различным передаточным отношением, которые подходят практически под любую задачу. При подборе мотор-редуктора следует придерживаться следующего правила: чем вязкость и плотность перекачиваемого продукта выше, тем выше должно быть передаточное отношение, ведь именно в этом случае будет высокий крутящий момент и ниже угловая скорость рабочего органа насоса. Насос сможет забрать вязкую жидкость из емкости в рабочую камеру, не перегружая электродвигатель. Тут также не менее важна мощность самого электродвигателя, ведь жидкость еще нужно подать на расстояние. Впрочем, необходимый напор насоса определяет не только мощность электродвигателя, а также конструктивные особенности механической части.
Кроме электрических двигателей на винтовых насосах устанавливают пневматические двигатели, работающие от сжатого воздуха. Они, как правило, встречаются у бочковых вертикальных насосов и по своей конструкции напоминают пневмодвигатели центробежных бочковых насосов.
Механическая часть
Основными составляющими механической части винтового насоса можно считать ротор (1), статор (2), вход/выход насоса с резьбовым соединением (3), корпус подшипников (4), механическое уплотнение (5) и карданное соединение (6). Все эти детали последовательно соединены друг с другом и находятся внутри специальных опор (7).
Карданный вал, его ещё называют «тяга», с обоих концов имеет шарниры. Один шарнир, через переходной вал, соединяет «тягу» с мотор-редуктором, второй шарнир — с ротором насоса. Карданный вал является связующим звеном по передаче крутящего момента от двигателя к ротору. Кроме этого, так как карданный вал имеет шарнирное соединение, то крутящий момент может передаваться под углом относительно оси вала электродвигателя. Чтобы механизм шарниров не контактировал с перекачиваемой жидкостью во время работы насоса, они помещены в специальные герметичные кожухи выполненные из того же материала что и «тяга».
Карданный вал находится внутри цилиндра, который является корпусом насоса. Корпус фланцами соединен, с одной стороны, со статором насоса, а с другой стороны с подшипниковым корпусом.
Сверху корпуса насоса располагается напорный патрубок, который может иметь резьбовое или фланцевое соединение. Поскольку винтовые насосы могут перекачивать жидкость реверсивно, то этот патрубок вполне может быть не подающим, а всасывающим. Кроме этого патрубок насоса бывает в виде загрузочной воронки.
Загрузочные воронки (или бункер) применяют, когда перекачиваемый продукт имеет большую вязкость, пастообразен, не обладает свойствами текучести. В этих случаях карданный вал заменяют вспомогательным транспортировочным (питательным) шнеком, который также имеет шарнирное соединение. Вспомогательный шнек кроме передачи крутящего момента перемещает продукт, загружаемый в воронку к героторной паре.
Героторная пара это важнейший узел винтового насоса, который состоит из подвижной части — ротора и неподвижной части — статора. Статор – это стальная гильза во внутренней части, имеющая спиралевидный равномерный эластомерный слой, получаемый в результате процесса вулканизации. Металл корпуса статора и внутренний эластомерный слой нераздельно соединены друг с другом. В зависимости от назначения героторной пары, статор может быть изготовлен из различных материалов. В винтовом насосе статор иногда называют обоймой и гильзой, а ротор — винтом, шнеком, червяком. Ротор – это винт, который совершает вращательное движение внутри статора.
Ротор это цельная деталь, но её условно можно разделить на две части. Первая часть это головка крепления ротора к карданному валу. Вторая – это сам тело ротора имеющее форму спирали и во время работы насоса находящийся в постоянном контакте с обоймой. Статор и ротор – это пара трения имеющая внутреннее циклоидальное зацепление. Героторная пара винтового насоса, крепится фланцами к корпусу насоса. На конце, в зависимости от направления вращения ротора, имеет всасывающий или подающий патрубок.
Для герметизации привода насоса, конструкцией предусмотрено торцевое механическое уплотнение. Оно находится между шарниром «тяги» и корпусом подшипников.
Подшипниковый корпус – это узел, состоящий из двух радиально-упорных подшипников и переходного вала, который, с одной стороны, соединён с мотор-редуктором с помощью шпонки или шлицев, а с другой стороны шарнирно с карданным валом.
Горизотальный винтовой насос конструктивно может быть с байпасом. Данная модификация насоса используется, когда в напорной линии дополнительно установлено устройство регулирования потока (например электромагнитный клапан). Байпас позволяет не отключать каждый раз двигатель насоса, когда клапан в линии подачи перекрывается. При перекрытии клапана насос продолжает работать и перекачивает жидкость по кругу из напорного патрубка обратно во всасывающий, тем самым позволяя избежать превышения давления на участке от насоса до клапана.
Принцип работы насоса
Насос подключен к электрической цепи или пневматической линии. При включении насоса вал электродвигателя начинает вращение с определенным количеством оборотов в минуту. Вращение вала электродвигателя через муфтовое соединение передается на вал редуктора. Зубчатые колеса редуктора, находящиеся в последовательном зацеплении, снижают количество оборотов на выходе из редуктора и увеличивают крутящий момент. Через переходной вал, находящийся в подшипниковом узле, угловая скорость мотор-редуктора передается на карданный вал или транспортировочный шнек, который в свою очередь через шарнирное соединение приводит в движение ротор насоса.
Рассмотрим вариант работы винтового насоса, где патрубок со стороны героторной пары является всасывающий, а патрубок со стороны корпуса насоса – напорным. Направление вращения подвижных частей насоса происходит соответствующее данной схеме (справа — налево или против часовой стрелки, если смотреть на торец ротора со стороны всасывания жидкости). Винт вращается в статоре. Так как центр вращения ротора смещён относительно центральной оси статора на величину эксцентриситета, а эластомерный слой статора имеет спиралевидную форму, со стороны входа жидкости в насос образуется полость разряжения. Жидкость всасывается в это пространство. Ротор делает поворот на 90 градусов и данная полость с находящейся в ней жидкостью герметично замыкается в то время как сама жидкость получает перемещение внутри статора героторной пары. При повороте статора на 90 градусов, кроме замыкания полости с жидкостью, образуется новая разряженная полость, в которую поступает определенный объём жидкости.
При каждом следующем повороте винта в героторную пару поступает новая порция жидкости, а поступившая ранее жидкость получает всё большее и большее перемещение. Так как тело ротора также имеет спиралевидную форму по всей своей длине, то в сопряжении со статором оно образует несколько замкнутых объемов. Именно по этим объемам и перемещается жидкость при вращении ротора, удаляясь от точки всасывания, а так как эти полости герметичны перекачиваемая жидкость не может перетекать обратно — к всасывающей стороне. Далее перекачиваемая жидкость под давлением поступает из героторной пары в корпус насоса и выходит из насоса через напорный патрубок. В том случае, если подвижные части насоса вращаются по часовой стрелке, то патрубок корпуса насоса является всасывающим, а патрубок героторной пары – нагнетательным.
Геометрия героторных пар
Производительность винтового насоса зависит от объёма замкнутых полостей героторной пары и числа оборотов мотор-редуктора, а создаваемый насосом напор от числа замкнутых полостей на единицу длины героторной пары и мощности электродвигателя. Так как характеристики винтового насоса, во многом, зависят от геометрии героторных пар, рассмотрим этот вопрос подробнее.
Есть несколько конструктивных геометрических факторов, непосредственно влияющих на выходные характеристики винтового насоса, а также на ограничения возможности их использования. Такими факторами можно считать: количество замкнутых полостей героторной пары, диаметр поперечного сечения ротора (и статора соответственно), объём замкнутых полостей между ротором и статором.
При равной длине героторной пары возможны различные модификации по количеству замкнутых полостей. Для примера рассмотрим два варианта исполнения винтовой пары при одинаковом диаметре и равной длине. Вариант с большим количеством замкнутых объёмов обладает плавной подачей продукта из-за относительно низкой скорости потока при увеличенном значении напора, а также высокой всасывающей способностью. Кроме этого из-за увеличенной площади входного сечения возможно перекачивание частиц большего размера. Также стоит отметить, что такая конструкция героторной пары максимально исключает возможность утечку жидкости из неё после останова насоса. Преимуществом конструкции с меньшим количеством замкнутых объёмов является высокая производительность. Это связано с тем, что объём каждой конкретной полости, в данном случае, больше, чем в первом варианте. Данная конструкция имеет высокие объёмные характеристики при длительном межремонтном периоде благодаря длинной линии контакта между ротором и статором. Поэтому при конструировании и подборе винтового насоса под ту или иную задачу потребителя, в первую очередь необходимо руководствоваться геометрией героторной пары и характеристиками мотор-редуктора.
Материалы деталей винтовых насосов
Корпусные детали винтового насоса, к которым можно отнести корпус насоса с патрубками и корпус статора, изготавливают из нержавеющей стали или чугуна. Так как насосы зачастую используют в пищевой промышленности, а материал корпуса непосредственно контактирует с перекачиваемой средой, для изготовления берут пищевую нержавеющую сталь (как правило, это низкоуглеродистая аустенитная сталь марки AISI 304 (08Х18Н10 и её разновидности по количеству легирующих элементов). В остальных случаях используют ковкий чугун с хлопьевидной формой графита. Данный вид чугуна, среди прочих, обладает наибольшей пластичность, что максимально исключает образование и развитие трещин во время эксплуатации, обеспечивает высокую коррозионную стойкость. Внутреннюю часть статора изготавливают из эластомерных материалов NBR – синтетический полимер (бутадиен-нитрильный каучук), EPDM – синтетический эластомер (этилен-пропиленовый каучук). У бочковых шнековых насосов очень часто встречается исполнение спиралевидной внутренней части из универсального фторопластового материала PTFE (политетрафторэтилен). Данный материал химически устойчив практически к любой агрессивной жидкости, а также к низким и высоким температурам. Это мягкий пластичный материал обладает также низкими адгезивными свойствами. Детали вращения (карданный вал и ротор), а также защитный корпус шарнирного соединения выполнены из нержавеющей стали.
Виды установки винтовых насосов
Как уже говорилось в данной статье, вертикальные шнековые бочковые насосы являются одним из видов винтовых насосов и по конструкции и принципу действия схожи с горизонтальными, но имеют узконаправленное применение.
Стандартный шнековый насос устанавливается на горизонтальную поверхность и крепится на ней за счет специальных опор. Бочковой же устанавливается вертикально в емкость. Тем не менее, встречаются нестандартные варианты установки: вертикальная у обычного винтового насоса и горизонтальная у бочкового шнекового. В этом случае меняется направление прохождения продукта через насос, то есть патрубок нагнетания становится местом куда поступает жидкость, а патрубок всасывания – патрубком нагнетания. Замена горизонтальной установки винтового насоса на вертикальное расположение, как правило, бывает обусловлена желанием потребителя сэкономить производственное пространство или когда оно попросту ограничено. Это еще раз подтверждает вариативность данного вида насосов.
Аксессуары
Как уже упоминалось ранее, для удобства эксплуатации горизонтальных винтовых насосов они могут поставляться на транспортировочных мобильных тележках. Вариант насоса на тележке используется, когда есть постоянная или периодическая потребность в перекачивании жидкостей в различных частях одного цеха или предприятия в целом. Тележка может, как место установки дополнительного оборудования, к прим. частотного преобразователя.
Для бочковых шнековых насосов по аналогии с горизонтальными винтовыми устанавливают байпасный клапан. Подсоединение байпасного клапана производится непосредственно к напорному патрубку насоса. Во время работы насоса, перекачиваемая жидкость приобретает силу инерции. Когда перекрывается клапан в линии подачи, а двигатель насоса остановлен, жидкость продолжает выходить из насоса, создавая давление. Чтобы избежать разрыва напорного шланга устанавливается байпасный клапан. Он механически отрегулирован для открытия при определённом давлении и позволяет жидкости, которая двигается по инерции стекать обратно в ёмкость.
Так как бочковые шнековые насосы предназначены для работы в мобильной таре, их необходимо постоянно устанавливать из одной емкости в другую. Поскольку масса данных насосов значительно больше, чем у бочковых центробежных, их переустановка из емкости в емкость отнимает много сил у обслуживающего персонала. Поэтому двигатели бочковых шнековых насосов выпускаются с дополнительной крепёжной скобой. Она обеспечивает легкий монтаж и демонтаж насоса с помощью тельфера или кран-балки. В случае если на производстве, где используется бочковой насос, отсутствуют подъемные механизмы можно приобрести специальную тележку для бочек с подъёмным устройством.
Преимущества и недостатки
Преимуществ винтовых (шнековых) насосов значительно больше, чем недостатков. Рассмотрим, какие преимущества имеет данный вид насос в сравнении с другими:
Насос объемного типа и каждый оборот ротора равен определенному количеству перекачиваемой среды, поэтому есть возможность точного регулирования производительности.
Насос является самовсасывающим.
Так как вращающиеся детали напрямую соединены друг с другом, а объемные полости между статором и ротором герметичны, насос обладает высоким коэффициентом полезного действия.
Насос может использоваться как в горизонтальном так и в вертикальном положении.
Насос может перекачивать жидкости в разных направлениях, так как обладает функцией реверса.
Способны перекачивать невязкие, вязкие, высоковязкие и даже неньютоновские жидкости.
Перекачиваемый продукт не подвергается ни ударному, ни сдавливающему воздействию, вследствие чего не разрушается его структура (режим течения близок к ламинарному).
Возможны различные конструктивные исполнения насоса исходя из задачи потребителя (с байпасом, с загрузочной воронкой, на тележке, с частотным преобразователем).
Возможность получения высокой производительности и устойчивого давления нагнетания при различном количестве оборотов ротора.
Возможность перекачивания жидкостей насыщенных газами, так как насос не чувствителен к кавитации и гидравлическим ударам.
Бесшумная работа механической части. Во время работы насоса слышен шум только от привода насоса.
Низкое энергопотребление при использовании электродвигателя в качестве привода.
К недостаткам винтовых насосов можно отнести их высокую стоимость, связанную с трудоемкостью их изготовления, а также их массовые и габаритные показатели. Кроме этого данный вид насосов не предназначен для работы без жидкости, так это приведёт к выходу из строя статора насоса.
Применение винтовых насосов
Винтовые насосы активно применяют в различных сферах промышленности. В виду специфики выпускаемого продукта, а именно высокой вязкости и плотности, большое распространения эти насосы получили в пищевой промышленности. Их используют в виноделии (вино, ягоды винограда), в молочной промышленности (сливочное масло, йогурт, сметана, мороженное, сливки, молоко, кефир, творог, сыры, маргарин, сгущенное молоко), в кондитерских изделиях (мед, патока, шоколад, варенье, джем, желе, мусс, крем), для различных соусов и приправ (горчица, кетчуп, томатная паста, майонез) и т.д. Их используют в косметической промышленности (шампунь, жидкое мыло, краски для волос, помада, кремы), нефтяной промышленности (нефть, битумно-полимерные материалы, дизельное топливо, мазут, бензин), в химической промышленности (моющие средства, чернила, краски, клей, кислоты, щелочи), целлюлозно-бумажной промышленности (флокулянты, ил, краски, бумажные массы, таловое масло, целлюлозно-водяная каша, красители), а также в очистке бытовых и промышленных стоков (флокулянты, коагулянты, ил, шламы, известковое молоко, сапропель).
Устройства: Принцип
При работе с , устройство является отправной точкой. Вам нужно устройство для выполнения конкретной задачи (т.е. конкретное устройство), с которого вы хотите разместить .
Проектирование с помощью устройств начинается с управления устройствами. Управление устройствами интегрировано в управление деталями; он содержит как коммерческие, так и технические данные. A может быть присвоен номер детали, номер типа и номер заказа. Эти номера предлагают различные способы доступа к детали. Если вы используете (например) номера типов чаще, чем номера деталей, вы можете просто выбрать устройство, используя номер типа.
На этапе строительства вы используете существующие функции этого устройства. Это помогает избежать ошибок и, в свою очередь, делает возможным проверку правдоподобия.
При выборе устройств выбираются типы, соответствующие функции. Это может произойти после процесса проектирования на схеме или в качестве предварительного выбора, после которого проектирование появляется на схеме на втором этапе.
Модули
Модуль представляет собой набор частей, принадлежащих ряду обычно вложенных устройств. В управлении деталями для каждой детали в модуле указывается, к какому устройству принадлежит деталь для этого модуля. Модуль имеет собственный номер детали. Он может содержать части и далее.
Шаблоны функций
Шаблоны функций вводятся в детали. Они не имеют графического представления на принципиальной схеме и служат для обозначения устройств.
Шаблоны функций могут быть заменены «неразмещенными» или «размещенными» функциями, если идентификация функций совпадает с идентификацией функций. Таким образом, шаблон функции присваивается функции. Никакие дополнительные данные не могут быть добавлены в шаблоны функций. Это возможно только в самой функции. Таким образом, шаблоны функций не являются частью проекта, а принадлежат ему.
Определение устройства
В EPLAN для устройства можно создать «пул функций». Вы создаете отслеживаемый пул функций, используя выбор деталей или устройств. Вы можете выбирать и размещать функции из этого пула при проектировании. Функцию можно проверить на наличие ошибок только в том случае, если она назначена определению устройства.
Устройства предопределены в управлении деталями; там вы можете определить определение устройства для каждой части. Идентифицирующие свойства (т. е. электротехнические функции и технические данные) для каждой функции устройства определяются шаблонами функций. Кроме того, вы можете присвоить символ или макрос детали, которая размещается при вставке детали.
Определение устройства состоит из набора x шаблонов функций. В дополнение к определению функции в каждом из этих шаблонов функций (например, ).
Определение устройства хранится в основной функции детали. Это (например) для контактора, катушки или для в тексте определения штекера и т. д. Если основная функция (или часть) удаляется, то определение устройства также удаляется. Если основная функция копируется, то копируется и определение устройства и т. д.
См. также
Устройства
Список устройств
Управление запасными частями: модули
Принципы независимой от устройства публикации
Принципы независимой от устройства публикации
Роджер Гимсон
Лаборатории Хьюлетт-Паккард 11 мая 2000 г.
Документ с изложением позиции для W3C/WAP Семинар по независимой разработке веб-устройств
Реферат
В этом документе с изложением позиции предлагаются некоторые руководящие принципы создания аппаратно-независимых веб-контент. Он выходит за рамки нынешнего господства браузеров для ПК и процветающего телефоны WAP и iMode в сеть, через которую контент может быть доставлен во многие способы. Он учитывает потребности как контент-провайдеров, так и контент-провайдеров. потребители. Задача состоит в том, чтобы применить эти принципы во время разработки. архитектур, стандартов, руководств и возможных реализаций.
Поставщики и потребители
Сеть позволяет поставщикам контента, как формальным, так и неформальным издателям, предоставлять информации и услуг для потребителей контента. Провайдеры могут извлечь выгоду из сделать их контент более доступным для широкого круга потребителей, а потребители могут извлечь выгоду из простого доступа к широкому спектру контента.
Когда Интернет в основном доставлялся через браузеры на компьютерах, издатели могут создавать свой контент, чтобы использовать известные возможности браузера. Однако это не всегда позволяло потребителю контента получать информацию в нужном им виде. Например, просмотр только текста стал почти невозможно для многих веб-сайтов. Теперь веб-контент начинает доставляться через широкий спектр устройств, включая телефоны, принтеры, телевизоры и КПК, каждый из которых имеют разные возможности с точки зрения типов контента, которые они могут поддерживать.
Контент-провайдер не желает повторно создавать свой контент для каждого вида устройства доставки или для каждой комбинации требований пользователя. Однако они хотят сохранить существующих потребителей и выйти на новых потребителей, и должны соответствующим образом адаптировать свою контент-стратегию.
Потребитель контента хочет получить доступ к широкому спектру контента из любой устройство, которое они используют в настоящее время, и так, как они хотят его использовать. Когда там является конкуренцией, они выберут того поставщика контента, который лучше всего удовлетворит их потребности.
Обоснование
Следующие принципы предлагаются для обоснования разработки стандартов, руководств, рекомендаций и реализаций для аппаратно-независимых доставка контента. Они более общие, чем текущая сеть W3C. Руководство по доступности контента, предназначенное в первую очередь для дизайнеров. отдельных веб-страниц для доставки в формате HTML.
Эти принципы предназначены для архитекторов и дизайнеров веб-сайтов. системы управления и доставки контента. Это отражает предположение о том, что еще многое предстоит узнать о структурировании контента, чтобы сделать его адаптируемым к множеству требования к доставке, и еще многое предстоит сделать в разработке инструментов, поддерживающих создание и распространение такого контента. В частности, предполагается, что содержимое может храниться более гибкими способами (например, на основе XML), что упростить выбор и адаптацию для доставки на широкий спектр устройств.
Принципы
Каждый принцип мотивирован краткими примерами. Некоторые последствия принятия эти принципы рассматриваются позже. Список не претендует на то, чтобы быть исчерпывающим.
Контент предоставляется в формате, подходящем для устройства доставки
Возможности устройства доставки (включая его интерфейсы ввода/вывода) и его аппаратная/программная функциональность) ограничивают допустимые формы контента которые могут быть ему доставлены, и взаимодействие, которое может происходить между пользователя и этот контент. Это может показаться очевидным, но таких случаев уже много. веб-сайтов, которые не могут быть просмотрены должным образом, если к ним обращаются с «неправильного» вид браузера. Контент-провайдер должен убедиться, что он предоставляет подходит для устройства доставки. Не следует полагать, что каждое устройство, или путь доставки к устройству, может адаптировать контент. Например, : а телефон может не отображать цветные изображения; КПК может поддерживать только ограниченное набор текстовых шрифтов; оба могут иметь ограниченные возможности для адаптации изображений к их маленькому дисплею.
Потребители могут ограничивать способ доставки контента
В рамках возможностей устройства доставки потребитель может дополнительно ограничить доставленный контент либо в соответствии с их способностями и окружением, либо для личное предпочтение. Например, : слепой пользователь может использовать веб-браузер. со средством чтения с экрана, которое обрабатывает только текстовый вывод; офисный работник может отключить весь аудиовыход; водитель может выбрать только голосовое взаимодействие с телефон в машине.
Контент идентифицируется способом, который не зависит от его доставки формат
Ссылки на содержимое, которыми манипулирует пользователь, например ссылки, закладки а печатные названия веб-сайтов должны быть действительными на всех устройствах. Может быть, что доступный контент представлен по-разному в зависимости от устройства, но идентификация контента должна быть независимой от устройства. Например, : если пользователь видит URI, напечатанный на рекламном объявлении, он должен работать независимо от того, вводят ли они в веб-браузер ПК или в WAP-телефон; или если пользователь хочет передать файл закладок между их КПК и веб-браузером, соответствующий версия элементов с закладками должна быть доступна из любой из них. (Смотреть телевизор Требования к широковещательным схемам URI для получения дополнительных примеров).
Доступ к контенту произвольно не ограничивается конкретными устройствами
Если пользователь столкнулся с каким-либо контентом при использовании одного устройства, он будет ожидать чтобы иметь возможность получить к нему доступ (не обязательно с таким же внешним видом) из другого устройство. Это означает, что это не должно быть необходимо, хотя это может быть более приятным, иметь «правильное» устройство для доступа к некоторому контенту. Например, : если кто-то видел меню ресторана на веб-странице с помощью веб-браузера ПК дома, они также ожидают, что смогут найти и получить доступ к меню с телефона, когда они мобильны (даже если их неудобно отображать). Доступ к некоторому контенту, таких как платное телевидение, может быть ограничено по причинам коммерческого авторского права.
Последствия
Рассмотрение всех последствий принятия изложенных принципов выше, выходит за рамки данной статьи. Однако просто для иллюстрации влияния они могли иметь некоторые последствия для поставщиков контента.
Издателю недостаточно предложить одну расширенную форму контента и предположим, что адаптация будет происходить дальше по пути доставки. Это может формировать частичное решение в переходные периоды, такие как адаптация HTML в содержимое WML для телефонов в шлюзах WAP. Но нельзя предположить что устройства с ограниченной доставкой могут сами выполнять адаптацию. В любом случае, многие издатели захотят сохранить контроль над качеством получаемых контент, предоставляя соответствующий формат со своих собственных серверов.
Также издателю будет недостаточно предлагать параллельные веб-сайты. адаптированные под разные устройства. Мало того, что проблемы множественного авторства взорваться с ростом числа устройств, но гибкость адаптации к потребительские потребности (например, только голосовая или текстовая доставка) и возможность обращение к «одному и тому же» контенту на разных устройствах будет сильно затруднено.
Последствием для издателя является необходимость создавать свой контент в первую очередь в достаточно богатой форме, чтобы ее можно было приспособить для различных виды доставки. Например, фрагмент текста может быть представлен не только в полноформатной версии, но и в перефразированной версии, подходящей для дисплеи малого формата или в голосовой версии для доставки только аудио. Право версия должна быть поставлена в зависимости от возможностей устройства доставки и предпочтения пользователя. Для этого потребуются более сложные инструменты для создания, управления и доставки контента.
Области для дальнейшего обсуждения
Необходимо дальнейшее обсуждение достоинств таких общих принципов, есть и другие принципы, которые следует добавить к списку, и в частности последствий их принятия.
Есть надежда, что разработка новых стандартов W3C на основе XML, таких как XHTML, XSL, CC/PP и XForms, может обеспечить основу для гибких систем публикации и доставки в будущем устройства.
Но еще многое предстоит сделать. Например, издателям нужно помочь, стандарты и инструменты для создания адаптируемого контента и наборов стилей презентации подходит для различных требований доставки. Это необходимо учитывать не только соображения одного сайта, но и увеличение синдикации контента динамическое взаимодействие между коммерческими сайтами.
 Точные, преднатянутые высокопроизводительные ШВП (Ø 40 мм х P16 х C3) на X, Y и Z-осях. Шпиндель с ременной передачей SK40 (In-line SK40 опция) установлен на высокоточных подшипниках. Возможна комплектация высокочастотным шпинделем KESSLER со встроенным приводным двигателем, который не нуждается в передаточном механизме. Ребристая поверхность, жесткое основание станка, изготовленное из качественного литья. Сервоприводы смонтированы непосредственно на шариково-винтовых парах по всем трем осям.
Точные, преднатянутые высокопроизводительные ШВП (Ø 40 мм х P16 х C3) на X, Y и Z-осях. Шпиндель с ременной передачей SK40 (In-line SK40 опция) установлен на высокоточных подшипниках. Возможна комплектация высокочастотным шпинделем KESSLER со встроенным приводным двигателем, который не нуждается в передаточном механизме. Ребристая поверхность, жесткое основание станка, изготовленное из качественного литья. Сервоприводы смонтированы непосредственно на шариково-винтовых парах по всем трем осям.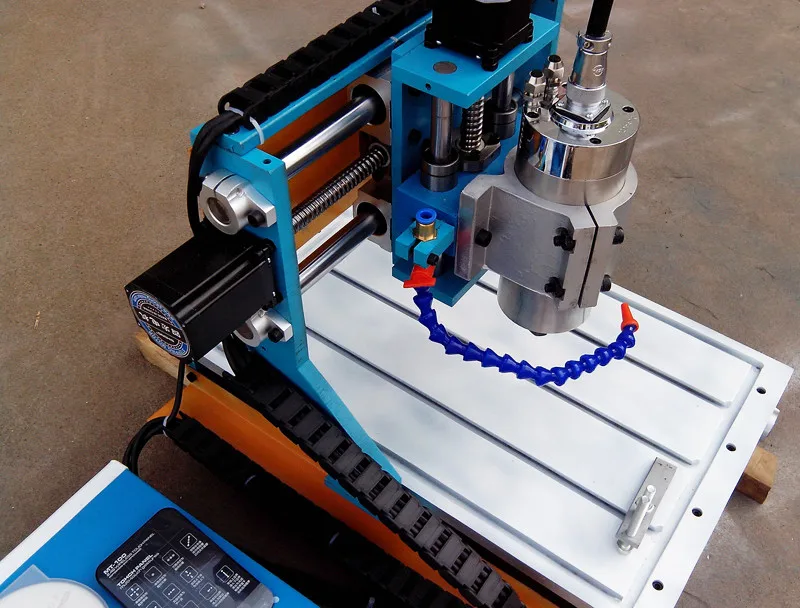 Телескопические защитные кожухи на всех трех осях выполнены из нержавеющей стали. Автоматическая централизованная смазка. Привод шпинделя производства SIEMENS Максимальная cкорость вращения шпинделя 10 000 об / мин. Портативный электронный маховик с кнопкой включения и аварийным выключателем ударного действия.
Телескопические защитные кожухи на всех трех осях выполнены из нержавеющей стали. Автоматическая централизованная смазка. Привод шпинделя производства SIEMENS Максимальная cкорость вращения шпинделя 10 000 об / мин. Портативный электронный маховик с кнопкой включения и аварийным выключателем ударного действия. RU вы можете найти фрезеры с ЧПУ по металлу от ведущих производителей. В наличии и под заказ более 15 моделей фрезерных станков с ЧПУ по металлу по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
RU вы можете найти фрезеры с ЧПУ по металлу от ведущих производителей. В наличии и под заказ более 15 моделей фрезерных станков с ЧПУ по металлу по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.


 рев. гол.
рев. гол. ..
.. Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до…
Станок предназначен для трёхосевой фрезерной и гравировальной обработки, а также сверления, материалов твёрдостью до… Сверление, рассверливание, зенкерование,…
Сверление, рассверливание, зенкерование,… «ремонтируем:- электронику (ЧПУ,…
«ремонтируем:- электронику (ЧПУ,… Инструментальный магазин…
Инструментальный магазин… В гравировальных работах и резьбах по дереву,…
В гравировальных работах и резьбах по дереву,… В гравировальных работах и резьбах по дереву, различных…
В гравировальных работах и резьбах по дереву, различных… ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200…
ПУСКОНАЛАДОЧНЫЕ РАБОТЫ. ДОСТАВКА. РАССРОЧКА. КРЕДИТ. ЛИЗИНГ. ТРЕЙД-ИН.Длина обработки: до 1200 ммДиаметр обработки: до 200… ..
.. У нас есть специализированные станки с ЧПУ, соответствующие вашим производственным потребностям. Наши популярные бренды включают бывшие в употреблении фрезерные станки Haas, бывшие в употреблении фрезерные станки Mazak с ЧПУ, бывшие в употреблении фрезерные станки Okuma или даже станки для конкретных моделей, такие как бывшие в употреблении Haas Vf2 или бывшие в употреблении Haas VF3 9.0005
У нас есть специализированные станки с ЧПУ, соответствующие вашим производственным потребностям. Наши популярные бренды включают бывшие в употреблении фрезерные станки Haas, бывшие в употреблении фрезерные станки Mazak с ЧПУ, бывшие в употреблении фрезерные станки Okuma или даже станки для конкретных моделей, такие как бывшие в употреблении Haas Vf2 или бывшие в употреблении Haas VF3 9.0005 Из-за постоянно растущей сложности и функций, добавляемых к обоим типам станков, оба типа могут называться обрабатывающими центрами.
Из-за постоянно растущей сложности и функций, добавляемых к обоим типам станков, оба типа могут называться обрабатывающими центрами. Один горизонтально-фрезерный станок может быть производительнее трех вертикально-фрезерных станков. Использование шпинделя на HMC составляет 85 % по сравнению с типичными 25 % для VMC. Горизонтальный обрабатывающий центр использует лучшие методы эвакуации стружки по сравнению с вертикальными фрезерными станками, что означает меньше повторного резания и более длительный срок службы инструмента. Чистота поверхности на горизонтально-фрезерном станке также часто лучше.
Один горизонтально-фрезерный станок может быть производительнее трех вертикально-фрезерных станков. Использование шпинделя на HMC составляет 85 % по сравнению с типичными 25 % для VMC. Горизонтальный обрабатывающий центр использует лучшие методы эвакуации стружки по сравнению с вертикальными фрезерными станками, что означает меньше повторного резания и более длительный срок службы инструмента. Чистота поверхности на горизонтально-фрезерном станке также часто лучше. Однако, если вы только начинаете заниматься механической обработкой, имеете множество разнообразных работ для широкого спектра деталей и склонны изготавливать более мелкие детали, вам, вероятно, следует выбрать подержанный вертикально-фрезерный станок.
Однако, если вы только начинаете заниматься механической обработкой, имеете множество разнообразных работ для широкого спектра деталей и склонны изготавливать более мелкие детали, вам, вероятно, следует выбрать подержанный вертикально-фрезерный станок. Как и в случае с HMC, некоторые из них предназначены для более прочных материалов, чем другие. VMC, как правило, предназначены для более мелких деталей по сравнению с HMC. .
Как и в случае с HMC, некоторые из них предназначены для более прочных материалов, чем другие. VMC, как правило, предназначены для более мелких деталей по сравнению с HMC. . Ремонтные работы — это не плохо, во многих случаях они помогут вам узнать, что было заменено, а что нет, и правильно ли это было сделано.
Ремонтные работы — это не плохо, во многих случаях они помогут вам узнать, что было заменено, а что нет, и правильно ли это было сделано. машины приходят в наличии. Если вы готовы купить мельницу, мы будем рады помочь вам найти идеальный станок с ЧПУ для вашего магазина. Свяжитесь с одним из наших экспертов по подержанным станкам с ЧПУ сегодня для получения более подробной информации: (844)-262-6789.
машины приходят в наличии. Если вы готовы купить мельницу, мы будем рады помочь вам найти идеальный станок с ЧПУ для вашего магазина. Свяжитесь с одним из наших экспертов по подержанным станкам с ЧПУ сегодня для получения более подробной информации: (844)-262-6789.
 В одном примере от Hurco для настройки одной детали на стандартном 3-осевом станке с ЧПУ потребовалось 7 операций и 5 часов 30 минут, а для настройки на 5-осевом станке потребовалось всего 2 операции и 1 час 30 минут. Время цикла для той же детали также сократилось более чем на 30%. Если машина работает, она не приносит денег. Такая экономия может быстро повысить рентабельность инвестиций.
В одном примере от Hurco для настройки одной детали на стандартном 3-осевом станке с ЧПУ потребовалось 7 операций и 5 часов 30 минут, а для настройки на 5-осевом станке потребовалось всего 2 операции и 1 час 30 минут. Время цикла для той же детали также сократилось более чем на 30%. Если машина работает, она не приносит денег. Такая экономия может быстро повысить рентабельность инвестиций.
 Это делает 5-осевой ЧПУ одним из самых универсальных устройств, которые вы можете купить. В сочетании с мощью современного программного обеспечения CAD/CAM вы можете изготавливать широкий спектр деталей с помощью одного оборудования.
Это делает 5-осевой ЧПУ одним из самых универсальных устройств, которые вы можете купить. В сочетании с мощью современного программного обеспечения CAD/CAM вы можете изготавливать широкий спектр деталей с помощью одного оборудования.

 Несколько преимуществ выбора цапфового стола на вашем 5-осевом станке с ЧПУ включают в себя лучшие возможности подрезания, больший рабочий объем и больший крутящий момент при низких оборотах. По сравнению с машиной с поворотным вращением, которая обычно ограничена 90 градусов головы в любом направлении, цапфовый стол допускает поворот более чем на 90 градусов.
Несколько преимуществ выбора цапфового стола на вашем 5-осевом станке с ЧПУ включают в себя лучшие возможности подрезания, больший рабочий объем и больший крутящий момент при низких оборотах. По сравнению с машиной с поворотным вращением, которая обычно ограничена 90 градусов головы в любом направлении, цапфовый стол допускает поворот более чем на 90 градусов.
 Наконец, перьевые свёрла – наиболее доступный по стоимости вариант, идеальный выбор для быстрой работы с ДСП, с мягкими древесными породами, для сверления отверстий достаточно большого диаметра. Набор свёрл по дереву может включать в себя различное количество предметов: для бытовых нужд можно ограничиться компактным набором, профессионалы же могут выбирать среди расширенных наборов.
Наконец, перьевые свёрла – наиболее доступный по стоимости вариант, идеальный выбор для быстрой работы с ДСП, с мягкими древесными породами, для сверления отверстий достаточно большого диаметра. Набор свёрл по дереву может включать в себя различное количество предметов: для бытовых нужд можно ограничиться компактным набором, профессионалы же могут выбирать среди расширенных наборов. Профессиональные строители также могут качественно выполнять любые работы, выбирая из комплектов свёрл различного объема.
Профессиональные строители также могут качественно выполнять любые работы, выбирая из комплектов свёрл различного объема.


 Эти элементы рабочих частей изготавливают из победита. Это сверхпрочный сплав, который применяется в производстве техники, предназначенной для добычи горнорудных материалов. Именно победитовые наконечники делают возможным сверление бетона.
Эти элементы рабочих частей изготавливают из победита. Это сверхпрочный сплав, который применяется в производстве техники, предназначенной для добычи горнорудных материалов. Именно победитовые наконечники делают возможным сверление бетона.
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Energy Lob , чтобы сделать его частью комбо-головоломки. Честно говоря, введение Energy Lob — это когда я почувствовал, что карта действительно начала выходить за рамки того, для чего она была предназначена, но я думаю, что это была проблемная карта с самого момента ее первоначального выпуска.
Energy Lob , чтобы сделать его частью комбо-головоломки. Честно говоря, введение Energy Lob — это когда я почувствовал, что карта действительно начала выходить за рамки того, для чего она была предназначена, но я думаю, что это была проблемная карта с самого момента ее первоначального выпуска.
 Просто дружеская беседа.
Просто дружеская беседа. Участвуя в Программе, вы соглашаетесь с Условиями использования сайта и Политикой конфиденциальности сайта. Вы не имеете права участвовать в Программе, если не согласны с настоящими Условиями и положениями Программы в полном объеме.
Участвуя в Программе, вы соглашаетесь с Условиями использования сайта и Политикой конфиденциальности сайта. Вы не имеете права участвовать в Программе, если не согласны с настоящими Условиями и положениями Программы в полном объеме. Затем Реферал покупает одну или несколько подписок на Online Price Guide (OPG), когда они переходят на страницу OPG веб-сайта Beckett, щелкнув ссылку Реферальной программы, которой поделился Реферер; и
Затем Реферал покупает одну или несколько подписок на Online Price Guide (OPG), когда они переходят на страницу OPG веб-сайта Beckett, щелкнув ссылку Реферальной программы, которой поделился Реферер; и Участники несут единоличную ответственность за указание таких статей в своих налоговых декларациях и уплату любых связанных с этим налоговых обязательств.
Участники несут единоличную ответственность за указание таких статей в своих налоговых декларациях и уплату любых связанных с этим налоговых обязательств.




 Цилиндрические направляющие, как и обычные шлифованные валы, просты в изготовлении. Поэтому их стоимость ниже, чем при покупке профильных.
Цилиндрические направляющие, как и обычные шлифованные валы, просты в изготовлении. Поэтому их стоимость ниже, чем при покупке профильных. Их невозможно убрать или поменять, так как они часть станины. Изготовление и ремонт таких частей достаточно сложны, а изменить их самостоятельно вообще невозможно.
Их невозможно убрать или поменять, так как они часть станины. Изготовление и ремонт таких частей достаточно сложны, а изменить их самостоятельно вообще невозможно. Применяются штоки от стоек, которые выполнены из качественного металла и обладают высокой прочностью.
Применяются штоки от стоек, которые выполнены из качественного металла и обладают высокой прочностью.
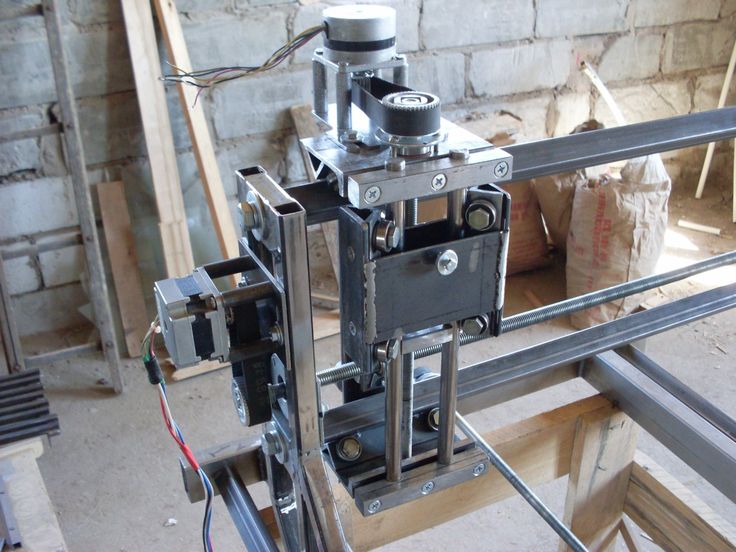


 Отливаются они конструкцией и формой. Собрал я уже несколько рисующих плоттеров. От самого примитивного из карандашей и палок. До плоттера с валами в виде обычного принтера.
Отливаются они конструкцией и формой. Собрал я уже несколько рисующих плоттеров. От самого примитивного из карандашей и палок. До плоттера с валами в виде обычного принтера.
 ) он и наносит изображение на бумагу. Давайте рассмотрим, как собрать такой плоттер на Ардуино своими руками.
) он и наносит изображение на бумагу. Давайте рассмотрим, как собрать такой плоттер на Ардуино своими руками.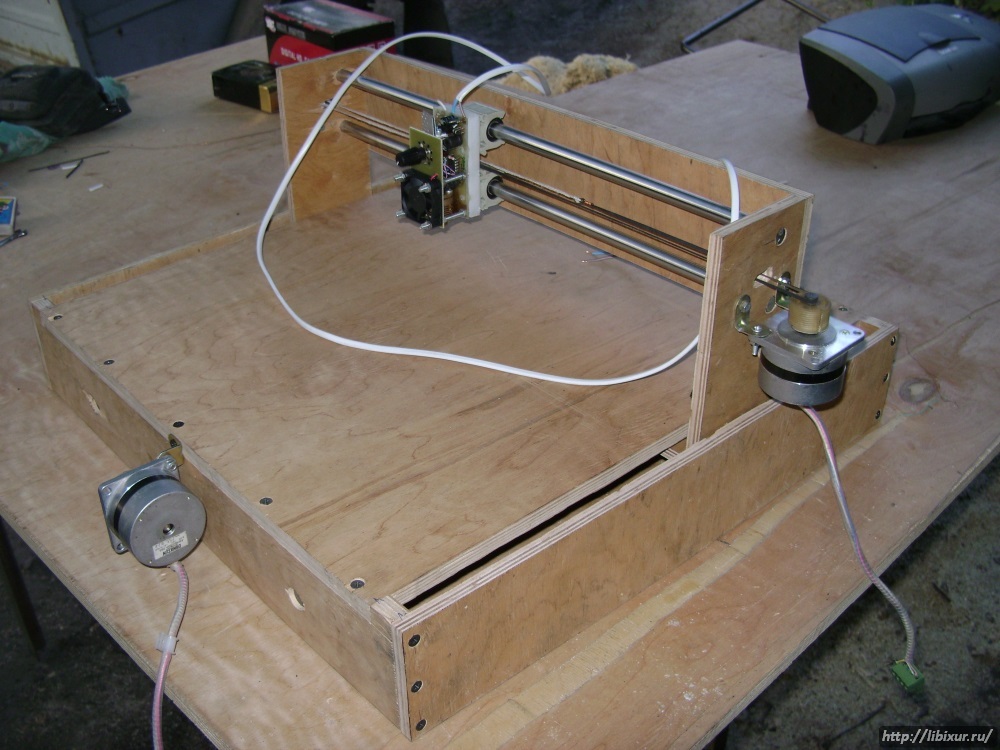 Конечные выключатели. Позиция Home.
Конечные выключатели. Позиция Home.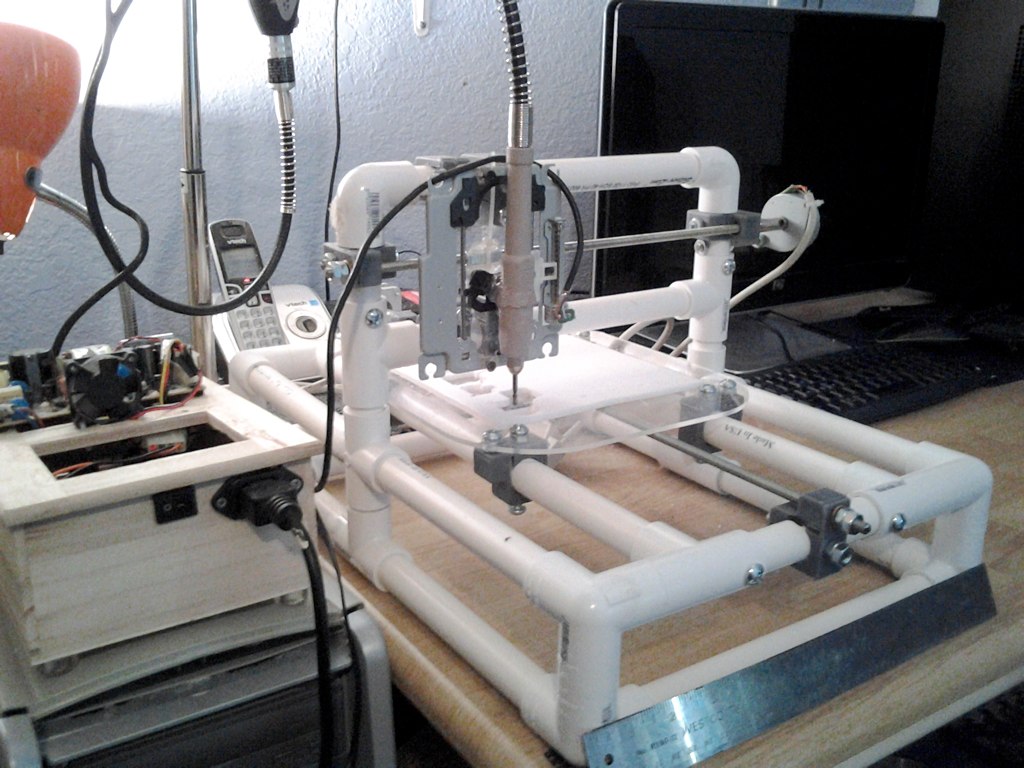 Также рекомендую посмотреть мои предыдущие самодельные ЧПУ станки:
Также рекомендую посмотреть мои предыдущие самодельные ЧПУ станки:
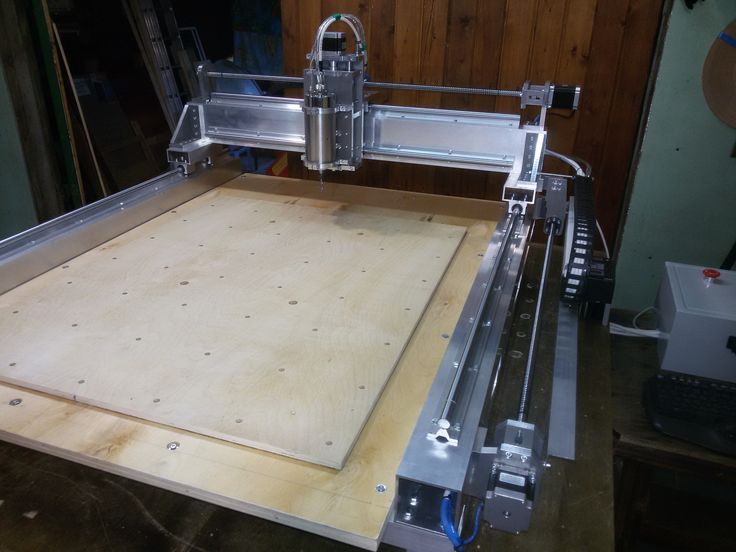

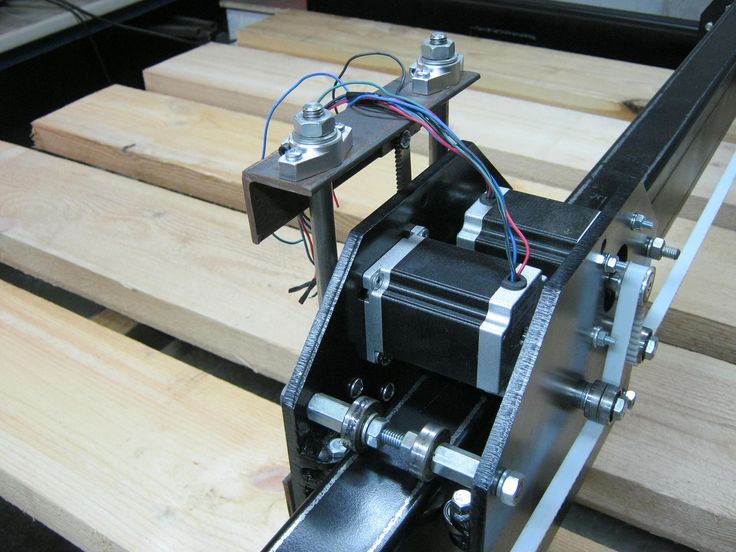 Скриншот этой программы показан ниже.
Скриншот этой программы показан ниже.
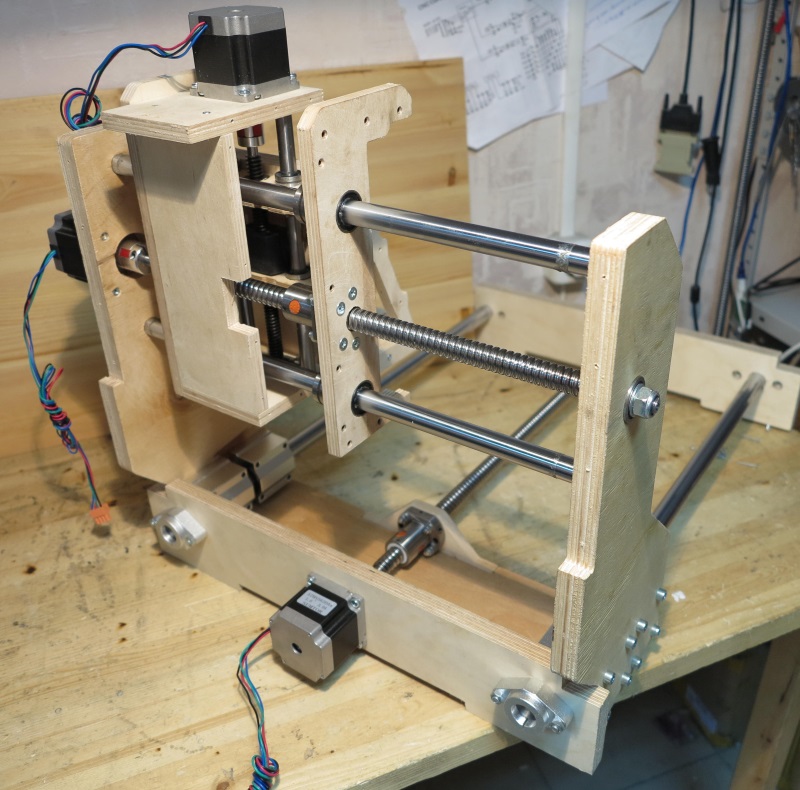 Например, плата ниже, плата ATmega328P breakout, которую я разработал, имеет более 50 отверстий!
Например, плата ниже, плата ATmega328P breakout, которую я разработал, имеет более 50 отверстий! Алюминиевые уголки действуют как линейные рельсы, по которым перемещаются V-образные подшипники. Подшипники конька поддерживают резьбовой стержень 5/16″, используемый в качестве ходового винта. Свинцовые гайки представляют собой блоки из ПЭВП с резьбой и, похоже, работают удовлетворительно с минимальным люфтом.
Алюминиевые уголки действуют как линейные рельсы, по которым перемещаются V-образные подшипники. Подшипники конька поддерживают резьбовой стержень 5/16″, используемый в качестве ходового винта. Свинцовые гайки представляют собой блоки из ПЭВП с резьбой и, похоже, работают удовлетворительно с минимальным люфтом. Рич Бремер
Рич Бремер После этого к теперь уже прямой поверхности проставки были прикреплены полностью поддерживаемые линейные подшипники THK. Обе оси X и Y имеют шарико-винтовые пары для минимизации люфта и приводятся в действие шаговыми двигателями NEMA23. В оси Z используются 16-миллиметровые неподдерживаемые стержни с линейными подшипниками с опорными блоками. В отличие от X и Y, ось Z использует трапециевидный ходовой винт и бронзовую гайку. [Куперман] планирует в будущем заменить его шарико-винтовой передачей, но во время сборки у него не было ее под рукой.
После этого к теперь уже прямой поверхности проставки были прикреплены полностью поддерживаемые линейные подшипники THK. Обе оси X и Y имеют шарико-винтовые пары для минимизации люфта и приводятся в действие шаговыми двигателями NEMA23. В оси Z используются 16-миллиметровые неподдерживаемые стержни с линейными подшипниками с опорными блоками. В отличие от X и Y, ось Z использует трапециевидный ходовой винт и бронзовую гайку. [Куперман] планирует в будущем заменить его шарико-винтовой передачей, но во время сборки у него не было ее под рукой.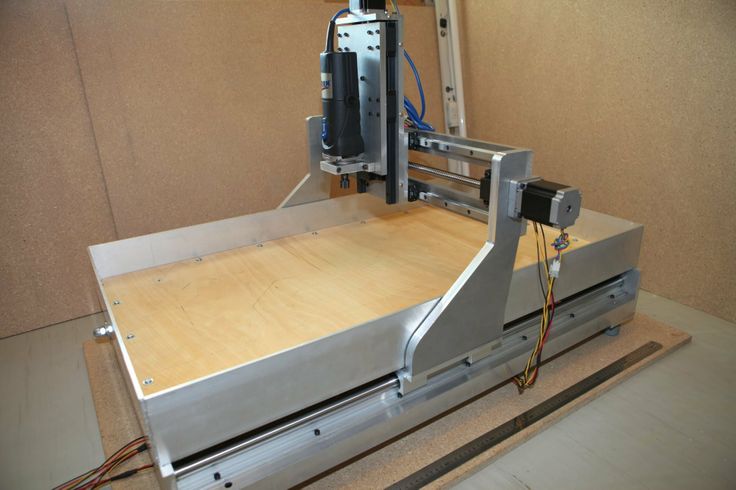
 ..
..  ru/menu-and-prices/iz-kuricy/makchiken.html из
ru/menu-and-prices/iz-kuricy/makchiken.html из ..
..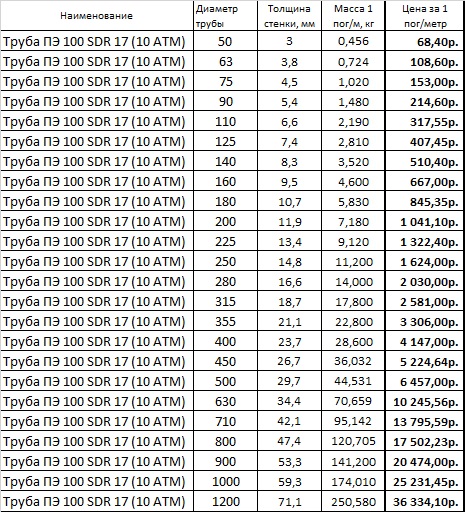 13
13  ..
.. ..
.. ..
.. ..
.. ..
..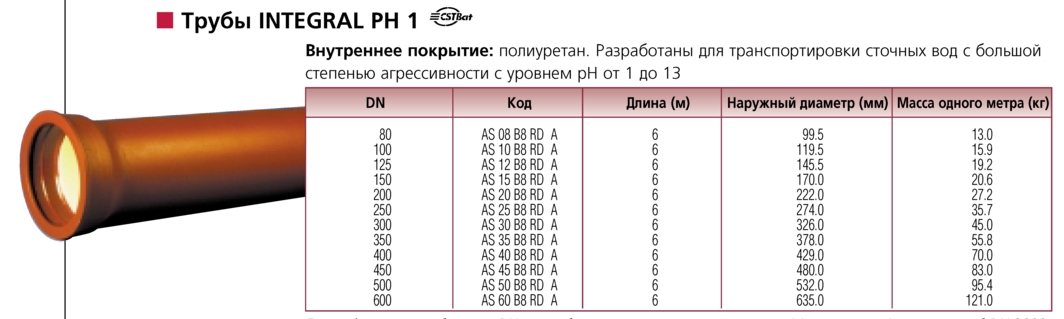 ..
.. ..
.. 05)
05)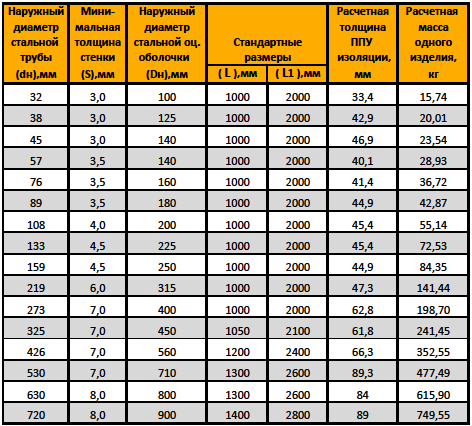 ..
..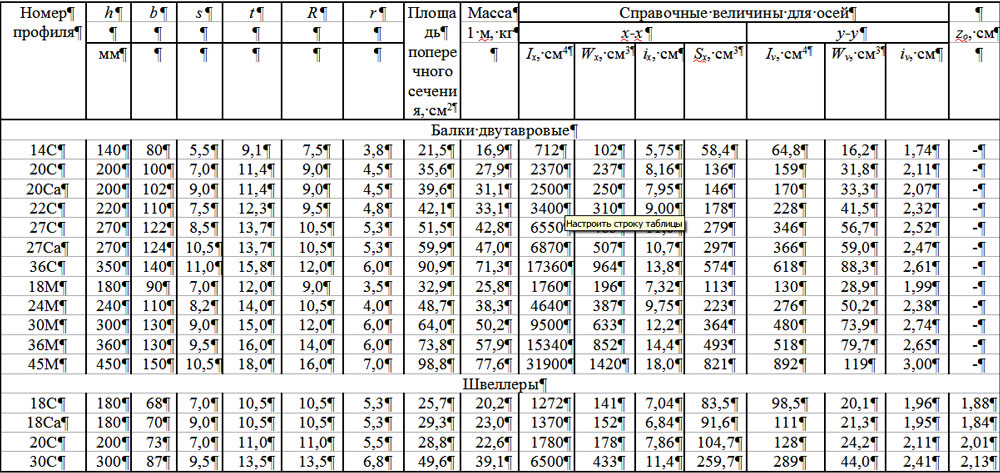 ..
.. ..
..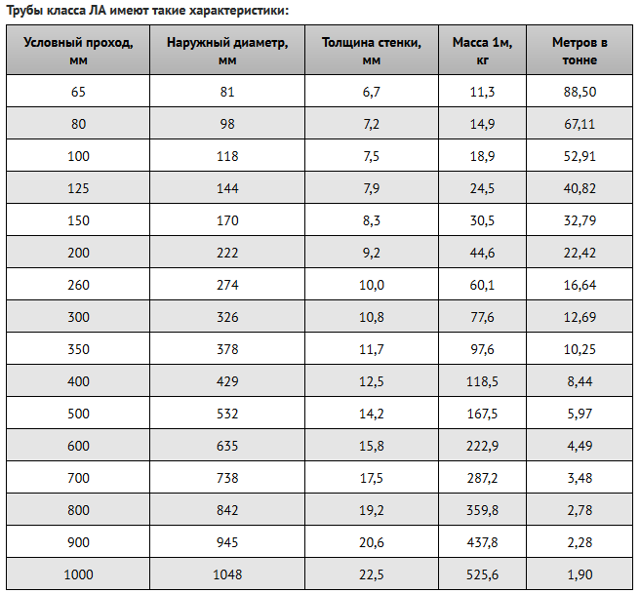 ..
..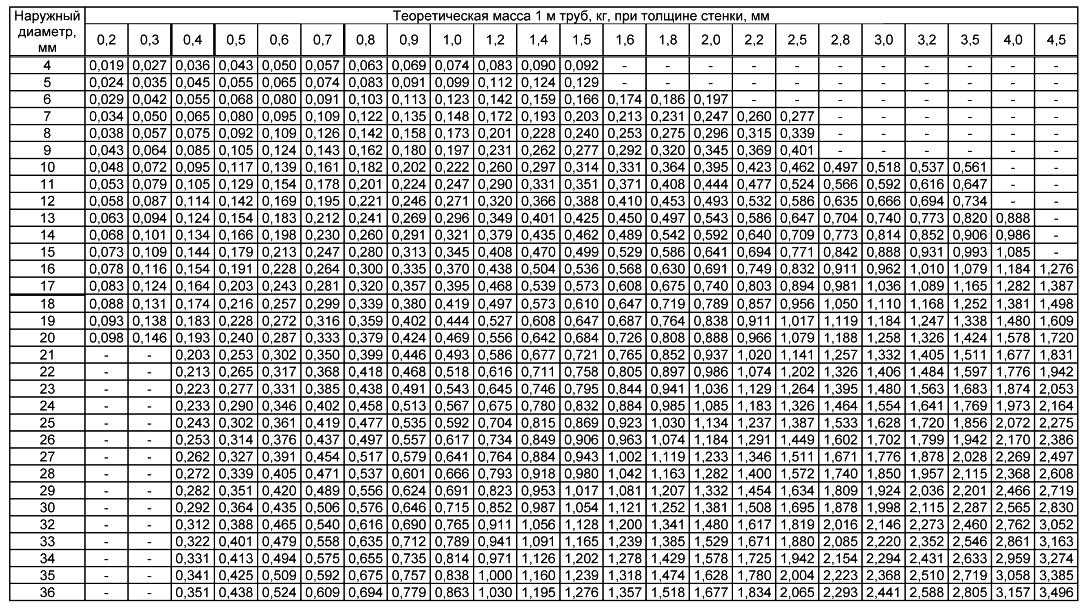 ..
.. ..
.. ..
.. 12
12  ..
.. ..
.. 05
05 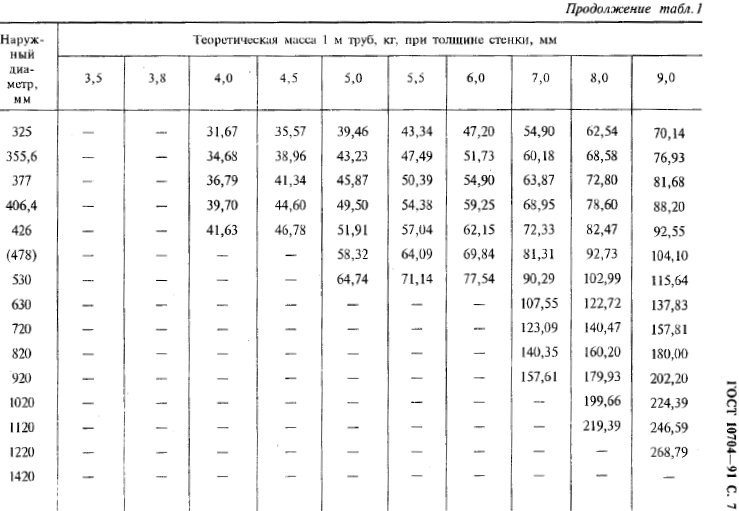 Хотя такой зависимости между существующей стандартной толщиной — Н.Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.
Хотя такой зависимости между существующей стандартной толщиной — Н.Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных. В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)
В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)

 Типичные литьевые продукты, для получения которых применяется данный пластик:
Типичные литьевые продукты, для получения которых применяется данный пластик:
 Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).
Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).
 Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
 Неотвержденный холодный пластик – высоконаполненная суспензия, содержащая метакриловую смолу, пигменты, наполнители, функциональные добавки. Поставляется в комплекте с отвердителем, который представляет собой сыпучий порошок белого цвета с содержанием дибензоилопероксида от 50 % до 51 %. Не содержит органические растворители.
Неотвержденный холодный пластик – высоконаполненная суспензия, содержащая метакриловую смолу, пигменты, наполнители, функциональные добавки. Поставляется в комплекте с отвердителем, который представляет собой сыпучий порошок белого цвета с содержанием дибензоилопероксида от 50 % до 51 %. Не содержит органические растворители.
 , компании по литью под давлением и контрактного производителя, работающей по обе стороны калифорнийско-мексиканской границы, был сильным.
, компании по литью под давлением и контрактного производителя, работающей по обе стороны калифорнийско-мексиканской границы, был сильным. Это отредактированная версия этого интервью.
Это отредактированная версия этого интервью. Таким образом, одно из самых больших изменений, которые мы предприняли в 2019–2020 годах, заключалось в том, чтобы сосредоточиться на меньшем количестве более крупных клиентов, которые ценили нас как неотъемлемую часть своей цепочки поставок пластмассовых изделий.
Таким образом, одно из самых больших изменений, которые мы предприняли в 2019–2020 годах, заключалось в том, чтобы сосредоточиться на меньшем количестве более крупных клиентов, которые ценили нас как неотъемлемую часть своей цепочки поставок пластмассовых изделий. Из тех 20 клиентов, которых мы определили, я бы сказал, что более 80 процентов выросли с 2019 года больше, чем рост самого рынка. А в некоторых случаях размер некоторых из наших крупных клиентов увеличился более чем вдвое.
Из тех 20 клиентов, которых мы определили, я бы сказал, что более 80 процентов выросли с 2019 года больше, чем рост самого рынка. А в некоторых случаях размер некоторых из наших крупных клиентов увеличился более чем вдвое. Мы фокусируемся на трех основных областях: проектирование и изготовление пресс-форм, техническое литье и сборка, а также производство медицинского оборудования.
Мы фокусируемся на трех основных областях: проектирование и изготовление пресс-форм, техническое литье и сборка, а также производство медицинского оборудования. Таким образом, у нас будет более 40 000 квадратных футов чистой площади. Большая часть нашего роста приходится на контрактное производство в контролируемой среде и чистых помещениях.
Таким образом, у нас будет более 40 000 квадратных футов чистой площади. Большая часть нашего роста приходится на контрактное производство в контролируемой среде и чистых помещениях.
 Когда вы удваиваете размер своего бизнеса, и у вас есть конвейер, чтобы снова удвоить, наш самый большой риск сейчас — это риск исполнения. Все дело в том, чтобы у вас были самые лучшие, самые умные и самые заинтересованные сотрудники, которые сосредоточены на том, чтобы радовать наших клиентов.
Когда вы удваиваете размер своего бизнеса, и у вас есть конвейер, чтобы снова удвоить, наш самый большой риск сейчас — это риск исполнения. Все дело в том, чтобы у вас были самые лучшие, самые умные и самые заинтересованные сотрудники, которые сосредоточены на том, чтобы радовать наших клиентов.


 .
. 
 Из-за количества и различных добавок, добавляемых в ПВХ (изделие из ПВХ может состоять из добавок до 60%), а также из-за содержания в нем хлора, окончательная утилизация или переработка ПВХ является вопросом, требующим тщательного изучения.
Из-за количества и различных добавок, добавляемых в ПВХ (изделие из ПВХ может состоять из добавок до 60%), а также из-за содержания в нем хлора, окончательная утилизация или переработка ПВХ является вопросом, требующим тщательного изучения.
 PS (т.е. полистирол)
PS (т.е. полистирол)  Дешевые, устойчивые, хорошие атмосферостойкие и т. Д.
Дешевые, устойчивые, хорошие атмосферостойкие и т. Д. Кроме того, его можно использовать внутри тела и легко стерилизовать.
Кроме того, его можно использовать внутри тела и легко стерилизовать.









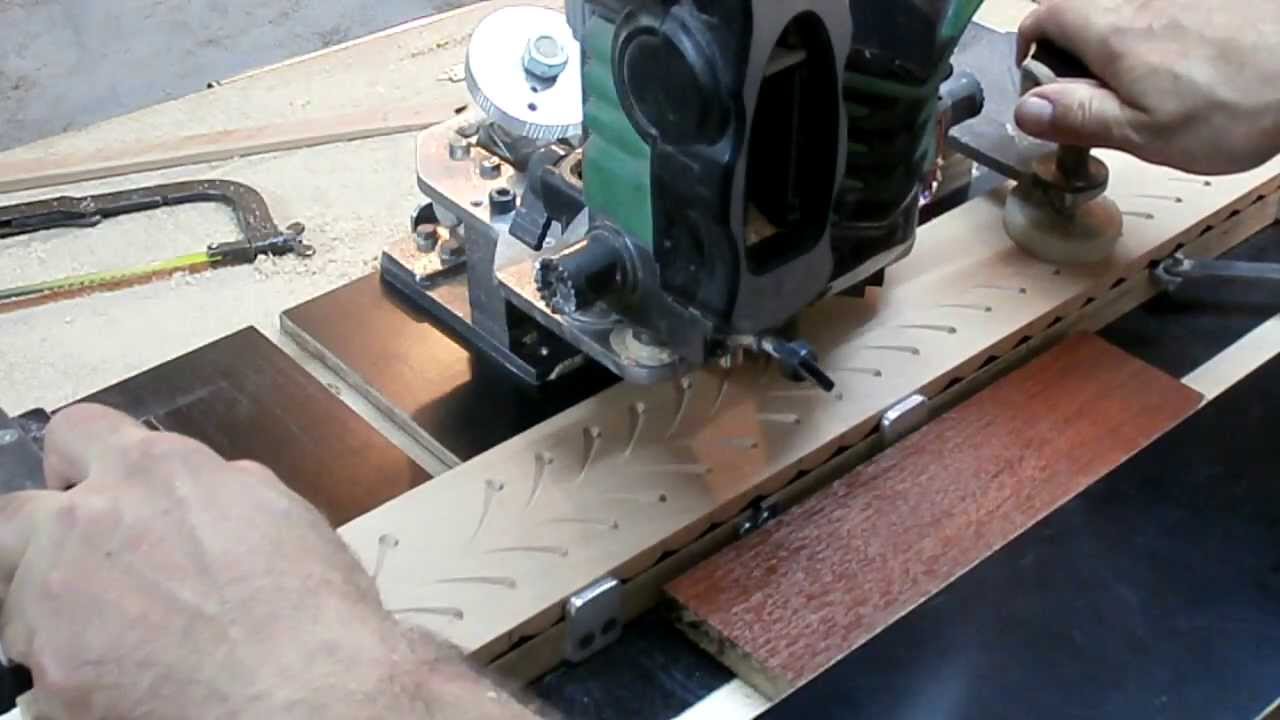
 О том, какое для этого потребуется программное обеспечение мы расскажем позже.
О том, какое для этого потребуется программное обеспечение мы расскажем позже.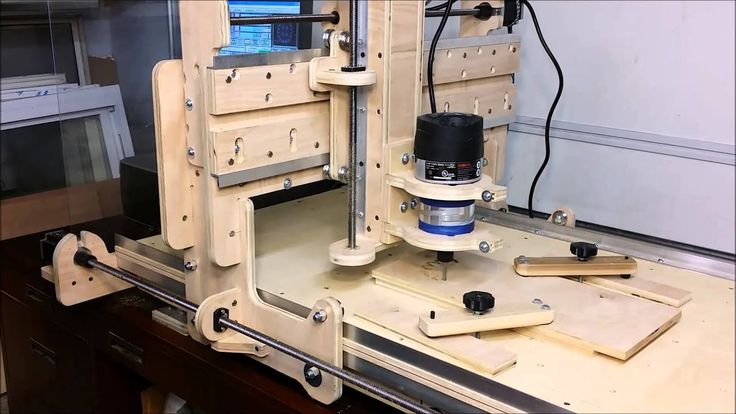 Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.
Ведь иначе скорость обработки будет низкой, и, как следствие, уменьшится производительность.  Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150.1, 149.9.
Если в управляющей программе будет задана точка 150,150, станок, в зависимости от его точности позиционирования, может приехать, как точно в заданную точку, так и, например, в точку 150.1, 149.9.  При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом.
При хороших показателях повторяемости, станок будет приезжать точно в те же координаты, с небольшим разбросом. 




 До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой?
До 1200х1200 мм — достаточно шаговых двигателей, к станку с рабочим полем 2000х3000 мм — подойдут как шаговые двигатели, так и серводвигатели. Чем они различаются между собой? 

 Так создаётся 3d модель.
Так создаётся 3d модель. 

 И чем их больше, тем фреза жёстче.
И чем их больше, тем фреза жёстче. Будьте осторожны, если вы режете граверной фрезой под малым углом.
Будьте осторожны, если вы режете граверной фрезой под малым углом. 
 Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт.
Поэтому устанавливайте пылесос с хорошими фильтрами. Обычный бытовой пылесос не подойдёт. На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.
На таком оборудовании можно выполнять 2d и 3d резку или гравировку на любых материалах.  На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
На демонстрацию можно принести свою заготовку, посмотреть, как на ней работает станок и задать вопросы по поводу его эксплуатации.
 И если это вообще вас заинтересовало, хорошая новость заключается в том, что это не так сложно, как вы могли бы опасаться.
И если это вообще вас заинтересовало, хорошая новость заключается в том, что это не так сложно, как вы могли бы опасаться.
 Это смоет большую часть опилок, а также покажет текстуру древесины.
Это смоет большую часть опилок, а также покажет текстуру древесины.


 Некоторые из моих фаворитов для измельчения — платан, липа (липа) и яблоко.
Некоторые из моих фаворитов для измельчения — платан, липа (липа) и яблоко.
 ). Герметизация торцевых волокон уменьшает растрескивание пиломатериала при сушке. Я использую Anchor seal 2 в качестве герметика, однако несколько слоев старого клея или латексной краски также подойдут. Если концы уже начали трескаться (если бревно лежало в прицепе), я подрезаю концы, чтобы удалить трещины перед герметизацией.
). Герметизация торцевых волокон уменьшает растрескивание пиломатериала при сушке. Я использую Anchor seal 2 в качестве герметика, однако несколько слоев старого клея или латексной краски также подойдут. Если концы уже начали трескаться (если бревно лежало в прицепе), я подрезаю концы, чтобы удалить трещины перед герметизацией. Особенность такой установки в том, что даже самые тяжелые бревна можно легко поднять по пандусам. Я загружал бревна из ясеня и дуба весом более 4000 фунтов. без всякого беспокойства.
Особенность такой установки в том, что даже самые тяжелые бревна можно легко поднять по пандусам. Я загружал бревна из ясеня и дуба весом более 4000 фунтов. без всякого беспокойства. нижнюю доску здесь).
нижнюю доску здесь). Пиление по сортам и как работает система оценок — это совсем другая статья.
Пиление по сортам и как работает система оценок — это совсем другая статья. То есть какой рисунок зерна вы хотите видеть на своих досках? На полосе сбоку страницы показаны три распространенных типа текстуры досок: гладкая, расщепленная и распиленная на четверть. В зависимости от того, что вы планируете делать с пиломатериалом, вам будет проще решить, как его резать.
То есть какой рисунок зерна вы хотите видеть на своих досках? На полосе сбоку страницы показаны три распространенных типа текстуры досок: гладкая, расщепленная и распиленная на четверть. В зависимости от того, что вы планируете делать с пиломатериалом, вам будет проще решить, как его резать. Распиливая бревно вживую, у меня остается запас, который (примерно) распилен на 1/3 четверти, распилен на 1/3 и распилен на 1/3. Это означает, что когда я использую пиломатериалы в будущем, у меня есть выбор из различных вариантов текстуры. Я ускользнул от последней причины, по которой мне нравится этот узор раньше — мне легче сохнуть.
Распиливая бревно вживую, у меня остается запас, который (примерно) распилен на 1/3 четверти, распилен на 1/3 и распилен на 1/3. Это означает, что когда я использую пиломатериалы в будущем, у меня есть выбор из различных вариантов текстуры. Я ускользнул от последней причины, по которой мне нравится этот узор раньше — мне легче сохнуть.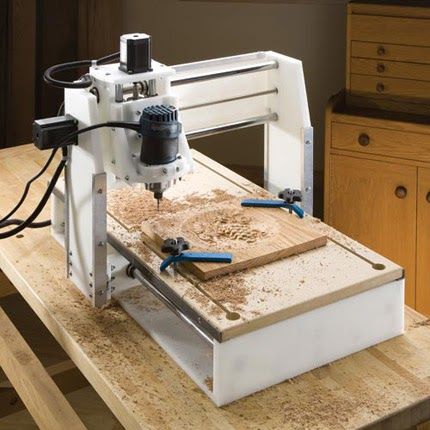 Не имея плана пиломатериалов, я всегда режу доски толщиной 8/4 (2 дюйма). Таким образом, если для проекта требуется более тонкий материал, я всегда могу распилить материал. Его легко сделать тоньше. Не так-то просто сделать его толще. Просто обратите внимание, что более толстые доски будут тяжелее — всегда полезно иметь дополнительную пару рук, чтобы помочь выгрузить доски с мельницы.
Не имея плана пиломатериалов, я всегда режу доски толщиной 8/4 (2 дюйма). Таким образом, если для проекта требуется более тонкий материал, я всегда могу распилить материал. Его легко сделать тоньше. Не так-то просто сделать его толще. Просто обратите внимание, что более толстые доски будут тяжелее — всегда полезно иметь дополнительную пару рук, чтобы помочь выгрузить доски с мельницы. Часто в этот момент проявляются напряжения в дереве. Доска или лафет начнут скручиваться, или даже влево или вправо. Это напряжение, высвобождаемое из бревна. После того, как вы заметите такой индикатор напряжения, лучше всего повернуть бревно и постараться удерживать сердцевину как можно ближе к центру оставшегося материала. Это поможет «ослабить» натяжение бревна и распределить его по доскам.
Часто в этот момент проявляются напряжения в дереве. Доска или лафет начнут скручиваться, или даже влево или вправо. Это напряжение, высвобождаемое из бревна. После того, как вы заметите такой индикатор напряжения, лучше всего повернуть бревно и постараться удерживать сердцевину как можно ближе к центру оставшегося материала. Это поможет «ослабить» натяжение бревна и распределить его по доскам. Убедитесь, что наклейки размещены в линию над предыдущим слоем, и убедитесь, что они имеют одинаковую толщину.
Убедитесь, что наклейки размещены в линию над предыдущим слоем, и убедитесь, что они имеют одинаковую толщину. Представьте себе сушку пиломатериалов как низкотемпературную версию гибки паром. Пиломатериал высохнет и примет форму того, на что он уложен. Это означает, что лучше всего иметь плоскую и ровную основу. Как вы можете видеть на фотографиях ниже, мне нравится строить хороший фундамент из шлакоблоков. Затем я могу запустить уровень или удлинительную лестницу по блокам, чтобы убедиться, что они плоские и компланарные. Некоторые блоки нужно будет поджать или выкопать, чтобы все было ровно.
Представьте себе сушку пиломатериалов как низкотемпературную версию гибки паром. Пиломатериал высохнет и примет форму того, на что он уложен. Это означает, что лучше всего иметь плоскую и ровную основу. Как вы можете видеть на фотографиях ниже, мне нравится строить хороший фундамент из шлакоблоков. Затем я могу запустить уровень или удлинительную лестницу по блокам, чтобы убедиться, что они плоские и компланарные. Некоторые блоки нужно будет поджать или выкопать, чтобы все было ровно. Это позволяет воздуху проходить через стек. Некоторые пильщики будут видеть мокрые наклейки на пиломатериалах во время фрезеровки. Однако это может задерживать влагу между мокрой наклейкой и мокрой плитой, вызывая появление пятен плесени. Лучший вариант: используйте высушенную в печи древесину в качестве наклеек.
Это позволяет воздуху проходить через стек. Некоторые пильщики будут видеть мокрые наклейки на пиломатериалах во время фрезеровки. Однако это может задерживать влагу между мокрой наклейкой и мокрой плитой, вызывая появление пятен плесени. Лучший вариант: используйте высушенную в печи древесину в качестве наклеек. Во-первых, я использую бандаж для поддонов, чтобы связать все бревно или стопку пиломатериалов вместе. Это не только облегчает перемещение с помощью моего трактора, но также помогает увеличить давление, чтобы удерживать пиломатериалы в горизонтальном положении. Я также прибиваю (используя алюминиевые гвозди, чтобы избежать пятен от железа) небольшую пластиковую бирку с идентификационным номером на конце каждого рычага. Затем я записываю каждое из этих чисел в электронную таблицу, чтобы знать размер каждой части, а также место, где росло дерево и когда я его собрал. Я обнаружил, что многим покупателям нравится слушать историю и историю дерева и то, как оно оказалось в моих, а в конечном итоге и в их руках.
Во-первых, я использую бандаж для поддонов, чтобы связать все бревно или стопку пиломатериалов вместе. Это не только облегчает перемещение с помощью моего трактора, но также помогает увеличить давление, чтобы удерживать пиломатериалы в горизонтальном положении. Я также прибиваю (используя алюминиевые гвозди, чтобы избежать пятен от железа) небольшую пластиковую бирку с идентификационным номером на конце каждого рычага. Затем я записываю каждое из этих чисел в электронную таблицу, чтобы знать размер каждой части, а также место, где росло дерево и когда я его собрал. Я обнаружил, что многим покупателям нравится слушать историю и историю дерева и то, как оно оказалось в моих, а в конечном итоге и в их руках. Вы можете получить меньше, если пойдете в печь, но лично я почти всегда выбираю высушенное на воздухе сырье, а не высушенное в печи. Вручную это работает лучше (на мой взгляд), и я никогда не сталкивался со случаем, когда (правильно) высушенный на воздухе материал вызывал какие-либо проблемы.
Вы можете получить меньше, если пойдете в печь, но лично я почти всегда выбираю высушенное на воздухе сырье, а не высушенное в печи. Вручную это работает лучше (на мой взгляд), и я никогда не сталкивался со случаем, когда (правильно) высушенный на воздухе материал вызывал какие-либо проблемы. И как только у тебя в крови опилки, я не думаю, что ты когда-нибудь оглянешься назад.
И как только у тебя в крови опилки, я не думаю, что ты когда-нибудь оглянешься назад. Качество, производительность и идеально подобранные механические компоненты по доступной цене по-прежнему уникальны.
Качество, производительность и идеально подобранные механические компоненты по доступной цене по-прежнему уникальны. Тем не менее, наши условия остаются на отличном уровне цены / производительности и, конечно же, в обычном высшем качестве. Вы получите не «дешевый» станок с ЧПУ, а дорогой портальный фрезерный станок.
Тем не менее, наши условия остаются на отличном уровне цены / производительности и, конечно же, в обычном высшем качестве. Вы получите не «дешевый» станок с ЧПУ, а дорогой портальный фрезерный станок.
 Здесь вы найдете много интересных примеров.
Здесь вы найдете много интересных примеров.
 Во-первых, цена самого насоса будет выше, во-вторых, насос будет работать в холостую, тем самым потребляя лишнюю электроэнергию.
Во-первых, цена самого насоса будет выше, во-вторых, насос будет работать в холостую, тем самым потребляя лишнюю электроэнергию.
 У каждого циркуляционного насоса имеется свой характерный напорно-расходный
У каждого циркуляционного насоса имеется свой характерный напорно-расходный
 Производитель может быть DAB или Grundfos – это лучшие мировые бренды.
Производитель может быть DAB или Grundfos – это лучшие мировые бренды.
 Для систем с принудительной циркуляцией только при таких условиях будет достигнута проектная мощность. Во время работы циркуляционника в системе немного возрастает давление, но это не его задача. Это,скорее, побочный эффект. Для повышения давления в системе есть специальные повысительные насосы.
Для систем с принудительной циркуляцией только при таких условиях будет достигнута проектная мощность. Во время работы циркуляционника в системе немного возрастает давление, но это не его задача. Это,скорее, побочный эффект. Для повышения давления в системе есть специальные повысительные насосы.

 На графике надо найти точку, в которой пересекаются значения напора и производительности. Она должна располагаться в средней трети кривой. Если она не попадает на какую-то из кривых (их обычно несколько, характеризующих разные модели), берут ту модель, график которой оказывается ближе. Если точка стоит посередине, берут менее производительную (ту, что расположена ниже).
На графике надо найти точку, в которой пересекаются значения напора и производительности. Она должна располагаться в средней трети кривой. Если она не попадает на какую-то из кривых (их обычно несколько, характеризующих разные модели), берут ту модель, график которой оказывается ближе. Если точка стоит посередине, берут менее производительную (ту, что расположена ниже). В системе отопления частного дома оно редко бывает выше 3-4 атм (это для двухэтажного дома), а в норме составляет 1,5-2 атм. Но все равно, обращайте внимание на данный показатель.
В системе отопления частного дома оно редко бывает выше 3-4 атм (это для двухэтажного дома), а в норме составляет 1,5-2 атм. Но все равно, обращайте внимание на данный показатель.
 Если теплоноситель в системе — незамерзающая жидкость, необходим вносить корректировки. За актуальными для этого типа теплоносителей данными придется обращаться к производителю. В других источниках подобные характеристики найти не удалось.
Если теплоноситель в системе — незамерзающая жидкость, необходим вносить корректировки. За актуальными для этого типа теплоносителей данными придется обращаться к производителю. В других источниках подобные характеристики найти не удалось.
 Поскольку тепловому насосу приходится работать усерднее, чтобы нагреть ваш дом до нужной температуры, вы также можете рассчитывать на более высокие затраты на ремонт и техническое обслуживание.
Поскольку тепловому насосу приходится работать усерднее, чтобы нагреть ваш дом до нужной температуры, вы также можете рассчитывать на более высокие затраты на ремонт и техническое обслуживание. К счастью, есть более простой подход к выбору теплового насоса нужного размера.
К счастью, есть более простой подход к выбору теплового насоса нужного размера. Помните, что вы также можете работать с экспертом по HVAC, который может дать некоторые рекомендации и советы.
Помните, что вы также можете работать с экспертом по HVAC, который может дать некоторые рекомендации и советы. Это влияет на производительность, эффективность и может даже повлиять на срок службы вашей жидкости. Итак, что вам нужно знать при выборе насоса для вашей системы?
Это влияет на производительность, эффективность и может даже повлиять на срок службы вашей жидкости. Итак, что вам нужно знать при выборе насоса для вашей системы? В этой статье от Process Heating содержится полезная информация по этой теме.
В этой статье от Process Heating содержится полезная информация по этой теме. Насос Viking – это один из возможных вариантов, если вам нужен объемный насос объемного типа.
Насос Viking – это один из возможных вариантов, если вам нужен объемный насос объемного типа.
 2%;
2%; д.
д.
 У каждого насосного агрегата предусмотрен электрический двигатель, который в любой момент можно заменить при его поломке.
У каждого насосного агрегата предусмотрен электрический двигатель, который в любой момент можно заменить при его поломке.

 Такие устройства могут монтироваться линейно, непосредственно в самих трубопроводных системах. В результате существенно увеличивается эффективность используемого насосного оборудования. В данном случае напорные и всасывающие патрубки будут на одной оси. Обратившись в компанию «ТЕХМАШ», вы не пожалеете о затраченных денежных средствах.
Такие устройства могут монтироваться линейно, непосредственно в самих трубопроводных системах. В результате существенно увеличивается эффективность используемого насосного оборудования. В данном случае напорные и всасывающие патрубки будут на одной оси. Обратившись в компанию «ТЕХМАШ», вы не пожалеете о затраченных денежных средствах.
 Мы гарантируем качество своих товаров и имеем все необходимые лицензии для их выпуска. Выполняем выпуск товара под заказ по каталогам, с которыми вы можете ознакомиться благодаря нашим сотрудникам.
Мы гарантируем качество своих товаров и имеем все необходимые лицензии для их выпуска. Выполняем выпуск товара под заказ по каталогам, с которыми вы можете ознакомиться благодаря нашим сотрудникам.
 ru/vertikalnye-centrobezhnye-nasosy?limit=15″>
ru/vertikalnye-centrobezhnye-nasosy?limit=15″>
 Они бывают разных форм, размеров и функций, но все они имеют характерную вертикальную конфигурацию, которая перемещает жидкости в вертикальном направлении вверх по трубе. Они могут использоваться в диапазоне рабочих температур от низких до высоких, с различным давлением и со многими жидкостями, от обычных систем водоснабжения до агрессивных, легковоспламеняющихся и даже труднообрабатываемых жидкостей и химикатов.
Они бывают разных форм, размеров и функций, но все они имеют характерную вертикальную конфигурацию, которая перемещает жидкости в вертикальном направлении вверх по трубе. Они могут использоваться в диапазоне рабочих температур от низких до высоких, с различным давлением и со многими жидкостями, от обычных систем водоснабжения до агрессивных, легковоспламеняющихся и даже труднообрабатываемых жидкостей и химикатов. Это действие рабочего колеса увеличивает скорость и давление жидкости, а также направляет ее к выпускному отверстию насоса. Корпус насоса предназначен для сужения жидкости на входе насоса, направления ее в рабочее колесо, а затем замедления и контроля жидкости перед выпуском.
Это действие рабочего колеса увеличивает скорость и давление жидкости, а также направляет ее к выпускному отверстию насоса. Корпус насоса предназначен для сужения жидкости на входе насоса, направления ее в рабочее колесо, а затем замедления и контроля жидкости перед выпуском. Они состоят из двигателя, нагнетательного патрубка, одной или нескольких трубных колонн, линейного вала, вала насоса, нескольких чаш, рабочих колес и всасывающего колпака. Они предназначены для перемещения воды из подземных колодцев или резервуаров и обычно используются в системах с чистой водой, требующих высокого давления и высокого напора, но имеют широкий спектр этих насосов для многих отраслей и областей применения.
Они состоят из двигателя, нагнетательного патрубка, одной или нескольких трубных колонн, линейного вала, вала насоса, нескольких чаш, рабочих колес и всасывающего колпака. Они предназначены для перемещения воды из подземных колодцев или резервуаров и обычно используются в системах с чистой водой, требующих высокого давления и высокого напора, но имеют широкий спектр этих насосов для многих отраслей и областей применения.
 Наши рыночные центры передового опыта, специалисты по продуктам и приложениям, а также рыночные каналы могут помочь на каждом этапе цикла вашего проекта. Вы можете положиться на насосы Trillium Flow Technologies™ для полного успеха управления потоком и уверенности в своем контроле потока сейчас и в будущем.
Наши рыночные центры передового опыта, специалисты по продуктам и приложениям, а также рыночные каналы могут помочь на каждом этапе цикла вашего проекта. Вы можете положиться на насосы Trillium Flow Technologies™ для полного успеха управления потоком и уверенности в своем контроле потока сейчас и в будущем. Между тем, вертикальный центробежный насос имеет вал, ориентированный вертикально. Конструкция вала радиально-разъемная и выступающая.
Между тем, вертикальный центробежный насос имеет вал, ориентированный вертикально. Конструкция вала радиально-разъемная и выступающая.  Наконец, небольшой запас высоты горизонтального насоса делает его идеальным для применения внутри помещений, где вертикальное пространство часто ограничено.
Наконец, небольшой запас высоты горизонтального насоса делает его идеальным для применения внутри помещений, где вертикальное пространство часто ограничено.  Они хорошо подходят для жидкостей с высокими температурами и давлением, а NPSH может быть изменен для работы в более широком диапазоне применений.
Они хорошо подходят для жидкостей с высокими температурами и давлением, а NPSH может быть изменен для работы в более широком диапазоне применений. 

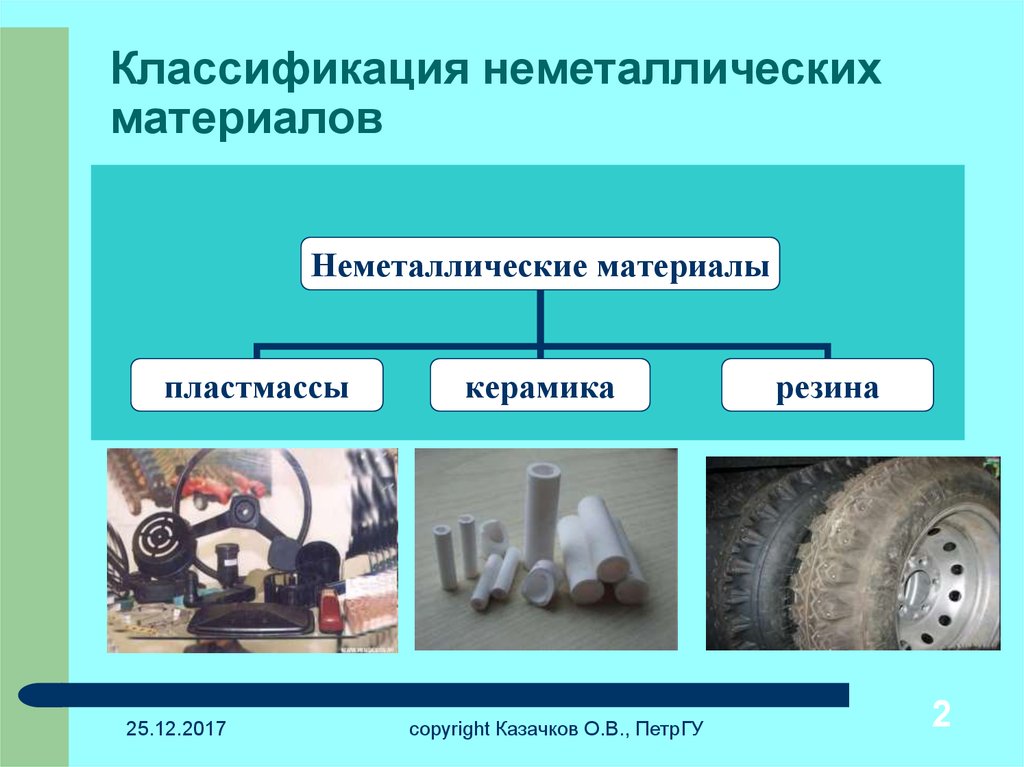
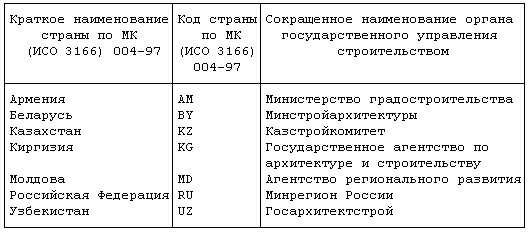
 Изделия, покрытые никелем, так же как и оцинкованные плохо паяются. Толщина покрытия в зависимости от назначения колеблется между 6 и 30 мкм.
Изделия, покрытые никелем, так же как и оцинкованные плохо паяются. Толщина покрытия в зависимости от назначения колеблется между 6 и 30 мкм.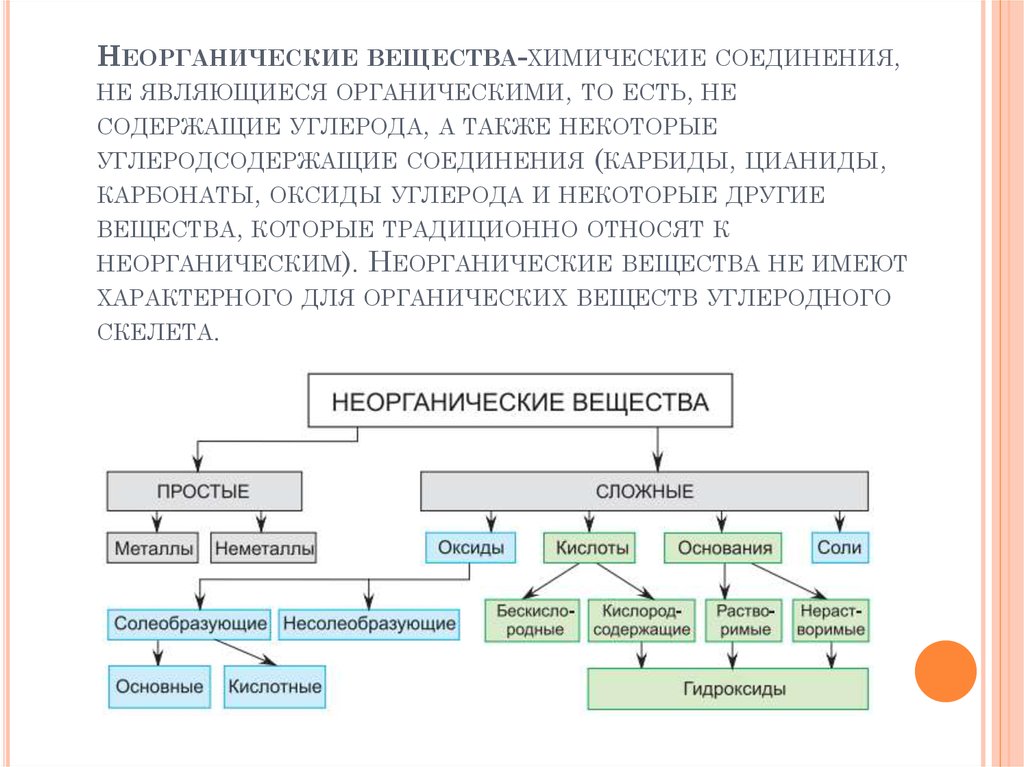 Поэтому в особо ответственных случаях сборку ведут в специальных перчатках.
Поэтому в особо ответственных случаях сборку ведут в специальных перчатках.
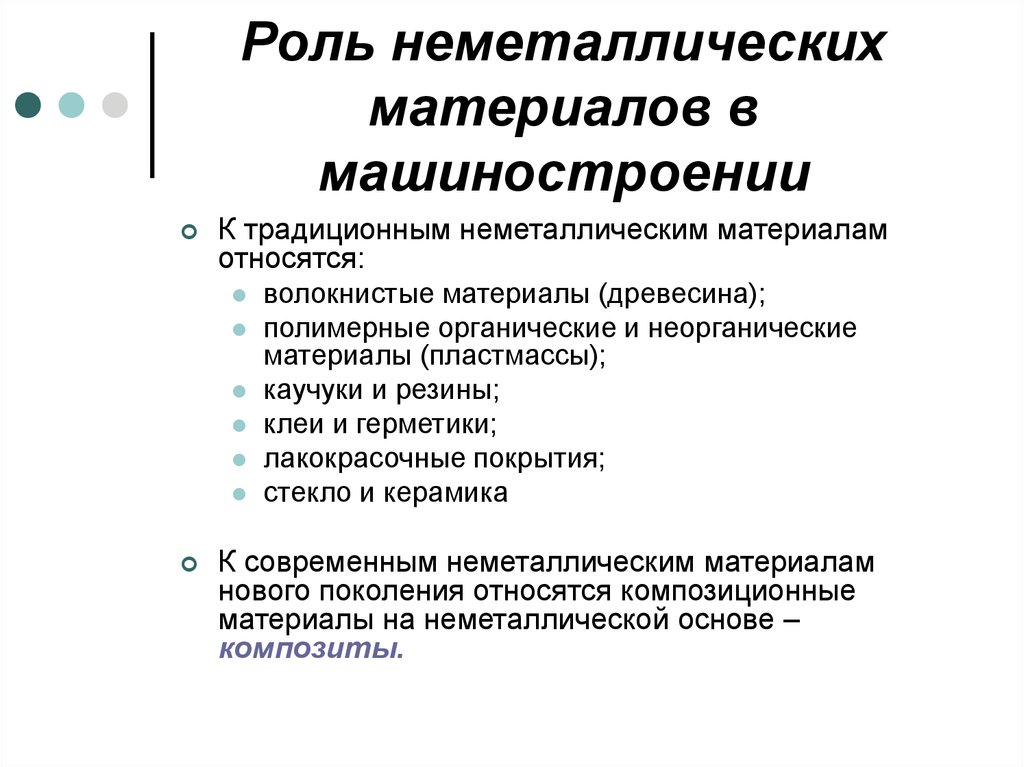 Коррозия металлов. Термины.
Коррозия металлов. Термины.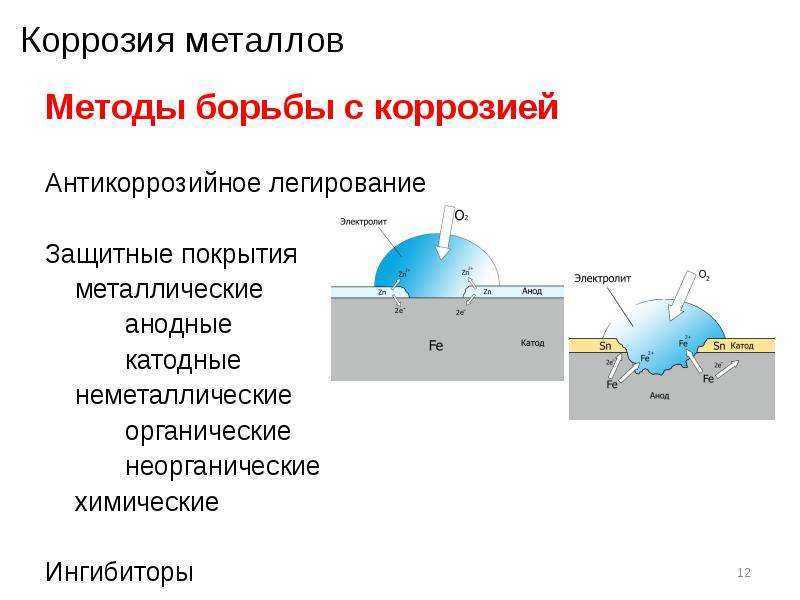


 Два фактора участвуют в защите нижележащего металла металлическим покрытием. Во-первых, он механически изолирует металл от агрессивной среды.
Два фактора участвуют в защите нижележащего металла металлическим покрытием. Во-первых, он механически изолирует металл от агрессивной среды. п., так как он является анодным.
п., так как он является анодным.

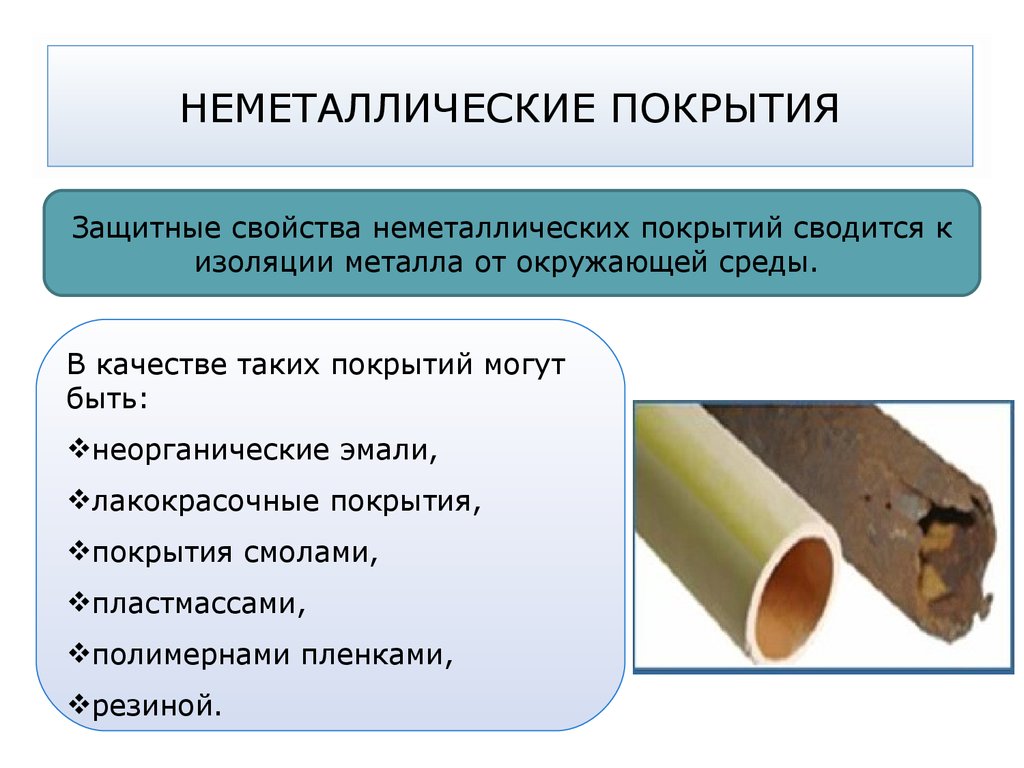
 Гальваника/электроосаждение:
Гальваника/электроосаждение:  Автоцистерны, суда, мосты, корпуса кораблей, металлоконструкции, холодильники напыляются пламенем. Этот метод дает толстые слои, и любой металл может быть покрыт распылением.
Автоцистерны, суда, мосты, корпуса кораблей, металлоконструкции, холодильники напыляются пламенем. Этот метод дает толстые слои, и любой металл может быть покрыт распылением. Высокотемпературная обработка вызывает диффузию и может привести к образованию сплава. Распространенными примерами являются шерардизация (цинк), хромирование (хром), алоризация или алонирование (алюминий), ферросилиций (ихригизация).
Высокотемпературная обработка вызывает диффузию и может привести к образованию сплава. Распространенными примерами являются шерардизация (цинк), хромирование (хром), алоризация или алонирование (алюминий), ферросилиций (ихригизация).
 Гладкая поверхность стеклопакета очень легко моется. Эмалированная сталь используется в перерабатывающей промышленности в производстве лекарств, в виноделии, пивоварении, на пищевых предприятиях, в резервуарах для горячей воды, эмалированной кухонной утвари и т. д.
Гладкая поверхность стеклопакета очень легко моется. Эмалированная сталь используется в перерабатывающей промышленности в производстве лекарств, в виноделии, пивоварении, на пищевых предприятиях, в резервуарах для горячей воды, эмалированной кухонной утвари и т. д. Так как эти покрытия примерно в 1000 раз толще природной оксидной пленки, поверхностный слой пористый и обеспечивает хорошее сцепление с красками, органическими красителями. Анодированную поверхность можно герметизировать, подвергая воздействию кипящей воды. Органические красители обеспечивают приятный внешний вид, что позволяет найти применение во многих архитектурных целях.
Так как эти покрытия примерно в 1000 раз толще природной оксидной пленки, поверхностный слой пористый и обеспечивает хорошее сцепление с красками, органическими красителями. Анодированную поверхность можно герметизировать, подвергая воздействию кипящей воды. Органические красители обеспечивают приятный внешний вид, что позволяет найти применение во многих архитектурных целях. На стали можно нанести защитное оксидное покрытие и получить цвет закалки. Эти покрытия должны быть обработаны нефтепродуктами, чтобы избежать коррозии.
На стали можно нанести защитное оксидное покрытие и получить цвет закалки. Эти покрытия должны быть обработаны нефтепродуктами, чтобы избежать коррозии. Сухой свинец пытается поддерживать щелочную среду, предотвращающую коррозию на поверхности металла, а также делает металл пассивным. Важен правильный выбор характера покрытия.
Сухой свинец пытается поддерживать щелочную среду, предотвращающую коррозию на поверхности металла, а также делает металл пассивным. Важен правильный выбор характера покрытия.


 Этот грант распространяется только на Подписчика и таких Уполномоченных
Этот грант распространяется только на Подписчика и таких Уполномоченных Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время.
Проверка будет проводиться с уведомлением не менее чем за 15 дней в обычное время. Вы несете единоличную ответственность за сохранение конфиденциальности ваших
Вы несете единоличную ответственность за сохранение конфиденциальности ваших
 Вы можете расторгнуть настоящее Соглашение в любое время путем
Вы можете расторгнуть настоящее Соглашение в любое время путем Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
Никакие изменения настоящего Соглашения не будут иметь обязательной силы,
 С выхода инвертора сигнал поступает уже непосредственно на электродвигатель. Форма напряжения на выходе инвертора представляет собой набор прямоугольных импульсов разной ширины и определенной длительности. Так строится силовая часть преобразователя частоты.
С выхода инвертора сигнал поступает уже непосредственно на электродвигатель. Форма напряжения на выходе инвертора представляет собой набор прямоугольных импульсов разной ширины и определенной длительности. Так строится силовая часть преобразователя частоты.
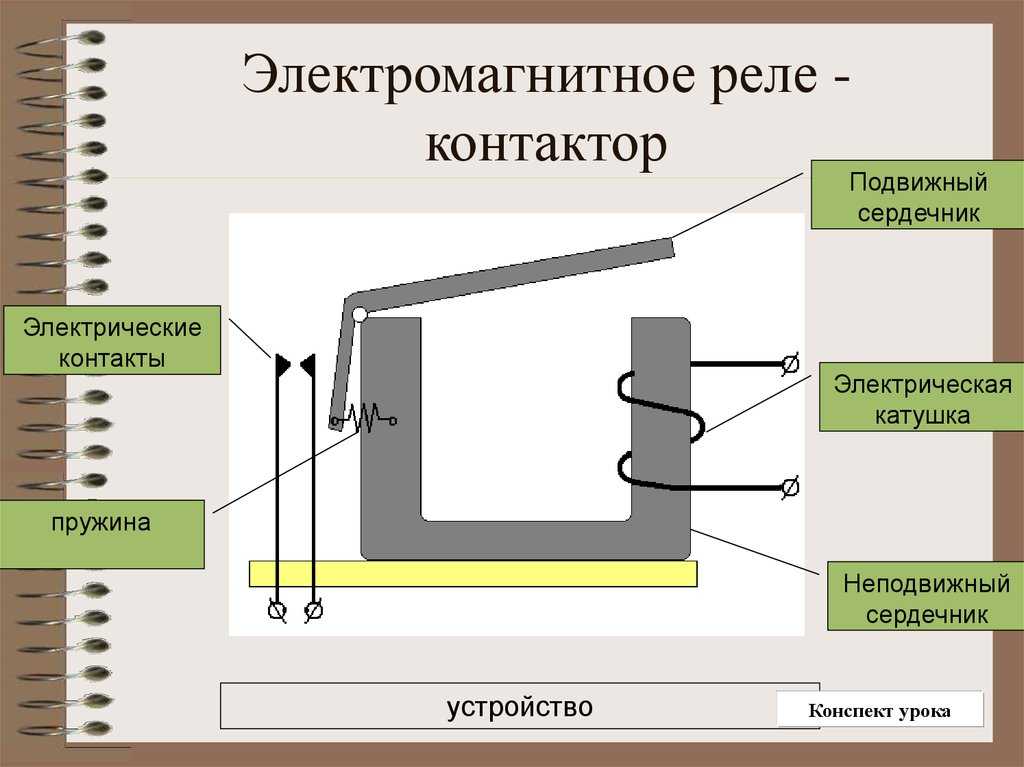
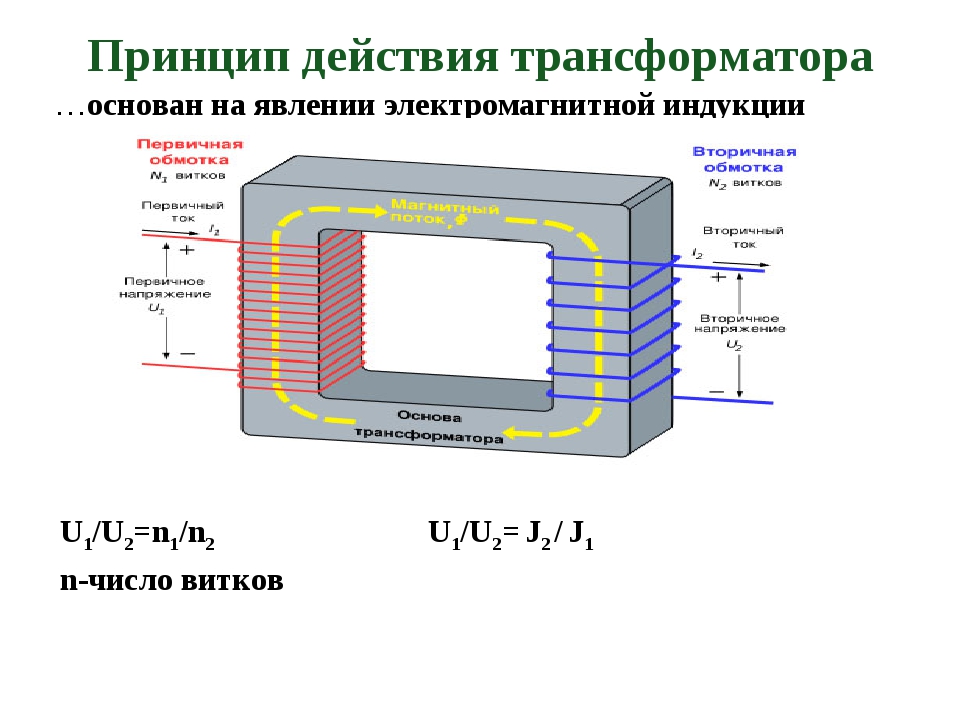 На схеме (рис. 3) условными обозначениями показаны 6 выключателей (транзисторов) и электродвигатель.
На схеме (рис. 3) условными обозначениями показаны 6 выключателей (транзисторов) и электродвигатель.
 При этом, одновременно, через замкнутый ключ № 3 и втекающий ток через обмотку C уходит в минус. Меняя положение открытых и закрытых ключей можно менять ток в обмотках двигателя. Если это делать по определенной программе, то получится изменяемый ток, как при работе двигателя от сети, то есть будет происходить плавное перетекание одной фазы в другую.
При этом, одновременно, через замкнутый ключ № 3 и втекающий ток через обмотку C уходит в минус. Меняя положение открытых и закрытых ключей можно менять ток в обмотках двигателя. Если это делать по определенной программе, то получится изменяемый ток, как при работе двигателя от сети, то есть будет происходить плавное перетекание одной фазы в другую.
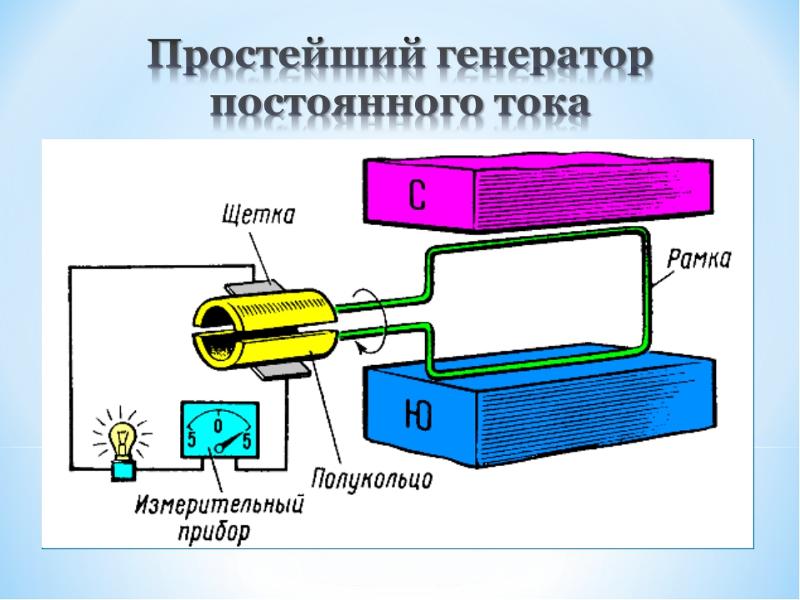 рис. 4), т.е. в момент выключения (закрывания) транзисторов остаточный ток протекает через обратные диоды, таким образом предотвращаются выбросы напряжения на ключе.
рис. 4), т.е. в момент выключения (закрывания) транзисторов остаточный ток протекает через обратные диоды, таким образом предотвращаются выбросы напряжения на ключе.
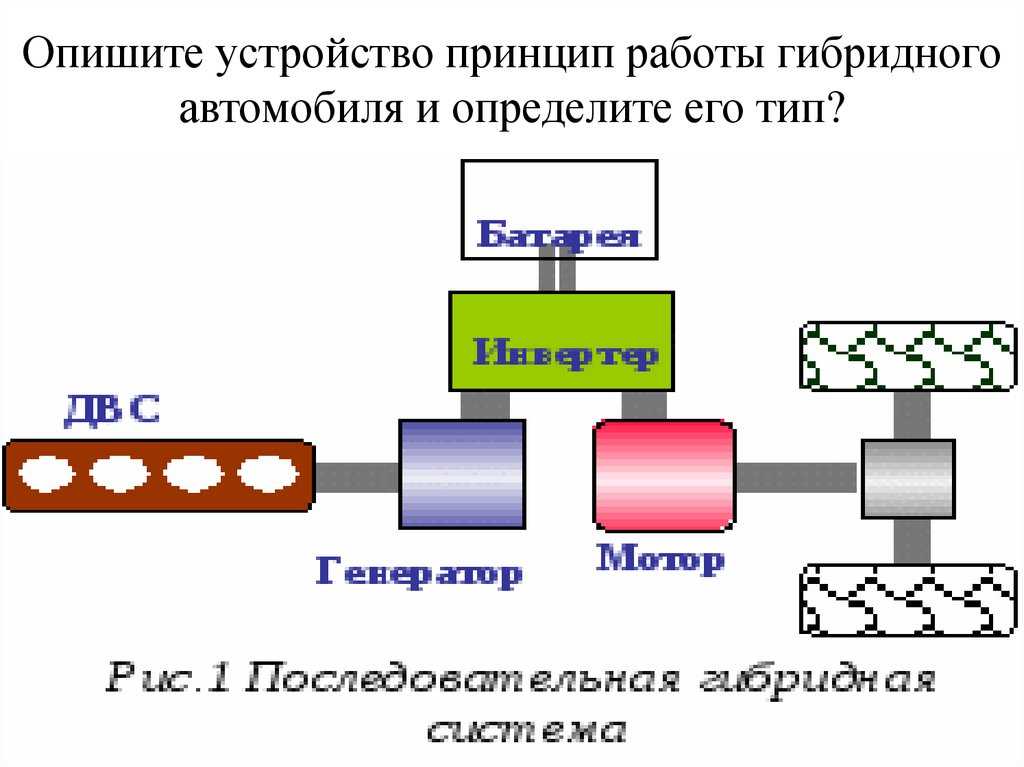 Понятно, что там, где размер капель небольшой, уровень жидкости установится на низком уровне, а чем больше размер капель, тем более высокий уровень будет иметь жидкость в сосуде. Подобрав определенным образом размер капель, можно получить огибающую этих уровней (см. рис. 5). Таким образом получилось изобразить статическую картину, которая дает понимание процесса, как можно из дискретных частей сделать некое подобие аналоговых.
Понятно, что там, где размер капель небольшой, уровень жидкости установится на низком уровне, а чем больше размер капель, тем более высокий уровень будет иметь жидкость в сосуде. Подобрав определенным образом размер капель, можно получить огибающую этих уровней (см. рис. 5). Таким образом получилось изобразить статическую картину, которая дает понимание процесса, как можно из дискретных частей сделать некое подобие аналоговых.
 6 наглядно показано, что происходит с дискретным сигналом, если мы будем открывать ключ и закрывать с определенной частотой и на определенное время: чем шире импульс открытия транзистора, тем выше некий средний уровень напряжения (красная огибающая сигнала).
6 наглядно показано, что происходит с дискретным сигналом, если мы будем открывать ключ и закрывать с определенной частотой и на определенное время: чем шире импульс открытия транзистора, тем выше некий средний уровень напряжения (красная огибающая сигнала).
 Если рассмотреть общий период изменения этих колебаний, будем иметь период выходной частоты (t-выходная). Это выходная частота, которая будет у нас на выходе преобразователя частоты. От нее прямо пропорционально зависит скорость вращения двигателя.
Если рассмотреть общий период изменения этих колебаний, будем иметь период выходной частоты (t-выходная). Это выходная частота, которая будет у нас на выходе преобразователя частоты. От нее прямо пропорционально зависит скорость вращения двигателя.
 Здесь можно задавать частоту 1, 2, 3, 5 килогерц из всего диапазона.
Здесь можно задавать частоту 1, 2, 3, 5 килогерц из всего диапазона.
 8. Потери энергии
8. Потери энергии

 Падение напряжения на открытом диоде, а также протекающий через него выпрямленный ток приводят к его нагреву. Звено постоянного тока, состоящее из электролитических конденсаторов большой емкости, тоже нагревается, потому что постоянно происходит процесс заряда и разряда. Также к потерям можно отнести собственные нужды преобразователя частоты: работу вентиляторов охлаждения, электронной схемы, вторичного источника питания и так далее.
Падение напряжения на открытом диоде, а также протекающий через него выпрямленный ток приводят к его нагреву. Звено постоянного тока, состоящее из электролитических конденсаторов большой емкости, тоже нагревается, потому что постоянно происходит процесс заряда и разряда. Также к потерям можно отнести собственные нужды преобразователя частоты: работу вентиляторов охлаждения, электронной схемы, вторичного источника питания и так далее.
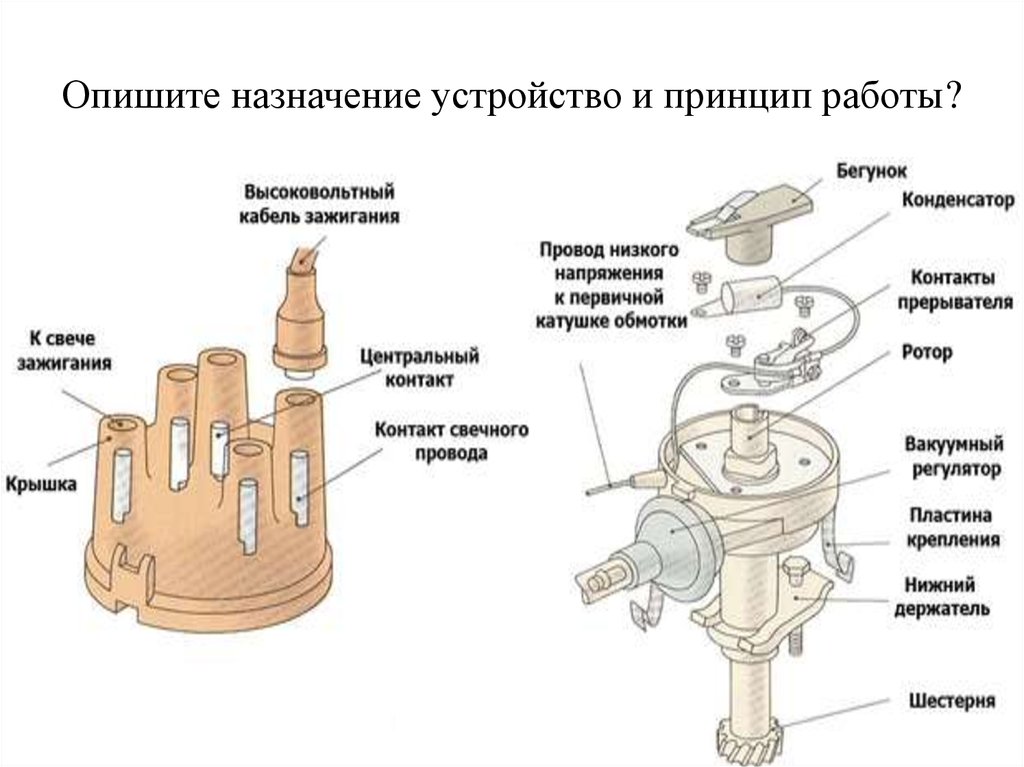 Как правило, матрица IGBT снабжается встроенным терморезистором, который позволяет преобразователю частоты оценивать температуру силовых элементов и соответственно управлять вентиляторами для обдува радиатора.
Как правило, матрица IGBT снабжается встроенным терморезистором, который позволяет преобразователю частоты оценивать температуру силовых элементов и соответственно управлять вентиляторами для обдува радиатора.
 Многовинтовые насосы обладают большим коэффициентом полезного действия и возможностью создания более высокого давления на выходе. В данной статье мы рассмотрим принцип работы и конструкцию насосов, которые чаще других используются на промышленных производствах – одновинтовых насосов.
Многовинтовые насосы обладают большим коэффициентом полезного действия и возможностью создания более высокого давления на выходе. В данной статье мы рассмотрим принцип работы и конструкцию насосов, которые чаще других используются на промышленных производствах – одновинтовых насосов.
 Любой винтовой насос условно можно разделить на две части. Первая часть приводит в движение рабочий орган насоса, и, заставляя тем самым насос перекачивать жидкость. В неё входит двигатель и редуктор. Вторая – механическая часть насоса, благодаря которой и происходит перекачивание жидкости с определенной производительностью и напором.
Любой винтовой насос условно можно разделить на две части. Первая часть приводит в движение рабочий орган насоса, и, заставляя тем самым насос перекачивать жидкость. В неё входит двигатель и редуктор. Вторая – механическая часть насоса, благодаря которой и происходит перекачивание жидкости с определенной производительностью и напором.
 В случае когда нет необходимости в передвижении насоса его устанавливают стационарно и в таком случае используют частотные преобразователи с беспроводным блоком управления.
В случае когда нет необходимости в передвижении насоса его устанавливают стационарно и в таком случае используют частотные преобразователи с беспроводным блоком управления.
 Вместе электродвигатель и редуктор называют мотор-редуктором.
Вместе электродвигатель и редуктор называют мотор-редуктором.

 Чтобы механизм шарниров не контактировал с перекачиваемой жидкостью во время работы насоса, они помещены в специальные герметичные кожухи выполненные из того же материала что и «тяга».
Чтобы механизм шарниров не контактировал с перекачиваемой жидкостью во время работы насоса, они помещены в специальные герметичные кожухи выполненные из того же материала что и «тяга».
 Вспомогательный шнек кроме передачи крутящего момента перемещает продукт, загружаемый в воронку к героторной паре.
Вспомогательный шнек кроме передачи крутящего момента перемещает продукт, загружаемый в воронку к героторной паре.
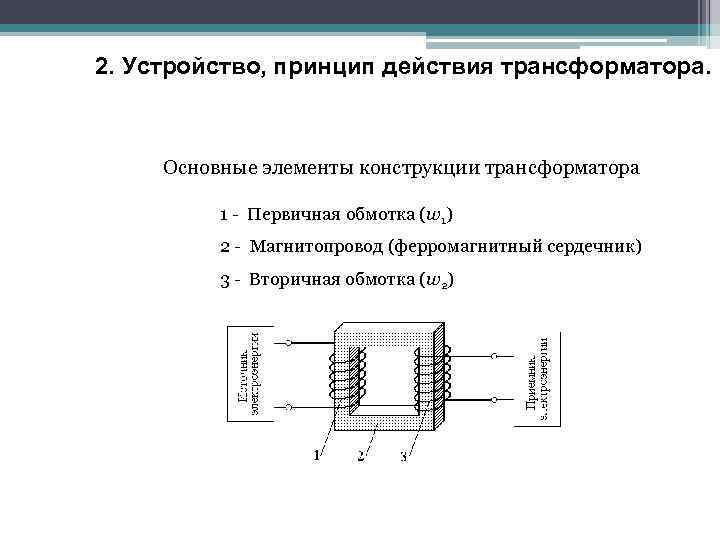 Статор и ротор – это пара трения имеющая внутреннее циклоидальное зацепление. Героторная пара винтового насоса, крепится фланцами к корпусу насоса. На конце, в зависимости от направления вращения ротора, имеет всасывающий или подающий патрубок.
Статор и ротор – это пара трения имеющая внутреннее циклоидальное зацепление. Героторная пара винтового насоса, крепится фланцами к корпусу насоса. На конце, в зависимости от направления вращения ротора, имеет всасывающий или подающий патрубок.
 При перекрытии клапана насос продолжает работать и перекачивает жидкость по кругу из напорного патрубка обратно во всасывающий, тем самым позволяя избежать превышения давления на участке от насоса до клапана.
При перекрытии клапана насос продолжает работать и перекачивает жидкость по кругу из напорного патрубка обратно во всасывающий, тем самым позволяя избежать превышения давления на участке от насоса до клапана.
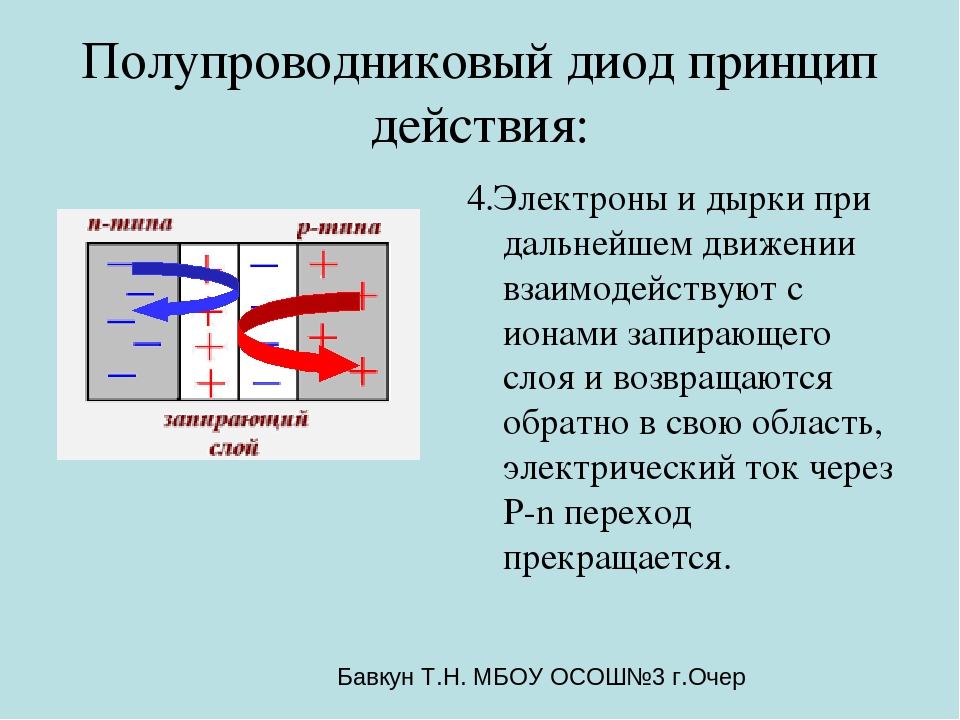 Направление вращения подвижных частей насоса происходит соответствующее данной схеме (справа — налево или против часовой стрелки, если смотреть на торец ротора со стороны всасывания жидкости). Винт вращается в статоре. Так как центр вращения ротора смещён относительно центральной оси статора на величину эксцентриситета, а эластомерный слой статора имеет спиралевидную форму, со стороны входа жидкости в насос образуется полость разряжения. Жидкость всасывается в это пространство. Ротор делает поворот на 90 градусов и данная полость с находящейся в ней жидкостью герметично замыкается в то время как сама жидкость получает перемещение внутри статора героторной пары. При повороте статора на 90 градусов, кроме замыкания полости с жидкостью, образуется новая разряженная полость, в которую поступает определенный объём жидкости.
Направление вращения подвижных частей насоса происходит соответствующее данной схеме (справа — налево или против часовой стрелки, если смотреть на торец ротора со стороны всасывания жидкости). Винт вращается в статоре. Так как центр вращения ротора смещён относительно центральной оси статора на величину эксцентриситета, а эластомерный слой статора имеет спиралевидную форму, со стороны входа жидкости в насос образуется полость разряжения. Жидкость всасывается в это пространство. Ротор делает поворот на 90 градусов и данная полость с находящейся в ней жидкостью герметично замыкается в то время как сама жидкость получает перемещение внутри статора героторной пары. При повороте статора на 90 градусов, кроме замыкания полости с жидкостью, образуется новая разряженная полость, в которую поступает определенный объём жидкости.
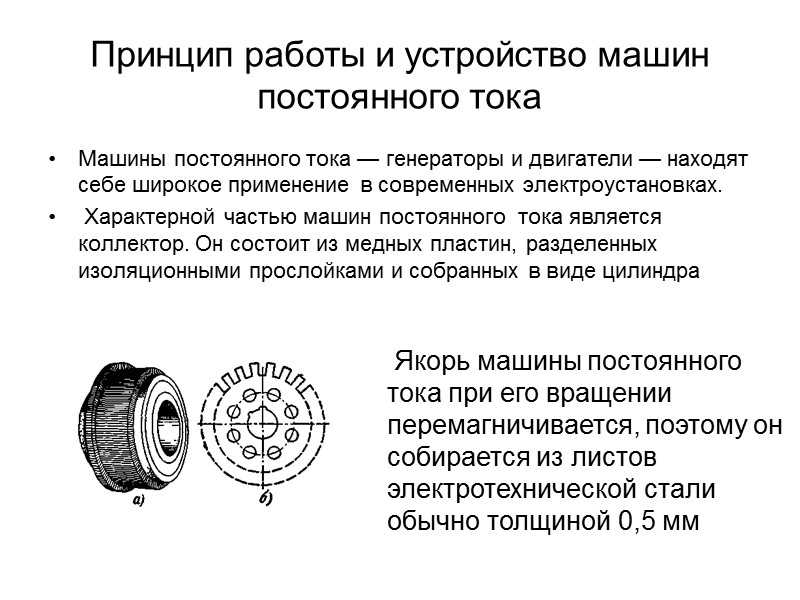 Так как тело ротора также имеет спиралевидную форму по всей своей длине, то в сопряжении со статором оно образует несколько замкнутых объемов. Именно по этим объемам и перемещается жидкость при вращении ротора, удаляясь от точки всасывания, а так как эти полости герметичны перекачиваемая жидкость не может перетекать обратно — к всасывающей стороне. Далее перекачиваемая жидкость под давлением поступает из героторной пары в корпус насоса и выходит из насоса через напорный патрубок. В том случае, если подвижные части насоса вращаются по часовой стрелке, то патрубок корпуса насоса является всасывающим, а патрубок героторной пары – нагнетательным.
Так как тело ротора также имеет спиралевидную форму по всей своей длине, то в сопряжении со статором оно образует несколько замкнутых объемов. Именно по этим объемам и перемещается жидкость при вращении ротора, удаляясь от точки всасывания, а так как эти полости герметичны перекачиваемая жидкость не может перетекать обратно — к всасывающей стороне. Далее перекачиваемая жидкость под давлением поступает из героторной пары в корпус насоса и выходит из насоса через напорный патрубок. В том случае, если подвижные части насоса вращаются по часовой стрелке, то патрубок корпуса насоса является всасывающим, а патрубок героторной пары – нагнетательным.
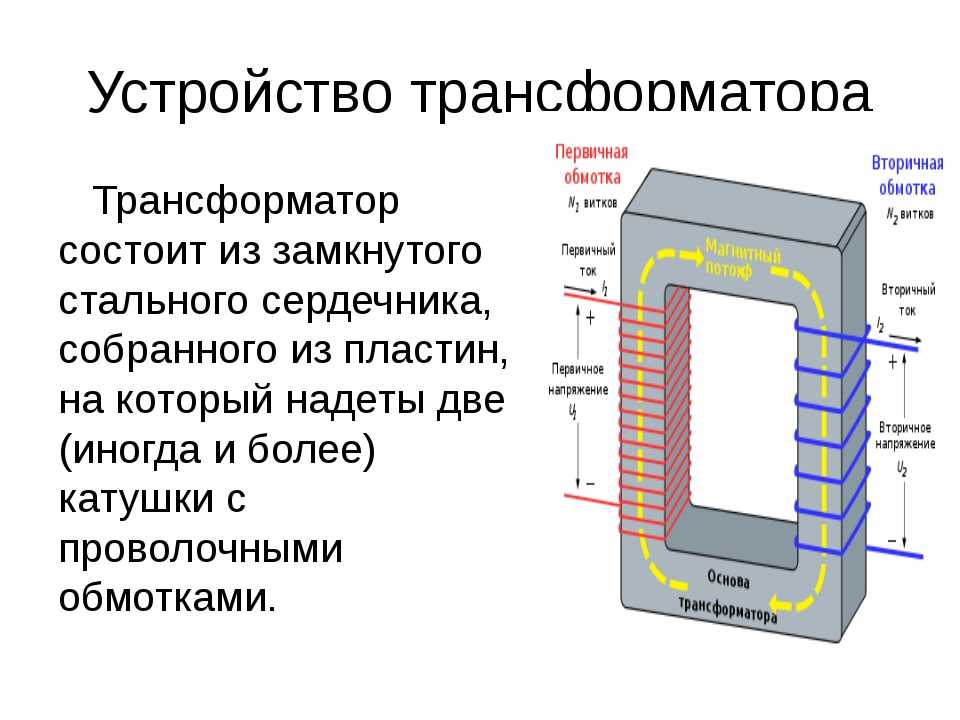
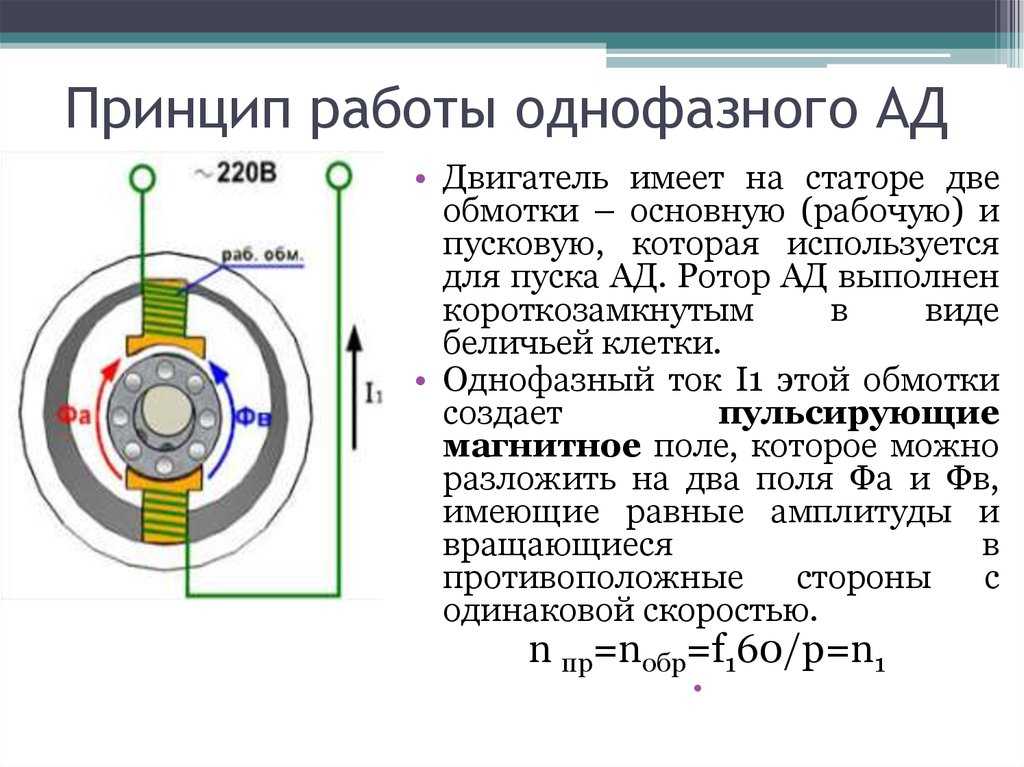 Преимуществом конструкции с меньшим количеством замкнутых объёмов является высокая производительность. Это связано с тем, что объём каждой конкретной полости, в данном случае, больше, чем в первом варианте. Данная конструкция имеет высокие объёмные характеристики при длительном межремонтном периоде благодаря длинной линии контакта между ротором и статором. Поэтому при конструировании и подборе винтового насоса под ту или иную задачу потребителя, в первую очередь необходимо руководствоваться геометрией героторной пары и характеристиками мотор-редуктора.
Преимуществом конструкции с меньшим количеством замкнутых объёмов является высокая производительность. Это связано с тем, что объём каждой конкретной полости, в данном случае, больше, чем в первом варианте. Данная конструкция имеет высокие объёмные характеристики при длительном межремонтном периоде благодаря длинной линии контакта между ротором и статором. Поэтому при конструировании и подборе винтового насоса под ту или иную задачу потребителя, в первую очередь необходимо руководствоваться геометрией героторной пары и характеристиками мотор-редуктора.
 В остальных случаях используют ковкий чугун с хлопьевидной формой графита. Данный вид чугуна, среди прочих, обладает наибольшей пластичность, что максимально исключает образование и развитие трещин во время эксплуатации, обеспечивает высокую коррозионную стойкость. Внутреннюю часть статора изготавливают из эластомерных материалов NBR – синтетический полимер (бутадиен-нитрильный каучук), EPDM – синтетический эластомер (этилен-пропиленовый каучук). У бочковых шнековых насосов очень часто встречается исполнение спиралевидной внутренней части из универсального фторопластового материала PTFE (политетрафторэтилен). Данный материал химически устойчив практически к любой агрессивной жидкости, а также к низким и высоким температурам. Это мягкий пластичный материал обладает также низкими адгезивными свойствами. Детали вращения (карданный вал и ротор), а также защитный корпус шарнирного соединения выполнены из нержавеющей стали.
В остальных случаях используют ковкий чугун с хлопьевидной формой графита. Данный вид чугуна, среди прочих, обладает наибольшей пластичность, что максимально исключает образование и развитие трещин во время эксплуатации, обеспечивает высокую коррозионную стойкость. Внутреннюю часть статора изготавливают из эластомерных материалов NBR – синтетический полимер (бутадиен-нитрильный каучук), EPDM – синтетический эластомер (этилен-пропиленовый каучук). У бочковых шнековых насосов очень часто встречается исполнение спиралевидной внутренней части из универсального фторопластового материала PTFE (политетрафторэтилен). Данный материал химически устойчив практически к любой агрессивной жидкости, а также к низким и высоким температурам. Это мягкий пластичный материал обладает также низкими адгезивными свойствами. Детали вращения (карданный вал и ротор), а также защитный корпус шарнирного соединения выполнены из нержавеющей стали.

 Тележка может, как место установки дополнительного оборудования, к прим. частотного преобразователя.
Тележка может, как место установки дополнительного оборудования, к прим. частотного преобразователя.
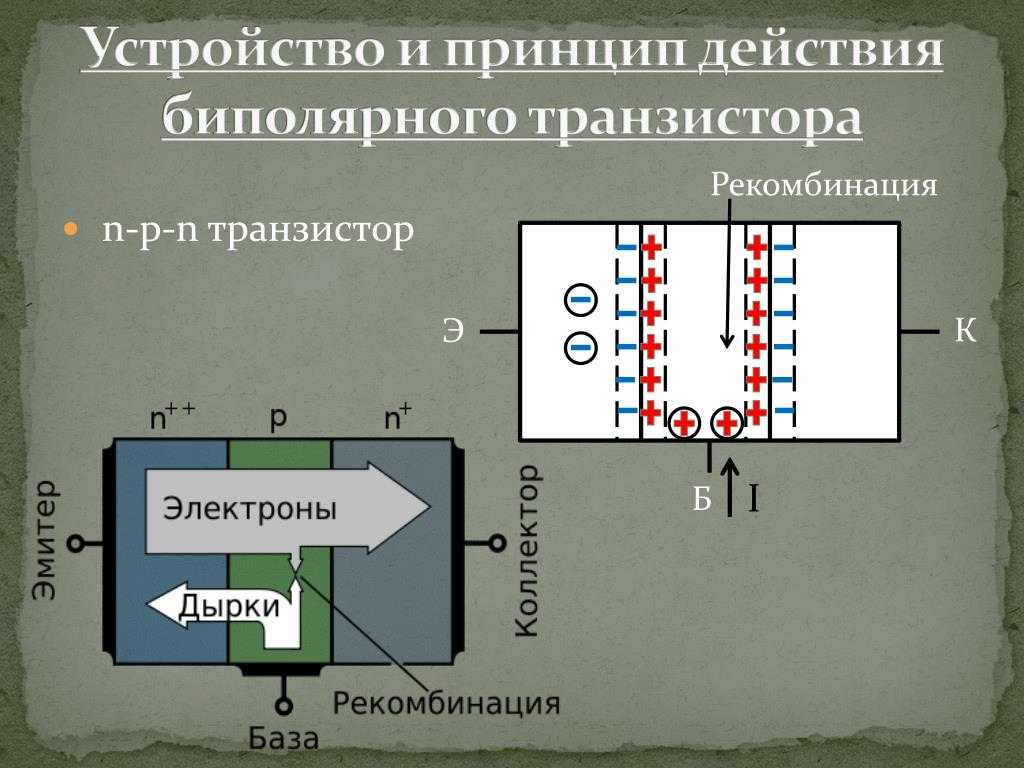 Поэтому двигатели бочковых шнековых насосов выпускаются с дополнительной крепёжной скобой. Она обеспечивает легкий монтаж и демонтаж насоса с помощью тельфера или кран-балки. В случае если на производстве, где используется бочковой насос, отсутствуют подъемные механизмы можно приобрести специальную тележку для бочек с подъёмным устройством.
Поэтому двигатели бочковых шнековых насосов выпускаются с дополнительной крепёжной скобой. Она обеспечивает легкий монтаж и демонтаж насоса с помощью тельфера или кран-балки. В случае если на производстве, где используется бочковой насос, отсутствуют подъемные механизмы можно приобрести специальную тележку для бочек с подъёмным устройством.



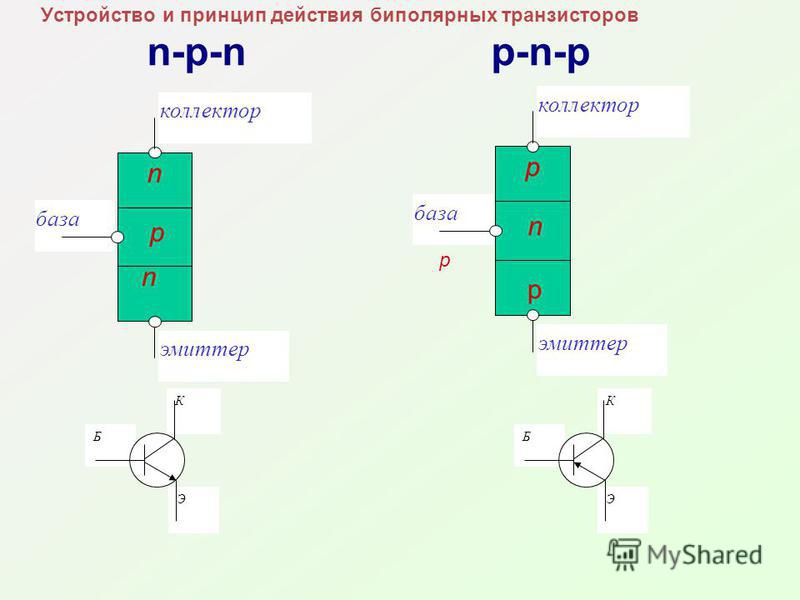
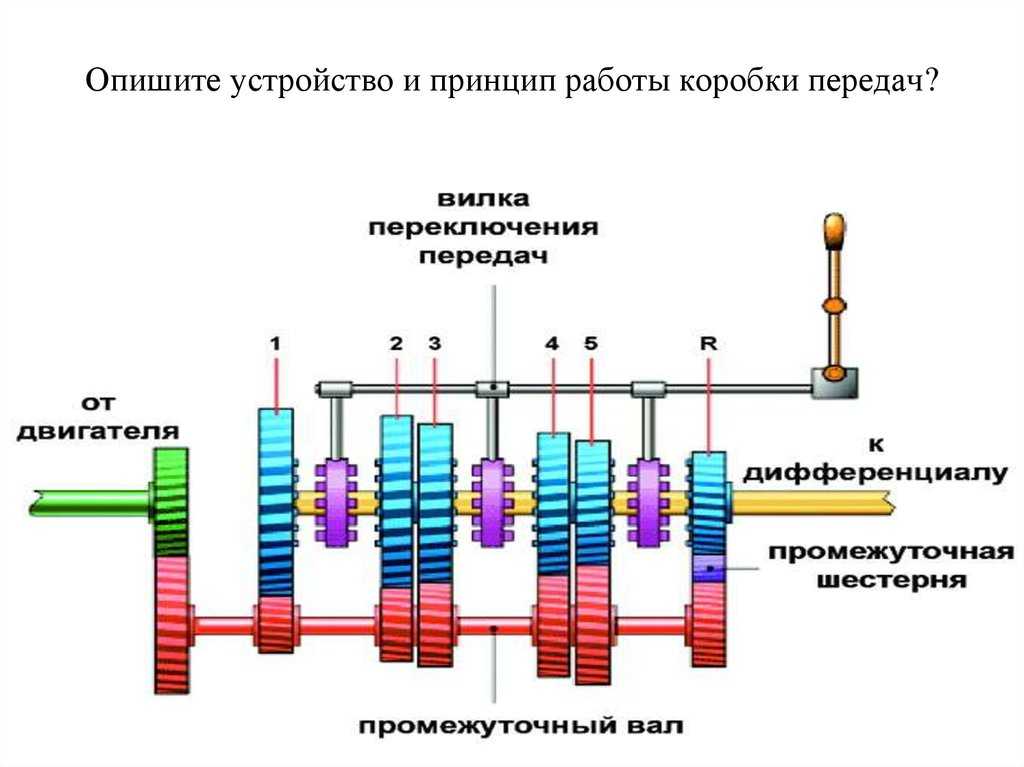 Вы можете выбирать и размещать функции из этого пула при проектировании. Функцию можно проверить на наличие ошибок только в том случае, если она назначена определению устройства.
Вы можете выбирать и размещать функции из этого пула при проектировании. Функцию можно проверить на наличие ошибок только в том случае, если она назначена определению устройства. д.
д.

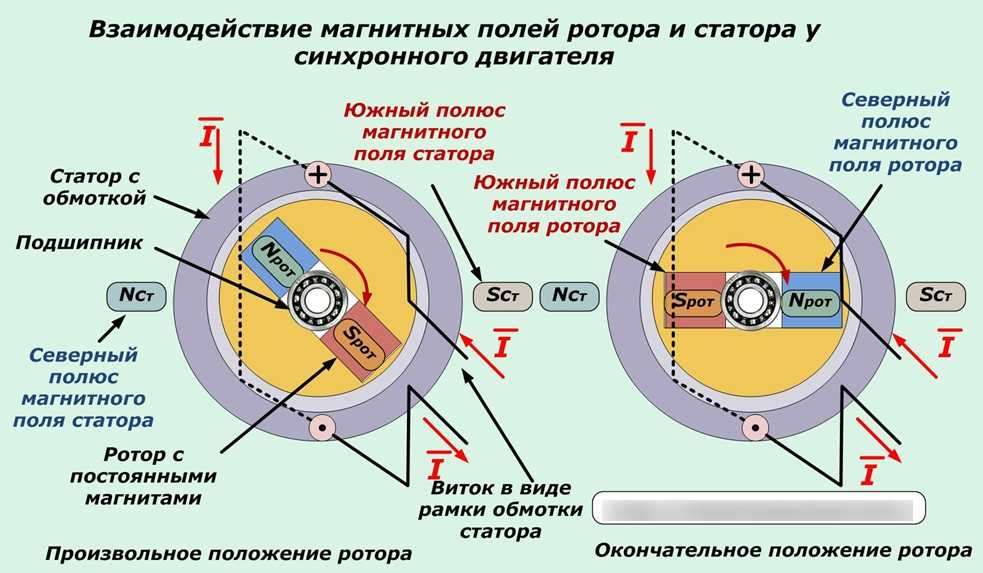 Это может показаться очевидным, но таких случаев уже много.
Это может показаться очевидным, но таких случаев уже много.
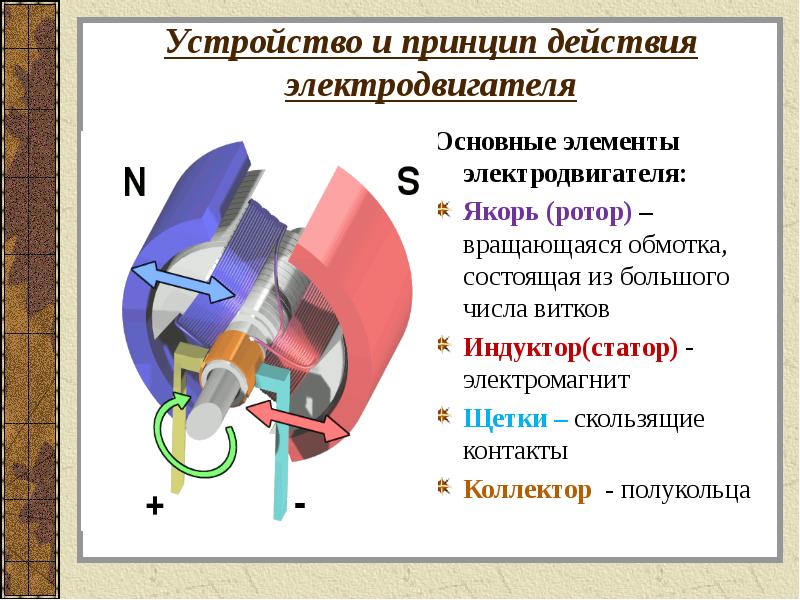 Это означает, что это не должно быть необходимо, хотя это может быть более приятным,
Это означает, что это не должно быть необходимо, хотя это может быть более приятным, Но нельзя предположить
Но нельзя предположить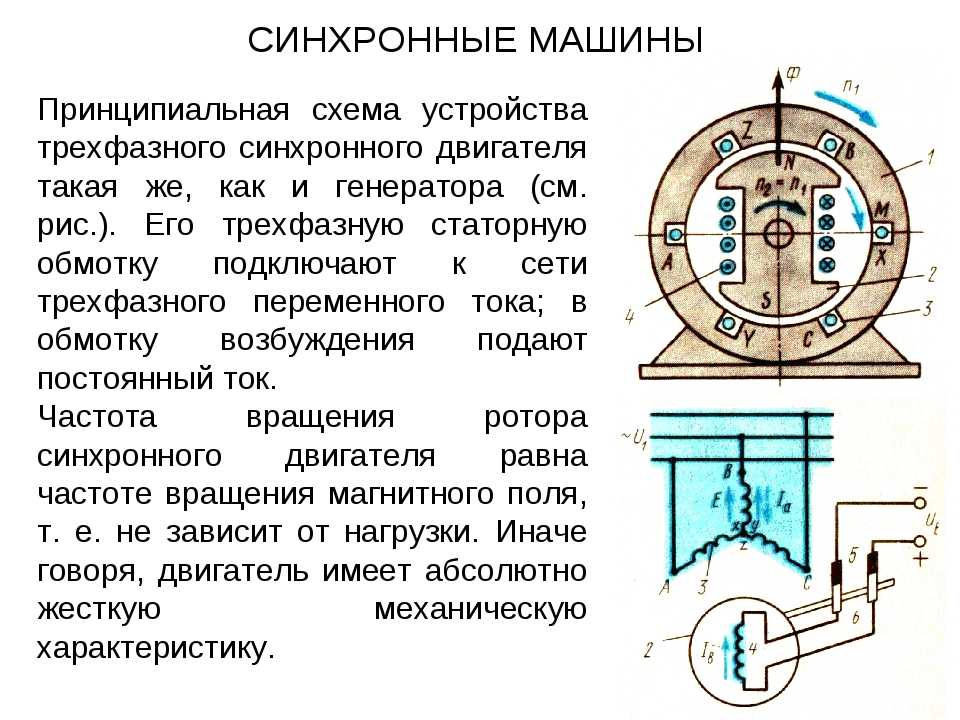 Право
Право