Сверлильный станок своими руками — пошаговая инструкция, чертежи и лучшие модели (100 фото)
Главная » Прокат
Каждый мастер знает, что для проделывания отверстия нужен особый инструмент — дрель. Сейчас ни один дом не обходится без этого инструмента. Больше всего в использовании дрели нуждаются мастера, работающие с деревом или камнем постоянно.
Самое сложное в таких случаях — сделать множество отверстий точно и ровно. На крупных заводах по изготовлению таких изделий существуют специальные машины для сверления.
Для мастера в домашних условиях такой огромный прибор ни к чему, поэтому чаще всего люди делают собственные сверлильные станки.
По размеру такой станок гораздо меньше и компактнее заводского. Его можно с легкостью разместить в маленьком гараже или мастерской. Как сделать и спроектировать сверлильный станок своими руками мы сейчас и рассмотрим.
Что нужно для изготовления станка
Такой инструмент незаменим для тех, кто постоянно работает с пластиком, металлом, камнем или древесиной. При сверлении им можно сделать множество отверстий с большой точностью, а так же делать деревянные заготовки, обрезая их в нужных местах. К тому же, очень легко изменить высоту прибора и отрегулировать угол наклона.
Для того, чтобы изготовить необходимый станок, прежде всего составляют чертежи. Вторым этапом будет выбор и покупка материалов. Ну а после закупок можно начинать собирать желаемый инструмент.
Однако, перед тем как составлять чертеж, выберите, каким на вид будет ваш станок. Моделей самодельных сверлильных станков существует множество, поэтому важно подобрать самый подходящий вам.
Асинхронный двигатель
Выбирая альтернативные варианты, из чего можно собрать станок для сверления можно отказаться от идеи применения нужной в хозяйстве электрической дрели.
Для механизма вращения можно применить двигатель любой мощности с электрическим приводом, его легко снять со старого оборудования и бытовой техники.
Материалы и инструменты для сборки
Перед началом работы прежде всего необходимо составить чертеж сверлильного станка своими руками. После этого начинается этап подготовки к работе. На данном этапе происходит покупка нужных материалов и выбор инструмента для работы.
Выбор инструмента дело важное, поэтому при сборке классического станка потребуется следующее:
Пила циркулярная или станок.
Электрический лобзик.
Болгарка с насадкой для шлифовки.
Дрель.
Станок шлифовальный.
Ручные инструменты по надобности.
После того, как инструмент готов, приступаем к выбору материала и заготовок. Вот какие детали необходимы для изготовления:
Лист фанеры, толщиной не менее 15 мм.
Доки для корпуса.
Роликовые направляющие.
Крепеж.
Втулка.
Заготовка тисков для сверлильного станка своими руками
Состоит сам сверлильный станок из нескольких важных элементов. Это такие элементы, как основание, рабочая поверхность, крепление самой дрели, дрель и механизм рукояти.
Рабочая поверхность предназначена для процесса сверления и для крепления всех остальных деталей. Рукоять делается на пружинном механизме и позволяет легко опускать дрель при сверлении. При помощи данной инструкции вы легко подберете детали для будущего станка.
Направляющая для дрели своими руками
Предлагаем вашему вниманию третий бюджетный вариант самодельного устройства. Конструкция тоже довольно проста в изготовлении, но изготовлена из металла. Эта идея принадлежит автору YouTube канала Be Creative.
Материалы, которые потребуются для изготовления и сборки сверлильной стойки:
профильная труба;
металлические втулки;
хомут для дрели;
стальные пластины;
направляющие;
возвратные пружины.
В первую очередь необходимо изготовить подвижную часть стойки, к которой будет крепиться электродрель. В прошлом варианте она была деревянной, в этом — из профтрубы.
Отрезаем кусок квадратного профиля, и вырезаем на концах седловины. Потом к нему привариваем две втулки.
Посередине нужно приварить хомут для крепления электродрели. Изготовить его можно из куска круглой трубы, двух гаек и болта.
Далее отрезаем три куска стальной полосы, и свариваем из них основание стойки (опорную площадку).
Привариваем к основанию направляющие из гладкой арматуры. Надеваем на них пружины.
Фиксируем дрель с помощью хомута, и потом надеваем подвижную часть на направляющие.
Самодельная стойка для дрели готова. Да, она выглядит очень примитивно и хлипко, но зато изготовить ее можно очень быстро из обрезков металла.
Подробный процесс изготовления и сборки этой конструкции можно посмотреть на видео ниже.
Рейтинг
( 1 оценка, среднее 5 из 5 )
Понравилась статья? Поделиться с друзьями:
Простой сверлильный станок своими руками (39 фото изготовления)
Подробное описание изготовления самодельного сверлильного станка своими руками.
Приветствую! С помощью сверлильного станка, можно быстро и главное точно сверлить отверстия в деталях и заготовках. Сделать такой станок можно своими руками из обычной электродрели.
Материалы для изготовления:
пара б/у автомобильных амортизаторов;
электродрель с силовой ручкой;
две корпусных подшипника;
цепь и звездочка;
профильная прямоугольная труба;
рукоятка подачи шпинделя;
стальной лист, пластины и уголок;
шпилька, болты, шайбы и гайки;
пружина.
Изготовим вертикальную стойку. По разметке к широкой стороне профильной трубы привариваем отрезок цепи.
Изготовим передвижную каретку. Используя корпуса подшипников, размечаем и сверлим в стальной пластине отверстия для их крепления метизами.
На шпильку, просунутую через подшипник, наворачиваем гайку, надеваем звездочку и закрепляем второй гайкой.
Другую пластину размечаем под установку и приварку по ее центру профильной трубы.
Очищаем старые амортизаторы, и просверлив днища, сливаем масло, и сбиваем крышки. Обмотав алюминиевой фольгой зеркала штоков и резьбу, помещаем их в дробеструйную камеру для полной очистки. В конце удаляем рычаги.
Укладываем амортизаторы верхней частью в уголки на уровне скошенных полок и привариваем.
Фиксируем амортизаторы параллельно на стальной пластине за уголки с помощью сварки.
К торцам штоков с нанесенной краской прикладываем отрезок профильной трубы и по отметкам сверлим два отверстия.
Укладываем ее плашмя и в центре ставим ножками наружу П-образную скобу, и привариваем.
У куска профильной трубы длиной, равной ширине большей стороны, удаляем противоположную грань. В центре квадратного основания сверлим отверстие.
Кусок круглой трубы разрезаем по образующей и привариваем по краям разреза ушки с двумя отверстиями. Получился, своего рода, хомут.
В деталь из профильной трубы изнутри вставляем болт и привариваем за головку. Закрепляем метиз в тиски, вдоль ножек ставим хомут ушками вверх и соединяем их сваркой.
Заводим П-образную скобу на профильной трубе между амортизаторами, тогда штоки войдут в ее отверстия. Накручиваем на резьбу штоков гайки и затягиваем их.
На фото: хомут для крепления дрели
Переворачиваем амортизаторы и на ножку скобы укладываем узел из подшипниковых корпусов, шпильки и звездочки. Привариваем пластину узла к скобе.
Укладываем на узел, тогда звездочка войдет в зацепление с цепью, и привариваем амортизаторы к пластинам.
Изготовим основание для станка.
К основанию станка, болтами крепим вертикальную стойку.
На шпильку надеваем рукоятку подачи шпинделя и закрепляем гайкой. Для удобства, на рукоятки накручиваем пластиковые шарики.
Хомутом крепим дрель.
Сверлильный станок готов к работе, чтобы было удобно использовать заготовки при сверлении, на основании станка, установим тиски.
В этом видео, показано изготовление сверлильного станка
Стойка для сверлильного станка
— Got Wood? Давайте сделаем что-нибудь!
Вот как построить стенд для сверлильного станка для магазина! Эта стойка для сверлильного станка имеет прочную клееную верхнюю часть, 2×4 для рамы и 3/4-дюймовое фанерное дно с фиксирующими колесиками. Я планирую добавить ящики к этой подставке в ближайшем будущем, но это отличная базовая подставка. См. ниже все расходные материалы, инструменты и разрезы, использованные для этой сборки. Также есть видео и пошаговые инструкции о том, как построить эту подставку для сверлильного станка.
Замена верхней части на фанеру для более быстрой сборки
Прилагается Используется для стойки сверлильного станка:
(4) Стопорные ролики
(32) 2 1/2″ винта с потайной головкой (для рамы)
(8) Шурупы с потайной головкой 2″ (для крепления сверху)
Шурупы для дерева 1 3/4″ (для крепления снизу)
Клей для дерева
(2) Болты, гайки и шайбы 3″ (для крепления сверлильного станка сверху)
Инструменты, используемые для стойки сверлильного станка:
Настольная пила
Электродрель
Приспособление для отверстий в кармане
Адаптер для сверла под углом 90 градусов (может не понадобиться, если у вас дрель короче моей)
(1) зажим (длиной не менее 24 дюймов или карман) зажим с отверстием тоже подойдет)
Пошаговые инструкции по изготовлению подставки для сверлильного станка
Шаг 1: Сделайте надрезы.
См. список вырезов выше. Верхняя часть склеена с использованием 2 × 8, но используйте все, что хотите. Я просто хотел, чтобы верх был мясистым! Достаточно прочный, чтобы выдержать мой тяжелый сверлильный станок. Я собирался использовать два слоя фанеры 3/4″ для верха, но эти 2 × 8 оказались в мусорном ведре. Примечание: 1/4-дюймовая фанера на картинке будет задней панелью этой стойки сверлильного станка, когда я добавлю ящики, надеюсь, не в слишком отдаленном будущем.
Шаг 2: Просверлите отверстия для карманов
Установите приспособление для отверстий под карманы на 1 1/2 дюйма и просверлите два отверстия на всех концах восьми 15-дюймовых частей рамы.
Затем установите приспособление для отверстий в кармане на 1 1/4″ и просверлите два отверстия на одном краю каждой из четырех частей верхней рамы 15″. Они будут использоваться для крепления рамы к верхней панели.
Шаг 2: Соберите обе стороны рамы
Прикрепите верхнюю и нижнюю 15-дюймовые доски к ножкам, используя столярный клей, зажим и 2 1/2-дюймовых шурупа, как показано на рисунке выше. Примечание. Убедитесь, что все карманные отверстия 1 1/4″ обращены вверх для крепления верхней части.
Шаг 3: Соберите раму
Прикрепите переднюю и заднюю 15-дюймовые доски. Я использовал квадратные приспособления, чтобы удерживать боковые части рамы в вертикальном положении, но дополнительная пара рук сработала бы так же хорошо. Я также использовал переходник для сверла под углом 90 градусов, чтобы закрепить некоторые из этих винтов, потому что он довольно тугой с длинным сверлом с карманным отверстием.
Шаг 4. Прикрепите нижнюю часть и ролики с фиксатором
Приклейте, зажмите и закрепите нижнюю фанеру толщиной 3/4″ с помощью шурупов для дерева 1 3/4″. Я использовал те же самые шурупы с шайбами, чтобы прикрепить ролики, где отверстия совпали с рамой. Затем я использовал винты 3/4″, которые поставлялись с блокирующими роликами, в отверстие, которое только что входило в фанеру.
Шаг 5: Просверлите отверстия в верхней части для болтов
Выровняйте и отметьте места, где нужно просверлить два отверстия для двух 4-дюймовых болтов, используемых для крепления сверла к верхней панели.
Шаг 6: Прикрепите верхнюю часть
Нанесите клей на верхнюю часть рамы, затем поместите раму поверх верхней панели и закрепите 2-дюймовыми винтами с потайными отверстиями.
Шаг 7: Прикрутите сверлильный станок болтами
Наконец, прикрутите сверлильный станок болтами!
Бадда Бинг! Наслаждайтесь своей новой стойкой для сверлильного станка!
Поддержите Bratton Создано, подписавшись на наш канал YouTube
Посмотрите другие проекты семинаров!
СТАВЬТЕ НРАВИТСЯ, ДЕЛИТЕСЬ И ПОДПИСЫВАЙТЕСЬ
Почему я не использую «стол для сверлильного станка»
Почему я не использую «стол для сверлильного станка»
Создание необычного «стола для сверлильного станка» кажется популярным «апгрейдом» для сверлильного станка. Но лично я предпочитаю использовать сверлильный станок как есть.
Я просто положил кусок дерева свободно на стол. Он продолжает двигаться вокруг, так что у меня есть свежий кусок дерева, чтобы сверлить в большинстве случаев. В конце концов, этот кусок дерево напоминает лунный пейзаж, но все же это намного удобнее, чем постоянно заменить «вставку» в столе сверлильного станка. Мне не нужно убеждаться, что моя «вставка» точно такой же высоты, как стол.
Некоторые операции сверления необходимо выполнять на краю стола. Кажется, я довольно часто бью по ним, так что большой стол для сверлильного станка действительно мешать.
Я также много перемещаю стол сверлильного станка вверх и вниз. Опять какой-то большой стол сверлильного станка, прикрепленный к маленькому столу, будет мешать. Даже если вы продлите рукоятка, большая часть большого стола делает его более громоздким для подъема и опускания.
Использование сверлильного станка может потребовать больших усилий. Здесь я использую напольные весы. измерить силу сверления 1-дюймового отверстия в конце куска березы с долотом Форстнера. Весы показывают 160 фунтов (около 72 кг), но я даже не сильно давить на ручку.
Я получаю много предложений написать статью о том, как сделать сверлильный станок. с помощью ручной дрели, но ручные дрели хорошего качества могут стоить дороже, чем дешевая дрель пресс, а дешевый сверлильный станок все же лучше самодельного. Так что да, можно построить сверлильный станок, но он будет стоить дороже и работать хуже. чем просто купить один. Я тоже пришел к такому же выводу когда я экспериментировал с созданием полое долото долото. Аналогичный вывод от «Человека с деревянными инструментами». (Уэйн Маклеллан) понимая это так же и в этом видео
Еще одним оправданием использования стола для сверлильного станка является ограждение, которое может быть полезным. когда нужно просверлить отверстие в одном и том же месте в большом количестве деревяшек. Но лично я предпочитаю просто надрезать дерево и проколоть его шилом. Острие сверла часто немного качается, но если сделать канавку на месте отверстия, то сверло будет естественно следите за этим, даже если вы просто на глазок ставите заготовку.
Если у вас возникла проблема и подпортилась алюминиевая канистра или какая- либо другая емкость из алюминия, стоит помнить о том, что материал изготовления – именно алюминий. Следовательно, нужно владеть информацией, при помощи какого электрода можно будет его заварить.
Как бы странно это не прозвучало, но сваривание алюминия в наше врем стало обыденной вещью, наверное, именно по этой причине данная разновидность электродов стала настолько распространенной. Достаточно широко сегодня используют алюминиевые сплавы, поэтому без них не обходится множество конструкций. Нужно отметить, что за счет того, что металл имеет малую плотность, достаточно прочен и идеально чист, его свободно применяют в:
— пищевой промышленности;
— химической;
— электротехнической.
Обратите внимание, что по прочностным показателям алюминий может превзойти даже чугун, сталь и титан. Исключительно несколько видов металлов могут превзойти по данному показателю алюминий.
Так, как же заварить алюминиевую канистру?
Первое, что вам понадобится – это подготовить часть, которой вы будете заваривать то или иное отверстие. Далее тщательно подготавливаем обе поверхности к сварке, ведь именно от этого шага и будет зависеть то, насколько качественным получится ваше изделие на выходе. Все элементарно просто: используйте металлическую щетку для того, чтобы снять с поверхностей окисную пленку. После того, как вы проделаете это, обязательно обезжирьте обе поверхности при помощи специального растворителя и приступить к свариванию необходимо в течении трех часов максимум – иначе придется повторять все выше перечисленные процедуры. Запомните, что если вы хотите зачистит металл сегодня, а сварить его, скажем, завтра, то толку не будет абсолютно никакого в вашей работе.
Для того, чтобы сварить алюминий, принято использовать или графитовые электроды, или угольные. Считается, что именно они могут обеспечить в кратчайшие сроки качественное сваривание. Но, нет предела совершенству, как известно, поэтому можно использовать и дуговую сварку, металлические электроды, которые покрыты фтористыми солями или хлористыми. Результат от этого, по большому счету, не изменится.
Для того, чтобы качественно заварить алюминиевую канистру, вам понадобится использование сварки, электрод которой будет плавиться. Эта сварка будет производиться благодаря току обратной полярности. Именно такая сварка позволит заварить канистру в любом положении, что является удобным, если щель образовалась в недоступном месте. Но, помните, если вы свариваете сплавы, то структура обязательно изменится, что, скорее всего, в результате повлияет на свойства шва, который вы накладываете.
Некоторые характеристики
Алюминию свойственна эклектика. Это значит, что металл очень быстро остывает и работать с ним нужно исключительно на профессиональном уровне, потому что если не следовать технологиям и не знать азов, ваш шов может растрескаться. Следуйте указанным правилам и не пренебрегайте положенным инструкциям и у вас обязательно все получится!
методики и принципы, флюсы и припои
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Пайка алюминия
Зачистка под слоем флюса
Абразивные материалы
Использование медного купороса
Специальные припои
Пайка алюминия
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
Зачистка небольших деталей под слоем жидкого флюса.
Применение флюсов совместно с абразивными материалами.
Использование медного купороса для создания медной плёнки на алюминиевом изделии.
Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
Низкой температурой плавления (390 градусов Цельсия).
Возможностью применения без флюса.
Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
Пайка алюминия
Пайка алюминия и его сплавов аналогична процессу пайки других металлов. Но при выборе флюса следует проявлять особую осторожность.
Нельзя использовать тот же флюс, что и для пайки других металлов. Алюминий легче реагирует с атмосферным воздухом и образует на поверхности толстый слой оксида алюминия. Снять этот слой очень сложно.
Итак, вам нужен более сильный флюс для пайки алюминия.
Кроме того, алюминий лучше других металлов поглощает тепло. Вы должны использовать сильный источник тепла, чтобы поднять температуру алюминия. Только тогда припой (присадочный материал) расплавится и соединит две металлические детали.
В статье ниже объясняются различные методы пайки алюминия и его сплавов. Он также предоставляет информацию о различных типах припоя, которые можно использовать для эффективной пайки.
Описание
Пайка алюминиевых сплавов
Чаще всего паяют алюминиевые сплавы, содержащие менее 1 процента магния и 5 процентов кремния. Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Кроме того, сплавы с высоким содержанием меди и цинка также не подходят для пайки.
Подготовка
Прежде чем приступить к пайке алюминия, убедитесь, что металлическая поверхность чистая. Она должна быть очищена от пыли, жира и прочего мусора.
Для очистки поверхности можно использовать щетку из нержавеющей стали или мочалку.
Кроме того, вы также должны обезжирить поверхность растворителем, чтобы очистить поверхность от жира. Если поверхность окислена, возможно, вам придется использовать химические вещества для очистки алюминиевой поверхности.
Методы пайки алюминия
Существует 4 различных метода пайки алюминия. Они следующие:
1. Жидкий флюс и припой
При этом жидкий флюс производится с использованием смеси органических аминов и неорганических солей фторбората. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, такие как спирт, для снижения вязкости.
Жидкий флюс идеален для индукционной пайки, так как быстро портится после определенной температуры.
2. Пастообразный флюс и припой
Вы можете создать пастообразный флюс, добавив в жидкий флюс химические связующие вещества. Пастообразный флюс обеспечивает более точное нанесение, поскольку для его нанесения на металл используется игла.
3. Припой с флюсовой сердцевиной
Припой с флюсовой сердцевиной будет иметь более высокую вязкость и большее содержание твердого вещества. Когда этот флюс нагреется, он превратится в жидкую форму. Затем вы можете использовать инжектор, чтобы нанести его на металлическую поверхность.
Присадочный материал остынет и станет твердым, прочно удерживая две заготовки вместе.
4. Металлическая паста для пайки
Вы можете превратить органический флюс в металлическую пластину для пайки, добавив порошок припоя и связующие вещества. Вы можете использовать это для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Наполнитель выдерживает температуру до 420 ºC. Но это означает, что вам нужно генерировать столько тепла, чтобы расплавить материал наполнителя.
Типы припоев
Припои делятся на три основных типа в зависимости от их температуры плавления. Ниже приведены эти типы,
Типы припоев
Диапазон температур
Низкотемпературные припои
от 300 до 500 ºF
Промежуточно-температурные припои
500 и 700 ºF
Высокотемпературные припои
от 700 до 800 ºF
1. Низкотемпературные припои
Низкотемпературные припои имеют температуру плавления в диапазоне от 300 до 500 ºF. Обычно они изготавливаются из цинка, олова, свинца и кадмия.
Эти припои обеспечивают соединения с низкой коррозионной стойкостью.
2. Припои для промежуточных температур
Температура плавления припоев для промежуточных температур составляет от 500 до 700 ºF. Олово или кадмий с цинком являются основным материалом. Кроме того, он также содержит небольшое количество других материалов, таких как свинец, медь, алюминий, никель или серебро.
3. Высокотемпературные припои
Температура плавления высокотемпературных припоев находится в диапазоне от 700 до 800 ºF. В качестве основного материала используется цинк, а припой содержит от 3 до 10 процентов алюминия.
Кроме того, в нем есть другие материалы, такие как железо, никель и серебро. В зависимости от состава этих материалов будет небольшая разница в их характеристиках плавления и смачивания.
Припои с самым высоким содержанием цинка обладают наибольшей прочностью. Кроме того, они являются наиболее устойчивыми припоями к коррозии.
Правила пайки алюминия
Перед пайкой очистить поверхность алюминия от пыли и другого мусора
Во время пайки следите за тем, чтобы детали не двигались
Используйте правильный тип флюса
Используйте правильную температуру для плавления наполнителя
Заключение
Основным преимуществом пайки алюминия является отсутствие необходимости наносить на алюминий отдельное покрытие перед пайкой. Существует несколько методов и методов пайки алюминия.
В зависимости от состава алюминиевых сплавов можно выбрать технику, которая создаст наиболее прочное соединение.
Также обязательно очистите алюминиевую поверхность перед пайкой.
Если у вас есть другие вопросы или сомнения, сообщите нам об этом в разделе комментариев. Мы поможем вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.
Как паять алюминий
Алюминий — очень привлекательный металл для изготовления каких-то самодельных конструкций: легкий, отлично обрабатывается, сверлится, пилится, не ржавеет и т.д. Но вот проблема: сварить два куска алюминия без специальной аргоновой сварки практически невозможно. А оборудование для такой сварки стоит не одну тысячу рублей. Но оказывается есть выход! Это пайка! Но не простой, а с использованием специальных порошковых припоев.
Понадобится
Итак, что нам понадобится, чтобы припаять две детали одну к другой:
.
.
Металлическая щетка.
Зажим.
Тиски.
Алюминиевый припой можно заказать в сварочных мастерских. Но из-за узкого направления применение ему найти довольно сложно, а цена достаточно дорогая. Самый доступный способ — купить по
. Там недорого, берите сразу пачку — со временем пригодится.
Так выглядит без упаковки. С виду обычный кусок проволоки, но не совсем: внутри этого стержня содержится специальный порошок.
Указана температура плавления в Фаренгейтах, если перевести удобные нам единицы, то это будет 370-400 градусов Цельсия.
Припой алюминиевый своими руками
Приступаем непосредственно к пайке. Сначала нужно подготовить поверхность металлов. Берем грубую металлическую щетку и зачищаем место будущей пайки.
Если быть точнее, то необходимо не только очистить поверхность от различных загрязнений и окислов, но и создать большую шероховатость для лучшего сцепления припоя с поверхностью.
Таким способом нужно зачистить обе детали в месте будущего соединения. Теперь закрепляем прижим детали и зажимаем все в тиски для устойчивости и надежности.
Возьмите газовую горелку. Причем, чем толще металл, тем мощнее должна быть горелка, способная прогревать детали до температуры пайки.
Разогреваем соединение.
Через некоторое время паяльником прикасаемся к нагретым деталям на секунду.
Если плавления нет, продолжаем топить.
Пробуем еще раз. И как видите, припой начал плавиться.
Не снимая горелки, размазываем припой по соединительному шву. Он хорошо распространяется.
После того, как припой равномерно распределится, ждем пару секунд, чтобы припой стекал во все доступные места.
Далее выключите горелку и дождитесь полного остывания.
Прочность соединения
Конечно, это не дуговая сварка, но держится очень хорошо, и читается не хуже.
В наше время развитие строительных технологий обрело небывалые размахи. Каждый год промышленность выкидывает на рынок не менее сотни-двух новых наименований строительных материалов. И всё чаще среди новых названий встречается слово «жидкий пластик» (промышленный, твёрдый, жидкий полимер), появившийся на строительном рынке не так давно.
Так что же представляет собой материал? Для чего используется и как применяется? Попробуем ответить на эти вопросы и рассмотрим примеры «знакомых» полимеров.
Содержание
1 Что это за материал?
2 Признанные преимущества полимеров
3 Выпускаемая продукция
3.1 В виде интерьерной краски
3.2 Эмали для обработки против коррозии
3.3 Защитное покрытие для авто
3.4 Герметик для окон ПВХ
3.5 Идея применения жидкого пластика (1 видео)
3.6 Разные виды жидкого полимера (23 фото)
3.6.1 Рекомендуем прочитать:
Что это за материал?
Один из видов полимеров, выпускаемый в твёрдом листовом виде, уже завоевал признание среди населения – это поликарбонат или карбонатное стекло, полностью вытеснившее такой материал в строительстве теплиц, навесных козырьков и разделительных стен, как обыкновенное кварцевое стекло.
Этот же материал (стеклопластик) активно применяется в пищевой промышленности для создания различной посуды и бутылочной тары. Это твёрдый вариант полимера, проще говоря, пластмасса или пластик. Жидкий вариант пластика хорошо знаком тем, кто работает с эмалями и растворами ЛКМ, применяя в работе жидкие двухкомпонентные смеси – жидкий пластмасс.
Такой жидкий полимер представляет собой полуфабрикат для дальнейшего создания твёрдых, прочных покрытий на основе синтетических компонентов.
Такие красочные полуфабрикаты имеют неограниченную область применения как в промышленной, так и в бытовой сферах. Ими покрывают детали и элементы сложных конструкций, это прекрасный отделочный материал для ремонта и строительства, которое нашло своё место в автопромышленном секторе, его охотно используют для улучшения качества кровли зданий и устройства бассейнов.
Признанные преимущества полимеров
Разнообразие применения такого материала обуславливается тем, что на самом деле словосочетание «жидкий пластик» или «жидкая пластмасса» — условно. Это название широкой группы композитов, содержащих в своём составе жидкий полимер, который после покрытия им поверхности теряет текучесть и отвердевает (схватывается), приобретая целый ряд новых качеств, среди которых основные – прочность и твёрдость.
Другие преимущества полимерных покрытий перед другими ЛКМ:
экономичность при нанесении;
высокая эластичность;
водо- и светостойкость;
высокое сопротивление агрессивным средам и атмосферным явлениям;
повышенная износостойкость;
длительность эксплуатационно-технического периода (не менее 10 лет).
Еще одним плюсом является ровная, гладкая поверхность с презентабельным дорогим глянцем, с возможностью быстрого и качественного восстановления повреждённых участков покрытия.
Качественный пластик холодного отвержения даёт возможность использования его на практически любой поверхности: цемент и камень, дерево и бетон, металл и ПВХ.Практическое применение «Liquid plastic» в различных сферах.
На видео: тестирование жидкого пластика.
Выпускаемая продукция
В виде интерьерной краски
На рынке представлена «жидкая пластмасса» в виде такого продукта, как полимерная акриловая водно-дисперсионная (водоэмульсионная) краска. Она идеально подходит как для наружной, так и внутренней окраски стен и потолков, любых поверхностей из минеральных, кирпичных материалов, различных конструкций из ДСП, МДФ, ДВП, гипсокартона, цельного дерева и бетона.
Также благодаря своим адгезивным свойствам, эта краска – наилучший вариант для обработки стен под обои и потолков под покраску.
В сочетании с колером смеси полиуретана, акрила и алкида являются декоративными эстетическими покрытиями с пластифицирующей плёнкой. В качестве растворителей и разжижителей такого «жидкого пластика» рекомендуется использовать органические соединения воды. Сами краски, как правило, не имеют резких, отравляющих летучих соединений.
Минусом является только то, что такие составы нельзя использовать для окраски пола. Для этого используются специальные полиуретановые красочные составы «жидких пластмасс» — наливной быстротвердеющий пол.
Эмали для обработки против коррозии
Эмали «жидкий пластик» применяются для антикоррозийной обработки металла, используя высокие адгезивные свойства полимеров, входящих в их состав. Образующаяся на поверхности металлического изделия плёнка-мембрана надёжно защищает метал от окисления и сохраняется длительное время, не разрушаясь под действием воды, ветра, солей и различных кислот. Выбор для «деятельности» весьма широк: начиная от покраски трубо- и газопроводов, заканчивая ограждениями, навесами и сейфами.
Пользоваться эмалью можно как на зачищенной от ржавчины поверхности, так прямо и по окислам кислорода – мембрана не только «схватит» ржавые частицы, но и не позволит образоваться новым. Поэтому эмали на основе жидкой пластмассы носят справедливое название «антикоррозийное покрытие».
Совет! До рабочей вязкости состав разжижают сольвентом, ксилолом или универсальным растворителем Р-4.
Главным минусом таких эмалей является содержание токсичных летучих веществ. Обработка поверхностей требует элементарных средств защиты.
Защитное покрытие для авто
Такой «жидкий пластик» — это максимально эффективное покрытие для кузова автомобиля на радость автовладельцев. Автомашина под «жидкой пластмассой» не подвержена коррозии. Состав проникает в поры, сглаживает царапины и неровности, образует плотную полимерную плёнку, не разрушающуюся под воздействием дождя, снега, хим. реагентов. Все это позволяет надёжно сохранить лакокрасочное покрытие кузова без нарушения основного цвета и сохраняет привлекательный вид авто.
Защитно-декоративное покрытие для автомобиля с эффектом пластика имеет в своей основе алкидные смолы, однородную структуру, которые после разжижения образуют идеально гладкую прозрачную и очень плотную плёнку. По ней все опасные реактивы стекают «как с гуся вода», и создаётся впечатление свежевымытой машины.
В прозрачную смесь, предохраняющую кузов от коррозии и микротрещин, легко добавляется, по желанию клиента, колер нужного оттенка. Машина может быть покрыта верхним цветным слоем, а можно придать «родному» оттенку цветное отражение.
Минус состава – требует особого режима просушки и дополнительной вентиляции, ведь летучие вещества могут вызвать не только головную боль, но и тяжёлые отравления.
Герметик для окон ПВХ
Использование этих составов для отделки откосов окон из поливинилхлорида, обусловлена их возможностью проникать и равномерно заполнять зазоры при монтаже в зонах соединений. «Жидкий пластик» для окон представляет собой однокомпонентный клей, применение которого получило название «диффузная сварка».
Мембрана, образованная этим клеем, схватывает сопрягаемые поверхности ПВХ, образуя из них единый монолитный блок. Сама мембрана, после полного отвердения, превращается в эластичный пластик, устойчивый к механическим повреждениям. Сопряжение деталей происходит в течение 3-5 мин., полное отвердение – через сутки.
Реакция, запускающая химический процесс затвердевания «жидкой пластмассы», проходит под воздействием обычного окружающего воздуха и не требует дополнительных активаторов. Используемый до этого силиконовый клей, к сожалению, конкуренции не выдерживает.
Герметик, основу которого составляет силикон, не обладает антистатическими и противогрибковыми свойствами. После его применения швы на окнах быстро теряют привлекательный вид. Клей «жидкий пластмасс» демонстрирует блестящий пример износостойкости, нечувствительности к УФ-лучам и отменную влагозащиту.
Идея применения жидкого пластика (1 видео)
Разные виды жидкого полимера (23 фото)
виды и особенности различных технологий
Как выполняется металлизация изделий из пластика
Особенности нанесения металлических покрытий методом гальваники
Сущность адгезии и влияющие на нее факторы
Вакуумный метод
Как выполнить металлизацию пластика в домашних условиях
Меднение пластика
Серебрение пластика
Металлизация пластика, которая выполняется преимущественно электрохимическим методом, позволяет значительно усилить устойчивость полимерных материалов к механическим повреждениям, воздействию высокой влажности и повышенной температуры. Немаловажным является и то, что изделия, для изготовления которых был использован металлизированный пластик, весят значительно меньше, чем аналогичные детали из чистого металла.
Хромированный пластиковые детали автомобиля — распространенный пример металлизации пластмассы
Химическая металлизация пластмасс активно используется для производства световых фильтров, катализаторов, печатных плат, заготовок для дальнейшей гальванизации, а также многого другого.
Как выполняется металлизация изделий из пластика
Такие разнородные материалы, как металл и пластик, имеют различные коэффициенты теплового расширения. В связи с этим при нанесении слоя металла на полимерный материал не избежать возникновения внутренних напряжений, стабилизировать которые позволяет подслойная поверхность. Для ее создания обычно используют медь. Когда предварительное меднение пластикового изделия выполнено, на него наносится финишный слой никеля или хрома.
Структура покрытия, полученного в результате металлизации пластика, может формироваться из нескольких слоев, в качестве которых могут выступать:
блестящий медный слой;
медный слой с матовой поверхностью;
полублестящий никелевый слой;
никелевый слой с блеском;
никелевый слой с матовой поверхностью;
конверсионный слой.
Типы наносимых на пластик многослойных гальванических покрытий
Наносимый на пластиковое изделие металлизированный слой может иметь не только различную структуру, но и различные декоративные характеристики. Так, это может быть покрытие велюрового, блестящего, осветленного, патинированного, черненого и других типов. Выполняют металлизацию пластика не только для улучшения его декоративных характеристик, но также для того, чтобы продлить срок его эксплуатации. В частности, никель, нанесенный на пластиковое изделие, обжимает его поверхность, тем самым способствуя ее укреплению.
В зависимости от того, для чего осуществляют металлизацию пластика, выполняют ее с применением электролитических растворов различного типа. Такими растворами могут быть:
электролиты для выполнения блестящего меднения;
электролитические растворы для покрытия поверхности пластиковых изделий никелем;
растворы, при помощи которых создаются покрытия с вкраплением твердых частиц, или покрытия велюрового типа.
Никелированные гальваническим способом детали
Металлизировать пластиковое изделие можно не только хромом и никелем, но и цинком и оловом. При помощи пленок из данных металлов, наносимых на пластиковую поверхность после ее пассивирования, обрабатываемая деталь защищается от негативного воздействия повышенной влажности и образования налета.
Поскольку металлический подслой, создаваемый на пластиковой поверхности, отличается не слишком высокой электропроводностью, процедуру электрохимической металлизации пластика проводят с использованием тока небольшой плотности (0,5–1 А/дм2). Если применять ток более высокой плотности, это приведет к возникновению биполярного эффекта, что в свою очередь вызовет растворение подслоя в том месте, где изделие соединено с проводом, подводящим к нему электрический ток. Чтобы не столкнуться с таким негативным явлением, на сформированный подслой наносят дополнительный слой меди или никеля, причем делается это с использованием тока небольшой плотности. Последующую металлизацию пластика выполняют на обычных режимах.
Особенности нанесения металлических покрытий методом гальваники
Металлизацию пластика с помощью гальванического способа проводят в достаточно плотных электролитических растворах. Устойчивое положение обрабатываемым изделиям, находящимся в таких растворах, обеспечивают подвешиванием специальных утяжелителей.
Схема нанесения гальванического покрытия
Чтобы сформировать на поверхности пластикового изделия качественное гальваническое покрытие, необходимо также большее количество контактов, через которые на подслой обрабатываемой детали подается электроток. Перед металлизацией пластика надо выполнить несколько достаточно сложных процедур, которые обеспечат хорошую адгезию пластика с наносимым металлизированным слоем.
Сущность адгезии и влияющие на нее факторы
Адгезия, как известно, является характеристикой качества сцепления разнородных материалов между собой. Чтобы сцепление между пластиковой основой и металлическим покрытием было качественным, прочность покрытия на отслаивание должна соответствовать 0,8–1,5 кН/м, а на разрыв – 14 МПа. Современные технологические методы металлизации пластика позволяют добиваться адгезии, величина которой доходит до 14 кН/м.
На сегодняшний день не существует ни одной теории, которая бы могла точно объяснить все нюансы сцепления разнородных материалов между собой. Если ориентироваться на химическую природу адгезии, то она возникает вследствие химических взаимосвязей разнородных материалов. В частности, при металлизации полимерных материалов такие связи появляются между функционально активными группами, имеющимися на поверхности пластика, и наносимым на нее металлом.
Виды разрушений адгезионных соединений
Существует и молекулярная теория, согласно которой адгезия между разнородными материалами возникает вследствие того, что на межфазной поверхности присутствуют межмолекулярные силы, которые и способствуют сцеплению. По этой же теории, адгезия определяется взаимодействием двух полюсов или возникновением водородных связей между разнородными материалами.
Согласно электрической теории, причиной адгезии является двойной электрический слой, появляющийся при взаимодействии пары тел. В таком слое, который не дает телам отходить друг от друга, формируются электростатические силы притяжения положительных и отрицательных зарядов.
Наиболее признанной среди специалистов является диффузная теория, согласно которой адгезия возникает вследствие формирования межмолекулярных связей между разнородными материалами. В результате на границе соприкосновения двух материалов формируется новый промежуточный слой, и такая граница фактически стирается.
Существует еще и механическая теория, которая объясняет, что адгезия возникает вследствие анкерного сцепления между выступающими частями наносимого покрытия и углублениями в основном материале. В результате такого сцепления образуются так называемые механические замки, которые и обеспечивают адгезию.
Для прочного осаждения металла необходима благоприятная структура поверхности пластика
На качество адгезии при металлизации пластика оказывает влияние целый ряд параметров, к которым следует отнести:
прочность пластика;
наличие и количество химически активных групп на поверхности пластика;
наличие промоторов – стимуляторов адгезии, в качестве которых могут выступать пластификаторы, соединения олова и хрома;
отсутствие антипромоторов – элементов, которые могут не только ухудшить качество промежуточного слоя, но даже разрушить его;
структура наносимого металла;
режимы выполнения металлизации.
Цели металлизации пластмасс
Вакуумный метод
Вакуумная металлизация пластмасс используется для того, чтобы нанести на них нихром или алюминий. Для практической реализации такой технологии, как уже понятно из ее названия, необходима специальная камера, в которой создается вакуум. Наиболее активно вакуумную металлизацию пластика применяют для обработки автомобильных деталей, сантехнических и осветительных приборов, пластиковой фурнитуры различного назначения.
Нанесенному таким образом металлизированному покрытию придают высокую твердость и устойчивость к воздействию повышенной влажности, используя специальные лакокрасочные составы.
Как выполнить металлизацию пластика в домашних условиях
Металлизированный пластик можно получить и в домашних условиях. Для этого применяют несколько распространенных методик. Наиболее популярная и доступная из них – химическая, для ее реализации не потребуется специальное оборудование. При помощи данной технологии на поверхность пластика можно нанести тонкий слой меди или серебра, что придаст готовому изделию исключительную декоративность.
Вне зависимости от выбранного способа металлизации обрабатываемую деталь следует очистить от механических загрязнений
Меднение пластика
Металлизацию пластика при помощи меди выполняют в несколько этапов.
Тщательное ошкуривание поверхности, в процессе которого с нее необходимо удалить все выпуклости и другие дефекты. После ошкуривания изделие необходимо обработать абразивным порошком.
Обезжиривание поверхности. Изделия, изготовленные из полиакрилатов, обезжириваются перед металлизацией в растворе каустической соды, в который деталь помещается на сутки. Для обезжиривания полиамидных материалов используется обычный бензин.
Промывка обезжиренного изделия в дистиллированной воде.
Сенсибилизация – процесс формирования на пластике пленки из гидроокиси олова. Для этого изделие на минуту помещают в полупроцентный раствор хлористого олова, на литр которого добавляют 40 граммов соляной кислоты.
Активация поверхности, для которой изделие на 3–4 минуты помещают в раствор азотнокислого серебра.
После активации изделие на 60 минут погружают в раствор для металлизации, состоящий из следующих компонентов: карбоната меди (200 г/л), 90-процентного глицерина (200 г/л), 20-процентной каустической соды (1 литр). Температура такого раствора для металлизации должна составлять 18–25°.
После выполнения всех этих процедур вы получите на пластиковом изделии красивое медное напыление.
Серебрение пластика
Металлизацию пластика слоем серебра выполняют в следующей последовательности.
Ошкуривание поверхности и ее обработка абразивным порошком.
Промывка изделия мыльным раствором и дистиллированной водой.
Обезжиривание поверхности в растворе, состоящем из ангидрида хрома (100 г/л) и сульфата железа (10 г/л).
Промывка детали в дистиллированной воде.
Сенсибилизация, для выполнения которой используют раствор хлористого олова (2 г/л).
Погружение изделия на 60 минут в раствор, состоящий из следующих компонентов: нитрата серебра (3 г/л), каустической соды (3,5 г/л), 25-процентного аммиака (8 мл/л), глюкозы (2,5 г/л). Температура раствора – 18–25°.
Гальванические серебряные покрытия обладают низкой стойкостью к механическим повреждениям, но хорошо противостоят химическим воздействиям
Если поверхность была недостаточно хорошо обезжирена, то в результате металлизации может получиться покрытие не очень хорошего качества. В таком случае его можно удалить, используя специальный раствор, и повторить всю процедуру заново.
Сформированный на пластике по вышеописанным методикам слой металла лучше всего покрыть защитным лаком. Кроме того, металлизированные таким образом пластиковые изделия можно подвергнуть дальнейшей гальванической обработке (например, выполнить их хромирование или покрыть слоем никеля).
Метод покрытия металлом пластика
••• Jupiterimages/Photos.com/Getty Images
Обновлено 24 апреля 2017 г. цели снижения статического электричества. Покрытие пластиковых деталей металлом затруднено, потому что традиционные методы покрытия металлов основаны на высоких температурах или электропроводности, а ни один из этих методов не подходит для пластиковых деталей. В некоторых методах нанесения металлического покрытия на пластмассу используются некоторые из тех же принципов, что и при нанесении покрытий на металлические детали, но с некоторыми отличиями, учитывающими свойства материала пластиковой основы.
Химическое покрытие
Химическое покрытие — это процесс, в котором используется химическая реакция для переноса ионов металла на заготовку. Процесс чем-то похож на гальванику, но ток не требуется. Поскольку электрический ток не используется, заготовка не должна быть проводящей, и с помощью этого метода пластик можно покрыть металлом. Заготовка погружается в ванну с водным раствором, где происходит несколько химических реакций. Химические реакции вызывают отрицательный заряд на заготовке, который притягивает ионы металлов из раствора.
Никель является наиболее распространенным металлическим покрытием, используемым в процессе нанесения покрытия химическим путем, и перед нанесением покрытия на пластиковую заготовку необходимо нанести катализатор, чтобы улучшить притяжение ионов. Химическое покрытие – это очень последовательный метод покрытия, обеспечивающий равномерное покрытие даже в углах и трещинах в базовой части.
Осаждение из паровой фазы
Осаждение из паровой фазы представляет собой тип вакуумного осаждения, который включает нанесение покрытия из материала на базовую часть путем осаждения отдельных атомов или молекул на деталь, когда деталь находится в вакууме. Этот процесс позволяет создавать чрезвычайно тонкопленочные покрытия на различных материалах базовых деталей, независимо от свойств материалов, поэтому в качестве основного материала можно использовать пластмассы.
Физическое осаждение из паровой фазы использует твердое или жидкое вещество в качестве источника пара. Существует множество методов физического осаждения из паровой фазы, включая осаждение из паровой фазы, напыление, импульсное лазерное осаждение и катодно-дуговое осаждение.
Токопроводящая краска
Токопроводящая краска — это краска, содержащая проводящие металлические материалы, что позволяет самому покрытию быть электропроводным. Это не настоящее металлическое покрытие, но оно дешевле и проще в исполнении, чем большинство других методов покрытия металлом, и применимо для некоторых применений. В этом случае покрытие не должно быть эстетичным, а лишь функционально проводящим. Токопроводящая краска часто изготавливается из серебра или платины.
Статьи по теме
Об авторе
Сьюзен Кристофф занимается написанием инженерных статей уже 13 лет. Ее статьи публиковались на eHow.com, Suite101, на ее личных веб-сайтах и на веб-сайтах многих клиентов-гостеррайтеров. Опыт Кристоффа включает проектирование, конструкции, датчики, сбор данных и производство.
Photo Credits
Jupiterimages/Photos.com/Getty Images
Изготовленное на заказ экструдированное пластиковое покрытие и оболочка для металлической проволоки и стержней
Пластиковое покрытие может улучшить использование практически любого металла, включая сталь, алюминий, медь, бронзу, латунь, никель и их сплавы. Эти покрытия предлагают ряд преимуществ как в промышленном, так и в коммерческом контексте и могут быть адаптированы для любых металлических проводов, стержней или труб. Пластиковое покрытие может увеличить полезность и срок службы инструментов и материалов, изготовленных практически из любого металла. Эти покрытия обычно наносятся с помощью промышленного метода горячего погружения или распыляются непосредственно на металлическую поверхность. Практически каждая отрасль может извлечь выгоду из экструдированной пластиковой оболочки, изготовленной по индивидуальному заказу, будь то внутреннее оборудование или потребительское использование.
Влагозащита Пластиковое покрытие создает барьер для воды при нанесении на металл, уменьшая коррозионное повреждение и ржавчину. Это также добавляет уровень безопасности в приложениях, где проводится электричество.
Внешний вид Разноцветный пластик позволяет работникам и потребителям легко распознавать металлические провода, трубки и стержни с первого взгляда. Это упрощает организацию, а публичные потребительские товары делают их визуально более привлекательными.
Стерилизация Инструменты с пластиковым покрытием поддаются гораздо более тщательной очистке и стерилизации, что делает их идеальным решением для промышленного применения.
Термостойкость Промышленное и коммерческое применение металлических труб и стержней часто требует, чтобы металлические детали поддерживали стабильную температуру. Пластиковые покрытия помогают свести к минимуму теплопроводность и обеспечивают безопасное прикосновение к металлу.
Химическая стойкость Научные процессы, связанные с использованием химических веществ, могут отрицательно сказаться на сроке службы металлических инструментов и материалов. Пластиковое покрытие повышает химическую стойкость, что продлевает срок службы научных инструментов.
Типы проволоки с пластиковым покрытием
Проволока с пластиковым покрытием используется для создания материалов и изделий, которые могут противостоять экстремальным погодным условиям, чрезмерной влажности и частому использованию. Проволока с покрытием имеет все те же преимущества, что и стандартная высококачественная проволока, с дополнительными преимуществами безопасности и простоты использования. Области применения проволоки с пластиковым покрытием включают:
Строительные инструменты, оборудование и материалы
Авиатехника и техническое обслуживание
Потребительские проекты «сделай сам» и ремесла
Тренажерное оборудование
Сценический такелаж
Строительство муниципального моста
Пластиковая оболочка для проводов также может улучшить устройства связи, сетчатые ограждения и электрическую изоляцию.
Типы трубок с пластиковым покрытием
Основная функция металлических трубок с пластиковым покрытием заключается в проведении жидкостей и газов в промышленных или коммерческих условиях. Покрывая эти металлические детали пластиковой оболочкой, они становятся более безопасными в обращении, их легче чистить и они служат дольше. Вот несколько областей применения металлических труб с пластиковым покрытием:
Нефтяные вышки
Автозапчасти
Системы водоснабжения и газоснабжения
Канализационные и дренажные работы
Оросительные системы
В пожарной сфере также используются трубы с пластиковым покрытием. Пластиковые кожухи позволяют использовать гибкие трубки, используемые пожарными, даже при экстремальных температурах. Они также позволяют оборудованию, контактирующему с большим количеством воды, оставаться защищенным от коррозии и ржавчины, что продлевает срок его службы.
Типы металлических стержней с пластиковым покрытием
Металлические стержни с пластиковым покрытием являются идеальным решением как для промышленного оборудования, так и для товаров широкого потребления. Металлические стержни обеспечивают прочность и надежность конструкции или механизма, а пластиковое покрытие помогает предотвратить травмы и делает продукт более привлекательным для потребителей.
Металлические стержни с пластиковым покрытием обычно используются:0071
Общественные фонтаны
Архитектурное ограждение
Защита машин
Водосборники
Пластиковое покрытие также обеспечивает дополнительную защиту от непогоды, что особенно полезно в муниципальных проектах, где стоимость и долговечность являются ключевыми факторами. Это обеспечивает добавленную стоимость для сообщества и ответственное использование налоговых долларов. Дополнительная защита металла в системах водоснабжения также помогает предотвратить коррозию и попадание побочных продуктов в систему водоснабжения. Относительно простой процесс изготовления пластиковой оболочки может привести к значительной долгосрочной экономии для вашего бизнеса или общества. Металлы с пластиковым покрытием служат дольше и могут выдерживать суровые условия, с которыми легче работать работникам и потребителям.
Если вы решили установить индивидуальное отопление в квартире, вам предстоит хождение по инстанциям. Вот последовательность действий, которые необходимо выполнить: 11 Октября 2022 г.
Проектирование и изготовление тепловых пунктов ИТП
Теплораспределительный или тепловой пункт — это комплекс оборудования и контрольно-измерительных приборов, предназначенный для распределения тепла, поступающего от внешней тепловой сети (котельных или ТЭЦ), между системам отопления, горячего водоснабжения или вентиляции промышленных и жилых объектов, коттеджей, офисов, гаражей или других строений с учетом установленных параметров. 15 Сентября 2022 г.
Какой котел выбрать? Конденсационный или конвекционный?
Решая проблему выбора между двумя типами котлов: конденсационным и конвекционным, — следует помнить, что у каждого из них есть свои плюсы и преимущества. 07 Июля 2022 г.
Автономное отопление дома. Современные отопительные системы
Автономное отопление становится все более популярнее и практичнее, причем размышления об отоплении и горячем водоснабжении актуальны не только в зимний период, когда, собственно, отопление и требуется, но и летом. 05 Сентября 2021 г.
Крышные котельные: плюсы и минусы.
В настоящее время, решая вопрос теплопункта, заказчики все чаще останавливают свой выбор на крышной котельной, мотивируя это их высокой эффективностью. 01 Апреля 2021 г.
Тепловые пункты
Устройство, принцип работы, оборудование и виды тепловых пунктов для обеспечения потребителей тепловой энергией 05 Февраля 2021 г.
ГОСТ 30735-2001 Котлы отопительные водогрейные теплопроизводительностью от 0,1 до 4,0 МВт. Общие технические условия
17 Августа 2016 г.
ГОСТ 27590-2005 Подогреватели кожухотрубные водо-водяные систем теплоснабжения. Общие технические условия
24 Июня 2016 г.
ГОСТ 31840-2012 Насосы погружные и агрегаты насосные. Требования безопасности
06 Июня 2016 г.
Поставка оборудования в Вольск
18 Октября 2022 г.
Поставка котельной с дымовой трубой
11 Октября 2022 г.
Отгрузка ГРПШ в Базарный Карабулак
09 Сентября 2022 г.
Главная / Продукция по брендам / ГОСТы и СНиПы / ГОСТ Р 55170-2012 Котлы стационарные паровые, водогрейные и котлы-утилизаторы. Маркировка /
Версия для печати
5.1 Сварные соединения, работающие под давлением (кроме труб поверхностей нагрева), с толщиной стенки 6 мм и более подлежат маркировке (клеймению), позволяющей установить фамилию сварщика, выполнявшего сварку.
В случае, если одно сварное соединение выполнялось несколькими сварщиками, должны быть нанесены клейма каждого сварщика в порядке, установленном в нормативной документации (НД) на сварку.
Необходимость маркировки сварных соединений с толщиной стенки менее 6 мм устанавливают требованиями НД на сварку. При этом способ маркировки должен исключать наклёп или подкалку участков клеймения.
5.2 Маркировка не должна ухудшать качество и надежность сварных соединений.
5.3 Маркировка сварного соединения должна быть нанесена на наружной поверхности изделия на расстоянии 30-50 мм от кромок сварного шва. На продольных сварных соединениях клеймо следует проставлять на расстоянии 100-200 мм от кромок сварного шва.
В случае снятия клейм при механической обработке они должны быть восстановлены в тех же местах.
5.4 Если некоторые группы сварных соединений не могут быть промаркированы в соответствии с требованиями п.5.2 (например, соединения элементов с малой толщиной стенки), к паспорту котла должны быть приложены эскизы изделия с указанием расположения этих соединений и условных обозначений фамилий сварщиков, выполнивших сварку.
5.5 Если все сварные соединения котла или другого изделия (барабана, коллектора, ширмы и др.) выполнены одним сварщиком, то маркировку каждого сварного соединения допустимо не наносить. В таком случае клеймо сварщика должно быть поставлено около заводской таблички или на другом открытом участке изделия, и место маркировки заключено в хорошо видимую рамку, наносимую несмываемой краской.
/ в начало
/ вперед>>
02 Декабря 2015 г.
наверх
Указания на чертежах о маркировании и клеймении
Указания о маркировании и клеймении помещают в технических требованиях в чертежах и начинают словами маркировать или клеймить. Указания о клеймении на чертежах помещают, когда необходимо предусмотреть на изделии определенное место для клеймения, размеры и способ нанесения клейма.
Место нанесения маркировки или клейма на изображении отмечают точкой и соединяют ее с линией выноски со знаками маркирования или клеймения, которые располагают вне изображения. Знак маркирования – окружность диаметром 10-15 мм, знак клеймения – равносторонний треугольник высотой 10-15 мм.
Внутри знака помещают номер соот-го пункта технических требований, в котором приведены указания о маркировании и клеймении.
Знаки маркирования и клеймения выполняют сплошными осн. линиями. Если маркированию и клеймению подлежат определенные части изделия, например, головка болта, то знаки маркирования и клеймения на чертеж не наносят, а место нанесения маркировки и клейма указывают в тех. требованиях.
Если указания о маркировки и клеймении помещают в ТУ на изделие, то на чертеже изделия делают следующую запись: маркировать по ТУ…..
Если маркировка и клеймо необходимы, но нанесение их на изделие не целесообразно или невозможно по конструктивным соображениям, то в технических требованиях помещают соответствующие указания: маркировать…на бирке, клеймить….на бирке.
При необходимости ограничить участок поверхности для нанесения маркировки или клейма наносят сплошной тонкой линией границу участка и указывают его размеры или изображают маркировку или клеймо, наносимое на изделие.
Указания о маркировании и клеймении должны определять: содержание маркировки и клейма, место нанесения, способ нанесения (при необходимости), размер шрифта (при необходимости). Для сокращения объема надписи на чертеже допускается указания о содержании и способе нанесения маркировки и клейма производить буквенными обозначениями (товарный знак или наименование производителя – Т, индекс изделия – Ш, обозначение изделия по основному конструкторскому документу – Ч, заводской номер изделия, номер партии или серии – Н, марка материала – М, технические данные – Х, группа селективности – С, дата изготовления – Д, цена изделия — Ц).
Способы нанесения маркировки или клейма тоже указываются буквенными обозначениями (ударный – У, гравирование – Г, травление – Т, краской – К, литьем или давлением (прессованием, штамповкой) — Л). Если маркировка или клеймо могут быть нанесены любым способом, то способ нанесения не указывают. Пример заполнения технических требований чертежа: 4. Маркировать по ТУ…. ГОСТ….
Поможем написать любую работу на аналогичную тему
Реферат
Указания на чертежах о маркировании и клеймении
От 250 руб
Контрольная работа
Указания на чертежах о маркировании и клеймении
От 250 руб
Курсовая работа
Указания на чертежах о маркировании и клеймении
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Три вещи, которые нужно знать о брендинге и маркировке USAID
Граждане США заслуживают признания за финансирование программы American Aid
Когда вы думаете о бренде USAID, вы можете просто подумать о его логотипе. Но бренд USAID — это больше, чем просто официальная печать, название и слоган «От американского народа». Бренд USAID представляет то, за что выступает Агентство: добрую волю американского народа и его приверженность партнерству.
Бренд USAID укрепляет авторитет и доверие и связывает Агентство с заинтересованными сторонами. Маркировка является частью брендинга. Это относится к физическому нанесению логотипа USAID на программные материалы и активы, финансируемые USAID, такие как вывески, палатки и транспортные средства.
Потенциальные партнеры заметят, что требования к брендингу и маркировке являются частью каждой возможности финансирования. У USAID есть требования к брендингу и маркировке, чтобы дать понять получателям помощи США, что помощь, которую они получают, предоставляется американским народом. Партнеры, получающие награды, играют важную роль в обеспечении надлежащего соблюдения политики брендинга и требований к маркировке. Для большинства возможностей финансирования вам необходимо будет представить план брендинга и маркировки. Во время церемонии награждения USAID проинформирует вас о требованиях к вашему проекту.
Вот три ключевых момента, которые следует помнить о брендинге и маркировке USAID:
1. Этого требует закон США.
Закон США о внешней помощи от 1961 года (с поправками) требует, чтобы программы и активы, финансируемые USAID, обозначались на международном уровне как «американская помощь», что на практике означает использование логотипа, состоящего из печати, торговой марки USAID и слогана. , «От американского народа». Это необходимо для обеспечения прозрачности и подотчетности, а также воздает должное там, где это необходимо, — налогоплательщикам США.
Партнерам необходимо разработать план брендинга и маркировки своего проекта, и они должны представить его представителю своего сотрудника по соглашению (AOR) или представителю сотрудника по контрактам (COR) на утверждение.
2. Существуют разные правила для разных видов финансирования.
Возможно, вы слышали поговорку «бренд следует за финансированием». Это означает, что тип финансирования, которое вы получаете от USAID, определяет конкретные правила брендинга и маркировки, которым вы должны следовать. Если вы являетесь партнером по приобретению, на материалах и продуктах программы можно использовать только логотип USAID. Если вы являетесь партнером по оказанию помощи, это обычно означает, что программа может быть объединена с вашим логотипом и логотипом USAID, но эти два логотипа должны быть одинакового размера и заметности.
3. Ресурсы USAID содержат инструкции о том, как выполнить требования к брендингу и маркировке вашей награды USAID.
Независимо от того, являетесь ли вы партнером по приобретению или партнером по оказанию помощи, вы можете найти все рекомендации USAID по брендингу и маркировке в ADS, глава 320 , а также в Руководстве USAID по графическим стандартам и Руководстве по совместному брендингу партнеров (PDF). В Интернете доступно множество ресурсов по брендингу , включая логотипы, шаблоны и рекомендации по сочетанию цветов.
Остались вопросы? Спросите своего COR или AOR!
Другие полезные ссылки:
ADS Глава 320: Брендинг и маркировка
Брендинг и маркировка модуль обучения
Брендинг и маркировку Quick Guide (PDF)
USAID.
USAID «Branding Bakery» (видео)
Что такое товарный знак: Основы – определение
Товарный знак – это символ, элемент, художественный рисунок или визуальный образ, который помогает сразу узнать определенную компанию. Это необходимо для развития и поддержания имиджа бренда.
Почему торговая марка важна?
Фирменный стиль — это не только визуальные элементы. Речь идет о передаче идеи вашей компании, того, что символизирует ваш бренд. Фирменные цвета, шрифты и даже логотипы — это всего лишь инструменты, которые помогут вам передать свое сообщение и обратиться к вашей целевой аудитории.
Мы живем в мире, где визуальный контент играет важную роль в нашей повседневной жизни. Согласно опросу Poll Everywhere, 65% людей учатся визуально. Таким образом, трудно игнорировать тот факт, что мы лучше усваиваем информацию, которую видим.
На успех конкретного бренда влияет множество факторов, одним из которых является имидж. Стоит отметить, что использование изображений может помочь вам быстро передать свое сообщение и эмоции. Помня об этом, компании во всем мире используют товарные знаки для визуальной идентификации своих брендов.
Теперь вы знаете, почему компании тратят много времени и сил на создание отличного товарного знака. Пришло время увидеть разницу между торговой маркой и логотипом, потому что эти два понятия иногда путают.
Товарный знак и логотип
Торговая марка является вспомогательным элементом, помогающим покупателям сразу идентифицировать торговую марку. Когда люди видят товарный знак, он должен напоминать им об уникальных характеристиках вашей компании. Все дело в эмоциональной связи, в чем-то, что привлечет потенциальных клиентов к вашему бренду и повысит их вовлеченность. В то время как логотип представляет собой комбинацию форм и других элементов, торговая марка представляет собой изображение.
Возьмем, к примеру, SendPulse. Эта платформа автоматизации маркетинга позволяет отправлять автоматические рассылки по электронной почте и SMS, создавать чат-ботов и веб-push-уведомления. Ниже вы можете увидеть разницу между логотипом SendPulse и торговой маркой.
A логотип — это символ, состоящий из текста и изображений, используемый для идентификации торговой марки. Он создается на постоянной основе и иногда может претерпевать небольшие изменения. Логотип показывает, что делает и ценит бренд. Он может быть представлен в виде абстрактного или фигуративного рисунка или стилизованного фирменного наименования, если эта компания имеет высокий уровень узнаваемости бренда.
Стоит отметить, что логотип является неотъемлемой частью фирменного стиля. Легко узнаваемый логотип – ценный актив любой компании. Вот почему он обычно является товарным знаком для защиты интеллектуальной собственности.
Логотипы Dunkin’ Donuts, Samsung, Burger King, BMW могут быть узнаваемы во всем мире. Они призваны визуально идентифицировать компанию и привлечь внимание человека к бренду. Мы подготовили несколько советов, которые помогут вам создать эффективную торговую марку.
Как создать эффективную торговую марку
Выберите торговую марку, которая лучше всего представляет вас
Облегчить понимание
Создайте легко запоминающийся товарный знак
Убедитесь, что он передает вашу личность
Будьте последовательны
Думай вне времени
Создание эффективной торговой марки требует творчества, обдуманных решений и внимания к деталям. Иногда командам по маркетингу может быть сложно улучшить товарный знак, чтобы сделать изображение значимым, узнаваемым и простым для понимания.
Компании, которые хотят обновить или изменить свой товарный знак, должны выполнить несколько шагов, чтобы сделать это правильно.
Выберите товарный знак, который лучше всего представляет вас. Превратить всю вашу компанию в одно изображение может быть сложной задачей. Однако, если правильно использовать все преимущества графического дизайна, он может творить чудеса. Подходящее изображение может быстро изменить то, как клиенты воспринимают ваш бренд.
Сделайте его понятным. Клиенты, которые столкнутся с вашей торговой маркой, принадлежат к разным слоям общества и возрастным группам. Поэтому ваш товарный знак должен быть легко узнаваем и воспринимаем. Ваши клиенты не должны пытаться понять сообщение, которое вы пытались передать. Имейте в виду, что в настоящее время люди перегружены чрезмерным количеством компаний и их маркетинговыми усилиями. Крайне важно быстро передать идею вашего бренда, чтобы привлечь внимание клиентов и повысить вовлеченность бренда.
Создайте легко запоминающийся товарный знак. Одна из целей создания мощного знака — заставить клиентов запомнить вашу компанию и выбрать вас среди альтернатив конкурентов. Разработка подходящего и простого дизайна гарантирует, что вы четко и эффективно донесете сообщение своего бренда. В результате клиенты легко запомнят вашу компанию.
Убедитесь, что он передает вашу личность. В долгосрочной перспективе рекомендуется выбрать изображение, которое представляет цель и миссию вашего бренда, а не изображение, демонстрирующее ваши товары. Вы не можете исключить тот факт, что ваши приоритеты и ваш основной продукт могут измениться, или вы хотели бы расшириться на другие виды продуктов в ближайшем будущем.
Будьте последовательны. Что угодно может вдохновить вас на создание отличного товарного знака, от названия бренда до изображения того, чем занимается компания. Возьмем, к примеру, Джон Дир. Название бренда вдохновило команду на создание значка в виде оленя. Когда вы выбираете фирменный знак, вы должны убедиться, что ваша команда постоянно использует его при общении с потенциальными клиентами и клиентами.
Думайте вне времени. Как известно, некоторые вещи могут быстро выйти из моды. Слово «вневременной» используется здесь не для того, чтобы рассказать о чем-то старом или заезженном, а скорее для того, чтобы создать бренд, который является классическим и никогда не устареет. Для этой цели избегайте использования модных шрифтов или влиятельных современных тенденций дизайна. Ищите способы создать фирменный знак, который будет актуален даже через 10 лет.
Выполнение этих нескольких шагов позволит вам создать фирменный знак, который будет выделяться и привлекать клиентов. Теперь давайте перейдем к некоторым примерам торговых марок, которые добились успеха.
3 примера товарных знаков
Amazon
Найк
Колер
Есть много примеров выдающихся торговых марок, и мы подготовили те, которые вы узнаете.
Амазонка
Amazon — американская компания, которая позволяет клиентам по всему миру покупать различную электронику, книги, предметы интерьера и многое другое в Интернете. Более того, это отличный пример компании, имеющей соответствующую торговую марку. Раньше у бренда был логотип в виде значка, который вы можете увидеть ниже. Однако команда Amazon решила обновить свою торговую марку, чтобы сделать ее более привлекательной. Знак был разработан с учетом предпочтений и интересов своих клиентов.
Источник: Бренды к жизни
Nike
Эта многонациональная компания, основанная в 1964 году, известна производством высококачественной обуви, одежды, снаряжения и многого другого. Чтобы установить эмоциональную связь с покупателями бренда, компания разработала фирменный знак, который легко узнать и запомнить.
Источник: Маркетинг91
Колер
Kohler известен производством сантехники, но также производит мебель, краснодеревщики, плитку, двигатели и генераторы. Эта компания уже давно использует абстрактные произведения искусства, чтобы представить «Смелый взгляд Колера». Это отличный пример того, как некоторые бренды используют замысловатый дизайн и стилистические особенности как часть развития бренда.
Пустотные плиты перекрытия получили широкое распространение практически во всех отраслях строительства и лидируют на рынке материалов для возведения зданий гражданского значения. Изделия представляют собой армированные железобетонные конструкции с улучшенными показателями стойкости к механическим, климатическим и атмосферным нагрузкам, отличаются доступной стоимостью, простотой и удобством в работе и обеспечивают высокие темпы строительства объектов различного масштаба и назначения.
Характеристики и особенности изготовления
Технология изготовления пустотных плит перекрытия подразумевает использование бетона марок М300 или М400, рассчитанных на существенные весовые нагрузки. Армирующий каркас изделия производится из высококачественной стали марок АIII или АIV, обладающих повышенной стойкостью к коррозии широким диапазоном температурного воздействия – она выдерживает термическую нагрузку в пределах -40…+50оС. Функциональные полости в конструкции плит этого типа влияют не только на удельный вес изделий, но и улучшают их тепло- и звукоизоляционные свойства.
На современном рынке представлены 2 основных разновидности плит перекрытия – ПК и ПБ, визуальные и эксплуатационные характеристики которых являются схожими, однако технологии производства применяются разные
Процесс производства круглопустотной плиты ПК состоит из 3-х этапов:
в специализированной форме натягивается каркасная арматура и размещается предварительно напряженная арматурная сетка, передающая напряжение всей поверхности изделия;
форма заливается бетонной смесью соответствующего типа;
по факту застывания смеси осуществляется обрезка натяжных деталей.
Размеры плит вариативны и подбираются в зависимости от проектного решения – длина изделия может составлять от 118 до 970 см, ширина – от 99 до 350 см, при этом стандартными считаются плитами размером 120х600 и 150х600 см.
Пустотелые плиты ПБ производятся на безостановочных конвейерных вибрационных линиях с применением метода продольного непрерывного армирования преднапряженными канатами из стали марок, соответствующих ГОСТ 7348, а после полного застывания бетона длинный полуфабрикат разрезается на ЖБИ необходимой длины. Шаг плит этого типа имеет кратность 100 мм, что позволяет производить изделия различного размера для строительства объектов с нестандартными пролетами.
Следует отметить также разный диаметр пустот – в плитах ПК он составляет 159 мм, что позволяет использовать их также на участках, подразумевающих наличие инженерных коммуникаций, в то время как пустоты в ПБ плитах обладают диаметром всего в 50 мм.
Особенности монтажа
Конструкция пустотелой плиты предусматривает простоту и оперативность ее монтажа, надежность сцепления с другими элементами перекрытия. В основном в качестве крепежного элемента выступают петли или захватывающие устройства.
ПК плиты сразу комплектуются строповочными петлями, размер которых соответствует функциональным отверстиями в теле изделия. При монтаже мы рекомендуем все места стыков дополнительно бетонировать – это минимизирует риск попадания в швы воды и увеличивает показатели долговечности конструкции.
Монтаж ПБ плит беспетлевой и подразумевает замоноличивание изделия при помощи бетона с сохранением целостности и структуры поверхности, что обеспечивает герметичность стыков и минимизирует риск размораживания изделий в зимний период.
Линии по производству пустотных плит перекрытий, металлоформы, оборудование для формования
Главная > Технологии «под ключ» > Производство пустотных плит перекрытий «под ключ»
ООО «КОНСТРУКТИВ» предлагает комплекты оборудования «под ключ», позволяющие организовать производство железобетонных плит перекрытий.Изготовление плит перекрытий возможно по двум основным технологиям: безопалубочной, которая подходит для большого объема выпускаемой продукции, и традиционной, когда используются металлоформы плит перекрытий.
От имени компании Weiler Italia ООО «КОНСТРУКТИВ» осуществляет поставку технологических линий фирмы «WiTech», обеспечивающих изготовление плит перекрытий типа ПБ методом безопалубочного формования.
Безопалубочное формование плит перекрытий производится на специализированных стендах. Как правило, стенды плит перекрытий имеют длину 70-90 метров. Использование длинномерных стендов способствует снижению себестоимости изделий, так как данная технология изготовления плит перекрытия не требует использования множества металлоформы для плит, поэтомууменьшается расход бетона, армирования и количество технологических операций.
Линия безопалубочного формования пустотных плит перекрытий состоит из нескольких дорожек, которые оборудованы формовочным экструдером (или слипформером), домкратом-натяжителем, системой адресной подачи бетона, машиной для резки формуемых плит, устройствами укладки термопокрывал и прочим обрудованием.Линии плит перекрытий оборудованы также нагревательными элементами для ТВО, которые находятся под поддоном.
Технология изготовления плит перекрытия при безопалубочном формовании предусматривает армирование напрягаемой канатной арматурой и проволокой. Для их крепления на концах линии плит перекрытий установлены анкеры. Натяжка канатов производится с помощью перемещаемой установки (гидротомкратом группового натяжения), одиночным домкратом-натяжителем или комбинированным способом.
Перемещающийся экструдер (или слипформер) осуществляет формование бетонной дорожки, которая после прохождения термообработки распиливается по нужным размерам и снимается с линии.
Наряду с повсеместным применением заводами линий безопалубочного формования, производство железобетонных плит перекрытий, где используются традиционные металлоформы для плит, по-прежнему не теряет актуальности. Оно не такое глобальное и затратное, но в тоже время позволяет наладить выпуск пустотных плит ПК любых типоразмеров.
Производство железобетонных плит перекрытий по традиционной технологии, включает следующее, выпускаемое и поставляемое нами оборудование: металлоформы для плит, установка извлечения пуансонов-пустотообразователей из формы плит ПК, а такжегидравлическое оборудование «PAUL», используемое для натяжения и анкеровки арматуры в автоматизированном режиме.
Железобетонные плиты перекрытия (ПП) используются в строительстве многоэтажных производственных и жилых зданий. Оборудование для производства плит перекрытия может отличаться, но в целом процесс изготовления проходит одинаковые этапы, описанные выше.
Производимое нами оборудование для производства ЖБИ плит обладает рядом преимуществ, в том числе:
Высокий производственный потенциал;
Длительный срок эксплуатации;
Экономичное содержание и обслуживание;
Немецкое качество и конкурентные цены.
Производство — IPHA — Международная ассоциация преднапряженных пустотелых конструкций
Процесс производства многопустотных плит начинается с чертежа и проектирования планировки пола внутри здания. Использование здания и приложенные нагрузки будут определять глубину, структуру предварительно напряженной проволоки и пролет плит.
Дизайн выполнен с использованием программного обеспечения 3D CAD. Затем это может быть переведено в производственный план для завода по производству многопустотных плит. Любые дополнительные детали, такие как вставка подъемных штифтов, вырезы и узкие элементы включены.
Производство осуществляется командой фабричных рабочих и часто распределяется на несколько рабочих смен. Планирование производства является важной частью максимизации эффективности и минимизации отходов сырья.
Пустотные плиты представляют собой предварительно напряженные железобетонные элементы. Это означает, что они армированы высокопрочной стальной проволокой или прядом с низкой степенью релаксации. Напряжения натягиваются до заданной нагрузки перед заливкой плит.
Предварительное напряжение позволяет многопустотным плитам преодолевать естественную слабость бетона при растяжении, облегчая увеличение пролетов между опорными точками. Связь между бетоном и предварительно напряженными связями имеет решающее значение в этом процессе.
Предварительное напряжение представляет собой потенциально опасную операцию, требующую соблюдения строгих правил техники безопасности и охраны здоровья из-за больших усилий. Для этого также требуется специальное гидравлическое оборудование, как для одноручьевой, так и для многонапряженной системы.
После того, как бетон был приготовлен в соответствии с требованиями заливочной машины, он доставляется через распределительную систему. Литейные машины обычно делятся на 3 категории: экструдеры, слипформеры и флоуформеры.
Литейные машины работают на стальных станинах/поддонах, длина которых обычно превышает 100 м. Помимо литья, при производстве пустотелых изделий существуют различные процессы, которые можно выполнять с помощью машин.
Они могут включать: очистку, смазку и электромонтаж станин, маркировку и детализацию плит, резку плит до необходимой длины, а также оборудование для подъема и штабелирования готовой продукции. Заводы могут варьироваться от трудоемких до высокоавтоматизированных производств.
Процесс производства многопустотных плит
Чертеж, проектирование и планирование
Схема перекрытий многопустотных плит в здании спроектирована с использованием программного обеспечения 3D CAD. На этом этапе расчетные нагрузки используются для расчета глубины и проволочных рисунков плит в зависимости от требуемых пролетов.
Затем это переводится в производственный план завода, чтобы максимизировать эффективность и минимизировать отходы. Производственные планы включают такую информацию, как резка плит по длине, а также требования к детализации, такие как вставка подъемных штифтов, выемки и открытые стержни.
Подготовка поддонов
Пустотные плиты отливают на стальные поддоны или поддоны, длина которых обычно превышает 100 м.
Перед заливкой необходимо выполнить ряд операций по ее подготовке. Они должны быть очищены от любого мусора от предыдущих циклов литья и распылены смазочным составом. Обычно это выполняется с помощью многоцелевой машины или очистителя кроватей.
Предварительно напряженные напрягаемые элементы должны быть спущены по длине станины для подготовки к натяжению.
Предварительное напряжение
Предварительное напряжение включает в себя приложение нагрузки к высокопрочным напрягающим элементам с низким уровнем релаксации перед литьем.
Обычно это либо однослойная проволока, либо многопроволочная проволока диаметром от 5 мм до 15 мм. Сухожилия натягиваются либо по отдельности, либо все сразу, что известно как мультинапряжение.
Это достигается с помощью гидравлических насосов и домкратов/цилиндров, при этом арматура закрепляется на опорах на обоих концах станины.
После достижения желаемой нагрузки (обычно 70% UTS) сухожилия фиксируются на месте.
Комплектование и раздача бетона
Бетонная смесь, необходимая для изготовления пустотных плит, зависит от используемой разливочной машины. Обычно используются планетарные или двухвальные смесители.
Желательны высококачественные материалы, которые могут быть дополнены химическими добавками (примесями).
После замеса и смешивания бетон может подаваться в заливочную машину через бетонный скип с использованием передвижной установки, мостовых или полупортальных кранов.
Литье
После того, как бетон доставлен в машину для литья, из него начинают формовать многопустотную плиту. Существует 3 основных типа литейных машин:
Экструдер – отливает плиту из сухой смеси с низким содержанием цемента и уплотняет бетон высокочастотной вибрацией. Накопление бетона и привод шнека перемещают экструдер вниз по бетонной платформе.
Слипформер – отливает плиту в 2 или 3 этапа, используя приводной механизм и вибрацию для формирования плиты вокруг движущихся стальных стержней. Они также могут отливать другие элементы, имеющие непрерывный профиль.
Флоуформер – заливает бетон без механизмов и приводов. Бетон течет под действием силы тяжести и вибрации. В процессе используется бетон пластичного качества для универсальности вариантов профиля поперечного сечения с гладкой, шероховатой или рифленой поверхностью.
Детализация
Многопустотные плиты часто требуют дополнительной детализации, такой как проемы, углы полок, узкая ширина и вставка подъемных штифтов.
Некоторые фабрики могут использовать автоматизированный плоттер, который связан с программным обеспечением для проектирования/планирования, для точной разметки этих деталей и записи данных.
Вакуумные аспираторы/аспираторы могут использоваться для удаления бетона и создания отверстий.
Мокрорезные пилы используются для выполнения продольных или продольных разрезов в свежем бетоне.
Отверждение
После заливки изолирующие покрытия обычно используются для отверждения плит и удержания влаги.
Дополнительный подогрев воды или пара под литейными станинами может еще больше ускорить этот процесс.
Снятие напряжения
После достижения необходимой прочности бетон эффективно сцепляется с предварительно напряженными арматурными элементами.
Затем их можно снять, восприняв предварительное напряжение внутри плиты.
Резка
Пилы используются для резки плит нужной длины и под разными углами. Вода используется для увлажнения лезвия и уменьшения пыли.
Дополнительные станции резки иногда могут использоваться за пределами завода.
Разборка слоев
Слябы снимаются с литейного стана с помощью захватов и подъемных балок в сочетании с кранами.
Хранение
Плиты могут вывозиться с завода на тележках, с помощью вилочных погрузчиков или боковых погрузчиков. Их укладывают на бревенчатые тележки на скотном дворе.
Доставка и установка
Отслеживание от программного обеспечения для проектирования и планирования производства осуществляется до склада, чтобы можно было идентифицировать отдельные плиты.
Погружаются на прицепы и доставляются на место, где их можно установить с помощью подъемных захватов с траверсами или цепями.
Ассоциированные члены
Ассоциированными членами IPHA являются компании, предлагающие все, от программного обеспечения для трехмерного CAD-проектирования и планирования производства до оборудования для предварительного напряжения, производственного оборудования и грузоподъемного оборудования.
Для получения дополнительной информации об этих компаниях, в том числе об их местонахождении и ссылках на их веб-сайты, посетите нашу страницу каталога участников.
i-тезисы
Макструдер
Разработка программного обеспечения AllPlan
Пренсоленд
Спираль
СтруСофт
Tekla – Trimble Solutions
Повышение эффективности производства пустотных плит благодаря здравому смыслу и автоматизации -на месте и сборные конструкции. Постепенно технология добавок усложнялась, а преимущества производства сборных строительных элементов на заводах становились все больше. Дозирование легко осуществить правильно в контролируемых производственных условиях. Тем не менее, можно уменьшить количество цемента, если известно, что уплотнение бетона происходит максимально плавно. Это возможно с помощью автоматизации. Наибольшее влияние на эффективность уплотнения при производстве многопустотных плит оказывает конструкция экструдера и механизм уплотнения.
«Часто заливка бетона является узким местом для эффективности производства сборных материалов, особенно многопустотных плит. С помощью передовой экструдерной технологии можно повысить как эффективность, так и качество производства. Когда при уплотнении используется автоматизация, даже конструкции с очень близко расположенными нитями могут быть отлиты настолько плавно, что укладка бетона становится равномерной по всему периметру», — говорит директор по продукции Elematic, Floor Technologies Яни Эйлола .
Эйлола знает, о чем говорит, потому что он видел множество методов производства многопустотных плит по всему миру. Он утверждает, что строительная культура страны оказывает большое влияние на то, как и какие многопустотные плиты производятся. Если подчеркивалась архитектурная индивидуальность, как в современной Финляндии, добиться больших тиражей непросто. Работа в такой бизнес-среде делает акцент на эффективной реализации индивидуальных решений.
«Другое, что уводит от массового производства, это большое количество вопросов, связанных с проектированием инженерных сетей. Финляндия также является хорошим примером развития инженерных систем зданий. Когда есть много отверстий и разных форм, есть много разных деталей, которые легче реализовать, чем более эффективно используются автоматизация и цифровизация», — говорит Эйлола.
Наиболее важным фактором оптимизации использования сырья является технология уплотнения экструдера, начиная с геометрии шнека и используемых движений уплотнения.
Минимизация потерь и дефектной продукции
Интернет вещей становится установленным фактом и в производстве сборных железобетонных изделий. Конечно, это потребовало от разработчиков и производителей линий по производству сборных элементов понимания того, как применять эту новую технологию.
«Несомненным преимуществом Интернета вещей в производстве сборных железобетонных изделий является его способность оптимизировать производственный процесс. Благодаря непрерывному сбору данных можно планировать производственный процесс, предусматривающий достаточное количество времени для каждого этапа работы», — говорит Яни Эйлола.
FloorMES E9 — это практический инструмент для контроля и планирования производства сборных перекрытий. Автоматизированная система значительно повышает эффективность производства многопустотных плит, поскольку она оптимизирует и уравновешивает производственный план и графики. Кроме того, система отслеживает рабочий процесс и сравнивает его с первоначальным планом.
Не менее важным преимуществом автоматизации и цифровизации является оптимизация использования сырья. В любом случае, по словам Эйлолы, наиболее важным фактором является технология уплотнения экструдера, начиная с геометрии шнека и используемых движений уплотнения.
«Все дело в более плавном общем рабочем процессе на заводе и в том, что материальные потери могут быть еще больше снижены за счет многочисленных небольших отдельных улучшений», — говорит Эйлола.
Кроме того, на потери материала влияет длина производственной линии. Чем длиннее производственная линия, тем меньше потери, которые невозможно полностью устранить с концов линии даже при автоматизации.
Можно активизировать даже старые заводы
При открытии нового завода по производству многопустотных плит в первую очередь оценивается объем продаж. Завод будет рассчитан таким образом, чтобы коэффициент использования был относительно высоким при рассматриваемом объеме. Клиент сам выбирает, сколько места зарезервировано для расширения.
«Различия в производительности различных вариантов производственных линий довольно велики. Помимо прочего, уровень механизации и автоматизации влияет на то, какой вариант будет оптимальным для рассматриваемого случая. Если коэффициент использования высок, надежность оборудования становится более подчеркнутой. Обслуживание требуется, но требуется как можно реже, когда машины изготавливаются так, чтобы выдерживать износ. Хорошим примером этого являются подающие шнеки, которые изнашиваются во время литья. Мы разработали высокопрочный шнек подачи», — отмечает Яни Эйлола.
Если на старой производственной линии есть машины, которые все еще пригодны для использования, нет причин заменять их новыми в каждом случае ради эффективности. Все еще возможно улучшить производственный процесс. В первую очередь следует проводить превентивную политику в отношении обслуживания машин. Во-вторых, процесс перемешивания бетона можно улучшить при небольших вложениях.
Повышение эффективности внутренней логистики также выгодно. Планировку производственной зоны можно критически осмотреть: все ли размещено оптимально или можно что-то реорганизовать?
Яни Эйлола предлагает еще одно простое предложение по усовершенствованию старых линий по производству многопустотных плит: поднимать готовые многопустотные плиты в связках с помощью зажимов.
«Некоторое время назад я выступал с докладом об эффективности производства многопустотных плит на одной из конференций нашей отрасли. Я попросил людей поднять руку, если на их заводе используются зажимы для подъема пучков. Поднялось всего несколько рук. Это было немного неожиданно, потому что подъемные захваты для пакетных перекрытий имеют очень небольшую стоимость по сравнению с тем, насколько они повышают общую эффективность», — говорит он.
Развертка многогранника для склеивания. Развертка звездчатого многогранника
Много интересного можно найти для себя в тех сферах науки, которые, казалось бы, никогда не пригодятся в привычной жизни простого обывателя. Например, геометрия, о которой большинство забывают, только лишь переступив порог школы. Но странным образом малознакомые области науки становятся очень увлекательными, если с ними столкнуться поближе. Вот и геометрическая развертка многогранника – совершенно ненужная в повседневной жизни вещь – может стать началом увлекательного творчества, способного захватить и детей, и взрослых.
Красивая геометрия
Украшать интерьер дома, создавая своими руками необычные, стильные вещи, – это увлекательное творчество. Смастерить самостоятельно из плотной бумаги различные многогранники – значит создать уникальные вещи, которые могут стать просто занятием на день или два, а могут превратиться в дизайнерские интерьерные украшения. К тому же с развитием техники, способной к пространственному моделированию всевозможных вещей, стало возможным создание стильных и современных 3D-моделей. Есть мастера, которые при помощи простроения разверток по законам геометрии делают из бумаги макеты животных и различных предметов. Но это достаточно сложное математическое и чертежное творчество. Начать работать в подобной технике поможет развертка многогранника.
Разные грани — разные формы
Многогранники – это особая сфера геометрии. Они бывают простые – к примеру кубики, которыми дети играют с раннего возраста, – а бывают очень и очень сложные. Простроение развертки многогранников для склеивания считается достаточно сложной областью конструирования и творчества: нужно не только знать основы черчения, геометрические особенности пространства, но и иметь пространственное воображение, позволяющее оценить правильность решения еще на стадии проектирования. Но и одной фантазией не обойтись. Чтобы сделать развертки многогранников из бумаги, не достаточно просто представить, как в конце концов должна выглядеть работа. Нужно уметь правильно ее просчитать, сконструировать, а также грамотно начертить.
Самый первый многогранник – кубик
Скорее всего, каждый человек, посещавший школу, еще в начальных классах сталкивался на уроках труда с работой, результатом которой должен был стать бумажный кубик. Чаще всего учительница раздавала заготовки – развертки многогранника куба на плотной бумаге со специальными кармашками, предназначенными для склеивания граней модели в единое целое. Такой работой ученики начальной школы могли гордиться, ведь при помощи бумаги, ножниц, клея и своих усилий получалась интересная поделка – трехмерный куб.
Занимательные грани
Удивительно, но многие знания об окружающем мире становятся интересны не на школьной скамье, а лишь тогда, когда можно найти в них нечто увлекательное, способное дать что-то новое, необычное в привычной жизни. Не многие взрослые помнят, что те же многогранники делятся на огромное количество видов и подвидов. Например, есть так называемые платоновы тела – выпуклые многогранники, состоящие только лишь из правильных многоугольников. Таких тел всего пять: тетраэдр, октаэдр, гексаэдр (куб), икосаэдр, додекаэдр. Они представляют собой выпуклые фигуры без впадин. Звездчатые многогранники состоят из этих основных фигур в различных конфигурациях. Поэтому-то развертка многогранника простого позволяет нарисовать, вернее начерить, а затем и склеить из бумаги звездчатый многогранник.
Правильные и неправильные звездчатые многогранники
Складывая платоновые тела между собой в определенном порядке, вы можете построить немало звездчатых многоранников – красивых, сложных, многокомпонентных. Но они будут называться «неправильными звездчатыми многогранниками». Правильных звездчатых многогранников всего четыре: малый звездчатый додекаэдр, большой звездчатый додекаэдр, большой додекаэдр и большой икосаэдр. Развертки многогранников для склеивания не будут простыми чертежами. Они, как и фигуры, будут состоять из нескольких компонентов. Так, например, малый звездчатый додекаэдр строится из 12 пятиугольных равнобочных пирамид, сложенных по типу правильного додекаэдра. То есть для начала придется начертить и склеить 12 одинаковых штук правильных пирамид, состоящих из 5 равных граней. И только затем из них можно сложить звездчатый многогранник. Развертка самого малого звездчатого додекаэра – сложное и практически невыполнимое задание. Чтобы ее простроить, нужно суметь на одной плоскости уместить соединенные друг с другом 13 разверток разных геометрических объемных тел.
Красота в простоте
Все объемные тела, построенные по законам геометрии, будут смотреться завораживающе, в том числе и звездчатый многогранник. Развертка каждого элемента любого подобного тела должна быть выполнена максимально точно. И даже самые простые объемные многогранники, начиная с платонового тетраэдра, – удивительная красота гармонии мироздания и труда человека, воплощенного в бумажной модели. Вот, допустим, самый многогранный из платоновых выпуклых многогранников – додекаэдр. В этой геометрической фигуре 12 абсолютно одинаковых граней, 30 ребер и 12 вершин.Чтобы сделать развертки правильных многогранников для склеивания, нужно приложить максимум аккуратности и внимательности. И чем крупнее фигура по размерам, тем точнее должны быть все измерения.
Как построить развертку самостоятельно?
Пожалуй, помимо склеивания многогранника – хоть звездчатого, хоть платоновского, – еще интереснее построить развертку будущей модели собственными силами, оценив свои способности к черчению, конструированию и пространственному вообжению. Простые платоновсткие тела состоят из простых многоугольников, которые в одной фигуре идентичны друг другу. Так, тетраэдр – это три равнобедренных треугольника. Прежде чем простроить развертку, нужно представить себе, как правильно сложить плоские многоугольники между собой, чтобы получить многогранник. Треугольники можно соединить между собой по ребрам, прочертив один рядом с другим. Для склеивания развертки многогранников схемы должны быть снабжены специальными кармашками или клапанами, которые позволят соединить все части в единое целое. Тетраэдр – простейшая фигура из четырех граней. Октаэдр можно представить как двойной тетраэдр, у него восемь гарней – равнобедренных треугольников. Гексаэдром называют знакомый всем с детства куб. Икосаэдр представляет собой соединение 20 равнобедренных треугольников в правильный выпуклый многогранник. Додекаэдр – это объемная фигура из 12 граней, каждая из которых представляет собой правильный пятиугольник.
Тонкости работы
Построить разверту многогранника и склеить из нее бумажную модель – дело тонкое. Развертку, конечно, можно взять уже готовую. А можно, приложив услилия, построить ее самостоятельно. Но чтобы сделать полноценную объемную модель многогранника, нужно ее собрать. Многогранник лучше всего делать из плотной бумаги, которая хорошо держит форму и не коробится от клея. Все линии, которые необходимо согнуть, лучше всего предварительно продавить, используя, например, непишущую шариковую ручку или обратную сторону лезвия ножа. Этот нюанс поможет сложить модель аккуратнее, с соблюдением размеров и направлений ребер.
Если сделать разные многогранники из цветной бумаги, то такие модели можно использовать в качестве декоративных элементов, украшающих помещение – детскую комнату, кабинет, гостиную. Кстати, многогранники можно назвать уникальной находкой декораторов. Современные материалы позволяют на основе геометрических фигур создавать оригинальные предметы интерьера.
Новый: Развёртка многогранника
Что такое развертка многогранника? Вы скажете — кусок картона, из которого можно свернуть данный многогранник. В этом есть правда, но это не вся правда. Оказывается, понятие развертки включает в себя больше, чем просто кусок картона.
Какой многогранник можно свернуть из столь хорошо известного латинского креста? Конечно же, куб. Для этого надо покрасить ребра, как это сделала наша волшебная кисточка (ребра одинакового цвета склеиваются в многограннике друг с другом).
На самом деле, конечно же, лучше было бы раскрашивать не ребра, а каждую пару точек в разные цвета. Это бы задало, как говорят в математике, условия склейки границ.
После того как условия склейки границ заданы, ребра, проходящие внутри куска картона, определены однозначно по теореме А. Д. Александрова.
Итак, из креста можно сложить куб.
Но оказывается, что если условия склейки границ задать по-другому, то можно получить совсем даже не куб!
Наша волшебная кисточка покрасила границы вот таким образом. Еще один ее взмах — и мы уже знаем, как определены ребра внутри куска картона. Если теперь, следуя нарисованным условиям склейки, сложить многогранник, то получим пирамиду!
Не так давно было доказано, что по-разному задавая условия склейки границ латинского креста, из него можно сложить 5 различных типов выпуклых многогранников.
Итак, как мы убедились, в понятие развертки входит не только кусок картона, но и условия склейки его границ. Если последнее не определено, то из одного и того же куска можно сложить разные выпуклые многогранники.
РАЗВЁРТКИ КУБА
Почти каждый, кто пытается самостоятельно найти все развёртки куба сталкивается с вопросом: все ли развёртки найдены? Дело в том, что куб очень симметричная фигура и на подсознательном уровне нам кажется, что и число развёрток куба должно быть каким-то «красивым», похожим на другие характеристики куба (напомним, что куб имеет 12 рёбер, 8 вершин, 6 граней и 4 диагонали). Как оказалось, куб имеет 11 развёрток. И когда мы находим 11-ю развёртку, кажется, что не все ещё развёртки найдены и самые сложные ещё скрыты от нас. Куб имеет именно 11 развёрток.
РАЗВЁРТКА ПИРАМИДЫ
Сделать пирамиду из бумаги очень легко, потому что я представлю вам готовую развертку, вам только нужно будет перенести ее на ваш лист, вырезать и склеить. Но, есть одно Большое И Положительное Но, если у вас есть принтер, тогда Вы сделаете пирамиду как минимум в два раза быстрее. Если он у вас есть, тогда надо только распечатать развертку на принтере, вырезать и склеить – Все, пирамида готова! На этом все. Пользуйтесь на здоровье, делайте свою жизнь проше и получайте в школе за геометрические финуры только пятеркИ, ну или хотя бы четверки! Удачи!
Посмотрите интересные развёртки
Многогранники в программе Poly
youtube.com/embed/fAKhU8LU1qw»>
СОЗДАНИЕ РАЗВЁРТКИ — ИНТЕРЕСНОЕ И УВЛЕКАТЕЛЬНОЕ ДЕЛО.
Существование многогранника с заданной разверткой
Существование многогранника с заданной разверткой
Скачать PDF
Опубликовано:
Ю. Волков А. 1
Журнал математических наук том 251 , страницы 462–479 (2020)Процитировать эту статью
35 доступов
Сведения о показателях
Настоящая статья является публикацией кандидатской диссертации Юрия Александровича Волкова (1930–1981). кандидатскую диссертацию, в которой вариационным методом доказана знаменитая теорема А.Д. Александрова о существовании выпуклого многогранника с заданной разверткой.
А. Д. Александров, Die innere Geometrie der konvexen Flächen , Akademie-Verlag, Berlin (1955).
Google ученый
Ефимов Н. В. Качественные вопросы теории деформации поверхностей // УМН. ( Н.С. ), 3 , № 2(24), 47–158 (1948).
MathSciNet МАТЕМАТИКА
Google ученый
В. Блашке, Г. Херглотц, «¨Über die Verwirklichung einer geschlossenen Fläche mit vorgeschriebenem Bogenelement im Euklidischen Raum», Sitzungsber. Байер. акад. Висс. , 2 , 229–230 (1937).
МАТЕМАТИКА
Google ученый
А. В. Погорелов, Деформация выпуклых поверхностей , Гос. Издат. Техн.-теор. лит., Москва–Ленинград (1951).
Скачать ссылки
Информация об авторе
Авторы и организации
Санкт-Петербургский государственный университет, Санкт-Петербург, Россия
Ю.А. А. Волков
Авторы
Ю.А. А. Волков
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
Дополнительная информация
Перевод с Записки научных семинаров ПОМИ , Том. 476, 2018, стр. 50–78.
Права и разрешения
Перепечатка и разрешения
Об этой статье
Polyhedron Graph — GeeksforGeeks
Слово «многогранник» состоит из двух греческих слов: первое — «поли», что означает «много», а второе — «эдр», что означает поверхность. Как правило, любая твердая форма с плоскими гранями и прямыми ребрами называется многогранником. Поскольку имя включает в себя «поли» в качестве префикса, имя формы зависит от количества граней, присутствующих в конкретной форме. Например, многогранник с четырьмя гранями известен как 9.0123 Тетраэдр .
Введение в многогранный граф:
Многогранный граф — это сеть, соединяющая различные концепции или переменные. В многогранном графе каждая вершина имеет n ребер. Многогранные графы — это неориентированные графы, ребра и вершины которых образуют выпуклые многогранники. Многогранные графы, с другой стороны, являются чисто теоретико-графовыми связными графами с 3 вершинами. Обратитесь к приложенному рисунку для лучшего понимания.
Многогранный граф
Характеристики многогранного графа:
Многогранник обладает следующими свойствами:
Гранями многогранника являются плоские поверхности, составляющие многогранник. Это обычные многоугольные грани.
Ребра — это места, где две плоские поверхности встречаются, образуя линейный сегмент.
Вершина — это точка, в которой пересекаются ребра многогранника. Вершина также известна как угол многогранника.
Многогранный граф — это граф, созданный из вершин и ребер выпуклого многогранника.
Каждый многогранник удовлетворяет формуле Эйлера или формуле многогранника.
F + V = E + 2, (здесь F относится к граням, V относится к вершинам, а E относится к ребрам)
Части многогранника
может быть дополнительно классифицирован на основе элементов, которые его образуют (вершины, грани и ребра), в следующие подкатегории.
Правильный многогранник
Неправильный многогранник
Диаграммы см. на изображениях.
Типы многогранников
Правильный многогранник: Правильный многогранник состоит из правильных многоугольников, расположенных в правильном порядке. Термин «платоническое твердое тело» также используется для описания таких твердых тел. Эти многогранники конгруэнтны по своей природе. Другими словами, мы можем сказать, что множество многоугольников, объединенных вместе, чтобы сформировать правильный многогранник, конгруэнтно друг другу. Обратитесь к приложенному рисунку для лучшего понимания.
Правильный многогранник
Неправильный многогранник: Неправильный многогранник образован многоугольниками неидентичной формы, и эти многоугольники составляют многогранник асимметричной формы. Существует разница в размерах между многогранниками с неправильными гранями и многогранниками с правильными гранями. Другими словами, сочетание разных типов многоугольников вместе образует неправильный многогранник. Обратитесь к приложенному рисунку для лучшего понимания.
Неправильный многогранник
Двойной многогранник:
Как говорит само значение, многогранник происходит из другой структуры в ассоциации.
Произодительность мини бетононасоса составляет от 30 м3/ч до 90 м3/ч. Бетононасос может быть как дизельным, так и электрическим.
Гидравлическая система, используемая в насосе, имеет длительный срок службы и высокую надежность компонентов, сокращает количество отказов и уменьшает затраты на техническое обслуживание. Мини бетононасос экономичен в эксплуатации;
Посредством электронного блока управления постоянный контроль и мониторинг делает работу более простой и обслуживание более удобным.
Для того чтобы получить бесплатную консультацию по вашему проекту и подбору оборудования, оставьте заявку на сайте или позвоните по номеру 8(391)296-56-95.
Мини бетононасос применяется в:
Строительная сфера
Электрический
Показатели
Единица
ABJZ30D
ABJZ40D
ABJS40D
ABJS40D
Мак. теоретическая пропускная способность
M3/Ч
30
40
40
40
Номинальная мощность подачи смесителя
M3
0.56
0.56
0.56
0.56
Номинальная мощность разряда смесителя
M3
0.35
0.45
0.5
0.75
Мак. Давление откачки
МПа
10
10
8
8
Тип распределительного клапана
S клапан
Диаметр цилиндра×ход
мм
Φ140×1000
Φ180×1000
Φ200×1000
Φ200×1000
Емкость бункера
Л
400
400
400
400
Диаметр выхода
мм
Φ150
Φ150
Φ180
Φ180
Мощность обмотки двигателя
кВт
5. 5
5.5
5.5
7.5
Мощность двигателя смесителя
кВт
4.5
4.5
18.5
30
Мощность двигателя водяного насоса
кВт
0.55
0.55
0.75
0.75
Мощность
кВт
37
45
45
45
Скорость вращения
об/мин
1480
1480
1480
1480
Давление в насосной системе
МПа
26
26
26
28
Давление в смесительной системе
МПа
6-8
6-8
6-8
6-8
Емкость масляного бака
Л
260
370
370
370
Макс. горизонтальное расстояние подачи
м
300
500
500
500
Макс.вертикальное расстояние подачи
м
120
120
120
120
Макс. совокупный диаметр заполнителей
мм
20
50
50
50
Внутренний диаметр подающей трубы
мм
Φ100
Φ125
Φ125
Φ125
Размеры: длина × ширина × высота
мм
4500x1750x1600
4200x2300x3150
4200x2300x3150
6000x2300x3150
Общий вес
кг
3000
4500
4500
5000
Дизельный
Показатели
Единица
ABJZ30C
ABJZ40C
ABJS40C
ABJS40C
Мак. теоретическая пропускная способность
M3/Ч
30
40
40
40
Номинальная мощность подачи смесителя
M3
0.56
0.56
0.56
0.56
Номинальная мощность разряда смесителя
M3
0.35
0.45
0.5
0.75
Мак. Давление откачки
МПа
10
10
8
8
Тип распределительного клапана
S клапан
S клапан
S клапан
S клапан
Диаметр цилиндра×ход
мм
Φ140×1000
Φ180×1000
Φ200×1000
Φ200×1000
Емкость бункера
Л
400
400
400
400
Диаметр выхода
мм
Φ150
Φ150
Φ180
Φ180
Мощность обмотки двигателя
кВт
Гидравлический мотор
Мощность двигателя смесителя
кВт
Гидравлический мотор
Мощность двигателя водяного насоса
кВт
Гидравлический мотор
Модель дизельного двигателя
Weichai
Мощность
кВт
37
82
129
129
Скорость вращения
об/мин
1480
2200
2200
2200
Давление в насосной системе
МПа
26
32
32
32
Давление в смесительной системе
МПа
6-8
6
6
6
Емкость масляного бака
Л
260
350
350
350
Макс. горизонтальное расстояние подачи
м
300
500
500
500
Макс.вертикальное расстояние подачи
м
120
120
120
120
Макс. совокупный диаметр заполнителей
мм
20
50
50
50
Внутренний диаметр подающей трубы
мм
Φ100
Φ125
Φ125
Φ125
Размеры: длина × ширина × высота
мм
4500x1750x1600
600x2300x3150
7500x2300x3150
7500x2300x3150
Общий вес
кг
3000
4500
5000
5000
Ещё оборудование этой категории
Бетоносмеситель с насосом
Бетономешалка с насосом
Прицепной бетононасос
Дизельный бетононасос
индивидуальная разработка
заказать звонок
Индивидуальная разработка
Введите свои данные, чтобы оформить заявку на индивидуальную разработку.
Обратный звонок
Заполните форму, чтобы мы могли связаться с вами в ближайщее время
Оставить заявку на услугу
услуга:
Монтаж дробильного оборудования
Получить консультацию
оборудование:
…..
Спасибо. Ваша заявка принята!
Скоро с вами свяжется менеджер.
Мини бетононасос
Модельный ряд и технические характеристики:
Модель
Максимальная производительность, м3/час
Максимальное давление бетона теоретическое, бар
Максимальный размер фракции бетона, мм
P4.25
25
55
30
P2.800
12
50
15
* — Цена зависит от курса валют. Стоимость уточняйте у менеджера компании по телефонам +7 495 226-62-30 , +7 495 226-62-03 , +7 985 784-04-68
Все большую популярность на современном строительном рынке приобретают мини БСУ с бетононасосом. Это по-своему уникальная техника, которая подходит для целого ряда задач:
— Производство и перекачка бетонов, растворов и других строительных смесей. Ее производительность по перекачке доходит до 25 м3/ч, что прекрасно подходит для строительства средних масштабов.
— Установка позволяет абсолютно автономно производить следующие виды работ:
1. Одновременное производство и перекачка произведенной бетонной смеси на необходимое расстояние.
2. Отдельное производство бетонных смесей с выгрузкой по желобу.
3. Перекачка бетонных смесей, подаваемых из дополнительных автобетоносмесителей.
— Бетононасос в мини БСУ имеет важную роль. При его помощи можно частично или полностью компенсировать отсутствие автокрана. Подавать приготовленный раствор или бетон можно по горизонтали до 150 м, по вертикали – до 50 м.
— Производство, перекачка и транспортировка растворов и бетонов по территории строительного объекта. Бетононасос на колесах MECBO выполнен в виде прицепа, его можно легко перемещать, используя грузовые машины.
— Изготовление строительных смесей на территориях, труднодоступных для подвоза готовых. Агрегаты чаще всего имеют дизельный привод, что делает их полностью автономными. В предлагаемой компанией ГК «СпецМаш» технике используются дизельные приводы Lombardini, обладающие дополнительной функцией шумоизоляции, или IVECO без шумоизоляции.
— Если же нет необходимости в дизеле, Вы можете заказать оборудование на электрическом приводе.
Особенности конструкции мини БСУ с бетононасосом MECBO
1. Управление оборудованием осуществляется 1 оператором при помощи либо дистанционного пульта, либо непосредственно на приборной панели.
2. При производстве смесей дозировать цемент и заполнители можно с использованием встроенных весов, так и при помощи объемного метода.
3. Дозировка воды контролируется встроенным в конструкцию счетчиком.
4. Полностью гидравлическая система управления.
5. При производстве используются только качественные материалы, само производство расположено на заводе в Италии при участии собственного конструкторского бюро компании.
6. Проверенные временем традиции и внедрение новейших технологий являются основными принципами работы этой компании.
Уже более 15 лет ГК «СпецМаш» является официальным представителем MECBO в России. Наши офисы находятся во многих регионах страны, что позволяет в кратчайшие сроки осуществлять доставку. Купить мини БСУ с бетононасосом, узнать подробности о ценах, а также задать другие вопросы нашим специалистам Вы сможете по указанным телефонам.
Отправить запрос
Мини-бетононасос для продажи в Aimix Group Производитель
Что такое мини-бетононасос? Мини-бетононасос, как и другие бетононасосы, является эффективным бетононасосом. Отличительными чертами являются его крошечные размеры, небольшой объем и легкий вес. В целом, мини лучше использовать для небольших строительных площадок, таких как сельское и городское строительство. Кроме того, многие клиенты предпочитают бетононасосы миниатюрных размеров, которые удобнее собирать и разбирать на месте.
Мини-бетононасос AIMIX ABT40C, работающий в Папуа, Индонезия
Мини-дизельный бетононасос ABT40C Производительность: 40 (м3/ч) конструкции, может быть применим для небольших городских и сельских строительных проектов, таких как
дома, здания, мосты, туннели, дороги, гавани……
Сколько видов мини-бетононасосов для продажи в AIMIX?
Мини-насосы Aimix бывают двух типов: мини-насос для бетоносмесителя и мини-насос для прицепа. Вот конкретное введение о насосе.
A. Мини-бетономешалка с насосом
Мини-бетоносмеситель представляет собой сочетание бетономешалки и бетононасоса. Эта машина выполняет две функции: бетоносмесительная и бетононасосная. Таким образом, заказчики значительно экономят на строительстве. Производительность мини-смесителя с насосом составляет от 30 м3/ч до 40 м3/ч. Небольшая емкость может полностью удовлетворить требования строительства.
Макс. Тео. Расстояние вертикальной транспортировки: 120 м
Макс. Тео. Горизонтальное расстояние откачки: 500 м
Макс. совокупный диаметр: гладкий/осыпь: 40 мм
Общий вес:4500 кг
Мини-бетононасос
Мини-бетононасос имеет производительность около 40 м3/ч. Обычно применяется для перекачивания бетонной смеси небольшого диаметра. Насос мини-прицепа удобно перемещать, поскольку он оснащен шинами. Таким образом, бетононасос на прицепе может легко перемещаться с одной площадки на другую.
Миниатюрный дизельный бетононасос ABT40C
Макс. выход (л/ч): 40/26 м3/ч
Макс. Тео. Расстояние вертикальной транспортировки: 120 м
Макс. Тео. Горизонтальное расстояние откачки: 500 м
Электрический мини-бетононасос ABT40D
Макс. Тео. производительность (л/ч): 40/26 м3/ч
Макс. Тео. Расстояние вертикальной транспортировки: 120 м
Макс. Тео. Горизонтальное расстояние откачки: 500 м
Бетононасос с мини-стрелой, 14 м
Как мы все знаем, продаваемый стреловой насос обычно имеет большие размеры. В AIMIX мы изготовили насос с мини-стрелой, чтобы удовлетворить требования клиентов. 14-метровый мини-бетононасос — это бетононасос, специально разработанный для наших клиентов. Благодаря небольшой грузоподъемности и 14-метровой стреле для строительства клиентам удобно эксплуатировать и обслуживать. Кроме того, цена бетононасоса с мини-стрелой дешевле, чем у большого. Добро пожаловать, чтобы связаться с нами по ценам: [email protected].
14-метровый мини-насос
В какие страны экспортируются мини-бетононасосы AIMIX?
Благодаря горячим продажам цементные насосы AIMIX были экспортированы в более чем 30 стран, таких как Вьетнам, Филиппины, Индонезия, Россия, Корея, Канада, США, Великобритания, Бангладеш, Замбия, Ботсвана, Шри-Ланка, Малайзия, Лаос, Индонезия, Южная Африка, Кения, Австралия, Фиджи, Бирма, Пакистан, Узбекистан и т. д. Мы верим, что наше оборудование будет распространяться во все большем количестве стран. Как правило, мы экспортируем небольшой бетононасос в целом. Это означает, что нет необходимости собирать бетононасос после того, как вы получите нашу машину. Может применяться непосредственно в строительстве. Многие клиенты довольны нашей машиной и высоко ценят ее. Вот несколько фотографий нашей машины, работающей на строительной площадке.
1. Мини-дизельный смесительный насос AIMIX ABJZ40C работает в Индонезии
В июле 2021 года ABJZ40C успешно использовался на строительстве. Заказчик остался доволен нашим оборудованием и снял видео о работе бетоносмесительного насоса AIMIX. Видео полностью показывает процессы от приемки машины до работы на строительной площадке, включая планировку строительной площадки, процессы тестирования и отладки. Пожалуйста, проверьте следующее видео.
2.
Дизельный бетононасос AIMIX ABJZ40C нормально работает на Филиппинах
Сервисная служба AIMIX всегда посещает клиентов на Филиппинах на строительных площадках. На месте наш продавец и инженер будут бесплатно проверять и обслуживать оборудование. Клиенты остались довольны нашим послепродажным обслуживанием. Вот несколько фотографий, видео и обзоров.
3. Миниатюрный дизельный прицепной насос AIMIX ABT30C работает нормально в Маноквари, Папуа, Индонезия
Миниатюрный цементный насос ABT30C применялся для строительства фундамента на площадке в Маноквари, Папуа, Индонезия. После его использования клиенты в Индонезии прислали нам несколько рабочих фотографий и видео. Он грохнул нашу машину. Спасибо за доверие клиентов.
youtube.com/embed/Gx2GgnAr5Hs» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> AIMIX ABT30C Дизельный бетонный насос в Индонезии ABT30C Дизельский бетонный насос, работающий в Индонезии Mini Diesel Trailer Pumpari, Papua,
. 5. Мини-бетононасос с дизельным двигателем ABT40C работает в Папуа, Индонезия
Бетононасос с дизельным двигателем AIMIX ABT40C используется для строительных проектов в Папуа, Индонезия. Вначале заказчики ломают голову над тем, как выбрать подходящий для своих проектов. После контакта с ним наш продавец посоветовал ему купить небольшой бетононасос — дизельный бетононасос ABT40C, который подходит для его городских строительных проектов. Он снял несколько видео и фотографий работы бетононасоса AIMIX.
6.
ABT40C Дизельный прицепной насос работает в Мьянме
Команда послепродажного обслуживания AIMIX собрала, испытала и отладила машину на строительной площадке в Мьянме. Клиент остался доволен послепродажным обслуживанием. Они сделали несколько фотографий и видео работы прицепного насоса.
7.Aimix экспортирует дизельный бетоносмесительный насос ABJZ40C в Индонезию
В марте 2020 года компания Aimix отгрузила портативный бетоносмеситель ABJZ40C с насосом в Индонезию. Клиент из Индонезии приобрел его для своего проекта городского строительства. Сочетание бетономешалки и бетононасоса может значительно повысить эффективность работы на строительной площадке. После 20 дней производства машина была завершена и готова к отправке в Индонезию.
Часто задаваемые вопросы о мини-бетононасосах AIMIX для продажи
Что такое мини-бетононасос?+
Сколько видов мини-бетононасосов для продажи в AIMIX?+
В какие страны экспортируются бетононасосы AIMIX?+
Каковы особенности мини-бетононасоса Aimix?+
Почему стоит выбрать Aimix Group?+
Каковы преимущества использования мини-бетононасоса?+
Каковы особенности мини-бетононасоса Aimix?
1. Простота в эксплуатации, быстрая сборка и установка
2. Оснащенный шинами, его легче перемещать по строительным площадкам.
3. Функция защиты от насоса может предотвратить застой бетонной смеси, что может продлить срок службы насоса.
4. Принятие электрической системы управления, всей операцией можно легко управлять. Одна кнопка может запускать и останавливать все рабочие процессы.
5. Некоторые важные компоненты импортируются из-за рубежа. Мы приняли известные международные компоненты, чтобы продлить срок его службы.
6. Функция удаленного управления удобна для управления рабочими процессами на большом расстоянии.
Электрический блок управления Устройство дистанционного управления Насосная система
Почему выбрать Aimix Group?
Если вы планируете приобрести мини-цементонасос для продажи на рынке, никогда не пропустите Aimix Group. Вы можете спросить, почему выбирают нас. Здесь я расскажу вам о некоторых причинах одну за другой.
1. Известный производитель
Aimix Group является известным производителем бетононасосов в Китае. Он имеет более чем 30-летний опыт производства. Мы получили передовые технологии и инновационные команды для производства новых продуктов для наших клиентов. Кроме того, мы получили ISO, CE и другие сертификаты.
Сертификаты Aimix
2. Приемлемая цена
Цена более приемлемая, чем у других производителей бетононасосов. Более того, качество не уступает другим. Многие клиенты, которые приобрели нашу машину, высоко оценивают нашу машину. Вы можете попробовать, и наша машина вас никогда не подведет.
3. Гарантийное обслуживание
Aimix Group предоставляет одноэтапное комплексное обслуживание, включая предпродажное обслуживание, послепродажное обслуживание и послепродажное обслуживание. Прежде чем вы купите нашу насосную машину, наша команда по продажам терпеливо предоставит предпродажное обслуживание. После того, как вы купите нашу машину, если с нашей машиной возникнут какие-либо проблемы, наш инженер немедленно приедет, чтобы предложить послепродажное обслуживание. Пожалуйста, позаботьтесь о том, чтобы выбрать нас. Мы обещаем предложить лучшее оборудование для вас.
Каковы преимущества использования мини-бетононасоса?
Размер не всегда имеет значение в мире бетононасосов, и мини-насос иногда может похвастаться многими преимуществами, которых нет у более крупных стреловых насосов. Читайте дальше, чтобы узнать о преимуществах мини-бетононасосов для вашего проекта.
1. Гибкая транспортировка
По нашему мнению, бетон является лучшим строительным материалом в мире, поэтому неудивительно, что он требуется для различных проектов, даже в труднодоступных местах. Здесь на помощь приходит бригада мини-бетононасосов. Это инновационное решение позволяет транспортировать бетон в места с ограниченным доступом, а также выгружать бетон горизонтально и вертикально.
2. Перекачивать бетон в любую погоду
Продаваемые мини-бетононасосы сочетают в себе эффективность и надежность. Как и другие бетононасосы, выставленные на продажу в AIMIX, небольшие переносные насосы способны обеспечить отличную производительность в любых погодных условиях, поэтому вы можете быть уверены, что ваш проект будет завершен вовремя, независимо от того, с какой непредсказуемой погодой вы столкнетесь.
3. Низкая трудоемкость
По сравнению с другими бетононасосами, для работы небольших бетононасосов требуется меньше персонала. Многие бренды автоматизированы, а это означает, что трудоемкость, о которой беспокоятся эти мини-бетононасосы, довольно низкая.
Удобство миниатюризации маленького бетононасоса в основном обусловлено его размерами. Это также будет экономически выгодно и лучше в использовании. Таким образом, мини идеально подходит для небольших и средних строительных проектов.
Если у вас есть другие вопросы о нашем цементном насосе для продажи, свяжитесь с нами по лучшей цене прямо сейчас! Помимо мини-насосов, AIMIX также предлагает другие виды бетононасосов, такие как бетононасосы большой мощности, переносные бетононасосы, дизельные бетононасосы и электрические бетононасосы. Свяжитесь с нами по последней цене прямо сейчас! Электронная почта: [email protected]. WhatsApp: +8615637392580. Тогда наша продажа ответит вам как можно скорее!
Заполните таблицу ниже, мы ответим вам в течение 12 часов.
English
Продается мини-бетононасос — дизельный и электрический тип
Мини-бетононасос, небольшой тип бетононасоса, используется для подачи бетонной смеси по трубопроводу. Он может отлично работать в небольших проектах, таких как строительство дома , ремонт дорог, гидротехника, и т. Д. Для мини-насоса существует много типов, обеспечивающих хорошую производительность, например, мини-насос для бетоносмесителя и мини-бетононасос для прицепа. Мини-бетономешалка с насосом может работать за бетоносмеситель и высокоэффективный бетононасос одновременно . И есть два типа бетоносмесителей, оснащенных мини-бетономешалкой, таких как барабанный бетоносмеситель и двухвальный бетоносмеситель. Оба типа насосов для бетоносмесителей могут смешивать бетон равномерно и быстро. Между тем, мини-бетононасос не имеет функции смешивания бетона, но имеет сильные преимущества при перекачке бетона с помощью гидравлической системы. С помощью гидравлической системы мини-бетононасос имеет высокое давление для перекачки бетона 9.0003 на очень высокой скорости . На строительной площадке, когда вам нужен бетон, вам не нужно транспортировать бетон тележкой. Мини-бетононасос может доставить бетон туда, куда вам нужно. Это значительно снижает трудозатраты и повышает эффективность работы.
Тип горячей продажи мини-бетононасоса со смесителем
JB40R-JZC350
Модель: JB40R Макс. Теоретическая пропускная способность: 40 м3/ч Тип распределительного клапана: S Клапан Модель дизельного двигателя: Deutz Макс. Теоретическая вертикальная дальность транспортировки: 150 м Макс. Теоретическое горизонтальное расстояние транспортировки: 600 м Макс. Совокупный диаметр: 40 мм
Дизельный бетононасос JBS40 был отправлен на ФиджиJBS40-JS750 бетононасос был отправлен в Россию
Благодаря многолетним усилиям по постоянному совершенствованию производства мини-бетононасоса для продажи, группа AIMIX всегда выполняла требования рынка, мы освоили самые передовые технологии и могут производить самый практичный мини-бетононасос . Мы экспортировали наш мини-бетононасос во многие страны, например, в Россия, Сир-Ланка, Австралия, Индонезия, Ирландия, Южная Африка, Филиппины, Германия и так далее. Наши клиенты дали высокую оценку нашему мини-бетононасосу хорошего качества и отличной производительности.
Видео интервью с нашими клиентами из Филиппин
Инновации — это душа предприятия. Являясь одним из лучших производителей мини-бетононасосов, мы занимаемся исследованиями и разработками бетононасосов для многих поколений. Мы настаиваем на предоставлении практических функций, передовых технологий и длительного срока службы каждому поколению. Учет практических потребностей клиентов является нашей обязанностью. Мы можем настроить бетононасос в соответствии с вашими требованиями. Мы надеемся, что наш мини-насос для бетона принесет вам максимальное удобство. У нас есть много типов мини бетононасосов для продажи, таких как: JBS10, JBS40, JBS40-JS750, XHBT-25SR, XHBT-30SR, HBT-20, HBT-30.
Мини-бетононасос с мешалкой Тип
JBS40-JZC350
Модель: JBS40-JZC350 Макс. Теоретическая пропускная способность: 40m3/h Моторная мощность: 55,75 кВт Макс. Размер заполнителя: 40 мм Макс горизонтальная конверта: 600m Max Vertical Conving Dirsticing: 150M 9000
Модель: HBTS40-SR Макс. Теоретическая пропускная способность (м3/ч): 40 Макс. Давление нагнетания (МПа): 13.11.15 Макс. Теоретическое вертикальное расстояние транспортировки (м): 150 Макс. Теоретическое горизонтальное расстояние транспортировки: 600 Макс. Общий диаметр (мм): 30/40 Осадка (см): 12—23
Мини-бетононасос XHBT30SR
Модель: XHBT-30SR Макс. Теоретическая пропускная способность (м3/ч): 30 Макс. Давление нагнетания (МПа): 10 Макс. Теоретическое вертикальное расстояние транспортировки (м): 150 Макс. Теоретическое горизонтальное расстояние транспортировки: 600 Макс. Диаметр заполнителя (мм): 20/30 Усадка (см): 12—23
Мини-бетононасос HBT30
Модель: HBT-30 Макс. Теоретическая пропускная способность (м3/ч): 30 Макс. Давление нагнетания (МПа): 11 Макс. Теоретическое вертикальное расстояние транспортировки (м): 150 Макс. Теоретическое горизонтальное расстояние транспортировки: 600 Макс. Совокупный диаметр (мм): 20/30
Специальная конструкция для бетононасосной системы мини-насоса
Бункер:
Разумная прочность конструкции: Бункер является основной несущей конструкцией мини-бетононасоса со смесителем. При перекачивании бункер должен выдерживать нагрузку, противоположную S-клапану, и прочность на столкновение с транспортным трубопроводом. Таким образом, бункер с прочной конструкцией может гарантировать хорошую откачку.
Разумный объем бункера и высота подачи: в процессе строительства автобетоносмеситель выгружает бетон в бункер. Так, объем бункера не может быть слишком большим или маленьким. Слишком громкий звук не годится для сосания материала. Слишком мало легко из-за нехватки материала при большой пропускной способности. Высота подачи может повлиять на объем бункера. Мы проектируем высоту подачи в соответствии с высотой разгрузочной канавки.
S-клапан:
Гибкое и надежное реверсивное действие : S-клапан мобильного мини-бетононасоса может обеспечить реверсирование и перекачку в хорошем состоянии. Между тем, S-образный клапан, используемый на нашем заводе, обладает хорошими уплотняющими свойствами. Вам не нужно беспокоиться об утечке шлама.
Преимущества нашего бетононасоса
Он имеет большое вертикальное и горизонтальное расстояние перекачки.
Простота обслуживания и длительный срок службы.
Принятие S-клапана может обеспечить хорошую производительность мини-бетононасоса.
Разнообразие моделей бетононасосов и конкурентоспособная цена.
Болят глаза от сварки — что делать: tvin270584 — LiveJournal
Каждая профессия опасна по-своему. Если рассматривать сварочные работы, то выполнять их должен опытный специалист, соблюдая при этом технику безопасности. Иногда даже малейшая неосторожность может привести к тяжелым последствиям. В статье мастерсантехник расскажет, что делать при ожоге глаз сваркой? Какое существует лечение, и чем может помочь глазам народная медицина.
Почему возникает ожог при сварке
В процессе использования сварочного оборудования, а именно при создании электрической сварочной дуги происходит выделение света – электромагнитного излучения, воспринимаемого человеческим глазом. Но при сварке кроме естественного для органов зрения человека светового излучения выделяется и другой свет, находящийся в ультрафиолетовом и инфракрасном диапазоне. Он не видим для наших глаз, но в то же время является чрезвычайно вредным, так как способен привести к повреждению отдельных частей глаза, в том числе стать причиной ожога роговицы, хрусталика и тканей сетчатки. Мы знаем, что нельзя долго смотреть на солнце, особенно без солнцезащитных очков, при сварке все аналогично – большое количество вредного излучения пагубно влияет на ваше зрение.
Рассмотрим подробнее спектр излучения – так, ультрафиолетовый свет делится на типы UV C, UV B и UV A. Последний является самым мягким и безопасным ультрафиолетом. Тип «B» вызывает повреждение сетчатки глаза, солнечный ожог и является канцерогеном.
Тип «C» — самый опасный для человека, и он тоже встречается при сварке. Следующим после UV C по шкале излучения идут рентгеновские лучи и гамма-излучение, вызывающие серьезную лучевую болезнь и онкологию. Таким образом, становится понятно, что ультрафиолет не так безвреден, как может показаться на первый взгляд, поскольку он соседствуем с опасным радиационным волновым спектром.
Следует обратить внимание, что UVC и UVB почти полностью поглощаются атмосферой Земли (UVB на 90%), однако и этого достаточно для ожогов и других неприятных последствий, особенно когда человек смотрит на солнце. Однако при сварке у нас нет защиты в виде атмосферы, поэтому если насмотреться на сварку без спецмаски, то это будет иметь очень опасные последствия для глаз. По факту — физический радиационный ожог.
Если рассматривать взаимодействие уф-излучения и глаз, то большая часть лучей поглощается роговицей, однако их воздействие носит накопительный характер и при длительном облучении происходит радиационное повреждение роговицы – потеря поверхностной ткани, воспаление, отек и слезоточивость. Такой процесс называется элетроофтальмией. Восстановление ткани при этом может занять от 36 до 72 часов, зрение, как правило, тоже полностью возвращается. Поэтому если вы чувствуете жжение, резь, ощущение песка в глазах, если в глазу покраснели сосуды, то это следствие ожога глаза.
Если говорить про инфракрасный спектр, то интенсивное излучение вызывает высушивание слизистой оболочки глаз, а также повреждает сетчатку, поскольку свет пропускается внутренней частью глаз. К примеру, у работников стеклодувной промышленности от жара (то есть от инфракрасного излучения) развивается катаракта (бельмо на глазу).
При ближнем инфракрасном излучении (3 мкм) может произойти повреждение хрусталика и уменьшение его прозрачности. Лучи среднего и длинного инфракрасного спектра поглощаются роговицей, повышая ее температуру и вызывая ожог. Они не доходят до сетчатки и глазного дна.
Если сварщик видит перед собой «зайчиков» — это означает, что начинает пропадать чувствительность некоторых областей сетчатки. Такие пятна перед глазами могут пропадать за несколько минут, но при продолжительном воздействии происходит ожог тканей, симптомы которого могут проявиться только через 2-3 часа.
Исходя из вышеописанного, даже случайным свидетелям процесса сварки металлов нужно стремиться избегать прямого зрительного контакта с электрической дугой, с всячески защитить свои глаза от света. При этом не имеет никакого значения, в какое время суток проводятся такие работы. Более того, в дневное время суток может даже казаться, что свечение от работы сварочного аппарата не такое яркое, а, следовательно, менее опасное. Но это заблуждение, так как урон нашему зрению способен нанести как раз невидимый для глаза свет, находящийся за пределами того, то способен различать глаз. Поэтому если вы помогаете сварщику при работе, что-то держите и приносите или же просто находитесь рядом, то рекомендуем вам избегать смотреть на сварку, поскольку к концу работы у вас будут слезиться и болеть глаза.
Другой вопрос – профессиональные сварщики, которые обязаны защищать свое зрение, используя специально предназначенные для этого маски, оснащенные смотровым окошком со светофильтром.
В то же время мастера по сварке могут пренебрегать правилами безопасности. Это может произойти в следующих ситуациях:
Сбор металлоконструкции без помощника и крепежных приспособлений, когда сварщику нужно самому держать детали и ставить прихватки. Часто такая работа выполняется без маски.
Плохая маска — вторая причина, вызывающая ожог глаза. Щели между рамкой маски и светофильтрами позволяют попадать ультрафиолетовым лучам на сетчатку и роговицу, воздействую на зрение сварщика. Каждодневная работа в такой плохой маске может вызвать серьезные заболевания, и лечить глаза придется долго.
Не подходящая маска под трудовые условия. На изделиях, где требуется сохранение полировки металла, рабочему необходимо точно начинать место ведения шва и не оставлять следов от дуги рядом с местом соединения. Это удобно делать в маске хамелеон. Но если подобные работы проводятся с использованием обычного щитка, то сварщик часто будет касаться электродом металла, не успев закрыть лицо.
Боль в глазах после сварки может наступить, если человеку приходилось помогать сварщику, держать детали для прихватки, или работать рядом. Это опасно особенно на улице при ярком солнце. В таких условиях кажется, что свет от дуги совсем не сильный. Но в конце дня глаза будут слезиться и болеть.
Симптомы поражения
Понять, что глаза после сварки поражены лучами Уф можно по следующим симптомам:
Небольшое жжение;
Рези;
Ощущение песка;
Воспаленные сосуды в белом теле глаза;
Ниточки конъюнктивита.
По этим признакам можно установить, что произошёл легкий ожог глаз после сварки. При игнорировании этого правила можно заработать ожог сетчатки. Симптоматика поражения проявляется по-разному. Зависит она от степени ожогов.
Всего их 4, и для каждой характерна своя клиническая картина:
Легкая степень. Для нее характерно ощущение легкого жжения, гиперемии, зуда глаз, помутнение роговицы.
Средняя степень. Она сопровождается резким болевым синдромом, повышенной чувствительностью к свету, эрозией глазной роговицы, формированием пленки на конъюнктиве.
Третья степень. При таком поражении развивается сильное помутнение роговицы, отек век, ухудшение зрительной функции, боль тянущего характера. Еще человек может ощущать присутствие постороннего предмета в глазу.
Последняя степень. Она сопровождается крайне тяжелой и неприятной симптоматикой, а также сильной болью. У человека формируется полная слепота, обесцвечивание роговицы, медленное отмирание конъюнктивы, некроз тканей. За счет сильного болевого синдрома человеку сложно открыть веки.
При ожогах любой сложности, в домашних условиях или на производстве, важно оказать первую помощь.
Первая помощь после получения ожогов
Первая помощь человеку, который поймал зайчики от сварки, сводится к следующему:
Для облегчения боли в глазах необходимо дать человеку анестетик. Лучше всего подходит Анальгин и Кетанов. Кроме этого, первая помощь предполагает использование противовоспалительных препаратов – Тавегил, Диклофенак.
Промыть органы зрения при помощи большого объема очищенной воды.
Если в глаз проникли мелкие металлические частички, то для удаления их стоит применять стерильный ватный диск или черную ткань. Если справиться с этим процессом самостоятельно не получится, то стоит обратиться к врачу, так как он имеет специальное оборудование.
На кожу век приложить холодный компресс. Можно использовать для этого холодный отвар ромашки. Кроме охлаждающего эффекта, ромашка предотвратит развитие воспаления. Длительность влияния холода составляет 5-10 минут.
Обработать кожу век антисептической мазью. Отлично зарекомендовала себя Тетрациклиновая мазь.
Как только человеку была оказана первая медицинская помощь, то нужно срочно посетить врача для консультации. Осмотр и своевременная диагностика – это отличная профилактика от различных осложнений с глазами.
Лечение препаратами
Для лечения ожога глаз от сварки могут применять такие капли:
Антибактериальные капли. Благодаря им удается быстро заживить роговицу и предотвратить развитие кератита, конъюнктивита. Применять препарат необходимо 5-7 дней по 1 капле 6 раз в день.
Сосудосуживающие капли. Благодаря им можно купировать отек, воспаление и гиперемию. Применять в течение первых нескольких дней после поражения 3 раза в сутки.
Противовоспалительные и обезболивающие. К ним можно отнести: Лидокаин, Тетракаин и Алкаин. Их действие сводится к купированию зуда, а работают они подобно анестетика, создавая замораживающий эффект. Применять около 2 раз в сутки.
Для купирования отека и воспаления после сварки можно использовать следующие медикаменты:
Визин;
Визоптик;
Октилия;
Прокулин.
При воспалении можно использовать следующие капли:
Индоколлир,
Пренацид,
Дикло-Ф.
Эффективными антибактериальными каплями можно считать:
Тобрекс;
Гентамицин;
Тобрамицин;
Офтаквикс;
Левофлоксацин.
Препараты в виде таблеток и порошка с противовоспалительным эффектом (Нимесил, Индометацин) при поражении глаз сваркой стоит принимать по 2 раза в сутки. Длительность терапии 2-3 дня. При помощи этих средств можно купировать зайчиков, снизить боль и купировать воспаление.
Назначить их может врач для различных лечебных целей. Применять их самостоятельно не стоит.
Народные средства
Большинство сварщиков используют проверенные народные средства, чтобы облегчить последствия легких ожогов:
Чай. Когда орган зрения устал от сварки, то можно заварить чайные пакетики и подождать, пока они остынут. Уложить их на глаза и держать 15 минут. Затем уложит другие. Если имеется рассыпной чай, то необходимо его заварить, уложить в марлю и приложить на глаза. При помощи таких действий можно сузить сосуды конъюнктивы и купировать боль.
Картофель. Если после сварка наблюдается жжение, то устранить его можно при помощи картофельной кашицы. Измельчить 2-3 корнеплода при помощи терки. Уложить массу в марлю и приложить на глаза. Длительность манипуляции составляет 30 минут. Картофель эффективно снижает боль, купирует отек и оказывает охлаждающий эффект.
Мёд. Взять 200 мл кипячёной воды, добавить туда 40 г меда. Все тщательно размешать, окунуть ватные диски и приложить на глаза на 30 минут. Затем обновить компресс. Благодаря ему удается купировать боль и покраснение. Этот способ очень эффективен, когда необходимо снять резь в глазах после сварки.
Ромашка. Это универсальное растение, которое отлично купирует воспаление после сварки в глазах. Взять сырье в количестве 60 г и залить 200 мл кипяченой воды. Подождать 10 минут, отфильтровать, окунуть ватные диски, приложить к глазам на 10-15 минут.
Алоэ. Взять листики свежего растения, измельчить, залить кипяченой водой. Подождать 2 часа, а затем использовать раствор для компресса. Сок алоэ прекрасно купирует воспаление. А еще соединить сок можно с медом и применять раствор как капли. Капать по 1 капле утром и вечером.
Дуб. Кора дуба давно славится своими целебными свойствами. Когда болят глаза после сварки, то можно использовать настойку. Для ее получения взять 200 мл кипятка и 60 г коры. Подождать 3 часа, окунуть ватные диски и приложить на глаза. Длительность манипуляции 20 минут.
Капуста. При помощи капустных листиков можно быстро купировать боль. Только использовать необходимо свежие листики. Измельчить их при помощи мясорубки. Полученную кашицу уложить на глаза. Результатом такой процедуры станет купирование боли и воспалительного процесса.
Отвары. Для приготовления травяной настойки можно задействовать несколько трав: календулу, липу, ромашку. Все их взять в равном количестве. Добавить 0,5 л воды. Использовать раствор для промывания пораженных глаз.
Облегчение восприятия света. Чтобы после сварки глаза не болезненно воспринимали свет, необходимо создать темноту в комнате. Для этого закрыть шторы, выключить свет, телевизор. Еще можно надеть солнцезащитные очки с темным стеклом. Обеспечить человеку полный покой и тишину.
Что делать нельзя
Чтобы не усугубить состояние человека после сварочных работ, необходимо придерживаться следующих советов:
Нельзя тереть глаза, так как от этого боль только усилится.
Не использовать для промывания глаз обычную воду из-под крана.
Не нужно в спешке применять средства народной медицины. Их стоит отложить на сутки, а вначале проконсультироваться со специалистом.
Не применять капли для глаз по собственному усмотрению. Далеко не все препарат помогают справиться с ожогами. Только квалифицированный врач может установить диагноз и назначить лечение.
Сколько будут болеть глаза
Любой термический ожог не проходит за один день, для полного выздоровления потребуется как минимум неделя или больше в зависимости от сложности. Даже если почувствовали облегчение на следующий день, продолжайте проводить процедуры ежедневно. Поэтому лучше взять выходной на работе или больничный лист. Помните, к заболеваниям глаз не стоит подходить халатно и безответственно. Берегите зрение!
Видео
В сюжете — Каковы симптомы (признаки) и лечение ожогов сетчатки глаза солцем, сваркой, лазером и т.д.
В сюжете — Почему нельзя смотреть на сварку
В сюжете — Как помочь глазам ночью когда воспалились глаза и сильно болят
В продолжение темы посмотрите также наш обзор Сварка труб инвертором — подготовка, сварка
Болят глаза от сварки: причины, симптоматика ожога
Содержание
Причины боли в глазах
Симптоматика ожога роговицы
Повод для срочного обращения за помощью
Запрещенные действия
Первая помощь при ожоге сваркой
Дальнейшее лечение электроофтальмии
Длительность болевых ощущений
Осложнения и последствия ожога
Каждая профессия сопряжена с некоторыми рисками. Минимизировать влияние электрической дуги на органы зрения помогает соблюдение правил безопасности.
Любая неосторожность приводит к тяжелым осложнениям. Часто болят глаза от сварки у начинающих работников.
Причины боли в глазах
Сварочная дуга испускает мощные световые лучи, способствующие поражению сетчатки и роговицы. Кроме того сварщику приходится присматриваться, соединяя сложные детали. К концу рабочего дня в глазах появляются «зайчики» от сварки.
Это самые легкие последствия несоблюдения техники безопасности. Более тяжелым поражением зрительных органов считают световой ожог (электроофтальмию). При отсутствии правильного лечения человек может ослепнуть.
Симптоматика ожога роговицы
Выраженность признаков заболевания зависит от степени ожога сетчатки. Существует 4 категории поражений:
Легкая степень. Человек, который насмотрелся на сварку, жалуется на жжение и зуд век. Роговая оболочка мутнеет, развивается неинфекционный конъюнктивит.
Вторая степень сопровождается выраженными болевыми ощущениями. У пострадавшего слезятся глаза, он не может смотреть на свет. Визуально обнаруживаются налет на конъюнктиве, изъязвление роговицы.
Тяжелая степень. Наблюдается выраженное помутнение роговой оболочки, отечность век. Жалобы на ухудшение зрения, режущие боли в области глазниц и лба. Нередко появляется чувство присутствия песка в глазах.
Крайне тяжелая степень. Сильно выражены болевые ощущения. Развивается полная слепота, роговая оболочка теряет цвет. Начинается отмирание тканей глазного яблока. Острые боли мешают открытию век.
Повод для срочного обращения за помощью
Когда сварщик нахватался «зайчиков», ему стоит обратиться за помощью в медпункт. Если человек варил без маски, необходим осмотр органов зрения на наличие частиц окалины. При обнаружении инородных тел слизистые оболочки протирают чистым ватным тампоном, промывают кипяченой водой.
Поводами для незамедлительного посещения офтальмолога становятся следующие признаки:
длительно сохраняющаяся резь в глазах;
красный цвет склеры;
снижение остроты зрения;
головные боли, головокружение.
Запрещенные действия
Некоторые мероприятия способны ухудшить состояние человека, который наловился сварочных «зайчиков». Врачи дают рекомендации, что делать, если болят глаза от сварки, от каких действий стоит воздержаться. При электроофтальмии нельзя:
Тереть глаза. Это способствует усилению болевого синдрома, присоединению вторичных инфекций.
Промывать глаза водой из-под крана. Содержащиеся в ней бактерии проникают в ткани, способствуя развитию тяжелых осложнений.
Использовать сомнительные народные рецепты. Такое лечение начинают только с разрешения врача.
Применять капли и иные препараты самостоятельно. Не все лекарства помогают при ожогах, некоторые усугубляют поражение.
Первая помощь при ожоге сваркой
Начинающий сварщик может не знать, что делать в домашних условиях, если поймал излучение от электрической дуги. Первую помощь при легком ожоге сетчатки оказывают, выполняя следующие действия:
Прием анестетика. Быстро обезболивают Кетанов или Анальгин. Дополнительным противовоспалительным действием обладают Ибупрофен, Диклофенак.
Промывание глаз большим количеством кипяченой воды.
Удаление мелких металлических частиц. Для этого используют чистую ткань, стерильную вату или бинт. Если удалить инородные тела самостоятельно не удается, обращаются к врачу.
Наложение холодного компресса на веки. Можно применять остывший отвар ромашки. Трава обладает выраженными противовоспалительными свойствами. Холодный компресс ставят на 5-10 минут.
Обработка век антибактериальным препаратом. Наиболее эффективной считают тетрациклиновую мазь.
Дальнейшее лечение электроофтальмии
При лечении ожога сетчатки используют следующие лекарственные средства:
Противовоспалительные препараты (Визоптин). Капли увлажняют слизистые оболочки, очищают их от металлических частиц, избавляют от зуда и покраснения. Препарат применяют 3-4 раза в день, закапывая под нижнее веко.
Обезболивающие средства. Выбирая, чем лечить глаза от сварки, обращают внимание на капли, содержащие лидокаин или тетракаин. Они быстро устраняют рези, ощущение песка в глазах. Жидкость закапывают под нижнее веко 3-4 раза в сутки в назначенной врачом дозе.
Антибактериальные растворы (Левомицетин, Тобрекс). Предотвращают развитие инфекционных осложнений. В первые 2 дня лечения капли используют каждые 4 часа. С 3-их суток количество процедур постепенно уменьшают.
Заживляющие мази (Корнерегель). Содержащийся в составе декспантенол избавляет от признаков ожога слизистых оболочек. Гелеобразная форма позволяет мази удерживаться на поверхности кожи. Похожим действием обладает Актовегин, ускоряющий процессы восстановления тканей.
Гормональные средства. Гидрокортизоновая мазь обладает выраженным противовоспалительным действием. Ее используют только по назначению врача. Препарат не подходит для длительного применения.
Традиционную терапию можно дополнить применением народных рецептов:
Чайные компрессы. Пакеты заваривают, охлаждают, прикладывают к закрытым векам. Компресс держат 15 минут, процедуру проводят 3-4 раза в сутки.
Картофельные аппликации. Средство помогает снять боль при электроофтальмии слабой степени выраженности. Овощ натирают, полученную массу заворачивают в стерильный бинт, прикладывают к глазам. Длительность процедуры – полчаса.
Медовые компрессы. 40 г продукта разводят в стакане воды. Полученной жидкостью смачивают ватные тампоны, которые накладывают на веки на полчаса. Способ помогает избавиться от боли, жжения и красноты.
Примочки с ромашковым настоем. Помогают быстро устранить вызванное сваркой воспаление. 60 г цветков заливают 200 мл горячей воды, оставляют на 10 минут, процеживают. Раствором смачивают ватные диски, которые прикладывают к глазам на полчаса.
Компрессы с алоэ. Потребуются свежие листья, которые измельчают и заливают водой. Длительность процедуры – 15-20 минут.
Длительность болевых ощущений
Признаки поражения постепенно усиливаются в течение 12 часов. При отсутствии ожога сетчатки неприятные ощущения исчезают через 2 дня. При поражении слизистых оболочек длительность болевого синдрома определяется тяжестью травмы.
Нередко человек не может смотреть на свет в течение нескольких недель после завершения терапии. Даже если состояние улучшается на следующие сутки, прекращать лечение не стоит.
Осложнения и последствия ожога
Если ткани поражены несильно, опасные заболевания не развиваются. Неприятные симптомы быстро исчезают. При тяжелом поражении глаз или отказе от лечения возникают следующие осложнения:
помутнение роговицы;
выраженное ухудшение зрения;
астигматизм;
изъязвление роговицы;
хронический кератит.
Если в глаз попала окалина, высока вероятность развития посттравматических осложнений, например, хронического конъюнктивита. Тяжелые электрические ожоги становятся причиной потери зрения.
Глаза — мгновенные ожоги — канал Better Health
Резюме
Прочитать полный информационный бюллетень
Быстрые ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза.
Вспышка ожога возникает при воздействии яркого УФ-излучения.
При правильном уходе роговица обычно заживает сама, не оставляя шрамов.
О мгновенных ожогах
Быстрый ожог — это болезненное воспаление роговицы, которая представляет собой прозрачную ткань, покрывающую переднюю часть глаза. Вспышка ожога возникает, когда вы подвергаетесь воздействию яркого ультрафиолетового (УФ) света. Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Внезапные ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза. Ваша роговица может восстановиться за один-два дня и обычно заживает, не оставляя шрамов. Однако, если внезапный ожог не лечить, может начаться инфекция. Это может быть серьезно и может привести к некоторой потере зрения.
Симптомы внезапного ожога
Симптомы внезапного ожога включают:
боль, которая может быть от легкой до очень сильной, обычно начинается через несколько часов после происшествия
покрасневшие глаза
светочувствительность
слезотечение
нечеткость зрения
ощущение, что что-то попало в глаз.
Причины внезапного ожога
Вы можете получить ожог после воздействия УФ-излучения. Источники включают:
сварочная горелка
прямой солнечный свет
отражение солнца от воды или снега
лампа для загара в солярии
некоторые типы ламп, например, галогенные или прожектор фотографа.
Диагностика внезапного ожога
Диагностика требует осмотра глаз, который может включать:
обезболивающие капли – врач может использовать глазные капли, чтобы обезболить глаза. Эти капли действуют достаточно долго, чтобы исследовать ваши глаза, и их не следует использовать регулярно, так как они замедляют заживление. Это показывает любые повреждения при использовании специального синего света. Краска безвредна и смывается слезами.
Лечение мгновенных ожогов
Лечение мгновенных ожогов может включать:
расширяющие капли – их иногда используют для расслабления глазных мышц, что, в свою очередь, облегчает боль и позволяет вашим глазам отдохнуть и восстановиться. Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.
повязка — на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им возможность зажить.
охлаждающие компрессы – их можно прикладывать к глазам, они могут облегчить симптомы
капли или мазь для искусственной слезы (желательно без консервантов) – эти глазные капли могут облегчить некоторые симптомы. Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут быть назначены легкие противовоспалительные капли на основе стероидов
. Вас проведут через 24–48 часов, чтобы убедиться, что ваши глаза заживают. Некоторые проблемы, например инфекция, проявляются не сразу. Если есть какие-либо серьезные проблемы, вас направят к офтальмологу (офтальмологу-специалисту), который может наложить на глаз повязку на контактную линзу, пока глаз не заживет.
Глазные капли и мази от внезапных ожогов
Общие рекомендации по использованию глазных капель и мазей включают:
Мойте руки, прежде чем прикасаться к глазам.
Положите палец на щеку и оттяните нижнее веко.
Наклоните голову назад и капните жидкость за нижнее веко.
В качестве мази нанесите небольшое количество на внутреннюю часть нижнего века. Следите за тем, чтобы сопло не касалось глаза.
Продолжайте лечение, пока ваши глаза не заживут.
Храните все капли и мазь в холодильнике в недоступном для детей месте.
Позаботьтесь о себе дома после внезапного ожога
Рекомендации включают:
Принимать обезболивающие препараты, такие как парацетамол, ибупрофен или кодеин.
Проверьте правильность дозы на упаковке. Боль может длиться около суток.
Не носите контактные линзы, пока ваши глаза не заживут.
Носите солнцезащитные очки и/или оставайтесь в темной комнате, если ваши глаза чувствительны к свету.
Используйте искусственные слезы или лубриканты, чтобы уменьшить дискомфорт в глазах. Вы можете купить эти продукты без рецепта в большинстве аптек.
Важно вернуться на осмотр, когда ваш врач посоветует.
Обратитесь за неотложной медицинской помощью при внезапном ожоге. не из-за глазных капель или мази
усиление бликов
усиление боли.
Предотвращение мгновенного ожога
Предотвращение лучше всего. Предложения по предотвращению мгновенного ожога включают:
Защита роговицы от УФ-излучения путем ношения защитных очков с покрытием или маски сварщика при сварке.
Убедитесь, что очки изготовлены в соответствии с австралийскими стандартами и полностью закрывают глаза.
Если вы носите солнцезащитные очки для предотвращения ожогов от вспышки, они должны защищать как от УФ-А, так и от УФ-В излучения. Проверяйте этикетку при покупке солнцезащитных очков.
Где получить помощь
В чрезвычайной ситуации, позвоните в Triple Zero (000)
СОВЕТСТВЕННАЯ МЕНЕДЕРСИЯ ВАШЕГО БОЛЬШОЙ больницы
Ваш GP (Доктор)
Ophthalmology
Pharmacist
Optometrist
.
. Тел. (03) 9641 1555 или 1800 136 089 (звонок бесплатный) – для общих вопросов
Линия экстренного реагирования WorkSafe Victoria Тел. 13 23 60 – для сообщения о серьезных чрезвычайных ситуациях на рабочем месте, семь дней, 24 часа
Эта страница была подготовлена в консультации с и одобрена по:
Надлежащее лечение внезапных ожогов — Baker’s Gas & Welding Supplies, Inc.
Делиться:
BakersGas
Внезапные ожоги — это повреждение глаз, возникающее, когда вы смотрите на сверхяркий свет, создаваемый сварочной дугой, без защитных защитных очков для сварщиков или защитной маски для сварки. Внезапные ожоги могут вызвать неконтролируемое слезотечение и слезоточивость глаз, затуманивание зрения и появление пятен в поле зрения, а также общее ощущение дискомфорта в глазах и некоторую боль. Flash Burns также может сделать ваши глаза очень чувствительными к свету.
Глядя на солнце
Интенсивная «вспышка» сварочной дуги на самом деле является ультрафиолетовым светом (да, тот же самый свет, исходящий от солнца, т. е. смотреть на сварочную дугу все равно, что смотреть на солнце). Интенсивно яркий свет, исходящий от сварочной дуги, буквально подавляет ваши глаза (которые состоят в основном из мышечной ткани), вызывая отек роговицы и сужение зрачков, что влияет на ваше зрение и приводит к симптомам, описанным выше.
Вообще говоря, пагубные последствия мгновенных ожогов длятся не более пары дней. В конечном счете, нет никакого «лечения» от Flash Burns, все сводится к тому, чтобы ваши глаза отдыхали. Есть некоторые методы лечения, которые могут помочь уменьшить воздействие часто болезненных и очень неприятных симптомов, связанных с внезапными ожогами. Всегда имейте в виду, что если не лечить (не дать глазам отдохнуть), мгновенные ожоги могут вызвать глазные инфекции и в конечном итоге привести к потере зрения.
Проконсультируйтесь с врачом
Прежде чем принимать какие-либо лекарства или ЧТО-НИБУДЬ ПОПАДАТЬ В ГЛАЗА, проконсультируйтесь с врачом. В идеале вашим первым шагом в эффективном лечении мгновенных ожогов должен быть визит к офтальмологу.
В сети циркулирует множество «домашних средств», предлагающих закапывать в глаза такие вещи, как картофель, розовая вода, теплое молоко и т. д. Это большое НЕТ! Ваши глаза очень восприимчивы к инфекциям, и попадание в глаза посторонних предметов может привести к попаданию бактерий, которые могут серьезно усугубить мгновенные ожоги неприятной глазной инфекцией. В итоге, сначала поговорите с квалифицированным офтальмологом, он может прописать местную мазь с антибиотиком и болеутоляющие средства или предложить безрецептурную альтернативу.
Отдых для глаз
Рецептурные и безрецептурные мази и обезболивающие, однако, на самом деле просто лечат симптомы и облегчают дискомфорт, вызванный Flash Burn. Лучший способ вылечить ожоги вспышки — оставаться при слабом освещении, воздерживаться от просмотра телевизора (резкие изменения в освещении еще больше раздражают ваши глаза) и вообще давать глазам отдых.
Предотвращение мгновенных ожогов
Лучший способ предотвратить мгновенные ожоги — носить подходящее защитное снаряжение.
3 Заделывание трещин на бетонных балконных поверхностях
4 Особенности работы с трещинами на деревянных поверхностях
5 Как можно заделать очень большие трещины на балконе
6 Заделка верхних трещин
Застекляют балкон для того, чтобы создать дополнительное, пригодное для комфортной жизни пространство. По этой же причине выполняют здесь и утепление. Но как заделать щели на балконе? Ведь нельзя назвать уютным помещение, где дует или течет. На утепляемом балконе все щели должны быть заделаны, и это аксиома, ведь иначе использование любых утеплителей не даст нужного эффекта. Но даже если вы не планируете остекления, никаких трещин на плите основания, стенах или ограждении быть не должно. И это залог не только долговечности всей конструкции, но и гарантия эстетичного внешнего вида.
Особенности используемых материалов
Заделка щелей на балконе требует тщательной подготовки поверхности — любую трещину на лоджии нужно очистить от грязи и полностью смочить водой. Дальнейший алгоритм действий зависит от того, о поверхности из какого материала идет речь.
На заметку: Самым универсальным материалом для заделывания трещин на балконе считается монтажная пена. Ее можно заливать сразу в трещины, если речь идет о бетоне или древесине, а любые синтетические поверхности обрабатываются ацетоном для того, чтобы пена лучше фиксировалась.
Кроме того, пена для заделывания щелей должна быть особым образом подготовлена. Для работ также потребуется специальный пистолет, куда накручивается баллон. Баллон с пеной следует встряхнуть, а затем перевернуть донышком вверх. Важно помнить, что пена очень сильно расширяется, а значит, всю имеющуюся щель вам не придется заливать — достаточно заполнить лишь 2/3 от глубины. Работы с монтажной пеной проводятся лишь при температуре выше +5°С. Кроме того, материалу требуется 24 часа на окончательное застывание, после чего излишки пены обрезают и заделывают шпатлевкой, герметиком или краской (это важно, так как ультрафиолетовое освещение вредно для материала, он начнет разрушаться).
Если речь идет о деревянных поверхностях, то их следует заделывать шпаклевкой или герметиками, а также можно использовать оконную замазку или даже ветошь. Когда же следует заделать изношенные пластиковые конструкции, то обязательно потребуются силиконовые герметики. Что же касается потрескавшихся бетонных плит, то здесь потребуется цементный раствор. На потрескавшиеся бетонные плиты обязательно нужна гидроизоляция, ведь если оставить пористую поверхность, то внутрь все равно будет поступать влага, обладающая разрушительным действием.
Выбирая, чем заделать щели на балконе, вы должны учитывать, что:
для пластика и древесины потребуется силиконовый герметик;
для бетона понадобится цементный раствор.
а монтажная пена является универсальным решением;
Пример того, как можно заделать щель между стеной и полом монтажной пеной
Заделка щелей на балконе с пластиковой отделкой
Чем заделать щели на лоджии с пластиковыми элементами? Вам потребуется герметик на силиконовой основе и специальный пистолет, растворитель и резиновый шпатель, а также монтажный скотч. Алгоритм действий в данном случае таков:
всю грязь из трещины убрать, удалить те элементы, которые крошатся. Обеспылить можно и с помощью пылесоса;
щель необходимо обработать растворителем, чтобы обезжирить поверхность;
важно также удалить всю влагу — поверхность перед заделыванием должна быть сухой;
по обе стороны от щели наклеивается монтажный скотч, это позволит не испачкать остальную поверхность;
следует вставить в пистолет картридж с силиконовым герметиком и вскрыть его;
пистолет с герметиком ставится под углом 45°, и щель заделывается;
лишний материал следует убрать с помощью резинового шпателя — форму шву нужно придавать сразу же, ведь через четверть часа герметик уже начнет застывать;
отверждение по всей глубине произойдет примерно за сутки — при условии, что на балконе температура около 20°. Чем выше температура, тем быстрее произойдет отверждение.
Из нашей отдельной статьи вы можете узнать как застеклить балкон пластиковыми окнами. В ней вы найдете подробное описание технологии работ.
Избавившись от щелей и трещин, можно переходить к утеплению. Чем лучше утеплить балкон внутри мы рассказали на нашем сайте.
О преимуществах кварцвиниловой плитки для отделки пола читайте тут.
Заделывание трещин на бетонных балконных поверхностях
Чтобы заделать щель в бетонной поверхности, вам потребуется монтажная пена и растворитель, а также цементная смесь и грунтовка. Понадобятся и перчатки для защиты рук, и мастерок с кистью для нанесения раствора.
Трещину очищают, обеспыливают и высушивают. После этого поверхности обрабатывают грунтовкой и заделывают монтажной пеной. Пена будет расширяться внутри трещины, поэтому полностью щель не заполняют — достаточно будет 2/3 глубины. Когда монтажная пена полностью высохнет, излишки убираются ножом, а затем все покрывается цементным раствором.
Чтобы закрыть щели на балконе, вы можете использовать только цементный раствор, если речь идет о совсем небольшом повреждении бетонной плиты.
Использование монтажной пены для заделки вертикальных трещин
Особенности работы с трещинами на деревянных поверхностях
Как заделать щели на балконе, если трещина не очень велика или вы не хотите работать с монтажной пеной? Для деревянных поверхностей в этом случае можно использовать специальную шпаклевку. Ее наносят в очищенную щель. После нанесения излишки счищают, а поверхность шлифуется наждачкой. После этого желательно лакировать поверхность, подобрав лак таким образом, чтобы в окрашивании отремонтированный элемент не нуждался.
Если же речь идет о большой щели на лоджии, размером более 8 см, ее нужно заливать с помощью монтажной пены. В этом случае работы проводятся по стандартному принципу — в очищенную щель наносят пену, затем ее излишки удаляю, и место ремонта обработать грунтовкой и лаком.
Как можно заделать очень большие трещины на балконе
Заделка щелей на балконе и лоджии может потребовать использования оцинкованного железа. В этом случае вам потребуется следующий набор инструментов:
измерительные приспособления — рулетка/линейка;
оцинкованный лист;
саморезы по металлу и дюбеля;
молоток;
ножницы по металлу;
дрель/перфоратор;
монтажная пена в баллоне;
перчатки для защиты рук.
Этот способ используется для заделывания крупных щелей в балконных конструкциях, например, когда есть промежуток между ограждением и полом.
Большая щель между парепетом и основанием
Здесь недостаточно будет использования только одной монтажной пены — потребуется заглушка из оцинкованного листа. Размер заглушки определяют рулеткой, однако к определенному размеру нужно прибавить 200 мм высоты на загиб и раскроить лист, используя ножницы по металлу. Отрезанный кусок оцинковки сгибают в форме уголка и подгоняют молотком по форме имеющегося отверстия. Затем заглушку фиксируют с помощью дюбелей и саморезов — и к плите перекрытия, и к ограждению. По периметру установки оцинкованной заглушки все запенивается. Обнаруженные мелкие щели тоже обязательно запениваются, после чего всю лишнюю пену срезают.
Останется только придать эстетичности сформированной конструкции, для чего можно использовать любой отделочный материал: плитку, вагонку, дерево или пластик.
При монтаже чернового пола на балконе или лоджии часто применяются плиты ОСБ. А технические характеристики плит ОСБ описаны в нашем материале и он будет полезен при выборе нужной модели этого материала.
А советы по выбору балконных горшков для цветов вы найдете здесь.
Заделка верхних трещин
Если строительные работы при возведении дома проводились не очень качественно, то между стеной и верхней балконной плитой могла остаться большая щель, в которую постоянно будет стекать вода. Заделывать ее нужно и сверху, и снизу, то есть придется и соседям проводить ремонтные работы на своем балконе.
Важно полностью очистить трещину, для чего понадобится металлическая щетка из проволоки. Собственно заполнение щели происходит либо монтажной пеной, либо мастикой для гидроизоляции. Мастику следует наносить на очищенную поверхность шпателем либо кистью. Если же ваш выбор — монтажная пена, то к подготовительным операциям добавляется еще и грунтовка щели. После того, как пена застынет, все неровности срезаются.
Заполненную щель цементируют, а после высыхания раствора — грунтуют. Трещина, закрытая монтажной пеной, обязательно защищается от ультрафиолета и ветра окрашиванием, цементом, герметиком или изоляционной лентой.
После того, как вы выполните ремонтные работы, не забудьте установить на балконе отливы и козырек — они будут защищать внутренние поверхности от стекающей наружной влаги. Кстати, заделывание трещин на балконе позволит улучшить его герметизацию, а значит, он станет более комфортным. Естественно, вам придется и в дальнейшем следить за состоянием поверхностей — с тем, чтобы сразу убирать все возникшие трещины. Такой подход позволит вам много лет избегать капитального ремонта и сохранит привлекательность пространства.
А в этом видеоролике представлен сюжет о монтажной пене и ее особенностях.
Что такое монтажная пена и её особенности
Watch this video on YouTube
Как заделать щели на балконе
После выполнения подготовительных работ, о которых я рассказал Вам в Уроке 2, пришло время заняться остеклением балкона. Помимо установки стеклопакетов поручите фирме, которая к Вам приедет, выполнить дополнительные работы, связанные с заделкой щелей между полом и парапетом балкона. Дело в том, что это достаточно важная часть всего предприятия, и от того насколько качественно она будет выполнена, зависит конечный результат. Нельзя здесь допустить ошибки или какой-либо халтуры, т. к. в противном случае возможно попадание влаги с улицы прямо на пол, а тогда конец всем стараниям, связанным с утеплением балкона.
СОДЕРЖАНИЕ:
Заделка щели между полом и парапетом
Заделка шва между потолочными плитами
Как и чем заделать щель на балконе между полом и парапетом
Примерно вот так может выглядеть пустое пространство, достигающее нескольких сантиметров от пола до низа парапета по всему периметру балкона:
Заделывать это пространство монтажной пеной плохо, т. к. получается слишком большая высота запенивания. Заложить кирпичом также не лучший вариант, т. к. вес всей конструкции балкона увеличится.
Если Вы самостоятельно решили выполнить данную работу, то можете подсмотреть, как это делают профессионалы. У них на этот случай имеется специальный уголок-нащельник из металлопластика:
Такой нащельник нужно хорошо закрепить по всему периметру, замазав с внутренней стороны специальным герметиком:
Крепление осуществляется на дюбель-гвозди:
А сейчас посмотрите короткое видео, как производится сам процесс монтажа:
Как и чем заделать потолочный шов между плитами
Второй серьезной проблемой, которая может Вас потревожить, если вовремя не принять меры, — это потолочная протечка. Посмотрите на потолок Вашего балкона (или пол верхнего этажа). Если Вы видите монолитную плиту, значит все в порядке. Но картина может быть и другой:
Если все оставить, как есть, установив стеклопакеты, то в шов между плитами с улицы может просочиться влага (дождевая вода). Нужно обязательно обратить внимание мастеров на эту особенность. Помимо нащельника внизу пола, они также без проблем установят Вам специальную защитную панель, обработанную силиконом:
Посмотрите видеоролик по монтажу защитной панели:
Итак, сегодня мы узнали, как заделать щель между парапетом и полом на балконе, а также, чем закрыть шов между потолочными плитами.
Пошаговые уроки по благоустройству балкона
Урок 01. Остекление и утепление балкона, лоджии. Поиск мастеров Урок 02. Подготовительные операции перед остеклением балкона, лоджии Урок 03. Особенности при заказе окон на балкон или лоджию Урок 04. Как и чем заделать щели на балконе или лоджии Урок 05. Чем обшить балкон снаружи Урок 06. Что нужно знать об установке стеклопакетов на балконе Урок 07. Как сделать пол на балконе Урок 08. Как утеплить балкон
Как заполнить зазор между крышей и стеной
Пошаговое руководство. Как заполнить зазор между крышей и стеной боковой дождь не подходит домовладельцу с пистолетом для герметика и лестницей
Получите предложения от 3 профессионалов!
Введите почтовый индекс ниже и найдите лучших профессионалов рядом с вами.
Страх, паника, гнев, растерянность. Домовладельцы могут испытать широкий спектр эмоций, когда заметят щель между крышей и стеной, особенно если крыша новая или вода или посторонние существа проникли внутрь.
К счастью, заполнение пробела — это довольно простой процесс, который можно решить несколькими способами, один из которых — полностью автоматический. Узнайте, как ниже.
Сложность: 3/5 Время: От 1 до 3 часов Необходимые инструменты и материалы: (в зависимости от плана действий)
Пистолет для герметика и герметик 03 Проволочная сетка
1 Распылительная пена
1 (дополнительно)
Степлер (дополнительно)
1.
Определите наилучший план действий
Есть несколько различных подходов, которые домовладельцы могут использовать, чтобы заполнить щель между крышей и стеной. Факторы могут включать:
Является ли это новой или старой крышей
Доступность вашей крыши
Насколько велик зазор
Внимательно осмотрите пространство в верхней части дома и выберите подходящее решение из приведенных ниже шагов.
2а. Позвоните своему подрядчику
Алекс Уайт — stock.adobe.com
Подходит для: Новые крыши, недавно установленные подрядчиком
Если зазор между вашей крышей и стеной совершенно новый, это может быть проблемой, которую нужно решить. Ваш кровельный подрядчик. Внимательно прочитайте свой договор, затем без обвинений позвоните, чтобы узнать о разрыве. Попросите их как можно скорее закрыть помещение, особенно если надвигаются холода.
Специалист по кровле может установить новую гидроизоляцию в этом районе или нанести один из тех же герметиков, которые вы использовали для старых зазоров между крышей и стеной. Но если вы только что заплатили за новую крышу, они должны закончить работу, которую они начали, особенно если закрытие щели зависит от черепицы, которую все еще нужно удалить, или другой незавершенной работы.
2б. Нанесите герметик
Подходит для: Неожиданных или внезапных протечек и проблем с изоляцией
Зазоры между крышей и соседней стеной, такие как второй этаж или слуховое окно, скорее всего, нуждаются в герметизации для предотвращения протечек, проблем с изоляцией и заражения грызунами . Двумя популярными герметиками для такого рода проектов являются герметик и расширительная пена. И то, и другое поможет закрыть щель между крышей и стеной и утеплить дом.
Стоимость найма профессионального распылителя пены для кровли может составлять около 1650 долларов . Если вы решите заняться этим самостоятельно, обратите внимание, что распыляемую пену нельзя использовать рядом с электрическими коробками, рядом с потолочными лайтбоксами или непосредственно на крыше.
2с. Рассмотрите возможность добавления проволочной сетки
Подходит для: Не допускайте проникновения животных и вентиляционных зазоров в карнизах (преднамеренных)
Некоторые зазоры, такие как зазор между верхом стены и нижней стороной крыши, предназначены для вентиляции чердака . Без него может накапливаться влага и вызывать множество других проблем.
Если вас больше всего беспокоит попадание животных под вашу крышу или на чердак, вы можете рассмотреть возможность установки проволочной сетки вдоль щели вместо использования герметика. Этот вариант хорошо подходит для домовладельцев, живущих в теплом или более сухом климате, где проникновение дождя не является большой проблемой.
Измерьте зазор и приобретите наружную проволочную сетку соответствующего размера. Используя строительный степлер, аккуратно прикрепите проволочную сетку, чтобы закрыть зазор. (Из соображений безопасности лучше всего делать это с напарником, который держит лестницу внизу. )
3. Проверьте другие области, которые могут пропускать влагу
Поскольку вы все равно находитесь на лестнице, самое время поискать другие щели или отверстия в крыше. Если вы идете по пути герметика, вы можете закрыть эти области одновременно.
Если приближается зима, очистка желобов от листьев и мусора может помочь предотвратить проблемы с водосточными желобами зимой.
Нужна профессиональная помощь с вашим проектом?
Получите цитаты от профессионалов с самым высоким рейтингом.
Рекомендуемые статьи
Оценка или обследование кровли: что мне нужно?
Автор Nick P. Cellucci • 12 сентября 2022 г.
Сколько стоит факел на крыше?
Allie Ogletree • 10 мая 2022 г.
Сколько стоит ремонт или замена крышки конька крыши?
By Bry’Ana Arvie • 25 апреля 2022 г.
Чем заделать межпанельные швы внутри квартиры?
Основные причины разрушения межпанельных стыковых швов
Можно выделить следующие причины разгерметизации стыков:
несоблюдение технологических норм при строительстве;
постепенное смещение стеновых панелей из-за неравномерной осадки несущих элементов конструкции;
деформация панелей вследствие колебаний температуры;
Влияние на герметичные соединения атмосферных факторов, таких как «кислотные осадки», снег и дождь.
Уплотнительные материалы
Для герметизации и изоляции межпанельных стыков используются специальные герметизирующие мастики и самоклеящаяся лента. Эти герметики бывают разных марок, компонентов и областей применения.
Основной сопутствующий материал, необходимый для герметизации стыков – герметик, который будет выполнять теплозащитную функцию, а также служит основой для укладываемой мастики и самоклеящейся ленты.
Лучшими герметиками считаются составы на основе вспенивающегося полиуретана (ППУ). Из-за этих факторов происходит разрушение и деформация межпанельных швов, что приводит к быстрому промерзанию наружных стен в зимний период, а также их протеканию во время сильных дождей. В результате этого не только может ухудшиться интерьер здания, но и значительно повышается риск заболеваемости находящихся там людей.
Нормативная база:
Все работы по утеплению и заделке швов в панельных зданиях выполняются в соответствии со следующим перечнем нормативных документов:
• ВСН 19-95 Инструкция по технологии заделки стыковых соединений панелей наружных стен жилых зданий
• ВСН 40-96 Инструкция при выполнении работ по герметизации стыков наружных стен и оконных блоков
Межпанельный шов обработан инновационным утеплителем «Вилатерм», представляющим собой мелкоячеистый, достаточно светлый материал белого цвета.
Дополнительно шов заделывается снаружи специальной мастикой с хорошими водоотталкивающими свойствами.
Использование этих трех этапов позволяет создать так называемый «теплый шов», что позволяет обеспечить надежную тепло- и гидроизоляцию в любых погодных условиях.
Используемые материалы
Применение той или иной технологии и материала при данных видах работ во многом зависит от того, насколько разрушен стык, каково общее состояние конструкции, какова сложность технологического процесса и т. д. Альпинисты -монтажники в своей работе используют:
Пенополиуретан — профессиональный пенополиуретан «Профиль 65»,. Преимущества его использования очевидны: материал обладает повышенной стойкостью к различным физическим и химическим воздействиям, ограничен по влагопоглощению, хорошо заполняет внутришовное пространство. При застывании пена становится отличным теплоизолятором, не пропускающим холод или сквозняк. Под защитой утеплителя и герметика пенополиуретан не портится под воздействием солнца и окружающей среды;
Утеплитель «Вилатерм» (Изонел). Преимущество использования «Вилатерма» также общеизвестно: это влагостойкий уплотнительный шнур, специально разработанный для межпанельных швов, который не подвержен гниению. Он эластичен, гибок, за счет повышенной (для данного вида материала) плотности выдерживает многократные циклы растяжения-сжатия. Описанные свойства позволяют уплотнительному шнуру хорошо справляться со своими задачами в деформационных межпанельных швах в течение длительного времени;
Герметик — мастика премиум-класса «Гидромаст 622» (акриловая, можно красить), «Гидромаст 24» (полиуретановая) или «АМ 05» (тиоколовая — только серая или черная). Этот материал, предназначенный для наружного утепления, также обладает хорошими физико-химическими свойствами, обеспечивая надежную защиту от ультрафиолета и протечек. Обладает повышенной пластичностью, обеспечивая высокую устойчивость к различным деформациям.
Специалисты ООО «Диаманд» проводят комплексную диагностику межпанельных швов и незамедлительно (при благоприятных погодных условиях) приступают к их герметизации.
Отзыв:
Межпанельные швы. Герметизация: общие правила
В зависимости от состояния шва вторичная герметизация делится на два вида.
При удовлетворительном ее состоянии, если старые утеплители не подверглись значительным разрушениям, вторичная обработка может быть ограничена только нанесением нового наружного слоя гидроизоляционной мастики. Если же все признаки сильного разрушения межпанельных швов отчетливо видны, то при их повторной заделке требуется определенная работа. К ним относятся: вскрытие шва, удаление всех старых наполнителей, пришедших в негодность, и проведение всего комплекса герметизирующих работ, как при выполнении первичной герметизации.
При выполнении ремонтных работ на стыках панелей необходимо соблюдать некоторые правила:
В случае негерметичности стыков панелей в торцевой стене межпанельные швы всего торцевого фасада здания, а также стыки между панелями торца и продольной стены, герметизированы.
При протечке вертикального стыка продольного фасада герметизируются все вертикальные стыки по всей высоте дома. Кроме того, герметизируются все прилегающие к нему горизонтальные стыки.
При обнаружении дефекта в горизонтальном стыке необходимо заделать все стыки, расположенные на трех-четырех вертикальных рядах панелей.
При проведении ремонтных работ на стыках панелей следует учитывать, что герметики в местах стыков подвергаются растяжению и сжатию. На это влияют колебания температуры, усадка и «ползучесть» бетона, а также нагрузки, возникающие при осадке всего здания. Причем с увеличением отношения толщины слоя герметика к ширине межпанельного шва такие нагрузки усиливаются. По этой причине слой герметика должен составлять половину ширины шва.
Стоимость заделки швов в Москве и Московской области
При заказе высотных работ цены на заделку межпанельных швов в Москве и Московской области зависят от сложности технологии, высоты здания, а также количество операций. Цены на стандартные операции (первичная заделка стыков, частичное заполнение трещин, стыки плит) указаны в погонных метрах. Также рассмотрены работы по вторичной герметизации межпанельных швов, требующие вскрытия стыка, удаления старого герметика.
Индивидуальные договорные цены применяются при ремонте стен с большой площадью трещин в бетоне, требующих сплошной обработки поверхностей (кроме заделки швов), при комплексных заказах, включающих утепление стен, ремонт крутых металлических крыш. В общую смету работ под ключ входит стоимость материалов, которые заказчик выбирает самостоятельно, по рекомендациям подрядчика.
Цены на заделку швов
Виды работ
Единицы
Цена, руб.
При заказе до 3 000 000 руб.
Первичная герметизация швов (новостройка)
Ходовая. м.
от 310 руб.
Восстановление геометрии шва
Ход. м.
от 800 руб.
Заделка швов и стыков с раскрытием (сплошным) под скотч
бег. м.
от 650 руб.
Заделка швов и стыков с открытием (по желанию) под скотч
ход. м.
от 750 руб.
Герметизация швов и стыков без вскрытия (сплошная)
пог. м.
от 440 руб.
Заделка швов и стыков без вскрытия (по желанию) под скотч
бег. м.
от 460 руб.
Герметизация швов и стыков с раскрытием (сплошная)
пог. м.
от 550 руб.
Герметизация швов и стыков с раскрытием (по желанию)
ход. м.
от 650 руб.
Заделка швов и стыков без вскрытия (сплошная)
погон. м.
от 380 руб.
Заделка швов без вскрытия (опционально)
погон. м.
от 410 руб.
При заказе от 3 000 000 руб.
Первичная герметизация (новое здание)
ходовая. м.
от 250 руб.
Восстановление геометрии шва
Ход. м.
от 700 руб.
Заделка швов и стыков с раскрытием (сплошным) под скотч
ход. м.
от 580 руб.
Заделка швов и стыков с открытием (по желанию) под скотч
ход. м.
от 680 руб.
Герметизация швов и стыков без вскрытия (сплошная)
погон. м.
от 410 руб.
Заделка швов без вскрытия (по желанию) под клейкую ленту
бег. м.
от 420 руб.
Заделка швов с раскрытием (сплошная)
ход. м.
от 470 руб.
Герметизация швов с открытием (опция)
ход. м.
от 550 руб.
Заделка швов без вскрытия (сплошная)
погон. м.
от 330 руб.
Заделка швов без вскрытия (опция)
пог. м.
от 390 руб.
Герметизация межпанельных швов. Технология
Межпанельные швы, заделка которых должна быть максимально эффективной, обрабатываются в несколько этапов. Для наиболее прочной герметизации деформационных швов необходимо их вскрыть.
Предлагаем рассмотреть пошаговый ремонт стыков панелей с вскрытием.
Последующая герметизация стыковых швов в панельных домах называется «теплым швом». Главное его отличие – нанесение на основание швов слоя специальной теплозащитной пены.
Такой ремонт швов прошел большое количество испытаний и давно и успешно применяется во многих странах мира.
Заделка без вскрытия
Заделка без вскрытия применяется при наличии видимых дефектов старого слоя мастики, нарушении связи со стеной, появлении трещин. В этом случае мы зачищаем швы и повторно наносим новый слой. Эти работы важно проводить в сухую погоду, несмотря на то, что производители мастик пишут в аннотациях, что работы можно проводить при минусовой температуре, желательно выполнять их с плюсом. Двухкомпонентные мастики обладают отличной адгезией, атмосферостойкостью и легко наносятся. Это позволяет нам давать гарантии на такие виды работ от 2 лет.
Материалы для ремонта швов
В процессе работы используем:
Мастика герметизирующая — эластичный гидроизоляционный состав на основе каучука, полиуретана или акрила.
Необходимо защитить стыки и трещины от проникновения влаги. Заполняем им швы, пазы вокруг оконных профилей и другие уязвимые места.
Существует множество марок мастик, и выбор конкретного герметика определяется либо проектом отделки фасада, либо результатом обсуждения с заказчиком.
Vilatherm — уплотнение из вспененного полиэтилена в форме полого цилиндра. Укладываем его в пустоты между бетонными панелями.
Диаметр материала подбираем по ширине и глубине шва так, чтобы Vilatherm заполнил шов, но не расплющился чрезмерно при покрытии его герметизирующей мастикой.
Монтажная пена — напыляемый пенополиуретановый состав. Нанесенный из баллона, этот материал полимеризуется и продолжает заполнять пустоты в течение следующих суток. Зимой и в межсезонье мы используем норвежскую строительную пену для низких температур, а летом используем немецкую пену.
Работаем проверенными и качественными расходными материалами, обеспечивающими высокое качество ремонтных работ.
Какие материалы подходят для вашей задачи?
Спросите по телефону +7 (495) 997-24-50
Заказать звонок
Подскажите, пожалуйста, каким герметиком промазывают швы в панельных домах?
— Уретановый герметик представляет собой однокомпонентный состав холодного отверждения, не содержащий строительного раствора. Применяется для гидроизоляции и защиты от коррозии бетонных и металлических поверхностей, а также в качестве клея для покрытия «Регупол» и компонента для производства полиуретановых эластомеров.
Герметик уретановый рекомендуется применять при строительстве и ремонте гидротехнических сооружений, в том числе для покрытия бетонных резервуаров с водой и коагулянтом на станциях водоподготовки, подземных тоннелей, мостов, для гидроизоляции крыш и фундаментов зданий.
Высокая износостойкость покрытия позволяет использовать его для защиты конструкций, работающих в условиях повышенного износа, гидроэрозии, воздействия абразивных и агрессивных сред.
— Мастика герметизирующая бутилкаучук Гермабутил Применение: для наружной герметизации и защиты от дальнейшего разрушения стыков (стыков) бетона, железобетона, металла, сборных конструкций из дерева, керамической плитки, стекла промышленных и жилых зданий и сооружений.
Назначение: а. герметизация наружных стыков стеновых панелей. Нанесенный слой герметика защищает поверхность и заполнитель шва от проникновения влаги, разрушения и растрескивания межпанельного шва (цементной стяжки), а также препятствует проникновению влаги внутрь помещения, повышает долговечность строительных конструкций;
б. наружная герметизация оконных и балконных блоков в крупнопанельных домах, наружных стен, примыкающих балконных плит, кровельных водостоков, ограждающих конструкций. Эффективность применения: защита от проникновения, воды, сырости и сквозняков.
Мастика представляет собой вязкую подвижную однородную вулканизующую массу, изготовленную из бутилкаучука и ряда добавок. При необходимости разбавляется растворителем нефрас или уайт-спиритом.
Наносится слоем толщиной 3-5 мм на сухую чистую поверхность без следов масла и жира стержнем или кистью при температуре воздуха от минус 20 С до плюс 30 С и обеспечивает стабильную долговременную надежность стыков и примыканий в диапазоне рабочих температур от минус 60 С до плюс 80 С …
— Тиксопрол-АМ — двухкомпонентный герметик отверждения на основе жидкого тиола и тиолсодержащего полимера ТПМ-2. Герметик предназначен для герметизации и ремонта открытых стыков элементов наружных стен строящихся и находящихся в эксплуатации зданий с максимальной деформацией в стыке до 25 %, для ремонта всех видов кровель, для защиты конструкций от атмосферной коррозии, для газообразования. и гидроизоляционные покрытия бетонных поверхностей и металлических конструкций. Тиксопрол АМ наносится без подслоя и обладает высокой и прочной адгезией к бетону, металлам, кирпичу, стеклу и т.д. Смешивание компонентов осуществляется любым доступным способом непосредственно перед применением. Температура нанесения герметика от минус 20° до 35°С. Температура эксплуатации от минус 60°С до 90°С. Срок службы: более 15 лет.
Какой выбрать для герметизации наружных стыков каркаса и стен, герметизации отливов, устройства кровли на балконе? Делается для себя, поэтому выбираем лучшее (но в разумных пределах).
Противовзломный
Заделка с вскрытием применяется, если старые швы имеют визуально видимые дефекты: отслоение мастики от стенки, полную или частичную утрату Вилатерма, а также при замерзании шва.
В этом случае шов полностью открыт. Старая мастика срезается ножом, вынимается «Вилатерм», края шва тщательно очищаются от пыли. При необходимости шов восстанавливают цементно-песчаным раствором. Далее делаем пломбу так же, как и при первичной герметизации. Подбираем нужный диаметр Вилатермы, устанавливаем с компрессией 20-50% и покрываем мастикой. Толщина слоя зависит от ширины шва и по ГОСТу не должна быть меньше 4,5 мм. По согласованию с заказчиком можем выполнить гидроизоляцию стыков «под ленту». В этом случае по границам швов наклеивается малярный скотч, а затем наносится мастика.
Азол 5044 ТУ 2458-109-00205423-2012 (является водорастворимым продуктом).
Предназначен для защиты от коррозии внутренней поверхности трубопроводов систем нефтесбора и ППД, транспортирующих нефтяные среды, содержащие сероводород и углекислый газ.
{tab title=»Азол 3020«}
Ингибитор комплексного действия Азол 3020
Ингибитор комплексного действия реагент Азол 3020 ТУ 2458-097-00205423-2011 является водорастворимым продуктом. Предназначен для защиты от коррозии и отложений минеральных солей нефтепромыслового оборудования.
Состав химического продукта
Ингибитор коррозии и солеотложений Реагент Азол 3020 представляет собой композицию фосфоновых и азотсодержащих поверхностно-активных веществ в низкозамерзающей жидкости на основе метанола.
Реагент Азол 3020 не содержит в своем составе органически связанный хлор.
{tab title=»Азол 5043«}
Водорастворимый ингибитор коррозии Азол 5043 ТУ 2458-107-00205423-2012
Предназначен для защиты от коррозии внутренней поверхности трубопроводов систем нефтесбора и ППД, транспортирующих нефтяные среды, содержащие сероводород и углекислый газ.
{tab title=»Азол 5042«}
Водорастворимый ингибитор коррозии Азол 5042
Представляет собой композицию азотсодержаших поверхностно-активных веществ в низкозамерзающей жидкости на основе метанола. Ингибитор коррозии Азол 5042 предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ.
{tab title=»Азол 5033″}
Азол 5033 ТУ 2458-106-00205423-2012 является вододиспергируемым ингибитором коррозии.
Назначение: для защиты от коррозии внутренней поверхности трубопроводов систем нефтесбора и ППД, транспортирующих нефтяные среды, содержащие сероводород и углекислый газ.
{tab title=»Азол 5032″}
Вододиспергируемый ингибитор коррозии Азол 5032
Представляет собой композицию азотсодержаших поверхностно-активных веществ в низкозамерзающей жидкости на основе метанола.
Ингибитор коррозии Азол 5032 предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ.
{tab title=»Азол 5051″}
Ингибитор коррозии толерантный кислороду «Азол-5051» представляет собой композицию солей азотсодержащих поверхностно-активных веществ и сернистой кислоты в низкозамерзающей жидкости на основе метанола.
Область применения продукта: Азол 5051 предназначен для защиты от коррозии трубопроводов системы поддержания пластового давления (ППД) и очистки сточных вод, содержащих растворенный углекислый газ и кислород в концентрации до 5 мг/л.
Характеристика химпродукта
Наименование (торговая марка, шифр): Азол 5051;
Класс соединения: азотсодержащее ПАВ;
Обозначения нормативного (технического) документа: ТУ 2458-103-00205423-2012;
Физико-химические характеристики
агрегатное состояние: жидкость;
цвет: от светло-желтого до темно-коричневого;
Кинематическая вязкость, при 20 ºС не более: 30 мм2/с;
Температура застывания не выше: минус 50 ºС;
Температура кипения: 75 ºС;
Температура вспышки: 27 ºС;
Температура самовоспламенения: 453 ºС;
Растворимость в воде: частично растворим;
Растворимость в нефти: частично растворим;
Не содержит в своем составе органически связанный хлор.
{tab title=»Азол 5041″}
Водорастворимый ингибитор коррозии «Азол 5041» ТУ 2458-090-00205423-2010 представляет собой композицию азотсодержащих поверхностно-активных веществ в низкозамерзающей жидкости на основе метанола.
Ингибитор коррозии «Азол 5041» предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ.
Хранение и транспортировка ингибитора «Азол 5041» допускается в диапазоне температур от минус 50°С до плюс 45°С.
«Азол 5041» применяется по технологии непрерывного дозирования. Защитный эффект ингибитора при концентрации от 15 до 25 г/т водонефтяной смеси составляет более 90%
{tab title=»Азол 5031″}
Вододиспергируемый ингибитор коррозии «Азол 5031» ТУ 2458-089-00205423-2010 представляет собой композицию азотсодержащих поверхностно-активных веществ в низкозамерзающей жидкости на основе метанола.
«Азол 5031» предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ. Наиболее эффективно ингибитор работает на системах нефтесбора.
Хранение и транспортировка ингибитора «Азол 5031» допускается в диапазоне температур от минус 50°С до плюс 45°С.
Ингибитор применяется по технологии непрерывного дозирования. Защитный эффект ингибитора при концентрации от 15 до 25 г/т водонефтяной смеси составляет более 90%.
{tab title=»Азол 5040″}
Водорастворимый ингибитор коррозии «Азол 5040» ТУ 2458-086-00205423-2009 представляет собой композицию азотсодержащих поверхностно-активных веществ в низкозамерзающей жидкости на основе метанола.
Ингибитор коррозии выпускается трех марок: «Азол 5040», «Азол 5040 марка А» и «Азол 5040 марка В».
«Азол 5040» предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ. Наиболее эффективно ингибитор работает на системах нефтесбора.
Хранение и транспортировка ингибитора «Азол 5040» допускается в диапазоне температур от минус 50°С до плюс 45°С.
Ингибитор применяется по технологии непрерывного дозирования. Защитный эффект ингибитора при концентрации от 15 до 25 г/т водонефтяной смеси составляет более 90%.
{tab title=»Азол 5030″}
Вододиспергируемый ингибитор коррозии «Азол 5030» ТУ 2458-085-00205423-2009 представляет собой композицию азотсодержащих поверхностно-активных веществ в низкозамерзающей жидкости на основе метанола.
Ингибитор коррозии выпускается двух марок: «Азол 5030 марка А» и «Азол 5030 марка В».
«Азол 5030» предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ. Наиболее эффективно ингибитор работает на водоводах системы ППД.
Хранение и транспортировка ингибитора «Азол 5030» допускается в диапазоне температур от минус 50°С до плюс 45°С.
Ингибитор применяется по технологии непрерывного дозирования. Защитный эффект ингибитора при концентрации от 15 до 25 г/т водонефтяной смеси составляет более 90%.
{tab title=»Азол СI-130″}
Азол СI — 130 водорастворимый ингибитор коррозии
Водорастворимый ингибитор коррозии «Азол СI-130» ТУ 2458-048-00205423-2011 представляет собой смесь азотсодержащих поверхностно-активных веществ в водо-метанольном растворе. Ингибитор выпускается двух марок: «Азол CI-130» и «Азол CI-130 марка А».
«Азол СI-130» предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ
Ингибитор коррозии «Азол СI-130» внедрен на месторождениях ОАО «РН-Пурнефтегаз», ОАО «Самотлорнефтегаз».
Ингибитор применяется по технологии непрерывного дозирования. Защитный эффект ингибитора при концентрации от 15 до 25 г/т водонефтяной смеси составляет более 90%.
«Азол СI-130» не оказывает отрицательного влияния на качество товарной нефти и продуктов ее переработки. По токсикологическим параметрам ингибитор «Азол СI-130» относится к 3 классу опасности (умеренно опасные вещества).
Характеристики продукта
№
п/п
Наименование показателей
Норма
Азол CI-130
Азол
CI-130 марка А
1
2
3
4
1
Внешний вид при 20оС
Подвижная жидкость от светло-желтого до красно-коричневого цвета
2
Массовая доля нелетучих веществ (активной части) , %, в пределах
не менее 23,0
15,0 ± 3,0
3
Плотность при 20 °С, г/см3,
в пределах:
0,94 ± 0,04
не менее 0,80
4
Динамическая вязкость по вискозиметру ВПЖ-2 при
20 °С, мПа·с, не более
20,0
10,0
5
Температура застывания, °С,
не выше
минус 50
минус 50
{tab title=»Азол 5010″}
Описание продукта
Ингибитор коррозии «Азол 5010» ТУ 2458-045-00205423-2012 представляет собой композицию азотсодержащих поверхностно-активных веществ в низкозамерзающей жидкости.
Ингибитор выпускается четырех марок: «Азол 5010», «Азол 5010 марка А» (нефтерастворимый), «Азол 5010 марка В» и «Азол 5010 марка С» (водорастворимый/вододиспергируемый).
Область применения
«Азол 5010» всех марок предназначен для защиты от коррозии напорных и выкидных трубопроводов, транспортирующих обводненные газожидкостные и нефтяные среды, содержащие сероводород и углекислый газ.
Ингибитор коррозии «Азол 5010» внедрен на месторождениях …
Хранение и транспортировка ингибитора «Азол 5010» допускается в диапазоне температур от минус 45°С (марка А) и минус 50°С
Технология применения
Ингибитор «Азол 5010 марка А» обладает длительным эффектом последействия и может применяться по технологии периодического и непрерывного дозирования.
При технологии непрерывной подачи дозировки «Азола 5010 марки А» составляют:
для трубопроводов систем сбора обводненной нефти: 25 – 100 г/т;
для трубопроводов систем поддержания пластового давления: 50 – 100 г/т.
При периодической дозировке:
трубопроводы систем сбора обводненной нефти: 150-200 г/т в течение 2 суток, 4 – 6 раз в год с постоянной периодической дозировкой 25 – 50 г/т в течение месяца;
трубопроводы систем поддержания пластового давления: 150 – 300 г/т в течение 2 суток, постоянная подача 50 г/т; подземное оборудование скважин – закачка 0,4 – 0,8 м3 1 раз в 2 месяца.
Ингибитор «Азол 5010», «Азол 5010 марка В» и «Азол 5010 марка С» наиболее эффективно применять при непрерывном способе дозирования в системе нефтесборных коллекторов и напорных трубопроводов в условиях низких скоростей потока при расслойных режимах течения, а также в системах поддержания пластового давления.
«Азол 5010» всех марок не оказывает отрицательного влияния на качество товарной нефти и продуктов ее переработки. По токсикологическим параметрам ингибитор «Азол 5010» всех марок относится к 3 классу опасности (умеренно опасные вещества).
{/tabs}
Ингибитор коррозии.
Ингибиторная защита трубопроводов
Ингибиторная защита — наиболее эффективная и технологически несложная технология обеспечения целостности трубопроводов, которая дополняет мероприятия по реконструкции и замене трубопроводов.
Ингибиторы легко применять при существующей технологии закачки воды.
В настоящее время большая часть нефтегазовых месторождений находится в поздней стадии разработки, когда снижается добыча и резко возрастает обводненность нефти.
Такие месторождения характеризуются значительными осложнениями в процессах добычи, сбора и подготовки нефти, связанными с образованием стойких нефтяных эмульсий, неорганических солей, наличием механических примесей, коррозионным разрушением оборудования и нефтепроводов.
Увеличение коррозионной активности добываемой совместно с нефтью воды на данном этапе является серьезной проблемой.
Тут и нужна технология ингибиторной защиты.
Реализация программ ингибирования требует в несколько раз меньше средств, чем замена трубопроводов.
Ингибиторы для защиты от коррозии используются в нефтегазовой отрасли промышленности с 1940х гг.
Ингибиторы коррозии — это молекулы органического вещества, которые прикрепляются к поверхности стальной трубы.
Ингибиторы коррозии предназначены для снижения агрессивности газовых и электролитических сред, а также предотвращения активного контакта металлической поверхности с окружающей средой.
Это достигается путем введения ингибитора в коррозионную среду, в результате чего резко уменьшается сольватационная активность ее ионов, атомов и молекул.
Кроме того, падает и их способность к ассимиляции электронов, покидающих поверхность металла в ходе его поляризации.
На металле образуется моно- или полиатомная адсорбционная пленка, которая существенно ограничивает площадь контакта поверхности с коррозионной средой и служит весьма надежным барьером, препятствующим протеканию процессов саморастворения.
При этом важно, чтобы ингибитор обладал хорошей растворимостью в коррозионной среде и высокой адсорбционной способностью как на ювенильной поверхности металла, так и на образующихся на нем пленках различной природы.
Добавление ингибитора на входе в трубопровод позволяет защитить его по всей длине на расстоянии до нескольких 100 км.
По механизму действия ингибиторы делятся на адсорбционные и пассивационные.
Ингибиторы-пассиваторы вызывают формирование на поверхности металла защитной пленки и способствуют переходу металла в пассивное состояние.
Наиболее широко пассиваторы применяются для борьбы с коррозией в нейтральных или близких к ним средах, где коррозия протекает преимущественно с кислородной деполяризацией.
Механизм действия таких ингибиторов различен и в значительной степени определяется их химическим составом и строением.
Различают несколько видов пассивирующих ингибиторов, например, неорганические вещества с окислительными свойствами (нитриты, молибдаты, хроматы).
Последние способны создавать защитные оксидные пленки на поверхности корродирующего металла.
В этом случае, как правило, наблюдается смещение потенциала в сторону положительных значений до величины, отвечающей выделению кислорода из молекул воды или ионов гидроксила.
При этом на металле хемосорбируются образующиеся атомы кислорода, которые блокируют наиболее активные центры поверхности металла и создают добавочный скачок потенциала, замедляющий растворение металла.
Возникающий хемосорбционный слой близок по составу к поверхностному оксиду.
Большую группу составляют пассиваторы, образующие с ионами корродирующего металла труднорастворимые соединения.
Формирующийся в этом случае осадок соли, если он достаточно плотный и хорошо сцеплен с поверхностью металла, защищает ее от контакта с агрессивной средой.
К таким ингибиторам относятся полифосфаты, силикаты, карбонаты щелочных металлов.
Отдельную группу составляют органические соединения, которые не являются окислителями, но способствует адсорбции растворенного кислорода, что приводит к пассивации.
К их числу для нейтральных сред относятся бензонат натрия, натриевая соль коричной кислоты.
В деаэрированной воде ингибирующее действие бензоата на коррозию железа не наблюдается.
Частицы адсорбционных ингибиторов (в зависимости от строения ингибитора и состава среды они могут быть в виде катионов, анионов и нейтральных молекул), электростатически или химически взаимодействуя с поверхностью металла (физическая адсорбция или хемосорбция соответственно) закрепляются на ней, что приводит к торможению коррозионного процесса.
Следовательно, эффективность ингибирующего действия большинства органических соединений определяется их адсорбционной способностью при контакте с поверхностью металла.
Как правило, эта способность достаточно велика из-за наличия в молекулах атомов или функциональных групп, обеспечивающих активное адсорбционное взаимодействие ингибитора с металлом.
Такими активными группами могут быть азот-, серо-, кислород- и фосфорсодержащие группы, которые адсорбируются на металле благодаря донорно-акцепторным и водородным связям.
Наиболее широко распространенными являются ингибиторы на основе азотсодержащих соединений.
Защитный эффект проявляют:
алифатические амины и их соли,
аминоспирты,
аминокислоты,
азометины,
анилины,
гидразиды,
имиды,
акрилонитрилы,
имины,
азотсодержащие 5-членные (бензимидозолы, имидазолины, бензотриазолы и т.д.) и 6-членные (пиридины, хинолины, пиперидины и т.д.) гетероциклы.
Большой интерес представляют соединения, содержащие в молекуле атомы серы.
К ним относятся тиолы, полисульфиды, тиосемикарбазиды, сульфиды, сульфоксиды, сульфонаты, тиобензамиды, тиокарбаматы, тиомочевины, тиосульфокислоты, тиофены, серосодержащие триазолы и тетразолы, тиоционаты, меркаптаны, серосодержащие альдегиды, кетосульфиды, тиоэфиры, дитиацикланы и т.д.
Из фосфорсодержащих соединений в качестве ингибиторов коррозии используются тиофосфаты, пирофосфаты, фосфорамиды, фосфоновые кислоты, фосфонаты, диалкил- и диарилфосфаты.
Кислород обладает наименьшими защитными свойствами в ряду гетероатомов: кислород, азот, сера, селен, но на основе кислородсодержащих соединений возможно создание высокоэффективных ингибиторных композиций.
Нашли применение пираны, пирины, диоксаны, фенолы, циклические и линейные эфиры, эфиры аллиловых спиртов, бензальдегиды и бензойные кислоты, димочевины, спирты, фураны, диоксоланы, ацетали, диоксоцикланы и др.
В последние годы при разработке ингибиторов коррозии наметилась тенденция к применению сырья, содержащего переходные металлы, комплексы на их основе и комплексообразующие соединения, которые взаимодействуют с переходными металлами, присутствующими в электролите или на защищаемой поверхности.
Доказано, что на основе таких соединений и комплексов, используя в качестве сырья отходы катализаторных производств и отработанные катализаторы, можно создать высокоэффективные экологически чистые ингибиторы коррозии углеродистых сталей в водных средах.
К наиболее изученным относятся соединения и комплексы на основе органополимолибдатов, ароматических и алифатических аминов, гидразидов некоторых органических кислот, триазолов, включающих Zn,Ni, Al,Co и их соли.
Хемосорбция комплексов на поверхности стали происходит в результате взаимодействия комплексного аниона, который образуется при диссоциации комплекса в водных средах, с электронами незавершенных d-орбиталей железа.
К сожалению, используемые реагенты не всегда обеспечивают достаточно высокий защитный эффект.
Даже в условиях одного НГДУ или месторождения на разных участках этот показатель может существенно различаться.
Это может быть связано с растворимостью (диспергируемостью) ингибитора в пластовых флюидах, низкой степенью его совместимости с пластовыми водами, неправильным подбором реагента для конкретных условий.
Обычно на практике эту проблему решают, увеличивая дозировку реагента, что тоже не всегда дает нужный эффект.
Следовательно, необходимо создание новых ингибиторных композиций, которые могли бы обеспечивать высокий защитный эффект в широком диапазоне условий применения либо улучшение качества уже существующих составов.
Таким образом, для решения сложных задач, связанных с коррозионным разрушением оборудования и трубопроводов, необходимо создание новых ингибиторных композиций или применение физических методов воздействия на коррозионные среды, или же совместное использование химических и физических методов.
Коррозия в системах охлаждения может проявляться во многих формах, одна из которых – гальваническая коррозия. Гальваническая коррозия возникает при контакте двух разнородных металлов в растворе; а в системах охлаждения, содержащих как сталь, так и медь, требуется ингибитор коррозии меди. Химические соединения триазола, такие как толилтриазол (ТТА), бензотриазол (БЗТ) и метилбензотриазол (МБТ), являются наиболее эффективными ингибиторами коррозии меди и ее сплавов. Соединения триазола работают, образуя защитный оксид меди (Cu 2 О) пленка на поверхности металла в системах теплопередачи. Кроме того, триазолы связываются с растворенными в растворе ионами меди. В котельных установках щелочной аммиак может образовываться при разложении азотистых органических загрязнителей или при нейтрализации аминовых химикатов. Хотя аммиак не воздействует на сталь, коррозия медного сплава может произойти, если вместе присутствует достаточное количество аммиака и кислорода; таким образом, возникает потребность в химии азолов для обеспечения надлежащей обработки системы.
В первую очередь применение ингибитора коррозии меди используется в открытых рециркуляционных системах охлаждения и замкнутых системах водяного охлаждения. Однако эти же продукты являются основными продуктами на других рынках, таких как жидкости для металлообработки и охлаждающие жидкости для двигателей. Химия азолов очень сложна, и часто требуется техническая помощь, чтобы превратить эти продукты в эффективную программу очистки воды. Bio-Source предлагает полную линейку азоловых химических продуктов для защиты систем ваших клиентов от коррозии желтого металла. Мы гордимся тем, что являемся дистрибьютором триазольных ингибиторов коррозии меди Wintrol®, поставляемых для промышленной водоподготовки и металлообрабатывающей промышленности.
Ниже представлена линейка азолов, которые мы предлагаем для защиты от «желтого металла» и других цветных металлов. Доступные размеры контейнеров: бутыли, бочки, контейнеры и цистерны. Образцы предоставляются по запросу.
Wintrol ® T 50Na (50% толилтриазол натрия – NaTTA) – Этот продукт представляет собой 50% раствор толилтриазола натрия в воде. Он имеет очень высокую чистоту для чувствительных к цвету и запаху применений и чаще всего используется в жидких продуктах с щелочным pH. Отрасли, в которых он используется, включают градирни, металлообработку, охлаждающие жидкости для двигателей, краски и чистящие средства.
Wintrol ® CT (Clean Technology) – Wintrol CT – «ЗЕЛЕНЫЙ» азольный продукт, который является прямой заменой Wintrol T 50Na. Более чистый продукт означает снижение потребления энергии, а экологические преимущества, связанные с его использованием, заключаются в уменьшении углеродного следа и сокращении химических отходов.
Wintrol ® 38Na (смесь азола – 38%) – «Медная пуля» – это уникальная «превосходная смесь азолов», разработанная для ингибитора коррозии желтых металлов для водных применений. Это идеальный продукт для использования в градирнях с высокой коррозионной средой. Он применим для использования в градирнях, системах с замкнутым контуром, жидкостях для металлообработки и автомобильных системах охлаждения.
Винтрол ® Т (толилтриазол – 100% ТТА) – Винтрол Т представляет собой микрокристаллический ТТА очень высокой чистоты без запаха и цвета, доступный в виде сыпучих гранул и тонкого порошка. Он доступен в бумажных мешках с прокладкой по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов. Промышленное использование включает в себя: водоподготовку, охлаждающие жидкости для двигателей, антиобледенители для самолетов и взлетно-посадочных полос, жидкости для металлообработки, смазочные материалы, компрессорные жидкости, виниловые напольные покрытия, печатные платы, фотоэмульсии, чернила, очистители и прямую обработку меди (Cu).
Wintrol ® B (Бензотриазол – 100 % BZT) – Доступный в форме крупнозернистого и мелкодисперсного порошка, этот 100 % бензотриазольный исходный материал является высокочистым ингибитором коррозии для желтых металлов. Для успешной разработки рецептуры этого продукта часто требуется техническая помощь. Он чаще всего используется в водоподготовке, жидкостях для металлообработки, противообледенительных средствах для самолетов и взлетно-посадочных полос, охлаждающих жидкостях двигателей и непосредственной обработке меди, среди прочего. Он доступен в мешках по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов.
Wintrol ® B 40Na (40 % бензотриазола натрия – NaBZT) – Этот продукт представляет собой 40 % раствор натрия BZT в воде и является ингибитором коррозии для меди и других желтых металлов. Чаще всего используется в жидких продуктах с щелочным pH для промышленных целей, таких как продукты для градирен, жидкости для металлообработки, охлаждающие жидкости для двигателей, краски и очистители.
Винтрол ® МБТ (меркаптобензотиазол – МБТ) – Винтрол МБТ выпускается в виде безмасляного порошка и является высококачественным ингибитором коррозии, наиболее часто используемым для защиты цветных металлов. Промышленное использование MBT включает: Коммерческую и промышленную очистку воды, жидкости для металлообработки, очистители и охлаждающие жидкости для двигателей. Фасовка возможна в мешках по 40 кг или навалом. Он одобрен FDA для использования в соответствии со следующими разделами 21 CFR: компонент клеев, пеногасители, используемые в покрытиях, пеногасители, используемые в производстве бумаги и картона, текстиль и текстильные волокна, слимициды и клей для животных.
Wintrol ® MBT 50Na (50% меркаптобензотиазол натрия – NaMBT) – это высококачественный жидкий продукт, содержащий 50% NaMBT. Он чаще всего используется для защиты цветных металлов в промышленной очистке воды и металлообработке; а также в охлаждающих и чистящих средствах для двигателей. Он одобрен FDA для использования в соответствии со следующими разделами 21 CFR: компонент клеев, пеногасители, используемые в покрытиях, пеногасители, используемые в производстве бумаги и картона, текстиль и текстильные волокна, слимициды и клей для животных.
Что такое азолы в водоподготовке? ChemREADY
Азолы используются в водоподготовке, потому что они представляют собой структурированные кольцевые органические молекулы, которые действуют как ингибиторы коррозии для меди и медных сплавов в планах управления охлаждающей водой. Если вы связаны с градирнями или очисткой воды, вы, вероятно, слышали об азолах раньше. Из-за того, что медные сплавы используются в системах охлаждения из-за их способности эффективно передавать тепло, азолы используются для защиты этих сплавов от потенциальной коррозии.
Однако есть и недостатки. В системах очистки воды мы используем галогены, такие как хлор, фтор или бром, для борьбы с микробиологическим ростом таких вещей, как легионелла. Проблема возникает, когда вы смешиваете азолы и галогены. В конечном итоге защита, которую обеспечивают азолы, разрушается. Системы, в которых используются такие вещества, как толитриазол или бензотриазол, больше всего страдают от этой проблемы. Это приводит к тому, что операторы заводов увеличивают скорость подачи и увеличивают не только стоимость, но и общий ущерб, наносимый системе.
Как работают ингибиторы коррозии?
Ингибиторы коррозии представляют собой химические вещества, которые добавляют в систему защиты от коррозии для снижения общей скорости коррозии без изменения концентрации коррозионно-активных веществ. Они могут варьироваться от катодных, анодных или пленкообразующих и поглощающих кислород в зависимости от типа коррозии, которую они лечат. Они разработаны специально для предотвращения таких явлений, как образование накипи, при использовании в небольших концентрациях воды. Ингибиторы коррозии предназначены для многофункционального использования в системах охлаждения для предотвращения и устранения отложений в системах питательной воды. Если вам интересно узнать о наших многофункциональных ингибиторах, вы можете узнать больше здесь.
Наиболее распространенные ингибиторы коррозии?
При очистке сточных вод чаще всего используются бензотриазол (БТА) и толитриазол (ТТА). Бензотриазол используется специально для защиты меди, так как он нерастворим в водных и органических растворах. Толитриазол — еще один ингибитор коррозии желтого металла, аналогичный бензотриазолу, который используется в промышленных целях в системах, в которых жидкость постоянно течет против коррозионно-активных металлов. Создает гидрофобную пленку на металлах, помогая защитить их. Эти продукты хорошо зарекомендовали себя при очистке систем сточных вод до популяризации окисляющих биоцидов.
Но вот в чем проблема. При очистке сточных вод мы обрабатываем воду окисляющими биоцидами, чтобы защитить ее от микробов. Легионелла является общей проблемой в современном мире очистки сточных вод. В результате биоциды, такие как хлор, проникают в гидрофобную пленку и вызывают нарушение ингибирования коррозии.
Зачем проводить тест на азол в охлаждающей воде?
Из-за того, что отказ от ингибирования коррозии становится все более актуальной проблемой, в настоящее время крайне важно проверить наличие азолов в системах охлаждающей воды. Многие системы не были разработаны с учетом использования окисляющих биоцидов. Эта проблема возникла из-за часто упускаемого из виду вопроса совместимости с другими химическими веществами для обработки.
Когда уровень ТТА падает, первый порыв — добавить еще и еще. Увеличение скорости подачи увеличивает проблему. При добавлении в систему большего количества толитриазола хлор будет продолжать разъедать ее, что в конечном итоге приведет к более высокой скорости коррозии медного сплава, несмотря на использование большего количества ингибиторов. Вот почему так важно иметь специальный план очистки воды для контроля уровня азолов.
 При сверлении им можно сделать множество отверстий с большой точностью, а так же делать деревянные заготовки, обрезая их в нужных местах. К тому же, очень легко изменить высоту прибора и отрегулировать угол наклона.
При сверлении им можно сделать множество отверстий с большой точностью, а так же делать деревянные заготовки, обрезая их в нужных местах. К тому же, очень легко изменить высоту прибора и отрегулировать угол наклона.
Это такие элементы, как основание, рабочая поверхность, крепление самой дрели, дрель и механизм рукояти.
 Это такие элементы, как основание, рабочая поверхность, крепление самой дрели, дрель и механизм рукояти.
Это такие элементы, как основание, рабочая поверхность, крепление самой дрели, дрель и механизм рукояти. В прошлом варианте она была деревянной, в этом — из профтрубы.
В прошлом варианте она была деревянной, в этом — из профтрубы.

 Закрепляем метиз в тиски, вдоль ножек ставим хомут ушками вверх и соединяем их сваркой.
Закрепляем метиз в тиски, вдоль ножек ставим хомут ушками вверх и соединяем их сваркой.
 youtube.com/embed/dn7VNAjH7CA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/dn7VNAjH7CA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Примечание. Убедитесь, что все карманные отверстия 1 1/4″ обращены вверх для крепления верхней части.
Примечание. Убедитесь, что все карманные отверстия 1 1/4″ обращены вверх для крепления верхней части.
 Он продолжает двигаться
Он продолжает двигаться Весы показывают 160 фунтов (около 72 кг), но я даже не
Весы показывают 160 фунтов (около 72 кг), но я даже не

 Но, помните, если вы свариваете сплавы, то структура обязательно изменится, что, скорее всего, в результате повлияет на свойства шва, который вы накладываете.
Но, помните, если вы свариваете сплавы, то структура обязательно изменится, что, скорее всего, в результате повлияет на свойства шва, который вы накладываете.
 Но не каждый знает, как спаять алюминий в домашних условиях.
Но не каждый знает, как спаять алюминий в домашних условиях. Среди них:
Среди них: Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.


 Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, такие как спирт, для снижения вязкости.
Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, такие как спирт, для снижения вязкости. Вы можете использовать это для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Вы можете использовать это для пайки алюминиевых листов, которые используются в высокотемпературных областях. Низкотемпературные припои
Низкотемпературные припои 
 Мы поможем вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.
Мы поможем вам. Вы также можете оставлять свои мысли и мнения в поле для комментариев.


 Это название широкой группы композитов, содержащих в своём составе жидкий полимер, который после покрытия им поверхности теряет текучесть и отвердевает (схватывается), приобретая целый ряд новых качеств, среди которых основные – прочность и твёрдость.
Это название широкой группы композитов, содержащих в своём составе жидкий полимер, который после покрытия им поверхности теряет текучесть и отвердевает (схватывается), приобретая целый ряд новых качеств, среди которых основные – прочность и твёрдость.
 Сами краски, как правило, не имеют резких, отравляющих летучих соединений.
Сами краски, как правило, не имеют резких, отравляющих летучих соединений. Поэтому эмали на основе жидкой пластмассы носят справедливое название «антикоррозийное покрытие».
Поэтому эмали на основе жидкой пластмассы носят справедливое название «антикоррозийное покрытие». По ней все опасные реактивы стекают «как с гуся вода», и создаётся впечатление свежевымытой машины.
По ней все опасные реактивы стекают «как с гуся вода», и создаётся впечатление свежевымытой машины. Сама мембрана, после полного отвердения, превращается в эластичный пластик, устойчивый к механическим повреждениям. Сопряжение деталей происходит в течение 3-5 мин., полное отвердение – через сутки.
Сама мембрана, после полного отвердения, превращается в эластичный пластик, устойчивый к механическим повреждениям. Сопряжение деталей происходит в течение 3-5 мин., полное отвердение – через сутки. Немаловажным является и то, что изделия, для изготовления которых был использован металлизированный пластик, весят значительно меньше, чем аналогичные детали из чистого металла.
Немаловажным является и то, что изделия, для изготовления которых был использован металлизированный пластик, весят значительно меньше, чем аналогичные детали из чистого металла.

 Если применять ток более высокой плотности, это приведет к возникновению биполярного эффекта, что в свою очередь вызовет растворение подслоя в том месте, где изделие соединено с проводом, подводящим к нему электрический ток. Чтобы не столкнуться с таким негативным явлением, на сформированный подслой наносят дополнительный слой меди или никеля, причем делается это с использованием тока небольшой плотности. Последующую металлизацию пластика выполняют на обычных режимах.
Если применять ток более высокой плотности, это приведет к возникновению биполярного эффекта, что в свою очередь вызовет растворение подслоя в том месте, где изделие соединено с проводом, подводящим к нему электрический ток. Чтобы не столкнуться с таким негативным явлением, на сформированный подслой наносят дополнительный слой меди или никеля, причем делается это с использованием тока небольшой плотности. Последующую металлизацию пластика выполняют на обычных режимах. Перед металлизацией пластика надо выполнить несколько достаточно сложных процедур, которые обеспечат хорошую адгезию пластика с наносимым металлизированным слоем.
Перед металлизацией пластика надо выполнить несколько достаточно сложных процедур, которые обеспечат хорошую адгезию пластика с наносимым металлизированным слоем.


 Для этого применяют несколько распространенных методик. Наиболее популярная и доступная из них – химическая, для ее реализации не потребуется специальное оборудование. При помощи данной технологии на поверхность пластика можно нанести тонкий слой меди или серебра, что придаст готовому изделию исключительную декоративность.
Для этого применяют несколько распространенных методик. Наиболее популярная и доступная из них – химическая, для ее реализации не потребуется специальное оборудование. При помощи данной технологии на поверхность пластика можно нанести тонкий слой меди или серебра, что придаст готовому изделию исключительную декоративность.


 Этот процесс позволяет создавать чрезвычайно тонкопленочные покрытия на различных материалах базовых деталей, независимо от свойств материалов, поэтому в качестве основного материала можно использовать пластмассы.
Этот процесс позволяет создавать чрезвычайно тонкопленочные покрытия на различных материалах базовых деталей, независимо от свойств материалов, поэтому в качестве основного материала можно использовать пластмассы.
 Практически каждая отрасль может извлечь выгоду из экструдированной пластиковой оболочки, изготовленной по индивидуальному заказу, будь то внутреннее оборудование или потребительское использование.
Практически каждая отрасль может извлечь выгоду из экструдированной пластиковой оболочки, изготовленной по индивидуальному заказу, будь то внутреннее оборудование или потребительское использование. Пластиковые покрытия помогают свести к минимуму теплопроводность и обеспечивают безопасное прикосновение к металлу.
Пластиковые покрытия помогают свести к минимуму теплопроводность и обеспечивают безопасное прикосновение к металлу.
 Металлические стержни обеспечивают прочность и надежность конструкции или механизма, а пластиковое покрытие помогает предотвратить травмы и делает продукт более привлекательным для потребителей.
Металлические стержни обеспечивают прочность и надежность конструкции или механизма, а пластиковое покрытие помогает предотвратить травмы и делает продукт более привлекательным для потребителей.

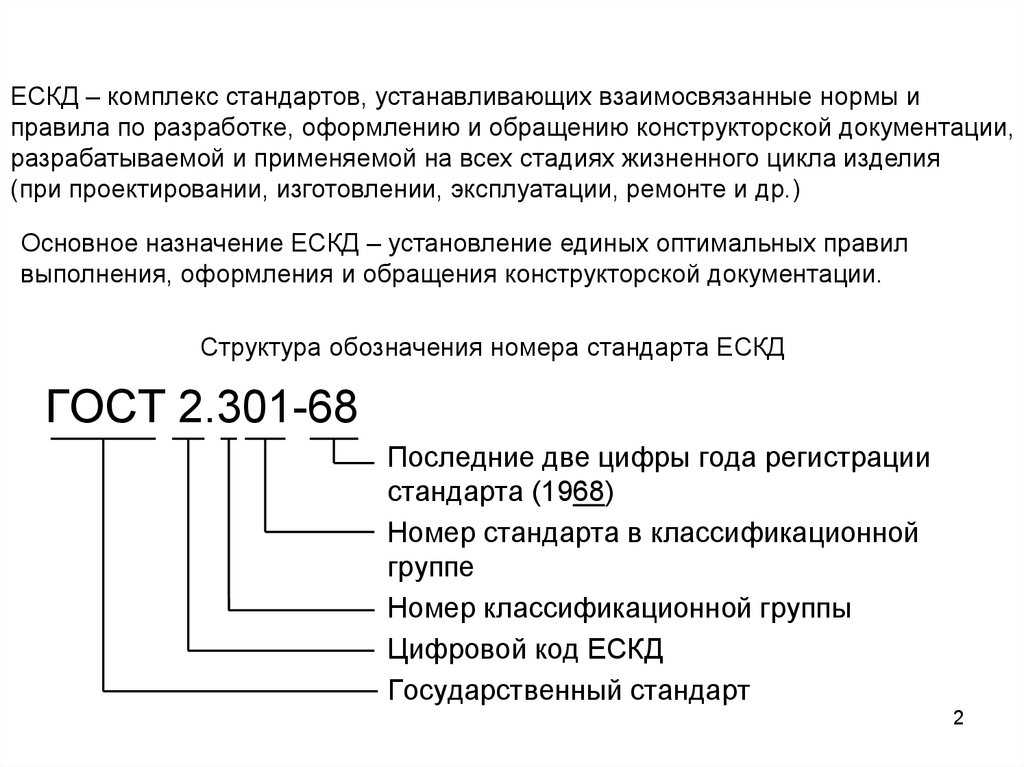
 В таком случае клеймо сварщика должно быть поставлено около заводской таблички или на другом открытом участке изделия, и место маркировки заключено в хорошо видимую рамку, наносимую несмываемой краской.
В таком случае клеймо сварщика должно быть поставлено около заводской таблички или на другом открытом участке изделия, и место маркировки заключено в хорошо видимую рамку, наносимую несмываемой краской.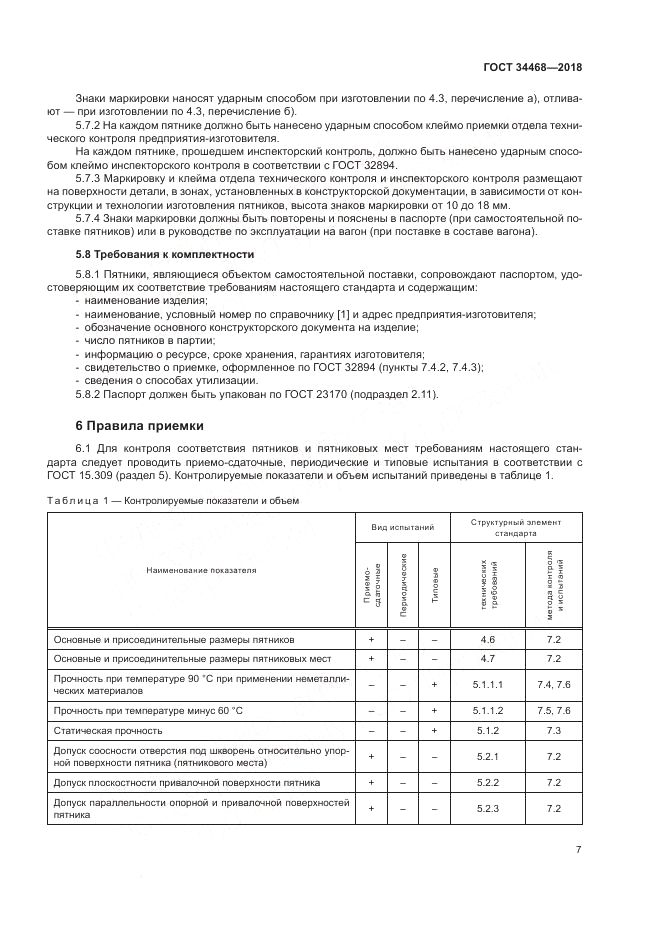

 ГОСТ….
ГОСТ…. Но бренд USAID — это больше, чем просто официальная печать, название и слоган «От американского народа». Бренд USAID представляет то, за что выступает Агентство: добрую волю американского народа и его приверженность партнерству.
Но бренд USAID — это больше, чем просто официальная печать, название и слоган «От американского народа». Бренд USAID представляет то, за что выступает Агентство: добрую волю американского народа и его приверженность партнерству. Во время церемонии награждения USAID проинформирует вас о требованиях к вашему проекту.
Во время церемонии награждения USAID проинформирует вас о требованиях к вашему проекту. Это означает, что тип финансирования, которое вы получаете от USAID, определяет конкретные правила брендинга и маркировки, которым вы должны следовать. Если вы являетесь партнером по приобретению, на материалах и продуктах программы можно использовать только логотип USAID. Если вы являетесь партнером по оказанию помощи, это обычно означает, что программа может быть объединена с вашим логотипом и логотипом USAID, но эти два логотипа должны быть одинакового размера и заметности.
Это означает, что тип финансирования, которое вы получаете от USAID, определяет конкретные правила брендинга и маркировки, которым вы должны следовать. Если вы являетесь партнером по приобретению, на материалах и продуктах программы можно использовать только логотип USAID. Если вы являетесь партнером по оказанию помощи, это обычно означает, что программа может быть объединена с вашим логотипом и логотипом USAID, но эти два логотипа должны быть одинакового размера и заметности.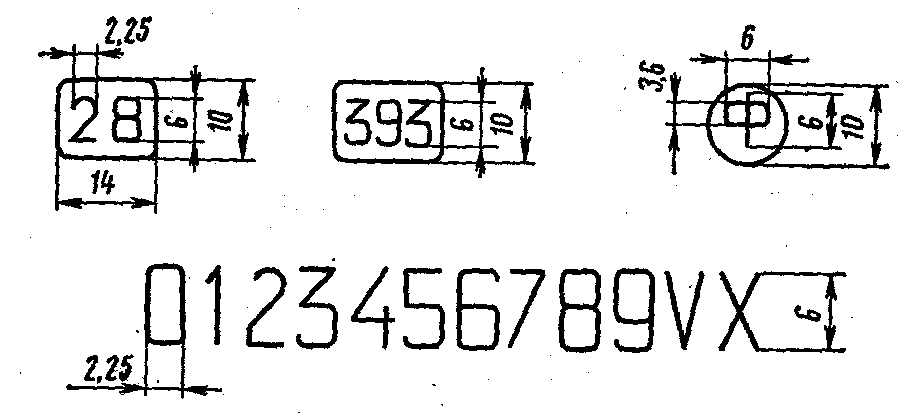
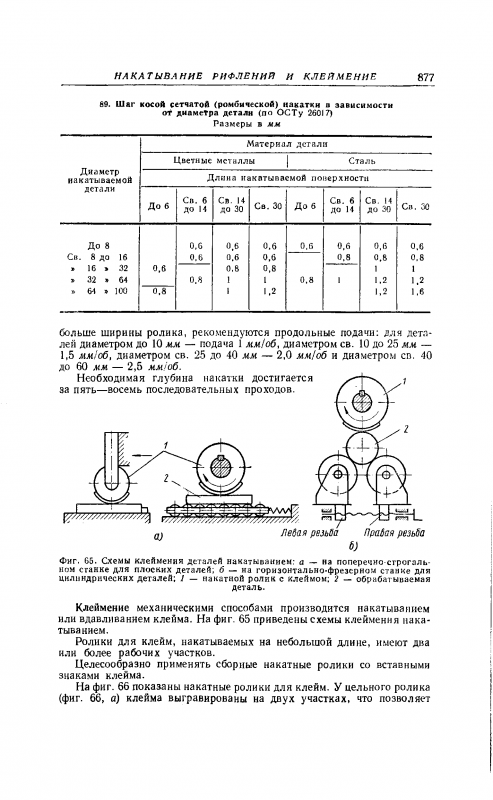 Согласно опросу Poll Everywhere, 65% людей учатся визуально. Таким образом, трудно игнорировать тот факт, что мы лучше усваиваем информацию, которую видим.
Согласно опросу Poll Everywhere, 65% людей учатся визуально. Таким образом, трудно игнорировать тот факт, что мы лучше усваиваем информацию, которую видим. В то время как логотип представляет собой комбинацию форм и других элементов, торговая марка представляет собой изображение.
В то время как логотип представляет собой комбинацию форм и других элементов, торговая марка представляет собой изображение. Вот почему он обычно является товарным знаком для защиты интеллектуальной собственности.
Вот почему он обычно является товарным знаком для защиты интеллектуальной собственности.
 Разработка подходящего и простого дизайна гарантирует, что вы четко и эффективно донесете сообщение своего бренда. В результате клиенты легко запомнят вашу компанию.
Разработка подходящего и простого дизайна гарантирует, что вы четко и эффективно донесете сообщение своего бренда. В результате клиенты легко запомнят вашу компанию.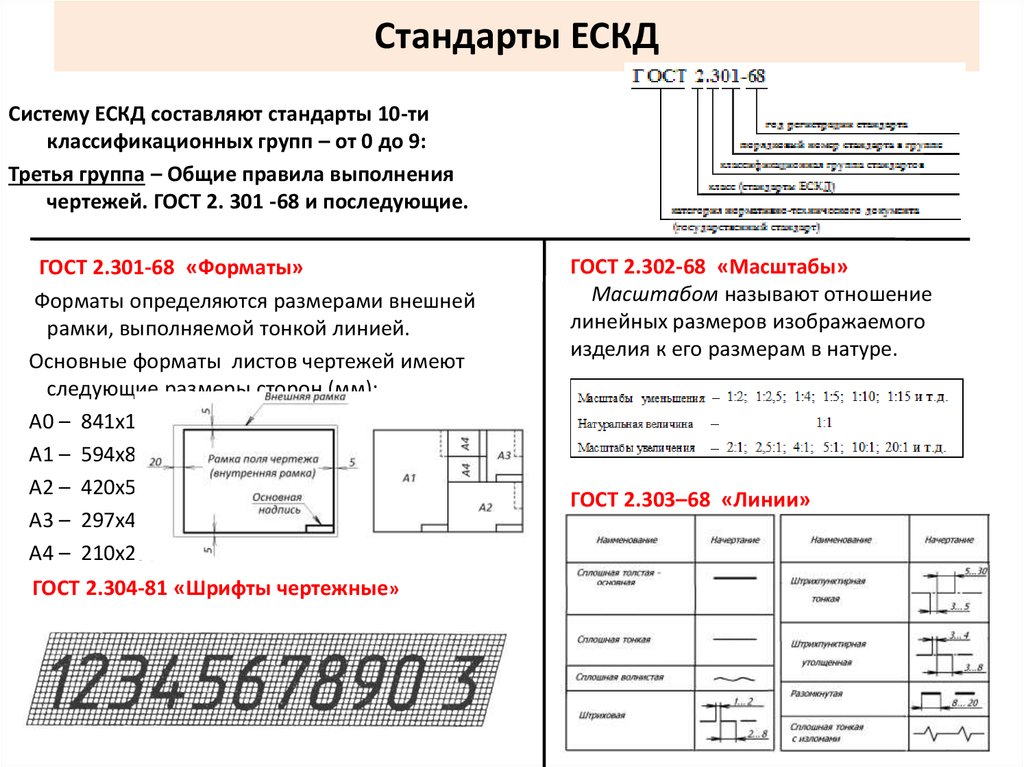
 Более того, это отличный пример компании, имеющей соответствующую торговую марку. Раньше у бренда был логотип в виде значка, который вы можете увидеть ниже. Однако команда Amazon решила обновить свою торговую марку, чтобы сделать ее более привлекательной. Знак был разработан с учетом предпочтений и интересов своих клиентов.
Более того, это отличный пример компании, имеющей соответствующую торговую марку. Раньше у бренда был логотип в виде значка, который вы можете увидеть ниже. Однако команда Amazon решила обновить свою торговую марку, чтобы сделать ее более привлекательной. Знак был разработан с учетом предпочтений и интересов своих клиентов.



 Линии плит перекрытий оборудованы также нагревательными элементами для ТВО, которые находятся под поддоном.
Линии плит перекрытий оборудованы также нагревательными элементами для ТВО, которые находятся под поддоном.
 Использование здания и приложенные нагрузки будут определять глубину, структуру предварительно напряженной проволоки и пролет плит.
Использование здания и приложенные нагрузки будут определять глубину, структуру предварительно напряженной проволоки и пролет плит. Связь между бетоном и предварительно напряженными связями имеет решающее значение в этом процессе.
Связь между бетоном и предварительно напряженными связями имеет решающее значение в этом процессе. Заводы могут варьироваться от трудоемких до высокоавтоматизированных производств.
Заводы могут варьироваться от трудоемких до высокоавтоматизированных производств. Обычно это выполняется с помощью многоцелевой машины или очистителя кроватей.
Обычно это выполняется с помощью многоцелевой машины или очистителя кроватей.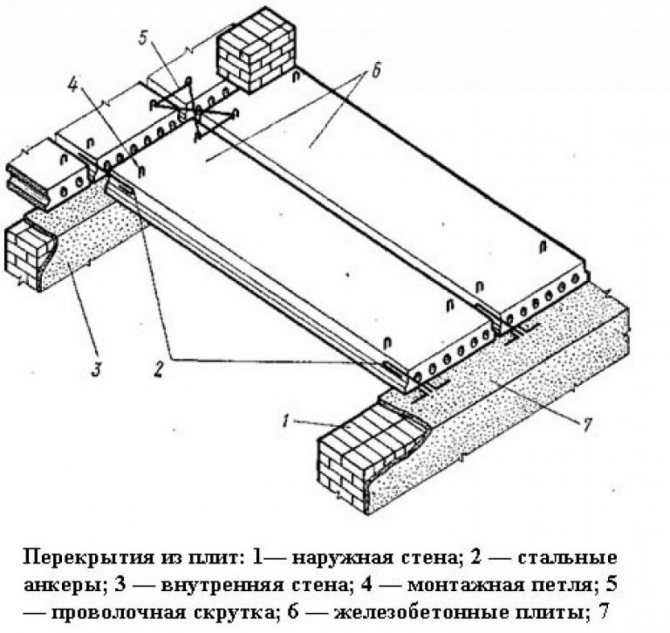
 В процессе используется бетон пластичного качества для универсальности вариантов профиля поперечного сечения с гладкой, шероховатой или рифленой поверхностью.
В процессе используется бетон пластичного качества для универсальности вариантов профиля поперечного сечения с гладкой, шероховатой или рифленой поверхностью.


 Финляндия также является хорошим примером развития инженерных систем зданий. Когда есть много отверстий и разных форм, есть много разных деталей, которые легче реализовать, чем более эффективно используются автоматизация и цифровизация», — говорит Эйлола.
Финляндия также является хорошим примером развития инженерных систем зданий. Когда есть много отверстий и разных форм, есть много разных деталей, которые легче реализовать, чем более эффективно используются автоматизация и цифровизация», — говорит Эйлола.

 Все еще возможно улучшить производственный процесс. В первую очередь следует проводить превентивную политику в отношении обслуживания машин. Во-вторых, процесс перемешивания бетона можно улучшить при небольших вложениях.
Все еще возможно улучшить производственный процесс. В первую очередь следует проводить превентивную политику в отношении обслуживания машин. Во-вторых, процесс перемешивания бетона можно улучшить при небольших вложениях.

 Таких тел всего пять: тетраэдр, октаэдр, гексаэдр (куб), икосаэдр, додекаэдр. Они представляют собой выпуклые фигуры без впадин. Звездчатые многогранники состоят из этих основных фигур в различных конфигурациях. Поэтому-то развертка многогранника простого позволяет нарисовать, вернее начерить, а затем и склеить из бумаги звездчатый многогранник.
Таких тел всего пять: тетраэдр, октаэдр, гексаэдр (куб), икосаэдр, додекаэдр. Они представляют собой выпуклые фигуры без впадин. Звездчатые многогранники состоят из этих основных фигур в различных конфигурациях. Поэтому-то развертка многогранника простого позволяет нарисовать, вернее начерить, а затем и склеить из бумаги звездчатый многогранник. То есть для начала придется начертить и склеить 12 одинаковых штук правильных пирамид, состоящих из 5 равных граней. И только затем из них можно сложить звездчатый многогранник. Развертка самого малого звездчатого додекаэра – сложное и практически невыполнимое задание. Чтобы ее простроить, нужно суметь на одной плоскости уместить соединенные друг с другом 13 разверток разных геометрических объемных тел.
То есть для начала придется начертить и склеить 12 одинаковых штук правильных пирамид, состоящих из 5 равных граней. И только затем из них можно сложить звездчатый многогранник. Развертка самого малого звездчатого додекаэра – сложное и практически невыполнимое задание. Чтобы ее простроить, нужно суметь на одной плоскости уместить соединенные друг с другом 13 разверток разных геометрических объемных тел. И чем крупнее фигура по размерам, тем точнее должны быть все измерения.
И чем крупнее фигура по размерам, тем точнее должны быть все измерения. Гексаэдром называют знакомый всем с детства куб. Икосаэдр представляет собой соединение 20 равнобедренных треугольников в правильный выпуклый многогранник. Додекаэдр – это объемная фигура из 12 граней, каждая из которых представляет собой правильный пятиугольник.
Гексаэдром называют знакомый всем с детства куб. Икосаэдр представляет собой соединение 20 равнобедренных треугольников в правильный выпуклый многогранник. Додекаэдр – это объемная фигура из 12 граней, каждая из которых представляет собой правильный пятиугольник. Кстати, многогранники можно назвать уникальной находкой декораторов. Современные материалы позволяют на основе геометрических фигур создавать оригинальные предметы интерьера.
Кстати, многогранники можно назвать уникальной находкой декораторов. Современные материалы позволяют на основе геометрических фигур создавать оригинальные предметы интерьера. Д. Александрова.
Д. Александрова.  Как оказалось, куб имеет 11 развёрток. И когда мы находим 11-ю развёртку, кажется, что не все ещё развёртки найдены и самые сложные ещё скрыты от нас.
Как оказалось, куб имеет 11 развёрток. И когда мы находим 11-ю развёртку, кажется, что не все ещё развёртки найдены и самые сложные ещё скрыты от нас. 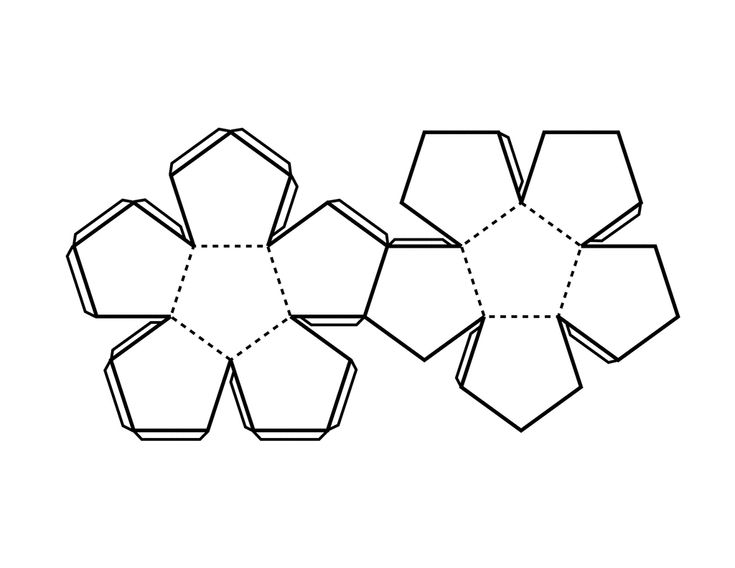 youtube.com/embed/fAKhU8LU1qw»>
youtube.com/embed/fAKhU8LU1qw»> 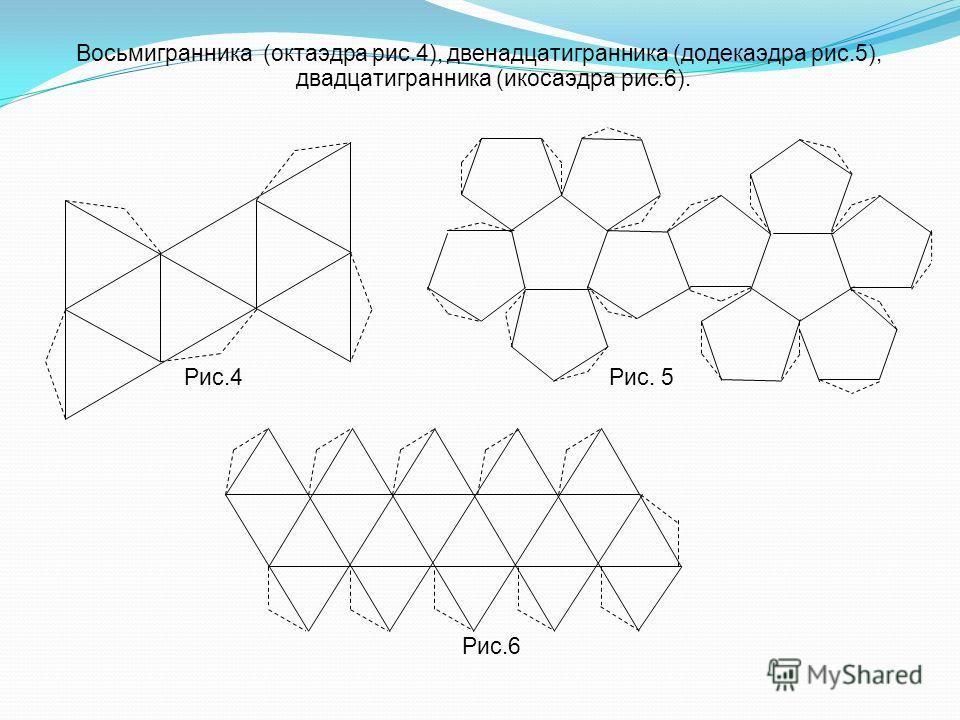 кандидатскую диссертацию, в которой вариационным методом доказана знаменитая теорема А.Д. Александрова о существовании выпуклого многогранника с заданной разверткой.
кандидатскую диссертацию, в которой вариационным методом доказана знаменитая теорема А.Д. Александрова о существовании выпуклого многогранника с заданной разверткой. Байер. акад. Висс. , 2 , 229–230 (1937).
Байер. акад. Висс. , 2 , 229–230 (1937). Как правило, любая твердая форма с плоскими гранями и прямыми ребрами называется многогранником. Поскольку имя включает в себя «поли» в качестве префикса, имя формы зависит от количества граней, присутствующих в конкретной форме. Например, многогранник с четырьмя гранями известен как 9.0123 Тетраэдр .
Как правило, любая твердая форма с плоскими гранями и прямыми ребрами называется многогранником. Поскольку имя включает в себя «поли» в качестве префикса, имя формы зависит от количества граней, присутствующих в конкретной форме. Например, многогранник с четырьмя гранями известен как 9.0123 Тетраэдр .
 5
5
 горизонтальное расстояние подачи
горизонтальное расстояние подачи
 теоретическая пропускная способность
теоретическая пропускная способность
 горизонтальное расстояние подачи
горизонтальное расстояние подачи

 Это по-своему уникальная техника, которая подходит для целого ряда задач:
Это по-своему уникальная техника, которая подходит для целого ряда задач:


 Тео. производительность бетона (л./ч): 30 м3/ч
Тео. производительность бетона (л./ч): 30 м3/ч Тео. производительность бетона (л./ч): 40 м3/ч
Тео. производительность бетона (л./ч): 40 м3/ч Тео. Горизонтальное расстояние откачки: 500 м
Тео. Горизонтальное расстояние откачки: 500 м д. Мы верим, что наше оборудование будет распространяться во все большем количестве стран. Как правило, мы экспортируем небольшой бетононасос в целом. Это означает, что нет необходимости собирать бетононасос после того, как вы получите нашу машину. Может применяться непосредственно в строительстве. Многие клиенты довольны нашей машиной и высоко ценят ее. Вот несколько фотографий нашей машины, работающей на строительной площадке.
д. Мы верим, что наше оборудование будет распространяться во все большем количестве стран. Как правило, мы экспортируем небольшой бетононасос в целом. Это означает, что нет необходимости собирать бетононасос после того, как вы получите нашу машину. Может применяться непосредственно в строительстве. Многие клиенты довольны нашей машиной и высоко ценят ее. Вот несколько фотографий нашей машины, работающей на строительной площадке. Дизельный бетононасос AIMIX ABJZ40C нормально работает на Филиппинах
Дизельный бетононасос AIMIX ABJZ40C нормально работает на Филиппинах youtube.com/embed/Gx2GgnAr5Hs» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> AIMIX ABT30C Дизельный бетонный насос в Индонезии ABT30C Дизельский бетонный насос, работающий в Индонезии Mini Diesel Trailer Pumpari, Papua,
youtube.com/embed/Gx2GgnAr5Hs» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> AIMIX ABT30C Дизельный бетонный насос в Индонезии ABT30C Дизельский бетонный насос, работающий в Индонезии Mini Diesel Trailer Pumpari, Papua,  ABT40C Дизельный прицепной насос работает в Мьянме
ABT40C Дизельный прицепной насос работает в Мьянме Простота в эксплуатации, быстрая сборка и установка
Простота в эксплуатации, быстрая сборка и установка
 Пожалуйста, позаботьтесь о том, чтобы выбрать нас. Мы обещаем предложить лучшее оборудование для вас.
Пожалуйста, позаботьтесь о том, чтобы выбрать нас. Мы обещаем предложить лучшее оборудование для вас.

 С помощью гидравлической системы мини-бетононасос имеет высокое давление для перекачки бетона 9.0003 на очень высокой скорости . На строительной площадке, когда вам нужен бетон, вам не нужно транспортировать бетон тележкой. Мини-бетононасос может доставить бетон туда, куда вам нужно. Это значительно снижает трудозатраты и повышает эффективность работы.
С помощью гидравлической системы мини-бетононасос имеет высокое давление для перекачки бетона 9.0003 на очень высокой скорости . На строительной площадке, когда вам нужен бетон, вам не нужно транспортировать бетон тележкой. Мини-бетононасос может доставить бетон туда, куда вам нужно. Это значительно снижает трудозатраты и повышает эффективность работы. Мы экспортировали наш мини-бетононасос во многие страны, например, в Россия, Сир-Ланка, Австралия, Индонезия, Ирландия, Южная Африка, Филиппины, Германия и так далее. Наши клиенты дали высокую оценку нашему мини-бетононасосу хорошего качества и отличной производительности.
Мы экспортировали наш мини-бетононасос во многие страны, например, в Россия, Сир-Ланка, Австралия, Индонезия, Ирландия, Южная Африка, Филиппины, Германия и так далее. Наши клиенты дали высокую оценку нашему мини-бетононасосу хорошего качества и отличной производительности. Мы надеемся, что наш мини-насос для бетона принесет вам максимальное удобство. У нас есть много типов мини бетононасосов для продажи, таких как: JBS10, JBS40, JBS40-JS750, XHBT-25SR, XHBT-30SR, HBT-20, HBT-30.
Мы надеемся, что наш мини-насос для бетона принесет вам максимальное удобство. У нас есть много типов мини бетононасосов для продажи, таких как: JBS10, JBS40, JBS40-JS750, XHBT-25SR, XHBT-30SR, HBT-20, HBT-30. Теоретическая пропускная способность (м3/ч): 40
Теоретическая пропускная способность (м3/ч): 40  Теоретическая пропускная способность (м3/ч): 30
Теоретическая пропускная способность (м3/ч): 30  Так, объем бункера не может быть слишком большим или маленьким. Слишком громкий звук не годится для сосания материала. Слишком мало легко из-за нехватки материала при большой пропускной способности. Высота подачи может повлиять на объем бункера. Мы проектируем высоту подачи в соответствии с высотой разгрузочной канавки.
Так, объем бункера не может быть слишком большим или маленьким. Слишком громкий звук не годится для сосания материала. Слишком мало легко из-за нехватки материала при большой пропускной способности. Высота подачи может повлиять на объем бункера. Мы проектируем высоту подачи в соответствии с высотой разгрузочной канавки. Однако при сварке у нас нет защиты в виде атмосферы, поэтому если насмотреться на сварку без спецмаски, то это будет иметь очень опасные последствия для глаз. По факту — физический радиационный ожог.
Однако при сварке у нас нет защиты в виде атмосферы, поэтому если насмотреться на сварку без спецмаски, то это будет иметь очень опасные последствия для глаз. По факту — физический радиационный ожог. К примеру, у работников стеклодувной промышленности от жара (то есть от инфракрасного излучения) развивается катаракта (бельмо на глазу).
К примеру, у работников стеклодувной промышленности от жара (то есть от инфракрасного излучения) развивается катаракта (бельмо на глазу). Более того, в дневное время суток может даже казаться, что свечение от работы сварочного аппарата не такое яркое, а, следовательно, менее опасное. Но это заблуждение, так как урон нашему зрению способен нанести как раз невидимый для глаза свет, находящийся за пределами того, то способен различать глаз. Поэтому если вы помогаете сварщику при работе, что-то держите и приносите или же просто находитесь рядом, то рекомендуем вам избегать смотреть на сварку, поскольку к концу работы у вас будут слезиться и болеть глаза.
Более того, в дневное время суток может даже казаться, что свечение от работы сварочного аппарата не такое яркое, а, следовательно, менее опасное. Но это заблуждение, так как урон нашему зрению способен нанести как раз невидимый для глаза свет, находящийся за пределами того, то способен различать глаз. Поэтому если вы помогаете сварщику при работе, что-то держите и приносите или же просто находитесь рядом, то рекомендуем вам избегать смотреть на сварку, поскольку к концу работы у вас будут слезиться и болеть глаза. Часто такая работа выполняется без маски.
Часто такая работа выполняется без маски. Но в конце дня глаза будут слезиться и болеть.
Но в конце дня глаза будут слезиться и болеть. Еще человек может ощущать присутствие постороннего предмета в глазу.
Еще человек может ощущать присутствие постороннего предмета в глазу. Если справиться с этим процессом самостоятельно не получится, то стоит обратиться к врачу, так как он имеет специальное оборудование.
Если справиться с этим процессом самостоятельно не получится, то стоит обратиться к врачу, так как он имеет специальное оборудование. Благодаря им можно купировать отек, воспаление и гиперемию. Применять в течение первых нескольких дней после поражения 3 раза в сутки.
Благодаря им можно купировать отек, воспаление и гиперемию. Применять в течение первых нескольких дней после поражения 3 раза в сутки. Длительность терапии 2-3 дня. При помощи этих средств можно купировать зайчиков, снизить боль и купировать воспаление.
Длительность терапии 2-3 дня. При помощи этих средств можно купировать зайчиков, снизить боль и купировать воспаление.
 Подождать 3 часа, окунуть ватные диски и приложить на глаза. Длительность манипуляции 20 минут.
Подождать 3 часа, окунуть ватные диски и приложить на глаза. Длительность манипуляции 20 минут.
 blogspot.com/2021/09/Bolyat-glaza-ot-svarki.html
blogspot.com/2021/09/Bolyat-glaza-ot-svarki.html
 Развивается полная слепота, роговая оболочка теряет цвет. Начинается отмирание тканей глазного яблока. Острые боли мешают открытию век.
Развивается полная слепота, роговая оболочка теряет цвет. Начинается отмирание тканей глазного яблока. Острые боли мешают открытию век. Это способствует усилению болевого синдрома, присоединению вторичных инфекций.
Это способствует усилению болевого синдрома, присоединению вторичных инфекций. Если удалить инородные тела самостоятельно не удается, обращаются к врачу.
Если удалить инородные тела самостоятельно не удается, обращаются к врачу. Предотвращают развитие инфекционных осложнений. В первые 2 дня лечения капли используют каждые 4 часа. С 3-их суток количество процедур постепенно уменьшают.
Предотвращают развитие инфекционных осложнений. В первые 2 дня лечения капли используют каждые 4 часа. С 3-их суток количество процедур постепенно уменьшают. Длительность процедуры – полчаса.
Длительность процедуры – полчаса. При отсутствии ожога сетчатки неприятные ощущения исчезают через 2 дня. При поражении слизистых оболочек длительность болевого синдрома определяется тяжестью травмы.
При отсутствии ожога сетчатки неприятные ощущения исчезают через 2 дня. При поражении слизистых оболочек длительность болевого синдрома определяется тяжестью травмы.
 Алгоритм действий в данном случае таков:
Алгоритм действий в данном случае таков: В ней вы найдете подробное описание технологии работ.
В ней вы найдете подробное описание технологии работ.

 А технические характеристики плит ОСБ описаны в нашем материале и он будет полезен при выборе нужной модели этого материала.
А технические характеристики плит ОСБ описаны в нашем материале и он будет полезен при выборе нужной модели этого материала. Трещина, закрытая монтажной пеной, обязательно защищается от ультрафиолета и ветра окрашиванием, цементом, герметиком или изоляционной лентой.
Трещина, закрытая монтажной пеной, обязательно защищается от ультрафиолета и ветра окрашиванием, цементом, герметиком или изоляционной лентой. Помимо установки стеклопакетов поручите фирме, которая к Вам приедет, выполнить дополнительные работы, связанные с заделкой щелей между полом и парапетом балкона. Дело в том, что это достаточно важная часть всего предприятия, и от того насколько качественно она будет выполнена, зависит конечный результат. Нельзя здесь допустить ошибки или какой-либо халтуры, т. к. в противном случае возможно попадание влаги с улицы прямо на пол, а тогда конец всем стараниям, связанным с утеплением балкона.
Помимо установки стеклопакетов поручите фирме, которая к Вам приедет, выполнить дополнительные работы, связанные с заделкой щелей между полом и парапетом балкона. Дело в том, что это достаточно важная часть всего предприятия, и от того насколько качественно она будет выполнена, зависит конечный результат. Нельзя здесь допустить ошибки или какой-либо халтуры, т. к. в противном случае возможно попадание влаги с улицы прямо на пол, а тогда конец всем стараниям, связанным с утеплением балкона. к. вес всей конструкции балкона увеличится.
к. вес всей конструкции балкона увеличится. Нужно обязательно обратить внимание мастеров на эту особенность. Помимо нащельника внизу пола, они также без проблем установят Вам специальную защитную панель, обработанную силиконом:
Нужно обязательно обратить внимание мастеров на эту особенность. Помимо нащельника внизу пола, они также без проблем установят Вам специальную защитную панель, обработанную силиконом: Как сделать пол на балконе
Как сделать пол на балконе Определите наилучший план действий
Определите наилучший план действий Но если вы только что заплатили за новую крышу, они должны закончить работу, которую они начали, особенно если закрытие щели зависит от черепицы, которую все еще нужно удалить, или другой незавершенной работы.
Но если вы только что заплатили за новую крышу, они должны закончить работу, которую они начали, особенно если закрытие щели зависит от черепицы, которую все еще нужно удалить, или другой незавершенной работы.
 )
)
 10-99 Технический регламент по герметизации стыков наружных ограждающих конструкций
10-99 Технический регламент по герметизации стыков наружных ограждающих конструкций
 При застывании пена становится отличным теплоизолятором, не пропускающим холод или сквозняк. Под защитой утеплителя и герметика пенополиуретан не портится под воздействием солнца и окружающей среды;
При застывании пена становится отличным теплоизолятором, не пропускающим холод или сквозняк. Под защитой утеплителя и герметика пенополиуретан не портится под воздействием солнца и окружающей среды; Обладает повышенной пластичностью, обеспечивая высокую устойчивость к различным деформациям.
Обладает повышенной пластичностью, обеспечивая высокую устойчивость к различным деформациям.
 Цены на стандартные операции (первичная заделка стыков, частичное заполнение трещин, стыки плит) указаны в погонных метрах. Также рассмотрены работы по вторичной герметизации межпанельных швов, требующие вскрытия стыка, удаления старого герметика.
Цены на стандартные операции (первичная заделка стыков, частичное заполнение трещин, стыки плит) указаны в погонных метрах. Также рассмотрены работы по вторичной герметизации межпанельных швов, требующие вскрытия стыка, удаления старого герметика. м.
м. м.
м. м.
м. Главное его отличие – нанесение на основание швов слоя специальной теплозащитной пены.
Главное его отличие – нанесение на основание швов слоя специальной теплозащитной пены. Заполняем им швы, пазы вокруг оконных профилей и другие уязвимые места.
Заполняем им швы, пазы вокруг оконных профилей и другие уязвимые места.


 Температура эксплуатации от минус 60°С до 90°С. Срок службы: более 15 лет.
Температура эксплуатации от минус 60°С до 90°С. Срок службы: более 15 лет.

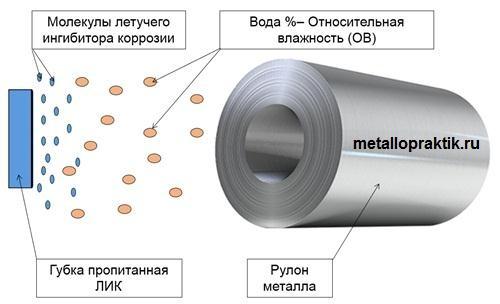
 Наиболее эффективно ингибитор работает на системах нефтесбора.
Наиболее эффективно ингибитор работает на системах нефтесбора.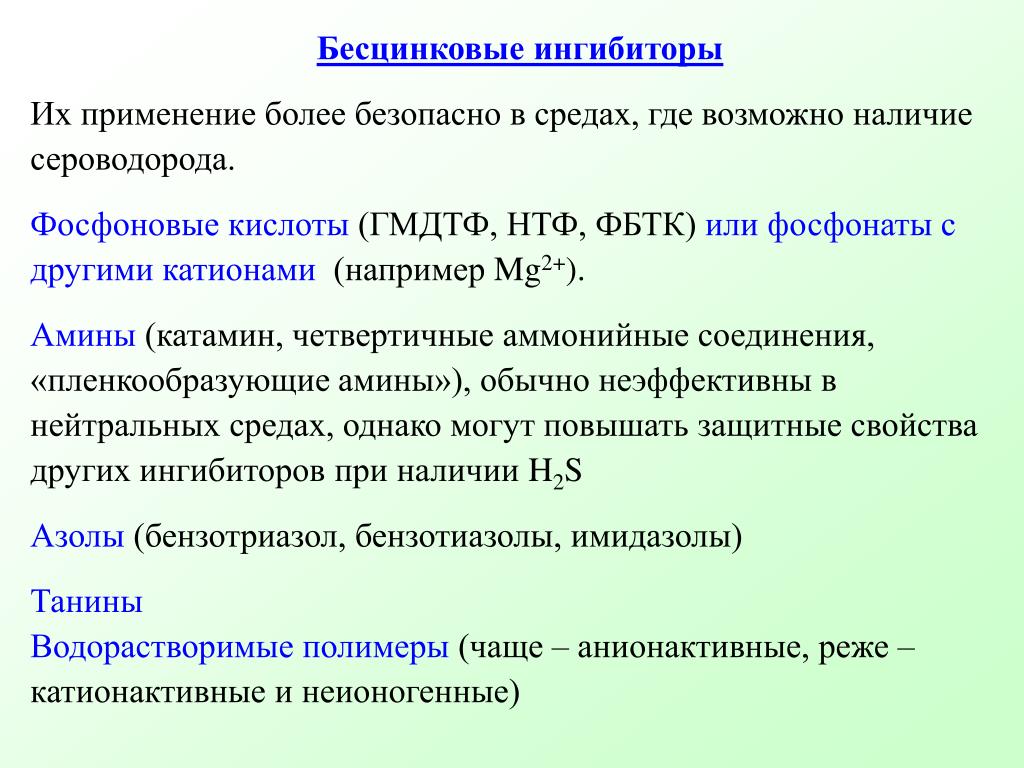



 Ингибиторная защита трубопроводов
Ингибиторная защита трубопроводов

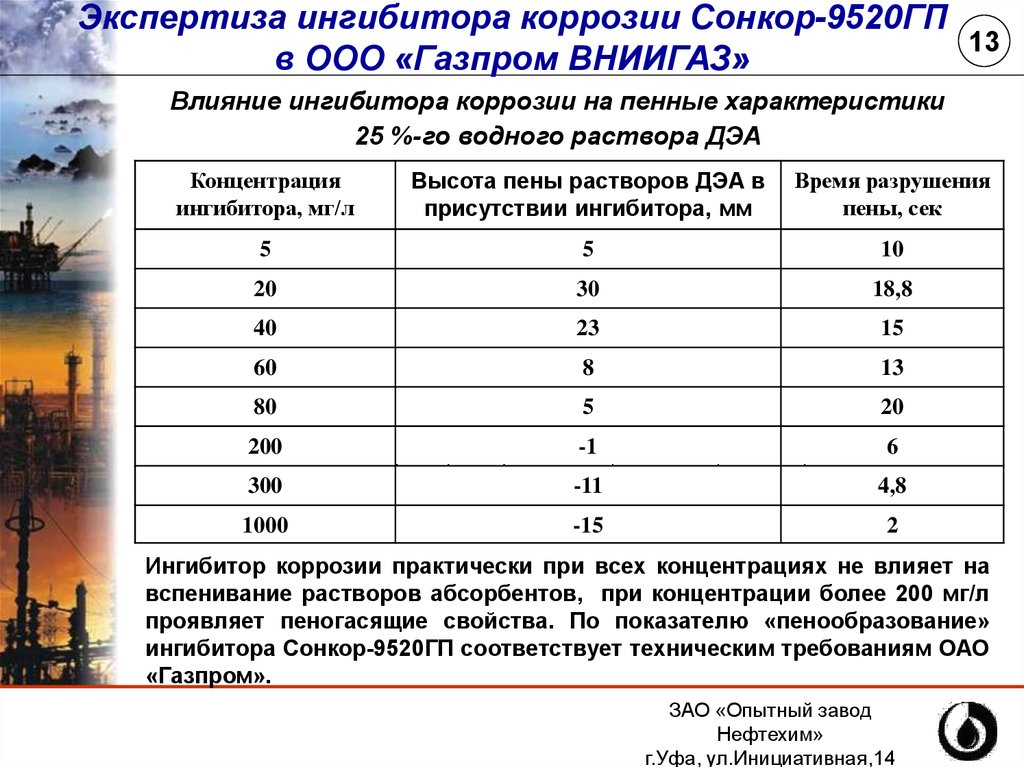





 Химические соединения триазола, такие как толилтриазол (ТТА), бензотриазол (БЗТ) и метилбензотриазол (МБТ), являются наиболее эффективными ингибиторами коррозии меди и ее сплавов. Соединения триазола работают, образуя защитный оксид меди (Cu 2 О) пленка на поверхности металла в системах теплопередачи. Кроме того, триазолы связываются с растворенными в растворе ионами меди. В котельных установках щелочной аммиак может образовываться при разложении азотистых органических загрязнителей или при нейтрализации аминовых химикатов. Хотя аммиак не воздействует на сталь, коррозия медного сплава может произойти, если вместе присутствует достаточное количество аммиака и кислорода; таким образом, возникает потребность в химии азолов для обеспечения надлежащей обработки системы.
Химические соединения триазола, такие как толилтриазол (ТТА), бензотриазол (БЗТ) и метилбензотриазол (МБТ), являются наиболее эффективными ингибиторами коррозии меди и ее сплавов. Соединения триазола работают, образуя защитный оксид меди (Cu 2 О) пленка на поверхности металла в системах теплопередачи. Кроме того, триазолы связываются с растворенными в растворе ионами меди. В котельных установках щелочной аммиак может образовываться при разложении азотистых органических загрязнителей или при нейтрализации аминовых химикатов. Хотя аммиак не воздействует на сталь, коррозия медного сплава может произойти, если вместе присутствует достаточное количество аммиака и кислорода; таким образом, возникает потребность в химии азолов для обеспечения надлежащей обработки системы. Химия азолов очень сложна, и часто требуется техническая помощь, чтобы превратить эти продукты в эффективную программу очистки воды. Bio-Source предлагает полную линейку азоловых химических продуктов для защиты систем ваших клиентов от коррозии желтого металла. Мы гордимся тем, что являемся дистрибьютором триазольных ингибиторов коррозии меди Wintrol®, поставляемых для промышленной водоподготовки и металлообрабатывающей промышленности.
Химия азолов очень сложна, и часто требуется техническая помощь, чтобы превратить эти продукты в эффективную программу очистки воды. Bio-Source предлагает полную линейку азоловых химических продуктов для защиты систем ваших клиентов от коррозии желтого металла. Мы гордимся тем, что являемся дистрибьютором триазольных ингибиторов коррозии меди Wintrol®, поставляемых для промышленной водоподготовки и металлообрабатывающей промышленности.
 Он доступен в бумажных мешках с прокладкой по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов. Промышленное использование включает в себя: водоподготовку, охлаждающие жидкости для двигателей, антиобледенители для самолетов и взлетно-посадочных полос, жидкости для металлообработки, смазочные материалы, компрессорные жидкости, виниловые напольные покрытия, печатные платы, фотоэмульсии, чернила, очистители и прямую обработку меди (Cu).
Он доступен в бумажных мешках с прокладкой по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов. Промышленное использование включает в себя: водоподготовку, охлаждающие жидкости для двигателей, антиобледенители для самолетов и взлетно-посадочных полос, жидкости для металлообработки, смазочные материалы, компрессорные жидкости, виниловые напольные покрытия, печатные платы, фотоэмульсии, чернила, очистители и прямую обработку меди (Cu). Он доступен в мешках по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов.
Он доступен в мешках по 25 кг, в бочках по 50, 100 и 200 фунтов и в супермешках по 1000 фунтов.

 Ингибиторы коррозии предназначены для многофункционального использования в системах охлаждения для предотвращения и устранения отложений в системах питательной воды. Если вам интересно узнать о наших многофункциональных ингибиторах, вы можете узнать больше здесь.
Ингибиторы коррозии предназначены для многофункционального использования в системах охлаждения для предотвращения и устранения отложений в системах питательной воды. Если вам интересно узнать о наших многофункциональных ингибиторах, вы можете узнать больше здесь. Легионелла является общей проблемой в современном мире очистки сточных вод. В результате биоциды, такие как хлор, проникают в гидрофобную пленку и вызывают нарушение ингибирования коррозии.
Легионелла является общей проблемой в современном мире очистки сточных вод. В результате биоциды, такие как хлор, проникают в гидрофобную пленку и вызывают нарушение ингибирования коррозии.