термообработка и ее этапы, отпуск, режимы и выдержка
Содержание:
Что такое закалка металла?
Что такое отпуск?
Охлаждение в воде
В масляной ванне
С отпуском и без
Температура
Режимы и время выдержки
Твердость
До процедуры
После
Структура
До процедуры
После
Закалка с помощью ТВЧ
Полезное видео
Одним из самых важных и востребованных этапов обработки стали в машиностроении является термообработка. При соблюдении технологии заготовка становится достаточно прочной, увеличивая область использования полученных изделий.
Что такое закалка металла?
Закалка – процесс термообработки, используемый на протяжении веков для повышения твердости и износостойкости стали. Вид данной обработки металла позволяет менять его структуру.
Суть процесса состоит в нагреве металла, выдержке при температуре и охлаждение в определенной среде. Выбор температуры нагрева осуществляется в соответствии с химическим составом стали.
Ошибки при выборе режима и времени закаливания приводят к появлению трещин, хрупкости структуры или непригодности для использования полученных деталей.
Этапы закалки:
Нагрев заготовки до определенной температуры.
Охлаждение с определенной скоростью.
Отпуск, способствующий снятию напряжений и коррекции твердости до заданных значений.
к содержанию ↑
Что такое отпуск?
Еще одним из процессов термической обработки является отпуск. Он необходим для снятия внутреннего напряжения, образовавшегося в результате закалки. В металлургии таким образом удается избежать высоких показателей хрупкости и увеличить пластичность готового изделия.
Охлаждение в воде
Для стали 45 используют два основных типа охлаждения. Один из них – погружение нагретого металла ванну с водой. Главный минус этого метода – высокая скорость охлаждения, из-за которой возникает избыточное напряжение внутри заготовки. На поверхности детали появляются трещины или происходит ее колебание.
В масляной ванне
В ванне, заполненной минеральным маслом, сталь марки 45 охлаждается равномерно. При этом масло не нужно нагревать, в отличие от воды. Но необходимо строгое соблюдение мер безопасности при работе с маслом.
Важно! При попадании воды в состав масла могут возникать трещины.
С отпуском и без
При отпуске сталь доводят до точки ниже критической температуры, выдерживают определенное время и охлаждают с заданной скоростью. Происходит процесс распада мартенсита, углерод выделяется в виде мелких кристаллов карбида железа (цементит) из перенасыщенного твердого раствора.
В зависимости от температуры отпуск проводится:
в вентилируемых печах;
в селитровом растворе;
в минеральном масле;
в растворенных щелочах.
Процесс отпуска позволяет изменить структуру и плавно снизить напряжения внутри металла. Показатель твердости при этом уменьшается на небольшое значение.
к содержанию ↑
Температура
Закалка стали 45 проводится при температурном диапазоне 830-850 градусов по Цельсию.
Соблюдении температурного режима позволяет избежать следующих дефектов:
Высокая хрупкость. Нагрев заготовки свыше температуры каления приводит к ее перегреву, в результате образуется крупная структура.
Уменьшение твёрдости. Низкие температуры нагревания, недостаточная выдержка и маленькая скорость охлаждения делают невозможным достижение необходимой твёрдости стали.
к содержанию ↑
Режимы и время выдержки
Способы нагрева металла:
в муфельной печи постоянного или переменного действия;
в устройствах ТВЧ (токи высокой частоты).
В основе этих способов лежат разные технологии, приводящие к изменению значений твердости (HRC) заготовок.
Особенности нагрева в разных устройствах:
Скорость нагрева в электропечи 2-3 градуса в секунду до температуры 840 – 860 °С.
Нагрев в ТВЧ со скоростью 250 °С/сек до 880 – 920 °С, либо при 500 °С/сек – до 980 – 1020 °С.
Важно! Температурные режимы и время выдержки изменяют атомную решетку железа. Нагрев и выдержка способствуют растворению феррита в аустените, металл приобретает гранецентрированную структуру. От толщины заготовки зависит время выдержки в печи.
к содержанию ↑
Твердость
До процедуры
Физические свойства стали 45 изменяются с повышением температуры. По шкале Роквелла твердость необработанной стали составляет 20-22 единицы.
После
Термообработка стальной заготовки увеличивает показатель твердости стали в 2-2,5 раза.
Важно! Закалка повышает твердость изделия до 50 HRC, увеличивает его износостойкость и прочность.
Структура
До процедуры
Сталь конструкционная до этапа закаливания имеет объемно-центрированную структуру. В процессе нагревания до уровня аустенита происходит изменение состояния структурной решетки железа с переходом в структуру гранецентрированную.
После
После закаливания углерод, входящий в перлит, перемещается в новую гранецентрированную решетку железа. Этап охлаждения характеризуется быстрым снижением температуры обрабатываемой заготовки. Скорость перемещения атомов углеродов падает и происходит их внедрение в структуру новой решетки. В образовавшейся пересыщенной структуре возникают внутренние напряжения.
Гранецентрированная решетка превращается в однонапрвравленную тетрагональную структуру. Образовавшийся мартенсит имеет вид мелких игольчатых кристаллов, придающих стали высокие показатели прочности.
Одновременно два вида кристаллов мартенсита и аустенита начинают воздействовать друг с другом и создавать внутреннее напряжение. Прочность структуры связана с взаимной компенсацией этих кристаллов в момент активного влияния на металл внешних сил.
к содержанию ↑
Закалка с помощью ТВЧ
Сталь, обработанная в устройстве ТВЧ, способна выдерживать высокую нагрузку разных видов, высокую переменную и ударную нагрузку. Такая обработка является одним из видов поверхностной закалки. Основная задача поверхностной закалки – получение прочного наружного слоя с сохранением вязкой сердцевины.
Закалка производится в индукционной печи с применением токов высокой частоты. Нагрев сечения детали происходит неравномерно. Плотность тока на наружной части стали намного выше в сравнении с центром. Основная часть теплового воздействия приходится на поверхность, в этой зоне и происходит упрочнение.
Охлаждается сталь в печи распрыскивающими устройствами.
Важно! После закалки необходим отпуск для снятия тепловых напряжений.
Результатом этих операций становится неоднородность структуры стали. Поверхностный закалённый слой полностью состоит из мартенсита, а сердцевина из феррита. Увеличение показателя прочности глубинного слоя совершается проведением процесса нормализации.
Преимущества закалки ТВЧ:
Производительность выше, чем при закалке в печах.
Сталь защищена от влияния окисления и обезуглероживания.
Толщина закаленного слоя зависит от частоты токов.
Автоматизированный процесс.
Закалка значительно меняет структурную решетку и эксплуатационные качества металла. Данная технология позволяет получить заготовки с высоким уровнем износостойкости и широкой областью применения.
к содержанию ↑
Полезное видео
В видео подробно рассказано о закалке стали:
процесс, способы, твердость после закалки
Содержание
1 Особенности термообработки
2 Химический состав
3 Структурные изменения металла
4 Закалка
4.1 Закалка с помощью ТВЧ
5 Отпуск
6 Меры предосторожности
Термообработка представляет собой одну из необходимых и важных операций в процессе обработки стали. Ее широко использует металлургия и машиностроение. Технология термообработки стали 45 обеспечивает достижение высоких характеристик прочности. Это обстоятельство позволяет значительно расширить область применения обработанных подобным способом деталей. При использовании технологии закалки стали 45 твердость изделий становится существенно выше.
Содержание
Особенности термообработки
Химический состав
Структурные изменения металла
Закалка
Закалка с помощью ТВЧ
Отпуск
Меры предосторожности
Особенности термообработки
Закалка стали 45 – метод, широко используемый в металлургии и машиностроении. Но как закалить сталь 45, чтобы получить ожидаемый результат? Чтобы изменить характеристики, необходимо провести термообработку. При этом должны соблюдаться определенные режимы воздействия. Этот процесс схематично можно представить следующими процессами:
Отжиг.
Нормализация.
Старение.
Закалка и отпуск.
Качество стали 45 при термообработке зависит от ряда факторов.
Температурный режим.
С какой скоростью повышается температура.
Промежуток времени, в течение которого на металл воздействует высокая температура.
С какой скоростью происходит процесс охлаждения.
Термическая обработка состоит в нагревании детали до заданной температуры. Охлаждают ее с той же либо несколько иной скоростью. Железоуглеродистые сплавы характеризуются превращениями при нагревании их до определенных температур. Они носят название критических точек. Эти превращения сопряжены с кристаллизационным характером. При закалке стали 45 твердость изделий значительно повышается.
Химический состав
Что для стали означает номер 45? Это говорит о том, что в данном сплаве содержится 0,45% углерода. Остальные примеси представлены в незначительном количестве. Среди основных ее заменителей можно выделить сталь 40 и 50. Их также характеризует высокая прочность. Если рассматривать химические соединения, входящие в состав стали в процентном отношении, то наибольшая доля приходится на железо. У него этот показатель достигает 97%. В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора. В ней его содержится всего 0,035%.
Структурные изменения металла
В исходном состоянии структура представляет собой две фазы, которые смешаны между собой – феррит и цементит. Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Атомная решетка железа имеет объемно-центрированный характер. При сильном нагревании она становится гранецентрированной по типу. До нагревания углеродные атомы входят в перлит (кристаллы цементита), после этого он примет иное состояние и станет твердым раствором. В этом случае его атомы окажутся в решетке железа. При резком охлаждении, например, при помощи воды, ее можно закалить.
В таком состоянии она приобретет величины, характерные для комнатной температуры. Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности. Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
Закалка
Термообработка стали 45 предполагает нагрев выше критической температуры. В дальнейшем проводится ускоренное охлаждение, проще говоря, осуществляется закаливание. После этого закаленный материал приобретает повышенную прочность и твердость. Температурный режим при закалке стали 45 определяется тем, сколько углерода и присадок легирующего характера содержится в стали.
Технология должна осуществляться в соответствии с установленным регламентом, поскольку после того, как проведена закалка, на заготовке образуется слой окалины. При этом происходит частичная потеря углерода. Металл должен охлаждаться быстро. Это не даст аустениту преобразоваться с появлением сорбита или троостита. Деталь охлаждается в соответствии с точным графиком. Если он будет нарушаться, будут образовываться мелкие трещины. Охладив деталь до температуры 200-300 градусов, процесс искусственно замедляют. При этом проводят применение охлаждающих жидкостей.
Для нагревания используются специальные печи. Перед этим производят подогрев отдельных частей. При этом проводят использование:
печей, где температура 500 градусов;
специальных соляных ванн.
Деталь погружается на несколько секунд 2-3 раза. Непременное условие: прогрев всей детали должен осуществляться равномерно. Все заготовки погружаются одномоментно, далее необходима выдержка. Подробнее об этом можно посмотреть в видео.
Закалка с помощью ТВЧ
С использованием ТВЧ температура нагрева более высокая по своим показателям.
Подобное обстоятельство становится возможным благодаря наличию двух факторов:
Нагрев обусловливает ускоренное изменение и переход перлита в аустенит. Процесс происходит в границах сжатых временных рамок. Температура при этом очень высокая о своей величине. Но при этом заготовка не перегревается. При таких операциях характеристики металла, обусловливающие его твердость, становятся больше на 3 единицы по Роквеллу. С помощью такого способа закалить деталь можно весьма основательно.
Испытание твердости, а, следовательно, и закаливаемость деталей, определяют по методу Бринелля.
Отпуск
Этот процесс определяется той температурой, которая необходима. С этой целью используются:
печи, имеющие принудительную циркуляцию воздуха;
селитровый раствор в специальных ваннах;
масляные ванны;
ванна, заполненная щелочью.
Температуру отпуска определяет марка стали. Процесс позволяет изменить структуру и снизить напряженность в металле. При этом не наблюдается значительного снижения твердости. Затем заготовка попадает в поле зрения технического контроля, а после этого отправляется заказчику.
Меры предосторожности
Подобные операции представляют определенную опасность для жизни и здоровья человека. Электроустановки для нагрева связаны с опасным воздействием электрического тока. Работа с закалочными ваннами связана с выделением в окружающее пространство вредных паров и газов. В этом плане большое значение имеет оборудование и хорошая исправная работа локальных вытяжных вентиляционных систем. Помимо этого, подобные места оборудуются и общеобменной вентиляцией.
Если процесс осуществляется с использованием масла либо керосина, не исключена возможность, что воспламенятся их пары. Надо проводить защиту от химических ожогов. Хранение селитры осуществляется в соответствии с требуемыми правилами. Раствор селитры в расплавленном состоянии не должен быть температурой выше 60 градусов. Цианистые соли фасуются только при наличии местной вытяжной вентиляции. Все работы проводятся только с применением средств индивидуальной защиты. Чтобы не образовывалась ядовитая синильная кислота, нельзя допускать совместное хранение цианистых солей с растворами кислот.
UPDATE 6-Российская буровая установка затонула, более 50 предположительно погибли
By
Чтение за 6 минут
* Из экипажа из 67 человек, 14 спасено, четверо найдены мертвыми
* Платформу буксировали в порт, когда она попала в шторм
* Нет разлива нефти, но нанесен удар по разведке в России
* Буровая установка работала в Охотском море для «Газпрома»
Томас Гроув и Мелисса Акин
МОСКВА, 18 дек (Рейтер) — Буровая установка с 67 бригадами на борту перевернулся и затонул у дальневосточного российского острова Сахалин в воскресенье во время буксировки во время зимнего шторма, в результате чего более 50 человек погибли или пропали без вести в ледяном Охотском море.
Сотрудники МЧС сообщили, что экипаж ледокола и буксира спасли 14 рабочих живыми с самоподъемной буровой установки «Кольская», которая принадлежала российской морской геологоразведочной фирме. Они извлекли из воды четыре тела.
«Корабль «Кольская» накренился на бок… и затонул в течение 20 минут. Глубина воды на участке составляет 1042 метра (3400 футов)», — говорится на сайте Росводхоза.
Четверо выживших, страдающих от переохлаждения, были доставлены на вертолете на землю и доставлены в больницу после того, как в 12:45 произошла катастрофа. (01:45 по Гринвичу).
Остальные члены экипажа пропали без вести в 200 км (125 миль) от побережья отдаленного острова Сахалин. По данным морских и спасательных веб-сайтов, температура воды составляла один градус Цельсия (33,8 по Фаренгейту), что давало выжившим около 30 минут, прежде чем они замерзли насмерть.
Три спасательных катера, а также вертолеты были отправлены на прочесывание акватории в поисках выживших с буровой, принадлежащей Арктикморнефтегазразведке (АМНГР), подразделению государственной Зарубежнефти.
«Экологической опасности нет. Судно перевозило минимальное количество топлива, так как его буксировали два плавсредства», — сказал представитель АМНГР.
Инцидент нанес удар по усилиям России, крупнейшего в мире производителя энергии, активизировать разведку нефти и газа на шельфе, чтобы предотвратить долгосрочный спад добычи на суше.
Самоподъемная буровая установка, имеющая три опоры, которые можно выдвигать на дно океана, пока ее корпус плавает на поверхности, направлялась с Камчатки на Сахалин, когда в штормовых условиях с волной до 6 метров перевернулась.
«(Президент) Дмитрий Медведев распорядился оказать всю необходимую помощь пострадавшим в результате аварии на буровой платформе и распорядился провести расследование обстоятельств гибели платформы», — сообщили в Кремле. В МЧС заявили, что будут работать до вечера воскресенья.
ГАЗПРОМ МОРСКОЕ БУРЕНИЕ
Федеральный Следственный комитет России, который подчиняется президенту, заявил, что расследует аварию и допросит спасенных рабочих, а также лиц, ответственных за организацию буксировки судна.
«Нарушение правил техники безопасности при буксировке буровой установки, а также буксировка без учета погодных условий… считаются причиной (катастрофы)», — говорится на сайте следователей.
Буксир «Нефтегаз-55», также принадлежащий АМНГР, буксировавший «Кольскую» и принимавший участие в поисковых работах, но вышедший из строя после повреждения корпуса от высоких волн.
Буксир, на борту которого находилась большая часть спасенного с буровой установки экипажа, набрал воды и пытался ковылять к левому борту. Ледокол «Магадан» все еще находился на месте происшествия.
Когда наступила ночь, была отозвана поисковая группа с воздуха, а другая должна была возобновить поиски выживших на следующий день.
«С рассветом поиски с воздуха будут продолжены вертолетом Ми-8 вместе с морскими группами», — сообщил агентству ИТАР-ТАСС представитель МЧС.
Буровая установка, построенная в Финляндии в 1985 году, работала на небольшом проекте по добыче газа в Охотском море для подразделения государственной газовой экспортной монополии «Газпром», говорится в сообщении компании.
Крупнейшие российские морские газовые и нефтяные месторождения расположены к северо-востоку от Сахалина. Два крупных шельфовых проекта уже ведут добычу нефти и газа у острова: «Сахалин-1», которым управляет Exxonmobil, и «Сахалин-2», контрольный пакет акций в котором принадлежит «Газпрому».
Катастрофа вряд ли серьезно повлияет на добычу нефти или газа. AMNGR сообщило, что на момент крушения судно больше не находилось под контрактом.
Условия эксплуатации в районе, исследованном советскими геологами в 1960-х и 1970-х годах, являются одними из самых тяжелых для российских энергетических компаний.
ЗИМНИЕ УСЛОВИЯ
Зима часто длится 220-240 дней в водах Сахалина, где работают основные компании ExxonMobil, Газпром и Royal Dutch Shell. Они добывают нефть и газ, иногда во льдах, для экспорта в основном на азиатские рынки.
«Сахалин-2», в котором также есть доли у Shell и Mitsui, производит 10 млн тонн сжиженного природного газа в год на единственном в России заводе по производству СПГ в порту Пригородное для экспорта в Азию, большая часть — в Японию.
Каждый танкер с сырой нефтью, добываемой в рамках проекта «Сахалин-1» производительностью 160 000 баррелей в сутки, эксплуатируемого ExxonMobil, сопровождают два ледокола, когда толщина льда достигает 60 см (2 фута).
В этом году контролируемая государством «Роснефть» заключила крупную сделку с Exxon по разведке нефти и газа в Карском море, к северу от материковой части России, в почти неисследованном регионе, где запасы нефти оцениваются более чем в 100 миллиардов баррелей.
Плохая инфраструктура и хронические обходы в России привели к нескольким морским катастрофам, в частности к затоплению атомной подводной лодки «Курск» в Баренцевом море в августе 2000 года, в результате которой погибли все 118 человек на борту.
Водонагреватели, сертифицированные ENERGY STAR
Заголовок главной страницы Окно поиска
Поиск
Вы здесь
Главная » Сертифицированные продукты » Поиск продукта
» Водонагреватели, сертифицированные ENERGY STAR
Доступ к ENERGY STAR
API,
Набор данных или же Файл Excel
Языки: Английский | Français
НАЙТИ УСТАНОВЩИКОВ
НАЙТИ РОЗНИЧНЫХ ПРОДАВЦОВ
РУКОВОДСТВО ПО ПОКУПКАМ
Узнайте, на что следует обратить внимание при покупке и установке водонагревателя, сертифицированного ENERGY STAR.
См. руководство по покупке:
Тепловой насос
Газохранилище
Солнечная
Безбаковый газ
() установщики водонагревателей тепловых насосов в вашем районе:
показать установщики ➔
Установщики, перечисленные ниже, прошли процесс проверки спонсируемых коммунальными предприятиями программ энергосберегающих водонагревателей с тепловым насосом в их регионе или у владельца бренда продукта, с которым они связаны. Программа ENERGY STAR не несет ответственности за качество предоставляемых услуг и рекомендует потребителям убедиться, что их установщик имеет надлежащую сертификацию и лицензию.
Эти ссылки ведут на веб-сайты за пределами домена energystar.gov.
Загрузка данных установщика
Информация об установщике предоставлена вам:
Обзор установщиков по состоянию
() продавцы водонагревателей с тепловым насосом в вашем регионе:
показать розничных продавцов ➔
Перечисленные ниже розничные продавцы проходят процедуру проверки спонсируемых коммунальными предприятиями программ энергосберегающих водонагревателей с тепловым насосом в своем районе или в соответствии с требованиями владельца бренда продукта, с которым они связаны. Программа ENERGY STAR не несет ответственности за качество предоставляемых услуг и призывает потребителей убедиться, что их розничный продавец имеет надлежащую сертификацию и лицензию.
Эти ссылки ведут на веб-сайты за пределами домена energystar.gov.
Загрузка данных продавца
Найдено 177 записей
Отфильтруйте результаты
Поиск текста
Тип
Газохранилище (580)
Газохранилище без резервуара (475)
Газохранилище Коммерческое жилое помещение (36)
Гибридный/электрический тепловой насос (221)
Солнечная батарея с резервным электричеством (28)
Солнечная батарея с газовым резервом (20)
Не фильтровать
Топливо
Электрический (221)
Природный газ (700)
Пропан (513)
Без фильтра
Торговая марка
A. O. Smith (145)
Acevedo Solar Systems (1)
Технологии альтернативной энергии (6)
Американский (102)
Американский стандарт (2)
AquaThermAire (1)
Aria (2)
Показать еще
A
A. O. Smith (145)
Acevedo Solar Systems (1)
Alternate Energy Technologies (6)
American Standard (1002) 90 02
3
3
Aquathermaire (1)
ARIA (2)
B
Bosch (7)
Брэдфорд Уайт (55)
D
DIMAS SA (2)
E
Eaglesun (1)
Ecosense (40003
(1)
Ecosense (4000 (4 000 )
Энвиросенс (2)
Envirosense Enercare (2)
Envirosense Reliance Home Comfort (2)
G
GE Appliances, компания Haier (1)
Giant (24)
Glow Brand (3)
Gindust5 GmbH (REENdust5 GmbH)
GSW водонагреватели (34)
H
Heliodyne (3)
HTP (9)
I
IBC Technologies (2)
J
Jetglas (45)
Johl Wood (38)
Л
Лаарс (4)
LG (3)
Lochinvar (81)
M
MRCOOL (2)
N
NAVIEN (7)
NORITZ (28)
P
Pavilion (2)
R
P
Pavilion (2)
R
Pavilion (2)
P
Pavilion (2)
P
Reliance Water Maketers (78)
RHEEM (249)
Ричмонд (106)
Риннаи (26)
Рууд (89)
S
Sammler B. Michalopoulos Aebe (8)
Sanco2 (3)
Штат (97)
SunEarth (3)
SWH (2)
Сириус (1)
T
Takagi (32)
Thermalux (2)
Tychon (1)
U
US Craftmaster (27)
Universal Solar Product Веста (4)
Объем хранения (галлоны)
менее 50 (689)
50-79 (121)
80 или более (27)
Рейтинг первого часа при температуре на выходе 125°F (галлонов/ч)
менее 51 (11)
51-75 (292)
75 и более (534)
Максимальное количество галлонов в минуту при повышении температуры выше 67°F
менее 2,9 (0)
от 2,9 до 3,5 (22)
от 3,5 до 4 (24)
4 или выше (427)
Максимум. Расход газовых продуктов (БТЕ/ч)
0-24 (0)
25-49 (454)
50-74 (124)
75-99 (17)
100-124 (63)
125-149 (2)
150-174 (120)
Покажите больше
0-24 (0)
2
25-49 (454)
5
50-74 (124)
7
75-99 (17)
1
100-124 (63)
125-149 (2)
150-174 (120)
175-200 (306)
Хладагент Тип
Меньшее влияние на глобальное потепление (3)
Подключенная функциональность
Да (0)
Рынки
США (1223)
Канада (761)
Сортировать по: Торговая маркаSolar Uniform Energy FactorUniform Energy Factor (UEF)
Финишная обработка поверхности металла и сварных швов позволяет производить качественную модификацию поверхности проката с получением разной степени шероховатости, упрочнением поверхностного слоя, в эстетическо-декоративных целях, для удобства ухода за металлоизделиями. Компания АРЕХ METAL предлагает всевозможные виды проката из нержавеющих сталей и сплавов, для которых применяются разные способы отделки поверхности.
Механический способ получения нержавеющей поверхности
Механические способы очистки, полирования и шлифования поверхности связаны с применением абразивных материалов с разной фракцией зерна, тканых и сетчатых материалов и используется для толстостенных изделий несложной формы.
Так, шлифованная нержавеющая сталь и матовая нержавеющая полосовая холоднокатаная сталь получается при обработке грубыми абразивами, с последующей полировкой сеткой.
Зеркальная нержавеющая сталь обрабатывается абразивом мелкой фракции и полируется хлопком.
Производство шлифованной и зеркальной нержавейки от APEX METAL:
Мелкие изделия с пазами и углублениями — короткие муфты, декоративных заготовки обрабатывают на станках путем их погружения в быстротекущий абразивный материал. Современные материалы для сухого шлифования с эффектом самозатачивания обеспечивают превосходное качество поверхности нержавеющего проката и используются на полировальных станках, станках для чистой обработки методом волочения.
Для шлифования деталей сложной формы с труднодоступными поверхностями применяют методы импульсной обработки, основанный на взаимном сочетании движений абразивного материала и заготовки.
Для виброшлифования используют энергию вращения помещенного в барабан шлифстанка вихревого потока абразива, образующего форму тора, метод применим для закругления кромочных поверхностей, снятия заусенцев, уменьшения первоначальной шероховатости.
Для получения улучшенного качества поверхности используют влажное шлифование и сухое полирование.
Зеркальная
описание
Матовая
описание
Шлифованная
описание
Химическая и электролитическая обработка поверхности
При химических и электролитических способах обработки поверхности используют концентрированные многокомпонентные электролиты, базу которых составляют агрессивные и токсичные серная, ортофосфорная, соляная кислоты.
Так, стали 18-10 (12Х18Н10Т) подвергают э/х полированию в двухкомпонентных фосфорно-серных электролитах. Данные методы применимы для любых марок нержавеющей стали, в том числе для тонкостенного проката и изделий сложной формы.
Метод электролитно-плазменного полирования
Более «чистым» с точки зрения экологии (по сравнению с травлением и э/х обработкой) является метод электролитно-плазменного полирования (ЭПП). Он подходит для ответственных изделий, тонкостенной продукции, деталей со сложной геометрией.
ЭПП производится механизированным способом или на автоматизированных линиях. Электроплазменная обработка проходит при напряжении в диапазоне 100 — 600 В. Обрабатываемая деталь становится анодом, вокруг которого начинается интенсивное газоотделение за счет протекающих процессов электролиза и закипания раствора. В результате вокруг обрабатываемого изделия из нержавеющей стали создается парогазовая оболочка (толщиной от 50 — 100 мкм до 1 — 2 мм) с микроплазменно-электролитическими разрядами. На линиях электроплазменной обработки производят: нагрев и закалку изделий в электролите, химико-термическую обработку, оксидирование, очистку поверхности проката от загрязнения, удаление дефектов, полирование.
Способ подходит для обработки нержавеющих хромистых сталей типа 20Х13, жаропрочных сплавов на железоникелевой основе. Обозначение видов поверхности проката указывается в стандартах на нержавеющую сталь, например, в ГОСТ Р 54908-2012 – модифицированном по отношению к ИСО 4955 «Жаростойкие стали»:
Вид проката
Обозначение поверхности
Способ изготовления
Лист из полированной матовой нержавеющей стали
2B
Холодная прокатка, термообработка, травление, пропуск в дрессировочной клети с правкой на полированных валках
Лист из нержавейки шлифованной
1G
Поверхность спецотделки с текстурой одного направления, без сильного отражения поверхности с поверхностью заданной шероховатости
Длинномерная продукция, зеркальная нержавеющая
катанка — 3P
проволока — 4P
Гладкая и блестящая полированная поверхность (спецотделка)
Лист нержавеющий
Прайс-лист на все виды нержавеющего листа (зеркальный, матовый, шлифованный, рифленый): AISI 304/ 08х18н10, AISI 321/ 12х18н10т, AISI 430/ 12х17 . ..
Труба нержавеющая
Цены на нержавеющую круглую трубу по стандарту AISI и анологов отечественных сталей (12х18н10т, 10Х17Н13М2Т, 08Х18Н10, 08Х17…)
Как полировать нержавеющую сталь – рекомендации от ТК Газметаллпроект
Нержавеющая сталь широко применяется для изготовления трубопроводов, производства промышленного оборудования, а также бытовой техники и различных предметов повседневного обихода. Она приобрела большую популярность благодаря защищенности от коррозии, долговечности, выгодным эксплуатационным характеристикам и эстетичному внешнему виду. Перед использованием нержавеющая сталь проходит многоступенчатую обработку, и ее финишным этапом является полировка — выравнивание поверхности с устранением мелких дефектов. Как отполировать нержавеющую сталь?
Механическая полировка нержавейки
Традиционный метод выравнивания металлической поверхности — механическая полировка с применением абразивных материалов. С ее помощью можно не просто выровнять поверхность, а придать ей зеркальный блеск. Полированные изделия отлично смотрятся, это дает возможность использовать их во внешнем и внутреннем декоре помещений. Их применяют для отделки стен, изготовления различных бытовых предметов и не только.
Полировка проводится с использованием абразивных лент и кругов. Они воздействуют на металлическую поверхность и счищают тонкий слой металла, устраняя даже незначительные неровности. Различают два основных этапа полировки:
Черновая обработка. Для нее используются крупнозернистые абразивные ленты и круги. При контакте абразива с металлом оплавляется поверхностный слой, а все неровности счищаются, в результате поверхность становится совершенно ровной.
Финишная обработка. Она выполняется с использованием тонкодисперсных паст и порошков. Они более мягко воздействуют на металл, в результате обработки поверхность приобретает зеркальный блеск.
В домашних условиях, а также в небольших производственных цехах и мастерских для механической шлифовки поверхности чаще всего применяются УШМ — угловые шлифовальные машины, которые также называют «болгарками». Также работы могут проводиться с использованием токарных станков или пневматических напильников. Если необходимо обработать поверхность сложной формы, работы могут проводиться только вручную.
Химические методы полировки нержавейки
Удалить тонкий верхний слой металла и выровнять поверхность можно не только с помощью механической обработки. Для этого также используется химический способ — травление, то есть воздействие агрессивным химическим веществом. Минусами этого метода является токсичность применяемых веществ, а также невозможность добиться зеркального блеска. Однако у травления как у способа полировки есть и несколько весомых преимуществ:
Быстрота. Обработка поверхности, в отличие от механической полировки, потребует всего несколько минут.
Возможность обработать детали любой формы и конфигурации. Не требуется тратить силы на ручную полировку металла.
Не требуется источник электроэнергии. Проводить травление можно в любых условиях.
В качестве средств для полировки часто используют растворы кислот. Начальный этап обработки выполняется с помощью серной кислоты, а финишная полировка — с использованием раствора азотной кислоты. Другой вариант — использование щелочных сред. Они не могут выровнять металл, однако убирают ненужные оксидные пленки.
Более безопасным и удобным в применении вариантом являются специальные полировочные пасты, в составе которых присутствуют кислоты и хлориды. Такие пасты удобны для нанесения благодаря желеобразной консистенции, однако они требуют осторожного обращения. Входящие в их состав компоненты ядовиты для человека. Перед их применением поверхность необходимо очистить от загрязнений и обезжирить. Обработанное металлическое изделие промывается струей проточной воды для удаления остатков полировочной пасты.
Электрохимическая полировка нержавейки
Еще один востребованный способ обработки поверхности нержавеющей стали — электролитический процесс. Такая полировка проводится по следующему принципу: деталь погружается в электролит и подсоединяется к источнику тока. Деталь играет роль анода, в качестве катода используется специальная токопроводящая пластина. Через систему пропускается электрический ток, в результате верхний слой поверхности начинает избирательно растворяться и выравниваться.
Если температура электролита и сила тока повышаются, полировка идет более интенсивно, в результате снимается более толстый слой металла. Обработанная поверхность позволяет в дальнейшем наносить дополнительное гальваническое покрытие. Она становится идеально ровной и приобретает приятный блеск.
Электроплазменная полировка металла
Одной из разновидностей выравнивающей обработки можно назвать электроплазменную полировку. Под воздействием электротока вокруг обрабатываемой детали формируется облако плазмы, для этого используются УПП — установки плазменного полирования. В результате снимается тонкий верхний слой, его толщина не превышает нескольких микрон.
Электроплазменная обработка имеет несколько преимуществ:
Поверхности придается приятный зеркальный блеск.
С металлических изделий удаляются небольшие заусенцы, поверхность становится ровной.
Убирается излишняя острота кромок, они становятся безопасными для прикосновения.
С помощью УПП можно обрабатывать не только изделия из нержавеющей стали, но и детали из меди и титановых сплавов.
Компания «Газметаллпроект» предлагает различные виды обработанного металлопроката из нержавейки. Механическая, химическая и электрохимическая обработка позволяют создавать детали с высоким качеством поверхности, она становится идеально ровной. Широкий выбор металлического проката позволяет подобрать все необходимое для решения различных задач. Чтобы заказать металлопрокат и получить именно то, что нужно, получите подробные консультации наших специалистов.
304 Поставщик полированного листа из нержавеющей стали
Toggle Nav
Поиск
Поиск
1. 888.558.7818
КарьераМагазин онлайнЗапросить цену
Меню
Счет
Настройки
Валюта
USD — доллар США
евро — евро
Рулоны и листы из полированной нержавеющей стали
304/304L относятся к группе аустенитных нержавеющих сталей. Марки 304 содержат меньше углерода, чем 302, а 304/304L имеют более низкий уровень углерода, чем обычная марка 304. Марки 304 и 304L обладают очень хорошей способностью к вытягиванию и отличной коррозионной стойкостью в химической, текстильной, нефтяной и пищевой промышленности. Полированная поверхность № 4 представляет собой неотражающую шлифованную поверхность, полученную курсовой шлифовкой с последующей обработкой абразивом 120-150 меш. Эта яркая отделка общего назначения имеет видимую зернистость для предотвращения зеркального отражения. Полированные поверхности легко чистить, обеспечивая минимальное количество грязи, бактерий и коррозионно-активных веществ.
TW предлагает широкий ассортимент размеров из нержавеющей стали 304/304L, сертифицированных по стандартам AMS 5511, ASTM A 240 и ASTM A 666.
Должность наименование товара Цена Оценка Метод производства Характер ОД Цена Единицы Стена Наружный диаметр Внутренний диаметр Я БЫ Толщина Длина Ширина Код изделия Размер трубы Расписание Форма Материал Длина (метрическая) Толщина (метрическая) Внешний диаметр (метрический) Код товара Стена Внешний диаметр (метрический) Внутренний диаметр (метрический) Расчетная ширина (метрическая) Расчетная длина (метрическая) Форма Металлическая семья Сплав Диаметр Ширина Кол-во в заказе ДФАРС Установить нисходящее направление
Артикул
Описание
ДФАРС
Характер
Толщина
Ширина
Длина
Спецификация
Артикул: 08489
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ . 0291 ПВХ
ДФАРС:
№
Характер:
Толщина: 0,0291
Ширина: 48
Длина: 120 ДЮЙМОВ
Спецификация: AMS5513 ASTM A240
Артикул: 79238
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ. .0595 ПВХ
ДФАРС:
№
Характер:
Толщина: 0,0595
Ширина: 60
Длина: 120 В
Спецификация: AMS5513 ASTM A240
Артикул: 08502
Описание: 304-P S/S #4 ПОЛИРОВКА
ДФАРС:
№
Характер:
Толщина: 0,0595
Ширина: 48
Длина: 144 В
Спецификация: AMS5513 ASTM A240
Артикул: 08501
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ. .0595 ПВХ
ДФАРС:
№
Характер:
Толщина: 0,0595
Ширина: 48
Длина: 120 В
Спецификация: AMS5513 ASTM A240
Артикул: 08500
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ. .0595 ПВХ
ДФАРС:
№
Характер:
Толщина: 0,0595
Ширина: 48
Длина: 96 В
Спецификация: AMS5513 ASTM A240
Артикул: 08482
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ. .0595
ДФАРС:
№
Характер:
Толщина: 0,0595
Ширина: 36
Длина: 144 В
Спецификация: AMS5513 ASTM A240
Артикул: 08481
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ. .0595
ДФАРС:
№
Характер:
Толщина: 0,0595
Ширина: 36
Длина: 120 ДЮЙМОВ
Спецификация: ASTM A240
Артикул: 08480
Описание: 304 #4 S/S ПОЛИРОВАННАЯ ШТ. .0595
ДФАРС:
№
Характер:
Толщина: 0,0595
Ширина: 36
Длина: 96 В
Спецификация: AMS5513 ASTM A240
Артикул: 08494
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ. .0351
ДФАРС:
№
Характер:
Толщина: 0,0351
Ширина: 48
Длина: 144 В
Спецификация: AMS5513 ASTM A240
Артикул: 08493
Описание: 304-P S/S ПОЛИРОВАННАЯ ШТ . 0351 PVC
ДФАРС:
№
Характер:
Толщина: 0,0351
Ширина: 48
Длина: 120 В
Спецификация: AMS5513 ASTM A240
Позиции 1–10 из 53 Товары
Английский Метрическая
Показывать
5 10 15 20 25
на страницу
Сортировать по
Должность наименование товара Цена Оценка Метод производства Характер ОД Цена Единицы Стена Наружный диаметр Внутренний диаметр Я БЫ Толщина Длина Ширина Код изделия Размер трубы Расписание Форма Материал Длина (метрическая) Толщина (метрическая) Внешний диаметр (метрический) Код товара Стена Внешний диаметр (метрический) Внутренний диаметр (метрический) Расчетная ширина (метрическая) Расчетная длина (метрическая) Форма Металлическая семья Сплав Диаметр Ширина Кол-во в заказе ДФАРС Установить нисходящее направление
Применение:
Архитектура
Кухонное оборудование
Декоративные аппликации
Типовые химические требования
304
304L
Углерод, макс. %
0,08
0,03
Марганец, макс. %
2
2
Фосфор, не более %
0,045
0,045
Сера, макс. %
0,03
0,03
Силикон Макс.
0,75
0,75
Ассортимент хрома
18-20
18-20
Никелевая серия
8,0-10,5
8,0 — 12
Азот Макс.
0,1
0,1
Механические свойства
304
304L
Мин. растяжение
75 тысяч фунтов на квадратный дюйм
70 тысяч фунтов на квадратный дюйм
Мин. выход
30 тысяч фунтов на квадратный дюйм
25 тысяч фунтов на квадратный дюйм
Минимальное удлинение
40%
40%
Твердость Макс.
95 руб
95 руб
TW Metals предлагает широкий ассортимент размеров и возможностей обработки для нужд вашей компании — от 24 ga до 7 ga, материала шириной 48 и 60. У нас также есть возможности резки для удовлетворения конкретных потребностей ваших проектов.
Нержавеющая сталь – полированные металлы
Приведенные ниже сплавы представляют собой несколько наиболее популярных сплавов для архитектурного применения, другие сплавы доступны по запросу. Существуют сотни нержавеющих сплавов, а также отделки из нержавеющей стали, поэтому, пожалуйста, свяжитесь с нами, если у вас есть особые требования, которых нет в списке. Нажмите здесь, чтобы узнать о доступных размерах листов.
304 Этот аустенитный сплав содержит 18% хрома и 8% никеля. Это один из наиболее широко используемых сплавов, так как он обладает хорошей коррозионной стойкостью и отличными формовочными характеристиками. 304L представляет собой версию этого сплава с низким содержанием углерода и обеспечивает лучшую свариваемость и коррозионную стойкость без необходимости отжига после сварки.
304 Нержавеющая сталь имеет множество общих применений, включая лифты, бытовую технику, скульптуры, общее изготовление листового металла, мебель, вывески, витрины, входы, интерьеры, автомобильные, солнечные батареи, холодильные шкафы, витрины, запчасти для грузовиков и аксессуары.
316 Этот аустенитный сплав содержит 16 % хрома, 10 % никеля и 2 % молибдена. Сочетание более высокого содержания никеля и добавления молибдена делает его намного более устойчивым к коррозии, чем 304. Он обычно используется там, где встречается контакт с морской водой или соляными растворами. 316L представляет собой низкоуглеродистую версию этого сплава, обеспечивающую лучшую свариваемость и коррозионную стойкость без необходимости отжига после сварки.
Популярные области применения нержавеющей стали 316 включают те же, что и выше, и часто используются там, где требуется повышенная коррозионная стойкость, в том числе снаружи (особенно в морской среде), в морском оборудовании и в фармацевтической промышленности.
430 Этот ферритовый сплав содержит 16% хрома и не содержит никеля. Он обладает сильными магнитными свойствами и обладает лишь очень базовой коррозионной стойкостью, далеко не такой хорошей, как сплавы серии 300. Он имеет ограниченные характеристики формовки и сварки и не может упрочняться термической обработкой.
Популярные области применения нержавеющей стали 430 аналогичны нержавеющей стали 304, но доступны по более низкой цене и обладают меньшей коррозионной стойкостью.
441 Этот ферритовый сплав содержит 18% хрома и обладает коррозионной стойкостью, аналогичной нержавеющей стали 304. Обладает хорошей свариваемостью благодаря стабилизации титаном и ниобием и чрезвычайно устойчив к коррозионному растрескиванию под напряжением.
Популярными пользователями нержавеющей стали 441 являются бытовая техника, пищевое и кухонное оборудование, теплообменники и архитектурные проекты.
Дуплекс Дуплекс Сплавы из нержавеющей стали имеют структуру, которая содержит как феррит, так и аустенит.
Балка двутавровая таблица весов (цена за кг). Таблица весов двутавровой балки
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
В соответствии с существующими стандартами, для того, чтобы узнать сколько весит двутавровая балка, требуется определения массы погонного метра готового изделия.
Точное взвешивание выполняется в исключительном случае – когда производитель отгружает готовые образцы для транспортировки к заказчику. Использование специальных механических весов дает результат, необходимый для определения стоимости изделий и доставки. Возможно вам так же будет интересно узнать, что у нас вы можете приобрести задвижки фланцевые по выгодной цене.
Вне металлопрокатного цеха применение стандартного взвешивания – процедура, к которой прибегают крайне редко. Специалисты используют математические вычисления, в которых используется вес метра балки двутавровой как главная величина. Удельную массу погонного метра определяют с помощью таких способов:
в ГОСТе, который соответствует сортаменту изделия находят таблицу соответствий и руководствуются ей;
проводят расчеты самостоятельно.
Двутавровые балки с параллельными гранями полок
Номер двутавра
Размеры балки
Масса 1м, кг
Метров в тонне
h
b
s
t
Нормальные балки
20Б1
200
100
5,5
8,0
21,3
46,9
25Б1
248
124
5,0
8,0
25,7
38,9
25Б2
250
125
6,0
9,0
29,6
33,8
30Б1
298
149
5,5
8,0
32,0
31,3
30Б2
300
150
6,5
9,0
36,7
27,2
35Б1
346
174
6,0
9,0
41,4
24,2
35Б2
350
175
7,0
11,0
49,6
20,2
40Б1
396
199
7,0
11,0
56,6
17,7
40Б2
400
200
8,0
13,0
66,0
15,2
45Б1
446
199
8,0
12,0
66,2
15,1
45Б2
450
200
9,0
14,0
76,0
13,2
50Б1
492
199
8,8
12,0
72,5
13,8
50Б2
469
199
9,0
14,0
79,5
12,6
55Б1
543
220
9,5
13,5
89,0
11,2
55Б2
547
220
10,0
15,5
97,9
10,2
60Б1
596
199
10,0
15,0
94,6
10,6
60Б2
600
200
110
17,0
105,5
9,5
Широкополочные балки
20Ш1
194
150
6,0
9,0
30,6
32,7
25Ш1
244
175
7,0
11,0
44,1
22,7
30Ш1
294
200
8,0
12,0
56,8
17,6
30Ш2
300
201
9,0
15,0
68,6
14,6
35Ш1
334
249
11,0
20,0
65,3
15,3
35Ш2
340
250
9,0
14,0
79,7
12,5
40Ш1
383
299
9,5
12,5
88,6
11,3
40Ш2
390
300
10,0
16,0
106,7
9,4
45Ш1
440
300
11,0
18,0
123,5
8,1
50Ш1
482
300
11,0
15,0
114,2
8,8
50Ш2
487
300
14,5
17,5
138,4
7,2
50Ш3
493
300
15,5
20,5
156,1
6,4
50Ш4
499
300
16,5
23,5
173,4
5,8
Колонные балки
20K1
196
199
6. 5
10.0
41.4
24.2
20K2
200
200
8.0
12.0
49.9
20.0
25K1
246
249
8.0
12.0
62.6
16.0
25K2
250
250
9.0
14. 0
72.4
13.8
25K3
253
251
10.0
15.5
80.2
12.5
30K1
298
299
9.0
14.0
87.0
11.5
30K2
300
300
10.0
15.0
94. 0
10.6
30K3
300
305
15.0
15.0
105.8
9.5
30K4
304
301
11.0
17.0
105.8
9.5
35K1
342
348
10.0
15.0
109.1
9. 2
35K2
350
350
12.0
19.0
136.5
7.3
40K1
394
398
11.0
18.0
146.6
6.8
40K2
400
400
13.0
21.0
171.7
5.8
40K3
406
403
16. 0
24.0
200.1
5.0
40K4
414
405
18.0
28.0
231.9
4.3
40K5
429
400
23.0
35.5
290.8
3.4
Балка двутавровая размеры и вес: таблица
При использовании теоретической базы, описанной в государственных стандартах определяются главные показатели балки двутавровой металлической – размеры и вес (цена, соответственно тоже).
Многие инженеры изучая табличные значения используют их данные как основу для дальнейших математических манипуляций. Это связано с тем, что в документации указываются номинальные параметры, которые практически постоянно отличаются от фактических. Все доступные виды балки двутавровой, вы найдете на данной странице.
Основная причина такой погрешности заключается в технологии производства металлопроката. Из-за разной плотности металлов, погрешность может колебаться от 3 до 5 процентов, соответственно отличаются у любой балки двутавровой размеры, вес и цена. Специалисты в компании “Региональный Дом Металла” получают сведения о параметрах проката напрямую от поставщиков, также проводят дополнительные определения перед реализацией. Рекомендуем ознакомиться с необходимыми данными в прайсах или по телефонам.
Вес двутавровой балки таблица
При необходимости самостоятельного определения габаритов стоит помнить об особенностях профиля.
В частности отличается уклон полки, поэтому вес двутавровой балки 20 невозможно определить без табличных значений из ГОСТа и документации, в которой указывается соответствующая маркировка.
Существуют более серьезные типы изделий, выдерживающие большие нагрузки, так вес балки двутавровой 25 будет значительно больше описанного выше варианта. Поможет в расчетах еще и знание того, использован нелегированный или низколегированный металл при производстве. Масса погонного метра может колебаться от 30 до 73 килограмм.
Если же вас интересует нечто иное, например цены на бесшовные трубы, то вам сюда: https://rdmetall.ru/truba-stalnaya/truba-besshovnaya/cena-besshovnoy-truby/.
Таким образом, имея документацию, которую предоставляют заводы, а также таблицы соответствий можно узнавать для балки двутавровой 45м размеры и вес без использования сложной и дорогостоящей процедуры механического взвешивания. Знание точных параметров очень важно при любом виде строительства, ведь неправильные расчеты могут привести к подбору конструкции, несоответствующих требуемым параметрам.
Вес балки двутавровой
Автор Кровельщик На чтение 9 мин Просмотров 279
Обновлено
Несущие конструкции – об этих понятиях наслышан каждый человек.
Для того, чтобы создать мощную конструкцию, требуется соблюдать ряд правил и технических характеристик. Немаловажное значение имеют и государственные показатели, которые также приобрели название как ГОСТ.
Все эти понятия также распространены и на двутавровые балки, которые позволяют преобразовать сооружение. Этот элемент в большей степени отвечает за сплошное сечение конструкции и отвечает за изгиб.
Содержание
Сортамент балки двутавровой
Вес специальной двутавровой балки
Балка двутавровая: нагрузка собственного веса
Пример расчета двутавра
ГОСТ
Двутавровые балки с параллельными гранями полок
Стандартные балки с параллельными гранями полок
Масса балки нормальной
Масса балки широкополочной
Масса балки колонной
Масса узкополосной балки
Несущая способность
Усиление
Сортамент балки двутавровой
На первоначальном этапе изучения основ строительства сооружений работники могут столкнуться с таким понятием, как сортамент двутавровых балок. Оно подразумевает собой совокупность размеров, соответствующих государственным стандартам и форм профиля.
Как известно, сама конструкция может быть представлена в нескольких видах. В основном можно увидеть колонные, нормальные и широкополые балки. Все они могут быть созданы с различным уклоном.
Однако, исходя из этих показателей, практически невозможно узнать о том, сколько весит каждая деталь. Для этого и предусмотрен сортамент.
Такую программу можно скачать в интернете, при помощи неё пользователь без затруднений рассчитает общий вес балки, если ему будут известны такие характеристики как вес и длина.
Как правило, в этой программе приведены справочные значения следующих ГОСТов:
8238 — 89;
19426 — 74;
26020 — 83.
В справочнике также указаны некоторые позволительные отклонения от стандартов. Все балки указывают в соответствии от конструкции и площади сечениями. Важными показателями являются и сопротивление, инерция и радиус.
Опытные строители знают и том, что на самом деле сортамент балок несколько отличается от других деталей, а именно от уголков. Это связанно с тем, что для них используется минимальное количество затрачиваемого материала.
Вес специальной двутавровой балки
Специальная балка – это элемент конструкции, используемый для создания различных сооружений. Как правило, обычно они участвуют в процессе строительства пролетов небольшой длины.
Существует несколько видов сооружений, для которых, чаще всего, применяются эти элементы:
Эстакады;
Монорельсовые пути;
Строительные колоны;
Склады;
Гаражи;
Подвалы;
Производственные постройки.
Что касается веса специальных балок, то стоит заметить, что они в несколько раз больше содержат металла, чем стандартные конструкции. Это значительный плюс в связи с тем, что их нет необходимости дополнительно увеличивать при помощи элементов.
Из-за отсутствия швов от сварки также уменьшается количество дефектов.
Балка двутавровая: нагрузка собственного веса
Часть человечества не придает значения техническим характеристикам, и делают это абсолютно напрасно. Показатели расчетов в полной мере влияют на правильность создания прочной конструкции.
Для архитектора конструкции эти параметры имеют большое значение, при помощи них он может изменить всю её структуру, а именно:
Создать большее количество пролетов;
Уменьшить вес всех несущих конструкций;
Увеличить рентабельность.
Однако, существуют в этой области и отрицательные стороны, например, они касаются повышения финансовой стоимости на все затраты.
Пример расчета двутавра
В первую очередь, для работы следует узнать, сколько сама по себе весит двутавровая балка. Этот параметр исчисляется по двум основным цифрам, отвечающий за номер и длину материала. Если взять в пример, что для строительных работ понадобилась балка под номером 12 и её длина составила 3 мера, то можно без труда рассчитать и её вес.
Заглянув в справочник, в колонке с этими параметрами можно увидеть значение 11,50 кг. Эта цифра обозначает вес одного погонного метра. Таким образом, при умножении условного значения на длину полотна можно узнать собственный вес балки, в этом случае он составит 34, 5 кг.
Также вес двутавровой балки можно узнать с помощью онлайн калькулятора.
ГОСТ
Вес балки – это один из важных показателей, который определяются по ГОСТу. Как известно, в сортаменте указывается только условный вес балки на 1 метр погонного материала. Далее, это значение следует умножить на метраж.
Однако, в современном мире существует множество исходного материала, которого может не быть в справочники. Также возможно и такая ситуация, когда указанное значение будет не соответствовать настоящему размеру балки. Это значение может измениться приблизительно на 2 — 4 процента от исходной массы.
Двутавровые балки с параллельными гранями полок
В справочнике можно увидеть и материал с параллельными гранями полок.
По госту они подразделяются на два вида:
Серия Б – нормальные балки, соответствующие номерам с 20Б по 70Б;
Материал с подвесными путями, с внутренними гранями до 12 градусов, соответствующее номерам от 18М до 45М.
Также балки подразделяются по виду точности изготовления. Подразделяется два вида:
Высокая точность под маркировкой А;
Обычная точность под маркировкой Б.
Обычно, такая балка имеет стандартную длину от 4 до 13 метров, по этим величинам можно найти соответствующий вес в справочнике.
Стандартные балки с параллельными гранями полок
Существует несколько стандартов балок с параллельными гранями, соответствующие закону, принятому от 1 января 1986 года:
Высота материала может достигать от 10 до 1000 мм;
Ширина полотна варьируется от 50 до 400 мм;
Существуют колонные, широкополочные и нормальные балки этого вида.
Также в строительном справочнике можно найти ряд значений, например, сечение и линейная плотность. Каждому показателю соответствуют и допустимые отклонения.
Масса балки нормальной
Масса нормальной балки колеблется от 21 до 105,5 кг.
На этот показатель влияют следующие параметры:
Номер профиля, для этого критерия в справочнике присутствуют показатели категорий от 20Б1 до 60Б2;
Размеры – в таблице приведены 4 вида: h, b, s, t.
Помимо показателей в килограммах можно также найти значение, указанное в тоннах.
Масса балки широкополочной
Широкополочные балки использую только для создания перекрытий. Стоит заметить, что они должны укрепляться на опору в двух местах на месте изгиба.
Этот материал делится на два вида:
Нерезаный материал;
Резанный материал.
Всего изготавливают два вида полок, они выпускаются под маркировками Ш1 и Ш2. Масса балки может составлять от 30 кг до 300 кг. В стандартных таблицах также приведено это значение в тоннах, оно составляет от 3 до 32 тонн.
Этот показатель изменяется в зависимости от:
Номера двутавра, он классифицируется от 20Ш1 до 70Ш5;
Размера: h, b, s, t, каждый показатель изменяется в миллиметрах.
Масса балки колонной
Существует несколько показателей, характеризующих массу балки:
Номеру 10 соответствует 9, 46 кг на 1 погонный метр.
Далее эта цифра изменяется в зависимости от номера двутавра, например для 14 балки соответствует масса 13,70. Самый большой вес имеет балка 60, он составляет 108 кг.
Стоит заметить, что именно этот материал, чаще всего, применяется в современном строительстве. Они представляют собой балку, у которой присутствует две параллельные грани. Сами эти балки имеют мощную толщину, что позволяет ей выдержать даже самую сильную нагрузку. Однако существуют и некоторые отклонения от нормы, указанной в стандарте, например, кривизна составляет до 0,2 процента.
Масса узкополосной балки
Удельная масса узкополосной балки на 1 погонный метр колеблется от 28,5 до 93,1 кг. При покупке этого материала его легко выделить среди другого, он обозначаем маркировкой под буквой «У». Этот материал легко выдает себя и по внешнему виду, у него присутствует полка, которая имеет самый маленький размер по сравнению с другими двутаврами.
На сегодняшний день строительство мощных конструкций – это важный этап в жизни. Число населения и потребностей людей постоянно увеличивается, поэтому требуется создавать новые здания для того, чтобы постоянно создавались новые ресурсы.
Все большей популярностью именно двутавровые балки, так как они обладают большой мощностью, чем другие подобные конструкции. Благодаря широкому ассортименту материала, их можно применять для строительства конструкции абсолютно любого размера.
Благоприятным фактором является и то, что они легко поддаются обработке и у строителей практически не возникает сложности в этим этапом.
Также актуальность балок вызвана тем, что они легко принимают дополнительные элементы, и таким образом можно увеличить жесткость балки, а соответственно и максимальную нагрузку, которую она сможет выдержать.
Цена двутавровой балки зависит от технических параметров и материала изготовления.
Несущая способность
Основным показателем балки является её несущая способность. Стоит заметить, что двутавр – это тот материал, который обладает максимальной прочностью. Также для него совершенно не страшны резкие перепады температур, выпадение осадков и передвижения земельного покрова.
При покупке и строительстве балки можно увидеть маркировку, именно эта цифра отвечает за максимально возможную на неё нагрузку. Также это значение можно вычислить по справочнику, указав в нем номер материала. Несложно догадаться, что чем больше цифра маркировки, то большую нагрузку может выдержать балка.
Вычислить несущую способность конструкции можно и самостоятельно, но для этого потребуется сделать ряд сложнейших расчетов. Если взять в пример балку с сечением 510 мм, то на неё можно поставить профиль, ширина которого не будет превышать 460 мм. В таком случае искомый материал выступит в качестве основы.
Для балки также необходимо наличие железобетонной основы, к которой она крепится при помощи сварочного аппарата. Этот показатель также может влиять на максимальную нагрузку.
Какую нагрузку способна выдержать балка можно узнать следующим образом: Все перекрытия, входящие в основу конструкции требуется сложить. Эту сумму нужно умножить на коэффициент прочности, который также можно узнать по справочнику. К полученному результату следует прибавить массу собственного веса, которая рассчитывается как в указанном примере, и вычесть из него момент сопротивления. Получив окончательную цифру возможной нагрузки, можно приступить к подбору основного материала для сооружения.
Усиление
Встречаются и такие ситуации, когда несущей способности не хватает для того, чтобы построить здание. Например, этот показатель не удовлетворяет критериям выбора материала. В таком случае, саму балку можно усилить.
В первую очередь, нужно выяснить, какие элементы в конструкции отвечают за такие требования как сжатие, растяжение и изгиб;
Далее, требуется увеличить сечение исходного материала на этом месте. Обычно, это делается при помощи сварочного аппарата, наваривая дополнительные части. Таким образом, увеличивается несущая способность балки, и она уже может выдержать больше нагрузки.
Прежде чем увеличивать жесткость двутавра, необходимо сверить, действительно ли правильно были сделаны расчеты ранее.
H-Beam и I-Beam: в чем разница?
Вопрос дня! Знаете ли вы, как по-разному используются двутавровые и двутавровые балки? Продолжайте читать, и мы поможем вам ответить на этот важный вопрос. В строительной отрасли многие люди до сих пор не могут правильно объяснить эту информацию. Стальные балки чрезвычайно важны для понимания, потому что они выдерживают большие нагрузки.
Что такое двутавровая балка?
Двутавровые балки имеют форму двутавровой. Двутавровая балка представляет собой конструкционную балку из стального проката. Это невероятно сильно. Он получил свое название, потому что на поперечном сечении выглядит как заглавная буква Н.
Что такое двутавровая балка?
Двутавровая балка имеет форму буквы I. Двутавровая балка состоит из двух горизонтальных плоскостей, известных как полки, соединенных одним вертикальным компонентом или стенкой. Двутавровая балка имеет сужающиеся края, и она получила свое название из-за того, что она похожа на заглавную букву I , когда вы видите ее в поперечном сечении. У двутавра высота поперечного сечения больше ширины его полки.
Вес
Двутавровая балка: Двутавровая балка часто намного тяжелее двутавровой, что означает, что на нее может потребоваться больше усилий.
Двутавровая балка: В некоторых зданиях, где вес и сила воздействия на стену могут представлять структурную проблему, двутавровая балка может быть лучше, поскольку она часто легче.
Центральная балка
Двутавровая балка: Двутавровая балка имеет более толстую центральную стенку, что означает, что она часто прочнее.
Двутавровая балка: Двутавровая балка часто имеет более тонкую центральную стенку, что означает, что она часто не способна воспринимать такую большую силу, как двутавровая балка.
Сборная
Двутавровая балка: Двутавровая балка может быть сборной, что означает, что она может быть любого размера и высоты.
Двутавр: Двутавр можно наращивать только настолько, насколько позволяет фрезерное оборудование производителя.
Пролеты
Двутавровая балка: Двутавровые балки могут использоваться для пролетов до 330 футов.
Двутавровая балка: Двутавровая балка может использоваться для пролетов от 33 до 100 футов.
Полки
Двутавровая балка: Двутавровые балки имеют верхние и нижние полки, выступающие из стенки дальше, чем полки двутавровых балок.
Двутавровая балка: Двутавровые балки имеют верхнюю и нижнюю полки, они короче и не такие широкие, как двутавровые балки.
Количество деталей
Двутавровая балка: Двутавровая балка выглядит как цельный кусок металла, но имеет скос в месте соединения трех металлических частей.
Двутавровая балка: Двутавровая балка не изготавливается путем сварки или клепки листов металла и представляет собой цельный кусок металла.
Для чего используются двутавровые балки?
Двутавровые балки имеют множество важных применений в строительстве из конструкционной стали. Они часто используются в качестве важных опорных ферм или основного каркаса в зданиях. Стальные двутавровые балки обеспечивают целостность конструкции с неизменной прочностью и поддержкой. Огромная мощность двутавровых балок снижает необходимость включения многочисленных опорных конструкций, экономя время и деньги, а также делая конструкцию более стабильной. Универсальность и надежность двутавровых балок делают их желанным ресурсом для каждого строителя.
Обычно называемые двутавровыми балками из-за своей формы, балки обеспечивают большую несущую способность при использовании горизонтально или стоя в качестве колонн. Двутавровые балки — это предпочтительная форма для конструкций из конструкционной стали, потому что двутавровая балка делает ее уникальной, способной выдерживать различные нагрузки. Форма двутавровых балок делает их идеальными для однонаправленного изгиба параллельно стенке. Горизонтальные полки сопротивляются изгибному движению, а стенка сопротивляется напряжению сдвига.
Понимание того, что такое двутавровая балка, является основной необходимостью для современного инженера-строителя или строителя. Инженеры широко используют двутавровые балки в строительстве, формируя колонны и балки различной длины, размеров и спецификаций.
Двутавровая балка изготавливается путем прокатки или фрезерования стали, что означает, что двутавровая балка часто ограничена производительностью или размером фрезерного оборудования.
Двутавровые балки бывают разного веса, глубины сечения, ширины полки, толщины стенки и других характеристик для различных целей. При заказе двутавров покупатели классифицируют их по материалу и размерам. Например, двутавровая балка 11 × 20 будет иметь глубину 11 дюймов и вес 20 фунтов на фут. Строители выбирают конкретные размеры двутавров в соответствии с потребностями конкретного здания. Строитель должен учитывать множество факторов, таких как:
Строитель выбирает двутавровую балку с такой толщиной стенки, которая не выйдет из строя, не прогнется и не деформируется под напряжением.
Фланцы выбраны таким образом, чтобы предотвратить местное изгибание, боковое изгибание или кручение.
Строитель выберет толщину, чтобы свести к минимуму деформацию балки.
Определенная масса и жесткость выбраны для предотвращения вибраций в здании.
Прочность поперечного сечения двутавровой балки должна соответствовать пределу текучести.
ПРИМЕЧАНИЕ: Заказчик должен полностью оценить каждый процесс и приложение во всех аспектах, включая пригодность, соответствие действующему законодательству и ненарушение прав других лиц. Tampa Steel & Supply не несет ответственности за это. Заказчик несет единоличную ответственность за определение пригодности и применения заказчиком продуктов, предлагаемых Tampa Steel & Supply. Некоторая информация в этом блоге может быть неполной или неверной.
Посетите Tampa Steel & Supply для двутавровых балок
Вам нужны стальные поставки? Не ищите ничего, кроме профессионалов Tampa Steel and Supply. У нас есть обширный список металлопродукции для любого проекта, который вам нужен. Мы гордимся тем, что обслуживаем наших клиентов почти четыре десятилетия, и готовы помочь вам с вашими потребностями в стали. Есть вопросы? Позвоните нам сегодня, чтобы узнать больше, или зайдите в наш прекрасный выставочный зал в Тампе.
Запросить цену онлайн Или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Сколько стоит стальная двутавровая балка
Сколько стоит стальная двутавровая балка
Angi
Центр решений
Модернизация
:
Photo Пол Магуайр / iStock / Getty Images
Установка стальных двутавровых балок стоит в среднем 3065 долларов США, а цены варьируются от 1290 до 5000 долларов США в зависимости от проекта
Получите предложения от трех профессионалов!
Введите почтовый индекс ниже и найдите лучших профессионалов рядом с вами.
Если единственное, что стоит между вами и открытым домом вашей мечты, — это несущая стена, вы можете подумать об установке стальных опорных балок. Двутавровые балки, также называемые универсальными балками и прокатными балками, могут помочь открыть стены в вашем доме. Но при капитальном строительстве играет роль множество факторов, в том числе разрешения, материалы и стоимость рабочей силы.
Сколько стоит стальная двутавровая балка за квадратный фут?
Стальные двутавровые балки являются хорошим выбором для поддержки, поскольку они имеют большой вес и тонкий профиль. Установка стальных двутавров стоит от 100 до 400 долларов за квадратный фут на работу и материалы. Одни только материалы будут дешевле, поэтому, если у вас есть время и навыки для крупного проекта «сделай сам», это может помочь сократить расходы. Только 10-футовая стальная двутавровая балка будет стоить от 60 до 180 долларов, , а 40-футовая балка будет стоить от 240 до 720 долларов .
Размер стальной двутавровой балки
Средняя стоимость
10 футов
60–180 долларов США
6
17 футов$240 – $720
Факторы стоимости стальных двутавровых балок
Принятие проекта, связанного со стальными двутавровыми балками, включает в себя множество различных факторов стоимости.
Оценка инженера-строителя
С таким большим проектом вам необходимо убедиться, что ваша работа безопасна и надежна. В дополнение к стоимости балки и установки от 100 до 400 долларов США за квадратный фут , вам потребуется оценка инженера, которая в среднем стоит от 400 до 600 долларов США .
«Наше правило состоит в том, чтобы никогда не менять несущие стены без проверки и официального письма от лицензированного инженера-строителя», — говорит Боб Чуди, член экспертного совета Angi и генеральный подрядчик в Роли, Северная Каролина. «Они не только могут посоветовать вам, как защитить новый каркас, но и часто могут поделиться идеями, за определение которых им заплатили другие подрядчики».
Разрешения
Вам также почти наверняка потребуется разрешение на замену стены несущей балкой. Цены будут варьироваться, поэтому вам следует обратиться в местное управление строительства и инспекции. Вам также могут понадобиться разрешения на перемещение любой сантехники или электричества.
Цена инженера-архитектора также должна включать обеспечение достаточной прочности, чтобы выдержать вес этажа выше. Не пропускайте этот шаг. Это может потребоваться вашему разрешению, но даже если это не так, вы рискуете потерпеть крах без хорошего основания.
Высота и вес стальной двутавровой балки
Высота и вес балки также могут влиять на стоимость. Жилые двутавровые балки обычно имеют вес от 6 до 12 фунтов на фут. Ожидайте, что стальные балки будут стоить от 0,90 и 1,60 доллара за фунт . Воспользуйтесь онлайн-калькулятором размера двутавровой балки из стали , чтобы получить представление о том, какой размер вам понадобится.
Рабочая сила
Чтобы установить стальную двутавровую балку, вам необходимо нанять местного инженера-строителя. Инженер-строитель обычно стоит между 1% и 20% от общей стоимости вашего проекта , в среднем по стране 3000 долларов. Конечно, , где вы устанавливаете балку, повлияет на эту стоимость, в зависимости от того, сколько работы необходимо и насколько доступны рабочие зоны для вашего профессионала.
Прочие затраты на поддержку стены
Иногда планам вскрытия стены мешает то, что внутри. Но не отчаивайтесь; электричество не сложно перенести. Перемещение газопроводов, водопроводных труб или отопительных каналов становится немного сложнее, но это можно сделать. Запланируйте дополнительные расходы, если стена что-то скрывает или требуется более масштабная конструкция, например:
Демонтаж несущей стены: 1200–10 000 долл. США
Перемещение газопроводов: 15–25 долларов США за кв. фут.
Перемещение сантехники: добавление медных труб стоит 2–8 долларов США за погонный фут. Перемещение труб может стоить 700–900 долларов.
Удаление асбеста: 2000 долларов . Ради вашего здоровья доверьте эту задачу местному специалисту по удалению асбеста .
Ремонт или установка нового потолка: 1 610 долл. США
Добавление опорных колонн и фундаментных опор: 1000–2000 долларов за опору и колонну
«Есть субподрядчики, которые назовут очень низкую цену, при условии, что они сделают это за ночь или за выходные», — говорит Чуди. «Но эти наряды никогда не используют никаких протоколов безопасности и просто бросают людей на проблему. Это чрезвычайно опасно и может привести к штрафам и штрафным санкциям, если кто-то пострадает — а в таких случаях кто-то всегда пострадает!»
Сколько стоит самостоятельно установить стальную двутавровую балку?
Хотя вы, возможно, планируете использовать стальные балки для крепления изогнутой стены или для демонтажа стены, вам определенно понадобится небольшая помощь, чтобы воплотить свои мечты в реальность. Установка опорной балки — это не проект, которым должны заниматься обычные домашние мастера.
Как минимум, вы должны проконсультироваться с ближайшим к вам инженером-строителем , чтобы убедиться, что размер балки и ее расположение подходят для поддержки дома. Также, вероятно, вам придется перенаправить такие вещи, как водопровод, электричество и газ, которые проходят через стену. Наймите профессионалов, если эти задачи выходят за рамки вашей зоны комфорта.
В дополнение к балке подходящего размера вам понадобится кувалда ( 40 $ ) и защитные очки ( 3 $ ), чтобы удалить старую стену. Вам также понадобится пила ( $30), чтобы очистить стену и вырезать щель в потолке для новой балки. Затем вам понадобятся пиломатериалы, молоток и гвозди, чтобы построить временную опорную стену, и все это может варьироваться в зависимости от вашего проекта. Вам также понадобится циркулярная пила ( $50), чтобы обрезать балки, чтобы они соответствовали новой балке.
Часто задаваемые вопросы об установке стальных двутавровых балок Балки
Почему следует выбирать стальные двутавровые балки?
Стальные двутавровые балки обычно используются для поддержки конструкции, потому что они:
Выдерживают большой вес при небольшом профиле
Устойчивы к огню, вредителям и гниению
Долговечны
Если вы правильно установите его, вам не придется его заменять
Иметь прочность, позволяющую перекрывать большее расстояние, чем дерево
Какие есть варианты кроме стальных двутавровых балок?
Двутавровые балки могут быть:
Дерево: 5-30 долларов за погонный фут , но эти балки часто носят декоративный характер. Редкая древесина может стоить 90 долларов за погонный фут.
Алюминий: 13–30 долларов США за погонный фут . Алюминий обычно не используется в домах.
Ламинированный брус, известный инсайдерам как LVL, стоит $3-$12 за погонный фут.
Деревянные балки стоят примерно от 2000 до 5000 долларов США для замены. Поскольку они уязвимы для влаги и гниения, в конечном итоге их может потребоваться заменить. Деревянные балки также могут сжиматься со временем и могут треснуть или выйти из строя, если они перегружены.
Стальные двутавровые балки устойчивы к огню, домашним животным и гниению и имеют долгий срок службы. Если они установлены правильно, вам не придется их заменять.
Как узнать, требуется ли замена опорной балки?
Несущие балки могут треснуть и даже немного провиснуть со временем, но все еще могут быть структурно прочными. Лучший способ узнать, обеспечивают ли ваши балки достаточную поддержку, — это проконсультироваться с инженером-строителем.
Повреждение водой может вызвать ржавчину стальных балок, требующую ремонта. Если это небольшой участок, то его можно отремонтировать на месте без замены всей балки. Стоимость ремонта стальной опорной балки по составляет примерно от 500 до 1000 долларов . Если повреждение более обширное, балку необходимо будет заменить.
Как узнать, является ли стена несущей?
Несущие стены выдерживают вес крыши или верхнего уровня, что делает ваш проект по демонтажу стены более дорогим, чем демонтаж стены, которая только держится. Несущая стена должна быть заменена опорной балкой, чтобы открыть комнату. Вот несколько признаков того, что стена может быть несущей:
Она проходит перпендикулярно балкам выше
Это внешняя стена
Он поддерживает каменную кладку, например, кирпичный камин или каменный элемент
В подвале под рассматриваемой стеной имеется видимая опорная стена
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Сварочный аппарат инвертор GYSMI 131 DC /Франция с микропроцессорным управлением предназначен для ручной дуговой сварки на постоянным токе электродами диаметром от 1,6мм. до 3,25мм.
Отличные динамические свойства в сочетании с функциями ANTISTICKING, HOT START и ARC FORCE позволяют начинающему сварщику без особой подготовки с первого раза легко зажечь дугу и сваривать. Благодаря функции ANTISTICKING электрод больше не прилипает намертво и не краснеет как в традиционных аппаратах. Функция HOT START накладывает импульс тока в момент касания электрода с изделием, облегчая зажигание дуги, а функция ARC FORCE стабилизирует процесс горения дуги. Кстати, эти функции по достоинству оценят не только начинающие сварщики, но и профессионалы.
Сварочный инвертор Gysmi 131 сохраняет работоспособность при колебаниях напряжения в сети от 180В до 260В и адаптирован для работы с агрегатами, имеет встроенный вентилятор и защиту от тепловых перегрузок.
Особенности
Малые габариты и вес
Функция ANTISTICKING-предотвращает прилипание электрода с изделием при зажигании дуги, т.е. электрод не прилипает к изделию и не краснеет как в обычных аппаратах
Функция HOT START-облегчает зажигание дуги, в момент касания электрода с изделием накладывается импульс тока.
Функция ARC FORCE-стабилизирует процесс горения дуги.
Сохраняет работоспособность при колебаниях напряжения в сети от 180 В до 260 В
Имеет встроенный вентилятор и защиту от тепловых перегрузок
Характеристики
Напряжение питающей сети, В 220±15%
Частота питающей сети, Гц50/60
Диапазон регулирования сварочного тока, А 10–130 ПВ, %5
Напряжение холостого хода, В 80
Диаметр электрода, мм, 6-3,25
Габаритные размеры, мм 120х255х150
Вес — 3,3 кг
В комплекте
Сварочный инвертор
Пластиковый кейс
Сетевой кабель 3×1,5мм, длиной 2м с евровилкой
Сварочный кабель 16мм, длиной 2м с электрододержателем и вставкой СКР-25
Сварочный кабель 16мм, длиной 2м с зажимом заземления и вставкой СКР-25
Наплечный ремень
Упаковка.
Производитель оставляет за собой право изменять страну производства, характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца. Уточняйте информацию у менеджеров!
Отзывы для сайта Cackle
1. Способы доставки
до 100 кг
до 300 кг
до 500 кг**
Москва
390 руб
500 руб
900 руб
МО, область
390 руб*
500 руб*
900 руб*
Самовывоз
Выдача товара до 20:00, Раменский район, Михайловская слобода, Старорязанская улица, д.4. (при оплате — резерв товара)
* каждый 1 км за МКАД дополнительно 30 руб
** полная информация по доставке крупногабаритных грузов смотрите в разделе Доставка и оплата
2.
Способы оплаты
Банковской картой онлайн на сайте ЮMoney (Я.Деньги)
Наличными курьеру QIWI кошелек
Сбербанк-онлайн WebMoney
Безналичный расчет
Вы можете вернуть товар, если был обнаружен производственный брак, дефекты и прочие повреждения. Срок возврата осуществляется в течение 14 дней с даты покупки товара.
Возврат товара осуществляется в полном соответствии с законодательством РФ, включая Закон о Правах Потребителя.
Подробная информация о возратах и обмене
Сварочный инвертор Gysmi 131 — малогабаритный сварочный аппарат
Все электроинструменты » Сварочное оборудование » Сварочные инверторы
Сварочный инвертор Gysmi 131(130P) — высокочастотный преобразователь, предназначенный для cварки рутиловыми, базовыми электродами, а также электродами нержавейки и чугуна под постоянным напряжением. Сварочный инвертор Gysmi 131 с микропроцессорным управлением отличается небольшим весом, компактностью и экономичностью.
Не восприимчив к перепадам напряжения в сети и длине дуги
Постоянная сварочная мощность
Мгновенный рожзиг благодаря очень высокому напряжению холостого хода
Мягкая плавка благодаря наличию постоянного тока
Очень хорошая проникающая способность и прекрасная стабильность дуги
Система защиты против колебаний напряжения (+/- 15%)
Встроенный вентилятор предотвращает перегрев аппарата
Возможность использования в режиме TIG, с розжигом дуги « чирканьем » Аппарат обладает следующими функциями :
ARC FORCE : увеличение тока при сложной сварке
НОТ START : увеличение мощности в момент розжига дуги
ANTI STICKING : функция анти-прилипания электрода
Низкое электропотребление, возможность работы от бытовой электросети и автономных источников питания (бензиновых и дизельных электрогенераторов)
Сварочный инвертор Gysmi 131 (130P) продается в кейсе в комплекте с аксессуарами: кабель массы, держатель электрода, зажим, удобный пластиковый кейс
Напряжение питания 230В (не воспр. к перепадам в сети 195-265В +/-15%) 50Гц 16А (постоянный ток)
Плавная регулировка сварочного тока 10-130 А (max 150А)
Максимальная потребляемая мощность 3,8 кВт
Диаметр электрода 1,6-3,2мм
Напряжение холостого хода 80В
Номинальный режим нагрузки 130А-25%; 90А-60%; 80А-100%
Толщина свариваемого металла 1,5-8 мм (в т.ч. НЕРЖ.СТАЛЬ, ЧУГУН)
Производительность 28 шт/час (электрод 3мм)
Сварочные кабели 2шт. длинной 2м и сечением 16мм²
Вес 2,9кг
Комплект поставки: малогабаритный сварочный аппарат Gysmi 131 (130P), кабель сечением 16мм² и длиной 2м, электрододержатель, клемма заземления, соединители 2шт, наплечный ремень, сетевой кабель, сетевая вилка, пластиковый КЕЙС, гарантийный талон, инструкция по эксплуатации
GYS Франция
Также рекомендуем следующие товары:
Отзывы
***
Покупал в этом магазине лет пять назад, до сих пор работает без нареканий, сломается, без раздумий куплю точно такойже
***
Покупал осенью 2008г. Варю понемногу по хозяйству. Устраивает. Минус — ненадежный зажим \»массы\», сломался очень быстро, но это меняется, что называется \»на коленке\».
В целом доволен, для бытовых целей — самое то.
***
1. Видимо сварочный инвертор покупался не в нашем магазине. (ни разу не было возвратов). Не покупайте подобные устройства с рук и на рынках.
2. Основная причина поломок — несоблюдение условий эксплуатации, указанных в инструкции. Просьба внимательно ее изучить перед работой с инвертором и учитывать, что аппарат относится к устройствам бытового назначения и не предназначен для промышленных объемов работ!
***
Сломался через неделю. сказали заводской брак. не ремонтопригоден. вернули деньги.
Мы предлагаем только качественные и проверенные инструменты и оборудование. Доставка по Москве и области осуществляется 7 дней в неделю, по России — в будние дни. Мы принимаем оплату в любом удобном для Вас виде. Если Вы испытываете затруднения в работе с интернет-витриной, просто позвоните нам по телефонам и сделайте заказ.
У нас можно купить Сварочный инвертор Gysmi 131 (130P) в кейсе по цене 13010руб
САМОЕ ПОПУЛЯРНОЕ на Дрели.Орг:
Gys сварочный аппарат Gysmi 131, KOCH Сервисная опрема
Gys сварочный аппарат Gysmi 131, KOCH Сервисная опрема
Характеристика: Однофазный 230 В – Постоянный ток (DC) MMA. Сварочный аппарат, изготовленный по инверторной технологии для сварки всех рутиловых, основных, нержавеющих или чугунных электродов на постоянном токе. Электроды : Ø 1,6 ► 3,2 мм
Активы:
• Удобен благодаря небольшому весу, малым габаритам и очень низкому энергопотреблению • Нечувствительность к колебаниям тока и длине дуги • Постоянная мощность сварки • Немедленный пуск благодаря очень высокому напряжению холостого хода • Очень плавное плавление благодаря постоянному току • Очень хорошее проплавление и идеальная стабильность дуги • Защита от пониженного и повышенного напряжения (+/- 15 %) • Возможность использования в «скретч» TIG • Предоставляет следующие подсказки для сварщика: • ARC FORCE: точечное увеличение интенсивности в сложных случаях сварки • ГОРЯЧИЙ СТАРТ: повышенная мощность при запуске • ANTI STICKING: процесс предотвращения прилипания • GYSMI 131 поставляется в пластиковой коробке с принадлежностями: провод заземления и держатель электрода
GYS GYSMI-131 SCH Service Manual скачать, схемы, eeprom, информация по ремонту для электронщиков
ГИС ГИСМИ-131 СЧ
Если вы застряли в ремонте неисправного устройства
загрузите
эту информацию по ремонту для помощи. Смотри ниже. Удачи в ремонте!
Пожалуйста, не предлагайте скачанный файл для продажи, только используйте его в личных целях!
Ищете аналогичное руководство по гироскопу?
Предварительный просмотр документа [1-я страница]
Превью GYS GYSMI-131 SCH [1-я страница] Нажмите на ссылку для бесплатной загрузки!
Предварительный просмотр документа [2-я страница]
Превью GYS GYSMI-131 SCH [2-я страница] Нажмите на ссылку для бесплатной загрузки!
Пожалуйста, поставьте галочку ниже, чтобы получить ссылку для скачивания:
Внимание! Если вы не разбираетесь в электронике, не пытайтесь ремонтировать! Вы можете получить смертельный удар током ! Вместо этого обратитесь в ближайший сервисный центр!
Примечание! Чтобы открыть загруженные файлы, вам понадобится Acrobat Reader или аналогичная программа для чтения PDF-файлов. Кроме того, некоторые файлы заархивированы, , поэтому вам нужен WinZip или WinRar, чтобы открыть эти файлы. Также некоторые файлы имеют формат djvu, поэтому для их открытия вам понадобится программа просмотра djvu. Эти бесплатные программы можно найти на этой странице: необходимые программы Если вы используете Opera, вам необходимо отключить функцию Opera Turbo для загрузки файла! Если вы не можете загрузить этот файл, попробуйте его в браузере CHROME или FIREFOX.
Перевести эту страницу:
Соответствующие темы форума TOOL :
ZD-912 forrasztóállomás kiforrasztó egysége nem kapcsolható ki
Тистелт Форумтарсак!
Jelzett készülék, jövőbeli céges szerszámom, egy forrasztópáka és hőlégfúvó kettőse, elvileg mindkét rész külön kapcsolható lenne ki és be, de ez nem műköllik az. Hőlég kompresszor hangosan kerreg, ki nem lehet működés közben kapcolni, ahogy a páka részt sem. Egyébként kijelző, fűtés rendben. Javítás nagyon drága lenne, külföldre küldenek ki. Lengyeleknél javítják. Валами Кинай Чода, Райз Нем Нагён Ван, Итт Ван Амит Талалтам Хозза: https://www.google.com/search?q=zd+912+schematics&client=firefox-b-d&sxsrf=ACYBGNQFYx22Qs6HVWQGgn8is1Qcx9CfPA:1575920642222&source=lnms&tbm=isch&sa=X&ved=2ahUKEwj4jsvwqanmAhUQt4sKHYb7CXoQ_AUoAXoECAsQAw&biw=1152&bih=586#imgrc=_ Van valakinek valami ötlete az elinduláshoz?
Питер
Gysmi 165T инверторы не могут быть заменены
Sziasztok hozzám került egy Gysmi 165 T инверторы hegesztőgép. Bekapcsolva minden rendben kimeneti feszültség 60V ventillátor megy a kezelőfelületen lehet mindent állítani hibaüzenet nincsen. Ívgyújtáskor kicsi szikra és leesik a feszültség 2V körülire nem olvasztja a pálcát. A képen latható 100 Ом ellenállás felett и 47 Ом cseréltem mert az szét volt repedve benne. A dióda hidat megmérve a képen latható módon rendben. Tudna valaki segíteni hol érdemes elindulni? Кёсонём
«Фонт! pl: ORION LCD PT26S шасси 17MB12-2, но не более того Az nem eleg, hogy pl: «LG LCD-TV» vagy «ноутбук HP» és hasonlóak. Illetve érdektelen, nem releváns információt se tartalmazzon a cím! A helytelenül elnevezett topik felfüggesztésre, majd 48 óra után törlésre kerül! Felfüggesztett állapotban nem tudnak mások addig hozzászólni, amíg ki nem javitod a címet. A hibás cím utólagos javítása (48 órán belül) a «Szerkesztés» fülre kattintva végezhető el»
Üdvözet Kollégák!
Van egy GYS 131-es инверторы hegesztő gépem.Az a problémám,hogy a mellékelt képen latható nyákon a bekarikazott alkatrészt nem tudom beazonosítani. Valamilyen dióda де pontos típust nem tudom megállapítani mert a fekete ragacs eltávolítása közben tokozása megsérült. Sajnos az ellen oldalon sem tudom beazonosítani mert az is sérült.Az oldalon talált manualon ez a nyák részletesen nem szerepel,csak blokksémaként van ábrázolva (valószínűleg azért, mert comletten rendelkantrhető al) Kérném azokat a kolégákat akik tudják a pontost típust segítsenek.
Előre это köszönöm!
Ковач Золтан
«FONTOS! Olyan fórum téma nevet válassz, ami beszédes, minél pontosabban illeszkedik arra, amivel kapcolatban irsz.
Система водоснабжения- это слаженная работа многих компонентов системы, где важна их правильная установка. Поэтому необходимо ответственно подойти к вопросу ее монтажа, который еще называется обвязкой.
Что такое обвязка?
Под обвязкой подразумевают монтаж различного оборудования для полноценной подачи воды в дом. Такое оборудование включает в себя:
кессон;
насос;
гидроаккумулятор;
автоматику.
Схема обвязки скважины зависит от сезона. Если требуется постоянное обустройство, то надо учитывать тип скважины, её мощность, место расположения. На дачах вполне хватит летней обвязки, а в частных домах придётся позаботиться и о зимнем водоснабжении. Поэтому потребуется особый подход, о котором сейчас будет рассказано. И первое, что необходимо сделать — установить кессон.
Монтаж кессона
Для оборудования колодца, то есть для её обустройства, первым делом требуется установить кессон. Делается он в грунтовом углублении, и может быть как квадратной, так и цилиндрической формы. Изготавливается из самых различных материалов — пластика, бетона, нержавеющей стали. Основное его назначение — предотвратить замерзание воды и обеспечить полную герметичность колодца. В кессоне устанавливается гидроаккумулятор, насосная станция и другое оборудование. В зависимости от этого он может быть самого разного размера.
Установка кессона осуществляется на глубине ниже уровня промерзания почвы, а это примерно 1,5 метра.
Проще говоря, на ту же глубину, на которую прокладываются трубы для постоянного водоснабжения дома. Выкапывание отверстия под его установку надо начинать до начала буровых работ. По окончанию обсадных работ проводится бетонирование стенок кессона, его утепление и герметизация.
На дне кессона делается подушка из песка и гравия. Нужно это для того, чтобы ливневые воды, попадающие в него, смогли уйти под землю, а не задерживались в коробке. Именно поэтому её дно никогда не бетонируется. То же касается и пространства между грунтом и стенками кессона — его надо засыпать щебнем. Сверху кессона обычно монтируется бетонная плита с люком.
Необходимые комплектующие для монтажа скважинного насоса
— Обратный клапан
— Ниппель. Он служит для соединения обратного клапана и насоса.
— Муфта ПНД для соединения обратного клапана и трубы (в случае изготовления трубопровода из трубы ПНД (полиэтилен низкого давления).
-Труба ПНД. Важное замечание, диаметр трубы по требованию большинства производителей насосного оборудования должен быть 32 мм.
— Оголовок. Он служит в первую очередь для защиты скважины от попадания в нее посторонних предметов, пыли, грязи, талых и грунтовых вод. Так же от дополнительно защищает скважину от промерзания, при этом позволяет надежно закрепить насос и электропроводку.
— Трос с зажимами. На нем подвешивается насос, что делает его выбор одним из важных составляющих. Помните, за электрический кабель подвешивать насос нельзя!
-Пластиковые стяжки (хомуты).
*Приведены основные комплектующие, могут потребоваться дополнительные материалы в зависимости от комплектации насоса.
Монтаж насоса
Насос опускается в скважину в сборе с подающей трубой, которая разматывается по мере погружения, нержавеющего страховочного троса, и кабеля питания насоса. К подающему парубку монтируется обратный клапан, который препятствует обратному сливу воды после выключения насоса.
К клапану фиксируется нагнетательный (подающий) трубопровод, который будет в дальнейшем соединён с тройником, ведущим к выходу из кессона, либо с гидроаккумулятором, если его планируется установить в приямке. Нередко подающий трубопровод выводится на поверхность, для подключения поливочного шланга.
Электрический кабель насоса разматывается, и крепится к нагнетательному трубопроводу с помощью полимерных стяжек. Страховочный трос фиксируется на кронштейны, расположенные на корпусе. Держать насос должен только трос — кабель и трубопровод не должны испытывать никаких дополнительных нагрузок. Во избежание перехлёста при монтаже и эксплуатации, трос тоже фиксируют стяжками к общей связке.
Отметка, на которую опускается насос, зависит от глубины водозабора, а также качества водоносного горизонта. Обычно это верхний уровень фильтрующей колонны, но бывает и ниже. В любом случае, насос не опускают близко к дну скважины — расстояние между ними должно быть не менее одного метра.
Гидроаккумулятор
Это оборудование представляет собой металлическую ёмкость, предназначенную для накопления воды. Гидроаккумуляторы могут иметь различные объёмы, от этой характеристики зависит их цена.
Для жилого дома, в котором проживает семья из 4−5 человек, и есть канализация, может понадобиться ёмкость 120−140 л. Если канализации нет, достаточно и 50-литрового бака.
Для чего он нужен:
-Во-первых, создаётся определённый запас воды, позволяющий расходовать его без включения насоса. Только когда уровень воды в нём снизится до определённой отметки, насос включится автоматически и накачает воду до максимального объёма. Таким образом, нанос работает в щадящем режиме, что даёт возможность значительно продлить срок его эксплуатации.
-Во-вторых, в ёмкости поддерживается постоянное давление, что очень важно для работы водопроводной системы в целом. Если в доме несколько этажей, гидроаккумулятор может быть установлен на каждом из них. Бак монтируют к стене или ставят на пол — принципиального значения это не имеет.
Реле давления (блок автоматического управления)
Блок автоматического управления всегда устанавливается в доме. В нём вручную выставляются верхние и нижние значения давления, при которых насос должен отключаться и включаться.
Системы автоматики включают в себя пульт управления, реле давления. Обычно насосная автоматика для удобства монтажа и обслуживания располагается на гидроаккумуляторе или в непосредственной близости от него, хотя это требование и не является обязательным. При необходимости насосная автоматика может быть смонтирована и в другом удобном для контроля и регулировки месте. Пульт управления контролирует работу насоса и предохраняет его от перегревов. Размещать его рекомендуется в доме. Реле давления отвечает за давление в гидроаккумуляторе и в системе в целом. Оно включает насос при понижении давления и выключает его при достижении нормального давления. Датчик сухого хода выключает насос в случае резкого падения давления в системе из-за разгерметизации. Существуют комбинированные устройства, совмещающие функции реле давления и датчика сухого хода. Эти устройства называются автоматические реле давления или контроллеры.
Для скважин с небольшим дебетом или в случае необходимости установки насоса большой мощности применяются датчики уровня с блоком контроля, который отключает насос, если уровень воды в скважине падает ниже критического.
Разумеется, обязательный этап обустройства скважин. Применяются трубы ПНД (внутри скважины) или полипропиленовые (для ввода в дом), монтируемые при помощи соответствующих фитингов. Для условий Иркутской области рекомендуется укладывать водоподводящие трубы на глубине не менее 2,7 метра. Это необходимо, чтобы защитить трубы от промерзания в зимний период (как альтернатива- утепление трубопровода). Вводная магистраль оборудуется фильтром для удаления из скважинной воды механических загрязнений.
В конечном итоге система должна выглядеть таким образом
Вас может заинтересовать:
Установка водонагревателя Grundfos Scala 2 Магистральные фильтры Летний душ — мечта любого дачника Садовый инвентарь Palisad
Предыдущая статья | Следующая статья
схема подключения и монтаж своими руками
От характеристики выработки зависит выбор варианта забора воды. Поверхностный применяется при глубине водоносного слоя не более 8 метров, а для расположенного ниже потребуется установка насоса в скважину.
Воду с 60 метров и более добывают погружные помпы, центробежные модели которых – оптимальный вариант, удовлетворяющий требуемым параметрам.
Содержание
Определяем глубину
Подготовка к монтажу
Инструменты и материалы
Как правильно опустить
Схема как подключить своими руками
Полезное видео
Определяем глубину
Предварительный поиск воды на территории частного дома выполняется способами геофизического исследования, оценивается расстояние залегания воды, её качество и количество:
Способ вертикального электрического зондирования. Для определения глубины используется прибор, измеряющий сопротивление заземления.
Способ отражения волн при сейсмическом воздействии. Такая разведка вначале выполняется рядом с дачным участком, затем на территории изыскания. Генерирующие волны достигают водоносных пластов, отличающихся от верхних глинистых и песочных, отражаются и считываются приборами.
Разведка бурением. Эффективность способа высока, но стоимость ограничивает применение. Используют для выработок, обслуживающих поселки.
После бурения с помощью механического варианта устанавливается точная глубина скважины и уровень водоносного горизонта.
Веревка с грузом, на которой предварительно сделана метровая разметка, опускается в выработку до дна. По мерным засечкам на шпагате, над уровнем земли определяется глубина шахты. Затем шнур вынимается, и по размеру мокрой части можно судить о слое жидкости. Для более точного замера используется гибкая гидрогеологическая линейка с грузом.
Определение точной глубины водоносного слоя поможет подобрать правильную помпу требуемых параметров и подготовить материал для монтажных работ.
Чтобы выбрать аппарат нужной мощности и производительности, приобрести необходимое количество комплектующих, важно правильно определить глубину залегания водоносного горизонта.
Подготовка к монтажу
Такой подход позволит избежать ошибок при подключении насоса к скважине и обеспечит безаварийную эксплуатацию структуры водоснабжения на десятилетия.
Просчеты, которые нельзя допускать при устройстве источника:
неправильное определение глубины залегания водоносного слоя на участке и расстояния подвеса аппарата в скважине. Погружник не полностью находится в воде и остается без охлаждения. Работая на сухую, электродвигатель перегревается и выходит из строя;
неправильно выбран и закреплен трос. Изделие из металла ржавеет и со временем может оборваться, что приведет к потере агрегата. К такому же результату может привести нарушение крепления страховочного каната к помпе или крышке обсадной колонны. Надежную фиксацию аппарата обеспечивает трос из нержавеющей стали;
ошибочный выбор напорного шланга. Изделие из трубы ПНД должно выдерживать давление, создаваемое насосом. Использование шланга с меньшим диаметром, чем выходное отверстие агрегата, приведет к повышенной нагрузке на двигатель, перегреву обмоток и выходу из строя;
ошибочный выбор провода управления при подключении скважинного насоса. Кабель должен иметь правильное сечение, в зависимости от его длины и мощности устройства, чтобы от повышенной нагрузки не произошел перегрев проводов с последующим коротким замыканием. Оболочка у него должна обладать свойствами защиты, препятствовать нарушению изоляции проводов;
не установлен обратный клапан. Его отсутствие будет задерживать поступление воды в дом, выталкивая воздух из трубы после очередного пуска, так как при остановке двигателя она стечёт в выработку;
не установлен стабилизатор напряжения и тока. Для защиты электромотора агрегата от перегрева используют автомат двигателя, который отслеживает увеличение тока и реагирует на скачки напряжения. При подклинивании мотора по причине попадания в рабочий орган песка или ила срабатывает защита, и насос отключается;
не установлена автоматическая система контроля за работой агрегата. Установка шкафа с управляющими и защитными приборами для автономного водоснабжения исключает работу аппарата в аварийном режиме. Автоматика отслеживает возникающие проблемы в конструкционной схеме подачи воды и предупреждает о возможных негативных последствиях, останавливая агрегат.
Самостоятельный монтаж скважинной помпы можно выполнять только после получения необходимых знаний и практического навыка монтажных работ.
Инструменты и материалы
Оперативная установка насоса зависит от выполненных в полном объеме подготовительных работ. Важно приобрести все необходимые материалы и оборудование, в соответствии со сделанными расчетами в проекте, обращая внимание на производителей изделий.
Скважинный агрегат, создающий вакуум для засасывания жидкости и с помощью центробежной силы выталкивающий ее на поверхность.
Компрессор для поддержания давления в гидробаке и системе потребления.
Гидроаккумулятор.
Труба высокого давления из ПНД.
Обратный клапан.
Электрический кабель управления.
Трос из нержавеющей стали.
Манометр давления.
Крышка на обсадную трубу (оголовок).
Адаптер или тройник со сливным краном.
Оборудование автоматики за контролем работы агрегата.
Комплектующие крепежные и гидроизолирующие материалы.
Летний вариант эксплуатации скважины не предусматривает комплектующие, используемые для круглогодичного.
Для монтажных работ подбирается необходимый инструмент и механизмы в соответствии с комплектующими изделиями проекта:
электрическая дрель;
болгарка;
сварочный агрегат;
комплект рожковых и торцовочных ключей;
газовый ключ;
измерительный инструмент;
шансовый инструмент.
Как правильно опустить
Установка насоса в скважину своими руками осуществляется после изучения инструкции с чертежами по монтажу помпы и получения практического опыта по видео-роликам ниже.
В соответствии с паспортными данными на выработку, глубиной погружения подбираются скважинный агрегат и материалы. При сборке конструкции и в монтажных работах участвуют два или три человека, последовательно, по шагам, выполняя операции:
Проверяем комплектацию проекта и раскладываем для сборки погружной насос, напорный шланг, кабель управления, трос и крепёжные детали.
Сборку начинаем с установки обратного клапана в выходное отверстие на помпе с помощью переходного фитинга. При этом учитываем направление движения жидкости, указанное стрелкой на корпусе.
Обрезаем конец напорной трубы под углом 90 градусов к оси, надеваем на шланг пластиковую муфту с уплотнительным кольцом и вставляем в корпус переходного фитинга, вкрученного в клапан. Закручиваем гайку муфты, закрепляя соединение.
С помощью термоусадочной муфты подсоединяем кабель управления к двигателю, а место входа проводов в корпус агрегата заливаем гидроизоляционным клеем.
В проушины на корпусе устройства вставляем страховочный трос, продетый конец перегибаем в петлю и с помощью специального замка и прижимной шайбы соединяем с основной частью каната.
Чтобы при опускании в шахту кабель и трос не задевали колонну, соединяем вместе со шлангом в единую плеть, используя пластиковые хомуты. В метре от помпы стяжки фиксируем через 20 см, а далее до верха обсадной – через метр.
Отрезаем при помощи болгарки обсадную трубу до дна кессона и устанавливаем на конец оголовок. Крышка служит для защиты скважины от попадания мусора, и в ней выполнены отверстия под напорный шланг, кабель и страховочный трос.
Продеваем в отверстия на оголовке шланг, кабель и трос. Напорную трубу отрезаем на уровне крышки и вставляем в нее угловой фитинг для соединения с водяной магистралью, уложенной в траншею к дому. Страховочный трос закрепляем на карабине обсадной колонны. Кабель укладываем в траншею и заводим в техническое помещение.
Если скважина пробурена не далее 5–7 метров от дома, подключение упрощается, кессон не устанавливается. Напорная труба отрезается на уровне земли и вместе с кабелем, через оголовок заводится в техническое помещение в утепленном лотке. Чтобы зимой вода не замерзала, в магистральный шланг вставляют обогревательный провод, а обратный клапан на насосе не устанавливают. После закачки жидкость стекает обратно, а труба ПНД остается сухой.
При устройстве водовода в дом ниже точки промерзания земли до этого уровня прокапывается траншея. В обсадной трубе, у дна канавы, высверливается отверстие, в котором закрепляется адаптер. Через переходник, по траншее в дом заводится напорный шланг и кабель управления.
Схема как подключить своими руками
Для безаварийной и долгосрочной эксплуатации автономного водоснабжения установка системы автоматического контроля за работой оборудования обязательна.
Установленное в техническом помещении дома оборудование включает:
Гидроаккумулятор. Мембранный бак используется для поддержания давления в системе водоснабжения, которое должно быть на уровне 3,5 атмосфер. При полном гидробаке вода расходуется в течение 3–4 часов, не допуская частого включения скважинной помпы. Он предохраняет систему водоснабжения от гидроударов, способных разорвать трубы.
В корпусе изделия находится камера из гигиенической резины для воды с напорным клапаном, а остальная часть бака заполнена воздухом, который через пневмоклапан с помощью компрессора создает давление. К гидробаку подключается магистраль от погружного насоса, по которой вода поступает в водяную камеру.
Принцип работы основан на поддержании давления в камере для воды с помощью воздуха. При расходе воды и снижении давления в системе включается скважинный агрегат, и вода подается в камеру.
Шкаф с электронными и релейными приборами управления и защиты оборудования, которые через поставленные датчики контролируют работу автономного водоснабжения.
В помпе установленные мини-блоки контролируют насос и при увеличении нагрузки низкого уровня водоносного горизонта и нагрева однофазного двигателя через реле отключают агрегат.
Датчики расположенные в трубопроводе, контролируют номинальное давление жидкости. При его снижении через электронную систему включается аппарат, заполняя камеру водой.
Если давление не устанавливается до нормативного, необходимо произвести настройки реле.
Полезное видео
Пошагово от А до Я:
Еще один подробный процесс:
Как установить погружной насос?
Погружные резервуары для воды, используемые в бытовых целях, обеспечивают более высокое давление воды для бытового использования и бесшумны по сравнению с другими насосами. После выбора погружного насоса люди часто сталкиваются с трудностями при установке погружных скважинных насосов из-за его сложности и трудоемкости. Однако при правильной установке жилые дома могут пользоваться преимуществами водяного колодца в течение нескольких лет. Читайте дальше, чтобы узнать, как вы можете установить его правильно.
Осмотр
Перед началом установки погружного водяного насоса проверьте глубину и напор скважины.
Глубина колодца измеряется как расстояние от уровня земли до дна колодца.
Напор — это расстояние по вертикали между насосом и уровнем земли, где вода перекачивается в напорный резервуар.
Дополнительно осмотрите насос на наличие внешних повреждений корпуса, при обнаружении немедленно замените его новым.
Процесс установки погружного насоса
Шаг № 1: Топпинг двигателя
Поскольку смесь антикоррозионной жидкости и чистой холодной питьевой воды предварительно залита в погружной двигатель. Следовательно, перед установкой необходимо выполнить следующий процесс.
Вертикально установите двигатель на основание.
Проверьте затяжку всех креплений. При необходимости подтяните их.
Откройте две резьбовые пробки в верхней части двигателя.
Шаг № 2: Заполните погружной электродвигатель чистой питьевой водой
Проверьте уровень воды в электродвигателе. При необходимости долейте чистой холодной питьевой воды.
Аккуратно покачать двигатель, чтобы удалить пузырьки воздуха, если они есть.
Соберите две резьбовые заглушки, чтобы закрыть двигатель.
Высушите двигатель снаружи и проверьте, нет ли утечек воды. Устраните утечку, если она указана.
Теперь двигатель можно соединить с насосом с последующей установкой.
Шаг №3: Защита проводов – гидроизоляция
Трехжильный плоский кабель с ПВХ изоляцией длиной 3 м оснащен погружными двигателями для гидроизоляции насоса.
Со стороны панели управления подключите 3-жильный свободный конец двигателя к питающему кабелю. Так как в этом месте двигатель погружен в воду, он должен быть гидроизолирован, чтобы избежать поражения электрическим током и коррозии насоса.
Шаг № 4: Проверка клапанов
Для надежной скважины, которая позволяет воде течь в одном направлении, важно проверить клапаны. Клапаны предотвращают поступление воды в скважину, когда насос не работает. Исключает физическую нагрузку на насос. Кроме того, клапан обеспечивает правильную и немедленную подачу воды в бак при включении двигателя.
Используйте обратный клапан с латунной заслонкой внутри, так как он обеспечивает повышенную надежность. Кроме того, они издают небольшой щелчок, но обеспечивают более высокий расход воды по сравнению с бесшумными клапанами с пружинным приводом.
Обратный клапан устанавливается между водопроводной трубой, которая входит в ваш дом, и напорным баком. Впоследствии он легко доступен для регулярных проверок и замен.
Шаг № 5: Проверка направления вращения двигателя
После того, как соединение между кабелем питания и кабелем погружного двигателя будет герметизировано, проверьте направление вращения двигателя.
Поверните вал двигателя в соответствии с направлением, отмеченным на верхней части кабельной коробки. Поверните вал против часовой стрелки, чтобы установить его надлежащим образом. Теперь подключите открытый конец кабеля к панели управления и запустите двигатель на несколько секунд. Для отвода тепла, выделяемого при работе двигателя, непрерывно лейте чистую воду на защиту от песка.
Повторно проверьте соединение, если вращение вала двигателя не соответствует маркировке кабельной коробки, поменяйте местами любые два провода на панели управления, повторите проверку для подтверждения.
Шаг № 6: Проверка вращения
Насос и двигатель должны свободно вращаться, а вал должным образом двигаться вверх и вниз, прежде чем начнется соединение насосного агрегата.
Шаг № 7: Соединение погружного двигателя с насосом
Установите треногу с помощью цепного блока.
Откройте погружной насос, снимите сетчатый фильтр и кожух кабеля.
С помощью резьбового штифта соедините вал двигателя/насоса
Нанесите резьбовую смесь на внутреннюю резьбу напорного кожуха и наружную часть короткой напорной трубы.
Используйте винт, чтобы установить напорный кожух с короткой напорной трубой.
Поднимите собранный вал, чтобы проверить люфт.
Муфта устанавливается на вал двигателя у некоторых изделий, а у других крепится к валу насоса с помощью резьбового штифта. Осторожно опустите насос с муфтой, установленной на валу, чтобы правильно выровнять его, пока нижняя часть впускного кронштейна не сядет на верхний корпус. Кроме того, шпильки на верхней части корпуса должны легко проходить через отверстия впускного кронштейна.
С помощью шестигранных гаек плотно привинтите верхнюю часть корпуса двигателя к впускному кронштейну.
Поднимите вал насоса с муфтой, чтобы проверить люфт.
Проверить свободное вращение.
Установите на место сетчатый фильтр и защиту кабеля; убедитесь, что ограждение кабеля должным образом закрывает кабель.
На расстоянии 20 футов от дна скважины установите насос.
Установите на напорную трубу поддерживающий хомут. Используйте цепной блок, чтобы подвесить погружной насос.
Шаг №8: Электрический монтаж
Соедините панель управления и погружной двигатель одним проводом. Убедитесь, что соединение водонепроницаемо, чтобы предотвратить поражение электрическим током. Не скручивайте длину кабеля; вместо этого отрежьте провод доступа для безопасного соединения. При выборе размера кабеля учитывайте низкое напряжение.
Шаг № 9: Герметичные соединения
Используйте пропановую горелку, чтобы запаять черную полиэтиленовую трубу, прежде чем использовать винтовые хомуты для прочного соединения.
Шаг № 10: Безопасно опустите насос
На переходник без приямка поместите Т-образную рукоятку, чтобы привязать полдюйма полиэтиленовой веревки к проушине насоса. Затем привяжите оба конца страховочной веревки к верхней части крышки внутреннего колодца, подключите питание к проводным соединениям насоса и, наконец, закрепите внешнюю крышку колодца на насосе.
Примечание: Панель управления
Панель управления должна содержать следующие функции.
Защита от обрыва фазы, повышенного и пониженного напряжения.
Амперметр и вольтметр.
Устройство предотвращения сухого хода.
Установка погружного насоса кажется сложной задачей, но выполнение этих 10 шагов, безусловно, облегчит вашу работу. Погружные насосы обычно служат долго, если они установлены правильно. Все, что вам нужно сделать, это проявить терпение и применить шаги, упомянутые выше. Посетите Unnati Pumps, чтобы найти больше статей о погружных насосах.
Компоненты типичной погружной насосной установки
Вы когда-нибудь смотрели на некоторые детали и задавались вопросом: «Куда это относится?» или «Как эти части работают вместе?» В установке погружного насоса есть несколько различных продуктов, которые работают вместе, играя важную роль в общей работе погружного насоса. Некоторые продукты могут играть более важную роль, но если убрать одну часть, вы и ваша помпа окажетесь в опасности.
В этом посте мы рассмотрим различные продукты для погружных насосов, их роль и то, как они работают вместе. Давайте взглянем.
Погружной насос
Обратный клапан
Адаптеры Easy Tie
Зажимы
Комплекты термоусадочных соединений
Предохранитель крутящего момента
Страховочная веревка
Кабель насоса
Защита кабеля
Кабельные стяжки
Адаптеры без приямка
Веревочные вешалки
Крышки для скважин
Переходники-вставки
Клапаны управления потоком
Тройники резервуара
Реле давления
Манометры
Предохранительные клапаны
Дренажные клапаны
Шаровые краны
Осадочный фильтр
1. Погружной насос
Погружной насос позволяет перекачивать воду из-под земли. Они предназначены для очень эффективного выталкивания воды на поверхность.
2. Обратный клапан
Размещение и количество обратных клапанов, необходимых для системы, зависит от глубины установки насоса в скважине. Для установки на высоте 200 футов или меньше требуется один обратный клапан на нагнетании насоса и один на поверхности скважины. Для установок на глубине 200 футов или глубже может потребоваться несколько обратных клапанов. Во время установки необходимо учитывать вес трубопровода, водяного и погружного насоса, потерю напора клапанов, потери на трение в трубопроводе, скорость воды и гидравлический удар. Чтобы узнать больше об обратных клапанах и их работе, ознакомьтесь с обзором обратных и донных клапанов.
3. Адаптеры Easy Tie
Адаптеры для легкой стяжки ввинчиваются в напор обратного клапана на погружном насосе и вставляются в стояк из полипропилена. Второй переходник может быть ввинчен в безамбарный переходник на устье скважины, а затем подсоединен к стояку из полимерного материала. Проушина с отверстием или проушина для троса обеспечивает простое средство для надежного крепления страховочного троса или троса или для крепления погружного насоса к устью скважины в случае повреждения трубы. Доступен в бронзе и нержавеющей стали.
4. Зажимы
Шланговые хомуты предназначены для герметизации полипропиленовой трубы и фитингов с зазубринами, создавая надежное водонепроницаемое соединение и соединение, защищенное от отрыва. Использование хомута из нержавеющей стали марки 300 гарантирует, что хомут прослужит в течение всего срока службы системы при установке в водяных скважинах или там, где требуется максимальная коррозионная стойкость. Для более подробного ознакомления с зажимами посетите веб-семинар «Руководство по зубчатым зажимам для профессионалов».
5. Комплекты термоусадочных соединений
Комплекты термоусадочных муфт
предназначены для электрических соединений под водой между кабелем насоса и проводами двигателя насоса. Соединение выполняется путем обрезки кабелей в шахматном порядке для уменьшения внешнего диаметра кабеля. Это важный шаг для снижения риска повреждения соединения из-за истирания при опускании насоса в скважину. Чтобы поближе познакомиться с комплектами для сращивания, загляните в наш блог «Что, черт возьми, такое термоусадочные комплекты?»
6. Ограничитель крутящего момента
Предохранители крутящего момента
специально разработаны для удержания погружного насоса в центре и предотвращения скручивания обсадной колонны. Ограничители крутящего момента также защищают кабель насоса и обычно устанавливаются непосредственно над насосом на стояке. Их можно устанавливать на стояк диаметром 1″ и 1-1/4″. Чтобы узнать больше об ограничителях крутящего момента, посетите наш блог Зачем устанавливать ограничители крутящего момента?
7. Страховочная веревка
Страховочный трос может быть подключен непосредственно к погружному насосу и закреплен на устье скважины. Основная функция заключается в предотвращении разъединения труб, что может привести к потере насоса на дне скважины. Страховочная веревка также может обеспечить резервную копию, позволяющую монтажнику вытащить насос из скважины в случае выхода из строя стояка. К каждому насосу должен быть прикреплен предохранительный трос перед его подвешиванием в колодце. Чтобы ознакомиться с различными типами страховочных веревок, посетите наш блог «Все о различных типах страховочных веревок».
8. Кабель насоса
Кабель погружного насоса используется для питания погружных насосов. Типичные насосы, используемые в погружных насосных установках, представляют собой двух- или трехпроводные насосы. Двухпроводные насосы имеют пусковой конденсатор, встроенный в погружной двигатель, тогда как трехпроводные насосы не имеют встроенного конденсатора в двигатель, им требуется блок управления, который обычно находится в насосной станции на устье скважины. Чтобы узнать больше о кабеле помпы, ознакомьтесь с нашим постом «Как получить накачку о кабеле помпы».
9. Защита кабеля
Кабельные ограждения удерживают стояк по центру в колодце, чтобы предотвратить повреждение провода насоса. Если кабель насоса не защищен должным образом, изоляция проводов, питающих насос, может изнашиваться из-за трения о внутреннюю часть обсадной трубы. Каждый раз, когда насос останавливается или запускается, вся установка движется в ответ. После многих лет такого действия изоляция проводов истончается, что приводит к короткому замыканию.
10. Кабельные стяжки
Кабельные стяжки
используются для надежного крепления стояка к кабелю насоса между ограждениями кабеля. Некоторые правила требуют, чтобы кабельные стяжки крепились к стояку с интервалом не более 10 футов друг от друга. Посетите наш блог «Типы кабельных стяжек», чтобы познакомиться с ними поближе!
11. Адаптеры без ямы
Адаптеры без канавок ползункового типа позволяют легко подсоединить стояк от погружного насоса к подземной сливной трубе. Напорная труба переносит воду в ваш дом ниже уровня замерзания. Резьбовой отвод на колене без приямка позволяет подсоединять переходник к подъемной трубе для подъема стояка и узла насоса из скважины. Чтобы поближе познакомиться с адаптерами без ямок для слайдов, ознакомьтесь с Адаптеры без ям для слайдов и катушек: в чем разница?
12. Веревочные подвески
Знаете ли вы, что вешалки для веревок были изобретены Мелом Бошартом и доступны только в Boshart Industries? Канатные подвески были разработаны для обеспечения более простого способа надежного крепления страховочного троса к обсадной колонне скважины на устье скважины, а не для крепления троса непосредственно к другим внутренним компонентам. Канатную подвеску можно легко снять и отложить в сторону, когда насос вытаскивают из скважины, если скважину необходимо заменить или обслужить. Чтобы узнать больше о страховочных веревках и подвесках для веревок, ознакомьтесь со всеми типами страховочных веревок.
13. Крышки скважин
Колодцы
предназначены для закрытия верхней части обсадной трубы. Они препятствуют попаданию мусора в скважину. Существует множество типов крышек колодцев, но все они обеспечивают водонепроницаемое уплотнение для защиты колодца от любых загрязнений. Чтобы узнать больше о различных типах крышек колодцев и различных материалах, из которых они изготавливаются, ознакомьтесь с этой записью в блоге.
14. Адаптеры вставок
Адаптер вставки имеет один конец, который является вставкой, а другой конец — MPT (наружная трубная резьба). При подвешивании насоса на стояке рекомендуется использовать удлиненный вставной переходник для дополнительной защиты насоса от случайного выдергивания из вставки. Вы также можете зажать вставные фитинги двойным или тройным зажимом, чтобы соединение никогда не проскальзывало. Подробнее о фитингах с бронзовыми вставками читайте в нашем блоге 4 Особенности фитингов с бронзовыми вставками.
15. Клапаны управления потоком
В любой скважинной установке регулятор расхода обеспечивает защиту погружного насоса в малодебитных скважинах. Регуляторы расхода позволяют водоносному горизонту поддерживать статический уровень воды в скважине и не позволяют ему опускаться ниже уровня погружного насоса, чтобы предотвратить работу насоса всухую из-за перекачивания скважины. Вы можете установить регулятор расхода в любом месте между погружным насосом и тройником бака на соединении с напорным баком, но их можно использовать и в других местах. Чтобы немного глубже погрузиться в управление потоком, ознакомьтесь с нашим блогом «Что, черт возьми, такое управление потоком?»
16. Тройники бака
Тройники для резервуаров
— это многопортовые фитинги, специально предназначенные для подключения резервуара к системе водоснабжения. Наличие нескольких портов позволяет одному фитингу выполнять работу восьми или более фитингов. Соединение на ногах идет к баку, а одно из боковых соединений идет к насосу. Другое подключение идет к водопроводной системе. Затем вода из насоса может поступать либо в бак, либо напрямую в водопровод. Чтобы поближе познакомиться с футболками-майками, загляните в наш блог «Почему не все футболки-майки одинаковы».
17. Реле давления
Реле давления
контролируют работу погружного насоса благодаря встроенной диафрагме, которая перемещается вперед и назад в зависимости от давления в системе водоснабжения. Реле давления выпускаются в стандартных, средних и тяжелых моделях, рассчитанных на широкий спектр электрических параметров и значений давления. Для получения дополнительной информации о реле давления посетите наш блог Как правильно настроить реле давления.
18. Манометры
Манометр позволяет легко контролировать работу системы давления и подтверждать настройки реле давления включения и выключения. Они устанавливаются в один из двух обращенных вверх дополнительных портов на тройнике резервуара. Манометры, заполненные глицерином, могут уменьшить любое движение, которое может произойти на стрелке индикатора из-за вибрации системы. Дополнительную информацию можно найти в нашем блоге «Когда выбирать жидкостный или сухой манометр».
19. Предохранительные клапаны
Предохранительный клапан обеспечивает защиту водопроводной системы от избыточного давления в случае выхода из строя реле давления, что позволяет системе продолжать наращивание давления выше предварительно установленного давления реле. Чрезмерное давление может привести к серьезному выходу из строя водопроводной трубы и компонентов водопровода, что может привести к повреждению водой. Подробнее о предохранительных клапанах читайте здесь.
20. Дренажные клапаны
Сливной клапан установлен во втором порту для принадлежностей, обращенном наружу. Дренажные клапаны служат средством для отбора проб воды, забора воды из систем и обеспечивают доступ для слива бака и системы водоснабжения, если гидробак необходимо заменить. Сливные клапаны также известны как отстойные краны или сливные клапаны котла.
21. Шаровые краны
На стороне нагнетания напорного бака должен быть установлен шаровой кран, обеспечивающий изоляцию водопроводной системы от напорной системы водозаборной скважины. Шаровые краны позволяют перекрыть подачу воды в дом в случае выхода из строя компонента водопроводной системы. Для получения дополнительной информации о шаровых кранах посетите наш блог «Что, черт возьми, такое шаровой кран?»
Химико-термическая обработка металлов и сплавов заключается в нагреве и выдержке их при высокой температуре в активных средах, в результате чего изменяются химический состав, структура и свойства поверхностных слоев металлов и сплавов. Для создания такой среды используют твердые, жидкие и газообразные вещества, химический состав н свойства которых определяют изменение химического состава поверхностных слоев обрабатываемого металла. В промышленности широко применяют насыщение углеродом, азотом, совместное насыщение азотом и углеродом, хромом, алюминием. Все шире применяют насыщение бором, кремнием, вольфрамом, а также совместное насыщение несколькими элементами.
Химико-термической обработке подвергаются самые различные металлы и сплавы для придания им специальных свойств: усталостной прочности, износо-, коррозийно- и жаростойкости и пр. За счет применения химико-термической обработки дефицитные металлы можно заменять на более дешевые, легируя соответствующим образом их поверхность. Химико-термическая обработка применяется для , металлокерамических конструкционных материалов и . Ведутся работы по разработке агрегатов для этой обработки. Продолжаются теоретические и экспериментальные исследования для создания научных основ управления процессами, происходящими при химико-термической обработке.
Химико-термическая обработка состоит из следующих стадий:
образование активных веществ в окружающей среде или отдельном реакционном объеме;
транспортировка веществ к поверхности металла, если они возникли в стороне от поверхности насыщаемого металла.
абсорбция активных атомов или молекул поверхностью металла;
отвод продуктов реакции в окружающее пространство;
диффузия.
Абсорбционный процесс
Абсорбционный процесс может включать простую физическую абсорбцию, при которой полнатомиый абсорбционный слой на всей поверхности изделия или в ее активных участках образуется вследствие действия ваи-дер-ваальсовых сил притяжения. Возможна химсорбция с возиикновеиием сильных химических связей между абсорбированными атомами и атомами металлической поверхности.
Условием абсорбции является наличие растворимости и образование химического соединения. Имеются две точки зрения на первичные образования. По первой вначале образуется химическое соединение, а затем идут процессы растворения и диффузии, по второй вначале происходит растворение абсорбирующих атомов, а затем возможно образование химического соединения. Экспериментально наблюдается второй случай.
Ускорение процесса
Для ускорения процессов химико-термической обработки перспективно применение электрического тока (электро-химико- термическая обработка ЭХТО): метод тлеющего разряда, метод с применением ТВЧ, ТПЧ и электроконтактного нагрева.
Это позволяет повысить скорость процессов химико-термической обработки, во много раз сократить время (часто до нескольких минут). Применение ЭХТО позволяет управлять структурой диффузионного слоя, повышать его пластичность и работоспособность. По методу тлеющего разряда электрический ток пропускается через слой частиц проводящих материалов, находящихся в недосжиженном состоянии, и изделие. Применение тлеющего разряда, например при азотировании, приводит к расщеплению молекулы азота. Образовавшиеся атомы азота абсорбируются поверхностью стали. Метод тлеющего -разряда в небольшом размере применяется на практике и при других видах насыщения. Возникновение тлеющего разряда
Происходит при включении тока высокого напряжения (900 — 1100 В) между изделиями, которые служат катодом и крышкой (анодом). При этом в контейнере, где находятся изделия, поддерживается низкое давление (1 — 10 мм рт. ст.). При использовании тлеющего разряда интенсифицируются химические -реакции в окружающей среде, ускоряются процессы абсорбции, хемсорбции, диффузии, изменяются активность и структурное состояние поверхностных слоев металла.
Диффузионное насыщение
Для диффузионного насышения металлов и сплавов применяют порошковый (твердофазный), жидкий (жидкофазный), безэлектролизный, электролизный, газовый (газофазный) методы. Разрабатывают также вакуумный, гальвано-диффузионный, шликерный методы (из паст и суспензий) в кипящем или виброкипящем слое, в тлеющем разряде и другие методы насыщения.
При твердофазном насыщении могут протекать два процесса: а) образование и доставка (перенос) активных атомов, насыщающих элементов через газовую фазу, заполняющую все зазоры между частицами порошковой смеси; б) твердофазная диффузия в местах контакта (плотного соприкосновения) частиц порошковой смеси с насыщаемым металлом. Эффект насыщения зависит от размера частиц насыщающей порошковой смеси и активатора процесса. Скорость насыщения зависит от площади контактной поверхности взаимодействующих составляющих смеси и растет с повышением ее. Толщина слоя увеличивается с уменьшением размеров зерна. Однако, вероятно, значение твердофазной диффузии при насыщении в порошковых смесях мало.
Перспективным методом диффузионного насыщения, особенно многокомпонентного, является электронно-лучевое напыление с последующим диффузионным Предварительно изготавливаются заготовки из материала, имеющего в своей’ составе требуемые для насыщения элементы, затем при помощи электронной пушки напыляют на деталь слой, состоящий из; требуемых компонентов. Деталь с напыленным слоем отжигают для получения заданной глубины слоя.
Похожие материалы
Химико-термическая обработка | Услуги по металлообработке
Главная
Услуги
Термообработка
org/ListItem»> Химико-термическая обработка
Внимание! На сайте появились неблагонадежные исполнители. Подробности
Ваше местоположение: США, Нью-Йорк, Springfield Gardens
Разместить заказ
Габариты детали
Ширина
Высота
Смотрите также:
АО «Завод «Киров-Энергомаш»
Россия, Санкт-Петербург,
6878 км
АО «Завод «Киров-Энергомаш» предоставляет следующие услуги:
Механическая обработка:
— Токарная обработка на универсальных станках и станках с ЧПУ
— Токарно-карусельная обработка на универсальных станках и станках с ЧПУ
— Фрезерная обработка на универсальных станках и станках с ЧПУ (3, 5 осей)
— Расточной обработке на универсальных станках и станках с ЧПУ
— Зубообратобка
— Сверление глубоких отверстий
— Протяжка
— Долбление пазов
— Шлифование на кругло-шлифовалных, плоско-шлифовальных и карусельно-шлифовальных станках
Химико-термическая обработка — процесс нагрева металлов, и его выдержка при воздействии больших температур в химически активной среде, для придания поверхности металлических материалов определенных свойств и насыщение этих слоев нужными химическими элементами.
Виды обработки химико-термическим способом
Вследствие химико-термической обработки происходит упрочнение поверхности обрабатываемого металлических изделий, придания ему полезных свойств за счет применения различных химических веществ:
цементация — применение углерода;
азотирование — применение азота;
нитроцементация и цианирование — это использование азота и углерода;
борирование — применение бора.
Проникая в атомарную решетку металлов, перечисленные вещества внедряются или замещают, создавая новую структуру материала.
Применение
Целями применения химико-термической обработки являются:
создание повышенной твердости и прочности поверхности металлов, износостойкости и защите от коррозии;
сопротивление агрессивным средам, химически активным веществам;
изменение физических параметров, придание им электромагнитных, тепловых, и других свойств;
облагораживание внешнего вида;
улучшение обрабатываемости изделий.
Стадии процесса
Весь процесс делится на три стадии, которые идут друг за другом:
Диссоциация — процесс распада молекул вещества с образованием активных атомов, которые перемещаются к обрабатываемой поверхности.
Адсорбция — связь активных атомов с обрабатываемой поверхностью и проникновение происходит сцепление. Происходит физическое и химическое взаимодействие элементов.
Диффузия — процесс проникновения активных атомов вещества в атомную решетку обрабатываемого металла при высоких температурах. Чем выше градус нагрева, тем глубже проникновение веществ в изделия. Изменяется структура поверхности металлических изделий, предавая им нужные свойства.
Еще химико-термическая обработка металлов подразделяется на три вида, в зависимости от состояния среды, в которой происходит процесс, это: газовая, жидкая и твердая. При газовом методе, происходит быстрый нагрев, легко управлять реакцией, и применять автоматизацию и механизацию. Жидкостная менее распространена, чем газовая, а твердая служит, в основном, для получения жидкой или газовой среды.
Мы кратко рассмотрели технологию химико-термической обработки изделий из металла, которая является высокотехнологичным производственным процессом, поднимающая качество продукции на новый уровень.
Термическая обработка металлов: обзор процесса и преимуществ
Много лет назад кузнецы использовали тепло для придания металлу формы деталей повозок, подков и многого другого. После придания желаемой формы металл быстро охлаждали. Это обычно делало металл намного более твердым и менее хрупким. Это основной процесс, называемый термической обработкой металлов. Современные процессы механической обработки и металлообработки стали более точными и сложными.
Множество различных методов помогают придавать металлу форму для различных целей. Процессы термообработки изменяют реакцию металлов на прецизионную обработку. Термическая обработка может изменить некоторые свойства металлов. К таким свойствам относятся твердость, прочность, формуемость, эластичность, обрабатываемость и многое другое.
На сегодняшний день существует несколько методов термообработки. Металлурги постоянно работают над повышением экономической эффективности и результатов методов. При правильном соблюдении эти методы могут дать вам металлы с замечательными химическими и физическими свойствами. Здесь мы более подробно рассмотрим виды термической обработки стали и металлов и их назначение.
Что такое термическая обработка ?
Как правило, термическая обработка стали включает нагрев и охлаждение материала. Металл или сплав нагревают до определенной температуры. Затем происходит охлаждение для затвердевания нагретого материала. Процесс направлен на изменение микроструктуры металла. Кроме того, это помогает выявить желаемые механические, химические и физические характеристики.
Изменение этих свойств увеличивает срок службы задействованного компонента. Например, может быть повышенная пластичность, прочность, твердость поверхности или термостойкость. Термическая обработка является одним из основных этапов процесса производства металла. Это связано с тем, что это помогает улучшить металлическую деталь, чтобы она лучше противостояла износу.
Общее определение термической обработки может заключаться в нагреве и охлаждении металлов. Однако процесс термообработки более контролируемый. Пока идут процессы нагрева и охлаждения, форма обрабатываемого металла остается неизменной.
Во время этого процесса структурные и физические свойства материала изменяются, чтобы служить желаемой цели. Это также может быть для дальнейших работ по металлу. Термическая обработка стали или металлов играет важную роль на различных этапах производства.
Как работает Термическая обработка металлов ?
Хотя существует множество видов термической обработки, они следуют схожим процессам. Первый этап включает нагрев металла или сплава до необходимой температуры. Иногда температура поднимается до 2400°F. Его выдерживают при температуре в течение определенного времени перед охлаждением.
Пока металл горячий, его микроструктура меняется. Это физическая структура металла. Изменение структуры в конечном итоге приводит к изменению физических свойств металла. «Время выдержки» — это время, необходимое для нагревания металла.
Время выдержки является важным фактором в процессе термообработки. Металл, выдержанный в течение более длительного периода времени, будет иметь больше микроструктурных изменений, чем металл, выдержанный в течение более короткого периода времени. Охлаждение металла также играет решающую роль в конечном результате.
Процесс охлаждения может быть быстрым – закалка. В других случаях охлаждение можно проводить медленно в печи. Лучший тип охлаждения зависит от конечного результата, ожидаемого от процесса. Поэтому важно учитывать эти факторы перед началом термической обработки стали и металлов.
Другой фактор также определяет изменение свойств металла. Это конкретное время термической обработки в процессе производства. Некоторые металлы могут даже потребовать нагрева несколько раз во время производства. Поэтому важно понимать, как лучше всего выполнять операции правильно.
Преимущества Термическая обработка металлов
Без термической обработки металлов не может быть ничего подобного металлическим деталям приборов и оборудования. Даже если бы они существовали, они бы не функционировали должным образом. Например, детали из цветного металла будут слишком слабыми для некоторых применений.
Упрочнение металлов и сплавов, таких как сталь и алюминий, происходит посредством термической обработки. Применение многих из этих металлов в самолетах, автомобилях, компьютерах и других. В этих изделиях используются металлы с повышенной прочностью. Это необходимо для обеспечения надлежащей безопасности и повышения производительности.
Основное механическое свойство, которое изменяется после термической обработки, — это сопротивление сдвигу. Другие включают прочность на растяжение и ударную вязкость. Металлы с термической обработкой обычно прочнее, что обеспечивает долговечность. Поэтому не будет необходимости то и дело заменять дорогие металлические детали.
Использование эффективно термообработанных металлических деталей обеспечивает эффективную и экономичную эксплуатацию машин. Кроме того, продукт будет намного эффективнее даже в самых тяжелых условиях. Кроме того, для некоторых применений может потребоваться использование чрезвычайно твердых металлов. Приложениями могут быть те, которые требуют четко определенных границ.
Термическая обработка металлов является одним из лучших способов получения желаемых характеристик. Это также помогает разрабатывать твердые поверхности с пластичными материалами основы. Помимо преимуществ применения, термообработка также выгодна производителям.
Надлежащий процесс термообработки помогает снять внутренние напряжения. Следовательно, это облегчает сварку или обработку металла. Такие процессы, как горячая штамповка, могут со временем создавать напряжения в стальных материалах. Таким образом, эти материалы значительно выигрывают от термической обработки. Вкратце, к преимуществам термической обработки металлов можно отнести:
Повышает прочность, делая материал пластичным или более гибким.
Придает металлу износостойкие свойства.
Снимает напряжения, облегчая обработку детали или сварку.
Улучшает хрупкость.
Может улучшить электрические и магнитные свойства металла.
Виды термической обработки и их назначение при механической обработке
Как упоминалось ранее, каждый процесс термической обработки включает в себя нагрев и охлаждение. В этом разделе мы обсудим четыре основных типа термообработки. Вы также поймете их уникальное назначение в механической обработке.
Закалка
Закалка включает нагрев металлического материала до определенной температуры. Эта температура является точкой, при которой элементы, присутствующие в металле, переходят в раствор. Структура кристаллической решетки металла может иметь дефекты, являющиеся источником пластичности. Термическая обработка помогает устранить эти дефекты.
Он делает это путем превращения металла в раствор мелких частиц. Это работает для укрепления металлического материала. После тщательного нагрева металла до необходимой температуры его максимально быстро закаливают. Закалка помогает металлу улавливать частицы в растворе. В некоторых случаях технические специалисты могут добавлять в сплав примеси для дальнейшего повышения прочности.
Целью закалки является повышение прочности металла. В то же время он делает металл более хрупким, снижая пластичность. Поэтому поможет, если вы закалите металл после процесса закалки.
Закалка
Это еще один процесс термической обработки, повышающий упругость стали. Сплавы на основе железа обычно твердые, но часто слишком хрупкие для определенных применений. Закалка помогает изменить твердость, хрупкость и пластичность металла. Это делается для того, чтобы упростить процесс обработки.
В этом случае нагрев происходит при температуре ниже критической. Более низкие температуры, как правило, уменьшают хрупкость и сохраняют твердость. Отпуск помогает уменьшить твердость, вызванную закалкой. Таким образом, вы можете развивать новые физические свойства вашего металла. Поэтому отпуск часто должен следовать за закалкой во время термической обработки.
Отжиг
Этот процесс подходит для таких металлов, как сталь, алюминий, медь, серебро или латунь. Отжиг заключается в нагреве металла до определенной температуры. Затем вы выдерживаете металл при этой температуре в течение некоторого времени для трансформации. Затем происходит воздушное охлаждение.
Охлаждение серебра, меди и латуни может происходить медленно или быстро. Однако для эффективного отжига охлаждение стали должно быть постепенным. Отжиг действует противоположно закалке. Он снижает твердость металла, повышая его пластичность. Таким образом, он облегчает работу с металлом. Это также отличный способ починить слабый металл. В то же время он способствует снятию внутренних напряжений в металлах.
Нормализация
Нормализация — еще одна форма отжига. При этом металлический материал нагревается до 200°F, что выше, чем при отжиге. Техник держит металл при критической температуре, пока не произойдет превращение. Этот процесс термообработки требует воздушного охлаждения после нагрева.
Этот процесс приводит к более мелким аустенитным зернам. Воздушное охлаждение способствует получению более измельченных ферритных зерен. Он работает, чтобы удалить любую форму внутреннего напряжения из металлов. Внутренние напряжения могут привести к разрушению металла. Поэтому очень важно нормализовать металл. Тогда закалка может обеспечить успех производственных процессов.
Заключение
Термическая обработка металлов является отличным способом улучшения механических свойств металлов. Помимо физических, он также может улучшить электрические и магнитные свойства металла. Это дополнительно улучшает совместимость детали с другими материалами.
Как вы уже знаете, различные процессы термической обработки могут улучшить вашу продукцию. Тем не менее, вам нужны лучшие руки для работы над вашим проектом, чтобы получить желаемые результаты.
RapidDirect позволяет легко получать детали идеальной формы с помощью термообработки. Мы можем похвастаться наличием мощностей, которые выполняют широкий спектр операций термической обработки. Наши процессы термообработки выполняются лучшими техниками и инженерами в отрасли. Мы готовы использовать наши знания и опыт, чтобы предложить лучшие услуги. Вы можете быть уверены в адекватной поддержке и продуктах, отвечающих вашим уникальным требованиям. Все это вы получаете по конкурентоспособным ценам.
Часто задаваемые вопросы – Термическая обработка металлов
Делает ли термическая обработка металлов их прочнее?
Нагрев до определенного диапазона температур может дать более чистый и твердый металл. Термическая обработка обычно создает более прочные металлы. Однако также возможно, что некоторые виды обработки могут сделать металл слабее.
Что происходит при термической обработке металлов?
Повышение температуры металла увеличивает площадь его поверхности, объем и длину. Поэтому термическая обработка расширяет металл (терморасширение). Степень расширения будет зависеть от типа используемого металла.
При какой температуре сталь становится хрупкой?
Каждый стальной материал имеет свой верхний и нижний пределы ударной вязкости. Температура, при которой падает ударная вязкость стали, относится к «температуре перехода от вязкости к хрупкости». Обычно она составляет около 75°C для 0,01% углеродистой стали. Температура отличается для различных типов стальных материалов.
Термическая обработка металлов Обзор и виды термообработки стали
5 августа 2022 г.
Термическая обработка металлов насчитывает тысячи лет. Открытие процессов термообработки, несомненно, помогло начать значительный период технического прогресса. Кроме того, благодаря этой процедуре в ряде процессов механической обработки и металлургии используются передовые технологии для производства более точных и высококачественных деталей.
Вы обнаружите, что сегодня во многих отраслях промышленности применяются различные методы термообработки. Эти процессы термообработки помогают изменить физические, а иногда и химические свойства металла для различных целей.
Здесь мы рассмотрим все, что вам нужно знать о процессах термической обработки, их преимуществах и типах термической обработки стали.
Что такое термическая обработка?
В значительной степени термическая обработка является одним из наиболее важных компонентов процесса производства металла. Он включает в себя группу термических и металлообрабатывающих методов, которые изменяют свойства металла.
Именно термическая обработка изменяет физические, механические, а иногда и химические свойства металлов путем нагревания и охлаждения. К таким свойствам относятся пластичность, твердость, термостойкость, формуемость, обрабатываемость, прочность и т. д.
Методы термообработки различаются в зависимости от типа металлического материала и требуемых конкретных свойств. Для производителей важно знать подходящий метод термообработки для удовлетворения их конкретных потребностей.
Какие металлы доступны для термической обработки?
Примечательно, что вы должны изучить каждый материал, чтобы выбрать правильный метод термообработки для получения требуемых свойств. Это связано с тем, что не все металлические материалы подходят для всех видов термообработки.
Вы обнаружите, что черные металлы составляют большую часть термообработанных материалов. Так, различные марки стали составляют около 80% термически обработанных металлов. Тем не менее, некоторые цветные материалы также подходят для термической обработки.
Таким образом, металлические сплавы, такие как медь, алюминий, никель, латунь, магний и титан, подвергаются термообработке. Ниже приведены некоторые металлы, доступные для термической обработки, и подходящие типы термической обработки:
1. Чугун, углеродистая сталь, мартенситная нержавеющая сталь и инструментальная сталь
Методы термической обработки – закалка, отжиг, нормализация, снятие напряжений, цементация, азотирование и отпуск.
2. Медь и медные сплавы
Методы термической обработки – отжиг, старение и закалка.
3. Алюминий
Методы термообработки – отжиг, термообработка на твердый раствор, естественное и искусственное старение.
Стадии термической обработки металлов
Обычно существует пять основных методов термической обработки металлов. Этими процессами являются закалка, цементация, нормализация, отжиг и отпуск. Вы обнаружите, что каждый процесс приводит к различным свойствам металла.
Несмотря на это, обратите внимание, что существует три основных этапа термической обработки металлов. Эти этапы нагрева, замачивания и охлаждения. Взгляните на каждый этап ниже:
1. Этап нагрева
Это первый этап любого процесса термообработки металлов. Многие сплавы претерпевают структурные изменения при нагреве до определенной температуры до 1200°С в зависимости от марки металла. Кроме того, структура сплавов при комнатной температуре представляет собой механическую смесь, твердый раствор или комбинацию обеих форм.
Таким образом, было бы полезно, если бы вы всегда проявляли особую осторожность на этом этапе. И это потому, что одно неверное движение во время нагрева может привести к растрескиванию или деформации металла. Следовательно, ваша основная цель — обеспечить равномерный нагрев металла на этапе нагрева. Более того, при определении применимой скорости нагрева в игру вступают несколько факторов. Проверьте их ниже:
Размер и сечение металла.
Состояние металла.
Теплопроводность металлического материала.
2. Стадия замачивания
Эта стадия поддерживает температуру нагретой металлической детали, при которой происходят желаемые изменения в структуре металла. Более того, металл должен оставаться при этой температуре до тех пор, пока вся деталь не будет равномерно нагрета.
Период выдержки, также называемый временем выдержки, относится к тому, как долго вы выдерживаете металл при соответствующей температуре. Вы можете определить время выдержки с помощью химического анализа, массы и толщины металла — как правило, чем больше масса металла, тем дольше вымачивание. Тем не менее, время выдержки зависит от материала металла, но обычно оно составляет 2 часа.
3. Стадия охлаждения
После замачивания металла следующим шагом будет его охлаждение. Основная цель этапа охлаждения — снизить температуру металла до комнатной температуры. Но затем стадия охлаждения определяет результирующие свойства обработанного металла.
Опять же, на этом этапе металл может переходить из одного состава в другой, оставаться прежним или возвращаться к своей первоначальной форме. Обратите внимание, что это зависит от типа вашего металла, скорости охлаждения и охлаждающей среды. В результате стадия охлаждения остается решающей для придания металлу определенных структур и свойств.
Факторы, влияющие на процесс термической обработки металлов
На процесс термической обработки металлов влияют различные факторы. Проверьте эти факторы ниже:
1. Влияние времени и температуры
Возможно, время и температура являются наиболее важными факторами, влияющими на термическую обработку металлов. Более того, они вступают в игру на стадиях нагрева, выдержки и охлаждения при термообработке металлов.
Кроме того, исследования показали, что время и температура играют ключевую роль в изменении механических свойств и микроструктуры при термообработке. Например, увеличение скорости охлаждения стали (закалка) на 1000 °С в минуту приводит к образованию новой микроструктуры — мартенсита.
2. Величина деформации
В большинстве случаев различные процессы термической обработки приводят к различной деформации деталей и изменению их размеров. Кроме того, величина деформации связана со следующим:
Структура металлического материала до термической обработки.
Способ термической обработки, помещение в печь.
Распределение напряжений.
Таким образом, величина деформации влияет на процесс термической обработки металлов.
3. Влияние состава
Легирующие элементы также влияют на термообработку металлов. Это связано с тем, что они имеют тенденцию задерживать диффузию атомов через решетки железа, тем самым задерживая аллотропные превращения.
Кроме того, такие легирующие элементы, как марганец, молибден, никель и бор, повышают твердость. Точно так же эти элементы также позволяют проводить отпуск при более высоких температурах для повышения пластичности. Следовательно, состав металла влияет на процесс термообработки.
Типы термической обработки стали
Существует четыре основных типа термической обработки стали, которой подвергается промышленная обработка. Взгляните на них ниже:
1. Закалка
Этот тип термической обработки улучшает твердость и прочность стали за счет увеличения сопротивления решетчатой структуры. Закалка заключается в нагреве металла до необходимой температуры от 800 до 900°С и последующем его быстром охлаждении. Марку стали обычно охлаждают, погружая горячий металл в закалочную среду, такую как масло, вода или рассол.
Но для стали с высоким содержанием легирующих элементов требуемые температуры нагрева составляют от 980 до 1110°С. Большинству стальных материалов требуется быстрое охлаждение, так как стадия охлаждения влияет на уровень твердости.
Но тогда вы обнаружите, что плюсов в закалке нет. Это связано с тем, что при увеличении упрочнения при термообработке стали одновременно снижается пластичность. Таким образом, это делает стальной материал более хрупким.
2. Закалка
Часто вы обнаружите, что сталь более жесткая, чем необходимо, и слишком хрупкая для производственных процессов после закалки. Это связано с сильными внутренними напряжениями, образующимися при быстром охлаждении при термической обработке стали. Таким образом, отпуск снимает внутренние напряжения и снижает хрупкость стали после закалки.
Термическая обработка включает нагрев стали до необходимой температуры в диапазоне 125–700°C и последующее охлаждение металла на воздухе. Следовательно, температура отпуска, применяемая при термообработке стали, всегда ниже температуры закалки. Также скорость охлаждения обычно не влияет на структуру металла при отпуске. Таким образом, чем выше используемая температура отпуска, тем мягче становится сталь. Тем не менее, быстрорежущая сталь остается исключением, так как после отпуска она становится не мягче, а тверже.
3. Отжиг
Отжиг наиболее подходит для низкоуглеродистой стали из-за ее низкой прочности и мягкости. Этот метод термической обработки обеспечивает металлу свойства, противоположные закалке. Таким образом, отжиг металла помогает снять внутреннее напряжение, повысить гибкость, размягчить металл и улучшить его зернистую структуру.
Кроме того, отжиг стали включает три основных этапа:
Нагрев стального материала до требуемой температуры в диапазоне от 260 до 760°C в зависимости от марки стали.
Выдерживание марки стали для поддержания температуры в течение необходимого времени.
Затем медленно охладите до комнатной температуры.
Несмотря на это, скорость охлаждения от температуры отжига зависит от металла. Следовательно, в отличие от закалки, отжиг предполагает медленное охлаждение стали для придания ей мягкости.
Металлическая деталь медленно охлаждается путем закапывания горячей стальной детали в пепел, песок или другие материалы, плохо проводящие тепло, в процессе, известном как упаковка. Точно так же охлаждение от температуры отжига осуществляется путем отключения печи и совместного охлаждения печи и стальной детали в процессе, известном как охлаждение печи.
4. Нормализация
Нормализация снимает внутренние напряжения с черных металлов, полученных различными методами. Они включают термообработку, механическую обработку, сварку, ковку, литье или формование. Тем не менее, нормализованные стали тверже и прочнее отожженных. В связи с этим нормализацию обычно проводят для стальных деталей, подвергающихся ударным нагрузкам. Кроме того, этот метод термообработки также используется для деталей, которым требуется максимальная прочность и устойчивость к внешним воздействиям.
Нормализация стали включает следующее:
Нагрев стального материала до определенной температуры от 810 до 930°C в зависимости от марки стали.
Пропитка металла для равномерного нагрева.
Затем охладить на воздухе.
Имейте в виду, что при нормализации при термообработке стали используются более высокие температуры, чем при закалке и отжиге.
Преимущества термической обработки металлов
Термическая обработка металлических материалов помогает изменить их свойства, делая их применимыми в различных процессах производства металлов. Ниже приведены некоторые преимущества термообработки металлов:
Повышает твердость как на поверхности, так и внутри детали.
Термическая обработка делает металлы более гибкими и поддающимися механической обработке.
Повышает износостойкость и повышает хрупкость металлов.
Термическая обработка металлов может улучшить электрические и магнитные свойства металла. Это повышает их совместимость с другими материалами.
Заключение
Процессы термической обработки стали основным продуктом в нескольких производственных процессах. Перед термической обработкой металлов производители должны определиться с подходящим металлом. Более того, это включает в себя оценку различных свойств с учетом потребностей проекта. После учета всех факторов качество услуг по термообработке металла становится необходимым.
В WayKen наши специалисты могут позаботиться обо всех ваших услугах по термообработке металлов и отделке металлических поверхностей. Мы уверены, что вы можете получить желаемую механическую структуру обрабатываемых деталей и увеличить твердость, мощность и физическую форму обработанных деталей по мере необходимости. Загрузите файл САПР и получите бесплатное предложение уже сегодня!
Какие металлы подходят для термической обработки?
Как правило, для термической обработки подходят как черные, так и цветные металлы. Но ведь на разные марки стали приходится большая часть термообработанных металлов.
В чем разница между отжигом и нормализацией?
В первую очередь нормализация применяется только к черным металлам, таким как сталь.
Ремонт станков с ЧПУ — и другого промышленного оборудования
Компания Инжис предлагает услуги по ремонту станков с ЧПУ. Специалисты компании работают в области сервиса и ремонта оборудования более 25-ти лет. Мы имеем собственное производство, внедряем, обслуживаем и ремонтируем станки наших заказчиков. Наши специалисты на постоянной основе проходят стажировку у ведущих мировых станкостроительных компаний. Поэтому технология ремонта станков с ЧПУ отработана нами досконально.
На вопрос, почему ломается станок, практически невозможно дать однозначный ответ. Среди факторов, которые оказывают влияние на выход из строя металлообрабатывающих станков с ЧПУ, можно выделить следующие:
применение станка не соответствуют назначению и параметрам конкретного вида выпускаемой продукции;
недопустимые условия эксплуатации станка, не соответствующие паспортным требованиям;
чрезмерный износ узлов и систем станка в результате нарушения сроков выполнения технического обслуживания и плановых ремонтов или их отсутствия;
человеческий фактор: ошибки программирования ЧПУ или ошибочные действия оператора, приводящие к столкновениям движущихся органов станка, к системному превышению режимов обработки.
Причиной всех перечисленных действий может быть несоответствующая квалификация персонала в силу недостаточной подготовки и обучения.
Заказать бесплатную удаленную диагностику
Выполним
ремонт станка с ЧПУ
Мы выполняем все виды ремонтных работ следующего металлообрабатывающего оборудования с ЧПУ:
токарных станков;
автоматов продольного точения;
фрезерных станков;
карусельных станков;
обрабатывающих центров;
агрегатных станков;
зубообрабатывающих станков,
как отечественного, так и импортного производства таких производителей, как Hardinge, Nakamura-Tome, Romi, Kitamura, Citizen, Mazak, Shaublin, Leadwell, Matsuura, Makino, Fanuc, Doosan, Fadal, Weiler, Takisawa, TongTai (Topper), Spinner, Liebherr, Gildemeister, Mori Seiki, Biglia, Nexturn, Tornos, LNS, Hanwa, Vector, DMG, САСТА, Franz Kessler, Duplomatic, WFL, Pfiffner, EMCO, ACCUWAY, Takamaz, Pittler, Okuma, Breton, Nomura, Amada, Boley, Ergomat, Fagima, Ibarmia, Kellenberger, Kuraki и многих других.
В классическом понимании ремонт промышленных станков может быть плановый (текущий, средний, капитальный) и внеплановый — аварийный, вызванный отказом одного или нескольких узлов и систем. В своей практике мы часто сталкиваемся c необходимостью выполнения срочного ремонта, что называется «с колес». Наши специалисты выявляют причину поломки и принимают оперативные меры по ее устранению и восстановлению полноценной работы станка. В случае, если для этого требуется замена узла или запчасти, мы оказываем предприятию услугу по экспресс-поставке необходимой детали или ее аналога. Мы предоставляем гарантии на все виды работ и поставляемые комплектующие.
Практика плановых ремонтов станков с ЧПУ, а также систематическое техническое обслуживание однозначно позволяют в итоге существенно снизить затраты на эксплуатацию и обеспечить бесперебойную работу оборудования на долгие годы. Для этого мы используем практику составления технологической карты ремонта станка, которая позволяет контролировать параметры качества его выполнения на всех этапах ремонтных работ.
Виды ремонтных работ
Ремонт и замена шпинделя
Ремонт гидравлики промышленного оборудования
Ремонт стоек ЧПУ Heidenhain, Siemens, Bosсh, Fanuc, Mitsubishi, Fagor, Delta и др.
Ремонт электроники станков с ЧПУ
Ремонт частотных преобразователей
Ремонт поворотных столов
Ремонт измерительных систем Renishaw, Heidenhain, Marposs, Blum, Metrol
Ремонт револьверных головок производства Sauter, Duplomatic, Baruffaldi, Lio Shin, Golden Sun, Sempuco и др.
Примеры выполненных ремонтных работ
За последнее время нами выполнены следующие ремонтные работы:
Предприятие
Выполненные работы
ПАО «ОДК-УМПО», г. Уфа
5-координатный обрабатывающий центр 1000 VBF. Капитальный ремонт.
Агрегатное оборудование Pfiffner. Ремонт гидравлических обрабатывающих станций.
АО «КТРВ», г. Королев
Обрабатывающий центр Makino. Проверка геометрической точности.
АО НПО «Энергомаш», г. Химки
5-координатный станок Breton Ultrix Ultrix-120. Средний ремонт c проверкой технологической точности.
ООО «Инновация» г. Тамбов
Станок Spinner TD 42. Капитальный ремонт револьверной головы Duplomatic.
ООО «Валео Сервис», г. Тольятти
5-координатный обрабатывающий центр Miyano MTV-C410 с ЧПУ Yasnac. Диагностика и ремонт.
АО ВПО «Точмаш» г. Ковров
5-координатный фрезерный обрабатывающий центр EXERON D600/5. Ремонт.
АО ВПО «Точмаш» г. Ковров
Токарный обрабатывающий центр EMCOTURN E-45Т. Ремонт системы ЧПУ Fanuc.
АО «КМЗ», г. Ковров
Оборудование Battenfild HM 240/1330. Диагностика и ремонт блока управления CPU B6S/B6E.
АО «CМАЗ», г. Смоленск
Обрабатывающий центр МАТЕС 30HV. Капитальный ремонт
АО «CМАЗ», г. Смоленск
Ремонт поворотного стола Franz Kessler.
Наши преимущества
Клиентоориентированный подход гарантирует приемлемую рыночную стоимость работ и запасных частей
Гибкие условия оплаты, соблюдение заявленных сроков выполнения работ
Применение современных измерительных систем и поверочной оснастки позволяют в короткое время выполнить все необходимые проверки геометрической и технологической точности станка
Прием заявок в режиме 24/7
Оперативный выезд на предприятие в течение 24 часов
Наши современные средства удаленной диагностики позволят сократить сроки выполнения работ, стоимость ремонтных работ и, соответственно, потери предприятия от простоев оборудования и затраты на ремонт.
Доверьте ремонт и качественный сервис нашим высококвалифицированным специалистам! В конечном итоге вы получите исправное оборудование без лишних затрат и необходимости контроля на всех этапах выполнения работ, а качественно отремонтированный станок будет и дальше зарабатывать прибыль вашему предприятию.
Cпециалисты компании «Инжиниринг и Сервис» («Инжис») оказывают услуги на всей территории Российской Федерации, включая Москву, Санкт-Петербург, Челябинск, Екатерининбург, Пермь, Воронеж и др. Для заказа услуги в Вашем регионе позвоните по телефону +7(960)130-95-08 или заполните форму:
Особенности обслуживания и ремонта бытовых станков по дереву | Полезная статья
Поделиться
Подборка новостей
19.10.2022
MITEX 2022: 8–11 ноября 2022 год, ЦВК «Экспоцентр»
Будем ждать Вас на выставке!
04. 07.2022
Новый адрес центрального офиса
М8 Холмогоры, 33 километр, здание №2, 3 этаж
23.06.2022
Работа офиса 24.06.2022 г.
29.04.2022
Поздравляем с Первомаем!
Поздравление и режим работы
1
2
3
4
5
. ..
35
Смотрите также
22.09.2022
Возможности подставки BELMASH PC-100
Обзор новинки …
16.08.2022
Фуговальный станок BELMASH BJM-1200/150S — Сделано в Республике Беларусь!
Опасно: не используйте машину в ремонте — этикетка
Эта опасность: не используйте машину в ремонте — этикетка может быть размещена на продуктах, упаковке, оборудовании и в других местах, где большие вывески могут быть неуместны. Изготовлен из нашего прочного высококачественного винила, который разработан, чтобы выдерживать суровые условия и обеспечивать долгие годы службы. Эти этикетки могут противостоять жестокому обращению на промышленном рабочем месте.
Детали:
Доступны 3 размера
Легкое нанесение
Прочный клей для высокой прочности
Химическая, водостойкая и устойчивая к истиранию
Съемный, не оставляя грязных следов
Прочный, промышленный,
9
9 материалы марки
Индивидуальные знаки доступны без дополнительной оплаты
Химическая, водостойкая и устойчивая к истиранию
Легкое нанесение на кожуру и приклеивание
Доступен в нескольких размерах
Индивидуальные продукты
Индивидуальные знаки безопасности
Индивидуальные напольные знаки
Индивидуальные баннеры
Индивидуальные этикетки
Посмотреть все пользовательские продукты
Имя Обязательно
Фамилия Обязательно
Электронная почта Обязательно
Телефон
Компания
Найдите свой адрес Ввести адрес вручную
Address Line 1 Required
Address Line 2
City Required
State Required
Zip/Postal Code Required
Country Required
Comments Required
We уважать вашу информацию и никоим образом не передавать ваши данные третьим лицам.
Обзоры товаров
Полезные ресурсы
Похожие видео
Изображения продуктов
Нужен расчет?
Если вам нужно предложение, просто добавьте товары в корзину, затем выберите «Создать предложение» из корзины.
Как это работает:
Вы можете сохранять цитаты, отправлять их по электронной почте и даже добавлять заметки.
Когда вы будете готовы сделать заказ, вы можете сделать заказ онлайн, непосредственно из вашего коммерческого предложения, позвонить по номеру или отправить заказ по электронной почте.
Таблички по уходу и чистке машины
310 продуктов
Таблички по уходу и чистке машины обозначают конкретные инструкции или сообщения, необходимые для ухода за машиной и ее обслуживания.
Знаки по уходу за машиной и очистке обозначают конкретные инструкции или сообщения, необходимые для ухода за машиной и ее обслуживания.
Не работает Знаки не использовать
Уведомление: Знаки не работают
Знаки не работают
Уведомление: оборудование вне обслуживания. : Знаки «Не обслуживается/Fuera De Servicio»
Внимание! Знаки «Не эксплуатировать машину в ремонте»
Опасно: Знаки «Не использовать машину в ремонте»
Опасность: обслуживаемое оборудование. Не работать. Серьезные травмы или смерть. Знаки
Предупреждение: Не используйте человека, работающего на ремонте Знаки
Опасность: Не начинайте работу не в порядке Знаки
Предупреждение: знаки очистки машины после использования
Примечание: знаки давления воздуха 30 фунтов на квадратный дюйм для очистки деталей и оборудования
Опасность: Обслуживаемое оборудование Знаки запрета эксплуатации
Опасность: Знаки неисправного оборудования
Предостережение: Не ремонтировать Не работать Человек работает над ремонтом Знаки не работать
Опасно: Не работайте Знаки ремонтных работ
Опасно: Отсоедините перед обслуживанием. Знаки
Опасность: запрещается чистить или ремонтировать машины во время движения Знаки
Опасность: Не используйте людей, выполняющих ремонт Знаки
Внимание! Это устройство питается от нескольких источников Выключатель не отключит все источники питания Знаки
Опасность: неисправное оборудование. Знаки
Уведомление: выключить, когда не используется Знаки
Опасно/Peligro: Не запускать машину в ремонте/Нет Encender La Maquina Mientras Este En Reparacion Знаки
Предостережение: перед знаками
Внимание: выключайте машину, когда она не используется Знаки
Опасно: отключайте питание перед работой на машинах Знаки
Уведомление: чистите машину в конце каждой смены Знаки
35 09 35 09
Уведомление: Выполняется ремонт лазера Не входите, когда мигает свет. Знаки, требующие защиты глаз
Уведомление: Знаки очистки машины в конце каждой смены
Очистите машину: Знаки после использования
Предупреждение: вам должно быть не менее 18 лет, чтобы эксплуатировать или чистить оборудование. Знаки ремонта
Внимание! Перед очисткой или обслуживанием отключите источники питания. Знаки
Опасно: не запускать ремонтируемую машину Знаки
Опасно: запрещается чистить и ремонтировать машины во время движения Знаки
Опасность: обслуживаемое оборудование. Не работать. Серьезные травмы или смерть. Знаки
Опасность: выключите питание, прежде чем работать на машинах.
Загрузка…
Загрузка…
Загрузка …
Обратите внимание: выездные знаки, отсортированный по материалу знака, восходящая
0367
040367
0404040367
0367
.
Loading…
Loading…
Out Of Order Signs, sorted by Sign Material, ascending
Загрузка . ..
Загрузка …
Загрузка …
УВЕДОМЛЕНИЕ.
. Материал, по возрастанию
Loading…
Loading…
Loading…
Danger: Disconnect Before Servicing Signs, sorted by Sign Material , по возрастанию
Загрузка…
0365
.
Loading…
Loading…
Loading…
Caution: Do Not Operate Machine Under Repair Signs, sorted по знаковому материалу, по возрастанию
Loading…
Loading…
Loading…
Danger: Do Not Use Machine Under Repair Signs, sorted по знаке материала, восходящая
Нагрузка . ..
Загрузка …
9999
.0378
Опасно: обслуживаемое оборудование. Не работать. Серьезные травмы или смерть. Signs, sorted by Sign Material, ascending
Loading…
Loading…
Loading…
Loading…
Предостережение: запрещается использовать знаки «Человек, работающий на ремонте», отсортированные по материалу знака, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Danger: Don ‘t Start Out Of Order Signs, sorted by Sign Material, ascending
Loading…
Loading…
Loading…
Загрузка…
Загрузка…
Загрузка…
, ascending
Loading. ..
Loading…
Loading…
Warning: Clean Machine After Use Signs, sorted по знаковому материалу, по возрастанию
Loading…
Notice: Air Pressure 30 Psi For Cleaning Parts And Equipment Signs, sorted by Sign Material, ascending
. по знаковому материалу, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Danger: Defective Equipment Signs, sorted by Sign Material, ascending
Loading…
Caution: Do Not Operate Man Working On Repairs Signs, sorted by Sign Material, ascending
Loading. ..
Загружается…
Загружается…
Опасно: не использовать людей, работающих на ремонте Знаки, отсортированные по материалу знака, по возрастанию
Loading…
Loading…
Loading…
Loading…
Loading…
Loading …
Опасность: не работайте с работой над знаками ремонта, сортирован по материалу знака, восходящая
Опасно! Отсоедините перед обслуживанием. Signs, sorted by Sign Material, ascending
Loading…
Danger: Don’t Clean Or Repair Machinery While In Motion Signs, sorted by Sign Material, по возрастанию
Loading…
Loading…
Loading. ..
Loading…
Loading…
Loading.. .
Опасность: не работайте с мужчинами, работающими на знаках ремонта, сортируется по материалу знака, восходящая
44449767
4444444449767.0378
Loading…
Caution: This Device Powered By Several Sources Disconnecting Switch Will Not Turn Off All Power Sources Signs, sorted by Sign Material, ascending
Загрузка. ..
Загрузка…
Загрузка…
Загрузка…
9 Опасность: Дефект оборудования. Знаки, отсортированные по материалу знака, по возрастанию
Loading…
Notice: Turn Off When Not In Use Signs, sorted by Sign Material, ascending
Загрузка…
Опасно/Peligro: Не запускать ремонтируемую машину/Нет Encender La Maquina Mientras Este En Reparacion Знаки, отсортированные по материалу знаков, по возрастанию
Loading. ..
Loading…
Loading…
Caution: Before Signs, sorted by Sign Material, ascending
Загрузка…
0365
Loading…
Loading…
Loading…
Loading…
Danger: Turn Отключение питания перед работой на машинах Знаки, отсортированные по материалу знаков, по возрастанию
Загрузка. ..
6
Загрузка…0376
Loading…
Notice: Clean Machine At The End Of Each Shift Signs, sorted by Sign Material, ascending
Loading…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
77778
77.
77778
77778
777878
7778
7 Не входить при мигающем свете Знаки, требующие защиты глаз, отсортированные по материалу знака, по возрастанию
Loading. ..
Loading…
Loading…
Notice: Clean Machine At The End Of Each Shift Signs , sorted by Sign Material, ascending
Loading…
Loading…
Loading…
Чистая машина: после знаков использования, отсортированные по материалу знака, восходящая
777.
. Or Clean Equipment Signs, sorted by Sign Material, ascending
Loading…
Loading…
Loading…
Loading…
Danger: Turn Off When Not In Use Signs, sorted by Sign Material, ascending
Loading…
Осторожно: перед знаками, отсортированная по материалу знака, восходящая
Загрузка . ..
Загрузка …
…
…
…
. Материал, по возрастанию
Loading…
Loading…
Loading…
Loading…
Caution: Before очистка или обслуживание отключите источники питания. Signs, sorted by Sign Material, ascending
Loading. ..
Danger: Do Not Start Machine Being Repaired Signs, sorted by Sign Material, ascending
Loading…
Loading…
Loading…
Danger: Don’t Clean Or Repair Machinery While In Знаки движения, сортируемые по материалу знака, восходящая
Закрытая система отопления с принудительной циркуляцией
Автор Монтажник На чтение 14 мин Просмотров 16.2к. Обновлено
Хозяевам индивидуальных жилых домов при обустройстве автономного отопления приходится решать ряд важных задач по выбору нагревательного оборудования, системы для организации циркуляции теплоносителя, типа теплообменников, трубной разводки. Вариант, которому отдают предпочтение подавляющее большинство пользователей — закрытая система отопления с принудительной циркуляцией, схема которой позволяет реализовать разнообразные методы обогрева помещений.
Собственникам перед устройством отопительной системы полезно знать принципы ее функционирования, организации, изучить используемые трубы, котлы и технические приборы. Как для простых, так и для более сложных систем обязательно составляется схема отопления, по которой специалисты проводят монтаж оборудования, арматуры и трубопроводов.
Рис. 1 Закрытая система отопления с принудительной циркуляцией схема — схема для индивидуального дома
Содержание
Принцип функционирования закрытой системы
Сравнение закрытой и гравитационной систем
Закрытая система отопления с принудительной циркуляцией схема
Основные узлы системы отопления закрытого типа
Трубопроводы
Циркуляционные электронасосы
Расширительный бак
Воздухоотводчики
Запорная арматура
Коллекторные гребенки, гидрострелки
Теплообменники
Контрольные приборы, узлы безопасности
Организация радиаторного отопления
Разводка труб
Устройство теплых полов
Принцип функционирования закрытой системы
Чтобы не совершить критических ошибок при организации автономного отопления, в первую очередь учитывают эксплуатационные и расходы на топливо в долгосрочной перспективе со средним сроком примерно в 20 лет. И в этом отношении водяное отопление и установка газового котла даже при начальных сверхвысоких затратах оказываются экономичнее при длительной эксплуатации.
Нагретая в котлах вода не может циркулировать по трубам, если для этого не соблюдены определенные условия. Поэтому отопительный контур дополняют верхним расширительным баком или делают закрытым, а воду по нему проталкивают электронасосом.
Для сбора избытка теплоносящей жидкости, которая в нагретом состоянии расширяется, в закрытом контуре применяют накопительный бак. Излишки воздуха выпускают через воздухоотводчики, для защиты оборудования и приборов в случае превышения отопительной жидкостью предельных температур используют аварийные спускные клапаны.
Рис. 2 Схема открытой системы отопления индивидуального дома
Статья по теме:
Система отопления двухэтажного частного дома – варианты, схемы, монтаж. В отдельной статье подробно рассказывается про возможные варианты организации автономной системы отопления частного дома, схемы, оборудование, монтаж.
Сравнение закрытой и гравитационной систем
Помимо закрытой, в индивидуальных домах применяется система отопления без насоса, получившая название самотечной или гравитационной.
При ее организации нагретую котлом отопительную жидкость направляют по вертикальной трубе в расширительный бак, которой располагают в самой верхней точке дома (на чердаке). Вода поступает в бак самотеком за счет меньшей плотности горячих водных масс, выталкиваемых холодными.
От бака прокладывают с небольшим уклоном горизонтальную трубу с боковыми отводами к каждому радиатору, по которой нагретая вода затекает в теплообменные приборы. Снизу от каждой батареи отходит отвод, который подключают к общему трубопроводу обратки, проложенному с некоторым уклоном и подсоединенному к котлу.
Таким образом, система отопления с естественной циркуляцией не нуждается для обеспечения тока жидкости в каких-либо дополнительных приборах. Основные отличия самотечной и закрытой принудительной систем заключаются в следующем:
Среднее давление в отопительном контуре индивидуальных систем составляет 1 — 1,5 бара. Чтобы достичь нижнего порога в одну единицу, расширительный бак придется поднимать на высоту 10 м от котла. Это не всегда удается достичь в домах с двумя этажами и совершенно невозможно получить такое расстояние в одноэтажных зданиях.
В системах без циркуляционного насоса из-за низкого давления нельзя использовать контуры теплых полов. Впрочем, и в контурах с принудительной циркуляцией нередко в коллекторный узел разводки отопительного трубопровода устанавливают дополнительный циркуляционник.
Рис. 3 Материалы труб для отопления: нержавейка, медь, полипропилен, сшитый полиэтилен
Теоретически самотечная система отопления в частном доме может функционировать без электроэнергии, хотя в реальности многие автоматизированные газовые котлы также не работают без электричества. Однако бензиновый генератор поможет справиться с проблемами отсутствия электроэнергии в любых системах, обеспечивая напряжением питания циркуляционные электронасосы и автоматику котлов.
Если скорость перемещения тока воды в самотечных системах можно повысить, подключив в линию обратки через байпас циркуляционный электронасос, то проблемы с эстетичностью внешнего вида практически неразрешимы. Даже если спрятать горизонтальную трубу от расширительного бака под потолком, то подходящие к каждому радиатору по стенам вертикальные участки труб не только испортят внешний вид комнат, но и принесут массу неудобств при расстановке мебели, навешивании карнизов.
В принудительных системах трубопровод можно полностью скрыть под полом, что многие и делают.
Для предохранения воды от замерзания в нее добавляют антифризы, основные из которых — дешевой ядовитый этиленгликоль и абсолютно безвредный пропиленгликоль. Если в закрытый контур можно залить ядовитую жидкость, и она не будет иметь выхода наружу, то в открытом контуре придется применять только дорогостоящую незамерзайку.
Рис. 4 Условные обозначения на схемах элементов отопительных систем по ГОСТ 21.205-93
Закрытая система отопления с принудительной циркуляцией схема
Если рассматривать отопительную систему закрытого типа с насосом, то имеется ряд элементов, без которых ее функционирование невозможно. Замкнутая система отопления индивидуального дома помимо трубопровода обязательно включает в себя электронасос, расширительный бак, запорно-регулирующую арматуру, воздухоотводчики.
ГОСТ 21.205-93 регламентированы условные обозначения практически всех основных элементов, которые включает в себя любая схема закрытой системы отопления. При составлении плана специалистами инженерно-проектных организаций данные символы проставляют в чертежах, знание которых иногда может быть полезно собственникам при их изучении.
Основные узлы системы отопления закрытого типа
Обычно при монтаже закрытой системы обустраивают котельную, которая может находиться в доме или отдельно стоящей постройке.
В ней устанавливают котел и рядом с ним размещают все основное оборудование, от которых прокладывают трубопровод к теплообменникам в доме.
Рис. 5 Закрытая отопительная система и ее составляющие
Для подачи теплоносителя используют широкий ряд труб из различных материалов. Лидирующее место в наружном радиаторном отоплении занимает полипропилен со стекловолоконной или алюминиевой армирующей оболочкой, несколько реже используют металлопластик.
Для теплых полов применяют как металлы (медь, гофрированную нержавейку), так и пластики из сшитого и термостойкого полиэтилена, нередко армированные алюминием.
Циркуляционные электронасосы
В качестве насосов для организаций циркуляции теплоносителя в трубах, используют приборы центробежного принципа действия, обладающие наивысшим по сравнению с другими видами коэффициентом полезного действия.
Типовой циркуляционный насос имеет переключатель на 3 положения, позволяющий управлять числом оборотов вала с рабочим колесом. Таким методом добиваются регулирования скорости отопительный жидкости в трубах, что позволяет при необходимости в кратчайший срок прогреть помещения.
Отличительная особенность любого циркуляционника — наличие в центральной части корпуса винта с широкой шляпкой под шлицевую отвертку, предназначенного для спуска воздуха.
Мощность реализуемых в торговой сети циркуляционных насосов может изменяться в довольно широких пределах, от 20 до 500 ватт, типовой агрегат рассчитан на создание напора не более 10 бар. Объемы прокачки у бытовых циркуляционных агрегатов также находятся в широком диапазоне от 1 до 10 м3/час.
Циркуляционный электронасос всегда помещают в линию обратки — в этом случае он работает в среде с более низкой температурой и тем самым увеличивается срок его службы. Также в случае его поломки возникнет менее взрывоопасная аварийная ситуация, чем при размещении этого агрегата на подаче.
Статья по теме:
Подбор циркуляционного насоса для системы отопления: методы и расчет. В отдельной статье можете более подробно почитать про виды циркуляционных насосов системы отопления, их выбор и монтаж.
Рис. 6 Циркуляционные насосы и их применение
Расширительный бак
Данный прибор предназначен для поглощения избытка жидкости при ее тепловом расширении в результате нагревания.
Для отопительных систем используют отличные от водопроводных расширительные баки из стали, покрытые краской красного цвета. Их выпускают мембранного типа, фиксируя гибкое резиновое полотно между двумя половинами корпуса агрегата. Спереди бака находится резьбовой патрубок для подключения к трубопроводной магистрали, сзади размещен ниппель для закачки воздуха.
Объем расширительного бака подбирают таким образом, чтобы он был равен 10% от общего количества теплоносителя, который включает в себя закрытая система отопления частного дома.
Рис. 7 Расширительный бак – устройство и применение в отопительных контурах
Воздушные пробки могут парализовать работу любой системы отопления закрытого типа, остановив циркуляцию жидкости в контуре, поэтому важно обеспечить спуск воздуха на всех проблемных участках. Воздухоотводчики устанавливают на радиаторных теплообменниках и обязательно в самой высшей точке системы отопления с принудительной циркуляцией. Также они входят в группу безопасности котла, гидрострелки и коллекторные гребенки теплых полов.
Запорная арматура
При помощи шаровых и вентильных кранов перекрывают поток теплоносителя в трубопроводе. Приборы вентильного типа нередко используют в радиаторных теплообменниках для балансировки батарей с целью выравнивания их температур. Практически вся запорная арматура выпускается из латуни и имеет для соединения с трубопроводом наружную и внутреннюю резьбы.
Рис. 8 Воздухоотводчики – конструкция и примеры размещения
Коллекторные гребенки, гидрострелки
Чтобы подключить к отопительному контуру большое количество теплообменников используют распределительные узлы — коллекторы и гидрострелки.
Обычно гидрострелки, представляющие собой вертикально расположенные объемные баки прямоугольной формы, применяют для разводки большого числа коллекторов или радиаторных теплообменников. Сверху гидрострелки обязательно размещают воздухоотводчик.
Коллекторы — более сложные приборы и состоят из двух распределительных узлов с многочисленными отводами (гребенками) — подающего и обратного. При помощи коллекторов в основном подключают контуры теплых полов, нередко их используют и при лучевой разводке радиаторов.
Коллекторная гребенка позволяет задавать температурные параметры любого теплообменника. Для этого над каждой из подающих гребенок установлен регулируемый расходомер в прозрачном корпусе с отметками и внутренней индикаторной головкой.
Над каждым выводом обратки также находится регулировочный клапан, закрытый защитным колпачком. При необходимости автоматизации задания температурного режима на них устанавливают сервоприводы, которые вращают регулировочные клапаны, и таким образом меняют объем проходящей отопительный жидкости. При уменьшении проходящего по контуру потока отопительный жидкости температура теплообменных приборов падает, а с его увеличением повышается.
Рис. 9 Биметаллические и панельные батареи – внутреннее устройство
Теплообменники
Как отмечалось выше, для теплых полов используют металлические или полимерные трубопроводы, причем первые предпочтительнее в силу более высокой теплоотдачи. То есть, теплоноситель будет проходить по контуру с максимальной отдачей тепла.
В этом отношении полимерный металлопластик эффективнее сшитого и термостойкого полиэтилена и совершенно не подходит для теплых полов толстостенный полипропилен.
Из радиаторов широкой популярностью пользуется теплообменники из алюминия с высокой теплопроводностью. В последнее время их вытесняют с рынка биметаллические изделия, меньше подверженные коррозии из-за отклонений водородного показателя рабочей среды.
Конкуренцию им составляют панельные приборы, однако их коррозионная стойкость, напорные параметры значительно уступают изделиям из алюминия и тем более биметаллов.
Рис. 10 Узел безопасности котлов и примеры его размещения
Контрольные приборы, узлы безопасности
Во многих отопительных системах устанавливают манометры для контроля давления, которое в среднем составляет 1 — 1,5 бара. Также должны присутствовать температурные датчики, которые включают в себя некоторые разновидности коллекторных гребенок.
В верхней точке трубопровода, непосредственно отходящего от котла, обязательно устанавливают группу безопасности, состоящую из 3-х приборов, помещенных в одном корпусе. В состав группы входят воздухоотводчик, спускной клапан, стрелочный датчик давления.
Организация радиаторного отопления
Отопление радиаторами является наиболее простым способом обогрева помещений, некоторые хозяева даже реализуют его своими руками. От котла к ним подводят трубы, которые располагают у стен или под полом. В первом случае в основном используют трубопроводы из полипропилена, а во втором — из сшитого, термостойкого полиэтилена.
Радиаторы подключают по диагональной, боковой и нижней схемам. При этом боковая подводка считается не слишком удачным вариантом, если батарея состоит из большого количества секций.
Каждый радиатор оснащают краном Маевского и заглушкой, на входной и выходной патрубки нередко ставят шаровые краны или регулировочные вентили, терморегуляторы.
Батареи располагают в основном под оконными проемами симметрично центральной осевой линии, выдерживая расстояния от пола и до подоконника в 100 — 150 мм.
Радиаторы используют в принудительных и самотечных системах, в последнем случае трубы располагают с некоторым уклоном для обеспечения беспрепятственной циркуляции теплоносителя.
Рис. 11 Ленинградка в самотечной системе
Разводка труб
Один из важных аспектов, который следует учитывать при организации радиаторного обогрева — трубная разводка.
Теплоноситель можно подавать по следующим схемам укладки труб:
Однотрубная. При такой разводке отопительную жидкость направляют по одной трубе, которая последовательно проходит через все радиаторы. Так как температура первой батареи будет самой высокой, а последней ниже всех, и ее регулировка невозможна, такое подключение никто не использует.
Ленинградка. В данном виде однотрубной разводки теплоноситель проходит по одной трубе петлей от выхода котла к его входу, а радиаторы подключают к ней параллельно. При данном способе подсоединения температура всех батарей будет более-менее одинаковой, ее можно даже отрегулировать вентильными кранами на входе каждого из приборов или на участках труб под ними. Главный недостаток ленинградки — слишком низкая эффективность. То есть, большая часть теплоносителя беспрепятственно совершает движение по замкнутой петле, а в радиаторы попадает намного меньший водный объем. Таким образом ленинградка примерно 3 раза менее производительна, чем двухтрубные отопительные системы.
Тупиковая двухтрубная. Это наиболее популярный тип разводки в индивидуальных домах. При ее организации отопительная жидкость от котла подается по одной трубе, а остывшая после прохождения по радиаторным секциям направляется для подогрева по другой. К недостаткам тупиковой схемы относят неравномерный прогрев радиаторов — температура наиболее удаленных от котла будет понижаться. Поэтому на каждую из батарей ставят терморегулятор или управляют потоком при помощи регулировочного вентиля.
Рис. 12 Закрытая система отопления с принудительной циркуляцией — схема двухтрубной разводки
Статья по теме:
Двухтрубная система отопления – преимущества, сравнение с другими системами. Про двухтрубную систему отопления можно подробно почитать в отдельной статье. Преимущества и недостатки, части системы, самостоятельный монтаж!
Попутная. Данную разводку называют еще схемой Тихельмана. Принцип ее организации заключается в том, что подача осуществляется на первую от котла батарею и затем последующие, а обратный трубопровод подключают к ним в другом порядке. При этом направления потоков в линиях подачи и обратки совпадают, поэтому такая схема и получила название попутной. Из-за одинаковой длины трубопроводного контура каждой батареи, температура всех приборов одинакова и может быть установлена одним терморегулятором на котле. К ее недостаткам относят увеличенный в полтора раза расход труб на организацию петли обратного трубопровода. Еще один минус попутной разводки — отсутствие гибкости. То есть при необходимости устанавливать индивидуально температуру каждой батареи придется все равно ставить терморегулятор или регулировочный вентиль, что сводит на нет ее преимущества перед тупиковой схемой.
Лучевая. Еще одно название данной разводки – коллекторная. Ее эффективно использовать, если подающий и обратный трубопровод к радиаторам размещают под полами – в стяжке, деревянных лагах, насыпных видах. При этом преимущественно используют радиаторы с нижними узлами подключения, в основном это панельные типы. Чтобы получить примерно одинаковую температуру всех батарей, коллектор размещают в центре дома, монтируя его в нише одной из стен помещений.
Рис. 13 Коллекторные гребенки теплых полов
Устройство теплых полов
Теплые полы считают более эффективными по теплоотдаче, чем радиаторный обогрев.
Для их устройства на плиту перекрытия укладывают жесткий теплоизолятор, которым в большинстве случаев является обычный или экструдированный пенополистирол. Затем на пенопласт помещают армирующую решетку, привязывают к ней трубопровод, изогнутый в виде улитки или змейки, после чего заливают его стяжкой толщиной не менее 50 мм, предотвращая ее контакт со стенами заранее уложенной демпферной лентой.
Самая современная технология устройства теплых полов — применение пенопластовой подложки в форме яичных лотков с выступами. В этом случае трубопровод прокладывают между буграми, при этом нужное расстояние между витками не нужно задавать с помощью ручных измерений.
Для контуров теплых полов используют гибкие трубопроводы из коррозионностойких металлов и различных видов полиэтиленов. Диаметр труб обычно выбирают небольшим, в среднем 16 мм.
Трубопровод подключают к коллекторным гребенкам, фиксируя зажимными компрессионными фитингами, которые прикручивают ключом.
В отличие от бытового радиаторного отопления, где температура теплоносителя не превышает 80 °С, теплые полы относят к низкотемпературному отоплению с температурными параметрами рабочей жидкости не более + 50 °С. При этом оптимальная разница между подачей и обраткой на входе и выходе коллектора 10 °С.
Рис. 14 Примеры укладки теплых полов
Статья по теме:
Отопление в частном доме из полипропиленовых труб – нюансы, расчет. Закрытая система отопления с принудительной циркуляцией, схема и ее устройство может быть реализовано из полипропиленовых труб, а как это сделать, подробнее читайте в отдельной статье!
Любая система отопления закрытого типа в частном доме подразумевает установку циркуляционного электронасоса, отвечающего за перемещение теплового носителя по контуру. Помимо насосного оборудования, в схему обязательно входят расширительный бак, запорно-регулирующая арматура, клапаны для развоздушивания и аварийного слива теплоносителя, контрольно-измерительные, терморегулирующие приборы, распределительные узлы.
схема с насосом для частного дома
Содержание
1 Характеристика принудительной циркуляции
2 Циркуляционный насос и схемы замкнутого контура
3 Преимущества применения насоса
4 Из чего состоит закрытая система отопления
5 Важные моменты при проведении монтажа системы отопления закрытого типа
Отопление является важной и неотъемлемой частью, без которой невозможно обеспечить комфортное проживание. Автономные системы обогрева подразделяются на два вида: открытые и закрытые. Главной задачей системы отопления является транспортирование теплоносителя внутри контура. Такой процесс транспортировки теплоносителя подразделяется на два вида: естественный и принудительный. Естественный способ циркуляции ранее был одним из самых популярных, не появились специальные насосы, которые способны функционировать при максимально-высоких температурах. Именно поэтому сегодня все большей популярностью пользуется принудительный способ циркуляции теплоносителя.
Характеристика принудительной циркуляции
Принудительный способ функционирует за счёт циркуляционного насоса, располагающегося в контуре отопительной сети. Функционирование такого насоса осуществляется за счёт переменного напряжения 220В. При отсутствии напряжения, когда отключается подача электроэнергии, функционирование насоса прекращается. Это недостаток, который в большинстве случаев вызывает серьёзные проблемы.
Чтобы избежать проблем с циркуляцией теплоносителя при отсутствии электроэнергии, прибегают к установке специальных источников питания. С их помощью возобновляется функционирование циркуляционного насоса при отсутствии электроэнергии.
Помимо использования источников питания, возобновить работу насоса можно другими способами:
Приобретение бензинового или дизельного генератора, которые вырабатывают переменный ток и напряжение 220В.
Установка байпаса, посредством которого обходится контур с насосом, и происходит самотёчное движение теплоносителя. Для этого сооружается отопительная система с уклонами трубопроводов по ходу движения воды. Для закрытой сети такая перемычка не актуальна, поэтому оптимальными вариантами являются только энергонезависимые источники питания.
Определимся, в чем разница между закрытым и открытым контуром. Открытый контур означает, что теплоноситель имеет соединение с воздухом, а в закрытой такое действие исключено. Местом соприкосновения теплоносителя является расширительный бачок, которые бывают двух видов:
открытые;
закрытые.
В закрытом типе бака установлена мембрана, при помощи которой удерживается давления газа, находящегося внутри ёмкости. В незамкнутом или открытом бачке происходит испарение теплоносителя, поэтому его объем постоянно уменьшается. Такое явление является негативным фактором, однако доливание холодной воды в систему выполняется не чаще, чем один раз в год.
Циркуляционный насос и схемы замкнутого контура
Система отопления закрытого типа в частном доме используется очень часто, что связано с эффективностью. Системы обогревания с принудительной транспортировкой теплоносителя оснащаются насосами, которые подают и распределяют воду по радиаторам. Применяется насос в таких сетях, как «ленинградка». Схема закрытой системы отопления с принудительной циркуляцией типа «ленинградка» имеет вид замкнутого кольца, в котором расположен котёл. Это система простого типа применяется в многоквартирных домах старой постройки, а также частных домах. Схема такой сети представлена на фото ниже.
Принцип работы такой схемы заключается в том, что от котла отходит труба, в которую врезано любое количество радиаторов. Эта труба укладывается на уровне пола, и в неё подключается вход и выход из радиатора. Такую систему ещё называют однотрубной, так как радиаторы включаются в контур только одной трубы.
Недостаток однотрубной системы в том, что она не способна равномерно распределять теплоноситель по батареям поэтому, чем дальше установлен радиатор от котла, тем температура в нем будет ниже.
Такая система не способна равномерно прогревать все комнаты, поэтому её применение актуально только в маленьких домах с небольшим количеством комнат. Для разрешения данной проблемы в систему монтируется циркуляционный насос, которым активно перемещается теплоноситель. Чем выше скорость перемещения воды, тем равномернее будут прогреты все комнаты.
Циркуляционный насос состоит из электрической и механической части. Электрическая часть отвечает за вращение крыльчатки насоса, что происходит благодаря маломощному электромотору. Насос же выполняет задачу транспортировки теплоносителя по контуру. Причём для него не важно, какой тип системы сооружён: закрытого или открытого типа.
Двухтрубные системы отопления с газовым котлом популярны, и очень часто сооружаются в частных домах. В такой системе работает самотёчная подача, и происходит самостоятельное перемещение теплоносителя. Однако подать горячую воду по всем радиаторам в одинаковом объёме естественным путём невозможно, поэтому прибегают к монтажу циркуляционных насосов. Ведь при помощи таких устройств возможно не только быстрое прогревание всего дома, но и поднятие горячей воды на второй этаж.
Преимущества применения насоса
Система отопления без насоса уже давно перестала быть актуальной. Даже если возникают перебои с подачей электроэнергии, то для этих целей достаточно приобрести генератор или ИБП. Их стоимость не маленькая, однако, они себя способны окупить, если в регионе проживания случаются частые перебои с электроэнергией. К преимуществам использования циркуляционных насосов относятся:
Простота монтажа отопительного контура. Монтируется система отопления из пластиковых труб, что намного проще и дешевле, нежели покупка металлических трубок и их сваривание. Не понадобится соблюдать углы уклона для подачи и обратки, что также является существенным преимуществом.
Применение коллекторного типа разводки трубопровода. При таком способе разводки будет обеспечиваться равномерная подача теплоносителя ко всем радиаторам.
Увеличение протяжённости трубопровода.
При установке циркуляционного насоса сооружается отопление типа «тёплый пол».
Размещается циркуляционный насос на обратном трубопроводе перед котлом. При этом немаловажно перед входом в насос установить очистительный фильтр.
Из чего состоит закрытая система отопления
Главными элементами системы отопления закрытого типа являются:
Котёл. Это основной источник создания тепловой энергии, при помощи которого нагревается вода. Котлы бывают газовыми, твёрдотопливными и электрическими.
Расширительный бачок мембранного типа.
Циркуляционный насос, который подбирается по мощности в зависимости от объёма воды в контуре.
Радиаторы для обогрева помещений.
Трубопроводы для сооружения контуров.
Переходники и соединители.
Обратные клапаны.
Фильтры для очистки воды от засорений.
Воздухоотводчики.
Все элементы для сооружения системы закрытого типа практически такие же, которые применяются для изготовления контура открытого типа. Различие заключается только в применение расширительных баков разной конструкции.
В контрах открытого типа применяются обычные баки без крышки. Их установка осуществляется в самой верхней точки отопительного контура. В контурах закрытого типа размещать баки можно в любой точке.
Важные моменты при проведении монтажа системы отопления закрытого типа
Соорудить сеть отопления закрытого типа вполне возможно самостоятельно без помощи специалистов. Однако при монтаже немаловажно учитываются такие факторы:
Врезать насос следует в контур обратки. Он при отсутствии возможности установить в контур обратки, может быть размещён и на подаче, однако это приведёт к сокращению срока его эксплуатации. Это связано с тем, что электрическое устройство хотя и рассчитано на работу при высоких температурах, но желательно, чтобы они были не выше 70-80 градусов. Кроме того, насос имеет резиновые уплотнители, которые под действием высоких температур теряют свои первоначальные свойства.
Разрешается применять трубы малого диаметра. Это позволяет получить такие преимущества: сокращение расходов на покупке трубопровода, ускорение циркуляции теплоносителя, а также малый объем воды в сети отопления. Чем меньше воды в контуре, тем быстрее она нагревается.
Желательно устанавливать котёл современного типа, так как это позволит контролировать процесс обогрева автоматически.
Расширительные баки закрытого типа имеют разные размеры и формы, поэтому при выборе важно учитывать место его установки, а также объем воды в контуре.
В завершении стоит подчеркнуть, что система закрытого типа пользуется популярностью. Главным преимуществом является увеличение срока службы, а также отсутствие необходимости монтировать бак на чердаке дома. При конструировании закрытой сети отопления соблюдаются вышеуказанные рекомендации, что позволяет соорудить надёжный обогревательный контур.
Открытая вентилируемая и замкнутая система отопления
Перейти к содержимому
Предыдущий Следующий
Открытая вентилируемая и замкнутая система отопления
Отопительные и охлаждающие установки используют воду для передачи энергии, потому что это самая дорогая эффективная среда и самый доступный, стабильный ресурс. Вода расширяется при нагревании и сжимается (уменьшается в объеме) при охлаждении. Чтобы приспособиться к расширению и сжатию, требуется хранилище. Как правило, существует два типа систем компенсации теплового расширения: герметичные системы (закрытые) и системы с открытой вентиляцией.
В системе с открытой вентиляцией (открытый контур) открытый резервуар в самой высокой точке установки используется для хранения расширенной жидкости (рис. 1.1).
В закрытой системе (герметичной/герметичной) для хранения расширенной жидкости используется расширительный бак (рис. 1.2).
Как правило, в старых системах отопления, скорее всего, используется котел открытого типа с питательным и расширительным баком. При реконструкции машинного зала следует ли сохранить это или выбрать закрытую систему?
Мы рассмотрим основные различия между открытыми вентилируемыми системами и закрытыми системами, чтобы помочь вам решить, что лучше всего подходит для вашего проекта реконструкции системы отопления.
Что такое открытая вентилируемая система? Система отопления, открытая для атмосферы и имеющая питательный и расширительный баки.
Как работает открытая вентилируемая система отопления? Для покрытия потерь воды в результате испарения или утечек в системе уровень воды в баке поддерживается и автоматически пополняется с помощью поплавкового клапана в баке, подключенного к сети. Расширенная вода также размещается в открытом расширительном баке. Давление в системе или напор достигается за счет высоты расположения резервуара над машинным помещением.
Питательный и расширительный баки обычно устанавливаются в подкровельных пространствах, и высота бака над котлами должна соответствовать минимальному рабочему давлению для установленного котла и иметь достаточную высоту над самой высокой точкой циркуляционной системы.
Эта система использует существующие линии холодной воды для возврата холодной нециркулирующей воды обратно в систему подачи холодной воды в доме перед источником тепла. Циркуляционный насос с открытым контуром, который обычно используется при модернизации и незначительной реконструкции, будет забирать воду непосредственно из горячей или холодной линии, на которой он установлен. Насосы с открытым контуром могут быть установлены путем добавления тройника или переходника перед запорным клапаном приспособления, а также в линию вдоль подающей или обратной трубы. В системе с разомкнутым контуром насосы обычно располагаются в шкафу, под полкой или столешницей в непосредственной близости от светильника. Насос управляется термостатом или таймером, обеспечивая циркуляцию воды всякий раз, когда это необходимо, чтобы поддерживать поступающую в прибор воду нужной температуры.
Каковы недостатки открытой вентилируемой системы для современных котлов? Открытая вентилируемая система обычно используется в старых системах отопления и не может работать при высоком давлении. Это может привести к попаданию загрязняющих веществ в воду системы. Питательный и расширительный баки требуют периодической очистки и позволяют кислороду попадать в систему, что может способствовать коррозии. Прокладка трубопровода от резервуара до машинного зала иногда может быть трудной и требует изоляции для защиты от замерзания.
Что такое закрытая система? Система отопления, закрытая от атмосферы и не имеющая питательного и расширительного бака.
Как работает закрытая система? В закрытых системах будет использоваться блок повышения давления для автоматического возмещения потерь воды и поддержания минимального напора. Также необходимо будет установить специальный расширительный бак, чтобы компенсировать эффекты расширения и сжатия теплоносителя, возникающие при изменении температуры теплоносителя во всем диапазоне рабочих температур закрытой системы отопления. Оба устройства должны точно соответствовать размеру системы, в которой они используются.
Системы циркуляции воды с замкнутым контуром имеют специальную возвратную линию для возврата воды к первоначальному источнику нагрева или охлаждения. Установка специальной обратной линии предотвращает возможность смешивания теплых или холодных точек в системе водоснабжения, как в системе с открытым контуром. Циркуляционный насос, часто устанавливаемый при новом строительстве или обширной реконструкции, также позволяет устанавливать циркуляционный насос рядом с водонагревателем или другим источником нагрева/охлаждения.
Каковы преимущества закрытой системы? Закрытые системы занимают меньше места, способствуют чистоте системы, улучшают качество воды и снижают проникновение кислорода.
Преимущество закрытых систем заключается в том, что все оборудование – блоки повышения давления и расширительные баки – расположено в котельной, что упрощает доступ для обслуживания и обслуживания.
Блоки повышения давления предлагают дополнительное преимущество контроля давления в системе, так что устройства могут быть заблокированы для предотвращения работы в случае слишком высокого или слишком низкого рабочего давления.
Некоторые блоки повышения давления контролируют объемы воды, поступающие в систему, что может помочь в выявлении утечек, а также помочь решить, когда может потребоваться повторная дозировка ингибиторов коррозии.
Дополнительно для солнечной системы нагрева воды Солнечная система нагрева воды с открытым контуром
В системе с открытым контуром (прямая) вода, нагретая в панелях коллектора, возвращается в бак, а затем в краны и устройства для бытовое использование. В контур должна быть встроена такая система, как насос с регулируемой температурой, обеспечивающий циркуляцию горячей воды через панель в холодные ночи для предотвращения замерзания.
Замкнутая солнечная система нагрева воды
В замкнутой (косвенной) системе теплоноситель, такой как гликоль, циркулирует через коллекторные панели, поглощая тепло. Он переносит это тепло в теплообменник в бойлере с горячей водой, где тепло передается воде.
Системы с замкнутым контуром несколько менее эффективны, чем системы с разомкнутым контуром, поскольку через теплообменник происходят некоторые потери тепла. Их преимущество в том, что они могут использовать морозостойкую жидкость, поэтому они больше подходят для регионов, подверженных заморозкам.
Для систем с открытым и замкнутым контуром уменьшите потери тепла между солнечными панелями и накопителем:
сделайте расстояние между ними как можно короче
изоляция всех труб
прокладка труб по теплым помещениям дома.
Для оптимизации производительности можно использовать насос, управляемый температурой воды, для циркуляции воды/теплообменной жидкости. Это может:
обеспечить гибкость в расположении панели и цилиндра
улучшите составную часть системы защиты от замерзания, активировав обратный поток через систему с открытым контуром, когда есть риск заморозков.
ГЭК бытовой
ГЭК бытовой
Высокоэффективные циркуляционные насосы, предназначенные для систем отопления. Применяется в качестве универсального апгрейда и сменного насоса. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения.
Flow max Head max Liquid temperature Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HET Domestic
HET Бытовой
Высокоэффективные циркуляционные насосы. Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Flow max Head max Liquid temperature Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HEC Commercial
HEC Commercial
Высокоэффективный циркуляционный насос для коммерческих зданий. Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.
Высокоэффективные циркуляционные насосы компактной конструкции, подходящие для всех систем ОВКВ, от котлов и тепловых насосов до систем тепловых интерфейсов (HIU). Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Flow max Head max Liquid temperature Pressure max
4.0 m 3 /h 8m 2.. 110°C 10 bar
VIEW
Gas Boiler Pump
Насос газового котла
Циркуляционные насосы OEM подходят для настенных газовых котлов мировых брендов, таких как Vaillant, Viessmann, Bosch, Italtherm. Благодаря отличной совместимости, это лучший выбор для замены старого циркуляционного насоса в газовых котлах. Также доступен высокоэффективный тип.
Flow max Head max Liquid temperature Pressure max
2.3 m 3 /h 7m 2. . 95°C 3 bar
VIEW
LE Domestic
LE Бытовой
Предназначен для систем отопления, горячего водоснабжения, охлаждения и кондиционирования воздуха. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
Макс. расход Макс. напор Температура жидкости Макс. давление
9,6 м 3 /ч 15 м 2.. 110°C 10 бар
ВИД пластпамп2021-07-07T06:55:11+00:00
Перейти к началу
типовые схемы и принцип монтажа
Основным признаком, которым закрытая система отопления отличается от открытой, является ее изоляция от воздействий внешней среды. В такой контур входит циркуляционный насос, стимулирующий движение теплоносителя. Схема лишена многих недостатков, присущих открытому контуру отопления.
Все о плюсах и минусах замкнутых контуров отопления вы узнаете, прочитав нашу статью. В нем досконально разобраны варианты устройства, особенности сборки и работы закрытых систем. Для самостоятельных мастеров приведен пример гидравлического расчета.
Информация, представленная для справки, основана на строительных нормах и правилах. Для оптимизации восприятия сложной темы текст дополнен полезными схемами, подборками фото и видео-гайдами.
Содержание статьи:
Принцип работы замкнутой системы
Система защиты от воздуха
Гидравлический расчет для замкнутой системы
Правила расчета расхода теплоносителя
Выбор циркуляционного насоса
Как рассчитать расширительный бак?
Критерии выбора резервуара
Выбор оптимальной схемы
Однотрубная система отопления
Двухтрубная система отопления
Выводы и полезное видео по теме
Принцип работы закрытой системы
Тепловое расширение в закрытой системе компенсируется применением мембранного расширительного бака, заполняемого водой при нагреве. При остывании вода из бака снова уходит в систему, тем самым поддерживается постоянное давление в контуре.
Давление, создаваемое в закрытом отопительном контуре при установке, передается на всю систему. Теплоноситель циркулирует принудительно, поэтому данная система энергозависима. Без него не будет движения нагретой воды по трубам к приборам и обратно к теплогенератору.
Фотогалерея
Фото
Основное отличие системы отопления закрытого типа от открытого аналога — наличие мембранного расширительного бака, исключающего непосредственный контакт теплоносителя с атмосферой
В отечественных традициях расширительный бак для отопительных контуров выпускается красного цвета. В продаже можно найти серый и белый импортные варианты.
При использовании закрытого расширительного бака, расширительного устройства предотвращается испарение воды, циркулирующей по контуру, уменьшается образование отложений на внутренних стенках труб и приборов
В результате отсутствия испарения и минимизации отложений на внутренних поверхностях приборов, труб, арматуры снижается нагрузка на котел и насос, что значительно продлевает срок их эксплуатации
Закрытые варианты сооружения систем отопления применяются со всеми типами котлов, работающих на доступных видах топлива
В закрытой системе обязательна группа безопасности, состоящая из предохранительного клапана, воздухоотводчика и манометра
Закрытый расширительный бак подбирается так, чтобы его объем обеспечивал место для расширения нагретого теплоносителя
Экспансоматы устанавливаются как во вновь строящихся системах отопления, так и в модернизируемых вариантах с насосной циркуляцией теплоносителя
Особенности замкнутого контура отопления
Расширительный бак для систем отопления
Замкнутая система Преимущества
Резервирование условий оборудования
Замкнутый контур в тандеме с котлами
Замкнутый контур Группа безопасности
Правила выбора закрытого бака
Подходящий тип системы для установки
Основные элементы замкнутого контура:
котел;
клапан выпуска воздуха;
клапан термостатический;
радиаторы;
трубы;
расширительный бак, не контактирующий с атмосферой;
балансировочный клапан;
шаровой кран;
насос, фильтр;
предохранительный клапан;
манометр;
арматура, крепеж.
Если электроснабжение дома бесперебойное, то закрытая система работает эффективно. Часто конструкцию дополняют «теплыми полами», повышая ее эффективность и теплоотдачу.
Такое расположение позволяет не придерживаться определенного диаметра трубопровода, снизить затраты на приобретение материалов и не размещать трубопровод под уклоном, что упрощает монтаж. К насосу должна подаваться жидкость с низкой температурой, иначе его работа невозможна.
Замкнутая схема отопления включает в себя часть деталей, которые используются в других типах систем
Этот вариант имеет один отрицательный нюанс — если при постоянном уклоне отопление работает даже при отсутствии электропитания, то при строго горизонтальное положение трубопровода, замкнутая система не работает. Этот недостаток компенсируется высоким КПД и рядом положительных моментов по сравнению с другими типами систем отопления.
Установка относительно проста и возможна в помещении любого размера. Трубопровод не нужно утеплять, нагрев происходит очень быстро, если в контуре присутствует термостат, то можно задать температурный режим. Если система устроена правильно, то потерь теплоносителя нет, а значит, нет и причин для его пополнения.
Несомненным преимуществом закрытой системы отопления является то, что разница температур между подачей и обраткой позволяет увеличить срок службы котла. Замкнутые трубопроводы менее подвержены коррозии. Возможна загрузка в контур, когда зимой приходится отключать отопление на длительное время.
Наиболее часто используемыми системами закрытого типа являются водяные системы, хотя теплоносителем могут служить и незамерзающие жидкости, пар и газы с необходимыми характеристиками
Защита системы от воздуха
Теоретически воздух не должен попадать в закрытую систему отопления, но фактически он все же там есть. Его накопление наблюдается в момент, когда трубы и батареи заполнены водой. Второй причиной может быть разгерметизация суставов.
В результате появления воздушных пробок снижается теплоотдача системы. Для борьбы с этим явлением в систему включают специальные клапаны и краны для выпуска воздуха.
Если в системе не скапливается воздух, поплавок воздухоотводчика перекрывает выпускной клапан. При образовании воздушной пробки в поплавковой камере поплавок перестает удерживать выпускной клапан, и воздух выходит за пределы устройства
Чтобы свести к минимуму вероятность воздушных пробок, при заполнении закрытой системы необходимо соблюдать определенные правила:
Подача воды снизу вверх. Для этого проложите трубы так, чтобы выпускаемые вода и воздух двигались в одном направлении.
Оставьте краны для выпуска воздуха в открытом положении, а краны для слива воды в закрытом положении. Таким образом, при постепенном подъеме теплоносителя воздух будет выходить через открытые дефлекторы.
Закройте выпускной клапан, как только через него пройдет вода. Процесс продолжается плавно до полного заполнения контура теплоносителем.
Запустить насос.
Если в отопительном контуре, то на каждом необходимы вентиляционные отверстия. Алюминий при контакте с теплоносителем провоцирует химическую реакцию, сопровождающуюся выделением кислорода. Частично биметаллические радиаторы имеют ту же проблему, но воздуха образуется гораздо меньше.
В верхней точке установлен автоматический воздухоотводчик. Это требование объясняется тем, что пузырьки воздуха в жидких веществах всегда устремляются вверх по трубе, где их собирает устройство для отвода воздуха 9.0003
В радиаторах все 100% биметаллические теплоносители не контактируют с алюминием, но профессионалы настаивают на наличии в этом случае воздухоотводчика. Специфическая конструкция стальных панельных радиаторов уже в процессе производства оснащена клапанами для выпуска воздуха.
На старых чугунных радиаторах воздух удаляется при помощи шарового крана, другие приспособления здесь малоэффективны.
Критическими точками в контуре отопления являются перегибы труб и верхние точки системы, поэтому в этих местах монтируются устройства для отвода воздуха. В замкнутом контуре применяют автоматические или поплавковые клапаны, позволяющие сбрасывать воздух без вмешательства человека.
В данном устройстве имеется полипропиленовый поплавок, соединенный балкой с катушкой. По мере заполнения поплавковой камеры воздухом поплавок опускается, а при достижении нижнего положения открывает клапан, через который выходит воздух.
В освободившийся от газа объем поступает вода, поплавок устремляется вверх и замыкает золотник. Для предотвращения попадания мусора в последний он закрыт защитным колпачком.
Корпус как ручного, так и автоматического воздухоотводчика изготовлен из высококачественного материала, не подверженного коррозии. Для удаления воздушной пробки конус поворачивают против часовой стрелки, выпускают воздух до прекращения шипения
Есть модификации, где этот процесс идет по-другому, но принцип тот же: поплавок в нижнем положении — газ идет; поплавок вверх — клапан закрыт, воздух скапливается. Цикл повторяется автоматически и не требует присутствия человека.
Гидравлический расчет для закрытой системы
Чтобы не ошибиться с подбором труб по диаметру и мощности насоса, необходим гидравлический расчет системы.
Эффективная работа всей системы невозможна без учета основных 4-х пунктов:
Определение количества теплоносителя, которое необходимо подавать к отопительным приборам, чтобы обеспечить требуемый тепловой баланс в доме, независимо от наружная температура.
Максимальное снижение эксплуатационных расходов.
Снижение до минимума финансовых вложений в зависимости от выбранного диаметра трубопровода.
Стабильная и бесшумная работа системы.
Решить эти задачи поможет гидравлический расчет, который позволяет выбрать оптимальные диаметры труб с учетом экономически обоснованных расходов теплоносителя, определить гидравлические потери напора на отдельных участках, увязать и сбалансировать ветви системы. Это сложный и трудоемкий, но необходимый этап проектирования.
Правила расчета расхода теплоносителя
Расчеты возможны при наличии теплотехнического расчета и после подбора радиаторов по мощности. Теплотехнический расчет должен содержать обоснованные данные об объемах тепловой энергии, нагрузках, потерях тепла. Если этих данных нет, то мощность радиатора берется по площади помещения, но результаты расчета будут менее точными.
Трехмерная схема удобна в использовании. Всем элементам на ней присвоены обозначения, включающие в себя маркировку и номер по порядку
Начните со схемы. Лучше выполнять ее в аксонометрической проекции и применять все известные параметры. Расход теплоносителя определяется по формуле:
G = 860q/∆t кг/ч,
где q – мощность радиатора кВт, ∆t – разница температур между обраткой и подачей. Определив это значение, определяют сечение труб по таблицам Шевелева.
Для использования этих таблиц результат расчета необходимо перевести в литры в секунду по формуле: GV = G / 3600ρ. Здесь ГВ обозначает расход теплоносителя в л/с, ρ — плотность воды, равную 0,983 кг/л при температуре 60 град С. Из таблиц можно просто выбрать сечение трубы, не выполняя полный расчет.
Таблицы Шевелева значительно упрощают расчет. Вот диаметры пластиковых и стальных труб, которые можно определить, зная скорость движения теплоносителя и его расход
Последовательность расчета легче понять на примере простой схемы, включающей котел и 10 радиаторов. Схему необходимо разбить на участки, где сечение трубы и расход теплоносителя постоянны.
Первый участок – линия от котла до первого радиатора. Второй – это отрезок между первым и вторым радиатором. Третий и последующие разделы выделяют аналогично.
Температура от первого до последнего устройства постепенно снижается. Если на первом участке тепловая энергия равна 10 кВт, то при прохождении первого радиатора теплоноситель отдает ему некоторое количество тепла и отходящее тепло уменьшается на 1 кВт и т. д.
Рассчитать расход теплоносителя можно по формуле:
Q = (3,6xQуч) / (сх(тр-к))
Здесь Quch — тепловая нагрузка сечения, s — удельная теплоемкость воды, имеющая постоянную величину 4,2 кДж/кг х с. , Тр — температура горячего теплоносителя на входе, а к — температура остывшего теплоносителя на выходе.
Оптимальная скорость движения горячей жидкости по трубопроводу от 0,2 до 0,7 м/с. При меньшем значении в системе появятся воздушные пробки. На этот параметр влияет материал изделия, шероховатость внутри трубы.
Как в открытых, так и в закрытых контурах отопления применяют трубы из черной и нержавеющей стали, меди, полипропилена, полиэтилена различных модификаций, полибутилена и др.
При скорости теплоносителя в пределах рекомендуемого диапазона 0,2-0,7 м/с, в полимерном трубопроводе будут наблюдаться потери давления от 45 до 280 Па/м, в стальных — от 48 до 480 Па/м.
Внутренний диаметр труб на участке (dвн) определяют исходя из теплового потока и разницы температур на входе и выходе (∆tco = 20 град С для 2-трубного контура отопления) или расхода охлаждающая жидкость. Для этого есть специальная таблица:
По этой таблице, зная разницу температур на входе и выходе, а также расход, легко определить внутренний диаметр трубы
Для выбора схемы следует рассматривать одно- и 2-трубные схемы отдельно. В первом случае рассчитывается стояк с наибольшим количеством оборудования, а во втором – нагруженный контур. Длина участка берется из плана, выполненного в масштабе.
Точный гидравлический расчет может выполнить только специалист соответствующего профиля. Существуют специальные программы, позволяющие выполнять все расчеты, связанные с тепловыми и гидравлическими характеристиками, которые можно использовать применительно к вашему дому.
Выбор циркуляционного насоса
Целью расчета является получение значения давления, которое должен развить насос для прокачки воды через систему. Для этого используют формулу:
P = Rl + Z
Где:
P — потери давления в трубопроводе, Па;
R — удельное сопротивление трению, Па/м;
l — длина трубы в расчетном сечении, м;
Z — потеря давления в «узких» местах в Па.
Эти расчеты упрощаются теми же таблицами Шевелева, из которых можно найти значение сопротивления трения, только 1000i придется рассчитывать по конкретной длине трубы. Так, если диаметр внутренней трубы 15 мм, длина участка 5 м, а 1000i = 28,8, то Rl = 28,8 х 5/1000 = 0,144 Бар. Найдя значения Rl для каждого участка, их суммируют.
Значение потери давления Z как для котла, так и для радиаторов есть в паспорте. Для остальных сопротивлений специалисты советуют брать 20% от Rl с последующим суммированием результатов по отдельным участкам и умножением на коэффициент 1,3. Результатом является желаемый напор насоса. Для однотрубных и 2-трубных систем расчет одинаков.
Насос устанавливается так, чтобы его вал занимал горизонтальное положение, иначе не избежать образования воздушных пробок. Монтировать на американках, чтобы при необходимости можно было легко снять
В случае, когда по существующему котлу, то применяют формулу: Q=N/(t2-t1), где N — мощность теплового агрегата в Вт, t2 и t1 – температура теплоносителя на выходе из котла и на обратке соответственно.
Как рассчитать расширительный бак?
Расчет сводится к определению величины, на которую увеличится объем теплоносителя при его нагреве от средней комнатной температуры +20 градусов С до рабочей — от 50 до 80 градусов. Расчеты эти непростые, но есть и другой способ решения проблемы: профессионалы советуют выбирать бак объемом, равным 1/10 от общего количества жидкости в системе.
Расширительный бак – очень важный элемент системы. Избыток теплоносителя, который он получает в момент расширения последнего, спасает линию и отводы от разрыва
Узнать эти данные можно из паспортов оборудования, в которых указана мощность водяной рубашки котла и 1 радиаторной секции. Затем вычислить площадь сечения труб разного диаметра и умножить на соответствующую длину.
Результаты суммируются, плюс к ним добавляются данные из паспортов и берется 10% от суммы. Если вся система содержит 200 литров охлаждающей жидкости, то необходим расширительный бачок на 20 литров.
Галерея изображений
Фото
Упрощенный вариант подбора бака
Безмембранные расширительные баки
Расширительные баки с мембраной
Расширительные баки для больших систем
Критерии выбора бака
Изготовление из стали. Внутри находится мембрана, разделяющая бак на 2 отсека. Первый заполнен газом, а второй теплоносителем. Когда температура повышается и вода устремляется из системы в бак, то под ее давлением происходит сжатие газа. Теплоноситель не может занимать весь объем из-за наличия газа в баке.
Емкость расширительных бачков разная. Этот параметр подобран таким образом, чтобы при достижении пика давления в системе вода не поднималась выше установленного уровня. В качестве защиты бака от перелива в конструкцию включен предохранительный клапан. Нормальное наполнение бака от 60 до 30%.
Лучшее решение – установить расширительный бачок в том месте, где система имеет наименьшие изгибы. Лучшее место для него – прямой участок перед насосом.
Выбор оптимальной схемы
При отоплении в частном доме применяют два типа схем: однотрубную и 2-трубную. Если сравнивать их, то последний более эффективен. Основное их отличие в способах подключения радиаторов к трубопроводам. В двухтрубной системе обязательным элементом контура отопления является индивидуальный стояк, по которому остывший теплоноситель возвращается в котел.
Монтаж однотрубной системы проще и менее затратен в финансовом плане. Замкнутый контур этой системы объединяет как подающий, так и обратный трубопровод.
Однотрубная система отопления
В одно и 2-х этажных домах с небольшой площадью хорошо зарекомендовала себя замкнутая однотрубная схема отопления, представляющая собой 1 трубную разводку и ряд последовательно соединенных радиаторов.
Иногда в народе его называют «Ленинградским». Теплоноситель, возвращая тепло радиатору, возвращается в подающий патрубок, а затем проходит через следующую батарею. Последние радиаторы получают меньше тепла.
При монтаже однотрубной системы можно сделать 2 варианта перемещения теплоносителя — попутный и тупиковый. В первом случае систему можно сбалансировать, а во втором нет
Преимуществом такой схемы называется экономичность монтажа — требуется меньше времени и материалов, чем для 2-х трубной системы. В случае выхода из строя одного радиатора остальные будут работать в штатном режиме при использовании байпаса.
Возможности однотрубной схемы ограничены — ее нельзя запускать поэтапно, радиаторы прогреваются неравномерно, поэтому добавлять секции нужно последними в цепочке. Чтобы теплоноситель не так быстро остывал, необходимо увеличить диаметр патрубков. На каждый этаж рекомендуется подключать не более 5 радиаторов.
Фотогалерея
Фото
В однотрубных схемах систем отопления к магистральному трубопроводу подключаются устройства, осуществляющие как подачу, так и отвод теплоносителя
Теплоноситель в однотрубных системах течет последовательно от одного отопления одного устройства к другому, теряет 1–3º рабочей температуры по пути
Для горизонтальных однотрубных систем требуется циркуляционный насос. Приборы в обязательном порядке оснащаются воздухоотводчиками
Системы с естественным движением теплоносителя по контуру отопления бывают только с верхней разводкой
Однотрубные системы просты в монтаже, требуют минимум труб и арматуры для строительства, что положительно сказывается на сумме, вложенной в устройство
В однотрубных схемах не используются сложные технические устройства для качественной температурной балансировки , у владельцев систем меньше поводов для внеплановых ремонтов
Контроль температуры в однотрубных системах осуществляется в количественном выражении — расход теплоносителя банально снижается поворотом крана
Существенным недостатком однотрубных систем является то, что при уменьшении расхода теплоносителя в одном аккумуляторе уменьшенное его количество будет поступать на следующие приборы, т. е. регулировать можно только весь контур, а не отдельное устройство
Принцип работы конструкция однотрубной системы
Особенности движения теплоносителя
Горизонтальная разводка
Верхняя труба Однотрубная система
Простота монтажа Преимущества
Преимущества длительной эксплуатации
Принцип регулирования температуры
Отрицательные стороны одной трубы
Известны два типа систем: горизонтальные и вертикальные. В одноэтажном здании горизонтальный вид системы отопления прокладывается как над, так и под полом. Батареи рекомендуется монтировать на одном уровне, а горизонтальную подводящую трубу — с небольшим уклоном по течению теплоносителя .
При вертикальной разводке вода от котла поднимается вверх по центральному стояку, поступает в трубопровод, распределяется по отдельным стоякам, а из них — к радиаторам. Остывая, жидкость по этому же стояку уходит вниз, проходя там через все приборы, находится в обратке, а из нее насос перекачивает ее обратно в котел.
Однотрубная вертикальная система включает основной стояк и ряд отдельных расширительных баков, подающий трубопровод, батареи, воздухосборник, обратный трубопровод и насос. Чаще применяется система со сдвинутыми секциями, где для регулировки нагрева радиаторов используются 3-ходовые краны
При выборе закрытого типа системы отопления монтаж выполняется в следующей последовательности:
Установить котел. Чаще всего для него выделяют место на первом или первом этаже дома.
Трубы подсоединяются к входному и выходному патрубку котла, разводятся по периметру всех помещений. Соединения выбираются в зависимости от материала магистральных труб.
Установите расширительный бачок, расположив его в самой высокой точке. При этом монтируется охранная группа, соединяющая ее с магистралью через тройник. Фиксируют вертикальный основной стояк, соединяют его с баком.
Установка радиаторов с установкой кранов Маевского. Оптимальный вариант: байпас и 2 запорных клапана – один на входе, другой на выходе.
Насос устанавливают в районе входа охлажденного теплоносителя в котел, предварительно установив перед местом его установки фильтр. Ротор расположен горизонтально.
Некоторые мастера устанавливают насос с байпасом, чтобы не сливать воду из системы в случае ремонта или замены оборудования.
После монтажа всех элементов открыть вентиль, заполнить магистраль охлаждающей жидкостью и удалить воздух. Проверяют настолько ли полностью удален воздух, откручивая винт, расположенный на крышке корпуса насоса. Если из-под него вытекает жидкость, значит, оборудование можно запустить, предварительно затянув ранее открученный центральный винт.
С проверенными конструкциями и вариантами устройств вы можете ознакомиться в другой статье на нашем сайте.
Двухтрубная система отопления
Как и в случае с однотрубной системой, есть горизонтальная и вертикальная разводка, но есть и подающая, и обратная. Все радиаторы греются одинаково. Один тип отличается от другого тем, что в первом случае имеется один стояк и к нему подключаются все отопительные приборы.
Двухтрубные схемы чаще всего встречаются в многоэтажном строительстве, когда требуется, чтобы один котел эффективно отапливал все здание
Вертикальная схема предусматривает подключение радиаторов к стояку, расположенному вертикально. Его преимущество в том, что в многоэтажном доме каждый этаж индивидуально подключается к стояку.
Особенностью двухтрубной схемы является наличие подведенных к каждой батарее труб: одна прямоточная, а вторая обратная. Имеется 2 схемы подключения отопительных приборов. Один из них коллекторный, когда от коллекторов к батарее подходят 2 трубы.
Схема отличается сложным монтажом, большой материалоемкостью, но в каждой комнате можно регулировать температуру.
Фотогалерея
Фото
Двухтрубная схема построения систем отопления предполагает, что теплоноситель подается по одной трубе, а после ее охлаждения отводится по другой
Использование двух труб может существенно усложнить и увеличить длину отопительных контуров. Системы с верхней разводкой подходят как с естественным, так и с принудительным движением теплоносителя
Системы с нижней разводкой чаще всего сооружаются с применением циркуляционного насоса. Гравитационные варианты встречаются редко из-за необходимости устанавливать воздухоотводчик на каждое устройство и практически каждый день стравливать лишний воздух.
По аналогии с однотрубными системами с двумя трубами делятся на присоединительные и тупиковые. В тупиках ближе к котлу приборы прогреваются лучше
Разница в рабочих температурных параметрах борется установкой терморегуляторов. Изменение температуры в одном приборе не влияет на весь контур
Конечно, труб и фитингов для строительства двухтрубной тепловой сети потребуется больше, но при использовании полимерных изделий их можно спрятать в строительных конструкциях
Использование двух труб значительно расширяет возможности строительства, хотя при сборке систем по-прежнему часто применяются тройниковые схемы
Именно двухтрубный принцип устройства позволяет реализовать самые разные варианты балочной разводки , предполагающие параллельное подключение устройств к распределительному коллектору. В результате длина труб уменьшается и все радиаторы получают теплоноситель одинаковой температуры
Особенности двухтрубной системы
Двухтрубное исполнение с верхней разводкой
Схема нижней разводки
Тупиковая двухтрубная система
Регулировка температуры
Возможность скрытия труб
Использование тройниковой схемы
Балочный вариант второй параллельной схемы
проще. Стояки устанавливаются по периметру дома, к ним подключаются радиаторы. По полу проходит лежак и к нему присоединяются стояки.
Компоненты такой системы:
котел;
предохранительный клапан;
манометр;
автоматический воздухоотводчик;
клапан термостатический;
аккумуляторы
насос;
фильтр;
балансировочное устройство;
бак;
клапан.
Прежде чем приступить к установке, следует решить вопрос с типом энергоносителя. Далее установите котел в отдельной котельной или в подвале. Главное, чтобы была хорошая вентиляция. Установите коллектор, если он предусмотрен проектом, и насос. Регулировочно-измерительное оборудование монтируется возле котла.
К каждому будущему радиатору подводится магистраль, затем устанавливаются сами батареи. Радиаторы подвешиваются на специальные кронштейны таким образом, чтобы до пола оставалось 10-12 сантиметров, а от стен 2-5 см. Они снабжают приборные отверстия запорно-регулирующими устройствами на входе и выходе.
Процесс монтажа двухтрубной системы состоит из нескольких этапов. Первым из них является установка бойлера. К местам установки батарей сначала подводятся трубы и только потом монтируются сами радиаторы
После установки всех узлов системы нажимается. Этим должны заниматься профессионалы, потому что только они могут оформить соответствующий документ.
Подробно рассмотрены особенности устройства двухтрубной системы отопления, в статье представлены различные схемы и дан их анализ.
Выводы и полезное видео по теме
В данном видео показан пример подробного гидравлического расчета 2-х трубной системы отопления закрытого типа для 2-х этажного дома в программе VALTEC.
Труба вгп размеры | диаметры, толщина стенки, длина таблица размеров стальной водогазопроводной трубы по ГОСТ 3262-75
Труба вгп размеры | диаметры, толщина стенки, длина таблица размеров стальной водогазопроводной трубы по ГОСТ 3262-75
Водогазопроводные трубы сделанные из стали углеродистой 1-3сп/пс имеют различную толщину, длину и диаметр, что в свою очередь определяет их размер. Основные параметры труб стальных вгп — это их толщина и диаметр, который измерятся по внутреннему сечению трубы. Единицей измерения диаметра такого виды трубы это миллиметры и дюймы. Основные виды вгп труб: черные и оцинкованные. Основные размеры толщины и диаметра — внутреннего (ду)* и наружного представлены в таблице ниже:
* диаметр условного прохода, так же его называют «условный диаметр»
Таблица размеров труб вгп — диаметр внутренний, внешний в миллиметрах, дюймах, длины хлыста.
Параметры трубы вгп
Вес метра
Длина
Метров в тонне
Размер в мм внутренний диаметр
Размер в дюймах
Размер в мм наружный диаметр
кг в 1 мп
Размер заготовки
мп в 1 тонне
ду 6х1. 8
¼″
10,2
0,37
6м,7.8м,10.5м,12м
2681,8
ду 6х2.0
¼″
10,2
0,40
6м,7.8м,10.5м,12м
2472,5
ду 6х2.5
¼″
10,2
0.47
6м,7.8м,10.5м,12м
2106,4
ду 8х2.0
⅓″
13,5
0,57
6м,7.8м,10.5м,12м
1763,0
ду 8х2.2
⅓″
13,5
0.61
6м,7.8м,10.5м,12м
1631,1
ду 8х2.8
⅓″
13,5
0.74
6м,7.8м,10.5м,12м
1353,4
ду 10х2.0
2/5″
17
0.74
6м,7.8м,10.5м,12м
1351,6
ду 10х2.8
2/5″
17
0.98
6м,7.8м,10.5м,12м
1019,8
ду 15х2.5
½″
21,3
1. 16
6м,7.8м,10.5м,12м
862,7
ду 15х2.8
½″
21,3
1,28
6м,7.8м,10.5м,12м
782,8
ду 15х3.2
½″
21,3
1.43
6м,7.8м,10.5м,12м
700,1
ду 20х2.5
¾″
26,8
1.50
6м,7.8м,10.5м,12м
667,5
ду 20х2.8
¾″
26,8
1,66
6м,7.8м,10.5м,12м
603,4
ду 20х3.2
¾″
26,8
1.86
6м,7.8м,10.5м,12м
536,9
ду 25х2.8
1″
33,5
2,12
6м,7.8м,10.5м,12м
471,7
ду 25х3.2
1″
33,5
2.39
6м,7.8м,10.5м,12м
418,2
ду 25х4.0
1″
33,5
2.91
6м,7.8м,10.5м,12м
343,6
ду 32х2. 8
1 ¼″
42,3
2,73
6м,7.8м,10.5м,12м
366,6
ду 32х3.2
1 ¼″
42,3
3,09
6м,7.8м,10.5м,12м
324,1
ду 32х4.0
1 ¼″
42,3
3.78
6м,7.8м,10.5м,12м
264,7
ду 40х3.0
1 ½″
48
3,33
6м,7.8м,10.5м,12м
300,4
ду 40х3.5
1 ½″
48
3,84
6м,7.8м,10.5м,12м
260,3
ду 50х3.0
2″
60
4.22
6м,7.8м,10.5м,12м
237,1
ду 50х3.5
2″
60
4,88
6м,7.8м,10.5м,12м
205,1
ду 50х4.5
2″
60
6.16
6м,7.8м,10.5м,12м
162,4
ду 65х3.2
2 ½″
75,5
5. 71
6м,7.8м,10.5м,12м
175,3
ду 65х4.0
2 ½″
75,5
7,05
6м,7.8м,10.5м,12м
141,8
ду 65х4.5
2 ½″
75,5
7.88
6м,7.8м,10.5м,12м
126,9
ду 80х3.5
3″
88,5
7.34
6м,7.8м,10.5м,12м
136,3
ду 80х4.0
3″
88,5
8,34
6м,7.8м,10.5м,12м
120
ду 80х4.5
3″
88,5
9.32
6м,7.8м,10.5м,12м
107,3
ду 90х3.5
3 ½″
101,3
8.44
6м,7.8м,10.5м,12м
118,5
ду 90х4.0
3 ½″
101,3
9.6
6м,7.8м,10.5м,12м
104,2
ду 90х4.5
3 ½″
101,3
10.74
6м,7.8м,10. 5м,12м
93,1
ду 100х4.0
4″
114
10.85
6м,7.8м,10.5м,12м
92,2
ду 100х4.5
4″
114
12,15
6м,7.8м,10.5м,12м
82,3
ду 100х5.0
4″
114
13.44
6м,7.8м,10.5м,12м
74,4
ду 125х4.0
5″
140
13.42
6м,7.8м,10.5м,12м
74,5
ду 125х4.5
5″
140
15.04
6м,7.8м,10.5м,12м
66,5
ду 125х5.5
5″
140
18.24
6м,7.8м,10.5м,12м
54,8
ду 150х4.0
6″
165
15.88
6м,7.8м,10.5м,12м
63
ду 150х4.5
6″
165
17.81
6м,7.8м,10.5м,12м
56,1
ду 150х5. 5
6″
165
21.63
6м,7.8м,10.5м,12м
46,2
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
таблица с размерами, ГОСТы, диаметр, вес
Водогазопроводные (ВГП) трубы – разновидность стальных сварных труб, отличающаяся высоким качеством сварного шва. Технические условия на стальные трубы ВГП, применяемые для организации трубопроводных систем водо-, газо-, теплоснабжения, регламентируются ГОСТом 3262-75.
Особенности производства
Водогазопроводные трубы изготавливают из трубной заготовки – штрипса, которую формуют, а затем сваривают продольным швом печной или дуговой сваркой. Шов обычно располагается параллельно продольной оси трубного изделия. В месте сварки стандартом допускается некоторое утолщение, приводящее к небольшому уменьшению внутреннего диаметра. Каждая труба проходит проверку сварного шва способами неразрушающего контроля, после чего проведение гидравлических испытаний становится необязательным мероприятием.
Штрипс производят способом горячей прокатки из углеродистых сталей обыкновенного качества и качественных конструкционных. Стали обыкновенного качества изготавливаются в соответствии с ГОСТом 380-2005. Они сочетают доступную стоимость, хорошую прочность, свариваемость без ограничений.
Для повышения коррозионной стойкости трубные изделия цинкуют способом горячего цинкования. Толщина цинкового покрытия должна быть не менее 30 мкм. На торцах защитный слой отсутствует. Такая продукция используется для прокладки в условиях повышенной влажности. Существует и другой вариант защиты трубного изделия от коррозионного разрушения – грунтование, а затем – покрытие лакокрасочными составами для металла. Также для покрытия используются эмали «два в одном» (грунтовка+окрашивающий состав) или «три в одном» (преобразователь ржавчины+грунт+краска).
Сортамент водогазопроводных труб
Основная размерная характеристика труб ВГП – условный проход (Ду), которому соответствует определенный наружный диаметр. Условный проход примерно равен внутреннему диаметру изделия, округленному до ближайшей нормативной величины. По толщине стенок различают трубные изделия легкой, обыкновенной, усиленной серий.
Для удобного монтажа на конец труб ВГП может быть нарезана или накатана резьба (на изделиях обыкновенной и усиленной серий). Особенно это актуально для оцинкованной продукции, поскольку она стыкуется с помощью резьбовых соединений. Сварка оцинкованных труб нежелательна, поскольку при этом цинк выгорает с образованием ядовитых соединений, а участки, которые остались без защитного цинкового покрытия, быстро ржавеют.
Трубную продукцию выпускают мерной и немерной длины. Наиболее популярны отрезки длиной 6 м, поскольку они удобны в перевозке и монтаже.
Таблица размеров и весов 1 м водогазопроводных (ВГП) труб, выпускаемых в соответствии с ГОСТом 3262-75
Условный проход
Наружный диаметр, мм
Толщина стенки, мм, серии
Масса 1 м, кг, серии
Легкая
Обыкновенная
Усиленная
Легкая
Обыкновенная
Усиленная
6
10,2
1,8
2,0
2,5
0,37
0,4
0,47
8
13,5
2,0
2,2
2,8
0,57
0,61
0,74
10
17,0
2,0
2,2
2,8
0,74
0,8
0,98
15
21,3
2,35
—
—
1,1
—
—
15
21,3
2,5
2,8
3,2
1,16
1,28
1,43
20
26,8
2,35
—
—
1,42
—
—
20
26,8
2,5
2,8
3,2
1,5
1,66
1,86
25
33,5
2,8
3,2
4,0
2,12
2,39
2,91
32
42,3
2,8
3,2
4,0
2,73
3,09
3,78
40
48,0
3,0
3,5
4,0
3,33
3,84
4,34
50
60,0
3,0
3,5
4,5
4,22
4,88
6,16
65
75,5
3,2
4,0
4,5
5,71
7,05
7,88
90
88,5
3,5
4,0
4,5
7,34
8,34
9,32
90
101,3
3,5
4,0
4,5
8,44
9,6
10,74
100
114,0
4,0
4,5
5,0
10,85
12,15
13,44
125
140,0
4,0
4,5
5,5
13,42
15,04
18,24
150
165,0
4,0
4,5
5,5
15,88
17,81
21,63
По классам точности трубы ВГП разделяют на две категории – обычной и повышенной точности.
Области применения
Основная и наиболее обширная область применения труб ВГП – организация трубопроводных систем холодного и горячего водоснабжения, отопления, разводка к потребителям газа низкого давления. Прокладка трубопроводов осуществляется с помощью сварки, на резьбовых соединениях, с использованием дополнительных фитингов и арматуры.
Благодаря высокой надежности сварного шва, эта металлопродукция широко применяется для создания металлоконструкций, в том числе испытывающих серьезные нагрузки. Среди них:
строительные леса;
малые архитектурные формы – беседки, навесы, перголы;
предметы мебели – этажерки, тумбы, стеллажи;
стойки и каркасы для элементов наружной рекламы;
ограждения, ворота, калитки.
Благодаря высокой прочности сварного шва и современным методам антикоррозионной обработки, труба ВГП имеет длительный рабочий период. Однако конкретный срок эксплуатации во многом зависит от условий окружающей среды и степени агрессивности жидкости или газа, передаваемых по трубопроводной системе.
Новости и обновления о стальных трубах
Вы ищете новую информацию о заказах на стальные трубы? Или, может быть, вы заинтересованы на рынке поставщиков стальных труб? Новостная страница, которую вы посещаете, является идеальным местом для тем, кто хочет узнать о нашей компании, ознакомиться с последними акциями, проектами и инвентарь. Всегда стоит читать новости.
03 январь 2022
ФЕРГЕС Стальной Центр
FERGES старается удовлетворить все потребности клиентов. У нас есть горячекатаный и холоднокатаный стальной лист для доставки. В нашем сервисе также есть возможность оцинковки материала. Дистрибьютор стали FERGES предлагает широкий ассортимент листов, рулонов, пластин и профилей.
Подробнее >>
25 Август 2021
Новые размеры горячекатаного стального листа в нашем предложении
Компания FERGES, занимающаяся оптовой торговлей сталью, ориентирована на клиента. Мы всегда внимательно прислушивались к нуждам и требованиям наших клиентов и делали все, чтобы оправдать ожидания.
Подробнее >>
24 Июль 2021
Ядро компании всегда строится вокруг людей.
Михал Марчиняк Менеджер по развитию международного бизнеса в FERGES. Хорошая команда является основным фактором, от которого зависит все функционирование компании. Именно поэтому мы уделяем такое большое внимание выбору людей, работающих с нами.
Подробнее >>
19 Июнь 2021
Ассортимент Ferges пополнился стальными прутьями и стальными листами.
Постоянное развитие предложения FERGES основано не только на обновлении текущего ассортимента, но и на введении совершенно новых категорий продуктов.
Подробнее >>
16 Июнь 2021
Новые размеры сварных стальных труб в предложении FERGES
Наши постоянные клиенты хорошо знают, что мы нацелены на постоянное развитие. Одним из ее ключевых элементов является регулярное расширение ассортимента новыми видами металлопродукции. Мы приняли решение о расширении нашего предложения сварных стальных труб.
Подробнее >>
Что вы можете узнать, прочитав больше о стальных трубах?
Благодаря новостям, которые мы здесь анонсируем, вы можете больше узнать о том, какие трубы вы потребности, какие типы наиболее часто используются и какие новые технологии доминируют или будут доминировать конструкции из сжиженных труб.
Вы узнаете все последние новости, в том числе связанные с работой магазина и перебои в доставке или проблемы с любым процессом, связанным с заказом стали у Варшава. Это дает вам высокий уровень уверенности и упрощает планирование вашей работы. Вы в курсе всех акций, которые мы готовим. В результате вы первый чтобы узнать, что нового, какие трубы наиболее подходят для вашего строительства, а какие иначе вы можете воспользоваться.
Регулярно проверяйте уровень наших запасов
Это, пожалуй, самый важный аспект страницы новостей. Благодаря новостям, которые мы добавляем на регулярной основе, вы можете контролировать количество материалов, которые есть у нас на складе. Обычно его много, и мы заботимся о том, чтобы по-прежнему предлагать нашим клиентам трубы стальные от ожижения и трубы стальные от разборки в различных спецификациях. Бывают моменты, когда нам тоже чего-то не хватает. Благодаря новостям вы знаете, когда и что под рукой. Надеемся, это повысит Ваш комфорт при сотрудничестве с нами.
Внимательно ознакомьтесь с нашим предложением и выберите трубы, необходимые для вашего строительного проекта. Вы не нужно выйти из дома, чтобы узнать, какие типы есть в наличии, а каких нет в наличии.
Благодаря новостям вы узнаете об акциях, которыми можете воспользоваться. Не пропустите новые записи на странице новостей!
сравнительный обзор типов газовых труб и правила выбора
Одним из важнейших вопросов при автономной газификации дома является соблюдение норм и требований пожарной безопасности. Еще на этапе проектирования нужно четко знать, какие трубы для газа применимы для наружной и внутренней прокладки. Удачное сочетание их различных типов обеспечит максимальную надежность трубопровода.
Опишем, как осуществляется выбор труб в зависимости от эксплуатационной категории газопровода. Мы покажем вам, какие изделия используются для прокладки наружных ответвлений и внутренней проводки. Основываясь на наших рекомендациях, вы сможете идеально подобрать материал для устройства системы и контролировать работу наемных газовиков.
Содержание статьи:
Основная классификация газопроводов
Виды материалов для газопроводов
Характеристика и применение стальных труб
Общее описание металлопродукции
Маркировка стальных труб
Особенности стальных трубопроводов
Достоинства и недостатки конструкций
Особенности газовых труб из полиэтилена
Способы соединения полимерных конструкций
Характеристика полиэтиленовых труб
9008
Преимущества и недостатки газополимерных труб
Нюансы строительства медного газопровода
Выводы и полезное видео по теме
Основная классификация газопроводов
Категория газопровода, зависящая от давления газа, является одним из важнейших критериев, оказывающих существенное влияние на выбор материала трубы.
Различают 5 основных категорий газовой сети:
I-A — конструкции с высшим давлением более 1,2 МПа. Диаметр трубы 1000-1200 мм, предназначен для соединения тепловых станций, турбин и паровых установок.
I — система с высоким давлением в пределах 0,6-1,2 МПа. Его назначение – транспортировка газа и обустройство газораспределительных пунктов.
II — давление ниже, чем в предыдущей категории, но все равно считается высоким. Оно колеблется в пределах 300-600 кПа. Диаметр трубы 500-1000 мм, назначение газопровода — доставка газа от газораспределителей к промышленным объектам, жилым и социальным зданиям.
III — исполнение среднего давления с показателями 5-300 кПа. Допускается использование труб диаметром 300-500 мм. Ее назначение – транспортировка газа от магистрали к газораспределительным пунктам, расположенным вблизи жилых домов.
IV — система с минимальным давлением (менее 5 кПа). Диаметр трубы не превышает 300 мм, назначение — подача газа от вводного газопровода к жилым домам и непосредственно к конечным газопотребляющим устройствам.
Помимо категории трубопровода и , важное влияние на выбор труб оказывают особенности их прокладки и условия эксплуатации — наружная или внутренняя прокладка, наземная или подземная.
Если они проложены в грунте, то придется считаться с такими факторами, как глубина промерзания, плотность и мощность слоя грунта, вероятность коррозионных процессов, наличие блуждающих токов.
Наземный или воздушный газопровод прост в проведении монтажных работ по его созданию, но для надежной работы требует дополнительного обслуживания
Для обеспечения стабильной и долговременной работы газопровода необходимо учитывать особенности монтажа и эксплуатации на стадии подготовительных и проектных работ, выполнить все расчеты, предписывающие нормы газификации.
Типы материалов для газопроводов
Основными требованиями к газотранспортной системе являются их пожаробезопасность, которая достигается полной герметизацией стыковых соединений. Ранее для устройства сети использовались исключительно стальные изделия, срок службы которых зависел от толщины материала и давления в системе.
Сегодня, наряду со стальными трубами, при создании и обустройстве газопроводов очень активно используются промышленные изделия из меди и полиэтилена. Область применения напрямую влияет на выбор материала.
Итак, стальные трубы подходят для надземных и подземных газопроводов. Их с успехом применяют как для домовой электропроводки, так и для создания линий высокого давления. Полиэтиленовые трубы подходят только для подземной прокладки, а медные подходят для монтажа газовых систем внутри квартир и домов.
Полиэтиленовые газопроводы успешно вытесняют стальные подземные конструкции аналогичного назначения благодаря простоте монтажа, долговечности и меньшей стоимости
Чтобы понять, какие трубы можно использовать для транспортировки газа, необходимо ознакомиться не только с нормами устройство и , но и понять слабые и сильные стороны каждого из их материалов.
Характеристика и использование стальных труб
В настоящее время наиболее распространены стальные трубопроводы. Это связано с высокой надежностью материала и широким спектром применения.
Общее описание металлопродукции
Трубы сварные со спиральным или прямым швом или бесшовные горячекатаные или холоднокатаные изделия соответствуют требованиям нормативов по газификации зданий. Они распространены повсеместно и используются в строительстве как так и линиями.
Для изготовления стальных труб, применяемых для газификации, применяют низкоуглеродистую сталь (до 0,25 %). Из него удаляют серу (содержание не более 0,056%) и фосфор (содержание не более 0,046%). Это необходимо для придания материалу требуемых свойств.
Основными параметрами труб являются толщина стальной стенки и , которые определяются расчетным путем и зависят от объема перекачиваемого газа и давления в системе.
Трубы стальные бесшовные чаще всего применяют для строительства газопровода высокого давления, это связано с максимальной герметичностью соединений, которые получаются при соединении
Помимо расчетных значений, стальная труба должна соответствовать ГОСТ, основные требования которого заключаются в следующих параметрах:
диаметр внутреннего газопровода должен быть 25 мм и более;
диаметр трубы для газораспределительных систем — 50 мм;
для устройства надземного газохода допускается применение изделия, при изготовлении которого применяется сталь толщиной 2 мм и выше;
Толщина стали подземного газохода должна быть не менее 3 мм.
Помимо способа прокладки газопровода, на диаметр и толщину стенок металлопродукции могут влиять сейсмические и климатические особенности территории, на которой ведется строительство.
Маркировка стальных труб
Любой специалист должен разбираться в маркировке труб, так как за набором простых букв и цифр скрыта важная информация. Итак, аббревиатура ВГП означает, что перед вами водогазопроводная труба, изготовление которой должно регламентироваться ГОСТ 3262-75.
Основным параметром газопровода является условный диаметр, обозначаемый ДУ. Для выпускаемых изделий с DN 6-150 мм стандартная толщина стенки находится в пределах 1,8-4 мм. Армированные трубы производятся промышленным способом. Для их изготовления используется сталь, толщина которой может превышать 5,5 мм.
На упаковке стальных труб диаметром менее 159 мм размещается этикетка с маркировкой, ознакомившись с которой можно узнать полное описание товара
Маркировка присутствует непосредственно на трубе, толщине из них более 3,5 мм, а пульт превышает 159 мм. В противном случае маркируется упаковка изделий, на которой размещается этикетка, содержащая информацию о длине и диаметре, марке используемой стали. Обязательно нанесите знак OTC производителя.
Буквы в маркировке стальных труб соответствуют следующим параметрам:
П — сталь повышенной точности;
Н — наличие накатанной резьбы;
Р — наличие оборванных нитей;
Д — резьба удлиненная;
М — сцепное оборудование.
Стандартная длина стальных труб ВГП 4-12 м. Они называются размерными. При длине более 12 м их называют немерными.
Особенности стальных трубопроводов
Трубы тонкостенные облегченные стальные применяются исключительно в газоходах низкого давления, которые применяются в и при строительстве внутриквартирной разводки. Небольшой вес материала облегчает работу с трубами и позволяет легко прокладывать сеть, отличающуюся сложными конструктивными особенностями.
Легкие изделия можно согнуть под небольшим углом, не прибегая к помощи трубогиба. Трубы из стали с тонкими стенками отличаются высокой теплопроводностью, что часто приводит к образованию конденсата.
Избежать преждевременного старения в результате коррозии можно, если после монтажа трубопроводов обработать их поверхность масляной краской. Чем больше слоев будет нанесено, тем эффективнее будет стальная защита. Такие изделия легко соединяются пайкой, также допускаются резьбовые соединения с использованием фитингов.
Резьбовое соединение самое уязвимое место газопровода, для герметизации лучше всего использовать льняное волокно, а после монтажа проверить герметичность соединения, нанеся на место соединения мыльный раствор
При необходимости монтажа газохода, выдерживающего самое высокое давление, принято использовать более массивные толстостенные армированные трубы. Наибольшая прочность газопровода достигается при качественном соединении стальных бесшовных труб сваркой, на завершающем этапе обязателен контроль стыков.
Достоинства и недостатки конструкций
Изделия из стали в силу своих физических качеств отличаются высокой прочностью, а качественные сварочные работы обеспечивают надежность и герметичность шва. Их можно считать универсальными благодаря возможности выполнять наземные и андеграундные укладки. Они также подходят как для внутреннего, так и для наружного использования.
Наряду с положительными сторонами имеется и ряд недостатков, которые нельзя не учитывать при выборе труб и проведении мероприятий по оптимизации срока службы стальных газоходов:
сложность монтажных работ;
низкая коррозионная стойкость;
склонность к образованию конденсата, особенно активно проявляющаяся в световых трубах;
большая масса;
высокая стоимость;
плохая гибкость.
При соблюдении строительных норм, правил монтажа, эксплуатации и обеспечении качественной изоляции бесперебойная работа стального газопровода составит не менее четырех десятков лет.
Особенности газопроводных труб из полиэтилена
Наряду со стальными конструкциями в последнее время активно применяются и другие изделия, для изготовления которых используются полимерные материалы.
Монтажные работы по монтажу полиэтиленового газопровода выполняются значительно быстрее, чем в случае со стальными трубами, что объясняется отсутствием резьбовых соединений и необходимостью применения тяжелого электро- и газосварочного оборудования.
Способы соединения полимерных конструкций
Сегодня качество полиэтиленовых труб позволяет строить надежные подземные газопроводы, срок службы которых достигает 80-90 лет. Чаще всего устраивают сеть из полиэтиленовых материалов, чтобы вывести линию к частным домам.
Кроме того, такие изделия могут применяться для транспортировки газа в системах, давление которых не превышает 1,2 МПа.
Для соединения полиэтиленовых труб встык необходимо их тщательно отцентровать, прогреть края до расплавления и соединить под давлением, которое устанавливается на регулируемом центраторе
Герметичность соединения полиэтиленовых труб надлежащего качества обеспечивается сваркой, которая может выполняться двумя способами:
Трубы, края которых предварительно прогреваются специальным паяльником, монтируются встык . Аналогично устанавливается фурнитура. Прогрев необходимо проводить до достижения вязкости.
Края изделия вставлены в специальную муфту, внутри которой находятся нагревательные элементы. Подаваемое напряжение обеспечивает нагрев элементов и фиксацию труб в фитингах. Соединение, полученное электромуфтовой сваркой, выдерживает давление до 16 МПа.
Если вы решились на индивидуальное подключение к газовой сети, то лучше предпочесть более дешевый вариант монтажа, предполагающий сварку встык.
При коллективной газификации коттеджных поселков, дач, поселков лучше прибегнуть к более дорогостоящей электромуфтовой сварке полиэтиленовых элементов газопровода. Этот способ обеспечивает максимальную герметичность и надежность соединения.
Характеристики полиэтиленовых труб
Трубы из полиэтилена выпускаются диаметром от 20 до 400 мм, типоразмеры имеют маркировку SDR11 и SDR17,6. В зависимости от класса прочности различают изделия с маркировкой ПЭ80 (черный с желтыми вставками) и ПЭ100 (черный с синими вставками).
Труба полиэтиленовая ПЭ-80 маркируется характерной синей линией; применяется для устройства подземного газопровода низкого давления
Трубы полиэтиленовые ПЭ80 подходят для индивидуальной газификации и обустройства газопровода низкого давления. В свою очередь изделия из ПЭ100 обладают более высокой прочностью, и их можно использовать для создания газоходов с давлением до 1,2 МПа.
Следует отметить, что монтаж труб ПЭ100 потребует больших усилий, так как их придется нагревать до более высокой температуры, однако эти затраты компенсируются отличным качеством соединения.
Преимущества и недостатки газополимерных труб
Популярный ранее стальной трубопрокат заметно вытесняется полиэтиленовыми аналогами.
Этому факту есть множество разумных объяснений, которые заключаются в полезных свойствах полиэтиленовых труб:
Хорошая коррозионная стойкость, способность выдерживать воздействие химически агрессивных соединений.
Высокая прочность, стойкость к механическим воздействиям.
Отличная пропускная способность при отсутствии шероховатостей. Если сравнивать полиэтиленовые изделия со стальными того же диаметра, то пропускная способность газохода из ПЭ труб будет на 30% выше.
Простота монтажных работ. Сварка ПЭТ не требует тяжелого газо- и электросварочного оборудования, как при монтаже стального газопровода. Кроме того, трубы из полиэтилена легко гнутся, что позволяет обойти препятствие, возникающее на пути газопровода.
Низкая стоимость изделий из полиэтилена по сравнению с аналогами из меди и стали.
Полиэтиленовые трубы достаточно активно используются в России. Это связано с рядом положительных качеств. Однако есть некоторые особенности в их применении, которые ограничивают или даже полностью исключают возможность строительства газовой сети из полиэтиленовых конструкций.
Так, нельзя применять ПЭТФ в сейсмоактивных зонах, на участках с понижением температуры до -45 градусов, в газопроводах с давлением более 1,2 МПа.
Кроме того, полиэтиленовые трубы совершенно несовместимы с прокладкой сетей в тоннелях и коллекторах, а стальные допускают такой вариант. Необходимо учитывать, что при нагреве полиэтилена до 80 градусов происходит его деформация с последующим разрушением.
Не рекомендуется использовать ПЭТ для создания наземных газоходов, так как материал быстро разрушается под воздействием ультрафиолета. Если принято решение о прокладке берегового трубопровода, то трубы необходимо покрыть специальным защитным полимерным составом.
Нюансы строительства медного газопровода
Медные трубы в последнее время стали применять для строительства газовой сети. Допускается тянутая и холоднокатаная. с толщиной стенки не менее 1 мм для внутренней разводки.
Медь – достаточно дорогой материал, однако его применение оправдано простотой монтажных работ и возможностью создания линий сложной конфигурации.
Правильно соединенные медные трубы не только обеспечивают полную герметичность стыков, но и прекрасно вписываются в интерьер любого помещения
Еще одним неоспоримым фактом в пользу медных труб является их привлекательный внешний вид. Так как газопровод нельзя спрятать в нишах стен и коробов, стальные конструкции легко могут испортить внешний вид помещения, а медные трубы только обогатят интерьер.
Медные изделия обладают следующими положительными качествами, которые могут быть определяющими при выборе их для устройства газохода:
высокая пластичность, благодаря которой можно прокладывать линии сложной конфигурации;
простота и удобство монтажа, изделие легко режется, трубы соединяются с помощью пресс-фитингов или пайки;
привлекательный внешний вид;
долговечность — срок службы при соблюдении технологии достигает 100 лет;
устойчивость к механическим повреждениям и устойчивость к воздействию химически активных соединений.
Медные трубы имеют свои недостатки, главный из которых – высокая теплопроводность, способствующая образованию конденсата. А также их прочность значительно ниже стали, а цена гораздо выше.
С технологией пайки медных труб, обеспечивающей герметичное соединение, ознакомим с которой рекомендуем ознакомиться.
Изделия и конструкции из зеркальной нержавеющей стали
Привлекательный внешний вид и отличные прочностные и эксплуатационные параметры изделий из нержавеющей стали позволяют широко использовать её при изготовлении разнообразных элементов конструкций, несущих не только эксплуатационную, но и эстетическую нагрузку. Перила, поручни, ограждения должны быть не только прочными, но и красивыми, органично сочетающиеся с общим стилем интерьера или экстерьера архитектурного объекта. Немаловажно и то, что детали, изготовленные из зеркальной нержавеющей стали, прекрасно сочетаются с большинством применяемых в строительстве и отделке материалов и покрытий.
Высокая стойкость нержавеющей стали к коррозионным воздействиям позволяет её широко использовать на свежем воздухе в виде перил, поручней, ограждений, а также на объектах с повышенной влажностью (лестницы в бассейны) и таких, где особое значение уделяется санитарно-гигиеническому состоянию (кухонные цеха, объекты общепита, медицинские учреждения).
Разница между зеркальной нержавеющей сталью и хромовым покрытием
Многие ошибочно принимают обычную углеродистую сталь с хромовым покрытием за зеркальную нержавеющую сталь. В действительности, хромированная (с внешним защитным покрытием из хрома) углеродистая сталь нередко используется в качестве дешевой альтернативы нержавейки. Однако на сравнительно низкой цене все её преимущества использования заканчиваются.
Для того, чтобы хромированная сталь была конкурентоспособной по цене, защитное покрытие наносится очень тонким слоем. Если учесть, что по твердости и прочности хром уступает нержавеющей стали, то можно получить ситуацию, когда покрытие довольно быстро стирается, после чего основа из обычной стали начинает быстро ржаветь.
В качестве примера можно привести обычные лестничные перила где-нибудь в общественном месте с высокой проходимостью. Их поверхность практически непрерывно подвергается механическому воздействию сотен и тысяч человеческих рук. Кроме того, всегда находятся асоциальные личности, которые, используя твердые и острые предметы, специально царапают на перилах какие-нибудь надписи и рисунки. Если поручни сделаны из нержавеющей стали, то такие царапины будут малозаметны (да и поцарапать нержавейку достаточно сложно), а само ограждение прослужит неограниченно долгий срок без какого-либо ремонта.
Но в случае, если из желания сэкономить, объект будет оснащен перилами из хромированной стали, то каждая нанесенная на них царапина почти сразу станет хорошо заметна из-за ржавчины, образующейся под ней. Более того, если по лестнице с такими поручнями каждый день проходит достаточно много людей, то даже без всяких царапин хромовое покрытие всего за несколько лет сотрется от непрерывного воздействия сотен и тысяч человеческих ладоней. После этого перила начнут интенсивно ржаветь, а затем и утратят прочность. В результате, всего через несколько лет эксплуатации им потребуется либо серьезный и дорогостоящий ремонт, либо полная замена.
Именно поэтому специалисты не рекомендуют использовать хромированные перила и поручни на свежем воздухе, а также в людных, пусть и укрытых от погодных факторов (например, в метро или в торговых центрах) местах.
Подведя итог, кратко уточним различия между нержавеющей и хромированной сталью.
Химические:
Хромированная сталь представляет собой обычную углеродистую сталь с тонким внешним слоем хромового покрытия.
Нержавеющей называется легированная сталь особого класса, в составе которой присутствует не менее 13% хрома.
Физические и механические:
По внешнему виду отличить новые перила, поручни или ограждения из хромированной стали от сделанных из зеркальной нержавейки достаточно сложно. Но это касается только действительно новых изделий. Если элемент из хромированной стали эксплуатируется достаточно долго, то внешние различия между ним и аналогичным изделием из нержавейки (с таким же сроком эксплуатации) станут весьма заметными и отнюдь не в пользу покрытого хромом.
Нержавеющая сталь обладает повышенной прочностью и твердостью. Повредить её поверхность (нанести скол или царапину) без серьезных усилий и специального инструмента весьма затруднительно. Но даже если на её поверхности есть царапины, они слабо заметны, поскольку внутренние слои материала по цвету не отличаются от его поверхности. На прочность и устойчивость к коррозии такие мелкие повреждения поверхности не оказывают влияния.
Повредить поверхность хромированной стали несложно, это можно сделать любым острым предметом даже случайно. Царапины и сколы на поверхности становятся хорошо заметными практически сразу. Кроме того, их наличие губительно сказывается на механических характеристиках перил, поручней и ограждений из-за начала и непрерывного развития коррозионных процессов. Тонкое хромовое покрытие постепенно истирается под воздействием погодных и механических факторов.
Вывод. Если изделия и конструкции из нержавеющей стали практически вечны, то их хромированные аналоги имеют ограниченные сроки эксплуатации.
Марки нержавеющей стали, используемые в строительной отрасли
Сталь марки AISI 201
Рекомендуется к применению в помещениях с нормальной или пониженной влажностью. Широко используется для изготовления перил и поручней. В помещении с нормальной (и ниже) влажностью коррозии не происходит.
Сталь AISI 304
Может использоваться на свежем воздухе, поскольку устойчива к воздействию влаги. Однако, применяемые коммунальными службами антигололедные химикаты способны оказать на сталь этой марки негативное воздействия. Наиболее часто используется, как материал для изготовления пандусов, а также временных (мобильных или переносных) ограждений.
Сталь AISI 316
Рекомендуется к использованию под открытым небом и в помещениях с повышенным уровнем влажности (бани, бассейны и т.д.). Устойчива к воздействию, как самой воды, так и растворенных в ней солей.
Наше предприятие предлагает разработку проектов, изготовление (как типовых, так и по эксклюзивному проекту) элементов конструкций из нержавеющей стали, а также их сборку и монтаж на месте постоянного использования. Все наши изделия полностью соответствуют нормам ГОСТ и СНиП. Гарантии предоставляются.
У нас можно заказать лестницы, поручни, ограждения, перила (другие элементы) из нержавеющей стали с последующим их монтажом. Если вам требуется красивое и надежное оформление для торгового центра, офиса, жилого дома или любого другого объекта, свяжитесь с нами любым способом, указанным в разделе контакты, а также вверху и внизу нашего сайта!
Подделка нержавеющих поручней. Как не попасться на уловку?
Существуют различные виды сталей, которые отличаются по своему составу, свойствам и сферам применения. Для изготовления опорных поручней и перил могут использоваться как хромированная, так и нержавеющая стали. По внешнему виду изделия, выполненные из хромированной и нержавеющей сталей, очень похожи — они выглядят эстетично и имеют особенный блеск, благодаря присутствующему в их составе хрому.
Сравнительная характеристика изделий из стали
Но в процессе эксплуатации опорные устройства, изготовленные из хромированной стали, не имея видимых повреждений, через некоторое время начинают ржаветь. Это происходит за счет использования изделий в несоответствующих условиях: при повышенной влажности, при прямом взаимодействии с водой, при постоянном контакте с моющими и дезинфицирующими средствами.
В отличие от хромированных конструкций поручни из нержавеющей стали не подвергаются коррозии, потому что содержат в своем составе достаточное количество хрома, которое, вступая в реакцию с кислородом, образует на поверхности оксидную пленку. Эта пленка препятствует ржавению металла даже при появлении сколов и царапин на поверхности стальной продукции.
Почему ржавеет нержавейка?
Хотя нержавеющая сталь обладает повышенными характеристиками прочности и износостойкости по сравнению с хромированной сталью, но она также может ржаветь. Существует несколько причин, по которым это происходит:
использование некачественных материалов
несоответствие изделий условиям эксплуатации
Например, коррозия может появится, если поручни были изготовлены не из цельных труб, а из сгонов и кусков, соединенных сварными швами. А также не подошло место установки опорных конструкций, например, для бассейнов следует использовать только марки нержавеющей стали, устойчивым к постоянному нахождению в воде с высоким содержанием хлора. Подробнее об основных марках нержавеющих сталях стандарта AISI читайте здесь.
Сферы применения различных видов сталей
На сегодняшний день изделия из хромированной стали являются надежными в бытовой эксплуатации, где нет постоянного взаимодействия с моющими и обеззараживающими средствами, влагой, а также нет большого потока посетителей.
В других случаях для соблюдения действующих норм и государственных стандартов необходимо использовать марки нержавеющих сталей, самыми распространенными из них являются: AISI 201, AISI 304 и AISI 316. Потому что изделия из этих марок стали сочетают в себе оптимальное соотношение цены и качества.
Нержавеющая сталь марки AISI 201 подходит для использования внутри закрытых помещений, где нет воздействия влажной среды. Из этой стали изготавливают перила и ограждения в жилых домах, магазинах и торговых центрах. Это относительно недорогая сталь с невысокими эксплуатационными свойствами.
Нержавеющая сталь марки AISI 304 используется как внутри, так и вне помещений. Она устойчива к внешним воздействиям окружающей среды и агрессивным кислотным и щелочным растворам. Сталь марки AISI 304 применяют для изготовления опорных поручней пандусов, лестниц и переходов, расположенных внутри помещений и на улице.
Нержавеющую сталь марки AISI 316 используют для изготовления поручней и ограждений в местах с очень влажной средой, например, в бассейнах. Изделия из стали марки 316 очень устойчивы к солям, хлору и другим соединениям, находящимся в воде. Такая продукция очень долго не ржавеет, однако стоит гораздо дороже.
Несложно отличить на глаз продукцию из нержавеющей стали от изделия из хромированной стали. Гораздо сложнее определить по внешнему виду опорные поручни, изготовленные из различных марок нержавеющих сталей. Для того чтобы не сомневаться в качестве опорных устройств и перил, которые прослужат долго и не потеряют привлекательный внешний вид, стоит выбирать только профессиональные производственные компании с большим опытом работы и набором компетенций.
Хром
против нержавеющей стали — что предпочтительнее?
При выборе декора для вашего бизнеса или дома выбор металлов может быть трудным. Мебель, кухонная и ванная сантехника, а также предметы декора предъявляют разные требования как к эстетике, так и к долговечности. Один из самых частых вопросов, который мы получаем, касается разницы между хромом и нержавеющей сталью.
sohoConcept производит современную мебель из хромированной и нержавеющей стали, так как у обоих есть свои преимущества. В зависимости от того, какой вид вы пытаетесь достичь и какой у вас образ жизни, любой тип металла может вписаться в ваш дизайн.
В чем разница между хромом и нержавеющей сталью?
Разница между хромом и нержавеющей сталью заключается в их составе. Нержавеющая сталь представляет собой металлический сплав без покрытия, содержащий никель и не менее 10,5% хрома для придания ему большей прочности. Различные типы нержавеющей стали создаются в зависимости от количества никеля и хрома в сплаве. Хром, сокращение от хрома, относится к покрытию. Хромирование накладывается на металлический стержень. Он полностью состоит из хрома и не является сплавом.
Хром обычно полированный и очень блестящий, хотя сатинированные и матовые разновидности могут быть более матовыми. Он используется как в декоративных, так и в промышленных целях, потому что он устойчив к коррозии и имеет высокий уровень блеска. Это также очень легкий металл. Вот почему хромированные обеденные стулья и хромированные табуреты часто так популярны — их легко перемещать и переставлять из-за их легкого веса.
Нержавеющая сталь более долговечна, чем хром. Он устойчив к коррозии, устойчив к царапинам и устойчив к потускнению. Однако, в зависимости от окружающей среды, он не полностью невосприимчив ко всем пятнам или износу. Он часто используется в средах, где требуется высокая прочность, низкая стоимость и устойчивость к коррозии, например, в кухонной посуде, столовых приборах и промышленном оборудовании.
Хром часто выбирают для украшения, потому что он ярче и блестит, чем нержавеющая сталь. Однако из-за полированной поверхности он также может легко царапаться и легко покрываться отпечатками пальцев и грязью. При правильном уходе и уходе этого можно избежать. Однако важно учитывать при выборе хрома – много ли людей будет его трогать, как детей? Будет ли он интенсивно использоваться и подвергаться риску поцарапать?
Нержавеющую сталь легче содержать в чистоте, и она очень долговечна. Даже при интенсивном использовании он по-прежнему устойчив к царапинам и не покрывается вмятинами. Если вы ожидаете, что ваша мебель или светильники будут интенсивно использоваться, нержавеющая сталь часто является лучшим вариантом.
Мебель sohoConcept – хром и нержавеющая сталь
sohoConcept предлагает современную мебель из хрома и нержавеющей стали. Хромированные табуреты, хромированные обеденные стулья, табуреты из нержавеющей стали, столы из нержавеющей стали — у вас есть выбор в зависимости от вашего интерьера, бюджета и образа жизни.
Мы можем помочь вам выбрать лучший металл, хром или нержавеющую сталь, для вашего дома или бизнеса.
В чем разница? Ultimate Guide
Изделия из хромированной стали и нержавеющей стали буквально наводнили рынки. Они используются для изготовления зданий, автомобильных деталей, кухонной посуды и многих других применений.
Что выбрать: хромированную сталь или нержавеющую сталь?
Вероятно, вы зададите этот вопрос. Хотя эти два могут показаться одинаковыми, между ними есть много различий.
Кроме того, для некоторых применений может потребоваться использование хромистой стали, тогда как для других применений подходит нержавеющая сталь.
Мы не можем игнорировать тот факт, что у каждого типа стали есть свои плюсы и минусы. В этой статье мы выделяем основные различия между хромированной сталью и нержавеющей сталью.
Содержание
1 Определение: хром и нержавеющая сталь
1.1 Что такое хромированная сталь
1.2 Что такое нержавеющая сталь?
2 Как отличить нержавеющую сталь от хрома
3 Долговечность: хром и нержавеющая сталь
4 Хром дороже нержавеющей стали?
5 Плюсы и минусы: Хромирование стали по сравнению с нержавеющей сталью
5. 1 Плюсы хромистой стали
5.2 Минусы хромистой стали
5.3 Pros of stainless steel
5.4 Cons
6 Conclusion
Definition: Chrome vs Stainless Steel
What is Chrome Steel
Chrome plating сталь — это любой тип стали, смешанный с хромом для предотвращения ржавчины. Этот тип стали подвергся процессу, известному как хромирование.
Благодаря хромированию на поверхность стального металла наносится определенный процент хрома.
В результате получается блестящий стальной металл, привлекательный для глаз. Помимо внешнего вида, хромирование играет некоторую защитную роль. Предотвращает ржавчину и коррозию стали.
Что такое нержавеющая сталь?
Нержавеющая сталь представляет собой тип металлического сплава, состоящего из стали, смешанной с другими элементами, такими как хром, углерод, молибден, никель, кремний и алюминий.
Эти элементы смешиваются в определенном процентном соотношении, что приводит к получению различных сортов нержавеющей стали. Например, в некоторых сталях содержится 10% никеля, а в других — 12%.
Не следует ожидать, что два сорта нержавеющей стали будут иметь одинаковые свойства.
Присутствие никеля повышает прочность нержавеющей стали. Сталь не будет легко царапаться или подвергаться коррозии. Также нержавеющая сталь устойчива к ржавчине.
Как отличить нержавеющую сталь от хромированной? С общего взгляда эти два металла могут показаться одинаковыми.
Хорошая новость заключается в том, что есть способы определить разницу между хромированной сталью и нержавеющей сталью.
Одним из способов является использование магнита. Если кусок магнита прилипнет к металлу, то это не нержавеющая сталь. Это связано с тем, что нержавеющая сталь, как известно, немагнитна. С другой стороны, хромированная сталь, скорее всего, удержит часть магнита.
Еще один способ различить хромированную сталь и нержавеющую сталь по внешнему виду.
Хромистая сталь имеет яркий и блестящий вид, а нержавеющая сталь известна своим матовым внешним видом.
Однако использование визуального метода для различения хромированной стали и нержавеющей стали также может ввести вас в заблуждение.
Это возможно, потому что некоторые металлические покрытия могут сделать нержавеющую сталь яркой и блестящей. Вы можете в конечном итоге предположить, что это хромированная сталь, но это не так.
Если вы не уверены, обратитесь за четкими и краткими разъяснениями к специалистам по металлургии.
Долговечность: хром против нержавеющей стали
Является ли хром более долговечным, чем нержавеющая сталь? При правильном уходе хромированная сталь способна прослужить вам долгие годы. Он долговечен, если используется надлежащим образом и в правильной среде.
Идеальная среда для хромированной стали – сухие помещения. В зоне также не должно быть элементов, которые могут вызвать щелевую и химическую коррозию.
После проникновения в хромированную сталь высока вероятность того, что она начнет ржаветь. Есть много вещей, которые могут проникнуть сквозь поверхность хромированной стали. К ним относятся зажимные приспособления, дверной проем и металлические инструменты.
Как только процесс ржавления начался, он может быстро распространиться под слоем хрома.
Дробеструйная хромированная сталь не является полностью надежной, когда речь идет о долговечности.
С другой стороны, нержавеющая сталь вне всякого сомнения зарекомендовала себя как один из самых прочных металлов. Я буду служить вам долгие годы, не повреждаясь коррозией или ржавчиной.
Изделия из нержавеющей стали имеют тенденцию быть дорогими из-за долговечности этого металла. Эта функция также делает его идеальным не только для широкого круга приложений, но и для тяжелых и рискованных приложений.
Хром дороже нержавеющей стали?
Что касается стоимости, то за хромированную сталь вы заплатите меньше, чем за нержавеющую сталь. Этого можно ожидать, поскольку нержавеющая сталь обладает многочисленными желательными свойствами, чем хромированная сталь.
Как мы уже говорили, одним из свойств является прочность и долговечность. Нержавеющая сталь прочнее и долговечнее хромированной стали.
Итак, если вы работаете в рамках ограниченного бюджета, хромированная сталь должна быть вашим предпочтительным металлом. Однако это все равно будет зависеть от области применения металла.
Плюсы и минусы: Хромирование стали по сравнению с нержавеющей сталью
Давайте рассмотрим преимущества и недостатки использования хромированной стали или нержавеющей стали.
Pros of Chrome Steel
-Shiny и привлекательная отделка
-безвыходная, чем из нержавеющей стали
-Уборки современности
-Далевия.
Легко царапается Плюсы нержавеющей стали
— Более прочный
— Обладает отличной коррозионной стойкостью
— Требует меньше обслуживания, чем хромированная сталь
— Доступен в различных марках
Минусы
— Визуально не привлекательнее, чем хромированная сталь
— На нем остаются видимые отпечатки пальцев и пыль.
Заключение
Что выбрать между хромированной сталью и нержавеющей сталью? Выбор, безусловно, будет зависеть от области применения и ваших предпочтений.
Если вас интересует внешний вид предмета или продукции, то вам обязательно стоит выбрать хромированную сталь. Блестящий блеск оставит хорошее впечатление.
Тем не менее, вы должны быть готовы приложить некоторые усилия для поддержания хорошей внешности.
Если вы хотите получить прочный и долговечный металл, нержавеющая сталь подойдет для этой цели. Несмотря на то, что он может быть не таким привлекательным, как хромированная сталь, вы все равно можете нанести нестандартную отделку из нержавеющей стали.
В противном случае мы в Roche Industry можем помочь вам настроить и обработать как хромированную, так и нержавеющую сталь.
Ссылки по теме:
Нержавеющая сталь 18/10 VS Нержавеющая сталь 18/8: в чем отличия
Алюминий и нержавеющая сталь: в чем разница?
Углеродистая сталь и нержавеющая сталь: в чем разница?
Нержавеющая сталь 304 и 316: в чем разница?
Титан против стали: в чем разница?
Хирургическая сталь и нержавеющая сталь: в чем разница?
Rocheindustry специализируется на высококачественном быстром прототипировании, быстром мелкосерийном и крупносерийном производстве.
 При соблюдении технологии заготовка становится достаточно прочной, увеличивая область использования полученных изделий.
При соблюдении технологии заготовка становится достаточно прочной, увеличивая область использования полученных изделий. Он необходим для снятия внутреннего напряжения, образовавшегося в результате закалки. В металлургии таким образом удается избежать высоких показателей хрупкости и увеличить пластичность готового изделия.
Он необходим для снятия внутреннего напряжения, образовавшегося в результате закалки. В металлургии таким образом удается избежать высоких показателей хрупкости и увеличить пластичность готового изделия.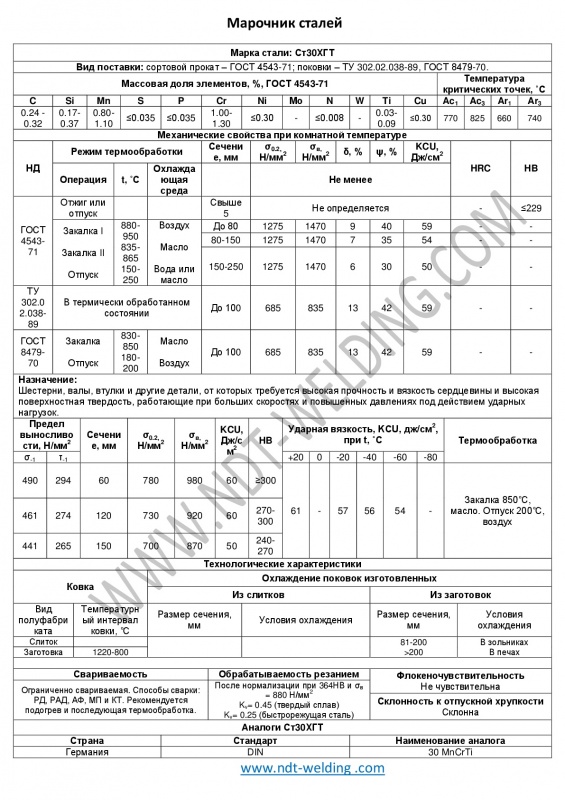 Происходит процесс распада мартенсита, углерод выделяется в виде мелких кристаллов карбида железа (цементит) из перенасыщенного твердого раствора.
Происходит процесс распада мартенсита, углерод выделяется в виде мелких кристаллов карбида железа (цементит) из перенасыщенного твердого раствора.

 По шкале Роквелла твердость необработанной стали составляет 20-22 единицы.
По шкале Роквелла твердость необработанной стали составляет 20-22 единицы.
 Плотность тока на наружной части стали намного выше в сравнении с центром. Основная часть теплового воздействия приходится на поверхность, в этой зоне и происходит упрочнение.
Плотность тока на наружной части стали намного выше в сравнении с центром. Основная часть теплового воздействия приходится на поверхность, в этой зоне и происходит упрочнение.
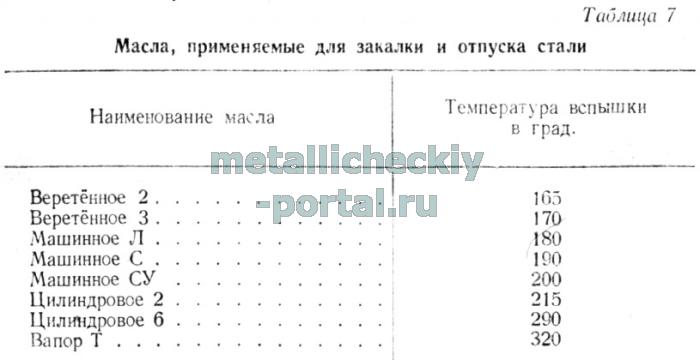 При использовании технологии закалки стали 45 твердость изделий становится существенно выше.
При использовании технологии закалки стали 45 твердость изделий становится существенно выше.
 В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора. В ней его содержится всего 0,035%.
В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора. В ней его содержится всего 0,035%. Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности. Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности. Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь. При этом происходит частичная потеря углерода. Металл должен охлаждаться быстро. Это не даст аустениту преобразоваться с появлением сорбита или троостита. Деталь охлаждается в соответствии с точным графиком. Если он будет нарушаться, будут образовываться мелкие трещины. Охладив деталь до температуры 200-300 градусов, процесс искусственно замедляют. При этом проводят применение охлаждающих жидкостей.
При этом происходит частичная потеря углерода. Металл должен охлаждаться быстро. Это не даст аустениту преобразоваться с появлением сорбита или троостита. Деталь охлаждается в соответствии с точным графиком. Если он будет нарушаться, будут образовываться мелкие трещины. Охладив деталь до температуры 200-300 градусов, процесс искусственно замедляют. При этом проводят применение охлаждающих жидкостей.
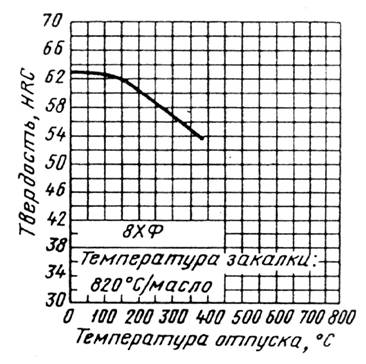 При этом не наблюдается значительного снижения твердости. Затем заготовка попадает в поле зрения технического контроля, а после этого отправляется заказчику.
При этом не наблюдается значительного снижения твердости. Затем заготовка попадает в поле зрения технического контроля, а после этого отправляется заказчику. Все работы проводятся только с применением средств индивидуальной защиты. Чтобы не образовывалась ядовитая синильная кислота, нельзя допускать совместное хранение цианистых солей с растворами кислот.
Все работы проводятся только с применением средств индивидуальной защиты. Чтобы не образовывалась ядовитая синильная кислота, нельзя допускать совместное хранение цианистых солей с растворами кислот.
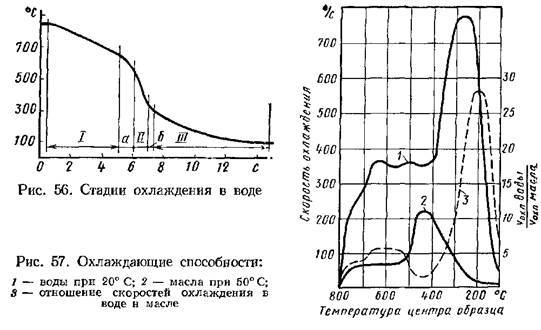


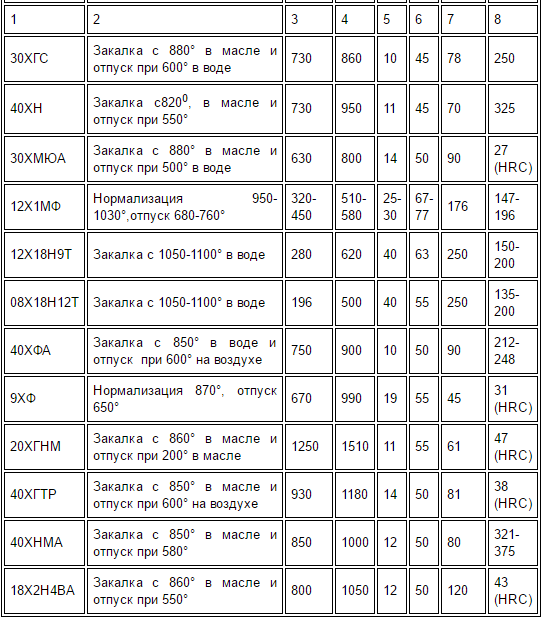

 Программа ENERGY STAR не несет ответственности за качество предоставляемых услуг и призывает потребителей убедиться, что их розничный продавец имеет надлежащую сертификацию и лицензию.
Программа ENERGY STAR не несет ответственности за качество предоставляемых услуг и призывает потребителей убедиться, что их розничный продавец имеет надлежащую сертификацию и лицензию. O. Smith (145)
O. Smith (145)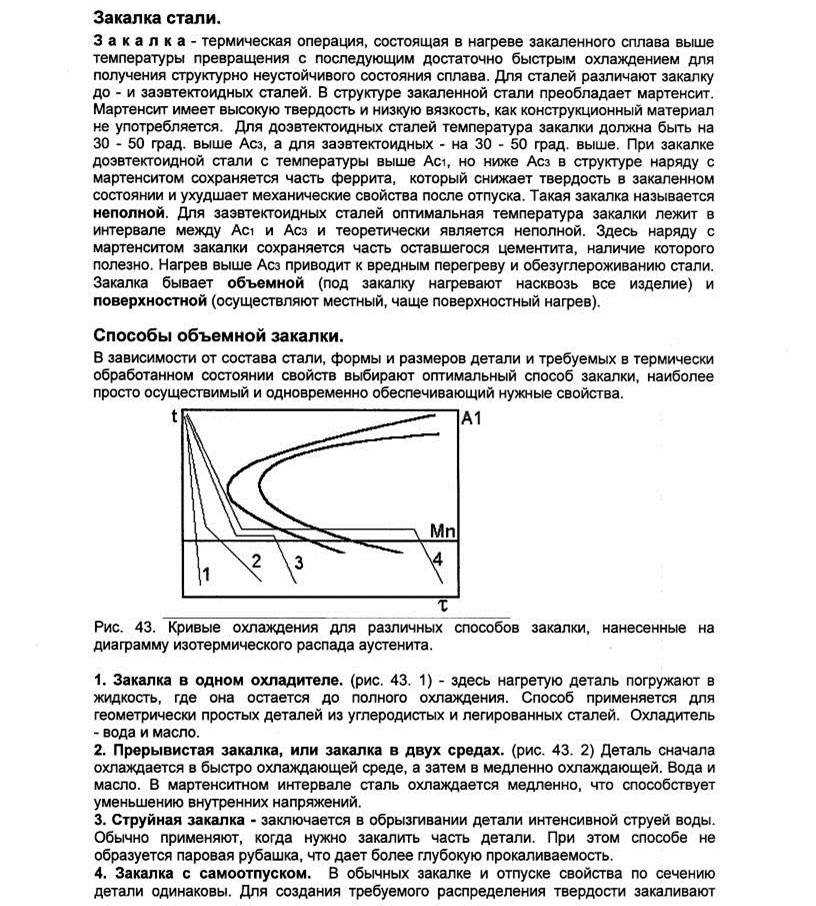 Michalopoulos Aebe (8)
Michalopoulos Aebe (8) О. Смит — HPTS-66 2**
О. Смит — HPTS-66 2**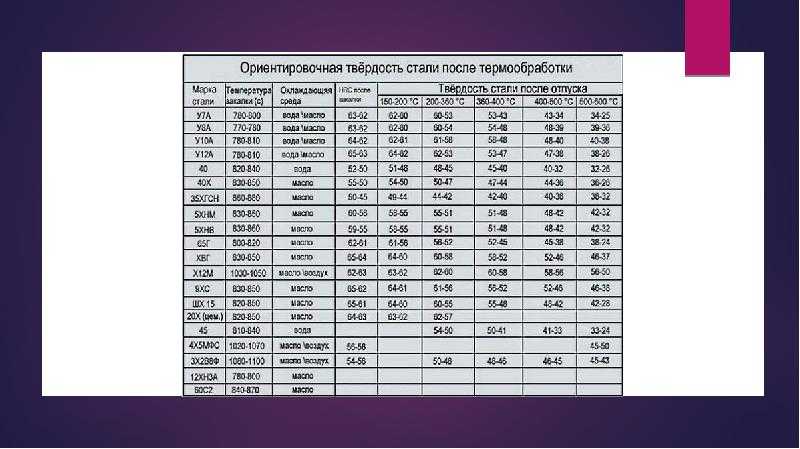 0
0 0
0 О. Смит — HPS10-80х55DV 2**
О. Смит — HPS10-80х55DV 2**

 На линиях электроплазменной обработки производят: нагрев и закалку изделий в электролите, химико-термическую обработку, оксидирование, очистку поверхности проката от загрязнения, удаление дефектов, полирование.
На линиях электроплазменной обработки производят: нагрев и закалку изделий в электролите, химико-термическую обработку, оксидирование, очистку поверхности проката от загрязнения, удаление дефектов, полирование.
 ..
..
 С ее помощью можно не просто выровнять поверхность, а придать ей зеркальный блеск. Полированные изделия отлично смотрятся, это дает возможность использовать их во внешнем и внутреннем декоре помещений. Их применяют для отделки стен, изготовления различных бытовых предметов и не только.
С ее помощью можно не просто выровнять поверхность, а придать ей зеркальный блеск. Полированные изделия отлично смотрятся, это дает возможность использовать их во внешнем и внутреннем декоре помещений. Их применяют для отделки стен, изготовления различных бытовых предметов и не только. Также работы могут проводиться с использованием токарных станков или пневматических напильников. Если необходимо обработать поверхность сложной формы, работы могут проводиться только вручную.
Также работы могут проводиться с использованием токарных станков или пневматических напильников. Если необходимо обработать поверхность сложной формы, работы могут проводиться только вручную.
 Деталь играет роль анода, в качестве катода используется специальная токопроводящая пластина. Через систему пропускается электрический ток, в результате верхний слой поверхности начинает избирательно растворяться и выравниваться.
Деталь играет роль анода, в качестве катода используется специальная токопроводящая пластина. Через систему пропускается электрический ток, в результате верхний слой поверхности начинает избирательно растворяться и выравниваться.
 888.558.7818
888.558.7818 Эта яркая отделка общего назначения имеет видимую зернистость для предотвращения зеркального отражения. Полированные поверхности легко чистить, обеспечивая минимальное количество грязи, бактерий и коррозионно-активных веществ.
Эта яркая отделка общего назначения имеет видимую зернистость для предотвращения зеркального отражения. Полированные поверхности легко чистить, обеспечивая минимальное количество грязи, бактерий и коррозионно-активных веществ. 0291 ПВХ
0291 ПВХ .0595 ПВХ
.0595 ПВХ .0595 ПВХ
.0595 ПВХ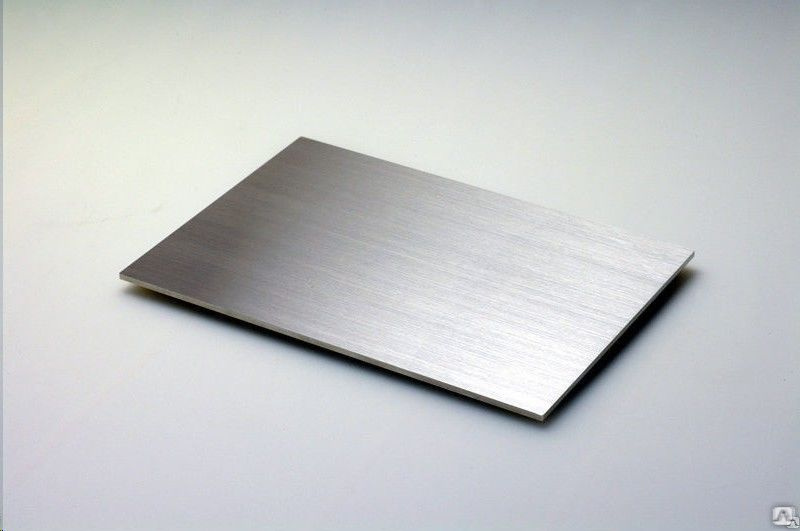 .0595 ПВХ
.0595 ПВХ .0595
.0595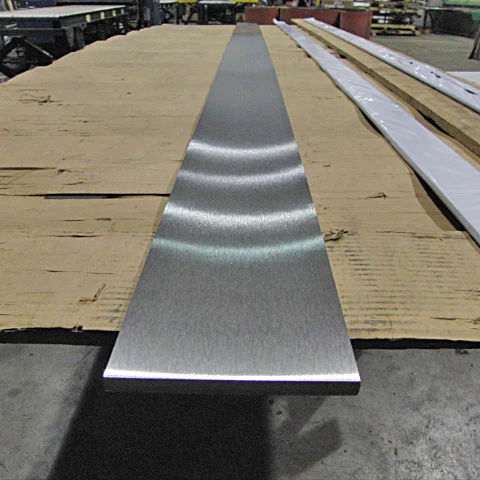 .0595
.0595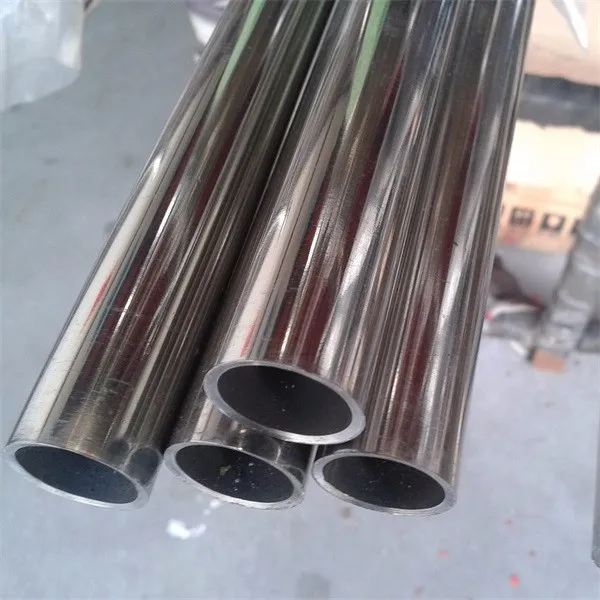 .0595
.0595 .0351
.0351 0351 PVC
0351 PVC %
%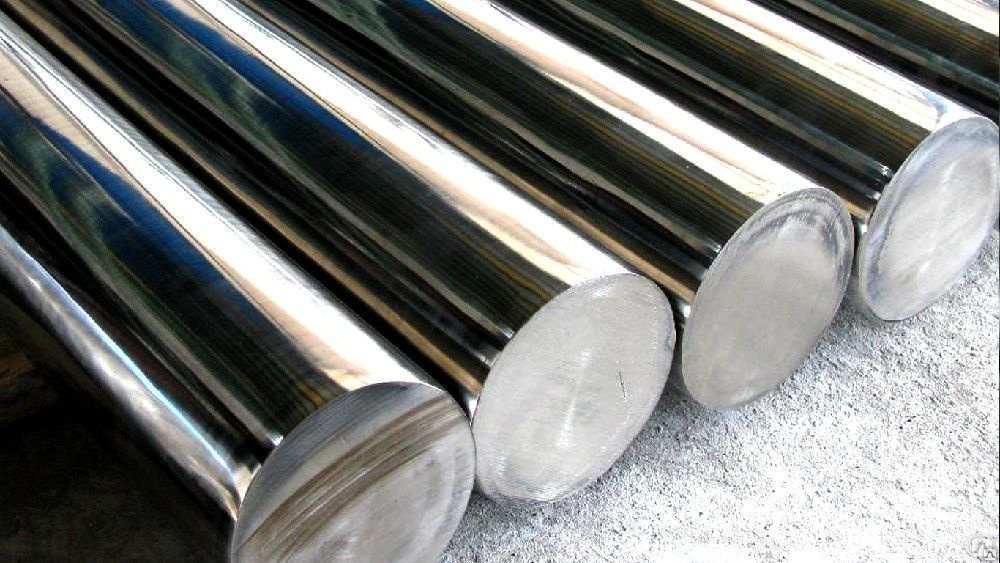


 5
5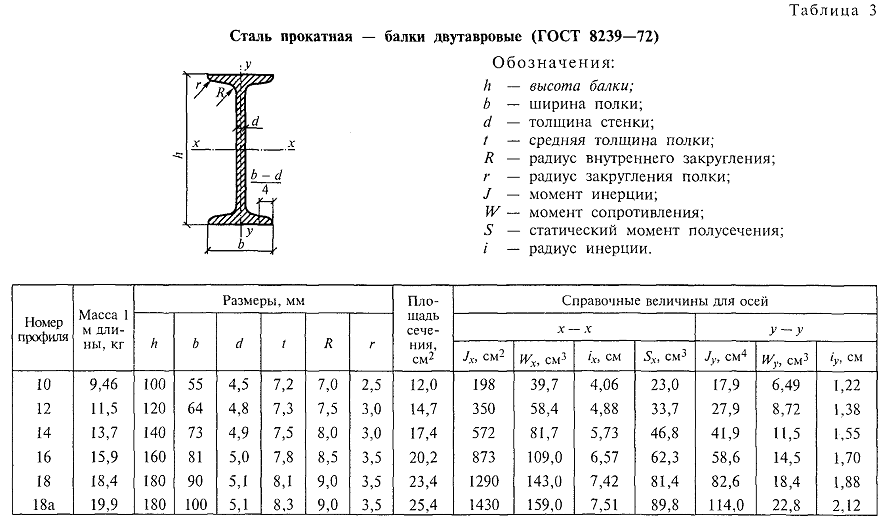 0
0 0
0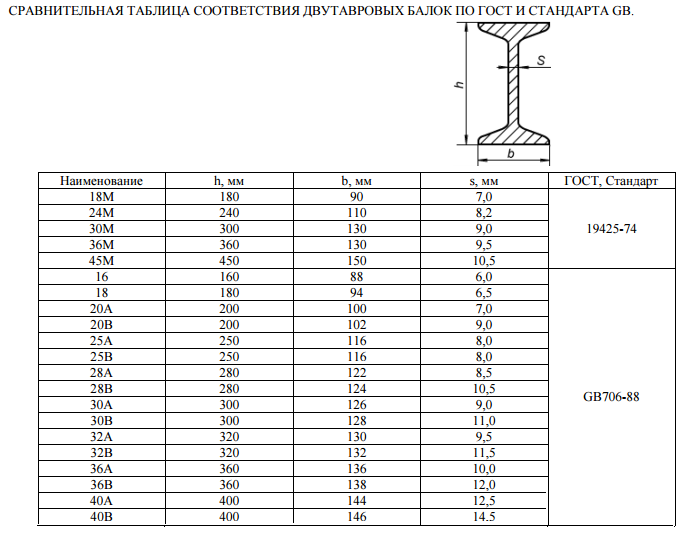 2
2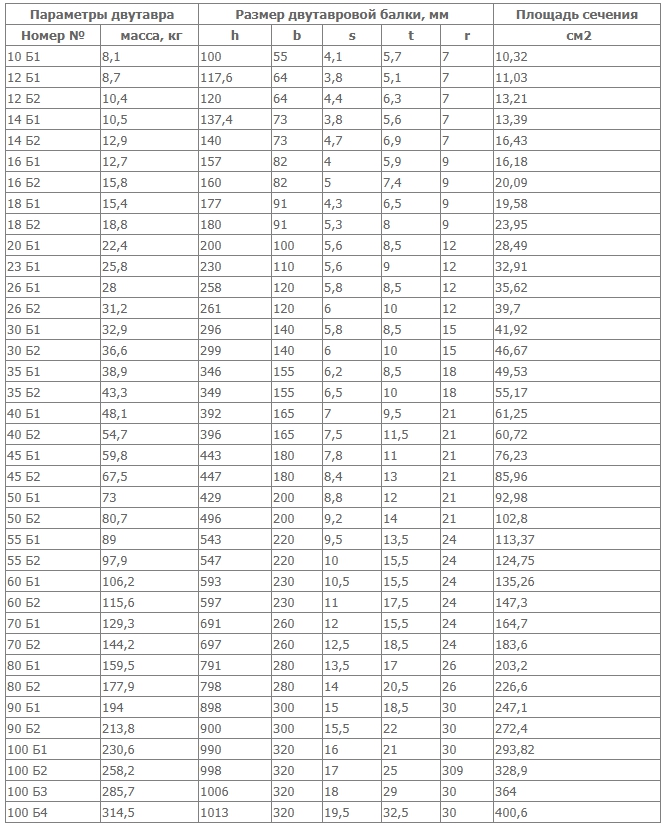 0
0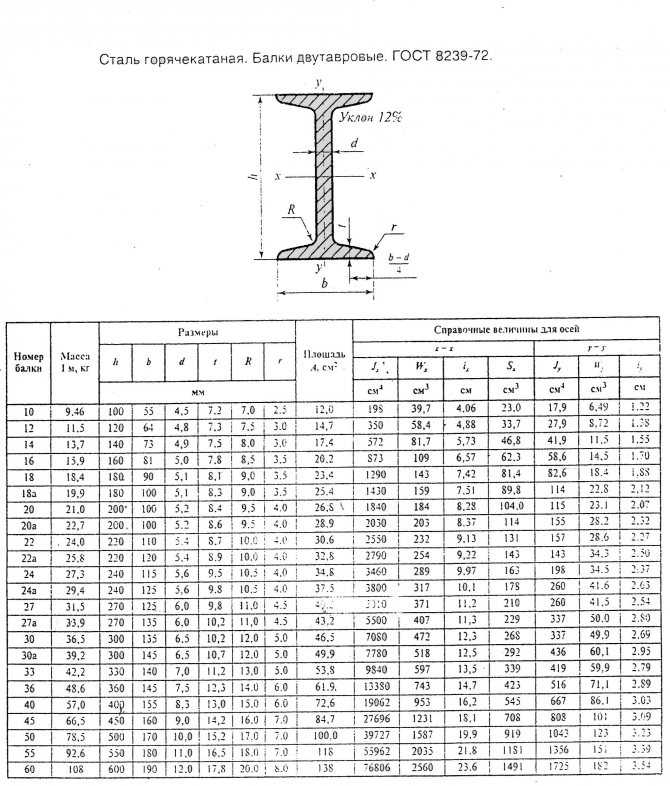
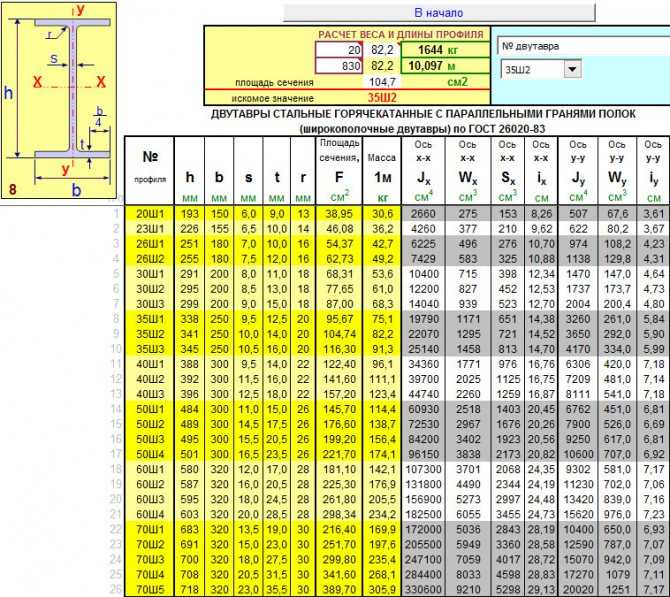
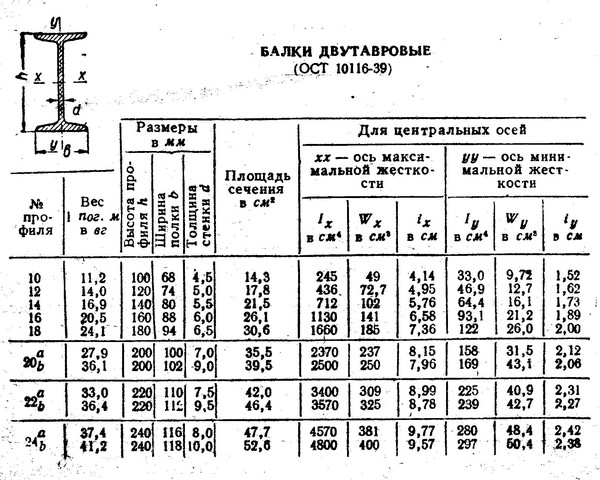
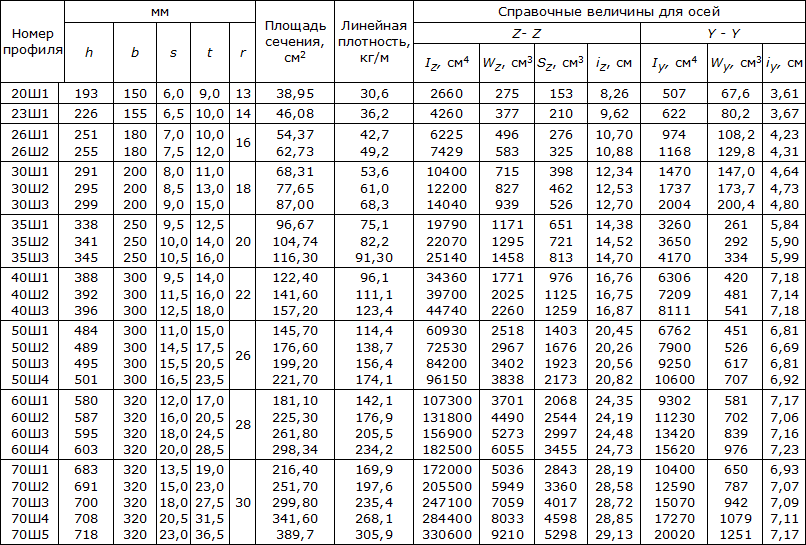 Оно подразумевает собой совокупность размеров, соответствующих государственным стандартам и форм профиля.
Оно подразумевает собой совокупность размеров, соответствующих государственным стандартам и форм профиля. Важными показателями являются и сопротивление, инерция и радиус.
Важными показателями являются и сопротивление, инерция и радиус.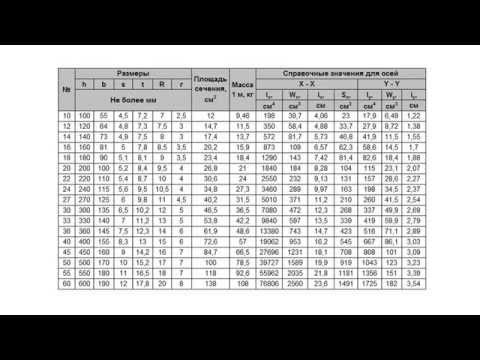

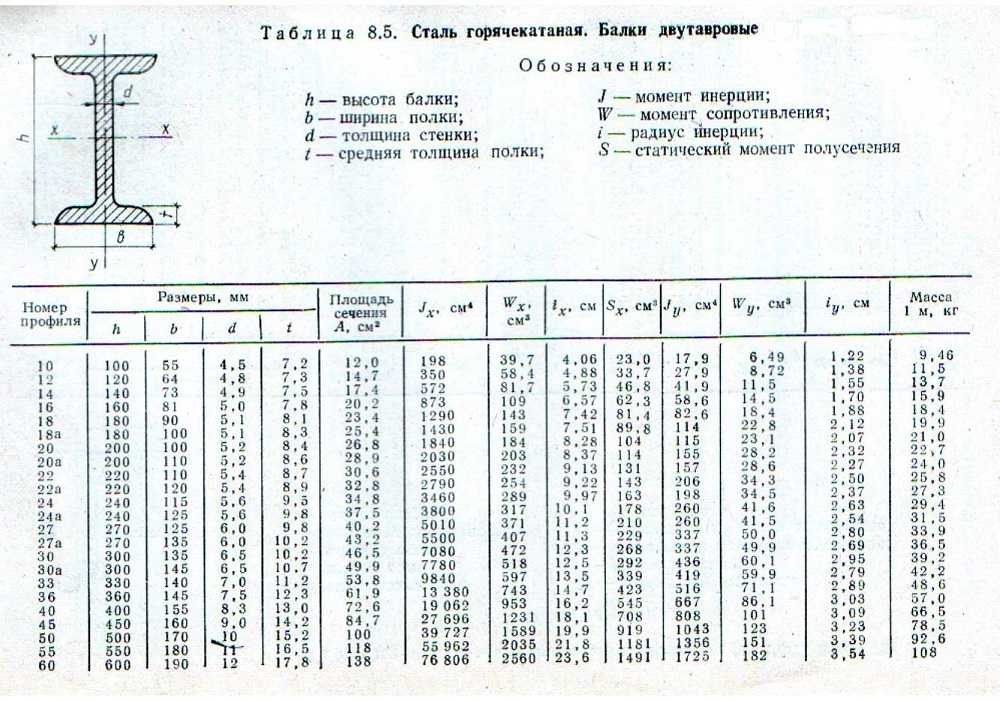
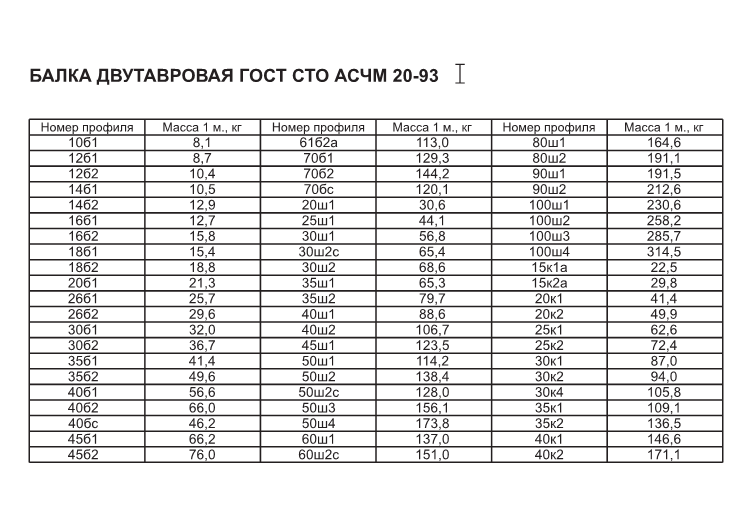
 Масса балки может составлять от 30 кг до 300 кг. В стандартных таблицах также приведено это значение в тоннах, оно составляет от 3 до 32 тонн.
Масса балки может составлять от 30 кг до 300 кг. В стандартных таблицах также приведено это значение в тоннах, оно составляет от 3 до 32 тонн.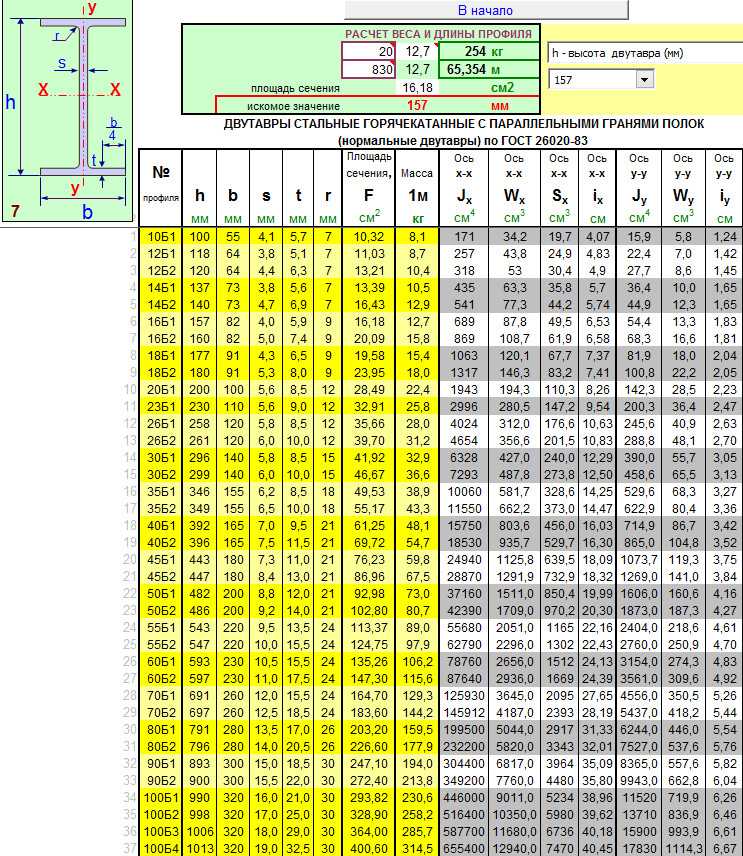 Однако существуют и некоторые отклонения от нормы, указанной в стандарте, например, кривизна составляет до 0,2 процента.
Однако существуют и некоторые отклонения от нормы, указанной в стандарте, например, кривизна составляет до 0,2 процента.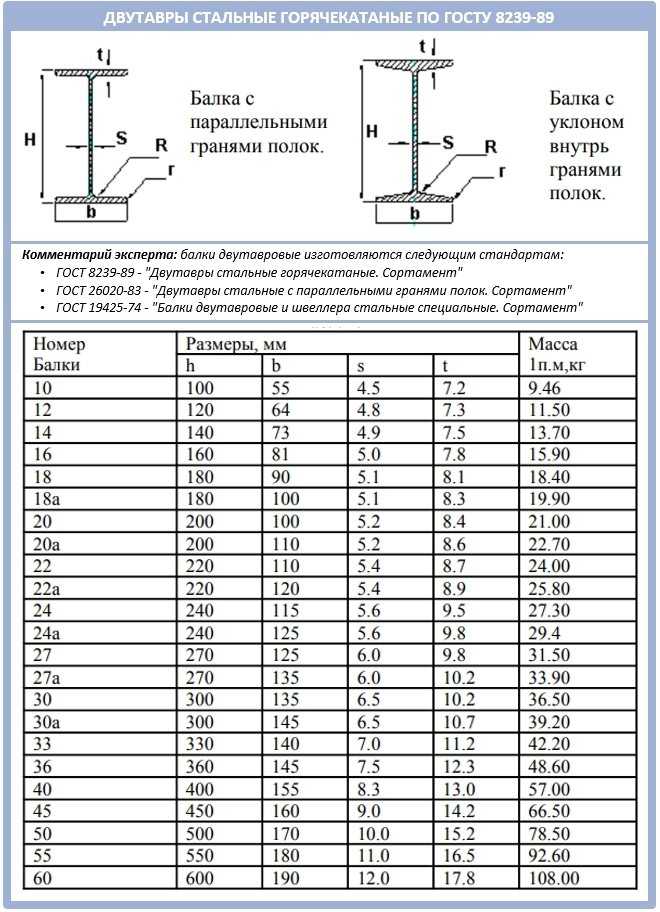
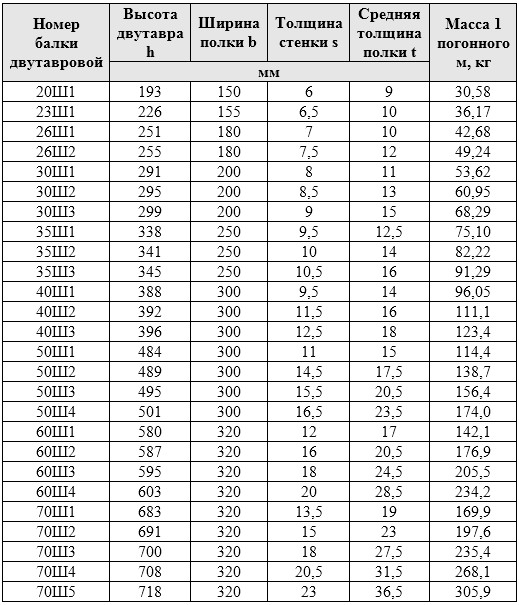
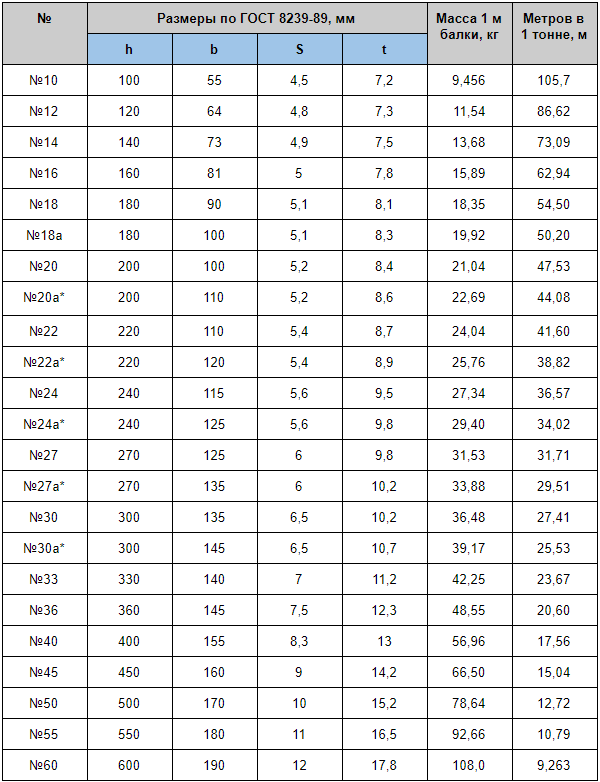 Стальные балки чрезвычайно важны для понимания, потому что они выдерживают большие нагрузки.
Стальные балки чрезвычайно важны для понимания, потому что они выдерживают большие нагрузки.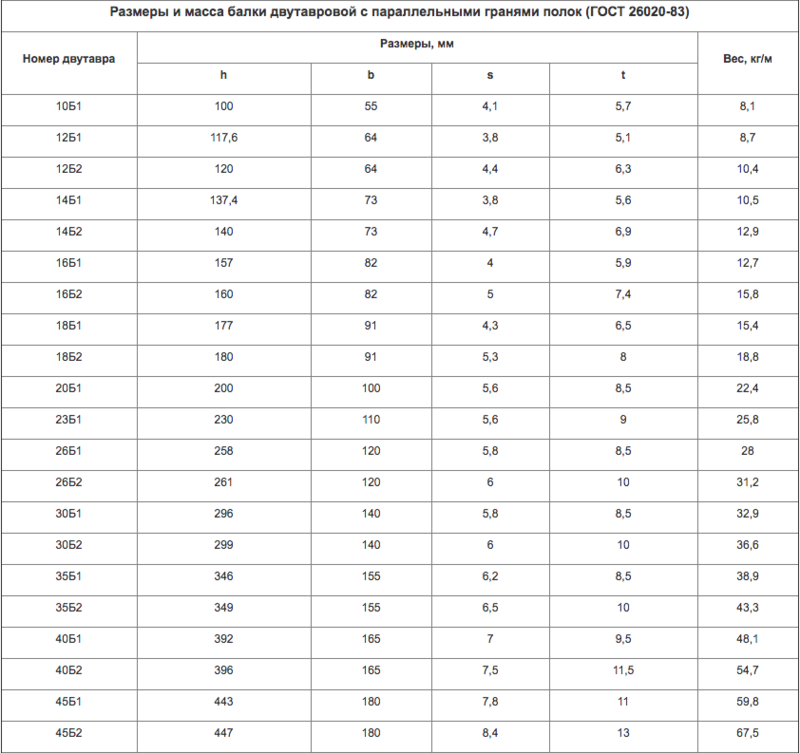
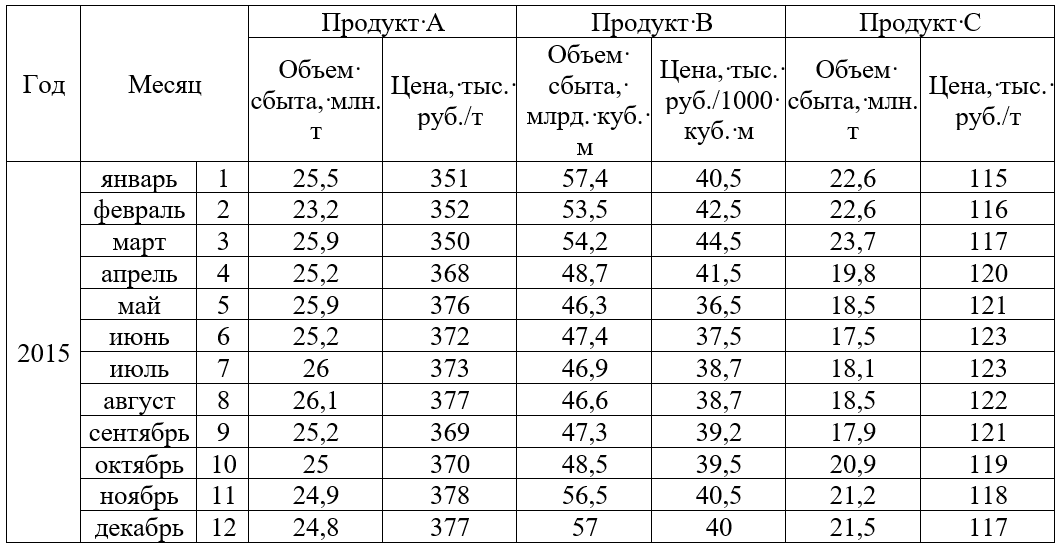
 Они часто используются в качестве важных опорных ферм или основного каркаса в зданиях. Стальные двутавровые балки обеспечивают целостность конструкции с неизменной прочностью и поддержкой. Огромная мощность двутавровых балок снижает необходимость включения многочисленных опорных конструкций, экономя время и деньги, а также делая конструкцию более стабильной. Универсальность и надежность двутавровых балок делают их желанным ресурсом для каждого строителя.
Они часто используются в качестве важных опорных ферм или основного каркаса в зданиях. Стальные двутавровые балки обеспечивают целостность конструкции с неизменной прочностью и поддержкой. Огромная мощность двутавровых балок снижает необходимость включения многочисленных опорных конструкций, экономя время и деньги, а также делая конструкцию более стабильной. Универсальность и надежность двутавровых балок делают их желанным ресурсом для каждого строителя.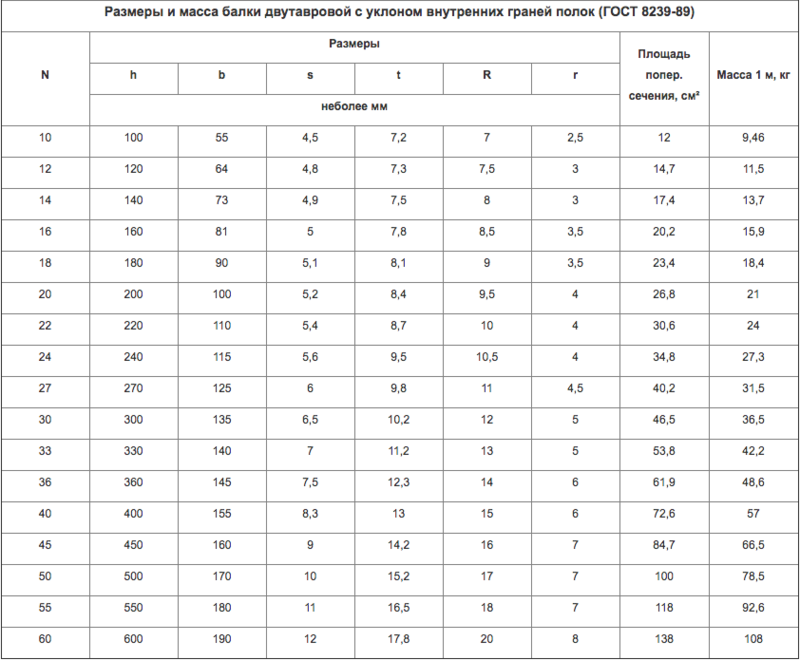
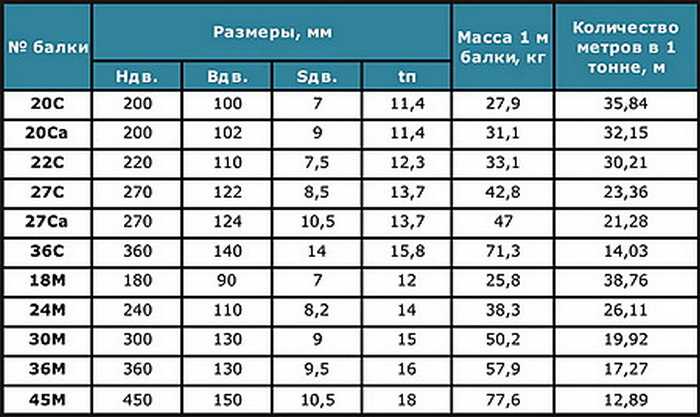
 У нас есть обширный список металлопродукции для любого проекта, который вам нужен. Мы гордимся тем, что обслуживаем наших клиентов почти четыре десятилетия, и готовы помочь вам с вашими потребностями в стали. Есть вопросы? Позвоните нам сегодня, чтобы узнать больше, или зайдите в наш прекрасный выставочный зал в Тампе.
У нас есть обширный список металлопродукции для любого проекта, который вам нужен. Мы гордимся тем, что обслуживаем наших клиентов почти четыре десятилетия, и готовы помочь вам с вашими потребностями в стали. Есть вопросы? Позвоните нам сегодня, чтобы узнать больше, или зайдите в наш прекрасный выставочный зал в Тампе. Двутавровые балки, также называемые универсальными балками и прокатными балками, могут помочь открыть стены в вашем доме. Но при капитальном строительстве играет роль множество факторов, в том числе разрешения, материалы и стоимость рабочей силы.
Двутавровые балки, также называемые универсальными балками и прокатными балками, могут помочь открыть стены в вашем доме. Но при капитальном строительстве играет роль множество факторов, в том числе разрешения, материалы и стоимость рабочей силы.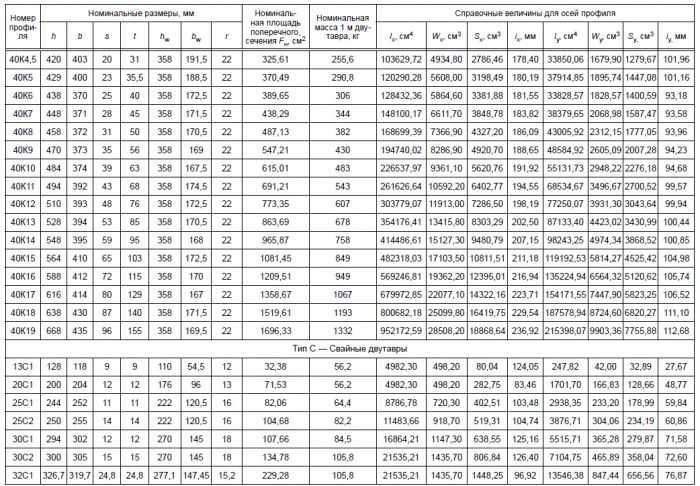


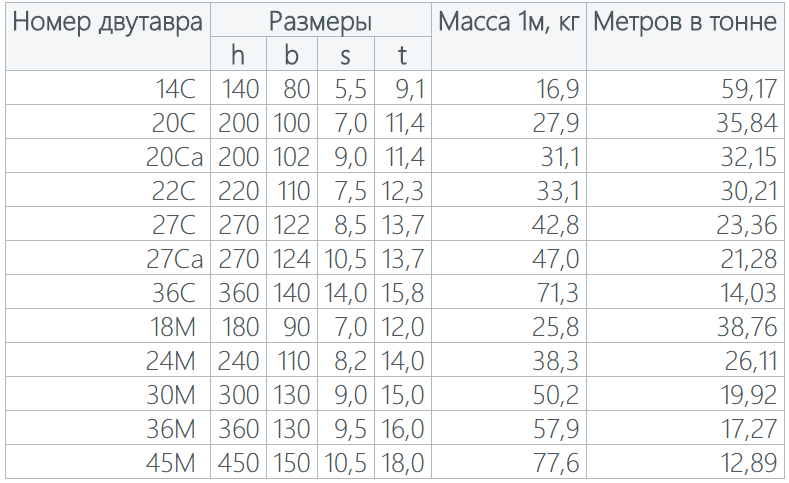 «Но эти наряды никогда не используют никаких протоколов безопасности и просто бросают людей на проблему. Это чрезвычайно опасно и может привести к штрафам и штрафным санкциям, если кто-то пострадает — а в таких случаях кто-то всегда пострадает!»
«Но эти наряды никогда не используют никаких протоколов безопасности и просто бросают людей на проблему. Это чрезвычайно опасно и может привести к штрафам и штрафным санкциям, если кто-то пострадает — а в таких случаях кто-то всегда пострадает!»
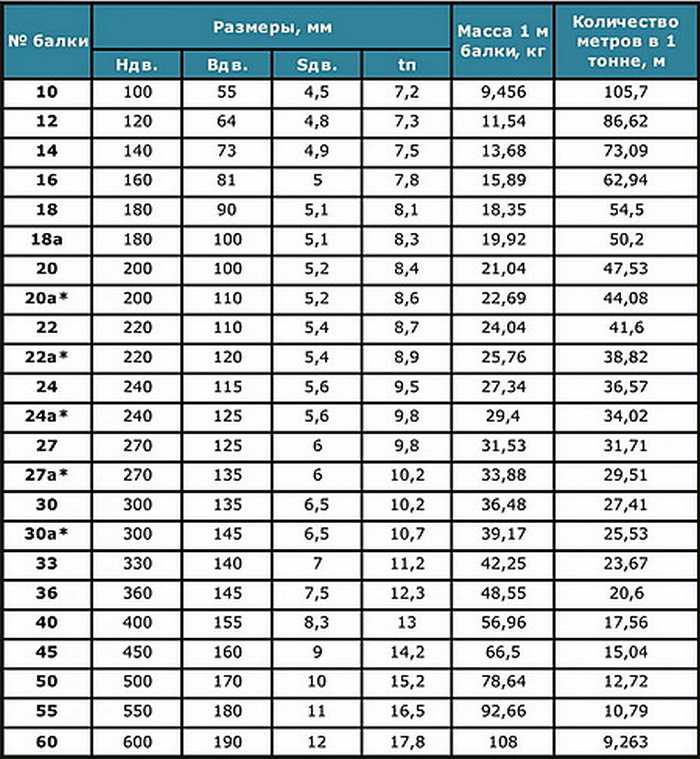 Редкая древесина может стоить 90 долларов за погонный фут.
Редкая древесина может стоить 90 долларов за погонный фут. 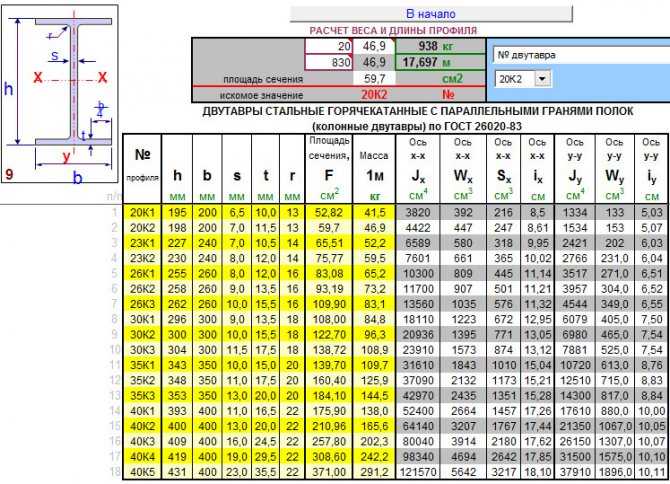
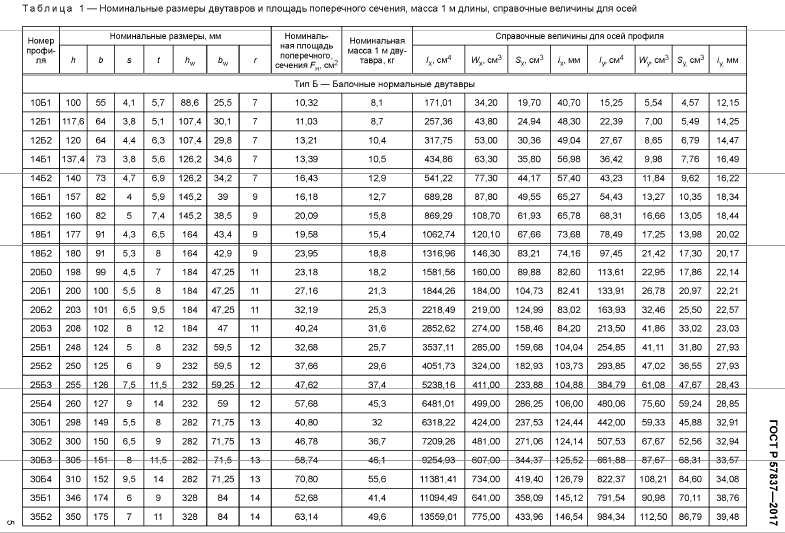

 Способы оплаты
Способы оплаты
 к перепадам в сети 195-265В +/-15%) 50Гц 16А (постоянный ток)
к перепадам в сети 195-265В +/-15%) 50Гц 16А (постоянный ток) Варю понемногу по хозяйству. Устраивает. Минус — ненадежный зажим \»массы\», сломался очень быстро, но это меняется, что называется \»на коленке\».
Варю понемногу по хозяйству. Устраивает. Минус — ненадежный зажим \»массы\», сломался очень быстро, но это меняется, что называется \»на коленке\».
 Мы принимаем оплату в любом удобном для Вас виде. Если Вы испытываете затруднения в работе с интернет-витриной, просто позвоните нам по телефонам и сделайте заказ.
Мы принимаем оплату в любом удобном для Вас виде. Если Вы испытываете затруднения в работе с интернет-витриной, просто позвоните нам по телефонам и сделайте заказ. о.о.
о.о. 
 ……………. …………………………………………. ……………………………..следующий >>
……………. …………………………………………. ……………………………..следующий >> Кроме того,
Кроме того,
 Illetve érdektelen, nem releváns információt se tartalmazzon a cím!
Illetve érdektelen, nem releváns információt se tartalmazzon a cím!
 То же касается и пространства между грунтом и стенками кессона — его надо засыпать щебнем. Сверху кессона обычно монтируется бетонная плита с люком.
То же касается и пространства между грунтом и стенками кессона — его надо засыпать щебнем. Сверху кессона обычно монтируется бетонная плита с люком.
 Во избежание перехлёста при монтаже и эксплуатации, трос тоже фиксируют стяжками к общей связке.
Во избежание перехлёста при монтаже и эксплуатации, трос тоже фиксируют стяжками к общей связке.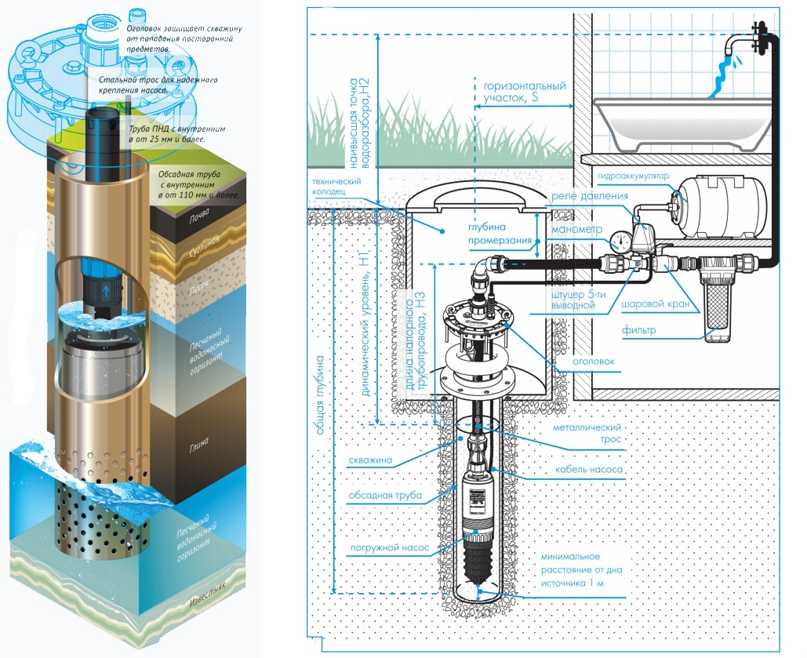 Таким образом, нанос работает в щадящем режиме, что даёт возможность значительно продлить срок его эксплуатации.
Таким образом, нанос работает в щадящем режиме, что даёт возможность значительно продлить срок его эксплуатации.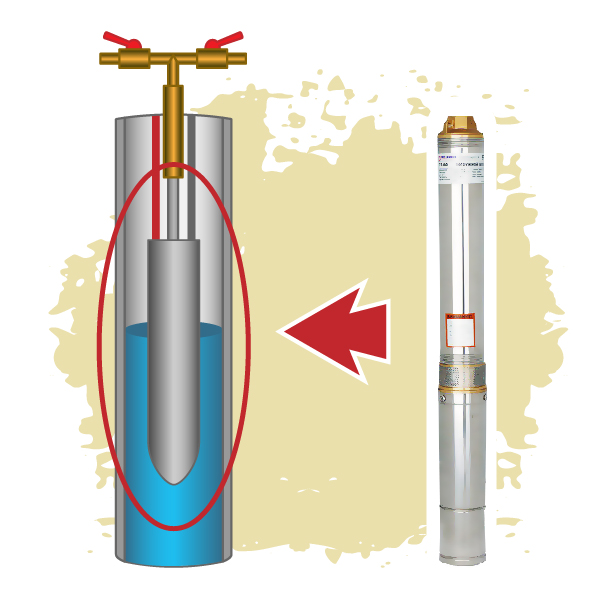 Пульт управления контролирует работу насоса и предохраняет его от перегревов. Размещать его рекомендуется в доме. Реле давления отвечает за давление в гидроаккумуляторе и в системе в целом. Оно включает насос при понижении давления и выключает его при достижении нормального давления. Датчик сухого хода выключает насос в случае резкого падения давления в системе из-за разгерметизации. Существуют комбинированные устройства, совмещающие функции реле давления и датчика сухого хода. Эти устройства называются автоматические реле давления или контроллеры.
Пульт управления контролирует работу насоса и предохраняет его от перегревов. Размещать его рекомендуется в доме. Реле давления отвечает за давление в гидроаккумуляторе и в системе в целом. Оно включает насос при понижении давления и выключает его при достижении нормального давления. Датчик сухого хода выключает насос в случае резкого падения давления в системе из-за разгерметизации. Существуют комбинированные устройства, совмещающие функции реле давления и датчика сухого хода. Эти устройства называются автоматические реле давления или контроллеры. Это необходимо, чтобы защитить трубы от промерзания в зимний период (как альтернатива- утепление трубопровода). Вводная магистраль оборудуется фильтром для удаления из скважинной воды механических загрязнений.
Это необходимо, чтобы защитить трубы от промерзания в зимний период (как альтернатива- утепление трубопровода). Вводная магистраль оборудуется фильтром для удаления из скважинной воды механических загрязнений. Для определения глубины используется прибор, измеряющий сопротивление заземления.
Для определения глубины используется прибор, измеряющий сопротивление заземления.
 Изделие из трубы ПНД должно выдерживать давление, создаваемое насосом. Использование шланга с меньшим диаметром, чем выходное отверстие агрегата, приведет к повышенной нагрузке на двигатель, перегреву обмоток и выходу из строя;
Изделие из трубы ПНД должно выдерживать давление, создаваемое насосом. Использование шланга с меньшим диаметром, чем выходное отверстие агрегата, приведет к повышенной нагрузке на двигатель, перегреву обмоток и выходу из строя; Установка шкафа с управляющими и защитными приборами для автономного водоснабжения исключает работу аппарата в аварийном режиме. Автоматика отслеживает возникающие проблемы в конструкционной схеме подачи воды и предупреждает о возможных негативных последствиях, останавливая агрегат.
Установка шкафа с управляющими и защитными приборами для автономного водоснабжения исключает работу аппарата в аварийном режиме. Автоматика отслеживает возникающие проблемы в конструкционной схеме подачи воды и предупреждает о возможных негативных последствиях, останавливая агрегат.


 Чтобы зимой вода не замерзала, в магистральный шланг вставляют обогревательный провод, а обратный клапан на насосе не устанавливают. После закачки жидкость стекает обратно, а труба ПНД остается сухой.
Чтобы зимой вода не замерзала, в магистральный шланг вставляют обогревательный провод, а обратный клапан на насосе не устанавливают. После закачки жидкость стекает обратно, а труба ПНД остается сухой. Он предохраняет систему водоснабжения от гидроударов, способных разорвать трубы.
Он предохраняет систему водоснабжения от гидроударов, способных разорвать трубы.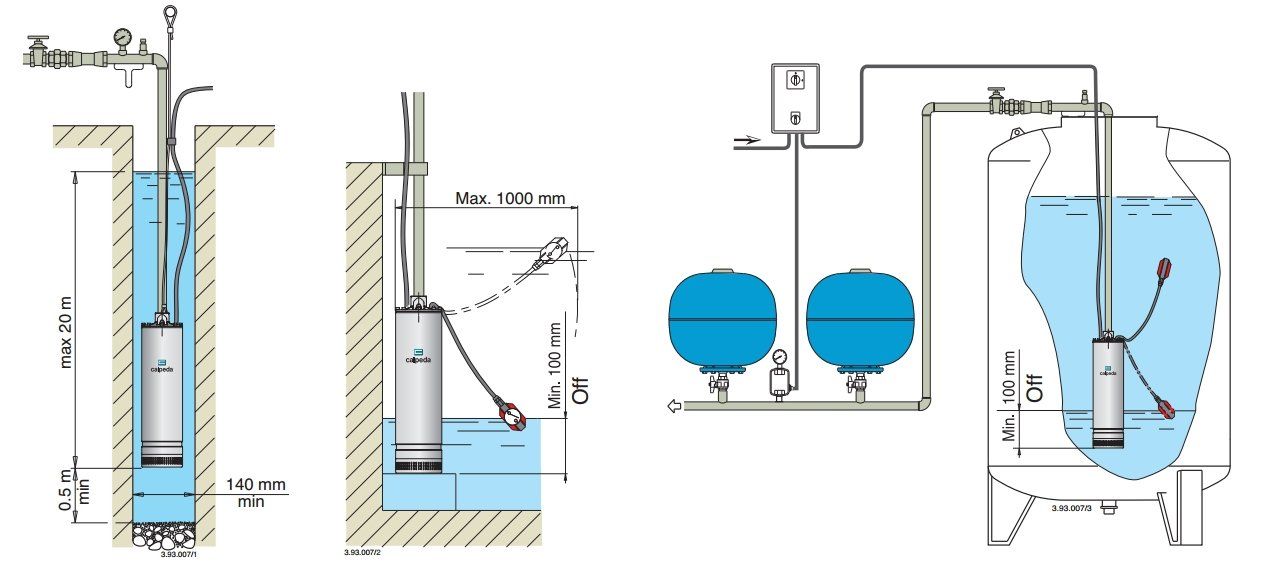 При его снижении через электронную систему включается аппарат, заполняя камеру водой.
При его снижении через электронную систему включается аппарат, заполняя камеру водой. Читайте дальше, чтобы узнать, как вы можете установить его правильно.
Читайте дальше, чтобы узнать, как вы можете установить его правильно.




 Некоторые продукты могут играть более важную роль, но если убрать одну часть, вы и ваша помпа окажетесь в опасности.
Некоторые продукты могут играть более важную роль, но если убрать одну часть, вы и ваша помпа окажетесь в опасности. Они предназначены для очень эффективного выталкивания воды на поверхность.
Они предназначены для очень эффективного выталкивания воды на поверхность. Проушина с отверстием или проушина для троса обеспечивает простое средство для надежного крепления страховочного троса или троса или для крепления погружного насоса к устью скважины в случае повреждения трубы. Доступен в бронзе и нержавеющей стали.
Проушина с отверстием или проушина для троса обеспечивает простое средство для надежного крепления страховочного троса или троса или для крепления погружного насоса к устью скважины в случае повреждения трубы. Доступен в бронзе и нержавеющей стали. Это важный шаг для снижения риска повреждения соединения из-за истирания при опускании насоса в скважину. Чтобы поближе познакомиться с комплектами для сращивания, загляните в наш блог «Что, черт возьми, такое термоусадочные комплекты?»
Это важный шаг для снижения риска повреждения соединения из-за истирания при опускании насоса в скважину. Чтобы поближе познакомиться с комплектами для сращивания, загляните в наш блог «Что, черт возьми, такое термоусадочные комплекты?» Страховочная веревка также может обеспечить резервную копию, позволяющую монтажнику вытащить насос из скважины в случае выхода из строя стояка. К каждому насосу должен быть прикреплен предохранительный трос перед его подвешиванием в колодце. Чтобы ознакомиться с различными типами страховочных веревок, посетите наш блог «Все о различных типах страховочных веревок».
Страховочная веревка также может обеспечить резервную копию, позволяющую монтажнику вытащить насос из скважины в случае выхода из строя стояка. К каждому насосу должен быть прикреплен предохранительный трос перед его подвешиванием в колодце. Чтобы ознакомиться с различными типами страховочных веревок, посетите наш блог «Все о различных типах страховочных веревок». Если кабель насоса не защищен должным образом, изоляция проводов, питающих насос, может изнашиваться из-за трения о внутреннюю часть обсадной трубы. Каждый раз, когда насос останавливается или запускается, вся установка движется в ответ. После многих лет такого действия изоляция проводов истончается, что приводит к короткому замыканию.
Если кабель насоса не защищен должным образом, изоляция проводов, питающих насос, может изнашиваться из-за трения о внутреннюю часть обсадной трубы. Каждый раз, когда насос останавливается или запускается, вся установка движется в ответ. После многих лет такого действия изоляция проводов истончается, что приводит к короткому замыканию. Чтобы поближе познакомиться с адаптерами без ямок для слайдов, ознакомьтесь с Адаптеры без ям для слайдов и катушек: в чем разница?
Чтобы поближе познакомиться с адаптерами без ямок для слайдов, ознакомьтесь с Адаптеры без ям для слайдов и катушек: в чем разница? Чтобы узнать больше о различных типах крышек колодцев и различных материалах, из которых они изготавливаются, ознакомьтесь с этой записью в блоге.
Чтобы узнать больше о различных типах крышек колодцев и различных материалах, из которых они изготавливаются, ознакомьтесь с этой записью в блоге. Вы можете установить регулятор расхода в любом месте между погружным насосом и тройником бака на соединении с напорным баком, но их можно использовать и в других местах. Чтобы немного глубже погрузиться в управление потоком, ознакомьтесь с нашим блогом «Что, черт возьми, такое управление потоком?»
Вы можете установить регулятор расхода в любом месте между погружным насосом и тройником бака на соединении с напорным баком, но их можно использовать и в других местах. Чтобы немного глубже погрузиться в управление потоком, ознакомьтесь с нашим блогом «Что, черт возьми, такое управление потоком?» Реле давления выпускаются в стандартных, средних и тяжелых моделях, рассчитанных на широкий спектр электрических параметров и значений давления. Для получения дополнительной информации о реле давления посетите наш блог Как правильно настроить реле давления.
Реле давления выпускаются в стандартных, средних и тяжелых моделях, рассчитанных на широкий спектр электрических параметров и значений давления. Для получения дополнительной информации о реле давления посетите наш блог Как правильно настроить реле давления. Чрезмерное давление может привести к серьезному выходу из строя водопроводной трубы и компонентов водопровода, что может привести к повреждению водой. Подробнее о предохранительных клапанах читайте здесь.
Чрезмерное давление может привести к серьезному выходу из строя водопроводной трубы и компонентов водопровода, что может привести к повреждению водой. Подробнее о предохранительных клапанах читайте здесь.
 Возможна химсорбция с возиикновеиием сильных химических связей между абсорбированными атомами и атомами металлической поверхности.
Возможна химсорбция с возиикновеиием сильных химических связей между абсорбированными атомами и атомами металлической поверхности. По методу тлеющего разряда электрический ток пропускается через слой частиц проводящих материалов, находящихся в недосжиженном состоянии, и изделие. Применение тлеющего разряда, например при азотировании, приводит к расщеплению молекулы азота. Образовавшиеся атомы азота абсорбируются поверхностью стали. Метод тлеющего -разряда в небольшом размере применяется на практике и при других видах насыщения. Возникновение тлеющего разряда
По методу тлеющего разряда электрический ток пропускается через слой частиц проводящих материалов, находящихся в недосжиженном состоянии, и изделие. Применение тлеющего разряда, например при азотировании, приводит к расщеплению молекулы азота. Образовавшиеся атомы азота абсорбируются поверхностью стали. Метод тлеющего -разряда в небольшом размере применяется на практике и при других видах насыщения. Возникновение тлеющего разряда Разрабатывают также вакуумный, гальвано-диффузионный, шликерный методы (из паст и суспензий) в кипящем или виброкипящем слое, в тлеющем разряде и другие методы насыщения.
Разрабатывают также вакуумный, гальвано-диффузионный, шликерный методы (из паст и суспензий) в кипящем или виброкипящем слое, в тлеющем разряде и другие методы насыщения. Деталь с напыленным слоем отжигают для получения заданной глубины слоя.
Деталь с напыленным слоем отжигают для получения заданной глубины слоя. org/ListItem»>
org/ListItem»>
 Чем выше градус нагрева, тем глубже проникновение веществ в изделия. Изменяется структура поверхности металлических изделий, предавая им нужные свойства.
Чем выше градус нагрева, тем глубже проникновение веществ в изделия. Изменяется структура поверхности металлических изделий, предавая им нужные свойства. Это обычно делало металл намного более твердым и менее хрупким. Это основной процесс, называемый термической обработкой металлов. Современные процессы механической обработки и металлообработки стали более точными и сложными.
Это обычно делало металл намного более твердым и менее хрупким. Это основной процесс, называемый термической обработкой металлов. Современные процессы механической обработки и металлообработки стали более точными и сложными. Металл или сплав нагревают до определенной температуры. Затем происходит охлаждение для затвердевания нагретого материала. Процесс направлен на изменение микроструктуры металла. Кроме того, это помогает выявить желаемые механические, химические и физические характеристики.
Металл или сплав нагревают до определенной температуры. Затем происходит охлаждение для затвердевания нагретого материала. Процесс направлен на изменение микроструктуры металла. Кроме того, это помогает выявить желаемые механические, химические и физические характеристики.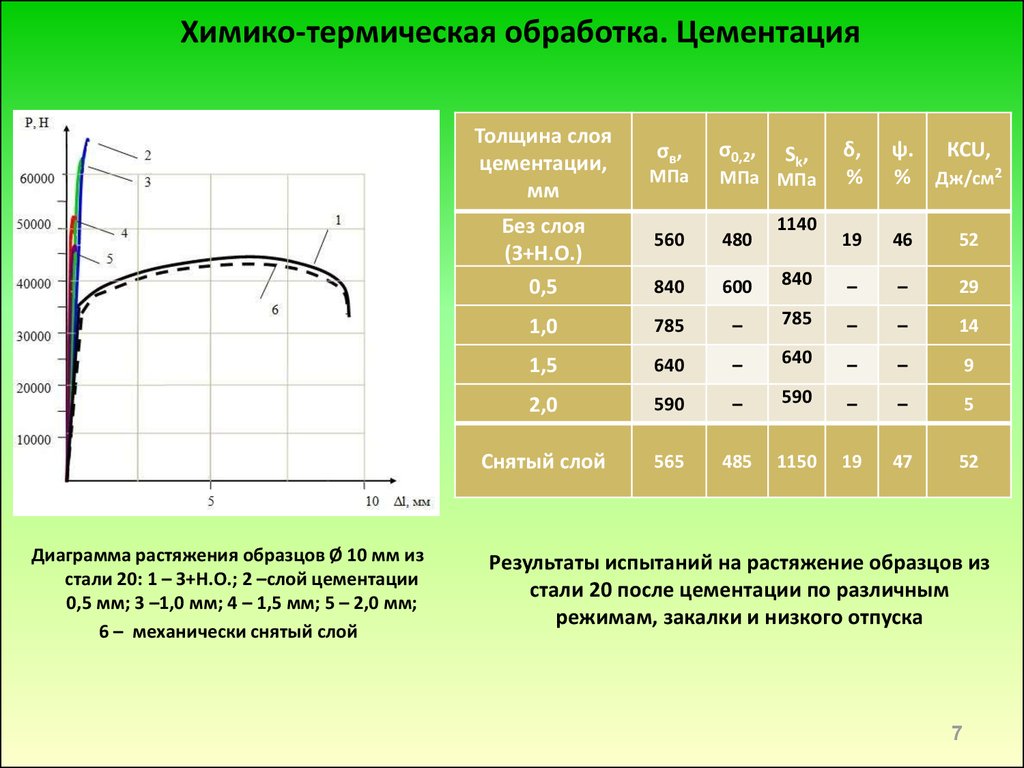 Это также может быть для дальнейших работ по металлу. Термическая обработка стали или металлов играет важную роль на различных этапах производства.
Это также может быть для дальнейших работ по металлу. Термическая обработка стали или металлов играет важную роль на различных этапах производства. Охлаждение металла также играет решающую роль в конечном результате.
Охлаждение металла также играет решающую роль в конечном результате.

 В этом разделе мы обсудим четыре основных типа термообработки. Вы также поймете их уникальное назначение в механической обработке.
В этом разделе мы обсудим четыре основных типа термообработки. Вы также поймете их уникальное назначение в механической обработке. Поэтому поможет, если вы закалите металл после процесса закалки.
Поэтому поможет, если вы закалите металл после процесса закалки. Затем происходит воздушное охлаждение.
Затем происходит воздушное охлаждение. Внутренние напряжения могут привести к разрушению металла. Поэтому очень важно нормализовать металл. Тогда закалка может обеспечить успех производственных процессов.
Внутренние напряжения могут привести к разрушению металла. Поэтому очень важно нормализовать металл. Тогда закалка может обеспечить успех производственных процессов. Вы можете быть уверены в адекватной поддержке и продуктах, отвечающих вашим уникальным требованиям. Все это вы получаете по конкурентоспособным ценам.
Вы можете быть уверены в адекватной поддержке и продуктах, отвечающих вашим уникальным требованиям. Все это вы получаете по конкурентоспособным ценам.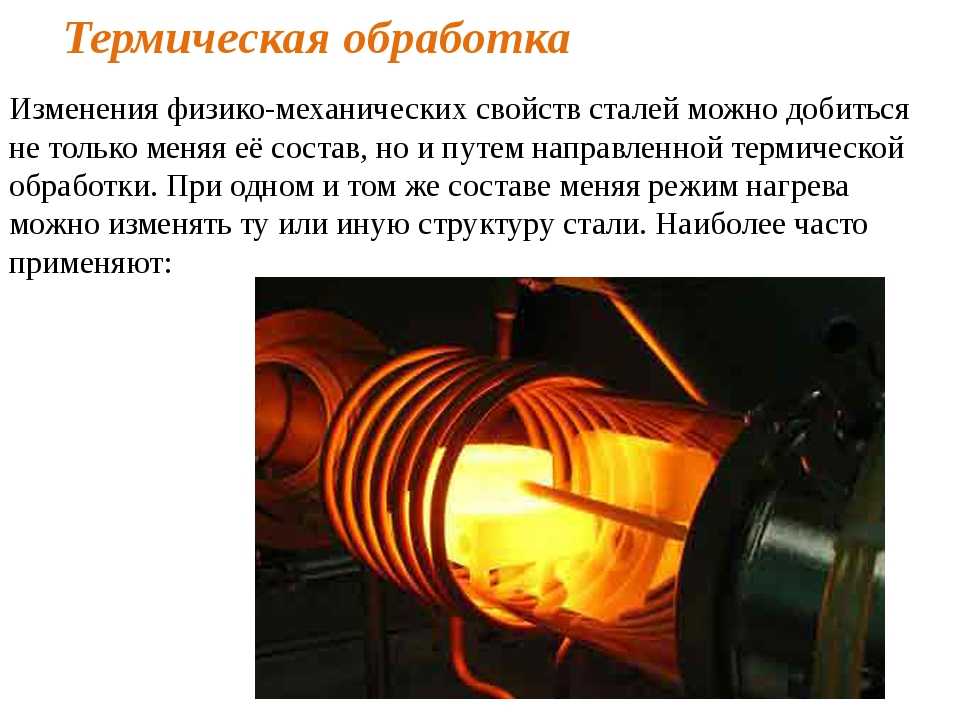 Температура, при которой падает ударная вязкость стали, относится к «температуре перехода от вязкости к хрупкости». Обычно она составляет около 75°C для 0,01% углеродистой стали. Температура отличается для различных типов стальных материалов.
Температура, при которой падает ударная вязкость стали, относится к «температуре перехода от вязкости к хрупкости». Обычно она составляет около 75°C для 0,01% углеродистой стали. Температура отличается для различных типов стальных материалов.
 Это связано с тем, что не все металлические материалы подходят для всех видов термообработки.
Это связано с тем, что не все металлические материалы подходят для всех видов термообработки. Следовательно, ваша основная цель — обеспечить равномерный нагрев металла на этапе нагрева. Более того, при определении применимой скорости нагрева в игру вступают несколько факторов. Проверьте их ниже:
Следовательно, ваша основная цель — обеспечить равномерный нагрев металла на этапе нагрева. Более того, при определении применимой скорости нагрева в игру вступают несколько факторов. Проверьте их ниже:

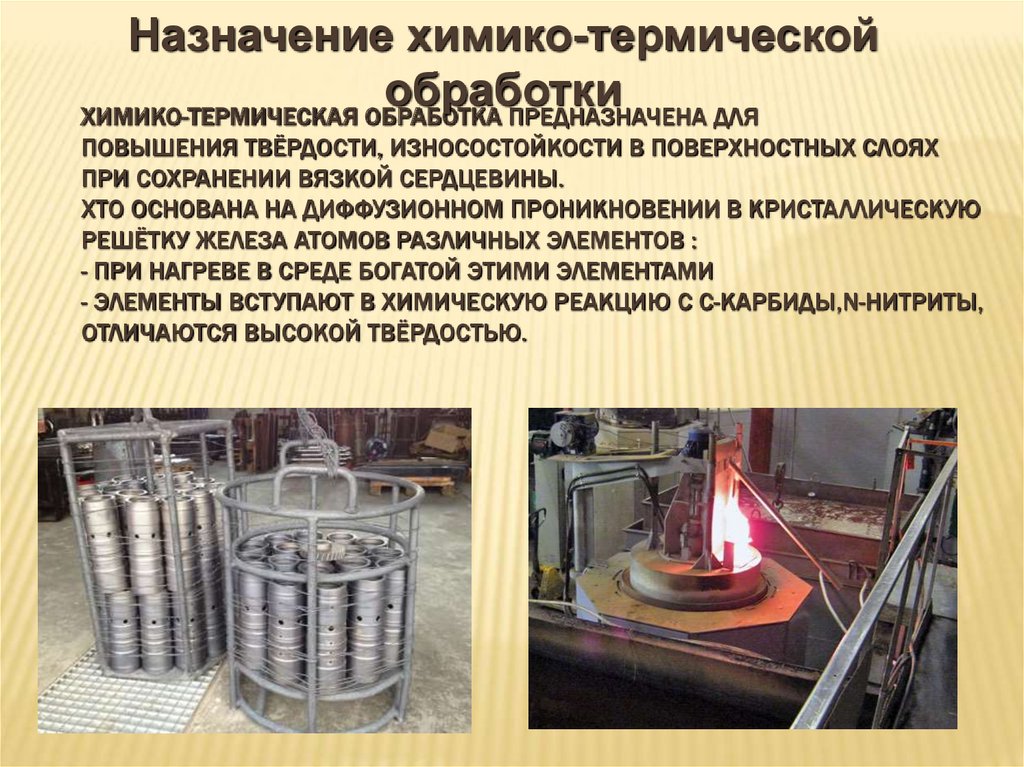 Тем не менее, быстрорежущая сталь остается исключением, так как после отпуска она становится не мягче, а тверже.
Тем не менее, быстрорежущая сталь остается исключением, так как после отпуска она становится не мягче, а тверже.

 Перед термической обработкой металлов производители должны определиться с подходящим металлом. Более того, это включает в себя оценку различных свойств с учетом потребностей проекта. После учета всех факторов качество услуг по термообработке металла становится необходимым.
Перед термической обработкой металлов производители должны определиться с подходящим металлом. Более того, это включает в себя оценку различных свойств с учетом потребностей проекта. После учета всех факторов качество услуг по термообработке металла становится необходимым.


 Зеленодольск
Зеленодольск

 07.2022
07.2022 ..
.. ..
.. bigcommerce.com/s-10c6f/stencil/e7bb9b00-3c5f-013b-4a33-6e6032008c61/e/93603ab0-054a-013b-6eac-7ad1e4b94e38/img/loading.svg»>
bigcommerce.com/s-10c6f/stencil/e7bb9b00-3c5f-013b-4a33-6e6032008c61/e/93603ab0-054a-013b-6eac-7ad1e4b94e38/img/loading.svg»>

 Серьезные травмы или смерть. Знаки
Серьезные травмы или смерть. Знаки Знаки
Знаки Знаки, требующие защиты глаз
Знаки, требующие защиты глаз Знаки
Знаки ..
..
 ..
.. ..
.. ..
.. ..
.. ..
..:watermark(9a2939ef4720da7.ru.s.siteapi.org/watermark/kl7h9b03q800wgw40wgwkw08cwos84,-1,-1,0,15,none)/9a2939ef4720da7.ru.s.siteapi.org/img/857b297122b31acb59ef340accaced7d463589fe.jpg)
 ..
.. ..
.. ..
.. ..
.. ..
.. Or Clean Equipment Signs, sorted by Sign Material, ascending
Or Clean Equipment Signs, sorted by Sign Material, ascending ..
.. ..
..


 Это не всегда удается достичь в домах с двумя этажами и совершенно невозможно получить такое расстояние в одноэтажных зданиях.
Это не всегда удается достичь в домах с двумя этажами и совершенно невозможно получить такое расстояние в одноэтажных зданиях.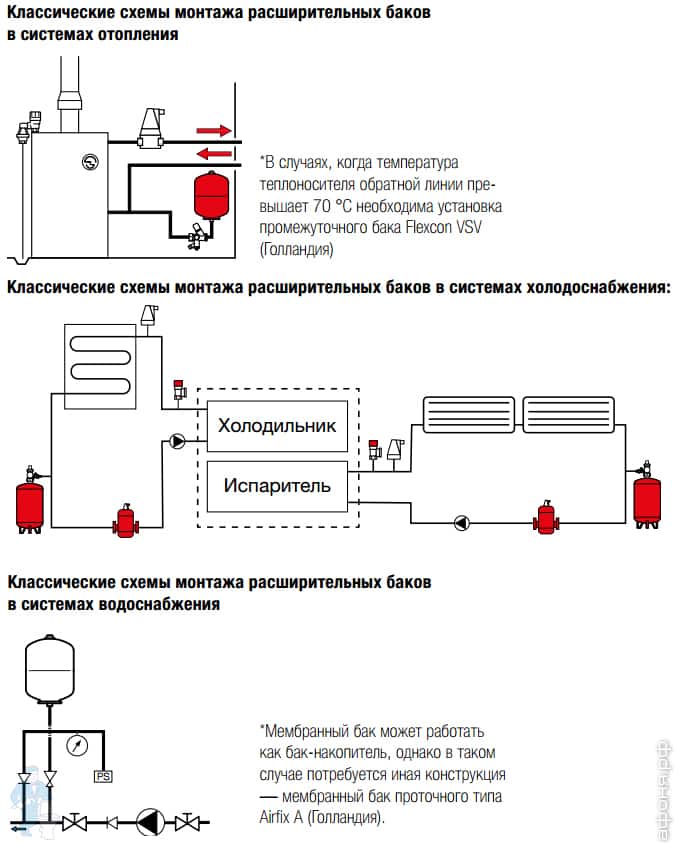 Даже если спрятать горизонтальную трубу от расширительного бака под потолком, то подходящие к каждому радиатору по стенам вертикальные участки труб не только испортят внешний вид комнат, но и принесут массу неудобств при расстановке мебели, навешивании карнизов.
Даже если спрятать горизонтальную трубу от расширительного бака под потолком, то подходящие к каждому радиатору по стенам вертикальные участки труб не только испортят внешний вид комнат, но и принесут массу неудобств при расстановке мебели, навешивании карнизов. Замкнутая система отопления индивидуального дома помимо трубопровода обязательно включает в себя электронасос, расширительный бак, запорно-регулирующую арматуру, воздухоотводчики.
Замкнутая система отопления индивидуального дома помимо трубопровода обязательно включает в себя электронасос, расширительный бак, запорно-регулирующую арматуру, воздухоотводчики. youtube.com/embed/guwgAHbDNhw?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/guwgAHbDNhw?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Таким методом добиваются регулирования скорости отопительный жидкости в трубах, что позволяет при необходимости в кратчайший срок прогреть помещения.
Таким методом добиваются регулирования скорости отопительный жидкости в трубах, что позволяет при необходимости в кратчайший срок прогреть помещения.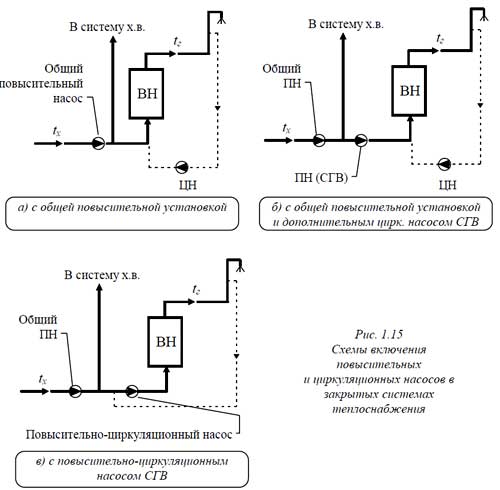 В отдельной статье можете более подробно почитать про виды циркуляционных насосов системы отопления, их выбор и монтаж.
В отдельной статье можете более подробно почитать про виды циркуляционных насосов системы отопления, их выбор и монтаж. youtube.com/embed/ebB3L0zj8f0?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/ebB3L0zj8f0?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
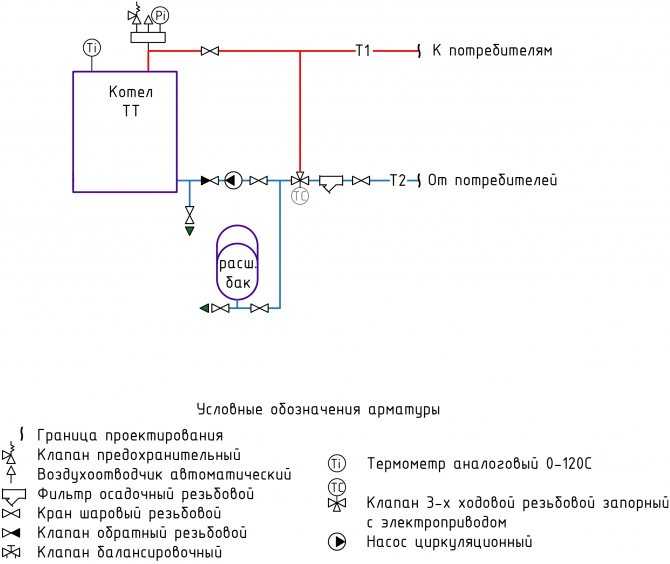
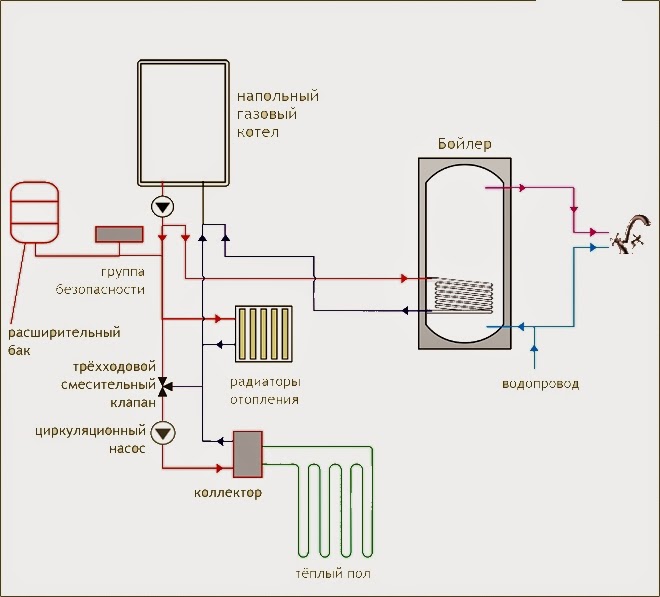 В последнее время их вытесняют с рынка биметаллические изделия, меньше подверженные коррозии из-за отклонений водородного показателя рабочей среды.
В последнее время их вытесняют с рынка биметаллические изделия, меньше подверженные коррозии из-за отклонений водородного показателя рабочей среды.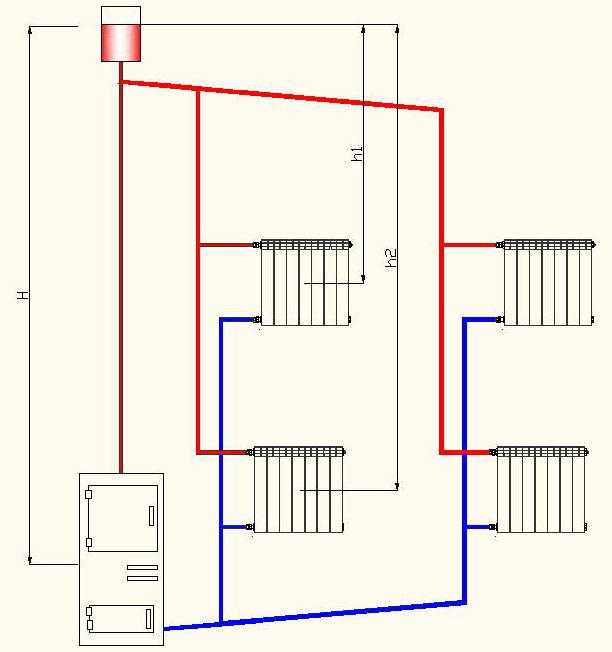 В состав группы входят воздухоотводчик, спускной клапан, стрелочный датчик давления.
В состав группы входят воздухоотводчик, спускной клапан, стрелочный датчик давления.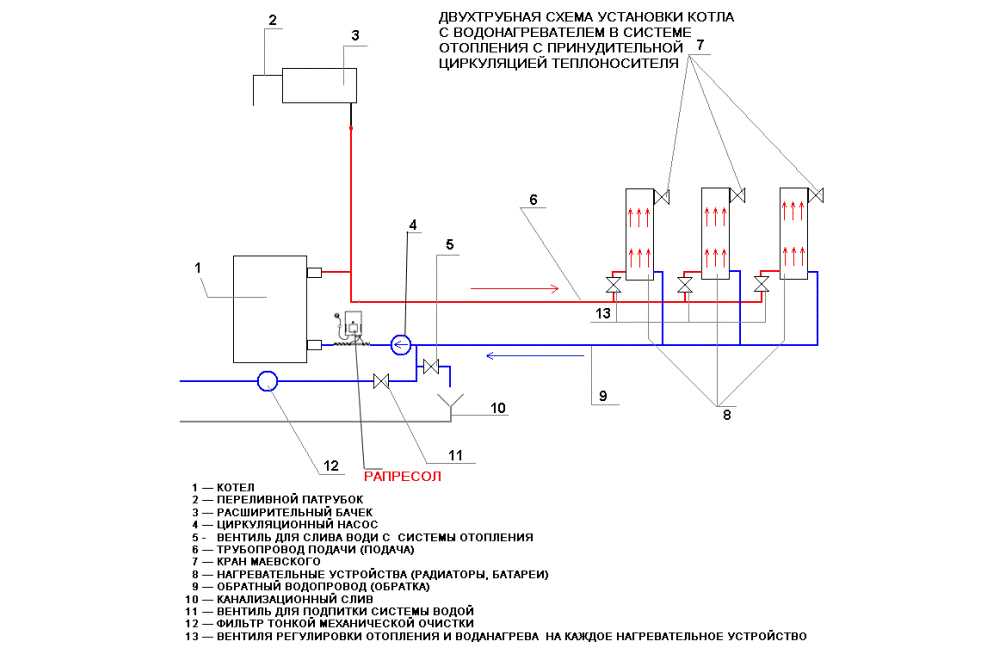
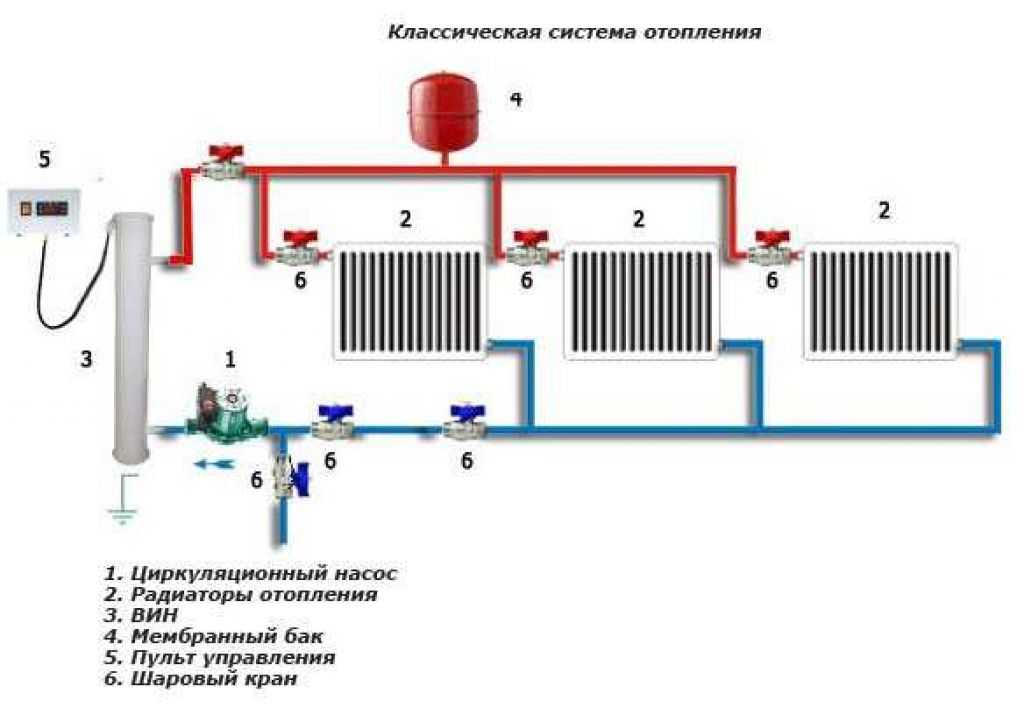 То есть, большая часть теплоносителя беспрепятственно совершает движение по замкнутой петле, а в радиаторы попадает намного меньший водный объем. Таким образом ленинградка примерно 3 раза менее производительна, чем двухтрубные отопительные системы.
То есть, большая часть теплоносителя беспрепятственно совершает движение по замкнутой петле, а в радиаторы попадает намного меньший водный объем. Таким образом ленинградка примерно 3 раза менее производительна, чем двухтрубные отопительные системы.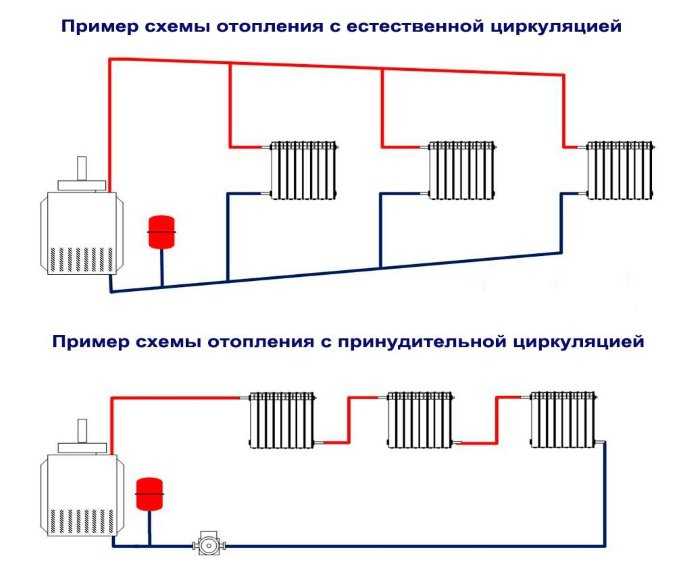 Про двухтрубную систему отопления можно подробно почитать в отдельной статье. Преимущества и недостатки, части системы, самостоятельный монтаж!
Про двухтрубную систему отопления можно подробно почитать в отдельной статье. Преимущества и недостатки, части системы, самостоятельный монтаж!
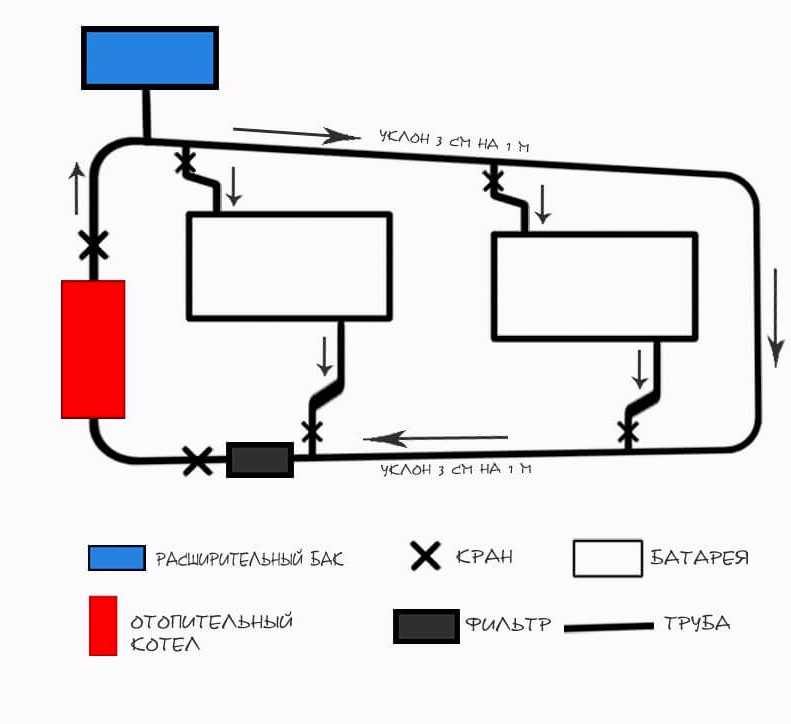
 Закрытая система отопления с принудительной циркуляцией, схема и ее устройство может быть реализовано из полипропиленовых труб, а как это сделать, подробнее читайте в отдельной статье!
Закрытая система отопления с принудительной циркуляцией, схема и ее устройство может быть реализовано из полипропиленовых труб, а как это сделать, подробнее читайте в отдельной статье!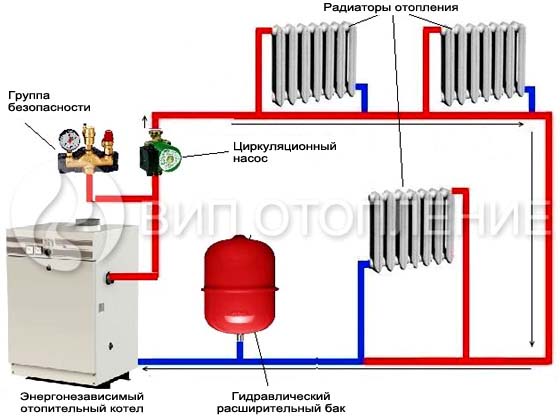 Автономные системы обогрева подразделяются на два вида: открытые и закрытые. Главной задачей системы отопления является транспортирование теплоносителя внутри контура. Такой процесс транспортировки теплоносителя подразделяется на два вида: естественный и принудительный. Естественный способ циркуляции ранее был одним из самых популярных, не появились специальные насосы, которые способны функционировать при максимально-высоких температурах. Именно поэтому сегодня все большей популярностью пользуется принудительный способ циркуляции теплоносителя.
Автономные системы обогрева подразделяются на два вида: открытые и закрытые. Главной задачей системы отопления является транспортирование теплоносителя внутри контура. Такой процесс транспортировки теплоносителя подразделяется на два вида: естественный и принудительный. Естественный способ циркуляции ранее был одним из самых популярных, не появились специальные насосы, которые способны функционировать при максимально-высоких температурах. Именно поэтому сегодня все большей популярностью пользуется принудительный способ циркуляции теплоносителя.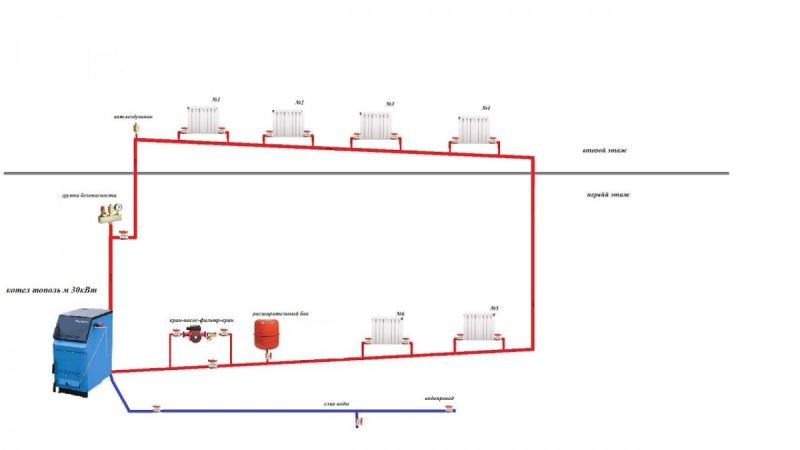 С их помощью возобновляется функционирование циркуляционного насоса при отсутствии электроэнергии.
С их помощью возобновляется функционирование циркуляционного насоса при отсутствии электроэнергии. В незамкнутом или открытом бачке происходит испарение теплоносителя, поэтому его объем постоянно уменьшается. Такое явление является негативным фактором, однако доливание холодной воды в систему выполняется не чаще, чем один раз в год.
В незамкнутом или открытом бачке происходит испарение теплоносителя, поэтому его объем постоянно уменьшается. Такое явление является негативным фактором, однако доливание холодной воды в систему выполняется не чаще, чем один раз в год. Эта труба укладывается на уровне пола, и в неё подключается вход и выход из радиатора. Такую систему ещё называют однотрубной, так как радиаторы включаются в контур только одной трубы.
Эта труба укладывается на уровне пола, и в неё подключается вход и выход из радиатора. Такую систему ещё называют однотрубной, так как радиаторы включаются в контур только одной трубы.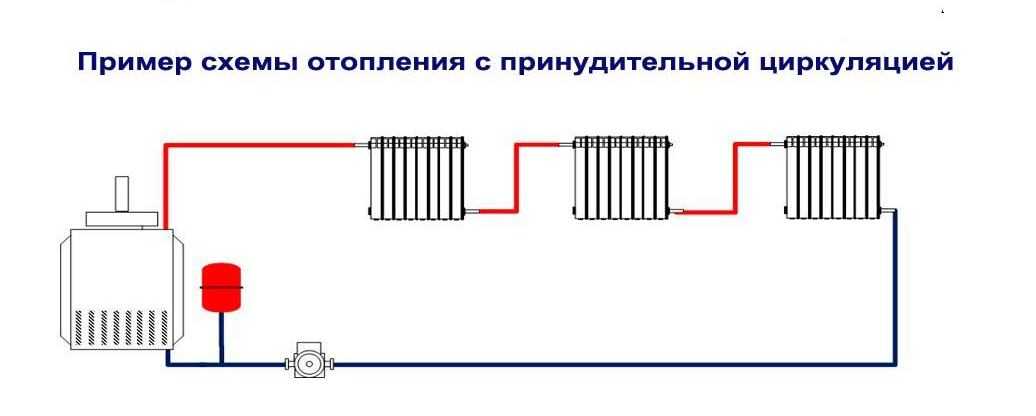 Причём для него не важно, какой тип системы сооружён: закрытого или открытого типа.
Причём для него не важно, какой тип системы сооружён: закрытого или открытого типа. Монтируется система отопления из пластиковых труб, что намного проще и дешевле, нежели покупка металлических трубок и их сваривание. Не понадобится соблюдать углы уклона для подачи и обратки, что также является существенным преимуществом.
Монтируется система отопления из пластиковых труб, что намного проще и дешевле, нежели покупка металлических трубок и их сваривание. Не понадобится соблюдать углы уклона для подачи и обратки, что также является существенным преимуществом.
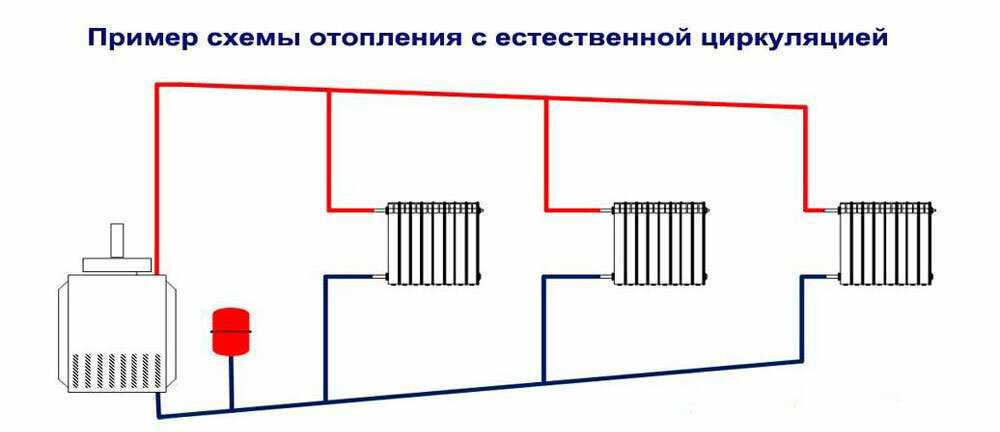 Однако при монтаже немаловажно учитываются такие факторы:
Однако при монтаже немаловажно учитываются такие факторы: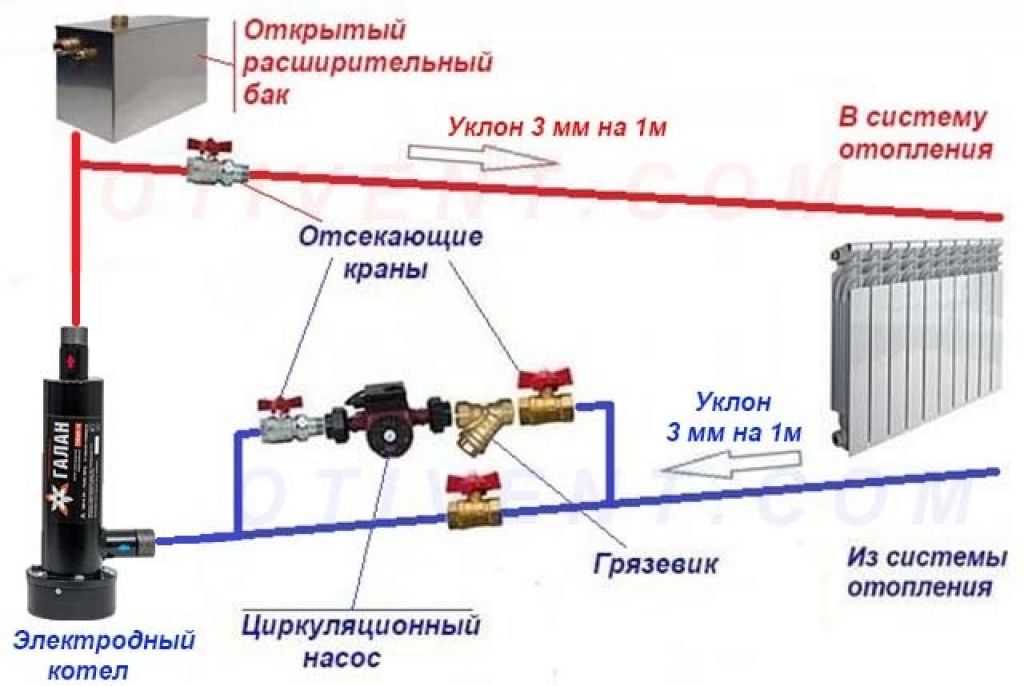
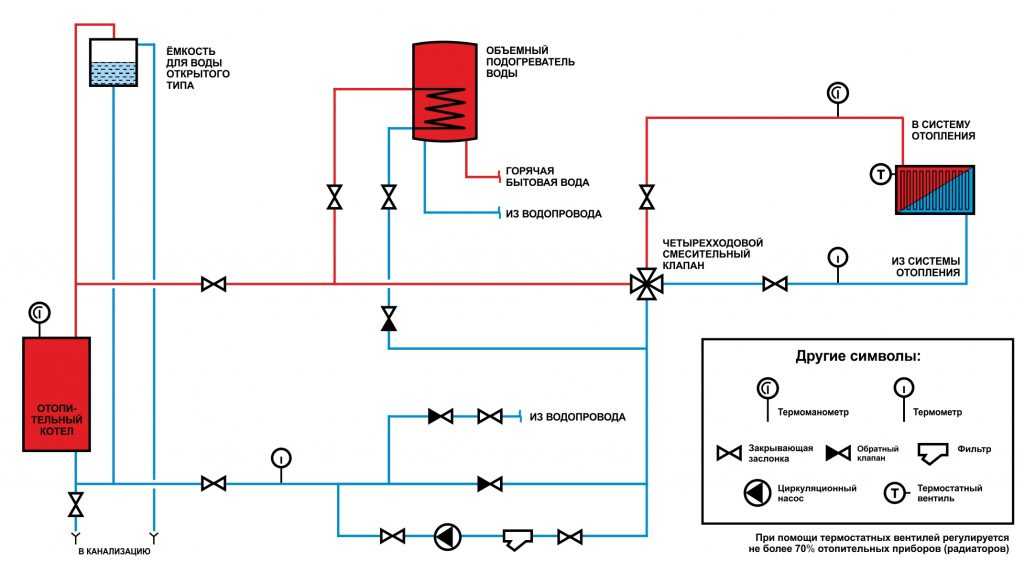 1.1).
1.1).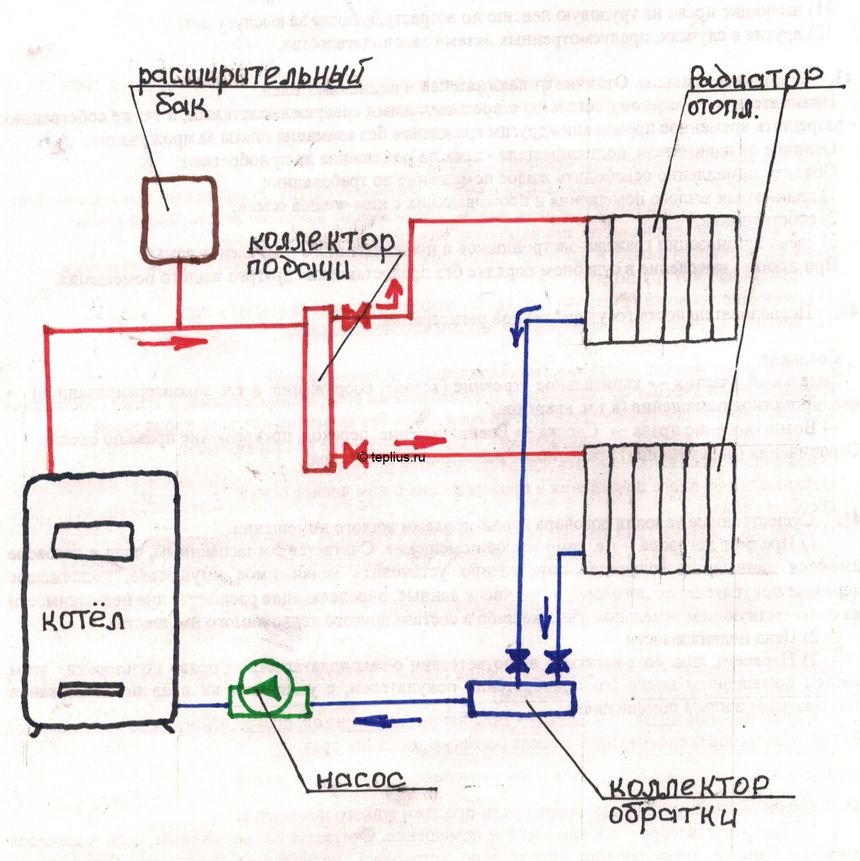 Расширенная вода также размещается в открытом расширительном баке. Давление в системе или напор достигается за счет высоты расположения резервуара над машинным помещением.
Расширенная вода также размещается в открытом расширительном баке. Давление в системе или напор достигается за счет высоты расположения резервуара над машинным помещением. В системе с разомкнутым контуром насосы обычно располагаются в шкафу, под полкой или столешницей в непосредственной близости от светильника. Насос управляется термостатом или таймером, обеспечивая циркуляцию воды всякий раз, когда это необходимо, чтобы поддерживать поступающую в прибор воду нужной температуры.
В системе с разомкнутым контуром насосы обычно располагаются в шкафу, под полкой или столешницей в непосредственной близости от светильника. Насос управляется термостатом или таймером, обеспечивая циркуляцию воды всякий раз, когда это необходимо, чтобы поддерживать поступающую в прибор воду нужной температуры.

 В контур должна быть встроена такая система, как насос с регулируемой температурой, обеспечивающий циркуляцию горячей воды через панель в холодные ночи для предотвращения замерзания.
В контур должна быть встроена такая система, как насос с регулируемой температурой, обеспечивающий циркуляцию горячей воды через панель в холодные ночи для предотвращения замерзания.
 Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
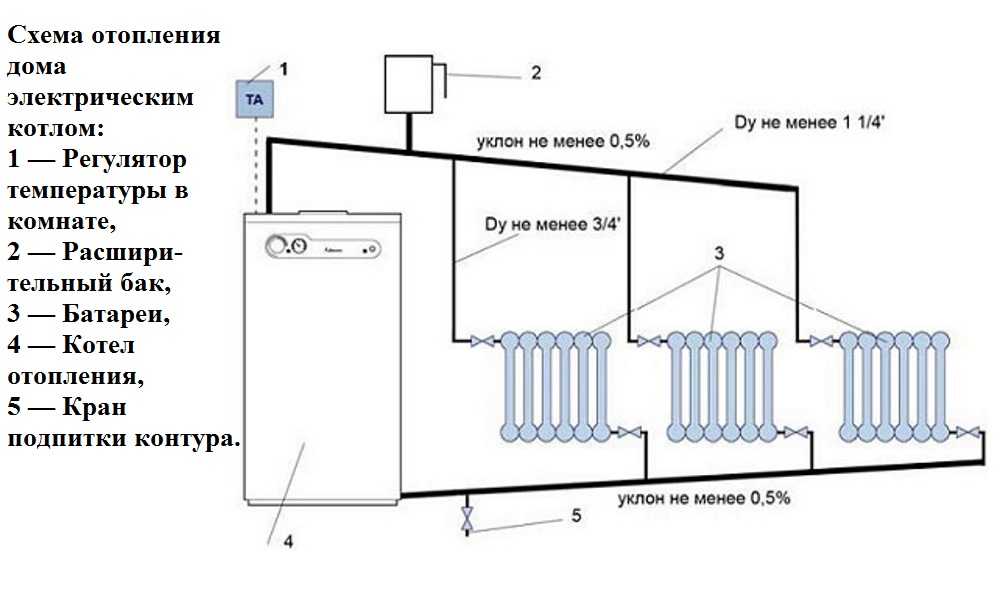 . 95°C
. 95°C 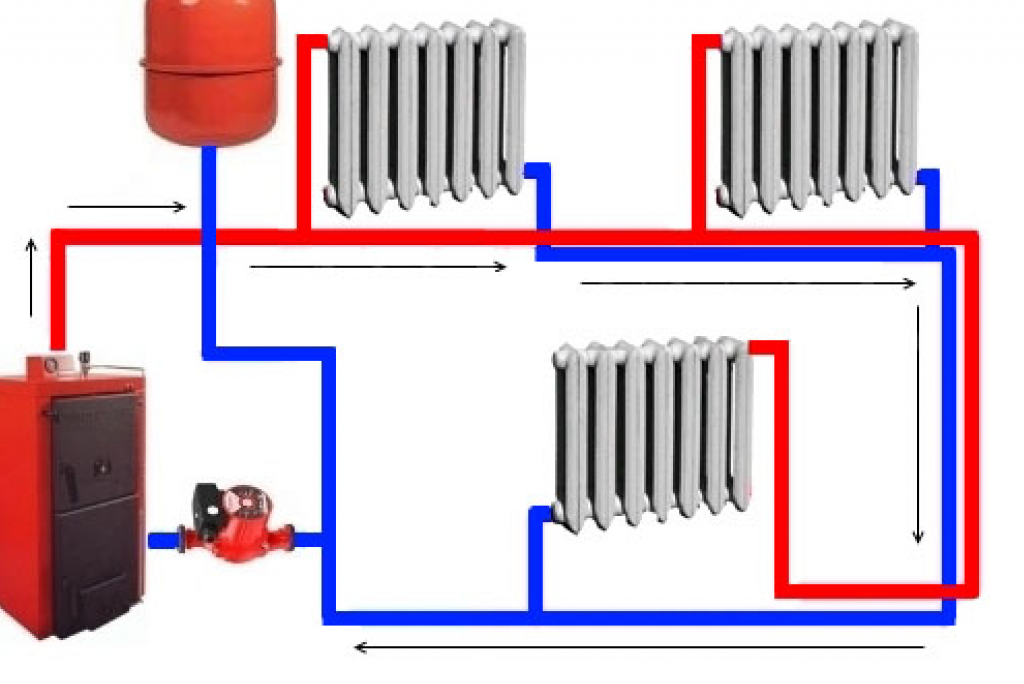 В нем досконально разобраны варианты устройства, особенности сборки и работы закрытых систем. Для самостоятельных мастеров приведен пример гидравлического расчета.
В нем досконально разобраны варианты устройства, особенности сборки и работы закрытых систем. Для самостоятельных мастеров приведен пример гидравлического расчета.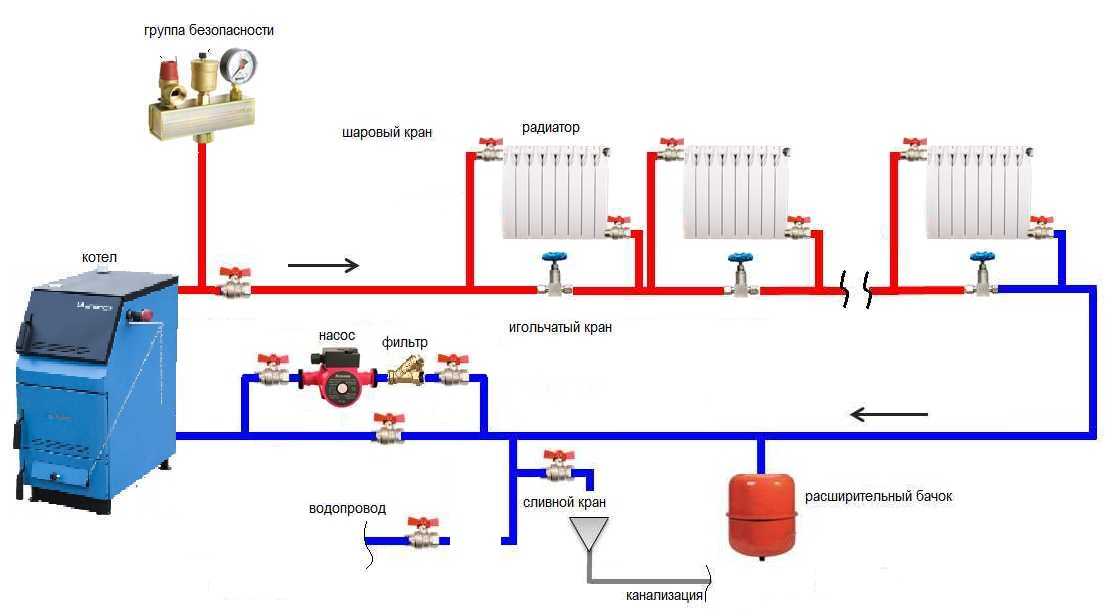 При остывании вода из бака снова уходит в систему, тем самым поддерживается постоянное давление в контуре.
При остывании вода из бака снова уходит в систему, тем самым поддерживается постоянное давление в контуре.
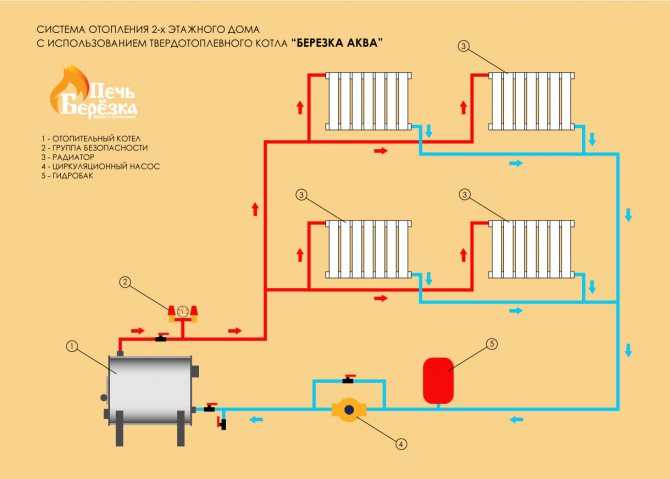 Трубопровод не нужно утеплять, нагрев происходит очень быстро, если в контуре присутствует термостат, то можно задать температурный режим. Если система устроена правильно, то потерь теплоносителя нет, а значит, нет и причин для его пополнения.
Трубопровод не нужно утеплять, нагрев происходит очень быстро, если в контуре присутствует термостат, то можно задать температурный режим. Если система устроена правильно, то потерь теплоносителя нет, а значит, нет и причин для его пополнения.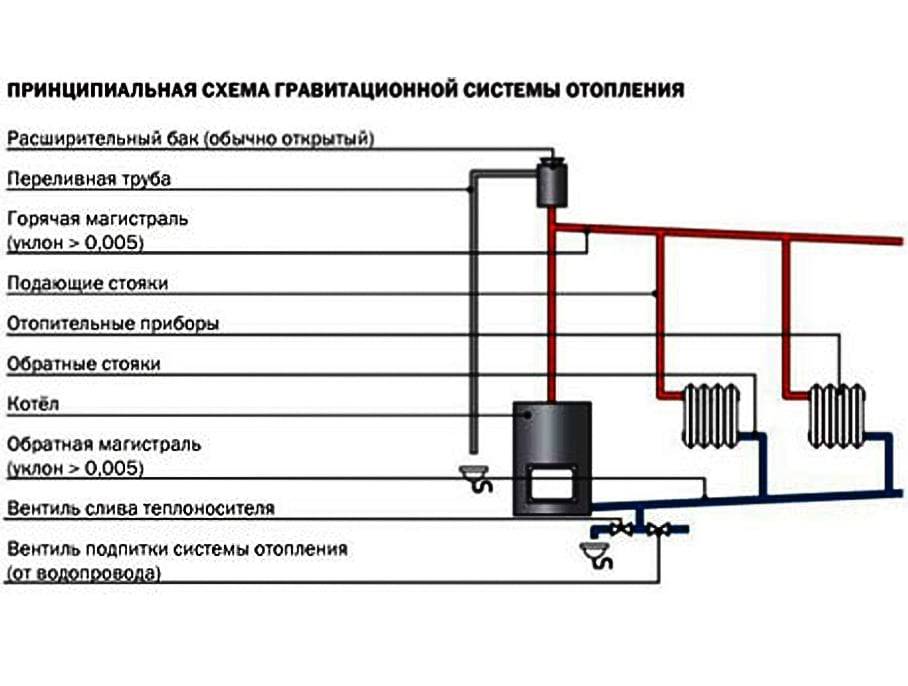

 В замкнутом контуре применяют автоматические или поплавковые клапаны, позволяющие сбрасывать воздух без вмешательства человека.
В замкнутом контуре применяют автоматические или поплавковые клапаны, позволяющие сбрасывать воздух без вмешательства человека.
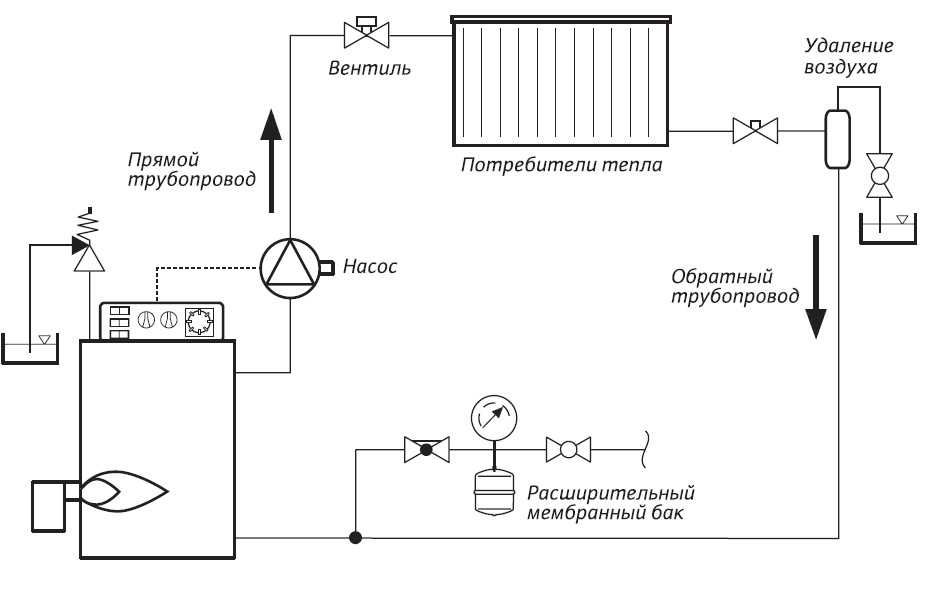
 Здесь ГВ обозначает расход теплоносителя в л/с, ρ — плотность воды, равную 0,983 кг/л при температуре 60 град С. Из таблиц можно просто выбрать сечение трубы, не выполняя полный расчет.
Здесь ГВ обозначает расход теплоносителя в л/с, ρ — плотность воды, равную 0,983 кг/л при температуре 60 град С. Из таблиц можно просто выбрать сечение трубы, не выполняя полный расчет. , Тр — температура горячего теплоносителя на входе, а к — температура остывшего теплоносителя на выходе.
, Тр — температура горячего теплоносителя на входе, а к — температура остывшего теплоносителя на выходе. В первом случае рассчитывается стояк с наибольшим количеством оборудования, а во втором – нагруженный контур. Длина участка берется из плана, выполненного в масштабе.
В первом случае рассчитывается стояк с наибольшим количеством оборудования, а во втором – нагруженный контур. Длина участка берется из плана, выполненного в масштабе.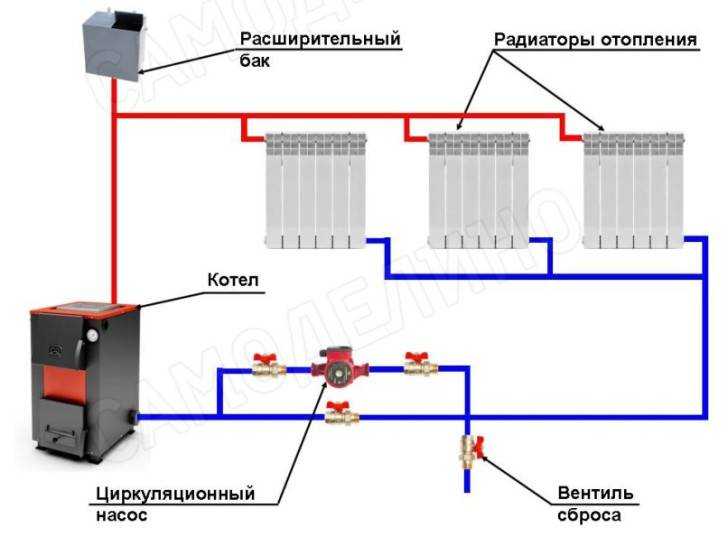 Так, если диаметр внутренней трубы 15 мм, длина участка 5 м, а 1000i = 28,8, то Rl = 28,8 х 5/1000 = 0,144 Бар. Найдя значения Rl для каждого участка, их суммируют.
Так, если диаметр внутренней трубы 15 мм, длина участка 5 м, а 1000i = 28,8, то Rl = 28,8 х 5/1000 = 0,144 Бар. Найдя значения Rl для каждого участка, их суммируют. Расчеты эти непростые, но есть и другой способ решения проблемы: профессионалы советуют выбирать бак объемом, равным 1/10 от общего количества жидкости в системе.
Расчеты эти непростые, но есть и другой способ решения проблемы: профессионалы советуют выбирать бак объемом, равным 1/10 от общего количества жидкости в системе. Внутри находится мембрана, разделяющая бак на 2 отсека. Первый заполнен газом, а второй теплоносителем. Когда температура повышается и вода устремляется из системы в бак, то под ее давлением происходит сжатие газа. Теплоноситель не может занимать весь объем из-за наличия газа в баке.
Внутри находится мембрана, разделяющая бак на 2 отсека. Первый заполнен газом, а второй теплоносителем. Когда температура повышается и вода устремляется из системы в бак, то под ее давлением происходит сжатие газа. Теплоноситель не может занимать весь объем из-за наличия газа в баке.
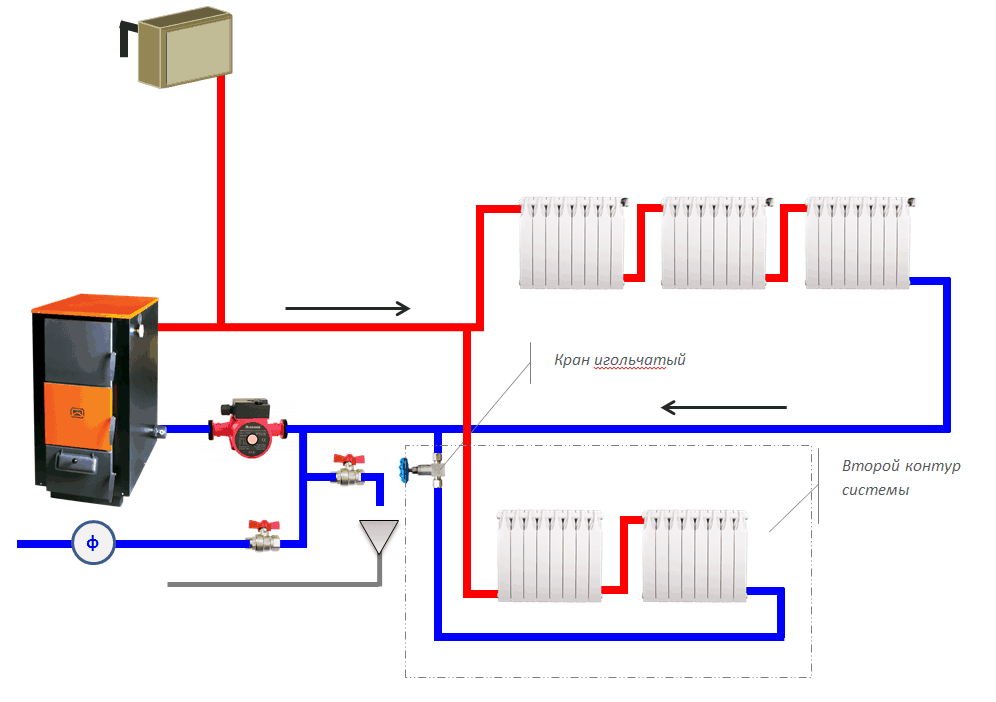 е. регулировать можно только весь контур, а не отдельное устройство
е. регулировать можно только весь контур, а не отдельное устройство
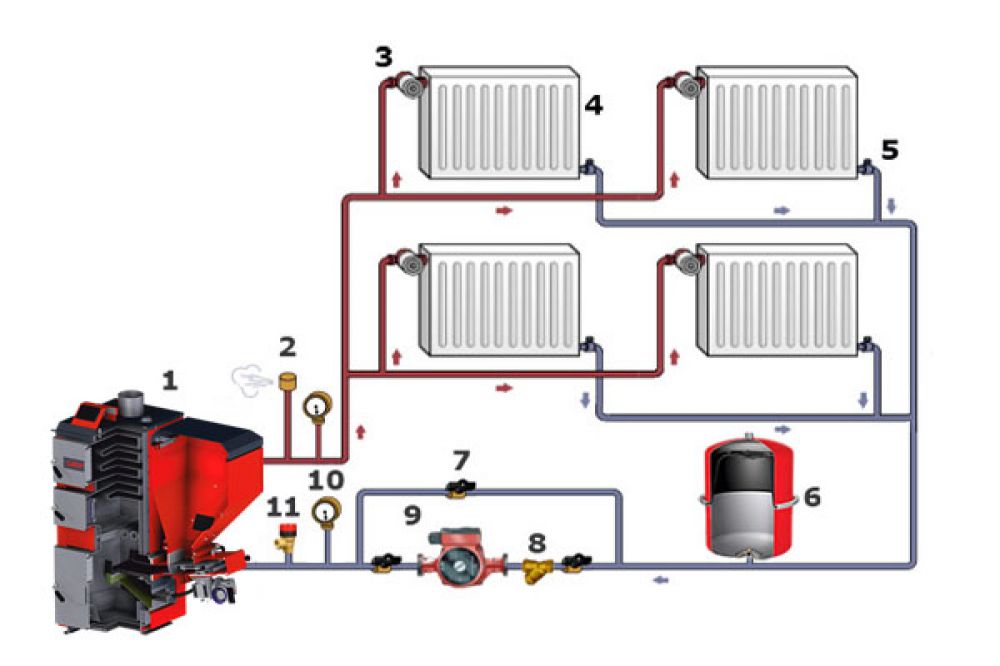

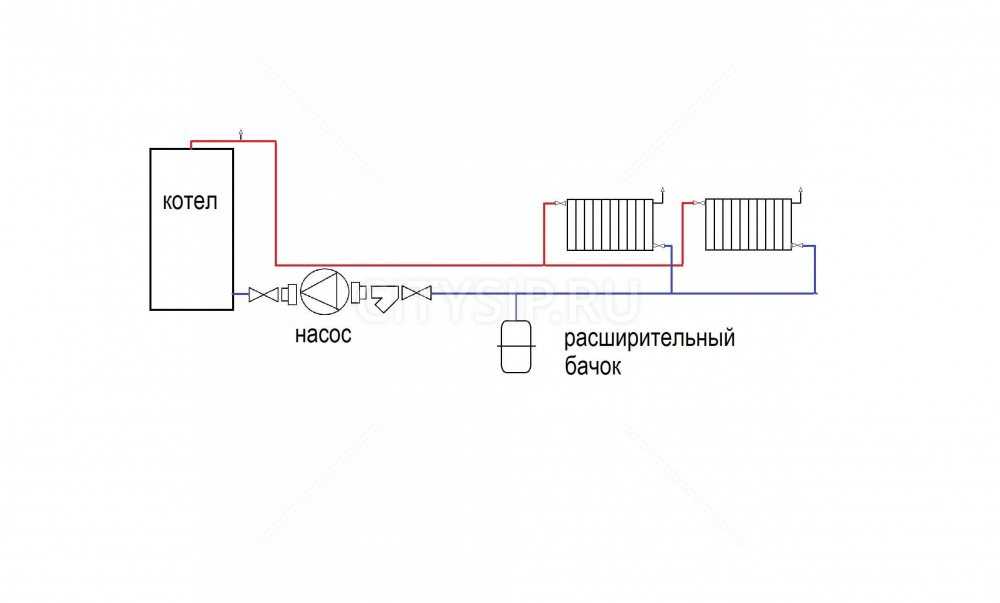 Системы с верхней разводкой подходят как с естественным, так и с принудительным движением теплоносителя
Системы с верхней разводкой подходят как с естественным, так и с принудительным движением теплоносителя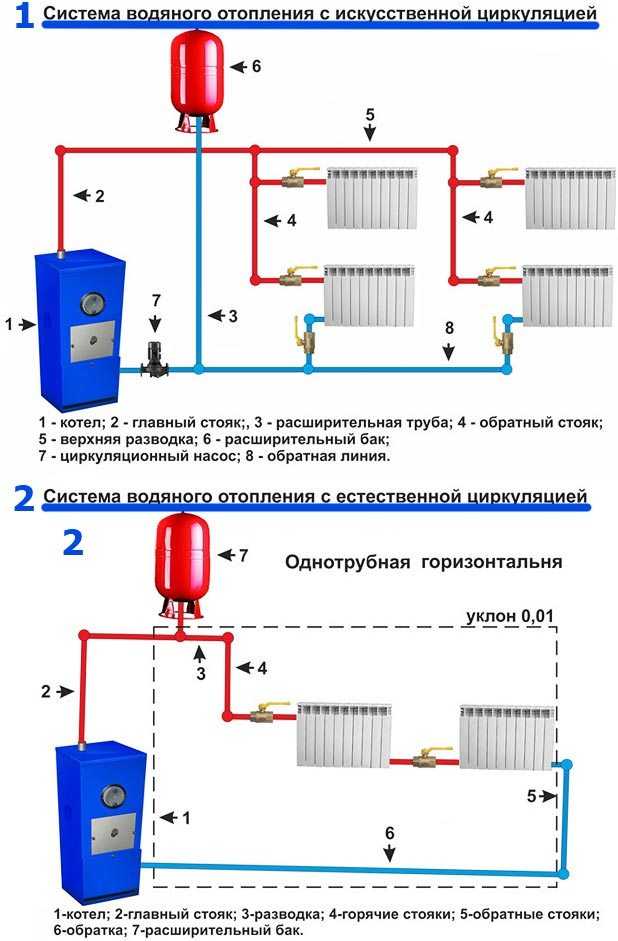 В результате длина труб уменьшается и все радиаторы получают теплоноситель одинаковой температуры
В результате длина труб уменьшается и все радиаторы получают теплоноситель одинаковой температуры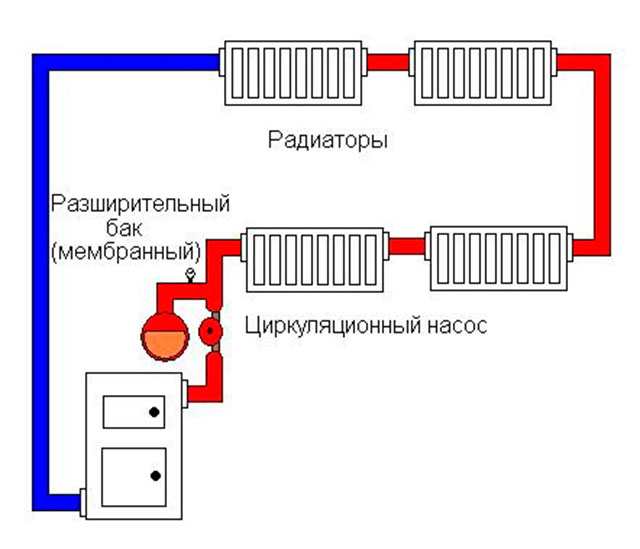 Главное, чтобы была хорошая вентиляция. Установите коллектор, если он предусмотрен проектом, и насос. Регулировочно-измерительное оборудование монтируется возле котла.
Главное, чтобы была хорошая вентиляция. Установите коллектор, если он предусмотрен проектом, и насос. Регулировочно-измерительное оборудование монтируется возле котла.
 16
16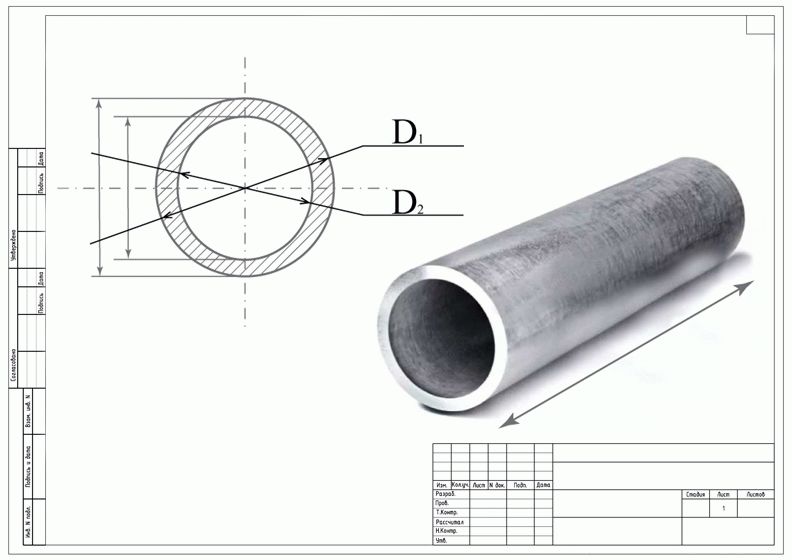 8
8 71
71 5м,12м
5м,12м 5
5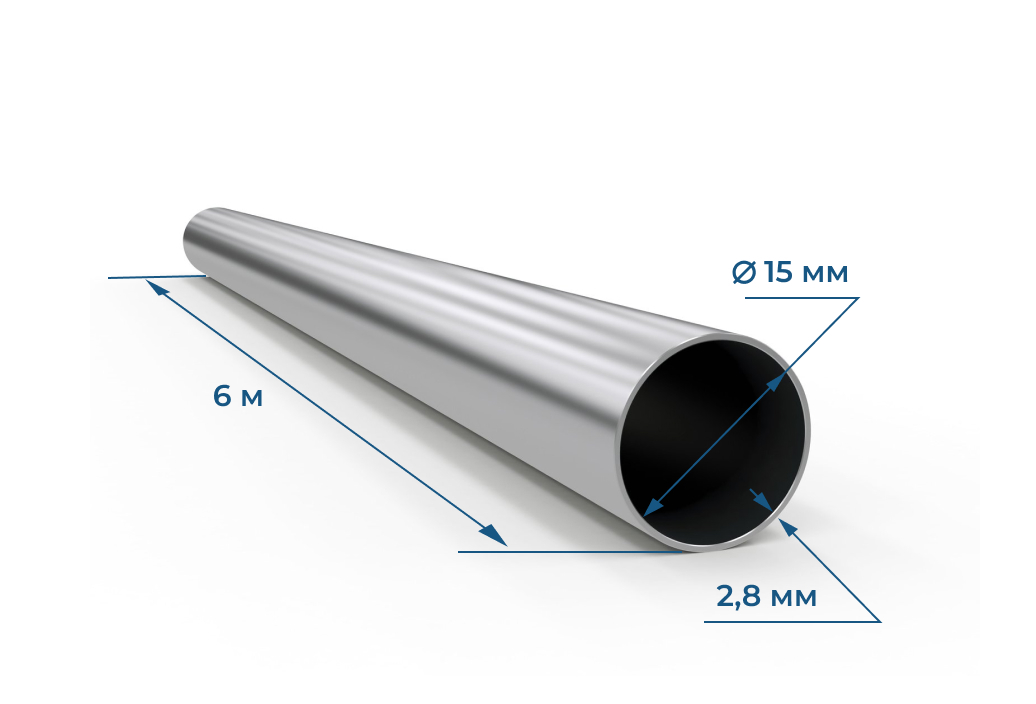 Шов обычно располагается параллельно продольной оси трубного изделия. В месте сварки стандартом допускается некоторое утолщение, приводящее к небольшому уменьшению внутреннего диаметра. Каждая труба проходит проверку сварного шва способами неразрушающего контроля, после чего проведение гидравлических испытаний становится необязательным мероприятием.
Шов обычно располагается параллельно продольной оси трубного изделия. В месте сварки стандартом допускается некоторое утолщение, приводящее к небольшому уменьшению внутреннего диаметра. Каждая труба проходит проверку сварного шва способами неразрушающего контроля, после чего проведение гидравлических испытаний становится необязательным мероприятием. Также для покрытия используются эмали «два в одном» (грунтовка+окрашивающий состав) или «три в одном» (преобразователь ржавчины+грунт+краска).
Также для покрытия используются эмали «два в одном» (грунтовка+окрашивающий состав) или «три в одном» (преобразователь ржавчины+грунт+краска).
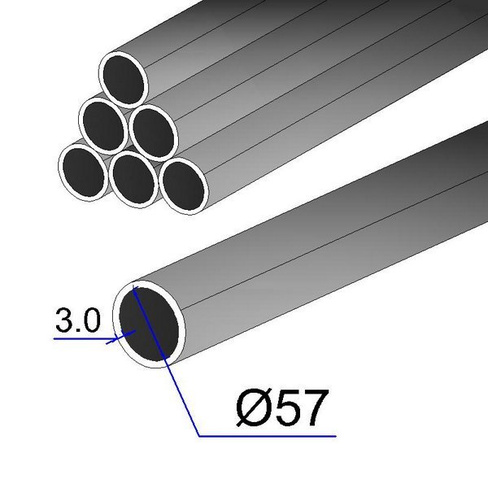

 Мы всегда внимательно прислушивались к нуждам и требованиям наших клиентов и делали все, чтобы оправдать ожидания.
Мы всегда внимательно прислушивались к нуждам и требованиям наших клиентов и делали все, чтобы оправдать ожидания.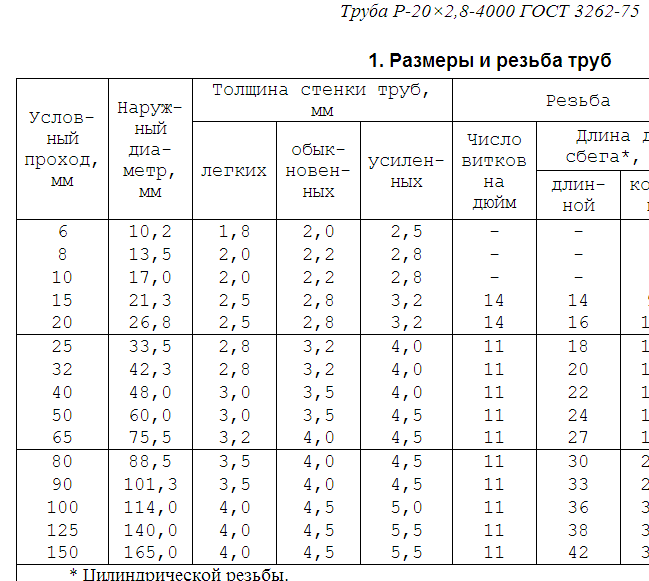
 Это дает вам высокий уровень уверенности и упрощает планирование вашей работы.
Это дает вам высокий уровень уверенности и упрощает планирование вашей работы.



 Это связано с высокой надежностью материала и широким спектром применения.
Это связано с высокой надежностью материала и широким спектром применения.
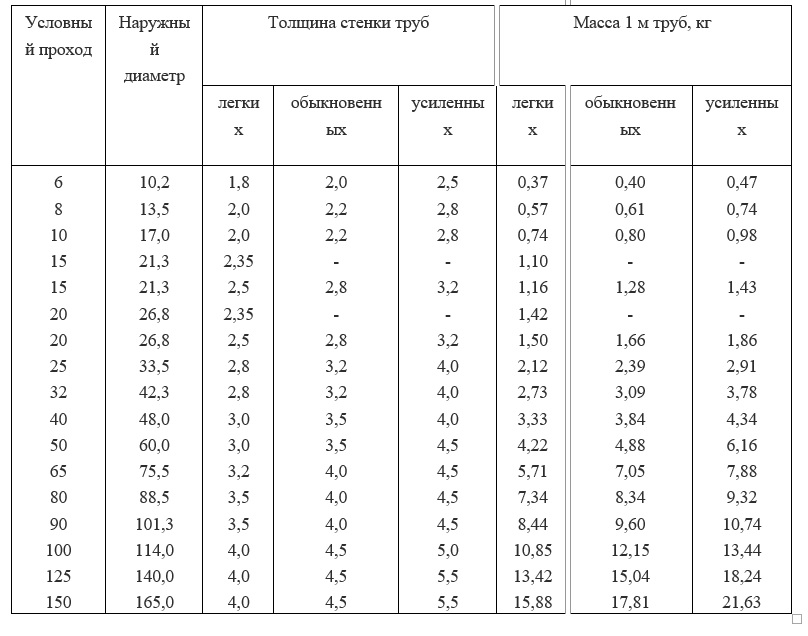 В противном случае маркируется упаковка изделий, на которой размещается этикетка, содержащая информацию о длине и диаметре, марке используемой стали. Обязательно нанесите знак OTC производителя.
В противном случае маркируется упаковка изделий, на которой размещается этикетка, содержащая информацию о длине и диаметре, марке используемой стали. Обязательно нанесите знак OTC производителя. Трубы из стали с тонкими стенками отличаются высокой теплопроводностью, что часто приводит к образованию конденсата.
Трубы из стали с тонкими стенками отличаются высокой теплопроводностью, что часто приводит к образованию конденсата. Их можно считать универсальными благодаря возможности выполнять наземные и андеграундные укладки. Они также подходят как для внутреннего, так и для наружного использования.
Их можно считать универсальными благодаря возможности выполнять наземные и андеграундные укладки. Они также подходят как для внутреннего, так и для наружного использования.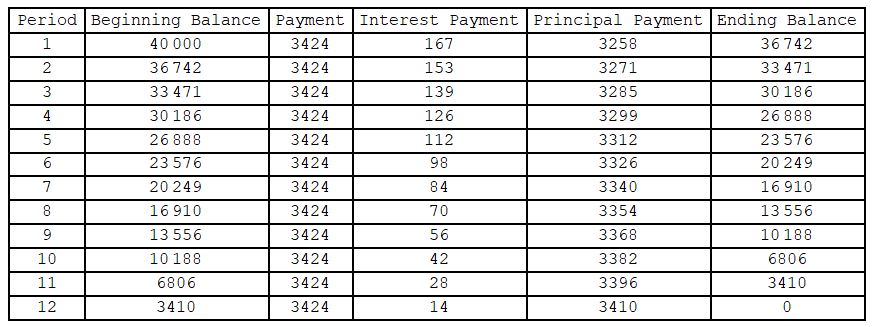
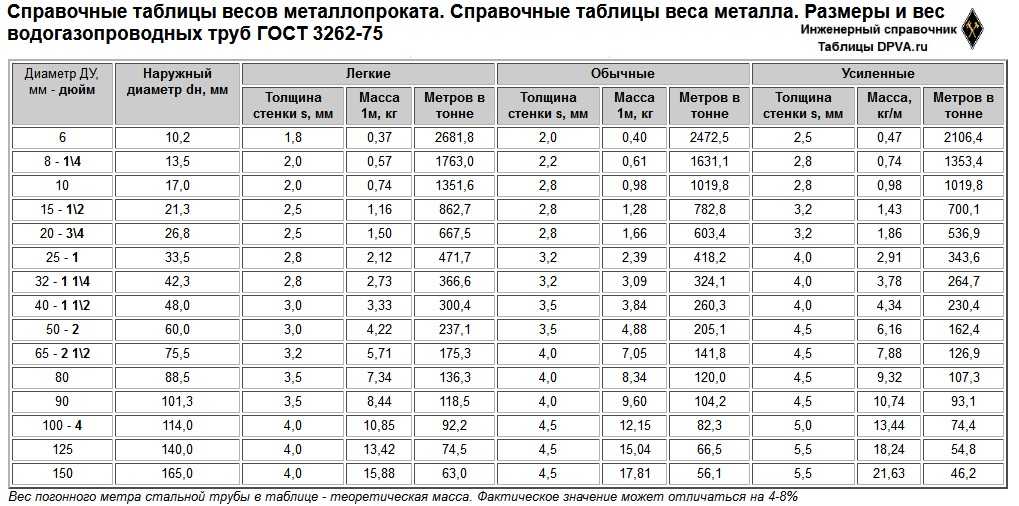 Аналогично устанавливается фурнитура. Прогрев необходимо проводить до достижения вязкости.
Аналогично устанавливается фурнитура. Прогрев необходимо проводить до достижения вязкости.


 Так как газопровод нельзя спрятать в нишах стен и коробов, стальные конструкции легко могут испортить внешний вид помещения, а медные трубы только обогатят интерьер.
Так как газопровод нельзя спрятать в нишах стен и коробов, стальные конструкции легко могут испортить внешний вид помещения, а медные трубы только обогатят интерьер.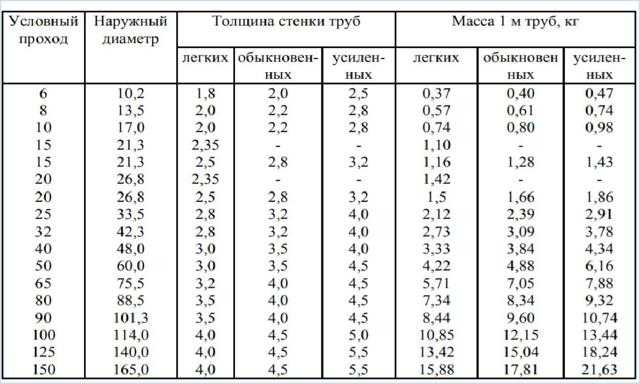
 Если поручни сделаны из нержавеющей стали, то такие царапины будут малозаметны (да и поцарапать нержавейку достаточно сложно), а само ограждение прослужит неограниченно долгий срок без какого-либо ремонта.
Если поручни сделаны из нержавеющей стали, то такие царапины будут малозаметны (да и поцарапать нержавейку достаточно сложно), а само ограждение прослужит неограниченно долгий срок без какого-либо ремонта.
 Но даже если на её поверхности есть царапины, они слабо заметны, поскольку внутренние слои материала по цвету не отличаются от его поверхности. На прочность и устойчивость к коррозии такие мелкие повреждения поверхности не оказывают влияния.
Но даже если на её поверхности есть царапины, они слабо заметны, поскольку внутренние слои материала по цвету не отличаются от его поверхности. На прочность и устойчивость к коррозии такие мелкие повреждения поверхности не оказывают влияния. Широко используется для изготовления перил и поручней. В помещении с нормальной (и ниже) влажностью коррозии не происходит.
Широко используется для изготовления перил и поручней. В помещении с нормальной (и ниже) влажностью коррозии не происходит. Гарантии предоставляются.
Гарантии предоставляются. Это происходит за счет использования изделий в несоответствующих условиях: при повышенной влажности, при прямом взаимодействии с водой, при постоянном контакте с моющими и дезинфицирующими средствами.
Это происходит за счет использования изделий в несоответствующих условиях: при повышенной влажности, при прямом взаимодействии с водой, при постоянном контакте с моющими и дезинфицирующими средствами. А также не подошло место установки опорных конструкций, например, для бассейнов следует использовать только марки нержавеющей стали, устойчивым к постоянному нахождению в воде с высоким содержанием хлора. Подробнее об основных марках нержавеющих сталях стандарта AISI читайте здесь.
А также не подошло место установки опорных конструкций, например, для бассейнов следует использовать только марки нержавеющей стали, устойчивым к постоянному нахождению в воде с высоким содержанием хлора. Подробнее об основных марках нержавеющих сталях стандарта AISI читайте здесь. Это относительно недорогая сталь с невысокими эксплуатационными свойствами.
Это относительно недорогая сталь с невысокими эксплуатационными свойствами.
 Хром, сокращение от хрома, относится к покрытию. Хромирование накладывается на металлический стержень. Он полностью состоит из хрома и не является сплавом.
Хром, сокращение от хрома, относится к покрытию. Хромирование накладывается на металлический стержень. Он полностью состоит из хрома и не является сплавом. Однако из-за полированной поверхности он также может легко царапаться и легко покрываться отпечатками пальцев и грязью. При правильном уходе и уходе этого можно избежать. Однако важно учитывать при выборе хрома – много ли людей будет его трогать, как детей? Будет ли он интенсивно использоваться и подвергаться риску поцарапать?
Однако из-за полированной поверхности он также может легко царапаться и легко покрываться отпечатками пальцев и грязью. При правильном уходе и уходе этого можно избежать. Однако важно учитывать при выборе хрома – много ли людей будет его трогать, как детей? Будет ли он интенсивно использоваться и подвергаться риску поцарапать?
 1 Плюсы хромистой стали
1 Плюсы хромистой стали
 В зоне также не должно быть элементов, которые могут вызвать щелевую и химическую коррозию.
В зоне также не должно быть элементов, которые могут вызвать щелевую и химическую коррозию. Этого можно ожидать, поскольку нержавеющая сталь обладает многочисленными желательными свойствами, чем хромированная сталь.
Этого можно ожидать, поскольку нержавеющая сталь обладает многочисленными желательными свойствами, чем хромированная сталь.
