Насадка полировочная на дрель: как сделать своими руками
Такая вещь, как насадка полировочная на дрель, есть почти у каждого владельца автомобиля.
Кроме того, многие домашние мастера используют это приспособление для того, чтобы делать предметы домашней утвари.
Иногда такие насадки используют строители, чтобы ободрать старую краску.
Давайте рассмотрим, так ли уж это «безобидно» – использовать для дрели полировочную насадку, а также их основные разновидности.
Содержание:
1 Назначение полировочных насадок
2 Виды полировочных насадок
3 Изготовление насадок своими руками из поролона
4 Закрепление насадок в патроне. Выбор дрели
Назначение полировочных насадок
Дрель с полировочной насадкой
Как следует из названия, насадка полировочная на дрель предназначена для полировки различных поверхностей.
Обычно такими приспособлениями пользуются автомобилисты, которым часто приходится заделывать царапины на своём автомобиле.
Дело в том, что после покраски или заделки воском приходится проводить много времени, полируя царапину, только тогда она будет неотличима от остальной машины.
Основная масса полировочных насадок на дрель используется для полировки при помощи полировальных паст.
Автомобилистам также знакома такая вещь, как корщётка. Это приспособление способно быстро ободрать толстый слой ржавчины. Более тонкий слой, который обычно крепко держится, удалять нет смысла.
Если металлическую деталь нужно покрасить и она ржавая – будет очень логично использовать преобразователь ржавчины, который превратит слой коррозии в очень хорошую прочную грунтовку, на которую ляжет любая краска.
Наконец, во многих случаях используют всевозможные зернистые абразивные материалы и шлифовальные шкурки. Также используют всевозможные абразивные насадки – шлифовальные круги, насадки для бормашинок. Их выбор в продаже достаточно большой, и они существенно расширяют сферу применения обычной дрели.
Виды полировочных насадок
По видам полировочные насадки для дрели можно разделить по форме на чашечные и дисковые. Чашечные насадки работают поверхностью, которая расположена перпендикулярно оси вращения. Дисковые – узкой цилиндрической поверхностью, которая расположена параллельно оси вращения.
Если вы занимаетесь полировкой, то знаете, что необходимо использовать специальные пасты. Они наносятся на основание из мягкого материала.
В качестве такого материала в полировочных насадках используют ворсистую ткань, поролон, специальный полировочный коврик, из которого можно вырезать накладки для полировки, синтетические материалы.
По типу используемого материала полировочные насадки на дрель также различаются – например, поролоновая будет самой недолговечной, а насадка из специального синтетического материала для полировки – самой «долгоиграющей».
Всевозможные корщётки также различаются между собой. Принято делить корщётки на жёсткие и мягкие. Жёсткие корщётки самые дешёвые, и в них в качестве материала для удаления ржавчины используются обрезки тросов.
Они хорошо справляются с удалением ржавчины с несложных поверхностей, особенно быстро удаляют толстый слой ржавчины, который способен скалываться. Вторая разновидность корщёток – мягкие корщётки.
Они изготавливаются из одиночных проволочек большой длины, поэтому могут «огибать» поверхности и используются для полировки сложных поверхностей. Как и все остальные насадки, корщётки бывают чашечного типа и дискового.
Абразивные насадки из шкурки делятся на такие, где лист шкурки жёстко закреплён на рабочей поверхности, и на такие, где имеется множество листов шкурки, которые имеют один свободный конец. В процессе работы последние насадки могут также незначительно огибать обрабатываемую поверхность и работать с криволинейными поверхностями.
Также последние могут затем использоваться в качестве основы для нанесения полировальной пасты – когда слой абразива со шкурки уже слезет. Использовать для полировочных насадок стоит только шкурку на тканевой основе – шкурка из бумаги будет не слишком долговечной.
Насадки из абразивного камня – очень распространённый инструмент в арсенале домашнего мастера. Обычно мощности дрели не будет хватать, чтобы потянуть обычный шлифовальный круг.
Поэтому используют насадки для бормашинок большого диаметра. Для работы с ними желательно использовать только высокоскоростную дрель, так как такие насадки рассчитаны на скорость вращения вала 6-12 тысяч оборотов.
Изготовление насадок своими руками из поролона
Самодельная насадка на дрель
Часто домашние мастера изготавливают мягкие насадки полировочные для дрели самостоятельно.
За основу удобнее всего брать серийную полировочную насадку, возможно даже с износившейся или порванной поверхностью, основу для шлифовальной шкурки и т. д.
Как уже говорилось, покупные насадки имеют более-менее хороший баланс и минимальное биение.
Для самодельной полировочной насадки лучше всего использовать наклейку поролона.
Дело в том, что это достаточно лёгкий материал, и даже если вы его будете крепить на стандартной насадке и вырежете не очень ровно, он не нарушит баланс при вращении.
На дисковые насадки удобно крепить поролон, вырезая узкую полоску и закрепляя на цилиндрической поверхности насадки, на чашечную – закрепляя на торце вырезанный кружок из поролона, подходящий по размеру.
Кроме этого, изготовление полировочных насадок из поролона своими руками оправдано больше всего, так как в работе их требуется много, а служат они недолго. В остальных случаях насадку лучше купить.
Крепить поролон следует только при помощи клея. Лучше брать клей ПВА или иной неводостойкий клей – он вполне подойдёт для поролона, и затем легко удалится с поверхности, позволяя наклеить следующий лист, когда предыдущий износится.
Поролон лучше всего использовать высокой плотности. Поролон для кухонных губок не подойдёт – он обладает крайне низкой плотностью, и в результате будет рваться, лохматиться и быстро выйдет из строя.
Из того, что можно найти в домашнем хозяйстве, хорошо подходит поролон для диванов – естественно, не очень старый. Если вы имеете возможность приобрести такой поролон отдельным листом толщиной от 30 мм – сделайте это. Толщина поролона для самодельной насадки должна быть не менее 25 мм.
Закрепление насадок в патроне.
Выбор дрели
При закреплении насадки в патроне нужно следить за тем, чтобы хвостик, который вы будете закреплять, был достаточно большого диаметра, не менее 10 мм, не имел изгибов и поверхностных повреждений.
Ни в коем случае не стоит подкладывать под хвостовик насадки бумагу, резиновую ленту или иные предметы – насадка должна быть закреплена жёстко. Желательно использовать трёхкулачковый патрон с ключиком, а не самозатягивающийся – такой позволяет закрепить насадку максимально жёстко.
Инструмент для полировки
Если вы планируете использовать дрель для полировки, она должна иметь достаточно большую дополнительную ручку, желательно с возможностью перестановки под различными углами, как у перфоратора.
Это необходимо для того, чтобы устойчиво удерживать дрель в требуемом положении.
Так как в общем случае дрель не является полировальной машинкой, то возможны случаи, когда будет выходить из строя подшипниковый узел, и подшипники придётся часто менять.
У дешёвой дрели он выйдет из строя практически сразу.
У более дорогой, профессиональной или полупрофессиональной модели это произойдёт не очень быстро, но рано или поздно произойдёт.
Оптимально использовать дрель профессионального или полупрофессионального уровня, которая уже отработала значительный срок, и вы всё равно собрались покупать новую.
Также, возможно, стоит ознакомиться с тем, как самостоятельно ремонтировать эту дрель, где можно достать запчасти, и если всё это вы сможете сделать своими силами – можете приступать к полировке.
Если же нет – лучше приобрести полировальную или шлифовальную машинку. Стоит обратить внимание на мощность дрели – работая большой насадкой с дрелью небольшой мощности, выход её из строя произойдёт значительно скорее.
О том, как сделать полировочную насадку для дрели — представлено на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Рубрики
Теги
Похожие записи
Автор
Насадка для полировки автомобиля на дрель сделать самому своими руками
Автомобили на выставочных мероприятиях переливаются под освещением ламп и прожекторов, а их поверхность отличается ярким блеском. Такой эффект дает полировка кузова. Ее проведение возможно в домашних условиях. Для этого потребуется дрель и насадка для полировки.
Разновидности
Существует обширный ассортимент насадок, которые подходят для различных поверхностей, наибольшее распространение приобрели губкообразные, абразивные, имеющие разную степень зернистости и войлочные с мягкой поверхностью. Условно они классифицируются по варианту исполнения на лепестковые и плоскошлифовальные типы. Последние выполнены в виде резинового круга (также возможно частичное использование данного материала) с дополнительным покрытием для обработки.
Они изготавливаются, как правило, из плотного поролона или фетра различного диаметра. Лепестковая насадка для полировки отличается большей производительностью и, как следствие, высокой стоимостью. Также можно встретить комплекты для обработки поверхности кузова, которые состоят из нескольких элементов, имеющих разное предназначение и сложность исполнения.
Форма
Насадки для полировки автомобиля обычно выполняются в виде конуса или круга. Они зачастую идут в качестве дополнения к полиролям, вместе с полировальными лентами и листами. Существует множество вариантов, которые используются как для кузовных работ, так и для ювелирных изделий или оптики.
Благодаря таким элементам обеспечивается сохранение эстетических и технических характеристик автомобиля, так как любое транспортное средство будет выглядеть намного лучше после тщательной мойки и полировки.
Жесткость
Обычная дрель зачастую выступает в качестве шлифовальной машины. Но она способна обеспечить качественное проведение работ только при условии дополнения подходящими комплектующими. Для полировочных кругов применяются разнообразные материалы. Наиболее распространена насадка на дрель для полировки автомобиля из войлока или поролона. Выбор того или иного варианта определяется степенью мягкости полировальной пасты. Производители выпускают круги в различном цветовом исполнении, в соответствии с их жесткостью:
наиболее мягкой является насадка для полировки черного цвета;
для всех видов паст подходят оранжевые элементы;
жесткие составы применяются с белыми кругами.
Насадки для полировки своими руками
Иногда не удается найти подходящий вариант в магазине, в этом случае при наличии жесткого круга можно сделать мягкий толстый слой и поместить его между липучкой и основой из пластика. При помощи канцелярского ножа отрезается липучка, куда приклеивается мягкий слой, в качестве которого выступает обычная банная губка. Стоит отметить, что в ходе проведения работ возможно смещение отдельных элементов и, как следствие, нарушение общей симметрии.
Также удобная насадка на дрель для полировки автомобиля получается из войлочного диска, используемого в полирующих станках и машинах. Для начала нужно сделать штырь с подходящим диаметральным размером и нанести на одну из его сторон резьбу. На ней закрепляется полировальный диск, окруженный с обеих сторон широкой гайкой и ограничительной шайбой. Формирование подобного приспособления не вызывает особых сложностей, при этом оно подходит для обработки многих видов поверхностей.
Особенности использования
Прогресс не стоит на месте, и насадка на дрель для полировки сегодня представлена в различных исполнениях. Постоянно появляются новые составы для производства, отличающиеся более низкой стоимостью, но при этом их надежность и качество остаются на высоком уровне. Приспособления реализуются в любых магазинах, в которых представлены автомобильные товары. Стоит проявить внимательность при выборе, так как можно легко ошибиться, и в итоге покупка окажется неподходящей.
Кузовные элементы новых машин производятся по последним технологиям. На металлическую поверхность наносятся антикоррозийные составы и краски, отличающиеся стойкостью к износу. Их гарантийный период эксплуатации составляет около 15 лет. Но лакокрасочное покрытие лучше сохраняет свои характеристики при соответствующем уходе. Насадка для полировки авто позволяет восстановить изначальный блеск, убрать недостатки, имеющиеся на поверхности, при этом они вместе со специализированными составами обойдутся намного дешевле обращения в мастерскую.
Когда нужна полировка
Подобная обработка, несмотря на множество положительных сторон, может исправлять только ограниченный перечень дефектов. Без капитального ремонта кузовных элементов не обойтись, если они имеют очаги коррозии, сколы или повреждения, через которые виднеется стальной каркас. Перед началом работ стоит тщательно осмотреть машину и удостовериться в возможности устранения недочетов. Насадка для полировки авто на дрель будет эффективной в следующих случаях:
небольшое различие оттенков, полученное после частичного окрашивания;
присутствие зернистости и потеков эмалирующего состава;
поверхность имеет шероховатости, царапины и мутные разводы;
слой краски стал менее ярким и блестящим.
Стоит отметить, что нежелательно злоупотреблять с полированием. Так как в ходе его проведения лакокрасочный слой становится тоньше примерно на 5 мкм. С момента выпуска автомобиля с завода может производиться не более 20 циклов полировки. При этом желательно использовать толщиномер, в особенности при работе с подержанным транспортным средством.
Что позволяет достичь насадка для полировки
Полировка дает возможность придать обновленный внешний вид кузову. Проведение подобной обработки особенно актуально при выравнивании небольших сколов и в случае потускнения поверхности. Осуществляются работы в два этапа. Сперва удаляется поверхностный слой краски, после чего наносятся полировочные составы.
Существует также защитная обработка, которая используется для снижения отрицательного воздействия различных осадков и ультрафиолетового излучения. Чаще всего она входит в предпродажную подготовку машины. Защитное покрытие распределяется по всей поверхности и может иметь различный состав с добавлением таких компонентов, как силикон или воск. Они формируют водоотталкивающую невидимую пленку и обеспечивают яркий блеск. Мягкая насадка на дрель для полировки подходит для подержанных авто, на поверхности которых отсутствуют повреждения лакокрасочного слоя. Также она используется в щадящей обработке защитными средствами.
Полирующие средства
Перед тем как приступать к восстановлению поверхности, стоит позаботиться о наличии необходимых материалов, таких как:
наждачная бумага;
байка;
поролон;
составы для шлифовки;
полироль.
Следует тщательно подбирать средства для обработки. Пасты с абразивными частицами необходимы для удаления верхнего лакового слоя. Они подбираются в соответствии с видом трещин и сколов на поверхности. Препараты с большим количеством частиц незаменимы при устранении заметных дефектов. Достаточно распространены составы, придающие яркость цвету.
На защитном покрытии новых автомобилей нередко возникают мутные разводы, в этом случае можно обойтись пастой для восстановления, в составе которой отсутствуют шлифовальные добавки.
Разнообразие полиролей позволяет подобрать подходящее средство для любой задачи. Для вертикальных поверхностей удобны густые пасты. Ими можно обрабатывать любые части автомобиля. Такие средства зачастую характеризуются наличием компонентов, увеличивающих яркость оттенка.
Полироли с жидкой консистенцией подходят только для горизонтальной плоскости, к примеру, для капота или крыши. Главным преимуществом является отсутствие возможности повреждения эмали.
Аэрозоли отличаются достаточным удобством в работе. Такие составы экономичны и эффективны в работе. Но стоит отметить, что баллончики, несмотря на свои размеры, содержат не много материала.
Гидроструйные форсунки
Гидроструйные форсунки | NLB Corporation
Принадлежности для водоструйной очистки / Гидроструйные сопла
Компания NLB предлагает широкий ассортимент водоструйных сопел для различных областей применения. Будь то простая насадка с нулевым углом для использования на конце ручного копья, нестандартная насадка для просверливания или очистки трубы или специально разработанная вращающаяся насадка, компания NLB предлагает их все. И, как и в случае со всем водоструйным оборудованием высокого давления компании NLB, вы можете быть уверены, что покупаете компоненты высочайшего качества.
Нажмите любую из кнопок Узнать больше в различных категориях ниже, чтобы узнать, как мы можем помочь вам найти подходящую насадку для вашего конкретного применения, или узнать больше о наших водоструйных соплах для гидроструйной очистки.
Насадки Spin Nozzles
®
Превратите обычную трубку высокого давления в превосходный инструмент для гидроабразивной резки, добавив две вращающиеся форсунки в ее передней части.
Узнать больше
Стандартные форсунки
Стандартные форсунки имеют одно отверстие, но могут обеспечивать либо узконаправленную струю под углом 0°, либо более широкую веерную струю. Доступны модели для давления до 40 000 фунтов на кв. дюйм (2800 бар).
Узнать больше
Абразивные сопла
Системы мокрой абразивоструйной очистки компании NLB сочетают силу водяной струи высокого давления с очищающим действием абразивных сред.
Узнать больше
Насадки для труб и трубок
Компания NLB предлагает широкий ассортимент насадок для очистки труб и труб, которые обеспечивают схему распыления, оптимизированную для вашего применения.
Узнать больше
Форсунки Typhoon™
Форсунки Typhoon™ оптимизированы для эффективной очистки труб. Вращение происходит у сопла, поэтому сила воды концентрируется впереди, где она наиболее эффективна.
Узнать больше
Вращающиеся линейные молы
Вращающиеся линейные моли быстро удаляют затвердевшие отложения с внутренней стороны труб, полируя внутренний диаметр. как оно идет.
Узнать больше
Северная Америка
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Интересует*
Латинская Америка
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Интересует*
Европа
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Заинтересованы*
Австралия
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Интересует*
Ближний Восток
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Интересует*
Африка
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Интересует*
Азия
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Интересует*
Имя*
Компания*
Город*
Штат/регион/область*
Страна*
Адрес электронной почты*
Интересует*
Обработка мелких отверстий | Адамант Намики Precision Jewel Co.
, Ltd.
Технология обработки мелких отверстий Adamant Namiki эволюционировала от микронного до наноуровня. Применяя технику полировки, которую мы используем для нашего алмазного наконечника, мы разработали собственное алмазное сверло для точного сверления. Кроме того, мы внедрили передовую технологию фемтосекундной лазерной обработки. Объединив фемтосекундный лазер и алмазное микросверло, мы добились сверхточной обработки отверстий от микронного до наноуровня. Эти сверхтонкие отверстия массово производятся в качестве насадок для микрожидкостных устройств. Можно точно контролировать мельчайшие объемы различных жидкостей и газов. Для области биомедицины, где в последние годы ведутся активные исследования, мы разработали и произвели устройство для мониторинга клеточных мембран, которое можно использовать для наблюдения за клеточными мембранами микронного порядка. Несмотря на то, что работать с образцами микроразмеров сложно, это устройство использует всасывание, чтобы прикрепить мембраны к массиву микроотверстий, что позволяет работать с ними количественно. Мы можем удовлетворить различные запросы, такие как разработка деталей для промышленного и лабораторного аналитического оборудования, для которых требуются микроотверстия. Основная технология нашей компании (резка, шлифовка и полировка) основана на обработке твердых материалов, и мы можем предложить вам лучшие решения для таких материалов, как кварцевое стекло, сапфир и керамика.
Лазерное сверление
Помимо цементированного карбида, наша компания также специализируется на обработке тонкой керамики, такой как оксид алюминия, диоксид циркония и монокристаллический рубин. В случаях, когда обработка традиционными методами затруднена, шлифование и полирование иногда выполняются с помощью алмазных абразивных зерен или с помощью ультразвуковой или электроэрозионной обработки. Однако эти методы не могут сохранить присущие керамике физические свойства, поэтому возникают проблемы, когда требуемая точность не может быть достигнута или время обработки слишком велико. В нашей компании мы разработали технологию обработки тонкой керамики, объединив нашу личную технологию с мощным сфокусированным лазером и специальной оптической системой. В процессе сверления мы внедрили высокоточную технологию микроперфорации, которая позволяет обрабатывать такие материалы, как керамика, глиноземная керамика, нитрид кремния и нитрид алюминия. Например, при сверлении отверстия диаметром 0,05 мм в материале с t = 0,5 мм получается прямое сквозное отверстие с высокой точностью соотношения сторон (отношение диаметра отверстия к толщине пластины) 10 и допуском отверстия ± 2 мкм. Кроме того, вокруг отверстия нет мусора, обработанная поверхность гладкая, вторичная обработка не требуется.
Фемтосекундный лазер
ЕЩЕ
УФ-лазер
ЕЩЕ
Прецизионная обработка отверстий
Алмазное микросверление
ЕЩЕ
Цилиндрическая обработка
Хотя на первый взгляд феррула из диоксида циркония выглядит как простой керамический цилиндр, наша технология цилиндрической обработки незаменима для механической обработки и представляет собой очень сложную технологию обработки. Внешний диаметр шлифуется и полируется на субмикронном уровне, и он может соответствовать допуску ± 0,0005 мм.
Сверление Обработка
Сверление цилиндрического отверстия или расширение просверленного отверстия. Мы можем выполнять высокоточную обработку с помощью собственных станков и специальных инструментов.
Обработка внутреннего диаметра
Сложность обработки отверстия заключается в том, что, например, когда рабочий материал представляет собой твердый материал, такой как керамика, его нельзя легко обработать с помощью инструмента, такого как лезвие, поэтому цилиндричность и поверхность шероховатости внутреннего диаметра становятся неравномерными.
Мы занимаемся производством, используя наши ноу-хау, чтобы получить точность на уровне нанометров, сохраняя при этом округлость и оставаясь верными характерной природе материала.
Хотя типичное применение для каждого продукта отличается, например, одно изделие с одним или несколькими сквозными отверстиями диаметром от 0,1 до 1,2 мм в центре можно использовать в таких деталях, как форсунки для впрыска жидкости (для распыления пестицидов и т.
Домашние кошки, не имеющие возможность справлять свою нужду на улице, делают это в специальный лоток-туалет. В него засыпают наполнители, впитывающие отходы жизнедеятельности и неприятный запах.
В статье мы рассмотрим, какие бывают лотки для кошек, на что обратить внимание при выборе подходящего кошачьего туалета, дадим рекомендации по его использованию.
Критерии выбора лотка для кошки
Производители создают кошачьи лотки разных видов и размеров. При выборе изделия владельцу нужно учитывать многие нюансы – возраст питомца, удобство уборки, количество животных в доме и т. д.
На что обращать внимание при покупке лотка:
Материал изделия. Туалеты для кошек создаются из пластика разного качества. Дешевые конструкции недобросовестных производителей часто имеют неприятный химический запах, отпугивающий животных. К тому же, такие лотки быстро приходят в негодность, что потребует дополнительных затрат на покупку нового аксессуара.
Размер лотка. Маленькие конструкции пригодны только для котят. Для взрослых животных лучше приобретать просторный горшок, где кот сможет спокойно развернуться и выполнить свои естественные нужды, без стеснения движений.
Тип конструкции – открытый или закрытый. Используя открытый лоток для питомца, владелец может свободно контролировать чистоту наполнителя. Второй вид лотка позволяет коту совершать свои естественные нужды без посторонних глаз. Идеальный вариант для пугливых кошек, а также для животных, которым очень нравится активно «закапывать» свои отходы жизнедеятельности.
Необходимость применения наполнителя. Некоторые кошки прекрасно ходят в туалет без сыпучей смеси. В таких случаях можно использовать специальный лоток со съемными бортиками. Если кот привык «копаться» в земле после испражнений, выбирайте лоток закрытый или с высокими бортиками, ограничивающими рассыпание наполнителя.
Виды открытых лотков
Производители создают туалеты для домашних кошек разных видов. Особой популярностью пользуются открытые лотки с высокими и низкими бортиками (на выбор). Такие модели часто имеют прямоугольную форму. Могут дополняться решеткой-ограничителем.
Обычный (традиционный)
Обычные лотки для кошек – удобная конструкция в эргономичном дизайне высотой до 7 см. Легко очищается от загрязнений. Не вызывает трудностей при замене наполнителя. Идеальное решение для приучения к туалету маленьких котят.
Преимущества:
компактные размеры;
небольшой вес;
низкая цена.
С высокими бортами
Классический лоток с высокими бортами создается в форме прямоугольника с немного закругленными углами. Размеры конструкции разные, высота бортиков – от 12 см.
Преимущества:
исключается рассыпание наполнителя за пределы лотка;
легкий гигиенический уход за изделием.
С сеткой
Кошачий туалет с сеткой – обычный лоток, оснащенный съемной пластиковой вкладкой в виде решетки. Наполнитель укладывается под сетку, что исключает его рассыпание. Можно использовать без наполнителя, но тогда придется часто мыть основную часть конструкции, что позволит исключить распространение неприятного запаха кошачьих испражнений.
Популярная и недорогая модель подходит для кошек разных возрастов. Сетка легко моется под струей воды. Если кот не захочет справлять свои нужды через решетку, за которую иногда цепляются острые коготки, владелец может убрать съемный аксессуар и организовать для питомца более удобный домашний туалет.
Со съемной рамкой
Просторный пластиковый лоток со съемной рамкой-бортиком очень удобен в эксплуатации. Съемная панель легко снимается, что можно делать при очищении лотка. Такой туалет практично используется и без наполнителя. Владелец может выстилать по всему периметру лотка полиэтиленовую пленку и фиксировать ее бортиком. Пленка легко вынимается с естественными отходами и выбрасывается.
Угловые
Угловые лотки – стандартные горшки, отличаемые формой. Они также могут иметь съемные бортики разной высоты. Удобные для установки в угловой части туалета.
Закрытый лоток-домик для кота
Закрытый лоток-домик – оригинальная конструкция с дверкой, боковыми стенками и верхней крышкой, ограничивающими видимость происходящего внутри. В таком туалете кошка чувствует себя полноценно защищенной от посторонних глаз.
Преимущества лотка-домика:
красивый дизайн и эстетичный внешний вид;
исключает распространение наполнителя за пределы конструкции;
хорошо блокирует запах;
можно установить в любой части квартиры.
Приучая домашнего кота к такому необычному туалету, рекомендуется на первое время снять дверку, чтобы животное могло беспрепятственно проходить внутрь домика-лотка.
Биотуалет
Биотуалет – современный лоток для кошек закрытого типа со встроенными угольными фильтрами, впитывающими неприятные запахи испражнений. На дно туалета укладывается антибактериальная салфетка, исключающая размножение патогенных микроорганизмов, и сменный фильтр-пластина, рассчитанный на эксплуатацию в течение 6-7 месяцев. Регулярно убирать придется только твердые отходы.
Биотуалеты для кошек выпускают японские и итальянские производители. Они стоят сравнительно дорого, но зато исключают необходимость ежедневной замены наполнителя после испражнений.
Автоматический туалет
Автоматический туалет для кошек работает от электросети, подключается к канализации и водопроводу. Имеет в оснащении сенсорную систему управления, сменные картриджи с чистящим устройством.
«Умный» туалет самостоятельно проводит чистку «территории». Длится этот процесс 30 минут. Дезинфекция происходит с применением специальных моющих средств, абсолютно безопасных для организма животных. Периодически нужно менять картриджи с чистящим составом и заполнять систему моющими наполнителями.
Советы по эксплуатации кошачьего туалета
Кошачий туалет нужно выбирать по разным критериям. Очень важно создать для своего питомца удобное место для испражнений, иначе приучить к туалету кота не получится.
Если животное уже было приучено к конкретному лотку и наполнителю, не стоит вносить коррективы. Лучше приобрести аналогичный аксессуар, с которым кошка быстро «подружится».
Основные правила эксплуатации лотка:
не допускайте сильных загрязнений, регулярно очищайте лоток и выполняйте замену наполнителя;
для чистки конструкции применяйте безопасные составы с антибактериальным эффектом без едкого запаха.
Приобретайте для домашнего любимца удобный лоток из качественного пластика. Большой выбор практичных и безопасных кошачьих туалетов от популярного бренда Savic представлен у нас в каталоге.
Лотки кабельные перфорированные
Кабельные лотки – это специальные изделия для монтажа и прокладки кабельно-проводниковой продукции. В процессе их изготовления применяются только высококачественные материалы, а именно сталь с цинковым антикоррозийным покрытием. Главным предназначением кабельных лотков является монтаж силовых конструкций с выполнением такой функции, как защита от внешних механических и природных воздействий. Сегодня кабельные металлические лотки используются повсеместно. Существует несколько видов данных изделий, а именно: перфорирофанные, сплошные, проволочные и лестничные. Рассмотрим более подробно первый вид кабельного лотка, поскольку он является наиболее популярным и часто используемым.
Перфорированный кабельный лоток
Главная функция данного типа изделия заключается как в защите кабельно-проводниковой продукции, так и в ее удержании в течение всего срока использования. Уровень защиты легко можно увеличить, используя различные крышки, пластины и т.п. Данная особенность позволяет эксплуатировать перфорированный кабельный лоток в условиях с повышенными рисками (например, высокая степень влажности в помещении).
Конструктивно изделие представляет собой металлическую прямоугольную емкость, элементы которой имеют перфорированную основу. Данная емкость именуется «каналом», в следствие чего лоток имеет другие названия: «кабель-канал» или «кабельный короб». Какое бы название не имел лоток, он остается самым популярным, надежным и высококачественным изделием для монтажа электропроводки в различных условиях.
Перфорированный кабельный канал (лоток) имеет два варианта установки: с крышкой и без крышки. В первом случае значительно сильно повышается уровень защиты кабелей и проводов от пагубного влияния внешних факторов. Иными словами, наличие крышки дает возможность использования кабель-канала в ситуациях разного уровня сложности. Кабельный перфорированный короб – это оптимальное решение для монтажа кабельных трасс с напряжением более 1000В.
Отличительная особенность конструкции перфорированных лотков – наличие перфорации по бокам в виде отверстий на протяжении всей длины конструкции. Данная черта коренным образом облегчает процесс монтажа кабельно-проводниковых изделий и самого резанного на части короба. Также конструктивной особенностью являются отверстия круглой формы, которые очень сильно улучшают процесс крепления кабелей. Суть перфорации как таковой заключается в предотвращении сильного перегрева (важнее: последующего воспламенения!) кабельной продукции, размещенной в лотке. Наличие оштампованных краев облегчает процесс соединения элементов конструкции.
Использование перфорированного кабель-канала полностью безопасно для человеческого здоровья еще и за счет того, что на поверхности крышек имеется заземление.
Кабельный короб с перфорацией бывает нескольких видов (по материалу изготовления): нержавеющая сталь, сталь горячей оцинковки, оцинкованная сталь.
Самый популярный тип – лоток из оцинкованной стали. Суть оцинковки заключается в том, что металлический элемент нагревается до определенной температуры и опускается в емкость с цинком в расплавленном состоянии. Данный процесс дает равномерное покрытие плотным слоем цинка, защищающего лоток от коррозии и увеличивающего продолжительность службы.
Оцинкованная сталь позволяет использовать лоток как для внутреннего монтажа, так и для внешнего. Перфорация существенным образом облегчает процесс осмотра кабельно-проводниковой продукции.
Каким образом осуществляется монтаж лотков?
Методы крепления кабель-каналов должны гарантировать надежность и прочность, ведь данные изделия испытывают колоссальную физическую нагрузку за счет большого числа монтируемых кабелей.
Существует три места установки: пол, потолок и стены.
Настенное крепление — наиболее распространенный метод, осуществляемый при помощи кабельных полок, которые монтируются непосредственно на стену. Также могут использоваться специальные стойки, которые гарантируют долгий срок эксплуатации и надежность. Кабельная стойка – это отличный способ осуществить монтаж сразу нескольких кабель-каналов параллельным образом для раздельной прокладки кабелей или проводов. При вертикальном прокладывании используются специальные скобы-кронштейны.
Кронштейны и полки отличаются следующими преимуществами: простая установка, высокий показатель несущей способности, надежность, прочность, универсальность.
Потолочный монтаж происходит с использованием стоек, кронштейнов, шпилек, перфорированных лент и др.
Одними из самых часто используемых способов монтажа являются потолочные стойки и перфорированная лента.
Кабельный лоток на потолочные стойки крепится при помощи потолочного кронштейна, который, в свою очередь, монтируется анкерными болтами или забивными анкерами. Такой способ монтажа дает возможность без труда осуществлять демонтаж конструкции. Расстояние между потолочными кронштейнами должно варьироваться в диапазоне от 1 до 1,5 м.
Использование перфоленты — самый дешевый способ, но область применения при этом ограничена из-за недостаточно большой жесткости. Крепится лента при помощи болтов, вворачиваемых в анкеры. Крепеж каналов к перфорированной ленте осуществляется при помощи винтов, гаек и шайб.
Применение специальных шпилек и монтажного профиля существенно облегчает установку, а также снижает стоимость всей конструкции. Минусом является ограниченная несущая способность. При помощи монтажа нескольких профилей появляется возможность создания нескольких каналов, располагающихся параллельно.
Напольный монтаж может происходить несколькими способами: стойки и кронштейны, монтажная стойка и профиль, скоба-кронштейн.
Торговая сеть «Планета Электрика» имеет в своем ассортименте большой выбор различных изделий для электромонтажа и прокладки кабеля, в число которого входят кабельные лотки различных видов.Приобрести необходимый товар Вы можете в торгово-выставочном зале «Планета Электрика» вашего города, а также совершив заказ на нашем сайте.
Определение
в кембриджском словаре английского языка
Примеры лотка
лотка
Легко, просто купите пару формочек для льда.
Из ВРЕМЕНИ
Вы можете найти лотки для воды или для разных растений.
От NPR
А эти подносы, да, ни разу не чистили и не дезинфицировали.
От Хаффингтон Пост
Выложите бекон на жаровню с прорезями 9Лоток 0024 (или что-то подобное) с фиксатором лотка под ним для жира от бекона.
От Хаффингтон Пост
Вы стоите в нем, а не за ним, а краны, подносы для гарнира и корзины для льда находятся в пределах досягаемости предплечья.
Из ПРОВОДНОЙ
Команда дала каждой группе по два пластиковых лотка с кукурузой; кукуруза была окрашена в синий цвет в одном лотке и в розовом цвете в другом.
Из проводного
Подходит папа, слышит детей и виновато смотрит на свой поднос с гамбургерами и картошкой фри.
Из NPR
В каждой комнате есть открытый графин 80-градусного хереса и поднос с пирожными на каждом столе.
От обычного дилера
Он и другие студенты изучат их, каталогизируют, а затем положат на поднос для фотографирования.
Из Лос-Анджелес Таймс
Каждый лоток пытается выполнить это точно так же, но, как известно, чемпион может быть только один.
От Гизмодо
Они разнесли подносы с едой по одному каждому из 21 пассажира самолета.
От CNN
Дайте ему остыть настолько, чтобы он застыл, затем выложите его на сервировочный поднос .
Из Чикаго Трибьюн
Другой человек загружает лоток в машину, которая проверяет состав хрупкого содержимого флакона.
Из Чикаго Трибьюн
Отверстие между подносом и нижней частью сиденья кресла может позволить телу ребенка пройти и застрять у шеи.
От Хаффингтон Пост
Он сидит на лоток , радостно сортируя их по размеру.
Из NPR
Эти примеры взяты из корпусов и источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
лоток | значение подноса в словаре современного английского языка Longman
1
Плоский кусок пластика, металла или дерева с приподнятыми краями, используемый для переноски таких вещей, как тарелки, еда и т. д. Официант принес напитки на подносе.2 Плоский открытый контейнер с тремя сторонами, используемый для хранения бумаг, документов и т. д. на подносе для стола (= для хранения документов, с которыми вам еще придется иметь дело) вне подноса (= для хранения документов, с которыми вы имели дело) )3, особенно в британском английском, плоский открытый контейнер с четырьмя сторонами, используемый для хранения определенных вещей. лоток для кошачьих туалетов (= лоток, в который вы сажаете семена) → противень для выпечки, системный лотокПримеры из Corpustray • Дверь открылась, и вошел Дженкинс с подносом. • На ужин у нас был томатный суп, а затем ростбиф и сагопудинг, который подали самолету. -стиль на подносе.• Она услышала, как Стивен велел Салли отнести поднос наверх к миссис Уинтерс, и она ничего не сказала.• Поднос с десертом Water Grill манит!• Если луковицы выглядят сморщенными в распакованном виде, погрузите их в лотки с влажным торфом, пока они не набухнут.
Бетонные покрытия широко применяются в строительстве, так как сравнительно дешевы и способны выдерживать значительные механические нагрузки. Однако они имеют ряд недостатков, в частности, создают цементную пыль, вредную для здоровья и оборудования.
Пыль является следствием деградации бетонной поверхности из-за пористой структуры, истирания, разрушения от воздействия влаги, микроорганизмов, мороза, химических веществ.
Поэтому обеспыливание бетонного пола, связано с одновременным повышением других его эксплуатационных свойств:
износостойкости;
водонепроницаемости;
гигиеничности;
химической стойкости;
внешнего вида.
Комплексная задача решатся несколькими способами.
Бетонные смеси, предотвращающие пылеобразование
Их можно использовать при устройстве пола с нуля, или заливать на стяжку из обычного бетона, в том числе на старую поверхность. Во втором случае обеспыливание цементного пола осуществляется за счет покрытия слоем специального состава.
Магнезиальные смеси имеют в составе:
магнезит;
кварцевый песок;
каменную крошку;
красящие пигменты.
Смесь делает полы особо прочными, хотя и подверженными воздействию воды. После шлифовки такой пол получает красивую текстуру и не требует дополнительного декоративного покрытия, а за счет высокой прочности, может иметь минимальную толщину.
Полимерцементные полы основаны на бетоне с полимерными добавками, что придает структуре пластичность и прочность. Поверхность может получить разный цвет, текстуру, гладкую или шероховатую поверхность.
Наливные полы (чаще всего: эпоксидные, полиуретановые, метилметакриловые) не являются собственно бетонными, но укладываются на бетонную стяжку, придавая поверхности нужные свойства.
Обработка верхнего слоя
Этот метод предполагает обеспыливание пола через изменение структуры химическими средствами (пропитка, полировка) или минеральными добавками.
Топпинг. Это обычный бетон с добавлением магнезита, кварцевого песка, гранитной крошки в верхний слой при укладке. Поверхность аналогична магнезиальному полу, но устраивается в один этап, что выходит дешевле.
Пропитка литиевым упрочнителем. В этом случае проводится полировка бетонного пола. Пропитка реагирует с его компонентами, изменяя химический состав. Получаются износостойкие соединения, закрываются поры.
Обеспыливание пола жидким стеклом
Все перечисленные средства довольно затратны, требуют определенной квалификации. Есть более простое и дешевое средство — жидкое стекло. Причем существует несколько методов его применения:
добавление силиката в бетонную смесь;
пропитка жидким стеклом поверхности после укладки бетона;
пропитка готовой (в том числ старой) поверхности раствором жидкого стекла.
В последнем случае требуется провести подготовительные работы, а именно: обезжирить поверхность, убрать с неё грязь, пыль. Раствор наносится кистью, валком или распылителем. В один или несколько слоев, в зависимости от требуемых характеристик.
Силикатный клей укрепляет структуру бетона, надежно соединяя частички цемента, песка, что предотвращает эрозию, появление пыли. Кроме того создается водонепроницаемый слой, что также препятствует деградации и разрушению бетонного покрытия.
Применение жидкого стекла для пола: как покрыть, преимущества использования
В последнее время среди покупателей становится все более востребованным такой строительный материал как жидкое стекло. Его общедоступность и возможность использовать в разных строительных работах открывает массу возможностей. Основной особенностью данного состава является то, что он обладает гидроизоляционными качествами, из-за чего строители часто используют жидкое стекло для пола. Также бетон станет прочным и влагоустойчивым, если предварительно будет проводиться обработка бетонного пола жидким стеклом.
Содержание
Виды жидкого стекла для пола, выбор
Подготовительные работы
Какие инструменты нужны
Подготовка поверхности пола
Принцип приготовления смеси
Технология покрытия пола
После того, как стяжка высохла
Видео: Гидроизоляция бетона
Виды жидкого стекла для пола, выбор
Жидкое стекло представляет собой состав, в который входят силикаты натрия либо соединения калия, и вода. В процессе изготовления используется кварцевый песок и сода, подвергнутые обжигу, или же диоксид кремния, обработанный щелочным составом в автоклаве.
Поскольку основным веществом жидкого стекла выступает силикатный раствор, то получение конечного продукта зависит от того какой щелочи в нем больше. Так, если в составе силикат натрия, то стекло будет натриевое, а если силикат калия то калиевое, иногда производители изготавливают литиевый раствор, но он встречается редко.
Натриевое стекло. Раствор выглядит как густая жидкость серого цвета. Продукт, обладает вяжущими качествами, и используется как клейкий раствор и гидроизоляционная смесь.
Продукт, обладает вяжущими качествами, и используется как клейкий раствор и гидроизоляционная смесь.
Калиевое стекло. Вещество представляет собой тягучую, вязкую жидкость, прозрачного зеленого цвета. Характеризуется такими же качествами, как и натриевый силикат только дополнительно обладает антибактериальными и антигрибковыми свойствами, а также не подвержен воздействию кислот. Используется в производстве лакокрасочной продукции. Однако более прочный пол из жидкого стекла получается с применением калиевого продукта.
Дополнительно обладает антибактериальными и антигрибковыми свойствами, а также не подвержен воздействию кислот.
При выборе материала стоит обратить внимание на упаковку продукции, у которой есть адрес изготовителя, в противном случае можно приобрести некачественный товар. Что касается выбора между натриевым и калиевым вариантом, то выбирать нужно исходя из того, где будет применяться раствор. Так для гидроизоляции фундамента лучше применять состав на основе калия, а для обработки остальных элементов квартиры лучше использовать натриевое стекло.
Также стоит обратить внимание на внешний вид раствора. В качественном продукте не должно быть комочков, хлопьев и осадка должно быть немного.
В качественном продукте не должно быть комочков, хлопьев и осадка должно быть немного.
Подготовительные работы
Сам по себе состав не требует подготовки, его нужно только тщательно размешать при помощи строительного миксера. Основные подготовительные работы связаны с подготовкой обрабатываемой поверхности.
Пропитывается цементный пол только при температуре выше +5 С. При использовании части раствора нужно оставшийся состав держать в плотно закрытой емкости. В процессе пропитки напольной площади надо исключить образование лужиц. Кроме того, планируя покрыть пол сначала надо подготовить напольную поверхность. Жидкое стекло на пол можно наносить только на предварительно очищенную и сухую плоскость.
Сам по себе состав не требует подготовки, его нужно только тщательно размешать при помощи строительного миксера.
Какие инструменты нужны
Для реализации данных работ понадобятся следующее инструменты:
Шлифовальное оборудование, работающее с бетонным покрытием, а также комплект разнозернистых дисков к агрегату;
Дробеструйные и пескоструйные агрегаты и компрессор, к которому они будут подключаться;
Жесткие щеточки для работы на стяжке;
Дрель и насадка для строительного миксера;
Кисти, валики либо краскопульты;
Перчатки, респираторы, очки.
Для реализации данных работ понадобятся определенные инструменты.
Подготовка поверхности пола
Чтобы заливка напольной поверхности получилась качественной надо провести следующие подготовительные работы: очистить основание от грязи, удалить жирные пятна, ржавчину, избавиться с помощью жестких щеток, шлифовального аппарата или химических веществ от отслоившихся кусков старого цемента, клея или краски. Затем пылесосом убирается пыль.
После очистки можно рассмотреть и устранить такие дефекты как сколы и трещины. Далее поверхность шпаклюется, выравнивается и грунтуется.
Чтобы заливка напольной поверхности получилась качественной надо провести подготовительные работы.
Принцип приготовления смеси
Пропорция используемая при приготовлении жидкого стекла с водой и прочими компонентами зависит от того какие виды работ будут проводиться. Если раствор плохо подается сцеплению с поверхностью, то количество воды нужно снизить либо добавить цемента. В идеале лучше воспользоваться мерной посудой. Вода при этом используется только холодная.
При осуществлении ремонтно-строительных работ готовиться несколько составов, включающих песок, цемент и прочие компоненты. Чтобы создать водонепроницаемый слой лучше всего использовать смешанный состав из бетона или цемента, в который необходимо включить жидкое стекло. Пропорция раствора 1 : 10:
Раствор жидкого стекла – 1,5 кг/л.;
Песочно-цементный состав (1 : 4) – 2,6-2,7 кг/л.;
Бетон – 2,2-2,5 кг/л.;
Песок кварцевый – 1,5-1,7 кг/л.
Увеличить прочность и водонепроницаемость напольного покрытия можно, если залить поверхность пола еще одним слоем жидкого стекла толщиной примерно 3 мм., при этом слой наносить нужно только 1 раз.
В том случае, если до нанесения покрытия напольная поверхность обрабатывалась силикатным раствором, не нужно ждать, её полного застывания, потому что однородная стекловидная поверхность может не сцепиться со штукатуркой или грунтовкой.
Если раствор плохо подается сцеплению с поверхностью, то количество воды нужно снизить либо добавить цемента.
Технология покрытия пола
Если материал применяется совместно с цементными составами, то достаточно добавить 3 % жидкого стекла и конечный продукт станет прочным и не будет подвержен воздействию внешней среды. Чтобы составить раствор потребуется песок, активный кремнезём, тонкомолотый наполнитель. Все элементы смешиваются, добавляется вода, состав перемешивается 4 мин. затем вливается стекло, полученная масса размешивается ещё минут 5., пока вещество не приобретет густую, тягучую консистенцию.
Время застывания:
1%: 1час 10 минут — 3 часа 35 минут;
5%: 30 минут — 2 часа 25 минут;
1 час 35 минут — 5 часов;
2%: 1 час — 3 часа 15 минут.
Технология заливки цементного напольного покрытия жидким стеклом предполагает заливку стяжки одинаковым количеством состава. В то же время стяжки находятся параллельно настенным плоскостям в виде полосок. Работы производятся поочередно, чтобы смесь распределилась равномерно на каждом квадратном метре. Производится это игольчатым строительным валиком, ракелем с удлиненной ручкой, шпателем с широким основанием. На первом этапе смесь наносится шпателем, затем поверхность выравнивается валиком и только после этого ракелем. Ширина слоя 2-4 мм., наносится 1 раз.
Технология заливки цементного напольного покрытия жидким стеклом предполагает заливку стяжки одинаковым количеством состава.
После того, как стяжка высохла
Как только гидроизолирующее основание полностью просохнет производиться обработка лаком, чтобы плоскость стала глянцевой и прочной. Спустя 24 часа после окончания работ покрытие можно эксплуатировать.
Как только гидроизолирующее основание полностью просохнет производиться обработка лаком, чтобы плоскость стала глянцевой и прочной.
Жидкое стекло обладает массой преимуществ позволяющих сделать пол не только внешне привлекательным, но и влагоустойчивым, антибактериальным. А невысокая стоимость материала делает его доступным. Воспользовавшись рекомендациями специалистов сделать покрытие пола с жидким стеклом можно своими руками.
Видео: Гидроизоляция бетона
Жидкое стекло | CCM GmbH
Продукция
CCM — Фабрика жидкого стекла
Почему жидкое стекло CCM?
Мировой лидер в разработке, производстве и поставке нанопокрытий из жидкого стекла
Поставщик ведущих брендов и ведущих организаций в глобальном масштабе
Высокое качество — Сделано в Германии
Более 18 лет на рынке
Покрытия из жидкого стекла основаны на технологии жидкого стекла SiO². Эта действительно замечательная технология позволяет конечному пользователю защищать промышленные и бытовые поверхности сверхпрочным покрытием из невидимого, легко очищаемого стекла.
Каталог ALGT
Загрузить «Очистка. Защита. Дезинфекция». в формате PDF
Технология
Узнайте больше о том, как работает передовая технология жидкого стекла
Промышленность и потребительские товары
отмеченные наградами бренды, такие как LiquiGlas, Bacoban, Pedexan, Dexan или Biosativa.
Нанопокрытия
Промышленные и профессиональные покрытия
Предварительный очиститель
Промышленные и потребительские товары
В связи с резким увеличением спроса на профессиональную поддержку нанесения покрытий CCM разработала платформу обслуживания приложений. Eikin GmbH Germany стала первым лицензированным сервисным партнером, и, кроме того, они получили возможность управлять развитием платформы обучения и приложений в Германии.
Компания Eikin GmbH была создана специально для того, чтобы управлять текущим развитием нашего отдела обслуживания приложений. Эта структура позволяет CCM продолжать концентрироваться на разработке и поставке выдающегося портфеля продуктов, но в то же время иметь возможность поддерживать клиентов с помощью экспертной технической поддержки и поддержки приложений.
Дополнительная информация
Брошюра: CCM — приложения, обучение, управление проектами (PDF)
Новости
Новое покрытие для мобильных телефонов с годовой гарантией качества продукта
Компания CCM запустила вторую фазу покрытий для мобильных телефонов: покрытия из жидкого стекла с годовой гарантией качества продукта под нашим брендом «CCM» (доступно с января 2020 года) и для клиентов частных торговых марок.
Обучение работе с жидким стеклом и карнавал
Это было идеальное сочетание: Перед тренировкой по работе с жидким стеклом 12 ноября с участием участников из Китая, Германии, Англии, Гонконга и Франции, CCM познакомил гостей со стартом «Кельнского карнавала» 11 ноября.
Буклет о новых автомобильных покрытиях – Q² Quantum Quartz Technology
Новый буклет о CCM «Q² Quantum Quartz Auto Coating Technology» уже в сети. «Q² Quantum Quartz» — это не просто бренд, это точное описание технологии.
Новое видео о покрытиях для кроссовок
Нил Макклелланд, технический директор CCM, объясняет, как работает новое покрытие для кроссовок Hot Stuff®.
Новое видео мастер-класса по облицовке камнем
CCM выложила в сеть первый видео мастер-класс. На нем показаны различные каменные покрытия CCM и их свойства, сделанные Нилом Макклелландом, техническим директором CCM.
Обучение жидкому стеклу
Подробнее
Узнайте больше о нашем двухдневном учебном курсе по жидкому стеклу
При создании фундамента и последующего возведения стен сооружения в качестве элементов крепежа применяются болты, которые принято называть «фундаментными». Можно услышать другое название таких деталей – анкерные болты. Но это совсем не означает, что скрепление несущих стен с фундаментом осуществляется с применением анкеров. Все гораздо проще: крепеж фундаментальных болтов причисляется к анкерному типу.
Конструкция
Одна часть фундаментного болта выполняет функцию якорного элемента, надежно крепящегося к основанию. Вторая часть – это штырь, на котором сделаны насечки. Она заводится в несущие стены постройки.
Производится такая крепежная продукция исключительно из высококачественной стали. Так обеспечивается ее повышенная прочность, которой придается первостепенное значение. Дополнительное улучшение данной характеристики достигается путем нанесения на поверхность фундаментного болта слоя цинка.
Сферы применения
Использование данных крепежных элементов обязательно в следующих ситуациях:
когда обустраивается фундаментная подушка для установки различных высокоточных технологических агрегатов. Так техника будет защищена от смещения под воздействием вибраций;
на этапе возведения цоколя сооружения. Сначала болты помещаются в цокольную компоненту фундамента, после чего к ним крепятся облицовочные материалы;
при монтаже конструктивных элементов ростверка балочного типа. После размещения крепежных деталей в сваях, к ним крепятся затяжки;
когда фундамент подвергается ремонту. К существующим участкам основания сооружения посредством болтов крепятся новые фрагменты.
Также возможно применение таких изделий и в быту. Их рекомендуется использовать для навешивания обладающего большим весом крупногабаритного оборудования (например, бойлеров на 100 литров). Такой вариант лучше по сравнению с дюбелями с саморезами.
Разновидности
Сегодня наиболее широко применяются ниже представленные виды фундаментных болтов.
Прямой болт
Крепление осуществляется путем помещения в раствор цемента с песком, либо с использованием клея. Длина болта достигает почти полтора метра. Сферы применения: металлические либо ж/б (здесь и далее железобетонные) конструкции.
Съемный болт.
Выполнен в форме прямого штыря, оснащенного анкером. Монтаж осуществляется в фундамент ленточного заливного типа. В длину может быть несколько метров. Сфера использования – компоненты систем инженерных коммуникаций и технических конструкций. Применяется крепление данной разновидности в каменных, ж/б, просто бетонных, реже – в кирпичных, постройках.
Составной болт.
На противоположных концах размещены муфта и резьбовая шпилька. Собственно, муфта со шпилькой определяют общую длину болта, которая достигает несколько метров. Нашел применение крепеж фундаментный данной разновидности для 2-х элементов из металла либо железобетона.
Данный элемент имеет стержень с резьбой. На его одной стороне имеется анкерная платформа, а на другой навинчены гайки. Длина может составлять 5 м. Используются болты этого вида в металлических либо ж/б конструкциях.
Изогнутый болт.
Прямой сегмент стержня на конце переходит в крюк. Общая длина подобного болта достигает 1,8 м. Данный крепеж нашел применение в тех же конструкциях из ж/б либо металла.
Болт с конусообразным концом
Окончание прямого элемента выполнено в конусообразной форме. Закрепление осуществляется двумя способами: песчано-цементной смесью после осуществления вибропогружения в нее стержня болта либо посредством разжимной цанги.
Варианты исполнения и резьбовые характеристики фундаментных болтов
Диаметр резьбы фундаментных болтов каждого из вышеуказанных видов зависит от варианта исполнения конкретного изделия. Далее приведена соответствующая информация.
Болты фундаментные прямые производятся только в одном исполнении. На них наносится резьба от M12 до M48
Болты фундаментные съемные выпускаются в трех вариантах исполнения. Изделия варианта №1 имеют резьбу от M24 до M48, второго варианта – от M56 до M125, а варианта №3 – от M56 до M100
Изготовление болтов фундаментных составных осуществляется в двух исполнениях. На крепеж варианта №1 наносится резьба от M24 до M 48. Изделия второго варианта исполнения имеют резьбу от M56 до M54.
Болты фундаментные, оснащенные анкерной платформой, производятся в трех вариантах исполнения. Изделия первого варианта имеют резьбу от M16 до M48, варианта №2 – от M56 до M90 и третьего варианта от M100 до M140
Производство болтов фундаментных изогнутых осуществляется в двух исполнениях. Резьба у такого крепежа обоих вариантов исполнения колеблется в диапазоне от M12 до M48
Болты фундаментные с конусообразным концом производятся в трех вариантах исполнения. Но на все эти крепежные изделия наносится резьба от M12 до M48.
Принятые обозначения представлены в таблице.
Заключение
Использование фундаментных болтов предоставляет возможность придать конструкции всего сооружения повышенную устойчивость. Таким крепежным изделиям характерна надежная система фиксации, а также повышенный уровень прочности.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Изготовление фундаментов болтов на заказ в СПб
Фундаментные болты на заказ
Фундаментные болты – это крепежные соединения, имеющие вид прутка с резьбой на одном конце и специальным приспособлением для удержания анкера в фундаменте – с другой.
Изготовление болтов под заказ требуется при выполнении строительных работ любого назначения – от постройки зданий до производства дамб, электростанций, промышленных цехов. Такие изделия обеспечивают надежность крепления к прочной, неэластичной и твердой основе. Для возможности закладки в фундаменте проделываются специальные гнезда.
Виды изделий
Применение метизов для фундамента в различных областях строительства требует производства болтов на заказ по индивидуальным меркам для получения лучшего результата. Изделия классифицируются по следующим критериям:
по типу – изогнутые, составные, с анкерной плитой, прямые, с коническим концом, съемные;
в соответствии с условиями эксплуатации – конструктивные, выдерживающие сравнительно небольшую нагрузку, и силовые, справляющиеся с динамической или высокой нагрузкой;
по методу установки болтов – различаются глухие и закладные изделия, последние имеют особую конфигурацию, которая обеспечивает прочность крепления в фундаменте;
по способу крепления в бетоне – изделие может быть закреплено в гнезде при помощи клеящей смеси, либо просто залито бетоном во время изготовления фундамента.
Болты БСР на заказ
Болт самоанкерующийся распорный (БСР) предназначен для монтажа и крепления навесных конструкций и покрытий, внешних коммуникаций, фиксации различных опорных сооружений на кирпичные или бетонные основания фасадов зданий и других работ. Болт достаточно прост в эксплуатации, обеспечивает надежное крепление, монтаж с его помощью осуществляется быстро.
Компания «ГлавКреп» рада предложить вам БСР в широком ассортименте. Мы изготавливаем и поставляем болты всей размерной линейки в любом количестве, возможно производство под индивидуальный размер.
Особенности и преимущества БСР
Самоанкерующиеся болты производства нашей компании полностью соответствуют ГОСТу 28778-90. Изделие выполняется из легированной высокопрочной стали. Антикоррозийную устойчивость болту обеспечивает дополнительное нержавеющее покрытие.
Комплект БСР включает в себя болт, шайбу, гайку, расширительное запорное устройство (спираль из металлической ленты, обвитая вокруг болта). Болт фиксируется за счет смещения и уплотнения витков спирали запорного устройства, что происходит при завинчивании шайбы.
БСР отличается следующими преимуществами эксплуатации:
Повышенная прочность соединения при монтаже конструкций из самых разных материалов,
Распределение нагрузки при фиксации внутри стены равномерно,
Стойкость к попаданию на изделие влаги за счет оксидированного покрытия.
По своему уровню надежности крепления и прочности фиксации БСР в разы превосходят обычные анкерные болты. При монтаже конструкций на бетон повышенной прочности такой болт обеспечивает прочное крепление по всей глубине своего проникновения в стену.
Заказывайте болты БСР у нас и будьте уверены, вы не пожалеете о своем выборе. Мы даем гарантию первоклассного качества своей продукции и способны выполнить заказ на любое количество болтов широкого размерного ряда: от М6х65 до М24х300.
Если в предлагаемом нами ассортименте не будет болтов необходимого размера, мы готовы изготовить изделия под ваш заказ. Все технические требования будут четко соблюдены. Вам не придется долго ожидать получения товара.
Болты, которые имеются в достаточном количестве на складе предприятия, отправляются покупателю практически моментально по доступной цене. Постоянным клиентам предоставляются персональные скидки.
Заказать болты можно, позвонив по телефону или заполнив форму заказа, указав в ней необходимый объем партии и размеры. Все детали, касающиеся изделий и сроков поставки, обсуждаются с нашими консультантами по телефону.
Заказывая болты у нас, вы получаете качественный товар быстро и недорого. Полная ориентированность на выполнение пожеланий клиента – одна из наших основных задач.
Особенности производства
Изготовление болтов для фундамента требует правильного выбора материала и строго соблюдения технологии. При выполнении заказа используется высокопрочная нержавеющая или углеродистая сталь. Для лучшей коррозийной устойчивости материал может быть покрыт цинковым слоем.
Изготовление анкеров происходит на современном оборудовании, с помощью которого можно осуществлять точную нарезку резьбы указанного в заказе размера и шага.
Оставить заявку на изготовление болтов по индивидуальным меркам можно по телефону: +7 (812) 425-68-89 или заказав обратный звонок сайта.
Фундаментные болты: типы и применение
Фундаментные болты в основном используются в производстве быстровозводимых зданий, креплении тяжелых машин к фундаменту и строительстве. Они также используются в таких предприятиях, как нефтехимия, производство сахара и товаров народного потребления. Он в основном используется в промышленных целях и поэтому изготавливается из сверхпрочной нержавеющей стали или углеродистой стали. Однако в ITA Fasteners мы можем изготовить фундаментные болты по индивидуальному заказу из любого материала по вашему запросу.
Тип фундаментного болта, который вам следует выбрать, зависит от различных факторов, таких как размер машины, на которой будут использоваться фундаментные болты, и силы, которую, как вы ожидаете, будет выдерживать машина.
Установка фундаментных болтов – процесс
Фундаментные болты в основном используются для установки машин на бетонные полы. Вот как происходит процесс:
Изначально положение болтов отмечается на земле. Затем в их точном положении выкапываются отверстия с точными размерами. Затем болты подвешивают к соответствующим отверстиям, а вокруг заливают бетон. Как только бетон схватится, подвески снимаются, а машина устанавливается.
Типы фундаментных болтов
Фундаментный болт с проушиной
Один конец фундаментного болта с проушиной выкован таким образом, что он изгибается и выглядит как проушина. На проушине также закреплена крестовина для установки станка. Эти болты используются для надежного крепления кабелей промышленного класса, которые должны выдерживать сильные движения, ветер и давление.
Фундаментный болт L/J
Эти фундаментные болты используются для скрепления достаточно тяжелых опорных конструкций. В основном они находят свое применение в электрических башнях и башнях сотовой связи. В зависимости от требуемой прочности на растяжение эти болты могут быть изготовлены из различных марок нержавеющей стали.
Фундаментный болт с изгибом
Эти болты имеют характерный изгиб на одном конце и могут устанавливаться как в бетонные, так и в каменные основания. Болты сначала залиты свинцом, а затем вся сборка залита бетоном для лучшей фиксации. Чтобы закрепить основание машин на месте, используется винт промышленного класса. Изгиб на нижнем конце обеспечивает более прочный захват.
Тряпичный фундаментный болт
Этот уникальный фундаментный болт имеет коническую форму с канавками со всех сторон и квадратное или прямоугольное поперечное сечение. Как и в случае с изогнутым фундаментным болтом, необходимо сначала дать тряпичным болтам закрепиться в свинце, прежде чем дать всей сборке закрепиться в бетоне.
Фундаментный болт Льюиса
Эти болты уникальны как по конструкции, так и по применению. Фундаментные болты Льюиса сужаются по ширине с одной стороны и поставляются с ключами, которые позволяют легко снимать их. Поэтому эти болты используются преимущественно для подъема и перемещения огромных блоков камней вместо крепления машин к фундаменту. Чтобы использовать этот болт, фундаментный блок используется для создания ямы в цементном бетоне. Как только бетон затвердеет, внутрь него вставляется фундаментный болт Льюиса так, чтобы коническая сторона болта была обращена к конической поверхности котлована. На прямых поверхностях болта и углубления вставляется ключ, чтобы можно было снять болт. Как мы упоминали ранее, этот болт используется в основном для подъема и перемещения тяжелых камней. Следовательно, другой конец болта можно выковать в виде петли, чтобы его можно было легко поднимать.
Фундаментный болт шплинта
Эти болты используются специально для установки тяжелого оборудования на место. Болт имеет прямоугольную прорезь в нижней части для облегчения вставки шплинтов. Обратите внимание, что шайба должна использоваться в качестве опорной поверхности для чеки.
Фундаментный болт пластинчатого типа
Очень популярный тип фундаментных болтов, фундаментный болт пластинчатого типа поставляется с пластиной корпуса на одном конце и усиленной резьбой на другом конце. Это широко используется в строительной отрасли.
В дополнение к ним вы также можете найти специальные фундаментные болты, изготовленные из различных материалов. Если вы ищете фундаментные болты Bent, Rag или Lewis, может быть трудно найти поставщиков, которые предоставят вам возможность настройки или превосходное обслуживание, которое мы предлагаем в ITA Fasteners.
Недавно мы отправили четыре тонны фундаментных болтов L-типа в Катар. В этом заказе нас хвалили за оперативность доставки и бескомпромиссное состояние, в котором болты были доставлены нашим клиентам
Свяжитесь с нами по телефону [email protected] для получения дополнительной информации или предложений по любым типам фундаментных болтов. Мы всегда рады помочь.
Крепеж ITA Назад
Производство — F1554 Анкерные болты
Анкерные болты
F1554 производятся в широком диапазоне конфигураций. Инженер-проектировщик указывает требуемую марку, размер и конфигурацию анкерного болта F1554 в зависимости от области применения и действующих на него сил. Различные производственные процессы, необходимые для изготовления анкерных болтов F1554, описаны ниже.
Резка
Сталепрокатные станы выплавляют и прокатывают стальной круглый прокат длиной 20–40 футов различных диаметров и марок. Первой необходимой производственной операцией, независимо от того, какой тип анкерного болта изготавливается, является нарезка круглого стержня до нужной длины. В зависимости от диаметра, марки стали и количества разрезаемой стали, сталь для анкерных болтов F1554 можно либо обрезать по длине, либо распилить с помощью ленточной пилы. Ножницы разрезают сталь подобно гильотине и очень эффективны по сравнению с ленточнопильными пилами, в которых для разрезания стали используются лезвия с зубьями. Использование ножниц для резки круглого проката ограничено до 2 дюймов в диаметре в зависимости от марки и длиной около 8 футов – 9 футов.футов примерно, в то время как ленточные пилы практически не имеют ограничений по диаметру или длине.
Резьба
Практически все анкерные болты F1554, независимо от их окончательной конфигурации, должны иметь резьбовой конец, выступающий из бетона, чтобы можно было прикрепить конструкцию к фундаменту с помощью гайки. Эти потоки обычно создаются с помощью двух типов многопоточных процессов. Нарезка резьбы, которая удаляет сталь из круглого стержня, обычно используется для небольшого количества анкерных болтов, большого диаметра, длинной резьбы и высокопрочных анкерных болтов. Накатывание резьбы формирует резьбу в процессе экструзии, в котором резьбонарезные матрицы вытесняют сталь, образуя резьбу. Многие прямые стержни, используемые в качестве анкерных болтов, имеют резьбу на закладном конце, который может иметь приварную гайку, приварную пластину или комбинацию гаек и пластины для повышения сопротивления выдергиванию.
Заголовок
Вместо изгиба, приварной гайки или пластины некоторые анкерные болты имеют кованую головку на закладном конце, что создает необходимое сопротивление выдергиванию. Конец круглого стержня без резьбы нагревают до высокой температуры, а затем «высаживают»/выковывают на операции, при которой нагретый конец принимает форму шестигранника, тяжелого шестигранника или квадратной головки. Анкерные болты с головкой F1554 обычно могут изготавливаться диаметром 2½ дюйма, а Portland Bolts поставляет заготовки с головкой F1554 класса 36 и F1554 класса 55 для сокращения сроков производства. Анкерные болты с головкой F1554 класса 36 также имеются в наличии на складе диаметром от ½ до 1 дюйма различной длины.
Изгиб
Изгиб под прямым углом или угол 90 градусов, анкерные болты являются обычной конфигурацией для анкерных болтов F1554, особенно меньшего диаметра/длины и типичных стандартных размеров. Мощное гибочное оборудование используется для изготовления изогнутой части или «крюка» на конце без резьбы, который будет заделан в бетон. В этом случае именно изогнутая часть анкерного болта обеспечивает сопротивление выдергиванию, а не кованая головка или сварная гайка.
Снятие фаски
Удаление первой резьбы на резьбовой части анкерного болта упрощает использование гайки и устраняет проблемы при установке. Этот процесс называется скашиванием. Снятие фаски особенно важно для высокопрочных или оцинкованных анкерных болтов и помогает облегчить сборку гайки, применяя небольшой скос к резьбовому концу, удаляя неполную или острую первую резьбу, которую часто можно легко повредить/погнуть.
Расклинивание
Анкерные болты F1554 также могут быть запрессованы/опрессованы с большими углублениями или углублениями, которые позволяют бетону, цементному раствору или эпоксидной смоле заполнить углубления. Бетон, цементный раствор или эпоксидная смола образуются вокруг углублений, и это создает сопротивление выдергиванию вместо сварной гайки или кованой головки. Анкерные болты такого типа называются анкерными болтами с запрессовкой и часто используются в опорных узлах мостов.
Сварка
Сварка – это процесс, при котором куски стали соединяются друг с другом путем нагрева компонентов и соединения расплавленного металла с присадочным материалом. Анкерные болты и стержни F1554 очень часто привариваются по разным причинам. Приварная гайка в нижней части стержня, сварные угловые пластины, приварные трубные втулки и любые их комбинации очень распространены для анкерных болтов F1554. F1554, класс 36, всегда пригоден для сварки, а F1555, класс 55, имеет дополнительные требования к свариваемости, которые очень распространены, однако существенная сварка с F1554, класс 105, должна быть поставлена под сомнение, поскольку этот класс подвергается термообработке и может непредсказуемо измениться при воздействии высокой температуры.
Изготовление пластин
Анкерные пластины для закладного конца анкерного болта очень распространены. Они могут быть круглой, квадратной или прямоугольной формы и часто привариваются или собираются к закладным концам анкерных стержней и болтов F1554 для обеспечения сопротивления выдергиванию. Эти пластины можно также использовать в верхней части выступающего конца в качестве больших шайб. Шаблоны из стали также используются для правильного размещения анкерных болтов во время установки и бетонирования. Пластины и шаблоны могут быть вырезаны лазером, обожжены плазмой или вырезаны/перфорированы с помощью мастера по металлу. Закладные пластины часто могут быть оцинкованы, чтобы соответствовать анкерным болтам, или иметь гладкую поверхность и могут быть изготовлены из мягкой стали A36 или стали A572 Grade 50. Шаблоны, поскольку они часто используются только для установки, обычно имеют простую отделку.
Термическая обработка
Из трех марок F1554 только F1554, марка 105 подвергается термообработке. Стальной круглый стержень, используемый для изготовления резьбовых стержней, подвергается процессу термообработки, при котором круглый стержень закаливается и отпускается для достижения надлежащих прочностных характеристик в соответствии с заданной спецификацией. В случае анкерного болта с головкой F1554, класс 105, с кованой головкой, анкерный болт подвергается термообработке, а затем испытывается, чтобы убедиться, что он механически соответствует требованиям прочности F1554, класс 105.
Цинкование
Горячее цинкование погружением является наиболее распространенным покрытием для анкерных болтов, обеспечивающим высокую степень коррозионной стойкости по экономичной цене. Этот процесс требует погружения анкерных болтов в расплавленный цинк, чтобы цинк соединился со сталью анкерного болта на химическом уровне. Проекты, в которых фундаменты и анкерные болты подвергаются воздействию элементов, таких как подстанции или фонарные столбы, преимущественно будут оцинкованы методом горячего погружения. Крайне важно, чтобы компания, выполняющая процесс цинкования, использовала специализированные системы для достаточного удаления излишков цинка с резьбы анкерных болтов без «преследования» (попыток перерезать) резьбы. АСТМ F2329, которая является наиболее актуальной спецификацией цинкования для резьбовых крепежных изделий, прямо запрещает производственную практику «нарезания резьбы» в разделе 5. 4.1 спецификации. Производители, которые гонятся за резьбой, часто случайно удаляют все цинковое покрытие или даже небольшую часть резьбы, пытаясь удалить цинк, что потенциально ослабляет резьбу. Специалисты по цинкованию, имеющие опыт горячего цинкования крепежных изделий и анкерных болтов, обычно используют центробежную силу для вытягивания избыточного цинка из резьбы оцинкованных анкерных болтов, пока цинк все еще находится в жидком состоянии.
Вопросы? Спросите Дэна
Дэн Карпан, торговый представитель Portland Bolt, является экспертом по анкерным болтам F1554. Свяжитесь с Дэном по телефону, через нашу форму, по электронной почте или через чат если у вас есть вопросы.
О компании Portland Bolt
Этот веб-сайт принадлежит и управляется компанией Portland Bolt and Manufacturing Company. Целью этого сайта является предоставление инженерам, архитекторам, производителям стали, подрядчикам и дистрибьюторам крепежа подробной технической информации, относящейся к спецификации анкерных болтов ASTM F1554.
фото и примеры работ специалистов по ременту Профи
https://profi.ru/documents/terms-of-use/
Токарные работы
Валерий Поменьше
Реставрация тормозных дисков
https://profi.ru/documents/terms-of-use/
Токарные работы
Артур Баисов
Специзделие. Д16
https://profi.ru/documents/terms-of-use/
Токарные работы
Артур Баисов
Штуцер авиационный. Д16
https://profi.ru/documents/terms-of-use/
Токарные работы
Артур Баисов
Механизм замка с электроприводом. Пластик-мелалл. Прототип
https://profi.ru/documents/terms-of-use/
Токарные работы
Артур Баисов
Спец изделие. 4d ЧПУ фрезеровка
https://profi. ru/documents/terms-of-use/
Токарные работы
Артур Баисов
Наконечник рычага. Д16
https://profi.ru/documents/terms-of-use/
Токарные работы
Алексей Данилов
Изготовление крепления глушителя из нержавеющий стали на Ducati m900
https://profi.ru/documents/terms-of-use/
Токарные работы
Михаил Ефремов
Переходник
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
шкиф облегчённый
https://profi.ru/documents/terms-of-use/
Токарные работы
Максим Кулыгин
токарка
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
шкиф на спорт кар
https://profi. ru/documents/terms-of-use/
Токарные работы
Иван Будник
нарезание шестерён
https://profi.ru/documents/terms-of-use/
Токарные работы
Джемиль Ибрагимов
Ручка от резьбонарезного станка
https://profi.ru/documents/terms-of-use/
Токарные работы
Максим Кулыгин
токарка
https://profi.ru/documents/terms-of-use/
Токарные работы
Владимир Фирсов
Заказ на токарные работы
https://profi.ru/documents/terms-of-use/
Токарные работы
Владимир Фирсов
выполнял заказ на токарную работу
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
труба арматизатора бмв х6
https://profi. ru/documents/terms-of-use/
Токарные работы
Иван Будник
запчасти на гидравлику
https://profi.ru/documents/terms-of-use/
Токарные работы
Дмитрий Давидюк
инжекционные газовые горелки для кузнечного горна
https://profi.ru/documents/terms-of-use/
Токарные работы
Дмитрий Давидюк
инжекционные газовые горелки для кузнечного горна
https://profi.ru/documents/terms-of-use/
Токарные работы
Дмитрий Давидюк
инжекционные газовые горелки для кузнечного горна
https://profi.ru/documents/terms-of-use/
Токарные работы
Сергей Порошков
Вкладыш. Сталь.
https://profi.ru/documents/terms-of-use/
Токарные работы
Сергей Порошков
Втулка. Сталь.
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
разное
https://profi.ru/documents/terms-of-use/
Сантехника
Рустам Шайинкулов
диплом нет
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
корпус подшипника
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
Бандаж молочного сипоратора. Чугун.
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
игла браж
https://profi.ru/documents/terms-of-use/
Токарные работы
Иван Будник
ограничитель 5/16 28 ниток
https://profi. ru/documents/terms-of-use/
Токарные работы
Иван Будник
регулятор дизельных форсунок
Заработайте на том,
что делаете лучше всех
Стать профи
Токарные работы (обработка металла) в Туле по низкой цене
Главная
Услуги
Токарные работы в Туле
Cогласие с политикой конфиденциальности
Диаметр обработки: до 680мм вкл.
Диаметр детали: до 680мм
Длина детали: до 1500мм вкл. При D65мм
Обрабатываемый металл: любой
Перемещение по осям: поперечный до 150мм и поперечный до 340мм
Макс. диаметр прутка, проходящий через шпиндель: не более д65мм (ДИП 300) и не более 40мм (остальные токарные станки)
Вид станка: №163, 1К62, 16К20
Токарные работы любой сложности качественно и быстро выполнять специалисты с большим опытом в компании Ремдеталь в Туле!
Токарная обработка изделий из металла осуществляется путем основного движения (вращения заготовки, закрепленной в патроне) и движения подачи инструмента.
Ремдеталь выполняет все токарные работы любой сложности. Работы проводятся при использовании современных точных токарных станков. Изготавливаем металлические изделия и детали для применения в любой сфере. Работы предполагают обработку от металлической болванки до полного приобретения ею законченных форм.
К токарной обработке относят:
Обтачивание;
Растачивание;
Подрезание;
Все виды резки.
Обрабатываемая поверхность может быть любой – конической, цилиндрической, фасонной, резьбовой.
Преимущество работы токаря состоит в том, что после производственного процесса получается такое изделие, которое далее дорабатывать не надо. Деталь готова к применению.
Ремдеталь предлагает услуги по выполнению токарных работ любой сложности и объема, работаем с физическими и юридическими лицами. Выполняются заказы не только по изготовлению типовых деталей, но и нестандартных деталей по заказу клиента. Стоимость токарных работ рассчитывается индивидуально, сроки выполнения и цену можно узнать у менеджера компании.
Фото работ
Цены
РемДеталь предлагает низкие цены за высокое качество работ.
Обратите внимание — окончательная стоимость зависит от объема работ и количества однотипных деталей, сложности производства и металла, дополнительных требований и сроков.
Менеджеры произведут расчет стоимости производимых деталей и работ — звоните +7 (4872) 58-88-47!
Вид работ
Стоимость
Токарные работы
от 3500 руб
Фрезерные работы
от 3000 руб
Сверлильные работы
от 2500 руб
Сварочные работы
от 1500 руб
Расточные работы
от 2500 руб
Координатно-расточные работы
от 3500 руб
Изготовление штампов и пресс-форм
от 4500 руб
Изготовление оснастки
от 2500 руб
Изготовление деталей из металла
от 1500 руб
Изготовление деталей для станков
от 1500 руб
Зуборезные работы
от 2500 руб
Закалка металла и термообработка
от 4500 руб
Долбежные работы
от 2500 руб
Газокислородная резка
от 1500 руб
Популярные услуги
Закалка металла и термообработка
Подробнее
Фрезерные работы
Подробнее
Зуборезные работы
Подробнее
Превратите фотографии в картины — 11 приложений (бесплатных и платных)
Вы когда-нибудь хотели, чтобы фотография выглядела как картина? К счастью, в 2022 году появилось множество отличных приложений, которые превращают фотографии в картины всего за несколько кликов!
В этом руководстве представлены 8 лучших приложений для iOS (для iPhone и iPad) и смартфонов Android, которые помогут применить стили рисования к вашим любимым фотографиям.
Мы также включили несколько отличных продуктов для пользователей компьютеров Mac и Windows.
Готовы превратить ваши фотографии в произведения искусства с новейшим эффектом акварели или масляной живописи?
Начинаем!
Содержание
Лучшие приложения для телефона для превращения фотографий в картины в 2022 году
Если вы когда-нибудь задумывались, как бесплатно превратить картину в картину, на самом деле есть несколько отличных приложений для iPhone и Android, которые могут вам помочь.
Для загрузки некоторых приложений требуется небольшая плата, в то время как другие бесплатны, но требуют оплаты за дополнительные функции.
(Вам также может быть интересно узнать о других приложениях, которые также могут превращать ваши фотографии в эскизы и рисунки.)
Давайте рассмотрим лучшие варианты.
1. Colorcinch (Web)
Направьте свой внутренний Пикассо с помощью Colorcinch и превратите свои фотографии в невероятно реалистичные картины и эскизы всего одним щелчком мыши!
Этот лучший в своем классе инструмент поставляется с сотнями фотоэффектов, фильтров и наложений на основе искусственного интеллекта, чтобы добавить немного творческой интриги к скучным портретным и пейзажным фотографиям.
Кроме того, вы можете точно настроить эффекты рисования, регулируя интенсивность, цвет и другие детали, чтобы получить поистине уникальные художественные работы.
Colorcinch также поставляется с различными рамками, масками и накладками ручной работы, с которыми вы можете поиграть, чтобы еще больше персонализировать свои фотографии.
Приложения для скрытия фотографий
2. Brushstroke (iOS)
Brushstroke — это приложение для iPhone, которое идеально подходит для превращения ваших фотографий в уникальные произведения искусства. Мазком кисти можно быстро и легко выделить изображение, а приложение автоматически запустит трансформацию.
В дополнение к этому, Brushstroke предлагает широкий выбор фильтров и творческих приложений, которые вы применяете к своим фотографиям. Таким образом, вы каждый раз будете получать по-настоящему уникальный образ.
Фильтры для цвета, холста и эффектов представлены в виде значков, которые вы прокручиваете, чтобы просмотреть, и коснитесь, чтобы добавить.
Для подлинного художественного опыта Brushstroke представляет пустой раздел, где вы можете использовать сенсорный экран и поставить свою подпись под картиной при завершении процесса превращения фотографии в искусство.
Завершив работу, вы можете поделиться своей картиной напрямую в социальных сетях. Brushstroke — один из лучших продуктов в магазине приложений для iOS.
3. Glaze (iOS)
Приложение Glaze для iOS висит в App Store уже несколько лет, но по-прежнему является впечатляющим приложением для преобразования фотографий в рисунки на iPhone.
Glaze предоставляет пользователям полный набор инструментов для редактирования изображений, с помощью которых можно применять стили рисования к фотографиям и настраивать результаты.
Его лучшая особенность заключается в том, что вы можете создавать свои пользовательские стили, смешивая существующие стили Glaze в режиме Workshop. Затем все, что вам нужно сделать, это применить стиль рисования к вашей фотографии и другим в вашей фотопленке.
А чтобы получить истинно художественный опыт, вы можете редактировать свои портретные фотографии в портретной ориентации и пейзажные снимки в альбомной ориентации.
Пользовательский интерфейс и меню Glaze интуитивно понятны и обеспечивают простую навигацию от начала до конца. В конце концов, это простой инструмент для изучения того, как сделать фотографию похожей на картину.
4. Waterlogue (iOS)
Существует множество различных материалов для создания произведений искусства — карандаш, уголь, пастель, акрил и масло. Но, безусловно, одним из самых завораживающих является использование акварели для воплощения искусства в жизнь.
К счастью, Waterlogue для iPhone — это приложение, которое проделывает огромную работу по превращению ваших фотографий в акварельные произведения искусства.
Приложение Waterlogue предлагает множество различных инструментов. Существует несколько предустановленных стилей акварельной живописи, которые позволяют получить базовый вид ваших фотографий.
Кроме того, вы можете точно настроить уровень детализации, размер файла, яркость и, наконец, внешний вид готовой границы.
В приложении Waterlogue очень легко ориентироваться, а простой пользовательский интерфейс с большими значками делает очевидным ваш следующий шаг в этом процессе.
Это, наверное, мое самое любимое приложение из всех, и мне понравилось использовать его для преобразования некоторых моих изображений путешествий в картины, такие как приведенное выше. Мне особенно нравится, как вы можете видеть, как облака сливаются с голубым небом над зданием.
5. Portrait Painter (iOS)
Portrait Painter — это приложение для iPhone, которое отлично справляется с задачей превращения ваших портретных снимков в великолепные картины.
Он доступен на всех основных мобильных и настольных платформах и очень популярен для имитации нарисованных портретов.
Пользовательский интерфейс прост и включает инструмент эллипса для маскирования областей. С помощью эллипса вы контролируете детализацию мазков в пределах обозначенного пространства.
Рендеринг мазков очень реалистичен и приводит к реалистичным картинам маслом и акрилом.
Наконец, выберите поверхность краски, чтобы готовое изделие повторяло типы холста.
Как только вы будете удовлетворены созданным стилем рисования, вы можете поделиться своими изображениями напрямую в социальных сетях, чтобы мир мог наслаждаться ими.
6. Tangled FX (iOS)
Tangled FX — это приложение для iPhone, которое превращает даже самые нелюбимые фотографии в уникальные живописные полотна.
Приложение использует простой пользовательский интерфейс, чтобы предложить 16 предустановок, чтобы превратить ваши фотографии в нарисованные сцены. Tangled FX имеет большой набор эффектов. Мне особенно нравятся эффекты волокон, которые используют существующие линии на фотографии для создания волокнистых текстур по всей сцене. Вот пример приложения в действии, на создание которого ушло всего несколько секунд
Хотя такой внешний вид может подойти не всем, он, несомненно, уникален, и многие найдут хотя бы несколько изображений в своей галерее смартфонов, достойных такого преобразования. .
Tangled FX может отображать фотографии в исходном родном формате HD. Кроме того, перед процессом преобразования приложение масштабирует меньшие изображения, чтобы обеспечить большую детализацию — то, что не может сделать даже родное приложение камеры iPhone.
Как и многие из этих приложений, Tangled FX позволяет делиться готовыми работами с онлайн-контентом и их сообществом.
7. Prisma (Android и iOS)
Prisma — замечательное приложение, доступное для Android и iOS. Несколько лет назад оно даже получило награду App Store «Приложение года».
Это неудивительно, учитывая, что Prisma предлагает более 300 фильтров для рисования и художественного стиля, позволяющих преобразить ваши фотографии бесчисленными способами. Здесь так много выбора, что вы можете потратить целый обеденный перерыв на редактирование и преобразование одной фотографии в нарисованный шедевр.
Сказав это, как только вы освоите Prisma и найдете свои любимые пресеты, вы, скорее всего, будете придерживаться стилей, внешний вид которых вам больше нравится. Но на этом выбор не заканчивается, поскольку Prisma выпускает новый фильтр каждый день.
Функция, которую Prisma предлагает по сравнению с другими приложениями, — это возможность превращать ваши фотографии в картины, которые перенимают стиль самых известных художников. Добавьте стиль, например, Дали или даже Пикассо к своему селфи, чтобы стильно обновить изображение профиля.
Навигация по приложению проста благодаря продуманной системе меню. Это мощный инструмент для iPhone, который одним щелчком мыши создает произведение искусства.
8. PicsArt (Android и iOS)
PicsArt — одно из приложений для iPhone и Android, предоставляющее полный набор инструментов для редактирования фотографий на ходу.
PicsArt невероятно популярен, и на сегодняшний день количество загрузок ошеломляет. Кроме того, помимо фильтров, параметров текста, создания коллажей и наклеек, он также имеет возможность превращать изображения из фотопленки в картины.
С PicsArt вы можете сделать стандартное селфи и использовать любой из инструментов эффекта холста, чтобы добавить раскрашенные вручную и нарисованные отделки вокруг и поверх вашей фотографии. Вы даже можете добавить фон к фотографиям.
Несмотря на то, что это очень многофункциональное и многофункциональное приложение, существует множество вариантов прокрутки, чтобы получить желаемые эффекты. Это часто бывает с приложениями, которые делают все это — не большой минус, но если вы хотите превратить фотографию в картину, есть более простые варианты.
9. Adobe Paint Can (iOS)
Компания Adobe известна своими комплексными инструментами редактирования изображений для настольных и мобильных устройств, которые они разрабатывают для фотографов и создателей визуальных образов.
Adobe Lightroom и Photoshop сразу покажутся вам знакомыми, если вы когда-нибудь имели дело с фотографией. Оказывается, Adobe также создает потрясающие приложения для редактирования фотографий на ходу.
Adobe Paint Can, приложение для iPhone, не является исключением, поскольку предлагает очень хорошо продуманное и выполненное мобильное приложение. Paint Can предоставляет вам возможность использовать существующие пресеты или вручную настроить размер кистей и различные стили, которые вы можете добавить к своему изображению.
Лучшая часть приложения Adobe Paint Can заключается в том, что вы можете потратить столько времени или меньше, сколько захотите, на преобразование фотографии в картину..
Кроме того, вы можете преобразовать только часть изображения в нарисованный рендер, сохранив при этом детали фотографии в других областях.
Хотя он доступен только для iOS, пользователям iPad понравится использовать его на большом экране или с Apple Pen.
Бесплатное настольное программное обеспечение для превращения фотографий в картины
Если вам интересно, как превратить фотографию в картину онлайн с помощью компьютера, существует ряд бесплатных сайтов, которые позволяют добавлять реалистичные стили рисования ко всему, что вы загружаете .
Кроме того, большинство популярных программных инструментов для редактирования фотографий включают в себя какой-либо фильтр портретной живописи, который позволяет добиться нужного эффекта преобразования фотографии в картину.
Вот два рекомендуемых варианта.
Adobe Online Photo To Painting Converter
Компания Adobe разрабатывает программное обеспечение для управления и редактирования фотографий и графических элементов. Это лидер отрасли, который предлагает известные программные инструменты, такие как Photoshop и Lightroom. Adobe предоставляет несколько бесплатных инструментов для редактирования, в том числе онлайн-конвертер фотографий в картины — часть платформы Adobe Photoshop Express.
Если у вас есть какая-либо из версий Lightroom или Photoshop, вы также можете преобразовать свои фотографии в картины с помощью программного обеспечения, но это совершенно другое руководство.
Бесплатный конвертер представляет собой простое приложение. Загрузите файл JPEG или PNG на веб-сайт, а затем щелкните набор инструментов «Художественные эффекты». Затем вы выбираете «Масляная живопись», «Мультфильм», «Раскрасить», «Поп-арт» или «Стилизация». Также есть список эффектов, каждый из которых показывает предварительный просмотр вашего изображения с примененным эффектом.
Вы настраиваете интенсивность эффекта, так как некоторые из них изначально сильные. Осталось только загрузить готовую картину.
Хотя это бесплатный сервис, вам необходимо создать учетную запись Adobe, чтобы получить доступ к его функциям, так что не совсем никаких условий.
Фоторедактор Tuxpi
Tuxpi — бесплатный онлайн-редактор фотографий, предлагающий ряд инструментов для редактирования фотографий, включая добавление рамок к существующим изображениям.
Если вы хотите использовать компьютер для редактирования фотографий, добавления текста и применения ряда фильтров, нет ничего проще, чем это.
Загрузите свою фотографию и примените любой из 60 инструментов редактирования фотографий. Tuxpi позволяет накладывать несколько эффектов друг на друга. Например, обесцветьте края фотографии, затем примените фотографию к процессу рисования и поместите ее в рамку. Кроме того, предварительный просмотр каждого изменения загружается в течение нескольких секунд.
Загрузите и поделитесь в социальных сетях, чтобы показать своим друзьям, насколько вы умны.
Несмотря на то, что Tuxpi — это весело, в нем нет тонкой настройки силы эффектов, размера кисти или маски. Вот снимок до и после с помощью Tuxpi — я очень доволен результатом.
Как поместить текст на картинку на моем iPhone?
Final Words
Существует множество бесплатных и платных приложений для мобильных платформ iPhone и Android, многие из которых можно загрузить на планшеты.
Преобразование ваших фотографий в картины с помощью всего нескольких нажатий на экран может показаться некоторым обманом. Но на самом деле это просто еще одна форма цифровых медиа, которая предоставляет творческим людям инструменты, необходимые им для создания удивительных и интересных произведений искусства.
Загрузите приложение и поэкспериментируйте с превращением своих любимых изображений в художественные картины.
Что вы думаете о таких приложениях? Вы пробовали сделать изображение похожим на картину? Есть ли у вас другие приложения, которые вы могли бы порекомендовать? Каковы результаты ваших попыток с приложениями для рисования? Присоединяйтесь к обсуждению ниже.
6 лучших бесплатных приложений для превращения фотографий в произведения искусства и картины
На создание своих шедевров гениальным художникам могут уйти часы за часами, но теперь вы можете создать их за считанные минуты. Благодаря некоторым приложениям для преобразования фотографий в рисунки вы можете использовать свой смартфон, чтобы превратить любое селфи или фотографию в мгновенную картину.
Потрясающие фильтры позволят вам выбирать между широким разнообразием стилей рисования. Вскоре вы будете впечатлять всех своих друзей своими красивыми и креативными вещами, независимо от того, используете ли вы их для фотографий профиля или настенных принтов.
Вот шесть лучших приложений для превращения фотографий в картины.
1. Фоторедактор Prisma
3 изображения
Prisma положила начало повальному увлечению фильтрами в художественном стиле, потому что оно удивительно простое в использовании и делает несколько вещей, которые не делает ни одно из других приложений в этом списке.
При использовании Prisma, как только вы выберете фотографию и фильтр, он немедленно применит фильтр и покажет вам предварительный просмотр вашего окончательного изображения. Затем вы можете провести пальцем влево или вправо, чтобы обозначить интенсивность фильтра от 0 до 100 процентов — этот параметр интенсивности доступен только на iOS на момент написания. Также есть возможность применить фильтр только к фону или объекту.
Вы также найдете обычные параметры редактирования изображений, такие как экспозиция, контрастность, насыщенность и многое другое.
В бесплатной версии уже есть множество отличных фильтров. Если вы хотите разблокировать более 500 фильтров и эффектов, вам необходимо подписаться на план Premium за 7,99 долларов США в месяц (или 39,99 долларов США в год, если вы платите один раз).
Загрузить: Prisma для Android | iOS (бесплатно, доступна подписка)
2. Редактор фото и видео PicsArt
3 изображения
Если вы хотите сделать больше, чем просто превратить фотографию в картину, PicsArt — отличный вариант. Приложение функционирует как полноценный сервис для редактирования фотографий с возможностями редактирования селфи и видео, макетами коллажей и набором инструментов и фильтров для украшения.
В этих фильтрах вы найдете несколько различных опций, которые позволят вам полностью изменить внешний вид выбранной фотографии на картину художника. Вы можете отредактировать фотографию почти до совершенства и изменить фильтр, чтобы сделать цифровое искусство за считанные минуты.
PicsArt также имеет своего рода социальную сеть в приложении, предоставляя ежедневный вдохновляющий контент от других пользователей. Тем не менее, он не конкурирует с специализированными онлайн-ресурсами для поиска вдохновения в цифровом искусстве.
Загрузить: PicsArt для Android | iOS (бесплатно, доступна подписка)
3. GoArt: Художественный фоторедактор
3 изображения
Еще одно отличное приложение, которое поможет вам превратить фотографию в картину, — это GoArt. GoArt был разработан с упором на возможность печатать созданные вами произведения искусства. Это дает отличные преимущества и несколько потенциальных проблем для ваших фото.
Приложение использует технологию искусственного интеллекта для преобразования фотографии в произведение искусства. Хотя он создает чистое и качественное изображение, его обработка может занять несколько минут, в отличие от большинства мгновенных вариантов. Однако, как и Prisma, GoArt позволяет вам регулировать интенсивность эффектов, чтобы итоговое изображение вам нравилось — эта настройка интенсивности доступна на Android и iOS.
Когда вы закончите, вы заметите водяной знак на фотографии. Вы можете копить виртуальные монеты в приложении, чтобы удалить его, или перейти на премиум-версию для его полного удаления.
Вы можете выбирать из различных художественных стилей, включая все, от экспрессионизма до структурализма. Создавайте шедевр за шедевром и размещайте их на стенах дома.
Основное предостережение GoArt заключается в том, что большинство фильтров находятся в премиум-версии приложения.
Загрузить: GoArt для Android | iOS (бесплатно, доступна подписка)
4. Фоторедактор Photo Lab
3 изображения
Если вы любите экспериментировать с забавными, креативными и красивыми фильтрами, Photo Lab — это то, что вам нужно.
Это отличный вариант для тех, кто хочет добавить что-то новое на свои страницы в социальных сетях. Photo Lab — это больше, чем просто приложение для рисования. Технология, основанная на искусственном интеллекте, чрезвычайно проста в использовании и автоматически выполняет редактирование, например обрезку, за вас. Благодаря таким технологическим достижениям вам не нужно знать, как использовать Photoshop для создания цифрового искусства.
Из приложения вы можете легко загрузить свое изображение в социальные сети или поделиться им на платформе, специально предназначенной для обмена цифровым искусством. Photo Lab предлагает широкий выбор доступных фильтров, так что вы можете попробовать разные, чтобы увидеть, какой из них подходит для конкретного изображения.
Загрузить: Photo Lab для Android | iOS (бесплатно, доступна подписка)
5. Insta Toon: Cartoon and Art Cam
3 изображения
Insta Toon заработала множество поклонников, предоставив высококачественный продукт, который на самом деле обеспечивает именно то, что вы просите. В этом приложении доступно меньше инструментов для редактирования фотографий, поскольку оно сосредоточено исключительно на превращении ваших фотографий в картины.
Просто загрузите изображение из фотопленки или сделайте снимок в режиме реального времени, чтобы приступить к работе. Оттуда прокрутите список доступных фильтров, пока не найдете идеальный вариант. Существует множество вариантов фильтров, включая черно-белые эскизы, картины маслом и комиксы.
Вы можете сохранить новый фрагмент в виде неподвижного изображения, GIF или видео и поделиться им с кем угодно. Вы также можете экспортировать в разных разрешениях, включая SD, HD и Full HD. Однако это приложение доступно только для iPhone.
Скачать: Insta Toon для iOS (доступны бесплатные покупки в приложении)
6. BeCasso: приложение Photo to Painting
3 изображения
BeCasso наполнен художественными фильтрами премиум-класса, созданными в стиле ваших любимых художников, таких как Винсент Ван Гог и сам Пикассо. После загрузки выбранной фотографии прокрутите длинный список различных художественных техник и выберите фильтр, который вам нравится.
Перед загрузкой фотографий вам нужно подправить их, так как большинство инструментов для редактирования фотографий в этом приложении разблокируются только после оплаты подписки.
Подбираем диоды для сварочного аппарата – какие выбрать
Прежде чем приступить к выполнению сварочных работ, необходимо запастись всем необходимым. Для этого понадобятся диоды для сварочного аппарата и само устройство.
Диод представляет собой полупроводниковое устройство, работа которого выполняется по принципу p-n-перехода. Главная его задача – это преобразование входящей энергии в сварочный аппарат в определенный тип на выходе.
Разновидности диодов
Сварочные диоды делятся на такие виды:
Светодиоды. Они представляют собой некий полупроводник, особенность которого заключается в создании оптического излучения во время прохождения электрического тока.
Выпрямительные. К их особенности можно отнести то, что внутреннее сопротивление не имеет постоянной величины. Оно зависит от самого напряжения, которое подается.
ИК диоды. Предназначены для оборудования, для которого характерно дистанционное управление.
Фотодиоды. Главная их функция заключается в преобразовании светового потока в электрический.
Стабилитроны. Такой вид характерен для тех случаев, когда в цепях имеется постоянный ток. Их функция – пороговая, которая заключается в том, что ограничивает напряжение с учетом достигнутого уровня. Выделяют стабисторы, которые применяются для стабилизации малых напряжений.
Емкостные диоды или варикапы. Принцип их действия подобен управляемому конденсатору. Такой полупроводниковый диод предназначен для работы с обратным напряжением, в результате изменения которого меняется и его барьерная емкость.
Диоды Шотки. Для них свойственны малое падение напряжения и высокая скорость работы, поскольку они не способны накапливать и рассасывать основные носители. По конструктивному признаку такие диоды имеют вид пластин, покрытых высокоомной эпитаксиальной пленкой. В качестве материала используется кремний. Диоды Шотки используются в переключательных схемах,
Тиристоры. Для них характерны два состояния – это закрытое и открытое. Первое означает низкую проводимость, а второе – высокую. Принцип их работы заключается в постоянном переходе из одного состояния в другое под действием сигнала.
Имисторы. Представляют собой параллельное включение, которое состоит из двух тиристоров. Применение таких диодов характерно для схем с переменным напряжением.
Критерием для разделения диодов на виды является и значение прямого тока. Согласно этому, диоды бывают малой (до 3х102 mA), средней (3х102 — 10 А) и большой (от 10 А) мощности.
В зависимости от используемой технологии для производства, диоды для сварочного аппарата есть точечные и плоскостные. Исходя из информации об используемых материалах, диоды делятся на: германиевые, кремневые, из арсенида галлия и фосфида индия. Германиевые характерны для транзиторных приемников, поскольку отличаются высоким коэффициентом передачи.
В зависимости от предназначения сварочные диоды бывают: выпрямительные, импульсивные, универсальные, варикапы, стабилитроны, стабисторы, туннельные, обращенные, лавинно-пролетные, тиристоры, фотодиоды, светодиоды и оптроны. Использование различных видов диодов в одной связке позволяет повысить коэффициент производительности сварочного устройства.
Сборка из четырех элементов, которая характеризуется способностью пропускать ток за полупериод, называется диодный мост для сварочного аппарата. Суть такого устройства заключается в преобразовании входящего переменного тока в пульсирующий.
Особенности работы
Диодный мост для сварочного аппарата характеризуется такими особенностями: два элемента в общей схеме находятся в последовательном соединении и направлены друг к другу, а другие два – друг за другом. Для данной сборки характерный параллельный принцип работы отрицательных и положительных диодов.
Первые осуществляют пропускную систему, которая касается только положительного переменного тока, а вторые в это же время делают обрезку отрицательной составляющей.
Результат работы моста из диодов представляет собой пульсирующее положительное напряжение, которое характеризуется постоянной величиной. Таким образом, при конструировании сварочного аппарата следует оценить все особенности цели и сферы использования диодов.
Для большинства людей важным показателем для выбора определенного вида полупроводника является цена. Но не всегда самый дорогой вариант является выгодным, поскольку его использование будет нерациональным по сравнению с более дешевым.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочный аппарат MMA ноу-хау 80-х годов от deda
Схема сварочного аппарата MMA предоставленная посетителем сайта deda.
Отличительная особенность данного аппарата,- это крутоспадающая VA — характеристика, минимум потери мощности, высокий КПД, дешевизна изготовления, малый вес. Что такое сварочный аппарат описано на главной странице сайта.
Для сварки током обратной полярности (например электродами МР3), нужно верхний по схеме вывод Р1 и «держак» переключить на +аппарата, а стол (деталь) на -. Сваривает 3мм электродом, вес- 13 кг, ток сварки максимальный- 115-130А., ток К.З.- до 250А.
Принципиальная схема:
Внешний вид сварочного и компоновка:
Описание сварочного аппарата.
В этой схеме дополнительная обмотка 2 с Д1-Д4 и Др. повышает напряжение поджига, поэтому основная обмотка 3 с Д5-Д8 имеет относительно низкое напряжение. Маломощный Тр2 с Д10-Д13,Р1,С3 и кнопка Кн постоянно включен в сеть для отключения (кнопкой на держаке) основного трансформатора Тр1 на время замены электрода и подготовки места сварки. Тр1 собран на двух сердечниках от ТС270А (от цветных ламповых телевизоров).
Из двух ПЛ собрал ШЛ сердечник. Мощные диоды использовал от двух списанных автобусных генераторов,- там их по 12 штук в каждом (в Жигулях – по 6 штук 20А*150V), перепаял по 6 диодов в параллель в каждое плечо моста. С2- 22000,0*50V-(такой нашёл) снижает пульсации сварочного тока, Д9 защищает конденсатор от пробоя напряжением поджига, — желательно, ВКД 200. Р1- с хорошими мощными контактами, т.к. коммутирует большую мощность на индуктивной нагрузке. Я поставил РПУ-0-УХЛ4(СССР) =12V-сейчас такие не выпускаются, значит смотрите что-то подобное и, соответственно, под него делайте блочок питания: Тр2,Д10-Д13 (КЦ405)и
С3. Обмотка 2 Тр1 работает на диодный мост Д1-Д4 из Д245 (можно и другие на ток 10А).
Др- из бытового стабилизатора с R активным 5-6 Ом и обмоткой провода 1,0-1,16 м.м. алюминия, С1- 50,0*150V. Для маломощного Тр2 использовал железо и готовую обмотку (2350 витков) отДр-5-0,08 этого же телевизора. Окно позволяет намотать 30V проводом 0,14, но Ш-железо, конечно, собирается вперекрышку.
Ток Х.Х=50ма.Обмотка1 Тр1 мотается в 2 жилы проводом ПЭВА 1,16 с таких же телевизоров (УЛПЦТ-59-2, УЛПЦТ-61-2) контролируя ток Х.Х.(я не записал кол-во витков)- не более 0,32-0,35А, (проверить недолго, воткнув сердечники и подав с ЛАТРа питание на начало обмотки и на конец той катушки, с которой сматываем провод),на обмотке 2- 55V , на обмотке 3- 35V, при этом на С2 будет 48V, на С1-90V.
Обмотку 3 я намотал алюминиевым проводом на 16кв.мм.-вроде бы должна сильно нагреваться, но на практике,- чуть тёплая,-дуга горит секунд 30, а потом замена электрода, «прицеливание»- минута отдыха, и всё-таки контролируйте нагрев время от времени, но аппарат получился хороший.
В своём аппарате предусмотрел отвод на 12 вольт у мощной обмотки и тумблер отключающий поджиг и замыкающий цепь кнопки управления для использования сварочника в режиме автомобильного «пускача».
Если нет шинки для намотки вторичной обмотки, то сделайте так: между двумя крючками, на расстоянии 25-30 метров (точнее можно посчитать перемножив среднюю длину витка вторички на количество витков), разматывайте любые катушки с медным проводом (от силовиков, пускателей, втягивающих и т.д.) с любой изоляцией, даже горелые.
Когда пучок станет толщиной с мизинец, аккуратно обмотайте его изолентой в 1-2 слоя по всей длине. Все кончики зачистить и скрутить. Получится многожильный провод нужного сечения.
Автор схемы и владелец сварочного аппарата — ded (deda)
Статью опубликовал: Admin Svapka.Ru
ДИОД PID / ДИОД S
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Переключить навигацию
сравнить продукты
Меню
Счет
Записка для наших друзей о COVID-19
Закрыть
Поскольку наше сообщество адаптируется к текущему глобальному кризису, мы хотели бы поблагодарить вас за вашу постоянную поддержку. Здоровье и безопасность наших сотрудников, клиентов и общества являются нашей главной заботой.
Возможно, вы видели наше предыдущее сообщение о предлагаемых нами вариантах доставки, но мы хотим, чтобы вы знали, что мы постоянно работаем над тем, чтобы лучше удовлетворить ваши потребности. Наши новые и улучшенные варианты включают:
Бесконтактная передача в наш сервисный центр Поскольку мы знаем о тех, кто все еще нуждается в обслуживании и ремонте своих инструментов, наш сервисный центр остается открытым для любого технического обслуживания, которое может вам понадобиться. Вы можете обслуживать свои инструменты, сохраняя при этом свою безопасность благодаря социальному дистанцированию.
Заказы на доставку по телефону Мы предлагаем заказы на доставку через наш интернет-магазин, если вы находитесь в Атланте, штат Джорджия. Вы можете безопасно сообщить нам, что прибыли в маске, соблюдайте социальную дистанцию в 6 футов, и мы сможем доставить вам ваш купленный заказ.
Наш бизнес считается «жизненно важным», и в это время мы будем работать в рабочее время. Если у вас есть какие-либо вопросы, пожалуйста, позвоните нам по телефону 800-241-4628.
Мы принимаем ряд мер, чтобы обеспечить безопасное преодоление этой нестабильной ситуации, продолжая эффективно обслуживать наших клиентов, партнеров и сотрудников.
В наличии
Артикул: DIODE PID / DIODE S
Минимум от $575,00
DIODE S и DIODE PID предназначены для использования в ручных производственных процессах. Они легче по весу, чем TRIAC.
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Дополнительные продукты и аксессуары
Самые продаваемые сопла
100.303 – трубчатое сопло диаметром 5 мм
Для использования со всеми скоростными сварочными насадками для Triac ST, Triac AT и Diode.
Форсунки с широкой щелью
Сопла для скоростной сварки
105.431 | Узкий предварительный нагрев 0,12 дюйма / 3 мм, круглый | Насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка 5 мм:
Симистор/диод 100,303
Горячая струя S/труд S 107.144
Гибли 107.154
107,137 | Для ленты 0,3 дюйма/8 мм | Насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Симистор/диод 100.303
Горячая струя S/Labor S 107.144
Гибли 107.154
106,993 | 1/4 дюйма Треугольный | Насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Симистор/диод 100. 303
Горячая струя S/труд S 107.144
Гибли 107.154
106,992 | 5/32″ / 4 мм | Треугольная | Насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Симистор/диод 100.303
Горячая струя S/труд S 107.144
Гибли 107.154
106,991 | 0,2 дюйма / 5 мм, круглая | насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка 5 мм:
Триак/диод 100.303
Горячая струя S/труд S 107.144
Гибли 107.154
106,990 | 0,16″ / 4 мм Круглый | Насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка 5 мм:
Симистор/диод 100.303
Горячая струя S/труд S 107.144
Гибли 107.154
106,989 | 0,12 дюйма/3 мм круглый | Насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Симистор/диод 100. 303
Горячая струя S/труд S 107.144
Гибли 107.154
105.433 | Узкий предварительный нагрев 0,2 дюйма / 5 мм, круглый | Сопло для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Симистор/диод 100.303
Горячая струя S/труд S 107.144
Гибли 107.154
105.432 | Узкий предварительный нагрев 0,16 дюйма / 4 мм, круглый | Насадка для скоростной сварки
Для этой насадки требуется круглая трубчатая насадка 5 мм:
Симистор/диод 100.303
Горячая струя S/Labor S 107.144
Гибли 107.154
106,996 | Насадка для прихватки
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Симистор/диод 100.303
Горячая струя S/труд S 107.144
Гибли 107.154
Трубчатые сопла
100.
303 – трубчатое сопло диаметром 5 мм
Для использования со всеми скоростными сварочными насадками для Triac ST, Triac AT и Diode.
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Триак/диод 143,833
Горячая струя S/труд S 143.831
113,874 | Круглый, без наконечника, 0,16″ | Навинчивающееся сопло
Это сопло навинчивается на симистор/диод с навинчивающейся «защитной трубкой» и требует адаптера сопла симистора/диода 143. 833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
126.552 — навинчиваемая насадка 0,16” (4 мм) для фторопласта
Эта насадка навинчивается на симистор/диод с навинчивающейся «защитной трубкой» и требует адаптера насадки симистор/диод 143.833 или Hot Jet S/Labor S переходник сопла 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
113.877 | Треугольная форма, без наконечника для прихватки, 3,54–0,22 дюйма | Навинчивающаяся насадка
Эта насадка навинчивается на симистор/диод с навинчивающейся «защитной трубкой» и требует адаптера насадки симистор/диод 143.833 или насадки Hot Jet S/Labor S адаптер 143.831. Эта насадка также подходит непосредственно к сварочному карандашу.
113,876 | Круглые, без наконечника для прихватки, навинчиваемые насадки 0,12 дюйма
Это сопло навинчивается на симистор/диод с навинчивающейся «защитной трубкой» и требует адаптера сопла симистора/диода 143. 833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
113,670 | Треугольная форма с наконечником для прихватки, 3,54–0,22 дюйма | Навинчивающаяся насадка
Эта насадка навинчивается на симистор/диод с навинчивающейся «защитной трубкой» и требует адаптера насадки симистор/диод 143.833 или адаптера насадки Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
113,666 | Круглая с наконечником для прихватки, ø 0,12 дюйма | Навинчивающаяся насадка
Эта насадка навинчивается на симистор/диод с навинчивающейся «защитной трубкой» и требует адаптера насадки симистор/диод 143.833 или адаптера насадки Hot Jet S/Labor S 143.831 , Эта насадка также подходит непосредственно к сварочной ручке.
106,987 | Треугольное навинчивающееся сопло 0,27 x 0,21 дюйма
Это сопло навинчивается на симистор/диод с навинчивающейся «защитной трубкой» и требует адаптера сопла симистора/диода 143. 833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
Для этой насадки требуется круглая трубчатая насадка диаметром 5 мм:
Симистор/диод 100.303
Горячая струя S/труд S 107.144
Гибли 107.154
Для быстрой покупки в Центре запчастей нажмите здесь
Как охладители воды могут улучшить лазерные системы
Охладители воды являются важным компонентом лазерной системы. Однако работе лазерных систем могут мешать компоненты, которые перегреваются и даже повреждают систему. Одним из решений является использование системы охлаждения лазера с водяным охладителем для охлаждения лазерного диода.
Охладитель воды охлаждает лазерный диод и другие компоненты системы, выделяющие тепло, такие как транзисторы и резисторы, обеспечивая их надежную работу. Это означает, что охлаждаемый лазерный диод работает оптимально без чрезмерной стимуляции, а также снижает шум оптического источника.
Как работают охладители воды
Оборудование для лазерного охлаждения использует лазерный охладитель воды для охлаждения температуры диода.
Охладитель для лазерной установки состоит из внешней системы охлаждения лазера, в которой используется охлаждающий насос, резервуар для охлаждения лазера и трубопровод для циркуляции охлажденной воды через лазерную систему. Это делается путем подключения охлаждающего оборудования к лазерной системе с помощью трубок с быстроразъемным соединением, подающих жидкость для охлаждения лазера.
Охладитель лазерной воды отвечает за снижение температуры лазерного диода за счет циркуляции охлаждающей воды через радиатор лазерного диода. Охлаждающий насос водоохладителя обеспечивает циркуляцию охлаждающей жидкости для лазера по трубкам для отвода тепла лазерного диода. Замкнутая система рециркуляции используется для охлаждения и водяных чиллеров. Охлаждаемая вода циркулирует через радиатор лазерного диода лазерной системы.
Процесс охлаждения снижает температуру, позволяя компонентам безопасно и надежно работать при низких температурах.
В водяных чиллерах используется герметичный чиллер компрессорного типа для охлаждения жидкости замкнутого контура до тех пор, пока она не достигнет желаемой температуры, близкой к комнатной. Затем вода циркулирует по радиатору лазерной системы. Процесс охлаждения снижает температуру и позволяет компонентам безопасно и надежно работать при низких температурах, что обеспечивает стабильную и качественную работу всей лазерной системы.
В зависимости от требований к лазерной системе охлаждающая жидкость может охлаждаться с помощью лазерного охладителя или внешнего источника, например стандартного холодильника.
Какие лазеры работают с чиллерами?
Системы лазерного охлаждения могут использоваться в системах, излучающих лазерный свет в ультрафиолетовом или инфракрасном диапазоне. Таким образом, лазерные системы, излучающие лазерный свет в этих диапазонах, включают:
CO2-лазеры
Эксимерные лазеры
Nd: YAG-лазеры
Система водяного охлаждения лазера отводит тепло от лазерного диода путем циркуляции охлаждающей жидкости для лазера через теплоотвод с лазерным диодом для контроля температуры и предотвращения повреждений.
Охладитель воды обеспечивает это с помощью системы рециркуляции с замкнутым контуром для отвода избыточного тепла от лазерного диода, который затем заменяется более холодной жидкостью (обычно деионизированной водой) перед возвращением в исходную точку внутри резервуара для охлаждения лазера.
Производительность лазеров обычно зависит от оборудования для охлаждения лазерных диодов в системе охлаждения. Оборудование для охлаждения лазерного диода определяет качество лазерного луча, выходную мощность и другие возможности лазерной системы. Таким образом, важно выбрать лазерный охладитель воды, который может удовлетворить потребности лазерных систем в отводе тепла для достижения максимальной производительности, эффективности и срока службы.
Нужен ли мне охладитель для моей лазерной системы?
Если в характеристиках вашей лазерной системы указано, что лазер охлаждается водой, то да, вам определенно нужен чиллер. Лазерная трубка генерирует высокотемпературный эндотермический свет. Если его не убрать из воздуха быстро, то лазер преждевременно выйдет из строя. Лазерные системы охлаждения могут быть подключены непосредственно к вашему лазерному блоку или интегрированы в лазерную систему в целом.
Лазерные охладители воды контролируют сильное тепловыделение в лазерных системах, вызванное использованием лазерных диодов, которые представляют собой полупроводниковые источники света, излучающие свет за счет вынужденного излучения. Лазерные диоды требуют высоких уровней мощности для работы с максимальными уровнями производительности, но также выделяют избыточное тепло как часть этого процесса.
Высокотемпературная среда может привести к износу и выходу из строя компонентов и материалов. Лазерные системы требуют охлаждения, чтобы поддерживать лазерный диод в определенном диапазоне температур, что позволяет ему работать с максимальными уровнями производительности в течение длительного периода времени без повреждений или отказов.
Охладители воды для лазерной резки предназначены для обработки высокотемпературного отходящего тепла за счет использования замкнутой рециркуляционной системы, которая постоянно отводит избыточное тепло от целевой оптики и отводит это тепло во внешний источник, такой как стандартный холодильник или другое чиллерное устройство.
Системы охлаждения лазерного резака обеспечивают его эффективность. Правильная система охлаждения лазера со временем улучшит общую производительность вашего лазера.
Как охладитель воды может улучшить мою лазерную систему?
За счет охлаждения лазерных трубок системы лазерного охлаждения могут продлить срок их службы. Лазерная трубка охлаждается непрерывным потоком воды для отвода тепла, выделяемого при облучении лазерным лучом.
Каждый, кто не понаслышке знает, что такое насосная станция и использует ее для частного дома, в хозяйстве или промышленности, рано или поздно может столкнуться с тем, что она не включается или быстро отключаться, часто включается и выключается, не закачивает воду или не обеспечивает необходимый напор. Любая неисправность должна устраняться оперативно для продления срока эксплуатации установки. Чтобы выяснить причины поломки и принять решение, что делать для их устранения, нужно произвести ремонт насосной станции.
Основные неполадки насосных станций
Содержание
1 Основные неполадки насосных станций
2 Как понять, что станция требует ремонта
2.1 Почему насос не качает воду
2.2 Почему насосная станция долго не отключается?
2.3 Почему насосная станция часто включается и выключается
4.4 Станция водоснабжения Omnigena MH 1300 INOX 230V 24л
Большое значение имеет первый запуск насосной станции. При условии, что сборка насосной станции и ее подключение осуществлялись в соответствии с рекомендациями производителя, именно он может выявить заводской брак, что наблюдается крайне редко, и определить основные недостатки системы в целом.
Перед тем, как запустить насосную станцию, убедитесь в том, что она надежно зафиксирована, все стыки загерметизированы, а перед пуском в систему вновь подана вода.
В большинстве случаев ремонт насосной станции не требуется, так как причина некорректной работы не в поломке как таковой, а проблемах в самой системе. Мы рассмотрим основные неисправности насосных станций и их устранение.
Наиболее часто встречающиеся неполадки можно разделить на несколько групп:
насосная станция не качает воду при работающем двигателе;
насосная станция не выключается;
установка работает рывками;
отсутствие крутящего момента при работающем двигателе;
насосная станция не держит давление.
Нужно отметить, что ремонт насосной станции своими руками можно производить в том случае, если вы знаете, как сделать замену комплектующих и используете рекомендованные производителем запчасти.
Как понять, что станция требует ремонта
Ремонт насосной станции требуется в том случае, если в процессе диагностики вы не обнаружили или устранили все возможные причины неисправностей, но система все равно работает некорректно.
Наибольшее количество проблем возникает, если вы используете оборудование с погружным насосом, так как проведение диагностики такого оборудования требует немало времени и сил. Признаками необходимости возможного ремонта может быть тот факт, что насос не поднимается, постоянно возникают проблемы с тем, чтобы набрать воду, происходит произвольное отключение системы.
Мы рассмотрим причины возникновения и способы устранения типовых неисправностей.
Почему насос не качает воду
Не качает воду насосная станция в том случае, если:
в полость всасывающей магистрали попадает воздух;
в источнике водозабора очень низкий уровень воды;
обратный клапан загрязнен или вышел из строя.
Поломка первого типа может быть устранена путем проверки герметизации всех соединений. Для этого нужно осуществить полное выключение системы, выкрутить пробку заливного отверстия и выпустить воздух. Далее требуется возобновить подачу воды и осуществить включение системы.
Если насос не может закачать воду из-за проблем с уровнем в области водозабора, рекомендуется проверить корректность установки заборного трубопровода. Также следует принимать во внимание тот факт, что в связи с некоторыми геологическими изменениями вода уходит глубже – в этом случае она не будет закачиваться по определению.
Не качает насосная станция и в том случае, если засоряется обратный клапан. Это может свидетельствовать о низком качестве воды или неправильном выборе насоса.
Почему насосная станция долго не отключается?
Понять, почему не отключается насосная станция, поможет проверка настроек реле давления насосной станции. Как показывает практика, в большинстве случаев причиной может быть слишком высокое выставленное давление, проблема решается путем его регулировки.
Еще одной причиной, вызывающей неисправность такого характера, может быть слишком слабый напор воды в системе. В этом случае ее можно доукомплектовать бытовым повышающим насосом.
Почему насосная станция часто включается и выключается
Ответом на вопрос, почему часто включается насосная станция, может быть поломка бака насосной станции (течь) или его недостаточный размер – то есть, вода расходуется слишком быстро, насосная станция не удовлетворяет эксплуатационные требования.
Для выявления пробоины в корпусе бака нажмите на ниппель, который находится на его оборотной стороне – из отверстия должен выходить только воздух. Появление в отверстии воды свидетельствует о разрыве мембраны. Отремонтировать ее нельзя – требуется замена.
В насосной станции падает давление и в том случае, если нарушена герметичность корпуса и установка не может накачивать достаточное количество воды и корректно работать.
Почему отсутствует крутящий момент
Такая проблема возникает вследствие поломки конденсатора или приклеивания крыльчатки непосредственно к корпусу. Неполадка характерна для оборудования, которое долгое время находилось в состоянии покоя. Для запуска крыльчатки прокрутите ее вручную несколько раз вокруг оси, в случае выхода из строя конденсатора требуется замена.
Почему насосная станция не набирает давление
Проблема свидетельствует о том, что регулятор давления воды настроен на слишком низкое значение. Устранить ее просто – достаточно изменить настройки реле. Регулятор давления для насосной станции работает в диапазоне 1,5-3 атмосфер. Для изменения настроек отключите систему от электросети и полностью слейте воду. Далее снимите крышку и измените силу затяжки соответствующих пружин.
Правила разборки насосной станции
Обслуживание и ремонт насосной станции своими руками нужно производить с учетом рекомендаций производителя.
Главное правило – полное отключение системы от источника энергии и удаление воды или другой жидкости из всей трубопроводной системы.
Все работы выполняются с соблюдением техники безопасности и использованием соответствующего инструмента.
Этапы ремонта
Ремонт своими руками вне зависимости от того, самодельная ли перед вами установка или профессиональная, выполняется в несколько этапов – отключение системы, слив воды, демонтаж насоса, разборка, замена вышедших из строя запчастей, сборка.
Порядок разборки:
отсоедините расширительный бак и демонтируйте насосную установку;
снимите корпус, предварительно открутив все болтовые соединения;
зафиксируйте вал, сняв с задней части двигателя крышку и вентилятор
отсоедините крыльчатку, открутив крепежный винт;
после демонтажа крыльчатки у вас открывается доступ к сальнику, для извлечения одной из двух его составляющих снимите крепежное кольцо;
отсоедините электродвигатель от консоли;
снимите вторую составляющую сальника – теперь может производиться замена сальника.
Собирать насос нужно в обратном порядке, собранный агрегат подключается к системе, после чего производится тестовый запуск.
Ремонт насосной станции своими руками (видео)
Ремонт насосной станции своими руками
Ремонт механической части сложной бытовой техники можно сделать собственноручно.
Эксплуатация индивидуальной насосной станции предполагает не только правильное обустройство гидротехнического сооружения, прокладку водопроводной системы и подключение насосного оборудования, но и осуществление регулярного обслуживания, а также выполнение некоторых ремонтных работ.
Своевременное обслуживание системы и устранение несложных неисправностей вполне может выполняться, самостоятельно.
Содержание статьи:
Правила технического ухода и обслуживания
Основные причины неисправностей
При работе отсутствует закачка воды
Ощутимые рывки в процессе работы насоса
Отсутствие стабильности водяного напора
Агрегат не отключается
Нарушения пуска/старта
Другие, возможные неисправности
Как минимизировать риск выхода техники из строя
Правила технического ухода и обслуживания
Надежность и долговечность, а также исправное состояние насосной станции, возможно только в условиях правильного ухода.
Эксплуатация насосной станции и вспомогательного насосного оборудования, обязательно должна осуществляться в соответствии с прилагаемой инструкцией.
Типичная конструкция включает в себя насос, бак для резервного накопления воды или гидроаккумулятор, а также автоматический или ручной узел управления.
Чтобы такое оборудование служило, бесперебойно, на протяжение длительного времени, необходимо соблюдать основные правила монтажа:
должно быть предусмотрено наличие обратного клапана, препятствующего оттоку воды в режиме работы насоса;
с целью предотвращения замерзания воды в системе, при очень низких температурных режимах, должна быть правильно рассчитана глубина установки;
не допускаются перебои в электроснабжении, а частые скачки напряжения быстро выводят из строя систему водоснабжения.
Важно устанавливать стабилизаторы напряжения, а также правильно рассчитывать объем воды, который может быть обеспечен насосной станцией.
Излишнее водопотребление провоцирует значительное снижение давления в системе.
А вы знаете про фановый клапан для канализации? Прочитайте советы профессиональных сантехников по выбору и установке аксессуара в полезной статье.
Про лучший незамерзающий теплоноситель для систем отопления написано на этой странице.
Основные причины неисправностей
Как правило, причин возникновения неисправности станции бывает несколько.
Поэтому, в каждом конкретном случае, необходимо проанализировать показания всех измерительных приборов, а также произвести последовательный осмотр элементов насосной установки.
Практически, все неисправности в насосной станции, включая неправильную работу и полную остановку, чаще всего, бывают вызваны следующими причинами:
отсутствие подачи к станции электропитания;
отсутствие воды в системе;
выход из рабочего состояния насосного оборудования;
сбой работы мембранного бака;
неисправности в блоке автоматики (что делать, если насосная станция часто включается, прочитайте в этой статье).
Значительная часть насосных станций для водоснабжения частных домов отличается, достаточно, простой, и, совершенно, несложной конструкцией.
Поэтому устранение незначительных неисправностей, чаще всего, осуществляется, самостоятельно.
При работе отсутствует закачка воды
Определить причину вращения насосного оборудования без перекачивания воды можно при помощи следующей диагностики:
Как правило, самой простой причиной включения оборудования (про итальянские насосные станции водоснабжения для частного дома написано тут) без закачки, является отсутствие воды в источнике.
В этом случае, достаточно, погрузить трубопровод или шланг более глубоко.
А что вам известно про температурный график системы отопления? С какого периода начинается подача и степень нагрева жидкости на входе и выходе трубопровода, написано в полезной статье.
Как поменять водяной насос высокого давления для автомойки, узнаете тут.
На странице: https://ru-canalizator.com/kanalizatsiya/avtonomnaya/ustrojstvo.html посмотрите фото канализации в частном доме, сделанной своими руками.
Ощутимые рывки в процессе работы насоса
Работа рывками вызывает частое включение и выключение насосной станции, а причины такой проблемы можно определить следующим способом:
проверить уровень давления внутри воздушной камеры гидроаккумулятора при помощи автомобильного манометра.
При пониженном давлении, воздух накачивается насосом, после чего проводится повторная проверка.
Если причиной утечки воздуха является разгерметизация, то используется холодная сварка;
закачивание воды рывками может наблюдаться при повреждениях диафрагмы или нарушениях в работе реле на давление.
В этом случае осуществляется замена элемента;
забор воды заметными рывками, часто возникает при неправильной работе узла автоматики (про трехходовой электромагнитный клапан написано здесь) и сопровождается скачками показателей на манометре.
Если ситуация вызвана повреждениями резиновой груши, то потребуется выполнить её замену.
Подобная ситуация может возникать в результате падения уровня давления в подушке за резиновой мембранной грушей.
Стандартное давление должно составлять полторы атмосферы.
Для повышения до этих показателей применяется закачка воздуха через ниппель на задней части корпуса.
Отсутствие стабильности водяного напора
Подача воды с переменным напором чаще всего бывает вызвана попаданием в систему воздуха.
В этом случае, требуется проверить герметичность всего оборудования, а также уровень воды в источнике.
[note]Важно помнить, что диаметр всасывающей трубы должен выбираться с учётом высоты подъёма воды.[/note]
Агрегат не отключается
Если насосное оборудование после включения не отключает насосную станцию, и осуществляет непрерывную закачку воды, то, в первую очередь, нужно отключить станцию.
Эксплуатация оборудования в аварийном режиме, категорически, запрещена и может вызвать полное разрушение всей системы.
Устранение неполадок должно осуществляться следующим образом:
неисправная работа реле на давление требует грамотного регулирования (видео посмотрите по этой ссылке) при помощи гаек, расположенных на пружинах под пластиковой крышкой;
наслоение солей, блокирующих правильное функционирование реле на давление, удаляется в процессе ручной очистки.
Чтобы проверить функциональность реле, нужно произвести его визуальный осмотр, но в некоторых случаях, может потребоваться его полная замена.
Нарушения пуска/старта
Как правило, отказ включения насосного оборудования провоцируется разрывами в электрической цепи.
Определить участок такого разрыва можно при помощи тестера.
В первую очередь, тестированию подвергаются коммуникации подвода и реле на давление.
Также, необходимо, проверить работоспособность контактов и обмотки, и при необходимости удалить посредством мелкозернистой наждачной бумаги все скопившиеся окислы.
Когда причина кроется в сгоревшем двигателе, то для его восстановления используется перемотка или выполняется полноценная замена узла.
Причиной нарушений в запуске насосной станции может стать поломка пускового конденсатора.
Наличие характерного гула при включении, часто, свидетельствует о заклинивании крыльчатки.
Другие, возможные неисправности
Если монтаж насосного оборудования был выполнен правильно, а также отсутствовали значительные нарушения в процессе эксплуатации, то проблемы работоспособности станции можно определить при помощи следующей таблицы.
Неисправность
Возможные причины
Уменьшение напора воды в процессе работы
Снижение количества оборотов при падении напряжения в электрической сети
Засасывание воздушной массы через сальники, расположенные в корпусе насоса
Засор в рабочем колесе насоса, механические повреждения или износ уплотнительного кольца
Повышение сопротивления в напорном трубопроводе и механические повреждения
Вибрация насосного оборудования
Нарушена центровка агрегата или ослаблены крепежные болты на трубопровод
Прогиб вала, износ подшипников или заедание основных вращающих элементов
Значительный перегрев корпуса
Длительная работа с закрытой задвижкой, сильно или с перекосом затянутая крышка на сальнике
Недостаточное количество или низкое качество смазочного материала в подшипнике
Сработка или чрезмерная затяжка вкладышей, расположенных на подшипнике
Как минимизировать риск выхода техники из строя
Сократить необходимость осуществлять самостоятельный ремонт бытовой насосной станции (инструкция для насосной станции «Джилекс Джамбо 60/35 п-24») можно при соблюдении всех рекомендаций в процессе установки такого оборудования:
при монтаже, нельзя сгибать и перекручивать трубы или шланги, а любая деформация может стать причиной резкого снижения пропускной способности;
качественная герметизация всех соединений в процессе установки оборудования предотвращает подсасывание системой воздуха;
чтобы сделать обслуживание насосной станции, максимально, удобным и легким, нужно использовать разъёмные соединения – «американки»;
важным условием правильного функционирования является установка обратного клапана (как сделать своими руками, прочитайте здесь), который предотвращает обратный заброс воды и снижает риск появления гидроудара в результате дисбаланса внутрисистемного давления;
установка защитной сетки на обратный клапан во всасывающем трубопроводе, эффективно предотвращает занос в систему крупных абразивных частиц;
всасывающую трубу нужно погружать в воду, минимум, на четверть метра, а также сделать изменения направления потока воды минимальными;
если в процессе эксплуатации предполагается транспортировка воды на большое расстояние, то расчётный диаметр трубопровода должен быть увеличен.
[note]Сократить расходы на ремонтные работы можно строгим соблюдением рекомендаций от производителя оборудования, а также проведением своевременных и внимательных осмотров всех узлов и агрегатов насосной станции.[/note]
После изменения закона в 2011 г. с 1 октября 2011 г. мы стали отвечать за частную канализацию/дренаж. Затем с 1 октября 2016 г. мы стали отвечать за частные насосные станции, соответствующие критериям приемлемости.
Вы по-прежнему несете ответственность за участки трубопровода между вашей собственностью/зданием и переданной частной канализацией или боковым водостоком.
Объяснение переноса частной канализации
То, как на вас повлияет перенос частной канализации, зависит от типа собственности, в которой вы живете. Это связано с тем, как соединены канализация и водостоки.
В приведенном выше коротком видеоролике представлен обзор канализационного переноса. Затем вы можете посмотреть одно из приведенных ниже видеороликов, в которых показано, как это влияет на каждый тип свойств.
Просто выберите тип собственности, в которой вы живете, из списка ниже.
Отдельный
Сдвоенный
Терраса
Квартиры
Проблемы с канализационными трубами
Мы здесь, чтобы помочь вам выяснить, какие трубы были перемещены, а какие трубы по-прежнему находятся под вашей ответственностью.
Это поможет избежать ненужных вызовов, за которые мы можем взимать плату.
Вы по-прежнему будете нести ответственность за всю внутреннюю сантехнику и участок трубы, ведущий к перенесенной канализации.
Если вы считаете, что проблема связана с канализационной трубой или сливом, выполните следующие действия. Важно, чтобы вы попытались определить, где проблема, так как это может избавить вас от ненужных выносок.
Если у вас общая канализация, попробуйте спросить у соседей, есть ли у них проблема.
Если они этого не сделают, вероятно, проблема связана с вашим участком трубы или канализацией. Это означает, что вам нужно решить эту проблему самостоятельно.
Если у ваших соседей есть проблема, она может быть на общем участке трубы.
Частные насосные станции
Закон изменился в 2016 г., и теперь мы несем ответственность за все подходящие канализационные насосные станции в нашем районе.
Это означает, что теперь мы берем на себя обслуживание, техническое обслуживание и эксплуатационные расходы этих станций.
Что такое канализационная насосная станция?
Насосные станции бывают разных форм и размеров. Их можно найти на подъездных дорожках, в садах, на обочинах дорог и в других местах.
В некоторых домах или на предприятиях есть дренажные системы с насосами, расположенными внутри больших люков, также известных как мокрые колодцы. Они перекачивают сточные воды в ближайшую канализационную сеть.
На станциях обычно есть киоск, часто зеленого или серого цвета, в котором находится электрооборудование.
У нас нет записей о частных насосных станциях. Если вы считаете, что у вас есть станция, которая может соответствовать критериям приемлемости, сообщите нам об этом.
Критерии принятия
Быть в эксплуатации до 1 июля 2011 г.
Быть подключенным к основной канализационной сети (грязной или поверхностной воды).
Станция должна обслуживать несколько пригородов или границ разных владений.
Если вам известна станция, отвечающая критериям, о которых мы можем не знать, напишите нам по электронной почте.
Если ваша насосная станция не соответствует критериям, обратитесь в нашу службу поддержки разработчиков.
Узнать больше
Наше видео рассказывает больше о частных насосных станциях и о том, что включает в себя перекачка.
Университетский ресурсный центр по велосипедам – Транспортные услуги – UW–Madison
Университетский ресурсный центр по велосипедам (UBRC) открыт для сообщества кампуса и предоставляет пространство для самостоятельных работ для людей, заинтересованных в настройке своих велосипедов. . Университетский центр велосипедных ресурсов укомплектован студентами Commuter Solutions, которые работают над поощрением использования активных и альтернативных видов транспорта, особенно езды на велосипеде, ходьбы и общественного транспорта.
Университетский ресурсный центр по велосипедам расположен в гараже Хелен С. Уайт (участок 6), в северо-восточном углу уровня земли гаража. Найдите UBRC с помощью Google Maps.
Что предлагает университетский ресурсный центр по велосипедам:
Место для самостоятельной работы и бесплатное пользование инструментами, воздушным насосом и смазкой, смазкой и другими доступными расходными материалами
Руководство по ремонту велосипедов
Велосипедные карты
Активный транспортный опыт наших студентов-сотрудников
Ежемесячные велосипедные мероприятия, такие как занятия, тренировки и т. д.
Знаете ли вы, что по всему кампусу расположено велосипедных и ремонтных станций ? Найдите их на карте станции ремонта и ремонта велосипедов. (PDF)
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с координатором велосипедов/пешеходов по телефону 608-263-2969 или [email protected].
Рассмотрим общие физико-химические свойства качественного нержавеющего проката: любая нержавейка легирована, то есть при выплавке в неё добавлены не менее 12% хрома. При реакции хрома с содержащимся в воздухе кислородом на поверхности стали формируется пленка из окислов, оксидная пленка называется пассивирующей, она и придает стали антикоррозийные свойства. Любая нержавеющая сталь с течением времени подвергается коррозии, но этот процесс могут ускорять некоторые факторы: 1. Соприкосновение со стружкой или пылью обычного, низколегированного металла. 2. Неправильная защита при перевозке проката. 3. Абразивная обработка без применения охлаждающей жидкости (локальное термическое повреждение пленки оксида на поверхности). 4. Термическое воздействие (сварка), которая приводит к выгоранию хрома.
Неправильная эксплуатация металла, например, попадание сильных кислот и щелочей, может привести не только к появлению коррозии, но и к моментальному распространению ее по всей поверхности стали.
Организация рабочего места. Планируя производство изделий из нержавеющего проката, место для работы с легированной сталью стоит предусматривать обособленно от рабочих зон с другими материалами и металлами. Не рекомендуется хранить абразивные ленты и пасты для полирования для черной стали и нержавейки в одном месте. В процессе шлифования и полирования используйте абразивные материалы, предназначенные именно для легированных сталей , не содержащие ферритового напыления и углерода. Специалисты компании «Кипо Системз» рекомендуют применять ленты и пасты, содержащие керамику или абразивы на основе полимеров. Не забывайте, что обработка нержавеющей стали абразивами считается довольно сложной задачей. Использование неспециализированных абразивов может привести к локальному перегреву поверхности нержавейки и скорому износу самого абразива.
Существует четыре постулата успешной работы с нержавеющей стали: 1. Резка. Используйте ленточнопильные отрезные станки с подачей охлаждающей жидкости. 2. Фиксация. Тиски или зажимные приспособления, предназначенные для фиксации материала при обработке и резке, должны крепко держать деталь, не повреждая поверхности стали. 3. Сварка. Необходим сварочный аппарат, предназначенный для сварки нержавеющей стали в среде инертного газа, с учетом режима, соответствующего толщине свариваемого материала. 4. Полировка. Использование специализированных шлифовальных станков и инструмента, с соблюдением режимов, рекомендованных производителем абразивных материалов, уменьшит время и облегчит обработку.
Как обработать нержавеющую сталь если есть повреждения: 1. Нанесение кислоты в ручную, с последующим удалением образовавшейся на поверхности белесой пленки абразивными пастами. 2. Нанесение кислоты механизированным способом, с последующим удалением образовавшейся на поверхности белесой пленки абразивными пастами. 3. Обработка кислотами методом погружения – не требующая дальнейшей механической чистки поверхности, однако этот способ зачастую ограничен параметрами ванны и стоимостью обработки. 4. Очистка щетками из полимера с применением абразивов – снятие шлаков и зачистка побежалостей в зоне термического повреждения, обедненного хромом. 5. Механические обработка: шлифование и полирование поврежденной поверхности . Позволяет удалить сварной шлак, убрать царапины, разводы от термического воздействия и защитить зоны с обедненным хромом. При этом, качество обработки поверхности напрямую зависит от шероховатости (зернистости) шлифовальных материалов. Шлифовку начинают с крупного абразива, поэтапно переходя к более мелкозернистым, чем «тоньше» фракция, тем лучшим будет результат. Специалисты компании «Кипо Системз» рекомендуют использовать в работе материалы с зерном не меньше 240, что позволит получить ровный блеск на обрабатываемой поверхности.
Как зачистить сварочный шов на изделиях из легированной стали? Необходимо провести зачистку и дальнейшую полировку сварочного шва, для того, чтобы готовое изделие было товарным с привлекательным внешним видом, длительно служило в процессе эксплуатации. Для шлифовки и полировки швов после сварки изделий из нержавеющей стали лучше использовать абразивные материалы, содержащие в составе оксид алюминия, циркония или минералы искусственного происхождения. Их как правило используют специально для обработки легированных сталей. Тщательная и правильная обработка сварных соединений на нержавеющей стали позволит избежать дальнейшего санитарного ухода.
Не целесообразно обрабатывать швы материалами, содержащими в основе корунд, на сварном соединении в скором времени образуется коррозия , что уменьшит срок службы и испортит внешний вид изделия.
Не стоит забывать о том, что объемные шлифовальные работы весьма дорогостоящи. Для полировки поверхности до зеркала, профессионалы никогда не используют нетканые материалы, так как они «идут в глубину» и меняют геометрию поверхности. Тем не менее, нетканые материалы широко используются с целью создания матовых со сложным рисунком или сатинированных поверхностей на нержавеющей стали и цветных сплавах.
Что необходимо знать перед полированием легированных сталей? 1. Подготовка к полированию. Специалисты компании «Кипо Системз» рекомендуют начинать полировку с более крупного зерна, и ступенчато снижать зерно вплоть до фракции 400. При смене фракции зерна необходимо тщательно промыть поверхность, с целью избежать попадания остатков более крупных частит и образовавшейся грязи на более мелкий абразив.Доведение поверхности до зеркального блеска лучше осуществить при помощи полировальных паст, благо их сейчас выпускают на любой вкус и цвет. 2. Нанесение защитного слоя после шлифования или полирования: Никельхромовая сталь становится нержавеющей благодаря оксидной пленке на её поверхности. После обработки абразивными материалами – оксидная пленка разрушается, и как следствие сталь в течение некоторого времени не является нержавеющей.
Благодаря естественной влажности воздуха оксидная пленка вновь образуется на поверхности нержавеющей стали в течение нескольких часов (4 – 8 ч.). Однако для избегания попадания мелких чужеродных частиц в образовавшиеся микропоры на нержавеющей стали, необходимо поверхность покрыть защитным аэрозолем или специальным средством.
Именно таким образом специалисты компании «Кипо Системз» добиваются очистки и одновременной консервации нержавеющей стали.
Как и чем сатинировать нержавейку
Сатинирование металла — создание рисунка направленной шлифовки на поверхности металла.
Все мы знакомы с таким видом поверхности.
Направленную шлифовку делают в большинстве случаев на нержавеющей стали.
Сатинированный профиль из нержавеющей стали.
Или на латуни и аналогичным мягких металлах.
Сатинированная латунь.
Такой рисунок может наносится практически на любые формы поверхности, на плоские или скруглённые. Сатинирование придает равномерный вид большим поверхностям и изделиям в целом.
Сатинирование очень практичный вид поверхности и его очень удобно наносить на плоские изделия или близкие к плоскостям.
Например столешницы, металлические шкафы.
Сантехника из нержавейки.
Пищевое оборудование.
Изделия из нержавеющего профиля. Такие как торговое оборудование, мебель и так далее.
Сатинирование значительно практичнее полировки, дольше сохраняет свой внешний вид и за ним легче ухаживать.
Кроме того, его существенно проще получить, если знать как и чем это делается.
И сейчас я все расскажу.
ЧЕМ.
Абразивы и инструмент для сатинирования.
Шлифовальный барабан с гильзами.
Бывает двух видов — жесткий или надувной.
Жесткий и надувной барабаны для шлифования.
Жесткий барабанобеспечивает лучшую плоскость, но не удобен при обработке неровных плоскостей. Имеет большой ресурс.
Эластичные шлифовальные барабаны Gtool
Новая статья от Шлифовальных Технологий: Эластичные шлифовальные барабаны Gtool
www.gtool.ru
Надувной барабан мягче, и может нивелировать неровности поверхности, обходить их. Но не так долговечен.
Резиновые барабаны Gtool
Новая статья от Шлифовальных Технологий: Резиновые барабаны Gtool
www.gtool.ru
Барабаны используются для агрессивной, предварительной шлифовки, реже для финишного сатинирования.
С их помощью вы можете создать направленную шлифовку на поверхности после удаления сварного шва или предварительной шлифовки кругами. То есть из круговой риски сделать однонаправленную прямую, как на фото ниже.
Шлифовка нержавейки. Зачистка сварных швов и направленная шлифовка поверхности.
Но шлифует не барабан, а шлифовальные гильзы:
Гильзы представляют собой замкнутое кольцо из абразивного полотна. Такая маленькая шлифовальная лента. И если у шлифовального барабана размер указывается по диаметру самого ролика (90 или 100 мм), то у гильз указывается длина окружности. То есть шлифовальная гильзы для барабана диаметром 90 мм будет иметь длину 295 мм.
Используя шлифовальные гильзы из разных абразивных материалов и разную зернистость, вы можете получать разнообразные виды поверхности.
Абразивные шлифовальные гильзы для барабанов (CR, ZK — керамика и цирконат).
Служат для удаления следов грубой обработки металла после удаления шва, и для создания грубой направленной шлифовки.
Удаляют грубые дефекты и царапины на поверхности металла.
В ряде случаев даже применяются для удаления сварного шва. Изготавливаются в зернистостях Р24 — Р180.
Больше всего сегодня используются гильзы с керамическим абразивным зерном (красные, бордовые). Они имеют высокую агрессивность и ресурс, и мало греют поверхность.
Ими как раз и наносят основной рисунок, удаляя при этом следы не направленной шлифовки или царапины. Чаще всего в ход идут зерна Р80 и Р120.
Шлифовальные гильзы 100*289, зерно Р80
Абразивные гильзы из материала Trizact 3M
Cлужат для создания мелкой направленной риски на поверхности металла, удаления дефектов.
Позволяют получить менее грубую в сравнении с традиционными абразивами поверхность, при этом не уступая в агрессивности.
За счет широкого диапазона зернистостей позволяют подготавливать поверхность к полировке.
Шлифовальные гильзы из материала Тризакт 3М.
Как правило этот материал служит для получения более деликатного вида поверхности, более мелкого рисунка. Ряд пользователей использует эти гильзы вплоть до Р2000, чтобы подготовить поверхности к полировке. Но такие задачи встречаются значительно реже, чем грубое нанесение рисунка.
Шлифовальные гильзы из материала Scotch-Brite 3M.
Шлифовальные гильзы 100*295, зерно Coarse
Достаточно агрессивны чтобы удалить небольшие царапины и дефекты, но при этом дают гладкий финиш.
Позволяют за один этап получить ровную шлифованную поверхность, приятную на ощупь и удалить дефекты (два в одном).
Могут служить недорогой альтернативой шлифовальным валикам.
Гильзы из нетканого полотна совмещают в себе агрессивность абразивного зерна с мягкостью самой структуры нетканых материалов. при этом у них довольно плотное основание, которое позволяет оказать достаточное давление на зерно и на поверхность.
Нетканые гильзы весьма универсальный инструмент. А вид рисунка, который они позволяют получить очень часто похож на рисунок заводской шлифовки металлических поверхностей. За это их так любят те, кто занимается ремонтом и восстановлением например лифтовых стен и подобных изделий из больших шлифованных листов.
Лист отшлифованный гильзами скотч-брайт Medium.
Шлифовальные гильзы отлично создают направленную шлифовку, но часто оставляют грубую риску и переходы между слоями на поверхности. Кроме того такая грубая риска создает неровности, за которые легко цепляется пыль и остается на поверхности. Это ускоряет загрязнение поверхности, быстро портит ее внешний вид и за ней будет сложно ухаживать.
Необходимо поверхность доводить до более гладкого состояния, финишировать.
Для этого отлично подходят шлифовальные валики.
Шлифовальные валики из Scotch-Brite.
Служат для финишной направленной шлифовки поверхности.
Могут удалять очень небольшие (неглубокие) царапины и дефекты поверхности.
Обеспечивают минимальные переходы, делают поверхность более равномерной и блестящей, приятной на ощупь.
Шлифовка профиля валиком Coarse (Р80)
Валики из нетканого полотна — это самый простой и удобный способ финиширования сатинированной поверхности. Он “размазывает” переходы между зонами шлифовки, которые видны после грубого абразивного зерна.
Переходы после грубой шлифовки гильзами Р80.
И заглаживает все грубые микро заусенцы на поверхности. Шлифовальные валики достаточно мягкие, чтобы огибать небольшие неровности поверхности и сглаживать их.
Они могут применяться и самостоятельно для нанесения мелкого рисунка шлифовки, если поверхность металла достаточно гладкая и не имеет крупных царапин.
Например валик зернистостью Coarse (P80) способен “перебить” рисунок после шлифовки кругами на липучке Р180–320.
Шлифовка валиком Coarse после Р180.
Комбинированные шлифовальные валики.
Более агрессивны чем валики из Scotch-Brite за счет лепестков абразивного материала, но уступают по агрессивности шлифовальным гильзам.
Одновременно выполняют две операции: удаление дефектов и финишное сатинирование.
Удобны при применении на больших плоскостях.
Сатинирование комбинированным валиком.
Комбинированный валик так же отлично создает финишный рисунок. Риска получается более блестящей, чем от стандартного валика за счет лепестков абразивного полотна. Эти же лепестки могут снимать чуть больше металла, чем чистый “скотч-брайт” и удалять небольшие царапины.
Но комбинированные валики следует применять по поверхностям которые шире самого валика, или почти соответствуют его ширине. Иначе абразивные лепестки могут снашиваться не равномерно, а затем наносить не равномерный рисунок.
Все эти валики и барабаны устанавливаются на специальные УШМ или УШМ с регулировкой оборотов с помощью переходника М14.
Переходник вставляется в барабан или валик в пазы, и с обратной стороны накручивается на УШМ с установленным фланцем и притягивается к валу.
Бесключевой переходник для валиков BEL-03 — так это выглядит в сборе на УШМ.
Существуют и другие виды переходников, но этот самый простой и современный. Так же переходники могут иметь разую длину в зависимости от ширины валика — 50 и 100 мм.
Шлифовальная машина это отдельный вопрос, не будем его глубоко касаться. Скажем лишь, что самое главное — это правильные обороты. Все барабаны и валики для сатинирования работают в диапазоне 2500–3500 об/мин.
Превышение этих оборотов не увеличивает производительность шлифовки, но резко повышает скорость износа абразивного инструмента и риск поломки редуктора УШМ.
Материалов для сатинирования на самом деле еще больше. Все они тут:
Материалы для сатинирования металла от GTOOL.RU
Новая статья от Шлифовальных Технологий: Материалы для сатинирования металла от GTOOL.RU
www.gtool.ru
Это лучшие материалы, которые используются для создания направленной шлифовки на металле. Позже мы каснемся еще нескольких вспомогательных материалов.
Переходим к шлифовке.
Итак, перед обработкой основная площадь изделия может выглядеть по разному, и это определит дальнейшую последовательность обработки. Вот 3 распространенных варианта.
Поверхность не обработана механически, имеет дефекты и раковины. Или изделие уже сварено и нужно зачистить сварной шов.
Поверхность полированная или матовая, имеет очень высокий класс шероховатости.
Поверхность уже имеет рисунок направленной шлифовки.
Первый вариант.
Как правило самый долгий и трудоемкий по времени обработки и количеству используемых материалов.
Не обработанная поверхность чаще всего встречается на нержавейке больших толщин — 3 и более мм. Выглядеть она может например так:
Необработанный лист нержавейки, 4 мм.
Если пытаться обработать его сразу финишными материалами для сатинирования, например валиками, то поверхность мало изменится. Останутся те же дефекты, с легкой направленной риской поверх.
Поэтому необходимо предварительно отшлифовать такую поверхность — снять неровный слой металла или сварной шов. Лучшим вариантом для большой плоскости будут фибровые круги с эластичной опорной тарелкой.
Фибровые круги
Можно использовать разное зерно для первого шага, все зависит от глубины имеющихся дефектов. Самый распространенный вариант зерно Р80 или Р120. Как правило оно отлично снимает нужный слой металла за минимальное количество проходов.
Поверхность после фибрового круга Р80.
После этого можно понизить шероховатость поверхности если необходимо до зерна Р120 или даже выше. Как в процессе полировки.
Затем нам нужно сделать рисунок на поверхности однонаправленным.
Используем шлифовальный барабанс гильзами. Я предпочитаю жесткий барабан 50011 и гильзы из керамического зерна.
Оптимальным будет следующее правило — используйте шлифовальную гильзу зернистостью на 1 шаг грубее шлифовального круга, который использовали до этого. Это позволит максимально быстро избавиться от круговой риски. Например после Фибрового круга Р120 используйте гильзу Р80.
Можно использовать и один размер зерна, или даже более мелкое, но учтите — это займет больше времени и ресурсов. Хотя и позволит получить более мелкий рисунок.
Шлифовка плоского листа барабаном с гильзой Р80.
Теперь поверхность получила направленный рисунок. Но он довольно грубый, если рассматривать его вблизи, на нем могут быть видны переходы. А самое главное — за эту грубую риску будет отлично цепляться различный мусор и грязь. Поэтому следует понизить эту шероховатость, загладить заусенцы.
Для этого и используются валики из нетканого материала. Благодаря объемной структуре с абразивным зерном валик мягко сгладит шероховатость и “размоет” переходы между слоями. Плюс поверхность станет выглядеть более матовой.
Вот такой получается результат. Сравните его с первоначальным видом.
Естественно, эта процедура может быть изменена любым образом по вашему желанию.
Можно использовать надувной барабан, можно использовать валики других зернистостей или даже не валики, а шлифовальные головки. Не бойтесь экспериментировать.
Начинать можно и с кругов на липучке подходящей зернистости. Главное, чтобы первый шаг убирал дефекты, от которых следует избавиться.
Если царапины не слишком большие, то можно начинать сразу с Барабана с гильзами.
Вот один из подробных вариантов такого решения:
Сатинирование плоскости
Новая статья от Шлифовальных Технологий: Сатинирование плоскости
www.gtool.ru
Еще вариант.
На этот раз без барабана с гильзами. Когда поверхность изделия не гладкая, а с порами и раковинами, то ее нужно предварительно подготовить к сатинированию валиками.
Не обработанный профиль из нержавейки.
Нужно снять верхний слой металла и сделать риску достаточно мелкой, чтобы валик зернистостью Coarse P80 смог перебить ее.
Отличным решением будут новые круги на липучке Gtool, зерно Р150 или 180, в зависимости от грубости поверхности.
Шлифовальные круги JS 997 d125, на липучке, зерно P150
Тут очень важно соблюдать правильную технику — направление шлифовки кругами должно быть близко к направлению шлифовки валиком. То есть следы от шлифовального круга должны идти вдоль профиля, а не поперек.
Такая техника существенно упростит и ускорит последующее сатинирование валиком.
После круга Р150 вы сможете нанести рисунок сразу на поверхность и получить идеальный результат.
Профиль до и после обработки липучками Р150 и валиком Coarse.
То же самое можно сделать с использованием шлифовального барабана и гильз, без липучки. Тогда вы получите более грубый рисунок.
Профиль после шлифовки барабаном с гильзой Р120 и валиком Coarse.
Еще вариант:
Когда у Вас сварное изделие из уже шлифованного профиля.
На фото видно, что профиль уже имеет направленный рисунок. Поэтому нам нужно обработать только зону сварного шва.
Очень важная и полезная часть процесса сатинирования.
Листы из нетканого полотна очень помогают при самой финишной обработке — ими растирают переходы между слоями обработки, делают поверхность более равномерной, наносят сатирование на внутренних стыках и даже полностью сатинируют поверхности.
Как видите — вариантов сатинирования множество. Все зависит от начального качества поверхности, от финиша который вы хотите получить и от вашего инструмента и возможностей.
И вот еще подборка готовых решений обработки поверхностей сатинированием:
Очень грубая шлифовка
Новая статья от Шлифовальных Технологий: Очень грубая шлифовка
www.gtool.ru
Сатинирование вручную
Новая статья от Шлифовальных Технологий: Сатинирование вручную
www.gtool.ru
Сатинирование металла лепестковыми головками
Новая статья от Шлифовальных Технологий: Сатинирование металла лепестковыми головками
www.gtool.ru
Шлифовка нержавейки. Зачистка сварных швов и направленная шлифовка поверхности.
Новая статья от Шлифовальных Технологий: Шлифовка нержавейки. Зачистка сварных швов и направленная шлифовка…
www.gtool.ru
И несколько полезных видео:
Самые актуальные новости в наших соцсетях и на нашем канале:
Дорожная карта для шлифовки и чистовой обработки нержавеющей стали
Для обеспечения надлежащей пассивации техник электрохимически зачищает продольный сварной шов в сортовом прокате из нержавеющей стали. Изображения предоставлены Walter Surface Technologies
Представьте себе, что производитель заключает контракт на изготовление критической нержавеющей стали. Листовой металл и трубчатые секции проходят через резку, гибку и сварку, а затем попадают на чистовую станцию. Деталь состоит из пластины, приваренной вертикально к трубе. Сварной шов выглядит нормально, но это не то совершенство, которое ищет покупатель. Таким образом, шлифовщик тратит время на удаление большего количества металла сварного шва, чем обычно. Затем, увы, на поверхности появляется заметное посинение — явный признак чрезмерного подвода тепла. В данном случае это означает, что деталь не будет соответствовать требованиям заказчика.
Шлифовка и отделка, которые обычно выполняются вручную, требуют ловкости и ловкости. Ошибки в чистовой обработке могут быть чрезвычайно дорогими, учитывая всю ценность, которая уже вложена в заготовку. Добавьте дорогой термочувствительный материал, такой как нержавеющая сталь, и затраты на доработку и лом возрастут еще больше. Добавьте такие осложнения, как загрязнение и сбой пассивации, и когда-то прибыльная работа с нержавеющей сталью может стать убыточной и даже репутационной авантюрой.
Как производители могут предотвратить все это? Они могут начать с получения знаний о шлифовке и чистовой обработке, о том, какую роль каждый из них играет и как каждый из них влияет на заготовку из нержавеющей стали.
Шлифовка и чистовая обработка
Это не синонимы. На самом деле у каждого принципиально разные цели. При шлифовке удаляются такие материалы, как заусенцы и лишний металл сварного шва, а чистовая обработка придает поверхности металла шероховатость. Путаница понятна, учитывая, что при шлифовке крупнозернистым кругом быстро удаляется много металла, оставляя при этом очень глубокие царапины. Но при шлифовке царапины — это лишь последствие; целью является быстрое удаление материала, особенно при работе с термочувствительным металлом, таким как нержавеющая сталь.
Финишная обработка выполняется поэтапно: оператор начинает с более крупной зернистости и переходит к более мелкозернистым шлифовальным дискам, нетканому абразиву и, возможно, войлочной ткани и полировочной пасте для достижения зеркального блеска. Цель состоит в том, чтобы добиться определенной окончательной отделки (рисунка царапин). И каждый шаг (более мелкая зернистость) удаляет более глубокие царапины с предыдущего шага и заменяет их меньшими царапинами.
Поскольку шлифовка и чистовая обработка преследуют разные цели, они часто не дополняют друг друга и при неправильной стратегии использования расходных материалов могут работать друг против друга. Для удаления лишнего металла шва оператор использует шлифовальный круг и оставляет очень глубокие царапины, а затем передает деталь отделочнику, который теперь должен тратить много времени на удаление этих глубоких царапин. Эта последовательность, от шлифовки к чистовой обработке, по-прежнему может быть наиболее эффективным способом удовлетворения требований заказчика к чистовой обработке. Но опять же, это не дополнительные процессы.
Довольно часто поверхности заготовок, спроектированные с учетом технологичности, не требуют ни шлифовки, ни финишной обработки. Детали, которые подвергаются только шлифовке, делают это потому, что шлифовка — это самый быстрый способ удалить сварной шов или другой материал, а глубокие царапины, оставленные шлифовальным кругом, вполне соответствуют требованиям заказчика. Детали, которые требуют только чистовой обработки, изготавливаются таким образом, что они не требуют чрезмерного удаления материала. Ярким примером является деталь из нержавеющей стали с красивым сварным швом вольфрамовой дугой, который нужно только смешать и согласовать с отделочным рисунком основного материала.
Стратегии шлифования
Шлифовальный станок с шлифовальным кругом с низким коэффициентом съема может столкнуться со значительными трудностями при работе с нержавеющей сталью. Опять же, чрезмерное нагревание может вызвать посинение и изменить свойства материала. Цель состоит в том, чтобы сохранить нержавеющую сталь как можно более холодной на протяжении всего процесса.
С этой целью можно выбрать шлифовальный круг с максимально возможной скоростью съема материала для области применения и бюджета. Круги с зернами циркония шлифуют быстрее, чем оксид алюминия, но в большинстве случаев керамический шлифовальный круг работает лучше всего.
Чрезвычайно прочные и острые керамические зерна изнашиваются уникальным образом. Вместо того, чтобы стираться гладко, они сохраняют свою острую кромку по мере того, как постепенно ломаются. Это означает, что они могут очень быстро удалять материал, часто за долю времени, которое другие шлифовальные круги могут. Это обычно делает керамические шлифовальные круги вполне оправданными за дополнительную плату. Они хорошо подходят для обработки нержавеющей стали, поскольку быстро удаляют крупную стружку, генерируя меньше тепла и деформации.
Рабочий на участке подготовки к сварке шлифует трубу из нержавеющей стали.
Независимо от того, какой шлифовальный круг выбирает производитель, он должен помнить о возможном загрязнении. Большинство производителей знают, что они не могут использовать один и тот же шлифовальный круг как для углеродистой, так и для нержавеющей стали. Многие физически разделяют свои операции по шлифовке углеродистой и нержавеющей стали. Даже крошечная искра от углеродистой стали, попадающая на заготовку из нержавеющей стали, может вызвать проблемы с загрязнением. Многие отрасли промышленности, такие как фармацевтика и ядерная промышленность, требуют расходных материалов, не содержащих загрязняющих веществ. Это означает, что шлифовальные круги, используемые для обработки нержавеющей стали, должны практически не содержать (менее 0,1%) железа, серы и хлора.
Шлифовальные круги сами по себе не шлифуют; им нужен электроинструмент. Любой может рекламировать преимущества абразивного круга или электроинструмента, но реальность такова, что электроинструменты и их шлифовальные круги работают как система. Керамические круги предназначены для работы с УШМ с определенной мощностью и крутящим моментом. Хотя некоторые пневматические шлифовальные машины имеют необходимые характеристики, в большинстве случаев шлифование керамическим кругом выполняется с помощью электроинструментов.
Шлифовальный станок с недостаточной мощностью и крутящим моментом может вызвать серьезные проблемы даже с самым совершенным абразивом. Недостаток мощности и крутящего момента приводит к тому, что инструмент значительно замедляется под давлением, что, по сути, не позволяет керамическим частицам на колесе делать то, для чего они предназначены: быстро удалять крупную металлическую стружку и, таким образом, меньше нагревать инструмент. материал.
Это может усугубить порочный круг: операторы шлифовки видят, что материал не удаляется, поэтому они инстинктивно нажимают сильнее, что, в свою очередь, приводит к чрезмерному нагреву и посинению. В конце концов они давят так сильно, что остекляют колесо, что заставляет их давить еще сильнее и выделять больше тепла, прежде чем они понимают, что им нужно заменить колесо. Если работать таким образом с тонкой трубкой или листом, они в конечном итоге просто прорывают материал.
Конечно, этот порочный круг может возникнуть даже при использовании самых лучших доступных инструментов, если операторы не обучены должным образом, особенно когда речь идет о давлении, которое они прикладывают к заготовке. Наилучшей практикой является максимальное приближение к номинальной силе тока кофемолки. Если операторы используют кофемолку на 10 ампер, они должны нажимать достаточно сильно, чтобы кофемолка потребляла около 10 ампер.
Если производитель обрабатывает большое количество дорогостоящей нержавеющей стали, использование амперметра может помочь стандартизировать операции шлифования. Конечно, в действительности амперметр регулярно используется лишь в немногих операциях, поэтому лучше всего внимательно слушать. Если операторы слышат и чувствуют, как быстро падают обороты, они, вероятно, перегружают двигатель.
Прослушивание слишком легкого прикосновения (то есть слишком слабого давления) может быть затруднено, поэтому в этом случае может помочь обратить внимание на искровой поток. При шлифовке нержавеющей стали образуются более темные искры, чем из углеродистой стали, но они все равно должны быть видимыми и равномерно выступать за пределы рабочей зоны. Если операторы внезапно видят меньше искр, это, вероятно, связано с тем, что либо они не прилагают достаточного усилия, либо шлифовальный круг покрыт глазурью.
Операторы также должны поддерживать постоянный рабочий угол. Если они подходят к заготовке под прямым углом (почти параллельно заготовке), они рискуют перегреть большую площадь; если они подходят под слишком большим углом (ближе к вертикали), то рискуют впиться краем колеса в металл. Если они используют шлифовальный круг Тип 27, они должны приближаться к работе под углом от 20 до 30 градусов. Если у них колесо типа 29, их рабочий угол должен составлять около 10 градусов.
Шлифовальные круги типа 28 (конические) обычно используются для шлифования плоских поверхностей для удаления материала на более широкой траектории шлифования. Эти конические круги также лучше всего работают при более низком угле шлифования, около 5 градусов, поэтому они помогают снизить утомляемость оператора.
Это вводит еще один важный фактор: выбор правильного типа шлифовального круга. Колеса типа 27 имеют точку контакта с металлической поверхностью; Колеса типа 28 имеют линию контакта из-за их конической формы; а колеса Type 29 имеют контактную поверхность.
Рабочий чистит раму из нержавеющей стали с помощью шлифовального круга.
Безусловно, наиболее распространенные круги типа 27 подходят для многих применений, но их форма затрудняет работу с деталями с глубокими контурами и изгибами, например, со сварной сборкой из трубы из нержавеющей стали. Контурная форма Type 29колеса облегчают работу операторам, которым необходимо шлифовать как изогнутые, так и плоские поверхности. Круги типа 29 делают это за счет увеличения площади контакта с поверхностью, что означает, что операторам не нужно тратить много времени на шлифовку в каждом месте, что является хорошей стратегией уменьшения накопления тепла.
На самом деле это касается любого шлифовального круга. При шлифовании операторы никогда не должны долго оставаться на одном месте. Скажем, оператор снимает металл с галтели длиной в несколько футов. Он мог манипулировать колесом короткими движениями вверх-вниз, но это могло привести к перегреву заготовки, потому что он удерживает колесо на одном небольшом участке в течение длительного времени. Чтобы уменьшить тепловложение, оператор может пройти весь шов в одном направлении возле одного края сварного шва, затем поднять инструмент (давая рабочему времени остыть) и пройти заготовку в том же направлении возле другого края сварного шва. Другие методы также могут работать, но все они имеют одну общую черту: они позволяют избежать перегрева, удерживая шлифовальный круг в движении.
Часто используемый метод «зачесывания вниз» также помогает достичь этого. Скажем, оператор шлифует сварной шов встык в плоском положении. Чтобы уменьшить тепловой стресс и чрезмерное копание, он избегает толкать шлифовальный станок вдоль сустава. Вместо этого он начинает с конца и проводит болгаркой вдоль сустава. Это также предотвращает слишком сильное заглубление круга в материал.
Конечно, любая техника может перегреть металл, если оператор работает слишком медленно. Работайте слишком медленно, и оператор может перегреть заготовку; идти слишком быстро, и шлифовка может занять много времени. Нахождение оптимальной скорости подачи обычно приходит с опытом. Но если операторы новички в этой работе, они могут шлифовать лом, чтобы научиться «чувствовать» правильную скорость подачи обрабатываемой детали.
Стратегии отделки
Стратегии отделки зависят от состояния поверхности материала, когда он поступает и покидает отдел отделки. Установите начальную точку (полученное состояние поверхности) и конечную точку (желаемый результат), а затем разработайте план, который найдет лучший путь между этими двумя точками.
Обычно лучший путь не начинается с высокоагрессивного абразива. Это может показаться нелогичным. В конце концов, почему бы не начать с грубой зернистости, чтобы получить грубую поверхность, а затем перейти к более мелкой зернистости? Не будет ли начало с более мелкого зерна чрезвычайно неэффективным?
Не обязательно, опять же дело в характере отделки. С каждым шагом до более мелкой зернистости отделочники заменяют более глубокие царапины более мелкими и тонкими. Если они начинают, скажем, со шлифовального или лепесткового диска с зернистостью 40, они оставляют глубокие царапины на металле. Если эти царапины приближают поверхность к желаемой отделке, отлично; Вот почему существуют расходные материалы для чистовой обработки с зернистостью 40. Но если клиент требует, скажем, отделки № 4 (направленная шлифовка), глубокие царапины, оставленные этим абразивом с зернистостью 40, потребуют много времени для удаления. Отделочники будут либо уменьшать размер зернистости, либо тратить много времени на мелкозернистый абразив, чтобы удалить эти большие царапины и заменить их более мелкими. Все это не только неэффективно, но и вносит избыточное тепло в заготовку.
Конечно, использование мелкозернистого абразива на шероховатой поверхности может быть медленным и, в сочетании с плохой техникой, приводит к чрезмерному нагреву. Вот где может помочь откидной диск «два в одном» или чередующийся диск. Эти диски состоят из абразивной ткани в сочетании с материалом для подготовки поверхности. Они эффективно позволяют отделочнику удалять материал с помощью абразива, оставляя при этом более гладкую поверхность.
Следующий шаг к окончательной отделке может включать использование нетканого материала, и это иллюстрирует еще одну особенность, уникальную для отделки: этот процесс лучше всего работает с электроинструментом с регулируемой скоростью. Угловая шлифовальная машина, работающая со скоростью 10 000 об/мин, может работать с некоторыми абразивными материалами, но она сразу расплавит некоторые нетканые материалы. По этой причине отделочники снижают скорость до 3000–6000 об/мин, прежде чем начинать этап отделки с нетканым расходным материалом. Конечно, точная скорость зависит от области применения и расходных материалов. Например, нетканые барабаны обычно используются при скорости от 3000 до 4000 об/мин, а диски для подготовки поверхности — от 4000 до 6000 об/мин.
Наличие подходящих инструментов — шлифовального станка с регулируемой скоростью, различных отделочных материалов — и определение оптимального количества шагов, по сути, дает карту, показывающую наилучший путь между полученным и готовым материалом. Точный путь варьируется в зависимости от приложения, но опытные отделочники прокладывают этот путь, используя аналогичные методы отделки.
Нетканый барабан для отделки поверхности из нержавеющей стали. Для эффективной финишной обработки и оптимального срока службы расходных материалов разные материалы для финишной обработки работают с разной скоростью вращения.
Во-первых, они не торопятся. Если они видят, что тонкая заготовка из нержавеющей стали нагревается, они прекращают чистовую обработку на одном участке и начинают на другом. Или они могут работать над двумя разными заготовками одновременно. Немного работают над одним, а затем над другим, давая время другой заготовке остыть.
При полировке до зеркального блеска финишер может выполнять перекрестную шлифовку финишным барабаном или диском в направлении, перпендикулярном предыдущему шагу. Взаимное шлифование выделяет области, где необходимо растушевать предыдущий рисунок царапин, но оно все еще не приводит поверхность к зеркальному блеску № 8. Для создания желаемого блестящего покрытия после удаления всех царапин необходима войлочная ткань и полировальный круг.
Чтобы получить правильную отделку, изготовитель должен предоставить отделочникам правильные инструменты, как настоящие инструменты, так и материалы, а также средства связи, такие как образцы, устанавливающие стандарты того, как должна выглядеть определенная отделка. Эти образцы, размещенные рядом с отделом отделки, в учебной документации, а также в литературе по продажам, помогают всем быть на одной волне.
Что касается реальных инструментов, включая электроинструменты и абразивные материалы, то геометрия некоторых деталей может представлять трудности даже для самых опытных сотрудников отдела чистовой обработки. Здесь могут помочь специализированные инструменты.
Предположим, что оператору необходимо закончить сборку тонкостенных труб из нержавеющей стали. Использование откидного диска или даже барабана может вызвать проблемы, вызывая избыточное тепло, а иногда даже создавая плоское пятно на самой трубке. Здесь могут помочь ленточные шлифовальные машины, предназначенные для труб. Ремень охватывает большую часть диаметра трубы, расширяя точку контакта, повышая эффективность и снижая подводимое тепло. Тем не менее, как и во всем остальном, отделочнику все равно необходимо перемещать ленточную шлифовальную машину в разные области, чтобы уменьшить чрезмерное накопление тепла и избежать посинения.
То же самое относится и к другим специальным инструментам для отделки. Рассмотрим ленточно-шлифовальный станок, предназначенный для труднодоступных мест. Отделщик может использовать его для зачистки углового сварного шва между двумя листами под острым углом. Вместо того, чтобы перемещать пальчиковую ленточно-шлифовальную машину вертикально (что-то вроде чистки зубов), чистильщик перемещает ее горизонтально вдоль верхнего края углового шва, а затем по нижнему краю, следя при этом за тем, чтобы пальчиковая шлифовальная машина не оставалась в одном месте. место надолго.
Доказательство пассивации
При сварке, шлифовке и чистовой обработке нержавеющей стали возникает еще одна сложность: обеспечение надлежащей пассивации. Остались ли после всех этих нарушений поверхности материала какие-либо загрязнения, которые могли бы помешать естественному формированию слоя хрома нержавеющей стали по всей поверхности? Последнее, что нужно производителю, — это разгневанный клиент, жалующийся на ржавые или загрязненные детали. Вот где в игру вступают надлежащая очистка и отслеживаемость.
Электрохимическая очистка может помочь удалить загрязняющие вещества для обеспечения надлежащей пассивации, но когда следует проводить эту очистку? Это зависит от приложения. Если производители очищают нержавеющую сталь для обеспечения полной пассивации, они обычно делают это сразу после сварки. Несоблюдение этого требования означало бы, что средства чистовой обработки могут собирать поверхностные загрязнения с заготовки и распространять их в других местах. Однако для некоторых критических применений производитель может добавить дополнительные этапы очистки и, возможно, даже проверить надлежащую пассивацию до того, как нержавеющая сталь покинет заводской цех.
Допустим, производитель сваривает важный компонент из нержавеющей стали для атомной промышленности. Опытный сварщик вольфрамовой дугой кладет идеальный шов стопки десяти центов. Но опять же, это критическое приложение. Сотрудник отдела чистовой обработки использует щетку, подключенную к системе электрохимической очистки, для очистки поверхности сварного шва. Затем он использует нетканый абразив и чистящую ткань, чтобы сгладить сварные швы и довести все до однородной щеточной поверхности. Затем идет последняя щетка с системой электрохимической очистки. После выдержки в течение дня или двух детали проверяются на надлежащую пассивацию с помощью ручного испытательного устройства. Результаты, задокументированные и сохраненные вместе с заданием, показывают, что деталь была полностью пассивирована перед тем, как покинуть завод.
Избегайте дорогостоящих переделок
Шлифовка, окончательная обработка и очистка для пассивации нержавеющей стали обычно выполняются далеко за пределами технологического процесса на большинстве производственных предприятий. На самом деле, они обычно выполняются незадолго до того, как заказы отправляются за дверь.
Лист из нержавеющей стали тестируется на предмет надлежащей пассивации.
Изделие, которое не обработано должным образом, является одним из самых дорогих отходов и переделок, поэтому производителям имеет смысл еще раз взглянуть на свои отделы шлифовки и отделки. Улучшения в шлифовке и чистовой обработке могут помочь устранить основные узкие места, улучшить качество, устранить головные боли и, что наиболее важно, повысить удовлетворенность клиентов.
Компания Walter Surface Technologies находится в Виндзоре, штат Коннектикут.
7 советов по чистовой обработке нержавеющей стали
23 июля 2020 г. обычная отделка из нержавеющей стали, вам часто приходится выполнять многочисленные шаги в определенном порядке. Из-за этого процесса, а также из-за того, что нержавеющая сталь более восприимчива к нагреву и загрязнению, вы можете обнаружить, что работа с этим материалом требует больше времени и денег, чем работа с углеродистой сталью.
«Важно понимать, как нержавеющая сталь реагирует на отделку и почему так важно использовать продукты, специально предназначенные для этого материала. Это сэкономит вам время и деньги, а также позволит достичь желаемых результатов.
Проблемы отделки нержавеющей стали
«Нержавеющая сталь используется во многих отраслях и областях, где важна высокая чистота или особые эстетические требования, включая производство пищевых продуктов, медицины, аэрокосмической промышленности, энергетики и архитектурных металлоконструкций. Несмотря на то, что материал обладает прочностью, долговечностью и коррозионной стойкостью, при сварке и чистовой обработке возникают некоторые проблемы. Вот некоторые факторы, которые следует учитывать:
• Нержавеющая сталь подвержена загрязнению. На самом деле, она может быть более восприимчива к загрязнению, чем углеродистая сталь. В тех случаях, когда важна высокая чистота, а большинство сварных швов подвергается рентгеновскому контролю, например, в медицинском оборудовании и производстве электроэнергии, важно поддерживать постоянство сварного шва и избегать включений, чтобы предотвратить загрязнение. Это распространяется и на процесс отделки. Вы не хотите вводить загрязняющие вещества во время процесса отделки, которые впоследствии могут вызвать коррозию сварного шва или ослабить соединение.
• Мягкая нержавеющая сталь. Поскольку она мягче, чем сталь с более высоким содержанием углерода, ее легче повредить или выдолбить заготовку. Примите дополнительные меры предосторожности, чтобы не удалить слишком много материала, который впоследствии может ослабить сварной шов. Нержавеющая сталь также обесцвечивается при нагревании, поэтому чрезмерное давление во время шлифовки или отделки может придать металлу фиолетовый или коричневый цвет, что требует вторичной обработки для удаления обесцвечивания, что стоит вам времени и денег.
• Финишная обработка нержавеющей стали представляет собой многоэтапный процесс. Чтобы правильно отделывать нержавеющую сталь, вы должны выполнить определенные шаги и пройти через уровни зернистости используемых вами абразивных материалов. Ни один продукт не справляется со всеми задачами, когда речь идет об отделке нержавеющей стали. Обычно начинают со связанного абразива для удаления большого припуска, затем переходят к лепестковому диску для смешивания, затем используют диск из смолы и волокна для смешивания основного материала со сварным швом, прежде чем, наконец, закончить полировкой или полировальным диском. Хотя может возникнуть соблазн пропустить шаги, чтобы сэкономить время, это может привести к дорогостоящей доработке, если результаты не соответствуют вашим потребностям.
• Ошибки, приводящие к переделке и браку, обходятся дорого. Доработка нержавеющей стали может стоить в два раза больше, чем доработка углеродистой стали. Начнем с того, что нержавеющая сталь является более дорогим материалом, чем углеродистая сталь, и обычно требует больше труда. Нержавеющая сталь менее щадящая, и вы должны тщательно следить за процессом отделки, чтобы не повредить материал. Абразивы, используемые с нержавеющей сталью, также могут быть более дорогими, поскольку для их применения требуются продукты, не содержащие загрязнений.
Финишная обработка Что можно и чего нельзя делать
«Поскольку нержавеющая сталь может быть сложным и дорогим материалом для работы, важно пройти соответствующую подготовку, прежде чем приступать к шлифовке и чистовой обработке. Вот несколько советов относительно правильной техники, выбора продукта и использования, которые могут вам помочь.
“ 1. Выбирайте продукты в зависимости от требований к отделке. Обычные типы отделки для нержавеющей стали: ненаправленная отделка, отделка № 4 или зеркальная полировка. Ваш выбор абразива зависит от требований к визуальной отделке или средней шероховатости (Ra). Для грубой шлифовки хорошо подойдет лепестковый диск с зернистостью 36 или 40. Но если вам нужна зеркальная полировка, вам нужно использовать еще больше зернистости и добавить несколько полировальных составов или фибровых кругов, чтобы отполировать материал до требуемой визуальной отделки. Продукт, специально разработанный для нержавеющей стали, будет более эффективно работать с этим материалом, потому что он будет резать быстрее, дольше служить и меньше нагреваться, чем продукт, разработанный для углеродистой стали.
» 2. Не допускайте перекрестного загрязнения. Тот факт, что продукт помечен для использования с углеродистой или нержавеющей сталью, не означает, что он не содержит загрязняющих веществ. Продукт без примесей содержит менее 0,1% железа, серы и хлора — элементов, вызывающих окисление.
«Абразивные изделия на связке с маркировкой Inox не содержат загрязнений. Нужен ли вам незагрязняющий продукт или нет, зависит от окончательных требований вашего приложения. Также важно избегать использования продукта на нержавеющей стали после того, как он был использован на углеродистой стали. Если вы используете щетку из нержавеющей стали для углеродистой стали, а затем для нержавеющей стали, это приведет к попаданию загрязняющих веществ из черных металлов. Одним из способов избежать перекрестного загрязнения, когда круги и щетки выглядят одинаково, является использование абразивных материалов с цветовой маркировкой. Это может помочь предотвратить ошибочное использование щетки из углеродистой стали для нержавеющей стали или наоборот.
“ 3. Начните с желаемой отделки исходного материала. Начиная с предварительно обработанного основного материала в соответствии с желаемыми характеристиками, это обычная практика, позволяющая сэкономить время и деньги на многих операциях. Например, основная деталь из листового металла может поступить на сварочную операцию с направленной отделкой № 4 или зеркальной полировкой, которая была завершена на машине. Это сводит к минимуму количество отделочных работ, которые необходимо выполнять вручную после сварки деталей.
“ 4. Не давите слишком сильно. При использовании абразивных материалов давление равняется нагреву, а нагрев может повредить нержавеющую сталь легче, чем углеродистую сталь. Вы можете контролировать нагрев при шлифовке или чистовой обработке, применяя меньшее давление и позволяя абразивной щетке или диску выполнять работу так, как она была задумана.
“ 5. Поддерживайте движение продукта. Используйте однородный и последовательный рисунок при шлифовке или чистовой обработке нержавеющей стали. Пребывание в одном месте слишком долго может привести к накоплению тепла, что может повредить основной металл и привести к увеличению времени и доработке.
» 6. Не пропускайте безопасность. Использование необходимых средств индивидуальной защиты (СИЗ) важно при любых сварочных и отделочных работах по металлу, но особенно при работе с нержавеющей сталью. Рекомендуется использовать респиратор при чистовой обработке любой стали или нержавеющей стали из-за пыли, образующейся от абразивов, а также от основного материала. Нержавеющая сталь имеет дополнительную опасность из-за большого количества никеля, который может попасть в воздух вместе с другими частицами при шлифовании, что может вызвать повреждение легких.
“ 7. Документируйте процесс. Детализация пошагового процесса чистовой обработки нержавеющей стали важна для получения стабильных результатов каждый раз. Это помогает избавиться от догадок и снижает вероятность переделки. Это особенно важно для приложений, требующих очень специфической отделки, которая будет измеряться каждый раз, например, в медицине или пищевой промышленности.
Фосфатирование металлов в СПб от производственного предприятия «Элхим»
Фосфатирование металлов представляет собой процедуру, применяемую для обработки металлопродукции. Задача обработки — повысить эксплуатационные характеристики элементов, увеличить прочность, износоустойчивость, защитить от появления коррозии. Для ее проведения используют раствор кислых фосфорнокислых солей, в результате на поверхности изделий образуется пленка, состоящая из нерастворимых фосфатов, образованных в процессе контактирования поверхности металла с раствором. Таким образом обеспечивается качественная защита металлов от внешних неблагоприятных влияний.
Поскольку процедуры гальваники значительно ухудшают декоративность изделий, ее не используют для тех сфер, где внешний вид имеет значение. Фосфатирование также могут применять с целью повышения адгезии лакокрасочных материалов, клеевых составов, а также для формирования антифрикционного, электроизоляционного покрытия. На нашем предприятии вы можете заказать проведение фосфатирования металлов для улучшения эксплуатационных свойств элементов.
Наши преимущества
В нашей компании вы сможете заказать фосфатирование таких металлов, как бронза, сталь и алюминий. При формировании заказов наши клиенты получают индивидуальный подход. При необходимости вы сможете получить консультацию наших специалистов, чтобы определить, какой из способов обработки будет наиболее эффективным для достижения намеченных целей. У нас вы сможете заказать полный комплекс работ по улучшению свойств металлоизделий, включающий не только гальванику, но и последующее окрашивание, лакировку.
Чаще фосфатирование применяется для обработки стальных изделий, реже для алюминия. Ценные свойства фосфатного слоя определяют области его использования. Фосфатирование применяется для защиты от атмосферной коррозии деталей, от которых не требуется декоративного вида; повышение адгезии лакокрасочных материалов, клеев; а так же как электроизоляционное и антифрикционное покрытие.
Шифр покрытия: Хим.фос, Хим.Окс.фос, Ц.фос
Покрываем детали размером не больше L = 100 ; B= 15 ; H= 150 для стали и цинка;
и L= 1000 ; B= 300 ; H= 500 для алюминия.
Наша компания осуществляет фосфатирование металлов:
алюминия;
стали;
бронзы.
Наши цены
Наименование услуги
Стоимость
Оксидирование изделий из стали
По запросу
Анодирование алюминия
По запросу
Химическое никелирование металлических изделий
По запросу
Эматалирование алюминиевых сплавов
По запросу
Фосфатирование металлов
По запросу
Оксидирование
По запросу
Покрытие изделий сплавом олово-висмут
По запросу
Меднение
По запросу
Кадмирование
По запросу
Хроматирование аллюминия и его сплавов
По запросу
Цинкование металла
По запросу
Оксидирование магниевых сплавов
По запросу
Оксидирование алюминия
По запросу
Пассивация
По запросу
Анодное оксидирование
По запросу
Бесцветное анодирование
По запросу
Защитное покрытие титана
По запросу
Выполняем гальваническое покрытие любой сложности
Сохраняем точные размеры деталей
Используем современную автоматическую гальваническую линию
Предлагаем выгодные цены
Дополнительные услуги
Фосфатирование стали
Цена: по запросу
Заказать услугу
Фосфатирование алюминия
Цена: по запросу
Заказать услугу
Фосфатирование цинка
Цена: по запросу
Заказать услугу
Виды покрытий — ИнтерКреп
Вид и толщина покрытия метизов указываются в маркировке крепежного изделия. Это последние цифры перед указанием ГОСТа на продукцию.
Пример условного обозначения на обычной гайке: Гайка М12х1,25-6Н.05.40Х.016 ГОСТ 5915-70.
В примере последние цифры «016» — это суммарная информация о виде покрытия и его толщине. Первые две цифры «016«это вид покрытия, которые берутся из таблицы, представленной ниже. Следующая одна или две цифры «016″ — толщина покрытия в микронах. Зная эту информацию, получаем следующее: «016» — цинковое, хроматированное покрытие толщиной 6 мкр. В некоторых случаях цифровую маркировку заменяют буквенной, тогда это покрытие будет выглядеть так: «Ц.хр6»
Виды покрытий (буквенное и цифровое обозначение)
Вид покрытия Цинковое, хроматированное — буквенное Ц. хр — цифровое 01 Вид покрытия Кадмиевое, хроматированное — буквенное Кд. хр — цифровое 02 Вид покрытия Многослойное: медь-никель — буквенное М. Н — цифровое 03 Вид покрытия Многослойное: медь-никель-хром — буквенное М. Н. Х. б — цифровое04 Вид покрытия Окисное, пропитанное маслом — буквенное Хим. Окс. прм — цифровое05 Вид покрытия Фосфатное, пропитанное маслом — буквенное Хим. Фос. прм — цифровое 06 Вид покрытияОловянное — буквенноеО — цифровое07 Вид покрытияМедное — буквенноеМ — цифровое08 Вид покрытияЦинковое — буквенноеЦ — цифровое09 Вид покрытия Цинковое, горячее — буквенное Гор. Ц — цифровое09 Вид покрытия Окисное, наполненное хроматами — буквенное Ан. Окс. Нхр — цифровое10 Вид покрытия Окисное, из кислых растворов — буквенное Хим. Пас — цифровое 11 Вид покрытия Серебряное — буквенное Ср — цифровое 12 Вид покрытия Никелевое — буквенное Н — цифровое 13
Фосфатные покрытия: Типы и области применения
29 Апр Фосфатные покрытия: Типы и области применения
Опубликовано в 00:07 в блоге CRC Surface Technologies
При работе со стальными деталями, требующими дополнительной обработки, фосфатные покрытия являются стандартом отделки металла. Они могут обеспечить коррозионную стойкость, смазку или основной цвет стальных компонентов. Доступны несколько типов фосфатных покрытий для различных производственных целей, и CRC может предоставить любой тип фосфатного покрытия, который вам нужен.
Что такое фосфатные покрытия?
Также известные как фосфатные конверсионные покрытия, фосфатные покрытия представляют собой химические реакции, в которых основной металл используется для создания неметаллической кристаллической поверхности. Реакция начинается с кислого раствора, содержащего фосфатные соли и положительно заряженные ионы, которые рабочие наносят погружением, распылением или губкой. Способ нанесения зависит от типа покрытия.
Банка с фосфатным покрытием:
Повышение коррозионной стойкости
Обеспечивают смазку или поглощение тепла
Усиливают адгезию
Улучшают износостойкость
Облегчают холодное формование
Улучшают внешний вид
требует различных методов нанесения. Здесь, в CRC, мы предлагаем обработку как марганцем, так и фосфатом цинка, чтобы удовлетворить потребности наших клиентов.
Фосфаты марганца
Производители используют покрытия из фосфата марганца в первую очередь для повышения износостойкости, коррозионной стойкости и смазывающей способности обработанных деталей. Это покрытие ограничивает контакт металла с металлом и снижает износ движущихся частей двигателей и других машин. Он обеспечивает самую твердую поверхность и самую высокую устойчивость к коррозии и износу из всех фосфатных покрытий.
Фосфаты марганца обычно наносят путем погружения в кислотную ванну с концентрацией 10 процентов по объему. Рабочие температуры ванн могут варьироваться, но обычно они должны находиться в пределах 19°С.от 5°F до 205°F.
Фосфаты цинка
Существует три основных типа покрытия из фосфата цинка: тяжелый фосфат цинка, фосфат цинка, модифицированный кальцием, и фосфаты холодного формования.
Тяжелые фосфаты цинка сохраняют масла и воски, предотвращающие ржавчину. Тяжелое покрытие действует как абсорбирующая подложка, обеспечивающая существенную защиту от коррозии. Его можно наносить только путем погружения в ванну с кислотой.
Фосфаты цинка, модифицированные кальцием , наносимые погружением или распылением, обычно действуют как основа для краски или других органических покрытий, поскольку отложения кальция наряду с цинком действуют как встроенный измельчитель зерна. Это обеспечивает адгезионные свойства без поглощения тяжелого цинкового покрытия. Химически стойкие свойства этого покрытия также ограничивают коррозию в ограниченном пространстве, когда загрязняющее вещество повреждает нанесенный верхний слой. Соответственно, это помогает производителям подготовить военные транспортные средства и оборудование к эксплуатации с покрытиями CARC военного назначения и обеспечивает некоторую защиту от биологического и химического оружия.
Фосфатные покрытия холодного формования , наносимые погружением, предназначены для сохранения смазки, несмотря на экстремальные температуры или экстремальное давление. Это покрытие полезно для процессов волочения металла, холодной высадки, штамповки и экструзии, которые зависят от тепла или экстремального давления. Фосфатные покрытия методом холодной штамповки сокращают время волочения и увеличивают срок службы инструмента.
Вам нужны услуги по нанесению фосфатного покрытия?
Наконец, если вам нужна фосфатная обработка стальных компонентов на юго-западе, свяжитесь со специалистами компании Chem Research Co. Мы с гордостью предоставляем услуги по обработке металла производителям аэрокосмической, оборонной, медицинской, электронной и тяжелой техники уже почти 70 лет. Позвоните нам сегодня по телефону 602-253-4175 или 877-457-5283, чтобы узнать больше или получить предложение.
Best Technology предлагает новейшее оборудование для фосфатирования линий для металлических деталей или сварных конструкций, используемых в различных областях, включая предварительную обработку фосфатным покрытием для порошкового покрытия.
Что такое процесс фосфатирования и почему части фосфатируются?
Фосфатирование или Конверсионное фосфатное покрытие — это производственный процесс и химическая обработка, при которых раствор кислотной ванны вступает в реакцию с металлической деталью или сварным соединением. Он сочетается с химической конверсией или вызывает ее, превращая поверхность металлической детали в защитный слой, однородный и инертный по отношению к окружающей среде. Комбинации фосфатного покрытия включают фосфат цинка, фосфат железа, хромат или фосфат марганца.
Преимущества обработки фосфатом включают:
лучшую адгезию для последующей обработки, такой как порошковая краска
улучшенная коррозионная стойкость
поверхность, которая плотно связана с основным металлом.
Фосфатирование можно проводить на черных (железо, сталь) и цветных поверхностях (цинк, хром, алюминий, марганец).
Чаще всего фосфатирование используется для предварительной обработки деталей перед их подачей в систему порошковой окраски. Порошковая окраска — это процесс сухой отделки, в котором используются тонкоизмельченные цветные частицы, которые заряжаются электростатически и распыляются на электрически противоположно заряженные или заземленные детали. Естественно противоположные заряды притягиваются, поэтому заряженные частицы порошка прилипают к детали. Детали обычно помещают в печь для отверждения, чтобы расплавить порошок в однородный цветной слой.
Линии промывки и фосфатирования
Наиболее важным этапом промывки фосфатом порошкового покрытия является правильная подготовка деталей путем очистки остатков, оставшихся от предыдущих процессов, таких как сварка, шлифовка и волочение, таких как масло для механической обработки, жир, пыль и ржавчина, а затем железофосфатное покрытие. Это обычно достигается при многоступенчатой щелочной очистке, промывке, фосфатировании и промывке погружных резервуаров или распылительной системы. Фосфат железа иногда может сочетать промывку/очистку с фосфатированием в зависимости от исходной чистоты детали.
4-ступенчатая иммерсионная система с мешалкой – промывка, промывка, фосфатирование, промывка
В некоторых случаях применения покрытия из фосфата железа очистка и покрытие объединяются; в противном случае каждый этап обычно отделяется этапом промывки для удаления остатков химии.
Крупномасштабная линия фосфатирования и нанесения гальванических покрытий
Средства управления процессом фосфатирования
Управление процессом фосфатирования необходимо для получения однородных покрытий, что в конечном итоге приводит к стабильному процессу порошкового покрытия. Наиболее важными элементами управления технологическим процессом в фосфатном конверсионном покрытии являются:
Время. Чем дольше время контакта, тем больше времени для химической реакции. Процесс должен быть достаточно длительным, чтобы позволить химическому составу сформировать однородное покрытие.
Температура. Химические вещества обычно становятся более агрессивными при повышенных температурах.
Концентрация и рН. Чем выше концентрация кислоты, тем быстрее процесс нанесения покрытия, что может привести к увеличению общей массы покрытия.
Типы линий фосфатирования
Железофосфатное покрытие
Обработка фосфатом железа является наиболее распространенной предварительной обработкой перед порошковым покрытием, поскольку она может использоваться практически с любым материалом и имеет более экологически безопасные побочные продукты или шлам. Этот процесс обычно используется на стальных материалах.
Покрытие из фосфата цинка
Фосфат цинка представляет собой неметаллическое кристаллическое покрытие, обладающее чрезвычайно высокой адгезией к материалам. Важно отметить, что покрытие из фосфата цинка образуется из самого раствора, а не из поверхности детали, как покрытие из фосфата железа. Кристаллы фосфата цинка начинают формироваться на анодных поверхностях на поверхности детали и перестают образовываться, когда площадь поверхности детали израсходована, т. е. они попали в другой кристалл.
В отличие от фосфата железа, фосфат цинка не может очищать и покрывать одновременно; поэтому четырехступенчатая промывка, полоскание, фосфат цинка, полоскание является обычной установкой. В то время как цинковое фосфатирование обеспечивает улучшенные адгезионные свойства покрытия, лучшее покрытие в труднодоступных местах и лучшую коррозионную стойкость, этот процесс требует более высоких эксплуатационных расходов, использует тяжелые металлы и может образовывать значительное количество шлама, ни один из которых не является экологически безопасным для целей утилизации. Фосфат цинка обычно используется на материалах из оцинкованной стали.
Покрытие из фосфата хрома
Фосфат хрома чаще всего используется для изготовления деталей на основе алюминиевых сплавов. Хотя этот процесс эффективен, как и фосфат цинка, в нем используются тяжелые металлы, которые необходимо извлекать для экологически чистой утилизации.
К счастью, для алюминия и алюминиевых сплавов стали доступны более экологичные альтернативы.
стоит простая гравировка на металле и делается в вашем присутствии
Цены
Обратите внимание! Цены даны для розничного заказа. Для оптовиков — отдельные условия.
Лазерный луч, управляемый специальной компьютерной программой направляется на обрабатываемую поверхность металла, в следствии чего после гравировки на металле остаются следы. Регулируя различные параметры воздействия лазера (мощность излучения, скорость перемещения луча, частота колебаний) опытный мастер способен получить качественный результат гравировки на металле — от нержавеющий стали и алюминия до золота и платины.
Восприимчивость металлической поверхности к воздействию лазерного луча стала основой популярности самой востребованной услуги – лазерной гравировки по металлу. Фотографии, надписи, логотипы, художественные изображения – что только ни украшает изделия из металлов!
Фотографии наших гравировок
на различных металлах
Брендирование стоечной панели из крашеного металла
Кубики для виски
Подарочная надпись на ноже
Маркировка на корпусе алюминиевого ноутбука
На домофоне
На пистолетах
Гравировка на скальпеле из хирургической стали
Гравировка браслета из нержавеющей стали
На подставке глобуса
На гаечном ключе
На термокружке
На подстаканнике
Брендирование диспенсера для мыла
На фоторамке
На разводном ключе
На рамке автомобильного номера
На подкове стальной
Гравировка на колоколе
На медном штопоре
Выключатели из крашеного металла
Окрашеный порошковой краской металл — гравировка два цвет
Эмблема компании СберЗвук на металлический микрофон
На черном стальном молоте
На гире
Глубокая гравировка металлов
Очевидным преимуществом лазерной гравировки является возможно сделать гравировку не только на поверхности, подплавив поверхность металла но и вглубь, сделав надпись или текст рельефным. Механизм глубокой гравировки прост — лазерный луч проходит по каждому участку несколько десятков раз, постепенно выпаривая поверхность металла, тем самым создавая углубление. В зависимости от мягкости металла мы можем добиться глубины гравировки до 1.5мм.
Латунная икона
Подарочная надпись на алюминиевом срезе
Гравировка на серебряном перстне
Пример глубокой лазерной гравировки на латуни
Алюминиевая приборная панель
Гравировка на драгоценных металлах
Очевидным плюсом самых благородных металлов с точки зрения гравировки является возможность выбрать цвет, получаемый в её результате — всегда на указанных металлах можно получить как классический черный цвет так и элегантный белый.
Серебряная двухсторонняя стопка
Лазерная гравировка на металле: технология, виды и преимущества
Лазерная гравировка на металле – технология абляции (испарения) материала с поверхности заготовки используется для нанесения рисунков, надписи, штрих-кодов, маркировки или других изображений. С ее помощью удается получать четкие, стойкие к истиранию картинки, в том числе художественные, наделяя изделие индивидуальностью, неповторимостью. Наиболее широкое применение эта технология получила в брендировании продукции (нанесение на сувениры и подарки логотипов), изготовлении спортивных и других наград (медалей, кубков). Применяется она и для нанесения технической информации на приборы, маркировки изделий, производства штампов, печатей. Без нее сложно обойтись и в ювелирном деле, где она существенно упрощает нанесение гравировки. Рассмотрим более подробно саму технологию и оборудование, позволяющие гравировать плоский и сферический металлический материал при помощи лазера.
Особенности технологии лазерной гравировки на металле
Наносить изображение на металл можно ручным, механическим способом или лазером. Первый случай больше относится к художественным. Он очень трудоемкий, затратный, но основная сложность – требует от специалиста высокого мастерства. Выполняется при помощи штихеля – стального режущего инструмента. Станочный способ в разы выигрывает перед ручным нанесением изображения, ведь данный процесс полностью автоматизирован. В результате существенно сокращается время выполнения работ, повышается их точность, минимизируется брак. Механическая гравировка выполняется на фрезерных станках. Но здесь не удается достичь высокой точности изображения, да и применяется она только для изделий плоской формы.
Гравировка лазером по металлу предполагает применение светового излучения. Предусмотрена возможность в автоматическом режиме регулировать его мощность, диаметр лазерного пятна, глубину воздействия. В результате можно получить рисунок разной тональности, менять рельеф, структурировать поверхность изделия. Сама технология предполагает удаление слоя материала для формирования изображения на его поверхности.
В излучателе станка формируется мощный поток энергии, который, проходя через систему зеркал, формируется в узкий направленный пучок – луч. Работает оборудование под управлением программного комплекса, что гарантирует высокую точность передачи исходного изображения. Позволяет получать символы, площадью до 1 мм2.
Нанесение изображения на металлах разных видов, толщин лазерным лучом может выполняться двумя методами:
Растровым. Головка аппарата перемещается дискретно в одном и том же направлении вдоль всей области обработки. Она может подниматься и опускаться с очень маленьким шагом. Так, точка за точкой и получают требуемое изображение. Растровым методом наносят преимущественно фотографии и рисунки.
Векторным. В этом случае луч лазера движется вдоль линии, постепенно смещаясь друг относительно друга. При помощи векторного метода наносят линейные изображения, маркировку, надписи. По производительности превосходит растровый, но толщину линий менять не может.
Каждая их этих методик имеет свою область применения.
Виды
Гравировка лазером на металле может быть нескольких видов:
С изменением рельефа поверхности. Лазер воздействует на заготовку точечно нагревая ее до температуры, при которой металл испаряется. Благодаря изменению мощности луча можно корректировать глубину снимаемой части заготовки, в результате чего меняется рельефность. Так и формируется изображение или надпись.
Изображение обрисовывается по контуру. Отсюда и название – контурная. Получила применение при нанесении мелких надписей на предметах маленьких размерах: монетах, наградах и пр. Рисунок будет выделяться на поверхности.
Цветное контрастное изображение. Поверхность металла нагревают точечно до температуры плавления. В процессе перехода из твердого состояния в жидкое, меняется структура материала. В результате после кристаллизации меняется цвет поверхности. Изображение выглядит как контраст между необразованными точками и теми, на которые воздействовал лазерный луч. Возможно реализовать не на всех материалах.
При работе с тонкими изделиями преимущественно выполняется с применением специальных паст или спреев, которые наносятся на поверхность заготовки. Эти составы каталитическим способом предотвращают глубокое проникновение тепла, благодаря чему выгорает только тонкий слой металла. После завершения работ пасту или остатки спрея смывают.
Лазерное гравирование по металлу с электролизом. Применяется преимущественно при работах на поверхностях сферической, цилиндрической формы. Применяется лак или парафин. По цене дешевле, чем использование пасты. Предполагает создание электролитической ванны, что повышает трудоемкость и продолжительность процесса гравировки. Изначально поверхность заготовки покрывается лаком или парафином. Далее на нее на лазерном станке наносится изображение. После заготовку помещают в ванну с водно-солевым раствором так, чтобы слой лака остался выше поверхности. В емкость помещаются электроды, к которым подключается источник постоянного тока. На заготовку подается «плюс», а на электроды – «минус». Так получают четкое и контрастное изображение глубиной всего 0,1 мм. После завершения работ лак удаляют.
Каждый из этих видов гравировки на металле при помощи луча лазера имеет свои особенности и области применения, которые обязательно учитывают мастера при выполнении работ.
Преимущества и недостатки
В сравнении с другими методами нанесения надписей и изображений на металлические поверхности, гравировка лазером имеет ряд весомых преимуществ:
Возможность работы с разными видами металла. Может работать со сталью, титаном, золотом, платиной и пр.
Долговечность картинки. Рисунок получается стойким к износу, истиранию. Изначальный внешний вид сохраняется на протяжении всего периода службы изделия.
Высокое качество гарантируется при обработке плоских и сферических изделий, заготовок сложных форм.
Работает с металлами разной толщины, начиная от тонких пластин. Минимальная глубина проникновения луча – 0,1 мм.
Высокая четкость. Исходная картинка передается в деталях. Она получается отчетливой даже на мелких заготовках.
Привлекательность и эстетичность рисунка, надписи. Исходная картинка передается в мелких деталях.
Нет контакта режущего инструмента и поверхности (бесконтактная обработка), точечное воздействие. Исключается деформация, изменение цвета ближайших структур, не меняется и структура заготовки, что сохраняет ее прочностные качества.
Отсутствие человеческого фактора. Нанесение лазером на металле изображения или надписи выполняется автоматически, под управлением программы. А это значит, что минимизируется человеческий фактор, исключаются субъективные ошибки, сводится к нулю вероятность брака.
Оборудование для гравировки лазером на металле
Широкая сфера применения лазерной технологии по металлу обусловлена применением разных видов специализированного оборудования. Наибольшее применение на практике получили станки с твердотельным и волоконным излучателем. СО2 лазеры при работах с металлом также можно использовать, но только в комплексе со спреем или пастой. В таких станках излучение формируется в среде газов: смесь углекислоты, гелия, азота.
Твердотельные лазеры получили наиболее широкое применение при нанесении изображений на металлы. В них излучение генерируется в монокристаллах, приходящих в возбуждение под воздействием диодной или ламповой накачки. Они отличаются высокой глубиной лазерного фокуса, благодаря чему удается получать картинки высокой контрастности, не затрагивая соседние структуры. Такая гравировка получается стойкой даже к воздействию щелочей, коррозии, кислот.
Волоконные лазерные станки имеют небольшие габариты и вес, служат более 10 лет, отличаются высокой скоростью работ. Излучение в них формируется на очень тонких кварцевых нитях, обладающих отражающим эффектом. Для накачки используются полупроводниковые диоды. Обладают высокой мощностью выходного излучения, на один-два порядка превышающих мощность газоразрядных систем.
Все эти лазерные станки на хороших условиях можно купить в магазине компании АО «ЛЛС». Надежное, сертифицированное оборудование поставляется по Москве, Санкт-Петербургу и в другие регионы РФ, страны Таможенного Союза. На него предоставляются гарантии. Если потребуются консультации и помощь в выборе, свяжитесь с менеджерами компании по телефону или через онлайн-сервисы.
Топ 5 лазерных граверов по металлу в 2022 году
Содержание
Обзор
Лазерные граверы — это универсальные машины, которые можно использовать для гравировки всех видов материалов, включая металл. Если вы ищете станок, который может с легкостью обрабатывать как легкие, так и тяжелые материалы, то лазерный гравер по металлу — идеальный вариант.
В этом блоге мы обсудим различные типы лазерных граверов по металлу, а также их преимущества и недостатки. Мы также рассмотрим некоторые из лучших моделей на рынке и предоставим вам наш лучший выбор. Так что если вы подумываете о покупке лазерного гравера по металлу, обязательно читайте дальше!
Лучший лазерный гравер 5 для металла
Нам посчастливилось протестировать широкий спектр лазерных гравировальных станков для всех типов и толщин, но на основе непосредственных испытаний и дополнительных исследований мы составили наши рекомендации по лучшему металлу. режущие лазеры в 2022 году.
1. Ortur Laser Master 2 Pro
Выбор для начинающих
ORTUR Laser Master 2 Pro
429,99 $
Купить на Амазоне
28.10.2022 22:40 GMT
Ortur Laser Master 2 Pro — один из самых популярных лазерных граверов на рынке. Он оснащен мощным лазером мощностью 30 Вт, который может гравировать металлы, стекло, дерево и многое другое. Машина проста в использовании и поставляется с удобным программным обеспечением под названием LaserGRBL.
Он также имеет большую область гравировки 400 x 400 мм. Его модернизированные компоненты обеспечивают большую мощность и скорость гравировки. Обнаружение пламени — еще одна замечательная функция, которая выделяет этот гравер.
Всякий раз, когда лазерная головка подходит слишком близко к материалу, гравер автоматически отключается, чтобы предотвратить повреждение. Кроме того, оптимизация блока питания и материнской платы делает этот гравер более стабильным и долговечным. С точки зрения безопасности, этот гравер имеет ключевой выключатель и кнопку аварийной остановки.
Его прошивку также можно обновить, чтобы вы всегда могли поддерживать свой гравер в актуальном состоянии. Что касается цены, то Ortur Laser Master 2 Pro очень доступен. Когда устройство наклонено, оно также приостановит процесс гравировки, чтобы предотвратить несчастные случаи. Это отличная функция, особенно если в доме есть дети или домашние животные.
Изысканные узоры можно легко вырезать с помощью Ortur Laser Master 2 Pro. Например, на металлической пластине можно выгравировать семейное фото или логотип вашей компании.
Этот гравер также отлично подходит для изготовления персонализированных подарков. Он поддерживает различные форматы файлов, такие как JPG, BMP, SVG и DXF.
Его конструкция делает его очень простым в использовании и настройке. Гравер также поставляется с симулятором G-кода, который позволяет вам увидеть, как будет выглядеть гравировка, прежде чем вы начнете. В целом, Ortur Laser Master 2 Pro — отличный гравировальный станок с множеством функций и преимуществ.
2. Atomstack X7 Pro
Atomstack X7 Pro
569,99 $
Купить на Amazon. Он также имеет впечатляющую способность акрила 15 мм и может маркировать металлы, такие как световые подписи или логотипы, для дополнительной отслеживаемости продуктов с помощью штрих-кодов и серийных номеров.
широкой области гравировки 410 x 400 мм более чем достаточно, тем более, что многие проекты лазерной гравировки металла для любителей обычно имеют меньший размер. Но его можно увеличить даже до 850×410 с помощью нашего комплекта расширения X7 Pro. Вы даже можете добавить к нему 4-ю ось за дополнительные 109 долларов с помощью поворотного модуля Atomstack R3 для маркировки изогнутого металла в нише.
Однако, если вы планируете использовать его или Ortur для лазерной гравировки металла , важно умерить свои ожидания. Более дешевый и менее мощный из этих двух лазеров будет маркировать слабее, чем более качественная машина промышленного класса, поэтому ожидайте более быстрого времени обработки по сравнению с ним!
С элегантным эргономичным сенсорным экраном и возможностью автономной гравировки, если в вашей мастерской нет Wi-Fi; UX30 обладает всеми современными функциями. Лазер более стабилен, чем когда-либо прежде, с модернизированной системой, которая обеспечивает более четкие детали благодаря компактному размеру пятна — 0,06 мм (6 тысячных)!
3. xTool D1
Выбор редактора
xTool D1
559,99 $
Купить на Амазоне
28.10.2022 21:37 GMT
Если вам нужны более мелкие детали гравировки, Xtool — отличный вариант. Минимальная ширина гравировки 0,1 мм.
Прежде всего, Xtool очень прост в использовании. Он поставляется с интеллектуальной панелью управления, которая позволяет легко регулировать мощность и скорость лазера. Xtool также имеет кнопку аварийной остановки на случай аварии.
С точки зрения дизайна, Xtool очень компактный и портативный. Он занимает мало места и может легко храниться, когда он не используется. Многие пользователи также ценят тот факт, что Xtool очень прост в сборке.
Более высокие настройки точности позволяют также гравировать более мелкие объекты. Например, вы можете выгравировать часы или очки с помощью Xtool.
Если вы думаете о цилиндрических объектах, Xtool справится и с этим. Он имеет вращающуюся платформу, которая поддерживает различные цилиндрические объекты. С помощью этой функции вы можете гравировать бокалы, кружки и даже вазы.
Для передачи файлов в Xtool есть USB-порт и устройство чтения SD-карт. Он также поставляется с программным обеспечением для лазерной гравировки, которое совместимо с Windows и Mac. Его трехстороннее соединение также позволяет подключить гравер к компьютеру, телефону или планшету.
4.Матроуз A5
Лазерный гравер MathRose A5
299,99 $
Купить на Amazon. Его система защиты глаз также делает его безопасным выбором для тех, кто ищет лазерный гравер.
Модель A5 оснащена лазером мощностью 20 Вт, обеспечивающим высокую скорость и точность гравировки. Он также поставляется с интеллектуальной панелью управления, которая позволяет легко регулировать мощность и скорость лазера.
Процесс установки MathRose A5 очень прост. Все, что вам нужно, это отвертка и шестигранный ключ. После сборки A5 очень прост в использовании.
Интеллектуальная панель управления позволяет легко регулировать мощность и скорость лазера. Процесс гравировки также очень прост. Просто поместите материал на платформу для гравировки и включите лазер.
Высокая производительность также позволяет гравировать небольшие объекты. Кроме того, модернизированный лазерный модуль позволяет выполнять гравировку на различных материалах. A5 может гравировать даже на криволинейных поверхностях.
5. Удлиненный луч 5 10 Вт
Удлиненный RAY5 10 Вт
529,99 $
Купить на Amazon
Мы получаем комиссию, если вы совершаете покупку без каких-либо дополнительных затрат для вас.
28.10.2022 23:16 по Гринвичу
Недавно выпущенный Longer Ray 5 10W — один из лучших 10-ваттных лазерных граверов стоимостью менее 550 долларов. Благодаря лазерному модулю мощностью 10 Вт Ray 5 10 Вт обладает более мощными возможностями резки и гравировки. Он может резать древесные плиты толщиной 0,8 дюйма/20 мм и акрил толщиной 1,2 дюйма/30 мм. Ray5 10W использует новейшую технологию сжатого лазера, которая генерирует сверхтонкое лазерное пятно (0,06 * 0,06 мм), что делает гравировку более точной и стабильной.
Благодаря 3,5-дюймовому сенсорному экрану Ray5 10W может управлять станком и даже редактировать изображения и параметры гравировки в автономном режиме или с помощью мобильного приложения «MKSLaser», доступного для Android и iOS. Более длинный Ray5 10W имеет надежные функции защиты, оснащенные обнаружением пламени, обнаружением смещения, неподвижной защитой, огнеупорным акрилом и защитой глаз.
Использование лазерной гравировки по металлу!
Теперь, когда вы понимаете, как работает лазерная гравировка металла, пришло время взглянуть на некоторые из наиболее распространенных применений этой технологии. Ниже мы обсудим 10 самых популярных способов лазерной гравировки металла.
1. Идентификационные бирки
Одним из наиболее распространенных способов лазерной гравировки металла является создание идентификационных бирок. Это включает в себя такие вещи, как жетоны, цепочки для ключей и именные таблички. Это отличный способ добавить индивидуальный подход к чему-то, что в остальном очень просто.
2. Ювелирные изделия
Еще одним популярным применением лазерной гравировки по металлу является создание ювелирных украшений. Например, вы можете использовать его, чтобы выгравировать особое сообщение на кольце или ожерелье. При правильном выполнении лазерная гравировка металла может создать очень красивое и уникальное украшение. Никогда не будет двух одинаковых частей.
3. Награды
Лазерная гравировка металла также широко используется для изготовления наград и кубков. Вы можете использовать его для гравировки имени получателя, даты и специального сообщения. Это отличный способ создать действительно уникальную и особенную награду. Даже если два человека получат одинаковую награду, их гравировка будет совершенно разной. Кроме того, поскольку гравировка выполняется с помощью лазера, она будет чрезвычайно точной и выглядеть очень профессионально.
4. Подарки
Если вы ищете уникальный подарок, лазерная гравировка металла — отличный вариант. Вы можете использовать его, чтобы выгравировать специальное сообщение или рисунок практически на чем угодно. Это отличный способ создать уникальный подарок, который будет радовать получателя долгие годы. Возможности лазерной гравировки металла безграничны. Вы действительно можете дать волю своему творчеству.
5. Вывески
Еще одним распространенным применением лазерной гравировки металла является создание вывесок. Это включает в себя такие вещи, как офисные знаки, указатели направления и предупреждающие знаки. Многие предприятия используют лазерную гравировку металла для создания высококачественных и профессионально выглядящих вывесок.
6. Брендинг
Брендинг — очень важная часть любого бизнеса. И один отличный способ заявить о своем бизнесе с помощью лазерной гравировки металла. Вы можете использовать его, чтобы выгравировать логотип или название вашей компании практически на чем угодно. Это отличный способ сделать ваш бренд более заметным и узнаваемым.
7. Искусство
Лазерная гравировка металла также может быть использована для создания произведений искусства. Это включает в себя такие вещи, как скульптуры и картины. Если вы художник, лазерная гравировка металла — отличный способ создать уникальные и единственные в своем роде изделия.
8. Рекламная продукция
Рекламная продукция — отличный способ заявить о себе. А с помощью лазерной гравировки по металлу вы действительно сможете выделить рекламную продукцию. Например, вы можете выгравировать логотип своей компании на ручках, брелках и других мелких предметах. Затем, когда люди будут использовать эти предметы, они напомнят о вашем бренде.
9. Фирменные таблички
Фирменные таблички — еще одно распространенное применение лазерной гравировки металла. При лазерной гравировке шильдики выглядят очень профессионально. Они часто используются для таких вещей, как офисные двери, кабинки и именные бейджи. Новой тенденцией является использование лазерной гравировки металла для создания персонализированных именных табличек.
Например, вы можете выгравировать свое имя и должность на именной табличке. Это отличный способ произвести хорошее первое впечатление.
10. Этикетки для продуктов
И последнее, но не менее важное: лазерная гравировка металла также может использоваться для создания этикеток для продуктов. Без товарных этикеток было бы очень сложно идентифицировать продукты. А с помощью лазерной гравировки металла вы можете создавать высококачественные и профессионально выглядящие этикетки.
Область применения лазерной гравировки металла ограничена только вашим воображением. Это лишь некоторые из наиболее популярных применений этой технологии. Независимо от того, что вы хотите создать, лазерная гравировка металла — отличный вариант.
Как правильно выбрать лазерный гравер для металла?
При выборе лазерного гравера по металлу следует учитывать несколько моментов. Вот некоторые моменты, на которые следует обратить внимание:
1. Назначение
Первое, о чем вы должны подумать, это то, для чего вы будете использовать лазерный гравер. Как мы упоминали ранее, лазерные граверы можно использовать для самых разных целей. Например, вы можете использовать его для вывесок, брендинга или этикеток продуктов. Как только вы узнаете, для чего вы будете его использовать, вы сможете сузить свой выбор.
2. Тип металла, который вы хотите гравировать
Вам также следует подумать о типе металла, на котором вы будете гравировать. Некоторые лазерные граверы лучше подходят для определенных типов металла, чем другие. Например, если вы хотите гравировать алюминий, вам нужно выбрать лазерный гравер, специально разработанный для этого.
3. Бюджет
Лазерные граверы могут стоить от нескольких сотен долларов до нескольких тысяч долларов. Таким образом, вы должны иметь в виду бюджет, прежде чем начать делать покупки.
4. Размер гравировки
Вам также следует подумать о размерах металла, на котором вы будете гравировать. Некоторые лазерные граверы могут обрабатывать только небольшие куски металла, в то время как другие могут обрабатывать более крупные детали.
5. Уровень навыка
Если вы новичок в лазерной гравировке, вам следует выбрать относительно простой в использовании станок. С другой стороны, если у вас есть опыт лазерной гравировки, вы можете выбрать более продвинутый станок.
Как лазерная гравировка для металлообработки?
Перед покупкой станка важно иметь четкое представление о том, как работает лазерная гравировка металла. Таким образом, вы можете быть уверены, что приобретаемая вами машина наилучшим образом соответствует вашим потребностям. Ниже мы объясним, как работает лазерная гравировка металла.
Шаг 1 – Лазерный гравировальный станок использует мощный лазер для вытравливания рисунка на металле. Важно отметить, что лазер на самом деле не прорезает металл.
Шаг 2 – Металл нагревается лазером, что заставляет его расширяться и сжиматься. Теперь лазер может выгравировать рисунок на металле.
Шаг 3 – Когда металл расширяется и сжимается, лазерный луч, отслеживая рисунок на поверхности металла, создает канавку. Другими словами, лазер, по сути, вырезает дизайн.
Шаг 4 – Глубина канавки определяется мощностью лазера и скоростью, с которой он перемещается по поверхности металла.
Шаг 5 – После того, как лазер завершит гравировку рисунка, металл охлаждается, и изделие готово.
Процесс лазерной гравировки металла относительно прост. Однако важно иметь в виду, что качество готового продукта будет зависеть от качества машины. Обязательно проведите исследование и купите машину, которая лучше всего подходит для ваших нужд.
Типы лазерных граверов для металла
Теперь, когда вы знаете некоторые из наиболее популярных способов лазерной гравировки металла, давайте рассмотрим различные типы лазерных граверов для металла.
Существует три основных типа лазерных граверов: CO2, оптоволоконные и YAG.
1. Лазерные граверы CO2
Лазерные граверы CO2 являются наиболее популярным типом лазерных граверов. Они часто используются для таких вещей, как вывески, брендинг и искусство. Лазерные граверы CO2 используют газовую смесь двуокиси углерода, азота и иногда гелия.
Затем эта газовая смесь превращается в плазму с помощью электрического разряда. Затем плазма проходит через сопло, которое создает лазерный луч.
Лазерный гравер OMTech CO2
469,99 $
Купить на Amazon
28.10.2022 20:15 по Гринвичу
2. Волоконный лазерный гравер
Этот тип лазерного гравера использует оптоволоконный кабель для создания лазерного луча. Волоконно-оптический кабель состоит из тысяч крошечных стеклянных волокон. При электрическом заряде эти волокна создают лазерный луч. Волоконные лазерные граверы часто используются для таких вещей, как промышленные приложения и этикетки продуктов.
Как правило, граверы с волоконным лазером более мощные, чем граверы с лазером на углекислом газе. Например, они могут гравировать металл гораздо быстрее.
Волоконный лазер Raycus мощностью 30 Вт, США
3 699,00 $
Купить на Amazon
28. 10.2022 20:45 по Гринвичу
3. Лазерные граверы YAG
Третий тип лазерных граверов известен как лазерные граверы YAG. YAG означает иттрий-алюминиевый гранат. При электрическом заряде YAG создает лазерный луч. Этот тип лазерного гравера часто используется в промышленности.
С другой стороны, YAG лазерные граверы не так популярны, как CO2 и волоконные лазерные граверы. Лазерный луч YAG также не так заметен, как два других типа лазерных лучей. Некоторые люди считают, что это делает лазерные граверы YAG более опасными.
Заключение
Лазерный гравер по металлу можно настроить для получения высококачественной маркировки на любом типе металла. Разные металлы требуют разных настроек, поэтому вам решать, хотите ли вы, чтобы ваша машина была универсальной или нет! Надеемся, что это руководство поможет вам выбрать лучший лазерный гравер для металла, соответствующий вашим уникальным потребностям.
Гравировка и маркировка металлов | Gravotech
Много лет назад люди открыли для себя способность придавать металлу форму, и мы маркируем его, будь то для артистизма, персонализации или отслеживания.
Металл сложен: проводящий, реактивный и состоит из химических веществ и сплавов, поэтому, когда вы ищете ротационную или лазерную маркировочную машину для металла, лучшее решение будет зависеть от типа металла, который вы будете гравировать:
Нержавеющая сталь Алюминий
Анодированный алюминий
Закаленные металлы
Стальной сплав
Титан и титановые сплавы
Карбиды
Латунь
Медь
Драгоценные металлы
Металлы с покрытием
Зачем маркировать металл? Гравировка металла используется для маркировки текста, логотипов, изображений, цифр, 2D-кодов, список можно продолжать бесконечно. Отрасли, маркирующие металл, еще больше, например, ювелирная, медицинская, автомобильная, авиационная и энергетическая.
Наша лазерная маркировка и гравировка выполняются бесконтактно и не требуют предварительной или последующей обработки. Результатом является постоянная, стойкая и высококонтрастная маркировка с очень высоким разрешением и, конечно же, без повреждения металла.
Ротационная гравировка вырезает металл с помощью гравировальной фрезы, похожей на дрель. Это позволяет выполнять как гравировку, так и резку (на некоторых металлах) и широко используется во всех отраслях промышленности, от гравировки ювелирных изделий до резки панелей управления. 9№ 0009
Прямая маркировка деталей методом точечной вырубки или скрайбирования выполняется с помощью иглы из карбида вольфрама, которая вступает в контакт с поверхностью и деформирует материал в полости благодаря последовательности ударов, формирующих окончательную маркировку.
Gravotech обладает обширным опытом в области маркировки металлов и делится своим опытом, чтобы помочь вам найти лучшее решение для гравировки металла, которое будет соответствовать вашим потребностям. Существует множество различных типов металлов, и у нас есть машинное решение для каждого из них.
Лазерная гравировка металла
Лазерное травление можно использовать для широкого спектра материалов. Лазерная гравировка происходит, когда тепло луча плавит только поверхность материала и не проникает в материал полностью.
Высокая мощность лазера использует высокую температуру для расплавления только поверхности материала. Оксиды иногда образуются в местах гравировки, что делает следы более четкими и заметными. Лазер изменяет его отражательную способность и улучшает контрастность. Удаляет очень мало материала .
Может выполняться на необработанных, анодированных или покрытых металлом поверхностях. Световая гравировка металлов и оксидов. Удаляет менее 0,001 дюйма материала. Высокоскоростная маркировка. Работает на всех металлах.
Посмотрите наши станки для лазерной гравировки металла!
Когда маркированные компоненты требуют доработки или дополнительной окраски, а материал шероховатый, лазерная гравировка должна быть нанесена глубже в материал.
Лазер сильно нагревается в процессе гравировки, что приводит к испарению материала. Это создает полость на поверхности, которая заметна на глаз и на ощупь. Рекомендуется, когда лазерная маркировка подвергается стрессу после обработки (например, при пескоструйной обработке литья под давлением).
Быстрое плавление и парообразование материала. Варьирование глубины достигается количеством проходов. Работайте только с заполненными шрифтами/фигурами.
Отжиг
При отжиге материал локально нагревается почти до точки плавления. Это создает оксидные слои на поверхности заготовки, которые связаны с металлическими цветами отжига. Это также предпочтительный метод, когда требуется точная посадка или необходимо избежать вздутия материала.
Вы можете отжигать только те металлы, которые меняют цвет под воздействием тепла и кислорода, т.е. стали и титана, но не алюминий или цветные металлы. Как правило, оксидный слой черный, но может иметь и другие цвета отжига. Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм.
Черная маркировка
Черная маркировка — это процесс маркировки, при котором получаются очень контрастные темные маркировки. Эта структурированная поверхность уменьшает количество отраженного света, в результате чего маркировка становится глубоко матово-черной и выглядит одинаково под любым углом. Это делает маркировку неабразивной. Черная маркировка идеально подходит для нержавеющих сталей, титана, меди и латуни.
ЗАПРОСИТЬ ДЕМО
Лазерный станок для маркировки металла на производственной линии
Наружная гравировка кольца лазерным гравером по металлу
Прямая маркировка деталей на металле
Деталь выгравирована гравировальным станком по металлу
Лазерная маркировка Datamatrix на металлической детали
Гравировка металла на ротационном станке
С помощью гравировальных станков по металлу мы проводим алмазным инструментом по поверхности материала, чтобы получить легкую и очень эстетичную маркировку. В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.
Этот процесс маркировки можно использовать даже для очень твердых сплавов, таких как сталь, нержавеющая сталь или железо, и, конечно же, для более мягких металлов. Он идеально подходит для вывесок (тегов) и персонализации. Канавка, созданная в детали, также может быть заполнена лаком или воском для получения высокой контрастности или цвета.
Посмотрите наши станки для гравировки металла с ЧПУ!
Станки гравировальные по металлу с ЧПУ, материал снимается с помощью режущих инструментов, «граверных фрез» различных размеров и форм.
ЧПУ
используется для вырезания фигур в металле, например, для панелей управления, или для фрезерования трехмерных форм, таких как создание горячих штампов, вкладышей в пресс-формы или производство мягких металлов в целом. Эта технология также может использоваться для получения текста, цифр или логотипов, глубоко выгравированных на детали, будь то для идентификации (прямая маркировка детали) в целях персонализации.
Этот процесс маркировки обеспечивает отличные неконтрастные результаты как при резке , так и при фрезеровании , и даже наши небольшие граверы могут выполнять работу по мягким металлам, таким как алюминий или латунь.
Наши пневматические машины для точечной маркировки лучше всего подходят для нанесения маркировки, требующей очень короткого времени цикла для удовлетворения требований к скорости в промышленных секторах.
Электромагнитные маркировочные машины больше подходят для областей применения, требующих высокой точности и согласованности. Он особенно эффективен для маркировки кода DataMatrix. Электромагнитная точечная маркировочная машина представляет собой высокоточное решение для маркировки, отвечающее требованиям прослеживаемости и идентификации.
Наши машины для маркировки металлов являются экономичными и обеспечивают четкую маркировку, маркировку в два раза быстрее, чем другие машины для маркировки.
Бесшумные, с эстетичным и потрясающим результатом, разметочные машины используются во всех промышленных операциях , с учетом ограничений по уровню шума: для маркировки крупных металлических компонентов (балки, рельсы, шасси, выхлопные трубы и т. д.) для маркировки V.I.N. номера (идентификационные номера транспортных средств) на автомобилях, мотоциклах и большегрузных транспортных средствах и т. д.
Это решение с наилучшим соотношением глубины маркировки и скорости. Обеспечивает высокое качество маркировки. Он был разработан для тяжелых промышленных применений, наши системы долговечны и требуют минимального обслуживания.
ЗАПРОСИТЬ ДЕМО
Точечная гравировка металла
Внутреннее кольцо с гравировкой на ротационном гравировальном станке
Идентификация и отслеживание металла — точечная гравировка
Гравировка металлических пластин на ротационном гравировальном станке
Gravotech — машина для маркировки металла
Откройте для себя гравировальные станки Gravotech по металлу
Наш полный ассортимент встроенных лазеров и лазерных станций позволит вам выполнять маркировку на всех типах металлических деталей с постоянным результатом, с превосходным качеством и контрастностью для полной идентификации и отслеживания.
Самая совершенная лазерная станция для перманентной маркировки. От штучного и мелкосерийного производства до интеграции в роботизированную ячейку. Совместимость с оптоволоконным, гибридным или зеленым источником.
…
LW2
ЛАЗЕРНАЯ СТАНЦИЯ
Откройте для себя этот продукт
Внедрение технологии лазерной гравировки в ваш бизнес….
ДОБРО ПОЖАЛОВАТЬ
ЛАЗЕРНАЯ СТАНЦИЯ
Откройте для себя этот продукт
Наш мощный и высококачественный промышленный волоконный лазерный гравер быстро выполняет точную маркировку….
ВОЛОКОННЫЙ Лазер
ВСТРОЕННЫЙ ЛАЗЕРНЫЙ МАРКЕР
Откройте для себя этот продукт
Промышленный лазерный гравер LS900 поставляется с CO2, волокном или краем (двойные источники). Они идеальны, если вы ищете быстрый лазерный гравер или лазерный резак.
…
ЛС900
ЛАЗЕРНЫЙ СТОЛ
Откройте для себя этот продукт
Лазерный маркер HYBRID с длиной волны 1064 нм идеально подходит для областей применения, требующих большой универсальности в отношении маркировки материалов с максимальной скоростью, от лазерной маркировки металла до пластика.
…
ГИБРИДНЫЙ лазер
ВСТРОЕННЫЙ ЛАЗЕРНЫЙ МАРКЕР
Откройте для себя этот продукт
Лазерный станок CO2 LS100EX — это станок среднего размера для гравировки и резки. Его площадь гравировки соответствует размеру ¼ листа, что делает его идеальной машиной для изготовления вывесок….
LS100EX
ЛАЗЕРНЫЙ СТОЛ
Откройте для себя этот продукт
Наш ассортимент ротационных станков способен выполнять легкую алмазную гравировку, аккуратную глубокую гравировку, легкую фрезеровку и сверление. Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов.
С момента изобретения технологии точечной маркировки 40 лет назад мы продолжаем вводить новшества, и пневматическая машина для маркировки точечным упрочнением XF510p получает корону за то, что она является самой маленькой и быстрой …
XF510p
ИНТЕГРИРУЕМАЯ ТОЧЕЧНАЯ УПЛОТНЕНИЕ
Откройте для себя этот продукт
Мастер маркировки кодов Data Matrix, эта электромагнитная машина для маркировки точечной маркировкой основана на наших основах с точечной маркировкой, чтобы соответствовать самым высоким стандартам точности….
XF510м
ИНТЕГРИРУЕМАЯ ТОЧЕЧНАЯ УПЛОТНЕНИЕ
Откройте для себя этот продукт
Эта система маркировки обеспечивает прямую маркировку деталей при одновременном снижении уровня шума. …
XF510r
ВСТРОЕННАЯ МАЧТА
Откройте для себя этот продукт
Этот промышленный гравер идеально подходит для вывесок, идентификации деталей, гравировки на пластике и идеально подходит для гравировки шрифтом Брайля ADA….
Объем IS400 и IS400
СТОЛ ДЛЯ ГРАВИРОВКИ С ЧПУ
Откройте для себя этот продукт
Будучи самым продаваемым ротационным гравировальным станком, M20 представляет собой гравировальный станок, изготовленный по индивидуальному заказу, который можно адаптировать для любых целей и выполнить любую работу….
М20
ГРАВИРОВАЛЬНАЯ СТАНЦИЯ
Откройте для себя этот продукт
Ударно-точечный гравировальный станок представляет собой автономный гравировальный станок по металлу, который легко настроить и освоить. Поднимите свой бизнес на новый уровень, независимо от его размера и опыта.

 Чашечные насадки работают поверхностью, которая расположена перпендикулярно оси вращения. Дисковые – узкой цилиндрической поверхностью, которая расположена параллельно оси вращения.
Чашечные насадки работают поверхностью, которая расположена перпендикулярно оси вращения. Дисковые – узкой цилиндрической поверхностью, которая расположена параллельно оси вращения. Вторая разновидность корщёток – мягкие корщётки.
Вторая разновидность корщёток – мягкие корщётки.

 Выбор дрели
Выбор дрели

 Лепестковая насадка для полировки отличается большей производительностью и, как следствие, высокой стоимостью. Также можно встретить комплекты для обработки поверхности кузова, которые состоят из нескольких элементов, имеющих разное предназначение и сложность исполнения.
Лепестковая насадка для полировки отличается большей производительностью и, как следствие, высокой стоимостью. Также можно встретить комплекты для обработки поверхности кузова, которые состоят из нескольких элементов, имеющих разное предназначение и сложность исполнения. Наиболее распространена насадка на дрель для полировки автомобиля из войлока или поролона. Выбор того или иного варианта определяется степенью мягкости полировальной пасты. Производители выпускают круги в различном цветовом исполнении, в соответствии с их жесткостью:
Наиболее распространена насадка на дрель для полировки автомобиля из войлока или поролона. Выбор того или иного варианта определяется степенью мягкости полировальной пасты. Производители выпускают круги в различном цветовом исполнении, в соответствии с их жесткостью: Для начала нужно сделать штырь с подходящим диаметральным размером и нанести на одну из его сторон резьбу. На ней закрепляется полировальный диск, окруженный с обеих сторон широкой гайкой и ограничительной шайбой. Формирование подобного приспособления не вызывает особых сложностей, при этом оно подходит для обработки многих видов поверхностей.
Для начала нужно сделать штырь с подходящим диаметральным размером и нанести на одну из его сторон резьбу. На ней закрепляется полировальный диск, окруженный с обеих сторон широкой гайкой и ограничительной шайбой. Формирование подобного приспособления не вызывает особых сложностей, при этом оно подходит для обработки многих видов поверхностей. Их гарантийный период эксплуатации составляет около 15 лет. Но лакокрасочное покрытие лучше сохраняет свои характеристики при соответствующем уходе. Насадка для полировки авто позволяет восстановить изначальный блеск, убрать недостатки, имеющиеся на поверхности, при этом они вместе со специализированными составами обойдутся намного дешевле обращения в мастерскую.
Их гарантийный период эксплуатации составляет около 15 лет. Но лакокрасочное покрытие лучше сохраняет свои характеристики при соответствующем уходе. Насадка для полировки авто позволяет восстановить изначальный блеск, убрать недостатки, имеющиеся на поверхности, при этом они вместе со специализированными составами обойдутся намного дешевле обращения в мастерскую.

 Они формируют водоотталкивающую невидимую пленку и обеспечивают яркий блеск. Мягкая насадка на дрель для полировки подходит для подержанных авто, на поверхности которых отсутствуют повреждения лакокрасочного слоя. Также она используется в щадящей обработке защитными средствами.
Они формируют водоотталкивающую невидимую пленку и обеспечивают яркий блеск. Мягкая насадка на дрель для полировки подходит для подержанных авто, на поверхности которых отсутствуют повреждения лакокрасочного слоя. Также она используется в щадящей обработке защитными средствами.
 И, как и в случае со всем водоструйным оборудованием высокого давления компании NLB, вы можете быть уверены, что покупаете компоненты высочайшего качества.
И, как и в случае со всем водоструйным оборудованием высокого давления компании NLB, вы можете быть уверены, что покупаете компоненты высочайшего качества.
 , Ltd.
, Ltd.
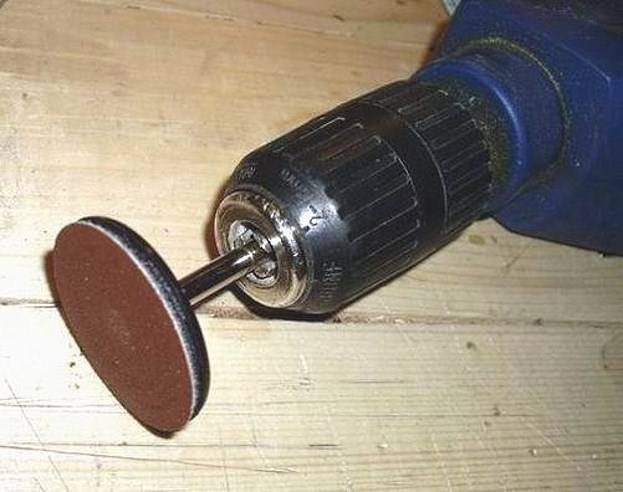


 Особой популярностью пользуются открытые лотки с высокими и низкими бортиками (на выбор). Такие модели часто имеют прямоугольную форму. Могут дополняться решеткой-ограничителем.
Особой популярностью пользуются открытые лотки с высокими и низкими бортиками (на выбор). Такие модели часто имеют прямоугольную форму. Могут дополняться решеткой-ограничителем. Наполнитель укладывается под сетку, что исключает его рассыпание. Можно использовать без наполнителя, но тогда придется часто мыть основную часть конструкции, что позволит исключить распространение неприятного запаха кошачьих испражнений.
Наполнитель укладывается под сетку, что исключает его рассыпание. Можно использовать без наполнителя, но тогда придется часто мыть основную часть конструкции, что позволит исключить распространение неприятного запаха кошачьих испражнений. Они также могут иметь съемные бортики разной высоты. Удобные для установки в угловой части туалета.
Они также могут иметь съемные бортики разной высоты. Удобные для установки в угловой части туалета. Регулярно убирать придется только твердые отходы.
Регулярно убирать придется только твердые отходы. Лучше приобрести аналогичный аксессуар, с которым кошка быстро «подружится».
Лучше приобрести аналогичный аксессуар, с которым кошка быстро «подружится». Сегодня кабельные металлические лотки используются повсеместно. Существует несколько видов данных изделий, а именно: перфорирофанные, сплошные, проволочные и лестничные. Рассмотрим более подробно первый вид кабельного лотка, поскольку он является наиболее популярным и часто используемым.
Сегодня кабельные металлические лотки используются повсеместно. Существует несколько видов данных изделий, а именно: перфорирофанные, сплошные, проволочные и лестничные. Рассмотрим более подробно первый вид кабельного лотка, поскольку он является наиболее популярным и часто используемым.
 Какое бы название не имел лоток, он остается самым популярным, надежным и высококачественным изделием для монтажа электропроводки в различных условиях.
Какое бы название не имел лоток, он остается самым популярным, надежным и высококачественным изделием для монтажа электропроводки в различных условиях. Суть перфорации как таковой заключается в предотвращении сильного перегрева (важнее: последующего воспламенения!) кабельной продукции, размещенной в лотке. Наличие оштампованных краев облегчает процесс соединения элементов конструкции.
Суть перфорации как таковой заключается в предотвращении сильного перегрева (важнее: последующего воспламенения!) кабельной продукции, размещенной в лотке. Наличие оштампованных краев облегчает процесс соединения элементов конструкции.
 Перфорация существенным образом облегчает процесс осмотра кабельно-проводниковой продукции.
Перфорация существенным образом облегчает процесс осмотра кабельно-проводниковой продукции.

 Крепеж каналов к перфорированной ленте осуществляется при помощи винтов, гаек и шайб.
Крепеж каналов к перфорированной ленте осуществляется при помощи винтов, гаек и шайб.






 0002 на малайском
0002 на малайском д.
д.

 Раствор наносится кистью, валком или распылителем. В один или несколько слоев, в зависимости от требуемых характеристик.
Раствор наносится кистью, валком или распылителем. В один или несколько слоев, в зависимости от требуемых характеристик. В процессе изготовления используется кварцевый песок и сода, подвергнутые обжигу, или же диоксид кремния, обработанный щелочным составом в автоклаве.
В процессе изготовления используется кварцевый песок и сода, подвергнутые обжигу, или же диоксид кремния, обработанный щелочным составом в автоклаве. Используется в производстве лакокрасочной продукции. Однако более прочный пол из жидкого стекла получается с применением калиевого продукта.
Используется в производстве лакокрасочной продукции. Однако более прочный пол из жидкого стекла получается с применением калиевого продукта. Основные подготовительные работы связаны с подготовкой обрабатываемой поверхности.
Основные подготовительные работы связаны с подготовкой обрабатываемой поверхности.
 В идеале лучше воспользоваться мерной посудой. Вода при этом используется только холодная.
В идеале лучше воспользоваться мерной посудой. Вода при этом используется только холодная.
 Работы производятся поочередно, чтобы смесь распределилась равномерно на каждом квадратном метре. Производится это игольчатым строительным валиком, ракелем с удлиненной ручкой, шпателем с широким основанием. На первом этапе смесь наносится шпателем, затем поверхность выравнивается валиком и только после этого ракелем. Ширина слоя 2-4 мм., наносится 1 раз.
Работы производятся поочередно, чтобы смесь распределилась равномерно на каждом квадратном метре. Производится это игольчатым строительным валиком, ракелем с удлиненной ручкой, шпателем с широким основанием. На первом этапе смесь наносится шпателем, затем поверхность выравнивается валиком и только после этого ракелем. Ширина слоя 2-4 мм., наносится 1 раз. А невысокая стоимость материала делает его доступным. Воспользовавшись рекомендациями специалистов сделать покрытие пола с жидким стеклом можно своими руками.
А невысокая стоимость материала делает его доступным. Воспользовавшись рекомендациями специалистов сделать покрытие пола с жидким стеклом можно своими руками.


 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
 Длина болта достигает почти полтора метра. Сферы применения: металлические либо ж/б (здесь и далее железобетонные) конструкции.
Длина болта достигает почти полтора метра. Сферы применения: металлические либо ж/б (здесь и далее железобетонные) конструкции.

 Резьба у такого крепежа обоих вариантов исполнения колеблется в диапазоне от M12 до M48
Резьба у такого крепежа обоих вариантов исполнения колеблется в диапазоне от M12 до M48  Такие изделия обеспечивают надежность крепления к прочной, неэластичной и твердой основе. Для возможности закладки в фундаменте проделываются специальные гнезда.
Такие изделия обеспечивают надежность крепления к прочной, неэластичной и твердой основе. Для возможности закладки в фундаменте проделываются специальные гнезда.
 Болт фиксируется за счет смещения и уплотнения витков спирали запорного устройства, что происходит при завинчивании шайбы.
Болт фиксируется за счет смещения и уплотнения витков спирали запорного устройства, что происходит при завинчивании шайбы. Все технические требования будут четко соблюдены. Вам не придется долго ожидать получения товара.
Все технические требования будут четко соблюдены. Вам не придется долго ожидать получения товара.

 В основном они находят свое применение в электрических башнях и башнях сотовой связи. В зависимости от требуемой прочности на растяжение эти болты могут быть изготовлены из различных марок нержавеющей стали.
В основном они находят свое применение в электрических башнях и башнях сотовой связи. В зависимости от требуемой прочности на растяжение эти болты могут быть изготовлены из различных марок нержавеющей стали. Фундаментные болты Льюиса сужаются по ширине с одной стороны и поставляются с ключами, которые позволяют легко снимать их. Поэтому эти болты используются преимущественно для подъема и перемещения огромных блоков камней вместо крепления машин к фундаменту. Чтобы использовать этот болт, фундаментный блок используется для создания ямы в цементном бетоне. Как только бетон затвердеет, внутрь него вставляется фундаментный болт Льюиса так, чтобы коническая сторона болта была обращена к конической поверхности котлована. На прямых поверхностях болта и углубления вставляется ключ, чтобы можно было снять болт. Как мы упоминали ранее, этот болт используется в основном для подъема и перемещения тяжелых камней. Следовательно, другой конец болта можно выковать в виде петли, чтобы его можно было легко поднимать.
Фундаментные болты Льюиса сужаются по ширине с одной стороны и поставляются с ключами, которые позволяют легко снимать их. Поэтому эти болты используются преимущественно для подъема и перемещения огромных блоков камней вместо крепления машин к фундаменту. Чтобы использовать этот болт, фундаментный блок используется для создания ямы в цементном бетоне. Как только бетон затвердеет, внутрь него вставляется фундаментный болт Льюиса так, чтобы коническая сторона болта была обращена к конической поверхности котлована. На прямых поверхностях болта и углубления вставляется ключ, чтобы можно было снять болт. Как мы упоминали ранее, этот болт используется в основном для подъема и перемещения тяжелых камней. Следовательно, другой конец болта можно выковать в виде петли, чтобы его можно было легко поднимать. Обратите внимание, что шайба должна использоваться в качестве опорной поверхности для чеки.
Обратите внимание, что шайба должна использоваться в качестве опорной поверхности для чеки. Мы всегда рады помочь.
Мы всегда рады помочь. Ножницы разрезают сталь подобно гильотине и очень эффективны по сравнению с ленточнопильными пилами, в которых для разрезания стали используются лезвия с зубьями. Использование ножниц для резки круглого проката ограничено до 2 дюймов в диаметре в зависимости от марки и длиной около 8 футов – 9 футов.футов примерно, в то время как ленточные пилы практически не имеют ограничений по диаметру или длине.
Ножницы разрезают сталь подобно гильотине и очень эффективны по сравнению с ленточнопильными пилами, в которых для разрезания стали используются лезвия с зубьями. Использование ножниц для резки круглого проката ограничено до 2 дюймов в диаметре в зависимости от марки и длиной около 8 футов – 9 футов.футов примерно, в то время как ленточные пилы практически не имеют ограничений по диаметру или длине. Многие прямые стержни, используемые в качестве анкерных болтов, имеют резьбу на закладном конце, который может иметь приварную гайку, приварную пластину или комбинацию гаек и пластины для повышения сопротивления выдергиванию.
Многие прямые стержни, используемые в качестве анкерных болтов, имеют резьбу на закладном конце, который может иметь приварную гайку, приварную пластину или комбинацию гаек и пластины для повышения сопротивления выдергиванию. Мощное гибочное оборудование используется для изготовления изогнутой части или «крюка» на конце без резьбы, который будет заделан в бетон. В этом случае именно изогнутая часть анкерного болта обеспечивает сопротивление выдергиванию, а не кованая головка или сварная гайка.
Мощное гибочное оборудование используется для изготовления изогнутой части или «крюка» на конце без резьбы, который будет заделан в бетон. В этом случае именно изогнутая часть анкерного болта обеспечивает сопротивление выдергиванию, а не кованая головка или сварная гайка.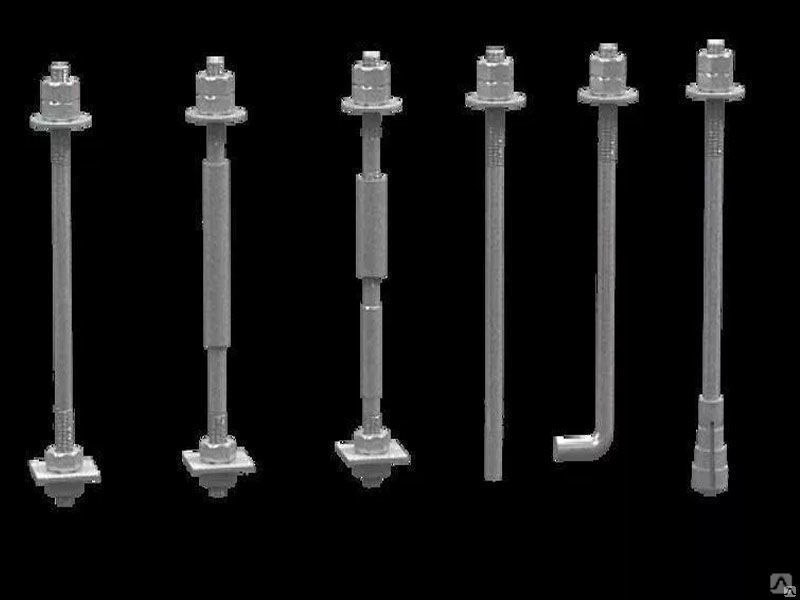 Анкерные болты такого типа называются анкерными болтами с запрессовкой и часто используются в опорных узлах мостов.
Анкерные болты такого типа называются анкерными болтами с запрессовкой и часто используются в опорных узлах мостов. Они могут быть круглой, квадратной или прямоугольной формы и часто привариваются или собираются к закладным концам анкерных стержней и болтов F1554 для обеспечения сопротивления выдергиванию. Эти пластины можно также использовать в верхней части выступающего конца в качестве больших шайб. Шаблоны из стали также используются для правильного размещения анкерных болтов во время установки и бетонирования. Пластины и шаблоны могут быть вырезаны лазером, обожжены плазмой или вырезаны/перфорированы с помощью мастера по металлу. Закладные пластины часто могут быть оцинкованы, чтобы соответствовать анкерным болтам, или иметь гладкую поверхность и могут быть изготовлены из мягкой стали A36 или стали A572 Grade 50. Шаблоны, поскольку они часто используются только для установки, обычно имеют простую отделку.
Они могут быть круглой, квадратной или прямоугольной формы и часто привариваются или собираются к закладным концам анкерных стержней и болтов F1554 для обеспечения сопротивления выдергиванию. Эти пластины можно также использовать в верхней части выступающего конца в качестве больших шайб. Шаблоны из стали также используются для правильного размещения анкерных болтов во время установки и бетонирования. Пластины и шаблоны могут быть вырезаны лазером, обожжены плазмой или вырезаны/перфорированы с помощью мастера по металлу. Закладные пластины часто могут быть оцинкованы, чтобы соответствовать анкерным болтам, или иметь гладкую поверхность и могут быть изготовлены из мягкой стали A36 или стали A572 Grade 50. Шаблоны, поскольку они часто используются только для установки, обычно имеют простую отделку. В случае анкерного болта с головкой F1554, класс 105, с кованой головкой, анкерный болт подвергается термообработке, а затем испытывается, чтобы убедиться, что он механически соответствует требованиям прочности F1554, класс 105.
В случае анкерного болта с головкой F1554, класс 105, с кованой головкой, анкерный болт подвергается термообработке, а затем испытывается, чтобы убедиться, что он механически соответствует требованиям прочности F1554, класс 105. 4.1 спецификации. Производители, которые гонятся за резьбой, часто случайно удаляют все цинковое покрытие или даже небольшую часть резьбы, пытаясь удалить цинк, что потенциально ослабляет резьбу. Специалисты по цинкованию, имеющие опыт горячего цинкования крепежных изделий и анкерных болтов, обычно используют центробежную силу для вытягивания избыточного цинка из резьбы оцинкованных анкерных болтов, пока цинк все еще находится в жидком состоянии.
4.1 спецификации. Производители, которые гонятся за резьбой, часто случайно удаляют все цинковое покрытие или даже небольшую часть резьбы, пытаясь удалить цинк, что потенциально ослабляет резьбу. Специалисты по цинкованию, имеющие опыт горячего цинкования крепежных изделий и анкерных болтов, обычно используют центробежную силу для вытягивания избыточного цинка из резьбы оцинкованных анкерных болтов, пока цинк все еще находится в жидком состоянии.
 ru/documents/terms-of-use/
ru/documents/terms-of-use/ ru/documents/terms-of-use/
ru/documents/terms-of-use/ Сталь.
Сталь. ru/documents/terms-of-use/
ru/documents/terms-of-use/ диаметр прутка, проходящий через шпиндель: не более д65мм (ДИП 300) и не более 40мм (остальные токарные станки)
диаметр прутка, проходящий через шпиндель: не более д65мм (ДИП 300) и не более 40мм (остальные токарные станки)



 С помощью эллипса вы контролируете детализацию мазков в пределах обозначенного пространства.
С помощью эллипса вы контролируете детализацию мазков в пределах обозначенного пространства. .
. Но на этом выбор не заканчивается, поскольку Prisma выпускает новый фильтр каждый день.
Но на этом выбор не заканчивается, поскольку Prisma выпускает новый фильтр каждый день.


 Загрузите файл JPEG или PNG на веб-сайт, а затем щелкните набор инструментов «Художественные эффекты». Затем вы выбираете «Масляная живопись», «Мультфильм», «Раскрасить», «Поп-арт» или «Стилизация». Также есть список эффектов, каждый из которых показывает предварительный просмотр вашего изображения с примененным эффектом.
Загрузите файл JPEG или PNG на веб-сайт, а затем щелкните набор инструментов «Художественные эффекты». Затем вы выбираете «Масляная живопись», «Мультфильм», «Раскрасить», «Поп-арт» или «Стилизация». Также есть список эффектов, каждый из которых показывает предварительный просмотр вашего изображения с примененным эффектом. Tuxpi позволяет накладывать несколько эффектов друг на друга. Например, обесцветьте края фотографии, затем примените фотографию к процессу рисования и поместите ее в рамку. Кроме того, предварительный просмотр каждого изменения загружается в течение нескольких секунд.
Tuxpi позволяет накладывать несколько эффектов друг на друга. Например, обесцветьте края фотографии, затем примените фотографию к процессу рисования и поместите ее в рамку. Кроме того, предварительный просмотр каждого изменения загружается в течение нескольких секунд.

 Если вы хотите разблокировать более 500 фильтров и эффектов, вам необходимо подписаться на план Premium за 7,99 долларов США в месяц (или 39,99 долларов США в год, если вы платите один раз).
Если вы хотите разблокировать более 500 фильтров и эффектов, вам необходимо подписаться на план Premium за 7,99 долларов США в месяц (или 39,99 долларов США в год, если вы платите один раз). Тем не менее, он не конкурирует с специализированными онлайн-ресурсами для поиска вдохновения в цифровом искусстве.
Тем не менее, он не конкурирует с специализированными онлайн-ресурсами для поиска вдохновения в цифровом искусстве.
 Благодаря таким технологическим достижениям вам не нужно знать, как использовать Photoshop для создания цифрового искусства.
Благодаря таким технологическим достижениям вам не нужно знать, как использовать Photoshop для создания цифрового искусства. Оттуда прокрутите список доступных фильтров, пока не найдете идеальный вариант. Существует множество вариантов фильтров, включая черно-белые эскизы, картины маслом и комиксы.
Оттуда прокрутите список доступных фильтров, пока не найдете идеальный вариант. Существует множество вариантов фильтров, включая черно-белые эскизы, картины маслом и комиксы.
 Принцип их работы заключается в постоянном переходе из одного состояния в другое под действием сигнала.
Принцип их работы заключается в постоянном переходе из одного состояния в другое под действием сигнала. Использование различных видов диодов в одной связке позволяет повысить коэффициент производительности сварочного устройства.
Использование различных видов диодов в одной связке позволяет повысить коэффициент производительности сварочного устройства. Таким образом, при конструировании сварочного аппарата следует оценить все особенности цели и сферы использования диодов.
Таким образом, при конструировании сварочного аппарата следует оценить все особенности цели и сферы использования диодов.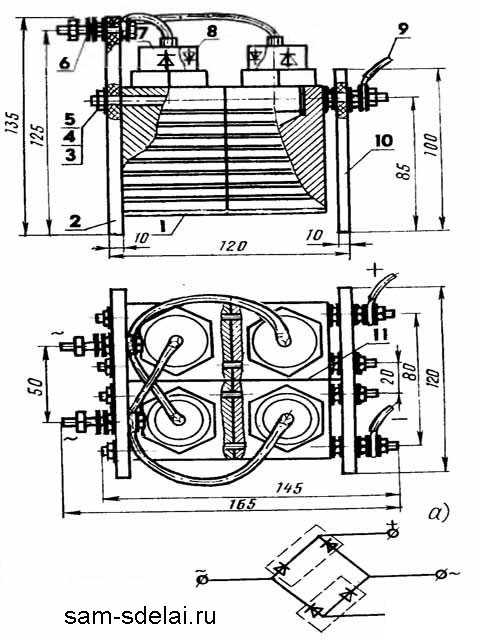 Сваривает 3мм электродом, вес- 13 кг, ток сварки максимальный- 115-130А., ток К.З.- до 250А.
Сваривает 3мм электродом, вес- 13 кг, ток сварки максимальный- 115-130А., ток К.З.- до 250А. Р1- с хорошими мощными контактами, т.к. коммутирует большую мощность на индуктивной нагрузке. Я поставил РПУ-0-УХЛ4(СССР) =12V-сейчас такие не выпускаются, значит смотрите что-то подобное и, соответственно, под него делайте блочок питания: Тр2,Д10-Д13 (КЦ405)и
Р1- с хорошими мощными контактами, т.к. коммутирует большую мощность на индуктивной нагрузке. Я поставил РПУ-0-УХЛ4(СССР) =12V-сейчас такие не выпускаются, значит смотрите что-то подобное и, соответственно, под него делайте блочок питания: Тр2,Д10-Д13 (КЦ405)и


 Если у вас есть какие-либо вопросы, пожалуйста, позвоните нам по телефону 800-241-4628.
Если у вас есть какие-либо вопросы, пожалуйста, позвоните нам по телефону 800-241-4628.
 303
303 303
303 303 – трубчатое сопло диаметром 5 мм
303 – трубчатое сопло диаметром 5 мм 833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.  833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке. 833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке.
833 или адаптера сопла Hot Jet S/Labor S 143.831. Эта насадка также подходит непосредственно к сварочной ручке. Это означает, что охлаждаемый лазерный диод работает оптимально без чрезмерной стимуляции, а также снижает шум оптического источника.
Это означает, что охлаждаемый лазерный диод работает оптимально без чрезмерной стимуляции, а также снижает шум оптического источника. Охлаждаемая вода циркулирует через радиатор лазерного диода лазерной системы.
Охлаждаемая вода циркулирует через радиатор лазерного диода лазерной системы. Таким образом, лазерные системы, излучающие лазерный свет в этих диапазонах, включают:
Таким образом, лазерные системы, излучающие лазерный свет в этих диапазонах, включают:
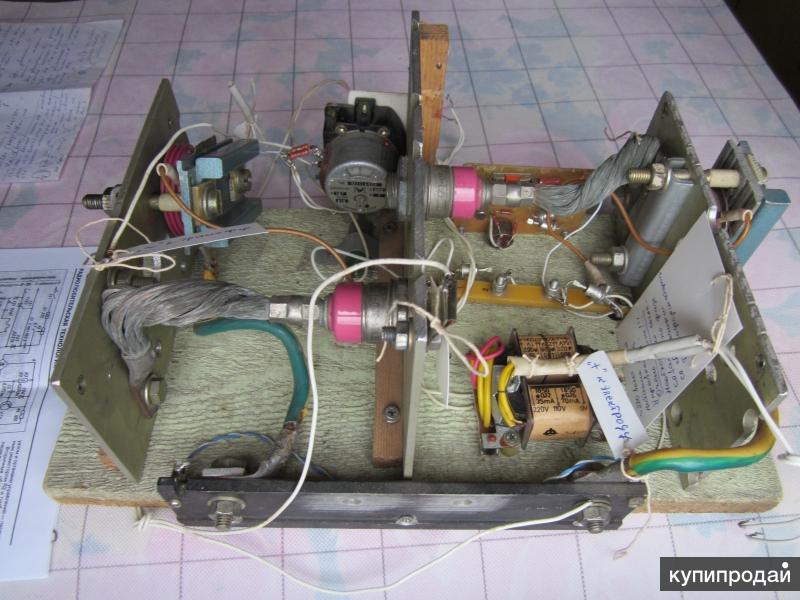 Лазерные системы требуют охлаждения, чтобы поддерживать лазерный диод в определенном диапазоне температур, что позволяет ему работать с максимальными уровнями производительности в течение длительного периода времени без повреждений или отказов.
Лазерные системы требуют охлаждения, чтобы поддерживать лазерный диод в определенном диапазоне температур, что позволяет ему работать с максимальными уровнями производительности в течение длительного периода времени без повреждений или отказов.
 Мы рассмотрим основные неисправности насосных станций и их устранение.
Мы рассмотрим основные неисправности насосных станций и их устранение. Признаками необходимости возможного ремонта может быть тот факт, что насос не поднимается, постоянно возникают проблемы с тем, чтобы набрать воду, происходит произвольное отключение системы.
Признаками необходимости возможного ремонта может быть тот факт, что насос не поднимается, постоянно возникают проблемы с тем, чтобы набрать воду, происходит произвольное отключение системы.
 Появление в отверстии воды свидетельствует о разрыве мембраны. Отремонтировать ее нельзя – требуется замена.
Появление в отверстии воды свидетельствует о разрыве мембраны. Отремонтировать ее нельзя – требуется замена. Далее снимите крышку и измените силу затяжки соответствующих пружин.
Далее снимите крышку и измените силу затяжки соответствующих пружин.










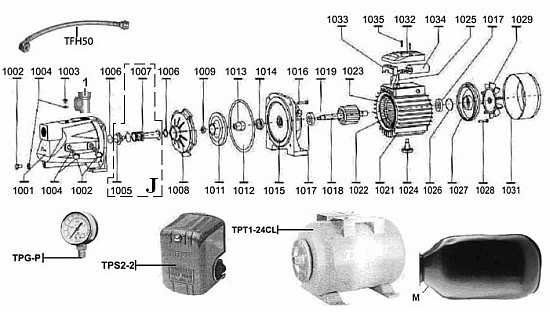 Они перекачивают сточные воды в ближайшую канализационную сеть.
Они перекачивают сточные воды в ближайшую канализационную сеть.
 д.
д.


 Специалисты компании «Кипо Системз» рекомендуют использовать в работе материалы с зерном не меньше 240, что позволит получить ровный блеск на обрабатываемой поверхности.
Специалисты компании «Кипо Системз» рекомендуют использовать в работе материалы с зерном не меньше 240, что позволит получить ровный блеск на обрабатываемой поверхности.






 при этом у них довольно плотное основание, которое позволяет оказать достаточное давление на зерно и на поверхность.
при этом у них довольно плотное основание, которое позволяет оказать достаточное давление на зерно и на поверхность.





 Но он довольно грубый, если рассматривать его вблизи, на нем могут быть видны переходы. А самое главное — за эту грубую риску будет отлично цепляться различный мусор и грязь. Поэтому следует понизить эту шероховатость, загладить заусенцы.
Но он довольно грубый, если рассматривать его вблизи, на нем могут быть видны переходы. А самое главное — за эту грубую риску будет отлично цепляться различный мусор и грязь. Поэтому следует понизить эту шероховатость, загладить заусенцы.




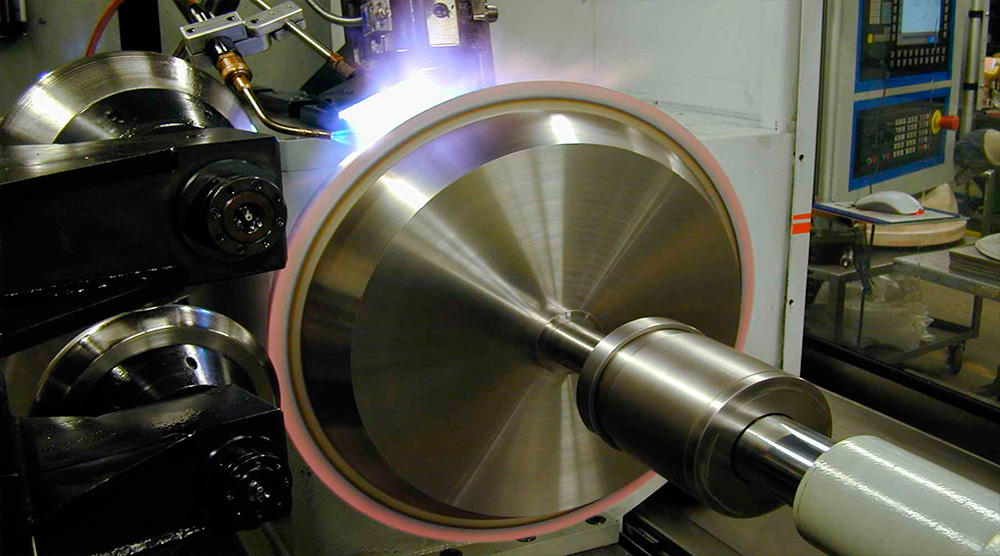 Изображения предоставлены Walter Surface Technologies
Изображения предоставлены Walter Surface Technologies  Добавьте такие осложнения, как загрязнение и сбой пассивации, и когда-то прибыльная работа с нержавеющей сталью может стать убыточной и даже репутационной авантюрой.
Добавьте такие осложнения, как загрязнение и сбой пассивации, и когда-то прибыльная работа с нержавеющей сталью может стать убыточной и даже репутационной авантюрой. Цель состоит в том, чтобы добиться определенной окончательной отделки (рисунка царапин). И каждый шаг (более мелкая зернистость) удаляет более глубокие царапины с предыдущего шага и заменяет их меньшими царапинами.
Цель состоит в том, чтобы добиться определенной окончательной отделки (рисунка царапин). И каждый шаг (более мелкая зернистость) удаляет более глубокие царапины с предыдущего шага и заменяет их меньшими царапинами. Детали, которые требуют только чистовой обработки, изготавливаются таким образом, что они не требуют чрезмерного удаления материала. Ярким примером является деталь из нержавеющей стали с красивым сварным швом вольфрамовой дугой, который нужно только смешать и согласовать с отделочным рисунком основного материала.
Детали, которые требуют только чистовой обработки, изготавливаются таким образом, что они не требуют чрезмерного удаления материала. Ярким примером является деталь из нержавеющей стали с красивым сварным швом вольфрамовой дугой, который нужно только смешать и согласовать с отделочным рисунком основного материала. Вместо того, чтобы стираться гладко, они сохраняют свою острую кромку по мере того, как постепенно ломаются. Это означает, что они могут очень быстро удалять материал, часто за долю времени, которое другие шлифовальные круги могут. Это обычно делает керамические шлифовальные круги вполне оправданными за дополнительную плату. Они хорошо подходят для обработки нержавеющей стали, поскольку быстро удаляют крупную стружку, генерируя меньше тепла и деформации.
Вместо того, чтобы стираться гладко, они сохраняют свою острую кромку по мере того, как постепенно ломаются. Это означает, что они могут очень быстро удалять материал, часто за долю времени, которое другие шлифовальные круги могут. Это обычно делает керамические шлифовальные круги вполне оправданными за дополнительную плату. Они хорошо подходят для обработки нержавеющей стали, поскольку быстро удаляют крупную стружку, генерируя меньше тепла и деформации. Многие отрасли промышленности, такие как фармацевтика и ядерная промышленность, требуют расходных материалов, не содержащих загрязняющих веществ. Это означает, что шлифовальные круги, используемые для обработки нержавеющей стали, должны практически не содержать (менее 0,1%) железа, серы и хлора.
Многие отрасли промышленности, такие как фармацевтика и ядерная промышленность, требуют расходных материалов, не содержащих загрязняющих веществ. Это означает, что шлифовальные круги, используемые для обработки нержавеющей стали, должны практически не содержать (менее 0,1%) железа, серы и хлора. материал.
материал. Конечно, в действительности амперметр регулярно используется лишь в немногих операциях, поэтому лучше всего внимательно слушать. Если операторы слышат и чувствуют, как быстро падают обороты, они, вероятно, перегружают двигатель.
Конечно, в действительности амперметр регулярно используется лишь в немногих операциях, поэтому лучше всего внимательно слушать. Если операторы слышат и чувствуют, как быстро падают обороты, они, вероятно, перегружают двигатель. Если они используют шлифовальный круг Тип 27, они должны приближаться к работе под углом от 20 до 30 градусов. Если у них колесо типа 29, их рабочий угол должен составлять около 10 градусов.
Если они используют шлифовальный круг Тип 27, они должны приближаться к работе под углом от 20 до 30 градусов. Если у них колесо типа 29, их рабочий угол должен составлять около 10 градусов. Контурная форма Type 29колеса облегчают работу операторам, которым необходимо шлифовать как изогнутые, так и плоские поверхности. Круги типа 29 делают это за счет увеличения площади контакта с поверхностью, что означает, что операторам не нужно тратить много времени на шлифовку в каждом месте, что является хорошей стратегией уменьшения накопления тепла.
Контурная форма Type 29колеса облегчают работу операторам, которым необходимо шлифовать как изогнутые, так и плоские поверхности. Круги типа 29 делают это за счет увеличения площади контакта с поверхностью, что означает, что операторам не нужно тратить много времени на шлифовку в каждом месте, что является хорошей стратегией уменьшения накопления тепла. Другие методы также могут работать, но все они имеют одну общую черту: они позволяют избежать перегрева, удерживая шлифовальный круг в движении.
Другие методы также могут работать, но все они имеют одну общую черту: они позволяют избежать перегрева, удерживая шлифовальный круг в движении. Установите начальную точку (полученное состояние поверхности) и конечную точку (желаемый результат), а затем разработайте план, который найдет лучший путь между этими двумя точками.
Установите начальную точку (полученное состояние поверхности) и конечную точку (желаемый результат), а затем разработайте план, который найдет лучший путь между этими двумя точками. Отделочники будут либо уменьшать размер зернистости, либо тратить много времени на мелкозернистый абразив, чтобы удалить эти большие царапины и заменить их более мелкими. Все это не только неэффективно, но и вносит избыточное тепло в заготовку.
Отделочники будут либо уменьшать размер зернистости, либо тратить много времени на мелкозернистый абразив, чтобы удалить эти большие царапины и заменить их более мелкими. Все это не только неэффективно, но и вносит избыточное тепло в заготовку. По этой причине отделочники снижают скорость до 3000–6000 об/мин, прежде чем начинать этап отделки с нетканым расходным материалом. Конечно, точная скорость зависит от области применения и расходных материалов. Например, нетканые барабаны обычно используются при скорости от 3000 до 4000 об/мин, а диски для подготовки поверхности — от 4000 до 6000 об/мин.
По этой причине отделочники снижают скорость до 3000–6000 об/мин, прежде чем начинать этап отделки с нетканым расходным материалом. Конечно, точная скорость зависит от области применения и расходных материалов. Например, нетканые барабаны обычно используются при скорости от 3000 до 4000 об/мин, а диски для подготовки поверхности — от 4000 до 6000 об/мин.
 Эти образцы, размещенные рядом с отделом отделки, в учебной документации, а также в литературе по продажам, помогают всем быть на одной волне.
Эти образцы, размещенные рядом с отделом отделки, в учебной документации, а также в литературе по продажам, помогают всем быть на одной волне.
 Вот где в игру вступают надлежащая очистка и отслеживаемость.
Вот где в игру вступают надлежащая очистка и отслеживаемость. Затем он использует нетканый абразив и чистящую ткань, чтобы сгладить сварные швы и довести все до однородной щеточной поверхности. Затем идет последняя щетка с системой электрохимической очистки. После выдержки в течение дня или двух детали проверяются на надлежащую пассивацию с помощью ручного испытательного устройства. Результаты, задокументированные и сохраненные вместе с заданием, показывают, что деталь была полностью пассивирована перед тем, как покинуть завод.
Затем он использует нетканый абразив и чистящую ткань, чтобы сгладить сварные швы и довести все до однородной щеточной поверхности. Затем идет последняя щетка с системой электрохимической очистки. После выдержки в течение дня или двух детали проверяются на надлежащую пассивацию с помощью ручного испытательного устройства. Результаты, задокументированные и сохраненные вместе с заданием, показывают, что деталь была полностью пассивирована перед тем, как покинуть завод. Улучшения в шлифовке и чистовой обработке могут помочь устранить основные узкие места, улучшить качество, устранить головные боли и, что наиболее важно, повысить удовлетворенность клиентов.
Улучшения в шлифовке и чистовой обработке могут помочь устранить основные узкие места, улучшить качество, устранить головные боли и, что наиболее важно, повысить удовлетворенность клиентов. Несмотря на то, что материал обладает прочностью, долговечностью и коррозионной стойкостью, при сварке и чистовой обработке возникают некоторые проблемы. Вот некоторые факторы, которые следует учитывать:
Несмотря на то, что материал обладает прочностью, долговечностью и коррозионной стойкостью, при сварке и чистовой обработке возникают некоторые проблемы. Вот некоторые факторы, которые следует учитывать: Примите дополнительные меры предосторожности, чтобы не удалить слишком много материала, который впоследствии может ослабить сварной шов. Нержавеющая сталь также обесцвечивается при нагревании, поэтому чрезмерное давление во время шлифовки или отделки может придать металлу фиолетовый или коричневый цвет, что требует вторичной обработки для удаления обесцвечивания, что стоит вам времени и денег.
Примите дополнительные меры предосторожности, чтобы не удалить слишком много материала, который впоследствии может ослабить сварной шов. Нержавеющая сталь также обесцвечивается при нагревании, поэтому чрезмерное давление во время шлифовки или отделки может придать металлу фиолетовый или коричневый цвет, что требует вторичной обработки для удаления обесцвечивания, что стоит вам времени и денег. Хотя может возникнуть соблазн пропустить шаги, чтобы сэкономить время, это может привести к дорогостоящей доработке, если результаты не соответствуют вашим потребностям.
Хотя может возникнуть соблазн пропустить шаги, чтобы сэкономить время, это может привести к дорогостоящей доработке, если результаты не соответствуют вашим потребностям.
 Продукт без примесей содержит менее 0,1% железа, серы и хлора — элементов, вызывающих окисление.
Продукт без примесей содержит менее 0,1% железа, серы и хлора — элементов, вызывающих окисление. Например, основная деталь из листового металла может поступить на сварочную операцию с направленной отделкой № 4 или зеркальной полировкой, которая была завершена на машине. Это сводит к минимуму количество отделочных работ, которые необходимо выполнять вручную после сварки деталей.
Например, основная деталь из листового металла может поступить на сварочную операцию с направленной отделкой № 4 или зеркальной полировкой, которая была завершена на машине. Это сводит к минимуму количество отделочных работ, которые необходимо выполнять вручную после сварки деталей.


 Это последние цифры перед указанием ГОСТа на продукцию.
Это последние цифры перед указанием ГОСТа на продукцию. хр — цифровое 02
хр — цифровое 02 Ц — цифровое 09
Ц — цифровое 09 Они могут обеспечить коррозионную стойкость, смазку или основной цвет стальных компонентов. Доступны несколько типов фосфатных покрытий для различных производственных целей, и CRC может предоставить любой тип фосфатного покрытия, который вам нужен.
Они могут обеспечить коррозионную стойкость, смазку или основной цвет стальных компонентов. Доступны несколько типов фосфатных покрытий для различных производственных целей, и CRC может предоставить любой тип фосфатного покрытия, который вам нужен. Здесь, в CRC, мы предлагаем обработку как марганцем, так и фосфатом цинка, чтобы удовлетворить потребности наших клиентов.
Здесь, в CRC, мы предлагаем обработку как марганцем, так и фосфатом цинка, чтобы удовлетворить потребности наших клиентов. Тяжелое покрытие действует как абсорбирующая подложка, обеспечивающая существенную защиту от коррозии. Его можно наносить только путем погружения в ванну с кислотой.
Тяжелое покрытие действует как абсорбирующая подложка, обеспечивающая существенную защиту от коррозии. Его можно наносить только путем погружения в ванну с кислотой. Это покрытие полезно для процессов волочения металла, холодной высадки, штамповки и экструзии, которые зависят от тепла или экстремального давления. Фосфатные покрытия методом холодной штамповки сокращают время волочения и увеличивают срок службы инструмента.
Это покрытие полезно для процессов волочения металла, холодной высадки, штамповки и экструзии, которые зависят от тепла или экстремального давления. Фосфатные покрытия методом холодной штамповки сокращают время волочения и увеличивают срок службы инструмента.
 Порошковая окраска — это процесс сухой отделки, в котором используются тонкоизмельченные цветные частицы, которые заряжаются электростатически и распыляются на электрически противоположно заряженные или заземленные детали. Естественно противоположные заряды притягиваются, поэтому заряженные частицы порошка прилипают к детали. Детали обычно помещают в печь для отверждения, чтобы расплавить порошок в однородный цветной слой.
Порошковая окраска — это процесс сухой отделки, в котором используются тонкоизмельченные цветные частицы, которые заряжаются электростатически и распыляются на электрически противоположно заряженные или заземленные детали. Естественно противоположные заряды притягиваются, поэтому заряженные частицы порошка прилипают к детали. Детали обычно помещают в печь для отверждения, чтобы расплавить порошок в однородный цветной слой.

 е. они попали в другой кристалл.
е. они попали в другой кристалл.

 Наиболее широкое применение эта технология получила в брендировании продукции (нанесение на сувениры и подарки логотипов), изготовлении спортивных и других наград (медалей, кубков). Применяется она и для нанесения технической информации на приборы, маркировки изделий, производства штампов, печатей. Без нее сложно обойтись и в ювелирном деле, где она существенно упрощает нанесение гравировки. Рассмотрим более подробно саму технологию и оборудование, позволяющие гравировать плоский и сферический металлический материал при помощи лазера.
Наиболее широкое применение эта технология получила в брендировании продукции (нанесение на сувениры и подарки логотипов), изготовлении спортивных и других наград (медалей, кубков). Применяется она и для нанесения технической информации на приборы, маркировки изделий, производства штампов, печатей. Без нее сложно обойтись и в ювелирном деле, где она существенно упрощает нанесение гравировки. Рассмотрим более подробно саму технологию и оборудование, позволяющие гравировать плоский и сферический металлический материал при помощи лазера.
 В результате существенно сокращается время выполнения работ, повышается их точность, минимизируется брак. Механическая гравировка выполняется на фрезерных станках. Но здесь не удается достичь высокой точности изображения, да и применяется она только для изделий плоской формы.
В результате существенно сокращается время выполнения работ, повышается их точность, минимизируется брак. Механическая гравировка выполняется на фрезерных станках. Но здесь не удается достичь высокой точности изображения, да и применяется она только для изделий плоской формы.

 Благодаря изменению мощности луча можно корректировать глубину снимаемой части заготовки, в результате чего меняется рельефность. Так и формируется изображение или надпись.
Благодаря изменению мощности луча можно корректировать глубину снимаемой части заготовки, в результате чего меняется рельефность. Так и формируется изображение или надпись. Эти составы каталитическим способом предотвращают глубокое проникновение тепла, благодаря чему выгорает только тонкий слой металла. После завершения работ пасту или остатки спрея смывают.
Эти составы каталитическим способом предотвращают глубокое проникновение тепла, благодаря чему выгорает только тонкий слой металла. После завершения работ пасту или остатки спрея смывают.
 Она получается отчетливой даже на мелких заготовках.
Она получается отчетливой даже на мелких заготовках. СО2 лазеры при работах с металлом также можно использовать, но только в комплексе со спреем или пастой. В таких станках излучение формируется в среде газов: смесь углекислоты, гелия, азота.
СО2 лазеры при работах с металлом также можно использовать, но только в комплексе со спреем или пастой. В таких станках излучение формируется в среде газов: смесь углекислоты, гелия, азота.

 режущие лазеры в 2022 году.
режущие лазеры в 2022 году. Кроме того, оптимизация блока питания и материнской платы делает этот гравер более стабильным и долговечным. С точки зрения безопасности, этот гравер имеет ключевой выключатель и кнопку аварийной остановки.
Кроме того, оптимизация блока питания и материнской платы делает этот гравер более стабильным и долговечным. С точки зрения безопасности, этот гравер имеет ключевой выключатель и кнопку аварийной остановки. В целом, Ortur Laser Master 2 Pro — отличный гравировальный станок с множеством функций и преимуществ.
В целом, Ortur Laser Master 2 Pro — отличный гравировальный станок с множеством функций и преимуществ. Более дешевый и менее мощный из этих двух лазеров будет маркировать слабее, чем более качественная машина промышленного класса, поэтому ожидайте более быстрого времени обработки по сравнению с ним!
Более дешевый и менее мощный из этих двух лазеров будет маркировать слабее, чем более качественная машина промышленного класса, поэтому ожидайте более быстрого времени обработки по сравнению с ним! Он поставляется с интеллектуальной панелью управления, которая позволяет легко регулировать мощность и скорость лазера. Xtool также имеет кнопку аварийной остановки на случай аварии.
Он поставляется с интеллектуальной панелью управления, которая позволяет легко регулировать мощность и скорость лазера. Xtool также имеет кнопку аварийной остановки на случай аварии.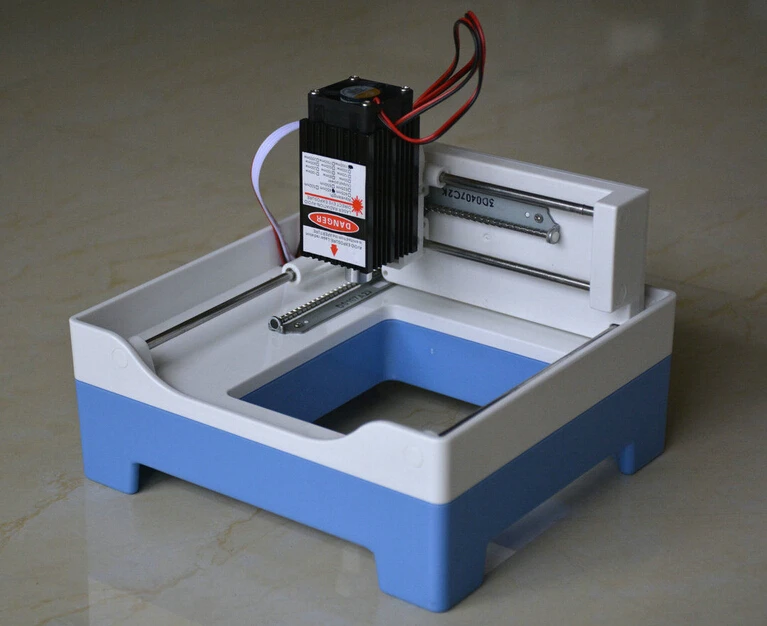
 A5 может гравировать даже на криволинейных поверхностях.
A5 может гравировать даже на криволинейных поверхностях. Более длинный Ray5 10W имеет надежные функции защиты, оснащенные обнаружением пламени, обнаружением смещения, неподвижной защитой, огнеупорным акрилом и защитой глаз.
Более длинный Ray5 10W имеет надежные функции защиты, оснащенные обнаружением пламени, обнаружением смещения, неподвижной защитой, огнеупорным акрилом и защитой глаз. При правильном выполнении лазерная гравировка металла может создать очень красивое и уникальное украшение. Никогда не будет двух одинаковых частей.
При правильном выполнении лазерная гравировка металла может создать очень красивое и уникальное украшение. Никогда не будет двух одинаковых частей. Вы действительно можете дать волю своему творчеству.
Вы действительно можете дать волю своему творчеству.
 Без товарных этикеток было бы очень сложно идентифицировать продукты. А с помощью лазерной гравировки металла вы можете создавать высококачественные и профессионально выглядящие этикетки.
Без товарных этикеток было бы очень сложно идентифицировать продукты. А с помощью лазерной гравировки металла вы можете создавать высококачественные и профессионально выглядящие этикетки.


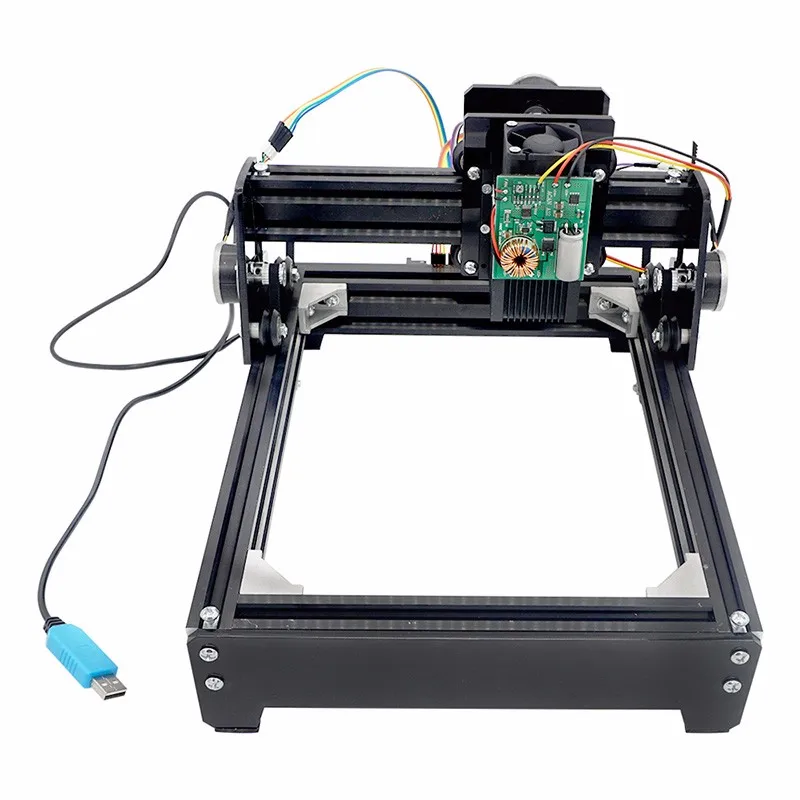 Затем плазма проходит через сопло, которое создает лазерный луч.
Затем плазма проходит через сопло, которое создает лазерный луч. 10.2022 20:45 по Гринвичу
10.2022 20:45 по Гринвичу 

 Существует множество различных типов металлов, и у нас есть машинное решение для каждого из них.
Существует множество различных типов металлов, и у нас есть машинное решение для каждого из них.
 Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм.
Цвет зависит от температуры нагретых слоев. Поверхность материала сохраняется даже при отжиге, поскольку с нее ничего не удаляется. Изменение цвета достигается только за счет локального нагрева материала. Тепло обычно проникает в металлическую поверхность на глубину от 0,02 до 0,03 мм. В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.
В нет чипа, созданного , а потеря веса материала незначительна, что особенно важно в ювелирных изделиях.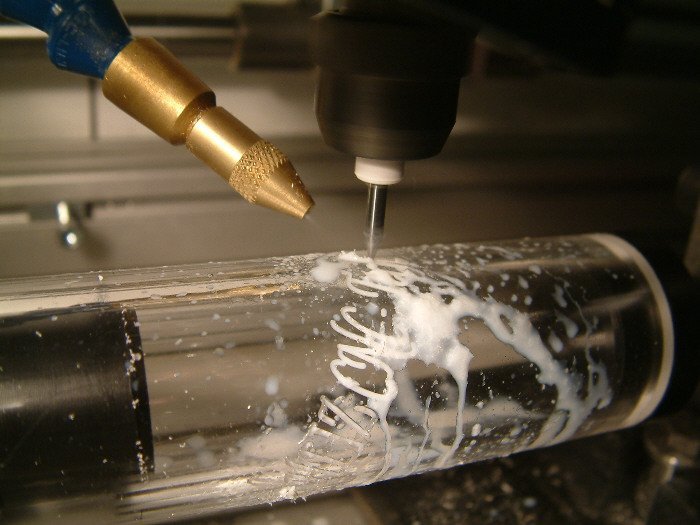


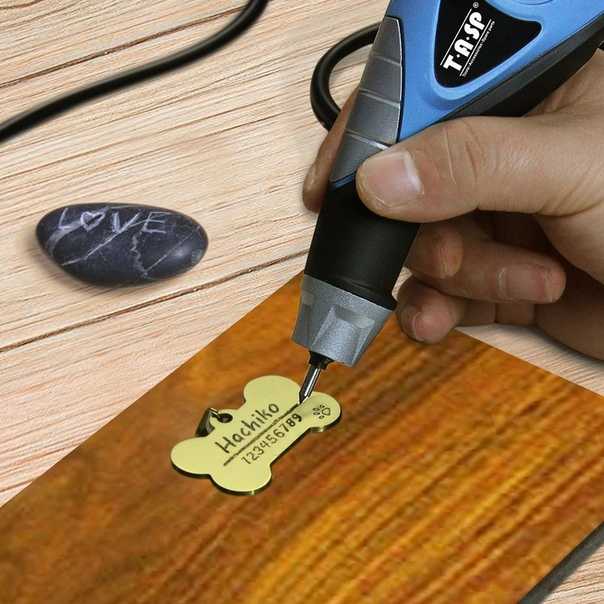
 Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов.
Решения Gravotech для точечного упрочнения и скрайбирования обеспечивают быструю неконтрастную глубокую маркировку, полученную путем нанесения близких ударов по поверхности нескольких типов металлов. …
…