Фланцы плоские приварные ГОСТ 12820-80 любых размеров от производителя
Фланцы плоские приварные, как правило, изготавливаются двумя методами: Первый – литьем, когда расплавленный металл заливается в форму, а после застывания, делается мех. обработка отлитой заготовки; Второй — резкой (газовой или плазменной) заготовки из листа металла, т.е. из цельного листа металла вырезается заготовка и затем обрабатывается на станке. Плоские фланцы, изготовленные методом литья более дешевые, т.к. при таком способе изготовления остается очень мало отходов, но всегда есть риск того, что внутри фланца могут присутствовать воздушные полости, которые часто образовываются при таком методе, а значит такие фланцы стальные менее надежные. При изготовлении методом резки из листа металла, остается много отходов, поэтому плоские фланцы, изготовленные таким методом, стоят дороже, но их качество выше, т.к. отсутствует такой момент как образование воздушных полостей внутри фланца. Поэтому если в трубопроводе предполагается высокое давление, то надежнее на данный трубопровод устанавливать фланцы плоские, изготовленные методом резки из листа металла. На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят фланцы плоские приварные:
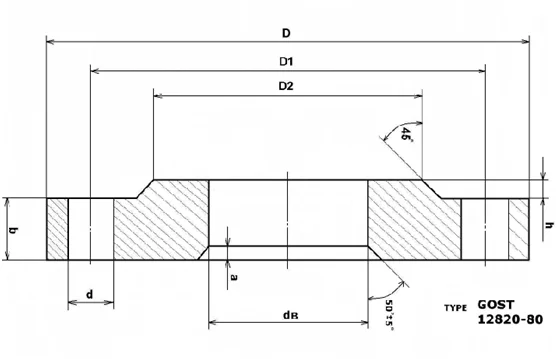
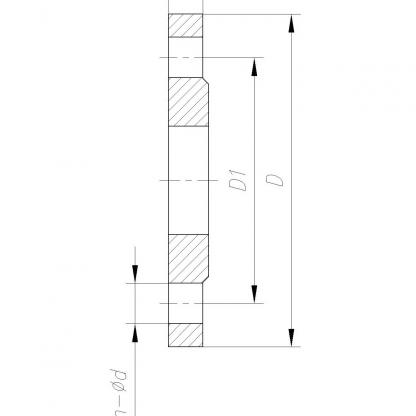
Поэтому если в трубопроводе предполагается высокое давление, то надежнее на данный трубопровод устанавливать фланцы плоские, изготовленные методом резки из листа металла. На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядят фланцы плоские приварные:
Фланец плоский приварной:
Как видно из схематичного изображения, приведенного выше, фланцы плоские представляют из себя деталь дисковой формы, с центральным отверстием для прохождения движущегося потока среды, вокруг которого имеются равномерно-распределенные отверстия для крепежа. Фланцы плоские приварные изготавливаются по ГОСТ 12820-80 и могут быть изготовлены в 9-ти различных исполнениях. На рисунке, приведенном ниже, вы можете посмотреть, как схематично выглядит каждое из 9-ти исполнений фланцев плоских приварных:
Из вышеприведенных схематичных изображений видно, что
- Исполнение 1 – это фланцы плоские с соединительным выступом;
- Исполнение 2 – это фланцы плоские с выступом;
- Исполнение 3 – это фланцы плоские с впадиной;
- Исполнение 4 – это фланцы плоские с шипом;
- Исполнение 5 – это фланцы плоские с пазом;
- Исполнение 6 – это фланцы плоские с вырезом под линзовую прокладку;
- Исполнение 7 – это фланцы плоские с вырезом под овальную прокладку;
- Исполнение 8 – это фланцы плоские с шипом под фторопласт;
- Исполнение 9 – это фланцы плоские с пазом под фторопласт;
Фланцы плоские монтируются на трубопровод с помощью сварки, а между собой крепятся с помощью болтов или шпилек.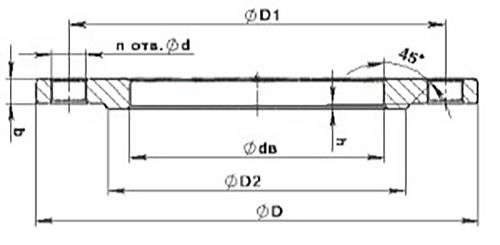 Внутренний диаметр плоских фланцев немного превышает наружный диаметр трубы, на которую они монтируются. Поэтому для того, чтобы установить плоский фланец, он сначала надевается на трубу, а затем приваривается к ней газо или электросваркой. Выбирая исполнение плоского фланца, следует учитывать исполнение ответного фланца.
Внутренний диаметр плоских фланцев немного превышает наружный диаметр трубы, на которую они монтируются. Поэтому для того, чтобы установить плоский фланец, он сначала надевается на трубу, а затем приваривается к ней газо или электросваркой. Выбирая исполнение плоского фланца, следует учитывать исполнение ответного фланца.
Плоские фланцы, в зависимости от своего исполнения, могут выдерживать давление от 0,1 МПа до 2,5МПа, а диаметр плоских фланцев варьируется от 10мм до 2400мм. В нижеприведенной таблице указаны все виды фланцев плоских по ГОСТ 12820-80, поставляемых нашей компанией, а также характеристики данных фланцев:
Фланцы плоские по ГОСТ 12820-80:
| Dу-Ру (мм-МПа) | Масса 1 фланца, кг | Dу-Ру (мм-МПа) | Масса 1 фланца, кг | Dу-Ру (мм-МПа) | Масса 1 фланца, кг | Dу-Ру (мм-МПа) | Масса 1 фланца, кг | Dу-Ру (мм-МПа) | Масса 1 фланца, кг |
|---|---|---|---|---|---|---|---|---|---|
| 10х0,1 | 0,25 | 10х0,6 | 0,3 | 10х1,0 | 0,4 | 10х1,6 | 0,5 | 10х2,5 | 0,6 |
| 15х0,1 | 0,29 | 15х0,6 | 0,35 | 15х1,0 | 0,5 | 15х1,6 | 0,6 | 15х2,5 | 0,7 |
| 20х0,1 | 0,45 | 20х0,6 | 0,53 | 20х1,0 | 0,75 | 20х1,6 | 0,8 | 20х2,5 | 1 |
| 25х0,1 | 0,55 | 25х0,6 | 0,64 | 25х1,0 | 0,9 | 25х1,6 | 1,2 | 25х2,5 | 1,2 |
| 32х0,1 | 0,79 | 32х0,6 | 1,0 | 32х1,0 | 1,4 | 32х1,6 | 1,6 | 32х2,5 | 1,8 |
| 40х0,1 | 0,91 | 40х0,6 | 1,2 | 40х1,0 | 1,7 | 40х1,6 | 1,9 | 40х2,5 | 2,1 |
| 50х0,1 | 1,0 | 50х0,6 | 1,3 | 50х1,0 | 2 | 50х1,6 | 2,5 | 50х2,5 | 2,7 |
| 65х0,1 | 1,4 | 65х0,6 | 1,6 | 65х1,0 | 2,7 | 65х1,6 | 3,3 | 65х2,5 | 3,2 |
| 80х0,1 | 1,8 | 80х0,6 | 2,4 | 80х1,0 | 3,2 | 80х1,6 | 3,7 | 80х2,5 | 4 |
| 100х0,1 | 2,1 | 100х0,6 | 2,8 | 100х1,0 | 3,8 | 100х1,6 | 4,7 | 100х2,5 | 5,6 |
| 125х0,1 | 2,5 | 125х0,6 | 3,6 | 125х1,0 | 5,4 | 125х1,6 | 6,2 | 125х2,5 | 8,2 |
| 150х0,1 | 3,5 | 150х0,6 | 4,5 | 150х1,0 | 6,7 | 150х1,6 | 8 | 150х2,5 | 10,2 |
| 200х0,1 | 4,6 | 200х0,6 | 5,8 | 200х1,0 | 8,1 | 200х1,6 | 10,2 | 200х2,5 | 13,2 |
| 250х0,1 | 6,9 | 250х0,6 | 7,6 | 250х1,0 | 10,6 | 250х1,6 | 14,4 | 250х2,5 | 18,7 |
| 300х0,1 | 9,2 | 300х0,6 | 10,2 | 300х1,0 | 12,9 | 300х1,6 | 17,5 | 300х2,5 | 23,5 |
| 350х0,1 | 10,3 | 350х0,6 | 12,5 | 350х1,0 | 15,8 | 350х1,6 | 22,6 | 350х2,5 | 34,5 |
| 400х0,1 | 11,5 | 400х0,6 | 15,1 | 400х1,0 | 21,5 | 400х1,6 | 30,5 | 400х2,5 | 44,2 |
| 450х0,1 | 14,4 | 450х0,6 | 17,1 | 450х1,0 | 22,6 | 450х1,6 | 39 | 450х2,5 | 51,4 |
| 500х0,1 | 16 | 500х0,6 | 19,6 | 500х1,0 | 28 | 500х1,6 | 56,5 | 500х2,5 | 66,8 |
| 600х0,1 | 21 | 600х0,6 | 26,1 | 600х1,0 | 39 | 600х1,6 | 79 | 600х2,5 | 89,5 |
| 700х0,1 | 28,7 | 700х0,6 | 36,4 | 700х1,0 | 59 | 700х1,6 | 84,4 | 700х2,5 | 125 |
| 800х0,1 | 36,2 | 800х0,6 | 41,7 | 800х1,0 | 78 | 800х1,6 | 103 | 800х2,5 | 178 |
| 900х0,1 | 44,2 | 900х0,6 | 55,1 | 900х1,0 | 95 | 900х1,6 | 129 | — | — |
| 1000х0,1 | 55,6 | 1000х0,6 | 64,4 | 1000х1,0 | 119 | 1000х1,6 | 180 | — | — |
| 1200х0,1 | 62,4 | 1200х0,6 | 99 | 1200х1,0 | 198 | 1200х1,6 | 298 | — | — |
| 1400х0,1 | 77,6 | 1400х0,6 | 162 | 1400х1,0 | 279 | — | — | — | — |
| 1600х0,1 | 94,3 | 1600х0,6 | 204 | 1600х1,0 | 423 | — | — | — | — |
| 1800х0,1 | 117 | — | — | — | — | — | — | — | — |
| 2000х0,1 | 133 | — | — | — | — | — | — | — | — |
| 2200х0,1 | 191 | — | — | — | — | — | — | — | — |
| 2400х0,1 | 238 | — | — | — | — | — | — | — | — |
Ниже приведен пример условного обозначения плоских фланцев по ГОСТ 12820-80:
Фланец плоский приварной, исполнения 1, с условным проходом 80мм, на давление 2,5МПа из стали марки 20 :
Фланец 1-80х25 ст.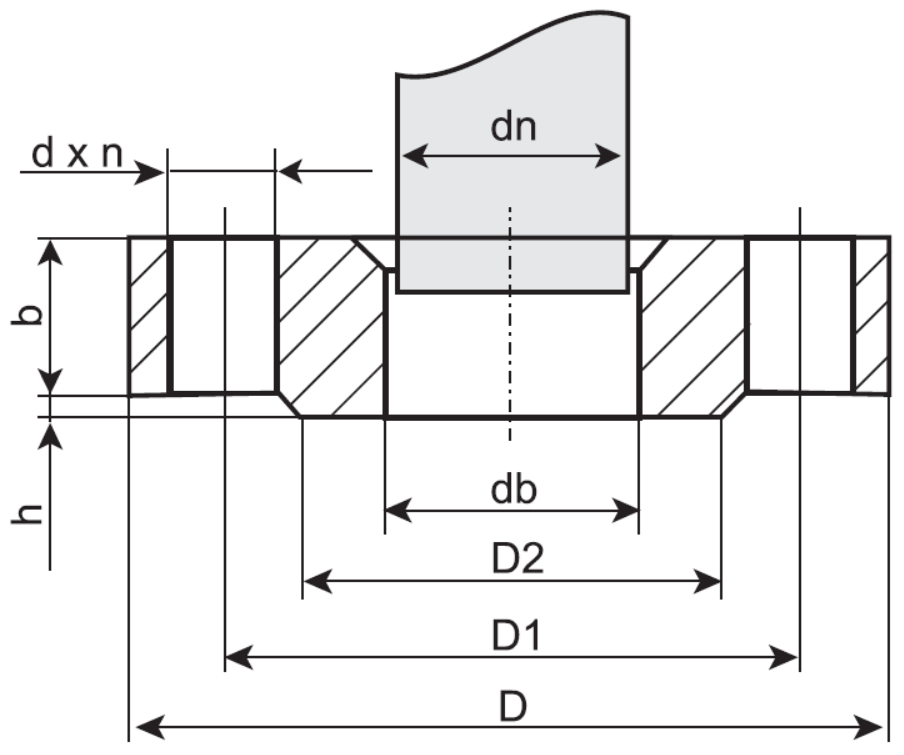 20 ГОСТ 12820-80
20 ГОСТ 12820-80
Фланец плоский приварной, исполнения 2, с условным проходом 150мм, на давление 1,6МПа из стали марки 09Г2С:
Фланец 2-150х16 ст.09Г2С ГОСТ 12820-80
Пользуясь вышеприведенной таблицей на нашем сайте вы всегда сможете точно рассчитать стоимость транспортных расходов т.к. в данной таблице указан вес всех плоских фланцев по ГОСТ 12820-80.
Если Вам требуются остальные характеристики плоских фланцев по ГОСТ 12820-80, то вы можете посмотреть их в ГОСТ 12820-80, который можно скачать на нашем сайте.
Наша компания может поставлять фланцы плоские приварные по ГОСТ 12820-80 из различных марок стали, таких как: сталь 20 и 09г2с (фланцы плоские стальные), сталь 12х18н10т и 10х17н13м2т (фланцы плоские нержавеющие), сталь 15х5м (фланцы плоские жаропрочные) и д.р.
Помимо российских нормативных документов, наша компания поставляет фланцы плоские приварные, изготовленные по американским стандартам: ANSI B16.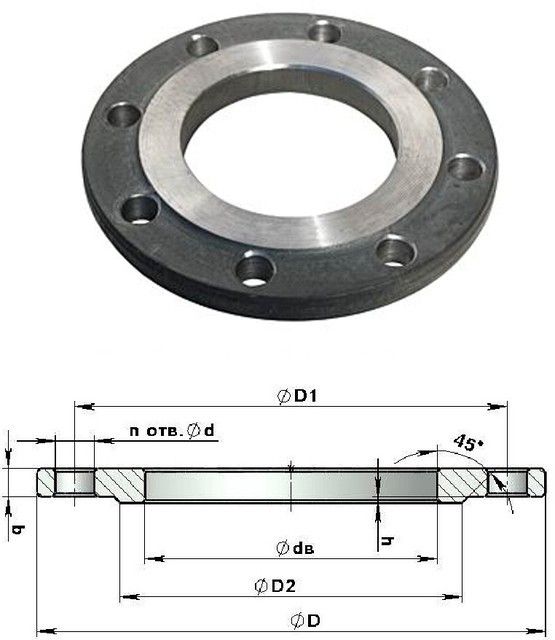 5 и ANSI B16.47.
5 и ANSI B16.47.
На все
фланцы плоские стальные, поставляемые нашей компанией, выдаются паспорта качества, разрешение на применение, а также сертификат соответствия.
Возможно изготовление фланцев плоских стальных других диаметров и из других марок стали, а также по чертежам и эскизам заказчика.
Если у вас остались вопросы, связанные с плоскими фланцами, то Вы можете задать их менеджерам нашей компании по электронной почте [email protected] или по телефону +7 (343) 361 2377
Изготавливаемая продукция: Фланцы ГОСТ 12820-80
Фланцы плоские ГОСТ 12820-80 — Борисоглебский машиностроительный завод
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящее Пользовательское соглашение (далее – Соглашение) относится к сайту «Официальный сайт Борисоглебского машиностроительного завода», расположенному по адресу https://zavodbmz.ru/.
1.2. Сайт «Официальный сайт Борисоглебского машиностроительного завода» (далее – Сайт) является собственностью юридического лица ООО “Борисоглебский машиностроительный завод” (ОГРН: 1163668106360, ИНН: 360408198,адрес регистрации: Воронежская область, г.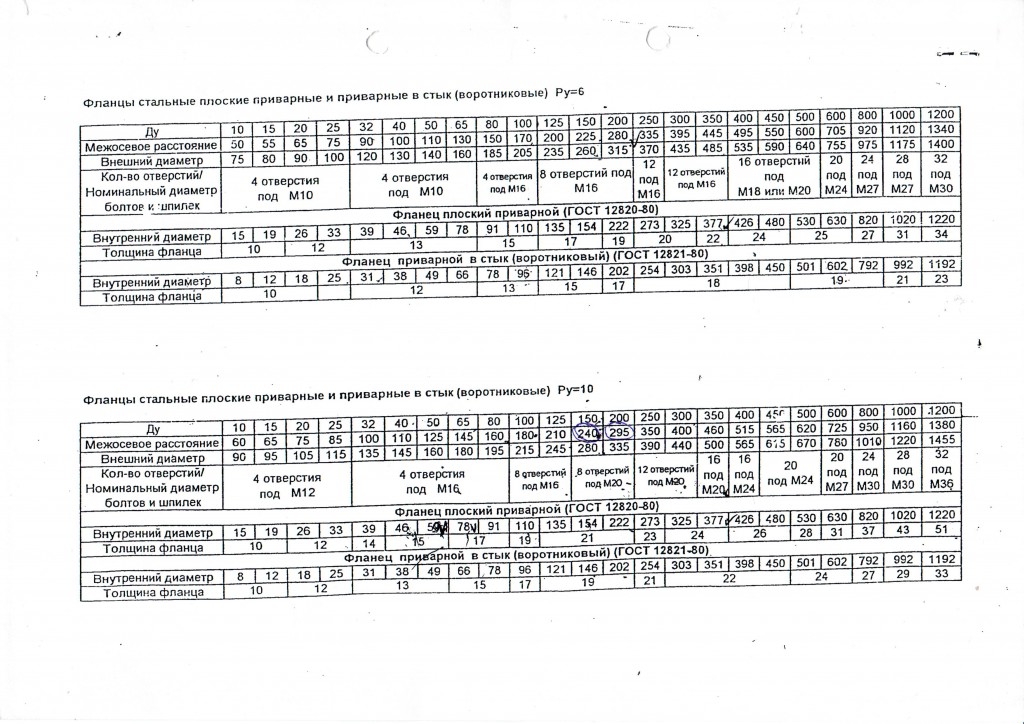 Борисоглебск, ул. 40 лет Октября, 309)
Борисоглебск, ул. 40 лет Октября, 309)
1.3. Настоящее Соглашение регулирует отношения между Администрацией сайта «Официальный сайт Борисоглебского машиностроительного завода» (далее – Администрация сайта) и Пользователем данного Сайта.
1.4. Администрация сайта оставляет за собой право в любое время изменять, добавлять или удалять пункты настоящего Соглашения без уведомления Пользователя.
1.5. Использование Сайта Пользователем означает принятие Соглашения и изменений, внесенных в настоящее Соглашение.
1.6. Пользователь несет персональную ответственность за проверку настоящего Соглашения на наличие изменений в нем.
2. ОПРЕДЕЛЕНИЯ ТЕРМИНОВ
2.1. Перечисленные ниже термины имеют для целей настоящего Соглашения следующее значение:
2.1.1 «Официальный сайт Борисоглебского машиностроительного завода» – Интернет-ресурс, расположенный на доменном имени https://zavodbmz.ru/, осуществляющий свою деятельность посредством Интернет-ресурса и сопутствующих ему сервисов (далее – Сайт).
2.1.2. «Официальный сайт Борисоглебского машиностроительного завода» – сайт, содержащий информацию о Товарах и/или Услугах и/или Иных ценностях для пользователя, Продавце и/или Исполнителе услуг, позволяющий осуществить выбор, заказ и (или) приобретение Товара, и/или получение услуги.
2.1.3. Администрация сайта – уполномоченные сотрудники на управление Сайтом, действующие от имени юридического лица ООО “Борисоглебский машиностроительный завод”.
2.1.4. Пользователь сайта (далее – Пользователь) – лицо, имеющее доступ к Сайту, посредством сети Интернет и использующее Сайт.
2.1.5. Содержание сайта (далее – Содержание) – охраняемые результаты интеллектуальной деятельности, включая тексты литературных произведений, их названия, предисловия, аннотации, статьи, иллюстрации, обложки, музыкальные произведения с текстом или без текста, графические, текстовые, фотографические, производные, составные и иные произведения, пользовательские интерфейсы, визуальные интерфейсы, названия товарных знаков, логотипы, программы для ЭВМ, базы данных, а также дизайн, структура, выбор, координация, внешний вид, общий стиль и расположение данного Содержания, входящего в состав Сайта и другие объекты интеллектуальной собственности все вместе и/или по отдельности, содержащиеся на сайте https://zavodbmz./5c1ace9e9101dae.ru.s.siteapi.org/img/1e5ad52d5c8fa451d0c3375a089a80a695e22ff5.jpg) ru/.
ru/.
3. ПРЕДМЕТ СОГЛАШЕНИЯ
3.1. Предметом настоящего Соглашения является предоставление Пользователю доступа к содержащимся на Сайте Товарам и/или оказываемым услугам.
3.1.1. Сайт предоставляет Пользователю следующие виды услуг (сервисов):
- доступ к средствам поиска и навигации сайта;
- доступ к информации о Товаре и/или услуге к информации о приобретении Товара на платной/бесплатной основе;
3.1.2. Под действие настоящего Соглашения подпадают все существующие (реально функционирующие) на данный момент услуги (сервисы) Сайта, а также любые их последующие модификации и появляющиеся в дальнейшем дополнительные услуги (сервисы).
3.2. Доступ к сайту предоставляется на бесплатной основе.
3.3. Настоящее Соглашение является публичной офертой. Получая доступ к Сайту Пользователь считается присоединившимся к настоящему Соглашению.
3.4. Использование материалов и сервисов Сайта регулируется нормами действующего законодательства Российской Федерации
4. ПРАВА И ОБЯЗАННОСТИ СТОРОН
ПРАВА И ОБЯЗАННОСТИ СТОРОН
4.1. Администрация сайта вправе:
4.1.1. Изменять правила пользования Сайтом, а также изменять содержание данного Сайта. Изменения вступают в силу с момента публикации новой редакции Соглашения на Сайте.
4.2. Пользователь вправе:
4.2.1. Пользоваться всеми имеющимися на Сайте услугами, а также приобретать любые Товары и/или Услуги, предлагаемые на Сайте.
4.2.2. Задавать любые вопросы, относящиеся к услугам сайта: по электронной почте:
- [email protected] 4.2.3.
Пользоваться Сайтом исключительно в целях и порядке, предусмотренных Соглашением и не запрещенных законодательством Российской Федерации.
4.2.4. Копировать информацию с Сайта разрешается.
4.2.5. Требовать от администрации скрытия любой информации о пользователе.
4.2.6. Использовать информацию сайта в коммерческих целях без специального разрешения.
4.3. Пользователь Сайта обязуется:
4.3.1. Предоставлять по запросу Администрации сайта дополнительную информацию, которая имеет непосредственное отношение к предоставляемым услугам данного Сайта.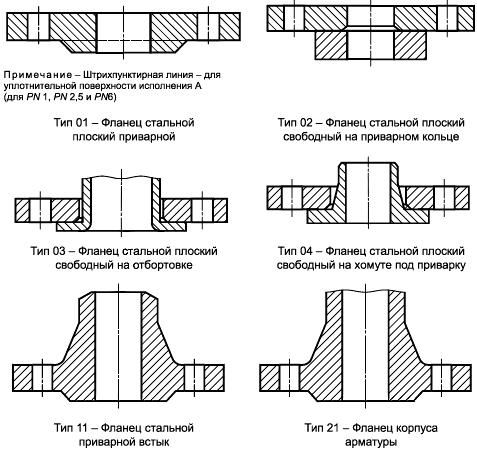
4.3.2. Соблюдать имущественные и неимущественные права авторов и иных правообладателей при использовании Сайта.
4.3.3. Не предпринимать действий, которые могут рассматриваться как нарушающие нормальную работу Сайта.
4.3.4. Не распространять с использованием Сайта любую конфиденциальную и охраняемую законодательством Российской Федерации информацию о физических либо юридических лицах.
4.3.5. Избегать любых действий, в результате которых может быть нарушена конфиденциальность охраняемой законодательством Российской Федерации информации.
4.3.6. Не использовать Сайт для распространения информации рекламного характера, иначе как с согласия Администрации сайта.
4.3.7. Не использовать сервисы с целью:
4.3.7.1. нарушения прав несовершеннолетних лиц и (или) причинение им вреда в любой форме.
4.3.7.2. ущемления прав меньшинств.
4.3.7.3. представления себя за другого человека или представителя организации и (или) сообщества без достаточных на то прав, в том числе за сотрудников данного сайта.
4.3.7.4. введения в заблуждение относительно свойств и характеристик какого-либо Товара и/или услуги, размещенных на Сайте.
4.3.7.5. некорректного сравнения Товара и/или Услуги, а также формирования негативного отношения к лицам, (не) пользующимся определенными Товарами и/или услугами, или осуждения таких лиц.
4.3.8. Обеспечить достоверность предоставляемой информации
4.3.9. Обеспечивать сохранность личных данных от доступа третьих лиц.
4.4. Пользователю запрещается:
4.4.1. Использовать любые устройства, программы, процедуры, алгоритмы и методы, автоматические устройства или эквивалентные ручные процессы для доступа, приобретения, копирования или отслеживания содержания Сайта.
4.4.2. Нарушать надлежащее функционирование Сайта.
4.4.3. Любым способом обходить навигационную структуру Сайта для получения или попытки получения любой информации, документов или материалов любыми средствами, которые специально не представлены сервисами данного Сайта.
4.4.4. Несанкционированный доступ к функциям Сайта, любым другим системам или сетям, относящимся к данному Сайту, а также к любым услугам, предлагаемым на Сайте.
4.4.4. Нарушать систему безопасности или аутентификации на Сайте или в любой сети, относящейся к Сайту.
4.4.5. Выполнять обратный поиск, отслеживать или пытаться отслеживать любую информацию о любом другом Пользователе Сайта.
4 4.4.6. Использовать Сайт и его Содержание в любых целях, запрещенных законодательством Российской Федерации, а также подстрекать к любой незаконной деятельности или другой деятельности, нарушающей права Сайта или других лиц.
5. ИСПОЛЬЗОВАНИЕ САЙТА
5.1. Сайт и Содержание, входящее в состав Сайта, принадлежит и управляется Администрацией сайта.
5.2. Содержание Сайта защищено авторским правом, законодательством о товарных знаках, а также другими правами, связанными с интеллектуальной собственностью, и законодательством о недобросовестной конкуренции.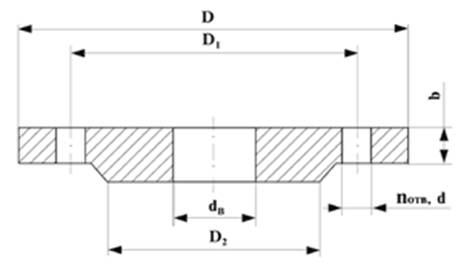
5.3. Настоящее Соглашение распространяет свое действия на все дополнительные положения и условия о покупке Товара и/или оказанию услуг, предоставляемых на Сайте.
5.4. Информация, размещаемая на Сайте не должна истолковываться как изменение настоящего Соглашения.
5.5. Администрация сайта имеет право в любое время без уведомления Пользователя вносить изменения в перечень Товаров и услуг, предлагаемых на Сайте, и (или) их цен.
5.6. Документ указанный в пункте
5.7.1 настоящего Соглашения регулирует в соответствующей части и распространяют свое действие на использование Пользователем Сайта:
5.7. Любой из документов, перечисленных в настоящем Соглашении, может подлежать обновлению. Изменения вступают в силу с момента их опубликования на Сайте.
6. ОТВЕТСТВЕННОСТЬ
6.1. Любые убытки, которые Пользователь может понести в случае умышленного или неосторожного нарушения любого положения настоящего Соглашения, а также вследствие несанкционированного доступа к коммуникациям другого Пользователя, Администрацией сайта не возмещаются.
6.2. Администрация сайта не несет ответственности за:
6.2.1. Задержки или сбои в процессе совершения операции, возникшие вследствие непреодолимой силы, а также любого случая неполадок в телекоммуникационных, компьютерных, электрических и иных смежных системах.
6.2.2. Действия систем переводов, банков, платежных систем и за задержки связанные с их работой.
6.2.3. Надлежащее функционирование Сайта, в случае, если Пользователь не имеет необходимых технических средств для его использования, а также не несет никаких обязательств по обеспечению пользователей такими средствами.
5 7. НАРУШЕНИЕ УСЛОВИЙ ПОЛЬЗОВАТЕЛЬСКОГО СОГЛАШЕНИЯ
7.1. Администрация сайта имеет право раскрыть информацию о Пользователе, если действующее законодательство Российской Федерации требует или разрешает такое раскрытие.
7.2. Администрация сайта вправе без предварительного уведомления Пользователя прекратить и (или) заблокировать доступ к Сайту, если Пользователь нарушил настоящее Соглашение или содержащиеся в иных документах условия пользования Сайтом, а также в случае прекращения действия Сайта либо по причине технической неполадки или проблемы.
7.3. Администрация сайта не несет ответственности перед Пользователем или третьими лицами за прекращение доступа к Сайту в случае нарушения Пользователем любого положения настоящего Соглашения или иного документа, содержащего условия пользования Сайтом.
8. РАЗРЕШЕНИЕ СПОРОВ
8.1. В случае возникновения любых разногласий или споров между Сторонами настоящего Соглашения обязательным условием до обращения в суд является предъявление претензии (письменного предложения о добровольном урегулировании спора).
8.2. Получатель претензии в течение 30 календарных дней со дня ее получения, письменно уведомляет заявителя претензии о результатах рассмотрения претензии.
8.3. При невозможности разрешить спор в добровольном порядке любая из Сторон вправе обратиться в суд за защитой своих прав, которые предоставлены им действующим законодательством Российской Федерации.
8.4. Любой иск в отношении условий использования Сайта должен быть предъявлен в течение 5 дней после возникновения оснований для иска, за исключением защиты авторских прав на охраняемые в соответствии с законодательством материалы Сайта. При нарушении условий данного пункта любой иск оставляется судом без рассмотрения.
При нарушении условий данного пункта любой иск оставляется судом без рассмотрения.
9. ДОПОЛНИТЕЛЬНЫЕ УСЛОВИЯ
9.1. Администрация сайта не принимает встречные предложения от Пользователя относительно изменений настоящего Пользовательского соглашения.
9.2. Отзывы Пользователя, размещенные на Сайте, не являются конфиденциальной информацией и могут быть использованы Администрацией сайта без ограничений. Обновлено «14» августа 2017 г.
100-16-01-1-B ГОСТ 33259-2015 Плоский фланец AISI 904L
Упаковка и доставка
| Детали упаковки: | Морской фанерный кейс или по желанию заказчика |
|---|---|
| Деталь поставки: | 2 — 15 дней после получения депозита |
Технические характеристики
100-16-01-1-Б ГОСТ 33259-2015 Плоский фланец AISI 904L
1. Материал: 904L
2. Размер: 4 дюйма (DN100)
3. Стандарт: ГОСТ 33259-2015
4. Тип: Тип 01
Тип: Тип 01
5. Давление: PN16
Китайский производитель фланцев Yaang поставляет 100-16-01-1-B ГОСТ 33259-2015 Плоский фланец AISI 904L.
Диапазоны состава нержавеющих сталей марки 904L
Марка | С | Мн | Си | П | С | Кр | Пн | Никель | Медь | |
904Л | мин. макс. | — 0,02 | — 2 | — 1 | — 0,045 | — 0,035 | 19 23 | 4 5 | 23 28 | 1 2 |
| 100-16-01-1-Б ГОСТ 33259-2015 Плоский фланец AISI 904L | ||
| 1 | Материал: | Нержавеющая сталь: например, 304, 304L, 316, 316L, 321, 904L 310S, 904L, S31803, F51 и так далее. |
| 2 | Стандарт: | ГБ, JIS, BS, DIN, ANSI и нестандартные |
| 3 | Класс ANSI: | 15, 030, 040, 060, 090 |
| 4 | Размер: | 1/2″ — 24″ |
| 5 | Тип: | Накидные фланцы, глухие фланцы, фланцы с соединением внахлестку, Фланцы с приварной шейкой, Пластинчатый фланец, Фланцы для сварки враструб и фланцы с резьбой |
| 6 | Номинальное давление: | Класс: 150 300 400 600 900 1500 и 2500 PN: 6 10 16 25 40 64 и 160, 5K — 40K и т. д. |
| 7 | Поверхность уплотнения: | FF, RF, LJ, FM, R.T.J, R.J и так далее. |
| 8 | Производственный процесс: | сырье-резка-нагрев-ковка-термическая обработка-обработка-проверка. |
| 15 | Применение: | нефть, химия, энергия, газ, вода, трубопровод, теплообменник, судостроение, строительство и др. |
| 16 | Допуск: | не менее +_8% нормальной толщины стенки. |

Фланец ГОСТ 33259 тип 01, давление Ру 16/25
| Диаметр условный (DN), мм | Диаметр наружный (D), мм | Диаметр межосевого расстояния (D0), мм | Диаметр внутренний (дБ), мм | Толщина фланца (б), мм | Размер крепежа (d0), мм | Количество отверстий крепления (n), шт | Масса одного фланца, кг |
|---|---|---|---|---|---|---|---|
| 15 | 95/95 | 65/65 | девятнадцать | 14/12 | 14/14 | 4/4 | 0,6/0,7 |
| 20 | 105/105 | 75/75 | девятнадцать | 14/16 | 14/14 | 4/4 | 0,9/1 |
| 25 | 1115/115 | 85/85 | девятнадцать | 16/16 | 14/14 | 4/4 | 1,1/1,2 |
| 32 | 135/135 | 100/100 | 39 | 16/18 | 18/18 | 4/4 | 1,5/1,7 |
| 40 | 145/145 | 110/110 | 46 | 19/19 | 18/18 | 4/4 | 2/2 |
| 50 | 160/160 | 125/125 | 59 | 19/21 | 18/18 | 4/4 | 2,6/2,7 |
| 65 | 180/180 | 145/145 | 78 | 21/21 | 18/18 | 4/8 | 3,4/3,2 |
| 80 | 195/195 | 160/160 | 91 | 21/23 | 18/18 | 4/8 | 3,7/4,1 |
| 100 | 215/230 | 180/190 | 110 | 23/25 | 18/22 | 8/8 | 4,7/6 |
| 125 | 245/270 | 210/220 | 135 | 25/27 | 18/26 | 8/8 | 6,3/8,2 |
| 150 | 280/300 | 240/250 | 161 | 25/27 | 26/26 | 8/8 | 7,8/10 |
| 200 | 335/360 | 295/310 | 222 | 27/29 | 22/26 | 12/12 | 10/13,3 |
| 250 | 405/425 | 355/370 | 273 | 28/31 | 28/30 | 12/12 | 14,5/19 |
| 300 | 460/485 | 410/430 | 325 | 30/32 | 28/30 | 16/12 | 18/23 |
| 350 | 520/550 | 470/490 | 377 | 30/38 | 30/33 | 16/16 | 23/34 |
| 400 | 580/610 | 525/550 | 426 | 34/40 | 34/33 | 16/16 | 31/45 |
| 500 | 710/730 | 650/660 | 530 | 44/48 | 44/39 | 20/20 | 57/67 |
| 600 | 840/840 | 770/770 | 630 | 45/49 | 45/39 | 20/20 | 80/91 |
| 800 | 1020/1075 | 950/990 | 820 | 49/63 | 49/45 | 24/24 | 104/182 |
| 1000 | 1255 / — | 1170 / — | 1020 | 58 / — | 58 / — | 28 / — | 179 / — |
Размеры в таблице соответствуют только фланцам по ГОСТ 33259 тип 01
с уплотнением исполнения Б
Группа управления по ГОСТ Р 33259
На маркировке фланцев по ГОСТ 33259 проставлены римские цифры I, II , III, IV, V.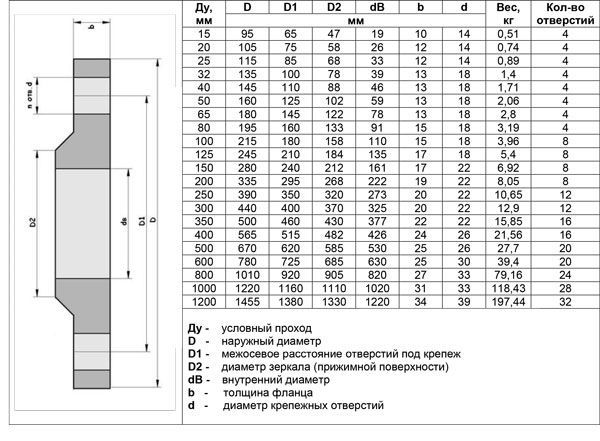 Эти цифры указывают, к какой контрольной группе относится фланец. Ниже представлена таблица с подробным описанием.
Эти цифры указывают, к какой контрольной группе относится фланец. Ниже представлена таблица с подробным описанием.
| Группа управления | Условия дозирования | Тип и объем испытаний | Характеристики поставки | Применимость |
|---|---|---|---|---|
| я | Заготовки из одной марки стали | Химический анализ — каждая плавка | Химический состав | Для фланцев PN ≤ 2,5 DN ≤ 300 для жидких рабочих сред, не относящихся к опасным веществам |
| II | Заготовки из стали одной и той же марки, подвергнутые совместной термообработке | Химический анализ — каждая плавка. Измерение твердости — партия 5%, , но не менее 5 шт. IWC по запросу | Химический состав. Твердость | Для фланцев PN ≤ 6 для всех DN и для фланцев PN ≤ 16 DN ≤ 300 для неопасных сред |
| III | Заготовки из стали одной марки, термически обработанные по одному режиму | Химический анализ — каждая плавка. Измерение твердости — каждая заготовка. Управление безотказное — по желанию заказчика. IWC по запросу | Химический состав. Твердость | Для фланцев PN ≤ 25 все DN для неопасных сред. Для фланцев PN ≤ 6 DN ≤ 150 для жидких рабочих сред, относящихся к опасным веществам |
| IV | Химический анализ — каждая плавка. Измерение твердости — каждая заготовка. Механические свойства — 1% от каждого набора, но не менее 2 шт. Неразрушающий контроль — каждая штука. IWC по запросу | Химический состав. Твердость. Механические свойства (предел текучести, относительное сужение, ударная вязкость). Сопротивление ICC | Для фланцев PN ≤ 160 все DN для всех сред | |
| В | Каждая заготовка по отдельности | Химический анализ — каждая плавка. Измерение твердости — каждая заготовка. Механические свойства — каждая заготовка. 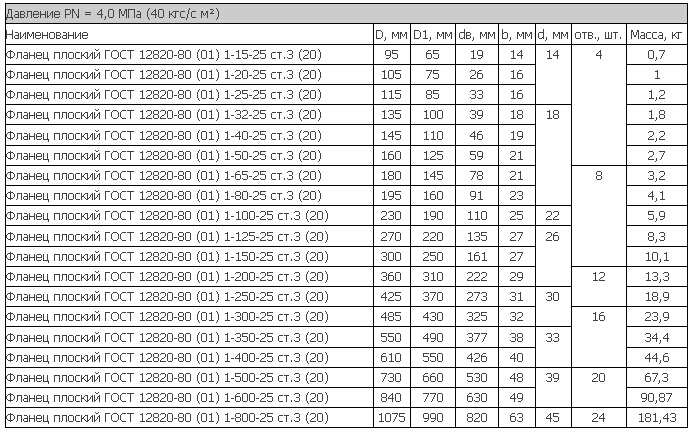 Неразрушающий контроль — каждая штука. IWC по запросу | Для фланцев PN > 160 все DN для всех сред |
Схема установки плоского фланца на трубу
Порекомендовов с помощью сварка с углом (50 ± 5) °
Применение:
1. Перепроизводительная индустрия
2. Авиационная промышленность
3. Продовольственная промышленность
4. AVIATIC аэрокосмическая промышленность
5. Архитектурная отделка
6. Нефтегазовая промышленность
Другие характеристики:
1) Химические и физические характеристики: прочный, устойчивый к коррозии и высокой температуре
2) Мы также производим фланцы со специальными характеристиками в соответствии с требованиями клиентов;
Если у вас есть какие-либо вопросы о продукции, пожалуйста, свяжитесь с нами [email protected]
150-16-01-1-B ГОСТ 33259-2015 Плоский фланец AISI 904L
Упаковка и доставка
| Детали упаковки: | Морской фанерный кейс или по желанию заказчика |
|---|---|
| Деталь поставки: | 2 — 15 дней после получения депозита |
Технические характеристики
150-16-01-1-Б ГОСТ 33259-2015 Плоский фланец AISI 904L
1. Материал: 904L
Материал: 904L
2. Размер: 6 дюймов (DN150)
3. Стандарт: ГОСТ 33259-2015
4. Тип: Тип 01
5. Давление: PN16
Китайский производитель фланцев Yaang поставляет 150-16-01-1-B ГОСТ 33259-2015 Плоский фланец AISI 904L.
Диапазоны состава нержавеющих сталей марки 904L
Марка | С | Мн | Си | П | С | Кр | Пн | Никель | Медь | |
904Л | мин. макс. | — 0,02 | — 2 | — 1 | — 0,045 | — 0,035 | 19 23 | 4 5 | 23 28 | 1 2 |
| 150-16-01-1-Б ГОСТ 33259-2015 Плоский фланец AISI 904L | ||
| 1 | Материал: | Нержавеющая сталь: например, 304, 304L, 316, 316L, 321, 904L 310S, 904L, S31803, F51 и так далее. |
| 2 | Стандарт: | ГБ, JIS, BS, DIN, ANSI и нестандартные |
| 3 | Класс ANSI: | 15, 030, 040, 060, 090 |
| 4 | Размер: | 1/2″ — 24″ |
| 5 | Тип: | Накидные фланцы, глухие фланцы, фланцы с соединением внахлестку, Фланцы с приварной шейкой, Пластинчатый фланец, Фланцы для сварки враструб и фланцы с резьбой |
| 6 | Классы давления: | Класс: 150 300 400 600 900 1500 и 2500 PN: 6 10 16 25 40 64 и 160, 5K — 40K и т. д. |
| 7 | Поверхность уплотнения: | FF, RF, LJ, FM, R.T.J, R.J и так далее. |
| 8 | Производственный процесс: | сырье-резка-нагрев-ковка-термическая обработка-обработка-проверка. |
| 15 | Применение: | нефть, химия, энергия, газ, вода, трубопровод, теплообменник, судостроение, строительство и др. |
| 16 | Допуск: | не менее +_8% нормальной толщины стенки. |
Фланец ГОСТ 33259 тип 01, давление Ру 16/25
| Диаметр условный (DN), мм | Диаметр наружный (D), мм | Диаметр межосевого расстояния (D0), мм | Диаметр внутренний (дБ), мм | Толщина фланца (б), мм | Размер крепежа (d0), мм | Количество отверстий крепления (n), шт | Масса одного фланца, кг |
|---|---|---|---|---|---|---|---|
| 15 | 95/95 | 65/65 | девятнадцать | 14/12 | 14/14 | 4/4 | 0,6/0,7 |
| 20 | 105/105 | 75/75 | девятнадцать | 14/16 | 14/14 | 4/4 | 0,9/1 |
| 25 | 1115/115 | 85/85 | девятнадцать | 16/16 | 14/14 | 4/4 | 1,1/1,2 |
| 32 | 135/135 | 100/100 | 39 | 16/18 | 18/18 | 4/4 | 1,5/1,7 |
| 40 | 145/145 | 110/110 | 46 | 19/19 | 18/18 | 4/4 | 2/2 |
| 50 | 160/160 | 125/125 | 59 | 19/21 | 18/18 | 4/4 | 2,6/2,7 |
| 65 | 180/180 | 145/145 | 78 | 21/21 | 18/18 | 4/8 | 3,4/3,2 |
| 80 | 195/195 | 160/160 | 91 | 21/23 | 18/18 | 4/8 | 3,7/4,1 |
| 100 | 215/230 | 180/190 | 110 | 23/25 | 18/22 | 8/8 | 4,7/6 |
| 125 | 245/270 | 210/220 | 135 | 25/27 | 18/26 | 8/8 | 6,3/8,2 |
| 150 | 280/300 | 240/250 | 161 | 25/27 | 26/26 | 8/8 | 7,8/10 |
| 200 | 335/360 | 295/310 | 222 | 27/29 | 22/26 | 12/12 | 10/13,3 |
| 250 | 405/425 | 355/370 | 273 | 28/31 | 28/30 | 12/12 | 14,5/19 |
| 300 | 460/485 | 410/430 | 325 | 30/32 | 28/30 | 16/12 | 18/23 |
| 350 | 520/550 | 470/490 | 377 | 30/38 | 30/33 | 16/16 | 23/34 |
| 400 | 580/610 | 525/550 | 426 | 34/40 | 34/33 | 16/16 | 31/45 |
| 500 | 710/730 | 650/660 | 530 | 44/48 | 44/39 | 20/20 | 57/67 |
| 600 | 840/840 | 770/770 | 630 | 45/49 | 45/39 | 20/20 | 80/91 |
| 800 | 1020/1075 | 950/990 | 820 | 49/63 | 49/45 | 24/24 | 104/182 |
| 1000 | 1255 / — | 1170 / — | 1020 | 58 / — | 58 / — | 28 / — | 179 / — |
Размеры в таблице соответствуют только фланцам по ГОСТ 33259 тип 01
с уплотнением исполнения Б
Группа управления по ГОСТ Р 33259
На маркировке фланцев по ГОСТ 33259 проставлены римские цифры I , II, III, IV, V.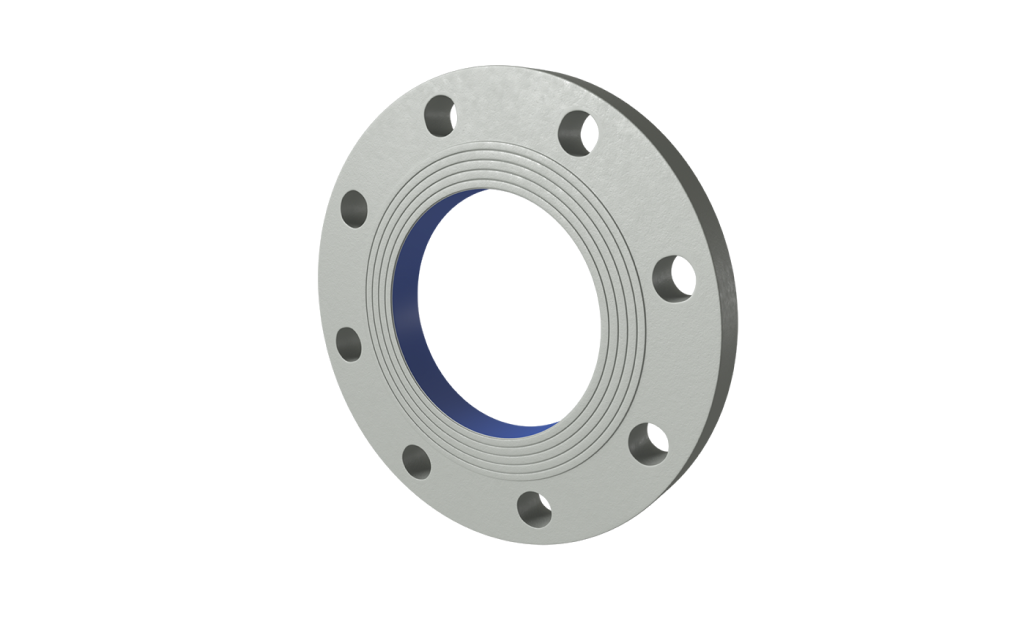 Эти цифры указывают, к какой контрольной группе относится фланец. Ниже представлена таблица с подробным описанием.
Эти цифры указывают, к какой контрольной группе относится фланец. Ниже представлена таблица с подробным описанием.
| Группа управления | Условия дозирования | Тип и объем испытаний | Характеристики поставки | Применимость | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| я | Заготовки из одной марки стали | Химический анализ — каждая плавка | Химический состав | Для фланцев PN ≤ 2,5 DN ≤ 300 для жидких рабочих сред, не относящихся к опасным веществам | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| II | Заготовки из стали одной марки, подвергнутые совместной термообработке | Химический анализ — каждая плавка. Измерение твердости — 5% партия, но не менее 5 шт. IWC по запросу | Химический состав. Твердость | Для фланцев PN ≤ 6 для всех DN и для фланцев PN ≤ 16 DN ≤ 300 для неопасных сред | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| III | Заготовки из стали одной марки, термически обработанные по одному режиму | Химический анализ — каждая плавка. Измерение твердости — каждая заготовка. Неисправный контроль — по желанию заказчика. IWC по запросу | Химический состав. Твердость | Для фланцев PN ≤ 25 все DN для неопасных сред. Для фланцев PN ≤ 6 DN ≤ 150 для жидких рабочих сред, относящихся к опасным веществам | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IV | Химический анализ — каждая плавка. Измерение твердости — каждая заготовка. Механические свойства — 1% от каждого набора, но не менее 2 шт. Неразрушающий контроль — каждая штука. МКК по запросу | Химический состав. Твердость. Механические свойства (предел текучести, относительное сужение, ударная вязкость). Сопротивление ICC | Для фланцев PN ≤ 160 все DN для всех сред | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| В | Каждая заготовка по отдельности | Химический анализ — каждая плавка. Измерение твердости — каждая заготовка. Механические свойства — каждая заготовка.  Положение шва при сварке: Страница не найдена — Сварка и КонтрольПространственные положения сварного шва при сваркеБез сварочного процесса в наши дни не создается ни одна более-менее сложная конструкция из металла. То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка. Методические рекомендации содержат подробную информацию о том, как должен располагаться электрод в пространстве при выполнении конкретного вида сварочных работ. Детальное описание необходимо, поскольку техника выполнения работ в различных пространственных положениях имеет очень важные отличия. В зависимости от того, как расположен стык, выбираются определенные условия для наложения сварочного шва. Изменяется не только методология выполнения работ, но также и требования к качеству, внешнему виду, наличию тех или иных дефектов. Положение сварочного стыка оказывает огромное влияние на производительность специалиста. СОДЕРЖАНИЕ
ОбозначениеКлассификация сварочных швов подразумевает обозначение их пространственного положения. Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. Буквенные обозначения присваиваются просто. Первая буква информирует о пространственном положении стыка. Учитывая тот факт, что самих положений не так уж и много, то расшифровка обозначений не составит труда. К примеру, буква «В» значит, что стык вертикальный, «П» — потолочный и так далее. Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный». В аббревиатуре кодируется не только расположение стыка, но и другая основная информация: направление сварки, вид соединения. Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку». Аббревиатура «Н45» значит, что положение сварочного шва при выполнении определенных работ на участке конструкции является переменным. Как пример такого варианта – соединение двух труб, оси которых по отношению одна к другой расположены под углом 45 градусов. При этом сварочные работы выполняются без вращения заготовок. Сокращения, обозначающие положение электродов при сваривании:
Электроды иностранных производителей поставляются с графической маркировкой, которая обозначает их предназначение для того или другого способа сварки. Направление указывают стрелки и прочитать информацию не составляет труда. В маркировке присутствуют также литеры, которые информируют о виде свариваемых заготовок. Благодаря использованию общепринятой маркировки процессов удалось систематизировать информацию о положении сварного шва в пространстве. Перед допуском к работе сварщиков экзаменуют, и в первую очередь на практике. Только после успешной сдачи практических испытаний, специалист сможет ответить на вопросы, которые вошли в теоретическую часть аттестации. Задачи могут отличаться в зависимости от того, в какой области будет работать испытуемый. Есть также и общие вопросы, знание которых обязательно для всех без исключения сварщиков. Маркировка пространственного расположения швов относится именно к такой категории знаний. Виды положений при сваркеВ пространстве стыки заготовок могут располагаться в четырех вариантах. Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Нижнее положениеПростое и наиболее желанное для любого сварщика расположение стыка. Такой вариант чаще всего встречается при соединении деталей небольшого размера и в большинстве своем выполняется на рабочем месте сварщика. В этом случае оптимальное расположение электрода – вертикальное. После обработки одной стороны деталь переворачивается и аналогичные манипуляции выполняются с другой. На качество сварного соединения влияют множество факторов: толщина заготовок, расстояние между кромками, показатели тока. Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. Научиться варить в нижнем положении проще всего. Новичкам, как правило, достаточно пары непродолжительных занятий, чтобы освоить азы и получить свой первый практический опыт. Исключением является только сваривание тонких листов. Чтобы освоить такую технику, потребуется длительный период тренировок. ГоризонтальноеНа сленге специалистов – «горизонт». При таком расположении заготовки находятся в вертикальной плоскости, а сварной шов имеет горизонтальную направленность. Электрод располагается перпендикулярно по отношению к месту соединения. При выполнении работ не исключается вытекание расплава из сварочной ванны. Чтобы снизить вероятность такого негатива, следует выполнить подготовку кромок: подрезать их, чтобы создать дополнительное препятствие расплаву. ВертикальноеЗаготовки находятся в вертикальной плоскости, а соединительный стык между ними располагается также вертикально. Поэтому работы выполняются только по короткой дуге. Это будет препятствовать попаданию расплава в кратер воронки. Помимо этого, рекомендуется выбирать расходные материалы со специальным покрытием, увеличивающим вязкость жидкого содержимого. Благодаря этому, стекание расплава вниз заметно уменьшается. В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка. Чтобы освоить технику формировки вертикального сварочного шва, потребуется длительный период времени на тренировки. ПотолочноеЭто разновидность горизонтального шва, который просто размещен в неудобном для выполнения работ месте. Специалист вынужден длительное время пребывать в неудобном положении: с поднятой вверх головой и вытянутой рукой. Качество в большой степени зависит от опыта выполнения подобного рода работ. Со временем у сварщиков вырабатываются навыки и даже свои приемы, которые позволяют облегчить работу. В любом случае приходится делать перерывы, чтобы отдохнуть и восстановить силы. При выполнении сварочных работ заготовки располагаются горизонтально, а расходник – вертикально. Шов находится в нижней части кромок соединяемых деталей. Основная причина получения результата низкого качества заключается в том, что расплав стекает вниз, но не в сварочную ванну. Чтобы минимизировать негативное влияние этого эффекта, следует применять короткую дугу и сваривать при небольшом напряжении. Лучше выбирать электроды небольшого диаметра с тугоплавким покрытием. Тогда капли расплава будут удерживаться на месте за счет поверхностного натяжения. Такой вид сварки нежелателен в случаях, когда приходится соединять детали малой толщины. Умение «ложить потолок» позволяет сварщику претендовать на повышения разряда. Для новичков данная техника не только недоступна, но и даже опасна. Без навыков работы и хорошей защиты расплавленные капли могут попадать на тело и даже в глаза. Положение электродаПри выполнении сварочных работ большое внимание уделяется углу расположения электрода по отношению к рабочей поверхности. Правильный наклон расходника способствует облегчению контроля над процессом сварки, что позволяет своевременно вносить коррективы и в итоге получить хороший результат. Существует три основных вид положения электродов:
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM. Движение электродаПри ручной дуговой сварке используется колебательное перемещение электрода. Траектория подбирается в зависимости от толщины заготовок и типа соединения. Перемещая электрод «по прямой», то есть вдоль стыка, сварщик получит так называемый «ниточный» валик. Его толщина зависит от диаметра электрода и скорости движения. Когда требуется получение валика большей толщины, нежели диаметр электрода, то выполняется поперечное возвратно-поступательные движение электрода. Амплитуда колебаний определяется материалом заготовок и размером шва. При этом конец электрода может описывать различные фигурки. Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества. Вне зависимости от пространственного положения перед началом сваривания, требуется предварительная подготовка поверхности. Рабочую поверхность необходимо очистить от загрязнений, краски, окалины и т.п. Сначала заготовки прихватывают – скрепляют между собой при помощи пары-тройки точечных прихватов. Это нужно для того, чтобы обездвижить заготовки одна относительно другой. важно, чтобы величина зазора все время оставалась постоянной. При сваривании тонких листовых материалов расстояние между заготовками не должно превышать 5 миллиметров. При работе с толстыми полками этот показатель можно увеличивать до 30 мм включительно. Сваривание электродомКогда речь идет о сваривании металлических заготовок электродом, то по умолчанию подразумевается ручная дуговая сварка. Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов. Применяется ручная дуговая сварка в разных сферах, начиная от бытовых потребностей и заканчивая большими промышленными площадками. Особенно хорошо технология зарекомендовала себя в работе с углеродистыми материалами. Наиболее технологичным на сегодняшний день является применение инверторов. Виды соединенийСоединения делятся на несколько типов. Принято различать стыковые и угловые сварные швы. Стыковые представляют собой соединение двух элементов, которые прижимаются торцами. Оно широко используется в изготовлении разнообразных конструкций. К преимуществам метода относится высокая производительность, небольшой расход материалов. Стыковой метод сваривания используется при соединении заготовок из листового материала, труб и проката. Угловое соединение подразумевает, что элементы расположены под углом по отношению друг к другу. В месте контакта сторон сварщик формирует шов. Угол может быть разным и полностью зависит от особенностей конструкции. При тавровом соединении торцевая часть одной заготовки приваривается к плоской поверхности другой. в большинстве случаев угол соединения составляет 90 градусов. Важным условием для получения хорошего результата является правильная подготовка торцевого элемента. Он должен быть ровно обрезан и зачищен. Выполняется предварительная подготовка кромок, что обеспечит хорошее смыкание заготовок. Если стенки толстые, то фаску снимают с двух сторон для обеспечения хорошего провара. Лучше всего тавровое соединение получается тогда, когда детали установлены «в лодочку». Соединение внахлест – это когда элементы расположены параллельно по отношению друг к другу, но не впритык, а поверхность одной находит на другую. Это оптимальный способ соединение для контактной и точечной сварки. Нет необходимости предварительно разделывать кромки, поскольку они не участвуют в соединении заготовок. Существуют ограничения по толщине заготовок: стенки не должны быть больше 1 см. По форме существует три вида соединений:
Помимо выше перечисленных сварные соединения имеют и другую классификацию:
Предусмотрено и еще одно разделение сварных швов. Осуществляется оно по конфигурации. В зависимости от типа исполнения они бывают прямолинейными, спиральными (кольцевидными) или криволинейными. Любая из конфигураций может использовать вне зависимости от пространственного расположения стыка. В зависимости от метода наложения швы могут быть сплошными или прерывистыми. Как подготавливаются кромкиПолучить качественное сварное соединение без предварительной подготовки удается крайне редко. Независимо от того. Подготовку к сварке заготовок можно разделить на такие этапы:
Правка нужна не всегда. Она необходима только в том случае, когда перед выполнением сварочных работ выясняется, что заготовки не стыкуются надлежащим образом в местах сваривания. В зависимости от сложности деформации правка может выполняться как на холодную, так и с прогревом деталей. Допускается как ручная, так и механическая обработка. Если не удается выправить деформацию с помощью молотков, кувалд, ручных прессов либо иных приспособлений, можно прибегнуть к использованию пневматического или электрического движителя. Разметка нужна для того, чтобы обозначить нужные для работы участки, а лишнее обрезать. Ручная разметка выполняется при помощи линейки и штангенциркуля. Важным этапом в процессе подготовки деталей к свариванию является зачистка кромок. Поверхность следует освободить от окалины, масла или жиров, краски и прочих загрязнений. Помимо механических способов зачистки допускается применение и химических методов. В этом случае заготовки опускаются в емкость, наполненную реагентом. После зачистки иногда требуется изменить геометрическую форму кромок. Если работы ведутся с тонкими листовыми металлами, то нужны плоские кромки. Для толстых заготовок кромки сводятся в форме латинской буквы «V» или «X». Особенно важно правильно подготовить кромки при сваривании трубопроводов. При правильном скосе в этом случае снимается напряжение при эксплуатации. Пространственные положения сварного шва при сваркеБез сварочного процесса в наши дни не создается ни одна более-менее сложная конструкция из металла. Методические рекомендации содержат подробную информацию о том, как должен располагаться электрод в пространстве при выполнении конкретного вида сварочных работ. Детальное описание необходимо, поскольку техника выполнения работ в различных пространственных положениях имеет очень важные отличия. В зависимости от того, как расположен стык, выбираются определенные условия для наложения сварочного шва. Изменяется не только методология выполнения работ, но также и требования к качеству, внешнему виду, наличию тех или иных дефектов. Положение сварочного стыка оказывает огромное влияние на производительность специалиста. Это принимается во внимание при составлении технологической карты выполнения работ на объекте или определенном участке. СОДЕРЖАНИЕ
ОбозначениеКлассификация сварочных швов подразумевает обозначение их пространственного положения. Буквенные обозначения присваиваются просто. Первая буква информирует о пространственном положении стыка. Учитывая тот факт, что самих положений не так уж и много, то расшифровка обозначений не составит труда. К примеру, буква «В» значит, что стык вертикальный, «П» — потолочный и так далее. Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный». В аббревиатуре кодируется не только расположение стыка, но и другая основная информация: направление сварки, вид соединения. Аббревиатура «Н45» значит, что положение сварочного шва при выполнении определенных работ на участке конструкции является переменным. Как пример такого варианта – соединение двух труб, оси которых по отношению одна к другой расположены под углом 45 градусов. При этом сварочные работы выполняются без вращения заготовок. Сокращения, обозначающие положение электродов при сваривании:
Электроды иностранных производителей поставляются с графической маркировкой, которая обозначает их предназначение для того или другого способа сварки. Направление указывают стрелки и прочитать информацию не составляет труда. В маркировке присутствуют также литеры, которые информируют о виде свариваемых заготовок. Благодаря использованию общепринятой маркировки процессов удалось систематизировать информацию о положении сварного шва в пространстве. Перед допуском к работе сварщиков экзаменуют, и в первую очередь на практике. Только после успешной сдачи практических испытаний, специалист сможет ответить на вопросы, которые вошли в теоретическую часть аттестации. Задачи могут отличаться в зависимости от того, в какой области будет работать испытуемый. Есть также и общие вопросы, знание которых обязательно для всех без исключения сварщиков. Маркировка пространственного расположения швов относится именно к такой категории знаний. Виды положений при сваркеВ пространстве стыки заготовок могут располагаться в четырех вариантах. Нижнее положениеПростое и наиболее желанное для любого сварщика расположение стыка. Такой вариант чаще всего встречается при соединении деталей небольшого размера и в большинстве своем выполняется на рабочем месте сварщика. В этом случае оптимальное расположение электрода – вертикальное. После обработки одной стороны деталь переворачивается и аналогичные манипуляции выполняются с другой. На качество сварного соединения влияют множество факторов: толщина заготовок, расстояние между кромками, показатели тока. Научиться варить в нижнем положении проще всего. Новичкам, как правило, достаточно пары непродолжительных занятий, чтобы освоить азы и получить свой первый практический опыт. Исключением является только сваривание тонких листов. Чтобы освоить такую технику, потребуется длительный период тренировок. ГоризонтальноеНа сленге специалистов – «горизонт». При таком расположении заготовки находятся в вертикальной плоскости, а сварной шов имеет горизонтальную направленность. Электрод располагается перпендикулярно по отношению к месту соединения. При выполнении работ не исключается вытекание расплава из сварочной ванны. Чтобы снизить вероятность такого негатива, следует выполнить подготовку кромок: подрезать их, чтобы создать дополнительное препятствие расплаву. ВертикальноеЗаготовки находятся в вертикальной плоскости, а соединительный стык между ними располагается также вертикально. Поэтому работы выполняются только по короткой дуге. Это будет препятствовать попаданию расплава в кратер воронки. Помимо этого, рекомендуется выбирать расходные материалы со специальным покрытием, увеличивающим вязкость жидкого содержимого. Благодаря этому, стекание расплава вниз заметно уменьшается. В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка. Чтобы освоить технику формировки вертикального сварочного шва, потребуется длительный период времени на тренировки. ПотолочноеЭто разновидность горизонтального шва, который просто размещен в неудобном для выполнения работ месте. Специалист вынужден длительное время пребывать в неудобном положении: с поднятой вверх головой и вытянутой рукой. Качество в большой степени зависит от опыта выполнения подобного рода работ. Со временем у сварщиков вырабатываются навыки и даже свои приемы, которые позволяют облегчить работу. В любом случае приходится делать перерывы, чтобы отдохнуть и восстановить силы. При выполнении сварочных работ заготовки располагаются горизонтально, а расходник – вертикально. Шов находится в нижней части кромок соединяемых деталей. Основная причина получения результата низкого качества заключается в том, что расплав стекает вниз, но не в сварочную ванну. Чтобы минимизировать негативное влияние этого эффекта, следует применять короткую дугу и сваривать при небольшом напряжении. Лучше выбирать электроды небольшого диаметра с тугоплавким покрытием. Тогда капли расплава будут удерживаться на месте за счет поверхностного натяжения. Такой вид сварки нежелателен в случаях, когда приходится соединять детали малой толщины. Умение «ложить потолок» позволяет сварщику претендовать на повышения разряда. Для новичков данная техника не только недоступна, но и даже опасна. Без навыков работы и хорошей защиты расплавленные капли могут попадать на тело и даже в глаза. Положение электродаПри выполнении сварочных работ большое внимание уделяется углу расположения электрода по отношению к рабочей поверхности. Правильный наклон расходника способствует облегчению контроля над процессом сварки, что позволяет своевременно вносить коррективы и в итоге получить хороший результат. Существует три основных вид положения электродов:
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM. Движение электродаПри ручной дуговой сварке используется колебательное перемещение электрода. Траектория подбирается в зависимости от толщины заготовок и типа соединения. Перемещая электрод «по прямой», то есть вдоль стыка, сварщик получит так называемый «ниточный» валик. Его толщина зависит от диаметра электрода и скорости движения. Когда требуется получение валика большей толщины, нежели диаметр электрода, то выполняется поперечное возвратно-поступательные движение электрода. Амплитуда колебаний определяется материалом заготовок и размером шва. При этом конец электрода может описывать различные фигурки. Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества. Вне зависимости от пространственного положения перед началом сваривания, требуется предварительная подготовка поверхности. Рабочую поверхность необходимо очистить от загрязнений, краски, окалины и т.п. Сначала заготовки прихватывают – скрепляют между собой при помощи пары-тройки точечных прихватов. Это нужно для того, чтобы обездвижить заготовки одна относительно другой. важно, чтобы величина зазора все время оставалась постоянной. При сваривании тонких листовых материалов расстояние между заготовками не должно превышать 5 миллиметров. При работе с толстыми полками этот показатель можно увеличивать до 30 мм включительно. Сваривание электродомКогда речь идет о сваривании металлических заготовок электродом, то по умолчанию подразумевается ручная дуговая сварка. Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов. Применяется ручная дуговая сварка в разных сферах, начиная от бытовых потребностей и заканчивая большими промышленными площадками. Особенно хорошо технология зарекомендовала себя в работе с углеродистыми материалами. Наиболее технологичным на сегодняшний день является применение инверторов. Виды соединенийСоединения делятся на несколько типов. Принято различать стыковые и угловые сварные швы. Стыковые представляют собой соединение двух элементов, которые прижимаются торцами. Оно широко используется в изготовлении разнообразных конструкций. К преимуществам метода относится высокая производительность, небольшой расход материалов. Стыковой метод сваривания используется при соединении заготовок из листового материала, труб и проката. Угловое соединение подразумевает, что элементы расположены под углом по отношению друг к другу. В месте контакта сторон сварщик формирует шов. Угол может быть разным и полностью зависит от особенностей конструкции. При тавровом соединении торцевая часть одной заготовки приваривается к плоской поверхности другой. в большинстве случаев угол соединения составляет 90 градусов. Важным условием для получения хорошего результата является правильная подготовка торцевого элемента. Он должен быть ровно обрезан и зачищен. Выполняется предварительная подготовка кромок, что обеспечит хорошее смыкание заготовок. Если стенки толстые, то фаску снимают с двух сторон для обеспечения хорошего провара. Лучше всего тавровое соединение получается тогда, когда детали установлены «в лодочку». Соединение внахлест – это когда элементы расположены параллельно по отношению друг к другу, но не впритык, а поверхность одной находит на другую. Это оптимальный способ соединение для контактной и точечной сварки. Нет необходимости предварительно разделывать кромки, поскольку они не участвуют в соединении заготовок. Существуют ограничения по толщине заготовок: стенки не должны быть больше 1 см. По форме существует три вида соединений:
Помимо выше перечисленных сварные соединения имеют и другую классификацию:
Предусмотрено и еще одно разделение сварных швов. Осуществляется оно по конфигурации. В зависимости от типа исполнения они бывают прямолинейными, спиральными (кольцевидными) или криволинейными. Любая из конфигураций может использовать вне зависимости от пространственного расположения стыка. В зависимости от метода наложения швы могут быть сплошными или прерывистыми. Как подготавливаются кромкиПолучить качественное сварное соединение без предварительной подготовки удается крайне редко. Независимо от того. Подготовку к сварке заготовок можно разделить на такие этапы:
Правка нужна не всегда. Она необходима только в том случае, когда перед выполнением сварочных работ выясняется, что заготовки не стыкуются надлежащим образом в местах сваривания. В зависимости от сложности деформации правка может выполняться как на холодную, так и с прогревом деталей. Допускается как ручная, так и механическая обработка. Если не удается выправить деформацию с помощью молотков, кувалд, ручных прессов либо иных приспособлений, можно прибегнуть к использованию пневматического или электрического движителя. Разметка нужна для того, чтобы обозначить нужные для работы участки, а лишнее обрезать. Ручная разметка выполняется при помощи линейки и штангенциркуля. Важным этапом в процессе подготовки деталей к свариванию является зачистка кромок. Поверхность следует освободить от окалины, масла или жиров, краски и прочих загрязнений. Помимо механических способов зачистки допускается применение и химических методов. В этом случае заготовки опускаются в емкость, наполненную реагентом. После зачистки иногда требуется изменить геометрическую форму кромок. Если работы ведутся с тонкими листовыми металлами, то нужны плоские кромки. Для толстых заготовок кромки сводятся в форме латинской буквы «V» или «X». Особенно важно правильно подготовить кромки при сваривании трубопроводов. При правильном скосе в этом случае снимается напряжение при эксплуатации. Ориентирование сварного шва трубы на стане Каждый производитель труб знает, что правильная ориентация сварного шва может быть важной частью успешного производства, но забота о правильной ориентации шва начинается не с этого. Поддержание шва в вертикальном положении При производстве труб в первую очередь необходимо обеспечить правильную ориентацию заготовки непосредственно перед сварочной камерой. Когда два края трубы, которую скоро предстоит сварить, соединяются вместе, они образуют V-образную форму. Расположение вершины V имеет решающее значение для процесса сварки, особенно при лазерной сварке. Размер пятна лазера крошечный, поэтому вершину необходимо расположить непосредственно под лазером и удерживать неподвижно. Некоторые производители лазерных головок помогают в этом, создавая системы, которые отслеживают края по мере их сближения, внося коррективы в положение пятна лазера по ходу процесса. Тем не менее, завод должен выполнять тяжелую работу, удерживая полосу как можно более ровной, когда она проходит через каждую станцию. Хотя другие процессы сварки не так требовательны, как лазерная сварка, все они полагаются на хорошее позиционирование V для получения надежных сварных швов. Помимо сварки, правильное расположение шва полезно для зачистки сварного валика вдоль внутреннего и наружного диаметра, закалки трубы и проверки целостности сварного шва. Для этих процессов расположение шва не так критично, как для сварки, но хорошее выравнивание помогает. Некоторые другие процессы прокатки требуют наличия сплошного сварного шва после его выполнения. Одним из них является отжиг швов. Этот процесс основан на том же физическом принципе, что и индукционная сварка, с использованием огромного количества электроэнергии для возбуждения тока и, следовательно, для выделения тепла в стали. Процесс отжигает сварной шов и область около сварного шва, зону термического влияния. «Эффективный встроенный отжиг зависит от сохранения ориентации сварного шва с помощью индукторов», — сказал Гленн Хоффманн, вице-президент по проектированию T&H Lemont. Другой процесс включает изготовление некруглых изделий из круглых. В некоторых случаях шов предполагается по центру одной из сторон, совпадающему с положением 12 часов. В других случаях указывается, что шов находится в каком-либо другом месте: на определенном расстоянии слева или справа от центра, или относительно угла, или какой-либо другой характеристики трубы. Использование фрезы или дополнительной инструментальной стойкиДля обоих сценариев — сохранение шва неподвижным на 12 часов или поворот его в другое указанное место по окружности трубы — у производителей труб есть два варианта. Они могут использовать специально разработанные валы вместо первого калибровочного прохода или могут использовать стенд для валков, предназначенный для ориентации шва. Наиболее распространенным способом ориентации шва трубы является использование роликов, предназначенных для ориентации шва на калибровочной секции. Инструменты разработаны с контурами, которые придают скручивающее усилие для направления шва. Другой способ включает стенд ориентации шва. По внешнему виду он похож на боковую подставку, но в нем используются инструменты, которые можно отрегулировать так, чтобы валы были немного отклонены от вертикали. Косой угол обеспечивает крутящую силу, заставляющую трубку вращаться. Регулировка минут обеспечивает достаточное вращение, чтобы направить шов в любое место по окружности между 10 и 2 часами. Первый метод, в котором используются валки в форме футбольного мяча, является менее дорогим из двух и подходит для многих применений, но у него есть несколько недостатков. «Вальцы в форме футбольного мяча соприкасаются с трубой на очень небольшой площади поверхности, поэтому объем контроля ограничен», — сказал Уоррен Уитман, вице-президент подразделения инструментов T&H Lemont. Последовательность и точность варьируются, добавил Уитман. Во-вторых, в зависимости от конструкции мельницы и характеристик трубы первого метода может быть недостаточно; оператор может попытаться заставить мельницу приложить слишком большое усилие скручивания на слишком маленьком расстоянии. «Использование отдельной стойки, разработанной с учетом всех других параметров формовки, дает оператору больше места для работы, вращая трубу на длинной колонне», — сказал Хоффманн. Постепенное скручивание на большом расстоянии предпочтительнее резкого приложения силы на очень коротком промежутке. Еще одним преимуществом стенда ориентации шва является то, что для данного некруглого размера необходим только один набор инструментов. Например, если производитель трубок производит довольно много труб диаметром 2 дюйма. квадратных труб со сварными швами, указанными в различных местах, один набор инструментов может охватывать все его заказы размером 2 дюйма. квадратный продукт. Ручная регулировка или дистанционное управление Некоторые стенды ориентации шва спроектированы и изготовлены так, чтобы иметь две регулировки, а некоторые — три. Две основные разновидности стенда ориентации шва – ручные и с дистанционным управлением. Независимо от того, управляется ли клеть вручную или дистанционно, положения инструмента и величина смещения обычно устанавливаются перед продеванием полосы через стан. «Большое преимущество дистанционного управления заключается в продолжительности безотказной работы, — сказал Джим Годзики, техник по обслуживанию ведущего комбината. «При использовании пульта дистанционного управления оператор может регулировать степень скручивания на лету, не останавливая мельницу». Управление сварными швами имеет значение при обработке труб Во многих случаях сварные швы на трубах являются проблемой, которую необходимо решить, чтобы получить удовлетворительные готовые детали. При лазерной резке трубы, загружаемые из пучка, потенциально могут входить в станок под разными углами. Ручная ориентация труб требует много времени и, что более важно, подвергает оператора потенциальным ошибкам, которые, если их не исправить немедленно, могут привести к отбраковке многих деталей. При работе с квадратными трубами лазерной резки и отсортированными упаковками, безусловно, можно предварительно ориентировать трубы в системном загрузчике Lasertube, чтобы обеспечить соблюдение правильного угла при передаче трубы на рабочую линию. Другое дело лазерная резка круглых трубок из обычно несортированных упаковок. Невозможно надежно ограничить угол нагрузки каждой трубы, чтобы сварной шов был там, где вы хотите. Чтобы сделать процесс надежным и не создавать отходов, решением является обнаружение сварного шва на трубе, подлежащей лазерной резке, после ее загрузки. Системы BLM GROUP Lasertube могут делать это с помощью оптического устройства, установленного в корпусе для резки под названием Active Weld. При лазерной резке квадратных труб и рассортированных пакетов вы можете предварительно ориентировать трубы в системном загрузчике Lasertube. Нагруженная труба подсвечивается, чтобы выделить сварной шов внутри или снаружи трубы, что позволяет камере автоматически определять его положение. Информация отправляется в ЧПУ, которое сравнивает обнаруженные данные с информацией, содержащейся в программе обработки детали (или заданной оператором на консоли). Затем машина поворачивает трубу так, чтобы работа начиналась под углом, заданным во время программирования. Один и тот же угол будет повторяться для всех трубок в пучке.
В конце операции загрузки труба подсвечивается, чтобы выделить сварной шов.
Оператор может активировать процедуру начального обучения, если след сварки особенно незначителен или на трубе имеется несколько следов, которые могут ввести в заблуждение систему автоматического обнаружения. Изображение, полученное с камеры Active Weld, можно увидеть на мониторе консоли, чтобы определить область сварки на первой трубе пучка, в частности, ее ширину, уровень контрастности и назначенный уровень достоверности, чтобы исключить любую неопределенность. Система будет искать тот же шаблон на всех других трубках, не требуя дальнейшего вмешательства оператора, пока обнаруженный уровень достоверности выше порогового значения. Аппарат попросит оператора визуально подтвердить сварной шов, если система распознавания обнаружит, что уровень достоверности ниже установленного минимального порога. Этот интерактивный режим предотвращает изготовление станком деталей с неправильной ориентацией. Откройте для себя решения BLM GROUP для оптимизации раскроя для лазерной резки труб
Когда вам нужно обнаружить сварные швы при обработке труб?Теперь, когда вы знаете, что решение существует и что оно надежно, давайте последовательно рассмотрим наиболее частые случаи, когда необходимо идентифицировать сварной шов. Все части одинаковыеДля обеспечения повторяемости изготавливаемых деталей все трубы должны быть обработаны с:
Толстый сварной шов Параметры лазерной технологии, автоматически выбираемые станком оптимальными для номинальной толщины трубы, могут быть неэффективны при резке поперек сварного шва. Следовательно, лом может не отделиться, или кусок может не отделиться в конце работы, что приведет к прерыванию автоматического цикла и необходимости вмешательства и ручного отделения его от остальной части трубы.
Труба с заметной толщиной сварного шва, вырезанная лазером на системе Lasertube.
Для решения этих проблем, особенно второй, оператор может вручную установить более высокую мощность лазера, которая затем должна использоваться для всей работы, поскольку положение сварного шва неизвестно. В результате больше тепла будет передаваться заготовке и риск ожогов будет выше. Вместо этого знание положения сварного шва позволяет станку изменять параметры лазера только на самом толстом проходе, сохраняя стандартные параметры для остальной части разреза и получая наилучшее возможное качество лазерной резки. Деталь всегда будет отсоединяться, и процесс будет выполняться надежно и без перерыва.
Требования к внешнему виду Если вы хотите скрыть сварной шов, потому что трубы будут оставаться на виду, не будучи окрашенными, вы можете сориентировать его так, чтобы сварной шов оставался на скрытой стороне.
Механическая прочностьЗона сварки была термически изменена, т. е. она имеет механическое сопротивление, отличное от остальной части трубы, из-за воздействия тепла, передаваемого во время фазы герметизации (отпуска). Эта разница приводит к асимметрии механического поведения трубки, что может повлиять на результат работы.
Как обнаружить сварной шов на трубогибочном станкеТакже для гибки труб предпочтительнее, если не обязательно, для управления положением сварного шва. Опять же, требования внешнего вида могут потребовать правильной ориентации трубы перед началом операции гибки, как это часто бывает в мебельной промышленности. Прежде всего, рекомендуется избегать размещения сварного шва на внешней стороне (т.е. на внешней стороне изгиба), поскольку это часть трубы, которая растягивается в результате деформации. Сварной шов изменяет механические свойства металла – упрочняя его – за счет передаваемого тепла, что может привести к образованию трещин.
При гибке трубы сварной шов не должен располагаться на внешней стороне.
Случайное позиционирование сварного шва может привести к различным эффектам пружинения в зависимости от того, как нагружена труба (если ее не изменить), что приведет к снижению повторяемости процесса гибки трубы. В конечном счете, сварной шов должен обнаруживаться и располагаться систематически и последовательно. Процедура аналогична уже описанной для систем Lasertube, чтобы попытаться обеспечить желаемую ориентацию сварного шва (особенно для круглых труб). Ошибка всегда возможна, поэтому предпочтительнее использовать датчик, расположенный близко к гибочной головке. Оптический датчик обнаружения сварного шва активируется перед началом цикла гибки трубы и определяет положение изменения цвета на трубе, вращающейся снизу, особенно темный сварной шов на светлой трубе, характерный для нержавеющей стали, или светлый сварной шов на темных профилях чаще в трубах из мягкой стали. После обнаружения сварного шва трубогибочный станок повернет трубу в правильное исходное положение. Этот подход работает, когда сварной шов виден снаружи трубы. Если сварной шов виден только внутри, оператор может просто отметить трубу снаружи, обведя линию. Это обходной путь, но он решает как технические требования, так и требования к внешнему виду, не нагружая чрезмерно производительность машины.
Оптический датчик обнаружения сварного шва активируется перед началом цикла гибки трубы.
Узнайте больше об основных параметрах, которые следует учитывать на этапе первоначальной оценки трубогибочного станка
Как определить положение сварного шва при создании программы обработки детали графические 3D CAD/CAM доступны как для Lasertubes, так и для трубогибочных станков BLM GROUP, ArTube и VGP3D. Для работы со сварными швами, как и для всех других работ на трубе, таких как резка геометрии и планирование изгибов, предусмотрена четкая и недвусмысленная графическая помощь.
Назначить положение легко с помощью графического 3D CAD/CAM, доступного как для систем Lasertube, так и для трубогибочных станков BLM GROUP.
Станок получит информацию, активирует устройство обнаружения в начале каждой новой трубы и установит ориентацию, необходимую при проектировании детали, в течение нескольких секунд. Все это означает отсутствие возможных ошибок оператора, отсутствие брака или различных деталей и надежную обработку всех деталей в партии. Вы также можете установить положение сварного шва на машине с помощью графического интерфейса, выполнив несколько простых шагов.
Выводы Поиск сварного шва — одна из многих функций, доступных в системах BLM GROUP. Это результат тысяч установок и десятилетий оптимизации во всех секторах и со всеми типами труб. Этот опыт в обработке труб приводит к надежности и производительности, двум главным аспектам, представляющим интерес для любого клиента, который хочет поддерживать конкурентоспособность. Смесь для кирпичной кладки: Купить кладочную смесь для кирпича в Москве с доставкой, цена смеси для кладки кирпича от 57 руб.Разновидности и марки смесей для кладки кирпичаКладочные смеси уже долгие годы широко применяются для облицовочных работ, при использовании разного типа кирпича. Долговечная и надежная кладка требует правильного выбора материала и его приготовления. Поэтому, чтобы решить, что именно использовать для рабочего раствора, стоит обратить внимание на отличия разных кладочных смесей. Состав стандартной смеси для укладки кирпичаРечь идет о составе, в котором содержатся:
Состав может отличаться по компонентам. Приготовить его можно как самостоятельно, так и приобрести в готовом виде. Также, как и при приготовлении бетона, в процессе выбора кладочной смеси нужно обращать внимание на ее марку. Марка кладочной смесиВ продаже можно найти более дешевые составы, которые не подойдут для основательных работ. Также есть и высокопрочные смеси, которые применимы для любого типа постройки. Рассмотрим их подробнее. Смесь М75Многие называют смеси этой марки оптимальными. Это материал высокого класса, который обладает необходимой прочностью и водонепроницаемостью. Смеси М75 успешно используются как для строительства загородных домов, так и при возведении крупных промышленных объектов. Растворы этого типа можно применять не только для кирпича, но и для блоков, стяжки и выравнивания пола. Такая универсальность объясняется особой технологией изготовления. В составе содержится вода, цемент и песок фракцией 2,5 мм. Смесь марки М100В этой смеси также присутствует цемент и вода. А вот песок используется фракции от 0,5 до 1 мм. Такой состав считается более устойчивым и удобным в работе. Дополнительно в него можно добавить водную эмульсию (если стоит жаркая погода, она поможет приостановить процесс испарения воды) или пластификатор. Раствор М100 полностью водонепроницаем, поэтому его можно применять не только для кирпичей, камней и блоков, а также в процессе возведения колонн или перегородок. Также смесь подойдет для гипсовой плитки, мозаики и прочих материалов. Если говорить о главных отличиях составах М100, то стоит выделить наличие извести. Благодаря этому уменьшается доля цемента, что снижает стоимость готовой смеси. Смеси М125-150Раствор марки М125 также, как и предыдущий, изготавливается с добавлением песка фракцией от 0,5 до 1 мм. Однако этот материал обладает повышенной твердостью по сравнению с М100. Поэтому его смело можно использовать как для классической кирпичной кладки, так и для плитки из гипса. М150 является самой распространенной маркой. Состав обладает прекрасными эксплуатационными характеристиками: низким водопоглощением, изолирующими свойствами, устойчивостью к перепадам температурных режимов. Последний пункт является важным преимуществом, так как смесь спокойно переносит морозы. Но укладывать ее все равно рекомендуется при температуре от +5 до +35 градусов. Кладочные смеси М150 используются для кирпича, керамики и многих других материалов. Стоит отметить, что в смесях М100-150 не может быть никаких органических примесей. Марка М150 отличается тем, что быстро схватывается (за 2 часа). Отвердение же наступает через сутки. Полезно! Следите, чтобы коэффициент расслаиваемости смести был более 10. Смеси М200-300Составы с маркировкой М200 являются тугоплавкими и обладают прекрасными водоотталкивающими характеристиками. Для них применяется чистый горный песок, наличие органических соединений исключено. Дополнительно в таких составах часто присутствуют ракушки и мелкие обломки известняка фракцией около 3 мм. Стоит отметить, что смеси М200 являются монтажно-кладочными и могут выпускаться в самых разных модификациях в зависимости от конкретных целей применения. М300 – это пескобетон, который стоит немного выше. Его не так часто применяют, так как такие составы нужно только для самых высокопрочных кладок. Для штукатурных работ такие смеси и вовсе не могут быть использованы. Но, отличаются растворы не только по марке, но и по составу и прочим характеристикам. Разновидности смесейСегодня доступно большое разнообразие кладочных смесей, которые бывают:
Отличают составы в зависимости от одного из основных компонентов:
Как выбрать смесьВ зависимости от материала и типа работ, стоит учитывать некоторые нюансы:
Немаловажен и производитель, поэтому стоит обратить внимание и на лучшие составы. Лучшие производители кладочных смесейЕсли говорить о самых качественных составах, то их предлагают фирмы:
Также стоит обратить внимание на составы фирм TeKaTo, Haga ST, Weber, Юсса и Baumit. Кладочная смесь для кирпича М150 — «Профикс»
Описание
Назначение Для приготовления монтажно-кладочного раствора марки М150. Применяется для внутренних и наружных работ для выполнения кладочных работ при возведении стен из керамического, силикатного кирпича и бетонных блоков, а также для монтажа фундаментных блоков, плит перекрытия и стеновых панелей. Приготовление раствора Сухая смесь смешивается с чистой водой комнатной температуры до получения однородной массы из расчета 0,20–0,22 л воды на 1 кг смеси (5–5,5 л воды на 25 кг). Затем раствору необходимо дать отстояться в течение 5–10 минут и снова перемешать в течение 30 секунд. Способ применения Приготовленный раствор наносится вручную с помощью мастерка. Монтажная поверхность блоков, кирпича не должна иметь загрязнений, препятствующих сцеплению с кладочным раствором. Работа с кладочной смесью ведется при температуре окружающей среды и используемого материала (кирпич, стеновой камень и т. д.) от +5 до +30°С. Инструменты Пластмассовая емкость, низкооборотная дрель со специальной насадкой (миксер), кельма-мастерок. Внимание! Для приготовления смеси использовать только чистые емкости и инструмент. Расход материала 350–380 кг на 1 м³ кирпичной кладки. Упаковка и хранение Поставляется в мешках по 25 кг. При попадании в глаза промыть большим количеством воды. Продукт содержит цемент и при взаимодействии с водой дает щелочную реакцию, поэтому при работе с ней необходимо защищать глаза и кожу. В случае попадания смеси в глаза следует промыть их водой и, при необходимости, обратиться к врачу. ТУ 5745-001080903247-2000 Характеристики
Документы Техническое описание КЛАДОЧНАЯ СМЕСЬ М150 3.
N, O, S или MПонимание различий для вашего следующего проектаПо Хуан Родригес Хуан Родригес Хуан Родригес — отмеченный наградами инженер-строитель с более чем 20-летним опытом реализации крупномасштабных строительных проектов. Он является экспертом в области нового строительства, реконструкции, сноса и соблюдения норм. Он также выступает на отраслевых форумах и работает судьей на международных инженерных конкурсах. Узнайте больше о The Spruce’s Обновлено 16.08.22 Рассмотрено Джонатан Брюэр Рассмотрено Джонатан Брюэр – эксперт по благоустройству дома с более чем двадцатилетним профессиональным опытом работы в качестве лицензированного генерального подрядчика, специализирующегося на кухне и ванной. Узнайте больше о The Spruce’s Факт проверен Сара Скотт Факт проверен Сара Скотт занимается проверкой фактов и исследователем, работала в сфере индивидуального строительства в сфере продаж, маркетинга и дизайна. Узнайте больше о The Spruce’s Ель Раствор — это элемент, который связывает кирпичи или другие элементы каменной кладки вместе и придает структурную прочность стене или другой конструкции. Существует четыре основных типа растворных смесей: N, O, S и M. Каждый тип смешивается с различным соотношением цемента, извести и песка для получения определенных характеристик, таких как гибкость, связующие свойства и прочность на сжатие. СоветРастворный материал изготавливается из портландцемента, гашеной извести и песка в определенных пропорциях, соответствующих требуемым спецификациям. Раствор Thinset представляет собой влагостойкий клей, изготовленный из портландцемента, воды и мелкого песка, который используется в проектах, связанных с цементными плитами, душевой плиткой, фартуками и душевыми поддонами. Строительная смесь типа N Раствор типа N обычно рекомендуется для наружных и надземных стен (включая каменный шпон), которые подвергаются воздействию суровых погодных условий и высоких температур. Растворная смесь типа N имеет среднюю прочность на сжатие и состоит из 1 части портландцемента, 1 части извести и 6 частей песка. Это смесь общего назначения, подходящая для надземных, наружных и внутренних несущих конструкций. Это также предпочтительная растворная смесь для кладки из мягкого камня (например, известняка). СоветПосле завершения кладочных работ рекомендуется использовать рулонную гидроизоляционную мембрану для герметизации. Растворная смесь типа OРастворная смесь типа О имеет относительно низкую прочность на сжатие, всего около 350 фунтов на квадратный дюйм. Применяется в основном для внутренних, надземных, ненесущих стен. Тип O может использоваться в качестве альтернативы типу N для некоторых внутренних применений, но его использование снаружи ограничено из-за его низкой конструктивной способности. Не рекомендуется в районах с сильным ветром. Тем не менее, растворная смесь типа О идеально подходит для повторной заделки и аналогичных ремонтных работ на существующих конструкциях благодаря своей консистенции и простоте применения. Растворная смесь типа S Предлагая высокую прочность на сжатие более 1800 фунтов на квадратный дюйм и высокую прочность на растяжение, раствор типа S подходит для многих проектов на уровне земли или ниже. СоветЕсли вы работаете со стеклянными блоками, вам понадобится специальный белый раствор для стеклянных блоков. Хотя технически он считается минометом типа S, он специально разработан, чтобы превысить требования прочности миномета типа S для этого типа проекта. Растворная смесь типа M Растворная смесь типа М содержит наибольшее количество портландцемента и рекомендуется для тяжелых нагрузок и применения ниже уровня земли, включая фундаменты, подпорные стены и подъездные пути. СоветЕсли вы работаете над таким проектом, как костровая яма, камин или дымоход, вам потребуется использовать специальный высокотемпературный раствор, также известный как огнеупорный раствор, состав которого выдерживает высокие температуры. Растворная смесь типа К Раствор типа K редко используется для нового строительства, но может быть рекомендован для реставрации или других специальных применений. Он предлагает очень низкую прочность на сжатие всего около 75 фунтов на квадратный дюйм. Из-за своей мягкости тип К в основном используется для восстановления кладки исторических или старинных зданий, для которых требуется специальная смесь, которая не намного прочнее существующей кладки. Статья Источники The Spruce использует только высококачественные источники, в том числе рецензируемые исследования, для подтверждения фактов в наших статьях. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Советы по смешиванию растворов и количествоПо Хуан Родригес Хуан Родригес Хуан Родригес — отмеченный наградами инженер-строитель с более чем 20-летним опытом реализации крупномасштабных строительных проектов. Он является экспертом в области нового строительства, реконструкции, сноса и соблюдения норм. Он также выступает на отраслевых форумах и работает судьей на международных инженерных конкурсах. Узнайте больше о The Spruce’s Обновлено 06. Рассмотрено Дин Бирмайер Рассмотрено Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce. Узнайте больше о The Spruce’s Факт проверен Эмили Эстеп Факт проверен Эмили Эстеп — биолог растений и специалист по проверке фактов, специализирующийся на науках об окружающей среде. Она получила степень бакалавра журналистики и магистра наук в области биологии растений в Университете Огайо. Эмили работала корректором и редактором в различных онлайн-СМИ в течение последнего десятилетия. Узнайте больше о The Spruce’s Ель Растворная смесь является критически важным строительным компонентом, который необходимо тщательно смешивать. Раствор — это связующий материал между кирпичами, бетонными блоками, камнем и многими другими кладочными материалами. Он сделан из портландцемента, извести, песка и воды в различных соотношениях. Каждая из стандартных растворных смесей — типы N, M, S и O — имеет разные эксплуатационные характеристики для различных строительных применений. Процедура приготовления раствораРаствор смешивается на месте в механическом смесителе, но в меньших количествах его можно смешивать вручную, используя мотыгу и смесительную ванну или тачку.
Насадки для смешивания растворов Несколько профессиональных советов могут обеспечить наилучшие результаты при смешивании раствора. Во-первых, всегда надевайте защитные очки и водонепроницаемые перчатки при замешивании раствора. Всегда используйте чистые инструменты, чтобы не допустить попадания неожиданных (и нежелательных) материалов в смесь. Каждый тип растворной смеси содержит разное количество материала. Обязательно используйте правильный тип растворной смеси для применения. При замешивании раствора лучше всего использовать свежий цемент (невскрытые мешки). Открытые мешки с цементом имеют тенденцию поглощать влажность окружающей среды, что приводит к изменению процентного содержания воды в растворной смеси. Раствор хорош в течение 90 минут. По истечении этого времени откажитесь от миномета, потому что он начинает терять некоторые свои характеристики. Кроме того, погода может повлиять на реакцию раствора и на его управляемость, поэтому планируйте его соответствующим образом. Успешное смешивание раствора зависит от его консистенции. Старайтесь использовать одни и те же материалы и используйте точное количество материала партия за партией. Вы можете использовать ведро или ведро, чтобы убедиться, что вы используете такое же количество материала для последующих партий. Смешивайте раствор в течение не менее трех минут и не более пяти минут после того, как последние материалы были введены в смеситель или ванну. Если раствор начинает сохнуть во время нанесения, добавьте больше воды. Не добавляйте воду, как только раствор начнет схватываться. Вы можете добавить химические пластификаторы или кладочный цемент, чтобы улучшить удобоукладываемость смеси. В раствор для кирпичных заборов можно добавлять гидроизоляционные вещества, чтобы предотвратить сырость. Чтобы окрасить раствор, добавьте краситель перед смешиванием раствора. Используйте хороший сорт мелкого песка в растворной смеси. Песок не должен содержать глинистого материала; в противном случае образуется паста, которая может расширяться и сжиматься по мере высыхания воды. Накрывайте песок во время хранения, чтобы он не впитывал воду, что может изменить требования к воде для растворной смеси. Портландцемент рекомендуется для замешивания растворов. Проблемы с раствором Важно понимать, что после того, как смесь начнет схватываться, ее нельзя смешивать повторно, поскольку это снизит прочность раствора. Правильная вязка арматуры: способы, схемы, нормы и правила вязки для начинающихВязка арматуры: основные способы и инструменты
Увеличение прочности конструкций достигается путем армирования – введения в них на стадии изготовления системы стальных стержней. Собранные в каркасы вязальными или резьбовыми соединениями, скобами, обжимными муфтами или сваркой, они обеспечивают гибкость и возможность сборки любых нужных форм на месте. Что такое вязка арматуры?Вязка арматуры – один из ключевых этапов создания арматурного каркаса. Ортогонально установленные и поперечные стержни являются базовыми элементами фундамента, фиксирующие его неизменное положение. Заливка бетона приводит к нагрузкам на конструкцию. В сформировавшемся основании возникают сжимающие и растягивающие усилия. Надежная и качественно выполненная вязка арматуры для фундамента необходима для сохранения пространственной формы основы при ее заливке, недопущения сдвига армирующей сетки и необратимых последствий – коррозии стержней, уменьшения прочности строений, появления строительных дефектов. Подробнее об арматуре для фундамента, правильном разрешении параметров и разновидностях ее профиля можно прочитать в нашем материале. Как правильно связывать арматуру? Основные способыПравильную технику регламентирует норматив СП 52-101-2003 для монолитных оснований. Способы вязки арматуры, сборки армирующего каркаса и усилений устанавливают СНиП 3.03.01-87, ДБН В.2.1-10-2009, ДБН В.2.6-98:2009. Практикуется несколько техник вязки. Между собой они отличаются, в том числе и по сложности исполнения, себестоимости, надежности. Нужно не только уметь правильно вязать арматуру, но и верно рассчитать воздействующие на фундамент от здания нагрузки, изучить характеристику грунта, подобрать нужный материал. Основные методы приведены ниже. СваркаПо месту проведения все сварные соединения делятся на выполненные в процессе их производства или непосредственно на строительном объекте. Сваркой лучше фиксировать по длине гладкую арматуру – ее сложно вязать крючком, и только неразъемное соединение упрощает процесс. При этом технология формирования каркаса не имеет значения. Основные характеристики сваривания
Ну, а если это массивные конструкции, то как правильно связывать арматуру? В армокаркасе из стержней сечением 25 мм и больше в зонах пересечения прутки только свариваются, причем, дуговой сваркой, но не связываются. ПроволокаВыдерживать серьезные нагрузки способна только специальная отожженная стальная вязальная проволока сечением от 0,8 до 1,5 мм с высокой прочностью на разрыв. Она хорошо гнется и прилегает к стержням. Именно отжиг придает материалу вязкость, мягкость, поэтому его можно гнуть, крутить и связывать даже вручную. Сортамент и основные размеры вязальной проволоки регламентирует ГОСТ 3282. Проволокой смежные стержни соединяются в местах перехлестывания между собой. Подобная увязка арматуры имеет свои положительные и отрицательные стороны. Основные характеристики увязки проволокой
ХомутыВязка арматуры хомутами (кабельными стяжками) – сравнительно новая техника, альтернатива стальной проволоке.
К отрицательным моментам относится «боязнь» низких температур, большая вероятность повреждения связующих стяжек во время заливки бетона, а также невозможность передвигаться по залитой основе для выполнения другого вида работ до полного схватывания раствора. К тому же цена на хомуты при одинаковом количестве креплений в 3 раза больше, чем на необходимый метраж проволоки. Более прочными считаются хомуты с металлическим внутренним наполнением. Однако профессиональные строители, отвечая на вопрос – «можно ли вязать арматуру пластиковыми хомутами?», – не рекомендуют это делать применительно к металлическому ее виду, не имея однако ничего против стеклопластиковых прутьев. Вязка арматуры разного диаметра для поперечного соединения несущих стержней выполняется при помощи переходных муфт. Инструменты для вязки арматурыБыстро вязать стержни в нужном положении помогают специальные инструменты. Они упрощают процесс, экономя время и средства. Имеют свои особенности в конструкции и технологии вязки. При больших объемах армирования на профессиональной основе отдается предпочтение автоматическому инструменту. ПистолетНесложное в работе электромеханическое устройство дает ответ на вопрос, как вязать арматуру при больших объемах работ с высокой скоростью и хорошим качеством. Пистолет незаменим при вязке стержней «в сетку». Наличие электродвигателя намного ускоряет процесс, запуская непрерывно протяжку проволоки и продвигая ее с катушки по направляющим. Кусок нужной длины отрезается встроенным ножом, после чего вступает в работу механизм скрутки, формируя узел. За одну рабочую операцию у подготовленных стержней каркаса выполняется от одного до нескольких витков. Основные характеристики использования пистолета
Крючок для вязкиВязка арматуры крючком – стандартный тип скрутки. В первом случае изготавливается из подходящего прутка, толстой проволоки, сварочного электрода или толстого (не менее 4 мм) гвоздя. Достаточно отпилить шляпку и согнуть дугообразно острие. Крюк зажимается в шуруповерте или насаживается на деревянную (пластмассовую) ручку. Винтовой аналог более высокой производительности – усовершенствованная механизированная модель простого крючка. Работает на затягивание петли при оборотах крючковатого наконечника. Поступательные движения – от червячной передачи. Возможны несколько вариантов соединительных узлов. Самый популярный – простой, самый крепкий – «мертвый». Для надёжной фиксации вязать арматуру на углах надо при плотном контакте прутков с проволокой и углом хомута. Ограниченность применения метода связана с нерациональностью использования инструмента при крупномасштабных работах, где важна скорость вязки и качество. Дрель (шуруповерт)Использование дрели (шуруповерта) увеличивает производительность работ, считается удачным экономическим и практическим решением для индивидуального застройщика. В электроинструменте регулируется крутящий момент, что важно при закручивании крепежа. Крючок можно изготовить собственноручно или приобрести в магазине. Он-то и вставляется в патрон. Используется шуруповерт также для просверливания отверстий. Инструмент обойдется намного дешевле того же пистолета. К тому же его можно применять и по своему прямому назначению. Основные характеристики использования дрели (шуруповерта)
Основные техники вязки арматурыАрмированные стержни вяжутся по плоской схеме, когда прутки фиксируются в одной плоскости, или пространственным способом, для сооружения объемной конструкции. Техника 1: обвязка арматуры крючкомТехника понятна и проста, не требует специальных навыков. Алгоритм работ следующий.
Техника 2: использование пистолетаПроцесс полностью автоматизирован. Имеется специальный отсек под установку бобины с проволокой.
Техника 3: правильная вязка арматуры внахлестСоединение стержней – продольное. Их концы на выпуске должны быть не менее 150 мм для возможности последующей обмотки проволокой. Так укрепляются углы фундамента: прутья здесь не должны соприкасаться с землей и полностью перекрываются внахлест. Последовательность операций:
Техника 4: крючок и проволокаУдобство метода состоит в освобождении при работе одной руки.
Техника 5: клещи или плоскогубцыВязка арматуры клещами или обычными плоскогубцами в технологическом плане идентична технике с использованием крючка. Только режущие кромки у клещей должны быть немного притупленными, формировать петлю из проволоки в этом случае не нужно. Но этот способ не очень популярен, так как пользоваться инструментом не очень удобно. Очевидно, что сварочное соединение и вязка арматуры существенно разнятся. Если цель работ – добиться высшего качества соединений – выбор нужно делать в пользу сварки, хотя это дорого и трудоемко. Для производств, не требующих высокой точности геометрии конструкции и большой прочности, обвязка арматуры проволокой будет предпочтительнее и обойдется дешевле. Компания МЕТИНВЕСТ-СМЦ реализует металлопрокат в широком сортаменте. У нас вы можете купить арматуру, проволоку и другие строительные материалы высокого качества по цене производителя. Для уточнения условий приобретения продукции свяжитесь с нашими менеджерами.
Как правильно вязать арматуру для ленточного фундамента?
Нередко при строительстве загородного дома возникает необходимость в использовании арматуры при организации ленточного фундамента. Какая арматура используется при организации фундаментаВ СП 63.13330.2012 содержится свод правил, которые необходимо соблюдать при создании ЖБ-конструкций. Для создания ЖБК подходит арматура следующих видов:
Металлические каркасыТакие металлоконструкции выполняются в виде стального скелета, изготовленного путем соединения между собой продольных и поперечных прутьев. При сборке каркасов сварного вида используют сварку. Весь процесс рекомендуется осуществлять только в заводских условиях. Что касается вязаных аналогов, то такие каркасы можно изготавливать непосредственно на месте, поскольку для соединения прутков применяется проволока. Чтобы бетон и арматура хорошо работали в связке, следует строго придерживаться определенных правил:
Правильная вязкаВязка относится к категории трудоемких процессов и требует наличия вязального пистолета либо крючка. Поскольку вязальный пистолет относится к категории дорогостоящего оборудования, можно воспользоваться услугой аренды. Вязальный крючок бывает нескольких видов. Преимуществом такого способа вязки является возможность изготовления своими руками. Чтобы осуществить данное мероприятие, потребуется отожженная проволока диаметром от 0,8 до 1,4 мм. Существует множество способов вязки, однако самыми эффективными являются следующие:
Вязальная проволока устанавливается таким образом, чтобы стержни располагалась в углублении профиля арматуры. Качественное армирование ленточного фундамента – это возможность получить максимально надежное основание, которое в течение длительного времени будет справляться с возложенными на нее функциями. Если вам необходима арматура для ленточного фундамента, обращайтесь в нашу компанию. Вязальная проволока для стальной арматуры Видео с моего ютуб канала Подписывайтесь на мой You Tube канал Вязальная проволока для стальной арматуры Вязальная проволока используется для связывания стальных стержней. Эти проволоки играют важную роль в поддержании стабильности и жесткости арматуры. Проволока используется для связывания стальных стержней в точках пересечения. Рисунок 1 Существуют различные типы вязальной проволоки, такие как черная отожженная вязальная проволока, вязальная проволока из нержавеющей стали и вязальная проволока с покрытием из ПВХ. Черная отожженная вязальная проволока, используемая для связывания черной стали. Популярный размер черного провода колеблется от 16 до 22 калибра. Обвязочная проволока из нержавеющей стали используется для связывания арматуры из нержавеющей стали. Арматура из нержавеющей стали используется в суровых условиях, когда черная сталь быстро ржавеет. Поэтому арматура из нержавеющей стали используется для предотвращения проблем, связанных с коррозией стали. Проволока из нержавеющей стали используется из-за ее коррозионной стойкости. Рисунок 2 Вязальная проволока с ПВХ покрытием используется для связывания арматуры с эпоксидным покрытием. Этот тип проволоки используется для предотвращения повреждения армирующего покрытия. Обращаться с арматурой с эпоксидным покрытием следует с осторожностью, чтобы не повредить покрытие арматуры. Эпоксидное покрытие действует как барьер, предотвращающий коррозию арматуры. Повреждение покрытия может привести к ускорению коррозии арматуры. Рисунок 3 Популярные посты из этого блогадиаграмма напряжения-деформации для алюминиевого сплава и резины рисунок №: 1, показывающий диаграмму напряжения-деформации для алюминиевого сплава. мы можем заметить из диаграммы напряжение-напряжение, что алюминий имеет значительную пластичность. Читать далее Индекс рыхлости и индекс удлинения грубых заполнителей Слоистые и вытянутые заполнители могут неблагоприятно воздействовать на бетон. Читать далее Крышка ворса Наконечник сваи используется для передачи нагрузки от надстройки к свае. Читать далее Мостовая диафрагма Основная функция диафрагм заключается в придании жесткости палубной плите в случае, если стенки моста не расположены непосредственно над опорами. Читать далее Номинальный максимальный размер крупного заполнителя Бетон – широко используемый материал. Железобетонные конструкции можно встретить повсюду. Читать далее Ремонт вздутия бетона Неправильное проектирование и установка опалубки для бетонного элемента может привести к вздутию бетона. Читать далее Нерабочие сваи Нерабочие сваи выполняются в начале проекта для изучения реакции грунта и максимальной осадки нерабочих свай. Читать далее График гибки стержней (BBS) График изгиба стержней – это таблица, содержащая сведения об армировании для определенного элемента конструкции, например фундамента, колонны, плиты и т. Читать далее срезной ключ Срезная шпонка предназначена для улучшения сцепления между бетонными поверхностями. Срезная шпонка обычно делается в месте строительного шва, чтобы улучшить сцепление между старым и новым бетоном. Читать далее Установка арматурной стали| Журнал «Бетонное строительство»Adobe Stock/Пеангдао Несмотря на то, что на более крупных проектах металлурги размещают арматурную сталь, большинство подрядчиков размещают некоторую арматуру. Защитный слойОдной из важных причин правильного размещения арматурной стали является достижение необходимого защитного слоя бетона — количества бетона между арматурной сталью и поверхностью бетонного элемента. Покрытие является наиболее важным фактором защиты арматурной стали от коррозии. Покрытие также необходимо, чтобы обеспечить достаточное сцепление стали с бетоном для развития его прочности. Требования к минимальному покрытию обычно указаны в спецификациях проекта или показаны на чертежах. Если не указано иное, минимальное покрытие для монолитного бетона указано в Строительном кодексе ACI 318. Позиционирование Важно помнить, что конструкция конструкции основана на размещении стали в нужном месте. Размещение арматуры поверх слоя свежего бетона и последующая заливка сверху не является приемлемым методом позиционирования. Вы должны использовать опоры из арматурных стержней, которые сделаны из стальной проволоки, сборного железобетона или пластика. Стулья и опоры доступны разной высоты для поддержки арматурных стержней определенного размера и положения. Как правило, пластиковые аксессуары дешевле, чем металлические опоры. Институт арматурной стали Ready Reference Руководство по ресурсам арматурной стали или классический Размещение арматурных стержней содержит три таблицы, в которых показано большинство доступных в настоящее время опор из различных материалов и описаны ситуации, в которых каждая из них используется наиболее эффективно. Простого размещения стержней на опорах недостаточно. Арматурная сталь должна быть закреплена для предотвращения смещения во время строительных работ и укладки бетона. Обычно это делается с помощью вязальной проволоки. Вязальная проволока поставляется в бухтах по 3 или 4 фунта. Провода помещаются в держатель для проводов или катушка подвешивается к ремню рабочего для удобства доступа. Провод обычно 16½ — или черная, мягкая, отожженная проволока калибра 16, хотя для более тяжелой арматуры может потребоваться проволока калибра 15 или 14, чтобы удерживать арматурный стержень в правильном положении. В армирующей промышленности используются различные типы стяжек (в основном это скрутки проволоки для соединения пересекающихся стержней), от стяжек-защелок до стяжек-сегментов. В документе CRSI «Размещение арматурных стержней» показаны типы стяжек и описаны ситуации, в которых каждый из них используется наиболее эффективно. Для связывания стержней с эпоксидным покрытием используйте стяжки из ПВХ (доступны в компании American Wire Tie). При связывании стержней нет необходимости связывать каждое пересечение — обычно достаточно каждого четвертого или пятого. Помните, что стяжка не добавляет прочности конструкции, поэтому ее необходимо использовать только тогда, когда сталь может сместиться во время укладки бетона. Следите за тем, чтобы концы вязальной проволоки не касались поверхности бетона, где они могут заржаветь. Для предварительно собранных матов или арматурной стали свяжите достаточное количество пересечений, чтобы сделать сборку достаточно жесткой для размещения — обычно каждое пересечение снаружи и каждое другое в середине мата. Прихваточная сварка пересечений обычно не допускается, поскольку она уменьшает поперечное сечение стержней. Допуски при размещении При размещении арматуры следует помнить следующее:
Расчет насоса для системы отопления: Калькулятор подбора циркуляционного насоса — интернет-магазин Belamos.proпримеры расчетов и правила выбораЦиркуляционный насос — это небольшое по размеру устройство, главная задача которого заключается в улучшении работы и повышении производительности системы отопления. Он врезается непосредственно в трубопровод, оптимизируя скорость перемещения теплового носителя. Благодаря чему даже дом с большой жилой площадью будет обогреваться достаточно быстро. Чтобы купить оптимальную модель, предстоит разобраться с тем, как рассчитать насос для отопления и на какие нюансы ориентироваться при выборе. Именно этим вопросам посвящена наша статья — в этом материале мы рассмотрели пример расчета оборудования, уделили внимание принципу работы и основным разновидностям насосов. Также мы привели рекомендации по выбору, монтажу и безопасной эксплуатации насосного оборудования, снабдив статью наглядными и фото и подходящими видеороликами с расчетом необходимой мощности прибора и советами по его монтажу в отопительный контур. Содержание статьи:
Принцип работы и назначение насосаОсновная проблема жителей последних этажей многоквартирной постройки и владельцев загородных коттеджей — это холодные батареи. Когда необходимо применять насос?Единственным правильным решением в ситуации с недостаточным давлением будет модернизация отопительной системы с теплоносителем, циркулирующим под действием силы гравитации. Здесь поможет установка насоса. Основные схемы организации отопления с насосной циркуляцией . Этот вариант будет эффективен и для владельцев частных домов, позволяя ощутимо уменьшить расходы на отопление. Существенное преимущество такого циркуляционного оборудования — возможность менять скорость движения теплоносителя. Главное, не превышать максимально допустимые показания для диаметра труб своей отопительной системы, чтобы избежать излишнего шума при работе агрегата. Так, для жилых комнат при условном проходе труб в 20 и более мм скорость составляет 1 м/с. Если установить этот параметр на самое высокое значение, то можно за максимально короткое время прогреть дом, что актуально в случае, когда хозяева были в отъезде и постройка успела остыть. Насос — важный элемент системы обогрева дома. Он помогает повысить ее эффективность и снизить траты топлива Принцип работы прибораЦиркуляционный агрегат функционирует за счет электродвигателя. Он забирает нагретую воду с одной стороны и подталкивает в трубопровод, находящийся с другой. А с этой стороны снова поступает новая порция и все повторяется. Именно за счет центробежной силы тепловой носитель перемещается по трубам системы обогрева. Процесс функционирования насоса немного напоминает работу вентилятора, только циркулирует не воздух по комнате, а теплоноситель по трубопроводу. Корпус устройства обязательно выполняется из устойчивых к коррозии материалов, а для изготовления вала, ротора и колеса с лопастями обычно используется керамика. Основные виды насосов для отопленияВсе предлагаемое производителями оборудование делится на две большие группы: насосы «мокрого» или «сухого» типа. Оборудование «мокрого» типаНасосы отопления, называемые «мокрыми», отличаются от своих аналогов тем, что их рабочее колесо и ротор помещен в тепловой носитель. При этом электрический мотор находится в герметичном боксе, куда влага попасть не может. Этот вариант — это идеальное решение для небольших загородных домов. Такие устройства отличаются своей бесшумностью и не нуждаются в тщательном и частом техническом обслуживании. К тому же они легко ремонтируются, настраиваются и могут применяться при стабильном или слабо изменяющемся уровне расхода воды. Отличительной чертой современных моделей «мокрых» насосов является простота их эксплуатации. Благодаря наличию «умной» автоматики можно без каких-либо проблем увеличить производительность или переключить уровень обмоток Что касается недостатков, то указанная выше категория отличается низкой производительностью. Обуславливается этот минус невозможностью обеспечения высокой герметичности гильзы, разделяющей тепловой носитель и статор. «Сухая» разновидность приборовДля этой категории устройств характерно отсутствие прямого контакта ротора с, перекачиваемой им нагретой, водой. Вся рабочая часть оборудования отделена от электрического двигателя резиновыми защитными кольцами. Главная особенность такого отопительного оборудования — большая эффективность. Но из этого преимущества вытекает существенный недостаток в виде высокой шумности. Решается проблема путем установки агрегата в отдельной комнате с хорошей звукоизоляцией. При выборе стоит учитывать тот факт, что насос «сухого» типа создает завихрения воздуха, поэтому мелкие частицы пыли могут подниматься, что негативно скажется на уплотнительных элементах и, соответственно, герметичности устройства. Производители решили эту проблему так: при работе оборудования между резиновыми кольцами создается тонкий водяной слой. Он выполняет функцию смазки и предотвращает разрушение уплотнительных деталей. Приборы, в свою очередь, делятся на три подгруппы:
Особенность первой категории заключается в вертикальном расположении электродвигателя. Такое оборудование стоит покупать только в том случае, если планируется перекачка большого объема теплового носителя. Что касается блочных насосов, то они устанавливаются на ровной бетонной поверхности. Предназначены блочные насосы для использования в промышленных целях, когда требуются большие расходные и напорные характеристики Консольные устройства характеризуются расположением всасывающего патрубка с наружной стороны улитки, в то время как нагнетательный находится на корпусе с противоположной. Более подробно об устройстве и принципе работы насосов мы говорили . На что ориентироваться при выборе насоса?Подбор насоса для автономного отопления нужно делать исходя из гидравлических характеристик системы обогрева загородного дома. Поэтому перед посещением магазина предстоит подсчитать оптимальное количество тепла, которое потребуется для поддержания в комнатах комфортной для проживания температуры. Грамотно выполнить поможет дополнительная информация, с которой предстоит ознакомиться. Или можно воспользоваться советами компетентного специалиста. На оптимальное для конкретного объекта количество тепла влияет множество факторов:
При выборе насоса для автономного отопления особое внимание следует уделить сфере применения конкретной модели, количеству скоростей и уровню шума. Также не последнюю роль играет производитель и цена оборудования. Выбирая устройство для организации принудительной циркуляции в системе отопления, нужно уделить особое внимание техническим характеристикам, чтобы избежать работы насоса вхолостую или на пределе своих возможностей Критерий #1 — область применения оборудованияВ большинстве случаев специалисты советуют устанавливать насосы отопления, роторы которых целиком погружены в тепловой носитель. Как результат, система с «мокрым» оборудованием прослужит дольше, будет легче поддаваться ремонту и не потребует к себе чрезмерного внимания. Отдавайте предпочтение моделям, для изготовления которых используется прочная сталь и подшипники, а вал выполнен из керамики. Их преимущество заключается в сроке службы, который составляет не менее двух десятков лет. Следует отказаться от покупки чугунного циркуляционного насоса. Ведь такое устройство быстро придет в негодность и потребует замены Если выбор пал на насос отопления «мокрого» вида, то нужно учитывать, что его не стоит устанавливать в систему обогрева коттеджа открытого типа. Ведь в этом случае нагретая вода, которая смазывает механизм, содержит в своем составе разнообразные примеси. Например, микрочастицы песка могут засорить зазор между ротором и статором, что приведет к скорой поломке насоса. Что касается открытых систем, то в них такого рода оборудование может функционировать годами. Критерий #2 — расчет оптимальной мощностиПроизводительность насоса, предназначенного для работы в системе отопления, можно вычислить самостоятельно. Для этого понадобится общая длина трубопровода, по которому оборудованию предстоит перекачивать теплоноситель. На каждые 10 метров длины берем 0,6 метра напора устройства. Так, для небольшого дома с длиной отопительного контура в 70 метров понадобится насос напором в 4,2 метра. Можно пойти другим путем и посчитать этот показатель по формуле: Q = 0,86*R/TF-TR, Где:
В европейских странах в качестве параметра R преимущественно используются два значения: 100 Вт/м2 — для дома, где расположено одна или две квартиры, и 70 Вт/м2 — для многоквартирных построек. Приведенный выше метод — это только один из множества способов вычисления оптимальной мощности циркуляционного насоса. Выполнить максимально точные расчеты сможет только квалифицированный специалист. Когда нужно сделать расчеты с минимальной погрешностью, рекомендуется использовать специальные таблицы. В них приводятся значения, оптимальные для тех или иных домов и квартир Критерий #3 — количество скоростей и шумность насосаОсновная особенность современных моделей насосов — это возможность их настройки. Регулировать мощность можно путем переключения скорости работы агрегата. На сегодняшний день больше всего распространены модели с тремя скоростями. Это позволяет при резком похолодании максимально быстро обогреть жилые помещения, а в случае потепления уменьшить производительность прибора, сэкономив при этом электроэнергию. Если нужно купить оборудование, издающее минимально возможный шум, то лучшим выбором будет насос «мокрого» типа. В случае установки агрегата с «сухим» ротором при его работе будет слышен посторонний звук, появляющийся в результате вращения вентилятора, охлаждающего электрический двигатель. Низкий уровень шумности «мокрых» насосов — главная причина их популярности Далеко не всегда посторонний шум, появляющийся при запуске, свидетельствует о неисправности. Довольно часто это происходит из-за воздуха, который остался в системе отопления. Для решения этой проблемы рекомендуется перед запуском при помощи специальных клапанов. Критерий #4 — производитель и цена оборудованияПосле того как были осуществлены все необходимые расчеты, можно приступать к просмотру каталога с циркуляционными насосами. Лучше делать заказ на тех веб-ресурсах, где есть продуманная система фильтрации продукции. Это позволит быстро найти модели с оптимальными характеристиками. На нынешнем рынке предлагается богатый выбор насосов для систем отопления. Сотни производителей говорят, что их продукция отличается надежностью, качеством и долговечностью. Но далеко не всегда заявленные характеристики соответствуют реальным. В список известных и надежных фирм, занимающихся выпуском насосов для систем отопления, следует внести такие бренды:
Стоимость агрегатов для организации принудительной перекачки теплоносителя полностью зависит от мощности, вида насоса и бренда. Как правило, цена оборудования варьируется в диапазоне от 60 до 220 долларов. Рекомендуем ознакомиться с на отопление по мнению пользователей. Что касается отечественных производителей, то они бытовое оборудование не изготавливают, а предлагают только модели, предназначенные для использования в промышленных целях. Чаще всего циркуляционные насосы выпускаются серийно и обладают усредненными параметрами, что создает определенные проблемы при выборе оборудования. В этом случае лучше отдать предпочтение устройству, работающему в нескольких режимах Особенности монтажа циркуляционного насосаЧтобы обеспечить эффективную работу системы обогрева дома, следует правильно подобрать место в отопительном кольце для установки оборудования. Первый способ заключается в подъеме расширительного бака на 0,8 м по отношению к самому высокому участку трубопровода. Реализовать это можно только в том доме, где это позволяют сделать потолки. Неплохим решением будет установить расширительный бак на чердаке. Но в этом случае придется заняться утеплением крыши, чтобы избежать лишних потерь тепла. Второй метод заключается в перенесении от расширительного бака трубки с подающего стояка и ее врезании в то место, где неподалеку стоит всасывающий патрубок насоса. За счет этого можно создать просто идеальные условия для организации принудительной перекачки горячей воды в системе обогрева дома. Насос можно установить прямо в подающий трубопровод. Такое решение будет целесообразным только в том случае, когда циркуляционное оборудование сможет выдержать максимально возможную температуру теплового носителя Подробные рекомендации по установке насоса, схема обвязки и пошаговая монтажная инструкция приведена . Правила и нюансы эксплуатации оборудованияЦиркуляционный насос покупается не на год и даже не на два. Поэтому каждый владелец загородного дома должен позаботиться, чтобы оборудование было исправно в течение долгих лет. Добиться надежности и корректности работы устройства можно только в случае правильного и своевременного обслуживания. В список основных правил эксплуатации насоса отопления необходимо включить следующие аспекты:
Если оборудование простаивает на протяжении длительного времени, то рекомендуется каждый месяц включать его на 10-30 минут. Такое простое правило поможет избежать окисления и, как результат, блокировки вала. В случае появления каких-либо сбоев или проблем в работе насоса следует в кратчайшее время вызвать мастера. Это поможет избавиться от множества проблем и незапланированных финансовых трат Особое внимание необходимо уделить температуре . Она не должна превышать 60-65 градусов Цельсия. Если пренебречь этим правилом, то в трубах и внутри насоса будет появляться осадок, который негативно скажется на работе всей системы отопления. Часто встречаемые поломкиНаиболее распространенная проблема, из-за которой оборудование, обеспечивающее принудительную перекачку теплоносителя, выходит из строя — это его длительный простой. Чаще всего система отопления активно используется зимой, а в теплое время года отключается. Но так как вода в ней не отличается чистотой, то со временем в трубах выпадает осадок. Решается вышеуказанная проблема достаточно легко. Для этого нужно попытаться самостоятельно запустить оборудование, открутив гайку и вручную повернув вал насоса. Нередко такого действия бывает более чем достаточно. Если прибор все-таки не запустился, то единственным выходом будет демонтаж ротора и последующая основательная чистка насоса от накопившегося осадка солей. Выводы и полезное видео по темеО расчете производительности циркуляционного оборудования повествует видео: Правильная установка является залогом отличной работы любого прибора. Особенности монтажа насоса для отопления в видеоролике: Система отопления, где для организации движения теплоносителя используется насос, имеет множество достоинств. Хотите добавить насос в систему отопления, но сомневаетесь в расчетах? Задайте интересующие вас вопросы в блоке комментариев — наши эксперты постараются вам помочь. А может вы хотите дополнить наш материал полезными замечаниями? Или предложить другой вариант расчета отопительного насоса? Пишите свои замечания и рекомендации под этой статьей. Расчет циркуляционного насоса, как рассчитать расход и напорОпубликовал При устройстве системы отопления с принудительной циркуляцией теплоносителя важно правильно сделать расчет циркуляционного насоса. От правильности подбора зависит способность насосного агрегата обеспечить необходимое количество теплоносителя в каждое помещение и к самым удаленным точкам, невысокое потребление электроэнергии и отсутствие шумов в системе отопления. Расчет “циркуляционника” основывается на двух показателях расход и напор. Ниже приводится пример, как предлагает делать расчет компания WILO. Расчет расхода циркуляционного насосаДля расчета расхода рекомендуется использовать следующую формулу: Q=0,86 x V/∆T, где Q — требуемый расход V — теплопотери (или мощность котла) в кВт ΔT — разница температур подачи и обратки в ℃ Например, в вашем доме установлен котел мощностью 12 кВт и мощность рассчитана правильно. В системе вода. Разница температур 10 ℃. Вам потребуется циркуляционный насос с расходом: Q=0,86 x 12/10 = 1,03 м³/час Расчет напора циркуляционного насосаВ закрытой системе, каковой является отопительная, геометрическая высота перекачивания не учитывается при расчете напора. Напор циркуляционного насоса рассчитывается исходя из того, что ему нужно преодолеть сумму напоров возникающих в трубах, трубопроводной арматуре, теплообменниках, отопительных приборах. Сопротивления всех элементов системы суммируются и мы получим нужное значение. Для упрощения компания WILO рекомендует принимать напор исходя из возраста и оснащенности системы. Например, для семейного дома высотой до 7 метров напор можно принять:
Насос с требуемыми рабочими характеристиками подбирается по графику. На оси ординат находим значение напора и проводим горизонтальную линию до графика второй скорости (для трехскоростного насоса). Рабочая точка должна находиться в средней части графика. Проверяем требуемый расход на оси абсцисс. Он должен входить в рабочее поле. Если не входит, подбираем агрегат большей мощности. При расчете циркуляционного насоса нужно учесть следующие моменты. Для точного расчета циркуляционного насоса можно воспользоваться специальными программами от производителей WILO Assistant или GRUNDFOS PRODUCT CENTER. Их можно найти на сайтах производителей. Существенно уменьшить затраты на электроэнергию в доме с радиаторами с термостатическими клапанами можно посредством установки циркуляционного насоса с автоматическим изменением частоты оборотов вала. Насос работает на мощности, которая необходима в данный момент времени. Если все термоголовки на радиаторах прикрыты, то насос будет работать на минимальной мощности. В линейке нашего магазина это модели WILO YONOS PICO, WILO YONOS PARA. Пример расчета циркуляционного насоса для теплого пола можно посмотреть на видео: примеры расчета и правила выбораЦиркуляционный насос – это малогабаритное устройство, основной задачей которого является улучшение работы и повышение производительности системы отопления. Он врезается прямо в трубопровод, оптимизируя скорость движения теплоносителя. Благодаря этому даже дом с большой жилой площадью будет прогреваться достаточно быстро. Чтобы купить оптимальную модель, вам предстоит разобраться, как рассчитать насос для отопления и на какие нюансы ориентироваться при выборе. Именно этим вопросам посвящена наша статья – в этом материале мы рассмотрели пример расчета оборудования, уделили внимание принципу работы и основным типам насосов. Также мы дали рекомендации по выбору, монтажу и безопасной эксплуатации насосного оборудования, снабдив статью наглядным фото и подходящим видео с расчетом требуемой мощности устройства и советами по установке его в контур отопления. Содержание статьи:
Принцип работы и назначение насоса Основная проблема жителей последних этажей многоквартирных домов и владельцев загородных коттеджей — холодные батареи. В первом случае теплоноситель просто не доходит до их корпуса, а во втором не нагреваются самые дальние участки трубопровода. Когда следует использовать помпу?Единственным правильным решением в ситуации с недостаточным напором является модернизация системы отопления теплоносителем, циркулирующим под действием силы тяжести. Здесь поможет установка насоса. Основные схемы организации отопления с насосной циркуляцией. Эта опция будет актуальна для владельцев частных домов, позволяя значительно сократить расходы на отопление. Существенным преимуществом такого циркуляционного оборудования является возможность изменения скорости движения теплоносителя. Главное не превышать максимально допустимые показатели диаметра труб вашей системы отопления во избежание лишнего шума при работе агрегата. Так, для жилых помещений с номинальным проходом трубы 20 мм и более скорость составляет 1 м/с. Если задать этому параметру максимальное значение, то можно прогреть дом в кратчайшие сроки, что немаловажно, когда хозяев нет и здание успело остыть. Это позволит получить максимальное количество тепла за минимальное время. Насос – важный элемент системы отопления дома. Это помогает повысить его эффективность и снизить расход топлива. Принцип работы устройстваЦиркуляционная установка работает от электродвигателя. Он забирает нагретую воду с одной стороны и проталкивает ее в трубопровод, расположенный с другой. А с этой стороны снова приходит новая порция и все повторяется. Теплоноситель движется по трубам системы отопления за счет центробежной силы. Работа насоса немного напоминает вентилятор, только по комнате циркулирует не воздух, а теплоноситель по трубопроводу. Корпус аппарата обязательно изготавливается из коррозионностойких материалов, а для изготовления вала, ротора и колеса с лопастями обычно используется керамика. Основные виды насосов для отопления Все оборудование, предлагаемое производителями, делится на две большие группы: мокрые или сухие насосы. Каждый вид имеет свои преимущества и недостатки, которые необходимо учитывать при выборе. Оборудование мокрого типаТепловые насосы, называемые «мокрыми», отличаются от своих аналогов тем, что их рабочее колесо и ротор размещены в теплоносителе. При этом электродвигатель находится в герметичном боксе, куда не может попасть влага. Этот вариант идеально подходит для небольших загородных домов. Такие устройства отличаются своей бесшумностью и не требуют тщательного и частого обслуживания. Кроме того, они легко ремонтируются, регулируются и могут использоваться при стабильном или незначительно изменяющемся уровне расхода воды. Отличительной чертой современных моделей мокрых насосов является простота их эксплуатации. Благодаря наличию «умной» автоматики можно без проблем увеличить производительность или переключить уровень обмоток Что касается недостатков, то вышеуказанная категория характеризуется низкой производительностью. Этот минус вызван невозможностью обеспечения высокой герметичности муфты, разделяющей теплоноситель и статор. Устройства «сухого» типаДанная категория устройств характеризуется отсутствием прямого контакта ротора с перекачиваемой им нагретой водой. Вся рабочая часть оборудования отделена от электродвигателя резиновыми защитными кольцами. Главной особенностью такого отопительного оборудования является большой КПД. Но это преимущество приводит к существенному недостатку в виде высокой шумности. Проблема решается установкой агрегата в отдельном помещении с хорошей звукоизоляцией. При выборе стоит учитывать тот факт, что насос «сухого» типа создает завихрения воздуха, поэтому могут подниматься мелкие частицы пыли, что негативно скажется на уплотнительных элементах и, соответственно, на герметичности устройства. Производители решили эту проблему следующим образом: при работе оборудования между резиновыми кольцами создается тонкий слой воды. Он служит смазкой и предотвращает разрушение уплотнительных деталей. Устройства, в свою очередь, делятся на три подгруппы:
Особенностью первой категории является вертикальное расположение электродвигателя. Такое оборудование стоит покупать только в том случае, если планируется перекачка большого объема теплоносителя. Что касается блочных насосов, то они устанавливаются на ровную бетонную поверхность. Блочные насосы предназначены для использования в промышленности, когда требуются большие характеристики расхода и давления Консольные устройства характеризуются расположением всасывающего патрубка снаружи улитки, а нагнетательного — на противоположной стороне корпуса. Более подробно мы рассказали об устройстве и работе насосов. На что обратить внимание при выборе насоса? Подбор насоса для автономного отопления необходимо производить исходя из гидравлических характеристик системы отопления загородного дома. Поэтому перед посещением магазина необходимо рассчитать оптимальное количество тепла, которое потребуется для поддержания комфортной для проживания температуры в помещении. Грамотно выполнить Поможет дополнительная информация, которую следует прочитать. Либо можно воспользоваться консультацией грамотного специалиста. На оптимальное количество тепла для конкретного объекта влияет множество факторов:
При выборе насоса для автономного отопления особое внимание следует уделить сфере применения той или иной модели, количеству скоростей и уровню шума. Также немаловажную роль играет производитель и цена оборудования. При выборе устройства для организации принудительной циркуляции в системе отопления особое внимание следует уделить техническим характеристикам во избежание работы насоса вхолостую или на пределе его возможностей Критерий №1 — комплектация В большинстве случаев специалисты советуют устанавливать тепловые насосы, роторы которых полностью погружены в теплоноситель. В результате система с «мокрым» оборудованием прослужит дольше, ее будет легче ремонтировать и она не потребует чрезмерного внимания. Отдавайте предпочтение моделям, для изготовления которых используются прочная сталь и подшипники, а вал выполнен из керамики. Их преимущество заключается в сроке службы, который составляет не менее двух десятков лет. Вам следует отказаться от покупки чугунного циркуляционного насоса. Ведь такой прибор быстро придет в негодность и потребует замены Если выбор пал на тепловой насос «мокрого» типа, то нужно учитывать, что его не следует устанавливать в систему отопления коттеджа открытого типа. Ведь в этом случае подогретая вода, смазывающая механизм, содержит в своем составе различные примеси. Например, микрочастицы песка могут забить зазор между ротором и статором, что приведет к скорой поломке насоса. Что касается открытых систем, то в них такое оборудование может функционировать годами. Критерий №2 — расчет оптимальной мощностиПроизводительность насоса, предназначенного для работы в системе отопления, можно рассчитать самостоятельно. Для этого нужна общая длина трубопровода, по которому оборудование будет перекачивать теплоноситель. На каждые 10 метров длины берем 0,6 метра напора прибора. Так, для небольшого дома с длиной отопительного контура 70 метров нужен насос с напором 4,2 метра. Можно пойти другим путем и рассчитать этот показатель по формуле: Q = 0,86 * R / TF-TR , Где:
В европейских странах в качестве параметра R преимущественно используются два значения: 100 Вт/м 2 — для дома, где расположены одна-две квартиры, и 70 Вт/м 2 — для многоквартирных домов. Приведенный выше метод является лишь одним из многих способов расчета оптимальной производительности циркуляционного насоса. Только квалифицированный специалист может произвести максимально точные расчеты. Когда необходимо произвести расчеты с минимальной погрешностью, рекомендуется использовать специальные таблицы. Они дают значения, оптимальные для тех или иных домов и квартир. Критерий №3 — количество скоростей и шум насосаГлавной особенностью современных моделей насосов является возможность их настройки. Вы можете регулировать мощность, переключая скорость устройства. На сегодняшний день наиболее распространены модели с тремя скоростями. Это позволяет максимально быстро обогреть жилое помещение при похолодании, а в случае потепления снизить производительность устройства, при этом экономя электроэнергию. Если вам нужно купить оборудование, производящее минимально возможный шум, то насос мокрого типа – лучший выбор. Если агрегат установлен с «сухим» ротором, при его работе будет слышен посторонний звук, который появляется в результате вращения вентилятора, охлаждающего электродвигатель. Низкий уровень шума мокрых насосов – основная причина их популярности Далеко не всегда появление посторонних шумов при запуске свидетельствует о неисправности. Довольно часто это происходит из-за воздуха, который остается в системе отопления. Для решения этого вопроса рекомендуется перед запуском использовать специальные клапаны. Критерий №4 — производитель оборудования и ценаПосле проведения всех необходимых расчетов можно приступать к просмотру каталога с циркуляционными насосами. Заказ лучше делать на тех веб-ресурсах, где есть продуманная система фильтрации товаров. Это позволит быстро найти модели с оптимальными характеристиками. Современный рынок предлагает широкий выбор насосов для систем отопления. Сотни производителей говорят, что их продукция надежна, качественна и долговечна. Но далеко не всегда заявленные характеристики соответствуют реальным. В список известных и надежных фирм, производящих насосы для систем отопления, следует включить следующие марки:
Стоимость узлов для организации принудительной перекачки теплоносителя полностью зависит от мощности, типа насоса и марки. Как правило, цена оборудования варьируется в диапазоне от 60 до 220 долларов. Рекомендуем ознакомиться с для отопления по мнению пользователей. Что касается отечественных производителей, то они не выпускают бытовую технику, а предлагают только модели, предназначенные для промышленного использования. Чаще всего циркуляционные насосы имеются в продаже и имеют усредненные параметры, что создает определенные проблемы при выборе оборудования. В этом случае лучше отдать предпочтение устройству, работающему в нескольких режимах. Особенности монтажа циркуляционного насосаДля обеспечения эффективной работы системы отопления дома следует правильно выбрать место в отопительном кольце для установки оборудования. Рекомендуется найти область, где в области всасывания теплоносителя всегда наблюдается избыточное давление воды. Известно несколько способов, с помощью которых это условие может быть достигнуто искусственно. Первый способ заключается в поднятии расширительного бака на 0,8 м по отношению к самому высокому участку трубопровода. Это можно реализовать только в доме, где позволяют потолки. Хорошим решением будет установка расширительного бака на чердаке. Но в этом случае придется заняться утеплением кровли, чтобы избежать ненужных теплопотерь. Второй способ заключается в переносе трубки от расширительного бачка с подающего стояка и погружении ее в то место, где рядом находится всасывающий патрубок насоса. За счет этого можно создать просто идеальные условия для организации принудительной подкачки горячей воды в системе отопления дома. Насос можно установить непосредственно в подающий трубопровод. Такое решение будет целесообразно только в том случае, если циркуляционное оборудование выдерживает максимально возможную температуру теплоносителя Даны подробные рекомендации по установке насоса, схема подключения и пошаговая инструкция по установке. Правила и нюансы эксплуатации оборудованияЦиркуляционный насос покупается не на год и даже не на два. Поэтому каждый владелец загородного дома должен позаботиться о том, чтобы техника долгие годы находилась в исправном состоянии. Добиться надежности и корректной работы устройства можно только в случае правильного и своевременного обслуживания. В перечень основных правил эксплуатации теплового насоса следует включить следующие аспекты:
Если оборудование длительное время простаивает, то рекомендуется включать его на 10-30 минут каждый месяц. Такое простое правило поможет избежать окисления и, как следствие, блокировки вала. В случае возникновения каких-либо неполадок или неполадок в работе насоса необходимо как можно скорее вызвать мастера. Это поможет избавиться от многих проблем и незапланированных финансовых трат. Особое внимание следует уделять температуре. . Она не должна превышать 60-65 градусов Цельсия. Если пренебречь этим правилом, то в трубах и внутри насоса появится осадок, что негативно скажется на работе всей системы отопления. Распространенные поломкиНаиболее частая проблема, из-за которой выходит из строя оборудование, обеспечивающее принудительную перекачку теплоносителя, — это его длительный простой. Чаще всего система отопления активно используется зимой, а в теплое время года отключается. Но так как вода в нем не отличается чистотой, со временем в трубах выпадает осадок. Вышеупомянутая проблема решается довольно легко. Для этого попробуйте самостоятельно запустить оборудование, отвернув гайку и вручную провернув вал насоса. Часто этого действия более чем достаточно. Если устройство все равно не запускается, то единственный выход — демонтировать ротор, а затем тщательно очистить насос от скопившихся солевых отложений. Выводы и полезное видео по темеВ видео рассказывается о расчете производительности циркуляционного оборудования: Правильная установка – залог безупречной работы любого устройства. Особенности установки насоса для отопления на видео: Система отопления, где для организации движения теплоносителя используется насос, имеет множество преимуществ. Хотите добавить насос в систему отопления, но сомневаетесь в расчетах? Задавайте свои вопросы в разделе комментариев — наши специалисты постараются вам помочь. А может вы хотите дополнить наш материал полезными комментариями? Или предложите другой вариант расчета насоса отопления? Пишите свои комментарии и рекомендации под этой статьей. Расчет теплового насоса: Расчет нагрузки теплового насоса9 февраля 2018 г. Многие дома в районе залива Сан-Франциско используют тепловой насос для обеспечения энергоэффективного отопления и кондиционирования воздуха. Летом тепловой насос работает как типичный центральный кондиционер; зимой цикл охлаждения меняется на противоположный, чтобы перекачивать тепло с улицы в ваш дом. Вместо сжигания топлива тепловые насосы используют электричество и хладагент для передачи тепла снаружи внутрь. При покупке нового теплового насоса первое, что вы должны сделать, это определить, какой тип теплового насоса вам нужен и насколько он должен быть большим, чтобы обеспечить достаточный обогрев и охлаждение вашего дома. Если вы не уверены, что вам нужно, вот несколько советов по выбору теплового насоса для конкретных нужд вашего дома. Крупногабаритные агрегатыПримите во внимание затраты на крупногабаритный тепловой насос. Более крупные блоки не только дороже в установке и эксплуатации, но и могут вызвать множество проблем с комфортом. Короткие циклы (когда устройство часто включается и выключается) обычно происходит, когда система HVAC слишком велика для вашего дома. Негабаритный тепловой насос, который часто включается и выключается, изнашивается намного быстрее, что приводит к увеличению счетов за электроэнергию и ненужному износу агрегата. Это плохо для вашего дома, теплового насоса или кошелька. Для достижения оптимального комфорта и эффективности тепловой насос должен работать с постоянной скоростью, а не нагнетать в дом слишком много кондиционированного воздуха одновременно. Малогабаритные агрегатыМалогабаритные тепловые насосы недостаточно велики для надлежащего кондиционирования воздуха в помещении. В конечном итоге они работают постоянно, что приводит к проблемам, аналогичным негабаритным устройствам. Негабаритные блоки будут увеличивать ваш счет за электроэнергию и создавать постоянные проблемы. Тепловые насосы неправильного размера приводят к:
Наем правильной компании HVAC для расчета нагрузки теплового насоса имеет важное значение для получения максимальной отдачи от ваших инвестиций. Как правильно подобрать тепловой насосЧтобы правильно определить размер теплового насоса, первым делом необходимо выполнить расчет нагрузки. По сути, возьмите общий объем отапливаемых помещений (в кубических метрах), а затем определите необходимое количество БТЕ в зависимости от размера, площади, изоляции и многого другого. Расчеты нагрузки теплового насоса должны выполняться только квалифицированными подрядчиками по ОВКВ. Некоторые установщики систем ОВКВ просто заменяют ваш тепловой насос на аналогичный по размеру, предполагая, что первый блок изначально был подходящего размера. Даже если бы он был подходящего размера, изменения в вашем доме могут потребовать большего или меньшего размера. Что входит в ручную проверку J? Руководство J является сертифицированным ACCA (Американской ассоциацией подрядчиков по кондиционированию воздуха) требованием для правильного расчета нагрузки HVAC. Чтобы правильно определить размер теплового насоса, в Руководстве J приведены инструкции по измерению уровней вентиляции и изоляции, герметичности воздуховодов, размеров вашего дома и многого другого. Только после завершения ручной проверки J ваш технический специалист должен выбрать необходимую вам мощность HVAC. После того, как профессиональный техник примет все во внимание, он может определить количество кВт (в пересчете на БТЕ), необходимое для обогрева или охлаждения данного конкретного помещения. Профессиональное определение размеровПричина, по которой так важно обратиться к профессионалу, заключается в том, что определенные факторы, такие как плохая теплоизоляция окон, трещины в фундаменте, утечки в воздуховодах и другие проблемы, могут повлиять на общий размер. Кроме того, выбранный вами тип теплового насоса должен быть эффективен при подключении к имеющейся системе обработки воздуха и воздуховоду. Сервисные чемпионы могут выполнить эти измерения и убедиться, что выбрано устройство правильного размера. СОВЕТ ПО ЭНЕРГОСБЕРЕЖЕНИЮ:
Насос циркуляционный для системы отопления: Циркуляционные насосы для отопления купить в Москве с доставкойЦиркуляционный насос для систем отопленияСодержание: Назначение циркуляционного насоса Виды насосов Критерии выбора насоса Монтаж циркуляционного насоса О неисправностях насоса Резюме Циркуляционный насос – один из главных элементов отопительной системы и горячего водоснабжения. Главная функция этого устройства состоит в обеспечении принудительного движения жидкой среды по определенному замкнутому контуру (циркуляция). Благодаря действию насоса обеспечивается более быстрое перемещение теплоносителя в системе. Назначение циркуляционного насосаПод циркуляционным насосом понимается устройство, предназначенное для принудительной циркуляции теплоносителя в системе отопления. В системах отопления, основанных на естественной циркуляции воды, он не применяется. Но практика показывает, что врезка циркуляционного насоса в обычную систему, приводит к экономии газа примерно на 20-30%. В связи с этим, наиболее востребованными в наше время, являются системы отопления, основанные на насосной циркуляции теплоносителя. Эта востребованность обусловлена достоинствами использования указанного оборудования. К главным преимуществам таких систем, можно отнести: Виды насосовСуществует много разновидностей насосов, используемых для циркуляции жидкостей. По конструктивному решению эти агрегаты напоминают дренажные устройства. Их корпуса изготавливаются из нержавеющего металла. Ротор и вал (на нем устанавливается крыльчатка) – чаще всего выполняются из керамики. Вращение ротора осуществляется с помощью электродвигателя. Вода, поступившая в насос циркуляционный, с одной стороны, нагнетается в трубопровод, расположенный с другой стороны. Теплоноситель движется по системе благодаря центробежной силе. Насосы циркуляционные, по принципу работы, можно разделять на два подвида: «мокрые» и «сухие». Отметим некоторые особенности циркуляционных насосов отопления, с так называемым «мокрым» ротором. Главной особенностью устройств такого типа является то, что рабочее колесо и ротор, находятся в перекачиваемой жидкости. При этом колесо (нержавеющий металл) отделено от статора, специальным стаканом. Вал насоса, может быть изготовлен не только из керамики, но и из металла. Жидкость, перекачиваемая насосом, одновременно участвует в выполнении 2-х функций: охлаждении двигателя и смазывании трущихся деталей. Касаясь конструктивных особенностей насосов указанного типа, отметим, что в основе их сборки лежит так называемый модульный принцип. Суть его состоит в следующем. Сами модули подбираются с учетом требований, предъявляемых к циркуляционным устройствам. Следует обратить внимание и на такое обстоятельство. Использование насоса с «мокрым» ротором освобождает пользователя от необходимости регулярного удаления воздуха из улитки, обустраивая патрубки для сброса. Насос сам производит удаление воздуха. К преимуществам агрегатов «мокрого» типа следует отнести: Самым существенным недостатком насосов этого типа считают его относительно низкий уровень КПД. Как правило, он составляет менее 50%. Это объясняется, в первую очередь, тем, что трудно обеспечить качественную герметизацию ротора. Следует также запомнить, что бесперебойная работа «мокрых» агрегатов возможна лишь при условии их правильного монтажа. Основное требование — положение вала должно быть строго горизонтальным. Только при таком расположении вала обеспечивается полноценная водяная смазка подшипников. В случае, когда необходимо перекачивать большие объемы жидкости в различных системах отопления, применяются устройства с сухими роторами. Свое название они получили благодаря тому факту, что двигатели подобных устройств не имеют непосредственно контакта с перекачиваемой жидкостью. В этом и состоит их характерная особенность. Насосная часть и электродвигатель изолированы друг от друга посредством «скользящего торцового уплотнения». В основе СТУ (скользящего торцевого уплотнения) – 2 кольца, с отполированными поверхностями. СТУ относится к так называемым динамическим уплотнениям. Они помогают осуществить герметизацию валов, вращающихся в жидкостях. Происходит это следующим образом. Пространство между поверхностями колец, заполняется тонкой жидкой пленкой, поскольку давление воды в системе выше атмосферного. Благодаря этой пленке происходит герметизация насоса. Кроме того, она выступает и в качестве смазки и средства охлаждения соприкасающихся поверхностей. При различных режимах работы насосного устройства, природа трения между поверхностями различна. Трение может относиться к смешанному, граничному или сухому виду. Насосные устройства с «сухим» ротором подразделяются на 3 подвида. КПД насосов с «сухим» ротором заметно больше, чем у аналогов с «мокрым» ротором. Он достигает порой 80%. Однако, эти приборы не лишены некоторых недостатков, в числе которых: Критерии выбора насосаВыбор конкретной модели и типа насоса осуществляется с учетом нескольких факторов. К ним, в первую очередь, относятся: Монтаж циркуляционного насосаСледует запомнить главное правило при установке циркуляционных насосов: его вал должен быть расположен всегда горизонтально. Обвязка (установка) насоса в систему отопления осуществляется следующим образом. Для того, чтобы установить насос в уже действующую систему отопления, следует сделать обводную линию, или так называемый байпас (перепуск). Для этого разрезают главную (подающую) трубу, куда вставляют шаровой кран. Отдельно собирают байспас и монтируют его к основной трубе по известной схеме. Рекомендуется ставить перед насосом фильтр, а также шаровые краны с обеих сторон. Это нужно для аварийного отсоединения насоса в случае неполадок, не сливая при этом всю воду из отопительной системы. О неисправностях насосаОдна из проблем, возникающих при использовании циркуляционных насосов в системе отопления, состоит в следующем. Насос работает, как правило, в зимний период времени. Другими словами, он постоянно в это время находится в рабочем состоянии и не создает нам проблем. Вследствие того, что вода в системе не отличается хорошим качеством, в ней происходит выпадение солей жесткости в осадок. Солями жесткости называются растворенные в воде соли щелочноземельных металлов (в основном, к ним относятся кальций и магний). Жесткость воды определяется уровнем концентрации именно солей жесткости. Следовательно, это осадок накапливается и в пространстве, отделяющем крыльчатку от насоса. Таким образом, насос, который не работает, как говорят, закоксовывается. Поверхность крыльчатки покрывается слоем солей жесткости. Когда наступает отопительный сезон, мы запускаем насос. Но при этом наблюдаются нежелательные явления: гудение, отсутствие циркуляции в системе. Они напрямую связаны с тем, что крыльчатка не может вращаться из-за наличия солей жесткости. У маломощных моторов крыльчатка вообще не может вращаться. Что лучше предпринять в указанной ситуации? Самый кардинальный, но не экономичный выход из нее, это заменить насос. РезюмеПоложительный эффект от применения циркуляционных насосов очевидна пользователям автономных систем отопления. Благодаря им обеспечивается более высокая степень комфорта в помещениях. Она проявляется в появлении ряда новых возможностей: — поддержания заданной температуры в каждом отдельно взятом помещении; Какой циркуляционный насос выбрать для системы отопления загородного дома.Как выбрать циркуляционный насос для системы отопления загородного дома.
Циркуляционный насос — насос, который устанавливается непосредственно в трубопровод и обеспечивает перемещение теплоносителя по трубопроводу, как правило системы отопления закрытого типа, повышая эффективность отопления. Для правильного выбора циркуляционного насоса прежде всего, необходимо знать сколько тепла понадобиться для отопления дома. Таблица 1.
Часто в задают вопрос: «Почему шумят трубы системы отопления? Как убрать шум в трубах?»
Для решения данной проблемы необходимо:
Современные модели циркуляционные насосы имеют вал и подшипники, сделанные из керамики. Это не только продлевает срок службы, но и делает их практически бесшумными в эксплуатации. Стоит заметить, что эти небольшие устройства очень экономичны и потребляют энергии не больше, чем, скажем, небольшая электрическая лампочка. Тем не менее, недавно все ведущие европейские производители циркуляционных насосов пришли к соглашению о единой классификации по энергопотреблению. При этом насосы класса «А» потребляют в среднем 6 Вт, что соответствует 90 кВт ч в год. Даже проверенные временем модели (GRUNDFOS UPS 100) будут в основном соответствовать классу В. Безусловно, надо отметить, что наиболее экономичны регулируемые циркуляционные насосы. Срок службы качественного циркуляционного насоса составляет не менее 10 лет. Для длительной бесперебойной работы следует соблюдать рекомендации производителей: правильно подобрать и установить циркуляционный насос, использовать в системе специально подготовленную воду, не допускать «завоздушивания» системы. Для повышения комфорта и экономии энергии в систему ГВС индивидуального дома можно установить специальный циркуляционный насос, например GRUNDFOS UP Comfort. Это позволит не дожидаться, пока из крана пойдет горячая вода, что не только снижает затраты на электроэнергию, но и уменьшает расход воды. Стоит заметить, что в 2002 г. насос GRUNDFOS UP Comfort получил европейскую премию за промышленный дизайн. В случае использования в качестве системы отопления системы «теплый пол» следует использовать регулируемые циркуляционные насосы типа ALPHA . При устройстве теплых полов все петли должны быть сбалансированы на одинаковый перепад давления, при этом потери давления в самой длинной петле (не более 120 м) определяют необходимый напор насоса. Из-за малого температурного перепада и большого перепада давления в системе подогрева полов требуется насос большей мощности, чем для радиаторной системы. Таблица 3. Рекомендуемый регулируемый насос для систем «Теплых полов»
Ознакомиться с линейкой циркуляционных насосов Grundfos Вы можете в разделе Циркуляционные насосы для систем отопления и кондиционирования лучших циркуляционных насосов для вашего дома в 2022 годуНа самом деле, некоторые избранные, живущие в больших домах, даже согласны с тем, что они могут ждать горячей воды до двух минут.
Таким образом, помимо фактора удобства, более важной проблемой является расход воды. Однако у этой проблемы есть очень простое решение. Видите ли, когда вы закрываете кран горячей воды, , горячая вода не возвращается в нагреватель ; однако он просто остается на том же месте. А потому через считанные минуты снова холодно. Эта проблема, однако, решается с помощью рециркуляционного насоса горячей воды. Разница в том, что это отправляет воду обратно в нагреватель. Итак, давайте подробнее рассмотрим рециркуляционные насосы для горячей воды и то, как они работают.
Содержание Лучший в целом: Рециркуляционная насосная система мгновенного действия горячей воды Watts PremierНужно нанять сантехника? Получите бесплатную онлайн-оценку от ведущих специалистов по обслуживанию на дому в вашем районе. Примечание. Этот пост может содержать партнерские ссылки. Это означает, что бесплатно для вас мы можем получать небольшую комиссию за совершенные покупки. Рециркуляционная насосная система мгновенного действия горячей воды Watts Premier подает горячую воду для каждого крана или душа по мере необходимости. В конечном счете, это исключает потери воды и экономит до 15 000 галлонов в год. Его также легко установить в любую систему водоснабжения и не требуется дополнительных трубопроводов. Если вы ищете тихую и не требующую обслуживания работу, вам будет приятно узнать, что уникальная конструкция системы обеспечивает именно это. Система также оснащена программируемым таймером с двумя настройками, который активирует насос при необходимости. К сожалению, это не будет работать с безбаковым водонагревателем. В комплект входит таймер вместе с двумя переходниками с резиновыми шайбами, крепежными винтами клапана и двумя 12-дюймовыми линиями подачи, а также сенсорным клапаном. Профи
Минусы
Спецификация изделия
Второе место: Чугунный циркуляционный насос TacoЧугунный циркуляционный насос Taco предназначен для использования в водяных системах отопления. Может также использоваться в системах охлажденной пресной воды и бытовых системах водоснабжения. Этот насос обычно используется в бытовых водяных системах отопления и доступен в исполнении из чугуна или нержавеющей стали с фланцевыми соединениями. Поэтому он также подходит для систем питьевого водоснабжения. Содержит компактную конструкцию с высокой производительностью, которая в то же время тихая и эффективная. Уникальная конструкция сменного картриджа также упрощает использование в течение многих лет. Pros
Минусы
Спецификация продукта
Альтернатива: Циркуляционный насос Grundfos Super BruteЦиркуляционный насос Grundfos Super Brute имеет чугунный корпус с многоступенчатой настройкой скорости, обеспечивающей низкую, среднюю и высокую скорость соответственно. Также имеется встроенный съемный обратный клапан. На сегодняшний день это одна из самых популярных и универсальных моделей циркуляционных насосов. Параметры производительности насосов охватывают почти все традиционные системы отопления от плинтусов до лучистого, а также фанкойлы, зонирование и многие другие. Благодаря различным настройкам скорости вы можете настроить насос в соответствии с требованиями вашей системы, а конструкция ротора позволяет ему работать практически бесшумно. Pros
Минусы
Спецификация изделия
Рециркуляционный насос GrundfosРециркуляционный насос Grundfos имеет встроенный таймер и имеет диапазон подачи 0–9 галлонов США в минуту. Система не требует обслуживания, потребляет минимальное количество энергии и проста в установке. После настройки работа также прекращается. Эти насосы специально разработаны для систем отопления. Они также подходят для циркуляции горячей воды для бытовых нужд во всем доме и циркуляции жидкости в системах охлаждения и кондиционирования воздуха. Изготовленный из бронзы и нержавеющей стали, он прослужит долгие годы. Плюсы
Минусы
Спецификация продукта
Bayite Циркуляционный насос солнечного водонагревателя Циркуляционный насос Bayite солнечного водонагревателя представляет собой не самовсасывающий циркуляционный насос. Одной из его лучших особенностей является бесшумность во время работы, а также возможность погружения в воду; однако его нельзя погружать в горячую воду с температурой выше 50°C и выше 122°F. Плюсы
Минусы
Спецификация продукта
Часто задаваемые вопросы по циркуляционным насосамЧто делает циркуляционный насос? При установке циркуляционного насоса горячая вода подается мгновенно при каждом открытии крана горячей воды. В домах, где нет циркуляционного насоса, вода из крана с горячей водой течет холодной до тех пор, пока горячая вода из бака не достигнет крана. Таким образом, в течение года сотни или даже тысячи галлонов вода в конечном итоге тратится впустую в ожидании воды. Установка циркуляционного насоса горячей воды устраняет эту проблему, а также дополнительные расходы и потери воды. Если в вашем доме нет циркуляционного насоса, а оставшаяся горячая вода остается в трубах и со временем остывает. Поэтому, когда кран снова откроется, вас сначала встретит холодная вода, которую нужно протолкнуть через водопроводную систему, прежде чем потечет горячая вода. Таким образом, вода будет течь до тех пор, пока вода в трубах не будет заменена горячей водой из бака водонагревателя. Таким образом, в канализацию уходит много лишней воды. Циркуляционный насос для горячей воды, также известный как рециркуляционный насос, решит эту проблему. Поскольку ваша вода нагревается по запросу , вода в ваших трубах всегда остается горячей и готовой к использованию. Таким образом, как только открывается кран горячей воды, сразу же подается горячая вода. Тем не менее, это может звучать очень хорошо, но есть еще некоторые вещи, которые следует учитывать при принятии решения об установке циркуляционного насоса для горячей воды. Некоторые из преимуществ циркуляционных или рециркуляционных насосов заключаются в том, что они существуют уже много лет и используются в дорогих отелях и ресторанах для обеспечения гостей горячей водой по требованию. В настоящее время домовладельцы могут воспользоваться этим. Таким образом, у вас есть список преимуществ, которые вы получите, установив циркуляционный насос в своем доме. Удобство Горячая вода подается циркуляционным насосом почти мгновенно, как только открывается кран. Использование водыГорячая вода доступна сразу, поэтому расход воды меньше. Нет необходимости ждать, пока вода в баке нагреется; таким образом, потери воды также искореняются. Таким образом, в районах с дефицитом воды это может быть особенно бесценным инструментом в вашем доме. Огромным преимуществом является его способность экономить значительное количество воды, тем самым экономя вам кучу денег. Простота установкиУстановка циркуляционного насоса очень проста, и у вас, вероятно, уже есть необходимые инструменты. Большинство моделей насосов рассчитаны на обычную водопроводную систему дома, поэтому для подключения насоса к водонагревателю не требуется специальных разрешений. Простота эксплуатацииКак правило, циркуляционные насосы просты и просты в эксплуатации. Рециркуляционные насосы можно найти где угодно, у разных производителей и вариантов на выбор. НедостаткиУдобство мгновенной подачи горячей воды просто поразительно, но оно имеет свою цену. Тем не менее, установка циркуляционного насоса имеет очень мало недостатков. И вот некоторые из них. Первоначальная стоимостьСуществует широкий диапазон цен на выбор; тем не менее, это хорошая идея, чтобы купить модель высокого класса. Покупка высококачественного насоса гарантирует максимальную экономию в будущем. Мощность Потребление Многие из ранних циркуляционных насосов работали безостановочно, и их обновление было более дорогим, поскольку они постоянно потребляли электричество. Кроме того, они также нуждались в том, чтобы ваш водонагреватель работал усерднее, чтобы вода оставалась горячей 24/7. К счастью, современные модели созданы с учетом энергосбережения и предназначены для подачи горячей воды по требованию, а не непрерывной работы. Таким образом, в конечном счете, это экономит ваши деньги и больше энергии, больше времени. Тепло потери Ваша водопроводная система будет постоянно заполнена горячей водой, и единственный способ потери тепла – через сами трубы. Однако, изолируя трубы горячего водоснабжения, вы можете свести потери тепла к минимуму. Где обычно находится циркуляционный насос?Когда речь идет о циркуляционных насосах центрального отопления, они обычно располагаются рядом с котлом или внутри него. Кроме того, он может быть расположен в сушильном шкафу или рядом с бойлером с горячей водой. Сколько служит циркуляционный насос?Если ваша система центрального отопления установлена правильно и регулярно обслуживается, вы можете рассчитывать на то, что этот насос прослужит очень долго. Обычно они продолжают работать более десяти лет, а некоторые — 20 и более лет. Как правило, они довольно прочные и надежные , поэтому вам никогда не придется думать об этом компоненте или знать, где он находится в вашей системе отопления. Однако качество монтажа и качество самого насоса оказывают огромное влияние на срок его службы и эффективность работы. Сколько стоит установка циркуляционного насоса?Циркуляционный насос для горячей воды обойдется примерно в 200 долларов; однако большинство из них может быть установлено потребителем. В некоторых случаях вам может понадобиться сантехник. В дополнение к фиксированным затратам необходимо также учитывать две другие переменные: энергию, используемую насосом, и требуемую дополнительную воду. В конечном счете, они предназначены для экономии денег , поскольку в некоторых ситуациях системы могут экономить воду и энергию. Они работают непрерывно и могут потреблять больше энергии по сравнению с энергией, сэкономленной за счет потери горячей воды. Стоимость установки в конечном итоге будет зависеть от сантехника, которого вы наймете, но, как всегда, вы можете договориться. Могу ли я отключить рециркуляционный насос горячей воды? В нормальных условиях у вас не было бы причин отключать или выключать рециркуляционный насос. При особых обстоятельствах, например, при поездке в отпуск, вы, вероятно, отключите воду в своем доме, и в этом случае рекомендуется отключить циркуляционный насос. Это связано с тем, что если он работает всухую в течение длительного периода времени, это может привести к повреждению. Таким образом, вы должны отключить его, а не позволять ему работать всухую. Если он также простаивает более двух недель, пока вы в отпуске, минералы в воде могут привести к его залипанию, когда вы вернете его в эксплуатацию. Обычно это означает, что вам придется разобрать насос и освободить рабочее колесо, прежде чем он снова сможет работать. В чем разница между насосом и циркуляционным насосом? Несмотря на то, что насос и циркуляционный насос могут выглядеть совершенно одинаково, и оба они создают перепад давления для перемещения воды или жидкостей, разница становится очевидной, когда вы смотрите на область применения. Насос называется насосом, когда оборудование используется для физического «подъема» воды для противодействия атмосферному давлению. Прекрасным примером этого является погружной скважинный насос, который поднимает воду из-под земли и перемещает ее по трубам к месту конечного использования. Однако, когда он достигает ирригационной системы, он должен иметь достаточное давление для работы ирригационной системы. Циркуляционный насос, с другой стороны, используется для перемещения воды в гидравлической системе отопления или охлаждения. Циркуляционный насос будет использоваться в гидравлических системах, как правило, в центробежных насосах с электрическим приводом. Это связано с тем, что они обеспечивают циркуляцию жидкости только в замкнутом контуре и нуждаются только в преодолении трения в трубопроводной системе по сравнению с подъемом жидкости из точки с низкой потенциальной энергией в точку с высокой потенциальной энергией. Таким образом, циркуляционные насосы чаще всего используются для перемещения горячей воды для бытовых нужд, чтобы она обеспечивала горячую воду немедленно или по требованию. В случаях, когда возникают проблемы с водосбережением, домовладельцам и строителям, устанавливающим циркуляционные насосы для экономии воды, предлагаются скидки. Благодаря технологическим достижениям в отрасли циркуляционные насосы оснащены встроенными таймерами для ограничения работы в определенные часы дня, что позволяет минимизировать потери энергии и воды. Дополнительные технологии, включенные в эти агрегаты, позволяют им включаться и выключаться для поддержания температуры горячей воды, что избавляет от необходимости непрерывно эксплуатировать оборудование и потреблять больше электроэнергии. Заключение Лучшие циркуляционные насосы для вашего дома имеют ряд преимуществ, таких как горячая вода по запросу, поэтому больше не нужно стоять и ждать, пока нагреется резервуар для воды. Это потому, что вы получаете мгновенную горячую воду, когда включаете кран. Кроме того, циркуляционный насос безопасен для окружающей среды и позволяет свести к минимуму потери воды. Тратить воду тоже дорого, особенно во время засухи. С циркуляционным насосом вы экономите деньги, поддерживая подогрев воды, поэтому вы используете минимальное количество энергии для повторного нагрева, и хотя это может показаться дорогостоящим оборудованием в эксплуатации и обслуживании, на рынке есть разные типы. , поэтому вы должны выбрать тот, который лучше всего подходит для вас. Нужно нанять сантехника? Получите бесплатную онлайн-оценку от ведущих специалистов по обслуживанию на дому в вашем районе. Объяснение циркуляционных насосов для горячей воды: почему, как, стоимость (+без бака) Когда вы включаете душ или кран, вы получаете горячую воду мгновенно ? Не совсем. На то, чтобы горячая вода дошла до крана, может уйти от 10 секунд до 1 минуты. Вот как быстрее получить горячую воду из водонагревателя: Когда мы открываем любой кран, горячая вода должна пройти от водонагревателя к крану. Он приводится в движение только давлением воды. Если вы добавите мощную циркуляционный насос горячей воды на нагревателе (не под раковиной), горячая вода будет достигать крана намного быстрее. Установив циркуляционный насос горячей воды, вы получите сразу горячий душ . Циркуляционный насос мощностью Вт, установленный на водонагревателе (насос подключен к стандартной розетке 110/120 В, соединители с трубной резьбой 3/4 дюйма, клапан). Кроме того, рециркуляционные насосы также возвращают холодную воду в трубах обратно в нагреватель. Это выполняет две функции:
Это относится и к безбаковым водонагревателям. Этим устройствам по требованию требуется еще больше времени, чтобы горячая вода достигла крана, потому что нагреватель должен сначала нагреть воду, а затем отправить ее в кран. Здесь мы рассмотрим все важные части насосов рециркуляции горячей воды, в том числе:
Вы получите общее представление о том, как можно использовать повышенное давление воды циркуляционным насосом для почти мгновенного доступа к горячей воде. Краткий обзор расходов: Циркуляционный насос, безусловно, полезен, если вы хотите быстро получить горячую воду. Это экономит воду, но также требует немного электроэнергии. Мы полностью рассмотрим расходы на установку и эксплуатацию циркуляционного насоса ближе к концу. Начнем с того, как на самом деле работают эти насосы: Как работает насос рециркуляции горячей воды?Если для начала подачи горячей воды требуется «вечность», это обычно означает наличие длинной трубы между бойлером (или водонагревателем или безбаковым водонагревателем) и краном. Чем больше дом, тем длиннее эти водопроводные трубы и тем больше времени требуется, чтобы получить горячую воду. Насос рециркуляции горячей воды работает по:
Само словосочетание «рециркуляция» происходит от этого насоса, возвращающего неиспользованную горячую воду обратно в бак. Это делается каждый раз, когда вы закрываете кран. Важно отметить, что рециркуляционные насосы не работают постоянно; они используются только тогда, когда мы открываем и закрываем кран. Теперь, когда установлен рециркуляционный насос, кажется, что горячая вода начинает течь сразу, как по волшебству. На самом деле, однако, для этого должен быть активирован весь механизм рециркуляционного насоса горячей воды. Рассмотрим отдельные детали, из которых состоит циркуляционный насос для горячей воды: Какие детали входят в комплекты циркуляционного насоса для горячей воды? Если вы хотите установить рециркуляционный насос, вы должны начать с полного комплекта рециркуляционного насоса. Вы можете установить его самостоятельно (установка циркуляционного насоса своими руками) или вызвать специалиста; подробнее об этом в разделе о том, сколько стоят рециркуляционные насосы для горячей воды. Вот список всех деталей, необходимых для установки рециркуляционного насоса. Конечно, самая важная часть — это сам насос, поэтому начнем с него:
Это стандартные строительные блоки каждого рециркуляционного насоса для быстрого получения горячей воды. Детали, которые фактически будут использоваться, зависят от того, какой у вас рециркуляционный насос горячей воды. Давайте рассмотрим два самых популярных типа: 2 типа рециркуляционных насосов для горячей воды, используемых в домах Вы можете установить рециркуляционный насос для горячей воды или безрезервуарный насос для горячей воды в существующем или новом доме. В существующих домах добавление дополнительной трубы для системы полного рециркуляционного насоса часто слишком дорого; оно того не стоит, считают специалисты по HVAC. Вот почему большинство домовладельцев предпочитают устанавливать рециркуляционный насос без дополнительной трубы. Это известно как система комфорта с рециркуляционным насосом (тип № 2), и это самый популярный способ быстрого получения горячей воды. Тип 1: Насосная система с полной рециркуляциейПри строительстве дома целесообразно также подумать о рециркуляции горячей воды. Чтобы установить систему полного рециркуляционного насоса, вам нужно проконсультироваться с сантехником, потому что вам понадобится дополнительная труба. Эта дополнительная труба устанавливается параллельно обычной трубе. Очевидно, вам может быть интересно: если контур рециркуляционного насоса работает постоянно, вы, вероятно, потребляете слишком много электроэнергии только для того, чтобы быстрее получать горячую воду. Здесь на помощь приходят таймер и датчик температуры. Чтобы создать энергоэффективную систему полной рециркуляции, ваш насос должен быть оснащен этими двумя компонентами, оптимизирующими эффективность. Таймер контролирует непрерывную работу насоса. Вы можете настроить его на запуск утром перед работой и вечером. Вы можете отключить его в рабочее время, на ночь, когда уезжаете в отпуск и так далее. Температурный датчик, с другой стороны, гарантирует, что вы не будете тратить слишком много энергии на нагрев воды. Когда вода достаточно горячая, датчик температуры отключит питание рециркуляционного насоса для экономии энергии. Этот тип системы рециркуляции горячей воды наиболее подходит для новых домов; дома, которые находятся в 3-й или 4-й части процесса строительства. Для большинства существующих домовладельцев установка рециркуляционной насосной системы комфорта поверх существующего трубопровода имеет гораздо больше смысла: Тип 2: рециркуляционная домашняя насосная система комфортаВот почему это самый популярный тип рециркуляционного насоса для горячей воды. в домах: Вы пользуетесь существующим водопроводом самостоятельно. Вам не нужно устанавливать дополнительную трубу. Насос работает на существующих трубах; он в основном отправляет оставшуюся воду обратно в котел или нагреватель. Это система, которую вы можете видеть на фотографиях выше. Рециркуляционный насос закреплен на водонагревателе. Соединители с трубной резьбой 3/4 дюйма используются для подключения насоса к существующим трубам. Этот тип системы циркуляционных насосов горячей воды не требует дополнительных трубопроводов и стоит гораздо дешевле. Совершенно неожиданно для большинства домовладельцев самой большой проблемой с этим типом рециркуляционного насоса является подача холодной воды. Вот в чем дело: и холодная, и горячая вода должны подаваться по одной и той же трубе. Это означает, что холодная вода на самом деле не холодная; обычно он будет слегка теплым (при комнатной температуре). Это может представлять проблему летом, когда вам нужна холодная вода; отключение насоса в летние месяцы решает проблему. Оба типа систем имеют схожие плюсы и минусы. Давайте обрисуем их здесь: Преимущества и недостатки рециркуляционных насосов для горячей воды Чтобы определить, имеет ли смысл установка рециркуляционного насоса для горячей воды в вашей ситуации, мы должны проверить все за и против. Понятно, что всем нравится мгновенная горячая вода из крана, но эта роскошь может быть довольно дорогой. Начнем с положительных моментов: 6 Плюсы циркуляционных насосов для горячей водыВесь смысл установки такого насоса в том, чтобы быстро получать горячую воду. Никто не любит, например, ждать, пока горячая вода начнет течь под душем или мыть посуду. Вот список преимуществ, связанных с циркуляционными насосами для горячей воды:
Теперь давайте посмотрим на недостатки этих насосов: 4 Минусы циркуляционных насосов для горячей водыИзлишне говорить, что циркуляционные насосы не бесплатны. Первоначальная стоимость является основным сдерживающим фактором при принятии решения о том, имеет ли смысл устанавливать циркуляционный насос или нет. Вот краткое изложение всех отрицательных аспектов циркуляционных насосов для горячей воды:
Сколько стоят циркуляционные насосы горячей воды + стоимость установки + эксплуатационные расходы? (с анализом экономии воды)Циркуляционные насосы того стоят? Это ключевой вопрос. Являются ли эти насосы просто роскошью, которая позволяет молниеносно получать горячую воду, или они действительно экономят ваши деньги? Давайте сначала посчитаем стоимость:
Теперь мы должны проверить, компенсируются ли эти затраты экономией воды. Предположим, что вы покупаете циркуляционный насос для горячей воды для семьи из 4 человек и что каждый человек тратит впустую около 2 галлонов воды в день (среднее значение исследования Окриджской национальной лаборатории). Это означает, что это домохозяйство тратило впустую 8 галлонов воды в день только в ожидании горячей воды. Это 2920 галлонов воды в год. Сколько это в счетах за воду? Если принять, что средняя цена воды составляет 0,18 доллара США за галлон (согласно исследованию Statista 2019 года), то вот сколько вы можете сэкономить на воде с помощью рециркуляционного насоса: Экономия воды = 2920 галлонов/год * 0,18 доллара США. /галлон = $525,60/год Это довольно значительная экономия . Это означает, что все затраты на циркуляционный насос горячей воды покрываются за счет экономии воды. Примечание по рециркуляционным насосам горячей воды безбакового водонагревателя (двойная проблема)Наличие безбакового водонагревателя является энергоэффективным способом получения горячей воды. Однако, если вам нужна быстрая горячая вода, эти нагреватели по требованию не идеальны. На самом деле с безбаковым водонагревателем вы столкнетесь с двойной проблемой (поэтому у вас не будет горячей воды):
Поскольку в случае с безбаковыми водонагревателями нам приходится дольше ждать горячей воды по сравнению с традиционными водонагревателями, имеет смысл еще больше минимизировать это время в безбачковых водонагревателях. Есть два варианта, когда речь идет о безбаковых нагревателях и рециркуляционных насосах:
Наименьший предельный размер это: Система допусков и посадокСистема допусков и посадокСлово термин происходит от латинского слова terminus, что значит предел граница. Размер – числовое значение линейной величины в выбранных единицах измерения. Действительный размер – размер элемента, установленный измерением
Номинальные и предельные размеры Предельные размеры – два предельно допустимых размера элемента, между
Наибольший предельный размер – наибольший допустимый размер элемента. Наименьший предельный размер – наименьший допустимый размер элемента. Номинальный размер – размер, относительно которого определяются отклонения. Отклонение – арифметическая разность между размером и соответствующим номинальным размером. Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение – арифметическая разность между предельным и
Нулевая линия – линия, соответствующая номинальному размеру, от которой
Верхнее отклонение Примечание:
Нижнее отклонение Примечание:
Основное отклонение – одно из двух предельных отклонений (верхнее или
Поля допусков и посадок Допуск – Примечание:
Стандартный допуск – Примечание:
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными
Примечание:
Квалитет – лат. qualitas – Единица допуска Вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы. Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы. Основной вал – вал, верхнее отклонение которого равно нулю. Основное отверстие – отверстие, нижнее отклонение которого равно нулю. Предел максимума материала – термин, относящийся к тому из предельных
Предел минимума материала – термин, относящийся к тому из предельных
Посадка – характер соединения двух деталей, определяемый разностью их
Номинальный размер посадки – номинальный размер, общий для отверстия и
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение. Зазор – разность между размерами отверстия и вала до сборки, если размер
Зазор между отверстием и валом
Натяг – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг между отверстием и валом
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении,
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении,
Переходная посадка – посадка, при которой возможно получение как зазора, так и
Переходная посадка
Наименьший зазор – разность между наименьшим предельным размером
Наибольший зазор – разность между наибольшим предельным размером
Наименьший натяг – разность между наименьшим предельным размером вала и
Наибольший натяг – разность между наибольшим предельным размером вала и
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги
Наименьший и наибольший зазор
Наименьший и наибольший натяг
Допуски размеров, отклонения, посадки и квалитеты.
Основные понятия о допусках и посадкахМеханизмы машин и приборов состоят из деталей, совершающих в процессе работы определенные относительные движения или соединенных неподвижно. Производственный опыт показал, что задачу выбора оптимальной точности можно решить установлением для каждого размера детали (особенно для сопрягаемых ее размеров) пределов, в которых может колебаться ее действительный размер; при этом исходят из того, что узел, в который входит деталь, должен соответствовать своему назначению и не терять работоспособность в требуемых условиях функционирования с необходимым ресурсом. Рекомендации по выбору предельных отклонений размеров деталей разработаны на основании многолетнего опыта изготовления и эксплуатации различных механизмов и приборов и научных исследований, и изложены в единой системе допусков и посадок (ЕСДП СЭВ). Допуски и посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала. *** Номинальным называют основной размер, получаемый из расчета на прочность, жесткость или выбираемый конструктивно и проставляемый на чертеже. Проще говоря, номинальный размер детали получен конструкторами и разработчиками расчетным путем (исходя из требований прочности, жесткости и т. п.) и указывается на чертеже детали в виде основного размера. Для унификации и стандартизации установлены ряды номинальных размеров (ГОСТ 8032-84 «Предпочтительные числа и ряды предпочтительных чисел»). Полученный расчетом или выбранный размер следует округлять до ближайшего значения из стандартного ряда. Это особенно относится к размерам деталей, получаемым стандартным или нормализованным инструментом, или присоединительным по отношению к другим стандартным деталям или узлам. Размер, полученный в результате измерения детали с наибольшей возможной точностью, называют действительным. Размеры, между которыми может находиться действительный размер изготовленной детали, называют предельными, при этом различают наибольший и наименьший предельные размеры. Разность между наибольшим предельным и номинальным размерами называется верхним отклонением (обозначается es или ES), разность между наименьшим предельным и номинальным — нижним отклонением (обозначается ei или EI). Все сопрягаемые (взаимодействующие) в механизме детали подразделяют на две группы – валы и отверстия. Отверстие обозначает внутренний (охватывающий) элемент детали. Допуском (Т) называется разность между наибольшим и наименьшим предельными размерами детали. Т. е. допуск – это интервал между предельными размерами, в пределах которого деталь не считается браком. TD(d) = D(d)max – D(d)min = ES(es) + EI(ei), при этом следует учитывать знаки предельных отклонений, поскольку допуск на размер детали всегда положителен (не может быть меньше нуля). *** ПосадкиХарактер соединения, определяемый разностью между охватывающим и охватываемым размером, называется посадкой. В зависимости от соотношения действительных размеров вала и отверстия различают подвижные посадки — с зазором, неподвижные посадки — с натягом и переходные посадки, т. е. посадки, в которых может присутствовать и зазор, и натяг (в зависимости от того, какие отклонения имеют действительные размеры сопрягаемых деталей от номинальных размеров). Smax = Dmax – dmin. Разность между наименьшим предельным размером отверстия (Dmin) и наибольшим предельным размером вала (dmax) — наименьший зазор (Smin): Smin = Dmin – dmax. Действительный зазор будет находиться между указанными пределами, т. е. между максимальным и минимальным зазором. Зазор необходим для обеспечения подвижности соединения и размещения смазки. Чем выше число оборотов и выше вязкость смазки, тем больше должен быть зазор. В посадках с натягом так выбирают предельные размеры вала и отверстия, чтобы в сопряжении был гарантированный натяг, ограниченный минимальным и максимальным значениями – Nmax и Nmin: Nmax = dmax – Dmin, Nmin = dmin – Dmax. Переходные посадки могут дать зазор или натяг небольшой величины. До изготовления деталей нельзя сказать, что будет в сопряжении. Это становится ясным только при сборке. Зазор не должен превышать величины наибольшего зазора, а натяг — величины наибольшего натяга. Переходные посадки применяются в том случае, если необходимо обеспечить точное центрирование отверстия и вала. *** Посадки в системе отверстия и системе валаПосадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала. Система отверстия характеризуется тем, что в ней для всех посадок предельные размеры отверстия остаются постоянными, а посадки осуществляются соответствующим изменением предельных размеров вала (т. е. вал подгоняется по отверстию). Размер отверстия называется основным, а размер вала — посадочным. Система вала характеризуется тем, что в ней для всех посадок предельные размеры вала остаются постоянными, а посадки осуществляются изменением отверстия (т. е. отверстие подгоняется по размеру вала). Размер вала называется основным, а отверстия — посадочным. На промышленных предприятиях в основном применяют систему отверстия, так как она требует меньшего количества режущего и измерительного инструмента, т. е. более экономична. Кроме того, технологически удобнее подгонять вал под отверстие, а не наоборот, поскольку удобнее производить обработку и контрольные измерения внешней поверхности, а не внутренней. В машиностроении наиболее распространены посадки, расположенные в порядке убывания натяга и возрастания зазора: прессовая (Пр), легкопрессовая (Пл), глухая (Г), тугая (Т), напряженная (Н), плотная (П), скольжения (С), движения (Д), ходовая (X), легкоходовая (Л), широкоходовая (Ш). Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора. ***
КвалитетыСовокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называется квалитетом (I). По ЕСДП СЭВ квалитеты стандартизованы в виде 19 рядов. В системе СЭВ для обозначения допусков с указанием квалитетов применяются следующие условные обозначения:
*** Графическое изображение допусков и посадокДля наглядности часто используют графическое изображение допусков и посадок с помощью, так называемых, полей допусков (см. рис. 3). Построение выполняется следующим образом. Линия, которая при построении схем полей допусков соответствует номинальному размеру и служит началом отсчета отклонений размеров, называется нулевой (0-0). На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры. Предельное отклонение, которое ближе к нулевой линии, называют основным (верхним или нижним). Оно определяет положение поля допусков относительно нулевой линии. Для полей допусков, расположенных ниже нулевой линии, основным является верхнее отклонение. Принцип образования полей допусков, принятый в ЕСДП, допускает сочетание любых основных отклонений с любыми квалитетами. Использование всех основных отклонений и квалитетов позволяет получить 490 полей допусков для валов и 489 для отверстий. Такие широкие возможности образования полей допусков позволяют применять ЕСДП в различных специальных случаях. Это является ее существенным достоинством. Однако на практике использование всех полей допусков неэкономично, так как вызовет чрезмерное разнообразие посадок и специальной технологической оснастки. При разработке национальных систем допусков и посадок на базе систем ИСО из всего многообразия полей допусков отбирают только те поля, которые обеспечивают потребности промышленности страны и ее внешнеэкономические связи.
Схематически основные отклонения показаны на Рис. 4. Поле допуска в ЕСДП СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения и номером квалитета, например 65f6; 65e11 — для вала; 65Р6; 65H7 — для отверстия. Специфичны поля допусков типа js6, Js8, Js9 и т.д. Они фактически не имеют основного отклонения, поскольку расположены симметрично относительно нулевой линии. По определению основное отклонение – это отклонение ближайшее к нулевой линии. Значит, оба отклонения таких специфических полей допусков могут быть признаны основными, что недопустимо. Особое значение имеют основные отклонения H и h, которые равны нулю (рисунок). Поля допусков с такими основными отклонениями расположены от номинала «в тело» детали; их называют полями допусков основного отверстия и основного вала. При выборе квалитета соединения и вида посадки конструктору следует учитывать характер сопряжения, эксплуатационные условия, наличие вибрации, срок службы, колебания температуры и стоимость изготовления. Допуски и посадки установлены для четырех диапазонов номинальных размеров:
Средний диапазон является наиболее важным, поскольку применяется значительно чаще. *** Обозначение допусков на чертежахУказания и обозначения на чертежах предельных отклонений формы и расположения поверхностей регламентируются ГОСТ 2.308-79, который предусматривает для этих целей специальные знаки и символы. *** Пример решения задачи на расчет допусков и посадок подшипникового соединения
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
Определение — Что такое верхний предел и нижний предел? спросил Изменено Просмотрено $\begingroup$ Я просмотрел статью в Википедии, но она кажется тарабарщиной.
Кто-нибудь может привести примеры его использования и почему он используется в этом контексте?
$\endgroup$ 4 $\begingroup$ Я обнаружил, что некоторые учащиеся с трудом понимают обычные определения верхнего и нижнего пределов, потому что эти определения сочетают в себе понятия пределов, супремы и инфимы, которые учащиеся, возможно, усвоили совсем недавно и не полностью усвоили. Число $t$ является пределом, превосходящим последовательность $\langle a_n\rangle$, если выполняются следующие два условия: Аналогично, число $t$ является нижним пределом последовательности $\langle a_n\rangle$, если выполняются оба следующих условия: Могут быть полезны два дополнительных замечания:
$\endgroup$ 0 $\endgroup$ 1 $\begingroup$ Самый интуитивный способ, на мой взгляд, состоит в том, чтобы попытаться понять, что он делает с изображением (кредит пользователя Wikimedia Commons Eigenjohnson): Мы знаем, что максимума или минимума последовательности может не быть, но верхняя и нижняя грани всегда существуют (если последовательность ограничена; если нет, мы можем рассматривать верхнюю/нижнюю грань в расширенной вещественной строке как $\pm \infty$ ). $\liminf$ и $\limsup$, с другой стороны, говорят нам о инфимуме и супремуме, когда $n$ стремится к бесконечности, и мы рассматриваем более поздние и более поздние члены $x_n$. Одно определение (которое я считаю наиболее интуитивным): $$\limsup_{n \to \infty} x_n = \lim_{n \to \infty} \sup_{m \ge n} x_m$$ По характеру этого определения мы рассматриваем верхнюю грань по хвосту последовательности значений $x_m$ или более поздней, то есть $(x_m)_{m \gen}$, и имея предел как $m \to \infty$ мы рассматриваем более поздние хвосты последовательности. Другое определение: $$\limsup_{n \to \infty} x_n = \sup \mathscr L$$ , где $\mathscr L$ — множество предельных точек последовательности, то есть все $l \in \mathbb R$ такое, что существует подпоследовательность $(x_{n_k})$, сходящаяся к $l$. (См. Ответ Педро Тамароффа для более формального определения и объяснения). Это определение также отражает представление о том, как в конечном итоге ведет себя последовательность, принимая во внимание все предельные точки, которые по своей природе учитывают, как члены $x_{n_k}$ ведут себя при стремлении $n$ к бесконечности. Доказательство эквивалентности этих двух определений (см. Два определения $\limsup$, Доказательство эквивалентности двух определений $\limsup$ и $\liminf$) проливает свет на то, что именно делают эти определения. Третья характеристика (в ответе Андреаса Бласса) полезна для доказательств и говорит следующее: если $l = \limsup_{n \to \infty} x_n$, то для всех $\epsilon > 0$
Эту характеристику можно доказать из второго определения, используя определение предела и супремума (чтобы доказать, предположим противное для каждой части и получим противоречие. Первая часть использует теорему Больцано-Вейерштрасса для нахождения сходящейся подпоследовательности). Работа с этим определением и доказательство его эквивалента второму определению (с предельными точками) дает представление о том, что означает $\limsup$, а явное использование $\epsilon$ делает его удобным для доказательств, где мы хотим работать с явными границами. 9*:x\text{ является предельной точкой }\langle a_n\rangle\}$$ P Сначала предположим, что $\langle a_n\rangle$ ограничено. Согласно Больцано Вейерштрассу, существует сходящаяся подпоследовательность $\langle a_{n_k}\rangle$ последовательности $\langle a_n\rangle$ такая, что $\lim\limits_{k\to\infty}a_{n_k}=\ell $ для некоторый $\ell\in\Bbb R$. Таким образом, $\ell\in\mathscr L$. Теперь предположим, что $\langle a_n\rangle$ неограничен. Можно считать его неограниченным сверху. Тогда по определению для каждого $k\in \Bbb N$ существует $n_k$ такое, что $a_{n_k}\geq k$. Отсюда следует $\lim\limits_{k\to\infty}a_{n_k}=+\infty$, поэтому $+\infty\in\mathscr L$. Предположим, что с этого момента последовательность ограничена.
Заметим, что для каждого $n$, $$A_{n+1}\subseteq A_n$$
Обратите внимание, что $\zeta=\lim\limits_{n\to\infty} \underline{a_n}$ и $\eta=\lim\limits_{n\to\infty} \overline{a_n}$ $\limsup$ и $\liminf$ из $\langle a_n\rangle $. Докажите $1.$ Если $\ell$ является предельной точкой $\langle a_n\rangle $, то $\ell \in [\zeta,\eta]$. Это $\mathscr L\subseteq [\zeta,\eta]$. $2.$ $\eta,\zeta$ — предельные точки $\langle a_n\rangle $, отсюда заключаем, что $\eta,\zeta$ — наименьшая и наибольшая предельные точки $\langle a_n\rangle $. Таким образом, $\zeta=\sup\mathscr L=\max \mathscr L\; ,\; \eta=\inf\mathscr L=\min \mathscr L$. $3.$ Заметим, что если $\zeta=\eta$, то интервал вырождается в одну точку $p=\zeta=\eta$, а это означает, что тривиальная подпоследовательность $\langle a_n\rangle $ сходится к $p =\зета=\эта$. Обратно, если $\lim\limits_{n\to\infty} a_n=p$, все подпоследовательности сходятся к $p$, поэтому интервал $[\zeta,\eta]$ вырождается в единственную точку $p=\eta =\зета$. ПРИМЕЧАНИЕ Если последовательность не ограничена сверху (соответственно снизу), то $$\limsup_{n\to\infty}a_n=+\infty\;\;\left( \liminf_{n\to\infty} a_n=-\infty\right)$$ $\endgroup$ 2 $\begingroup$ Простой способ понять нижний предел или liminf состоит в том, что для любой последовательности, например -1,1,-1,1,-1,1,-1,1,-1, мы должны найти подпоследовательность последовательности (часть или часть последовательности) и найдите последовательность сходимости чисел с наименьшим значением, числа которой сходятся к числу, которое является наименьшим возможным числом, таким как -1, -1, -1, -1, -1, -1, -1, -1 ,-1,-1,-1-,1,-1,-1,-1,-1,-1,-1,-1 мы видим, что числа равны -1 и сходятся к -1 и так как -1 и 1 — это 2 числовых значения, которые мы могли бы найти -1 — нижний предел, а 1,1,1,1,1,1,1,1,1,1,1,1,1,1,1,1,1,1, 1,1,1. $\endgroup$ 1 $\begingroup$ Постараюсь передать интуицию только словами, без математических символов.
История: Чтобы быть кандидатом на предельный супремум, число должно быть больше или равно бесконечному числу членов последовательности. Для этого нам нужно рассмотреть хвосты последовательности. Почему хвосты? Почему не головы? Поскольку для любого члена все элементы слева от него (головы) имеют конечное число, поскольку последовательность начинается слева и начальная точка известна ([избегая пока двубесконечных последовательностей] последовательность является отображением из набор натуральных чисел, который начинается с 1, поэтому начальная сторона известна.
Теперь вы можете написать историю. $\endgroup$ 1 Зарегистрируйтесь или войдите в системуЗарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя электронную почту и пароль Опубликовать как гостьЭлектронная почта Обязательно, но не отображается Опубликовать как гостьЭлектронная почта Требуется, но не отображается Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie Исчисление — опровержение предела наименьшей целочисленной функции спросил Изменено Просмотрено $\begingroup$ Каков подход к доказательству того, что предел не существует, используя определение предела? Я начал с предположения, что предел для $\lfloor x \rfloor$ существует, Я выбрал $\epsilon = 0,5$ $$ но не знал, как составить противоречие, чтобы доказать это Помогите? Спасибо!!
$\endgroup$ $\begingroup$ Пусть нашей функцией будет $f(x)$. Предположим, что предел $f(x)$ при $x\to 1$ существует и равен $b$. Тогда для любого $\epsilon\gt 0$ существует $\delta$ такое, что если $0\lt |x-1|\lt \delta$, то $|f(x)-b|\lt \epsilon$ . Воспользуемся этим, чтобы получить противоречие. Пусть $\epsilon=1/10$, и предположим, что $|f(x)-b|\lt \epsilon$ всякий раз, когда $0\lt |x-1|\lt \delta$. Существуют такие $x$, что $0\lt |x-1|\lt \delta$ и $f(x)=1$. (Пусть $x=1+\delta/2$.) Таким образом, $|1-b|\lt 1/10$ Аналогично, существуют $x$ такие, что $0\lt |x-1|\lt \ дельта$ и $f(x)=0$. (Просто выберите $x=1-\delta/2$.) Итак, $|0-b|\lt 1/10$. Но мы пришли к противоречию, так как не существует $b$, которое одновременно находится в пределах $1/10$ от $1$ и в пределах $1/10$ от $0$. Если хотите, вы можете вместо этого показать, что $b$ не может быть ни $\le 0,5$, ни $\gt 0,5$. Например, это не $\le 0,5$, потому что если бы это было так, то мы бы имели $|1-b|\ge 0,5$, что противоречит тому факту, что $||-b|\lt 1/10$. $\endgroup$ $\begingroup$ Если под «определением предела» вы подразумеваете определение эпсилон-дельта, то это довольно просто. Для изделий получаемых холодной штамповкой целесообразно использовать сталь: Для деталей, получаемых холодной штамповкой, целесообразно использовать сталь …V1: 04. Промышленные сталиV2: 04.01. Конструкционные углеродистые и легированные сталиI: S: -: 1,0 -: 0,8 -: 0,45-0,5 +: 0,3-0,35 I: S: -: подвергают -: отпуску не -: подвергают +: подвергают I: S: +: А12 -: 12ХН3А -: 16Г2АФ -: У7А I: S: +: 15, 18ХГТ -: 12Х18Н10Т, 40ХН -: Х12Ф1, ХВГ -: 65, 50С2 I: S: -: 45 -: 50С2 -: У12А +: 10 I: S: +: 08 -: Ст45 -: У8 -: 55ПП I: S: -: ШХ15 +: 08кп -: А22 -: 40ХН2МА I: S: -: У8 -: 55ПП -: Р18 +: А20 I: S: -: качественной -: особо -: высококачественной +: высококачественной I: S: -: является особо +: является -: является автоматной -: содержит азот в I: V2: 04.
I: S: +: повышается -: уменьшается -: не изменяется -: изменяется I: S: +: предел длительной -: скорость окисления -: предел выносливости -: предел текучести I: V2: 04.03. Инструментальные сталиI: S: -: конструкционную +: быстрорежущую -: инструментальную -: конструкционную I: S: +: Р18, Р6М5 -: Х12ВМ, 9ХС -: У10, У8 -: У10А, У12А I: S: -: высокому -: среднему +: низкому -: трехкратному I: S: -: 20Х13, 40ХН +: Р6М5, ХВГ -: 12Х2Н3-ВД, 65-ВИ -: А20, А12 I: V2: 04.
I: S: -: увеличения -: повышения -: понижения порога +: стабилизации I: S: -: 40Х +: ШХ15СГ -: А20 -: 50 I: S: -: штампов горячего -: зубчатых колес -: сварных конструкций +: шариков и роликов I: S: +: высокоуглеродистой -: среднеуглеродистой -: низкоуглеродистой -: безуглеродистой I: S: -: содержание хрома -: содержание -: содержание +: содержание хрома Тесты для интернет- тестирования МиТ-: -: -: I: S: -: -: +: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: +-: -: -: -: I: S: -: -: -: +: I: S: -: -: -: +: I: S: -: -: -: +: I: S: -: +: -: -: V2: I: S: +: -: -: -: I: S: +: -: -: -: I: S: -: -: -: +: I: S: -: +: -: -: I: S: -: -: -: +: I: S: -: -: +: -: I: S: -: +: -: -: I: S: -: -: +: -: I: S: +: -: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: +: -: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: +: -: -: -: I: S: -: -: +: -: I: S: -: +: -: -: I: S: +: -: -: -: I: S: -: +: -: -: I: S: +: -: +: -: I: S: +: -: -: +: I: S: -: +: -: -: I: S: -: -: +: +: V2: I: S: -: -: +: -: I: S: +: -: -: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: +: -: -: I: S: -: -: +: -: I: S: +: -: -: -: I: S: +: -: -: -: I: S: -: +: -: -: I: S: +: -: -: -: I: S: +: -: -: -: I: S: -: -: +: -: I: S: -: +: -: -: I: S: +: -: -: -: I: S: -: -: +: -: I: S: -: -: -: +: I: S: +: -: -: -: I: S: +: -: -: -: I: S: -: -: +: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: V2: I: S: -: -: +: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: +: -: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: +: -: -: I: S: +: -: -: -: I: S: -: +: -: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: +: -: -: -: I: S: +: -: -: -: I: S: -: -: +: -: I: S: +: -: -: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: -: -: +: -: I: S: +: -: -: -: I: S: +: -: -: -: 132 Стальные сплавы для штамповки металловОпубликовано Keats Manufacturing on | Оставить комментарий Сталь является одним из наиболее широко используемых сплавов и состоит из углерода (менее 2%) и марганца (1%). Также присутствуют другие небольшие количества кремния, фосфора, серы и кислорода. Сталь является неотъемлемым компонентом почти всех форм производства и строительства, от хирургического оборудования до предметов домашнего обихода. Этот тип металла на 100% подлежит вторичной переработке, а стальные изделия служат примерно 40 лет. Он производится либо по основному кислородному маршруту доменной печи (BF-BOF), либо по маршруту электродуговой печи (EAF). Оба этих маршрута способствуют производству сырой стали. Кислородный маршрут основной печи доменной печи использует следующее для производства сырой стали:
Метод электродуговой печи использует все это и электричество для производства сырой стали. Поскольку магнитные свойства остаются неизменными, этот металл можно постоянно перерабатывать.
Типы стальных сплавовСуществует более 3500 марок стали, которые являются неотъемлемой частью инженерных и строительных проектов. Все они содержат формы серы, фосфора и марганца. Марганец полезен для устойчивости стали; однако слишком много фосфора и серы в сплаве может отрицательно сказаться на прочностных свойствах стали. Существует четыре категории этого материала: Углеродистая сталь используется в 90% производства стали и содержит микроэлементы в продуктах из сплавов. Легированная сталь используется для трубопроводов, трансформаторов, автозапчастей, генераторов и электродвигателей. Тепловые приложения размягчают материал для сварки и резки. Они содержат:
Нержавеющая сталь чрезвычайно устойчива к коррозии благодаря высокому содержанию хрома (10-20%). Они сгруппированы в три подкатегории в зависимости от кристаллической молекулярной структуры:
Инструментальные стали прочны и жаропрочны. Индивидуальная штамповка стального металла для вашего следующего проектаВ производственной компании Keats мы производим штамповку стального металла на заказ. С 1958 года мы производим широкий ассортимент компонентов для различных отраслей промышленности, от аэрокосмической и автомобильной до средств связи, строительства, медицины и военной промышленности. Первичные стальные сплавы, которые мы используем в процессе штамповки:
Мы сами разрабатываем наши наборы инструментов и штампов и часто работаем с крупносерийными производственными проектами. Чтобы узнать больше о наших продуктах или если вы хотите начать свой проект по штамповке стали, свяжитесь с нами сегодня, и член нашей команды расскажет вам обо всех деталях. Штамповка металловПроизводство металлов – штамповка Штамповка металлов – это технология, которая превращает металлические сплавы в изделия различных форм и размеров. С его помощью можно создавать детали сложных механизмов, корпуса автомобилей, элементы обшивки самолетов, морского транспорта. Штамповка – это процесс холодной штамповки, при котором листы металла придают заданную заданную форму с помощью запечатывающего устройства – пресса. Если в производстве требуется много металлических изделий или заготовок от одного образца, целесообразно использовать метод штамповки. Осуществляют штамповку металла из листового материала, который прессованием специально деформируют в нужную форму. Основные понятия штамповки металла Для изготовления металлических деталей штамповкой необходимо использовать металлический лист, тонкую стальную полосу или полосу. Чаще всего лучше выбирать метод холодной штамповки. Он помогает металлу набрать дополнительную прочность, что увеличивает срок службы изделия. Горячая штамповка является хорошим выбором, когда оборудование не может обеспечить мощность, необходимую для деформации холодного металла в желаемую форму. Или при изготовлении непластмассового металлического изделия. Листы для изготовления деталей горячим способом должны быть толщиной менее 5 мм. Дальнейший выбор технологии производства зависит от того, как нужно воздействовать на металл. Операции штамповки могут включать в себя один или несколько из ряда более конкретных процессов или методов, таких как:
Особенности холодной штамповки Холодная штамповка подходит не только для изделий из легированной и углеродистой стали, но и для алюминия, меди и сплавов этих металлов. При этом методе выбор штампованных материалов может выходить за рамки металлов. Такие штампы используются для изготовления деталей из картона, кожи, полимерных сплавов, резины. Высокая прочность, точность технических параметров и форм, а также качество поверхности – все это характеристики металлических деталей, изготовленных методом штамповки металла. Штамповка металла стала популярной по нескольким причинам:
Штамповка: преимущества и недостатки Штамповка металла остается популярной на протяжении веков благодаря следующим особенностям и преимуществам: • Автоматизация производственных процессов • Снижение расхода металла • Быстрая замена формы 5 • Любая геометрия• Обработка поверхности практически не требуется Процесс особенно актуален для серийного производства – как мелких деталей, например шестеренки для часов, так и крупных изделий, например, кузовов автомобилей. Прокатное производство: Современное прокатное производство | Металлургический портал MetalSpace.ruПрокатное производство ММК отмечает юбилей – Коммерсантъ Челябинск28 июля 1933 года на Магнитке в строй действующих вступил обжимно-заготовочный стан — блюминг № 2, на котором был обжат первый стальной слиток. Это событие и послужило началом прокатного передела ММК. Проектированием и изготовлением оборудования блюминга занималась немецкая фирма Demag. О значении этого агрегата для экономики молодой советской республики 30-х годов можно судить по тому факту, что на его пуск приехал нарком тяжелой промышленности СССР Г.К. Орджоникидзе. Блюминг в комплексе с последовательно расположенными непрерывно-заготовочными станами 630 и 450 стал лишь первым шагом в развитии прокатного производства ММК, занимающего сегодня передовые позиции в российской металлургической отрасли. Уже через год, в августе 1934 года вступил в строй первый на Магнитке среднелистовой прокатный стан 500 мощностью 320 тысяч тонн, с пуском которого ММК превратился в предприятие с законченным металлургическим циклом. Немалый вклад в дело Великой Победы внесли прокатчики Магнитки в годы Великой Отечественной войны. Именно на ММК впервые в мировой металлургии броневой лист был прокатан на блюминге. Это случилось 28 июля 1941 года, ровно через восемь лет после пуска блюминга. Этот смелый эксперимент позволил организовать выпуск столь необходимой фронту продукции до пуска прибывших в Магнитогорск из Мариуполя и Запорожья станов 4500 и 2350. Каждый второй советский танк в годы войны был сделан из магнитогорской брони, и в этом огромная заслуга прокатчиков Магнитки. В послевоенное время прокатное производство ММК также активно развивалось. Акцент был сделан на производстве листового проката, по выпуску которого комбинат быстро вышел в лидеры. За последние 15-20 лет производство на Магнитогорском металлургическом комбинате претерпело серьезные изменения. Была реализована масштабная программа инвестиций в техническое перевооружение и модернизацию оборудования, и львиная доля этих инвестиций пришлась именно на прокатное производство. Среди ключевых проектов модернизации прокатного передела в этот период можно выделить полную реконструкцию сортопрокатного производства (2005-2006) с заменой устаревших станов на новые агрегаты компании Danieli, создание современных мощностей по производству проката с покрытиями, а также два крупнейших инвестиционных проекта ММК последнего десятилетия – строительство комплекса по производству толстолистового проката (стан 5000, МНЛЗ-6 и комплекс внепечной обработки – 2009-2010 гг.) и создание современного комплекса холодной прокатки по выпуску высококачественного автолиста. Управление информации и общественных связей ПАО «ММК»
Картина дня
Прокатное производство — Энциклопедия по экономикеЗавершающий этап в металлургии — прокатное производство, состоящее из ряда специализированных цехов листопрокатного, сортопрокатного, рельсобалочного, трубопрокатного и т. За последние годы прокатное производство характеризуется увеличением выпуска тонких листов в общем объеме прокатного металла. В СССР удельный вес листов во всем готовом прокате составлял в 1955 г. За период с 1999 г. выпуск готового проката черной металлургии увеличился почти на треть. При этом для 2000 г. характерна позитивная тенденция по выплавке чугуна и стали (табл. 7.2). Улучшилась структура прокатного производства. Выпуск высокоэффективных видов проката возрос в 1,5 раза. [c.152] По отдельным металлургическим заводам цеховые удельные расходы колеблются в широких пределах. Особенно это относится к прокатному производству. Например, расход электроэнергии на 1 т, проката составлял на одном из заводов, кет ч/т [c.15] ПРОКАТНОГО ПРОИЗВОДСТВА ЧЕРНЫХ МЕТАЛЛОВ [c.19] Ресурсы отходов прокатного производства в районе на 1973—1975 гг. Прокатное производство. Прокатное производство является завершающим этапом полного металлургического цикла. Прокатка представляет собой процесс обжима и вытяжки металла заготовки и основана на использовании эффекта пластической деформации. В состав прокатного производства входят цехи листопрокатные, рельсобалочные, сортопрокатные, трубопрокатные и др. [c.88] Брак литой стали, обнаруженный на первом переделе, исключают из выплавки стали в весе слитков, заданных в переработку. В связи с этим в калькуляции прокатного производства такой брак отражается не только по статье Брак (по строке в том числе брак по металлу ), но и отдельно за итогом заданных в переработку полуфабрикатов по статье Кроме того, слитки — брак . Расходы прокатного цеха на нагрев и прокатку слитков, забракованных из-за порока металла, списывают на соответствующие сталеплавильные цехи. В калькуляции прокатного производства они учитываются по статье Потери от брака, относимые на другие цехи , а в калькуляции сталеплавильного цеха — по статье Потери от брака, выявленного в других цехах и на складе из расчета плановых расходов по переделу на 1 т соответствующего вида проката. Прокатное производство. Калькуляция себестоимости проката состоит из трех разделов [c.96] Расходы по переделу прокатного производства включаются в раздел В по отдельным статьям на весь выпуск и на 1 т проката, а в сортовых калькуляциях — одной общей строкой. Общая сумма расходов по переделу вместе с расходами на подготовку и освоение производства, общезаводскими и прочими производственными расходами распределяется между отдельными видами проката пропорционально количеству этой продукции, пересчитанной в приведенный вес. Переводные коэффициенты учитывают факторы, влияющие на размер расходов по переделу для производства проката отдельных видов, и предусматриваются в годовых планах. [c.97] Основой при формировании оптовых цен на продукцию прокатного производства являются оптовые цены на чугун и сталь, которые установлены по видам и маркам и едины по всей стране. Для уменьшения числа нерациональных перевозок на черные металлы установлены единые оптовые цены франко-вагон-станция назначения. Левитанский Б. А. и Новиков В. К. Экономия и нормирование электроэнергии в прокатном производстве. 1961. 93 с. 33 к. [c.455] Общие профессии черной металлургии Доменное производство Сталеплавильное производство Прокатное производство [c.3] Доменное производство Сталеплавильное производство Прокатное производство Трубное производство Ферросплавное производство Вторичная переработка металлов [c.18] ТКС работ и профессий рабочих тепловозостроительных, дизелестроительных и вагоностроительных заводов. Выпуск 3. Прокатное производство [c.30] Выпуски ЕТКС, разрабатываемые по производствам и видам работ, могут иметь несколько разделов. Напр., выпуск, охватывающий профессии рабочих черной металлургии, в ныне действующей структуре ЕТКС состоит из следующих разделов общие профессии черной металлургии доменное производство сталеплавильное производство прокатное производство трубное производство ферросплавное производство коксохимическое производство произ-
[c. Из приведенных балансов потребления воздуха и электроэнергия видно, что основными потребителями сжатого воздуха являются мартеновское производство — 41,6%, прокатное производство — 21,2% (по трем цехам), остальные производственные процессы потребляют от 3 до 9,5%. [c.208] Б. А. Л е в и т а н с к и и, В. К. Н о в и к о в, Экономия и нормирование электроэнергии в прокатном производстве, Госэнергоиздат, 1960. [c.253]
Полный технологический цикл на металлургическом комбинате включает доменное, сталеплавильное и прокатное производства, через которые сырье и материалы, прежде чем превратиться в конечный продукт, проходят последовательную обработку. Каждое производство имеет законченный цикл, а получаемый при этом продукт может не только потребляться на месте, но и быть реализован другому предприятию. К тому же нормирование затрат осуществляется на единицу продукции каждого передела руда и другие компоненты рассчитываются на 1 т чугуна чугун-—на 1 т стали сталь — на 1 т готового проката. Гнутые профили изготовляются из полос и лент листов методом холодной гибки на специальных ролико-гибочных станах. Эти профили имеют минимальную толщину стенок, самую различную сложную, в том числе и закрытую форму. Они очень выгодны. Применение их в машиностроении и строительстве снижает расход металла в среднем на 25%, а в отдельных случаях — на 75%. Оборудование для изготовления гнутых профилей проще, дешевле и производительнее прокатного. Производство гнутых профилей требует меньших капитальных вложений И эксплуатационных расходов, чем другие способы обработки металла. Гнутые, наиболее распространенные профили рационально изготовлять на металлургических заводах, а мелкие партии профилей самых различных форм и размеров можно изготовлять на профилегибочных станках меньшей мощности непосредственно на машиностроительных заводах. Рост масштабов высокоэлектроемких производств, где в соответствии с применяемым технологическим процессом электроэнергия — единственно возможный энергоноситель, оказывает влияние на увеличение технологического энергопотребления. Среди таких производств можно указать получение алюминия, электростали, химических волокон, синтетического каучука. Рост силового электропотребления во многом зависит от развития прокатного производства и топливной промышленности (главным образом добычи угля и нефти). [c.200] Приведем пример. В прокатном производстве черной металлургии Sr = 0,086 а= 2 Ь» = 100 кгу.т./т АЬ = 25,0 кгу.т./т, т. е. в результате реализации газосберегающего проекта расход условного топлива снизился с Ь = 125 кгу.т./т до Ь»= 100 кгу.т./т, цена продукции в два раза пре- [c.35] Оборудование прокатных производств ГЭСНм 81-03-14-2001 ГЭСНм-2001-14 [c.13] Устройство систем централизованных маслосмазок, обеспечивающих питание не одной, а нескольких машин от станций систем смазки. Из приведенных данных видно, что прокатное производство принадлежит к числу электроемких. Исследование удельных расходов электроэнергии при прокатке на слябинге показывает на реальную возможность снижения расхода энергии за счет рационализации технологического. процесса — соблюдения оптимальных режимов обжатий, учитывающих особенности изменения энергосиловых параметров при деформации крупных слитков. Рабочие и бригадиры на удалении поверхностных пороков металла обрубщики, вырубщики и наждачники, занятые в кузнечных и кузнечно-прессовых цехах прокатного производства. (Разъяснение Комитета от 1 августа 1957 г. № 24). Ломовщики у блюминга — как кантовщики. [c.329] В статье приводятся данные о ресурсах и краткая характеристика отходов прокатного производства черных металлов, номенклатура металлоизделий производственно-технического назначения и широкого спроса, изготовляемых из кондиционного металлопроката и металлоотходов предприятиями Волго-Вятского района, рассмотрены основные пути максимального использования металлоотходов взамен полноценного материала, намечены мероприятия по совершенствованию учета, подготовки и переработки металлоотходов. Основная номенклатура и ресурсы металлоотходов приведены по заводам района, имеющим прокатное производство Красное Сормово , Красная Этна , Борский прокатный, Горьковский, Выксунский, Кулебакский и Омутнин-ский металлургические. [c.20] Отдельные виды металлоотходов, образующиеся в процессе прокатного производства, необходимо условно подразделить на две зоны [c.20] Продукция прокатного производства учитывается и калькули- [c.89] Выпуски Единого тарифно-квалификационного справочника, разрабатываемые по производствам и видам работ, могут иметь несколько разделов. Например, выпуск, охватывающий профессии рабочих черной металлургии, в ныне действующей структуре ЕТКС состой из следующих разделов общие профессии черной металлургии доменное производство сталеплавильное производство прокатное производство грубное производство ферросплавное производство коксохимическое производство производство огнеупоров переработка вторичных металлов. [c.8] В основу рекомендуемой организационной структуры отдела главного металлурга для разных групп заводов также положена система централизации работ по технологической подготовке производства. Снабжение кислородом цехов-потребителей производится по трубопроводам, подводимым непосредственно к рабочим местам (точки потребления). Потребление кислорода цехами металлургического завода происходит неодинаково. Наиболее равномерно он потребляется дрменными цехами. Потребление же мартеновскими, конверторными, электросталеплавильными и прокатными производствами характеризуется неравномерностью. При этом наблюдаются резкие и частые колебания в потреблении кислорода, как это показано на суточном графике потребления кислорода в конверторном и мартеновском цехах (рис. 13). [c.162] П о л у х и н П. И., Ф е д о р о в Н. М., К о р о л е в А. А., Матвеев Ю. М. Прокатное производство, Металлургиздат, 1960. [c.298] Типы процессов прокатки в обрабатывающей промышленности Прокатка является наиболее важным и широко используемым процессом обработки металлов давлением из-за его более низкой стоимости и более высокой производительности. Процесс прокатки лучше всего определить как формование металлов в полуфабрикаты или готовые формы путем прохождения между валками, вращающимися в противоположном направлении. Процесс прокатки осуществляется как в горячем, так и в холодном состоянии на прокатных станах. Типы прокатки Типы процесса прокатки можно разделить на следующие способы: A) Резьба/зубчатая накатка Резьба/ зубчатая прокатка — это процесс холодной штамповки, используемый для нарезания шестерни или резьбы на цилиндрической заготовке. B) Фасонная прокатка/прокатка структурных профилей/профильная прокатка Фасонная прокатка используется для вырезания различных форм на металлических заготовках. Это не связано с каким-либо значительным изменением толщины. Это особый тип холодной прокатки, который подходит для производства фасонных профилей, таких как каналы неправильной формы и отделка. Он используется для прокатки строительных профилей, таких как двутавровые балки, L-образные балки и U-образные швеллеры, рельсы для железнодорожных путей, а также круглые и квадратные прутки и прутки и т.
C) Прокатка колец Прокатка колец – это разновидность горячей прокатки, которая увеличивает диаметр кольца. В этом процессе два ролика, то есть основной и натяжной, расположены и вращаются в одном направлении друг к другу. За счет вращения ролика кольцо вращается, и ролики затем начинают двигаться близко друг к другу, с уменьшением толщины кольца и, следовательно, это приводит к увеличению его диаметра. Для сохранения высоты кольца используется пара краевых роликов, что не позволяет металлу течь в направлении высоты. Этот процесс обеспечивает отделку материала и высокую точность. Общие области применения прокатки колец включают —
D) Прошивка трубы Прошивка трубы — это еще один процесс прокатки, в котором вы можете найти стационарную оправку в центре трубы и формы полости из-за напряжения растяжения в цилиндрическом стержне при воздействии внешнего сжимающего напряжения. E) Поперечная прокатка/штамповка Также называется поперечной прокаткой, которая используется для производства столовых ножей, листовых рессор, конических валов и ручных инструментов. В этом процессе оба валика вращаются в одном направлении, а нагретый пруток режется по длине и подается в поперечном направлении между валками. Обычно при поперечной прокатке используют круглоклиновые валки. F) Косая прокатка Этот процесс аналогичен прокатной ковке. Обычно используется для изготовления шарикоподшипников. В этом процессе круглая проволока или пруток подается непосредственно в ролики специальной конструкции, которые непрерывно формируют сферические шарики за счет прокатки. Используется для массового производства сферических шаров небольшого размера. G) Гибка валков В гибке валков изделие цилиндрической формы изготавливается из листового или стального металла. Валки меняют форму при прокатке из-за действующих на них сил, стремящихся к изгибу упругости валков при прокатке. Если модуль упругости материала валка высокий, то прогиб валка будет меньше. По сравнению с краями прокатанная полоса имеет тенденцию быть более толстой в центре. Мы можем избежать этой проблемы, обтачивая валки таким образом, чтобы их диаметр в центре был немного больше, чем по краям. H) Плоская прокатка Это самый простой вид прокатки, при котором исходный и конечный материал имеют прямоугольное поперечное сечение. Материал подается между двумя роликами, которые вращаются в противоположных направлениях. Два валика при плоской прокатке называются рабочими валками. Зазор между двумя валками меньше толщины исходного материала, что вызывает его деформацию. Материал, продавливаемый за счет трения на границе раздела материала и валков, даже удлиняется за счет уменьшения толщины материала. I) Контролируемая прокатка Тип термомеханической обработки, сочетающий термическую обработку и контролируемую деформацию. Заготовка поднимается выше температуры рекристаллизации с помощью тепла, которое выполняет термообработку, чтобы избежать последующей термообработки. Контроль характера, размера и распределения различных продуктов трансформации; получение мелкозернистой структуры; контроль жесткости; Индуцирование дисперсионного твердения — это некоторые из включенных типов термической обработки. Для этого весь процесс должен тщательно контролироваться и контролироваться. Уровни деформации, условия охлаждения, состав и структура исходного материала, температура на различных этапах являются общими переменными при контролируемой прокатке. Улучшенные механические свойства и экономия энергии являются преимуществами контролируемой прокатки. Статья о прокате+производстве из The Free DictionaryПрокат+производство | Статья о прокате+производстве от The Free Dictionary Прокат+производство | Статья о прокате+производстве The Free Dictionary Слово, не найденное в Словаре и Энциклопедии. Возможно, Вы имели в виду: Пожалуйста, попробуйте слова отдельно: прокатка Некоторые статьи, соответствующие вашему запросу:
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение. Как соединить полиэтиленовую трубу между собой: Как можно соединить трубы из полиэтилена7 способов 【соединить ПНД трубу с металлической.】 + Новый БСПСЗдравствуйте. Данная статья относится к разряду «часто задаваемые вопросы». Наши заказчики успешно применяющие БРС соединения для пластиковых трубопроводов обращаются с вопросом — как соединять металлическую трубу с пластиковой. А так же как присоединять стальную трубопроводную арматуру к пластиковой трубе. Про задвижки и клапана поговорим в другой статье, в том числе расскажем о клапанах обратных с применением наших быстроразъемных соединений. А в данном материале собрали подборку из самых распространенных способов соединения труб из металла и пластика. 7 вариантов перехода с ПНД на металл✅ Как соединить металлическую трубу с ПНД, фланцами? 1.Накидываем стальной фланец на трубу ПНД и привариваем полиэтиленовую втулку. ✅ Как соединить металлическую трубу с ПНД с помощью БРС 1. К стальной трубе привариваем стальной фланец (бурт) из комплекта БРС. ✅ Соединяем ПНД трубу с металлической адаптерами (ПФРК) 1. Устанавливаем фланцевый адаптер специальный для ПЭ труб устойчивый к смещениям. ✅ Как соединить Металл с ПНД с помощью перехода полиэтилен-сталь НСПС 1.Стальной конец НСПС сваривается со стальной трубой. ✅ Как соединить металл и ПНД трубы компрессионным фланцем и фланцевым адаптером 1. Фланцевый адаптер ставим на металлическую трубу ✅Как соединить стальную трубу с ПНД муфтами Victaulic 1. Муфта Refuse-to-Fuse™ соединяет ПЭВП со стальной трубой имеющей паз ✅ Как соединить ПНД и стальной участок трубы муфтой универсальной? 1. Зачистить концы труб; Видео как соединить ПНД со сталью с помощью БРС1.Скорость Очень быстрая сборка и разборка трубы. 2.Способ Хомут шарнирный с клином или с болтом. 3.Варианты ПНД+ПНД или ПНД+Сталь 4.Стоимость Дешевле фланцев за счет лучшего КПД Предназначены для соединения временных или разборных трубопроводов с переходом с ПНД на сталь. Или наоборот, для подсоединения к стальному трубопроводу пластиковой. Прежде чем выбрать БРС переходные ПНД-сталь:
Бонусный лайфхак. Соединяем пластиковую трубу с металлической с помощью бутылки.Методы соединений ПНД трубы — ИнжполимерНедостаточно просто приобрести качественное изделие, нужно еще и знать как правильно их смонтировать и соединить. В этой статье мы детально расскажем о методах и способах это сделать. Конечно, недорогие и практичные изделия можно легко смонтировать и своими руками, но и в этом вопросе есть свои особенности. Для начала нужно вспомнить, что из себя представляют ПНД трубы. ПНД – полиэтилен низкого давления, это пластмасса известная давно, но трубы из нее начали производить более 50 лет назад. Кратко о преимуществах труб из ПНД:
И это не полный список преимуществ, но сейчас не об этом. Правильно соединять трубы из ПНД можно двумя способами – разъемным и неразъемным. Для соединения ПНД труб между собой чаще используется сварка (пайка,неразъемный метод), или специальные переходники (разъемный метод). Нужно рассмотреть и обсудить каждый из способов. Начнем с разъемных соединений. Этот метод используют в случаях, когда нужно соединить изделия диаметром до 315 мм. Преимуществами этого способа является простая и быстрая установка, экономичность – ведь оборудование не требуется и универсальность, можно применять даже в стесненных условиях. (переходниками на трубы из ПНД являются муфты или фитинги.) Самая быстрая технология не требующая специального оборудования – соединение муфтами. Здесь потребуются только разъемные (компрессионные) фитинги для труб ПНД (муфты). Таким муфтам не требуется использование инструментов, и чаще всего используются в домашних условиях. Редукционная – переходник для трубных изделий разного диаметра; Соединительная муфта – «спаивает» продукцию одинакового размера. Дальше по списку идет фланцевое соединение. Используется в соединениях ПЭ труб с различной запорной арматурой: ПВХ, полипропиленовых или стальных изделий. Установка такая же как и монтаж соединительными муфтами. Фланцевое соединение часто используют в магистральных конструкциях, где диаметр трубопровода 40 мм и больше. Используется оно и в установке задвижек, регуляторов, вентилей, адаптеров. На концы заготовок при помощи паяльника для ПНД приваривают специальные втулки с расточенным фланцем. Делается это для того, чтобы можно было снимать их для замены, или например, для ремонта.
Переходим к неразъемным соединениям. На самом деле это единственный из возможных методов соединить трубы большого диаметра. Иногда в сборке рационально использовать не съемные фитинги, а сварку. Стыковая сварка осуществляется с помощью одного интересного приспособления – паяльника. Стыковые аппараты для ПНД труб имеют нагреватель. Им расплавляют торцы изделий, а затем плотно прижимают и охлаждают естественным путем. Электромуфта – следующий метод. Что это такое? Это такой соединительный элемент, изготовленный тоже из полиэтилена, внутри которой тоже находится электроспираль. При монтаже к ней должно подаваться питание. И после этого она, нагреваясь, плавит пластик, создавая своеобразное, герметичное соединение. Хочется также поделится несколькими советами, дабы помочь вам избежать брака в соединениях.
Как соединить черную полипропиленовую трубу с водопроводной системой в коттеджеФото Лайама Могана Научиться делать водонепроницаемые соединения труб из черного полипропилена в вашей водопроводной системе — это навык, позволяющий сэкономить время. Вместо того, чтобы ждать сантехника, вы можете самостоятельно починить любые протекающие колена и тройники или протекающую трубу, подключенную к вашему насосу, и наслаждаться проточной водой все выходные. Для соединения черной полипропиленовой трубы (официально называемой полиэтиленовой трубой) с насосами и другими предметами используются зубчатые фитинги. На первый взгляд кажется, что все, что вам нужно сделать, это надеть трубу на фитинг, установить винтовые хомуты, затем затянуть хомуты. За этой кажущейся простотой скрывается тот факт, что на самом деле вам нужно выполнить четыре шага для герметичного соединения. 1) Соберите то, что вам нужно 2) Нанесите герметик 3) Смягчите трубу 4) Расположите и затяните хомуты Нужно разобрать старый черный полипропиленовый стык? Ослабьте зажимы и нагрейте соединение, чтобы смягчить его. Как только вы это сделаете, труба будет легко сниматься. Наконечник Pro Избранное видео Теги
Next StoryCottage Q&A: Камеры и снижение страховкиКак установить фитинги для труб из полипропилена | Главная Руководства Автор: SF Gate Contributor Обновлено 13 июля 2021 г. Гибкая природа полиэтиленовой трубы позволяет использовать ее в более холодном климате, где она не трескается, и в ситуациях, когда для жесткой трубы требуется несколько колен для выполнения сложных поворотов . В отличие от других пластиковых труб, в соединениях полипропиленовых труб не используется клей для сварки деталей вместе. Вместо этого два специально разработанных типа фитингов герметизируют полипропиленовые соединения с помощью трения. Оба типа имеют специальные инструкции по установке, чтобы гарантировать, что они удерживают соединения вместе под давлением. Установка колючего полиэтиленового фитинга
Установка компрессионного фитинга
0003 ТОВЕРТепло. вставить в трубку. Каталожные номера
|
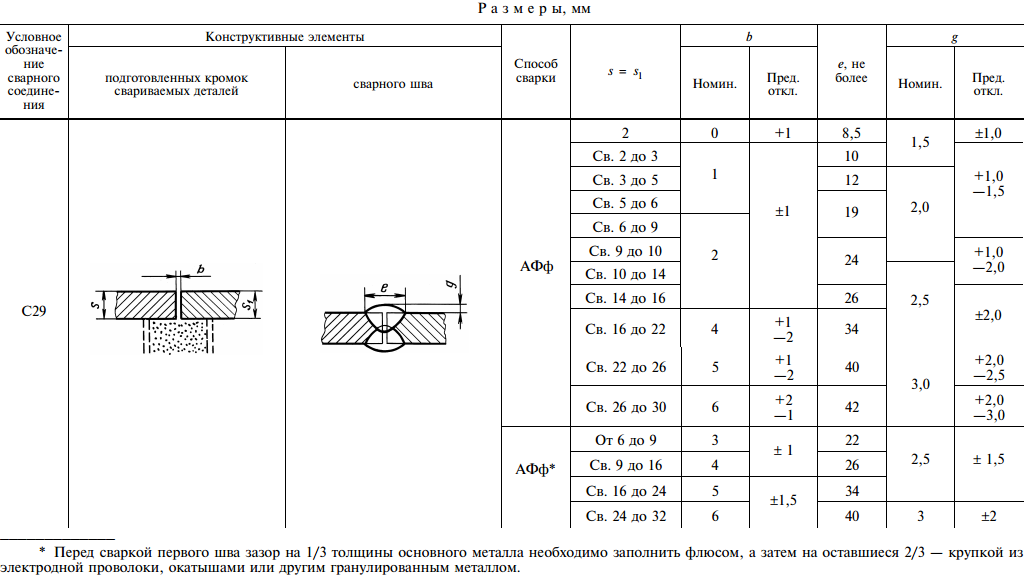 В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.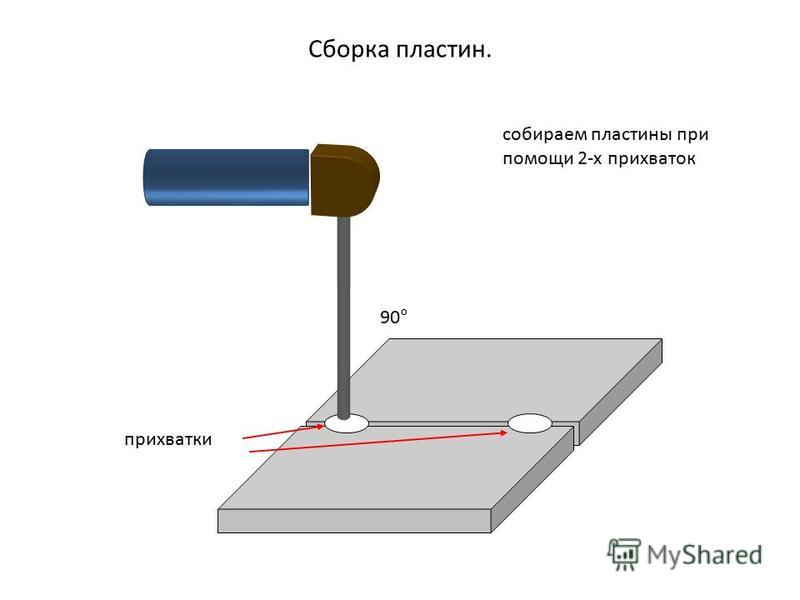

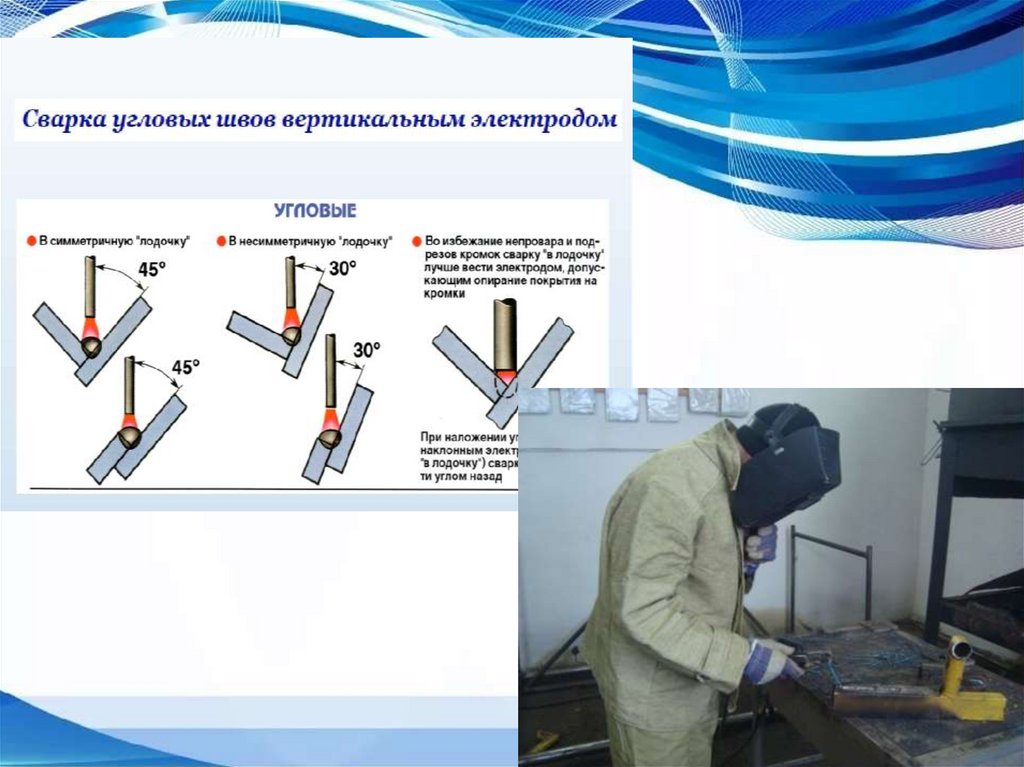 Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.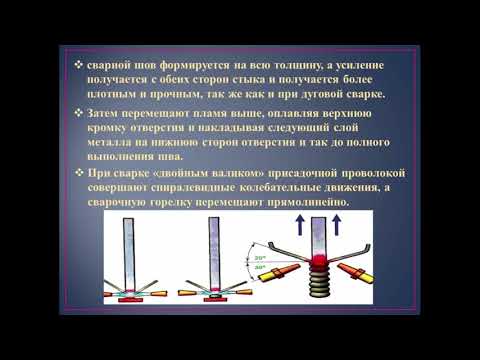 В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
В нижнем положении применяются два основных способа сваривания – стыковой и угловой. Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется. Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.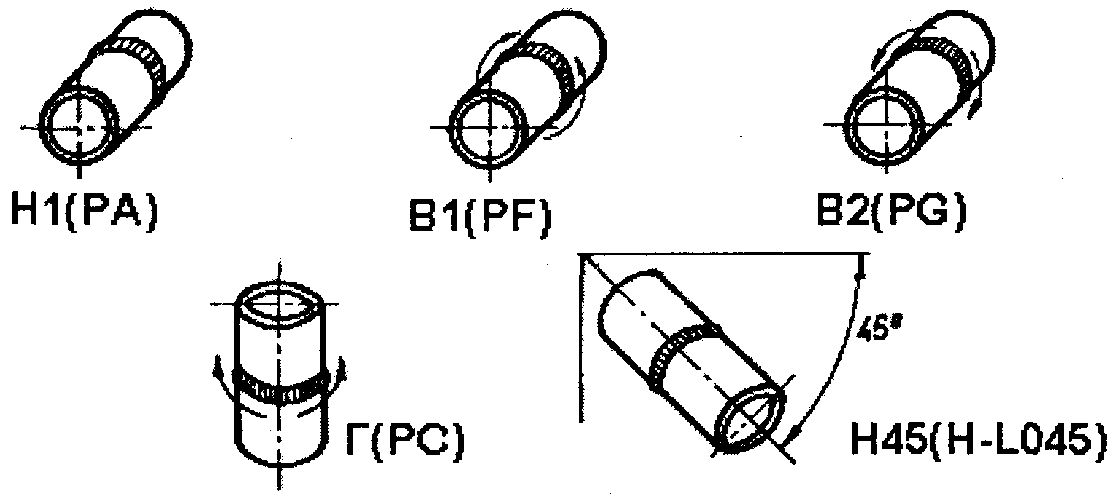
 Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально. В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
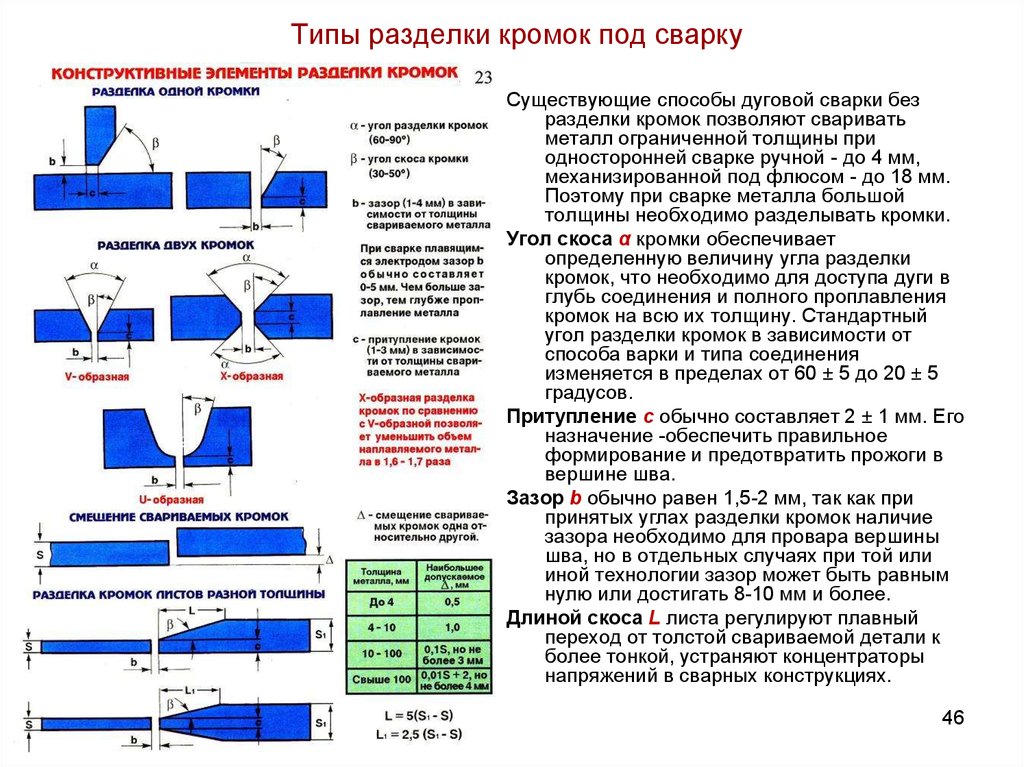
 при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна. В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение. Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов. Обозначение кириллицей расшифровывается как «с подкладкой».
Обозначение кириллицей расшифровывается как «с подкладкой».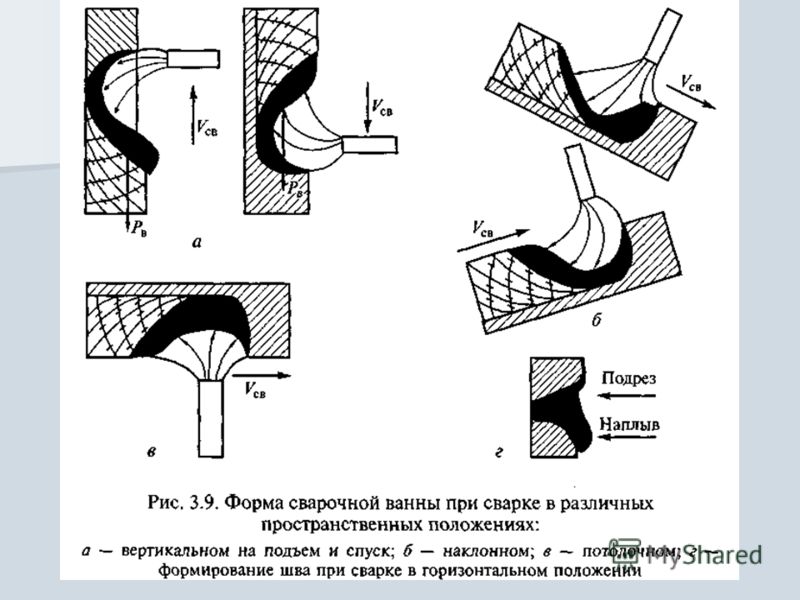 Как и где расположен стык, нужно подготовить его к сварочному процессу.
Как и где расположен стык, нужно подготовить его к сварочному процессу.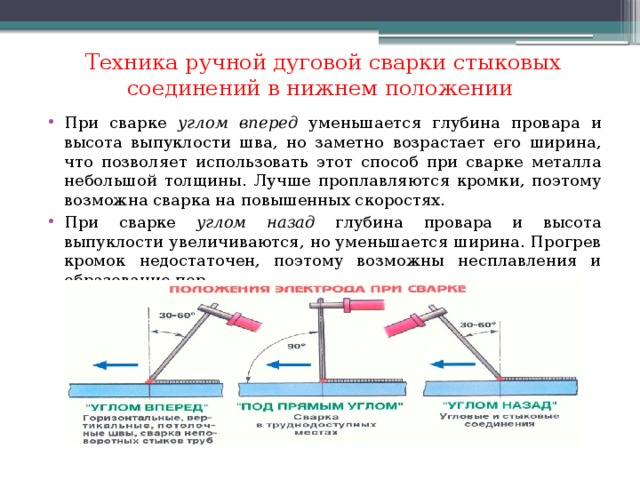 То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.
То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.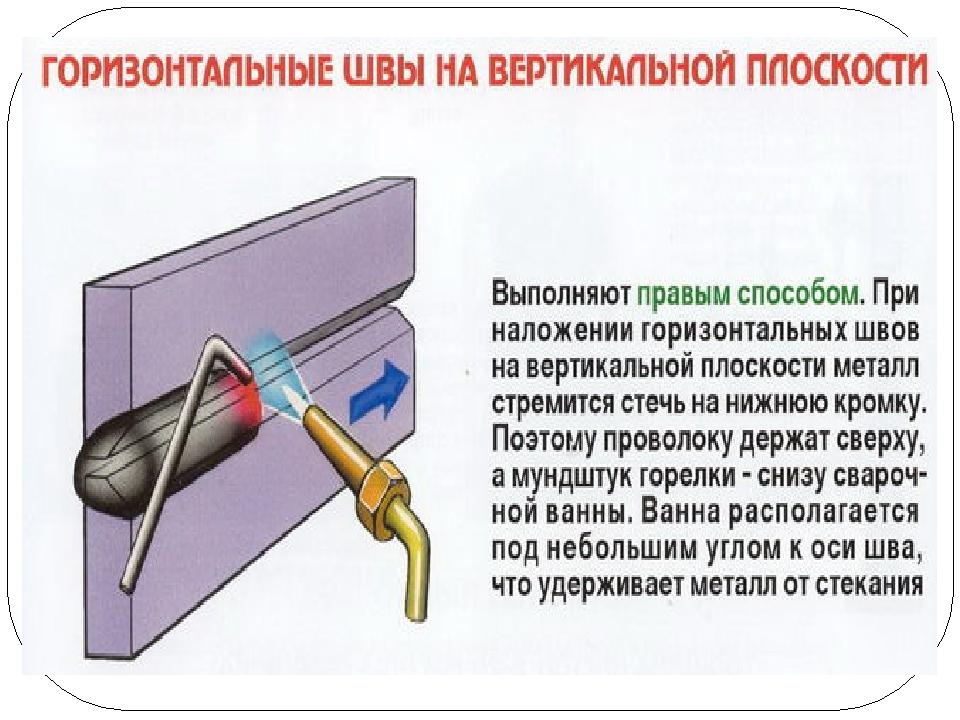 Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы. Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку».
Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку».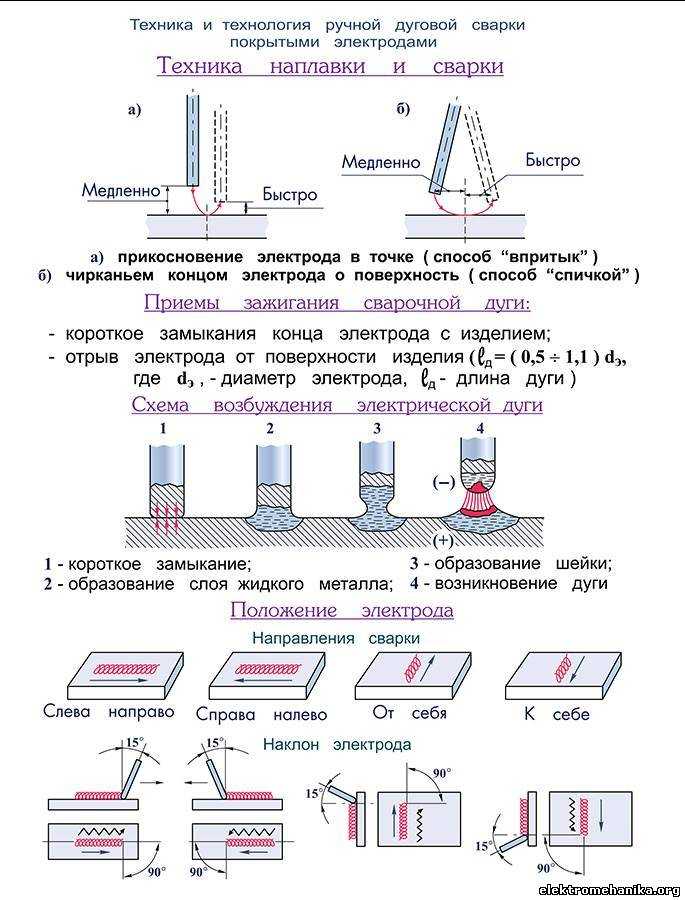
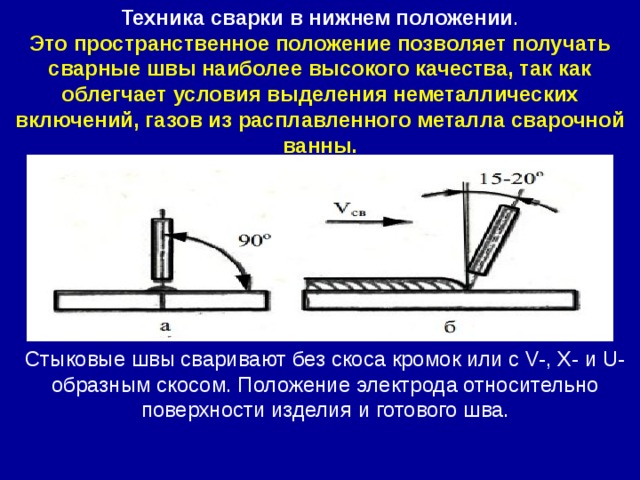 Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ. Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. В нижнем положении применяются два основных способа сваривания – стыковой и угловой.
Метод относится к числу высокопроизводительных. Недостатком может служить высокая вероятность образования прожогов. В нижнем положении применяются два основных способа сваривания – стыковой и угловой.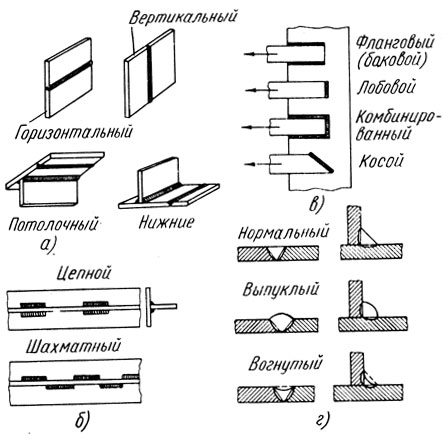 Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.
Электрод при сваривании удерживается в горизонтальной плоскости перпендикулярно по отношению к рабочей поверхности. Проблема вытекания жидкого металла из сварочной ванны, как и в предыдущем случае, сохраняется.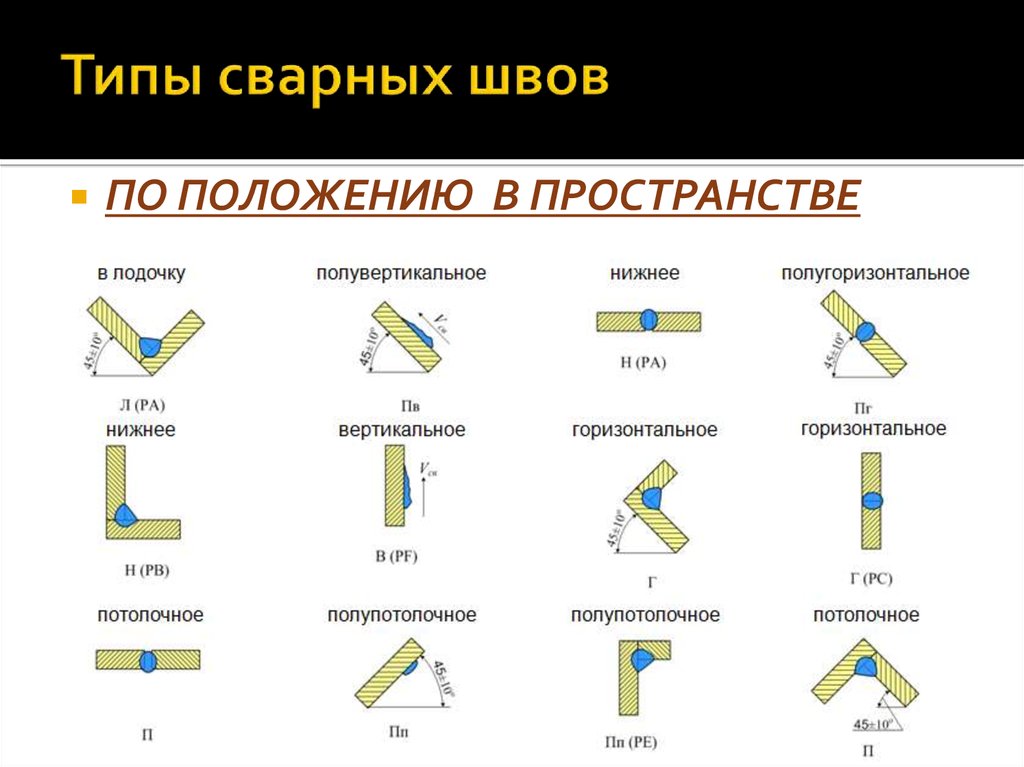 Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.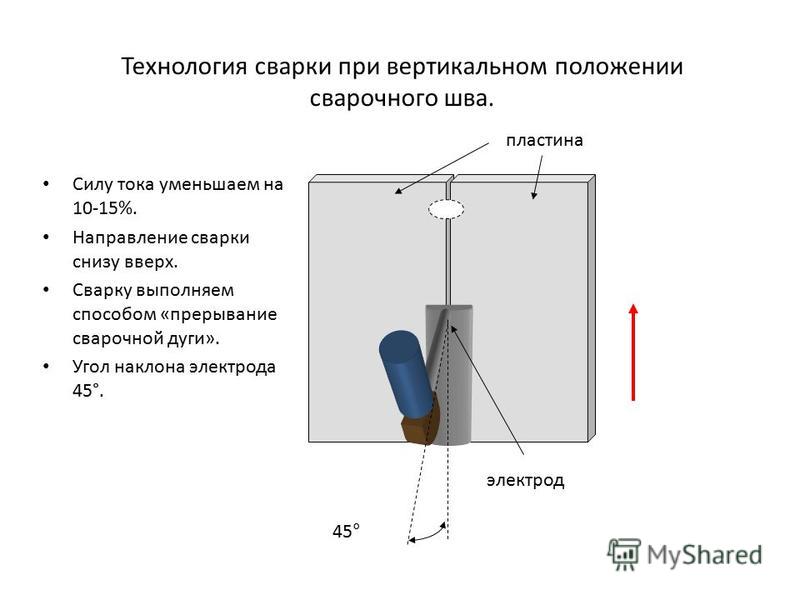
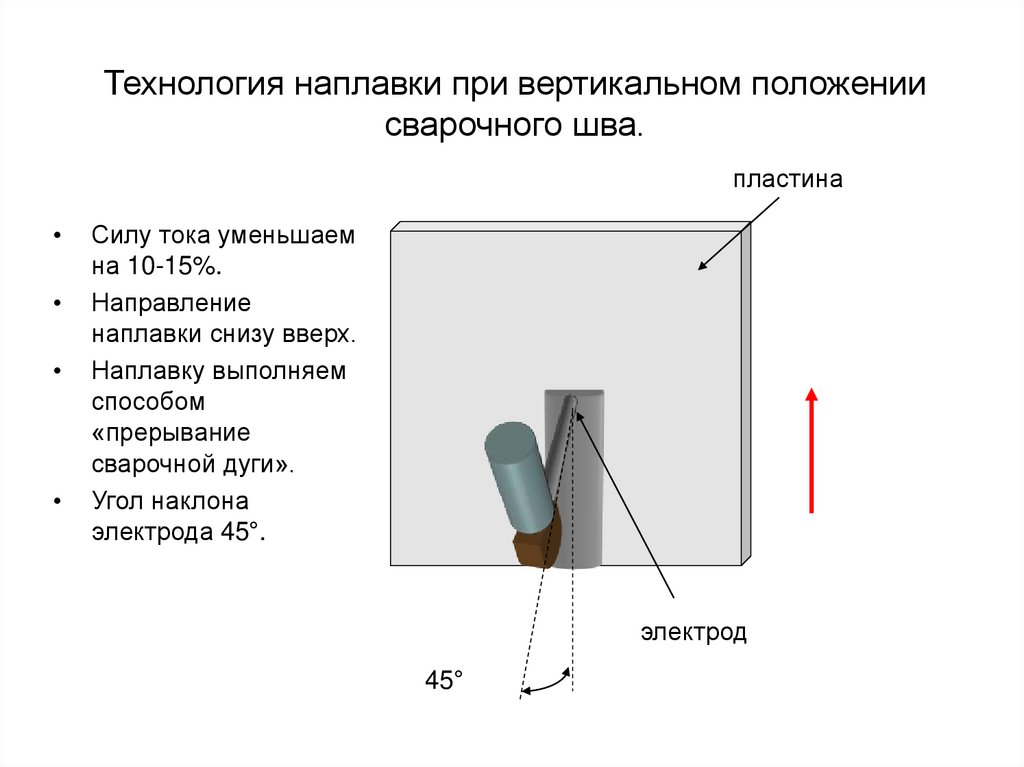 Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально. В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
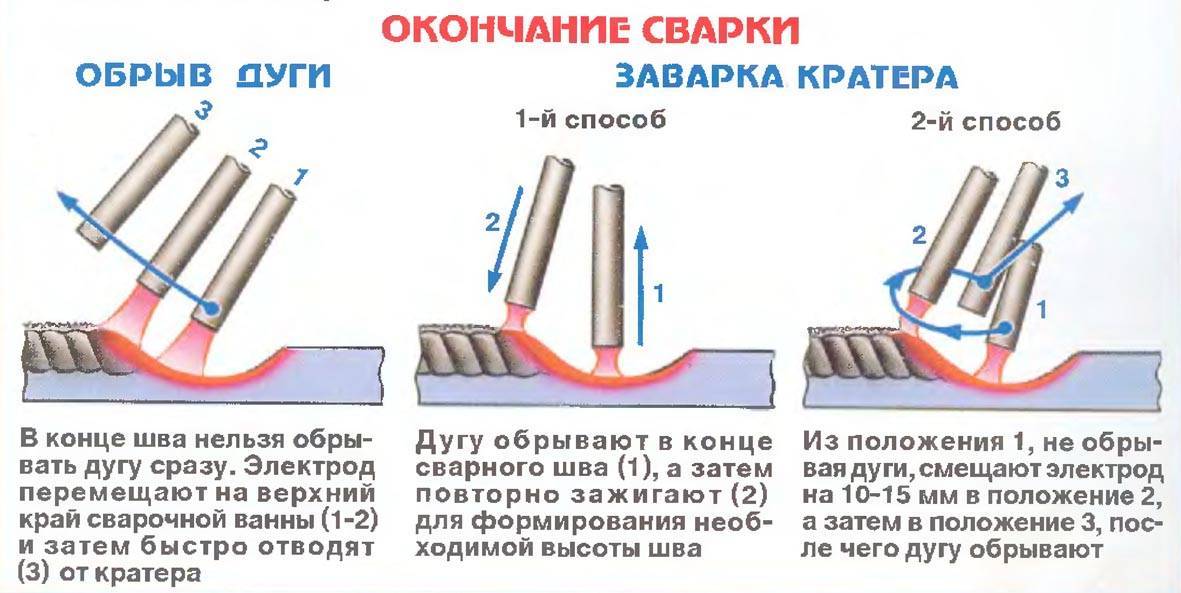
 при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна. В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.
В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение. Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.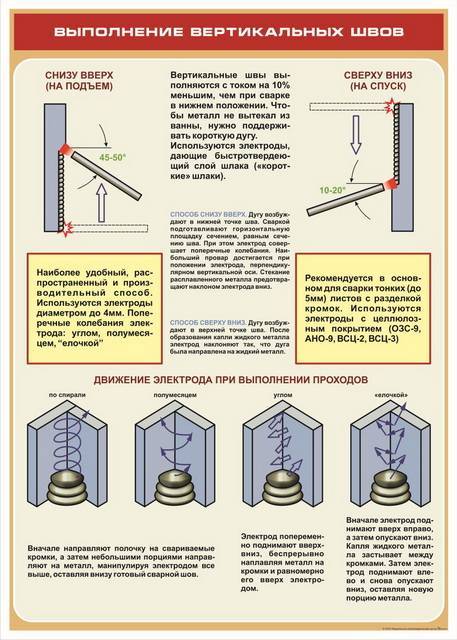 Обозначение кириллицей расшифровывается как «с подкладкой».
Обозначение кириллицей расшифровывается как «с подкладкой».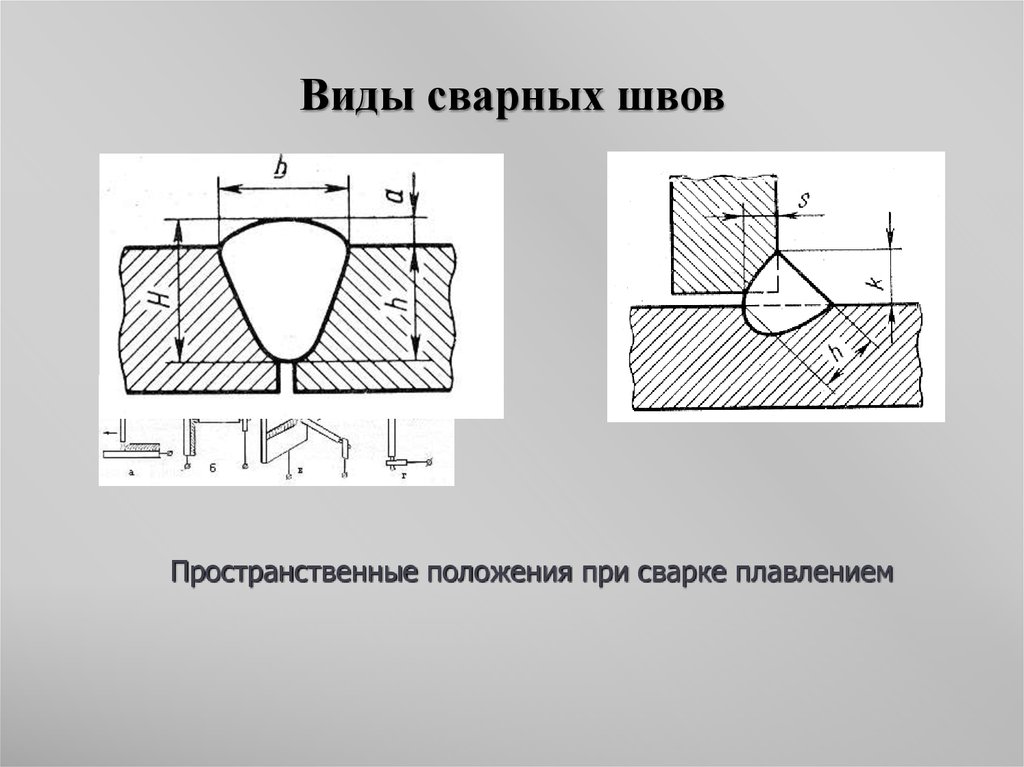 Как и где расположен стык, нужно подготовить его к сварочному процессу.
Как и где расположен стык, нужно подготовить его к сварочному процессу.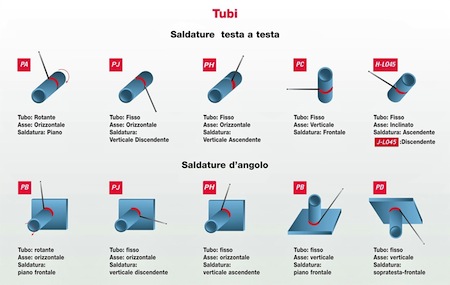 Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон. Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.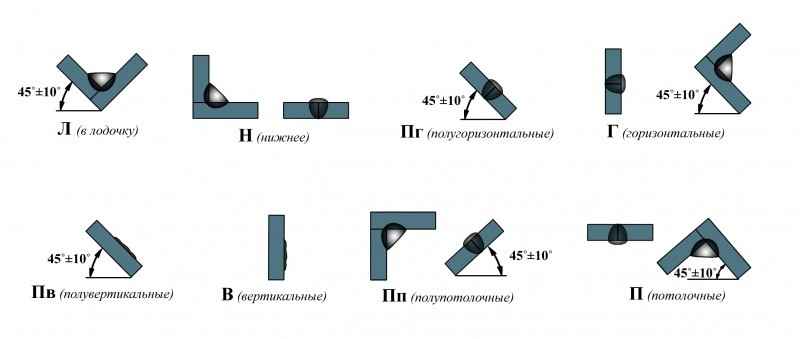 На этапе производства труб ориентация шва может иметь столь же важное значение для успешного изготовления трубных изделий. По большей части это означает размещение шва в положении «12 часов» и сохранение его там, но не всегда.
На этапе производства труб ориентация шва может иметь столь же важное значение для успешного изготовления трубных изделий. По большей части это означает размещение шва в положении «12 часов» и сохранение его там, но не всегда.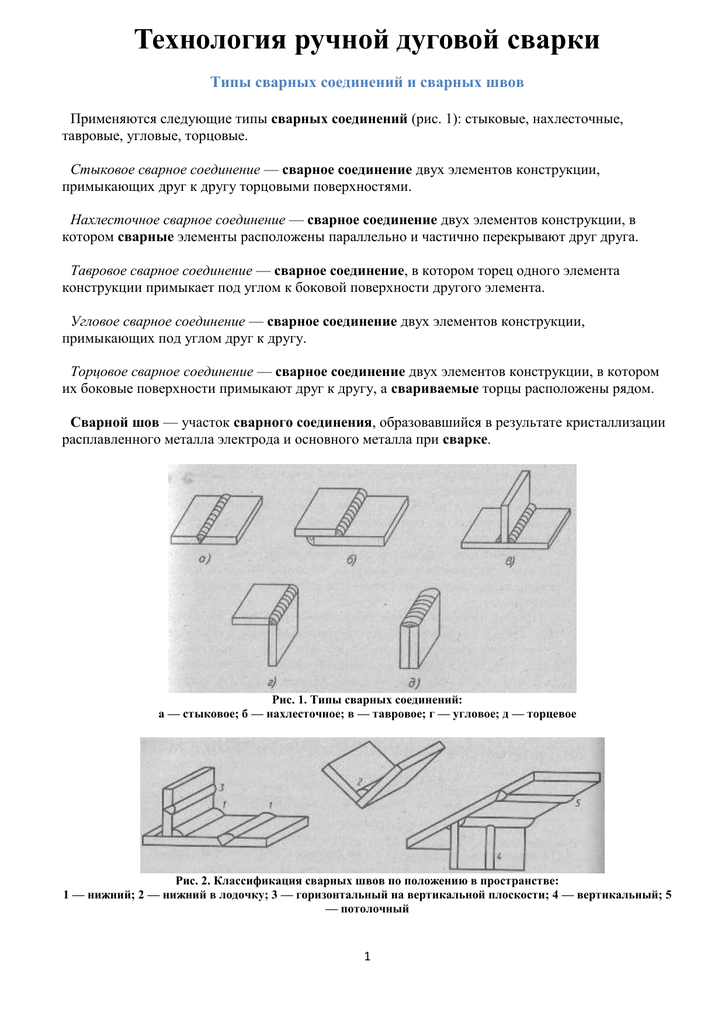
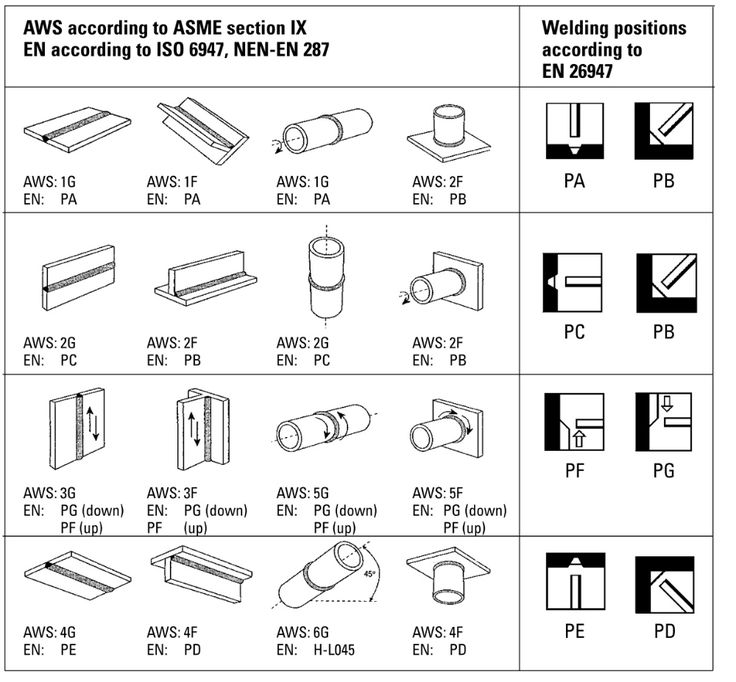
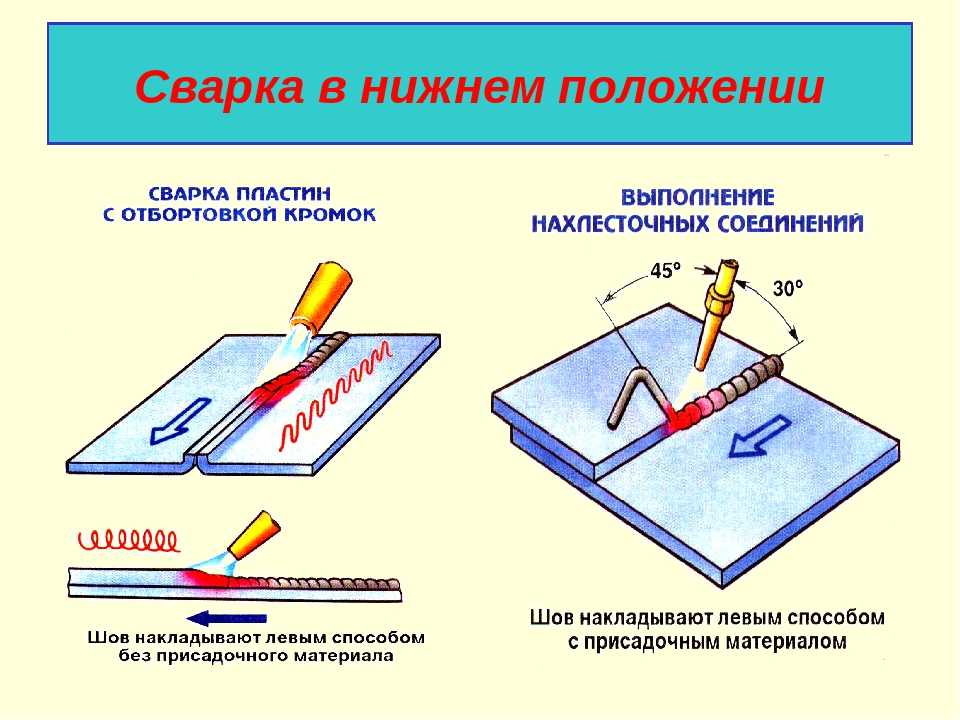 Как и в любом процессе формовки и калибровки, происходящем на трубном заводе, изящество всегда превосходит грубую силу. Грубая сила часто срабатывает, но с большей вероятностью образуются морщины и дефекты.
Как и в любом процессе формовки и калибровки, происходящем на трубном заводе, изящество всегда превосходит грубую силу. Грубая сила часто срабатывает, но с большей вероятностью образуются морщины и дефекты.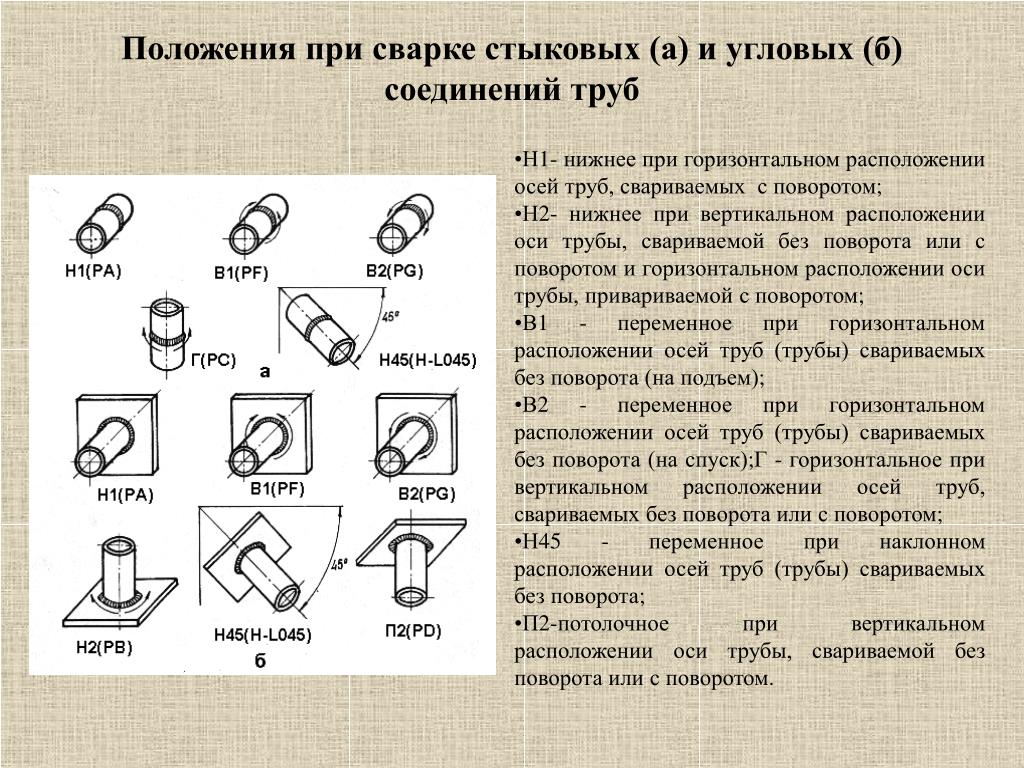 Основными регулировками являются боковое положение ролика для соответствия различным размерам труб и смещение инструмента для определения величины крутки. Третьим является вертикальное положение ролика, поэтому стенд может адаптироваться к различной высоте проходной линии.
Основными регулировками являются боковое положение ролика для соответствия различным размерам труб и смещение инструмента для определения величины крутки. Третьим является вертикальное положение ролика, поэтому стенд может адаптироваться к различной высоте проходной линии.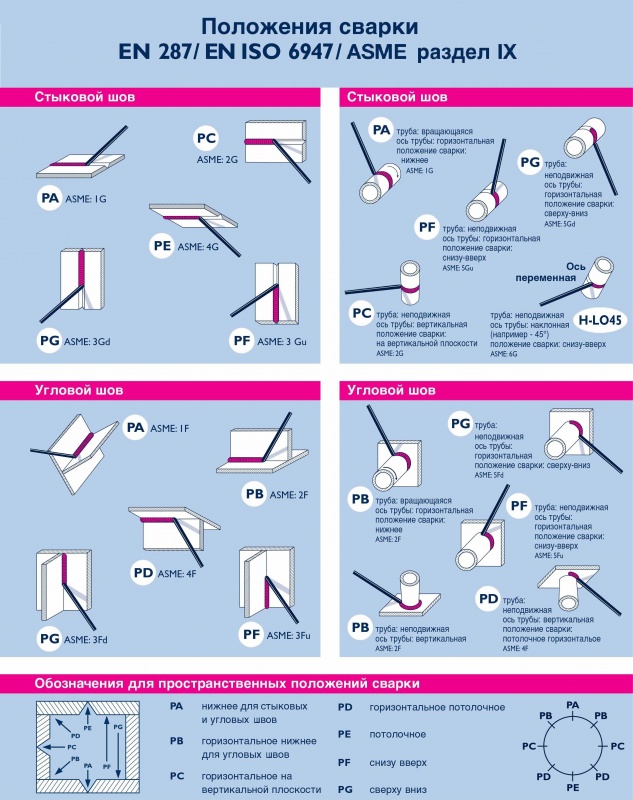 Технические требования, внешний вид, конструктивные и толщинные допуски и непрерывность процесса сварки не позволяют оставлять положение сварного шва на волю случая. Это относится как к лазерной резке, так и к гибке. Давайте подробнее рассмотрим решения, доступные в системах BLM GROUP.
Технические требования, внешний вид, конструктивные и толщинные допуски и непрерывность процесса сварки не позволяют оставлять положение сварного шва на волю случая. Это относится как к лазерной резке, так и к гибке. Давайте подробнее рассмотрим решения, доступные в системах BLM GROUP.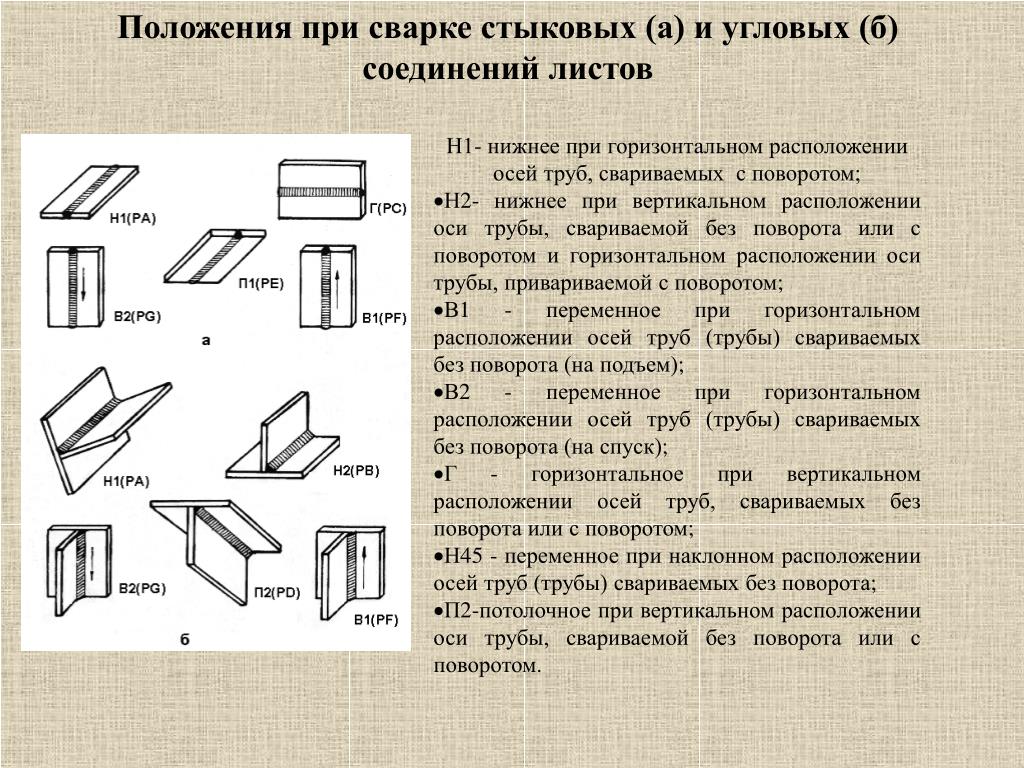 Возможно, что еще более важно, вы не можете сделать угол одинаковым для всех трубок.
Возможно, что еще более важно, вы не можете сделать угол одинаковым для всех трубок.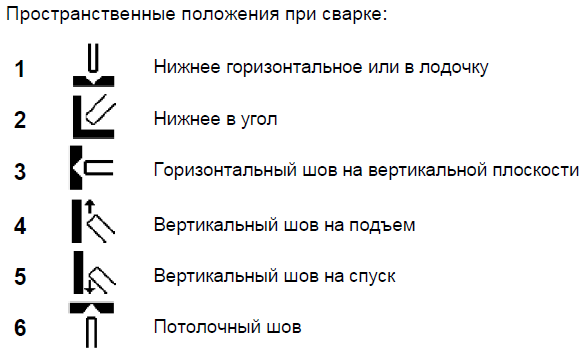 Это единственный способ гарантировать, что детали будут выглядеть одинаково, а сварной шов будет направлен в одном направлении.
Это единственный способ гарантировать, что детали будут выглядеть одинаково, а сварной шов будет направлен в одном направлении.


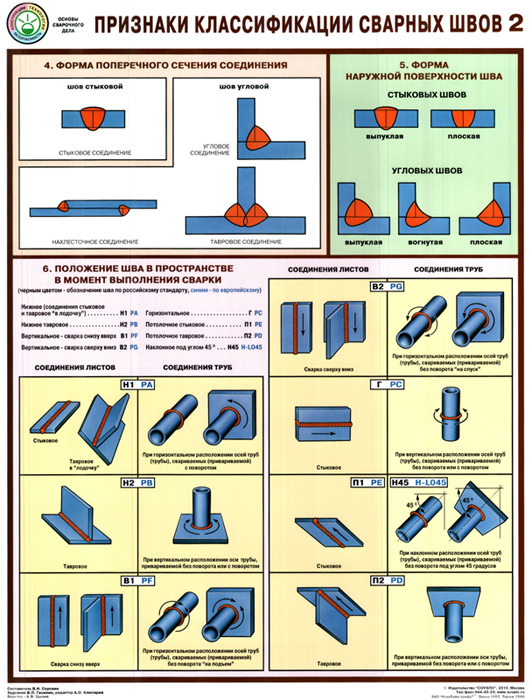 Кроме того, механическая прочность сварной трубы больше не является однородной и симметричной.
Кроме того, механическая прочность сварной трубы больше не является однородной и симметричной.
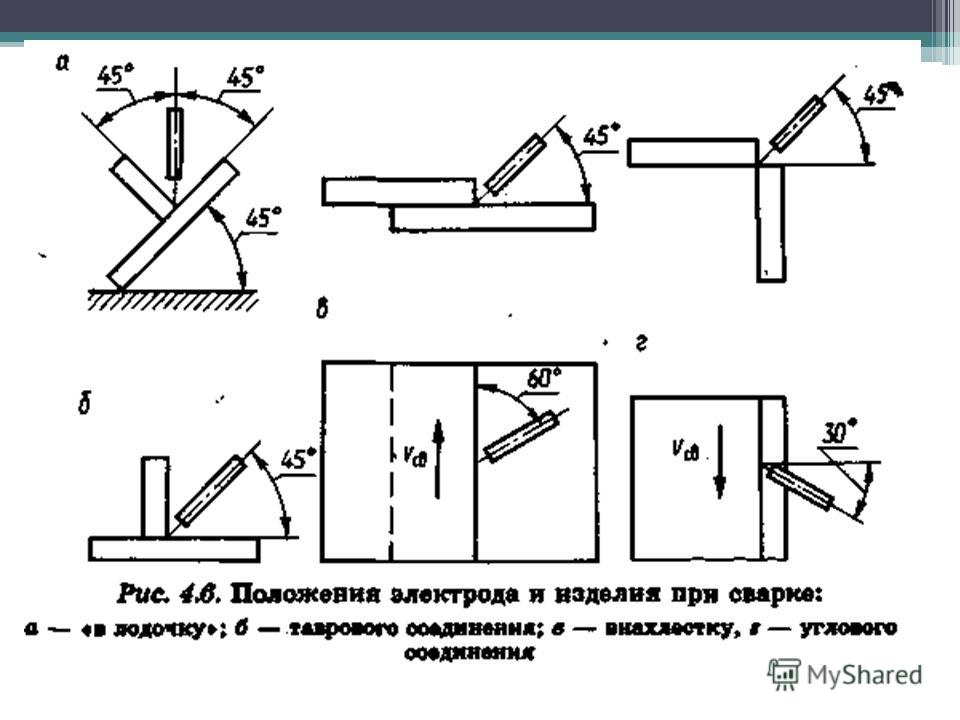 Полная заготовка с требуемой ориентацией будет видна в предварительном просмотре со сварным швом в требуемом положении.
Полная заготовка с требуемой ориентацией будет видна в предварительном просмотре со сварным швом в требуемом положении.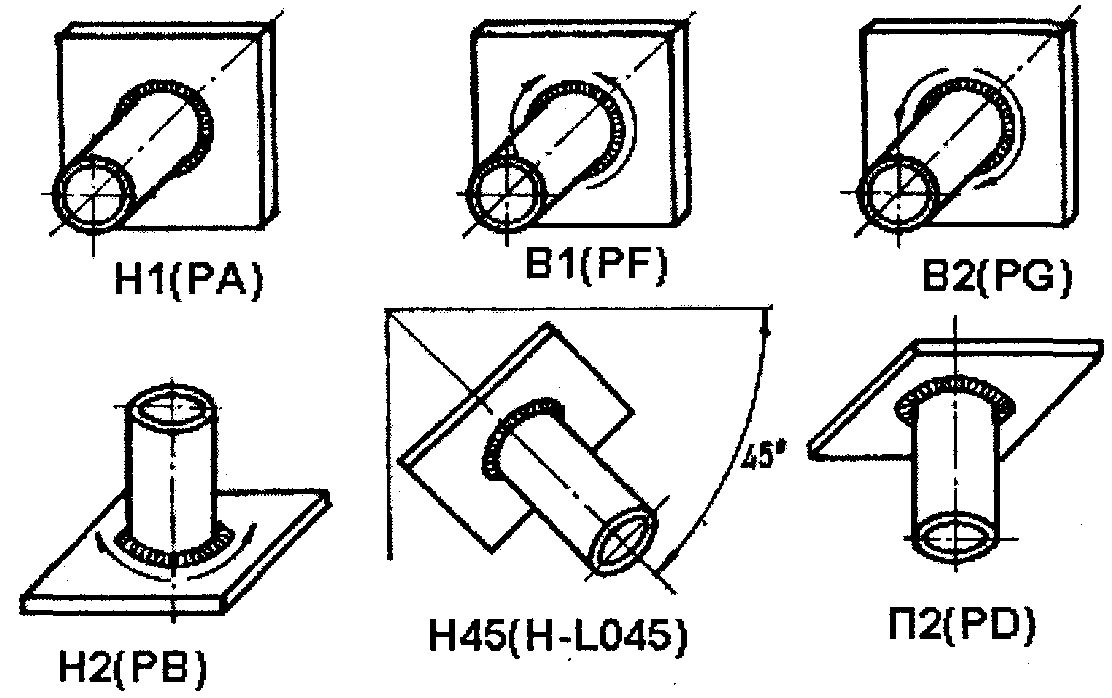
 Однако при ее использовании стоит учитывать, что если температура окружающей среды будет низкой, то состав будет набирать прочность дольше. Но и жара будет губительна, так как в этом случае из раствора слишком быстро будет испаряться вода, что сделает кладку менее надежной.
Однако при ее использовании стоит учитывать, что если температура окружающей среды будет низкой, то состав будет набирать прочность дольше. Но и жара будет губительна, так как в этом случае из раствора слишком быстро будет испаряться вода, что сделает кладку менее надежной.

 Помимо стандартной основы в виде цемента и песка в такие смеси добавляются пластификаторы, а также известковое молочко. Благодаря этому белые кладочные смеси более эластичные. Также они практически водонепроницаемы (водоудерживающая способность до 98%). Специалисты рекомендуют применять такие состава для кирпичей с показателем водопоглощения 5-12%.
Помимо стандартной основы в виде цемента и песка в такие смеси добавляются пластификаторы, а также известковое молочко. Благодаря этому белые кладочные смеси более эластичные. Также они практически водонепроницаемы (водоудерживающая способность до 98%). Специалисты рекомендуют применять такие состава для кирпичей с показателем водопоглощения 5-12%. Цементные составы можно использовать для многоэтажных строений.
Цементные составы можно использовать для многоэтажных строений.

 Компания предлагает составы для кирпича с разными характеристиками водопоглощения, поэтому у покупателя есть уверенность в том, что он выбрал лучший вариант для конкретного проекта. Также эта фирма предоставляет довольно широкий выбор цветных составов. Все смеси отличаются высокой морозостойкостью, превышающей 100 циклов. Но прочность на сжатия составов составляет всего 5 МПа, а ценник «кусается».
Компания предлагает составы для кирпича с разными характеристиками водопоглощения, поэтому у покупателя есть уверенность в том, что он выбрал лучший вариант для конкретного проекта. Также эта фирма предоставляет довольно широкий выбор цветных составов. Все смеси отличаются высокой морозостойкостью, превышающей 100 циклов. Но прочность на сжатия составов составляет всего 5 МПа, а ценник «кусается».
 При смешивании с водой образуется легко перерабатываемый, удобный в работе раствор, пластичный, с хорошим сцеплением с поверхностью основания. ГОСТ 31357-2007 Смесь сухая строительная G М150.
При смешивании с водой образуется легко перерабатываемый, удобный в работе раствор, пластичный, с хорошим сцеплением с поверхностью основания. ГОСТ 31357-2007 Смесь сухая строительная G М150. Раствор готовить в количествах, необходимых для работы в течение 1,5–2 часов.
Раствор готовить в количествах, необходимых для работы в течение 1,5–2 часов. Хранить строительную смесь в сухом месте при относительной влажности воздуха не более 60% и температуре окружающего воздуха от -50 до +50°С. Срок хранения в заводской упаковке 12 месяцев со дня изготовления, при не герметичном хранении не более 3 месяцев.
Хранить строительную смесь в сухом месте при относительной влажности воздуха не более 60% и температуре окружающего воздуха от -50 до +50°С. Срок хранения в заводской упаковке 12 месяцев со дня изготовления, при не герметичном хранении не более 3 месяцев. сухой смеси
сухой смеси
 7 Мб
7 Мб Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce.
Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce. Лучший тип раствора и его использование зависят от применения и различных технических требований к проекту строительства каменной кладки.
Лучший тип раствора и его использование зависят от применения и различных технических требований к проекту строительства каменной кладки. Тип N чаще всего используется домовладельцами и является лучшим выбором для общего применения. Обычно он достигает 28-дневной прочности в диапазоне 750 фунтов на квадратный дюйм (psi).
Тип N чаще всего используется домовладельцами и является лучшим выбором для общего применения. Обычно он достигает 28-дневной прочности в диапазоне 750 фунтов на квадратный дюйм (psi). Он очень хорошо выдерживает давление грунта, ветровые и сейсмические нагрузки. Тип S является распространенным выбором для многих применений ниже уровня земли, таких как каменные фундаменты, смотровые колодцы, подпорные стены и канализация, а также проекты на уровне земли, такие как кирпичные внутренние дворики и пешеходные дорожки. Хотя раствор типа S должен иметь минимальную прочность на сжатие 1800 фунтов на квадратный дюйм, его часто смешивают для прочности от 2300 до 3000 фунтов на квадратный дюйм.
Он очень хорошо выдерживает давление грунта, ветровые и сейсмические нагрузки. Тип S является распространенным выбором для многих применений ниже уровня земли, таких как каменные фундаменты, смотровые колодцы, подпорные стены и канализация, а также проекты на уровне земли, такие как кирпичные внутренние дворики и пешеходные дорожки. Хотя раствор типа S должен иметь минимальную прочность на сжатие 1800 фунтов на квадратный дюйм, его часто смешивают для прочности от 2300 до 3000 фунтов на квадратный дюйм. В то время как раствор типа M обеспечивает прочность на сжатие не менее 2500 фунтов на квадратный дюйм, он обладает относительно плохой адгезией и герметизирующими свойствами, что делает его непригодным для многих открытых применений. Тип M предпочтительнее для использования с натуральным камнем, поскольку он обеспечивает такую же прочность, как и камень.
В то время как раствор типа M обеспечивает прочность на сжатие не менее 2500 фунтов на квадратный дюйм, он обладает относительно плохой адгезией и герметизирующими свойствами, что делает его непригодным для многих открытых применений. Тип M предпочтительнее для использования с натуральным камнем, поскольку он обеспечивает такую же прочность, как и камень.
 02.22
02.22


 При ручном смешивании не забудьте добавить все компоненты перед добавлением воды.
При ручном смешивании не забудьте добавить все компоненты перед добавлением воды.


 Основными преимуществами крепежа считаются:
Основными преимуществами крепежа считаются: Имея небольшие размеры, эти детали обеспечивают равнопрочную фиксацию стержней.
Имея небольшие размеры, эти детали обеспечивают равнопрочную фиксацию стержней. Лучше, если это будет стальной промышленный инструмент, хотя его можно сделать и самому. Наиболее эффективен при соединении рифленых прутков. Может быть простого или винтового вида.
Лучше, если это будет стальной промышленный инструмент, хотя его можно сделать и самому. Наиболее эффективен при соединении рифленых прутков. Может быть простого или винтового вида.
 Правильная вязка арматуры предполагает соблюдение определенной техники работ. Ее нарушение чревато в будущем разрушением постройки.
Правильная вязка арматуры предполагает соблюдение определенной техники работ. Ее нарушение чревато в будущем разрушением постройки.
 Для этого:
Для этого: И тот и другой способы имеют право на существование. Тем более что современные средства механизации позволяют достигать высокого качества узлов.
И тот и другой способы имеют право на существование. Тем более что современные средства механизации позволяют достигать высокого качества узлов. Стальные прутки работают на растяжение, поэтому бетон и металлопрокат дополняют друг друга. От их совместной работы зависит надежность и долговечность монолитного основания. Чтобы конструкция была надежной, важно не только грамотно подобрать диаметр металлических стержней, но и правильно вязать арматуру.
Стальные прутки работают на растяжение, поэтому бетон и металлопрокат дополняют друг друга. От их совместной работы зависит надежность и долговечность монолитного основания. Чтобы конструкция была надежной, важно не только грамотно подобрать диаметр металлических стержней, но и правильно вязать арматуру. Каркасы из арматуры подразделяются на сварные и вязаные.
Каркасы из арматуры подразделяются на сварные и вязаные.
 У нас представлены все востребованные диаметры арматурного проката. Продукция реализуется оптом и в розницу. Звоните, вам будет предоставлена вся необходимая информация.
У нас представлены все востребованные диаметры арматурного проката. Продукция реализуется оптом и в розницу. Звоните, вам будет предоставлена вся необходимая информация. Связывая стальные стержни вместе, мы гарантируем, что стальные стержни не сдвинутся со своих мест во время строительства или во время бетонирования. В плитах вязальная проволока используется для связывания между собой продольных и поперечных стержней. В колоннах используется для обвязки вертикальных перекладин стременами.
Связывая стальные стержни вместе, мы гарантируем, что стальные стержни не сдвинутся со своих мест во время строительства или во время бетонирования. В плитах вязальная проволока используется для связывания между собой продольных и поперечных стержней. В колоннах используется для обвязки вертикальных перекладин стременами.
 несмотря на отсутствие явного предела текучести, как у конструкционной стали. начальная часть кривой напряжения-деформации является линейной с распознаваемым пропорциональным пределом. пропорциональный предел для алюминиевого сплава колеблется от 70 до 410 МПа (от 10 до 60 Ksi). алюминиевый сплав подвергается большой деформации перед разрушением. предельное напряжение колеблется от 140 до 550 МПа (от 20 до 80 Ksi). управление строительством: строительство бетона строительство моста: как стать инженером моста Рис. 1 Предел текучести для алюминиевого сплава можно определить, нарисовав параллели линии смещения к линейной части кривой напряжения-деформации. прямая линия смещена на стандартную деформацию, такую как 0,002. точка пересечения с кривой напряжения-деформации является точкой предела текучести. рисунок №: 2 иллюстрирует концепцию метода смещения. предел текучести приобрести
несмотря на отсутствие явного предела текучести, как у конструкционной стали. начальная часть кривой напряжения-деформации является линейной с распознаваемым пропорциональным пределом. пропорциональный предел для алюминиевого сплава колеблется от 70 до 410 МПа (от 10 до 60 Ksi). алюминиевый сплав подвергается большой деформации перед разрушением. предельное напряжение колеблется от 140 до 550 МПа (от 20 до 80 Ksi). управление строительством: строительство бетона строительство моста: как стать инженером моста Рис. 1 Предел текучести для алюминиевого сплава можно определить, нарисовав параллели линии смещения к линейной части кривой напряжения-деформации. прямая линия смещена на стандартную деформацию, такую как 0,002. точка пересечения с кривой напряжения-деформации является точкой предела текучести. рисунок №: 2 иллюстрирует концепцию метода смещения. предел текучести приобрести Слоистые и удлиненные агрегаты трудно уплотняются. Следовательно, использование чешуйчатых и удлиненных заполнителей снизит удобоукладываемость бетона, что требует большего количества воды для получения удобоукладываемой смеси. Увеличение содержания воды снижает прочность и долговечность бетона. Кроме того, эти заполнители не являются прочными, что приводит к снижению прочности бетона. Рис. 1 управление строительством: строительство бетона строительство моста: как стать инженером моста Индекс слоености заполнителей представляет собой весовой процент частиц, наименьший размер (толщина) которых составляет менее трех пятых (0,6 раза) их среднего размера. Это испытание не применяется к размерам менее 6,3 мм. Индекс удлинения заполнителя представляет собой процент по массе частиц, наибольший размер (длина) которых превышает их средний размер более чем на девять пятых (1,8 раза). Тесты на рыхлость и удлинение ar
Слоистые и удлиненные агрегаты трудно уплотняются. Следовательно, использование чешуйчатых и удлиненных заполнителей снизит удобоукладываемость бетона, что требует большего количества воды для получения удобоукладываемой смеси. Увеличение содержания воды снижает прочность и долговечность бетона. Кроме того, эти заполнители не являются прочными, что приводит к снижению прочности бетона. Рис. 1 управление строительством: строительство бетона строительство моста: как стать инженером моста Индекс слоености заполнителей представляет собой весовой процент частиц, наименьший размер (толщина) которых составляет менее трех пятых (0,6 раза) их среднего размера. Это испытание не применяется к размерам менее 6,3 мм. Индекс удлинения заполнителя представляет собой процент по массе частиц, наибольший размер (длина) которых превышает их средний размер более чем на девять пятых (1,8 раза). Тесты на рыхлость и удлинение ar Оголовок сваи представляет собой толстый бетонный мат, опирающийся на сваи. Он является частью фундамента и используется для распределения нагрузки по сваям. Сваи используются, когда несущей способности грунта недостаточно, чтобы выдерживать нагрузки конструкции. Рисунок 1 Управление строительством: бетонное строительство Строительство моста: Как стать инженером моста Процедура строительства наголовника сваи Выемка грунта вокруг свай: Через 7 дней после заливки сваи бетон наберет примерно 70% прочности на сжатие. Грунт вокруг свай будет удален до необходимого уровня и размеров, позволяющих построить наголовник сваи. При выемке грунта более 1,5 м необходимо сделать ступеньку для предотвращения обрушения грунта. Рисунок 2. Резка оголовка сваи: бетон будет удален до уровня среза. Если бетон под уровнем отсечки непрочен. Его уберут, а сваю починят. Пи
Оголовок сваи представляет собой толстый бетонный мат, опирающийся на сваи. Он является частью фундамента и используется для распределения нагрузки по сваям. Сваи используются, когда несущей способности грунта недостаточно, чтобы выдерживать нагрузки конструкции. Рисунок 1 Управление строительством: бетонное строительство Строительство моста: Как стать инженером моста Процедура строительства наголовника сваи Выемка грунта вокруг свай: Через 7 дней после заливки сваи бетон наберет примерно 70% прочности на сжатие. Грунт вокруг свай будет удален до необходимого уровня и размеров, позволяющих построить наголовник сваи. При выемке грунта более 1,5 м необходимо сделать ступеньку для предотвращения обрушения грунта. Рисунок 2. Резка оголовка сваи: бетон будет удален до уровня среза. Если бетон под уровнем отсечки непрочен. Его уберут, а сваю починят. Пи Следовательно, диафрагмы могут не понадобиться, если подшипники моста размещаются непосредственно под стенками, поскольку нагрузки в настилах моста могут напрямую передаваться на подшипники. С другой стороны, диафрагмы также помогают улучшить характеристики распределения нагрузки мостов. Диафрагмы также способствуют ограничению кручения настила мостика. Диафрагма также будет использоваться для сопротивления напряжениям, возникающим в процессе пост-натяжения. Внутри диафрагмы отлиты элементы постнатяжения. Рисунок 1 Управление строительством: бетонная конструкция Строительство моста: Как стать инженером моста Типы диафрагм: Диафрагмы на конце пролета: этот тип диафрагм будет расположен между двумя пролетами моста или на опорах моста. Для соединения пролетов моста будут использоваться деформационные швы. это
Следовательно, диафрагмы могут не понадобиться, если подшипники моста размещаются непосредственно под стенками, поскольку нагрузки в настилах моста могут напрямую передаваться на подшипники. С другой стороны, диафрагмы также помогают улучшить характеристики распределения нагрузки мостов. Диафрагмы также способствуют ограничению кручения настила мостика. Диафрагма также будет использоваться для сопротивления напряжениям, возникающим в процессе пост-натяжения. Внутри диафрагмы отлиты элементы постнатяжения. Рисунок 1 Управление строительством: бетонная конструкция Строительство моста: Как стать инженером моста Типы диафрагм: Диафрагмы на конце пролета: этот тип диафрагм будет расположен между двумя пролетами моста или на опорах моста. Для соединения пролетов моста будут использоваться деформационные швы. это Основной причиной популярности железобетонных конструкций является высокая прочность и длительный срок службы этих конструкций. Бетон и сталь объединяются для производства железобетона. Бетон хорошо работает на сжатие, а сталь на растяжение. Бетон и сталь образуют идеальное сочетание, способное противостоять нагрузкам, воздействующим на конструкцию. Бетон представляет собой композитный материал, состоящий из цемента, крупного заполнителя, мелкого заполнителя и воды. Добавки могут использоваться для улучшения свойств бетона. Бетонная смесь почти на 65% состоит из заполнителей. Заполнители подразделяются на мелкие и крупные заполнители. Поскольку заполнители составляют большую часть бетонной смеси. Качество заполнителей может сильно повлиять на прочность и долговечность бетона. Заполнители могут быть природными или дроблеными заполнителями. Используемые заполнители должны быть прочными, твердыми, не должны содержать большого количества органических веществ или вредных веществ.0025
Основной причиной популярности железобетонных конструкций является высокая прочность и длительный срок службы этих конструкций. Бетон и сталь объединяются для производства железобетона. Бетон хорошо работает на сжатие, а сталь на растяжение. Бетон и сталь образуют идеальное сочетание, способное противостоять нагрузкам, воздействующим на конструкцию. Бетон представляет собой композитный материал, состоящий из цемента, крупного заполнителя, мелкого заполнителя и воды. Добавки могут использоваться для улучшения свойств бетона. Бетонная смесь почти на 65% состоит из заполнителей. Заполнители подразделяются на мелкие и крупные заполнители. Поскольку заполнители составляют большую часть бетонной смеси. Качество заполнителей может сильно повлиять на прочность и долговечность бетона. Заполнители могут быть природными или дроблеными заполнителями. Используемые заполнители должны быть прочными, твердыми, не должны содержать большого количества органических веществ или вредных веществ.0025 При укладке и уплотнении бетона формы могут сильно прогибаться в слабых местах. Отклонение опалубки приведет к расширению бетона в этом месте, что известно как вздутие бетона. Выпуклость бетона испортит внешний вид бетонного элемента. Поэтому мы всегда должны следить за тем, чтобы опалубка была установлена надлежащим образом и чтобы она была достаточно прочной, чтобы сопротивляться бетону во время укладки и уплотнения. Выпуклость должна быть устранена в случае, если мы не могли этого избежать. Решение бетонных выпуклостей, смещений или неровностей поверхности производится шлифованием поверхности. Однако чрезмерное шлифование поверхности может ослабить бетон. Рисунок 1. Если выпуклости или неровности поверхности небольшие, шлифовки бетонной поверхности будет достаточно для устранения неровностей поверхности. Если вздутие бетона значительное, то бетон следует расколоть, а поверхность
При укладке и уплотнении бетона формы могут сильно прогибаться в слабых местах. Отклонение опалубки приведет к расширению бетона в этом месте, что известно как вздутие бетона. Выпуклость бетона испортит внешний вид бетонного элемента. Поэтому мы всегда должны следить за тем, чтобы опалубка была установлена надлежащим образом и чтобы она была достаточно прочной, чтобы сопротивляться бетону во время укладки и уплотнения. Выпуклость должна быть устранена в случае, если мы не могли этого избежать. Решение бетонных выпуклостей, смещений или неровностей поверхности производится шлифованием поверхности. Однако чрезмерное шлифование поверхности может ослабить бетон. Рисунок 1. Если выпуклости или неровности поверхности небольшие, шлифовки бетонной поверхности будет достаточно для устранения неровностей поверхности. Если вздутие бетона значительное, то бетон следует расколоть, а поверхность Свая будет нагружена в два раза больше рабочей нагрузки. В соответствии с результатом теста длина сваи будет изменена. Если осадка превышает максимальную осадку, длина сваи будет увеличена. управление строительством: бетонная конструкция строительство моста: как стать инженером моста Испытание неработающих свай Испытание на статическое сжатие дает представление о реакции сваи на нагрузку. Осадка неработающих свай будет измеряться при различном приращении нагрузки. На основании этой информации будет определена расчетная длина сваи. Максимальная нагрузка на сваю будет равна рабочей нагрузке, умноженной на 2 (рабочая нагрузка*2), или в соответствии с местными стандартами. Следующие шаги объясняют процедуру теста. A. Стальная клетка будет подготовлена в соответствии с утвержденным заводским чертежом ранее, но спираль
Свая будет нагружена в два раза больше рабочей нагрузки. В соответствии с результатом теста длина сваи будет изменена. Если осадка превышает максимальную осадку, длина сваи будет увеличена. управление строительством: бетонная конструкция строительство моста: как стать инженером моста Испытание неработающих свай Испытание на статическое сжатие дает представление о реакции сваи на нагрузку. Осадка неработающих свай будет измеряться при различном приращении нагрузки. На основании этой информации будет определена расчетная длина сваи. Максимальная нагрузка на сваю будет равна рабочей нагрузке, умноженной на 2 (рабочая нагрузка*2), или в соответствии с местными стандартами. Следующие шаги объясняют процедуру теста. A. Стальная клетка будет подготовлена в соответствии с утвержденным заводским чертежом ранее, но спираль д. График гибки стержней будет содержать размеры используемых стержней, форму стержней, размер стержней, маркировку стержней, количество стержней и вес стержней. BBS будет использоваться для определения веса арматуры, необходимой для конкретного элемента конструкции. Существуют различные преимущества графика изгиба стержней, такие как: оценка количества арматуры для каждого элемента конструкции. Таким образом, мы можем оценить количество арматуры, необходимой для строительного проекта. BBS поможет сократить потери стали, закупив точное количество арматуры разного диаметра. BBS сократит потери арматуры, предоставив инженерам точные размеры и форму арматурных стержней. Знание точного размера и формы сократит время резки и гибки арматурных стержней. BBS уменьшит усилия в то время o
д. График гибки стержней будет содержать размеры используемых стержней, форму стержней, размер стержней, маркировку стержней, количество стержней и вес стержней. BBS будет использоваться для определения веса арматуры, необходимой для конкретного элемента конструкции. Существуют различные преимущества графика изгиба стержней, такие как: оценка количества арматуры для каждого элемента конструкции. Таким образом, мы можем оценить количество арматуры, необходимой для строительного проекта. BBS поможет сократить потери стали, закупив точное количество арматуры разного диаметра. BBS сократит потери арматуры, предоставив инженерам точные размеры и форму арматурных стержней. Знание точного размера и формы сократит время резки и гибки арматурных стержней. BBS уменьшит усилия в то время o Строительный шов считается слабым местом, потому что бетон не заливается за один раз, в больших конструкциях, где бетон не может быть залит для некоторых элементов за один раз, например, для плиты. Обычно мы делим плиту и отливаем ее в несколько этапов. Большое количество бетона сделает невозможным заливку плиты за один раз. Поэтому кастинг будет проходить в несколько этапов. Место строительного шва следует выбирать тщательно. Строительный шов должен быть выполнен в месте минимального сдвига и момента. Сцепление между старым и новым бетоном можно улучшить, придав старому бетону шероховатость и сформировав шпонку на поверхности бетона, пока бетон еще пластичен. Срезная шпонка может быть сформирована путем вдавливания древесины в бетонную поверхность
Строительный шов считается слабым местом, потому что бетон не заливается за один раз, в больших конструкциях, где бетон не может быть залит для некоторых элементов за один раз, например, для плиты. Обычно мы делим плиту и отливаем ее в несколько этапов. Большое количество бетона сделает невозможным заливку плиты за один раз. Поэтому кастинг будет проходить в несколько этапов. Место строительного шва следует выбирать тщательно. Строительный шов должен быть выполнен в месте минимального сдвига и момента. Сцепление между старым и новым бетоном можно улучшить, придав старому бетону шероховатость и сформировав шпонку на поверхности бетона, пока бетон еще пластичен. Срезная шпонка может быть сформирована путем вдавливания древесины в бетонную поверхность Неправильное размещение арматурной стали может привести к серьезным разрушениям бетонных конструкций. Например, опускание верхних стержней или подъем нижних стержней на ½ дюйма больше, чем указано для плиты глубиной 6 дюймов, может снизить ее несущую способность на 20%.
Неправильное размещение арматурной стали может привести к серьезным разрушениям бетонных конструкций. Например, опускание верхних стержней или подъем нижних стержней на ½ дюйма больше, чем указано для плиты глубиной 6 дюймов, может снизить ее несущую способность на 20%.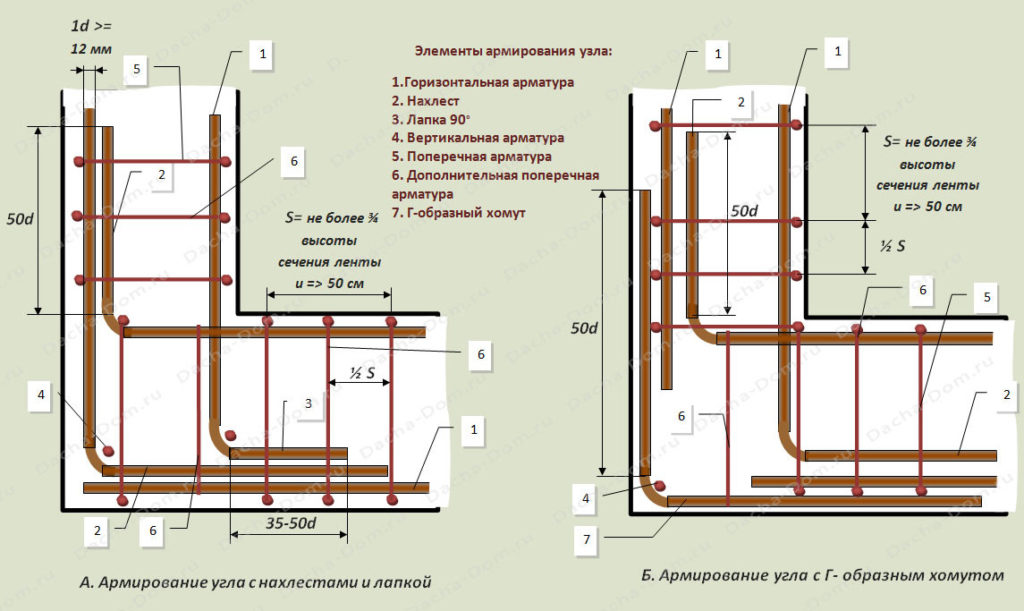
 Также доступны запатентованные стяжки с защелками, такие как стяжка арматуры Speed-Clip от Con-Tie Inc. Это простое устройство, которое вручную прикрепляет арматуру параллельно или под любым углом. Никаких инструментов не требуется.
Также доступны запатентованные стяжки с защелками, такие как стяжка арматуры Speed-Clip от Con-Tie Inc. Это простое устройство, которое вручную прикрепляет арматуру параллельно или под любым углом. Никаких инструментов не требуется.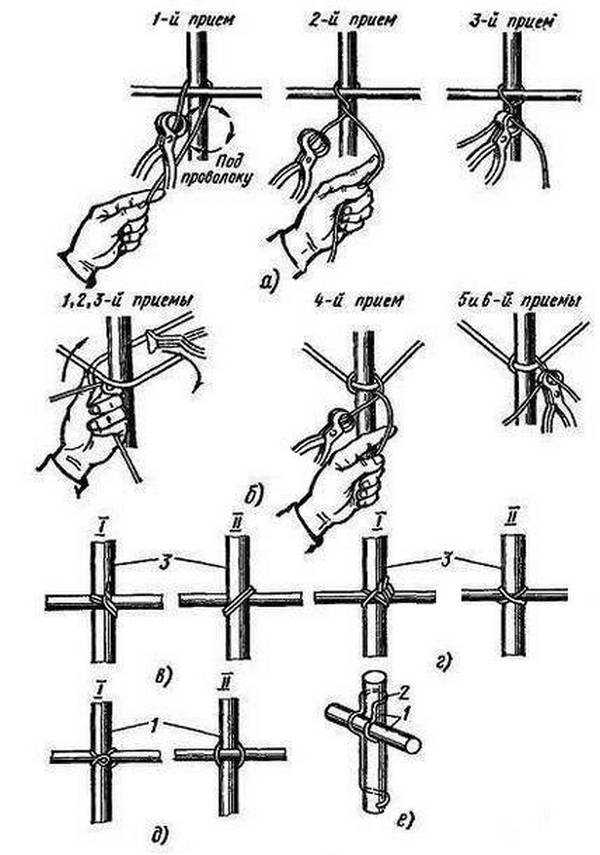 Допуски на положение арматуры, определенные ACI 117, «Допуски для бетонных конструкций и материалов», показаны в таблице. Помните, что это означает: допуск, согласно ACI 117, представляет собой допустимое отклонение от заданного размера, другими словами, насколько далеко арматурный стержень на самом деле от того, что показано на чертежах. Так, например, если расстояние в свету между внешней стороной арматурного стержня и поверхностью бетонной балки шириной 6 дюймов указано равным 2 дюймам, допуск позволяет, чтобы оно было не менее l 5/8 дюйма.
Допуски на положение арматуры, определенные ACI 117, «Допуски для бетонных конструкций и материалов», показаны в таблице. Помните, что это означает: допуск, согласно ACI 117, представляет собой допустимое отклонение от заданного размера, другими словами, насколько далеко арматурный стержень на самом деле от того, что показано на чертежах. Так, например, если расстояние в свету между внешней стороной арматурного стержня и поверхностью бетонной балки шириной 6 дюймов указано равным 2 дюймам, допуск позволяет, чтобы оно было не менее l 5/8 дюйма. 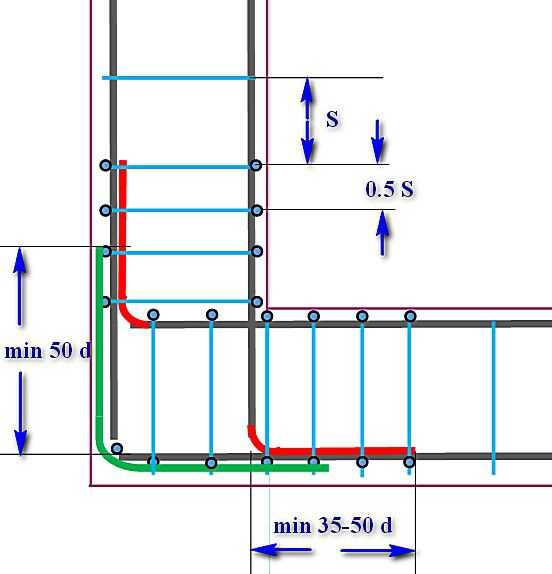 Например, для односторонней сплошной плиты с термоусадочными стержнями № 5 высокие стулья используются на расстоянии 4 фута от центра; для баров № 4 стульчики для кормления должны быть размещены на расстоянии 3 фута от центра.
Например, для односторонней сплошной плиты с термоусадочными стержнями № 5 высокие стулья используются на расстоянии 4 фута от центра; для баров № 4 стульчики для кормления должны быть размещены на расстоянии 3 фута от центра.
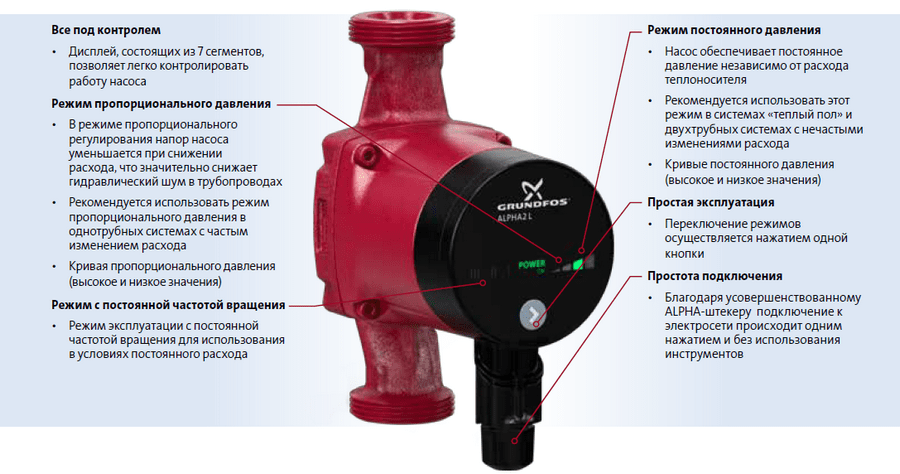 Это позволит получить максимальное количество тепла при минимальных затратах времени.
Это позволит получить максимальное количество тепла при минимальных затратах времени. Каждый вид имеет свои преимущества и недостатки, что обязательно нужно учитывать при выборе.
Каждый вид имеет свои преимущества и недостатки, что обязательно нужно учитывать при выборе.

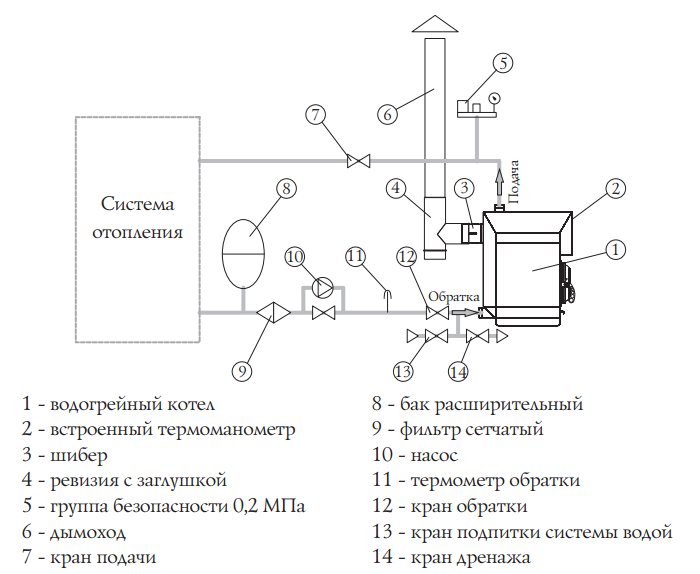
 Ведь помимо небольшого уровня шума такого рода агрегаты более успешно справляются с высокой нагрузкой.
Ведь помимо небольшого уровня шума такого рода агрегаты более успешно справляются с высокой нагрузкой. При этом оно не будет нуждаться в каком-либо специализированном обслуживании.
При этом оно не будет нуждаться в каком-либо специализированном обслуживании.
 Поэтому такое устройство лучше устанавливать в отдельной комнате, а для жилой выбрать что-то менее громкое.
Поэтому такое устройство лучше устанавливать в отдельной комнате, а для жилой выбрать что-то менее громкое.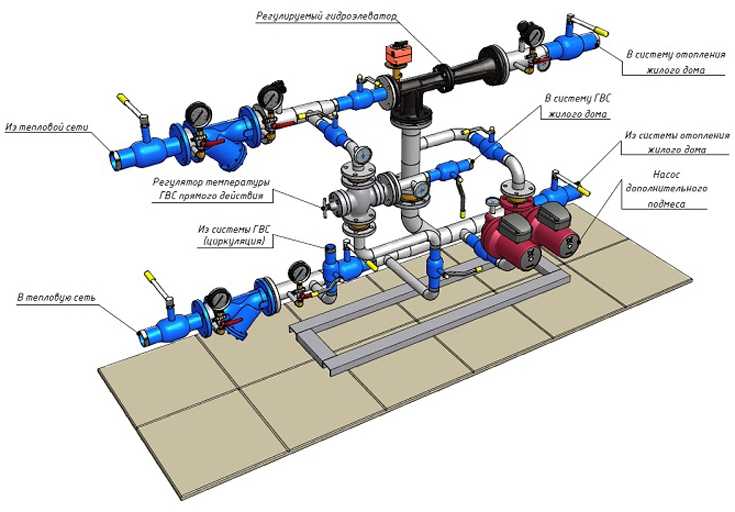 Поэтому лучше заказывать оборудование, изготавливаемое производителями, которые заявили о себе на весь мир.
Поэтому лучше заказывать оборудование, изготавливаемое производителями, которые заявили о себе на весь мир. Рекомендуется найти тот участок, где в области всасывания теплового носителя всегда наблюдается избыточное давление воды. Известно несколько методик, при помощи которых можно искусственным образом добиться этого условия.
Рекомендуется найти тот участок, где в области всасывания теплового носителя всегда наблюдается избыточное давление воды. Известно несколько методик, при помощи которых можно искусственным образом добиться этого условия.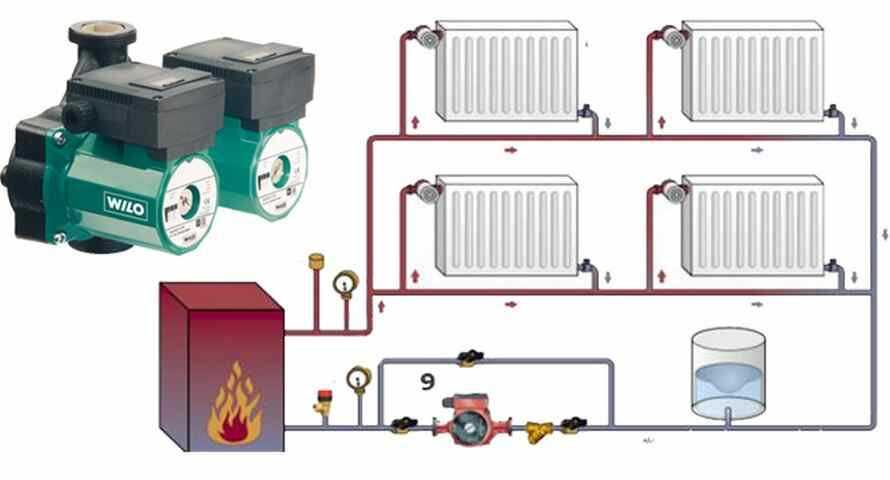
 Из-за накопления солей жесткости между крыльчаткой и насосом агрегат перестает работать и может выйти из строя.
Из-за накопления солей жесткости между крыльчаткой и насосом агрегат перестает работать и может выйти из строя.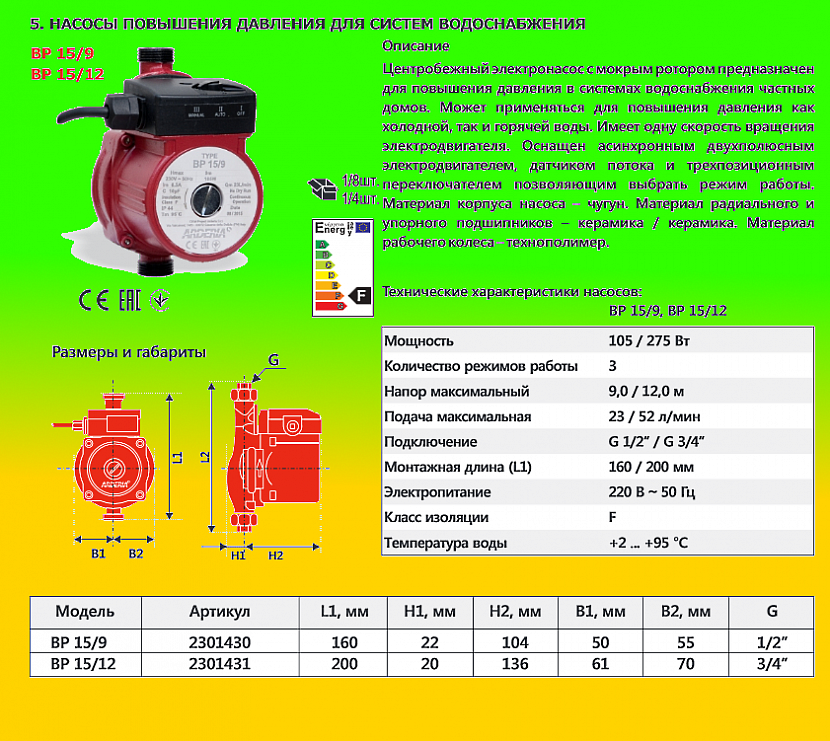 Но чтобы безошибочно установить ее, придется потратить немного времени на разбор нюансов и выбор оборудования. Только в таком случае можно сделать свой дом поистине теплым и уютным.
Но чтобы безошибочно установить ее, придется потратить немного времени на разбор нюансов и выбор оборудования. Только в таком случае можно сделать свой дом поистине теплым и уютным.
 Эти характеристики для труб и запорной арматуры можно найти в инструкциях производителей.
Эти характеристики для труб и запорной арматуры можно найти в инструкциях производителей. Если в дальнейшем планируются мероприятия по повышению энергоэффективности, такие как утепление, замена окон и дверей, расчетные показатели циркуляционного насоса можно уменьшить примерно на 15-25%. Если в системе будет циркулировать незамерзающая жидкость, то мощность насоса из-за повышенной вязкости среды нужно скорректировать в сторону увеличения примерно 1,5 раза.
Если в дальнейшем планируются мероприятия по повышению энергоэффективности, такие как утепление, замена окон и дверей, расчетные показатели циркуляционного насоса можно уменьшить примерно на 15-25%. Если в системе будет циркулировать незамерзающая жидкость, то мощность насоса из-за повышенной вязкости среды нужно скорректировать в сторону увеличения примерно 1,5 раза.

 И все это из-за недостаточности .
И все это из-за недостаточности ..png)




 Ведь кроме небольшого уровня шума такие агрегаты успешнее справляются с высокими нагрузками.
Ведь кроме небольшого уровня шума такие агрегаты успешнее справляются с высокими нагрузками. Однако для этого не потребуется никакого специализированного обслуживания.
Однако для этого не потребуется никакого специализированного обслуживания.
 Поэтому такое устройство лучше установить в отдельной комнате, а для жилого выбрать что-то менее громкое.
Поэтому такое устройство лучше установить в отдельной комнате, а для жилого выбрать что-то менее громкое. Поэтому лучше заказывать технику от производителей, заявивших о себе на весь мир.
Поэтому лучше заказывать технику от производителей, заявивших о себе на весь мир.


 Из-за скопления солей жесткости между крыльчаткой и насосом агрегат перестает работать и может выйти из строя.
Из-за скопления солей жесткости между крыльчаткой и насосом агрегат перестает работать и может выйти из строя. Но чтобы правильно его установить, придется потратить немного времени на разбор нюансов и выбор оборудования. Только в этом случае вы сможете сделать свой дом по-настоящему теплым и уютным .
Но чтобы правильно его установить, придется потратить немного времени на разбор нюансов и выбор оборудования. Только в этом случае вы сможете сделать свой дом по-настоящему теплым и уютным .



 Благодаря надежности и простоте эксплуатации циркуляционных насосов, система отопления работает также безотказно;
Благодаря надежности и простоте эксплуатации циркуляционных насосов, система отопления работает также безотказно; Избыточное давление, созданное в системе, направлено на преодоление сопротивления, возникающего на многих участках трубопровода.
Избыточное давление, созданное в системе, направлено на преодоление сопротивления, возникающего на многих участках трубопровода. А именно, в зависимости от требуемой производительности и напора. Модульная конструкция насоса существенно облегчает его ремонт. Фактически он осуществляется простой заменой вышедшего из строя модуля.
А именно, в зависимости от требуемой производительности и напора. Модульная конструкция насоса существенно облегчает его ремонт. Фактически он осуществляется простой заменой вышедшего из строя модуля. С учетом этого факта, подобные модели, естественно, рекомендуется устанавливать только в системах отопления для небольших частных домов. То есть, там, где общая протяженность трубопроводов является сравнительно небольшой.
С учетом этого факта, подобные модели, естественно, рекомендуется устанавливать только в системах отопления для небольших частных домов. То есть, там, где общая протяженность трубопроводов является сравнительно небольшой. Одно из них, называемое динамическим, насажено на вал. Оно вращается вместе с ним. Другое, именуемое статическим, закреплено неподвижно в корпусе насоса. Кольца находятся в тесном контакте, благодаря пружине, которая взаимно их прижимает. Для их изготовления обычно используется агломерированный уголь. В некоторых моделях, предназначенных для эксплуатации в экстремальных условиях, используются керамические или металлические кольца.
Одно из них, называемое динамическим, насажено на вал. Оно вращается вместе с ним. Другое, именуемое статическим, закреплено неподвижно в корпусе насоса. Кольца находятся в тесном контакте, благодаря пружине, которая взаимно их прижимает. Для их изготовления обычно используется агломерированный уголь. В некоторых моделях, предназначенных для эксплуатации в экстремальных условиях, используются керамические или металлические кольца. Сухое трение наблюдается в отсутствие смазывающей пленки. Оно приводит к очень быстрому разрушению трущихся поверхностей. В других случаях, срок службы определяется рабочими условиями (составом, температурой жидкости).
Сухое трение наблюдается в отсутствие смазывающей пленки. Оно приводит к очень быстрому разрушению трущихся поверхностей. В других случаях, срок службы определяется рабочими условиями (составом, температурой жидкости).
 Поэтому, возникает необходимость контроля уровня запыленности воздушной среды, окружающей насос, а также состава теплоносителя.
Поэтому, возникает необходимость контроля уровня запыленности воздушной среды, окружающей насос, а также состава теплоносителя. Установлено, что вертикальное расположение вала насоса приводит к потере около 30% его производительности.
Установлено, что вертикальное расположение вала насоса приводит к потере около 30% его производительности. Как только заканчивается зимний период, мы отключаем насос. И длительное время он находится вне привычного для него состояния.
Как только заканчивается зимний период, мы отключаем насос. И длительное время он находится вне привычного для него состояния. Однако, чаще всего, проблему можно решить более простым способом. Это самому попытаться запустить насос, открутив гайку и повернув с помощью подходящего инструмента вал насоса. Это бывает достаточно во многих случаях. Если же в результате этих действий насос не заработает, придется отделить ротор и основательно очистить поверхности корпуса и крыльчатки от образовавшейся накипи.
Однако, чаще всего, проблему можно решить более простым способом. Это самому попытаться запустить насос, открутив гайку и повернув с помощью подходящего инструмента вал насоса. Это бывает достаточно во многих случаях. Если же в результате этих действий насос не заработает, придется отделить ротор и основательно очистить поверхности корпуса и крыльчатки от образовавшейся накипи.
 Одним из таких незаменимых приспособлений является, безусловно, циркуляционный насос. И хотя подбор и монтаж этого незаменимого элемента систем отопления лучше доверить специалистам, ориентироваться в теме стоит и владельцам домов. В домах, коттеджах площадью до 100 м². могут использоваться отопительные системы открытого типа. Принцип их работы основан на явлении конвекции – нагретый теплоноситель «легче» холодного и естественным образом поднимается наверх, откуда разливается по ветвям отопительной системы, отдавая тепло в воздух. Однако, несмотря на простоту и относительную дешевизну, такой способ отопления имеет ограниченное применение – прежде всего потому, что пригоден только для домов небольшой площади – приблизительно до 100 м²., стоит отметить и невысокую эффективность данного метода.
Одним из таких незаменимых приспособлений является, безусловно, циркуляционный насос. И хотя подбор и монтаж этого незаменимого элемента систем отопления лучше доверить специалистам, ориентироваться в теме стоит и владельцам домов. В домах, коттеджах площадью до 100 м². могут использоваться отопительные системы открытого типа. Принцип их работы основан на явлении конвекции – нагретый теплоноситель «легче» холодного и естественным образом поднимается наверх, откуда разливается по ветвям отопительной системы, отдавая тепло в воздух. Однако, несмотря на простоту и относительную дешевизну, такой способ отопления имеет ограниченное применение – прежде всего потому, что пригоден только для домов небольшой площади – приблизительно до 100 м²., стоит отметить и невысокую эффективность данного метода. Для систем отопления частных домов почти более десятилетия применяют насосы с так называемым «мокрым ротором», например, GRUNDFOS типа UPS. Особенностью этой конструкции является то, что охлаждение и смазка подвижных частей производится протекающей жидкостью, делая работу агрегата бесшумной и надежной. Особенностью современных циркуляционных насосов являются экономичность, долговечность, небольшие габариты и бесшумность. Для домов с площадью свыше 150 м². необходимо применять принудительную циркуляцию теплоносителя, так как естественная конвекция уже не сможет обеспечить равномерный прогрев всех отопительных приборов (батарей). Циркуляционный насос перемещает жидкость по системе с заданной скоростью, быстро и эффективно доставляя тепло во все уголки здания. При этом важно правильно подобрать насос в соответствии с гидравлическими параметрами конкретной отопительной системы. Это лучше доверить специалистам.
Для систем отопления частных домов почти более десятилетия применяют насосы с так называемым «мокрым ротором», например, GRUNDFOS типа UPS. Особенностью этой конструкции является то, что охлаждение и смазка подвижных частей производится протекающей жидкостью, делая работу агрегата бесшумной и надежной. Особенностью современных циркуляционных насосов являются экономичность, долговечность, небольшие габариты и бесшумность. Для домов с площадью свыше 150 м². необходимо применять принудительную циркуляцию теплоносителя, так как естественная конвекция уже не сможет обеспечить равномерный прогрев всех отопительных приборов (батарей). Циркуляционный насос перемещает жидкость по системе с заданной скоростью, быстро и эффективно доставляя тепло во все уголки здания. При этом важно правильно подобрать насос в соответствии с гидравлическими параметрами конкретной отопительной системы. Это лучше доверить специалистам. Это достаточно сложный расчет, который включает в себя много параметров и делается специалистами. Важным является все: какие окна установлены в здании, как утеплены стены, пол и перекрытия, предусмотрены ли термостатические вентили в системе и т.д. и т.п. Результатом этих вычислений становится определение необходимой объемной подачи теплоносителя в системе (м°/ч), по которой и подбирается насос. При реконструкции уже существующей системы предпочтительнее воспользоваться регулируемым насосом, например насосы Grundfos Alfa 2. Такие циркуляционные насосы самостоятельно адаптируется к изменению расхода в системе, практически бесшумны и очень экономичны. Для приблизительной ориентации можно воспользоваться таблицей:
Это достаточно сложный расчет, который включает в себя много параметров и делается специалистами. Важным является все: какие окна установлены в здании, как утеплены стены, пол и перекрытия, предусмотрены ли термостатические вентили в системе и т.д. и т.п. Результатом этих вычислений становится определение необходимой объемной подачи теплоносителя в системе (м°/ч), по которой и подбирается насос. При реконструкции уже существующей системы предпочтительнее воспользоваться регулируемым насосом, например насосы Grundfos Alfa 2. Такие циркуляционные насосы самостоятельно адаптируется к изменению расхода в системе, практически бесшумны и очень экономичны. Для приблизительной ориентации можно воспользоваться таблицей: Именно поэтому нужно с особым вниманием отнестись к подбору и монтажу циркуляционного насоса. Следует заметить, что рекомендуется устанавливать гидрокомпенсатор (гидроаккумулятор, мембранный бак). Этот бак ставится для поддержания требуемого статического давления в системе. Гидрокомпенсатор позволяет избежать кавитационных нагрузок, которые вредны для насоса и создают шум в трубах. Если в отопительную систему попал воздух, это тоже будет вызывать гул. Поэтому необходимо перед запуском отопления правильно удалить воздух из трубопроводов.
Именно поэтому нужно с особым вниманием отнестись к подбору и монтажу циркуляционного насоса. Следует заметить, что рекомендуется устанавливать гидрокомпенсатор (гидроаккумулятор, мембранный бак). Этот бак ставится для поддержания требуемого статического давления в системе. Гидрокомпенсатор позволяет избежать кавитационных нагрузок, которые вредны для насоса и создают шум в трубах. Если в отопительную систему попал воздух, это тоже будет вызывать гул. Поэтому необходимо перед запуском отопления правильно удалить воздух из трубопроводов. Таблицу 2)
Таблицу 2)

 Кроме того, следует учесть, что каждое помещение должно иметь свою систему управления. В случае использования в качестве системы отопления системы «теплый пол» следует использовать регулируемые циркуляционные насосы типа ALPHA . При устройстве теплых полов все петли должны быть сбалансированы на одинаковый перепад давления, при этом потери давления в самой длинной петле (не более 120 м) определяют необходимый напор насоса. Из-за малого температурного перепада и большого перепада давления в системе подогрева полов требуется насос большей мощности, чем для радиаторной системы. Кроме того, следует учесть, что каждое помещение должно иметь свою систему управления.
Кроме того, следует учесть, что каждое помещение должно иметь свою систему управления. В случае использования в качестве системы отопления системы «теплый пол» следует использовать регулируемые циркуляционные насосы типа ALPHA . При устройстве теплых полов все петли должны быть сбалансированы на одинаковый перепад давления, при этом потери давления в самой длинной петле (не более 120 м) определяют необходимый напор насоса. Из-за малого температурного перепада и большого перепада давления в системе подогрева полов требуется насос большей мощности, чем для радиаторной системы. Кроме того, следует учесть, что каждое помещение должно иметь свою систему управления. Безусловно, как уже говорилось, расчет и монтаж систем отопления – дело сложное и требующее квалифицированного подхода. Однако понять, как система работает и для чего и как служат различные ее элементы несложно и вполне доступно современному домовладельцу. Более того, такие познания не только облегчат эксплуатацию дома, но и позволят с открытыми глазами сделать выбор наилучшего варианта среди всего многообразия сегодняшнего рынка.
Безусловно, как уже говорилось, расчет и монтаж систем отопления – дело сложное и требующее квалифицированного подхода. Однако понять, как система работает и для чего и как служат различные ее элементы несложно и вполне доступно современному домовладельцу. Более того, такие познания не только облегчат эксплуатацию дома, но и позволят с открытыми глазами сделать выбор наилучшего варианта среди всего многообразия сегодняшнего рынка. Каждый раз, когда вы открываете кран в ожидании горячей воды, вы тратите много холодной воды за раз, и в конечном итоге это влияет на ваш счет за коммунальные услуги или увеличивает его.
Каждый раз, когда вы открываете кран в ожидании горячей воды, вы тратите много холодной воды за раз, и в конечном итоге это влияет на ваш счет за коммунальные услуги или увеличивает его.



 Он имеет максимальную скорость потока 2,1 галлона в минуту и поставляется с адаптером питания.
Он имеет максимальную скорость потока 2,1 галлона в минуту и поставляется с адаптером питания. Это связано с тем, что насос обеспечивает подачу горячей воды в водопроводные системы, поэтому горячая вода всегда доступна.
Это связано с тем, что насос обеспечивает подачу горячей воды в водопроводные системы, поэтому горячая вода всегда доступна.
 Таким образом, у вас есть доступ к мгновенной горячей воде, и это, пожалуй, главное преимущество.
Таким образом, у вас есть доступ к мгновенной горячей воде, и это, пожалуй, главное преимущество.



 В конечном счете, он используется для подачи горячей воды в дом и экономии энергии в течение короткого времени после того, как пользователь потребовал горячую воду.
В конечном счете, он используется для подачи горячей воды в дом и экономии энергии в течение короткого времени после того, как пользователь потребовал горячую воду.
 Чтобы значительно сократить это время (и перестать напрасно тратить воду), мы можем установить рециркуляционный насос горячей воды.
Чтобы значительно сократить это время (и перестать напрасно тратить воду), мы можем установить рециркуляционный насос горячей воды. В брошюре о рециркуляционном насосе для горячей воды Watt вы можете увидеть что-то вроде «Циркуляционный насос Watt может сэкономить вам до 12 000 галлонов воды в год» . Это будет около 2160 долларов в год. На самом деле, вы можете легко сэкономить пару сотен долларов в год. По данным Национальной лаборатории Ок-Риджа, в среднем человек выбрасывает 1-3 галлона воды в день, просто ожидая, пока потечет горячая вода. Мы будем использовать эти цифры, чтобы определить, сколько вы действительно сэкономите с рециркуляционными насосами.
В брошюре о рециркуляционном насосе для горячей воды Watt вы можете увидеть что-то вроде «Циркуляционный насос Watt может сэкономить вам до 12 000 галлонов воды в год» . Это будет около 2160 долларов в год. На самом деле, вы можете легко сэкономить пару сотен долларов в год. По данным Национальной лаборатории Ок-Риджа, в среднем человек выбрасывает 1-3 галлона воды в день, просто ожидая, пока потечет горячая вода. Мы будем использовать эти цифры, чтобы определить, сколько вы действительно сэкономите с рециркуляционными насосами. Для агрегатов Navien, Rinnai и Rheem существуют специальные безбаковые рециркуляционные насосы водонагревателя; мы покроем их все.
Для агрегатов Navien, Rinnai и Rheem существуют специальные безбаковые рециркуляционные насосы водонагревателя; мы покроем их все.


 Обратный клапан обеспечивает правильное направление потока воды.
Обратный клапан обеспечивает правильное направление потока воды. Основное отличие насосов для горячей воды в новых домах заключается в том, что вы можете установить систему с полным рециркуляционным насосом (тип № 1). Это требует установки дополнительной водопроводной трубы.
Основное отличие насосов для горячей воды в новых домах заключается в том, что вы можете установить систему с полным рециркуляционным насосом (тип № 1). Это требует установки дополнительной водопроводной трубы. С двумя трубами можно создать петлю между водонагревателем и кранами. Электрический рециркуляционный насос использует эту другую трубу для перекачки горячей воды обратно в котел или водонагреватель.
С двумя трубами можно создать петлю между водонагревателем и кранами. Электрический рециркуляционный насос использует эту другую трубу для перекачки горячей воды обратно в котел или водонагреватель.
 В зависимости от размера насоса и сложности установки, средняя стоимость рециркуляционного насоса для горячей воды составляет от 200 до 800 долларов (с установкой).
В зависимости от размера насоса и сложности установки, средняя стоимость рециркуляционного насоса для горячей воды составляет от 200 до 800 долларов (с установкой).
 По данным Statista, семья из 4 человек будет использовать около 400 галлонов воды в месяц; это стоит $ 72,93 в месяц или 0,18 галлона. Если бы вы экономили 12 000 галлонов воды в год, это сэкономило бы вам около 2 160 долларов в год. На самом деле вы не сэкономите так много, но экономия воды с рециркуляционными насосами может легко достигать нескольких сотен долларов в год.
По данным Statista, семья из 4 человек будет использовать около 400 галлонов воды в месяц; это стоит $ 72,93 в месяц или 0,18 галлона. Если бы вы экономили 12 000 галлонов воды в год, это сэкономило бы вам около 2 160 долларов в год. На самом деле вы не сэкономите так много, но экономия воды с рециркуляционными насосами может легко достигать нескольких сотен долларов в год. Насосы рециркуляции горячей воды могут устанавливаться без специального разрешения государства.
Насосы рециркуляции горячей воды могут устанавливаться без специального разрешения государства. Опытный сантехник установит весь рециркуляционный насос и подготовит его к использованию менее чем за 30 минут. Вы также можете выполнить установку самостоятельно и сократить первоначальные затраты.
Опытный сантехник установит весь рециркуляционный насос и подготовит его к использованию менее чем за 30 минут. Вы также можете выполнить установку самостоятельно и сократить первоначальные затраты.
 Они могут стоить от 100 до 500 долларов. Вот в качестве примера один из самых популярных домашних рециркуляционных насосов (стоит около 170 долларов):
Они могут стоить от 100 до 500 долларов. Вот в качестве примера один из самых популярных домашних рециркуляционных насосов (стоит около 170 долларов): /кВтч).
/кВтч). Более того, согласно этим оценкам, вы можете значительно сократить счета за воду в будущем и получить хорошую прибыль, просто не дожидаясь воды без нужды, пока вы ждете, когда включится горячая вода.
Более того, согласно этим оценкам, вы можете значительно сократить счета за воду в будущем и получить хорошую прибыль, просто не дожидаясь воды без нужды, пока вы ждете, когда включится горячая вода. Безбаковому нагревателю нужно сначала нагреть воду — он делает это удивительно быстро, но не мгновенно — и это добавляет несколько секунд к нашему времени ожидания перед краном.
Безбаковому нагревателю нужно сначала нагреть воду — он делает это удивительно быстро, но не мгновенно — и это добавляет несколько секунд к нашему времени ожидания перед краном.

 При графическом изображении поле допуска заключено между
При графическом изображении поле допуска заключено между

 е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
 Детали, в той или иной степени взаимодействующие между собой в механизме, называют сопряженными.
Детали, в той или иной степени взаимодействующие между собой в механизме, называют сопряженными.

 Кроме того, любое материальное тело при температуре выше абсолютного нуля «дышит» — на его поверхности постоянно перемещаются микрочастицы, молекулы и атомы, отрываясь от тела и возвращаясь обратно. Поэтому, даже имея в распоряжении сверхточные средства измерений, абсолютный размер детали определить невозможно; можно лишь говорить о реальном размере в бесконечно малый отрезок (момент) времени.
Кроме того, любое материальное тело при температуре выше абсолютного нуля «дышит» — на его поверхности постоянно перемещаются микрочастицы, молекулы и атомы, отрываясь от тела и возвращаясь обратно. Поэтому, даже имея в распоряжении сверхточные средства измерений, абсолютный размер детали определить невозможно; можно лишь говорить о реальном размере в бесконечно малый отрезок (момент) времени.  Величину и знак отклонения получают в результате вычитания номинального размера из соответствующего предельного размера.
Величину и знак отклонения получают в результате вычитания номинального размера из соответствующего предельного размера. Как и в случае с валом, отверстие не обязательно должно быть круглым – его форма может быть любой. Основным называют отверстие, нижнее отклонение которого равно нулю.
Как и в случае с валом, отверстие не обязательно должно быть круглым – его форма может быть любой. Основным называют отверстие, нижнее отклонение которого равно нулю.


 04. Износостойкие стали
04. Износостойкие стали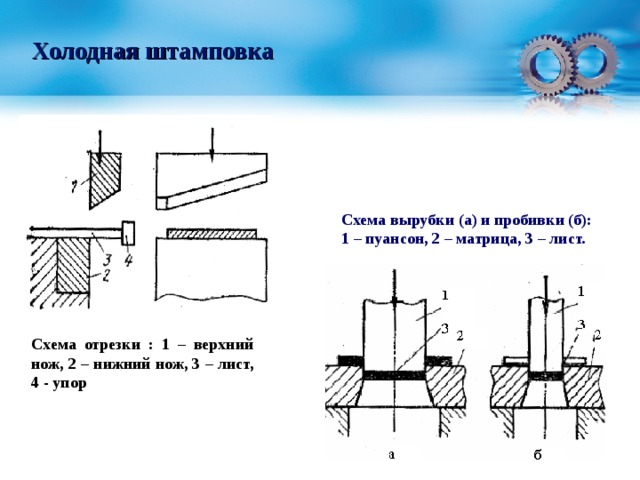
 Переработанная сталь может служить сырьем для методов BF-BOF и EAP, способствуя производству многих новых стальных изделий. Они содержат примерно 37% переработанной стали. Из-за своей легкой конструкции, экономической эффективности, коррозионной стойкости и энергоэффективности сталь используется практически во всех типах строительных процессов. Приложения, созданные с использованием этого материала, включают:
Переработанная сталь может служить сырьем для методов BF-BOF и EAP, способствуя производству многих новых стальных изделий. Они содержат примерно 37% переработанной стали. Из-за своей легкой конструкции, экономической эффективности, коррозионной стойкости и энергоэффективности сталь используется практически во всех типах строительных процессов. Приложения, созданные с использованием этого материала, включают: Они подразделяются на три подкатегории: низкие, средние и высокие. Низкоуглеродистые стали содержат до 0,3 % углерода, среднеуглеродистые – 0,3–0,6 %, высокоуглеродистые – более 0,6 %. Им можно придать различную форму, от плоского листа до конструкционной балки.
Они подразделяются на три подкатегории: низкие, средние и высокие. Низкоуглеродистые стали содержат до 0,3 % углерода, среднеуглеродистые – 0,3–0,6 %, высокоуглеродистые – более 0,6 %. Им можно придать различную форму, от плоского листа до конструкционной балки. Добавление вольфрама, молибдена, кобальта и ванадия делает сырье пригодным для производства стоматологического и хирургического оборудования.
Добавление вольфрама, молибдена, кобальта и ванадия делает сырье пригодным для производства стоматологического и хирургического оборудования. Мы предлагаем многоползунковую и полноползунковую штамповку, которая лучше всего подходит для сложных операций гибки металлических деталей. Мы также предлагаем клиентам полный комплекс услуг по штамповке металла (термообработка, гальванопокрытие, электронное покрытие, завинчивание, лента и катушка). Наше внимание сосредоточено на контроле качества, поскольку мы стремимся настраивать штампованные детали в соответствии со спецификациями, бюджетом и сроками выполнения работ клиентов.
Мы предлагаем многоползунковую и полноползунковую штамповку, которая лучше всего подходит для сложных операций гибки металлических деталей. Мы также предлагаем клиентам полный комплекс услуг по штамповке металла (термообработка, гальванопокрытие, электронное покрытие, завинчивание, лента и катушка). Наше внимание сосредоточено на контроле качества, поскольку мы стремимся настраивать штампованные детали в соответствии со спецификациями, бюджетом и сроками выполнения работ клиентов.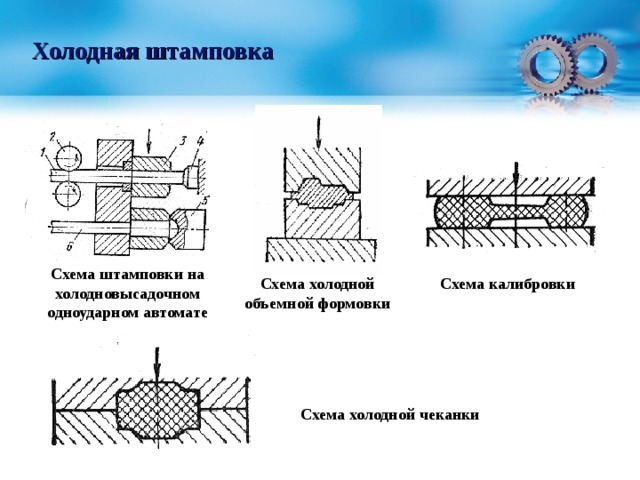


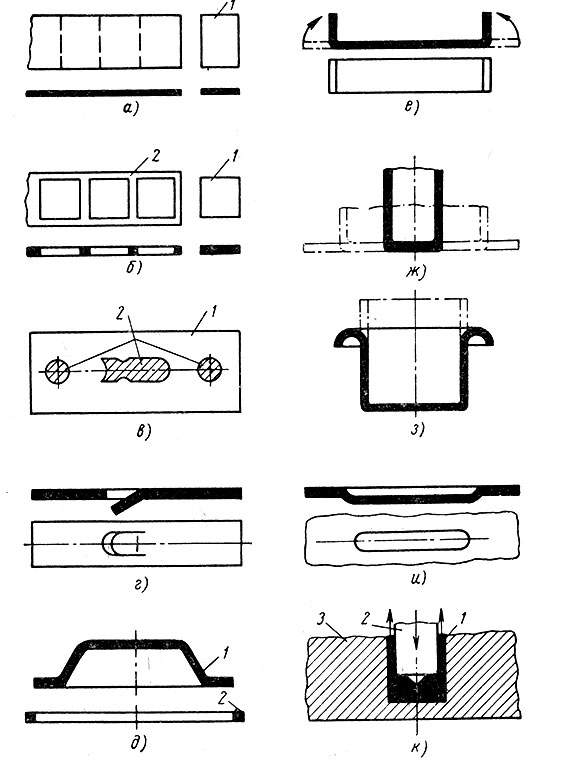
 В 1951 году были построены и пущены в эксплуатацию листопрокатные цехи № 1 и 2. В 1956 году начал действовать листопрокатный цех № 3, где позже было освоено производство консервной луженой жести и жести оцинкованной. В 1960 году вошел в строй действующих ЛПЦ № 4 со станом 2500 горячей прокатки стального листа, а в мае 1969 года принят в эксплуатацию ЛПЦ № 5 со станом 2500 холодной прокатки. В 1973 году введен в действие цех по производству электролуженой жести, а годом спустя принят в эксплуатацию ЛПЦ № 7 — цех гнутых профилей — с четырьмя профилегибочными станами, способными производить десятки экономичных и разнообразных профилей. В декабре 1982 года подписан акт государственной комиссии о приеме в эксплуатацию цеха углеродистой ленты — ЛПЦ № 8. 8 октября 1994 принят в действие листопрокатный цех № 10 со станом 2000 горячей прокатки стального листа – агрегат нового технологического поколения, который на сегодняшний день является самым производительным на ММК. После проведенной в середине 2000-х годов реконструкции он способен выпускать 6 млн тонн поката в год.
В 1951 году были построены и пущены в эксплуатацию листопрокатные цехи № 1 и 2. В 1956 году начал действовать листопрокатный цех № 3, где позже было освоено производство консервной луженой жести и жести оцинкованной. В 1960 году вошел в строй действующих ЛПЦ № 4 со станом 2500 горячей прокатки стального листа, а в мае 1969 года принят в эксплуатацию ЛПЦ № 5 со станом 2500 холодной прокатки. В 1973 году введен в действие цех по производству электролуженой жести, а годом спустя принят в эксплуатацию ЛПЦ № 7 — цех гнутых профилей — с четырьмя профилегибочными станами, способными производить десятки экономичных и разнообразных профилей. В декабре 1982 года подписан акт государственной комиссии о приеме в эксплуатацию цеха углеродистой ленты — ЛПЦ № 8. 8 октября 1994 принят в действие листопрокатный цех № 10 со станом 2000 горячей прокатки стального листа – агрегат нового технологического поколения, который на сегодняшний день является самым производительным на ММК. После проведенной в середине 2000-х годов реконструкции он способен выпускать 6 млн тонн поката в год. А всего за всю свою 85-летнюю историю прокатчики Магнитки произвели около 670 млн тонн горячего проката – астрономический результат, рекордный для отечественной металлургии.
А всего за всю свою 85-летнюю историю прокатчики Магнитки произвели около 670 млн тонн горячего проката – астрономический результат, рекордный для отечественной металлургии. (стан 2000 – 2011-2012 гг.). В настоящее время продолжается реконструкция стана 2500 в ЛПЦ-4, где проведена замена нагревательных печей, проходит реконструкция черновой и планируется замена чистовой группы клетей. Усилия ММК по созданию современного высокотехнологичного прокатного производства приносят свои плоды – комбинат не раз признавался лучшим производителем листового проката в рейтинге журнала «Металлоснабжение и сбыт».
(стан 2000 – 2011-2012 гг.). В настоящее время продолжается реконструкция стана 2500 в ЛПЦ-4, где проведена замена нагревательных печей, проходит реконструкция черновой и планируется замена чистовой группы клетей. Усилия ММК по созданию современного высокотехнологичного прокатного производства приносят свои плоды – комбинат не раз признавался лучшим производителем листового проката в рейтинге журнала «Металлоснабжение и сбыт». д. Затраты данного производства также учитываются на счете 20 Основное производство отдельно по каждому прокатному стану. Если имеются расходы, относящиеся одновременно к нескольким станам, они учитываются как цеховые расходы и при калькулировании распределяются между станами в соответствии с приведенным весом продукции, произведенной на каждом стане. В таком же порядке учитываются и распределяются общехозяйственные расходы, затраты на подготовку и освоение производства, а также прочие производственные расходы.
[c.295]
д. Затраты данного производства также учитываются на счете 20 Основное производство отдельно по каждому прокатному стану. Если имеются расходы, относящиеся одновременно к нескольким станам, они учитываются как цеховые расходы и при калькулировании распределяются между станами в соответствии с приведенным весом продукции, произведенной на каждом стане. В таком же порядке учитываются и распределяются общехозяйственные расходы, затраты на подготовку и освоение производства, а также прочие производственные расходы.
[c.295] 29,5%, в 1958 г. 31,2%, а по плану 1965 г. должен составить 38—40%. Для сравнения укажем, что в США удельный вес тонкого листа в готовом прокате еще в 1955 г. составлял 56,4%. Поэтому намеченное на 1965 г. увеличение производства тонкого листа, невидимому, недостаточно, необходимо дальнейшее значительное его увеличение.
[c.91]
29,5%, в 1958 г. 31,2%, а по плану 1965 г. должен составить 38—40%. Для сравнения укажем, что в США удельный вес тонкого листа в готовом прокате еще в 1955 г. составлял 56,4%. Поэтому намеченное на 1965 г. увеличение производства тонкого листа, невидимому, недостаточно, необходимо дальнейшее значительное его увеличение.
[c.91] [c.20]
[c.20] [c.89]
[c.89] Разницу между учтенной в цене стоимостью перевозок и фактическими расходами возмещают сбытовые организации, что обязывает их обеспечить потребителей металлом с наиболее близких к этим потребителям металлургических заводов.
[c.97]
Разницу между учтенной в цене стоимостью перевозок и фактическими расходами возмещают сбытовые организации, что обязывает их обеспечить потребителей металлом с наиболее близких к этим потребителям металлургических заводов.
[c.97] 75]
75] Все это вызывает необходимость применения попередельного метода учета затрат и исчисления себестоимости продукции и калькулирование не только готовой продукции (проката), но и полуфабрикатов собственного производства (чугуна и стали).
[c.93]
Все это вызывает необходимость применения попередельного метода учета затрат и исчисления себестоимости продукции и калькулирование не только готовой продукции (проката), но и полуфабрикатов собственного производства (чугуна и стали).
[c.93] [c.91]
[c.91] Стоимость устройства таких систем следует определять по соответствующим нормам и расценкам, исключая системы для оборудования доменных печей, прокатных производств и мостовых кранов, а также гидротехнических и портальных кранов и шлюзовых ворот. Смазочные материалы для заполнения систем централизованных маслосмазок, заливки механизмов, за исключением смазочных материалов, расходуемых для заливки подшипников машин, связанных с системами централизованных маслосмазок, и в случаях, оговоренных в сборниках. Эти затраты определяются отдельно и добавляются в сметах к стоимости оборудования.
[c.356]
Стоимость устройства таких систем следует определять по соответствующим нормам и расценкам, исключая системы для оборудования доменных печей, прокатных производств и мостовых кранов, а также гидротехнических и портальных кранов и шлюзовых ворот. Смазочные материалы для заполнения систем централизованных маслосмазок, заливки механизмов, за исключением смазочных материалов, расходуемых для заливки подшипников машин, связанных с системами централизованных маслосмазок, и в случаях, оговоренных в сборниках. Эти затраты определяются отдельно и добавляются в сметах к стоимости оборудования.
[c.356] Опытные исследования показывают, что внедрение рациональных режимов обжатий на слябинге 1150 обеспечивает для некоторых профилей снижение энергетических затрат на 25—30%. Исследования показывают, что удельный расход энергии на единицу обжатия при прокатке крупных сечений зависит не только от суммарной вытяжки, но и от путей получения вытяжки (режима обжатий). Это дает возможность улучшить использование энергетических и производственных показателей обжимных станов. В прокатных цехах имеют место большие потери в результате прокатки заготовок при
[c.45]
Опытные исследования показывают, что внедрение рациональных режимов обжатий на слябинге 1150 обеспечивает для некоторых профилей снижение энергетических затрат на 25—30%. Исследования показывают, что удельный расход энергии на единицу обжатия при прокатке крупных сечений зависит не только от суммарной вытяжки, но и от путей получения вытяжки (режима обжатий). Это дает возможность улучшить использование энергетических и производственных показателей обжимных станов. В прокатных цехах имеют место большие потери в результате прокатки заготовок при
[c.45] [c.20]
[c.20] В зависимости от объема и полноты цикла металлургического производства организационная структура отдела главного металлурга строится применительно к четырем группам заводов. К 1-й группе (рис. 46) относятся заводы с полным циклом металлургического производства —сталеплавильное, прокатное, кузнечно-прессовое, стальное фасонное литье и др. или со значительным объемом отдельных видов металлургического производства. Ко 2-й группе — заводы, которые в своем составе не имеют прокатного производства, но имеют большой объем работ по горячей обработке и фасонному литью. В 3-ю группу входят заводы с меньшим объемом металлургического производства, но условия деятельности которых требуют организации отдела главного металлурга, наконец, в 4-й группу — заводы с небольшим объемом металлургического производства, но требующим участия главного металлурга для разрешения вопросов, связанных с технологией горячей обработки. Разбивка заводов на четыре группы для построения организационной структуры службы металлурга произведена с учетом объема и полноты цикла металлургического производства и не связана с группиров-
[c.
В зависимости от объема и полноты цикла металлургического производства организационная структура отдела главного металлурга строится применительно к четырем группам заводов. К 1-й группе (рис. 46) относятся заводы с полным циклом металлургического производства —сталеплавильное, прокатное, кузнечно-прессовое, стальное фасонное литье и др. или со значительным объемом отдельных видов металлургического производства. Ко 2-й группе — заводы, которые в своем составе не имеют прокатного производства, но имеют большой объем работ по горячей обработке и фасонному литью. В 3-ю группу входят заводы с меньшим объемом металлургического производства, но условия деятельности которых требуют организации отдела главного металлурга, наконец, в 4-й группу — заводы с небольшим объемом металлургического производства, но требующим участия главного металлурга для разрешения вопросов, связанных с технологией горячей обработки. Разбивка заводов на четыре группы для построения организационной структуры службы металлурга произведена с учетом объема и полноты цикла металлургического производства и не связана с группиров-
[c. 289]
289] Как и любой другой процесс обработки металлов давлением, прокатка работает точно так же. Деформация происходит, когда группа валков прикладывает сжимающую силу к слитку или любому другому изделию, такому как заготовки, блюмы, листы, слябы, пластины, полосы и т. д. Эта деформация уменьшает площадь поперечного сечения металла и преобразует его в в необходимую форму. Основной целью прокатки является уменьшение толщины металла. Обычно прокатываются сталь, магний, алюминий, медь и их сплавы. В результате трения между валками и металлической поверхностью металл подвергается высоким сжимающим напряжениям. Достигается высокая производительность, структура зерна и чистота поверхности, что делает его наиболее подходящим процессом формовки металла для заготовок большой длины поперечного сечения, таких как пластины и листы из стали и алюминия, для других работ и конструкций. Однако высокая стоимость установки прокатного станка делает его альтернативным процессом.
Как и любой другой процесс обработки металлов давлением, прокатка работает точно так же. Деформация происходит, когда группа валков прикладывает сжимающую силу к слитку или любому другому изделию, такому как заготовки, блюмы, листы, слябы, пластины, полосы и т. д. Эта деформация уменьшает площадь поперечного сечения металла и преобразует его в в необходимую форму. Основной целью прокатки является уменьшение толщины металла. Обычно прокатываются сталь, магний, алюминий, медь и их сплавы. В результате трения между валками и металлической поверхностью металл подвергается высоким сжимающим напряжениям. Достигается высокая производительность, структура зерна и чистота поверхности, что делает его наиболее подходящим процессом формовки металла для заготовок большой длины поперечного сечения, таких как пластины и листы из стали и алюминия, для других работ и конструкций. Однако высокая стоимость установки прокатного станка делает его альтернативным процессом. Прокатный стан представляет собой сложную машину, имеющую два или более опорных ролика, рабочие ролики, приводной двигатель, прокатные клети, рабочие ролики, муфту сцепления, маховик и т. д. В соответствии с технологическими и техническими требованиями эти прокатные станки доступны в разные формы и размеры. Каждый прокатный стан состоит как минимум из двух валков. В соответствии с требованиями процесса эти числа могут даже увеличиваться. В зависимости от формы проката валки могут быть желобчатыми или гладкими. Форма металла постепенно меняется в течение периода, в течение которого он находится в контакте с двумя роликами. По сравнению с ковкой прокатка является более экономичным методом деформации, когда металл требуется большими отрезками одинакового поперечного сечения. Процесс горячей прокатки происходит с первоначальным разбиением слитков на заготовки и блюмы. Затем следует дальнейшая горячая прокатка в листы, плиты, прутки, стержни, рельсы и трубы. Это делается при указанной выше температуре рекристаллизации и применяется при больших деформациях.
Прокатный стан представляет собой сложную машину, имеющую два или более опорных ролика, рабочие ролики, приводной двигатель, прокатные клети, рабочие ролики, муфту сцепления, маховик и т. д. В соответствии с технологическими и техническими требованиями эти прокатные станки доступны в разные формы и размеры. Каждый прокатный стан состоит как минимум из двух валков. В соответствии с требованиями процесса эти числа могут даже увеличиваться. В зависимости от формы проката валки могут быть желобчатыми или гладкими. Форма металла постепенно меняется в течение периода, в течение которого он находится в контакте с двумя роликами. По сравнению с ковкой прокатка является более экономичным методом деформации, когда металл требуется большими отрезками одинакового поперечного сечения. Процесс горячей прокатки происходит с первоначальным разбиением слитков на заготовки и блюмы. Затем следует дальнейшая горячая прокатка в листы, плиты, прутки, стержни, рельсы и трубы. Это делается при указанной выше температуре рекристаллизации и применяется при больших деформациях. Горячая прокатка дает продукт без остаточных напряжений, но из-за образования окалины дает плохую точность размеров и чистоту поверхности. Большую роль в промышленности играет холодная прокатка металлов, позволяющая получить лист, полосу, фольгу с высокой механической прочностью, хорошим качеством поверхности и точностью размеров. Холодная прокатка для получения конечного продукта проводится при температуре ниже температуры рекристаллизации. Мы обсудим здесь типы процесса прокатки и его применение в обрабатывающей промышленности.
Горячая прокатка дает продукт без остаточных напряжений, но из-за образования окалины дает плохую точность размеров и чистоту поверхности. Большую роль в промышленности играет холодная прокатка металлов, позволяющая получить лист, полосу, фольгу с высокой механической прочностью, хорошим качеством поверхности и точностью размеров. Холодная прокатка для получения конечного продукта проводится при температуре ниже температуры рекристаллизации. Мы обсудим здесь типы процесса прокатки и его применение в обрабатывающей промышленности. При этом резьбовые плашки насаживаются на цилиндрические ролики прокатного станка. Цилиндрическая заготовка прижимает резьбовой ролик и валок к граням, которые смещают материал и образуют на цилиндрической заготовке резьбу. Преимущество процесса накатки резьбы заключается в получении резьбы с высокой прочностью (благодаря холодной обработке), без потери материала (отходов) и с хорошим качеством поверхности. Накатка резьбы/зубчатого колеса используется для производства винтов, болтов и т.п. в массовых количествах.
При этом резьбовые плашки насаживаются на цилиндрические ролики прокатного станка. Цилиндрическая заготовка прижимает резьбовой ролик и валок к граням, которые смещают материал и образуют на цилиндрической заготовке резьбу. Преимущество процесса накатки резьбы заключается в получении резьбы с высокой прочностью (благодаря холодной обработке), без потери материала (отходов) и с хорошим качеством поверхности. Накатка резьбы/зубчатого колеса используется для производства винтов, болтов и т.п. в массовых количествах. д.0003
д.0003 В этом процессе два ролика вращаются в противоположных направлениях, которые сжимают трубу и подают ее к оправке, которая создает в ней полую полость. Этот процесс используется для изготовления бесшовных полых труб с толстыми стенками.
В этом процессе два ролика вращаются в противоположных направлениях, которые сжимают трубу и подают ее к оправке, которая создает в ней полую полость. Этот процесс используется для изготовления бесшовных полых труб с толстыми стенками.
 Однако трение между валками ограничивает величину деформации, возможную за один проход. Валки просто скользят по материалу и не втягивают его, если изменение толщины слишком велико.
Однако трение между валками ограничивает величину деформации, возможную за один проход. Валки просто скользят по материалу и не втягивают его, если изменение толщины слишком велико.

 Соединяем фланцы между собой с помощью болтов и прокладки.
Соединяем фланцы между собой с помощью болтов и прокладки.

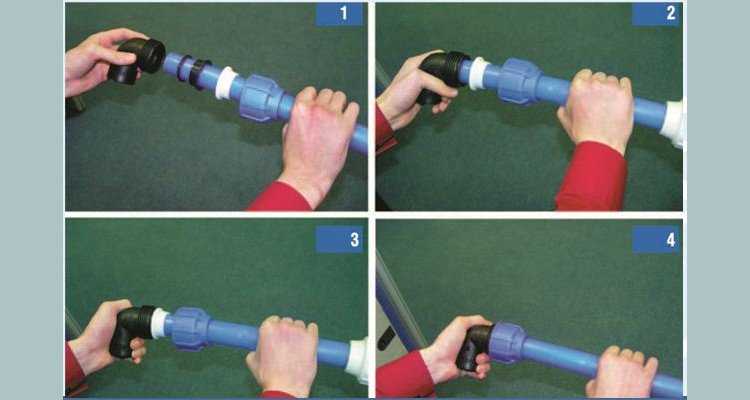 Вернемся к методам и способам монтажа этих изделий.
Вернемся к методам и способам монтажа этих изделий. Они бывают разными и используются в зависимости от назначения:
Они бывают разными и используются в зависимости от назначения: Она бывает стыковая и с использованием электромуфт. Поговорим о каждой из них.
Она бывает стыковая и с использованием электромуфт. Поговорим о каждой из них. Перед спайкой, обезжирьте.
Перед спайкой, обезжирьте. Вам не всегда нужен goop, но он повышает ваши шансы на успех без утечек. Возьмите пропановую горелку и гаечный ключ или торцевой ключ для затягивания винтовых хомутов — одной отверткой здесь не обойтись. Вам понадобится два зажима для каждого соединения.
Вам не всегда нужен goop, но он повышает ваши шансы на успех без утечек. Возьмите пропановую горелку и гаечный ключ или торцевой ключ для затягивания винтовых хомутов — одной отверткой здесь не обойтись. Вам понадобится два зажима для каждого соединения. Через минуту или две трубка станет немного глянцевой — тогда она станет достаточно мягкой, чтобы с ней можно было работать.
Через минуту или две трубка станет немного глянцевой — тогда она станет достаточно мягкой, чтобы с ней можно было работать.
 Держите смазанный фитинг в своей ведущей руке, а отрезанный кусок трубки в другой руке.
Держите смазанный фитинг в своей ведущей руке, а отрезанный кусок трубки в другой руке. Сдвиньте трубу до тех пор, пока не почувствуете, что труба выходит из фитинга снизу наружу. Поверните стопорный винт по часовой стрелке с помощью разводного ключа, пока он не будет затянут. Тугая контргайка не позволяет трубе двигаться в корпусе фитинга.
Сдвиньте трубу до тех пор, пока не почувствуете, что труба выходит из фитинга снизу наружу. Поверните стопорный винт по часовой стрелке с помощью разводного ключа, пока он не будет затянут. Тугая контргайка не позволяет трубе двигаться в корпусе фитинга.