Труба профильная стальная – квадратная и прямоугольная
[huge_it_slider id=»3″]
Производство и технологические возможности
Труба профильная производства ООО «УМК» изготавливается на трубоэлектросварочном стане «48-140» южно-корейской фирмы «JUNGWOO EMC CO», Ltd, годовой производительностью до 130 000 тонн в год. На заводе проводится обязательный контроль сварного шва.
Трубная продукция производства УМК может поставляться в виде прямоугольной или квадратной профильной трубы. Цена на профильную трубу зависит от объема поставок, цены на горячекатаный штрипс и заказываемого типоразмера.
Стандарты, сертификаты и качество
На УМК, потребитель может купить трубы произведенные в соответствии со следующими ГОСТами:
по сортаменту ГОСТ 8639-82 — квадратная труба;
по сортаменту ГОСТ 8645-68 — прямоугольная трубы;
по техническим требованиям ГОСТ 13663-86 — профильные.
Материалы
Трубы изготовляют:
— из углеродистой стали марок Ст1сп, Ст1пс, Ст1кп, Ст2сп, Ст2пс, Ст2кп, Ст3сп, Ст3пс, Ст3кп, Ст4сп, Ст4пс, Ст4кп по ГОСТ 380, марок 08, 08пс, 08кп, 10, 10пс, 10кп, 15, 15пс, 15кп, 20, 20пс, 20кп, 35, 45 по ГОСТ 1050, марки 08Ю по ГОСТ 9045;
— из легированной стали марок 09Г2, 09Г2С, 10ХСНД по ГОСТ 19281, марок 10Г2 и 30ХГСА по ГОСТ 4543.
Механические свойства труб стальных профильных квадратных по ГОСТ 8639-82 и прямоугольных по ГОСТ 8645-68,- производимых УМК, соответствуют техническим требованиям ГОСТ 13663-86 для нетермообработанных труб:
Марка стали
Временное сопротивление разрыву σв, Н/мм2 (кгс/мм2), не менее
Относительное удлинение δ5, %, не менее
08Ю
294 (30)
14
08, 08пс, 08кп
314 (32)
13
ст1сп, ст1пс, ст1кп
333 (34)
11
ст1сп, ст1пс, ст1кп
353 (36)
10
ст1сп, ст1пс, ст1кп
363 (37)
10
ст1сп, ст1пс, ст1кп
372 (38)
10
10, 10пс, 10кп
353 (36)
10
15, 15пс, 15кп
372 (38)
10
20, 20пс, 20кп
372 (38)
10
Размеры
На сегодняшний день профильная труба на УМК производится, квадратного сечения: 40, 50, 60, 80 и 100 мм (подробнее «Труба прямоугольная ГОСТ 8645«) и прямоугольного сечения: от 25х50 до 140х60 мм (подробнее «Труба квадратная ГОСТ 8639«).
Описание
Профильные стальные трубы – один из видов металлопродукции, используемый в качестве конструкционного материала. Сортамент производимых труб включает профиля различных форм, однако наиболее популярной является труба квадратная и труба прямоугольная. Пластичные свойства стали, используемые при их производстве, позволяют производить гнутые профильные трубы. Для гибки используются специальные станки и приспособления – трубогибы. Оцинкованная профильная металлическая труба представляет собой изделие изготовленное из холоднокатаной оцинкованной стали.
Область применения
Основное назначение профильных труб изготовление металлоконструкций. Из профильной трубы делается каркас различных сооружений: фермы, ворота, теплица, навес и т.п. Кроме того из нее могут изготавливаться такие изделия такие как: скамейка, лестница, беседка, калитка, забор и многие другие.
Преимущества
Основное назначение профильных труб связано с устойчивым сопротивлением поперечным нагрузкам. Плоскости находящиеся перпендикулярно направлению давления способны обеспечить более высокое сопротивление давлению. Это свойство делает профильные трубы более привлекательными по сравнению с гибкими круглыми. В случае же если направление давление известно заранее прочностные характеристики конструкции можно заранее усилить используя вместо квадратных прямоугольные. В целом получается что использование в строительных конструкциях данных видов труб можно снизить удельный расход стальных материалов, а значит и снизить их стоимость. Еще одним преимуществом является более устойчивое крепление различных строительных материалов к ровной плоскости.
Труба профильная 120х120 | Труба квадратная
Трубы стальные профильные квадратные 120х120 производятся из горячекатаной стали углеродистых и качественных марок, в соответствии с ГОСТ 8639-82, ГОСТ 13663-86, ГОСТ 30245-2003 и несколькими техническими условиями.
Трубы квадратные 120х120 из рядовой стали
Размер
Длина, метров
Марка стали
Вес метра
Метров в тонне
Труба квадратная 120х120х3
6 / 12
Ст3
11,27
88,7
Труба квадратная 120х120х4
6 / 12
Ст3
14,67
68,1
Труба квадратная 120х120х5
6 / 12
Ст3
17,98
55,6
Труба квадратная 120х120х6
6 / 12
Ст3
21,16
47,2
Труба квадратная 120х120х8
6 / 12
Ст3
26,80
37,3
Трубы квадратные 120х120 из стали повышенной прочности
Размер
Длина, метров
Марка стали
Вес метра
Метров в тонне
Труба квадратная 120х120х3
6 / 12
09Г2С
11,27
88,7
Труба квадратная 120х120х4
6 / 12
09Г2С
14,67
68,1
Труба квадратная 120х120х5
6 / 12
09Г2С
17,98
55,6
Труба квадратная 120х120х6
6 / 12
09Г2С
21,16
47,2
Труба квадратная 120х120х8
6 / 12
09Г2С
26,80
37,3
Трубы квадратные не предназначены для сооружения трубопроводов, транспортировки жидкостей и газов, используются исключительно для производства металлоизделий и металлоконструкций.
Основные характеристики:
Предельные отклонения по наружным размерам труб не превышают ± 0,8%.
Вогнутость и выпуклость квадратной трубы не должна выводить размеры за предельно допустимые значения с учетом предельных отклонений.
В поперечном сечении отклонения от прямого угла квадратной трубы не превышают 1,5%.
Предельные отклонения по толщине стенки не должны превышать ±12,5%. В реальности отклонения по толщине стенки не превышают 4% при толщине стенки свыше 2,5мм, 6% при толщине стенки 1,5-2мм и 9% при толщине стенки менее 1,5мм.
На квадратных трубах удаляется наружный грат (зачищается сварной шов), при этом допускается образование царапин и рисок в месте зачистки. Внутренний грат не удаляется, качество внутренней поверхности не контролируется.
На квадратных трубах допускается образование незначительной ржавчины, вмятины, следы правки, риски, рябизна и дледы зачистки дефектов, при условии, что они не выводят наружные размеры труб и толщину стенки за предельные отклонения, предусмотренные ГОСТ или ТУ, в соответствии с которыми они изготовлены.
Квадратные трубы 120х120 из горячекатаной стали
Рядовые квадратные трубы средних и крупных размеров из горячекатаной стали углеродистой марки Ст3сп/пс, а так же низколегированной стали марки 09Г2С, предназначены и используются для производства металлических конструкций различной сожности и прочности.
Металлоконструкции, выполненные из квадратной стальной горячекатаной трубы защищают от коррозии горячим оцинкованием и покраской специальными составами по металлу.
Купить квадратные трубы 120х120 можно в нашей компании любыми партиями от 1-ой трубы до вагонных норм. Поставка производится самовывозом (самостоятельная выборка товара со склада Поставщика) или с доставкой автомобильным / железнодорожным транспортом.
Цены на квадратные трубы
В последние годы цены на Квадратную трубу меняются очень динамично, что затрудняет публикацию актуальных цен, соответствующих настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Вместе с Квадратной трубой покупают:
Труба прямоугольная
Уголок
Лист горячекатный
Полоса
Квадратная труба из механической/конструкционной стали | Купить онлайн | Вырезать до размера
Каждая цена: ${{Number(displayPrice).toFixed(2).toLocaleString()}}
Цены уточняйте по телефону
Количество: Количество:
Отказ от ответственности:
Обратите внимание: «толщина стенки» квадратной трубы из механической стали будет иметь допуск +/- 10 %.
Этот товар временно отсутствует на складе
Сообщите мне, когда он появится в наличии
Цены на этот товар уточняйте по телефону
Для заказа большего количества свяжитесь с одним из наших менеджеров по работе с клиентами.
Цены могут быть изменены. Цены в магазине могут отличаться от цен на сайте.
Описание
Функции
Характеристики
Доступные размеры
Похожие материалы
Описание
Стальные квадратные трубы прекрасно подходят для большинства видов обработки. Квадратные стальные трубы доступны в сортах A500 B или A513. Стальные квадратные трубы имеют полугладкую поверхность серого цвета без покрытия. Квадратная труба из механической/конструкционной стали «толщина стенки» имеет допуск +/- 10%. Общие области применения включают прицепы, рамы, полки и опорные конструкции. ASTM A500 — это стандартная спецификация для холоднодеформированных сварных и бесшовных конструкционных труб из углеродистой стали круглого и фасонного сечения. ASTM A513 — это стандартная спецификация для механических труб из углеродистой и легированной стали, сваренных электросваркой.
Особенности
Сплав
A513/A500
Характеристики
A513/A500 Самый распространенный тип стальных труб. Хорошая прочность, свариваемость, низкая стоимость.
ASTM
A513/A500
Технические характеристики
Механические трубки
А513
Наружный диаметр менее 2 дюймов или толщина стенки менее или равна 11ga
Структурные трубы
А500
Наружный диаметр 2 дюйма или больше, толщина стенки более 11ga
A513 ХИМИЧЕСКИЙ СОСТАВ
Элемент
Процент
С
0,17 — 0,23
Fe
99.08 — 99.53
Мн
0,3 — 0,6
П
0,04 макс.
С
0,05 макс.
A513 МЕХАНИЧЕСКАЯ ИНФОРМАЦИЯ
Имперский
Метрическая система
Предел прочности при растяжении
132 000 psi
602 МПа
Предел текучести при растяжении
74 185 фунтов на квадратный дюйм
512 МПа
A500 ХИМИЧЕСКИЙ СОСТАВ
Элемент
Процент
С
0,3 макс.
Медь
0,18 макс.
Fe
99 мин
С
0,063 макс.
П
0,05 макс.
A500 МЕХАНИЧЕСКАЯ ИНФОРМАЦИЯ
Имперский
Метрическая система
Предел прочности при растяжении
132 000 psi
602 МПа
Предел текучести при растяжении
74 185 фунтов на квадратный дюйм
512 МПа
Указанные химический состав и механические свойства являются приблизительными. Пожалуйста, свяжитесь с нашим отделом обслуживания клиентов для получения отчетов об испытаниях материалов. Свяжитесь с нами
Доступные размеры
ДОСТУПНЫЕ РАЗМЕРЫ
Размер
Внешний диаметр
Толщина стенки
Длина
Масса (фунт/фут)
1/2″ x 1/2″ x 16ga
1/2 х 1/2 дюйма
16ga
288,00″
0,384
5/8″ x 5/8″ x 18ga
5/8 х 5/8 дюйма
18ga
240,00″
0,384
5/8″ x 5/8″ x 16ga
5/8 х 5/8 дюйма
16ga
240,00″
0,495
3/4″ x 3/4″ x 18ga
3/4 х 3/4 дюйма
18ga
240,00″
0,467
3/4″ x 3/4″ x 16ga
3/4 х 3/4 дюйма
16ga
288,00″
0,606
3/4″ x 3/4″ x 14ga
3/4 х 3/4 дюйма
14ga
288,00″
0,753
3/4″ x 3/4″ x 11ga
3/4 х 3/4 дюйма
11га
288,00″
1,028
7/8″ x 7/8″ x 18ga
7/8 х 7/8 дюйма
18ga
242,00″
0,550
7/8″ x 7/8″ x 16ga
7/8 х 7/8 дюйма
16ga
242,00″
0,716
1″ x 1″ x 18ga
1 х 1 дюйм
18ga
242,00″
0,634
1″ x 1″ x 16ga
1 х 1 дюйм
16ga
288,00″
0,827
1″ x 1″ x 14ga
1 х 1 дюйм
14ga
288,00″
1,035
1″ x 1″ x 12ga
1 х 1 дюйм
12ga
288,00″
1,321
1″ x 1″ x 11ga
1 х 1 дюйм
11га
288,00″
1,436
1-1/8″ x 1-1/8″ x 18ga
1-1/8 x 1-1/8 дюйма
18ga
242,00″
0,720
1-1/4″ x 1-1/4″ x 18ga
1-1/4 x 1-1/4″
18ga
240,00″
0,800
1-1/4″ x 1-1/4″ x 16ga
1-1/4 x 1-1/4″
16ga
288,00″
1,048
1-1/4″ x 1-1/4″ x 14ga
1-1/4 x 1-1/4″
14ga
288,00″
1,317
1-1/4″ x 1-1/4″ x 12ga
1-1/4 x 1-1/4″
12ga
288,00″
1,691
1-1/4″ x 1-1/4″ x 11ga
1-1/4 x 1-1/4″
11га
288,00″
1,844
ПОСМОТРЕТЬ ВСЕ ДОСТУПНЫЕ РАЗМЕРЫ
Предупреждение: Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или наносят вред репродуктивной системе. Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov.
Законодательство Калифорнии требует, чтобы предприятия предоставляли четкое и разумное предупреждение клиентам, приобретающим товары в штате Калифорния, прежде чем сознательно или непреднамеренно подвергать их воздействию одного из более чем 800 перечисленных химических веществ или элементов. Это предупреждение требуется, когда компания знает или полагает, что одно или несколько из перечисленных химических веществ или элементов могут присутствовать в их продуктах.
Обратите внимание, что согласно OSHA и федеральным стандартам металлические изделия обычно не считаются опасными в твердой распределенной форме. Испарения или пыль от ЛЮБОГО продукта могут быть опасны для вашего здоровья без надлежащей защиты.
Трубы стальные квадратные — различные диаметры и толщины стенок
Сортировать по:
Сетка
Список
Товаров: 2.
Показаны 1-2 из 2 позиций
В продаже!
В продаже!
Наш выбор квадратных стальных труб легко формуется и формуется, сваривается всеми распространенными методами и обладает высокой несущей способностью, а также стабильностью.
В процессе производства сталь прокатывают в квадратную форму, гнут и сваривают, а затем оцинковывают.
Материал относится к группе материалов «нелегированные конструкционные стали» и является одной из наиболее широко используемых марок конструкционных сталей в металлообработке. Материал, конечно, подходит для намагничивания.
Благодаря оцинковке эти квадратные трубы могут выдерживать даже самые неблагоприятные погодные условия, особенно влажность, в течение длительного времени.
Оцинкованные квадратные четырехгранные трубы подходят для многих внутренних и наружных применений, например:
Перила
Садовые ворота
Каркасные стойки для мебели
в машиностроении
в строительстве
Для защиты квадратных труб от коррозии наши квадратные трубы оцинкованы внутри и снаружи, а кромки обрезаны цинковым спреем.
Где используются прямоугольные трубы из оцинкованной стали?
Наши прямоугольные трубы из оцинкованной стали используются в вашем собственном доме, квартире или в соседнем саду во многих коммерческих секторах. Оцинкованная сталь прямоугольного сечения очень стабильна благодаря своей геометрии и поэтому подходит в качестве современного и универсального конструктивного элемента для многочисленных профессиональных и любительских применений на открытом воздухе и в помещении — например:
для стендов и выставочных стендов
для балюстрад на балконах, террасах и лестницах
для изготовления каркасов столов, полок, скамеек и другой мебели ● в строительстве машин и оборудования
Оцинкованная сталь как материал
Сталь представляет собой сплав, состоящий в основном из железа. Он очень эластичен и может обрабатываться разными способами, например:
● ковка и сварка
● холодная и горячая формовка
● механическая обработка
отжиг и закалка
● прокатка, волочение и гибка
Оцинкованная сталь часто используется в строительстве предприятий. Благодаря огромному количеству видов стали практически нет ограничений по отдельным сферам применения. Благодаря гальванизации наша сталь больше не нуждается в обработке поверхности. Излишне говорить, что
Однако также возможны процессы улучшения поверхности, такие как мокрая окраска, порошковое покрытие или даже процесс гальванического покрытия.
В компании Tubefittings — вашем эксперте по трубам — вы можете искать подходящие квадратные трубы, выбирать их, заказывать через Интернет и покупать на досуге, не выходя из дома или офиса.
Наша команда всегда к вашим услугам благодаря своему опыту и знаниям в области труб, особенно в области квадратных и прямоугольных стальных труб, а также стальных профилей, сваренных горячим способом.
Мы, конечно, ваш контакт для вопросов, возможных пользовательских продуктов или консультационной поддержки. Не стесняйтесь обращаться к нам в любое время по телефону, электронной почте, контактной форме или непосредственно на сайте, и наши специалисты дадут вам квалифицированный совет и всегда предложат ориентированную на клиента и ориентированную на решение поддержку.
Токарные станки с ЧПУ. Чтение чертежей — Национальная сборная Worldskills Россия
“
В этом уроке вы узнаете, чем станки с ЧПУ отличаются от универсальных токарных станков и как правильно читать чертежи.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Основной и самый крупный элемент, на котором крепятся все остальные детали станка
Вал, передающий вращательное движение, на котором устанавливаются приспособления для закрепления заготовки или детали
Узел станка с внутренним конусом, служащий для установки центров, которые, в свою очередь, используются для поддержки или поджатия детали
Узел станка, на котором происходит установка инструментов
Позволяет производить быструю смену инструмента с высокой точностью позиционирования
Определяет положение инструмента в текущий момент времени
Устройство, через которое рабочий может управлять станком
Устройство, руководящее перемещением инструмента и работой приводов
Служит для хранения информации
Оперативная память, обладает очень высокой скоростью передачи данных и предотвращает паузы и задержки при отработке управляющих программ
Видеолекция
Конспект
Токарный станок
Токарный станок — станок для обработки резанием заготовок из металла, древесины и других материалов в виде тел вращения. Главным движением при обработке на токарном станке является вращение заготовки, а вспомогательным является перемещение инструмента.
Принцип токарной обработки
Токарная обработка является одной из разновидностей обработки металлорезанием. Она осуществляется посредством срезания с поверхностей заготовки определенного слоя металла резцами, сверлами и другими режущими инструментами на токарных станках. Станок сообщает заготовке вращение, а режущему инструменту — движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Токарный станок с ЧПУ
В отличие от универсальных токарных станков, где все перемещения режущего инструмента происходят, когда токарь вручную крутит ручки, станки с ЧПУ могут самостоятельно работать по заранее написанной программе.
Станок с ЧПУ, в отличие от универсального токарного станка, оборудован:
датчиками перемещений,
пультом оператора,
контроллером,
постоянным запоминающим устройством,
оперативной памятью.
А также имеет набор общих узлов:
станина,
шпиндель,
задняя бабка,
инструментальный суппорт,
револьверная головка.
Преимущества станков с ЧПУ
Автоматизация работы.
Уменьшение контакта оператора со станком.
Повышение производительности труда.
Варианты программирования станков
Программа может быть написана вручную, с использованием:
G-кода,
диалогового программирования на станке,
CAM-систем на ПК.
Чтение чертежей
При чтении чертежей определяют:
название изделия,
масштаб,
количество видов,
размеры и допуски,
материал.
Допуски и посадки
Допуск — диапазон отклонения от номинального размера.
Если бы не было допусков, то при изготовлении сборочных единиц приходилось бы подгонять все детали, что усложняет производство.
Важно
Числовые значения верхнего и нижнего предельных отклонений указывают рядом с размерами шрифтом меньшей величины, чем для размерных чисел
Посадка состоит из допуска на наружной, охватываемой поверхности и допуска на внутренней поверхности и определяется величиной зазора или натяга.
Размеры
Размеры обозначаются соответствующими числами и линиями со стрелками на концах. Линии размеров непрерывны и располагаются параллельно за пределами контура детали.
Единицы измерения на чертежах не обозначаются: по умолчанию все указывают в миллиметрах.
Все размеры делятся на две группы:
основные,
свободные.
Основные размеры входят в размерные цепи и определяют относительное положение детали в узле. Они должны обеспечивать:
расположение детали в узле,
точность взаимодействия собранных деталей,
сборку и разборку изделия,
взаимозаменяемость деталей.
Свободные размеры в размерные цепи детали не входят. Они определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью.
Элементы чертежа
Рамка
Чертится на расстоянии 30 мм от левого края листа и 5 мм от правого, верхнего и нижнего для формата А4 (5−10 мм для всех других). При этом ее толщина должна составлять минимум 0,7 мм. Проводят ее сплошной толстой линией.
Основная надпись
Располагается на чертежах в правом нижнем углу. Содержит следующую информацию: обозначение и наименование чертежа, данные о предприятии, разработавшем чертеж, вес изделия, масштаб отображаемой детали, стадию разработки, номер листа, дату выпуска чертежа, а также информацию о лицах, ответственных за данный документ.
Выносной элемент — увеличенное отдельное изображение части детали, которое вынесено за пределы основного контура.
Сечение — изображение фигуры, получившееся после ее условного рассечения. Контур сечения заполняют сплошными косыми линиями с углом наклона 45°. Линии должны иметь наклон в одну и ту же сторону на всех сечениях одной детали, включая и материал изделия.
Виды
Видами принято именовать те изображения на машиностроительных чертежах, которые представляют собой проекции внешних видимых поверхностей предметов.
Этапы чтения чертежей
1. Прочитать основную надпись чертежа.
2. Определить, какие виды детали даны на чертеже, какой из них является главным.
3. Рассмотреть виды во взаимной связи и попытаться определить форму детали со всеми подробностями.
4. Определить по чертежу размеры детали и ее элементов. Также стоит обратить внимание на допуски формы и расположения поверхностей.
5. Установить шероховатость поверхностей детали.
“
Вы узнали, что такое станки с ЧПУ, а также что из себя представляют чертежи и как с ними работать. Закрепите новые знания с помощью теста и интерактивного задания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Задняя бабка
Станина
Револьверная головка
Шпиндель
Дальше
Проверить
Узнать результат
Определяют поверхности детали, которые не соединяются с поверхностями других элементов
Обеспечивают взаимозаменяемость деталей
Обеспечивают точность взаимодействия собранных деталей
Не входят в размерные цепи
Обеспечивают расположение детали в узле
Дальше
Проверить
Узнать результат
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
Бесплатное программное обеспечение для ЧПУ
Введение
Начиная с вашего проекта и заканчивая g-кодом для вашего станка с ЧПУ, вам потребуются несколько программных приложений для ЧПУ:
Программное обеспечение САПР (позволяет рисовать вашу деталь)
Программное обеспечение CAM (позволяет преобразовать чертеж в траекторию движения инструмента в формате g-кода)
Программное обеспечение для управления ЧПУ (заставляет вашу машину следовать пути инструмента G-кода)
Мы расскажем о нескольких платных продуктах в дополнение к бесплатным опциям. Вы можете потратить больше времени на программное обеспечение, чем на фрезерный станок с ЧПУ, поэтому стоит потратить несколько долларов, если платное программное обеспечение упрощает обработку с ЧПУ.
Мы ограничим наш список программным обеспечением для фрезерного станка с ЧПУ или фрезерного станка с ЧПУ и избежим других типов машин, таких как плазменные и лазерные резаки.
Бесплатное программное обеспечение САПР
САПР (автоматизированное проектирование) — это программное обеспечение ЧПУ, позволяющее создавать проекты. Существует множество программных пакетов САПР, но, к сожалению, большинство из них не бесплатны. К счастью, за последние несколько лет в бесплатных опциях произошли значительные улучшения, поскольку 3D-печать, в которой используется та же программа САПР, стала популярной.
FreeCAD
FreeCAD — это полностью бесплатная параметрическая 3D-программа САПР, которая становится все более популярной по мере роста популярности 3D-принтеров. Как и Alibre, он способен создавать очень сложные проекты с очень высокой точностью, но пользовательский интерфейс намного сложнее, и кривая обучения будет намного сложнее. Это не обязательно то, что мы рекомендуем новичкам, но оно бесплатное, поэтому попробовать его можно бесплатно.
Выходные данные FreeCAD, STL, STEP, SVG или DXF можно отправить в любую из программ CAM, перечисленных ниже.
В дополнение к тому, что это бесплатное программное обеспечение, если вы действительно хотите покопаться в САПР, исходный код FreeCAD находится в свободном доступе.
FreeCAD работает на Mac, Windows и Linux.
Solvespace
Solvespace — еще одна бесплатная программа 3D CAD, ставшая почти культовой. Он позволяет вам создавать 3D-детали, как FreeCAD, но, поскольку у него есть несколько ограниченное пользовательское ядро САПР, он лучше подходит для механических деталей, у которых нет сильно скульптурных органических поверхностей.
Пользовательский интерфейс причудлив, но более прост, чем FreeCAD.
Solvespace может экспортировать файлы STL или STEP для сторонних программ CAM.
Solvespace работает на Mac, Windows и Linux, а исходный код находится в свободном доступе.
Inkscape
Хотя Inkscape не является строго пакетом САПР, он очень популярен для создания 2D-проектов для станков с ЧПУ. Обычно он используется больше для художественных проектов, чем для точной механической работы, но он должен работать и в том, и в другом случае, если у вас есть терпение.
Inkscape похож на Corel Draw и Adobe Illustrator, но совершенно бесплатен. Он экспортирует файлы SVG и DXF для вашего программного обеспечения CAM.
Inkscape работает на Mac, Windows и Linux.
Недорогое программное обеспечение САПР
Вы можете выполнять много отличных работ с перечисленными выше программами, но стоит подумать о коммерческой программе САПР, особенно если вы занимаетесь 3D-моделированием.
Alibre Atom
Alibre Atom — это полностью параметрическая CAD-программа, которая позволяет создавать практически любые объекты. Он основан на коммерческом ядре САПР, поэтому он очень надежен и надежен (и поставляется с полной поддержкой).
Кривая обучения умеренная, и у них есть версии более высокого уровня, доступные, если вы создаете продукты, которые требуют конструкций из листового металла или других сложных функций.
Alibre Atom — это загруженное программное обеспечение, которым вы владеете; он не облачный.
Alibre Atom стоит около 200 долларов США и работает на Windows.
Бесплатное программное обеспечение CAD/CAM
Следующим шагом в цепочке программного обеспечения является программное обеспечение CAM, которое отвечает за принятие ваших проектов и создание траектории движения инструмента, по которой машина следует для вырезания ваших деталей. Существует множество программ CAM, и большинство из них очень дорогие. Написать CAM-программу очень сложно, а рынок невелик, поэтому цены на них соответствующие. К счастью, есть несколько бесплатных вариантов программного обеспечения для камер.
Большинство CAM-программ имеют как минимум ограниченные, если не полные, встроенные возможности CAD, поэтому мы отметим это в описании ниже.
Программы CAD/CAM доступны в двух вариантах: 2D и 3D. Программы 2D CAM ориентированы на создание траекторий движения инструмента для плоских предметов без каких-либо кривых поверхности. Примерами 2D-деталей могут быть шестерни или знаки.
3D-программы CAM могут принимать любую форму и создавать для нее траекторию (с учетом ограничений вашего станка с ЧПУ) «g-код», который представляет собой серию команд движения, которые указывают вашей машине, как она должна двигаться, чтобы вырезать вашу деталь.
Carbide Create
Carbide Create V6 — это бесплатный программный пакет 2D CAM, который также включает базовые 2D CAD, так что вы можете создавать свои проекты и доводить их до G-кода, используя только Carbide Create. Carbide Create позволяет загружать файлы SVG или DXF, если вы хотите начать с внешнего дизайна, и может создавать различные стратегии траекторий:
Контурные траектории
Карманные траектории
Траектории гравировки
Текстурные траектории
Траектории сверления
V-Carve и расширенный V-Carve
Carbide Create работает на компьютерах с Windows или Mac, и это загружаемое программное обеспечение, которое запускается на вашем компьютере локально. Это не облачное решение.
Обратите внимание, что Carbide Create V6 бесплатен для всех, но Carbide Create V7 бесплатен только для станков Carbide 3D, таких как фрезерный станок с ЧПУ Shapeoko и Nomad. Если у вас есть другой станок, вы можете заставить Carbide Create Pro использовать его с вашим станком с ЧПУ.
Easel
Easel — это бесплатная программа CAD/CAM, которая включает в себя контроллер для станков с ЧПУ на базе GRBL. Таким образом, это полный пакет программного обеспечения для ЧПУ, если он соответствует вашим потребностям. У него уникальный рабочий процесс, в котором дизайн и траектория — одно и то же. Это отличается от большинства других программ CAD/CAM, где траектории инструментов создаются отдельно от проекта. Этот уникальный рабочий процесс упрощает начало работы с Easel, но может ограничить сложность того, что вы можете создать.
Easel основан на облаке, поэтому он будет работать практически на любой платформе, но нет возможности запускать его локально или в автономном режиме. Это полностью облачное решение.
Makercam
Makercam — это браузерная программа CAD/CAM, которая позволяет рисовать простые конструкции и создавать g-код для станка с ЧПУ. Для этого требуется плагин Flash для вашего браузера, поэтому его время, вероятно, ограничено, поскольку Flash постепенно прекращается, но в то же время этот вариант по-прежнему используется многими людьми.
Не совсем бесплатное программное обеспечение CAM
Хотя бесплатные варианты программного обеспечения CAM довольно хороши, стоит рассмотреть некоторые менее дорогие платные варианты, если вам нужны дополнительные возможности.
MeshCAM
MeshCAM — это специальная программа 3D CAM, созданная для получения внешних проектов и создания g-кода. Он не содержит никаких функций САПР. MeshCAM позволяет загружать файлы STL из любой распространенной программы 3D CAD и быстро создавать для них траекторию. Он включает в себя различные стратегии траекторий:
Черновая обработка
Отделка ватерлинии
Параллельная отделка
Карандашная отделка
Сверление
2D-контур (ПРО)
Карман 2D (PRO)
MeshCAM работает на компьютерах под управлением Windows и Mac и не требует никаких облачных подписок или платы за обслуживание.
Если вы просто хотите купить 3D-файлы STL или 3D-модели для ЧПУ на Etsy и вырезать их, MeshCAM — хороший вариант.
MeshCAM продается по цене от 250 до 500 долларов США.
Alibre Workshop
Alibre Workshop представляет собой комбинацию программного обеспечения Atom 3D CAD от Alibre и MeshCAM Pro, что делает его лучшим программным обеспечением для ЧПУ.
Помимо фрезерных станков с ЧПУ, файлы STL, созданные с помощью Alibre Atom, идеально подходят для использования в 3D-принтерах.
Alibre Workshop продается примерно за 400 долларов США и работает только на Windows.
ПРИМЕЧАНИЕ. Alibre Workshop входит в комплект поставки нашего настольного фрезерного станка с ЧПУ Nomad 3
Carbide Create Pro
Carbide Create Pro — это дополнительная покупка для Carbide Create, которая добавляет базовый 3D-дизайн и обработку, а также специальную траекторию гравировки.
Carbide Create Pro работает на Mac или Windows и стоит от 120 долларов США в год. Бессрочные лицензии доступны для тех, кто не любит подписки.
Программное обеспечение для управления ЧПУ
Фрезерный станок с ЧПУ требует компьютера и программного обеспечения, чтобы фактически заставить его двигаться и следовать файлам g-кода, созданным вашим программным обеспечением CAM. Некоторые фрезерные станки с ЧПУ, особенно профессиональные или промышленные станки, имеют встроенный компьютер, на котором работает управляющее программное обеспечение ЧПУ.
Менее дорогие машины используют для управления внешний компьютер. В категории «Бесплатные» у вас действительно есть только два варианта:
Linux CNC (ранее EMC2)
GRBL плюс отправитель gcode
LinuxCNC
LinuxCNC — это открытая и бесплатная программа управления ЧПУ, которая работает, как следует из названия, в операционной системе Linux. Это полнофункциональная программа, способная запускать огромные машины или маленькие самодельные машины, сделанные из металлолома. Поскольку для этого требуется Linux, потребуется выделенная машина, на которую вы можете установить Linux. LinuxCNC может взаимодействовать с вашим фрезерным станком с ЧПУ через два интерфейса: параллельный порт или интерфейс USB.
Параллельный порт к настоящему времени является устаревшей технологией и не включен во многие ПК, поэтому он больше не является допустимым вариантом.
Существует ряд периферийных USB-устройств для Linux CNC, которые позволяют вашему фрезерному станку подключаться к USB-порту вашего компьютера. Если вы собираетесь пойти по маршруту LinuxCNC, то USB-адаптер должен быть вашим первым выбором.
GRBL
GRBL — это программа, которая запускается на небольшом микроконтроллере вашей машины и выполняет все операции управления движением в реальном времени, что значительно снижает нагрузку на ваш компьютер. Он работает даже на очень простом Arduino.
GRBL все чаще используется на коммерческих фрезерных и фрезерных станках с ЧПУ, поскольку он доказал свою надежность и значительно упрощает конструкцию станка.
GRBL по-прежнему требует компьютера, ПК, Mac или Linux для запуска программы под названием «Отправитель GCode». Памяти в GRBL достаточно для хранения нескольких операторов gcode, поэтому компьютер используется для потоковой передачи gcode в GRBL, поскольку он выполняет движения вашего станка с ЧПУ.
ПРИМЕЧАНИЕ. На изображении выше показан интерфейс bCNC для GRBL.
Что выбрать?
По простоте использования GRBL сложно превзойти. Для этого не требуется выделенный компьютер, и он работает хорошо. Тем не менее, если вам нужен более полный набор функций, таких как компенсация режущего инструмента, тогда Linux CNC гораздо больше соответствует стандартам.
Для большинства людей, особенно для начинающих, GRBL — это то, что нужно.
Заключение
Никогда не было лучшего времени, чтобы начать работу с ЧПУ, бесплатные варианты программного обеспечения для ЧПУ очень хороши, а также есть много хороших недорогих вариантов. Какой лучший вариант? Как пользователь, на это можете ответить только вы. Мозг каждого работает немного по-разному, и стоит потратить время, чтобы выбрать вариант, который лучше всего соответствует тому, как работает ваш ум.
Составление технических чертежей для производства с ЧПУ | by Factorem
Миссия Factorem — обеспечить беспрепятственный доступ к быстрому и высококачественному индивидуальному производству в Юго-Восточной Азии.
По мере того, как мы создаем нашу базу данных знаний, мы хотим поделиться с вами всем, что мы знаем — от советов по проектированию и проектированию до производства оборудования — в рамках нашей миссии #HelpMakersMake. Узнать больше .
Вот статья, написанная нашей командой инженеров, которая поможет вам извлечь максимальную пользу из вашего опыта черчения. Мы надеемся дать вам краткое, но полное описание шагов, необходимых для создания технического чертежа, что является особенно широкой темой.
Технические чертежи должны быть представлены вместе с файлами САПР, если детали содержат:
Характеристики резьбы (внутренней или внешней)
Различные требования к чистоте поверхности для различных поверхностей детали (например, шероховатость поверхности и т. д.)
Допуски любой функции, которые отличаются от стандартных
Невозможно точно указать эти требования только с помощью модели САПР.
На практике, как правило, лучше включать технические чертежи в файлы 3D CAD для производства с ЧПУ, даже если они не содержат ни одной из вышеупомянутых функций. Файлы 3D CAD используются для программирования станка с ЧПУ, а чертежи используются оператором в качестве визуального ориентира. Фактически, производители ЧПУ могут обрабатывать и изготавливать детали, используя только технические чертежи, и многие из них фактически предпочитают их 3D-моделям CAD. Основными причинами этого являются:
Стала проще визуально оценивать детали без необходимости загружать их в сложное программное обеспечение для просмотра CAD-моделей, что упрощает и ускоряет расчет стоимости.
Производители обучены быстро идентифицировать деталь с помощью 2D-чертежей.
Им легче определить основные размеры и важные компоненты деталей.
Существует множество различных стандартов и методов, используемых для составления технического чертежа. Используемая техника не имеет значения, если четко указаны все важные технические требования.
Типичный технический чертеж состоит из следующих различных компонентов:
Основная надпись:
Основная надпись, показанная красным прямоугольником на приведенном выше образце чертежа, является неотъемлемой частью каждого технического чертежа, содержащего основная информация о детали, включая ее название, материал, отделку, масштаб, стандарты размеров и допусков, а также информацию о разработчике детали и/или компании. Основная надпись помогает производителям понять полезность и функцию представленной детали, позволяя им лучше понять требуемые спецификации.
Изометрический вид детали:
Изометрический вид детали обеспечивает трехмерное представление детали, что облегчает читателю визуализацию и быстрое понимание детали. Для этого используются изометрические виды, так как они сочетают иллюзию глубины с неискаженным представлением геометрии детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Размерные ортогональные виды детали:
Основные ортогональные виды представляют собой более подробные 2D-изображения 3-мерной части, точно видимые с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом нарисованы только края деталей, чтобы обеспечить более четкое представление размеров и характеристик. Эти виды в основном используются для отображения всех подробных размеров, элементов и характеристик детали, таких как длина, шероховатость поверхности, диапазоны допусков, описания элементов и т. д.
Для большинства деталей вся деталь может быть визуализирована и изготовлена с использованием двух или трех ортогональных видов.
Виды в разрезе и узлы детали:
Виды в разрезе можно использовать для изображения основных внутренних элементов детали, особенно тех элементов, которые скрыты на основных ортогональных и изометрических видах. Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает области, где был удален материал. Стрелки линии разреза указывают направление, в котором вы смотрите. Для чертежей с несколькими видами сечения линия разреза может быть названа буквами, такими как A-A, B-B и т. д., чтобы связать каждый вид сечения с соответствующей линией разреза. Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно размещать в другом месте чертежа. Деталь может быть разрезана по всей ширине, по половине ширины или под углом. Красный квадрат в нижней части рисунка выше является примером вида в разрезе.
Детальные виды используются для выделения сложных или сложных для измерения областей основного ортогонального вида. Обычно они имеют круглую форму (размещены со смещением во избежание путаницы) и снабжены аннотацией одной буквы, которая связывает вид детали с основным чертежом (например, A, B и т. д.).
Виды деталей могут быть размещены в любом месте чертежа и могут иметь другой масштаб, чем остальная часть чертежа, при условии, что это четко указано, как указано в верхнем красном квадрате выше.
Специальные примечания для производителей по изготовлению:
Примечания для производителя могут быть добавлены к техническому чертежу внизу слева, чтобы передать любую дополнительную важную информацию, не включенную в технический чертеж. Например, в этот раздел можно добавить инструкции по слому (удалению заусенцев) всех острых кромок, общий радиус скругления, общие требования к шероховатости поверхности или ссылку на другой компонент, с которым взаимодействует деталь на чертеже.
Иногда вместо текста используются символы. Например, шероховатость поверхности обычно обозначается с помощью символов.
Важные размеры, осевая линия, зенковка и зенковка.
Размеры на чертежах должны совпадать с размерами загруженной детали. Это обеспечивает плавный процесс оценки и цитирования и позволяет нам гарантировать, что мы можем полностью оценить вашу часть на предмет проблем с DFM, если таковые имеются.
Вот шаги, которые мы предлагаем вам выполнить, чтобы сделать надежный инженерный чертеж:
Добавьте основные размеры детали, которые определяют ее граничные значения.
Добавьте размеры важных элементов, необходимых для бесперебойной работы детали. Это может быть прорезь, отверстие или штифт.
Добавить Теперь необходимо добавить оставшиеся измерения. Для обеспечения единообразия рекомендуется добавлять размеры относительно базы.
Для нескольких элементов одного типа, например, в шаблоне, допустимо добавлять описание элемента в дополнение к количеству элементов этого конкретного типа (например, 2X или 6X, как показано в следующем изображение).
Отверстия могут быть обработаны на станке с ЧПУ и состоят из множества вариантов, таких как сквозные отверстия, отверстия с резьбой, отверстия с зенковкой и отверстия с зенковкой. Чаще всего вы обнаружите, что используете стандартные размеры.
Обозначение отверстия
Резьба используется для размещения фиксирующих элементов, которые фиксируют выравнивание или положение между двумя или более объектами. Можно определить резьбу, указав ее внешние размеры или стандартный размер резьбы (например, M3/M4/M5).
Возможно, самый разумный способ определить поток — использовать выноску, как и другие ключевые функции. Это в первую очередь потому, что выноски позволяют зрителю смотреть на функции так, чтобы они были взаимно дискретными, ясными и краткими.
Таким образом, добавление размеров резьбы представляет собой двухэтапный процесс. Во-первых, добавьте диаметр отверстия, а затем добавьте детали резьбы в дополнение к различным типам допусков. Это также может служить хорошей документальной процедурой для добавления косметической резьбы к чертежам, что позволит нашим поставщикам более точно оценить ваш чертеж. Для получения дополнительной информации вы можете обратиться к этому документу с открытым исходным кодом MIT.
Допуски определяют, насколько может варьироваться размер и, по сути, каков диапазон допустимых измерений для элемента. Они сообщают производителю уровень детализации и время, которое ему нужно потратить на управление определенной функцией. Жесткий или жесткий допуск относится к размеру, который не может сильно изменяться, а более свободный или широкий допуск относится к размеру, который может значительно варьироваться. Важно отметить, что эти значения являются не количественными, а скорее качественными. Их можно сравнивать друг с другом в зависимости от типа используемого процесса и оборудования. Они могут быть применены к любым измерениям, размерам или элементам, таким как отверстия, угловые сечения и даже диагональные сечения деталей.
Допуски первого типа — двусторонние допуски. Они симметричны относительно номинального или базового размера (например, здесь +-0,2 мм). Второй и менее распространенный вид допусков называется односторонним допуском. Они определяются на основе верхней и нижней границ отдельно (например, +0,02 и -0,01 здесь). Третьим наиболее распространенным видом допусков являются допуски на натяг или допуски на посадку, которые определяются степенью перекрытия сопрягаемых деталей и могут быть найдены в стандартных таблицах.
Пример условных обозначений отверстий
Возможно, наиболее продвинутым типом допусков являются допуски GD&T, которые могут указывать каждый элемент, кривую и размер так, чтобы они находились в допустимом диапазоне.
GD&T: Задание допусков
GD&T работает по принципу указания теоретически точного размера и последующего определения всех других размеров относительно этого конкретного размера. Это дополнение к базовому черчению, и оно не будет рассматриваться в этом документе. Отличный ресурс для этого можно найти здесь.
Спасибо за внимание!
О Factorem:
Factorem — это первый в Юго-Восточной Азии универсальный портал для индивидуального производства по запросу. Мы делаем процессы закупки оборудования и создания прототипов умнее, быстрее и эффективнее. Благодаря нашей надежной партнерской сети мы помогаем специалистам по аппаратному обеспечению получать высококачественные индивидуальные детали по оптимальной цене и в кратчайшие сроки, а также получать отзывы от DFM. Возможности наших партнеров включают обработку с ЧПУ, производство листового металла, 3D-печать и многое другое.
Организации рабочего места сварщика ручной дуговой электросварки
Рабочее место сварщика – закрепленный участок, за который отвечает специалист или вся бригада. Это местность на площади территории, расположенной на производстве. Она должна быть оснащена необходимыми инструментами и техникой, которые необходимы для осуществления технологического процесса. Здесь все должно соответствовать технике безопасности. Организация рабочего места сварщика предполагает подготовку всех необходимых для работы вещей, а также уборку всех лишних, которые могут мешать во время проведения процедур и быть опасными. Также организация зависит от размеров и типа свариваемой конструкции.
Рабочее место сварщика
Выделяют стационарные и нестационарные рабочие места. При работе на нестационарных проводится, как правило, сварка мелких деталей, которые умещаются на столе. Они могут подаваться и убираться с места слесарями или самим сварщиком, тогда как специалист преимущественно должен находиться в кабине. Сварочный трансформатор в таком случае стоит в отдельной комнате. В нестационарных местах свариваются изделия больших размеров, которые лежат неподвижно. В данном случае сварщику приходится перемещаться по всему периметру. Это предполагает, что при подготовке места следует создать такие условия, где ничего бы не мешало этому.
Планировка рабочего места сварщика должна обеспечивать беспрепятственный доступ к заготовкам, а также безопасные условия труда, когда рядом нет легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны, если используется газовая сварка, находятся недостаточно удалении от открытого пламени. Также в удобном доступе должны располагаться расходные материалы, такие как электроды, проволока, флюс и прочее, для того чтоб модно было их легко сменить для продолжение работы. Должна соблюдаться инструкция по охране труда, как в индивидуальном, так и в общем плане. Заготовки должны располагаться на своих местах, уже подготовленные к свариванию.
От того, насколько правильно пройдет организация рабочего места сварщика ручной дуговой сварки, зависит эффективность и безопасность труда. Сюда также можно отнести факторы правильного размещения самого места и оборудования, различных приспособлений и инструментов, которые могут понадобиться во время работы. Подготовка рабочего места сварщика к работе предполагает следование следующим важным элементам, которые определяют качество и производительность труда:
Следует своевременно получить задание;
Убедиться в наличии требуемого оборудования, а также в его работоспособности и правильном размещении;
Своевременное получение таких материалов, как сварочные электроды, флюс и прочее;
Высокое качество материалов и надежность оборудование;
Проведение контроля сварочных соединений;
Поддержание порядка на месте работы.
Организация рабочего места сварщика, для каждого определенного случая должна тщательно прорабатываться и продумываться, ведь от этого зависит не только эффективность работы, но и ее безопасность.
Схемы и виды рабочих мест
Сварочное место сварщика может быть стационарным или мобильным. Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции.
Однопостовое рабочее место для сварщика
Передвижное нестационарное место может служить как для газовой, так и для электрической сварки. При использовании трансформатора он может находиться как внутри здания, так и снаружи. При газовой сварке все является полностью мобильным.
Вентиляция на рабочем месте
Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.
Вентиляция на рабочем месте сварщика
Вентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем.
Требования и особенности
Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86.
Планировка сварочной кабины
Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя. Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов. Если имеется выдвижной ящик, то там можно хранить документы и инструменты.
«Важно!
Под ногами работника должен иметься резиновый коврик.»
Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства. Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
«Важно!
Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.»
Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным.
«Важно!
Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.»
Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности.
«Важно!
Изделия должны производиться из токонепроводящих материалов. »
Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла.
«Важно!
Одежда должна закрывать с запасом все части тела, не оставляя голых мест.»
Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям.
Дополнительные инструменты. Анализ условий труда на рабочем месте сварщика будет неполным без дополнительных инструментов. Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
4.1.Организация рабочего места сварщика
Рабочим местомназывается та часть рабочего пространства, где располагается производственное оборудование, с которым взаимодействует человек в рабочей среде.
Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку и т.д. в хорошо проветриваемом помещении площадью не менее 3 м2. Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз.
Рис.14 Планировка сварочной кабины:
1 — источник питания дуги; 2 — заземление; 3 — пускатель источника питания; 4 и 5 – прямой и обратный токопроводящие провода; 6 – стол; 7 – вентиляция; 8 – коврик; 9 – электроды; 10 – щиток; 11 – электрододержатель; 12 – стул;
13 – ящик для отходов; 14 – дверной проем
Рис.15 . Рабочее место сварщика
Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ — не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом — не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
На каждое стационарное рабочее место при плазменной и газоплазменной обработке металлов должно отводиться > 4м2, а при работе в кабине >3м2.
Зоны с опасными производственными факторами должны быть ограждены, знаки безопасности выдержаны по ГОСТ 12.4.026-76*.
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м2.
Рис.16 . Кабины контактной сварки.
Стены кабины делают высотой 1,8-2 м. Для лучшей вентиляции между полом к нижним обрезом стенки оставляют просвет 150-200 мм. В качестве материала для стен кабины можно использовать тонкое железо, а также фанеру, брезент, прочитанные огнестойким составом, или другие огнестойкие материалы. Каркас кабины делают из металлических труб или уголковой стали. Дверной проем кабины обычно закрывают брезентовым занавесом, укрепленным на кольцах. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов.
Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент) негсораемые и нескользкие, обладать малой теплопроводностью.
Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Окраска сварочных цехов и кабин в темные цвета не рекомендуется, так как при этом ухудшается общая освещенность места сварки.
Комбинированное освещение следует предусматривать при работах высокой и наивысшей точности (I-IIIразр.) в частности при сварке и пайке материалов толщиной 0,06…0,5 мм, при дефектоскопии сварочных швов и других подобных работах.
Для освещения цехов надо использовать, как правили, газоразрядные источники света: лампы ДРЛ, ДРИ; для освещения высоких цехов (до 4 м) большой площади -люминесцентные лампы. Допускается применение ламп накаливания.
Освещенность кабины должна быть не менее 80—100 л к.
В производственных помещениях сварочных и сборочно-сварочных цехов параметры микроклимата следует принимать по ГОСТ 12.1.005-88 ( помещения с незначительными избытками явной теплоты, работы средней тяжести категорий IIа иIIб).
В холодный период года допускаемые параметры микроклимата для работ IIа иIIб соответственно равны: температура воздуха 17…23 и 15…210С, относительная влажность< 75%, скорость движения воздуха < 0,3 и 0,4 м/с.
Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
При сварке в замкнутых объемах вытяжка воздуха осуществляется к всасывающему воздуховоду цеховой вытяжной системы. Возможна подача воздуха под маску сварщика, равная 110…140л/ мин.
Рис.18. Воздухоприемники встроенные в сварочные горелки при механизированной сварке в СО2. а,б- соответственно кольцевой симметричный и асимметричный; в-конический дырчатый; г- конусно-щелевидный; —— — отсасывающий аэрозоль; — — — — — защитный газ.
В организации сварочных работ важное значение имеет правильное размещение оборудования. Многопостовые агрегаты и установки, состоящие из нескольких сварочных агрегатов, располагают в отдельном помещении или на площади общего производственного помещения, огражденной постоянными перегородками высотой не менее 1,7 м. Сварочные преобразователи при работе создают шум, оказывающий вредное действие на нервную систему человека, вызывая понижение внимания и снижение работоспособности. По этой причине все сварочные преобразователи надо изолировать в помещение цеха или вынести их за пределы производственного помещения, огородив со всех сторон и укрыв от атмосферных осадков.
В стационарных многопостовых сварочных установках присоединение сварочных постов к электросварочному агрегату осуществляют через общий щит, на котором должны находиться необходимые измерительные приборы, защитные средства, сигнальные лампочки, рубильники и зажимы для присоединения сварочных постов. При однопостовой сварке должны быть предусмотрены индивидуальные щиты, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику на наличие пли отсутствие напряжения в сварочной цепи.
Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ — не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом — не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
Сварка — Эргономика : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр вопросов охраны здоровья и безопасности на рабочем месте, от опасностей до болезней, эргономики и продвижения по службе. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Какие эргономические факторы риска связаны со сваркой?
Подъем тяжелых грузов (цилиндров, тросов и т. д.).
Неудобные позы тела (вытянутые вперед руки, неудобное положение шеи и головы, положение на коленях/сидя на корточках).
Статическое позиционирование тела (большая продолжительность задач, ручная точность).
Длительная сила (сила захвата).
Какие советы помогут сохранить правильную осанку во время сварки?
Научитесь распознавать симптомы заболеваний опорно-двигательного аппарата, связанных с работой (WMSD; также называемые травмами от повторяющихся напряжений или RSI). Повторяющиеся неудобные позы и задачи могут привести к травме.
Избегайте неудобных положений тела, которые вызывают усталость, снижают концентрацию внимания и приводят к некачественным сварным швам, которые, возможно, придется повторять.
Всегда опускайте шлем рукой. Не используйте «рывковые» движения шеи и головы.
Займите устойчивую, удобную позу.
Расположите сварочный предмет как можно ровнее, на горизонтальной поверхности, на высоте от талии до локтя.
Расположите табуретку или подмости на удобной высоте, чтобы можно было работать сидя.
Избегайте долгой работы в одном положении.
Работайте с материалом чуть ниже уровня локтя при работе в сидячем положении.
Работайте с материалом на уровне талии и локтя для удобства и точности при работе стоя.
Используйте подставку для ног, если стоите в течение длительного времени.
Всегда храните материалы и инструменты в пределах досягаемости.
Используйте приспособления для позиционирования, чтобы приспособиться к рабочему положению.
Что является примером конструкции стоячего верстака?
Что является примером конструкции сидячего верстака?
Источник: Golavatjuk et.al. создание оптимальных условий труда электросварщиков с учетом эргономических требований. Calloquium IIW по сварке и охране здоровья, Лиссабон (1980)
Что следует знать перед подъемом цилиндров вручную?
Узнайте вес объекта, прежде чем пытаться его поднять.
НЕ поднимайте полностью или частично заполненные баллоны самостоятельно.
Используйте подъемное приспособление, если объект тяжелый.
Используйте тележку или механический подъемник для подъема или перемещения баллонов со сжатым газом.
Обратитесь за помощью с тяжелыми или неудобными грузами, если подъемное приспособление недоступно.
Сделайте несколько разминочных растяжек перед подъемом.
Защитите руки и ноги на случай падения груза.
Поставьте переднюю ногу вокруг цилиндра, если его необходимо поднять вручную.
Опустите цилиндр через бедро, нажимая на него задней рукой, удерживая цилиндр под ним и немного за его центральной точкой.
Поднимите конец на желаемую высоту.
Протолкните цилиндр вперед рукой сзади.
Что следует знать при перемещении баллонов?
Убедитесь, что крышка цилиндра закрыта.
Слегка наклоните цилиндр за край и медленно поверните его в желаемом направлении. Перемещайтесь только на короткие расстояния.
Для больших расстояний используйте тележку для баллонов.
Положите одну руку на крышку, а другую руку на плечо цилиндра.
Всегда привязывайте цилиндр к тележке.
Что нужно знать об освещении и цвете?
Освещение
Убедитесь, что общего освещения достаточно для безопасного доступа к оборудованию и обращения с ним.
Используйте дополнительное рабочее освещение для точной работы.
Избегайте чрезмерных бликов от источников света или отражений.
Предотвращает чрезмерный контраст между заготовкой и фоном.
Цвет
Выберите матовое покрытие для зоны сварки, чтобы избежать отражения света сварочной дуги и получить удовлетворительный уровень освещения.
Выберите любой цвет, кроме синего или бирюзового; они отражают ультрафиолет.
Уменьшите отвлечение внимания, сделав трубы, воздуховоды или несущие опоры того же цвета, что и фон, если только трубы не требуют второго цветового кодирования.
Последнее обновление документа: 12 сентября 2017 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Звонок бесплатный 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги от CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
Прежде чем уйти, не могли бы вы ответить на семь вопросов о вашем опыте на веб-сайте CCOHS?
Как мы преобразовали наши сварочные верстаки для повышения производительности и безопасности
BOSTONtec не только производит сверхмощные верстаки, но и является нашим собственным клиентом:
Если вы сегодня посетите наш отдел сварки, вы увидите три совершенно новых сварочных верстака BOSTONtec. Команда недавно провела полную реконструкцию своих сварочных цехов. Это создало среду, в которой операторы работают более безопасно, комфортно и эффективно.
Вовлечение команд в процесс постоянного совершенствования
Старые сварочные столы были 5 футов в длину и располагались в конце каждой сварочной ячейки. Когда сварочные компоненты были 8 футов или больше, операторам приходилось приобретать удлинитель стола. Им приходилось поворачиваться, когда протягивали большие детали через верстак и удлинитель. Когда они работали над деталью на сварочном стенде, то не очень осознавали, что их окружает.
Для изучения возможностей улучшения была создана проектная группа. В его состав входили сварщики, а также сотрудники производственного отдела, которые ежедневно взаимодействуют со сварочным отделом.
Настройка сварочных столов для повышения эффективности и безопасности
Команда перепланировала рабочее место. Они проанализировали рабочий процесс — как товары входят и выходят из станции. Они приняли во внимание соображения эргономики и безопасности операторов.
Команда инженеров учла все отзывы в проекте, отвечающем потребностям во всех этих областях.
Новый сварочный верстак представляет собой изготовленный на заказ сверхмощный электрический верстак с регулируемой высотой и двойным приводом. Это позволяет каждому оператору работать на устойчивой скамье на удобной высоте без необходимости поднимать тяжелые предметы. Поверхность стального сварного шва 4X8 достаточно велика, чтобы обрабатывать детали длиной 8 футов и более без дополнительной поддержки. Это устраняет необходимость в удлинении стола и физическое напряжение, вызванное переходом от одного стола к другому. Теперь у нас есть возможность одновременно пропускать более крупные детали через все три сварочных модуля.
Сварочный верстак оснащен роликами и при необходимости легко перемещается. В настоящее время он расположен перпендикулярно входу в сварочную камеру. Сварщик имеет периферийное зрение с трех сторон и теперь лучше осведомлен о любых угрозах безопасности как внутри, так и непосредственно за пределами рабочей камеры.
Нагревание при микро- и полумикрохимических работах — КиберПедия
Навигация:
Главная
Случайная страница
Обратная связь
ТОП
Интересно знать
Избранные
Топ:
Динамика и детерминанты показателей газоанализа юных спортсменов в восстановительном периоде после лабораторных нагрузок до отказа…
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре…
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов…
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории…
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления. ..
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является…
Дисциплины:
Автоматизация Антропология Археология Архитектура Аудит Биология Бухгалтерия Военная наука Генетика География Геология Демография Журналистика Зоология Иностранные языки Информатика Искусство История Кинематография Компьютеризация Кораблестроение Кулинария Культура Лексикология Лингвистика Литература Логика Маркетинг Математика Машиностроение Медицина Менеджмент Металлургия Метрология Механика Музыкология Науковедение Образование Охрана Труда Педагогика Политология Правоотношение Предпринимательство Приборостроение Программирование Производство Промышленность Психология Радиосвязь Религия Риторика Социология Спорт Стандартизация Статистика Строительство Теология Технологии Торговля Транспорт Фармакология Физика Физиология Философия Финансы Химия Хозяйство Черчение Экология Экономика Электроника Энергетика Юриспруденция
⇐ ПредыдущаяСтр 3 из 3
Малые количества веществ, используемых при полу-микро- и макрохимических работах, а также малые размеры посуды, применяемой при этом, требуют и специальных приемов нагревания. Для этой цели чаще всего используют так называемые нагревательные блоки (рис.230). Они представляют собой металлические бруски, обычно квадратного сучения, с высвер-ленными гнездами такого размера, чтобы в них свободно помещались применяемые при работе сосуды, тигли или приборчики и термометр. Один конец такого блока несколько удлинен и служит для нагревания, Его нагревают или при помощи газовой горелки, или электричеством.
Металлические блоки применяют для нагревания выше100°С. Если требуется нагревание ниже 100°С, то лучше применять водяную баню, изготовляемую из стакана емкостью 100 мл. Для этих же целей хорошо пользоваться паровой баней, вроде той, которая описана для нагревания парами веществ с требуемой температурой кипения, но с использованием в качестве такого вещества воды.
Проводя, нагревание, необходимо руководствоваться следующими основными правилами.
1. Прежде чем зажечь горелку, работающую на жидком топливе, надо убедиться, что в ней нет каких-либо неисправностей.
Если работа ведется с газовой горелкой (Теклю или Бунзена), перед зажиганием надо закрыть доступ воздуха.
2. Нельзя нагревать посуду из простого химического стекла на голом пламени. При нагревании следует пользоваться листами асбеста или асбестированными сетками.
3. Диэтиловый эфир, спирты, бензол, бензин, петролейный эфир и другие огнеопасные вещества нельзя нагревать непосредственно на голом пламени, а обязательно на водяной бане. При работе с огнеопасными веществами горелки должны быть погашены.
4. При работе с водяной баней необходимо следить за тем, чтобы в ней всегда была вода.
5. При работе с масляной и парафиновой банями следует предохранять их от перегрева. Воспламеняющиеся масляные бани гасят, закрывая их листом асбеста.
ПРОКАЛИВАНИЕ
Прокаливанием называют операцию нагревания твердых веществ до высокой температуры (выше 400°С) с целью: а) освобождения от летучих примесей; б) достижения постоянной массы; в) проведения реакций, протекающих при высоких температурах; г) озоления после предварительного сжигания органических веществ. Нагревание до высокой температуры проводят в печах (муфельных или тигельных). Очень часто в лабораториях приходится прокаливать такие вещества, как СаCl2·6Н2О, Na2SO4·10Н2О и др. с целью обезвоживания. Прокаливание обычно ведут на газовых плитках, вещество помещают на стальные сковороды. Если нельзя допускать загрязнения препарата железом, то прокаливать нужно в шамотных тарелках или сковородах. Никогда не нужно помещать на сковороду большое количество соли, так как при обезвоживании соль разлетается, что вызывает значительные ее потери.
Если приходится что-либо прокаливать в фарфоровом или шамотном тигле, то тигель нагревают постепенно: вначале на небольшом пламени, потом пламя понемногу увеличивают. Во избежание потерь при прокаливании тигли обычно закрывают крышками. Если в таком тигле приходится что-либо озолять, то сначала при слабом нагревании сжигают вещество в открытом тигле и уже после этого закрывают тигель крышкой.
Если фарфоровый тигель после работы загрязнен внутри, то для очистки в него наливают концентрированную азотную кислоту или дымящую соляную кислоту и осторожно нагревают. Если ни азотная, ни соляная кислоты не удаляют загрязнение, то берут смесь их в пропорции: азотная кислота – 1 объем и соляная кислота – 3 объема. Иногда загрязненные тигли обрабатывают или концентрированным раствором КНSO4 при нагревании, или плавлением этой соли в тигле с последующей промывкой его водой. Бывают, однако, случаи, когда все указанные приемы не помогают; такой не поддающийся очистке тигель рекомендуется применять для каких-нибудь неответственных работ.
В практике аналитических работ, когда приходится прокаливать окислы металлов, например Fе2О3, нужно заботиться о том, чтобы пламя горелки не соприкасалось с прокаливаемым веществом (во избежание восстановления). В таких случаях применяют платиновые пластинки с отверстием в центре, в которое вставляют тигель. Эти пластинки можно укрепить в асбестовом картоне. Вместо платины можно применять также не окисляющиеся и не разрушающиеся при прокаливании глиняные или шамотные пластинки с круглым отверстием в центре.
При прокаливании осадка в тигле Гуча последний вставляют в обыкновенный, несколько больших размеров фарфоровый тигель так, чтобы стенки обоих тиглей не соприкасались. Для этого тигель Гуча обвертывают полоской увлажненного асбеста и, нажимая, вдавливают в предохранительный тигель так, чтобы расстояние между дном того и другого равнялось нескольким миллиметрам. Сначала все вместе высушивают при 100°С, затем тигель Гуча вынимают, а предохранительный тигель вместе с асбестовым кольцом перед первым употреблением сильно прокаливают.
Очень осторожного обращения требуют платиновые тигли, которые неопытные работники часто прожигают. Во избежание этого нагревание платиновой посуды на голом пламени нужно вести так, чтобы внутренний конус пламени горелки не касался платины. При соприкосновении же этого конуса с платиной образуется карбид платины. Сильные разрушения платины происходят при температуре, близкой к ее температуре плавления.
Незначительные разрушения поверхности устраняют путем накаливания в окислительной среде. Сильно поврежденный тигель вместе с образовавшимся порошком карбида платины (который обязательно следует собирать) сдают для переплавки.
Если платиновый тигель загрязнился, его следует очистить, нагревая в нем чистую азотную кислоту (без следов соляной кислоты). Если это не помогает, в тигле плавят KHSO4 или NaHSO4. Когда и этим не достигают цели, стенки тигля протирают тончайшим кварцевым (белым) песком или тонким наждаком (№ 000).
Очень удобны кварцевые тигли, обладающие многими ценными свойствами, как-то: большая термическая прочность, химическая индифферентность к большинству веществ и пр. Однако нужно помнить, что кварц сплавляется с щелочами или щелочными солями.
В некоторых случаях прокаливание или нагревание необходимо проводить или в окислительной, или в восстановительной, или в нейтральной среде. Чаще всего для этих целей применяют трубчатые либо специальные печи, через которые во время прокаливания пропускают соответствующий газ из баллона. Для создания окислительной среды пропускают кислород, для создания восстановительной среды – водород или окись углерода. Нейтральную атмосферу создают пропусканием аргона и иногда азота. При решении вопроса, какой газ следует применять в каждом отдельном случае, нужно знать, не будет ли выбранный газ при высокой температуре реагировать с данным веществом. Даже такой, казалось бы, инертный газ, как азот, в известных условиях может образовывать соединения типа нитридов.
Для прокаливания при помощи газовых горелок очень удобна разъемная печь (рис.231). Ее изготовляют из двух шамотных или диатомитовых кирпичей, выдалбливая в них одинакового размера выемки так, чтобы при наложении кирпичей друг на друга внутри образовалась камера. В центре верхнего кирпича просверливают отверстие диаметром 15 мм, а в центре нижнего – 25 мм. В плоскости касания кирпичей делают желобки для укрепления фарфорового треугольника, в который ставят тигель.
Нагревая эту печь горелкой Теклю или Меккера, можно достичь температуры до 1100°С. Температуру регулируют, изменяя расстояние печи от горелки.
Когда прокаливать в платиновом тигле нельзя, можно применять так называемые «содовые» тигли. Тонко измельченный и предварительно прокаленный углекислый натрий насыпают в фарфоровый тигель, например № 4, до половины его высоты. Затем тигель меньшего размера вдавливают в соль так, чтобы из нее был сформован «содовый» тигель (рис.232). Не вынимая внутренний тигель, все это помещают на ночь в выключенную после нагревания муфельную печь. К утру содовый тигель готов, и в нем можно проводить щелочное плавление, например, некоторых руд или минералов. Na2CO3 плавится при температуре 870°С; следовательно, «содовый» тигель можно нагревать до 600°С.
⇐ Предыдущая123
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций. ..
Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни…
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)…
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции…
Нагревание при микро- и полумикрохимических работах
Малые количества веществ, используемых при полу* микро- и макрохимических работах, а также малые размеры посуды, применяемой при этом, требуют и специальных приемов нагревания.
Для этой цели чаще всего используют так называемые нагревательные блоки (рис. 230). Они представляют собой металлические бруски, обычно квадратного сечения, с высверленными гнездами такого размера, чтобы в них свободно помещались применяемые при работе сосуды, тигли или приборчики и термометр. Один конец такого блока несколько удлинен и служит для нагревания. Его нагревают или при помощи газовой горелки, или электричеством.
Металлические блоки применяют для нагревания выше 100° С. Если требуется нагревание ниже 100° С, то лучше применять водяную баню, изготовляемую из стакана емкостью 100 мл .
Рис. 230. Металлический нагревательный блок, применяемый при микро- и полумикрохимических исследованиях.
Для этих же целей хорошо пользоваться паровой баней, вроде той, которая описана для нагревания парами веществ с требуемой температурой кипения, но с использованием в качестве такого вещества воды.
Проводя нагревание, необходимо руководствоваться следующими основными правилами.
1. Прежде чем зажечь горелку, работающую на жидком топливе, надо убедиться, что в ней нет каких-либо неисправностей.
Если работа ведется с газовой горелкой (Теклю или Бунзена), перед зажиганием надо закрыть доступ воздуха.
2. Нельзя нагревать посуду из простого химического стекла на голом пламени. При нагревании следует пользоваться листами асбеста или асбестированными сетками.
3. Диэтиловый эфир, спирты, бензол, бензин, петро-лейный эфир и другие огнеопасные вещества нельзя нагревать непосредственно на голом пламени, а обязательно на водяной бане. При работе с огнеопасными веществами горелки должны быть погашены.
4. При работе с водяной баней необходимо следить за тем, чтобы в ней всегда была вода.
5. При работе с масляной и парафиновой банями следует предохранять их от перегрева. Воспламеняющиеся масляные бани гасят, закрывая их листом асбеста.
К оглавлению
Нагревательные приборы
Электронагревательные приборы
Газовые нагревательные приборы
Жидкостные горелки
Другие средства нагревания
Нагревание (1 2)
Нагревание в атмосфере инертных или других газов
Нагревание полупроводниковыми пленками
Нагревание в посуде из электропроводящего стекла
Нагревание газов и паров.
Нагревание при микро- и полумикрохимических работах
Прокаливание
Несколько замечаний о работах, связанных с нагреванием и прокаливанием
5 случаев использования тепловой терапии
Горячее или холодное? Сейчас время для пакета со льдом или горячего компресса?
Этот вопрос вызывает много путаницы. Советы медицинских работников не всегда могут быть последовательными, и протоколы лечения травм иногда меняются, когда наука находит лучшие способы. Методы, которые вы изучили для лечения травм двадцать лет назад, сегодня могут уже не применяться.
Неудивительно, что многие люди иногда не понимают, что делать, чтобы ускорить заживление и облегчить боль. Если у вас есть болезненность или отек в суставах или мышцах, вы можете задаться вопросом: «Когда мне использовать холодовую терапию? Когда лучше всего использовать теплотерапию?»
Терапия теплом и терапия холодом: когда использовать каждый
Инстинктивно большинство из нас хочет согреть больные части тела. Есть что-то успокаивающее в ощущении горячего компресса, грелки или горячей ванны. Но тепло, которое стимулирует приток крови к поврежденной части тела, не всегда является лучшим средством.
Точно так же вы можете почувствовать боль и подумать о том, чтобы использовать лед в качестве обезболивающего средства. Но холодовая терапия является краткосрочным решением и может даже повредить ткани, если вы используете ее слишком долго. Холод также не подходит для лечения определенных видов боли или травм.
Итак, когда вы должны использовать каждый из них? Как правило, вы можете следовать этому практическому правилу:
Прикладывайте холод к новым или немедленным травмам (например, опухшим лодыжкам или пальцам, ушибленным пальцам ног, растянутым мышцам или порванным сухожилиям).
Холод — применяется периодически и периодически — сужает сосуды и замедляет приток крови к месту повреждения. Это держит опухоль под контролем.
Терапия холодом (также называемая криотерапией) является хорошим передовым подходом к онемению нервных окончаний и уменьшению скопления жидкости. Контролируя опухоль и боль, вы можете использовать пораженную часть тела.
Хороший способ запомнить это правило — думать о букве «с» в обоих словах: « c старый» и « c уте»
Применяйте Heat для лечения ноющих мышц и хронической боли.
Тепло выполняет функцию, противоположную холодовой терапии. Применение тепла к части тела стимулирует кровообращение в месте повреждения. Эта богатая кислородом кровь приносит питательные вещества в пораженный участок, способствуя заживлению. Тепло также помогает удалить накопление молочной кислоты из перенапряженных мышц, что позволяет им «разжиматься».
Тепловая терапия (также называемая термотерапией) помогает уменьшить боль и дискомфорт, вызванные скованностью и болезненностью мышц и суставов.
Хороший способ запомнить, когда использовать тепло, — это вспомнить фразу «Нагревать для лечения».
В то время как холод чаще всего используется в качестве средства оказания первой помощи, тепло может использоваться постоянно для лечения хронической боли или старых травм (старше трех дней).
Конечно, из каждого правила есть исключения, но в целом вы можете следовать этим рекомендациям, если только врач не скажет вам иначе.
5 способов применения тепловой терапии
После тренировки — для снятия боли в мышцах. После тренировки или перенапряжения мышцы могут чувствовать напряжение, усталость или болезненность из-за крошечных разрывов и скопления молочной кислоты. У вас есть два варианта лечения боли в мышцах после тренировки.
Если у вас болит только одна область, вы можете использовать локальное тепло (например, грелку или мешок с подогревом).
Системное тепло (например, погружение в горячую ванну или посещение сауны) полезно при общей боли, которую вы можете испытывать после занятий спортом или пребывания на ногах в течение всего дня. Многие люди любят использовать гидротерапию при болях в мышцах, особенно при болях в ногах.
Оба метода улучшают кровообращение и помогают удалить молочную кислоту из мышц, помогая им расслабиться. Не забывайте пить воду и не переусердствовать, особенно если вы подвергаете все свое тело термотерапии. Двадцати минут лечения должно быть достаточно.
Для лечения мышечных спазмов. Спазм представляет собой серию внезапных непроизвольных сокращений мышц. Судороги — это предупреждение организма о том, что нужно прекратить нагружать эту часть тела вопросом прямо сейчас , и они обычно случаются, когда мы внезапно перенапрягаемся. Сокращения обычно настолько изнурительны и сильны, что мы прекращаем то, что делаем, и немедленно сжимаем рассматриваемую мышцу. (Вспомните спазмы в нижней части спины или судороги в икроножных мышцах.)
Если у вас серьезные непрекращающиеся спазмы, которые длятся дольше нескольких минут, прикладывайте лед по 20 минут за раз в течение первых 3 дней. После этого используйте тепловую терапию, чтобы расслабить напряженные мышцы и ускорить заживление. Во избежание обезвоживания рекомендуется влажное тепло (пример: замачивание в горячей ванне или наложение теплой влажной ткани).
Для облегчения боли и скованности в пояснице. Для людей с хронической болью в пояснице и скованностью тепловая терапия может быть доступным методом лечения симптомов и улучшения диапазона движений. Тепло стимулирует организм доставлять богатую питательными веществами кровь к поврежденным тканям, окружающим позвоночник; это, в свою очередь, способствует более быстрому заживлению крошечных мышечных разрывов. Термотерапия также разогревает мышцы и сухожилия в нижней части спины, облегчая их безопасное растяжение. Разогретые мышцы более гибкие.
Чтобы облегчить боль в пояснице, попробуйте прикладывать к спине локальные согревающие компрессы. Также могут быть полезны горячие ванны, ванночки или обертывания с подогревом.
Для уменьшения боли при радикулите. Боль при ишиасе может ощущаться как удар током, покалывание или стреляющая боль в ягодицах или ногах. Часто боль иррадиирует вниз по внешней стороне бедра, иногда достигая голени.
Лечение ишиаса может включать комбинацию нехирургических и хирургических методов лечения. Большинство людей предпочитают начинать с неинвазивного подхода — физиотерапии и применения холода и тепла.
Начните с холодовой терапии в течение первых 3–5 дней (используйте холод в течение 20 минут каждый час, прикладывая его к нижней части спины). Холод помогает уменьшить начальное воспаление нерва, вызывающее боль. Позже к нижней части спины можно прикладывать согревающие пакеты, чтобы справиться с постоянным дискомфортом. Замачивание в горячей ванне также может облегчить симптомы.
Для лечения симптомов хронического артрита. Чрезмерный отек из-за обострений артрита хорошо поддается кратковременному прикладыванию холодных компрессов или льда. Тем не менее, для снятия повседневной боли и скованности при ОА тепло является надежным и простым методом, который вы можете использовать самостоятельно дома или на работе.
Прикладывание теплых компрессов, процедур с теплым парафином, термотерапевтических перчаток или горячих компрессов к воспаленным суставам может облегчить боль и скованность.
Также могут быть полезны согревающие кремы для местного применения, например, кремы и гели, содержащие капсаицин (естественный согревающий компонент перца чили).
Важно отметить, что тепло не является лекарством или средством лечения артрита, но оно может помочь вам справиться с дискомфортом.
Помните: никогда не прикладывайте к коже очень горячие ткани или грелки. Источники тепла должны быть теплыми или очень теплыми, но никогда не настолько горячими, чтобы обжечь вас или вызвать волдыри.
Кроме того, избегайте обезвоживания, особенно если вы принимаете теплую ванну или посещаете сауну или парную. Как и в случае с ледяной терапией, лучше ограничить применение тепла до 20 минут за один раз, чтобы избежать дальнейшего повреждения тканей или перегрева до точки обезвоживания.
Вывод: существует множество различных методов термотерапии, помогающих справиться с болью и скованностью. Если вы сомневаетесь, проконсультируйтесь со своим врачом или физиотерапевтом о наилучшем методе устранения ваших конкретных симптомов.
Свяжитесь с прибрежной ортопедией в Корпус-Кристи, штат Техас, по телефону 361.994.1166 или просто нажмите кнопку ниже, чтобы записаться на прием сегодня!
Автор статьи: Rob Williams, MD
Тепловая энергия — Science Learning Hub
Добавить в коллекцию
+ Создать новую коллекцию
Большинство из нас использует слово «тепло» для обозначения чего-то теплого, но наука определяет тепло как поток энергии от теплого объекта к более холодному.
На самом деле, тепловая энергия окружает нас повсюду – в вулканах, в айсбергах и в вашем теле. Вся материя содержит тепловую энергию.
Тепловая энергия возникает в результате движения мельчайших частиц, называемых атомами, молекулами или ионами, в твердых телах, жидкостях и газах. Тепловая энергия может передаваться от одного объекта к другому. Перенос или поток из-за разницы температур между двумя объектами называется теплом.
Например, кубик льда имеет тепловую энергию, как и стакан лимонада. Если вы положите лед в лимонад, лимонад (более теплый) передаст часть своей тепловой энергии льду. Другими словами, он будет нагревать лед. В конце концов, лед растает, а лимонад и вода со льда станут одинаковой температуры. Это называется достижением состояния теплового равновесия.
Движущиеся частицы
Материя окружает вас повсюду. Это все во Вселенной — все, что имеет массу и объем и занимает пространство, является материей. Материя существует в различных физических формах – твердом, жидком и газообразном.
Вся материя состоит из мельчайших частиц, называемых атомами, молекулами и ионами. Эти крошечные частицы всегда находятся в движении — либо натыкаясь друг на друга, либо вибрируя взад-вперед. Именно движение частиц создает форму энергии, называемую тепловой (или тепловой) энергией, которая присутствует во всей материи.
Частицы в твердых телах плотно упакованы и могут только вибрировать. Частицы в жидкостях также вибрируют, но способны перемещаться, перекатываясь друг по другу и скользя. В газах частицы движутся свободно, быстро и беспорядочно.
Передача тепловой энергии – частицы при столкновении
При более высоких температурах частицы обладают большей энергией. Часть этой энергии может быть передана другим частицам с более низкой температурой. Например, в газообразном состоянии, когда быстро движущаяся частица сталкивается с более медленно движущейся частицей, она передает часть своей энергии более медленно движущейся частице, увеличивая скорость этой частицы.
Когда миллиарды движущихся частиц сталкиваются друг с другом, область с высокой энергией будет медленно перемещаться по материалу до тех пор, пока не будет достигнуто тепловое равновесие (температура материала одинакова).
Изменение состояния за счет теплопередачи
Более быстро движущиеся частицы «возбуждают» близлежащие частицы. При достаточном нагреве движение частиц в твердом теле увеличивается и преодолевает связи, удерживающие частицы вместе. Вещество меняет свое состояние с твердого на жидкое (плавление). Если в жидкости движение частиц еще больше усиливается, то достигается стадия перехода вещества в газ (испарение).
Три способа передачи тепловой энергии
Вся тепловая энергия, включая тепло, выделяемое при пожаре, передается различными способами:
Конвекция передает тепловую энергию через газы и жидкости. Когда воздух нагревается, частицы получают тепловую энергию, что позволяет им двигаться быстрее и дальше друг от друга, унося с собой тепловую энергию. Теплый воздух менее плотный, чем холодный, и будет подниматься вверх. Более холодный воздух движется вниз, чтобы заменить воздух, который поднялся. Он нагревается, поднимается и снова заменяется более холодным воздухом, создавая круговой поток, называемый конвекционным потоком. Эти токи кружатся и нагревают комнату.
Теплопроводность передает тепловую энергию в твердых телах. Движущиеся частицы теплого материала почвы могут увеличить тепловую энергию частиц в более холодном твердом материале, передавая ее непосредственно от одной частицы к другой. Поскольку частицы расположены ближе друг к другу, твердые тела проводят тепло лучше, чем жидкости или газы.
Излучение — это метод теплопередачи, который не требует, чтобы частицы переносили тепловую энергию. Вместо этого тепло передается инфракрасными волнами (часть электромагнитного спектра). Тепловые волны излучаются от горячих объектов во всех направлениях, путешествуя со скоростью света, пока не столкнутся с другим объектом. Когда это происходит, тепловая энергия, переносимая волнами, может либо поглощаться, либо отражаться.
Огонь иллюстрирует три различных метода передачи тепла. Например, топка будет нагреваться за счет конвекции. Воздух над огнем будет теплым за счет конвекции. Вы можете согреть руки рядом с пламенем за счет лучистого теплообмена.
Эффект теплового расширения
При нагревании газы, жидкости и твердые тела расширяются. По мере охлаждения они сжимаются или становятся меньше. Расширение газов и жидкостей связано с тем, что частицы движутся очень быстро, когда они нагреваются, и могут отдаляться друг от друга, занимая больше места. Если газ или жидкость нагревают в закрытом сосуде, частицы сталкиваются со стенками сосуда, что вызывает давление. Чем больше число столкновений, тем больше давление.
Иногда, когда дом горит, окна вырываются наружу. Это связано с тем, что воздух в доме нагрет и возбужденные молекулы с большой скоростью перемещаются по комнате. Они упираются в стены, потолок, пол и окна.
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
Резка металла лазером
Плазменная резка толстого металла
Резка газовым резаком
Кислородная резка металла
Газоэлектрическая резка металла
Плюсы и минусы газовых способов резки металла
Гидроабразивная резка металла
Механические способы резки металла
Чем режут металл в домашних условиях
Подробнее о видах ручных ножниц для резки металла
Разновидности пил для резки металла
Сравнение способов резки металла
Итог: чем лучше резать металл
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
Существует несколько основных способов резки металла, о которых мы расскажем ниже.
РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.
Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
Процесс работы такого станка разделен на три этапа:
Создание чертежного изображения разрабатываемой детали;
Загрузка чертежей в файловом изображении в программу ЧПУ;
Обработка данных и запуск выполнения.
Лазерная установка состоит из трех основных действующих частей:
Источник излучения (рабочая среда).
Источник энергии.
Оптический зеркальный резонатор.
В зависимости от типа источника энергии, установки для резки металла делят на:
Газовые
В них действующая сила это сочетание воздействия луча и смесей газа.
Твердотопливные
Действие происходит за счет многомерного зеркального усиления газоразрядной лампы.
Газодинамические
В данном случае лазерный луч усиливает нагретый углекислый газ.
По технологическому способу действия лазерного луча, проводится разделение на:
Метод плавления. Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
К основным положительным качествам обработки лазером принято относить:
Универсальность;
Технологическую безопасность;
Высочайшую скорость и производительность;
Чистоту процесса;
Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
Различают два типа воздействия:
Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла
Универсальность в отношении любых видов материала;
Высокую скорость процесса при минимальных повреждениях и деформациях;
Гладкость мест разреза;
Техническая безопасность;
Возможность обработки сложных контуров.
Возможность резать толстый металл.
РЕЗКА МЕТАЛЛА ГАЗОВЫМ РЕЗАКОМ
В вопросе «чем режут металл» — данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Весь процесс делится на три этапа:
Разогрев до предельных температур;
Окисление кислородом;
Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
Оборудование газовой резки состоит из:
Газовый баллон.
Шланги для подключения.
Режущий элемент.
Мундштук с регулируемыми размерами.
Система регуляции.
Использование подобной технологии в резке металла предусматривает выполнение следующих требований:
Плавность ведения резака;
Соблюдение угла наклона на 6 градусов против движения;
Разогрев не менее чем до отметки в 1000 градусов.
Преимущества
К преимуществам резки металла газовым резаком следует отнести:
Возможность резки толстого металла с сохранением ровных и качественных швов;
Автономность и мобильность;
Универсальность и скорость процесса;
Экономическая выгода.
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится — он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.
Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного «копья», которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества. Газоэлектрическая металлорезка бувает двух разновидностей:
Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла — начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
Основные плюсы, которые можно выделить из способов газовой металлорезки:
Доступная цена;
Процессы понятны и не вызывают сложностей;
Возможно резать толстый металл;
Из недостатков можно выделить следующее:
Неидеальная точность резки;
Высокий расход материала;
Небольшая скорость резки;
Необходима доп. обработка по краям реза;
Возможна термическая деформация металлоизделий;
ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.
Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.
Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.
Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:
Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.
Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.
Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
Преимуществами такого вида ручных ножниц для резки металла является: При разделке металла такими ножницами обеспечивается:
Не остается каких-либо механических дефектов;
Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий «запоминать» типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.
РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила расширяет свой возможный спектр задач.
Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы — с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.
Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой — для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по функциональным качествам заменят сабельную и дисковую пилы.
Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий — для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
Доступна резка по любым кривым линиям;
Возможность резать толстый металл практически любой толщины;
Благодаря точности резки металла данными способами обеспечивается высокая точность;
Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: «Чем режут металл» и «чем резать толстый металл«, стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания «Металик» имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Чем резать металл вручную в домашних условиях
Главная
Технологии ремонта
Резка металла – один из наиболее распространенных способов обработки этого прочного, твердого и упругого материала. Без применения сложного оборудования, с помощью простых механических устройств можно получать детали требуемых форм и размеров в домашних условиях. Рассмотрим основные инструменты и тот круг задач, которые с их помощью решают.
Содержание
Ножницы по металлу
Ножовки
Труборезы
Кусачки
Ручную резку металла выполняют со снятием стружки или без нёё. В первом случае используют ножовки, во втором – ножницы, труборезы, кусачки. Исходя из толщины, формы, а также размеров металлического профиля отдают предпочтение тому или иному инструменту.
Ножницы по металлу
Ручные ножницы используются для резки листовой стали толщиной от 0,5 до 1,2 мм. Они позволяют развивать значительные усилия благодаря своим длинным ручкам и коротким лезвиям, которые закалены до высокой твердости (52…60 HRC).
Различают левые и правые ножницы. Левыми называются ножницы, у которых скос режущей части нижнего лезвия расположен слева. Ими удобно резать металл по прямой линии, а также против часовой стрелки.
Ручные ножницы могут быть с прямыми или криволинейными лезвиями. Последние применяются при вырезании отверстий, деталей сложных форм.
Кромки ножниц должны быть остро заточены и прилегать друг к другу с небольшим зазором по всей длине. Если зазор будет мал, это приведет к быстрому износу инструмента, если велик – к смятию металла.
Ручные усиленные ножницы имеют такие же размеры, как и обычные. Однако они позволяют развивать большие усилия благодаря системе из двух рычагов, последовательно соединённых друг с другом.
Рычажные ножницы применяются для резки стали толщиной до 4 мм и цветного металла – до 6 мм. Они состоят из двух ножей, один из которых неподвижно закреплён на станине, а другой приводится в движение при помощи длинной рукоятки. Кроме листовой стали, ручные рычажные ножницы позволяют работать с прутковым и профильным металлом.
Ножовки по металлу
Ручные ножовки состоят из рамки и ножовочного полотна. Они применяются для разрезания профильного, листового металла, вырезки заготовок. Рамки ножовок изготовляют цельными или раздвижными, допускающими применение полотен различной длины.
Ножовочное полотно представляет собой закалённую до 60÷63 HRC узкую стальную пластину с зубьями. Чем толще разрезаемая деталь, тем крупнее должны быть зубья. Их количество на единицу длины может быть разным. В слесарном деле для мягких металлов обычно используют ножовочные полотна, имеющие 16–18 зубьев на дюйм.
Труборезы
Труборезы используют для резки металлических труб различного диаметра – ¼…4 дюйма. По сравнению с ножовками они более производительны.
Трубы малого диаметра режут трехроликовыми труборезами. Они имеют два ролика (диска), закрепленных в корпусе на неподвижных осях. Третий ролик в процессе резания прижимают к трубе при помощи винта.
Кусачки
Кусачки предназначены для резки металлических прутков, проволоки, проводов. По расположению режущих кромок выделяют два вида этого инструмента: торцевые и боковые кусачки.
Болторезы служат для перекусывания толстой проволоки, болтов, арматуры. Они позволяют развивать значительные усилия резания благодаря своей двухрычажной конструкции.
ПОДЕЛИТЬСЯ
Руководство по металлорежущим инструментам — Ручные и электрические инструменты для резки металла
Металл может быть самым универсальным строительным материалом на земле, но превращение сырья в полированный конечный продукт требует навыков и специальных инструментов. С металлом часто сложно работать, и каждый металл обладает уникальными свойствами и характеристиками, для изготовления которых требуются различные режущие инструменты.
Сегодня мы рассмотрим каждый из различных инструментов для резки металла и их применение, чтобы вы могли быть уверены, что найдете нужный инструмент, когда будете учиться резать металл.
Ручной инструмент
Существуют различные ручные инструменты для резки металла, и хотя они требуют больше времени и усилий, чем электроинструмент, они могут быть одинаково полезны, особенно для небольших проектов. Это ручные инструменты, которые вы обычно видите в магазине металла.
Ножницы по металлу
Ножницы по металлу предназначены для резки листового металла и напоминают ножницы или ножницы. Ножницы для листового металла бывают трех видов. Стандартная пара предназначена для выполнения прямых пропилов, но невозможно манипулировать кривыми. Другие пары имеют изогнутые челюсти, которые позволяют им совершать левые или правые повороты. По этой причине вы обычно покупаете ножницы наборами по три штуки.
Эти инструменты лучше всего подходят для грубой резки листового металла и работы с тонкими материалами. Эти ножницы может быть сложно держать прямо во время резки, и разрез часто имеет заусенцы или неровные края, которые требуют последующей обработки.
Плюсы
Идеален для мягких листов, таких как олово, медь или алюминий
Недорогой
Можно резать в труднодоступных местах
Минусы
Оставляет неровный необработанный край
Тяжелый материал нельзя резать
Ножовка
Ножовка — один из самых недорогих и популярных инструментов по металлу, который можно использовать в самых разных случаях. Эти пилы состоят из металлической ручки с пластиковой или деревянной рукояткой и сменного металлического режущего полотна. Ножовкой можно резать трубу, металлическую заготовку и более толстый листовой металл, оставляя относительно чистый срез, который легко обработать.
При работе с ножовкой вам понадобится немного смазки для локтей, но для выполнения прямых пропилов они являются одним из самых полезных инструментов для резки металла.
Pros
Versatile — cuts through virtually all metals
Blades are easy to replace
Inexpensive
Cons
Can only make straight cuts
Time-consuming
Beverly Shear
The throat Ножницы без ножниц, более известные как ножницы Беверли, в честь самого популярного производителя, производящего их, представляют собой мощный ручной инструмент, полезный для резки различных металлических заготовок с чистым срезом.
Эти инструменты обычно состоят из литого металла и имеют фиксированное основание, которое крепится к верстаку или полу, и гильотинообразное лезвие на рукоятке. При нажатии на рукоятку лезвие прорезает металлическую ложу. Поскольку эти инструменты имеют меньшую режущую поверхность и не имеют горловины, они могут легко выполнять повороты и прямые разрезы.
Pros
Идеально подходит для получения подробной работы и навигации по трудным поворотам
быстрее и проще, чем Snips
. Относительно чистый край
Cons
только работает на листе
. Не такой портативный, как другие ручные инструменты для резки металла
Электроинструменты
Хотя ручные инструменты, безусловно, найдут свое место в мастерской по металлу, большая часть производства выполняется с помощью электроинструментов. Это наиболее часто встречающиеся электроинструменты, которые вы найдете в магазине для резки металла.
Угловая шлифовальная машина
Угловая шлифовальная машина или ручная шлифовальная машина, пожалуй, самый незаменимый инструмент для резки металла. Эти компактные инструменты оснащены отрезным кругом диаметром 4 ½ дюйма, но они могут быть оснащены различными дисками или аксессуарами для различных целей.
Шлифовальные станки могут быстро обрабатывать различные металлы, включая листы, трубную или прутковую заготовку, скобяные изделия и многое другое. Шлифовальные машины лучше всего подходят для необработанного металла, грубой резки, удаления заклинившего оборудования или резки сварных швов. Лезвие очень сильно нагревается в процессе резки, что может привести к обгоранию краски или окончательной отделке изделия, над которым вы работаете. По этой причине есть другие инструменты, которые лучше подходят для завершения работы.
Pros
Невероятная универсальность
Компактный размер позволяет работать в труднодоступных местах
Совместимость с различными дисками и режущими поверхностями сломаться при неправильном использовании
Сабельная пила
Сабельная пила (она же Sawzall) — один из самых популярных и полезных инструментов для сноса, и она эффективна для резки металла, если вы используете ее в демонстрационных целях. Сабельные пилы являются одними из самых агрессивных и мощных пил. Оснастите сабельную пилу подходящими полотнами для сабельной пилы по металлу, и она сможет быстро обрабатывать все, от листовых материалов до труб и плоского проката.
Имейте в виду, что сабельная пила так же точна и тонка, как слон в посудной лавке, поэтому ее следует использовать только для сноса и грубой резки. Хотя для большинства работ есть лучшие инструменты, есть что сказать о том, как весело резать что-то сабельной пилой.
Pros
Режет практически все
Мощный и быстрый
Разнообразие лезвий для различных сценариев резки
Минусы
Очень грубый и неточный
Может легко повредить провода или трубы своим длинным лезвием
Циркулярная пила
Циркулярная пила — еще один популярный деревообрабатывающий инструмент, который можно оснастить специальными лезвиями для резки металла. Существуют диски для резки алюминия и абразивные отрезные круги, которые хорошо подходят для резки труб или прутков.
Некоторые производители устанавливают стандартный диск циркулярной пилы задом наперед для резки листовых материалов, но это потенциально опасно и не рекомендуется. Вместо этого идеальным вариантом будет 7-дюймовый абразивный диск для циркулярной пилы.
Pros
Отлично справляется с трубным и прутковым материалом
Обеспечивает чистый рез большинства металлов
Доступен
Cons
Плохо ломается 904 Диски 4 2 2 4 банки
Лобзик
Электролобзик, широко используемый в большинстве столярных мастерских, также может использоваться для резки металла при условии, что пила имеет подходящее полотно для резки металла. Лобзики могут быть очень полезны для резки крутых изгибов и мелких деталей в тонких и средних листовых материалах, но они не подходят для резки других типов материалов.
Pros
Inexpensive and commonly available
Blades are replaceable
Works well for tight turns and curves
Cons
Only works well with thin sheet products
Blades break often
Hole Saw
Кольцевые пилы — это насадки, которые крепятся к дрели или сверлильному станку для вырезания кругов. Эти сверла с полым цилиндром обычно имеют мелкие зубья, чтобы аккуратно прорезать различные листовые материалы. Предпочтительны биметаллические кольцевые пилы, так как они наиболее универсальны для резки различных металлов.
PROS
CRUTCES Perfect Circle
Недорогие
Cons
Не универсальный
Отрезитный инструмент
. колеса, перпендикулярно ручке. Отрезные инструменты доступны в электрических и пневматических вариантах, и они поставляются с абразивным отрезным кругом, который позволяет быстро обрабатывать листовые материалы, старые болты, крепежные детали и прихваточные сварные швы.
Отрезной инструмент удобен в труднодоступных местах, где другие инструменты не могут поместиться, но его небольшой размер делает его плохим выбором для резки более толстых материалов.
Pros
Комплексный и легко маневрировать
Подходит в трудных пространствах
Идеально для удаления сварных швов и обрезки. Пила
Пневматическая пила является одним из самых эффективных и точных инструментов в слесарном цеху. Эти пилы питаются от воздушного компрессора, они маленькие, легкие и ими легко управлять. Для кривых и поворотов пневматическая пила практически непревзойденна. Эти пилы также могут делать прямые пропилы, но требуется некоторая практика, прежде чем вы сможете надежно тянуть прямые линии.
Пневматические пилы лучше всего подходят для более тонких металлов, но они также могут надежно резать более толстые материалы. Чем толще материал, тем больше времени потребуется на резку и тем больше лезвий вы прожжете. Производители часто используют угловую шлифовальную машину для резки более тяжелых секций металла, оставляя пневматическую пилу для более точной отделки.
Pros
Легкий, универсальный и маневренный
Недорогие сменные лезвия
Нет мотора, который может сгореть
Минусы
Плохо работает с более толстыми материалами тонкая проработка деталей. Эти инструменты подходят для различных режущих, шлифовальных или полировальных насадок, которые крепятся к цанге в нижней части инструмента.
Вращающиеся инструменты универсальны, и хотя вы можете использовать их практически для любого материала, прямошлифовальные машины созданы специально для резки и шлифовки металла. Их компактный размер и полный диапазон движений позволяют вырезать кривые, прямые линии и мелкие детали, которые невозможны с помощью других инструментов.
Pros
Различные биты обслуживают тонны применений
Идеально для мелких деталей и работы с небольшими частями
Доступный
Конс. Отрезная пила — это стандартный инструмент для столярных работ, который также может быть полезен при работе с трубным или прутковым материалом, поскольку он может легко выполнять прямые пропилы, когда вы заменяете лезвие абразивным отрезным кругом.
Отрезные пилы могут относительно легко прорезать более толстые материалы, и пила оставляет достаточно чистый край.
Pros
Отлично подходит для резки более толстых материалов, особенно труб или плоского проката
Практически любую отрезную пилу можно оснастить режущим диском для резки металла
Cons
Тонны искр во время резки процесс
Срезы не очень ровные
Холодная пила
Холодная пила — это, по сути, отрезная пила, предназначенная специально для резки металла. Эти пилы имеют полотно с мелкими зубьями и пневматическую систему, которая постоянно подает холодную воду на полотно пилы. Эти пилы не искрят и могут делать очень чистые и прямые пропилы в толстом материале за считанные секунды.
Плюсы
Один из самых быстрых и эффективных способов резки толстого материала
Без искры в мастерской
Минусы
Узкоспециализированный
Дорогой
Кислородно-ацетиленовая горелка
Кислородно-ацетиленовая горелка или резак — это мощный инструмент, который может легко резать практически любой металл, независимо от его толщины. Это те факелы, которые вы часто видите в фильмах, когда грабители банков пытаются проникнуть в хранилище. Эти горелки питаются баллонами со сжатым газом с кислородом и ацетиленом. Вы набираете правильное соотношение этих двух газов, чтобы создать обжигающе горячее и сфокусированное пламя, которое может легко прорезать любой материал.
Резак идеально подходит для резки тяжелых материалов, стальных стержней, балок и других строительных материалов. Для более тонких материалов или окрашенных поверхностей пламя горелки обожжет и деформирует их.
Pros
Идеальный способ сократить тяжелые материалы
Инструмент также можно использовать для сварки
CONS
Танков. Занимайте много пространства
Не полезны для материалов более тонких
Plas.0013
Основоположник всех режущих инструментов, плазменные резаки очень похожи на кислородно-ацетиленовые горелки, но у них есть несколько преимуществ. Эти инструменты не такие горячие, как резак, поэтому вы можете использовать их как с более тонкими материалами, так и с более тяжелыми. Твердой рукой вы сможете вырезать практически любую форму, линию или кривую с помощью плазменного резака.
Плазменные резаки доступны в качестве ручного инструмента, но эта технология часто используется как часть более крупных станков с ЧПУ.
Плюсы
Безопаснее, чем газовый резак
Идеально подходит для резки нестандартных форм
Компактный и портативный
Минусы
Дорогой неподвижный
Требует очистки вокруг разреза
4 900s Вопросы?
Если вам предстоит работа по резке металла, и вам все еще нужна помощь, свяжитесь с нами по телефону, электронной почте или в чате, чтобы обсудить возможные варианты. Сообщите нам тип металла, который вы пытаетесь резать, и какие инструменты у вас есть под рукой, чтобы мы могли помочь вам сделать лучший выбор.
11 лучших способов резки металла с помощью электроинструментов или без них
Handyman’s World является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок. на amazon.com.
В периодической таблице насчитывается более 100 элементов, которые считаются «металлами». По большей части производители и строительный персонал работают только с некоторыми из наиболее распространенных из них, а также с их сплавами, а именно со сталью, железом и медью.
В то же время у профессионалов сегодня есть много возможностей для резки этих материалов как с использованием электроинструмента, так и без него.
Если вы новичок в этом деле или любители делать что-то своими руками, возможно, вы не знакомы со всеми этими методами резки. Это руководство поможет исправить это, познакомив вас с различными методами резки металла, начиная от самых простых с использованием ручных инструментов и заканчивая более продвинутыми методами с использованием электроинструментов.
4 лучших способа резки металла без электроинструмента
Давайте начнем с методов, которые идеально подходят для небольших разовых проектов и в других ситуациях, когда использование электроинструментов может быть излишним или недостаточным.
Использование ножниц по металлу
Ваш первый ручной инструмент для резки металла также является одним из самых доступных и доступных – ножницы по металлу.
Этот инструмент выглядит и работает как ножницы, но его острые губки позволяют обжимать и прокалывать листовой металл одним плавным движением. На этом фронте ножницы по металлу обеспечивают большую универсальность, оставаясь при этом полностью точными и управляемыми во время резки.
Что касается их универсальности, одной пары ножниц по металлу не всегда достаточно.
Это потому, что многие работы по резке листового металла требуют кривых. Для этого вам понадобится набор левых и правых ножниц по металлу. К счастью, эти ножницы и их пряморежущие аналоги часто идут в наборе. Таким образом, вы можете начать с основных работ по резке металла без необходимости вкладывать значительные средства в инструменты.
Как бы то ни было, ножницы по металлу имеют один существенный недостаток. Как только эти инструменты притупляются (что может произойти быстро, если вы их часто используете), они практически бесполезны. Таким образом, вы можете часто заменять их, если они являются вашим единственным доступным методом резки большого количества листового металла.
Использование ножовки по металлу
Между тем, если вы занимаетесь своими руками и не хотите сейчас вкладывать средства в новые инструменты, вы всегда можете подобрать инструмент, который, скорее всего, уже есть в вашем арсенале. В частности, ножовка часто может без особых проблем выполнять основные работы по резке металла.
Ножовки по металлу также отлично подходят для любителей резки металла, поскольку для их использования не требуется специальной техники. Тем не менее, вам нужно будет приложить немного усилий, чтобы ножовка работала на вас.
Как и многие типы пил, функция ножовки напрямую зависит от типа полотна, которым она оснащена.
Ножовки, разумеется, имеют сменный комплект лезвий. Таким образом, очень важно, чтобы вы включили специально изготовленное лезвие для резки металла, прежде чем пытаться разрезать любой болт или листовой металл. В противном случае вы обнаружите, что просто рвете и изнашиваете свои режущие лезвия по дереву.
Также не забывайте, почему ножовка получила такое название. Рез ножовкой имеет тенденцию быть довольно грязным и грубым, даже при разрезании металла. Обязательно спланируйте это соответствующим образом, когда дело доходит до сглаживания обрезанных краев после завершения разреза.
Использование универсального ножа
Как и следовало ожидать, профессионалы в области производства и строительства имеют множество методов, которые они используют для резки металлических заготовок в крайнем случае. Один из их более быстрых методов на этом фронте включает в себя выхватывание универсального ножа и надрезание поверхности ложи из тонкого металла.
При правильном выполнении (т. е. по прямой линии с использованием направляющей) сильный человек может аккуратно отломить ложу, не прибегая к пиле или ножницам.
Этот метод чаще всего используется в проектах, в которых используется металлический сайдинг. С этой целью подрядчики часто используют эту технику для быстрого создания индивидуальных вырезов в тонких алюминиевых панелях сайдинга без необходимости запуска каких-либо электроинструментов. Некоторые подрядчики также утверждают, что могут использовать этот метод для обрезки металлических шпилек, хотя такая реализация встречается гораздо реже.
Имейте в виду, однако, что этот метод сопряжен с некоторыми очевидными рисками для безопасности. Как и следовало ожидать, использование металлического универсального ножа на металлической поверхности сопряжено с явным риском соскальзывания лезвия. Таким образом, эту технику следует использовать только в перчатках и при работе в зоне, где ваши коллеги не находятся в пределах досягаемости руки от лезвия.
Использование настольных ножниц
Все ручные металлорежущие инструменты, упомянутые до этого момента, были переносными по своей природе. Таким образом, все они имели ограниченные возможности, когда дело доходит до резки и формовки больших металлических заготовок. Для этой цели вы можете обратиться к скамье.
По сути, этот стационарный настольный инструмент предназначен для точной резки металла без потери рычага.
Для этого в настольных ножницах используется длинная обращенная вверх ручка, за которую пользователь тянет вниз, чтобы переместить лезвие устройства. При этом лезвие агрегата опускается вниз к основанию, таким образом передавая усилие, прилагаемое к рычагу, на край лезвия. Это позволяет лезвию без проблем резать металл толщиной до 10 калибра.
В целом, это действие приводит к небольшому перемещению металлических заготовок во время резки. Таким образом, вы всегда должны держаться за металлическую заготовку, помещая ее в настольные ножницы. Однако держите пальцы подальше от лезвия ножниц, так как они очень острые и прорежут даже рабочие перчатки.
7 лучших способов резки металла с помощью электроинструментов
Далее давайте рассмотрим лучшие способы резки металла, если у вас есть электроинструменты.
Использование ножниц
Если бы существовал какой-либо электроинструмент, который действовал как простая модернизация знакомого ручного инструмента для резки металла, то это, вероятно, был бы высечный нож. Многие непрофессионалы не знакомы с высечными ножницами, что очень плохо, учитывая их способность делать длинные разрезы в тонколистовой стали.
В этом качестве этот компактный электроинструмент в форме пистолета способен выполнять чистые высокоскоростные пропилы, не вызывая большого шума или деформации обрабатываемой металлической заготовки.
Настоящая функция щипцов не так уж фантастична, если разобраться.
В действии кусачки пробивают металлическую полосу, проходящую под его головой. Таким образом, повторное использование высечки приведет к тому, что ваше рабочее место будет завалено кудрявыми металлическими опилками. Вы должны быть уверены, что очистите их как можно скорее, так как их небольшой размер может вызвать неприятные порезы, если они случайно пройдут по непокрытой коже.
Кроме того, прежде чем приобретать высечный инструмент, обязательно оцените максимальную толщину стали, которую вы или ваша команда регулярно режете. Это связано с тем, что высечки бывают разных размеров (и цен), вплоть до режущей способности стали 14 калибра.
Если вы считаете, что это инструмент для вас, посмотрите мои рекомендуемые модели здесь. Вы также можете подумать о ножницах, прежде чем браться за кусачки.
Использование угловой шлифовальной машины
Угловые шлифовальные машины являются одним из наиболее очевидных вариантов, когда речь идет о резке металла как профессионалом, так и домашним мастером. Это связано с тем, что эти ручные электроинструменты довольно просты в использовании и достаточно доступны для непрофессионала, чтобы инвестировать в них деньги. более толстая ложа (включая болты) без сильной отдачи.
В связи с этим отдача на угловых шлифовальных машинах является обычным явлением. Вот почему часто важно установить устройство с боковой опорной ручкой. Это может гарантировать, что ваши разрезы останутся ровными, даже если ваше лезвие немного раскачивается во время разреза.
Угловые шлифовальные машины также хорошо известны своей универсальностью. В конце концов, большинство устройств совместимы с различными типами лезвий. Таким образом, вы, вероятно, сможете использовать свою новую угловую шлифовальную машину для резки не только металла, если ваша сфера деятельности требует от вас работы с различными материалами в ходе проекта.
Использование циркулярной пилы
Опытные строители знают, что циркулярные пилы часто можно использовать не только для резки дерева.
На практике эти пилы часто можно использовать и для резки металла, если у вас есть соответствующий диск. В частности, вы часто захотите использовать лезвие, которое является сверхабразивным и способным выполнять разрез без особого сопротивления. В большинстве случаев для этой цели лучше всего подходит лезвие с твердосплавным наконечником.
С правильным набором лезвий в вашем инструменте вы будете удивлены тем, какие металлы может резать циркулярная пила.
Например, многие профессионалы используют циркулярную пилу для быстрой резки арматуры. Точно так же циркулярная пила может без особых проблем разрезать заготовку диаметром 3/8 дюйма. Это значительное увеличение производительности по сравнению со многими другими металлорежущими электроинструментами.
Однако не все циркулярные пилы могут резать металл, даже если они позволяют использовать полотно для резки металла. Обязательно всегда проверяйте руководство пользователя вашего устройства, прежде чем приступать к проекту по резке металла с помощью циркулярной пилы, которая у вас уже есть.
Использование торцовочной пилы
Если вы хорошо разбираетесь в торцовочных пилах, то знаете, что их функции очень похожи на функции циркулярной пилы. Тем не менее, их уникальная система крепления на основе руки позволяет им успешно резать под углом, не требуя от пользователя удержания веса устройства.
Многие торцовочные пилы могут выполнять аналогичные функции при резке металлов. Тем не менее, вам все равно понадобится полотно, предназначенное для резки цветных металлов, поэтому обязательно проверьте возможности вашего устройства, прежде чем использовать торцовочную пилу на проекте по резке металла.
При резке металла торцовочной пилой необходимо учитывать несколько факторов.
Во-первых, эти узлы очень прочные и потенциально могут погнуть более тонкий материал в процессе резки. Таким образом, вы захотите использовать деревянную подложку, когда это возможно, чтобы предотвратить деформацию. Кроме того, имейте в виду, что торцовочные пилы, как правило, отбрасывают много мусора, когда они активны.
Во избежание травм при резке металла торцовочной пилой необходимо надевать надлежащее защитное снаряжение.
Использование вибрационной пилы
Выполнение пропила заподлицо в металлических приспособлениях (например, в трубах) может оказаться сложной задачей при использовании большинства других электроинструментов для резки металла.
Для этой цели вам, скорее всего, понадобится вибрационная пила с установленной насадкой для резки металла. Эти инструменты могут медленно, но верно врезаться в металлические приспособления под прямым углом из-за их горизонтальной формы. Таким образом, болты и гвозди часто не подходят для этого электроинструмента.
Имейте в виду, однако, что этот электроинструмент на самом деле не предназначен для выполнения чистых пропилов в куске металла.
Хотя этот инструмент может выполнить эту задачу, вам, вероятно, придется зажать эту заготовку, чтобы предотвратить ее смещение при движении этого инструмента. Этот тип пилы также может быть хорошим вариантом, если вы работаете на объекте сноса, где этот инструмент уже является частью стандартного арсенала.
Мои рекомендации можно найти в этой статье.
Использование сабельной пилы
Среди всех вариантов электроинструмента для резки металла это один из самых доступных и универсальных вариантов, который, возможно, захочет рассмотреть домашний мастер. Это связано с тем, что сабельная пила часто способна резать металлические заготовки и предметы, с которыми могут столкнуться домашние мастера.
С этой целью сабельные пилы обычно используются для обрезки старых гвоздей и разрезания тонкого материала. Конечно, для этого требуется подходящее лезвие, большинство из которых имеют твердосплавные наконечники.
Сабельные пилы широко используются при сносе зданий, как вы, возможно, уже знаете. Таким образом, не должно быть сюрпризом узнать, что срезы металла, сделанные этим инструментом, довольно грубые. Таким образом, он не рекомендуется для работ по резке металла, требующих точности.
Если вы считаете, что вам нужна сабельная пила, обязательно ознакомьтесь с моими рекомендациями.
Использование ленточной пилы
Наконец, вы будете удивлены, узнав, что некоторые ленточные пилы способны резать металл.
Как и другие пилы из этой коллекции, эта способность резать металл обеспечивается специальными лезвиями. Они, как правило, биметаллические по своей природе, хотя лезвия из углеродистой стали также успешно используются на этом фронте. В любом случае, в некоторых случаях этот инструмент можно использовать для резки более толстого материала.
Неприглядный вид отопительным батареям поможет вернуть покраска в любой подходящий цвет. Часто случается так, что расходные материалы либо покупаются с запасом, либо их не хватает до конца работ. Чтобы этого не произошло, необходимо уметь определять площадь окраски радиаторов. Исходя из этих расчетов, приобретаются грунтующий раствор и краска ровно в том количестве, в котором нужно.
Содержание
1 Особенности технологии покраски чугунных батарей
2 Факторы, влияющие на расход материалов для покраски радиатора
3 Способы расчета площади покрытия краской
Особенности технологии покраски чугунных батарей
Чугунные батареи имеют достаточно длительный срок службы. Но как бы хорошо за ними не ухаживали, рано или поздно их поверхность изнашивается. Потертости, трещины и облезлая краска испортят любой интерьер. Для покраски радиаторов нужно знать площадь покрываемой поверхности.
Окраска батарей отопления начинается с подготовительных мероприятий. Необходимо очистить их от пыли, грязи и старого покрытия. Для этого каждая секция вытирается мокрой тряпкой. Особое внимание уделяется внутренней и задней сторонам.
Перед покраской радиаторов их необходимо почистить
Краску удаляют одним из доступных методов. Это может быть использование химии по типу Dufa, СП-6, Б52, АСЕ. Но эти средства бессильны перед масляными покрытиями, которые использовались еще в прошлом веке. В таком случае применяют физические методы. К ним относится дрель с специальной насадкой-щеткой, наждачка, напильник. Хорошо справляется с отлущиванием краски строительный фен или паяльная лампа. Если нужно, можно применить несколько способов в комплексе.
Когда радиаторы будут очищены, их покрывают грунтовкой. Смесь не должна реагировать на высокие температуры. Также ее выбирают в соответствии с типом краски. Чтобы между ними не было «разногласий», можно взять составы одной фирмы.
Работу по грунтованию и покраски батарей выполняют любой кисточкой. Необходимо защитить свою одежду и поверхность вокруг. Для этого надевают старые вещи, на полу расстилают газеты. Мероприятия по покраске проходят в несколько этапов. Лучше покрасить батареи в два слоя, чтобы получить более ровную и качественную поверхность. Покраску межсекционного пространства и труднодоступных мест выполняют гибкой кистью. Можно воспользоваться марлей. Из нее делают жгут, который укладывают между секциями, на середину наносят краску и по очереди тянут за концы.
Чтобы обеспечить ровный слой без полос и разводов, нужно двигаться кисточкой верху вниз. Каждый после дующий слой накладывают только на предварительно высохший предыдущий.
Факторы, влияющие на расход материалов для покраски радиатора
Количество материала для окраски радиаторов отопления высчитывают, исходя из площади покрываемой поверхности. Для этого нужно знать площадь одной секций чугунного радиатора и их общее количество. Часто в инструкции к приборам производитель прописывает эти параметры. Кроме этого необходимо учитывать и некоторые нюансы самого красящего средства. К ним относятся:
функциональность материала, т.е. помимо декоративной функции краска должна обеспечивать необходимую гидроизоляцию. Для этого ее наносят в слой не менее 10 микрометров, а это 2-3 слоя. Соответственно расход увеличивается;
вязкость красителя. Даже герметично закрытый материал имеет особенности загустевать. Это происходит из-за испарения растворителей в составе краски. Даже если она покупалась в нужном количестве, через некоторое время количество может измениться и на покраску радиаторов ее не хватит. Красящий состав или используют сразу, или приобретают с некоторым запасом;
пористость основания, которая влияет на впитывающую способность. Например, на покраску батареи нужно иное количество краски, чем для оштукатуренной стены. Здесь действует два фактора: впитывание краски в поры и более сложная структура пленки на неровной поверхности. Как результат, увеличивается покрываемая площадь;
способ нанесения. При нанесении краски валиком или кистью, ее расход будет почти одинаковым. Но, если использовать краскопульт, то этот показатель значительно увеличится. Не весь материал попадет на окрашиваемую поверхность, часть его бесполезно осядет на полу. При этом также учитывают тип инструмента. Безвоздушное распыление более экономно, нежели пневматическое.
Вязкость красителя влияет на расход материалов
Все это учитывают при выборе краски. К тому же ориентируются на тип батареи и рекомендации от фирмы-производителя.
Способы расчета площади покрытия краской
Найти нужную информацию о площади покрытия краской можно в техническом описании к модели. Обычно для отечественного оборудования ее указывают как «площадь обогрева» или иначе, если это импортный радиатор.
Самым ходовым типом отопительного устройства является МС-140. Это классика для большинства квартир старой постройки. Длина одной секции — 9,3 см, высота — 58,8 см. Площадь составляет 0,24 м². Исходя из этого, можно узнать общую площадь батареи. Площадь секции умножают на их количество. В итоге получают число, равное площади окрашиваемой поверхности чугунного радиатора. Результат лучше всегда округлять и учитывать расход краски с небольшим запасом для кранов, муфт, переходников и т.д.
Более современная или модифицированная модель отопительного устройства имеет площадь окраски чугунных радиаторов примерно 0,208 м2. Соответственно, красящего материала понадобится меньше.
Сейчас на многих интернет-сайтах есть специальный онлайн-калькуляторы. С их помощью можно самостоятельно высчитать необходимый показатель. Для этого нужно лишь внести в соответствующие строки следующие параметры:
маркировку радиатора по технической документации;
количество секций, их длина и высота.
После этого программа произведет нужные расчеты площади окраски и выдаст искомый результат.
Как видите высчитать площадь батарей отопления для покраски совсем не трудно. После этого можно с уверенностью приступать к реконструкции одного из главных интерьерных элементов.
Площадь окраски радиаторов чугунных: как рассчитать?
Системы отопления есть в каждой квартире. Видов радиаторов множество. Они отличаются по весу, дизайну, размерам, теплоотдаче и другим характеристикам. Чугунные радиаторы надежны и практичны. Дома, сданные в эксплуатацию при СССР, снабжались батареями, которые великолепно справляются со своими функциями и обогревают пространство квартиры в холодное время года. Современные системы отопления отличаются от чугунных тем, что они более легкие и привлекательны внешне. Но многие люди не желают менять на удобные и красивые современные радиаторы свои старые чугунные батареи.
Схема устройства радиатора отопления.
Преимущества чугунных радиаторов в высокой теплоотдаче, стойкости к коррозии, долговечности.
Когда-то батареи красились масляными красками. Под действием постоянных высоких температур и значительных перепадов они выцветают, ветшают, осыпаются; батареи приобретают непривлекательный, неопрятный вид. Встает вопрос об их реставрации.
Итак, требуется покрасить старую чугунную радиаторную батарею. Что для этого нужно? 1. Подготовительные работы: удаление пыли и старой краски химическим методом Сначала протирается пыль с помощью подручных средств, можно использовать ершик для чистки посуды, влажную марлю, сложенную в жгут. Один его конец продевают через внутренние поперечные пластины радиаторов; 2 конца жгута берутся соответственно левой и правой руками; прибор очищается от пыли посредством поочередного перетягивания марли из левой руки в правую. Затем можно удалить слои шелушащейся старой краски, следы коррозии. Если площадь старого лакокрасочного покрытия небольшая, снять краску можно механическим способом (зачисткой вручную).
Для этого нужны:
наждачная бумага;
напильник;
щетка с металлическим ворсом.
Можно также применить:
болгарку;
специальную насадку на дрель.
Зачистка чугунных батарей перед покраской — обязательный процесс, т. к. неровность радиаторов краска скрыть не сможет.
Достоинства механического способа в универсальности: его можно осуществлять на функционирующих теплых, на холодных подключенных и не подключенных к системе отопления батареях; он применим для любых лакокрасочных покрытий (термонапыляемые эмали, масляные краски, нитрокраски, краски на основе разных смол и т. д.)
Если площадь поверхности старой краски большая, возможно удаление всего слоя химическими средствами. Они представляют собой растворители, кислоты и щелочи. Для данного метода удаления старой краски потребуются:
перчатки;
респиратор;
специальная изогнутая кисть;
цикля;
щетка с металлическим ворсом;
шпатель.
Кистью вещество наносится на удаляемую краску. Процесс нанесения иногда повторяется несколько раз с интервалами 5-30 минут. Спустя какое-то время старое покрытие полностью растворяется или размягчается. Его удаляют шпателем, щеткой, циклей. Очищенная поверхность чугунных радиаторов промывается водой и высыхает. Лучше всего производить данные действия на холодной батарее или на той, которая не подключена к системе отопления. Но для каждого отдельного случая следует руководствоваться инструкцией по применению выбранного химического средства. Меры предосторожности состоят в использовании химических средства вдали от источников открытого огня, в хорошо проветриваемом помещении, применять перчатки и респиратор. 2. Термический способ удаления старой краски, обезжиривание, расчет площади окрашиваемой поверхности, грунтовка
Схема устройства строительного фена.
При выборе термического способа батарея не должна быть подключена к системе отопления, ее демонтируют. Способ подходит для снятия прочных слоев, которые не шелушатся. Поверхность радиатора нагревают. Для этого применяют:
паяльную лампу;
строительный фен.
Нагревание осуществляют до тех пор, пока краска не станет пузыриться. После она очищается шпателем. Если старая краска этим методом снята не вся, применяются механический, химический или комбинированный методы. Меры предосторожности состоят в соблюдении техники безопасности при работе с приборами, создающими струю открытого огня, с использованием :
перчаток;
респиратора;
защитных очков.
После работы следует покинуть помещение на несколько часов и его тщательно проветрить, т. к. в процессе работы выделяются токсические вещества, пагубно влияющие на организм.
Очищенную батарею промывают водой и сушат. Потом обезжиривают обычным растворителем. Теперь она готова к покраске.
Сначала она грунтуется. Грунтовка подбирается в расчете на то, чтобы ее характеристики максимально соответствовали требованиям используемой декоративной краски. Чтобы узнать, какое требуется количество грунтовки и краски, рассчитывают площади окрашиваемой поверхности. Для этого площадь одной секции умножают на количество секций в батарее. Чтобы рассчитать площадь одной секции, надо высоту секции умножить на длину. Лучше всего воспользоваться справочной литературой или техническим паспортом прибора, где есть значения этих величин. Довольно распространенным считается прибор марки МС-140М-500-0.9 с длиной секции 93 мм, высотой 588 мм. Площадь одной секции составляет 0,24 м². Данное число умножаем на количество секций в радиаторе и получаем итоговое число, равное площади окрашиваемой поверхности чугунного радиатора. 3. Выбор декоративной краски и окрашивание чугунного радиатора
Разновидности кистей для покраски: а, б – флейцевые кисти; в – круглая кисть; г – радиаторная кисть; д – макловица.
После высыхания грунтовки начинают окраску чугунных радиаторов. Сегодня промышленность предлагает огромное количество декоративных красок для окраски металлических поверхностей. Это антикоррозионные эпоксидные акриловые эмали, химически стойкие краски, устойчивые к воздействию высоких температур. Выбор по возможности останавливают на красках, которые не требуют особой подготовки поверхностей к окрашиванию. Одной их таких красок является «Хаммерайт», ее можно использовать на теплых, функционирующих батареях. Среди ее разновидностей есть такие, которые создают красивые узоры на окрашиваемой поверхности, что формирует привлекательный дизайн радиатора, гармонирующий с дизайном интерьера помещения.
Для окраски радиатора понадобятся:
перчатки;
изогнутая или обычная кисть;
подручные средства (марля, ветошь или поролон, укрепленные на металлическом стержне).
При работе с кистями внутренние элементы батареи могут окраситься некачественно, иногда остаются непрокрашенные места. Устраняется недостаток нехитрым действием. Как было описано в начале статьи, марля складывается в жгут. Ее следует обмакнуть в краску. Далее совершаются те же действия, как и при снятии пыли. Можно использовать поролон или ветошь, закрепленные на стержне. Принцип работы с данным инструментом идентичен работе с кистью; его преимущество в том, что он при окраске внутренней поверхности чугунных радиаторов обладает большей, чем кисть, проходимостью. Металлический стержень можно при необходимости изогнуть, что обеспечивает большую проходимость в труднодоступных участках.
Окрашенную батарею оставляют высыхать.
Современные краски для металлических поверхностей прекрасно подходят для чугунных радиаторов, они формируют привлекательный дизайн отопительного прибора.
Имеет ли значение цвет радиатора?
Опубликовано: 16 июня 2014 г. — Национальным бюро стандартов Министерства торговли США
Категории: Старая горячая вода, Старый пар, Радиаторы 1935. Откройте PDF-файл, чтобы увидеть диаграмму.
В течение ряда лет эта тема привлекала значительное внимание общественности, и очевидно, что основные факты не всегда понимались. Цель этой заметки состоит в том, чтобы представить наиболее важные факты по делу.
По своему влиянию на работу радиаторов краски делятся на два класса. Во-первых, те, в которых пигмент состоит из мелких чешуек металла, такие как алюминиевые и бронзовые краски, наиболее часто используемые для окраски радиаторов, которые создают металлический вид и будут называться металлическими красками. Во-вторых, белые и цветные краски, в которых пигмент состоит не из металлов, а из окислов или других соединений металлов. Таким образом, свинцовые белила или краски, содержащие соединения цинка или других металлов, будут называться неметаллическими красками. Эти неметаллические краски доступны практически во всех цветах, включая белый и черный, в то время как металлические краски имеют цвет металла или сплава, из которого состоят чешуйки.
Сформулируем для начала основной вывод, который будет более подробно объяснен позже, что заметный эффект дает только последний слой краски на радиаторе. И что радиатор, покрытый металлической краской, будет излучать меньше тепла при прочих равных условиях, чем аналогичный радиатор, покрытый неметаллической краской. Чтобы получить одинаковое количество тепла от двух только что рассмотренных радиаторов, температура одного, окрашенного металлической краской, должна быть несколько выше. В этих условиях к двум радиаторам поступает одинаковое количество тепла. А так как малые изменения температуры радиаторов не оказывают существенного влияния ни на КПД котла, ни на потери тепла в трубопроводах, то для подачи тепла в каждом случае требуется практически одинаковое количество топлива. Другими словами, хотя по разным причинам может быть желательным избегать использования металлизированных красок на радиаторах, использование неметаллических красок, а не металлических красок, не приведет к заметной экономии топлива.
Целью системы отопления является поддержание в комнатах дома температуры выше, чем на улице. Тепло, выделяющееся при сгорании топлива, передается в помещения с помощью радиаторов. Радиатор не создает и не отдает тепло, а большой радиатор, хотя он и может отдать в комнату больше тепла, чем маленький, должен снабжаться всем вводимым им теплом. В том смысле, что они в конечном итоге передают все подведенное тепло в помещение. комнате, все радиаторы на 100% эффективны. Слово «эффективность», однако, употребляется и в других значениях, и теперь принято употреблять его во всех возможных случаях, но едва ли правильно говорить, что нанесение металлической краски на радиатор снижает его эффективность, когда эффект заключается лишь в снижении его эффективности. уменьшить его мощность. Размер радиаторов в доме может повлиять только на топливо, необходимое для отопления, за счет увеличения или уменьшения тепла, теряемого при передаче от котла к радиатору и теряемого в дымоходе. Только когда радиаторы настолько малы, что делают всю отопительную установку неэффективной, можно ожидать заметной экономии топлива за счет установки радиаторов большего размера.
После этих предварительных объяснений мы можем перейти к рассмотрению эффектов, которые могут быть получены при использовании различных видов красок. Тепло, выделяемое радиатором, отводится двумя способами. Во-первых, воздух, проходящий мимо радиатора и поднимающийся от него, нагревается и переносит тепло в другие части помещения. Во-вторых, горячая поверхность радиатора излучает тепло излучением так же, как это делают тлеющие электрические и газовые обогреватели. Большинство типов паровых и водяных радиаторов излучают менее половины своего тепла за счет излучения, и, очевидно, название «радиатор», хотя и используется повсеместно, не особенно уместно.
В конкретном случае конкретный секционный чугунный радиатор, окрашенный любой неметаллической краской, может передавать в помещение 180 БТЕ в час на каждый квадратный фут своей поверхности, если снабжать его необходимым количеством тепла от паровой котел. Сжигание одного фунта хорошего угля дает около 12 000 БТЕ, и если уголь используется в домашней отопительной установке, возможно, половина этого количества, или 6 000 БТЕ, может быть в конечном итоге перенесена из радиаторов в комнаты. Большая часть другой половины произведенного тепла неизбежно теряется через дымоход.
Площадь одной секции чугунного радиатора составляет около двух квадратных футов для меньших секций и до семи или восьми квадратных футов для больших секций, так что 10-секционный радиатор будет иметь площадь поверхности от 20 до 80 квадратных футов.
Из 180 БТЕ в час, около 2/3 или 120 БТЕ пойдет на нагрев воздуха, проходящего через радиатор. 120 БТЕ, переданные непосредственно в воздух, не будут увеличены или уменьшены за счет перекраски радиатора. Остальные 60 БТЕ, не уносимые воздухом, излучаются в виде лучистой энергии. Количество лучистой энергии, которая может излучаться горячей поверхностью в час, зависит от типа краски, использованной для последнего слоя. Предполагалось, что радиатор окрашен неметаллической краской. Если его перекрасить металлической краской, такой как алюминий или бронза, он больше не сможет излучать 60 БТЕ в час, а сможет излучать только 30 БТЕ, так что вместо передачи 180 БТЕ в комнату в час , теперь он может передавать только 150 БТЕ. Слой алюминиевой или бронзовой краски не является изолирующим покрытием, как покрытие из магнезии или асбеста, но имеет аналогичный эффект, хотя и по совершенно другой причине. Результирующее снижение тепловыделения полностью связано со снижением мощности излучения открытой поверхности, а не с незначительной изолирующей способностью тонкого слоя краски. Таким образом, очевидно, что нижние слои краски, независимо от их вида, не оказывают существенного влияния на характеристики радиатора, за исключением практически невозможного случая, когда краска была достаточно толстой, чтобы действовать как изолирующее покрытие. Поэтому при перекрашивании радиатора нет необходимости удалять старую краску. Эффект от добавления металлической краски эквивалентен удалению 1/6 радиатора, или почти 17%, или как если бы была удалена одна секция из шести. Таким образом, радиатор из пяти секций, окрашенных белой или цветной краской, должен быть примерно таким же эффективным, как и другой из шести секций того же типа, окрашенных металлической краской, поскольку каждая из них будет передавать в помещение такое же количество тепла, чтобы обеспечить необходимое количество тепла. поставлялись каждому.
В следующих приложениях числовые значения, приведенные выше, будут использоваться так, как если бы они были точными, но следует понимать, что они являются просто репрезентативными и не будут точно применяться к какому-либо конкретному случаю, кроме случая. Влияние покраски на мощность радиатора зависит от размера и конструкции радиатора. Снижение мощности, вызванное нанесением алюминиевой краски, меньше для больших радиаторов, чем для маленьких, особенно в случае больших радиаторов, имеющих много колонн или труб на секцию. В большом радиаторе трубчатого типа, имеющем семь трубок на секцию, более трех четвертей тепла уносится непосредственно воздухом, поэтому покраска алюминием снижает мощность радиатора лишь примерно на 10%. Если алюминиевой краской окрашены только видимые части радиатора, то снижение мощности также явно меньше, чем если бы была покрыта вся поверхность.
Применение 1: Предположим, есть дом, в котором все радиаторы окрашены алюминиевой краской, и что радиатор в одной комнате оказывается слишком маленьким, так что, когда в других комнатах достаточно тепло, в этой слишком холодно. Если радиатор в этой комнате покрасить неметаллической краской, белой или цветной, то излучаемое им тепло можно увеличить с 10 до 20%, не затрагивая условий в других комнатах, хотя для этого потребуется сжигать больше топлива, чтобы обеспечить дополнительное тепло в одной комнате. Если увеличение достаточное, можно избежать затрат на установку радиатора.
Аналогичным образом, используя бронзовую или алюминиевую краску на радиаторах в перегретых помещениях и цветную или белую краску в недостаточно отапливаемых помещениях, можно улучшить условия без затрат на установку новых радиаторов большего или меньшего размера. .
Применение 2: При установке радиаторов в новом доме можно установить радиаторы несколько меньшего размера, если они должны быть окрашены цветными красками, а не бронзовыми или алюминиевыми красками.
Применение 3: Если радиаторы в системе горячего водоснабжения окрашены металлической краской и все они слишком малы, так что вода должна быть горячее, чем требуется для обогрева дома, их можно перекрасить краской без покрытия. краска металлик, а так и должно быть, тогда можно будет отапливать дом водой. система не такая уж и горячая. Заметной экономии топлива не будет.
Применение 4: Так как подвалы обычно перегреваются, так что большая часть тепла, поступающего туда, теряется, можно добиться некоторой экономии, покрасив обогреватель и трубы металлической краской. Однако это не может служить ничем иным, как плохой заменой покрытия из хорошего изоляционного материала толщиной около дюйма; который способен сделать заметную экономию в счете за уголь. Изоляционный материал будет оставаться эффективным в течение многих лет, в то время как краска становится неэффективной, если покрыта пылью.
Применение 5: Если радиатор расположен рядом с наружной стеной, как и большинство из них, очевидно, что тепло, подводимое непосредственно к этой стене, более или менее теряется. Некоторую экономию можно получить, поэтому, используя металлическую краску на стороне, обращенной к стене, и неметаллическую краску на видимых частях. Выигрыш не настолько велик, чтобы быть важным, но, с другой стороны, при нанесении неметаллической краски на металлическую не стоит утруждать себя перекрашиванием стороны рядом со стеной.
Вот диаграмма, показывающая влияние различных цветов краски: Radiator-color.pdf
Включите JavaScript, чтобы просматривать комментарии на базе Vanilla.
Комментарии Ваниллы
Как покрасить радиатор (пошаговое руководство своими руками)
Фото: istockphoto.com
Радиаторы сохраняют тепло в домах уже около 150 лет. Хотя ваш, вероятно, не датируется и годами, он вполне может иметь признаки возраста — ржавчину, сколы или оригинальный цвет, который не подходит к вашему интерьеру.
К счастью, краска может откатить годы на любой работающий или не работающий, водяной или паровой чугунный радиатор; он может даже украсить устройство из мягкой стали, то есть стали с небольшим количеством углерода. (С другой стороны, радиаторы из нержавеющей стали или алюминия, устойчивые к ржавчине и выцветанию, обычно не окрашиваются в . Эти металлы с меньшей вероятностью нуждаются в реставрации, и эти радиаторы имеют более жесткую, менее гибкую поверхность, которая не особенно восприимчива к шлифовке/покраске.) Как и любой проект покраски, все сводится к надлежащей подготовке, материалам и технике.
Не хотите делать это сами?
Получите бесплатную предварительную оценку от профессиональных маляров рядом с вами.
Найдите местных маляров
+
Подумайте, какой цвет лучше всего подходит для вашего старомодного радиатора — традиционный металлик или что-то более эффектное, — а затем читайте дальше, чтобы узнать подробности о том, как покрасить радиатор. Вы можете освежить старую бытовую технику, превратив ее в нечто большее, чем бельмо на глазу, всего за выходные. И не откладывайте: когда-нибудь вам захочется переделать это металлическое приспособление, и вы сможете оставить его выключенным достаточно долго, чтобы нанести краску.
Инструменты и материалы
Металлический распылительный грунтовка
Металлическая распылительная краска
Маскирующая лента
капель стриппер
Ветошь
Ветошь
ШАГ 1: Выберите подходящий грунт и краску для металлического радиатора.
Для наилучшего покрытия изгибов этого светильника загрунтуйте и покрасьте радиатор с помощью баллончика с краской. Выберите аэрозольную грунтовку на масляной основе и краску на масляной или водной основе, предназначенную для внутренних работ на металлических поверхностях. В зависимости от вашего радиатора ищите следующие атрибуты:
Реклама
Если вы хотите покрасить нерабочий радиатор, и грунтовка, и краска, которые вы используете, должны быть устойчивыми к ржавчине .
Если вы хотите покрасить радиатор, который будет обогревать ваш дом при понижении температуры, грунтовка и краска должны быть устойчивыми к ржавчине, а также выдерживать высокие температуры, создаваемые радиаторами. (Выбирайте продукты, которые могут выдерживать температуру не менее 200 градусов по Фаренгейту, например, высокоэффективную аэрозольную грунтовку для эмали Rust-Oleum и аэрозольную краску для высокоэффективной системной эмали — оба доступны на Amazon.)
Выбор цвета будет зависеть от выбора доступны в этом конкретном типе краски, а также для желаемого эффекта. Например, чтобы ваш радиатор гармонировал с окружающей средой, выберите оттенок, который точно соответствует цвету стены за ним; чтобы радиатор выделялся, выберите оттенок, контрастирующий с фоновой стеной.
ШАГ 2: Подготовьте радиатор.
Если ваш радиатор не работает, пропустите эти инструкции и перейдите к шагу 3.
Для работающего радиатора поверните регулирующий клапан (расположенный рядом с основанием блока) по часовой стрелке, пока он не достигнет положения «выключено» или полностью закрытое положение и дайте устройству полностью остыть. Затем, используя малярную ленту, заклейте регулирующий клапан, а также клапан для выпуска воздуха (расположенный в верхней части водяных радиаторов) или либо клапан выпуска пара (в верхней части двухтрубных паровых радиаторов), либо клапан для выпуска воздуха. (со стороны однотрубных паровых радиаторов). Краска может заблокировать вентиляционные отверстия и затруднить поворот клапанов, поэтому избегайте окрашивания их на рабочем блоке.
Фото: istockphoto.com
ШАГ 3: Подготовьте рабочую зону.
Наклейте малярную ленту на стену по периметру радиатора и постелите тряпки на пол под блоком — это нужно сделать тщательно, чтобы защитить окружающие области от чрезмерного распыления. Откройте окно в комнате, чтобы улучшить вентиляцию во время покраски, и наденьте перчатки и респиратор.
Реклама
СВЯЗАННЫЕ С: 8 ошибок при рисовании, которые совершают почти все
ШАГ 4: Отшлифуйте металлический радиатор.
Очистите небольшой незаметный участок на поверхности радиатора лезвием отвертки и проверьте наличие отслоений, чтобы проверить, был ли он ранее окрашен или покрыт лаком. Если отслоения нет, пройдитесь по ямкам от сильной ржавчины крупнозернистой наждачной бумагой (например, с зернистостью от 40 до 60). Затем отшлифуйте все поверхности мелкозернистой наждачной бумагой (например, с зернистостью 80–120), чтобы удалить небольшие скопления ржавчины и получить гладкую поверхность, пригодную для покраски.
Если вы покрываете ранее окрашенный радиатор, сначала проверьте существующую краску на наличие свинца с помощью набора для проверки свинцовых красок (доступен в домашних центрах по цене от 7 до 15 долларов). Краска на радиаторах в домах, построенных до 1978 года, скорее всего, содержит свинец. Предупреждение: Никогда не царапайте, не зашкуривайте и не нарушайте каким-либо другим образом поверхность радиатора, покрытого свинцовой краской, так как вы рискуете высвободить частицы свинца, которые могут неблагоприятно повлиять на центральную нервную и эндокринную системы при вдыхании или проглатывании и даже могут привести к летальному исходу при высоких уровнях содержания свинца. экспозиция. Дождитесь результатов, затем отшлифуйте и/или удалите потрескавшуюся краску одним из следующих способов:
Если тест отрицательный, соскребите шпателем потрескавшуюся/отколовшуюся краску с любой поверхности радиатора. Затем отшлифуйте поверхность, используя технику шлифования, рекомендованную выше.
Если тест положительный, попросите профессионального специалиста по ремонту удалить краску или используйте для ее удаления безвредное для окружающей среды средство для снятия краски, такое как Citristrip (см. на Amazon). Эти продукты удерживают свинец в геле, чтобы частицы свинца не попадали в воздух.
ШАГ 5: Сотрите пыль.
Проведите липкой тканью по поверхности радиатора, чтобы удалить шлифовальную пыль. Затем протрите поверхность смоченной в воде тканью, чтобы удалить блуждающую грязь и мусор. Дайте радиатору полностью высохнуть.
Реклама
Фото: istockphoto.com
ШАГ 6: Нанесите слой грунтовки на радиатор.
Удерживая соответствующий аэрозольный грунт для металла в вертикальном положении на расстоянии от 10 до 16 дюймов от радиатора, распылите ровный слой грунтовки на все видимые поверхности возвратно-поступательными движениями. Дайте грунтовочному слою полностью высохнуть в соответствии с инструкциями по продукту (грунтовка Rust-Oleum High-Performance System Enamel Aerosol, доступная на Amazon, высыхает через 24 часа), прежде чем переходить к покраске.
СВЯЗАННЫЕ: Что нужно и чего нельзя делать при окраске распылением
ШАГ 7: Покрасьте радиатор.
Используя ту же технику, что и для грунтовки, распылите ровный слой высокотемпературной аэрозольной краски для металла на все видимые поверхности радиатора возвратно-поступательными движениями.
Дайте первому слою высохнуть в течение пяти-семи минут (или в соответствии с инструкцией к продукту), затем нанесите один или несколько слоев для достижения желаемой глубины цвета, давая каждому слою высохнуть в течение пяти-семи минут перед нанесением следующего.
Пескомойка оборудование для мойки песка (id 25964545)
Характеристики и описание
Пескомойка оборудования для мойки песка для ДСУ ДСК дробильных комплексов
Машина используется для удаления пыли и улучшения качества песка. Используется в стройплощадках, песчаниковых заводах, заводах бетонного приготовления для гидроэлектростанции, кварцевого песка завода стекла, обогащения промыванием, классификации и обезвоживания нагнетательного песка для обратного засыпания в нефтяную скважину. Материал поступает в промывочную ванну, где подхватывается лопастями барабана, на внутренней стороне которого расположена сетка, через которую сливается вода с глиной. Достигнув верхней точки, материал плавно скатывается в приемный лоток и подается на конвейер.
Технические характеристики пескомойки серии LSX/ XSD:
Пескомойка корытного типа
Модель
количество крыльчаток
диаметр крыльчатки (mm)
Длина бака (mm)
Макс. размер загружаемого материала (mm)
Производи-тельность (тонн/час)
Mощность двигателя (кВт)
Расход воды (тонн/час)
Масса ( кг)
LSX-920
1
950
7585
≤10
100
11
10-80
6200
2LSX920
2
920
7585
≤10
200
11×2
20-60
1150
LSX-1120
1
1120
9750
≤10
175
18.5
20-150
10900
2LSX1120
2
1120
9750
≤10
350
18. 5×2
40-300
17800
Пескомойка барабанного типа
Модель
Размер барабана (mm)
Oбороты импеллера (об/мин)
Производительность (тонн/час)
Макс. размер загружаемого материала (mm)
Расход воды (тонн/час)
Мощность двигателя (кВт)
XSD2610
¢2600×1000
1.178
20-50
≤10
20-60
5.5
XSD2816
¢2800×1600
1.177
30-60
≤10
50-100
11
XSD3016
¢3000×1600
1.179
50-120
≤10
70-120
15
XSD3620
¢3600×2000
1. 180
80-150
≤10
80-140
18.5
Был online: Сегодня
Продавец ТОО «TAN-KAZAKHSTAN»
9 лет на Satu.kz
10+ заказов
Каталог продавца
Отзывы
1
Сайт продавца
г. Алматы. Продавец ТОО «TAN-KAZAKHSTAN»
Был online: Сегодня
Под заказ
20+ купили
от 3 000 000 Тг.
Оптовые цены
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Дробильное оборудование
Собственное производство
Megalight
Ferroli
Аэролит
Уралмаш
Промприбор
Grinders
Teknocrusher
Вибротехник
DSP Přerov
ГорЦемМаш
У нас покупают
Дорожно-строительные машины и оборудование
Запчасти к дорожно-строительной спецтехнике
Комплектующие для строительного оборудования
Горное оборудование
Кузнечно-прессовое оборудование
Дробильное оборудование
Металлообрабатывающие станки
Обжимные прессы
Компрессоры спиральные
Деревообрабатывающие станки
Отопительное оборудование
Блоки питания
Стабилизаторы напряжения
Горелки
Асфальтосмесительные установки
Машины и оборудование для земляных работ
Оборудование для обработки пластика и резины
Лазерное оборудование
Центробежные промышленные насосы
Оборудование для плазменной сварки и резки
ТОП теги
Щебень 5-20
Банк идей для бизнеса
Бизнес идеи для декрете
Доставка химии из китая
Дробилки 1750
Запчасти для дробилок смд
Насколько вам удобно на satu?
Производственная линия по обогащению железной руды на месте
Производственная линия по обогащению железной руды на месте
Мобильная дробилка
Стационарная дробилка
Мельница
Грохот & Пескомойка
магнитный сепаратор частиц минерального
iso9002013 щековая дробилка
магния оксид порошок тонкость помола
рок совокупной стоимости дробления
700 Т ч подвижной каменной дробильной установки из Великобритании
происхождение мельница raymond
измельчитель своими руками
Асфальт завод оборудование каменная дробилка
речной камень сортировочное оборудование
небольшая портативная ручная щековая дробилка
300 Т ч производитель конусных дробильных машин
чертежи бисерных мельниц
полная дробилка и экран завод
вертикальные прокатного стана
оборудование для кормления для гранитный карьер
по продукции алюминия через добычи
беу дробилки в дзержинске
Размер частиц шаровая мельница дробилка Китай
графики шаровой мельнице мельница применения
высокая производительность конусной дробилки
1
. ..
10
11
12
13
14
…
299
HGT гидрационная дробилка
Щековая дробилка серии C6X
Щековая дробилка серии JC
Щековая дробилка серии HJ
Щековая дробилка серии PE
Роторная дробилка серии CI5X
Первичная роторная дробилка
Гидравлическая роторная дробилка
Роторная дробилка серии PF
Конусная дробилка серии HPT
Конусная дробилка серии HST
Конусная дробилка серии CS
Ударная дробилка серии VSI6S
Ударная дробилка VSI серии DR
Ударная дробилка VSI серии B
VM вертикальная мельница
Сверхтонкая вертикальная мельница
MTW трапецеидальная мельница
HGM ультратонкая мельница
Трапецеидальная мельница
MB5X вальцовая мельница
Маятниковая мельница раймонд
T130X сверхтонкая мельница
Европейская молотковая дробилка
Шаровая мельница
Вибрационный грохот
Виброгрохот серии S5X
Вибрационный питатель серии TSW
Вибрационный питатель
Тяжёлый вибропитатель серии FH
Вибропитатель серии GF
Колесная пескомойка
Спиральная пескомойка
Ленточный конвейер
Как очистить стиральную машину от песка
Eco-Home
BySilvia Обновлено
* Как партнер Amazon мы зарабатываем на соответствующих покупках. Цена для вас остается прежней.
Песок — одно из любимых занятий моих детей, они могут часами проводить на улице в песочнице — играть с песком. Не говоря уже о том, что у нас есть шанс хорошо отдохнуть на пляже.
Песок создает огромный беспорядок, но приятно видеть, как они так веселятся на свежем воздухе.
Веселье заканчивается, когда я стираю их одежду и обнаруживаю, что они ухитрились принести тонны песка внутрь, несмотря на наш небольшой ритуал очистки после песка.
Еще хуже то, что песок попадает из моей стиральной машины во все, что потом туда стирают.
Представьте, что вы ложитесь спать в свежевыстиранных простынях и чувствуете абразивное воздействие на кожу!
После различных попыток и трудного обучения, я думаю, что усовершенствовал свою трехэтапную технику для Шайба без песка .
3 простых шага, чтобы избавиться от песка из стиральной машины . Лучше всего пропылесосить лишний песок из барабана. Насадка или щелевая насадка с «тонким концом», вероятно, лучше всего подходят для этой задачи.
К сожалению, нельзя просто предположить, что весь песок попадет на дно стиральной машины под действием силы тяжести. Некоторые зерна могут прилипнуть к бокам. Так что важно пропылесосить все!
Если у вас есть погрузчик с верхней загрузкой, гравитация поможет немного больше. Фронтальные погрузчики могут накапливать еще больше песка по бокам. Поэтому важно продолжать вращать барабан вручную во время уборки.
Протрите барабан стиральной машины
После уборки пылесосом рекомендуется тщательно протереть стиральную машину влажной тканью или влажным бумажным полотенцем.
Если у вас есть стиральная машина с фронтальной загрузкой, это хорошая возможность также протереть и очистить резину вокруг дверцы, где может образоваться плесень, что может привести к неприятному запаху белья.
Запустить пустой цикл
После уборки пылесосом и протирки, но перед тем, как положить новую одежду, рекомендуется запустить пустой цикл.
Опять же, вы можете использовать эту возможность, чтобы хорошо почистить вашу стиральную машину!
Несмотря на то, что через них проходит столько воды и стирального порошка, стиральные машины не самоочищаются. Лучший способ очистить машину — запустить пустой цикл с подходящим чистящим средством для стиральных машин, таким как Duracare или Affresh. Эти продукты не являются стиральными порошками и предназначены для использования, когда одежда не стирается.
Надеемся, что с помощью этих трех простых шагов вы, наконец, сможете избавиться от надоедливых крупинок.
Излишне говорить, что лучший способ избежать этой проблемы — вообще отказаться от песка!
Хотя это может показаться невыполнимой миссией, и, честно говоря, я не думаю, что кто-то может достичь совершенства, есть несколько вещей, которые можно сделать, чтобы свести к минимуму количество песка, попадающего в дом и в прачечную!
Советы по предотвращению песчаной грязи
Проверьте и стряхните песок
Тщательно проверьте одежду на наличие песка, особенно вокруг складок и карманов. Даже если вы не видите песка, хорошенько встряхните любую одежду, соприкасавшуюся с песком. Песок принадлежит снаружи (можно сделать исключение для кинетического песка) и снаружи он должен вернуться.
Обувь остается снаружи, и ноги становятся чистыми
Обувь – один из худших факторов, когда дело доходит до попадания грязи. Обувь должна оставаться снаружи, особенно если она была рядом с песком.
Прежде чем войти в дом, ноги следует обмыть или вытереть, чтобы убедиться, что песок ушел.
Полотенце, защищающее от песка
Полотенце, защищающее от песка, станет отличным вложением на пляж! Они есть и они работают!
В то время как традиционные полотенца должны быть пушистыми, они также являются идеальным местом для попадания песчинок. Пляжные полотенца с защитой от песка, такие как Tesalate, сделаны из материалов, которые не задерживают песок. Он просто соскальзывает при быстром встряхивании.
Одно из лучших изобретений!
Заключительные мысли
Песок — это очень весело, когда он не по всей нашей одежде! Если в вашей стиральной машине оказался песок, лучший способ избавиться от него — пропылесосить, протереть и запустить пустой цикл.
Абразивная природа песка означает, что он трется о предметы, что может привести к долговременному повреждению. Сказали, что если в вашей стиральной машине есть песок, не паникуйте, он, скорее всего, выживет после того, как вы его почистите.
Сильвия
Сильвия — мама троих детей несовершеннолетнего возраста, и она стремится к более устойчивой семейной жизни. Она чувствует, что только начала свой путь к экологически чистой жизни, и надеется, что EnviroMom сможет помочь другим семьям в их собственном путешествии!
Рекомендуемые сообщения
Нанесение полимерного песка на существующий внутренний дворик или дорожку
Совет для профессионалов
Со временем все внутренние дворики оседают, изнашиваются и разрушаются. Вместо того, чтобы просто использовать обычный песок, чтобы заполнить недостающие места между брусчаткой, создайте долговечную красоту поверхности с помощью полимерного песка. Если вы этого не сделаете, большая часть песка, который вы насыпете, смоется после нескольких проливных дождей, и вы можете увидеть, как сорняки прорастут, прежде чем вы закончите собирать вещи в конце работы. Надлежащая герметизация швов асфальтоукладчика поможет обеспечить лучшее качество для ваших клиентов, меньшее техническое обслуживание и большее удовлетворение в конце дня.
Полимерный песок в сравнении с обычным песком для брусчатки
Полимерный песок представляет собой смесь песка и специальных добавок, предназначенную для заполнения швов между бетонной и кирпичной брусчаткой. При надлежащей подготовке (например, средства для уничтожения сорняков, средство от насекомых/удаление) этот полимерный песок для заделки швов может уменьшить рост сорняков, противостоять вымыванию дождем и помочь предотвратить проникновение насекомых по сравнению с более традиционным песком.
Это немного дороже, требует больше времени и больше внимания к деталям, но использование полимерного песка дает лучшие результаты гораздо дольше в конце дня. Изделия из полимерного песка, такие как TechniSeal NOCOSTORM или TechniSeal Polymeric Joint, предназначены для защиты от роста сорняков, а также для затвердевания и удержания на месте в течение длительного времени.
Помимо полимерного песка (далее «песок») вам понадобятся еще несколько предметов. Это зависит от состояния террасы. Вам обязательно понадобится садовый шланг, регулируемая насадка и метла. Дополнительные предметы могут включать в себя: мойку высокого давления, воздуходувку для листьев, неселективный гербицид (это причудливый термин для средства от сорняков, которое убьет все — Roundup® работает хорошо), дополнительные асфальтоукладчики, герметик для асфальтоукладчиков, небольшую прочную щетку.
Прежде чем вы зайдете слишком далеко в этой работе, мы должны обсудить реальность. Некоторым внутренним дворикам уже не помочь. Если асфальтоукладчики настолько искривлены и сломаны, что вы не можете пройти по ним, не споткнувшись, у вас действительно есть крупный проект. Если это так, вам нужно поднять каждую брусчатку, выровнять землю под ней, переставить брусчатку, заменив сломанную. Это, конечно, дешевле, чем новое патио, но это утомительная работа.
Размер шва
Полимерный песок работает лучше всего, когда он используется для заполнения всей глубины брусчатки. Кроме того, он лучше всего работает на швах шириной от ¼ до 1,5 дюймов. Более широкие швы затвердевают дольше, и может потребоваться ограничение движения на более длительный период времени. Случайное пешеходное движение не будет проблемой, но высокие каблуки нанесут ущерб. Некоторые брусчатки сделаны с насечками по бокам. Если ваша брусчатка уложена таким образом, что пазы касаются следующей брусчатки, полимерный песок не подойдет. Между ними просто не хватает места, чтобы песок мог заполнить всю пустоту. Некоторые брусчатки изготавливаются с ложным швом. Этот шов обычно имеет глубину около 3/8 дюйма и ширину 3/8 дюйма и проходит зигзагами по поверхности асфальтоукладчика. Эти ложные швы могут быть успешно заполнены песком и хорошо держатся, если все сделано правильно (см. раздел ниже о ложных швах).
Начало работы
Предположим, что ваш внутренний дворик находится в довольно хорошем состоянии и подходит для полимерного песка. Первое, что вам нужно сделать, это удалить ВЕСЬ существующий песок до дна асфальтоукладчика. Полимерный песок лучше всего работает при использовании на полную глубину. Мойка высокого давления работает хорошо, или вы можете опуститься на руки и колени и использовать какой-то инструмент, который вытеснит песок. Я настоятельно рекомендую носить защитные очки или защитную маску (не только защитные очки) при использовании мойки высокого давления и, возможно, даже дождевик! Это сделает вас мокрым и грязным.
Необходимые материалы
Полимерный шлифовальный песок
Метла
Воздуходувка
Водяной шланг
Шайба высокого давления
Сорняки
Если в стыках поселилось большое количество сорняков, вы можете начать весь этот проект с объявления им войны. Прежде чем удалить старый песок, нанесите неселективный гербицид. Вам нужно будет подождать несколько дней, прежде чем вы сможете продолжить. Трудность с сорняками заключается в том, что простое выдергивание их не устраняет. Сорняки часто имеют сильные корни, которые проходят под брусчаткой. Такие вещи, как бермудская трава, образуют целую колонию, которую трудно уничтожить. Убийца сорняков не только убьет то, что вы видите на поверхности, но и причинит вред тому, что все еще находится под землей. Если у вас есть серьезная проблема с сорняками, вы можете поднять некоторые из своих брусчаток и посмотреть, есть ли под ними обширный коврик из корней сорняков. Если это так, очень вероятно, что со временем сорняки появятся снова. Поскольку со временем сорняки прорастут сквозь бетон, вероятность того, что полимерный песок остановит их в зоне с высокой зараженностью, очень мала. При нормальных условиях сорняков, которые встречаются здесь и там, процесс удаления старого песка уничтожит большую часть сорняков и предотвратит их повторное появление.
Окрашивание
Несколько вещей являются ключевыми для получения великолепных результатов. Самая большая проблема, с которой вы столкнетесь, — как избежать окрашивания. Каждый полимерный песок, о котором я знаю, окрашивается в правильных условиях. Здесь есть два ключа к успеху. Во-первых, убедитесь, что брусчатка сухая. Не только поверхность, но и большую часть пути. Это значит, что если дождь шел три дня, потом прекратился, и выскочило солнце, то нельзя просто так выбежать и засыпать песком. Вода будет просачиваться сквозь брусчатку и вызывать появление пятен. То же самое относится, если вам нужно использовать мойку высокого давления для удаления песка, оставшегося от первоначальной установки. Нельзя мыть под давлением и наносить полимерный песок в один и тот же день. Я должен предупредить вас, что вывести пятно — это огромная проблема, поэтому лучше всего не торопиться, чтобы избежать этого. Одно предложение: не используйте эти продукты на кирпичах из красной глины. Они будут окрашиваться независимо от того, что вы делаете. Второе, что важно, это удалить всю пыль, образовавшуюся при укладке песка. После того, как вы заметете все, что возможно, в стыки, воздуходувка для листьев, установленная на низкую скорость и удерживаемая под углом примерно 30 градусов, аккуратно удалит лишнюю пыль. Эта пыль и вызывает появление пятен после намокания.
Нанесение песка
Процесс укладки песка также требует внимания к деталям. На брусчатку насыпьте песок и заметайте его в швы. Используя ручку метлы или другой тупой предмет, постучите по брусчатке. Это приведет к уплотнению песка. Подметайте больше песка в швы, пока песок не окажется в пределах 1/8 дюйма от верхней части асфальтоукладчика. Вы не хотите, чтобы песок был на одном уровне с верхней частью асфальтоукладчика, особенно если верхняя часть асфальтоукладчика имеет скос. Если асфальтоукладчик скошен, песок должен быть на одном уровне с нижней частью скоса. С помощью небольшой метлы или щетки аккуратно сметите весь песок с тротуарной плитки. Если у вас есть доступ к воздуходувке для листьев, настройте ее на самый низкий уровень, держите воздуходувку на уровне пояса и сдувайте лишнюю пыль с брусчатки. Будьте осторожны, чтобы никто не стоял непосредственно с подветренной стороны. Как только вся пыль будет удалена, вы готовы к распылению воды.
Ложные швы
Полимерный песок можно использовать в брусчатке с ложными швами глубиной не менее ¼ дюйма и шириной ¼ дюйма. Для этих целей разработаны специальные продукты, такие как TechniSeal SmartSand. Однако необходимо соблюдать особую осторожность при очистке от излишков пыли с тротуарной плитки, особенно если используется воздуходувка. Очень легко выдуть песок из швов, если воздуходувка не установлена под правильным углом. Кроме того, при поливе необходимо более пристальное наблюдение, так как ложные швы насыщаются быстрее, чем швы на полную глубину. Таким образом, вам может понадобиться нанести больше воды на швы полной глубины, чем на ложные швы (см. раздел ниже о поливе).
Полив
Процесс полива имеет решающее значение. Вам нужно добавить достаточно воды, чтобы пропитать песок, но не настолько, чтобы полимеры выплыли из песка. Если это произойдет, вы увидите белое молочное вещество. Плавающие полимеры также вызывают окрашивание. Самый эффективный способ полива песка — настроить насадку на «душ» и поливать брусчатку до тех пор, пока вода не перестанет впитываться. Распыляйте в течение нескольких секунд, затем остановитесь и наблюдайте. Если суставы продолжают поглощать воду, продолжайте опрыскивание. Когда они больше не будут брать воду, и до того, как вы вытащите полимер из песка на брусчатку, прекратите распыление. Вернуться позже и заставить песок принять больше воды будет невозможно. Полимер начнет схватываться, и вода больше не будет проникать. Опасность недостаточного полива заключается в том, что верх затвердеет, а низ — нет. Если это произойдет, это только вопрос времени, когда песок на дне асфальтоукладчика осядет, а верх упадет. ‘ вовремя.
Дорожное движение и защита
Поскольку большинство работ с полимерным песком выполняется летом, а грозы случаются без предупреждения примерно в то же время, вам нужно быть готовым защитить патио в случае ливня. Случайный дождь не помеха. Однако настоящая овражная мойка в течение первых 24-48 часов может выбить песок. Простое накрытие полиэтиленом или брезентом поможет предотвратить это. Водосточные трубы, которые выходят прямо во внутренний дворик, также могут быть проблемой в первые несколько дней. Попробуйте отвести эту воду куда-нибудь еще, пока песок не затвердеет. Вам нужно будет ограничить движение пешеходов на 24 часа и движение транспорта на 72 часа. Точное время зависит от погодных условий. Чем жарче и суше, тем быстрее затвердевает.
Нанесение герметика
При нанесении герметика на водной основе, такого как Sakrete Wet Look, герметики отлично справляются со своей задачей, делая старую брусчатку похожей на новую или сохраняя великолепный вид новой брусчатки. Поскольку вы уже вложили в эту работу большое количество времени, предлагаю вам сделать все правильно и нанести силер. Герметик прост в применении и не очень дорог. Прежде чем наносить герметик, необходимо подождать, пока асфальтоукладчик затвердеет, обычно это занимает несколько дней.
Цементно-песчаная смесь: свойства и пропорции приготовления.
На рынке существует огромный выбор уже готовых цементно-песчаных смесей (ЦПС). Вы можете выбрать любую марку и производителя. Все что вам нужно, просто развести сухую смесь водой в правильной пропорции. Сегодня мы предлагаем научиться готовить ЦПС самостоятельно. Ведь не зря говорят: «Хочешь сделать хорошо, сделай сам».
Такой универсальный материал, как цементно-песчаная смесь (ЦПС) широко применяется почти во всех этапах строительства: от закладки фундамента до отштукатуривания стен. Преимущество ЦПС обусловлено простотой приготовления и использования.
При правильном соблюдении пропорций, вы получаете материал, который обеспечивает долговечность и прочность конструкций. Мы поделимся с вами секретами и тонкостями приготовления ЦПС, которая будет соответствовать поставленным задачам.
Цементно-песчаная смесь
Цементно-песчаная смесь – это стройматериал, который готовят из цемента, песка, воды и разных добавок. Они делают ЦПС морозостойкой, прочной и легкой. Связующими компонентами могут быть гипс, известь, соединение магния и фиброволокно.
ЦПС делится на два вида:
Простая смесь – в составе только вода, песок и цемент.
Сложная смесь готовится с добавлением различных связующих компонентов.
В зависимости от состава, изменяются также свойства смеси.
Свойства ЦПС
Хорошее склеивание с гладкими поверхностями (газобетон, гладкий камень, пенобетон и т.д.).
Простая смесь обеспечивает высокую теплоизоляцию при кладке кирпича с полостями.
Низкий уровень расслаиваемости, который зависит от точного соблюдения пропорций.
Легкая смесь с пористыми заполнителями обладает плотностью до 1500 кг/м3;
Тяжелая смесь, состоящая из плотных заполнителей, обладает плотностью от 1500 кг/м3 до 2700 кг/м3.
Высокая водоудерживающая способность, которая обеспечивается добавлением органических пластификаторов.
Подвижность:
Это свойство определяется путем погружения конуса в свежеприготовленный раствор. Чем глубже погружается конус, тем выше уровень подвижности. Для кирпичной кладки готовится ЦПС с уровнем 9-10 мм (полнотелый кирпич), и 7-8 мм (пустотелый кирпич). Для стяжки – 5-6 мм. Уровень подвижности штукатурной смеси 8-12 мм.
Добавление различных связующих компонентов улучшает такие свойства ЦПС, как:
Паропроницаемость
Устойчивость к температурным перепадам
Вязкость
Пожароустойчивость
Пластичность
Прочность
Устойчивость к различным бактериям
Марка цементно-песчаной смеси и область применения
Чем выше марка ЦПС, тем выше прочность на сжатие затвердевшей смеси. Давайте рассмотрим, какие есть марки и области примененияЦПС.
М50-М100 – в эту смесь добавляют известь. Смеси применяются для штукатурных и ремонтных работ. Вы сможете выровнять поверхности, устранить мелкие дефекты (трещины или выбоины).
М150 – универсальный строительный материал. Используйте для кладочных и штукатурных работ. Еще вы можете приготовить раствор для стяжек или ремонтных работ. Советуем наносить слоем от 5 до 50 мм. Период схватывания таких смесей 2 часа. Для полного затвердения раствора необходимо 24 часа.
М200 – монтажно-кладочные смеси. Подходит для штукатуривания, для кирпичной кладки или для заливки стяжек.
М300 – смеси сверх прочных бетонов. Их еще называют пескобетоном. Такие смеси готовьте, когда хотите получить особую прочность. Например, для кладочных растворов, массивных стяжек и т.д. Помните, из-за высокой густоты, смеси этой марки не подходят для штукатурных работ.
Основным условием марочной прочности смеси является качественный песок и марка цемента, который используют для приготовления.
Пропорции цементно песчаной смеси
Правильное приготовление цементно-песчаной смеси – это легко. Вам не нужно какое-то специальное и дорогое оборудование. Следуйте этой инструкции, так как пропорции – обязательное условие для идеальной стройки.
Смесь для стяжек. На один мешок цемента М500 весом в 50 кг вам потребуется 15 десятилитровых ведер песка (1:3). Добавьте пластификатор в соответствии с инструкцией на упаковке (фиброволокно). Воды потребуется 4 десятилитровых ведра. На 1 м3 вам понадобится 9 мешков цемента, 95 десятилитровых ведер песка, и 20 десятилитровых ведер воды.
Смеси для кладки кирпича. Цемент для ЦПС этого типа должен быть М400 или М500. Соотношение цемента и песка 1:4. На один мешок цемента в 50 кг потребуется 16 десятилитровых ведер песка и 4 десятилитровых ведер воды. На 1 м3 смешайте 6 мешков цемента с 96 десяти литровыми ведрами песка и 23 десяти литровыми ведрами воды.
Смеси для штукатурки. Один мешок цемента М400 весом в 50 кг смешайте с 27,5 десяти литровыми ведрами песка и 4 десяти литровыми ведрами воды. Пропорции 1:1:5,5. Обязательно добавьте гашеную известь в смесь, в соотношении 1 ведро извести на 1 ведро цемента. На 1 м3 нужно использовать 7 мешков цемента, 192,5 десятилитровых ведра песка и 24 десятилитровых ведра воды.
Помните, что цемент от производителя и точное соблюдение пропорций – важные факторы, влияющие на прочность цемента.
Добавки в ЦПС
Зачем же нужны добавки в цементно-песчаных смесях? Они обеспечивают водонепроницаемость и морозостойкость. К основным добавкам относятся пластификаторы. Они повышают пластичность раствора, и обеспечивают легкость в работе. Использование пластификаторов в смесях обязательно при укладке теплого пола. Они помогают увеличить прочность и устойчивость к высоким температурам.
Гашеная известь, или пушонка добавляется в штукатурку для обеспечения паропроницаемости. У вас получится дышащий материал, устойчивым к температурным перепадам. Помимо этого, известь поможет избежать образования грибка и плесени, так как это природный антисептик.
Фиброволокно, это еще одна добавка, о которой мы должны упомянуть. Существует как минимум 5 видов фиброволокна. Наиболее подходящее для работ с цементом базальтовое. Преимущества этого типа — негорючесть, экологичность и устойчивость к химии.
При взаимодействии с цементом, фибра полностью растворяется в нём, и улучшает его свойства. Это волокно можете смело использовать в зданиях с повышенной пожароопасностью.
Как видите, нет ничего сложного в приготовлении качественной цементно-песчаной смеси, если знать несколько простых правил.
Выбирайте только качественные материалы. Помните, что вода для смеси должна соответствовать химическому составу всех компонентов, которые вы будете использовать.
Четко соблюдайте пропорции.
Выбирайте пластификаторы, которые предназначены для конкретных видов работ. Эта информация есть на упаковках. Или уточняйте у продавца.
Готовьте столько смеси, сколько требуется для определенного вида работ. Смесь, которая остается на длительное время теряет свои свойства. Помимо этого, если ваша смесь с высоким содержанием цемента, это ускоряет процесс высыхания раствора.
Цемент для ЦПС должен быть качественным. Такой цемент вы можете заказать с доставкой от производителя.
Приятной и легкой вам стройки!
пропорции, как сделать и разводить
Цементно-песчаная смесь – наиболее популярный и востребованный раствор для проведения ремонтно-строительных работ, который состоит из цемента определенной марки, чистого песка и воды. Такие смеси обычно используют для облицовочных работ, штукатурки, каменной кладки, заливки тонкослойной стяжки и других видов работ.
Основными параметрами, которым должны соответствовать цементные смеси данного типа, являются точный состав, пропорции, прочность, морозостойкость, технология приготовления и т. д. Классификация растворов осуществляется по назначению, типу вяжущего, среднему показателю плотности.
В соответствии с назначением выделяют три основных типа – пескоцементная смесь для кладки (и монтажной стяжки в том числе), штукатурных работ, облицовки (отделки). В качестве вяжущего могут использоваться разного типа цементы – пуццолановый, сульфатостойкий, шлакопортландцемент, обычный портландцемент и т.д. Раствор может быть простым и предполагать применение одного вида цемента либо сложным и включать в составе несколько видов вяжущего.
По плотности цементный раствор с песком может быть тяжелым (от 1500 кг/м3) или легким (до 1500 кг/м3). Плотность влияет на теплопроводность (выше у тяжелых смесей) и уровень морозостойкости (легкие менее стойкие).
Показатели качества свежей ПЦС:
Водоудерживающая способность
Подвижность
Плотность
Расслаиваемость
Температура работы
Для застывшего монолита важны такие свойства, как стойкость к морозу и резким перепадам температуры, воздействию агрессивных сред, плотность и прочность.
Любая песчано-цементная смесь состоит из определенной марки вяжущего и заполнителя в виде песка той или иной зернистости, фракции, чистоты (песок выбирают в соответствии с назначением смеси). С целью улучшения эксплуатационных характеристик в состав могут быть введены пластификаторы и модификаторы органического или минерального происхождения (в объеме 2-10%), часто в их качестве выступают разные полимеры, зола-унос, целлюлоза, микрокремнезем и т.д.
Воду для затворения смеси выбирают в соответствии с требованиями по химическому составу, содержанию жиров, взвешенных частиц, масло/нефтепродуктов, ПАВ и т.д. Обычно используют техническую, питьевую, грунтовую, морскую воду, но запрещено применять торфяные, болотные, сточные воды.
Содержание
1 Особенности
2 Виды составов и требования
2.1 Типы
2.2 Добавки
3 Соотношение песка и цемента
3.1 Кирпичная кладка
3.2 Приготовление бетона
3.3 Для штукатурки и стяжки пола
3. 4 Для фундамента
4 Как правильно развести
5 Советы и рекомендации
Особенности
Цементные растворы с песком применяются при выполнении самых разных работ в процессе строительства, отделки, ремонта зданий. Сделать смесь своими руками нетрудно, но нужно знать точные пропорции цемента, песка и воды. Проще всего в замесе использовать бетономешалку, взяв ее в аренду или купив.
До того, как сделать раствор из цемента и песка, необходимо определиться со сферой применения, так как пропорции отличаются в существенных пределах. Самой популярной считается ЦПС для кирпичной кладки: в создании несущих стен используют цементно-песочный раствор, внутренних – с добавлением извести.
Состав цементного раствора в большой мере зависит и от условий работы, эксплуатации. Если работы проводятся в мороз, то в состав вводят специальные противоморозные присадки, не позволяющие замерзать ЦПС. Но они подходят для работы при морозе ниже -20 градусов (лучше вообще ничего не делать, а подождать потепления), так как не будут достаточно эластичными и подвижными.
Если раствор цемента готовится для использования в монолитных очагах с источником огня открытого типа, в сооружении печи или топливника, то создают жаропрочные огнестойкие смеси: из цемента марки минимум М400, с щебнем из кирпича, шамотным мелким песком.
Для каждого типа задачи и условий работы готовится раствор из основных материалов, но в разных пропорциях и с добавлением присадок, пластификаторов. Как правило, добавки меняют какой-то один параметр – это может быть скорость застывания, подвижность, морозостойкость и т.д. Каждый мастер определяет первоочередные задачи и выполняет расчеты до того, как приготовить цементный раствор.
Виды составов и требования
Несмотря на то, что в любой состав ЦПС входят цемент и песок, итоговые характеристики раствора могут очень сильно отличаться. Основной параметр – прочность, которая зависит от соотношения компонентов. Уровень прочности и стойкости цементно-песчаной смеси к различным воздействиям зависит от сферы применения раствора. Поэтому для разных работ смесь ЦПС готовится по определенному рецепту.
Типы
Пропорция цемента и песка влияет на характеристики смеси. Как правило, в обычных растворах используют одну марку цемента. Но марка цемента – не равно марка раствора. Так, из цемента М400 можно сделать цементно-песчаный раствор М150 иди М300, взяв вяжущее в определенном объеме. С другой же стороны, для приготовления бетона нужной марки цемент берут марки на порядок выше. Поставляется вяжущее в мешках по 25 кг или 50 кг.
Основные марки цементно-песчаных смесей:
М100 – набольшая прочность, из цемента М200-М500, с определенным объемом песка.
М200 – самый распространенный вид смеси, актуальный для создания покрытия и дорожек в быту, выдерживающий небольшие нагрузки, быстро сохнущий и не требовательный к условиям.
М300 – из раствора делают плиты перекрытия, фундаменты хорошей прочности.
М400 – прочный бетон, приготовленный на базе цемента М400/М500, используется для многоэтажного строительства, ЖБ плит перекрытия и т.д.
М500 – наиболее прочный бетон, который используется в частном домостроении (есть еще марки М600, М700, но их готовят для особых объектов). Выдерживает высокие нагрузки, хранит изначальные свойства многие годы, не боится внешних негативных факторов.
Кроме вышеуказанных, есть еще промежуточные марки – это может быть цементно-песчаная смесь М 150, М250, М350 и т.д. Но их характеристики не существенно отличаются от показателей бетонов основных марок.
Добавки
До того, как развести цемент с песком (пропорции верные выбрать, все отмерить) стоит задуматься про возможность использования добавок, которые меняют свойства смеси. Присадки вводятся в состав для адаптации смеси под нужные условия, повышения/понижения определенных показателей. Так, используя добавки, можно получить даже жидкое стекло, используемое для штукатурки.
Сухие цементные смеси, как правило, в доработке не нуждаются, но и стоят дороже. А вот если было решено приготовление ЦПС реализовать самостоятельно, то список возможных добавок и их свойств пригодится.
Что можно добавить в песчано-цементную смесь:
ПВА – делает раствор более пластичным и повышает адгезию с другими материалами. До начала работ нужно верно подобрать пропорции для цементного раствора.
Известь – используется только гашенная. Добавка немного повышает прочность и паропроницаемость, но требует четкого соблюдения соотношений. Чаще всего известь добавляют в штукатурные растворы.
Графит и сажа – на физические свойства ЦПС не влияют, но актуальны в виде красителей.
Моющие средства – улучшают пластичность раствора, вводятся в смесь после воды в точной пропорции.
О добавках следует подумать до того, как замешивать смесь, так как не все вещества можно добавлять после введения в состав воды – некоторые только на этапе смешивания сухих компонентов.
Соотношение песка и цемента
Качественную и соответствующую требованиям цементно-песчаную смесь можно приготовить и в домашних условиях. Главное – знать, для чего она нужна и четко следовать рекомендациям.
Кирпичная кладка
Рецепт этой смеси довольно прост. Тем не менее, самым популярным видом ЦПС является именно кладочный. Для смеси берут вяжущее марки до М400, песок средней фракции (до 2 миллиметров) и максимально сухой.
Основные пропорции цемента и песка:
1:5 – раствор М25
1:4 – смесь М50
1:3 – ЦПС М75
Для особо прочных несущих стен кирпич кладут на М50/М75, где уменьшен объем песка и увеличен цемента. Кроме того, данные растворы используются для выполнения столбчатых оснований, в условиях повышенной влажности, для создания домов из клинкерного кирпича. Остальные задачи выполняются из смеси М25. О том, как замесить цементный раствор данного типа – ниже.
Состав смеси на 1м3 кладки:
268 килограммов цемента
1064 килограмма песка
250 литров воды
Все смешать и можно начинать работы.
Приготовление бетона
Для приготовления бетона дополнительно используются крупные наполнители, обеспечивающие достаточный уровень прочности раствора. В замесе может использоваться готовая сухая смесь или разные компоненты в нужных объемах. Кроме того, сегодня в Москве и регионах нужное количество бетона можно заказать с доставкой с завода на объект.
Технические характеристики бетона напрямую зависят от качества и свойств материалов, их пропорции.
Очень важно не экономить на цементе – если планируется готовить раствор М300/М400, выбирают цемент М500. Марка цемента всегда выше. Ведь даже если взять цемент ниже маркой, но в большом объеме, все равно пострадает качество бетона.
Крупные наполнители (щебень, гравий) используются для упрочнения материала. Стандартная формула приготовления прочного бетона такая: 1 часть цемента, 2 части песка, 4 части щебня, 0.5 части воды. При введении в состав добавок объемы компонентов могут меняться.
Для штукатурки и стяжки пола
Задумываясь о том, как сделать цементный раствор для стяжки и штукатурки, стоит помнить, что речь идет о разных свойствах. Полы заливают сравнительно жидкими растворами, для штукатурки же готовят густые смеси из чистого песка, цемента и воды. Густота смеси для штукатурки зависит от многих факторов.
Чаще всего в приготовлении штукатурки используют пропорцию: 1 часть цемента и 5 частей песка с достаточным объемом воды для получения нужной консистенции.
Для стяжек готовят более прочные смеси, так как они должны выдерживать определенные нагрузки. Тут понадобится марка ЦПС 150 минимум, но лучше сделать цементно-песчаный раствор М200 и выше. Материалы должны демонстрировать пороговую прочность минимум в 10 МПа.
Чтобы понять, как правильно развести цемент, нужно учитывать условия выполнения работ и эксплуатации. Так, если смесь используется для маскировки разных инженерных коммуникаций, она может быть более густой. А вот для выравнивания поверхности и укрепления пола используют жидкие ЦПС. Чем толще слой – тем выше должна быть марка бетона.
Когда используется цементно-песчаная смесь, расход материалов играет главную роль и важно его просчитать до начала работ. Расчеты основываются на кубатуре площадки/помещения. Замеры выполняют рулеткой, умножают ширину на длину и получают площадь. Далее берут глубину слоя и считают, сколько нужно залить смеси. В среднем для стяжки толщиной в 10 сантиметров нужно 50 килограммов раствора М400 на квадратный метр.
Для выполнения индивидуальных расчетов значения переводят в кубатуру, чтобы вычислить расход цементно-песчаной смеси на 1м2.
Выполнение расчетов:
Для помещения площадью 100 квадратных метров и заливки стяжки глубиной в 10 сантиметров (0.1 метров) нужно 10 м3 раствора. В среднем на 1 м3 уходит около 555-713 смеси (точные данные можно найти в инструкции на упаковке) – значит, для 10 кубометров показатель нужно умножить на 10. Вес зависит от марки цемента – для смеси на базе М400 считают массу в пределах 700 килограммов, для М100 – уже 500-600 килограммов.
Расход ЦПС на 1 м2 практически одинаков для приготовления раствора из готовой смеси или отдельных компонентов. Так, если речь идет о готовой смеси, то ее содержится около 1.4 килограммов (удельный вес) в одном литре. Поэтому для заливки 10 кубометров стяжки понадобится сухой смеси: (10 м3х650кг) х 1.4 = 9100 килограммов. Таким образом, для заливки 10 м3 смеси нужно 9100 килограммов сухого порошка или 6500 литров.
Для фундамента
Рассматривая виды цементных растворов, нельзя упускать и правила приготовления смеси для заливки фундамента. В строительную смесь входят такие компоненты: цемент, песок, щебень, вода. Чем больше в составе щебня – тем более высока прочность. Если нужно повысить эластичность смеси, можно ввести в состав глину.
Пропорция цемента и других компонентов может быть разной, но есть стандартные значения. Ниже указано соотношение, исходя из расчета по 10 килограммов.
Состав смеси для заливки фундамента:
10 килограммов цемента
30 килограммов песка
40-50 килограммов щебня/гравия
Вода – около половины общей массы раствора
Так, в указанном примере получается до 80-90 килограммов сухой смеси – значит, воды нужно брать около 40-45 литров. При получении очень плотного раствора можно сразу разбавить водой, но не стоит делать очень жидкий. До того, как разводить цемент с песком, нужно изучить некоторые нюансы.
О чем нужно помнить:
Если песок сырой, в нем есть влага – материал нужно просушить, в противном случае долить меньший объем воды в смесь.
Песок должен быть чистым – чем меньше примесей, тем лучше и быстрее схватывается вяжущее.
Гравий/щебень лучше брать мелкой фракции (около 1-2 сантиметров).
Не стоит приобретать цемент до начала строительства и хранить его. Со временем меняются характеристики вяжущего, что влияет на прочность и плотность цементно-песчаной смеси. Если покупаются готовые сухие смеси для выполнения работ, их тоже желательно приобретать за неделю-две до начала.
Как правильно развести
Перед тем, как готовить смесь, нужно узнать, как развести цемент правильно. Изменение очередности выполнения работ и нарушение технологии влекут понижение технических характеристик материала, что недопустимо.
Как разводить цемент и другие компоненты правильно:
Засыпка в емкость одного слоя цемента, потом слоя песка и чередование до тех пор, пока количество слоев не достигнет минимум шести. Цемент и песок нужно насыпать в виде грядки с общей высотой до 30 сантиметров.
Перемешивание сухих компонентов в емкости лопатой до получения однородной массы. Просеять состав сквозь сито с ячейками 3х3 миллиметра. Это нужно, чтобы обеспечить равномерность состава.
После того, как все компоненты смешаны (песок и цемент), раствор можно затворять. Воду доливают аккуратно и постепенно, медленно, полностью контролируя уровень плотности ЦПС.
Когда готовится раствор, соотношение песка и цемента, качество материалов и воды играют ключевую роль. Так, важно жидкость использовать нужной температуры – вода должна быть не очень горячей и не очень холодной, максимально близкой к природной среде. Температура воздуха должна быть выше +5 градусов.
Советы и рекомендации
Собираясь приготовить цементно-песчаную смесь, необходимо сразу определиться с тем, в какой пропорции будут взяты разные компоненты, какая марка прочности нужна, какие свойства основные.
Тут все зависит от сферы применения раствора – так, если для кирпичной кладки подойдет и М50 или М75, то для стяжки готовят минимум смесь М150, 200 и выше. В состав любой ЦПС входят цемент, песок, вода, но результат получается разным в соответствии с соотношением.
Несколько советов от мастеров:
Для приготовления пластичной смеси можно добавить в раствор жидкое мыло, предварительно тщательно перемешанное с водой.
Нужно знать, как правильно разводить цемент и другие компоненты: сначала смешиваются все сухие субстанции, потом вода добавляется небольшими порциями, чтобы была возможность контролировать густоту смеси и добиться идеальной консистенции.
Готовя кладочный раствор, учитывают марку строительного материала, из которого возводятся стены. Желательно, чтобы параметры совпадали – тогда стена будет однородной структуры, надежной и прочной.
Перед тем, как сделать цемент своими руками для штукатурки, стоит позаботиться о покупке перлита. Если заменить им часть песка, удастся добиться более высоких характеристик теплоизоляции.
Для работы используют исключительно свежий цемент, без комков, произведенный по технологии и хранимый в оптимальных условиях – в таком случае удастся добиться максимально равномерного смешивания и высокой адгезии.
Моющее средство или мыло также добавляется в цемент (пропорции остаются теми же, просто средство смешивается с водой для затворения) для повышения адгезии.
Раствор лучше всего готовить в емкости из металла, пластика или дерева.
Для тщательного очищения песка от способных понизить прочность примесей можно замочить его в воде ненадолго.
Консистенция готовой цементно-песчаной смеси обычно проверяется мастерком: раствор должен распределяться по инструменту равномерно, но никак не стекать (стоит помнить, что такое правило работает в приготовлении стандартных смесей, для некоторых задач могут быть важны и иные свойства).
Готовую ЦПС используют на протяжении часа после замеса, пока раствор не начал густеть и застывать. Поэтому сразу нужно готовить нужный объем – ровно столько, сколько удастся выработать за час.
Уже застывший раствор разводить водой запрещено, так как он сразу теряет свойства и может стать причиной разрушения конструкции/здания.
При замесе смеси в объеме большем 2 кубометров никакие дрели и насадки не помогут – только бетономешалка или заказ нужного объема в условиях завода.
Раствор, который планируется использовать там, где отмечены минимальные нагрузки и маленькая масса, можно приготовить с уменьшенным объемом песка. Но такой подход возможен лишь при условии, что до того, как правильно замесить ЦПС, мастер точно определился с особенностями применения и остатки раствора не пойдут на реализацию каких-то других задач.
Перемешивание цементно-песочной массы должно длиться минимум 20 минут – так раствор получится однородным и качественным.
Соотношение пропорций компонентов смотрят в ГОСТах и СНиПах (допускается мнение опытных мастеров), а также в рекомендациях производителя цемента, сухой смеси и т.д.
Цементно-песчаная смесь – универсальный материал, с использованием которого можно выполнять целый спектр работ, получая максимально долговечные и прочные конструкции. При условии выбора качественных материалов и соблюдения технологии приготовления смеси для поставленной задачи реализовать все удастся быстро и легко.
Бетон, мешки с песком и цементная смесь Quikrete в Ace Hardware
Выбор по типу
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
параллельное сравнение характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. .Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями Comparrishson.compare
Выбрать 2 или более продуктов для бок о бок по боковой функции сравнение.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты или более для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для одновременного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
2
90 или более
6 Выберите продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравнить
Показаны 30 из 65
Различия между песчаной смесью и цементным раствором
Различия в рецептах для растворной смеси Thinset и песочной смеси
Марк Дж. Донован
Слова «цемент», «бетон» и «строительный раствор» обычно используются взаимозаменяемо.
Однако правда в том, что цемент, а точнее портландцемент, является ключевым связующим веществом как в бетоне, так и в растворе.
Бетон
изготавливается из смеси портландцемента, песка и гравия в зависимости от требуемой прочности бетона.
Аналогичным образом, раствор или раствор для затвердевания готовят с использованием комбинации портландцемента и песка. В тонкосхватывающем растворе используется более мелкий песок.
Посмотрите эти видеоролики о установке поддона для раствора для душа и об облицовке душевой кабины .
Песчаная смесь для посыпки изготавливается из комбинации портландцемента и смеси песка. Обычно конкретное соотношение бетонной посыпки для песчаной посыпной смеси составляет три части песка на одну часть портландцемента.
Обычно смешивают с водой для получения густой консистенции бурового раствора. Он широко используется при устройстве полов под керамическую плитку, а также используется в качестве наполнителя в кладочных блоках и строительстве дымоходов.
Легче наносится и создает более прочную основу для пола в душе для укладки керамической плитки.
Раствор Thinset Соотношение смешивания
Раствор
Thinset используется для фактической укладки керамической плитки на душевую кабину или стены.
Раствор
Thinset снова представляет собой комбинацию портландцемента и смеси мелкозернистого песка, однако соотношение смеси песка и цемента отличается.
Соотношение цемента и песка в разбавленном растворе составляет один к одному.
Таким образом, это более липкая смесь, обеспечивающая лучшую адгезию. Его либо смешивают с водой, либо со специальной латексной жидкой добавкой для получения густой суспензии.
Для получения информации об установке мембранного вкладыша поддона для душа из керамической плитки…
См. электронную книгу по установке мембраны душевого поддона на сайте HomeAdditionPlus.com. Электронная книга «Мембранный вкладыш для поддона» быстро научит вас пошаговому процессу правильной установки мембранного вкладыша для поддона.
Он включает в себя инструкции по изготовлению каркаса душевой кабины, заливке раствора для предварительного уклона и основания душа, а также установке мембранного вкладыша душевого поддона.
Также см. мою электронную книгу «Как уложить плиткой керамическую плитку в душе», чтобы узнать, как уложить плитку в душе. моя электронная книга Как уложить душевую керамическую плитку на заказ ».
Используйте калькулятор керамической плитки HomeAdditionPlus.com , чтобы рассчитать потребность в плитке для ваших проектов.
Состав: Тиски гидравлические (СБ), Спецификация (2 листа), ПЗ (Описание конструкции и принципа действия тисков, 2 листа).
0 25 4
Тиски универсальные гидравлические с призматическими губками, для обработки деталей типа ,,Вилка, Рычаг, Шатун,,
Рейтинг: 30
Софт: КОМПАС-3D v 14
Состав: 3D Сборка(Корпус,винт,втулка,губка подвижная,планка:1 2,подшипник).Аксонометрия
3 91 267
Тиски 3D(№18 по Боголюбову)
Рейтинг: 40
Софт: КОМПАС-3D 14
Состав: У. 09.10-00.00 Вороток,Головка,Губка неподвижная и подвижная,Тарелка,Шайба,Штифт,Сборка,Спецификация
0 3 107
У.09.10.00.00 Тиски настольные
12345678910…→ 11
Вы искали
В категории Во всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построенияВо всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построения
Компания «Фокус» – строительство домов из теплоблоков, экоблоков > Статьи
Самым главным инструментом слесаря являются тиски. Без них невозможно выполнить большинство слесарных операций. Поэтому любой начинающий слесарь, первым делом хочет приобрести этот нужный инструмент. Может также сложится и такая ситуация, когда старые заводские тиски просто сломались и не подлежат ремонту.
В таких случаях покупать новый подобный инструмент не всегда выгодно, так как стоят они далеко не дешево. Поэтому многие слесаря решаются сделать тиски своими руками, что в свою очередь для начинающих может стать хорошим опытом, а опытные специалисты смогут себе изготовить качественные и удобные тиски.
Можно такой инструмент изготовить за один день из подручных материалов, а можно в течение месяца собирать нужные составляющие и изготовить тиски, мало чем отличающиеся от заводских. На самом деле истина где-то посередине. В этой статье будет подробно описана инструкция, как сделать тиски своими руками в течение нескольких дней без особых затрат.
Чертежи тисков
Такие работы можно выполнить только в условиях небольшой слесарной мастерской с обязательным наличием сварочного аппарата, электрической дрели, болгарки и других ручных инструментов.
Кроме того, необходимо приобрести такие материалы, как кусок стального швеллера № 6, длиной 0.5 м, 0.3 м2 листовой стали толщиной 4-5 мм и 30 см стального уголка 50х50 мм, 18 болтов М6 с гайками и кусочек толстого листового металла для изготовления губок.
В данном случае без услуг токаря не обойтись, так как необходимо будет изготовить винт диаметром 16 мм, отфрезеровать две пластины для зажимных губок и выточить две гайки, в которых будет вращаться сам винт.
Этапы изготовления самодельных тисков
Примерная пошаговая инструкция, как изготовить тиски своими руками в домашних условиях может выглядеть следующим образом:
Болгаркой обрезается кусок швеллера длиной 30 см. Он будет служить подвижной частью тисков. С одной стороны к основанию этой заготовки приваривается пластина толщиной 4 мм с выемкой, в которую вставляется зажимной винт с пазом. Для того чтобы сам винт в этой выемке был надежно закреплен, к этой пластинке с внутренней стороны двумя болтами крепится стопорная пластинка такой же толщины.
При помощи болгарки из листа вырезается пластина размером 25х6.2 см, к которой привариваются два уголка 50х50 длиной 25 см. Эта конструкция представляет собой неподвижную часть тисков. В полках этой заготовки просверливаются 6 отверстий диаметром 6 мм.
Из того же листа болгаркой вырезается еще одна заготовка размером 30х20 мм с боковым выступом размером 10х8 мм. В ней по краям просверливаются 12 отверстий диаметром 6 мм. Она будет служить основанием для тисков, на которое крепится вся конструкция. К нему на выступающей части привариваются две стопорные пластины для неподвижной гайки.
Из угловой стали вырезаются две заготовки, в которых просверливаются отверстия, и нарезается резьба для крепления зажимных губок. Затем одна из этих заготовок приваривается к неподвижной части тисков, а вторая к той, которая будет передвигаться внутри станины.
Предварительно сама станина при помощи болтов крепится к слесарному столу. В губках тоже просверливаются отверстия, через которые они при помощи болтов крепятся к зажимным пластинам. В винт вставляется вороток и еще раз проверяется надежность крепления.
Дополнительно можно усилить конструкцию тисков при помощи приварки косынок и стопорных пластин, как это показано на видео и фото. Такие тиски слесарные легко разбираются, поэтому желательно их покрасить антикоррозийной краской по металлу и установить на постоянное место.
Таким же способом можно изготовить тиски для сверлильного станка, только в этом случае крепление к станине станка будет несколько отличаться в зависимости от ее конструкции.
Как видно из вышеприведенного описания изготовить самодельные тиски совсем несложно. Надо просто иметь желание и элементарные навыки работы с металлом. Ниже рекомендуем посмотреть видео о том, как сделать станочные тиски.
Видео изготовления тисков своими руками
Самодельные тиски / Homemade vise
Тиски для сверлильного станка .
Тиски своими руками..Vices with their hands.
Тиски своими руками ( Vise their hands)
Тиски своими руками
Похожие статьи
Столярные тиски своими руками
Удобно иметь в своей домашней мастерской столярные тиски. С помощью этого несложного приспособления можно обрабатывать различные заготовки из дерева, а…
Свадебный топиарий своими руками: фото на свадьбу, мк, мастер класс, жених и невеста из кофе и лент, букет на годовщину, сделать на стол из органзы, видео
Свадебный топиарий не только украсит свадебный стол, он может быть неплохим декором во время фото и видеосъемки сборов невесты или же жених появится на. ..
Лестница своими руками: как сделать, пошаговая инструкция, хорошая лучше, как нужно построить, видео и устройство
Смастерить красивую и прочную лестницу для дома вполне можно самостоятельно, если правильно подойти к процессу изготовления конструкции Лестница –…
Carpenter VISE Рисунок — Illustrationen Und Vektorgrafiken
45Grafiken
Bilder
Fotos
Grafiken
Vektoren
Videos
18
18
18
18
. Oder starten Sie eine neuesuche, um noch mehr faszinierende Stock-Bilder und Vektorarbeiten zu entdecken.
aquarellset von gegenständen für reparatur und konstruktion auf weissemhintergrund — плотницкие тиски для рисования, графики, картинки, картинки и символы
AQUARELLSET VON GEGENSTÄNDEN FÜR REPARATUR UND KONSTRUKTION AUF. ..
Holzbearbeitung klemme handgezeichnete illustration 90 Vekderichnete industrie, technologie und handwerkskunst des 19. jahrhunderts: tischlerei, tischlerei, gehäusearbeit — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов
Antike Illustration der Industrie, Technologie und…
aquarell-stilsymbol klemmwerkzeug — плотницкие тиски для рисования стоковых изображений, клипартов, -мультфильмов и -symbole
Aquarell-Stilsymbol Klemmwerkzeug
manuelle industrieklemme für die holzbearbeitung. векторные иллюстрации изолированы на белом фоне. — плотницкие тиски для рисования — графика, -клипарт, -карикатуры и -символ
Manuelle Industrieklemme für die Holzbearbeitung….
tischlerarbeit symbole — плотницкие тиски для рисования -графика, -клипарт, -карикатуры и -символ
Tischlerarbeit Symbole
Eine Reihe von Tischlersymbolen. Zu den Ikonen gehören Holzbearbeitungswerkzeuge wie eine Holzplatte, Schleifer, Säge, Holzfräse, Meißel und Holzmöbel. Das Set enthält auch ein Gebrauchsmesser, einen Hammer, einen Bauwoker, einen Schreiner, einen Schraubendreher, eine Nagelpistole, einen Rahmen, eine Bohrmaschine, eine Ebene, ein Maßband, einen Schraubstock und einen Blaudruck, um nur einige zu nennen.
vektor schwarz und weiß satz von home-tools isoliert auf weißemhintergrund — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов
Vektor schwarz und weiß Satz von Home-Tools isoliert auf weißem…
reparatur und konstruktion poster von arbeitsgeräten — плотничные тиски для рисования стоковых графиков, -клипартов, -карикатур и -символов gebäude, tischlerarbeit, schuhmaschinen — плотницкие тиски для рисования, -клипарт, -мультфильмы и -символ
Zeichnung Werkzeuge für Gebäude, Tischlerarbeit, Schuhmaschinen
Tools-Design
c-klemmen zum spannen von holz oder metall — плотницкие тиски для рисования-grafiken, -clipart, -cartoons und -symbole grafiken, -clipart, -cartoons und -symbole
C-Schraubstock
C-Clamp ist auf blauem Hintergrund isoliert
reparieren, тиски вектор-символ. элемент инструмента дизайна для мобильных устройств и вектора веб-приложений. dünnes liniensymbol für web-design und -entwicklung, app-entwicklung. векторсимвол — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов
Ремонт, Тиски Вектор-Символ. Element of Design Tool für…
bauwerkzeug-symbolsammlung — векторная иллюстрация — плотницкие тиски для рисования, графика, клипарт, мультфильмы и символы
Handwerkzeuge zur Reparatur. Machen Sie является самостоятельным. Der manuell gezeichnete Hintergrund.
der junge schüler im klassenzimmer arbeiten — плотницкие тиски для рисования, графики, -клипарты, -мультфильмы и -символы
Der junge Schüler im Klassenzimmer arbeiten
Der Junge im Unterricht arbeitet an der Linienkunst. Die Arbeit an der Maschine. Tischlerei
hausreparatur und werkstatt banner gesetzt — плотницкие тиски для рисования фондовых графиков, клипартов, мультфильмов и символов
Hausreparatur und Werkstatt Banner gesetzt
ручной набор векторных инструментов с винтажным стилем. — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
Ручной набор векторных инструментов с винтажным стилем.
Werkzeuge Иллюстрация в винтажном стиле. Inklusive Schere, Zange, Feile, Messer, Äxte, Hobel, Hämmer, Messer, Sägen, Schraubstock, Handsäge und Klinge.
Skizzensymbol in schwarz — зажимной инструмент — плотницкие тиски для черчения стоковых изображений, -клипартов, -мультфильмов и -символов
Skizzensymbol in schwarz — зажимной инструмент
Runde Anordnung von Vector-Rrawn-Elementen für Reparatur und Construktion.
установить bleistift mit radierer, klemme und schraubwerkzeug и klemmwerkzeug символ. вектор — рисунок плотницкими тисками сток-график, -клипарт, -мультфильмы и -символ
Set Bleistift mit Radierer, Klemme und Schraubwerkzeug und… -grafiken, -clipart, -cartoons und -symbole
Schraubstock, Hand-Werkzeug
тиски — плотницкие тиски, чертежные, -clipart, -cartoons und -symboleskizzierte vektor tischler werkzeuge und symbole, satz — плотницкие тиски, чертежные, графические, -клипарт, -мультфильмы и -символ
Skizzierte Vektor Tischler Werkzeuge und Symbole, Satz
антикварные иллюстрации der Industrie, Technologie und Handwerkskunst des 19. jahrhunderts: tischlerei, tischlerei, gehäusearbeit — плотницкие тиски для рисования сток-график, -клипарт, -мультфильмы и -символ
Antike Illustration der Industrie, Technologie und…
holzklemme icon stil holzbearbeitungswerkzeug farbe vektor illustration — плотничные тиски, рисунок, графика, -клипарт, -мультфильмы и -symbole
Holzklemme Icon Stil Holzbearbeitungswerkzeug Farbe Vektorillustration… -стиль — плотницкие тиски для рисования сток-график, -клипарт, -мультфильмы и -символ
Farbvektorillustration im Clamp Icon-Stil
holzbearbeitung klemme handgezeichnete illustration farbe vektor illustration — плотницкие тиски для рисования сток-график, -клипарт, -мультфильмы и -символ
holzbearbeitung klemme handgezeichnete illustration farbe vektor illustration — плотничные тиски рисунок stock-grafiken, -clipart, -cartoons und -symbole technologie und handwerkskunst des 19. jahrhunderts: tischlerei, tischlerei, gehäusearbeit — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов
Antike Illustration der Industrie, Technologie und…
holzklemme icon stil farbe vektor illustration — плотничные тиски, рисунок, графика, -clipart, -cartoons und -symbole
Holzklemme Icon Stil Farbe Vector Illustration
hand gezeichnete vektor-tools-set mit винтажный стиль. — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
Ручной набор векторных инструментов с винтажным стилем.
ручной набор векторных инструментов с винтажным стилем. — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультиков и -символов
Ручной набор инструментов Vektor-Tools-Set с винтажным стилем.
антикварные иллюстрации der Industrie, Technologie und Handwerkskunst des 19. jahrhunderts: tischlerei, tischlerei, gehäusearbeit — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов
Antike Illustration der Industrie, Technologie und. ..
hand gezetorichnete vektor -набор инструментов в винтажном стиле. — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
Ручной набор векторных инструментов с винтажным стилем.
ручной набор векторных инструментов с винтажным стилем. — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
Ручной набор векторных инструментов с винтажным стилем.
Werkzeuge Иллюстрация в винтажном стиле. Inklusive Schere, Zange, Feile, Messer, Äxte, Hobel, Hämmer, Messer, Sägen, Schraubstock, Handsäge und Klinge.
ручной набор векторных инструментов с винтажным стилем. — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
Ручной набор векторных инструментов с винтажным стилем.
Иллюстрация Werkzeuge с винтажным стилем. Inklusive Schere, Zange, Feile, Messer, Äxte, Hobel, Hämmer, Messer, Sägen, Schraubstock, Handsäge und Klinge.
инструменты-дизайн — плотницкие тиски для рисования сток-графики, -клипарт, -мультфильмы и -символ
Инструменты-дизайн
Ein nahtloses Kacheldesign, Werkzeugthema — Vektorillustration
ручной набор векторных инструментов с винтажным стилем. — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
Ручной набор векторных инструментов с винтажным стилем.
ручной набор векторных инструментов с винтажным стилем. — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
Ручной набор векторных инструментов с винтажным стилем.
Werkzeuge Иллюстрация в винтажном стиле. Inklusive Schere, Zange, Feile, Messer, Äxte, Hobel, Hämmer, Messer, Sägen, Schraubstock, Handsäge und Klinge.
reparaturinstrumente set — столярные тиски для рисования, -cartoons und -symbole
reparaturinstrumente set
bauwerkzeug-symbolsammlung — vektor-illustration — плотничные тиски для рисования stock-grafiken, -clipart, -cartoons und -symbole
Bauwerkzeug-Symbolsammlung — Vektor-Illustration
bauwerkzeug-symbolsammlung — vektor-illustration — плотничные тиски для рисования, графика, -clipart, -cartoons und -symbole графика, клипарт, мультфильмы и символы
Der junge Schüler im Klassenzimmer arbeiten
von 1
Чертеж столярных тисков — иллюстрация и векторная графика
38grafiken
Bilder
FOTOS
GRAFIKEN
VEKTOREN
Видео
Durchstöbern Sie 38
Результат карпентер Vies LizenZE-Sie 38 . Oder starten Sie eine neuesuche, um noch mehr faszinierende Stock-Bilder und Vektorarbeiten zu entdecken.
aquarellset von gegenständen für reparatur und konstruktion auf weissemhintergrund — чертеж столярных тисков, графика, клипарт, мультфильмы и символы
AQUARELLSET VON GEGENSTÄNDEN FÜR REPARATUR UND KONSTRUKTION AUF…
Holzbearbeitung klemme handgezeichnete illustration illustration der industrie, technologie und handwerkskunst des 19. jahrhunderts: tischlerei, tischlerei, gehäusearbeit — чертеж плотницких тисков stock-grafiken, -clipart, -cartoons und -symbole
Antike Illustration der Industrie, Technologie und…
manuelle industrieklemme für die holzbearbeitung. векторные иллюстрации изолированы на белом фоне. — чертеж столярных тисков stock-grafiken, -clipart, -cartoons und -symbole
Manuelle Industrieklemme für die Holzbearbeitung….
tools-design — рисунок столярных тисков stock-grafiken, -clipart, -cartoons und -symbole
Tools-Design
вектор schwarz und weiß satz von home-tools isoliert auf weißemhintergrund — рисунок плотницких тисков сток-графика, -клипарт, -мультфильмы и -symbole
Вектор schwarz und weiß Satz von Home-Tools isoliert auf weißem. ..
reparatur und konstruktion poster von arbeitsgeräten — чертеж плотницких тисков stock-grafiken, -clipart, -cartoons und -symbole -графика, -клипарт, -мультфильмы и -символ
Zeichnung Werkzeuge für Gebäude, Tischlerarbeit, Schuhmaschinen
c-klemmen zum spannen von holz oder metall — чертеж плотницких тисков stock-grafiken, -clipart, -cartoons und -symbole
Делаем самодельный пресс из домкрата из подручных средств своими руками
Ситуаций, когда необходимо сжать предметы с большой силой, в быту предостаточно.
Вот немногие из них:
Выжимание сока из винограда, фруктов и овощей.
Запрессовка или извлечение сайлентблоков, подшипников, втулок.
Формовка изделий по матрице.
Сгибание прочных металлических заготовок.
Выпрямление изогнутых предметов.
Перечень можно продолжать и дальше.
Для этих действий необходим пресс. Самая популярная конструкция – гидравлическая. Жидкость не сжимается, поэтому достаточно оснастить гидравликой приспособление для сжатия – прессования, и можно развивать фактически неограниченное усилие.
Приспособления эти достаточно компактны. Например, на иллюстрации изображен станок высотой меньше метра, а усилие он развивает до 10 тонн. И управляется вручную.
Такой пресс можно купить в магазине инструмента, правда, стоимость достаточно высокая. Если приглядеться к конструкции, можно заметить, что силовой элемент очень похож на обычный автомобильный бутылочный домкрат. Стало быть, его можно изготовить своими руками.
Чертеж и концепция пресса из домкрата
Силовые элементы выполняются из стали толщиной не менее 15 мм, или стального профиля. В качестве вертикальных стоек можно использовать шпильку, уголок, профильную трубу, или тот же швеллер.
Шпилька с резьбой предпочтительнее, поскольку с ее помощью можно оперативно регулировать размер рабочей области.
Именно такую схему возьмем за основу для понимания конструкции.
В основание (7), толщиной 20 мм, вкручиваются две шпильки (4) с резьбой в нижней части (5) и в верхней, для регулировки высоты верхней платформы.
Шпильки (4) изготавливаются из стального круга диаметром 30 мм. Верхняя резьба нарезается из расчета высота подъема штока домкрата с небольшим запасом.
Гидравлический домкрат бутылочного типа (6) устанавливается на основание.
Желательно его там зафиксировать. Крепление можно делать съемным, чтобы иметь возможность использовать домкрат по прямому назначению.
По шпилькам вертикально перемещается нижняя платформа (3).
Если толщина металла недостаточна, отверстия можно усилить втулками, для предотвращения перекоса.
Верхняя силовая платформа (1) крепится на шпильки мощными гайками (2), при помощи которых осуществляется регулирование высоты рабочей области.
В результате получается силовая конструкция такого вида:
Это отнюдь не аксиома, конструкция может быть любой, соотношение размеров тем более. Чертежи вы будете разрабатывать исходя из наличия материала и типа используемого гидравлического домкрата.
Принцип действия следующий – на платформах закрепляются матрицы (втулки, пуансоны) или другие приспособления, между которыми будет менять форму обрабатываемая деталь. Домкрат поднимается традиционным способом – между платформами возникает усилие, равное грузоподъемности домкрата.
Профессиональный пресс из гидравлического домкрата своими руками
Версия с гидронасосом
В конструкциях промышленного производства, разделенные гидроцилиндр и гидронасос, соединены между собой подводящей трубкой. Это удобно, поскольку делает конструкцию компактной, и пользоваться ручной системой подкачки давления сподручнее.
Можно изготовить самодельный пресс аналогичной конструкции, причем с использованием буквально металлолома.
Материал фактически валялся под ногами – по пути на пункт приема металлолома.
Тем не менее, получилась достаточно прочная рама, или станина. Сварена конструкция с применением самодельного сварочного аппарата.
Кроме болгарки – никаких дополнительных приспособлений не потребовалось. Верхняя и нижняя платформы выполнены в виде лестничной рамы, и могут вертикально перемещаться по станине.
Это сделано для возможности обрабатывать детали различного размера. На нижней платформе устанавливается подиум с квадратным отверстием посредине.
Подиум состоит из двух половинок, так что можно регулировать размер отверстия для съема подшипников или сайлентблоков.
Изюминкой конструкции является самодельный гидронасос. Он изготовлен из старого гидравлического домкрата. Для этого рабочий поршень распилен болгаркой на 2 половинки.
Нижняя часть осталась в корпусе домкрата, сверху на нее приварен переходник для маслопровода высокого давления. После сборки корпуса домкрата мы получаем гидронасос с усилием 10 тонн.
Верхняя часть рабочего цилиндра вместе со штоком установлена вверх ногами на платформу, и к ней приварен аналогичный переходник для маслопровода.
Обе части гидросистемы соединены между собой маслопроводом высокого давления, который снят со списанного на металлолом автокрана. Диапазон движения штока дополнительно можно отрегулировать, применив винт, входящий в шток.
Конструкция готова. Затраты практически нулевые (электроэнергия на сварку, пара сточенных дисков для болгарки и банка краски). Домкрат в стоимость не входил – ибо приобретен в незапамятные времена и все равно валялся в гараже без дела.
Единственный недостаток конструкции – невозможность использования домкрата, как отдельного инструмента.
Классическая конструкция
Если бутылочный домкрат нужен сам по себе – надо предусмотреть его легкий демонтаж. Конструкция выполнена по классической схеме – движение платформы сверху вниз.
Для изготовления понадобятся:
Собственно домкрат.
Швеллер.
Стальной лист 4-5 мм толщиной.
Две стальные пружины.
Рама сварена из мощного швеллера толщиной 5 мм. Углы усилены косынками и тягами из стального листа аналогичной толщины.
ВАЖНО! Качество сварки должно быть безупречным. Любой дефект под давлением 5-10 тонн обязательно приведет к поломке агрегата. Это может повлечь за собой серьезные травмы.
Точки приложения максимального давления должны быть усилены. Для этого можно наварить пятки из стального листа. Они устанавливаются на верхней платформе и подвижном элементе.
Кроме того, на подвижном элементе целесообразно установить ограничители, удерживающие домкрат от выскальзывания.
Подвижный элемент подвешивается на пружинах. На торцах привариваются направляющие флажки, препятствующие уводу платформы от движения по вертикали.
Конструкция готова. В любой момент домкрат можно снять и использовать отдельно от пресса. При наличии набора приспособлений (втулок, матриц, форм) можно производить любые работы – от изготовления сувенирных монет до использования конструкции в качестве трубогиба.
Однако, самое популярное применение конструкции – съемник подшипников и сайтентблоков при обслуживании автомобиля.
Конструкцию можно усовершенствовать, добавив регулируемые тяги съемника. Для этого на верхнюю платформу надевается П-образная конструкция из стального уголка и толстых резьбовых шпилек.
Снизу, на шпильки накручиваются удлиненные гайки с наваренными Г-образными зацепами.
В качестве упорного штока при выдавливании вала из подшипника или сайлентблока из проушины – можно использовать хвостовик от карданного вала или полуось подходящего диаметра. Такое «приспособление» легко найти на авторазборке.
Конструкция собирается за 5 минут, и пресс превращается в мощный съемник. Можете вспомнить, сколько стоит замена сайлентблоков, и посчитать экономию.
На иллюстрации слева – демонтаж подшипника при помощи съемника, справа – запрессовка подшипника прессом без дополнительных приспособлений.
Совет
В качестве втулок и муфт для запрессовки, хорошо подходят обоймы подшипников разного диаметра.
Кулинарное применение пресса из домкрата
И на десерт – несколько экзотическое, но очень популярное применение гидравлического пресса. Изготовив нехитрое приспособление из подноса, старой алюминиевой кастрюли и деревянной чурки – можно с легкостью надавить сока из винограда или яблок.
А если немного поработать с деревом – из самодельного гидравлического пресса можно соорудить настоящую маслобойню.
Вывод
Обычный автомобильный домкрат, плюс немного смекалки и ненужного на первый взгляд хлама – и вы получите набор инструмента, которым раньше могли похвастать лишь промышленные производства и сервисы.
В заключении видео, в котором подробно рассказывается как сделать пресс из домкрата на примере собственной конструкции.
Пресс для выпрессовки подшипников в категории «Спорт и отдых»
Набор оправок для выпрессовки подшипников, втулок, сальников
На складе в г. Тернополь
Доставка по Украине
6 560 грн
Купить
avant-garde
Оправки для випресовки підшипників, втулок, сальників, ступічних підшипників
Доставка из г. Львов
4 800 грн
Купить
Інтернет-магазин «DomTehno» ЗАВЖДИ НИЗЬКІ ЦІНИ
Колесо для пресса (ролик гимнастический) металлический на подшипнике усиленный OSPORT Pro (FI-0104)
На складе
Доставка по Украине
369 — 546 грн
от 9 продавцов
546 грн
369 грн
Купить
OSPORT. UA — интернет магазин спортивных товаров
Набір оправок для випресовки підшипників, втулок, сальників M66775
Доставка из г. Львов
5 500 грн
Купить
Інтернет-магазин «DomTehno» ЗАВЖДИ НИЗЬКІ ЦІНИ
Набор оправок для выпрессовки подшипников, втулок, сальников 70-155мм (шаг 5мм) 4855 JTC
Доставка по Украине
9 879 грн
Купить
TOPLINE — Инструмент и оборудование
Ручний прес для підшипників, втулка 3T Stiler Ap-3
Под заказ
Доставка по Украине
10 800 грн
Купить
Інтернет-магазин «DomTehno» ЗАВЖДИ НИЗЬКІ ЦІНИ
Набор оправок для выпрессовки подшипников втулок и шкворней Falon Tech
Доставка по Украине
3 999 грн
Купить
AUTO-ASSISTANT — ОГРОМНЫЙ ВЫБОР АВТОИНСТРУМЕНТА И ВСЕ ВИДЫ ОБОРУДОВАНИЯ ДЛЯ АВТОСЕРВИСА.
Ролик для пресса Power Roller, одинарный, Ø 16 см, металл., на подшипнике, разн. цвета
На складе в г. Одесса
Доставка по Украине
400 — 416 грн
от 2 продавцов
406 грн
Купить
Наш интернет-магазин: sportivnie-tovari. com.ua
Ролик для пресса Power Roller, одинарный, Ø 14 см, металл., на подшипнике, разн. цвета
На складе в г. Одесса
Доставка по Украине
362 — 381 грн
от 2 продавцов
367 грн
Купить
Наш интернет-магазин: sportivnie-tovari.com.ua
Ролик для пресса Power Roller, одинарный, Ø 14.5 см, металл., на подшипнике, черный с красным
На складе в г. Одесса
Доставка по Украине
501 — 520 грн
от 2 продавцов
507 грн
Купить
Наш интернет-магазин: sportivnie-tovari.com.ua
Ролик для пресса Power Roller, двойной, Ø 14.5 см, металл., на подшипниках, черный с красным
На складе в г. Одесса
Доставка по Украине
651 — 676 грн
от 2 продавцов
659 грн
Купить
Наш интернет-магазин: sportivnie-tovari.com.ua
Ролик для пресса Power Roller, двойной, Ø 15.5 см, металл., на подшипниках, черный с красным
На складе в г. Одесса
Доставка по Украине
684 — 711 грн
от 2 продавцов
684 грн
Купить
Наш интернет-магазин: sportivnie-tovari.com.ua
Набор оправок металлических для выпрессовки и запрессовки подшипников, втулок, сальников в комплекте с
Доставка по Украине
по 6 358 грн
от 2 продавцов
6 358 грн
Купить
STRONG TOOLS
Подшипник 205 kyy3 ролик поршня для пресс подбощика john deere 342 a AE25395 JD8680
На складе в г. Харьков
Доставка по Украине
288 грн
Купить
Альпик-Центр
Колесо для пресса (ролик гимнастический) на усиленном подшипнике
Доставка по Украине
399 грн
Купить
ЭхоКор
Смотрите также
Колесо для пресса (ролик гимнастический) на усиленном подшипнике
Доставка по Украине
399 грн
Купить
ЭхоКор
Колесо для пресса (ролик гимнастический) на усиленном подшипнике
Доставка по Украине
399 грн
Купить
ЭхоКор
Колесо для пресса (ролик гимнастический) на усиленном подшипнике
Доставка по Украине
399 грн
Купить
ЭхоКор
Колесо для пресса (ролик гимнастический) на усиленном подшипнике
Доставка по Украине
399 грн
Купить
ЭхоКор
Набор оправок металлических для выпрессовки и запрессовки подшипников, втулок, сальников
Доставка по Украине
по 6 160 грн
от 3 продавцов
6 160 грн
Купить
Я в шоке!™
Пресс гидравлический 30 тонн Torin TY30002
Доставка по Украине
44 819 грн
43 026 грн
Купить
ToolGrand — автосервисное оборудование и инструмент
Набор оправок для выпрессовки подшипников, втулок, сальников 70-155мм (шаг 5мм) 4855 JTC
Доставка по Украине
по 9 879 грн
от 2 продавцов
9 879 грн
Купить
ООО «ПРОФЛАЙН 2000»
Гидравлический ручной пресс 10 тн. HWP M10/15
Доставка по Украине
24 660 грн
Купить
ООО «ЕМ ГРУПП»
Набор оправок металлических для выпрессовки и запрессовки подшипников, втулок, сальников
Доставка из г. Киев
6 160 грн
Купить
АВТОИНСТРУМЕНТ FORSAGE
Колесо для преса (ролик гімнастичний) на підшипнику посилений
Доставка по Украине
399 грн
Купить
Этиленвинилацетат EVA/ЭВА
Колесо для преса (ролик гімнастичний) на підшипнику посилений
Доставка по Украине
399 грн
Купить
Этиленвинилацетат EVA/ЭВА
Колесо для преса (ролик гімнастичний) на підшипнику посилений
Доставка по Украине
399 грн
Купить
Этиленвинилацетат EVA/ЭВА
Колесо для преса (ролик гімнастичний) на підшипнику посилений
Доставка по Украине
399 грн
Купить
Этиленвинилацетат EVA/ЭВА
Колесо для преса (ролик гімнастичний) на підшипнику посилений
Доставка по Украине
387 грн
Купить
Этиленвинилацетат EVA/ЭВА
Съемник подшипника колеса автомобиля своими руками
по:
Рич Бремер
Машины самые лучшие. Они доставят вас туда, куда вам нужно… большую часть времени. Они также могут подвести вас в самый неподходящий момент, если критическая часть выйдет из строя. Ступичные подшипники часто используются во время вождения, и [Дмитрий] на собственном горьком опыте убедился, как быстро они могут выйти из строя. Вместо того, чтобы рассердиться, он решил сам заменить поврежденный подшипник. В процессе он сделал довольно аккуратный съемник подшипников своими руками.
Некоторые ступичные подшипники, например, в передней части грузовика 2WD, удерживаются только одной большой гайкой и легко соскальзывают со шпинделя. Этого не было в случае с задней частью полноприводного Subaru [Дмитрия]. Задние подшипники запрессованы в корпус подшипника. Их трудно удалить, потому что внешний диаметр подшипника на самом деле лишь немного больше внутреннего диаметра корпуса подшипника. Такой способ соединения деталей называется «посадка с натягом».
Гаджет [Дмитрия] использует одну из любимых простых машин Хакадея, винт, чтобы медленно выталкивать подшипник из корпуса. Он работает путем вставки резьбового стержня через подшипник и корпус подшипника. С каждой стороны установлены большая шайба и гайка, а также распорка из ПВХ, обеспечивающая поддержку резьбового стержня. Когда противоположные гайки затягиваются, одна шайба давит на подшипник, и подшипник медленно выскальзывает из корпуса. Установка нового подшипника такая же, за исключением того, что инструмент переворачивается, чтобы вдавить втулку в корпус.
При запрессовке подшипников в герметичные корпуса важно запрессовывать только наружное кольцо. И наоборот, при напрессовке подшипника на вал важно нажимать только на внутреннюю обойму. Таким образом, прилагаемая осевая нагрузка не передается через шарики или ролики подшипника. Это действительно может повредить подшипник, что приведет к преждевременному выходу из строя. [Дмитрий] справился с этим, используя шайбы соответствующего размера, которые соприкасались с внешней обоймой подшипника при снятии и установке.
На приведенном ниже рисунке показаны правильный и неправильный способ установки подшипника в корпус подшипника. На левом рисунке нажатие на внутреннюю обойму «сжимает» шарики, потому что внутренняя обойма хочет войти, а внешняя обойма хочет остаться на месте, поскольку между внешней обоймой и корпусом подшипника возникает сопротивление из-за посадки с натягом. . На правом рисунке надавливание на внешнее кольцо не оказывает нагрузки на шарики и обеспечивает правильную установку подшипника без повреждений.
Posted in Tool HacksTagged автомобиль, обслуживание, инструмент, колесо
Как использовать пресс для подшипников
Это руководство покажет вам, как использовать гидравлический пресс для установки осевого подшипника в шпиндель. который удерживает ось CV спереди или сзади вашего автомобиля. Мы команда сертифицированных механиков ASE, которые создали это руководство, чтобы показать вам, как вы можете сэкономьте деньги, выполнив работу самостоятельно или, по крайней мере, посмотрите, за что вы платите, когда выполнение работы.
Хотя не у многих людей есть пресс в гараже, многие механические мастерские или машины ремонтные мастерские делают. Вы можете приобрести его самостоятельно примерно за 120 долларов США на Amazon и начать получение всего необходимого для собственного полностью оборудованного ремонтного гаража. Ты сможешь также нужен сменный подшипник, который также доступен на Amazon примерно за 35 долларов США. в зависимости от приложения. Магазин автозапчастей или автомастерская может сделать эту операцию для вас от $ 80,00 до $ 100,00 труда.
Прежде чем вы начнете, вы должны знать, что вы будете иметь дело с большим давлением поэтому всегда надевайте защитные очки и перчатки. Всегда держите руки подальше от подшипника области во время работы пресса.
СПОНСОРСКИЕ ССЫЛКИ
Шаг 1. Подготовка к опрессовке ступицы
Установите манжету гидравлического пресса на ступицу подшипника и плотно затяните ее, чтобы зафиксировать между ступицей и фланцем опорной плиты. Эту пластину не следует затягивать, чтобы она позволит ступице скользить при нажатии. Воротник — это то, чем ты будешь установка в прессе для поддержки нагрузки при нажатии вниз на ступицу колеса.
Подготовьте пресс, поместив два металлических стержня поперек опорных балок. Эти лучи, возможно, потребуется отрегулировать вверх или вниз в зависимости от приложения. Затем установите кольцо и подшипник в сборе вниз в пресс, позволяя колесу чтобы ступица была свободна и могла двигаться вниз через металлические стержни и опорные балки.
Используйте стальную выколотку или большую головку размером чуть меньше самой ступицы колеса. Этот должен быть достаточно большим, чтобы захватить ступицу, но при этом быть чуть меньше внутренней части обойма подшипника. У многих прессов есть аксессуары, которые можно использовать для этого. также.
СПОНСОРСКИЕ ССЫЛКИ
Шаг 2: Нажмите на ступицу колеса
Расположите узел подшипника, ступицы и шпинделя под прямым углом под плунжером. Этот должны быть как можно более квадратными, чтобы пресс работал правильно. Вам может понадобиться отрегулируйте опорные балки вверх или вниз так, чтобы они находились в пределах досягаемости домкрата.
После правильного выравнивания пресса начните качать домкрат пресса вниз. поршень соприкоснется с оправкой или патрубком, пока давление нарастает, продолжайте качать домкрат. Раздастся «хлопок», когда подшипник начнет двигаться наружу от шпинделя. Вы должны увидеть, как ступица начинает двигаться вниз между двумя опорными балками. так как накачивать домкрат становится легче.
Если ступица отказалась двигаться и вы видите и чувствуете избыточное давление на пресс, отпустите домкрат и дважды проверьте, как вы его нажимаете, и перенастройте настраивать.
СПОНСОРСКИЕ ССЫЛКИ
Продолжайте качать домкрат, пока ступица не освободится от подшипника. После того, как полностью при нажатии на ступицу подшипника она ослабнет и упадет с нижней части пресса. В этот момент вы можете держать руку под деталью и поймать ее до того, как она упадет. чтобы защитить его от повреждений.
Шаг 3: Подготовка к запрессовке подшипника
После извлечения шпинделя из пресса вышедший из строя подшипник будет виден. Как вы можете видеть, эти подшипники роликов изношены, что требует замены.
Переверните шпиндель и найдите стопорное кольцо фиксатора подшипника. Использование пары плоскогубцами для стопорных колец снимите кольцо. Эти кольца может быть немного трудно удалить из-за их натяжения пружины, так что держитесь там.
СПОНСОРСКИЕ ССЫЛКИ
Установите прижимную втулку на шпиндель так же, как вы это делали раньше, когда выпрессовал ступицу колеса. Отрегулируйте воротник на больший размер и подшейте оба воротника. орехи.
Шаг 4: Запрессовка подшипника
Установите шпиндель обратно в пресс, используя большую головку или металлическую оправку. Начните качать домкрат, чтобы вытолкнуть вышедший из строя подшипник из корпуса. Опять таки должен быть слышимый «хлопок», когда подшипник начинает двигаться при прокачке Джеку становится легче.
Продолжайте качать домкрат вниз. После завершения отказавший подшипник упадет между двумя опорными балками и свободен от шпинделя.
Шаг 5: Установите новый подшипник
После завершения демонтажа подгоните новый подшипник к старому узлу. Внутренний и диаметр внешней дорожки должны точно совпадать с шириной подшипника.
СПОНСОРСКИЕ ССЫЛКИ
Протрите корпус подшипника шпинделя салфеткой. Используйте проволочную щетку удалить ржавчину, если это необходимо. Установите новый подшипник прямо на шпиндель. Подшипник является однонаправленным и не имеет значения, какой стороной внутрь или наружу.
Снова вставьте узел подшипника и шпинделя обратно в пресс, используя большой гнездо или выколотка заставит новый подшипник встать на место. Вы должны поддерживать шпиндель прямо с помощью металлических стержней, которые могут занять некоторое время, соорудив прочный платформу, укладывая металлические стержни в опорные балки. Продолжайте нажимать новый подшипник на место, пока он не перестанет двигаться. Это дает вам знать подшипник полностью на месте, мы использовали для этого большую розетку.
Снимите узел шпинделя с пресса и установите на место фиксатор подшипника стопорное кольцо с помощью плоскогубцев.
СПОНСОРСКИЕ ССЫЛКИ
С помощью небольшого выколотки и молотка вбейте стопорное кольцо на место. Этот шаг обеспечивает кольцо полностью «установлено» на место в корпусе шпинделя.
Шаг 6. Установка ступицы колеса на место
Осмотрите фланец ступицы и сгладьте внешнюю поверхность наждачной шкуркой. без царапин или заусенцев, которые могли возникнуть в результате удаления. После протирки вставьте чистую вставку ступицы колеса и установите ступицу прямо в подшипник. Будьте уверены, часть старого подшипника еще нет на ступице. Если часть подшипника осталась, используйте прижмите пластину и затяните ее за кольцом качения подшипника, а затем снова запрессуйте ступицу.
Вам потребуется опустить опорные балки пресса, чтобы освободить место для ступицы колеса фланец должен быть запрессован на место. Выровняйте ступицу колеса прямо под плунжером пресса. и вставьте его в новый подшипник. Концентратор перестанет двигаться, как только он полностью установлены.
СПОНСОРСКИЕ ССЫЛКИ
После сборки новый подшипник и шпиндель готовы к повторной установке. на транспортное средство. Вот старый подшипник с установленным новым. Эта процедура практически одинаков как на переднем, так и на заднем шпинделе и используется для большинства осей CV замены подшипников.


 Плоскости находящиеся перпендикулярно направлению давления способны обеспечить более высокое сопротивление давлению. Это свойство делает профильные трубы более привлекательными по сравнению с гибкими круглыми. В случае же если направление давление известно заранее прочностные характеристики конструкции можно заранее усилить используя вместо квадратных прямоугольные. В целом получается что использование в строительных конструкциях данных видов труб можно снизить удельный расход стальных материалов, а значит и снизить их стоимость. Еще одним преимуществом является более устойчивое крепление различных строительных материалов к ровной плоскости.
Плоскости находящиеся перпендикулярно направлению давления способны обеспечить более высокое сопротивление давлению. Это свойство делает профильные трубы более привлекательными по сравнению с гибкими круглыми. В случае же если направление давление известно заранее прочностные характеристики конструкции можно заранее усилить используя вместо квадратных прямоугольные. В целом получается что использование в строительных конструкциях данных видов труб можно снизить удельный расход стальных материалов, а значит и снизить их стоимость. Еще одним преимуществом является более устойчивое крепление различных строительных материалов к ровной плоскости.
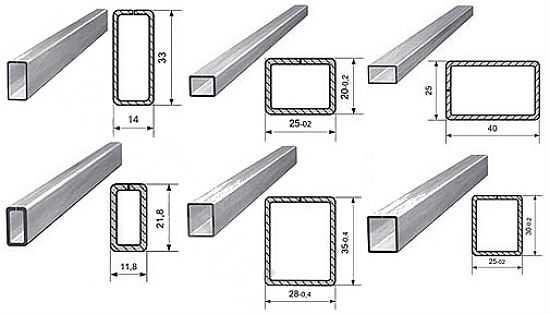
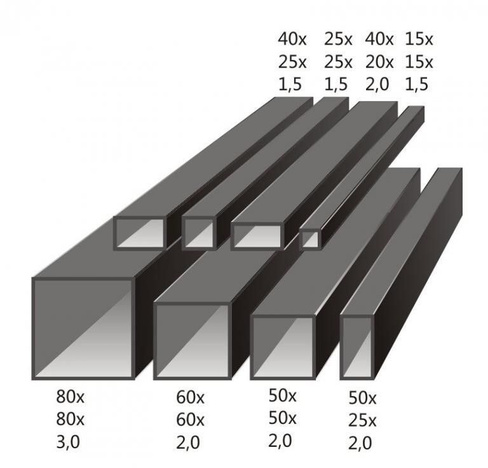
 value_text}}
value_text}}
 Хорошая прочность, свариваемость, низкая стоимость.
Хорошая прочность, свариваемость, низкая стоимость.
 Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov.
Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov.

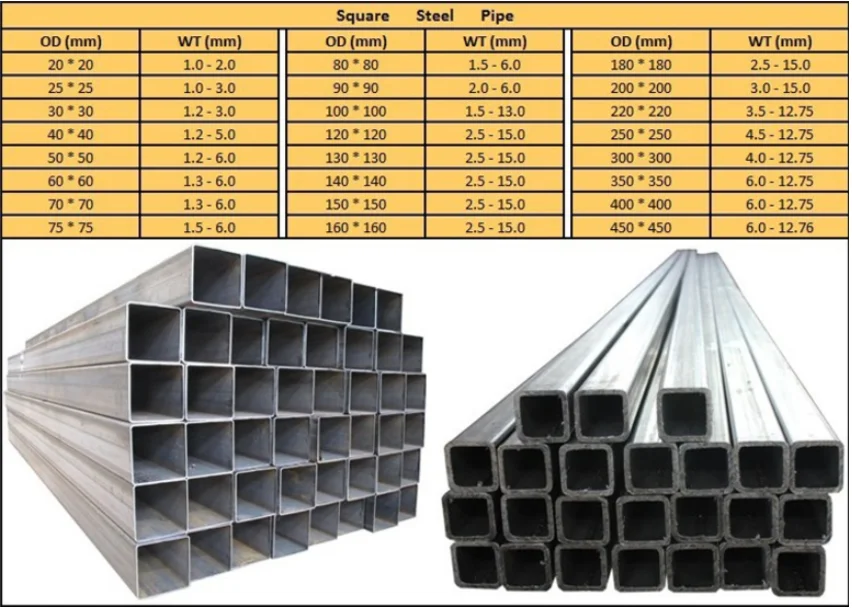 Благодаря огромному количеству видов стали практически нет ограничений по отдельным сферам применения. Благодаря гальванизации наша сталь больше не нуждается в обработке поверхности. Излишне говорить, что
Благодаря огромному количеству видов стали практически нет ограничений по отдельным сферам применения. Благодаря гальванизации наша сталь больше не нуждается в обработке поверхности. Излишне говорить, что
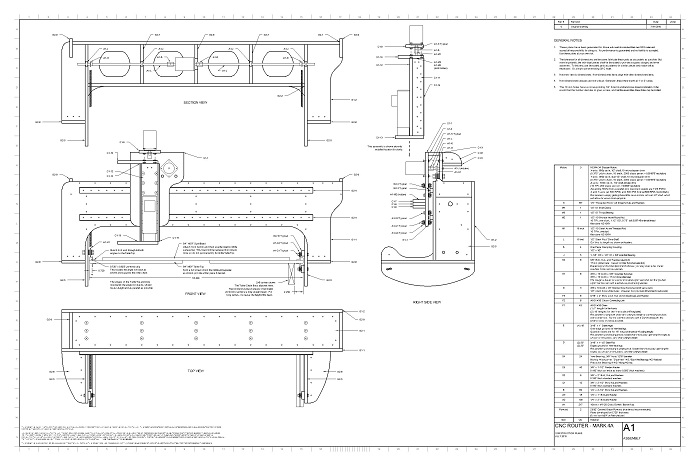 cdw
cdw dxf
dxf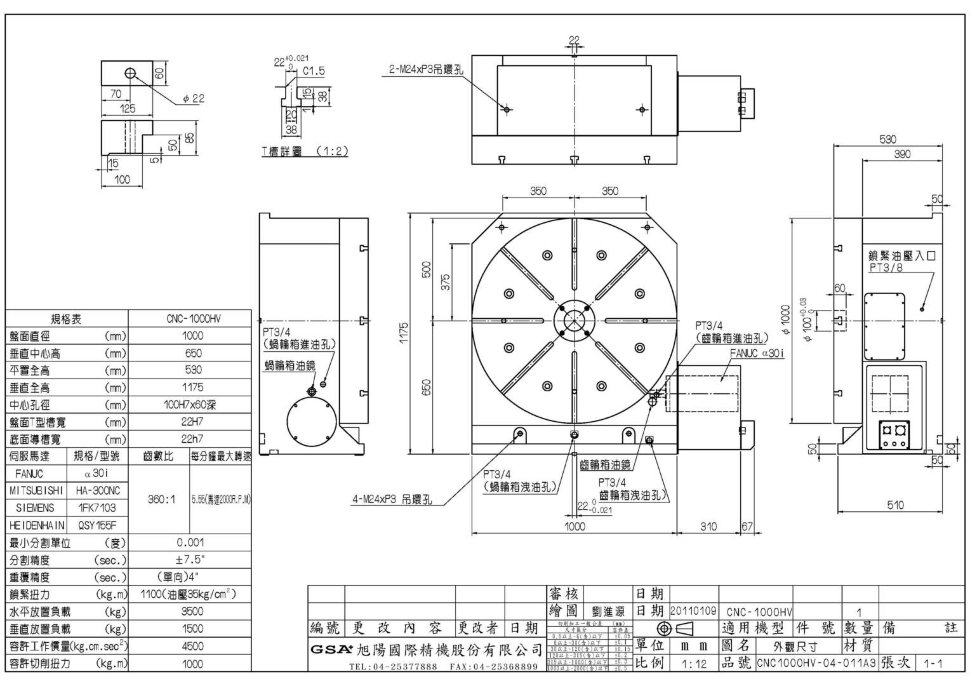 cdw
cdw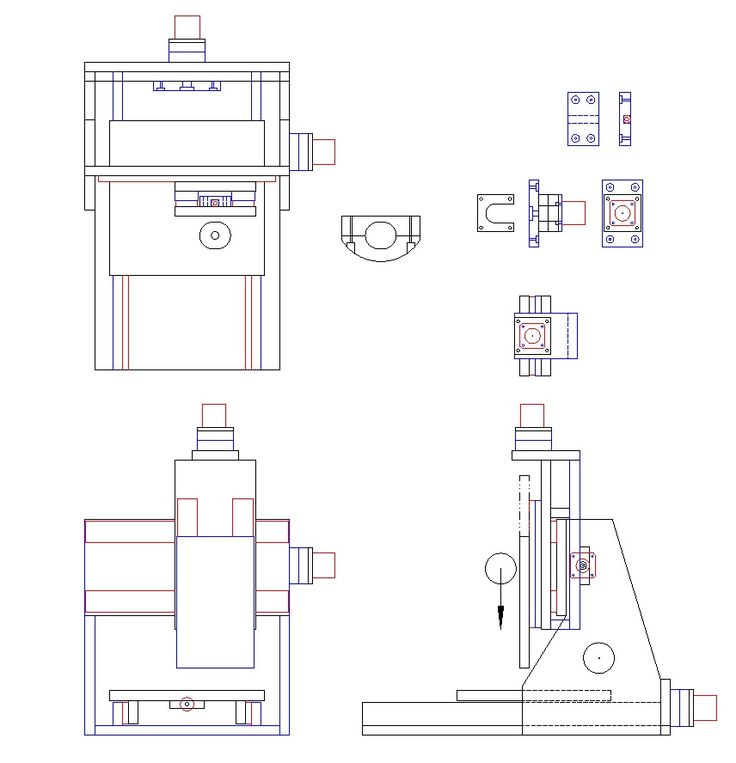 jpg
jpg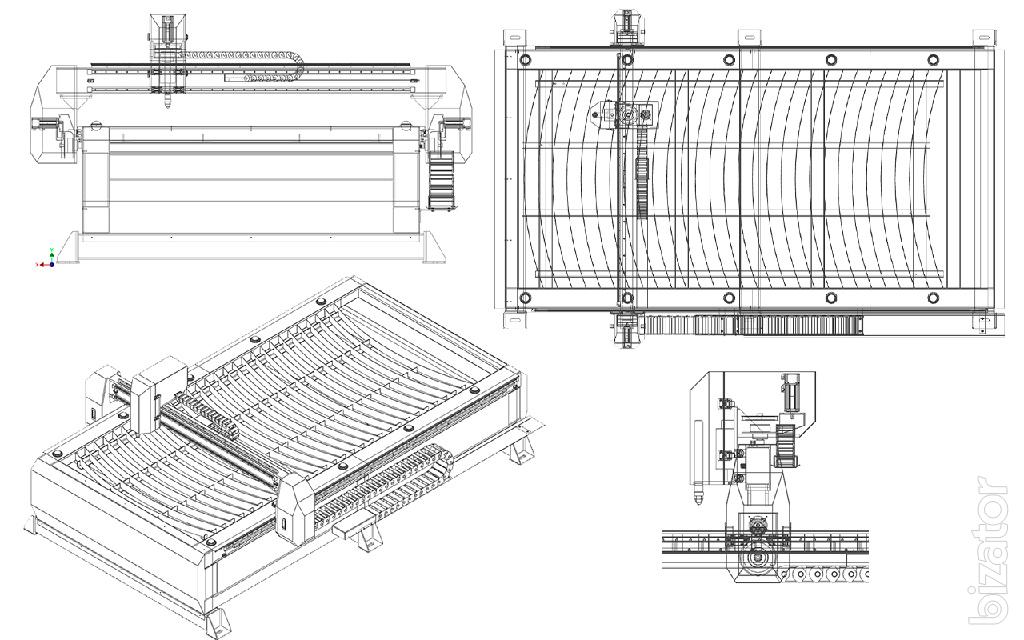 m3d
m3d jpg
jpg m3d
m3d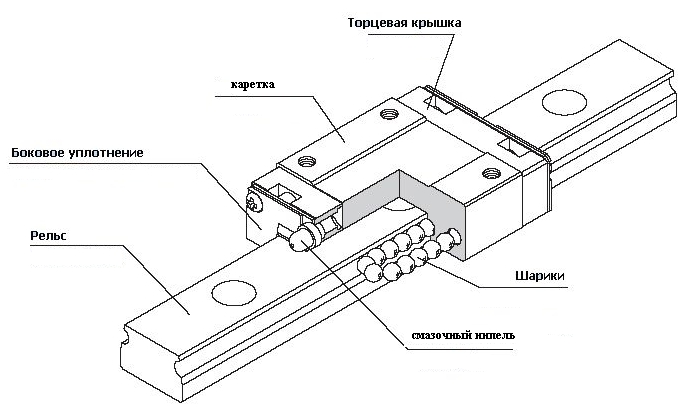 cdw
cdw jpg
jpg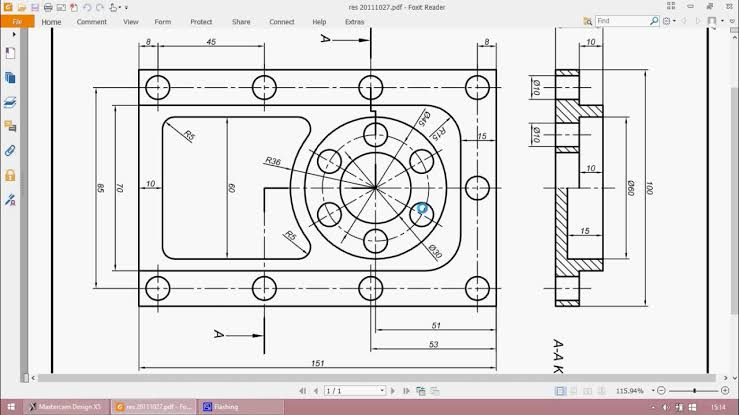 m3d
m3d cdw
cdw jpg
jpg m3d
m3d cdw
cdw jpg
jpg jpg
jpg Главным движением при обработке на токарном станке является вращение заготовки, а вспомогательным является перемещение инструмента.
Главным движением при обработке на токарном станке является вращение заготовки, а вспомогательным является перемещение инструмента.
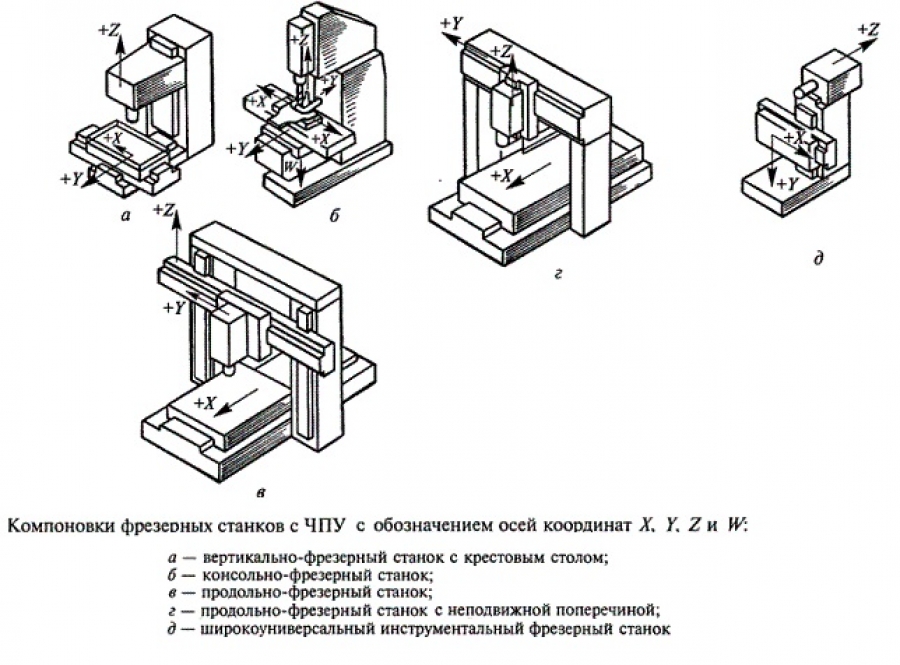 Они должны обеспечивать:
Они должны обеспечивать:
 Определить по чертежу размеры детали и ее элементов. Также стоит обратить внимание на допуски формы и расположения поверхностей.
Определить по чертежу размеры детали и ее элементов. Также стоит обратить внимание на допуски формы и расположения поверхностей. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
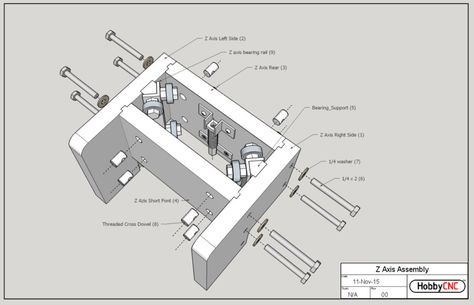 Обычно он используется больше для художественных проектов, чем для точной механической работы, но он должен работать и в том, и в другом случае, если у вас есть терпение.
Обычно он используется больше для художественных проектов, чем для точной механической работы, но он должен работать и в том, и в другом случае, если у вас есть терпение.
 Это не облачное решение.
Это не облачное решение.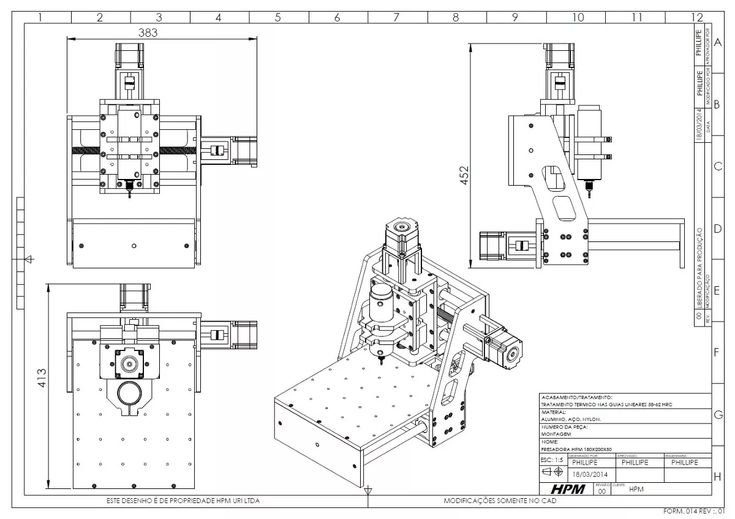 Это полностью облачное решение.
Это полностью облачное решение.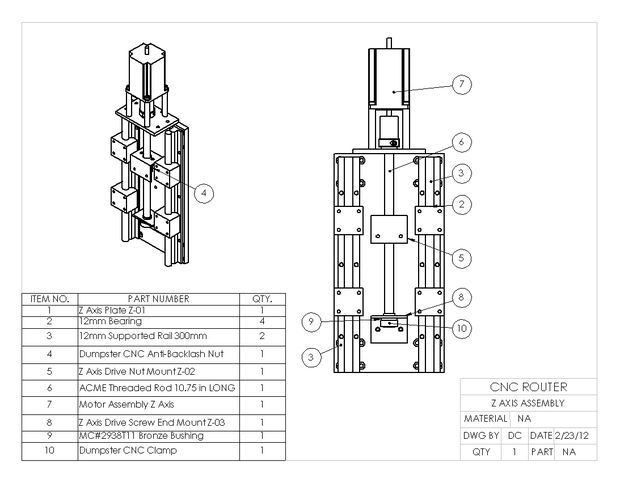
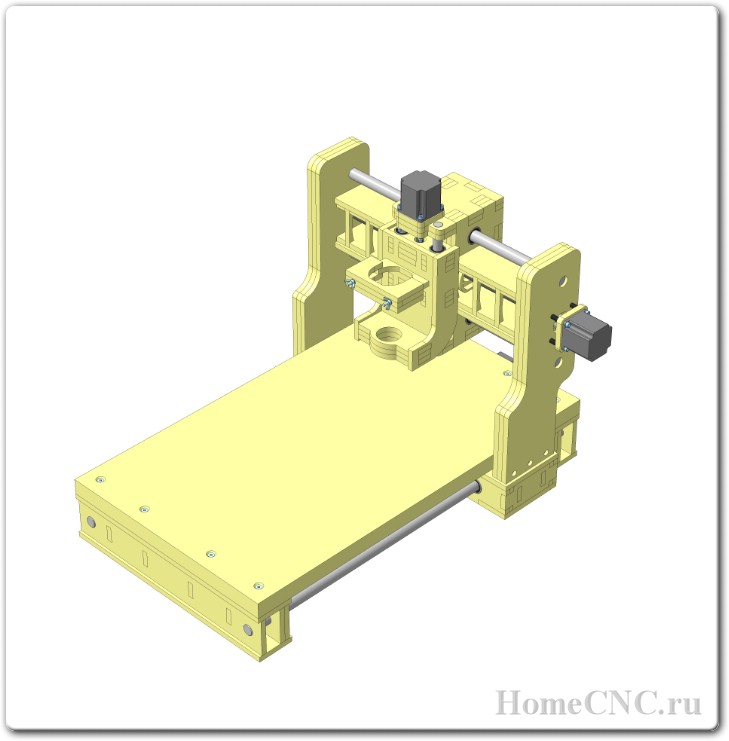 Бессрочные лицензии доступны для тех, кто не любит подписки.
Бессрочные лицензии доступны для тех, кто не любит подписки.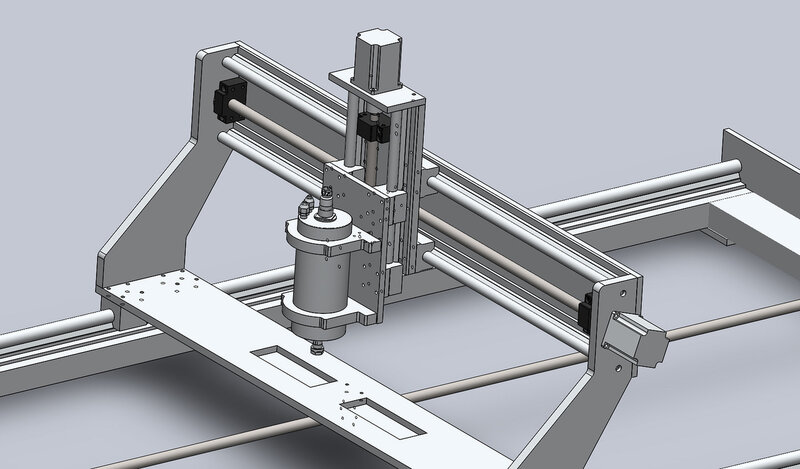 Поскольку для этого требуется Linux, потребуется выделенная машина, на которую вы можете установить Linux. LinuxCNC может взаимодействовать с вашим фрезерным станком с ЧПУ через два интерфейса: параллельный порт или интерфейс USB.
Поскольку для этого требуется Linux, потребуется выделенная машина, на которую вы можете установить Linux. LinuxCNC может взаимодействовать с вашим фрезерным станком с ЧПУ через два интерфейса: параллельный порт или интерфейс USB.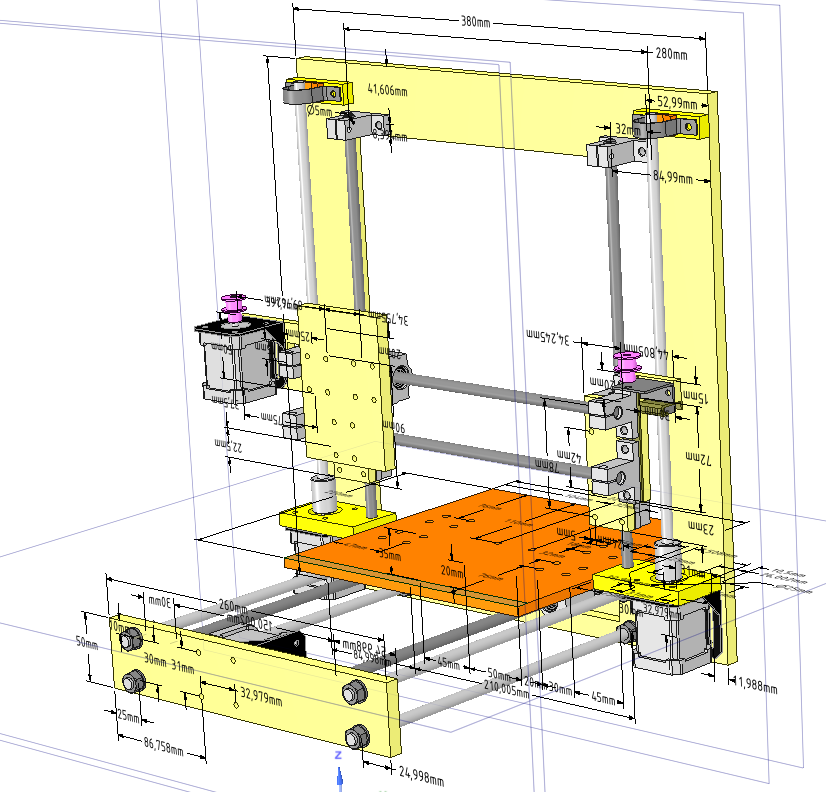
 Мозг каждого работает немного по-разному, и стоит потратить время, чтобы выбрать вариант, который лучше всего соответствует тому, как работает ваш ум.
Мозг каждого работает немного по-разному, и стоит потратить время, чтобы выбрать вариант, который лучше всего соответствует тому, как работает ваш ум.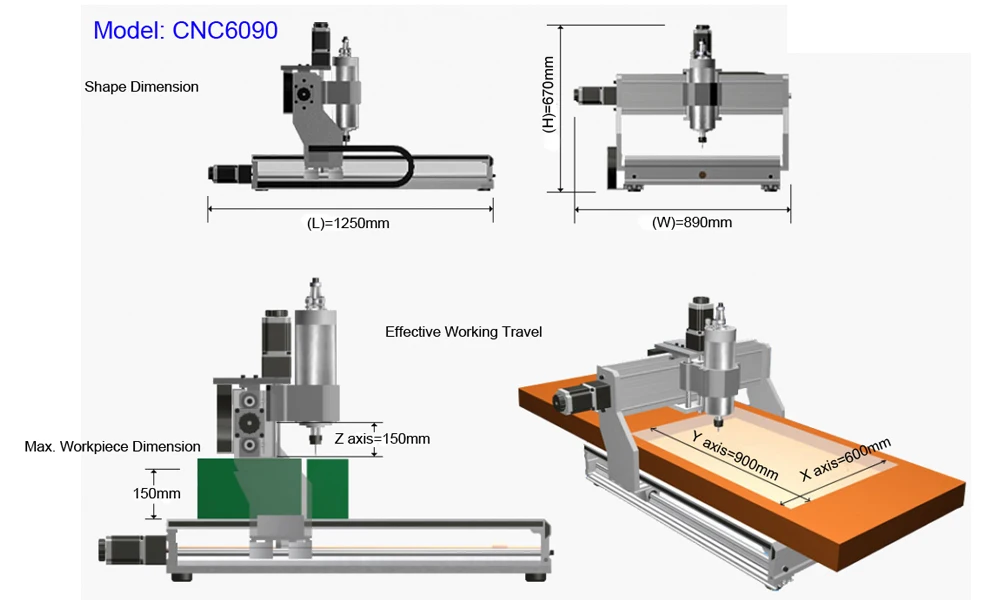 д.)
д.)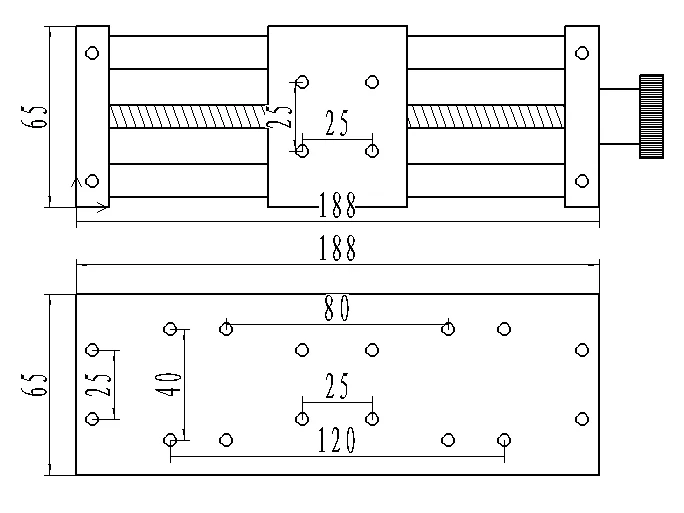
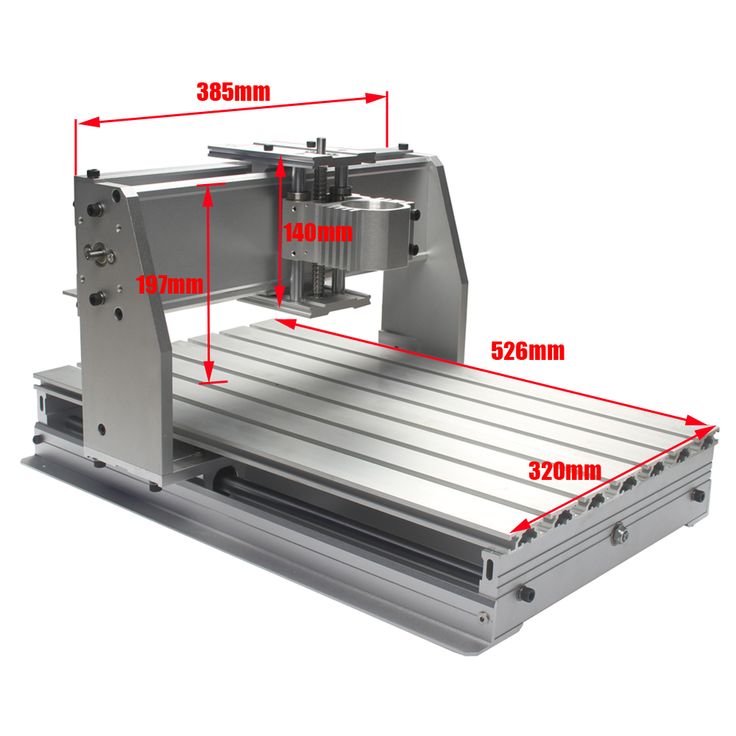 Для этого используются изометрические виды, так как они сочетают иллюзию глубины с неискаженным представлением геометрии детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Для этого используются изометрические виды, так как они сочетают иллюзию глубины с неискаженным представлением геометрии детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).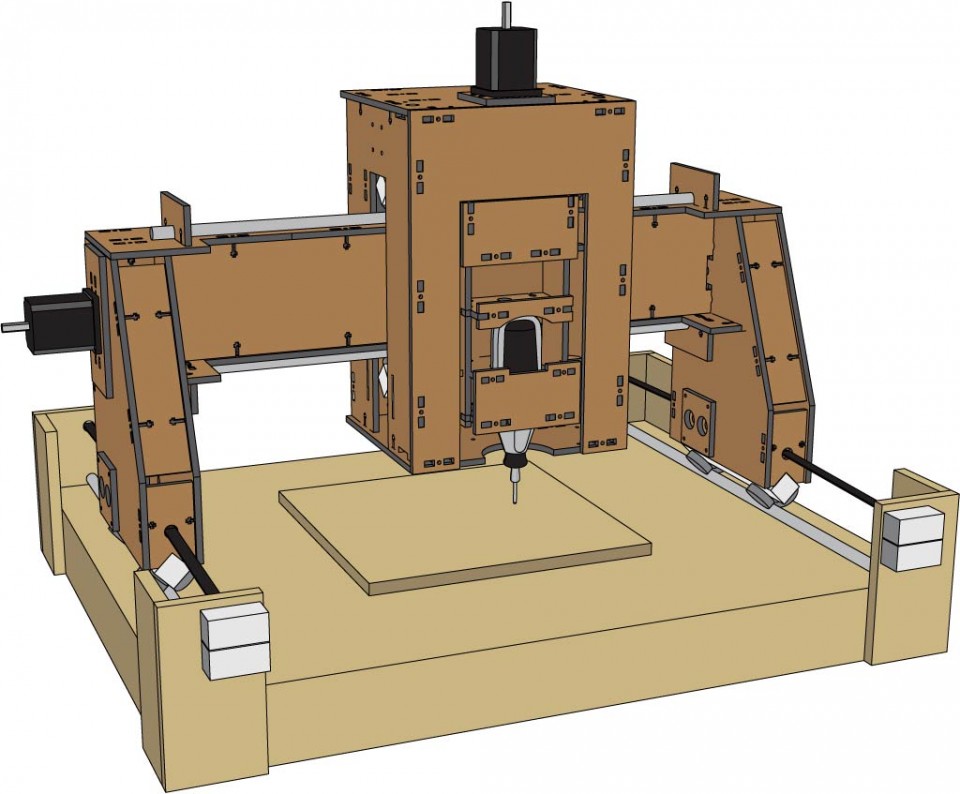 Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает области, где был удален материал. Стрелки линии разреза указывают направление, в котором вы смотрите. Для чертежей с несколькими видами сечения линия разреза может быть названа буквами, такими как A-A, B-B и т. д., чтобы связать каждый вид сечения с соответствующей линией разреза. Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно размещать в другом месте чертежа. Деталь может быть разрезана по всей ширине, по половине ширины или под углом. Красный квадрат в нижней части рисунка выше является примером вида в разрезе.
Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает области, где был удален материал. Стрелки линии разреза указывают направление, в котором вы смотрите. Для чертежей с несколькими видами сечения линия разреза может быть названа буквами, такими как A-A, B-B и т. д., чтобы связать каждый вид сечения с соответствующей линией разреза. Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно размещать в другом месте чертежа. Деталь может быть разрезана по всей ширине, по половине ширины или под углом. Красный квадрат в нижней части рисунка выше является примером вида в разрезе.

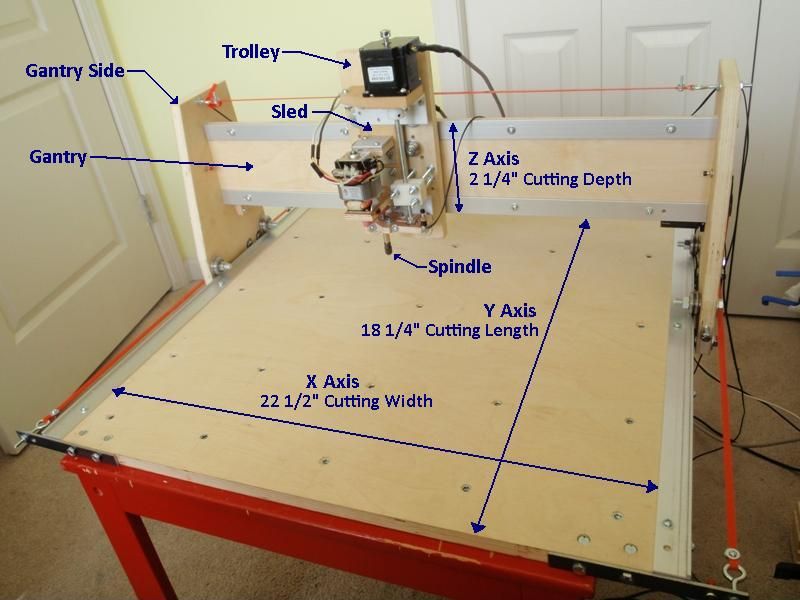 Важно отметить, что эти значения являются не количественными, а скорее качественными. Их можно сравнивать друг с другом в зависимости от типа используемого процесса и оборудования. Они могут быть применены к любым измерениям, размерам или элементам, таким как отверстия, угловые сечения и даже диагональные сечения деталей.
Важно отметить, что эти значения являются не количественными, а скорее качественными. Их можно сравнивать друг с другом в зависимости от типа используемого процесса и оборудования. Они могут быть применены к любым измерениям, размерам или элементам, таким как отверстия, угловые сечения и даже диагональные сечения деталей.
 Сюда также можно отнести факторы правильного размещения самого места и оборудования, различных приспособлений и инструментов, которые могут понадобиться во время работы. Подготовка рабочего места сварщика к работе предполагает следование следующим важным элементам, которые определяют качество и производительность труда:
Сюда также можно отнести факторы правильного размещения самого места и оборудования, различных приспособлений и инструментов, которые могут понадобиться во время работы. Подготовка рабочего места сварщика к работе предполагает следование следующим важным элементам, которые определяют качество и производительность труда: Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции.
Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.
Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.
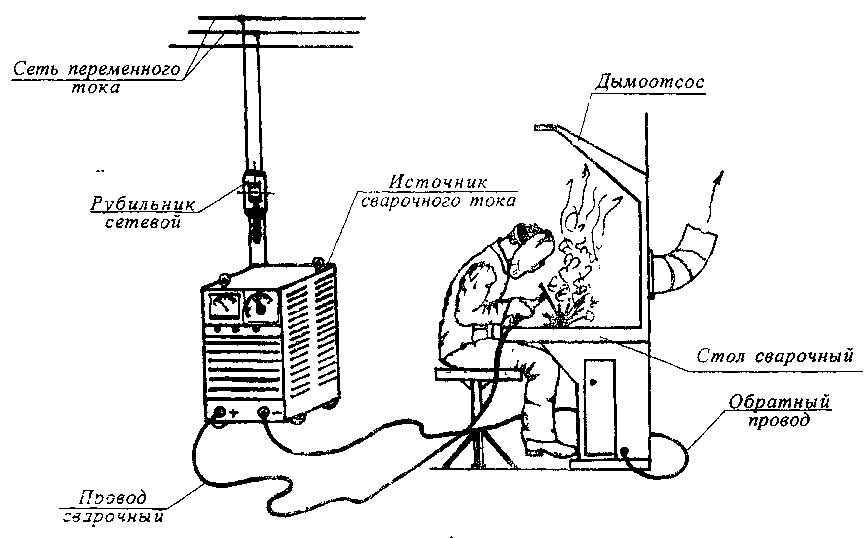 Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров. »
» Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
 Проходы между машинами точечной
Проходы между машинами точечной


 Многопостовые агрегаты
Многопостовые агрегаты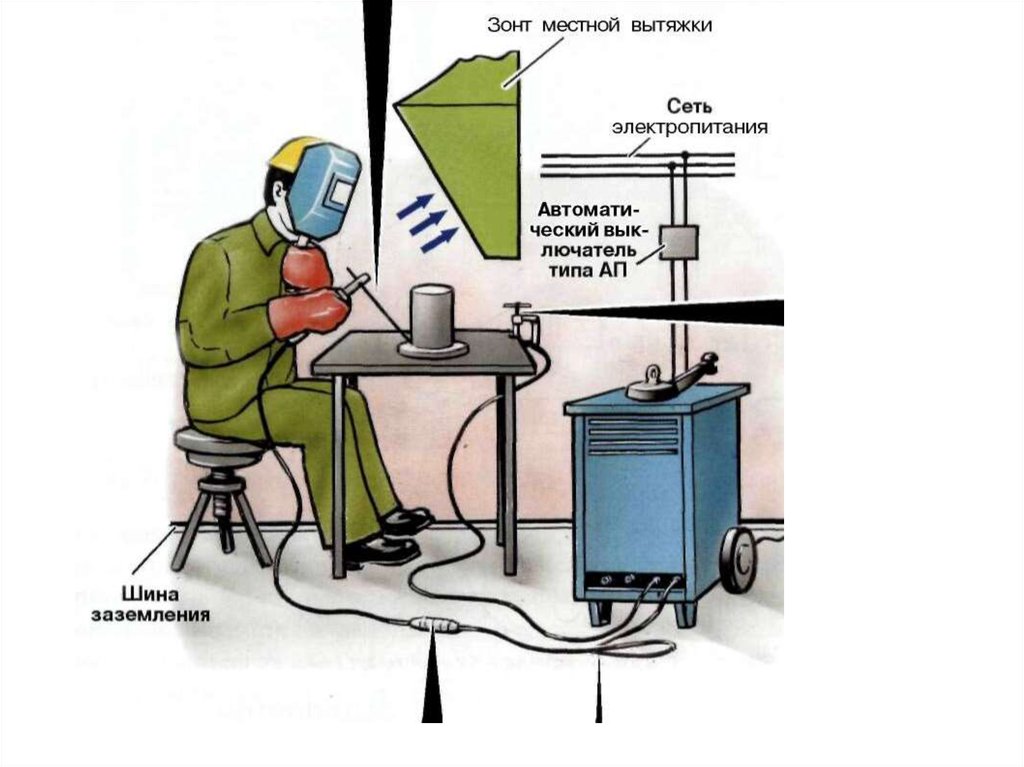
 ПОДРОБНЕЕ >
ПОДРОБНЕЕ >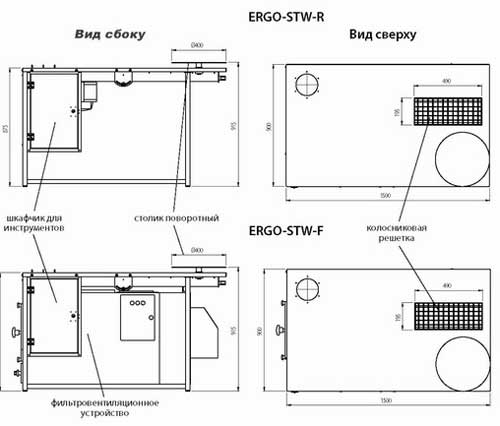




 Команда недавно провела полную реконструкцию своих сварочных цехов. Это создало среду, в которой операторы работают более безопасно, комфортно и эффективно.
Команда недавно провела полную реконструкцию своих сварочных цехов. Это создало среду, в которой операторы работают более безопасно, комфортно и эффективно. Они приняли во внимание соображения эргономики и безопасности операторов.
Они приняли во внимание соображения эргономики и безопасности операторов.
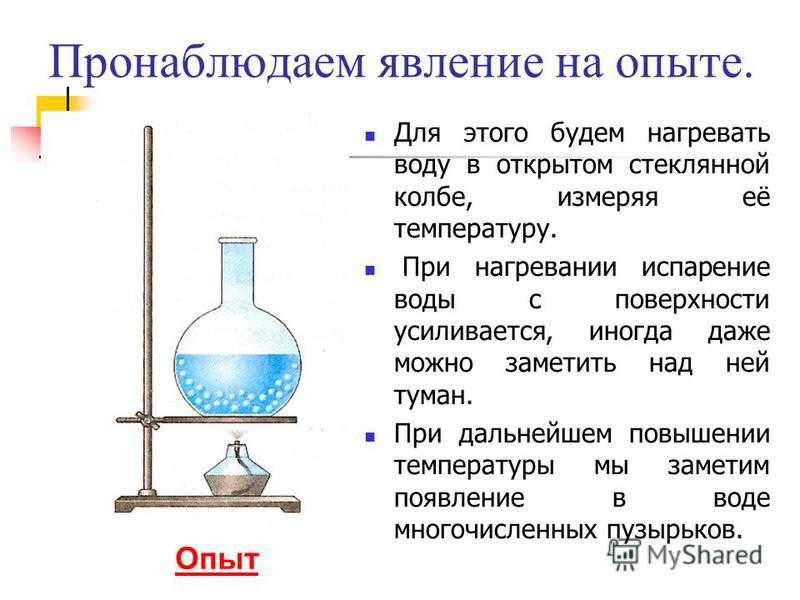 Для этой цели чаще всего используют так называемые нагревательные блоки (рис.230). Они представляют собой металлические бруски, обычно квадратного сучения, с высвер-ленными гнездами такого размера, чтобы в них свободно помещались применяемые при работе сосуды, тигли или приборчики и термометр. Один конец такого блока несколько удлинен и служит для нагревания, Его нагревают или при помощи газовой горелки, или электричеством.
Для этой цели чаще всего используют так называемые нагревательные блоки (рис.230). Они представляют собой металлические бруски, обычно квадратного сучения, с высвер-ленными гнездами такого размера, чтобы в них свободно помещались применяемые при работе сосуды, тигли или приборчики и термометр. Один конец такого блока несколько удлинен и служит для нагревания, Его нагревают или при помощи газовой горелки, или электричеством.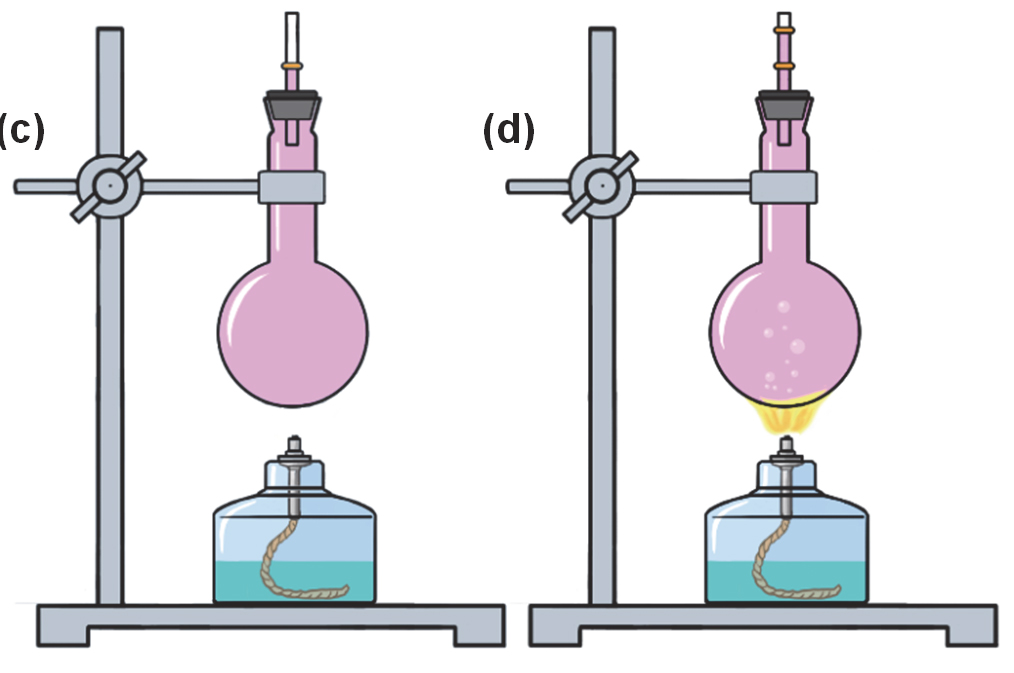
 Нагревание до высокой температуры проводят в печах (муфельных или тигельных). Очень часто в лабораториях приходится прокаливать такие вещества, как СаCl2·6Н2О, Na2SO4·10Н2О и др. с целью обезвоживания. Прокаливание обычно ведут на газовых плитках, вещество помещают на стальные сковороды. Если нельзя допускать загрязнения препарата железом, то прокаливать нужно в шамотных тарелках или сковородах. Никогда не нужно помещать на сковороду большое количество соли, так как при обезвоживании соль разлетается, что вызывает значительные ее потери.
Нагревание до высокой температуры проводят в печах (муфельных или тигельных). Очень часто в лабораториях приходится прокаливать такие вещества, как СаCl2·6Н2О, Na2SO4·10Н2О и др. с целью обезвоживания. Прокаливание обычно ведут на газовых плитках, вещество помещают на стальные сковороды. Если нельзя допускать загрязнения препарата железом, то прокаливать нужно в шамотных тарелках или сковородах. Никогда не нужно помещать на сковороду большое количество соли, так как при обезвоживании соль разлетается, что вызывает значительные ее потери.
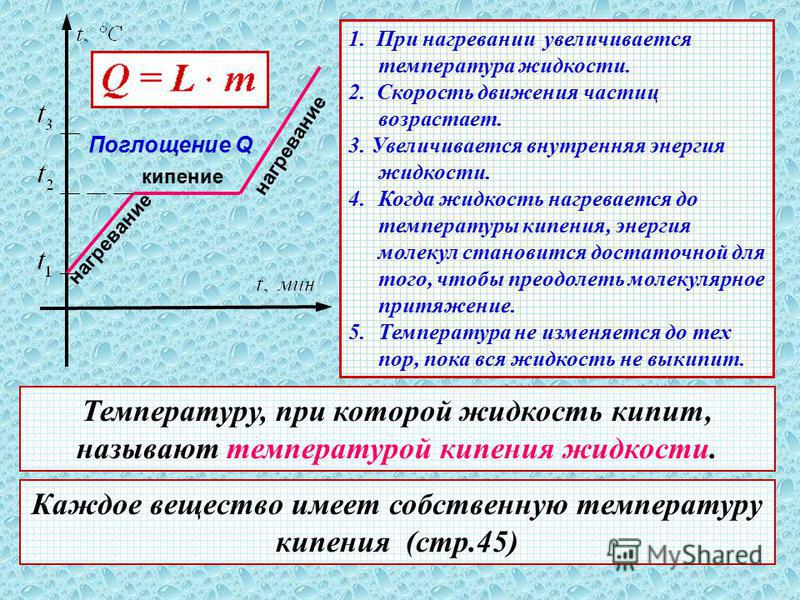 Вместо платины можно применять также не окисляющиеся и не разрушающиеся при прокаливании глиняные или шамотные пластинки с круглым отверстием в центре.
Вместо платины можно применять также не окисляющиеся и не разрушающиеся при прокаливании глиняные или шамотные пластинки с круглым отверстием в центре. Сильные разрушения платины происходят при температуре, близкой к ее температуре плавления.
Сильные разрушения платины происходят при температуре, близкой к ее температуре плавления. Чаще всего для этих целей применяют трубчатые либо специальные печи, через которые во время прокаливания пропускают соответствующий газ из баллона. Для создания окислительной среды пропускают кислород, для создания восстановительной среды – водород или окись углерода. Нейтральную атмосферу создают пропусканием аргона и иногда азота. При решении вопроса, какой газ следует применять в каждом отдельном случае, нужно знать, не будет ли выбранный газ при высокой температуре реагировать с данным веществом. Даже такой, казалось бы, инертный газ, как азот, в известных условиях может образовывать соединения типа нитридов.
Чаще всего для этих целей применяют трубчатые либо специальные печи, через которые во время прокаливания пропускают соответствующий газ из баллона. Для создания окислительной среды пропускают кислород, для создания восстановительной среды – водород или окись углерода. Нейтральную атмосферу создают пропусканием аргона и иногда азота. При решении вопроса, какой газ следует применять в каждом отдельном случае, нужно знать, не будет ли выбранный газ при высокой температуре реагировать с данным веществом. Даже такой, казалось бы, инертный газ, как азот, в известных условиях может образовывать соединения типа нитридов.
 ..
.. Один конец такого блока несколько удлинен и служит для нагревания. Его нагревают или при помощи газовой горелки, или электричеством.
Один конец такого блока несколько удлинен и служит для нагревания. Его нагревают или при помощи газовой горелки, или электричеством. При нагревании следует пользоваться листами асбеста или асбестированными сетками.
При нагревании следует пользоваться листами асбеста или асбестированными сетками.
 Есть что-то успокаивающее в ощущении горячего компресса, грелки или горячей ванны. Но тепло, которое стимулирует приток крови к поврежденной части тела, не всегда является лучшим средством.
Есть что-то успокаивающее в ощущении горячего компресса, грелки или горячей ванны. Но тепло, которое стимулирует приток крови к поврежденной части тела, не всегда является лучшим средством.
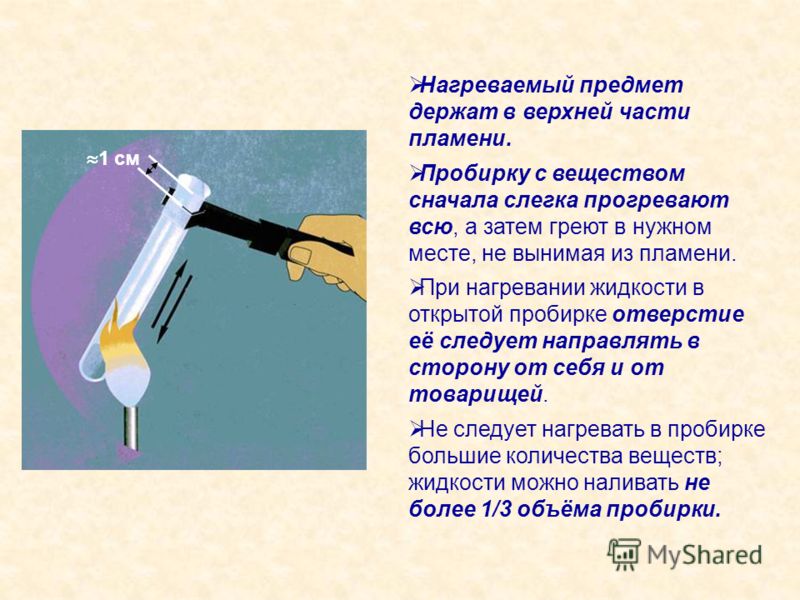
 (Вспомните спазмы в нижней части спины или судороги в икроножных мышцах.)
(Вспомните спазмы в нижней части спины или судороги в икроножных мышцах.) Разогретые мышцы более гибкие.
Разогретые мышцы более гибкие. Замачивание в горячей ванне также может облегчить симптомы.
Замачивание в горячей ванне также может облегчить симптомы.


 Теплый воздух менее плотный, чем холодный, и будет подниматься вверх. Более холодный воздух движется вниз, чтобы заменить воздух, который поднялся. Он нагревается, поднимается и снова заменяется более холодным воздухом, создавая круговой поток, называемый конвекционным потоком. Эти токи кружатся и нагревают комнату.
Теплый воздух менее плотный, чем холодный, и будет подниматься вверх. Более холодный воздух движется вниз, чтобы заменить воздух, который поднялся. Он нагревается, поднимается и снова заменяется более холодным воздухом, создавая круговой поток, называемый конвекционным потоком. Эти токи кружатся и нагревают комнату. Когда это происходит, тепловая энергия, переносимая волнами, может либо поглощаться, либо отражаться.
Когда это происходит, тепловая энергия, переносимая волнами, может либо поглощаться, либо отражаться.


 Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
 Газоэлектрическая металлорезка бувает двух разновидностей:
Газоэлектрическая металлорезка бувает двух разновидностей: обработка по краям реза;
обработка по краям реза;
 Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.


 Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома». Без применения сложного оборудования, с помощью простых механических устройств можно получать детали требуемых форм и размеров в домашних условиях. Рассмотрим основные инструменты и тот круг задач, которые с их помощью решают.
Без применения сложного оборудования, с помощью простых механических устройств можно получать детали требуемых форм и размеров в домашних условиях. Рассмотрим основные инструменты и тот круг задач, которые с их помощью решают. Ими удобно резать металл по прямой линии, а также против часовой стрелки.
Ими удобно резать металл по прямой линии, а также против часовой стрелки. Они применяются для разрезания профильного, листового металла, вырезки заготовок. Рамки ножовок изготовляют цельными или раздвижными, допускающими применение полотен различной длины.
Они применяются для разрезания профильного, листового металла, вырезки заготовок. Рамки ножовок изготовляют цельными или раздвижными, допускающими применение полотен различной длины. По расположению режущих кромок выделяют два вида этого инструмента: торцевые и боковые кусачки.
По расположению режущих кромок выделяют два вида этого инструмента: торцевые и боковые кусачки. Это ручные инструменты, которые вы обычно видите в магазине металла.
Это ручные инструменты, которые вы обычно видите в магазине металла. Эти пилы состоят из металлической ручки с пластиковой или деревянной рукояткой и сменного металлического режущего полотна. Ножовкой можно резать трубу, металлическую заготовку и более толстый листовой металл, оставляя относительно чистый срез, который легко обработать.
Эти пилы состоят из металлической ручки с пластиковой или деревянной рукояткой и сменного металлического режущего полотна. Ножовкой можно резать трубу, металлическую заготовку и более толстый листовой металл, оставляя относительно чистый срез, который легко обработать. При нажатии на рукоятку лезвие прорезает металлическую ложу. Поскольку эти инструменты имеют меньшую режущую поверхность и не имеют горловины, они могут легко выполнять повороты и прямые разрезы.
При нажатии на рукоятку лезвие прорезает металлическую ложу. Поскольку эти инструменты имеют меньшую режущую поверхность и не имеют горловины, они могут легко выполнять повороты и прямые разрезы. Эти компактные инструменты оснащены отрезным кругом диаметром 4 ½ дюйма, но они могут быть оснащены различными дисками или аксессуарами для различных целей.
Эти компактные инструменты оснащены отрезным кругом диаметром 4 ½ дюйма, но они могут быть оснащены различными дисками или аксессуарами для различных целей. Сабельные пилы являются одними из самых агрессивных и мощных пил. Оснастите сабельную пилу подходящими полотнами для сабельной пилы по металлу, и она сможет быстро обрабатывать все, от листовых материалов до труб и плоского проката.
Сабельные пилы являются одними из самых агрессивных и мощных пил. Оснастите сабельную пилу подходящими полотнами для сабельной пилы по металлу, и она сможет быстро обрабатывать все, от листовых материалов до труб и плоского проката.
 Эти сверла с полым цилиндром обычно имеют мелкие зубья, чтобы аккуратно прорезать различные листовые материалы. Предпочтительны биметаллические кольцевые пилы, так как они наиболее универсальны для резки различных металлов.
Эти сверла с полым цилиндром обычно имеют мелкие зубья, чтобы аккуратно прорезать различные листовые материалы. Предпочтительны биметаллические кольцевые пилы, так как они наиболее универсальны для резки различных металлов. Пила
Пила Эти инструменты подходят для различных режущих, шлифовальных или полировальных насадок, которые крепятся к цанге в нижней части инструмента.
Эти инструменты подходят для различных режущих, шлифовальных или полировальных насадок, которые крепятся к цанге в нижней части инструмента.
 Это те факелы, которые вы часто видите в фильмах, когда грабители банков пытаются проникнуть в хранилище. Эти горелки питаются баллонами со сжатым газом с кислородом и ацетиленом. Вы набираете правильное соотношение этих двух газов, чтобы создать обжигающе горячее и сфокусированное пламя, которое может легко прорезать любой материал.
Это те факелы, которые вы часто видите в фильмах, когда грабители банков пытаются проникнуть в хранилище. Эти горелки питаются баллонами со сжатым газом с кислородом и ацетиленом. Вы набираете правильное соотношение этих двух газов, чтобы создать обжигающе горячее и сфокусированное пламя, которое может легко прорезать любой материал. Эти инструменты не такие горячие, как резак, поэтому вы можете использовать их как с более тонкими материалами, так и с более тяжелыми. Твердой рукой вы сможете вырезать практически любую форму, линию или кривую с помощью плазменного резака.
Эти инструменты не такие горячие, как резак, поэтому вы можете использовать их как с более тонкими материалами, так и с более тяжелыми. Твердой рукой вы сможете вырезать практически любую форму, линию или кривую с помощью плазменного резака. на amazon.com.
на amazon.com. 
 Таким образом, вы можете часто заменять их, если они являются вашим единственным доступным методом резки большого количества листового металла.
Таким образом, вы можете часто заменять их, если они являются вашим единственным доступным методом резки большого количества листового металла. В противном случае вы обнаружите, что просто рвете и изнашиваете свои режущие лезвия по дереву.
В противном случае вы обнаружите, что просто рвете и изнашиваете свои режущие лезвия по дереву. С этой целью подрядчики часто используют эту технику для быстрого создания индивидуальных вырезов в тонких алюминиевых панелях сайдинга без необходимости запуска каких-либо электроинструментов. Некоторые подрядчики также утверждают, что могут использовать этот метод для обрезки металлических шпилек, хотя такая реализация встречается гораздо реже.
С этой целью подрядчики часто используют эту технику для быстрого создания индивидуальных вырезов в тонких алюминиевых панелях сайдинга без необходимости запуска каких-либо электроинструментов. Некоторые подрядчики также утверждают, что могут использовать этот метод для обрезки металлических шпилек, хотя такая реализация встречается гораздо реже. Для этой цели вы можете обратиться к скамье.
Для этой цели вы можете обратиться к скамье.

 Это может гарантировать, что ваши разрезы останутся ровными, даже если ваше лезвие немного раскачивается во время разреза.
Это может гарантировать, что ваши разрезы останутся ровными, даже если ваше лезвие немного раскачивается во время разреза.
 Тем не менее, вам все равно понадобится полотно, предназначенное для резки цветных металлов, поэтому обязательно проверьте возможности вашего устройства, прежде чем использовать торцовочную пилу на проекте по резке металла.
Тем не менее, вам все равно понадобится полотно, предназначенное для резки цветных металлов, поэтому обязательно проверьте возможности вашего устройства, прежде чем использовать торцовочную пилу на проекте по резке металла. Эти инструменты могут медленно, но верно врезаться в металлические приспособления под прямым углом из-за их горизонтальной формы. Таким образом, болты и гвозди часто не подходят для этого электроинструмента.
Эти инструменты могут медленно, но верно врезаться в металлические приспособления под прямым углом из-за их горизонтальной формы. Таким образом, болты и гвозди часто не подходят для этого электроинструмента.

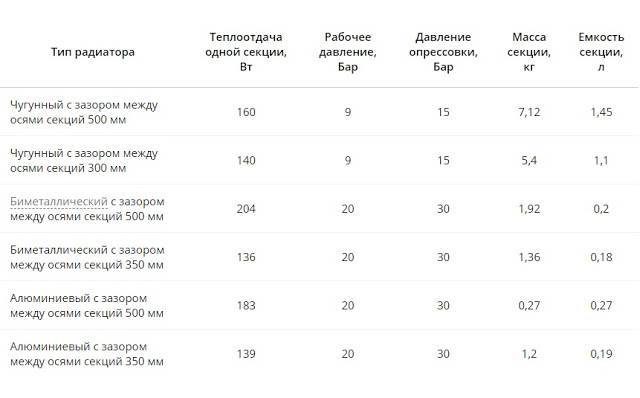 Для этого надевают старые вещи, на полу расстилают газеты. Мероприятия по покраске проходят в несколько этапов. Лучше покрасить батареи в два слоя, чтобы получить более ровную и качественную поверхность. Покраску межсекционного пространства и труднодоступных мест выполняют гибкой кистью. Можно воспользоваться марлей. Из нее делают жгут, который укладывают между секциями, на середину наносят краску и по очереди тянут за концы.
Для этого надевают старые вещи, на полу расстилают газеты. Мероприятия по покраске проходят в несколько этапов. Лучше покрасить батареи в два слоя, чтобы получить более ровную и качественную поверхность. Покраску межсекционного пространства и труднодоступных мест выполняют гибкой кистью. Можно воспользоваться марлей. Из нее делают жгут, который укладывают между секциями, на середину наносят краску и по очереди тянут за концы. К ним относятся:
К ним относятся: Но, если использовать краскопульт, то этот показатель значительно увеличится. Не весь материал попадет на окрашиваемую поверхность, часть его бесполезно осядет на полу. При этом также учитывают тип инструмента. Безвоздушное распыление более экономно, нежели пневматическое.
Но, если использовать краскопульт, то этот показатель значительно увеличится. Не весь материал попадет на окрашиваемую поверхность, часть его бесполезно осядет на полу. При этом также учитывают тип инструмента. Безвоздушное распыление более экономно, нежели пневматическое. В итоге получают число, равное площади окрашиваемой поверхности чугунного радиатора. Результат лучше всегда округлять и учитывать расход краски с небольшим запасом для кранов, муфт, переходников и т.д.
В итоге получают число, равное площади окрашиваемой поверхности чугунного радиатора. Результат лучше всегда округлять и учитывать расход краски с небольшим запасом для кранов, муфт, переходников и т.д.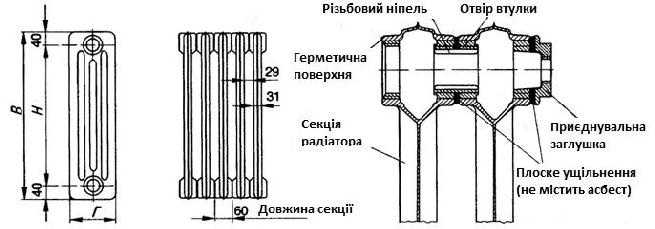
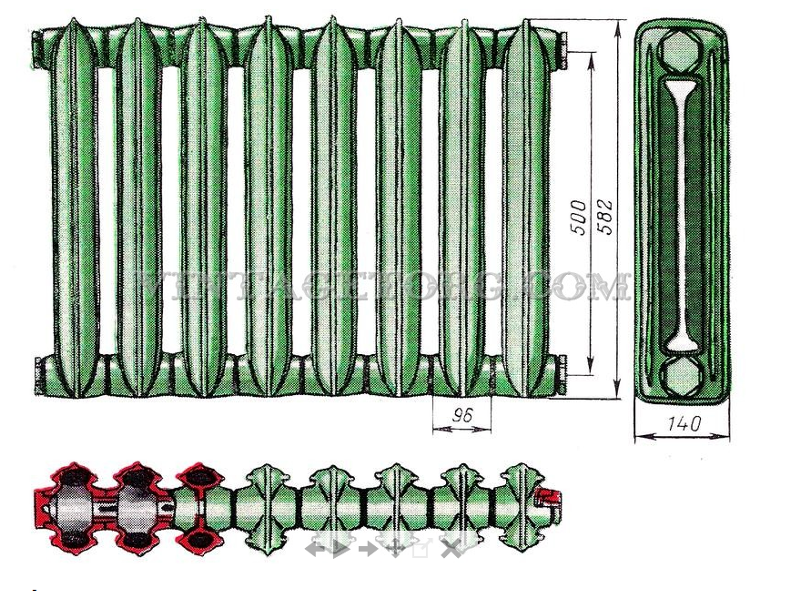 Встает вопрос об их реставрации.
Встает вопрос об их реставрации.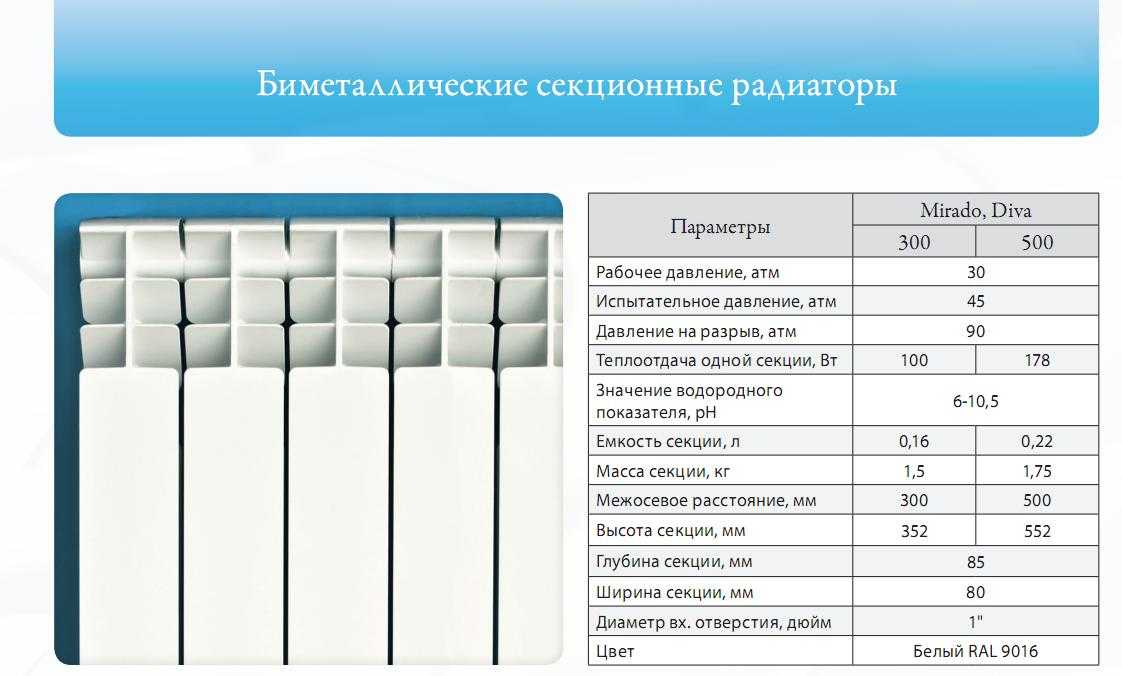 к. неровность радиаторов краска скрыть не сможет.
к. неровность радиаторов краска скрыть не сможет. Лучше всего производить данные действия на холодной батарее или на той, которая не подключена к системе отопления. Но для каждого отдельного случая следует руководствоваться инструкцией по применению выбранного химического средства. Меры предосторожности состоят в использовании химических средства вдали от источников открытого огня, в хорошо проветриваемом помещении, применять перчатки и респиратор.
Лучше всего производить данные действия на холодной батарее или на той, которая не подключена к системе отопления. Но для каждого отдельного случая следует руководствоваться инструкцией по применению выбранного химического средства. Меры предосторожности состоят в использовании химических средства вдали от источников открытого огня, в хорошо проветриваемом помещении, применять перчатки и респиратор.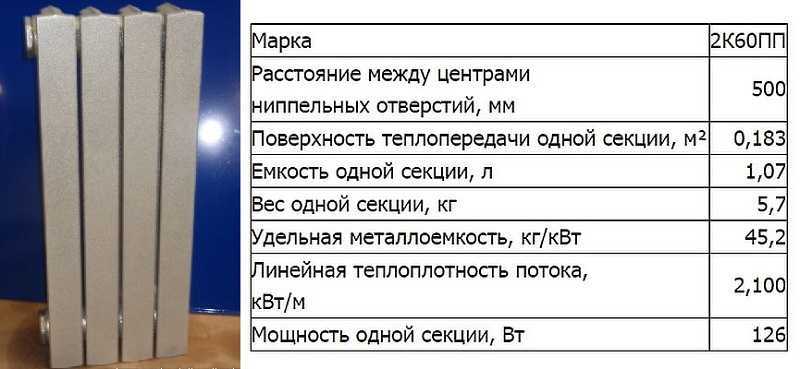 Меры предосторожности состоят в соблюдении техники безопасности при работе с приборами, создающими струю открытого огня, с использованием :
Меры предосторожности состоят в соблюдении техники безопасности при работе с приборами, создающими струю открытого огня, с использованием : Довольно распространенным считается прибор марки МС-140М-500-0.9 с длиной секции 93 мм, высотой 588 мм. Площадь одной секции составляет 0,24 м². Данное число умножаем на количество секций в радиаторе и получаем итоговое число, равное площади окрашиваемой поверхности чугунного радиатора.
Довольно распространенным считается прибор марки МС-140М-500-0.9 с длиной секции 93 мм, высотой 588 мм. Площадь одной секции составляет 0,24 м². Данное число умножаем на количество секций в радиаторе и получаем итоговое число, равное площади окрашиваемой поверхности чугунного радиатора. Среди ее разновидностей есть такие, которые создают красивые узоры на окрашиваемой поверхности, что формирует привлекательный дизайн радиатора, гармонирующий с дизайном интерьера помещения.
Среди ее разновидностей есть такие, которые создают красивые узоры на окрашиваемой поверхности, что формирует привлекательный дизайн радиатора, гармонирующий с дизайном интерьера помещения.
 Таким образом, свинцовые белила или краски, содержащие соединения цинка или других металлов, будут называться неметаллическими красками. Эти неметаллические краски доступны практически во всех цветах, включая белый и черный, в то время как металлические краски имеют цвет металла или сплава, из которого состоят чешуйки.
Таким образом, свинцовые белила или краски, содержащие соединения цинка или других металлов, будут называться неметаллическими красками. Эти неметаллические краски доступны практически во всех цветах, включая белый и черный, в то время как металлические краски имеют цвет металла или сплава, из которого состоят чешуйки.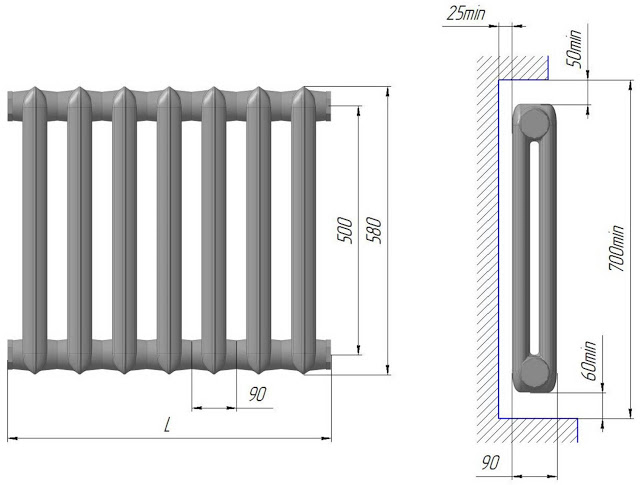 Другими словами, хотя по разным причинам может быть желательным избегать использования металлизированных красок на радиаторах, использование неметаллических красок, а не металлических красок, не приведет к заметной экономии топлива.
Другими словами, хотя по разным причинам может быть желательным избегать использования металлизированных красок на радиаторах, использование неметаллических красок, а не металлических красок, не приведет к заметной экономии топлива.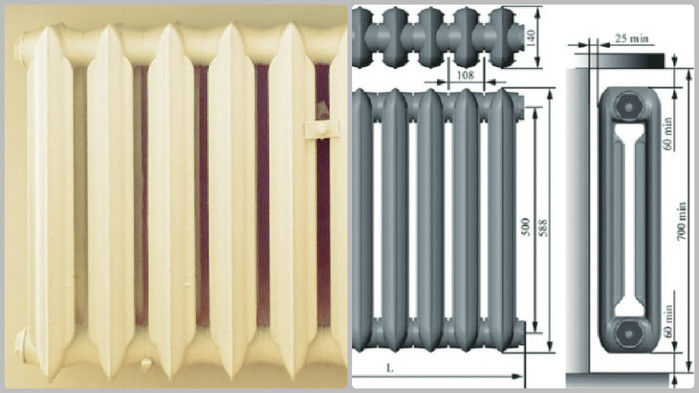 уменьшить его мощность. Размер радиаторов в доме может повлиять только на топливо, необходимое для отопления, за счет увеличения или уменьшения тепла, теряемого при передаче от котла к радиатору и теряемого в дымоходе. Только когда радиаторы настолько малы, что делают всю отопительную установку неэффективной, можно ожидать заметной экономии топлива за счет установки радиаторов большего размера.
уменьшить его мощность. Размер радиаторов в доме может повлиять только на топливо, необходимое для отопления, за счет увеличения или уменьшения тепла, теряемого при передаче от котла к радиатору и теряемого в дымоходе. Только когда радиаторы настолько малы, что делают всю отопительную установку неэффективной, можно ожидать заметной экономии топлива за счет установки радиаторов большего размера.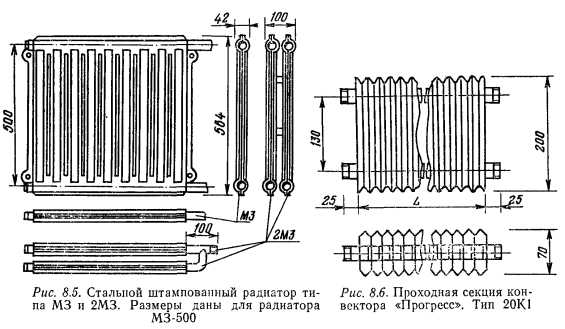
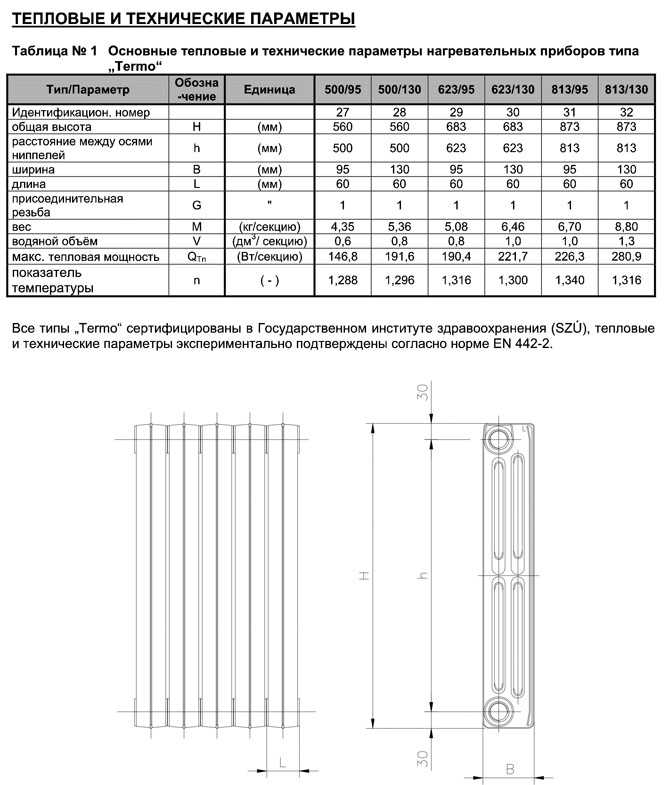 Остальные 60 БТЕ, не уносимые воздухом, излучаются в виде лучистой энергии. Количество лучистой энергии, которая может излучаться горячей поверхностью в час, зависит от типа краски, использованной для последнего слоя. Предполагалось, что радиатор окрашен неметаллической краской. Если его перекрасить металлической краской, такой как алюминий или бронза, он больше не сможет излучать 60 БТЕ в час, а сможет излучать только 30 БТЕ, так что вместо передачи 180 БТЕ в комнату в час , теперь он может передавать только 150 БТЕ. Слой алюминиевой или бронзовой краски не является изолирующим покрытием, как покрытие из магнезии или асбеста, но имеет аналогичный эффект, хотя и по совершенно другой причине. Результирующее снижение тепловыделения полностью связано со снижением мощности излучения открытой поверхности, а не с незначительной изолирующей способностью тонкого слоя краски. Таким образом, очевидно, что нижние слои краски, независимо от их вида, не оказывают существенного влияния на характеристики радиатора, за исключением практически невозможного случая, когда краска была достаточно толстой, чтобы действовать как изолирующее покрытие.
Остальные 60 БТЕ, не уносимые воздухом, излучаются в виде лучистой энергии. Количество лучистой энергии, которая может излучаться горячей поверхностью в час, зависит от типа краски, использованной для последнего слоя. Предполагалось, что радиатор окрашен неметаллической краской. Если его перекрасить металлической краской, такой как алюминий или бронза, он больше не сможет излучать 60 БТЕ в час, а сможет излучать только 30 БТЕ, так что вместо передачи 180 БТЕ в комнату в час , теперь он может передавать только 150 БТЕ. Слой алюминиевой или бронзовой краски не является изолирующим покрытием, как покрытие из магнезии или асбеста, но имеет аналогичный эффект, хотя и по совершенно другой причине. Результирующее снижение тепловыделения полностью связано со снижением мощности излучения открытой поверхности, а не с незначительной изолирующей способностью тонкого слоя краски. Таким образом, очевидно, что нижние слои краски, независимо от их вида, не оказывают существенного влияния на характеристики радиатора, за исключением практически невозможного случая, когда краска была достаточно толстой, чтобы действовать как изолирующее покрытие.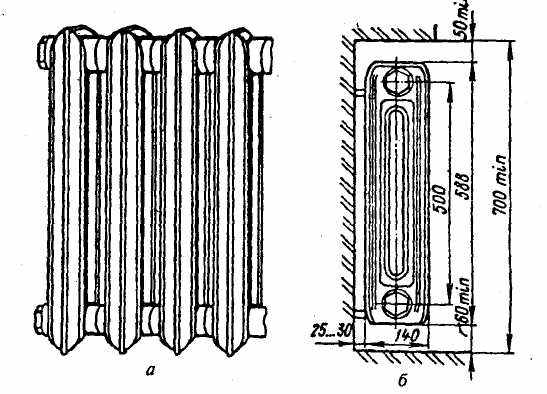 Поэтому при перекрашивании радиатора нет необходимости удалять старую краску. Эффект от добавления металлической краски эквивалентен удалению 1/6 радиатора, или почти 17%, или как если бы была удалена одна секция из шести. Таким образом, радиатор из пяти секций, окрашенных белой или цветной краской, должен быть примерно таким же эффективным, как и другой из шести секций того же типа, окрашенных металлической краской, поскольку каждая из них будет передавать в помещение такое же количество тепла, чтобы обеспечить необходимое количество тепла. поставлялись каждому.
Поэтому при перекрашивании радиатора нет необходимости удалять старую краску. Эффект от добавления металлической краски эквивалентен удалению 1/6 радиатора, или почти 17%, или как если бы была удалена одна секция из шести. Таким образом, радиатор из пяти секций, окрашенных белой или цветной краской, должен быть примерно таким же эффективным, как и другой из шести секций того же типа, окрашенных металлической краской, поскольку каждая из них будет передавать в помещение такое же количество тепла, чтобы обеспечить необходимое количество тепла. поставлялись каждому.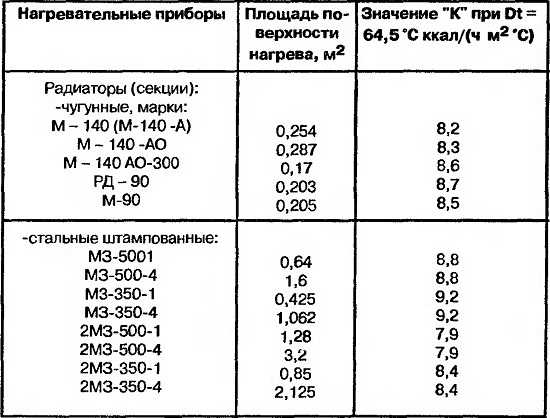 В большом радиаторе трубчатого типа, имеющем семь трубок на секцию, более трех четвертей тепла уносится непосредственно воздухом, поэтому покраска алюминием снижает мощность радиатора лишь примерно на 10%. Если алюминиевой краской окрашены только видимые части радиатора, то снижение мощности также явно меньше, чем если бы была покрыта вся поверхность.
В большом радиаторе трубчатого типа, имеющем семь трубок на секцию, более трех четвертей тепла уносится непосредственно воздухом, поэтому покраска алюминием снижает мощность радиатора лишь примерно на 10%. Если алюминиевой краской окрашены только видимые части радиатора, то снижение мощности также явно меньше, чем если бы была покрыта вся поверхность.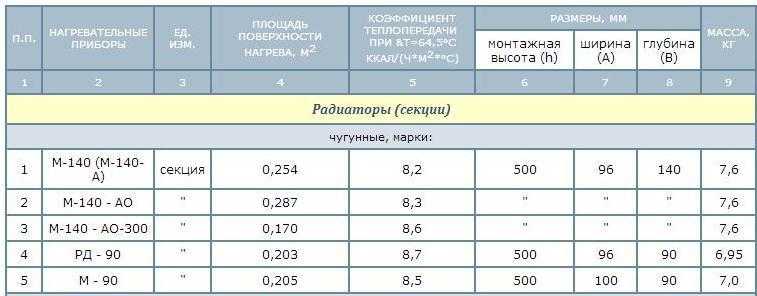 .
.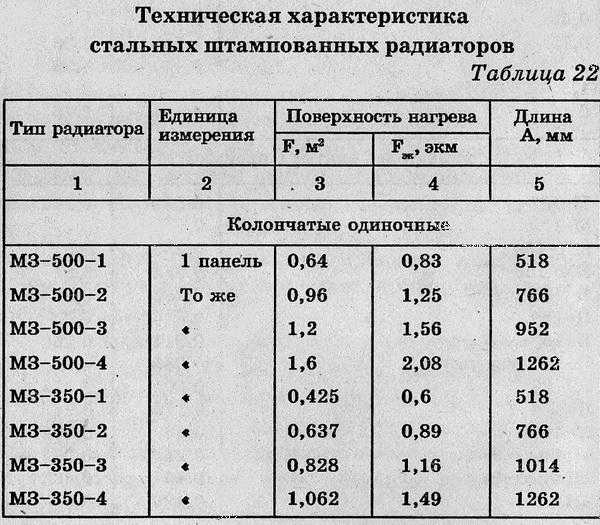
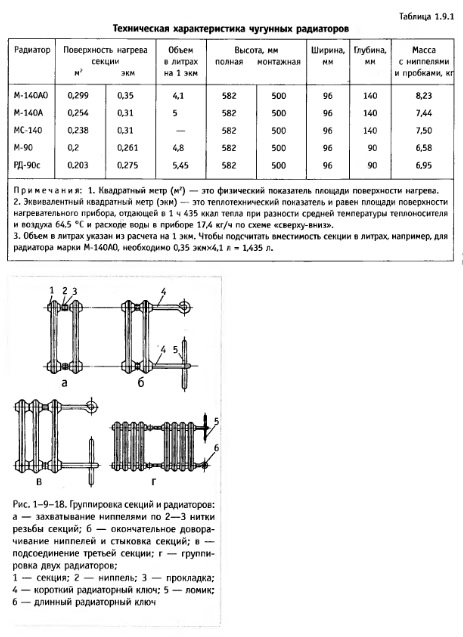
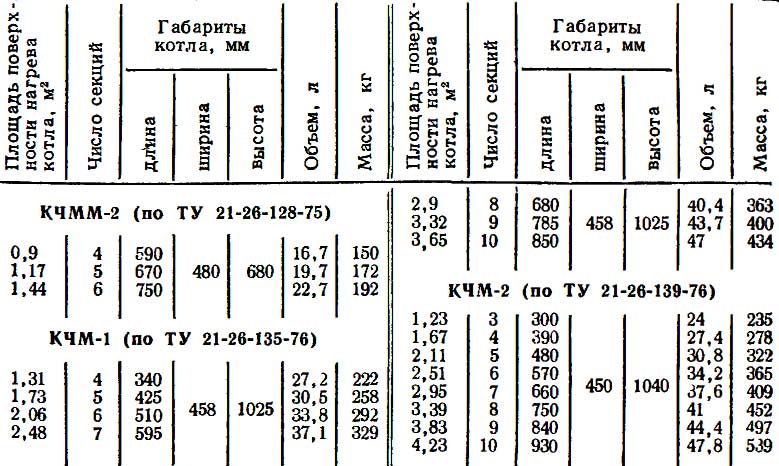 Вы можете освежить старую бытовую технику, превратив ее в нечто большее, чем бельмо на глазу, всего за выходные. И не откладывайте: когда-нибудь вам захочется переделать это металлическое приспособление, и вы сможете оставить его выключенным достаточно долго, чтобы нанести краску.
Вы можете освежить старую бытовую технику, превратив ее в нечто большее, чем бельмо на глазу, всего за выходные. И не откладывайте: когда-нибудь вам захочется переделать это металлическое приспособление, и вы сможете оставить его выключенным достаточно долго, чтобы нанести краску.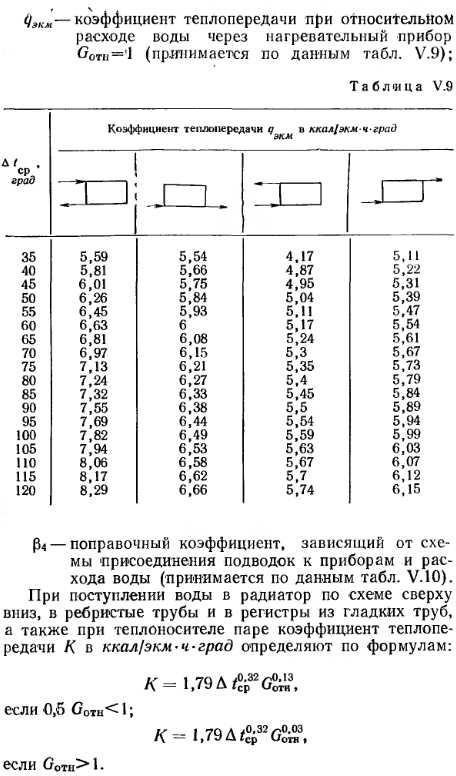
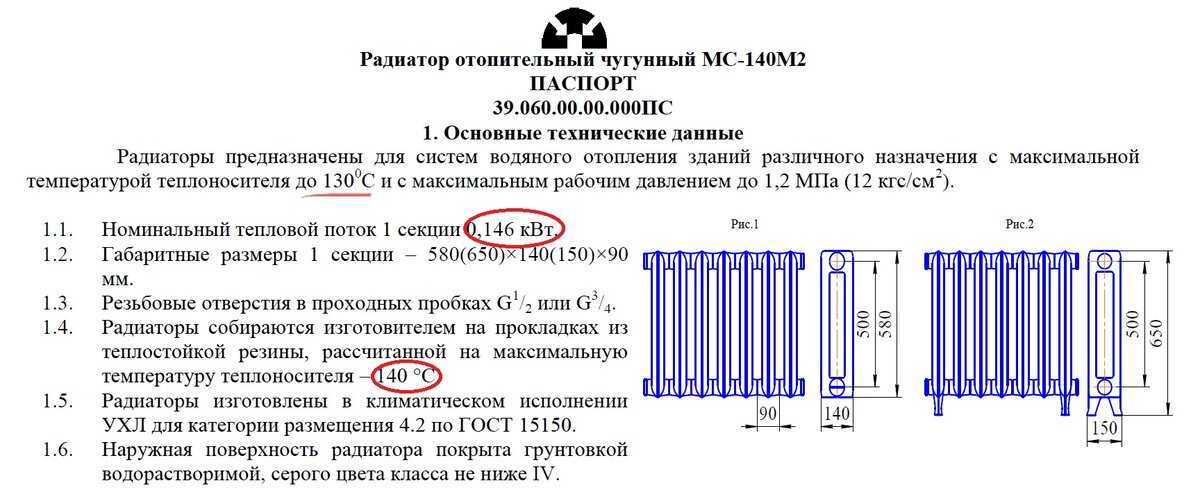 Затем, используя малярную ленту, заклейте регулирующий клапан, а также клапан для выпуска воздуха (расположенный в верхней части водяных радиаторов) или либо клапан выпуска пара (в верхней части двухтрубных паровых радиаторов), либо клапан для выпуска воздуха. (со стороны однотрубных паровых радиаторов). Краска может заблокировать вентиляционные отверстия и затруднить поворот клапанов, поэтому избегайте окрашивания их на рабочем блоке.
Затем, используя малярную ленту, заклейте регулирующий клапан, а также клапан для выпуска воздуха (расположенный в верхней части водяных радиаторов) или либо клапан выпуска пара (в верхней части двухтрубных паровых радиаторов), либо клапан для выпуска воздуха. (со стороны однотрубных паровых радиаторов). Краска может заблокировать вентиляционные отверстия и затруднить поворот клапанов, поэтому избегайте окрашивания их на рабочем блоке.
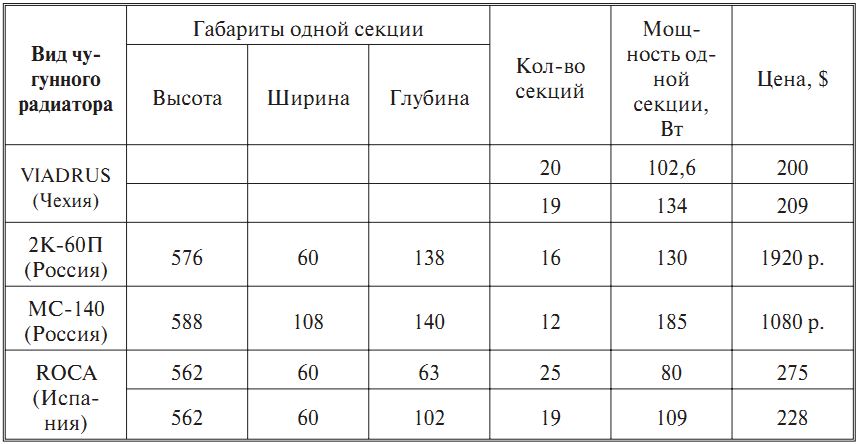 экспозиция. Дождитесь результатов, затем отшлифуйте и/или удалите потрескавшуюся краску одним из следующих способов:
экспозиция. Дождитесь результатов, затем отшлифуйте и/или удалите потрескавшуюся краску одним из следующих способов:

 5×2
5×2 180
180 ..
.. Лучше всего пропылесосить лишний песок из барабана. Насадка или щелевая насадка с «тонким концом», вероятно, лучше всего подходят для этой задачи.
Лучше всего пропылесосить лишний песок из барабана. Насадка или щелевая насадка с «тонким концом», вероятно, лучше всего подходят для этой задачи.
 Даже если вы не видите песка, хорошенько встряхните любую одежду, соприкасавшуюся с песком. Песок принадлежит снаружи (можно сделать исключение для кинетического песка) и снаружи он должен вернуться.
Даже если вы не видите песка, хорошенько встряхните любую одежду, соприкасавшуюся с песком. Песок принадлежит снаружи (можно сделать исключение для кинетического песка) и снаружи он должен вернуться.
 Если вы этого не сделаете, большая часть песка, который вы насыпете, смоется после нескольких проливных дождей, и вы можете увидеть, как сорняки прорастут, прежде чем вы закончите собирать вещи в конце работы. Надлежащая герметизация швов асфальтоукладчика поможет обеспечить лучшее качество для ваших клиентов, меньшее техническое обслуживание и большее удовлетворение в конце дня.
Если вы этого не сделаете, большая часть песка, который вы насыпете, смоется после нескольких проливных дождей, и вы можете увидеть, как сорняки прорастут, прежде чем вы закончите собирать вещи в конце работы. Надлежащая герметизация швов асфальтоукладчика поможет обеспечить лучшее качество для ваших клиентов, меньшее техническое обслуживание и большее удовлетворение в конце дня. Изделия из полимерного песка, такие как TechniSeal NOCOSTORM или TechniSeal Polymeric Joint, предназначены для защиты от роста сорняков, а также для затвердевания и удержания на месте в течение длительного времени.
Изделия из полимерного песка, такие как TechniSeal NOCOSTORM или TechniSeal Polymeric Joint, предназначены для защиты от роста сорняков, а также для затвердевания и удержания на месте в течение длительного времени. Если это так, вам нужно поднять каждую брусчатку, выровнять землю под ней, переставить брусчатку, заменив сломанную. Это, конечно, дешевле, чем новое патио, но это утомительная работа.
Если это так, вам нужно поднять каждую брусчатку, выровнять землю под ней, переставить брусчатку, заменив сломанную. Это, конечно, дешевле, чем новое патио, но это утомительная работа. раздел ниже о ложных швах).
раздел ниже о ложных швах). Прежде чем удалить старый песок, нанесите неселективный гербицид. Вам нужно будет подождать несколько дней, прежде чем вы сможете продолжить. Трудность с сорняками заключается в том, что простое выдергивание их не устраняет. Сорняки часто имеют сильные корни, которые проходят под брусчаткой. Такие вещи, как бермудская трава, образуют целую колонию, которую трудно уничтожить. Убийца сорняков не только убьет то, что вы видите на поверхности, но и причинит вред тому, что все еще находится под землей. Если у вас есть серьезная проблема с сорняками, вы можете поднять некоторые из своих брусчаток и посмотреть, есть ли под ними обширный коврик из корней сорняков. Если это так, очень вероятно, что со временем сорняки появятся снова. Поскольку со временем сорняки прорастут сквозь бетон, вероятность того, что полимерный песок остановит их в зоне с высокой зараженностью, очень мала. При нормальных условиях сорняков, которые встречаются здесь и там, процесс удаления старого песка уничтожит большую часть сорняков и предотвратит их повторное появление.
Прежде чем удалить старый песок, нанесите неселективный гербицид. Вам нужно будет подождать несколько дней, прежде чем вы сможете продолжить. Трудность с сорняками заключается в том, что простое выдергивание их не устраняет. Сорняки часто имеют сильные корни, которые проходят под брусчаткой. Такие вещи, как бермудская трава, образуют целую колонию, которую трудно уничтожить. Убийца сорняков не только убьет то, что вы видите на поверхности, но и причинит вред тому, что все еще находится под землей. Если у вас есть серьезная проблема с сорняками, вы можете поднять некоторые из своих брусчаток и посмотреть, есть ли под ними обширный коврик из корней сорняков. Если это так, очень вероятно, что со временем сорняки появятся снова. Поскольку со временем сорняки прорастут сквозь бетон, вероятность того, что полимерный песок остановит их в зоне с высокой зараженностью, очень мала. При нормальных условиях сорняков, которые встречаются здесь и там, процесс удаления старого песка уничтожит большую часть сорняков и предотвратит их повторное появление.
 Второе, что важно, это удалить всю пыль, образовавшуюся при укладке песка. После того, как вы заметете все, что возможно, в стыки, воздуходувка для листьев, установленная на низкую скорость и удерживаемая под углом примерно 30 градусов, аккуратно удалит лишнюю пыль. Эта пыль и вызывает появление пятен после намокания.
Второе, что важно, это удалить всю пыль, образовавшуюся при укладке песка. После того, как вы заметете все, что возможно, в стыки, воздуходувка для листьев, установленная на низкую скорость и удерживаемая под углом примерно 30 градусов, аккуратно удалит лишнюю пыль. Эта пыль и вызывает появление пятен после намокания. Будьте осторожны, чтобы никто не стоял непосредственно с подветренной стороны. Как только вся пыль будет удалена, вы готовы к распылению воды.
Будьте осторожны, чтобы никто не стоял непосредственно с подветренной стороны. Как только вся пыль будет удалена, вы готовы к распылению воды. Если это произойдет, вы увидите белое молочное вещество. Плавающие полимеры также вызывают окрашивание. Самый эффективный способ полива песка — настроить насадку на «душ» и поливать брусчатку до тех пор, пока вода не перестанет впитываться. Распыляйте в течение нескольких секунд, затем остановитесь и наблюдайте. Если суставы продолжают поглощать воду, продолжайте опрыскивание. Когда они больше не будут брать воду, и до того, как вы вытащите полимер из песка на брусчатку, прекратите распыление. Вернуться позже и заставить песок принять больше воды будет невозможно. Полимер начнет схватываться, и вода больше не будет проникать. Опасность недостаточного полива заключается в том, что верх затвердеет, а низ — нет. Если это произойдет, это только вопрос времени, когда песок на дне асфальтоукладчика осядет, а верх упадет. ‘ вовремя.
Если это произойдет, вы увидите белое молочное вещество. Плавающие полимеры также вызывают окрашивание. Самый эффективный способ полива песка — настроить насадку на «душ» и поливать брусчатку до тех пор, пока вода не перестанет впитываться. Распыляйте в течение нескольких секунд, затем остановитесь и наблюдайте. Если суставы продолжают поглощать воду, продолжайте опрыскивание. Когда они больше не будут брать воду, и до того, как вы вытащите полимер из песка на брусчатку, прекратите распыление. Вернуться позже и заставить песок принять больше воды будет невозможно. Полимер начнет схватываться, и вода больше не будет проникать. Опасность недостаточного полива заключается в том, что верх затвердеет, а низ — нет. Если это произойдет, это только вопрос времени, когда песок на дне асфальтоукладчика осядет, а верх упадет. ‘ вовремя. Случайный дождь не помеха. Однако настоящая овражная мойка в течение первых 24-48 часов может выбить песок. Простое накрытие полиэтиленом или брезентом поможет предотвратить это. Водосточные трубы, которые выходят прямо во внутренний дворик, также могут быть проблемой в первые несколько дней. Попробуйте отвести эту воду куда-нибудь еще, пока песок не затвердеет.
Случайный дождь не помеха. Однако настоящая овражная мойка в течение первых 24-48 часов может выбить песок. Простое накрытие полиэтиленом или брезентом поможет предотвратить это. Водосточные трубы, которые выходят прямо во внутренний дворик, также могут быть проблемой в первые несколько дней. Попробуйте отвести эту воду куда-нибудь еще, пока песок не затвердеет. 
 Вы сможете выровнять поверхности, устранить мелкие дефекты (трещины или выбоины).
Вы сможете выровнять поверхности, устранить мелкие дефекты (трещины или выбоины).

 У вас получится дышащий материал, устойчивым к температурным перепадам. Помимо этого, известь поможет избежать образования грибка и плесени, так как это природный антисептик.
У вас получится дышащий материал, устойчивым к температурным перепадам. Помимо этого, известь поможет избежать образования грибка и плесени, так как это природный антисептик. Эта информация есть на упаковках. Или уточняйте у продавца.
Эта информация есть на упаковках. Или уточняйте у продавца. д. Классификация растворов осуществляется по назначению, типу вяжущего, среднему показателю плотности.
д. Классификация растворов осуществляется по назначению, типу вяжущего, среднему показателю плотности.
 4 Для фундамента
4 Для фундамента
 Основной параметр – прочность, которая зависит от соотношения компонентов. Уровень прочности и стойкости цементно-песчаной смеси к различным воздействиям зависит от сферы применения раствора. Поэтому для разных работ смесь ЦПС готовится по определенному рецепту.
Основной параметр – прочность, которая зависит от соотношения компонентов. Уровень прочности и стойкости цементно-песчаной смеси к различным воздействиям зависит от сферы применения раствора. Поэтому для разных работ смесь ЦПС готовится по определенному рецепту.
 Так, используя добавки, можно получить даже жидкое стекло, используемое для штукатурки.
Так, используя добавки, можно получить даже жидкое стекло, используемое для штукатурки.
 Остальные задачи выполняются из смеси М25. О том, как замесить цементный раствор данного типа – ниже.
Остальные задачи выполняются из смеси М25. О том, как замесить цементный раствор данного типа – ниже. Стандартная формула приготовления прочного бетона такая: 1 часть цемента, 2 части песка, 4 части щебня, 0.5 части воды. При введении в состав добавок объемы компонентов могут меняться.
Стандартная формула приготовления прочного бетона такая: 1 часть цемента, 2 части песка, 4 части щебня, 0.5 части воды. При введении в состав добавок объемы компонентов могут меняться. Так, если смесь используется для маскировки разных инженерных коммуникаций, она может быть более густой. А вот для выравнивания поверхности и укрепления пола используют жидкие ЦПС. Чем толще слой – тем выше должна быть марка бетона.
Так, если смесь используется для маскировки разных инженерных коммуникаций, она может быть более густой. А вот для выравнивания поверхности и укрепления пола используют жидкие ЦПС. Чем толще слой – тем выше должна быть марка бетона. Вес зависит от марки цемента – для смеси на базе М400 считают массу в пределах 700 килограммов, для М100 – уже 500-600 килограммов.
Вес зависит от марки цемента – для смеси на базе М400 считают массу в пределах 700 килограммов, для М100 – уже 500-600 килограммов. Если нужно повысить эластичность смеси, можно ввести в состав глину.
Если нужно повысить эластичность смеси, можно ввести в состав глину.




 При условии выбора качественных материалов и соблюдения технологии приготовления смеси для поставленной задачи реализовать все удастся быстро и легко.
При условии выбора качественных материалов и соблюдения технологии приготовления смеси для поставленной задачи реализовать все удастся быстро и легко.
 Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните Сравните
Сравните Донован
Донован


 Без них невозможно выполнить большинство слесарных операций. Поэтому любой начинающий слесарь, первым делом хочет приобрести этот нужный инструмент. Может также сложится и такая ситуация, когда старые заводские тиски просто сломались и не подлежат ремонту.
Без них невозможно выполнить большинство слесарных операций. Поэтому любой начинающий слесарь, первым делом хочет приобрести этот нужный инструмент. Может также сложится и такая ситуация, когда старые заводские тиски просто сломались и не подлежат ремонту. На самом деле истина где-то посередине. В этой статье будет подробно описана инструкция, как сделать тиски своими руками в течение нескольких дней без особых затрат.
На самом деле истина где-то посередине. В этой статье будет подробно описана инструкция, как сделать тиски своими руками в течение нескольких дней без особых затрат.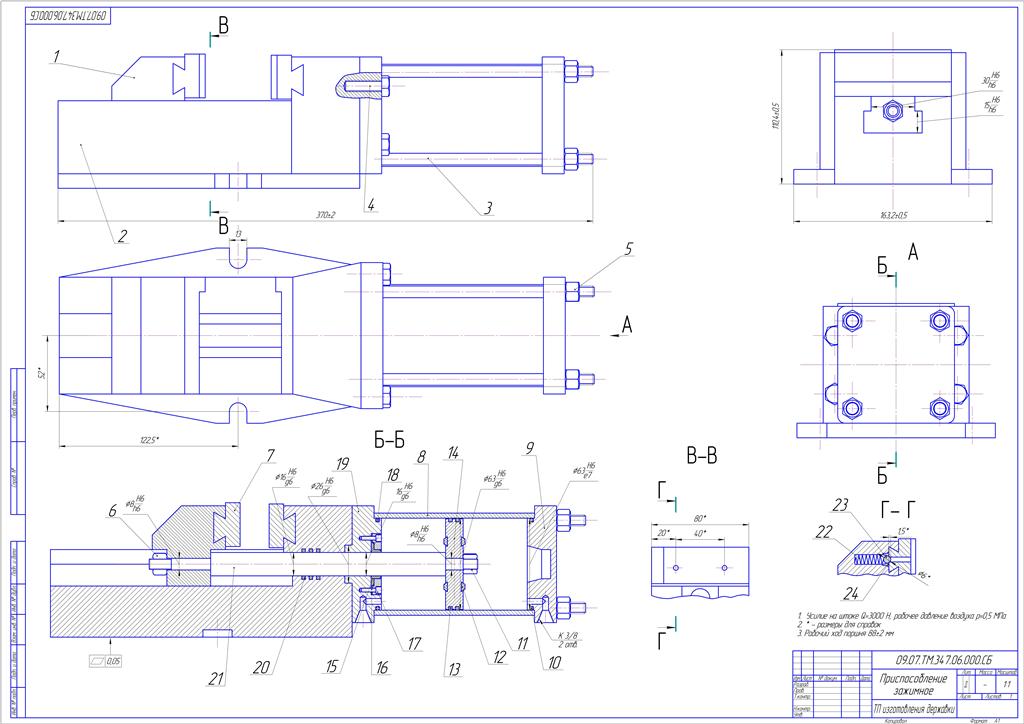 Он будет служить подвижной частью тисков. С одной стороны к основанию этой заготовки приваривается пластина толщиной 4 мм с выемкой, в которую вставляется зажимной винт с пазом. Для того чтобы сам винт в этой выемке был надежно закреплен, к этой пластинке с внутренней стороны двумя болтами крепится стопорная пластинка такой же толщины.
Он будет служить подвижной частью тисков. С одной стороны к основанию этой заготовки приваривается пластина толщиной 4 мм с выемкой, в которую вставляется зажимной винт с пазом. Для того чтобы сам винт в этой выемке был надежно закреплен, к этой пластинке с внутренней стороны двумя болтами крепится стопорная пластинка такой же толщины. Затем одна из этих заготовок приваривается к неподвижной части тисков, а вторая к той, которая будет передвигаться внутри станины.
Затем одна из этих заготовок приваривается к неподвижной части тисков, а вторая к той, которая будет передвигаться внутри станины.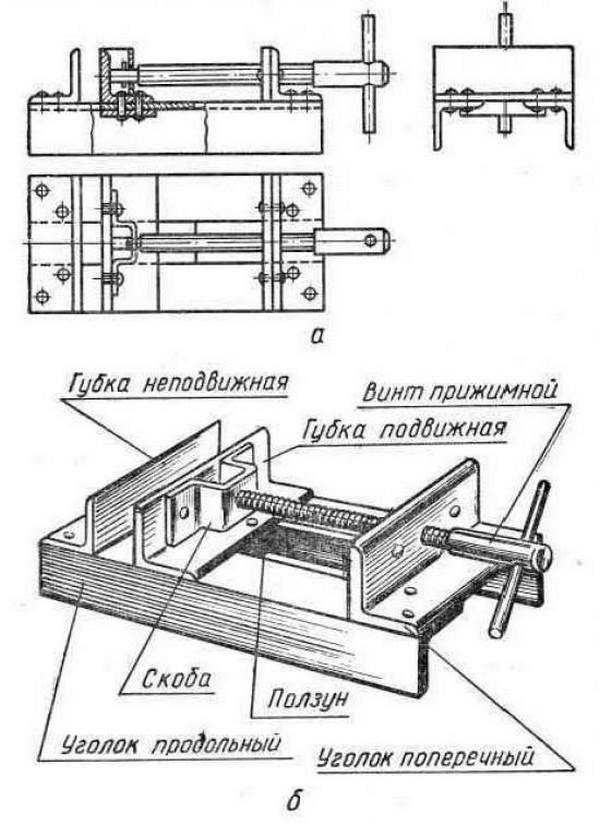 Ниже рекомендуем посмотреть видео о том, как сделать станочные тиски.
Ниже рекомендуем посмотреть видео о том, как сделать станочные тиски. ..
.. ..
.. Zu den Ikonen gehören Holzbearbeitungswerkzeuge wie eine Holzplatte, Schleifer, Säge, Holzfräse, Meißel und Holzmöbel. Das Set enthält auch ein Gebrauchsmesser, einen Hammer, einen Bauwoker, einen Schreiner, einen Schraubendreher, eine Nagelpistole, einen Rahmen, eine Bohrmaschine, eine Ebene, ein Maßband, einen Schraubstock und einen Blaudruck, um nur einige zu nennen.
Zu den Ikonen gehören Holzbearbeitungswerkzeuge wie eine Holzplatte, Schleifer, Säge, Holzfräse, Meißel und Holzmöbel. Das Set enthält auch ein Gebrauchsmesser, einen Hammer, einen Bauwoker, einen Schreiner, einen Schraubendreher, eine Nagelpistole, einen Rahmen, eine Bohrmaschine, eine Ebene, ein Maßband, einen Schraubstock und einen Blaudruck, um nur einige zu nennen. элемент инструмента дизайна для мобильных устройств и вектора веб-приложений. dünnes liniensymbol für web-design und -entwicklung, app-entwicklung. векторсимвол — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов
элемент инструмента дизайна для мобильных устройств и вектора веб-приложений. dünnes liniensymbol für web-design und -entwicklung, app-entwicklung. векторсимвол — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов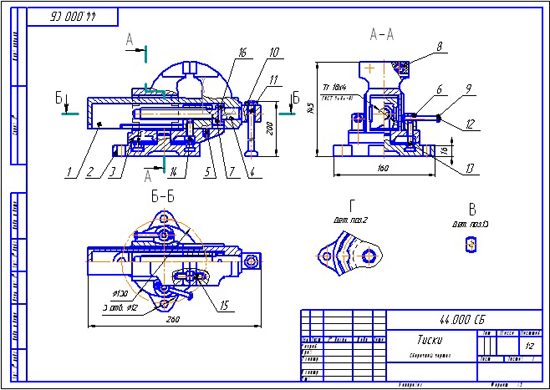 — плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ
— плотницкие тиски для рисования — графика, -клипарт, -мультфильмы и -символ ..
.. jahrhunderts: tischlerei, tischlerei, gehäusearbeit — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов
jahrhunderts: tischlerei, tischlerei, gehäusearbeit — плотницкие тиски для рисования стоковых графиков, -клипартов, -мультфильмов и -символов ..
..
 Oder starten Sie eine neuesuche, um noch mehr faszinierende Stock-Bilder und Vektorarbeiten zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr faszinierende Stock-Bilder und Vektorarbeiten zu entdecken. векторные иллюстрации изолированы на белом фоне. — чертеж столярных тисков stock-grafiken, -clipart, -cartoons und -symbole
векторные иллюстрации изолированы на белом фоне. — чертеж столярных тисков stock-grafiken, -clipart, -cartoons und -symbole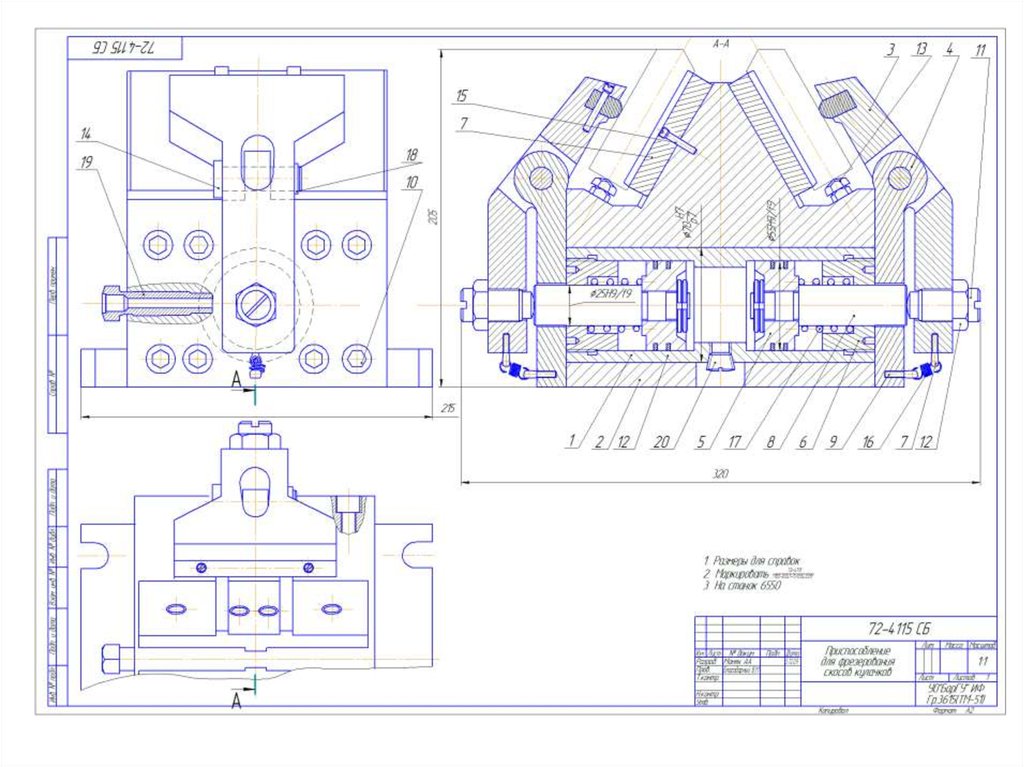



 Домкрат в стоимость не входил – ибо приобретен в незапамятные времена и все равно валялся в гараже без дела.
Домкрат в стоимость не входил – ибо приобретен в незапамятные времена и все равно валялся в гараже без дела. Они устанавливаются на верхней платформе и подвижном элементе.
Они устанавливаются на верхней платформе и подвижном элементе.

 UA — интернет магазин спортивных товаров
UA — интернет магазин спортивных товаров com.ua
com.ua Одесса
Одесса HWP M10/15
HWP M10/15 Они доставят вас туда, куда вам нужно… большую часть времени. Они также могут подвести вас в самый неподходящий момент, если критическая часть выйдет из строя. Ступичные подшипники часто используются во время вождения, и [Дмитрий] на собственном горьком опыте убедился, как быстро они могут выйти из строя. Вместо того, чтобы рассердиться, он решил сам заменить поврежденный подшипник. В процессе он сделал довольно аккуратный съемник подшипников своими руками.
Они доставят вас туда, куда вам нужно… большую часть времени. Они также могут подвести вас в самый неподходящий момент, если критическая часть выйдет из строя. Ступичные подшипники часто используются во время вождения, и [Дмитрий] на собственном горьком опыте убедился, как быстро они могут выйти из строя. Вместо того, чтобы рассердиться, он решил сам заменить поврежденный подшипник. В процессе он сделал довольно аккуратный съемник подшипников своими руками. Он работает путем вставки резьбового стержня через подшипник и корпус подшипника. С каждой стороны установлены большая шайба и гайка, а также распорка из ПВХ, обеспечивающая поддержку резьбового стержня. Когда противоположные гайки затягиваются, одна шайба давит на подшипник, и подшипник медленно выскальзывает из корпуса. Установка нового подшипника такая же, за исключением того, что инструмент переворачивается, чтобы вдавить втулку в корпус.
Он работает путем вставки резьбового стержня через подшипник и корпус подшипника. С каждой стороны установлены большая шайба и гайка, а также распорка из ПВХ, обеспечивающая поддержку резьбового стержня. Когда противоположные гайки затягиваются, одна шайба давит на подшипник, и подшипник медленно выскальзывает из корпуса. Установка нового подшипника такая же, за исключением того, что инструмент переворачивается, чтобы вдавить втулку в корпус. На левом рисунке нажатие на внутреннюю обойму «сжимает» шарики, потому что внутренняя обойма хочет войти, а внешняя обойма хочет остаться на месте, поскольку между внешней обоймой и корпусом подшипника возникает сопротивление из-за посадки с натягом. . На правом рисунке надавливание на внешнее кольцо не оказывает нагрузки на шарики и обеспечивает правильную установку подшипника без повреждений.
На левом рисунке нажатие на внутреннюю обойму «сжимает» шарики, потому что внутренняя обойма хочет войти, а внешняя обойма хочет остаться на месте, поскольку между внешней обоймой и корпусом подшипника возникает сопротивление из-за посадки с натягом. . На правом рисунке надавливание на внешнее кольцо не оказывает нагрузки на шарики и обеспечивает правильную установку подшипника без повреждений. Мы команда
Мы команда
 У многих прессов есть аксессуары, которые можно использовать для этого.
У многих прессов есть аксессуары, которые можно использовать для этого.



