Крепежные детали с дюймовой резьбой, краткое объяснение
Мы поставляем изделия по международным стандартам и продукцию специального исполнения:
- дюймовые болты
- дюймовые гайки
- резьбовые шпильки для фланцевых соединений
- многое другое…
Изделия изготавливаются в соответствии с: ANSI/ASME, AN, MS, NAS, BS
Из материалов: AISI 316, 304 и т. д., SAE, ASTM A 193 B7, B8, B8M, ASTM A 194 2H, и т. д.
В каталоге компании представлен широкий ассортимент крепежа с разными типами резьбы: UNC, UNF, UNEF, UNS, NPT/F, BSW; BSF, BA и т. д.
В разделе техническая информация вы найдете много полезных таблиц, например:
- Пересчет дюймов в миллиметры и наоборот миллиметров в дюймы
- Американская резьба пересчет дюймов в миллиметры
- Британская резьба пересчет дюймов в миллиметры
Английская/британская резьба
BSW известна так же под названием Ww | BSF |
British Standard Withworth Coarse Thread Series Британская крупная дюймовая резьба (резьба Витворта) Пример:1/4″ — 20 BSW x 1″ где (1/4″) диаметр резьбы, (20) кол-во витков на 1″, (BSW) тип резьбы, (1″) длина резьбы | British Standard Fine Thread Series Британская мелкая дюймовая резьба Пример:1/4″ — 26 BSF x 1″ где (1/4″) диаметр резьбы, (26) кол-во витков на 1″, (BSF) тип резьбы, (1″) длина резьбы |
| G | G 1/4″-19 |
| Цилиндрическая трубная резьба согласно DIN ISO 228 (не уплотняющая) | |
| BSPP | 1/4″ — 19 BSPP |
| British Standard Pipe Parallel Thread Британская трубная цилиндрическая резьба.  Также сопоставима с немецкой трубной цилиндрической резьбой G. | |
| R | R 1/4″ — 19 Gang |
| Коническая внешняя трубная резьба согласно DIN 2999 | |
| BSPT | 1/4″ — 19 BSPT |
| Британская трубная коническая резьба. Конусность: 1:16. Аналогична немецкой трубной конической резьбе R. | |
| BA | 2 BA x 1″ |
| British Association Standard Thread Британская специальная резьба с углом профиля зуба 47 1/2°. Обычно используется для инструментов и часов. Заменяется метрической ISO-резьбой и ISO-мелкой резьбой. | |
Американская резьба
UNC | UNF |
Американская стандартная крупная резьба Пример:1/4″ — 20 UNC x 1″ где (1/4″) диаметр резьбы, (20) кол-во витков на 1″, (UNC) тип резьбы, (1″) длина резьбы | Американская стандартная мелкая резьба Пример:1/4″ — 28 UNF x 1″ где (1/4″) диаметр резьбы, (28) кол-во витков на 1″, (UNF) тип резьбы, (1″) длина резьбы |
| UNEF | 1/4″-32UNEF x 1 |
| Unified National Extra Fine Thread Series Американская супер мелкая резьба.  | |
| UNS | 1/4″ — 36 UNS x 1 |
| Unified National Threads of Special Diameters and Pitches Американская серия резьбы со специальными диаметрами и шагом. | |
| UN | 1 3/4″ — 8 UN x 5 |
| Unified National Constant Pitch Thread Series Американская серия резьбы с постоянным шагом в различных диаметрах. | |
| NPT | 1″ — 11 1/2 NPT |
| National Pipe Taper Thread Американская коническая трубная резьба (не уплотняющая), конусность 1:16. Общая область применения, например, для пробок,заглушек и т.д.п. | |
| NPT с сухим уплотнением | |
| National Pipe Taper Fuel Thread Американская уплотняющая и прочная на сжатие коническая трубная резьба, конусность 1:16 Общая область применения, например, для пробок, заглушек и т.  д.п. д.п. | |
| NPS | 2 3/4″ — 36 NPS x 1 |
| National Pipe Straight Thread Американская цилиндрическая трубная резьба, крепежная резьба общего применения. Аналогична британской трубной резьбе BSPP. | |
| NPSF | 1/4″ — 20 NPSF x 1 |
| National Pipe Straight Fuel Thread Американская уплотняющая и прочная на сжатие цилиндрическая трубная резьба. В основном находит применение в качестве резьбового соединения для нефте- и топливопроводов. | |
Плашки круглые для нарезания дюймовой резьбы UNC/UNF по DIN-EN 22 568
Плашки круглые для нарезания дюймовой резьбы UNC/UNF по DIN-EN 22 568
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 21
21 1380
1380 6050
6050 ниток на дюйм)
ниток на дюйм) 2160
2160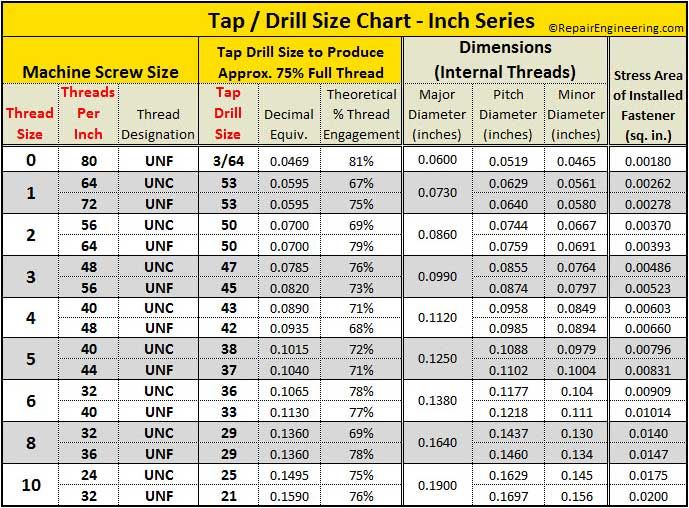 1250
1250 3750
3750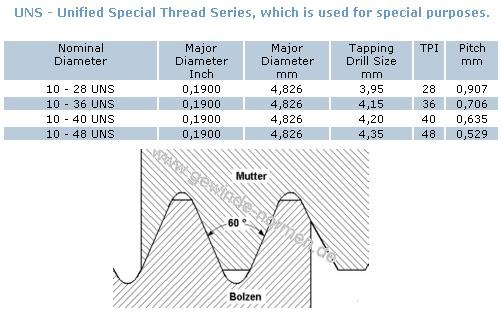 стружечных канавок)
стружечных канавок) ниток на дюйм)
ниток на дюйм) 21. +7(495)604-4799 многоканальный
21. +7(495)604-4799 многоканальныйUNF Резьба ANSI/ASME B1.1
UNF Резьба ANSI/ASME B1.1
| Спецификации международных стандартов на резьбу | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
UNF — Унифицированная национальная тонкая резьба. Аналогичен УНК. Резьба UNC и UNF подходит для обычных винтов и гаек. Реклама:
| Реклама: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 060
060 190
190 50
50 925
925Таблица резьб UNC, UNF и UNEF
Перейти к содержимому
Таблица потоков UNC, UNF и UNEFOptimas2022-10-14T12:25:59+01:00
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
ОБРАЩАЙТЕСЬ К ЭКСПЕРТУ
В таблице ниже показаны типы резьбы, размеры и характеристики резьбы Unified Coarse (UNC), Unified Fine (UNF) и Unified Extra Fine (UNEF).
Размеры резьбы не взаимозаменяемы напрямую. Только для руководства.
UNC
UNF
UNEF
| Thread | Major Diameter | Thread Per Inch | Pitch Diameter | Minor Diameter Male Thread | Minor Diameter Female Тема |
|---|---|---|---|---|---|
| 1 | 0,0730 | 64 | 0,0629 | 0,0544 | 0,0561 |
| 2 | 0,0860 | 56 | 0,0744 | 0,0648 | 0,0667 |
| 3 | 0,0990 | 48 | 0,0855 | 0,0741 | 0,0764 |
| 4 | 0,1120 | 40 | 0,0958 | 0,0822 | 0,0849 |
| 5 | 0,1250 | 40 | 0,1088 | 0,0952 | 0,0979 |
| 6 | 0,1380 | 32 | 0,1177 | 0,1008 | 0,1042 |
| 8 | 0,1640 | 32 | 0,1437 | 0,1268 | 0,1302 |
| 10 | 0,1900 | 24 | 0,1629 | 0,1404 | 0,1449 |
| 12 | 0,2160 | 24 | 0,1889 | 0,1664 | 0,1709 |
| 1/4 | 0,2500 | 20 | 0,2175 | 0,1905 | 0,1959 |
| 5/16 | 0,3125 | 18 | 0,2764 | 0,2464 | 0,2524 |
| 3/8 | 0,3750 | 16 | 0,3344 | 0,3005 | 0,3073 |
| 7/16 | 0,4375 | 14 | 0,3911 | 0,3525 | 0,3602 |
| 1/2 | 0,5000 | 13 | 0,4500 | 0,4084 | 0,4167 |
| 9/16 | 0,5625 | 12 | 0,5084 | 0,4633 | 0,4723 |
| 5/8 | 0,6250 | 11 | 0,5660 | 0,5168 | 0,5266 |
| 3/4 | 0,7500 | 10 | 0,6850 | 0,6309 | 0,6417 |
| 7/8 | 0,8750 | 9 | 0,8028 | 0,7427 | 0,7547 |
| 1 | 1,0000 | 8 | 0,9188 | 0,8512 | 0,8647 |
| 1-1/8 | 1,1250 | 7 | 1,0322 | 0,9549 | 0,9704 |
| 1 1/4 | 1,2500 | 7 | 1,1572 | 1,0799 | 1,0954 |
| 1-3/8 | 1,3750 | 6 | 1,2667 | 1,1766 | 1,1946 |
| 1 1/2 | 1,5000 | 6 | 1,3917 | 1,3016 | 1,3196 |
| 1 3/4 | 1,7500 | 5 | 1,6201 | 1,5119 | 1,5335 |
| 2 | 2,0000 | 4,5 | 1,8557 | 1,7353 | 1,7594 |
| 2 1/4 | 2,2500 | 4,5 | 2,1057 | 1,9853 | 2,0094 |
| 2 1/2 | 2,5000 | 4 | 2,3376 | 2,2023 | 2,2294 |
| 2 3/4 | 2,7500 | 4 | 2,5876 | 2,4523 | 2,4794 |
| 3 | 3,0000 | 4 | 2,8376 | 2,7023 | 2,7294 |
| 3 1/4 | 3,2500 | 4 | 3,0876 | 2,9523 | 2,9794 |
| 3 1/2 | 3,5000 | 4 | 3,3376 | 3,2023 | 3,2294 |
| 3 3/4 | 3,7500 | 4 | 3,5876 | 3,4523 | 3,4794 |
| 4 | 4,0000 | 4 | 3,8376 | 3,7023 | 3,7294 |
| Резьба | Большой диаметр | Резьба на дюйм | Диаметр шага | Второстепенный диаметр резьбы 90 Внутренняя резьба | |
|---|---|---|---|---|---|
| 0 | 0,0600 | 80 | 0,0519 | 0,0451 | 0,000467 |
| 1 | 0,0730 | 72 | 0,0640 | 0,0565 | 0,0580 |
| 2 | 0,0860 | 64 | 0,0759 | 0,0674 | 0,0691 |
| 3 | 0,0990 | 56 | 0,0874 | 0,0778 | 0,0797 |
| 4 | 0,1120 | 48 | 0,0985 | 0,0871 | 0,0894 |
| 5 | 0,1250 | 44 | 0,1102 | 0,0979 | 0,1004 |
| 6 | 0,1380 | 40 | 0,1218 | 0,1082 | 0,1109 |
| 8 | 0,1640 | 36 | 0,1460 | 0,1309 | 0,1339 |
| 10 | 0,1900 | 32 | 0,1697 | 0,1528 | 0,1562 |
| 12 | 0,2160 | 28 | 0,1928 | 0,1734 | 0,1773 |
| 1/4 | 0,2500 | 28 | 0,2268 | 0,2074 | 0,2113 |
| 5/16 | 0,3125 | 24 | 0,2854 | 0,2629 | 0,2674 |
| 3/8 | 0,3750 | 24 | 0,3479 | 0,3254 | 0,3299 |
| 7/16 | 0,4375 | 20 | 0,4050 | 0,3780 | 0,3834 |
| 1/2 | 0,5000 | 20 | 0,4675 | 0,4405 | 0,4459 |
| 9/16 | 0,5625 | 18 | 0,5264 | 0,4964 | 0,5024 |
| 5/8 | 0,6250 | 18 | 0,5889 | 0,5589 | 0,5649 |
| 3/4 | 0,7500 | 16 | 0,7094 | 0,6763 | 0,6823 |
| 7/8 | 0,8750 | 14 | 0,8286 | 0,7900 | 0,7977 |
| 1 | 1,0000 | 12 | 0,9459 | 0,9001 | 0,9098 |
| 1 1/8 | 1,1250 | 12 | 1,0709 | 1,0258 | 1,0348 |
| 1 1/4 | 1.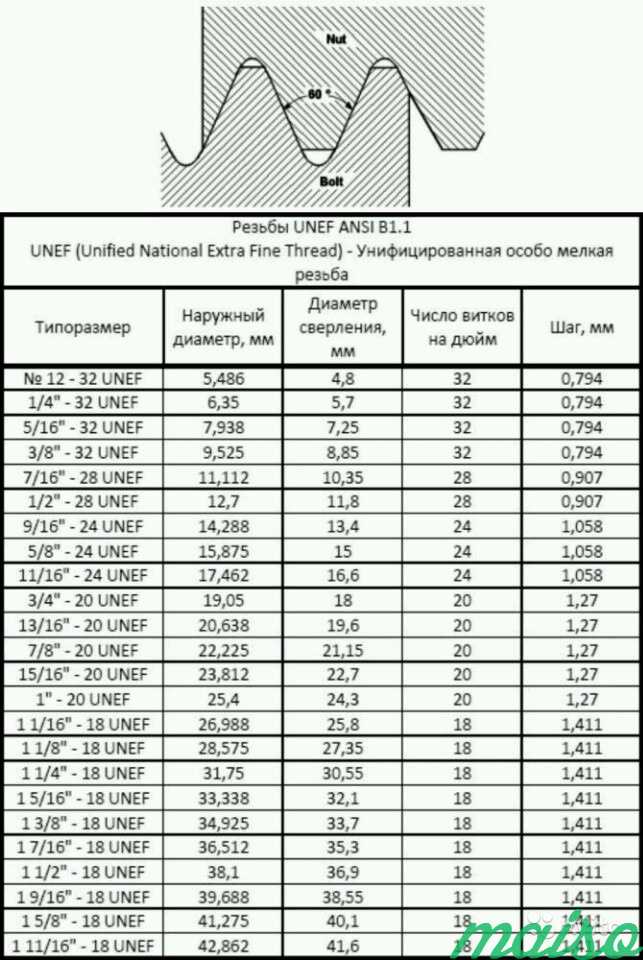 2500 2500 | 12 | 1.1959 | 1.1508 | 1.1598 |
| 1 3/8 | 1,3750 | 12 | 1,3209 | 1,2758 | 1,2848 |
| 1 1/2 | 1,5000 | 12 | 1,4459 | 1,4008 | 1,4098 |
| Резьба | Большой диаметр | Резьба на дюйм | Диаметр шага | Наружная резьба малого диаметра | Внутренняя резьба малого диаметра | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| № 12 | 0,2160 | 32 | 0,1957 | 0,1788 | 0,10072 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4 | 0,2500 | 32 | 0,2297 | 0,2128 | 0,2162 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/16 | 0,3125 | 32 | 0,2922 | 0,2753 | 0,2787 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/8 | 0,3750 | 32 | 0,3547 | 0,3378 | 0,3412 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7/16 | 0,4375 | 28 | 0,4143 | 0,3949 | 0,3988 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/2 | 0,5000 | 28 | 0,4768 | 0,4574 | 0,4613 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9/16 | 0,5625 | 24 | 0,5354 | 0,5129 | 0,5174 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/8 | 0,6250 | 24 | 0,5979 | 0,5754 | 0,5799 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11/16 | 0,6875 | 24 | 0,6604 | 0,6379 | 0,6424 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3/4 | 0,7500 | 20 | 0,7175 | 0,6905 | 0,6959 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13/16 | 0,8125 | 20 | 0,7800 | 0,7530 | 0,7584 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7/8 | 0,8750 | 20 | 0,8425 | 0,8155 | 0,8209 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15/16 | 0,9375 | 20 | 0,9050 | 0,8780 | 0,8834 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 1,0000 | 20 | 0,9675 | 0,9405 | 0,9459 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/16 | 1,0625 | 18 | 1,0264 | 0,9964 | 1,0024 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/8 | 1. Болтов материал: Болты | Описание, характеристики, общая информацияЧто такое болт?
Сделать заказ болтов Вы сможете в каталоге интернет-магазина стройматериалов «РДС строй».
Характеристики болтов по DIN 933. Размеры, типоразмерный ряд, материал для изготовления
Разновидности болтов в зависимости от класса точности
Наибольшее распространение получили болты с нормальным классом точности – «B». Их помещают в отверстия с диаметром, превышающим эту характеристику стержня данных крепежных изделий на 1-1,5 миллиметров. Болты с повышенным классом точности – «A» – нашли наибольшее применение в соединениях, относящихся к категории особо ответственных. Особенности применения
Формирование болтового соединения
Комбинация компонентов болтового соединения зависит от предполагаемых особенностей формируемого крепления. Самые распространенные сочетания представлены в таблице. Технические характеристики
Что же касается длины стержня болтов стандарта DIN 933, то она находится в пределах min 7, max 200 мм.
Заключение
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus Выбор материала крепежа и классы болтовКрепежи бывают самых разных спецификаций, но планируете ли вы использовать болт, винт, заклепку, штифт, зажим или какой-либо тип самозажимного оборудования, выбирая материал, подходящий для предполагаемое применение является важной проблемой. Например, выбор крепежа из стали, а не из алюминия, может сильно повлиять на качество и долговечность соединения, которое он образует. Аналогичным образом на эффективность материалов могут влиять многочисленные факторы, такие как условия окружающей среды, наличие коррозионно-активных элементов, требования к физической нагрузке и общая стабильность конструкции. Типы застежек Изображение предоставлено Shutterstock/APPOLLOMAN Большинство промышленных крепежных изделий изготавливаются из алюминия, латуни, некоторых синтетических неметаллов, а также различных марок стали и нержавеющей стали. Стальные крепежиСталь является наиболее часто используемым материалом в производстве крепежных изделий, на ее долю приходится почти 90 процентов всех ежегодно производимых крепежных изделий. Популярность этого металла связана с его высокой степенью пластичности в сочетании с прочностью на растяжение и долговечностью. По сравнению с другим металлом сталь также относительно недорога в производстве. Он часто обрабатывается цинкованием или хромированием, но также может быть сформирован без какой-либо обработки поверхности. Болт из углеродистой стали классаУглеродистая сталь является наиболее распространенным типом стали, используемой в производстве крепежа.
Крепеж из нержавеющей сталиНержавеющая сталь представляет собой сплав, который сочетает в себе свойства низкоуглеродистых марок с определенным процентным содержанием хрома и никеля. Входящий в его состав хром придает нержавеющей стали высокую степень коррозионной стойкости, которая не снижается при деформации или длительном использовании. Однако низкое содержание углерода не позволяет эффективно упрочнять его, что делает металл прочнее, чем большинство сталей класса 2, но слабее, чем многие закаленные сорта сортов 5 и 8.
Бронзовый и латунный крепежБронза, используемая в производстве крепежа, представляет собой сплав, в основном состоящий из олова и меди. Обладая высокой коррозионной стойкостью, бронза хорошо подходит для водных применений, таких как судостроение или подводное строительство. Он такого же красноватого цвета, как медь, но относительно дорог по сравнению с другими крепежными материалами. Латунь, сплав меди и цинка, похожа на бронзу по своим антикоррозионным свойствам и электропроводности, но имеет более низкую прочность на растяжение и является относительно мягким металлом. Часть привлекательности латуни как материала для изготовления заключается в ее желтовато-золотом цвете. Нейлоновые застежки Нейлон — это легкий синтетический пластиковый материал, используемый для специальных крепежных изделий. Он устойчив к коррозии, обладает высокими электроизоляционными и теплоизоляционными свойствами, легко окрашивается в соответствии с эстетическими требованиями, например, при замене крепежа. Прочие болты Артикул
Болты с головкой Еще от оборудованияКак правильно выбрать крепеж — конструкция крепежа из нержавеющей стали В перерабатывающих отраслях, таких как нефть, газ и нефтехимия, выбор правильного крепежа для правильного применения может иметь решающее значение. Выбор крепежа по применению Прежде чем звонить своему поставщику крепежа, необходимо узнать, для чего он нужен. Существует так много применений промышленных крепежных изделий, что даже их список выходит за рамки этой статьи, но виды крепежных изделий и их пригодность для применения и обслуживания часто одинаковы во многих областях применения. Выберите правильный тип крепежа для применения Здесь приведены некоторые основные сведения. Подойдет ли ваша застежка? Иногда может показаться, что работает более одного типа застежек. Головка болта может быть под шестигранник, под винт, под торцевой ключ или иметь другую конструкцию. Конструкция головки болта может быть важна для величины крутящего момента, который будет воспринимать болт, и других вопросов, поэтому важно правильно выбрать головку болта. Длина болта зависит от области применения. Например, болт с фланцем должен быть достаточно длинным, чтобы удерживать шайбу, фланец, прокладку фланца, ответный фланец, еще одну шайбу и гайку, с несколькими витками резьбы, оставленными для безопасности. Потоки также являются частью приложения. Будь то грубая (UNC), мелкая (UNF) или 8-заходная (UN — в основном используется на нефтяных месторождениях) резьба должна быть выбрана так, чтобы обеспечить наилучшие характеристики обработки нагрузки. Существуют также резьбы метрического стандарта, BSW (британский стандарт Whitworth) и другие. Конструкционные материалы Почти во всех крепежах используется углеродистая сталь. Обладает самым широким диапазоном удобоукладываемости и диапазоном прочностных свойств. Существуют даже низкоуглеродистые стали, такие как ASTM 307 Grade B, которые используются для тяжелых шестигранных болтов и шпилек, предназначенных для фланцевых соединений в трубопроводных системах с чугунными фланцами. Среднеуглеродистые стали могут подвергаться термической обработке для повышения их несущей способности. Стандарт ASTM A193 распространяется на болтовые соединения из легированной и нержавеющей стали, предназначенные для работы при высоких температурах или высоком давлении. Стандартные крепежные детали, используемые марками Наиболее распространенными крепежными элементами являются шестигранные головки классов 2, 5 и 8. Класс 2 представляет собой стандартную сталь для метизов. Это самый распространенный сорт стального крепежа и самый дешевый. Болты класса 2 обычно используются там, где не требуется высокая прочность, например, при установке поручней, а также на трубных хомутах и подвесках. Болты с шестигранной головкой класса 5 закалены для повышения прочности и являются наиболее распространенными болтами, используемыми в автомобильной промышленности. Болты класса 8 закалены сильнее, чем болты класса 5. Таким образом, они прочнее и используются в требовательных приложениях, таких как автомобильные подвески и сборка оборудования. Болты с головкой под торцевой ключ обычно изготавливаются из легированной стали. Отличие крепежа из нержавеющей стали Нержавеющие стали могут быть аустенитными (обычно SS 302, 304, 316 и другие малопрочные не подлежат термической обработке), мартенситными (410, 416 могут подвергаться термической обработке) , или феррит (магнитная SS 430 и более низкая коррозионная стойкость), и каждый из них имеет определенные свойства для использования в специальных приложениях. Другие материалы также могут использоваться для крепежа: латунь, бронза (особенно для морских и морских применений) и иногда алюминий. Их часто выбирают по тем же причинам, что и нержавеющую сталь. Эти металлы и сплавы обладают хорошей коррозионной стойкостью. Мягкие металлы могут заедать или срывать резьбу. При затягивании крепежа между соприкасающимися поверхностями резьбы создается давление, металлические вершины резьбы соприкасаются друг с другом, что увеличивает трение. Комбинация этих двух событий может привести к выделению достаточного количества тепла, чтобы расплавить и сцепить гайку и болт. Есть несколько способов предотвратить истирание и задирание. Сопрягаемые детали, например, гайка и болт, изготовленные из одного и того же сплава, будут иметь большую склонность к истиранию, чем детали из разнородных сплавов. Одним из типичных наборов разнородных сплавов является гайка из нержавеющей стали серии 400 с болтом серии 316. Чем более гладкими будут сопрягаемые поверхности, тем меньше будет истирание. Накатанная резьба обычно имеет более гладкую поверхность, чем нарезанная резьба, что снижает трение, вызывающее заедание. И, конечно же, необходимо использовать надлежащий крутящий момент при установке. Если крепеж перетянут, резьба может начать прогибаться, что вызовет трение между сопрягаемыми поверхностями. Общие покрытия для крепежа Коррозионная стойкость крепежа может быть чрезвычайно важна из-за условий, в которых используются эти материалы. Иногда для крепежа требуется специальное покрытие. Цинк является наиболее распространенным покрытием, используемым сегодня. Он предлагает разумную степень коррозионной стойкости по доступной цене. Горячеоцинкованные покрытия обладают большей устойчивостью и обычно используются там, где они подвергаются воздействию высокой влажности и/или соли, например, в прибрежных зонах. Уровень вибрации и количество тепла (или холода), которым будет подвергаться крепеж, являются важными факторами при выборе. В зонах с высокой вибрацией может потребоваться использование контргайки с преобладающим крутящим моментом. Эти гайки могут помочь предотвратить вибрацию крепления. Технические характеристики крепежа ASTM Если устройство, труба или фланец, для которых вы выбираете крепеж, имеют спецификацию на крепеж, вы всегда должны придерживаться этой спецификации. В противном случае нужно понимать параметры применения и соответственно подбирать крепеж. Большую часть необходимой информации можно найти в спецификациях ASTM. Наиболее распространенные спецификации болтовых соединений: ASTM A193 — Материалы болтовых соединений из легированной и нержавеющей стали для работы при высоких температурах или высоком давлении. ASTM A307 Болты и шпильки из углеродистой стали, предел прочности при растяжении 60 000 фунтов на кв. дюйм. ASTM A354 Болты, шпильки и другие крепежные детали с наружной резьбой из закаленного и отпущенного сплава. ASTM A449 Болты и шпильки из закаленной и отпущенной стали общего назначения. ASTM F593 Болты из нержавеющей стали, винты с шестигранной головкой и шпильки. ASTM F1554 Анкерные болты, предназначенные для крепления несущих конструкций к бетонному фундаменту. ASTM F3125 Новая унифицированная спецификация конструкционных болтов, заменяющая A325, A325M, A490, A490M, F1852 и F2280. ASTM A563 Стандартная спецификация для гаек из углеродистой и легированной стали. ASTM F594 Гайки из нержавеющей стали. Выбор подходящего поставщика Выбор подходящего крепежа значительно упрощается благодаря наличию поставщика с обширными знаниями и опытом применения, который сможет вам помочь. Распространение онлайн-продавцов из стран с низкой себестоимостью производства и даже вполне реальная возможность использования поддельных материалов говорят в пользу тесных отношений с поставщиком, которого вы знаете и которому доверяете. Вес трубы стальной 219х6: Слишком много запросовТруба э/св 219х6/355 ППУ-ПЭ (Трубы ППУ-ПЭ) производства ПКФ ТЕПЛО с доставкой по РоссииЗаказать звонок
/ / / Гарантия на продукцию 5 лет Срок службы 25 лет Гарантия лучшей цены Нашли дешевле? Снизим цену! Прикрепите предложение конкурента Ø219 -9% Наименование в спецификации Подпишись на Instagram ПКФ ТЕПЛО от 01.02.2022г.Цена от 01.02.2022г. Актуальную цену уточняйте у специалистов компании Цена с НДС: 6 501.50 ₽
D — Диаметр оболочки : Труба по 2 типу изоляции Сопутствующая ППУ продукция (Электросварная, 219 х 6 / 355 ППУ-ПЭ)-9% 41,87 кг / 1 м.п. 6 501.50 ₽ 7 086.64р Труба э/св 219х6/355 ППУ-ПЭ -10% 83,70 кг / 1 шт 22 228.70 ₽ 24 451.57р Отвод 90гр. э/св 219х6/355 ППУ-ПЭ 1000/1000 -30% 145,90 кг / 1 шт 61 297. 79 686.36р Неподвижная опора э/св 219х6/355 ППУ-ПЭ 2500 -10% 105,50 кг / 1 шт 29 638.20 ₽ 32 602.02р Концевой элемент э/св 219х6/355 ППУ-ПЭ МЗИ 2200 -12% 6,35 кг / 1 шт 3 558.00 ₽ 4 043.00р Комплект заделки стыка 219/355 ППУ-ПЭ ТЕПЛО-6 Посмотреть еще
Обозначение в спецификацииПозиция Наименование и техническая характеристика Тип, марка, обозначение документа, опросного листа Код оборудования, изделия, материала Завод-изготовитель Единица измерения Количество Масса еденицы, кг Примечание 1 2 3 4 5 6 7 8 9 Труба э/св 219х6/355 ППУ-ПЭ ГОСТ 30732-2006 / ГОСТ 30732-2020 01-0000057-ПКФ-ТЕПЛО ООО ПКФ «ТЕПЛО» +74852919622 или аналог м. 1 41,87 кг Труба стальнаяТруба в производстве используется только новая ППУ изоляцияИспользуется система ПЭ труба оболочкаОболочка в производстве только из Центратор трубУстанавливаются на расстоянии Медная проволокаДопускается в производство только проволока сечением Труба э/св 219х6/355 ППУ-ПЭ— это Труба Электросварная диаметра 219 мм с толщиной стенки 6 мм в изоляции Пример условного обозначения трубы по ГОСТ 30732-2020 Труба Ст 219*6-2-ППУ-ПЭ ГОСТ 30732-2020 Преимущества ППУ изоляцииТрубы ст. 219х6-1-ППУ-ПЭ, 219х6-2-ППУ-ПЭ, 219х6-ППУ-ОЦ в Москве ду200ЖК Cloud Nine (компания Vesper)ППУ трубопроводы, трубопроводная арматура, Москва Новодевичий монастырьППУ трубопроводы, Москва Северо-западная хордаППУ трубопроводы, Москва Усадьба “Архангельское”ППУ трубопроводы, Московская область ЖК “Серебряный фонтан” (Группа Эталон)Трубопроводная арматура, ПЭ трубы, Москва Транспортная развязка МКАД – Бесединское шоссе (ГК “Гера”)ППУ трубопроводы, Москва Станции метро “Лефортово” и “Стромынка” (АО “Мосметрострой”)ППУ трубопроводы, ТПА, Москва Стадион “Динамо” (ВТБ Арена парк, УК “Динамо”)ППУ трубопроводы, Москва ЖК “Счастье на Дмитровке” (ЗАО “Лидер-Инвест”)Опоры освещения, Москва ЖК GRAND DELUXE на Плющихе (ГК “Донстрой”)ППУ трубопроводы, Москва Вестибюль станции метро “Ленинский проспект”ППУ трубопроводы, Москва Инженерные коммуникации Северо-Западной хордыППУ трубопроводы, Москва Дорожная развязка МКАД – Бесединское шоссеППУ трубопроводы, Москва Теплосети Северо-Восточной хордыППУ трубопроводы, Москва Школа на ул.
Опоры освещения, Москва Станция метро “Боровское шоссе”Трубопроводная арматура, Москва ТПУ “Волоколамская”ППУ трубопроводы, Москва ЖК “Садовые кварталы” (ГК “ИНТЕКО”)Трубопроводная арматура, Москва ЖК “Влюберцы” (Строительная компания “САС”)ППУ трубопроводы, Люберцы, МО Дом-призер Архсовета Москвы в районе Очаково-МатвеевскоеОпоры освещения, Москва ЖК “Академика Павлова” (ГК “ПИК”)ППУ трубопроводы, Москва ТПК метро (ст. Электрозаводская- ст. Авиамоторная)ППУ и ПЭ трубопроводы, Москва ЖК “Савёловский Сити” (MR Group)ППУ трубопроводы, Москва ТПУ “Солнечная” (АО “Мосинжпроект”)ППУ трубопроводы, Москва ЖК “Государев дом” (ГК “Гранель”)ППУ трубопроводы, трубопроводная арматура, Лопатино, МО Аэропорт “Жуковский”Опоры освещения, Жуковский, МО Тепловые сети в г.
Монтаж полного цикла ППУ трубопроводов, Черноголовка, МО ЖК “Микрорайон 6А”ППУ трубопроводы, Реутов, МО ЖК “Татьянин Парк” (ГК “МИЦ”)ППУ трубопроводы, трубопроводная арматура, Москва МФК “Лайнер” (ГК “ИНТЕКО”)Трубопроводная арматура, Москва ЖК “Полянка/44” (PSN Group)Трубопроводная арматура, Москва ЖК “Пригород Лесное” (ГК “Самолет”)Опоры освещения, Ленинский район, МО ЖК “Ярцевская 24” (ГК “ПИК”)ППУ трубопроводы, Москва Объекты АО “ГУОВ” (Оборонстрой)ППУ трубопроводы, Моздок, Северная Осетия-Алания ЖК “Тимирязев парк”ППУ трубопроводы, Москва Гипермаркет “К Раута”Опоры освещения, Щербинка, МО ЖК “Родной Город. Октябрьское поле”ППУ трубопроводы, Москва ЖК “Пятницкие кварталы”Трубопроводная арматура, ППУ трубопроводы, Сабурово, МО ТЦ “LEROY MERLIN”ППУ трубопроводы, Видное, МО ЖК “Эко-Парк Вифанские Пруды”ППУ трубопроводы, Сергиев Посад, МО Микрорайон “Янтарный”ППУ трубопроводы, Балашиха, МО Микрорайон “Экопарк”ППУ трубопроводы, трубопроводная арматура, Томилино, МО ЖК “Терра”Опоры освещения, Дмитров, МО ЖК «Староалексеевская»ППУ трубопроводы, Москва ЖК “Серебрянка”ППУ трубопроводы, Пушкино, МО ЖК “Родной Город.
ППУ трубопроводы, Москва ЖК “Рублёвское предместье”ППУ трубопроводы, Глухово, МО Противотуберкулёзный диспансерППУ трубопроводы, Москва Полевой лагерь Западного военокругаОпоры освещения, Нижегородская область ЖК “Новоград Павлино” (ГК “МИЦ”)ППУ трубопроводы, Балашиха Клубный дом “Набоков”ППУ трубопроводы, трубопроводная арматура, Москва ТПК метро, Сев.-Вост. уч-к (АО “МИП”)ППУ трубопроводы, трубопроводная арматура, монтаж СОДК, Москва Метрополитен, ст. Парк Победы (3 этап)ППУ трубопроводы, Москва Магистральные ТС, Хорошевское шоссеППУ трубопроводы, Москва ЖК “Летний Сад” (“Эталон-Инвест”)ППУ трубопроводы, монтаж СОДК, Москва Опоры связи для Калужской областиОпоры освещения-связи, Калужская область ТЦ “Castorama”Опоры освещения, Щербинка, МО ЖК “Ельнинская 14Б” (ГК “ПИК”)ППУ трубопроводы, Москва ДОУ, адресная городская программаППУ трубопроводы, трубопроводная арматура, опоры освещения, Москва Гостиница «Hilton Worldwide»ППУ трубопроводы, Москва ЖК “Влюблино” (ГК “ПИК”)ППУ трубопроводы, Москва “ВТБ Арена” (“Codest International”)ППУ трубопроводы, монтаж СОДК, Москва Программа замены теплосетей г.
ППУ трубопроводы, Брянск Фабрика продукции компании “MARS”Опоры освещения, Ступино, МО Инженерные сети ПАО “МОЭК”ППУ трубопроводы, трубопроводная арматура, монтаж СОДК, Москва ЖК “Изумрудные холмы” (Etalon Gr.)ППУ трубопроводы, трубопроводная арматура, Красногорск, МО МКАД, 52 кмОпоры освещения, Москва ЖК “Утёсов” (ГК “ГРАС”)ППУ трубопроводы, трубопроводная арматура, Москва Сев.-Зап. хорда, Аминьевское шоссеППУ трубопроводы, Москва ГБЗУ “Морозовская ДГКБ ДЗМ”ППУ трубопроводы, Москва Торговые центры “Глобус”Опоры освещения, Пушкино, Юдино, МО ЖК “Balchug Residence” (ГК “ИНТЕКО”)Трубопроводная арматура, Москва Квартал “AEROLOFTS”ППУ трубопроводы, ПЭ трубопроводы, трубопроводная арматура, Москва ЖК “Флотилия” (ГК “ГРАС”)ППУ трубопроводы, Москва Сев.
ППУ трубопроводы, трубопроводная арматура, Москва ЖК «Опалиха O3» (Urban Group)ППУ трубопроводы, трубопроводная арматура, Красногорск ЖК “Некрасовка-Парк”Трубопроводная арматура, ВЧШГ трубопроводы, Москва МФК “Nagatino i-Land”ППУ трубопроводы, трубопроводная арматура, монтаж СОДК, Москва МИД РоссииППУ трубопроводы, Москва Реконструкция Минского шоссеОпоры освещения, МО Метрополитен, Кожуховская линияТрубопроводная арматура, ППУ трубопроводы, Москва Московское метро, ст. ХовриноППУ трубопроводы, монтаж СОДК, Москва Калининско-Солнц-я линия (АО “МИП”)ППУ трубопроводы, трубопроводная арматура, монтаж СОДК, Москва ЖК Микрогород “В лесу”ППУ трубопроводы, Марьино, МО ЖК “Лесной городок” (ГК “Гранель”)ППУ трубопроводы, Балашиха, МО Клинский ледовый дворецОпоры освещения, Клин, МО ЖК “Золотая звезда” (Etalon Group)ППУ трубопроводы, трубопроводная арматура, Москва ЖК “Дом на Смольной”Трубопроводная арматура, Москва ЖК “Город Набережных” (Urban Group)Опоры освещения, Химки, МО ЖК Бескудниково, мкр.
Резьба м3: Параметры резьбы
GREENFIELD THREADING Набор метчиков: Размер резьбы метчика M3-0,50, длина резьбы 5/16 дюйма, общая длина 1 15/16 дюйма — 53PW25|174519НАРЕЗАНИЕ РЕЗЬБЫ
Страна происхождения США. Страна происхождения может быть изменена. Блестящая отделка этих смесителей обеспечивает гладкую полированную поверхность. Метчики из быстрорежущей стали обеспечивают хорошую износостойкость при нарезании резьбы общего назначения в различных материалах, включая черные и цветные металлы. Коснитесь изображения, чтобы увеличить его. Наведите курсор на изображение, чтобы увеличить его. НАРЕЗАНИЕ РЕЗЬБЫ
Страна происхождения США. Страна происхождения может быть изменена. Блестящая отделка этих смесителей обеспечивает гладкую полированную поверхность. Метчики из быстрорежущей стали обеспечивают хорошую износостойкость при нарезании резьбы общего назначения в различных материалах, включая черные и цветные металлы. Удлинительный метчик OSG: размер резьбы M3,5×0,6, длина резьбы 7,00 мм, общая длина 120,00 мм, правая — 54ME72|1635535626
Страна происхождения Япония. Страна происхождения может быть изменена. Покрытие TiCN на этих метчиках защищает их от износа, оно более твердое и износостойкое, чем покрытие TiN. Высокопроизводительные метчики более твердые и износостойкие, чем метчики из быстрорежущей стали. Они обеспечивают хорошую точность и аккуратность в задачах нарезания резьбы. Метчики для формования резьбы прижимаются к стенкам отверстия, образуя резьбу, когда они вращаются в отверстии. Они не дают стружки, что исключает необходимость очистки отверстия от стружки и предотвращает деформацию резьбы при нарезании резьбы. Коснитесь изображения, чтобы увеличить его. Наведите курсор на изображение, чтобы увеличить его.
Страна происхождения Япония. Гибкий вал гравера чем смазать: Чем смазать гибкий вал дремеляОбслуживание гибкого вала бормашины Дремель, замена подшипников рукоятки. / Мастерские / В помощь стим-мастеру / Коллективные блоги / Steampunker.ru
ПОДШИПНИКИ R166 ZZ Гибкий вал и держатель для гравера$18.85 Перейти в магазин
Так как особо рассказывать здесь нечего, то по большей части обзор будет состоять из фотографий с небольшими пояснениями. Для начала поясню, зачем мне все это понадобилось. Упростить подобные задачи позволяет гибкий вал, так как диаметр его передней части заметно меньше диаметра гравера. Вот теперь можно перейти к обзору, где я доскажу остальное и покажу что это вообще такое. Буквально пару слов об упаковке. Гибкий вал и держатель для гравера Гибкий вал был упакован куда проще, никакой обертки или коробки, просто полиэтиленовый пакет, но его повредить еще сложнее :))) Гибкий вал и держатель для гравера Передняя часть гибкого вала была в смазке и отдельно замотана в полиэтилен. Гибкий вал и держатель для гравера Вот собственно держатель. Я ниже распишу отдельно все узлы, но думаю принцип его действия большинство поймут и по этому фото. Гибкий вал и держатель для гравера Инструмент зажимается в оправку, расположенную вверху, фиксируется вся эта конструкция винтом с гайкой-барашком. Конструкция оказалась на удивление удобной. Гибкий вал и держатель для гравера Минимальный и максимальный зажимаемые диаметры составляют около 37 и 43мм. Гибкий вал и держатель для гравера Общая длина всей конструкции в собранном виде составляет 260мм. Гибкий вал и держатель для гравера Верхняя часть поворотная, принцип простейший, шар, который зажимается корпусом верзней части. Гибкий вал и держатель для гравера Нижняя часть держателя. Гибкий вал и держатель для гравера А вот здесь второе замечание. Гибкий вал и держатель для гравера Максимальная толщина столешницы около 50-52мм, здесь вопросов нет. Например у меня дома нет столешницы толще чем 40мм. Гибкий вал и держатель для гравера Гибкий вал. Я его не взвешивал, но выглядит и чувствуется в руках довольно внушительно. Гибкий вал и держатель для гравера В комплекте дали ключ к патрону и пару небольших шестигранных ключиков. Гибкий вал и держатель для гравера Передняя часть с патроном, ее размеры составляют 110х26мм. Гибкий вал и держатель для гравера Здесь линейка скорее для примерной оценки размеров, заявленная длина составляет 110см, реальная ближе к 100. Гибкий вал и держатель для гравера По обоим сторонам гибкого вала установлены пружины для защиты от перелома резиновой части. Гибкий вал и держатель для гравера На удивление установлен неплохой патрон. Я не знаю его марку, так как у меня не получилось его выковырять, но центровка понравилась. Гибкий вал и держатель для гравера Снимается передняя часть очень легко, внутри обнаружилась «волнистая» шайба. Гибкий вал и держатель для гравера Внутри ручки установлено два подшипника, на которых также нанесена смазка. Марка подшипников Z809. Гибкий вал и держатель для гравера А вот здесь я поясню зачем я брал держатель. Гибкий вал и держатель для гравера А вот то, зачем производитель предусмотрительно положил пару шестигранных ключиков. Вся конструкция разборная. Гибкий вал и держатель для гравера Сначала откручиваю правый винт, это позволяет вынуть собственно сам гибкий вал, выполненный в виде стального тросика, который находится внутри стальной пружины. Гибкий вал и держатель для гравера Откручиваем второй винт и вынимаем тросик полностью. Гибкий вал и держатель для гравера Еще с самого начала заметил что в передней части есть плоская пружина, прижимающая стальной шарик. Немного помучавшись, разобрал и ее. Этот узел отвечает за возможность проворачивания передней части независимо от резинового шланга, в котором находится собственно гибкий вал. Гибкий вал и держатель для гравера Гибкий вал в полностью разобранном виде. Гибкий вал и держатель для гравера А вот тот инструмент, для которого я и брал все, что показал выше. Видно что ему досталось за год. В основном тяжело пришлось во время резки плиточного шва, пыль стояла почти как после резки болгаркой, а так как у гравера активное охлаждение, то всю эту пыль прогоняло через него, надо будет разбирать и чистить. Гибкий вал и держатель для гравера Работать с гибким валом можно и так, как показано на фото, но в этом случае явно не хватает крепления конструкции в передней части гравера, было бы очень удобно. Можно было бы подключить вал и просто положить гравер где нибудь рядом. Гибкий вал и держатель для гравера Более правильно закрепить гравер в держателе. Гибкий вал и держатель для гравера Потом подключил гибкий вал и включил гравер, вал при этом был в положении как на фото, только конечно я держал его в руках. Гибкий вал и держатель для гравера Сравнил потребление без вала и с валом, проверял на холостом ходу и минимальных оборотах. Гибкий вал и держатель для гравера Держатель позволяет устанавливать инструмент под разными углами, довольно удобно. Гибкий вал и держатель для гравера Также в шарнирном узле есть вырез, позволяющий установить верхнюю часть под углом 90 градусов к поверхности стола. Не думаю что пригодится, но есть, так есть. Гибкий вал и держатель для гравера 1. Гибкий вал и держатель для гравера Ну и в принципе теперь можно использовать гравер как мини точило, но также из-за высоких оборотов я бы не стал использовать круги большого диаметра. Гибкий вал и держатель для гравера Вот такой вот вышел мини обзор. Сначала скажу о гибком шланге, претензий у меня к нему нет, вообще. Работать действительно очень удобно. Есть только пожелание к конструкции, хорошо было бы иметь возможность крепить всю эту конструкцию к корпусу гравера, тогда было бы вообще отлично. Радиальный люфт отсутствует, биений нет, держать удобно. А вот с держателем не все так однозначно. Минусы Мое мнение. Гибким валом буду пользоваться однозначно, понравился. Хороший патрон, удобная конструкция. А вот держатель так себе, лучше сильно не затягивать шарнирный узел. но больше расстраивает то, что если сломаю держатель, то не смогу нормально пользоваться валом 🙁 Хотя на данном этапе пользоваться держателем удобно. На этом все, как всегда жду вопросов, а также буду рад советам по улучшению или альтернативным вариантам таких систем. Товар предоставлен для написания обзора магазином. $18.85 Перейти в магазин Вращающиеся инструменты | Foredom Electric Company С самого начала ротационные инструменты и машины с гибким валом Foredom производились в соответствии с промышленными стандартами. Со временем это имя стало синонимом качества, надежности и даже стиля самого инструмента. Микродвигатели и настольные токарные станки превратились в важные категории продукции. Микромоторы имеют моторы электроинструмента «микроразмера» внутри наконечника и простые шнуровые соединения с блоком управления, что позволяет работать на высокой скорости без сопротивления гибкого вала. У нас даже есть портативная модель с литий-ионным аккумулятором, которую можно использовать в дороге часами. Настольные токарные станки являются отличным дополнением к гибким валам, и многие пользователи удивлены их мощностью, компактными размерами и универсальностью для многих операций по шлифовке, полировке и полировке. Вращающиеся инструменты, компоненты вращающихся инструментов и многое другое!Кто использует вращающиеся инструменты? Электроинструменты Foredom используются ювелирами, операторами механических цехов, производителями пресс-форм и штампов, резчиками по дереву, мастерами, дизайнерами, производителями на заказ всех видов (например, протезов, слуховых аппаратов и т. Каковы некоторые из широких областей применения электроинструментов?Вращающиеся инструменты используются для снятия заусенцев, сверления, шлифования, шлифования, сглаживания, контурной обработки, хонингования, опиловки, фрезерования, резьбы, полировки и финишной обработки практически любого материала, включая: металл, дерево, стекло, камень, силикон, акрил, смолы. , пластмассы и композиты. Для каких целей лучше всего подходят промышленные инструменты Foredom?Вращающиеся инструменты Foredom предлагают следующие преимущества промышленным и другим пользователям:
Гравировка по стеклу ручными инструментами — Обсуждение украшенийiamorrison #1 У кого-нибудь есть опыт резьбы по стеклу? Несколько лет назад я получил Эллисон Моррисон ЛУКАДЕНТ #2 Уважаемая г-жа Эллисон Моррисон! Если вы планируете гравировать стекло, я Наконечник стоматологического типа намного удобнее и проще в использовании Если у вас возникнут дополнительные вопросы, с которыми я могу вам помочь С уважением, Ричард Лукас… RING14K #3 Гравировка на стекле… должна выполняться с подачей воды, поможет добавление небольшого количества моющего средства Joe_Bokor2 #4 Привет: Защитные очки и пылезащитная маска необходимы, а также капельная вода в качестве смазки и охлаждающей жидкости Джо Бокор Marcos_Mondragon Строительство домов на сваях винтовых: Как построить дом на винтовых сваях?Как построить дом на винтовых сваях?Чтобы построить собственный дом, обязательно нужно предварительно сделать фундамент. Основания бывают разными, традиционными считаются ленточный и плитный, но сегодня большую популярность у собственников обрели еще и свайные. Так называют фундамент, который состоит из металлических опорных конструкций, погруженных в землю глубже сезонного промерзания почвы. Одним из главных достоинство опорных конструкций является возможность подготовки основания своими руками, потому многих собственников интересует, как построить дом на винтовых сваях самостоятельно? В этом нет ничего сложного, справиться с работой смогут даже собственники земельных участков, не имеющие большого опыта в строительстве. Преимущества фундамента из винтовых свайПопулярность свайно-винтовых оснований объясняется наличием у них большого количества преимуществ, к которым относят:
Цены на свайно-винтовой фундамент
*смета на каждый фундамент расчитывается отдельно проектным отделом , подродности узнавайте у менеджеров Строительство дома на винтовых сваяхПрежде чем начинать работы по установке опорных элементов жилого здания, необходимо выполнить на земельном участке инженерные изыскания. После проектирования выполняется закупка свай с подходящими техническими характеристиками. Далее стройплощадку размечают – отмечаются места установки опор, в которых с помощью бура создают скважины глубиной около 20 см. Монтаж начинают с углов будущего здания. В отмеченной точке вертикально устанавливается свая и с помощью лома или специального механического устройства она ввинчивается в землю на расчетную глубину, обычно – на 1,5 или 2 м. Когда все сваи для основания будут вкручены, нужно проверить их вертикальность. Отклонение более чем на 2% не допускается и если подобные дефекты будут обнаружены, их следует устранить. Далее сваи выравнивают по горизонтали – обрезают под один уровень и бетонируют полости. На установленные сваи монтируют и приваривают оголовки, после чего выполняется обвязка металлических конструкций и установка ростверка. Для обвязки можно использовать стальной швеллер или деревянные балки. Металлические элементы конструкции нужно обработать антикоррозийными составами, а деревянными – средствами, обеспечивающими древесине достаточную защиту от гниения и возникновения грибка. Когда ростверк установлен, на него укладывают черновой пол и устанавливают все остальные конструктивные элементы будущего дома – стены, кровлю, перегородки и перекрытия. Эти работы уже ничем не будут отличаться от стандартного строительства на ленточном основании. Статья — Строительство дома на свайном фундаментеГлавная страница Статьи Строительство дома на свайном фундаменте
Где применяется данный тип фундамента?
Почему удобно строить дома на сваях?
Особенности свайной технологии
Дома на винтовых сваях — The House Designers Качество вашего дома начинается с его фундамента. Крайне важно выбрать правильную стартовую базу для своего дома, но некоторые люди находят варианты слишком сложными и трудными для понимания. Мы здесь, чтобы сделать этот процесс немного проще, показав вам множество замечательных преимуществ фундамента на винтовых сваях. Фундамент на винтовых сваях универсаленДома на фундаменте на винтовых сваях гибки и часто очень удобны в строительстве. Имея так много преимуществ, которые трудно найти в других фундаментах, подумайте о том, чтобы поговорить со своим дизайнером или консультантом по планированию дома о том, что может предложить фундамент на винтовых сваях. План дома 1490 В большинстве планов домов используется плитный фундамент, подвал или подвальное помещение, но есть и другие варианты. Фундамент на винтовых сваях, обычно называемый «винтовым», состоит из нескольких больших металлических столбов, надежно вбитых в землю. Эти столбы образуют опору и основу дома. Фундамент на винтовых сваях, обычно применяемый в небольших постройках, полезен для окружающей среды и экономит деньги. Вы можете получить дом своей мечты без больших затрат! Проведите некоторое исследование на ранней стадии, чтобы увидеть, будет ли это работать для вашей строительной площадки, потому что выбор правильного фундамента также помогает обеспечить своевременную и эффективную сборку. Винтовые сваи могут снизить воздействие на окружающую средуМногие домовладельцы любят фундаменты с винтовыми сваями из-за того, насколько они снижают воздействие строительства на окружающую среду. Другие фундаменты требуют рытья, что вызывает разрушение почвы. В некоторых крайних случаях это может привести к усилению эрозии и стока почвы, что наносит ущерб окружающей экосистеме. Благодаря своей простоте фундаменты на винтовых сваях минимально воздействуют на почву и прилегающие территории. Вам даже не нужно привозить тяжелую технику. Для установки винтовой сваи требуется только небольшая машина, которая помещает опорные стержни в землю. И в качестве дополнительного преимущества эта основа помогает сохранить естественную красоту вашего участка, поэтому вам, возможно, не понадобится так много ландшафтного дизайна позже. План дома 1429 Многие дома вокруг пляжей и заболоченных территорий требуют фундамента на винтовых сваях. Берега озер — еще одно распространенное место, где можно найти дома с фундаментом из винтовых свай из-за песчаной почвы и более высокого уровня грунтовых вод. THD-1429(выше) станет прекрасным домом на озере или на пляже благодаря спиральному основанию. Здесь достаточно места для семьи и гостей, так что это отличный выбор для круглогодичного проживания и проживания в отпуске.
Относительно безболезненная сборка На заливку бетонного фундамента и его затвердение уходит несколько дней, а то и неделя или даже больше. Этот процесс может показаться вечным при самых лучших обстоятельствах; плохая погода может привести к дальнейшим задержкам. Как только стержни находятся в земле, они сразу же могут выдерживать весовые нагрузки. Таким образом, вместо того, чтобы ждать, ваш строитель может сразу приступить к работе! Вы сэкономите время и деньги и переедете быстрее. План дома 1492 Фундаменты на винтовых сваях обычно небольшие и компактные. Каждый «винт» имеет установленную производителем нагрузку, которую он может выдержать. Обязательно поговорите со своим строителем о выборе правильной конфигурации для вашего винтового фундамента. Модульная конструкция многих домов с этим типом фундамента позволяет очень легко достраивать и расширять их как сейчас, так и в будущем. Фундамент на винтовых сваях — надежный метод строительства домов, выдержавший испытание временем. На самом деле они являются основным выбором для многих строителей и разработчиков. Пока вы ищете свой идеальный дом, подумайте о выборе типа фундамента, которому доверяют проектировщики и строители в вашем регионе, но не забудьте спросить о фундаменте на винтовых сваях! Если у вас есть какие-либо вопросы или вы хотите узнать больше о процессе поиска и строительства дома, сообщите нам об этом. Нам не терпится помочь осуществить вашу мечту.
Кристин Куни Редактор The House Designers Кристин имеет более чем десятилетний опыт работы в качестве эксперта по планам домов и планам этажей. Помимо предоставления клиентам своего опыта, чтобы помочь им найти и построить дома своей мечты, ее страсть и знания в области жилищного строительства позволяют Кристине направлять семьи и строителей на всех важных этапах от поиска планов до строительства индивидуальных домов, которые соответствуют ожиданиям. сегодняшнего нового владельца дома. Последние сообщения Кристин Куни (см. все) Пожалуйста, подпишитесь на нас и поставьте лайк: Кристин КуниКристин имеет более чем десятилетний опыт работы в качестве эксперта по планированию домов и планированию этажей. Помимо предоставления клиентам своего опыта, чтобы помочь им найти и построить дома своей мечты, ее страсть и знания в области жилищного строительства позволяют Кристине направлять семьи и строителей на всех важных этапах от поиска планов до строительства индивидуальных домов, которые соответствуют ожиданиям. сегодняшнего нового владельца дома. Годы знаний Кристины о разнообразных тенденциях и потребностях современного домовладельца сделали ее авторитетным и надежным голосом в онлайн-сообществе по планированию дома. Планы идеального дома для фундамента на винтовых сваях Качество дома строится с нуля, начиная с прочного фундамента. Фундамент на винтовых сваях Воплотите дом своей мечты в жизньФундамент на винтовых сваях — чрезвычайно универсальный вариант, который можно использовать в строительстве вашей мечты. Имея множество преимуществ и функций, которые трудно найти в других типах, подумайте о том, чтобы поговорить со своим проектировщиком обо всем, что может предложить фундамент на винтовых сваях. План дома 1490 Многие дома имеют плитный, подпольный или подвальный фундамент, но варианты выходят за рамки этого. Винтовые сваи, также известные как «винтовые фундаменты», состоят из нескольких больших металлических столбов. Эти столбы вбиваются в землю, образуя основу дома. Фундамент с винтовыми сваями, который обычно используется в небольших постройках, является экологически безопасным и экономичным. СНИЖЕНИЕ ВОЗДЕЙСТВИЯ НА ОКРУЖАЮЩУЮ СРЕДУОдной из основных причин, по которой домовладельцы выбирают фундамент на винтовых сваях, является его меньшее воздействие на окружающую среду. Другие фундаменты могут потребовать много рытья или разрушения почвы на вашем участке. Это приводит к усилению эрозии и может нанести ущерб окружающей экосистеме. Фундаменты на винтовых сваях минимально инвазивны и почти не нарушают почву. Вместо тяжелого землеройного оборудования для установки винтовой сваи требуется только машина, которая забивает стержни в землю. Это не только упрощает вашу сборку, но и помогает сохранить красоту вашего участка и природы вокруг него. План дома 1491 В результате многие дома вокруг пляжей и заболоченных территорий построены на винтовых сваях. Фундамент с винтовыми сваями также отлично подходит для домов на берегу озера и других мест, подверженных высокому уровню воды. Рендеринг DFD-1491, показанный выше, вполне возможен благодаря правильному выбору основы. Это чудесное уединение на берегу озера может стать вашей реальностью! БЫСТРОЕ И ПРОСТОЕ ПОСТРОЕНИЕ Если дом построен на обычном бетонном фундаменте, его заливка и затвердевание может занять неделю или больше. Даже при условии отсутствия погодных задержек этот процесс занимает много времени. Напротив, фундамент на винтовых сваях можно установить и построить за считанные дни. После установки винтовой фундамент сразу же может выдерживать вес. Это означает, что ваша сборка может начаться намного быстрее. Эту уникальную особенность ценят и домовладельцы, и строители. Это сэкономит время, деньги и позволит быстрее переехать в новый дом! План дома 1492 Фундаменты на винтовых сваях, как правило, небольшие и компактные. Обозначения производителя определяют максимальную грузоподъемность каждого винта. Модульная конструкция этого фундамента позволяет очень легко добавлять и расширять его в будущем без хлопот с заливкой бетона. Фундамент на винтовых сваях — надежный метод строительства домов, выдержавший испытание временем. Строителям и домовладельцам нравится, что они могут сэкономить время и деньги с помощью этого экологически чистого варианта фундамента. Фундамент на винтовых сваях является основным выбором для многих строителей и застройщиков. С таким количеством замечательных функций неудивительно, что они популярны! При поиске идеального плана дома подумайте о том, чтобы выбрать тип фундамента, которому доверяют компании и строители в вашем регионе. Насос скважинный для воды: Погружные скважинные насосы Для грязной водыСкважинные насосы для грязной воды по очень низкой цене!Насос скважинный для грязной водыДанные погружные насосы предназначены для перекачивания чистой воды и воды с высоким содержанием песка и твердых включений из колодцев, резервуаров, скважин, для использования в домашнем хозяйстве, гражданских и индустриальных областях, садоводстве поливе и т. д.имеют встроенный в корпусе пусковой конденсатор, а насос модели БЦПЭ-ГВ-100-0,5-200м-Ч имеет отдельно вынесенный блок управления.Диаметр выходного отверстия насоса равен 40мм. После накручивания штуцера на входное отверстие диаметр выходного отверстия насоса уменьшается до 32мм, т. е. до размера выходного отверстия штуцера, к которому необходимо подсоединять шланг. Схема устройства скважинного насоса для грязной воды VodotokНаименование изделий используемых в скважинном насосе Vodotok
Благодарим вас за выбор нашего оборудования.
Для сохранения гарантии продукта необходимо установить и использовать в соответствии с приложенным руководством. Это относится к специалисту, выполняющему установку, так и к тому, кто использует это устройство. В руководстве также представлены технические характеристики и сведения по поиску и устранению неисправностей.Товар подбирается нашим специалистом .Гарантия на оборудование 12 месяцев .Доставка оборудования по всей России .Спешите заказать наш товар.Насос для скважины с песком — скважинный насос для воды с песком24 Марта 2022 Просмотров: Время чтения: СодержаниеКак выбрать насос для скважины Какой насос лучше купить для скважины с песком Лучшие погружные насосы для скважин разной глубины 2019 – 2020 года Краткий обзор винтовых насосов Автоматика для скважинных насосов, работающих в песчаных скважинах Как удлинить кабель погружного насоса Причины поломок скважинных насосов Коротко о главном Скважины, пробуренные в песчаных грунтах, могут доставить множество неприятностей владельцам земельных участков. Конструкция песчаной скважины Как выбрать насос для скважиныЧтобы понять, какой скважинный насос для воды с песком выбрать, необходимо знать параметры источника водоснабжения и расчётные нагрузки на систему. Перед покупкой аппарата необходимо составить ТЗ, в котором указываются следующие сведения:
Погружение оборудования в скважину Также следует учесть такой показатель, как химический состав воды и наличие в ней твёрдых примесей. Если в воде присутствует большое количество песка, то для такой скважины потребуется специальное насосное оборудование. Какой насос лучше купить для скважины с пескомПри выборе типа насоса для эксплуатации в мутной воде следует учесть 2 нюанса. Во-первых, песок не должен губительно сказываться на моторном отсеке и механических деталях устройства.
Очистка источника водоснабжения от песка
Если выбор пал на центробежное устройство, необходимо изучить его технические характеристики – в руководстве по эксплуатации должна стоять пометка, что перекачиваемая вода может содержать песок и другие нерастворимые включения. Винтовое насосное оборудование в разрезе Лучшие погружные насосы для скважин разной глубины 2019 – 2020 годаПоказатели мощности, предельного напора и производительности насосного оборудования зависят от указанных выше параметров скважины и качества воды в ней. Для тех, кто не знает, какой скважинный насос выбрать для скважины с песком, согласно отзывам потребителей и заявлениям производителей, ниже представлен список лучших изделий за последние 2 года: Водолей 0. SPERONI SQS 2-60 UNIPUMP ECO 5 Grundfos SQ 2-70 AQUARIO ASP3B-100-100BE 3310 Данный рейтинг носит субъективный характер, описывает рекомендуемые скважинные насосы для воды с песком, на основе оценок потребителей. Не является прямым указанием к приобретению прибора. Краткий обзор винтовых насосовВинтовое насосное оборудование подходит для скважин любого типа, вне зависимости от глубины погружения, грунтового основания и качества воды. Данные приборы обладают следующими особенностями:
Глубинный винтовой агрегат Наиболее популярные бренды винтовых (шнековых) погружных агрегатов:
Водолей НВП
«Беламос» SP
Unipump Eco Vint
Sprut ZGD Винтовые насосы имеют один важный недостаток – эксплуатация требует постоянного контроля за уровнем воды в скважине. При возникновении сухого хода быстро выходят из строя от перегрева жизненно важных деталей. Чтобы исключить подобные риски, оборудование должно снабжаться функцией аварийного отключения с детектором распознавания уровня жидкости в рабочей камере. Автоматика для скважинных насосов, работающих в песчаных скважинахЧтобы скважинный насос, который не боится песка, эксплуатировался без поломок, при обустройстве системы водоснабжения необходимо предусмотреть дополнительные надстройки, которые позволят исключить работу в аварийном режиме:
Реле давления для насосного оборудования
Выбрать реле давления Вы можете тут Пресс-контроль Для контроля за состоянием воды, внутри котельной жилого дома предусматривается многоступенчатая система очистки с механическими фильтрами, дисперсионными машинами и отстойниками для выпадения осадка. При отсутствии приведённых выше систем автоматики, оборудование быстро ломается из-за износа и перегрева движущихся деталей. Обвязанный гидроаккумулятор для водоснабжения частного жилого дома Как удлинить кабель погружного насосаГлубинное насосное оборудование снабжается кабелем фиксированной длины (7, 10, 15 метров). Часто его не хватает для организации питания устройства, и он подлежит удлинению. Чтобы исключить риск короткого замыкания и нагрев проводниковой части в месте сопряжения, работу нужно проводить с учётом следующих требований:
Работа по удлинению кабеля По завершении работ следует протестировать место сопряжения на предмет возможного нагрева от некачественной спайки. Причины поломок скважинных насосовСкважинное насосное оборудование эксплуатируется в водной среде, которая может оказывать негативное влияние на любую из его деталей. Среди наиболее часто встречающихся видов неисправностей глубинного прибора для перекачки жидкости можно выделить следующие:
Поломка глубинного аппарата
При возникновении любой из перечисленных проблем стоит обратиться в авторизованный производителем сервисный центр и провести гарантийное обслуживание прибора. Если заняться ремонтом самостоятельно, устранив неполадку, то насос может быть лишён заводской гарантии, которая, как правило, составляет не менее 3 – 5 лет. Обслуживание скважины Коротко о главномЦентробежный погружной насос для скважины с песком должен иметь особый класс защиты от негативного воздействия агрессивной водной среды. Эти характеристики должны подтверждаться производителем. Перед покупкой насоса необходимо определиться с мощностью двигателя, величиной предельного напора, а также производительностью. Эти параметры зависят от глубины скважины, высоты водяного столба и количества жильцов в доме. В случае поломки оборудования, рекомендуется обратиться в сервисный центр для осуществления гарантийного обслуживания. Для предотвращения аварийных ситуаций, в ходе работ по обвязке скважины, стоит установить системы контроля давления, наличия воды в рабочей камере с возможностью автоматического отключения оборудования для перекачки жидкости. Подходящий вашим параметрам скважинный насос Вы можете тут. Был ли у вас опыт работы с центробежным насосом для скважины с песком? АвторПоляков Сергей Специальность: Все статьи Поделиться ПоделитьсяЦены на скважинный насос | Колодезные насосыО перекачивании воды из скважин Колодезные насосы используются для забора воды с глубины, где уровень грунтовых вод находится на несколько футов ниже области применения. Обычно используемые для забора или подачи воды, существует два основных типа скважинных насосов: струйные насосы и погружные насосы. Хотя оба стиля имеют свои преимущества, читайте дальше, чтобы определить тип, который вам нужен для вашего приложения. Выберите свой новый скважинный насос » Откачка скважинной воды: струйный насос Струйные насосы устанавливаются над колодцем, в доме или в колодце, и вытягивают воду из колодца за счет всасывания, а поскольку всасывание задействовано, атмосферное давление действительно выполняет работу. В наши дни наиболее распространенным насосом для откачки мелководных скважин является струйный насос. По мере нарастания давления вы создаете вакуум в трубке над водой. Как только возникает вакуум, вес воздуха или атмосферное давление выталкивает воду вверх по соломинке. Следовательно, высота, на которую вы можете поднять воду с помощью мелководного струйного насоса, связана с весом воздуха. В то время как давление воздуха меняется в зависимости от высоты, обычно глубина неглубокой скважины с струйным насосом ограничивается примерно 25 футами. прежде чем они сработают. Чтобы вода из насоса и водопроводной системы не стекала обратно в скважину, на линии подачи к скважинному насосу установлен одноходовой обратный клапан. Чтобы откачивать воду на глубину чуть более 25 футов, необходимо произвести базовую модификацию колодца. Это просто включает в себя отделение струи от двигателя и корпуса рабочего колеса и размещение узла струи в воде, как показано здесь на схеме скважинного насоса системы двухкапельного струйного насоса. В типичной конфигурации глубоководного струйного насоса одна труба, прикрепленная к корпусу крыльчатки, направляет воду вниз в корпус струи, расположенный примерно на 10–20 футов ниже минимального уровня воды в скважине. Вторая труба соединяет выходную сторону корпуса водомета с скважинным насосом. В струе увеличение скорости воды создает частичный вакуум, втягивающий стоячую колодезную воду во вторую трубу, а затем обратно в насос и водопроводную систему. Глубоководные струйные насосы используют как всасывание струи для подачи воды в систему, так и давление, создаваемое крыльчаткой для подъема воды. Как и в системах с неглубокой скважиной, струйный насос в системе с глубокими скважинами необходимо заправить для работы. Выберите свой новый скважинный насос » Откачка скважинной воды: Погружной насос Погружной насос имеет длинную цилиндрическую форму, которая помещается внутри обсадной колонны скважины. Нижняя половина состоит из герметичного двигателя насоса, который подключен к наземному источнику питания и управляется проводами. Половина насосной установки состоит из набора рабочих колес, разделенных диффузором, которые направляют воду вверх по трубе в водопроводную систему. В отличие от струйного насоса, подающего воду сверху под давлением, погружной насос подает давление снизу, чтобы вытолкнуть воду вверх! Это также устраняет необходимость наличия грунтовой воды, в отличие от струйных насосов для скважин. Этот тип насоса полезен для более глубоких скважин и приложений с постоянным давлением. В современных установках обсадная труба колодца снаружи дома соединяется с водопроводной системой трубой, которая проходит под землей в подвал. Эта горизонтальная труба соединяется с трубой скважины в соединителе, называемом переходником без приямка. Функция адаптера состоит в том, чтобы обеспечить доступ к насосу и трубопроводу скважины через верхнюю часть обсадной трубы, одновременно направляя воду из насоса в водопроводную систему. В то время как погружные насосы более эффективны, чем струйные насосы, в подаче большего количества воды для двигателя того же размера, проблемы с насосом или двигателем потребуют извлечения устройства из обсадной колонны — работу, которую лучше доверить профессионалу. Однако подводные аппараты известны своей надежностью и часто выполняют свою роль 20-25 лет без обслуживания. Погружные насосы также могут использоваться в мелководных скважинах. Однако ил, песок, водоросли и другие загрязнения могут сократить срок службы насоса. Выберите свой новый скважинный насос » Применение для перекачивания скважинной воды:
Выберите свой новый скважинный насос » Скважинные насосы | Насосы подачи водыСкважинные насосы Поделиться
Команда экспертов в каждом насосе Спи спокойно. Нужна помощь?Наши компетентные представители службы поддержки готовы помочь вам. Свяжитесь с нами Где купить?Обратитесь к местному специалисту по водоснабжению. Купить местный Купить на местеВведите местоположение: Кнопка геолокации Дилеры не найдены. Местоположение отключено вашим браузером. Пожалуйста, введите адрес. Загрузка… Закрывать
 Станок гибочный для арматуры своими руками: Ручной станок для гибки арматуры своими руками: чертежи и размерыГибочный станок для арматуры своими руками, модели и ценыДаже самый простой ленточный фундамент из монолитного бетона для хозпостройки нужно армировать. При этом стальные стержни приходится не только резать или сваривать, но и гнуть. И если прут в два пальца толщиной даже небольшая «болгарка» перережет за минуту, то согнуть его под нужным углом непросто. Проблемой может стать и необходимость изготовления большого количества деталей. Те же хомуты из «катанки» 6 мм порой нужно гнуть сотнями. Решением задачи может стать гибочный станок. Оглавление:
Что они собой представляют? Есть три основных типа:
Первый представляет собой небольшой стальной лист — основание или платформу с отверстиями по углам. Существуют десятки схем подобных устройств. Большинство из них крепят к верстаку, другой — к надежной основе: брусу, шпале или даже просто бревну с помощью гвоздей или шурупов. Некоторые имеют две рукояти и действуют наподобие клещей. Но практически всегда они действуют по сходному принципу: между гибочными штырями вставляют арматуру, после чего поворотом рычага сгибают ее на нужный угол. Ручной сгибатель с электроприводом зажимает заготовку между матрицей и пуансоном, действуя наподобие гидравлического штамповочного пресса. При этом его рабочий шток совершает возвратно-поступательное движение. Серьезный недостаток в том, что угол изгиба заранее задан, и изменить его — порой целая проблема. С другой стороны, сгибатель не требует большого пространства — с его помощью можно гнуть стержни прямо в опалубке. Стационарные агрегаты с эл. приводом представляют собой квадратную станину, закрытую корпусом листовой стали. Сверху размещен поворотный круг и массивные металлические упоры. И круг, и упоры имеют ряд круглых пазов, куда устанавливается оснастка, обеспечивающая фиксацию арматуры. В большинстве моделей тут же задается угол поворота рабочего круга, расстояние автоматической подачи стержня (при наличии такой опции). Управление станком вынесено на боковую панель. Многие модели имеют и ножное включение с помощью обычной педали, что заметно ускоряет процесс. Станок расширяет возможности человека, не более того. Прут можно согнуть руками, всунув его в щель между двух камней. А вот при уже упоминаемом «тиражировании» множества одинаковых деталей прибор незаменим. Цена механического варианта гораздо дороже, но им можно гнуть стержни большего диаметра, чем ручным. Для сравнения: максимальная толщина прутьев, с которой реально работать мускульной силой — не больше 18 мм. Относительно дешевый ручной прибор может оказаться незаменимым помощником в домашней мастерской. Его легко установить и использовать на небольшой стройке, где вряд ли придется использовать элементы с диаметром больше 8-12 мм. Делаем станок самостоятельно При наличии даже небольшой домашней мастерской его вполне можно сделать своими руками, причем самостоятельно разработать наиболее удобный и подходящий именно для ваших нужд вариант. Разновидностей немало, но все они имеют две основные детали:
Если вы посмотрите на фабричный ручной станок, то обнаружите, что роль неподвижного зажима у него играет палец, закрепленный на платформе, и сама ось вращения рукояти. Упор, который непосредственно давит на арматуру, является частью рычага. Повторить такое устройство несложно при наличии дрели, пары сверл по металлу, болгарки и сварочного аппарата. Стоимость окажется на порядок меньше заводского, особенно если использовать б/у материалы. 1. Из уголков. Для изготовления простейшего агрегата, подходящего для стержней до 12 мм, потребуется:
Режем уголок на два куска — 50 см и метр. На одном из концов длинного отрезка скругляем одну из полок и сверлим отверстие, а вблизи торца короткого перпендикулярно привариваем обрезок круглой арматуры — это будет ось вращения. Первую заготовку крепим к станине — шурупами или сваркой. На ее ось одеваем второй кусок уголка — это будет поворотная рукоять. Вертикальные полки обеих частей должны располагаться с одной стороны. Чтобы ручка не болталась и не слетала, прижимаем ее шайбой, которую прихватываем к оси сваркой. Для удобства с противоположного угла вертикально можно приварить еще один кусок круглой арматуры, чтобы за него браться. Укладываем в щель между полками уголков и осью арматурную заготовку и, поворачивая рукоять, сгибаем ее на нужный угол. 2. Изготовление рычажного станка. Для этого нам сначала потребуется нарисовать чертеж и рабочую схему. Из материалов необходимы:
Вырезаем вручную с помощью «болгарки» железный квадрат порядка 20х20 см. Очередь за рукояткой: отрезаем две полосы стали размером 6х20 см, сверлим в них по три точно совпадающие дырки. Первое — в сантиметре от края, по диаметру оси. Следующие — так, чтобы оставить между их краями по 10 мм, их можно сделать поменьше. Привариваем пластины к трубе с двух сторон, параллельно ее оси и друг другу, так, чтобы оси отверстий точно совпадали. Надеваем рычаг на ось, в одну из свободных полостей вставляем еще один обрезок арматуры. По длине он должен соответствовать расстоянию между внешними гранями приваренных к трубе пластин. Это будет третий, подвижный упор. Чтобы он не проскакивал насквозь, по верхней грани этого пальца приварим шайбу. Закрепим наше устройство на каком-нибудь надежном основании. Вставляем заготовку, которую нужно согнуть, между упорами и осью. Поворачивая рычаг, сгибаем стержень на желаемый угол. Переставив упорный палец на рычаге на дальнее от оси отверстие, мы сможем создать усилие, требуемое для гибки арматуры большего диаметра. Другие виды самодельных станков Еще один вариант выйдет изготовить своими руками на базе автомобильного домкрата. Принцип такой же, как и для описанного выше ручного гидравлического сгибателя. Для такого устройства нам потребуется сварить из швеллера шириной 80-100 мм прямоугольную раму. С одной стороны устанавливаем гидравлический домкрат, с другой — матрицу в виде обрезка обычного стального уголка. Уложив арматуру на уголок-матрицу и зажимая его домкратом, мы заставим стержень изгибаться. Расценки
Безопасность работНесмотря на встроенные предохранители в станках с электроприводом, несчастные случаи при их использовании все же бывают. Причины следующие:
Часто возникают проблемы, если работа проводится вдвоем. Чтобы согнуть толстый прут, прикладываются усилия в сотни и тысячи килограммов. Попадание под такое давление пальца или руки приведет к серьезнейшей травме. Чтобы этого избежать, нужно:
какие они бывают, их цена и производители (видео)Арматуру используют при закладке фундамента, для уплотнения бетонных конструкций. Для использования арматуры необходимо её предварительно подготовить: нарезать на куски, сделать при необходимости сгиб. Содержимое
Механический или ручной станок для гибки арматуры?Выпускаемые промышленностью гибочные станки для гибки арматуры можно разделить на две категории:
Существует множество станков для сгибания по видам работ и применению:
Перечисленное оборудование работает с арматурой определённого диаметра. У станков разная мощность и производительность. Скорость выполнения операций существенно различается, как и энергопотребление при работе. Как приобрести станок для гибки арматуры? Цена и обзор производителейДля выполнения операций по сгибанию прута традиционно используется оборудование отечественных производителей. Иностранные компании постоянно ищут выход на наш рынок и предлагают свою продукцию. Наиболее известные зарубежными поставщиками считаются фирмы КМВ, Sima, предприятие KRB и компания KMU. Станки работающие в автоматическом режиме наиболее востребованы в строительной отрасли. Они более продуктивны, могут совершать запрограммированные операции. Их используют для исправления кривизны прута, при необходимости автоматического сгибания и точной нарезке кусков. Также про правильно отрезной станок для арматуры и проволоки вы можете почитать тут. Необходимые размеры и угол кривизны задаётся компьютерной программой.
Очень популярен ручной станок, с помощью которого сгибают арматуру. Его используют в строительной отрасли, в производстве ЖБИ, в работе с другими конструкциями из металла. О преимуществах ЖБИ для фундамента вы мотете почитать в этой статье. Важным его достоинством является вес: лёгкий инструмент можно оперативно переместить и работать с разными деталями. Это повышает производительность труда и позитивно сказывается на сроках выполнения работ. Ручной гибочный станок выполнен на стальной раме, состоит из рабочей поверхности и редуктора. Гибочный диск защищён экраном, расположенным сверху. Гибочный станок для гибки арматуры своими рукамиСамостоятельно изготовленный станок для гибки арматуры видео которого выложено в интернете, по конструкции относится к ручному оборудованию. Принцип работы тот же. Он изготавливается из подручных средств. При этом достигаются практически все необходимые характеристики промышленного ручного оборудования. Обобщая, можно сказать, что стоимость и технические характеристики станков существенно отличаются в зависимости от производительности, типа исполнения и назначения. Их использование существенно ускоряет сроки выполнения работ, позволяя достигать высокого качества, прочности сгиба и соединения арматуры. Программируемые устройства делают операции особенно быстрыми и точными, хотя существенно отличаются в цене от ручных. Как согнуть арматуру вручную и на станке [5 обычных способов]Перейти к содержимому Представьте, что вы управляете строительной площадкой. У ваших сотрудников вся арматура на своих местах, и вот-вот начнется бетонирование. Затем вы слышите, что вам не хватает арматурных хомутов, арматурных кольев или 90-градусных крюков. Все, что у вас есть на месте, — это прямые арматурные стержни. Такая ситуация очень распространена в бетонных строительных проектах. Это не означает, что вы прекращаете всю работу и операции. Вы всегда можете согнуть арматуру на месте различными способами.
Содержимое Сгибание арматурного стержня вручную (трубы) Сгибание арматурного стержня вручную или вручную является наиболее простым методом гибки арматурного стержня. Первый шаг заключается в заключении стального стержня в два куска металлической трубы. Затем проденьте стальной стержень через обе части трубы и дайте им пересечься в точке, где вы хотите согнуть. На одном конце металлической трубы взвесьте трубу и покажите часть арматурного стержня, которую вы хотите согнуть. Используйте рычаг, чтобы поднять более длинную часть трубы с пола. Чтобы согнуть сплошную арматуру, вам потребуется соответствующее количество рабочей силы. Хотя рычаг, который вы получите, используя длинный кусок трубы, поможет ускорить процесс. Теперь, когда вы позволили стержню согнуться, вам нужно измерить угол. Плотницкий угольник поможет вам измерить угол изгиба. Контроль угла — один из самых важных этапов процесса. Для разных целей арматуры требуются разные углы. Если третий человек может удерживать плотницкий угольник при сгибании, то вы легко получите правильный угол. Этот метод гибки арматуры имеет свои ограничения.
Сгибание арматурных стержней с помощью перекладины Этот метод очень похож на сгибание стержней руками. Хики-бар представляет собой металлический стержень с 3 пальцами или шпильками. Его также называют гибочным станком с 3 штифтами. Эти шпильки предназначены для фиксации арматурного стержня. Бар имеет длину около 34 дюймов и весит около 4 фунтов. Он использует принцип увеличения крутящего момента для изгиба арматурного стержня. Люди предпочитают его из-за его небольшого размера и портативности. Рукоятка перекладины сконструирована таким образом, чтобы прикладывать значительное усилие для изгиба арматуры. Его использование таково, что одного бруска недостаточно, чтобы согнуть брусок, таких всегда нужно два. Если одна из шпилек сломается, ее всегда можно починить с помощью горелки и болгарки. Всегда можно укоротить длину бруска с помощью ножовки. Процесс начинается с размещения арматурного стержня прямо на земле. Держите его за одну из зацепок. Держите его таким образом, чтобы арматурный стержень проходил через две шпильки. Не забудьте использовать два перекладины, чтобы согнуть арматуру. Теперь используйте вторую перекладину и снова удерживайте перекладину, используя ее. Расстояние между двумя опорами — это место, где будет изгибаться стержень. Так, чем короче расстояние, тем точнее будет точка изгиба. Теперь приложите усилие ко второму засосу. Это создаст крутящий момент и сделает изгиб стержня очень легким. Контроль угла очень важен. Было бы полезно, если бы второй человек мог использовать измерительный угольник для проверки угла изгиба во время процесса. Несмотря на свои преимущества, у него есть и некоторые ограничения.
Сгибание арматурных стержней с помощью ручного инструмента для сгибания и резки Этот метод также относится к категории ручной гибки арматурных стержней. Он очень прост и удобен в использовании. Это аналоговое устройство, которое не использует электричество. Он использует те же принципы, что и перемычка для гибки арматуры. Он имеет длинный рычаг и кулачковый механизм для создания максимального крутящего момента. Устройство весит от 12 до 15 кг. Они портативны и экономичны. Цена этого устройства колеблется от 200 до 500 долларов в зависимости от вариаций. Первый шаг — выбрать правильную настройку для сгибаемого арматурного стержня. Просто потяните CAM на себя и поверните в нужное положение. После того, как вы настроили параметры, переходим к следующему шагу. Установите арматурный стержень на место и прикладывайте усилие к рычагу до тех пор, пока стержень не согнется. К сожалению, ваш браузер не поддерживает встроенные видео. Большинство инструментов изгибают стержень только до 90-градус. Если вы хотите сделать стремя, вам нужно повторить шаги четыре раза для каждого угла. Если усилия недостаточно, чтобы согнуть стержень, не увеличивайте размер рычага и не прикладывайте больше усилия. Это только повредит машину. Это означает только то, что размер арматуры слишком велик для машины. Вариаций этого устройства очень много. Каждая вариация имеет свои ограничения и недостатки. Большинство его вариаций могут резать прутки только до 5/8 дюймов. Некоторые из его вариантов изгибают только стержни до 90-градус. Это медленная машина, которая может сгибать только один стержень за раз. Держите это устройство вдали от грязи, грязи, воды и пыли. Если вы подвергнете машину такому воздействию, это повредит ее внутренний механизм. Изгиб арматуры с помощью портативного станка для гибки арматуры Теперь переходим на полуавтоматические и автоматические станки. Переносной станок для гибки арматуры обычно используется на строительных площадках. Его также называют силовым изгибом. Перед покупкой необходимо учитывать некоторые факторы. Это возможности гибочного станка, требования к мощности, стоимость и время, затрачиваемое машиной. Этот тип станка легко изгибает арматуру без ущерба для ее прочности. Они просты в эксплуатации и транспортировке. Работает как от электричества, так и от гидравлики. Различные варианты могут сгибать различные размеры и сорта арматуры. В процессе не так много шагов. Вы помещаете арматуру в захват и включаете машину. Гидравлический пресс сгибает стержень за 4 секунды. Машина может сгибаться до 180 градусов. Он может сгибаться до стержней размером 1 дюйм. Это может быть немного дорого, но необходимо, когда вам нужна точность и скорость. К сожалению, ваш браузер не поддерживает встроенные видео. Использование под дождем может привести к возгоранию или неисправности двигателя. Воздействие грязи или грязи также может негативно сказаться на сроке службы машины. Не пытайтесь использовать арматуру, превышающую возможности машины. Невыполнение технического обслуживания также приведет к повреждению машины. Гибка арматуры с помощью станков для гибки арматуры  4px»> Станок для гибки арматуры представляет собой современное оборудование, используемое профессиональными компаниями. 4px»> Станок для гибки арматуры представляет собой современное оборудование, используемое профессиональными компаниями.Это крупногабаритная машина. Станок универсален, и вы можете использовать его для арматуры всех форм, размеров и типов. Имеет большую рабочую платформу. Вы даже можете заменить стойки или шпильки, используемые для сгибания стержней. Разные размеры и типы стержней требуют разных опор. Машина также имеет очень простые световые индикаторы. Он имеет красный индикатор заднего хода и зеленый индикатор прямого хода. Он работает со шкивами и шестернями, что позволяет ему сгибать прочные стержни. И у него есть разные индексные штифты для изгиба арматурных стержней под разными углами. Имеет множество функций безопасности. Кнопка аварийной остановки на случай, если произойдет что-то опасное. Машина поставляется с ножным переключателем, который позволяет вам управлять процессом по своему усмотрению. Как работает эта машина? Во-первых, установите все столбы в соответствии с арматурными стержнями, которые вы хотите согнуть. Нажмите педаль, и стержень согнется менее чем за 3 секунды. Вы можете создать стремя целиком, не вынимая арматурный стержень. К сожалению, ваш браузер не поддерживает встроенные видео. Самое лучшее в станке то, что он может сгибать несколько арматурных стержней одновременно. Эта функция редко доступна на других машинах. Часто задаваемые вопросы Q1. Можете ли вы нагреть арматуру Некоторые люди могут подумать, что нагрев арматуры облегчит процесс гибки. Основным компонентом арматуры может быть сталь, но она также состоит из цинка, свинца и олова. Нагрев арматуры снижает ее пластичность и делает более хрупкой. Это также снизит прочность арматуры. Арматура, подвергшаяся воздействию высоких температур, в любой момент может сломаться. Q2. Is It Hard to Bend RebarИзгиб арматуры требует техники. Конечно, если вы пытаетесь согнуть его одними руками, то это будет тяжело. Но даже без машины, если вы приложите правильный крутящий момент, штанга легко согнется. Чем больше увеличивается размер арматуры, тем сложнее ее согнуть. Нажмите для поискаИскать: Арматура в работе | Для профессионалов строительстваСтанки для резки и гибки арматуры помогут вам сэкономить время и деньги на бетонных работах. 14 декабря 2007 г. Джин Фейнгольд Когда подрядчикам по бетону нужно отрезать или согнуть арматуру, у них есть три варианта. У них может быть изготовитель, предварительно вырезавший или предварительно согнувший арматурный стержень в соответствии со спецификациями. Они могут попросить своих бригад использовать ручные инструменты для ручной резки или гибки в процессе работы. Или они могут использовать станки для резки и гибки арматуры на строительной площадке или в своих мастерских. Преимущества владения станками Для крупных работ, где детали стали указаны в чертежах, имеет смысл заказать всю указанную арматуру у производителя. Но для небольших работ наличие резака и гибочного станка для арматуры позволит выполнить работу быстрее и безболезненнее, чем использование ручных режущих инструментов. «Как правило, мы говорим людям, что один человек на одном из наших станков может выполнить работу двух человек за половину времени», — отмечает Фрэнк Олах, президент производителя арматурных инструментов Fascut Industries. Это означает, что один рабочий может отрезать или согнуть в четыре раза больше арматуры в час, используя станок, чем вручную. Домашний строитель Ричард Сир из Mastercraft Construction, у которого есть два режущих и гибочных узла EZE Bend, выполняет работу с арматурой как минимум в пять раз быстрее, чем при ручной резке. Небольшие устройства для резки и гибки арматуры весом до 200 фунтов. могут быть подняты и перенесены двумя рабочими для легкой транспортировки на рабочую площадку. Большие машины могут весить около 400 фунтов, поэтому для их перемещения требуется мини-погрузчик. Эти большие машины чаще используются в магазине. Меньшие машины могут обрабатывать арматурные стержни до № 6, а более крупные — до № 8. Подрядчики, владеющие обоими размерами, обычно берут с собой маленькую машину на строительную площадку, а большую машину используют в помещении в плохие погодные дни, чтобы предварительно разрезать и предварительно согнуть арматуру для предстоящих работ. Еще одним преимуществом использования станка является простота изготовления большого количества одинаково согнутых деталей. Экономия времени и денег Если бы станков для резки и гибки арматуры не было, основным вариантом даже для работ среднего размера был бы заказ готовой арматуры у производителя. Подрядчики говорят, что у этого есть две проблемы. «Это было бы дороже», — говорит Майк Каттл из The Jasper Company, где используются станки для арматуры Multiquip. «Нам пришлось бы ждать от двух до трех дней в зависимости от количества. Вы можете улучшить свои показатели в полевых условиях и свое количество с помощью собственной машины, поэтому таким образом вы можете быть уверены, что у вас достаточно арматуры». Ян Гислер из ICF Builders ценит возможность изготовления нестандартных арматурных стержней. «Поскольку большинство наших проектов связаны с изготовлением на заказ, система EZE Bend позволяет нам почти мгновенно сгибать и резать арматуру по индивидуальному заказу, заказывая арматурные стержни прямой длины и изготавливая их на месте по требованию», — говорит он. «Мы можем использовать эту систему либо в «режиме производственной настройки», когда человек вырезает и сгибает арматуру по мере ее вызова, а также использовать ее портативность для сгибания врезных дюбелей, которые были установлены в ранее отлитые бетонные стены на месте в плиты перекрытия. Без этих машин производительность на стройплощадке снизилась бы, а затраты на покупку готовых материалов были бы выше. Использование сборных материалов может привести к задержкам, вызванным изменениями в конструкции или неправильным деталировкой армирования. Компания Giesler режет и изгибает 99 процентов своей арматуры на стройплощадке при возведении изолирующих стеновых систем из бетонной опалубки. В некоторых местах, где строит компания, нет легкого доступа к производителям, что делает использование их собственного оборудования для резки и гибки еще более важным. Несмотря на то, что Шон О’Коннор из Badger Swimpools говорит, что около половины арматуры, которую они используют при строительстве бассейнов и аквапарков, у них сборная, они ценят свой резак и гибочный станок Fascut. «В индустрии аквапарков так много вещей неправильной формы», — отмечает он. «Это позволяет нам иметь полную гибкость в выборе формы стали вместо того, чтобы полагаться на предварительно разработанные заводские чертежи для резки и гибки деталей по размеру. Многие люди полагаются на предварительно спроектированную арматуру, которая работает, если их Все задания имеют стандартные размеры. Нам требуется время, чтобы предварительно разработать, утвердить и проверить чертежи». Гислер считает, что использование оборудования для арматуры на месте экономит его компании в среднем 500 долларов на одном жилом проекте и больше на коммерческих проектах. «Один парень может детализировать всю сталь, необходимую для пола квартиры площадью 5000 кв. футов, менее чем за три часа, включая резку, гибку, связывание, маркировку и перемещение на этаж, где она будет использоваться», — указывает он. вне. «Инструменты в основном представляют собой небольшие гидравлические цилиндры, — отмечает Гислер. «Гидравлические цилиндры могут выдерживать массу нагрузок по сравнению с электродвигателями. Силовые головки EZE Bend легче, чем большинство режущих и гибочных станков, предлагаемых на рынке, и намного меньше с распределением веса таким образом, что их можно использовать почти весь день без двух рук. Руки.» Компания Giesler адаптировала оборудование для удовлетворения своих потребностей, используя гидравлический насос от более крупной модели на портативном устройстве, что позволило согнуть стержень № 5 на 90 градусов примерно за три секунды. ICF Builders также использует газовую пилу для резки целых связок арматуры до заданной длины. Он еще больше ускоряет установку арматурных стержней за счет использования зип-ярусов с обратным янки и форм, которые имеют встроенные армирующие замки, исключающие завязывание соединений. У Badger Swimpools есть машина Lobster меньшего размера, которая используется для вырезания отверстий для труб и отверстий после установки арматуры. Его работа идет быстрее благодаря использованию арматурных стульев и ярусов Max USA, которые представляют собой ручные электрические ярусы для арматуры, которые автоматически связывают арматуру в соединениях внахлестку. Заблаговременное планирование Поскольку на ремонт гидравлического насоса может уйти около двух недель, Сир имеет дополнительный насос, чтобы поддерживать его систему в рабочем состоянии каждый день. Он также купил дополнительный гидравлический шланг в качестве меры предосторожности против простоев. Он обнаружил, что его машина для гибки EZE надежна: не требуется ремонт резака или гибочного станка и лишь небольшой ремонт насоса и шланга. Строительная компания Сира режет и гнет 90 процентов всей арматуры, которую использует. Отчасти это связано с меньшими объемами работ, а также с тем, что ближайший производитель находится в 100 милях от завода, что делает сборную арматуру неудобной. Они сначала планируют все разрезы, а затем делают их, прежде чем прикрепить трубогиб и сделать необходимые изгибы. Возможность самостоятельно изготавливать арматуру стоит «тысячи, тысячи и тысячи долларов каждый год», — говорит Сир. «Это экономит много человеко-часов». Когда бригады Badger Swimpools работают на более крупном объекте, О’Коннор говорит, что более эффективно использовать поставщика для резки и гибки стали, особенно с учетом того, что поблизости находится несколько производителей. Для небольших проектов они предпочитают использовать собственные станки для производства арматуры. Поскольку их рабочие места имеют уклоны, изгибы и уникальные углы, резка и гибка собственной арматуры также экономит время, поскольку необходимые детали легко доступны. Даже стеновые системы могут иметь необычные углы. «Для некоторых опор слишком сложно заранее спроектировать арматуру», — отмечает Каттл из The Jasper Company. «Вы должны понять это на работе». Низкие первоначальные затраты и затраты на техническое обслуживание Невысокая цена начального уровня на устройства для резки и гибки арматуры, и они питаются от электрической сети или от генераторов. Они также поставляются с автономными гидравлическими насосами. Техническое обслуживание требует простой, но регулярной очистки и смазки нескольких движущихся частей. Режущие лезвия можно перевернуть с каждой из восьми сторон, когда одна сторона затупится, поэтому лезвия прослужат долго. Сами машины также надежны и относительно легко ремонтируются в случае необходимости. По мере роста затрат на рабочую силу владение устройством для резки или гибки арматуры становится еще более целесообразным для бетонных подрядчиков, которые используют арматуру во многих проектах. Инструмент для связывания арматурных стержней помогает снизить травматизм рабочих Если ваши работники занимаются связыванием арматурных стержней, вам необходимо знать об ярусах арматурных стержней с батарейным питанием. Эти инструменты могут значительно сократить время вязки и облегчить проблемы со здоровьем, связанные с ручной вязкой арматуры. Недавнее исследование, проведенное Национальным институтом безопасности и гигиены труда (NIOSH), показывает, что использование яруса арматуры с питанием от батареи значительно снижает использование быстрых и повторяющихся движений запястья и предплечья, тем самым снижая риск развития поясницы. В феврале 2003 года NIOSH провел исследование для оценки опасности для здоровья для Genesis Steel Service Inc. (GSSI), подрядчика по строительной арматуре и конструкционной стали в Балтиморе, штат Мэриленд. нарушения опорно-двигательного аппарата рук в результате ручного связывания стальной арматуры на бетонных настилах мостов и других работах с большими бетонными плитами. Организация также исследовала, может ли использование яруса арматуры с питанием от батареи быть эффективным для предотвращения связанных с работой заболеваний опорно-двигательного аппарата верхних конечностей и спины. Исследование показало, что ручная вязка арматуры на уровне земли с помощью плоскогубцев и проволоки требует постоянного глубокого изгиба туловища и быстрых и повторяющихся движений рук и запястий. Использование яруса на батарейках значительно уменьшило такие движения и освободило одну руку для поддержки веса туловища во время обвязки. По заявлению производителя, многоярусные арматурные стержни Max предназначены для сокращения времени связывания, а также для снижения риска получения травм в результате повторяющихся движений. Модель Макса RB655 может связать до #9x #8 арматурных стержней (или любую комбинацию до 17), используя комбинацию вязальной проволоки 16 калибра и мощного крутильного двигателя. Использование проволоки регулируется автоматически, чтобы соответствовать размеру галстука и повысить производительность. Один рулон проволочных стяжек от 120 до 230 стяжек. Для получения дополнительной информации об исследовании NIOSH, упомянутом в этой статье, посетите сайт www.cdc.gov/niosh/hhe/reports. Fascut Industries Inc.EZE Bend, Inc.Армированная базальтовым волокном арматураRebar Benders and CuttersFascut Industries Inc.
EZE Bend, Inc.The Contractor’s Welded Wire Reinforcement (WWR) DilemmaGuide to Fiber-Reinforced Concrete: Tips для проектирования, спецификации и примененияPSI Fiberstrand REPREVE 225 Экологически чистая микрофибра для армирования бетона10 Что нужно знать об армировании бетона волокномДилемма подрядчика по армированию сварной проволокой (WWR)Должна быть альтернатива демонтажу и замене WWR. Борьба с трещинами в плитах с необычной геометрией панелейСоветы по борьбе с трещинами в бетонных панелях необычной формы. 6 научно доказанных способов сохранять прохладу во время работы в жаруЭти научно обоснованные советы помогут вам сохранить прохладу в любую жару Этот подрядчик полагается на роботизированную вязку арматуры TyBOT от Advanced Construction Robotics помогает Shelby Erectors повысить рентабельность и повысить удобство для владельцев проектов, а затем IronBOT еще больше ускорит работу. GatorBar Утвержден Департаментом транспорта штата ВирджинияКомпозитная арматура, армированная стекловолокном, GatorBar была включена в Оценочный список новых продуктов Департаментом транспорта штата Вирджиния. Diablo сверлит арматуру насквозь с помощью сверла Rebar Demon SDS в World of Concrete 2022Передовой опыт работы с георадаром: сэкономьте время, деньги и головную боль подрядчиков по бетону для соблюдения правил техники безопасности и передового опыта георадар становится все более распространенной технологией, используемой на стройплощадке.Методология обнаружения арматуры Существует несколько методов, доступных для бетонных подрядчиков, каждый из которых имеет свои плюсы и минусы. Наиболее распространены вихревые токи (EC), георадар (GPR) и цифровая рентгенография (DR). Макроволокна и Суперкубок — внутри бетона самого большого стадиона НФЛИспользование синтетического волокна позволило сэкономить затраты, время и трудозатраты на строительство стадиона SoFi за счет использования армированного волокном бетона на верхних палубах. Исследовательская группа изучает арматуру на основе коноплиГруппа исследователей из Политехнического института Ренсселера нацелилась на разработку арматуры для бетона, изготовленной из конопли. Исследования продолжаются. 3D-печать бетона, армированного графеном, и его преимуществаПоскольку в процессе 3D-печати бетона не используются бетонные формы, обычные средства армирования, такие как арматура и проволочная сетка, не могут использоваться — графен оказывается одной из наиболее перспективных добавок для печати. конкретный. Робот для гидродемонтажа Aqua Cutter 750V Благодаря запатентованному Aquajet колебанию Infinity, которое перемещает водяную струю в форме восьмерки, удаляя больше бетона за один проход, уменьшая затенение, устраняя риск образования отверстий в трубах и обеспечивая идеальную поверхность склеивания . Сварочные кабели для ручной электродуговой сварки: Сварочный кабель – купить по выгодной цене в магазинах «Всё для сварки»Собираем качественные и надежные сварочные кабели, которые будут служить годами / Своими руками (DIY) / iXBT LiveКомплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.
Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200: Электрододержатель ESAB Handy 200 я покупал здесь Китайский проверенный аналог на Аliexpress Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм. Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки: Конструкция следующая: Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты. Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:
Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25: Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое. Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему.
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А: Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам: Сейчас появились здесь Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом: Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Слой меди небольшой, при 120А будет греться: Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие): Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных. У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте: Купить отдельно можно здесь Качество хорошее, на твердую четверку. Я их вырезал из медной фольги в несколько слоев:
Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат. После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию: Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже: Получается такая замечательная конструкция: С кабельной вилкой поступаем аналогичным образом: Не забываем также установить прокладку под винт: В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах: При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению… Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Кабель для сварочного аппарата: сечение, маркировка, требованияЧасто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. СОДЕРЖАНИЕ
Марки сварочного кабеля и их характеристикиПрежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Гибкий сварочный кабель КГОдна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю. Сварочный провод КОГ1От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. КГНБуква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы. Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM. Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Сварочный кабель КГ-ХЛИндекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт. КПЭСВ кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года.
КВСМаркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата. КГТПроводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка.
Как выбрать кабель для сваркиНастало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе. Какой должна быть жилаСварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше. Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Сечение кабеля для сварочного инвертораМеталлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата. Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. Требования к гибкости кабеляВ изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Длина сварочного кабеляОт этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра. Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула: макс. свар. ток / 100 = коэффициент Рассмотрим пример. Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Направляющая сварочного кабеля
Размеры и области применения Это руководство предназначено для информирования и поддержки при правильном выборе и использовании сварочного кабеля. Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с размерами и выбором деталей для вашего конкретного применения. РазмерДля сварочных работ необходимо учитывать следующие характеристики: Допустимая нагрузка: Допустимая нагрузка относится к максимальному току, который ваш кабель может безопасно выдержать. Для получения дополнительной информации см. раздел о допустимой нагрузке сварочного кабеля. Длина: Кабель должен быть достаточно длинным, чтобы достать до каждого угла пространства, в котором вы будете выполнять сварку. Вам необходимо помнить, что (1) один кабель подключается от сварочного аппарата к электроду и (2) другой кабель будет подключаться от сварочного аппарата к свариваемой детали (также известному как рабочий зажим или заземляющий провод). Калибр: Чем длиннее и тоньше сварочный кабель, тем меньше допустимая нагрузка, поэтому, если вам нужен длинный кабель, вы можете выбрать более толстый кабель, чтобы компенсировать длину и предотвратить повреждение вашего аппарата. Изоляция: Изоляция сварочного кабеля обычно изготавливается из неопрена, EPDM или ПВХ. Гибкость: Чем больше количество жил, тем гибче кабель. Цвет: Возможно, вам понадобятся дополнительные цвета изоляции, чтобы различать разные кабели.
Применение Дуговая сварка: Для сварки требуются два кабеля: один соединяет аппарат с электродом, а другой соединяет аппарат со свариваемой деталью, и эти два кабеля образуют полная схема. Другое применение: Сварочные кабели прочны и гибки и являются популярным выбором для кабелей развлекательного или сценического освещения, систем освещения и звука, а также фургонов связи. Они также могут использоваться в качестве аккумуляторных кабелей для автомобилей, инверторных кабелей и в качестве более экономичной альтернативы подвесным (или наматываемым) кабелям на подъемниках и кранах. Это учебное пособие по портативному сварочному аппарату является прекрасным примером того, как вы можете использовать сварочный кабель TEMCo для своих личных проектов. В этом конкретном проекте используется сварочный кабель 1/0 длиной 50 футов для создания соединительного кабеля от аккумуляторов/автомобиля к сварочному аппарату. Сила тока Сила тока или сила тока — это максимальное количество электрического тока, которое может безопасно проводить сварочный кабель. Различные сварочные кабели, работающие при одном и том же напряжении, будут иметь разные номинальные значения силы тока в зависимости от нескольких факторов, в том числе: длины кабеля, размера провода (калибра), номинальной температуры изоляции и типа машины, к которой подключены кабели. Что влияет на допустимую нагрузку сварочного кабеля?Электрическое сопротивление (в омах) и номинальная температура изоляции: Чем больше ампер проходит через кабель, тем горячее он становится. Чем выше номинальное сопротивление сварочного кабеля, тем меньше ампер вы можете безопасно использовать, не перегревая его. Перегрузка сварочного кабеля приведет к его перегреву, что приведет к повреждению изоляции. Размер и длина кабеля: Номинальная сила тока уменьшается по мере того, как кабель становится длиннее и тоньше. Температура окружающей среды: Электрическое сопротивление увеличивается при более высоких температурах. Температура окружающей среды влияет на способность кабеля рассеивать тепло. Несколько кабелей, расположенных слишком близко друг к другу или поверх друг друга, рассеивают меньше тепла. Таблица размеров AWG Размер сварочного кабеля измеряется по стандарту American Wire Gauge (AWG). См. приведенную ниже справочную таблицу AWG, где указаны размеры и размеры сварочного кабеля.
Ассортимент продукции Токопроводящая жила: Полностью отожженная медная оболочка в соответствии с ASTM B-172 08 Высококачественный EPDM Высокая гибкость 6 AWG Проводник Stranding: 259/0,01 дюйма 4 AWGПроводник Стренинг: 364/0,016 4. 40009 Проводник: 364/0,011 в AWG Drivinator: 364/0,011 в AWG . 2 AWG Проводник Стренинг: 624/0,01 дюйма 1/0 Проводя Диаметр (дюйм): 0,533 2/0 Проводник Стренинг: 1235/0,01 дюйма 9 3/586Max Amps: 325 969 3/586 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Именно в мебели необходимы метизы, которых или совсем не видно, или которые видны, но не портят вид и безопасны. В других сферах они если и применяются, то не массово.
Именно в мебели необходимы метизы, которых или совсем не видно, или которые видны, но не портят вид и безопасны. В других сферах они если и применяются, то не массово.


 У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.
У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.
 Здесь разница в диаметрах колеблется в диапазоне от 0,25 до 0,3 миллиметра.
Здесь разница в диаметрах колеблется в диапазоне от 0,25 до 0,3 миллиметра.

 Для равномерного распределения нагрузки рекомендуется применять шайбу стандарта DIN 125.
Для равномерного распределения нагрузки рекомендуется применять шайбу стандарта DIN 125.
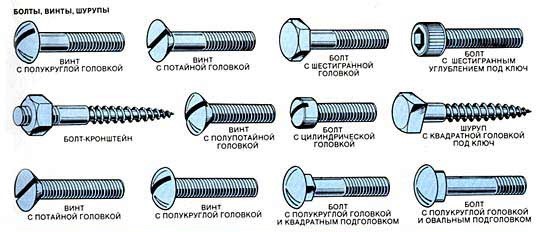 В таблице приняты следующие обозначения:
В таблице приняты следующие обозначения:
 Кроме того, такие металлы, как титан, также ценны для строительного крепежа, хотя они имеют очень специфическое применение в узком диапазоне областей. Как правило, крепежные материалы оцениваются по их механическим свойствам, возможности обработки после изготовления, экономической эффективности и ряду других вторичных критериев. Вы также можете заказать их изготовление на заказ в соответствии с вашими потребностями.
Кроме того, такие металлы, как титан, также ценны для строительного крепежа, хотя они имеют очень специфическое применение в узком диапазоне областей. Как правило, крепежные материалы оцениваются по их механическим свойствам, возможности обработки после изготовления, экономической эффективности и ряду других вторичных критериев. Вы также можете заказать их изготовление на заказ в соответствии с вашими потребностями. Марки 2, 5 и 8, как правило, являются стандартом для винтов и болтов на основе углеродистой стали, а легированная углеродистая сталь представляет собой более совершенную вариацию этих металлов. Их механическая прочность колеблется от примерно 50 тысяч фунтов на квадратный дюйм (килофунтов на квадратный дюйм) до 300 тысяч фунтов на квадратный дюйм в готовом изделии. Свойства материалов для этих марок включают:
Марки 2, 5 и 8, как правило, являются стандартом для винтов и болтов на основе углеродистой стали, а легированная углеродистая сталь представляет собой более совершенную вариацию этих металлов. Их механическая прочность колеблется от примерно 50 тысяч фунтов на квадратный дюйм (килофунтов на квадратный дюйм) до 300 тысяч фунтов на квадратный дюйм в готовом изделии. Свойства материалов для этих марок включают: Они имеют высокую степень деформационного упрочнения, что делает их прочнее и лучше подходит для механических нагрузок, таких как системы подвески транспортных средств.
Они имеют высокую степень деформационного упрочнения, что делает их прочнее и лучше подходит для механических нагрузок, таких как системы подвески транспортных средств. Конечная прочность большинства марок нержавеющей стали колеблется от 70 до 220 тысяч фунтов на квадратный дюйм, в зависимости от соотношения металлов в сплаве. Крепежи из нержавеющей стали также менее магнитны, чем их аналоги из стандартной стали. Двумя основными категориями крепежных материалов из нержавеющей стали являются:
Конечная прочность большинства марок нержавеющей стали колеблется от 70 до 220 тысяч фунтов на квадратный дюйм, в зависимости от соотношения металлов в сплаве. Крепежи из нержавеющей стали также менее магнитны, чем их аналоги из стандартной стали. Двумя основными категориями крепежных материалов из нержавеющей стали являются:
 Однако нейлон подвержен серьезному износу при повышенных температурах и может ослабнуть при низких температурах. Кроме того, его сравнительно низкая прочность на растяжение делает его менее эффективным для приложений с высокими требованиями к физической нагрузке.
Однако нейлон подвержен серьезному износу при повышенных температурах и может ослабнуть при низких температурах. Кроме того, его сравнительно низкая прочность на растяжение делает его менее эффективным для приложений с высокими требованиями к физической нагрузке. Например, болты, используемые для соединения соединительных фланцев, или винты, используемые для соединения стандартной трубы с несущей стеной, или гайки и болты, используемые для соединения выпуклых концов реактора, — все это критически важно для производства. Выбор правильного крепежа также имеет решающее значение для безопасности как для технологического процесса, так и для рабочих завода. Подобрав правильный крепеж, никто не заметит. Но неправильный выбор крепежа для приложения может привести к проблемам от небольшой течи до катастрофического сбоя, и это обязательно будет замечено. Мы будем смотреть, как выбрать правильный крепеж каждый раз.
Например, болты, используемые для соединения соединительных фланцев, или винты, используемые для соединения стандартной трубы с несущей стеной, или гайки и болты, используемые для соединения выпуклых концов реактора, — все это критически важно для производства. Выбор правильного крепежа также имеет решающее значение для безопасности как для технологического процесса, так и для рабочих завода. Подобрав правильный крепеж, никто не заметит. Но неправильный выбор крепежа для приложения может привести к проблемам от небольшой течи до катастрофического сбоя, и это обязательно будет замечено. Мы будем смотреть, как выбрать правильный крепеж каждый раз. Используете ли вы мягкую сталь или хром-молибден, или даже что-то экзотическое, будет зависеть от требований приложения. Вы также должны знать, как использовать стандарты, которые охватывают крепежные детали и их использование. Например, ASTM A307 распространяется на болты, шпильки и резьбовые стержни из углеродистой стали с пределом прочности на растяжение до 60 000 фунтов на квадратный дюйм. АСТМ F593 закрывает болты из нержавеющей стали, винты с шестигранной головкой и шпильки. ASTM A193/A193M распространяется на болтовые соединения из легированной и нержавеющей стали для работы под высоким давлением или при высоких температурах, а также для других специальных применений. Часто можно найти свое приложение или приложение, очень похожее на ваше, упомянутое в этих и других стандартах.
Используете ли вы мягкую сталь или хром-молибден, или даже что-то экзотическое, будет зависеть от требований приложения. Вы также должны знать, как использовать стандарты, которые охватывают крепежные детали и их использование. Например, ASTM A307 распространяется на болты, шпильки и резьбовые стержни из углеродистой стали с пределом прочности на растяжение до 60 000 фунтов на квадратный дюйм. АСТМ F593 закрывает болты из нержавеющей стали, винты с шестигранной головкой и шпильки. ASTM A193/A193M распространяется на болтовые соединения из легированной и нержавеющей стали для работы под высоким давлением или при высоких температурах, а также для других специальных применений. Часто можно найти свое приложение или приложение, очень похожее на ваше, упомянутое в этих и других стандартах. Именно здесь ваш опыт и опыт вашего поставщика крепежа помогут вам выбрать правильный крепеж для конкретного применения. Обычно болт состоит из головки, стержня определенной длины и резьбового конца 9.0003
Именно здесь ваш опыт и опыт вашего поставщика крепежа помогут вам выбрать правильный крепеж для конкретного применения. Обычно болт состоит из головки, стержня определенной длины и резьбового конца 9.0003 Важен выбор резьбы: грубая резьба позволит выполнить сборку быстрее. Для сборки тонкой резьбы требуется больше времени из-за количества оборотов, необходимого для прохождения того же расстояния, что и для грубой резьбы. Однако они обеспечивают лучшее зацепление с резьбой, и большее количество сопрягаемых поверхностей находится в контакте, что обеспечивает более надежное соединение, способное выдерживать большее натяжение в соединении.
Важен выбор резьбы: грубая резьба позволит выполнить сборку быстрее. Для сборки тонкой резьбы требуется больше времени из-за количества оборотов, необходимого для прохождения того же расстояния, что и для грубой резьбы. Однако они обеспечивают лучшее зацепление с резьбой, и большее количество сопрягаемых поверхностей находится в контакте, что обеспечивает более надежное соединение, способное выдерживать большее натяжение в соединении. Эта спецификация включает крепежные детали, предназначенные для использования в сосудах под давлением, клапанах, фланцах и фитингах.
Эта спецификация включает крепежные детали, предназначенные для использования в сосудах под давлением, клапанах, фланцах и фитингах. Болты из легированной стали изготавливаются из высокопрочного стального сплава с последующей термической обработкой. Болты из легированной стали обычно не имеют покрытия, что приводит к тускло-черному покрытию. Болты из легированной стали очень прочные, но очень хрупкие. Следует соблюдать осторожность с торцевыми головками, если требуется цинкование. При нанесении покрытия на эти крепежные детали может возникнуть водородная хрупкость, что может привести к выходу из строя крепежного изделия. Легированные стали, которые содержат более 1,5% марганца, 0,6% меди и где содержание хрома ниже 4%, чрезвычайно полезны в широком диапазоне диапазонов прочности и пластичности. Легированные стали с соответствующей концентрацией молибдена, ванадия или других элементов можно использовать в областях, где возможна коррозия, таких как нагреватели, бойлеры и другие устройства.
Болты из легированной стали изготавливаются из высокопрочного стального сплава с последующей термической обработкой. Болты из легированной стали обычно не имеют покрытия, что приводит к тускло-черному покрытию. Болты из легированной стали очень прочные, но очень хрупкие. Следует соблюдать осторожность с торцевыми головками, если требуется цинкование. При нанесении покрытия на эти крепежные детали может возникнуть водородная хрупкость, что может привести к выходу из строя крепежного изделия. Легированные стали, которые содержат более 1,5% марганца, 0,6% меди и где содержание хрома ниже 4%, чрезвычайно полезны в широком диапазоне диапазонов прочности и пластичности. Легированные стали с соответствующей концентрацией молибдена, ванадия или других элементов можно использовать в областях, где возможна коррозия, таких как нагреватели, бойлеры и другие устройства. Серия 300 — это наиболее распространенные сплавы нержавеющей стали, используемые для крепежа. Они используются в самых разных областях, от зон с высоким уровнем влажности, таких как водоочистные сооружения, до складов пищевых продуктов и на предприятиях, где возможно химическое воздействие. В то время как большинство крепежных изделий из нержавеющей стали не обладают общей прочностью болта из термообработанной углеродистой стали, серия 400 может обеспечить более высокую прочность без значительной потери коррозионной стойкости. Справочники машинистов, такие как 9Стандартный справочник Marks 0145 для инженеров-механиков, , содержит таблицы свойств металлов, которые можно использовать для определения соответствующих областей применения.
Серия 300 — это наиболее распространенные сплавы нержавеющей стали, используемые для крепежа. Они используются в самых разных областях, от зон с высоким уровнем влажности, таких как водоочистные сооружения, до складов пищевых продуктов и на предприятиях, где возможно химическое воздействие. В то время как большинство крепежных изделий из нержавеющей стали не обладают общей прочностью болта из термообработанной углеродистой стали, серия 400 может обеспечить более высокую прочность без значительной потери коррозионной стойкости. Справочники машинистов, такие как 9Стандартный справочник Marks 0145 для инженеров-механиков, , содержит таблицы свойств металлов, которые можно использовать для определения соответствующих областей применения. В случае с латунью и бронзой они также могут иметь эстетическую привлекательность. С алюминием у вас также есть очень легкая застежка. Подобно нержавеющей стали, этим крепежным изделиям не хватает прочности большинства болтов из углеродистой стали. Их прочность обычно равна прочности незакаленного крепежа класса 2.
В случае с латунью и бронзой они также могут иметь эстетическую привлекательность. С алюминием у вас также есть очень легкая застежка. Подобно нержавеющей стали, этим крепежным изделиям не хватает прочности большинства болтов из углеродистой стали. Их прочность обычно равна прочности незакаленного крепежа класса 2. Это, однако, приведет к снижению общей коррозионной стойкости узла.
Это, однако, приведет к снижению общей коррозионной стойкости узла. Из-за толщины покрытия оцинкованная гайка должна быть нарезана с запасом. Это означает, что гайка без покрытия или оцинкованная не будет работать с оцинкованным болтом. PTFE или PFA Teflon — это специальное покрытие, часто используемое в областях, где необходима устойчивость к химическим веществам. Крепеж с тефлоновым покрытием будет иметь высокую рабочую температуру, низкий коэффициент трения, хорошую стойкость к истиранию и хорошую химическую стойкость. Это покрытие обычно используется там, где требуется сухая смазка, покрытие с низким коэффициентом трения или коррозионно-стойкое покрытие. Очень важно выбирать крепеж, исходя из самой широкой коррозионной стойкости, которую обеспечивает материал конструкции.
Из-за толщины покрытия оцинкованная гайка должна быть нарезана с запасом. Это означает, что гайка без покрытия или оцинкованная не будет работать с оцинкованным болтом. PTFE или PFA Teflon — это специальное покрытие, часто используемое в областях, где необходима устойчивость к химическим веществам. Крепеж с тефлоновым покрытием будет иметь высокую рабочую температуру, низкий коэффициент трения, хорошую стойкость к истиранию и хорошую химическую стойкость. Это покрытие обычно используется там, где требуется сухая смазка, покрытие с низким коэффициентом трения или коррозионно-стойкое покрытие. Очень важно выбирать крепеж, исходя из самой широкой коррозионной стойкости, которую обеспечивает материал конструкции. Резкие перепады температуры могут привести к расширению и сжатию скрепленного соединения. Этого движения в суставе может быть достаточно, чтобы соединение ослабло.
Резкие перепады температуры могут привести к расширению и сжатию скрепленного соединения. Этого движения в суставе может быть достаточно, чтобы соединение ослабло.


 20 ₽
20 ₽ п.
п.
 Исаковского в Москве
Исаковского в Москве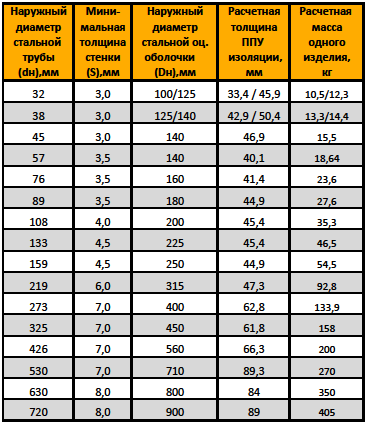 Черноголовка
Черноголовка Каховская”
Каховская” Брянска
Брянска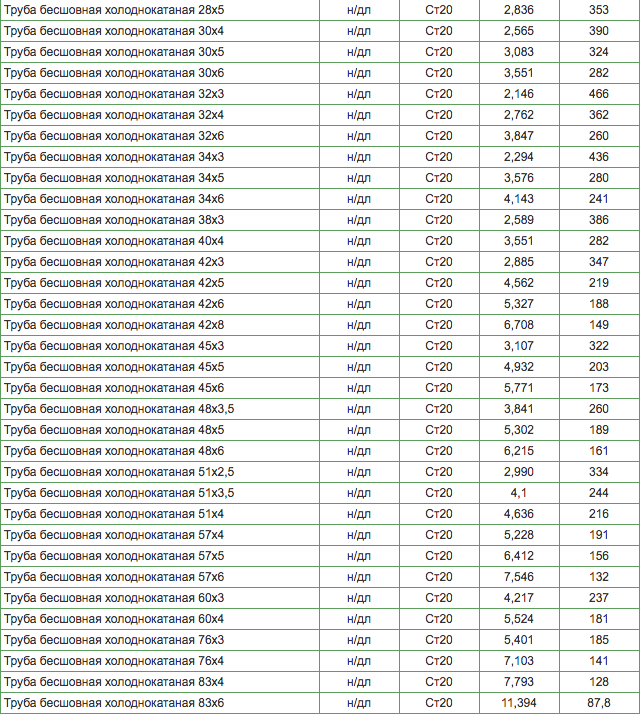 -Зап.хорда, ул.Народного Ополчения
-Зап.хорда, ул.Народного Ополчения
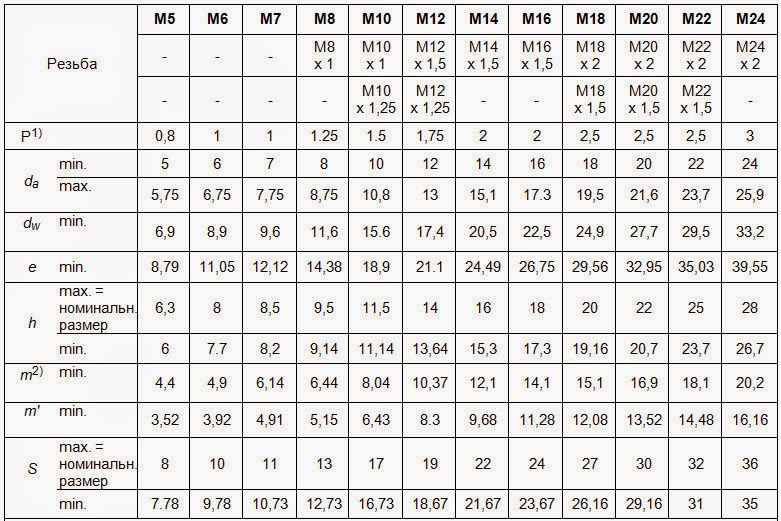 Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда — после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась.
Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда — после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение — одна риска) — предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение — одна риска) — предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.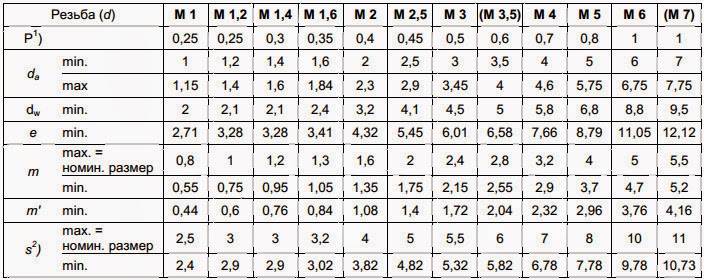 д. (см.. таблицу).
д. (см.. таблицу).
 ru:
ru:

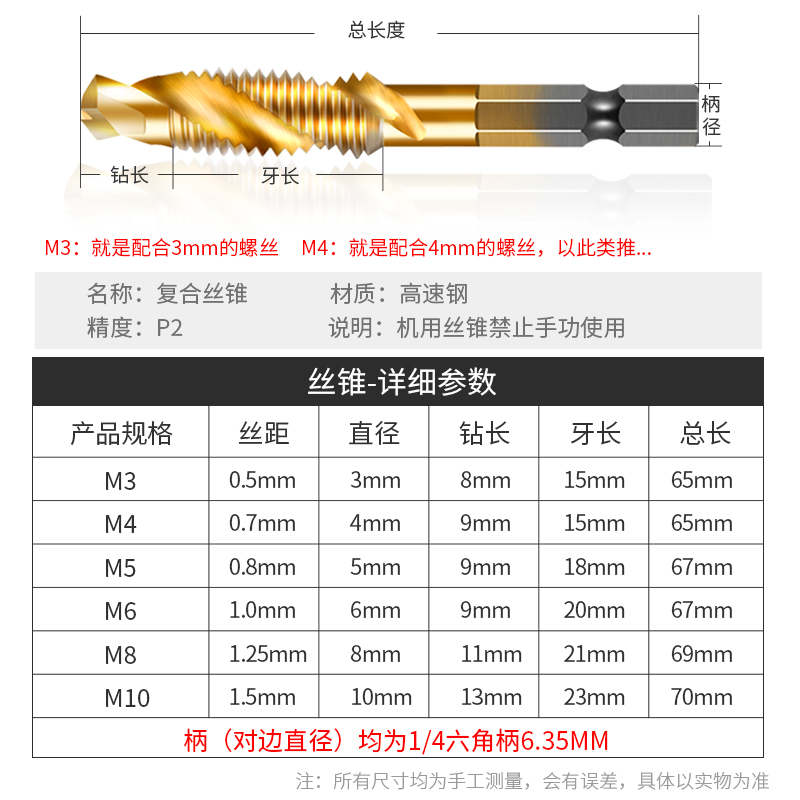



 Теперь колечки снимаются легко, одним движением, но их по прежнему надо ловить.
Теперь колечки снимаются легко, одним движением, но их по прежнему надо ловить.


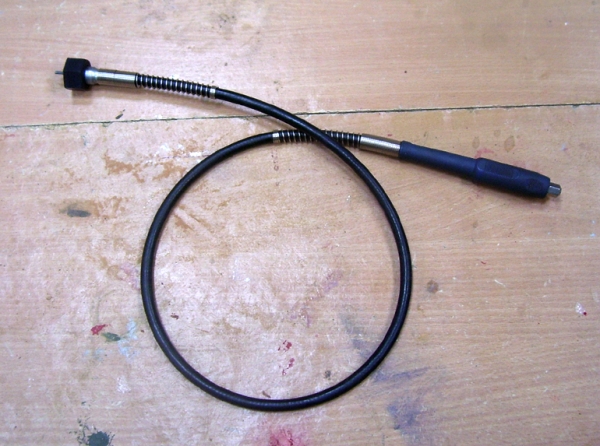


 3мм. максимальный 4мм. Реально же можно зажимать сверла диаметром до 4.5мм.
3мм. максимальный 4мм. Реально же можно зажимать сверла диаметром до 4.5мм.




 Вот этим диском я прорезал около 4 метров плиточного шва. Он довольно сильно пострадал, напыление с краев стерлось, но свою работу он выполнил.
Вот этим диском я прорезал около 4 метров плиточного шва. Он довольно сильно пострадал, напыление с краев стерлось, но свою работу он выполнил. Из-за отсутствия видеокамеры у меня не получилось снять видео, потому я постарался передать все при помощи фотографий, надеюсь что у меня получилось, а теперь краткое резюме.
Из-за отсутствия видеокамеры у меня не получилось снять видео, потому я постарался передать все при помощи фотографий, надеюсь что у меня получилось, а теперь краткое резюме.
 Гибкие валы используются для различных работ, включая шлифовку, удаление заусенцев, резьбу, гравировку, закрепку камня и полировку практически любого материала. Полный станок Foredom с гибким валом состоит из двигателя, регулятора скорости и наконечника.
Гибкие валы используются для различных работ, включая шлифовку, удаление заусенцев, резьбу, гравировку, закрепку камня и полировку практически любого материала. Полный станок Foredom с гибким валом состоит из двигателя, регулятора скорости и наконечника. д.), зубными и оптическими техниками в лаборатории, консерваторами, ремесленники и любители. Вращающиеся инструменты Foredom также используются ведущими научно-исследовательскими, инженерными, оборонными, военными, авиационными и другими высокотехнологичными предприятиями и учреждениями.
д.), зубными и оптическими техниками в лаборатории, консерваторами, ремесленники и любители. Вращающиеся инструменты Foredom также используются ведущими научно-исследовательскими, инженерными, оборонными, военными, авиационными и другими высокотехнологичными предприятиями и учреждениями. Стандартные скорости гибкого вала до 18 000 об/мин. Также доступны модели с низкой скоростью/высоким крутящим моментом. Роторные инструменты с микромоторами обеспечивают скорость до 50 000 об/мин.
Стандартные скорости гибкого вала до 18 000 об/мин. Также доступны модели с низкой скоростью/высоким крутящим моментом. Роторные инструменты с микромоторами обеспечивают скорость до 50 000 об/мин.
 Я стал
Я стал 
 Они требуются для определения состава грунта, глубины залегания подземных вод и промерзания почвы в зимний период. Данные в дальнейшем используются для проектирования и расчетов, потому исследование лучше заказывать у специалистов, обладающих достаточным опытом и знаниями.
Они требуются для определения состава грунта, глубины залегания подземных вод и промерзания почвы в зимний период. Данные в дальнейшем используются для проектирования и расчетов, потому исследование лучше заказывать у специалистов, обладающих достаточным опытом и знаниями. Бетонирование необходимо для увеличения несущей способности опор и для защиты их внутренних частей от коррозии.
Бетонирование необходимо для увеличения несущей способности опор и для защиты их внутренних частей от коррозии. Может использоваться в жарком, влажном и холодном климате, на сложных грунтах, на воде.
Может использоваться в жарком, влажном и холодном климате, на сложных грунтах, на воде.
 Потом технология перешла в гражданское строительство и стала весьма популярной в частном домостроении.
Потом технология перешла в гражданское строительство и стала весьма популярной в частном домостроении.
 Они представляют собой трубы из стали с толщиной стенки не меньше 4-х миллиметров, диаметром от 200 до 850 мм, длиной от 2-х до 11 метров. С одного конца они острые, снабжены режущей лопастью, позволяющей опорам вкручиваться в грунт, что роднит их с винтом (откуда и пошло название). Для этого не нужны специальные инструменты – лишь сила 3-х – 4-х мужчин. На неровной местности используются стальные опоры с двумя режущими лопастями. Винтовые сваи могут быть как полыми, так и цельными.
Они представляют собой трубы из стали с толщиной стенки не меньше 4-х миллиметров, диаметром от 200 до 850 мм, длиной от 2-х до 11 метров. С одного конца они острые, снабжены режущей лопастью, позволяющей опорам вкручиваться в грунт, что роднит их с винтом (откуда и пошло название). Для этого не нужны специальные инструменты – лишь сила 3-х – 4-х мужчин. На неровной местности используются стальные опоры с двумя режущими лопастями. Винтовые сваи могут быть как полыми, так и цельными.

 Возможно, это как раз то, что вам нужно!
Возможно, это как раз то, что вам нужно! Вы можете обнаружить, что винтовой/винтовой фундамент подходит для многих ваших любимых типов домов.
Вы можете обнаружить, что винтовой/винтовой фундамент подходит для многих ваших любимых типов домов. Такой фундамент идеально подходит для районов, подверженных эрозии или наводнениям, и позволяет вам построить дом своей мечты там, где другие фундаменты не выдержат. Итак, приступайте к пляжному отдыху своей мечты! Знание фундаментов с винтовыми сваями поможет вам опередить игру и приблизиться к идеальному строительству.
Такой фундамент идеально подходит для районов, подверженных эрозии или наводнениям, и позволяет вам построить дом своей мечты там, где другие фундаменты не выдержат. Итак, приступайте к пляжному отдыху своей мечты! Знание фундаментов с винтовыми сваями поможет вам опередить игру и приблизиться к идеальному строительству. Если вы хотите избежать этой головной боли, фундамент на винтовых сваях можно установить и построить за считанные дни.
Если вы хотите избежать этой головной боли, фундамент на винтовых сваях можно установить и построить за считанные дни. Со всеми этими преимуществами нетрудно понять, почему!
Со всеми этими преимуществами нетрудно понять, почему! Годы знаний Кристины о разнообразных тенденциях и потребностях современного домовладельца сделали ее авторитетным и надежным голосом в онлайн-сообществе по планированию дома.
Годы знаний Кристины о разнообразных тенденциях и потребностях современного домовладельца сделали ее авторитетным и надежным голосом в онлайн-сообществе по планированию дома. Выбор правильного основания для вашего дома имеет решающее значение, но может быть довольно запутанным. Многие преимущества простого фундамента на винтовых сваях могут сделать его идеальным выбором для вашего следующего дома.
Выбор правильного основания для вашего дома имеет решающее значение, но может быть довольно запутанным. Многие преимущества простого фундамента на винтовых сваях могут сделать его идеальным выбором для вашего следующего дома. В то время как вы экономите деньги на доме своей мечты, выбор правильного фундамента также может помочь обеспечить своевременное и эффективное строительство. Небольшое исследование покажет, что этот тип фундамента — проверенный временем метод, популярный практически в любом стиле дома.
В то время как вы экономите деньги на доме своей мечты, выбор правильного фундамента также может помочь обеспечить своевременное и эффективное строительство. Небольшое исследование покажет, что этот тип фундамента — проверенный временем метод, популярный практически в любом стиле дома. Отлично подходит для районов, подверженных эрозии или имеющих высокий уровень грунтовых вод, винтовой фундамент позволяет строить там, где иначе это было бы невозможно. Итак, воплотите свою мечту о дачном домике в реальность! Плитный или традиционный бетонный фундамент почти никогда не подойдет для песчаной почвы на берегу моря. Выбрав правильный вид спирального фундамента, вы сможете построить свой идеальный летний отдых.
Отлично подходит для районов, подверженных эрозии или имеющих высокий уровень грунтовых вод, винтовой фундамент позволяет строить там, где иначе это было бы невозможно. Итак, воплотите свою мечту о дачном домике в реальность! Плитный или традиционный бетонный фундамент почти никогда не подойдет для песчаной почвы на берегу моря. Выбрав правильный вид спирального фундамента, вы сможете построить свой идеальный летний отдых.




 Желаем вам приятного использования. Надеемся, что использования нашего оборудования будет приносить вам радость многие годы. Будем рады дальнейшему сотрудничеству.
Желаем вам приятного использования. Надеемся, что использования нашего оборудования будет приносить вам радость многие годы. Будем рады дальнейшему сотрудничеству. Мелкие частички песка оседают на фильтрах грубой очистки, забивают их и не дают насосам качать воду. Если пренебречь сетчатой системой фильтрации, то абразивное действие грунта быстро выведет агрегат из строя. Оптимальным решением для водоснабжения участков с таким типом грунтового основания является применение центробежного насоса для скважины с песком.
Мелкие частички песка оседают на фильтрах грубой очистки, забивают их и не дают насосам качать воду. Если пренебречь сетчатой системой фильтрации, то абразивное действие грунта быстро выведет агрегат из строя. Оптимальным решением для водоснабжения участков с таким типом грунтового основания является применение центробежного насоса для скважины с песком.
 Второй момент – сам насос при работе не должен оказывать негативного влияния на грунтовое основание. Исходя из этих особенностей, можно выбрать оптимальное оборудование для подъёма воды из скважины:
Второй момент – сам насос при работе не должен оказывать негативного влияния на грунтовое основание. Исходя из этих особенностей, можно выбрать оптимальное оборудование для подъёма воды из скважины:

 32-32У
32-32У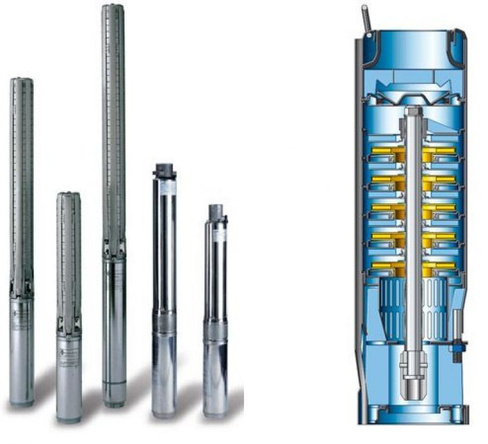

 Прибор также помогает исключить риск поломки оборудования при возникновении сухого хода, так как, при отсутствии воды, давление стремительно падает.
Прибор также помогает исключить риск поломки оборудования при возникновении сухого хода, так как, при отсутствии воды, давление стремительно падает. Установка фильтра на всасывающей части насоса подобную проблему решить не может, отсеивая лишь крупные частицы, способные повредить механизмы прибора.
Установка фильтра на всасывающей части насоса подобную проблему решить не может, отсеивая лишь крупные частицы, способные повредить механизмы прибора.






 Донный клапан в нижней части трубопровода колодца предотвращает слив воды из труб и насоса. Струйные насосы с двумя и более рабочими колесами называются многоступенчатыми.
Донный клапан в нижней части трубопровода колодца предотвращает слив воды из труб и насоса. Струйные насосы с двумя и более рабочими колесами называются многоступенчатыми.
 Вы будете наслаждаться оптимальным напором воды для успокаивающего душа и роскошных газонов. Pentair Well Pumps предлагает многолетний опыт и широкий выбор энергоэффективных, надежных и безотказных насосов. Настаивайте на Pentair, и вы испытаете ошеломляющее чувство комфорта.
Вы будете наслаждаться оптимальным напором воды для успокаивающего душа и роскошных газонов. Pentair Well Pumps предлагает многолетний опыт и широкий выбор энергоэффективных, надежных и безотказных насосов. Настаивайте на Pentair, и вы испытаете ошеломляющее чувство комфорта. Пожалуйста, попробуйте другое место.
Пожалуйста, попробуйте другое место. Сменой насадок он превращается в ножницы для резки.
Сменой насадок он превращается в ножницы для резки. Мощный двигатель согнет элемент вдвое толще, а при необходимости даже свернет в спираль. Такое устройство ни к чему в домашнем хозяйстве, но на крупном строительстве с большим объемом монолитных конструкций востребовано независимо от цены. Поскольку изгибаются изделия любого сечения, агрегат будет хорошим подспорьем в кузнице, металлообрабатывающей мастерской.
Мощный двигатель согнет элемент вдвое толще, а при необходимости даже свернет в спираль. Такое устройство ни к чему в домашнем хозяйстве, но на крупном строительстве с большим объемом монолитных конструкций востребовано независимо от цены. Поскольку изгибаются изделия любого сечения, агрегат будет хорошим подспорьем в кузнице, металлообрабатывающей мастерской.
 Расстояние между полкой и осью должно соответствовать максимальному диаметру арматуры, которую предполагается сгибать.
Расстояние между полкой и осью должно соответствовать максимальному диаметру арматуры, которую предполагается сгибать. По углам сверлим отверстия 5-6 мм диаметром под крепежные шурупы. В центре делаем еще две круглые дырки на расстоянии приблизительно 10 см друг от друга. Диаметр их должен быть на пол миллиметра больше, чем у заготовленной арматуры. Одна — под стойку-упор, вторая — под ось рычага. Вставляем в полости отрезки арматуры длиной 5-6 см и привариваем.
По углам сверлим отверстия 5-6 мм диаметром под крепежные шурупы. В центре делаем еще две круглые дырки на расстоянии приблизительно 10 см друг от друга. Диаметр их должен быть на пол миллиметра больше, чем у заготовленной арматуры. Одна — под стойку-упор, вторая — под ось рычага. Вставляем в полости отрезки арматуры длиной 5-6 см и привариваем.
 приводом
приводом
 Именно сгиб прута является наиболее проблематичным и ответственным участком работ при подготовке арматуры. Для выполнения этого непростого задания существует станок для гибки арматуры, значительно облегчающий труд строителя.
Именно сгиб прута является наиболее проблематичным и ответственным участком работ при подготовке арматуры. Для выполнения этого непростого задания существует станок для гибки арматуры, значительно облегчающий труд строителя.
 Станок для гибки арматуры цена на который может меняться от его назначения и мощности, может стоить немного для ручных операций и значительную сумму в промышленном варианте.
Станок для гибки арматуры цена на который может меняться от его назначения и мощности, может стоить немного для ручных операций и значительную сумму в промышленном варианте. Пруты перемещаются обкатными валками, которые установлены на рабочей поверхности.
Пруты перемещаются обкатными валками, которые установлены на рабочей поверхности.
 Прочность и пластичность стали позволяют использовать арматуру по-разному.
Прочность и пластичность стали позволяют использовать арматуру по-разному. Это также самый безопасный и простой метод.
Это также самый безопасный и простой метод.


 Цифры на циферблатах означают диаметр прутка, который вы хотите согнуть, в миллиметрах.
Цифры на циферблатах означают диаметр прутка, который вы хотите согнуть, в миллиметрах. Большинство вариаций не могут сгибать прутки класса 60 и выше.
Большинство вариаций не могут сгибать прутки класса 60 и выше. Это устройство позволяет даже гнуть арматуру, выходящую из стен и колонн. Многие его вариации входят в состав смесителя для резки арматуры и гибочного станка. Это очень упрощает многие задачи.
Это устройство позволяет даже гнуть арматуру, выходящую из стен и колонн. Многие его вариации входят в состав смесителя для резки арматуры и гибочного станка. Это очень упрощает многие задачи. Затем установите индексные элементы в соответствии с желаемым углом. Затем поместите стержень между прочным гибочным диском и квадратной палкой.
Затем установите индексные элементы в соответствии с желаемым углом. Затем поместите стержень между прочным гибочным диском и квадратной палкой.
 Подрядчики говорят, что нет никакой разницы в качестве или прочности между предварительно спроектированной и изготовленной своими руками арматурой, вырезанной машинным способом или изогнутой.
Подрядчики говорят, что нет никакой разницы в качестве или прочности между предварительно спроектированной и изготовленной своими руками арматурой, вырезанной машинным способом или изогнутой. «Это экономит бесчисленное количество часов», — отмечает он. «Это значительно упрощает работу. Раньше ребятам приходилось резать и изготавливать арматуру, и это была худшая работа на строительной площадке. Теперь всем нравится это делать».
«Это экономит бесчисленное количество часов», — отмечает он. «Это значительно упрощает работу. Раньше ребятам приходилось резать и изготавливать арматуру, и это была худшая работа на строительной площадке. Теперь всем нравится это делать». Например, когда подрядчикам требуется большое количество хомутов или квадратные формы, используемые в бетонных колоннах для удержания вертикальной арматуры, каждый хомут должен иметь точные изгибы в нужных местах. Трудно сделать каждый изгиб одинаковым сгибанием рук. «С помощью гибочного станка вы можете установить эталон, на который будет опираться стержень, чтобы каждый раз получать один и тот же размер изгиба», — говорит Олах.
Например, когда подрядчикам требуется большое количество хомутов или квадратные формы, используемые в бетонных колоннах для удержания вертикальной арматуры, каждый хомут должен иметь точные изгибы в нужных местах. Трудно сделать каждый изгиб одинаковым сгибанием рук. «С помощью гибочного станка вы можете установить эталон, на который будет опираться стержень, чтобы каждый раз получать один и тот же размер изгиба», — говорит Олах. В противном случае, по его словам, он обычно заказывал дополнительную арматуру у производителя, чтобы быть уверенным, что у него есть все необходимое для работы.
В противном случае, по его словам, он обычно заказывал дополнительную арматуру у производителя, чтобы быть уверенным, что у него есть все необходимое для работы. »
»


 «Если вы делаете фундамент, в большинстве случаев это делается поэтапно или поэтапно, что позволяет им делать подробные чертежи и эффективно их изготавливать», — объясняет он. «Для неправильной формы и наклона каждая пара баров отличается. Если вы делаете бассейн размером 30 футов на 60 футов и 3 фута, от 6 дюймов в глубину до 6 футов, наклон постоянно меняется, поэтому вам пришлось бы сортировать стержни, если бы они были предварительно нарезаны. Это почти проще сделать по размеру там, в бассейне ».
«Если вы делаете фундамент, в большинстве случаев это делается поэтапно или поэтапно, что позволяет им делать подробные чертежи и эффективно их изготавливать», — объясняет он. «Для неправильной формы и наклона каждая пара баров отличается. Если вы делаете бассейн размером 30 футов на 60 футов и 3 фута, от 6 дюймов в глубину до 6 футов, наклон постоянно меняется, поэтому вам пришлось бы сортировать стержни, если бы они были предварительно нарезаны. Это почти проще сделать по размеру там, в бассейне ».
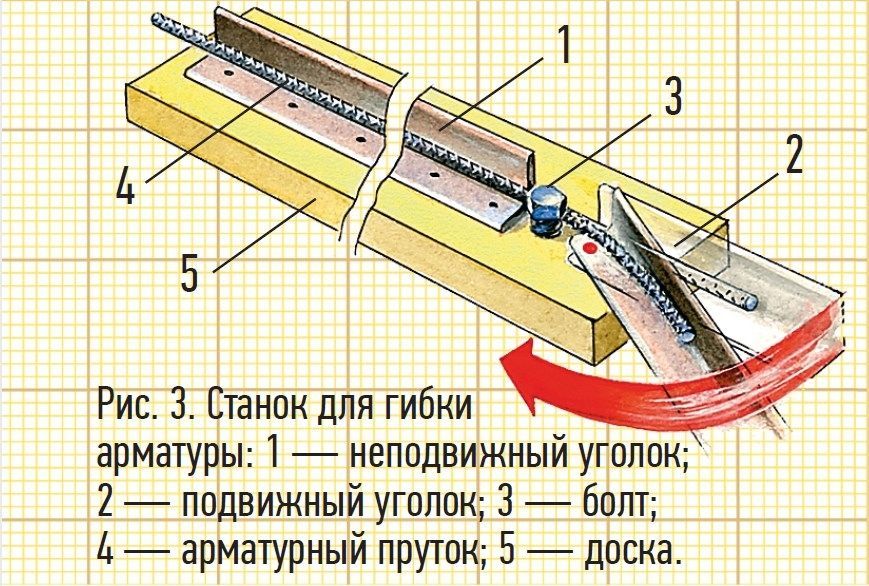 , профессиональные заболевания опорно-двигательного аппарата.
, профессиональные заболевания опорно-двигательного аппарата.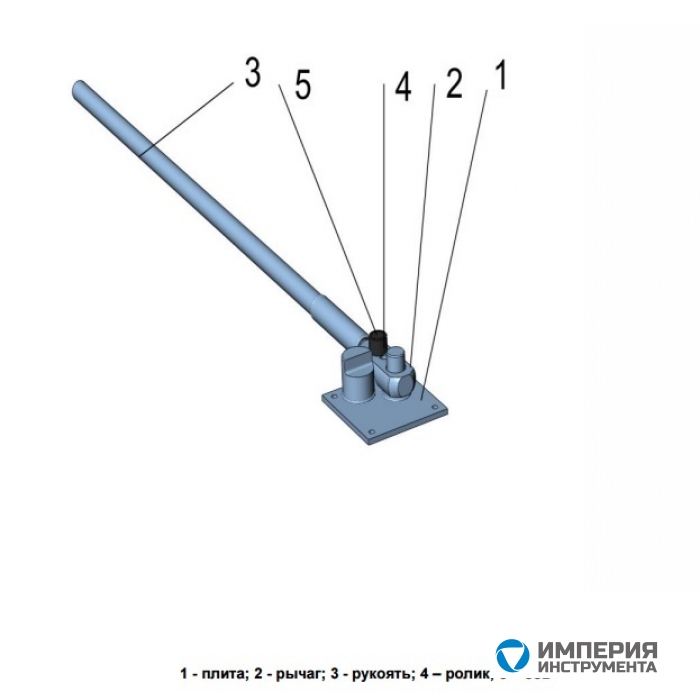 Добавление удлинительной рукоятки к ярусу с батарейным питанием позволило рабочим связывать арматуру в вертикальном положении, что еще больше снизило вероятность получения травм.
Добавление удлинительной рукоятки к ярусу с батарейным питанием позволило рабочим связывать арматуру в вертикальном положении, что еще больше снизило вероятность получения травм.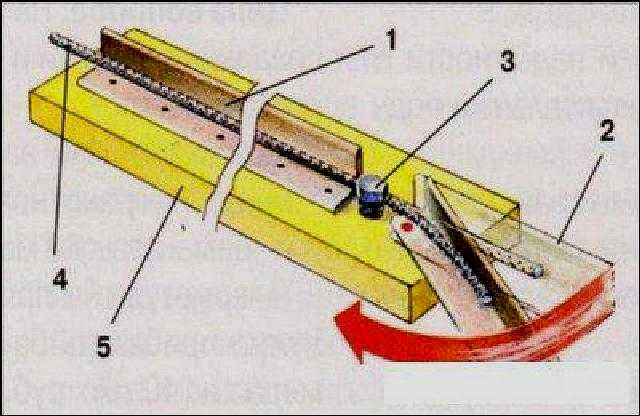
 требования к арматуре как A706. Материал A706 теперь соответствует или превосходит все химические и механические требования для соответствующего размера и сорта A615.
требования к арматуре как A706. Материал A706 теперь соответствует или превосходит все химические и механические требования для соответствующего размера и сорта A615.
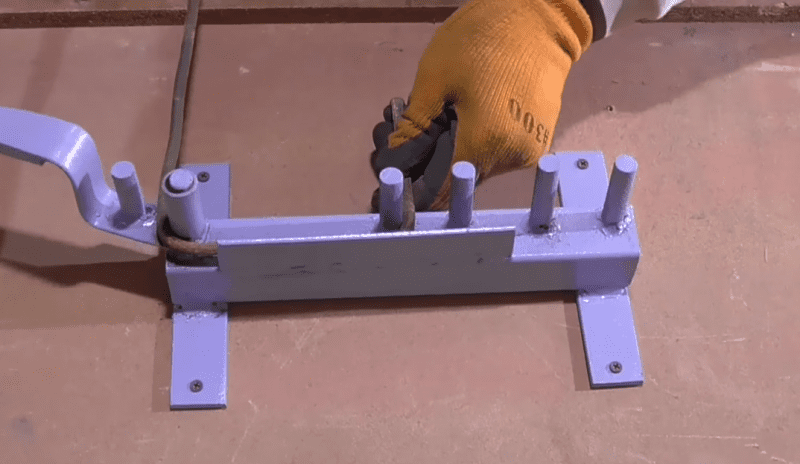
 Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.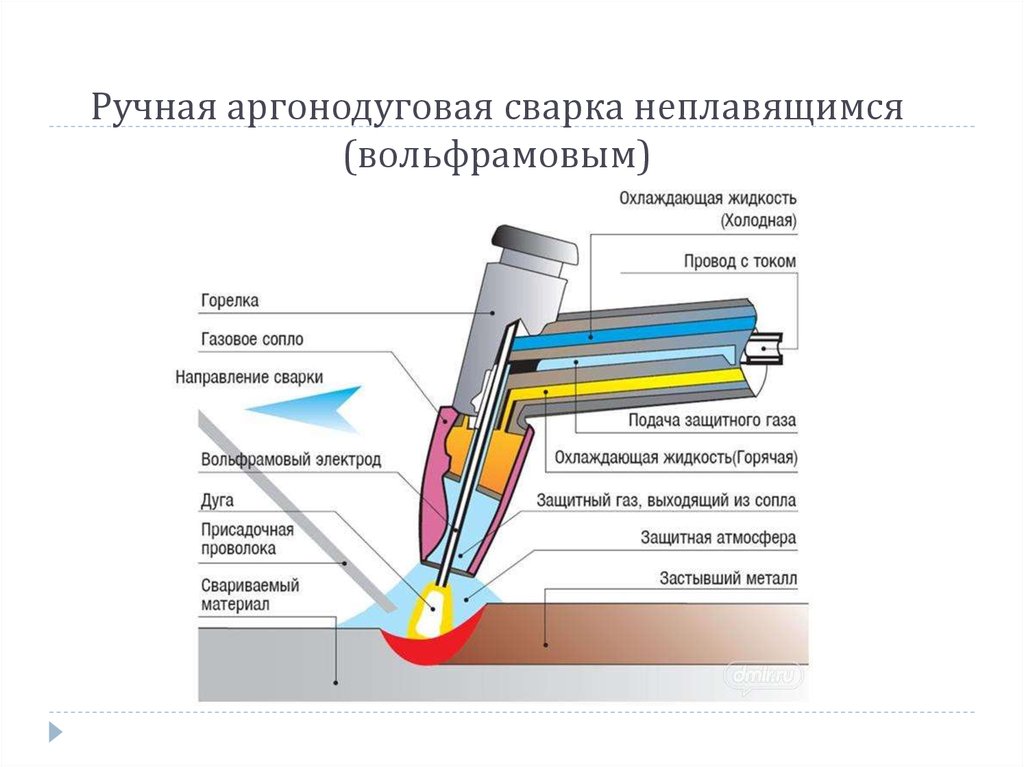 Огромный выбор держаков здесь и здесь
Огромный выбор держаков здесь и здесь От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть». Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ): Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней: Огорчило присутствие жестяных омедненных полосок под винты вместо медных:
Огорчило присутствие жестяных омедненных полосок под винты вместо медных:
 Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц. Изоляция, соприкасаясь с горячим металлом, не плавится.
Изоляция, соприкасаясь с горячим металлом, не плавится. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт. Поэтому его приобретают для работы в условиях повышенной влажности.
Поэтому его приобретают для работы в условиях повышенной влажности. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.


 И неопреновые, и EPDM-куртки гибкие, устойчивые к неблагоприятным погодным условиям, истиранию, влаге и воде. Однако они плохо подходят для воздействия газа или другой жидкости на нефтяной основе. ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
И неопреновые, и EPDM-куртки гибкие, устойчивые к неблагоприятным погодным условиям, истиранию, влаге и воде. Однако они плохо подходят для воздействия газа или другой жидкости на нефтяной основе. ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.

 Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
Размеры AWG будут иметь три номера, например, «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG. 09
09 6281
6281 00
00
 AWG
AWG По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Полярность и направление тока влияют только на характеристики сварки и выбор электрода. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы. Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Гайка М2 DIN 934 / ГОСТ 5915 оц. | Вес товара: 0.14 г |
Гайка М2,5 DIN 934 / ГОСТ 5915 оц. | Вес товара: 0.27 г |
Гайка М3 DIN 934 / ГОСТ 5915 оц. | Вес товара: 0.38 г |
Гайка М4 DIN 934 / ГОСТ 5915 оц. | Вес товара: 0.8 г |
Гайка М5 DIN 934 / ГОСТ 5915 оц. | Вес товара: 1.44 г |

Гайка М6 DIN 934 / ГОСТ 5915 оц. | Вес товара: 2.57 г |
Гайка М8 DIN 934 / ГОСТ 5915 оц. | Вес товара: 5.55 г |
Гайка М10 DIN 934 / ГОСТ 5915 оц. | Вес товара: 10.22 г |
Гайка М12 DIN 934 / ГОСТ 5915 оц. | Вес товара: 15.67 г |
Гайка М14 DIN 934 / ГОСТ 5915 оц. | Вес товара: 25.33 г |
Гайка М16 DIN 934 / ГОСТ 5915 оц. | Вес товара: 37.61 г |
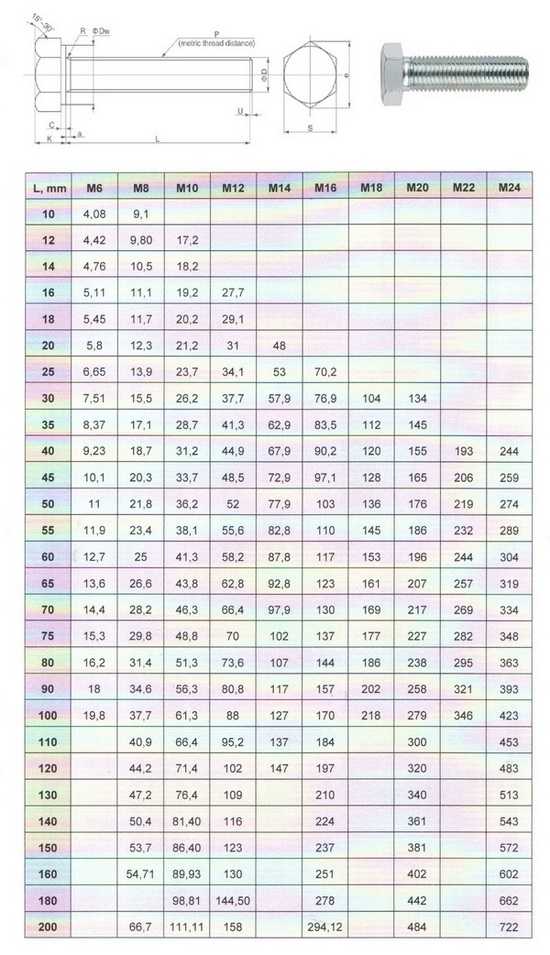
Гайка М18 DIN 934 / ГОСТ 5915 оц. | Вес товара: 53.27 г |
Гайка М20 DIN 934 / ГОСТ 5915 оц. | Вес товара: 71.44 г |
Гайка М22 DIN 934 / ГОСТ 5915 оц. | Вес товара: 103.15 г |
Гайка М24 DIN 934 / ГОСТ 5915 оц. | Вес товара: 122.87 г |
Гайка М27 DIN 934 / ГОСТ 5915 оц. | Вес товара: 175.28 г |
Гайка М30 DIN 934 / ГОСТ 5915 оц. | Вес товара: 242.54 г |

Гайка М36 DIN 934 / ГОСТ 5915 оц. | Вес товара: 416.78 г |
Гайка М42 DIN 934 / ГОСТ 5915 оц. | Вес товара: 623.88 г |
Гайка М48 DIN 934 / ГОСТ 5915 оц. | Вес товара: 956.2 г |
Гайка М52 DIN 934 / ГОСТ 5915 оц. | Вес товара: 1121 г |
Гайка М56 DIN 934 / ГОСТ 5915 оц. | Вес товара: 1430 г |
Гайка М60 DIN 934 / ГОСТ 5915 оц. | Вес товара: 1720 г |
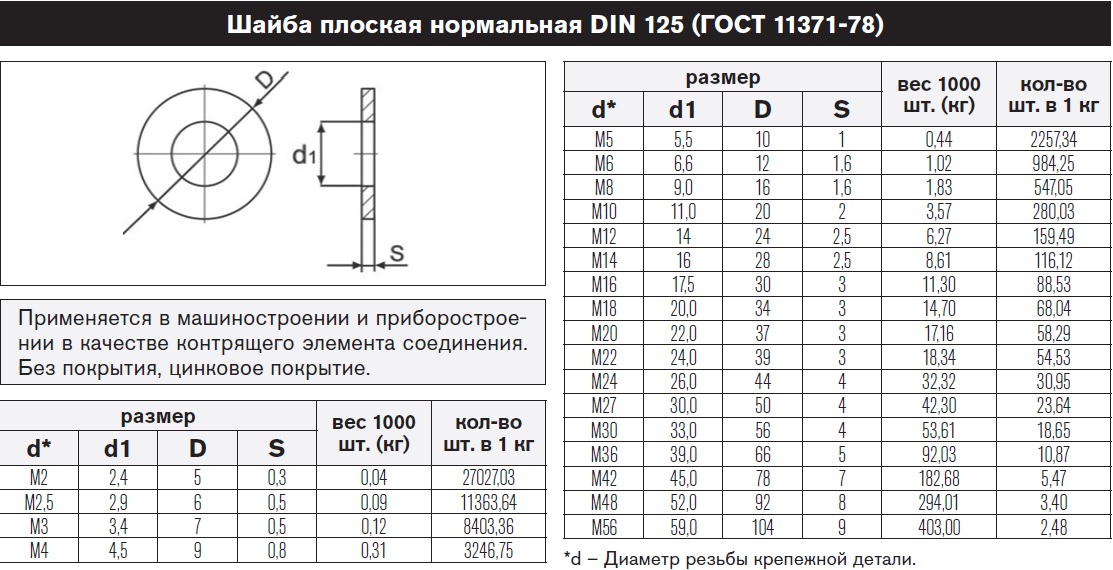
Гайка М64 DIN 934 / ГОСТ 5915 оц. | Вес товара: 1990 г |
Гайка шестигранная М8 оцинкованная DIN 934 класс прочности 5
Артикул: 108013524
М8, кл. пр. 5, цинк
М8, кл. пр. 8, цинк
М8, кл. пр. 10, цинк
М8, кл. пр. 5, б/п
М8, кл. пр. 8, б/п
М8, кл. пр. 10, б/п
М8, кл. пр. 12, б/п
М8 А2
М8 А4
- Характеристики
Основные размеры
- Размер резьбы
- М8
- Шаг резьбы
- 1.25 мм
- Максимальная ширина гайки
- 14.38 мм
- Минимальная ширина гайки
- 13 мм
- Высота гайки
- 6.
 8 мм
8 мм
 8 мм
8 ммОбщая информация
- Класс прочности
- 5
- Форма гайки
- шестигранная
- Размер ключа
- 13
- Материал
- углеродистая сталь
- Покрытие
- гальваническое цинкование
- Бит
- Hex
- Вид резьбы
- метрическая
- Производитель
- без бренда
- Стандарт
- DIN 934, ГОСТ 5915-70, ГОСТ 5927-70, ГОСТ ISO 4032-2014, ГОСТ ISO 4034-2014, ISO 4032, ISO 4034
- Вес
- 4.794 г
Другие размеры:
- М2,5
- М3
- М4
- М5
- М6
- М10
- М12
- М14
- М16
- М18
- М20
- М22
- М24
- М27
- М30
- М33
- М36
- М42
- М48
- М56
- М64
- М72
- М80
- М90
- М100
1,72 за штуку (100 штук в упаковке)
x 100 шт
= 172,00
Наличие на складе в Санкт-Петербурге
- в наличии
- 73 упаковки
- 11. 11.2022
- более 232 упаковок
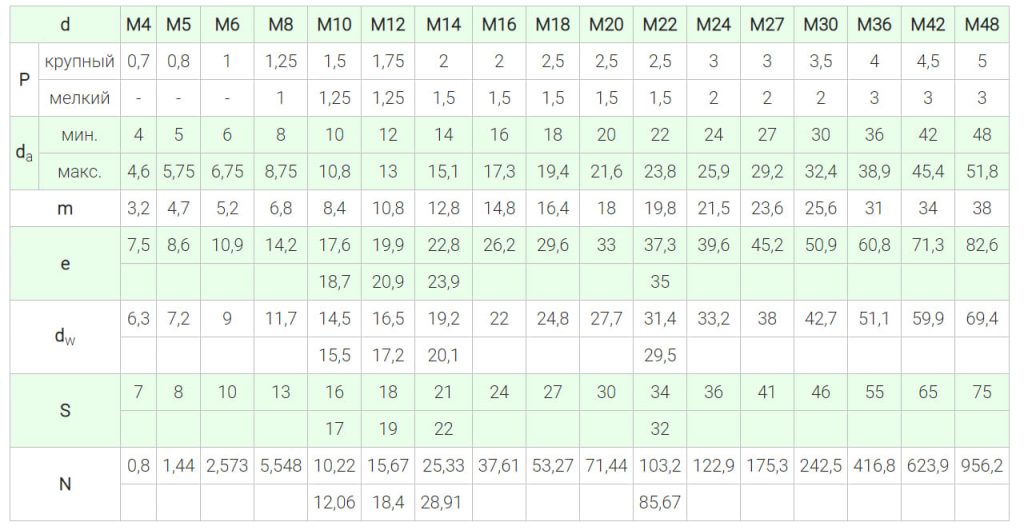 11.2022
11.2022Гайка с проушиной DIN 582 M8, сталь C15E, оцинкованная ======================================= ========== Актуальная информация о пользователе доступна в Интернете в разделе Загрузки =========================== ===================== Артикул: 65458708
Перейти к содержимому
Maedler Северная Америка
0,00 $ Корзина
Поиск товаров
Описание
Дополнительная информация
| Артикул | 65458708 |
| Материал | C15E версия |
| D1 [мм] | М8 |
| d2 [мм] | 20 |
| d3 [мм] | 36 |
| d4 [мм] | 20 |
| e [мм] | 8,5 |
| высота [мм] | 36 |
| k [мм] | 8 |
| м [мм] | 10 |
| F1 [кг] | 140 |
| F2 [кг] | 100 |
| F3 [кг] | 70 |
| Вес [кг] | 0,05 |
КАТАЛОГ СТРАНИЦА ПРОДУКТА
CAD-ФАЙЛЫ (нажмите для загрузки)
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Если вам нужна доработка или изготовление изделия по индивидуальному заказу, пожалуйста, свяжитесь с нами напрямую с вашим запросом.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Сталь C15E оцинкованная.
- Для подъемно-транспортных работ.
- Для зон безопасности и высоких требований.
- Для постоянного крепления к транспортным деталям.
- С маркировкой CE и информацией для пользователя.
Диапазон температур: от -20°C до +200°C.
Доступность:
1 в наличии (заказы доставляются в течение 1-2 недель)
Гайка с проушиной DIN 582 M8, сталь C15E, оцинкованная ======================================= ========== Актуальная информация о пользователе доступна в Интернете в разделе Загрузки =========================== ===================== Артикул: 65458708 количество
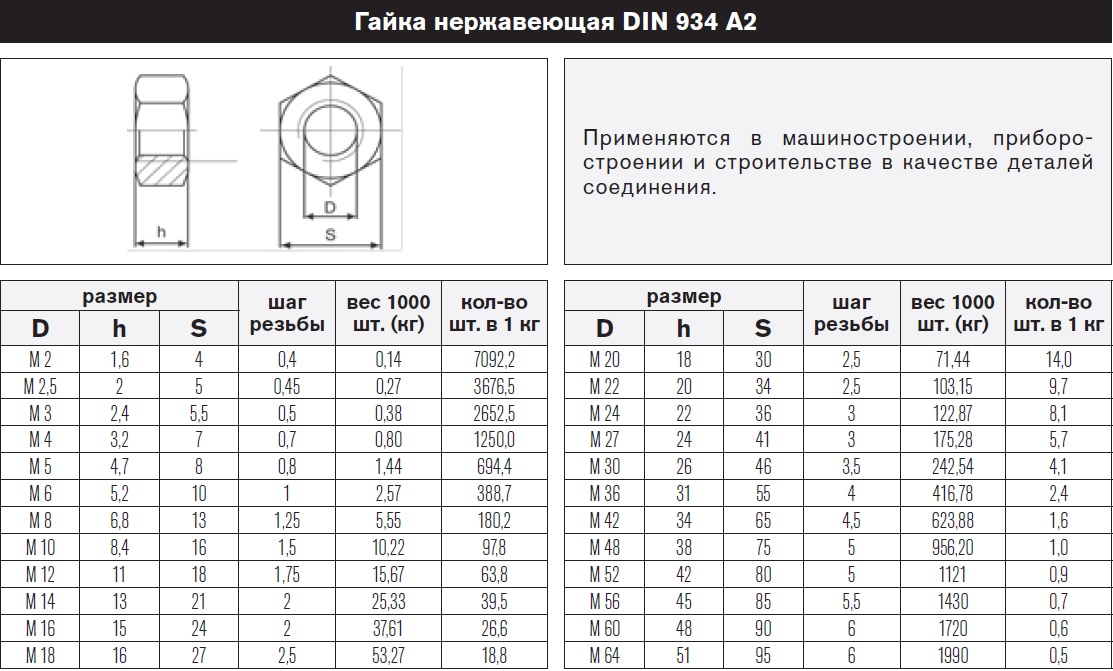 11","50":"1.01"}» data-minimum=»1″ data-product-name=»Lifting eye nut DIN 582 M8 steel C15E galvanized ================================================== Actual user information is available on the internet in the section Downloads ================================================= SKU: 65458708″>
11","50":"1.01"}» data-minimum=»1″ data-product-name=»Lifting eye nut DIN 582 M8 steel C15E galvanized ================================================== Actual user information is available on the internet in the section Downloads ================================================= SKU: 65458708″>1,30 долл. США
1,20 доллара
 11″ data-price-rules-price-exclude-taxes=»
1.11″ data-price-rules-row=»»>
11″ data-price-rules-price-exclude-taxes=»
1.11″ data-price-rules-row=»»>1,11 доллара США
1,01 $
Артикул
65458708_3080
Категории Крепежные элементы, Подъемные рым-гайки DIN 582 (Кольцевые гайки), Сталь, кованая, оцинкованная, Кольцевые болты и кольцевые гайки
Теги Дюйм / Метрическая Метрическая, МатериалC15E verzinkt, Вес [кг]0,05
Maedler North America — ваш идеальный партнер во всем, что связано с технологиями трансмиссии. Имея в наличии более 30 000 деталей, мы уверены, что вы найдете то, что ищете.
Мы здесь, чтобы помочь вам
Имя
Ваш адрес электронной почты
Твое сообщение
Copyright © MaedlerNorthAmerica 2021 | При поддержке MaedlerNorthAmerica.com
М8 и М10, М12 и М16, М6 и М20, М3 и М5, М24 и М4, М30 и М36, М27 и М22, М7 и М18, другие
- Номинальные размеры
- Вес орехов
- Как определить размер под ключ?
Гайка — элемент крепежной пары, дополнение для болта, своего рода дополнительная принадлежность … Имеет конечные размеры и массу. Как и в случае любого крепежа, гайки отпускаются по весу — когда их количество слишком велико, чтобы его можно было сосчитать.
Номинальные размеры
Перед началом любых монтажных работ, связанных с болтовыми соединениями, мастеру полезно заранее знать, какой ключ подходит для определенного размера гайки. Внешний размер гаек и головок болтов одинаковый – за это отвечают стандарты ГОСТ, разработанные в эпоху СССР.
Размер зазора ключа под гайки М1/1,2/1,4/1,6 3,2 мм. Здесь значение М — это зазор для болта или шпильки, который совпадает с их диаметром. Итак, для М2 подойдет ключ на 4 мм. Дальнейшие значения «резьба — ключ» расположены следующим образом:
- М2,5 — ключ на 5;
- М3 — 5,5;
- М4 — 7;
- М5 — 8;
- М6 — 10;
- М7 — 11;
- М8 — 12 или 13.
Здесь и далее для некоторых типоразмеров гайки могут быть указаны заниженные, номинальные и максимальные размеры зазора муфтового (трубчатого) инструмента.
- М10 — 14, 16 или 17;
- М12 — от 17 до 22 мм;
- М14 — 18…24 мм;
- М16 — 21…27 мм;
- М18 — ключ на 24…30.
Как видим, общая закономерность — допуск ключевого зазора не превышает диапазона 6 мм.
Изделие M20 имеет 27 … 34 мм. Исключение: допуск составлял 7 мм. Далее номинал и допуск располагаются так:
Далее номинал и допуск располагаются так:
- М22 — 30…36;
- М24 — 36…41.
А вот для М27 допуск был 36-46 мм по шпонке. Чем больше усилие прикладывается к гайке, за счет большего диаметра ее внутренней резьбы (и внешней у болта), тем толще она должна быть. Поэтому запас хода, прочность гаек по мере роста их числа «М» тоже несколько растет. Так, для гайки М30 требуется размер шпоночного зазора 41-50 мм. Дальнейшие размеры расположены следующим образом:
- М33 — 46 … 55;
- М36 — 50…60;
- М39 — 55…65;
- М42 — 60…70;
- М45 — 65…75;
- М48 — 75…80, минимального значения нет.
Начиная с гаек М52 допуск отсутствует — введен только текущий номинал зазора шпонки, как следует из таблицы значений.
Для М56 — 85 мм на ключ. Дальнейшие значения даны в сантиметрах:
- М60 — 9 см;
- М64 — 9,5 см;
- М68 — 10 см;
- М72 — 10,5 см;
- М76 — 11 см;
- М80 — 11,5 см;
- М85 — 12 см;
- М90 — 13 см;
- М95 — 13,5 см;
- М100 — 14,5 см;
- М105 — 15 см;
- М110 — 15,5 см;
- М115 — 16,5 см;
- М120 — 17 см;
- М125 — 18 см;
- М130 — 18,5 см;
- М140 — 20 см;
- Наконец, для М-150 потребуется инструмент с зазором 21 см.

Изделия шире М52 используются для сборки мостов, вышек сотовой связи и телебашен, башенных кранов и т.д. Гайка DIN-934 применяется при сборке машин, электроизмерительных приборов, сборных металлоконструкций, при строительстве домов и зданий. Класс прочности 6, 8, 10 и 12. Наиболее распространены значения М6, М10, М12 и М24, но диаметр болта и винта под ними занимает диапазон значений от М3 до М72. Покрытие изделий — оцинкованное или медное. Цинкование осуществляется как горячим способом, так и анодированием.
Высота порожка не учитывается: это не так важно. Однако, если длинной гайки нет, можно соединить электросваркой две более короткие, предварительно накрутив их на болт. В дополнение к болтовым гайкам существуют трубные гайки для труб диаметром от 1/8 до 2 дюймов. Для самого маленького требуется ключ на 18 мм, для самого большого требуется зазор под ключ на 75 мм. Гайки DIN – зарубежная маркировка, альтернатива советским и российским обозначениям ГОСТ.
Масса гаек
Масса 1 шт. по ГОСТ 5927-1970 составляет:
- для М2,5 — 0,272 г,
- М3 — 0,377 г,
- M3,5 — 0,497 г,
- М4 — 0,8 г,
- М5 — 1,44 г,
- М6 — 2,573 г.
Оцинковка не приводит к заметному изменению веса. Для изделий особой прочности массу (по ГОСТ 22354-77) измеряют следующими величинами:
- М16 — 50 г,
- М18 — 66 г,
- М20 — 80 г,
- М22 — 108 г,
- М24 — 171 г,
- М27 — 224 г.
Высокопрочная сталь лишь незначительно утяжеляет изделие по сравнению с обычной черной сталью. Чтобы узнать количество гаек в килограмме, разделите вес 1000 г на массу одной единицы этого крепежа в граммах из таблицы значений. Например, изделий М16 в килограмме 20 штук, а вес 1000 таких элементов 50 кг. В тонне 20 000 таких орехов.
Как определить размер под ключ?
Если под рукой нет табличных данных по гайкам, проще всего измерить линейкой расстояние между противоположными гранями.