Фрезер для шкантов и пазов — ламельный фрезер AB111N Virutex (Испания)
Ламельный фрезер специально разработан для фрезерования пазов под закладной элемент (плоский шкант) при любом типе соединения (в «ус», угловое соединение, соединение по плоскости) во всех типах древесины и ДСП. На фрезере установлен новый двигатель мощностью 900 Вт с системой электронного поддержания оборотов под нагрузкой. Благодаря конструкции его упоров, которые обеспечивают настройку по высоте и углу, не требуется проводить точные замеры. Кроме того, при подобном типе соединения существует возможность продольного смещения деталей друг относительно друга для достижения наиболее точного соединения. Фрезер оснащен трехпозиционным поворотным упором, обеспечивающим быструю и простую настройку глубины фрезерования под соответствующий типоразмер шканта (ламели). Фрезер имеет отвод стружки и комплектуется соединительным патрубком для подключения к пылеудаляющему аппарату. При использовании дополнительной оснастки может применяться для устранения дефектов древесины.
Стандартная комплектация:
Диск твердосплавный Ø100x22x4 мм (арт. 1440080), 2 зуба и 2+2 предрезца, транспортировочный бокс, адаптер для подключения пылесборника.
Дополнительная комплектация:
- Упор — направляющая CB64B. Предназначен для формирования паза под установку задней панели или выравнивания деревянных потолочных планок под установку плинтусов.
- Ремонтная насадка CA64B. Насадка разработана для устранения дефектов древесины (смоляных кармашков, сучков и т.п.). Фреза не включена.
Особенности:
Угол и высота регулируется по встроенным шкалам.
Быстрая установка глубины паза под соответствующий типоразмер ламели (плоского шканта).
Соединение по плоскости панели.
Соединение «в ус».
Производитель: Virutex
Родина бренда: Испания
| Мощность, Вт | 900 |
| Размер фрезы, мм | 100x22x4 |
| Частота вращения, об/мин | 10000 |
| Глубина фрезерования, мм | 20 |
| Вес, кг | 2,9 |
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Шкантовый фрезер для шкантов и пазов (ламельный фрезер) AB111N VIRUTEX 7900200
В производстве мебели соединение деревянными шпонками доказало свою долговечность. Возможности фрезера присадочного для шкантов позволяют значительно упростить разметку и производить сверление отверстий точно в размер, в несколько раз повысить производительность работы. За один заход выбираются сразу 2 места под посадку шпонок с точно фиксированным межцентровым расстоянием. Настройка угла наклона и других параметров аналогична конструкции фрезера для шкантов и пазов. Отличие в режущем инструменте и форме используемых шпонок.
За один заход выбираются сразу 2 места под посадку шпонок с точно фиксированным межцентровым расстоянием. Настройка угла наклона и других параметров аналогична конструкции фрезера для шкантов и пазов. Отличие в режущем инструменте и форме используемых шпонок.
Применение
Ламельный фрезер специально разработан для фрезерования пазов под закладной элемент (плоский шкант) при любом типе соединения (в «ус», угловое соединение, соединение по плоскости) во всех типах древесины и ДСП.
- Благодаря конструкции его упоров, которые обеспечивают настройку по высоте и углу, не требуется проводить точные замеры.
- Кроме того, при подобном типе соединения существует возможность продольного смещения деталей друг относительно друга для достижения наиболее точного соединения. Фрезер оснащен трехпозиционным поворотным упором, обеспечивающим быструю и простую настройку глубины фрезерования под соответствующий типоразмер шканта (ламели).


Назначение инструмента
Ручной присадочный фрезер под шканты предназначен для сверления глухих отверстий в древесных материалах, под соединения круглыми шпонками при производстве мебели.
При строительстве деревянных коттеджей и домов используют профессиональный присадочный фрезерный станок. С его помощью делают отверстия под стыковку бревен между собой в одной плоскости и угловые переплетения. Учитывая большие нагрузки на соединение, в круглые отверстия часто забивают квадратные шпонки, исключая их проворачивание и смещение.
В домашних мастерских и на мебельных фабриках используют ручной фрезер под шканты. Он просверливает сразу 2 отверстия с нормированным расстоянием между центрами 32 мм. Настройка позволяет без разметки фрезеровать пазы в ответных деталях для соединений:
- по кромке от торца;
- по пласти заготовки от базовой кромки;
- в угловых соединениях.
Глубина сверления в двух сопрягаемых деталях благодаря регулировке получается равной длине шкантов. При состыковке торцами размер шпонки делится пополам и прорезается в обеих деталях на одинаковую глубину. По пласти сверловка производится в размер примерно 60% толщины доски или стружечной плиты. Оставшийся размер фрезеруют в торце сопрягаемой детали.
При состыковке торцами размер шпонки делится пополам и прорезается в обеих деталях на одинаковую глубину. По пласти сверловка производится в размер примерно 60% толщины доски или стружечной плиты. Оставшийся размер фрезеруют в торце сопрягаемой детали.
Подпружиненные упоры настраиваются на размер от торца или другой базовой поверхности. Расположение их симметрично. В результате размер с обеих сторон выдерживается автоматически, без разметки. Соединение получается без смещения и перекосов.
Межцентровое расстояние 32 мм обеспечивается фиксированным расположением шпинделей и выдерживается точно. Разметка и сверление отверстий дрелью дают большую погрешность. Фрезы для присадочного фрезера имеют строго нормированный диаметр, соответствующий толщине шпонок. В основном используют 3 типоразмера инструмента с диаметром 6, 8 и 10 мм и цилиндрическим хвостовиком 8 мм. Отверстия под шканты 8–12 мм делают в основном концевыми цилиндрическими фрезами. Для меньшего диаметра применяют фрезу-сверло.
Шканты изготавливаются специальными фрезами, продающимися наборами и отдельно. Их можно устанавливать на дрель и попарно на присадочный фрезер. Из массива дерева вырезается длинный цилиндр с большой точностью по наружному диаметру и длине.
Комплектация
Диск твердосплавный Ø100x22x4 мм (арт. 1440080), 2 зуба и 2+2 предрезца, транспортировочный бокс, адаптер для подключения пылесборника.
Производство VIRUTEX (Испания). Гарантия 1 год
Испанский производитель VIRUTEX (Вирутекс) предлагает Вам профессиональный инструмент для работы с деревом, металлом, пластиком и искусственными минералами. Благодаря широкому модельному ряду, Вы можете выбрать Инструменты, оборудование VIRUTEX для решения своих задач на крупных производственных цехах, для работы на объекте и в небольших мастерских. История испанской компании начинается в далеком 1962 году, и за более чем полувековую историю VIRUTEX завоевала лидирующие позиции в индустрии, став одним из лидеров мирового и европейского рынка электроинструментов. Использование новейших технологий и строгий контроль качества с момента разработки и до момента отгрузки потребителям позволяют представить широкий спектр современного, надежного и безопасного оборудования.
Использование новейших технологий и строгий контроль качества с момента разработки и до момента отгрузки потребителям позволяют представить широкий спектр современного, надежного и безопасного оборудования.
Назначение и особенности
В отличие от универсальных ручных фрезеров, конструкция которых позволяет использовать их для выполнения различных технологических операций, связанных с обработкой изделий из древесины, устройства специализированной категории предназначены для решения определенной задачи.
- Фрезерование посадочных мест для закладных дюбелей. Дюбельный фрезер, который используется для выполнения такой технологической операции, позволяет обеспечить соединение деталей с высокой точностью. Применяются фрезеры дюбельные для формирования как разъемных, так и неразъемных соединений элементов мебельных конструкций.
- Создание пазов округлой формы, предназначенных для размещения в них овальных пластин, которые называются ламелями. Для выполнения данной технологической операции применяется ламельный фрезер, работающий в комплекте с горизонтально расположенной фрезой, рабочая поверхность которой оснащена режущими зубьями. Ламельный фрезер является достаточно универсальным инструментом, при помощи которого можно формировать узкие пазы или создавать на поверхности обрабатываемых изделий полукруглые выступы.
- Создание отверстий под шканты. Такую технологическую операцию выполняют, используя фрезеры, относящиеся к присадочной категории.
 Ламельный фрезер является достаточно универсальным инструментом, при помощи которого можно формировать узкие пазы или создавать на поверхности обрабатываемых изделий полукруглые выступы.
Ламельный фрезер является достаточно универсальным инструментом, при помощи которого можно формировать узкие пазы или создавать на поверхности обрабатываемых изделий полукруглые выступы.Присадочный фрезер предназначен для формирования пазов нужной глубины и ширины для стыковки деталей шкантами
Рекомендации по регулировке
Принципы регулировки рабочих параметров дюбельных, ламельных и присадочных фрезеров схожи, но есть некоторые нюансы, которые обязательно следует учитывать.
Регулировка параметров ламельных фрезеров
Чтобы отрегулировать глубину фрезерования, необходимо задействовать револьверный упор, которым оснащены такие устройства. Основное назначение упора состоит в том, чтобы ограничивать продольный ход корпуса инструмента.
Для регулировки величины отступа от верхнего края в конструкции ламельного электроинструмента предусмотрен опорный козырек, который может подниматься и опускаться на требуемое расстояние. При этом выбирать точное значение выполняемой настройки можно при помощи специальной шкалы, что очень удобно.
При этом выбирать точное значение выполняемой настройки можно при помощи специальной шкалы, что очень удобно.
Регулировка вертикального угла наклона рабочей головки устройства также выполняется при помощи козырька путем его наклона вверх или вниз. Отрегулировать угол наклона фрезера в горизонтальной плоскости можно при помощи специальных меток на рабочей головке, которые указывают на расположение средней части и краев используемого инструмента. Таким образом, чтобы точно выполнить паз при помощи фрезера ламельного типа, достаточно совместить центральную метку на его рабочей головке с линией разметки, нанесенной на поверхность обрабатываемого изделия.
Регулировка фрезера присадочного типа
Револьверный упор, которым оснащается ручной присадочный фрезер, нужен не для настройки глубины фрезерования, как в предыдущем случае, а для регулировки величины отступа от верхнего края. Чтобы настроить глубину фрезерования, используют специальную шкалу на рабочей головке устройства.
Основные органы регулировки
Применяя ручной присадочный фрезер для выполнения отверстий под шканты, очень важно выдерживать расстояние, на котором шканты будут располагаться как от края заготовки, так и между собой. Для того чтобы выдерживать такие параметры было проще, фрезеры для шкантов оснащают двумя небольшими упорами, расположенными по бокам рабочей базы.
Легко контролировать правильность расположения выполняемого при помощи присадочного фрезера отверстия можно с помощью находящейся на козырьке устройства специальной метки, обозначающей центр используемого инструмента.
Основные достоинства
Целесообразность применения узкоспециализированного фрезерного устройства объясняется тем, что дюбельный фрезер и фрезеры, при помощи которых выполняется подготовка посадочных мест для шкантов и ламелей, отличаются целым рядом достоинств.
- Использование присадочных фрезеров, ламельных и дюбельных электроинструментов позволяет создавать соединения под точным углом расположения составляющих его элементов. В таких соединениях, что особенно важно для мебельных конструкций, отсутствуют портящие их вид перекосы и выступы. Добиться такой точности выполнения обработки обычным сверлом можно лишь в том случае, если использовать инструмент в комплекте со специальным кондуктором.
- Дюбельный фрезер, а также фрезеры присадочного и ламельного типов могут работать как в горизонтальном, так и в вертикальном положении.
- Такие устройства обеспечивают высокую скорость выполнения технологических операций. Это особенно актуально для тех случаев, когда мебель производится не в единичном экземпляре, а целыми сериями. Используя для этого даже ручной присадочный фрезер и специализированный электроинструмент другого типа, можно значительно повысить производительность технологических процессов.
 В таких соединениях, что особенно важно для мебельных конструкций, отсутствуют портящие их вид перекосы и выступы. Добиться такой точности выполнения обработки обычным сверлом можно лишь в том случае, если использовать инструмент в комплекте со специальным кондуктором.
В таких соединениях, что особенно важно для мебельных конструкций, отсутствуют портящие их вид перекосы и выступы. Добиться такой точности выполнения обработки обычным сверлом можно лишь в том случае, если использовать инструмент в комплекте со специальным кондуктором.Использование дюбельного фрезера при соединение деталей мебели позволяет быстро создавать точные пазы для деревянных дюбелей
Область применения и конструкция фрезера
Присадочный ручной фрезер
Этот тип инструмента предназначен для формирования глухих отверстий для монтажа закладных деревянных дюбелей. Одним из требований к конструкции является возможность применения для обработки различных типов материала – массива дерева, ДСП или ДВП.
Одним из требований к конструкции является возможность применения для обработки различных типов материала – массива дерева, ДСП или ДВП.
Формирование отверстий происходит за счет деревообработки торцов деревянных заготовок фрезами. Для повышения производительности чаще всего в конструкции устанавливают две фрезы, расстояние между которыми фиксировано и обычно равно 32 мм. Дополнительно в конструкции есть элементы для фиксации инструмента относительно заготовки, есть возможность изменения угла фрезерования.
Профессиональный ручной присадочный фрезер состоит из следующих компонентов:
- электродвигатель:
- блок передачи крутящего момента фрезам. Это реализовывается с помощью шестереночных передач;
- ручка для фиксации инструмента;
- опорная площадка с функцией изменения угла. Она упирается в верхнюю поверхность заготовки для лучшей фиксации фрез на торцевой части;
- патрубок для подключения стружкопылесоса.
Для изменения глубины фрезерования площадка с фрезами передвигается по направляющим.
 Точность формирования отверстий обеспечивается регулируемым упором.
Точность формирования отверстий обеспечивается регулируемым упором.Использование вместо присадочного фрезера дрели со сверлом не обеспечит должного качества изготовления монтажных глухих отверстий. Дополнительно понадобится специальный кондуктор.
Конструктивное исполнение
По своей конструкции фрезер дюбельный, а также ламельные и присадочные электроинструменты очень похожи на угловую шлифовальную машинку, которая больше известна под названием «болгарка». На горизонтальном корпусе таких устройств, оснащенном удобной ручкой для оператора и органами управления, фиксируется прецезионная база, которая и является их основным рабочим органом.
Для того чтобы выполнить обработку, используя дюбельный, присадочный или ламельный фрезер, достаточно нескольких несложных действий:
- прижать базу к тому месту заготовки, где необходимо создать паз;
- надавить на подпружиненный корпус базы, утопив фрезу в обрабатываемом материале.
Качество обработки, в ходе которой вы собираетесь применять ламельный, дюбельный или ручной присадочный фрезер, зависит от того, насколько правильно настроено и отрегулировано используемое устройство.

Принцип работы расматриваемых инструментов – настроили, прижали и вырезали
Фрезерный станок для ламельных дюбелей DeWALT DW 682 K мощностью 600 Вт
Чтобы иметь возможность использовать sautershop.com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере.
НОВЫЙ. ИННОВАЦИОННЫЙ. ПРОФЕССИОНАЛЬНО.
ГОРЯЧАЯ ЛИНИЯ ДЛЯ ПРОФЕССИОНАЛЬНОЙ КОНСУЛЬТАЦИИ +49 (0) 8143 99129-0
MO. — Фр. 08:30 — 12:30 / 14:00 — 17:30
- Close menu
Close view
Фрезерный станок для ламельных дюбелей DeWALT мощностью 600 Вт
Диаметр фрезы 100 мм, глубина фрезерования 20 мм
Регулировка под углом 0-90°, ширина паза 4 мм
Количество:
1 шт.2 шт.3 шт.4 шт.5 шт.6 шт. 7 шт.8 шт.9 шт.10 шт.11 шт.12 шт.13 шт.14 шт.15 шт.16 шт.17 шт.18 шт.19 шт.20 шт.21 шт.22 шт.23 шт .24 шт.25 шт. 26 шт.27 шт.28 шт.29 шт.30 шт.31 шт.32 шт.33 шт.34 шт.35 шт.36 шт.37 шт.38 шт.39 шт.40 41 шт.42 шт.43 шт.44 шт.45 шт.46 шт.47 шт.48 шт.49 шт.50 шт.51 шт.52 шт.53 шт.54 шт.55 шт.56 шт. 57 шт.58 шт.5960 шт.61 шт.62 шт.63 шт.64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт. 76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт 93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 шт.120 шт.121 шт.122 шт.123 шт.124 шт.125 шт. 126 шт.127 шт.128 шт.129130 шт.131 шт.132 шт.133 шт.134 шт.135 шт.136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт. 146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт 163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 180 шт.181 шт.
26 шт.27 шт.28 шт.29 шт.30 шт.31 шт.32 шт.33 шт.34 шт.35 шт.36 шт.37 шт.38 шт.39 шт.40 41 шт.42 шт.43 шт.44 шт.45 шт.46 шт.47 шт.48 шт.49 шт.50 шт.51 шт.52 шт.53 шт.54 шт.55 шт.56 шт. 57 шт.58 шт.5960 шт.61 шт.62 шт.63 шт.64 шт.65 шт.66 шт.67 шт.68 шт.69 шт.70 шт.71 шт.72 шт.73 шт.74 шт.75 шт. 76 шт.77 шт.78 шт.79 шт.80 шт.81 шт.82 шт.83 шт.84 шт.85 шт.86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт 93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт.103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 шт.120 шт.121 шт.122 шт.123 шт.124 шт.125 шт. 126 шт.127 шт.128 шт.129130 шт.131 шт.132 шт.133 шт.134 шт.135 шт.136 шт.137 шт.138 шт.139 шт.140 шт.141 шт.142 шт.143 шт.144 шт.145 шт. 146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт.156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт 163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт.173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 180 шт.181 шт. 182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 шт.190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт.206 шт.207 шт.208 шт 209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт. 242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт. 0,259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт.
182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 шт.190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт.206 шт.207 шт.208 шт 209 шт.210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 226 шт.227 шт.228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт. 242 шт.243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт. 0,259260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279 шт.280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт. 293 шт.294 шт.295 шт.296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 310 шт.311 шт.312 шт.313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт. 326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт.453 шт.454 шт.455 шт.456 шт.457 шт.458 шт 0,459460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 шт.470 шт.
326 шт.327 шт.328 шт.329330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349 шт.350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт. 363 шт.364 шт.365 шт.366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 380 шт.381 шт.382 шт.383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 шт.400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт 409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт.416 шт.417 шт.418 шт.419 шт.420 шт.421 шт.422 шт.423 шт.424 шт.425 426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт.436 шт.437 шт.438 шт.439 шт.440 шт.441 шт. 442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт.453 шт.454 шт.455 шт.456 шт.457 шт.458 шт 0,459460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 шт.470 шт. 471 шт.472 шт.473 шт.474 шт.475 шт. 476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт.486 шт.487 шт.488 шт.489 шт.490 шт.491 шт.492 шт. .493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт.
471 шт.472 шт.473 шт.474 шт.475 шт. 476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт.486 шт.487 шт.488 шт.489 шт.490 шт.491 шт.492 шт. .493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт.
- Есть вопросы по этому товару?
Аналогичные продукты
Преимущества
Профессиональный консалтинг
онлайн, по телефону и на сайте
Более 10,000 статей
Доступны по адресу на складе
Safe
Buy и Pay
FAST Delivery
. Швейцария и по всему миру
Наши бренды
Сервисный центр
Сервисный центр
Горячая линия сервисного центра
Как работать пластинчатой фрезой — настройка работы и применение | Своими руками
Содержание ✓
- ✓
УСТРОЙСТВО И ОСНОВНЫЕ ЧАСТИ ЛАМЕЛЬНОЙ ФРЕЗЫ - ✓
СИСТЕМА НАСТРОЙКИ И ПОРЯДОК РАБОТЫ - ✓
ЛАМЕЛИ - ✓
ДОПОЛНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ЛАМЕЛЬНОЙ ФРЕЗЫ - ✓
УХОД ЗА ЛАМЕЛЬНОЙ ФРЕЗОЙ - ✓
Ламеллярный фрезер: видео (сборка каркасов)
Этот инструмент считается узкоспециализированным, и домашние мастера его обычно обходят стороной. А вот пластинчатый фрезер гораздо универсальнее, и любителям мастерить своими руками он будет полезен в самых разных повседневных делах. Некоторые из них можно найти в статье.
А вот пластинчатый фрезер гораздо универсальнее, и любителям мастерить своими руками он будет полезен в самых разных повседневных делах. Некоторые из них можно найти в статье.
Ламельный или шпоночный фрезер — это инструмент для формирования линейных пазов различной глубины и длины в деревянном изделии для установки плоских нагелей — нагелей или ламелей. Как и другие дюбели, ламели используются для придания дополнительной прочности при скреплении деталей различной конструкции.
ВСЕ, ЧТО ВАМ НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ, ЗДЕСЬ >>>
Такое соединение отличается надежностью, а использование пластинчатого фрезера для нарезки пазов делает этот способ доступным любому мастеру. Шпоночное соединение применяют для соединения и сращивания при изготовлении мебели и каркасов, при сплачивании щитов. Основное назначение пластинчатого фрезера: нарезание пазов под плоские шканты — ламели.
Читайте также: Работа пластинчатой фрезой — зачем она нужна и для чего применяется
УСТРОЙСТВО И ОСНОВНЫЕ ЧАСТИ ЛАМЕЛЬНОЙ ФРЕЗЫ
Устройство пластинчатого фрезера аналогично устройству болгарки: в корпусе имеется двигатель, от которого вращательный момент через редуктор передается на фрезу, помещенную для надежности в специальный кожух. Большинство пластинчатых фрез имеют пылесборник.
Большинство пластинчатых фрез имеют пылесборник.
Регулировка угла и высоты в соответствии со шкалой позволяет делать паз в разных плоскостях и под заданным углом. Револьверный упор позволяет легко регулировать глубину паза образца. Основным параметром любого электроинструмента является мощность. Однако применительно к пластинчатой фрезе эта характеристика не столь важна. Дело в том, что большого объема работы в этом случае не предвидится, и если для обычных фрез мощность в 700 Вт минимальна, то для пластинчатых вполне достаточно. Практически все предлагаемые модели имеют мощность — 590-800 Вт.
Не так важна и максимальная скорость вращения фрезы: этот инструмент обычно используется на достаточно мягких материалах, в основном — на дереве. Поэтому минимальные трудности могут возникнуть только при работе с твердыми породами дерева. Ламельный фрезер по конструкции аналогичен болгарке. В отличие от него здесь используются специальные фрезы, помещенные в металлический кожух.
Закрытый корпус гарантирует безопасное использование роутера.
При приложении давления к корпусу фреза выходит за его пределы на расстояние, равное заданной глубине паза.
Многие фрезы можно подключить к пылесосу.
СИСТЕМА РЕГУЛИРОВОК И ПОРЯДОК РАБОТЫ
Правильное использование пластинчатого фрезера гарантирует точность соединяемых деталей. Перед началом работы необходимо выполнить ряд подготовительных действий.
Исходя из размеров используемых ламелей, устанавливается глубина фрезерования – это делается с помощью револьверного упора, ограничивающего продольный ход корпуса.
Отступ от верхней кромки ребра регулируется поднятием или опусканием подвижного углового стопора — опорного навеса на основании фрезера. Поскольку в подавляющем большинстве случаев канавка находится посередине, отступ составляет половину толщины детали. Значит, достаточно измерить толщину, разделить пополам и выставить нужное значение на шкале фрезера.
Для нарезки пазов под углом опору следует снять, а угол фрезерования зафиксировать стопором. Саму заготовку также необходимо закрепить на верстаке струбцинами.
При работе фрезерный станок прижимается к заготовке с усилием, достаточным для выдвигания фрезы из корпуса.
При снятии углового упора для выбора канавок в кромке заготовок фреза плотно прижимается к плоскости, на которой лежит заготовка.
Читайте также: Как и какой выбрать роутер и что они умеют
ЛАМЕЛИ
Ламеллярные фрезы обычно используют фрезу 100 или 105 мм, которая погружается в материал на глубину 22 мм. Исходя из размеров ламелей выбираются параметры фрезеровки. Обычные размеры планок (длина х ширина х толщина): 60 х 24 х 4 мм, 54 х 20 х 4 мм, 48 х 18 х 4 мм.
Для удобства ламели этих размеров обозначают цифрами: 20,10, 0. Ламели изготовлены из массива дерева, хранить их нужно в герметичной таре: при повышенной влажности они могут разбухнуть и перестать помещаться в пазы. Не рекомендуется сушить духовку в экстренной ситуации, так как это может ослабить материал.
Не рекомендуется сушить духовку в экстренной ситуации, так как это может ослабить материал.
Профессионалы часто изготавливают рейки для своей работы самостоятельно. При наличии необходимых инструментов эта работа не составит особого труда.
Вот как пользователь mirniy описывает изготовление ламелей на форуме мебельщиков.
- На циркулярке вырезают тростник из остатков твердой древесины (дуб, бук, карагач). Главное, чтобы толщина ламели соответствовала толщине паза, который делает фрезер.
- Используя готовые ламели в качестве шаблона, разметьте заготовку.
- Выпиливали на лобзиковом станке (можно ручной, закрепленный пильным полотном).
- Домашним мастерам обычно не требуется очень большого количества ламелей, и их лучше всего приобретать готовыми. Такие ламели еще называют бисквитными.
ДОПОЛНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ЛАМЕЛЬНОЙ ФРЕЗЫ
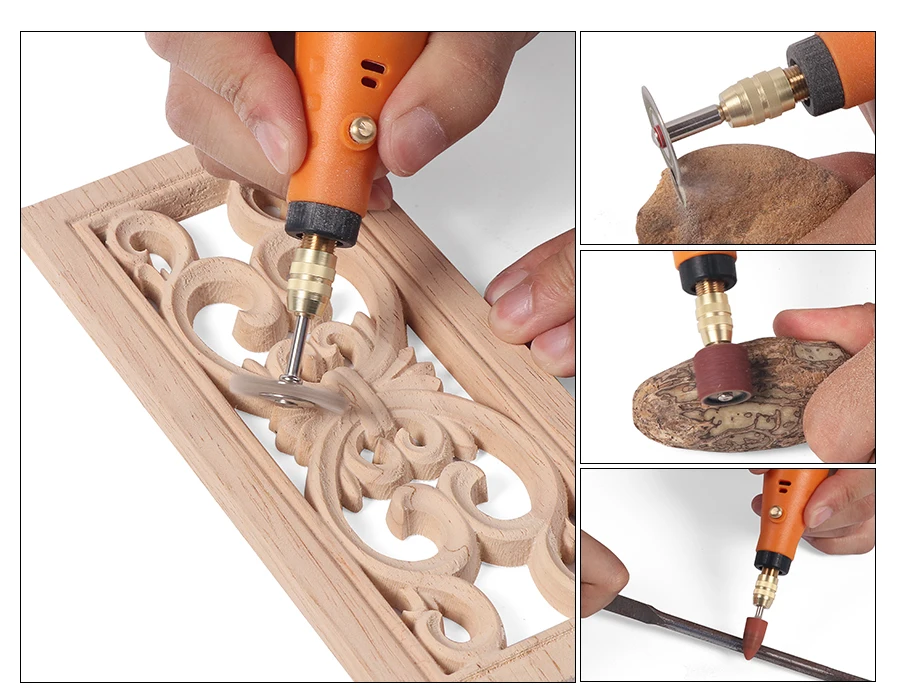
Ламеллярный фрезер — более универсальный инструмент, чем принято думать. Они могут создавать равномерные зазоры между деревянной обшивкой стен и потолка, поэтому вам не нужно думать о сверхточной раскройке смонтированных досок или панелей, выбирать пазы для сплочения досок на рейку или вырезать оригинал узоры в наличниках. Устройство также используется для удаления дефектов древесины (смоляных карманов), для чего необходимо установить лодочную фрезу и запастись специальными вставками (лодочками) из древесины соответствующей породы. В выбранный паз на место смоляного кармана вклеивается лодочка, излишки которой обрезаются, а поверхность шлифуется. Этот инструмент также можно использовать для создания длинных канавок в заготовках. Его можно использовать для крепления элементов из ДВП или фанеры. Рассмотрим подробнее два примера «нетрадиционного» использования пластинчатого фрезера.
Они могут создавать равномерные зазоры между деревянной обшивкой стен и потолка, поэтому вам не нужно думать о сверхточной раскройке смонтированных досок или панелей, выбирать пазы для сплочения досок на рейку или вырезать оригинал узоры в наличниках. Устройство также используется для удаления дефектов древесины (смоляных карманов), для чего необходимо установить лодочную фрезу и запастись специальными вставками (лодочками) из древесины соответствующей породы. В выбранный паз на место смоляного кармана вклеивается лодочка, излишки которой обрезаются, а поверхность шлифуется. Этот инструмент также можно использовать для создания длинных канавок в заготовках. Его можно использовать для крепления элементов из ДВП или фанеры. Рассмотрим подробнее два примера «нетрадиционного» использования пластинчатого фрезера.
Выбор четверти
Конечно, выбрать четвертинку в доске или брусе можно множеством способов: с помощью ручной циркулярной пилы, электропистолета, фрезерного станка, можно сделать это пластинчатым фрезером. Последний, в отличие от других инструментов, очень легко настраивается. Работать с ним безопаснее, чем с циркулярной пилой, а рез получается чистым.
Последний, в отличие от других инструментов, очень легко настраивается. Работать с ним безопаснее, чем с циркулярной пилой, а рез получается чистым.
Без рейсмусовой машины
Ламеллярный фрезер поможет и в случае, если нужно выровнять пластины доски относительно друг друга.
Для начала нужно тщательно обработать одну доску электроветки. Затем обрежьте один из краев перпендикулярно обрабатываемой пластине. От этого края необходимо разметить противоположное (они должны быть параллельны) и простругать его.
УХОД ЗА ЛАМЕЛЬНОЙ ФРЕЗОЙ
Выставив угловым упором инструмента по имеющейся шкале необходимую толщину доски, приступают к ее фрезерованию по периметру.
В результате остается четкий ровный пояс, вровень с которым нужно вывести электробанку и центральную часть пластины. Автор этого метода сообщает, что ему потребовалось около шести часов, чтобы преобразовать 17 некалиброванных досок толщиной примерно 50 мм (длиной 3,5 м) в доски толщиной строго 40 мм.
 2 ₽
2 ₽ 69 – 847.74 ₽
69 – 847.74 ₽ 18 – 1 045 ₽
18 – 1 045 ₽ 69 – 983.16 ₽
69 – 983.16 ₽ 18 – 983.16 ₽
18 – 983.16 ₽ 5 m3 304 ультратонкая плоская шайба из нержавеющей стали маленький od 5 мм-7 мм шайбы толщина прокладки 0,1 мм-0,6 мм
5 m3 304 ультратонкая плоская шайба из нержавеющей стали маленький od 5 мм-7 мм шайбы толщина прокладки 0,1 мм-0,6 мм 69 – 921.67 ₽
69 – 921.67 ₽ 47 – 983.16 ₽
47 – 983.16 ₽ m9 ультратонкие плоские шайбы прокладки алюминиевая шайба прокладка 36 мм-38 мм наружный диаметр 0,1 мм-1 мм толщина
m9 ультратонкие плоские шайбы прокладки алюминиевая шайба прокладка 36 мм-38 мм наружный диаметр 0,1 мм-1 мм толщина 84 – 1 021 ₽
84 – 1 021 ₽ 78 – 982.47 ₽
78 – 982.47 ₽ 16 ₽
16 ₽ 67 – 1 045 ₽
67 – 1 045 ₽ 69 – 1 045 ₽
69 – 1 045 ₽ 040.0001
040.0001 Запаситесь сейчас и убедитесь, что у вас есть все необходимое для бесперебойной работы ваших операций.
Запаситесь сейчас и убедитесь, что у вас есть все необходимое для бесперебойной работы ваших операций.
 занимает 2-4 дня.
занимает 2-4 дня.
 Петербург
Петербург
 Петербург
Петербург Никакая другая антенна не может сравниться с ее характеристиками в таком…
Никакая другая антенна не может сравниться с ее характеристиками в таком… Включенный регулируемый…
Включенный регулируемый… Наш новый эксклюзивный стальной настенный кронштейн позволяет устанавливать его на стену как в помещении, так и на улице. Включенный регулируемый…
Наш новый эксклюзивный стальной настенный кронштейн позволяет устанавливать его на стену как в помещении, так и на улице. Включенный регулируемый… Практически не требуя сборки, эта низкопрофильная антенна…
Практически не требуя сборки, эта низкопрофильная антенна…




 Вам останется только распаковать, смонтировать и подключить.
Вам останется только распаковать, смонтировать и подключить.
 com/embed/bh9gPQelNkE»>
com/embed/bh9gPQelNkE»> 


 Благодаря этому можно подобрать именно те инструменты, которые будут соответствовать финансовым возможностям и необходимым в конкретном случае потребностям.
Благодаря этому можно подобрать именно те инструменты, которые будут соответствовать финансовым возможностям и необходимым в конкретном случае потребностям. Такие наборы снабжены инструментами для сверления отверстий, фрезеровочными, алмазными и абразивными насадками, отрезными дисками.
Такие наборы снабжены инструментами для сверления отверстий, фрезеровочными, алмазными и абразивными насадками, отрезными дисками.
 За то бормашина быстро справится с фигурной резкой изделий из дерева, обработкой стекла, пластика, керамики. Бормашиной можно работать по камню, кости и многим видам металла.
За то бормашина быстро справится с фигурной резкой изделий из дерева, обработкой стекла, пластика, керамики. Бормашиной можно работать по камню, кости и многим видам металла. Используются для самых разных работ.
Используются для самых разных работ. Так что подбирать их придется все равно самостоятельно, отталкиваясь от того, как именно будет применяться бормашина.
Так что подбирать их придется все равно самостоятельно, отталкиваясь от того, как именно будет применяться бормашина.  За счет этого он стоит дороже, однако по функционалу практически не отличается от сетевой бормашины.
За счет этого он стоит дороже, однако по функционалу практически не отличается от сетевой бормашины.  Подобрать прибор и насадки для него вы можете через интернет-магазин Nemolotok.ru. Наши консультанты покажут, расскажут и помогут с выбором самого хорошего инструмента, которым вы точно останетесь довольным.
Подобрать прибор и насадки для него вы можете через интернет-магазин Nemolotok.ru. Наши консультанты покажут, расскажут и помогут с выбором самого хорошего инструмента, которым вы точно останетесь довольным.  Время, когда его можно использовать, может быть ограничено из-за наличия персонала. Пожалуйста, свяжитесь с Makerspace, который вы собираетесь посетить, для получения дополнительной информации.
Время, когда его можно использовать, может быть ограничено из-за наличия персонала. Пожалуйста, свяжитесь с Makerspace, который вы собираетесь посетить, для получения дополнительной информации. 
 Если жидкость можно удалить (например, с помощью бутылки с водой), ее необходимо удалить до помещения объекта в машину.
Если жидкость можно удалить (например, с помощью бутылки с водой), ее необходимо удалить до помещения объекта в машину.
 Затем подключите устройство к соединительному кабелю внутри вашей машины. Теперь снова включите лазер. Это запускает процесс самонаведения лазера, и ротационная гравировальная насадка автоматически поворачивается в положение 0°.
Затем подключите устройство к соединительному кабелю внутри вашей машины. Теперь снова включите лазер. Это запускает процесс самонаведения лазера, и ротационная гравировальная насадка автоматически поворачивается в положение 0°. Используя эти настройки, программа также рассчитывает угол поворота во время гравировки. Таким образом, высота пластины в JobControl ® соответствует окружности заготовки.
Используя эти настройки, программа также рассчитывает угол поворота во время гравировки. Таким образом, высота пластины в JobControl ® соответствует окружности заготовки.

 Находим в наборе резистор соответствующего номинала (как определить номинал резистора, рассказывается в уроке №2). Ищем на печатной плате установочное место R1. Чтобы резистор R1 удобно «улёгся» на предназначенное для него место на печатной плате, выводы резистора нужно отформовать, то есть изогнуть определённым образом. Изгибать выводы можно пальцами или с помощью пинцета. Если с первого раза не получилось изогнуть выводы правильно – ничего страшного, можно поправить формовку. Но надо помнить, что если изгибать вывод в одном месте более нескольких раз, то он может обломиться.
Находим в наборе резистор соответствующего номинала (как определить номинал резистора, рассказывается в уроке №2). Ищем на печатной плате установочное место R1. Чтобы резистор R1 удобно «улёгся» на предназначенное для него место на печатной плате, выводы резистора нужно отформовать, то есть изогнуть определённым образом. Изгибать выводы можно пальцами или с помощью пинцета. Если с первого раза не получилось изогнуть выводы правильно – ничего страшного, можно поправить формовку. Но надо помнить, что если изгибать вывод в одном месте более нескольких раз, то он может обломиться.


 И если в набор входят два или более транзисторов, необходимо проверять маркировку на их корпусах и устанавливать компоненты строго на нужные позиции – VT1, VT2 и т.п.
И если в набор входят два или более транзисторов, необходимо проверять маркировку на их корпусах и устанавливать компоненты строго на нужные позиции – VT1, VT2 и т.п. Перемычка на печатной плате обозначается чертой:
Перемычка на печатной плате обозначается чертой: Как это делать, рассказывается ниже.
Как это делать, рассказывается ниже.
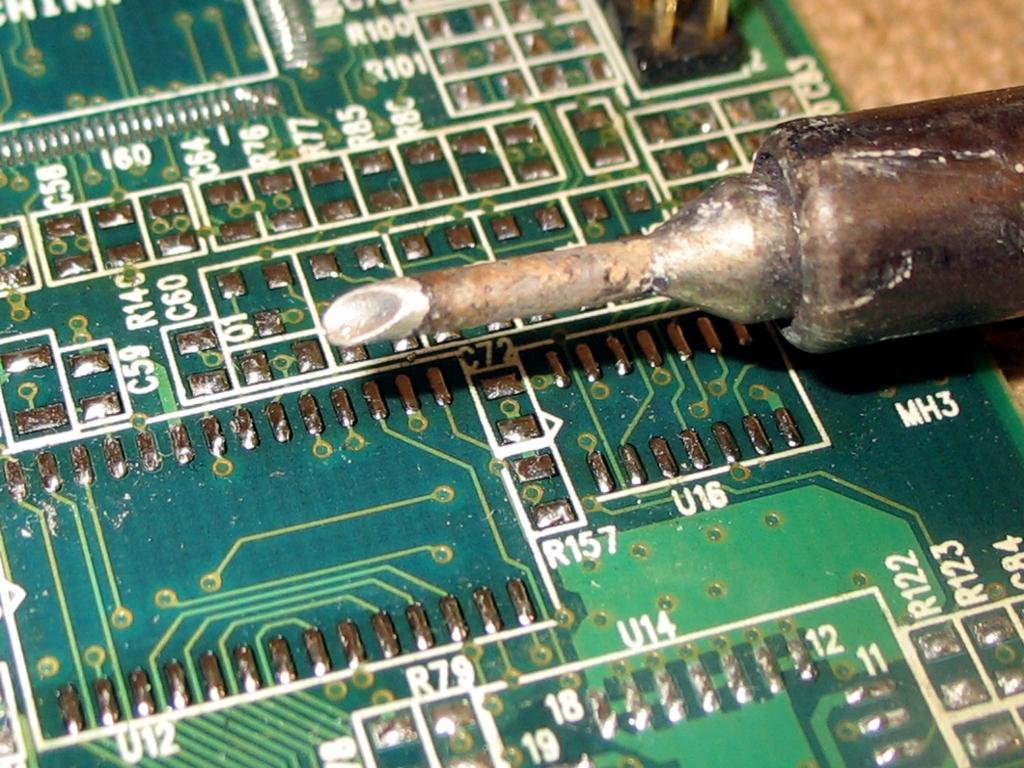
 Немного как бы подаём пруток на точку пайки, при этом слегка перемещая паяльник. Всё, у нас сформировалась точка пайки. Убираем припой, а затем паяльник. Ждём секунду – припой застыл, точка пайки готова. На точку пайки уходит 2-3 миллиметра прутка припоя (это очень ориентировочные данные, зависящие от типа припоя и контактной площадки).
Немного как бы подаём пруток на точку пайки, при этом слегка перемещая паяльник. Всё, у нас сформировалась точка пайки. Убираем припой, а затем паяльник. Ждём секунду – припой застыл, точка пайки готова. На точку пайки уходит 2-3 миллиметра прутка припоя (это очень ориентировочные данные, зависящие от типа припоя и контактной площадки). 
 На производстве применяют специальные отмывочные машины, но тратить несколько тысяч долларов и приобретать такую машину размером с половину комнаты для радиолюбителя нецелесообразно. Хороших результатов можно достичь с помощью спирта, старой зубной щётки и салфеток. Смачивая щётку, хорошенько надраиваем плату со стороны пайки, на заключительно же этапе удобно применять для очистки и просушки платы салфетки. Теперь наша смонтированная плата чистенькая, красивая, её и людям не стыдно показать.
На производстве применяют специальные отмывочные машины, но тратить несколько тысяч долларов и приобретать такую машину размером с половину комнаты для радиолюбителя нецелесообразно. Хороших результатов можно достичь с помощью спирта, старой зубной щётки и салфеток. Смачивая щётку, хорошенько надраиваем плату со стороны пайки, на заключительно же этапе удобно применять для очистки и просушки платы салфетки. Теперь наша смонтированная плата чистенькая, красивая, её и людям не стыдно показать. 
 Это делается погружением жала в канифоль при первом же нагреве, после чего, сразу же протереть жало о деревянную поверхность или специальную губку. Затем, жало нужно покрыть припоем, погрузив его в расплавленный (паяльником) припой.
Это делается погружением жала в канифоль при первом же нагреве, после чего, сразу же протереть жало о деревянную поверхность или специальную губку. Затем, жало нужно покрыть припоем, погрузив его в расплавленный (паяльником) припой.
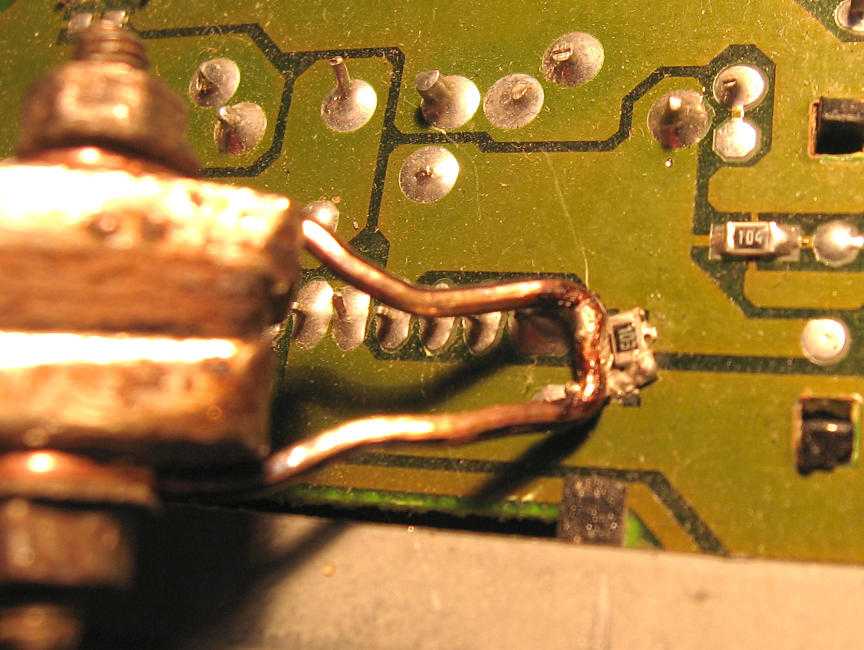
 Особенностью этой операции является то, что нельзя перегревать проводник на плате, он может перегореть.
Особенностью этой операции является то, что нельзя перегревать проводник на плате, он может перегореть. Верхняя термоусаживаемая трубка должна быть прозрачной.
Верхняя термоусаживаемая трубка должна быть прозрачной. Как правило, эти приборы оснащены терморегуляторами, предотвращающими перегрев паяльника и перегорание спирали нагрева.
Как правило, эти приборы оснащены терморегуляторами, предотвращающими перегрев паяльника и перегорание спирали нагрева. При прохождении через нее тока, на поверхности наконечника индуцируются вихревые токи, быстро производящие нагрев рабочего органа.
При прохождении через нее тока, на поверхности наконечника индуцируются вихревые токи, быстро производящие нагрев рабочего органа. При ее освобождении паяльник отключается. Современные изделия этого типа позволяют паять достаточно крупные детали, а не только работать с электронными схемами.
При ее освобождении паяльник отключается. Современные изделия этого типа позволяют паять достаточно крупные детали, а не только работать с электронными схемами.

 Применяется в электронном монтаже и часовом деле
Применяется в электронном монтаже и часовом деле На второй контакт подключить массивный проводник, например – гвоздь. Прикоснуться гвоздем к скрутке. Образуется дуга, которая надежно сваривает провода. Место соединения заизолировать.
На второй контакт подключить массивный проводник, например – гвоздь. Прикоснуться гвоздем к скрутке. Образуется дуга, которая надежно сваривает провода. Место соединения заизолировать.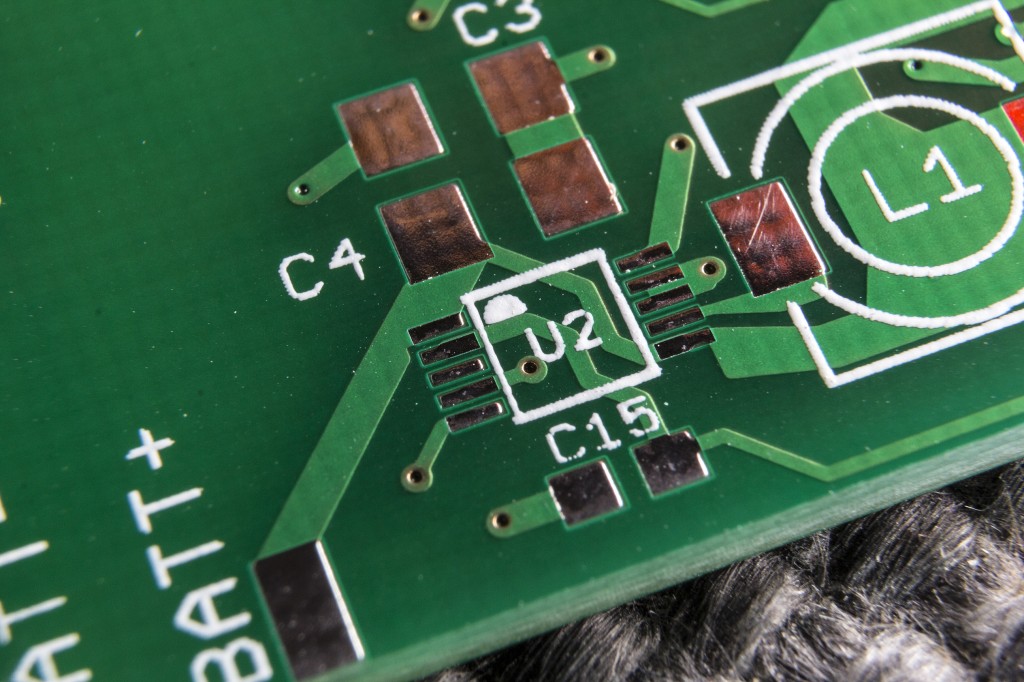 Перейдите на последнюю непроверенную версию.
Перейдите на последнюю непроверенную версию.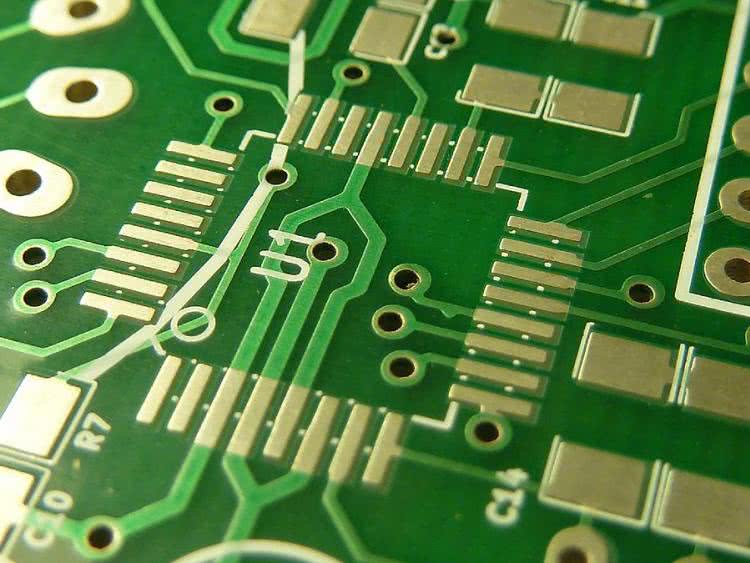 Это делает замену батареи гораздо более сложной задачей, чем более старые модели, которые используют разъемы для подключения батареи к материнской плате. Это руководство иллюстрирует различные уровни сложности пайки и обучает технике пайки трех типов соединений, обычно встречающихся в электронных гаджетах:
Это делает замену батареи гораздо более сложной задачей, чем более старые модели, которые используют разъемы для подключения батареи к материнской плате. Это руководство иллюстрирует различные уровни сложности пайки и обучает технике пайки трех типов соединений, обычно встречающихся в электронных гаджетах: org/HowToDirection»>
org/HowToDirection»> Протолкните расплавленный припой с другой стороны скобой или швейной иглой.
Протолкните расплавленный припой с другой стороны скобой или швейной иглой. org/HowToDirection»>
org/HowToDirection»> Очищайте кончик утюга между движениями, протирая его влажной губкой.
Очищайте кончик утюга между движениями, протирая его влажной губкой. org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>


 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>
 на странице Инструменты.
на странице Инструменты.

 ..
.. Можно купить специальный инструмент, а стандартную клипсу-крокодил (без пластиковой крышки)
Можно купить специальный инструмент, а стандартную клипсу-крокодил (без пластиковой крышки)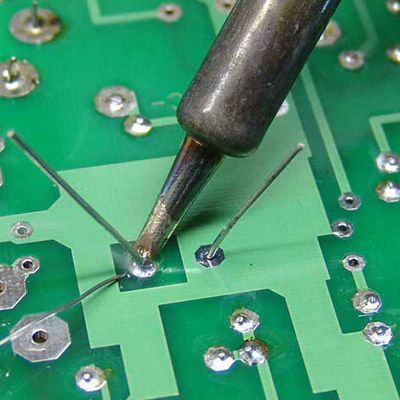

 Подключайтесь в обе стороны.
Подключайтесь в обе стороны.


 С оплеткой для удаления припоя
С оплеткой для удаления припоя
 Все аналогично специализированным покупным составам, но дешевле. Лимонная кислота почти не дает запаха, поэтому этот способ нужно обязательно взять на вооружение.
Все аналогично специализированным покупным составам, но дешевле. Лимонная кислота почти не дает запаха, поэтому этот способ нужно обязательно взять на вооружение. Через 48 часов эффект от газировки более выраженный, но не достаточный. Pepsi для удаления ржавчины также не подойдет.
Через 48 часов эффект от газировки более выраженный, но не достаточный. Pepsi для удаления ржавчины также не подойдет. Уксус справился хуже всего, если не считать газировки, которые оказались бесполезны против ржавчины.
Уксус справился хуже всего, если не считать газировки, которые оказались бесполезны против ржавчины.

 Среди достоинств они отмечают легкость работы с составом, преобразование ржавчины, которую впоследствии можно даже покрасить. Из минусов многие акцентируют внимание на завышенной стоимости, токсичности и необходимости аккуратной работы.
Среди достоинств они отмечают легкость работы с составом, преобразование ржавчины, которую впоследствии можно даже покрасить. Из минусов многие акцентируют внимание на завышенной стоимости, токсичности и необходимости аккуратной работы. Как отмечают пользователи, при использовании этого состава на поверхности образуется пленка, которая может выступать в качестве самостоятельного защитного покрытия.
Как отмечают пользователи, при использовании этого состава на поверхности образуется пленка, которая может выступать в качестве самостоятельного защитного покрытия. Теперь нужно дождаться, пока он подсохнет – при комнатной температуре на это требуется пара часов. После полного высыхания стоит оценить обработанный участок и, если необходимо, повторно обработать его преобразователем.
Теперь нужно дождаться, пока он подсохнет – при комнатной температуре на это требуется пара часов. После полного высыхания стоит оценить обработанный участок и, если необходимо, повторно обработать его преобразователем.

 Пятна ржавчины трудно удалить из-за их яркого цвета и стойкости к типичным чистящим средствам, таким как отбеливатель и мыло, поэтому мы собрали лучшие средства для удаления ржавчины на рынке.
Пятна ржавчины трудно удалить из-за их яркого цвета и стойкости к типичным чистящим средствам, таким как отбеливатель и мыло, поэтому мы собрали лучшие средства для удаления ржавчины на рынке. Типичный процент кислоты в средстве для удаления ржавчины составляет около 30 процентов — максимальное количество, которое может растворяться в воде и служить чистящим средством. Несмотря на то, что кислоты эффективны и быстро действуют в течение нескольких минут после нанесения, они выделяют резкие химические пары, поэтому вы должны использовать их на открытом воздухе или в хорошо проветриваемом помещении и носить защитное снаряжение (очки, маску или респиратор и резиновые перчатки).
Типичный процент кислоты в средстве для удаления ржавчины составляет около 30 процентов — максимальное количество, которое может растворяться в воде и служить чистящим средством. Несмотря на то, что кислоты эффективны и быстро действуют в течение нескольких минут после нанесения, они выделяют резкие химические пары, поэтому вы должны использовать их на открытом воздухе или в хорошо проветриваемом помещении и носить защитное снаряжение (очки, маску или респиратор и резиновые перчатки).
 Вы можете ожидать, что эти продукты вступят в силу в течение 24 часов.
Вы можете ожидать, что эти продукты вступят в силу в течение 24 часов. Тем не менее, преобразователи ржавчины подходят для любых железных или стальных предметов, которые можно перекрасить, таких как садовые инструменты, оборудование для газонов, заборы и железные перила. После нанесения подождите 24 часа, прежде чем наносить второй слой, и полных 48 часов, прежде чем закрашивать ржавый участок.
Тем не менее, преобразователи ржавчины подходят для любых железных или стальных предметов, которые можно перекрасить, таких как садовые инструменты, оборудование для газонов, заборы и железные перила. После нанесения подождите 24 часа, прежде чем наносить второй слой, и полных 48 часов, прежде чем закрашивать ржавый участок. Преимущество первого в том, что он лучше цепляется за металлические поверхности. Преобразователи ржавчины часто поставляются в пульверизаторах, а также в виде аэрозолей. Последние очень удобны, но большинство из них сравнительно дороги.
Преимущество первого в том, что он лучше цепляется за металлические поверхности. Преобразователи ржавчины часто поставляются в пульверизаторах, а также в виде аэрозолей. Последние очень удобны, но большинство из них сравнительно дороги. Полученный раствор можно втирать и смывать или использовать в качестве ванночек.
Полученный раствор можно втирать и смывать или использовать в качестве ванночек. Это часто справедливо для преобразователей ржавчины, которые изменили химический состав ржавчины. У средств для удаления ржавчины часто указывается конкретный период постоянной защиты. Однако любая необработанная сталь со временем заржавеет, поэтому для предотвращения этого потребуется нанести какую-либо краску или другое покрытие.
Это часто справедливо для преобразователей ржавчины, которые изменили химический состав ржавчины. У средств для удаления ржавчины часто указывается конкретный период постоянной защиты. Однако любая необработанная сталь со временем заржавеет, поэтому для предотвращения этого потребуется нанести какую-либо краску или другое покрытие. Жидкости и порошки для удаления ржавчины часто необходимо промывать водой. Здесь необходимо соблюдать осторожность, так как образовавшиеся отходы могут оказаться непригодными для простого слива в канализацию. Производитель продукта должен предоставить инструкции. Важно следовать им, так как неправильная утилизация может быть незаконной.
Жидкости и порошки для удаления ржавчины часто необходимо промывать водой. Здесь необходимо соблюдать осторожность, так как образовавшиеся отходы могут оказаться непригодными для простого слива в канализацию. Производитель продукта должен предоставить инструкции. Важно следовать им, так как неправильная утилизация может быть незаконной. Некоторые токсичны в жидкой форме, но безопасны, например, в сухом виде. Крайне важно прочитать инструкции производителя, чтобы избежать риска ожогов, раздражения дыхательных путей, травм глаз и т. д.
Некоторые токсичны в жидкой форме, но безопасны, например, в сухом виде. Крайне важно прочитать инструкции производителя, чтобы избежать риска ожогов, раздражения дыхательных путей, травм глаз и т. д. Не используйте преобразователь ржавчины Rust Kutter на уже окрашенных поверхностях; это может повредить или лишить поверхность. Также обратите внимание, что с фосфорной кислотой и лимонной кислотой в качестве активных ингредиентов важно носить защитное снаряжение при использовании продукта, и не менее важно делать это в хорошо проветриваемом помещении или на открытом воздухе.
Не используйте преобразователь ржавчины Rust Kutter на уже окрашенных поверхностях; это может повредить или лишить поверхность. Также обратите внимание, что с фосфорной кислотой и лимонной кислотой в качестве активных ингредиентов важно носить защитное снаряжение при использовании продукта, и не менее важно делать это в хорошо проветриваемом помещении или на открытом воздухе.
 формула
формула





 Как правило, мы рекомендуем специальное средство для удаления ржавчины, предназначенное для обрабатываемого материала.
Как правило, мы рекомендуем специальное средство для удаления ржавчины, предназначенное для обрабатываемого материала. Своими любимыми лайфхаками она делится в своем блоге The Taboo Textbook.
Своими любимыми лайфхаками она делится в своем блоге The Taboo Textbook. Это наш лучший выбор из-за его высокой производительности и безопасной формулы. Этот биоразлагаемый продукт избавляет ваши металлические приборы, инструменты и даже чугунные сковороды от ржавчины — без необходимости шлифования или чистки.
Это наш лучший выбор из-за его высокой производительности и безопасной формулы. Этот биоразлагаемый продукт избавляет ваши металлические приборы, инструменты и даже чугунные сковороды от ржавчины — без необходимости шлифования или чистки. Это не мешает мощному раствору удалять ржавчину с ваших любимых вещей — просто оставьте их замачиваться на ночь вместо рекомендуемых нескольких часов.
Это не мешает мощному раствору удалять ржавчину с ваших любимых вещей — просто оставьте их замачиваться на ночь вместо рекомендуемых нескольких часов. Этот продукт также можно использовать на коврах, унитазах, раковинах и трубах.
Этот продукт также можно использовать на коврах, унитазах, раковинах и трубах. Это средство для удаления ржавчины простое в использовании и служит также средством для полировки металла, которое идеально подходит для смесителей, кухонной утвари, деталей автомобилей, велосипедов и хромированных инструментов. Помимо ржавчины, избавляет от водяных пятен.
Это средство для удаления ржавчины простое в использовании и служит также средством для полировки металла, которое идеально подходит для смесителей, кухонной утвари, деталей автомобилей, велосипедов и хромированных инструментов. Помимо ржавчины, избавляет от водяных пятен. (Вы можете узнать больше о сертификации этого продукта, выполнив поиск в инструменте Safer Choice Search.)
(Вы можете узнать больше о сертификации этого продукта, выполнив поиск в инструменте Safer Choice Search.)
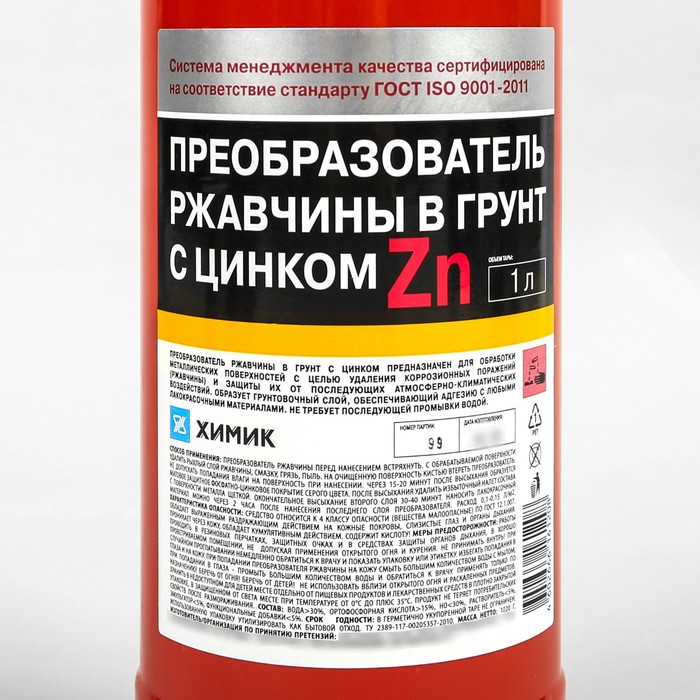
 Из центра 11 радиусом 1″02″0 описывается дуга до пересечения, перпендикуляра, проходящего через точку 2″, в точке 21. Построение продолжается при сохранении выбранного направления до замыкания многоугольника. Полученный многоугольник 011141 присоединяется к какому-либо из ребер развертки или выполняется отдельно.
Из центра 11 радиусом 1″02″0 описывается дуга до пересечения, перпендикуляра, проходящего через точку 2″, в точке 21. Построение продолжается при сохранении выбранного направления до замыкания многоугольника. Полученный многоугольник 011141 присоединяется к какому-либо из ребер развертки или выполняется отдельно.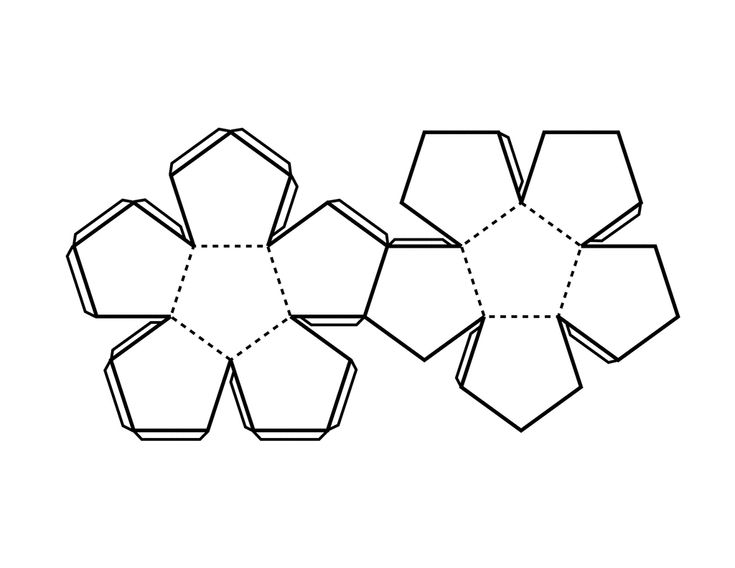 Длина развертки. Формула расчета развертки трубы.
Длина развертки. Формула расчета развертки трубы. Боковая поверхность прямоугольной пятиугольной призмы составлена из пяти прямоугольников. Причем прилегающая к основанию сторона каждого из них равна соответствующей длине стороны пятиугольника.
Боковая поверхность прямоугольной пятиугольной призмы составлена из пяти прямоугольников. Причем прилегающая к основанию сторона каждого из них равна соответствующей длине стороны пятиугольника. Число вершин составляет 10 (по пять для каждого основания). Число ребер в таком случае будет равно:
Число вершин составляет 10 (по пять для каждого основания). Число ребер в таком случае будет равно: При отсчете каждого угла делается насечка на окружности. Для построения прямоугольника остается соединить прямыми отрезками отмеченные насечки.
При отсчете каждого угла делается насечка на окружности. Для построения прямоугольника остается соединить прямыми отрезками отмеченные насечки. Обозначим длину стороны пятиугольника как a, а высоту фигуры как h. Тогда для прямоугольника запишем:
Обозначим длину стороны пятиугольника как a, а высоту фигуры как h. Тогда для прямоугольника запишем: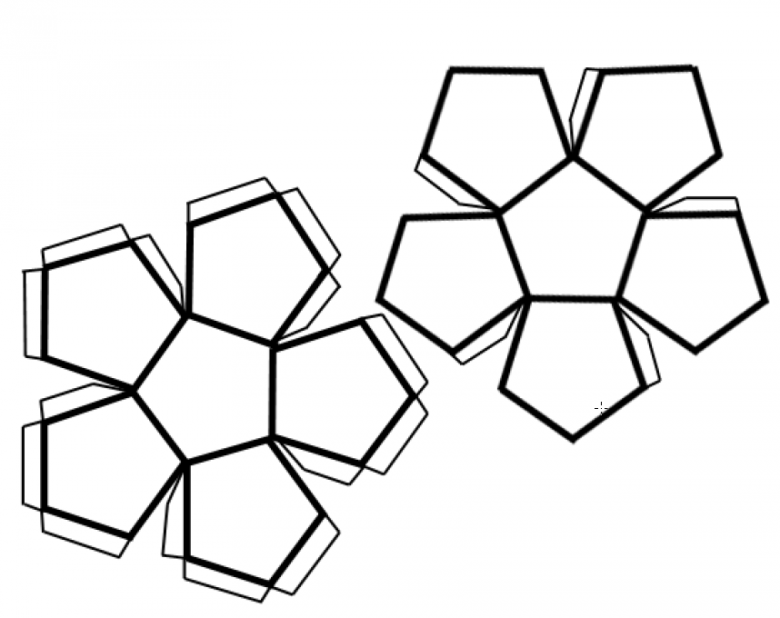
 536Z»> 19 сентября 2022 г., 13:44 UTC |
536Z»> 19 сентября 2022 г., 13:44 UTC |
 Данные, предоставленные Twitter и Meta, показали, что учетные записи используют сгенерированные ИИ лица для изображений профиля и, в некоторых случаях, выдают себя за представителей вымышленных независимых медиа-организаций.
Данные, предоставленные Twitter и Meta, показали, что учетные записи используют сгенерированные ИИ лица для изображений профиля и, в некоторых случаях, выдают себя за представителей вымышленных независимых медиа-организаций. пользователем — Sports
пользователем — Sports MMU подключился на 42% от пола, но боролся с полосой (16/30).
MMU подключился на 42% от пола, но боролся с полосой (16/30).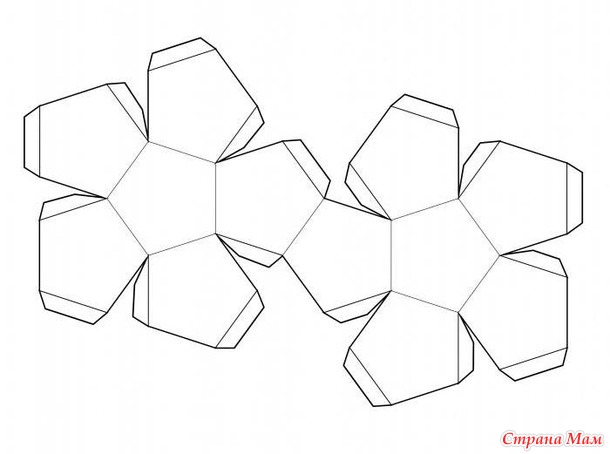
 Так что единственный способ получить реальный OD – это заглянуть в специальную таблицу.
Так что единственный способ получить реальный OD – это заглянуть в специальную таблицу.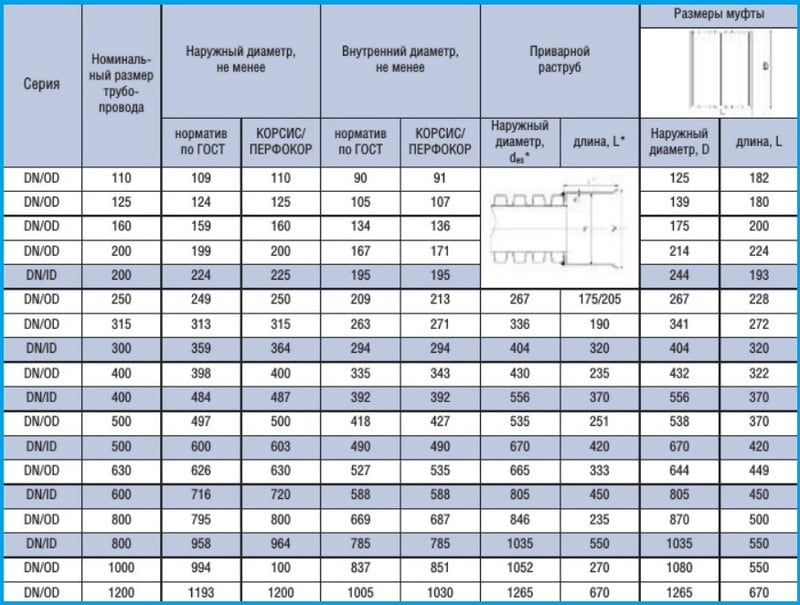
 3
3 proton-st.ru
proton-st.ru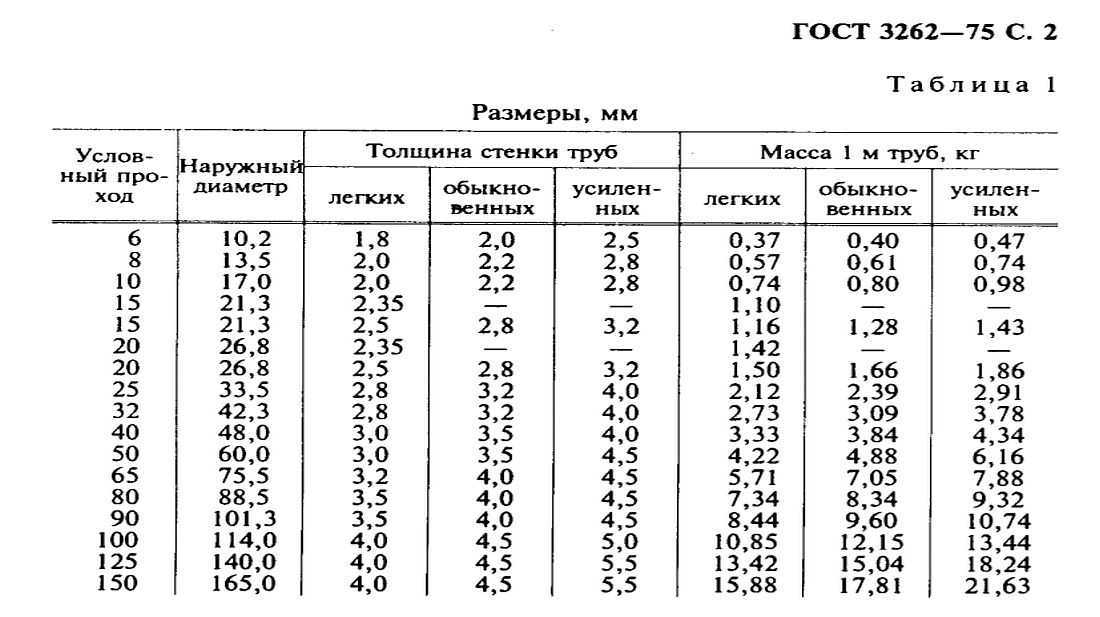 Этот расчет удаляет стенки трубы из измерения, оставляя только внутренний диаметр.
Этот расчет удаляет стенки трубы из измерения, оставляя только внутренний диаметр. Ченнелинг: когда бестраншейный ремонт нельзя использовать для ремонта
Ченнелинг: когда бестраншейный ремонт нельзя использовать для ремонта
 Имейте в виду, что, поскольку вы измеряете только толщину стенки, ваше измерение не должно включать пространство внутри объекта. Для примера с нашей 40-дюймовой трубой предположим, что ее толщина составляет 2 дюйма.
Имейте в виду, что, поскольку вы измеряете только толщину стенки, ваше измерение не должно включать пространство внутри объекта. Для примера с нашей 40-дюймовой трубой предположим, что ее толщина составляет 2 дюйма.
 5 ₽ кг
5 ₽ кг 8 ₽ кг
8 ₽ кг Относительное удлинение не менее 7-10%.
Относительное удлинение не менее 7-10%.
 lt/ru
lt/ru
 Могу ли я приобрести товар по прибытии в магазин? Какое рабочее время?
Могу ли я приобрести товар по прибытии в магазин? Какое рабочее время?
 Если добавление 1 шт. в корзину не разрешено, это означает, что минимальное количество данного товара больше, например 10 шт.
Если добавление 1 шт. в корзину не разрешено, это означает, что минимальное количество данного товара больше, например 10 шт. Изобретенный в 1932 году инженером компании 3М (которая до сих пор является производителем скотча), ленточные пистолеты состоят из держателя для ленты, ручки и режущего лезвия. Ленточные пистолеты помогают пользователю наносить и закреплять ленту, а затем делать аккуратный и чистый разрез. Просмотрите нашу подборку лучших продуктов ниже.
Изобретенный в 1932 году инженером компании 3М (которая до сих пор является производителем скотча), ленточные пистолеты состоят из держателя для ленты, ручки и режущего лезвия. Ленточные пистолеты помогают пользователю наносить и закреплять ленту, а затем делать аккуратный и чистый разрез. Просмотрите нашу подборку лучших продуктов ниже. Что отличает его от конкурентов, так это эргономичная рукоятка с выступающими выступами для пальцев. Эта длинная ручка не только удобна для удержания, но и дает вам больший контроль над диспенсером при его перемещении, что делает его идеальным выбором для длительного использования. Другие замечательные функции включают в себя циферблат, регулирующий свободное движение рулона, гребни, предотвращающие скатывание отклеившейся части ленты, и сверхострое стальное лезвие 9.0003
Что отличает его от конкурентов, так это эргономичная рукоятка с выступающими выступами для пальцев. Эта длинная ручка не только удобна для удержания, но и дает вам больший контроль над диспенсером при его перемещении, что делает его идеальным выбором для длительного использования. Другие замечательные функции включают в себя циферблат, регулирующий свободное движение рулона, гребни, предотвращающие скатывание отклеившейся части ленты, и сверхострое стальное лезвие 9.0003 Нам нравится, что у него есть ручка для регулировки натяжения ленты и ребра на одной поверхности, чтобы лента не соскальзывала назад.
Нам нравится, что у него есть ручка для регулировки натяжения ленты и ребра на одной поверхности, чтобы лента не соскальзывала назад.
 За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.
За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.

 В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
 В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
 Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
 Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.

 Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке! Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.




 Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем.
Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина. Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще. Вы должны быть осторожны, потому что, если они не наклеены правильно, эти этикетки могут отсоединиться, когда вы едете по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Чтобы этого не произошло, необходимо перед нанесением этикеток убедиться, что поверхность номерного знака чистая и сухая.
Вы должны быть осторожны, потому что, если они не наклеены правильно, эти этикетки могут отсоединиться, когда вы едете по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Чтобы этого не произошло, необходимо перед нанесением этикеток убедиться, что поверхность номерного знака чистая и сухая.
 Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно наносить с помощью флюсовой ручки или, как правило, в сердечнике припоя, который использует большинство техников. Для автоматизированных процессов пайки, используемых CM при производстве печатных плат, существует несколько различных способов нанесения флюса.
Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно наносить с помощью флюсовой ручки или, как правило, в сердечнике припоя, который использует большинство техников. Для автоматизированных процессов пайки, используемых CM при производстве печатных плат, существует несколько различных способов нанесения флюса. Оказавшись на месте, флюс очистит компоненты, подлежащие пайке, и удалит образовавшиеся оксидные слои. Если на плате используется менее агрессивный тип флюса, то перед нанесением флюса на плату необходимо будет пройти предварительную очистку.
Оказавшись на месте, флюс очистит компоненты, подлежащие пайке, и удалит образовавшиеся оксидные слои. Если на плате используется менее агрессивный тип флюса, то перед нанесением флюса на плату необходимо будет пройти предварительную очистку.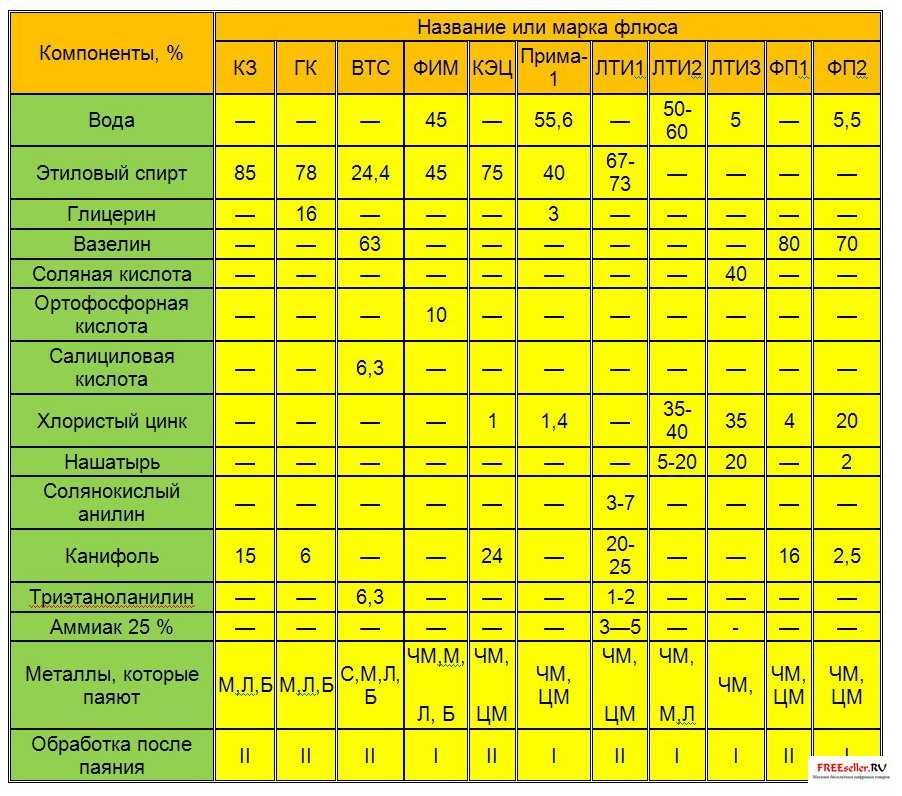 В общем, лучше всего удалять остатки флюса, когда это возможно.
В общем, лучше всего удалять остатки флюса, когда это возможно.
 Для Mentor Pads или других дизайнерских пакетов мы предоставляем информацию DRC в других форматах CAD и Excel.
Для Mentor Pads или других дизайнерских пакетов мы предоставляем информацию DRC в других форматах CAD и Excel. Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают.
Без них шоу не могло бы продолжаться, но они редко получают признание, которого заслуживают. Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки.
Это загрязнение может помешать процессу пайки создать прочные соединения между металлом печатной платы и выводами компонентов, которые к ней прикрепляются. Чтобы удалить это загрязнение, очень важно, чтобы плата перед пайкой была очищена флюсом. Флюс для припоя не только удаляет эти различные загрязнения, но также способствует смачиванию расплавленного припоя между металлами и защищает поверхности от повторного окисления во время пайки.
.jpg) Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, в то время как порошок и паста припоя используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя.
Припой, который используется для сборки печатной платы, должен соответствовать стандартам, установленным в IPC J-STD-006, и доступен в различных формах в зависимости от того, как он будет использоваться. Сплошные стержни используются для приложений, требующих большого резервуара расплавленного припоя, в то время как порошок и паста припоя используются для оплавления под выводами для поверхностного монтажа. Специалисты по ручной пайке обычно используют для работы проволоку или ленту припоя.
