Какие стали называют автоматными: состав, применение, маркировка
- Какая сталь называется автоматной?
- Какие у автоматной стали свойства?
- Какие присадки добавлены в автоматных легированных сталях?
- Особенности физической обработки автоматных сталей
- Преимущества и недостатки автоматных сталей
- Какая к автоматной стали применяется маркировка?
- Основные марки в производстве автоматных сталей
- В каких областях автоматные стали нашли применение?
Автоматными сталями называют стали с повышенным содержанием легирующих добавок. Из такого металла производят метизы и мелкие детали на металлорежущих высокоскоростных автоматах, работающих в автоматическом или полуавтоматическом режиме. Механические свойства стали зависят от ее марки и диаметра прутка. Они облегчают резание и дробление прутьев для изготовления метизов промышленного и широкого назначения.
Какая сталь называется автоматной?
Автоматной называется сталь из железа и углерода, предназначенная для обработки на станках крупносерийного и массового производства. Она, как подвид конструкционных сталей, подходит для изготовления деталей, на которые не воздействуют высокие нагрузки. Ее свойства определяет тип присадок и способ последующей обработки.
Она, как подвид конструкционных сталей, подходит для изготовления деталей, на которые не воздействуют высокие нагрузки. Ее свойства определяет тип присадок и способ последующей обработки.
Какие у автоматной стали свойства?
Автоматные конструкционные стали в отличие от конструкционных обладают меньшей прочностью, но при этом у них повышенная обрабатываемость. В металлургии стараются избавиться от серы и фосфора — присадок, ухудшающих эксплуатационные качества, тогда как в производстве автоматной группы сплавов наоборот их содержание повышают. К примеру, сера делает изделие хрупким и ломким, а фосфор ухудшает прочность и приводит к появлению трещин, но при этом ускоряется обработка металлической заготовки в изделие сложной формы.
Какие присадки добавлены в автоматных легированных сталях?
Сплав обогащают легирующими добавками, из-за которых улучшается податливость к обработке и снижаются механические характеристики готовых изделий. Основная цель в повышении содержания серы и фосфора — упростить переработку металла и сократить расходы на обслуживании станка и его расходные материалы.
В зависимости от того, какими свойствами должен обладать металл, добавляют различные добавки, которые будут легировать. Они позволяют ускорить серийное производство и удешевить готовую продукцию.
Сплав отличается содержанием различных компонентов:
- Сера вводится в состав в марганцевом сульфиде, за счет чего снижается прочность сплава, улучшается срез стружки и снижается шероховатость.
- Фосфор аналогично влияет на металл, как и сера.
- Селен еще больше повышает надлом стружки, не влияя на прочность сплава.
- Свинец позволяет снизить себестоимость деталей за счет того, что режущий инструмент станка дольше работает и не так быстро приходит в негодность, как в обработке с более прочными металлами.
- Кальций облегчает работу станка тем, что стружка не липнет к металлу, а режущий инструмент может дольше прослужить.
- Марганец не отражается на качестве сплава и используется для введения серы в составе марганцевого сульфида.


Особенности физической обработки автоматных сталей
Сплав, обогащенный легирующими добавками, выплавляют при температуре 1300оС. После выплавки, или диффузного отжига, все компоненты равномерно распределяются по объему сплава. Воздействие высокой температурой исключает хрупкость фрагментов готового металла из-за высокого скопления фосфора или серы в одном участке. Дополнительно характеристики улучшают:
- Цементацией — диффузным поверхностным насыщением углерода, повышающим стойкость к износу.
- Цианированием — насыщением азотом и углеродом под температурой 950оС.
- Закалкой и отпуском — делают сплав твердым, более хрупким и менее вязким.
Преимущества и недостатки металла
Автоматная сталь характеризуется:
- упрощенной и быстрой резкой;
- легким отделением стружки;
- высокой теплопроводностью
- низкой твердостью;
- минимальным износом режущего инструмента.

Повышенная обрабатываемость, легкое стружкоотделение и небольшая шероховатость позволяет в несколько раз повысить производительность производства, снизить стоимость и увеличить прибыль. К минусам относится наличие серы и фосфора, снижающих вязкость и пластичность деталей.
Какая к автоматной стали применяется маркировка?
Автоматная сталь должна соответствовать ГОСТ 1414-75. Она маркируется большой буквой А, судя по которой можно понять, для чего предназначена сталь. Дополнительные присадки, которые вошли в состав сплава, обозначаются в сплаве различными буквами. Цифрами обозначают концентрацию углерода, измеряемую в сотых долях процента.
Классификация по легированным присадкам:
- А — сернистая сталь;
- АС — добавлен свинец;
- Е — селен;
- Ц — кальций;
- Г — марганец;
- Х — хром;
- Н — никель
Основные марки в производстве автоматных сталей
Марка металла предопределяет сферу применения. Сернистые марки применяются в производстве:
Сернистые марки применяются в производстве:
- А11 — болты, гайки, цепи, вилки для сцепления в автомобилях;
- А12 — оси, шурупы, болты, гайки и изделия сложной формы;
- А20 — мелкие детали сложной формы;
- А30 — метизы и детали, которые подлежат точной обработке.
Из марок, содержащих различные присадки, производят:
- А35Е — матрицы и бандажи;
- АС19ХГН — зубцовые передаточные механизмы;
- АС35Г2 — валики масляного насоса;
- АС40Х — кольца полуосей автомобиля.
В каких областях автоматные стали нашли применение?
Область применения всех автоматных сталей ограничивается производством крепежа и изделий, к которым нет высоких требований. К ним относятся автомобильные детали, крепеж, небольшие малонагруженные детали сложной формы.
Автоматная сталь: физические свойства, изготовление, маркировка
У классической конструкционной стали высокая прочность, устойчивость к охлаждению и перегреву, отсутствие вредных примесей. Однако эти преимущества могут легко превратиться в недостатки материала в том случае, если речь идет об изготовлении метизов. Для решения этой проблемы инженерами была разработана так называемая автоматная сталь (автомат-сталь).
Однако эти преимущества могут легко превратиться в недостатки материала в том случае, если речь идет об изготовлении метизов. Для решения этой проблемы инженерами была разработана так называемая автоматная сталь (автомат-сталь).
В состав этого сплава дополнительно вносятся сера или фосфор, а также различные дополнительные элементы — селен, свинец, теллур и некоторые другие. Это делает материал более ломким, поэтому работать с ним на станках гораздо легче.
Автоматные стали имеют специальную маркировку, которая позволяет однозначно отличить материал от других сплавов. Но какие стали называются автоматными? Какими химическими и физическими свойствами обладает автоматная сталь? Как маркируется этот материал и в каких сферах металлургии он используется чаще всего? В нашей статье мы в деталях рассмотрим все эти вопросы.
Содержание
- 1 Что такое конструкционная сталь?
- 2 Что такое автоматная сталь?
- 3 Физические свойства и изготовление автоматной стали
- 3. 1 Легирующие добавки
- 3.2 Физическая обработка
- 3.
- 4 Преимущества и недостатки автоматной стали
- 5 Маркировка автомат-стали
- 5.1 Основные марки автомат-стали
- 6 Заключение
 1 Легирующие добавки
1 Легирующие добавкиЧто такое конструкционная сталь?
С точки зрения металлургии автомат-сталь является подвидом конструкционной стали, поэтому сперва рассмотрим этот материал, чтобы понять основные отличия сплавов. Конструкционная сталь — это стальной сплав на основе железа и углерода. Особенность этих сплавов с химической точки зрения — минимальное содержание серы и фосфора (во время выплавки используется специальные техники очистки, которые позволяют искусственным способом понизить содержание этих элементов).
Почему металлургам так важно избавиться от этих присадок? Дело все в том, что сера и фосфор снижают физические свойства стального сплава:
- Сера — этот элемент делает сплав хрупким и ломким, а во время холодной обработки такой материал может серьезно растрескаться, что сделает его бесполезным в использовании.
- Фосфор — этот элемент также снижает прочность стального сплава + при тепловой обработке из-за фосфора также могут появиться трещины в материале.

Согласно нормам ГОСТ содержание фосфора и серы в конструкционной стали должно составлять не более 0,05%, хотя встречаются и более качественные прочные сплавы с содержанием вредных примесей в более низкой концентрации. Такие материалы называют качественным (концентрация серы и фосфора — до 0,035 %), высококачественными (до 0,025%) и сверхвысококачественными (до 0,015%).
Что такое автоматная сталь?
Как мы уже выяснили ранее, фосфор и сера — это вредные примеси, содержание которых стараются минимизировать в итоговом сплаве, поскольку они ухудшают качество стали. Однако существует особый класс стальных конструкционных сплавов, где фосфор и сера могут содержаться в значительных количествах — это класс называют автоматной сталью.
Дело все в том, что при изготовлении сложных небольших деталей на станках-автоматах не требуется сверхпрочный материал — зато нужен пластичный материал, который легко и быстро обрабатывать.
Именно поэтому в автоматной стали допускается повышенное содержание примесей — фосфора или серы + различных дополнительных элементов (хрома, никеля, селена, свинца и других). Оптимальная температура ковки автоматной стали — от +950 до +1200 градусов по Цельсию.
Автомат-сталь используется для поточного производства метизов — болтов, гаек, шурупов, осей, валиков, фрагментов цепей и так далее. Также этот материал подходит для производства мелких автомобильных деталей сложной формы и конфигурации — зубцовых передаточных механизмов, колец полуосей машин, валиков масляного насоса и так далее. Выплавка автоматной стали контролируется государственным нормами ГОСТ 1414-75. Согласно ГОСТ автоматная сталь должна удовлетворять следующим требованиям:
- Высокое качество надлома стружки (при обработке на станке очень важно быстро удалять стружку, которое образуется в больших количествах во время работы).
- Низкая шероховатость поверхности (в противном случае деталь может получиться неоднородной по своей структуре, что критично при изготовлении мелких деталей сложной формы, где каждый изгиб имеет определенное конструктивное значение).
- Минимальный износ режущего инструмента (в противном случае режущий станок очень быстро придет в негодность, что сделает себестоимость деталей очень высокой).
- Есть возможность резать объект на высокой скорости (это позволяет снизить конечную стоимость детали, что минимизирует расходы на электричество и улучшает себестоимость такого способа обработки).

Физические свойства и изготовление автоматной стали
Физические свойства автомат-стали очень похожи на свойства обыкновенной конструкционной стали. Отличительные свойства автоматных сталей обуславливаются вхождением в состав материала различных примесей — в первую очередь это сера и фосфор, однако в состав автомат-стали могут входить и некоторые другие добавки (свинец, селен, кальций, марганец, теллур и другие). Также большое значение имеет способ выплавки и последующей обработки (диффузный отжиг, цементация, закалка и другие). Ниже мы кратко рассмотрим все основные примеси и способы правильной обработки.
Легирующие добавки
Согласно регулирующему ГОСТ 1414-75 в состав автоматной стали могут входить следующие добавки:
- Сера (не более 0,2%). Улучшает надлом стружки за счет снижения прочности сплава, что делает возможным станочную обработку стального материала. Помимо этого сера оказывает вяжущий и смазывают эффект, что снижает шероховатость поверхности. В большинстве случаев сера вводится в состав сплава в виде марганцевых сульфидов, поэтому достаточно часто автоматные стали помимо серы содержат марганец.
- Фосфор (до 0,15%). По своим свойствам очень похож на серу — улучшает надлом стружки, снижает шероховатость и так далее.
- Селен. Позволяет дополнительно повысить надлом, но одновременно и сохранить высокую прочность сплава. К тому же селен позволяет сохранить режущий инструмент острым, что положительно сказывается на сроке годности автомат-станка.
- Свинец. Повышает стойкость режущего инструмента станка, а также увеличивает срок обработки материала, что благоприятно сказывается на себестоимости деталей.
- Кальций. Во время резки кальций создает на поверхности металла тонкий слой, который улучшает резку и скорость обработки. Некоторые дополнительные свойства кальция — снижает вероятность прилипания стружки к металлу, увеличивает срок годности режущего инструмента и так далее.
- Марганец. Практически не влияет на свойства автоматной стали, однако содержится во многих автоматных сплавах, поскольку сера в сплав вносится в виде марганцевого сульфида, а после расплавки марганец остается в материале в виде добавочного компонента в небольших концентрациях (обычно не более 0,01%).

Физическая обработка
При выплавке помимо внесения дополнительных компонентов автоматная сталь обычно подвергается обжигу при температуре около 1300 градусов по Цельсию. Цель подобного обжига — обеспечить равномерное распределение фосфора и серы по всему объему стального сплава (в противном случае некоторые фрагменты металла будут хрупкими, а некоторые фрагменты — сверхтвердыми).
Также во время обработки материал может подвергаться цементированию и закалке — это позволяет получить более прочным пластичный материал, который будет легко резаться + он не будет портить режущую поверхность автомат-станка. Основные методы выплавки автомат-стали — мартеновский метод и конвертерная техника.
Преимущества и недостатки автоматной стали
Преимущества автоматной стали:
- Простота обработки с помощью автомат-станков — можно получить как обычные детали (болты, гайки, шурупы), так и различные объекты сложной формы и конфигурации (различные шестерни, сложные валики с выемками, различные передаточные механизмы и так далее).
- Высокая скорость обработки, отличное качество резки и низкая степень порчи резаков на станках. Это снижает себестоимость деталей.
- Некоторые другие плюсы — простота выплавки, неплохая прочность, большой срок годности деталей, возможность внесения различных присадок для изменения физических свойств материала и так далее.

Главные минусы — наличие серы и фосфора, что снижает вязкость и пластичность конечных деталей. Особенно критично это в случае автомобильных деталей, когда поломка того или иного агрегата может представлять угрозу для жизни человека. К тому же нужно помнить, что фосфор и сера делают материал хрупким при резком перепаде температур, поэтому детали из автоматной стали использовать в помещениях со стабильными температурами.
Маркировка автомат-стали
Согласно нормирующим требования ГОСТ 1414-75 обозначается с помощью большой буквы A, которая указывает на то, что данный материал рекомендуется использоваться для обработки с помощью автоматных станков. После буквы А обычно ставится число, которое указывает на общую концентрацию углерода (единицы измерения — сотые доли процента). Если в состав материала входят какие-либо дополнительные присадки (марганец, селен, хром или свинец), то в таком случае это также указывается в названии материала согласно номенклатуре ГОСТ.
Основные марки автомат-стали
| Марка | Дополнительные примеси (помимо фосфора и серы) | Основные детали, которые делают из этого сплава |
| А11 | Отсутствуют | Болты, гайки, цепи, вилки для автомобильных механизмов сцепления |
| А12 | Отсутствуют | Оси, валики, болты, шурупы, гайки и различные мелкие изделия сложной формы, которые нуждаются в точной обработке |
| А20 | Отсутствуют | Мелкие детали различных машин и механизмов сложной формы, которым нужна точная обработка |
| А30 | Отсутствуют | Детали сложной формы и размеров, различные метизы (это могут быть шурупы, болты, гайки, кольца, шестерни и так далее) |
| А35 | Отсутствуют | Различные детали круговой или сложной формы, которые нуждаются в точной обработке на автомат-станках (шестерни, шурупы, болты, кольца, цепи и другие) |
| А35Е | Селен | Матрицы и бандажи |
| АС14ХГН | Свинец, марганец, хром, никель, кремний | Различные автомобильные детали (втулки, валы, передаточные механизмы) |
| АС19ХГН | Свинец, марганец, хром, никель, кремний | Зубцовые передаточные механизмы |
| АС35Г2 | Марганец, никель, кремний; в небольших количествах — медь, хром, свинец | Валики масляного насоса |
| АС40Х | Хром + в небольших количествах — свинец, медь, никель | Кольца полуосей легковых машин |
Заключение
Давайте подведем итоги. Автоматная сталь — это особый тип конструкционной стали, с повышенным содержанием фосфора и серы в материале. Из-за содержания примесей автомат-сталь становится более хрупкой, поэтому из подобного материала можно делать различные небольшие метизы простой или сложной формы — гайки, шурупы, матрицы, валики, оси, втулки, валы и так далее. Для производства метизов обычно используются специальные станки, которые не годятся для работы с обычной конструкционной сталью (ведь такой материал является очень прочным, что серьезно усложняет его обработку).
Автоматная сталь — это особый тип конструкционной стали, с повышенным содержанием фосфора и серы в материале. Из-за содержания примесей автомат-сталь становится более хрупкой, поэтому из подобного материала можно делать различные небольшие метизы простой или сложной формы — гайки, шурупы, матрицы, валики, оси, втулки, валы и так далее. Для производства метизов обычно используются специальные станки, которые не годятся для работы с обычной конструкционной сталью (ведь такой материал является очень прочным, что серьезно усложняет его обработку).
Состав и физические свойства автоматной стали регулируются государственными нормами ГОСТ 1414-75. Согласно этому документу в состав автомат-стали помимо серы и фосфора могут входить и некоторые другие добавки в небольших количествах — селен, свинец, марганец, кальций и другие. Автомат-сталь должна удовлетворять следующим требованиям — высокая степень надлома стружки, минимальная шероховатость, высокая степень обработки станковыми способом и так далее.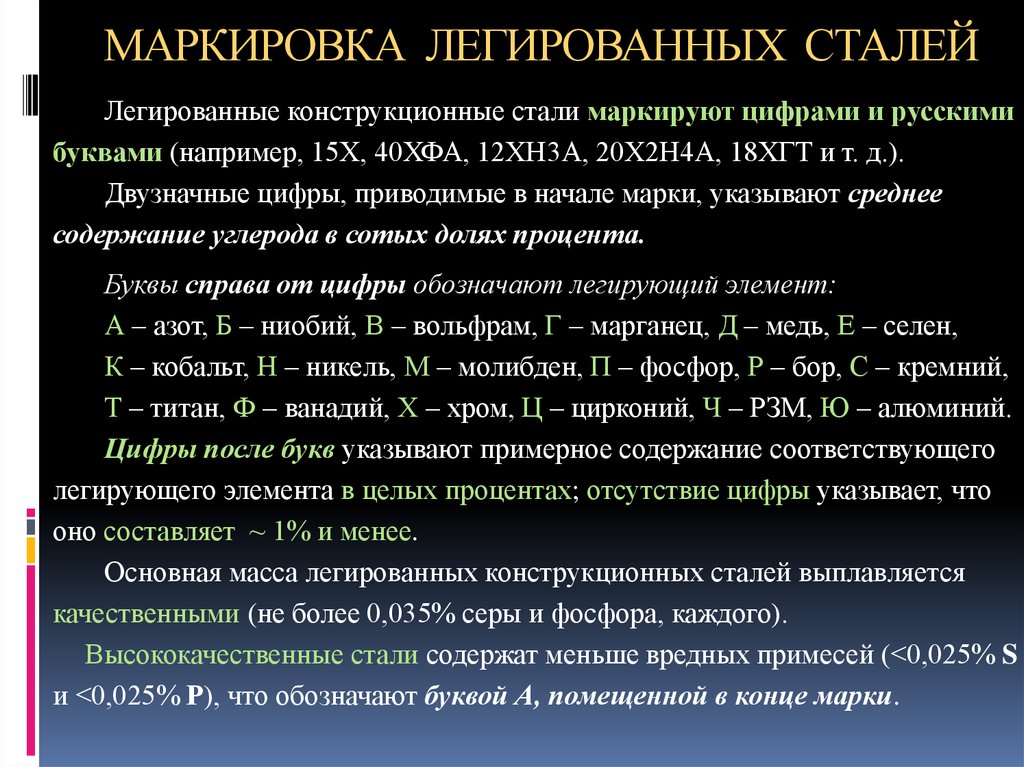
Автоматная сталь обладает как преимуществами, так и недостатками, что нужно учитывать при выборе материала для изготовления метизов. Согласно нормам ГОСТ для маркировки автомат-стали используется заглавная буква А и число, которое указывает на общее содержание углерода в материале. При наличии дополнительных примесей (свинец, селен, марганец и другие) могут указываться и некоторые другие буквы маркировки.
Общие типы стали (применение и свойства)
Сталь представляет собой ковкий сплав железа с углеродом, содержащий от 0,10 до 2% углерода, что определяет уровень, до которого она может быть закалена. Иногда его дополнительно сплавляют с марганцем, молибденом, хромом, никелем и т. Д., Чтобы улучшить легкость закалки и другие характеристики, такие как коррозионная стойкость. Сплавы железа с углеродом, содержащие углерод более 2%, называются чугунами и не поддаются ковке, за исключением особых форм, известных как ковкий и ковкий чугун. Как металл сталь характеризуется прочностью; износостойкие, ударопрочные и устойчивые к ползучести; электро- и теплопроводные; тяжелый; термостойкий; и довольно твердый по сравнению с другими материалами, такими как дерево, полимеры или керамика. Сталь производится путем удаления примесей из чугуна в печи.
Сталь производится путем удаления примесей из чугуна в печи.
В этой статье кратко обсуждаются некоторые популярные марки стали, а также параметры, в которых эти марки превосходны. К основным типам сталей относятся:
- Обычная углеродистая сталь
- Легированная сталь
- Низколегированная сталь
- Нержавеющая сталь
Обычная углеродистая сталь
Обычная углеродистая сталь не содержит заметного легирующего элемента, кроме самого углерода, и, в зависимости от содержания углерода, классифицируется как низко-, средне- или высокоуглеродистая. Низкоуглеродистая сталь (< 0,3 % С) используется для изготовления заклепок, холоднотянутых деталей типа проволоки, штамповок и т. д. в нижних диапазонах и фасонных изделиях, зубчатых колес, холоднокованых деталей и сварных труб в среднем и верхние диапазоны. Среднеуглеродистая сталь (0,3-0,5% С) используется для изготовления шестерен, валов, шатунов, бесшовных труб и т. д. и иногда называется машинной сталью. Высокоуглеродистая сталь (>0,5% С) используется для изготовления пружин, ножей и ручных инструментов, метчиков и фрез, волочильных штампов и т. д. и иногда называется инструментальной или пружинной сталью.
Высокоуглеродистая сталь (>0,5% С) используется для изготовления пружин, ножей и ручных инструментов, метчиков и фрез, волочильных штампов и т. д. и иногда называется инструментальной или пружинной сталью.
Простая 4-значная система нумерации AISI обозначает простую углеродистую сталь как 10xx, где последние цифры приблизительно соответствуют процентному содержанию углерода в металле. Например, простая углеродистая мягкая сталь, обозначенная как 1010, будет содержать 0,08–0,13% углерода. Сталь для свободной обработки будет обозначаться как 11xx.
Для закалки простой углеродистой стали ее необходимо быстро охладить. Это может привести к высоким остаточным напряжениям, деформации, снижению пластичности и т. д.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков углеродистой стали.
Легированная сталь
Хотя именно содержание углерода в стали определяет степень ее закалки, некоторые легирующие элементы, добавляемые в сталь, могут сделать термическую обработку менее травматичной, что является преимуществом, когда речь идет об уменьшении деформации при закалке в сложных тонкостенных деталях. , Например. Термин прокаливаемость относится к тому, насколько глубоко сталь может быть закалена, и легированные стали можно условно разделить на два лагеря по этому показателю: науглероживающая сталь, которая в основном затвердевает вблизи поверхности, и сталь со сквозной закалкой, которая может распространить закалку на глубину металла. основной.
, Например. Термин прокаливаемость относится к тому, насколько глубоко сталь может быть закалена, и легированные стали можно условно разделить на два лагеря по этому показателю: науглероживающая сталь, которая в основном затвердевает вблизи поверхности, и сталь со сквозной закалкой, которая может распространить закалку на глубину металла. основной.
В системе нумерации AISI марганцевые стали обозначаются 13хх, никелевые стали 2ххх, хромоникелевые стали 3ххх, молибденовые стали 4ххх и так далее до 9ххх для кремниймарганцевых сталей.
Закалка легированных сталей обычно может выполняться в масле для более медленной закалки, чем в воде, как это требуется для простых углеродистых сталей. Это может уменьшить деформацию и позволить закалке глубже проникнуть в сердцевину материала.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков легированной стали.
Низколегированная сталь
Этот металл, иногда называемый HSLA, или высокопрочной низколегированной сталью, обеспечивает повышенную прочность по сравнению с простыми углеродистыми сталями и используется в условиях, когда вес является важным фактором, например, в мобильном оборудовании. Хорошо поддается холодной штамповке и легко сваривается. Он обладает лучшей коррозионной стойкостью, чем обычная сталь, а также хорошей стойкостью к ударам, усталости и истиранию.
Хорошо поддается холодной штамповке и легко сваривается. Он обладает лучшей коррозионной стойкостью, чем обычная сталь, а также хорошей стойкостью к ударам, усталости и истиранию.
Другие низколегированные стали с такими обозначениями, как HY 80 и HY 90, используются для корпусов судов и внедорожного оборудования. Тем не менее, другие низколегированные стали доступны для особых условий, таких как низкотемпературная ударная вязкость или для создания защитных слоев от атмосферных воздействий на декоративной стали, используемой для фасадов зданий.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков низколегированной стали.
Нержавеющая сталь
Нержавеющая сталь
представляет собой сплав железа и хрома, который содержит от 10 до 30% хрома, что придает металлу высокую устойчивость к коррозии. Хотя существует много марок нержавеющей стали, регулярно используется только около дюжины. Например, нержавеющая сталь AISI типа 304 SS, имеющая хромоникелевый компонент и низкое содержание углерода, популярна благодаря своей хорошей коррозионной стойкости, очищаемости и формуемости, что делает ее популярной для многих предметов повседневного обихода, таких как кухонные мойки. Нержавеющая сталь AISI типа 316, содержащая молибден в качестве легирующего элемента, даже более устойчива к химическому воздействию, чем тип 304, что делает ее пригодной для воздействия морской воды, рассола, серных кислот и других коррозионно-активных веществ, присутствующих в промышленной среде.
Нержавеющая сталь AISI типа 316, содержащая молибден в качестве легирующего элемента, даже более устойчива к химическому воздействию, чем тип 304, что делает ее пригодной для воздействия морской воды, рассола, серных кислот и других коррозионно-активных веществ, присутствующих в промышленной среде.
Вы можете использовать платформу Thomas Supplier Discovery, чтобы найти поставщиков нержавеющей стали.
Резюме
В этой статье представлен краткий обзор распространенных типов стали. Для получения дополнительной информации о дополнительных продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие стальные изделия
- Типы профилей из конструкционной стали
- Ведущие производители и поставщики арматуры
- Типы арматуры
- Типы нержавеющей стали
- Ведущие сталелитейные компании США и производители стали в мире
- Все о стали 5160 (свойства, прочность, применение)
- Все о стали 440 (свойства, прочность, применение)
- Все о стали 430 (свойства, прочность, применение)
- Все о стали 304 (свойства, прочность, применение)
- Все о 52100 Сталь
- Свойства, составы и применение стандартных сталей
- Поверхностная закалка стали (цементация)
- Все о стали 9260 (свойства, прочность, применение)
- Все о стали 4130 (свойства, прочность, применение)
- Сталь против титана — прочность, свойства и применение
Прочие «Типы» изделий
- Типы кримперов — Руководство для покупателей ThomasNet
- Типы датчиков температуры
- Типы розеток
- Три типа медицинских покрытий
- Типы пружин — Руководство по покупке Томаса
- Типы защитных перчаток
- Типы ограждений — Руководство для покупателей ThomasNet
- Типы уплотнительного оборудования — Руководство по покупке Томаса
- Прототипы в электронике, компьютерном программном обеспечении и вычислительной технике
- Типы электрощеток
- Типы помех в электроснабжении
- Типы грузовиков и тележек — Руководство по покупке Томаса
- Типы клеев для аэрокосмической отрасли — Руководство для покупателей ThomasNet
- Пластиковые прототипы печатных плат
- Типы пускателей двигателей
- Типы систем сбора данных — Руководство по покупке ThomasNet
- Типы чистых помещений — Руководство для покупателей ThomasNet
- Типы тиристоров — Руководство для покупателей ThomasNet
- Типы светильников
- Типы изоляции — Руководство по покупке Томаса
Больше из Металлы и изделия из металла
Справочник по стали, используемой в автоматических ножах
(1) Введение.
Этот веб-сайт www.tacknivesusa.com («Веб-сайт») позволяет таким пользователям, как вы, приобретать продукты в соответствии с условиями настоящих Условий («Соглашение»).
(2) Юридическое соглашение.
(a) Пожалуйста, внимательно прочитайте настоящее Соглашение. Настоящее Соглашение является юридически обязывающим соглашением между вами («вы» или «ваш») и TAKCOM LLC, компанией с ограниченной ответственностью во Флориде («TAKCOM LLC» или «мы» или «наш» или «нас»). tacknivesusa.com управляется TAKCOM LLC. На всем сайте термины «мы», «нас» и «наш» относятся к ООО «ТАККОМ». TAKCOM LLC предлагает этот веб-сайт, включая всю информацию, инструменты и услуги, доступные на этом сайте, вам, пользователю, при условии вашего согласия со всеми условиями, политиками и уведомлениями, изложенными здесь.
(b) Датой вступления в силу настоящего Соглашения («Дата вступления в силу») является дата вашего первого использования Веб-сайта. Используя Веб-сайт, вы соглашаетесь соблюдать настоящее Соглашение. Если вы решите принять настоящее Соглашение, вы должны сделать это так, как написано, без изменений. Если вы не согласны соблюдать условия настоящего Соглашения, пожалуйста, немедленно прекратите использование Веб-сайта. Вы соглашаетесь с тем, что использование Веб-сайта означает ваше согласие с настоящим Соглашением и согласие соблюдать условия настоящего Соглашения. Вы гарантируете и подтверждаете, что вам исполнилось 18 лет и что вы имеете законные полномочия для заключения настоящего Соглашения в качестве физического лица или от имени вашего работодателя. TAKCOM LLC и вы по отдельности являетесь «стороной», а все вместе — «сторонами».
Если вы решите принять настоящее Соглашение, вы должны сделать это так, как написано, без изменений. Если вы не согласны соблюдать условия настоящего Соглашения, пожалуйста, немедленно прекратите использование Веб-сайта. Вы соглашаетесь с тем, что использование Веб-сайта означает ваше согласие с настоящим Соглашением и согласие соблюдать условия настоящего Соглашения. Вы гарантируете и подтверждаете, что вам исполнилось 18 лет и что вы имеете законные полномочия для заключения настоящего Соглашения в качестве физического лица или от имени вашего работодателя. TAKCOM LLC и вы по отдельности являетесь «стороной», а все вместе — «сторонами».
(c) Вы соглашаетесь с тем, что любая покупка Продуктов у нас, будь то через Веб-сайт, наш розничный магазин или иным образом, регулируется настоящим Соглашением.
(3) Политика конфиденциальности.
Ваш доступ к Веб-сайту и покупка Продуктов регулируются настоящим Соглашением, а также Политикой конфиденциальности. Политика конфиденциальности также описывает, как ООО «ТАККОМ» собирает и использует информацию, которую вы публикуете на Веб-сайте или предоставляете нам. Настоящее Соглашение и Политика конфиденциальности могут совместно именоваться Соглашением и предназначены для совместного чтения. Ссылка на Политику конфиденциальности всегда доступна в нижней части веб-сайта.
Политика конфиденциальности также описывает, как ООО «ТАККОМ» собирает и использует информацию, которую вы публикуете на Веб-сайте или предоставляете нам. Настоящее Соглашение и Политика конфиденциальности могут совместно именоваться Соглашением и предназначены для совместного чтения. Ссылка на Политику конфиденциальности всегда доступна в нижней части веб-сайта.
(4) Условия и расторжение.
Срок действия настоящего Соглашения начинается с Даты вступления в силу и продолжается до прекращения его действия, как это прямо предусмотрено в настоящем Соглашении («Срок действия»). Настоящее Соглашение и Политика конфиденциальности действуют одновременно, и в случае прекращения действия одного из них автоматически прекращается действие другого. Вы можете расторгнуть настоящее Соглашение в любое время, отправив нам электронное письмо по адресу, указанному в разделе «Свяжитесь с нами» на Веб-сайте. TAKCOM LLC может немедленно расторгнуть настоящее Соглашение в соответствии с требованиями закона или в связи с нарушением вами любого положения настоящего Соглашения по определению TAKCOM LLC. Прекращение вступает в силу немедленно. После расторжения все права, предоставленные вам ООО «ТАККОМ» в соответствии с настоящим Соглашением, включая использование вами Веб-сайта, немедленно прекращаются, и вам не разрешается использовать Веб-сайт или приобретать Продукты. Следующие разделы настоящего Соглашения остаются в силе после расторжения или истечения срока действия настоящего Соглашения по любой причине: 4, 6 и 16-26.
Прекращение вступает в силу немедленно. После расторжения все права, предоставленные вам ООО «ТАККОМ» в соответствии с настоящим Соглашением, включая использование вами Веб-сайта, немедленно прекращаются, и вам не разрешается использовать Веб-сайт или приобретать Продукты. Следующие разделы настоящего Соглашения остаются в силе после расторжения или истечения срока действия настоящего Соглашения по любой причине: 4, 6 и 16-26.
(5) Обновления настоящего Соглашения.
ООО «ТАККОМ» ОСТАВЛЯЕТ ЗА СОБОЙ ПРАВО ИЗМЕНЯТЬ ВЕБ-САЙТ И УСЛОВИЯ НАСТОЯЩЕГО СОГЛАШЕНИЯ ПО СВОЕМУ УСМОТРЕНИЮ. ВЫ НЕСЕТЕ ОТВЕТСТВЕННОСТЬ ЗА КОНТРОЛЬ НА ВЕБ-САЙТЕ НА предмет ИЗМЕНЕНИЙ НАСТОЯЩЕГО СОГЛАШЕНИЯ. TAKCOM LLC может, но не обязана, предлагать обновления, обновления и улучшения для Веб-сайта, а также добавлять или прекращать использование любых Продуктов в любое время.
(6) Запрещенное использование.
(a) Вы можете использовать Веб-сайт и приобретать Продукты только в законных целях («Цель»).
(b) Вы не должны использовать Веб-сайт или Продукты: (i) для преследования, запугивания, смущения или угроз любому лицу, (ii) в любых незаконных, клеветнических, непристойных, порнографических или незаконных целях, или (iii) образом, нарушающим какие-либо законы, правила или положения.
(c) Вы не имеете права копировать, изменять, создавать творческие производные работы или реконструировать, полностью или частично, веб-сайт TAKCOM LLC, включая его компоненты или содержимое, полностью или частично, (ii) продукты, или (iii) товарные знаки, знаки обслуживания, фирменный стиль, патенты, заявки на патенты, авторские права и другую интеллектуальную собственность, включая, помимо прочего, фотографические изображения (вышеупомянутое в пунктах (a) – (c) вместе именуемые «Интеллектуальная собственность») .
(d) За исключением случаев, прямо указанных в настоящем Соглашении, ООО «ТАККОМ» не предоставляет вам никаких лицензий или прав собственности, в том числе на Интеллектуальную собственность, и все права, не предоставленные вам ООО «ТАККОМ» в явной форме по настоящему Соглашению, прямо сохраняются за ООО «ТАККОМ».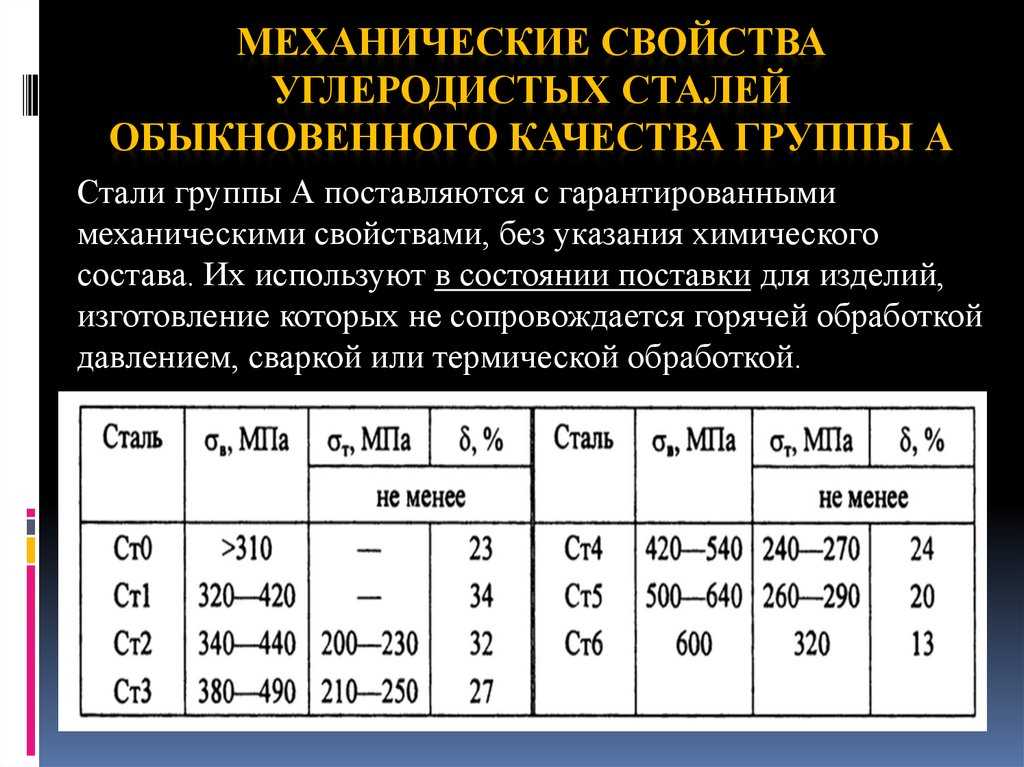 .
.
(7) Заказы.
Вам должно быть не менее 18 лет, чтобы заказывать любые ножи, и не моложе 21 года, чтобы заказывать ограниченные товары. Продукты с ограниченным доступом отмечены на Сайте. Некоторые предметы на Веб-сайте могут быть незаконными в вашей или других областях для лиц моложе 21 года. Вы несете ответственность за проверку всех применимых федеральных, государственных и местных законов, касающихся покупки, владения, использования и владения любым Товары, проданные вам на Веб-сайте.
Закон о выкидных ножах (Pub.L. 85-623, 72 Stat. 562, принятый 12 августа 1958 г. и кодифицированный в 15 U.S.C. § 1241–1245), с возможными поправками («Закон») запрещает перевозку автоматических ножей через границы штатов, за следующими исключениями:
(a) гражданским лицам или офицерам снабжения или снабжения вооруженных сил и служащим федерального правительства, которые заказывают, закупают или закупают такие ножи в связи с деятельностью федеральное правительство;
(b) поставлять или закупать офицеров Национальной гвардии, Воздушной национальной гвардии или ополчения штата, территории или округа Колумбия, заказывая, закупая или приобретая такие ножи в связи с деятельностью такой организации. ;
;
(c) для снабжения или снабжения должностных лиц или служащих муниципального правительства округа Колумбия или правительства любого штата или территории, или любого округа, города или другого политического подразделения штата или территории;
(d) производителям таких ножей или их добросовестным дилерам в связи с любой поставкой, осуществляемой по заказу любого лица, указанного в пунктах (a), (b) и (c).
Установив флажок, подтверждающий согласие с Условиями и положениями TacKnives, вы подтверждаете, что принадлежите к одному из статусов, указанных в пунктах Раздела 8 (a), (b), (c) или (d) в отношении исключения из Федерального закона.
Статьи 1242 и 1243 Закона не применяются к:
(e) любому обычному перевозчику или перевозчику по контракту в отношении любого ножа с выкидным лезвием, отправляемого, транспортируемого или доставляемого для отправки в рамках торговли между штатами в ходе обычной деятельности;
(f) производство, продажа, транспортировка, распространение, владение или введение в торговлю между штатами ножей с выкидными лезвиями в соответствии с контрактом с вооруженными силами.
(g) Вооруженные силы или любой их член или сотрудник, действующий при исполнении своих обязанностей;
(h) владение и перевозка при себе любого складного ножа с лезвием длиной не более трех дюймов любым лицом, имеющим только одну руку; или
(i) нож, который содержит пружину, стопор или другой механизм, предназначенный для создания смещения в сторону закрытия лезвия, и который требует приложения усилия к лезвию запястья руки или руки для преодоления смещения в сторону закрытия чтобы помочь открыть нож.
TAKCOM LLC не будет продавать каким-либо лицам или группам за пределами штата Флорида без соблюдения вышеуказанных условий. Это не относится к автоматическим ножам, которые производятся, распространяются, покупаются или продаются в штате Флорида. Перед отправкой заказа может потребоваться надлежащая идентификация в случаях, когда приобретаются ограниченные товары .
(10) Правовая оговорка.
TAKCOM LLC не предлагает юридических консультаций относительно законов, применимых к вашей покупке Продуктов. Мы предоставили вам общую информацию о федеральных законах, которые могут повлиять на вашу покупку. Вы несете ответственность как покупатель, а не TAKCOM LLC как продавец, за установление и соблюдение всех применимых международных, федеральных, государственных и местных законов, касающихся вашей покупки и использования Продуктов.
(11) Политика изменения и отмены.
Если вы заказываете не те Продукты, вы можете изменить свой заказ до момента его отправки. После того, как заказ был отправлен, если вы хотите изменить товар, вы должны следовать инструкциям в разделе «Возврат и обмен» ниже. Если вы хотите отменить свой заказ, вы можете сделать это до момента его отправки. После отправки заказа вы должны следовать инструкциям в разделе «Возврат и обмен» ниже. Вы можете связаться с нами по поводу изменения или отмены по электронной почте или номеру телефона, указанному в разделе «Контакты» на Веб-сайте. Если вы решите отправить электронное письмо, вы должны указать «изменение заказа» или «отмена заказа» в строке темы вашего электронного письма, чтобы убедиться, что электронное письмо направлено в правильный отдел, чтобы повысить вероятность того, что изменение или отмена могут быть реализованы до заказа. корабли.
Если вы решите отправить электронное письмо, вы должны указать «изменение заказа» или «отмена заказа» в строке темы вашего электронного письма, чтобы убедиться, что электронное письмо направлено в правильный отдел, чтобы повысить вероятность того, что изменение или отмена могут быть реализованы до заказа. корабли.
(12) Оплата. Заказы кредитной картой.
Мы принимаем карты Visa, Mastercard, Discover и American Express. Мы не принимаем Paypal. Делая заказ с помощью кредитной карты, вы соглашаетесь с тем, что вы имеете право использовать такую кредитную карту и, в случае возникновения спора о счетах, разрешать любые споры по счетам непосредственно с нами. ООО «ТАККОМ» оставляет за собой право запрашивать идентификацию для любых покупок любого рода. Ни один клиент не обязан предоставлять идентификацию, однако непредоставление запрошенной информации может привести к отмене заказа клиента. Если заказ отменен, а платежи с использованной кредитной карты будут аннулированы или возвращены.
(13) Доставка – Внутренние заказы.
(а) ООО «ТАККОМ» не дает никаких гарантий относительно времени доставки. Мы постараемся уложиться в указанные сроки, указанные на Веб-сайте; однако задержки могут быть вызваны такими событиями, как, помимо прочего, проверка клиента, отклонение кредитных карт, товары с ограниченным доступом, юридические запреты, недоступность продукта, стихийные бедствия и другие форс-мажорные обстоятельства.
(b) Обратите внимание: в Соединенных Штатах Америки есть некоторые регионы, куда мы просто не можем доставлять определенные товары с ограничениями (например, защитные аэрозоли, автоматические ножи, электрошокеры, кастеты, полицейские дубинки и т. д.). Эти области включают, но не ограничиваются: части Аляски, Калифорнии, Колорадо, Коннектикута, Делавэра, Гавайев, Иллинойса, Индианы, Канзаса, Луизианы, Мэна, Массачусетса, Мичигана, Миннесоты, Миссури, Нью-Мексико, Нью-Йорка, Теннесси, Техас, Вермонт, Вашингтон и Висконсин. Исключения делаются в соответствии с местным законодательством (во время покупки может потребоваться надлежащее удостоверение личности).
Исключения делаются в соответствии с местным законодательством (во время покупки может потребоваться надлежащее удостоверение личности).
(c) Проверка адреса. Во многих случаях заказы, размещенные с доставкой по адресу, не разрешенному эмитентом кредитной карты, подлежат задержке доставки, подтверждающим электронным письмам/телефонным звонкам и/или отмене. Кроме того, заказы, отправленные на адрес, отличный от авторизованного платежного адреса, подлежат задержке и проверке доставки. В ситуациях, когда мы не можем подтвердить действительность заказа или подозреваем мошенничество, заказ будет отменен.
(14) Эксплуатация ножа и гарантия.
TAKCOM LLC гарантирует, что наши ножи имеют производственные дефекты и не изнашиваются при нормальном использовании. Чтобы гарантировать ваш нож, нам нужно, чтобы вы отправили его нам, и мы также должны будем взимать фиксированную плату в размере 20 долларов США за обработку и отправить его вам по почте. Если на этапе обработки мы обнаружим, что ваш нож сломался из-за неправильного использования, мы отправим вам его обратно с фиксированной оплатой в размере 20 долларов США.
(15) Возврат и обмен.
(a) Возврат продукции допускается, если он осуществляется в течение 30 дней с момента доставки. Вы должны получить разрешение на возврат, прежде чем отправлять товар обратно, иначе ваш возврат не будет принят. Чтобы получить разрешение на возврат, свяжитесь с нами, используя информацию, указанную в разделе «Контакты» на веб-сайте. Вы несете ответственность за доставку товара обратно к нам в совершенно новом, неиспользованном состоянии. Клиенту взимается комиссия за пополнение запасов в размере 5% или стоимость доставки, в зависимости от того, что больше для исправных товаров, чтобы компенсировать утерянные затраты на доставку, кредитную карту и оплату труда. Как только мы получим товар, мы вернем деньги. Ваш возврат будет произведен в той же форме, в которой был получен платеж, если с нами не были достигнуты другие договоренности. Мы не возмещаем стоимость доставки. Если ошибка произошла по нашей вине, мы, как правило, можем предоставить вам предоплаченную этикетку для обратной доставки, если вы свяжетесь с нами, используя информацию, указанную в разделе «Свяжитесь с нами» на Веб-сайте. Мы настоятельно рекомендуем вам застраховать любую посылку, возвращаемую нам. Вы несете ответственность за стоимость страхования вашего пакета. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден.
Мы настоятельно рекомендуем вам застраховать любую посылку, возвращаемую нам. Вы несете ответственность за стоимость страхования вашего пакета. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден.
(b) При возврате продукции, не связанной с ошибками TacKnives, покупателю будет вычтена стоимость доставки или комиссия за пополнение запасов в размере 5 %, в зависимости от того, что больше, вычитается из возмещения.
(c) Обмен приветствуется, если он осуществляется в течение 20 дней. Вы должны получить от нас разрешение на возврат, прежде чем отправлять товар обратно, иначе ваш обмен не будет принят. Чтобы получить от нас Разрешение на возврат, свяжитесь с нами, используя информацию, указанную в разделе «Контакты» на Веб-сайте. Плата за пополнение запасов при обмене на товары равной или большей стоимости не взимается, хотя взимается плата за доставку. Мы настоятельно рекомендуем вам застраховать любую посылку, возвращаемую нам. Вы несете ответственность за стоимость страхования нашего пакета. Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден. Если товар возвращается для возмещения, с него будет взиматься плата за пополнение запасов в размере 5%.
Мы не несем ответственности, если ваш возврат потерян, уничтожен или поврежден. Если товар возвращается для возмещения, с него будет взиматься плата за пополнение запасов в размере 5%.
(16) Заявления и гарантии.
Размещая заказ, вы гарантируете и подтверждаете, что будете использовать Продукты законным образом и что вы достигли совершеннолетия, позволяющего приобретать и использовать Продукты.
(17) Правоохранительные органы.
Любое лицо, о котором известно или предполагается, что оно использует Продукты не по назначению, предоставляет ложную информацию или пытается каким-либо образом обмануть нас, будет сообщено в соответствующие органы. Вы понимаете и соглашаетесь с тем, что ООО «ТАККОМ» отслеживает использование Веб-сайта и покупку Продуктов и что, в соответствии с условиями настоящего Соглашения и Политики конфиденциальности, мы можем делиться вашим использованием Веб-сайта и приобретением Продуктов, Услуг, включая Личную информацию. (как определено в Политике конфиденциальности), с правоохранительными органами и должностными лицами в ответ на запросы или если у нас есть основания полагать, что вы используете Веб-сайт или Продукты в незаконных целях. Мы также можем делиться вашим использованием Веб-сайта и покупками Продуктов, включая Личную информацию, с третьими лицами без вашего предварительного согласия, как того требует закон, постановление суда, повестка в суд, судебный процесс, правительственный запрос, расследование мошенничества или как TAKCOM LLC определяет, что это необходимо или целесообразно для защиты своих интересов или вашей безопасности или безопасности других лиц.
(как определено в Политике конфиденциальности), с правоохранительными органами и должностными лицами в ответ на запросы или если у нас есть основания полагать, что вы используете Веб-сайт или Продукты в незаконных целях. Мы также можем делиться вашим использованием Веб-сайта и покупками Продуктов, включая Личную информацию, с третьими лицами без вашего предварительного согласия, как того требует закон, постановление суда, повестка в суд, судебный процесс, правительственный запрос, расследование мошенничества или как TAKCOM LLC определяет, что это необходимо или целесообразно для защиты своих интересов или вашей безопасности или безопасности других лиц.
(18) Возмещение убытков.
Вы должны защищать, возмещать ущерб и ограждать ООО «ТАККОМ» и его аффилированные лица, а также их сотрудников, менеджеров, членов, должностных лиц, акционеров, директоров, агентов, представителей, подрядчиков, страховщиков, поверенных, правопреемников и правопреемников от всех и против всех претензии, требования, суждения, убытки, обязательства, ущерб, затраты, гонорары, расходы, включая, помимо прочего, гонорары адвокатов, гонорары свидетелей-экспертов и судебные издержки, возникающие в результате (а) несанкционированного использования вами Веб-сайта, Продуктов, или интеллектуальной собственности, или (b) любое другое нарушение настоящего Соглашения.
(19) Отказ от гарантий.,
(a) ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ПРЯМО УКАЗАННЫХ В НАСТОЯЩЕМ ДОКУМЕНТЕ, TAKCOM LLC: (A) ПРЕДОСТАВЛЯЕТ ДОСТУП К ВЕБ-САЙТУ И ПРОДУКТАМ НА УСЛОВИЯХ «КАК ЕСТЬ», СО ВСЕМИ ОШИБКАМИ И БЕЗ ЛЮБЫЕ ГАРАНТИИ ИЛИ ГАРАНТИИ,
(B) НЕ ПРЕДОСТАВЛЯЕТ НИКАКИХ ЯВНЫХ, ПОДРАЗУМЕВАЕМЫХ, ПРЕДУСМОТРЕННЫХ ЗАКОНОМ ИЛИ ИНЫХ ГАРАНТИЙ В ОТНОШЕНИИ ВЕБ-САЙТА И ПРОДУКТОВ, И (C) ОСОБЕННО ОТКАЗЫВАЕТСЯ ОТ ЛЮБЫХ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ, ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ И КОНКРЕТНОЙ ЦЕЛИ ЛЮБЫЕ ГАРАНТИИ НЕНАРУШЕНИЯ КАКИХ-ЛИБО ПРАВ ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ТРЕТЬИХ ЛИЦ В СВЯЗИ С ВАШИМ ДОСТУПОМ К ВЕБ-САЙТУ И ПРОДУКТАМ. ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ПРЯМО УКАЗАННЫХ В ЗДЕСЬ, TAKCOM LLC НЕ ГАРАНТИРУЕТ, ЧТО ВЕБ-САЙТ ИЛИ КАКИЕ-ЛИБО ПРОДУКТЫ БУДУТ СООТВЕТСТВОВАТЬ ВАШИМ ОЖИДАНИЯМ ИЛИ ТРЕБОВАНИЯМ, ИЛИ ЧТО ПРОДУКТЫ ОБЕСПЕЧАТ БЕЗОПАСНОСТЬ ИЛИ ЗАЩИТУ ОТ ВРЕДА, ТРАВМ, РАЗДЕЛЕНИЯ ИЛИ СМЕРТИ, ИЛИ ЧТО СОДЕРЖАНИЕ ВЕБ-САЙТ ИЛИ СПОСОБ ДОСТАВКИ БУДЕТ БЕЗ ОШИБОК (ВКЛЮЧАЯ ФАКТЫ, ЗАЯВЛЕНИЯ, УРОВНИ ОБСЛУЖИВАНИЯ, СКОРОСТЬ ЗАГРУЗКИ, ВРЕМЯ ПРОСТОЯ ВЕБ-САЙТА, ПЕРЕРЫВЫ, WI-FI, ТОЧКА ДОСТУПНОСТИ ИЛИ ПОДКЛЮЧЕНИЕ К ИНТЕРНЕТУ ИЛИ БЕЗОПАСНОСТЬ), ИЛИ ДЕФЕКТЫ НА НИХ БУДУТ ИСПРАВЛЕНЫ. ПОЛОЖЕНИЯ НАСТОЯЩЕГО РАЗДЕЛА ДЕЙСТВУЮТ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
ПОЛОЖЕНИЯ НАСТОЯЩЕГО РАЗДЕЛА ДЕЙСТВУЮТ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
(c) Не ограничивая общего характера вышеизложенного в этом Разделе, ошибки Веб-сайта (такие, как, помимо прочего, ошибки ценообразования, дезинформация о Продукте и расхождения в запасах) неизбежны. ООО «ТАККОМ» не обязано учитывать ошибки в ценообразовании. По нашему усмотрению мы можем отменить любой заказ, если мы определим, что произошла ошибка ценообразования. Если мы предоставили ложную информацию о Продукте для вашего заказа, вы имеете право вернуть приобретенный Продукт без штрафных санкций (в соответствии с политикой возврата, изложенной в настоящем документе). Если есть несоответствие запасов, вы имеете право сохранить свой заказ до тех пор, пока он не будет выполнен, или отменить свой заказ без штрафных санкций.
(d) Не ограничивая общего характера вышесказанного, TAKCOM LLC не несет ответственности за неправомерное использование любого Продукта, приобретенного у нас или у любого из наших дистрибьюторов и дилеров.
(20) Ограничение ответственности.
(a) TAKCOM LLC НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ПЕРЕД ВАС ИЛИ ЛЮБОЙ ДРУГОЙ СТОРОНОЙ ЗА УПУЩЕННУЮ ПРИБЫЛЬ, ПОТЕРЮ БИЗНЕСА, ОСОБЫЕ, КОСВЕННЫЕ, СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ПРИМЕРНЫЕ ИЛИ ШТРАФНЫЕ УБЫТКИ, ДАЖЕ ЕСЛИ СТОРОНА БЫЛА ПРЕДВАРИТЕЛЬНО УВЕДОМЛЕНА О ВОЗМОЖНОМ УЩЕРБЕ ТАКИХ УЩЕРБОВ. ПОЛНАЯ ОТВЕТСТВЕННОСТЬ TAKCOM LLC И ВАШЕ ЕДИНСТВЕННОЕ И ИСКЛЮЧИТЕЛЬНОЕ СРЕДСТВО ПО ЛЮБОЙ ПРЕТЕНЗИИ ПО НАСТОЯЩЕМУ СОГЛАШЕНИЮ НЕ ДОЛЖНЫ ПРЕВЫШАТЬ ОБЩУЮ СУММУ, ВЫПЛАТЕННУЮ ВАМИ TAKCOM LLC ПО НАСТОЯЩЕМУ СОГЛАШЕНИЮ. ПОЛОЖЕНИЯ НАСТОЯЩЕГО РАЗДЕЛА ДЕЙСТВУЮТ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ.
(21) Соблюдение применимого законодательства.
За исключением случаев, когда это прямо разрешено в настоящем документе, все другие уведомления, предусмотренные в настоящем документе, должны быть отправлены либо признанной международной курьерской службой с предоплатой почтовых расходов, либо почтой США первого класса с предоплатой почтовых расходов по адресу, указанному в разделе « свяжитесь с нами» в разделе Веб-сайта в нашем случае и по адресу, который вы указали во время последней покупки в вашем случае.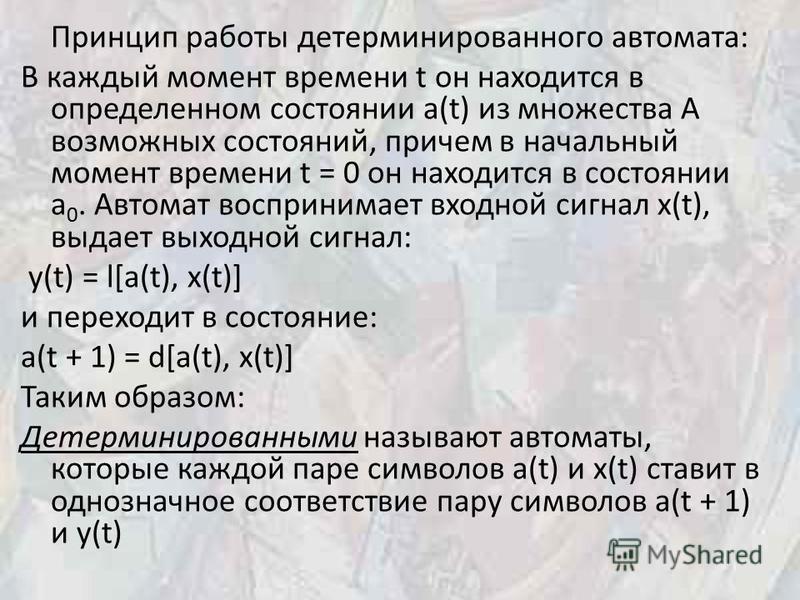 Уведомление считается полученным через два дня после подачи такого курьера и через три дня после отправки по почте.
Уведомление считается полученным через два дня после подачи такого курьера и через три дня после отправки по почте.
TAKCOM LLC,
7152 SW 47th St. Unit 2B, Miami, FL 33155
(22) Независимые стороны.
Ничто в настоящем Соглашении не должно создавать отношения между работодателем и работником, партнером, совместным предприятием или агентом между TAKCOM LLC и вами.
(23) Разрешение споров.
Настоящее Соглашение и Политика конфиденциальности регулируются и толкуются в соответствии с законами штата Флорида без учета каких-либо применимых коллизий или положений о выборе права. Ни Конвенция Организации Объединенных Наций о договорах международной купли-продажи товаров («CISG»), ни Единый закон об операциях с компьютерной информацией («UCITA») не применяются. Для любого спора, возникающего из или в связи с настоящим Соглашением или Политикой конфиденциальности, стороны настоящего документа безотзывно соглашаются на обязывающий арбитраж в Майами, штат Флорида, в соответствии с Коммерческими правилами Американской арбитражной ассоциации, и стороны настоящим отказываются от любых возражений против арбитража в такой город неудобен. Вы понимаете, что настоящим соглашаетесь отказаться от любого права на рассмотрение дела судом присяжных. Настоящим вы соглашаетесь отказаться от любого права, которое у вас может быть на участие в любом групповом, коллективном, групповом или представительском действии или судебном разбирательстве, вытекающем из или в связи с настоящим Соглашением или Политикой конфиденциальности. Выигравшая сторона в любом таком арбитражном иске имеет право взыскать с не выигравшей стороны, в дополнение к любому решению, все разумные расходы, сборы и расходы, включая, помимо прочего, гонорары адвокатов и судебные издержки.
Вы понимаете, что настоящим соглашаетесь отказаться от любого права на рассмотрение дела судом присяжных. Настоящим вы соглашаетесь отказаться от любого права, которое у вас может быть на участие в любом групповом, коллективном, групповом или представительском действии или судебном разбирательстве, вытекающем из или в связи с настоящим Соглашением или Политикой конфиденциальности. Выигравшая сторона в любом таком арбитражном иске имеет право взыскать с не выигравшей стороны, в дополнение к любому решению, все разумные расходы, сборы и расходы, включая, помимо прочего, гонорары адвокатов и судебные издержки.
(24) Полное соглашение.
Настоящее Соглашение и Политика конфиденциальности, а также ссылки на страницы и разделы Веб-сайта содержат полное соглашение сторон и заменяют собой любые и все другие соглашения, устные или письменные, между сторонами в отношении предмета настоящего Соглашения. Без ограничения наших прав в соответствии с Разделом 5 выше, любые другие изменения настоящего Соглашения или Политики конфиденциальности вступают в силу только в том случае, если они оформлены в письменной форме и подписаны сторонами.
 Это гарантирует ровную подачу материала и снижает вероятность проскальзывания при изгибании обечайки.
Это гарантирует ровную подачу материала и снижает вероятность проскальзывания при изгибании обечайки. Программное обеспечение позволяет рассчитать пошаговое перемещение рабочих органов станка путем ввода размеров будущей детали в память ЧПУ.
Программное обеспечение позволяет рассчитать пошаговое перемещение рабочих органов станка путем ввода размеров будущей детали в память ЧПУ. Основным устройством вальцов являются валки, которые благодаря своему ассиметричному расположению позволяют обрабатывать листовой материал аккуратно и предельно точно, оставляя ровный след или гладкую поверхность. Вальцы работают с материалами различной плотности, что делает работу оператора удобной и эффективной.
Основным устройством вальцов являются валки, которые благодаря своему ассиметричному расположению позволяют обрабатывать листовой материал аккуратно и предельно точно, оставляя ровный след или гладкую поверхность. Вальцы работают с материалами различной плотности, что делает работу оператора удобной и эффективной. На автоматических моделях станка, управление осуществляется с помощью электропривода.
На автоматических моделях станка, управление осуществляется с помощью электропривода.
 by/production/listogiby-mnogo-valkovye.
by/production/listogiby-mnogo-valkovye. Ruller
Ruller Сколько вы можете получить правильно?
Сколько вы можете получить правильно?
 Кто-нибудь займитесь этим.
Кто-нибудь займитесь этим.
 Так что я думаю, что это скорее способ энергичного использования барабанов, перкуссии и других повторяющихся элементов. А также много классических брейков поверх этого!»
Так что я думаю, что это скорее способ энергичного использования барабанов, перкуссии и других повторяющихся элементов. А также много классических брейков поверх этого!»
 Это еще один пример того, почему драм-н-бэйс является величайшим жанром из всех: бесконечное количество поджанров пересекается туда-сюда. Никаких строгих правил, только одно: темп, который нас связывает».
Это еще один пример того, почему драм-н-бэйс является величайшим жанром из всех: бесконечное количество поджанров пересекается туда-сюда. Никаких строгих правил, только одно: темп, который нас связывает».
 Гаше.
Гаше.
 На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб). При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика. ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, зеленый вольфрам, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, зеленый вольфрам, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, зеленый вольфрам, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, зеленый вольфрам, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, зеленый вольфрам, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, зеленый вольфрам, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки 4 мм, 1 шт. цены, отзывы
4 мм, 1 шт. цены, отзывы
 4
4 «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 
 Предлагаем новые уникальные полуавтоматические трубогибочные станки с числовым программным управлением для холодной дорновой и бездорновой гибки труб и профильного…
Предлагаем новые уникальные полуавтоматические трубогибочные станки с числовым программным управлением для холодной дорновой и бездорновой гибки труб и профильного…
 Надежный и удобный станок.Особенность наше станка в роликах, которые имеют более надёжные литые бортики по сравнению с регулируемыми вальцами.В набор…
Надежный и удобный станок.Особенность наше станка в роликах, которые имеют более надёжные литые бортики по сравнению с регулируемыми вальцами.В набор… В наличии 2 штуки. Цена указана за один.
В наличии 2 штуки. Цена указана за один.  у
у д.Описание и характеристикиУправление станком…
д.Описание и характеристикиУправление станком… Фрезерный 6Р81Г
Фрезерный 6Р81Г
 Восстановление трубогиба Pines.
Восстановление трубогиба Pines. может сделать для вашей компании.
может сделать для вашей компании. 

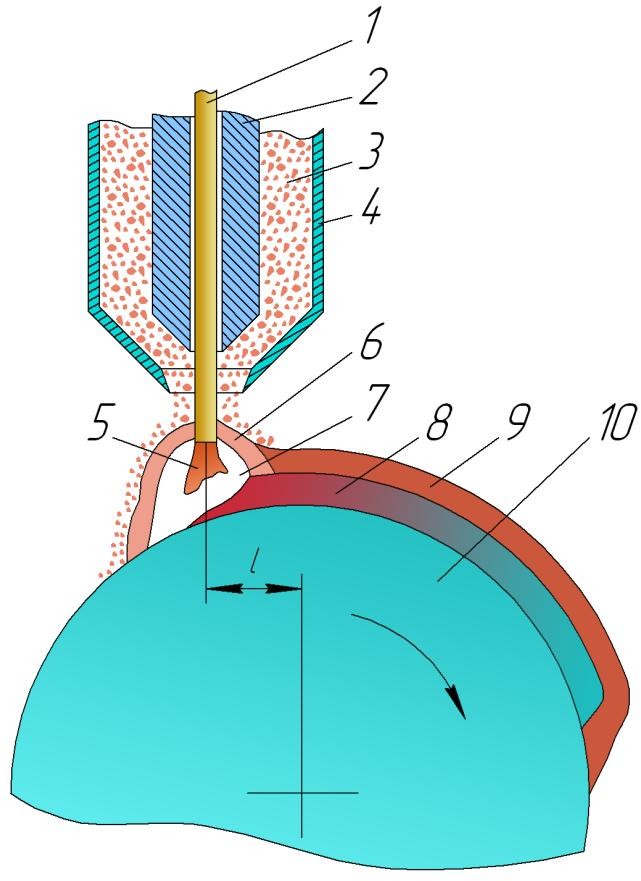
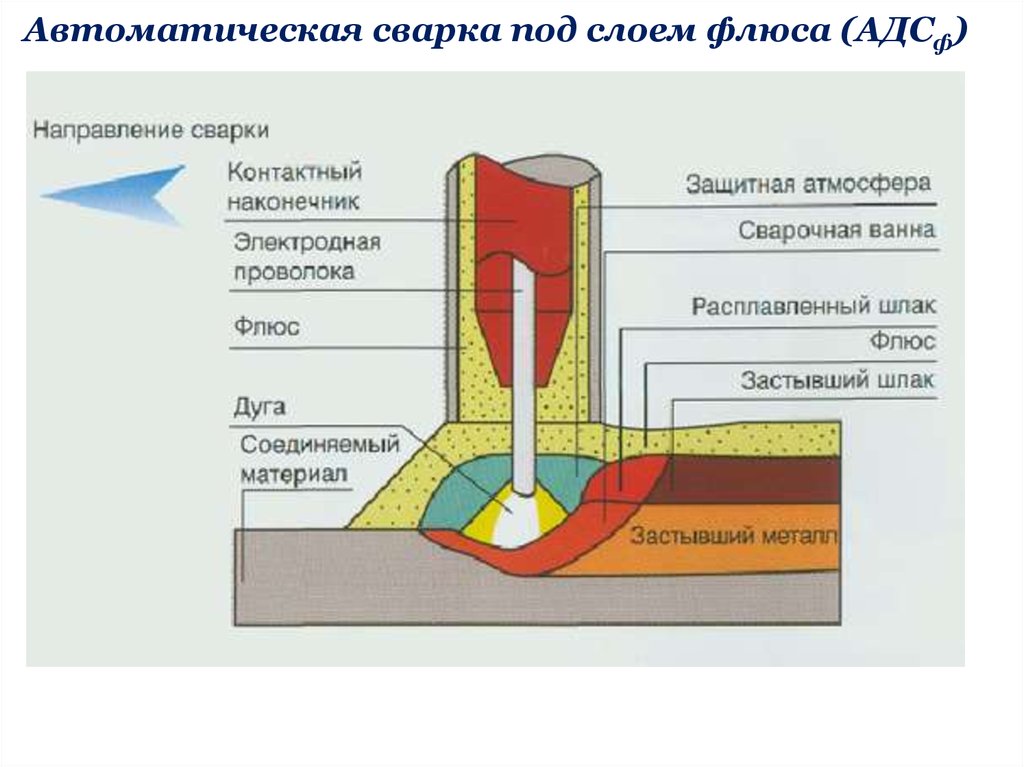
 В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
В настоящее время с развитием технологий дуговую сварку под флюсом используют и для сваривания алюминия, меди, различных тугоплавких металлов.
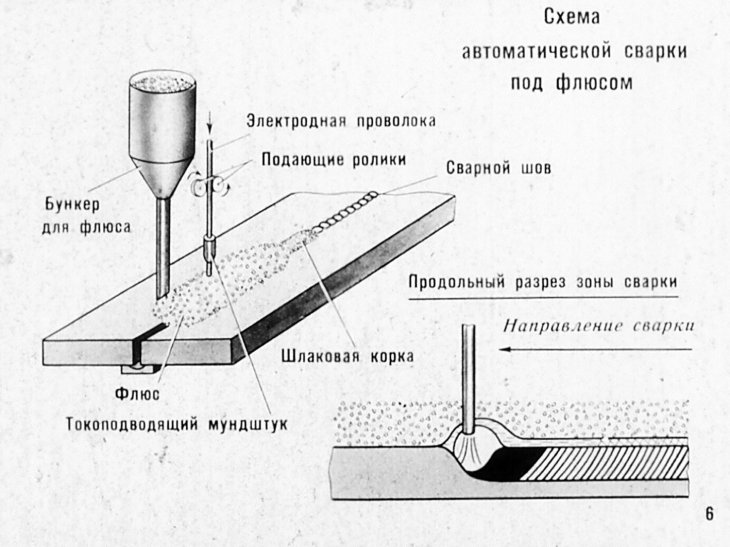 Поверхность сварного шва получается гладкой и без дефектов.
Поверхность сварного шва получается гладкой и без дефектов.


 Сварка ограничена по положению и обычно выполняется в плоском или горизонтальном положении из-за очень жидкой сварочной ванны, расплавленного шлака и необходимости поддерживать флюсовое покрытие дуги.
Сварка ограничена по положению и обычно выполняется в плоском или горизонтальном положении из-за очень жидкой сварочной ванны, расплавленного шлака и необходимости поддерживать флюсовое покрытие дуги.

 Оборудование имеет следующее в своем инвентаре.
Оборудование имеет следующее в своем инвентаре. Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.
Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает на постоянном токе.

 Низкое качество может привести к пористости.
Низкое качество может привести к пористости.
 Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом.
Машинный метод является наиболее распространенным методом, при котором оператор следит за процессом сварки. Автоматический метод представляет собой кнопочный метод, и процесс применяется полуавтоматически, но не очень популярный метод сварки под флюсом. Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран.
Дуговая сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран. Для достижения наилучших результатов при полном проваре требуется опорный стержень. Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление.
Для достижения наилучших результатов при полном проваре требуется опорный стержень. Проект с обеими поверхностями, доступными с помощью подварочного шва, может быть выполнен, который сплавится с оригиналом, чтобы обеспечить полное проплавление. Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.
Подача проволоки может замедляться или ускоряться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует мгновенно. Зажигание дуги сложно, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать систему реверса.
 Обученный сварщик справится с этой проблемой.
Обученный сварщик справится с этой проблемой. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.
Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Количество проходов/размеры швов, которые необходимо учитывать при выборе соединения. Сварка одного и того же размера может быть выполнена за несколько проходов или за несколько проходов, как предполагает металлургия. Многократные проходы обеспечивают лучшее и более качественное сварное соединение. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка депозита.
 Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку.
Слишком низкая скорость создает плохие валики, чрезмерное разбрызгивание и засветку. Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.
Наплавка по внешнему диаметру и электрод должны располагаться вверху в положении на 12 часов. Металл шва движется вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильное расположение электрода может привести к включению шлака и плохой сварке. В процессе сварки по внутренней окружности могут потребоваться электроды, расположенные под углом 6 часов.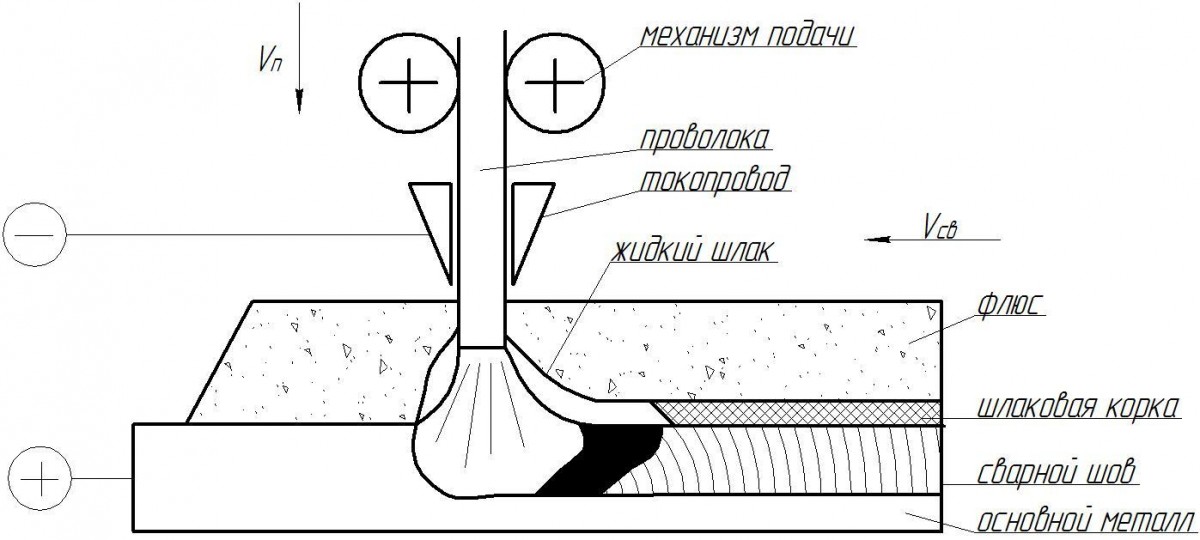 Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла.
Стержни удерживают расплавленный материал до тех пор, пока он не затвердеет. Опорные стержни могут иметь водяное охлаждение для более быстрого охлаждения металла. При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.
При использовании двух источников питания используются отдельные механизмы подачи проволоки для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разные полярности и размещать оба электрода рядом. Мы называем это поперечным положением электрода. Мы можем разместить один электрод перед другими в положении тандемного электрода.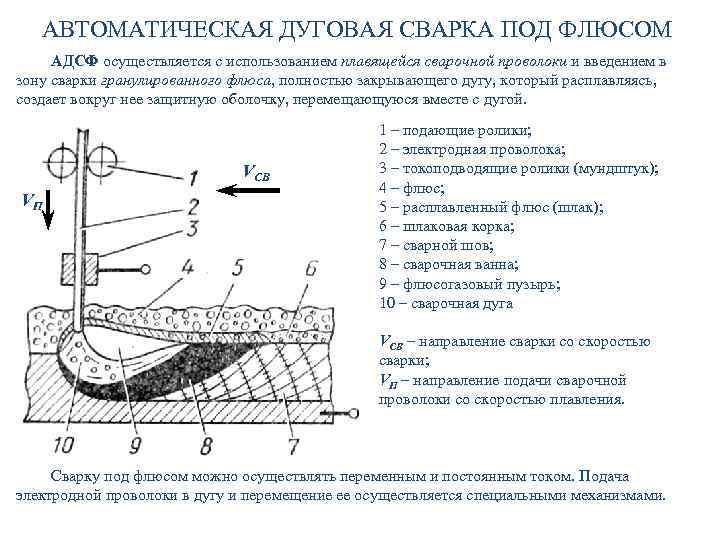 В нем используется механизм подачи ленточной проволоки со специальным флюсом.
В нем используется механизм подачи ленточной проволоки со специальным флюсом. Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.
Флюс придает свойства сплава, но при охлаждении образует стекловидный шлак. Шлак защищает поверхность сварки. Нерасплавленный флюс остается неизменным и собирается для повторного использования для дальнейшей работы.

 Кроме того, долговечность этих материалов также на высоте. Особенное уважение, в плане длительности срока эксплуатации, вызывает чугун — он может служить более полувека. Но его проблема заключается в неустойчивости к перепадам температур. В принципе, учитывая автономность отопительной системы частного дома, можно понадеяться на их отсутствие, поскольку режим работы контролируется хозяевами жилища. Но все же случаются форс-мажоры, и они могут привести к растрескиванию чугуна. У других вышеперечисленных металлов такой проблемы нет. Конечно, их стоимость немного выше, зато можно не опасаться внезапного возникновения трещин на корпусе насоса;
Кроме того, долговечность этих материалов также на высоте. Особенное уважение, в плане длительности срока эксплуатации, вызывает чугун — он может служить более полувека. Но его проблема заключается в неустойчивости к перепадам температур. В принципе, учитывая автономность отопительной системы частного дома, можно понадеяться на их отсутствие, поскольку режим работы контролируется хозяевами жилища. Но все же случаются форс-мажоры, и они могут привести к растрескиванию чугуна. У других вышеперечисленных металлов такой проблемы нет. Конечно, их стоимость немного выше, зато можно не опасаться внезапного возникновения трещин на корпусе насоса; В противном случае, оно может не справиться с возложенными на него обязанностями. Говоря о роторе, следует отметить, что он может быть «сухим» или «мокрым». Разница заключается в его расположении. «Сухой» ротор помещен в отдельный блок насоса, где он надежно защищен от прямого воздействия жидкости. «Мокрый», напротив, помещается прямо в теплоноситель. При выборе конкретного устройства важно знать, что «сухие» разновидности обладают гораздо более высокой производительностью, их КПД примерно на треть выше, чем у «мокрых». Но у них есть очень важный недостаток — высокий уровень шума. Гул, издаваемый в процессе работы такого ротора, может доставлять людям значительные неудобства даже в дневное время. Что уж говорить о ночи, когда звуки разносятся в разы лучше. В общем, такой прибор не рекомендуется размещать рядом с жилыми комнатами, поскольку дискомфорт людей будет очень уж велик. Циркуляционные насосы с «сухим» ротором могут быть установлены в отдельной котельной, которая размещается подальше от спален.
В противном случае, оно может не справиться с возложенными на него обязанностями. Говоря о роторе, следует отметить, что он может быть «сухим» или «мокрым». Разница заключается в его расположении. «Сухой» ротор помещен в отдельный блок насоса, где он надежно защищен от прямого воздействия жидкости. «Мокрый», напротив, помещается прямо в теплоноситель. При выборе конкретного устройства важно знать, что «сухие» разновидности обладают гораздо более высокой производительностью, их КПД примерно на треть выше, чем у «мокрых». Но у них есть очень важный недостаток — высокий уровень шума. Гул, издаваемый в процессе работы такого ротора, может доставлять людям значительные неудобства даже в дневное время. Что уж говорить о ночи, когда звуки разносятся в разы лучше. В общем, такой прибор не рекомендуется размещать рядом с жилыми комнатами, поскольку дискомфорт людей будет очень уж велик. Циркуляционные насосы с «сухим» ротором могут быть установлены в отдельной котельной, которая размещается подальше от спален.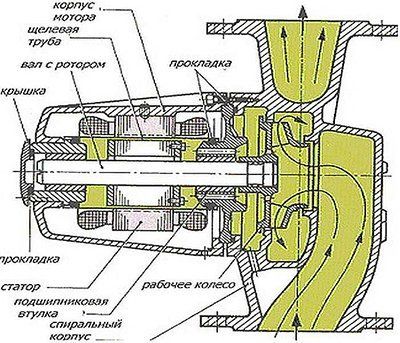 Если же нет возможности обустроить такое помещение, или габариты дома не позволяют серьезно разграничить расстоянием жилую и нежилую часть здания, то лучше установить в систему насос с «мокрым» ротором. Он будет потреблять больше ресурсов в связи с меньшим КПД, зато не будет действовать на нервы постоянным сильным шумом;
Если же нет возможности обустроить такое помещение, или габариты дома не позволяют серьезно разграничить расстоянием жилую и нежилую часть здания, то лучше установить в систему насос с «мокрым» ротором. Он будет потреблять больше ресурсов в связи с меньшим КПД, зато не будет действовать на нервы постоянным сильным шумом;
 В противном случае они будут хуже работать, что приведет к перегреву устройства;
В противном случае они будут хуже работать, что приведет к перегреву устройства; Понятно, что запускать ее в тридцатиградусную жару нет смысла. Но при таком долгом простаивании некоторые элементы циркуляционного насоса могут выйти из строя. Поэтому его необходимо включать хотя бы раз в месяц на четверть часа. Согласитесь, времени занимает немного, зато поможет избежать возможных проблем в дальнейшем;
Понятно, что запускать ее в тридцатиградусную жару нет смысла. Но при таком долгом простаивании некоторые элементы циркуляционного насоса могут выйти из строя. Поэтому его необходимо включать хотя бы раз в месяц на четверть часа. Согласитесь, времени занимает немного, зато поможет избежать возможных проблем в дальнейшем; Самостоятельно вы можете не сразу заметить возникшую проблему. Например, если в системе произошла утечка теплоносителя, то пока вы ее обнаружите, насос будет работать вхолостую и может просто сгореть. А датчик среагирует мгновенно, автоматически отключив оборудование, и тем самым предотвратит поломку.
Самостоятельно вы можете не сразу заметить возникшую проблему. Например, если в системе произошла утечка теплоносителя, то пока вы ее обнаружите, насос будет работать вхолостую и может просто сгореть. А датчик среагирует мгновенно, автоматически отключив оборудование, и тем самым предотвратит поломку. д. Если вы обнаружили любой дефект — например, даже мельчайшее нарушение изоляции — необходимо безотлагательно заменить поврежденную деталь на новую. Пока дефект не будет устранен, использовать устройство нельзя, так как это чревато замыканиями и прочими неприятностями. После проверки внешних элементов осмотрите пластиковый предохранитель. При частых перепадах напряжения в электросети он начинает плавиться и постоянно размыкает цепь. Если вы видите, что он уже откровенно деформировался, его нужно заменить. Следующий элемент, который необходимо проверить — это обмотка электрического мотора. Для этого вам пригодится мультиметр, с помощью которого измеряется уровень сопротивления. При нормальном состоянии обмотки показатель может варьироваться от 10 до 15 Ом или же от 35 до 40 Ом, в зависимости от конкретной модели ротора. Если мультиметр выдает бесконечность или значение, близкое к нулю, то это свидетельствует о необходимости замены обмотки;
д. Если вы обнаружили любой дефект — например, даже мельчайшее нарушение изоляции — необходимо безотлагательно заменить поврежденную деталь на новую. Пока дефект не будет устранен, использовать устройство нельзя, так как это чревато замыканиями и прочими неприятностями. После проверки внешних элементов осмотрите пластиковый предохранитель. При частых перепадах напряжения в электросети он начинает плавиться и постоянно размыкает цепь. Если вы видите, что он уже откровенно деформировался, его нужно заменить. Следующий элемент, который необходимо проверить — это обмотка электрического мотора. Для этого вам пригодится мультиметр, с помощью которого измеряется уровень сопротивления. При нормальном состоянии обмотки показатель может варьироваться от 10 до 15 Ом или же от 35 до 40 Ом, в зависимости от конкретной модели ротора. Если мультиметр выдает бесконечность или значение, близкое к нулю, то это свидетельствует о необходимости замены обмотки; Обнаружить перегрев довольно просто — если насос горячее, чем труба, то это явно свидетельствует о неполадках. В случае, когда это происходит с только что установленным новым оборудованием, есть смысл проверить правильность проведенного монтажа. Неправильное размещение прибора может провоцировать его неправильную работу. Если вы обнаружили какие-то недочеты, то необходимо заново произвести установочные процедуры, внеся соответствующие корректировки. Еще одной частой причиной перегрева является забивание элементов конструкции грязью. Большую роль в этом играют ржавчина и накипь. Они образуются в каких-либо участках трубопровода, а затем по кусочкам отваливаются и идут вместе с теплоносителем, засоряя все оборудование, куда попадают. Так происходит и с циркуляционным насосом. Наличие посторонних частиц внутри конструкции сужает путь, по которому идет теплоноситель. Таким образом, для продвижения жидкости насосу приходится применять больше усилий. Поэтому и происходит перегрев. Решением проблемы в данном случае служит очистка засоренных элементов.
Обнаружить перегрев довольно просто — если насос горячее, чем труба, то это явно свидетельствует о неполадках. В случае, когда это происходит с только что установленным новым оборудованием, есть смысл проверить правильность проведенного монтажа. Неправильное размещение прибора может провоцировать его неправильную работу. Если вы обнаружили какие-то недочеты, то необходимо заново произвести установочные процедуры, внеся соответствующие корректировки. Еще одной частой причиной перегрева является забивание элементов конструкции грязью. Большую роль в этом играют ржавчина и накипь. Они образуются в каких-либо участках трубопровода, а затем по кусочкам отваливаются и идут вместе с теплоносителем, засоряя все оборудование, куда попадают. Так происходит и с циркуляционным насосом. Наличие посторонних частиц внутри конструкции сужает путь, по которому идет теплоноситель. Таким образом, для продвижения жидкости насосу приходится применять больше усилий. Поэтому и происходит перегрев. Решением проблемы в данном случае служит очистка засоренных элементов. Про третью причину перегрева уже говорилось выше — в качестве нее может послужить недостаточное количество смазки на подшипниках, расположенных внутри насоса. Четвертой причиной может быть слишком низкое — ниже 220 В — напряжение в сети. Этот показатель вам необходимо проверить с помощью вольтметра и при обнаружении проблем исправить их;
Про третью причину перегрева уже говорилось выше — в качестве нее может послужить недостаточное количество смазки на подшипниках, расположенных внутри насоса. Четвертой причиной может быть слишком низкое — ниже 220 В — напряжение в сети. Этот показатель вам необходимо проверить с помощью вольтметра и при обнаружении проблем исправить их; При этом важно знать, как правильно разобрать насос, чтобы не нанести ущерба работоспособности его деталей.
При этом важно знать, как правильно разобрать насос, чтобы не нанести ущерба работоспособности его деталей. Если вы будете фотографировать каждую операцию, то впоследствии вам будет значительно легче собрать циркуляционный насос в первоначальное состояние. Особенно советуем делать так тем, кто впервые сталкивается с данным процессом.
Если вы будете фотографировать каждую операцию, то впоследствии вам будет значительно легче собрать циркуляционный насос в первоначальное состояние. Особенно советуем делать так тем, кто впервые сталкивается с данным процессом. После обработки и выжидания в течение нужного времени выкрутите болты и снимите крышку. Проверьте состояние резьбы крепежей — если она окажется истертой, то эти элементы впоследствии лучше заменить на новые.
После обработки и выжидания в течение нужного времени выкрутите болты и снимите крышку. Проверьте состояние резьбы крепежей — если она окажется истертой, то эти элементы впоследствии лучше заменить на новые.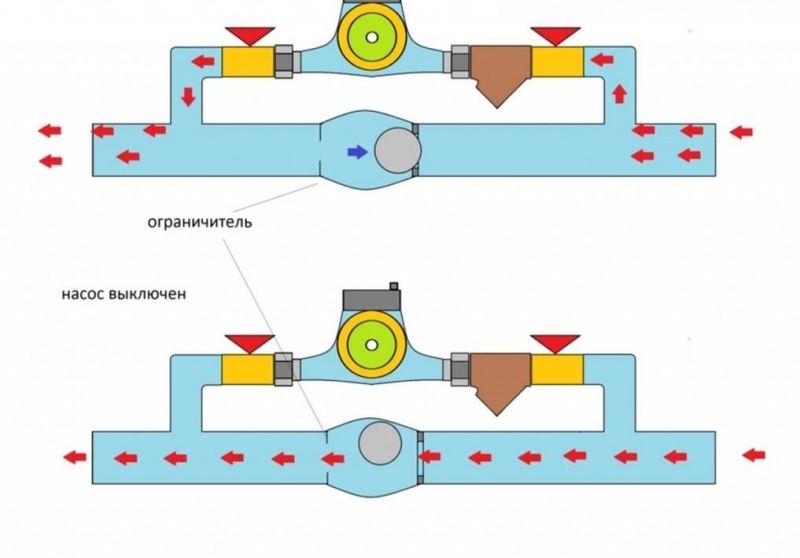 Если его работа вас, в целом, устраивала, то можете отправиться в магазин вместе со старым прибором и приобрести новый, с такими же параметрами.
Если его работа вас, в целом, устраивала, то можете отправиться в магазин вместе со старым прибором и приобрести новый, с такими же параметрами. Но все становится проще, если в систему вставить водяной насос для отопления, который чаще всего называется циркуляционным. С помощью него в отопительной системе образуется небольшое давление, которое прогоняет теплоноситель по всем элементам. То есть, неважно, как будет собрана схема – правильно или неправильно – горячая вода все равно попадет в радиаторы и отдаст свое тепло в помещения.
Но все становится проще, если в систему вставить водяной насос для отопления, который чаще всего называется циркуляционным. С помощью него в отопительной системе образуется небольшое давление, которое прогоняет теплоноситель по всем элементам. То есть, неважно, как будет собрана схема – правильно или неправильно – горячая вода все равно попадет в радиаторы и отдаст свое тепло в помещения.
 Обратите внимание и на один элемент, через который в автоматическом режиме воздух в теплоносителе покидает трубную систему. Необходимо отметить, что такие воздухоотводчики редко используются в конструкциях водяных насосов. Чаще в них устанавливается винт, открывая который, можно стравливать скопившийся воздух. Данная конструкция проще и по использованию, и по технологическому исполнению.
Обратите внимание и на один элемент, через который в автоматическом режиме воздух в теплоносителе покидает трубную систему. Необходимо отметить, что такие воздухоотводчики редко используются в конструкциях водяных насосов. Чаще в них устанавливается винт, открывая который, можно стравливать скопившийся воздух. Данная конструкция проще и по использованию, и по технологическому исполнению. Чаще их изготавливают из резины или паранита. Так вот оба материала реагируют на высокую температуру, под действием которой быстро выходят из строя.
Чаще их изготавливают из резины или паранита. Так вот оба материала реагируют на высокую температуру, под действием которой быстро выходят из строя. Ротор устройства должен располагаться всегда горизонтально. На фото ниже показаны правильное и неправильное расположение установки.
Ротор устройства должен располагаться всегда горизонтально. На фото ниже показаны правильное и неправильное расположение установки. На фото ниже такой участок показан.
На фото ниже такой участок показан. Отсюда и их названия.
Отсюда и их названия. Правда, необходимо отметить, что установки воздух-вода являются низкотемпературными. То есть, они могут нагревать воду до температуры +50С. А ее можно будет использовать в системе теплых полов и для ГВС.
Правда, необходимо отметить, что установки воздух-вода являются низкотемпературными. То есть, они могут нагревать воду до температуры +50С. А ее можно будет использовать в системе теплых полов и для ГВС. Это нетрадиционный способ отопления и горячего водоснабжения. Проще смонтировать трубную разводку с установкой радиаторов или теплых полов. Даже электрические нагревательные котлы отопления чаще встречаются в домах, чем тепловые насосы. К тому же они – не самый дешевый вариант, тем более, полностью зависящий от подачи электрического тока. А это большая проблема за городом. К сожалению, отечественные линии электропередач не могут гарантировать постоянную и полноценную подачу. И в этом вся проблема.
Это нетрадиционный способ отопления и горячего водоснабжения. Проще смонтировать трубную разводку с установкой радиаторов или теплых полов. Даже электрические нагревательные котлы отопления чаще встречаются в домах, чем тепловые насосы. К тому же они – не самый дешевый вариант, тем более, полностью зависящий от подачи электрического тока. А это большая проблема за городом. К сожалению, отечественные линии электропередач не могут гарантировать постоянную и полноценную подачу. И в этом вся проблема. И большая часть литературы в Интернете либо требует, чтобы вы купили тепловой насос, либо хочет, чтобы вы НЕ покупали тепловой насос и придерживались нефти или пропана для обогрева. Поэтому мы решили демистифицировать тепловые насосы для всех и прямо ответить на вопросы, чтобы вы могли принимать осознанные решения о покупке. Готовы ли вы учиться? Вот так:
И большая часть литературы в Интернете либо требует, чтобы вы купили тепловой насос, либо хочет, чтобы вы НЕ покупали тепловой насос и придерживались нефти или пропана для обогрева. Поэтому мы решили демистифицировать тепловые насосы для всех и прямо ответить на вопросы, чтобы вы могли принимать осознанные решения о покупке. Готовы ли вы учиться? Вот так: Тепловые насосы предлагают чрезвычайно высокие показатели эффективности, а также возможность обеспечивать отопление и охлаждение без необходимости установки воздуховодов в доме; поскольку работа с воздуховодом не требуется, вы можете услышать, что тепловые насосы называются «без воздуховодов».
Тепловые насосы предлагают чрезвычайно высокие показатели эффективности, а также возможность обеспечивать отопление и охлаждение без необходимости установки воздуховодов в доме; поскольку работа с воздуховодом не требуется, вы можете услышать, что тепловые насосы называются «без воздуховодов».
 При использовании традиционного резистивного электрического нагревателя, например, электрического плинтуса или обогревателя помещений, количество выделяемого тепла пропорционально количеству используемой электроэнергии: одна единица тепла на единицу электроэнергии для 100% эффективности.
При использовании традиционного резистивного электрического нагревателя, например, электрического плинтуса или обогревателя помещений, количество выделяемого тепла пропорционально количеству используемой электроэнергии: одна единица тепла на единицу электроэнергии для 100% эффективности. Для этого примера мы будем использовать рейтинг теплового насоса Mitsubishi Hyper Heat™, который обеспечивает достаточную тепловую мощность до -13 градусов по Фаренгейту.
Для этого примера мы будем использовать рейтинг теплового насоса Mitsubishi Hyper Heat™, который обеспечивает достаточную тепловую мощность до -13 градусов по Фаренгейту. Неясно, при какой температуре блок полностью перестанет работать — у нас еще не было достаточно холодного дня, чтобы продемонстрировать это с тепловыми насосами Hyper Heat™, хотя в некоторых документах Mitsubishi указывается точка остановки при -18 градусах.
Неясно, при какой температуре блок полностью перестанет работать — у нас еще не было достаточно холодного дня, чтобы продемонстрировать это с тепловыми насосами Hyper Heat™, хотя в некоторых документах Mitsubishi указывается точка остановки при -18 градусах. Этими другими источниками могут быть нефть, газ, пропан, электричество или биомасса. True North предлагает тепло из биомассы, древесные гранулы или тепло на природном газе для снижения затрат на топливо для отопления и снижения выбросов углерода, которые способствуют изменению климата.
Этими другими источниками могут быть нефть, газ, пропан, электричество или биомасса. True North предлагает тепло из биомассы, древесные гранулы или тепло на природном газе для снижения затрат на топливо для отопления и снижения выбросов углерода, которые способствуют изменению климата. com!
com! Это происходит путем изменения давления охлаждающей жидкости. При низком давлении хладагент легко поглощает любое тепло, имеющееся в воздухе, и испаряется из жидкого состояния в газообразное. При высоком давлении газообразный хладагент имеет более высокую энергию, чем наружный воздух, поэтому он передает тепло окружающему воздуху, а хладагент снова конденсируется в жидкость при охлаждении. Контролируя давление хладагента, кондиционер может отводить тепло из вашего дома даже в очень жаркие дни.
Это происходит путем изменения давления охлаждающей жидкости. При низком давлении хладагент легко поглощает любое тепло, имеющееся в воздухе, и испаряется из жидкого состояния в газообразное. При высоком давлении газообразный хладагент имеет более высокую энергию, чем наружный воздух, поэтому он передает тепло окружающему воздуху, а хладагент снова конденсируется в жидкость при охлаждении. Контролируя давление хладагента, кондиционер может отводить тепло из вашего дома даже в очень жаркие дни. Как и в цикле кондиционирования воздуха, газовый хладагент может находиться под давлением, что повышает температуру. Когда хладагент возвращается в ваш дом по трубопроводу, он используется для нагревания воздуха внутри, пока тепло не будет извлечено и не сконденсируется обратно в жидкость, после чего цикл продолжится.
Как и в цикле кондиционирования воздуха, газовый хладагент может находиться под давлением, что повышает температуру. Когда хладагент возвращается в ваш дом по трубопроводу, он используется для нагревания воздуха внутри, пока тепло не будет извлечено и не сконденсируется обратно в жидкость, после чего цикл продолжится.
 Чаще всего используются в серийном производстве, повышая эффективность труда в несколько раз.
Чаще всего используются в серийном производстве, повышая эффективность труда в несколько раз.



 В качестве рабочего инструмента применяются разные виды сверл, зенкера и развёртки. В большей части сверлильных станков применяется ручной режим, но отдельные промышленные модели также работают в режиме числового программного управления (ЧПУ). Как правило, скорость вращения патрона регулируется с помощью многоуровневой ременной передачи способом перемещения ремня. Стоимость сверлильного станка может варьироваться в зависимости от конфигурации.
В качестве рабочего инструмента применяются разные виды сверл, зенкера и развёртки. В большей части сверлильных станков применяется ручной режим, но отдельные промышленные модели также работают в режиме числового программного управления (ЧПУ). Как правило, скорость вращения патрона регулируется с помощью многоуровневой ременной передачи способом перемещения ремня. Стоимость сверлильного станка может варьироваться в зависимости от конфигурации. Такой тип отлично подходит для обработки деталей относительно небольшого размера. Станки такого типа применяются в индивидуальном, мелкосерийном производстве, ремонтных цехах и проч.
Такой тип отлично подходит для обработки деталей относительно небольшого размера. Станки такого типа применяются в индивидуальном, мелкосерийном производстве, ремонтных цехах и проч. Достоинством такого сверлильного станка является его повышенная устойчивость.
Достоинством такого сверлильного станка является его повышенная устойчивость. В каждом конкретном случае критерии выбора определяются рабочими задачами. При выборе сверлильного станка оборудования следует обратить особое внимание на мощность, максимальный диаметр просверливаемого отверстия, на количество и диапазон оборотов. Кроме того, немаловажными характеристиками являются масса и габариты. В зависимости от модели и ее предназначения мощность может колебаться в диапазоне 300 — 3000 Вт. Например, бытовой малогабаритный сверлильный станок имеет относительно небольшие мощностные показатели, так, как для бытового применения покупать высокопроизводительный станок не имеет никакого смысла. Для решения же производственных задач вам необходимо мощное промышленное оборудование. Диаметр сверления у различных моделей колеблется в диапазоне 1,5-60 мм. Данная характеристика определяет размер диаметра просверливаемого отверстия и тип применяемой оснастки. Домашние сверлильные станки, как правило, имеют максимальный диаметр сверления- 16мм. Профессиональные модели сверлильных станков работают с крупными деталями и проделывают большие отверстия.
В каждом конкретном случае критерии выбора определяются рабочими задачами. При выборе сверлильного станка оборудования следует обратить особое внимание на мощность, максимальный диаметр просверливаемого отверстия, на количество и диапазон оборотов. Кроме того, немаловажными характеристиками являются масса и габариты. В зависимости от модели и ее предназначения мощность может колебаться в диапазоне 300 — 3000 Вт. Например, бытовой малогабаритный сверлильный станок имеет относительно небольшие мощностные показатели, так, как для бытового применения покупать высокопроизводительный станок не имеет никакого смысла. Для решения же производственных задач вам необходимо мощное промышленное оборудование. Диаметр сверления у различных моделей колеблется в диапазоне 1,5-60 мм. Данная характеристика определяет размер диаметра просверливаемого отверстия и тип применяемой оснастки. Домашние сверлильные станки, как правило, имеют максимальный диаметр сверления- 16мм. Профессиональные модели сверлильных станков работают с крупными деталями и проделывают большие отверстия. Также важнейшим параметром является частота вращения шпинделя, она может варьироваться от 200 до 3000 об/мин. В данном случае мощность и скорость работы обратно пропорциональны другу-другу, то есть чем мощнее станок, тем ниже частота вращения шпинделя. Это обуславливается тем, что мощные модели работают с крупной оснасткой – сверление отверстий большого диаметра выполняется на малых скоростях. Почти все представленные сегодня модели оснащены специальным редуктором, обеспечивающим возможность регулировки скорости, в результате чего вы можете подобрать оптимальный режим для выполнения конкретных задач и по определенному материалу.
Также важнейшим параметром является частота вращения шпинделя, она может варьироваться от 200 до 3000 об/мин. В данном случае мощность и скорость работы обратно пропорциональны другу-другу, то есть чем мощнее станок, тем ниже частота вращения шпинделя. Это обуславливается тем, что мощные модели работают с крупной оснасткой – сверление отверстий большого диаметра выполняется на малых скоростях. Почти все представленные сегодня модели оснащены специальным редуктором, обеспечивающим возможность регулировки скорости, в результате чего вы можете подобрать оптимальный режим для выполнения конкретных задач и по определенному материалу.


 Вы можете выбрать метод грубой силы. Возьмите молоток и гвоздь и начинайте стучать. Конечно, с помощью этого метода вы не можете контролировать глубину отверстия или количество ударов молотком по большому пальцу.
Вы можете выбрать метод грубой силы. Возьмите молоток и гвоздь и начинайте стучать. Конечно, с помощью этого метода вы не можете контролировать глубину отверстия или количество ударов молотком по большому пальцу. Основное различие между дрелями заключается в проводных и беспроводных конструкциях.
Основное различие между дрелями заключается в проводных и беспроводных конструкциях. Однако этот пробел значительно сократился с появлением новых аккумуляторных дрелей. С сетевой дрелью вам не нужно беспокоиться о разрядке батареи, что в наши дни является ее основным преимуществом перед аккумуляторной дрелью. По данным eBay, специальные дрели, такие как перфораторы или ударные дрели, попадают в категорию проводных.
Однако этот пробел значительно сократился с появлением новых аккумуляторных дрелей. С сетевой дрелью вам не нужно беспокоиться о разрядке батареи, что в наши дни является ее основным преимуществом перед аккумуляторной дрелью. По данным eBay, специальные дрели, такие как перфораторы или ударные дрели, попадают в категорию проводных. По данным Apartment Therapy, несмотря на то, что дрели имеют схожий дизайн и внешний вид, они определенно не созданы одинаковыми.
По данным Apartment Therapy, несмотря на то, что дрели имеют схожий дизайн и внешний вид, они определенно не созданы одинаковыми.
 Сверло с более высоким номинальным напряжением обеспечит большую способность проникать в твердые материалы или быстро заворачивать винты. Большинство беспроводных дрелей для домашнего использования подходят для работы в диапазоне от 12 до 18 вольт, но вы можете приобрести дрели на 20–24 вольта, чтобы увеличить мощность.
Сверло с более высоким номинальным напряжением обеспечит большую способность проникать в твердые материалы или быстро заворачивать винты. Большинство беспроводных дрелей для домашнего использования подходят для работы в диапазоне от 12 до 18 вольт, но вы можете приобрести дрели на 20–24 вольта, чтобы увеличить мощность.
 Однако другой обозреватель Amazon сказал, что дрель Makita изо всех сил пыталась сверлить бетон с помощью молотка.
Однако другой обозреватель Amazon сказал, что дрель Makita изо всех сил пыталась сверлить бетон с помощью молотка.
 Он также имеет светодиодную подсветку, которая поможет вам видеть, что вы делаете в темных местах.
Он также имеет светодиодную подсветку, которая поможет вам видеть, что вы делаете в темных местах.
 Однако другой покупатель с Amazon говорит, что срок службы этой недорогой дрели невелик.
Однако другой покупатель с Amazon говорит, что срок службы этой недорогой дрели невелик.



 От работы профессионального подрядчика до ремонта дома своими руками бесчисленное множество проектов требуют точных измерений. Самомаркирующаяся измерительная лента QuickDraw DIY — наш лучший выбор, поскольку ее инновационный встроенный карандаш позволяет отмечать то же самое место, которое вы измеряли.
От работы профессионального подрядчика до ремонта дома своими руками бесчисленное множество проектов требуют точных измерений. Самомаркирующаяся измерительная лента QuickDraw DIY — наш лучший выбор, поскольку ее инновационный встроенный карандаш позволяет отмечать то же самое место, которое вы измеряли.


 ..
.. Выбор лучшей аккумуляторной дрели для вашей коллекции, вероятно, будет зависеть от типов функций, которые вы хотите, и вашего бюджета.
Выбор лучшей аккумуляторной дрели для вашей коллекции, вероятно, будет зависеть от типов функций, которые вы хотите, и вашего бюджета.
 Но ценовой разрыв между 12- и 18-вольтовыми, а также между щеточными и бесщеточными двигателями продолжает сокращаться. Вскоре, если вам не понадобится меньше, легче или менее мощный инструмент, скорее всего, не будет причин выбирать 12-вольтовое вместо 18-вольтового. Надеюсь, у вас все еще будет возможность выбрать облегченную модель дрели.
Но ценовой разрыв между 12- и 18-вольтовыми, а также между щеточными и бесщеточными двигателями продолжает сокращаться. Вскоре, если вам не понадобится меньше, легче или менее мощный инструмент, скорее всего, не будет причин выбирать 12-вольтовое вместо 18-вольтового. Надеюсь, у вас все еще будет возможность выбрать облегченную модель дрели. Этот прирост эффективности обеспечивает более высокую производительность и мощность сверления в течение всего периода заряда аккумулятора по сравнению с той же дрелью в модели с щетками.
Этот прирост эффективности обеспечивает более высокую производительность и мощность сверления в течение всего периода заряда аккумулятора по сравнению с той же дрелью в модели с щетками. Я взял 16 самых популярных щеточных аккумуляторных дрелей, просверлил более 200 отверстий и закрутил более 4000 шурупов за несколько дней, чтобы зафиксировать ожидаемую производительность.
Я взял 16 самых популярных щеточных аккумуляторных дрелей, просверлил более 200 отверстий и закрутил более 4000 шурупов за несколько дней, чтобы зафиксировать ожидаемую производительность. Его зарядное устройство поддерживает аккумуляторы M18 и M12.
Его зарядное устройство поддерживает аккумуляторы M18 и M12.

 Таким образом, все сводилось к тому, как каждое упражнение ощущалось во время тестов производительности. Этот Ryobi чувствовал, что он может быть самой мощной дрелью во всем списке, в то время как Bosch просто чувствовал себя слабым и с трудом пробивал два на четыре во время испытания отверстия с высоким крутящим моментом. Хотя Bosch занял второе место в общем зачете в тесте на низкий крутящий момент и третье место в тесте на высокий крутящий момент, Ryobi занял первое место в тесте на низкий крутящий момент. В сочетании с общим ощущением двух сверл это делает комплект сверл Ryobi лучшим выбором.
Таким образом, все сводилось к тому, как каждое упражнение ощущалось во время тестов производительности. Этот Ryobi чувствовал, что он может быть самой мощной дрелью во всем списке, в то время как Bosch просто чувствовал себя слабым и с трудом пробивал два на четыре во время испытания отверстия с высоким крутящим моментом. Хотя Bosch занял второе место в общем зачете в тесте на низкий крутящий момент и третье место в тесте на высокий крутящий момент, Ryobi занял первое место в тесте на низкий крутящий момент. В сочетании с общим ощущением двух сверл это делает комплект сверл Ryobi лучшим выбором.
 Чтобы сравнение цен было как можно более равномерным, каждый из них включает в себя дрель, зарядное устройство, один (или два) аккумулятора и, в большинстве случаев, какой-либо аксессуар, чтобы носить все с собой.
Чтобы сравнение цен было как можно более равномерным, каждый из них включает в себя дрель, зарядное устройство, один (или два) аккумулятора и, в большинстве случаев, какой-либо аксессуар, чтобы носить все с собой. Недостаточная отдача от затраченных средств, как третья самая дорогая 18-вольтовая дрель. Включает две батареи 1,5 Ач и мягкий чехол.
Недостаточная отдача от затраченных средств, как третья самая дорогая 18-вольтовая дрель. Включает две батареи 1,5 Ач и мягкий чехол.
 Тонкая дрель для легких работ по дому. Включает в себя одну батарею 1,3 Ач, но без чехла для переноски.
Тонкая дрель для легких работ по дому. Включает в себя одну батарею 1,3 Ач, но без чехла для переноски. После этого я делю количество просверленных отверстий на емкость аккумулятора, что дает точку данных «отверстий на ампер-час» для сравнения. Мне нравится именно этот метрический метод, потому что он сводит на нет способность дрели выигрывать только за счет большей батареи.
После этого я делю количество просверленных отверстий на емкость аккумулятора, что дает точку данных «отверстий на ампер-час» для сравнения. Мне нравится именно этот метрический метод, потому что он сводит на нет способность дрели выигрывать только за счет большей батареи.


 Обычно они активируются, когда вы нажимаете на курок, и срабатывают либо при отпускании курка, либо с небольшой задержкой. Размещение светодиода либо в основании инструмента рядом с аккумулятором, либо над спусковым крючком на основном стволе инструмента. Я предпочитаю размещение рядом с батареей. Светодиод на корпусе создает жесткую теневую линию над средней точкой патрона, в то время как расположенный ниже светодиод дает больше доступного света над инструментом — идеально, если вы находитесь в положении, когда вы смотрите на инструмент сверху вниз. и не держать его выше линии взгляда. В 18-вольтовых дрелях Bauer, Ryobi и Bosch светодиод расположен ниже, а Ridgid — единственная модель без светодиода.
Обычно они активируются, когда вы нажимаете на курок, и срабатывают либо при отпускании курка, либо с небольшой задержкой. Размещение светодиода либо в основании инструмента рядом с аккумулятором, либо над спусковым крючком на основном стволе инструмента. Я предпочитаю размещение рядом с батареей. Светодиод на корпусе создает жесткую теневую линию над средней точкой патрона, в то время как расположенный ниже светодиод дает больше доступного света над инструментом — идеально, если вы находитесь в положении, когда вы смотрите на инструмент сверху вниз. и не держать его выше линии взгляда. В 18-вольтовых дрелях Bauer, Ryobi и Bosch светодиод расположен ниже, а Ridgid — единственная модель без светодиода.

 Шлифовальная машина не сможет выровнять плавные перепады волновой формы, потому что её движение происходит по поверхности. За счёт этого получится убрать только некоторые неровности (цементное молочко, рябь, небольшие наплывы и т. д.). Клиентам, которые хотят получить максимальный результат за минимальное время, мы рекомендуем воспользоваться услугами по шлифованию бетона.
Шлифовальная машина не сможет выровнять плавные перепады волновой формы, потому что её движение происходит по поверхности. За счёт этого получится убрать только некоторые неровности (цементное молочко, рябь, небольшие наплывы и т. д.). Клиентам, которые хотят получить максимальный результат за минимальное время, мы рекомендуем воспользоваться услугами по шлифованию бетона. Это достаточно трудоемкий способ шлифовки, неудобный также и тем, что оснастку (абразивные сегменты) менять нужно очень часто. Это обусловлено не только истиранием сегментов в ходе работы, но и тем, что для достижения оптимального результата нужно использовать весь спектр насадок, от самой крупной и заканчивая самой мелкой. Перепад высот при влажном шлифовании не должен превышать определенного значения. Мокрая шлифовка также применима лишь в том случае, когда покрытие имеет достаточную толщину, чтобы снятие поверхностного слоя не повредило пол. Существенные минусы влажного шлифования: образование грязи в процессе работы и большие временные затраты на процесс;
Это достаточно трудоемкий способ шлифовки, неудобный также и тем, что оснастку (абразивные сегменты) менять нужно очень часто. Это обусловлено не только истиранием сегментов в ходе работы, но и тем, что для достижения оптимального результата нужно использовать весь спектр насадок, от самой крупной и заканчивая самой мелкой. Перепад высот при влажном шлифовании не должен превышать определенного значения. Мокрая шлифовка также применима лишь в том случае, когда покрытие имеет достаточную толщину, чтобы снятие поверхностного слоя не повредило пол. Существенные минусы влажного шлифования: образование грязи в процессе работы и большие временные затраты на процесс;
 Тем же, кто предпочитает шлифовальные машины эконом-класса и не гонится за известными брендами, мы можем предложить продукцию белорусского завода МиСОМ, известную серию СО. Но независимо от того, какая задача перед вами стоит, вы можете доверить выбор мозаично-шлифовальной машины специалистам нашей компании!
Тем же, кто предпочитает шлифовальные машины эконом-класса и не гонится за известными брендами, мы можем предложить продукцию белорусского завода МиСОМ, известную серию СО. Но независимо от того, какая задача перед вами стоит, вы можете доверить выбор мозаично-шлифовальной машины специалистам нашей компании! /м2
/м2 /м2
/м2 Кроме того, шлифованный бетонный пол — это идеальное основание для напольных покрытий, таких как кафельная плитка, ламинат или паркет.
Кроме того, шлифованный бетонный пол — это идеальное основание для напольных покрытий, таких как кафельная плитка, ламинат или паркет. Данная выдержка, перед шлифовкой бетона, необходима в связи с тем, что в состав бетона входит наполнитель (мелкий щебень — мрамор, известняк, гравий, гранит). Если наполнитель значительно крепче бетона на момент его шлифования, то алмазные фрезы, установленные на мозаично-шлифовальную машину, могут вырывать его из свежей стяжки. Это приводит к образованию раковин и царапин на поверхности пола в процессе шлифовки.
Данная выдержка, перед шлифовкой бетона, необходима в связи с тем, что в состав бетона входит наполнитель (мелкий щебень — мрамор, известняк, гравий, гранит). Если наполнитель значительно крепче бетона на момент его шлифования, то алмазные фрезы, установленные на мозаично-шлифовальную машину, могут вырывать его из свежей стяжки. Это приводит к образованию раковин и царапин на поверхности пола в процессе шлифовки. Такой инструмент пригоден только для обработки краев стяжки и труднодоступных мест, но и для этого должен применяться инструмент с отводом пыли. Кроме того стоимость шлифования стяжки профессионалами весьма демократична.
Такой инструмент пригоден только для обработки краев стяжки и труднодоступных мест, но и для этого должен применяться инструмент с отводом пыли. Кроме того стоимость шлифования стяжки профессионалами весьма демократична. Бетон таких марок достаточно прочен, но не отличается избыточной прочностью, что важно при шлифовке. На объектах, где предполагаются повышенне нагрузки, такие как двиение погрузчиков или другой тяжелой техники, монтаж стеллажей или оборудования большой массы или с вибрационными нагрузками, применяется бетон высоких марок от М350 и выше.
Бетон таких марок достаточно прочен, но не отличается избыточной прочностью, что важно при шлифовке. На объектах, где предполагаются повышенне нагрузки, такие как двиение погрузчиков или другой тяжелой техники, монтаж стеллажей или оборудования большой массы или с вибрационными нагрузками, применяется бетон высоких марок от М350 и выше. Для дальнейшего шлифования мы рекомендуем исключительно известняковый (к таким относится и мраморная крошка),такой щебень хорошо шлифуется, что дает отличный результат. Гравий и гранит очень прочные, а прочный наполнитель очень плохо шлифуется. Шлаковый же наполнитель обладает очень низкой прочностью, бетон с таким наполнителем применяется в основном для возведения стен с малой несущей нагрузкой, но не для устройства пола.
Для дальнейшего шлифования мы рекомендуем исключительно известняковый (к таким относится и мраморная крошка),такой щебень хорошо шлифуется, что дает отличный результат. Гравий и гранит очень прочные, а прочный наполнитель очень плохо шлифуется. Шлаковый же наполнитель обладает очень низкой прочностью, бетон с таким наполнителем применяется в основном для возведения стен с малой несущей нагрузкой, но не для устройства пола.

 При мокрой полировке образуется огромное количество шлама, который бригады должны собирать и утилизировать экологически безопасным способом. При сухой полировке вода не требуется. Вместо этого полировщик подключен к системе пылеудаления, которая убирает практически весь беспорядок.
При мокрой полировке образуется огромное количество шлама, который бригады должны собирать и утилизировать экологически безопасным способом. При сухой полировке вода не требуется. Вместо этого полировщик подключен к системе пылеудаления, которая убирает практически весь беспорядок.

 На этом уровне бетон будет иметь глянцевый блеск и высокую отражательную способность без использования местного покрытия.
На этом уровне бетон будет иметь глянцевый блеск и высокую отражательную способность без использования местного покрытия. Хотя мы могли бы обсудить улучшения оборудования или то, как технологии алмазного инструмента значительно продвинулись за эти годы, наибольшее влияние на сегодняшний день оказывает то, как бетонные плиты заливаются и обрабатываются с нуля.
Хотя мы могли бы обсудить улучшения оборудования или то, как технологии алмазного инструмента значительно продвинулись за эти годы, наибольшее влияние на сегодняшний день оказывает то, как бетонные плиты заливаются и обрабатываются с нуля.
 Но это должно быть сделано без ущерба для показателей ровности и ровности пола, так как укладка и отделка плит напрямую влияют на качество полировки.
Но это должно быть сделано без ущерба для показателей ровности и ровности пола, так как укладка и отделка плит напрямую влияют на качество полировки.
 Я обнаружил, что большинство отделочных бригад прислушиваются к рекомендациям на совещаниях по укладке плит. Время от времени я сталкиваюсь с командой, которая занимается отделкой годами и не принимает изменения с распростертыми объятиями. Как правило, отделочникам советуют прожечь пол как можно плотнее, не царапая поверхность, что не является самой желательной отделкой, если цель состоит в том, чтобы полировать его. Чтобы устранить пятнистость, пятна и другие дефекты поверхности, менее агрессивная, более светлая отделка с использованием минимального ручного инструмента, по-видимому, дает лучший холст для однородной полированной поверхности.
Я обнаружил, что большинство отделочных бригад прислушиваются к рекомендациям на совещаниях по укладке плит. Время от времени я сталкиваюсь с командой, которая занимается отделкой годами и не принимает изменения с распростертыми объятиями. Как правило, отделочникам советуют прожечь пол как можно плотнее, не царапая поверхность, что не является самой желательной отделкой, если цель состоит в том, чтобы полировать его. Чтобы устранить пятнистость, пятна и другие дефекты поверхности, менее агрессивная, более светлая отделка с использованием минимального ручного инструмента, по-видимому, дает лучший холст для однородной полированной поверхности. Первоначально мы думали, что жидкие полимеризующие мембраны наиболее эффективны. Однако в нескольких проектах аппликаторы использовали неправильный наконечник, из-за чего на всей плите образовывались потеки и пятна. Учитывая, что жидкость не распылялась во время нанесения, более тяжелые участки отвердителя приводили к различному отверждению. Даже после шлифовки у нас все равно остались более темные пятна на плите. Конечным результатом стало то, что подрядчику по полированному бетону необходимо было выполнить более глубокую шлифовку, чтобы удалить дефекты, хотя проект изначально не предусматривал такую глубокую шлифовку. В течение последнего года или около того мы использовали метод мокрого отверждения, когда на полированных бетонных участках оставляли на плите на три дня отверждающие покрытия. Эта система, казалось, улучшила другие проблемы. Однако, если он установлен неправильно (плотно натянут и без складок), вы можете остаться с линиями покрытия из-за неравномерного прямого контакта покрытия с бетоном.
Первоначально мы думали, что жидкие полимеризующие мембраны наиболее эффективны. Однако в нескольких проектах аппликаторы использовали неправильный наконечник, из-за чего на всей плите образовывались потеки и пятна. Учитывая, что жидкость не распылялась во время нанесения, более тяжелые участки отвердителя приводили к различному отверждению. Даже после шлифовки у нас все равно остались более темные пятна на плите. Конечным результатом стало то, что подрядчику по полированному бетону необходимо было выполнить более глубокую шлифовку, чтобы удалить дефекты, хотя проект изначально не предусматривал такую глубокую шлифовку. В течение последнего года или около того мы использовали метод мокрого отверждения, когда на полированных бетонных участках оставляли на плите на три дня отверждающие покрытия. Эта система, казалось, улучшила другие проблемы. Однако, если он установлен неправильно (плотно натянут и без складок), вы можете остаться с линиями покрытия из-за неравномерного прямого контакта покрытия с бетоном.

 В результате некоторые из этих полов имели неровные, волнистые поверхности с приподнятыми участками, из-за чего было почти невозможно обнажить только песок. На этих участках были обнаружены участки обнажения крупного заполнителя, чего не хотели владельцы. Решение этой проблемы заключалось в укладке бетона в пределах указанных допусков. Кроме того, использование бетонных материалов с меньшей усадкой в сочетании с более узким расстоянием между швами значительно уменьшит степень скручивания бетона.
В результате некоторые из этих полов имели неровные, волнистые поверхности с приподнятыми участками, из-за чего было почти невозможно обнажить только песок. На этих участках были обнаружены участки обнажения крупного заполнителя, чего не хотели владельцы. Решение этой проблемы заключалось в укладке бетона в пределах указанных допусков. Кроме того, использование бетонных материалов с меньшей усадкой в сочетании с более узким расстоянием между швами значительно уменьшит степень скручивания бетона. Более того, эти этажи должны постоянно воспроизводиться от одного региона к другому. Конечно, это сложная задача, учитывая некоторые переменные, связанные с рабочей площадкой.
Более того, эти этажи должны постоянно воспроизводиться от одного региона к другому. Конечно, это сложная задача, учитывая некоторые переменные, связанные с рабочей площадкой. Если бетон потенциально может замерзнуть, следует принять меры для поддержания температуры воздуха внутри здания при въезде и выезде грузовиков, например, путем установки временных тентов с большими открывающимися и закрывающимися створками.
Если бетон потенциально может замерзнуть, следует принять меры для поддержания температуры воздуха внутри здания при въезде и выезде грузовиков, например, путем установки временных тентов с большими открывающимися и закрывающимися створками.


 Он предлагает бесконечные возможности персонализации вашего пола в соответствии с желаемой эстетикой и стилем. Кроме того, во многих случаях бетонный пол более экономичен, чем альтернативные напольные покрытия, такие как ковер и плитка.
Он предлагает бесконечные возможности персонализации вашего пола в соответствии с желаемой эстетикой и стилем. Кроме того, во многих случаях бетонный пол более экономичен, чем альтернативные напольные покрытия, такие как ковер и плитка.
 В этих случаях Savage рекомендует такие продукты, как Cure & Seal Remover или SafStrip.
В этих случаях Savage рекомендует такие продукты, как Cure & Seal Remover или SafStrip.



 Со всеми переменными, присущими любому конкретному бетонному полу, и разнообразием решений по типу алмаза, связующим материалам, размеру зерна и типу бетонной шлифовальной машины, Сэвидж говорит, что этот тип работы должен выполняться профессионалами, которые полируют бетон в течение длительного времени. жизнь.
Со всеми переменными, присущими любому конкретному бетонному полу, и разнообразием решений по типу алмаза, связующим материалам, размеру зерна и типу бетонной шлифовальной машины, Сэвидж говорит, что этот тип работы должен выполняться профессионалами, которые полируют бетон в течение длительного времени. жизнь. Со всеми этими вариантами для клиентов мы получаем много вопросов о наших продуктах для окраски бетонных полов, в том числе о разнице между морилками и красителями, о том, какие последние[…]
Со всеми этими вариантами для клиентов мы получаем много вопросов о наших продуктах для окраски бетонных полов, в том числе о разнице между морилками и красителями, о том, какие последние[…] Домашние животные не могут его поцарапать, игрушки не вмятины[…]
Домашние животные не могут его поцарапать, игрушки не вмятины[…] Подробная информация о продукте Преимущество[…]
Подробная информация о продукте Преимущество[…]


 10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности; Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах. Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.

 Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.








 Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.



 По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются..jpg)


 Не взаимодействуют с никелем гелий, неон, аргон, криптон, ксенон, радон, литий, натрий, калий, рубидий, цезий, франций, кальций, стронций, барий и иридий.
Не взаимодействуют с никелем гелий, неон, аргон, криптон, ксенон, радон, литий, натрий, калий, рубидий, цезий, франций, кальций, стронций, барий и иридий. Никелевые химически стойкие инструменты широко используют в медицине и научно-исследовательской работе. Никель применяется для приборов радиолокации, телевидения, дистанционного управления процессами в атомной технике. Никелевые пластинки применяют в механических прерывателях нейтронного пучка для получения нейтронных импульсов с большой энергией.
Никелевые химически стойкие инструменты широко используют в медицине и научно-исследовательской работе. Никель применяется для приборов радиолокации, телевидения, дистанционного управления процессами в атомной технике. Никелевые пластинки применяют в механических прерывателях нейтронного пучка для получения нейтронных импульсов с большой энергией.

 Материалы этой группы представляют собой сплавы на никелевой основе, легированные хромом, вольфрамом, молибденом, медью и другими элементами. Никелевые сплавы, легированные хромом и вольфрамом, являются стойкими в агрессивных окислительных средах, а cплавы, не содержащие хрома (никель — медь и никель — молибден), являются стойкими в агрессивных неокислительных средах. Для повышения коррозионной стойкости никелевые сплавы легируются кремнием, алюминием и другими элементами.
Материалы этой группы представляют собой сплавы на никелевой основе, легированные хромом, вольфрамом, молибденом, медью и другими элементами. Никелевые сплавы, легированные хромом и вольфрамом, являются стойкими в агрессивных окислительных средах, а cплавы, не содержащие хрома (никель — медь и никель — молибден), являются стойкими в агрессивных неокислительных средах. Для повышения коррозионной стойкости никелевые сплавы легируются кремнием, алюминием и другими элементами. Химический состав его по ГОСТ 49(2—52 указан в табл. 350 и 351. Монель-металл находит широкое применение для изготовления изделий, от которых требуется высокая коррозионная стойкость и механическая прочность—в химической, судостроительной, медицинской, нефтяной, текстильной и других отраслях машине- и аппаратостроения.
Химический состав его по ГОСТ 49(2—52 указан в табл. 350 и 351. Монель-металл находит широкое применение для изготовления изделий, от которых требуется высокая коррозионная стойкость и механическая прочность—в химической, судостроительной, медицинской, нефтяной, текстильной и других отраслях машине- и аппаратостроения. Его применяют для отливки деталей, от которых требуется высокая прочность, гидравлическая плотность, высокая химическая стойкость и хорошая сопротивляемость истиранию: седла клапанов, трущиеся детали газовых турбин и других машин.
Его применяют для отливки деталей, от которых требуется высокая прочность, гидравлическая плотность, высокая химическая стойкость и хорошая сопротивляемость истиранию: седла клапанов, трущиеся детали газовых турбин и других машин. Не рекомендуется применять сплав в окислительных средах.
Не рекомендуется применять сплав в окислительных средах. При работе на воздухе сплав может быть использован до 1090ЧС. Сплав не рекомендуется для работы ;в азотной кислоте при температуре выше ЖС.
При работе на воздухе сплав может быть использован до 1090ЧС. Сплав не рекомендуется для работы ;в азотной кислоте при температуре выше ЖС. Полуфабрикаты из этого сплава поставляют в виде листов, прутков и отливок.
Полуфабрикаты из этого сплава поставляют в виде листов, прутков и отливок. — широко используются в качестве жаропрочных деформируемых материалов. Эти сплавы применяются для изготовления наиболее напряженных деталей газотурбинных двигателей и других силовых установок. Свойства никелевых жаропрочных сплавов в сильной степени зависят от режима термической обработки.
— широко используются в качестве жаропрочных деформируемых материалов. Эти сплавы применяются для изготовления наиболее напряженных деталей газотурбинных двигателей и других силовых установок. Свойства никелевых жаропрочных сплавов в сильной степени зависят от режима термической обработки. За счет улучшения качества слитка и применения прогрессивных методов горячей механической обработки разрыв между возможным температурным уровнем работоспособности жаропрочных сплавов в литом и деформированном состояниях значительно сокращен.
За счет улучшения качества слитка и применения прогрессивных методов горячей механической обработки разрыв между возможным температурным уровнем работоспособности жаропрочных сплавов в литом и деформированном состояниях значительно сокращен.

 В роли сырьевого материала выступает особый сплав, основой которого является медь, а за основной легирующий компонентом применяется никель. В результате их эффективного взаимодействия, получаемый сплав обладает отличными качественными особенностями. Так, всему спектру создаваемых из этого сплава металлоизделий, будут свойственны такие свойства, как:
В роли сырьевого материала выступает особый сплав, основой которого является медь, а за основной легирующий компонентом применяется никель. В результате их эффективного взаимодействия, получаемый сплав обладает отличными качественными особенностями. Так, всему спектру создаваемых из этого сплава металлоизделий, будут свойственны такие свойства, как: Из-за этого часто используется в сфере электрической техники, химпромышленности и при создании оборудования для морских кораблей. Также такие сплавы применяют при конструировании атомных реакторов. Одним из самых распространенных сплавов является Monel 400.
Из-за этого часто используется в сфере электрической техники, химпромышленности и при создании оборудования для морских кораблей. Также такие сплавы применяют при конструировании атомных реакторов. Одним из самых распространенных сплавов является Monel 400.
 ;
;
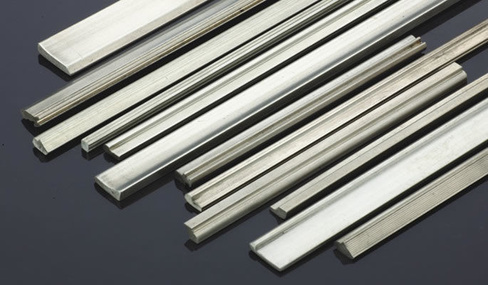
 Различают три основные группы сплавов:
Различают три основные группы сплавов: Вероятно, самым известным является сплав 825 (UNS N08825), обладающий исключительной стойкостью к серной кислоте. Сплав G-3 (UNS N06985) обеспечивает исключительную коррозионную стойкость к коммерческим фосфорным кислотам, а также ко многим сложным растворам, содержащим сильно окисляющие кислоты.
Вероятно, самым известным является сплав 825 (UNS N08825), обладающий исключительной стойкостью к серной кислоте. Сплав G-3 (UNS N06985) обеспечивает исключительную коррозионную стойкость к коммерческим фосфорным кислотам, а также ко многим сложным растворам, содержащим сильно окисляющие кислоты. Добавление кобальта в HR-160 (N12160) обеспечивает исключительную стойкость к различным формам высокотемпературной коррозии, такой как сульфидирование и воздействие хлоридов как в восстановительной, так и в окислительной атмосфере.
Добавление кобальта в HR-160 (N12160) обеспечивает исключительную стойкость к различным формам высокотемпературной коррозии, такой как сульфидирование и воздействие хлоридов как в восстановительной, так и в окислительной атмосфере.




 Как только было признано их уникальное сочетание высокого уровня устойчивости к коррозии, хорошей теплопроводности и низкой адгезии макроорганизма в морской среде, это привело к их применению в морской добыче нефти и газа, судостроении, опреснении и производстве электроэнергии.
Как только было признано их уникальное сочетание высокого уровня устойчивости к коррозии, хорошей теплопроводности и низкой адгезии макроорганизма в морской среде, это привело к их применению в морской добыче нефти и газа, судостроении, опреснении и производстве электроэнергии. Существует также более поздняя разработка для еще более высоких скоростей потока, которая содержит добавку хрома (Cu-30Ni-Cr). Доступны литые медно-никелевые сплавы
Существует также более поздняя разработка для еще более высоких скоростей потока, которая содержит добавку хрома (Cu-30Ni-Cr). Доступны литые медно-никелевые сплавы 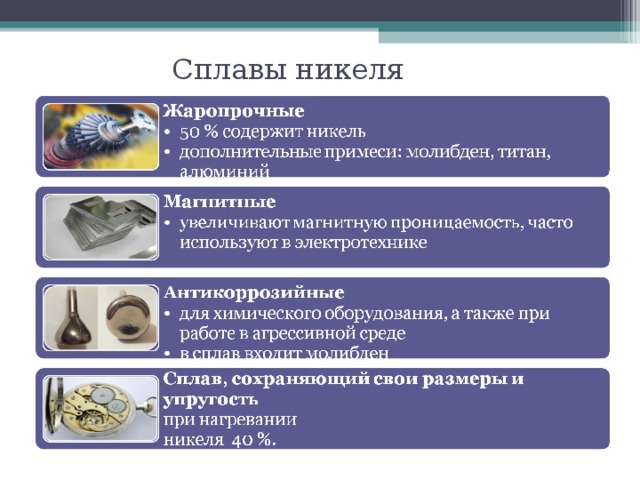 Однако они отличаются тем, что защитные пленки являются результатом реакции с самой морской водой, а не оксидной пленкой, образующейся на воздухе, и представляют собой сложную и слоистую смесь оксидов, хлоридов и гидроксихлоридов. Эти защитные поверхности первоначально формируются быстро, но продолжают развиваться в течение месяцев и лет, обеспечивая низкую скорость коррозии. Это означает, что краткосрочные результаты скорости коррозии вводят в заблуждение. Также важно убедиться, что сплавы находятся в соответствующих условиях морской воды во время первоначального воздействия, особенно во время ввода в эксплуатацию и гидроиспытаний. Это обеспечит надлежащую защиту поверхностных пленок.
Однако они отличаются тем, что защитные пленки являются результатом реакции с самой морской водой, а не оксидной пленкой, образующейся на воздухе, и представляют собой сложную и слоистую смесь оксидов, хлоридов и гидроксихлоридов. Эти защитные поверхности первоначально формируются быстро, но продолжают развиваться в течение месяцев и лет, обеспечивая низкую скорость коррозии. Это означает, что краткосрочные результаты скорости коррозии вводят в заблуждение. Также важно убедиться, что сплавы находятся в соответствующих условиях морской воды во время первоначального воздействия, особенно во время ввода в эксплуатацию и гидроиспытаний. Это обеспечит надлежащую защиту поверхностных пленок. 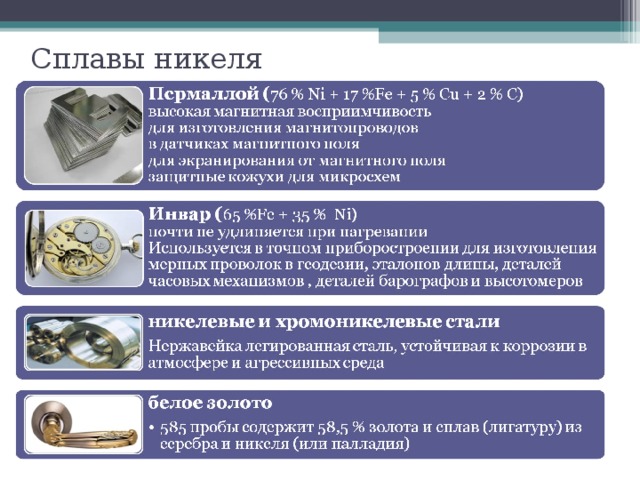 Сульфидная коррозия под напряжением и водородное охрупчивание не являются проблемой для этих сплавов; однако сульфиды могут изменить характер защитной пленки, что приведет к точечной коррозии и более высокой скорости коррозии. Поэтому следует избегать длительного контакта с загрязненной морской водой, содержащей сульфиды, или, в безветренных условиях, с отложениями, содержащими сульфатредуцирующие бактерии (СРБ). В отличие от латунных сплавов медно-никелевые сплавы обладают высокой устойчивостью к растрескиванию под напряжением аммиака, что не является проблемой в морской воде, хотя присутствие аммиака может вызвать более высокую скорость коррозии.
Сульфидная коррозия под напряжением и водородное охрупчивание не являются проблемой для этих сплавов; однако сульфиды могут изменить характер защитной пленки, что приведет к точечной коррозии и более высокой скорости коррозии. Поэтому следует избегать длительного контакта с загрязненной морской водой, содержащей сульфиды, или, в безветренных условиях, с отложениями, содержащими сульфатредуцирующие бактерии (СРБ). В отличие от латунных сплавов медно-никелевые сплавы обладают высокой устойчивостью к растрескиванию под напряжением аммиака, что не является проблемой в морской воде, хотя присутствие аммиака может вызвать более высокую скорость коррозии.