На сайте компании «Региональный дом металла» представлены в отличном ассортименте выпускаемые по ГОСТ 19277-73 трубы нержавеющие отличного качества. Эти изделия применяются не только при прокладке трубопроводов различного назначения. Они активно эксплуатируются на предприятиях химической и нефтегазовой промышленности, в машиностроении, при разработке морских судов, авиации, в других направлениях. Также возможна эксплуатация в качестве элементов ограждений, сборных металлоконструкций и т.д.
По данному стандарту выпускаются исключительно бесшовные изделия. Производятся они из марок 20А, 08Х18Н10Т, 30ХГСА-ВД и других. Стальная труба нержавеющая, размеры по ГОСТ может иметь следующие:
Длина немерная – от 1. 5 до 7 м.
Длина мерная – в пределах немерной;
Диаметр (наружный) – от 4 до 70 мм;
Толщина стенки – от 0,5 до 3 мм.
Так же на нашем сайте представлены ГОСТы для других товаров, например водогазопроводной трубы.
Труба нержавеющая ГОСТ 9941-81: размеры
Холодно и теплодеформированная труба нержавеющая ГОСТ 9941-81 также есть в нашем каталоге. Эти бесшовные изделия, стойкие к различным видам коррозии, пользуются огромной популярности в промышленности, энергетике, коммунальной сфере. Они прочны, долговечны, стойки к большинству видов агрессивных сред. Так же вы можете посмотреть ГОСТ для стальной бесшевной трубы, тут.
Габариты могут быть различными, в т.ч. по требованиям заказчика. Сортамент предполагает, что трубы из нержавейки ГОСТ 9941-81 имеют следующие параметры:
Длина – мерная, кратная мерной (от 300 мм), немерная – от 6 до 7 м.
Диаметр (наружный) – 5 – 273 мм;
Толщина стенки – 0,2 – 7 мм.
ГОСТ трубы из нержавеющей стали
Бесшовные горячедеформированные изделия могут эксплуатироваться в самых сложных условиях, благодаря высокой прочности и стойкости к различным видам химического воздействия. При этом труба из нержавеющей стали ГОСТ 9940-81 может иметь длину от 3 до 7 метров и более. Это позволяет эффективно использовать её для сборки систем, в которых требуется минимальное количество соединительных элементов, и, в особенности, сварных швов.
На предприятиях трубы стальные нержавеющие ГОСТ 9941-81 могут выпускаться обычной, повышенной, высокой точности. Допустимые отклонения зависят от габаритов и назначения применения.
Требования ГОСТ на нержавеющие трубы 12х18н10т 9941-81 достаточно высокие. Благодаря им, удалось добиться отличных эксплуатационных характеристик. Стойкость к окислению и иным воздействиям используют в химической и пищевой промышленности. В частности, то, что состав воды и других жидких сред не меняется в ходе эксплуатации в таких трубопроводах. Главная страница раздела: https://rdmetall.ru/prokat-nerzhaveuschiy/truba-nerzhaveyuschaya/.
Полезные ссылки:
Резка металла в Петербурге
Цветные металлы и сплавы
Рубка металла
Лист стальной
Таблица веса медной трубы
Диаметры нержавеющих труб: ГОСТы и ОСТы
Добавить в заявку
Корзина пуста
Вы еще ничего не выбрали
Оформить заявку
Корзина
Всего товаров: 0 ед.
Оформить заявку
Диаметры нержавеющих труб можно найти в Государственных и Отраслевых стандартах. Они бывают самыми разными, начиная от малых в несколько миллиметров и заканчивая большими (несколько метров). Трубы из нержавеющей стали используются в самых разнообразных отраслях народного хозяйства и промышленности, поэтому и разброс по размеру столь огромен.
Если Вам требуется определенный размер, рекомендуем для начала обратиться к нормативной документации. Вот список основных стандартов, которые могут послужить вам в качестве справочников при поиске необходимого диаметра:
Стандарт
Диаметр
ГОСТ 14162-79. Трубки стальные малых размеров (капиллярные) — определяет технические условия изготовления, и сортамент капиллярных труб из нержавеющей стали. Размеры данных изделий очень малы.
Если говорить о популярности и востребованности на рынке, то ниже представлен список самых часто запрашиваемых диаметров.
520254050100150200
Наличие в ГОСТ это не гарантия…
Хотим сразу уточнить. Как видите, количество разных размеров в указанных стандартах очень велико, а количество заводов, которые занимаются изготовлением труб — не столь огромно. Кроме этого, любой завод, прежде всего, заботится об экономической эффективности своего производства и старается выпускать востребованные виды металлопроката.
Очевидно, что если завод будет иметь в своем ассортименте все вышеуказанные трубы, то он будет вынужден свернуть производство. Это произойдет потому, что огромная часть выпускаемого товара останется лежать на складах невостребованной. В реальном секторе используются только ограниченное количество диаметров. И это может вызвать определенные сложности при поиске.
Поэтому наличие размера в Государственном или отраслевом стандарте вовсе не означает его наличия у поставщиков. Размер может быть указан в ГОСТ но отсутствовать на рынке вообще по причине отсутствия спроса.
Справедливо и обратное: отсутствие размера в стандартах не говорит о том, что его нет на рынке. Стандарты не запрещают выпуск труб промежуточных диаметров и толщин. Производители часто изготавливают такие трубы потому, что на них есть спрос и это выгодно.
Поэтому хотим дать Вам один совет: не ориентируйтесь на стандарты при поиске. Ориентируйтесь на сам рынок и возможности конкретного поставщика.
Нестандартные диаметры
Одни размеры гораздо проще и дешевле найти на рынке, чем другие. Например, трубы диаметром 10, 20, 50, 100 мм найти очень просто. Они есть в наличии у многих поставщиков. Но если вы ищите нержавеющую трубу нестандартного размера, у вас могут возникнуть проблемы. Все зависит от востребованности и способа изготовления проката.
Гоячедеформированные и холоднодеформированные трубы нестандартных и непопулярных размеров найти гораздо сложнее, чем электросварные, так как технология горячего проката требует наличия специального дорогостоящего оборудования. Электросварные трубы изготовить гораздо проще, и поэтому даже если Вы не нашли требуемого размера, ее всегда можно изготовить на заказ.
Изготовление партии на заказ может быть хорошим решением в том случае, если требуемая партия довольно велика. Однако это все равно сопряжено с дополнительными сложностями: необходимо договариваться с производителем и утверждать документы.
Поэтому рекомендуем по возможности избегать непопулярных размеров там, где это возможно. Это спасет Вас от множества сложностей в будущем. Ну а если это не удается, звоните в нашу компанию. Мы всегда поможем Вам.
Подводя итог можно сказать:
В промышленных стандартах не указаны все возможные размеры проката. То, что указано в стандартах и то, что присутствует на рынке – это совсем разные ассортименты.
Наличие конкретного диаметра на рынке зависит от многих факторов и прежде всего — спроса.
Нестандартные электросварные трубы найти гораздо проще, чем горячекатаные или холоднокатаные.
Если можно отказаться от использования непопулярных диаметров в Вашем проекте в пользу более популярных, то лучше всего это сделать. Это сэкономит Вам много времени и денег.
Если Вам все же очень нужен нестандартный или непопулярный размер – обращайтесь к нам. Мы имеем широкие связи с заводами изготовителями и другими поставщиками. Постараемся помочь Вам всем, чем сможем.
Таблица труб из нержавеющей стали
— Tork Systems, Inc. Мы можем предоставить отечественные или импортные трубы в короткие сроки и с минимальными затратами. Нет работы, которая была бы слишком маленькой или слишком большой. Позвоните или напишите сегодня для цитаты.
Спецификации труб из нержавеющей стали – Таблица размеров
Таблицы размеров для труб
Доступные сплавы, спецификации и диапазоны размеров
Бесшовные и сварные трубы из аустенитной нержавеющей стали.
АСТМ А358/А358М
Труба из аустенитной хромоникелевой стали
, сваренная электросваркой плавлением (EFW), для работы при высоких температурах.
АСТМ А409/А409М
Сварная труба большого диаметра из аустенитной стали для коррозионных или высокотемпературных условий эксплуатации.
АСТМ А731/А731М
Бесшовные и сварные трубы из ферритной и мартенситной нержавеющей стали.
АСТМ А790/А790М
Бесшовные и сварные трубы из ферритной/аустенитной нержавеющей стали.
АСТМ А450/А450М
Общие требования к трубам из углеродистых, ферритных и легированных аустенитных сталей.
АСТМ А530/А530М
Общие требования к специализированным трубам из углеродистой и легированной стали.
JIS G3459
Трубы из нержавеющей стали.
АНСИ/АСМЭ Б36.10М
Труба стальная сварная и бесшовная кованая.
АНСИ/АСМЭ Б36.19М
Труба из нержавеющей стали.
Высший аустенит
АСТМ А673
Сварная труба
UNS N08904.
АСТМ А677
Труба бесшовная
UNS N08904.
Руководство по размерам труб из нержавеющей стали
17 декабря 2021 г. 17 декабря 2021 г.
| 16:16
Измерение диаметра трубы на первый взгляд может показаться довольно простым – вы просто измеряете диаметр трубы. Тем не менее, важно, чтобы вы измеряли правильный диаметр с помощью правильной единицы, чтобы вы могли точно сказать, какой это размер, и убедиться, что при повторном заказе фитингов или других труб вы выбрали правильный размер. Трубы — типичный материал, используемый в производстве ограждений, в частности, для заборов и ворот из звеньев сетки. Труба и трубка, с другой стороны, не одно и то же! Поскольку труба изначально предназначалась для транспортировки воды, ее внутренний диаметр был самым важным параметром. ID – это номинальный размер трубы. Таким образом, 1½-дюймовая труба имеет номинальный (примерно) внутренний диаметр 1½ дюйма, а не внешний диаметр 1½ дюйма. Труба часто изготавливается с меньшими допусками, и ее покупка дешевле. Однако в ограждениях и строительстве, где труба используется регулярно, ее часто называют по внешнему размеру, потому что фитинги, заглушки и другие детали чаще всего сопрягаются с внешней стороной трубы.
Например, диаметр стальной трубы указывается ее «номинальной» толщиной, а НЕ фактической толщиной. Другими словами, «Номинальный» или NPS — это безразмерное число, относящееся к диаметру отверстия трубы. Наружный диаметр (внешний диаметр) трубы остается неизменным независимо от ее спецификации. Толщина стенки трубы обозначается различными «таблицами», наиболее распространенными из которых являются таблицы 5, 10 и 40. Фактическая толщина стенки любой таблицы варьируется в зависимости от размера трубы. 1-дюймовая труба Schedule 40 имеет толщину стенки 0,133 дюйма, а 2-дюймовая труба Schedule 40 имеет толщину стенки 0,154 дюйма.
Трубы из нержавеющей стали Размеры варьируются от 1/8 дюйма до 48 дюймов, трубы большого диаметра, наиболее часто используемые размеры включают 1-дюймовую трубу из нержавеющей стали, 1 1/2-дюймовую трубу из нержавеющей стали, 2-дюймовую трубу из нержавеющей стали, 2 1/2 дюйма. Труба из нержавеющей стали 2 дюйма, труба из нержавеющей стали 3 дюйма, труба из нержавеющей стали 4 дюйма, труба из нержавеющей стали 5 дюймов, труба из нержавеющей стали 6 дюймов, труба из нержавеющей стали 8 дюймов, труба из нержавеющей стали 12 дюймов и труба из нержавеющей стали большого диаметра 36 дюймов. .
Таблица размеров труб из нержавеющей стали
Размер трубы
Н.Д. Дюймы
5с
ИСТИНА 5
10 с
ИСТИНА 10
20
30
40s и стандарт
ИСТИНА 40
60
1/8
0,405
0,35
0,049
0,049
0,068
0,068
0,1383
0,1863
0,1863
0,2447
0,2447
1/4
0,54
0,049
0,065
0,065
0,088
0,088
0,257
0,3297
0,3297
0,4248
0,4248
3/8
0,675
0,049
0,065
0,065
0,091
0,091
0,3276
0,4235
0,4235
0,5676
0,5676
1/2
0,84
0,065
0,065
0,083
0,083
0,109
0,109
0,5383
0,5383
0,671
0,671
0,851
0,851
3/4
1,05
0,065
0,065
0,083
0,083
0,113
0,113
0,6838
0,6838
0,8572
0,8572
1. 131
1.131
1
1,315
0,065
0,065
0,109
0,19
0,133
0,133
0,8678
0,8678
1.404
1.404
1,679
1,679
1 1/4
1,66
0,065
0,065
0,109
0,109
0,14
0,14
1.107
1.107
1.806
1.806
2,273
2,273
1 1/2
1,9
0,065
0,065
0,109
0,109
0,145
0,145
1,274
1,274
2,638
2,638
2,718
2,718
2
2,375
0,065
0,065
0,109
0,109
0,154
0,154
1,604
1,604
2,638
2,638
3,653
3,653
2 1/2
2,875
0,083
0,083
0,12
0,12
0,203
0,203
2,475
2,475
3,531
3,531
5,793
5,793
3
3,5
0,083
0,083
0,12
0,12
0,216
0,216
3,029
3,029
4. 332
4.332
7,576
7,576
3 1/2
4
0,083
0,083
0,12
0,12
0,226
0,226
3,472
3,472
4,97
4,97
9.109
9.109
4
4,5
0,083
0,083
0,12
0,12
0,237
0,237
0,281
3,915
3,915
5,613
5,613
10,79
10,79
12,66
4 1/2
5
0,247
12,53
5
5,563
0,109
0,109
0,134
0,134
0,258
0,258
6. 349
6.349
7,77
7,77
14,62
14,62
6
6,625
0,109
0,109
0,134
0,134
0,28
0,28
7,585
7,585
9.289
9.289
18,97
18,97
7
7,625
0,301
23,57
8
8,625
0,109
0,109
0,148
0,148
0,25
0,277
0,322
0,322
0,406
9.914
9.914
13,4
13,4
22,36
24,7
28,55
28,55
35,64
9
9,625
0,342
33,9
10
10,75
0,134
0,134
0,165
0,165
0,25
0,307
0,365
0,365
0,5
15,19
15,19
18,65
18,65
28. 04
34,24
40,48
40,48
54,74
11
11,75
0,375
45,55
12
12,75
0,156
0,165
0,18
0,18
0,25
0,33
0,375
0,406
0,562
21.07
22.18
24,2
24,2
33,38
43,77
49,56
53,53
73,16
14
14
0,156
0,188
0,25
0,312
0,375
0,375
0,437
0,593
23.06
27,73
36,71
45,68
54,57
54,57
63,67
84,91
16
16
0,165
0,188
0,25
0,312
0,375
0,375
0,5
0,656
27,9
31,75
42,05
52,36
62,58
62,58
82,77
107,5
18
18
0,165
0,188
0,25
0,312
0,437
0,375
0,562
0,75
31,43
35,76
47,39
59. 03
82.06
70,59
104,8
138,2
20
20
0,188
0,218
0,25
0,375
0,5
0,375
0,593
0,812
39,78
46,05
52,73
78,6
104,1
78,6
122,9
166,4
24
24
0,218
0,25
0,25
0,375
0,562
0,375
0,687
0,968
55,37
63,41
63,41
94,62
140,8
94,62
171,2
238,1
26
26
0,312
0,5
0,375
85,6
136,2
102,6
28
28
0,312
0,5
0,625
0,375
92,26
146,8
182,7
110,6
30
30
0,25
0,312
0,312
0,5
0,625
0,375
79,43
98,93
98,93
157,5
196,1
118,6
32
32
0,312
0,5
0,625
0,375
0,688
105,6
168,2
209,4
126,7
230,1
34
34
0,312
0,5
0,625
0,375
0,688
112,3
178,9
222,8
134,7
244,8
36
36
0,312
0,625
0,375
0,75
118,9
236,1
142,7
282,3
40
40
0,375
158,7
42
42
0,375
166,7
48
48
0,375
190,7
Piping Mart
Pipingmart — это портал B2B, специализирующийся на промышленных, металлических и трубопроводных изделиях.
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
Основные факторы и симптоматика
Как помочь при болях в глазах после сварки
Использование лекарств
Применение народных средств
Интересное видео
Сварочный процесс оказывает сильное воздействие на глаза сварщика, что в итоге может спровоцировать болевые чувства и красноту, а иногда и вовсе можно потерять зрение на несколько дней. Но это обычно наблюдается при несоблюдении правил безопасности. Дело в том, что в момент сваривания происходит рентгеновское излучение, которое провоцирует негативные явления.
Если после сварки болят глаза, то необходимо знать, что делать в домашних условиях. Это в дальнейшем обезопасит от тяжелых последствий и избавит от проведения серьезного медикаментозного лечения.
Основные факторы и симптоматика
Негативные явления в органах зрения после сварочных работ могут спровоцировать разнообразные сварки, поэтому это явление считается частым. Обычно это происходит по причине того, что при сварке от искр исходит тепловое излучение. Зачастую с этой проблемой сталкиваются неопытные сварщики. Дело в том, что они удерживают сварочный прибор в неподходящем положении, и в результате оказывается негативное воздействие на глаза.
Если отмечается сильное поражение, то можно оказать помощь дома, но это нужно выполнить быстро. Это поможет избежать неприятных последствий.
Стоит отметить! В первую очередь поражается роговица, именно в этой области возникает сильная боль. Эта зона считается самой чувствительной, ее ткань легко воспаляется.
Световое излучение при сварочных работах провоцирует следующие неприятные симптомы:
неприятные чувства в органах зрения;
появление красноты роговицы;
замутнение;
отек;
боязнь света;
слезотечение;
жжение;
сильный зуд.
Как помочь при болях в глазах после сварки
Что делать в домашних условиях, если после сварки болят глаза? Если в на поверхность слизистой органов зрения попала сварка и возникли неприятные ощущения, то первым делом требуется выявить степень поражения. Это облегчит подбор вспомогательных методов лечебной терапии.
Так как помочь глазам после сварки в домашних условиях? Рассмотрим несколько действенных вариантов:
Прием медикаментов с анальгезирующим воздействием. Сильную боль и дискомфорт помогут снизить такие анальгетики — Кетанов, Анальгин, Найз. Если отмечается воспалительный процесс, то можно воспользоваться средством Тавегил.
Должны быть созданы благоприятные условия. Пострадавшего не должен беспокоить свет, необходимо закрыть шторы, в комнате должно быть темно.
Применение холодного компресса. Он поможет устранить сильный жар.
Хорошее воздействие оказывают капли с антибиотическими компонентами. В глаза можно закапать капли Левофлоксацин.
Важно! Если у больного нет ожогов, то во время контакта со светом веки не должны быть закрытыми. Это позволит намного быстрее миновать резкие перепады темноты и света.
Что делать с глазами после сварки домашних условиях, если отмечаются нестерпимые болезненные чувства? В этом случае отлично поможет тетрациклиновая мазь. Она должна наноситься дважды в сутки на поверхность нижнего века. Если после данных действий у пострадавшего продолжают сильно болеть органы зрения, наблюдается жжение, проявляется отечность, краснота, роговица начинает мутнеть, то нужно сразу обратиться к офтальмологу.
Использование лекарств
Если сильно болят глаза от сварки, то нужно знать, что делать в домашних условиях. В этих ситуациях можно прибегнуть к медикаментозным средствам, но лучше предварительно проконсультироваться с врачом. Именно специалист подберет подходящие способы лечения.
Для устранения болей, воспаления и других негативных симптомов можно воспользоваться следующими медикаментами:
для устранения покраснения, слезоточивости, жжения пациентам выписываются такие капли, как Визин, Ципромед, Офталь. Их стоит применять 3 дня;
избавить от сильной боли и дискомфорта помогут — Лидокаин, Алкаин, Тетракаин;
гель Актовегин избавляет от отеков и восстанавливает оболочку.
Многие специалисты советуют применять капли для глаз с анестезирующим воздействием, которые содержат в составе диклофенак (Дикло-Ф, Клодифен).
Что делать в домашних условиях, если обжог глаза сваркой? Врачи рекомендуют применять ангиопротекторы, они смогут привести в норму состояние сосудов. Хорошее действие оказывает препарат Пентоксифиллин или его аналоги. Вторичную инфекцию, воспаление, покраснение помогут убрать капли с антибиотическими компонентами.
Применение народных средств
Когда болят глаза от сварки, нужно знать, что делать в домашних условиях. Желательно оказать необходимую помощь в первые часы, иначе могут развиться неприятные последствия и осложнения. Хорошее действие оказывают народные средства, их можно применять самостоятельно без назначения врача.
Чем можно помочь глазам после сварки в домашних условиях:
Чтобы устранить сильный дискомфорт можно воспользоваться сырым картофелем. Клубень следует разрезать на две части, одна половинка прикладывается в области с поражением.
Для снятия болевых ощущений можно применять пакетики с чаем, которые предварительно выдерживаются в горячей воде. Они охлаждаются, помещаются на веки и оставляются на 15 минут. Если нет пакетиков, то можно воспользоваться ватным тампоном. Он опускается в заварку и также прикладывается к векам.
Если глаза пекут от сварки, и вы не знаете что делать в домашних условиях, то можно воспользоваться аптечной ромашкой. Из нее необходимо сделать отвар. Применять необходимо в виде компрессов чередуя с заваркой.
Натуральный мед сможет устранить покраснение, помутнение, припухлость. Но лучше его применять после снятия воспалительного процесса. Его можно смешивать с соком алоэ в пропорции 1:1. В сутки требуется закапывать в каждый глаз по 2 капли.
Если вы не знаете что делать, если болят глаза от сварки в домашних условиях, то стоит рассмотреть полезные и действенные способы. Но все же применять их нужно в течение первых нескольких часов после сварки. Если же улучшений не наблюдается, то лучше обратиться к офтальмологу, он сможет выявить проблему и быстро подберет подходящую терапию.
Интересное видео
Рубрика статьи
Назад
Вперёд
Болят глаза после сварки — что можно делать в домашних условиях?
Опубликовано: 16.03.2017
Существуют профессии, технологические процессы которых могут привести к поражению глаз. В этом списке одну из верхних строчек занимает профессия сварщика. Боль в глазах, возникающая из-за незащищенного взгляда на сварочный процесс, в медицине носит название электроофтальмия. Заметим, что опытные сварщики прекрасно знают об опасности данной проблемы и никогда не позволяют себе смотреть на сварочный процесс без защиты. Чего не скажешь о новичках. Сегодня рассмотрим, почему болят глаза от сварки и что можно делать для облегчения боли.
Оглавление:
Причины и симптомы электроофтальмии
Оказание первой помощи
Облегчение симптомов народными методами
Медикаментозные средства при электроофтальмии
Подведем итоги
Причины и симптомы электроофтальмии
Сварочный процесс связан с выделением светового излучения. Сварщик при работе со сварочным аппаратом получает большое количество ультрафиолетового излучения и, как следствие, ожог глаз сваркой. Именно это является причиной того, почему болят глаза после сварки. Защитные очки и маски сварщиков снабжены защитными стеклами, которые не пропускают ультрафиолет и делают процесс безопасным для зрения.
ВАЖНО! Использование сварочного аппарата без защитной маски или очков строго запрещено!
Современная медицина различает несколько степеней электроофтальмии, различая их по степени выраженности различных симптомов:
Легкая форма характеризуется покраснением, чувством жжения, роговица слегка мутнеет;
Средняя форма отмечается появлением болей, болезненной реакцией на яркий свет, верхний слой роговицы разрушается и начинается появление пленки на конъюнктиве;
Тяжелая форма выражается в сильной боли и ощущении присутствия чужеродных тел. Веки, как правило, опухают, резко ухудшается зрение. Отмечается значительное помутнение роговицы глаза;
Крайне тяжелая форма отмечается сильнейшими болями, которые не позволяют раскрыть глаза. Происходит постепенное отмирание конъюнктива, роговица теряет цветность, отмечается полная потеря зрения.
Рассмотрим подробно, что делать в случае, если у Вас болят глаза после сварки.
Оказание первой помощи
При возникновении болей в глазах после проведения сварки необходимо оказать пострадавшему первую помощь. В большинстве случаев это не только значительно облегчает симптомы, но и помогает в последующем лечении ожога.
Если человек получил ожог глаз сваркой, то вот, что сделать необходимо в первую очередь:
Принять обезболивающие и противовоспалительные препараты, которые помогут унять боль и предотвратить отек;
Промыть глаза в большом количестве воды;
При обнаружении в глазах частиц металла их необходимо извлечь при помощи чистой ткани или безворсовых салфеток. Если сделать самостоятельно это не удается, необходимо обратиться к офтальмологу;
На 10 минут на веки наносится компресс из смоченной в холодной вате марли;
В заключение можно воспользоваться тетрациклиновой мазью, которая выступит в качестве антисептика.
Больного лучше обустроить в затемненной комнате с прохладным воздухом, при особой болезненности глаз лучше дополнительно защитить глаза затемненными очками.
ВАЖНО! При ожоге глаз от сварки необходимо показаться медицинскому специалисту для выяснения степени поражения глаз.
При поражении глаз сваркой запрещено:
использовать проточную воду из-за содержания хлора и примесей, которые еще больше будут раздражать поврежденную слизистую глаз;
тереть глаза, так как это может вызвать большее повреждение конъюнктивы из-за наличия в глазу инородных тел;
использовать для облегчения боли глазные капли, действие которых направлено на снижение усталости глаз. Данные медикаментозные препараты способны усилить воспаление в роговице глаза.
Облегчение симптомов народными методами
Часто бывает, что болят глаза от сварки, а показаться специалисту незамедлительно нет возможности. В этом случае не желательно бездумно использовать доступные медикаменты, которые могут усугубить некоторые процессы. Лучше обратиться к народным средствам, которые помогут снять болезненные симптомы безопасно для здоровья.
Чайные пакетики завариваются, остужаются до комфортной температуры и прикладываются на 20 минут на веки. Можно использовать рассыпной чай и марлю. Данный способ хорошо снимает отек с поврежденных тканей и минимизируется болевые ощущения;
Картофель в сыром виде натирается на терке и выкладывается в несколько слоев марли. Полученный компресс укладывается на веки до получаса. Сырой картофель уменьшает боль, отечность, охлаждает воспаленные ткани;
Мед в количестве 2 столовых ложек размешивается в стакане теплой прокипяченной воды. В данном растворе пропитываются ватные тампоны или марля и прикладываются на полчаса на воспаленные глаза. Медовый раствор не позволяет тканям опухать, снимает болевые ощущения;
Аптечная ромашка в 2-3 столовых ложках заливается стаканом кипяченой воды. Смесь настаивается до 10 минут, остужается и прикладывается в виде компресса на глаза на 15 минут. Хорошо помогает при помутнении глаза;
Листья алоэ мелко режутся и заливаются остуженной кипяченой водой. Смесь должна настояться в течение двух часов и может применяться в качестве компрессов. Из алоэ можно приготовить капли для глаз после сварки: сок растения смешивается с медом и закапывается в воспаленный глаз;
Кора дуба в количестве 3 столовых ложек заливается кипятком и настаивается 3 часа. Полученный раствор применяется в качестве компресса;
Свежие капустные листья пропускаются через мясорубку и прикладываются к глазам. Капуста отлично снижает отечность тканей, дарит воспаленным глазам прохладу.
Медикаментозные средства при электроофтальмии
Напоминаем, что употребление медикаментов без контроля специалиста может навредить Вашему здоровью!
Кратко перечислим основные группы препаратов, показанные при ожоге глаз, полученном на сварочных работах. Помните, что назначение тех или иных препаратов должен производить специалист на основе осмотра. Самовольный прием медикаментов при электроофтальмии может усугубить ситуацию вплоть до полной слепоты.
Основные группы медикаментозных средств при ожоге глаз распределяются следующим образом:
Сосудосуживающие капли снимают воспаление, отек и покраснение глаза. Использование подобных препаратов возможно не более 3 раз в день и продолжительностью 3 дня.
Антибиотики для глаз позволяют ускорить процессы регенерации глазных тканей. Прием антибиотиков ведется только по разрешению врача и строго ограничен 7-дневным курсом приема.
Обезболивающие средства применяются в качестве комплексной терапии при сложных случаях. Позволяют снять болевые ощущения и зуд в глазах. Обезболивающие принимаются по назначению врача и не более 2 раз в сутки;
Противовоспалительные препараты направлены на снятие воспаления, отечности, болезненности глаз. Курс не может занимать более 2-3 суток.
Подведем итоги
Ожог глаз, полученный при халатном отношении к правилам безопасности при проведении сварочных работ, является опасным заболеванием, требующим незамедлительного оказания помощи и консультации специалиста.
При невозможности скорого обращения за медицинской помощью рекомендуем обратить внимание на средства народной медицины, которые позволяют снять болезненные ощущения без вреда для здоровья.
Сергей Одинцов
tweet
Что такое Welder’s Flash? Причины и как защитить ваши глаза
Деб Хипп; обзор Брайана Чоу, OD
Что такое вспышка сварщика?
«Вспышка сварщика» — другое название фотокератита , болезненного состояния глаз, которое может возникнуть, когда незащищенные глаза подвергаются воздействию ультрафиолетовых (УФ) лучей. Вспышка сварщика относится к этому состоянию, когда оно вызвано УФ-лучами от сварочной горелки. Может возникнуть ощущение «солнечного ожога» глаз.
Фотокератит также часто называют дуговым ожогом, ультрафиолетовым кератитом и снежной слепотой.
Причины вспышки у сварщика
Как следует из названия, сварщики подвергаются риску фотокератита, когда их глаза подвергаются воздействию ярких вспышек или «дуг» УФ-излучения во время сварки. Этот тип повреждения роговицы сваркой также известен как «дуговой глаз» и «мгновенный ожог».
Фотокератит возникает в результате воздействия ультрафиолетовых лучей на незащищенные глаза. Воздействие ультрафиолета повреждает эпителий, который представляет собой тонкий внешний слой роговицы глаза. Роговица — это прозрачная передняя поверхность глаза, которая позволяет свету проникать в глаз для зрения. Слой эпителия помогает распространять слезную пленку, чтобы ваши глаза оставались влажными и поддерживали хорошее здоровье глаз.
Когда УФ-излучение повреждает клетки роговицы, клетки отслаиваются, оставляя под ними открытые и поврежденные нервы роговицы. Когда незащищенные глаза сварщика подвергаются воздействию УФ-излучения сварочной горелки, возникает «вспышка сварщика», которая очень похожа на солнечный ожог, но еще более болезненна.
Но фотокератит поражает не только сварщиков. Например, ваши глаза подвергаются риску в ярких условиях на открытом воздухе, таких как снег или вода, если вы не носите защитные солнцезащитные очки. Ваши глаза также подвергаются риску в некоторых помещениях, когда есть определенные типы сломанных ламп высокой интенсивности.
Даже если вы не сварщик, ваши глаза уязвимы для фотокератита в различных ситуациях, в том числе:
Отражения от снега, воды и песка — Снег отражает более 80% ультрафиолетовых лучей солнца. Это может привести к «снежной слепоте», если вы не носите надлежащие защитные очки. То же самое касается отдыха на озере или в океане, поскольку вода также отражает УФ-лучи. Даже отражения ультрафиолета от белого песка на пляже могут вызвать фотокератит.
Бактерицидные или лабораторные ультрафиолетовые лампы или лампы
Солнечные лампы
Солярии часто встречается в школьных спортзалах. При повреждении эти лампы могут подвергнуть ваши глаза воздействию коротковолнового УФ-излучения. Эти типы ламп также используются в уличных фонарях, спортивных аренах, банках и магазинах.
Взрыв галогенной лампы
СМОТРИТЕ ТАКЖЕ: Лучшие солнцезащитные очки для защиты глаз от ультрафиолета
Симптомы вспышки у сварщика
Симптомы вспышки у сварщика могут проявиться уже через 30 минут после воздействия ультрафиолета. Тем не менее, может пройти до 12 часов, прежде чем появятся симптомы вспышки у сварщика.
Наиболее распространенным симптомом вспышки сварщика является сильная боль в пораженном глазу. У вас может быть боль в обоих глазах, если каждый из них был поврежден УФ-лучами.
Вспышка сварщика также может вызывать светобоязнь (светочувствительность), вызывая головные боли и дискомфорт в глазах. Это медицинское состояние глаз также может вызвать у вас ощущение, что у вас в глазу грязь или мусор, хотя это не так.
Другие симптомы вспышки сварщика включают:
Покраснение глаз, чувствительность к свету и раздражение также могут быть симптомами других заболеваний глаз. Заболевания с похожими симптомами включают сухость глаз и вирусный конъюнктивит. Ваши глаза также могут реагировать на химическое воздействие чистящих растворов или мусора на веках. Покраснение и слезотечение могут быть вызваны слишком длительным ношением контактных линз или реакцией на консерванты в глазных каплях.
Если вы испытываете эти симптомы, запишитесь на прием к врачу-офтальмологу. Таким образом, врач может поставить правильный диагноз и предложить варианты лечения.
Вспышка сварщика
После осмотра ваших глаз окулист может предложить лечение, которое поможет ускорить заживление роговицы. Лечение может включать в себя нанесение местной мази с антибиотиком, которая предотвращает бактериальную инфекцию.
Ваш глазной врач может порекомендовать наносить мазь в течение дня в течение следующих двух или трех дней. Врач также может порекомендовать использовать искусственные слезы и принимать пероральные обезболивающие, чтобы уменьшить дискомфорт в глазах.
Если вы носите контактные линзы, носите вместо них очки, пока ваша роговица полностью не заживет. Вспышка сварщика обычно заживает в течение одного-двух дней после воздействия УФ-излучения.
Имеются ли домашние средства от вспышки сварщика?
Вы можете найти информацию о «домашних средствах» для сварочной вспышки в Интернете. Как бы вам ни хотелось облегчения, никогда не пробуйте непроверенные домашние средства онлайн для любого заболевания глаз.
Если у вас есть симптомы вспышки сварщика, запишитесь на прием к офтальмологу для постановки правильного диагноза. Врач может предложить оптимальный вариант лечения.
Как предотвратить вспышку сварщика
Если вы сварщик, во время сварки надевайте защитный сварочный шлем или фильтрующие очки для защиты от ультрафиолетового излучения дуги. Если вы работаете в лаборатории или занимаетесь другой деятельностью, которая может подвергать вас вредному для глаз УФ-излучению, надевайте надлежащие защитные очки, очки или лицевые щитки.
Лучший способ предотвратить фотокератит на улице — носить солнцезащитные очки хорошего качества. Солнцезащитные очки должны блокировать 100% УФ-излучения. Для еще лучшей защиты носите облегающую одежду с запахом, которая ограничивает попадание солнечного света в глаза.
Что делать, если я думаю, что у меня вспышка сварщика?
Если у вас есть симптомы вспышки сварщика, запишитесь на прием к окулисту. Врач может правильно диагностировать вспышку сварщика или другое состояние глаз, которое может вызывать ваши симптомы.
ТАКЖЕ СВЯЗАННО: Лыжные очки: руководство покупателя для лыжников и сноубордистов
Фотокератит. Американская академия офтальмологии. ГлазВики . Апрель 2021 г.
Ожоги от ультрафиолетового излучения от высокоинтенсивного освещения с использованием галогенидов металлов и паров ртути по-прежнему вызывают озабоченность у населения. Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США. Февраль 2018.
Эритромицин Офтальмологический. MedlinePlus , Национальная медицинская библиотека. Январь 2017 г.
Безопасность и здоровье сварщиков. Хобартовский институт сварочных технологий. 2009.
Страница опубликована в среду, 13 октября 2021 г.
Страница обновлена в среду, 25 мая 2022 г.
Проверено врачом в среду, 29 сентября 2021 г.
Что такое Arc-Eye? Причина, симптомы, диагностика и лечение – Training Express
Нас часто просят не смотреть прямо на какой-либо яркий источник света. Помимо видимых пятен, прямые лучи от любого источника света содержат вредное излучение, которое может немедленно вызвать серьезные повреждения наших глаз.
В наших глазах есть несколько слоев, и каждая их часть выполняет свою функцию. Роговица — это первый слой наших глаз, который получает свет. Это тонкий и прозрачный слой ткани, который действует как защитный экран для нашего глаза. Дуговой глаз или глаз сварщика — это заболевание, связанное с роговицей.
Ниже вы найдете все, что вам нужно знать о Arc-Eye.
Содержание
Что такое Arc Eye?
Arc-Eye — это болезненное состояние глаз, при котором наша роговица повреждается из-за прямого проникновения интенсивного света. Роговица воспаляется под воздействием ярких ультрафиолетовых (УФ) лучей. Это приводит к раздражению, головной боли и гораздо более серьезному состоянию глаз. Arc-eye обычно возникает, когда наши глаза недостаточно защищены для устранения опасных лучей. Он известен как множество других различных терминов. Такие как:
Вспышка горит
Ультрафиолетовый (УФ) ожог.
Фотокератит
Вспышка сварщика
Глаз сварщика
Снежная слепота
Согласно исследованию ProGARM, «… 57% электриков имели непосредственный опыт инцидента с дуговой вспышкой, поскольку они испытали или видели, как кто-то другой пострадал от забастовки в течение своей карьеры».
Работа со сваркой, лазерами и оптоволокном часто может привести к проблемам со здоровьем и глазами. Обращение с ними с осторожностью является необходимым шагом. Ношение защитного снаряжения обязательно.
Чтобы узнать больше о том, как избежать опасных ситуаций на рабочем месте, которые могут привести к необратимому повреждению глаз, ознакомьтесь с нашим учебным курсом по охране труда и технике безопасности. Этот курс предупредит вас и научит вас возможным опасностям, с которыми вы можете столкнуться, и средствам защиты от них.
Сварка и опасность для глаз
На рабочем месте, связанном со сваркой, 25% травм связаны с глазами. Сварщики постоянно работают с вредными лучами и машинами. Часто рабочие не считают необходимым носить защитные очки и необходимые СИЗ из-за дискомфорта и неосведомленности. Это обязательный шаг для ношения надлежащей защитной одежды для рабочих, работающих с опасным оборудованием. Может произойти ряд травм, связанных со сваркой, наиболее распространенными из которых являются:
Поражение летящими частицами и осколками шлака
Ожог глаз в результате воздействия ультрафиолетового излучения (УФ), инфракрасного излучения и интенсивного синего света.
Раздражение и ожог от вредных паров и химикатов.
Необходимо информировать работников, работающих со сварочными аппаратами, об опасности и способах ее предотвращения.
Причины наличия Arc-Eye
Arc Eye может произойти из-за внезапного и прямого воздействия очень яркого источника света, что приводит к следующим ситуациям.
Это может произойти при обращении со сварочным аппаратом. Сварщики чаще страдают этим заболеванием, так как свет от сварочного аппарата попадает им в глаза, из-за чего дуговой глаз также широко известен как глаз сварщика. Люди, работающие сварщиками, должны больше знать об опасностях на рабочем месте и принимать необходимые меры предосторожности.
Смотреть прямо на солнечный свет. Солнце является самым значительным и ярким источником света и содержит много вредных лучей. Если смотреть прямо на солнце, это может привести к ожогу роговицы.
От источников ультрафиолетового излучения, таких как солнечные лампы в солярии, галогенные лампы и т. д.
Отражение солнца от снега или воды. Свежий снег может отражать около 80% падающих на него лучей. Arc Eye проходит через снег на более распространенных заснеженных больших высотах.
Огромные прожекторы с высоким спектром.
Фотографы Прожектор и вспышка.
Солнечное затмение.
Каковы симптомы дугового глаза?
Часто симптомы аркоглаза вначале не проявляются. Но наблюдается постепенное нарастание симптомов. Симптомы аркоглаза зависят от интенсивности света, времени воздействия и типа источника света. Существуют различные диапазоны симптомов, сопровождающих дугообразные глаза:
Налитые кровью или красные глаза
Слезотечение
Затуманенное зрение
Головная боль от легкой до сильной
Ощущение попадания грязи в глаза.
Невозможно открыть глаза.
Как диагностируется Arc Eye?
Наши глаза очень чувствительны, поэтому небольшое раздражение может привести к серьезным проблемам, если их не лечить должным образом. Если вы чувствуете какие-либо симптомы, сопровождающиеся головной болью, вам необходимо немедленно обратиться за медицинской помощью.
Кроме того, в ваших глазах может быть частица инородного тела, что может усугубить состояние.
Если вы уверены, что попали в глаз Arc из-за воздействия света, не промывайте глаза водой для успокоения, это может привести к дальнейшему повреждению. Используйте холодные компрессы на веки, пока не получите медицинскую помощь.
Немедленно свяжитесь со службой 111, если воздействие было очень серьезным.
Окулист — специалист по глазам. Они могут обсудить ваши глаза и историю болезни, проверить ваше зрение и рассказать о ситуации, когда свет подвергался воздействию света. Они, вероятно, будут следовать следующим шагам, чтобы диагностировать ваши глаза.
Окулист проводит тщательную проверку вашего зрения, век, зрачка и других частей глаза.
Чтобы распознать дальнейшие повреждения, врач может использовать каплю анестетика, чтобы на некоторое время обезболить ваш глаз, чтобы тщательно проверить все детали вашего глаза.
Врачи используют окрашивающую краску для глаз флуоресцеин, которая на некоторое время делает глаза оранжевыми или желтыми. Затем следует синий свет, чтобы отследить положение и глубину повреждения. Краска не вредна и уходит в течение часа-двух со слезами.
Каковы возможные методы лечения дугового глаза?
Отверждение Arc-Eye также зависит от серьезности воздействия. Но правильное лечение и прием лекарств у специалиста — необходимый шаг. Вот возможные шаги для лечения аркоглаза:
Глазорасширяющие капли. Расслабляет глазные мышцы, снимает боль и раздражение. Зрачок может выглядеть больше, пока действует капля, то есть от семи до восьми часов.
Для уменьшения воспаления Нестероидный противовоспалительный препарат (НПВП) применяют глазные капли.
При сильной боли врач может дать пероральное обезболивающее.
Специалист может очистить и наложить повязку на глаза на некоторое время, чтобы не было чрезмерного давления на глаз и удалить посторонние частицы, которые могут вызвать инфекцию.
Врач прописывает антибиотики и мазь , чтобы избежать инфекции.
Врач может захотеть проверить глаз через двадцать четыре-сорок восемь часов, чтобы увидеть прогресс заживления и снять повязку, если она есть.
При правильном лечении и лечении типичные случаи Arc-Eye заживают в течение 3-4 дней. Arc-Eye не оставляет шрамов при соответствующем лечении.
Как использовать глазные капли и мазь:
Вымойте руки перед нанесением мази или глазных капель.
Поместите пальцы на щеку и оттяните нижнее веко вниз.
Нанесите лекарство на внутреннюю сторону нижнего века. Убедитесь, что ваши пальцы не касаются глаз.
Всегда храните лекарство в прохладном месте, например в холодильнике.
Вы должны продолжать лечение до тех пор, пока глаза не заживут.
Самопомощь
Вы можете прикладывать холодные компрессы к векам, чтобы уменьшить боль и раздражение.
Снимите контактные линзы, если вы носите их во время экспозиции, и не носите их во время лечения Arc-Eye.
Носите солнцезащитные очки, если вы чувствуете чувствительность к свету
Регулярно принимайте указанную дозу обезболивающих и лекарств.
По возможности оставайтесь в помещении, чтобы держаться подальше от солнца.
Не перегружайте глаза просмотром телевизора или чтением.
Натуральные средства для облегчения боли в глазах
Существует множество натуральных ингредиентов, которые помогают облегчить боль в глазах, а также способствуют быстрому заживлению.
Молоко:
Молоко смазывает глаза и уменьшает боль. Молоко содержит лактоферрин, эпителиальный фактор роста (EGF), олигосахариды и жирные кислоты омега-3 и 6, которые могут уменьшить сухость глаз, а также способствуют заживлению тканей роговицы.
Чтобы воспользоваться преимуществами молока, окуните в него чистый ватный тампон. Приложите смоченные ватные шарики непосредственно к зараженному глазу и оставьте на несколько минут. Через некоторое время протрите глаз чистой влажной тканью. Повторяйте этот процесс два раза в день для достижения хороших результатов.
Картофель
Картофель является охлаждающим ингредиентом и помогает уменьшить воспаление вокруг пораженного глаза. Они также помогают уменьшить раздражение и зуд в глазах. Ферменты в картофеле также помогают уменьшить любые опухшие части глаза.
Для лечения картофелем вам понадобится 1 картофелина, стирка белья и вода. Очистите картофель и натрите его. Смочите тряпку в воде и слейте лишнюю воду. Положите натертый картофель двумя комками на ткань и держите их на расстоянии 1-2 см друг от друга. Плотно оберните тканью картофельные комочки и поместите ткань в холодильник, пока она не остынет. Достаньте салфетку из холодильника и положите салфетку на глаза, по одному комочку на каждый глаз. Лечите глаза таким образом в течение пятнадцати минут и повторяйте процедуру два раза в день.
Зеленый чай и ромашковый чай в пакетиках
Зеленый чай и ромашковый чай прекрасно успокаивают воспаленные глаза. Зеленый чай является отличным источником антиоксидантов (танинов), которые помогают при проблемах с глазами, связанных с роговицей. Ромашковый чай содержит антиоксиданты, противовоспалительные и целебные свойства, которые могут охлаждать воспаления, раздражать кожу, а также уменьшать проблемы с глазами, такие как закупорка слезных протоков, конъюнктивит и очень сухие глаза.
Поместите использованные пакетики зеленого чая или ромашкового чая в холодильник, чтобы он остыл. Поместите чайные пакетики на пораженные глаза на 15 минут два раза в день. Вы также можете пить чай, чтобы вылечить дуговой глаз, а также сделать ваши глаза здоровыми.
Огурец
Огурец отлично охлаждает и успокаивает сухие, воспаленные и зудящие глаза, а также увлажняет глаза. Охлаждающий эффект огурца помогает снять большую часть раздражения, вызванного дуговым разрядом.
Возьмите 2 толстых ломтика огурца и охладите их в холодильнике. Поместите ломтики на каждый глаз и оставьте их так на десять-пятнадцать минут. Повторяйте это два-три раза каждый день.
Банан
Банан — богатый источник витамина С и калия, которые помогают вылечить усталые и воспаленные глаза. Разомните банан в мелкую мякоть и нанесите пасту близко к векам. Оставьте на три-пять минут и мягко смойте чистой водой. Вы можете повторять этот процесс один или два раза в день.
Розовая вода
Розовая вода обладает антисептическими свойствами и помогает при заболеваниях глаз. Установлено, что глазные капли, содержащие розовую воду, помогают уменьшить сухость глаз и конъюнктивит. Смочите ватный тампон розовой водой и приложите к глазам. Держите так десять минут и повторяйте дважды в день.
Гель алоэ вера
Одним из самых успокаивающих и охлаждающих средств является алоэ вера. Извлеките чистый гель алоэ или купите гель и нанесите его на глаза. Это не только уменьшит раздражение, но и поможет излечить глаза и покраснение, поскольку обладает противовоспалительными свойствами.
Касторовое масло
Касторовое масло способствует выработке липидов в глазах, что обеспечивает их увлажнение и уменьшает сухость. Касторовое масло помогает уменьшить раздражение, которое возникает из-за дугового разряда. Закапывайте капли касторового масла в каждый глаз и повторяйте это один или два раза в день.
Профилактика
Заключительное замечание
На производстве много случаев травм глаз; некоторые из них часто связаны с излучением и светом. Но легкое получение травмы приводит к тяжелым последствиям. Даже если вы знаете, как лечить Arc-Eye, необходимо пройти лечение у специалистов и следовать их советам.
Получите сертификацию по охране труда и технике безопасности на рабочем месте
Этот курс включает в себя ряд тематических исследований и практических упражнений, предназначенных для того, чтобы вооружить вас реальными практическими навыками и методами, которые можно применять в самых разных условиях работы.
Диэлектрики. Виды и работа. Свойства и применение. Особенности
Диэлектрики — это вещество, которое не проводит, или плохо проводит электрический ток. Носители заряда в диэлектрике имеют плотность не больше 108 штук на кубический сантиметр. Одним из основных свойств таких материалов является способность поляризации в электрическом поле.
Параметр, характеризующий диэлектрики, называется диэлектрической проницаемостью, которая может иметь дисперсию. К диэлектрикам можно отнести химически чистую воду, воздух, пластмассы, смолы, стекло, различные газы.
Если бы вещества имели свою геральдику, то герб сегнетовой соли непременно украсили бы виноградные лозы, петля гистерезиса, и символика многих отраслей современной науки и техники.
Родословная сегнетовой соли начинается с 1672 года. Когда французский аптекарь Пьер Сегнет впервые получил с виноградных лоз бесцветные кристаллы и использовал их в медицинских целях.
Тогда еще невозможно было предположить, что эти кристаллы обладают удивительными свойствами.
Эти свойства дали нам право из огромного числа диэлектриков выделить особые группы:
Пьезоэлектрики.
Пироэлектрики.
Сегнетоэлектрики.
Со времен Фарадея известно, что во внешнем электрическом поле диэлектрические материалы поляризуются. При этом каждая элементарная ячейка обладает электрическим моментом, аналогичным электрическому диполю. А суммарный дипольный момент единицы объема определяет вектор поляризации.
В обычных диэлектриках поляризация однозначно и линейно зависит от величины внешнего электрического поля. Поэтому диэлектрическая восприимчивость почти у всех диэлектриков величина постоянная.
P/E=X=const
Кристаллические решетки большинства диэлектриков построены из положительных и отрицательных ионов. Из кристаллических веществ наиболее высокой симметрией обладают кристаллы с кубической решеткой. Под действием внешнего электрического поля кристалл поляризуется, и симметрия его понижается. Когда внешнее поле исчезает, кристалл восстанавливает свою симметрию.
В некоторых кристаллах электрическая поляризация может возникать и при отсутствии внешнего поля, спонтанно. Так выглядит в поляризованном свете кристалл молибдената гадолиния. Обычно спонтанная поляризация неоднородная. Кристалл разбивается на домены – области с однородной поляризацией. Развитие многодоменной структуры уменьшает суммарную поляризацию.
Пироэлектрики
В пироэлектриках спонтанная поляризация экранирует со свободными зарядами, которые компенсируют связанные заряды. Нагревание пироэлектрика изменяет его поляризацию. При температуре плавления пироэлектрические свойства исчезают вовсе.
Часть пироэлектриков относится к сегнетоэлектрикам. У них направление поляризации может быть изменено внешним электрическим полем.
Существует гистерезисная зависимость между ориентацией поляризации сегнетоэлектрика и величиной внешнего поля.
В достаточно слабых полях поляризация линейно зависит от величины поля. При его дальнейшем увеличении все домены ориентируются по направлению поля, переходя в режим насыщения. При уменьшении поля до нуля кристалл остается поляризованным. Отрезок СО называют остаточной поляризацией.
Поле, при котором происходит изменение направления поляризации, отрезок ДО называют коэрцитивной силой.
Наконец, кристалл полностью меняет направление поляризации. При очередном изменении поля кривая поляризации замыкается.
Однако, сегнетоэлектрическое состояние кристалла существует лишь в определенной области температур. В частности, сегнетова соль имеет две точки Кюри: -18 и +24 градусов, в которых происходят фазовые переходы второго рода.
Группы сегнетоэлектриков
Микроскопическая теория фазовых переходов разделяет сегнетоэлектрики на две группы.
Первая группа
Титанат бария относится к первой группе, и как ее еще называют, группе сегнетоэлектриков типа смещения. В неполярном состоянии титанат бария имеет кубическую симметрию. При фазовом переходе в полярное состояние ионные подрешетки смещаются, симметрия кристаллической структуры понижается.
Вторая группа
Ко второй группе относят кристаллы типа нитрата натрия, у которых в неполярной фазе имеется разупорядоченная подрешетка структурных элементов. Здесь фазовый переход в полярное состояние связан с упорядочением структуры кристалла.
Причем в различных кристаллах может быть два или несколько вероятных положений равновесия. Существуют кристаллы, в которых цепочки диполя имеют антипараллельные ориентации. Суммарный дипольный момент таких кристаллов равен нулю. Такие кристаллы называют антисегнетоэлектриками. В них зависимость поляризации линейная, вплоть до критического значения поля.
Дальнейшее увеличение величины поля сопровождается переходом в сегнетоэлектрическую фазу.
Третья группа
Существует еще одна группа кристаллов – сегнетиэлектриков.
Ориентация дипольных моментов у них такова, что по одному направлению они имеют свойства антисегнетоэлектриков, а по-другому сегнетоэлектриков. Фазовые переходы у сегнетоэлектриков бывают двух родов.
При фазовом переходе второго рода в точке Кюри спонтанная поляризация плавно уменьшается до нуля, а диэлектрическая восприимчивость, меняясь резко, достигает огромных величин.
При фазовом переходе первого рода поляризация исчезает скачком. Также скачком изменяется электрическая восприимчивость.
Большая величина диэлектрической проницаемости, электрополяризации сегнетоэлектриков, делает их перспективными материалами современной техники. Например, уже широко используют нелинейные свойства прозрачной сегнетокерамики. Чем ярче свет, тем сильнее он поглощается специальными очками.
Это является эффективной защитой зрения рабочих в некоторых производствах, связанных с внезапными и интенсивными вспышками света. Для передачи информации с помощью лазерного луча применяют сегнетоэлектрические кристаллы с электрооптическим эффектом. В пределах прямой видимости лазерный луч моделируется в кристалле. Затем луч попадает в комплекс приемной аппаратуры, где информация выделяется и воспроизводится.
Пьезоэлектрический эффект
В 1880 году братья Кюри обнаружили, что в процессе деформации сегнетовой соли на ее поверхности возникают поляризационные заряды. Это явление было названо прямым пьезоэлектрическим эффектом.
Если на кристалл воздействовать внешним электрическим полем, он начинает деформироваться, то есть, возникает обратный пьезоэлектрический эффект.
Однако эти изменения не наблюдаются в кристаллах, имеющих центр симметрии, например, в сульфиде свинца.
Если на такой кристалл воздействовать внешним электрическим полем, подрешетки отрицательных и положительных ионов сместятся в противоположные стороны. Это приводит к поляризации кристаллов.
В данном случае мы наблюдаем электрострикцию, при которой деформация пропорциональна квадрату электрического поля. Поэтому электрострикцию относят к классу четных эффектов.
ΔX1=ΔX2
Если такой кристалл растягивать или сжимать, то электрические моменты положительных диполей будут равны по величине электрическим моментам отрицательных диполей. То есть, изменение поляризации диэлектрика не происходит, и пьезоэффект не возникает.
В кристаллах с низкой симметрией при деформации появляются дополнительные силы обратного пьезоэффекта, противодействующие внешним воздействиям.
Таким образом, в кристалле, у которого нет центра симметрии в распределении зарядов, величина и направление вектора смещения зависит от величины и направления внешнего поля.
Благодаря этому можно осуществлять различные типы деформации пьезокристаллов. Склеивая пьезоэлектрические пластинки, можно получить элемент, работающий на сжатие.
В этой конструкции пьезопластинка работает на изгиб.
Пьезокерамика
Если к такому пьезоэлементу приложить переменное поле, в нем возбудятся упругие колебания и возникнут акустические волны. Для изготовления пьезоэлектрических изделий применяют пьезокерамику. Она представляет собой поликристаллы сегнетоэлектрических соединений или твердые растворы на их основе. Изменяя состав компонентов и геометрические формы керамики, можно управлять ее пьезоэлектрическими параметрами.
Прямые и обратные пьезоэлектрические эффекты находят применение в разнообразной электронной аппаратуре. Многие узлы электроакустической, радиоэлектронной и измерительной аппаратуры: волноводы, резонаторы, умножители частоты, микросхемы, фильтры работают, используя свойства пьезокерамики.
Пьезоэлектрические двигатели
Активным элементом пьезоэлектрического двигателя служит пьезоэлемент.
В течение одного периода колебаний источника переменного электрического поля он растягивается и взаимодействует с ротором, а в другом возвращается в исходное положение.
Великолепные электрические и механические характеристики позволяют пьезодвигателю успешно конкурировать с обычными электрическими микромашинами.
Пьезоэлектрические трансформаторы
Принцип их действия также основан на использовании свойств пьезокерамики. Под действием входного напряжения в возбудителе возникает обратный пьезоэффект.
Волна деформации передается в генераторную секцию, где за счет прямого пьезоэффекта изменяется поляризация диэлектрика, что приводит к изменению выходного напряжения.
Так как в пьезотрансформаторе вход и выход гальванически развязаны, то функциональные возможности преобразования входного сигнала по напряжению и току, согласование его с нагрузкой по входу и выходу, лучше, чем у обычных трансформаторов.
Исследования разнообразных явлений сегнетоэлектричества и пьезоэлектричества продолжаются. Нет сомнений, что в будущем появятся приборы, основанные на новых и удивительных физических эффектах в твердом теле.
Классификация диэлектриков
В зависимости от различных факторов они по-разному проявляют свои свойства изоляции, которые определяют их сферу использования. На приведенной схеме показана структура классификации диэлектриков.
В народном хозяйстве стали популярными диэлектрики, состоящие из неорганических и органических элементов.
Неорганические материалы – это соединения углерода с различными элементами. Углерод обладает высокой способностью к химическим соединениям.
Минеральные диэлектрики
Такой вид диэлектриков появился с развитием электротехнической промышленности. Технология производства минеральных диэлектриков и их видов значительно усовершенствована. Поэтому такие материалы уже вытесняют химические и натуральные диэлектрики.
К минеральным диэлектрическим материалам относятся:
Стекло (конденсаторы, лампы) – аморфный материал, состоит из системы сложных окислов: кремния, кальция, алюминия. Они улучшают диэлектрические качества материала.
Стеклоэмаль – наносится на металлическую поверхность.
Стекловолокно – нити из стекла, из которых получают стеклоткани.
Световоды – светопроводящее стекловолокно, жгут из волокон.
Ситаллы – кристаллические силикаты.
Керамика – фарфор, стеатит.
Слюда – микалекс, слюдопласт, миканит.
Асбест – минералы с волокнистым строением.
Разнообразные диэлектрики не всегда заменяют друг друга. Их сфера применения зависит от стоимости, удобства применения, свойств. Кроме изоляционных свойств, к диэлектрикам предъявляются тепловые, механические требования.
Жидкие диэлектрики
Нефтяные масла
Трансформаторное масло заливается в силовые виды трансформаторов. Оно наиболее популярно в электротехнике.
Кабельные масла применяются при изготовлении электрических кабелей. Ими пропитывают бумажную изоляцию кабелей. Это повышает электрическую прочность и отводит тепло.
Синтетические жидкие диэлектрики
Для пропитки конденсаторов необходим жидкий диэлектрик для увеличения емкости. Такими веществами являются жидкие диэлектрики на синтетической основе, которые превосходят нефтяные масла.
Хлорированные углеводороды образуются из углеводородов заменой в них молекул атомов водорода атомами хлора. Большую популярность имеют полярные продукты дифенила, в состав которых входит С12 Н10-nC Ln.
Их преимуществом является стойкость к горению. Из недостатков можно отметить их токсичность. Вязкость хлорированных дифенилов имеет высокий показатель, поэтому их приходится разбавлять мене вязкими углеводородами.
Кремнийорганические жидкости обладают низкой гигроскопичностью и высокой температурной стойкостью. Их вязкость очень мало зависит от температуры. Такие жидкости имеют высокую стоимость.
Фторорганические жидкости имеют аналогичные свойства. Некоторые образцы жидкости могут долго работать при 2000 градусов. Такие жидкости в виде октола состоят из смеси полимеров изобутилена, получаемых из продуктов газа крекинга нефти, имеют невысокую стоимость.
Природные смолы
Канифоль – это смола, имеющая повышенную хрупкость, и получаемая из живицы (смола сосны). Канифоль состоит из органических кислот, легко растворяется в нефтяных маслах при нагревании, а также в других углеводородах, спирте и скипидаре.
Температура размягчения канифоли равна 50-700 градусов. На открытом воздухе канифоль окисляется, быстрее размягчается, и хуже растворяется. Растворенная канифоль в нефтяном масле используется для пропитки кабелей.
Растительные масла
Эти масла представляют собой вязкие жидкости, которые получены из различных семян растений. Наиболее важное значение имеют высыхающие масла, которые могут при нагревании отвердевать. Тонкий слой масла на поверхности материала при высыхании образует твердую прочную электроизоляционную пленку.
Скорость высыхания масла повышается при возрастании температуры, освещении, при использовании катализаторов – сиккативов (соединения кобальта, кальция, свинца).
Льняное масло имеет золотисто-желтый цвет. Его получают из семян льна. Температура застывания льняного масла составляет -200 градусов.
Тунговое масло изготавливают из семян тунгового дерева. Такое дерево растет на Дальнем Востоке, а также на Кавказе. Это масло не токсично, но не является пищевым. Тунговое масло застывает при температуре 0-50 градусов. Такие масла используются в электротехнике для производства лаков, лакотканей, пропитки дерева, а также в качестве жидких диэлектриков.
Касторовое масло используется для пропитки конденсаторов с бумажным диэлектриком. Получают такое масло из семян клещевины. Застывает оно при температуре -10 -180 градусов. Касторовое масло легко растворяется в этиловом спирте, но нерастворимо в бензине.
Похожие темы:
Изолента. Виды и применение. Свойства и особенности
Кабель-канал. Виды и применение. Способы монтажа
Гофрированная труба для электропроводки (Гофра). Виды и применения
Термоусадки. Виды и применение. Работа и особенности. Изготовители
Кабельные муфты. Виды и применение. Особенности и монтаж
Электрокартон (прессшпан). Марки и применение. Особенности
Средства индивидуальной защиты в электроустановках. Виды
Резина. Виды и свойства. Плюсы и минусы. Применение и особенности
Эбонит. Свойства и применение. Изготовление и особенности
Аэрогель. Виды и применение. Плюсы и минусы. Особенности
Виды, характеристики и где применяются
Все вещества по-разному проводят электрический ток. Это объясняется тем, что у каждого вещества свои свойства, свой набор атомов и соответственно молекул. Это влияет на плотность вещества, количество валентных электронов и энергетических уровней.
Электрические диэлектрики. Какие они?
Как нас учили в школе, некоторые вещества плохо проводят электрический ток, а некоторые хорошо. Например, дерево очень плохо проводит, а вот алюминий проводит в разы лучше. Так вот, если вспомнить терминологию, то вещества, проводящие электричество хорошо, называются проводниками, а те, что его проводят плохо, называются… Ну как же их? Ах да, они называются электрическими диэлектриками.
Конечно мы не говорим о том, что они совсем ток не проводят, нет. Они, конечно же являются проводниками, просто сравнительно довольно плохими. Диэлектрики с другой стороны еще и вещества, которые могут довольно долго хранить в себе электрическое поле, причем на это не нужна будет внешняя энергия.
Что будет, если воздействовать извне?
Если приложить к электрическому диэлектрику внешнее электрическое поле, то свободные заряды диэлектрика начнут постепенно нейтрализовывать его. Причем, это будет происходить до тех пор, пока не закончатся электроны или результирующее поле не станет равным нулю.
Чтобы понять то какие вещества вообще могут взаимодействовать с электрическими полями, нам нужно разобраться в таком термине, как электропроводность. Если говорить простым языком, то для взаимодействия с электрическим полем у вещества должна быть довольно низкая электропроводность.
Если мы будем говорить точнее, то удельное сопротивление должно быть сравнимо с 1010 Q-см или даже сильно превосходило это значение.
А откуда берется низкая электропроводность?
Как мы знаем из базовой программы по физике, все вещества состоят из атомов. И эти атомы очень активно взаимодействуют друг с другом. У каждого из них есть свой заряд, и благодаря зарядам атомы так или иначе взаимодействуют.
Однако, как же создается такая низкая электропроводность? Вроде же есть атомы, они как-то там взаимодействуют и ток по ним мог бы идти, но не все так просто. Залогом того, чтобы проводимость вещества была низкой, выступает очень важный факт.
Если при наложении поля электроны, ионы и другие частицы не смогут свободно перемещаться или будут это делать очень плохо, то и электропроводность будет низкая, ведь все будет стоять на своих местах и свободным электронам будет просто некуда деться.
Кристаллическая решетка поможет разобраться
Сейчас в познании электрических диэлектриков нам поможет разобраться кристаллическая решетка. Для того, чтобы термины не казались нам непонятными, давайте их освежим в своей голове. Кристаллическая решетка — это группа таких точек, которые образуются в веществах (а точнее в кристаллах) под воздействием сдвигов (они, кстати, могут происходить из-за воздействия электрического поля. Отлично, вспомнили. Давайте теперь разбираться.
Как мы помним, в атоме, который в данный момент изолирован, энергия электронов не может принимать какие угодно значения. В таком состоянии энергия будет принимать четко обозначенные значение W1, W2, W3 и т.д. Вот, взгляните на график:
Конечно же, каждый из этих уровней будет немного смещен после того, как атомы войдут в состав твердой кристаллической решетки. В итоге зона, в которой будет концентрировать вся энергия будет общей для всей решетки.
Итак, в кристаллической решетке энергия электронов лежит в пределах четко определенных зон и все значения, которые находятся вне этой зоны, запрещены. Это мы поняли. Двигаемся дальше. По принципу Паули каждая зона может вместить в себя ограниченное количество электронов. Сначала электроны будут заполнять нижние уровни, а когда эти ряды заполняться полностью, они будут заполнять верхние ряды.
И вот теперь ключевая мысль, которую нужно понять, чтобы разобраться в том, почему те или иные вещества проводят электрический ток. Раз электроны постепенно заполняют ряды от нижнего к верхнему, то на самом верхнем ряду они либо заполнят этот ряд полностью, либо только частично.
Так вот, при частичном заполнении ряда электроны смогут свободно по нему перемещаться, а значит и будут проводить ток. Бинго! А вот в случае, если электроны все-таки заполнят верхний уровень, то при воздействии электрического поля никаких сдвигов не произойдет и, соответственно, такое вещество можно назвать диэлектриком.
Очень похожая ситуация происходит и с аморфными твердыми телами (ну например янтарь или полиэтилен). По определению, у таких веществ расположение атомов очень случайно, а зоны, общие для всего кристалла просто не могут существовать, а значит они тоже электрические диэлектрики.
Ионы
Точно, кроме электронов же еще есть ионы, и они тоже могут повлиять на конечную ситуацию. Их тепловое движение состоит в том, что они колеблются где-то около положения равновесия. Однако интересно то, что некоторые из них все же способны вырваться и преодолеть то, что их сдерживает.
Такие ионы можно условно называть свободными. Они перемещаются в места, где потенциальная энергия их будет очень мала. Если мы говорим об электрических диэлектриках (а мы все еще о них говорим), то такие места в плотной кристаллической решетке для них — это узлы.
Так вот, согласно теории Вальтера Шоттки, такое может происходить только тогда, когда некоторое количество узлов в решетке уже занято ионами. В физике часто называют такие узлы “дырками”. Тогда тепловое движение будет сводиться к беспорядочному перескакиванию ионов с одного узла на другой.
Диэлектрик раз и навсегда?
Когда мы называем то или иное вещество диэлектриком, мы должны понимать, что это название довольно-таки условное, ведь при определенном воздействии на вещество оно уже может потерять свойства диэлектрика. Почему так происходит?
Дело в том, что электрический ток воздействует на вещество лишь очень короткий отрезок времени, из-за чего поле в нем тоже возникает ненадолго. Поэтому, даже вещества с очень низким удельным сопротивлением можно тоже считать диэлектриком при определенных условиях.
Хорошим примером будет дистиллированная вода. А вот если напряжение будет очень долго воздействовать на вещество, то его уже можно смело называть проводником. Вот такая магия.
Аморфные диэлектрики. Какие они?
Чем особенны аморфные диэлектрики? Главное, что отличает их от других — это довольно рыхлая структура, а значит очень много пустот внутри и большое пространство, где ионы могут находится в состоянии равновесия. При этом, при переходе от одного равновесного состояния до другого энергия, расходуемая ионом будет всегда разной. В некоторых переходах ион не будет полностью высвобождаться от сдерживающих его сил, поэтому можно его условно охарактеризовать как наполовину связанный этими силами.
Такие переходы будут тратить очень небольшое количество энергии, и перемещаться ион при таких переходах сможет лишь на очень небольшое расстояние. В результате теплового перемещения такие переходы внутри аморфных тел будут встречаться гораздо чаще, ведь они требуют гораздо меньше энергии, чем другие.
Однако, небольшое количество ионов, которые содержат в себе большие запасы энергии, смогут таки преодолевать связывающие их силы и будут перемещаться на сравнительно большие расстояния.
Если провести аналогию с кристаллической решеткой, то как раз эти ионы и можно назвать свободными. Как мы с вами теперь выяснили, в целом такая обстановка при движении ионов в аморфных телах идентична твердым, но с небольшими оговорками.
Помещаем в постоянное поле
Теперь давайте немного отойдем от того, какие вещества могут быть диэлектриками и какие не могут ими быть, тем более что мы уже достаточно хорошо разобрались в этом вопросе.
Давайте попробуем сейчас ответить на такой интересный вопрос: что же будет, если диэлектрик поместить в постоянное электрическое поле? Сначала давайте дадим краткий ответ, а потом уже разберемся в этом вопросе более подробно. Так вот, если поместить диэлектрик в электрическое поле, то заряды диэлектрика, из которых он состоит будут под воздействием некоторых сил, которые будут:
смещать связанные заряды (это только электроны и ионы)
накладывать на беспорядочное движение тепла поля, которое будет это движение упорядочивать (положительные заряды будут идти в одну сторону с полем, а отрицательные — в обратную)
Что будет давать упорядоченное перемещение
При упорядочивании зарядов диэлектрика есть целых два варианта развития событий:
новое равновесное состояние с другим распределением зарядов, причем движение сразу прекращается при достижении равновесия
пока поле будет действовать, упорядочивание может длится, пока в нем еще останутся свободные электроны или свободные ионы, о которых мы поговорили выше
Поговорим о поляризации
Следующий важный термин, о котором пришло время узнать — это поляризация диэлектриков. Дело в том, что процессы смещения зарядов диэлектрика протекают с разной скоростью. Как мы уже сказали ранее, для связанных зарядов время смещения гораздо меньше, а вот другие процессы протекают очень медленно.
При смещении зарядов диэлектрика образуется еще одно поле. Оно как раз и делает главное (внешнее) поле слабее. Как раз явление образования нового поля и называется поляризацией диэлектрика. Теперь давайте углубимся в этот процесс, ведь тут очень много интересных подробностей.
Для начала давайте поймем, почему новое поле появляется именно при смещении. Тут как раз все просто, ведь теперь из беспорядочного состояния диэлектрик становится более упорядоченным — отрицательные заряды теперь расположены левее своих положительных зарядов. Как раз это и создает новое поле.
Проницаемость диэлектрика
А как же измерить, насколько внутреннее поле ослабевает внешнее? Что-ж, здесь все очень просто. Такая мера называется электрическая проницаемость или проницаемость диэлектрика (наверняка вы уже слышали такой термин). Обычно говорят, что проницаемость диэлектрика это постоянная, но на самом деле в связи с тем, что поляризация протекает довольно долго, будем говорить, что эта величина зависит от времени действия внешнего поля.
Как на проницаемость диэлектрика влияет температура?
Но только ли время влияет на электрическую проницаемость. Выясняется, что не только. Оказывается, если увеличить температура, то вместе с этим еще и увеличивается интенсивность теплового движения, а это, как вы понимаете, напрямую влияет на проницаемость диэлектрика. Почему? Все просто: переход в устойчивое состояние становится более сложным, а поэтому диэлектрическая проницаемость с увеличением температуры становится все меньше.
Пробой диэлектрика
Помните мы в данной статье уже говорили о том, что у каждого диэлектрика есть свой предел и что нельзя однозначно называть вещество диэлектриком и нужно рассматривать его в динамике. Так вот, давайте вернемся к этой теме и немного углубимся в нее. Знаете ли вы, что происходит при поляризации?
Дело в том, что при этом явлении начинается такое состояние, называемое стационарным или же квазистанционырным, если воздействие напряжения извне переменное. Такое состояние отличается от обычного тем, что значения поляризации могут очень долго держаться на одном уровне. Вместе с ними стабилизируется и электропроводность.
Если сразу же начать увеличивать напряженность в таком поле, то можно будет очень точно определить тот предел, при котором эта самая стабильность будет резко нарушаться. Сразу же увеличиться ток, электропроводность, а это уже прямой путь из диэлектрика в проводники. Действительно, после этого вещество уже нельзя охарактеризовать, как диэлектрик. Такой процесс перехода диэлектрика в проводники называется пробоем диэлектрика.
Когда мы поняли, что такое пробой, давайте теперь поймем, как можно легко определить, в какой момент пробой диэлектрика происходит. Как мы можем понять, временной порог пробоя может зависеть от температуры, агрегатного состояния вещества и многих других факторов, тут важно другое. Давайте разберем основные случаи пробоя, их всего лишь два, поэтому не пугайтесь:
тепловые явления, при которых возрастающая электропроводность обуславливается тем, что диэлектрик очень быстро нагревается, из-за чего стационарным тепловое состояние уже быть не может
электрические явления, которые происходят из-за увеличения количества свободных электронов и ионов. Это тоже происходит в двух случаях. Либо появление свободных зарядов обусловлено сбитием их другими движущимися зарядами, либо сбитием полем.
Поле в диэлектрике
Как мы уже поняли, поле в диэлектрике направлено ровно против внешнего электрического поля. Но этих знаний нам не хватит, чтобы хорошо разбираться в диэлектриках.
Поэтому давайте немного углубимся в эту тему. Напомним, что поляризация диэлектрика — это когда заряды перенаправляются так, что минусы смотря в одну сторону, а плюсы — в другую. Так вот, давайте же разберемся в видах поляризации.
Деформационная (или же электронная)
Этот вид поляризации интересует нас больше всего. Стоит отметить, что такая поляризация характерна для веществ, состоящих из неполярных молекул, то есть у которых нет дипольных моментов. Что происходит? Все просто — главное, что нужно понять, это то, что смещаются электронные оболочки. При этом, положительно заряженные атомные ядра смещаются по направлению к внешнему полю, а отрицательно заряженные электронные оболочки — против поля.
Дипольная (или же ориентационная)
Это один из наиболее распространенных видов поляризации. Однако здесь все с точностью до наоборот. Здесь уже меняют ориентацию диполи. Здесь все еще просто — когда поле снаружи не воздействует на вещество, порядок у диполей абсолютно хаотичен, но когда внешнее поле начинает воздействовать на вещество, то абсолютно все диполи разворачиваются положительной стороной к полю, которое на него воздействует. Как мы уже разбирались выше, стабильность положения диполей определяется напряженностью поля и температурой вещества.
Ионная
Да, этот вид поляризации мы тоже не забыли. Здесь речь идет о смещении положительной решетки ионов. Они расположатся вдоль поля, а отрицательные — против.
Так почему же в самом начале мы сказали, что нас больше всего будет интересовать именно первый вид поляризации, если мы будет рассматривать положительные заряды? Все просто. Положительные заряды играют какую-то роль только при таком воздействии внешнего поля на вещество. Поэтому можете считать, что вы уже знаете о них все, что нужно.
Плоский диэлектрик
Почему-то многие иногда называют диэлектрик внутри плоского конденсатора. Быть может, так его называть просто удобнее. На самом деле, плоский конденсатор — это очень интересное устройство, поэтому поговорим о нем и о его диэлектрике (плоском диэлектрике раз уж на то пошло).
Раз уж мы говорим о конденсаторе, то давайте сразу же научимся определять его емкость (или же емкость диэлектрика). Для этого воспользуемся этой прекрасной формулой:
Давайте поймем, что здесь означает каждая из букв. S — это, очевидно, площадь обкладок данного плоского конденсатора. Буква d обозначает расстояние между обкладками, а остальные две переменные — это диэлектрическая проницаемость диэлектрика (плоского диэлектрика) и электрическая постоянная (если кто-то из вас подзабыл, 8,854 пФ/м)
Странно, но сейчас плоские конденсаторы встречаются очень редко. Возможно, это связано с пленочными технологии, которые настолько микроскопически, что делать их довольно сложно и дорого.
Почему плоский с конденсатор с диэлектриком не могут друг без друга?
Ответ на этот вопрос не так уж сложен. Все дело в том, что от диэлектрика зависит самый важный и основной элемент в плоском конденсаторе — его емкость. Давайте поговорим о том, как это работает. Как мы знаем, аморфное вещество состоит из диполей, которые, в свою очередь, укреплены на своих местах и хаотично ориентированы.
Когда поле извне воздействует на это самое аморфное вещество, диполи разворачиваются вдоль силовых линий это внешнего поля. При этом, поле ослабевает, а заряд постепенно накапливается, пока поле не перестанет действовать. И так длится цикл за циклом. Именно поэтому плоский конденсатор с диэлектриком можно рассматривать только вместе.
Как не путать проводники и диэлектрики
До этого мы с вами очень подробно рассмотрели диэлектрики, узнали, как они работают, как устроены внутри. Теперь же давайте узнаем, как они используются в реальной жизни и как не спутать их с проводниками.
Где применяются диэлектрики
Диэлектрики применяются во многих сферах жизни, а именно в тех, где нужен электрический ток.
Особенно активно их используют в сельском хозяйстве, промышленности и приборостроении.
Твердые диэлектрики
Диэлектрики бывают разные. Например, твердые диэлектрики могут обеспечивать безопасность приборов, работающий на электричестве. Они являются хорошими изоляторами тока, а значит очень сильно влияют на долговечность этих приборов. Одним из примеров можно назвать диэлектрические перчатки.
Жидкие диэлектрики
А вот диэлектрики жидкие нужны немного для другого. Они то используются в конденсаторах, кабелях, системах охлаждения с циркуляцией воздуха и во многих других приборах.
Газообразные диэлектрики
Также существуют и газообразные диэлектрики, хоть они и не так популярны в наши дни. Эти диэлектрики создала сама природа. Например, водород используется для мощных генераторов, у которых просто запредельная теплоемкость, а вот азот помогает по максимуму сократить окислительные процессы. Самым же простым примером газообразного диэлектрика мы считаем воздух. Да-да, это тоже диэлектрик, причем еще и тепло может отводить.
Что такое диэлектрический материал и как он работает?
По
Рахул Авати
Что такое диэлектрический материал?
Диэлектрический материал плохо проводит электричество, но эффективно поддерживает электростатические поля. Он может накапливать электрические заряды, иметь высокое удельное сопротивление и отрицательный температурный коэффициент сопротивления.
Подробнее о диэлектрических материалах
Диэлектрические материалы являются плохими проводниками электричества, поскольку в них нет слабо связанных или свободных электронов, которые могут дрейфовать через материал. Электроны необходимы для поддержания потока электрического тока. Ток течет от положительного вывода к отрицательному и в обратном направлении в виде свободных электронов, которые текут от отрицательного вывода к положительному.
Диэлектрические материалы поддерживают диэлектрическую поляризацию, что позволяет им действовать как диэлектрики, а не как проводники. Это явление возникает, когда диэлектрик помещается в электрическое поле и положительные заряды смещаются в направлении электрического поля, а отрицательные заряды смещаются в противоположном направлении. Такая поляризация создает сильное внутреннее поле, которое уменьшает общее электрическое поле внутри материала.
Важные сведения о диэлектрических материалах
Важным фактором для диэлектрического материала является его способность поддерживать электростатическое поле при минимальном рассеивании энергии в виде тепла. Это рассеянное тепло или потеря энергии известны как диэлектрические потери . Чем меньше диэлектрические потери, тем эффективнее вещество как диэлектрический материал.
Еще одним соображением является диэлектрическая проницаемость , , который представляет собой степень, в которой вещество концентрирует электростатические линии потока. К веществам с низкой диэлектрической проницаемостью относятся идеальный вакуум, сухой воздух и самые чистые, сухие газы, такие как гелий и азот. К материалам с умеренными диэлектрическими постоянными относятся керамика, дистиллированная вода, бумага, слюда, полиэтилен и стекло. Оксиды металлов, как правило, имеют высокие диэлектрические постоянные.
Свойства диэлектрических материалов
Это наиболее важные свойства диэлектрических материалов.
Электрическая восприимчивость
Относится к относительной мере того, насколько легко диэлектрический материал может быть поляризован под воздействием электрического поля. Это также относится к электрической проницаемости материала.
Диэлектрическая поляризация
Это количество электрической энергии, хранящейся в электрическом поле, когда к нему приложено напряжение. Поскольку это заставляет положительные заряды и отрицательные заряды течь в противоположных направлениях, это может свести на нет общее электрическое поле.
Электрический дипольный момент
Степень разделения отрицательных и положительных зарядов в системе относится к электрическому дипольному моменту. Атомы содержат как положительно, так и отрицательно заряженные частицы и расположены в материале в виде диполей. Приложение электрического заряда создает дипольный момент. Связь между дипольным моментом и электрическим полем придает материалу его диэлектрические свойства.
Электронная поляризация
Электронная поляризация возникает, когда диэлектрические молекулы, образующие дипольный момент, состоят из нейтральных частиц.
Время релаксации
После снятия приложенного электрического поля атомы в диэлектрическом материале возвращаются в исходное состояние после некоторой задержки. Это время задержки называется временем релаксации .
Пробой диэлектрика
Если напряжение на диэлектрическом материале становится слишком большим, а электростатическое поле становится слишком интенсивным, материал начинает проводить ток. Это явление называется пробоем диэлектрика .
В компонентах, в которых в качестве диэлектрической среды используются газы или жидкости, это условие меняется на противоположное, если напряжение падает ниже критической точки. Но в компонентах, содержащих твердые диэлектрики, пробой диэлектрика обычно приводит к необратимому повреждению.
Диэлектрическая дисперсия
Этот термин относится к максимальной поляризации, достигаемой диэлектрическим материалом. На это влияет время релаксации.
Типы диэлектрических материалов
Диэлектрические материалы основаны на типе молекул, присутствующих в материале.
Полярный диэлектрик
В полярном диэлектрике центры масс положительных и отрицательных частиц не совпадают. Молекулы имеют асимметричную форму, и в материале существует дипольный момент. Когда к материалу прикладывается электрическое поле, молекулы выравниваются с электрическим полем. Когда поле снимается, суммарный дипольный момент в молекулах становится равным нулю.
Примеры: вода и соляная кислота
Неполярный диэлектрик
В неполярных диэлектрических материалах центр масс положительных и отрицательных частиц совпадает. Молекулы имеют симметричную форму, а диэлектрический материал не имеет дипольного момента.
Примеры: водород, кислород и азот
Большинство диэлектрических материалов твердые. Примеры следующие:
фарфор (керамика)
слюда
стекло
пластик
многие оксиды металлов
Некоторые жидкости и газы также являются хорошими диэлектрическими материалами. Сухой воздух является отличным диэлектриком и используется в конденсаторах переменной емкости и некоторых типах линий передачи. Азот и гелий являются хорошими диэлектрическими газами. Дистиллированная вода является хорошим диэлектриком. Вакуум является исключительно эффективным диэлектриком.
Различия между диэлектриками и изоляторами
Диэлектрики часто путают с изоляторами, хотя между этими типами материалов есть различия. Например, все диэлектрики являются изоляторами, но не все изоляторы являются диэлектриками. Некоторые различия выделены на этом рисунке.
Диэлектрики часто путают с изоляторами. Однако между этими типами материалов есть различия.
Применение диэлектрических материалов
Диэлектрические материалы используются во многих областях. Из-за их способности накапливать заряды они чаще всего используются для хранения энергии в конденсаторах и для строительства линий радиопередачи.
Диэлектрические материалы с высокой диэлектрической проницаемостью часто используются для улучшения характеристик полупроводников. В трансформаторах, реостатах, шунтирующих и заземляющих реакторах диэлектрические материалы, такие как минеральные масла, действуют как хладагенты и изоляторы.
Диэлектрики также используются в жидкокристаллических дисплеях, резонаторных генераторах и перестраиваемых микроволновых устройствах. В некоторых приложениях специально обработанные диэлектрики служат электростатическим эквивалентом магнитов. Совсем недавно для отвода тепла от технологической инфраструктуры для поддержания желаемой температуры окружающей среды использовалось погружение оборудования центра обработки данных в диэлектрический жидкий охлаждающий агент.
См. также: конденсатор , picofarad per meter , flash storage , resistive RAM , floating gate transistor , inductor , ultracapacitor , transducer and жидкостное иммерсионное охлаждение .
Последнее обновление: июнь 2022 г.
Продолжить чтение О диэлектрическом материале
Масштабирование новых технологий памяти, используемых для постоянной памяти
Выберите схему центра обработки данных: фальшполы или подвесные кабели
Составьте план обеспечения непрерывности бизнеса при отключении электроэнергии с помощью этих советов
Как использовать Интернет вещей для повышения энергоэффективности и устойчивого развития
Системы и технологии охлаждения центров обработки данных и принципы их работы
СБОМ
Спецификация программного обеспечения (SBOM) — это список всех составляющих компонентов и программных зависимостей, участвующих в разработке и поставке приложения.
ПоискСеть
беспроводная ячеистая сеть (WMN)
Беспроводная ячеистая сеть (WMN) — это ячеистая сеть, созданная путем соединения узлов беспроводной точки доступа (WAP), установленных в . ..
Wi-Fi 7
Wi-Fi 7 — это ожидаемый стандарт 802.11be, разрабатываемый IEEE.
сетевая безопасность
Сетевая безопасность охватывает все шаги, предпринятые для защиты целостности компьютерной сети и данных в ней.
ПоискБезопасность
Что такое модель безопасности с нулевым доверием?
Модель безопасности с нулевым доверием — это подход к кибербезопасности, который по умолчанию запрещает доступ к цифровым ресурсам предприятия и …
RAT (троянец удаленного доступа)
RAT (троян удаленного доступа) — это вредоносное ПО, которое злоумышленник использует для получения полных административных привилегий и удаленного управления целью …
атака на цепочку поставок
Атака на цепочку поставок — это тип кибератаки, нацеленной на организации путем сосредоточения внимания на более слабых звеньях в организации . ..
ПоискCIO
пространственные вычисления
Пространственные вычисления широко характеризуют процессы и инструменты, используемые для захвата, обработки и взаимодействия с трехмерными данными.
Пользовательский опыт
Дизайн взаимодействия с пользователем (UX) — это процесс и практика, используемые для разработки и внедрения продукта, который обеспечит положительные и …
соблюдение конфиденциальности
Соблюдение конфиденциальности — это соблюдение компанией установленных правил защиты личной информации, спецификаций или …
SearchHRSoftware
Поиск талантов
Привлечение талантов — это стратегический процесс, который работодатели используют для анализа своих долгосрочных потребностей в талантах в контексте бизнеса …
удержание сотрудников
Удержание сотрудников — организационная цель сохранения продуктивных и талантливых работников и снижения текучести кадров за счет стимулирования . ..
гибридная рабочая модель
Гибридная модель работы — это структура рабочей силы, включающая сотрудников, работающих удаленно, и тех, кто работает на месте, в офисе компании…
SearchCustomerExperience
CRM (управление взаимоотношениями с клиентами) аналитика
Аналитика CRM (управление взаимоотношениями с клиентами) включает в себя все программные средства, которые анализируют данные о клиентах и представляют…
разговорный маркетинг
Диалоговый маркетинг — это маркетинг, который привлекает клиентов посредством диалога.
цифровой маркетинг
Цифровой маркетинг — это общий термин для любых усилий компании по установлению связи с клиентами с помощью электронных технологий.
Диэлектрики — Гиперучебник по физике
[закрыть]
основная идея
Диэлектрики — это простые изоляторы. Эти два слова относятся к одному и тому же классу материалов, но имеют разное происхождение и преимущественно используются в разных контекстах.
Поскольку заряды обычно не могут легко перемещаться в неметаллических твердых телах, в стекле, керамике и пластике могут образовываться «островки» заряда. Латинское слово для острова островковая доля , от которой произошло слово изолятор . Напротив, заряды в твердых металлических телах имеют тенденцию легко двигаться — как будто их кто-то или что-то ведет. Латинская приставка con или com означает «с». Человек, с которым вы едите хлеб, является компаньоном. (На латыни хлеб — panis .) Взять что-то с собой в дорогу — значит передать это. (Латинское слово «дорога» — через .) Человек, с которым вы путешествуете и который ведет вас вперед или обеспечивает безопасный проход, является проводником. (латинское слово «лидер» — ductor .) Материалом, обеспечивающим безопасное прохождение электрических зарядов, является проводник .
Вставка твердого неметаллического слоя между пластинами конденсатора увеличивает его емкость. Греческая приставка di или dia означает «поперек». Линия, проведенная через углы прямоугольника, является диагональю. (Греческое слово для обозначения угла — gonia — γωνία.) Измерение поперек круга — это диаметр. (Греческое слово «мера» — «метрон» — μέτρον.)0037 диэлектрик .
Пластиковое покрытие на электрическом шнуре является изолятором. Стеклянные или керамические пластины, используемые для поддержки линий электропередач и предотвращения их короткого замыкания на землю, являются изоляторами. Почти каждый раз, когда неметаллическое твердое вещество используется в электрическом устройстве, оно называется изолятором. Возможно, слово «диэлектрик» используется только в отношении непроводящего слоя конденсатора.
Диэлектрики в конденсаторах служат трем целям:
, чтобы предотвратить контакт проводящих пластин, что позволяет уменьшить расстояние между пластинами и, следовательно, повысить емкость;
для увеличения эффективной емкости за счет уменьшения напряженности электрического поля, а значит, вы получаете тот же заряд при более низком напряжении; и
, чтобы уменьшить вероятность короткого замыкания из-за искрения (более формально известного как пробой диэлектрика) во время работы при высоком напряжении.
что здесь происходит
Когда металл помещается в электрическое поле, свободные электроны текут против поля до тех пор, пока у них не закончится проводящий материал. Совсем скоро у нас будет избыток электронов с одной стороны и дефицит с другой. Одна сторона проводника заряжена отрицательно, а другая положительно. Отпустите поле, и электроны на отрицательно заряженной стороне теперь окажутся слишком близко для комфорта. Одинаковые заряды отталкиваются, а электроны убегают друг от друга так быстро, как только могут, пока не распределятся равномерно по всему телу; в среднем один электрон на каждый протон в пространстве, окружающем каждый атом. Проводящий электрон в металле подобен беговой собаке, отгороженной на пастбище. Они вольны бродить сколько угодно и могут по своей прихоти бегать по всей длине, ширине и глубине металла.
Жизнь электрона в изоляторе гораздо более ограничена. По определению заряды в изоляторе не могут свободно перемещаться. Это не то же самое, что сказать, что они не могут двигаться. Электрон в изоляторе подобен сторожевой собаке, привязанной к дереву: он может свободно передвигаться, но в определенных пределах. Поместить электроны изолятора в электрическое поле — все равно, что поместить привязанную собаку в присутствии почтальона. Электроны будут напрягаться против поля, насколько это возможно, почти так же, как наша гипотетическая собака будет напрягаться на своем поводке, насколько это возможно. Однако электроны в атомном масштабе больше похожи на облака, чем на собак. Электрон эффективно распределен по всему объему атома и не концентрируется в каком-то одном месте. Я полагаю, хорошую атомную собаку не назвали бы Спот.
Когда атомы или молекулы диэлектрика помещаются во внешнее электрическое поле, ядра толкаются полем, что приводит к увеличению положительного заряда с одной стороны, в то время как электронные облака притягиваются к нему, что приводит к увеличению отрицательного заряда с другой стороны. сторона. Этот процесс известен как поляризация , а диэлектрический материал в таком состоянии называется поляризованным . Существует два основных метода поляризации диэлектрика: растяжение и вращение.
Растяжение атома или молекулы приводит к индуцированному дипольному моменту , добавляемому к каждому атому или молекуле.
Увеличить
Вращение происходит только в полярных молекулах — с постоянным дипольным моментом , как у молекулы воды, показанной на диаграмме ниже.
Увеличить
Полярные молекулы обычно поляризуются сильнее, чем неполярные. Вода (полярная молекула) имеет диэлектрическую прочность в 80 раз больше, чем азот (неполярная молекула, которая является основным компонентом воздуха). Это происходит по двум причинам, одна из которых обычно тривиальна. Во-первых, все молекулы растягиваются в электрическом поле независимо от того, вращаются они или нет. Неполярные молекулы и атомы растягиваются, а полярные молекулы растягиваются и вращаются. Однако эта комбинация действий оказывает лишь незначительное влияние на общую степень поляризации вещества. Важнее то, что полярные молекулы уже сильно растянуты — естественно. То, как атомы водорода сидят на плечах электронных облаков атома кислорода, искажает молекулу в диполь. Все это происходит на межатомном или молекулярном уровне. При таких крошечных расстояниях напряженность электрического поля относительно велика для того, что в противном случае было бы ничем не примечательным напряжением (например, 13,6 В для электрона в атоме водорода).
Растяжка и вращение — это еще не все, что касается поляризации. Это всего лишь методы, которые проще всего описать случайному наблюдателю. В общем, поляризация диэлектрического материала представляет собой микроскопическую электростатическую деформацию в ответ на макроскопическую электростатическую нагрузку. Внешнее поле, приложенное к диэлектрику, не может заставить заряды двигаться макроскопически, но может растянуть и исказить их микроскопически. Он может толкнуть их в неудобное положение, а при отпускании позволить им вернуться в расслабленное состояние. То, что отличает поляризацию в изоляторе от растяжения упругого тела, подобного пружине, заключается в том, что устранение напряжения не обязательно снимает напряжение. Некоторые изоляторы остаются в своем поляризованном состоянии часами, днями, годами и даже веками. Самые длинные характерные времена должны быть экстраполированы из неполных наблюдений более разумной продолжительности. Никто не собирается сидеть и ждать две тысячи лет, пока поляризация куска пластика не сократится до нуля. Это не стоит ждать.
Наконец, важно помнить, что заряды, «хранящиеся» в диэлектрическом слое, не доступны в виде пула свободных зарядов. Для их извлечения вам еще понадобятся металлические пластины. Важно помнить, что единственная причина, по которой кого-то волнует это явление, заключается в том, что оно помогает нам делать более качественные конденсаторы. Думаю, на этом дискуссия должна завершиться.
конденсаторы с диэлектриками
Поместите слой диэлектрика между двумя параллельными заряженными металлическими пластинами с направлением электрического поля справа налево. (Почему не слева направо? Ну, я читаю справа налево, поэтому мне легче «читать» диаграммы.) Положительные ядра диэлектрика будут двигаться на с полем вправо, а отрицательные электроны будут двигаться против поля влево. Силовые линии начинаются на положительных зарядах и заканчиваются на отрицательных зарядах, поэтому электрическое поле внутри каждого находящегося под напряжением атома или молекулы диэлектрика указывает на нашей диаграмме слева направо — противоположно внешнему полю двух металлических пластин. Электрическое поле является векторной величиной, и когда два вектора указывают в противоположных направлениях, вы вычитаете их величины, чтобы получить равнодействующую. Два поля в диэлектрике не полностью нейтрализуются, как в металле, поэтому общий результат — более слабое электрическое поле между двумя пластинами.
Позвольте мне повторить это — общий результат — более слабое электрическое поле между двумя пластинами. Давайте займемся математикой.
Электрическое поле — это градиент электрического потенциала (более известный как напряжение).
E x = —
∆ В
∆ x
E y = −
∆ В
⇒
Е = — ∇ В
∆ г
E z = —
∆ В
∆ z
Емкость – это отношение заряда к напряжению.
С =
Q
В
Введение диэлектрика в конденсатор уменьшает электрическое поле, что снижает напряжение, что увеличивает емкость.
С ∝
1
( Q константа)
⇒
С ∝
( d , Q константа)
В
1
В ∝ Е ( d константа)
Е
Конденсатор с диэлектриком сохраняет тот же заряд, что и конденсатор без диэлектрика, но при более низком напряжении. Поэтому конденсатор с диэлектриком более эффективен.
ЭТА МАЛЕНЬКАЯ ЧАСТЬ НУЖНА ПОРАБОТЫ.
О первых открытиях лейденской банки. Удаление стержня снижает емкость. (Диэлектрическая проницаемость воздуха ниже, чем у воды.) Напряжение и емкость обратно пропорциональны, когда заряд постоянен. Уменьшение емкости увеличивает напряжение.
Электрический дипольный момент чего-либо — будь то атом, растянутый во внешнем электрическом поле, полярная молекула или две противоположно заряженные металлические сферы — определяется как произведение заряда и разделения.
р = q r
с единицей СИ кулон-метр , который не имеет специального названия.
[см = см]
Поляризация области определяется как дипольный момент на единицу объема
Р =
∑ р
В
с единицей СИ кулонов на квадратный метр .
⎡ ⎢ ⎣
См
=
С
⎤ ⎥ ⎦
м 3
м 2
Вычисление поляризации из первых принципов — сложная процедура, которую лучше оставить экспертам. Не беспокойтесь о деталях того, почему поляризация имеет такое значение, просто примите, что она существует и является функцией некоторых переменных. И что это за переменные? Почему они материалы и напряженность поля, конечно. Различные материалы поляризуются в разной степени — мы будем использовать греческую букву χ e [хи-суб-е] для обозначения этой величины, известной как электрическая восприимчивость, — но для большинства материалов чем сильнее поле ( E ), тем больше поляризация ( P ). Добавьте константу пропорциональности ε 0 , и все готово.
P = ε 0 χ e E
Электрическая восприимчивость — это безразмерный параметр, который зависит от материала. Его значение варьируется от 0 для пустого места до любого. Бьюсь об заклад, есть даже некоторые причудливые материалы, для которых этот коэффициент отрицательный (хотя я точно не знаю). Константа пропорциональности ε 0 [эпсилон ноль] известно как диэлектрическая проницаемость свободного пространства и будет обсуждаться чуть позже. Пока это просто устройство для того, чтобы заставить единицы работать.
⎡ ⎢ ⎣
С
=
С 2
Н
⎤ ⎥ ⎦
м 2
Н·м 2
С
НАПИШИТЕ ОСТАЛЬНОЕ.
Величина κ [каппа] безразмерна.
Диэлектрическая проницаемость для выбранных материалов (~300 К, если не указано иное)
материал
к
воздух
1.005364
уксусная кислота
6,2
спирт этиловый (зерновой)
24,55
спирт метиловый (древесный)
32,70
янтарный
2,8
асбест
4,0
асфальт
2,6
бакелит
4,8
кальцит
8,0
карбонат кальция
8,7
целлюлоза
3,7–7,5
цемент
~2
кокаин
3.1
хлопок
1,3
алмаз, тип I
5,87
алмаз, тип IIa
5,66
эбонит
2,7
эпоксидная смола
3,6
мука
3 — 5
фреон 12, −150 °C (жидкий)
3,5
фреон 12, +20 °C (пар)
2,4
германий
16
стекло
4–7
стекло, пирекс 7740
5,0
гуттаперча
2,6
топливо для реактивных двигателей (реактивное)
1,7
оксид свинца
25,9
ниобат магния свинца
10 000
сульфид свинца (галенит)
200
титанат свинца
200
дейтерид лития
14,0
люцит
2,8
слюда, мусковит
5,4
слюда канадская
6,9
нейлон
3,5
масло льняное
3,4
масло минеральное
2. 1
масло оливковое
3.1
нефть, нефть
2,0–2,2
масло, силикон
2,5
масло, сперма
3,2
масло, трансформатор
2,2
материал
к
бумага
3,3, 3,5
оргстекло
3.1
полиэстер
3,2–4,3
полиэтилен
2,26
полипропилен
2,2–2,3
полистирол
2,55
поливинилхлорид (ПВХ)
4,5
фарфор
6–8
ниобат калия
700
КТН, 0 °C
34 000
КТН, 20 °C
6000
кварц кристаллический (∥)
4,60
кварц кристаллический (⊥)
4,51
кварц, плавленый
3,8
каучук, бутил
2,4
резина, неопрен
6,6
резина, силикон
3,2
каучук, вулканизированный
2,9
соль
5,9
селен
6,0
кремний
11,8
карбид кремния (αSiC)
10,2
диоксид кремния
4,5
силиконовое масло
2,7–2,8
почва
10–20
титанат стронция, +25 °C
332
титанат стронция, −195 °C
2080
сера
3,7
пентаоксид тантала
27
тефлон
2. 1
антимонид олова
147
теллурид олова
1770
титана диоксид (рутил)
114
табак
1,6–1,7
диоксид урана
24
вакуум
1 (точно)
вода, лед, минус 30 °С
99
вода жидкая, 0°C
87,9
вода жидкая, 20 °C
80,2
вода жидкая, 40 °C
73,2
вода жидкая, 60 °C
66,7
вода жидкая, 80 °C
60,9
вода жидкая, 100 °C
55,5
воск, пчелиный воск
2,7–3,0
воск карнаубский
2,9
воск, парафин
2,1–2,5
вощеная бумага
3,7
ткани человека
к
кость губчатая
26
кость кортикальная
14,5
головной мозг, серое вещество
56
головной мозг, белое вещество
43
головной мозг, мозговые оболочки
58
хрящ общий
22
хрящ уха
47
ткани человека
к
глаз, водянистая влага
67
глаз, роговица
61
глаз, склера
67
жир
16
мышцы, гладкие
56
мышцы поперечно-полосатые
58
кожа
33–44
язык
38
пробой диэлектрика
Любой изолятор можно заставить проводить электричество. Это явление известно как пробой диэлектрика .
Пробой диэлектрика в некоторых материалах
материал
поле (МВ/м)
воздух
3
янтарный
90
бакелит
12, 24
алмаз, тип IIa
10
стекло, пирекс 7740
13, 14
слюда, мусковит
160
нейлон
14
масло, силикон
15
масло, трансформатор
12, 27
материал
поле (МВ/м)
бумага
14, 16
полиэтилен
50, 500–700, 18
полистирол
24, 25, 400–600
поливинилхлорид (ПВХ)
40
фарфор
4, 12
кварц, плавленый
8
резина, неопрен
12, 12
титанат стронция
8
тефлон
60
титана диоксид (рутил)
6
пьезоэлектрический эффект
Произнесите все гласные. Пьезоэлектричество — это эффект преобразования энергии между механической и электрической формами.
Пьезо по-гречески означает давление (πιεζω).
Открыт в 1880-х годах братьями Кюри.
Дешевые пьезоэлектрические микрофоны. Когда поляризованный кристалл испытывает напряжение, это напряжение создает разность потенциалов. Эта разность потенциалов пропорциональна напряжению, которое пропорционально акустическому давлению.
Обратный пьезоэлектрический микрофон представляет собой пьезоэлектрический динамик: зуммер будильника, наручных часов, всевозможные электронные биперы. Когда к поляризованному кристаллу прикладывается электрический потенциал, кристалл подвергается механической деформации, которая, в свою очередь, может создавать акустическое давление.
Коллаген является пьезоэлектрическим. «Когда к [костному] коллагену прикладывается сила, генерируется небольшой постоянный электрический потенциал. Коллаген проводит ток в основном за счет отрицательных зарядов.
Заточка топора, обзор основных способов, пошаговые инструкции
Закалка топора в домашних условиях
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки». Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки. В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному. В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части. И является гарантией того, что при работе не лопнет обух или не отломается полотно.
Лучший топор для рубки мяса
Этот вид предназначен для рубки мяса и костей. В домашних условиях его можно заменить обычным многофункциональным, но вот профессиональные мясники не могут обойтись без такого инструмента.
Он идеально подходит для разрубания туш в кафе и ресторанах. Справиться с ним может только мужчина.
Профессиональное изделие для рубки мяса имеет немалый вес, широкое лезвие и высокую плотность стали (крупные производители используют легированную сталь). Топорище чаще всего изготовлено из дерева.
Основные плюсы:
тяжелый вес позволяет легко разрубать самый неподдающийся материал;
лезвие затачивается под острым углом, что облегчает работу с мясными тушами;
высокий запас прочности;
долговечный.
Минусы:
классический вес более 3 килограмм требует применения большой физической силы;
деревянное топорище со временем рассыхается.
Рейтинг моделей:
“Мясоруб”. Самый популярный среди мясников. Инструмент имеет кованое лезвие из высокопрочной стали, что исключает появление сколов и царапин. Рукоятка покрывается слоем лака, обеспечивающим защиту от преждевременного рассыхания.
“Мясник”. Его можно отнести к самым легким. Средний вес чуть более 2 килограмм, лезвие полукруглое и имеет антикоррозийное покрытие.
“Труд” ВАЧА S901. Он не имеет конкурентов в номинации “самая проверенная модель”. Производитель выпускает его практически без изменений с 1950 года. Топор имеет деревянную рукоятку и кованое лезвие с высоким качеством стали.
ГОСТ 18578 – 89 Топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор. Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска — 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Как выбрать топор
При выборе топора в первую очередь нужно определиться с видом инструмента. От этого будет зависеть ряд характеристик, на которые следует обратить внимание при покупке.
Режущая часть головки может быть разной ширины:
узкая;
средняя;
широкая.
Вес инструмента имеет важное значение. Тяжелый топор будет хорошо рубить бревна, но работать им долгое время невозможно. Малый же вес потребует больших человеческих усилий при незначительной силе удара.
Выбор топорища зависит только от личных предпочтений покупателя. Пластиковые ручки не менее прочные, чем традиционные из дерева. А железное топорище с прорезиненной рукояткой, несмотря на серьезный вес, достаточно удобно в использовании.
Важные параметры
Особое внимание при выборе инструмента стоит обратить на следующие моменты:
Форма лезвия. Она может быть закругленной и прямой. Закругленная форма позволяет сделать упор на режущие качества. Второй вариант больше подходит для колки древесины.
Заточка лезвия. Угол заточки менее 40 градусов позволяет топору глубже проникать в материал. Такие инструменты идеально подходят для рубки деревьев, но будут очень быстро тупиться.
Угол заточки в 40 и более градусов идеален для колки дров и рубки мяса.
Многие предпочитают комбинированную заточку, когда края более тупые в сравнении с центром лезвия.
Это значительно увеличивает прочность инструмента, особенно в случаях переноса силы удара на край лезвия.
Качество стали. В первую очередь влияет на долговечность инструмента. Фирменная головка обязательно имеет клеймо с указанием марки инструментальной стали. Предпочтение всегда стоит отдавать кованому изделию.
Длина топорища. Короткая рукоятка вынуждает делать работу на вытянутых руках, чтобы увеличить силу размаха. Отдача в руку в этом случае помешает долгой и продуктивной работе.
Идеальное топорище должно соответствовать длине руки от плечевого сустава до запястья. Таким инструментом очень легко и комфортно работать.
Толщина топорища. Топорище должно удобно помещаться в руке. Если пальцы вокруг него не смыкаются, то однозначно можно готовиться к травмам во время работы.
Второстепенные параметры
Место покупки. Зачастую инструменты в крупных строительных магазинах стоят дороже, чем на рынках. Хотя на качестве это никак не отражается. Разница в ценах на инструмент одного и того же производителя может составлять 15-20%.
Цена инструмента. Если хозяин топора планирует пользоваться им практически ежедневно, то стоит задуматься о покупке хорошего и дорогого инструмента, который быстро окупит себя.
Но если предполагается использовать его от случая к случаю, то покупать дорогую модель нецелесообразно.
Активная реклама от продавца. У каждой модели есть плюсы и минусы, которые приходится учитывать, планируя покупку.
Отжиг
Итак, приступаем к термообработке. Первая операция называется отжиг. Перед закалкой топора или любого другого инструмента необходимо выполнить отжиг. Отжиг — это своеобразное обнуление структурной памяти металла. Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит.
Дело в том, что сталь, так же как и железо, перестает магнититься при температуре 768 градусов. По мере нагрева магнитом проверяем магнитится ли сталь. Когда магнит перестанет приставать к стали, это значит, что температура нашего топора превысила 768 градусов и больше нагревать его не нужно. Запоминаем цвет свечения для температуры 768 градусов. Он называется красно-бордовый. Это знание нам понадобится при закалке, которая производится при температуре 800-830 градусов, что соответствует переходу от темновато красного к красному цвету. На экране вы видите таблицу цветов каления и побежалости для углеродистой стали.
Хочу обратить ваше внимание на то, что камера искажает реальный цвет, делая его светлее. Итак, требуемая для отжига температура достигнута. Угли сдвигаем подальше от топора, печь закрываем, задвигаем главную задвижку и оставляем часов на 10. Пусть топор остывает вместе с печью. В процессе отжига улучшается микроструктура металла, снимается внутреннее напряжение и уменьшается твердость. После остывания отожженная сталь становится мягкой и легко берется напильником.
Закалка
Следующая операция термообработки – закалка. Как я уже говорил, закалка стали марки У7 производится при температуры 800-830 градусов. Нагревать топор можно на костре, в буржуйке или кирпичной печи. Как только металл перестанет магнититься, ждем еще несколько минут, а затем приступаем к закалке. Закалка производится в двух средах. Первая среда, это вода, подогретая до 30 градусов. Вторая – масло. В воду мы окунаем лезвие топора на 3-4 сантиметра. Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.
Лезвие после закалки получилось очень твердым, а значит и хрупким. Поэтому, путем отпуска его нужно будет сделать более мягким и пластичным. Для того, чтобы хорошо видеть цвета побежалости во время и после отпуска, зачищаем топор проволочным кругом. Вот, что имеем в итоге.
Правила ухода
Правил несколько:
Поверхность металла после термообработки чёрная. Образуется слой оксидов, который предохраняет инструмент от коррозии. Снимать чернение шлифовальными кругами «для красоты» нельзя. Блестеть должен только рабочий край лезвия после заточки.
Перед длительным хранением голову смазывают маслом. Опытные плотники не рекомендуют использовать для этой цели машинные смазки. Они используют касторовое, льняное или вазелиновое масло. Голову после смазки протирают – тонкой плёнки достаточно для защиты от ржавчины.
Инструмент не должен долго лежать на земле, на бетонном полу или стоять возле стенки. Нарушается геометрия топорища. Поэтому его подвешивают. Деревянную часть пропитывают маслом, чтобы древесина не усыхала.
Как правильно точить топор
На производстве выведение геометрии режущей кромки производят на гриндере. Это ленточный шлифовальный станок. На абразиве такой формы легче формируется выпуклая режущая кромка.
В процессе работы топором достаточно регулярно править режущий край мелкоабразивным бруском. Угол, заданный при заточке на производстве, не нарушают.
Для универсальных топоров угол заточки 20-30 градусов, для плотницкого инструмента – 35 градусов. Сталь достаточно твёрдая, чтобы долго хранить заточку.
Если требуется восстановить режущую кромку и ликвидировать сколы, используют электрическое точило. Болгарка для этой цели не подойдёт.
Очень важно сохранить угол заточки. Работают на низких оборотах, чтобы избежать биения лезвия и сильного нагрева металла. При повышении температуры меняется структура закалённой стали, и лезвие утрачивает твёрдость.
Для охлаждения подводят воду или делают перерывы в работе.
Технология заточки топора.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке. Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов. Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.
Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.
Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Видео:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.
Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Закалка с самоотпуском
Еще один способ закалки инструмента — это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет. Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов. А для окончательного охлаждения топора она нагрета до 50 градусов.
Кузница Леонида Васильева кованый кулачный топор
Описание
Отзывы (0)
Характеристики
Производство
Россия, Нижегородская обл., г. Павлово.
Материал клинка
ШХ15
Кованый
Да
Обработка
Полировка
Твердость
56-58 HRC
Материал рукояти
Дерево ясень
Полная длина (мм)
230
Длина клинка (мм)
141
Толщина клинка (мм)
31. 4
Ширина клинка (мм)
150
Длина рукояти (мм)
155
Толщина рукояти (мм)
24
Конструкция
Всадной монтаж
Ножны/чехол
Чехол из натуральной кожи
Комплектация
Топор, чехол
Примечание
Не относится к холодному оружию.
Написать отзыв
Ваше имя:
Ваш отзыв
Внимание: HTML не поддерживается! Используйте обычный текст!
Рейтинг Плохо
Хорошо
Введите код с изображения
Рекомендуемые товары
Рекомендуемые товары
25 000. 00 р.
25 000.00 р.
8 500.00 р.
25 000.00 р.
51 000.00 р.
7 лучших топоров и топориков для кемпинга и выживания
Топор — один из древнейших инструментов, созданных людьми. Несмотря на простоту конструкции — металлическое лезвие (первоначально они были каменными) и деревянная рукоять — топор остался неизменным благодаря своей вневременной полезности. Нержавеющая сталь, баллистический нейлон и пластиковые композиты открыли топор в современную эпоху, в то время как дерево по-прежнему остается лучшим выбором для рукоятей. И хотя профессионалы, такие как фермеры и пожарные, полагаются на топор в повседневной работе, этот инструмент в равной степени подходит для кемпинга и выживания, где его можно использовать для расчистки троп и сбора дров для костра. Независимо от того, для чего вы используете топор, купите качественный, ухаживайте за ним и обслуживайте его, и вы будете уверены, что он прослужит вам всю жизнь.
Лучший универсальный топор
Поясной топор Filson X Brant & Cochran Dirigo
450 долларов в Филсоне
Подробнее
450 долларов в Филсоне
Лучший универсальный композит
Топор Gerber Gear Freescape
47 долларов на АМАЗОН
Подробнее
47 долларов на АМАЗОН
Лучшая универсальная древесина
Малый лесной топор Gränsfors
199 долларов на АМАЗОН
Подробнее
199 долларов на АМАЗОН
27 долларов в Walmart
Лучший для быстрого измельчения
Hults Bruk Arvika 5 Star Racing Топор
229 долларов на АМАЗОН
Подробнее
229 долларов на АМАЗОН
Лучший топор выживания
Off Grid Tools Survival Axe
50 долларов на АМАЗОН
Подробнее
50 долларов на АМАЗОН
225 долларов США В ДУЛУТ ТРЕЙДИНГ
Лучший топор для метания
CRKT Вудс Чоган Т-Хок
62 доллара на амазонке
Подробнее
62 доллара на амазонке
Загрузи больше
Показывай меньше
Поясной топор Filson X Brant & Cochran Dirigo
Ручная работа в штате Мэн, 25-градусная головка из углеродистой стали 1050 и 17-дюймовая рукоятка из гикори изготовлены с использованием традиционных методов ковки и закалки. 1900-е годы. Его размер находится где-то между топором и Гудзоновом заливе — достаточно большой для большинства работ, но не громоздкий для мелких мастеров с топорами, таких как я.
Blade: 1050 carbon steel axe head
Handle: Hickory
Sheath: Leather
Overall length: 17 inches
Weight: 1.75 pound head
Origin: USA
Топор Gerber Gear Freescape
Gerber’s Freescape Hatchet — это современная версия классического топора для дикой природы. Топор сочетает в себе кованую сталь с легкой и прочной композитной ручкой, оснащенной цепкой (и яркой) формой. Эти прочные материалы в сочетании с лаконичным дизайном и инновационной оболочкой делают Freescape подходящим вариантом как для повседневного использования, так и для поездок в отдаленные районы.
Клинок: Кованая сталь
Ручка: , заполненный стеклянными нейлоном
Общая длина: 17,3 дюйма
Вес: 32,6 ОУНС
8
8
8
8
8
8
8
8
. Топор
Gränfors Bruks — одна из трех оставшихся в Швеции кузниц топоров, история которой восходит к началу 20 века через сложную сеть семейных и деловых связей. Компания продолжает выковывать топоры высочайшего качества вручную, уделяя особое внимание деталям и экологичности. Несмотря на свои размеры, Малый лесной топор создан для обрезки сучьев и валки деревьев. Кузнецы в Gränfors Bruks выковывают каждую головку топора из специального сплава углеродистой стали и штампуют на ней свои инициалы, когда они готовы. Это, а также рукоятка из орехового дерева и ножны растительного дубления делают малый лесной топор достойной семейной реликвии рабочей лошадкой.
Blade: Carbon-steel alloy
Handle: Hickory:
Sheath: Vegetable-tanned leather
Overall length: 19 inches
Weight: 32 ounces
Origin : Швеция
Ручной топор SOG
«Бюджет» не обязательно должен иметь негативный оттенок; Ручной топор SOG является тому доказательством. Выкованный из нержавеющей стали 420, ручной топор имеет прочную конструкцию с полным хвостовиком и короткую рукоять из стекловолокна с шкалой G10. Топор создан для выполнения таких задач в кемпинге, как подготовка растопки, обрезка веток и забивание кольев, а его длина составляет чуть более 11 дюймов, а вес — 18,6 унции. пакет.
The Five Star уже неоднократно зарекомендовал себя; он производится шведским производителем топоров Hults Bruk уже 50 лет. В 2018 году Arvika дебютировала в США. 32-дюймовый двуручный топор предназначен для быстрой работы даже с самыми твердыми породами дерева благодаря 5,5-дюймовой стальной головке, выкованной вручную в литейном цехе, работающем с 17 века, и красивой ручке из орехового дерева. Arvika рассчитана на долгие годы, а ее 4,5-фунтовая головка может быть профилирована и настроена теми, у кого есть навыки и инструменты для этого.
Blade: Swedish steel
Handle: Hickory
Sheath: Leather (sold separately)
Overall length: 32 inches
Weight: 5.2 pounds
Origin: Швеция
Off Grid Tools Survival Axe
Off Grid Tool представляет собой топор выживания, который привносит новую глубину в категорию многофункциональных инструментов. Топор выживания включает в себя 31 функцию топора в стиле топора, который поместится в любой рюкзак или сумку от насекомых. Есть термообработанное лезвие топора с возможностью повторной заточки, которое ожидается, но есть также молоток, ленточный резак, ключ для отключения газового клапана и запирающее шестидюймовое сменное лезвие Sawzall, способное резать металл. Эти дополнения (и многое другое) делают Survival Axe отличным многоцелевым инструментом, но с конструкцией из нержавеющей стали марки 420 с почти полным хвостовиком и нейлоновыми рукоятками это тоже отличный топор.
Клинок: 420 нержавеющая сталь
Ручка: Nylon
оболочка: Nylon
Общая длина: 11,5 дюйма
: .
Лучший топор Гудзонова залива
Топор, висящий на стене, может внести деревенский акцент в любой интерьер. Но если для того, чтобы заявить о себе, нужно использовать топор, это должно быть сделано с помощью качественного наследия. Топор Hudson Bay от Best Made Co. основан на классическом американском образце и дополнен рядом современных расписных ручек. И если есть работа, которую нужно сделать, Гудзонов залив отлично справляется с бревнами и кустами благодаря узкому профилю и двухфунтовой головке из углеродистой стали 5160.
Blade: 5160 Углеродочная сталь
Ручка: тонкозерна Аппалач Хикори
Шат: кожа
. Происхождение: США
CRKT Woods Chogan T-Hawk
Нет ничего более приятного, чем глухой стук стали, когда она вонзается в дерево, а лучшим топором для стрельбы по мишеням является томагавк с прямым древком. CRKT работала с Райаном Джонсоном из RMJ Tactical над созданием этого топора из гикори из углеродистой стали 1055. Голова Chogan выкована, чтобы выполнять все задачи по рубке, и оснащена обухом, идеально подходящим для забивания гвоздей и кольев для палаток, что делает его удобным инструментом в бэккантри.
Blade: 1055 Углеродистая сталь
Ручка: Теннесси Hickory
оболочка: Lether (продается отдельно)
Длина: 19. 1 дюйма
9494949495 . : Китай
20 лучших топоров 2022 года
Несмотря на то, что топоры не так полезны в повседневных ситуациях, они по-прежнему являются удивительно удобными лезвиями, когда предстоит приключение на свежем воздухе. И хотя тип предмета может показаться довольно простым — металлическая головка с острыми краями, прикрепленная к длинной ручке, идеально подходящей для раскачивания — на самом деле есть несколько подкатегорий с дизайном, модифицированным для конкретной цели, и каждая подкатегория может похвастаться множеством доступных опции.
Если вы ищете свой следующий топор, вы попали по адресу. Мы не только сузили выбор до 20 лучших вариантов, но и разделили их по типам. Таким образом, вы можете быть абсолютно уверены, что получаете лучший топор для работы — будь то рубка листвы, рубка дров, помощь в палаточном лагере или даже если у вас есть что-то более тактическое. в уме. Это 20 лучших топоров на все случаи жизни.
Валка
Рубка деревьев
Вероятно, самая узнаваемая форма топора, эта категория предназначена специально для рубки деревьев — отсюда и название. Этот стиль характеризуется удлиненными двуручными рукоятками, соединенными с большими, обычно стальными топорами с широкими лезвиями, идеально подходящими для боковых рубящих движений. Как и все топоры, они достаточно универсальны, но отлично проявляют себя, когда дело доходит до резких горизонтальных дугообразных движений. Древесина!
Fiskars 375581-1001 Рубящий топор
Гладкий и простой, а также экономичный топор Fiskars Chopping Axe, который вы видите здесь, хорошо сбалансирован для мощных ударов; имеет прочную головку из кованой стали, соединенную с запатентованной синтетической ручкой FiberComp; и он был построен с усовершенствованной геометрией головки, специально разработанной для обеспечения более глубоких и эффективных разрезов при каждом взмахе. Вы не получите такого же исключительного качества, как подношения ручной ковки от мастеров-кузнецов, но вам также не придется платить непомерные цены, которые могут втрое или более превышать стоимость этого подношения. Для надежного и недорогого топора вы можете доверять этому варианту.
Голова: закаленная сталь. Например, деревянный многоцелевой топор Husqvarna может похвастаться прочной головкой из кованой стали, соединенной с длинной изогнутой ручкой из цельного дерева гикори. Это простая классика, но она была создана для повторяющихся качаний и должна служить вам долгие годы, если вы будете правильно за ней ухаживать. Он также поставляется с простым кожаным чехлом для лезвия, когда вы хотите спрятать его между сезонами. Сделанный в Швеции, этот топор для рубки непритязателен, но он определенно поможет вам выполнить работу.
Голова: Сталь ручной работы Ручка: Hickory Длина: 26 ″
Покупка: $ 90
1844 Helko Werk Germancy Vario 20003999
HANDMADE HADSMADE HADSMADE в Германии. сильно отличается от некоторых других традиционных предложений, но для этого есть веская причина. Видите ли, этот рубочный топор, изготовленный из комбинации высокоуглеродистой стали C50 и американского дерева гикори класса А, может похвастаться запатентованной конструкцией головки с болтовым креплением. Для тех, кто ведет счет, это означает, что вы можете заменить наконечник топора, когда он подошел к концу, на совершенно новый, и, таким образом, ваш рубящий топор полностью обновит свою рубящую силу. Большинство топоров рассчитаны на долгие годы. Этот, с продуманной конструкцией сменных головок, прослужит гораздо дольше.
Голова: C50 Высокая углеродная сталь Ручка: Американский Hickory Длина: 30 ″
Покупка: $ 152+
Следующий топор (любой), Совет Инструмент обязательно должен быть в вашем списке брендов для рассмотрения. На самом деле, они делают одни из лучших режущих инструментов, ориентированных на использование на открытом воздухе, без исключения.
Американский топор Velvicut Premium American Felling Axe прекрасно иллюстрирует это с его деревянной рукоятью из американского гикори, топором из американской стали 5160 и силуэтом, который каким-то образом восходит к прошлому и выделяется среди своих собратьев в традиционном стиле. Это немного дороговато, но это именно тот топор, который вы можете передать своим детям, а они, в свою очередь, могут передать его своим детям где-то еще в будущем.
Голова: 5160 Американская сталь Ручка: Американский Hickory Длина: 32 ″
Покупка: $ 182
Gränsfors American Felling Axe Axe
считает это на самом деле не так, что это на самом деле, это не так, что это на самом деле. И хотя большинство профессиональных лесорубов перешли на бензопилы, все еще есть ремесленники и рабочие, которые предпочитают традиционные инструменты, особенно если им нравится участвовать в профессиональных соревнованиях по резке дерева. Американский топор Gränsfors был разработан для таких людей. Здоровенный рубящий инструмент с широкой режущей кромкой 11,5 см, стальной головкой ручной ковки и длинной ручкой из американского дерева гикори. Почти в два раза тяжелее традиционного скандинавского лесного топора, этот тяжелый удар настолько же здоров, насколько он эффективен при валке даже самых больших деревьев в лесу.
Голова: Стальная сталь : Американский Hickory Длина: 31 ″
Покупка: 214
Пакет
A Best Friend
. Как указывают на имя. чтобы поместиться в, на или рядом с рюкзаком для активного отдыха. Это может быть походный рюкзак, автомобильный комплект для кемпинга или даже седельные сумки для лошадей. Самое главное, что эти инструменты для измельчения, как правило, меньше по размеру и часто могут использоваться одной рукой. Как правило (хотя это не является жестким правилом), походные топоры также изготавливаются из традиционных материалов, таких как сталь и дерево.
Топор Estwing Camper’s
Одному из немногих брендов, которые до сих пор производят свои ручные инструменты в США, Estwing удается блестяще сочетать качество и стиль с экономичностью. Их Camper’s Axe, который вы видите здесь, не является исключением, его стоимость составляет менее 40 долларов, но он по-прежнему имеет конструкцию из кованой стали и запатентованную ударопоглощающую рукоятку в виде молотка с когтями, которая может защитить ваши руки до 70% вызванных вибраций. по удару. Кроме того, он поставляется с собственным чехлом, имеет длину всего 16 дюймов (что делает его идеальным для крепления рюкзака) и почти идеально сбалансирован для легких и эффективных замахов.
Голова: Американская стальная сталь с падением Ручка: Запатентованная шоковая синтетический Длина: 16 ″
Покупка: 39
Графио. или нет, феномен скейтбординга 90-х Джефф Роули. Как оказалось, у Роули отличный вкус и склонность к производству отличных инструментов для повседневного ношения и активного отдыха, особенно с лезвиями.
Их метко названный Hatchet не является исключением, он может похвастаться ручкой из цельного американского дерева гикори, соединенной с головкой из высокоуглеродистой стали 1060, что идеально подходит для превосходного удержания режущей кромки. Этот красивый рюкзак длиной всего 13,5 дюймов и весом 2,5 фунта является идеальным компаньоном для приключений на открытом воздухе и доступен в трех цветовых решениях — все по той же цене 9 долларов.9 ценовая категория.
Голова: Drop-Forged 1060 Высокая углеродная сталь Ручка: Американский Hickory Длина: 13,5 ″
Покупка: 99
Hult бренд, имеет историю, которая восходит к 1697 году. Фактически, литейный завод, в котором находится их штаб-квартира, постоянно работает с момента их основания. Таким образом, они, безусловно, кое-что знают о создании исключительных инструментов для измельчения. Если вам нужно дополнительное подтверждение, просто проверьте их Almike Hatchet, который вы видите перед собой.
Он выкован вручную из шведской стали и соединен с прочной и красивой ручкой из американского гикори, обработанной льняным маслом. Он также оснащен традиционным кожаным чехлом и весом 2 фунта 12 унций идеально подходит для прикрепления к рюкзаку для любых приключений в дикой природе и / или использования для выживания.
Голова: Сталь с ручной работы Ручка: Американский Hickory Длина: 16 ″
Покупка: 139
сделанный Советом Инструмент Velvicut Premium Saddle Axe, который вы видите здесь: он имеет головку с двойными режущими кромками. Это означает, что, пока вы находитесь на тропе, если ваша режущая кромка немного затупится из-за обрезки растопки или расчистки кустарника, вы можете просто перевернуть ее, и вы получите удвоенную мощность измельчения. Две кромки отшлифованы под разными углами — 32° и 25° — так что вы можете выбрать ту, которая больше подходит для любой работы, которую вы выполняете лицом вниз.
Это означает, что вы не получаете дополнительного преимущества от наличия плоской стороны для забивания кольев в землю, но вы всегда можете просто повернуть топорик боком в крайнем случае и получить в основном тот же результат.
Голова: 5160 Сталь Ручка: Американский Hickory Длина: 16 ″
Покупка: $ 140
Tops Knives Grandpa Axpa
Вы можете подумать, что инициативно, инициировано, инитно, что Tops Knives. немного неправильно назвал. В конце концов, это полностью современный инструмент для измельчения, созданный из комбинации стали 1095 с механической обработкой и брезента Micarta. Тем не менее, в этом сценарии вы на самом деле дедушка, так как этот превосходный вертолет, подходящий для кемпинга, был построен прочным и достаточно прочным, чтобы выжить в течение нескольких поколений использования — это означает, что вы в конечном итоге передадите его своим детям, а они, в свою очередь, , передайте это своим. Он также идеально подходит для ношения в рюкзаке, поставляется с кожаным чехлом и был написан никем иным, как генеральным директором TOPS и легендарным дизайнером Лео Эспинозой.
Голова: 1095 Стальная Ручка: Micarta Длина: 11 ″
Покупка: $ 200
Разделенные
Принваживание. базовый формат — длинные ручки с довольно массивными металлическими головками. Однако головки этих топоров, как правило, имеют больший объем и более узкое лезвие. Как вы можете себе представить, это делает их идеальными для колки дров с помощью вертикальных взмахов двумя руками с большой силой за ними — как из-за взмаха пользователя, так и из-за силы гравитации. Как и в случае с рубочными топорами, вы можете использовать их для других целей, но их основная цель заключается в том, где они действительно сияют.
Суперколун Fiskars
Поскольку компания Fiskars производит один из лучших недорогих топоров для рубки, неудивительно, что они одинаково хорошо разбираются в колунах. На самом деле, их топоры Super Splitting Axe обладают некоторыми из тех же характеристик, которые делают их рубящие топоры такими превосходными — конечно же, в удобном для колки формате. Это включает в себя закаленную кованую сталь для головы, синтетическую ручку FiberComp и безошибочный минималистский стиль бренда. При 36 дюймах и 5,85 фунта это здоровенный топор, но это то, чего вы хотите от чего-то, сделанного для больших вертикальных махов, способных расколоть эти большие бревна на более удобные дрова.
Другое тщательно современное современное настройки, это уяв. имеет немного более удобный размер — всего 28 дюймов в длину. Тем не менее, с 5-фунтовой стальной головкой и композитной ручкой из стекловолокна, он по-прежнему вполне способен быстро расправиться с вашими будущими дровами. Этому способствует покрытие на головке топора, предназначенное для «улучшения резания», а на весь современный комплект распространяется пожизненная гарантия. Кроме того, если вам нравится стиль этого топора, бренд на самом деле предлагает несколько различных вариантов, выполненных в том же стиле и из одинаковых материалов, так что вы можете собрать полный комплект.
Голова: Сталь с покрытием Ручка: Композит из стекловолокна Длина: 28 ″
Покупка: $ 106
Hold Bruk Bkork Splitting Axe
. Другая исключенная обходная обходная обходная обходная обложка. Производственный бренд, который восходит к концу 1600-х годов — этот классический топор изготовлен из прочного, неподвластного времени сочетания шведской закаленной кованой стали и американского дерева гикори. Это красиво в упрощенном, минималистском стиле, что на самом деле говорит о его функциональности. Это топор, на который приятно смотреть, но он был создан для того, чтобы его использовали снова и снова — до тех пор, пока вы больше не сможете им размахивать.
Голова: шведская сталь Ручка: Американский Hickory Длина: 30 ″
Покупка: $ 109
Barebones Livingi Axe
Penned, и названный после и по имени Genu graince rainder -reaks Живой топор Пуласки — один из топоров с уникальным дизайном и стилем во всем нашем списке, который, вероятно, может быть связан с реальным опытом человека, который его создал. Возможно, две самые интересные вещи в нем — это формат головки и небольшой секрет, спрятанный внутри рукоятки. Во-первых, головка изготовлена из углеродистой стали 1055 и имеет традиционное лезвие топора с одной стороны и горизонтально ориентированную кирку с другой, что дает пользователям некоторые дополнительные функции, такие как возможность сгребать грязь или ломать корни. Второй, скрытый секрет в рукояти, на самом деле представляет собой сердечник из углеродистой стали 1055, который простирается по всей длине рукоятки и обернут буковым деревом, эффективно увеличивая долговечность и долговечность топора.
. Gränsfors Bruk Splitting Maul — здоровенный, красивый двуручный инструмент для активного отдыха, если он когда-либо был. Конечно, у него также есть цена, которая соответствует. При этом это инструмент, который был разработан для использования в течение нескольких поколений, поэтому высокую цену следует рассматривать как разумную инвестицию в то, что вы, ваши дети и дети ваших детей могут использовать. Это подкрепляется сочетанием стали ручной ковки и американского гикори, а также 20-летней гарантией, которая по-прежнему достаточна для того, чтобы покупка того стоила.
Голова: Сталь ручной работы Ручка: Американский Hickory Длина: 31,5 ″
Покупка: 239
ТАКТИЧЕСКИЙ
Doverse & Discreet
TACTICAL
. являются одним из самых сложных для определения жанров режущих инструментов. Как правило, они работают по критерию «вы узнаете это, когда увидите». Тем не менее, есть некоторые вещи, которые явно бросаются в глаза, включая назначение (например, если они были разработаны для использования в военных целях), материалы (ищите передовые материалы для рукояток, такие как Micarta или G10) и возможность упаковки (тактические топоры обычно поставляются в комплекте). с MOLLE-совместимыми модульными чехлами). Отсутствие любого из этих критериев не означает, что топор нельзя считать тактическим, но включение всех четырех почти гарантирует, что вы смотрите на тактический топор.
CRKT Kangee Tomahawk
CRKT Kangee мало чем отличается от традиционного пожарного топора — однако есть некоторые довольно примечательные отличия. Начнем с того, что этот тактический томагавк в разы меньше своих двуручных собратьев, его общая длина составляет чуть менее 14 дюймов. Кроме того, этот стиль и конструкция рассчитаны на более современных пользователей, он может похвастаться лезвием из углеродистой стали SK5 с шипом на обратном конце и дополнительной режущей кромкой наверху для ударов вперед. Он также имеет текстурированную рукоятку из нейлона, армированного стекловолокном, текстурированную для удобного захвата и имеющую эргономичную форму. Наконец, он поставляется с MOLLE-совместимым чехлом для хранения рюкзака в дороге.
GERTRANG Tomahawks, Gerber Downrange компенсирует свои размеры чрезвычайной многофункциональностью. Видите ли, наряду с режущей кромкой, это устройство из стали 420HC имеет здоровенную и функциональную молотковую поверхность на обратной стороне и даже имеет монтировку в виде лома там, где обычно находится навершие, чему способствует вырез в его головке, который действует как ручка для лучшего рычага в работе. Он также изготовлен в США, поставляется с MOLLE-совместимым чехлом и имеет прочное покрытие Cerakote на всех открытых металлических поверхностях.
Голова: 420HC Сталь Ручка: G10 Длина: 19,27 ″
Покупка: $ 190
Spyderco Warrior.
дизайн не вызывает сомнений. И хотя внешний вид Warrior Hawk, безусловно, помогает ему выделиться, сталь D2 и накладки на рукоятке G10 также говорят о его качестве и долговечности. В комплекте с краем в стиле танто, обеспечивающим большую силу прокола, чем с традиционными изогнутыми краями, а также шипом на обратном конце и навершием, которое выполняет двойную функцию в качестве монтировки и точки крепления темляка. Конечно, это необычно, но также эффективно и блестяще построено.
Голова: D2 Сталь Ручка: G10 Длина: 13,6 ″
Покупка: $ 336
RMJ TACTICAL SHIKE TOMAHAWK
. название RMJ Tactical. Больше, чем любой другой бренд, они процветают в области тактических томагавков. И Shrike, который вы видите здесь, является одним из самых лучших предложений бренда, которые они производят в настоящее время. Он оснащен головкой из стали 1075 с полным хвостовиком и шипом в виде топора пожарного, соединенным с цепким и удобным резиновым покрытием рукоятки. Сталь также имеет вольфрамовое покрытие Cerakote для дополнительной прочности, и, хотя она достаточно легкая для использования одной рукой, удлиненная рукоятка позволяет в крайнем случае использовать ее двумя руками.
Голова: 1075 Сталь Ручка: Резина Длина: 15,75 ″
Покупка: $ 480
Winkler wki ax Axe Axe Axe
, пока Winkler wki -wki -wki ax ax ax ax
wki -wki -wki -wki ax ax ax ax ax ax
9003
Winkler wki ax ax ax ax ax ax ax
9003
Winkll вестерна и выглядит как что-то, что мог бы носить орк из
«Властелин колец» , мы заверяем вас, что это очень реальный (читай: не мифический) тактический томагавк, который вполне можно взять с собой в любую миссию или приключение. На самом деле он был разработан для использования вооруженными силами Соединенных Штатов, но был настолько популярен, что они решили сделать версию общедоступной. Он оснащен головкой из стали 80CrV2 с обратным шипом, накладками на рукоятке из микарты и шнуром.
Есть что-то завораживающее в колоколах. Ведь они не просто инструменты для создания звука особого качества и исключительной чистоты. Колокола еще и средство для общения с Богом и людьми. Они как бы привлекают его внимание к событию, происходящему в церкви. Ведь колокольный звон бывает торжественным и траурным, он может сообщать благую весть или просто радовать слух музыкой, которую создает звонарь. Но и не только.
Каждый колокол, сам по себе — это еще и произведение искусства. В небольшом городке Тутаеве на севере Ярославской области есть колокольный завод. Он известен, наверно, на весь мир. Тутаевские колокола звенят в храмах по всей России, в Украине и Казахстане.
13 фото
Фотографии Марка Григоряна
Нет, колокол, конечно, «начинается» не так. Сначала нужны расчеты, нужно на бумаге рассчитать, каким будет новый колокол, потом вырезать лекала, которые и определят его форму. И лишь потом начинается долгий процесс, в ходе которого на ось (стержень) слой за слоем насаживается глина. Причем даже глина здесь особенная — ее вывозят из некоего карьера в Ярославской области. Но не спрашивайте, какого: это секрет тутаевских мастеров.
Владельцем и душой завода является Николай Шувалов. Собственно, он так и называется: Колокольный завод Николая Шувалова. И кто лучше него может рассказать о колоколах и процессе их изготовления?!
На заготовку слой за слоем накладывается глина, причем ее качество постепенно улучшается: она становится все тоньше и тоньше, пока, наконец, на веретене не оказывается вполне «оформленный» колокол. Но глиняный, а не медный. И это пока еще внутренняя поверхность колокола. Потом на стержень надевается другое лекало, по которому «нарезается» внешний профиль будущего колокола. Слой за слоем ложится глина, но уже другого качества.
И на следующей фотографии видны колокола в разной степени готовности.
А здесь видно лекало, приподнятое над глиняной колокольной заготовкой. Лекало двигается вокруг формы, делая более ста кругов в день.
И когда форма готова, на нее накладываются украшения. Это тоже очень кропотливый труд: украшения сначала делаются из пластилина, потом отливаются в специальные формы, из которых происходит новая отливка — на этот раз в воске. И на глиняный колокол накладываются восковые буквы и изображения. Получается примерно вот что:
Когда внешняя форма колокола готова, верхний кожух аккуратно снимается, и под ним оказывается точная копия будущего колокола. Но глиняная. Ее вынимают и уничтожают:
И вот, после более чем двухмесячного труда наступает момент отливки. Сама отливка длится немногим более десяти минут. Ну, для больших колоколов, наверно, около двадцати. Потом металл остывает, и вот он, почти уже готовый колокол!
К нему нужно прикрепить язык. Один из вот таких. А может, и один из этих:
И все, колокол готов.
В него можно звонить. И Владимир Дегтярев, художник и звонарь, делает это с элегантным мастерством:
Каждый колокол обладает своим «голосом» — и чем чище звук, тем ценнее колокол. На некоторых колоколах видны надписи мелом — это ноты, которые они выпевают.
И если присмотреться к небольшому колоколу в центре снимка, то можно увидеть, что на нем написано.
К чести президента надо сказать, что колокол этот вполне скромного размера.
Теги: производство
«Навоз и сусло — главные компоненты». Как льют колокола
https://ria.ru/20180421/1519097477.html
«Навоз и сусло — главные компоненты». Как льют колокола
«Навоз и сусло — главные компоненты». Как льют колокола — РИА Новости, 27.04.2018
«Навоз и сусло — главные компоненты». Как льют колокола
Традициям изготовления колоколов в России больше четырех веков, и почти все они забыты. Только один завод в Ярославской области отливает колокола по старинным… РИА Новости, 21.04.2018
аналитика — религия и мировоззрение, ярославль, тутаев
Аналитика — Религия и мировоззрение, Религия, Ярославль, Тутаев
ТУТАЕВ (Ярославская область), 21 апр — РИА Новости, Антон Скрипунов. Традициям изготовления колоколов в России больше четырех веков, и почти все они забыты. Только один завод в Ярославской области отливает колокола по старинным рецептам. Корреспондент РИА Новости побывал там и увидел все этапы производства.
Колокольные «фьючерсы»
Утро житель провинциального городка Тутаева Николай Шувалов обычно начинает с новостей Лондонской фондовой биржи. От котировок на олово и медь зависит цена на его колокола. «Лет 15-20 назад за колокол давали семь долларов из расчета на один килограмм, теперь — не меньше 30», — объясняет он. Более 20 лет завод Шувалова отливает колокола по уникальным технологиям.
«С 1990 года этим занимаюсь. Почему? Да не знаю, не по моей воле точно», — показывает он пальцем вверх.
Николай Шувалов был алтарником Воскресенского собора Тутаева. И вот однажды настоятель говорит: храму нужны колокола. «Тогда даже кирпичи в дар получить было сложно, чего уж говорить про это. Но мы решили попробовать. Отправились на местный моторный завод. Нас там встретили недружелюбно: «Пришли тут опиум для народа разносить». И все же договорились. Только там сказали, что не знают, как вообще эти колокола лить», — вспоминает он.
5 декабря 2017, 17:28
РПЦ ежегодно открывает до полутора тысяч новых храмов, заявил патриарх
Тогда Шувалов принес кусок от старинного колокола, разбитого еще в 1930-е годы, и чертежи. «Говорю им: берите, изучайте. Спустя полгода возвращают: «Не, ты уж сам разбирайся с этим». Пришлось вникать. И после разъездов по библиотекам, архивам и монастырям Николай устроил колокольный заводик… прямо во дворе своего дома. «Организовать процесс несложно. Поначалу отливал пудовые. Спустя некоторое время нашли помещение, где стали лить по современной конвейерной технологии, — говорит он.
Но когда новые колокола повесили в храме рядом со старинными и сравнили, «новые издавали такой звук, словно бьют по цинковому ведру». Нужно было восстанавливать утраченную технологию. На это потребовалось шесть лет.
«Было очень трудно. Многих литейщиков попросту уничтожили. Известно, что последний колокол отлил на Валдае мастер по фамилии Крючков. За ним приехали из НКВД, и он сбежал в леса. Там и прятался до войны. А потом за ним пришли уже немцы — причем не просто полиция, а гестапо! Не знаю, что им от Крючкова было нужно. В общем, после войны его след теряется», — рассказывает мастер.
Звучание колокола целиком зависит от формовки. На больших заводах формы делают из гипса, что позволяет штамповать колокола: пять дней — и готово, замечает Шувалов. До революции же формы были глиняные. Это более трудоемко, но зато качество звучания в разы выше. И Шувалов обратился к старинным книгам.
«Для формовки нужна правильная глина. Испробовали разную, откуда только ни привозили — даже из Армении и Болгарии. Все не то! Потом задумались: в Ярославле ведь двести лет работал знаменитый на весь мир завод Оловянишниковых, не может быть, чтобы глину возили за тридевять земель, где-то она здесь, рядом. И мы нашли тот самый карьер!» — говорит он.
Однако одной глины недостаточно. Она лишь часть смеси, состав которой в дореволюционное время был «коммерческой тайной» каждого литейщика. Известно, что туда добавляли квасное сусло, коровью шерсть, сено и конский навоз. С навозом пришлось особенно помучиться.
«Пробовали коровий, благо тут его много — не подошел. Отправились на ярославский ипподром, а затем экспериментальным путем выяснили, что конский навоз надо особенным образом выпаривать, потом высушивать и так далее. Отлили колокол — и действительно: все дело в нем. Звон хороший», — объясняет литейщик.
Изготовление колокольного «болвана» на заводе в Тутаеве
Колокола для поп-звезд
В Тутаеве Николая Шувалова знают все. «По сути, мой завод — единственное предприятие в городе. Работы тут нет. Конечно, есть еще дорожники, продавцы. Но крупного производства нет, все рухнуло в 1990-е. Тогда мы выживали как могли. Я вон сельским хозяйством занимался», — рассказывает владелец колокольного завода.
Сам он родом с Урала, а сюда перебрался в конце 1980-х. О причине говорит коротко: «Рыбалку сильно люблю». У Николая есть еще два брата. Они тоже занимаются колоколами.
«Я в семье старший. Средний, Владимир, в какой-то момент решил отделиться от нас — у него заводик на правом берегу. А младший тут, со мной трудится. И еще 35 человек. Все местные», — говорит Николай.
29 июля 2017, 08:00
«Себестоимость — меньше копейки»: как устроена экономика церковной свечки
Колокольный скульптор Всеволод Алаев — один из тех, кто работает на заводе с момента основания. Вся «творческая» часть производства на нем. Издревле колокола принято украшать иконами, орнаментами, различными надписями. Но как это удается?
«Мы используем мягкую резину, на которой вырезаем объемные иконы, буквы и орнаменты. Затем резина заливается воском. В старину вместо нее брали либо глину, либо гипс. Но этим материалам нельзя застывать полностью, иначе воск очень трудно отделить», — рассказывает мастер.
Затем восковые элементы крепятся на фальш-колокол — точную глиняную копию настоящего. Его изготавливают, нанося один слой глины на другой. Малейший дефект или ошибка в каком-либо из слоев — и вся многодневная работа насмарку. После того как фальш-колокол готов, на него сверху налепляют глиняную «рубашку» — кожух. Сам фальш-колокол держится на основании, которое называется болваном. Кожух, болван и фальш-колокол придают изделию не только нужную форму, но и звучание.
«Внешний облик колокола зависит от воли заказчика. Чаще всего они сами присылают чертежи. Хотя однажды нам поступил заказ на колокола для одной крупной митрополии, и владыка сказал, что мы сами должны придумать узор. Как говорится, хочу, но не знаю чего. Я растерялся. Очень долго работал над этим, заказчик вносил кучу правок, постоянные согласования… Но, слава Богу, все очень хорошо получилось», — делится Всеволод.
У мастера есть уже готовые шаблоны самых известных икон. Но нередко приходится изготавливать резиновый трафарет по присланному заказчиком рисунку.
«Однажды из Чехии поступил заказ. Надписи должны были быть из какой-то их средневековой книги. Нужно было точь-в-точь воспроизвести их на колоколе, — говорит он. — А бывает, что просят изобразить и ныне живущих людей. Недавно друг одного известного музыканта заказал небольшой колокол с его портретом».
Все как в кино
Николай Шувалов указывает на металлические каркасы у формовочного цеха. «Они стягивают кожух, чтобы фальш-колокол можно было поднять. Как-то тут были дети и спросили: «Это что, компьютерная модель колокола?» А я, не подумав, ответил: «Да, она».
Формовка занимает больше месяца. Затем фальш-колокол слегка приподнимают. Между кожухом и болваном образуется пространство, куда и заливают раскаленный металл.
В плавильном цеху, полностью заставленном фальш-колоколами, мастер Олег Яковенко командует молодыми рабочими. Заливка длится секунды, но требует слаженных действий четырех человек. Сначала из огромного чана черпается необходимое количество кипящей бронзы.
«Медь и олово должны быть высшего качества. Соотношение такое: 80% меди и 20% олова. Бронза в чане тщательно размешивается, чтобы не образовывались пузырьки. В противном случае в колоколе будут полости, а это влияет на звук и долговечность», — объясняет Яковенко.
Большой ковш с помощью специального крана аккуратно подносят к форме. Двое молодых рабочих прицеливаются — колокол совсем маленький — и быстро выливают кипящий «бульон». «Вира! Вира!» — машет им Яковенко. Затем они переходят к заливке крепежных балок.
«В последнее время к нам приходит молодежь. Не все уезжают, как видите. Мы их тут с нуля всему обучаем, ведь «костяк» скоро на пенсию уйдет», — грустно говорит Шувалов.
Заходим с ним в местное кафе. На стене у барной стойки телевизор. На несколько секунд литейщик замирает, наблюдая, как Остап Бендер в исполнении Арчила Гомиашвили удирает от толпы. «У нас снимали «12 стульев» и многие другие советские и российские фильмы», — показывает Шувалов на экран.
А кроме киношников город еще со времен перестройки облюбовали зарубежные фотокорреспонденты. «О, их тут много! По окрестным селам разъезжают — снимают, как, мол, спивается Россия. Я однажды был на сельском празднике. Еще ничего не началось, а они уже стоят: фотокамеры в сумках — ждут, когда все напьются и пойдут морды друг другу бить. Показывают нас в неприглядном виде американцам и британцам», — возмущается он.
Возрождение традиций
Впрочем, сейчас подобную экзотику отыскать уже сложно. «Жемчужина на Волге», как называют местные свой город, ежегодно привлекает множество туристов — здесь почти у каждой улицы своя история. В прошлом году хотели даже вернуть Тутаеву дореволюционное название — Романов-Борисоглебск. Но большинство жителей проголосовало против.
«Боялись, что документы менять придется. Хотя нам обещали, что этого не случится. Но знаете, как бывает: через несколько лет могут спохватиться», — объясняет местная жительница Марина.
Колокольный завод Шувалова считают здесь одним из мостов между прошлым и настоящим. Особенно это ощущается у самого берега Волги, когда рокот парома сливается с разносящимся по округе звоном с колокольни Воскресенского собора.
«Говорят, знаменитый литейщик Иван Моторин (именно он отлил Царь-колокол, хранящийся в Московском Кремле. — Прим. ред.) родом отсюда. Здесь, на Ярославской земле, производили лучшие в мире колокола. Но в 1918 году все порушили. Традиция литья прервалась, в отличие от того же звонарского искусства», — замечает Шувалов.
Поэтому колокола со «старинным звоном» очень ценят как в России, так и за рубежом. Недавно, например, завод отлил 56 колоколов для Мариинского театра. Тутаевские колокола зазывают богомольцев на службы в православных храмах Грузии, Греции и Болгарии.
«А католики или протестанты у вас что-нибудь заказывали?» — интересуюсь я.
«Не, у них все технологии остались. Почему? Да там большевиков не было, повезло им», — вздыхает колокольный мастер.
Bell Metals: свойства и использование в музыкальной индустрии
Прогуливаясь возле церкви или наблюдая за марширующим оркестром на параде, вы, возможно, слышали низкий звон колокола или удары тарелок. Такие мелодичные вибрирующие звуки создаются благодаря использованию определенного типа металла. Колокольные металлы существуют уже более 3000 лет. Этот тип металла уникален, потому что он должен быть очень твердым, чтобы выдерживать многократные удары другими предметами, такими как трещотки, без образования трещин.
Что такое Bell Metal?
Колокольный металл представляет собой тип бронзы, который содержит около 80% меди и небольшое количество цинка и свинца. Он также содержит около 20% олова. Добавление олова к бронзе жизненно важно для создания резонанса или качества звука, имитирующего вибрирующую струну. Этот тип металла был назван колокольным металлом из-за того, что он широко используется при изготовлении колоколов, используемых во всем мире. Колокола обычно создаются с использованием методов плавки и литья, а также сложных металлургических композиций меди, олова, цинка и свинца, чтобы создать эти музыкальные инструменты с широким диапазоном звуков.
Почему олово играет важную роль в Bell Metal?
В то время как медь является основным металлом в производстве колоколов, олово также играет очень важную роль в качестве звука колокола. С 16 века в процесс литья добавлялись различные количества свинца, цинка и иногда серебра. Однако, когда в процессе литья присутствовало больше этих элементов, звук колокола становился приглушенным, поскольку тон не длился так долго.
Олово обладает уникальным низким демпфирующим свойством. Чем больше олова добавлялось в состав материала, тем дольше вибрировал резонанс. Качество звука колокола было значительно улучшено.
Улучшение качества металла колокола
Если посмотреть на древние колокола, многие из них больше не используются из-за трещин и деформации на поверхности колокола. Эти проблемы могли быть вызваны несовершенными методами литья и плавки в то время, а также получением металлических материалов более низкого качества, содержащих серу и фосфор. По прошествии столетий литье колокольного металла совершенствовалось, чтобы удалить больше примесей. Кроме того, использовались более чистые сплавы меди и олова.
Сегодня колокола с меньшей вероятностью будут трескаться и уставать, вызванные многократными ударами звонка. Усовершенствования сплавов металла колокола также позволяют ему противостоять окислению и повреждениям, вызванным воздействием внешних факторов.
Области применения с использованием колокольного металла
Помимо этого металла, используемого для литья колоколов, колокольный металл используется для изготовления других музыкальных инструментов, таких как тарелки. Его также можно найти в скульптурах, фигурках и столовых приборах, которые в основном использовались в Индии. В ранних европейских странах при производстве пушек использовался колокольный металл, чтобы создать это оружие, способное выдерживать чрезмерную усталость и использовать во время войн.
Популярность металла колокола в таких областях, как музыкальные инструменты и художественное литье, оставалась неизменной на протяжении веков. Он по-прежнему широко используется сегодня из-за его удивительных звуковых качеств. Здесь, в Belmont Metals, мы предлагаем 78% меди и 22% оловянных колоколов производителям и скульптурам. Если вы ищете колокольный металл высокой чистоты или конкретный состав колокольного металла для уникального применения, свяжитесь с нашей командой сегодня для получения дополнительной информации.
Латунь, бронза, никель и хром
Главная > Узнать больше > Латунь, бронза…
Латунь, бронза и родственные сплавы
Большинство конских колокольчиков в Северной Америке, изготовленных за последние два столетия. являются латунными. Некоторые, возможно, были отлиты из бронзы. или других сплавов, но эти колокола являются исключением, а не правилом.
Латунь любой сплав — смесь металлов, содержащий в основном медь, с цинк в качестве второго по величине ингредиента. (1) Другое элементы, такие как свинец, железо, фосфор, никель или оловянный май также быть присутствуют в небольших количествах. Количество любого ингредиента может варьироваться в широких пределах. однако в зависимости от таких факторов, как стоимость, рабочие свойства, цвет, предполагаемая функция и т. д.
Большинство старых колоколов имеют теплый красно-золотой цвет при полировке. в то время как новые колокола обычно имеют характерный желто-золотой цвет. Этот из-за разных сумм меди в используемых сплавах — сплав с большим содержанием меди имеет более красноватый цвет.
Старые колокола могут быть изготовлены из красной латуни или полукрасной латуни, содержащей от 75 до 90% меди. Баланс этих сплавов в основном состоит из цинка, олова и привести. Некоторые современные сплавы красной латуни включают (2,3,11):
томбак ( томбак или тамбак ), известный также как немецкая или голландская латунь , латунный сплав, содержащий около 84% меди. (9) Томпак может быть похож или идентичен сплаву Red Brass.
German Brass не следует путать с German Silver , также известный как никель Серебро , Тутенаг (Индия) и Пактонг (Китай), и под многими торговыми марками. (12) Хотя при полировке он становится серебристо-белым, нейзильбер не содержит настоящее серебро — это любой сплав меди, цинка и никеля. Один тип нейзильбера — сплав 752, который содержит около 64% меди, 17% цинк, 18% никель и след из марганец. (2,3) Никель Серебро часто используется в качестве подложки для гальванических покрытий. Изделия с покрытием с никелем Серебряный база может быть обозначено EPNS : нейзильбер с гальваническим покрытием. (12)
Бронза , как было определено в прошлые века, любая сплав, который в основном состоит из меди с оловом в качестве второго по величине компонента. (1) Небольшие количества других элементов, таких как свинец, фосфор, цинк, железо или марганец май также быть подарок.
Сегодня термин «бронза» также используется для медных сплавов, содержащих мало или без жести. Примеры включают алюминиевую бронзу, марганцевую бронзу и бериллиевую бронзу. бронза. (1) Сплавы меди с оловом часто называют «оловянные бронзы» для более корректной их идентификации.
Колокольная бронза — сплав, используемый для больших открытых ротовые колокольчики, потому что он обладает необычными акустическими свойствами. это смесь 20-25% олова и 75-80% меди с небольшим количеством свинца и др. металлы. Однако состав сплава старых колоколов варьируется от колокола до колокола и даже внутри конкретного колокола. Металлический состав почтенный Колокол Свободы США сильно различается. Это могло ослабить колокол и способствовал его знаменитой трещине. (10)
Коммерчески доступный сплав оловянно-бронзового сплава C91300 может быть сравнимой с колокольной бронзой. Этот сплав имеет около 80% медь, 19% олова и 1% микроэлементов. (11)
Некоторые медно-цинковые сплавы, называемые бронзами, вероятно, правильнее называть латунью. Эти сплавы содержат очень высокие проценты меди. Они включают коммерческую бронзу, сплав 220, около 90% меди. и 10% цинка, и Ювелирные изделия бронза, Сплав 226, около 88% меди и 12% цинка. (1,2,3)
Свойства латунь и бронза
Цвет. Новый, хорошо полированная «желтая» латунь колокольчики обычно имеют яркий желто-золотой цвет. Латунь может казаться красноватой, однако, если цинк имеет были удалены с поверхности металла в результате неправильной очистки агрессивными кислотами. Латунь также может выглядеть красной или розоватой, если это «красная» латунь. сплав.
Бронза может выглядеть точно так же, как желтая латунь, или почти как медь. Цвет зависит от степени окисления поверхности и вида из бронзового сплава.
И латунь, и бронза могут казаться серебристыми, если предмет был покрыт серебристым металлом, таким как никель или хром. Очевидно, что цвет не является надежным способом решения. если твой колокол медный, бронза или другой металл.
Магнитные свойства. Бронза и латунь являются довольно тяжелыми немагнитными металлами. Если колокол притягивается к магниту, это точно не латунь или бронза. Это, наверное, мягко вместо стали или железа. Если ваш колокол немагнитный, но очень легкий, это, вероятно, алюминий, цинк или другой легкий металл.
Звуковой тест. Звук тест, вероятно, лучший способ отличить бронзу от латуни и других немагнитные металлы, если не считать полного химического анализа, но это требует тщательный опыт, чтобы точно отличить бронзу от других металлов по звуку.
Слегка постучите по внешней стороне звонка карандашом, монетой или другим мелким предметом. твердый предмет. Бронза будет иметь четкий, громкий, серебристый звук, который имеет характерный качество звонка. Звук должен сохраняться в течение нескольких секунд перед смертью на более слабый тон, а затем на тишину. Латунь и другие металлы имеют более мягкий, тусклый тон, который затухает быстрее.
Химические свойства. Единственный положительный способ определить металлы в сплаве химическими тестами, такими как спектрографический анализ. К сожалению, это непрактичный или доступный способ для большинства людей. определить Бубен ли конский латунный, бронзовый, или другой сплав.
Золото и серебро покрытие
Покрытие процесс нанесения тонкого слоя металла на предмет с помощью химического реакцией, механическим способом или с помощью электрический ток. Золото и серебро были первыми металлами, используемыми для покрытия.
Механическое покрытие. Золото было механически нанесено на серебра еще в середине 1200-х годов, когда Бартоломей Англикий предупредил, что присутствие пыли, влаги и ветра помешало бы золотой пластине от соединения должным образом с его серебряным базовым объектом. (8) Вермель или же позолоченный объекты были сделаны еще в 1500-х годах опасными процесс амальгамирования (растворения) золота в жидкой ртути. Золото затем амальгама была наклеена на Серебряный. Ртуть удаляют нагреванием. предмет с покрытием до тех пор, пока ртуть не испарится. (6,8)
В начале 1700-х годов серебро наносили на предметы несколькими способами. Листы серебра наплавлялись на нагретый металлический предмет ударами молотка (франц. покрытие) или закрепив листы на объекте жестью припой («Закрыть» покрытие). Оригинальный Шеффилд. серебряная пластина, изготовленная с 1743 по конец 1800-х годов, была создана путем сплавления тонкого слоя расплавленного стерлингового серебра на подложку из меди. (6)
Химическое покрытие. Основной процесс химического покрытия в 1700-х и 1800-х годах было «водяное золочение», при котором очень тонкий «блестящий» слой золота химически связывался с недорогим объекты. (7)
Гальваника. Итальянский исследователь впервые использовал электрический ток в начало 1800-х годов на тарелке драгоценные металлы на предметы. (7) Процесс не использовался в коммерческих целях до конца 1830-х или начала 40-х годов, когда братья Генри Элкингтон и Джордж Ричардс Элкингтон из Бирмингема, Англия впервые запатентовала свои процесс за гальваническое покрытие золотом и серебром. В пределах от 10 до 15 лет коммерческие переработчики, предлагающие гальваническое покрытие золотом и серебром были обнаружены по всей Европе и Северной Америке. (6,7)
Некоторые производители предлагали конские колокольчики с серебряным и золотым напылением. в 1800-х годах, хотя у меня сложилось впечатление, что эти колокола довольно необычные, особенно позолоченные. Гальваническое покрытие стало коммерчески доступным в Северной Америке в в 1850, так что разумно предполагать посеребренные и позолоченные конские колокольчики производились в 1850-х годах и позже.
Покрытие многих старинных конских колокольчиков — серебра, олова, никеля, золото или хром — часто изнашиваются от использования, полировки и времени пока только следы в оригинальный покрытие оставаться.
Никелирование и лужение
Искусство механического напыления олова на другие металлы, в частности на железо, практиковалось веками, но широкое распространение в Европе это производство получило только после 1730 года. (13)
Никелирование впервые было разработано в 1840-х годах немецким ученым Беттгер, отметивший, что покрытие «. ..из-за [его] легкой окисляемости, большой твердости и элегантный внешний вид [был] пригодным для многих применений». (4) Первые патенты США, относящиеся к процессам никелирования, были выданы в 1869 г.и 1878. (5)
Очень часто покрытие колокольчиков саней в основном или полностью изнашивается в результате использования. По нашему опыту, только колокола конца 1800-х годов имеют какие-либо признаки покрытия. Очистка этих оловянных или никелированных колоколов требует легкое прикосновение, чтобы сохранить мягкое покрытие.
Хромирование
Покрытие хромирование было разработано значительно позже никелирования. Информация, которую я нашел так далеко предлагает процесс был впервые коммерчески доступен в Северной Америке в начале до середины 1920 с.
Там Есть несколько типов хромирования, что приводит к различной поверхности заканчивается. Я недостаточно хорошо осведомлен в этом вопросе, чтобы иметь возможность сказать, какой тип покрытия был использовал на лошади колокола. Несмотря на это, хромированные колокола изначально такой же яркий и серебристый, как бампер шоу-кара. Хромирование Однако колокола, которые мы видим сегодня, почти всегда повреждены и тусклые. из использовать а также время.
Те из нас, не специалистов по гальванопокрытию, наверное, могли спутать «яркие никелевое покрытие с хромированием. Я различаю по текстура поверхности. Никелевое покрытие имеет тенденцию стираться равномерно, поэтому поверхность колокольчиков на ощупь гладкие. Хромирование стремится отслаиваться или отслаиваться, в результате чего поверхность колокольчиков становится неровной и грубый.
Ссылки
1. Металлы Словарь . Металл Март. Источник: http://www.metal-mart.com/Dictionary/dictletb.htm
2. Информация о сплаве . Национальный Bronze and Metals, Inc. , Хьюстон, Техас. Источник: http://www.nbm-houston.com/
3. Информация о сплаве . Рэдклифф Проволока. Источник: http://www.radcliffwire.com/alloy_copper.htm
4. История обшивки — Ранние годы. Новый Брансуик Плейтинг, Нью-Брансуик, Нью-Джерси. Источник: http://nbplating.com/
5. Беверли А. Грейвс. Никель Покрытие грунтовкой. Продукция Журнал отделки. 1 апреля 2002 г. Источник: http://www.pfonline.com/articles/040102.html
.
6. Гэри Кирснер. Краткая история пивные кружки. Библиотека пивных кружек. Beer Steins America, Inc. Источник: http://www.beerstein.net/articles/bsj-4e.htm
7. Краткая история гальваники . Металл Arts Specialities, Леонард, Мичиган. Источник: http://www.artisanplating.com/articles/platinghistory.html
8. Алан В. Крамб, доктор философии. Краткая история металлов . Департамент материаловедения и Инжиниринг. Университет Карнеги Меллон, Питтсбург, Пенсильвания. Источник: http://neon.mems.cmu.edu/cramb/Processing/history.html
9. Пересмотренный полный словарь Вебстера. 1913 версия. Источник: http://dict.die.net/
11. Медный сплав База данных: Северная Америка Литейные медные сплавы. Якорь Бронза и металлы, Inc., Кливленд, Огайо. Источник: http://www.anchorbronze.com/alloydatabase.htm
12. Ричард Мервин Леверидж. Нейзильбер, немецкое серебро и родственные им материалы сплавы. Ювелирные изделия и Серебряное общество Оксфорда (JASSO), Абингдон, Оксфордшир, Англия. Источник: http://pages.zoom.co.uk/leveridge/nickel1.html
13. Джордж Рэндалл Льюис. Станнарис: исследование английского добытчика олова.
Сваривание нержавейки — самая трудная задача, поскольку ванна сильно текучая, что заметно усложняет формирование сварных швов. Нержавеющая сталь при нагревании быстро растекается, что вызывает определённые сложности даже со сваркой горизонтальных участков.
По этим причинам для сварки нержавейки требуется опыт, аккуратность и внимательность. Чтобы получить красивый сварной шов, нужно беспрекословно придерживаться данных правил, особенно начинающим сварщикам.
Способы сварки нержавеющей стали
Сварка аргоном и вольфрамовыми электродами.
Полуавтоматическая сварка в газовой среде.
В домашних условиях, как было сказано выше, в основном при сварке нержавейки применяется первый способ. Инверторы есть у многих, а приобрести электроды для сваривания нержавеющей стали не представляет особого труда.
Какими электродами варить нержавейку
Для сварки нержавеющей стали применяются особые электроды, которые отличаются малыми показателями температурных расширений и высоким коэффициентом упругости. Также электроды по нержавейке должны иметь высокую теплопроводность и износоустойчивость, обладать повышенным сопротивлением касательно термической ползучести.
Для сварки нержавейки хорошо зарекомендовали себя электроды ОК 67.60 от всем известной фирмы ESAB. Также для сварки можно использовать ESAB ОК67.60 с рутило-кислым покрытием, которые отличаются легким поджогом и уверенно держат сварочную дугу.
Из отечественных марок электродов по нержавейке, лучше всего использовать электроды ЦЛ-11, либо ОЗЛ-8. Они не такие дорогие по цене, однако, требуют определённой сноровки от сварщика. Часто эти электроды прилипают к металлу и гаснут в процессе сваривания нержавеющей стали.
Как варить нержавейку в домашних условиях
Подготовка поверхностей перед свариванием является главным залогом успеха. Лучше всего заранее удалить с поверхности заготовок любые загрязнения и налёт. После этого их следует протереть растворителем, чтобы избавиться также и от следов жира.
Затем необходимо защитить поверхность нержавейки от налипания сварочных брызг. Для этих целей их следует обработать специальным спреем. Для качественной сварки нержавейки следует запомнить два правила: нельзя перегревать свариваемый металл, и нужно очень требовательно относиться к выбору электродов.
Нюансы сваривания нержавеющей стали:
Варить нержавейку лучше всего на обратной полярности, когда к электроду подведён плюс от инвертора, а на металл идёт минус.
Зазор между свариваемыми заготовками должен быть минимальным.
Нельзя быстро охлаждать сварной шов.
Для охлаждения шва следует использовать медные подкладки. Аустенитную сталь допускается охлаждать водой.
Сварка нержавейки имеет свои особенности, которых лучше придерживаться, чтобы добиться получения качественного сварного соединения.
Поделиться в соцсетях
Сварка нержавейки инвертором
В промышленном производстве довольно часто приходится сваривать нержавеющую сталь. Для этого существует специальная аппаратура с применением аргона, а сам процесс осуществляется дорогостоящими электродными материалами. Такое оборудование отсутствует у домашних специалистов, и тогда на помощь приходит сварка нержавейки инвертором. Здесь существуют свои особенности, требующие специальных теоретических познаний и практических навыков. Тем не менее, при желании, научиться соединять заготовки из нержавеющей стали сможет любой, даже начинающий специалист.
Содержание
Особенности инверторного аппарата
Для того чтобы сгенерировать требуемый сварочный ток на обычной аппаратуре, необходима очень высокая мощность. Этот фактор является серьезным препятствием использованию подобной сварки в бытовых условиях. Прежде всего, ограничения накладываются из-за слабых электрических сетей, рассчитанных на силу тока, не превышающую 30 ампер.
Поэтому домашние мастера предпочитают сваривать нержавейку инвертором. В этих устройствах большие токи достигаются за счет внутренних процессов, путем изменения первоначальной вольтамперной характеристики на входящей разности потенциалов.
Входящий переменный ток изначально попадает в первичную цепочку устройства. Далее происходит его превращение в постоянный ток, движущийся ко вторичной цепочке. Здесь выполняется уже обратная процедура преобразования, и постоянный ток вновь оказывается переменным, но со значительно большей частотой и сниженным напряжением. Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.
При выполнении сварочных работ платы аппаратуры достаточно сильно нагреваются, что вызывает естественные потери мощности и снижение фактического КПД до 85-90%. Сам инвертор тоже сильно нагревается, поэтому работы проводятся в течение короткого времени. Этот параметр определяется как продолжительность включения, устанавливаемая индивидуально для каждой модели. Допустимый период непрерывной работы того или иного аппарата отражается в технической документации. По этим же показателям рабочие контуры устройства обеспечиваются максимально эффективной вентиляцией.
Чтобы сварка нержавейки инвертором была максимально качественной, прибор должен обязательно иметь установленный набор функций:
Форсажный режим. Предназначен для кратковременного снижения рабочего напряжения на электрической дуге с одновременным ростом тока, при котором непосредственно выполняется сварка.
Продолжительность включения составляет не ниже 40-45%.
Кабельно-проводниковые соединения не должны превышать установленные размеры в 5-6 метров. Чрезмерное превышение этого показателя вызовет к существенные потери мощности непроизводительного характера и как следствие – перегрев кабеля.
Показатели рабочего напряжения на входе используются в самом широком диапазоне. Благодаря этой функции, обеспечивается стабильная инверторная сварка нержавеющих стальных конструкций.
Еще до покупки оборудования рекомендуется внимательно изучить техническую документацию. Отсутствие нужных функций сделает невозможной качественную сварку, а некоторые модели вообще не способны соединять заготовки из нержавеющей стали.
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.
Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
Как варить нержавейку инвертором
Большинство домашних умельцев, впервые столкнувшись с инверторным аппаратом, пытаются понять, можно ли сваривать с его помощью нержавеющую сталь в непроизводственных условиях, и на что, при этом, обратить особое внимание.
Что касается непосредственного соединения деталей, то сам рабочий процесс рекомендуется начинать с зачистки и обработки соединяемой поверхности и подготовки ее к сварке. При использовании рассматриваемого материала, она проводится так же, как и перед операциями с обычными низкоуглеродистыми сталями.
Прежде всего нужно сделать следующее:
С поверхности детали удаляются все видимые загрязнения.
Далее с помощью растворителей обрабатываются кромки и поверхности. Таким образом, производится обезжиривание, после которого электрическая дуга становится более стабильной.
Налипание брызг предотвращается путем обильного нанесения на стальную заготовку специального вещества.
В шовном стыке нужно заранее предусмотреть некоторый зазор, обеспечивающий в дальнейшем максимально приемлемую усадку стального материала. Сварка нержавеющих деталей осуществляется током, подключенным с обратной полярностью. Выполняя операцию по соединению, нужно внимательно следить, чтобы проплавление шва было как можно меньше.
Электроды, применяемые для этой процедуры, выбираются малого или среднего диаметра. Толстые электроды применяются лишь при стыковке массивных заготовок. Неправильный выбор нарушит герметичность сварного шва, приведет к появлению в нем раковин, микроскопических трещины и других дефектов.
Качество соединения напрямую связано с силой тока, величина которого должна быть на 20% меньше показателя, применяемого при сваривании стандартных стальных деталей. Дома будет вполне достаточно диапазона от 60 до 160 ампер. Функция плавной регулировки дает возможность максимально точно выставить наиболее подходящий показатель сварочного тока, в зависимости от толщины соединяемых деталей.
По завершении сварочного шва, рекомендуется дать ему некоторое время для остывания, после которого нержавеющей стали будут не страшны любые коррозийные воздействия. Для охлаждения используются медные прокладки, а отдельные марки металлов допускается охлаждать обыкновенной водой.
Какими инверторами сваривать нержавейку
Выбирая инверторное устройство для сваривания нержавеющих деталей, следует обратить особое внимание на следующие показатели:
Рабочий температурный диапазон. Имеет большое значение, поскольку некоторые модели не могут в полном объеме выполнять свои функции, и не в состоянии сварить нержавейку при слишком холодной погоде за пределами помещения.
Сила тока и величина мощности устройства. Для соединений нержавеющих деталей в бытовых условиях, рекомендуется воспользоваться оборудованием с выходным током 180 ампер. Более высокие показатели характерны для моделей сварочной аппаратуры, используемой в профессиональной сфере.
Качество работ не должно снижаться, если номинальное сетевое напряжение отклоняется в пределах 20%.
Дополнительные функции присутствуют в максимальном количестве.
Правильный выбор параметров оказывает прямое влияние на качество сварных соединений. Тем не менее, одних технических характеристик будет недостаточно без электродов, наиболее подходящих для выполнения конкретной работы. Здесь также имеется ряд факторов, которые необходимо учитывать при выборе этого расходного материала, перед тем как сварить детали.
Выбор расходных материалов – электродов
Для того чтобы варить нержавейку инвертором в домашних условиях, обыкновенные электроды совершенно не годятся. Для таких случаев предусмотрены специфические электроды с рутиловым покрытием. Они эффективно удерживают жидкий металл от разбрызгивания за пределы зоны, образуемой сварочным швом. Кроме высококачественной работы, эти материалы обеспечивают безопасность специалиста.
Подобные электроды обладают следующими преимуществами:
Когда выполняется сварка нержавейки электродом с низкой продолжительностью включения, понижается теплоотдача в массив заготовки.
Происходит снижение мощности, необходимой для выполнения сварки.
Экономичное расходование материалов, снижение трудоемкости при зачистке сварных швов.
Снижается глубина и протяженность зоны, подвергшейся термическим изменениям. Это особенно важно при сваривании массивных и толстых деталей и заготовок.
Как сваривать нержавеющую сталь – сварка MIG, TIG и MMA
Есть умение сваривать сталь и есть умение сваривать нержавеющую сталь. Последний, известный своей коррозионной стойкостью и применимостью там, где важна гигиена, легко деформируется при нагревании. Однако его более низкая теплопроводность означает, что тепловая энергия не так быстро рассеивается из зоны сварки, что помогает во время сварки. В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
Можно ли сваривать нержавеющую сталь?
Да, абсолютно. И вы можете сделать это с помощью процесса сварки MIG, сварки TIG или MMA (сварка электродом). Независимо от того, являетесь ли вы новичком в сварке или опытным профессионалом, вполне вероятно, что сварка нержавеющей стали в конечном итоге найдет свое применение в ваших навыках сварки.
Сложно ли сваривать нержавеющую сталь?
Как и все свариваемые металлы, нержавеющая сталь имеет свои особенности и поведение под дугой. Получение наилучших результатов от этого сплава (также называемого нержавеющей сталью или нержавеющей сталью) с минимальным содержанием хрома 10,5% может занять всю жизнь. Наряду с алюминием, это, несомненно, один из самых сложных материалов для сварки.
Однако, если вы только начинаете или регулярно работаете с этим материалом, несколько советов послужат ценным пособием для обучения или полезным напоминанием…
Какая сварка лучше всего подходит для нержавеющей стали?
В этой статье мы опираемся на опыт команды R-Tech, чтобы собрать подборку советов и советов, касающихся трех распространенных методов сварки нержавеющей стали: сварка MIG; TIG-сварка; и ручная дуговая сварка металлическим электродом (ММА). Что лучше для сварки нержавейки? Выбор наилучшего процесса действительно сводится к специфике задачи и качествам, требуемым от готового сварного шва. Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Вредна ли сварка нержавеющей стали для здоровья?
Короткий ответ заключается в том, что сварка нержавеющей стали сопряжена с потенциально серьезными рисками для здоровья – не в последнюю очередь из-за паров кадмия и хрома (Vi). Поэтому необходимы соответствующие меры безопасности, включая местную вытяжную вентиляцию (LEV) и средства индивидуальной защиты (СИЗ) сварщиков, такие как сварочные маски с подачей воздуха .
Сварка нержавеющей стали MIG
Можно ли сваривать нержавеющую сталь MIG?
Опять же, да, вы можете. Во-первых, как и в случае любого другого процесса сварки, убедитесь, что ваш сварочный аппарат MIG правильно настроен для сварки нержавеющей стали.
Мы рекомендуем всегда использовать тефлоновый направляющий канал; это обеспечит хорошую подачу проволоки, а также предотвратит ее загрязнение. Нержавеющая сталь может быть очень устойчива к коррозии, но она также подвержена загрязнению. При сварке нержавеющей стали методом MIG любой ферромагнитный материал (включая загрязнение стальной футеровкой) в сварочной ванне может легко вызвать появление пятен ржавчины на готовом изделии.
Разумеется, перед началом сварки вы также должны убедиться, что ваша горелка MIG находится в хорошем состоянии. Как и при сварке алюминия, может иметь смысл купить горелку большего размера, чем для обычной стали. Поскольку при сварке нержавеющей стали выделяется больше тепла, горелка большего размера лучше выдерживает более высокую силу тока.
Возвращаясь к загрязнению, крайне важно использовать только проволочные щетки и шлифовальные/отрезные диски из нержавеющей стали при работе с нержавеющей сталью.
Помимо уязвимости нержавеющей стали к загрязнению железом, вам необходимо убедиться, что в вашей рабочей зоне нет железной или стальной пыли или любых оксидов железа. Это может показаться тривиальным, но это жизненно важно. Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами.
Далее идет старый фаворит: правильный тип и диаметр проволоки. Как всегда, это зависит от конкретного проекта, поэтому обратитесь за советом.
Еще один совет, которым делятся при сварке алюминия, касается важности зажима и прихватки вашей заготовки, чтобы избежать смещения и деформации из-за растрескивания. Майк Гэдсби, один из торговых консультантов R-Tech Welding Equipment (и опытный сварщик), говорит:
«Подумайте о расположении сварных швов из нержавеющей стали в шахматном порядке, чтобы снизить риск тепловой деформации, вызванной термическими свойствами материала».
Какой газ вы используете для сварки MIG нержавеющей стали?
Как всегда, правильный выбор газа имеет большое значение при сварке MIG нержавеющей стали. Вы можете использовать чистый аргон или смесь аргона и второстепенных газов для улучшения запуска. Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Сварка ВИГ нержавеющей стали
Для сварки ВИГ нержавеющей стали можно использовать только аппарат постоянного тока или аппараты для сварки ВИГ переменным и постоянным током в режиме постоянного тока. Важно убедиться, что мощность вашего аппарата достаточна для сварки нержавеющей стали. Если вы не уверены в возможностях имеющейся у вас машины или покупаете машину для сварки нержавеющей стали, обратитесь за помощью к поставщику машины, в том числе за советом по настройкам сварки нержавеющей стали TIG.
Еще раз повторюсь: чистота – это самое главное при сварке нержавеющей стали методом TIG. Тщательно очистите рабочее место и материал. Как и в случае MIG, если он грязный, используйте проволочную щетку из нержавеющей стали, которая используется только для нержавеющей стали. И если он жирный, всегда тщательно его обезжиривайте. Из-за риска загрязнения железом нельзя быть слишком чистым или слишком осторожным.
Получите настройку горелки TIG для нержавеющей стали. В частности, убедитесь, что рабочий цикл горелки соответствует используемой силе тока. Никогда не срезайте углы; если факел не соответствует задаче, инвестируйте в тот, который подходит.
Не забывайте и о важнейших расходных материалах резака. Крайне важно обратить внимание на подходящую газовую чашу, правильно выбрать тип вольфрама и правильно подобрать диаметр электрода. Поскольку нержавеющая сталь выигрывает от обильного газового покрытия, используйте газовый баллон немного большего диаметра, чем обычно. Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны.
Как всегда, убедитесь, что выбрали правильный стержень для марки нержавеющей стали, которую вы будете сваривать (широко используемые марки включают нержавеющую сталь 316, 308 и 312). Правильная толщина стержня также важна: более тонкая нержавеющая сталь требует более тонких стержней для обеспечения требуемой скорости осаждения. Опять же, это зависит от конкретной работы, поэтому обратитесь за советом к поставщику присадочной проволоки для сварки TIG или производителю. И пока мы обсуждаем наполнительные стержни, обязательно протрите наполнительный стержень, чтобы удалить остатки масла. Это снова чистота и загрязнение… И, конечно же, когда вы свариваете, подождите, пока сварочная ванна не скопится, прежде чем вводить стержень.
Как и при сварке алюминия методом TIG, главное – контроль. Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока.
Рассмотрим импульсную сварку более тонкой нержавеющей стали. Сварка лицевой стороны листа может сильно отличаться от сварки, скажем, кромки того же куска. При сварке TIG нержавеющей стали импульсная сварка помогает уменьшить деформацию за счет минимизации тепла, попадающего в сварной шов, и одновременно оптимизировать проплавление. Если это важно, убедитесь, что ваш сварочный аппарат TIG поддерживает импульсную сварку. Все аппараты R-Tech TIG работают в диапазоне 0,5–50 Гц.
Сварка MMA из нержавеющей стали
Мы рассмотрели сварку MIG и TIG. Теперь кратко коснемся дуговой сварки ММА нержавеющей стали. Это самый простой из трех процессов для настройки (самое главное, выбрать правильный электрод для сварки). Это также самый дешевый способ сварки нержавеющих сплавов. Предполагая, что у вас есть сварочный аппарат с возможностью сварки электродами, все, что вам действительно нужно для начала, — это несколько подходящих стержней. Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
Нержавеющая сталь перемещается на сварочных столах, поэтому обязательно прикрепите ее к заготовке зажимом или прихватками.
Выберите правильный электрод для заготовки (опять же, типичны марки 316, 308 или 312).
Помните, что вам не удастся сварить тонкие листы нержавеющей стали. Многие сварщики борются с нержавеющим листом толщиной менее 2 мм. Все дело в меньшей управляемости дуговой сварки MMA для таких применений.
Тонкий лист может быть проблемой. Но для сравнения, сварка низкоуглеродистой стали с нержавеющей сталью или высокоуглеродистой инструментальной сталью действительно играет на сильных сторонах MMA.
Предварительный нагрев часто помогает при обработке некоторых нержавеющих сталей. Это потому, что это может помочь предотвратить растрескивание. Предварительный нагрев обычно проводят паяльной лампой, кислородно-ацетиленовой или кислородно-пропановой горелкой.
Дополнительные советы по сварке нержавеющей стали
Независимо от того, идет ли речь о сварке нержавеющей стали MIG, TIG или MMA, ваша работа будет только выиграна от последовательного применения полезных советов, таких как приведенные выше. Добавьте качественные расходные материалы и (при необходимости) несколько хорошо подобранных аксессуаров, а затем тренируйтесь, тренируйтесь, тренируйтесь. Вскоре вы освоите сварку нержавеющей стали. Если вы профессионал, который уже там, вы знаете, что мы имеем в виду.
Давайте поговорим о сварке нержавеющей стали
Овладев основами сварки нержавеющей стали, возможно, вы расширите свои навыки для решения особых задач сварки нержавеющей стали с мягкой (углеродистой) сталью или даже для более специализированных применений.
Что бы вы ни сварили из нержавеющей стали, помните, что команда R-Tech всегда готова помочь вам. Конечно, они помогут вам выбрать что угодно, от одной газовой линзы или набора присадочных стержней из нержавеющей стали до сварочного аппарата MIG. Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
Сварка нержавеющей стали — это не проблема. Пока вы используете подходящий сварочный пруток или проволоку для того типа нержавеющей стали, которую вы собираетесь сваривать, все должно быть довольно просто.
Сварка нержавеющей стали не сильно отличается от сварки мягкой стали, поэтому я говорю, что это не имеет большого значения, однако есть несколько вещей, которые стоит отметить.
Нержавеющая сталь не так быстро проводит тепло, как мягкая сталь, поэтому обычно требуется немного меньше энергии.
Нержавеющая сталь более подвержена деформации.
Типы нержавеющей стали
Я мог бы написать книгу обо всех различных типах нержавеющей стали, но для целей этой статьи я остановлюсь только на двух основных нержавеющих сталях Austinetic, с которыми, вероятно, столкнется большинство из нас. .
304/304L — это наиболее распространенная нержавеющая сталь «общего назначения», свариваемая одним из сварочных стержней или проволоки спецификации 308.
316/316L — этот сорт чаще всего используется в пищевой промышленности, например, в промышленном кухонном оборудовании, и сваривается с помощью сварочных стержней или проволоки 316 спецификации.
Типы сварочного прутка или проволоки
Общее правило для сварки нержавеющей стали заключается в том, чтобы сваривать ее с помощью сварочного прутка того же класса, проволоки TIG или проволоки MIG, или более высокого класса. Таким образом, вы можете сваривать нержавеющую сталь 304 с стержнем/проволокой 308 или 316, но вы не должны сваривать 316 с стержнем/проволокой 308.
Сварочные прутки/проволоки марок 308 и 316 часто модифицируют из основного сплава. Эти модификации указаны в базовом номере спецификации, например, наиболее распространены 308L и 316L, буква «L» означает Low Carbon. Многие провода Mig и Tig могут быть 308LSi и 316LSi, что означает низкий уровень углерода и добавление кремния. Добавление кремния сделает расплавленный металл сварного шва немного более жидким и, следовательно, лучше течет.
Процессы сварки нержавеющей стали
Нержавеющая сталь может быть сварена с помощью сварочного аппарата Tig, Mig Welder или Stick Welder, поэтому давайте рассмотрим плюсы и минусы каждого из них.
Сварка TIG — это самый медленный процесс сварки нержавеющей стали, однако в умелых руках он позволяет получить самые красивые сварные швы, а благодаря превосходному контролю деформация может быть лучше уменьшена. Нержавеющая сталь сварена TIG с выходом постоянного тока (DC). Pro = контроль/качество Con = медленный
Сварка MIG — это самый быстрый и, возможно, самый простой процесс сварки нержавеющей стали, который идеально подходит для производственных условий. Сварные швы вряд ли будут произведениями искусства, но если это не важно, Миг — хороший вариант для большинства операторов. Pro = Быстрее и не сложнее, чем сварка Mig для сварки малоуглеродистой стали, никаких модификаций машины не требуется, достаточно катушки проволоки из нержавеющей стали и аргона/углекислого газа. Con = Не подходит для декоративных сварных швов. Ограниченный контроль искажений.
Сварка электродом – сварка нержавеющей стали с помощью аппарата для сварки электродом так же проста, как и малоуглеродистая сталь; во всяком случае, немного легче, так как удилища имеют тенденцию двигаться с приятной мягкой, плавной дугой. Единственное, на что стоит обратить внимание, так это на шлак! Он имеет тенденцию отлетать сам по себе и имеет неприятную привычку попадать вам в глаза. Это ОЧЕНЬ больно (говорю по горькому опыту 🙂 не снимай автокаску, или надевай защитные очки, пока ВЕСЬ шлак не будет удален. Pro = не тверже, чем дуговая сварка мягкой стали Con = не так хороша, как TIG для декоративных сварных швов и потенциально опасного удаления шлака.
Надеюсь, эта статья оказалась для вас полезной. Если у вас все сложится хорошо, не стесняйтесь опубликовать несколько фотографий своих достижений на нашей странице в Facebook.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий.
Евгений Патон родился 4 марта 1870 года в Ницце (Франция). По другим источникам родился 5 марта. Отец – Оскар Петрович Патон (1823-1893), русский консул в Ницце, в прошлом военный инженер, капитан лейб-гвардии Конно-пионерного дивизиона. Мать – Екатерина Дмитриевна Патон (в девичестве Шишкова), дочь штабс-ротмистра. Дед – Петр Иванович Патон, генерал от инфантерии, был сенатором Российской империи.
Евгений Патон сначала получал домашнее образование с учителями, которые приходили для уроков на консульскую виллу. По традиции все сыновья в роду заканчивали Пажеский корпус. Там же учились его старшие братья.
Однако Евгения тянуло к точным наукам, и отец поддержал его стремления. Мальчика отдали сначала в седьмой класс реальной гимназии в Германии в Штутгарте. Потом учился в Бреслау, куда его отца перевели из Ниццы тоже консулом. В 1894 году окончил Дрезденский политехнический институт в Германии, инженерное отделение, известное своей мостостроительной научной школой.
В 1896 году окончил Институт инженеров путей сообщения в Санкт-Петербурге. Там же преподавал в 1899-1904 годах. Затем переехал в Киев – его пригласил профессор Зворыкин. В 1904-1938 годах преподавал в Киевском политехническом институте, затем в Киевском строительном техникуме железнодорожного транспорта (ныне Киевский транспортно-технологический колледж).
Страстью Патона были мосты. В 1909-1911 годах по его проекту построен Мухранский мост через Куру в Тифлисе (в 1966 году мост перестроен).
В 1925 году по проекту Евгения Патона в Киеве был создан Мост имени Евгении Бош – с использованием фрагментов прежнего Николаевского цепного моста, взорванного польскими интервентами, однако с совершенно новой конструкцией. Евгений Оскарович Патон создал свою школу мостостроителей. «Меня привлекают не сами по себе точные науки, а возможность их практического применения. Абстрактные числа и формулы – не для меня. Другое дело – увидеть, как эти формулы и ряды цифр воплощаются в строительных конструкциях», – говорил Евгений Оскарович.
В 1929 году основал в Киеве сварочную лабораторию и Электросварочный комитет. В 1929-1933 годах руководил Сварочным комитетом и лабораторией сварки, на базе которых в 1934 году был создан Институт электросварки. В 1929-1938 годах Евгением Патоном проведён ряд первичных исследований прочности и эксплуатационной надёжности сварных конструкций. В этот период Евгений Оскарович Патон сформулировал основные положения по технологическим основам дуговой сварки.
В 1934 году Евгений Патон создал в Киеве Институт электросварки АН УССР, директором которого оставался до конца жизни. Евгений Оскарович впервые в мире разработал комплексную программу развития сварочного производства.
Во время Великой Отечественной войны вместе с институтом Е.О. Патон был эвакуирован на Урал, в город Нижний Тагил.
В 1941-1943 годах Евгений Оскарович разрабатывает технологию сварки специальных сталей, исследует физические основы горения дуги под флюсом, свариваемость металлов, руководит работами по созданию производства сварных труб, сосудов, машин различного назначения, создаёт новый класс сварных конструкций.
Под его руководством в оборонную промышленность внедрены оборудование и технология автоматической сварки специальных сталей, танков, бомб. Внёс значительный вклад в наращивание выпуска танков Т-34 в годы войны за счёт внедрения, сначала на заводе № 183 (г. Нижний Тагил), а затем и на всех остальных танковых заводах автоматической сварки под флюсом.
Автоматы скоростной сварки (АСС) позволили снизить трудоёмкость изготовления корпуса танка Т-34 в восемь раз, а также не требовали от рабочих высокой квалификации, глубоких специальных знаний и больших физических усилий, поэтому автосварщиками могли работать подростки и женщины-разнорабочие.
В послевоенные годы возглавил исследования по созданию научных основ сварки и широкому внедрению сварки в промышленность, созданию и внедрению поточных сборочно-сварочных линий. Был автором и руководителем проектов более 100 сварных мостов.
Среди них – один из крупнейших мостов мира: расположенный в Киеве цельносварной мост через Днепр, известный в настоящее время как Мост Патона. Его начали проектировать еще до войны. Евгений Оскарович предложил доработать проект и при изготовлении металлоконструкций применить разработанное в ИЭС автоматическое сваривание под флюсом. Предложение было принято, и киевский Наводницкий мост должен был стать первым в мире мостом, в котором сварка швов выполнялась бы автоматами.
В 1941 году были произведены первые элементы прогонных сооружений, но война оборвала эту работу.
Патон вернулся к ней только в 1946 году. Работы по сооружению пятипрогонного цельносваренного автодорожного моста через пролив реки Неман были завершены лишь в ноябре 1953 года.
До его открытия Патон не дожил три месяца. В 1946-1953 годах был депутатом Верховного Совета СССР. Умер 12 августа 1953 года. Похоронен в Киеве на мемориальном Байковом кладбище.
В 1954 году на могиле установлен надгробный памятник из бронзы и гранита работы архитектора А. М. Милецкого. Имя Евгения Оскаровича Патона носит Научно-исследовательский институт электросварки, основу коллектива которого составляют его ученики, Днепропетровский техникум сварки и электроники.
Во многих городах есть улицы, названные в честь Евгения Оскаровича Патона. В честь Евгения Оскаровича Патона назван астероид 2727 Патон, открытый 22 сентября 1979 г. Н. С. Черных.
Мемориальная доска в честь Евгения Оскаровича Патона открыта на проходной института ЦНИИТМАШ в Москве.
Очень трудно в это поверить, но Евгений Оскарович Патон — основатель всемирно известного Института электросварки его имени — процесс горячего соединения металлов впервые увидел случайно уже в достаточно зрелом возрасте. Летом 1928 года ученый отправился в командировку на маленький полустанок в степи, где должен был принять мост после капитального ремонта.
Впрочем, и свое звание академика профессор Киевского политехнического института Патон получит отнюдь не за изобретение автоматической электросварки, а как выдающийся, признанный во всей Европе инженер-мостостроитель. Ему принадлежало множество научных работ, в том числе фундаментальный четырехтомный курс «Железные мосты» и более трех десятков реализованных проектов.
А тогда, на том «судьбоносном» мосту Патон, как глава комиссии, сделав замечания по части поручней, очень сердился, что их придется долго переклепывать. Однако прораб применил неожиданное ноу-хау — рабочий в робе, с фанерным щитком и темными стеклышками перед глазами начал короткими выстрелами с яркими вспышками сваривать недоделки на поручнях.
Профессор что-то читал о вольтовой дуге, а вот чтобы видеть… С тех пор началась у Евгения Оскаровича новая жизнь! И это в 58 лет, когда уже следовало бы подводить первые итоги, а не начинать что-то новое! Но плоды это новое направление принесет намного большие, чем вся предыдущая деятельность Патона.
ТАЙНЫ ГЕНЕАЛОГИЧЕСКОГО ДРЕВА
Об этом человеке рассказано немало, да и сам Евгений Оскарович Патон на склоне лет написал внушительных размеров (на три с половиной сотни страниц) книжку мемуаров. Однако и в них он написал не все…
А на тот момент, живя в СССР, Патону — известному ученому, Герою Социалистического Труда, лауреату Сталинской премии, депутату — было что утаивать! Ведь происходил Патон, согласно архивным документам Департамента Герольдии Правительствующего Сената, из старинного дворянского рода, а вдобавок ко всему, крестными родителями у него были… «Его Императорское Высочество великий князь Вячеслав Константинович и Ее Императорское Высочество княгиня Александра Иосифовна, место которой заступила фрейлина графиня Келлер»…
Род Патонов поселился в России на каком-то давнем перекрестке истории. Семейные пересказы объясняли редчайшую фамилию тем, что предков — корабельных мастеров — будто бы вывез из Голландии царь Петр I. Существовали, правда, и другие версии, где в качестве «исторической родины» назывались Франция или Шотландия. А в прочем, не исключали и Германию, потому что когда Евгений Оскарович учился там, то еще имел перед фамилией частицу «фон», указывающую на дворянское происхождение.
Но сами Патоны иностранцами себя не считали, давным-давно перемешавшись кровью с другими родами на земле, которая, Бог знает с каких пор, стала им новым отечеством.
Вот и мать будущего ученого — Екатерина Дмитриевна происходила из семьи штабс-ротмистра Шишкова.
О рождении ее сына, нареченного Евгением, имеется запись в метрических книгах православной церкви в Ницце (эту церковь у самого подножия Альп так и называли «русской») за 1870 год за №2:
«Свидетельство дано 1870 года февраля двадцатого дня (по новому стилю 5 марта) у российского консула отставного полковника гвардии Оскара Петровича Патона, лютеранского вероисповедания, и законной его жены Екатерины Дмитриевны, православного вероисповедания, — оба первым браком — родился сын Евгений, который того же года марта двадцать девятого дня был крещен священником Владимиром Левицким и псаломщиком Феодосием Гуляевым…».
Далее идут данные о его крестных родителях — представителях императорского дома Романовых, о которых мы уже упоминали выше…
К счастью, в годы массовых сталинских репрессий до этого документа не докопались! Ведь из него также явственно следовало, что и отец младенца — Оскар Петрович — был не просто, как написано в патоновских «Воспоминаниях», «бывшим гвардейским полковником», а полковником лейб-гвардии. То есть высоким чином из личной охраны государя! Ну, а дед будущего Сталинского лауреата, Петр Иванович, вообще являлся сенатором Российской империи, генералом от инфантерии. Еще шестнадцатилетним безусым мальчишкой в 1812 году он записался в армию Кутузова: «Вступил в июне в отряд генерал-майора князя Репнина. Был в боях супротив французских войск. В августе сражался под Плоцком, за что награжден орденом Св. Анны 4-й степени».
По семейной традиции всех мальчиков Патоны отдавали на военную службу, преимущественно в гвардейские части. Так и Оскара, рожденного в 1823 году, отвезли в Петербург, в главное (позднее Николаевское) инженерное училище, что со временем откликнется на судьбе его будущего внука Евгения.
Старый генерал ревностно и с любовью следил за успехами старшего сына. Не гусар, не моряк, а орден Святой Анны за Крымскую войну получил! Ждал Петр Иванович Патон, что Оскар, уже полковник, вот-вот потешит отца и генеральскими эполетами. Но тот неожиданно подал рапорт об отставке и поехал на Лазурный берег, в Ниццу, консулом.
Детство у Евгения Оскаровича было обычным для детей из аристократического круга: гувернеры и домашнее образование с учителями, приходившими на консульскую виллу…
Будущее сына Екатерина Дмитриевна представляла себе ясно: старшие ее мальчики учились в Петербурге в Пажеском корпусе, так и Евгению была приготовлена служба при дворе, или, в крайнем случае, занятия помещичьим хозяйством в родительском имении в Денисковичах под Новозыбковом.
Однако консул Оскар Петрович поддержал интерес сына к точным наукам. В Германии Евгения отдали прямо в седьмой класс реальной гимназии. Сперва была учеба в Штутгарте, потом в Бреслау, куда Оскара Петровича перевели из Ниццы также консулом. В выпускном классе и начались главные семейные баталии. Мать продолжала настаивать на Пажеском корпусе, а отец отрезал:
— Я Евгению поперек дороги не стану.
У сына-упрямца мечта уже вылилась в реальные формы: аристократический отпрыск более всего в жизни хотел… проектировать мосты!
НЕМЕЦКИЙ СЛЕД
Документы из германских архивов свидетельствуют: Евгений Паттон (именно так, с двумя „т”) был «внесен в список учеников и слушателей Королевской Саксонской технической высшей школы». Именно там существовала самая на то время серьезная мостостроительная школа. Оказывается, в начале студенческой жизни Евгения Оскаровича был совсем не Дрезденский политехнический институт, как указывал в мемуарах сам академик: в эту «альма-матер» он переедет гораздо позже!
На инженерном отделении Королевской Саксонской технической высшей школы, которое находилось на Линденауштрассе, с 1888 года он слушал лекции таких известных профессоров, как Цойнер, Моор, Френкель. И старался взять от них все, пренебрегая традиционными для немцев развлечениями в винных ресторанчиках, где в сигарном дыму составлялись пари, вызывали на дуэли, а из узкогорлых бутылок рекой лилось вино…
На выпускном курсе Патон пишет в Петербург: позвольте защищать диплом дома, в Императорском Институте путей сообщения. Но Петербург для получения серебряного значка русского инженера предложил Патону снова сесть на студенческую скамью. На целых три года!
В то же время Германия открывала перед талантливым студентом все двери — прославленный профессор Вильгельм Френкель, заведовавший в Королевской школе кафедрой мостостроения и статики строительных сооружений, пригласил Патона к себе ассистентом; одновременно в техническом бюро, занимавшемся перестройкой Гауптбангофа — главного дрезденского вокзала — г-ну инженеру Патону доверили самостоятельное проектирование металлических конструкций («в количестве 62 500 пудов» — уточняет один из архивных документов 1901 года).
А конверты с обратным адресом и печатью российского министерства путей сообщения талдычат все об одном: «Отказать. Поелику противу правил». Дома немецкий диплом не признают!
Прошение на имя царя Патону с унаследованной от отца гордостью стоило немалых усилий над собой. Император Александр ІІІ «милостиво» спустился до неспокойного подданного своей короны. Господину Патону разрешалось снова… стать студентом. И хоть вместо трех лет — один год, пятый курс со всеми надлежащими экзаменами!
В то время Евгений Патон решал дилемму: делать карьеру в Германии или вернуться в Россию, где его ждали лишь «медвежьи углы и ямщицкие тракты»?
АРМЕЙСКАЯ ЛЯМКА
На Рождество 1891 года в научных и душевных исканиях Евгения Патона случился перерыв: как подданному российской короны по закону ему надлежало отбыть военную повинность. Конечно, можно было «открутиться», воспользовавшись связями отца. Но тот, напротив, посоветовал: «Тебе полезнее подышать воздухом родины!» — консул больше всего боялся, чтобы дети не выросли иностранцами…
Так Патон оказался в Киеве, с которым будут связаны последующие пятьдесят лет его жизни.
В военном билете «младшего фейерверкера Евгения сына Оскара Патона» указано: «Билет сей выписан в г. Киеве 1892 года, декабря 22 №1307 (по исходящему журналу)». Номер 39-й — гренадерского роста юноша Евгений Патон — был приписан к 4-й батарее 33-й артиллерийской бригады. Ее зимние квартиры находились на улице Жилянской, а командовал бригадой полковник Ивановский.
Едва студент успел переобмундироваться («Магазин суконной фабрики Штиглица портного Я. Каплера, Крещатик, Пассаж, телефон №352»), как полковник Ивановский скомандовал:
– Завтра выступаем под Белгород. Курская губерния. Испытание батарейных прислуг в действии в зимних условиях. Ясно?
Кто-то из младших офицеров, предвкушавший уже известные рождественские балы, не удержался от вопроса:
– А бал?..
– Бал-с? На полигоне будет вам мазурка с выкрутасом!
«Пребывая на службе, — читаем в военном билете, — обучался: действиям при артиллерийских пушках и верховой езде».
Будущему академику эти умения в жизни не пригодятся. Но именно из Киева уволенный в запас младший фейерверкер привезет в Дрезден не только глубокое отвращение к муштре, но и очень важное для себя (и для отечественной науки) решение — как бы ни уговаривали родственники, знакомые, профессора, он должен вернуться на родину!
ТАЙНА МАТРИМОНИАЛЬНАЯ
В России на изломе столетий разворачивалось грандиозное железнодорожное строительство. В своих мемуарах решение вернуться «к отеческим гробам» Евгений Оскарович обосновывает патриотизмом и перспективами большой, интересной работы. Если это и правда, то не вся…
В «Воспоминаниях» Патона жена впервые упоминается в рассказе о событиях 1913 года: «Все реже и реже ходили мы с женой в гости», и еще через несколько страниц — в тот день, когда белополяки, отступая из Киева, подорвали Цепной мост через Днепр работы Чарльза Виньйоля: «На второй взрыв отозвалась посуда в буфете… Резко отбросив стул, я выбежал на балкон. Моя жена Наталья Викторовна бросилась вслед за мной».
Ну, тут все ясно: Наталья Викторовна — мать Бориса и Владимира, педагог, похоронена на Байковом кладбище рядом с Евгением Оскаровичем. Они поженились уже по возвращении из отставки в начале Первой мировой.
Однако в первый раз жена Евгения Патона упоминается до отставки?! И безымянно! Вот вам и загадка…
Разгадать ее помогли выцветшие от времени документы из Исторического архива (Санкт-Петербурга).
В «Свидетельстве о приписке к роду» Евгения Патона дописано, что в 1893 году января 8 дня младший фейерверкер… венчался!
Произошло это тайно, после демобилизации, перед его отъездом в Германию. В церкви Успения в Нежине под венец с ним пошла Киселевская Евгения Николаевна, вдова отставного капитана. Понятно, скрывать от отца с матерью было что. Ведь речь шла о явном мезальянсе, — невесте-вдовушке на то время был …сорок один год! А молодому лишь двадцать три…
Как жилось этой паре молодоженов, доподлинно не известно. Однако Евгений Оскарович до своего отъезда за границу не сидел сложа руки. Гуляя по киевским кручам вдоль Днепра и в Купеческом саду, он уже тогда мысленно представлял себе изящные ажурные мостики и мосты, которые было бы не худо здесь соорудить!
Впоследствии, уже в 1904 году, одна его мечта воплотится. Мостик, расположенный на головокружительной высоте над Парковой аллеей, был дипломной работой молодого инженера Евгения Патона. Утонченная дугообразная конструкция, соединившая две противоположные кручи парка, стала называться Мостом влюбленных; позже, когда отвергнутые молодые люди принялись сигать с моста вниз на узкую каменную дорогу, сводя счеты с жизнью (из-за неразделенной любви), в народе дали ему другое название — Чертов мостик.
Прочный мост «дожил» до наших дней со всем своим «багажом»: днем — это место прогулок и паломничества гостей Киева; влюбленные здесь назначают свидания и оставляют на перилах «свидетельства» своей юной страсти, а сумрачными ночами здесь порой происходят трагедии…
ЕЕ СИЯТЕЛЬСТВО ВОЛЬТОВАЯ ДУГА
Евгений Патон, без сомнения, жил своей работой и думал прежде всего о мостах. Как инженер, имевший безошибочную интуицию, он понимал: клепаные конструкции уже устарели. И как ученый искал в тупиковой ситуации новые, неординарные пути. Кто-то может сказать: почему же он сразу не взялся за сварку мостов? Очень просто — сварка еще не доросла до того! Необходимо было сначала ее усовершенствовать, из простого подручного средства превратить в механизированный процесс с солидной научной основой.
Так, шаг за шагом, трудами Патона был создан ставший впоследствии всемирно известным и получивший имя своего создателя Институт электросварки. Был сформирован выдающийся коллектив единомышленников, разработаны постулаты целой патоновской школы, затем пошло расширение жизненного пространства вольтовой дуги на судостроение, строительство домен, газопроводов и нефтехранилищ…
А в будущем, уже во времена директорства его сына — Бориса Евгеньевича Патона, наука пойдет еще дальше: будут разработаны высокие технологии получения сверхчистых металлов методом электрошокового переплава, сварка выйдет на космические орбиты и «нырнет» в глубины Мирового океана…
ПРЕМИЯ ПО-ПАТОНОВСКИ
Эту историю Евгений Оскарович также обошел в своих мемуарах.
За три месяца до начала Великой Отечественной войны ему была присуждена Сталинская премия первой степени. Но для новоиспеченного лауреата случившееся оказалось полнейшей неожиданностью, поскольку Академия наук Украины его кандидатуру… не выдвигала.
В институте все бурно поздравляли Патона. Радио без конца повторяло постановление: «За разработку метода и аппаратуры скоростной автоматической сварки». Автосварка под флюсом была революционным изобретением, поскольку открывала в сварочном производстве эру автоматизации. Однако сам именинник приветствия воспринимал мрачно, с оттенком недовольства. Разгадка проста: он считал несправедливым, что премией отмечен лишь он один, а не весь коллектив, участвовавший в разработке!
В 1941 году премию присуждали впервые, и поначалу ее считали такой же персональной наградой как орден. Евгений Патон не мог не понимать, где и как его имя могло попасть в список первых лауреатов. И все же в Москву от него полетело письмо Председателю Совнаркома СССР (им был Вячеслав Молотов) с настойчивым, как в ультиматуме, требованием: справедливость требует исправления ошибки! И приобщен список сотрудников, которые вместе с Патоном бились над созданием автосварки под флюсом…
С ТАКОЙ БИОГРАФИЕЙ ИЗБЕЖАЛ РЕПРЕССИЙ!
Удивительным фактом является тот, что академика Патона с «немного подпорченной» предками биографией «органы» не трогали. Как вспоминали потом его сыновья: «Отец политикой не интересовался, даже газет не читал! Он был весь в науке». Его соседей по ночам забирали «воронки», а он вроде бы и не замечал!
Еще до 1941 года успехи нового Института сделали пылким приверженцем автоматической сварки не кого-нибудь, а самого Хрущева. Тот убедил Сталина в большом значении работы Патона для ускорения социалистического строительства. А после того как Евгению Оскаровичу присвоили Звезду Героя социалистического труда (за сварку танков) власти придумали громкий пропагандистский ход, который должен был продемонстрировать силу коммунистических идей. В 1944 году престарелого академика-героя приняли в партию. Причем непосредственно на Политбюро ЦК ВКП (б), заочно и без прохождения кандидатского стажа. Через много лет такой же трюк проделает и Хрущев, когда после третьей подряд золотой медали на Олимпийских Играх Политбюро примет в члены КПСС конькобежку Лидию Скобликову…
Но Сталина Патон увидит лишь раз и то издали, когда в Большом театре с помпой отмечалось 70-летие великого Вождя и Учителя. Прославленного академика пригласили и на банкет в Кремль. А надо сказать, что спиртного он и в молодые годы не употреблял, но по такому случаю считал неудобным придерживаться своего правила. Или просто предпочел не выглядеть в царских хоромах белой вороной. Ну и пригубил немного вина.
Патону уже под восемьдесят (на девять лет больше чем сиятельному юбиляру). От торжеств он утомился, потихоньку вышел из зала, присел в кресло отдохнуть. И… задремал. Проснулся, когда над ним нависла парочка в гражданских костюмах, но с офицерской выправкой. С двух сторон они твердо взяли старика под руки и препроводили в гостиницу «Москва»…
ПОДВИГ ПАТОНОВЦЕВ
Когда началась Великая Отечественная, Евгению Оскаровичу было за 70 лет, уже «встали на ноги» оба его сына. Но великий ученый вместе со всем коллективом тогда еще очень небольшого Института электросварки АН УССР совершил подвиг! После эвакуации в Нижний Тагил институт разработал и внедрил технологию автоматизированной сварки броневых корпусов танков Т-34; благодаря патоновским автоматам производство бронемашин в Нижнем Тагиле удалось поставить на конвейер.
За годы войны общая длина «патоновского шва» составила 6 тысяч километров! На Курско-Орловской дуге, где в смертельном бою сталь сошлась со сталью, с двух сторон было брошено невиданное количество танков. И как раз накануне в Нижнем Тагиле удалось достичь пика их выпуска. Так что судите сами, что означал вклад Патона и патоновцев в Победу.
О том, какова была степень надежности патоновских бронированных богатырей, поведал директор эвакуированного в Нижний Тагил из Харькова танкового завода №183 (ныне покойный) Юрий Максарев: «Понадобилось расширить территорию «Уралвагонзавода» под цеха для новой, мирной продукции. А возле проходной стоял памятник — танк, «тридцатьчетверка» №35000. 26 мая победного 1945 года, именно в тот день, когда завод был награжден четвертым боевым орденом, она сошла с конвейера просто на пьедестал.
В 1975-м танк этот расконсервировали от заводского смазочного масла, заправили горючим. И своим ходом, будто только что, а не три десятилетия тому назад сошел он с конвейера, ветеран Т-34 поднялся на новый пьедестал возле новой проходной».
Евгений Патон (1870-1953), русский инженер, почтовая марка, Россия, СССР, 1963, Фотография, картинки и права на изображение. Рис. X8N-3376228
Купить это изображение сейчас…
Выберите лицензию, которая лучше всего соответствует вашим потребностям
Частное использование/презентация |
59,99 $
Информативный сайт |
79,99 $
Издательский. Книга внутри |
129,99 $
99}»>
Журнал и информационные бюллетени. Внутреннее использование |
$199,99
Рассчитать стоимость другой лицензии
Доступно только для РЕДАКЦИОННОГО ИСПОЛЬЗОВАНИЯ
Купи сейчас
Добавить в корзину
ДОСТАВКА: Изображение сжато как JPG
Код изображения:
X8N-3376228
Фотограф:
Коллекция: возрастфотосток
Пользовательская лицензия:
Управление правами
Дата съемки:
04. 01.2011
Наличие высокого разрешения:
До XL 50 МБ А3
(3877 х 5422 пикселей — 12,9″х 18,1″ — 300 точек на дюйм)
Релизы: для этого образа нет подписанных релизов.
Доступность: Доступность изображения не может быть гарантирована до момента покупки.
×
Изображение композиции
Вы можете использовать это изображение в течение 30 дней после загрузки (период оценки) только для внутренней проверки и оценки (макетов и композиций), чтобы определить, соответствует ли оно необходимым требованиям для предполагаемого использования. .Это разрешение не позволяет вам каким-либо образом использовать конечные материалы или продукты или предоставлять их третьим лицам для использования или распространения любыми способами. Если по окончании Оценочного периода вы не заключаете договор лицензии на его использование, вы должны прекратить использование изображения и уничтожить/удалить любую его копию.
Прекратить показ этого сообщения
Принимать
Евгений Патон и его детище
Евгений Оскарович Патон — ученый в области сварки и мостостроения, профессор, доктор технических наук, академик АН УССР.
Он родился 5 -й марта 1870 г. в Ницце в семье русского дипломата. В 1999 году он окончил Дрезденский политехнический институт и вернулся в Петербург известным инженером и проектировщиком Дрезденской железнодорожной станции. Через год Патон окончил Петербургский институт путей сообщения.
В ‘ ‘ он решил сменить профессию и организовал сварочную лабораторию и Электросварочный комитет, на базе которых в 19 г. в Киеве был основан Институт электросварки АН УССР.34. Этот институт он возглавлял до конца жизни.
В годы Великой Отечественной войны под его руководством в оборонной промышленности были внедрены оборудование и технология автоматической сварки специальных сталей, танков, авиабомб. В послевоенные годы руководил работами в стране по созданию основ сварки, широкому внедрению сварки в промышленность.
В 1945-1952 годах Евгений Патон был вице-президентом Академии наук УССР. Он создал методы проектирования рациональных пролетов мостов, исследовал условия их эксплуатации, предложил способы восстановления поврежденных мостов. Выполнял научно-исследовательские работы в области расчета и прочности сварных конструкций, механизации сварочных процессов, руководил разработкой метода автоматической сварки под флюсом.
Его детище — красивый мост через Днепр — был назван в честь Патона. Его длина составляет +1521 метр. Это первый в мире цельносварной мост — крепление всех его элементов производилось с помощью автоматической электросварки. Идея сделать цельносварной мост принадлежит Патону. Он сделал революционное предложение — отказаться от клепаных соединений и перейти к сварке, что давало преимущества в весе, прочности и надежности. Идею одобрил Никита Хрущев.
Строительство моста Патона началось еще до войны, но все опоры моста были взорваны фашистами при выходе из Киева.
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами.
Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра. Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки. Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении. Шов, который получается при сваривании инвертором, отличается высоким качеством. В сравнении с другими сварочными аппаратами, инверторы способны производить сваривание высокого качества. Которые намного выше от других видов сварки. При использовании инверторных сварочных аппаратов для каждого металла, который Вы будете сваривать, Вы можете подобрать подходящие сварочные электроды.
Отличительной чертой по праву считается доступность такого сварочного аппарата, потому что его цену способен уплатить даже начинающий сварщик. Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Другим видом сварки, который используют для сварки нержавеющей стали, является аргоновое сваривание металла. Главным элементом в аргоновой горелке является неплавящийся электрод из вольфрама. В процессе сваривания вокруг электрода образуется керамическое сопло, из которого при сваривании выдувается аргон — инертный газ для защиты сварочного процесса.
Сваривание без аргона не имеет смысла, потому что без него металл начнет гореть и лопаться, а также покрываться коркой. Газ аргон позволяет защищать сварочный процесс от попадания кислорода, который способствует разрушению сварочного шва.
Материалы и электроды, которые используются при сваривании нержавейки, имеют разные свойства, однако у каждого из них есть свои преимущества и недостатки.
Сварка нержавейки инвертором
Сварка нержавейки полуавтоматом
Сварка нержавейки электродом
Технология сварки нержавейки
Чем лучше варить нержавейку
На сегодняшний день самым эффективным и действенным способом, чтобы соединить два металлических изделия, является сварка. Принцип действия этого устройства очень прост: оно испускает пламя, которое своей высокой температурой плавит металл и доводит его того состояния, когда начинают проявляться межатомные связи. Для того чтобы оставить предметы в первозданном виде и не портить их форму, применяют электроды, они помогают расплавить изделие и соединить их между собой. Для разного типа сварки и при различных материалах применяются различные методы сварки. Но какие типы и режимы сварки необходимо применять, чтобы знать, чем сварить нержавейку? Для этого нужно знать, чем она отличается от других типов и что собой представляет.
Схема процесса сварки нержавейки полуавтоматом.
Основные отличия и преимущества нержавеющей стали
Варить нержавейку становится все популярнее благодаря ее великолепным качественным показателям. Данные характеристики позволяют сделать сварку намного быстрее и удобнее, в отличие от других металлических изделий. Например, этот тип металла очень хорош для изготовления баков для домашнего водоснабжения, которые будут хранить необходимый запас воды дома. Очень многие люди на данный момент используют пластмассу для этой цели, но, как известно, ее химическое воздействие может отразиться на качестве воды и на здоровье человека.
Несмотря на то что пластмасса немного дешевле бака из нержавейки, большое количество людей отдает свое предпочтение второму. Так как многие люди хотят иметь крепкое здоровье, по-настоящему надежные вещи, нержавеющая сталь остается актуальной и по сей день. Из названия понятно, что данный тип металла своим особым составом защищен от действия коррозии. Чтобы бак, наполненный водой, заржавел, ему понадобится не одна сотня лет, что и становится заманчивым для использования.
Состав и механические свойства разных марок нержавеющей стали.
Когда металл не имеет ржавчины, значительно облегчается выполнение сварки, так как не придется производить очистку объекта перед тем, как начать варить. Но все же необходимо сделать очистительные работы от других видов грязи и напыления. Стоит отметить, что обычная углеродистая сталь подвергается процессу сварки намного легче, чем нержавеющая. Это обусловлено специальным составом стали, который отличается от обычного такими характеристиками:
не обладает большим удельным сопротивлением;
в процессе сварки происходит очень сильное тепловое расширение;
данный металл отличается низкой точкой плавления;
состав придает большую теплопроводность.
Вернуться к оглавлению
Применение электродов, чтобы сварить нержавейку
Если говорить об отечественных реалиях, то лучше всего использовать электроды ОЗЛ-6 и ОЗЛ-8, которые лучше подойдут для сварки нержавеющей стали, чем аргон. К тому же их доступность является большим плюсом, так как они всегда есть в наличии в магазинах, продающих сварочное оборудование и электроды к ним. Можно использовать такие электроды, как МР-3 и ОК 46.00. Конечно, другие электроды тоже способны выполнить эту задачу, но данные типы смогут сделать сварку максимально качественно и облегчат вашу работу.
Схема электрода для сварки.
Вы получите шов с отличными показателями. Но помимо всех положительных характеристик перед использованием этих электродов вы должны ознакомиться с основными правилами безопасности. После того как сварка была произведена и шов начинает остывать, все лишние материалы, выделенные в процессе, начинают отскакивать за счет большого нагрева.
Данный фактор может сильно пригодиться, так как вам не придется очищать шов от такого рода материалов. Все, что от вас потребуется, это отойти от материала и дать всем шлакам отскочить. Но стоит соблюдать осторожность, так как раскаленные шлаки при попадании на части тела человека могут вызвать серьезные ожоги. Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва.
Вернуться к оглавлению
Методы и способы сварки нержавеющей стали
В том случае, когда вам необходимо сделать сварку в 1,5 мм, следует применить ручную дуговую сварку, нужно будет использовать вольфрамовый электрод в инертном газе. Этот метод сварки очень хорошо подойдет для соединения труб и более тонких листов, выполненных из нержавеющей стали. Когда толщина металла составляет 0,8 мм и более, лучше всего подойдет импульсная дуговая сварка, в которой будет использоваться плавящийся в инертном газе электрод.
Схема ручной дуговой сварки.
Вы можете попробовать дуговую сварку, используя струйный перенос металла. Появилась новейшая плазменная сварка. Этот тип позволяет сварить листы нержавеющей стали, которые имеют большую толщину. Если листы нержавейки имеют большую толщину, подойдет дуговая сварка под флюсом или точечная и роликовая сварка. Это позволит достичь высокого качества скрепления и не слишком деформировать материал.
Предпочтение нижнего положения шва обусловлено тем, что в процессе охлаждения данный шов может нанести урон вашему здоровью. В том случае, когда все-таки предстоит делать сварку над головой, лучше всего обезопасить себя и использовать некоторые меры предосторожности:
на вас должна быть надета маска для сварки;
обязательно наличие качественного держателя для электрода, который обезопасит руки от ожогов;
следует надеть специальный сварочный костюм, который сможет защитить от непредвиденных обстоятельств.
Необходимо помнить, что даже при полной экипировке лучше всего отходить от остывающего шва при работе с нержавеющей сталью.
Вернуться к оглавлению
Обработка швов после процесса сварки нержавеющей стали
Схема ручной дуговой сварки.
После того как была произведена сварка, в месте, где был расплавлен материал, появятся пористые швы. Данный оксидный слой содержит в своем составе хром. Если своевременно не удалить эти швы, в последующем именно эти швы будут наиболее подвержены действию коррозии.
Для того чтобы обработать швы и удалить их, применяется огромное количество методов:
Удаление швов с помощью шлифованного круга и ленты.
Можно применять для этих целей щетку из нержавеющей стали.
Применяется дробеструйная очистка.
Но в случае с нержавеющей сталью лучше всего подойдет такой метод, как травление. Этот способ позволит безо всякого труда и в кратчайшие сроки удалить ненужный оксидный слой на металле. Способ заключается в разъедании слоя кислотной добавкой. Произвести нанесение раствора можно двумя способами:
Нанести его на оксидный слой.
Окунуть металлическое изделие в специальную ванну, наполненную раствором из кислоты и воды.
Более популярным является второй вариант, когда нержавеющую сталь опускают в ванну на некоторое время для разъедания оксидного раствора.
Время, за которое данный раствор сможет полностью растворить слой, будет зависеть от того, какая концентрация кислоты содержится в нем, и от того, какого типа нержавейка использовалась при изготовлении предмета.
Как готовить в посуде из нержавеющей стали
Как готовить в посуде из нержавеющей стали
Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Категории: Советы и рекомендации
Опубликовано: 21 сентября 2021 г.
Профессиональные повара во всем мире доверяют посуде из нержавеющей стали не просто так — это самая универсальная поверхность для приготовления пищи, которую только можно найти. Тем не менее, для домашних поваров, привыкших готовить на поверхности с антипригарным покрытием, идея использования нержавеющей стали может быть пугающей. Будет ли ваша еда прилипать? Легко ли будет чистить? Мы рассмотрим очистку в другом посте (но краткий ответ: да, чистить нержавеющую сталь легко!).
Давайте рассмотрим четыре основных способа предотвратить прилипание пищи к вашей новой посуде из нержавеющей стали, гарантируя, что ваша пища останется целой и не прилипнет, и при этом сохраните целостность вашей кастрюли на долгие годы.
1. Предварительный разогрев
Точно так же, как вы предварительно разогреваете духовку перед выпечкой, не забудьте предварительно разогреть сковороду, прежде чем добавлять какие-либо продукты на варочную поверхность. Предварительно нагретая сковорода означает, что ваша пища будет готовиться с того момента, как она коснется поверхности, что гарантирует ее равномерное приготовление. Аккуратный трюк — накапать воду на поверхность, и когда вы увидите, как она прыгает или танцует на сковороде, сковорода предварительно нагрета и готова к приготовлению.
2. Держите огонь умеренным
Используйте средний или умеренный огонь, чтобы не повредить сковороду и продукты внутри нее. Перегрев сковороды также может повредить любые масла, которые вы используете для приготовления пищи. Единственный момент, когда можно увеличить температуру до высокой, – это при кипячении жидкостей.
3. Жир — ваш друг
Примерно через 2–3 минуты после предварительного нагрева сковороды добавьте источник жира, например сливочное масло или масло. Поскольку разные жиры имеют уникальные точки копчения, вам нужно убедиться, что вы выбираете тот, который основан на температуре приготовления, чтобы избежать перегрева жира, что сделает его горьким. Некоторые распространенные жиры — это сливочное масло, которое можно использовать при слабом огне и которое отлично подходит для приготовления яиц, оливковое масло для умеренного нагрева (например, для обжаривания овощей или приготовления нежной рыбы) и масло из виноградных косточек/растительное масло для сильного нагрева, когда вы обжариваете белки. Как только масло заблестит или когда масло перестанет пузыриться, можно приступать к приготовлению.
4. Будьте терпеливы
После того, как вы положили еду в кастрюлю, не спешите ее передвигать. Если вы переместите еду слишком рано, она прилипнет к варочной поверхности. Поверхность из нержавеющей стали будет активно высвобождать пищу, когда она будет готова к переворачиванию. Вы можете проверить это, аккуратно подталкивая еду из стороны в сторону. Если вы столкнулись с сопротивлением, дайте ему еще немного времени. Как только вы сможете легко перемещать продукты по варочной поверхности, их можно переворачивать или вынимать.
Попробуйте эти путешествия и дайте нам знать, какие блюда вы приготовили в комментариях!
RECIPE BY
Имя шеф-повара
Биография шеф-повара
Чтобы узнать больше об этом шеф-поваре, посетите его веб-сайт по ссылке
Свяжитесь с ним в социальной сети имя ссылки
3
Facebook Твиттер Гугл Плюс
Практические советы по использованию и уходу
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-либо по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Кастрюли и сковороды из нержавеющей стали хороши по многим причинам. Я предпочитаю использовать их, а не посуду с антипригарным покрытием, например, для обжаривания мяса, так как они оставляют после себя кусочки нежности, которые являются идеальным началом для многих блюд, таких как свиные отбивные с шалфеем и соусом из сидра. Мы поможем вам максимально эффективно использовать набор посуды из нержавеющей стали, в том числе расскажем, как избежать нескольких ошибок, которые могут сократить срок службы ваших кастрюль.
Преимущества нержавеющей стали
Существует несколько различных типов посуды, но сковороды из нержавеющей стали могут стать рабочей лошадкой на кухне. Они легче чугунных, более прочные, чем сковороды с антипригарным покрытием, и многие бренды магнитятся для индукционных варочных панелей. Материал не реагирует ни на какие продукты, поэтому сковороду из нержавеющей стали можно использовать практически для любых кулинарных задач.
Один из самых частых вопросов, которые задают люди: «Чем сковорода из нержавеющей стали лучше антипригарной?» Да и нет. Большинство недорогих сковородок с антипригарным покрытием изготовлены из алюминия, который быстро нагревается, но не подходит для приготовления пищи при высоких температурах. На сковороде с антипригарным покрытием также не получится сильно подрумяниться, так как покрытие предотвращает подрумянивание поверхности продуктов. Вот почему я обычно предпочитаю использовать сковороду из нержавеющей стали для большинства задач, но сковорода с антипригарным покрытием определенно стоит того, чтобы готовить заведомо липкие продукты, такие как яйца или блины.
Советы по приготовлению пищи из нержавеющей стали
Neustockimages/iStock/Getty Images Plus
Как предотвратить прилипание пищи к нержавеющей стали
Самое неприятное в сковородах из нержавеющей стали то, что пища любит прилипать к ее поверхности во время приготовления. К счастью, этого можно избежать, выполнив две простые вещи. Во-первых, всегда обязательно разогревайте сковороду перед приготовлением. Через две-три минуты добавьте в сковороду тонкий слой растительного масла. Когда он начнет мерцать, кастрюля готова к использованию. Еще один способ проверить, достаточно ли горячая сковорода, — добавить в нее каплю воды. Вода должна издать звук «ТСШ», разделиться на несколько капель и испариться.
Приправа из нержавеющей стали
Хотя для сковород из нержавеющей стали приправа не требуется, можно приправить вашу любимую сковороду, чтобы создать антипригарный слой. Нагрейте сковороду на среднем огне около двух минут. Добавьте в сковороду тонкий слой растительного масла (около 1/8 дюйма). Продолжайте нагревать сковороду, пока масло не начнет дымиться, около 5 минут. Снимите сковороду с огня и дайте ей полностью остыть, прежде чем выливать масло. Протрите сковороду бумажным полотенцем и вуаля: теперь у вас антипригарная поверхность.
Не пренебрегайте духовкой
Хотя голландские духовки пользуются наибольшей популярностью как сковороды, пригодные для использования на плите и в духовке, вы также можете использовать в духовке сковороды из нержавеющей стали. Обратитесь к производителю, чтобы убедиться, что ваша кастрюля безопасна для духовки, но большинство высококачественных нержавеющих сталей рассчитаны на температуру до 500°. Это делает их идеальными для создания рецептов пасты из одного блюда, но вы также можете использовать их для обжаривания толстых стейков и свиных отбивных на плите и доведения их до готовности в духовке.
Ошибки при уходе за нержавеющей сталью, которых следует избегать
martinrlee/iStock/Getty Images Plus
Посуда из нержавеющей стали прослужит вечно, если за ней правильно ухаживать. Избегайте следующих ошибок, чтобы ваши кастрюли и сковородки оставались как новые.
Ошибка №1: Полагаться на посудомоечную машину
Большинство кастрюль и сковородок из нержавеющей стали можно мыть в посудомоечной машине, но это не значит, что вы должны мыть их таким образом. Длительные циклы и высокая температура воды могут повредить поверхность кастрюль и сковородок и ослабить ручки.
Ошибка № 2: мыть их до того, как они остынут
Воздействие холодной воды на горячие кастрюли и сковороды — отличный способ деформировать или треснуть сковороду. Шок от разницы температур также вызывает появление пара, который может обжечь руки. Проявите немного терпения и дайте кастрюлям остыть, прежде чем пытаться их очистить. А вы знали, что у чугунной посуды тоже есть особые правила очистки?
Ошибка № 3: добавление соли в холодную воду
Многие из наших любимых рецептов пасты требуют добавления специй в воду для пасты — она должна быть соленой, как море — но рецепты часто не сообщают вам , когда , чтобы добавить эту соль. Всегда добавляйте соль после того, как вода закипит, чтобы избежать образования ямок на поверхности кастрюли, что является необратимым состоянием.
Ошибка № 4: вы не удаляете отложения кальция
В зависимости от жесткости вашей воды может пройти неделя или несколько месяцев, прежде чем вы заметите белые меловые пятна на посуде из нержавеющей стали. Эти отложения кальция не только выглядят неприлично, но и могут способствовать росту бактерий. Удалите их, вскипятив в кастрюле раствор из 3/4 стакана воды и 1/4 стакана уксуса. Как только сковорода остынет, вымойте и высушите их, как обычно.
Ошибка № 5: вы перегрели ее
Если вы заметили радужные пятна, которые не удаляются (даже энергичным оттиранием) по краям сковороды, значит, вы перегрели сковороду. Аккуратно потрите пятна уксусом или приготовьте на сковороде что-нибудь вроде томатного соуса. Кислотность томатов поможет с обесцвечиванием.
Ошибка № 6: вы не сушите сковороду
Должен признаться: сушить кастрюли и сковородки вручную — моя нелюбимая задача на кухне! К сожалению, это единственный способ удалить эти безобидные пятна воды на нержавеющей стали. Это занимает всего минуту, но имеет огромное значение.
Ошибка № 7: на сковороде слишком много пригоревших кусочков
Пригоревшие кусочки трудно удалить с любой сковороды, но из нержавеющей стали это особенно проблематично.
Выберите категорию: Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G — трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Назначение: для нарезания резьбы в труднообрабатываемых сталях,Особенно:- нержавеющие стали,- химиче..
Назначение: для нарезания резьбы в труднообрабатываемых сталях,Особенно:- нержавеющие стали,- химиче..
Назначение: для нарезания резьбы в инструментальных и мягких конструкционных сталях..
Назначение: для нарезания резьбы в инструментальных и мягких конструкционных сталях..
Назначение: для нарезания резьбы в инструментальных и мягких конструкционных сталях. .
Fanar.ru предоставляет широкий выбор средств для нарезания резьб таких как: FANAR TEREBOR — специальный состав для нарезания резьбы для нарезания резьбы в труднообрабатываемых сталях, особенно: нержавеющие стали, химически стойкие стали, твердые и закаленные стали. Поставляется в объеме: 250мл, 500мл, 5л.
VARIOCUT B 40 — эмульсия для нарезания резьбы на станках (СОЖ). Предназначен для нарезания резьбы в инструментальных и мягких конструкционных сталях. Поставляется в объеме: 250мл, 500мл, 5л, 500л.
CIMTAP — паста для нарезания резьбы. Предназначена для нарезания резьбы в инструментальных и мягких конструкционных сталях. Поставляется в объеме: 1л.
Жидкости для нарезания резьбы | Pipe Threading Cutting Oil
№ 95105 – ведро на 5 галлонов
Смазочно-охлаждающие жидкости чрезвычайно важны для успешного нарезания резьбы в целом, но они имеют решающее значение для получения хорошей резьбы с помощью нарезного оборудования.
Смазывающие свойства СОЖ
Смазывающие свойства СОЖ позволяют инструменту перемещаться по поверхности материала с минимальным трением и, следовательно, сводят к минимуму требуемую мощность и выделяемое тепло. Часть энергии, затраченной на нарезание резьбы, расходуется на отделение стружки от материала, часть теряется на трение гребенки о токарный материал, а часть теряется на трение стружки о поверхность матрицы. . Хорошие смазочно-охлаждающие жидкости снижают нагрузку на штамп во всех этих точках. Если смазочно-охлаждающая жидкость не выполняет свою работу, требуется больше энергии, и эта энергия преобразуется в высокие температуры на режущей кромке. Эти высокие температуры приводят к быстрому износу матрицы, привариванию стружки к режущей кромке и обрыву деформированной резьбы.
Смазывающая способность или способность смазочно-охлаждающей жидкости снижать трение может быть повышена несколькими способами. Наиболее важные методы включают использование жидких пленок и смазок с металлической пленкой. Жидкие пленочные смазки — это компоненты смазочно-охлаждающей жидкости, которые не вступают в химическую реакцию с обрабатываемой поверхностью, но сами по себе являются скользкими и уменьшают трение. Эти компоненты смазочно-охлаждающих масел аналогичны тем, которые содержатся в машинных и моторных маслах. Смазка металлической пленкой образуется из масла, когда оно химически соединяется с поверхностью разрезаемого материала. Как правило, это делается путем добавления компонентов масла, которые быстро образуют интерметаллические соединения на разрезаемой поверхности. Эти соединения легко поддаются механической обработке и имеют очень низкий коэффициент трения. Типичными добавками для формирования металлической пленки смазки для резьбы являются сера и хлор.
Oster OSTO содержит множество специально разработанных органических соединений, которые способствуют смазыванию как жидкой пленки, так и металлической пленки. OSTO имеет очень высокое содержание активной серы и хлора. Он специально разработан для экстремальных условий при нарезании резьбы. OSTO был разработан производственной компанией Oster много лет назад для использования с нашей линейкой резьбонарезных станков. Разработка масла продолжалась на протяжении многих лет, чтобы идти в ногу с новейшими технологиями в области смазочных технологий и оставаться эффективным даже в современных машинах, которые работают быстрее и регулярно используются для труднообрабатываемых сплавов.
Теплоемкость
СОЖ для нарезания резьбы должны быстро поглощать тепло и как можно быстрее отводить его от режущей поверхности. Чрезмерный нагрев режущей поверхности приводит к быстрому износу штампов. По мере повышения температуры режущей кромки твердость материала штампа снижается и ускоряется износ. Кроме того, чрезмерные температуры приводят к прилипанию мельчайших частиц разрезаемого материала к поверхности штампа. Это приводит к разрыву резьбы, большему трению, большему нагреву и общей деградации системы резьбы. Вода была бы отличным хладагентом для нарезания резьбы, потому что она очень быстро поглощает тепло. К сожалению, у него очень низкая смазывающая способность. Oster OSTO имеет очень высокую удельную теплоемкость и поэтому легко поглощает тепло. Он имеет тенденцию сохранять режущую поверхность холодной и в то же время обладает всеми необходимыми смазывающими свойствами для предотвращения чрезмерного износа.
Вязкость и смачивающие свойства
Смазочно-охлаждающие жидкости, используемые при нарезании резьбы нарезного типа, должны обладать способностью прилипать к поверхности разрезаемого материала, чтобы способствовать образованию металлической пленки смазки и поглощать как можно больше тепла. Кроме того, они должны сохранять разумные уровни вязкости в широком диапазоне температур. Они должны продолжать эффективно работать от температуры замерзания до температуры, близкой к точке кипения. В процессе эксплуатации масло, находящееся в тесном контакте с режущей поверхностью, может достигать температуры даже на несколько сотен градусов выше.
Консистенция
Хорошие смазочно-охлаждающие жидкости должны оставаться эффективными в течение всего срока службы. OSTO разработано таким образом, что оно не содержит летучих компонентов, которые испаряются с поверхности и со временем изменяют характеристики масла. Он также устойчив к окислению. Подпитка масла, необходимая для замены масла, уносимого с готовой трубой, достаточна для поддержания баланса материалов в нефтяном резервуаре, чтобы масло оставалось эффективным в течение длительного периода времени. Нет необходимости сливать содержимое бачка, так как масло «изнашивается». Единственной причиной для замены масла является загрязнение его посторонними материалами, такими как другие масла, растворители, песок и т. д. По возможности не допускайте попадания в масло твердых частиц, поддерживая в чистоте фильтр, поддон для стружки и резервуар. Никогда не смешивайте масла разных типов. Результаты могут работать хорошо, но они могут привести к повреждению штампов, или работы, или того и другого.
Справочник по нарезанию резьбы
Указания по технике безопасности
Определения
Общие операции
Теория работы Chaser
Жидкости для нарезания резьбы
Давление запуска
Переточка штампа
Забивание камнями
Общие проблемы с машиной
Руководство по поиску и устранению неисправностей
Размеры труб
Размеры болтов
загрузок
Поиск серийного номера
Почему следует перейти на смазки, пасты и герметики для резьбы на неметаллической основе
Смазка для резьбы, как и любой смазочный продукт, необходима для защиты контактных поверхностей от износа и усталости под действием нагрузки и трения. Паста для резьбы помогает при сборке контролировать трение между контактными поверхностями резьбы, шайбы и поверхности гайки во время затяжки сборки. Этот шаг имеет решающее значение для обеспечения предсказуемого натяжения болтов и предотвращения усталости резьбы, истирания и коррозии.
Инженеры по техническому обслуживанию, эксплуатации и надежности используют какую-либо форму смазки для резьбы/противозадирную при сборке компонентов с болтовым соединением. Однако использование неподходящей пасты для резьбы может привести к поломке болта, что приведет к непредвиденным затратам и простоям. Клапан, протечка фланца и другие отказы сосудов под давлением требуют остановки и ремонта. Заклинивание во время разборки оборудования увеличивает время демонтажа и задерживает запланированные работы по останову.
Преимущества неметаллических альтернатив
Металлические противозадирные присадки на основе никеля, алюминия, меди и свинца являются основой смазки резьбы с конца 1900-х годов. Функционально это было связано с акцентом на термический предел, твердость металла и химическую совместимость. Мало внимания уделялось личному здоровью, экологической безопасности и совместимости оборудования. Совсем недавно практически все глобальные агентства здравоохранения и корпоративные лидеры выступили за использование экологически более безопасных неметаллических альтернатив.
Давайте рассмотрим несколько причин, почему это так:
1. Загрязнение тяжелыми металлами и безопасность рабочих
За последние несколько десятилетий использование никеля в промышленных условиях было тщательно изучено на предмет потенциальной возможности вызывать рак легких и заболевания, передающиеся через кровь. так как это токсичный тяжелый металл. Эта проверка также включает металлический цинк, медь, свинец, сурьму и другие тяжелые металлы, которые могут считаться опасными для окружающей среды. Многие противозадирные смазочные материалы, используемые сегодня в промышленности, содержат эти распространенные ингредиенты.
Законодательство, принятое правительствами ЕС, США, Австралии и Новой Зеландии, все чаще требует от промышленности действовать ответственно и использовать альтернативные технологии для сокращения выбросов тяжелых металлов в окружающую среду. Выброс тяжелых металлов в окружающую среду, где может произойти загрязнение почвы и водных ресурсов, вызывает растущую озабоченность для всех видов промышленности. Более того, рабочие, которые вдыхают порошки тяжелых металлов во время разборки оборудования (включая очистку обработанных поверхностей проволочными щетками, роторными шлифовальными машинами и скребками), могут столкнуться со значительным риском для здоровья.
2. Загрязнение машин и процессов
Медь признана мощным «прооксидантом». Загрязнение смазочного масла медным противозадирным средством во время сборки коробок передач, корпусов подшипников и гидравлических систем создает ситуацию, которая может ухудшить работу машины из-за разрушения смазочного масла, усугубляемого загрязнением медью.
Кроме того, медь является потенциальным загрязнителем химической и полимерной обработки, поскольку медь может вступать в реакцию с катализаторами и препятствовать их функционированию в некоторых нефтехимических процессах, таких как вулканизация каучука и сшивание полимеров.
3. Коррозия
Использование технологии пасты для резьбы на металлической основе может создать условия, при которых паста для резьбы несовместима с металлургией оборудования. Резьбовые пасты на металлической основе обычно содержат большую объемную концентрацию графита по сравнению с металлическим наполнителем. Графит часто называют «металлоидом», поскольку он является проводящим и действует как разнородный металл.
Собираемые детали из нержавеющей стали, углеродистой стали, латуни, бронзы, алюминия требуют резьбовой смазки, не способствующей гальванической коррозии и, тем более, защищающей поверхность от атмосферной коррозии. Использование неправильных противозадирных смазочных материалов на металлической основе в машинах может вызвать коррозию, ненужные остановки и длительное время демонтажа. Доступность и надежность оборудования становятся скомпрометированными.
4. Доверие к международному источнику поставок и перебои в цепочке поставок
Первичные металлы, такие как никель, медь, алюминий, могут быть чувствительны к цене из-за мирового экономического спроса, вызванного другими промышленными концернами, скупающими значительные количества сырья. Кроме того, когда сырье поступает из международного региона, подверженного внутренним и внешним политическим конфликтам, его доступность, независимо от цены, может быть нарушена. Решение состоит в том, чтобы работать с сырьем из местных источников, легкодоступным и имеющим минимальные колебания цен в течение 5-10 лет.
5. Универсальные характеристики для разных областей применения
Противозадирные/резьбовые смазочные материалы на металлической основе имеют ограничения производительности из-за условий эксплуатации и воздействия окружающей среды. Многие металлы реагируют на условия эксплуатации предприятия и металлургию болтовых соединений.
Как видно из таблицы ниже, резьбовые смазки на керамической/неорганической основе имеют меньше ограничений по применению и в равной степени подходят для замены резьбовых смазок на основе никеля.
Руководство по выбору сервисных паст для резьбовых соединений
Эта таблица может также пролить свет на потенциальные ограничения вторичных наполнителей, таких как графит, молибден и ПТФЭ, каждый из которых имеет свои проблемы:
Графит, известный инициатор гальванической коррозии сера под воздействием тепла или пара может инициировать коррозию под напряжением в некоторых сплавах Cr-Ni
ПТФЭ при температуре выше 550°F (260°C) будет разлагаться и выделять токсичный фтор в виде продуктов, которые при вдыхании вызывают «полимерную лихорадку». Симптомы полимерной лихорадки обычно проявляются через несколько часов после первоначального воздействия полиизофторбутилена, токсического побочного продукта теплового разложения ПТФЭ. Было показано, что рабочие, которые держат и курят сигареты, когда их руки подверглись воздействию ПТФЭ, подвержены высокому риску вдыхания пиролизованного ПТФЭ 9. 0032
6. Глобальная ответственность и приверженность более безопасным технологиям
A.W. Компания Chesterton уже давно является лидером технологических изменений в области неметаллических противозадирных материалов. В 1990 году компания представила разделительную смазку 785, а совсем недавно — 783 ACR. Chesterton 783 ACR — это резьбовая паста, обладающая водо- и коррозионной стойкостью, а также защитой от экстремального давления, которая на 200–300 % лучше, чем промышленные стандарты , протестированные на никелевых, медных и алюминиевых технологиях.
Пищевая смазка Chesterton 785FG Parting Lubricant представляет собой не содержащее металлов противозадирное средство, полезное для пищевой промышленности и производства напитков. Его уникальная формула соответствует стандартам NSF h2 и соответствует 21 CFR для использования в зонах случайного контакта. 785FG, в отличие от других пищевых паст для резьбы, может использоваться на всех металлах и при температурах до 2200°F. 785FG не содержит пластиков или полимеров с низкой температурой плавления, таких как PTFE или HDPE, которые ограничивают рабочие температуры до < 500°F (< 260°C).
Эти противозадирные составы предназначены для универсальной замены паст и герметиков для резьбы на металлической основе. Их конструкция представляет собой синергетическую смесь первичных и вторичных микронизированных керамических добавок, диспергированных в консистентной основе. Полученные в результате технологии устойчивы к нагрузкам и износу, водостойки и подходят для использования на всех типах металлов.
Не содержащие металлов противозадирные присадки Chesterton доказывают, что при смазке резьбы можно удовлетворить требования безопасности и охраны окружающей среды, а также получить высокоэффективную смазку.
Марк Гюнтер
Марк работал с A.W. Chesterton Company в течение 40 лет, уделяя особое внимание практическому пониманию отказов оборудования и планам корректирующих действий.
Эрлифт для скважины: принцип, расчет, своими руками
Содержание
Плюсы и минусы технологии
Из чего состоит эрлифт?
Какие нюансы работы с эрлифтом?
Принцип работы
Как работает насос Эрлифт? (видео)
Насос особого типа — эрлифт (Airlift) для септика известен человечеству уже более 200 лет. Впервые идея этого оборудования зародилась в конце XVIII в., позже, во второй половине XIX в. началось более активное его освоение, которое подразумевало разрозненные попытки использования его в различных отраслях промышленностях, и лишь с 90-х годов XX в. началось обширное применение эрлифтов.
Теперь его возможно создать даже своими руками, если знать принцип технологии, а также ее действия, хотя эта возможность и носит, скорее теоретический характер. При попытке создать собственный эрлифт получается построить скорее простой насос, но никак не промышленное устройство для качественного подъема жидкости с весями на поверхности.
1 Плюсы и минусы технологии
Эрлифт — насос для септика, представляет собой особый струйный насос, который можно сделать своими руками из двух трубок и воздушного компрессора. Поместив все колбы вместе с насосом в скважины, получится смесь жидкости и пузырьков воздуха (или газа), при этом жидкость, прошедшая освоение кислорода, начинает двигаться вверх по трубке из-за ее меньшей плотности, нежели воздушной смеси. Одновременно осуществляется промывка жидкости, если в ней содержатся взвеси.
Благодаря индивидуальным особенностям, струйный насос для септика создают своими руками для эффективной подачи жидкости или нефти из скважин. Основное предназначение, которое выполняет насос для септика типа эрлифт – это промывка и откачка воды с песком, а также при необходимости получить большое количество жидкости при малых размерах скважин. Часто подобные насосы используются для очистных сооружений.
Читайте также: как устроен фильтр для очистки воды для скважины?
Струйный эрлифт, насос для септика обладает следующими достоинствами:
Простота устройства, его можно сделать даже своими руками.
Отсутствие подвижных элементов.
Высокая долговечность оборудования.
Простота в ремонте, его легко отремонтировать своими руками.
Возможность перекачки жидкости вместе со взвесями, промывка таких жидкостей.
Источник энергии – сжатый воздух, поступающий в воздуходувок.
При видимых достоинствах, струйный эрлифт для очистных, а также промышленных предприятий также обладает и недостатками:
Маленький КПД, сравнительно с простыми насосами.
Необходимость переуглубления скважины для нужного погружения воздушной форсунки.
Несмотря на незначительные недостатки, струйный эрлифт для очистных и промышленных сооружений обладает гораздо большим количеством достоинств, из-за чего не теряет своей актуальности на различных производствах и даже в нефтедобывающей промышленности. При этом сейчас происходит еще освоение возможностей представленного оборудования, и оно претерпевает совершенствования.
к меню ↑
2 Из чего состоит эрлифт?
Схема эрлифт подразумевает следующие основные гидравлические элементы:
Всасывающее устройство – обеспечивает равномерную и дозированную подачу жидкости из скважины в трубу, по которой проходит смесь, подходит для откачки жидкостей из водоема.
Смеситель — смешивает жидкость из скважины и сжатый воздух, здесь же обеспечивается промывка жидкости от взвесей.
Подымающая труба – по ней перемещается двухфазная (трехфазная) гидросмесь от смесителя к воздухоотделителю.
Воздухоотделитель – здесь происходит освоение кислорода и разделение смеси на конкретные фазы.
Воздухоподающий трубопровод – по нему подается сжатый воздух от компрессора к смесителю.
Конструкция насоса Эрлифт
Расчет эрлифта для откачки жидкостей и взвесей описывает освоение и движение смеси воздуха и жидкости в поднимающей трубе и подразумевает использование следующих параметров:
средняя скорость потока;
плотность потока;
соотношение объемов труб, заполненных жидкостью и воздухом;
скорость фаз;
режим течения либо структура потока газа и жидкости.
Чтобы эрлифт правильно выполнял свои функции, потребуется рассчитать геометрическое погружение (H) смесителя, величина которого зависит от высоты подъема (h) гидросмеси, и может колебаться от нескольких метров до сотен километров, а также коэффициента погружения смесителя эрлифта под динамический уровень (k)
Читайте также: особенности промывных фильтров очистки воды.
к меню ↑
2.1 Какие нюансы работы с эрлифтом?
Эффективность воздушного лифта, как и качественная промывка жидкости от взвесей, зависит не столько от расхода воздуха, сколько от глубины погружения подъемной трубки, а также ее ширины (диаметра). Для каждого размера трубки существует лучшее соотношение высоты подъема и глубины погружения трубки, при котором возникает наибольший КПД, который создаст устройство.
Если использовать трубку с малым диаметром, можно подробно рассмотреть процесс подъема воды воздушными пробками. Подачу воды устройство обеспечивает прерывисто. Учтите, что чем больше трубка, тем больше воды она может поднять и тем больше воздуха потребуется для этого. к меню ↑
3 Принцип работы
Выше описывалась схема составляющих оборудования, а также как работает эрлифт для откачки и очищения жидкостей, а также происходит освоение жидкостью кислорода. Если опустить одну трубку в воду, а по другой трубке, присоединенной к первой, вдувать воздух, то в первой трубе образуется смесь воды и пузырьков воздуха. При этом представленная смесь будет намного легче самой воды, а потому поднимется по третьей трубке, выше уровня первых двух.
Принцип работы насоса Эрлифт
Чтобы эрлифт, построенный своими руками, работал так, как изначально задумывалось конструктором, важно создать равновесие давления, действующее на площадь основания трубы как изнутри, так и снаружи.
Если срезать первую трубу на определенной высоте, то давление внутри эрлифта станет меньше, и поэтому под влиянием большего давления на дно первой трубы со стороны окружающей ее воды смесь жидкости и газа начнет двигаться вверх и выливатся через сделанный разрез. Продолжая непрерывно вдувать воздух через вторую трубку, возможно получить постоянный подъем жидкости вместе с воздухом в первой трубе.
При этом существуют два метода подъема жидкости:
Вдувать воздух (газ) сквозь большое отверстие. Воздух (газ) будет подниматься в виде пузырьков и выталкивать вверх жидкость.
Вдувать воздух (газ) через небольшие отверстия, добиваясь более мелких пузырьков воздуха (газа), в равных степенях смешанных с жидкостью.
Второй способ подъема жидкости используется наиболее часто на промышленных предприятиях, в то время как первый – популярен в нефтяных компаниях. к меню ↑
3.1 Как работает насос Эрлифт? (видео)
Главная страница » Насосы
Принцип действия насоса эрлифт
Очень простой способ подъема воды придумали более 200 лет назад, но и по сей день мало кто о нем знает и о принципе его работы. Airlift (эрлифт) — воздушный водоподъемник. Это водяной насос, который состоит всего из двух трубок и компрессора. Одна трубка для воды, другая для сжатого воздуха. Если совместить их вместе под водой, то получим смесь из жидкости и пузырьков. Плотность смеси меньше плотности воды, поэтому она начинает двигаться вверх по трубе.
Товары для изобретателей Ссылка на магазин.
Производительность воздушного лифта зависит не только от расхода воздуха, но и от глубины погружения подъемной трубы, а также ее диаметра. Для каждого диаметра существует оптимальное отношение высоты подъема и глубины погружения, при котором достигается максимальный КПД установки. Например, если высота подъема не сильно превышает глубину погружения, то КПД лежит в пределах 30%.
Используя тонкую трубку хорошо видно, как порция воды поднимается пробками. Подача воды получается прерывистой. Чем больше диаметр трубки, тем больше воды мы сможем поднять в единицу времени, тем больше воздуха потребуется. Все закономерно, наглядно и понятно.
Электроника для самоделок вкитайском магазине.
Построить такой насос для своих нужд не составит большого труда. Airlift применяют для подачи воды из скважин а также в нефтедобывающей отрасли, что говорит о значительных возможностях подъема жидкости на высоту.
Преимущества и недостатки Airlift.
Главное достоинство — это простота устройства, отсутствие движущихся частей, возможность содержания взвесей в транспортируемой жидкости. Недостатком является не очень высокий КПД в сравнении с обычными насосами и необходимость переуглубления скважины для заданного погружения воздушной форсунки.
То же на тему плунжерного насоса.
обсуждение
Игорь белецкий +alx shem спасибо за видео, действительно интересно, тут нужно понять что именно издает звук, перфорированная нержавейка (вибрируя), либо же сама вода при падении на такую поверхность. Найду такую сетку проверю, спасибо.
Сергей бобылев
дмитрий пмр прикольно а вот интересно походу дела насос гидротаран наверно по этому же прицепу пашет, он тоже с помощью клапана закидывает дозу воздуха в систему а воздух стремится в верх и выталкивает воду. А баллон нужен для того чтобы в нем происходило разряжения что приводит, к тому что он начинает рывками тянуть воду обратно что приводит к синхронному работы с клапаном вот вам компрессор и водяной насос. Ватсон это элементарно!
Дмитрий пмр +lexxk почему вы так думаете. С начало в ресивер набираем воду, нужный объем в зависимость чтоб он смог обратный клапан открыть, и тут клапан закрылся и объем в ресивере перебивает струю что приводит к открытию клапана (гидра удар ). Но я просто уверен что через клапан с выбрасывающей воды и воздух засасывает что приводит к движению воды и что интересно вода с ресивера создает в немв ресивере )разрежения. Вакуум, гидра удар, а воздух попавший в замкнутое пространство пытается уйти по меньшему сопротивлению вот это и главные источники движения. Как я понимаю, объясни лучше или как ты понимаешь его работу.
andrey kartashow игорь! С удовольствием смотрел твои ролики про стирлинги. Пожалуйста не теряйте тему. Надоели стирлинги — есть паровые машины. На худой конец интересна тема разоблачения «вечных» двигателей. Только не этот кружок занимательной физики. Я не говорю, что это плохо или не интересно. Просто это для другой аудитории
игорь белецкий не переживайте, стирлинги я не бросил и не брошу, просто сейчас делается очень большой двигатель, не так быстро всё идет как хотелось бы, поэтому и нет видео со стирлингами. Но обещаю в ближайшее время сделаю ролик об одной интересной и очень простой модели, подождите немного.
Yuri kletsun поддерживаю. Игорь, вы редкий специалист по стирлингам. А отвлеченные темы к сожалению весьма начального уровня. Присоединяюсь к просьбе сосредоточиться на стирлингах. Кпд будет выше
игорь белецкий +yuri kletsun стирлинги очень узкая тема, и эффектного результата в ней добиться не легко, поэтому долго нужно экспериментировать прежде чем что то показать. Поэтому я и решил расширить аудиторию, но в это время стирлинги не бросаю а работаю, а простые ролики делаю для развития канала. Стирлинги будут, ждите.
Andrey kartashow +игорь белецкий понятно. Если не возражаете, то предлагаю тему следующего ролика — резонанс. У меня дети с удовольствием смотрели как рюмка в куски под действием звука разлетается. Кстати. А не попробовать ли для этой цели термоакустику.
Игорь белецкий +andrey kartashow хорошая идея, термоакустика мне сейчас нравится все больше и больше, устройство очень простое и мало изученное. С резонансом нужно попробовать, интересное предложение, спасибо, пойду поэкспериментирую, если получится сразу же сниму на видео!
Lexxk эрлифт мы раньше в универе проходили и делали по нему лабораторную работу. У него на выходе ещё стоял сепаратор, отделяющий воду от воздуха и вода шла без видимых пульсаций. Также по этому принципу мы поднимали сыпучие продукты, только для этого нужен большой расход воздуха. Только вот забыл как назывался этот способ: что-то типа пневмолифт.
Titel gurici уважаемый игорь, к сожалению, ваша формула не является правильным. Выставка представляет собой н / н + h = 0, 7, или н = 2, 33xh. Как видно из эксперимента, h не соответствует формуле (это на самом деле выше, чем 2, 33xh) и секционных трубок и зависит от объема воздуха, который производит воздушный насос. Есть все на youtube эксперимент, где brian white использует трубка тоньше, чем тот, который вы использовали и подтяните высоким содержанием воды в несколько метров.
Олег прокопчик на видео вообще-то не эрлифт, а страшно неэффективное исполнение эжекторного насоса. Принцип другой. У эрлифта — всплытие пузырька(ов) в жидкости. У эжектора дует струя воздуха, засасывающая кусочки жидкости. Эжектор может поднять на любую высоту, только кпд будет доли процента.
Stmazaj +олег прокопчик вы, к сожалению, ошибаетесь. Здесь именно эрлифт. Подъем воды пузырьками воздуха. Где же вы эжектор увидели? Поднимать такой насос может с огромной глубины. Производительность ничтожная. Но в некоторых случаях, когда скважина малого диаметра и глубина более 10 метров и насос вниз не опустить, то самое то для наполнения расходной емкости. Вот подъем воды эжектором ограничен высотой столба жидкости и мощностью, затрачиваемой на создание разрежения закачивания и подъем с глубины. И это в том случае, когда эжекторный узел на уровне зеркала воды в скважине. Если эжекторный узел на поверхности земли, то глубина забора воды ограничивается атмосферным давлением и не может быть более 10 метров (теоретически), а практически около 9. Но мы отвлеклись от темы.
Олег прокопчик +stmazaj <поднимать такой насос может с огромной глубины. > Где на видео вы увидели огромную глубину? Я вижу только огромную высоту в 2 раза превышающую глубину погружения. А эрлифт используется именно для больших глубин, но отнюдь не высот. Посмотрите любой расчет эрлифта — их десятки в интернете, из учебников и популярные. Эрлифт используется только для подъема жидкостей на небольшую высоту. Минимальная степень погружения трубы эрлифта — 0, 8. При меньшем погружении эрлифт не работает. Т. Е. Высота подъема не более 0, 2 от общей высоты трубы эрлифта. На видео высота подъема в 2 раза больше глубины погружения.
<Подъем воды эжектором ограничен высотой столба жидкости и мощностью> каким столбом — в бутылке или в трубке? Там в трубке нет столба — там лишь отдельные небольшие фрагменты воды, которые, если сложить, составят очень маленький столб — меньший, чем давление компрессора. «Ограничен мощностью» означает, что не ограничен. Мощность всегда можно добавить. Обычный эжектор с эжекторным узлом расположенным в воде поднимает воду на десятки метров. На самом деле он и на сотни метров и больше может поднять, только это сложно будет назвать насосом — туда долетит только водяная пыль или отдельные молекулы воды. Но нас же не интересует кпд: d
еще раз — важен физический принцип работы: в эрлифте всплывают пузырьки воздуха в жидкости — работает архимедова сила всплытия. В эжекторном насосе струя воздуха захватывает частички воды — работает кинетическая энергия струи воздуха.
Вот контрольный вопрос. Пылесос всасывает капли разбрызганной по полу воды. Как называется такой тип насоса?
Mrsam0delkin хорошее видео! Сам давно интересуюсь эрлифтами. Но эффективной работой эрлифта считается режим в котором вода вытекает непрерывным потоком (как из крана), а это как и было сказано достигается только при определенных соотношениях высот и диаметров. Кроме того, если позволите, добавлю что большое значение имеет схема подачи воздуха: чем меньше пузырьки тем лучше.
Андрей камов а если поставить ветряк- пропеллер он будет вырабатывать необходимый ток для компрессора, это лучше чем городить мачты с большими ветряками насосами и клапанами. И затратно и громоздко.
Ильяз сыдыков здравствуйте скажите пожалуйста, возможно ли из скважины самотеком вывести воду как в схеме — в одной конечности трубы есть клапан, который засасывает воду, но не выпускает, в середине трубы в самом верху есть вентиль с возможностью наливать воду в трубу, а с другой стороны тоже есть вентиль, вода находится под землей около 40 метров. Вопрос в том, что из-за веса воды не образуется вакуум в трубе. Может кто-то столкнулся с такой проблемой, может кто-то где-то слышал? Я благодарю всех за помощь и за советы спасибо. Схема http: //forum. Vashdom. Ru/threads/vozmozhno-li-iz-skvazhiny-samotekom-vyvesti-vodu. 52108/
максим миронов данный метод идеален с с точки зрения подъёма, нет движущихся частей в жидкости и пофиг на частицы в ней, в качестве источника энергии воздух, то есть данная система является преобразователем потому и кпд низкий. Гидротаран работает на принципе гидроудара, что не имеет не чего общего с данной технологией.
Алексей сапронов игорь белецкий например. Воздух нагревается расширяется выдавливается через подъемную трубку. Потом срабатывают клапана, подают новую порцию холодного воздуха. Так в теплице можно сделать полив при повышении температуры.
Леха кип нет никакой эффективности в этом насосе, вот если бы давление воздуха бралось на холяву тогда да, а иначе какой смысл гонять компрессор чтобы накачать воду с низким кпд этого устройства. Насос в воду и бочка полна. Но все равно интересная идею но бессмысленная.
Iamjiva кстати: делаю обратные клапаны из зажигалок, из пшикалок одеколона или духов, из жидкого мыла дозаторов(там шарики хорошие) резиночки(бублики) от клапанов зажигалок хорошо вставляются в иглы шприцев и шарики те, еще шарики — пули пневматики, силиконовый грибок от капельницы с пластиковой трубкой-гаражиком иглы шприца — отлично работает с шариком 2-3мм у меня, в пэтф бутылках от пепси, в крышках(полипропиленовые они) или в «шее» «в сонную артерию» так сказать сверлом 3. 9мм 4. 0макс. Сверлю отверстия под шприцевой стандарт (капельница и т.д. Шланги и грибки силиконовые срезаю наискосок, мажу мыльной водой, легко все вставить, особенно пробки «спортик» с носиком питья и колпачком(в дырке «мерседес» перепонку сломать и шланг снаружи, а него надеть изнутри грибок, который затем вставить в крышку, в конец шланга внутри надо стопорный кусочек трубки(носик от шприца или целый 2мл шприц-цилиндр например, на нем еще и клапан накачки легко сделать подпружинив отрезок поршня), если трубку до дна бутылки надо опустить, делаю «вдоль вен» разрез продольный 1см длиной (по диаметру а не радиусу трубки капельницы, то есть вдоль пальцев и по подушечкам, и насквозь «по ногтю», в разрез заправляю от капельницы биканюлю (папа-папа) с ушками, стопор отличный и шланг целостный, не соскочит одним концом, газировку из соды, лимонки и пробирки воды + бутылка охлажденного сока виноградного свежевыжатого (блендер + марля 3-4 слоя — легко оказывается очень), выпускать из системы воздух, если в итоге буль буль а открыл — не газированный — надо повторить, иногда с первого раза сильногазированный 2 литра с пары столовых ложек соды и пары стл кислоты+20-30мл воды в пробирке(стартер на наклон срабатывает после закручивания), капля спирта уменьшает пену в газогенераторе, меж ними трубка капельницы с зажимом.
Миш ган я в детстве помню, мой отец делал такой насос для поднятия воды из скважины, вода так же шла с воздухом. Глубина скважины была 40 м, фляга воды набиралась пол дня.
Роман романов лет 30 назад такие насосы ставили на дачах вместо качков. За бутылку легко можно было приобрести компрессор от зила. Воздушная трубка проходила внутри водяной трубы. По производительности с компрессором бак с водой наполнялся в несколько раз быстрее, чем качек с обратным клапаном, который работал от такого же двигателя.
Сергей с хорошее видио, в детстве фильтры для аквариума делал на этом методе. Интересно какая нужна оптимальная конструкция, для поднятия воды со скважины 50 метров?
Денис зоткин у буровиков есть подобные насосы, для расчета дебета глубоких скважин. Только вместо воздуха вода, воздух не поднимет с большой глубины, сказываются потери между пузырем и стенкой трубки. Есть у меня идейка, насос без движущихся частей, принцип банально прост и бесшумный, если интересно расскажу. Только я в расчетах не силен, не знаю кпд.
Владимир ромашов по профессии приходится сталкиваться с аэролифтами, кпд лучше если вход воздушной трубки распологается от входа жидкости на расстоянии равном диаметру транспортной трубки
михаил иванов игорь. А что если по обе стороны оси на статоре магниты разместить конически и чередуя полюса так же на роторе по обе стороны только обратной конусностью образуя эффект игольчатого соединения и без центрального стабилизатора.
Евгений викторович здравствуйте. Подскажите пожалуйста. Такой вопрос. Сливаются шлангом воду из аквариума длинна шланга 15 метров. Он идёт в ванную. Напор очень слабый и не до конца высасывает мусор. Подскажите пожалуйста как увеличить напор?
Иван юрченко +игорь белецкий (investigator) а можно сделать немного по другому- закрыть как нибудь крышку и поставить трубку с воздухом и подъёмную на расстоянии и будет подниматься но без воздуха- работает это так в бутылке создаётся повышенное давление и тем самым вода поднимается по трубке)
docktor serg огонь! У меня по такому принципу поднималась вода в аквариуме в фильтр но! Никогда не думал что ее можно таким способом поднять так высоко! Тем более не думал что нефтяной насос не качает а вдувает в скважину. Спасибо!
Игорь белецкий а что вы имеете ввиду под этой обработкой, я лично ничего такого значительного об этом не слышал и каких то физических эффектов связанных с этим не помню. В сильном магнитном поле будет примагничиваться абсолютно всё и вода тоже, но что бы она при этом меняла свои свойства не слышал. Этим чумак занимается.
игорь белецкий да я бы не против, но для такого уровня изделий нужны серьёзные материальные возможности, у меня миллионеров в семье нет. Стирлинги такого масштаба не делаются на коленке.
игорь белецкий можно поднимать практически на любую высоту, главное не забывать погружать поглубже. У меня в конце видео вода поднимается на 2, 5 метра при погружении на 50 см.
Елена синицына +alex tango да, так кстати, скважины бурят. Только в данном случае поднимается вода в воздухе, а при бурении — песок в воде, песок остаётся наверху, а воду возвращают обратно в скважину, обсадная труба при этом погружается вглубь грунта.
Эрлифтные насосы
— работают ли они?
В данной статье рассматривается практическое использование эрлифтов в аквакультуре и садовых прудах.
Небольшое понимание того, как это работает, облегчит применение и сделает его более эффективным. Сначала мы рассмотрим историю и теоретические основы, а затем практическое применение.
В 1786 году баварец Карл Эмануэль Лешер сообщил о своем наблюдении, что шахтная вода поднимается с нагнетаемым воздухом, после чего были проведены дальнейшие исследования этого явления. В следующем году он выпустил статью «Aerostatic Kunstgezeug» (1787 г.), описывающую практичный эрлифтный насос для горных работ.0003
Карл Лешер (1750-1813) экспериментировал, вдувая воздух из трубки диаметром 6 мм в погруженную в воду трубу длиной 283 мм и диаметром 120 мм. Он изучал эффект подъема воды в трубе и разработал эрлифтный насос для откачки воды из колодцев.
Лешер был многогранным человеком. После учебы в Горной академии во Фрайбурге он работал ассистентом геолога Авраама Вернера, освобождая известного врача от его утомительных административных обязанностей. Позже он получил квалификацию моделиста, проектировавшего мосты и устройства для добычи угля. Он взял на себя управление аптекой «Zum Schwarzen Elephants» («Черный слон») своего покойного тестя. Среди его изобретений — пожарная машина с быстрой разгрузкой, машина-губка для откачки воды из шахты, новаторский мост. конструкции, эрлифтный насос и «гигантский насос», широко используемые в нефтяных скважинах и по сей день.
Он был плодовитым писателем и освещал широкий круг вопросов, от инженерных до горных работ; переходы кристаллизации в окаменелостях, структуру кристаллов и их образование, а также усовершенствования процесса цианирования для извлечения золота и серебра из руды. Он писал о «математике для земляка» и даже отваживался на политические вопросы. Характерной чертой его технических описаний было использование, казалось бы, бесконечных, сложных для понимания сложных предложений. [1] , [2]
На сегодняшний день насосный эффект эрлифтов широко используется в аквакультуре для перекачки, циркуляции и аэрации воды в замкнутых, оборотных системах и прудах. Он находит множество применений в таких разнообразных областях, как очистка промышленных сточных вод, горнодобывающая промышленность, дноуглубительные работы, подводная археология, спасательные операции и сбор научных образцов. Более экзотическим применением может быть добыча алмазоносного гравия на поверхность вдоль западного побережья Африки, как показано на рис. 1.
Ближе к дому видно, как уровень воды как бы поднимается над воздушным камнем [3] или аэрируемым куполом в пруду. Фактически это работающий эрлифт без стояка. [4] Эрлифты могут быть очень эффективными транспортерами воды, и в зависимости от сантехники, дополнительных функций и конструкции пруда для циркуляции, аэрации и фильтр для пруда [5] .
Рисунок 1. Добыча полезных ископаемых с помощью эрлифта
Почему воздушные перевозки работают?
Даются различные объяснения такого эффекта, как «пузырьки воздуха действуют как пневматические поршни, выталкивающие или втягивающие () воду» или «вязкое сопротивление» пузырьков, когда они поднимаются и расширяются по погруженной в воду трубе. Эти объяснения излишние и с простой концептуальной точки зрения, потому что они не предлагают много теоретической основы. Однако из области статики жидкости легко вывести основную формулировку, описывающую это явление. (позже мы вернемся к аналогии с «пневматическими поршнями».)
Рис. 2. Демонстрация принципа эрлифта .
На рис. 2 показано, что происходит, когда воздух вводится в нижнюю часть погружной трубы. Вода в трубке будет подниматься за счет «подъемной силы» или «напора», что зависит от глубины погружения, диаметра трубки и количества вводимого воздуха.
Из статики жидкости можно написать: ч м г м = ч с г л (1.1)
Где ч м = высота воздушно-жидкостной смеси в трубе
г м = удельный вес смеси жидкость-воздух в трубке[6]
h s = высота погруженной в воду трубки , откуда поступает воздух
г л = удельный вес жидкости вне трубки
(Очень помогает то, что удельный вес является безразмерной величиной. )
Поскольку удельный вес водовоздушной смеси меньше удельного веса воды, вода будет подниматься в трубке до тех пор, пока не будет выполнено уравнение 1.1. Это демонстрирует принцип. Только разница в плотности вызывает подъемную силу, подобно тому, как масло всплывает на поверхность воды.
В этом математическом утверждении 1.1 также «спрятан» тот факт, что единственная энергия, необходимая для создания разницы высот, какой бы малой она ни была, — это преодоление давления из этих пузырьков при давлении воды на выбранной глубине. Если у вас есть разница в высоте, у вас есть потенциальная энергия, и гравитация может быть использована для выполнения работы.
Рисунок 3 – Принципы эрлифта
Поэтому, если мы позволим воде «переливаться» или «вытекать» из трубы, как показано на рисунке 3, создается восходящий поток. Когда у вас есть поток, у вас есть инерция, и какой бы малой она ни была, небольшая дополнительная инерция со временем может вскоре привести в движение большой водоем. Вот почему это работает и почему у нас есть помповое действие.
Из стандартной обработки уравнения 1.1 был выведен минимальный расход воздуха, необходимый для начала откачки[7]
Из этого мы можем сделать вывод о минимальных требованиях к воздушному насосу для начала работы при определенном напоре с точки зрения расхода и давления. Таким образом, мы можем установить основные факторы, способствующие течению воды.
Мы также можем видеть, что если h S , глубина погружения равна максимальной высоте смеси h m , особым условием является случай, когда M S равно 1 и поток Q am невозможен. Именно то, что мы интуитивно ожидаем. Кроме того, это разница в весе двух жидкостей, управляющих процессом.
Теперь, когда насос перекачивает, предыдущая статическая схема заменяется динамической моделью, и на движущуюся жидкость воздействуют всевозможные дополнительные факторы. Предсказуемость прекращается. Скорость потока влияет на трение в трубе, на которое влияют диаметр трубы, материал, из которого она изготовлена, отделка внутренней поверхности (рабочих поверхностей) насоса, вязкость жидкости, температура и другие физические свойства жидкости. жидкость.
Наконец, что важно, размер пузырьков, количество пузырьков, скорость образования пузырьков, скорость образования пузырьков по отношению к потоку, динамика пузырьков и динамика потока — все это факторы, превращающие почти линейную зависимость между скоростью насоса и расходом воздуха в полиномиальную кривую.
Рисунок 4 – Скорость подъема в зависимости от размера пузырьков в стояке.
Легко заставить эрлифт работать, трудно предсказать оптимальные условия для различных конструкций, которые мы разрабатываем. Получить самый энергоэффективный насос с самым высоким подъемом и самым большим расходом не так-то просто. Эти факторы работают друг против друга, и мы должны соответствующим образом определять наши потребности и проектировать.
Продолжение следует через день…
Серваас де Кок 23 августа 2015 г.
(Для тех, кто хочет поэкспериментировать, выберите воздушный насос, работающий на наиболее эффективной и безопасной части рабочей кривой, чтобы преодолеть прогнозируемое давление воды. Спросите, если вам нужен совет.
Дополнительная информация
[1] Фишер, Вальтер, «Лёшер, Карл Имануэль» в: New German Biography (1987) 15, С. 64 ф [электронная версия]; Проверено 15 августа 2015 г. URL: http://www.deutsche-biographie.de/ppn117156299.html
.
[2] Википедия. Карл Эмануэль Лешер. [онлайн-версия]; Проверено 15 августа 2015 г. URL https://de.wikipedia.org/wiki/Carl_Emanuel_Löscher
[3] Хотя обычно слово «воздушный диффузор» предпочтительнее слова «воздушный камень». Технически это звучит более правильно.
[4] Мы используем диффузор для подачи воздуха для аэробной активности в пруд, но ошибочно думаем, что вся аэрация является результатом контакта пузырьков воздуха с водой. В зависимости от конструкции пруда, размещения диффузора и количества нагнетаемого воздуха большая часть аэрации происходит за счет течения, создаваемого эффектом эрлифта, заменяющего богатую кислородом поверхностную воду на бедную кислородом воду внизу.
[5] Опыт автора. Необходимо, конечно, проектировать с учетом достаточного количества кислорода для аэробных процессов, требуемых рыбной нагрузкой, режимом кормления и биологическими фильтрами.
[6] Удельный вес: отношение плотности вещества к плотности (массе той же единицы объема) эталонного вещества. Эталонным веществом почти всегда является вода при температуре 4 ° C (самая плотная) и давлении в одну атмосферу. Удельный вес воды в этом состоянии равен 1,00.
[7] Todoroki, I., Y. Sato, and T. Honda, 1973, Performance of Airlift Pumps , Bulletin of JSME, Vol. 16, стр. 733-740.
также
Castro, W.E., Zielinski, P.B., Sandifer, P.B., (1975), Рабочие характеристики эрлифтных насосов , Собрание Всемирного общества марикультуры, 6: 451-460
Никлин, Д. Дж., (1963), Эрлифтный насос: теория и оптимизация, Труды Института инженеров-химиков, 41: 29-39.
Эрлифтный насос Martinez: подъем воды воздухом
[Примечание редактора: содержание этой статьи было адаптировано с разрешения Гленна Мартинеса из Olomana Gardens Hawaii. Автор этой статьи, Терри Стрэттон, вместе со своей женой Синди и главой научно-технического отдела Верноном Бердом служат штатными волонтерами в Университете Наций на Гавайях. Команда имеет более чем восьмилетний опыт работы с кампусным учебным центром Natural Farm, который включает в себя создание, эксплуатацию и обучение аквапонике и конфигурациям эрлифтных насосов для систем аквапоники малого и среднего масштаба на Гавайях и в других странах в условиях развития сообщества. Целью следующей статьи является введение концепции эрлифтного насоса и общий обзор конструкции. Добавлено несколько дополнительных ресурсов, а дополнительные вопросы можно направлять Терри Стрэттону по адресу t.[email protected].]
Введение
Рисунок 1: Система аквапоники, работающая на водяном насосе Airlift в Учебном центре Natural Farm, Университет Наций, Гавайи.
Водяные насосы уже давно являются ключевым компонентом небольших ферм и представляют собой ценные трудосберегающие устройства, которые предлагают множество практических применений. Насосы различных типов регулярно используются для хранения и фильтрации воды, орошения, систем аквакультуры и многого другого. Хотя перекачка воды удобна и полезна, она требует затрат — от необходимого потребления энергии до регулярного обслуживания движущихся частей. Тем не менее, новые разработки в соответствующих технологиях насосов предлагают варианты, которые могут сэкономить деньги, повысить надежность, увеличить срок службы оборудования и предложить некоторые другие преимущества, которые будут представлены в этой статье.
Что такое эрлифтный насос?
Обычный водяной насос использует механическое вращение для непосредственного повышения давления и перемещения воды. Напротив, эрлифтные водяные насосы используют преимущества относительно более легкой плотности воздуха для подъема воды. До недавнего времени эрлифтные насосы были пригодны для подъема воды не более чем на 10–15 см, однако Гленн Мартинес с Гавайев с тех пор поделился с международным сообществом простыми в сборке конструкциями, которые могут легко поднимать воду на высоту от 2 до 3 метров. В определенных конфигурациях эти эрлифты могут поднимать воду намного выше, даже на 30 метров из подземного колодца. В этой статье основное внимание будет уделено только одной из его основных конфигураций, называемой эрлифтным насосом «труба в трубе» (рис. 2). Эта конфигурация чаще всего использовалась для подъема от 400 до 2000 литров воды в час на высоту от 1 до 4 метров, что делает ее очень полезной технологией для широкого спектра систем. Как заметят читатели, эта технология дает особые преимущества системам аквапоники, что и является предполагаемым использованием этих конкретных конструкций.
Рисунок 2: Технические характеристики примера конфигурации водяного насоса Martinez типа «труба в трубе». Фото: Гленн Мартинес из Olomana Gardens Hawaii.
Эрлифтный насос типа «труба в трубе» использует тот факт, что воздух, нагнетаемый под водой, расширяется в виде пузырьков по мере подъема на поверхность с увеличением объема на 10% с глубины 1 метр. Удерживая пузырьки внутри вертикальной трубы небольшого диаметра, эти пузырьки будут действовать как поршень или поршень шприца, поднимая порции воды вверх по мере их подъема. Задействованная физика заполнила бы множество технических статей, но чистый эффект — сильный восходящий поток воды и воздуха. Конструкция Мартинеса основана на теории о том, что большие пузырьки, а не облако маленьких пузырьков, наиболее эффективно поднимают воду.
История инноваций
Гленн Мартинес, новатор конструкции эрлифтного насоса «труба в трубе», много лет занимается обучением, проектированием и созданием систем аквапоники на своей ферме Olomana Gardens на Гавайях, а также на международном уровне в условиях развития. Он также регулярно консультирует по проектам аквапоники, а несколько лет назад разрабатывал систему аквапоники для местной школы, где подача электроэнергии должна была быть дорогой. Чтобы сделать систему более доступной, он изобрел (или, как любит говорить Гленн, «открыл заново») способ подъема воды из аквариума в аквапонику с помощью инновационной конфигурации воздушного насоса. Вместо того, чтобы прокладывать электрический кабель в глубокой траншее через школьный двор, все, что требовалось, — это неглубокая канава для воздуховода, которую ученики быстро вырыли. В канаве была установлена 1-дюймовая труба из ПВХ, соединяющая систему с небольшим воздушным компрессором мощностью 60 Вт, расположенным через дорогу в запираемом классе. Как оказалось, эрлифтный насос, который придумал Гленн, имел множество преимуществ для систем аквапоники и других ситуаций, когда необходимы недорогие и надежные методы подъема воды.
Преимущества эрлифтных насосов
Безопасность
Как показано в приведенной выше истории, обычный водяной насос требует, чтобы электричество было расположено недалеко от источника воды. Электричество и вода, как мы хорошо знаем, могут быть опасной комбинацией, особенно в присутствии детей. Безопасность в отношении электричества в воде должна быть смягчена и серьезно относиться к любым условиям. The Times of India сообщила, что каждый день в Индии на электрическом стуле погибает до 30 человек. Один стажер, работавший над нашими проектами на Филиппинах, недавно обратился к нам за советом, когда его дважды ударило током с помощью обычного насоса; у него просто не было большого опыта работы с электроприборами, в том числе, как расположить удлинители так, чтобы они оставались сухими в сезон дождей. Схемы прерывания замыкания на землю (GFI), если они доступны, могут снизить риск, но имеют тенденцию срабатывать в неподходящее время и требуют ежемесячного тестирования. В качестве альтернативы компрессор для эрлифтного насоса можно легко установить на безопасном расстоянии от воды, чтобы устранить эту потенциальную опасность, что существенно снижает риск. Работники по развитию сообщества могут счесть эту особенность эрлифтных насосов особенно полезной для обеспечения безопасности.
Аэрация воды
Одним из больших преимуществ эрлифтных водяных насосов является их способность аэрировать воду по мере ее подъема. Это может быть очень полезной функцией при включении в системы производства рыбы или в других сценариях, где условия качества воды улучшаются за счет большего количества растворенного кислорода. В некоторых небольших системах аквапоники с низкой плотностью посадки рыбы только эрлифтный насос обеспечивает достаточное количество растворенного кислорода для удовлетворения потребностей рыб. Используемый вместе с обычным аэрационным насосом и аэрационными камнями, эрлифтный насос может обеспечить дополнительное количество растворенного кислорода и защитить рыбу от потери из-за низкого уровня растворенного кислорода.
Сокращение объема технического обслуживания и повышение надежности
Погружные водяные насосы и обычные внешние насосы подвержены засорению и нуждаются в периодической очистке, включая разборку. Кроме того, песок и песок, которые они всасывают, в конечном итоге изнашивают компоненты, что часто требует замены насоса. Конструкция эрлифтного насоса Martinez может работать не только с мелкими абразивами, но и с мусором, размер которого почти равен диаметру внутренней трубы (от 1 до 1 1/2 дюйма). Это означает, что мелкая рыба, скопления водорослей, несъеденный корм для рыб и т. д. просто выносятся насосом вверх и наружу. В одной из наших систем аквапоники мы провели испытание, в ходе которого бросили 20 кг кофейной гущи в резервуар, чтобы проверить способность эрлифта функционировать без засорения; впечатляюще, он прошел без проблем. В этом видео Гленн демонстрирует способность работать с гравием и другим мусором.
В то же время воздушный компрессор, самый дорогой компонент эрлифтного насоса, невосприимчив к воде. Пресная вода, соленая вода и вода с отложениями для этого насоса одинаковы, поскольку он находится отдельно от источника воды. Кроме того, в случае опорожнения резервуара обычным погружным насосом он быстро выйдет из строя из-за перегрева — воздушный компрессор в эрлифтном насосе просто продолжит работать, готовый к возврату воды.
Мембранные воздушные компрессоры
, идеально подходящие для эрлифтных насосов, также очень легко ремонтировать. Как правило, для замены диафрагм, которые изнашиваются каждые несколько лет, достаточно отвертки. Это просто и намного дешевле, чем замена всего обычного насоса. Кроме того, заменить или переместить компрессор можно так же просто, как отвинтить и снова подсоединить садовый шланг.
Другие преимущества эрлифтного насоса
В некоторых местах водяной насос уязвим для кражи или вандализма. Поскольку 1-дюймовая труба из ПВХ или отрезок шланга большего диаметра оказывают очень небольшое сопротивление воздушному потоку, воздушный компрессор может быть расположен на расстоянии, заперт отдельно в здании или ящике для хранения.
Эрлифтные насосы
также могут сэкономить деньги за счет меньшего потребления электроэнергии. Мы заменили один погружной насос мощностью 200 Вт на воздушный компрессор мощностью 80 Вт для работы эрлифта. Более низкая потребляемая мощность делает систему с питанием от солнечных панелей более осуществимой. Компания Glenn настроила обычные насосные системы с нагнетанием воздуха, чтобы значительно сократить расходы на подъем воды на высоту 8-10 метров. У нас пока нет опыта в этом, но мы видели, что самодельные эрлифтные насосы также могут быть сконфигурированы для откачки подземных колодцев, где характеристики сопротивления засорению и простоты ремонта будут особенно ценными.
Конструкция эрлифтного насоса «труба в трубе»
Возможны эрлифтные системы большего объема, которые могут быть оснащены воздушными компрессорами разного размера с трубами соответствующего размера. Наши 110-вольтовые компрессоры имеют мощность от 35 до 110 Вт. Выбор компрессора определяется несколькими факторами, включая высоту, на которую необходимо перекачивать воду, и желаемый объем воды на выходе. Для типичной конфигурации аквапоники «труба в трубе» требуется только воздушный компрессор, способный генерировать начальное давление 5 фунтов на квадратный дюйм (35 кПа), а затем постоянно работать при давлении около 2 фунтов на квадратный дюйм (14 кПа). Компрессоры, на которых работают наши системы аквапоники, производят от 30 до 100 литров воздуха в минуту. На приведенной ниже диаграмме видно, что конечная производительность насоса по объему воды зависит не только от размера компрессора, но и от нескольких других переменных (таблица 1). Компрессор на 100 л/мин не подает больше воды, потому что он качает выше из неглубокой скважины. Мы стремимся переворачивать объем наших аквариумов не реже одного раза в два часа, и этих насосов более чем достаточно для этого. Магазины снабжения для прудов или более крупные точки снабжения аквариумов могут иметь предпочтительные компрессоры диафрагменного типа (или, альтернативно, поршневые воздушные компрессоры) для этого применения.
Таблица 1: Примеры конфигурации и производительности эрлифтных насосов в UofN Kona.
Критические аспекты проектирования
Впускная труба
Описывая одну из ключевых особенностей конфигурации «труба в трубе», Гленн Мартинес дал следующую подсказку:
Рис. 3: Важные аспекты конструкции всасывающей части насоса, расположенной на дне отстойника. (A.) Было обнаружено, что воздухозаборные «щели» более эффективны, чем множество просверленных отверстий: желтые стрелки обозначают воздух, а синие стрелки — воду. (B.) Изогнутое дно предотвращает засорение впускной трубы. (C.) Конфигурация воздухозаборного узла.
«Последняя версия конфигурации «труба в трубе» избавлена от сверления множества маленьких отверстий. Принято считать, что множество крошечных пузырьков воздуха вытесняют плотность воды, поэтому более легкая вода «всплывает». Однако во время недавней поездки на Филиппины у нас не было ни крошечного бура, ни мотора. У меня была только ножовка, поэтому я просто сделал два пропила друг напротив друга во внутренней трубе лифта. Разрез был сделан на толщину полотна ножовки и примерно на 1 дюйм выше нижнего отверстия большей внешней трубы (рис. 3А)».
Получается, что при включении компрессора вода между наружной обсадной трубой и внутренней подъемной трубой «проталкивается вниз» до тех пор, пока не достигает двух противоположных щелей во внутренней трубе. Воздух входит в каждую щель (прямо напротив друг друга) и буквально режет воду, как нож. После разрезания воды воздушный поток поднимается вверх, одновременно поднимая всю воду во внутренней трубе. Эта порция воздуха поднимает всю воду во внутренней трубе и выходит как одна порция воды. После выпуска первого выброса воздуха, очищающего внутреннюю трубу от воды, в нижнюю часть насоса «труба в трубе» поступает дополнительная вода. После движения вода во внутренней трубе на 50% состоит из воздуха и намного легче, поэтому воздушному компрессору легче перекачивать воду.
Внутренняя труба открыта для исходной воды и срезана под углом, чтобы предотвратить ее полную блокировку (рис. 3В). Нижнее пространство под двумя воздушными прорезями и между внутренней и внешней трубой можно герметизировать без использования изображенных здесь муфты и втулки (например, с помощью изготовленной заглушки), но этот метод удобен при наличии деталей. При таком подходе внутренний «упор» на втулке должен быть спилен, чтобы позволить внутренней трубе полностью пройти через нее, сохраняя при этом герметичное уплотнение. То же самое касается другой втулки в верхней части внешней трубы.
Заявка на маломасштабную аквапонику
Типичное применение эрлифтного насоса, как в нашем учебном центре Natural Farm на Гавайях, требует подъема от 500 до 1000 литров воды в час, доступной для гравитационного потока через систему аквапоники (рис. 4). В этом случае эрлифтный насос является отличным вариантом, аэрируя воду, когда она поднимается в резервуар наверху. Мы обозначили эту установку для лучшего понимания практического расположения различных компонентов эрлифтного насоса 9.0003
Этот эрлифт перекачивает около 900 литров в час из бака IBC на высоту 1,8 метра в отстойник. Вертикальная 3-дюймовая труба из ПВХ подается через Т-образное соединение в резервуар IBC (рис. 3). Эта 3-дюймовая труба имеет заглушку на дне и служит своего рода «отстойником» для настоящего насоса «труба в трубе». Эта колодезная труба с эрлифтом типа «труба в трубе» внутри проходит на 80 см ниже уровня земли (глубина 1,5 метра была бы лучше, так как объемная производительность насоса увеличилась бы, и мы, вероятно, могли бы использовать меньший воздушный компрессор).
 5 до 7 м.
5 до 7 м.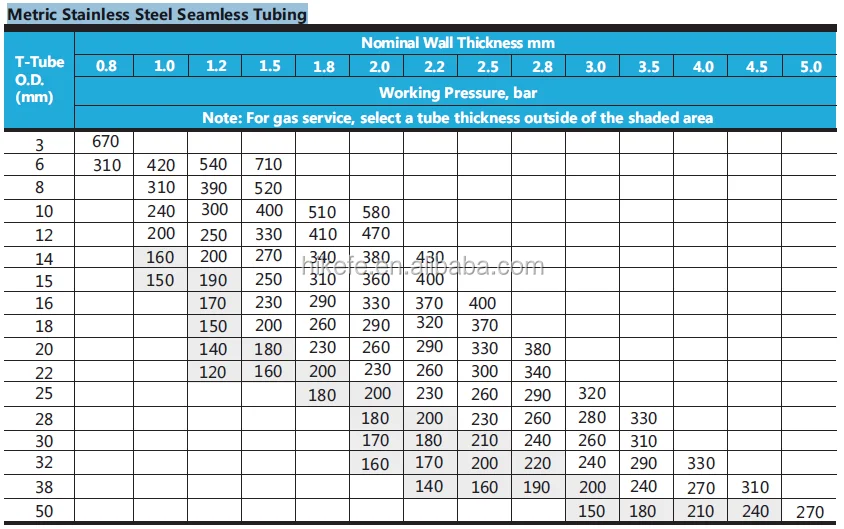
 Главная страница раздела: https://rdmetall.ru/prokat-nerzhaveuschiy/truba-nerzhaveyuschaya/.
Главная страница раздела: https://rdmetall.ru/prokat-nerzhaveuschiy/truba-nerzhaveyuschaya/.
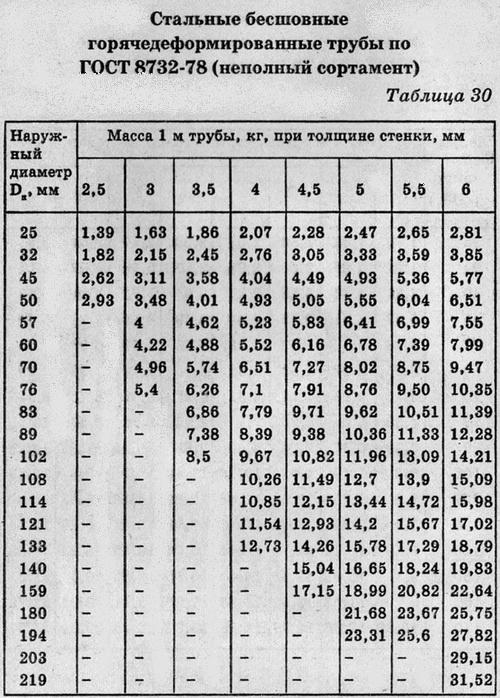
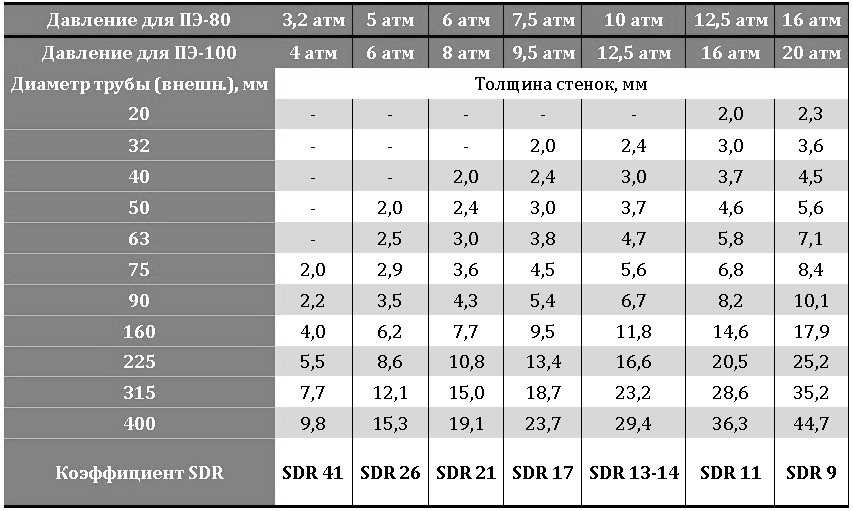 Электросварные трубы изготовить гораздо проще, и поэтому даже если Вы не нашли требуемого размера, ее всегда можно изготовить на заказ.
Электросварные трубы изготовить гораздо проще, и поэтому даже если Вы не нашли требуемого размера, ее всегда можно изготовить на заказ.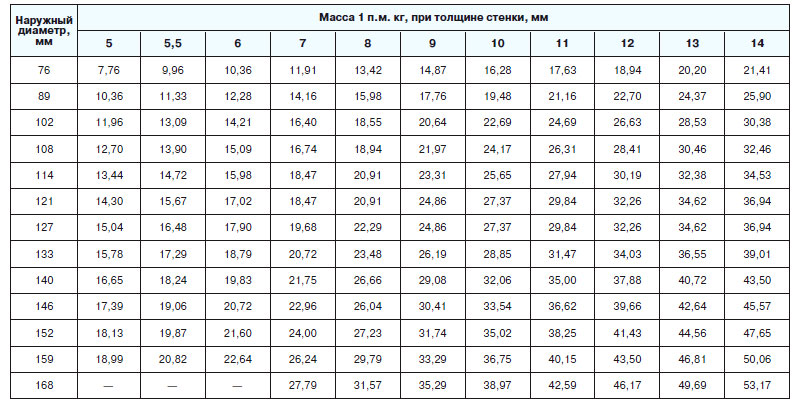
 10, 40, 80, 160
10, 40, 80, 160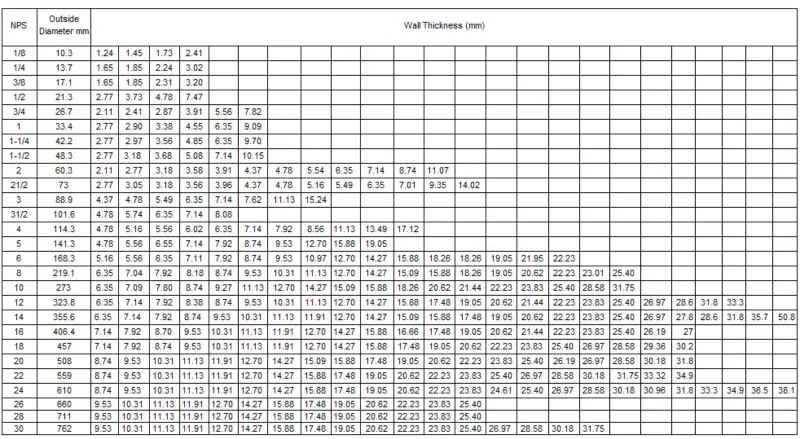 40, 80
40, 80 10, 40, 80
10, 40, 80
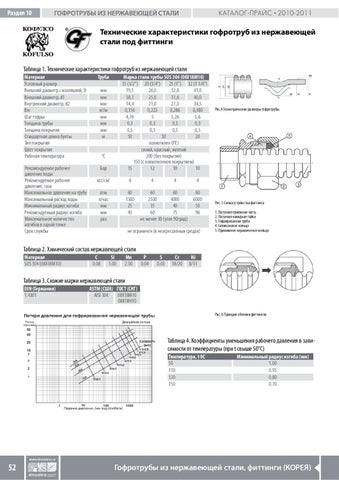
 Труба и трубка, с другой стороны, не одно и то же! Поскольку труба изначально предназначалась для транспортировки воды, ее внутренний диаметр был самым важным параметром. ID – это номинальный размер трубы. Таким образом, 1½-дюймовая труба имеет номинальный (примерно) внутренний диаметр 1½ дюйма, а не внешний диаметр 1½ дюйма. Труба часто изготавливается с меньшими допусками, и ее покупка дешевле. Однако в ограждениях и строительстве, где труба используется регулярно, ее часто называют по внешнему размеру, потому что фитинги, заглушки и другие детали чаще всего сопрягаются с внешней стороной трубы.
Труба и трубка, с другой стороны, не одно и то же! Поскольку труба изначально предназначалась для транспортировки воды, ее внутренний диаметр был самым важным параметром. ID – это номинальный размер трубы. Таким образом, 1½-дюймовая труба имеет номинальный (примерно) внутренний диаметр 1½ дюйма, а не внешний диаметр 1½ дюйма. Труба часто изготавливается с меньшими допусками, и ее покупка дешевле. Однако в ограждениях и строительстве, где труба используется регулярно, ее часто называют по внешнему размеру, потому что фитинги, заглушки и другие детали чаще всего сопрягаются с внешней стороной трубы.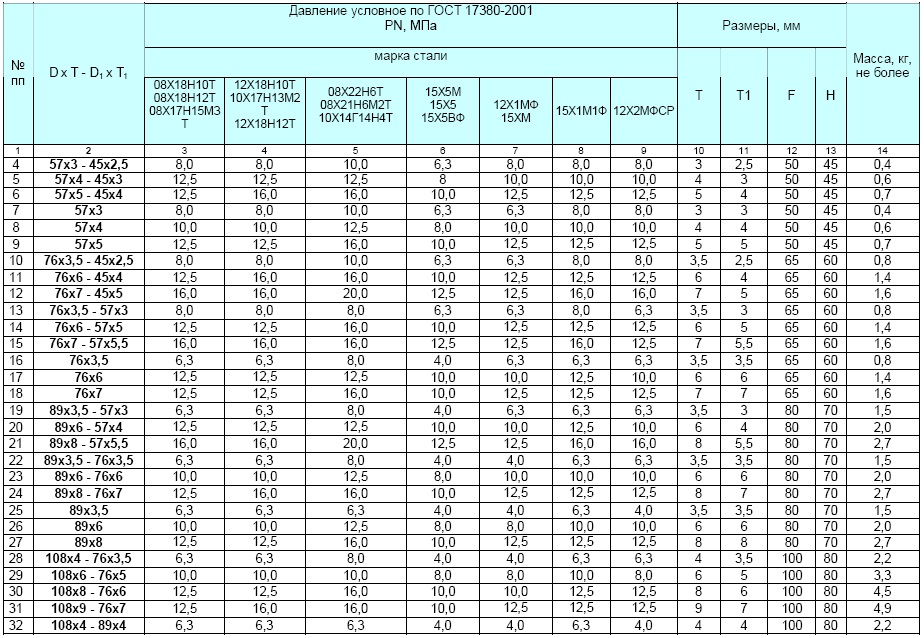 Фактическая толщина стенки любой таблицы варьируется в зависимости от размера трубы. 1-дюймовая труба Schedule 40 имеет толщину стенки 0,133 дюйма, а 2-дюймовая труба Schedule 40 имеет толщину стенки 0,154 дюйма.
Фактическая толщина стенки любой таблицы варьируется в зависимости от размера трубы. 1-дюймовая труба Schedule 40 имеет толщину стенки 0,133 дюйма, а 2-дюймовая труба Schedule 40 имеет толщину стенки 0,154 дюйма.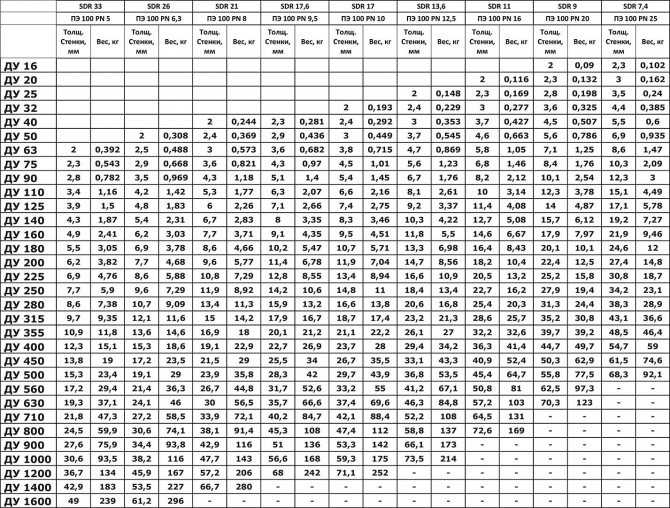 131
131 332
332 349
349 04
04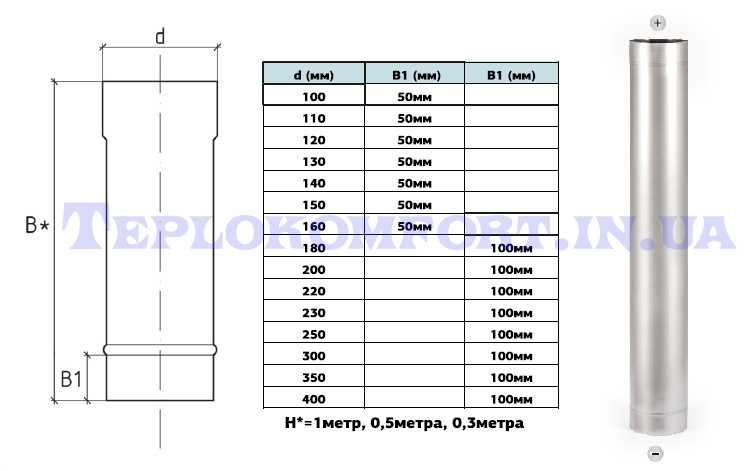 03
03


 Их стоит применять 3 дня;
Их стоит применять 3 дня;

 В этом списке одну из верхних строчек занимает профессия сварщика. Боль в глазах, возникающая из-за незащищенного взгляда на сварочный процесс, в медицине носит название электроофтальмия. Заметим, что опытные сварщики прекрасно знают об опасности данной проблемы и никогда не позволяют себе смотреть на сварочный процесс без защиты. Чего не скажешь о новичках. Сегодня рассмотрим, почему болят глаза от сварки и что можно делать для облегчения боли.
В этом списке одну из верхних строчек занимает профессия сварщика. Боль в глазах, возникающая из-за незащищенного взгляда на сварочный процесс, в медицине носит название электроофтальмия. Заметим, что опытные сварщики прекрасно знают об опасности данной проблемы и никогда не позволяют себе смотреть на сварочный процесс без защиты. Чего не скажешь о новичках. Сегодня рассмотрим, почему болят глаза от сварки и что можно делать для облегчения боли. Защитные очки и маски сварщиков снабжены защитными стеклами, которые не пропускают ультрафиолет и делают процесс безопасным для зрения.
Защитные очки и маски сварщиков снабжены защитными стеклами, которые не пропускают ультрафиолет и делают процесс безопасным для зрения. Происходит постепенное отмирание конъюнктива, роговица теряет цветность, отмечается полная потеря зрения.
Происходит постепенное отмирание конъюнктива, роговица теряет цветность, отмечается полная потеря зрения.
 Лучше обратиться к народным средствам, которые помогут снять болезненные симптомы безопасно для здоровья.
Лучше обратиться к народным средствам, которые помогут снять болезненные симптомы безопасно для здоровья. Хорошо помогает при помутнении глаза;
Хорошо помогает при помутнении глаза; Помните, что назначение тех или иных препаратов должен производить специалист на основе осмотра. Самовольный прием медикаментов при электроофтальмии может усугубить ситуацию вплоть до полной слепоты.
Помните, что назначение тех или иных препаратов должен производить специалист на основе осмотра. Самовольный прием медикаментов при электроофтальмии может усугубить ситуацию вплоть до полной слепоты.
 Вспышка сварщика относится к этому состоянию, когда оно вызвано УФ-лучами от сварочной горелки. Может возникнуть ощущение «солнечного ожога» глаз.
Вспышка сварщика относится к этому состоянию, когда оно вызвано УФ-лучами от сварочной горелки. Может возникнуть ощущение «солнечного ожога» глаз.
 Даже отражения ультрафиолета от белого песка на пляже могут вызвать фотокератит.
Даже отражения ультрафиолета от белого песка на пляже могут вызвать фотокератит.
 Лечение может включать в себя нанесение местной мази с антибиотиком, которая предотвращает бактериальную инфекцию.
Лечение может включать в себя нанесение местной мази с антибиотиком, которая предотвращает бактериальную инфекцию.
 Американская академия офтальмологии. ГлазВики . Апрель 2021 г.
Американская академия офтальмологии. ГлазВики . Апрель 2021 г. Сварщики постоянно работают с вредными лучами и машинами. Часто рабочие не считают необходимым носить защитные очки и необходимые СИЗ из-за дискомфорта и неосведомленности. Это обязательный шаг для ношения надлежащей защитной одежды для рабочих, работающих с опасным оборудованием. Может произойти ряд травм, связанных со сваркой, наиболее распространенными из которых являются:
Сварщики постоянно работают с вредными лучами и машинами. Часто рабочие не считают необходимым носить защитные очки и необходимые СИЗ из-за дискомфорта и неосведомленности. Это обязательный шаг для ношения надлежащей защитной одежды для рабочих, работающих с опасным оборудованием. Может произойти ряд травм, связанных со сваркой, наиболее распространенными из которых являются: Сварщики чаще страдают этим заболеванием, так как свет от сварочного аппарата попадает им в глаза, из-за чего дуговой глаз также широко известен как глаз сварщика. Люди, работающие сварщиками, должны больше знать об опасностях на рабочем месте и принимать необходимые меры предосторожности.
Сварщики чаще страдают этим заболеванием, так как свет от сварочного аппарата попадает им в глаза, из-за чего дуговой глаз также широко известен как глаз сварщика. Люди, работающие сварщиками, должны больше знать об опасностях на рабочем месте и принимать необходимые меры предосторожности. Но наблюдается постепенное нарастание симптомов. Симптомы аркоглаза зависят от интенсивности света, времени воздействия и типа источника света. Существуют различные диапазоны симптомов, сопровождающих дугообразные глаза:
Но наблюдается постепенное нарастание симптомов. Симптомы аркоглаза зависят от интенсивности света, времени воздействия и типа источника света. Существуют различные диапазоны симптомов, сопровождающих дугообразные глаза: Используйте холодные компрессы на веки, пока не получите медицинскую помощь.
Используйте холодные компрессы на веки, пока не получите медицинскую помощь.



 Лечите глаза таким образом в течение пятнадцати минут и повторяйте процедуру два раза в день.
Лечите глаза таким образом в течение пятнадцати минут и повторяйте процедуру два раза в день. Охлаждающий эффект огурца помогает снять большую часть раздражения, вызванного дуговым разрядом.
Охлаждающий эффект огурца помогает снять большую часть раздражения, вызванного дуговым разрядом. Извлеките чистый гель алоэ или купите гель и нанесите его на глаза. Это не только уменьшит раздражение, но и поможет излечить глаза и покраснение, поскольку обладает противовоспалительными свойствами.
Извлеките чистый гель алоэ или купите гель и нанесите его на глаза. Это не только уменьшит раздражение, но и поможет излечить глаза и покраснение, поскольку обладает противовоспалительными свойствами.

 При уменьшении поля до нуля кристалл остается поляризованным. Отрезок СО называют остаточной поляризацией.
При уменьшении поля до нуля кристалл остается поляризованным. Отрезок СО называют остаточной поляризацией.
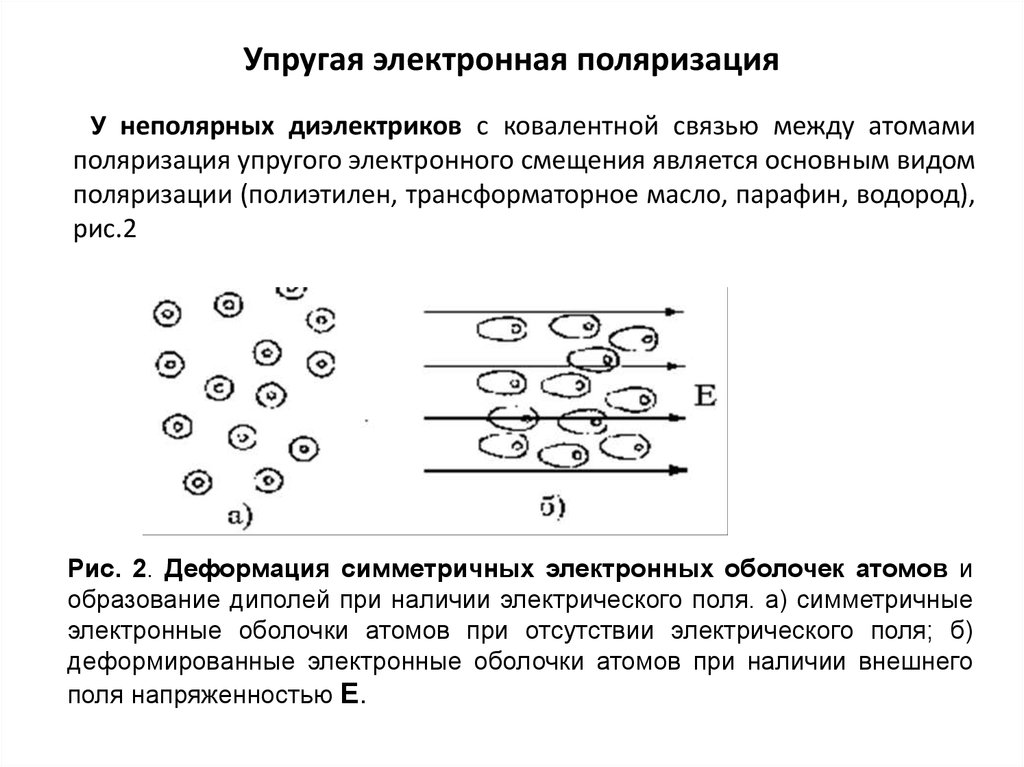
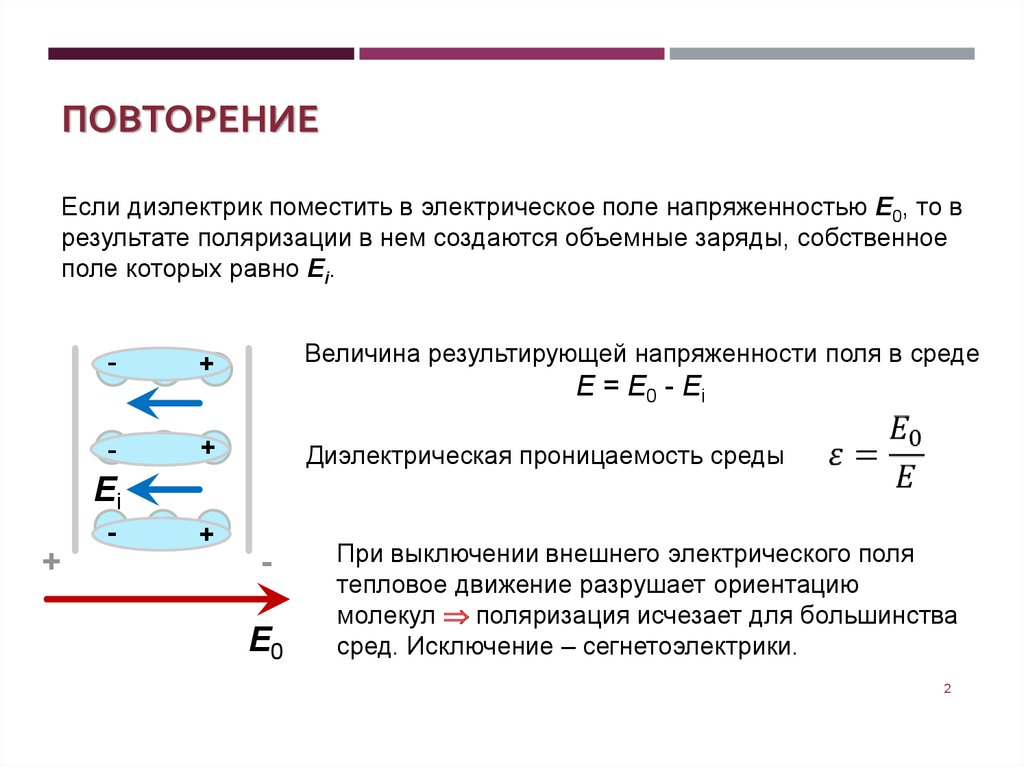 То есть, изменение поляризации диэлектрика не происходит, и пьезоэффект не возникает.
То есть, изменение поляризации диэлектрика не происходит, и пьезоэффект не возникает.

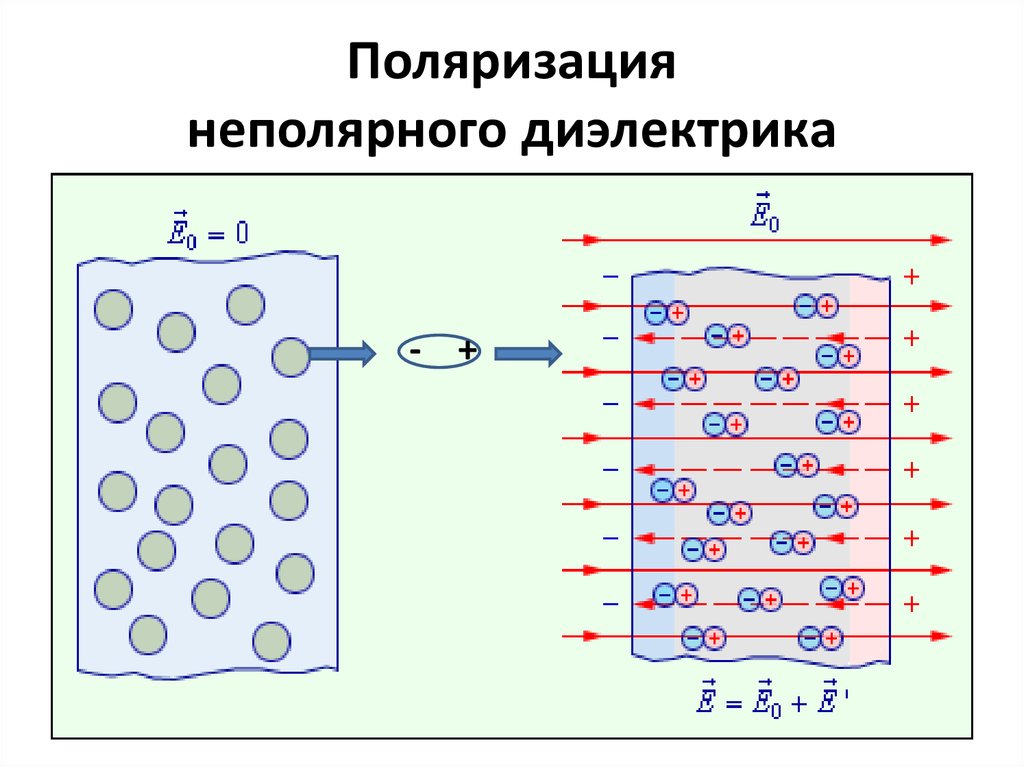 Технология производства минеральных диэлектриков и их видов значительно усовершенствована. Поэтому такие материалы уже вытесняют химические и натуральные диэлектрики.
Технология производства минеральных диэлектриков и их видов значительно усовершенствована. Поэтому такие материалы уже вытесняют химические и натуральные диэлектрики.
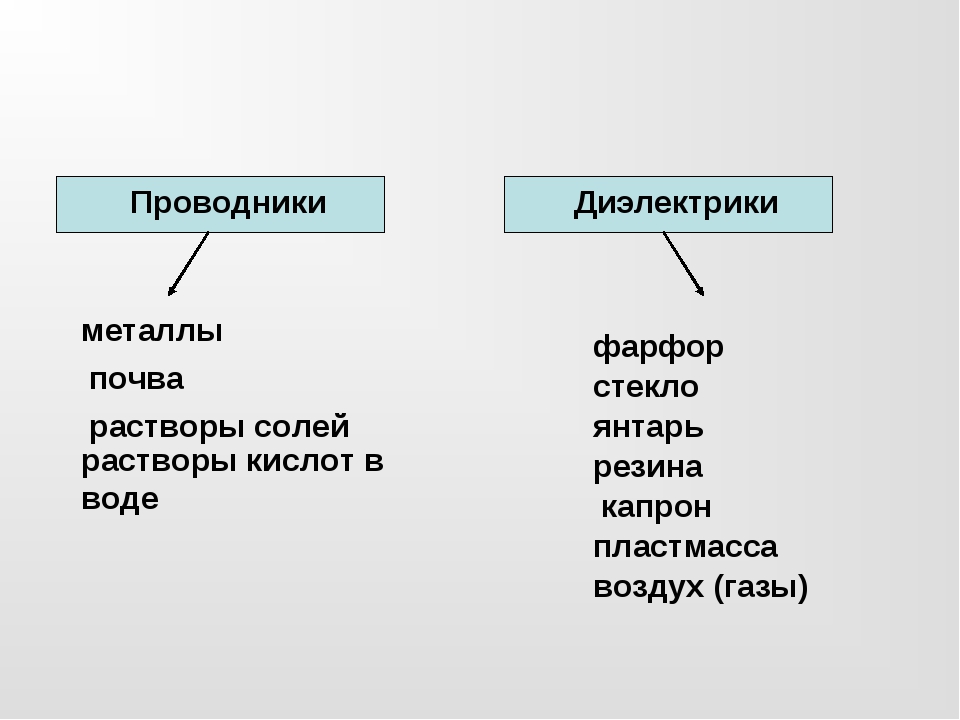
 Наиболее важное значение имеют высыхающие масла, которые могут при нагревании отвердевать. Тонкий слой масла на поверхности материала при высыхании образует твердую прочную электроизоляционную пленку.
Наиболее важное значение имеют высыхающие масла, которые могут при нагревании отвердевать. Тонкий слой масла на поверхности материала при высыхании образует твердую прочную электроизоляционную пленку.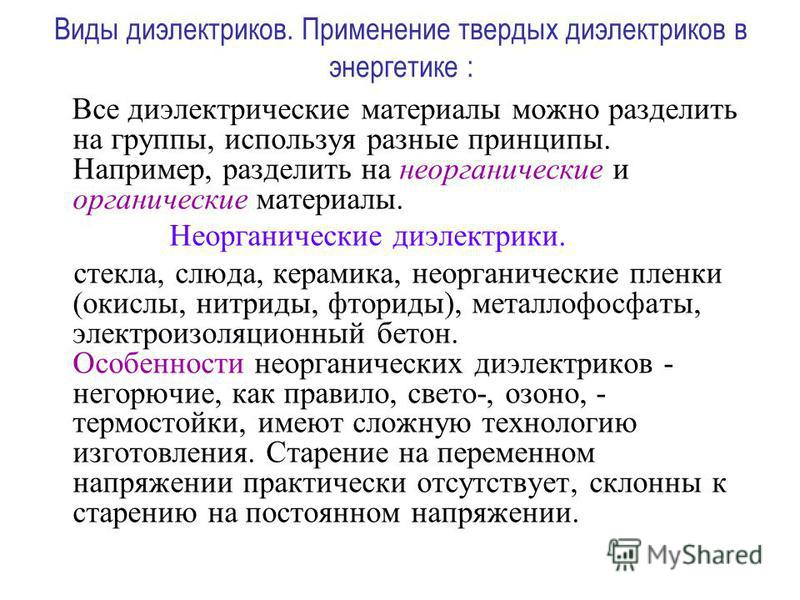 Касторовое масло легко растворяется в этиловом спирте, но нерастворимо в бензине.
Касторовое масло легко растворяется в этиловом спирте, но нерастворимо в бензине.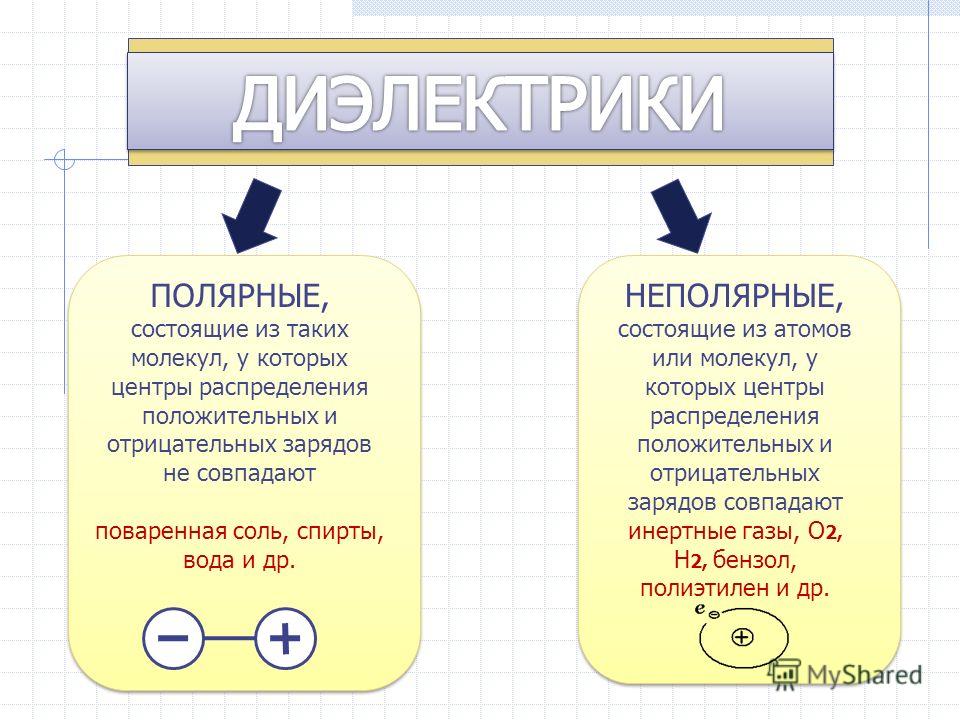
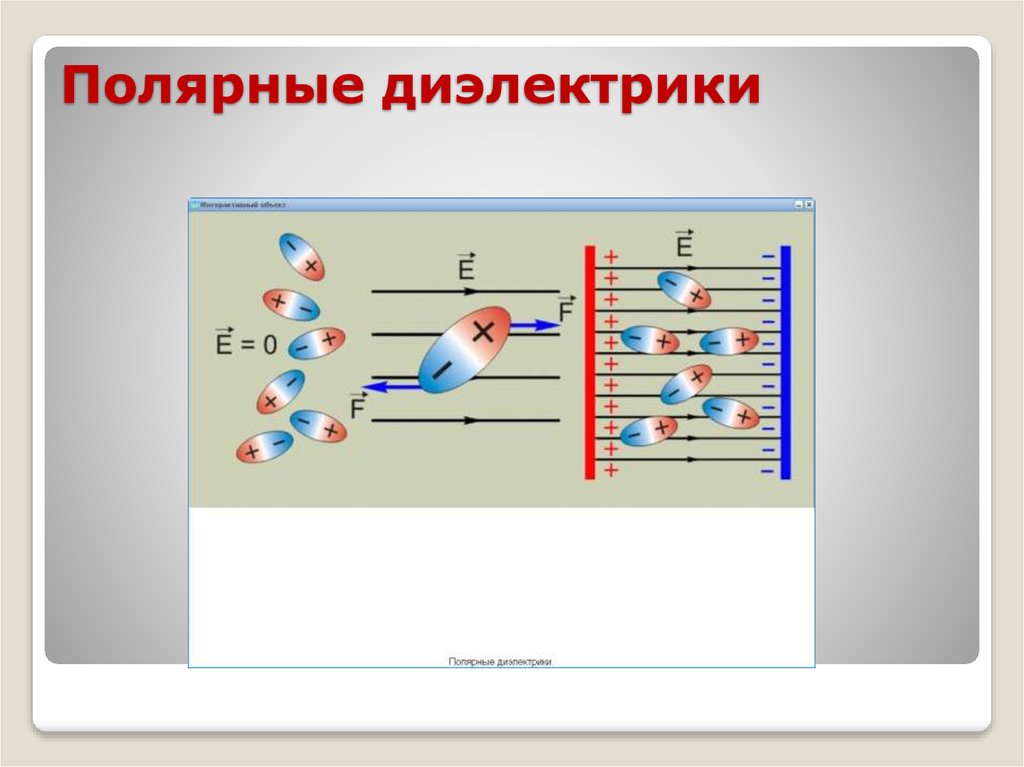
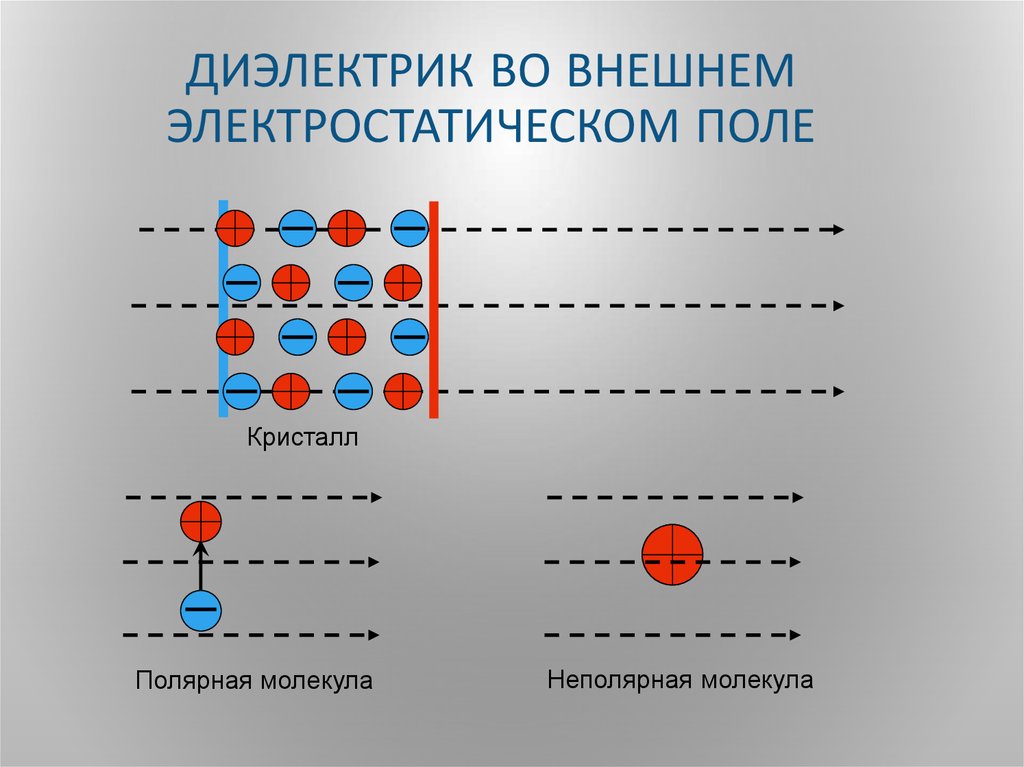
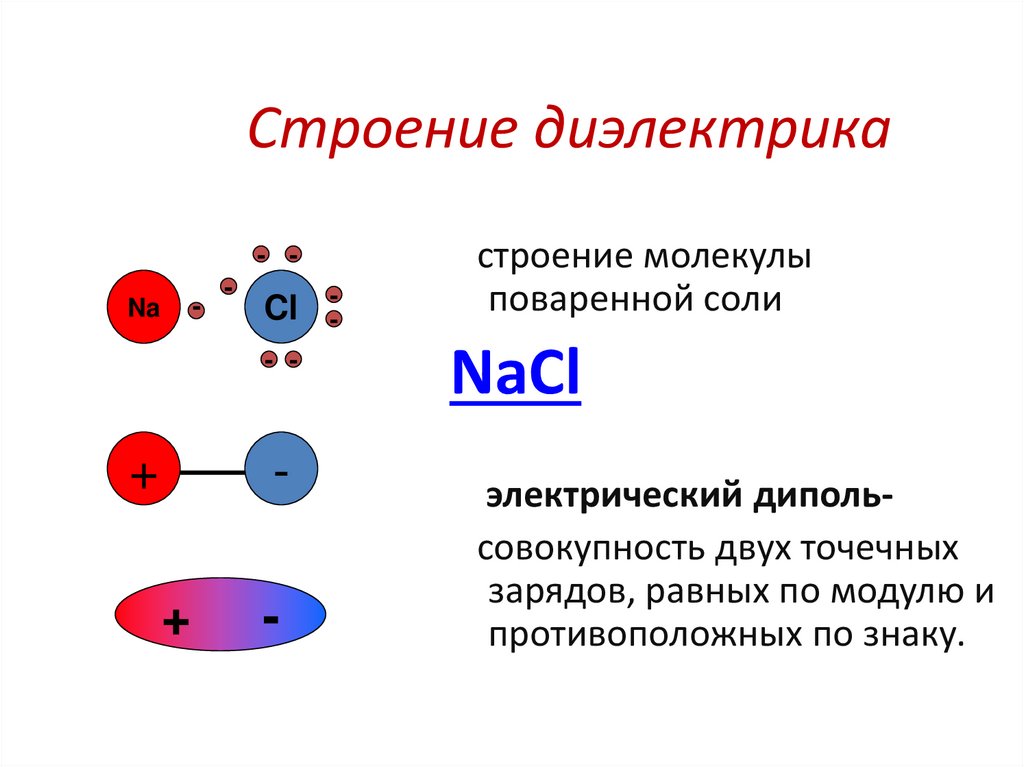 Это мы поняли. Двигаемся дальше. По принципу Паули каждая зона может вместить в себя ограниченное количество электронов. Сначала электроны будут заполнять нижние уровни, а когда эти ряды заполняться полностью, они будут заполнять верхние ряды.
Это мы поняли. Двигаемся дальше. По принципу Паули каждая зона может вместить в себя ограниченное количество электронов. Сначала электроны будут заполнять нижние уровни, а когда эти ряды заполняться полностью, они будут заполнять верхние ряды.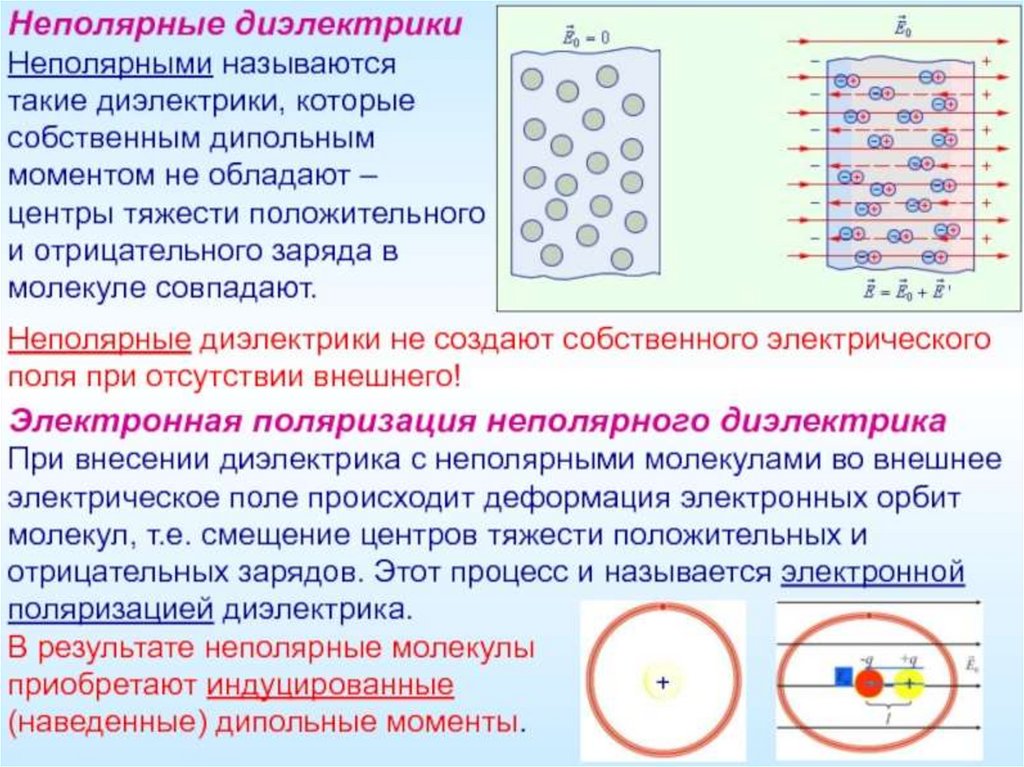
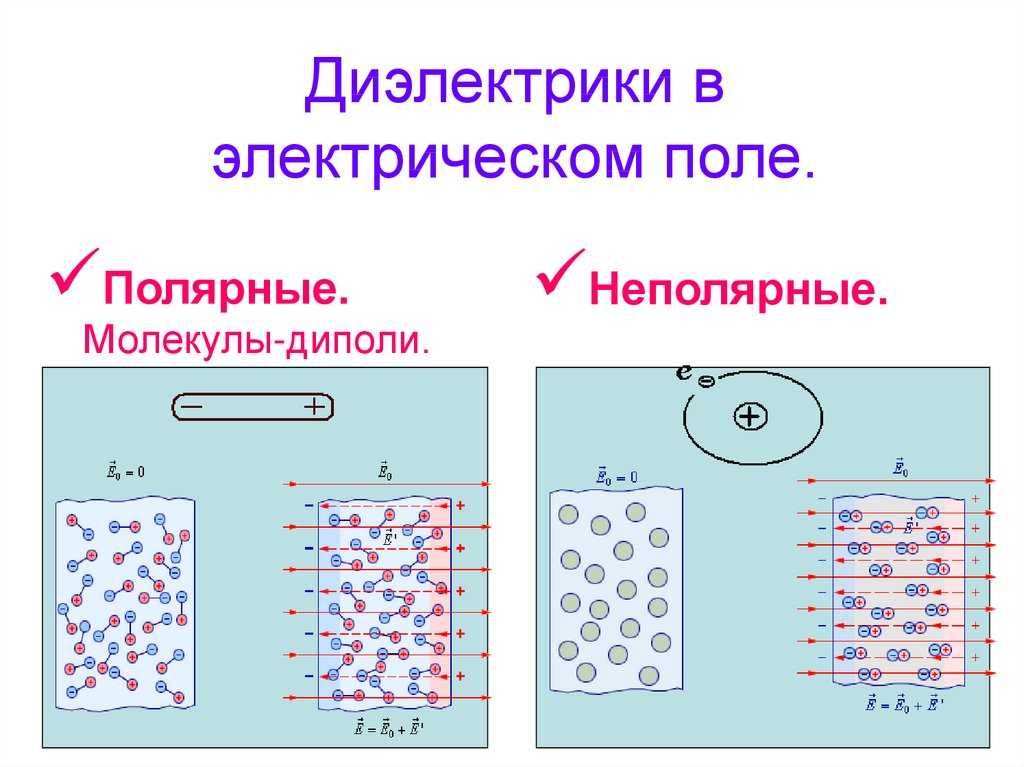 Почему так происходит?
Почему так происходит?
 Так вот, если поместить диэлектрик в электрическое поле, то заряды диэлектрика, из которых он состоит будут под воздействием некоторых сил, которые будут:
Так вот, если поместить диэлектрик в электрическое поле, то заряды диэлектрика, из которых он состоит будут под воздействием некоторых сил, которые будут: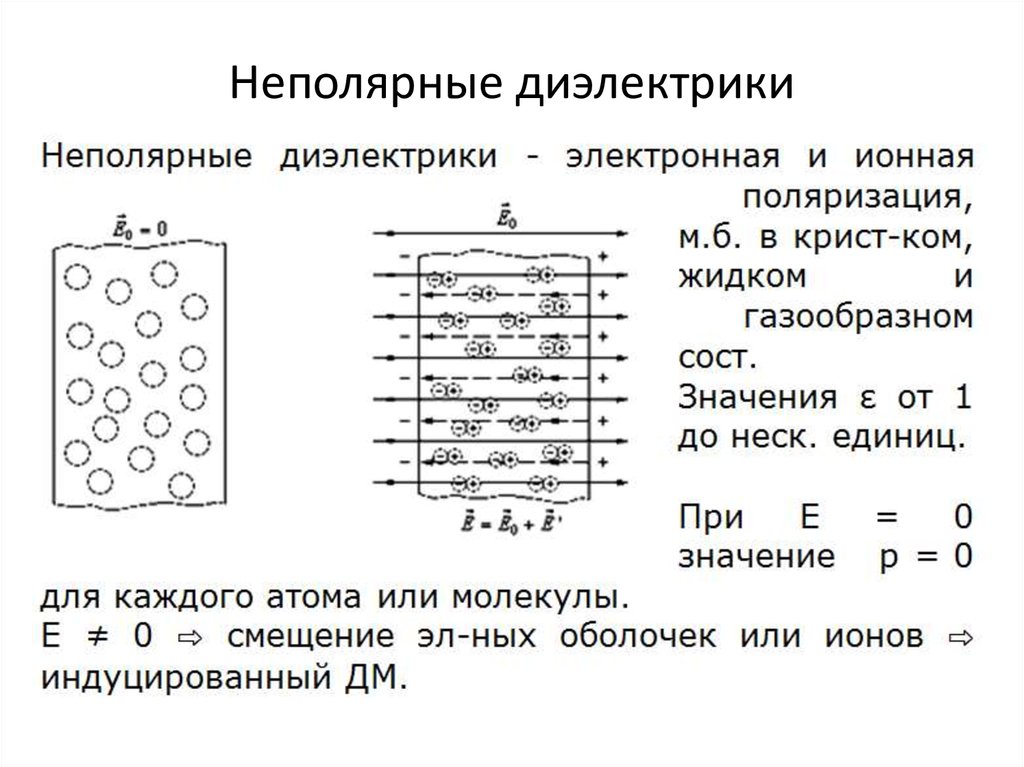 Как мы уже сказали ранее, для связанных зарядов время смещения гораздо меньше, а вот другие процессы протекают очень медленно.
Как мы уже сказали ранее, для связанных зарядов время смещения гораздо меньше, а вот другие процессы протекают очень медленно.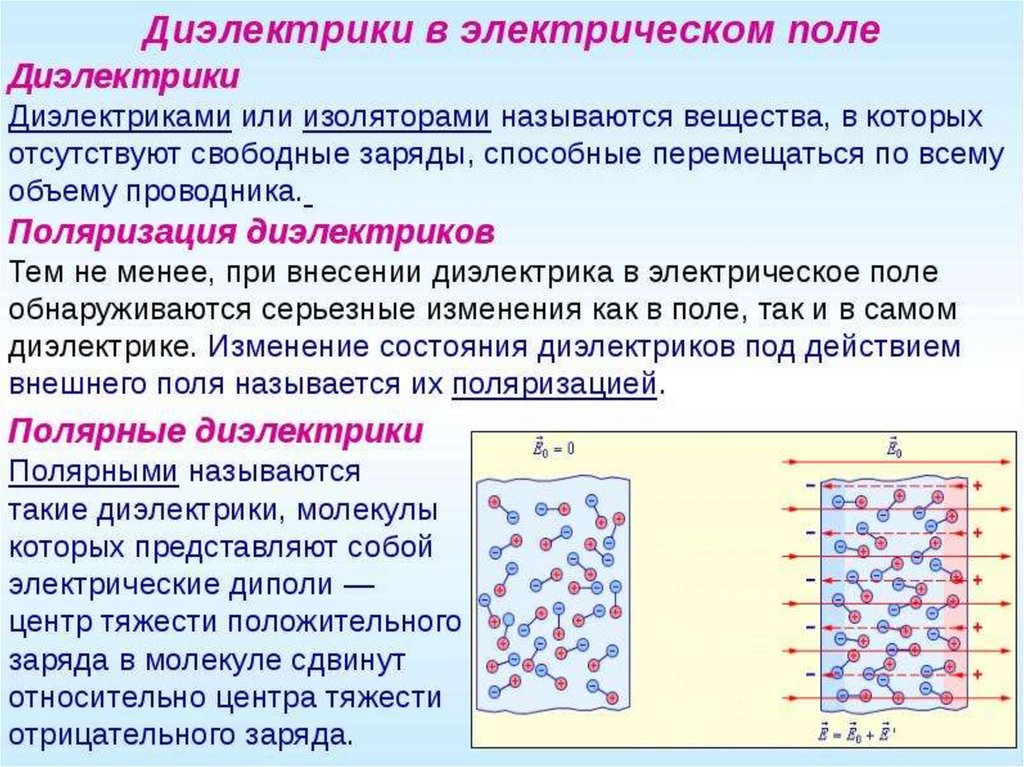
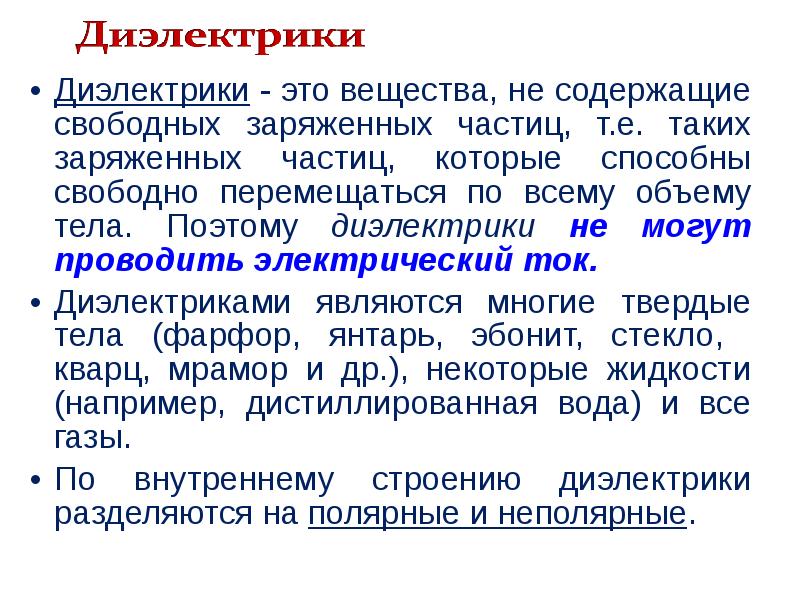 Вместе с ними стабилизируется и электропроводность.
Вместе с ними стабилизируется и электропроводность.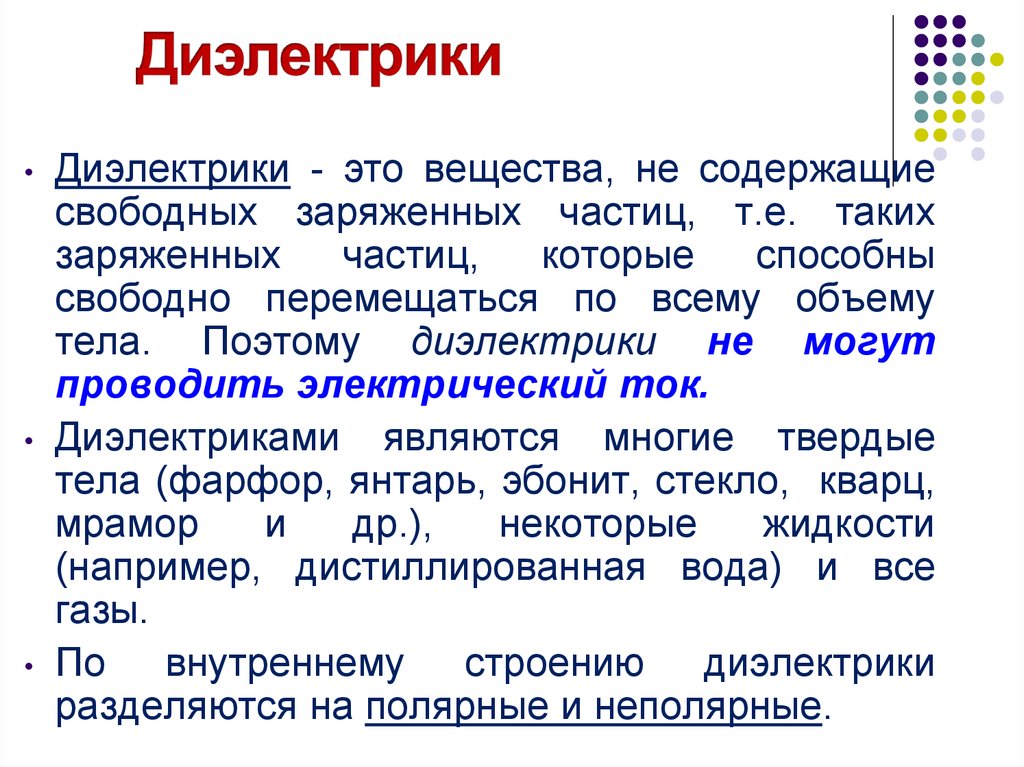 Это тоже происходит в двух случаях. Либо появление свободных зарядов обусловлено сбитием их другими движущимися зарядами, либо сбитием полем.
Это тоже происходит в двух случаях. Либо появление свободных зарядов обусловлено сбитием их другими движущимися зарядами, либо сбитием полем.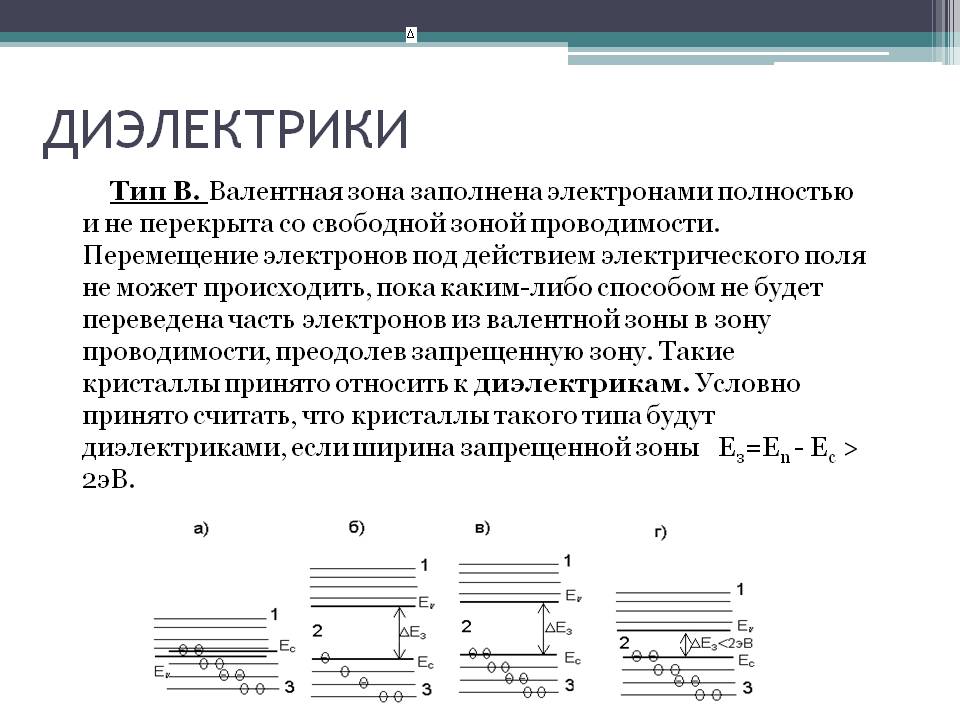
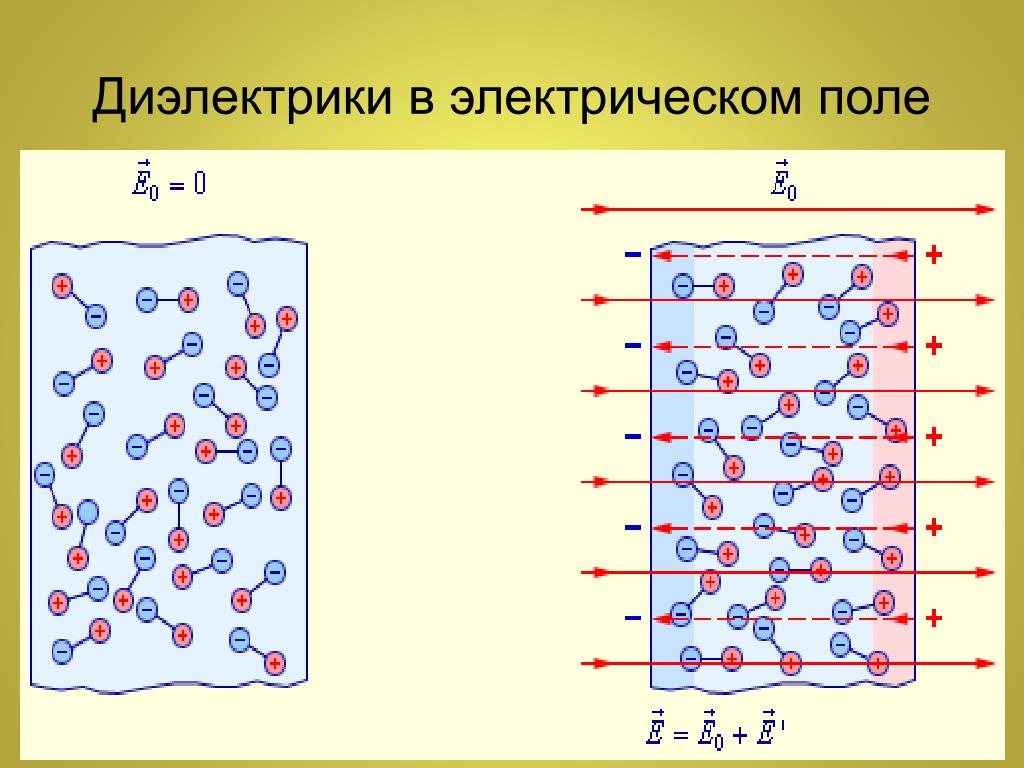 Поэтому можете считать, что вы уже знаете о них все, что нужно.
Поэтому можете считать, что вы уже знаете о них все, что нужно.
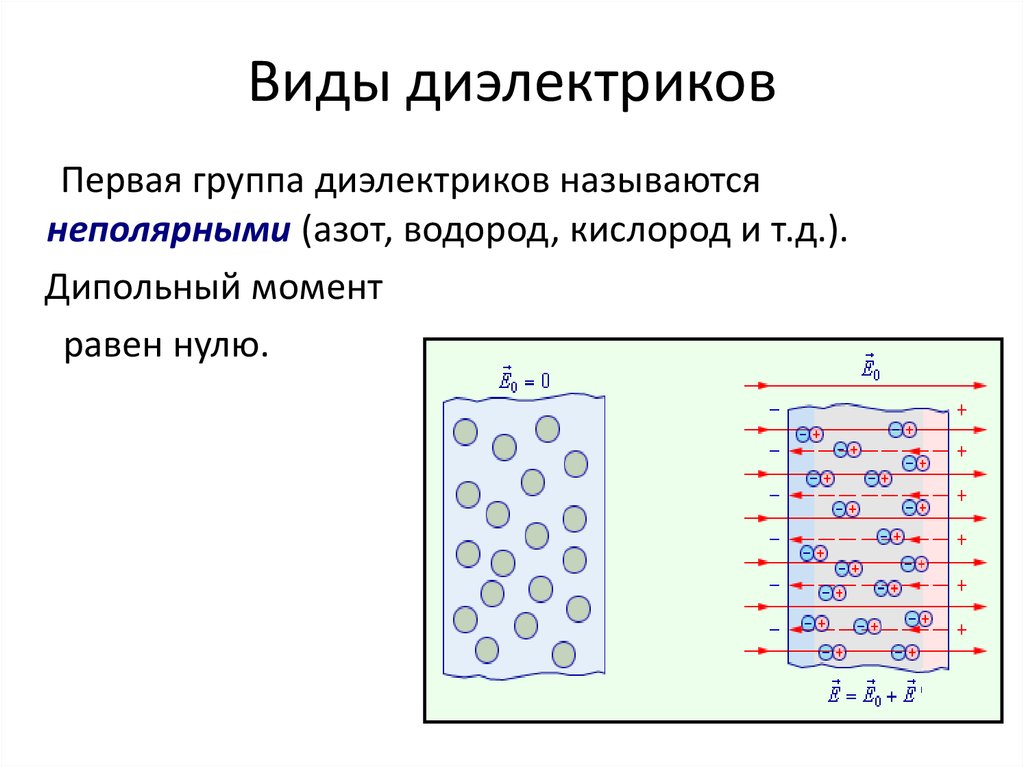 Самым же простым примером газообразного диэлектрика мы считаем воздух. Да-да, это тоже диэлектрик, причем еще и тепло может отводить.
Самым же простым примером газообразного диэлектрика мы считаем воздух. Да-да, это тоже диэлектрик, причем еще и тепло может отводить.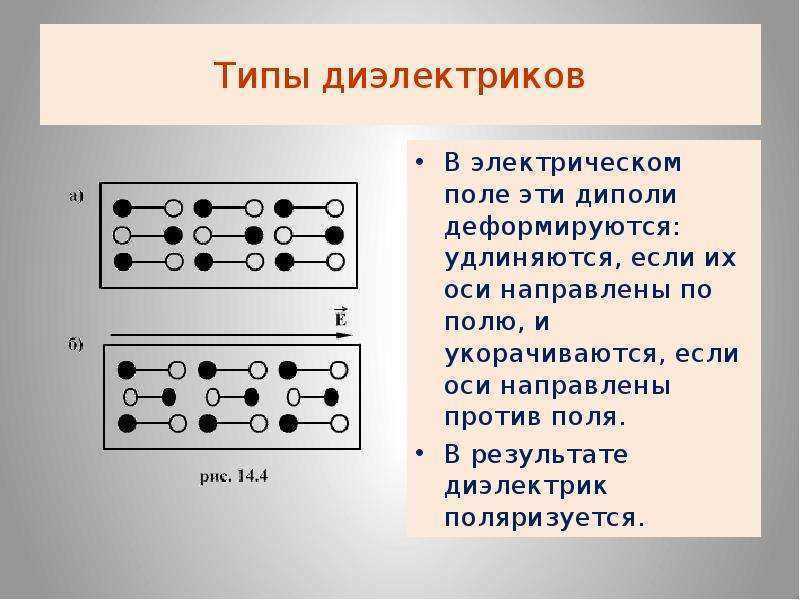 Электроны необходимы для поддержания потока электрического тока. Ток течет от положительного вывода к отрицательному и в обратном направлении в виде свободных электронов, которые текут от отрицательного вывода к положительному.
Электроны необходимы для поддержания потока электрического тока. Ток течет от положительного вывода к отрицательному и в обратном направлении в виде свободных электронов, которые текут от отрицательного вывода к положительному. Это рассеянное тепло или потеря энергии известны как диэлектрические потери . Чем меньше диэлектрические потери, тем эффективнее вещество как диэлектрический материал.
Это рассеянное тепло или потеря энергии известны как диэлектрические потери . Чем меньше диэлектрические потери, тем эффективнее вещество как диэлектрический материал. Это также относится к электрической проницаемости материала.
Это также относится к электрической проницаемости материала.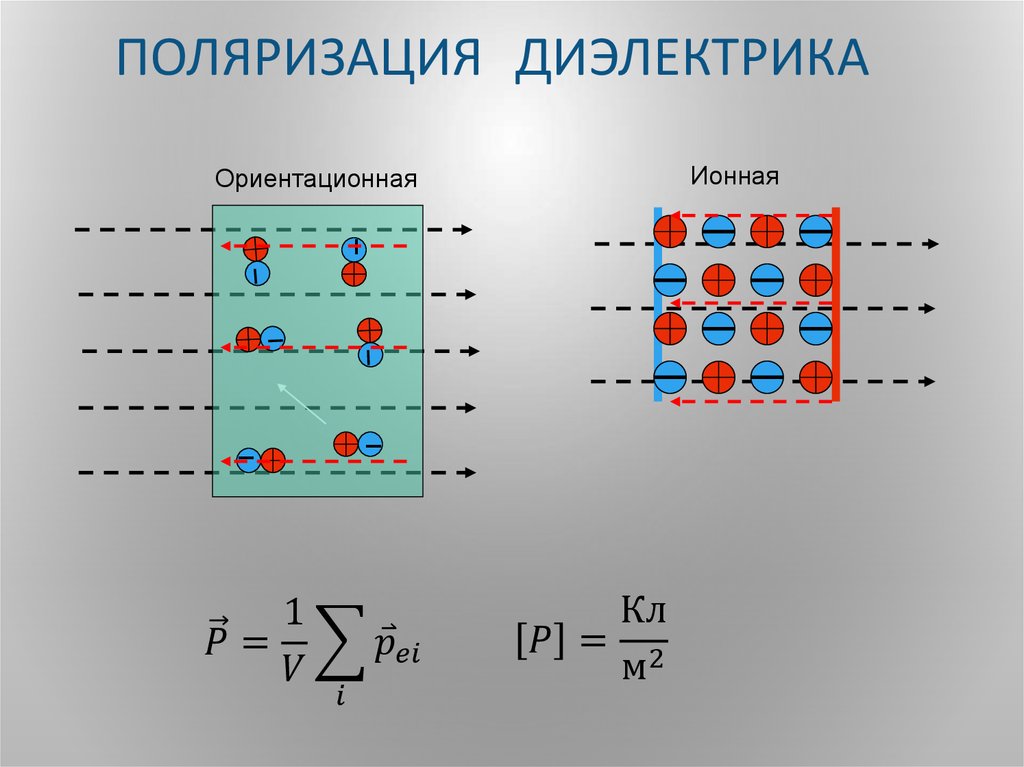 Это время задержки называется временем релаксации .
Это время задержки называется временем релаксации . Молекулы имеют асимметричную форму, и в материале существует дипольный момент. Когда к материалу прикладывается электрическое поле, молекулы выравниваются с электрическим полем. Когда поле снимается, суммарный дипольный момент в молекулах становится равным нулю.
Молекулы имеют асимметричную форму, и в материале существует дипольный момент. Когда к материалу прикладывается электрическое поле, молекулы выравниваются с электрическим полем. Когда поле снимается, суммарный дипольный момент в молекулах становится равным нулю.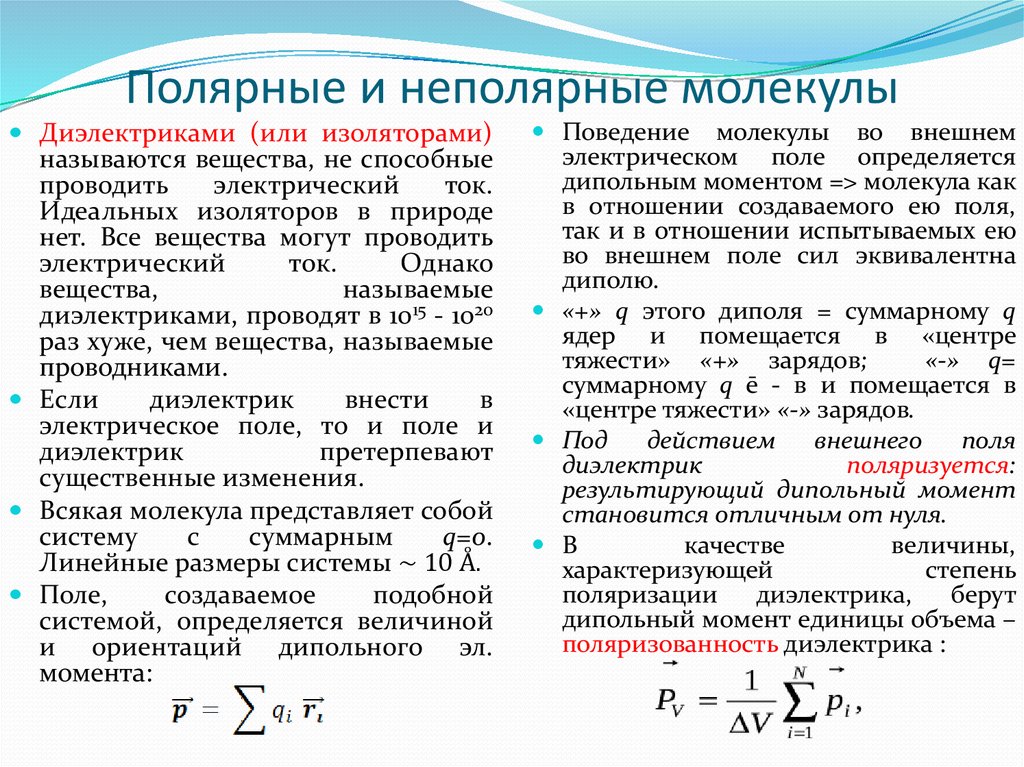 Азот и гелий являются хорошими диэлектрическими газами. Дистиллированная вода является хорошим диэлектриком. Вакуум является исключительно эффективным диэлектриком.
Азот и гелий являются хорошими диэлектрическими газами. Дистиллированная вода является хорошим диэлектриком. Вакуум является исключительно эффективным диэлектриком.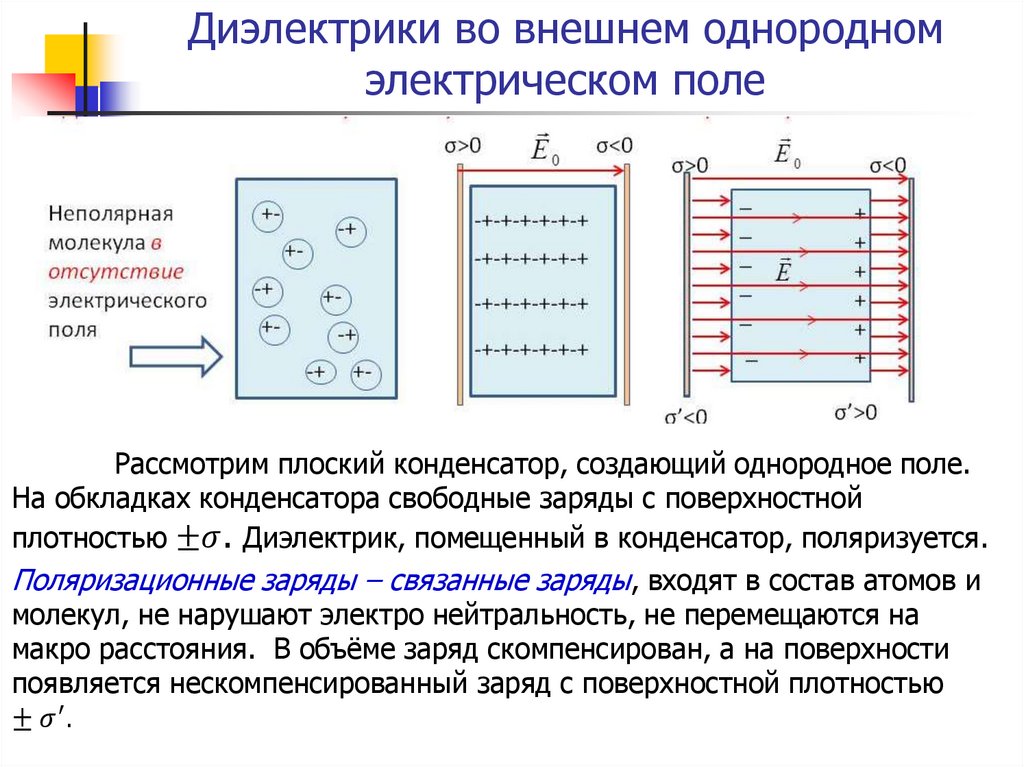 В трансформаторах, реостатах, шунтирующих и заземляющих реакторах диэлектрические материалы, такие как минеральные масла, действуют как хладагенты и изоляторы.
В трансформаторах, реостатах, шунтирующих и заземляющих реакторах диэлектрические материалы, такие как минеральные масла, действуют как хладагенты и изоляторы.
 ..
..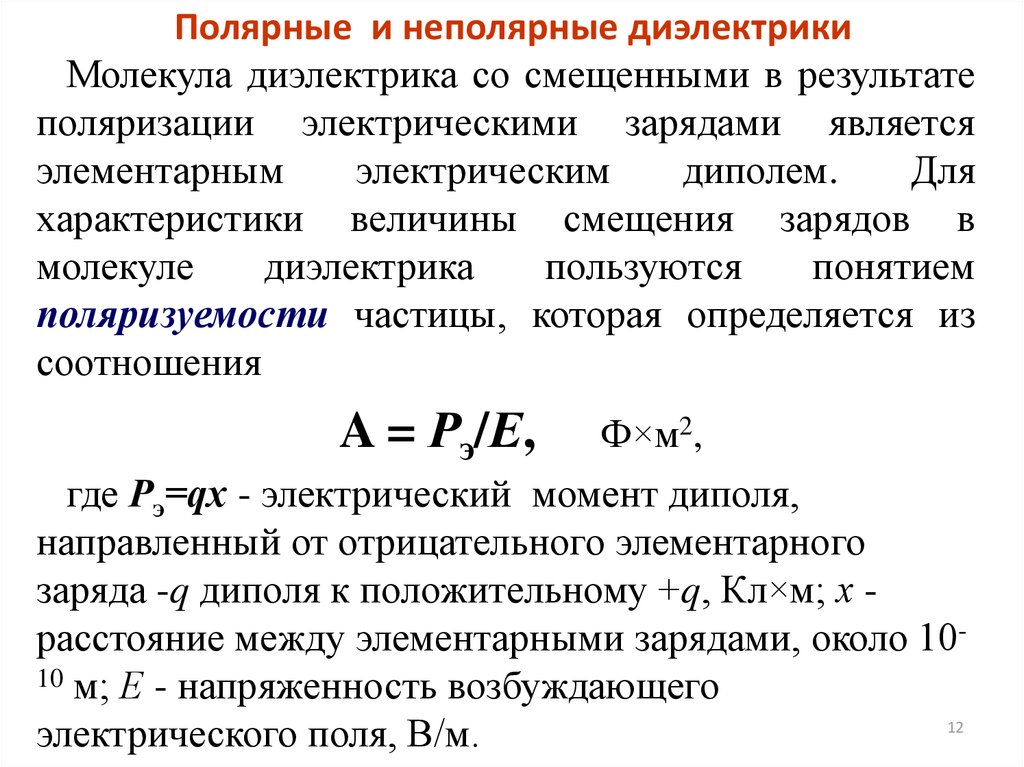 ..
..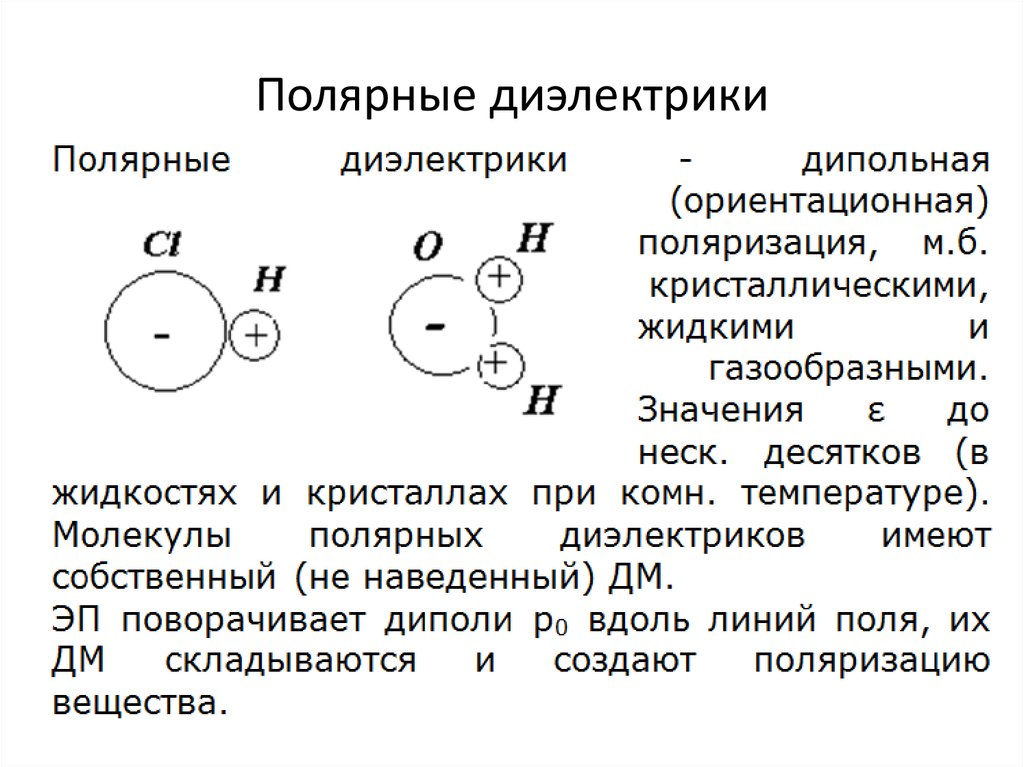 ..
..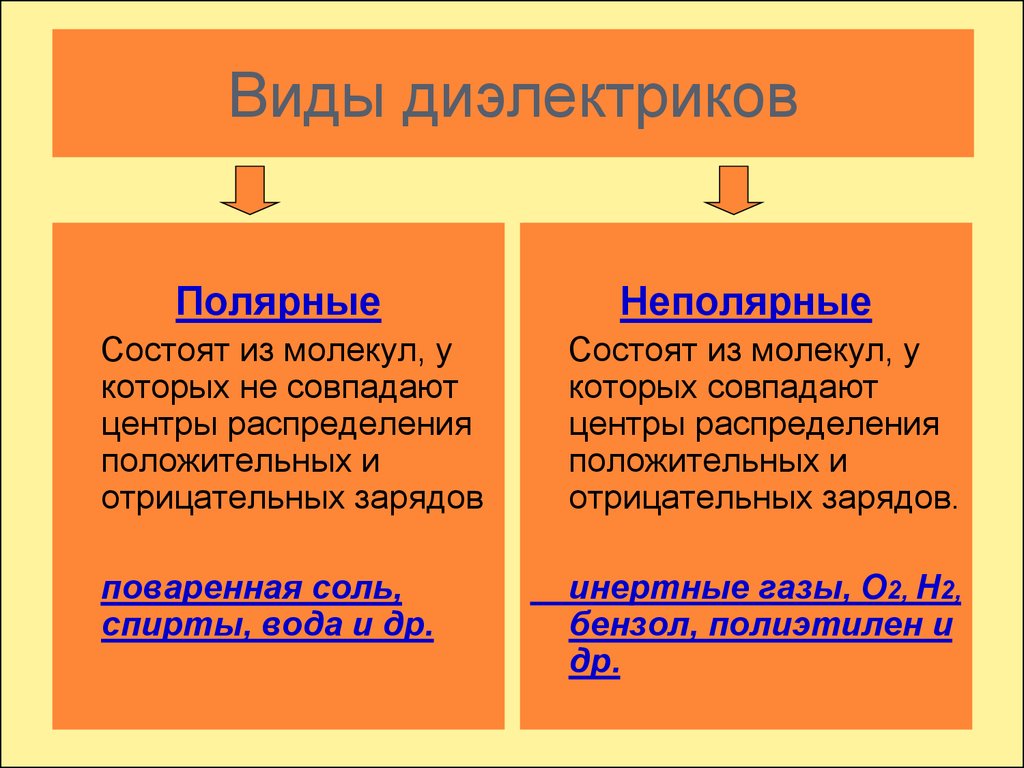 Эти два слова относятся к одному и тому же классу материалов, но имеют разное происхождение и преимущественно используются в разных контекстах.
Эти два слова относятся к одному и тому же классу материалов, но имеют разное происхождение и преимущественно используются в разных контекстах.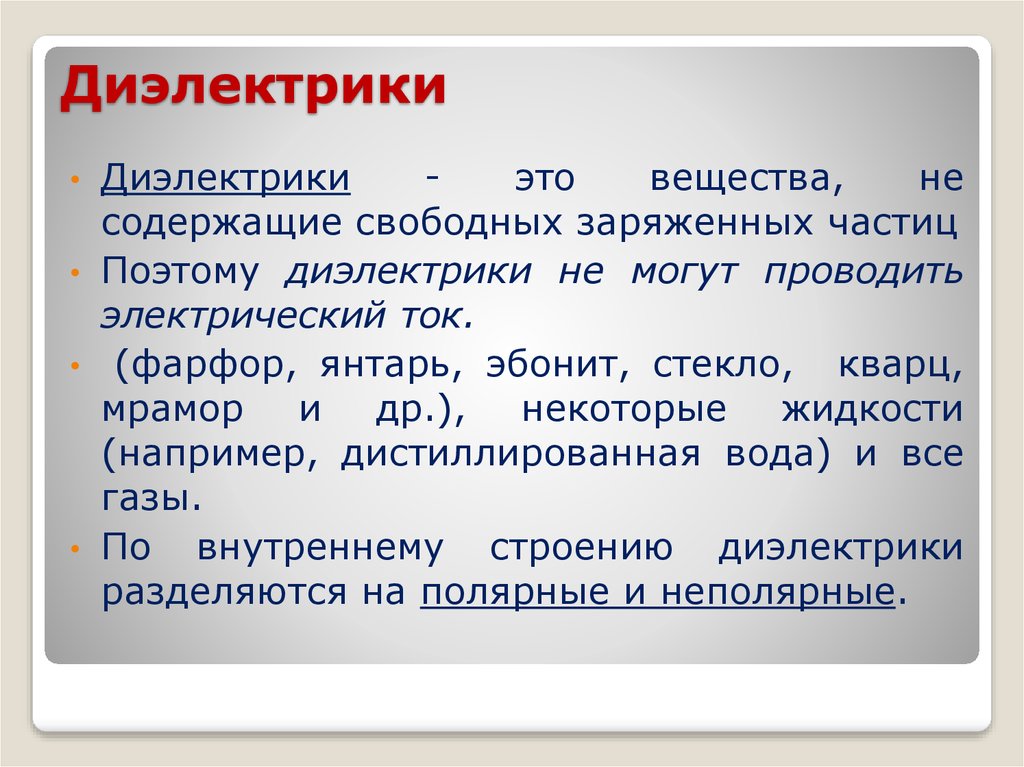
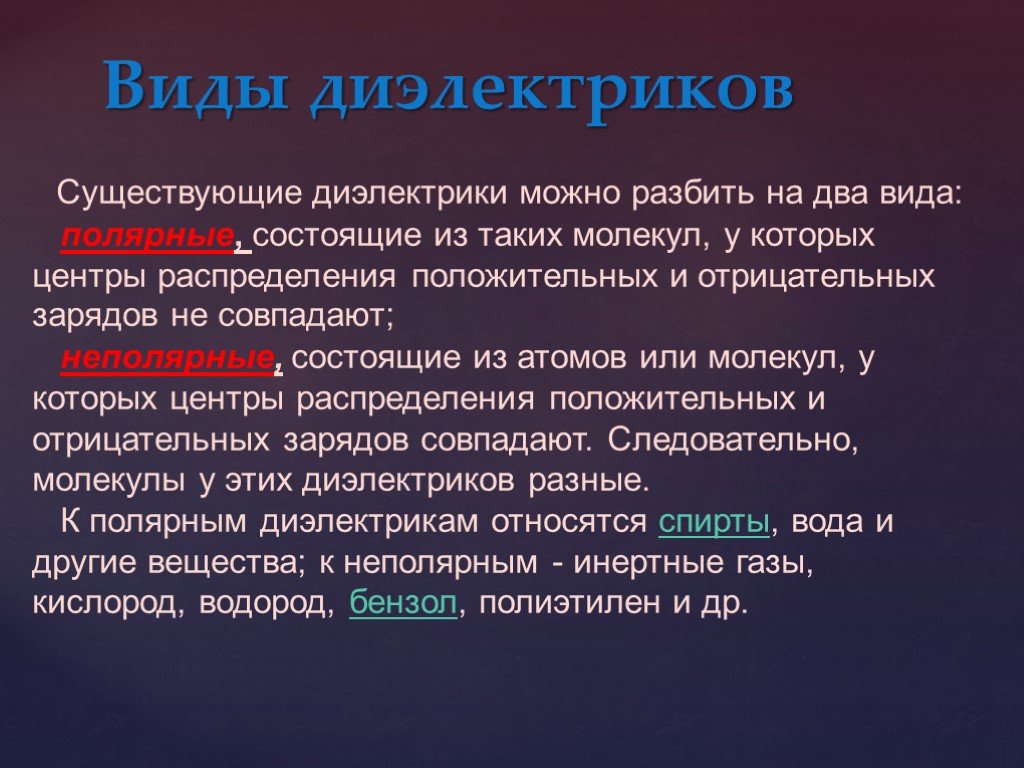
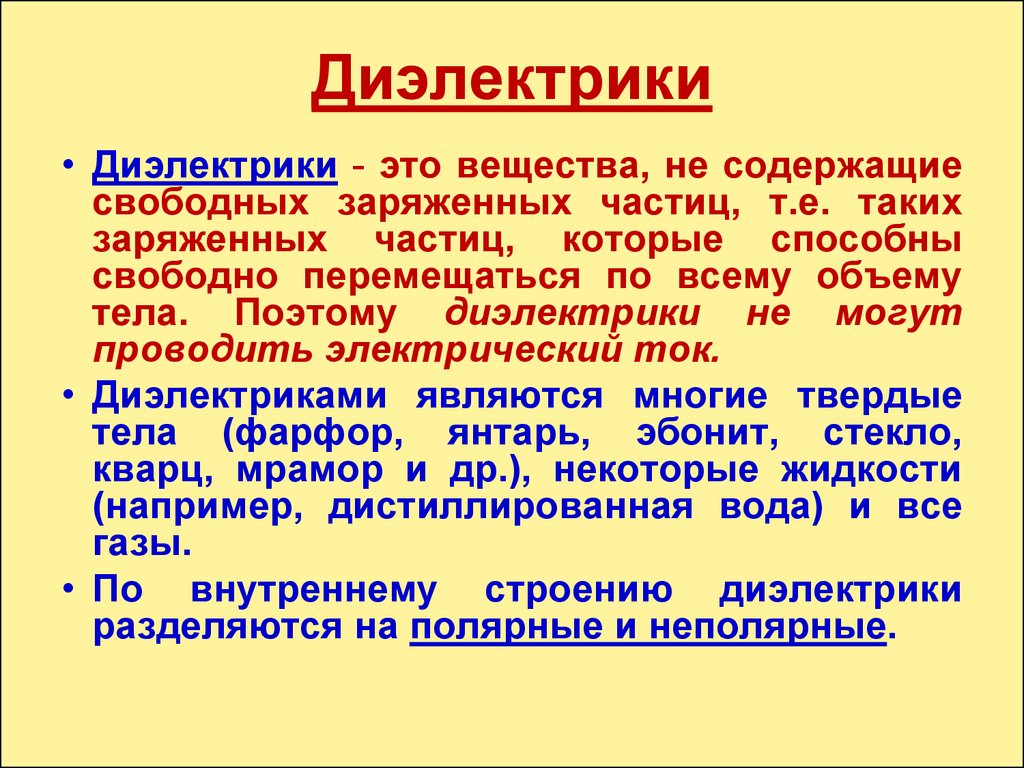 Электрон в изоляторе подобен сторожевой собаке, привязанной к дереву: он может свободно передвигаться, но в определенных пределах. Поместить электроны изолятора в электрическое поле — все равно, что поместить привязанную собаку в присутствии почтальона. Электроны будут напрягаться против поля, насколько это возможно, почти так же, как наша гипотетическая собака будет напрягаться на своем поводке, насколько это возможно. Однако электроны в атомном масштабе больше похожи на облака, чем на собак. Электрон эффективно распределен по всему объему атома и не концентрируется в каком-то одном месте. Я полагаю, хорошую атомную собаку не назвали бы Спот.
Электрон в изоляторе подобен сторожевой собаке, привязанной к дереву: он может свободно передвигаться, но в определенных пределах. Поместить электроны изолятора в электрическое поле — все равно, что поместить привязанную собаку в присутствии почтальона. Электроны будут напрягаться против поля, насколько это возможно, почти так же, как наша гипотетическая собака будет напрягаться на своем поводке, насколько это возможно. Однако электроны в атомном масштабе больше похожи на облака, чем на собак. Электрон эффективно распределен по всему объему атома и не концентрируется в каком-то одном месте. Я полагаю, хорошую атомную собаку не назвали бы Спот. Существует два основных метода поляризации диэлектрика: растяжение и вращение.
Существует два основных метода поляризации диэлектрика: растяжение и вращение. Важнее то, что полярные молекулы уже сильно растянуты — естественно. То, как атомы водорода сидят на плечах электронных облаков атома кислорода, искажает молекулу в диполь. Все это происходит на межатомном или молекулярном уровне. При таких крошечных расстояниях напряженность электрического поля относительно велика для того, что в противном случае было бы ничем не примечательным напряжением (например, 13,6 В для электрона в атоме водорода).
Важнее то, что полярные молекулы уже сильно растянуты — естественно. То, как атомы водорода сидят на плечах электронных облаков атома кислорода, искажает молекулу в диполь. Все это происходит на межатомном или молекулярном уровне. При таких крошечных расстояниях напряженность электрического поля относительно велика для того, что в противном случае было бы ничем не примечательным напряжением (например, 13,6 В для электрона в атоме водорода). То, что отличает поляризацию в изоляторе от растяжения упругого тела, подобного пружине, заключается в том, что устранение напряжения не обязательно снимает напряжение. Некоторые изоляторы остаются в своем поляризованном состоянии часами, днями, годами и даже веками. Самые длинные характерные времена должны быть экстраполированы из неполных наблюдений более разумной продолжительности. Никто не собирается сидеть и ждать две тысячи лет, пока поляризация куска пластика не сократится до нуля. Это не стоит ждать.
То, что отличает поляризацию в изоляторе от растяжения упругого тела, подобного пружине, заключается в том, что устранение напряжения не обязательно снимает напряжение. Некоторые изоляторы остаются в своем поляризованном состоянии часами, днями, годами и даже веками. Самые длинные характерные времена должны быть экстраполированы из неполных наблюдений более разумной продолжительности. Никто не собирается сидеть и ждать две тысячи лет, пока поляризация куска пластика не сократится до нуля. Это не стоит ждать. (Почему не слева направо? Ну, я читаю справа налево, поэтому мне легче «читать» диаграммы.) Положительные ядра диэлектрика будут двигаться на с полем вправо, а отрицательные электроны будут двигаться против поля влево. Силовые линии начинаются на положительных зарядах и заканчиваются на отрицательных зарядах, поэтому электрическое поле внутри каждого находящегося под напряжением атома или молекулы диэлектрика указывает на нашей диаграмме слева направо — противоположно внешнему полю двух металлических пластин. Электрическое поле является векторной величиной, и когда два вектора указывают в противоположных направлениях, вы вычитаете их величины, чтобы получить равнодействующую. Два поля в диэлектрике не полностью нейтрализуются, как в металле, поэтому общий результат — более слабое электрическое поле между двумя пластинами.
(Почему не слева направо? Ну, я читаю справа налево, поэтому мне легче «читать» диаграммы.) Положительные ядра диэлектрика будут двигаться на с полем вправо, а отрицательные электроны будут двигаться против поля влево. Силовые линии начинаются на положительных зарядах и заканчиваются на отрицательных зарядах, поэтому электрическое поле внутри каждого находящегося под напряжением атома или молекулы диэлектрика указывает на нашей диаграмме слева направо — противоположно внешнему полю двух металлических пластин. Электрическое поле является векторной величиной, и когда два вектора указывают в противоположных направлениях, вы вычитаете их величины, чтобы получить равнодействующую. Два поля в диэлектрике не полностью нейтрализуются, как в металле, поэтому общий результат — более слабое электрическое поле между двумя пластинами. Давайте займемся математикой.
Давайте займемся математикой.

 Различные материалы поляризуются в разной степени — мы будем использовать греческую букву χ e [хи-суб-е] для обозначения этой величины, известной как электрическая восприимчивость, — но для большинства материалов чем сильнее поле ( E ), тем больше поляризация ( P ). Добавьте константу пропорциональности ε 0 , и все готово.
Различные материалы поляризуются в разной степени — мы будем использовать греческую букву χ e [хи-суб-е] для обозначения этой величины, известной как электрическая восприимчивость, — но для большинства материалов чем сильнее поле ( E ), тем больше поляризация ( P ). Добавьте константу пропорциональности ε 0 , и все готово.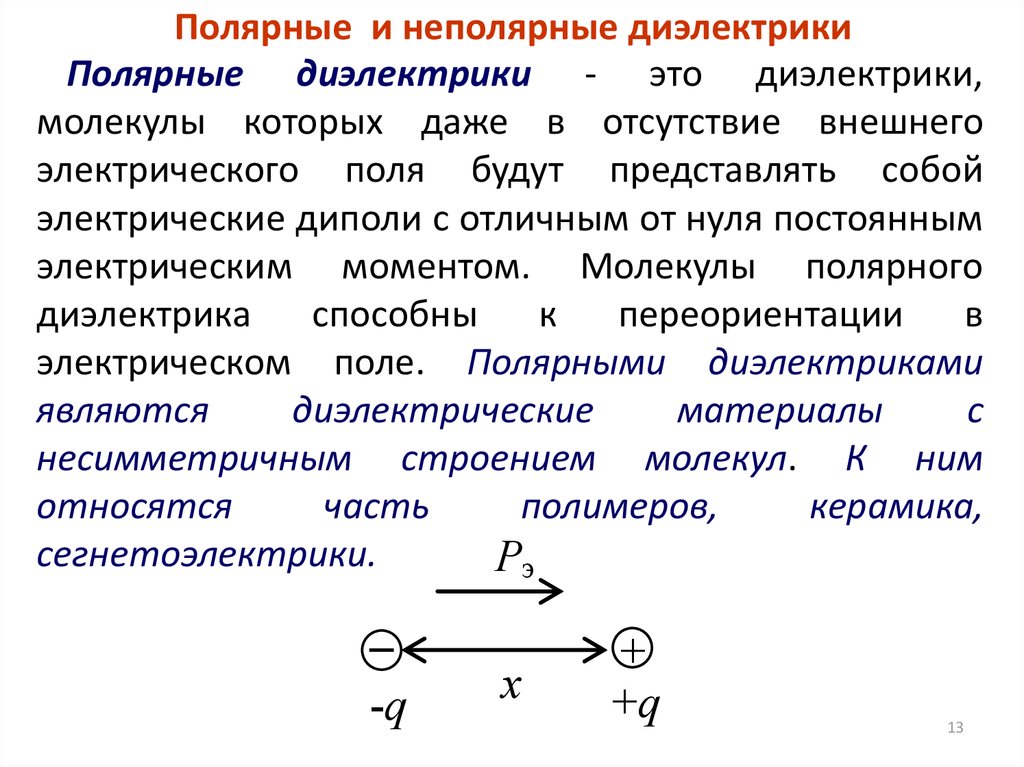
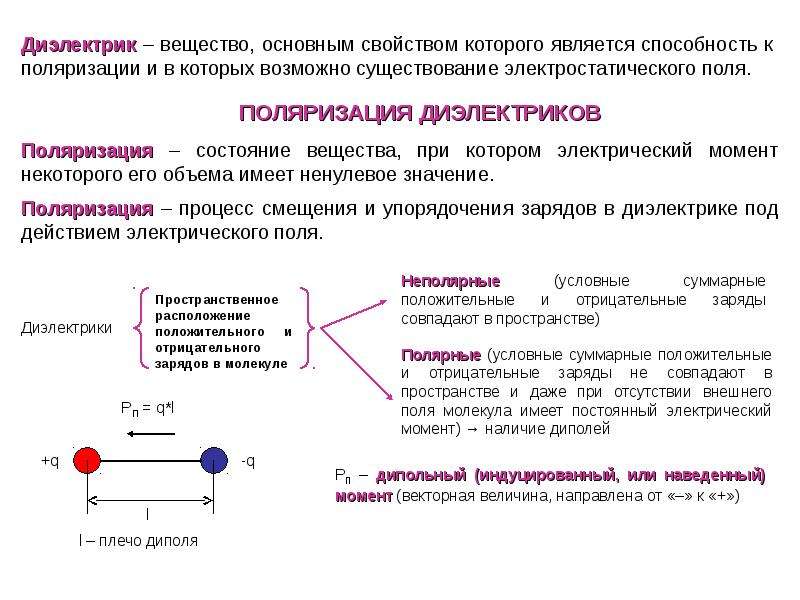 1
1 1
1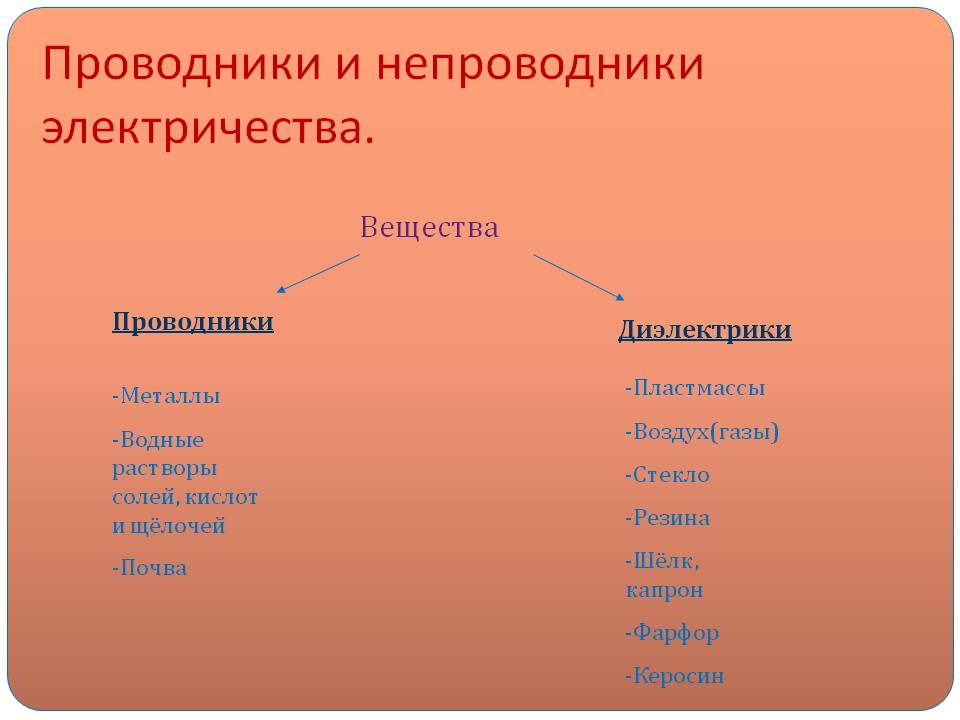 Это явление известно как пробой диэлектрика .
Это явление известно как пробой диэлектрика . Пьезоэлектричество — это эффект преобразования энергии между механической и электрической формами.
Пьезоэлектричество — это эффект преобразования энергии между механической и электрической формами.

 Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды. От этого будет зависеть ряд характеристик, на которые следует обратить внимание при покупке.
От этого будет зависеть ряд характеристик, на которые следует обратить внимание при покупке. Такие инструменты идеально подходят для рубки деревьев, но будут очень быстро тупиться.
Такие инструменты идеально подходят для рубки деревьев, но будут очень быстро тупиться. Если пальцы вокруг него не смыкаются, то однозначно можно готовиться к травмам во время работы.
Если пальцы вокруг него не смыкаются, то однозначно можно готовиться к травмам во время работы. Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит.
Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит.
 Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.
Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки. Они используют касторовое, льняное или вазелиновое масло. Голову после смазки протирают – тонкой плёнки достаточно для защиты от ржавчины.
Они используют касторовое, льняное или вазелиновое масло. Голову после смазки протирают – тонкой плёнки достаточно для защиты от ржавчины. Болгарка для этой цели не подойдёт.
Болгарка для этой цели не подойдёт. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
 Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.
Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов. А для окончательного охлаждения топора она нагрета до 50 градусов.
Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов. А для окончательного охлаждения топора она нагрета до 50 градусов. 4
4 00 р.
00 р. Независимо от того, для чего вы используете топор, купите качественный, ухаживайте за ним и обслуживайте его, и вы будете уверены, что он прослужит вам всю жизнь.
Независимо от того, для чего вы используете топор, купите качественный, ухаживайте за ним и обслуживайте его, и вы будете уверены, что он прослужит вам всю жизнь. 1900-е годы. Его размер находится где-то между топором и Гудзоновом заливе — достаточно большой для большинства работ, но не громоздкий для мелких мастеров с топорами, таких как я.
1900-е годы. Его размер находится где-то между топором и Гудзоновом заливе — достаточно большой для большинства работ, но не громоздкий для мелких мастеров с топорами, таких как я. Топор
Топор Выкованный из нержавеющей стали 420, ручной топор имеет прочную конструкцию с полным хвостовиком и короткую рукоять из стекловолокна с шкалой G10. Топор создан для выполнения таких задач в кемпинге, как подготовка растопки, обрезка веток и забивание кольев, а его длина составляет чуть более 11 дюймов, а вес — 18,6 унции. пакет.
Выкованный из нержавеющей стали 420, ручной топор имеет прочную конструкцию с полным хвостовиком и короткую рукоять из стекловолокна с шкалой G10. Топор создан для выполнения таких задач в кемпинге, как подготовка растопки, обрезка веток и забивание кольев, а его длина составляет чуть более 11 дюймов, а вес — 18,6 унции. пакет. В 2018 году Arvika дебютировала в США. 32-дюймовый двуручный топор предназначен для быстрой работы даже с самыми твердыми породами дерева благодаря 5,5-дюймовой стальной головке, выкованной вручную в литейном цехе, работающем с 17 века, и красивой ручке из орехового дерева. Arvika рассчитана на долгие годы, а ее 4,5-фунтовая головка может быть профилирована и настроена теми, у кого есть навыки и инструменты для этого.
В 2018 году Arvika дебютировала в США. 32-дюймовый двуручный топор предназначен для быстрой работы даже с самыми твердыми породами дерева благодаря 5,5-дюймовой стальной головке, выкованной вручную в литейном цехе, работающем с 17 века, и красивой ручке из орехового дерева. Arvika рассчитана на долгие годы, а ее 4,5-фунтовая головка может быть профилирована и настроена теми, у кого есть навыки и инструменты для этого. Есть термообработанное лезвие топора с возможностью повторной заточки, которое ожидается, но есть также молоток, ленточный резак, ключ для отключения газового клапана и запирающее шестидюймовое сменное лезвие Sawzall, способное резать металл. Эти дополнения (и многое другое) делают Survival Axe отличным многоцелевым инструментом, но с конструкцией из нержавеющей стали марки 420 с почти полным хвостовиком и нейлоновыми рукоятками это тоже отличный топор.
Есть термообработанное лезвие топора с возможностью повторной заточки, которое ожидается, но есть также молоток, ленточный резак, ключ для отключения газового клапана и запирающее шестидюймовое сменное лезвие Sawzall, способное резать металл. Эти дополнения (и многое другое) делают Survival Axe отличным многоцелевым инструментом, но с конструкцией из нержавеющей стали марки 420 с почти полным хвостовиком и нейлоновыми рукоятками это тоже отличный топор. И если есть работа, которую нужно сделать, Гудзонов залив отлично справляется с бревнами и кустами благодаря узкому профилю и двухфунтовой головке из углеродистой стали 5160.
И если есть работа, которую нужно сделать, Гудзонов залив отлично справляется с бревнами и кустами благодаря узкому профилю и двухфунтовой головке из углеродистой стали 5160. 1 дюйма
1 дюйма Мы не только сузили выбор до 20 лучших вариантов, но и разделили их по типам. Таким образом, вы можете быть абсолютно уверены, что получаете лучший топор для работы — будь то рубка листвы, рубка дров, помощь в палаточном лагере или даже если у вас есть что-то более тактическое. в уме. Это 20 лучших топоров на все случаи жизни.
Мы не только сузили выбор до 20 лучших вариантов, но и разделили их по типам. Таким образом, вы можете быть абсолютно уверены, что получаете лучший топор для работы — будь то рубка листвы, рубка дров, помощь в палаточном лагере или даже если у вас есть что-то более тактическое. в уме. Это 20 лучших топоров на все случаи жизни. Вы не получите такого же исключительного качества, как подношения ручной ковки от мастеров-кузнецов, но вам также не придется платить непомерные цены, которые могут втрое или более превышать стоимость этого подношения. Для надежного и недорогого топора вы можете доверять этому варианту.
Вы не получите такого же исключительного качества, как подношения ручной ковки от мастеров-кузнецов, но вам также не придется платить непомерные цены, которые могут втрое или более превышать стоимость этого подношения. Для надежного и недорогого топора вы можете доверять этому варианту. сильно отличается от некоторых других традиционных предложений, но для этого есть веская причина. Видите ли, этот рубочный топор, изготовленный из комбинации высокоуглеродистой стали C50 и американского дерева гикори класса А, может похвастаться запатентованной конструкцией головки с болтовым креплением. Для тех, кто ведет счет, это означает, что вы можете заменить наконечник топора, когда он подошел к концу, на совершенно новый, и, таким образом, ваш рубящий топор полностью обновит свою рубящую силу. Большинство топоров рассчитаны на долгие годы. Этот, с продуманной конструкцией сменных головок, прослужит гораздо дольше.
сильно отличается от некоторых других традиционных предложений, но для этого есть веская причина. Видите ли, этот рубочный топор, изготовленный из комбинации высокоуглеродистой стали C50 и американского дерева гикори класса А, может похвастаться запатентованной конструкцией головки с болтовым креплением. Для тех, кто ведет счет, это означает, что вы можете заменить наконечник топора, когда он подошел к концу, на совершенно новый, и, таким образом, ваш рубящий топор полностью обновит свою рубящую силу. Большинство топоров рассчитаны на долгие годы. Этот, с продуманной конструкцией сменных головок, прослужит гораздо дольше. Американский топор Velvicut Premium American Felling Axe прекрасно иллюстрирует это с его деревянной рукоятью из американского гикори, топором из американской стали 5160 и силуэтом, который каким-то образом восходит к прошлому и выделяется среди своих собратьев в традиционном стиле. Это немного дороговато, но это именно тот топор, который вы можете передать своим детям, а они, в свою очередь, могут передать его своим детям где-то еще в будущем.
Американский топор Velvicut Premium American Felling Axe прекрасно иллюстрирует это с его деревянной рукоятью из американского гикори, топором из американской стали 5160 и силуэтом, который каким-то образом восходит к прошлому и выделяется среди своих собратьев в традиционном стиле. Это немного дороговато, но это именно тот топор, который вы можете передать своим детям, а они, в свою очередь, могут передать его своим детям где-то еще в будущем. Американский топор Gränsfors был разработан для таких людей. Здоровенный рубящий инструмент с широкой режущей кромкой 11,5 см, стальной головкой ручной ковки и длинной ручкой из американского дерева гикори. Почти в два раза тяжелее традиционного скандинавского лесного топора, этот тяжелый удар настолько же здоров, насколько он эффективен при валке даже самых больших деревьев в лесу.
Американский топор Gränsfors был разработан для таких людей. Здоровенный рубящий инструмент с широкой режущей кромкой 11,5 см, стальной головкой ручной ковки и длинной ручкой из американского дерева гикори. Почти в два раза тяжелее традиционного скандинавского лесного топора, этот тяжелый удар настолько же здоров, насколько он эффективен при валке даже самых больших деревьев в лесу.
 Их метко названный Hatchet не является исключением, он может похвастаться ручкой из цельного американского дерева гикори, соединенной с головкой из высокоуглеродистой стали 1060, что идеально подходит для превосходного удержания режущей кромки. Этот красивый рюкзак длиной всего 13,5 дюймов и весом 2,5 фунта является идеальным компаньоном для приключений на открытом воздухе и доступен в трех цветовых решениях — все по той же цене 9 долларов.9 ценовая категория.
Их метко названный Hatchet не является исключением, он может похвастаться ручкой из цельного американского дерева гикори, соединенной с головкой из высокоуглеродистой стали 1060, что идеально подходит для превосходного удержания режущей кромки. Этот красивый рюкзак длиной всего 13,5 дюймов и весом 2,5 фунта является идеальным компаньоном для приключений на открытом воздухе и доступен в трех цветовых решениях — все по той же цене 9 долларов.9 ценовая категория. Он выкован вручную из шведской стали и соединен с прочной и красивой ручкой из американского гикори, обработанной льняным маслом. Он также оснащен традиционным кожаным чехлом и весом 2 фунта 12 унций идеально подходит для прикрепления к рюкзаку для любых приключений в дикой природе и / или использования для выживания.
Он выкован вручную из шведской стали и соединен с прочной и красивой ручкой из американского гикори, обработанной льняным маслом. Он также оснащен традиционным кожаным чехлом и весом 2 фунта 12 унций идеально подходит для прикрепления к рюкзаку для любых приключений в дикой природе и / или использования для выживания. Это означает, что вы не получаете дополнительного преимущества от наличия плоской стороны для забивания кольев в землю, но вы всегда можете просто повернуть топорик боком в крайнем случае и получить в основном тот же результат.
Это означает, что вы не получаете дополнительного преимущества от наличия плоской стороны для забивания кольев в землю, но вы всегда можете просто повернуть топорик боком в крайнем случае и получить в основном тот же результат. Он также идеально подходит для ношения в рюкзаке, поставляется с кожаным чехлом и был написан никем иным, как генеральным директором TOPS и легендарным дизайнером Лео Эспинозой.
Он также идеально подходит для ношения в рюкзаке, поставляется с кожаным чехлом и был написан никем иным, как генеральным директором TOPS и легендарным дизайнером Лео Эспинозой. На самом деле, их топоры Super Splitting Axe обладают некоторыми из тех же характеристик, которые делают их рубящие топоры такими превосходными — конечно же, в удобном для колки формате. Это включает в себя закаленную кованую сталь для головы, синтетическую ручку FiberComp и безошибочный минималистский стиль бренда. При 36 дюймах и 5,85 фунта это здоровенный топор, но это то, чего вы хотите от чего-то, сделанного для больших вертикальных махов, способных расколоть эти большие бревна на более удобные дрова.
На самом деле, их топоры Super Splitting Axe обладают некоторыми из тех же характеристик, которые делают их рубящие топоры такими превосходными — конечно же, в удобном для колки формате. Это включает в себя закаленную кованую сталь для головы, синтетическую ручку FiberComp и безошибочный минималистский стиль бренда. При 36 дюймах и 5,85 фунта это здоровенный топор, но это то, чего вы хотите от чего-то, сделанного для больших вертикальных махов, способных расколоть эти большие бревна на более удобные дрова. Этому способствует покрытие на головке топора, предназначенное для «улучшения резания», а на весь современный комплект распространяется пожизненная гарантия. Кроме того, если вам нравится стиль этого топора, бренд на самом деле предлагает несколько различных вариантов, выполненных в том же стиле и из одинаковых материалов, так что вы можете собрать полный комплект.
Этому способствует покрытие на головке топора, предназначенное для «улучшения резания», а на весь современный комплект распространяется пожизненная гарантия. Кроме того, если вам нравится стиль этого топора, бренд на самом деле предлагает несколько различных вариантов, выполненных в том же стиле и из одинаковых материалов, так что вы можете собрать полный комплект.

 являются одним из самых сложных для определения жанров режущих инструментов. Как правило, они работают по критерию «вы узнаете это, когда увидите». Тем не менее, есть некоторые вещи, которые явно бросаются в глаза, включая назначение (например, если они были разработаны для использования в военных целях), материалы (ищите передовые материалы для рукояток, такие как Micarta или G10) и возможность упаковки (тактические топоры обычно поставляются в комплекте). с MOLLE-совместимыми модульными чехлами). Отсутствие любого из этих критериев не означает, что топор нельзя считать тактическим, но включение всех четырех почти гарантирует, что вы смотрите на тактический топор.
являются одним из самых сложных для определения жанров режущих инструментов. Как правило, они работают по критерию «вы узнаете это, когда увидите». Тем не менее, есть некоторые вещи, которые явно бросаются в глаза, включая назначение (например, если они были разработаны для использования в военных целях), материалы (ищите передовые материалы для рукояток, такие как Micarta или G10) и возможность упаковки (тактические топоры обычно поставляются в комплекте). с MOLLE-совместимыми модульными чехлами). Отсутствие любого из этих критериев не означает, что топор нельзя считать тактическим, но включение всех четырех почти гарантирует, что вы смотрите на тактический топор. Он также имеет текстурированную рукоятку из нейлона, армированного стекловолокном, текстурированную для удобного захвата и имеющую эргономичную форму. Наконец, он поставляется с MOLLE-совместимым чехлом для хранения рюкзака в дороге.
Он также имеет текстурированную рукоятку из нейлона, армированного стекловолокном, текстурированную для удобного захвата и имеющую эргономичную форму. Наконец, он поставляется с MOLLE-совместимым чехлом для хранения рюкзака в дороге. дизайн не вызывает сомнений. И хотя внешний вид Warrior Hawk, безусловно, помогает ему выделиться, сталь D2 и накладки на рукоятке G10 также говорят о его качестве и долговечности. В комплекте с краем в стиле танто, обеспечивающим большую силу прокола, чем с традиционными изогнутыми краями, а также шипом на обратном конце и навершием, которое выполняет двойную функцию в качестве монтировки и точки крепления темляка. Конечно, это необычно, но также эффективно и блестяще построено.
дизайн не вызывает сомнений. И хотя внешний вид Warrior Hawk, безусловно, помогает ему выделиться, сталь D2 и накладки на рукоятке G10 также говорят о его качестве и долговечности. В комплекте с краем в стиле танто, обеспечивающим большую силу прокола, чем с традиционными изогнутыми краями, а также шипом на обратном конце и навершием, которое выполняет двойную функцию в качестве монтировки и точки крепления темляка. Конечно, это необычно, но также эффективно и блестяще построено. Сталь также имеет вольфрамовое покрытие Cerakote для дополнительной прочности, и, хотя она достаточно легкая для использования одной рукой, удлиненная рукоятка позволяет в крайнем случае использовать ее двумя руками.
Сталь также имеет вольфрамовое покрытие Cerakote для дополнительной прочности, и, хотя она достаточно легкая для использования одной рукой, удлиненная рукоятка позволяет в крайнем случае использовать ее двумя руками.

 На некоторых колоколах видны надписи мелом — это ноты, которые они выпевают.
На некоторых колоколах видны надписи мелом — это ноты, которые они выпевают. img.ria.ru/images/sharing/article/1519097477.jpg?15121181811524841007
img.ria.ru/images/sharing/article/1519097477.jpg?15121181811524841007 xn--p1ai/awards/
xn--p1ai/awards/ Более 20 лет завод Шувалова отливает колокола по уникальным технологиям.
Более 20 лет завод Шувалова отливает колокола по уникальным технологиям. «Организовать процесс несложно. Поначалу отливал пудовые. Спустя некоторое время нашли помещение, где стали лить по современной конвейерной технологии, — говорит он.
«Организовать процесс несложно. Поначалу отливал пудовые. Спустя некоторое время нашли помещение, где стали лить по современной конвейерной технологии, — говорит он. И Шувалов обратился к старинным книгам.
И Шувалов обратился к старинным книгам. «По сути, мой завод — единственное предприятие в городе. Работы тут нет. Конечно, есть еще дорожники, продавцы. Но крупного производства нет, все рухнуло в 1990-е. Тогда мы выживали как могли. Я вон сельским хозяйством занимался», — рассказывает владелец колокольного завода.
«По сути, мой завод — единственное предприятие в городе. Работы тут нет. Конечно, есть еще дорожники, продавцы. Но крупного производства нет, все рухнуло в 1990-е. Тогда мы выживали как могли. Я вон сельским хозяйством занимался», — рассказывает владелец колокольного завода. Но как это удается?
Но как это удается? Я растерялся. Очень долго работал над этим, заказчик вносил кучу правок, постоянные согласования… Но, слава Богу, все очень хорошо получилось», — делится Всеволод.
Я растерялся. Очень долго работал над этим, заказчик вносил кучу правок, постоянные согласования… Но, слава Богу, все очень хорошо получилось», — делится Всеволод.

 Но большинство жителей проголосовало против.
Но большинство жителей проголосовало против. Чем больше олова добавлялось в состав материала, тем дольше вибрировал резонанс. Качество звука колокола было значительно улучшено.
Чем больше олова добавлялось в состав материала, тем дольше вибрировал резонанс. Качество звука колокола было значительно улучшено. Его также можно найти в скульптурах, фигурках и столовых приборах, которые в основном использовались в Индии. В ранних европейских странах при производстве пушек использовался колокольный металл, чтобы создать это оружие, способное выдерживать чрезмерную усталость и использовать во время войн.
Его также можно найти в скульптурах, фигурках и столовых приборах, которые в основном использовались в Индии. В ранних европейских странах при производстве пушек использовался колокольный металл, чтобы создать это оружие, способное выдерживать чрезмерную усталость и использовать во время войн.
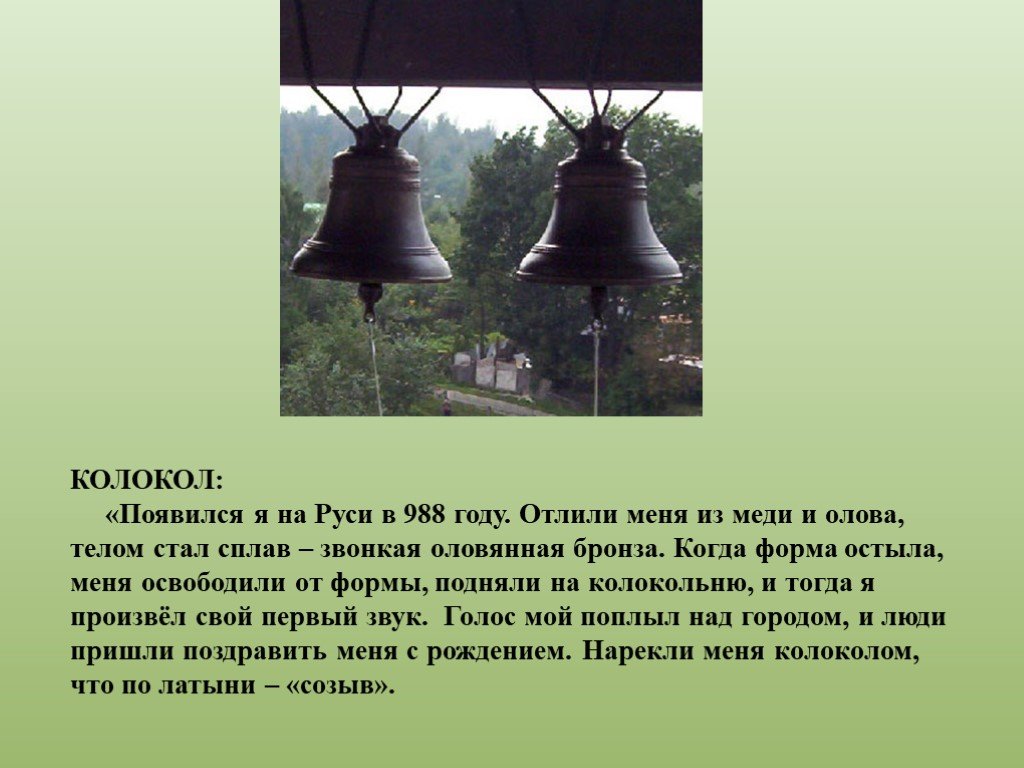
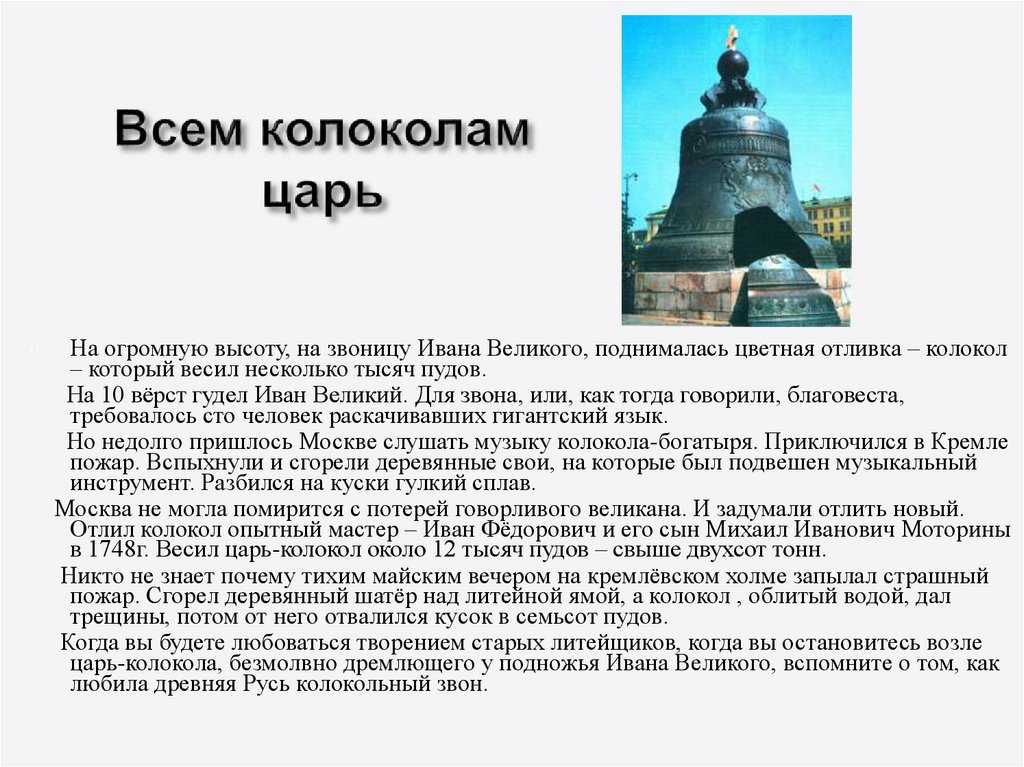 (9)
(9)

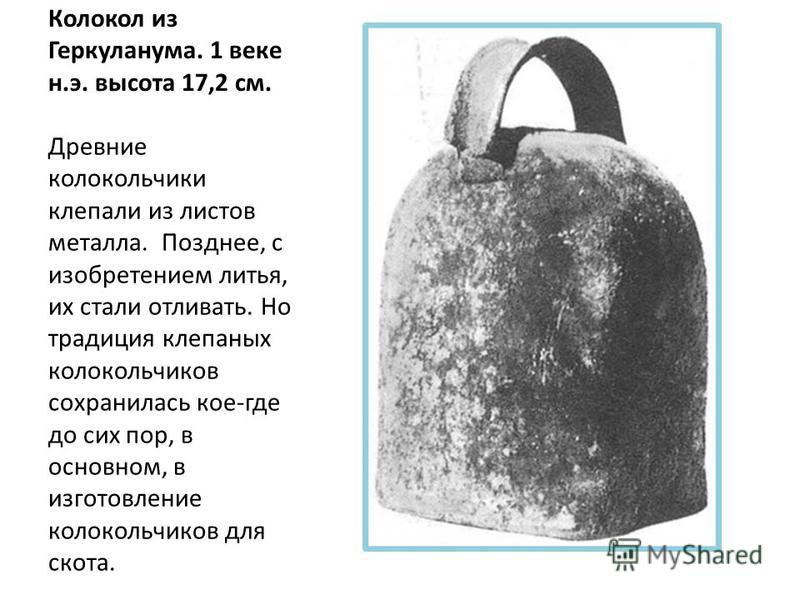
 Золото и серебро были первыми металлами, используемыми для покрытия.
Золото и серебро были первыми металлами, используемыми для покрытия.
 (6,7)
(6,7) ..из-за [его] легкой окисляемости, большой твердости и
..из-за [его] легкой окисляемости, большой твердости и , Хьюстон, Техас. Источник: http://www.nbm-houston.com/
, Хьюстон, Техас. Источник: http://www.nbm-houston.com/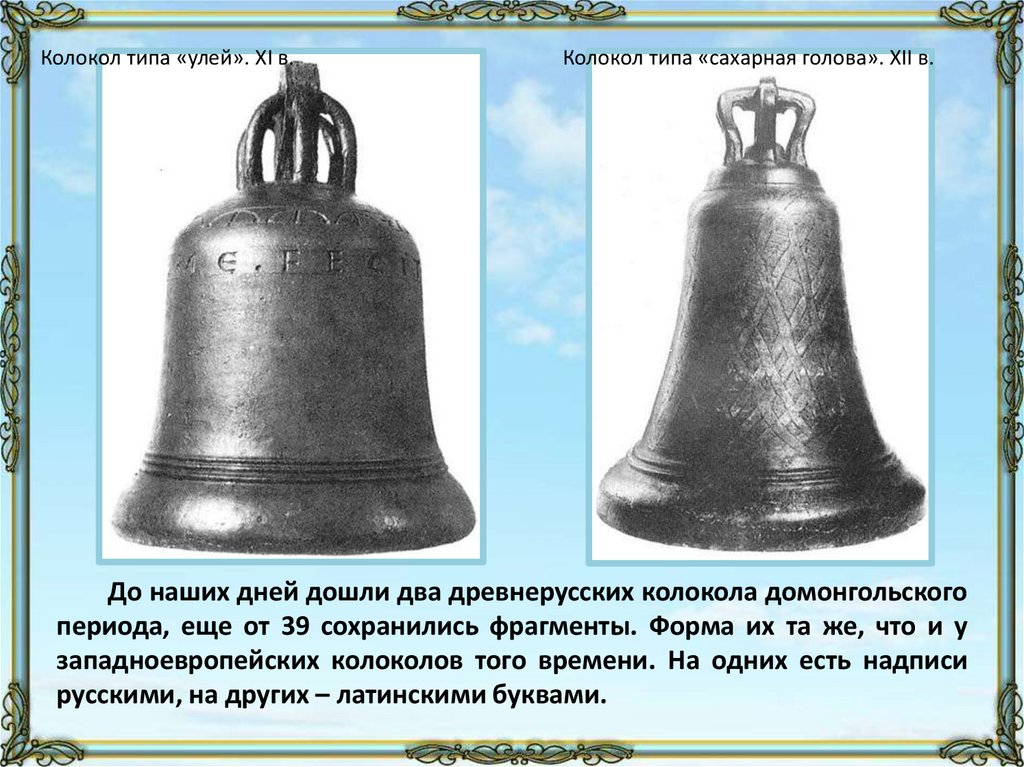 Университет Карнеги Меллон,
Университет Карнеги Меллон,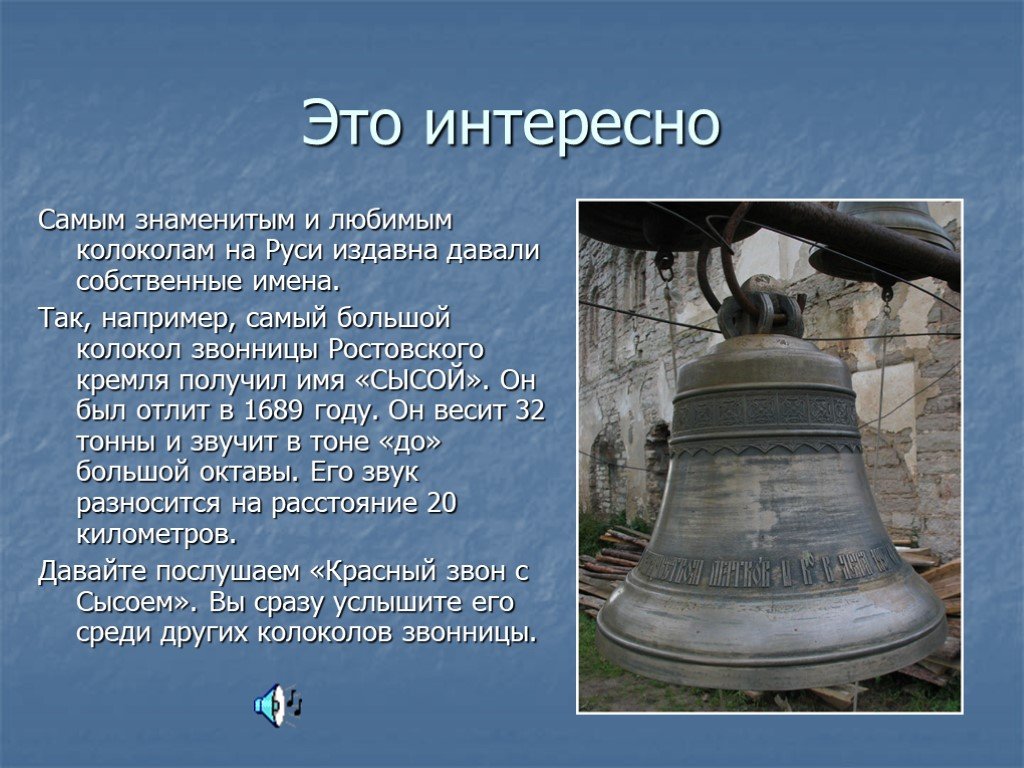
 Для этих целей их следует обработать специальным спреем. Для качественной сварки нержавейки следует запомнить два правила: нельзя перегревать свариваемый металл, и нужно очень требовательно относиться к выбору электродов.
Для этих целей их следует обработать специальным спреем. Для качественной сварки нержавейки следует запомнить два правила: нельзя перегревать свариваемый металл, и нужно очень требовательно относиться к выбору электродов. Такое оборудование отсутствует у домашних специалистов, и тогда на помощь приходит сварка нержавейки инвертором. Здесь существуют свои особенности, требующие специальных теоретических познаний и практических навыков. Тем не менее, при желании, научиться соединять заготовки из нержавеющей стали сможет любой, даже начинающий специалист.
Такое оборудование отсутствует у домашних специалистов, и тогда на помощь приходит сварка нержавейки инвертором. Здесь существуют свои особенности, требующие специальных теоретических познаний и практических навыков. Тем не менее, при желании, научиться соединять заготовки из нержавеющей стали сможет любой, даже начинающий специалист. Далее происходит его превращение в постоянный ток, движущийся ко вторичной цепочке. Здесь выполняется уже обратная процедура преобразования, и постоянный ток вновь оказывается переменным, но со значительно большей частотой и сниженным напряжением. Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.
Далее происходит его превращение в постоянный ток, движущийся ко вторичной цепочке. Здесь выполняется уже обратная процедура преобразования, и постоянный ток вновь оказывается переменным, но со значительно большей частотой и сниженным напряжением. Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.

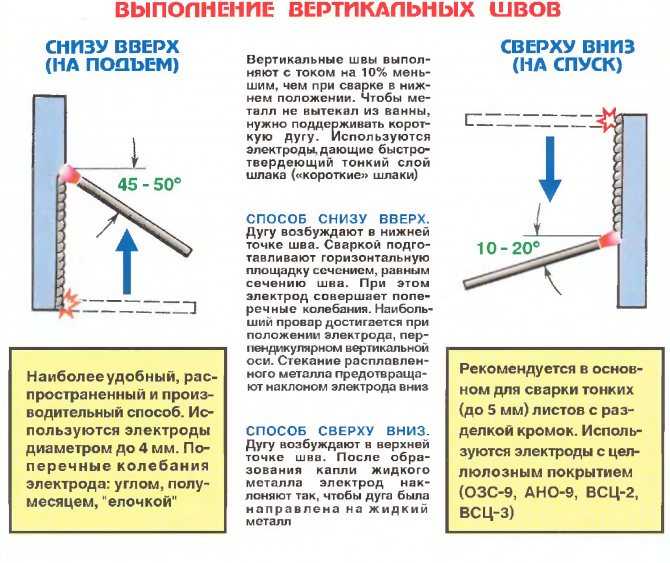
 В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
 Дома будет вполне достаточно диапазона от 60 до 160 ампер. Функция плавной регулировки дает возможность максимально точно выставить наиболее подходящий показатель сварочного тока, в зависимости от толщины соединяемых деталей.
Дома будет вполне достаточно диапазона от 60 до 160 ампер. Функция плавной регулировки дает возможность максимально точно выставить наиболее подходящий показатель сварочного тока, в зависимости от толщины соединяемых деталей. Более высокие показатели характерны для моделей сварочной аппаратуры, используемой в профессиональной сфере.
Более высокие показатели характерны для моделей сварочной аппаратуры, используемой в профессиональной сфере.
 Однако его более низкая теплопроводность означает, что тепловая энергия не так быстро рассеивается из зоны сварки, что помогает во время сварки. В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
Однако его более низкая теплопроводность означает, что тепловая энергия не так быстро рассеивается из зоны сварки, что помогает во время сварки. В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству… 
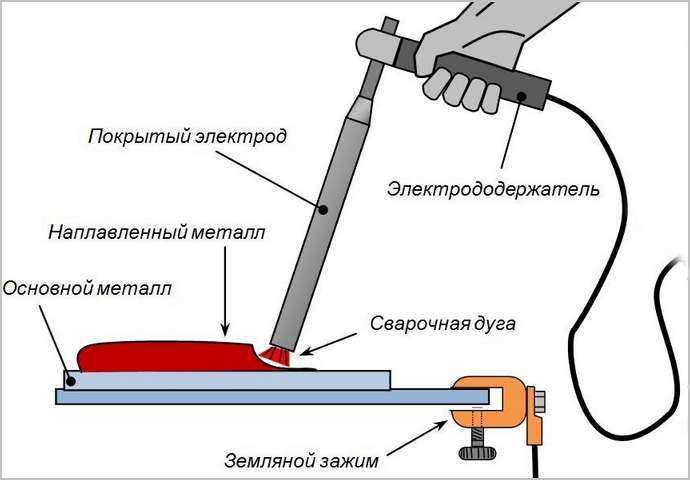 Поэтому необходимы соответствующие меры безопасности, включая местную вытяжную вентиляцию (LEV) и средства индивидуальной защиты (СИЗ) сварщиков, такие как сварочные маски с подачей воздуха .
Поэтому необходимы соответствующие меры безопасности, включая местную вытяжную вентиляцию (LEV) и средства индивидуальной защиты (СИЗ) сварщиков, такие как сварочные маски с подачей воздуха . Как и при сварке алюминия, может иметь смысл купить горелку большего размера, чем для обычной стали. Поскольку при сварке нержавеющей стали выделяется больше тепла, горелка большего размера лучше выдерживает более высокую силу тока.
Как и при сварке алюминия, может иметь смысл купить горелку большего размера, чем для обычной стали. Поскольку при сварке нержавеющей стали выделяется больше тепла, горелка большего размера лучше выдерживает более высокую силу тока. Майк Гэдсби, один из торговых консультантов R-Tech Welding Equipment (и опытный сварщик), говорит:
Майк Гэдсби, один из торговых консультантов R-Tech Welding Equipment (и опытный сварщик), говорит:
 В частности, убедитесь, что рабочий цикл горелки соответствует используемой силе тока. Никогда не срезайте углы; если факел не соответствует задаче, инвестируйте в тот, который подходит.
В частности, убедитесь, что рабочий цикл горелки соответствует используемой силе тока. Никогда не срезайте углы; если факел не соответствует задаче, инвестируйте в тот, который подходит.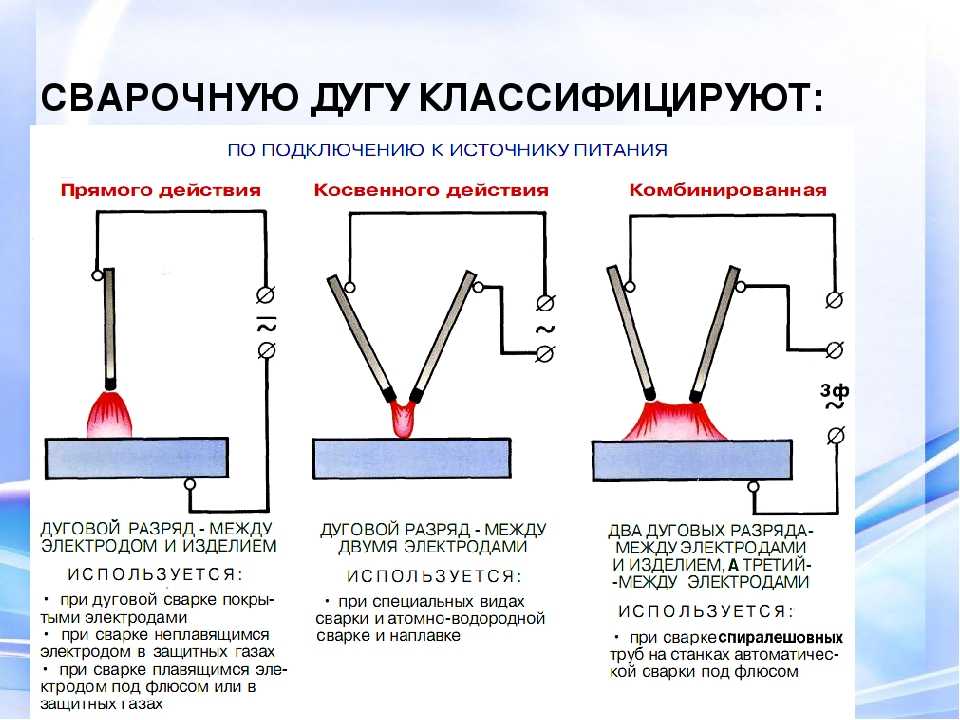 Опять же, это зависит от конкретной работы, поэтому обратитесь за советом к поставщику присадочной проволоки для сварки TIG или производителю. И пока мы обсуждаем наполнительные стержни, обязательно протрите наполнительный стержень, чтобы удалить остатки масла. Это снова чистота и загрязнение… И, конечно же, когда вы свариваете, подождите, пока сварочная ванна не скопится, прежде чем вводить стержень.
Опять же, это зависит от конкретной работы, поэтому обратитесь за советом к поставщику присадочной проволоки для сварки TIG или производителю. И пока мы обсуждаем наполнительные стержни, обязательно протрите наполнительный стержень, чтобы удалить остатки масла. Это снова чистота и загрязнение… И, конечно же, когда вы свариваете, подождите, пока сварочная ванна не скопится, прежде чем вводить стержень. Все аппараты R-Tech TIG работают в диапазоне 0,5–50 Гц.
Все аппараты R-Tech TIG работают в диапазоне 0,5–50 Гц. Все дело в меньшей управляемости дуговой сварки MMA для таких применений.
Все дело в меньшей управляемости дуговой сварки MMA для таких применений. Вскоре вы освоите сварку нержавеющей стали. Если вы профессионал, который уже там, вы знаете, что мы имеем в виду.
Вскоре вы освоите сварку нержавеющей стали. Если вы профессионал, который уже там, вы знаете, что мы имеем в виду. 2020
2020





 Его начали проектировать еще до войны. Евгений Оскарович предложил доработать проект и при изготовлении металлоконструкций применить разработанное в ИЭС автоматическое сваривание под флюсом. Предложение было принято, и киевский Наводницкий мост должен был стать первым в мире мостом, в котором сварка швов выполнялась бы автоматами.
Его начали проектировать еще до войны. Евгений Оскарович предложил доработать проект и при изготовлении металлоконструкций применить разработанное в ИЭС автоматическое сваривание под флюсом. Предложение было принято, и киевский Наводницкий мост должен был стать первым в мире мостом, в котором сварка швов выполнялась бы автоматами.
 Ему принадлежало множество научных работ, в том числе фундаментальный четырехтомный курс «Железные мосты» и более трех десятков реализованных проектов.
Ему принадлежало множество научных работ, в том числе фундаментальный четырехтомный курс «Железные мосты» и более трех десятков реализованных проектов. Однако и в них он написал не все…
Однако и в них он написал не все…
 То есть высоким чином из личной охраны государя! Ну, а дед будущего Сталинского лауреата, Петр Иванович, вообще являлся сенатором Российской империи, генералом от инфантерии. Еще шестнадцатилетним безусым мальчишкой в 1812 году он записался в армию Кутузова: «Вступил в июне в отряд генерал-майора князя Репнина. Был в боях супротив французских войск. В августе сражался под Плоцком, за что награжден орденом Св. Анны 4-й степени».
То есть высоким чином из личной охраны государя! Ну, а дед будущего Сталинского лауреата, Петр Иванович, вообще являлся сенатором Российской империи, генералом от инфантерии. Еще шестнадцатилетним безусым мальчишкой в 1812 году он записался в армию Кутузова: «Вступил в июне в отряд генерал-майора князя Репнина. Был в боях супротив французских войск. В августе сражался под Плоцком, за что награжден орденом Св. Анны 4-й степени».
 Именно там существовала самая на то время серьезная мостостроительная школа. Оказывается, в начале студенческой жизни Евгения Оскаровича был совсем не Дрезденский политехнический институт, как указывал в мемуарах сам академик: в эту «альма-матер» он переедет гораздо позже!
Именно там существовала самая на то время серьезная мостостроительная школа. Оказывается, в начале студенческой жизни Евгения Оскаровича был совсем не Дрезденский политехнический институт, как указывал в мемуарах сам академик: в эту «альма-матер» он переедет гораздо позже!

 Но именно из Киева уволенный в запас младший фейерверкер привезет в Дрезден не только глубокое отвращение к муштре, но и очень важное для себя (и для отечественной науки) решение — как бы ни уговаривали родственники, знакомые, профессора, он должен вернуться на родину!
Но именно из Киева уволенный в запас младший фейерверкер привезет в Дрезден не только глубокое отвращение к муштре, но и очень важное для себя (и для отечественной науки) решение — как бы ни уговаривали родственники, знакомые, профессора, он должен вернуться на родину! Они поженились уже по возвращении из отставки в начале Первой мировой.
Они поженились уже по возвращении из отставки в начале Первой мировой. Мостик, расположенный на головокружительной высоте над Парковой аллеей, был дипломной работой молодого инженера Евгения Патона. Утонченная дугообразная конструкция, соединившая две противоположные кручи парка, стала называться Мостом влюбленных; позже, когда отвергнутые молодые люди принялись сигать с моста вниз на узкую каменную дорогу, сводя счеты с жизнью (из-за неразделенной любви), в народе дали ему другое название — Чертов мостик.
Мостик, расположенный на головокружительной высоте над Парковой аллеей, был дипломной работой молодого инженера Евгения Патона. Утонченная дугообразная конструкция, соединившая две противоположные кручи парка, стала называться Мостом влюбленных; позже, когда отвергнутые молодые люди принялись сигать с моста вниз на узкую каменную дорогу, сводя счеты с жизнью (из-за неразделенной любви), в народе дали ему другое название — Чертов мостик.
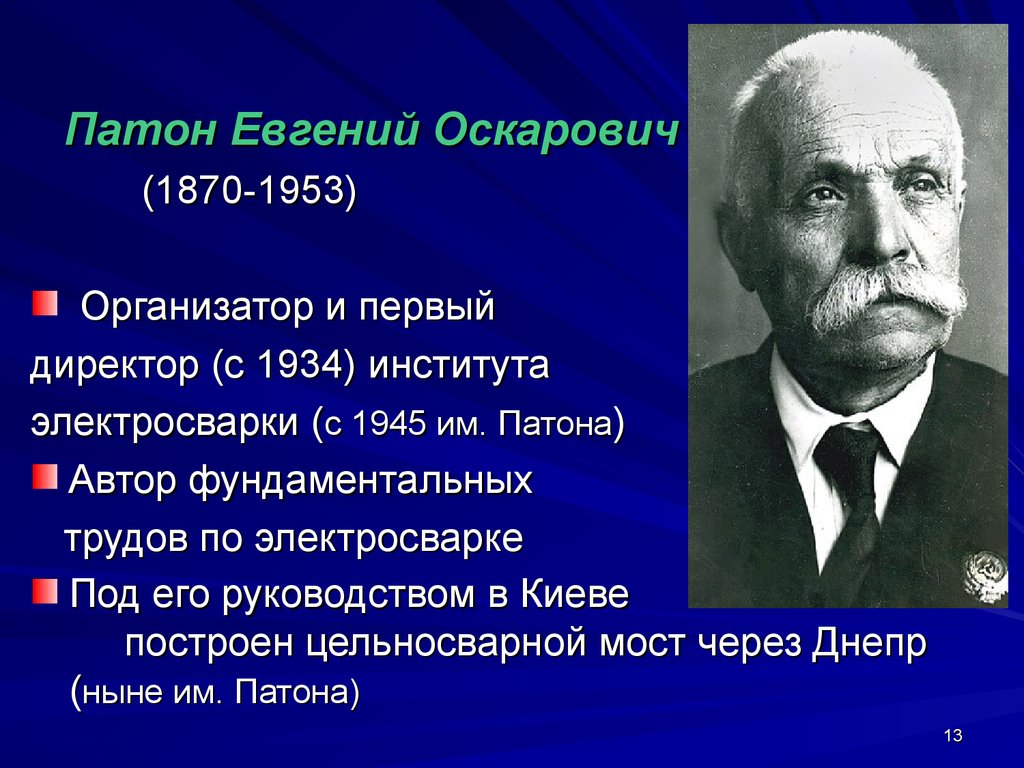 Как вспоминали потом его сыновья: «Отец политикой не интересовался, даже газет не читал! Он был весь в науке». Его соседей по ночам забирали «воронки», а он вроде бы и не замечал!
Как вспоминали потом его сыновья: «Отец политикой не интересовался, даже газет не читал! Он был весь в науке». Его соседей по ночам забирали «воронки», а он вроде бы и не замечал!  Прославленного академика пригласили и на банкет в Кремль. А надо сказать, что спиртного он и в молодые годы не употреблял, но по такому случаю считал неудобным придерживаться своего правила. Или просто предпочел не выглядеть в царских хоромах белой вороной. Ну и пригубил немного вина.
Прославленного академика пригласили и на банкет в Кремль. А надо сказать, что спиртного он и в молодые годы не употреблял, но по такому случаю считал неудобным придерживаться своего правила. Или просто предпочел не выглядеть в царских хоромах белой вороной. Ну и пригубил немного вина.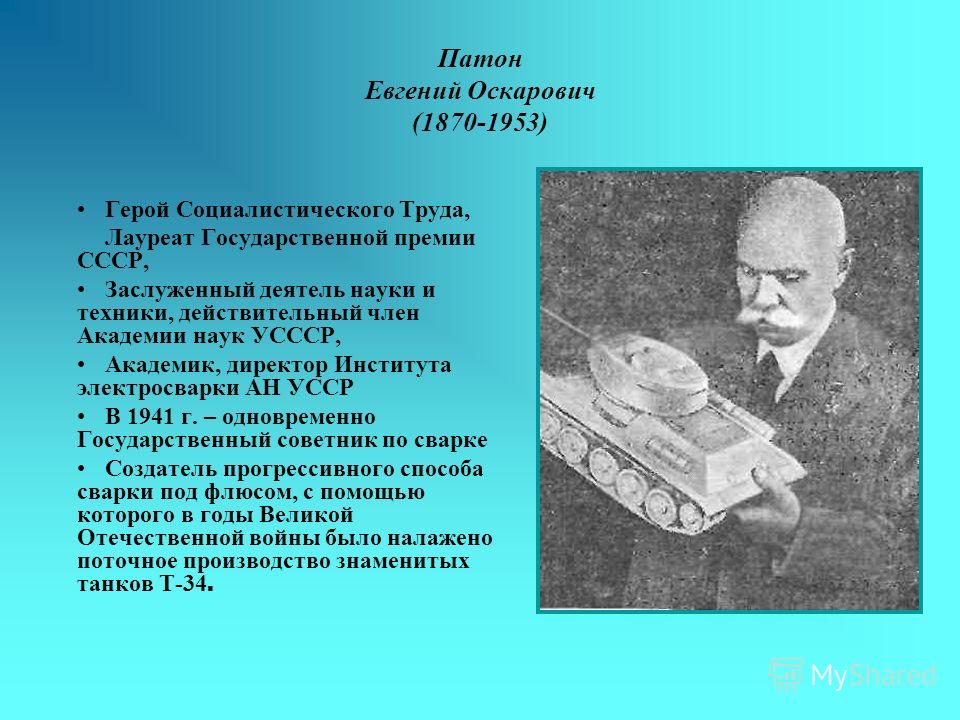

 99}»>
99}»>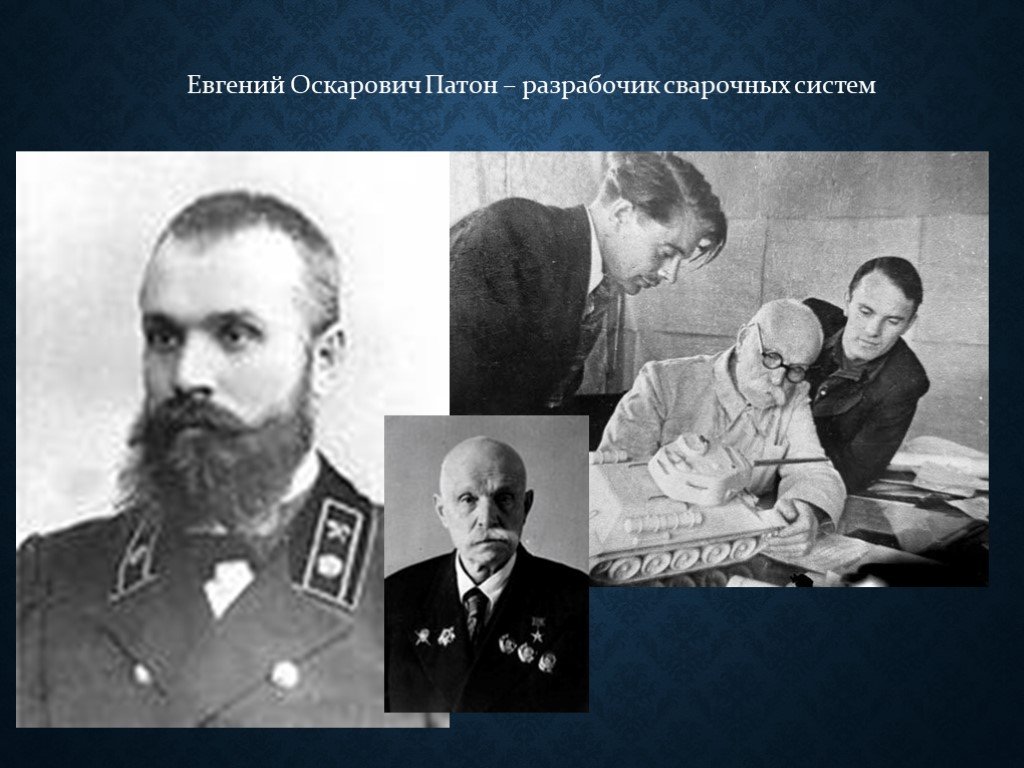 01.2011
01.2011
 В послевоенные годы руководил работами в стране по созданию основ сварки, широкому внедрению сварки в промышленность.
В послевоенные годы руководил работами в стране по созданию основ сварки, широкому внедрению сварки в промышленность.
 Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.


 Чтобы бак, наполненный водой, заржавел, ему понадобится не одна сотня лет, что и становится заманчивым для использования.
Чтобы бак, наполненный водой, заржавел, ему понадобится не одна сотня лет, что и становится заманчивым для использования. К тому же их доступность является большим плюсом, так как они всегда есть в наличии в магазинах, продающих сварочное оборудование и электроды к ним. Можно использовать такие электроды, как МР-3 и ОК 46.00. Конечно, другие электроды тоже способны выполнить эту задачу, но данные типы смогут сделать сварку максимально качественно и облегчат вашу работу.
К тому же их доступность является большим плюсом, так как они всегда есть в наличии в магазинах, продающих сварочное оборудование и электроды к ним. Можно использовать такие электроды, как МР-3 и ОК 46.00. Конечно, другие электроды тоже способны выполнить эту задачу, но данные типы смогут сделать сварку максимально качественно и облегчат вашу работу. Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва.
Ни в коем случае нельзя допускать попадание таких частиц на особо уязвимые органы, например, глаза. Но если вы будете соблюдать все меры предосторожности при работе с таким материалом, как нержавеющая сталь, то получите качественную работу, затратив минимум сил и времени. Лучше всего использовать сварку при токе обратной полярности и выполнять работу в нижнем положении шва. Появилась новейшая плазменная сварка. Этот тип позволяет сварить листы нержавеющей стали, которые имеют большую толщину. Если листы нержавейки имеют большую толщину, подойдет дуговая сварка под флюсом или точечная и роликовая сварка. Это позволит достичь высокого качества скрепления и не слишком деформировать материал.
Появилась новейшая плазменная сварка. Этот тип позволяет сварить листы нержавеющей стали, которые имеют большую толщину. Если листы нержавейки имеют большую толщину, подойдет дуговая сварка под флюсом или точечная и роликовая сварка. Это позволит достичь высокого качества скрепления и не слишком деформировать материал.

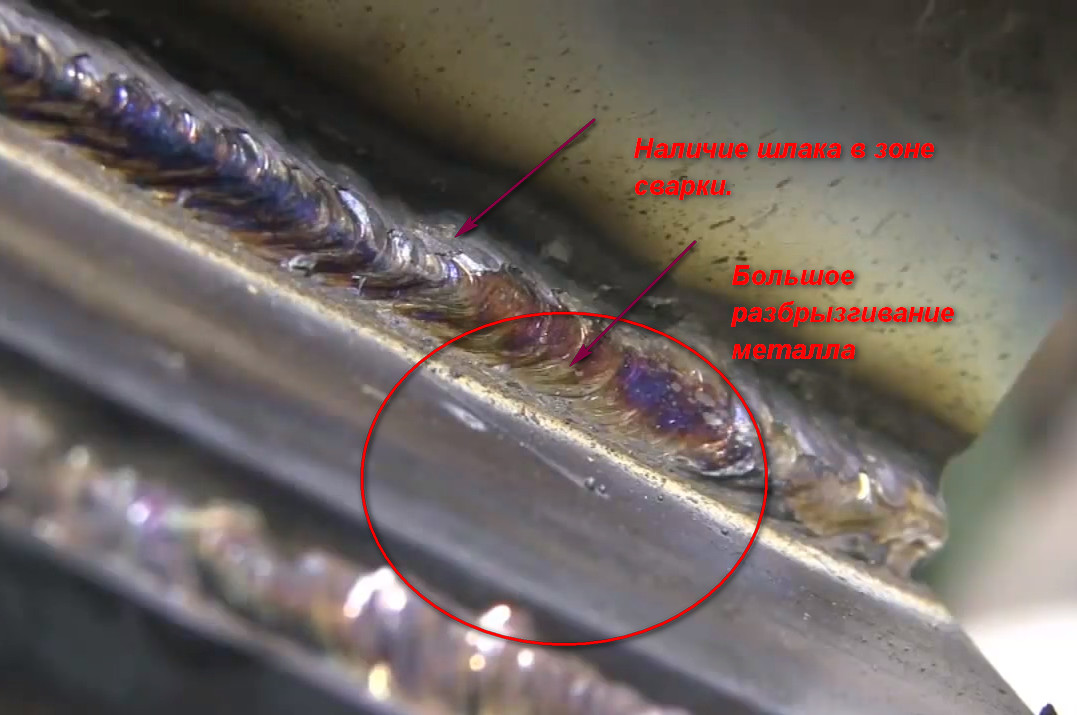
 Аккуратный трюк — накапать воду на поверхность, и когда вы увидите, как она прыгает или танцует на сковороде, сковорода предварительно нагрета и готова к приготовлению.
Аккуратный трюк — накапать воду на поверхность, и когда вы увидите, как она прыгает или танцует на сковороде, сковорода предварительно нагрета и готова к приготовлению. Как только масло заблестит или когда масло перестанет пузыриться, можно приступать к приготовлению.
Как только масло заблестит или когда масло перестанет пузыриться, можно приступать к приготовлению. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Рейтинги и цены точны, а товары есть в наличии на момент публикации.
 К счастью, этого можно избежать, выполнив две простые вещи. Во-первых, всегда обязательно разогревайте сковороду перед приготовлением. Через две-три минуты добавьте в сковороду тонкий слой растительного масла. Когда он начнет мерцать, кастрюля готова к использованию. Еще один способ проверить, достаточно ли горячая сковорода, — добавить в нее каплю воды. Вода должна издать звук «ТСШ», разделиться на несколько капель и испариться.
К счастью, этого можно избежать, выполнив две простые вещи. Во-первых, всегда обязательно разогревайте сковороду перед приготовлением. Через две-три минуты добавьте в сковороду тонкий слой растительного масла. Когда он начнет мерцать, кастрюля готова к использованию. Еще один способ проверить, достаточно ли горячая сковорода, — добавить в нее каплю воды. Вода должна издать звук «ТСШ», разделиться на несколько капель и испариться. Обратитесь к производителю, чтобы убедиться, что ваша кастрюля безопасна для духовки, но большинство высококачественных нержавеющих сталей рассчитаны на температуру до 500°. Это делает их идеальными для создания рецептов пасты из одного блюда, но вы также можете использовать их для обжаривания толстых стейков и свиных отбивных на плите и доведения их до готовности в духовке.
Обратитесь к производителю, чтобы убедиться, что ваша кастрюля безопасна для духовки, но большинство высококачественных нержавеющих сталей рассчитаны на температуру до 500°. Это делает их идеальными для создания рецептов пасты из одного блюда, но вы также можете использовать их для обжаривания толстых стейков и свиных отбивных на плите и доведения их до готовности в духовке.
 Эти отложения кальция не только выглядят неприлично, но и могут способствовать росту бактерий. Удалите их, вскипятив в кастрюле раствор из 3/4 стакана воды и 1/4 стакана уксуса. Как только сковорода остынет, вымойте и высушите их, как обычно.
Эти отложения кальция не только выглядят неприлично, но и могут способствовать росту бактерий. Удалите их, вскипятив в кастрюле раствор из 3/4 стакана воды и 1/4 стакана уксуса. Как только сковорода остынет, вымойте и высушите их, как обычно.
 » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком ru/sredstva-dlya-narezaniya-rezby?sort=p.sort_order&order=ASC»>Сортировка: По умолчанию
ru/sredstva-dlya-narezaniya-rezby?sort=p.sort_order&order=ASC»>Сортировка: По умолчанию ru/sredstva-dlya-narezaniya-rezby?limit=25″>Показать: 25
ru/sredstva-dlya-narezaniya-rezby?limit=25″>Показать: 25 ru/sredstva-dlya-narezaniya-rezby?sort=p.price&order=ASC»>Сортировка: Цена (низкая > высокая)
ru/sredstva-dlya-narezaniya-rezby?sort=p.price&order=ASC»>Сортировка: Цена (низкая > высокая) .
.
 Жидкие пленочные смазки — это компоненты смазочно-охлаждающей жидкости, которые не вступают в химическую реакцию с обрабатываемой поверхностью, но сами по себе являются скользкими и уменьшают трение. Эти компоненты смазочно-охлаждающих масел аналогичны тем, которые содержатся в машинных и моторных маслах. Смазка металлической пленкой образуется из масла, когда оно химически соединяется с поверхностью разрезаемого материала. Как правило, это делается путем добавления компонентов масла, которые быстро образуют интерметаллические соединения на разрезаемой поверхности. Эти соединения легко поддаются механической обработке и имеют очень низкий коэффициент трения. Типичными добавками для формирования металлической пленки смазки для резьбы являются сера и хлор.
Жидкие пленочные смазки — это компоненты смазочно-охлаждающей жидкости, которые не вступают в химическую реакцию с обрабатываемой поверхностью, но сами по себе являются скользкими и уменьшают трение. Эти компоненты смазочно-охлаждающих масел аналогичны тем, которые содержатся в машинных и моторных маслах. Смазка металлической пленкой образуется из масла, когда оно химически соединяется с поверхностью разрезаемого материала. Как правило, это делается путем добавления компонентов масла, которые быстро образуют интерметаллические соединения на разрезаемой поверхности. Эти соединения легко поддаются механической обработке и имеют очень низкий коэффициент трения. Типичными добавками для формирования металлической пленки смазки для резьбы являются сера и хлор. OSTO был разработан производственной компанией Oster много лет назад для использования с нашей линейкой резьбонарезных станков. Разработка масла продолжалась на протяжении многих лет, чтобы идти в ногу с новейшими технологиями в области смазочных технологий и оставаться эффективным даже в современных машинах, которые работают быстрее и регулярно используются для труднообрабатываемых сплавов.
OSTO был разработан производственной компанией Oster много лет назад для использования с нашей линейкой резьбонарезных станков. Разработка масла продолжалась на протяжении многих лет, чтобы идти в ногу с новейшими технологиями в области смазочных технологий и оставаться эффективным даже в современных машинах, которые работают быстрее и регулярно используются для труднообрабатываемых сплавов. К сожалению, у него очень низкая смазывающая способность. Oster OSTO имеет очень высокую удельную теплоемкость и поэтому легко поглощает тепло. Он имеет тенденцию сохранять режущую поверхность холодной и в то же время обладает всеми необходимыми смазывающими свойствами для предотвращения чрезмерного износа.
К сожалению, у него очень низкая смазывающая способность. Oster OSTO имеет очень высокую удельную теплоемкость и поэтому легко поглощает тепло. Он имеет тенденцию сохранять режущую поверхность холодной и в то же время обладает всеми необходимыми смазывающими свойствами для предотвращения чрезмерного износа. OSTO разработано таким образом, что оно не содержит летучих компонентов, которые испаряются с поверхности и со временем изменяют характеристики масла. Он также устойчив к окислению. Подпитка масла, необходимая для замены масла, уносимого с готовой трубой, достаточна для поддержания баланса материалов в нефтяном резервуаре, чтобы масло оставалось эффективным в течение длительного периода времени. Нет необходимости сливать содержимое бачка, так как масло «изнашивается». Единственной причиной для замены масла является загрязнение его посторонними материалами, такими как другие масла, растворители, песок и т. д. По возможности не допускайте попадания в масло твердых частиц, поддерживая в чистоте фильтр, поддон для стружки и резервуар. Никогда не смешивайте масла разных типов. Результаты могут работать хорошо, но они могут привести к повреждению штампов, или работы, или того и другого.
OSTO разработано таким образом, что оно не содержит летучих компонентов, которые испаряются с поверхности и со временем изменяют характеристики масла. Он также устойчив к окислению. Подпитка масла, необходимая для замены масла, уносимого с готовой трубой, достаточна для поддержания баланса материалов в нефтяном резервуаре, чтобы масло оставалось эффективным в течение длительного периода времени. Нет необходимости сливать содержимое бачка, так как масло «изнашивается». Единственной причиной для замены масла является загрязнение его посторонними материалами, такими как другие масла, растворители, песок и т. д. По возможности не допускайте попадания в масло твердых частиц, поддерживая в чистоте фильтр, поддон для стружки и резервуар. Никогда не смешивайте масла разных типов. Результаты могут работать хорошо, но они могут привести к повреждению штампов, или работы, или того и другого. Паста для резьбы помогает при сборке контролировать трение между контактными поверхностями резьбы, шайбы и поверхности гайки во время затяжки сборки. Этот шаг имеет решающее значение для обеспечения предсказуемого натяжения болтов и предотвращения усталости резьбы, истирания и коррозии.
Паста для резьбы помогает при сборке контролировать трение между контактными поверхностями резьбы, шайбы и поверхности гайки во время затяжки сборки. Этот шаг имеет решающее значение для обеспечения предсказуемого натяжения болтов и предотвращения усталости резьбы, истирания и коррозии. Функционально это было связано с акцентом на термический предел, твердость металла и химическую совместимость. Мало внимания уделялось личному здоровью, экологической безопасности и совместимости оборудования. Совсем недавно практически все глобальные агентства здравоохранения и корпоративные лидеры выступили за использование экологически более безопасных неметаллических альтернатив.
Функционально это было связано с акцентом на термический предел, твердость металла и химическую совместимость. Мало внимания уделялось личному здоровью, экологической безопасности и совместимости оборудования. Совсем недавно практически все глобальные агентства здравоохранения и корпоративные лидеры выступили за использование экологически более безопасных неметаллических альтернатив.

 Доступность и надежность оборудования становятся скомпрометированными.
Доступность и надежность оборудования становятся скомпрометированными.
 0032
0032 785FG не содержит пластиков или полимеров с низкой температурой плавления, таких как PTFE или HDPE, которые ограничивают рабочие температуры до < 500°F (< 260°C).
785FG не содержит пластиков или полимеров с низкой температурой плавления, таких как PTFE или HDPE, которые ограничивают рабочие температуры до < 500°F (< 260°C).



 При этом представленная смесь будет намного легче самой воды, а потому поднимется по третьей трубке, выше уровня первых двух.
При этом представленная смесь будет намного легче самой воды, а потому поднимется по третьей трубке, выше уровня первых двух.
 Плотность смеси меньше плотности воды, поэтому она начинает двигаться вверх по трубе.
Плотность смеси меньше плотности воды, поэтому она начинает двигаться вверх по трубе.
 А баллон нужен для того чтобы в нем происходило разряжения что приводит, к тому что он начинает рывками тянуть воду обратно что приводит к синхронному работы с клапаном вот вам компрессор и водяной насос. Ватсон это элементарно!
А баллон нужен для того чтобы в нем происходило разряжения что приводит, к тому что он начинает рывками тянуть воду обратно что приводит к синхронному работы с клапаном вот вам компрессор и водяной насос. Ватсон это элементарно! На худой конец интересна тема разоблачения «вечных» двигателей. Только не этот кружок занимательной физики. Я не говорю, что это плохо или не интересно. Просто это для другой аудитории
На худой конец интересна тема разоблачения «вечных» двигателей. Только не этот кружок занимательной физики. Я не говорю, что это плохо или не интересно. Просто это для другой аудитории Стирлинги будут, ждите.
Стирлинги будут, ждите. Выставка представляет собой н / н + h = 0, 7, или н = 2, 33xh.
Выставка представляет собой н / н + h = 0, 7, или н = 2, 33xh.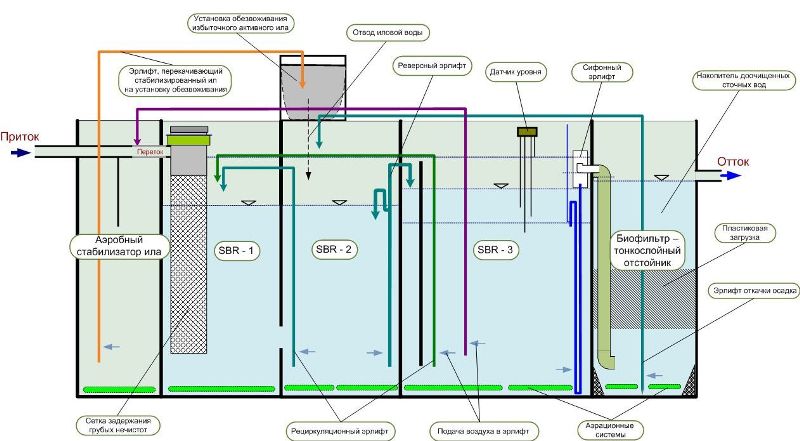 Вот подъем воды эжектором ограничен высотой столба жидкости и мощностью, затрачиваемой на создание разрежения закачивания и подъем с глубины. И это в том случае, когда эжекторный узел на уровне зеркала воды в скважине. Если эжекторный узел на поверхности земли, то глубина забора воды ограничивается атмосферным давлением и не может быть более 10 метров (теоретически), а практически около 9. Но мы отвлеклись от темы.
Вот подъем воды эжектором ограничен высотой столба жидкости и мощностью, затрачиваемой на создание разрежения закачивания и подъем с глубины. И это в том случае, когда эжекторный узел на уровне зеркала воды в скважине. Если эжекторный узел на поверхности земли, то глубина забора воды ограничивается атмосферным давлением и не может быть более 10 метров (теоретически), а практически около 9. Но мы отвлеклись от темы. На видео высота подъема в 2 раза больше глубины погружения.
На видео высота подъема в 2 раза больше глубины погружения.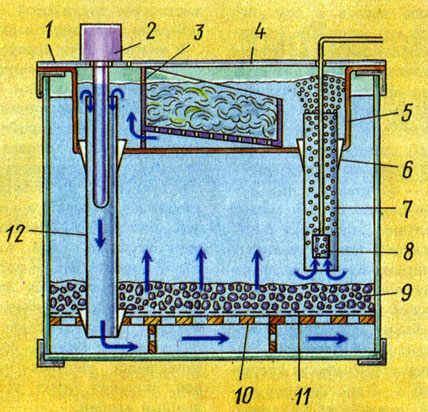 Пылесос всасывает капли разбрызганной по полу воды.
Пылесос всасывает капли разбрызганной по полу воды. Вопрос в том, что из-за веса воды не образуется вакуум в трубе. Может кто-то столкнулся с такой проблемой, может кто-то где-то слышал? Я благодарю всех за помощь и за советы спасибо. Схема http: //forum. Vashdom. Ru/threads/vozmozhno-li-iz-skvazhiny-samotekom-vyvesti-vodu. 52108/
Вопрос в том, что из-за веса воды не образуется вакуум в трубе. Может кто-то столкнулся с такой проблемой, может кто-то где-то слышал? Я благодарю всех за помощь и за советы спасибо. Схема http: //forum. Vashdom. Ru/threads/vozmozhno-li-iz-skvazhiny-samotekom-vyvesti-vodu. 52108/ Насос в воду и бочка полна. Но все равно интересная идею но бессмысленная.
Насос в воду и бочка полна. Но все равно интересная идею но бессмысленная.
 Только я в расчетах не силен, не знаю кпд.
Только я в расчетах не силен, не знаю кпд. Спасибо!
Спасибо!
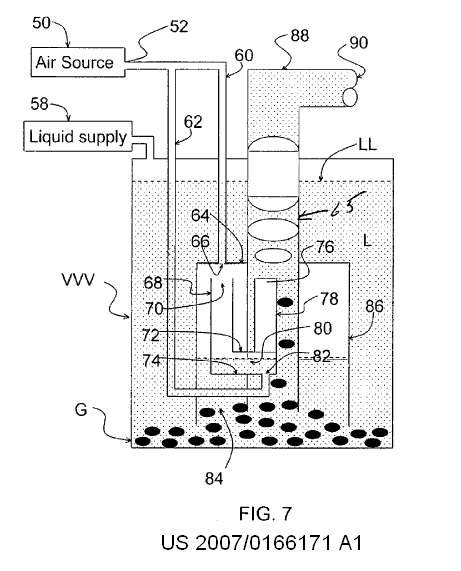 Позже он получил квалификацию моделиста, проектировавшего мосты и устройства для добычи угля. Он взял на себя управление аптекой «Zum Schwarzen Elephants» («Черный слон») своего покойного тестя. Среди его изобретений — пожарная машина с быстрой разгрузкой, машина-губка для откачки воды из шахты, новаторский мост. конструкции, эрлифтный насос и «гигантский насос», широко используемые в нефтяных скважинах и по сей день.
Позже он получил квалификацию моделиста, проектировавшего мосты и устройства для добычи угля. Он взял на себя управление аптекой «Zum Schwarzen Elephants» («Черный слон») своего покойного тестя. Среди его изобретений — пожарная машина с быстрой разгрузкой, машина-губка для откачки воды из шахты, новаторский мост. конструкции, эрлифтный насос и «гигантский насос», широко используемые в нефтяных скважинах и по сей день. Он находит множество применений в таких разнообразных областях, как очистка промышленных сточных вод, горнодобывающая промышленность, дноуглубительные работы, подводная археология, спасательные операции и сбор научных образцов. Более экзотическим применением может быть добыча алмазоносного гравия на поверхность вдоль западного побережья Африки, как показано на рис. 1.
Он находит множество применений в таких разнообразных областях, как очистка промышленных сточных вод, горнодобывающая промышленность, дноуглубительные работы, подводная археология, спасательные операции и сбор научных образцов. Более экзотическим применением может быть добыча алмазоносного гравия на поверхность вдоль западного побережья Африки, как показано на рис. 1. Эти объяснения излишние и с простой концептуальной точки зрения, потому что они не предлагают много теоретической основы. Однако из области статики жидкости легко вывести основную формулировку, описывающую это явление. (позже мы вернемся к аналогии с «пневматическими поршнями».)
Эти объяснения излишние и с простой концептуальной точки зрения, потому что они не предлагают много теоретической основы. Однако из области статики жидкости легко вывести основную формулировку, описывающую это явление. (позже мы вернемся к аналогии с «пневматическими поршнями».) )
) Вот почему это работает и почему у нас есть помповое действие.
Вот почему это работает и почему у нас есть помповое действие. Скорость потока влияет на трение в трубе, на которое влияют диаметр трубы, материал, из которого она изготовлена, отделка внутренней поверхности (рабочих поверхностей) насоса, вязкость жидкости, температура и другие физические свойства жидкости. жидкость.
Скорость потока влияет на трение в трубе, на которое влияют диаметр трубы, материал, из которого она изготовлена, отделка внутренней поверхности (рабочих поверхностей) насоса, вязкость жидкости, температура и другие физические свойства жидкости. жидкость.
 В зависимости от конструкции пруда, размещения диффузора и количества нагнетаемого воздуха большая часть аэрации происходит за счет течения, создаваемого эффектом эрлифта, заменяющего богатую кислородом поверхностную воду на бедную кислородом воду внизу.
В зависимости от конструкции пруда, размещения диффузора и количества нагнетаемого воздуха большая часть аэрации происходит за счет течения, создаваемого эффектом эрлифта, заменяющего богатую кислородом поверхностную воду на бедную кислородом воду внизу.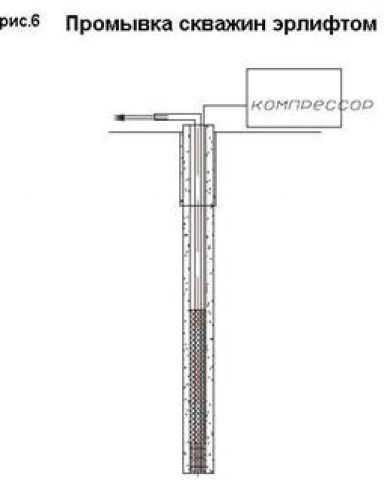 Дж., (1963), Эрлифтный насос: теория и оптимизация, Труды Института инженеров-химиков, 41: 29-39.
Дж., (1963), Эрлифтный насос: теория и оптимизация, Труды Института инженеров-химиков, 41: 29-39.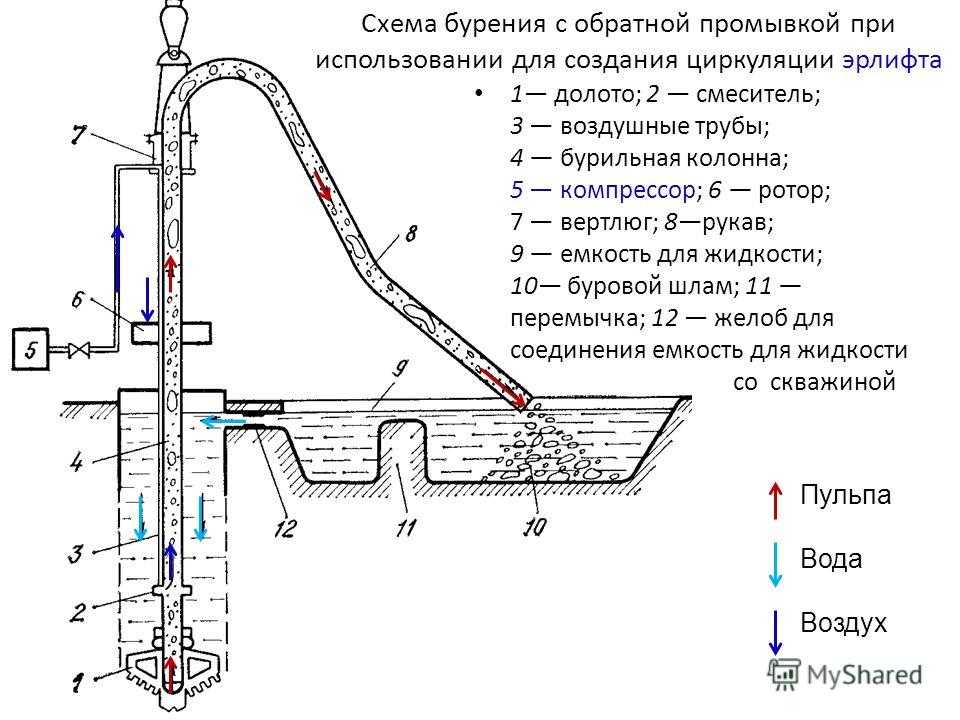
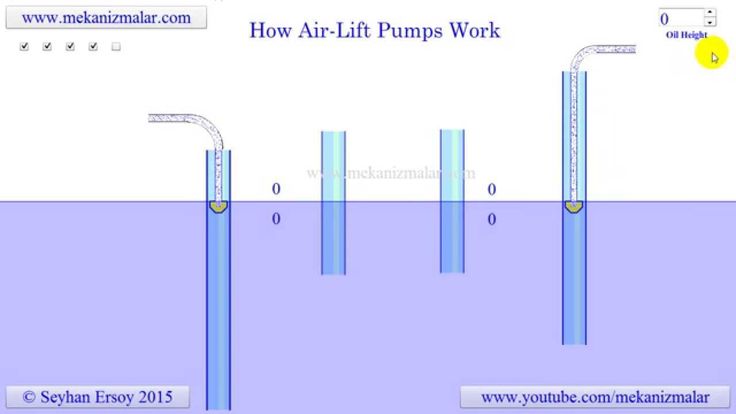 Напротив, эрлифтные водяные насосы используют преимущества относительно более легкой плотности воздуха для подъема воды. До недавнего времени эрлифтные насосы были пригодны для подъема воды не более чем на 10–15 см, однако Гленн Мартинес с Гавайев с тех пор поделился с международным сообществом простыми в сборке конструкциями, которые могут легко поднимать воду на высоту от 2 до 3 метров. В определенных конфигурациях эти эрлифты могут поднимать воду намного выше, даже на 30 метров из подземного колодца. В этой статье основное внимание будет уделено только одной из его основных конфигураций, называемой эрлифтным насосом «труба в трубе» (рис. 2). Эта конфигурация чаще всего использовалась для подъема от 400 до 2000 литров воды в час на высоту от 1 до 4 метров, что делает ее очень полезной технологией для широкого спектра систем. Как заметят читатели, эта технология дает особые преимущества системам аквапоники, что и является предполагаемым использованием этих конкретных конструкций.
Напротив, эрлифтные водяные насосы используют преимущества относительно более легкой плотности воздуха для подъема воды. До недавнего времени эрлифтные насосы были пригодны для подъема воды не более чем на 10–15 см, однако Гленн Мартинес с Гавайев с тех пор поделился с международным сообществом простыми в сборке конструкциями, которые могут легко поднимать воду на высоту от 2 до 3 метров. В определенных конфигурациях эти эрлифты могут поднимать воду намного выше, даже на 30 метров из подземного колодца. В этой статье основное внимание будет уделено только одной из его основных конфигураций, называемой эрлифтным насосом «труба в трубе» (рис. 2). Эта конфигурация чаще всего использовалась для подъема от 400 до 2000 литров воды в час на высоту от 1 до 4 метров, что делает ее очень полезной технологией для широкого спектра систем. Как заметят читатели, эта технология дает особые преимущества системам аквапоники, что и является предполагаемым использованием этих конкретных конструкций. Фото: Гленн Мартинес из Olomana Gardens Hawaii.
Фото: Гленн Мартинес из Olomana Gardens Hawaii. Чтобы сделать систему более доступной, он изобрел (или, как любит говорить Гленн, «открыл заново») способ подъема воды из аквариума в аквапонику с помощью инновационной конфигурации воздушного насоса. Вместо того, чтобы прокладывать электрический кабель в глубокой траншее через школьный двор, все, что требовалось, — это неглубокая канава для воздуховода, которую ученики быстро вырыли. В канаве была установлена 1-дюймовая труба из ПВХ, соединяющая систему с небольшим воздушным компрессором мощностью 60 Вт, расположенным через дорогу в запираемом классе. Как оказалось, эрлифтный насос, который придумал Гленн, имел множество преимуществ для систем аквапоники и других ситуаций, когда необходимы недорогие и надежные методы подъема воды.
Чтобы сделать систему более доступной, он изобрел (или, как любит говорить Гленн, «открыл заново») способ подъема воды из аквариума в аквапонику с помощью инновационной конфигурации воздушного насоса. Вместо того, чтобы прокладывать электрический кабель в глубокой траншее через школьный двор, все, что требовалось, — это неглубокая канава для воздуховода, которую ученики быстро вырыли. В канаве была установлена 1-дюймовая труба из ПВХ, соединяющая систему с небольшим воздушным компрессором мощностью 60 Вт, расположенным через дорогу в запираемом классе. Как оказалось, эрлифтный насос, который придумал Гленн, имел множество преимуществ для систем аквапоники и других ситуаций, когда необходимы недорогие и надежные методы подъема воды. Безопасность в отношении электричества в воде должна быть смягчена и серьезно относиться к любым условиям. The Times of India сообщила, что каждый день в Индии на электрическом стуле погибает до 30 человек. Один стажер, работавший над нашими проектами на Филиппинах, недавно обратился к нам за советом, когда его дважды ударило током с помощью обычного насоса; у него просто не было большого опыта работы с электроприборами, в том числе, как расположить удлинители так, чтобы они оставались сухими в сезон дождей. Схемы прерывания замыкания на землю (GFI), если они доступны, могут снизить риск, но имеют тенденцию срабатывать в неподходящее время и требуют ежемесячного тестирования. В качестве альтернативы компрессор для эрлифтного насоса можно легко установить на безопасном расстоянии от воды, чтобы устранить эту потенциальную опасность, что существенно снижает риск. Работники по развитию сообщества могут счесть эту особенность эрлифтных насосов особенно полезной для обеспечения безопасности.
Безопасность в отношении электричества в воде должна быть смягчена и серьезно относиться к любым условиям. The Times of India сообщила, что каждый день в Индии на электрическом стуле погибает до 30 человек. Один стажер, работавший над нашими проектами на Филиппинах, недавно обратился к нам за советом, когда его дважды ударило током с помощью обычного насоса; у него просто не было большого опыта работы с электроприборами, в том числе, как расположить удлинители так, чтобы они оставались сухими в сезон дождей. Схемы прерывания замыкания на землю (GFI), если они доступны, могут снизить риск, но имеют тенденцию срабатывать в неподходящее время и требуют ежемесячного тестирования. В качестве альтернативы компрессор для эрлифтного насоса можно легко установить на безопасном расстоянии от воды, чтобы устранить эту потенциальную опасность, что существенно снижает риск. Работники по развитию сообщества могут счесть эту особенность эрлифтных насосов особенно полезной для обеспечения безопасности.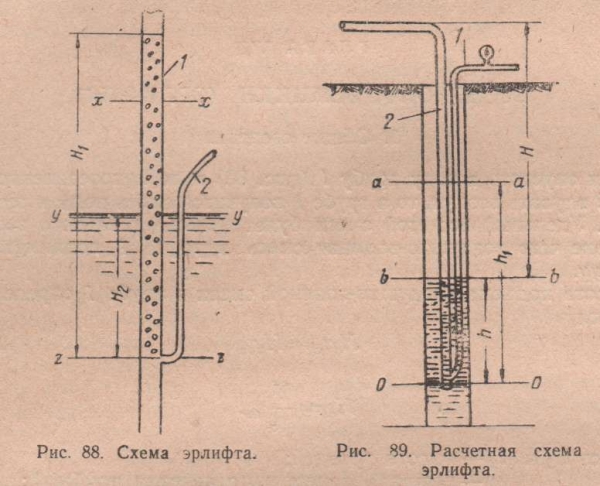
 Конструкция эрлифтного насоса Martinez может работать не только с мелкими абразивами, но и с мусором, размер которого почти равен диаметру внутренней трубы (от 1 до 1 1/2 дюйма). Это означает, что мелкая рыба, скопления водорослей, несъеденный корм для рыб и т. д. просто выносятся насосом вверх и наружу. В одной из наших систем аквапоники мы провели испытание, в ходе которого бросили 20 кг кофейной гущи в резервуар, чтобы проверить способность эрлифта функционировать без засорения; впечатляюще, он прошел без проблем. В этом видео Гленн демонстрирует способность работать с гравием и другим мусором.
Конструкция эрлифтного насоса Martinez может работать не только с мелкими абразивами, но и с мусором, размер которого почти равен диаметру внутренней трубы (от 1 до 1 1/2 дюйма). Это означает, что мелкая рыба, скопления водорослей, несъеденный корм для рыб и т. д. просто выносятся насосом вверх и наружу. В одной из наших систем аквапоники мы провели испытание, в ходе которого бросили 20 кг кофейной гущи в резервуар, чтобы проверить способность эрлифта функционировать без засорения; впечатляюще, он прошел без проблем. В этом видео Гленн демонстрирует способность работать с гравием и другим мусором.
 Компания Glenn настроила обычные насосные системы с нагнетанием воздуха, чтобы значительно сократить расходы на подъем воды на высоту 8-10 метров. У нас пока нет опыта в этом, но мы видели, что самодельные эрлифтные насосы также могут быть сконфигурированы для откачки подземных колодцев, где характеристики сопротивления засорению и простоты ремонта будут особенно ценными.
Компания Glenn настроила обычные насосные системы с нагнетанием воздуха, чтобы значительно сократить расходы на подъем воды на высоту 8-10 метров. У нас пока нет опыта в этом, но мы видели, что самодельные эрлифтные насосы также могут быть сконфигурированы для откачки подземных колодцев, где характеристики сопротивления засорению и простоты ремонта будут особенно ценными. Компрессоры, на которых работают наши системы аквапоники, производят от 30 до 100 литров воздуха в минуту. На приведенной ниже диаграмме видно, что конечная производительность насоса по объему воды зависит не только от размера компрессора, но и от нескольких других переменных (таблица 1). Компрессор на 100 л/мин не подает больше воды, потому что он качает выше из неглубокой скважины.
Компрессоры, на которых работают наши системы аквапоники, производят от 30 до 100 литров воздуха в минуту. На приведенной ниже диаграмме видно, что конечная производительность насоса по объему воды зависит не только от размера компрессора, но и от нескольких других переменных (таблица 1). Компрессор на 100 л/мин не подает больше воды, потому что он качает выше из неглубокой скважины.  3: Важные аспекты конструкции всасывающей части насоса, расположенной на дне отстойника. (A.) Было обнаружено, что воздухозаборные «щели» более эффективны, чем множество просверленных отверстий: желтые стрелки обозначают воздух, а синие стрелки — воду. (B.) Изогнутое дно предотвращает засорение впускной трубы. (C.) Конфигурация воздухозаборного узла.
3: Важные аспекты конструкции всасывающей части насоса, расположенной на дне отстойника. (A.) Было обнаружено, что воздухозаборные «щели» более эффективны, чем множество просверленных отверстий: желтые стрелки обозначают воздух, а синие стрелки — воду. (B.) Изогнутое дно предотвращает засорение впускной трубы. (C.) Конфигурация воздухозаборного узла. Воздух входит в каждую щель (прямо напротив друг друга) и буквально режет воду, как нож. После разрезания воды воздушный поток поднимается вверх, одновременно поднимая всю воду во внутренней трубе. Эта порция воздуха поднимает всю воду во внутренней трубе и выходит как одна порция воды. После выпуска первого выброса воздуха, очищающего внутреннюю трубу от воды, в нижнюю часть насоса «труба в трубе» поступает дополнительная вода. После движения вода во внутренней трубе на 50% состоит из воздуха и намного легче, поэтому воздушному компрессору легче перекачивать воду.
Воздух входит в каждую щель (прямо напротив друг друга) и буквально режет воду, как нож. После разрезания воды воздушный поток поднимается вверх, одновременно поднимая всю воду во внутренней трубе. Эта порция воздуха поднимает всю воду во внутренней трубе и выходит как одна порция воды. После выпуска первого выброса воздуха, очищающего внутреннюю трубу от воды, в нижнюю часть насоса «труба в трубе» поступает дополнительная вода. После движения вода во внутренней трубе на 50% состоит из воздуха и намного легче, поэтому воздушному компрессору легче перекачивать воду. То же самое касается другой втулки в верхней части внешней трубы.
То же самое касается другой втулки в верхней части внешней трубы.