Гравировка своими руками в домашних условиях по металлу
.
Написал admin в
Если вы каждый праздник мучаетесь вопросом, что подарить близким друзьям или родственникам на праздник, советую погрузиться на пару дней в творчество и освоить гравировку своими руками в домашних условиях по металлу. Благодаря современным достижениям техники в наши дни гравировка своими руками доступна всем, кто способен досмотреть подобранные мною видео уроки до конца, а затем точно повторить все действия, не забывая о собственной безопасности. Но если же видео уроки показались вам слишком сложными, можете пойти по самому простому пути — обратиться к профессионалам и заказать через интернет-сервис гравировку на нужном вам изделии (пример уже готовых работ компании «Гравировочка» можете посмотреть здесь — зажигалки с гравировкой http://grawirovochka. ru/shop/zazhigalki.html). И, конечно, профессиональная гравировка отличается по качеству от гравировки своими руками в домашних условиях по металлу.
Гравировка своими руками в домашних условиях по металлу
Начнем с видео уроков для любителей физико-химических опытов. Этот вид гравировки своими руками в домашних условиях по металлу обычно не вызывает проблем ни у мужчин, решившихся на эксперимент, ни у представительниц прекрасного пола, которые в большинстве своем не очень «дружат с электричеством». Главное — точно соблюдайте инструкцию, когда решите повторить эксперимент:
.
.
Еще один подобный видеоурок «Гравировка своими руками в домашних условиях по металлу«:
.
.
Переходим к более сложным изделиям с гравировкой. Основное отличие данного видео урока по гравировке своими руками в домашних условиях по металлу не только в сложности получаемого рисунка, но и в форме изделия, на которое гравировка наносится:
.
.
Еще один вариант гравировки своими руками в домашних условиях по металлу — с использованием штихеля. Тут Вам не понадобится проводить физико-химический опыт, но зато придется приложить силу и при этом проявить аккуратность. Возможно, гравировка своими руками в домашних условиях по металлу по этому способу у вас с первого раза не получится идеальной, но зато у вас будет цель, к которой можно будет стремиться 🙂 :
.
.
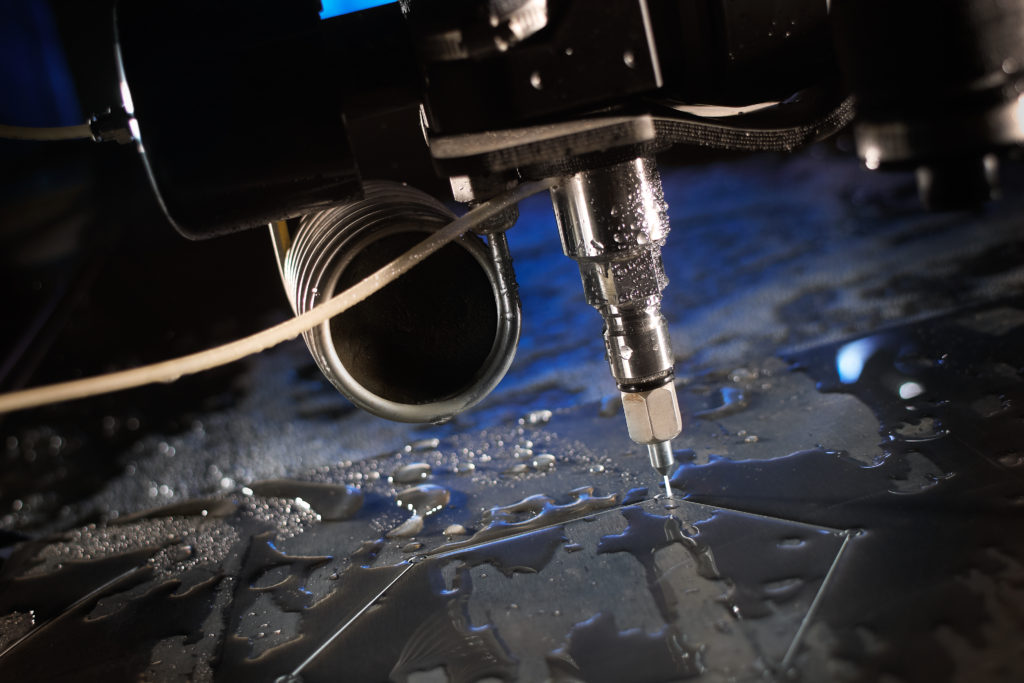
А вот так выглядит процесс гравировки с использованием специальной техники и компьютерных программ:
.
.
Рубрика: Всякая всячина
|
Метки: гравировка
| Комментарии | Permalink
Настольный гравировальный станок — ударный принтер по металлу MAGIC 5
Настольный гравировальный станок — ударный принтер по металлу MAGIC 5
Профессиональный настольный 4х осный гравировальный станок с ЧПУ для ювелирного производства. Станок MAGIC 5 гравирует на плоских, выпуклых, вогнутых изделиях, на ручках, на кольцах внутри и снаружи, браслетах. Станок предназначен для профессионального использовании в ювелирном производстве и изготовлении сувенирной продукции.
Гравировальные станки Magic 5 закончились. Теперь вместо гравировального станка Magic 5 — новая модель — ювелирный гравировальный станок Magic 50
Гравировальные станки Magic 5 закончились. Теперь вместо гравировального станка Magic 5 — новая модель — ювелирный гравировальный станок Magic 50
Профессиональный настольный 4х осный гравировальный станок с ЧПУ MAGIC 50.
У станка теперь нет задней стенки — можно крепить длинные предметы, например пистолеты, кортики и сабли. Добавлены дисплей отображения настроек станка и съемные стальные тиски. Станок предназначен для профессионального использовании в ювелирном производстве и гравировки сувенирной продукции.
ГРАВИРОВКА НА КОЛЬЦАХ И НА МЕДАЛЬОНАХ НА СТАНКЕ MAGIC 5
Видео. Гравировка на обручальном кольце на гравировальном станке MAGIC 5
Уникальные возможности гравировального станка — ударного принтера по металлу MAGIC 5 алмазная гравировка на очень изогнутых поверхностях
Видео. Алмазная гравировка на изогнутом брелке на гравировальном принтере станке MAGIC 5
ПРЕИМУЩЕСТВА ПРОФЕССИОНАЛЬНОГО ГРАВИРОВАЛЬНОГО СТАНКА ДЛЯ ЮВЕЛИРОВ
Гравируйте картинки на обручальных кольцах — теперь это возможно.
Станок может наносить гравировку на обеих сторонах кольца: на внутренней и наружной.
Быстрая гравировка на медальонах, адресниках для животных, ювелирных изделиях зажигалках, фляжках, сувенирах, обручальных кольцах в присутствии заказчика.
Возможность гравировки на ручках и других цилиндрических поверхностях малого диаметра. Размер гравировки по длине 120 мм. Максимальный диаметр 76 мм.
Высокое разрешение печати.
Возможность наносить, как текст, так и изображения.
Гравировка и на металлах — золото, серебро, сталь, латунь и на мягких материал — оргстекло.
Автоматическое отслеживание кривизны поверхности, позволяет наносить гравировку на «не совсем ровные» изделия
4 автоматических датчика измерения размера заготовки и установки гравера.
Лазерный указатель контроля области гравировки уменьшает количество брака и ускоряет гравировку.
MAGIC 5 может гравировать все виды сувенирной продукции: зажигалки, портсигары, фляжки, кулоны, подвески, шильды, ручки.
ОБРАЗЦЫ ГРАВИРОВКИ НА MAGIC 5
ХАРАКТЕРИСТИКИ УДАРНОГО ГРАВИРОВАЛЬНОГО СТАНКА MAGIC 5
Размер станка: 380(Ш) х 290(В) х 260(Г)мм
Область гравировки по оси Х : 120 мм
Область гравировки по оси Y : 100 мм
Высота по оси Z : 30 мм
Внешний Ø цилиндрической заготовки: 76 мм ширина 40мм
Внутренний Ø цилиндрической заготовки: 14-76 мм ширина 40мм Материал иглы: алмаз, Ø 3,15 мм
Вес: 30 кг
Точность: XY — 0.005мм, Z — 0.00125мм
Скорость подачи по осям: X Y Z — 36мм/сек
Скорость подачи при фотогравировке: 48 мм/сек
Питание: 210-240В, 50/60Гц
При помощи гравера MAGIC 5 Вы сможете оказывать услуги по гравировке в ювелирной мастерской, мастерской по металлоремонту, ювелирных салонах, зоомагазинах, торговых центрах, домах Быта, сувенирных магазинах и производить сувенирную продукцию!
КОМПЛЕКТАЦИЯ ГРАВИРОВАЛЬНОГО ОБОРУДОВАНИЯ
Блок питания
1шт
Шестигранник для замены граверов 1,5 мм
1шт
Кабель питания
1шт
Дополнительные накладки на тиски для зажима фляжек и др.
2шт
Кабель USB
1шт
Алмазный гравер
1шт
Инструмент для гравировки внутри колец
1шт
Ручки затяжки ротационного фиксатора
2шт
Палец для фиксации плоских колец
3шт
Палец для фиксации округлых колец
3шт
Драйвера и программное обеспечение MagicArt
1шт
Пальцы для фиксации округлых узких колец
3шт
Руководство по эксплуатации (инструкция) на русском языке
1шт
Руководство по эксплуатации (инструкция) на английском языке
1шт
БЕСПЛАТНОЕ ОБУЧЕНИЕ И ТЕХПОДДЕРЖКА
При покупке гравера MAGIC 5 наши специалисты проведут краткий курс обучения пользованием программным обеспечением и техникой работы на станке. Впоследствии Вы получите ответы на все интересующие вас вопросы, как по работе с программой, так и по работе гравера.
ЦЕНА НАСТОЛЬНОГО ГРАВИРОВАЛЬНОГО ГРАВЕРА ПРИНТЕРА ПО МЕТАЛЛУ MAGIC 5
Официальный дилер
Станок Magic 5 и комплектующие
Программное обеспечение MagicArt на английском языке
Программное обеспечение MagicArt на русском языке
Доступ к обновлениям программного обеспечения MagicArt
Руководство по эксплуатации на английском языке базовое
Руководство по эксплуатации на русскомязыке базовое
Бесплатные шаблоны для гравировки
Видео уроки на русском языке
Обучение работе с программой MagicArt
Доступ к обновлениям Redt на корейском языке
Доступ к учебной части сайта на русском языке www. redt-magic.ru
Бесплатная реклама услуг покупателя на сайте официального дилера
Удаленный доступ и решение вопросов через интернет
Техническая поддержка
Стандартное гарантийное обслуживание (запчасти доставляются из Южной Кореи)
Гарантийное обслуживание от официального дилера (запчасти на складе в Москве)
Дополнительная бесплатная проверка перед отправкой
Срок отгрузки 35 дней
Под заказ!
ЦЕНА СТАНКА
399000 руб
Внимание! В связи с изменением курса валют к рублю, точная стоимость определяется на день оформления счета.
Гравировальные станки Magic 5 закончились. Теперь вместо гравировального станка Magic 5 — новая модель — ювелирный гравировальный станок Magic 50
Профессиональный настольный 4х осный гравировальный станок с ЧПУ MAGIC 50.
У станка теперь нет задней стенки — можно крепить длинные предметы, например пистолеты, кортики и сабли. Добавлены дисплей отображения настроек станка и съемные стальные тиски. Станок предназначен для профессионального использовании в ювелирном производстве и гравировки сувенирной продукции.
Тел.: (499) 963-31-58 E-mail gravbiz(at)mail.ru
Назад
Вперед
You have no rights to post comments
ВИДЕО КАНАЛ ПОСМОТРЕТЬ КАК РАБОТАЮТ ГРАВИРОВАЛЬНЫЕ СТАНКИ
Школа и классы ручной гравировки, Инструменты ручной гравировки для ювелиров и художников ~ Стив Линдсей
Введение в ручную гравировку
Искусство ручной гравировки можно описать как процесс, в котором закаленный, отформованный и заточенный кусок стали, называемый «гравером», проталкивается через металлическую пластину. поверхность. Это делается одним из трех способов: с помощью ручного давления (гравировальный станок), с помощью небольшого легкого молотка и долота (гравировальный станок) или с помощью пневматического пневмопривода. молоток. Пневматические AirGravers имитируют как молоток и долото, так и технику толкающего гравера. Гравер отшлифован до заостренной формы, придерживаясь очень определенных углов. Эти углы позволяют граверу правильно войти в металлическую поверхность и двигаться вперед, непрерывное скручивание металла непосредственно перед поверхностью гравера, оставляя после себя небольшую борозду.
форма гравера и угол, под которым его держат, в конечном счете определить форму борозды. Угол может и часто будет непрерывно изменяется во время процесса, позволяя борозде содержать толстые и тонкие градации линии разреза. Если используется гравировальный станок квадратной формы, тот, если его углы войдут в металл, он создаст V-образную форму борозда. Доступно множество более грубых форм, каждая из которых приводит к определенному стиль гравировки, и каждый дает другой результат. Обычно две излюбленные формы — это буква «V» и плоские граверы. Личное предпочтение играет важную роль в выборе используемого инструмента.
Когда используешь метод молотка и зубила, требуются обе руки; один, чтобы держать гравер, а другой для нанесения легких ударов молотком по граверу, продвигая его вперед через разрезаемый материал.
При использовании метода надавливания гравер обычно прикрепляется к небольшой деревянной ручке, удерживаемой в Пальма. Гравер остается неподвижным, а гравируемый предмет крепко удерживается и подается в наконечник гравера или повернут в него, когда требуется круговая или изогнутая линия. При выполнении прямой линии гравер продвигается вперед только с помощью давления руки. Для каждого из этих методов требуются вращающиеся тиски или аналогичное удерживающее устройство для удержания гравируемого предмета.
пневматический гравер использует воздух для привода небольшого автономного поршня внутри гравера. кусок руки. Этот поршень ударяется о гравировальный инструмент в том же способом, как в ранее описанном методе молотка и долота. Как с В методе Push Graver одна рука свободна для удерживания и вращения предмета. выгравировано.
Чтобы создавать качественные детализированные гравюры, гравер должен точно выполнить множество разрезов или линий в металле, которые различаются по длине, ширине и глубина. В принципе, достигнутые результаты аналогичны результатам, полученным художник рисует ручкой или карандашом на бумаге. Изумительный Орнаментальные гравюры возможны, когда гравер контролируется кто-то, кто хорошо разбирается в искусстве гравировки.
Использование передовые методы, такие как методы «Булино» и «Банкнота», позволяют высококвалифицированный художник, способный создавать изысканные, реалистичные визуализации в металле.
‘Булино’ (произносится как «бо-ли-но») — относится к пуантилизму или точечной технике. Это происходит от итальянского термина, означающего «маленький ручной гравер». Сегодня этот термин используется в широком смысле для обозначения метода создания тысяч маленькие точки или линии на металле. Это позволяет управлять светом и темные контрасты.
‘Денежная купюра стиль» — это высокоорганизованный и систематический метод создания тысяч отдельных линий разной длины, чтобы красиво сформировать детализированные изображения или орнаменты. Обычно это видно на страницах старых текстов, таких как семейные Библии и произведения аналогичного периода литература, напечатанная с гравированных пластин. Ближайший и самый распространенный представление этой техники в настоящее время можно увидеть на бумаге валюта.
художника способность визуализировать, где и как должен быть размещен каждый разрез, определяет окончательный результат проекта. Когда художник-гравер обладает талант к визуализации, а также теоретические и технические знания, он или она сможет инвестировать гравировку с богатством, характером и даже эмоциями.
Инструмент геометрия и способ, которым
более грубая форма, особенно углы лица и пятки, также будут определить качество гравировки. Способность идеально шлифовка и форма гравера должны быть освоены, в противном случае чистый, точный, резка без заусенцев не произойдет, и результаты будут неудовлетворительными. Плохо поднятые заусенцы имеют тенденцию создавать визуально неровные или искаженные линии. в результате получается грубый, нерафинированный конечный продукт, а не гладкий, чистые результаты, которые могут произвести профессионалы. Если гравер прилагает слишком большое усилие вниз во время резки или серьезнее пятка слишком длинная или слишком короткая, заусенцы будут подниматься, особенно когда выполнение изогнутых линий. Длинный каблук создаст сопротивление, а короткий каблук слишком глубоко вгрызается в металл. В любом случае, металл будет вынужден вверх, образуя заусенцы по всей длине реза.
Это могут потребоваться годы, чтобы полностью освоить техническую часть ручной гравировки, и стать специалистом в дизайна и в историческом изучении гравюрных мотивов. Только тогда можно начать развивать уникальный и индивидуальный художественный стиль. Однако некоторые ученики этого искусства могут обладать природным талантом, который позволяет им освоить процесс быстрее.
Освоение Искусство гравировки требует опыта в нескольких областях. Их можно разделить на две категории: искусство и ремесло. Граверы, занимающиеся только ремеслом, нуждаются не обладать навыками рисования и дизайна для получения отличных гравюр, при условии, что дизайн предоставлен заранее либо художником, либо повторение имеющихся орнаментов. Многие без авторских прав (публичные области) декоративные конструкции доступны, чтобы помочь мастеру в этом область. Итак, первая и главная способность, которой должен обладать ремесленник, это умение точно управлять гравером, с пониманием технические навыки, необходимые для достижения желаемых результатов.
Однако в если гравер-художник, то у него или у нее должно быть сильное желание для создания красивых оригинальных дизайнов, что зависит от фона в другие искусства, а также таланты к художественному рисованию. Искусство гравировки сама по себе может быть полноценным средством для художника, чтобы выразить свое искусство, и может стать предметом изучения на всю жизнь.
Основа Метод ручной гравировки не менялся веками. Однако с появление современного инструменты, сегодняшним граверам даны преимущества, которые были у предыдущих граверов не иметь в своем распоряжении. Компьютерные технологии позволяют использовать фото редактирование или вектор на основе программы для рисования, что облегчает процесс проектирования. Использование компьютеров и полиграфических технологий, художник теперь может успешно и точно Нанесите рисунок с компьютера на гравируемое изделие. Современный пневматические граверы доступны в том же размере, что и старые граверы, что позволяет легко контролировать строгальный разрез.
Концепция художественного дизайна
Прежде чем начать процесс гравировки, гравер должен визуализировать концепция дизайна и просмотр предмета, который будет выгравирован, по его форме, его периоду стиль, его стоимость, материалы и контуры. Есть много вещей, чтобы рассмотреть возможность. Если гравировка для заказчика, определенные границы или могут возникнуть ограничения в соответствии с ценой и вкусом клиента.
Подготовка к рисованию дизайна
Гравируемый предмет должен быть точно очерчен. Это может быть достигнуто используя самые разные методы. Самый простой способ — это дымовой отпечаток. Этот метод предполагает использование дыма от керосиновой лампы, свечи или эквивалентно покрытию поверхности углеродным дымом «чернилами». Товар высоко над пламенем, чтобы не нагревать его поверхность. Это важно когда изделие содержит нетермостойкие материалы. Еще одно изложение метод заключается в использовании чернил принтера по площади. Как только поверхность была почерневший от дыма или чернил принтера, прозрачная лента аккуратно наложена на область. Когда лента удалена, дым или чернила остаются на ленте, создание точной формы изделия. Далее прослеживается точный контур использоваться в качестве линий границ проекта. Другой метод заключается в использовании матового ленту, наложенную на поверхность, затем обведите форму предмета карандашом. Этот метод менее грязный, но это займет немного больше времени. В любом случае четко прорисованный контур основа для начала процесса рисования.
Создание окончательного дизайна
Предполагая, что концепция дизайна определена, следующим шагом является создание грубые наброски. Рисование продолжается до тех пор, пока художник не достигнет желаемый поток темы. Уточнения вводятся медленно, сохраняя при этом первоначальное ощущение произведения искусства. Воображение, творчество и знакомство со стилями гравировки являются важными факторами. Чем больше времени уходит на создание дизайн для достижения именно того, что предполагается, тем лучше конечный результат продукт будет. Это также относится к качеству рисунка; в лучше его качество, тем лучше будет воспроизведение при уменьшении до шкала для переноса изображения (нанесение рисунка на металл).
Дизайн может также можно рисовать прямо на предмете, тем самым минуя множество шагов. Это возможно, когда используется знакомый стиль гравюры, который был нарисован и многократно вырезанный художником, или если гравюра менее сложная дизайн. Обычно это лучше планировать дизайн на бумага, позволяющая вносить изменения в чертежи в любое время до фактического процесс гравировки. Существует множество способов переноса дизайна или макет на поверхность, которая должна быть выгравирована. Один — поцарапать рисунок на пластиковом майларе, который используется для нанесения чернил или дымовой печати передача. Другой метод — рисование мягким графитным карандашом на майларе. потянув провод с помощью ленты, в конечном итоге переместив вывод из лента. Третий метод — фотоперенос, а четвертый — с помощью лазерный или струйный компьютерный принтер.
Технические аспекты гравировки
После переноса рисунка на металл начинается процесс гравировки. может начаться. Наиболее часто используемая гравировка — это квадратный V-образный вырез. Гравер, который хорошо подходит для различных стилей гравировки.
Несколько Детали необходимо учитывать до фактического вырезания шаблона. Если гравюра должна быть облегчена, фоны должны быть удалены, оставив орнамент в виде выпуклой или рельефной гравировки. Драгоценный металл инкрустация может быть частью дизайна. Золото, платина или серебро — проволока или лист будут вырезаны и аккуратно забиты в нужных местах. Оба облегчения и гравировка инкрустации имеют общий начальный этап: рисунок вырезается следование или отслеживание контуров перенесенных рисунков с помощью гравера. В в случае золотой инкрустации необходимо определить, какая область дизайна будет золото. В этих частях конструкции материал будет обрезан. точно высверливается гравером или стоматологической пневматической дрелью на заданную глубину, в зависимости от толщины инкрустируемого драгоценного металла. Этот вырез называется карманом. Когда карман был обрезан и выровнен до нужного глубины, вдоль основания внутренней стенки прорезается небольшой канал, создающий подрез. Это можно было бы назвать «ласточкин хвост», термин, знакомый столяры. В этом случае подрез необходим для удержания золота. надежно на месте. Золото, обрезанное так, чтобы поместиться в этот карман, теперь положить в карман. Его поверхность будет тщательно забита, как правило, латунным пробойником. ковку можно выполнить с помощью пневматического AirGraver и латунного штампа, или традиционным молотком и ударный метод. В любом случае результат одинаков. Во время удара, золото расширяется, растекаясь в поднутрения кармана, который надежно фиксирует его на месте.
Если вкладка должна оставаться приподнятой над металлической поверхностью, предпринимаются шаги для расчета положения и формы кармана. Это делается до вставки. сделав дымовой или чернильный отпечаток кармана для последующего использования. Это жизненно важный шаг, и его нельзя упускать из виду, поскольку процедура инкрустации драгоценным металлом включает в себя молотком. Удары молотком, в свою очередь, приводят к тому, что поверхность золота становится грибовидной и покрывает область контура карманов. Трудно точно обрезать лишнее золото. Если обрезать слишком много, золота может не хватить в области изображения, а если обрезать недостаточно, инкрустация не будет соответствовать форме кармана. Это может привести к появление более жирного изображения или неточности там, где необходима детализация. Поскольку перед вклейкой из кармана был снят чернильный или дымовой отпечаток, этот отпечаток можно наложили на наросшее золото, чтобы точно определить, где находится карман.
Следующим этапом является выравнивание поверхности бейки. Это может быть достигнуто путем опиливания, шлифования и полировка до заданной высоты инкрустируемого изображения. Как только поверхность инкрустации выравнивается и не царапается, золото можно подробно. Детализация может включать линейную гравировку, булино, банкнотную технику или лепку. Процесс несколько упрощается, если золотая инкрустация должна быть заподлицо. и вровень с поверхностью основного металла, так как нет проблем с грибовидным золотом и положением лузы. Поверхность просто отшлифованы, отшлифованы и отполированы заподлицо.
Рельефная гравировка проще по сравнению с инкрустациями и требует только удаления фона вокруг дизайна. Это достигается путем срезания металлического фона и оставляя декоративный мотив на переднем плане. Вырезанный фон может быть с декоративной перфорацией для создания матовой текстуры или с подкладкой для создания интересных эффектов отражения света. Существует несколько методов, при которых фон может быть детализирован. Некоторые из них — штамповка, штриховка, подкладка и бисероплетение.
Выполнив все вышеперечисленное, приступим к детализации декоративного мотива. Этот шаг обозначен как затенение. Затенение — это процесс, с помощью которого наносятся несколько плотно сгруппированных тонких линий или точек. применяется для достижения контраста от светлого к темному. Этот определяющий шаг может повысить или понизить общее качество гравировки. Правильно произведенный, он добавит жизнь искусству. Однако, если затенение не полностью понято и выполнено мастерски, гравер рискует снизить качество своих предыдущих усилий. Затенение является изюминкой качественной гравировки и, возможно, самой сложной областью для гравера начального и среднего уровня в развитии мастерства. Коллекционеры, которые признают качественную гравировку, изучают оттенки и ищут точность, непрерывность и характер в затененных областях.
Школа изобразительного искусства гравюры – под руководством Рэя Кавера
Прокрутите вниз, чтобы увидеть расписание занятий на 2023 год.
В 2023 году в школе гравюры будет предложено несколько новых вещей. Ниже приведен список новых предложений. Прокрутите этот список до расписания занятий. Пожалуйста, проверьте страницу описания классов для получения полной информации о каждом классе. Ниже приведены только основные описания. Некоторые из классов ниже имеют особые требования или более продвинутые навыки, необходимые для успеха в классе. Я позаботился об этих классах, чтобы убедиться, и отсылаю вас к странице описания классов для получения этих деталей.
Новые предложения на 2023 год
Урок гравировки колец (три дня)
Урок скульптуры колец (три дня)
Закрепка камней с гравировкой под руководством Тиры Митчелл (4-5 дней)
Обучение настройке и компоновке винтовки Джесси Кауфман (5 дней)
Усовершенствованная гравировка на ножах, которую проводит Рэй Кавер
Урок по гравировке часов, который проводит Рэй Кавер
Пятидневные базовые занятия по гравировке
Это мой курс начального уровня, предназначенный для начинающих. Этот курс также предназначен для опытных граверов, которым нужен курс повышения квалификации или другая точка зрения от опытного гравера, работающего полный рабочий день.
марта 6-10 , 2023 Пн-пятница
22-26, 2023 г.-пт
J Uly 6 10-140122 J 6 10-140122 J 6 10-140122.
2-6 сентября 2023 г. Сб. Сб. — Ср
Стоимость: 1000 долл. США $ 250, необходимый для зарезервированного места в классе
Промежуточный уровень графики. контролируя их, студенту предлагается двигаться вперед и пройти курс среднего уровня. Чтобы быть успешным в этом классе, студент должен иметь достаточный контроль над инструментами.
M a y 8 – 12, 202
Стоимость: 1000 долларов США Для резервирования места в классе требуется депозит в размере 250 долларов США.
Трехдневный курс гравировки колец
На этом занятии Рэй будет обучать гравировке линий и технике яркой резки для гравировки колец. Эти методы могут быть применены и к другим типам украшений.
19-21 июня 2023 г. Пн-Ср
Стоимость: 600 долларов США Депозит в размере 150 долларов США требуется для бронирования места в классе
Трехдневный класс скульптурной гравировки колец
На этом занятии Рэй будет обучать методам скульптурной гравировки колец. Эти методы также могут быть применены к другим ювелирным изделиям.
22 – 24 июня 2023 Чт – Сб
Стоимость: 600 долларов США Депозит в размере 150 долларов США требуется для резервирования места в классе0082
На этом занятии Тира будет обучать техникам сочетания причудливых рисунков гравюры с закрепкой камня для создания уникальных и красивых визуальных рисунков в ювелирных изделиях. (Полное описание этого класса см. на странице описания класса.)
26 – 30 июня 2023 г. Пн – Пт
Стоимость: 1000 долларов США Депозит в размере 250 долларов США требуется для резервирования места в классе
Инкрустация Hard Metals
Вы когда-нибудь хотели инкрустировать железо в нержавеющую сталь, 10-каратное золото в медь или титан в хромомолибденовую сталь? Возьмите этот класс и узнайте, как это сделать. Рэй знакомит студентов с совершенно другим набором техник инкрустации, чем те, которые обычно используются в гравюре. Традиционные методы требуют, чтобы основной металл был намного тверже, чем инкрустируемый металл. Техники, которым обучают в этом классе, полностью устраняют это ограничение.
17–21 июля 2023 г. Пн–Пт
Стоимость: 1500 долларов США Для бронирования места в классе требуется депозит в размере 300 долларов США.
Класс гравировки часов
Рэй проведет учащихся через процесс разборки часов, их раскладки для дизайна, гравировки и сборки часов. На занятии будут рассмотрены инструменты и методы, необходимые для сборки/разборки часов, крепления часов для гравировки и методы гравировки часов. (Для получения дополнительной информации см. полное описание на странице «Описание класса». Это более продвинутый класс, к которому предъявляются особые требования.)
31 июля – 4 августа 2023 г. Пн – Пт
Стоимость: 1250 долларов США Для резервирования места в классе требуется депозит в размере 300 долларов США.
Подготовка винтовки к гравировке и разметке, преподает Джесси Кауфман
Вам прислали винтовку для гравировки. ЧТО ТЕПЕРЬ! Джесси Кауфман из Black Hills Engraving научит вас всему, что вам нужно знать о том, как взять винтовку с продольно-скользящим затвором или однозарядную винтовку с падающим блоком, подготовить ее к гравировке, начертить ее и подготовить винтовку для гравировки. (Пожалуйста, см. полное описание на странице Описание класса для получения полной информации об этом классе. Для этого класса существуют особые требования.)
9–13 октября 2023 г. Пн–Пт
Стоимость: 1200 долларов США Для бронирования места в этом классе требуется депозит в размере 300 долларов США.
Трехдневная мастерская скульптурной гравировки
По сути, это мастерская скульптурных свитков. В этом мастер-классе мы будем лепить Флор де Лис, дубовые листья и свиток.
На этом занятии я расскажу:
Изготовление граверов и пуансонов, необходимых для удаления фона, а также методы скульптурной гравировки.
Запланированные даты 9-11 августа Ср – Пт
Стоимость: 550 долларов США Депозит в размере 100 долларов США требуется для бронирования места в классе.
Трехдневный мастер-класс по инкрустации
Этот класс гравировки охватывает различные техники инкрустации металлом. Вставка из листа, проволочная вставка, вставка из витой проволоки и вставка из нескольких металлов рассматриваются в этом мастер-классе.
12 – 14 августа 2023 г. Сб – Пн
Стоимость: 550 долларов США Требуется депозит в размере 100 долларов США
Трехдневный мастер-класс по булино
Трехдневный мастер-класс по булино основан на технике. В этом классе я рассказываю, как создавать различные текстуры, такие как шерсть животных, волосы, рыбья чешуя, птичьи перья, а также штриховку и техники в процессе гравировки животных из булино.
Запланированные даты
15–18 августа 2023 г. Вт – Чт
Стоимость: 550 долл. США Требуется залог в размере 100 долл. США
Продвинутый класс по гравировке на ножах
Рэй будет обучать более продвинутым техникам на этом уроке по гравировке на ножах.
Метрические резьбы М 1,4-М 48. Основной шаг резьбы.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М 1,4-М 48. Основной шаг резьбы.
Поделиться:
Метрические резьбы М 1,4-М 48. Основной шаг резьбы.
Размер резьбы
Основной шаг, мм
М 1,4
0,30
М 2
0,40
М 2,5
0,45
М 3
0,50
М 4
0,70
М 5
0,80
М 6
1,00
М 8
1,25
М 10
1,50
М 12
1,75
М 14
2,00
М 16
2,00
М 18
2,50
М 20
2,50
М 22
2,50
М 24
3,00
М 27
3,00
М З0
3,50
М ЗЗ
3,50
М 36
4,00
М 39
4,00
М 42
4,50
М 45
4,50
М 48
4,50
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Электроды для нузкоуглеродистой стали ( постоянный ток)
Электроды для сварки низкоуглеродистых сталей AV-61 2.0 мм, вес 1 уп = 0,8 кг
Классификация:
LST EN ISO 2560-A
:E 42 4 B 42 h20
AWS A5.1
:E7018
ГОСТ 9467
:Э 50A
Описание:
Электроды предназначены для сварки отвественных конструкций из углеродистых и низколегированных сталей.
Одобрения:
Germanischer Lloyd, DNV, РС (Российский морской регистр судоходства), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). Сертифiкат Вiдповiдностi УкрСЕПРО
Вид покрытия:
Основное с железным порошком.
Пространственные положения сварки:
Все, кроме «вертикальной вниз”.
Род тока и полярность:
Постоянный ток обратной полярности.
Сварочный ток:
ø, мм
2.00
2.50
3.00
3.25
4.00
5.00
I, A
50-80
70-110
80-120
100-160
140-190
190-250
Химический состав наплавленного металла (%):
C
Si
Mn
P
S
≤0.10
0.20-0.70
0.80-1.40
≤0.020
≤0.020
Механические свойства металла шва:
Предел текучести
≥420 МПа
Предел прочности
(500-640) МПа
Относительное удлинение
≥24%
Ударная вязкость
≥180 Дж/см²
Ударная вязкость при -40˚С
≥60 Дж/см²
Сварочно-технологические свойства:
Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, легкая отделяемость шлака.
Повторное прокаливание перед употреблением:
(300-350)˚С/2 ч.
Упаковка:
ø, мм
2.00
2.50
3.00
3.25
4.00
5.00
Длина, мм
300
350
350
350
450
450
Количество в упаков.,шт
~66
~113
~79
~84
~73
~48
Масса в упаковке, кг
0,8
2,5
2,5
3
5
5
Металлы:
Сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).
Установки:
Котлы горячей воды и паровые котлы, xранилища нефтепродуктов, напорные сосуды, cтроительные конструкции, корпусные части кораблей, cельскохозяйственное оборудование.
Электроды для сварки низкоуглеродистых сталей AV-61 3.0 мм, вес 1 уп = 2,5 кг
Классификация:
LST EN ISO 2560-A
:E 42 4 B 42 h20
AWS A5.1
:E7018
ГОСТ 9467
:Э 50A
Описание:
Электроды предназначены для сварки отвественных конструкций из углеродистых и низколегированных сталей.
Одобрения:
Germanischer Lloyd, DNV, РС (Российский морской регистр судоходства), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). Сертифiкат Вiдповiдностi УкрСЕПРО
Вид покрытия:
Основное с железным порошком.
Пространственные положения сварки:
Все, кроме «вертикальной вниз”.
Род тока и полярность:
Постоянный ток обратной полярности.
Сварочный ток:
ø, мм
2.00
2.50
3.00
3.25
4.00
5.00
I, A
50-80
70-110
80-120
100-160
140-190
190-250
Химический состав наплавленного металла (%):
C
Si
Mn
P
S
≤0.10
0.20-0.70
0.80-1.40
≤0.020
≤0.020
Механические свойства металла шва:
Предел текучести
≥420 МПа
Предел прочности
(500-640) МПа
Относительное удлинение
≥24%
Ударная вязкость
≥180 Дж/см²
Ударная вязкость при -40˚С
≥60 Дж/см²
Сварочно-технологические свойства:
Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, легкая отделяемость шлака.
Повторное прокаливание перед употреблением:
(300-350)˚С/2 ч.
Упаковка:
ø, мм
2.00
2.50
3.00
3.25
4.00
5.00
Длина, мм
300
350
350
350
450
450
Количество в упаков.,шт
~66
~113
~79
~84
~73
~48
Масса в упаковке, кг
0,8
2,5
2,5
3
5
5
Металлы:
Сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).
Установки:
Котлы горячей воды и паровые котлы, xранилища нефтепродуктов, напорные сосуды, cтроительные конструкции, корпусные части кораблей, cельскохозяйственное оборудование.
Электроды для сварки низкоуглеродистых сталей AV-61 4.0 мм, вес 1 уп = 5 кг
Классификация:
LST EN ISO 2560-A
:E 42 4 B 42 h20
AWS A5.1
:E7018
ГОСТ 9467
:Э 50A
Описание:
Электроды предназначены для сварки отвественных конструкций из углеродистых и низколегированных сталей.
Одобрения:
Germanischer Lloyd, DNV, РС (Российский морской регистр судоходства), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ). Сертифiкат Вiдповiдностi УкрСЕПРО
Вид покрытия:
Основное с железным порошком.
Пространственные положения сварки:
Все, кроме «вертикальной вниз”.
Род тока и полярность:
Постоянный ток обратной полярности.
Сварочный ток:
ø, мм
2.00
2.50
3.00
3.25
4.00
5.00
I, A
50-80
70-110
80-120
100-160
140-190
190-250
Химический состав наплавленного металла (%):
C
Si
Mn
P
S
≤0.10
0.20-0.70
0.80-1.40
≤0.020
≤0.020
Механические свойства металла шва:
Предел текучести
≥420 МПа
Предел прочности
(500-640) МПа
Относительное удлинение
≥24%
Ударная вязкость
≥180 Дж/см²
Ударная вязкость при -40˚С
≥60 Дж/см²
Сварочно-технологические свойства:
Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, легкая отделяемость шлака.
Повторное прокаливание перед употреблением:
(300-350)˚С/2 ч.
Упаковка:
ø, мм
2.00
2.50
3.00
3.25
4.00
5.00
Длина, мм
300
350
350
350
450
450
Количество в упаков.,шт
~66
~113
~79
~84
~73
~48
Масса в упаковке, кг
0,8
2,5
2,5
3
5
5
Металлы:
Сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).
Установки:
Котлы горячей воды и паровые котлы, xранилища нефтепродуктов, напорные сосуды, cтроительные конструкции, корпусные части кораблей, cельскохозяйственное оборудование.
Электроды для сварки низкоуглеродистых сталей UONI-13/55, 3,0 мм, вес 1 уп = 3 кг
Классификация:
LST EN ISO 2560-A
:E 42 4 B2 H5
AWS A5.1
:E 7015
ГОСТ 9467
:Э 50A
Описание:
Электроды предназначены для сварки особо ответственных конструкций из низкоуглеродистых и низколегированных сталей, когда к металлу швов предьявляют повышенные требования по пластичности и ударной вязкости, в часности, при работе в условиях пониженных температур.
Одобрения:
TÜV, Сертифiкат Вiдповiдностi УкрСЕПРО, Российский морской регистр судоходства (PC), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ).
Вид покрытия:
Основное.
Пространственные положения сварки:
Все, кроме «вертикальной вниз».
Род тока и полярность:
Постоянный ток обратной полярности.
Сварочный ток:
ø, мм
2.50
3.00
3.25
4.00
5.00
I, A
40-75
70-100
90-130
130-160
160-210
Химический состав наплавленного металла (%):
C
Si
Mn
P
S
≤0.10
0.20-0.50
0.80-1.20
≤0.030
≤0.020
Механические свойства металла шва:
Предел текучести
≥420 МПа
Предел прочности
(510-640) МПа
Относительное удлинение
≥24%
Ударная вязкость при +20˚С
≥130 Дж/см²
Ударная вязкость при -40˚С
≥ 60 Дж/см²
Сварочно-технологические свойства:
Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, малое разбрызгивание, хорошая отделяемость шлака, переход без нарезки.
Повторное прокаливание перед употреблением:
(250-300)˚С/1 ч.
Упаковка:
ø, мм
2.50
3.00
3.25
4.00
5.00
Длина, мм
350
350
350
450
450
Количество в упаков.,шт
~164
~114
~97
~83
~53
Масса в упаковке, кг
3
3
3
5
5
=+
Металлы:
Сталь 10, сталь 15 (ГОСТ 1050), сталь 15К, сталь 16К, сталь 18К, сталь 20К, сталь 22К (ГОСТ 5520), сталь 15Л, сталь 20Л, сталь 25Л (ГОСТ 977), Ст3 (ГОСТ 380), сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), A, B, D, E, A 32/36, D 32/36, E 32/36 и F 32/36, S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).
Установки:
Котлы горячей воды и паровые котлы. Напорные сосуды. Строительные конструкции. Корпусные части кораблей. Cельскохозяйственное оборудование.
Электроды для сварки низкоуглеродистых сталей UONI-13/55, 4,0 мм, вес 1 уп = 5 кг
Классификация:
LST EN ISO 2560-A
:E 42 4 B2 H5
AWS A5.1
:E 7015
ГОСТ 9467
:Э 50A
Описание:
Электроды предназначены для сварки особо ответственных конструкций из низкоуглеродистых и низколегированных сталей, когда к металлу швов предьявляют повышенные требования по пластичности и ударной вязкости, в часности, при работе в условиях пониженных температур.
Одобрения:
TÜV, Сертифiкат Вiдповiдностi УкрСЕПРО, Российский морской регистр судоходства (PC), Сертификат Национальной Системы Сертификации Республики Беларусь (СтБ).
Вид покрытия:
Основное.
Пространственные положения сварки:
Все, кроме «вертикальной вниз».
Род тока и полярность:
Постоянный ток обратной полярности.
Сварочный ток:
ø, мм
2.50
3.00
3.25
4.00
5.00
I, A
40-75
70-100
90-130
130-160
160-210
Химический состав наплавленного металла (%):
C
Si
Mn
P
S
≤0.10
0.20-0.50
0.80-1.20
≤0.030
≤0.020
Механические свойства металла шва:
Предел текучести
≥420 МПа
Предел прочности
(510-640) МПа
Относительное удлинение
≥24%
Ударная вязкость при +20˚С
≥130 Дж/см²
Ударная вязкость при -40˚С
≥ 60 Дж/см²
Сварочно-технологические свойства:
Легкое зажигание и повторное зажигание, спокойная и стабильная дуга, малое разбрызгивание, хорошая отделяемость шлака, переход без нарезки.
Повторное прокаливание перед употреблением:
(250-300)˚С/1 ч.
Упаковка:
ø, мм
2.50
3.00
3.25
4.00
5.00
Длина, мм
350
350
350
450
450
Количество в упаков.,шт
~164
~114
~97
~83
~53
Масса в упаковке, кг
3
3
3
5
5
=+
Металлы:
Сталь 10, сталь 15 (ГОСТ 1050), сталь 15К, сталь 16К, сталь 18К, сталь 20К, сталь 22К (ГОСТ 5520), сталь 15Л, сталь 20Л, сталь 25Л (ГОСТ 977), Ст3 (ГОСТ 380), сталь 16ГС, сталь 17ГС, сталь 09Г2С, сталь 17Г1С, сталь 10Г2С1 (ГОСТ 19282), A, B, D, E, A 32/36, D 32/36, E 32/36 и F 32/36, S235-S355, P235-P355, E-295 (EN 10025, EN 10027-1, EN 10028-2, EN 10028-3).
Установки:
Котлы горячей воды и паровые котлы. Напорные сосуды. Строительные конструкции. Корпусные части кораблей. Cельскохозяйственное оборудование.
Электроды для сварки углеродистых и низколегированных сталей
Skip to Main Content Area
Диаметр, мм
Род тока
Назначение и область применения
АНО-4
3,0; 4,0; 5,0
Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности.
Для сварки конструкций из низкоуглеродистых сталей марок Ст3,10, 20 и др. Электроды АНО-4 обеспечивают получение бездефектного шва при сварке при повышенных режимах. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
АНО-6
3,0; 4,0; 5,0
Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности.
Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-6 обеспечивают высокую стойкость металла шва против образования дефектов при сварке по ржавчине. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
АНО-13
3,0; 4,0; 5,0
Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности.
Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-13 позволяют вести сварку на предельно низких значениях тока, выполнять сварку вертикальных швов способом сверху вниз, эффективны при сварке швов малой протяженности. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
АНО-21
2,0; 2,5; 3,0
Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности.
Для сварки конструкций из низкоуглеродистых сталей малой толщины марок Ст3, 10, 20 и др. Могут применяться для сварки водопроводных труб, газопроводов малого давления. Электроды АНО-21 обеспечивают хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) трансформаторов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки.
АНО-24
3,0; 4,0; 5,0
Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности.
Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-24 позволяют вести сварку на предельно низких значениях тока, эффективны при сварке швов малой протяженности, при сварке на вертикальной плоскости. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин.
МР-3
3,0; 4,0; 5,0
Переменный от трансформатора с напряжением холостого хода не менее 60 В; постоянный ток обратной полярности.
Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. При сварке электродами МР-3 на повышенных режимах в шве возможно образование пор. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин.
УОНИ-13/45
3,0; 4,0; 5,0
Постоянный ток обратной полярности.
Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 09Г2, 14Г2) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Электроды УОНИ-13/45 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги.
УОНИ-13/55
3,0; 4,0; 5,0
Постоянный ток обратной полярности.
Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе при условиях пониженных температур. Электроды УОНИ-13/55 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги.
АНО-ТМ/СХ
3,0; 4,0; 5,0
Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В.
Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности 490–590 МПа (корневые слои) и 490–540 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ/СХ обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ/CХ имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса.
АНО-ТМ60
3,0; 4,0; 5,0
Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В.
Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности более 588 МПа (корневые слои) и 540–650 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ60 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ60 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса.
АНО-ТМ70
3,0; 4,0; 5,0
Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В.
Для сварки стыковых соединений магистральных трубопроводов из низколегированных сталей с пределом прочности более 685 МПа. Электроды АНО-ТМ70 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса.
вернуться наверх
‹ Электроды Вверх по содержанию Электроды для сварки высоколегированных сталей ›
ТОВ «АЕМР». «Металургійне ательє» спеціальних сталей
29.09.2022
Енергокриза в Європі створила нові можливості для азійських виробників сталі
21.09.2022
Літній спад: чому скорочують роботу українські металурги та гірники
18.07.2022
Обращение ООО АЭМР к машиностроителям Украины
02. 05.2022
АЭМР — производитель кованого проката и поковки из спецсталей
15.04.2022
Обзор украинского и мирового рынка листового проката и сварных труб
18.03.2021
Обзор рынка сортового проката — 18.01.2021
18.01.2021
Обзор рынка нержавеющей стали — 20.08.2020
20.08.2020
Общий обзор рынка черного металла — 07.08.2020
07.08.2020
Обзор рынка длинномерного проката — 28.07.2020
28.07.2020
Обзор рынка листового проката — 26.05.2020
26.05.2020
Общий обзор рынка черного металла — 27.04.2020
27.04.2020
Общий обзор рынка черного металла — 03.04.2020
03.04.2020
Обзор рынка катанки — 26. 03.2020
26.03.2020
Обзор рынка листового проката — 19.03.2020
19.03.2020
Магазин стержневых электродов | Алюминиевые и стальные электроды – Weldingoutfitter.com
Электроды-стержни
У нас есть много СТИКА! Будь то электроды из мягкой стали, электроды из нержавеющей стали, чугунные электроды или любые специальные электроды, у нас есть подходящий электрод для вас! Если вы не нашли нужный электрод на нашей странице, позвоните нам! Пожалуйста, спрашивайте о наших СУПЕР низких ценах на электроды паллетного количества!!!
По любым вопросам звоните по телефону 1-641-201-1352!
Сортировать по
Рекомендованная цена, от низкой к высокойЦена, от высокой к низкойПо алфавиту, от A до ZПо алфавиту, от Z до ADДата, от старой к новойДата, от новой к старойЛучшие продажи
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Сделать выбор
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Распродажа
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
Быстрый просмотр
С самых первых лет строительства, проектирования, ремонта и производства каждый когда-либо используемый инструмент всегда нуждался в каком-то «топливе», чтобы поддерживать его работу. В давние времена этим топливом была чистая мышечная сила, когда кузницам, мехам и молотам требовались старомодные человеческие усилия, чтобы получить максимум инструментов и результатов, которых хотели люди. Сегодня все может быть совсем иначе. Современным инструментам часто для работы требуется электричество, но помимо этого есть и другие источники топлива, которые необходимо учитывать для обеспечения бесперебойной работы. Например, пистолеты для гвоздей требуют не только мощности для работы, но и гвоздей для эффективной работы. Малярам с электроприводом требуется краска для нанесения, в дополнение к электричеству, чтобы распылить краску гладким, ровным слоем. А когда дело доходит до сварки, для поддержания производительности сварщика требуется множество деталей, и одной из таких вещей являются электроды.
Сварочные электроды являются важным расходным материалом
Стержневые электроды или сварочные электроды подпадают под категорию «расходных материалов». Это просто означает, что, хотя они необходимы для работы сварщика, они, подобно электричеству, не являются чем-то, что работает все время после того, как устройство подключено к сети. Расходные материалы вставляются в сварочные устройства и, как следует из названия, постепенно « израсходован» в ходе работы, и в конечном итоге его необходимо заменить. В случае с электродами это очень важный расходный материал для сварщиков. Для разных металлов и разных видов работ требуются разные стержневые электроды. Они выполняют множество различных функций, таких как защита обрабатываемого металла, улучшение качества дуги, исходящей от сварочного аппарата, или даже удаление загрязнений на поверхность при работе с металлами, что позволяет легче удалить этот «шлак». , обеспечивая более высокое качество сварочных работ. И у нас есть электроды, которые вам нужны.
Все типы, все марки
Мы знаем, что сварщикам нужны разные электроды для разных задач, поэтому мы создали большой ассортимент, чтобы удовлетворить ваши потребности и ваши предпочтения. Что касается торговых марок, у нас есть те, которые вы ищете, такие как Excalibur, 5P, Murex, Wearshield и Pipeliner. У нас также есть типы, которые вам нужны для различных металлов, с которыми вы работаете, таких как мягкая сталь, нержавеющая сталь, твердое покрытие и алюминий. У нас также есть различные размеры, которые нужны сварщикам для различных конфигураций. 1/16”, ¼”, 5 мм, 5/32 и многие другие размеры есть в наличии от разных производителей. Если вы не видите то, что ищете, сообщите нам об этом, чтобы при следующем посещении вы нашли именно тот товар, который вам нужен. Мы также твердо верим в идею о том, что «иногда чем больше, тем меньше», хотя в данном случае мы имеем в виду больше электродов по более низким ценам. Любой, кто хочет значительно сэкономить на электродах, должен узнать о наших покупках поддонов. Если вы знаете, что вам понадобится МНОГО электродов, приобретите их у нас и сэкономьте!
Отличные цены, быстрая доставка
Если вам нужно больше электродов, разместите заказ у нас, и мы доставим его по любому адресу в континентальной части США. Время ожидания будет коротким, а состояние будет идеальным благодаря сотрудничеству с надежными и опытными партнерами по доставке. Если вы ищете еще большую ценность, любой заказ на сумму более 100 долларов получает бесплатную доставку.
Стержневые электроды | Форни Индастриз
Предложения
Предложения (1)
Категория
палка
миг
Подкатегория
палочные электроды
миг провод
Товар
стальные электроды
электроды из нержавеющей стали
чугунные электроды
стальная сплошная проволока
электроды для наплавки
алюминиевые электроды
Узнать больше
Удалить все фильтры
Сварочная проволока 6011 во всех положениях идеально подходит для оцинкованных резервуаров, рам грузовиков, напорных труб, железнодорожных вагонов, судостроения и стального литья.
Товар №: 31205
Добавить к сравнению
19,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E308L-16. Идеально подходит для пивоваренного, пищевого и фармацевтического оборудования. Также для архитектурного изготовления.
Товар №: 45200
Добавить к сравнению
49,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E308L-16. Идеально подходит для пивоваренного, пищевого и фармацевтического оборудования. Также для архитектурного изготовления.
Товар №: 45202
Добавить к сравнению
$39,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E308L-16. Идеально подходит для пивоваренного, пищевого и фармацевтического оборудования. Также для архитектурного изготовления.
Товар №: 45204
Добавить к сравнению
$39,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, E309Сплав Л-16. Идеально подходит для соединения разнородных сталей друг с другом или с нержавеющими сталями.
Товар №: 45206
Добавить к сравнению
$53,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E309L-16. Идеально подходит для соединения разнородных сталей друг с другом или с нержавеющими сталями.
Товар №: 45208
Добавить к сравнению
47,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E309L-16. Идеально подходит для соединения разнородных сталей друг с другом или с нержавеющими сталями.
Товар №: 45210
Добавить к сравнению
47,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E316L-16. В основном используется для защиты от точечной коррозии, многих кислот и общей коррозии.
Товар №: 45212
Добавить к сравнению
$590,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E316L-16. В основном используется для защиты от точечной коррозии, многих кислот и общей коррозии.
Товар №: 45214
Добавить к сравнению
$57,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Электрод из нержавеющей стали, сплав E316L-16. В основном используется для защиты от точечной коррозии, многих кислот и общей коррозии.
Товар №: 45216
Добавить к сравнению
$57,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
В первой части нашей статьи мы рассказали о видах ржавчины и причинах её появления. Теперь стоит рассмотреть варианты «борьбы» с ней.
Что ускоряет разрушение металла? Окружающая среда, загрязненная факторами технического прогресса, воздействует на металл разрушая его. Полностью исключить это влияние невозможно, но можно найти способы замедляющие процесс ржавления.
Выделяют три основные группы способов, способные замедлить скорость разрушения металла:
Конструкционный
Активный
Пассивный
Конструкционный
Первоначально, на что стоит обратить внимание — внутренняя защита: химический состав и структура металла. Добавление таких примесей как никель, титан, при производстве стали, повышает ее коррозионную стойкость. Такой процесс называется легирование. При добавлении хрома, на поверхности металла образуется оксидная пленка, переводящая металл в пассивное состояние.
Ещё один вид легированной стали — кортен, на взгляд кажется бронзой, хотя на поверку — она просто ржавая — после образования слоя ржавчины, её окисная пленка больше не размывается водой и процесс разрушение останавливается. При добавлении меди в состав металлического сплава, стойкость к коррозии повышается в несколько раз.
Активный
Метод, при котором изменяют потенциал электрического поля на поверхности металла. Такая защита ещё называется электрохимической. Этот метод можно разделить на две большие группы: катодную защиту и анодную.
При катодной защите изменение потенциала достигается путем подключения защищаемого объекта к источнику тока. При этом изделие будет выполнять функцию катода, а анодом будут служить вспомогательные инертные электроды. Их ещё называют «жертвенные» аноды. Они состоят из более активного материала, который будет разрушаться, тем самым защищая наше изделие.
Анодная защита основана по тому же принципу, что и катодная. Разница в том, что электрический потенциал конструкции увеличивается (становится более положительным) и металл переходит в пассивное состояние. В результате скорость коррозии существенно снижается.
Электрохимический способ применяется в тех случаях, когда нет возможности обновить защитное покрытие (металлическое, лакокрасочное). К примеру — в подземных трубопроводах или на днищах морских судов, на буровых платформах и крупных свайных фундаментах.
Пассивный
К методу относятся такие мероприятия как обработка жиром, маслом, различными металлами и другими материалами. Для удобства, разделим их на металлические и неметаллические покрытия.
Защита неметаллическими покрытиями
Лакокрасочные и полимерные материалы образуют защитный слой на поверхности металла, тем самым исключая возможность контакта с водой и агрессивными средами. Удобство ЛКМ заключается в том, что процесс покраски довольно прост и экономичен. В случае повреждения покрытия, его всегда можно «подкрасить» прямо на месте.
В роли защитных покрытий могут выступать полимеры — эпоксидные смолы, поливинилхлорид, полиэтилен.
Виды красок и способы их нанесения мы рассмотрим подробнее в следующей статье.
Защита железа покрытиями из металлов
Среди металлических покрытий можно выделить два типа: протекторные (цинком, алюминием и кадмием) и коррозиестойкие (покрытие серебром, медью, никелем, хромом и свинцом). Так, первая группа металлов имеет большую электроотрицательность по отношению к железу, вторая — электроположительность.
Большой популярностью пользуется оловянное покрытие и оцинковка, поскольку технология нанесения довольно проста. Более эффективным решением будет алюминиевое покрытие, обладающее большей устойчивостью к агрессивным веществам.
Важной деталью при использовании пассивных методов является то, что защита от коррозии на 80 % зависит от правильной подготовки металла, и на 20 % от качества применяемых материалов и способа их нанесения.
Легкое и быстрое средство предварительной подготовки поверхности — механическая абразивная обработка. Более затратным способом является лазерная очистка, работающая с помощью импульсов, удаляющих грязь, окислы и другие загрязнения. Самый распространенный вариант очистки — химический.
Дополнительные возможности защиты
Напоследок, стоит упомянуть ещё об одном аспекте. Все это время мы рассматривали возможности защиты металла от окружающей среды, но не учитывали тот факт, что агрессивность среды тоже можно понизить.
От электрохимического разрушения металла можно защититься применяя неметаллические ингибиторы. Необходимо минимизировать количество элементов вызывающих электрохимическую реакцию. На практике такими действиями будет снижение кислотности почв, изменения состава водных сред, непосредственно контактирующих с металлом. К примеру, в электроэнергетике практикуется очищение воды от хлоридов. Для уменьшения коррозии некоторых металлических изделий (из меди, латуни, цинка и др. ) из жидкостей удаляют кислород и диоксид углерода.
Как и чем можно защитить металл от коррозии
Люди используют множество различных материалов, список которых будет иметь огромную длину. Металлы относятся к наиболее распространенным материалам, которые используются повсеместно и для разных целей. Металлов также существует огромное количество (если считать сплавы), у всех у них есть как свои плюсы, так и минусы. Одним из главных минусов является коррозия, которая разрушает металлы. Мы называем это «ржавлением». И в этой статье мы подробно поговорим о причинах коррозии, о том, какие металлы подвержены ей больше всего и самое главное — как их защитить от этого. А если не хотите читать теорию, то переходите сразу в третий раздел нашего материала.
Коротко о коррозии
Мы не будем подробно вдаваться в химические процессы, но некоторые основные моменты знать стоит. В том числе и мифы. Во-первых, стоит сказать, что собственно коррозии подвержены прежде всего черные металлы: сталь, чугун, железо. Цветные металлы не ржавеют, по крайней мере, так считает большинство. На самом деле, цветные металлы также могут разрушаться, другое дело, что делают они это медленно или только в определенных условиях. То есть, там, где от стали через 50 лет уже ничего не останется, медь все еще сохранится. Кроме того, коррозия происходит не только из-за контакта с водой (это популярное заблуждение на самом деле), существуют и другие виды.
Любой тип коррозии происходит из-за определенных химических реакций, а взаимодействовать между собой могут разные вещества. Какие-то металлы или сплавы будут активно ржаветь в воде, другие на воздухе, для третьих требуется кислая среда, четвертые разрушаются в среде электролитов (это называется электрохимической ржавчиной). И это далеко не все варианты, но по понятным причинам нас интересует как защитить металлы в привычных для нас условиях, где они контактируют с водой или воздухом.
Также каждый металл имеет свои особенности. Например, у стали выделяют сразу несколько типов поражения ржавчиной: поверхностная, глубинные трещины, проникновение вглубь детали и т.д. В любом случае, если металл теоретически подвержен коррозии, то его пытаются защитить от нее. Методы есть разные, как по стоимости, так и по надежности. В некоторых случаях защиты вообще нет, поэтому нам часто попадаются ржавые железяки. Это обусловлено множеством факторов, прежде всего экономическими.
Типы защиты от появления ржавчины (о чем мы подробно поговорим дальше) бывают разные. Есть как фундаментальные (добавление различных материалов), так и такие, которые со временем могут пропасть (защитные покрытия). Второй вариант чаще всего дешевле, поэтому и применяется чаще. И именно поэтому зачастую и возникает вопрос, как и чем защитить изделие из металла от коррозии при том, что защитный слой уже поврежден. Ничего сложного (и дорого здесь нет), главное действовать быстро и не ждать, пока ржавчина проникнет вглубь металла.
Способы защиты от коррозии
Способы защиты можно разделить на две большие группы: промышленные и бытовые. Разумеется, в нашей статье мы в первую очередь будем делать упор на бытовые способы, так как, скорее всего, люди, которые используют промышленные способы, такие статьи просто не читают. Тем не менее, рассказать об этом стоит. К промышленным способам относятся следующие:
Пассивация металлов. При этом способе металл (или его поверхность) переводят в состояние, которое препятствует появлению коррозии (оно называется неактивным или пассивным). Чаще всего это делают с помощью добавления легирующих присадок, таких как хром, никель и т.д. Например, во всем известную нержавеющую сталь добавляется хром.
Нанесение защитных лакокрасочных покрытий, которые препятствуют контакту металла с внешней средой. Это, пожалуй, один из самых распространенных способов в виду своей дешевизны и простоты. Минус в том, что при повреждении лакокрасочного покрытия, металл начнет ржаветь.
Защитное покрытие может быть в виде слоя другого металла, который устойчив к коррозии не вступает в реакцию с другим металлом. Такое покрытие будет надежнее, но и стоимость станет выше.
Это основные промышленные способы, но существует и множество других, которые применяются реже: термообработка, фаолитирование, ингибирование, изменение окружающей среды и т.д.
Бытовые же способы по большей части представляют собой различные защитные покрытия. Это могут быть как лакокрасочные материалы, так и специальные антикоррозийные средства. Здесь есть просто огромное разнообразие и об этом мы подробно поговорим ниже. Существуют даже преобразователи ржавчины, которые наносят на уже поврежденные участки металлической детали. Они способы частично восстановить поврежденный участок, но степень восстановления зависит от уровня повреждений.
Бытовые антикоррозийные средства
Сегодня существует довольно много антикоррозийных составов, которые могут очень сильно отличаться по своей цене. Разница в стоимости объясняется прежде всего их долговечностью, надежностью и другими свойствами, которые обусловлены химическим составом. Если не учитывать небольшие различия в составах между разными средствами, то можно выделить не так уж и много типов антикоррозийных средств бытового назначения. При их выборе руководствуются не только составом, но и будущими условиями эксплуатации, что зачастую является самым важным факторов.
Классифицируют их по разному, например, краски делят по типу связывающей основы, где выделяют алкидные, эпоксидные и акриловые. Также они разделяются на две большие группы: обычные и термостойкие, которые способны выдерживать высокие температуры и не терять свои свойств. Также у них есть и другие параметры, такие как скорость высыхания, срок службы и т.д. Помимо красок можно выделить следующие группы антикоррозийных средств:
Пасты и смазки, которые производят на основе минеральных масел с добавлением воска или парафина. В зависимости от типа металла в них могут добавлять и другие вещества, например, в смазки для изделий из стали добавляют щелочь. Смазки и пасты используются преимущественно для защиты металлических изделий при их длительной транспортировки. Они обеспечивают отличную защиту, но для изделий из металла, которые эксплуатируются ежедневно они не подходят, так как их устойчивость даже к небольшим механическим воздействиям очень низкая.
Резиновые защитные антикоррозийные покрытия можно отнести как к промышленным, так и к бытовым. Суть в нанесении покрытия из эбонита или резины, которое может иметь совершенно разные характеристики. Например, широкий температурный диапазон эксплуатации, ее способность выдерживать нагрузки разных видов (растягивающие, ударные и т.д.), мягкость. Чаще всего подобные антикоррозийные покрытия делают еще на этапе производства.
Полимерные покрытия это достаточно большой класс, который сделан на основе полиэтилена, поливинилхлорида и других синтетических материалов. Как и в предыдущем случае, этот вариант используется чаще всего при производстве, но есть и бытовое применение.
В быту чаще всего приходится использовать лакокрасочные средства. Самыми распространенными являются алкидные эмали, в том числе и отечественного производства. Но сегодня подобные антикоррозийные составы выпускают даже в спреях, что является одним из самых удобных вариантов с точки зрения эксплуатации. Их легко наносить, можно создать равномерный слой и защитить даже самые труднодоступные местах.
Также стоит отметить, что для действительно надежной защиты используют не только собственно защитные покрытия, но и грунтовку, которая проникает в структуру металла и обеспечивает более внушительную защиту. Про них вы можете прочитать в этом материале, здесь же скажем, что использование грунтовок это всегда дополнительные расходы (а хорошие стоят дорого), но если нужно действительно надежно защитить металл, то их использование можно считать обязательным. Есть и средства для удаления ржавчины.
Популярные вопросы
В заключение ответим на несколько распространенных вопросов, которые чаще всего задают по теме защиты металла от коррозии.
В чем разница между горячим и холодным цинкованием?
Разница в самом процессе. С точки зрения потребителя принципиальной разницы нет, оба варианта будут хорошей защитой от ржавчины. Также заметим, что изделия, которые защитили с помощью холодного цинкования являются ремонтопригодными, кроме того, данный метод можно использовать не только на производстве.
От чего зависит срок защиты металла?
Факторов здесь много. Во-первых, это само защитное покрытие, во-вторых, его устойчивость к внешним воздействием. Любопытно, что в разных случаях наиболее важными могут быть разные факторы. Большинство лакокрасочных покрытий являются самыми недолговечными, срок защиты обычно от 3 до 5 лет.
Что такое патина и является ли она коррозией?
Патина — это пленка, которая образуется на поверхности изделий из меди или ее сплавов. Ее появление не относится к коррозийным покрытиям, наоборот, это получается своего рода защитный слой, который со временем образуется от естественных причин.
Возможно ли остановить процесс коррозии?
Это возможно при помощи специальных составов, о которых мы писали выше. Но, конечно, все зависит от степени ржавления металла, если все слишком запущенно, то уже никакие средства не помогут. Это не значит, что это изделия нельзя использовать, все зависит от того, где его применяют. И это не значит, что если металл уже подвергся коррозии, то его не нужно защищать.
А чем красить ржавый металл?
Средств существует очень много, про них можно даже отдельную статью написать, но если коротко, то можно использовать лакокрасочные материалы, которые содержат в своем составе преобразователи ржавчины.
Что лучше, отечественные средства или импортные?
Однозначно ответить нельзя, все зависит от конкретного средства, его состава и т.д. Разумеется, покупая продукцию известных брендов (вроде Weicon) вы гарантированно получите хороший результат, но за это придется заплатить больше. Но и это не значит, что более дешевые средства будут работать хуже.
Как предотвратить появление ржавчины на металлических перилах, мебели и других конструкциях — Боб Вила
Фото: istockphoto.com найти металл. Мебель для патио, грили для барбекю, поручни, заборы и ворота — это лишь некоторые из металлических деталей, характерных для помещений за пределами наших входных дверей. Благодаря заслуженной репутации металла в отношении долговечности, мы не часто задумываемся о требованиях по уходу за материалом. Но когда дело доходит до предотвращения ржавчины — смертельного врага металла — домовладельцы должны время от времени вмешиваться, чтобы гарантировать, что их металлические изделия для улицы будут выглядеть и работать наилучшим образом. Следуйте этим простым рекомендациям, чтобы железо, сталь и другие металлы прослужили как можно дольше.
Коррозионно-стойкие и антикоррозийные металлы
Поскольку железо является ключевым компонентом ржавчины, только металлы, содержащие железо, такие как чугун и сталь, вызывают коррозию. Технически медь может подвергаться коррозии, но этот процесс не наносит вреда металлу.
Ржавчина возникает, когда железо вступает в реакцию с кислородом воздуха и водой с образованием соединения, называемого оксидом железа. Как и железо, медь реагирует на воду и воздух, вызывая химическую реакцию, в результате которой на внешней стороне металла образуется зеленый налет. На самом деле именно содержание меди в стерлинговом серебре вызывает его потускнение, а в латуни — зеленоватый оттенок.
Хотя реакции схожи, воздействие на металл совершенно разное. В то время как ржавчина разрушительна, ослабляет и в конечном итоге разрушает металл, зеленый налет, который образуется на меди, служит щитом, защищающим металл под ней от элементов.
Коррозионно-активные металлы
Коррозионно-активные металлы — это те металлы, которые легко теряют электроны в сочетании с элементом, который их поглощает. Например, железо легко отдает электроны кислороду, когда оба вступают в контакт с водой, создавая ржавчину.
Реклама
Железо
Сталь
Антикоррозийные металлы
Один из способов предотвращения грилей, наклоняющихся, ограждающих, и вождей из-за того, что они используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Metrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют Mitrals, которые используют эти коррозионностойкий.
Нержавеющая сталь: Нержавеющая сталь представляет собой сплав элементов, который включает в основном железо и не менее 18 процентов хрома. В то время как железо в сплаве восприимчиво к ржавчине, хром создает защитный слой вокруг поверхности металла, который противостоит коррозии, не позволяя кислороду и воде достигать железа под ним.
Алюминий: Алюминий является популярным материалом для автомобилей не только потому, что он легкий, но и потому, что он устойчив к коррозии. Алюминий, представляющий собой сплав, содержит очень мало железа, являющегося ключевым компонентом образования ржавчины. Когда алюминий подвергается воздействию воды, он создает на металле пленку оксида алюминия, которая защищает металл под ним от коррозии.
Оцинкованная сталь: Оцинкованная сталь состоит из углеродистой стали с тонким слоем цинка поверх нее. Цинковое покрытие защищает сталь, предотвращая попадание на нее воды и кислорода. Однако защита обычно носит временный характер. Слой цинка со временем стирается, в результате чего сталь под ним в конечном итоге ржавеет.
Медь или латунь: Не всякая коррозия плоха. Хотя ржавчина разрушает железо, на самом деле она помогает сохранить медь. Медь становится ярко-зеленой при контакте с водой, кислородом и углекислым газом, а этот процесс занимает годы. Эта зеленая патина защищает медь под ней от дальнейшей коррозии, поэтому медь является хорошим (хотя и дорогим) вариантом для водопровода и водостоков и почему ее иногда можно найти в кровле старых зданий.
Фото: istockphoto.com
Как защитить металл от ржавчины
Хотя выбор антикоррозийных металлов является одним из способов избежать ржавчины, эта стратегия не всегда возможна. Есть причина, по которой у нас есть Человек из стали и Железный человек, а не супергерои с именами Алюминиевый или Медный человек: железо и сталь гораздо более прочные металлы. После использования самодельного средства для удаления ржавчины попробуйте один из приведенных ниже способов.
1. Выбирайте металлы с покрытием.
После того, как осадки и суровые погодные условия сговорились и разрушили покрытие на металле, появление ржавчины является лишь вопросом времени. Разумный выбор металлов — лучшая профилактика. Вы получите наибольшую долговечность от продуктов с запеченной эмалью или поверхностями с порошковым покрытием. По сравнению с менее дорогим окрашенным или лакированным металлом, эти изделия с покрытием гораздо менее подвержены отслаиванию и отслаиванию. Несмотря на то, что изначально они стоят дороже, металлические изделия с превосходным покрытием в долгосрочной перспективе окупаются, потому что они действительно служат годами. Другой вариант — покрасить металлические предметы краской для наружных работ, предназначенной для металла.
2. Оцинковать металл.
Одним из способов защиты стали и железа от ржавчины является покрытие их металлом, устойчивым к ржавчине: цинком. Оцинкованные гвозди и листовой металл, которые вы найдете в магазине товаров для дома, покрыты расплавленным цинком, что делает их пригодными для использования вне помещений. Эти изделия изготавливаются путем погружения стали в расплавленный цинк. Хотя у большинства домашних мастеров нет средств для нагрева цинка до 800 градусов, необходимых для его плавления, есть более простой способ.
Составы для холодного цинкования поставляются в аэрозольных баллончиках и продаются в большинстве магазинов товаров для дома. Хотя они могут быть не такими прочными, как горячеоцинкованный металл, это хороший вариант для защиты стальных или железных металлических конструкций, которые не требуют особого обращения, например, забор.
Реклама
3. Используйте технику воронения.
Одним из способов защиты стали от ржавчины является использование метода, известного как воронение, процесса, обычно используемого владельцами оружия для предотвращения коррозии. Этот процесс окисляет поверхность стали, создавая защитный слой, предотвращающий образование на ней ржавчины.
Наиболее распространенными методами являются холодное воронение и горячее воронение. Горячее воронение — это сложный метод, требующий нагревания металла в смеси химических веществ. Холодное воронение намного проще и включает в себя использование заранее приготовленного раствора для воронения, который втирают в металл для создания покрытия. Этот метод идеально подходит для защиты небольших предметов, таких как инструменты и столовые приборы, и работает с любым железным металлом или сплавом, за исключением нержавеющей стали. Просто имейте в виду, что, согласно своему названию, воронение меняет цвет металла, оставляя характерную синюю патину.
Фото: istockphoto.com
4. Защитите свою металлическую мебель, поддерживая ее в чистоте и порядке.
Металлическая уличная мебель имеет свои особенности. Чтобы ваша мебель прослужила долго, возьмите в привычку выполнять эти простые процедуры:
Какая разница в чистоте! Не реже двух раз в год тщательно осматривайте металлические столы и стулья. Использование смеси теплой воды и жидкого моющего средства для удаления ржавчины должно помочь. Нанесите раствор губкой; возьмите старую зубную щетку, чтобы почистить труднодоступные места. Используйте шланг, чтобы смыть все следы моющего средства, затем высушите металл тряпкой; в теплый день оставьте сушиться на солнце.
Старайтесь не повредить металлическое покрытие. Простое действие, такое как звяканье двух металлических поверхностей, может привести к поломке одной или обеих частей, а перетаскивание ножки стула или стола может привести к царапинам, которые оставят мебель уязвимой для ржавчины. Примите меры предосторожности. Поднимите мебель над землей, когда вы ее перемещаете, а в конце сезона, когда вы убираете свою мебель, используйте старые полотенца, чтобы предметы не ударялись друг о друга.
Кроме того, если вы живете где-то с муссонным летом, суровой зимой или другими суровыми погодными условиями, подумайте о том, чтобы занести свою уличную металлическую мебель в помещение, будь то краткосрочное укрытие, когда угрожает сильный шторм, или на весь сезон впадает в спячку при понижении температуры. Нет места для хранения в подвале, подвале или сарае? Разумная альтернатива – обтянуть мебель воздухопроницаемой тканью на время непогоды.
Объявление
5. Ремонтируйте, как только обнаружите ржавчину.
Несмотря на все ваши усилия, металл на вашем участке может начать проявлять признаки износа. Не ждите, пока небольшая проблема перерастет в более серьезную. Когда вы обнаружите небольшое пятно ржавчины, тщательно очистите область (как описано выше), за исключением того, что в процедуру добавьте мелкозернистую наждачную бумагу. Слегка отшлифуйте ржавчину, затем сотрите все остатки песка, прежде чем подкрашивать поверхность. Сначала используйте грунтовку по металлу; как только он полностью высохнет, нанесите краску, специально разработанную для металла.
6. При необходимости зачистить металл и полностью отполировать.
Более обширные повреждения металла требуют больше времени и усилий и могут потребовать повторной обработки металла. Здесь важна подготовка. Прежде чем вы сможете начать ремонтный проект, вы должны перейти к голому металлу. Это гораздо легче сказать, чем сделать. Используйте проволочную щетку — или, чтобы ускорить и облегчить работу, используйте насадку с проволочным колесом на дрели — и соскребите старое покрытие. Обратите особое внимание на любые щели или завитки, которые могут быть частью дизайна. После того, как вы закончите соскабливать, протрите металл влажной тканью (или промойте его из шланга), затем подождите, пока все высохнет, прежде чем наносить грунтовку по металлу и краску по металлу.
Фото: istockphoto.com
Часто задаваемые вопросы о предотвращении образования ржавчины
Если у вас остались вопросы о защите от ржавчины, прочитайте ответы на несколько часто задаваемых вопросов по этой теме.
В. Что можно распылить под машиной, чтобы предотвратить ржавчину?
Лучший способ предотвратить образование ржавчины на ходовой части автомобиля — использовать спрей для грунтовки. Эти продукты выпускаются в удобных для нанесения аэрозольных баллончиках и защищают грунтовку автомобиля от камней, соли, влаги и других веществ, вызывающих коррозию металла.
Реклама
В. Масло останавливает ржавчину?
Как подтвердит Железный Дровосек, масло останавливает ржавчину, но только временно. Масло создает пленку, которая предотвращает контакт кислорода и влаги с металлом, что приводит к образованию ржавчины. Имейте в виду, что масляные покрытия стираются довольно быстро, поэтому масло необходимо регулярно наносить повторно, чтобы предотвратить образование ржавчины.
В. Как долго сохраняется защита от ржавчины?
Хорошая защита от ржавчины должна сохраняться в течение нескольких лет в зависимости от суровых погодных условий, которым подвергался металлический предмет. Хорошим практическим правилом является проверка работы по защите от ржавчины раз в год и точечная обработка любых участков, на которых видны признаки коррозии.
В. Ржавый металл слабее?
Покрытый ржавчиной металл значительно слабее металла без ржавчины. Когда образуется ржавчина, металл становится шелушащимся и ломким, ослабляя его до такой степени, что его можно разбить пальцами.
Заключительные мысли
Обнаружение ржавчины на садовой мебели, гриле или днище автомобиля может вызывать тревогу. Если не остановить, ржавчина может быстро проесть эти предметы и разрушить их. К счастью, есть способы предотвратить ржавчину и коррозию. Если вы покупаете уличную мебель или ограждение, подумайте о покупке предметов, изготовленных из материалов, не подверженных коррозии. Если это невозможно (или вы пытаетесь защитить предмет с признаками ржавчины), рассмотрите возможность использования одной из вышеперечисленных стратегий, чтобы защитить его, пока не стало слишком поздно.
Реклама
13 советов, которые действительно работают
Все мы слышали о «ржавчине» — оранжево-коричневом хлопьевидном остатке, который образует железо или любую металлическую поверхность, в состав которой входит железо. Это происходит при контакте металла с водой и воздухом. Ржавчина на самом деле является формой коррозии, которая имеет тенденцию быть особенно разрушительной и неприглядной. Поэтому особенно важно знать правильные методы, как остановить ржавчину на металле.
Если вам интересно, что такое ржавчина ? Это оксид железа , который образуется при окислении железа в металл.
Прежде всего, вам необходимо убедиться, что ваши металлические предметы не заразились ржавчиной . На рынке есть несколько протоколов, которые помогут вам добавить защитную карьеру к металлу. Однако, если вы не знали о способах защиты вашего металла, они, возможно, уже начали ржаветь .
В этой статье мы перечислим различные способы убедиться, что ржавчина не разрушит ваши металлические предметы.
Во-первых, давайте рассмотрим способы , как остановить ржавчину до ее начала.
1. Используйте нержавеющую сталь
В последнее время нержавеющая сталь стала довольно популярной среди специалистов по металлоконструкциям. Основная причина этого заключается в том, что он был составлен для предотвращения ржавчины. По сути, это устойчивый к ржавчине . Сплав содержит железо, которое подвержено ржавчине. Однако в нем содержится более высокий процент хрома, который обладает высокой реакционной способностью.
Этот хром, присутствующий в нержавеющей стали, довольно быстро окисляется, образуя защитный слой оксида хрома на поверхности металла. В конечном счете, это предотвращает попадание кислорода воздуха в железо внутри нержавеющей стали и, следовательно, предотвращает появление ржавого металла .
2. Используйте технику воронения
Проще говоря, воронение — это пассивация стали, при которой она частично защищается от коррозии. Защитную отделку можно увидеть как черно-синее покрытие, отсюда и название. Техника воронения в основном используется оружейниками, производителями или владельцами оружия для улучшения его косметического вида.
Мало того, он обеспечивает определенную степень устойчивости к ржавчине или аналогичной коррозии окружающей среды . Итак, если вам интересно , как предотвратить ржавчину , воронение поможет сделать это отличным способом.
3. Катодная защита
Если вам интересно как предотвратить ржавчину на металле , этот конкретный процесс является одним из лучших вариантов. Процесс катодной защиты включал контроль коррозии, возникающей на металлических поверхностях.
Катодная защита осуществляется путем превращения металла в катод в электрохимической ячейке. Этот простой, но эффективный метод помогает защитить топливные трубопроводы, воду из стали , резервуары для хранения, водонагреватели, корпуса лодок и так далее.
4. Предотвращение появления царапин и трещин
Хотите знать , как остановить ржавчину на металле , сначала нужно позаботиться о трещинах и царапинах. Сломанная металлическая поверхность подвергается воздействию воды на более глубоких уровнях, чем обычно. Это приводит к накоплению влаги в глубине металла.
Чтобы избежать внезапных трещин или царапин, вы можете использовать холоднокатаную сталь по сравнению с горячекатаной, потому что это позволяет создать более гладкую поверхность без текстуры, которая задерживает или удерживает воду.
5. Контроль влажности
Правильный способ предотвратить появление ржавчины на металле – защитить его от влаги. Однако это возможно не во всех случаях. Если у вас есть металлические предметы, которые достаточно малы для хранения, убедитесь, что вы храните их в герметичных контейнерах.
С другой стороны, более крупные металлические предметы в доме можно защитить от ржавчины с помощью соответствующих кондиционеров, которые помогают удерживать влагу.
6. Держите металл в чистоте и сухости
Как только начинается процесс ржавчины, коррозии , его трудно контролировать. Таким образом, лучше всего было бы убедиться, что он не подвергается воздействию комбинации кислорода + влаги. Всегда ищите поставщика, который обеспечивает надлежащую упаковку и доставку вашего имущества, чтобы предотвратить содержание влаги.
Кроме того, всегда держите металлический предмет в чистоте и сухости, используя сухие салфетки или средства для кондиционирования, которые помогают продлить срок его службы благодаря средству защиты от ржавчины .
7. Регулярное техническое обслуживание
Прежде чем приступить к процессу технического обслуживания металла, важно знать, что вызывает ржавчину на металле .
К элементам, которые могут вызвать ржавчину, относятся:
Влага (вода)
Кислород
Соль
Таким образом, поиск методов защиты металла от этих разрушающих факторов может помочь начать процесс технического обслуживания.
8. Правильное предварительное проектирование
Перед покупкой любого металла убедитесь, что он был разработан с учетом методов предотвращения ржавчины . Убедитесь, что вы воздерживаетесь от использования углеродистой стали , , которая, как известно, легко ржавеет.
Итак, если вы ищете нержавеющий металл для своего автомобиль , который хранится вне , убедитесь, что вы рассмотрели его предварительный дизайн. С самого начала проверьте наличие компонентов с покрытием для долговечности и защиты от влаги.
9. Правильное хранение для предотвращения ржавчины
Еще одним фактором, гарантирующим, что ваш металл не ржавеет, является обеспечение надлежащего хранения. В то время как металлические предметы, предназначенные для использования на улице, нельзя хранить в течение длительного времени, другие можно поместить в герметичные контейнеры.
Кроме того, вы можете проверить компании, которые выбирают оптимальные складские помещения перед отправкой продукции ее законным потребителям. Нет смысла покрывать металлическую поверхность антикоррозионными средствами, если влага уже просочилась глубоко в металл, вызывая тем самым ржавчину.
4 основных способа предотвратить дальнейшее распространение ржавчины
10. Используйте атмосферостойкую сталь
Если вы не можете позволить себе нержавеющую сталь , вы можете использовать атмосферостойкую сталь, чтобы предотвратить дальнейшее ржавление. Атмосферостойкая сталь имеет химический состав, обладающий высокой устойчивостью к атмосферной коррозии, вызванной кислородом. По сравнению с мягкой сталью этот стальной вариант будет ржаветь, но не на самых глубоких уровнях.
Проще говоря, обычная сталь имеет тенденцию к образованию ржавчины, состоящей из крошечных пор на поверхности. Эти крошечные поры позволяют ржавчине проникать глубже в металл, что делает его невосприимчивым.0007 остановить процесс. Однако у атмосферостойкой стали заражается только внешний слой, так как он минимально пористый и не проникает глубже в металл.
11. Используйте оцинкованный металл
Если вы только что увидели начало ржавчины на вашем металле, вы можете получить покрытие из цинка. Это покрытие называют оцинкованным металлом. Это цинковое покрытие помогает предотвратить коррозию и ржавление намного дольше, чем краска.
Оцинкованная сталь продлится целых 50 лет. Тем не менее, коричневая гниль в конце концов появится. Мягко говоря, ни один металл не может быть на 100% свободен от ржавчины в течение длительного времени. В конце концов, ржавчина настигает со временем. Тем не менее, оцинкованный металл обеспечивает отсутствие ржавчины в течение 50 лет и более.
12. Нанесение антикоррозийных покрытий
Чтобы предотвратить появление ржавчины, вы можете попробовать несколько профилактических покрытий, таких как масляное покрытие, сухое покрытие, окраска, порошковое покрытие, пенопласт и многое другое.
Масляное покрытие работает на основе того, что масло и вода не смешиваются, и, следовательно, образует защитный слой на металле. Это покрытие проникает глубоко в оксидную воду металла и помогает стабилизировать его.
На рынке имеется несколько продуктов, которые можно использовать для сухого покрытия для предотвращения ржавчины. Процесс сухого покрытия помогает создать барьер на металлических деталях, не оставляя следов. Он используется для эффективного хранения, транспортировки и многого другого, не разрушаясь от ржавчины.
Покраска металла также замедляет процесс коррозии, предотвращая попадание влаги внутрь металла.
Порошковое покрытие — это процесс нанесения слоя винила, акрила, эпоксидной смолы или подобных веществ. Эти вещества помогают предотвратить просачивание влаги в металл и, следовательно, предотвращают ржавление.
Fozz представляет собой процедуру нанесения сбалансированной смеси фосфорной кислоты с другими химическими веществами, наполнителями и смачивающими агентами. Этот процесс помогает растворить существующую ржавчину, предотвращая дальнейшее разрушение. По сути, Fozz представляет собой грунтовку, которая подготавливает металл к нанесению краски.
13. Нанесите ингибиторы ржавчины
Если ваш металлический предмет был заражен ржавчиной, использование ингибиторов ржавчины может помочь предотвратить дальнейшее разрушение. Эти ингибиторы помогают замедлить процесс окисления металлов после воздействия на них воды и кислорода.
Тем не менее, помните о , чтобы очистить существующую ржавчину наждачной бумагой перед нанесением ингибиторов ржавчины, чтобы предотвратить дальнейшее ухудшение состояния металла.
Часто задаваемые вопросы для предотвращения ржавчины
1. Имеется ли какое-либо покрытие для предотвращения ржавчины?
Да. Ржавчину можно предотвратить, используя цинк для цинкования металла. Это достигается путем горячего цинкования или методом гальваники.
2. Помогает ли WD-40 предотвратить ржавление?
Да, WD-40 помогает предотвратить ржавчину. Вы можете распылить WD-40 на металлические детали, чтобы избавиться от нежелательной грязи или грязи. Это также помогает уменьшить трение или любой износ, который может привести к коррозии или ржавчине.
3. Помогает ли окраска предотвратить ржавление металлов?
Покраска или гальваническое покрытие помогают предотвратить воздействие молекул воды на металлическую поверхность. Этот процесс помогает противодействовать взаимодействию кислорода с металлом и предотвращает появление ржавчины с течением времени.
4. Какой вариант масла может предотвратить ржавчину?
Льняное масло идеально подходит для очистки и нанесения антикоррозионного покрытия на металлическую поверхность. Нанесение этого масла тонким слоем на места ржавчины минимум на 10 минут гарантирует, что металл не ухудшится в дальнейшем.
5. Нужно ли закрашивать уже проржавевшие металлы?
Прежде чем красить ржавый металл, убедитесь, что вы очистили рыхлую ржавчину и отслоившуюся краску. Почистите ржавые участки металла с помощью мягкой проволочной щетки или наждачной бумаги. Наконец, прежде чем наносить краску, нанесите на нее слой грунтовки, чтобы эффект сохранялся в течение года.
Yubi Steel Industry
Yubi Steel Industry является одним из поставщиков высококачественного металла в небольших количествах из Китая. Мы являемся вашим экспертом по труднодоступной специальной стали и предоставляем качественное обслуживание клиентов и продукцию с 2010 года.
Мы поставляем широкий спектр металлов для различных применений. Наш запас включает в себя: нержавеющая сталь , легированная сталь , оцинкованная сталь , инструментальная сталь , алюминий , латунь, бронза и медь .
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая прутки, трубы, листы и плиты. Мы можем спроектировать и изготовить металл по вашим точным спецификациям.
Насос погружной для чистой воды с лейкой аккумуляторный PXC GE-PP 18 RB Li-Solo 4170429
Описание продукта
Аккумуляторный насос для чистой воды GE-PP 18 RB является высокопроизводительным представителем семейства Power X-Change. Насос можно гибко использовать везде, где вы хотите перекачивать воду, без подключения к сетевому источнику питания. Идеально подходит для откачивания или перекачки чистой воды со скоростью до 3000 литров в час благодаря высокопроизводительному двигателю. Насос оснащен длинным кабелем для подключения к отдельному брызгозащищенному аккумуляторному отсеку с подвесным устройством, приспособлением для настенного монтажа и практичным держателем для хранения кабеля. Для работы требуется одна аккумуляторная батарея PXC 18 В. Аккумулятор и зарядное устройство в комплект поставки не входят и приобретаются отдельно.
Производительность
Ёмкость аккумулятора
1.5 А⋅ч
2. 0 А⋅ч
2.5 А⋅ч
3.0 А⋅ч
4.0 А⋅ч
5.2 А⋅ч
6.0 А⋅ч
Время работы
12 мин
15 мин
20 мин
25 мин
30 мин
35 мин
45 мин
Технические характеристики
Макс. производительность
3000 л/ч
Макс. высота подъема
20 м
Макс. глубина погружения
4 м
Макс. температура воды
35 °C
Макс. давление
2 бар
Патрубок
33.3 мм (G1 AG)
Логистические данные
Вес изделия
2. 52 кг
Вес в упаковке
4.23 кг
Размер упаковки
330 x 260 x 285 мм
Количество в транспортной упаковке
4 штуки
Вес транспортной упаковки
17.42 кг
Размер транспортной упаковки
530 x 340 x 540 мм
Кратность в контейнере (20″/40″/40″HC)
1080 | 2300 | 2300
Сопроводительная документация
Руководство по эксплуатации
Скачать
Карточка товара (eng)
Скачать
Совместимые оснастка и материалы
Гарантийные обязательства и сервисное обслуживание
Гарантия действует в течение 36 месяцев с момента покупки устройства.
Гарантийные обязательства и сервисное обслуживание
Гарантия действует в течение 36 месяцев с момента покупки устройства.
Ваше имя
Ваш отзыв
Погружные насосы, промышленное оборудование, поставки для шахт
Узнать цену
Цена предоставляется по запросу
Погружной шламовый насос предназначен для перекачивания крупного шламового раствора с высокой
концентрацией и абразией.
Конструкция насоса такова, что при работе весь агрегат, включая привод,
погружается.
В связи с этим важно отметить, что проточный блок насоса — SP выполнен из
износостойкого материала – это твердый металл, а все погруженные части
насоса: NP-SP(R) имеют каучуковые наружные облицовки. Данный насос
применяют для перекачки шлама без ребристости.
Погружной шламовый насос широко применяется для водоотвода и промывки
выработки, очистки цеха, водоотвода ямы, химической обработки,
циркуляционных растворов, смешанных руд.
Шламовые погружные насосы имеют низкое потребление электроэнергии, долговечны, обладают повышенной стойкостью к тяжелым условиям эксплуатации и при этом не возникает проблем с их обслуживаемостью, которая в отличие от конкурентов сравнительно быстрая и простая.
Конструкция погружного шламового насоса
Основные детали на чертеже
1.Высасывающая труба
2.Стойка
3.Фильтровальная сеть
4.Задняя обшивка
5.Лопастное колесо
6.Корпус насоса
7.Нижняя фильтровальная сеть
Материалы деталей и элементов
Лопастное колесо
Корпус насоса
COLUMN
РАЗРЯД
Уплотнение
Стандарт
High Chrome Alloy Rubber
High Chrome Alloy Rubber
Mild Steel
Mild Steel Rubber Lined
Mild Steel
Mild Steel Rubber Lined
Natural Rubber
Rubber
Выбор
Butyl
EPDM
Hypalon
Polyurethane
316 SS
W 151
Neoprene
Butyl
EPDM
Hypalon
Nitrile
316 SS
W 151
Neoprene
Butyl
Nitrile
316 SS
Neoprene
Butyl
Nitrile
316 SS
Nordel
Neoprene
Viton
Hypalon
Butyl
EPDM
Диаграмма работы погружного насоса
Таблица параметров насоса SP
Тип
Допус-ая макс. установ-ленная мощность
P(Kw)
Характеристики чистой воды
Количество колес
Производительность
Напор
h(m)
Скорость оборотов
n(r/min)
Макс. эффективн.
η%
лопаток
Диаметр колес
D(mm)
m³/hr
L/S
40PV-NP-SP
15
19.44-43.2
5.4-12
4.5-28.5
1000-2200
40
5
188
65QV-NP-SP
30
23.4-111
6.5-30.8
5-29.5
700-1500
50
5
280
100RV-NP-SP
75
54-289
15-80. 3
5-35
500-1200
56
5
370
150SV-NP-SP
110
108-479.16
30-133.1
8.5-40
500-1000
52
5
450
200SV-NP-SP
110
189-891
152.5-247.5
6.5-37
400-850
64
5
520
250TV-NP-SP
200
261-1089
72.5-302.5
7.5-33.5
400-750
60
5
575
300TV-NP-SP
200
288-1267
80-352
6. 5-33
350-700
50
5
610
Таблица параметров насоса NP-SPR
Тип
Допус-ая макс. установл. мощность
P(Kw)
Характеристики чистой воды
Количество колес
Производительность
Напор
h(m)
Скорость оборотов
n(r/min)
Макс. эффективн.
η%
лопаток
Диаметр колес
D(mm)
m³/hr
L/S
40PV-NP-SPR
15
17.28-39.6
4.8-11
4-26
1000-2200
40
5
188
65QV-NP-SPR
30
22. 5-105
6.25-29.15
5.5-30.5
700-1500
51
5
280
100RV-NP-SPR
75
64.8-285
18-79.2
7.5-36
600-1200
62
5
370
Насосы предназначены для перекачки водопесчаных пульп, шламов магнетитовых и других aбразивных суспензий с мелкой твердой фракцией.
Шламовые насосы нашли широкое применение на обогатительных фабриках черной и цветной металлургии, угольной и горнорудной промышленности, а также в системах золо- и шлакоудаления ТЭЦ и на цементных заводах.
Для точного определения насоса необходимо заполнить заявку или приложить свое техническое задание:
Опросный лист для насоса
Погружные насосы | Зульцер
Металлы
Добыча
Нефть, газ и химия
вверх по течению
Мидстрим
вниз по течению
Химическая обработка
Переработка
полимер
Полистирол (ПС)
Пенополистирол (EPS)
Полимолочная кислота (PLA)
Охладитель полимерного расплава
Рециклинг полимеров
Вспененный полипропилен на основе экструзии (ePP)
Технология экструзии пенопласта XPET
Выработка энергии
Улавливание, утилизация и хранение углерода
Ископаемое
Атомная энергетика
Возобновляемые источники
Целлюлоза, бумага и картон
Лесной двор
Линия по производству целлюлозно-бумажного волокна
Химическое восстановление
Машина для сушки целлюлозы
Линия механической массы
Линия вторичного волокна
Бумагоделательные и картоноделательные машины и системы
Покрытие и отделка
Химикаты
Водоснабжение
Очистка промышленных вод и стоков
Электростанции
Транспорт (автомобильный, морской, железнодорожный и воздушный)
Вода и сточные воды
Опреснение
Водозабор, транспортировка и орошение
Муниципальная чистая вода
Борьба с наводнениями
Промышленная очистка воды
Бытовые и коммерческие сточные воды
Муниципальные сточные воды
Обезвоживание
Услуги по водоотведению и обезвоживанию продуктов
Услуги и поддержка
Наши услуги и поддержка
Услуги вращающегося оборудования
Компрессоры
Электродвигатели и приводы
Выездные услуги
Газовые турбины
Общие механические услуги
Услуги генератора
Насосные услуги
Паровые турбины
Услуги статического оборудования
Автоматизированные услуги по наплавке сварных швов
Ремонтные работы
Оффшорные услуги
Проекты масштаба завода
Услуги башни
Оборотные услуги
Безопасность
Глобальные ресурсы и возможности
Лицензирование технологии Sulzer GTC
Технологии очистки промышленных сточных вод
Технологические услуги
Проверка процесса
Исследования и концептуальные проекты
Испытательные установки
Запасные части
Баланс завода
Разобрать механизм с целью понять, как это работает
Производство катушек
Онлайн заказ катушки
Детали газовых турбин
Части паровой турбины
Детали компрессора
Оригинальные запчасти
Сервисные комплекты для насосов и мешалок
Запчасти для мешалок SALOMIX™
Сервисные центры
Услуги по воде, сточным водам и продуктам обезвоживания
Сервисные центры водоснабжения, водоотведения и водоотведения
Сервис насосов для воды и сточных вод
Тестирование воды и сточных вод
Сервис для миксеров и мешалок
Сервис турбокомпрессоров и аэраторов
Услуга по обезвоживанию в строительстве
Запасные части и комплекты для сточных вод и продуктов обезвоживания
Подготовка
АБСЕЛЬ обучение
Sulzer Academy для насосов и систем
Тестирование
Цифровые решения
СИНЯЯ КОРОБКА™
Онлайн-сервисы Sulzer Sense
Решение для мониторинга состояния Sulzer Sense
Программные решения для управления и мониторинга
Инструменты выбора Sulzer
Онлайн-инструмент для настройки насосов Sulzer Select
Инструмент выбора насосов для воды и сточных вод ABSEL
Карьера
Компания Sulzer предлагает одну из наиболее полных линеек погружных насосов, доступных сегодня на рынке. Области применения варьируются от перекачивания легких и средних нагрузок в жилых и коммерческих помещениях до перекачки тяжелых условий с высокой концентрацией ветоши и твердых частиц в городских сетях сбора сточных вод и в промышленных сточных водах.
Погружные насосы для тяжелых условий эксплуатации
Для промышленных, муниципальных и крупных коммерческих объектов компания Sulzer предлагает ряд погружных насосов для сточных вод типа ABS для тяжелых условий эксплуатации, предназначенных для перекачки сточных вод с высоким содержанием ветоши и других загрязнений, включая твердые частицы.
Погружные насосы малой и средней мощности
Для сбора и отвода грунтовых и сточных вод в бытовых и небольших коммерческих объектах компания Sulzer предлагает полный ассортимент погружных насосов малой и средней мощности, включая дренажные, измельчающие и канализационные насосы для перекачки загрязненной воды.
Погружные дренажные осевые насосы
Погружные дренажные осевые насосы JC и XJC идеально подходят для перекачивания воды и грязной воды, смешанной с легкими абразивами. Благодаря тонкой конструкции их легко перемещать и с ними легко обращаться, и они идеально подходят для приложений с ограниченным пространством для установки. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ.
Погружные дренажные насосы
Погружные дренажные насосы J и XJ отлично подходят для перекачивания воды и грязной воды, смешанной с легкими абразивами. Конструкция насоса обеспечивает удобную транспортировку, обращение и установку. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ.
Погружные шламовые насосы
Погружные шламовые насосы JS и XJS отлично подходят для перекачивания грязной воды и воды с примесями. Благодаря тонкой конструкции насос легко перемещается и им легко управлять. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ.
Как мы можем вам помочь?
Поговорите или напишите нашим специалистам, чтобы найти лучшее решение.
Компрессоры и аэрация
Погружные мешалки
Системы уменьшения, разделения и удаления твердых частиц
Растворы для скрининга, осаждения и фильтрации
События
Добавьте ключевые слова
Свяжитесь с нами
Что нужно знать о погружных насосах
EDDY Погружной насос в процессе развертывания. Отображение различных материалов, которые может перекачивать насос, включая сточные воды, песок, грязь, гравий, шлам и многое другое.
Что такое погружной насос?
Как следует из названия, погружной насос предназначен для работы со всем узлом, состоящим из насоса и двигателя, полностью погруженным в перерабатываемую жидкость или среду. Этот тип насоса имеет герметичный двигатель, который плотно соединен с корпусом насоса. Водонепроницаемая оболочка вокруг двигателя обычно заполнена маслом, чтобы защитить его от повреждений, предотвращая попадание любой жидкости, которая может вызвать короткое замыкание.
Когда насос погружен в воду, на входе в насос создается положительное давление жидкости. Это условие может повысить эффективность из-за меньшего количества энергии, необходимой для перемещения жидкости по жидкостному тракту насоса.
Погружной насос работает за счет проталкивания, а не засасывания жидкости в процессе откачки. Это чрезвычайно эффективно, потому что насос использует напор жидкости, в который он погружен, и не тратит энергию на всасывание жидкости в насос. Положительный эффект погружения насоса в воду заключается в том, что двигатель охлаждается окружающей его жидкостью, предотвращая перегрев.
Многие погружные насосы в нефтяной и газовой промышленности работают по принципу электрического погружного насоса (ESP). Это экономичный метод подъема больших объемов жидкости из глубоких скважин. Двигатели, используемые в системе ESP, предназначены для работы при высоких температурах и давлениях. Они требуют специальных электрических кабелей и могут быть дорогими в эксплуатации.
Преимущества и недостатки погружных насосов
Погружной насос имеет несколько основных преимуществ по сравнению с другими типами насосов:
Грунтование: Их не нужно грунтовать. Они являются самовсасывающими, поскольку работают под поверхностью перекачиваемой жидкости.
Кавитация: Поскольку погружные насосы полностью погружены в воду, они не подвержены кавитации. Это может быть проблемой для центробежных насосов и других типов поршневых насосов.
Эффективность: Когда насос находится в погруженном состоянии, на входе в насос создается положительное давление жидкости. Это условие может повысить эффективность из-за меньшего количества энергии, необходимой для перемещения жидкости по жидкостному тракту насоса.
Уровень шума: Будучи погруженными в воду, эти насосы в большинстве случаев работают очень тихо.
Есть также некоторые недостатки, с которыми приходится бороться:
Доступность: Погружные насосы часто труднодоступны для обычного осмотра или обслуживания, особенно при работе с глубокими скважинами. Это затрудняет профилактическое техническое обслуживание, и во многих случаях насосы работают до тех пор, пока они не сломаются и их не потребуется заменить.
Коррозия: Длительное воздействие жидкости любого типа приводит к коррозии. Погружные насосы часто используются для перекачивания агрессивных и абразивных жидкостей. Уплотнения особенно подвержены коррозии, что приводит к протечкам и повреждению мотора. Для противодействия коррозии эти насосы должны быть изготовлены из коррозионно-стойкого материала, что может сделать их более дорогими, чем другие типы насосов той же производительности.
По возможности погружные насосы следует осматривать как можно чаще. Таким образом, любой необходимый ремонт может быть выполнен для продления срока службы насоса.
Применение погружных насосов
Погружные насосы, как правило, очень надежны и способны хорошо работать в суровых условиях. Они изготовлены из прочного чугунного литья и защищены от коррозии эпоксидным покрытием.
Вот некоторые из основных областей применения этих насосов:
Сточные воды: Погружные насосы широко используются в промышленности по переработке песка и сточных вод. Они часто используются в насосных и подъемных станциях, потому что они компактны и дешевле в установке, чем другие насосы.
Очистка сточных вод: Для этого применения требуются погружные насосы, такие как насосы-измельчители, которые могут беспрепятственно транспортировать твердый материал от входа насоса до выхода. Эти насосы часто превращают сточные воды в частицы для облегчения обращения и последующей обработки.
Откачка отстойника: Погружные насосы часто используются для удаления воды, скопившейся в низинах или ямах, где может скапливаться вода. Примером может служить удаление хвостохранилищ из горных работ или удаление воды из подвала здания из-за затопления.
Дноуглубительные работы: Эти насосы используются портовыми властями для дноуглубительных работ в гавани. Они должны быть специально разработаны для работы с жидкостями с высоким содержанием твердых частиц.
Колодцы: Колодцы и скважины используют эти насосы для подъема воды на поверхность. В нефтегазовой отрасли погружные насосы ЭЦН широко используются для подъема нефти на поверхность из глубоких скважин.
В конструкции этой шлифовальной машины важное место отводится роликам или каткам. Ведущий ролик приводит в движение абразивную ленту, натяжной выбирает слабину, ведомые удерживают и придают равномерное распределение натяжения абразивной ленте. Ролики должны быть легкими, прочными, а поверхность – гладкой. Изготовить их можно самостоятельно и для этого не нужно быть профессионалом.
Потребуется
Для изготовления катков понадобятся следующие материалы и изделия:
многослойная фанера;
закрытые шариковые подшипники;
тюбик клея по дереву;
болты, шайбы и гайки;
пластиковые трубы.
Работу будем выполнять с помощью следующих инструментов и приспособлений: циркулярной, дисковой и лобзиковой пилы, сверлильного и токарного станка, напильника и наждачной бумаги, молотка и гаечных ключей, приспособления для центровки квадратов и т. д.
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны. Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками. Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Запрессовываем обточенные моноблоки с подшипниками по концам в куски пластиковых труб, используя механизм подачи инструмента сверлильного станка в качестве пресса. Если процесс идет туго, слегка подрабатываем боковую поверхность моноблока наждачной бумагой.
Удаляем болты и наш натяжной и ведомые диски практически готовы. Еще раз контролируем запрессовку подшипников и при необходимости осаживаем их. Торцы роликов обрабатываем на гриндере.
Смотрите видео
Как Сделать Ролики Для Гриндера Из Фанеры Своими Руками • Гриндер для дрели
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны.
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками.
Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Что лучше: теплый пол или батареи?
Теплый полБатареи
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Задать вопрос эксперту
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Гриндер своими руками: чертежи с размерами и схемы
Собираем ролики
Ведущий ролик на двигатель делаем из фанеры. Вырезаем 10 кругов диаметром 85 мм. Размечаем центр, сверлим отверстие сверлом 8 мм. Промазываем между собой каждый диск клеем ПВА. Собираем в пакет на шпильку М8 и сдавливаем с обоих концов через шайбы гайками.
Сушим сутки для дальнейшей чистовой обработки. Далее, сверлим отверстие на 24 глубиной 35 мм. Если нет пальчиковой фрезы, можно обойтись любым сверлом. В нашем случае конус от сверла не помеха.
Вал вашего двигателя может быть другим, не такой как на чертеже, но это не проблема. Принцип крепления остается тоже, поменяются только размеры, которые можно измерить специальным инструментом. Как пользоваться штангенциркулем читайте тут.
После подготовки ролика и вала можно приступить к чистовой обработке ведущего шкива. Закрепите двигатель на платформе, оденьте ведущий шкив, включите мотор и аккуратно обработайте ролик лепестковым абразивным кругом.
После зачистки, края нужно немного скосить, чтобы получить вид бочонка.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Задать вопрос эксперту
Часто в ней что-то ломается, корпус или якорь, а, может, просто выходит новая, более мощная и удобная модель, так что старая пылится где-нибудь в коробке в гараже. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Гриндер своими руками: чертежи с размерами и схемы
Квадратная труба 30х30х2 – 250 мм.
Квадратная труба 25х25х1,5 – 1250 мм. С учетом реза.
Швеллер №21 – 350 мм.
Полоса стальная 50х8 – 700 мм. (С запасом). Либо проушины от серьги рессоры Газели.
Старая дверная петля.
Лист 170х190х4 для изготовления упора.
Лист фанеры 500х200х8 мм.
Подшипники 201 – 9 шт.
Полипропиленовые муфты на 32 – 6 шт.
Полипропиленовая труба PN20 – 250 мм.
Шпилька М8 – 1 шт.
Шпилька М12 – 1 шт.
Гайки М8.
Пружина для натяжного рычага.
Уголок № 5.0 для крепления двигателя к раме.
Двигатель от стиральной машины.
Рычаг натяжного ролика
Изготовление рычага несложное, достаточно посмотреть на фото и сборочный чертеж, сразу становится все понятно.
Обратите внимание на возможность регулировки. Она поможет компенсировать возможные неточности в процессе сварки рычага к основанию гриндера.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Задать вопрос эксперту
Для самостоятельного склеивания ленты потребуется клей, наждачная бумага двух соседних типов по уровню зернистости, и кусок ткани. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Гриндер своими руками в домашних условиях, затраты минимальны
Прямой ролик со шкивом.
Натяжные ролики.
Абразивная лента.
Основание.
Устройство, фиксирующее натяжение ленты и роликов.
Стол для фиксации детали (в некоторых моделях может быть поворотным).
Гриндер из шлифмашинки
Один из самых простых вариантов ленточно-шлифовального станка – фиксация в деревянной или металлической конструкции шлифмашинки. Для этого делается угловая основа. Снизу прорезается отверстие под кабель, и шлифмашинка крепко фиксируется к вертикальной стенке основы. Остается сделать рабочий столик и все, можно приступать к заточке.
Для самостоятельного склеивания ленты потребуется клей, наждачная бумага двух «соседних» типов по уровню зернистости, и кусок ткани.
Необходимо более зернистую наждачную бумагу нарезать на полосы нужной длины и ширины. Затем зачистить абразивный слой с обеих сторон на 2-3 см. На клей к зачищенным краям приклеить кусок ткани и дать высохнуть. Из более мелкой наждачки вырезаем «заплатку» и приклеиваем на ткань.
Как сделать ролики для гриндера — Ручнаяя мастерская
Обратите внимание на возможность регулировки. Она поможет компенсировать возможные неточности в процессе сварки рычага к основанию гриндера.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Задать вопрос эксперту
При самостоятельной сборке гриндера важно расположить ролики строго перпендикулярно над друг другом, чтобы избежать перекосов ленты, что может привести к её обрывам. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Гриндер своими руками в домашних условиях: как сделать
Продумать конструкцию устройства и сделать чертежи. Исходя их конструкционных особенностей вашей модели, станет понятно, что потребуется для сборки. Прорабатываю конструкцию, желательно предусмотреть возможность шлифовки деталей как в вертикальном, так и горизонтальном направлениях.
Договориться с токарем, для выточки отдельных деталей. Или сам токарный станок.
Как склеить ленту для гриндера своими руками и особые к ней требования
Разрабатывая самодельный гриндер своими руками, лучше предусмотреть использование ленты из наждака стандартных размеров. Стандартные размеры – это длина в 1830, 1600, 1230, 915 и 610 мм и ширина 100 и 50 мм. Тогда не придётся ломать голову, как сделать ленту для гриндера своими руками. Лента, самодельная или заводская, должна соответствовать следующим требованиям:
эластичная основа из ткани;
высокая способность выдерживать угловые скорости;
абразивная стойкость;
возможность удлинения без нарушения целостности на 10-15%;
минимальный нагрев при длительной работе.
Совет! Не используйте для своего самодельного инструмента ленты длиной больше 1230 мм, для них придётся увеличивать габариты конструкции, а это выдвигает дополнительные требования к её размещению.
Изготавливая ленту самостоятельно, старайтесь не делать больше одного стыка. Все места склейки в процессе шлифовки растягиваются, и лента ослабевает
Вырежьте из листа наждака полосу нужной длины и ширины. Края ленты сделайте разрезом наискосок.
Соедините края и предварительно склейте их с абразивной стороны малярным скотчем.
Зафиксируйте срез несколькими каплями суперклея.
Обработайте клеем место среза и кусок шёлковой ленты, прижмите поверхности друг к другу.
Оберните место склейки бумагой и зафиксируйте его прессом на ночь.
Перед тем как использовать ленту на ленточной шлифмашине, дайте ей немного отвисеться с небольшой нагрузкой
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Задать вопрос эксперту
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Как сделать ролики для гриндера — Ручнаяя мастерская
Процесс изготовления роликов для гриндера
Раскраиваем на циркулярной пиле многослойную фанеру на шесть прямоугольных фрагментов, у которых длинная сторона точно в два раза больше меньшей стороны.
Отмечаем карандашом с помощью приспособления для центровки квадратных заготовок середины половинок прямоугольных фрагментов и намечаем найденные центры кернером.
Выполняем на сверлильном станке сверлом Форстнера глухие отверстия под шариковые подшипники.
Затем корончатым сверлом большего диаметра из каждого прямоугольного фрагмента получаем по две круглых диска.
В глухие отверстия заподлицо впрессовываем, пользуясь молотком и куском многослойной фанеры, закрытые шариковые подшипники.
Выполняем во всех дисках по центру сквозные отверстия сверлом диаметром, соответствующим размеру внутреннего кольца подшипников.
На болт с шайбой нанизываем три круглых диска, используя клей. Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Далее откручиваем гайку и удаляем стягивающий болт. Теперь в нашем распоряжении находятся три моноблока с впрессованными в крайние диски подшипниками.
Используя маятниковую пилу, от пластиковой трубы нужного диаметра отрезаем три куска, по длине равных высоте моноблоков из трех дисков, выполненных из многослойной фанеры.
Обтачиваем боковые поверхности моноблоков, закрепив их в патроне сверлильного станка, вначале обдирочным напильником, затем наждачной бумагой, под внутренний диаметр кусков пластиковой трубы, контролируя обточку штангенциркулем.
Мнение эксперта
Стребиж Виктор Федорович, ведущий мастер строительных работ
Задать вопрос эксперту
Работу будем выполнять с помощью следующих инструментов и приспособлений циркулярной, дисковой и лобзиковой пилы, сверлильного и токарного станка, напильника и наждачной бумаги, молотка и гаечных ключей, приспособления для центровки квадратов и т. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Как сделать гриндер своими руками: чертежи с размерами от разных авторов
Как обработать поверхность → Отделка помещений → Как правильно выбрать краску → Технологии обработки поверхностей → Выравниваем и отделываем стены → Выбор и нанесение грунтовки → Удаление с поверхности → Натяжные потолки и технологии→ Обзоры и отзывы
Автоматические шарнирные ролики и интеллектуальные прокатные машины
Обновлено 06.06.22
Автоматические ролики значительно облегчают процесс. Не говоря уже о более эффективном. Независимо от того, ищете ли вы электрический автоматический каток или простое устройство для прокатки, существует множество вариантов на выбор. Ознакомьтесь с нашим списком ниже!
Ищете тупые ролики? Мы получили вас!
Имейте в виду, что существуют также полуавтоматические шарнирные ролики, которые помогут вам выполнять работу более эффективно.
Разливочная машина King Kone
Машина для наполнения конусов King Kone — Машина для наполнения конусов сыпучими материалами
King Kone
Купить на Амазоне
Лучше и быть не может. Наилучший способ сворачивания стыков оптом. Побалуйте себя автоматом King Kone!
Электрическая умная кофемолка для трав
Электрическая интеллектуальная мельница для трав и специй — OTTO от Banana Bros с улавливателем пыльцы
БАНАН БРОС
Купить на Амазоне
Это определенно один из самых крутых автоматических валиков, которые вы когда-либо встречали. Это умное вращающееся устройство измельчает траву и бросает ее прямо на рулонную бумагу. Может ли станок для прокатки швов стать лучше?
Машина для наполнения конусов Гумбольдта
Стартовый комплект машины для наполнения конусов Humboldt для предварительно скрученных конусов размером 109 мм, 1 грамм, King Size (315X)
Машины для наполнения конусов Гумбольдта
Купить на Амазоне
Нужен стартовый комплект для наполнения конусов? Мы тебя прикрыли. Эта штука творит чудеса!
Бампбокс Buddies (большой размер)
Buddies Bump Box Filler для King Size — одновременно наполняет 76 конусов
Buddies
Купить на Амазоне
Если вы хотите раскатать стыки оптом, то этот бокс станет вашим лучшим другом. Вы можете заполнить 76 конусов одновременно с этим автоматическим чудом!
Бампбокс Buddies (меньшего размера)
Машина для наполнения конусов Buddies Bump Box для предварительно скрученных конусов диаметром 109 мм
Оптовая продажа CJD
Купить на Амазоне
С помощью этой штуки можно катать самые лучшие рожки. Не говоря уже о том, что в этом совместном ролике вы можете сделать 34 за раз!
Шестизарядный RAW
RAW Six Shooter для конусов королевского размера | Устройство для наполнения конусного погрузчика | Заполняет 1,2,3 или 6 конусов за раз!
СЫРЬЕ
Купить на Амазоне
Здесь нет ничего особенного, только основы от качественного бренда в формате RAW. Если вы не хотите тратить слишком много денег, то это хорошая ставка для начала.
Powermatic Mini
Мини-инжектор для сигарет Powermatic — Белая версия!
Сабвуфер
Купить на Амазоне
Эта маленькая штука делает свое дело! Сверните несколько мини-косяков автоматически с помощью инъектора Powermatic Mini.
Конусный загрузчик packNpuff
Конусный загрузчик packNpuff — большой (King) размер — машина для предварительного скручивания — проще, чем совместный валик Машина для скручивания сигарет Ролик для сорняков — включает 20 предварительно скрученных конусов Simpacti большого (King) размера
simpacti
Купить на Амазоне
Если вы предпочитаете ручной подход, то это отличный вариант. Это один из лучших конусных погрузчиков, которые вы найдете.
Металл Daycount
Daycount Металлическая автоматическая машина для курения табака Ролик для трав 70 мм (случайный рисунок)
Daycount®
Купить на Амазоне
Если вам нравится этот металлический вид, то этот автоматический ролик Daycount для вас.
RAW Регулируемый
RAW Регулируемый автоматический ящик для скручивания сигарет, 79 мм (КРАСНЫЙ)
СДЕЛАНО В КИТАЕ
Купить на Амазоне
Еще одно простое, но удобное устройство для прокатки от Raw. Это совместный ролик, который вам очень понравится!
Powermatic 2 ПЛЮС
Электрическая инжекторная машина Powermatic 2 PLUS
Powermatic
Купить на Амазоне
Классная штука! Многие люди действительно предпочитают его в качестве автоматического ролика для швов.
Машина для скручивания бамбука
Машина для производства натуральной рулонной бумаги Бамбуковая машина для прокатки бумаги, машина для рулонной бумаги Подходит для рулонной бумаги шириной 78 мм
VOVCIG
Купить на Амазоне
Классика! Ваша стандартная машина для раскатывания швов с красивым бамбуковым внешним видом.
Электрический мини-роллер
GERUI Автоматическая мини-машина для скручивания электрических сигарет (синяя)
ГЕРУИ
Купить на Амазоне
Классика! Ваша стандартная машина для раскатывания швов с красивым бамбуковым внешним видом.
Тупой ролик
ZHENGHAI 3 в 1 Измельчитель специй All In One Loader Машина для измельчения тупых валков (черная)
ZHENGHAI
Купить на Амазоне
Автоматически скатывать хороший косяк! Если вы не лучший тупой ролик, не беспокойтесь! Эта штука тебя прикрыла.
Сигарный валик
Juicy Jays Сигарный валик длиной 5 дюймов
Juicy Jays
Купить на Амазоне
Классический сигарный валик Juicy Jays! Самое приятное то, насколько это доступно по цене.
Powermatic III+
Powermatic III+
Powermatic
Купить на Амазоне
Расскажи о роскошной автоматической прокатной машине. Это реальная сделка. Проверьте это, чтобы узнать больше об этом.
Это одни из самых крутых автоматических роликов, которые можно найти в Интернете. Есть ли что-то, что нам не хватает, что вы хотели бы добавить в список? Дайте нам знать, и мы будем рады добавить его! Получите свою машину для предварительного рулона на Amazon сегодня! Какую машину для скручивания сорняков вы попробуете?
Знаешь, когда ты получаешь в аптеке идеально выглядящий косяк (или целую упаковку)? Они используют предварительную машину. К сожалению, нет никого, кто каждый раз вручную идеально скручивал бы каждую сигарету с марихуаной.
Часто задаваемые вопросы о шарнирных роликах
Хорошо ли работают шарнирные ролики?
Конечно! В то время как некоторые люди обладают естественным навыком скручивания идеального сустава, это не для всех. Вот где в дело вступают совместные ролики! Они выполняют работу точно.
Какой прокатный станок лучше?
Это действительно зависит от множества мнений. Кому-то просто нравится классический простой шарнирный валик, а кому-то нравятся более технологически продвинутые версии.
Можно ли использовать сигаретный валик для скручивания суставов?
Конечно можно! Пусть вас не смущают слова на этикетке. Просто поменяйте коричневый материал на зеленый.
Можно ли использовать напильник в валике?
Конечно можешь! Поместите фильтр на один конец шарнирного валика и сделайте так, чтобы это произошло.
Какая машина для наполнения предварительно прокатанных конусов является лучшей?
Это действительно зависит от того, что вы ищете и сколько предварительно скрученных конусов вам нужно! Buddies Bump Box определенно является одним из наших фаворитов!
Как пользоваться автоматическим валиком?
В зависимости от того, какой из них вы приобретете, вы получите идеально раскатанные суставы всего за несколько секунд. Если это электрический, вы просто бросаете самородки и позволяете машине делать свое дело. Если это старомодный ролик, посмотрите короткое видео на YouTube!
Есть ли машины, которые катают косяки?
Конечно есть! Ознакомьтесь с нашим руководством, чтобы узнать, какой из них вам нравится. Просто убедитесь, что размер достаточно велик для оберток или бумаги, которые вы планируете использовать.
Проще говоря, вы сэкономите деньги, скручивая собственные косяки или косяки. Это может стать дорогим, если вы покупаете предварительно проката в диспансере.
Раньше люди скручивали суставы вручную до изобретения машин?
Да, до изобретения машин люди скручивали суставы вручную. Скручивание собственных суставов было навыком, который передавался из поколения в поколение. Сегодня многие люди считают искусство скручивания косяка само собой разумеющимся, но на самом деле это очень деликатный процесс. Есть много разных способов свернуть дуби, и у каждого человека есть свой уникальный метод. Кто-то использует специальный прокатный станок, а кто-то просто руками. Независимо от используемого метода скручивание сигарет своими руками — это традиция, которая существует уже несколько столетий. В настоящее время на рынке представлено множество различных типов прокатных станков. Эти машины позволяют легко и быстро скручивать сигареты.
Как работают электрические прокатные станки?
Электрические скручивающие машины нагревают табак и скручивают его в сигарету. У машины обычно есть лоток, в котором находится каннабис, и ролик, который прижимает табак к бумаге. Как только табак сворачивается в бумагу, машина запечатывает сигарету фильтром. Этот процесс, как правило, очень быстрый и простой, и каждый раз получается идеальная сигарета. На рынке представлено множество различных типов электрических прокатных станков, и они различаются по цене и характеристикам. Некоторые из более дорогих моделей даже имеют встроенный резак, что еще больше упрощает получение идеальной сигареты. Независимо от того, какой тип машины вы выберете, электрическая прокатная машина — отличный способ сэкономить время и деньги в долгосрочной перспективе.
ПРОСКО, ООО | Инновационная технология производства роликов | Инженерные услуги
Выберите продукт- новые навесные насадки эластомерной режущей системы резки с насадками в коронации. Уретановый валок ИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ — НОВИНКА! — 3D Way Wipers — Системы считывания — Ленты диаметра (Pi) — Измерители Rex Измерители твердости — Шлифовальные принадлежности — SOPKO — Нагреватели типа K — Ручные ножи — Приспособление для полировки роликов — Комплексные услуги по восстановлению токарного станка
Машины
Система резки эластомеров
В качестве современного подхода к терморезке наша система была разработана специально для производства резиновых роликов, чтобы обеспечить выгодный метод обработки эластомеров в таких операциях, как однопроходная обработка канавок и быстрое удаление лишнего материала перед до окончательного шлифования. ..
Роликовые шлифовальные приспособления Роликовая шлифовальная машина с прямым приводом
Компания PROSCO Inc. устанавливает новый отраслевой стандарт, разрабатывая шлифовальные машины специально для производства резиновых и уретановых роликов. Все наши шлифовальные станки специально разработаны для вашего токарного станка, что обеспечивает быструю и простую установку и эффективную работу …
Компания PROSCO Inc. устанавливает новый отраслевой стандарт с помощью шпиндельных шлифовальных станков, разработанных специально для производства резиновых и уретановых роликов. Все наши шлифовальные станки изготавливаются по индивидуальному заказу, чтобы соответствовать токарному станку заказчика, что обеспечивает быструю и простую установку и эффективную работу …
Шлифовка короны Венчающая сцена
Стол для выпуклости — это инновационное приспособление для токарных станков, представляющее собой универсальное, простое в эксплуатации, точное и доступное решение для полностью автоматического формирования выпуклостей на роликах . ..
Компактная насадка для коронки
Приставка Prosco Inc. Compact Crowning Attachment — это инновационное приспособление для токарных станков, которое представляет собой универсальное, простое в эксплуатации, точное и доступное решение для полностью электронного коронирования роликов. Приспособление с электронным управлением производит все профили короны, используемые в роликовой промышленности, и обеспечивает компенсацию конусности
Ленточно-шлифовальный станок Универсальная насадка для коронки
Универсальная конструкция может использоваться со стандартными шлифовальными кругами для шлифования, ленточным шлифованием с резиновым контактным кругом и наклонным для полирования на провисшей ленте. Компактная конструкция делает установку быстрой и простой, так как нет отдельных шкафов управления …
Комплектные валковые шлифовальные станки
Признавая, что каждое вальцовое шлифование уникально, PROSCO Inc. предлагает полные и индивидуальные станки для шлифования резиновых валков, чтобы удовлетворить специфические потребности каждого клиента в производстве валков …
Токарные станки, переоборудованные по индивидуальному заказу, предлагают все функции автоматических роликовых желобов/шлифовальных станков в сочетании с преимуществами жесткой и точной конструкции токарного станка. Добавляя качественное аппаратное и программное обеспечение к существующему или новому токарному станку, переоборудованный станок будет иметь такие возможности, как автоматическая обработка канавок, шлифование и накатывание…
Создатели календарей
Эти качественные трехроликовые модели изготовлены в Англии. Они предлагают преимущества небольшой надстройки и простоты в эксплуатации. Доступны дополнительные функции, такие как автоматический контроль диаметра, который позволяет предварительно задать диаметр сборки, и автоматическая намотка полиэтилена/бумаги еще больше ускоряют и упрощают изготовление рулонов . ..
Лазерная система контроля роликов
Эта система была разработана Prosco Inc для проверки профилей диаметра роликов с резиновым/полиуретановым покрытием и металлических роликов. Система также может измерять округлость и биение, если ролик может вращаться во время измерения. В зависимости от размера ролика для измерения диаметра используются 1 или 2 лазерных микрометра …
Приводы переменного тока
Преобразователь частоты Vacon X4
Приводы переменного тока регулируют скорость асинхронного или синхронного двигателя, регулируя частоту питания, подаваемого на двигатель.
PROSCO Inc. является дистрибьютором и квалифицированным установщиком приводов переменного тока Vacon серии X4 …
Экструдеры для резины
Italmatic MRC 90 Роликовый экструдер для покрытий
Компания PROSCO Inc. с гордостью представляет линейку ленточных машин Italmatic. PROSCO Inc. является эксклюзивным дистрибьютором и поставщиком услуг компании Italmatic по производству полос в США, Канаде, Мексике и Южной Америке. Эти качественные машины произведены в Италии и отражают многолетний опыт компании Italmatic в области производства машин для резиновой промышленности …
Шлифовальные круги
Шлифовальные круги
Изготавливаемые на заказ шлифовальные и накатные круги для резиновых и уретановых роликов, токарных уплотнений, лент и всех неметаллических шлифовальных инструментов …
Инструменты и принадлежности
Системы считывания Системы цифрового считывания Newall (DRO)
Системы цифрового считывания (DRO) Newall предлагают исключительную ценность благодаря передовым технологиям и функциям, повышающим производительность. Системы цифрового считывания от Newall, разработанные для использования с линейными энкодерами Spherosyn™ и Microsyn™, хорошо известны тем, что обеспечивают наилучшие решения для любого машинного применения …
Ленты прецизионного измерения внешнего/внутреннего диаметра Pi Tapes
PROSCO Inc. предлагает ленты для измерения наружного и внутреннего диаметра, линейки, ленты «годен/не годен» и специальные ленты для измерения уплотнительных колец и внутренних диаметров других деталей с мягкими стенками. Кроме того, PROSCO Inc. может изготовить точные измерительные ленты индивидуальной длины и ширины, чтобы удовлетворить любые ваши потребности …
дюрометры Рекс Калибр
Rex Gauge уже более 60 лет специализируется на качественных дюрометрах. Мы гордимся тем, что твердомеры Rex просты и удобны в использовании, а также долговечны и чрезвычайно точны …
Шлифовальные принадлежности СОПКО
Компания William Sopko & Sons Co. , основанная в 1952 году в Кливленде, штат Огайо, стала ведущим производителем шлифовальных принадлежностей и признанным специалистом в области ремонта и восстановления прецизионных шпинделей всех типов …
Нагреватели типа К
Электронагреватели типа KPG нагревают ножи для резки резины, лезвия для обрезки кромок, ножи для прижигания и другие инструменты, требующие нагрева для выполнения задачи резки. Нагреватели оснащены контрольной лампой и однослойным перфорированным кожухом для предотвращения контакта с поверхностями нагревателя, а также дополнительным термостатом для повышения безопасности …
Ручные ножи
В PROSCO Inc. вы также можете приобрести ручные ножи с эргономичными рукоятками, обеспечивающими безопасность и удобство работы. Они не будут распространять загрязнения внутри вашего предприятия, как деревянные ручки, они более удобны в использовании, а вариант рукоятки с подушечкой обеспечивает более мягкий захват .
Технологическая дисциплина — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Технологическая дисциплина выражается в соблюдении технологического режима, технологических регламентов. Нарушения ее могут привести к снижению качества продукции, браку, ухудшению использования сырья, преждевременному закоксовыванию аппаратуры и пр. Причинами нарушения технологической дисциплины, как правило, являются невнимательное отношение к работе или недостаточная подготовленность работников.
[1]
Технологическая дисциплина является необходимым условием и основой обеспечения требуемого качества изготовляемой продукции.
[2]
Технологическая дисциплина предусматривает точное соблюдение режимов, последовательности и способов ведения технологических процессов. Нарушение ее приводит к снижению качества, а иногда к выпуску бракованной продукции, к вынужденным остановкам, а иногда к аварии и поломкам технологического оборудования. [3]
Технологическая дисциплина — предусматривает точное соблюдение режимов, технологических процессов. Нарушение ее приводит к вынужденным остановкам, а иногда к аварии и поломкам технологического оборудования.
[4]
Технологическая дисциплина неотделима от элементарной дисциплины труда, от добросовестности каждого работника, чувства ответственности за порученное дело. Очень хорошо эту мысль выразили работницы Пермского химического завода имени Серго Орджоникидзе. Химия — писали они в своем письме в Правду, — как известно, требует серьезного к себе отношения. Технологические процессы длятся часами, а по некоторым видам продукции — днями. Мы можем поручиться за высокое качество конечного продукта только тогда, когда при передаче смены совесть дежурного персонала абсолютно чиста: аппаратура действовала как положено, изъянов в технологическом процессе не допускалось. Но даже если кто-то в ходе смены сбил режим, упустил из виду показания одного из приборов, мы добивались и добиваемся, чтобы человек заявил об этом честно и прямо, не ставил товарищей в затруднительное положение, когда в итоге качество продукции окажется не таким высоким, как требуется. А еще сравнительно недавно были у нас аппаратчики, которые, допустив огрех в работе, стремились любой ценой уйти от ответственности, дабы не краснеть в кабинете начальника цеха. Воспитание высокого чувства личной ответственности — главное звено развернувшегося в коллективе соревнования за повышение качества продукции.
[5]
Технологическая дисциплина является необходимым условием обеспечения требуемого качества продукции. Основой этого является выполнение требований технологической и конструкторской документации, укомплектованность рабочих мест требуемыми оснасткой, оборудованием, приспособлениями и инструментом.
[6]
Технологическая дисциплина предупреждает возможные нарушения процессов, уменьшает производственный брак, повышает стабильность качества. При контроле детали определяют характер и причину нарушений процесса, разрабатывают мероприятия по их предотвращению. Повседневный контроль проводит контролер ОТК, мастер, технолог, периодический контроль — цеховая комиссия, специальный контроль — специально назначенная комиссия. Требования к технологической дисциплине устанавливаются в отраслевых стандартах. Планирование контроля технологической дисциплины осуществляют по графикам.
[7]
Технологическая дисциплина является также непременным условием высокой производительности труда. Мастеру необходимо разъяснять рабочим цеха, что только при соблюдении строжайшей технологической дисциплины возможно быстрое и эффективное выявление дефектов технологического процесса и его дальнейшее улучшение для повышения производительности труда и качества обработки.
[8]
Технологическая дисциплина обязывает рабочих точно выполнять указанный в технологической карте процесс изготовления детали. Нарушение технологического процесса может привести к браку и повлечь за собой невыполнение программы. Это не значит, что установленный технологический процесс является незыблемым и изменению не подлежит. Рабочие завода могут вносить предложения в бюро рабочего изобретательства ( БРИЗ) по рационализации технологического процесса, но не изменять технологический процесс самостоятельно. [9]
Технологическая дисциплина работников — часть их трудовой дисциплины, та ее часть, которая заключается в соблюдении технических правил на производстве. Нарушение работником технологической дисциплины является производственным упущением и дает основание наряду с привлечением виновного к дисциплинарной ответственности для полного или частичного лишения его премии.
[10]
Технологическая дисциплина работников — часть их трудовой дисциплины, та ее часть, которая заключается в соблюдении технических правил на производстве. Нарушение работником технологической дисциплины является производственным упущением и дает основание наряду с привлечением виновного к дисциплинарной ответственности для полного или частичного лишения его премии.
[11]
Технологическая дисциплина яв лнется необходимым условием обеспечения требуемого качества продукции. Под технологической дисциплиной понимают точное соблюдение процесса изготовления детали требованиям конструкторской и технологической документации. Основой этого является выполнение требований технологической и конструкторской документации, укомплектованность рабочих мест требуемой оснасткой, оборудованием, приспособлениями и инструментом.
[12]
Единую технологическую дисциплину на ремонтном предприятии обеспечивают технологические карты. В них приведены перечень и содержание необходимых операций, порядок их выполнения, используемое оборудование и инструмент, требования технических условий на ремонт и установлена необходимая квалификация рабочего. Кроме того, в технологических картах даны нормы времени как на отдельные операции, так и на весь технологический процесс в целом.
[13]
Технологической дисциплине в нашей стране придается особо важное значение и ее нарушение карается очень строго.
[14]
Технологической дисциплине в нашей стране придается особо важное значение и ее нарушение запрещается. Однако технологический процесс не является чем-то неизменным и незыблемым, он должен непрерывно совершенствоваться на базе новой техники и передовой технологии производства. При изготовлении деталей их обработка может производиться различными способами и инструментами, с помощью самых разнообразных механизирующих устройств и приспособлений.
[15]
Страницы:
1
2
3
4
Технологическая дисциплина: определение, требования и условия, система поддержания дисциплины
16 Августа, 2020
Законодательство
Андрей Райтер
Упорядочение исполнения того или иного процесса, операции или процедуры является необходимым условием для получения ожидаемого результата. Конкретные параметры системы упорядочения могут выражаться по-разному, но основой, как правило, выступают нормативные документы, стандарты и регламенты. На их базе и строится технологическая дисциплина (ТД), благодаря которой поставленные задачи могут быть выполнены с соблюдением всех обязательных предписаний. Сфера деятельности при этом значения не имеет. Как правило, речь идет о трудовых и производственных процессах, но все чаще необходимость соблюдения нормативов затрагивает и задачи, выполняемые в неформальных условиях.
Базовое понятие
Можно сказать, что речь идет о соблюдении некого набора правил, обусловленных техническими, правовыми, административными или коммерческими требованиями. В этом смысле ТД является режимом определенной деятельности, в рамках которого исполнители придерживаются регламентов. Направлением для правильного исполнения определенного процесса может стать технологическая карта. Это в некотором роде документ с адаптированными принципами выполнения тех или иных операций в рамках конкретных условий. Например, трудовая и технологическая дисциплина может пониматься как устав с режимом производственной деятельности, в котором может прописываться норматив выполнения одной или целого комплекса операций.
Цели ТД
Соблюдение предписаний регламента и следование технологическим картам обеспечивает предприятию, на котором введена такая дисциплина, эффективное выполнение ее основных рабочих задач. В качестве положительных эффектов от соблюдения технологической дисциплины, в частности, можно выделить следующие:
Повышение производительности труда.
Предложение рынку высококачественной продукции.
Снижение брака и удешевление производственных процессов.
Снижение себестоимости продукции.
Отдельно стоит подчеркнуть поддержание безопасности, принципы которой зачастую формируют основополагающие разделы во многих документах, регулирующих трудовые и производственные процессы. Соблюдение требований техники безопасности предотвращает риски травматизма, заболеваний, несчастных случаев и т.д.
Объекты применения ТД
Приложения регламентов и нормативных документов могут отличаться в зависимости от сферы применения. В установленном режиме регулируются действия исполнителей тех или иных задач и операций, но достигается это через предписания, касающиеся взаимодействия с определенными объектами. Например, оборудование в технологической дисциплине на производстве занимает особое место. Регламент может регулировать обращение мастера с инструментом, конвейером, техникой, расходными материалами, заготовками, обрабатывающими агрегатами и т.д. Сам процесс выступает объектом для установления правил в рамках поддержания дисциплины. В этой части может устанавливаться время на перерывы, порядок выполнения рабочих действий, правила поведения, взаимодействие между работниками и др.
Требования и условия ТД
С момента утверждения проекта о разработке документации по ТД для формирования регламента предъявляются строгие требования. Данные требования касаются разработчиков документации, условий ее дальнейшего согласования, принятия и внедрения в производственный процесс. Одним из важнейших условий при внедрении документации ТД в трудовые процессы является соблюдение организационного формата, в котором прописываются требования к персоналу, который будет соблюдать утвержденный регламент. Кроме того, для поддержания технологической дисциплины
могут предъявляться требования к технической организации работы, функциональной и ресурсной поддержке исполнителей.
Также среди основных условий успешного применения принципов соблюдения дисциплины на производствах в рамках поставленных задач является качество самой документации. Прописанные правила, стандарты и нормативы должны быть понятны и доступны для соблюдения.
Контроль ТД
В процессе контроля ТД определяется качество соблюдения требований нормативной, технической и конструкторской документации. Его объектами также могут выступать инструменты, технологические процессы, рабочие места, оснащение с оборудованием и т.д. Среди целей контроля технологической дисциплины можно отнести следующие:
Предотвращение выпуска бракованной продукции, которая не соответствует требованиям документации.
Предупреждение нарушений при исполнении работ.
Устранение или минимизация рисков, связанных с причинением вреда здоровью.
Поддержание сроков эксплуатации технических средств в установленных производителем оптимальных рамках.
Повышение культуры производства.
Снижение издержек производства.
Повышение организационной эффективности производства.
Система поддержания ТД
Одним из базовых факторов поддержания ТД является введение ответственности за обеспечение соблюдения требований нормативной документации. Как правило, на предприятиях эти функции исполняет технолог, в задачи которого входят плановые проверки, ведение отчетности, проведение инструктажей по технологической дисциплине и т.д. Например, в планах и графиках проверок соблюдения ТД может определяться время и параметры проведения ревизии рабочих мест на предмет их соответствия нормативным требованиям. В зависимости от результатов, может назначаться дополнительная экспертиза по распоряжению начальника отдела, его заместителя или главного инженера. На ее основе могут разрабатываться и предприниматься меры по улучшению качества соблюдения документации.
Нарушения ТД
В принципе не соответствие определенных параметров или процедур технологического процесса требованиям тех или иных нормативов не может рассматриваться как нарушение с точки зрения ТД. Как документ, имеющий форму комплексной технологической карты соблюдения установленных норм, требования дисциплины могут предусматривать определенные диапазоны допустимых отклонений. Например, технологическая дисциплина на производствах может допускать некоторые отклонения, если они в конкретных условиях не ухудшают качество работы, способствуют обеспечению необходимых свойств конечного продукта и не противоречат корпоративной культуре. И напротив, даже если объект ТД соответствует отдельной нормативно-эксплуатационной документации, но противоречит конкретным требованиям в рамках производственного регламента на предприятии, то он будет восприниматься как предмет нарушения.
Заключение
Соблюдение жестких правил организации технологических и производственных процессов является важнейшим условием поддержания качества трудовой деятельности. В то же время технологическая дисциплина не может восприниматься как нечто, что противоречит развитию и проявлению креативной мысли. Современные предприятия уделяют огромное внимание свободе мысли и творческой идее, оставляя для этого место в нормативной документации. Таким образом строгий контроль и стремление к рационализации может оптимально соседствовать с принципами изобретательства и новаторства. Также дисциплина не должна тормозить общий прогресс и развитие предприятия, давая ему возможность отвечать новым запросам рынка.
Похожие статьи
Законодательство
Закон о декретном отпуске: ТК РФ ст. 255 и 256, порядок оформления, сроки, виды и пособия
Законодательство
Хочешь стать полицейским, но не до конца понимаешь, что привлекает в службе МВД?
Законодательство
Доверенность как выглядит: пример, описание, особенности
Законодательство
Снятие с учета с ЕНВД ИП: заполнение заявления, порядок прохождения процедуры, сроки
Законодательство
Заявление в ГИБДД: типовой бланк, порядок заполнения
Законодательство
Заявление в полицию о побоях: образец, особенности составления, сроки подачи
Основные технические дисциплины Определение | Law Insider
означает любую услугу, которая непосредственно помогает ребенку с инвалидностью в выборе, приобретении или использовании вспомогательных технических устройств. Этот термин включает:
означает практику, которая используется для контроля стоимости или использования медицинских услуг или использования рецептурных лекарств. Этот термин включает, помимо прочего, использование ступенчатой терапии, предварительное разрешение или классификацию лекарств и устройств на основе стоимости, типа или метода введения.
означает то же, что и этот термин, определенный в Разделе 62A-15-102.
означает организацию, выдавшую
означает то же, что и этот термин, определенный в Разделе 26-61a-102.
означает любое лицо, которое проводит косметические процедуры; маникюр или педикюр ногтей любого лица; укладывает, одевает, завивает, завивает, стрижет, формирует, опаливает, натирает воском, выщипывает, бреет, отбеливает, окрашивает, расслабляет, выпрямляет или выполняет аналогичную работу с человеческими волосами, париком или шиньоном любыми средствами, включая руки или механические или электрические устройства или приспособления, за исключением случаев, когда такие действия, как поправление, расчесывание или расчесывание предварительно уложенных париков или шиньонов, не изменяют предварительно уложенный характер парика или шиньона, и занимается косметологией за компенсацию. Термин «косметолог» не включает плетение косичек на человеческие волосы, парик или шиньон.
означает наличие существенной связи, реальной или потенциальной, прямой или косвенной, с фактическим оказанием или результатом стоматологической помощи, практикой стоматологии или качеством стоматологической помощи, оказываемой пациенту;
означает любой элемент, часть оборудования или систему продуктов, независимо от того, приобретены ли они в готовом виде, модифицированы или изготовлены по индивидуальному заказу, которые используются для увеличения, поддержания или улучшения функциональных возможностей ребенка с инвалидностью. Этот термин не включает медицинское устройство, имплантированное хирургическим путем, или замену такого устройства.
означает заявление:
означает офицера, ответственного за руководство экипажем для реализации стратегии. Командир бригады обеспечивает эффективное и безопасное выполнение работы, а также отвечает за управление и регистрацию операций бригады.
означает те меры, которые при отсутствии надлежащих полномочий нельзя обойти в соответствии с законами, выполняющими обязательства по статье 11 Договора ВОИС по авторскому праву, принятого 20 декабря 19 года.96 и/или аналогичные международные соглашения.
означает лицо, зарегистрированное в качестве профессионального инженера-технолога в соответствии с Законом о инженерных профессиях от 2000 г.
означает пожарного, чья должность обычно требует менее 600 в управлении лекарственной терапией в соответствии с письменным протоколом практики сообщества или письменным протоколом практики больницы.
означает физическое лицо, кроме лицензированного доктора медицины, остеопата,
означает одно или несколько общих нарушений развития, как они определены в самом последнем издании Диагностического и статистического руководства по психическим расстройствам, включая аутистическое расстройство, первазивное расстройство развития, не указанное иначе, и синдром Аспергера.
означает физическое лицо, кроме лицензированного рентгенолога,
означает пересмотр режима лекарственной терапии пациента одним или несколькими фармацевтами с целью оценки и предоставления рекомендаций одному или нескольким практикующим врачам относительно корректировки режима.
означает отчеты об обследованиях или лечении; медицинские признаки, которые представляют собой наблюдаемые анатомические, физиологические или психологические отклонения; психиатрические признаки, которые представляют собой доказуемые с медицинской точки зрения явления, указывающие на определенные отклонения в поведении, аффекте, мышлении, памяти, ориентации или контакте с реальностью; или лабораторные данные, которые представляют собой анатомические, физиологические или психологические явления, которые могут быть выявлены с помощью приемлемых с медицинской точки зрения методов лабораторной диагностики, включая, помимо прочего, химические тесты, электрокардиограммы, электроэнцефалограммы, рентген и психологические тесты;
означает термин, определенный в разделе 3 Закона штата Мичиган об экономическом росте, 1995 PA 24, MCL 207. 803.
означает любую одну и/или комбинацию практик, обычно и обычно выполняемых специалистами по культуре красоты, косметологами, косметологами или парикмахерами, или любым лицом, представляющим себя практикующим косметологию в месте или на территории или на территории . Косметология включает, но не ограничивается этим, следующее: украшение, укладку, прическу, завивку, завивку, очищение, украшение, стрижку, опаливание, обесцвечивание, окраску или аналогичную работу с волосами любого лица любыми средствами и с руками или механическими или электрическими аппаратами, приборами или приборами или с использованием косметических препаратов, антисептиков, тоников, лосьонов, кремов или иным образом, массажем, чисткой, стимуляцией, манипулированием, физическими упражнениями, украшением или аналогичной работой, кожи головы, лица, шеи, рук рук, бюста или верхней части тела, а также маникюр, педикюр или моделирование ногтей любого лица.
означает лицо, отвечающее минимальным требованиям, изложенным в Разделе 9 CCR, и имеющее не менее двух (2) лет профессионального опыта работы в психиатрическом учреждении.
означает количество воды, которое будет проходить через единицу площади поперечного сечения пористого материала в единицу времени при гидравлическом градиенте 1,0;
означает любое технологическое приложение, в котором используются биологические системы, живые организмы или их производные для производства или модификации продуктов или процессов для конкретного использования.
означает воздушное судно, способное приземляться и взлетать с воды.
означает терапевтическое облучение, при котором источник излучения находится на расстоянии от тела.
«Технология как дисциплина», Джонни Вей-Бинг Лин
Джонни Вей-Бинг Лин
Мы привыкли думать о каждом отдельном виде технологий — инструментах и методах, с помощью которых мы создаем, формируем и анализируем мир вокруг нас — как о дисциплина , то есть как область изучения. Таким образом, различные виды технических и прикладных наук считаются «техническими областями». Но технология — это не только дисциплина, она еще и дисциплинирует. То есть подобно тому, как родительская дисциплина формирует характер ребенка, а духовные дисциплины, такие как молитва и пост, формируют нашу душу, дисциплина, определяемая технологиями, также помогает формировать то, кто мы есть, и то, как мы себя ведем, в том числе то, как мы ведем себя как дети. тело Христово, церковь. В этой статье мы рассматриваем природу технологии как дисциплины и почему церковь должна заботиться о такой дисциплине.
Когда родитель наказывает ребенка, наказание обычно происходит как изолированное событие. Будь то тайм-аут, порка или лишение какой-либо привилегии, наказание происходит в определенный (и, надеюсь, не повторяющийся) момент времени. Напротив, дисциплина технологии часто расплывчата, потому что роль и присутствие технологии расплывчаты . Мы используем технологии почти во всех сферах нашей жизни: для приготовления пищи и уборки, перемещения из одного места в другое, выздоровления, когда мы больны, и, конечно же, мы используем технологии для общения. К последним действиям, на которые повлияли технологии, относятся письмо и чтение, сообщение другу, что нам нравится его фотография, отправка текстового сообщения супругу, что мы опаздываем, или быстрое селфи во время отпуска.
Хотя технология, которую мы используем, часто находится на заднем плане, это не означает, что она является чем-то пассивным — например, что коммуникационная технология — это просто канал для передачи информации. Тем не менее, мы часто думаем так: люди являются действующими лицами, а технологии просто обеспечивают каналы, по которым может течь эта деятельность, как вода, текущая через ручей. Таким образом, обмен текстовыми сообщениями — это всего лишь средство, с помощью которого слова и краткие сообщения передаются от одного человека к другому. Однако представление о технологии как о пассивной скрывает реальную и активную роль технологии в формировании не только того, что передается, но и отношений между людьми, участвующими в передаче, и самими людьми. Продолжая аналогию с нашим руслом, вода, текущая через ручей, не только направляется руслом ручья, но и формирует русло ручья за счет эрозии и затопления.
Конечно, нас не должно удивлять, что технологии нас дисциплинируют. Это дисциплинирует нас из-за сакраментальной природы Вселенной. Мы не просто живем в мире форм. Через материальное Бог направляет духовное. Они неразрывно связаны. Мы живем во вселенной, где «Царь ответит: истинно говорю вам: все, что вы сделали для одного из сих моих меньших братьев и сестер, вы сделали для Меня» (Мф. 25:40) и где нас увещевают: «Не забывайте оказывать гостеприимство странникам, ибо тем самым некоторые люди оказали гостеприимство ангелам, сами того не зная». (Евр. 13:2). Технологии дисциплинируют нас, потому что мы, люди, нуждаемся в дисциплине и в конечном итоге преуспеваем в ней. Мы не существа, предназначенные для бесцельной жизни, руководствуясь только своими прихотями; мы созданы для того, чтобы следовать за апостолом Павлом, когда он говорит: «Поэтому я не бегу, как бегущий бесцельно; Я не дерусь, как боксер, бьющий воздух. Нет, я наношу удар по своему телу и делаю его своим рабом, чтобы после того, как я проповедовал другим, я сам не был лишен права на награду». (1 Кор. 9:26–27). И мы — дети Отца, чье наказание знаменует нас как Его: «Если вы не наказываете — а все подвергаются наказанию, — то вы не законны, не истинные сыновья и дочери. ” (Евр. 12:8)
Какую дисциплину обеспечивает технология? Каким образом технологии формируют нас? Во-первых, технологии формируют нас, воздействуя на наши возможности. Давая нам новые или расширенные способности, технологии изменяют набор наших навыков. Одни навыки атрофируются или вообще не развиваются, другие укрепляются, появляются новые, которых раньше не было. Как бывший профессор физики в колледже, я видел это в снижении способностей к математическому мышлению, проявляемых поступающими студентами. Нынешние студенты, у которых всегда был под рукой графический калькулятор, похоже, имеют более слабое представление о том, что представляют собой эти графики — взаимосвязь между x и y переменных. В то же время технология дает нам возможность использовать и внедрять технологии, которые предыдущие поколения не могли себе представить. Я помню свой первый опыт социальной цифровой фотографии в начале 2000-х. У одного из моих друзей на званом обеде, который был намного моложе меня, была цифровая камера, и в течение всего вечера он непрерывно фотографировал. Для человека, размножавшегося на пленке, это было достаточно странно, но еще более странно то, что я обнаружил, что камера не просто записывает событие, а становится его частью. Это послужило катализатором для забавных поз, глупых картинок и смеха, которых, вероятно, никогда не было бы, если бы не камера. Технологии здесь открыли новые и необычные формы социального взаимодействия. Люди, использующие эти технологии, в свою очередь, учатся новым способам поведения и новым навыкам, как социальным, так и другим.
Во-вторых, технологии формируют нас, формируя нашу среду. Это, пожалуй, наиболее очевидно в отношении нашего физического окружения. Изобретение личного автомобиля и бетонных/асфальтовых дорог изменило отношения между городами и окружающей сельской местностью. Без этих изобретений пригороды и пригороды, какими мы их знаем сегодня, были бы невозможны. Изобретение лифта навсегда изменило городской пейзаж. Однако технологии также меняют нашу социальную и культурную среду. В качестве небольшого, но повседневного примера рассмотрим, как сегодня мы ожидаем, что люди всегда будут онлайн, постоянно на связи и немедленно присутствуют. У нас есть такое ожидание подключения, потому что смартфоны и вездесущий Интернет дали нам навыки и привычки общаться с помощью 140-символьных фрагментов и постоянно обновляемых текстовых и графических каналов. Развитие этих способностей изменило нашу социальную среду. Я помню, что до того, как сотовые телефоны стали обычным явлением, если кто-то не приходил вовремя на встречу за обедом, я ждал 15 минут, а затем сам обедал, довольствуясь тем, что позже спрашивал своего друга, не забыл ли он о нашей встрече за обедом. Сегодня мы ожидаем, что человек позвонит нам, где бы он ни был, и скажет, что опаздывает; неспособность сделать это рассматривается как грубость.
В-третьих, технологии формируют нас, воздействуя на наше понимание природы мира. Термин «природа мира» несколько широк, поэтому давайте рассмотрим один конкретный пример: природу здоровых отношений. Ранее мы говорили, что технология изменяет набор наших навыков, но было бы ошибкой полагать, что мы можем изменить набор навыков, не повлияв на наше понимание того, чего эти навыки достигают. Если наш набор навыков взаимоотношений включает в себя способность участвовать в длительных, вдумчивых дискуссиях, мы склонны рассматривать здоровые отношения как результат долгих, вдумчивых дискуссий. Если наш набор реляционных навыков изменится, наше представление о здоровых отношениях, вероятно, также изменится. Точно так же, если наше окружение поддерживает долгосрочное, терпеливое развитие отношений, оно также поддерживает понимание здоровых отношений, характеризующихся чертами, которые исходят из такого долгосрочного, терпеливого развития. Напротив, если наша среда способствует краткосрочному и быстрому развитию отношений, наше понимание здоровых отношений, скорее всего, будет отражать характеристики отношений, связанные с такой средой. В общем, наши способности и окружающая среда будут влиять на наше понимание того, на что похож мир.
Какое значение для церкви имеет дисциплина, создаваемая технологиями? В большинстве случаев наши ответы на этот вопрос сосредоточены на новых способах, с помощью которых технологии позволяют нам выполнять работу церкви. Вместо гимнов мы теперь используем слайды Powerpoint для отображения текстов на экране. Вместо общения с помощью рассылок и бюллетеней мы теперь также используем электронную почту и публикации в Facebook. Вирусные социальные сети умножают влияние одного поста, а виртуальные социальные сети объединяют людей ранее невообразимыми способами. Конечно, технологии дают нам новые способы служения, но эти ответы сосредоточены на первых двух способах понимания того, как технологии нас дисциплинируют (формируя наши способности и формируя наше окружение). Более того, церковь должна заботиться о том, как технологии нас дисциплинируют, потому что технологии изменяют наше понимание природы фундаментальных элементов нашей жизни как Тела Христова.
Выдающимся среди этих элементов является наше понимание природы любви. Изменяя то, как мы любим друг друга, и среду, в которой мы любим друг друга, технологии меняют наше понимание любви к нашим братьям и сестрам и любви к миру . Изменяя то, что мы понимаем как природу человеческой любви, технология меняет то, что мы понимаем как природу любви к Богу и любви Бога к нам.
В качестве примера рассмотрим, как технология меняет роль присутствия людей в деятельности любви к другому человеку. Через социальные сети мы можем строить отношения не только с теми, кого никогда не встречали и, скорее всего, никогда не встретим, но даже с теми, чей голос мы никогда не слышали. Мы, наверное, настолько привыкли к такому положению вещей, что забываем, насколько это невероятно уникально. На протяжении большей части истории человечества единственными людьми, которых вы знали, были те, кого вы встречали. Немногие люди когда-либо уезжали из места, где они родились. Таким образом, человеческое понимание природы любви было связано с присутствием другого человека. Сегодня акты любви, не связанные с физической близостью, являются нормой. Это не обязательно означает, что мы меньше любим тех, кто физически отсутствует, но это означает, что мы любим их и по-другому понимаем, что такое любовь.
Наше понимание и опыт человеческой любви окрашивают наше понимание Божьей любви. Иисус сказал нам: «Я уже не называю вас рабами, потому что раб не знает дела своего господина. Вместо этого Я назвал вас друзьями, потому что сказал вам все, чему научился от Отца Моего». (Ин 15:15), но если то, что мы подразумеваем под «друзьями» в человеческом контексте, изменилось, не повлияет ли это на наше понимание того, что имеет в виду Иисус, когда называет нас друзьями? Конечно, мы знаем, что эту сторону неба мы видим лишь смутно (1 Кор. 13:12), и что Божья любовь больше, чем человеческая любовь, поэтому наше понимание Божьей любви (и человеческой любви) будет недостаточным. Мы также знаем, что, хотя наше понимание любви Бога может измениться, Его любовь всегда пребудет (Пс. 136). Но на сегодняшний день остается то, что то, как мы видим человеческую любовь, влияет на то, как мы видим Божью любовь.
Говоря, что технологии нас дисциплинируют, это не обязательно означает, что мы должны опасаться технологий. Во-первых, во все времена нас дисциплинировали наши методики и технологии. Независимо от того, была ли технология открытием огня или созданием Интернета, наши способности, окружающая среда и понимание мира менялись по мере того, как эти технологии помогали формировать нас. Хотя изменения ускоряются, потому что современные технологии позволяют действиям немногих влиять на миллионы, если не миллиарды людей, наша ситуация сегодня, в принципе, ничем не отличается от любого другого периода истории. Способы, которыми нас дисциплинируют технологии, также могут быть полезными. Наши прошлые способы понимания, например, могут быть несовершенными, а новые способы могут лучше отражать аспекты природы человеческой любви и любви Бога. Однако мы не должны притворяться, что технология — это просто инструмент, которым мы управляем. Дисциплина, обеспечиваемая технологией , изменит нас. Нам остается с мудростью и молитвой понять, как мы, отдельные люди, семьи и Тело Христово, будем участвовать в этих изменениях.
Благодарности: Спасибо Карен Лин за обсуждение.
Джонни Вей-Бинг Лин окончил Стэнфордский университет со степенью бакалавра наук. в машиностроении и MS. в гражданском строительстве-Водные ресурсы. Его докторская степень в области атмосферных наук из Калифорнийского университета в Лос-Анджелесе. Он возглавлял симпозиумы Python Американского метеорологического общества (AMS) и преподавал или был одним из преподавателей некоторых коротких курсов AMS Python.
Требуемые условия: Доступна звездная система Ремав
Начальная локация: H-047C
Как получить: Прочитайте блок данных, который находится под куполом недалеко от места посадки Бури.
Найдите блок данных
H-047C Первый купол
Посадочная зона Бури (1) на H-047C; блок данных, который начинает задание, находится под куполом (2).
Войдите на объект под куполом и найдите станцию снаряжения. Слева от станции находится нужный блок данных. В нем сообщение от Алвиса, в котором говорится о добыче гелия-3. Таким образом, вы получаете первый фрагмент кода, чтобы войти в штаб разбойников.
Найдите три фрагмента кода Второй купол
Второй фрагмент кода
Стеклянные вазы из праха животных ( \
Вы нашли первый фрагмент кода; Осталось найти еще два. Выйдите из купола (2) и двигайтесь на юг к следующему куполу (3), указанному на карте. Здесь гораздо больше изгнанных добытчиков гелия-3, а также Гидра и защитные турели.
После зачистки, вы найдете еще один блок данных со вторым фрагментом кода в главном здании. Прочитайте в нем «Сообщение для Крекса». Не забудьте проверить контейнер в соседней комнате.
Третий купол
Третий фрагмент кода
Двигайтесь на восток к третьему куполу (4). Внутри — рейдеры, пария, анархист и адхи. Разберитесь с врагами, обыщите контейнеры и соберите минералы. Вы также найдете здесь Нулевой элемент для задания «Камни для науки».
Третий и последний блок данных, содержащий фрагмент кода, расположен на втором этаже главного здания под куполом. В этой комнате два блока данных; Тот, который вам нужен, находится на полке справа от входа. Название: «Отчет о проделанной работе». В этой комнате также можно обыскать большой контейнер.
Купол со штабом Изгнанников
СЭМ отмечает навигационную точку базы разбойников (5) на вашей карте. Выйдите из купола и отправляйтесь на запад по проторенной дороге. По пути, СЭМ расскажет, что база состоит из двух куполов. Во второй можно войти только с помощью кода доступа.
Проникнуть в штаб
Внутри вас ожидает большее сопротивление, чем в предыдущих куполах, но без Гидры. Противники: анархисты, пария, адхи и рейдеры.
Зачистить штаб
Уничтожьте всех врагов в меньшем куполе, включая рейдеров, берсерка, анархиста, адхи и Крекса. Последний является самым сложным противником. Просканируйте мертвых, включая крогана-берсерка, если вы никогда не сканировали этих врагов ранее.
Раскрыть планы Крекса
Следуйте по маркеру на второй этаж в главном здании. Контейнер и нужный блок данных располагаются на столе слева. Блок данных — это аудио-журнал Элоры. У нее были планы по захвату колоний Инициативы, и для этого ей нужно много гелия-3. Элора упоминает, что Фреза Реликтов поможет справиться с задачей. СЭМ отмечает склад Реликтов на вашей карте. На этом задание «Из праха» заканчивается и начинается следующее: «Фреза Реликтов».
Похожие игры…
Что-то в воде
Игры разума
Чрезвычайное происшествие
Конец смены
Решение головоломок Реликтов в Mass Effect: Andromeda
Расшифровка данных Ремнантов в Mass Effect: Andromeda является своеобразной головоломкой. Для ее решения вам придется сыграть в инопланетную версию судоку, в которой неправильные действия будут порождать группы противников. Естественно, многие игроки хотели бы избежать подобного исхода событий, поэтому мы решили написать данное руководство.
Решение головоломок Ремнантов
Если вы когда-нибудь играли в судоку, то эти головоломки покажутся вам чертовски знакомыми. Разработчики, по сути, просто заменили цифры на глифы. К тому же они окажутся гораздо смертоноснее обычных настольных игр, так как любое ваше неверное решение будет приводить к схватке с толпой врагов.
Вот как все это работает: на экране появляются красные глифы. Ваша задача – заполнить пустые места сетки синими глифами. Каждая строчка, столбец и выделенный квадрат могут содержать в себе только один глиф. Вам необходимо начинать с места, где не хватает глифов, и продолжать двигаться по пути меньшего сопротивления. Самая сложная часть – это запоминание фигур глифов, чтобы потом не проверять каждый свой ход дважды. Как только вы выучите каждый глиф наизусть, решать подобные головоломки станет гораздо легче.
Впрочем, если вы все равно испытываете трудности с решением инопланетных головоломок, то вы можете не выполнять их, а использовать специальный расходный материал под названием ключ для расшифровки данных Ремнантов. Нечто похожее присутствовало в первой части серии. Однако заранее отметим, что эти предметы будут встречаться вам не часто, поэтому тратьте их только на самые сложные задачи.
Вначале же вам будут встречаться паззлы, состоящие из четырех столбцов и такого же количества строчек, то есть переставлять нужно будет всего четыре символа. В будущем же это поле заметно увеличится, что усложнит решение головоломок.
Пример решения головоломки Реликтов
Итак, для прохождения этого пазла вам в первую очередь стоит убедиться в том, что знаки на экране не станут повторяться в каждом блоке, столбике и ряде.
Число символов равно количеству блоков, столбиков и рядов, то есть если в вашем распоряжении окажутся 4 знака, то и вышеперечисленных элементов будет по 4 штуке.
В самом начале вам предстоит заменить вопросики нужными символами. Для этого стоит активировать сканер и отыскать глифы по желтым кабелям. Просканируйте рисунки и они окажутся на основной консоли.
Стоит первым делом отыскать блок, ряд или столбик, в котором уже имеются 3 глифа и разместить там недостающий символ – это намного упростит вашу работу.
Рекомендуем не считать глифы какими-то особыми абстрактными картинками. Вам будет легче решить головоломку, если вы дадите каждому символу какую-нибудь кличку, например «рыжик», «мелочь пузатая» и так далее.
После расстановки нескольких глифов снова взгляните на ряды, блоки или столбцы, имеющие 3 знака. Повторяйте процесс до того момента, как их вовсе не окажется на экране. Большинство пазлов удастся пройти именно таким способом. На скриншоте выше показан пример.
В некоторых случаях стоит решать головоломку с позиции, какой глиф невозможно разместить в том или ином квадратике. На вышеуказанном примере, красный глиф в нижнем левом углу представляет собой основной ключ к прохождению пазла, поэтому на него нужно обратить особое внимание. Ведь мы знаем, что это единственная точка в столбике или ряде, где знак может возникнуть. Нам также известно, что находится в соседних блоках.
Два нижних места с правой стороны оказались пустыми, однако благодаря наличию глифа слева внизу нам известно, что существует лишь одна ячейка, в которой этот же символ может возникнуть снизу – немного выше, не пересекаясь со своей копией по ряду.
Решение головоломок на планете Эос
Лучшее начало
Во время основного задания «Лучшее начало» (A Better Beginning) вам предстоит практически сразу же заняться решением головоломки. Есть несколько башен пришельцев, на которых напечатаны нужные глифы. Вы можете сначала просканировать их, а уже потом взять подходить к консоли. Ниже представлен скриншот с решением этого пазла.
Хранилище Реликтов на Эосе
Дополнительная задача «След Данных»
Дополнительная задача «Призрак обетования»
Решение головоломок на планете Хаварл
Головоломка Хаварла
Завершите миссию «Умирающая планета», чтобы получить доступ к монолиту и использовать указанное выше решение.
Оказание помощи ученым Хаварла
В квесте, где Райдер соглашается помочь Ангара, вы сможете использовать указанное выше решение.
Скрытый модификатор Слияния на Адреналин
Решение головоломок на планете Воельд
Квест «Пиби: Секретный Проект»
Восстановление Мира
Ищите монолит на северной стороне и используйте указанное выше решение.
Ищите монолит на западной стороне и используйте указанное выше решение.
Ищите монолит на восточной стороне и используйте указанное выше решение.
Хранилище Реликтов на Воельде
Решение головоломок на планете H-047C
Квест «Фреза Реликтов»
Решение головоломок на планете Кадара
Монолит на Кадаре
Вы можете воспользоваться этим решением после выполнения «Исцеление Сердца Кадары».
Хранилище Реликтов на Кадаре
Решение головоломок на планете Элааден
Головоломка Элаадена
Решение двух пазлов, с которыми вы столкнетесь после выполнение задания «Укрощение Пустыни».
Хранилище Реликтов на Элаадене
Решение головоломок на планете Хи Тасира
Головоломка Хи Тасиры
Партнер по производству — Topps Trading Cards в Fanatics
Даллас, США
Подрядчик
О команде
Fanatics Collectibles — новая компания, работающая на стыке коллекционирования и технологий. При поддержке некоторых из лучших инвесторов, спортивных объектов и операторов в мире мы интегрируемся с глобальной цифровой спортивной платформой Fanatics, которая включает в себя 900 спортивных отношений и более 81 миллиона доступных поклонников, чтобы переосмыслить бизнес коллекционирования для 21-го века.
Резак для реликвий помогает отделу реликвий перерабатывать использованные в играх спортивные материалы (футболки, летучие мыши, предметы коллекционирования) в соответствии с требованиями к производству специальных коллекционных карточек.
Обязанности и ответственность:
Предоставление оценок полученных реликтовых материалов
Разобрать реликтовые материалы для производства
Нанесите самоклеящийся материал для устойчивости Relic
Следовать письменным инструкциям нарядов на работу
Резка материалов по заданному размеру, типу и требованиям
Оценка производственных излишков для запасов
Поддержка физического подсчета в середине и на конец года
Опыт, навыки и умения:
Предпочтительны сильные математические способности
Способность работать с небольшими машинами и ручными инструментами
Опыт работы с гобеленами, рукоделием, вышивкой, производством одежды, пошивом одежды приветствуется
Уверенное знание MS Office (Excel и др. )
Сильное внимание к деталям и быстрая обучаемость
Сильные коммуникативные навыки
Возможность работать на ногах
Требуется пристальное внимание к деталям
Fanatics создает ведущую глобальную цифровую спортивную платформу, чтобы разжигать и использовать страсть болельщиков, а также максимизировать присутствие и охват сотен партнеров по всему миру. Используя эти давние партнерские отношения, базу данных о более чем 80 миллионах потребителей по всему миру и надежную узнаваемую торговую марку, Fanatics выходит за рамки своей позиции мирового лидера по лицензированным спортивным товарам и становится цифровой спортивной платформой следующего поколения. множество предложений в спортивной экосистеме.
Семейство компаний Fanatics в настоящее время включает Fanatics Commerce, вертикально интегрированный лицензированный бизнес по продаже товаров, который изменил способ приобретения болельщиками одежды, футболок, головных уборов и товаров первой необходимости для своих любимых команд благодаря технологическому подходу к созданию и быстрому распространению фан-экипировки в сегодняшняя 24/7 мобильная экономика; Candy Digital, компания по производству цифровых предметов коллекционирования, которая сотрудничает с известными спортивными объектами, включая MLB и MLBPA, для создания официальной экосистемы NFT; Fanatics Collectibles, трансформационная компания, которая создает новую модель для хобби и предоставляет коллекционерам полный опыт коллекционирования; и Fanatics Betting & Gaming, мобильная платформа для ставок, игр и букмекерских контор. Дополнительные предприятия, которые расширят присутствие Fanatics в более широком цифровом спортивном ландшафте, будут запущены в ближайшее время. Партнерами Fanatics являются все основные профессиональные спортивные лиги (NFL, MLB, NBA, NHL, NASCAR, MLS, PGA) и сотни университетских и профессиональных команд, в том числе несколько крупнейших мировых футбольных клубов.
Являясь лидером рынка с более чем 8000 сотрудников и сотнями партнеров, поставщиков и продавцов по всему миру, мы берем на себя ответственность за внедрение более этичных и устойчивых методов. Мы стремимся создать инклюзивное сообщество фанатиков, отражающее и представляющее общество на всех уровнях бизнеса, включая наших сотрудников, поставщиков, партнеров и фанатов. Фанатики также стремятся оказывать положительное влияние на сообщества, в которых мы все живем, работаем и развлекаемся, посредством стратегических благотворительных инициатив.
В Fanatics мы представляем собой разностороннюю, увлеченную группу сотрудников, стремящихся зажечь гордость и страсть в поклонниках, которых мы одеваем, чествуем и поддерживаем. Мы понимаем, что разнообразие помогает стимулировать и стимулировать инновации, и с помощью нашей программы IDEA (включение, разнообразие, равенство и защита интересов) в Fanatics мы предоставляем сотрудникам инструменты и ресурсы, чтобы они чувствовали себя связанными и вовлеченными в то, кто они есть и что они делают, чтобы поддерживать максимальную опыт фаната.
Убедитесь, что ваше предложение работы Fanatics является законным, и не становитесь жертвой мошенничества. Фанатики никогда не требуют оплаты от соискателей. Не стесняйтесь попросить своего рекрутера о телефонном звонке или другом виде связи для собеседования и убедитесь, что ваше сообщение исходит с адреса электронной почты Fanatics или Fanatics Brand. Для дополнительной безопасности, если это возможно, подайте заявку через веб-сайт нашей компании по адресу www.fanaticsinc.com/careers 9.0003
В Fanatics открыты пробы! Наша команда увлечена своим делом, талантлива, сплочена и нацелена на то, чтобы создавать впечатления для фанатов завтрашнего дня. Теперь мяч на вашей стороне.
Fanatics придерживается практики ответственного планирования и закупок (RPP), работая со своими деловыми партнерами по всей глобальной и многоуровневой цепочке поставок, чтобы гарантировать, что решения о планировании, поиске поставщиков и закупках, а также другие вспомогательные процессы не препятствовать или вступать в противоречие с выполнением фанатиками добросовестной трудовой практики.
УВЕДОМЛЕНИЕ ДЛЯ РЕЗИДЕНТОВ/ЗАЯВИТЕЛЕЙ КАЛИФОРНИИ : В связи с вашим заявлением мы собираем информацию, которая идентифицирует вас, имеет разумное отношение к вам или описывает вас («Личная информация»). Категории личной информации, которую мы собираем, включают ваше имя, государственный идентификационный номер (номера), адрес электронной почты, почтовый адрес, другую контактную информацию, экстренную контактную информацию, историю занятости, историю образования, сведения о судимости и демографическую информацию. Мы собираем и используем эти категории Персональных данных о вас для управления персоналом и других целей управления бизнесом, включая идентификацию и оценку вас как кандидата на потенциальное или будущее трудоустройство или другие типы должностей, ведение записей в отношении набора и найма, проведения проверка криминального прошлого в соответствии с законом, проведение аналитики и обеспечение соблюдения применимых требований законодательства и политик Компании.
Дин Митчелл | Реликвия Гэллапа
Хорошо известный своими фигуративными работами, пейзажами и натюрмортами, Дин Л. Митчелл родился в 1957 году в Питтсбурге, штат Пенсильвания, и вырос в Куинси, штат Флорида. Он выпускник Колумбийского колледжа искусств и дизайна в Колумбусе, штат Огайо. Помимо акварели, он владеет и другими техниками, включая яичную темперу, масло и пастель.
Его работы можно найти в корпоративных и музейных коллекциях по всей стране, включая Центр искусств Арканзаса, Музей Отри, Художественный музей Кантона, Центр искусств Гадсдена, Музей современного искусства Кемпера, Художественный музей Марианны Кистлер-Бич, Музей Миссисипи. искусства, Художественный музей Нельсона-Аткинса, Музей современного искусства Нермана, Художественный музей Сент-Луиса и Библиотека Конгресса.
Он получил более 400 наград, в том числе первую премию Международного конкурса художников-акварелистов им. Т. Х. Сондерса, Лондон, Англия; золотая и серебряная медали Американского общества акварелистов; Золотая медаль художников-союзников Америки за акварель и масло; Премия Томаса Морана от Клуба Салмагунди в Нью-Йорке; Премия Лоа Рут Спранг от Национального общества акварелистов Художественного музея Феникса; Серебряная медаль за работы на бумаге в Художественном музее Феникса West Select; и в течение трех лет подряд награду Best in Show от Большого национального конкурса Общества акварелистов Миссисипи.
В 2017 году Митчелл был одним из восьми художников, представленных на ретроспективной выставке и распродаже «Лучшие из лучших» музея Вуларок, и получил награду Wells Fargo Two-Dimensional Award на выставке Buffalo Bill Art Show & Sale. Митчелл является восьмикратным лауреатом премии Музея Отри в области акварели на Masters of the American West, последний раз в 2017 году. В 2015 году он получил золотую медаль от Американского общества акварелистов, а также Мемориальные награды Дональда Тига и Мемориальные награды Роберта Лугида в Приз Запада. Кроме того, одна из его картин недавно была приобретена для постоянной коллекции Музея Роквелла в Корнинге, Нью-Йорк. На выставке Buffalo Bill Art Show & Sale в 2014 году Митчелл получил премию Уильяма Э. Вайса за покупку. Он является членом нескольких профессиональных обществ, в том числе Американского общества акварелистов и Национального общества акварелистов.
Митчелл и его работы были представлены в журналах American Artist, Art News, Artist, Christian Science Monitor, Fine Art International, New York Times и Western Art Collector.
Музейные коллекции
Музей искусств Миссисипи, Джексон, MS
Американский джазовый музей, Канзас -Сити, MO
Gadsden Art Center, Quincy, FL
Маргарет Харвелл, популярный Блеф, MO
Художественный музей Феникса, Феникс, Аризона
Музей современного искусства Кемпера, Канзас-Сити, Миссури
Музей искусств Нельсона-Аткинса, Канзас-Сити, Миссури
Музей искусств Сент-Луиса, Сент-Луис, Миссури
Центр искусств Арканзаса, Литл-Рок, AR
Национальный центр Отри, Лос-Анджелес, Калифорния
Музей искусств Бич, Манхэттен, Кантон
Музей искусств Кантона, Кантон, Огайо
Музей американского Запада Хаббарда, Руидозо Даунс, Нью-Мексико
Библиотека Конгресса, Вашингтон, DC
Музей современного искусства Нермана, Канзас -Сити, MO
Недавние награды (Дин получил более 400 наград за свою карьеру в качестве профессионального художника.)
2016. Выставка — Золотая награда
Национальная выставка Канзасского общества акварелистов — Best in Show
Signature American Watermedia Exhibition — Первое место
Национальная выставка американских акварелистов в Адирондаке — Премия семьи Моррисон
Флоридское общество акварелистов, 45-я ежегодная выставка – Премия Маргарет Корниш Дебарба
Акварельное общество Сан-Диего, 36-я международная выставка – второе место
Национальное общество акварелистов, 96-я международная выставка – Награда мастера
41-я ежегодная выставка Американского общества прозрачной акварели — премия Skyledge
Награды 2015 года
Американское общество прозрачных акварелей — Премия Дороти Дрихаус Меллин
Национальная выставка американских акварелей в Адирондаке — Приз судей
Флоридское общество акварелистов, 44-я ежегодная выставка — Премия обществ
Южное общество акварелистов, 38-я ежегодная выставка — 0003
41-я международная выставка Общества миниатюрного искусства Флориды — первое место «Прозрачная акварель»
Внутренний конкурс Центра обновления искусства/ARC — награда журнала Fine Art Connoisseur
Выставка Общества акварелистов Аляски — Best In Show
Приз De West — Мемориальная награда Роберта Лугида
Prix De West — Премия Дональда Тига за лучшую работу на бумаге
Выставка Американского общества акварелистов — Золотая медаль
Национальная выставка Канзасского общества акварелистов — 1-е место
Художественная выставка Буффало Билла — приз за покупку
Музей Хантсвилля — 24-й ежегодный гала-концерт, избранный художник
Циндайский музей современного искусства — Международная выставка акварели Выставка Winsor & Newton Award
Американское общество акварелистов 146-я ежегодная выставка Медаль Уолзера Грейтхауса
Акварельное общество Таллахасси, 25-я выставка жюри трех штатов, серебряная награда
Южное общество акварелистов, 36-я ежегодная жюри, выставка Best in Show
Акварельное общество Пайкс-Пик, International Watermedia 2013 Legacy Best in Show, золотая награда
Общество акварелистов Миссисипи, 28-я Большая национальная выставка, второе место
Keystone National 2013 Жюри выставки работ на бумаге Мемориальная награда Роуз и Дона Клайбера
Watercolor Missouri International 2013 Award of Excellence
Акварельное общество Алабамы 72-я Национальная выставка «Премия Совета директоров»
Национальное общество художников по казеину и акрилу 59-я ежегодная выставка с участием жюри Мемориальная награда Джоди и Элиаса Ньюманов
37-я Национальная выставка Американского общества прозрачной акварели Мемориал Джона К. Диосеги Награда
Общество миниатюрного искусства Флориды 38-я Международная выставка 3-я Прозрачная акварель
80-я Международная выставка изобразительного искусства в миниатюре Общество художников-миниатюристов, скульпторов и граверов Вашингтона, округ Колумбия Первое место Watermedia
Канзасское общество акварелистов Best in Show Награда Нестора Вейганда-младшего за покупку покровителя
Серебряная награда West Select Phoenix Art Museum Invitation Works on Paper
Премия Masters of the American West Autry National Center Award for Watercolor
Награды 2012 года
3
Общество миниатюрного искусства Флориды. 37-я ежегодная международная выставка. Второй выбор жюри.0003
Акварельное общество Алабамы 71-я национальная выставка Премия покровителя изобразительного искусства
Акварельное общество Кентукки Aqueous USA 2012 Награда KWS 2-е место
Прозрачное акварельное общество Америки 36-я ежегодная выставка Награда спонсоров
Южное акварельное общество 35-я ежегодная выставка Награда доноров Adirond
3
2012 Национальная выставка американских акварелей The W. B. Мемориальная премия Ромелинга
Американское общество акварелистов 145-я Международная выставка Мемориальная премия Марджери Сорока
Национальное общество акварелистов 92-я ежегодная выставка Премия бывшего президента
41-я ежегодная выставка Флоридского общества акварелистов Премия Гая Битти
Шанхайская международная биеннале акварелистов Чжуцзяцзяо Награда за выдающиеся достижения
Филадельфийское общество акварелистов 24-я Серебряная награда трех штатов
Золотая награда West Select за лучшую работу на бумаге, приобретение музея, Best in Show
Мастера американского Запада Премия Национального центра Отри 2012 года в области акварели
Денежная премия Канзасского общества акварелистов и премия за покупку покровителей
Общество миниатюрного искусства Вашингтона, округ Колумбия. Первое место в области акварели Юбилейная выставка 2011 Премия Уинслоу Хомера
Общество акварелистов Таллахасси 23-я выставка Tri-State Award of Excellence
Адирондак 30-я Национальная выставка Америки Премия «Лесные руны акварели»
Южное общество акварелистов. 34-я ежегодная выставка. Национальная выставка 2011 Best in Show
Серебряная награда Western Select за работу на бумаге
Премия Masters of the American West Autry National Center за акварель
Национальное общество акварелистов 91-я ежегодная выставка Мемориальная награда Элис Леонард
Награды 2010 года
Национальная выставка акварельного общества Джорджии 3-е место
Paint America 2009, ежегодная премия за большую покупку Bronze в категории 3-я категория
3 Южного общества
3
Американское общество акварелистов, 143-я ежегодная выставка, Нью-Йорк, Серебряная медаль Нью-Йорка
Акварельное общество Таллахасси, 21-я выставка в трех штатах, золотая награда
29-я Национальная выставка американских акварелей в Адирондаке, первое место Бичмонта и золотой медальон
Выставка нечленов Флоридского общества акварелистов, первое место
Американская профессиональная лига художников 82-я Большая национальная выставка, премия Winsor Newton Award
Национальное общество акварелистов, 90-е место Ежегодная выставка, Премия бывших президентов
Американское общество прозрачной акварели 34-я Ежегодная национальная выставка, Премия памяти Джона Диосеги
Салмагунди 33-я ежегодная выставка живописи и скульптуры для лиц, не являющихся членами Медаль Дейла Мейера за акварель
Флоридское общество акварелистов 39-я ежегодная выставка, премия Гая Битти Национальная выставка 2010, Нестор Вейганд мл. Награда за покупку
Награды 2009 г.
Южное общество акварелистов 32-е ежегодное Лучшее на выставке
Общество акварелистов Таллахасси, 21-я выставка трех штатов, Best in Show
Американское общество прозрачной акварели, 33-я национальная выставка, премия Джона Сингера Сарджента
Клуб Салмагунди, 32-я ежегодная выставка, не являющаяся членами, премия журнала Forbes
Общество акварелистов Флориды, 38-я ежегодная выставка, Гай Битти Награда
Калифорнийская ассоциация акварелистов, 40-я Национальная выставка, CWA Signature Members Award III
Watercolor West, 41-я ежегодная выставка, M Graham Company Award
Общество художников-миниатюристов, скульпторов и граверов Вашингтона, округ Колумбия. 76-я ежегодная международная выставка. Второе место. Портретная живопись.
Союзные художники Америки. 96-я ежегодная выставка. Премия Arts Americas Award
Американская профессиональная лига художников 81-я Большая национальная выставка Нью-Йорк, Мемориальная премия Альмы М. Приде
Общество миниатюрного искусства Флориды 35-я ежегодная международная выставка Второе место
Филадельфийское общество акварелистов 109-я ежегодная международная выставка работ на бумаге Премия Newman Galleries за выдающиеся достижения
Национальная выставка Канзасского общества акварелистов Мемориальная премия Чарльза и Рут Сандерсон
Акварельное общество Кентукки Aqueous USA 2009 Preston Art Center/St. Премия Cuthberts Mill/Silver Brush Limited
Награды 2008 г.
Национальная выставочная награда Общества акварелистов Миссури
Морская художественная галерея 17-я Международная выставка миниатюр, Нэгс-Хед, Северная Каролина Первое место
Адирондакская национальная выставка американских акварелей 27-я ежегодная премия Салли и Гэннона Кашива
Общество художников-миниатюристов, скульпторов и граверов Вашингтона, округ Колумбия 75-я Международная выставка изящных искусств Миниатюра Третье место Watermedia
Salmagundi Club 32-я ежегодная выставка для нечленов, Нью-Йорк, Нью-Йорк Мемориальная премия Томаса Морана
Американская профессиональная лига художников 80-я Большая национальная выставка Почетная медаль Фрэнка Райта Watermedia
Выставки музея соло
2015
Пляжный музей искусств, Манхэттен, Канзас — место для ментального пространства
2012
ГАДСДЕН
2010
Художественный музей Кантона, Кантон, Огайо
2009
Художественный музей Липы Раттнер, Тарпон-Спрингс, Флорида (Колледж Св.
Особенности сваривания алюминиевых сплавов обусловлены их физико-химическими свойствами. Трудносвариваемость алюминия объясняется наличием окисной пленки на поверхности изделий. Данная пленка имеет высокую температуру плавления, при этом плавление самого металла осуществляется при температуре примерно втрое меньшей – 660 °С. Повышенная жидкотекучесть материла затрудняет процесс управления сварочной ванной. Это приводит к необходимости применения теплоотводящих подкладок.
За счет легкой окисляемости алюминия образуется тугоплавкая пленка на каплях расплавленного материала. Это создает трудности при соединении шва. Чтобы исключить образование пленки необходимо создать надежную защиту сварочной области от проникновения воздуха. Большая усадка материала может повлечь деформацию сварного соединения после затвердевания и окончательного охлаждения.
При сварке сплавов алюминия нужно учитывать склонность к появлению кристаллизационных трещин и пор. Это влечет ухудшение механических характеристик материала. По причине высокой теплопроводности приходится использовать большие рабочие токи. Их значение примерно вдвое больше чем для сваривания стальных изделий.
При сваривании алюминиевых сплавов используются различные технологии в зависимости от условий работы. Наиболее популярные способы сварки:
автоматическая дуговая с применением флюса. Подбор флюса должен быть тщательным. Уделяется внимание его составу, он должен быть сделан из химически чистых элементов;
аргонодуговая вольфрамовым электродом. Достоинство способа – в отсутствии необходимости применять флюс;
контактная стыковая с использованием специальных машин. В данном случае можно добиться непрерывного плавления материала;
технологичная точечная сварка;
шовное сваривание применяется при наличии оборудования достаточной мощности с ионными прерывателями.
Сварка алюминиевых сплавов предполагает тщательную подготовку металла к технологическому процессу. Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2.
Процесс обезжиривания алюминиевых изделий происходит в специальном водном растворе. Важной подготовительной работой считается удаление поверхностной пленки. Окисная пленка удаляется посредством металлических щеток. При завершении обработки кромки нужно еще раз обезжирить поверхность растворителем. Как только процедура зачистки завершена необходимо начать сварку деталей в течение трех часов.
Для получения шва хорошего качества металл подвергается нагреву. Подогрев с последующим охлаждением помогает исключить возникновение кристаллизационных трещин, сократить коробление. При сваривании больших деталей применяется метод локального подогрева конкретной сварочной области.
Возврат к списку
как правильно это делать и на что обратить внимание при подготовке
Вопросы, рассмотренные в материале:
Почему сварка алюминия вызывает сложности
Как правильно организовать сварку алюминия и его сплавов
Можно ли варить алюминиевые детали вручную электродами
Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов
Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.
На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.
VT-metall предлагает услуги:
Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей
Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
Скорость движения воздуха не должна превышать 0,2 м/сек.
Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.
Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
Марки сталей: классификация и расшифровка
Марки алюминия и области их применения
Дефекты металлический изделий: причины и методика поиска
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.
Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами
Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
большое количество брызг расплавленного металла;
плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
Горелка движется вслед за прутком.
Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
Размеры сварочной ванны должны быть минимальными.
Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
баллон, в котором хранится защитный газ аргон;
механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.
Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания. Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
Для подачи алюминиевого прутка необходимо специальное оборудование. Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
Расход материала и качество сварного шва определяется маркой присадочной проволоки. Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
Современные технологии сварки алюминия
1. Лазерная сварка.
Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.
Технология сварки алюминия лазером позволяет достигать удивительной точности соединения. При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
возможность создавать швы сложной формы;
высокий уровень производительности;
оперативность сварочного процесса и (чаще всего) его автоматизация;
экологически безопасный режим сварки;
сваривание может проводиться в любом пространственном положении;
околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.
Следует помнить и о недостатках данного метода:
высокая стоимость оборудования и всего процесса в целом;
лазер плохо обрабатывает толстостенные изделия;
предназначен для работы с узким спектром изделий.
2. Плазменная сварка.
Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.
Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык. Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
4. Электронно-лучевая.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Руководство по сварке алюминия
Сварка алюминия делает возможным бессчетное количество продуктов. Например, автомобильные поршни, самолеты, морские клапаны, велосипеды, конструкционные алюминиевые балки и многое другое. Независимо от того, свариваете ли вы алюминиевые пластины, листы, прутки или трубы для изготовления этих и других изделий, знание марки алюминия является наиболее важным.
Сварка алюминиевых сплавов
Алюминий сплавляется с различными элементами, которые подчеркивают определенные характеристики, такие как проводимость и прочность. Изменчивость химических и механических свойств означает, что не все алюминиевые сплавы созданы одинаковыми. Они не взаимозаменяемы, когда речь идет о свариваемости. Вы никогда не должны сваривать алюминий, если вы не уверены в конкретном составе его сплава.
Во-первых, алюминиевые сплавы делятся на две категории: термообрабатываемые и нетермообрабатываемые. Нетермообрабатываемые сплавы упрочняются холодной обработкой и не должны подвергаться предварительному отпуску. С другой стороны, термообрабатываемые алюминиевые сплавы нагревают примерно до 400°F.
Загрузите нашу спецификацию на алюминий сейчас
Kloeckner Metals — поставщик полного ассортимента алюминия и сервисный центр. Загрузите этот лист технических характеристик алюминия, чтобы узнать, что Kloeckner Metals регулярно поставляет на склад.
Спецификация алюминия
Когда дело доходит до сварки этих алюминиевых сплавов, сплавы, которые предварительно нагревались, более подвержены ослаблению и растрескиванию.
Нетермообрабатываемые сплавы и свариваемость
1xxx – Хорошая свариваемость, однако при сварке происходит значительное удлинение. Хотя это не оказывает отрицательного влияния на устойчивость к росту трещин, алюминий серии 1ххх особенно чувствителен к типу наполнителя.
3ххх – Эта серия марганцевых сплавов считается очень свариваемой. Подходит для листогибочных прессов и грузовых боксов.
4xxx – Эта серия алюминиевых сплавов включает как нетермообрабатываемые, так и термообрабатываемые сплавы. Неподдающиеся термической обработке сплавы серии 4ххх чаще всего используются в присадочных стержнях. Кремний в этих сплавах замедляет скорость охлаждения, скорость затвердевания и усадочные напряжения.
5xxx – Как правило, сплавы из магниевого сплава считаются очень свариваемыми. Его часто можно увидеть в морских и анодированных трубах.
Термообрабатываемые сплавы и свариваемость
2xxx – Как правило, серия медных сплавов не считается очень свариваемой, 2017 и 2024 даже считаются несвариваемыми. Однако при использовании специальной технологии сварки сталь 2219 демонстрирует превосходное соотношение прочности к весу и широкий диапазон рабочих температур. Вы видите это в основном в аэрокосмической промышленности.
6xxx – Несмотря на то, что эта серия является сверхсвариваемой и прочной, зона термического влияния (ЗТВ) разрушается во время сварки. Это снижает механические свойства на 30 – 50%.
7xxx — Подобно сплавам серии 2xxx, незначительная часть сплавов серии 7xxx поддается сварке, поскольку при сварке они трескаются. Однако 7005, например, считается свариваемым, потому что в его конкретном составе нет меди.
Как сваривать алюминий
Сварка — это дополнительная услуга, требующая специальных знаний, навыков и сертификации. По сравнению со сталью и другими металлами алюминиевые сплавы подвержены плохим и неэффективным сварным швам. Это особенно верно, когда надлежащие факторы не учитываются вдумчиво.
Во-первых, понимание проблем
Универсальный технический институт выделяет 4 проблемы при сварке алюминия:
Окисление — Алюминий проявляет сильное сродство к кислороду. Оксид алюминия, также известный как глинозем, образует твердый беловатый слой на алюминиевых сплавах. Глинозем имеет более высокую температуру плавления, чем алюминиевые сплавы, и его необходимо учитывать во всех процессах сварки.
Примеси — Примеси могут стать причиной плохого качества сварных швов. В расплавленном состоянии алюминий очень восприимчив к примесям.
Пористость — Пористость возникает во время сварки, когда защитный газ задерживается в сварном шве. Примеси могут привести к пористым сварным швам, так как температура плавления нечистого алюминия будет непостоянной.
Толщина — Прожог алюминия — распространенная проблема. Более тонкий алюминий сгорает быстрее, а толстый алюминий необходимо проварить достаточно глубоко, чтобы получился прочный сварной шов. Сварщики должны быть достаточно опытными, чтобы определить, сколько тепла нужно использовать в зависимости от толщины.
При сварке алюминия необходимо учитывать два дополнительных фактора:
Теплопроводность — Алюминий быстро нагревается и легко распределяет это тепло, что может привести к быстрому сварному шву и образованию кратеров. Радиаторы могут быть особенно полезными.
Присадочный металл — Чтобы избежать дефектов сварки, крайне важно подобрать лучшие сплавы основного материала, отпуск и присадочные материалы. Приблизительно 85 % сварных соединений могут быть выполнены с использованием присадочных сплавов 4043, 49.43 и 5356. Известно, что они являются наиболее доступными и экономически эффективными. Однако тип присадочного сплава в сочетании с процессами после сварки, такими как анодирование, могут оказать значительное влияние на внешний вид сварного шва, поскольку цвет может меняться от яркого и прозрачного до темного и серого. Пожалуйста, ознакомьтесь с таблицей присадочного металла и основного сплава перед сваркой.
Очистка алюминия перед сваркой
Одним из наиболее важных этапов сварки алюминия является тщательная очистка алюминиевого основного металла и присадочного прутка перед сваркой.
Для очистки алюминия используйте ацетон и щетку из нержавеющей стали. Не используйте щетку ни для чего другого, кроме алюминия, и, если вы можете себе это позволить, используйте новую щетку каждый раз, когда вы работаете с новыми сортами материала. Тщательно высушите весь алюминий и сварите в течение 8 часов. Очистите алюминий, если между первоначальной очисткой и началом процесса сварки прошло более 8 часов.
Почему так важна очистка алюминия перед сваркой
Окисление — одна из самых больших проблем при сварке алюминия. Если основной металл и присадочный стержень не были тщательно очищены перед сваркой, для прорыва поверхностного слоя окисления потребуется в три раза больше тепла.
К тому времени, когда слой окисления расплавится, у вас будет плавательный бассейн из расплавленного алюминия и комковатой сажи. Другими словами, алюминий под оксидным слоем все время плавился. Очистка оксидного слоя выравнивает температуру плавления, что приводит к получению чистых и прочных сварных швов.
Остерегайтесь этих признаков
Если алюминиевая основа и присадочный стержень не были очищены должным образом, вы поймете, что дуга колеблется, присадочный материал не смешивается и возникает неприятное поверхностное натяжение.
Сварочные процессы
Существует множество различных видов сварочных процессов. Некоторые из них устарели и были заменены новой технологией, а некоторые лучше подходят для стали, чем для алюминия.
Лазерная сварка
Электронно-лучевая сварка
Сварка сопротивлением
Стержень – Дуговая сварка с защитным металлом
Дуговая сварка порошковой проволокой
Газовая дуговая сварка
Газовая вольфрамовая дуговая сварка
Что такое дуговая сварка?
Вы заметите, что некоторые из перечисленных выше процессов сварки включают в свое название слово «дуговая сварка». Итак, что это значит?
Дуговая сварка — чрезвычайно распространенный сварочный процесс, при котором для нагрева металла требуется электричество. Когда электричество течет от присадочного металла, также известного как стержень или электрод, к основному металлу для соединения, вы получаете дугу. Многие различные типы дуговой сварки могут различаться по типу необходимого тока, а также по тому, является ли сварка полуавтоматической, полностью автоматической или ручной.
Аппарат для сварки алюминия методом ВИГ
Вероятно, наиболее популярным методом сварки алюминия является дуговая сварка вольфрамовым электродом в среде защитного газа, иначе называемая сварка ВИГ (вольфрам в среде инертного газа).
Сварка ВИГ особенно хороша при работе с более легким алюминием. Кроме того, он механически прочен и внешне привлекателен. По этим причинам наступила настоящая золотая эра, когда популярность алюминия в автомобильной промышленности росла. Большинство профессиональных сварщиков, работающих в автомобильной промышленности, предпочитают процесс сварки TIG.
Что ожидать во время сварки ВИГ
Сварка ВИГ — это процесс ручной сварки, который иногда критикуют за его медлительность. Однако, когда оператор имеет опыт, разница в скорости сварки по сравнению с другими процессами незначительна.
Когда вы зажжете дугу, вы сначала заметите морозную область. Эта морозная область также известна как очищающее действие. Это плавление оксидного слоя.
Присадочный стержень не может быть введен до тех пор, пока вы не увидите блестящую мокрую лужицу, которая указывает на проплавление оксидного слоя. Скорость вашего движения должна соответствовать скорости плавления алюминия. При ручной подаче проволоки вы проводите вдоль свариваемой линии. Вам нужен хороший конус и стабильная дуга.
MIG Aluminium Welder
Иногда более быстрым способом сварки алюминия считается дуговая сварка металлическим газом (GMAW) или процесс сварки MIG. Сварка MIG является полуавтоматической с использованием шпульного пистолета и считается более подходящей для сварки более толстого алюминия.
Аргон обычно используется при сварке MIG. Вы также можете получить смесь аргона и гелия. Гелий увеличивает дугу и обычно лучше подходит для более толстых металлов.
Некоторые рекомендации для сварки MIG
Пистолеты для катушек иногда могут быть менее предсказуемы, чем ручной процесс сварки TIG. Сварочные аппараты примут к сведению рекомендацию по скорости проволоки, но вы можете уменьшить ее в зависимости от того, насколько хорошо вы можете управлять катушечным пистолетом при такой скорости и температуре. Прогорание контактных наконечников во время сварки MIG является обычным явлением, поэтому запланируйте их большее количество.
Другим важным фактором при сварке MIG является тип угла. Как правило, при использовании шпульного пистолета для сварки алюминия предпочтительны углы толкания. Угол наклона шпульного пистолета влияет на очищающее действие и пористость сварного шва.
Также рекомендуется использовать теплоотвод во время сварки MIG. Радиаторы позволят сваривать немного медленнее, отводя тепло от шпульного пистолета. Это очень удобно при первом обучении сварке MIG, а также помогает предотвратить растрескивание.
Какое оборудование вам нужно?
Щетка из ацетона и нержавеющей стали для очистки алюминиевой основы и присадочного стержня
Сварочный аппарат TIG/MIG с педалью
Инвертор — хотя технически и не требуется, он делает сварочные аппараты намного более эффективными, чем обычные трансформаторы
Защитный газ
Свариваемый лист или плита из алюминиевого сплава
Соответствующий алюминиевый стержень
Алюминиевая фиксирующая пластина (приспособление) для предотвращения появления следов дуги и закрепления рабочего материала на всем протяжении сварного шва
Рекомендуются радиаторы
Средства индивидуальной защиты, включая перчатки, длинные рукава и сварочный шлем
Настройка аппарата
Многие сварочные аппараты поддерживают сварку TIG и MIG. В зависимости от ваших предпочтительных процессов сварки выберите TIG или MIG, когда вам будет предложено выбрать инструмент.
Далее вы выберете рабочий металл. Например: положительный электрод из 100 % аргона при сварке MIG.
Затем введите диаметр, скорость и толщину проволоки. Обратите внимание, что требуемый ток напрямую зависит от толщины свариваемого алюминия.
Дополнительные соображения при сварке алюминия
По сравнению со сваркой стали, при сварке алюминия все более чувствительно. Это усложняет сварку алюминия.
Источник питания
Одним из основных отличий при сварке алюминия является требуемый источник питания. Алюминий можно сваривать только переменным током. АЦ прорывает слой оксидной пленки, которая плавится при более высокой температуре, чем алюминий.
Сварочный ток DCEN течет от отрицательного к положительному. Используется при сварке стали, никелевых сплавов и титана. Но он не пробьет оксид алюминия. Если вы попытаетесь сварить током DCEN, вы получите закопченный шов, который после небольшой полировки обнажит отверстия по всему сварному шву. Это не работает.
Сварочный ток DCEP протекает с обратной полярностью. Вы получаете желаемое очищающее действие, поскольку ток течет от заготовки к электроду. Однако электрод будет перегреваться, что приведет к неравномерной дуге. Таким образом, несмотря на то, что очищающее действие хорошее, электрод нагреется настолько, что ваш присадочный стержень сформирует шарик на конце и не сможет соединиться с основным металлом.
При переменном токе вы получаете смесь EP и EN. Хорошее тепловложение и хорошее очищающее действие делают сварку алюминия жизнеспособной.
Теплопроводность
Алюминий также имеет большую теплопроводность, чем сталь. Тепло, образующееся при сварке алюминия, рассеивается быстрее, чем при сварке сплава на основе железа. Это увеличивает вероятность холодного пуска, при котором проплавление сварного шва слишком мелкое.
Вероятность образования кратеров
Повышенная теплопроводность также может повысить вероятность образования больших кратеров или вогнутых провалов в сварном шве. Это происходит потому, что к тому времени, когда вы достигаете конца сварного шва, тепла больше, чем было в начале, так как тепло рассеивается по всему металлу. Кратеры должны быть заполнены.
Другие факторы, влияющие на сварной шов
Длина дуги. Длина дуги влияет на глубину провара и форму поверхности сварного шва. Многое зависит от количества используемых ампер
Угол горелки
Тип газового стакана
Защитный газ — как поток, так и тип
Электрод — Тип и диаметр
Толщина алюминия
Кто занимается сваркой? Не следует упускать из виду комфорт, знания и навыки сварщика.
Распространенные типы сварных швов
Наружное угловое соединение / краевое соединение — Внешние края двух пластин состыкованы под углом 90 градусов параллельно друг другу. Считается одним из самых легких суставов. Рекомендуется удерживать более длинную дугу по сравнению с другими соединениями и использовать во время сварки поддон или поддон.
Внутреннее угловое соединение — Края двух пластин соприкасаются друг с другом под углом 90 градусов. Обычно он обеспечивает канавку для заполнения, обеспечивающую хорошее проникновение. Рекомендуется поддерживать тугую дугу во время сварки.
Стыковое соединение — Две детали, соединенные друг с другом встык. Сваривать можно только верхнюю и нижнюю поверхности. Без хорошего провара этот сварной шов не обладает прочностью многопроходного углового шва или соединения со скосом.
Соединение внахлестку — Чаще всего используется для соединения двух деталей разной толщины. Детали укладываются внахлест одна на другую. Он считается угловым, и сварной шов может выполняться с одной или обеих сторон.
Тройник — Тройниковые сварные соединения образуются, когда две детали пересекаются под углом 90°. Это приводит к тому, что края соединяются в центре пластины или компонента в виде буквы «Т». Тройниковые соединения считаются разновидностью углового сварного шва и также могут образовываться, когда труба приваривается к опорной плите. Рекомендуется, чтобы дуга была небольшой и плотной, форма с минимальным углом факела.
Ремонт литого алюминия — Литые детали подвержены большему окислению, поэтому рекомендуется проводить очистку дольше, чем обычно.
Признаки хорошего сварного шва
Сварной шов ровный и однородный. Это похоже на стопку десятицентовиков.
Пористости и растрескивания нет. Вы можете проверить это, отполировав сварной шов для лучшей видимости.
Глубина проплавления соответствует толщине металла. Поперечное сечение сварного шва можно разрезать, чтобы определить, соответствует ли глубина проплавления толщине металла и будет ли он прочным.
Сварной шов не гнется. Это означает, что по всему сварному шву применялось соответствующее тепло.
Сварной шов совмещен с приспособлением. Это указывает на то, что детали плотно прилегают друг к другу без каких-либо зазоров.
Распространенные ошибки новичков
Отсутствие очистки алюминия перед сваркой. Даже если он выглядит чистым или имеет защитный блеск, вы должны его почистить. Обязательно очистите как пластину/лист из основного металла, так и наполнительный стержень.
Слишком длинная дуга. Большая длина дуги заставляет стержень плавиться до того, как он попадет в блестящую алюминиевую ванну. Если вы не можете контролировать дугу, вы рискуете пористостью, не попаданием в корень соединения и общим отсутствием сплавления.
Слишком много тепла в сварном шве . Это размягчит сварной шов и сделает его гибким.
Если вы не знаете, какой это класс, не используйте его. Опять же, не весь алюминий одинаково хорошо сваривается. Металлолом нельзя использовать ни для чего критического.
Мы надеемся, что это поможет вам принять во внимание основные этапы и соображения при сварке алюминия. Самый важный вывод заключается в том, что состав сплава будет определять способ сварки, а затем конкретный выбранный процесс сварки. Выберите сплав, который можно сваривать и который также соответствует механическим требованиям желаемого конечного продукта. Выберите сварщика, знакомого с алюминиевыми сплавами, и процесс сварки, удобный для него, а также соответствующий толщине свариваемого алюминия.
Свяжитесь с нашей квалифицированной командой сейчас
Kloeckner Metals — поставщик полного ассортимента алюминия и сервисный центр. Kloeckner Metals сочетает в себе национальное присутствие с лучшими технологиями производства и обработки, а также с инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
Руководство по сварке алюминия — Miracle Welding
Сварка алюминия — это производственный процесс, в котором используется тепло и давление для соединения двух компонентов, изготовленных из алюминия или сплавов на его основе. По сравнению со сварными узлами, изготовленными из других материалов, таких как сталь, сварные алюминиевые узлы не демонстрируют такой же уровень прочности, как их исходные материалы. Таким образом, крайне важно, чтобы профессионалы отрасли выбрали правильный основной материал и метод сварки, чтобы создать максимально прочную связь между алюминиевыми компонентами.
Выбор этих элементов, однако, может быть сложной задачей, поскольку операции сварки алюминия сильно различаются в зависимости от основных материалов и используемых методов сварки в зависимости от продукта и производственных спецификаций. В следующей статье представлен обзор сварки алюминия, чтобы клиенты могли лучше понять, какие алюминиевые материалы и методы сварки лучше всего подходят для их проекта.
Алюминий в сварочных работах: характеристики, сплавы и серия
По сравнению с другими материалами, используемыми в сварочных работах, алюминий обладает особыми характеристиками, которые требуют специальных процедур обращения и создают уникальные проблемы. Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки, и на характеристики конечного продукта. Например:
Он имеет гораздо более низкую температуру плавления, чем сталь (1222 градуса по Фаренгейту по сравнению с 2500 градусов по Фаренгейту). Это качество позволяет выполнять сварочные операции при более низких температурах для получения сопоставимого сварного шва.
Он имеет оксидный слой с температурой плавления 3700 градусов по Фаренгейту, который действует как изолятор, что может вызвать проблемы при сварке при более низких температурах.
Он теряет силу при нагревании и восстанавливает силу при остывании. В отличие от стали, алюминий остается прочным при более низких температурах, что делает его пригодным для использования в криогенных системах и при транспортировке сжиженного природного газа (СПГ).
Большинство, если не все, алюминиевых сплавов демонстрируют эти свойства, поскольку они состоят в основном из алюминия с меньшим процентным содержанием других элементов. В следующем списке представлена классификация серий алюминия и соответствующих элементов сплава:
Серия 1xxx (чистый алюминий) – элементы не добавляются преднамеренно
Серия 2xxx (термически обработанная) – Медь
Серия 3xxx (без термической обработки) – Марганец
Серия 4xxx (без термической обработки) – силикон
Серия 5xxx (без термической обработки) – Магний
Серия 6xxx (термообрабатываемые) – магний и кремний
Серия 7xxx (термообрабатываемый) – Цинк
Серия 8xxx – Прочие элементы
Рекомендации по сварке алюминия
При планировании проекта сварки алюминия необходимо учитывать несколько факторов, чтобы обеспечить наилучший сварной шов. Три ключевых момента:
Чистота алюминиевой поверхности
Любые загрязнения на поверхности алюминиевой заготовки могут помешать процессу сварки. Помимо потенциального изменения химической реакции, происходящей во время сварочных работ, они могут ослабить прочность сварного шва. В частности, склонность алюминия притягивать кислород и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любой операции сварки.
Размер алюминиевой заготовки
Алюминиевые листы и пластины доступны в различной толщине для широкого спектра применений. В зависимости от толщины заготовки, используемой в операции сварки, некоторые методы сварки могут не подходить, а другие могут быть идеальными. Например:
Стыковые и угловые швы, как правило, не подходят для соединения алюминиевых листов толщиной менее 1/8 дюйма (3/2 мм).
Дуговая сварка металлическим электродом подходит для более тяжелых алюминиевых материалов толщиной до 2 1/2 дюймов (63,5 мм).
Теплопроводность алюминия
Алюминий имеет относительно низкую температуру плавления для металла. Это качество в сочетании с высокой степенью теплопроводности требует тщательного баланса подачи тепла, чтобы избежать как преждевременного рассеивания тепла, так и плавления. Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного разный уровень теплопроводности.
Чтобы учесть эти факторы, специалисты по сварке, как правило, используют более высокие подводы тепла, чтобы обеспечить более высокую скорость сварки и предварительно нагревать более толстые детали алюминия перед выполнением любой сварочной операции. В процессе предварительного нагрева технические специалисты нагревают алюминий не более чем до 400 градусов по Фаренгейту, чтобы уменьшить изменчивость, вызванную проводимостью. Однако, поскольку воздействие слишком высокой температуры в течение слишком длительного времени может снизить прочность сварного шва в термически обработанных и нагартованных алюминиевых сплавах, заготовку нагревают в течение минимально возможного времени.
Методы сварки алюминия
Принимая во внимание эти соображения, профессионалы отрасли могут выбрать наилучшие методы для различных алюминиевых материалов, размеров деталей и предполагаемых областей применения. К наиболее распространенным методам сварки алюминия относятся следующие:
Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка в среде инертного газа (MIG), при сварке используется инертный газ и постоянный ток с обратной полярностью. два куска алюминия вместе. Он подходит для сварки алюминиевых пластин толщиной от 1/16 дюйма до нескольких дюймов. Как метод сварки, он является быстрым и универсальным, предлагая высокую скорость сварки для широкого спектра материалов и областей применения.
Дуговая сварка вольфрамовым электродом (GTAW)
Дуговая сварка вольфрамовым электродом (GTAW) — также называемая сваркой вольфрамовым электродом в среде инертного газа (TIG) — использует вольфрамовый газ для создания дуги. В отличие от GMAW, он лучше подходит для более тонких алюминиевых листов или профилей из алюминиевых сплавов.
Дуговая сварка угольным электродом (SCAW)
Дуговая сварка угольным электродом (SCAW) — это процесс ручной или автоматической сварки, в котором для создания дуги используется углеродный газ. Угольная дуга в сочетании с присадочным материалом из отдельного присадочного стержня используется для завершения сварного шва. Хотя флюс требуется на протяжении всей операции сварки, в конце его необходимо удалить. Конечные продукты, произведенные с помощью операций SCAW, имеют сварные швы, идентичные сварным швам продуктов, изготовленных с помощью операций кислородно-ацетиленовой или кислородно-водородной сварки.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
При дуговой сварке металлическим электродом в среде защитного газа (SMAW) сварщики используют электрод, покрытый экструдированным флюсом или сильно погруженным в него флюсом. Это покрытие защищает сварной шов, образуя газообразный экран вокруг дуги и расплавленного материала. Он также объединяет оксид алюминия с образованием шлака, который можно удалить в конце процесса сварки или во время отделочных операций.
Сварка атомным водородом
При сварке атомным водородом используется атмосфера газообразного водорода для поддержания дуги между двумя вольфрамовыми электродами. Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.
Приварка шпилек
Для сварки шпилек используются обычные инструменты для дуговой сварки шпилек и специальный адаптер для сварочной горелки (который позволяет управлять защитными газами высокой чистоты) для сварки шпилек диаметром от 3/16 до 3/4 дюйма. В этом процессе используются методы разряда конденсатора или разряда конденсатора с вытянутой дугой.
Электронно-лучевая сварка
При электронно-лучевой сварке сварщики бомбардируют алюминиевые детали потоком электронов с высокой скоростью. Этот поток сплавляет соединения, преобразовывая кинетическую энергию электронов в тепловую энергию при контакте с заготовкой (заготовками). Поскольку этот процесс может быть опасным, его обычно проводят в вакуумной камере.
Сварка сопротивлением
Существует три основных метода контактной сварки: сварка оплавлением, сварка швом и точечная сварка.
Вода камень режет или что такое гидроабразивная резка
В народе уже давно используется такая поговорка: «Вода камень точит». И это не просто абстрактное, но и прямое выражение. Дело в том, что не только мрамор, но и плотный гранит можно на самом деле точить при помощи направленной струи воды. Вот и возникает вопрос: а можно ли резать камень водой и если «да», то, как выполняется такая технология?
Вода камень режет
Сегодня на производстве используются несколько способов обработки разных материалов. Это касается как натурального, так и искусственного камня. Один из способов называется Water — Jet, поэтому становится понятно, что речь идет про воду, а точнее про струю воды. Хотя в народе этому методу дали другое название — «гидрорезка» или даже просто «водорезка». При помощи такой технологии любой камень не только обрабатывается по сторонам, но и режется.
Для этого используется струя воды под очень большим давлением, которое достигает 4100 атмосфер, и даже больше, в зависимости от используемого насоса. Используя такую технологию, из любого плоского материала удастся придать необходимую геометрию, потому что точность резки достигает 0,1 — 0,2 мм. Благодаря этому дизайнеры могут создавать декор из камня, как для интерьера, так и экстерьера. Ведь даже твердые породы минералов легко поддаются обработке, поэтому благодаря данной технологии, можно создавать различные художественные шедевры.
Технология гидрорезки камня
На самом деле, гидроабразивная резка камня, является более ускоренным природным явлением, которое каждый внимательный человек может наблюдать в природе. На пляжах часто можно находить камни с настолько гладкими и закругленными сторонами, что их приятно держать в руках. И про это позаботилась морская вода, столетиями обтачивая куски камней при помощи прибоев и приливов. И при этом внутренняя структура минерала не разрушается.
Но ведь в такой обработке камня используется не только вода, здесь обязательно присутствует и песок, выступающий в роли абразива. В данной технологии в воду добавляется абразив. Создается очень тонкая струя, которая может быть толщиной 0,5 – 1,1 мм. За счет высокого давления (4100 атм.), легко режется гранит, мрамор, травертин, кварцит. Такую технологию можно применять для резки керамической плитки , керамогранита или любого другого материала.
История появления технологии
Разработки такой технологии начались давно, еще со второй половины XX столетия. Причем, одновременно, как в СССР, так и в США. В этих странах задались вопросом, режется ли камень при помощи воды и как это выполнить правильно? Прототип насоса для гидрорезки был создан в 1970 году в Чикаго, а уже через 3 года начало выпускаться подобное оборудование для промышленного сектора.
В качестве абразива обычно берется гранатовый песок. Чтобы не происходило разрушение смесительного сопла станка, его изготовляют из карбид вольфрама, так называемых корундов, а водяные сопла, через которое подается струя воды, изготавливаются из промышленных алмазов или сапфиров.
Преимущества гидрорезки камня
На выходе из станка тонкая струя воды с абразивом достигает сверхзвуковой скорости — до 1200 м/сек. То есть, она в три раза превышает скорость звука. Ее направляют на обрабатываемый камень, где она образует линию разреза, которая может быть, как прямой, так и криволинейной. Важно и то, что сам поток не нагревает материал, и максимальная температура поверхности обрабатываемого материала не превышает +60 градусов по Цельсию. Ведь при нагревании любой камень способен разрушаться.
Можно назвать несколько очень важных преимуществ водоабразивной резки камня водой.
Таким способом удается разрезать любые породы камня.
Удается создавать не только прямой, но и криволинейный разрез.
Отсутствуют ударные нагрузки, так что обрабатываемый камень можно не закреплять.
Производить резку материала можно с любого места, даже с его средины.
Минимальный отход при раскрое камня.
Универсальность процесса раскроя.
К этому стоит добавить еще один очень важный момент: так как ширина разреза составляет от 0.8 до 1.5мм, практически нет ни каких отходов. Это важно, если происходит обработка дорогостоящего природного минерала. Поэтому, когда возникает вопрос, чем разрезать камень, нужно использовать этот метод.
Такую методику можно применять для следующих целей:
создавать уникальные дизайн-проекты, которые используются для оформления интерьеров и экстерьеров;
точно подгонять элементы из разных материалов, например, скело + камень, камень + металл;
Методика Water-Jet применяется для резки не только камня, но также фарфора, керамики, графита, стекла, любых цветных сплавов металлов, которые по ряду причин, не возможно обработать другими способами.
ВОДА КАМЕНЬ РЕЖЕТ | Наука и жизнь
Мало кто знает, что в Москве работает
уникальная, быть может, единственная в стране установка. Она режет любые
материалы — от твердого гранита до пористой синтетической губки — струей
воды. Причем может вести разрез с точностью в доли миллиметра, наперед
заданной компьютером. До последнего времени считалось, что на это способны
только лазерные станки. Установка работает в производственном объединении
«Прогрессивная технология воды».
Струя воды, вырываясь из сопла под давлением около пяти тысяч атмосфер, легко режет любой материал.
Наука и жизнь // Иллюстрации
Гидростатический усилитель давления.
Снаряд, разрезанный струей воды вместе с взрывчаткой.
Броневая плита толщиной 70 мм, прорезанная насквозь струей воды.
‹
›
Открыть в полном размере
Материал разрушается, когда энергия воздействия
на него — в данном случае сила давления — становится больше сил энергии
связи между его атомами или молекулами. Традиционно это воздействие оказывали
различные пилы, сверла и резцы. Режущие кромки их делают из твердых сплавов
и технических алмазов, однако в процессе работы они все равно быстро изнашиваются. Кроме того, существуют технические сложности и ряд технологических ограничений.
Нельзя, скажем, сразу начать выпиливать в пластине отверстие; приходится
сначала сверлить в ней дыру, чтобы пропустить пилу. Криволинейный разрез
имеет довольно большой радиус кривизны, зависящий от ширины полотна: слишком
крутой поворот сломает стальную ленту (именно поэтому пилки для лобзика,
которым вырезают узоры из фанеры, делают очень тонкими).
В 1947 году один российский инженер получил
авторское свидетельство на новый способ резки твердых материалов — струей
воды. Идея была проста. Если давление в струе сделать достаточно высоким,
вода будет резать материал не хуже стальной пилы. Расчеты, однако, показывали,
что давление должно достигать нескольких тысяч атмосфер, и получить его
было очень непросто.
Остроумное техническое решение позволило
сконструировать надежную и компактную установку.
Вода под давлением 4700 атмосфер поступает
к соплу, смонтированному на каретке, способной перемещаться по двум направлениям. Движением каретки управляет компьютер при помощи заложенной в него «рисовальной
программы». Листовой материал — плиты из природного камня или керамики
укладывают на координатный стол под кареткой. Струя воды толщиной в десятую
долю миллиметра ведет разрез со скоростью десятки сантиметров в минуту,
выпиливая в материале самые сложные узоры.
Такая технология имеет множество преимуществ
перед традиционной. Во-первых, «инструмент» не подвержен износу. Во-вторых,
струйка воды, начиная вырезать отверстие, может пробить материал в любом
месте. И, в-третьих, линия разреза может быть любой кривизны, иметь острые
углы и крутые повороты.
Еще одно не менее важное качество этого
метода состоит в том, что он универсален. Как правило, все способы обработки
имеют ограниченное применение. Лазерный луч, например, хорошо режет углеродистую
сталь, в медном листе «вязнет», а стекло проходит насквозь. Совсем другое
дело гидродинамическая установка: она с одинаковым успехом и безо всякой
переналадки режет твердый гранит, прозрачное стекло (в том числе триплекс
для смотровых щелей бронемашин, который выдерживает удар пули), хрупкую
керамику и мягкую губчатую синтетику типа поролона и все композитные материалы,
в том числе особо прочные, вроде кевлара, в любых сочетаниях.
Струей воды можно резать и продукты питания:
мясо (замороженное и свежее), рыбу, хлеб, кондитерские изделия. Стальные
ножи окисляются при работе и портят продукт, а вода экологически чиста
и абсолютно безвредна. Чтобы ускорить обработку особо твердых веществ,
в струю воды подмешивают абразив — гранатовую крошку размером в десятые
доли миллиметра.
Установка совершенно безопасна в работе.
При разрыве трубки, ведущей к соплу, давление в системе мгновенно падает,
и вода не вылетает из нее смертоносной струей, а начинает медленно сочиться
по каплям.
Гидродинамическая установка применяется
в реставрационных работах: восстанавливает утраченные узоры полов и стен
из цветного камня в церквах и во дворцах. По эскизам художников и архитекторов
она вырезает детали оформления новых особняков и административных зданий.
Передвижной ее вариант, смонтированный
на грузовике, «трудился» на строительстве моста через Москву-реку. Струя
воды в считанные минуты срезала старые железобетонные столбы вместе с арматурой.
Применяли ее и для уничтожения оружия и
военной техники. Струей воды можно разрезать танк, ракету вместе с топливом
и снаряды со взрывчаткой — безопасность метода позволяет сделать и это:
температура воды в месте разреза не превышает 70оС.
Благодаря своим качествам — простоте метода,
точности, универсальности и дешевизне — прогрессивная технология воды должна
получить широкое распространение везде, где требуется быстрая и точная
обработка самых разнообразных материалов.
Производственное объединение «Прогрессивная технология воды» (ПТВ-М) находится по адресу: Москва, Раушская наб., д. 26.
Телефон: (095) 241-07-12; факс: (095)220-28-52.
Генеральный директор объединения Шевченко Юрий Борисович.
Гидроабразивная резка металла | Станок для гидроабразивной резки металла
полное руководство по часто задаваемым вопросам
1.
Что такое гидроабразивная резка металла?
Водоструйный резак по металлу — это инструмент, который использует струю воды под высоким давлением для резки металла. Вода смешивается с абразивом и проходит через отверстие для драгоценного камня в гидроабразивной резке металла, создавая струю высокого давления, способную быстро разрушать металлы и легко прорезать их.
2. Каков состав станка для гидроабразивной резки металла?
Компоненты, из которых состоит станок для гидроабразивной резки металла:
Насос высокого давления – Он нагнетает воду и подает ее к соплу, так что струя воды может выходить через режущую головку.
Трубопровод из нержавеющей стали – Подает воду под высоким давлением от насоса к форсунке.
Блок управления – Это система, содержащая предустановленные программы, с помощью которых оператор может управлять движением режущей головки в соответствии со своими потребностями.
Сопло для гидроабразивной резки — Внутри сопла вода под высоким давлением проталкивается через отверстие в виде драгоценного камня, создавая струю. Эта струя затем вводится в абразивы, и они образуют связную струю, скорость и сила которой позволяют резать металлы.
Оборудование для перемещения или система перемещения по осям X-Y – Позволяет режущей головке свободно перемещаться по водоструйному столу для вырезания требуемого рисунка.
Стол для гидроабразивной резки – Прочный и прочный стол, на котором можно резать металл.
Улавливающий бак – Нейтрализует и собирает использованную воду и абразивы в процессе резки.
3. Зачем использовать гидроабразивный резак для резки металла?
Вот 8 основных преимуществ, которые оправдывают использование гидроабразивных станков для резки металлов:
Минимальный пропил – Меньший пропил означает, что можно достичь большей точности, особенно при резке сложных форм.
Холодная резка – Поскольку при использовании водяной струи выделяется минимальное количество тепла, отсутствует риск деформации от перегрева или повреждения разрезаемого материала.
Superior Edge Finish – Гидроабразивная резка обеспечивает более гладкую поверхность и сводит к минимуму необходимость вторичной обработки.
Экологичность – При гидроабразивной резке в окружающую среду не выбрасываются опасные отходы или пары.
Энергоэффективность – Вода и абразивы обычно пригодны для повторного использования. Кроме того, благодаря высокой точности и качеству кромки образование брака сведено к минимуму, а вторичная обработка не требуется. Это делает его энергоэффективным.
Более безопасный процесс . Он повышает безопасность оператора благодаря надежным системам управления, которые постоянно удерживают оператора на безопасном расстоянии.
Простое техническое обслуживание – Гидроабразивная резка избавляет от хлопот, связанных с обслуживанием лезвия в виде заточки, переключения или замены.
Снижение затрат в долгосрочной перспективе – Благодаря точности и качеству кромок гидроабразивные резаки минимизируют отходы. Затраты на техническое обслуживание значительно ниже, и процесс также является энергоэффективным. Это сокращение затрат в долгосрочной перспективе.
4. Как работает станок для гидроабразивной резки металла?
Вода под высоким давлением поступает в сопло водомета и проходит через отверстие, сделанное из драгоценного камня, такого как сапфир, рубин или алмаз. Это создает струю, которая входит в секцию сопла, называемую камерой Вентури. Здесь абразив подается в струю сбоку. Затем вода и абразив поступают в смесительную трубку, где они смешиваются до образования сплошного потока. Вы можете узнать больше о гидроабразивной резке из Wiki.
Когда струя, наконец, выходит из режущей головки, она обладает силой и энергией, чтобы вызвать быструю эрозию разрезаемого материала, создавая первоначальное сквозное отверстие. После того, как сквозное отверстие готово, машина прорезает траекторию, следуя указаниям, подаваемым ей через блок управления.
Некоторые современные водоструйные станки для резки металла могут выполнять резку мелких деталей с допуском до ±0,025 мм. В большинстве случаев можно ожидать допуск не менее ±0,05 мм.
6. Какой толщины можно резать на станке гидроабразивной резки металла?
С экономической точки зрения водоструйные станки для резки металла могут резать сталь толщиной до 7,5 см. Хотя можно резать более толстую сталь, это занимает значительно больше времени, что увеличивает стоимость резки. Усовершенствованные водометы могут резать и сталь толщиной около 23 см, но такие особые требования возникают довольно редко.
7. Каково качество обработки кромки гидроабразивной резки металла?
Гидроабразивная резка известна своим превосходным качеством кромок. Гладкие, без заусенцев и однородные кромки можно получить с помощью водоструйных резаков по металлу, поэтому этот метод предпочтительнее для высококачественного дизайна. В большинстве случаев после гидроабразивной резки металла не требуется дополнительная отделка.
Качество кромок водоструйных резаков обычно обозначается классами Q1-Q5, где Q1 и Q5 обеспечивают самое грубое и самое гладкое качество кромки соответственно.
8. Какой металл нельзя резать гидроабразивным резчиком по металлу?
Алмазы и другие материалы, близкие к алмазам по шкале твердости, нельзя резать струей воды. Закаленное стекло разбивается, когда его пытается разрезать струя воды. Некоторые композитные материалы также могут быть сложными для резки гидроабразивной струей, поскольку вода может не просочиться через разные слои.
9. Сколько стоит эксплуатация водоструйного станка?
Стоимость эксплуатации гидроабразивной резки металла зависит от типа разрезаемого материала, модели станка и соотношения воды и абразива. В среднем это может стоить от 20 до 40 долларов в час.
10. Какие абразивы используются при гидроабразивной резке металлов?
Наиболее эффективным и широко используемым абразивом для гидроабразивной резки металлов является гранат. По твердости он близок к алмазу, но гораздо доступнее аналогичных материалов. Другие материалы, используемые в качестве абразивов, включают кварцевый песок, оксид алюминия, карбид кремния, оливин и так далее.
11. Каковы преимущества резки металла струей воды по сравнению с лазерной резкой?
С помощью техники лазерной резки можно резко резать тонкие металлы. Но с помощью техники гидроабразивной резки вы можете резать любые металлы/материалы. Также с помощью лазерной резки можно гравировать простые рисунки, серийные номера и т.д., с другой стороны, водоструйная резка позволяет выполнять 3D резку металла.
12. Каковы преимущества резки металла с помощью гидроабразивной резки по сравнению с газовой резкой?
С газовой резкой вы можете носить с собой необходимые вещи куда угодно, т. е. она портативная. Также газопламенная резка позволяет прорезать слишком толстые металлы. С другой стороны, гидроабразивная резка позволяет резать любой материал. Кроме того, процесс намного аккуратнее и менее подвержен несчастным случаям. С помощью техники гидроабразивной резки вы можете получить именно ту точность, которую хотите. Поскольку в процессе резки не выделяется тепло, бахрома не повреждается.
13. В чем преимущества резки металла струей воды по сравнению с плазменной резкой?
С одной стороны, можно использовать технику гидроабразивной резки любых материалов, т.е. она универсальна. Кроме того, это гораздо более безопасный вариант; в результате им может пользоваться любой любитель. Техника водоструйной резки не выделяет вредных газов и не повреждает края зоны реза из-за нагрева. В то же время плазменная резка также является эффективным способом резки таких металлов, как медь, алюминий или нержавеющая сталь. Кроме того, он придает металлам более изысканный вид и намного эффективнее, чем метод пламени.
14. Как струя воды режет сталь?
Гидроабразивная струя может прорезать сталь с помощью высокоскоростной воды, которая вытекает из сужающегося, украшенного драгоценными камнями сопла. Струя воды поддерживает постоянную скорость, что позволяет ей резать такие металлы, как сталь.
15. Может ли вода прорезать сталь?
Да, вода может прорезать сталь с помощью машины, известной как водомет. Вода, выходящая из сопла этой машины, ударяет по стали с большой силой и консистенцией, что, в свою очередь, помогает ей прорезаться.
16. Какую толщину стали можно резать гидроабразивной струей?
Гидроабразивная резка позволяет резать сталь толщиной до 3 дюймов.
17. Какое давление требуется для гидроабразивной резки стали?
Для точного реза гидроабразивная резка требует давления 60 000–90 000 фунтов на квадратный дюйм. Чем выше давление, тем лучше будет резка.
18. Является ли гидроабразивная резка лучшим решением для резки металла?
Да, гидроабразивная резка — лучшее решение для резки металлов. В отличие от других методов, вы можете использовать его на разных типах металлов. Кроме того, он дает вам точный вырез, который вы хотите, без выделения токсичных газов.
19. Что можно посоветовать при резке металла струей воды?
Если вы хотите резать металл струей воды, помните об этих нескольких советах.
Если вы режете материал толщиной менее 0,100 дюйма, вы можете выбрать комбинацию параметров мощностью 25 л.с. и использовать несколько головок. Это поможет увеличить ваше производство.
Старайтесь не прорезать воздушные зазоры более 0,020 дюйма
Используйте меньшие отрывные выступы, чтобы повысить эффективность резки более твердого металла
Уделите особое внимание вращению планок
Всегда режьте материал под водой
Утилизируйте все абразивные отходы
Проверьте программу очистки бака
Изменить настройку проверки сопла
20. Какие отрасли в настоящее время используют станки гидроабразивной резки металла?
Станки для гидроабразивной резки металла имеют несколько заметных преимуществ, поэтому они широко используются в нескольких отраслях промышленности.
Аэрокосмическая промышленность : Станки для гидроабразивной резки металла могут эффективно резать сплавы и другие материалы, включая пластиковое стекло, композит из углеродного волокна и т. д. Это относится к холодной резке, без последующей обработки и не наносит ущерба свойствам материала.
Военная промышленность: Может резать легковоспламеняющиеся и летучие установки, бронеплиту боевой повозки.
Железная дорога: Популярность железных дорог во всем мире растет.
Автомобильная промышленность: Это полезный инструмент для автомобильной промышленности. Это заслуга его способности резать все металлические и неметаллические композитные материалы, отвечающие требованиям современного автомобильного производства.
Пивная промышленность: В процессе производства пива нержавеющая сталь, вероятно, является наиболее важным материалом для сохранения подлинного вкуса пива. Поэтому стоит упомянуть об использовании станков гидроабразивной резки металла в этой отрасли.
21. Как определить, какая система нужна вашему станку для гидроабразивной резки металла?
Гидроабразивная резка – это высокоточная машина для резки. Машина использует поток воды под очень высоким давлением для резки и нарезки различных предметов. Как правило, давление воды колеблется от 45 000 до 60 000 фунтов на квадратный дюйм для стандартного гидроабразивного резака. Однако существуют также водоструйные резаки сверхвысокого давления, создающие давление воды около 94 000 фунтов на квадратный дюйм.
Существует несколько типов гидроабразивных резаков, в зависимости от компонентов, типа работы, функций и т. д. Чтобы определить, какая система нужна вашему гидроабразивному резаку по металлу, вам необходимо сосредоточиться на этих факторах.
Во-первых, существует два типа гидроабразивных резаков – гидроабразивные и гидроабразивные. Чистая гидроабразивная струя использует только давление и силу воды, чтобы прорезать предметы. Другой тип использует абразивы, как следует из названия. Абразивы выполняют операцию, больше похожую на шлифование, разрушая материал. Чистая гидроабразивная резка хорошо подходит для резки более мягких материалов, таких как резина, пенополистирол, пластик, продукты питания, уплотнительный материал и т. д. Абразивная гидроабразивная резка может резать более твердые материалы, такие как камень, керамика, стекло, металлы, кевлар и композиты.
Поскольку вы будете заниматься резкой металлов, лучше использовать абразивный гидроабразивный резак. Это уменьшит нагрузку на вашу гидроабразивную резку, и вы сможете эффективно резать при относительно меньшем давлении. Абразивная гидроабразивная резка позволяет резать металлические листы толщиной 12 дюймов при правильном давлении и скорости резки. Чтобы вырезать из металла различные формы, вы можете рассмотреть пятиосевую режущую головку с оптимизированным программным обеспечением для резки.
Кроме того, для работы гидроабразивной резки металла вам потребуется насосная система с усилителем. Насосная система создает очень высокое давление, подходящее для резки металла. В нем используется гидравлическая система, которая соединена с двигателем большей мощности. Этого достаточно для эффективной работы станка гидроабразивной резки металла.
22. Как вы используете станки для гидроабразивной резки металла, чтобы ваш бизнес быстро развивался?
Тенденция резки металлов расширяется день ото дня. Походная гидроабразивная резка металла обладает способностью быстро диагностировать потребности клиентов, а затем исправлять их в режиме реального времени. Кроме того, это помогает повысить надежность технологии производства.
Этот станок отлично подходит для обработки практически всех видов материалов. Плюс не происходит нарушений механических свойств металла. Следовательно, несколько крупных отраслей промышленности требуют использования машин для гидроабразивной резки. Соответственно, вы увидите, как быстро растет бизнес.
23. Предоставляет ли SAME техническую поддержку станков для гидроабразивной резки металла?
Да, Подходящая система управления или SAME предоставляет тройные системы управления: Ncstudio, IGEMS и Beckhoff. Когда вы выбираете идеальную систему управления, она может соответствовать вашей цене и эффективности.
24. Сколько стоит станок для гидроабразивной резки металла с ЧПУ?
Станок для гидроабразивной резки металла с ЧПУ предлагает лучшую цену для своих клиентов. Вы можете узнать больше об их разновидностях и стоимости, просмотрев их веб-сайт.
25. На что следует обратить внимание при покупке гидроабразивной резки металла?
При рассмотрении вопроса о покупке гидроабразивной резки обязательно ознакомьтесь с этими характеристиками во время осмотра.
Усилитель: Водоструйный резак оснащен электрическим насосом для создания высокого давления, необходимого для резки твердых материалов. Итак, убедитесь, что уплотнение насоса не имеет утечек.
Форсунка: Всегда проверяйте форсунку на отсутствие вмятин и ржавчины.
Электрический шкаф: При покупке попробуйте разобраться с электрическим шкафом. Часто он запутывается и требует много времени, чтобы разобраться.
Система управления: Перед покупкой обязательно проведите демонстрацию. Это помогает выявить, остается ли проблема, поскольку невозможно проверить все, взглянув на систему. Если вы получите поврежденную систему управления, это серьезно затруднит работу вашего станка гидроабразивной резки.
Металлы, такие как алюминий, медь, олово, нержавеющая сталь и многие другие
Водяные струи позволяют легко резать любой металл струей воды под высоким давлением. Быстро текущая вода может сделать точные разрезы на ваших металлических компонентах. Вы должны поддерживать постоянство потока воды, чтобы резать металлы. При этом водометы не тускнеют, и нет риска перегрева. Именно поэтому производители металлических изделий отдают предпочтение гидроабразивной резке в своих производственных целях. Гидроабразивная резка металла может облегчить их задачу.
Категория
Types of metals to be cut with waterjet
Stainless steel
Carbon steel
Aluminum
Titanium
Copper
Bronze
Brass
Tool Steel (hardened and annealed)
Would you хотите узнать больше о гидроабразивной резке металла?
Свяжитесь с нами сейчас
Связанный проект
Гидроабразивная резка металла
Приложения
Применение гидроабразивной резки металла для изготовления различных изделий
Металлы имеют широкий спектр применения в обрабатывающей промышленности. Листы из черного и цветного металла используются для различных продуктов. Некоторые производители полагаются на инструменты для обработки металлов для изготовления различных предметов. От промышленного оборудования до предметов повседневного обихода металлы являются универсальными компонентами для производства различных предметов. Тем не менее, вы можете найти различия в металлических листах. Исходя из ваших потребностей, вы должны выбрать металлический лист и разрезать его с нужным давлением воды.
Узнайте больше о применении гидроабразивной резки
Ювелирные изделия
Посуда
Автомобили
Архитектурные сооружения
Вооружение
Научные инструменты
Спортивное оборудование
Монеты
Значки
Преимущества
Почему гидроабразивная резка металла так популярна среди производителей?
Процесс гидроабразивной резки с использованием гранулированных абразивов позволяет создавать сложные формы металлов. Вы можете обрабатывать большие и плоские металлические листы с помощью гидроабразивной резки. Для абразивной гидроабразивной резки металла нет необходимости применять тепло. Таким образом, ваши металлические изделия не имеют проблем с короблением, деформацией и плавлением. Поскольку металлы являются более твердыми материалами, абразивные струи могут прорезать их. Вам не нужно больших усилий, чтобы разрезать металлические детали. Поэтому для различных производственных целей вы можете положиться на гидроабразивную резку металла.
Функции и преимущества гидроабразивной резки металла
Резка металлов без использования тепла
Основная причина выбора гидроабразивной резки металла заключается в том, что вам не нужно использовать тепло. Процесс холодной резки помогает вам с качественными разрезами. Нет никаких шансов плавления, горения и растрескивания. Таким образом, вы можете выбрать гидроабразивную резку как подходящий вариант для резки любого термочувствительного металла. Вы можете избежать затрат на повреждение, вызванное термической деформацией. Термические процессы приводят к упрочнению поверхности, выделению ядовитых газов и проблемам коробления. Но гидроабразивные струи предотвращают любые из этих тепловых нагрузок. Вы получите желаемые результаты от них.
Резка любого типа металлов
Поскольку металлы бывают разных типов, вы можете найти разницу в их уровнях толщины. Тем не менее, металлы легко резать гидроабразивной струей. Прочные металлические листы можно разрезать на различные формы с помощью современных технологий гидроабразивной резки. Несмотря на то, что ваши металлические предметы имеют неровную поверхность, гидроабразивная резка может справиться с ними должным образом.
Получение сложных форм при гидроабразивной резке металла
Ваш проект по резке металла будет успешным благодаря гидроабразивной резке. Гидроабразивная резка очень выгодна, так как экономит ваше время. Вы можете сверлить отверстия и вырезать металлические листы любой сложной формы. Кроме того, вы можете создавать формы с минимальным внутренним радиусом.
Гидроабразивная резка металла – лучшее экологичное решение
В процессе гидроабразивной резки металла не образуются опасные отходы. Это помогает сократить количество отходов, и вы можете избежать затрат на утилизацию. Вы также можете использовать гидроабразивную резку крупных кусков металлолома. Кроме того, гидроабразивная резка увеличивает использование материалов, так как сводит к минимуму пропил. Используя минимальное количество воды, вы можете разрезать металлические детали.
Отзывы
Обзор клиентов
Германия
Лия Девайн
Выдающийся продукт
Гидроабразивный резак по металлу, который я купил, используется уже давно и работает отлично! Я очень доволен работой и услугами вашей компании, и мое следующее решение будет продолжать работать с вами.
5/5
Канада
Терри Оливия
Выдающийся продукт
Когда я выбираю станок для гидроабразивной резки, я думаю, что сотрудники отдела продаж вашей компании очень профессиональны, спасибо за помощь в выборе наиболее подходящего для меня станка.
5/5
Австралия
Джосс Ноулз
Выдающийся продукт
Я получил машину во второй раз, и я так же доволен, как и раньше. Благодарим ваших технических специалистов за терпеливое руководство по установке и использованию машины. Теперь я очень хорошо владею машиной.
5/5
Рекомендуемый продукт SAME
Станок для гидроабразивной резки металла
3-осевая серия : гидроабразивная резка для форматов до 4000 x 2000 мм
Советы по использованию
Гидроабразивная резка металла
Насколько толщину металла можно обрабатывать с помощью гидроабразивной резки?
С помощью гидроабразивной резки можно резать толстую сталь толщиной от 2 до 3 дюймов. Однако, когда вам нужно резать более толстую сталь и другие металлы, время резки будет увеличиваться. Процедура не занимает много времени и очень доступна.
Можно ли вырезать детали, проверяя оригинал?
Гидроабразивная резка — это процесс механической обработки с ЧПУ. Вот почему вы можете создать компьютерную модель. Хотя это очень маленькая деталь, вы можете поместить ее под сканер.
Почему гидроабразивная резка лучше плазменной?
Некоторые производители используют плазменную резку для резки металла. Но лучшая альтернатива для них – водяная струя. Экологически безопасный процесс гидроабразивной резки предотвращает образование отходов. Ваше рабочее место будет чистым.
Какой размер сопла выбрать для резки металлических деталей струей воды?
В большинстве случаев расстояние сопла от наконечника не превышает 0,060 дюйма. Его минимальный размер составляет 0,030 дюйма. Вы должны знать, как правильно поддерживать это расстояние. Профессиональные производители всегда сосредотачиваются на удалении, чтобы сделать проект успешным.
Помогает ли струя воды резать металлические детали с любого направления?
Одним из самых больших преимуществ гидроабразивной резки металла является то, что вы можете резать деталь под любым углом и в любом направлении. Результат вашего проекта будет безупречным благодаря современной технике гидроабразивной резки. У вас будут точные разрезы от процесса.
При гидроабразивной резке металла возникает раздражающий шум?
Некоторые производители утверждают, что гидроабразивная резка металла отличается высоким уровнем шума. Тем не менее, лучший трюк — правильно разместить децибелметр. Зазор между сверхзвуковой струей и расходомером должен быть идеальным. При подводной резке металла уровень шума не может превышать 75 дБ. Но при большом расстоянии между металлической деталью и трубкой шум может достигать 95 дБ.
Какой размер стола идеально подходит для гидроабразивной резки металла?
 ru/shop/zazhigalki.html). И, конечно, профессиональная гравировка отличается по качеству от гравировки своими руками в домашних условиях по металлу.
ru/shop/zazhigalki.html). И, конечно, профессиональная гравировка отличается по качеству от гравировки своими руками в домашних условиях по металлу.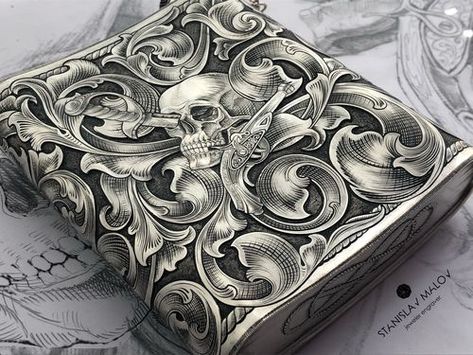 Основное отличие данного видео урока по гравировке своими руками в домашних условиях по металлу не только в сложности получаемого рисунка, но и в форме изделия, на которое гравировка наносится:
Основное отличие данного видео урока по гравировке своими руками в домашних условиях по металлу не только в сложности получаемого рисунка, но и в форме изделия, на которое гравировка наносится:
 Теперь вместо гравировального станка Magic 5 — новая модель —
Теперь вместо гравировального станка Magic 5 — новая модель —  youtube.com/embed/zF6Ixm-PaEo?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/zF6Ixm-PaEo?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>  youtube.com/embed/xQ2bw5o0DKs?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»>
youtube.com/embed/xQ2bw5o0DKs?rel=0&fs=1&wmode=transparent» allow=»autoplay; fullscreen; encrypted-media» allowfullscreen=»true» frameborder=»0″ scrolling=»no» title=»JoomlaWorks AllVideos Player»> 

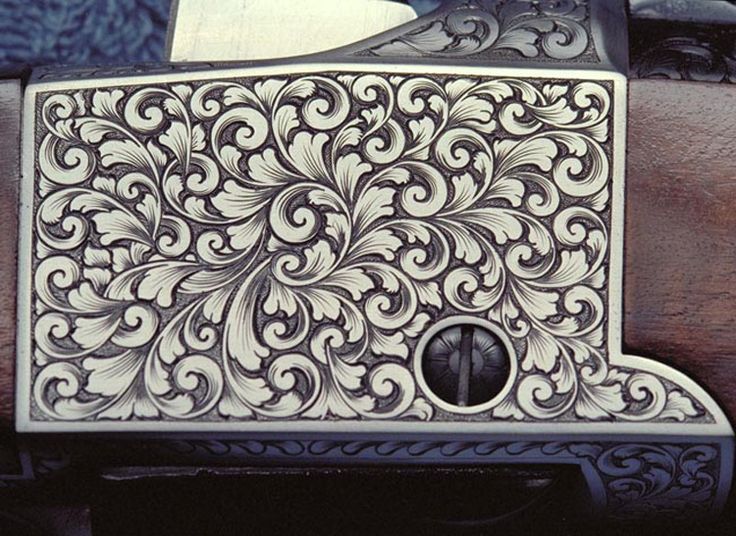

 Впоследствии Вы получите ответы на все интересующие вас вопросы, как по работе с программой, так и по работе гравера.
Впоследствии Вы получите ответы на все интересующие вас вопросы, как по работе с программой, так и по работе гравера. redt-magic.ru
redt-magic.ru/b157e7202c3cd7b.ru.s.siteapi.org/img/b31cef73b77d962caa6ed6e4941513f7fedbacc7.jpg) Теперь вместо гравировального станка Magic 5 — новая модель —
Теперь вместо гравировального станка Magic 5 — новая модель — 
 Доступно множество более грубых форм, каждая из которых приводит к определенному
Доступно множество более грубых форм, каждая из которых приводит к определенному

 Когда художник-гравер обладает
Когда художник-гравер обладает Длинный каблук создаст сопротивление, а короткий каблук
Длинный каблук создаст сопротивление, а короткий каблук Многие без авторских прав (публичные
Многие без авторских прав (публичные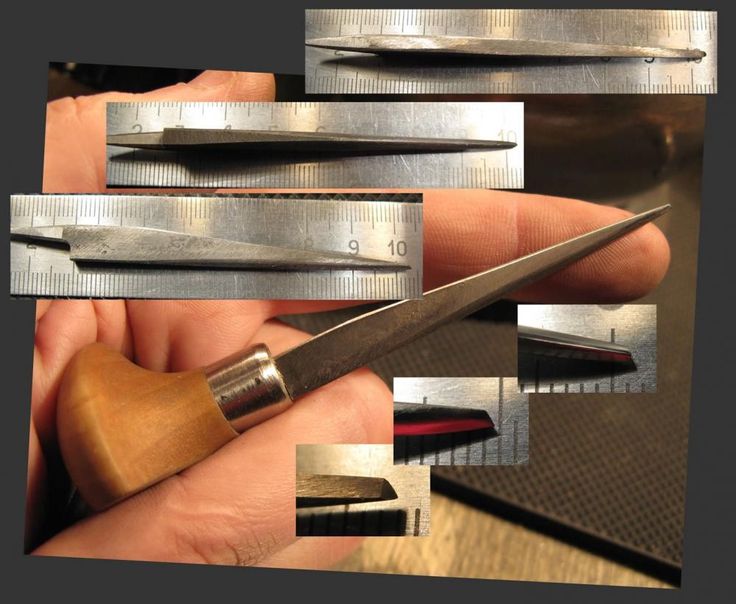 Компьютерные технологии позволяют использовать фото
Компьютерные технологии позволяют использовать фото Это может быть достигнуто
Это может быть достигнуто В любом случае четко прорисованный контур
В любом случае четко прорисованный контур Это
Это Наиболее часто используемая гравировка — это квадратный V-образный вырез.
Наиболее часто используемая гравировка — это квадратный V-образный вырез. Этот вырез
Этот вырез
 Как только поверхность инкрустации
Как только поверхность инкрустации

 Этот курс также предназначен для опытных граверов, которым нужен курс повышения квалификации или другая точка зрения от опытного гравера, работающего полный рабочий день.
Этот курс также предназначен для опытных граверов, которым нужен курс повышения квалификации или другая точка зрения от опытного гравера, работающего полный рабочий день.
 (Полное описание этого класса см. на странице описания класса.)
(Полное описание этого класса см. на странице описания класса.) На занятии будут рассмотрены инструменты и методы, необходимые для сборки/разборки часов, крепления часов для гравировки и методы гравировки часов. (Для получения дополнительной информации см. полное описание на странице «Описание класса». Это более продвинутый класс, к которому предъявляются особые требования.)
На занятии будут рассмотрены инструменты и методы, необходимые для сборки/разборки часов, крепления часов для гравировки и методы гравировки часов. (Для получения дополнительной информации см. полное описание на странице «Описание класса». Это более продвинутый класс, к которому предъявляются особые требования.) Для этого класса существуют особые требования.)
Для этого класса существуют особые требования.) Вставка из листа, проволочная вставка, вставка из витой проволоки и вставка из нескольких металлов рассматриваются в этом мастер-классе.
Вставка из листа, проволочная вставка, вставка из витой проволоки и вставка из нескольких металлов рассматриваются в этом мастер-классе.
 Введите свой запрос:
Введите свой запрос: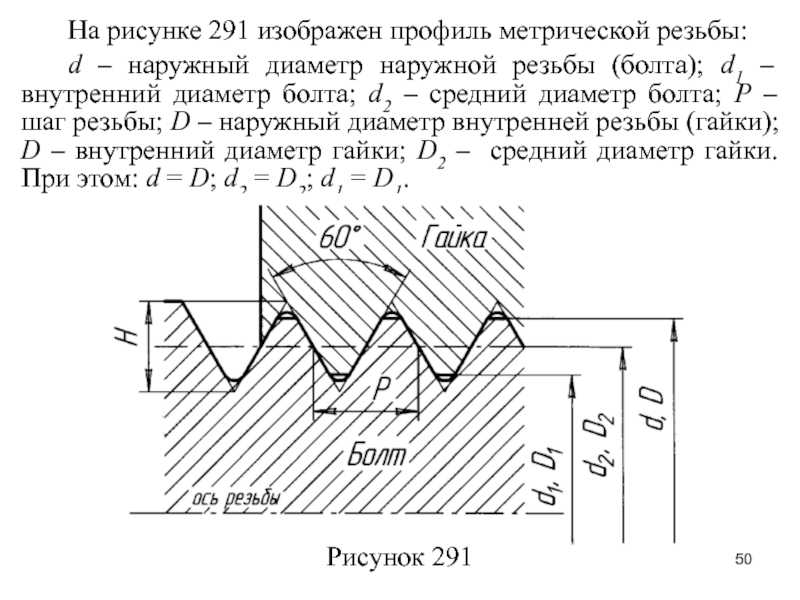
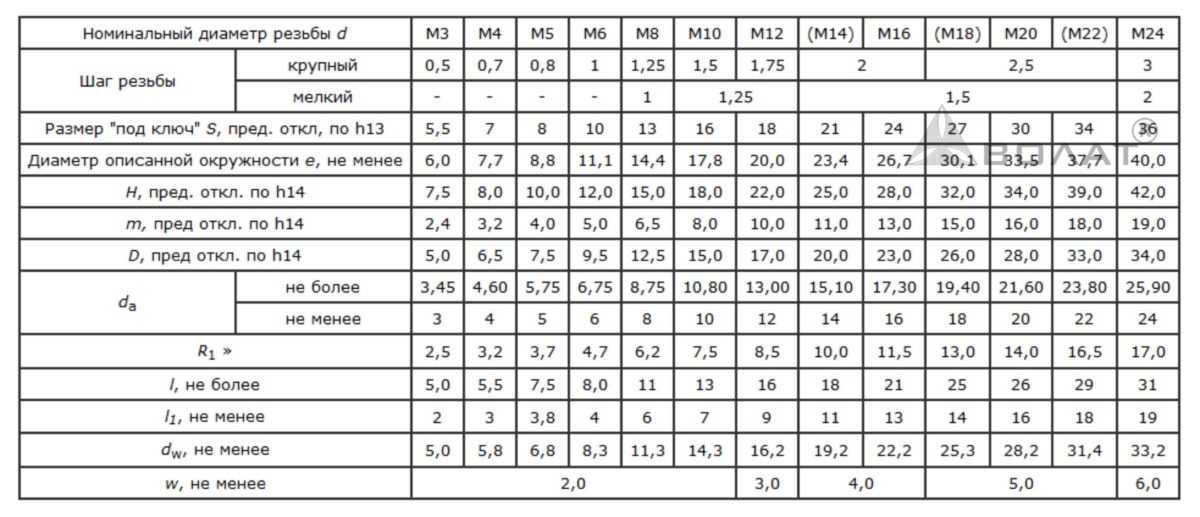 4
4 35)
35) 75
75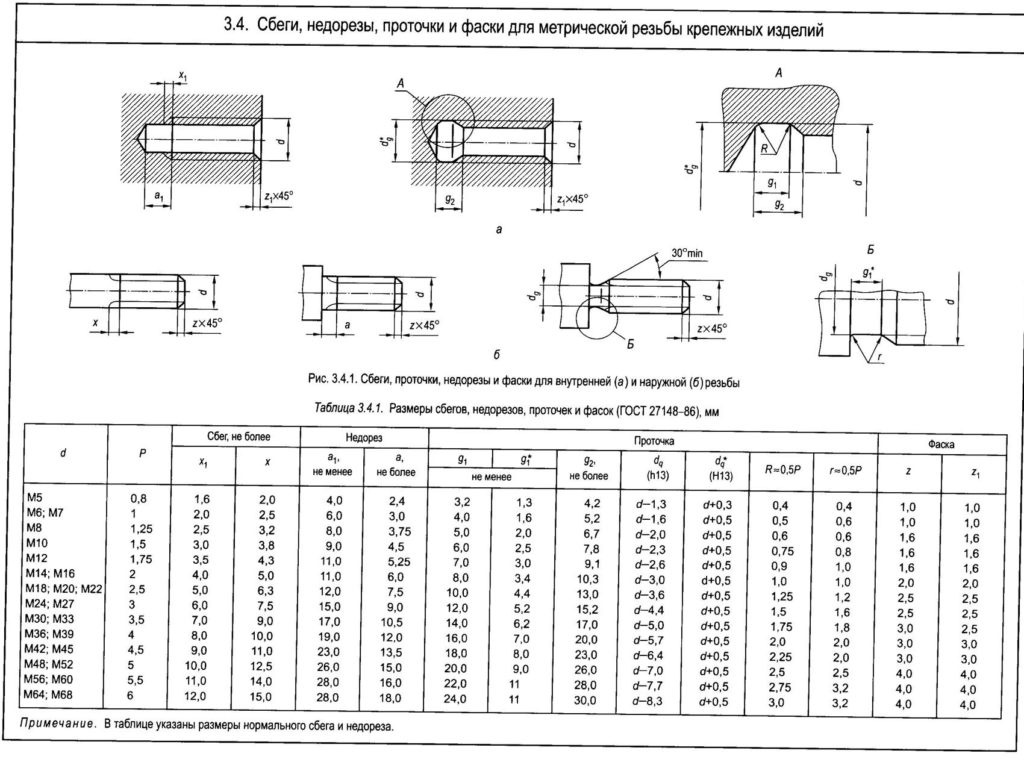 0
0 0) 3.0
0) 3.0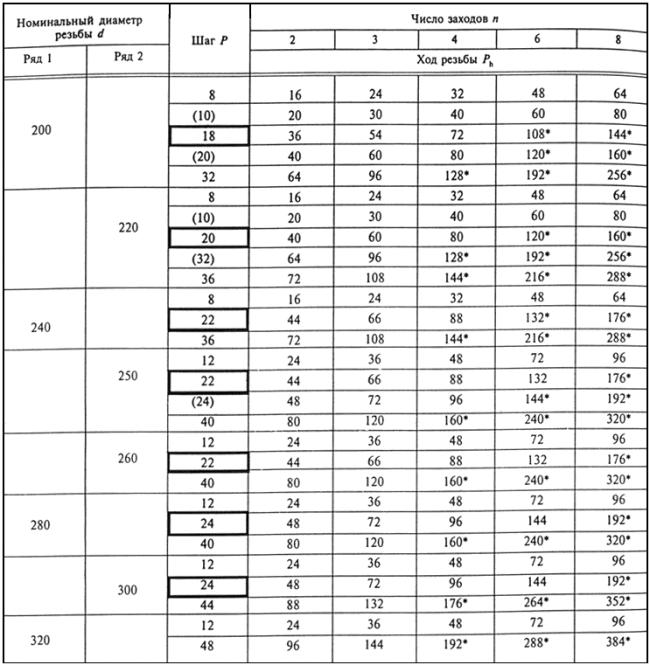 0
0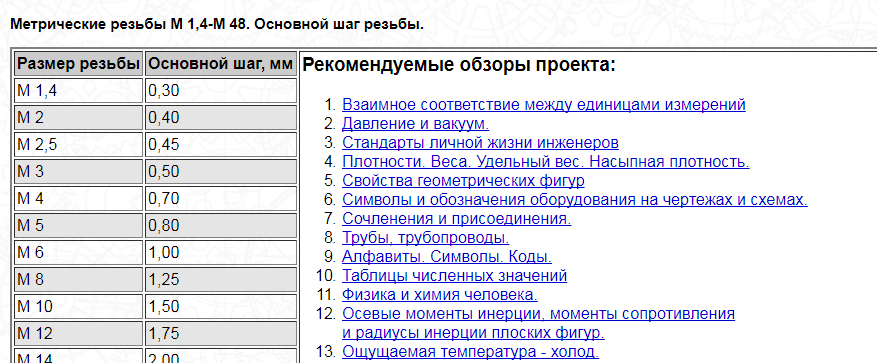 Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
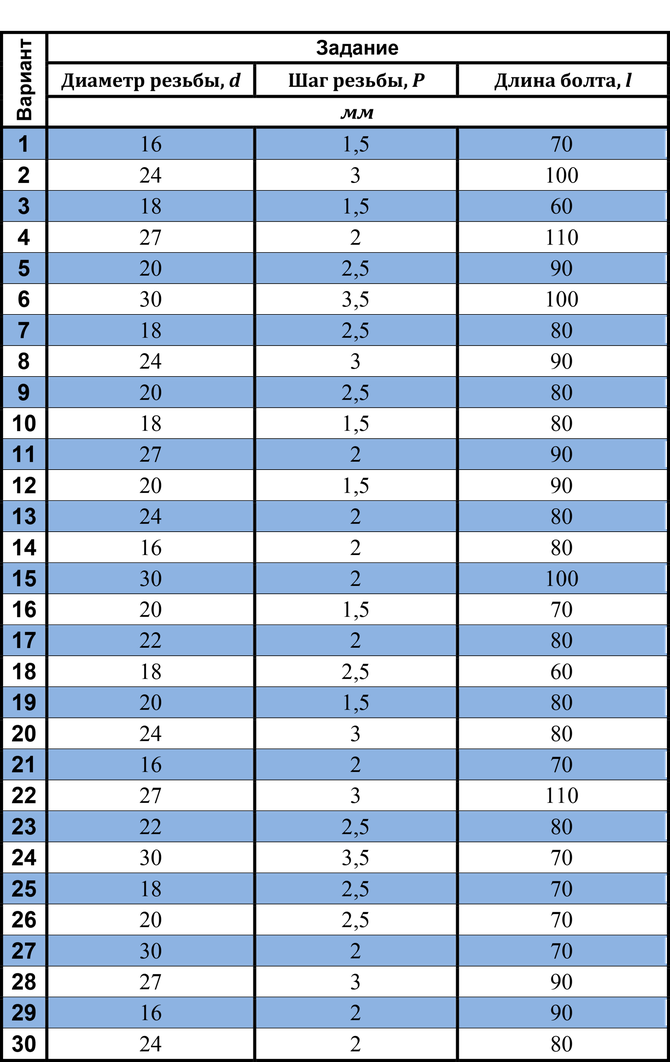















 Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.
Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин.




 05.2022
05.2022 03.2020
03.2020 В давние времена этим топливом была чистая мышечная сила, когда кузницам, мехам и молотам требовались старомодные человеческие усилия, чтобы получить максимум инструментов и результатов, которых хотели люди. Сегодня все может быть совсем иначе.
В давние времена этим топливом была чистая мышечная сила, когда кузницам, мехам и молотам требовались старомодные человеческие усилия, чтобы получить максимум инструментов и результатов, которых хотели люди. Сегодня все может быть совсем иначе. Это просто означает, что, хотя они необходимы для работы сварщика, они, подобно электричеству, не являются чем-то, что работает все время после того, как устройство подключено к сети. Расходные материалы вставляются в сварочные устройства и, как следует из названия, постепенно « израсходован» в ходе работы, и в конечном итоге его необходимо заменить.
Это просто означает, что, хотя они необходимы для работы сварщика, они, подобно электричеству, не являются чем-то, что работает все время после того, как устройство подключено к сети. Расходные материалы вставляются в сварочные устройства и, как следует из названия, постепенно « израсходован» в ходе работы, и в конечном итоге его необходимо заменить. Что касается торговых марок, у нас есть те, которые вы ищете, такие как Excalibur, 5P, Murex, Wearshield и Pipeliner. У нас также есть типы, которые вам нужны для различных металлов, с которыми вы работаете, таких как мягкая сталь, нержавеющая сталь, твердое покрытие и алюминий.
Что касается торговых марок, у нас есть те, которые вы ищете, такие как Excalibur, 5P, Murex, Wearshield и Pipeliner. У нас также есть типы, которые вам нужны для различных металлов, с которыми вы работаете, таких как мягкая сталь, нержавеющая сталь, твердое покрытие и алюминий. Время ожидания будет коротким, а состояние будет идеальным благодаря сотрудничеству с надежными и опытными партнерами по доставке. Если вы ищете еще большую ценность, любой заказ на сумму более 100 долларов получает бесплатную доставку.
Время ожидания будет коротким, а состояние будет идеальным благодаря сотрудничеству с надежными и опытными партнерами по доставке. Если вы ищете еще большую ценность, любой заказ на сумму более 100 долларов получает бесплатную доставку.
 Идеально подходит для пивоваренного, пищевого и фармацевтического оборудования. Также для архитектурного изготовления.
Идеально подходит для пивоваренного, пищевого и фармацевтического оборудования. Также для архитектурного изготовления.



 Разница в том, что электрический потенциал конструкции увеличивается (становится более положительным) и металл переходит в пассивное состояние. В результате скорость коррозии существенно снижается.
Разница в том, что электрический потенциал конструкции увеличивается (становится более положительным) и металл переходит в пассивное состояние. В результате скорость коррозии существенно снижается. 

 ) из жидкостей удаляют кислород и диоксид углерода.
) из жидкостей удаляют кислород и диоксид углерода. Цветные металлы не ржавеют, по крайней мере, так считает большинство. На самом деле, цветные металлы также могут разрушаться, другое дело, что делают они это медленно или только в определенных условиях. То есть, там, где от стали через 50 лет уже ничего не останется, медь все еще сохранится. Кроме того, коррозия происходит не только из-за контакта с водой (это популярное заблуждение на самом деле), существуют и другие виды.
Цветные металлы не ржавеют, по крайней мере, так считает большинство. На самом деле, цветные металлы также могут разрушаться, другое дело, что делают они это медленно или только в определенных условиях. То есть, там, где от стали через 50 лет уже ничего не останется, медь все еще сохранится. Кроме того, коррозия происходит не только из-за контакта с водой (это популярное заблуждение на самом деле), существуют и другие виды.
 Например, у стали выделяют сразу несколько типов поражения ржавчиной: поверхностная, глубинные трещины, проникновение вглубь детали и т.д. В любом случае, если металл теоретически подвержен коррозии, то его пытаются защитить от нее. Методы есть разные, как по стоимости, так и по надежности. В некоторых случаях защиты вообще нет, поэтому нам часто попадаются ржавые железяки. Это обусловлено множеством факторов, прежде всего экономическими.
Например, у стали выделяют сразу несколько типов поражения ржавчиной: поверхностная, глубинные трещины, проникновение вглубь детали и т.д. В любом случае, если металл теоретически подвержен коррозии, то его пытаются защитить от нее. Методы есть разные, как по стоимости, так и по надежности. В некоторых случаях защиты вообще нет, поэтому нам часто попадаются ржавые железяки. Это обусловлено множеством факторов, прежде всего экономическими.
 Разумеется, в нашей статье мы в первую очередь будем делать упор на бытовые способы, так как, скорее всего, люди, которые используют промышленные способы, такие статьи просто не читают. Тем не менее, рассказать об этом стоит. К промышленным способам относятся следующие:
Разумеется, в нашей статье мы в первую очередь будем делать упор на бытовые способы, так как, скорее всего, люди, которые используют промышленные способы, такие статьи просто не читают. Тем не менее, рассказать об этом стоит. К промышленным способам относятся следующие:
 Такое покрытие будет надежнее, но и стоимость станет выше.
Такое покрытие будет надежнее, но и стоимость станет выше.
 Если не учитывать небольшие различия в составах между разными средствами, то можно выделить не так уж и много типов антикоррозийных средств бытового назначения. При их выборе руководствуются не только составом, но и будущими условиями эксплуатации, что зачастую является самым важным факторов.
Если не учитывать небольшие различия в составах между разными средствами, то можно выделить не так уж и много типов антикоррозийных средств бытового назначения. При их выборе руководствуются не только составом, но и будущими условиями эксплуатации, что зачастую является самым важным факторов.
 Смазки и пасты используются преимущественно для защиты металлических изделий при их длительной транспортировки. Они обеспечивают отличную защиту, но для изделий из металла, которые эксплуатируются ежедневно они не подходят, так как их устойчивость даже к небольшим механическим воздействиям очень низкая.
Смазки и пасты используются преимущественно для защиты металлических изделий при их длительной транспортировки. Они обеспечивают отличную защиту, но для изделий из металла, которые эксплуатируются ежедневно они не подходят, так как их устойчивость даже к небольшим механическим воздействиям очень низкая.



 Но и это не значит, что более дешевые средства будут работать хуже.
Но и это не значит, что более дешевые средства будут работать хуже.
 Технически медь может подвергаться коррозии, но этот процесс не наносит вреда металлу.
Технически медь может подвергаться коррозии, но этот процесс не наносит вреда металлу.

 Эта зеленая патина защищает медь под ней от дальнейшей коррозии, поэтому медь является хорошим (хотя и дорогим) вариантом для водопровода и водостоков и почему ее иногда можно найти в кровле старых зданий.
Эта зеленая патина защищает медь под ней от дальнейшей коррозии, поэтому медь является хорошим (хотя и дорогим) вариантом для водопровода и водостоков и почему ее иногда можно найти в кровле старых зданий. По сравнению с менее дорогим окрашенным или лакированным металлом, эти изделия с покрытием гораздо менее подвержены отслаиванию и отслаиванию. Несмотря на то, что изначально они стоят дороже, металлические изделия с превосходным покрытием в долгосрочной перспективе окупаются, потому что они действительно служат годами. Другой вариант — покрасить металлические предметы краской для наружных работ, предназначенной для металла.
По сравнению с менее дорогим окрашенным или лакированным металлом, эти изделия с покрытием гораздо менее подвержены отслаиванию и отслаиванию. Несмотря на то, что изначально они стоят дороже, металлические изделия с превосходным покрытием в долгосрочной перспективе окупаются, потому что они действительно служат годами. Другой вариант — покрасить металлические предметы краской для наружных работ, предназначенной для металла. Хотя они могут быть не такими прочными, как горячеоцинкованный металл, это хороший вариант для защиты стальных или железных металлических конструкций, которые не требуют особого обращения, например, забор.
Хотя они могут быть не такими прочными, как горячеоцинкованный металл, это хороший вариант для защиты стальных или железных металлических конструкций, которые не требуют особого обращения, например, забор. Просто имейте в виду, что, согласно своему названию, воронение меняет цвет металла, оставляя характерную синюю патину.
Просто имейте в виду, что, согласно своему названию, воронение меняет цвет металла, оставляя характерную синюю патину. Примите меры предосторожности. Поднимите мебель над землей, когда вы ее перемещаете, а в конце сезона, когда вы убираете свою мебель, используйте старые полотенца, чтобы предметы не ударялись друг о друга.
Примите меры предосторожности. Поднимите мебель над землей, когда вы ее перемещаете, а в конце сезона, когда вы убираете свою мебель, используйте старые полотенца, чтобы предметы не ударялись друг о друга. Слегка отшлифуйте ржавчину, затем сотрите все остатки песка, прежде чем подкрашивать поверхность. Сначала используйте грунтовку по металлу; как только он полностью высохнет, нанесите краску, специально разработанную для металла.
Слегка отшлифуйте ржавчину, затем сотрите все остатки песка, прежде чем подкрашивать поверхность. Сначала используйте грунтовку по металлу; как только он полностью высохнет, нанесите краску, специально разработанную для металла.

 Если это невозможно (или вы пытаетесь защитить предмет с признаками ржавчины), рассмотрите возможность использования одной из вышеперечисленных стратегий, чтобы защитить его, пока не стало слишком поздно.
Если это невозможно (или вы пытаетесь защитить предмет с признаками ржавчины), рассмотрите возможность использования одной из вышеперечисленных стратегий, чтобы защитить его, пока не стало слишком поздно. На рынке есть несколько протоколов, которые помогут вам добавить защитную карьеру к металлу. Однако, если вы не знали о способах защиты вашего металла, они, возможно, уже начали ржаветь .
На рынке есть несколько протоколов, которые помогут вам добавить защитную карьеру к металлу. Однако, если вы не знали о способах защиты вашего металла, они, возможно, уже начали ржаветь .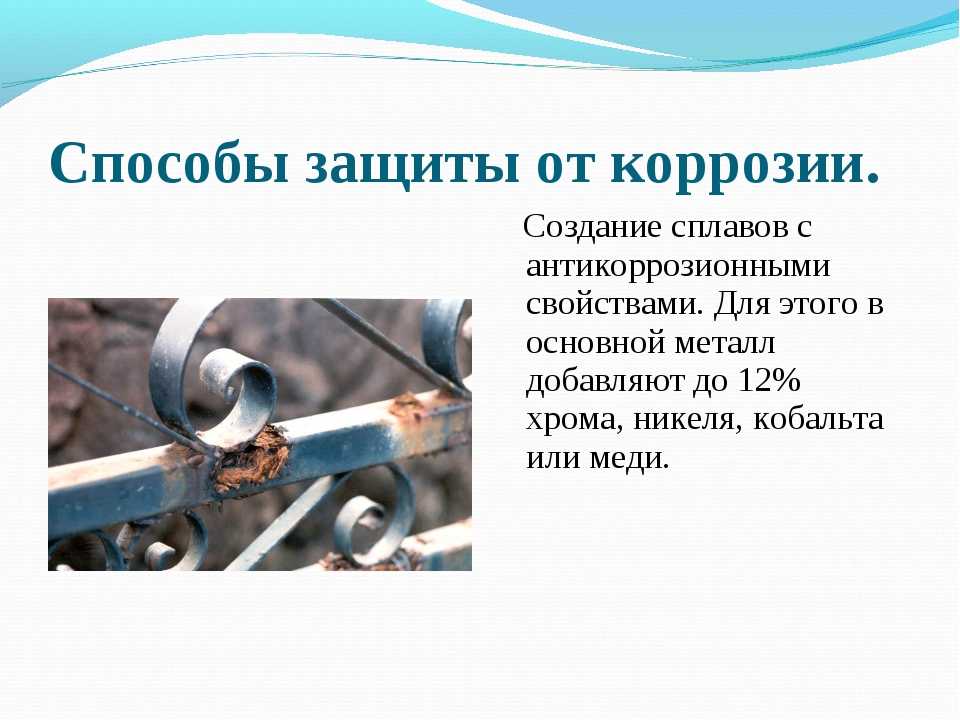 В конечном счете, это предотвращает попадание кислорода воздуха в железо внутри нержавеющей стали и, следовательно, предотвращает появление ржавого металла .
В конечном счете, это предотвращает попадание кислорода воздуха в железо внутри нержавеющей стали и, следовательно, предотвращает появление ржавого металла . Процесс катодной защиты включал контроль коррозии, возникающей на металлических поверхностях.
Процесс катодной защиты включал контроль коррозии, возникающей на металлических поверхностях. Контроль влажности
Контроль влажности 
 С самого начала проверьте наличие компонентов с покрытием для долговечности и защиты от влаги.
С самого начала проверьте наличие компонентов с покрытием для долговечности и защиты от влаги. Атмосферостойкая сталь имеет химический состав, обладающий высокой устойчивостью к атмосферной коррозии, вызванной кислородом. По сравнению с мягкой сталью этот стальной вариант будет ржаветь, но не на самых глубоких уровнях.
Атмосферостойкая сталь имеет химический состав, обладающий высокой устойчивостью к атмосферной коррозии, вызванной кислородом. По сравнению с мягкой сталью этот стальной вариант будет ржаветь, но не на самых глубоких уровнях. Тем не менее, коричневая гниль в конце концов появится. Мягко говоря, ни один металл не может быть на 100% свободен от ржавчины в течение длительного времени. В конце концов, ржавчина настигает со временем. Тем не менее, оцинкованный металл обеспечивает отсутствие ржавчины в течение 50 лет и более.
Тем не менее, коричневая гниль в конце концов появится. Мягко говоря, ни один металл не может быть на 100% свободен от ржавчины в течение длительного времени. В конце концов, ржавчина настигает со временем. Тем не менее, оцинкованный металл обеспечивает отсутствие ржавчины в течение 50 лет и более. Он используется для эффективного хранения, транспортировки и многого другого, не разрушаясь от ржавчины.
Он используется для эффективного хранения, транспортировки и многого другого, не разрушаясь от ржавчины. Эти ингибиторы помогают замедлить процесс окисления металлов после воздействия на них воды и кислорода.
Эти ингибиторы помогают замедлить процесс окисления металлов после воздействия на них воды и кислорода.


 52 кг
52 кг

 установ-ленная мощность
установ-ленная мощность 3
3 5-33
5-33 5-105
5-105 Области применения варьируются от перекачивания легких и средних нагрузок в жилых и коммерческих помещениях до перекачки тяжелых условий с высокой концентрацией ветоши и твердых частиц в городских сетях сбора сточных вод и в промышленных сточных водах.
Области применения варьируются от перекачивания легких и средних нагрузок в жилых и коммерческих помещениях до перекачки тяжелых условий с высокой концентрацией ветоши и твердых частиц в городских сетях сбора сточных вод и в промышленных сточных водах.
 Конструкция насоса обеспечивает удобную транспортировку, обращение и установку. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ.
Конструкция насоса обеспечивает удобную транспортировку, обращение и установку. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ.
 Отображение различных материалов, которые может перекачивать насос, включая сточные воды, песок, грязь, гравий, шлам и многое другое.
Отображение различных материалов, которые может перекачивать насос, включая сточные воды, песок, грязь, гравий, шлам и многое другое. Положительный эффект погружения насоса в воду заключается в том, что двигатель охлаждается окружающей его жидкостью, предотвращая перегрев.
Положительный эффект погружения насоса в воду заключается в том, что двигатель охлаждается окружающей его жидкостью, предотвращая перегрев.
 Уплотнения особенно подвержены коррозии, что приводит к протечкам и повреждению мотора. Для противодействия коррозии эти насосы должны быть изготовлены из коррозионно-стойкого материала, что может сделать их более дорогими, чем другие типы насосов той же производительности.
Уплотнения особенно подвержены коррозии, что приводит к протечкам и повреждению мотора. Для противодействия коррозии эти насосы должны быть изготовлены из коррозионно-стойкого материала, что может сделать их более дорогими, чем другие типы насосов той же производительности.


 Если процесс идет туго, слегка подрабатываем боковую поверхность моноблока наждачной бумагой.
Если процесс идет туго, слегка подрабатываем боковую поверхность моноблока наждачной бумагой.
 Принцип крепления остается тоже, поменяются только размеры, которые можно измерить специальным инструментом. Как пользоваться штангенциркулем читайте тут.
Принцип крепления остается тоже, поменяются только размеры, которые можно измерить специальным инструментом. Как пользоваться штангенциркулем читайте тут. С учетом реза.
С учетом реза. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Если же вы хотите что-то уточнить, обращайтесь ко мне! На клей к зачищенным краям приклеить кусок ткани и дать высохнуть. Из более мелкой наждачки вырезаем «заплатку» и приклеиваем на ткань.
На клей к зачищенным краям приклеить кусок ткани и дать высохнуть. Из более мелкой наждачки вырезаем «заплатку» и приклеиваем на ткань.

 Если же вы хотите что-то уточнить, обращайтесь ко мне!
Если же вы хотите что-то уточнить, обращайтесь ко мне! Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея.
Сверху укладываем широкую шайбу и гаечными ключами стягиваем блок и оставляем его до отвердения клея. Если же вы хотите что-то уточнить, обращайтесь ко мне!
Если же вы хотите что-то уточнить, обращайтесь ко мне! Наилучший способ сворачивания стыков оптом. Побалуйте себя автоматом King Kone!
Наилучший способ сворачивания стыков оптом. Побалуйте себя автоматом King Kone! Эта штука творит чудеса!
Эта штука творит чудеса! Если вы не хотите тратить слишком много денег, то это хорошая ставка для начала.
Если вы не хотите тратить слишком много денег, то это хорошая ставка для начала. Это один из лучших конусных погрузчиков, которые вы найдете.
Это один из лучших конусных погрузчиков, которые вы найдете.

 К сожалению, нет никого, кто каждый раз вручную идеально скручивал бы каждую сигарету с марихуаной.
К сожалению, нет никого, кто каждый раз вручную идеально скручивал бы каждую сигарету с марихуаной.

 Как только табак сворачивается в бумагу, машина запечатывает сигарету фильтром. Этот процесс, как правило, очень быстрый и простой, и каждый раз получается идеальная сигарета. На рынке представлено множество различных типов электрических прокатных станков, и они различаются по цене и характеристикам. Некоторые из более дорогих моделей даже имеют встроенный резак, что еще больше упрощает получение идеальной сигареты. Независимо от того, какой тип машины вы выберете, электрическая прокатная машина — отличный способ сэкономить время и деньги в долгосрочной перспективе.
Как только табак сворачивается в бумагу, машина запечатывает сигарету фильтром. Этот процесс, как правило, очень быстрый и простой, и каждый раз получается идеальная сигарета. На рынке представлено множество различных типов электрических прокатных станков, и они различаются по цене и характеристикам. Некоторые из более дорогих моделей даже имеют встроенный резак, что еще больше упрощает получение идеальной сигареты. Независимо от того, какой тип машины вы выберете, электрическая прокатная машина — отличный способ сэкономить время и деньги в долгосрочной перспективе. ..
.. ..
.. предлагает полные и индивидуальные станки для шлифования резиновых валков, чтобы удовлетворить специфические потребности каждого клиента в производстве валков …
предлагает полные и индивидуальные станки для шлифования резиновых валков, чтобы удовлетворить специфические потребности каждого клиента в производстве валков … ..
.. с гордостью представляет линейку ленточных машин Italmatic. PROSCO Inc. является эксклюзивным дистрибьютором и поставщиком услуг компании Italmatic по производству полос в США, Канаде, Мексике и Южной Америке. Эти качественные машины произведены в Италии и отражают многолетний опыт компании Italmatic в области производства машин для резиновой промышленности …
с гордостью представляет линейку ленточных машин Italmatic. PROSCO Inc. является эксклюзивным дистрибьютором и поставщиком услуг компании Italmatic по производству полос в США, Канаде, Мексике и Южной Америке. Эти качественные машины произведены в Италии и отражают многолетний опыт компании Italmatic в области производства машин для резиновой промышленности … Системы цифрового считывания от Newall, разработанные для использования с линейными энкодерами Spherosyn™ и Microsyn™, хорошо известны тем, что обеспечивают наилучшие решения для любого машинного применения …
Системы цифрового считывания от Newall, разработанные для использования с линейными энкодерами Spherosyn™ и Microsyn™, хорошо известны тем, что обеспечивают наилучшие решения для любого машинного применения … , основанная в 1952 году в Кливленде, штат Огайо, стала ведущим производителем шлифовальных принадлежностей и признанным специалистом в области ремонта и восстановления прецизионных шпинделей всех типов …
, основанная в 1952 году в Кливленде, штат Огайо, стала ведущим производителем шлифовальных принадлежностей и признанным специалистом в области ремонта и восстановления прецизионных шпинделей всех типов …
 А еще сравнительно недавно были у нас аппаратчики, которые, допустив огрех в работе, стремились любой ценой уйти от ответственности, дабы не краснеть в кабинете начальника цеха. Воспитание высокого чувства личной ответственности — главное звено развернувшегося в коллективе соревнования за повышение качества продукции.
А еще сравнительно недавно были у нас аппаратчики, которые, допустив огрех в работе, стремились любой ценой уйти от ответственности, дабы не краснеть в кабинете начальника цеха. Воспитание высокого чувства личной ответственности — главное звено развернувшегося в коллективе соревнования за повышение качества продукции.
 Требования к технологической дисциплине устанавливаются в отраслевых стандартах. Планирование контроля технологической дисциплины осуществляют по графикам.
Требования к технологической дисциплине устанавливаются в отраслевых стандартах. Планирование контроля технологической дисциплины осуществляют по графикам.
 Основой этого является выполнение требований технологической и конструкторской документации, укомплектованность рабочих мест требуемой оснасткой, оборудованием, приспособлениями и инструментом.
Основой этого является выполнение требований технологической и конструкторской документации, укомплектованность рабочих мест требуемой оснасткой, оборудованием, приспособлениями и инструментом.
 При изготовлении деталей их обработка может производиться различными способами и инструментами, с помощью самых разнообразных механизирующих устройств и приспособлений.
При изготовлении деталей их обработка может производиться различными способами и инструментами, с помощью самых разнообразных механизирующих устройств и приспособлений.
 Сфера деятельности при этом значения не имеет. Как правило, речь идет о трудовых и производственных процессах, но все чаще необходимость соблюдения нормативов затрагивает и задачи, выполняемые в неформальных условиях.
Сфера деятельности при этом значения не имеет. Как правило, речь идет о трудовых и производственных процессах, но все чаще необходимость соблюдения нормативов затрагивает и задачи, выполняемые в неформальных условиях. В качестве положительных эффектов от соблюдения технологической дисциплины, в частности, можно выделить следующие:
В качестве положительных эффектов от соблюдения технологической дисциплины, в частности, можно выделить следующие: Регламент может регулировать обращение мастера с инструментом, конвейером, техникой, расходными материалами, заготовками, обрабатывающими агрегатами и т.д. Сам процесс выступает объектом для установления правил в рамках поддержания дисциплины. В этой части может устанавливаться время на перерывы, порядок выполнения рабочих действий, правила поведения, взаимодействие между работниками и др.
Регламент может регулировать обращение мастера с инструментом, конвейером, техникой, расходными материалами, заготовками, обрабатывающими агрегатами и т.д. Сам процесс выступает объектом для установления правил в рамках поддержания дисциплины. В этой части может устанавливаться время на перерывы, порядок выполнения рабочих действий, правила поведения, взаимодействие между работниками и др.
 Как документ, имеющий форму комплексной технологической карты соблюдения установленных норм, требования дисциплины могут предусматривать определенные диапазоны допустимых отклонений. Например, технологическая дисциплина на производствах может допускать некоторые отклонения, если они в конкретных условиях не ухудшают качество работы, способствуют обеспечению необходимых свойств конечного продукта и не противоречат корпоративной культуре. И напротив, даже если объект ТД соответствует отдельной нормативно-эксплуатационной документации, но противоречит конкретным требованиям в рамках производственного регламента на предприятии, то он будет восприниматься как предмет нарушения.
Как документ, имеющий форму комплексной технологической карты соблюдения установленных норм, требования дисциплины могут предусматривать определенные диапазоны допустимых отклонений. Например, технологическая дисциплина на производствах может допускать некоторые отклонения, если они в конкретных условиях не ухудшают качество работы, способствуют обеспечению необходимых свойств конечного продукта и не противоречат корпоративной культуре. И напротив, даже если объект ТД соответствует отдельной нормативно-эксплуатационной документации, но противоречит конкретным требованиям в рамках производственного регламента на предприятии, то он будет восприниматься как предмет нарушения. Таким образом строгий контроль и стремление к рационализации может оптимально соседствовать с принципами изобретательства и новаторства. Также дисциплина не должна тормозить общий прогресс и развитие предприятия, давая ему возможность отвечать новым запросам рынка.
Таким образом строгий контроль и стремление к рационализации может оптимально соседствовать с принципами изобретательства и новаторства. Также дисциплина не должна тормозить общий прогресс и развитие предприятия, давая ему возможность отвечать новым запросам рынка. Этот термин включает:
Этот термин включает: Термин «косметолог» не включает плетение косичек на человеческие волосы, парик или шиньон.
Термин «косметолог» не включает плетение косичек на человеческие волосы, парик или шиньон.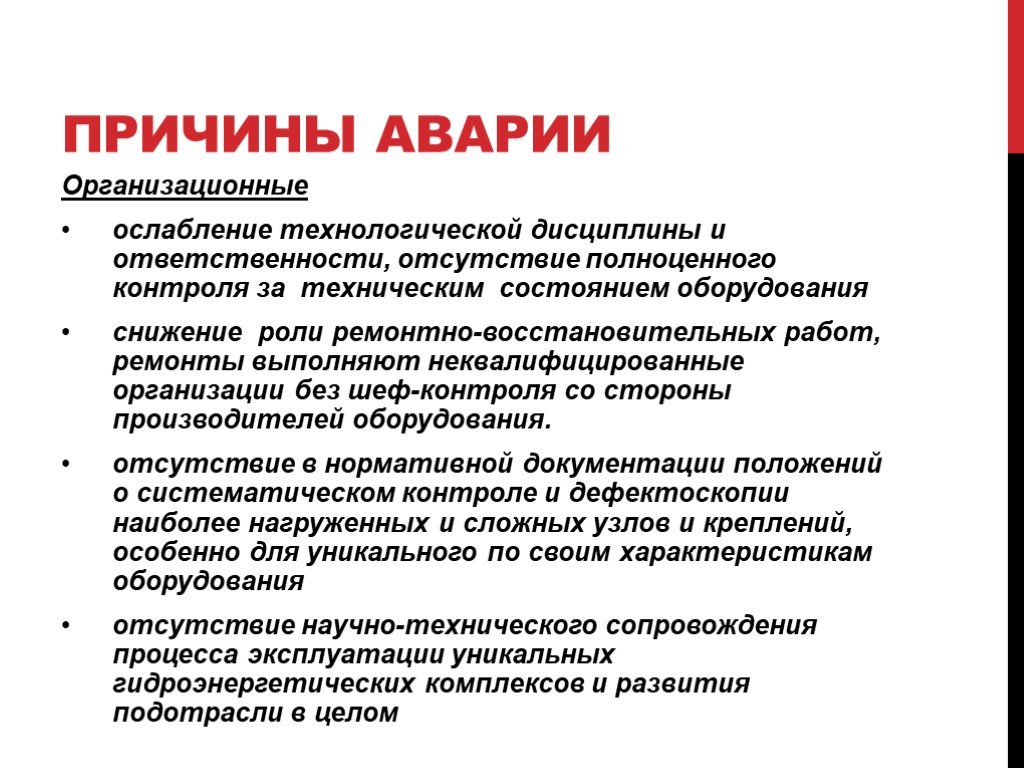
 803.
803.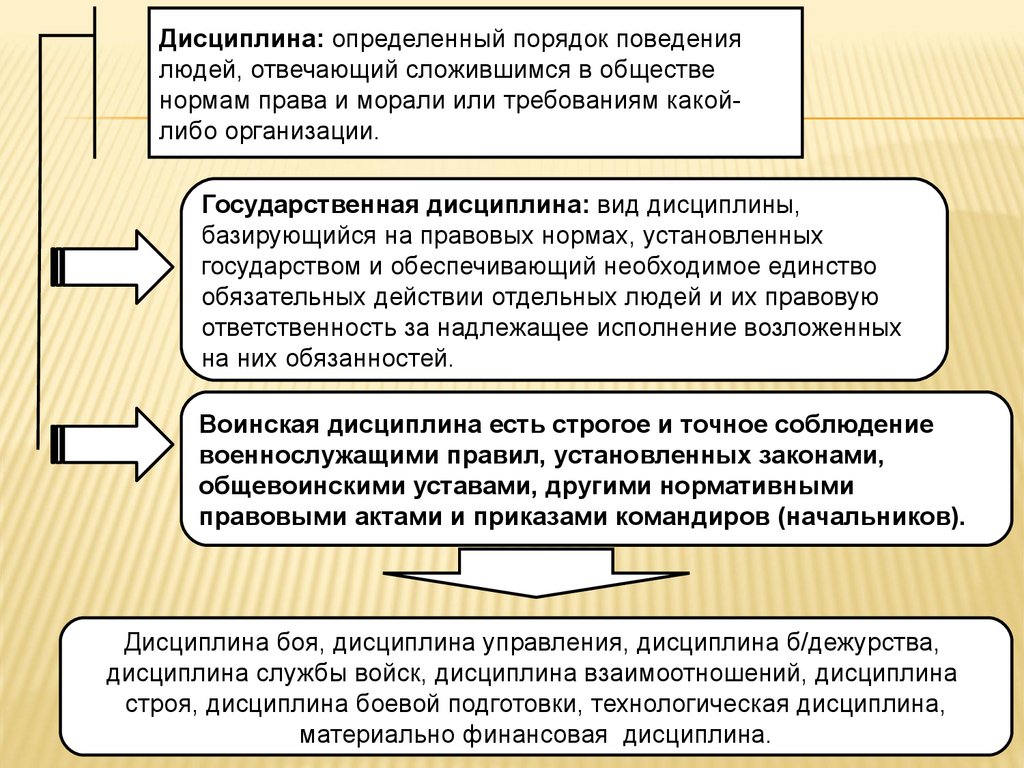
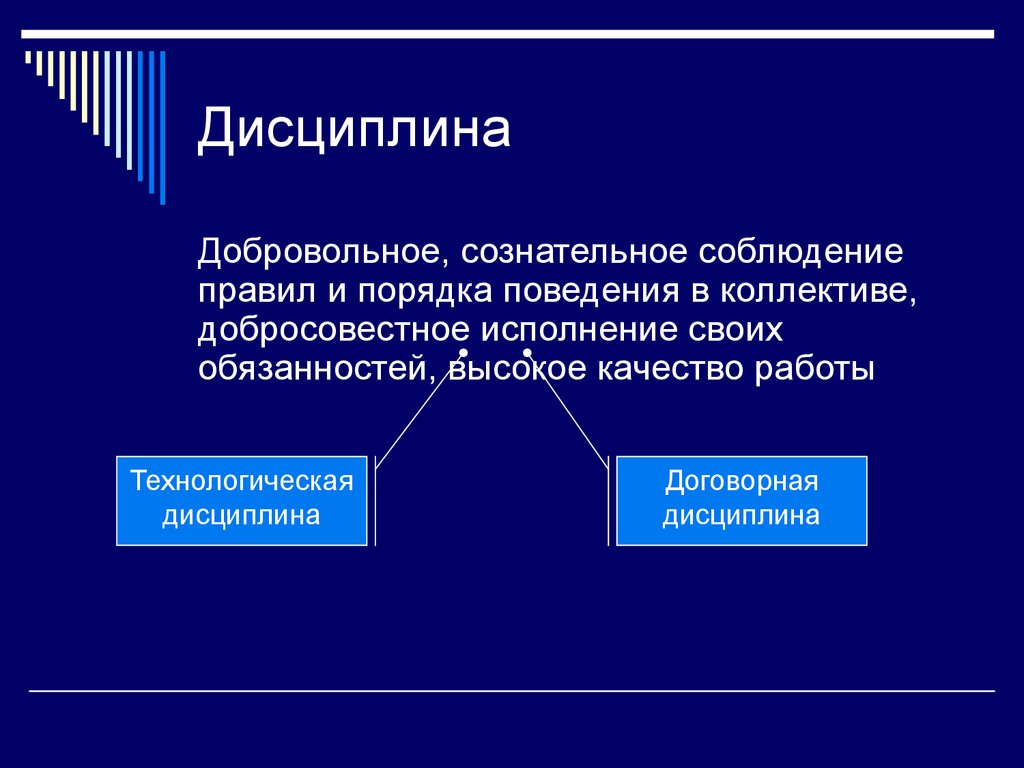 Таким образом, различные виды технических и прикладных наук считаются «техническими областями». Но технология — это не только дисциплина, она еще и дисциплинирует. То есть подобно тому, как родительская дисциплина формирует характер ребенка, а духовные дисциплины, такие как молитва и пост, формируют нашу душу, дисциплина, определяемая технологиями, также помогает формировать то, кто мы есть, и то, как мы себя ведем, в том числе то, как мы ведем себя как дети. тело Христово, церковь. В этой статье мы рассматриваем природу технологии как дисциплины и почему церковь должна заботиться о такой дисциплине.
Таким образом, различные виды технических и прикладных наук считаются «техническими областями». Но технология — это не только дисциплина, она еще и дисциплинирует. То есть подобно тому, как родительская дисциплина формирует характер ребенка, а духовные дисциплины, такие как молитва и пост, формируют нашу душу, дисциплина, определяемая технологиями, также помогает формировать то, кто мы есть, и то, как мы себя ведем, в том числе то, как мы ведем себя как дети. тело Христово, церковь. В этой статье мы рассматриваем природу технологии как дисциплины и почему церковь должна заботиться о такой дисциплине. К последним действиям, на которые повлияли технологии, относятся письмо и чтение, сообщение другу, что нам нравится его фотография, отправка текстового сообщения супругу, что мы опаздываем, или быстрое селфи во время отпуска.
К последним действиям, на которые повлияли технологии, относятся письмо и чтение, сообщение другу, что нам нравится его фотография, отправка текстового сообщения супругу, что мы опаздываем, или быстрое селфи во время отпуска. Продолжая аналогию с нашим руслом, вода, текущая через ручей, не только направляется руслом ручья, но и формирует русло ручья за счет эрозии и затопления.
Продолжая аналогию с нашим руслом, вода, текущая через ручей, не только направляется руслом ручья, но и формирует русло ручья за счет эрозии и затопления. Нет, я наношу удар по своему телу и делаю его своим рабом, чтобы после того, как я проповедовал другим, я сам не был лишен права на награду». (1 Кор. 9:26–27). И мы — дети Отца, чье наказание знаменует нас как Его: «Если вы не наказываете — а все подвергаются наказанию, — то вы не законны, не истинные сыновья и дочери. ” (Евр. 12:8)
Нет, я наношу удар по своему телу и делаю его своим рабом, чтобы после того, как я проповедовал другим, я сам не был лишен права на награду». (1 Кор. 9:26–27). И мы — дети Отца, чье наказание знаменует нас как Его: «Если вы не наказываете — а все подвергаются наказанию, — то вы не законны, не истинные сыновья и дочери. ” (Евр. 12:8) В то же время технология дает нам возможность использовать и внедрять технологии, которые предыдущие поколения не могли себе представить. Я помню свой первый опыт социальной цифровой фотографии в начале 2000-х. У одного из моих друзей на званом обеде, который был намного моложе меня, была цифровая камера, и в течение всего вечера он непрерывно фотографировал. Для человека, размножавшегося на пленке, это было достаточно странно, но еще более странно то, что я обнаружил, что камера не просто записывает событие, а становится его частью. Это послужило катализатором для забавных поз, глупых картинок и смеха, которых, вероятно, никогда не было бы, если бы не камера. Технологии здесь открыли новые и необычные формы социального взаимодействия. Люди, использующие эти технологии, в свою очередь, учатся новым способам поведения и новым навыкам, как социальным, так и другим.
В то же время технология дает нам возможность использовать и внедрять технологии, которые предыдущие поколения не могли себе представить. Я помню свой первый опыт социальной цифровой фотографии в начале 2000-х. У одного из моих друзей на званом обеде, который был намного моложе меня, была цифровая камера, и в течение всего вечера он непрерывно фотографировал. Для человека, размножавшегося на пленке, это было достаточно странно, но еще более странно то, что я обнаружил, что камера не просто записывает событие, а становится его частью. Это послужило катализатором для забавных поз, глупых картинок и смеха, которых, вероятно, никогда не было бы, если бы не камера. Технологии здесь открыли новые и необычные формы социального взаимодействия. Люди, использующие эти технологии, в свою очередь, учатся новым способам поведения и новым навыкам, как социальным, так и другим.  Изобретение личного автомобиля и бетонных/асфальтовых дорог изменило отношения между городами и окружающей сельской местностью. Без этих изобретений пригороды и пригороды, какими мы их знаем сегодня, были бы невозможны. Изобретение лифта навсегда изменило городской пейзаж. Однако технологии также меняют нашу социальную и культурную среду. В качестве небольшого, но повседневного примера рассмотрим, как сегодня мы ожидаем, что люди всегда будут онлайн, постоянно на связи и немедленно присутствуют. У нас есть такое ожидание подключения, потому что смартфоны и вездесущий Интернет дали нам навыки и привычки общаться с помощью 140-символьных фрагментов и постоянно обновляемых текстовых и графических каналов. Развитие этих способностей изменило нашу социальную среду. Я помню, что до того, как сотовые телефоны стали обычным явлением, если кто-то не приходил вовремя на встречу за обедом, я ждал 15 минут, а затем сам обедал, довольствуясь тем, что позже спрашивал своего друга, не забыл ли он о нашей встрече за обедом.
Изобретение личного автомобиля и бетонных/асфальтовых дорог изменило отношения между городами и окружающей сельской местностью. Без этих изобретений пригороды и пригороды, какими мы их знаем сегодня, были бы невозможны. Изобретение лифта навсегда изменило городской пейзаж. Однако технологии также меняют нашу социальную и культурную среду. В качестве небольшого, но повседневного примера рассмотрим, как сегодня мы ожидаем, что люди всегда будут онлайн, постоянно на связи и немедленно присутствуют. У нас есть такое ожидание подключения, потому что смартфоны и вездесущий Интернет дали нам навыки и привычки общаться с помощью 140-символьных фрагментов и постоянно обновляемых текстовых и графических каналов. Развитие этих способностей изменило нашу социальную среду. Я помню, что до того, как сотовые телефоны стали обычным явлением, если кто-то не приходил вовремя на встречу за обедом, я ждал 15 минут, а затем сам обедал, довольствуясь тем, что позже спрашивал своего друга, не забыл ли он о нашей встрече за обедом. Сегодня мы ожидаем, что человек позвонит нам, где бы он ни был, и скажет, что опаздывает; неспособность сделать это рассматривается как грубость.
Сегодня мы ожидаем, что человек позвонит нам, где бы он ни был, и скажет, что опаздывает; неспособность сделать это рассматривается как грубость.  Напротив, если наша среда способствует краткосрочному и быстрому развитию отношений, наше понимание здоровых отношений, скорее всего, будет отражать характеристики отношений, связанные с такой средой. В общем, наши способности и окружающая среда будут влиять на наше понимание того, на что похож мир.
Напротив, если наша среда способствует краткосрочному и быстрому развитию отношений, наше понимание здоровых отношений, скорее всего, будет отражать характеристики отношений, связанные с такой средой. В общем, наши способности и окружающая среда будут влиять на наше понимание того, на что похож мир.  Более того, церковь должна заботиться о том, как технологии нас дисциплинируют, потому что технологии изменяют наше понимание природы фундаментальных элементов нашей жизни как Тела Христова.
Более того, церковь должна заботиться о том, как технологии нас дисциплинируют, потому что технологии изменяют наше понимание природы фундаментальных элементов нашей жизни как Тела Христова.  На протяжении большей части истории человечества единственными людьми, которых вы знали, были те, кого вы встречали. Немногие люди когда-либо уезжали из места, где они родились. Таким образом, человеческое понимание природы любви было связано с присутствием другого человека. Сегодня акты любви, не связанные с физической близостью, являются нормой. Это не обязательно означает, что мы меньше любим тех, кто физически отсутствует, но это означает, что мы любим их и по-другому понимаем, что такое любовь.
На протяжении большей части истории человечества единственными людьми, которых вы знали, были те, кого вы встречали. Немногие люди когда-либо уезжали из места, где они родились. Таким образом, человеческое понимание природы любви было связано с присутствием другого человека. Сегодня акты любви, не связанные с физической близостью, являются нормой. Это не обязательно означает, что мы меньше любим тех, кто физически отсутствует, но это означает, что мы любим их и по-другому понимаем, что такое любовь.  13:12), и что Божья любовь больше, чем человеческая любовь, поэтому наше понимание Божьей любви (и человеческой любви) будет недостаточным. Мы также знаем, что, хотя наше понимание любви Бога может измениться, Его любовь всегда пребудет (Пс. 136). Но на сегодняшний день остается то, что то, как мы видим человеческую любовь, влияет на то, как мы видим Божью любовь.
13:12), и что Божья любовь больше, чем человеческая любовь, поэтому наше понимание Божьей любви (и человеческой любви) будет недостаточным. Мы также знаем, что, хотя наше понимание любви Бога может измениться, Его любовь всегда пребудет (Пс. 136). Но на сегодняшний день остается то, что то, как мы видим человеческую любовь, влияет на то, как мы видим Божью любовь.  Наши прошлые способы понимания, например, могут быть несовершенными, а новые способы могут лучше отражать аспекты природы человеческой любви и любви Бога. Однако мы не должны притворяться, что технология — это просто инструмент, которым мы управляем. Дисциплина, обеспечиваемая технологией , изменит нас. Нам остается с мудростью и молитвой понять, как мы, отдельные люди, семьи и Тело Христово, будем участвовать в этих изменениях.
Наши прошлые способы понимания, например, могут быть несовершенными, а новые способы могут лучше отражать аспекты природы человеческой любви и любви Бога. Однако мы не должны притворяться, что технология — это просто инструмент, которым мы управляем. Дисциплина, обеспечиваемая технологией , изменит нас. Нам остается с мудростью и молитвой понять, как мы, отдельные люди, семьи и Тело Христово, будем участвовать в этих изменениях. 
 По пути, СЭМ расскажет, что база состоит из двух куполов. Во второй можно войти только с помощью кода доступа.
По пути, СЭМ расскажет, что база состоит из двух куполов. Во второй можно войти только с помощью кода доступа. Для ее решения вам придется сыграть в инопланетную версию судоку, в которой неправильные действия будут порождать группы противников. Естественно, многие игроки хотели бы избежать подобного исхода событий, поэтому мы решили написать данное руководство.
Для ее решения вам придется сыграть в инопланетную версию судоку, в которой неправильные действия будут порождать группы противников. Естественно, многие игроки хотели бы избежать подобного исхода событий, поэтому мы решили написать данное руководство. Как только вы выучите каждый глиф наизусть, решать подобные головоломки станет гораздо легче.
Как только вы выучите каждый глиф наизусть, решать подобные головоломки станет гораздо легче.
 Ведь мы знаем, что это единственная точка в столбике или ряде, где знак может возникнуть. Нам также известно, что находится в соседних блоках.
Ведь мы знаем, что это единственная точка в столбике или ряде, где знак может возникнуть. Нам также известно, что находится в соседних блоках.

 )
) Дополнительные предприятия, которые расширят присутствие Fanatics в более широком цифровом спортивном ландшафте, будут запущены в ближайшее время. Партнерами Fanatics являются все основные профессиональные спортивные лиги (NFL, MLB, NBA, NHL, NASCAR, MLS, PGA) и сотни университетских и профессиональных команд, в том числе несколько крупнейших мировых футбольных клубов.
Дополнительные предприятия, которые расширят присутствие Fanatics в более широком цифровом спортивном ландшафте, будут запущены в ближайшее время. Партнерами Fanatics являются все основные профессиональные спортивные лиги (NFL, MLB, NBA, NHL, NASCAR, MLS, PGA) и сотни университетских и профессиональных команд, в том числе несколько крупнейших мировых футбольных клубов. Мы понимаем, что разнообразие помогает стимулировать и стимулировать инновации, и с помощью нашей программы IDEA (включение, разнообразие, равенство и защита интересов) в Fanatics мы предоставляем сотрудникам инструменты и ресурсы, чтобы они чувствовали себя связанными и вовлеченными в то, кто они есть и что они делают, чтобы поддерживать максимальную опыт фаната.
Мы понимаем, что разнообразие помогает стимулировать и стимулировать инновации, и с помощью нашей программы IDEA (включение, разнообразие, равенство и защита интересов) в Fanatics мы предоставляем сотрудникам инструменты и ресурсы, чтобы они чувствовали себя связанными и вовлеченными в то, кто они есть и что они делают, чтобы поддерживать максимальную опыт фаната. Теперь мяч на вашей стороне.
Теперь мяч на вашей стороне. 


 Выставка — Золотая награда
Выставка — Золотая награда Диосеги Награда
Диосеги Награда B. Мемориальная премия Ромелинга
B. Мемориальная премия Ромелинга 34-я ежегодная выставка. Национальная выставка 2011 Best in Show
34-я ежегодная выставка. Национальная выставка 2011 Best in Show Награда за покупку
Награда за покупку Приде
Приде
 Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2.
Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.

 Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
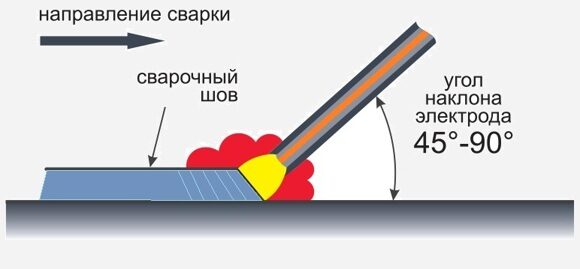 Это можно сделать с помощью шабера или стальной проволочной щетки.
Это можно сделать с помощью шабера или стальной проволочной щетки. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.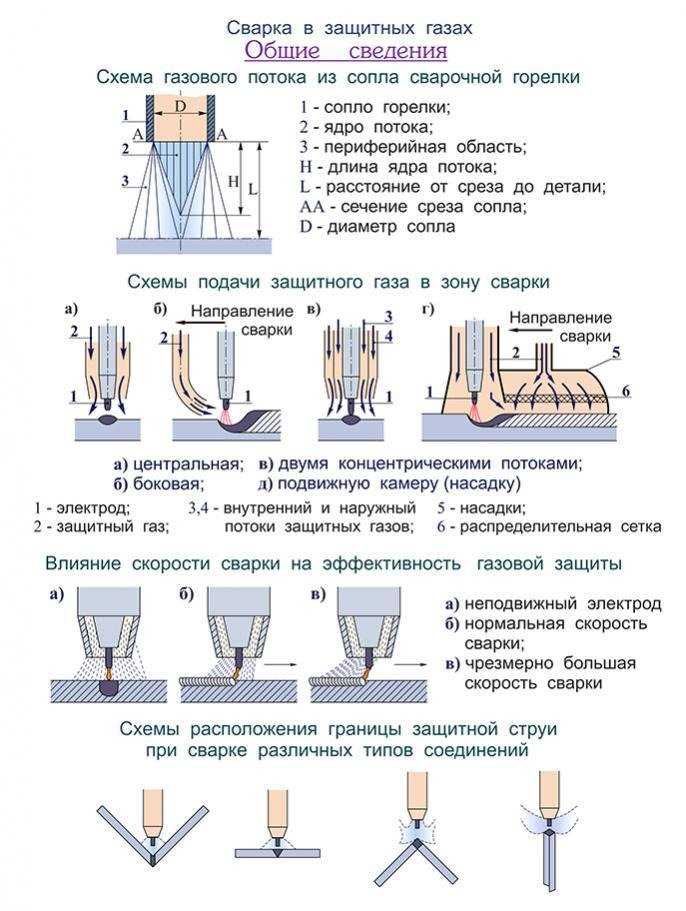 В таком случае применение электродов может сократить и расходы, и время.
В таком случае применение электродов может сократить и расходы, и время.
 Крупным изделиям необходима температура до +400 °С.
Крупным изделиям необходима температура до +400 °С.
 Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
 Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона. При этом не допускаются поперечные движения присадочной проволокой.
При этом не допускаются поперечные движения присадочной проволокой.

 Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.


 Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
 В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку. Независимо от того, свариваете ли вы алюминиевые пластины, листы, прутки или трубы для изготовления этих и других изделий, знание марки алюминия является наиболее важным.
Независимо от того, свариваете ли вы алюминиевые пластины, листы, прутки или трубы для изготовления этих и других изделий, знание марки алюминия является наиболее важным. Загрузите этот лист технических характеристик алюминия, чтобы узнать, что Kloeckner Metals регулярно поставляет на склад.
Загрузите этот лист технических характеристик алюминия, чтобы узнать, что Kloeckner Metals регулярно поставляет на склад. Кремний в этих сплавах замедляет скорость охлаждения, скорость затвердевания и усадочные напряжения.
Кремний в этих сплавах замедляет скорость охлаждения, скорость затвердевания и усадочные напряжения. Некоторые из них устарели и были заменены новой технологией, а некоторые лучше подходят для стали, чем для алюминия.
Некоторые из них устарели и были заменены новой технологией, а некоторые лучше подходят для стали, чем для алюминия.
 Это плавление оксидного слоя.
Это плавление оксидного слоя.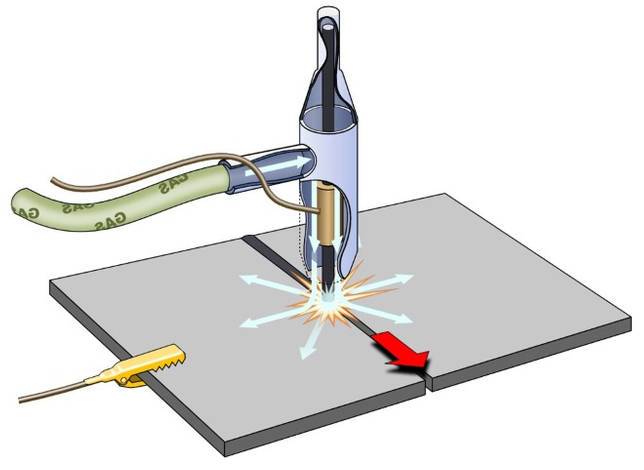 Прогорание контактных наконечников во время сварки MIG является обычным явлением, поэтому запланируйте их большее количество.
Прогорание контактных наконечников во время сварки MIG является обычным явлением, поэтому запланируйте их большее количество. В зависимости от ваших предпочтительных процессов сварки выберите TIG или MIG, когда вам будет предложено выбрать инструмент.
В зависимости от ваших предпочтительных процессов сварки выберите TIG или MIG, когда вам будет предложено выбрать инструмент. Это не работает.
Это не работает. Это происходит потому, что к тому времени, когда вы достигаете конца сварного шва, тепла больше, чем было в начале, так как тепло рассеивается по всему металлу. Кратеры должны быть заполнены.
Это происходит потому, что к тому времени, когда вы достигаете конца сварного шва, тепла больше, чем было в начале, так как тепло рассеивается по всему металлу. Кратеры должны быть заполнены.
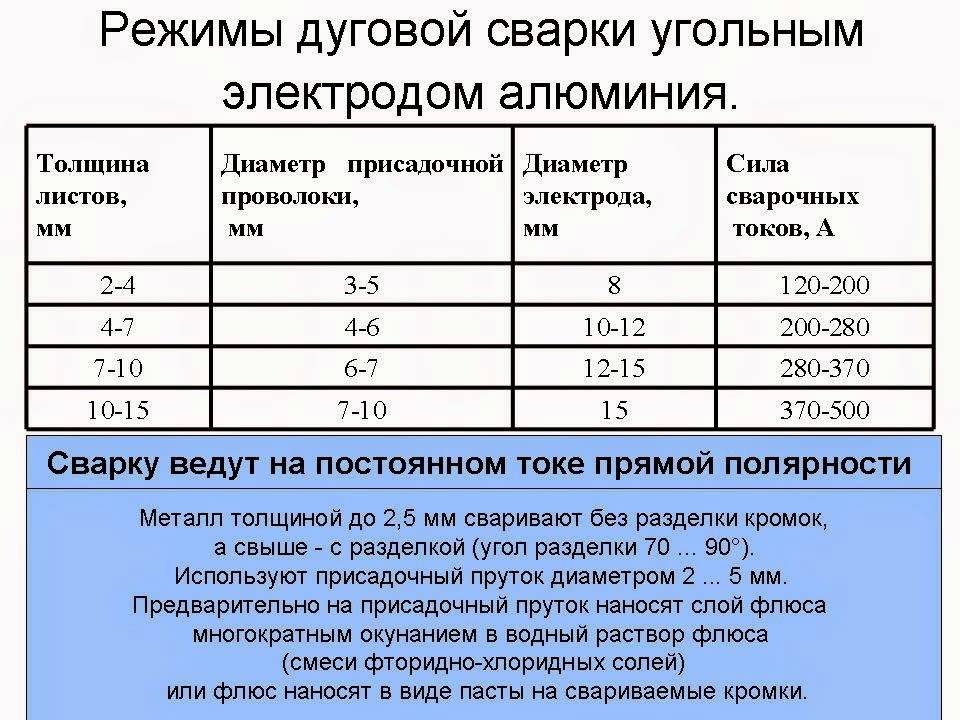 Тройниковые соединения считаются разновидностью углового сварного шва и также могут образовываться, когда труба приваривается к опорной плите. Рекомендуется, чтобы дуга была небольшой и плотной, форма с минимальным углом факела.
Тройниковые соединения считаются разновидностью углового сварного шва и также могут образовываться, когда труба приваривается к опорной плите. Рекомендуется, чтобы дуга была небольшой и плотной, форма с минимальным углом факела. Это указывает на то, что детали плотно прилегают друг к другу без каких-либо зазоров.
Это указывает на то, что детали плотно прилегают друг к другу без каких-либо зазоров. Самый важный вывод заключается в том, что состав сплава будет определять способ сварки, а затем конкретный выбранный процесс сварки. Выберите сплав, который можно сваривать и который также соответствует механическим требованиям желаемого конечного продукта. Выберите сварщика, знакомого с алюминиевыми сплавами, и процесс сварки, удобный для него, а также соответствующий толщине свариваемого алюминия.
Самый важный вывод заключается в том, что состав сплава будет определять способ сварки, а затем конкретный выбранный процесс сварки. Выберите сплав, который можно сваривать и который также соответствует механическим требованиям желаемого конечного продукта. Выберите сварщика, знакомого с алюминиевыми сплавами, и процесс сварки, удобный для него, а также соответствующий толщине свариваемого алюминия. По сравнению со сварными узлами, изготовленными из других материалов, таких как сталь, сварные алюминиевые узлы не демонстрируют такой же уровень прочности, как их исходные материалы. Таким образом, крайне важно, чтобы профессионалы отрасли выбрали правильный основной материал и метод сварки, чтобы создать максимально прочную связь между алюминиевыми компонентами.
По сравнению со сварными узлами, изготовленными из других материалов, таких как сталь, сварные алюминиевые узлы не демонстрируют такой же уровень прочности, как их исходные материалы. Таким образом, крайне важно, чтобы профессионалы отрасли выбрали правильный основной материал и метод сварки, чтобы создать максимально прочную связь между алюминиевыми компонентами.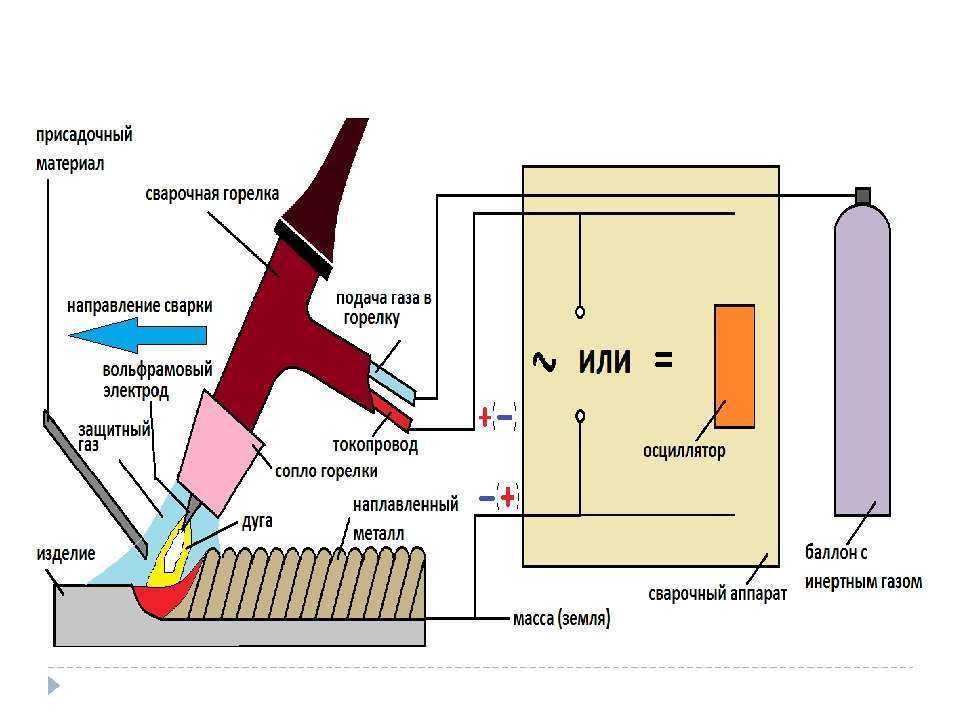 Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки, и на характеристики конечного продукта. Например:
Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки, и на характеристики конечного продукта. Например: В следующем списке представлена классификация серий алюминия и соответствующих элементов сплава:
В следующем списке представлена классификация серий алюминия и соответствующих элементов сплава: В частности, склонность алюминия притягивать кислород и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любой операции сварки.
В частности, склонность алюминия притягивать кислород и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любой операции сварки.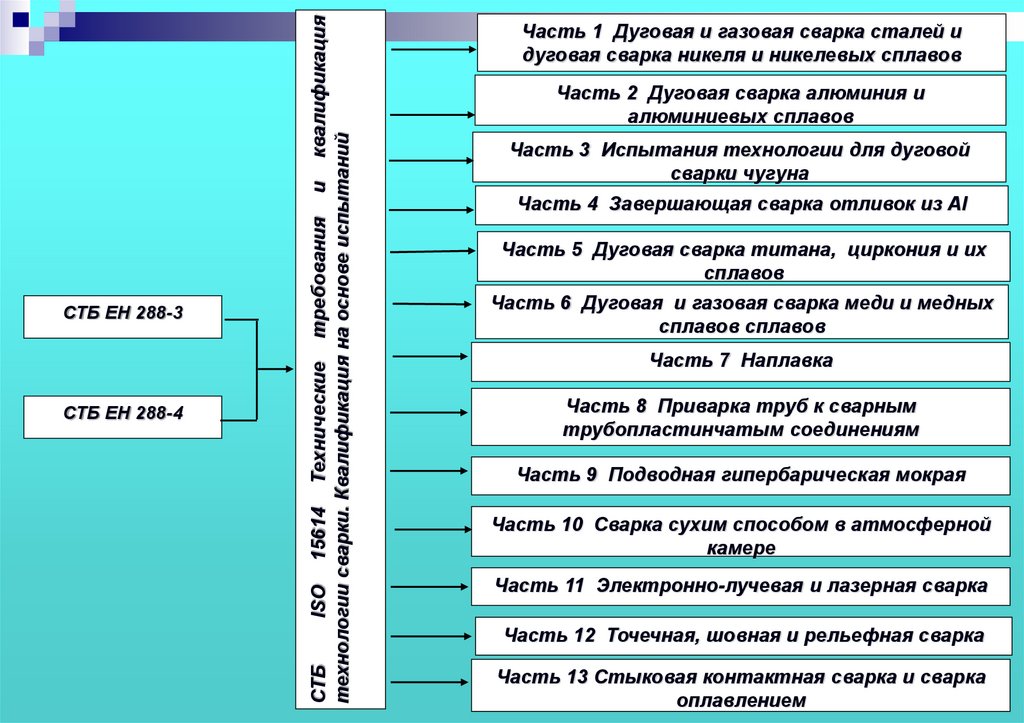 Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного разный уровень теплопроводности.
Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного разный уровень теплопроводности. К наиболее распространенным методам сварки алюминия относятся следующие:
К наиболее распространенным методам сварки алюминия относятся следующие: Угольная дуга в сочетании с присадочным материалом из отдельного присадочного стержня используется для завершения сварного шва. Хотя флюс требуется на протяжении всей операции сварки, в конце его необходимо удалить. Конечные продукты, произведенные с помощью операций SCAW, имеют сварные швы, идентичные сварным швам продуктов, изготовленных с помощью операций кислородно-ацетиленовой или кислородно-водородной сварки.
Угольная дуга в сочетании с присадочным материалом из отдельного присадочного стержня используется для завершения сварного шва. Хотя флюс требуется на протяжении всей операции сварки, в конце его необходимо удалить. Конечные продукты, произведенные с помощью операций SCAW, имеют сварные швы, идентичные сварным швам продуктов, изготовленных с помощью операций кислородно-ацетиленовой или кислородно-водородной сварки. Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.
Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.
 В данной технологии в воду добавляется абразив. Создается очень тонкая струя, которая может быть толщиной 0,5 – 1,1 мм. За счет высокого давления (4100 атм.), легко режется гранит, мрамор, травертин, кварцит. Такую технологию можно применять для резки керамической плитки , керамогранита или любого другого материала.
В данной технологии в воду добавляется абразив. Создается очень тонкая струя, которая может быть толщиной 0,5 – 1,1 мм. За счет высокого давления (4100 атм.), легко режется гранит, мрамор, травертин, кварцит. Такую технологию можно применять для резки керамической плитки , керамогранита или любого другого материала.

 Она режет любые
Она режет любые



 Струя
Струя
 Что такое гидроабразивная резка металла?
Что такое гидроабразивная резка металла?


 После того, как сквозное отверстие готово, машина прорезает траекторию, следуя указаниям, подаваемым ей через блок управления.
После того, как сквозное отверстие готово, машина прорезает траекторию, следуя указаниям, подаваемым ей через блок управления. Гладкие, без заусенцев и однородные кромки можно получить с помощью водоструйных резаков по металлу, поэтому этот метод предпочтительнее для высококачественного дизайна. В большинстве случаев после гидроабразивной резки металла не требуется дополнительная отделка.
Гладкие, без заусенцев и однородные кромки можно получить с помощью водоструйных резаков по металлу, поэтому этот метод предпочтительнее для высококачественного дизайна. В большинстве случаев после гидроабразивной резки металла не требуется дополнительная отделка. В среднем это может стоить от 20 до 40 долларов в час.
В среднем это может стоить от 20 до 40 долларов в час. е. она портативная. Также газопламенная резка позволяет прорезать слишком толстые металлы. С другой стороны, гидроабразивная резка позволяет резать любой материал. Кроме того, процесс намного аккуратнее и менее подвержен несчастным случаям. С помощью техники гидроабразивной резки вы можете получить именно ту точность, которую хотите. Поскольку в процессе резки не выделяется тепло, бахрома не повреждается.
е. она портативная. Также газопламенная резка позволяет прорезать слишком толстые металлы. С другой стороны, гидроабразивная резка позволяет резать любой материал. Кроме того, процесс намного аккуратнее и менее подвержен несчастным случаям. С помощью техники гидроабразивной резки вы можете получить именно ту точность, которую хотите. Поскольку в процессе резки не выделяется тепло, бахрома не повреждается.
 В отличие от других методов, вы можете использовать его на разных типах металлов. Кроме того, он дает вам точный вырез, который вы хотите, без выделения токсичных газов.
В отличие от других методов, вы можете использовать его на разных типах металлов. Кроме того, он дает вам точный вырез, который вы хотите, без выделения токсичных газов.
 Поэтому стоит упомянуть об использовании станков гидроабразивной резки металла в этой отрасли.
Поэтому стоит упомянуть об использовании станков гидроабразивной резки металла в этой отрасли. Другой тип использует абразивы, как следует из названия. Абразивы выполняют операцию, больше похожую на шлифование, разрушая материал. Чистая гидроабразивная резка хорошо подходит для резки более мягких материалов, таких как резина, пенополистирол, пластик, продукты питания, уплотнительный материал и т. д. Абразивная гидроабразивная резка может резать более твердые материалы, такие как камень, керамика, стекло, металлы, кевлар и композиты.
Другой тип использует абразивы, как следует из названия. Абразивы выполняют операцию, больше похожую на шлифование, разрушая материал. Чистая гидроабразивная резка хорошо подходит для резки более мягких материалов, таких как резина, пенополистирол, пластик, продукты питания, уплотнительный материал и т. д. Абразивная гидроабразивная резка может резать более твердые материалы, такие как камень, керамика, стекло, металлы, кевлар и композиты. Насосная система создает очень высокое давление, подходящее для резки металла. В нем используется гидравлическая система, которая соединена с двигателем большей мощности. Этого достаточно для эффективной работы станка гидроабразивной резки металла.
Насосная система создает очень высокое давление, подходящее для резки металла. В нем используется гидравлическая система, которая соединена с двигателем большей мощности. Этого достаточно для эффективной работы станка гидроабразивной резки металла. Когда вы выбираете идеальную систему управления, она может соответствовать вашей цене и эффективности.
Когда вы выбираете идеальную систему управления, она может соответствовать вашей цене и эффективности. Часто он запутывается и требует много времени, чтобы разобраться.
Часто он запутывается и требует много времени, чтобы разобраться.
 Тем не менее, вы можете найти различия в металлических листах. Исходя из ваших потребностей, вы должны выбрать металлический лист и разрезать его с нужным давлением воды.
Тем не менее, вы можете найти различия в металлических листах. Исходя из ваших потребностей, вы должны выбрать металлический лист и разрезать его с нужным давлением воды. Поскольку металлы являются более твердыми материалами, абразивные струи могут прорезать их. Вам не нужно больших усилий, чтобы разрезать металлические детали. Поэтому для различных производственных целей вы можете положиться на гидроабразивную резку металла.
Поскольку металлы являются более твердыми материалами, абразивные струи могут прорезать их. Вам не нужно больших усилий, чтобы разрезать металлические детали. Поэтому для различных производственных целей вы можете положиться на гидроабразивную резку металла. Вы получите желаемые результаты от них.
Вы получите желаемые результаты от них. Это помогает сократить количество отходов, и вы можете избежать затрат на утилизацию. Вы также можете использовать гидроабразивную резку крупных кусков металлолома. Кроме того, гидроабразивная резка увеличивает использование материалов, так как сводит к минимуму пропил. Используя минимальное количество воды, вы можете разрезать металлические детали.
Это помогает сократить количество отходов, и вы можете избежать затрат на утилизацию. Вы также можете использовать гидроабразивную резку крупных кусков металлолома. Кроме того, гидроабразивная резка увеличивает использование материалов, так как сводит к минимуму пропил. Используя минимальное количество воды, вы можете разрезать металлические детали.
 Процедура не занимает много времени и очень доступна.
Процедура не занимает много времени и очень доступна.