Станок 1к62 и его аналоги. Технические характеристики 1к62
Токарно-винторезный станок 1К62 часто называется наиболее распространенным в своем классе в странах бывшего СССР. На нем токари обрабатывают детали самой разной номенклатуры, имеющие типовые размеры.
На станке 1К62 можно вести обработку конических, цилиндрических и сложных поверхностей, как на наружной части заготовки, так и внутри. Кроме этого, данное оборудование позволяет нарезать резьбу и вести обработку торцов широким спектром инструментов: резцами, сверлами, зенкерами, метчиками и плашками.
Станок 1К62 позволяет работать, в том числе, с закаленными заготовками, потому что его шпиндель стоит на специальных подшипниках, которыми обеспечивается необходимая жесткость. Материалы могут обрабатываться с ударными нагрузками без снижения точности работы.
Производством токарно-винторезных станков 1К62 занимался завод «Красный пролетарий» (Москва). Сегодня он не работает, и в продаже доступно только бывшее в эксплуатации оборудование или его современные аналоги. Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя.
Токарно винторезный станок 1к62 снят с производства. Современный аналог станка 1к62: токарный станок CS6150B (Цена от 18.650 USD)
Токарный станок 1к62 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно винторезный станок 1К62 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Основные достоинства предлагаемой серии станков — высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание.
Базовая модель серии — универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом «Красный пролетарий».
Шпиндель станков установлен на специальных подшипниках, которые обеспечивают необходимую жесткость и высокую точность обработки.
Обработка разнообразных материалов может производиться с ударными нагрузками без потери точности.
Станки 1К62 могут использоваться для обработки закаленных заготовок из жаропрочной и инструментальной стали, требующих тяжелых режимов резания.
Параметры станка
Значение
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной
435
над суппортом
224
Наибольшая длина обрабатываемой заготовки, мм
1000,1500
Размер внутреннего конуса в шпинделе
Морзе 6
Диаметр цилиндрического отверстия в шпинделе
55 (62*)
Число ступеней частот вращения шпинделя
23
Частота вращения шпинделя
12,5. ..2000 мин-1
Число ступеней рабочих подач:
продольных
42(56*)
поперечных
42(56*)
Рабочие подачи, мм/об:
продольные
0,70…4,16 (0,036…7,54*)
поперечные
0,035…2,08 (0,018…3,77*)
Число нарезаемых резьб:
метрических
45(53*)
дюймовых
28(57*)
модульных
38
питчевых
37
архимедовой спирали
5
Шаг нарезаемой резьбы:
метрической
0,5. ..192 мм
модульной
0,5…48 модулей
дюймовой
24…15/8 ниток на дюйм
питчевой
96…1 питч
архимедовой спирали
3/8″, 7/16″, 8; 10 и 12 мм
Быстрые установочные перемещения суппорта, м/мин:
продольного
4,5
поперечного
2,25
Размер внутреннего конуса в задней бабке
Морзе 5
Наибольшее перемещение пиноли задней бабки, мм
200
Поперечное смещение корпуса задней бабки, мм
±15
Наибольшее сечение резца
25
Давление воздуха, МПа
0,4. ..0,6
Питание от электросети напряжением
220/380 В (50Гц)
Мощность электродвигателя главного привода, кВт
11 (7,5*)
Габаритные размеры станка, мм:
длина
2786, 3286, 3786
ширина
1200
высота
1500
Масса станка, кг , при длине обработки:
1000мм
3080
1500мм
3440
2000мм
3800
1К62 относится к классу лобовых станков – предназначенных для работы с заготовками большого диаметра, но сравнительно малой длины. Благодаря возможности поперечной регулировки задней балки имеется возможность обтачивания пологих конусов. Благодаря наличию замка балка может соединяться с нижней секцией суппорта для повышения функциональности при сверлении деталей и заготовок.
23 режима скорости в диапазоне от 12,5 до 2000 об/мин обеспечивают широкие возможности обработки и назначение станка — токарная обработка металлов любой твердости. Переключение режимов осуществляется в коробке скоростей со сменными шестернями. Станок оборудован асинхронным электродвигателем мощностью 10 кВт (2000 об/мин), подачу суппорта обеспечивает вспомогательный двигатель мощностью 1 кВт (1400 об/мин). Двигатели оснащены тепловыми реле для предупреждения перегрева. Высокая мощность и широкий выбор скоростей обеспечивают высокую эффективность станка и в силовом, и в скоростном резании.
В соответствии с требованиями ГОСТ №8-82 данный станок относится к первой группе точности «Н». Для крепления заготовок могут быть использованы трехкулачковые (диаметр — 250 мм) или четырехкулачковые (400 мм) патроны самоцентрирующегося типа.
10-дюймовый самоцентрирующийся 3-х кулачковый патрон для токарного станка по дереву с функционалом
Этот универсальный патрон изготовлен из высококачественной закаленной стали, устойчив к сжатию и имеет длительный срок службы. диапазон размеров 0,24 «/ 6 мм — 9,84» / 250 мм. Конечно, эта функция самоцентрирования токарного патрона может избавить от необходимости повторной калибровки во время установки. Этот патрон прост в установке и прост в эксплуатации. Он подходит для все виды токарных станков общего назначения, экономичные токарные станки с ЧПУ, шлифовальные станки, фрезерные станки, сверлильные станки и принадлежности для станков.0008
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное прочное качество
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Круглосуточная служба поддержки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное прочное качество
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Износостойкость и долговечность
обработаны и прошли испытание HRC 58-62.
Самоцентрирование
Поскольку шаг плоской прямоугольной резьбы одинаков, три зубца имеют одинаковое расстояние перемещения, что обеспечивает функцию автоматического центрирования.
Прецизионная коническая шестерня
Когда коническую шестерню вытягивают гаечным ключом, начинает работать патрон токарного станка с резьбой по дереву, и коническая шестерня контролирует точность заготовки, удерживаемой патроном.
Большой диапазон зажима
Этот патрон оснащен набором реверсивных кулачков, диапазон зажима внешних кулачков больше, чем у внутренних, что подходит для зажима различных промышленных деталей.
Простая установка
Этот мини-патрон для токарного станка состоит из корпуса патрона, подвижного патрона и кулачкового привода. Поскольку патрон является самоцентрирующимся и не требует калибровки, его установка проста и быстра.
Широкое применение
3-х кулачковый патрон подходит для различных токарных станков общего назначения, экономичных токарных станков с ЧПУ, шлифовальных станков, фрезерных станков, сверлильных станков и принадлежностей для станков.
Технические характеристики
Материал: закаленная сталь
Модель: K11-250A 3 Jaw Tale Chaud
. / 6 мм — 4,33 дюйма / 110 мм
Диапазон зажима внутренних губок (B-B1): 3,15 дюйма / 80 мм — 9,84 дюйма / 250 мм
Диапазон зажима внешних губок (C-C1): 3,54 дюйма / 90 мм — 9,84 дюйма / 250 мм
Содержимое упаковки
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Tough, специализирующееся на оборудовании и инструментах VOR3 901, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество. универсальный патрон изготовлен из высококачественной закаленной стали, устойчив к сжатию и имеет длительный срок службы, имеет двусторонние губки для зажима промышленных деталей размером от 0,24″ / 6 мм до 90,84 дюйма / 250 мм. Конечно, эта функция самоцентрирования токарного патрона может избавить от необходимости повторной калибровки во время установки. Этот патрон прост в установке и эксплуатации. Он подходит для всех видов токарных станков общего назначения, экономичные токарные станки с ЧПУ, шлифовальные станки, фрезерные станки, сверлильные станки и принадлежности для станков
Качественный материал
Высокая точность
Двухкулачковые кулачки
Высокая скорость зажима
Высокая адаптивность
Устойчивость к истиранию и долговечность
Все направляющие и опорные поверхности этого кулачкового самоцентрирующегося шпоночного патрона изготовлены с высокой точностью и прошли тест HRC 58-62.
Самоцентрирование
Поскольку шаг плоской прямоугольной резьбы одинаков, три зубца имеют одинаковое расстояние перемещения, что обеспечивает функцию автоматического центрирования.
Прецизионная коническая шестерня
Когда коническую шестерню вытягивают гаечным ключом, начинает работать патрон токарного станка с резьбой по дереву, и коническая шестерня контролирует точность заготовки, удерживаемой патроном.
Большой диапазон зажима
Этот патрон оснащен набором реверсивных кулачков, диапазон зажима внешних кулачков больше, чем у внутренних, что подходит для зажима различных промышленных деталей.
Простая установка
Этот мини-патрон для токарного станка состоит из корпуса патрона, подвижного патрона и кулачкового привода. Поскольку патрон является самоцентрирующимся и не требует калибровки, его установка проста и быстра.
Широкое применение
3-кулачковый токарный патрон подходит для различных токарных станков общего назначения, экономичных токарных станков с ЧПУ, шлифовальных станков, фрезерных станков, сверлильных станков и принадлежностей для станков.
Главная » Статьи » Технология выполнения сварочных работ
Сварочные работы для начинающих
Технология выполнения сварочных работ не представляет большой сложности для освоения. Чтобы научиться пользоваться сваркой в быту, достаточно нескольких уроков и обязательно практические занятия. Что необходимо для работы сварочным аппаратом:
аппарат для сварки;
сварочные электроды;
защитная маска;
спецодежда;
плотные рукавицы;
обувь.
Электроды для выполнения сварочных работ
Теория электросварки
Чтобы быстрее научиться выполнять сварочные работы, необходимо иметь представление о теории электрической сварки. Сваривание металлов происходит за счет теплового действия электрической дуги между свариваемым металлом и электродом. Мощность дуги зависит от тока через нее, который в свою очередь зависит от напряжения и расстояния между электродом и деталью.
Важнейшей характеристикой сварочного аппарата является его вольтамперная характеристика. Иначе ее еще называют внешней характеристикой. Она показывает зависимость тока дуги от напряжения.
На рисунке ниже показаны несколько типов характеристик.
График внешних характеристик сварочного аппарата
Для ручной электросварки используются аппараты, характеристики которых соответствуют линиям 1 и 2. Это крутопадающая и пологопадающая характеристики. Как видно из графиков, сварочный ток у крутопадающей характеристики мало зависит от напряжения, а значит, и от расстояния между электродом и поверхностью. Сварочный аппарат с пологой и возрастающей характеристиками (линии 3 и 4) пригоден только для использования в автоматической сварке, где расстояние выдерживается очень точно. Для начинающих лучше использовать аппарат с крутопадающей характеристикой.
Сварочный аппарат имеет еще такую характеристику – напряжение холостого хода. От величины этого напряжения зависит легкость первоначального поджига дуги. Чем больше напряжение холостого хода, тем легче зажечь дугу. С другой стороны, в процессе сварки напряжение дуги намного меньше холостого хода.
Для облегчения поджига сварочный аппарат может дополняться специальным устройством – осциллятором, которое в момент поджига формирует на выходе напряжение в несколько тысяч вольт, но с малым током, подобно катушке зажигания автомобиля. При зажженной дуге осциллятор отключается.
Какой выбрать сварочный аппарат
Наиболее прост для начинающих инверторный сварочный аппарат (рис. ниже). Его достоинства:
простота ограничения максимального тока;
стабильность заданных параметров;
легкость зажигания дуги;
защита от перегрузки;
низкий вес.
Инверторный сварочный аппарат
Сложнее работать с аппаратами переменного тока. Как правило, это обычный понижающий трансформатор большой мощности (рис. ниже), какой нетрудно сделать самостоятельно. Но у них есть такое достоинство, как высокая надежность. Нужно быть очень неумелым сварщиком и очень постараться, чтобы сжечь сварочный трансформатор весом пару-тройку десятков килограммов. Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
Сварочный аппарат – трансформатор
Чтобы правильно выбрать сварочный аппарат, необходимо учесть максимальный диаметр применяемых электродов и качество электропроводки.
При диаметре электродов 4 мм потребляемая от сети мощность составит порядка 4 кВт для инверторного аппарата и около пяти для сварочного трансформатора.
Сварочные электроды
Сварка производится сварочными электродами. Они изготавливаются из металлического провода, покрытого специальной обмазкой. От состава металла проволоки и материала обмазки зависит назначение электрода.
Существуют сварочные электроды для сварки низко,- и высокоуглеродистых сталей, чугуна, нержавеющей стали. Роль обмазки заключается в создании на поверхности расплавленного металла защитного слоя. Требования к материалу обмазки:
температура плавления должна быть ниже, чем температура плавления металла;
расплав обмазки должен иметь хорошую смачиваемость для равномерного покрытия;
расплав должен поглощать кислород и не пропускать его к металлу;
расплав должен растворять окиси.
Электроды различаются по типу тока. Одни предназначены для сварки переменным током, другие только постоянным.
Электроды для сварки постоянным током прекрасно работают на переменном. Электроды для работы на переменке, для сварки постоянным током не пригодны.
Техника сварки
Качество сварки зависит от соотношений толщины деталей и электрода, а также от величины сварочного тока. Обычно толщина электрода принимается равной толщине свариваемых деталей. Для более толстых электродов потребуется большее значение тока, что может привести к прожогам металла. Тонкий электрод при малом токе не прогреет металл, и качество сварного шва будет низким.
Оптимальная величина сварочного тока зависит как от диаметра электрода, так и вида производимых работ. Максимальный ток используется при выполнении горизонтальных швов, минимальный при работе с вертикальными и потолочными швами.
Особую трудность для начинающих составляет процесс поджигания дуги. Для этого сварочный электрод подносят к свариваемой поверхности и касаются ее легкими скользящими движениями. После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки.
Угол наклона электрода позволяет регулировать толщину сварочного шва. При вертикальном расположении весь расплавленный металл электрода концентрируется в области дуги. Однако при таком расположении трудно контролировать процесс сварки. Наклон в сторону, противоположную движению электрода дает возможность получить выпуклые швы, поскольку дуга отталкивает расплавленный металл, создавая наплывы на поверхности шва. Значительный наклон нежелателен, поскольку теряется контроль за дугой, она начинает сдувать капли металла. Оптимальным считается угол наклона электрода от 45 до 90 градусов.
Очень важна для качества сварки скорость перемещения электрода. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет.
Выбрать правильный угол и скорость перемещения можно только путем приобретения практического навыка.
Сварка постоянным током возможна при различных полярностях. Прямая полярность, когда электрод подключен к выводу отрицательной полярности, применяется для сварки с глубоким прогревом свариваемых деталей. Для работы с тонколистовым металлом необходима обратная полярность (электрод подключается к положительному выводу). При таком способе сварки большая часть тепла выделяется на электроде, вызывая его ускоренное плавление.
ТБ при сварочных работах
Сварочные работы считаются опасными, поскольку сочетают в себе сразу несколько факторов:
высокое напряжение;
высокая температура;
мощное ультрафиолетовое излучение;
высокое содержание вредных веществ в испарениях.
Сварочный аппарат характеризуется высоким напряжением холостого хода – до 80 В. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В).
Температура расплавленного металла достигает нескольких тысяч градусов. При этом его текучесть очень высока. При некачественных электродах, неправильно выбранном режиме сварки или при сильном ветре брызги металла могут отлетать на несколько метров.
Электрическая дуга является мощным источником видимого и ультрафиолетового излучения. Кратковременное воздействие такого света не опасно, Просто требуется некоторое время для адаптации зрения к обычному освещению. А вот длительное наблюдение за дугой незащищенными глазами вызывает трудноизлечимые последствия, вплоть до помутнения хрусталика и отслоения сетчатки. Для защиты глаз применяются защитные сварочные маски (рис. ниже). Кроме защиты глаз, они защищают голову от брызг металла и шлака.
Сварочная маска для защиты глаз и головы во время сварки
Стекло маски не пропускает ультрафиолетовое излучение и в несколько раз ослабляет видимый свет, поскольку дуга – это близкорасположенный мощный прожектор. Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд.
Для защиты от капель металла и шлака требуется одежда, материал которой не плавится от высокой температуры. Лучшими защитными свойствами обладает брезент, но в брезентовой одежде крайне неудобно работать. Достаточно использовать обычную спецодежду из хлопчатобумажной ткани. А вот рукавицы желательно выбрать поплотнее, поскольку руки находятся в непосредственной близости от места сварки.
Обувь для сварки должна иметь узкие голенища. Брюки должны быть поверх голенищ, чтобы предотвратить попадание туда брызг металла.
Дуговая сварка. Видео
Обучающее видео по дуговой сварке доступно ниже.
При горении электродов в воздух попадают пары металла и материала обвязки. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя.
elquanta.ru
Виды сварочных работ и их особенности.
Сварка — это комплекс работ с применением специального сварочного оборудования, главной целью которого является создание прочного и неразрывного соединения между различными металлами посредством создания межатомных связей между ними. В основе сварки лежит термомеханическое воздействие.
Далеко не каждый знает о том, что существует свыше 40 видов сварочных работ, выполнение каждого из которых требует знания определенных нюансов и технологии, а также мер безопасности. Естественно, среди всех существующих видов сварочных работ можно выделить несколько наиболее популярных, которые пользуются широким спросом. Именно их мы с вами и рассмотрим:
1. Плазменная сварка. Этот вид сварки осуществляется посредством воздействия высокотемпературной плазменной струи на объект сварки. Основывается сварка на предварительном нагреве рабочего газа, его последующей ионизации и выпуске горячей струи на поверхность обрабатываемого материала. Многие по праву считают плазменную сварку самым прогрессивным, качественным и современным способом соединения двух металлов между собой. В каких областях промышленности применяется плазменная сварка? Да буквально во всех отраслях, в которых имеют дело с металлами: автомобилестроение, авиастроение, станкостроение, приборостроение и машиностроение.Что позволяет плазменная сварка? Начнем с того, что именно этот вид сварки существенно экономит энергетические ресурсы, повышает эффективность производства и качество производимой продукции, является первым этапом на пути к автоматизации производственных процессов предприятий различных отраслей. Безусловно, для достижения этих целей недостаточно лишь использовать плазменную сварку — необходимы также квалифицированные сварщики, которые смогут реализовать на практике все преимущества плазменной сварки.
Какими преимуществами обладает плазменная сварка? Во-первых, это высокий уровень мощности работы. Во-вторых — низкая чувствительность к дуговым колебаниям. В-третьих — возможность использовать плазменную сварку ко всем металлам и в любом из положений. И последними по счету, но не по значимости преимуществами являются высокая скорость плазменной сварки и значительный диапазон толщины резки. Посредством плазменной сварки металлы можно не только сварить, но и разрезать. В отличие от электродуговой сварки, плазменная сварка отличается возможностью ее контроля и наличием высококонцентрированной энергии сразу в эпицентре разогрева металлов.
2. Дуговая сварка. Это ручная сварка, которая производится с использованием металлических электродов. Этот вид сварочных работ пользуется широкой популярностью довольно давно, и на то есть свои причины. Во-первых, это легкость процесса сварки. Ничего сложного в нем нет — с ней справится даже начинающий сварщик без наличия значительного опыта работы. Второе преимущество дуговой сварки — мобильность. Вы не привязаны к сложному технологическому оборудованию, потому можете производить дуговую сварку даже в труднодоступных местах. Третье — возможность проведения сварочных работ в любых пространственных положениях. Четвертое — возможность быстрого перехода с одного сварочного материала к другому. Пятое — простота сварочного оборудования и легкость его перемещения. Шестое — возможность сварки разнообразных типов стали.
А есть у дуговой сварки какие-либо недостатки. Безусловно, есть. В противном случае иные способы сварки просто бы не применялись.
1. Зависимость качества сварки от квалификации сварщика. Несмотря на то, что процесс сварки не очень сложен, он также имеет свои нюансы, которые должен знать и уметь делать сварщик. Самой большой трудностью ручной дуговой сварки является необходимость по мере оплавления подавать электрод в дугу, перемещать электрод вдоль шва, совершая при этом колебательные движения этим электродом, только уже поперек шва.
2. Наличие шлака в момент односторонней сварки с обратной стороны шва.
3. Невозможность сварщика регулировать скорость сварки и глубину плавки. Именно по этой причине очень часто не удается получить качественный шов во время сварки тонкого металла.
Слишком высокая зависимость качества сварки от индивидуальных особенностей и квалификации сварщика, а также невысокая производительность — вот какие главные недостатки дуговой сварки. Но что поделать — недостатками обладают даже самые, на первый взгляд, совершенные способы сварки.
3. Электрошлаковая сварка. Данный тип сварки используется при создании мощных турбин, барабанов, массивных станин и толстостенных котлов. Главным преимуществом электрошлаковой сварки является возможность сварки деталей любой, даже самой большой толщины за один проход. При этом чем больше толщина свариваемого материала, тем выше экономичность сварки, так как сама сварка производится без разделки кромок. Чаще используют данный вид сварки в случаях, когда требуется провести сварку материала начиная с толщины 100 и заканчивая 500 мм, но целесообразно ее использовать уже для металла толщиной от 50 мм.
Преимуществом электрошлаковой сварки является возможность ее применения для практически любого металла. Чаще всего она используется для сварки чугуна, алюминия, титана и меди повышенной толщины. Еще одно преимущество заключается в том, что для применения этого вида сварки не требуется производит настройку сварочной установки перед тем, как приступить к сварке следующего прохода, а также отсутствие обязательного удаления шлака. Кроме того, используя этот вид сварки, можно достичь высокой экономичности процесса и большей производительности, так как в процессе сварки задействуется один либо несколько проволочных электродов, а также электрод увеличенного сечения.
Теперь рассмотрим главные недостатки электрошлаковой сварки. Первое — этот вид сварки невозможно применить для металлов, толщина которых меньше 16 мм. При этом мы говорим вовсе не об экономической целесообразности, а о невозможности провести сварку именно технически. Второе — для сварки металла от 16 до 40 мм электрошлаковая сварка экономически не оправдана и не окупает себя. Третье — электрошлаковой сваркой возможно производить исключительно вертикальные швы. И последний недостаток — необходимость проведения последующей термообработки при сварке металлов неблагоприятных структур. Термообработка является обязательной для создания необходимых свойств сварного соединения.
4. Газовая сварка. Первый аппарат для газовой сварки был изобретен в далеком 1903 году во Франции. Металл расплавляли при помощи ацетилена и кислорода. Несмотря на то, что первые газовые сварочные аппараты были далеки от совершенства, технология сварки и конструкция сварочных аппаратов практически не претерпели изменений и используются по сей день.
Преимущества газовой сварки:
1. Нагрев и остывание свариваемых поверхностей происходит медленно.
2. Именно при помощи газовой сварки удается достичь наилучшего сваривания таких металлов, как свинец, медь, чугун и латунь.
3. Возможно сваривать металлы с различной мощностью пламени и температурой плавления.
4. Газовая сварка не требует наличия дополнительного источника электроэнергии либо сложного и дорогого оборудования. Это позволяет проводить сварку даже в чистом поле.
5. Сварщик без особого труда может варьировать температурой пламени.
6. Газовая сварка дает возможность не только сваривать металлы, но и закалять, а также резать их.
7. Более высокая прочность швов, получаемых при газовой сварке.
Имеет газовая сварка и свои недостатки, а именно:
1. В отличие от электродуговой сварки, газовая сварка практически не поддается механизации.
2. Большая зона нагрева. Это может привести к повреждению термически неустойчивых элементов, которые находятся недалеко от места сварки.
3. Использование опасных веществ в процессе газовой сварки. В соединении с кислородом эти вещества превращаются во взрывные смеси, которые представляют опасность для здоровья и даже жизни сварщика.
4. Нецелесообразность сварки металлов, толщина которых превышает 5 мм. Это происходит ввиду того, что с ростом толщины металла снижается производительность сварки.
5. Легировать наплавляемый металл при газовой сварке никоим образом не получится.
6. Посредством газовой сварки невозможно сваривать высокоуглеродистые стали.
5. Лазерная сварка. Один из распространенных видов сварки, в процессе которой лазерный луч воздействует на металл очень точечно, приводя к его расплавлению.
Среди преимуществ лазерной сварки выделяются:
1. Минимальный уровень деформации и нагрев деталей.
2. Невысокая трудоемкость (до 20 раз меньше, чем при прочих видах сварки).
3. Возможность использовать лазерную сварку для сваривания разнообразных марок материалов, сплавов и сталей. Титан, медь, высокоуглеродистые марки сталей, стекло, керамика, алмазы и пластмасса – все это очень просто сваривается посредством лазерной сварки.
4. Высокая производительность лазерной сварки.
5. Возможность производить сварку в различных пространственных положениях и труднодоступных местах.
6. Высокое качество сварных соединений.
7. Лазерная сварка позволяет экономить материалы и электроэнергию.
8. Превосходная гибкость процесса сварки. Сварщику не составит большого труда при необходимости осуществить перенастройку на другие режимы сварки.
Если говорить о недостатках лазерной сварки, к ним можно отнести повышенные требования к качеству сборки соединения и необходимость закупки недешевого оборудования, которое по карману не каждому предприятию. Во всем остальном лазерная сварка является одним из лучших способов сварки.
Какой способ выберете вы – решать только вам.
supermontazh.ru
Аргонодуговая сварка: технология производства соединений
Выполнение сварочных работ сегодня попросту необходимо, так как и в быту, и в промышленности, на строительной площадке и во многих других областях необходимость сварочных работ неоспорима. Именно поэтому сварочно-монтажные работы заслуживают внимания. Технологическая сторона соединительных работ – то, что важно знать каждому профессиональному специалисту.
Принципы и технологические моменты соединительного процесса
Технология качественных сварочных работ с газом аргоном основывается на принципе образования электрической дуги между неплавящимся электродом, а также поверхностью обрабатываемого металла. Технические обучение данным работам указывает на то, что электрод помещается в токопроводящем приспособлении горелки, после чего окружают керамическим соплом. Стоит отметить, что расплавление кромок обрабатываемых элементов достигается за счет воздействия дуги, и это основы, о которых нужно обязательно знать.
После этого образовывается единая расплавленная ванна. Если работы ведутся с аргоном, то стоит знать, что данный газ нагнетается в токоведущем приспособлении, и с помощью полученного давления достигается вытеснение кислорода. Технологическая сторона предусматривает, что ванна защищается от азотирования, а также окисления. Дуга сконцентрирована, сжата на малой поверхности, посредством чего достигается высокая температура плавления.
В дугу производится подача присадочного материала, представляющего собой присадочную проволоку, свариваемой с материалом. Несмотря на то, что присадочный материал в общей цепи электрического питания не задействован, получаемый в итоге шов работы аргоном выходит единым, герметичным, а также прочным. Долгое обучение не потребуется.
Технология надежных сварочных работ подразумевает соединительные работы с аргоном, являющимся инертным газом. Следовательно, обучение работам с применением газов должно производиться соответствующим образом.Сварочные процессы могут достигаться при помощи неплавящегося, а также плавящегося электрода. С ролью неплавящегося катода отлично справляется зачастую вольфрамовый электрод.
Соединение аргоном основано на свойстве рассматриваемого газа — не взаимодействовать с химическими свойствами металлов, находящихся уже в расплавленном состоянии, другими газами, выделяющимися в среде горения электрической дуги. Основы знаний, выполнение качественных швов и соединений, а также многое другое получается сделать благодаря такому понятию, как практическое обучение.
Сварочные работы с инертным газом аргоном предусматривают вытеснение более легких элементов из области работ, а поэтому становится возможным качественный результат, изолирование ванны от влияния атмосферы.
к меню ↑
Как выполняется?
Обработка деталей аргоном может выполняться в ручном режиме. В таком случае газовая горелка и пруток присадочного материала располагаются в непосредственной близости от рук мастера. Помимо ручного режима,сварочные работы с защитным газом аргоном могут выполняться в автоматическом режиме, предусматривающим перемещение присадочного материала с горелкой около обрабатываемой основы без участия человека.
Упоминая об автоматической обработке аргоном материалов необходимо обращать внимание на то, что выполнение сварочных работ касанием электрода о поверхность изделия практически невозможно. Так, газ рассматриваемого типа имеет достаточно высокий уровень ионизации, а, следовательно, добиться ионизации промежутка дуги довольно сложно. Также технологическая сложность обработки деталей аргоном заключается в том, что от касания электрода с вольфрамовым покрытием дуга загрязняется, после чего интенсивно оплавляется.
В связи с этим технология соединения элементов детали аргоном подразумевает применение специализированного приспособления, которое подключается параллельно к другому источнику питания. Устройство именуется в науке осциллятором. Данное приспособление функционирует по принципу подачи высокочастотных импульсов высокого напряжения на электрод. Импульсы впоследствии приводят к разжиганию электрической дуги посредством ионизации промежутка дуги.
В том случае, если сварочные работы производятся в условиях переменного тока, то осциллятор после ионизации промежутка дуги функционирует в качестве стабилизатора, подающего на дугу импульсы на протяжении смены полярности. За счет этого полезного качества осциллятора достигается технологическая стабильность дуги.
Стоит отметить, что заказы на аргонодуговые сварочные работы весьма требовательны к соблюдению всех тонкостей, сопутствующих сварке аргоном. Также процедура соединения должна предусматривать такое понятие, как технологическая карта, относительно которой также стоит поговорить.
к меню ↑
О технологической карте
Многие люди, проходившие обучение в технических учебных заведениях, помнят о том, что такое технологическая карта? Для тех людей, которые запамятовали данное понятие, либо не проходили обучение, стоит напомнить, что технологическая карта представляет собой стандартизированный документ, в котором имеются все требуемые процедурой сведения, инструкции для персонала.
Рассматриваемая карта нужна для получения ответов на вопросы, касающиеся операций, необходимых для выполнения, последовательности выполнения операций, периодичности выполнения операций, результата проведенных работ, временных затрат, нужного инструментария, материалов и др.
Стоит обратить внимание на то, что технологическая карта должна в обязательном порядке сопутствовать качественному и правильному выполнению по соединению металлических элементов. Данная карта содержит все необходимые пункты, регламентирующие правильность производства работ. Карта содержит информацию, которую требует технологическая сторона.
Выполнение всех правил, норм, пройдя качественное обучение работам, становится возможным получение качественного и полезного опыта, который сможет пригодиться в будущем. Технология производства соединений и швов, карта также не должны оставаться в стороне.
Похожие статьи
goodsvarka.ru
Смотрите также
Руководство по эксплуатации сварочного полуавтомата
Сварка выпускного коллектора из чугуна
Респиратор для сварочных работ
Сварка полуавтоматом рукав
Инвертор сварочный аппарат
Сварки принцип работы
Аргоновая сварка это
Билеты по сварке с ответами
Сварка кузова автомобиля своими руками
Точечная сварка своими руками из микроволновки схема
Технология лазерной сварки металлов
Техника ручной дуговой сварки для начинающих
Содержание статьи:
Техника ручной дуговой сварки для начинающих
Даже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Соответствие силы тока электроду для сварки инвертором:
1,60 мм — 25-50 А;
2,00 мм — 40-80 А;
2,50 мм — 60-110 А;
3,20 мм — 80-120 А;
4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
Сварка для начинающих: Полное руководство
Сварщики несут ответственность за ремонт конструкций в любых сложных условиях, будь то под водой или в открытом космосе.
Независимо от того, являетесь ли вы сварщиком-самоучкой или заинтересованы в карьере сварщика, вы можете начать работу с этого исчерпывающего руководства по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух кусков металла с расплавленным материалом. Как бы просто это ни звучало, это влечет за собой использование различных методов сварки.
Наиболее распространенным классом сварки является дуговая сварка. Дуговая сварка является самой простой формой сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является отдельной категорией, она охватывает ряд методов сварки, таких как сварка электродом, сварка металлом в среде инертного газа и сварка вольфрамовым электродом в среде инертного газа. Эти способы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Сварка электродом
Сварка электродом также называется дуговой сваркой защищенным металлом или SMAW. Это один из старейших и широко используемых методов сварки из-за его простоты. В отличие от сварки TIG и MIG, при которой используются газовые баллоны, на нее не влияет ветер. Это делает его популярным выбором для сварки на открытом воздухе.
Основы сварки электродом
Сварщики выполняют электродуговую сварку, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, проходящий через электрод, расплавляет его, так что на заготовке образуется сварочная ванна. Электрод имеет плавящееся флюсовое покрытие, защищающее сварочную ванну от коррозии и загрязнения из окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака поверх сварного шва. Этот защитный слой следует снять после остывания сварного шва.
Преимущества сварки электродом
Ниже перечислены основные преимущества сварки электродом.
Этот метод сварки является портативным. Сварку стержнем можно выполнять на относительно толстых металлических участках. Оборудование не особенно тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или любом другом дополнительном оборудовании, таком как газовый баллон.
Сварка электродом является одним из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом невозможна на открытом воздухе, особенно при сильном ветре.
Несмотря на то, что научиться этому легче, чем сварке TIG, освоение сварки электродами требует определенного уровня практики.
Сварку электродом можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, имеющих ржавчину или прокатную окалину.
Недостатки
Сварка электродом
требует более высокого уровня навыков по сравнению со сваркой MIG
, поскольку электрод должен находиться на определенном расстоянии от заготовки во время ее плавления.
При сварке электродом образуется много шлака и брызг, что может затруднить процесс.
Возможно снижение эффективности из-за необходимости очистки от шлака.
Сварной шов не такой надежный и качественный, как сварка TIG.
Оборудование для обеспечения безопасности
Перед сваркой помните, что самое главное — это ваша личная безопасность. Этому следует отдать более высокий приоритет, чем чему-либо другому.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием. Полностью соблюдайте инструкции по технике безопасности, предоставленные производителем оборудования.
Вы должны иметь под рукой подходящее защитное оборудование для защиты от ультрафиолетовых лучей, тепла и искр, образующихся при дуговом разряде. Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
При сварке электродами флюс выделяет тяжелые пары. Следовательно, в любом месте, где вы выполняете сварочные работы, должна быть обеспечена достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях надлежащая вентиляция является важной мерой безопасности. Вы должны развернуть вытяжку, чтобы она вытягивала пары из окружающей среды.
Сварочное оборудование
Если вы новичок, вы можете использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как дуговая сварка, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Заземляющий зажим также доступен со сварочным аппаратом. Вы должны подключить зажим заземления к сварочному аппарату и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка электродами покроет заготовку шлаком, который необходимо удалить, когда свариваемая часть достаточно остынет. Вы можете отколоть затвердевший шлак с помощью шлаковой крошки и молотка.
Для получения более качественной поверхности можно очистить сварную часть, где был снят шлак, проволочной щеткой.
Выбор подходящего электрода
На рынке представлено множество электродов для стержневой сварки. Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете мягкую сталь, вы можете использовать любой стержневой электрод E70 или E60. Модель 6013 — прекрасный вариант для начинающих, хотя модель 7018 чрезвычайно популярна из-за прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают наименьшую прочность на растяжение. Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 rd указывает позиции, для которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в горизонтальном положении.
Цифра 4 th указывает ток, который можно использовать для электрода, а также покрытие электрода. Вот расшифровка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
Настройка сварочного аппарата представляет собой довольно простую задачу, так как само оборудование довольно простое по сравнению с другими типами сварочных аппаратов. Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Для практики вы можете начать с 6013 электродов, используя дцен на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва
После того, как вы настроили сварочный аппарат в соответствии с руководством пользователя, пора начинать сварку. Дважды проверьте, чтобы убедиться, что все настройки верны. Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка стержнем требует определенных навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке электродом.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Сварка МИГ
Сварка МИГ также известна как дуговая сварка металлическим газом или GMAW. Сам МиГ расшифровывается как металлический инертный газ.
Сварка MIG очень популярна, потому что это самая простая процедура сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой. Это постепенно расплавляет проволочный электрод, который используется для создания сварного соединения.
Вы можете легко и точно подавать проволочный электрод с помощью электродного пистолета, который соединен со сварочным аппаратом MIG. Кроме того, горелка MIG подает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки MIG
Производительность
Одним из самых больших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку. Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Низкая стоимость
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хорошим выбором является сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Благодаря упомянутой выше повышенной производительности затраты на сварку будут дополнительно снижены. Это идеально подходит для малого бизнеса.
Простота в освоении и установке
Любой человек может сразу научиться сварке с помощью этой техники. В результате сварка MIG является лучшим выбором для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
High Quality
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Проволока для сварки MIG
Проволока для сварки MIG должна правильно вставляться в сварочный аппарат, чтобы аппарат мог подавать ее через сварочный пистолет в соединение.
Размеры проволоки
Ваш сварочный аппарат может иметь рулон порошковой проволоки. Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для наилучшего качества сварки следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
Проволока диаметром 0,23 дюйма подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов калибром от 16 до 24 калибра.
Проволока 0,3 дюйма – сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
Проволока 0,35 дюйма — этот провод подходит для начинающих. Он подходит для сварки металлических профилей толщиной до ¼ дюйма.
0,45-дюймовая проволока — это часто лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических профилей толщиной более ¼ дюйма.
Сварочный газ
Для MIG требуется защитный газ для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их выбирать для своих проектов.
Пористость
Пористость просто относится к отверстиям, которые образуются в сварном шве. Вы хотели бы избежать этого дефекта, так как отверстия ослабляют сварной шов, делая его ненадежным.
Довольно часто именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, так как сердцевина выделяет защитные газы, защищающие сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа не является хорошей идеей, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ обеспечить это — держать руку на расстоянии 3 дюймов от наконечника сопла. Увеличьте подачу газа. Идеальный поток газа – это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Ниже приведены наиболее часто используемые смеси защитных газов.
Чистый аргон
Не используйте чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например, алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к более узкой бусине. Хотя вы обнаружите хорошее проплавление в середине сварного шва, его может быть недостаточно в других областях сварного шва. Следовательно, он не эффективен для стали.
Углекислый газ
Углекислый газ является прекрасным выбором, поскольку он намного дешевле аргона. Таким образом, сварщики MIG предпочитают его.
Однако у двуокиси углерода есть одна серьезная проблема. Образующаяся дуга может быть довольно широкой и менее стабильной. Это приведет к большому количеству брызг.
Смесь аргона
Подходящая смесь двуокиси углерода и аргона позволяет получить сварной шов высочайшего качества. Свойства дуги находятся где-то между чистым углекислым газом и чистым аргоном. Дуга имеет правильную ширину, хорошее проплавление и минимальное разбрызгивание.
Методы сварки MIG
Ниже приведены наиболее распространенные движения, используемые для сварки MIG.
Переднее/проталкивание
Проталкивание сварного шва в переднем положении является наиболее распространенным методом сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны расположить сварочную горелку под углом 10 градусов. Электрод должен быть обращен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
После того, как сварочная горелка окажется в правильном положении, нажмите на спусковой крючок и медленно перемещайте горелку MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь/Вытягивание
В этом положении вы перемещаете сварочный пистолет к себе, используя положение наотмашь. Используйте тот же угол, который описан выше. Этот метод обеспечивает более высокое проникновение, чем когда вы проталкиваете электрод.
Сварка ВИГ
ВИГ сварка вольфрамовым электродом в среде инертного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка ВИГ требует, чтобы оператор держал горелку ВИГ в одной руке, а присадочный материал подавал другой рукой, это наиболее сложный для освоения процесс сварки, поскольку требуется высокая ловкость рук и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые являются неплавящимися и очень стабильными. Может потребоваться наполнительный материал, который подается вручную. Защитный газ защищает как сварочную ванну, так и электрод от коррозии. Сварка TIG обеспечивает точные сварные швы и может использоваться для самого широкого спектра металлов.
TIG — очень универсальный метод сварки, поскольку он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Так как он не зависит от флюсового материала, отсутствует опасность коррозии из-за захвата флюса. Шлак не образуется. Это исключает послесварочную очистку. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой сварке MIG и дуговой сварке.
Поскольку при сварке ВИГ получаются чистые и высококачественные сварные швы, она больше всего подходит для применений, где важен внешний вид. Разбрызгивания не происходит, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым термическим свойствам вольфрама можно поддерживать дугу, температура которой может достигать 11 000 градусов по Фаренгейту. Отличная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокую прочность на растяжение по сравнению со сталью.
Техника сварки ВИГ
Сварка ВИГ осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость перемещения. Затем они наблюдают за ходом операции и вмешиваются только в случае необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током в диапазоне от 15 до 350 ампер.
Как выполнять сварку ВИГ
Для выполнения сварки ВИГ оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать на педаль, чтобы между вольфрамовым электродом и заготовкой возникла дуга. Это расплавляет присадочный материал, который затем создает сварочную ванну на заготовке. Сварное соединение образуется, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварных швов, сварка ВИГ является гораздо более медленным процессом, чем сварка электродом и сварка МИГ. Поэтому он используется там, где высокое качество сварных швов имеет первостепенное значение, несмотря на низкую скорость этого процесса.
Оборудование для сварки TIG
Оборудование для сварки TIG часто дороже, чем сварка электродом и сварка MIG. Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Резак
Доступны горелки различных размеров с разной мощностью тока. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к повышению температуры. Система водяного охлаждения предотвращает перегрев горелки. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является причиной для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG. Он также обладает большой электропроводностью и теплопроводностью. Для увеличения срока службы электрода и повышения стабильности дуги от 1 до 2 процентов циркония и тория смешивают с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые сопла
Эти сопла изготовлены из термостойкого керамического материала, устойчивого к высоким температурам сварки. Доступны различные формы сопла для всех видов сварочных работ.
Газовая линза
Эта функция минимизирует турбулентность газового потока. Турбулентный поток газа может не дать наилучших результатов. Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Запуск с нуля по сравнению с запуском с высокой частоты
Функция «запуск с высокой частоты» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять по электроду заготовкой, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится на расстоянии одного дюйма от заготовки. Это значительно упрощает сварку, потому что удар электродом для создания дуги довольно сложен.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Эта автоматическая регулировка напряжения и тока предотвращает перегорание вольфрамового электрода.
Советы по сварке вольфрамовым электродом в среде инертного газа
Начинающие сварщики должны начать с практики на металлоломе, так как сварка вольфрамовым электродом в инертном газе выполняет множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление педалью.
Фонарик следует держать под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту увлекательную и полезную работу? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужны, поскольку спрос на сварщиков в будущем будет расти.
Сварка 101 | Изучите основы сварки
Вы когда-нибудь смотрели на свой телефон и думали: «Как, черт возьми, я дожил до этого удивительного изобретения?» Серьезно, я, вероятно, знаю номера телефонов двух или трех человек и получаю пошаговые инструкции как минимум в 50% мест, куда я хожу. Отложите в сторону постоянный социальный контакт через звонки и текстовые сообщения и просто подумайте о полезности вашего телефона, просто поразительно, что люди работали до появления смартфонов.
До появления смартфонов с GPS и голосовыми командами люди находили решения своих повседневных задач. Будь то написание писем или использование старой доброй печатной карты, люди поняли, как это сделать. Подобно этому старому способу решения проблем, люди также соединяли металлы перед сваркой. Будь то с помощью крепежа (болты, шпильки, заклепки), пайки или пайки, вы можете соединить два куска металла. Но сварка дает возможность взять два куска металла и эффективно сделать из них одно целое.
Текст и фотографии Сами Шараф // Иллюстрации Пола Лагетт // Сварка Лен Хига в магазине Sleepers Speed
DSPORT Выпуск #167
Сварка – это процесс соединения одинаковых металлов путем сплавления двух частей вместе. Существуют различные методы сварки; некоторые полагаются на электричество для создания дуги, в то время как другие зажигают газ для выработки тепла. То, что на самом деле происходит в процессе сварки, просто сводится к нагреву металлов до их температуры плавления, пока они не расплавятся (а затем не остынут) как единое целое.
Компоненты, составляющие процесс сварки, начинаются с использования сварочного аппарата. Сварщик создает тепло, которое образует лужу расплавленного металла. Глубина плавления называется проникновением. Очень важно иметь надлежащее проникновение для функционального соединения металлов. Сварной шов без проплавления просто не выдержит и в конце концов разрушится. Наконец, наплавленный шов называется валиком, который часто нарастает поверх заготовки.
Если вы посещали автомастерскую или слесарную мастерскую в средней школе, то вы, вероятно, помните кислородно-ацетиленовую сварку. Кислородно-ацетиленовая сварка, вероятно, является первым процессом, который освоят начинающие сварщики и производители. Кислород-ацетилен сжигает газообразный ацетилен, образуя факел, который может нагревать металл до точки плавления. Добавление газообразного кислорода к сгоранию газообразного ацетилена приводит к температуре пламени свыше 5500 градусов, что позволяет нагревать многие типы металлов. Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.
Все три других основных типа сварки используют электричество для создания дуги, которая в конечном итоге нагревает металлы выше их температуры плавления для получения сварного шва. Дуговая сварка стержнем или защитным металлом (SMAW) — это процесс сварки, при котором возникает дуга между металлическим электродом с покрытием и заготовкой. Металлический электрод (откуда и происходит термин «стержень») покрыт флюсом, который плавится во время сварки с выделением углекислого газа.
Углекислый газ действует как защитный газ для защиты расплавленного металла от загрязнения, прежде всего от кислорода и паров воды, которые могут ослабить сварной шов. Хотя этот процесс требует более высокого уровня координации для правильной обработки борта, это мощный процесс при работе с грязным материалом или материалом, содержащим ржавчину.
MIG или сварка в среде инертного газа теперь также известна как дуговая сварка в среде защитного газа (GMAW). Этот процесс нагревает металлы до точки плавления с помощью электрической дуги. Дуга возникает между непрерывной расходуемой электродной проволокой и заготовкой. Газовая часть этого метода присутствует в качестве защитного газа. Таким образом, он вытекает из самого сварочного пистолета, чтобы защитить дугу от загрязнений. Используется благородный газ, обычно аргон, поскольку он не вступает в реакцию во время горения, удерживая кислород и водяной пар вдали от сварного шва. В дополнение к аргону часто используется газообразный гелий из-за его аналогичных нереактивных свойств, но более низкой стоимости.
Многие считают, что MIG-сварка является самой простой формой сварки для изучения, и это часто процесс сварки, поскольку он, как правило, обеспечивает более быстрый рабочий процесс. Еще одним преимуществом сварки MIG является то, что металл не должен быть таким же чистым, как при сварке TIG. При этом известно, что этот прощающий процесс является грязным, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.
TIG (вольфрамовый инертный газ) или дуговая сварка вольфрамовым электродом в газе (GTAW) использует неплавящийся вольфрамовый электрод для создания электрической дуги с заготовкой. Инертный газ, используемый для защиты, также обычно представляет собой аргон. Защитный газ защищает зону термического влияния, расплавленный металл и вольфрамовый электрод. Этот универсальный сварочный процесс лучше всего подходит для сложных сварочных работ с такими металлами, как углеродистая и низколегированная сталь (например, хромомолибденовая трубка 4130), нержавеющая сталь различных марок, инконель, алюминий, магний и титан. Основным недостатком сварки TIG является то, что это относительно медленный процесс. Кроме того, обычно необходимо обеспечить чистоту свариваемого материала, чтобы TIG была эффективной, поскольку примеси могут снизить прочность сварного шва. В зависимости от свариваемого материала и его толщины процесс сварки TIG можно варьировать полярностью электрода. Текущие настройки могут изменить полярность на отрицательную, положительную или переменную. Сварка TIG с отрицательным током на постоянном токе выделяет больше тепла на заготовку, что обеспечивает более глубокое проплавление. Для более тонких металлов, которые не требуют такого глубокого проникновения, положительный постоянный ток подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для цветных металлов, чтобы помочь очистить сварной шов от загрязнений.
После того, как вы выбрали сварщика и очистили чистую и безопасную рабочую зону, вам понадобится пара единиц защитного оборудования, чтобы начать сварку.
Сварочный капюшон (маска или шлем)
Сварочный капюшон используется для защиты головы, лица, шеи и глаз сварщика от ожогов, УФ-излучения, искр, ИК-излучения и тепла.
НИКОГДА не смотрите на сварочную дугу невооруженным глазом — сетчатка глаза легко повреждается. Взгляд на сварочную дугу может вызвать что угодно: от легкого дискомфорта до постоянной потери зрения.
Перчатки
Высококачественные перчатки, устойчивые к теплу и огню, сохраняющие ловкость рук, необходимы любому сварщику.
Куртка, рубашка и/или фартук
Многие сварщики предпочитают использовать специальную одежду для сварщиков, которая не распространяет горение, защищает от брызг и снижает поглощение тепла, сохраняя при этом комфорт. Этого можно добиться, надев сварочные рубашки с длинными рукавами, куртки и/или фартуки.
Еще одним привлекательным вариантом для начинающих сварщиков является процесс сварки порошковой проволокой. Этот процесс похож на конфигурацию «клеевого пистолета» сварки MIG, за исключением того, что он не требует внешнего защитного газа для защиты сварного шва от загрязнений. Сварочные аппараты с флюсовой проволокой оснащены электродом из полой проволоки с непрерывной подачей, который содержит флюс. В процессе сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и действуя как защитный газ. Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для использования на металлах, которые не обязательно должны быть чистыми.
Преимущество этого процесса заключается в том, что многие производители сварочного оборудования разработали машины, которые могут работать как традиционные сварочные аппараты MIG, так и сварочные аппараты с флюсовой проволокой. Недостатком этого процесса является то, что сварные швы не выглядят такими чистыми, как сварные швы MIG. Это может быть связано (в некоторой степени) со слоем шлака, который накапливается поверх сварного шва, который необходимо будет либо сколоть, либо сошлифовать после того, как сварной шов остынет.
Сварка может быть опасной, если не будут приняты надлежащие меры предосторожности. Чтобы защитить себя и окружающих, помните о следующих десяти мерах предосторожности до, во время и после сварки.
Выберите сварочный аппарат в соответствии с типом металла
Сварка — сложный, многогранный предмет, на освоение которого может уйти целая жизнь. Знание основ — хорошая отправная точка. Отсюда вы можете воспользоваться любыми доступными вам ресурсами, будь то ваш сосед, который чинит сельскохозяйственное оборудование, или производитель в вашей местной мастерской по настройке, есть множество знаний, которые приходят из опыта. Из этой статьи вы должны лучше ознакомиться с основными процессами сварки и теоретическим пониманием соединения металлов. С этого момента вы захотите провести как можно больше времени, практикуясь в укладке сварных швов. Один из замечательных практических методов состоит в том, чтобы изучить пять основных соединений (встык, угол, внахлест, край и тройник) и научиться эффективно сваривать эти соединения.
ИБ2415.01 Машина листогибочная четырехвалковая ИБ 2415.01
Машина листогибочная четырехвалковая модели ИБ2415.01 изготовлена по ТУ3827-004-23881227-2014.
Четырехвалковые листогибочные машины (вальцы) предназначены для получения, методом гибки, цилиндрических обечаек из листового металла. Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки.
Машина листогибочная четырехвалковая ИБ2415.01 предназначена для гибки цилиндрических заготовок из листового материала с пределом текучести Qт=250 МПа( 25 кгс/мм.кв.) в холодном состоянии,шириной 2500мм и толщиной 5мм.
Машина листогибочная конструктивно имеет в своей конструкции 4 валка ,верхний валок приводной,нижний и два боковых валка приводятся в движение от редукторов.
На машинах допускается гибка конических заготовок из листового материала при их комплектовании соответствующим приспособлением. Размеры получаемых конических заготовок регламентируются технической документацией на машину. С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2415.01 может быть изготовлена в комплектации с УЦИ или ЧПУ.
Перечень основных частей машины листогибочной четырехвалковой ИБ 2415.01
1
Рама
ИБ2415.01-11-001
2
Стойки
ИБ2415.01-12-001
3
Опора откидная
ИБ2415.01-14-001
4
Главный электродвигатель
ИБ2415.01-15-001
5
Главный редуктор
ИБ2415. 0121-001
6
Мотор-редуктора боковых валков
ИБ2415.01-22-001
7
Редуктора боковых валков
ИБ2415.01-23-001
8
Мотор-редуктор нижнего валка
ИБ2415.01-31-001
9
Редуктор нижнего валка
ИБ2415.01-32-001
10
Редуктор откидной опоры
ИБ2415.01-64-001
11
Верхний валок
ИБ2415.01-33-001
12
Боковые валки
ИБ2415.01-71-001
13
Нижний валок
ИБ2415.01-81-001
14
Опора верхнего валка
ИБ2415.01-92-001
15
Ограждение
ИБ2415. 01-93-001
Система смазки четырехвалкового листогиба ИБ 2415.01
Смазка ИБ 2415.01 обеспечивается следующим способами:
ручной набивкой подшипников
ручной набивкой ходовых винтов
заливкой в корпус редукторов.
Перед первоначальным пуском машины необходимо заправить редукторы смазочным материалом согласно табл. Ввиду простоты конструкции смазочной системы перечень возможных нарушений ее работы не приводится. Подшипники качения смазывать не реже один раз в месяц.
Объем масла, заливаемого в редукторы, должны контролироваться по рискам маслоуказателей (масломерных игл) или по контрольным пробкам.
№
Объект смазки
Смазочный материал
Периодич-ность смазки
1
Главный редуктор
ТСП-15
6 мес.
2
Редуктора боковых валков
»
3
Редуктор нижнего валка
»
4
Редуктор откидного устройства
»
5
Мотор-редуктор боковых валков
»
6
Мотор-редуктор нижнего валка
»
7
Цепная передача
Циатим 201
3 мес.
8
Винтовая пара откидной опоры
1 мес.
9
Винтовая пара боковых валков,нижнего валка
»
10
Подшипники боковых валков,нижнего валка
»
3 мес.
11
Подшипник опоры верхнего валка
»
12
Подшипник откидной опоры
»
Устройство, и принцип работы четырёхвалкового листогиба ИБ 2415.01
Принцип работы машины листогибочной четырёхвалковой ИБ2415.01 заключается в свободной гибке листа, помещенным между верхним, боковым валками и нижним валком. Конец листа заводиться между верхним и боковыми валками и нижним валком ориентируя кромки листа параллельно образующей валка. Затем, перемещая боковые валки вверх, прогибают лист, вследствие чего участок листа под верхним валком получает пластическую деформацию изгиба. При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При проходе через зону деформации участки листа получают последовательную, равномерную по длине, остаточную кривизну. Различная установка боковых валков по отношению к верхнему валку обеспечивает изменение радиуса гибки.
Гибка листа на малые радиусы ограничивается силой сцепления приводимых валков с изгибаемым листом, и производиться на несколько последовательных пропусков (проходов).
Правая опора верхнего валка размещена на правой стойке, а левая поддерживается откидной опорой, при откидывании которой можно снять готовое изделие с верхнего валка. Механизм регулировки боковых валков и механизм наклона откидной опоры имеют индивидуальные приводы. Управление машиной кнопочное, осуществляется с общего пульта управления.
Схема кинематическая листогиба ИБ2415.01
Главный электродвигатель
Редуктор
Звездочка
Звездочка
Верхний вал
Мотор-редуктор
Муфта
Редуктор
Винтовая пара
Боковой валок
Мотор-редуктор
Соединительная муфта
Редуктор
Винтовая пара
Нижний валок
Откидная опора
Электродвигатель откидной опоры
Редуктор откидной опоры
Винтовая пара откидной опоры
Фиксатор
Электродвигатель 1 главного привода через редуктор 2, цепную передачу 3-4 передается движение верхнему валку 5. Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Работа основных составных частей листогиба четырёхвалкового ИБ2415.01
Стойки
Стойки сварные, выполнены из листовой стали. В правой стойке выполнено базовое отверстие под верхний валок. Между собой стойки соединены стяжками. В виду простоты конструкции рисунки не приводятся.
Механизм наклона откидной опоры ИБ 2415.01
Привод опоры осуществляется от электродвигателя 1 через редуктор 2 и передачу винт — гайка 3. Крайнее положение откидной опоры 5 контролируется конечными выключателями , и фиксатором 4.
Валок верхний
Верхний валок вращается в сферических подшипниках . Верхний валок приводной и имеет закалку HRC45-50.В виду простоты конструкции рисунок не приводиться.
Валки боковые
Валки боковые устанавливаются в корпуса со сферическими подшипниками, корпуса установлены в направляющих правой и левой стоек.Подъем и опускание валков осуществляется от редукторов расположенных в нишах стоек. Контроль положения валков производиться за счет концевых выключателей.
Валок нижний аналогичен боковым валкам.
Виду просты конструкции остальных составных частей листогиба ИБ2415.01, описание их не прилагается.
Установка и транспортировка четырёхвалкового листогиба ИБ2415.01
транспортировка
Транспортировать машину листогибочную ИБ2415.01 необходимо тросами — зачаливанием за такелажные отверстия расположенные на стойках листогиба. Тросы по длине должны быть равные (с целью размещения центра тяжести на одной оси с крюком), что обеспечивает устойчивое положение листогиба в горизонтальной плоскости (∆L=0,5). Упакованные листогибочнеы машины ИБ2415.01 зачаливают за нижний брус в местах указанных на упаковке.
Перед установлением машины листогибочной ИБ2415.01 на фундамент необходимо тщательно очистить листогиб от антикоррозийных покрытий, и покрыть валки тонким слоем масла «Индустриальное И-50А» ГОСТ 20799-88 во избежание коррозии. Очистку производить сначала деревянной лопаточкой, а остатки смазки с наружных поверхностей удалить чистыми салфетками, смоченными бензином.
установка
Точность работы листогиба ИБ2415.01 зависит от правильности ее установки. Машину листогибочную ИБ2415.01 необходимо установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать 0,5/1000 мм. После установки листогиба четырёхвалкового ИБ2415.01 на фундамент проверить нормы точности.
Подготовка листогиба ИБ2415.01 к первоначальному пуску
Подсоединить листогиб ИБ2415. 01 к общей системе заземления.
Подключить личтогибочную машину к электросети, проверив соответствие напряжения сети и электрооборудование.
Присоединение электрооборудования к сети и электрошкафу производить согласно схеме соединения
Перед включением машины необходимо ознакомиться с назначением органов управления на пульте
Выполнить указания, изложенные в разделах смазка и электрооборудование.
После включения листогиба, необходимо опробовать на холостом ходу работу всех механизмов.
Порядок работы на листогибе четырёхвалковом ИБ2415.01
Окалину с листовых заготовок следует перед гибкой УДАЛИТЬ. Очищение от окалины листа обеспечивают необходимое скольжение между валками и не повреждают рабочую поверхность валков.
Работа на листогибочной машине ИБ2415.01 производиться в следующем порядке:
Лист заводится между верхним и боковыми валками. При этом кромка листа должна быть выставлена параллельно образующей переднего бокового валка. При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
Радиус гибки зависит от положения боковых валков относительно верхнего.
Открывается левая опора верхнего валка и обечайка снимается
При работе требуется большое внимании и правильность регулировки и установки заготовок в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверять параллельность кромки листа образующей валка.
Неплоская заготовка должна быть предварительно выправлена, т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляются путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Во избежание поломки откидной опоры необходимо периодически проверять положение верхнего валка относительно боковых.
После гибки, регулирование останова боковых валков в крайних нижних положениях производить перемещением кронштейнов с конечными выключателями.
Регулирование угла откидной опоры в крайнем верхнем и крайнем нижнем положениях производить перемещением кронштейнов по пазам с закрепленными на них конечными выключателями и с регулированием момента срабатывания выключателя упором.
Возможные неисправности листогибочной четырёхвалковой машины ИБ2415.01 и методы их устранения
Наименование неисправности, внешнее проявление и дополнительные признаки
Вероятная причина
Метод устранения
1. Не закрывается откидная опора
Неправильно выставлен верхний валок
Выставить верхний валок
2. При гибке цилиндрических заготовок получается конус
Нарушена параллельность валков
Отрегулировать параллельность
3. Наблюдаются люфты в местах соединения
Ослабление затяжки винтов, болтов
Подтянуть детали крепления
4. Нагрев подшипников и трущихся поверхностей
Недостаточность смазки или загрязнение смазочного материала
Проверить наличие смазочного материала.
Особености разборки и сборки листогиба четырёхвалкового ИБ2415.01 при ремонте
Приступая к ремонту ИБ2415.01, необходимо выполнить следующее:
отключить листогиб от электроэнергии;
снять ограждение с машины.
Допуск в мм. (переднего бокового
к заднему боковому валку)
Допуск в мм. (переднего бокового
и заднего бокового валка верхнему)
0,6 на длине 2000 мм
0,4 на длине 2000 мм
Категория ремонтной сложности ИБ2415.01
Механической — РМ
10,93
Электрической — РЭ
14,1
При ремонте четырёхвалковой листогибочной машины ИБ2415.01 необходимо полностью сменить смазочный материал в составных частях машины!
ИБ2420 Машина листогибочная четырехвалковая ИБ 2420
Машина листогибочная четырехвалковая модели ИБ2420 изготовлена по ТУ3827-004-23881227-2014.
Четырехвалковые листогибочные машины (вальцы) предназначены для получения, методом гибки, цилиндрических обечаек из листового металла. Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки.
Машина листогибочная четырехвалковая ИБ2420 предназначена для гибки цилиндрических заготовок из листового материала с пределом текучести Qт=250 МПа( 25 кгс/мм.кв.) в холодном состоянии,шириной 2000мм и толщиной 10мм.
Машина листогибочная конструктивно имеет в своей конструкции 4 валка ,верхний валок приводной,нижний и два боковых валка приводятся в движение от редукторов.
На машинах допускается гибка конических заготовок из листового материала при их комплектовании соответствующим приспособлением. Размеры получаемых конических заготовок регламентируются технической документацией на машину. С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2420 может быть изготовлена в комплектации с УЦИ или ЧПУ.
Перечень основных частей машины листогибочной четырехвалковой ИБ 2420
1
Рама
ИБ2420-11-001
2
Стойки
ИБ2420-12-001
3
Опора откидная
ИБ2420-14-001
4
Главный электродвигатель
ИБ2420-15-001
5
Главный редуктор
ИБ242021-001
6
Мотор-редуктора боковых валков
ИБ2420-22-001
7
Редуктора боковых валков
ИБ2420-23-001
8
Мотор-редуктор нижнего валка
ИБ2420-31-001
9
Редуктор нижнего валка
ИБ2420-32-001
10
Редуктор откидной опоры
ИБ2420-64-001
11
Верхний валок
ИБ2420-33-001
12
Боковые валки
ИБ2420-71-001
13
Нижний валок
ИБ2420-81-001
14
Опора верхнего валка
ИБ2420-92-001
15
Ограждение
ИБ2420-93-001
Система смазки четырехвалкового листогиба ИБ 2420
Смазка ИБ 2420 обеспечивается следующим способами:
ручной набивкой подшипников
ручной набивкой ходовых винтов
заливкой в корпус редукторов.
Перед первоначальным пуском машины необходимо заправить редукторы смазочным материалом согласно табл. Ввиду простоты конструкции смазочной системы перечень возможных нарушений ее работы не приводится. Подшипники качения смазывать не реже один раз в месяц.
Объем масла, заливаемого в редукторы, должны контролироваться по рискам маслоуказателей (масломерных игл) или по контрольным пробкам.
№
Объект смазки
Смазочный материал
Периодич-ность смазки
1
Главный редуктор
ТСП-15
6 мес.
2
Редуктора боковых валков
»
3
Редуктор нижнего валка
»
4
Редуктор откидного устройства
»
5
Мотор-редуктор боковых валков
»
6
Мотор-редуктор нижнего валка
»
7
Цепная передача
Циатим 201
3 мес.
8
Винтовая пара откидной опоры
1 мес.
9
Винтовая пара боковых валков,нижнего валка
»
10
Подшипники боковых валков,нижнего валка
»
3 мес.
11
Подшипник опоры верхнего валка
»
12
Подшипник откидной опоры
»
Устройство, и принцип работы четырёхвалкового листогиба ИБ 2420
Принцип работы машины листогибочной четырёхвалковой ИБ2420 заключается в свободной гибке листа, помещенным между верхним, боковым валками и нижним валком. Конец листа заводиться между верхним и боковыми валками и нижним валком ориентируя кромки листа параллельно образующей валка. Затем, перемещая боковые валки вверх, прогибают лист, вследствие чего участок листа под верхним валком получает пластическую деформацию изгиба. При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При проходе через зону деформации участки листа получают последовательную, равномерную по длине, остаточную кривизну. Различная установка боковых валков по отношению к верхнему валку обеспечивает изменение радиуса гибки.
Гибка листа на малые радиусы ограничивается силой сцепления приводимых валков с изгибаемым листом, и производиться на несколько последовательных пропусков (проходов).
Правая опора верхнего валка размещена на правой стойке, а левая поддерживается откидной опорой, при откидывании которой можно снять готовое изделие с верхнего валка. Механизм регулировки боковых валков и механизм наклона откидной опоры имеют индивидуальные приводы. Управление машиной кнопочное, осуществляется с общего пульта управления.
Схема кинематическая листогиба ИБ2420
Главный электродвигатель
Редуктор
Звездочка
Звездочка
Верхний вал
Мотор-редуктор
Муфта
Редуктор
Винтовая пара
Боковой валок
Мотор-редуктор
Соединительная муфта
Редуктор
Винтовая пара
Нижний валок
Откидная опора
Электродвигатель откидной опоры
Редуктор откидной опоры
Винтовая пара откидной опоры
Фиксатор
Электродвигатель 1 главного привода через редуктор 2, цепную передачу 3-4 передается движение верхнему валку 5. Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Работа основных составных частей листогиба четырёхвалкового ИБ2420
Стойки
Стойки сварные, выполнены из листовой стали. В правой стойке выполнено базовое отверстие под верхний валок. Между собой стойки соединены стяжками. В виду простоты конструкции рисунки не приводятся.
Механизм наклона откидной опоры ИБ 2420
Привод опоры осуществляется от электродвигателя 1 через редуктор 2 и передачу винт — гайка 3. Крайнее положение откидной опоры 5 контролируется конечными выключателями , и фиксатором 4.
Валок верхний
Верхний валок вращается в сферических подшипниках . Верхний валок приводной и имеет закалку HRC45-50.В виду простоты конструкции рисунок не приводиться.
Валки боковые
Валки боковые устанавливаются в корпуса со сферическими подшипниками, корпуса установлены в направляющих правой и левой стоек.Подъем и опускание валков осуществляется от редукторов расположенных в нишах стоек. Контроль положения валков производиться за счет концевых выключателей.
Валок нижний аналогичен боковым валкам.
Виду просты конструкции остальных составных частей листогиба ИБ2420, описание их не прилагается.
Установка и транспортировка четырёхвалкового листогиба ИБ2420
транспортировка
Транспортировать машину листогибочную ИБ2420 необходимо тросами — зачаливанием за такелажные отверстия расположенные на стойках листогиба. Тросы по длине должны быть равные (с целью размещения центра тяжести на одной оси с крюком), что обеспечивает устойчивое положение листогиба в горизонтальной плоскости (∆L=0,5). Упакованные листогибочнеы машины ИБ2420 зачаливают за нижний брус в местах указанных на упаковке.
Перед установлением машины листогибочной ИБ2420 на фундамент необходимо тщательно очистить листогиб от антикоррозийных покрытий, и покрыть валки тонким слоем масла «Индустриальное И-50А» ГОСТ 20799-88 во избежание коррозии. Очистку производить сначала деревянной лопаточкой, а остатки смазки с наружных поверхностей удалить чистыми салфетками, смоченными бензином.
установка
Точность работы листогиба ИБ2420 зависит от правильности ее установки. Машину листогибочную ИБ2420 необходимо установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать 0,5/1000 мм. После установки листогиба четырёхвалкового ИБ2420 на фундамент проверить нормы точности.
Подготовка листогиба ИБ2420 к первоначальному пуску
Подсоединить листогиб ИБ2420 к общей системе заземления.
Подключить личтогибочную машину к электросети, проверив соответствие напряжения сети и электрооборудование.
Присоединение электрооборудования к сети и электрошкафу производить согласно схеме соединения
Перед включением машины необходимо ознакомиться с назначением органов управления на пульте
Выполнить указания, изложенные в разделах смазка и электрооборудование.
После включения листогиба, необходимо опробовать на холостом ходу работу всех механизмов.
Порядок работы на листогибе четырёхвалковом ИБ2420
Окалину с листовых заготовок следует перед гибкой УДАЛИТЬ. Очищение от окалины листа обеспечивают необходимое скольжение между валками и не повреждают рабочую поверхность валков.
Работа на листогибочной машине ИБ2420 производиться в следующем порядке:
Лист заводится между верхним и боковыми валками. При этом кромка листа должна быть выставлена параллельно образующей переднего бокового валка. При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
Радиус гибки зависит от положения боковых валков относительно верхнего.
Открывается левая опора верхнего валка и обечайка снимается
При работе требуется большое внимании и правильность регулировки и установки заготовок в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверять параллельность кромки листа образующей валка.
Неплоская заготовка должна быть предварительно выправлена, т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляются путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Во избежание поломки откидной опоры необходимо периодически проверять положение верхнего валка относительно боковых.
После гибки, регулирование останова боковых валков в крайних нижних положениях производить перемещением кронштейнов с конечными выключателями.
Регулирование угла откидной опоры в крайнем верхнем и крайнем нижнем положениях производить перемещением кронштейнов по пазам с закрепленными на них конечными выключателями и с регулированием момента срабатывания выключателя упором.
Возможные неисправности листогибочной четырёхвалковой машины ИБ2420 и методы их устранения
Наименование неисправности, внешнее проявление и дополнительные признаки
Вероятная причина
Метод устранения
1. Не закрывается откидная опора
Неправильно выставлен верхний валок
Выставить верхний валок
2. При гибке цилиндрических заготовок получается конус
Нарушена параллельность валков
Отрегулировать параллельность
3. Наблюдаются люфты в местах соединения
Ослабление затяжки винтов, болтов
Подтянуть детали крепления
4. Нагрев подшипников и трущихся поверхностей
Недостаточность смазки или загрязнение смазочного материала
Проверить наличие смазочного материала.
Особености разборки и сборки листогиба четырёхвалкового ИБ2420 при ремонте
Приступая к ремонту ИБ2420, необходимо выполнить следующее:
отключить листогиб от электроэнергии;
снять ограждение с машины.
Допуск в мм. (переднего бокового
к заднему боковому валку)
Допуск в мм. (переднего бокового
и заднего бокового валка верхнему)
0,6 на длине 2000 мм
0,4 на длине 2000 мм
Категория ремонтной сложности ИБ2420
Механической — РМ
10,93
Электрической — РЭ
14,1
При ремонте четырёхвалковой листогибочной машины ИБ2420 необходимо полностью сменить смазочный материал в составных частях машины!
Четырехвалковые вальцы более точны, производительны, универсальны, быстрее, безопаснее и проще в эксплуатации, чем трехвалковые машины. Они меньше зависят от компетентности оператора. Они идеально подходят для гибки листов толщиной до 6 дюймов.
• Самые быстрые и точные гибки выполняются на четырехвалковых машинах. Пластина надежно удерживается на месте между верхним и нижним валками, в то время как боковые валки перемещаются вертикально, создавая изгиб.
• Нижний валок перемещается вверх, чтобы надежно удерживать лист против верхнего валка, в то время как боковой валок поднимается, образуя точный предварительный изгиб, сводя к минимуму плоскую зону на краю листа. Предварительная гибка на трехвалковой машине требует, чтобы листы наклонялись вниз во время их подачи. Напротив, пластины загружаются горизонтально на уровне подачи для предварительной гибки на четырехвалковом станке, что позволяет использовать горизонтальные роликовые столы с электроприводом для облегчения подачи пластин.
• Подача тарелок может осуществляться с любой стороны четырехвалковой машины. При подаче только с одной стороны их можно разместить даже близко к стене, чтобы сэкономить место на полу.
• Боковые валки расположены справа и слева от нижнего вала и на своих осях. Независимая ось каждого ролика помогает сделать идеальный изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора.
• Лист остается прямолинейным без проскальзывания как во время предварительной гибки, так и во время прокатки благодаря постоянному надежному зажиму верхнего и нижнего валков.
• Четырехвалковые машины не требуют, чтобы оператор снимал, переворачивал, а затем пытался выпрямить и переставить пластину во второй раз после предварительного изгиба, как в случае с трехвалковыми IP-машинами. Хранение материала в машине делает четыре вальца на 50% более эффективными, чем трехвалковые машины IP, и позволяет прокатывать цилиндр до требуемого диаметра сразу после предварительного изгиба.
Анкерний болт ГОСТ 24379.1-80 М30 складається з прута на одному кінці, нанесена різь. Такий болт передбачає наявність шайби або анкерної плити.Залежно від зовнішнього вигляду анкерних болтів їх поділяють на: вигнуті, з анкерною плитою, складені, знімні, прямі та болти з конічним кінцем.
Цей кріплення найчастіше виготовляють зі сталі СТ3ПС2, а також із конструкційної вуглецевої сталі 20. У разі застосування болта в регіонах із низькими температурами використовують сталь 09Г2С. За потреби можна виготовити анкерні болти та з іншого матеріалу, залежно від того, де та як застосовуватиметься кріплення. Для більшої міцності виробу надаються загартовані.
Технічні характеристики фундаментальних болтів
Характеристики
Тип 1 виготовлення 1
Тип 1 виготовлення 2
Тип 2
Тип 5
Шпилька
Крок різі
3. 5
Діаметр стрижня
30
Довжина різі
120
Довжина згину
90
250
—
Довжина гака
—
120
—
Гайка
Розмір під ключ
46
Діаметр описаного кола
50.9
Висота
25.6
Шайба
Внутрішній діаметр
32
Зовнішній діаметр
80
Товщина
10
Плита анкерна
Внутрішній діаметр
—
38
—
Ширина
—
120
—
Товщина
—
20
—
Приклад встановлення фундаментального болта та теоретична вага фундаментального болта тип1
Довжина болта, мм
Теоретична маса, кг
600
4. 55
710
5.16
800
5.66
900
6.22
1000
6.77
1120
7.43
1250
8.15
1320
8.53
1400
8.99
1500
9.54
1600
10.1
1700
10.65
1800
11.21
1900
11.76
2000
12.32
Приклад встановлення фундаментального болта та теоретична вага фундаментального болта тип 2
Довжина болта, мм
Теоретична маса, кг
250
4. 7
300
4.98
350
5.25
400
5.53
450
5.81
500
6.08
600
6.64
700
7.25
800
7.75
900
8.3
1000
8.86
1120
9.53
1250
10.25
1320
10.64
1400
11.07
1500
11.63
1600
12.18
1700
12.74
1800
13.29
1900
13. 85
Приклад встановлення фундаментального болта та теоретична вага фундаментального болта тип5
Довжина болта, мм
Теоретична маса, кг
250
2.17
300
2.44
Ви можете придбати анкерні болти, а також інші метизи в нас на сайті, за дуже вигідною ціною. Компанія «КрепСила» вже понад 10 років постачає якісні болти та іншу продукцію на ринок України. Співпрацюючи з нами, ви отримуєте гарантію від виробника на 36 місяців, що доводить якість і надійність кріплення. З кожним виробом йде унікальний сертифікат якості. Ми доставимо продукцію в будь-яку точку України.
Характеристики
Інформація для замовлення
Фундаментный анкер М30х600 ГОСТ 24379.
1-2012 1.1. Изогнутный фундаментный анкерный болт тип 1 исполнение 1 30*600.
Артикул: 108031553
Характеристики
Общие данные
Тип и конструкция
изогнутый
Точный стандарт
ГОСТ 24379.1-2012
Тип
1
Исполнение
1
Основные размеры
Размер резьбы
М30
Шаг резьбы
3.5 мм
Диаметр
30 мм
Длина
600 мм
Длина загиба (L5)
90 мм
Максимальный диаметр (d1)
30 мм
Размер используемого ключа
46
Материал и покрытие
Тип (марка) стали
Ст3сп
Покрытие
без покрытия
Класс прочности
4. 8
Другие размеры:
М12х290, Ст3сп
М12х300, Ст3сп
М12х400, Ст3сп
М12х500, Ст3сп
М12х800, Ст3сп
М16х180, Ст3сп
М16х300, Ст3сп
М16х400, Ст3сп
М16х500, Ст3сп
М16х600, Ст3сп
М16х660, Ст3сп
М16х800, Ст3сп
М16х1000, Ст3сп
М16х1280, Ст3сп
М20х400, Ст3сп
М20х450, Ст3сп
М20х500, Ст3сп
М20х550, Ст3сп
М20х600, Ст3сп
М20х700, Ст3сп
М20х710, Ст3сп
М20х720, Ст3сп
М20х730, Ст3сп
М20х800, Ст3сп
М20х1000, Ст3сп
М20х1120, Ст3сп
М20х1250, Ст3сп
М24х500, Ст3сп
М24х600, Ст3сп
М24х700, Ст3сп
М24х710, Ст3сп
М24х720, Ст3сп
М24х750, Ст3сп
М24х780, Ст3сп
М24х800, Ст3сп
М24х850, Ст3сп
М24х900, Ст3сп
М24х930, Ст3сп
М24х950, Ст3сп
М24х1000, Ст3сп
М24х1090, Ст3сп
М24х1100, Ст3сп
М24х1120, Ст3сп
М24х1250, Ст3сп
М24х1500, Ст3сп
М30х450, Ст3сп
М30х700, Ст3сп
М30х800, Ст3сп
М30х900, Ст3сп
М30х910, Ст3сп
М30х1000, Ст3сп
М30х1120, Ст3сп
М30х1200, Ст3сп
М30х1250, Ст3сп
М30х1320, Ст3сп
М30х1450, Ст3сп
М30х2800, Ст3сп
М36х700, Ст3сп
М36х710, Ст3сп
М36х800, Ст3сп
М36х1000, Ст3сп
М36х1120, Ст3сп
М36х1250, Ст3сп
М36х1320, Ст3сп
М36х1400, Ст3сп
М36х1450, Ст3сп
М36х1600, Ст3сп
М42х900, Ст3сп
М42х1250, Ст3сп
М42х1320, Ст3сп
М42х2240, Ст3сп
М42х2300, Ст3сп
М48х1500, Ст3сп
М48х1630, Ст3сп
М48х1700, Ст3сп
М48х2500, Ст3сп
М48х2800, Ст3сп
Нет в продаже
Kwik Bolt TZ Клиновой анкер — Клиновые анкеры
Перейти к основному содержанию
Бескомпромиссность с Nuron Испытайте новейшие беспроводные инновации. Откройте для себя Нурон
Функции и области применения
Функции и области применения
Характеристики
Особенно подходит для сейсмических применений и бетона с трещинами (зона растяжения)
Сейсмическая квалификация проверена в соответствии с ACI 355.2 и ICC-ES AC 193.
Небольшое минимальное расстояние до края и расстояние между ними для максимальной гибкости дизайна
Одобрено для использования в тонких плитах, LWOMD и заполненных цементным раствором CMU.
Гайки и шайбы в сборе
Приложения
Крепление металлоконструкций, фасадов, механического оборудования, поручней и стоек
Технические данные
Документы и видео
Консультации и поддержка
Рейтинги и обзоры
Зарегистрируйтесь здесь
Выполняйте работу быстрее онлайн. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Возникли проблемы со входом в систему или вы забыли свой пароль?
Пожалуйста, введите свой адрес электронной почты ниже. Вы получите инструкции по созданию нового пароля.
Нужна помощь? Свяжитесь с нами
Войдите, чтобы продолжить
Показать пароль
Забыли свой пароль
оставить меня залогиненным
Нужна помощь? Свяжитесь с нами
Зарегистрируйтесь здесь
Выполняйте работу онлайн быстрее. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Выберите следующий шаг, чтобы продолжить
Ошибка входа в систему
К сожалению, мы не можем войти в систему. Используемый вами адрес электронной почты не зарегистрирован для {0}, но зарегистрирован для другого веб-сайта Hilti.
Выберите один из следующих вариантов: Зарегистрироваться Войти с другим адресом электронной почты Отменить и закрыть
В корзину
В корзину
Перейти в корзину
Обновление количества
Обратите внимание, объем заказа обновлен. Это связано с упаковкой и минимальным объемом заказа.
Обратите внимание, объем заказа был обновлен до . Это связано с упаковкой и минимальным объемом заказа.
Kwik Bolt 1 Клиновой анкер — Клиновые анкеры
Перейти к основному содержанию
Бескомпромиссность с Nuron Испытайте новейшие беспроводные инновации. Откройте для себя Нурон
Функции и области применения
Функции и области применения
Характеристики
Особенно подходит для сейсмостойких применений, а также для бетона с трещинами (зона растяжения)
Сейсмические испытания в соответствии с ACI 355.2 и ICC-ES AC 193
В соответствии с IAPMO, совместимо с модулем Hilti Adaptive Torque (AT) для механической защиты
Идентификационные маркировки продукта и длины облегчают контроль качества и проверку
Приложения
Крепление металлоконструкций, фасадов, электрического и механического оборудования, поручней и стоек
Технические данные
Документы и видео
Консультации и поддержка
Рейтинги и обзоры
Зарегистрируйтесь здесь
Выполняйте работу онлайн быстрее. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Возникли проблемы со входом в систему или вы забыли свой пароль?
Пожалуйста, введите свой адрес электронной почты ниже. Вы получите инструкции по созданию нового пароля.
Нужна помощь? Свяжитесь с нами
Войдите, чтобы продолжить
Показать пароль
Забыли свой пароль
оставить меня залогиненным
Нужна помощь? Свяжитесь с нами
Зарегистрируйтесь здесь
Выполняйте работу онлайн быстрее. Воспользуйтесь всеми преимуществами использования веб-сайта Hilti.
Зарегистрируйтесь сейчас
Выберите следующий шаг, чтобы продолжить
Ошибка входа в систему
К сожалению, мы не можем войти в систему. Используемый вами адрес электронной почты не зарегистрирован для {0}, но зарегистрирован для другого веб-сайта Hilti.
Выберите один из следующих вариантов: Зарегистрироваться Войти с другим адресом электронной почты Отменить и закрыть
В корзину
В корзину
Перейти в корзину
Обновление количества
Обратите внимание, объем заказа обновлен. Это связано с упаковкой и минимальным объемом заказа.
Обратите внимание, объем заказа был обновлен до . Это связано с упаковкой и минимальным объемом заказа.
В этой статье хотелось бы подробнее осветить тему флюсов для пайки, то, как они классифицируются и какое применение можно для них найти. Для начала определимся, что такое флюс, и насколько он необходим при пайке.
Флюс – это вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления окислителей при пайке, снижения поверхностного натяжения, улучшения растекания жидкого припоя и защиты от действия окружающей среды. Другими словами, флюс нужен для упрощения расплавления припоя, или для залуживания поверхности металла, в электронике используется сплав меди.
Флюсы делятся на пять классификаций: по допустимому температурному интервалу, по растворению, по активатору определяющего действия, по механизму действия и по агрегатному состоянию.
По температурному интервалу делятся на те, что подходят для температур до 450 °С, и высокотемпературные – свыше 450 °С. Низкотемпературные — к ним относится канифольные, кислотные и галогенидные, гидразивные и фторборатные, анилиновые и стеариновые. Высокотемпературные – это галогенидные и боридно-углексилые соединения.
По растворению различаются по двум категориям — водные и неводные.
По активатору определяющего действия флюсы отличаются разнообразием.
По механизму действия флюсы подразделяются на защитные, химического действия, электрохимического действия и реактивные.
По агрегатному состоянию различаются на три типа: твёрдые, жидкие и пастообразные.
Флюсы, которые используются в электронике, соответствуют следующим требованиям: низкие ток утечки и подверженность коррозии.
Простейшие по составу флюсы делают из канифоли, или ее раствора в спирте, к примеру, в этаноле либо в других спиртах или бензиновой смеси. Не менее часто используют кислотные флюсы – разнообразные кислоты или их соли, но такие флюсы требуют промывки после пайки, чтобы не образовывалась коррозия.
Отмывку печатных плат также требует и глицерин, чтобы избежать скорого окисления. Единственное, что можно не смывать, это канифоль или ее растворы, так как та после застывания образует дополнительный защитный слой.
Активные флюсы
Создаются на основе соляной кислоты. При их помощи спаивают железные изделия. Паяльная кислота взаимодействует с веществом за счет реакций цинка при обработке поверхностей материалов. Активный флюс отличается повышенной химической активностью, снимает оксидные пленки с поверхности деталей, реагирует на сам металл. Благодаря использованию активных составов происходит надежное соединение металлов. Повышенная электропроводность дает возможность соединять крупные провода или изделия. Данный флюс не применяется в радиотехнике, т.к. остатки химического состава трудно удаляются с плат, они быстро разъедают соединения.
Бескислотные флюсы
Эти флюсы изготавливаются на основе глицерина, этилового спирта, а также скипидара, и также называются неактивными. Канифоль применяется при температурах до 150°C, растворяет тонкие слои поверхности меди, свинца или олова, производя качественную очистку. В основном применяются для пайки поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электросхемами или платами радиодеталей.
Активированные флюсы
Производятся на основе солянокислого анилина или салициловой кислоты. Применяются при пайке всех видов соединений, которые не требуют предварительной зачистки и при соединении материалов, которые подвержены механическим воздействиям.
Антикоррозийные флюсы
Цель антикоррозийных флюсов заключается в очистке места пайки от коррозийных отложений, защите от окислов для дальнейшей эксплуатации детали. Основной компонент – ортофосфорная кислота, которая используется при изготовлении антикоррозийных пропиток. Главное отличие от кислотных составов в том, что флюс не разрушает сам металл, но зачищает его для предотвращения коррозии, при помощи химической реакции при температурных воздействиях.
Защитные флюсы
Предназначение состоит в защите материалов от дальнейшего окисления, за счёт обработки предварительно очищенных деталей. Их отличие — отсутствие химического воздействия, потому что активность вещества невысока. Для изготовления этого типа флюсов применяются вазелин, воск, оливковое масло, другие маслянистые вещества. В основном применяется для пайки микросхем и bga деталей.
Альтернативные виды припоев используются для различных целей при спайке. Бура, смешанная с канифолью, используется для пайки медных трубок, не нуждается в предварительной зачистке изделия, температура плавления начинается от 70 градусов, а в процессе не выделяются вредные вещества.
Жидкие припои на основе золота, вазелина, салициловой кислоты используются при спайке радиаторов и одножильных проводов, в результате получается чистый и аккуратный шов.
Что такое канифоль и для чего она нужна
#S[2033]#
Канифоль можно найти в шкафу у каждого радиолюбителя или домашнего мастера. Используется это вещество в процессе низкотемпературной пайки различных металлов. Его название слышал каждый, но происхождение, свойства и особенности применения для многих остаются загадкой.
Основной компонент канифоли
Канифоль представляет собой очищенную смолу хвойных деревьев. На территории СНГ чаще всего встречается именно сосновая канифоль, но технология производства не ограничивается этим деревом. Иногда на рынке попадаются кедровые, еловые и пихтовые марки.
Получение методом выпаривания
В необработанном виде сок хвойных деревьев перенасыщен влагой, скипидаром и различными примесями. Смола нагревается до температуры воды и постепенно превращается в те самые хрупкие кристаллы. В отдельных ситуациях такой полуфабрикат подвергается дополнительной химической очистке.
Получение методом экстракции
Иногда вытягивать смолы из древесины нерационально. В этом случае канифоль получают напрямую из древесины. Для этого измельченный материал подвергают воздействию химических растворителей с различными свойствами.
Получение путем перегонки талого масла
В процессе изготовления целлюлозно-бумажной продукции остается множество лишних отходов, в том числе и талое масло. С целью максимальной рационализации производства его дополнительно используют для извлечения смол в процессе обработки хвойных пород.
#P[34358,35382,35383]#
Растворимость канифоли
Готовая канифоль отлично растворяется в большинстве химически активных растворителей. В этот список входят бензин, эфир, ацетон, спирты. При этом на воду твердая канифоль никак не реагирует.
Температура плавления
Канифоль отлично подходит для пайки за счет низкой температуры плавления. Точное значение конкретной марки зависит от источника и способа ее получения, но усредненные цифры указывают на диапазон 50-70 градусов. Показатель может быть и больше, но он не превышает температуру плавления любого припоя.
Основная цель применения
Большинство проводников подвержены окислению, а на их поверхности быстро откладываются жировые частицы. Это сильно затрудняет процесс пайки и ухудшает качество соединения. Являясь химически активным кислотным веществом, канифоль при нагревании очищает поверхность от оксидной пленки и инородных веществ.
Процесс пайки
Процедура начинается с прогрева паяльника до рабочей температуры. На жало берем небольшое количество используемого припоя и опускаем его в канифоль. Дожидаемся пока канифоль немного покроет жало, но не допускаем его пережигания. В заключение как можно быстрее производим процедуру пайки, прижимая паяльник к нужному элементу, так как канифоль быстро испаряется.
Использование в других сферах
Канифоль отлично справляется с ролью флюса, но также используется и для решения других задач. Она придает нужные свойства лакокрасочным покрытиям и часто встречается в некоторых сплавах пластмассы. Также вещество отлично подходит для обработки струн музыкальных инструментов, смычков и балетной обуви.
Способы хранения и поставки компонента
Наиболее широкое распространение в качестве флюса получили твердые гранулы канифоли. Помимо них существуют спиртовые растворы и гели. Первые очень удобно наносить на открытые поверхности кисточкой, а вторые хорошо задерживаются в закрытых труднодоступных местах.
Недостаток канифоли
Из-за своей слабой химической активности флюс на основе смол больше подходит для работы с простыми металлами: медь, сталь, свинец. При пайке нержавейки и алюминия из-за моментального образования стойкой оксидной пленкой приходится использовать более кислотные и активные флюсы.
Канифоль
против волнового флюса без канифоли?
Исследования
Специально разработанные медно-оловянные сплавы для селективной пайки
Реактивность неочищенного флюса, захваченного под компонентами с нижними выводами
Проблемы выбора подходящего материала TIM2 для ЦП
Возможность сборки паяльной пасты с низким содержанием серебра
Инструменты для контроля паяльной пасты для поддержки промышленности 4.0 и масштабирования корпусов
Жидкие термоматериалы для крупносерийного производства
Новый метод балансировки линии
Сокращение NSOP для пакетов QFN RFIC
ДОПОЛНИТЕЛЬНЫЕ ИССЛЕДОВАНИЯ
Последние новости отрасли
4 школы стремятся помочь Intel, SkyWater Staff New Fabs
Производство в Китае сокращается
Источники сообщают, что поставки iPhone Foxconn в ноябре могут упасть на 30%
Мнение: Android-ификация автомобилей
Этот утренний ритуал сделает вас успешным
ДОПОЛНИТЕЛЬНЫЕ НОВОСТИ ОТРАСЛИ
Эта статья посвящена различиям в сопротивлении поверхностной изоляции (SIR) между флюсами, содержащими и не содержащими канифоль флюсами. Технология материалов
СКАЧАТЬ
Авторы:
Адам Мерлинг и Рон Ласки, доктор философии. Indium Corporation Клинтон, Нью-Йорк, США
Резюме
Есть ли преимущества в использовании флюсов для пайки волной припоя, содержащих канифоль, по сравнению с флюсами, не содержащими канифоли? Флюсы на основе канифоли являются одними из первых типов флюсов, использовавшихся в первые годы электронной промышленности. В их основе материал, полученный из сосны и других растений, прежде всего хвойных. Флюсы на основе канифоли не вызывают коррозии при комнатной температуре, гигроскопичны и обычно отверждаются при комнатной температуре, захватывая потенциально вызывающие коррозию активаторы.
Для сравнения, флюсы без канифоли, особенно водопромывные, содержат агрессивные кислоты, которые необходимо удалять после процесса пайки волной припоя. Если узлы не очистить, остатки могут вызвать коррозию и рост дендритов. Производитель может выбрать флюс, содержащий или не содержащий канифоль, в зависимости от используемого растворителя, соотношения флюса и растворителя, текущего процесса очистки и т.д. Выбор делается в результате множества факторов, которые играют роль при пайке волной припоя, таких как термический профиль, тип флюса, его применение, тип припоя, время предварительного нагрева, температура и время контакта волны.
В этой серии экспериментов независимой переменной был тип потока. Вышеупомянутые переменные варьировались в разработанном формате эксперимента. Для оценки качества полученных сборок был использован текущий тест IPC на сопротивление поверхностной изоляции (SIR). Были собраны данные для определения надежности трех содержащих канифоль и трех не содержащих канифоль волновых потоков. Кроме того, были сделаны микрофотографии типичных полученных паяных соединений, чтобы наблюдать качество изготовления и эстетические свойства паяных соединений.
Выводы
Как органические флюсы, так и не требующие очистки флюсы на основе канифоли прошли тест SIR, что затруднило определение тенденции. Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
Пять из 6 средних значений шаблона вниз были ниже, чем средние значения шаблона вверх, чего и следовало ожидать. Интригует тот факт, что SIR Flux A оказался лучше, чем у других 5, что требует будущих исследований и экспериментов, чтобы прийти к выводу.
Первоначально опубликовано в материалах ССПМ
Комментарии
На сегодняшний день комментариев не поступало.
Обсуждение на доске
Большие апертуры трафарета и паста типа 4
Что такое определение IPC для необычно жесткого?
Влажность компонентов Вопрос?
Причины газовых пузырей
Как проверить чистоту после доработки и перед повторным покрытием?
Сборка плат с BGA на обеих сторонах
Упадок металлизированного отверстия?
Печи с 5 и 8 зонами
ЕЩЕ РАЗГОВОР НА СОВЕТЕ
Спросите экспертов
Электростатический разряд и увлажнение
Пузырьки конформного покрытия
Проверка чистоты
Пробоины и поврежденные соединения
Открытый дефект меди
Плотина и наполнитель в сравнении с защитным покрытием
Вопрос о частоте дефектов PPM для перевернутых пакетов
Что вызывает вращение компонента во время оплавления?
БОЛЬШЕ СПРОСИТЕ У ЭКСПЕРТОВ
Понимание пайки Часть 7: Канифольный флюс
Многие популярные продукты питания и сети ресторанов повышают интерес к своей продукции, рекламируя «секретный» ингредиент. Однако они не единственные, кто полагается на секрет; пайка электронных компонентов на печатной плате также зависит от скрытого ингредиента. Совместная работа с припоем — это вещество, о котором многие не знают, которое называется флюсом, но без него мы не смогли бы надежно спаять ни одну деталь.
Припой представляет собой комбинацию металлических сплавов, которые после плавления сплавляют штырек компонента с металлической площадкой или отверстием на печатной плате для создания электропроводящего соединения. Флюс облегчает этот процесс пайки, очищая металлические поверхности перед их расплавлением. Различные типы флюса различаются по основным материалам, используемым для его создания, при этом канифоль является одним из наиболее распространенных вариантов, используемых при сборке печатных плат. Об этом секретном ингредиенте есть что рассказать; давайте рассмотрим использование канифольного флюса при сборке печатных плат.
Что такое Канифольный флюс?
Когда металл подвергается воздействию воздуха, на незащищенных поверхностях могут образовываться оксиды. В случае с электроникой эти оксиды могут препятствовать образованию хорошего паяного соединения во время сборки печатной платы. Чтобы облегчить процесс пайки, флюс используется для химической очистки металлических поверхностей путем удаления оксидов, а также любых других примесей. Флюс также способствует смачиванию припоя, что определяет, насколько хорошо расплавленный припой будет течь на соединяемые поверхности.
Флюсы для пайки электроники делятся на три категории: канифоль, водорастворимые (или органические кислоты) и не требующие очистки. Водорастворимые флюсы, изготовленные из органических материалов, отличных от канифоли, чрезвычайно активны при пайке. Это очень эффективно для подготовки поверхностей к пайке, но вскоре после этого требуется тщательная очистка и осмотр, чтобы предотвратить загрязнение флюсом или повреждение платы, если их не удалить своевременно. Флюс Noclean не требует очистки из-за своей низкой активности, но в результате он также не так эффективен при подготовке поверхностей к пайке.
Основной материал канифольного флюса состоит в основном из канифоли, извлеченной из сока сосновых деревьев. Он также содержит различные виды кислот в качестве активаторов, которые способствуют смачиванию расплавленного припоя за счет удаления оксидов из металла. По уровню активности эти кислоты подразделяются на три категории канифольного флюса:
R (канифоль): Это самая мягкая форма канифольного флюса, которая содержит наименьшее количество активаторов и предназначена только для чистого металла. поверхности. Благодаря низкому уровню активности этот канифольный флюс не оставляет вредных остатков во время пайки.
RMA (мягко активированная канифоль): Эта категория содержит более высокий уровень активаторов, достаточный для очистки контактных площадок и отверстий печатных плат, а также контактов компонентов во время пайки. Этот флюс оставит некоторый осадок, который обычно не является проблемой.
RA (активированная канифоль): Этот канифольный флюс содержит самые высокие уровни активаторов для очистки, а также оставляет наибольшее количество остатков после пайки.
Помимо канифоли и активаторов, флюс также будет содержать другие растворители и добавки, облегчающие пайку и защищающие металл от коррозии. Теперь рассмотрим, как используется канифольный флюс в процессе пайки.
Использование флюса во время пайки
Канифольный флюс можно использовать для автоматизированной сборки печатных плат в зависимости от требований к печатной плате. При пайке волной припоя флюс обычно распыляется на печатную плату до того, как он пройдет над расплавленной волной припоя. В печатных платах, которые обрабатываются в печи для оплавления припоя, используется паяльная паста, состоящая из крошечных частиц припоя и липкого флюса, которые удерживают компоненты на месте до оплавления.
Канифольный флюс часто используется при ручной пайке, его можно найти в сердечнике намотанной паяльной проволоки. Припой с сердечником из канифоли помогает пользователю, гарантируя, что флюс распределяется в одинаковых количествах для применения припоя. Однако, если требуется больше флюса для больших площадей, жидкость или пасту можно нанести с помощью кисти, ватного тампона или специального аппликатора флюса. Канифольный флюс также можно найти в имеющихся в продаже ручках-дозаторах для дополнительного удобства.
После завершения пайки вы можете обнаружить остатки канифольного флюса на печатной плате, особенно если вы использовали флюс с более высоким содержанием активаторов. Небольшие остатки канифольного флюса часто остаются на плате после пайки, если только их удаление не требуется по эстетическим соображениям. Остаток, оставленный более активной канифолью или органическими водорастворимыми флюсами, может быть более агрессивным и должен быть удален. Обычно для этого используется деионизированная вода (ДИ). Помните, что нельзя злоупотреблять флюсом во время пайки, иначе у вас будет больше остатков, которые нужно очистить, чем ожидалось. Далее мы рассмотрим несколько передовых методов пайки, чтобы обеспечить желаемые результаты.
DFM для печатных плат HDI
Загрузить сейчас
Советы по достижению наилучших результатов при пайке
Вышеприведенное обсуждение канифольного флюса предназначено для того, чтобы помочь вам создать наилучшие возможные паяные соединения при пайке проводов или компонентов вашей схемы. доска. Вот некоторые дополнительные основные советы по пайке, которые следует помнить:
Прежде чем приступить к пайке, убедитесь, что поверхности, подлежащие пайке, максимально чистые, чтобы флюс не переполнялся.
Установите паяльник достаточно высоко, чтобы полностью нагреть используемый тип припоя.
Добавьте дополнительный флюс на провода, которые необходимо залужить, или на другие большие участки платы, подлежащие пайке.
Наконечником паяльника одновременно доведите до температуры две соединяемые поверхности, обычно контакт компонента и контактную площадку или отверстие печатной платы.
Доставляем воду надежно, бесшумно и практически незаметно для счетчика электроэнергии.
Где купить
Купить в интернет магазине
Купить оптом
описание
преимущества
технические характеристики
Циркуляционный насос «making oasis everywhere» обеспечивает циркуляцию воды в системах отопления, а также системах обогрева полов. Прибор имеет небольшие габаритные размеры и вес, работает практически бесшумно и потребляет мало электроэнергии. Циркуляционные насосы «making oasis everywhere» применяют в загородных домах площадью свыше 100 м², так как естественная конвекция не сможет обеспечить равномерный прогрев всех отопительных приборов.
Максимальное рабочее давление, бар: 10
Температура теплоностителя: +10 до +110°С.
Температура окружающей среды: от -10 до +40°С. Количество скоростей: 3.
Материал корпуса: чугун.
Двигатель:
– Однофазный;
– Класс защиты – IP44
– Класс изоляции – F.
Гарантийный срок обслуживания 2 года.
Экономное энергопотребление
Гарантия — 2 года
Бесшумность работы
В насосах с мокрым ротором все движущиеся части, в том числе и ротор двигателя, омываются перекачиваемой жидкостью. За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора.
Наличие специально разработанного мокрого ротора в насосе «making oasis everywhere» значительно снижает уровень шума при его работе.
Насос имеет широкий диапазон параметров. Удобный и простой переключатель позволяет пользователю установить необходимую частоту вращения вала двигателя в зависимости от его потребности.
Насосы не требуют дополнительного сервисного обслуживания.
Для удобства ремонта, в случае необходимости, электродвигатель можно снять, не проводя демонтаж насоса из системы.
Система керамических подшипников обеспечивает долговечность и бесшумность насоса вследствие высокой твердости и низкого коэффициента линейного расширения керамики.
Обмотки электродвигателя устойчивы к току блокировки, поэтому он не нуждается в дополнительной защите.
Количество потребляемой энергии циркуляционным насосом «making oasis everywhere» не больше, чем небольшой электрической лампочкой.
Гарантия — 2 года.
Оптовые закупки для профессионалов рынка
Индивидуальная система скидок
Наличие всего ассортимента на складе
Оперативная доставка в любой регион РФ, даже минимальной партии
Гарантия и сервис производителя
Оптимальное соотношение цены и качества
Более 500 сервисных центров обслуживания по всей стране
Система онлайн заказов продукции, позволяющая вам оперативно делать заказы в любое удобное время
узнайте больше
Модель
CR-32/2 | CV-32/2
CR-32/4 | CV-32/4
Высота подъема жидкости, м
1(I) / 1,5(II) / 2(III)
2(I) / 3(II) / 4(III)
Проток жидкости, л/мин
10(I) / 20(II) / 30(III)
20(I) / 30(II) / 40(III)
Мощность, Вт
35(I) / 45(II) / 60(III)
35(I) / 53(II) / 72(III)
Установочное расстояние (между фитингами), мм
180
180
Вес, кг
2,85 | 2,8
2,95 | 3
Модель
CR-32/6 | CV-32/6
CR-32/8
Высота подъема жидкости, м
4(I) / 5(II) / 6(III)
5(I) / 7(II) / 8(III)
Проток жидкости, л/мин
20(I) / 30(II) / 40(III)
25(I) / 95(II) / 170(III)
Мощность, Вт
40(I) / 60(II) / 90(III)
145(I) / 220(II) / 245(III)
Установочное расстояние (между фитингами), мм
180
180
Вес, кг
3,15 | 3
5,5
Скачать инструкциюСкачать сертификат
отправить заявку
Циркуляционные насосы с «мокрым» ротором муфтовые
В разделе представлены муфтовые циркуляционные насосы с «мокрым» ротором, которые можно купить у нас по доступным ценам. Осуществляем доставку по Украине.
Переход на страницу «Насосы для отопления коммунального и промышленного»
Переход на страницу «Промышленные циркуляционные насосы с мокрым ротором»
Подбор бытового насоса для отопления
Разъяснения к подбору
Расход, м³/ч
Напор, м
Точно
МУФТОВЫЕ ЦИРКУЛЯЦИОННЫЕ НАСОСЫ С «МОКРЫМ» РОТОРОМ
Циркуляционные насосы с мокрым ротором и муфтовым подсоединением, пожалуй, самая массовая разновидность циркуляционных насосов. Такие насосы применяются для обеспечения циркуляции в системах отопления частных и производственных зданий, в технологических процессах. Это компактные насосы небольшой мощности, могут ставиться на трубу диаметром условного прохода от 15мм до 32мм. Конструкция мокрого ротора обеспечивает практически бесшумную работу. Коэффициент полезного действия невысок, но так как эти насосы маломощные, на цену эксплуатации это почти не сказывается. Циркуляционные насосы с мокрым ротором бывают односкоростные, двухскоростные, трехскоростные и со встроенным частотным регулированием. Возможность оперативно изменять мощность насоса дает дополнительную гибкость при подборе режимов эксплуатации насоса Выпускает такие циркуляционные насосы много производителей. На рынке представлены циркуляционные насосы с мокрым ротором производства Германии, Дании, Италии, Словении, Китая. Широко распространены новые бренды, изготавливающие свои насосы в Китае и продающие под своими, зарегистрированными в Европе и СНГ торговыми марками. Подделывают циркуляционные насосы с мокрым ротором известных брендов тоже много производителей. Подделывают иногда так хорошо, что становиться практически невозможным отличить оригинальный циркуляционный насос от поддельного при внешнем осмотре. Подделка выявляется лишь при осмотре в разобранном состоянии. Поэтому настоятельно рекомендуется приобретать циркуляционные насосы с мокрым ротором у официальных представителей известных производителей, либо покупать не очень известные бренды, которые не сильно уступают по качеству известным (а то и вовсе не уступают), стоят дешевле и которые не подделывают. Циркуляционные насосы известных брендов часто имитируют. Насос внешне практически такой же, как и производства известного бренда, но с каким-нибудь маленьким отличием, скажем, название отличается на одну букву.
НЕКОТОРЫЕ ОСОБЕННОСТИ ПРИМЕНЕНИЯ БЫТОВЫХ ЦИРКУЛЯЦИОННЫХ НАСОСОВ
Циркуляционные насосы в частных домах применяются для:
Отопления
ГВС
Рециркуляции горячей воды
В системах на солнечной энергии.
Виды систем отопления
Системы отопления, в которых применяются бытовые циркуляционные насосы подразделяются на:
Однотрубные. Характеризуются постоянным расходом, небольшим перепадом температуры. Для достижения балансировки нужен точный расчет параметров системы.
Двухтрубные. Характеризуются переменным расходом, высоким температурным перепадом. Балансировка достигается применением специальных балансировочных клапанов.
Системы теплых полов.
В системе отопления помещений «теплый пол», водяного напольного отопления, тепло передается от поверхности сложной системы трубок (контуров), по которым циркулирует теплоноситель, к напольному покрытию. В качестве теплоносителя в системах водяного напольного отопления в основном используется вода, но могут применяться и другие жидкие теплоносители (раствор этиленгликоля, антифриза и т.п.). Вкратце водяное напольное отопление представляет собой расположенную под полом систему трубопроводов, с циркулирующим горячим теплоносителем. Может быть применено как основное отопление, так и в сочетании с традиционным радиаторным отоплением. В зависимости от типа напольного покрытия и конструкции пола температура жидкого теплоносителя лежит в пределах 30-45 °С для бетонных полов и 45-60 °С для полов на деревянных блоках, с перепадом температур не более 5-8°С. Температура же теплоносителя в системе отопления с источников тепла в виде радиаторов значительно выше, 60-95 °С и перепад температур на входе и в обратной линии достигает 20-40°С.
Чаще всего водяное напольное отопление применяется для отопления загородных домов, где оно может работать с котлом газовым или электрическим, тепловым насосом, с солнечным коллектором. В многоквартирных домах такое отопление применяется с условием установки индивидуального отопления в каждой квартире.
Чтобы поддерживать температуру теплоносителя в системе «теплый пол» в заданном диапазоне температур необходимо обеспечить подлив подогретого теплоносителя из обратного трубопровода. Система отопления «теплый пол» должна выполняться после теплового расчета здания или помещения, выполнения проектной документации, монтаж должен быть осуществлен соответствующей монтажной организацией. Площадь отапливаемого помещения делится на поля, максимальная площадь которого не должна превышать 40 м². Система управления водяного напольного отопления может быть групповой, индивидуальной (автоматика в каждой комнате) и комплексной.
Недопустимо ручное регулирование отопительной системы, может привести к разбалансировке, к поломке и снижению эффективности отопительной системы. Узел управления находится в каждой комнате, все водяные контуры сбалансированы на одинаковый перепад давления. Выбор насоса определяется потерей давления в самой большой петле контура (не более 120 метров). Небольшой перепад температур теплоносителя и большие потери давления в системе «теплый пол» вынуждают применять насосы большей мощности для циркуляции, чем в отоплении радиаторным методом той же площади. Поскольку расход теплоносителя в напольном отоплении переменный, рекомендуется применять современные циркуляционные насосы для бытовых систем с электронным регулированием скорости обращения.
Теплообменники (бойлеры).
Теплообменник представляют собой аппарат, в котором более горячий носитель тепла передает свое тепло более холодному носителю, носители могут быть жидкими или газовыми. Бойлер относят к разновидности теплообменных аппаратов, и применяют для подогрева воды для горячего водоснабжения или для систем отопления, или для других целей. Бытовые бойлеры по способу нагрева воды делят на накопительные и проточные. В теплообменном аппарате разность между первичным и вторичным контурами относительно небольшая.
На обратном трубопроводе рекомендуется устанавливать бытовой циркуляционный насос вторичного контура. При помощи регулирующего клапана регулируется и поддерживается температура теплоносителя на заданном уровне во вторичном контуре. Сам клапан устанавливается на на обратном трубопроводе в первичном контуре.
Непрерывная циркуляция воды в системе горячего водоснабжения или ГВС обеспечивает бесперебойную подачу в кран горячей воды, снижая потери воды, значительно повышая удобство пользователям.
Необходимо отметить что:
Т.к. расход вводы в контуре циркуляции не большой, можно использовать насос малой мощности.
При применении насоса значительной мощности (при большом расходе), скорость потока воды в системе трубопровода увеличивается, что ведет к увеличению шумовых показателей, что не комфортно в бытовых помещениях.
Для уменьшения образования пузырьков воздуха в трубопроводной системе, что ведет к коррозионным процессам, рекомендуется монтаж бытового циркуляционного насоса производить на горизонтальном участке трубы, или же на наклонном или вертикальном участке с направлением потока воды снизу вверх.
Выбор бытового циркуляционного насоса для отопления.
В случае необходимости замены вышедшего из строя, или по другим причинам, старого насоса новым, рекомендуется предварительно произвести оценку происшедшим с момента установки предыдущего насоса изменениям в конструкции помещения или в отопительной системе, например:
замена оконных рам стеклопакетами
дополнительная теплоизоляция помещения или здания
новые термостатические вентили
уменьшение или увеличения числа радиаторов, прочие изменения
Старые модели бытовых циркуляционных насосов в большинстве своем, имеют слишком большую производительность, и их можно заменить на бытовой циркуляционный насос с меньшей производительностью. Следует отметить, что в случае достаточного бюджета предпочтительнее устанавливать бытовой циркуляционный насос с электронным регулированием. Электронное регулирование в насосном оборудовании позволяет значительно экономить электроэнергию. Кроме того современные модели бытовых насосов работают с пониженными шумовыми характеристиками, можно устанавливать в жилых помещениях.
Системы горячего водоснабжения и отопления, использующие в качестве источника энергии солнце.
Гелиосистемы, использующие солнечную энергию, применяются для подогрева воды для горячего водоснабжения и отопления зданий. Новое эффективное, комфортное и экологически чистое решение в системах ГВС и отопления. Правда, на сегодняшний день довольно дорогостоящее решение. Солнечные коллекторы являются основным элементом такой системы, кроме них есть резервуары-теплообменники и приборы управления. Циркуляционный насос неотъемлемый элемент всех типов таких систем. Существуют специальные модели насосов для гелиоустановок, учитывающие следующие факторы:
вода с содержанием антифриза, что необходимо в условиях периодичного отопления
высокая температура теплоносителя, особенно в период летней повышенной солнечной активности
значительные перепады температур в системе
Для систем с солнечным подогревом требуются специальные бытовые циркуляционные насосы, адаптированные к особенностям эксплуатации (серия SOLAR Grundfos и т. п.).
925416-5 Чугунный мокрый ротор 1/8 л.с., необслуживаемый циркуляционный насос для горячей воды
Перейти к основному содержанию
Shop Talk
| |
Эксперты по техническому обслуживанию автопарка 1-800-558-2808
История заказов
Мои списки
Импорт файла
Автоматический повторный заказ
Каталог
Поделиться
Печать
Наведите курсор на изображение, чтобы увеличить
159,22 $ за упаковку | 159,22 долл. США за штуку
одноразовая доставка
Зарегистрируйтесь в автозаказе
Номер предмета
925416-5
Описание сканера
Циркуляционный насос горячей воды, 1/
Статус инвентаря
Прямая поставка
Масса
7,6 фунта
Бренд
АРМСТРОНГ НАСОС ИНК.
Технические характеристики
AMPS
0,81 A
Maximum GPM @ Head
18 GPM при 1 фут. ARMSTRONG PUMPS INC.
Максимальное рабочее давление
150 фунтов/кв.0003
Производитель Номер детали
110223-305
Тип привода
Direct
Минимальный GPM @ Head
0 GPM при 18 футов
Лицевая сторона размер лица
6-3/8 дюйма
Номер скоростных 3
Особенности
3 Скорость, бесплатное обслуживание, компактная, высокая производительность
Количество пакетов
1
Фланец/Союз включен
NO
Фаза
1
Циркуляционный насос.0003
Горячая вода Циркуляционная насоса
Монтаж насоса
в линии
Высота
6-3/8 дюйма
Тип насоса
Мокрое ротор, обслуживание бесплатно
. 3600
Материал корпуса
Чугун
Серия
Astro 230
Материал рабочего колеса
30% стеклонаполненный Noryl®
Материал вала 90 90 04 Керамика
3
3
(2) прокладки
Отключение
18 футов.
Внедорождение/размер розетки
1-1/4 дюйма
Стандарты
ETL
Пункт
Горячая вода.
Да
Длина
5 дюймов
Напряжение
115 В переменного тока
Конфигурация петли
Закрыто
Ширина
6 дюйма
Производители Длина
2 YR.
Описание продукта
Циркуляционный насос для горячей воды был разработан для перекачивания растворов гликоля и воды с концентрацией до 50% в бытовых и небольших коммерческих замкнутых водяных системах отопления. Фланцы в комплект не входят.
Штрих-код товара
Перекрестные ссылки
Юридический
Имя
Товар
Описание
Грейнджер Дропшип
32УН13
Циркуляция горячей воды
КОДЫ UNSPSC
40151504
КОДЫ VMRS (АТА)
053-006-009
Циркуляция горячей воды
Вся информация, содержащаяся здесь, является собственностью Imperial Supplies LLC и публикуется здесь для только ваше использование. Любое воспроизведение или распространение этой информации без предварительного письменного согласия от Imperial Supplies LLC строго запрещено.
Imperial Supplies LLC не предоставляет услуги и товары за пределами США.
Для получения дополнительной информации о продукте по электронной почте нажмите здесь
Китай Циркуляционные водяные насосы с мокрым ротором Производители и поставщики и фабрики
Категории
Свяжитесь с нами
Модель: FPS40-80F / 250 УСТАНОВКА И ИСПОЛЬЗОВАНИЕ. Это трехскоростной циркуляционный насос, который можно использовать как в открытых, так и в закрытых системах. Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью….
Теперь говорите Отправить запрос
Download
Product Details
Product
Wet-rotor Circulator Water Pumps
Brand
WASSERMANN
Model
FPS40-80F /250
Применение
Чистая вода
Упаковка
Картон
УСТАНОВКА И ИСПОЛЬЗОВАНИЕ
. Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью.
.Насосы предназначены для циркуляции жидкостей в системах отопления и кондиционирования. Примеры типичных применений:
Системы отопления с одной и двумя трубами
Котловые шунтирующие насосы
Насосы для нагревающих поверхностей
Калоридисты
под полами системы отопления
Солнечные системы отопления
Системы тепловых насосов
Геотермальные системы отопления
. Рекультирующие системы восстановления тепло насоса
Geothermal System
Двухтрубные системы кондиционирования воздуха
Насосы для холодильных установок.
.Насос должен быть установлен с горизонтальным валом двигателя.
Расчет веса бронзового круга и прутка от компании поставщика Авек Глобал
org/BreadcrumbList»>
Главная
Справочник
Медь, латунь, бронза
Бронза
Круг, пруток бронзовый
Вас интересует расчет веса бронзового круга и прутка? Поставщик Авек Глобал предлагает купить бронзовый круг, пруток отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Последовательность расчёта
Проще всего расчёт выполнять при помощи встроенных калькуляторов, которые учитывают объём изделия и плотность бронзы конкретной марки. Ниже приведена таблица значений плотности, наиболее распространённых марок отечественных бронзовых сплавов.
Бронза
безоловянная деформируемая
оловянная деформируемая
Бронзы (ОСТ 2МТ31−75)
Бериллиевая
БрАЖ
БрК
БрОФ
БрОЦ
БрОЦС
БрОС
БрОЦСН
Плотность ρ, кг/
м3
7500…7600
8400…8600
8600…8800
8800
8900…9100
9100
8800…8900
8200
Согласно стандартам, действующим в России и странах СНГ, поставка бронзового объёмного проката производится в прутках длиной от 400 до 4000 мм (нижняя граница может корректироваться, если поставка производится в рамках индивидуального заказа, объёмом не менее 500 кг).
Зная плотность конкретной марки бронзы ρ, длину прутка l и радиус r его поперечного сечения, вычислить массу М можно по зависимости:
М = 3,14xlxrxρ
Поставщик Авек Глобал предлагает купить бронзовый круг, пруток отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Расчёт по таблице
В таблицах обычно приводятся усреднённые данные по весу одного погонного метра прутка. Ими удобно пользоваться, если марка проката точно не известна. Исходя из средней плотности деформируемой бронзы в 8800 кг/м3, можно применять данные, указанные в таблице:
Диаметр прутков, мм
5
10
20
40
60
90
150
Масса погонного метра, кг
0,15…0,17
0,65…0,69
2,40…2,80
9,45…11,20
21,2…25,1
47,9…56,5
132,5…157,9
Точность расчёта несколько ниже, но на практике вполне приемлема для большинства случаев.
Купить. Поставщик, цена
Вас интересует расчет веса бронзового круга и прутка? Поставщик Авек Глобал предлагает купить бронзовый круг, пруток отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Бронзовая копия складных весов Viking 4 грамма
Allgemeine Geschäftsbedingungen
1. Geltungsbereich
Für alle Bestellungen über unseren Shop auf Etsy gelten die nachfolgenden AGB.
Verbraucher ist jede natürliche Person, die ein Rechtsgeschäft zu Zwecken abschließt, die überwiegend weder ihrer gewerblichen noch ihrer selbständigen beruflichen Tätigkeit zugerechnet werden können.
Unternehmer ist eine natürliche oder juristische Person oder eine rechtsfähige Personengesellschaft, die bei Abschluss eines Rechtsgeschäfts in Ausübung ihrer gewerblichen oder sebständigen beruflichen Tätigkeit handelt.
Gegenüber Unternehmern gilt: Verwendet der Unternehmer entgegenstehende oder ergänzende Allgemeine Geschäftsbedingungen, wird deren Geltung hiermit widesprochen; sie werden nur dann Vertragsbestandteil, wenn wir dem ausdrücklich zugestimmt haben.
Mit Einstellung der Produkte in den Интернет-магазин geben wir ein verbindliches Angebot zum Vertragsschluss über diese Artikel ab.
Sie können unsere Produkte zunächst unverbindlich in den Warenkorb legen und Ihre Eingaben vor Absenden Ihrer verbindlichen Bestellung jederzeit korrigieren, indem Sie die hierfür im Bestellablauf vorgesehenen und erläuterten Korrekturhilfen nutzen.
Der Vertrag kommt zustande, indem Sie durch Anklicken des Bestellbuttons das Angebot über die im Warenkorb enthaltenen Waren annehmen.
Unmittelbar nach dem Absenden der Bestellung erhalten Sie noch einmal eine Bestätigung по электронной почте.
3. Vertragssprache, Vertragstextspeicherung
Die für den Vertragsschluss zur Verfügung stehende Sprache ist Deutsch.
Wir speichern den Vertragstext auf unseren Systemen, die jedoch für Sie nicht zugänglich sind.
Über Ihren Etsy-Account haben Sie jedoch die Möglichkeit, Ihre letzten Bestellungen einzusehen. Der vollständige Vertragstext ist dort nicht zugänglich.
4. Bezahlung
In unserem Shop stehen Ihnen grundsätzlich die folgenden Zahlungsarten zur Verfügung:
PayPal Im Bestellprozess werden Sie auf die Webseite des Online-Anbieters PayPal weitergeleitet.
Um den Rechnungsbetrag über PayPal bezahlen zu können, müssen Sie dort registriert sein bzw. sich erst registrieren, mit Ihren Zugangsdaten legitimieren und die Zahlungsanweisung an uns bestätigen.
Nach Abgabe der Bestellung im Shop fordern wir PayPal zur Einleitung der Zahlungstransaktion auf.
Sofort by klarna Nach Abgabe der Bestellung werden Sie auf die Webseite des Online-Anbieters Sofort GmbH weitergeleitet.
Um den Rechnungsbetrag über Sofort bezahlen zu können, müssen Sie über ein für Online-Banking freigeschaltetes Bankkonto verfügen, sich entsprechend legitimieren und die Zahlungsanweisung uns bestätigen.
Weitere Hinweise erhalten Sie beim Bestellvorgang. Die Zahlungstransaktion wird unmittelbar danach von Sofort durchgeführt und Ihr Konto belastet.
Klarna PayNow Kreditkarte Mit Abgabe der Bestellung geben Sie Ihre Kreditkartendaten an.
Nach Ihrer Legitimation als rechtmäßiger Karteninhaber wird unmittelbar nach Versendung der Ware die Zahlungstransaktion Automaticisch durchgeführt und Ihre Karte belastet.
Klarna PayNow Lastschrift Nach erfolgreicher Adress- und Bonitätsprüfung im Rahmen des Bestellprozesses, erteilen Sie mit Abgabe der Bestellung dem Online-Anbieter Klarna ein SEPA-Lastschriftmandat.
Über das Datum der Kontobelastung wird Sie Klarna informieren (sog. Предварительное уведомление).
Mit Einreichung des Lastschriftmandats fordert Klarna Ihre Bank zur Einleitung der Zahlungstransaktion auf. Die Zahlungstransaktion wird Automaticisch durchgeführt und Ihr Konto belastet.
Die Kontobelastung erfolgt erfolgt nach Versand der Ware.
Für die Zahlungsabwicklung über Klarna gelten – ergänzend zu unseren AGB – die AGB und die Datenschutzerklärung von Klarna.
Weitere Informationen erhalten Sie im Bestellprozess.
Kreditkarte Mit Abgabe der Bestellung geben Sie Ihre Kreditkartendaten an.
Nach Ihrer Legitimation als rechtmäßiger Karteninhaber wird die Zahlungstransaktion Automaticisch durchgeführt und Ihre Karte belastet.
Etsy-Gutschein Wenn Sie auf Ihrem Etsy-Konto über Guthaben verfügen, wird dieses Guthaben autotisch auf zukünftige Käufe angewendet.
Der Einlösecode muss nicht erneut eingegeben werden.
Im Bestellprozess besteht jedoch auch die Möglichkeit, einen Gutschein oder eine bestehende Gutschrift einzulösen.
Falls das Guthaben nicht für die Bestellung ausreichen sollte, können Sie den restlichen Betrag mit Kreditkarte oder PayPal bezahlen.
Kauf auf Rechnung über Klarna In Zusammenarbeit mit Klarna AB (www.klarna.de), Sveavägen 46, Stockholm, Schweden, bieten wir Ihnen den Rechnungskauf als Zahlungsoption an.
Bitte beachten Sie, dass Klarna Rechnung nur für Verbraucher verfügbar sind und dass die Zahlung jeweils and Klarna zu erfolgen hat.
Beim Kauf auf Rechnung mit Klarna bekommen Sie immer zuerst die Ware und Sie haben immer eine Zahlungsfrist von 14 Tagen.
Weitere Informationen zum Klarna Rechnungskauf finden Номер: https://cdn.klarna.com/1.0/shared/content/legal/terms/EID/de_de/invoice?fee=0
Finanzierung über Klarna In Zusammenarbeit mit Klarna AB (www.klarna.de), Sveavägen 46, Stockholm, Schweden, bieten wir Ihnen den Ratenkauf als Zahlungsoption an.
Bitte beachten Sie, dass Klarna Ratenkauf nur Verbraucher verfügbar ist und dass die Zahlung an Klarna zu erfolgen hat.
Mit dem Finanzierungsservice von Klarna können Sie Ihren Einkauf flexibel in monatlichen Raten von mindestens 1/24 des Gesamtbetrages (mindestens jedoch 6,95 €) безален.
Weitere Informationen zum Klarna Ratenkauf einschließlich der Allgemeinen Geschäftsbedingungen und der Europäischen Standardinformationen für Verbraucherkredite finden Sie hier: https://cdn. klarna.com/1.0/shared/content/legal/terms/EID/de_de/account3
900 , Widerrufsrecht
Verbrauchern Steht das gesetzliche Widerrufsrecht, wie in der Widerrufsbelehrung beschrieben, zu. Unternehmern wird kein freiwilliges Widerrufsrecht eingeräumt.
6. Eigentumsvorbehalt
Die Ware bleibt bis zur vollständigen Bezahlung unser Eigentum.
Für Unternehmer gilt ergänzend: Wir behalten uns das Eigentum an der Ware bis zur vollständigen Begleichung aller Forderungen aus einer laufenden Geschäftsbeziehung vor.
Sie dürfen die Vorbehaltsware im ordentlichen Geschäftsbetrieb weiterveräußern; sämtliche aus diesem Weiterverkauf entstehenden Forderungen treten Sie – unabhängig von einer Verbindung oder Vermischung der Vorbehaltsware mit einer neuen Sache – в Höhe des Rechnungsbetrages an uns im Voraus ab, und wir nehmen diese Abtretung an.
Sie bleiben zur Einziehung der Forderungen ermächtigt, wir dürfen Forderungen jedoch auch selbst einziehen, soweit Sie Ihren Zahlungsverpflichtungen nicht nachkommen.
7. Transportschäden
Für Verbraucher gilt: Werden Waren mit offensichtlichen Transportschäden angeliefert, so reklamieren Sie solche Fehler bitte möglichst sofort beim Zusteller und nehmen Sie bitte unverzüglich Kontakt zu uns auf.
Die Versäumung einer Reklamation oder Kontaktaufnahme hat für Ihre gesetzlichen Ansprüche und deren Durchsetzung, insbesondere Ihre Gewährleistungsrechte, keinerlei Konsequenzen.
Sie helfen uns aber, unsere eigenen Ansprüche gegenüber dem Frachtführer bzw. der ransportversicherung geltend machen zu können.
8. Gewährleistung und Garantien
Es gilt das gesetzliche Mängelhaftungsrecht. Informationen zu gegebenenfalls geltenden zusätzlichen Garantien und deren genaue Bedingungen finden Sie jeweils beim Produkt und auf besonderen Informationsseiten im Online-Shop.
9. Streitbeilegung
Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie hier finden: https://ec. europa.eu/consumers/odr
Zur Teilnahme an einem Streitbeilegungsverfahren vor einer Verbraucherschlichtungsstelle sind wir nicht verpflichtet und nicht bereit.
AGB erstellt mit dem Trusted Shops Rechtstexter in Kooperation mit FÖHLISCH Rechtsanwälte.
Widerrufsbelehrung
a) Widerrufsrecht
Sie haben das Recht, binnen dreißig Tagen ohne Angabe von Gründen diesen Vertrag zu widerufen.
Die Widerrufsfrist beträgt dreißig Tage ab dem Tag an dem Sie oder ein von Ihnen benannter Dritter, der nicht der Beförderer ist, die Ware in Besitz genommen haben bzw. шляпа.
Um Ihr Widerrufsrecht auszuüben, müssen Sie uns (Pera Peris, Reinhardtsgrimmaer Str. 3, 01744 Dippoldiswalde, Deutschland, [email protected], телефон: 03504625695) mittels einer eindeutigen Erklärung (z. der Post einandverster mit ) Бриф, телефакс или электронная почта) über Ihren Entschluss, diesen Vertrag zu widerufen, informieren.
Sie können dafür das begefügte Muster-Widerrufsformular verwenden, das jedoch nicht vorgeschrieben ist.
Zur Wahrung der Widerrufsfrist reicht es aus, dass Sie die Mitteilung über die Ausübung des Widerrufsrechts vor Ablauf der Widerrufsfrist absenden.
b) Folgen des Widerrufs
Sofern Sie diesen Vertrag widerufen, werden wir Ihnen alle Zahlungen, die wir von Ihnen erhalten haben, einschließlich der Lieferkosten (mit Ausnahme der zusätzlichen Kosten, die sich Lierefine daraus erge als die von uns angebotene, günstigste Standardlieferung gewählt haben), unverzüglich und spätestens binnen vierzehn Tagen ab dem Tag zurückzuzahlen, an dem die Mitteilung über Ihren Widerruf dieses Vertrags bei uns eingegangen ist.
Für diese Rückzahlung verwenden wir dasselbe Zahlungsmittel, das Sie bei der ursprünglichen Transaktion eingesetzt haben, es sei denn, mit Ihnen wurde ausdrücklich etwas anderes vereinbart; in keinem Fall werden Ihnen wegen dieser Rückzahlung Entgelte berechnet.
Wir konnen die Rückzahlung verweigern, bis wir die Waren wieder zurückerhalten haben oder bis Sie den Nachweis erbracht haben, dass Sie die Waren zurückgesandt haben, je nachdem, welches der frühere Zeitpunkt ist.
Sie haben die Waren unverzüglich und in jedem Fall spätestens binnen vierzehn Tagen ab dem Tag, an dem Sie uns über den Widerruf dieses Vertrags unterrichten, uns zurückzusenden oder zu übergeben.
Die Frist ist gewahrt, wenn Sie die Waren vor Ablauf der Frist von vierzehn Tagen absenden.
Sie tragen die unmittelbaren Kosten der Rücksendung der Waren.
Sie müssen für einen Wertverlust der Waren nur aufkommen, wenn dieser Wertverlust auf einen zur Prüfung der Beschaffenheit, Eigenschaften und Funktionsweise der Waren nicht notwendigen Umgang mit ihnen zurückzuführen ist.
c) Widerrufsformular
Aufgrund der europaweiten Regelung zum Onlinehandel können Sie als Verbraucher zur Ausübung Ihres Widerrufsrechts auf ein Widerrufsformular zurückgreifen.
Dessen Verwendung ist jedoch optional, Sie können Ihr Widerrufsrecht auch durch jede andere eindeutige Erklärung gegenüber unserem Unternehmen ausüben, etwa per Brief, E-Mail или Fax.
Hier können Sie sich ein Muster des Widerrufsformulars herunterladen: https://www. peraperis.com/media/Widerrufsformular.pdf
Widerrufsbelehrung [https://shop.trustedshops.com/de/rechtstexte/] erstellt mit dem Trusted Shops [https://shop.trustedshops.com/de/] Rechtstexter in Kooperation mit FÖHLISCH Rechtsanwälte [https://foehlisch .com].
Retouren erfolgen nach vorheriger Absprache an folgende Адрес:
Pera Peris Reinhardtsgrimmaer Strasse 3 D — 01744 Dippoldiswalde Germany
10 шт. большие переходные кольца античная бронза толстые круглые наружные кольца
Вы получите 10 толстых прыгающих колец из старинной бронзы.
Очень красивый и качественный.
Размер: 40 мм Толщина: 8 калибров (3 мм) Вес: 6,6 г
Почта первого класса USPS в США!
Все наши товары не содержат никель и свинец.
Пожалуйста, свяжитесь со мной для другого количества.
Посмотрите мои другие товары, так как мы добавляем новые товары каждый день.
Мы продаем за упаковку, а цена указана за всю упаковку. Пожалуйста, имейте в виду, что количество 1 всегда означает 1 упаковку. Аналогично, количество 2 = 2 упаковки, количество 3 = 3 упаковки…
Да. Скидки для покупателей из США:
Заказ от 35 до 199,99 долларов США, БЕСПЛАТНАЯ стандартная доставка.
При заказе на сумму от 200 до 399,99 долларов США, СКИДКА 15% + БЕСПЛАТНАЯ (3-6) дней экспресс-доставка. (КУПОН: VC200) : ОПТ)
—————-
Скидки для покупателей из других стран:
При заказе от 50 до 99,99 долларов США скидка 10% на общую сумму. (КУПОН:VC2015)
Закажите от 100 до 199,99 долларов США, скидка 12% на общую сумму. (КУПОН: VC100)
При заказе на сумму от 200 до 399,99 долларов США, СКИДКА 15% + БЕСПЛАТНАЯ стандартная доставка. (КУПОН: VC200)
При заказе на сумму ≥ 400 долларов США, СКИДКА 20% + БЕСПЛАТНАЯ стандартная доставка. (КУПОН: ОПТОВАЯ ПРОДАЖА)
Все цены перечисленные выше НЕ включают стоимость доставки.
Да, на данный момент мы предлагаем следующие улучшения доставки:
1.) TNT в США (доставка в течение 2-4 рабочих дней) = дополнительные 18 долларов США 2.) TNT в остальные страны мира (доставка в течение 3-5 рабочих дней) = дополнительные 18,5 долларов США
Щелкните стрелку вниз позади Стандартная доставка, чтобы выбрать эти параметры.
Вот наш официальный сайт: www.VeryCharms.com Вы можете пойти и найти готовые коммерческие украшения, которые не имеют права продаваться здесь, на Etsy. Тем не менее, мы по-прежнему рекомендуем вам покупать все ювелирные изделия в нашем магазине Etsy, так как это такое потрясающее место с таким количеством замечательных функций!
Мы принимаем основные кредитные карты через PayPal. Поэтому, пожалуйста, по-прежнему нажимайте кнопку «Оплатить с помощью PayPal», если вы хотите оплатить с помощью кредитной карты.
После перенаправления на PayPal:
1.) Вместо того, чтобы выбирать оплату с помощью учетной записи PayPal, выберите вариант оплаты с помощью дебетовой или кредитной карты.
2.) Затем вам будет предложено ввести платежную информацию и информацию о кредитной карте.
3.) Вам нужно будет ввести свой адрес электронной почты, чтобы PayPal мог отправить вам квитанцию.
4.) Нажмите «Продолжить», чтобы вернуться в Etsy Checkout, просмотреть и отправить окончательный заказ.
Да, номер отслеживания доступен для всех посылок, отправляемых по всему миру.
Закон Германии об упаковке «VerpackG» налагает требования на интернет-магазины, торгующие покупателям в Германии. Закон об упаковке поощряет переработку и повторное использование упаковочных материалов (например, картонных коробок, ленты и пузырчатой пленки).
Пресс для отжима сока Sok 10л, с кожухом (домкратный, гидравлический)
Пресс гидравлический ручной своими руками
Гидравлический пресс из домкрата доктор юью
Пресс из гидравлического домкрата
Пресс для гаража с перевернутым домкратом
Пневмопресс своими руками
Пресс из винтового домкрата
T30306 домкрат
Мини пресс из домкрата
Ручной пресс из домкрата
Пресс гидравлический hm325b
Гидравлический пресс из 20 швеллера
Пресс своими руками: пошаговые инструкции и рекомендации
Гидравлический пресс применяется для получения высокого давления. Он используется во многих автомастерских для прессования различных валов, подшипников и шестеренок. Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками.
При наличии некоторых навыков и материалов можно соорудить надежный агрегат своими силами
Читайте в статье
1 Назначение и функции пресса: области применения устройства
2 Конструкция пресса: особенности существующих устройств
2.1 Вакуумный пресс
2.2 Пресс подборщик
2.3 Настольный механический пресс
2.4 Вибропресс
2.5 Пресс с электрическим приводом
3 Устройство гидравлического пресса для гаража: основные характеристики
3.1 Варианты чертежей гидравлического пресса своими руками
3.2 Пресс гидравлический своими руками: как сделать
4 Пресс из домкрата своими руками: этапы монтажных работ
Назначение и функции пресса: области применения устройства
Пресс имеет широкое применение. Иногда это необходимый предмет в мастерской или в гараже. Небольшое устройство часто применяется при ремонте автомобилей. Можно использовать пресс для сайлентблоков, а также для выпрессовки подшипников.
Заводское устройство для выбивания деталей
Такое оборудование применяется для создания брикетов из отходов, при склеивании двух поверхностей, а также для сгибания деталей из металла. При этом заводские приборы могут быть многим не по карману. Если вы решите сделать такое устройство своими руками, то его легко можно адаптировать к определенным задачам.
Принцип гидравлики позволяет сильно облегчить жизнь. Благодаря простому механизму эффективно работает разное оборудование.
Самодельная установка применяется для работы в гараже и мастерской
Итак, рассмотрим подробнее для чего необходимо подобное устройство:
выпрессовка разных подшипников, то применяется в маленьких автомастерских;
сгибание метизов разнообразной формы;
обеспечение давления для склеивания двух элементов;
монтаж заклепок.
Попробуйте изготовить пресс своими руками в гараж. Такое устройство используется для выпрессовки и запрессовки всевозможных деталей. При этом оборудование производит огромный спектр работ по ремонту, обслуживанию и профилактике.
Простой вариант для гаража
Давайте рассмотрим некоторые варианты:
даже маленькому автосервису необходим гидропресс, который можно приобрести или сделать своими силами. Чтобы сделать такой агрегат нужно определиться с установкой манометра, массой, размерами и показателями поршня. Прежде чем разрабатывать пресс нужно учитывать модели автомобилей. Простая конструкция не подойдет для крупных машин;
Механизм для автосервиса
для мастерской и дома часто необходим пресс для макулатуры. При большом скоплении бумаги, ее требуется утилизировать. Такая конструкция имеет средний показатель мощности и может работать от электрической сети. С помощью небольшого аппарата можно убирать значительное количество макулатуры;
Установка для макулатуры
полезен и пресс для картона, с помощью которого можно прессовать бутылки из пластика и жестяные банки. При самостоятельном монтаже аппарата нужно учитывать параметры поршня, станины, габариты оборудования и вес. В таком устройстве используется готовый или ручной гидравлический насос;
Прессовка картонного сырья
пресс для опилок применяется для создания брикетов. Полученные брикеты применяются для отопления частных домов. Такой прибор состоит из стола, силового каркаса, основания и привода. Для ручного механизма часто применяется домкрат, а для механической конструкции подходит электромотор;
Изделие для опилок
самодельный пресс подборщик для сена представляет собой специальный короб, который устанавливается на рамную конструкцию из бруса. Такие рамы могут делаться из металлического профиля. Конструкция делается в виде короба, но без верхней части. Понадобятся некоторые материалы для изготовления пресса для сена своими руками. Чертежи с размерами облегчат задачу. Стоит использовать уголки, рейки из металла и обработанные доски.
Подборщик в работе
Чтобы сделать аппарат для сена необходимо соединить доски с помощью металлических уголков. После этого короб оббивается рейками. Это придаст прочности изделию. Затем нужно перейти к калитке или дверце, которая фиксируется на петли.
Для сборки понадобится элемент для крепления к лобовине, база для монтажа всех узлов, ходовая деталь и транспортный подборщик. Также понадобится специальная камера с коробкой передач и с сеном. Аппарат подборщик рулонного типа применяется для осуществления одного цикла упаковки и сборки соломы или сена.
При этом делается подборка высушенного сена в поле, а также прессование подборок. Затем из полотен формируются рулоны. Такой процесс отличается тюкование без деформации растительности. Заводские подборщики имеют достаточно сложное устройство, которое редко получается сделать в домашних условиях.
Агрегаты для макулатуры применяются в пунктах, которые занимаются приемкой разного вторичного сырья. Такой агрегат отличается повышенным давлением примерно в 15-50 тонн, что помогает сделать тюки небольших размеров. Для их погрузки можно применять какие-либо манипуляторы. Большой мощностью обладают и прессы для топливных брикетов.
Подобную конструкцию можно сделать двух видов:
механический вариант представляет упрощенную конструкцию с небольшой мощностью. При этом сила может достигать одной тонны;
к более мощным относится самодельный гидравлический аппарат, мощность которого может быть до 4 тонн.
Аналогичным образом происходит и изготовление пресса для пластиковых бутылок.
Конструкция пресса: особенности существующих устройств
Для создания значительного усилия на определенной площади применяется конструкция гидравлического пресса, купить такой агрегат можно в специализированных магазинах. Такой аппарат представляет собой эффективное и простое устройство.
Устройство гидравлического пресса
Если вы решили сделать такую конструкцию по чертежам, то необходимо разбираться из чего она состоит:
нижняя часть или основание необходима для устойчивости конструкции. Она выглядит, как платформа и делается из массивного металлопроката. Для этого подойдут уголки из металла и швеллера;
стойки представляют собой вертикальные части конструкции. Высота элементов рассчитывается как сумма длины его штока, высоты домкрата и толщины неподвижного упора. Стойки выполняются из стальных уголков, приваренных к основанию;
неподвижный упор фиксируется в верхней части стоек. Чтобы его сделать применяется такой же уголок, как и у стоек;
домкрат позволяет развить необходимое усилие. Этот элемент крепится к подвижному упору. Он приводится в движение при помощи электропривода или ручного управления;
подвижной упор оказывает основное давление на механизм. Может выполняться из уголков или полосок стали;
возвратное устройство применяется для передвижения подвижного упора в обычное положение. При этом используются пружины, степень и длина растяжения, которых рассчитывается в зависимости от параметров пресса.
Как сделать несложную конструкцию можно посмотреть на видео ниже:
Watch this video on YouTube
Вакуумный пресс
При изготовлении вакуумного пресса своими руками, стоит учитывать, что устройство состоит из термомодуля, стола и вакуумной камеры.При этом последний элемент часто имеет форму прямоугольника и делается из жесткого материла.
У такой конструкции есть некоторые особенности:
аппарат имеет только ручное управление;
для работы применяются доступные материалы;
скорость работы не должна уступать заводским аналогам.
Вакуумная конструкция собирается из таких деталей:
станина делается из рельсы для термомодуля и профилированной трубы. Для работы понадобится сварочный аппарат и электродрель;
вакуумный стол делается из прижимной рамы, зажимов и ванны;
также необходим и водокольцевой насос.
По аналогии производится и термовакуумный пресс.
Термовакуумная установка
Пресс подборщик
Такой аппарат, как пресс подборщик устанавливается как прицепной механизм для мотоблоков. Его используют на маленьких фермерских полях и на крупных сельскохозяйственных угодьях. После того, как зеленая масса срезается косилкой, данное устройство занимается ее обработкой. При этом формируются валики из стеблей, а после этого с помощью агрегата получаются прессованные тюки.
Вот достоинства от использования такого агрегата:
сокращается время сушки, и уменьшаются потери сена;
Самым распространенным вариантом является рулонный механизм. Пружинные зубья позволяют собирать массу травы. После этого каждая порция скручивается в тюки. Минитрактор при помощи такого пресса может загружать до 20 тонн соломы за 20 дней. Рулонные конструкции имеют небольшие габариты.
Валковый пресстюковой разновидности делают брикеты в форме прямоугольника. Трава в валках подхватывается зубьями и отправляется в отсек для прессования. Габариты могут регулироваться техникой. Тюки прочно упаковываются и обвязываются шпагатом. После этого блок выбрасывается на поле.
Устройство валковое
Можно сделать и самодельный вариант из ходового бруса и пиломатериалов. При этом делается большой короб из досок и используется горизонтальный способ для загрузки сена. В качестве пресса применяется реечный или винтовой домкрат. При помощи такого приспособления можно вязать тюки из соломы и прессовать их.
Настольный механический пресс
Настольный пресс может работать как на автоматической, так и на ручной тяге. Такое оборудование часто выполняется из прочной стали.
С помощью ручного пресса обрабатываются:
полимеры и пластмассы;
картон и поролон;
всевозможные металлы;
резина и кожа.
Компактный настольный аппарат
С помощью механического пресса производится выпрессовка подшипников и втулок, штамповка, а также высечки небольших изделий. Такой агрегат позволяет экономить время на изготовление деталей.
Устройство гидравлического ручного аппарата производит усилие с помощью штока гидроцилиндра. В этом элементе находится жидкость, которая сжимается под напором. Агрегат используется для сжатия, деформации и соединения деталей.
Дыропробивной вариант применяется для штамповки отверстий в листах разных материалов. Ручные механические аппараты необходимы для опрессовывания трубчатых гильз и кабеля.
Вибропресс
Вибропресс позволяет уменьшить время проведения строительных работ, а также уменьшить их стоимость. Устройство аппарата предполагает наличие трех приводов: гидравлического, механического и пневматического. В основе работы агрегата лежит технология вибпрессования.
Даже при наличии инструкции и необходимых чертежей создание вибропресса своими руками может не получиться. Такое может произойти из-за неправильных расчетов, неточной наладки и низкой производительности.
Устройство вибропресса
Пресс с электрическим приводом
Гидравлический пресс с электроприводом имеет простое устройство. Чаще всего она состоит из толстого уголка и швеллера. Все элементы соединяются толстыми болтами.
Особое внимание стоит уделить каркасу станка, так как он будет подвергаться значительным механическим нагрузкам. При этом достаточной должна быть толщина металла.
Такое устройство часто применяется на производстве и в промышленности. Усилие выполняется при помощи работы электродвигателя. Применение такого механизма помогает уменьшить время проведения множества технологических процессов.
Установка с электрическим приводом
Устройство гидравлического пресса для гаража: основные характеристики
Как сделать гидравлический пресс иногда нужно знать, чтобы сделать такой агрегат для своего гаража. При этом практичные конструкции можно сделать из подручного сырья. Для гаражного агрегата потребуется ручной привод, а также гидравлический насос. Необходимо определиться с типом установки: настольная она будет или напольная. Пригодится и чертеж с размерами.
Для производства гидравлического пресса, важно определиться с вариантом модели. Вот такие они могут быть:
сложная гидравлическая конструкция требует специализированной техники и времени на работу;
ручной механизм можно сделать самостоятельно;
стандартная шиномонтажная конструкция является двухскоростной и имеет ручной насос. Поршень является мобильным;
напольная модель оборудована клапаном от перегрузок и ручным приводом насоса.
Самодельная установка для гаража
Для самостоятельного изготовления понадобится крепеж, инструмент для резки и аппарат для сварки. Достоинством гаражной сборки станет возможность контролировать каждый этап монтажных работ.
Важно определиться с типом конструкции. Горизонтальные устройства используют для гибки, правки и рубки отдельных элементов. А вертикальное оборудование требуется для распрессовки и запрессовки деталей. Гидравлическая установка применяется для утилизации отходов. При этом выполняется прессование макулатуры, пластиковых отходов и гофрокартона.
Также устройства могут быть настольными или напольными. При этом настольный механизм можно установить на верстаке. Прессы отличаются грузоподъемностью.
Напольные конструкции обладают широким диапазоном регулировки рабочего стола. Такой вариант может иметь грузоподъемность до 20 тонн. С их помощью производится разборка и сборка узлов.
Существуют и специальные правила безопасности для работы на таком оборудовании:
для работы следует работать в одежде без деталей, которые могут попасть под пресс. Важно защитить волосы от такого попадания;
для глаз применяются специальные очки;
в рабочей зоне не должно быть детей и посторонних;
детали кладутся по центру пресса;
для домкратов используются только масла высокого качества.
Важным приводом является гидронасос с ручным управлением. Он способен выполнять возвратно – поступательные движения в рабочей части. Гидроцилиндры могут быть плунжерными и поршневыми. Во многом это зависит от качества используемой жидкости.
Чтобы сделать простой агрегат для гаража понадобится бутылочный домкрат. Для мастерской небольших размеров можно выбрать механизм, который способен создавать усилие до 10 тонн. Это позволит уменьшить размеры устройства. Также потребуется сварочный агрегат, ножовка, болгарка и диски для резки металла.
Перед сборкой важно выбрать только хороший домкрат и сделать прочное основание для него. Такой пресс состоит из гидронасоса, манометра, рамы со станиной и гидроцилиндра. В некоторых конструкциях цилиндр и насос могут быть замещены домкратом.
Компактный механизм
Ручной пресс имеет такие преимущества:
простота устройства;
отсутствие предохранительных механизмов;
расположение рабочего стола не влияет на рабочее усилие конструкции;
существует возможность регулировки длины и высоты рабочего хода.
К минусам стоит отнести незначительную скорость рабочей поверхности.
Как сделать устройство для гаража можно посмотреть в ролике:
Watch this video on YouTube
Варианты чертежей гидравлического пресса своими руками
Важной деталью любого пресса является станина. Для изготовления пресса гидравлического ручного своими руками, чертежи необходимо выбирать очень ответственно. Станина состоит из рамы, внутри которой располагается домкрат с инструментом.
Чертеж установки на ножном управлении
Рама гидравлического пресса должна обладать повышенной прочностью, так как она будет испытывать нагрузки сразу в двух направлениях.
Нижняя часть станины разрабатывается с учетом обеспечения стойкости всей конструкции. Для расчета внутреннего проема рамы суммируются такие параметры, как толщина рабочего механизма и свободный ход штока.
Вариант вертикального устройства
Чтобы увеличить высоту обрабатываемой детали необходимо обеспечить регулировку свободного штока домкрата. Вот что для этого можно делать:
в верхней части контура рамы устанавливается еще одна плита, которая может передвигаться по направляющим;
делается съемный упор для передвижной платформы;
из сплошного куска металла можно сделать несколько прокладок вставок.
Если используется правильный чертеж, пресс гидравлический получится качественным и прочным.
Пресс гидравлический своими руками: как сделать
Разобраться, как сделать пресс своими руками не составит труда. Для этого понадобится сварочный агрегат, угловая шлифовальная машинка, ножовка и стальной профиль. Для изготовления гидравлического устройства потребуется домкрат. Форма такого механизма должна быть бутылочной.
Вариант самодельной установки
При изготовлении самодельного гидравлического пресса понадобится домкрат весом от 2 до 100 тонн. В зависимости от назначения пресс может быть как напольным, так и настольным. Последний вариант является более компактным.
Чтобы сделать гидропресс своими руками понадобится болгарка, сварочный аппарат и дрель по металлу, а также сверла разного диаметра. В качестве исходного материала применяются всевозможные швеллеры, уголки и трубы из металла. Любой гидропресс состоит их подвижных и неподвижных элементов. К подвижным относятся возвратные механизмы и подвижный упор, а к неподвижным стойки, упоры и основание.
Устройство для мастерской
Основание гидравлического пресса для гаража можно сделать из любых подручных материалов. Чтобы конструкция была устойчивой необходимо центр тяжести расположить как можно ниже. Для напольного устройства основание делается из толстостенных уголков и швеллеров.
При изготовлении настольного оборудования можно применить трубу с толстыми стенками и квадратным сечением. Применять железо можно, если толщина металла примерно 10 мм. Для основания понадобится качественный упор и стойки. Такие элементы делаются из подручных материалов.
Статья по теме:
Чтобы изготовить трубогиб для профильной трубы своими руками – изучите подробные инструкции, видео, фото, чертежи из данного обзора. С помощью этих материалов реализовать соответствующий проект не сложно.
Пресс из домкрата своими руками: этапы монтажных работ
Рассмотрим, как сделать устройство гидравлического пресса своими руками из домкрата. Чертежи и инструкция помогут все сделать правильно. Эта разновидность, пожалуй, легче всех в изготовлении для обычного человека. При разработке чертежей самодельного пресса из домкрата своими руками необходимо учитывать, по какой схеме он будет работать. Используются разные варианты. Например, домкрат может размещаться в нижней части устройства, в станине. При этом давление производится наверх. Если домкрат устанавливается в верхней части, то давление производится вниз.
В таблице представлены основные этапы работы.
Изображение
Этапы работы
Сначала делается платформа для установки домкрата. При этом прочность основания должна быть капитальной. Для основы применяется несколько ребер жесткости. При этом нужно взять квадратный или прямоугольный профиль из стали. Затем нарезается четыре детали. Их укладывают боковыми поверхностями друг к другу, а после этого стыковочные швы привариваются. Такой метод повысит жесткость основания. Чтобы обеспечить устойчивость домкрата необходимо приварить лист из стали подходящего размера.
Затем нужно выполнить упор и стойки. Для этого выпиливаются две детали с толстыми стенками. Упор делается из такого же материала. Его длина должна равняться ширине опорного механизма. Упор и стойки нужно закрепить при помощи сварного шва.
После этого выполняется съемный упор. Данный элемент передвигается по направляющим и передает давление от рабочего штока. Для создания такого элемента необходимо сделать два отрезка полос из стали. Их нужно соединить в нескольких местах. Для замены детали следует просверлить два сквозных отверстия. Длина должна быть на 10 см больше габаритов блока.
Настройка является необходимым этапом монтажных работ. Чтобы уменьшить ход поршня необходимо сократить расстояние между упором и балкой устройства. При этом используется еще один переходной квадратный профиль. Для соединения применяются сварные швы.Также применяются дополнительные вставки.
Сделать пресс из гидравлического домкрата своими руками можно для выполнения штампованных элементов. Подобное оборудование гидравлического пресса из домкрата необходимо для обработки деталей из стали. Вместо домкрата, можно применить нагнетающий насос или гидроцилиндр. Это позволяет обеспечить максимальный комфорт при выполнении работ.
Корпус конструкции часто делается из уголков и швеллеров. Толщина материала может быть не менее двух мм. КПД такого агрегата составляет 80 %, что позволяет обеспечить необходимую грузоподъемность.
При соблюдении инструкции и при использовании качественных материалов можно сделать прочную конструкцию своими руками. Кстати, для автомастерской не всегда лучшим решением является гидравлический пресс. Если его не правильно настроить он может легко раздавить подшипник. В таком случае старый добрый механический агрегат принесет куда больше пользы.
Особенности монтажа простого механизма можно увидеть в ролике:
Watch this video on YouTube
Как сделать полезный агрегат своими руками можно видеть на видео:
Watch this video on YouTube
Создание гидравлического поршневого насоса – Новости Матери-Земли
Поиски «вечного двигателя» так же стары, как и сама цивилизация. И хотя мы все знаем, что такого устройства, вероятно, не существует, есть часть оборудования, которая очень близка: гидравлический поршневой насос.
Водяной таран (также известный как тромпе) существовал довольно давно и был широко используемым средством перекачки воды до того, как электричество стало обычным явлением в сельской местности. Строго говоря, таранный насос не создает собственной мощности, а черпает энергию от силы движущегося столба воды, обычно подаваемой по трубе из точки, расположенной на высоте более 18 дюймов над тромпом.
Несмотря на то, что гидротаран не будет работать без жидкостного источника энергии, он будет работать бесконечно долго при наличии воды. И, за исключением регулировки каждые несколько месяцев, устройство не требует никакого обслуживания!
Сделка на 1/10 цены…
Качественные гидроцилиндры доступны в продаже по цене от 400 до 800 долларов в комплекте. Это отличные агрегаты, рассчитанные на долгие годы эксплуатации. Однако у большинства людей просто нет таких денег, поэтому исследовательская группа MOTHER EARTH NEWS разработала насос, который обеспечивает такую же надежную работу, как и его магазинные собратья, но стоит всего около 60 долларов! Более того, нашу версию можно собрать менее чем за час, используя готовые сантехнику.
Большинство компонентов нашего насоса изготовлены из трубы ПВХ, той же трубы, которая используется по всей стране в бытовых и промышленных водопроводных системах. Поливинилхлорид прочен, с ним легко работать и он легко доступен. Подвижные части тромпы состоят из стандартного обратного клапана, стального стержня, пружины и резиновой пробки для ванны.
ПРИМЕЧАНИЕ. При желании вы можете заменить черную трубу сортамента 40 (сопоставимых размеров) на гибкий полиэтилен, используемый на приводной и напорной сторонах системы.
… И построить это проще простого
Начните сборку поршневого насоса, либо купив, либо собрав все компоненты водопровода, указанные в нашем Перечне материалов (не забудьте купить банку ПВХ-клея для постоянной герметизации всех соединений в системе). Затем найдите болт размером 1/4″ X 14″, отрежьте головку и вкрутите «новый» верхний стержень на глубину около трех дюймов. Резьбовой стержень здесь не годится, так как вал должен иметь гладкое среднее сечение не менее 4″.
Затем наденьте две шестигранные гайки с нижнего конца стержня на высоту около 5 дюймов вверх по валу и прикрепите пробку ванны к кончику стержня с помощью гаек и шайб. Сделав это, соедините «отходную» часть насоса вместе (части от 1/4″ X 1 1/2″ латунного ниппеля до 2″ ПВХ-втулки на 21 трубу). Затем установите шайбу и пружину на верхнюю часть стержня 1/4″ и вставьте весь этот сливной клапан в его корпус из ПВХ и – латунный ниппель вверху. Зафиксируйте готовый клапан оставшейся 1/4-дюймовой гайкой.
Закончив эту секцию, просто соберите остальную часть сантехники. Используйте нашу схему сборки поршневого насоса в качестве руководства (помните, что соединения из ПВХ должны быть склеены вместе, если они еще не нарезаны резьбой). Затем вы можете либо оставить баран стоять отдельно, либо — для более прочного крепления — прикрепить его к деревянному блоку, используя две длины подвесного ремня, закрепленного шурупами.
Установка собственного гидронасоса
Гидравлический цилиндр так же прост в установке, как и в сборке. Конечно, сначала у вас должен быть источник воды (ручей, бассейн или что у вас есть) размером не менее 18 дюймов 9.0021 над насосом и может обеспечить поток не менее трех галлонов в минуту в trompe.
Когда вы определили, что подача воды достаточна, установите таран в точке № ниже , чем на полтора фута ниже источника (несколько футов, конечно, было бы более желательным; наша тромпа работает с « падение» 11,5 футов). Длина трубы диаметром 1 1/2 дюйма от подачи к насосу (известной как «приводная труба») должна быть в 10–15 раз больше, чем расстояние падения, и, во избежание попадания посторонних предметов в механизм, Фильтрующая сетка должна быть размещена над входным отверстием приводной трубы.
Теперь просто проложите необходимую длину гибкой полиэтиленовой трубки диаметром 3/4″ (прочной, высокого давления) к резервуару для хранения или резервуару от выпускного отверстия насоса (это «напорная труба»). Следите за тем, чтобы на шланге не образовывались перегибы или резкие изгибы, так как такие «уголки» будут препятствовать или останавливать поток воды. Вы также можете проложить 1 1/2-дюймовую линию от «сбросной» трубы тарана обратно в поток подачи или, если хотите, вы можете отвести эту воду для какой-либо другой цели.
Вы будете поражены тем, насколько хорошо работает простой насос. Во время испытаний команда MOTHER EARTH NEWS обнаружила, что в точке на высоте 65 футов над гидравлическим таранным механизмом имеется постоянный источник воды. На высоте 40 футов из выпускного трубопровода подавалось колоссальные 60 галлонов в час, чего достаточно для снабжения резервуара общим объемом 1440 галлонов за одни 24 часа!
Из-за коэффициента трения общая длина напорной трубы влияет на производительность насоса. Как правило, эта труба должна быть менее чем в 20 раз больше высоты подъема жидкости. В большинстве ситуаций с этой «формулой» легко жить.
Естественно, поскольку условия, в которых работает каждый насос, будут разными, механизм придется настраивать под индивидуальные нужды. Для этого просто вставьте торцевой ключ в отверстие сливной трубы плунжера и поверните внутренние шестигранные гайки, чтобы затянуть или ослабить натяжение пружины. Большее «Давление» увеличит скорость «действия» перепускного клапана (одновременно уменьшение количества перекачиваемой воды), в то время как ослабление натяжения пружины будет нагнетать больше жидкости через обратный клапан и из нагнетательной трубы плунжера с каждым ходом.
Возможности безграничны
Если задуматься, то удивительно, что гидравлический цилиндр не используется почти везде, даже там, где доступна недорогая электроэнергия. В конце концов, конструкция практически не требует технического обслуживания, не создает отходов и не загрязняет окружающую среду, а ее сборка и установка практически не требует затрат. Кроме того, используя более крупные или меньшие компоненты сантехники, trompe можно увеличить или уменьшить в соответствии с вашими индивидуальными потребностями.
Таким образом, если вы хотите снабжать фермерский пруд пресной водой, наполнять резервуар для хранения, доставлять питьевую воду или питать ирригационную систему, простой водяной плунжер может выполнять эту работу без требований к внешнему питанию и головных болей по обслуживанию, которые неизбежны при использовании. обычные насосы.
ПРИМЕЧАНИЕ РЕДАКТОРА: Для получения дополнительной информации о принципе гидравлического цилиндра (включая формулу для определения количества воды, которое вы можете ожидать от насоса, и советы по его настройке) см. «Насос гидравлического цилиндра: вечный двигатель для усадьбы».
Принцип работы гидроцилиндра
Вода из кормового бассейна или резервуара устремляется вниз по приводной трубе, проходя мимо сливного клапана и вытекая из сливной трубы, пока не создаст достаточное давление, чтобы прижать пробку ванны к ее седлу. (Естественно, это давление увеличивается по мере увеличения падения с источника.)
Когда сливной клапан закрывается, он пропускает воду через обратный клапан в воздушную камеру. Там жидкость сжимает воздух и заставляет его отталкиваться, как поршень. Это действие, в свою очередь, закрывает обратный клапан и откачивает воду из нагнетательной трубы и, в конечном итоге, в пруд, резервуар или ирригационную систему.
Когда обратный клапан закрывается, вода в приводной трубе временно восстанавливается, создавая частичный вакуум, который позволяет сливному клапану снова открыться. Излишняя жидкость (которая не попала в напорную трубу) затем вытекает через сливное отверстие и может быть возвращена в источник воды или использована для наполнения другого пруда.
Весь цикл повторяется примерно 40 или более раз в минуту. (Скорость можно увеличить, затянув внутренние регулировочные гайки, в то время как гроулеровый расход воды будет достигнут путем ослабления регуляторов.) Конечно, вам придется «тонко настроить» тромпу в соответствии с вашими конкретными потребностями.
Гидравлические прессы
Для ограниченного использования купите пресс с большим гидравлическим домкратом, а не со встроенным цилиндром», — говорит Генри Шакал. «Вы устраняете проблемы с обслуживанием. Если что-то пойдет не так, вы можете просто заменить домкрат и использовать его для других целей».
Выйдя на пенсию в конце 1990-х годов, Шакал до сих пор управляет мастерской по ремонту сельскохозяйственной техники в Бойде, в северо-центральной части Висконсина.
В Батлере, штат Миссури, бэби-бумер Рэймонд Вискур управляет мобильной службой по ремонту сельскохозяйственной техники, имеет собственную мастерскую дома и говорит почти то же самое.
«Если вам нужен магазинный пресс, его производят самые разные компании. Мой действительно дешевый и частично изготовленный. Я сделал поперечины, чтобы он мог расширяться до нужной мне ширины, и поставил его на колеса», — говорит Вискур.
Оба мужчины согласны с тем, что 20-тонный гидравлический пресс удовлетворит потребности большинства ферм в таких работах, как замена подшипников и запрессовка шестерен. Вы можете купить их менее чем за 500 долларов — в комплекте с домкратом для бутылок и рукояткой — у поставщиков инструментов. Это может быть все, что нужно вашему магазину на долгие годы.
Стандартный цеховой пресс на ферме используется очень редко, но когда он нужен, он важен. Ему может быть 50 лет, он грязный, жирный и работает нормально.
Вероятно, имеет стальные стойки на фиксированном расстоянии. Они соединены вверху горизонтальной рейкой, а внизу второй подвижной рейкой. К верхней направляющей крепится домкрат, поршень или гидроцилиндр. Он прикладывает усилие прямо вниз к тому, что находится на прижимной пластине на нижней направляющей.
Рабочее пространство между нижним рельсом и ползуном называется просветом или зевом. В этой классической конфигурации с Н-образной рамой размер горловины является ограничивающим фактором. Его можно регулировать вверх и вниз, обычно удерживая на месте штифтами, которые проходят через отверстия в раме.
В модифицированном прессе Вискура рельсы удлиняются за стойки с одной стороны, что придает его прессу конструкцию с открытой горловиной. Это гораздо менее ограничено, так как поршень может быть перемещен за пределы H, чтобы применить смещенное от центра нажатие на полную мощность.
Типичная требуемая площадь пола составляет около 30×40 дюймов.
Будь то Н-образная рама или открытое горло, универсальный подход с ручным управлением характерен для рынка прессов для небольших цехов, говорит Карл Джин, менеджер по обслуживанию Greenerd Press & Machine Company Inc., Нашуа, Нью-Гемпшир. . Его компания с вековой историей производит специализированные прессы для промышленных рынков.
«Если вам нужно отремонтировать много собственных вещей и вам нужно что-то с возможностью выпрессовки подшипников и валов, вам нужно что-то универсальное, чтобы делать что-то маленькое или заклеивать шину в прессе», — говорит Джин. .
Типичный пресс для сельскохозяйственных предприятий является ручным (с ручным управлением). Бутылочный домкрат или поршень крепятся к центральной точке. Некоторые позволяют домкрату двигаться или скользить по верхней направляющей. Вы качаете ручку домкрата, чтобы толкнуть домкрат вниз. Чтобы переместить поршень на 1 дюйм, может потребоваться 20 ударов, и вы можете почувствовать прилагаемое давление.
Баран должен быть возвращен в исходную точку. Для этого в большинстве ручных заводских прессов используются парные тяжелые пружины, которые медленно толкают поршень обратно вверх. Некоторые производители прессов укрепляют конструкцию и поддерживают домкрат на фиксированной нижней направляющей.
В качестве варианта бутылочного домкрата горизонтальный гидравлический цилиндр может быть установлен на стойке. Ручка находится на более удобном уровне. Шланг высокого давления передает давление масла на установленный сверху поршень одностороннего действия.
Вариации
Базовый гидравлический пресс выпускается в нескольких исполнениях старыми и новыми компаниями по всему миру. В приведенной выше таблице представлены только несколько выбранных этикеток.
Некоторые компании производят продукцию под несколькими этикетками. Некоторые другие имена и лейблы включают Grainger’s Westward, Greg Smith’s Shop Press, Central Hydraulics Harbour Freight, Black Bull Home Depot, Mac Tools, McMaster Carr, Napa Lifting Equipment или Napa Balkamp, Torin Big Red от Northern Tool, Phoenix Hydraulic и Production Tool Supply. .
Цеховой пресс может иметь мощность от 10 до 200 тонн. Большинство из них имеют вес 20, 25, 50, 75 или 100 тонн.
Компании предлагают варианты с воздушными или электрическими насосами и с цилиндрами одностороннего или двустороннего действия. Пресс может иметь регулируемую скорость поршня с управлением кончиками пальцев или поршень, который позволяет ему тянуть так же, как и нажимать. Дистанционное управление некоторыми высокопроизводительными печатными машинами позволяет просматривать все стороны работы.
Электрическая лебедка или самоблокирующаяся лебедка могут изменять рабочую высоту на некоторых моделях.
Как правило, дополнительные опции увеличивают стоимость, но они делают печать более быстрой и удобной.
Dake Machine Tool, Гранд-Хейвен, Мичиган, основанная в 1887 году, до сих пор производит высококачественные прессы для использования на фермах. 50-тонный ручной пресс, мало изменившийся за последние сто лет, до сих пор является самым продаваемым гидравлическим прессом компании.
«Пресс Force 25 Dura Press — это экономичная электрическая модель. Теперь это наша вторая самая продаваемая модель», — говорит Фрэнк Кеннеди, менеджер по маркетингу Dake.
Кеннеди говорит, что цена и вес продукта часто отражают широкий диапазон качества для ферм.
Угловая шлифмашина Bosch GWS 700 0.601.3A3.0R0 (710 вт, диаметр диска 115 мм, коробка, защита от включения)
-211 ₽
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Инверторный сварочный аппарат Ресанта САИ 160 — предназначен для дуговой сварки покрытым электродом диаметром до 4 мм. Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении. Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке.
Преимущества
Работает на полную мощность с малым потреблением электроэнергии
Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В
Плата покрыта специальным лаком, который предотвращает короткое замыкание на плате от строительной пыли и металлической стружки
Функционирует без перебоев даже при нестабильной сети питания
Простая регулировка, доступная даже для новичков
Компактные размеры позволяют использовать аппарат на всей рабочей площадке
Функция «ANTI STICK» предотвращает «залипание» электрода
Легкий поджиг электрода с функцией «HOT START» (горячий старт)
Система защиты от перегрева повышает износоустойчивость
Металлический корпус является надежной защитой от внешних воздействий (класс защиты IP21)
Высокое качество сварочных швов
Охлаждение сварки благодаря вертикальной установке платы и оптимального расположения кулеров, что является уникальным технологическим решением
Автоматическая защита от перегрева
Сварочный инвертор Ресанта САИ 160 в Екатеринбурге
Категории
Главная » Ручные инверторы » Сварочный инвертор Ресанта САИ 160
ВНИМАНИЕ!
По техническим причинам работа магазина на ул. Новостроя 1А, оф 104,
с 28.10.2022 по 07.11.2022 — ПРИОСТАНОВЛЕНА.
По вопросам сервисного обслуживания — ул. Новинская 12, тел: +7 343 384 57 25
Заказы и заявки будут обработаны 07.11.2022.
Инверторный сварочный аппарат Ресанта САИ-160 предназначен для дуговой сварки покрытым электродом диаметром до 4 мм. Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении дает возможность использовать аппарат даже новичку.
Особенности: — Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке. — Компактность при массе до 4 кг обеспечивает удобство использования.
Преимущества: — Работает на полную мощность с малым потреблением электроэнергии. — Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть. — Плата покрыта специальным лаком, который предотвращает короткое замыкание на плате от строительной пыли и металлической стружки. — Функционирует без перебоев даже при нестабильной сети питания. — Простая регулировка, доступная даже для новичков. — Компактные размеры позволяют использовать аппарат на всей рабочей площадке. — Функция «ANTI STICK» предотвращает «залипание» электрода. — Легкий поджиг электрода с функцией «HOT START» (горячий старт). — Система защиты от перегрева повышает износоустойчивость — Металлический корпус является надежной защитой от внешних воздействий (класс защиты IP21). — Высокое качество сварочных швов. — Охлаждение сварки благодаря вертикальной установке платы и оптимального расположения кулеров, что является уникальным технологическим решением
Сварочный инвертор Ресанта САИ 160 – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный инвертор Ресанта САИ 160, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Мощность, Вт
4800
Тип
Инверторный
Тип сварки
дуговая (электродом, MMA)
Диапазон сварочного тока, А
10 — 160
Максимальный диаметр электрода, мм
4
Максимальный потребляемый ток, А
22
Напряжение сети, В
220
Допустимое входное напряжение, В
140 — 260
Напряжение дуги, В
26,4 — 26,4
Напряжение холостого хода, В
85
Продолжительность нагружения, %
70% 160A
Рабочий диапазон температуры окружающей среды, °C
от -10 до +50
Класс защиты
IP21
Функции
Возможности
Горячий старт, Легкий поджиг дуги, Антизалипание электрода, работа при низком напряжении в сети, работа при отрицательных температурах, Автоматический форсаж дуги
Наличие сетевой вилки
Да
Защита
Защита от перегрева, защита от перегрузки, защита от залипания электрода. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Охлаждение
Активное, продувка корпуса
Технология транзисторов
IGBT
Комплектация
Кейс
Нет
Комплектация
Сварочный аппарат, Кабель с электрододержателем, Кабель с клеммой заземления, Паспорт (инструкция), Упаковка
Производитель
Серия
САИ
Гарантия, мес.
24
Размеры и вес
Вес без упаковки, кг
4,1
Вес в упаковке, кг
4,73
Габариты, см
32 x 33,5 x 38
Размеры в коробке, см
32 x 33,5 x 38
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
АРОК с КМУ ИМ-150 УСТ Камаз 43118 код модели: 2874
Агрегат ремонта и обслуживания станков-качалок Камаз 43118 с краном-манипулятором ИМ-150 предназначен для ремонта и профилактического обслуживания оборудования нефтяных скважин, станков-качалок, а также наземного оборудования нефтепромыслов.
Планировка и внутренняя отделка кузова-фургона
Кузов-фургон разделен на 3 отсека: отсек для перевозки ремонтной бригады, ремонтная мастерская и грузовой.
Пассажирский отсек рассчитан на перевозку бригады из 3 человек. Сиденья оборудованы ремнями безопасности. Автономный воздушный отопитель имеет отвод обеспечивающий обогрев ремонтного отсека. Вход в отсек осуществляется по откидной лестнице.
Вход в ремонтный отсек осуществляется с грузовой платформы.
Внутренняя отделка ремонтного отсека выполнена промышленным пластиком белого цвета. На 1 метр от пола стены обшиты листом оцинкованной стали, что снижает возможность механических повреждений облицовки стен перевозимым или ремонтируемым объектом.
Двери и открывающиеся окна обрамлены уплотнителем с двух сторон, что позволяет закрывать их с наибольшей герметичностью. Пол изготовлен из шпунтованной доски толщиной 30 мм, пенополистирольного утеплителя, фанеры и покрыт рифленой резиной (толщина пола составляет 60-90 мм). Вся древесина обработана огнебиозащитным составом. Окна с двойным остеклением окантованны резиновым профилем и расположены на скосах фургона.
В отсеке для перевозки ремонтной бригады смонтированы автономный воздушный отопитель и отопитель от системы охлаждения ДВС, выполняющие функцию поддержания необходимой температуры.
Наполнение загрузочного пространства
Ремонтный отсек оснащен всем необходимым оборудованием и инвентарем для проведения ремонтных и восстановительных работ. Планировка и расположение оборудования произведены с учетом максимально полезного использования пространства мастерской и удобства работы персонала.
АРОК оснащен верстаком с выдвижными ящиками, сварочным выпрямителем и агрегатом насосным, солидолонагнетателем, оборудованием для покраски и газорезательным оборудованием.
Наполнение загрузочного пространства и компановка более подробно и наглядно описано в схеме типовой планировки. Все оборудование и инструмент надежно закреплены на штатных местах.
Раскладная лестница
Еще одной особенностью фургона является раскладная лестница, по которой осуществляется вход персонала и перемещение грузов на бортовую платформу. Конструкция лестницы предусматривает широкие ступеньки, по которым легче производить спуск и подъем внутрь на бортовую платформу.
Вход в салон оборудован дополнительной откидной лестницей.
Бортовая платформа и грузоподъемное оборудование
Грузовой отсек АРОК выполнен в виде открытой бортовой площадки, предназначеной для транспортировки груза весом до 3 тонн. На площадке расположены контейнеры для транспортировки и временного хранения газосварочных баллонов.
На откидном борту закреплена раскладная лестница, обеспечивающая легкий и травмобезопасный спуск и подъем на грузовую платформу.
На грузовой платформе, рядом с задней стенкой кузова-фургона, расположен люк обеспечивающий доступ к размещенному под полом автофургона электрогенератору.
В хвосте автомобиля смонтирована краноманипуляторная установка ИМ-150, обеспечивающая погрузку и разгрузку оборудования и грузов на бортовую платформу, весом не более 6050 кг.
Организация бортовой электросети
Электросистема АРОК рассчитана на использование несколько видов источников питания: бортового (базового транспортного средства) и внешнего (при наличии в зоне обслуживания распределительного щита промышленной ЛЭП). Подключение к внешнему источнику осуществляется гибким кабелем. Для подключения кабеля предусмотрен специальный разъем.
Защита потребителей и цепей 380В и 220В от перегрузок и короткого замыкания обеспечивается соответствующими автоматическими выключателями и модулем защитного отключения установленым в шкафу управления.
Напряжение 24В постоянного тока подается из электрической схемы базового автомобиля. Автофургон комплектуются необходимым количеством светильников: обычно используются пыле- и влагозащищенные люминесцентные светильники. Возможна установка специальных светильников, исходя из требований для различных классов пожаровзрывобезопасности помещений.
Маркировка шин и расшифровка обозначения на покрышках
Установленные стандарты маркировки позволяют узнать характеристики автомобильной шины, взглянув на ее боковину. Но не все автомобилисты, особенно начинающие, могут с легкостью «прочитать» нанесенные обозначения. Сегодня мы разберем, какие бывают параметры автошин и как их указывают компании-изготовители на своей продукции.
Типоразмеры автомобильных шин
Первый и основной параметр, на который стоит обращать внимание — это цифры на боковине.
Популярный типоразмер для среднеразмерных городских автомобилей.
К примеру, «205/55R16» означает, что
ширина покрышки составляет 205 мм;
процентное соотношение высоты покрышки к ее ширине (а не сама высота, как ошибочно считаю некоторые автолюбители) — 55%;
внутренний диаметр шины (или наружный диаметр колеса, для которого она подходит) — 16 дюймов.
Оптимальный размер для вашего авто производитель обычно указывает в руководстве по эксплуатации.
Использование авторезины меньшего диаметра приведет к уменьшению дорожного просвета, а модели большего типоразмера могут попросту не влезть в колесные арки.
Диагональные и радиальные корды
Автошины отличаются способом натяжения кордовых нитей: в диагональных допускается их перекрещивание, в радиальных — нет. Второй вариант является более современным, отличается повышенной жесткостью и надежностью. Обозначается словом «Radial» или буквой «R» в типоразмере.
Радиальные шины, благодаря большей площади контакта, обеспечивают лучшее сцепление с дорогой.
Индексы нагрузки и скорости
После типоразмера идут индексы нагрузки и скорости, то есть максимально допустимые значения для этого типа резины (в нашем случае «91V»).
В представленном варианте, нагрузка на одно колесо не должна превышать 615 кг, а скорость вашей езды — 240 км/ч.
Индекс нагрузки для авто выбирайте из расчета половины максимального веса, действующего на ось. Производители рекомендуют подбирать покрышки с запасом в 15-20% от расчетного значения.
Индекс скорости также рассчитывайте с запасом примерно в 15%. Такая поправка нужна в связи с тем, что скорость движения авто может увеличиваться на затяжных спусках или при сильном попутном ветре.
Индекс нагрузки для покрышек внедорожников рассчитывайте с запасом 30%.
Сезоны и особенности дорожного покрытия
Авторезина делится на зимнюю, летнюю и всесезонную. Принадлежность к определенному типу производители указывают с помощью соответствующих надписей или изображений (капли дождя, лучи солнца, снежинка и т.п.). Наличие нескольких изображений говорит о всесезонности изделия.
M+S (Mud+Snow) — указание того, что на этой резине можно ездить по грязи или снегу. В РФ относятся к всесезонными.
M/T (Mud Terrain) — подходят для езды по грязевым ландшафтам, но быстрее обычных автошин стираются на асфальтном покрытии.
A/T (All Terrain) — компромиссное решение, подходящее для асфальтированных дорог и умеренного бездорожья.
Water, Rain, Aqua и пр. — наиболее эффективны на мокром дорожном покрытии.
Дополнительная маркировка
Extra Load или XL — производители заявляют, что подобные шины имеют повышенную грузоподъемность. Но реально допустимую нагрузку определяет только соответствующий индекс.
SUV или 4х4 — так маркируются модели, предназначенные для вездеходов и кроссоверов. Благодаря усиленному каркасу, обладают большей прочностью и жесткостью.
Буква «C» после типоразмера — ставится на моделях, подходящих для небольших грузовиков или минивэнов. Обычно имеют двойной индекс нагрузки (к примеру, 102-100/Q), где первое число говорит о грузоподъемности для односкатных авто, а второе — для двускатных.
Front Wheel и Rear Wheel — говорит о том, что шина может устанавливаться только на переднее или заднее колесо соответственно.
Rotation — указывает на направление вращения автомобильной резины. Может быть дополнен или заменен фигурной стрелки. Присутствует только на моделях с ассиметричным рисунком.
DOT — так маркируются шины, рекомендованные для использования на территории США (это означает, что они соответствуют стандартам Транспортного Департамента США).
Буква «E» в кружочке — указывает на соответствие покрышек европейским стандартам качества. На российском рынке встречается намного чаще, чем «DOT».
RunFlat (RSC, MOE, AOE, SSR, EMT, ZP, RF) — на такой резине можно продолжать движение со скоростью не более 80 км/ч после полного падения давления в шинах. Расстояние, которое можно проехать на спущенном колесе, зависит от производителя и составляет от 50 до 150 км.
TWI — маркер, показывающий износ протектора. Обозначает его минимально допустимую глубину. Надпись, которая начинает стираться, — явный признак того, что резину нужно срочно заменить.
Traction A, B или C — показатель улучшенного торможения на мокром асфальте. Высший индекс «A», низший — «C».
AD, SD, DD, OD, MD — наличие шипов алюминиевых, с твердосплавным, прямоугольным, овальным сердечником, пластиковых с твердосплавным сердечником соответственно.
Michelin, Goodyear, Pirelli, Yokohama и пр. — на шинах обязательно должен быть указан производитель. Покрышки без указания компании-изготовителя могут не соответствовать заявленным характеристикам, а их использование — быть небезопасным.
Цветные метки
Бывают красного, зеленого, желтого или белого цвета и помогают правильно установить шины на автомобиль.
Красной точкой или треугольником отмечают наиболее жесткое место на шине. При установке на легкосплавный диск ее надо совместить с меткой «L».
Белая точка или треугольник — самый гибкий участок резины, должен находится с противоположной стороны от метки «L».
Желтая отметка — самая легкая часть изделия, которая должна совпадать с золотником на диске.
Зеленый круг — так производители обычно отмечают изделия перед первичной установкой.
Цветные полосы помогают складским работникам распознавать типоразмеры и модели шин, сложенных в стопки.
Камерные и бескамерные варианты
Большинство современных шин — бескамерные. Они обозначаются «TL» или «Tubeless». Устаревшие камерные модели маркируются «TT» или «Tube Type». Отличаются способом крепления на ободе диска.
Бескамерные покрышки при незначительных проколах ремонтируют без снятия их с колеса, также на них при периодической подкачке доехать до ближайшего автосервиса.
Дата изготовления шин
При длительном хранении автопокрышки теряют свою эластичность, а их ходовые качества ухудшаются.
Но на моделях некоторых производителей можно «прочитать» год выпуска и отказаться от покупки старых изделий.
На боковой части в прямоугольной рамке с закругленными углами указан 3-х или 4-х значный код. В первом случае покрышка выпущена до 2000-го года, во втором — после. Первые две цифры номера означают неделю, последние — год. К примеру, код 308 значит, что резина выпущена в июле 98 или 88 года, 1517 — в апреле 2017.
Читайте также:
Какое давление должно быть в шинах
Как расшифровать американскую маркировку
В Соединенных Штатах выпускают шины с двумя разными маркировками. Первые отличается от европейских лишь дополнительными буквами перед типоразмером:
P (Passenger) — модели для легкового транспорта.
LT (Light Truck) — покрышки для небольших грузовиков.
Второй больше отличается от привычного нам типоразмера, к тому же указывает габариты в дюймах. К примеру, в шине «33×12.50 R15» наружный диаметр составляет 33 дюйма, ширина профиля — 12,5 дюймов, внутренний диаметр — 15 дюймов. Остальные сокращения идентичны общепринятым.
Арка — Расшифровка собственных отпечатков пальцев
Кей Паккард
Арка и палаточная арка составляют около 5% всех рисунков отпечатков пальцев, обнаруженных на кончиках пальцев человека и больших пальцах. Отпечаток арки выглядит как насыпь. Здесь нет ни трех радиусов, как у завитка, ни шеста, как у «шатровой» арки. Арка просто выглядит как кротовина, которую можно увидеть во дворе. См. пример ниже.
Отпечаток пальца Arch
Если вы читали эту серию статей, то уже знаете, что ваши отпечатки пальцев были навсегда выгравированы на ваших пальцах в утробе матери через 16 недель после зачатия. Можете ли вы представить себе этот знак природы, созданный, а затем запертый еще до того, как развился мозг?
Посмотрите на свои отпечатки пальцев и посмотрите, есть ли у вас дуги. Если вы видите дуги, посчитайте, сколько из них находится на кончиках ваших пальцев. Арки есть у очень немногих. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% рисунков отпечатков пальцев.
Если у вас одна арка, из 10 цифр вам может быть в школе «Мир». Если у вас есть две или более арок, вы определенно находитесь в школе «Мира», где вы развиваете свои навыки, чтобы чувствовать себя в безопасности в своем теле среди огромного количества хаоса. Чтобы пройти Университет Жизни, вы еще до рождения согласились посетить эту сумасшедшую планету, чтобы научиться испытывать мир и гармонию. Мастера мира находят способы принести гармонию и баланс в мир.
Если у вас есть два или более отпечатков арок, вы развиваете навыки бдительности, присутствия, легкости и чистоты. Вы увеличите эти глубокие качества посредством постоянной борьбы, стресса, беспокойства и чувства позади. Есть метод безумия Вселенной, и вы здесь, чтобы чувствовать свое тело и учить других просто «Быть».
На мой взгляд, мы здесь не для того, чтобы быть идеальными. Мы здесь, чтобы жить осознанно и полноценно. На жизненном пути Мира человек находится здесь, чтобы обогатить жизнь своим глубоким, глубоким, глубоким стремлением к миру и покою. Спокойен ли тот, кто по уши погружен в проекты? Возможно. Студент должен осознавать свой уровень спокойствия и корректировать себя по мере необходимости.
Люди в школе мира становятся потрясающими пожарными, арендаторами отделений неотложной помощи, членами группы спецназа, авиадиспетчерами в разгар землетрясения, гидами по бурным стропилам пятого класса, профессиональными мотогонщиками, учителями парашютного спорта и матерями, которые иметь детей в чрезвычайных обстоятельствах. Мирные отпечатки пальцев, которые я прочитал, принадлежат людям на этих аренах. Переключение между прозаком и зависимостью от надпочечников является верным признаком успешного пути к миру. Как можно стать ПОЛНЫМ умиротворения, не испытывая крайностей?
Арки принадлежат тем, кто во всем чтит надежную силу природы. В некотором смысле они берут на себя ответственность за свою роль в «выживании», так что они испытывают покой как в своей работе, так и в игре. Они могут совмещать работу и игру и чувствовать себя защищенными, стабильными и защищенными.
Ключ к счастью на жизненном пути Мира — дышать, выполнять одну работу за раз и ощущать «существование» как корень могучего Дуба Долины. В то время как все мы на самом деле все на жизненном пути Мира, те, у кого есть две или более арок, еще до рождения выбрали возможность более глубоко погрузиться в уроки на пути ученика.
Да, в Life-U бушует море. Большие океанские лайнеры сконструированы так, чтобы выдерживать самые сильные штормы. Вы тоже можете. Позвольте себе «Быть» на Пути Мастера!
Чтобы узнать больше об анализе рук и отпечатков пальцев или запланировать частное чтение лично или по телефону, свяжитесь с Кей по адресу [email protected] или позвоните по телефону 559-561-4490 или 310-699-7671.
Тентированная арка — расшифровка собственных отпечатков пальцев
Расшифровка собственных отпечатков пальцев — тентовая арка Часть 3 из 5 By Kay Packard
Шатровая арка и арка составляют около 5% рисунков отпечатков пальцев, обнаруженных на кончиках пальцев человека и больших пальцах. Шатровая арка имеет «стойку для палатки», выступающую из насыпи у основания в середине гравюры. См. пример ниже.
Тентированная арка
Ваши отпечатки пальцев навсегда вырезаны на ваших пальцах в утробе матери через 16 недель после зачатия. Посмотрите на свои собственные отпечатки пальцев и посмотрите, есть ли у вас тентовые арки. Если вы видите шатровые арки, посчитайте, сколько из них находится на кончиках ваших пальцев. Не у всех есть тентовые арки. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% отпечатков пальцев. Арка будет обсуждаться в четвертой части этой серии.
Согласно LifePrints Ричарда Унгера, если у вас есть одна шатровая арка, вы можете быть в школе «Мудрости». Если у вас есть две или более тентовые арки, вы определенно находитесь в школе «Мудрости», где вы развиваете свои навыки, чтобы рисковать и в полной мере испытывать радость жизни. Как Мастер Мудрости вы способны быстро распознать и инициировать соответствующие действия.
Вернон Махабал, директор Института Хиромантии, заявляет, что на кончиках пальцев Энтузиастов обитают две или более шатровых арки. Энтузиасты — это те, кто использует свои навыки самоинициации, сохраняет мотивацию и вдохновляет других в качестве лидеров.
Я объединяю эти два описания в «Мудрого энтузиаста» как человека, который переходит от наблюдения и оценки к действию, выполнению и приверженности. Если у вас есть две или более шатровые арки, вы развиваете навыки проницательности, принятия решений и риска мощного участия в мире. Вы научитесь быть чрезмерным догматиком, анализировать и чувствовать необходимость быть абсолютно правильным, прежде чем продолжить.
Жизненный опыт требует, чтобы те, кто стоит на пути ученика к Мудрости, испытали на своем пути неровности проволочек, сомнений и оправданий. Ученик может также колебаться между сомнением и догмой, чтобы достичь мощного участия, знания и понимания, а затем повторять цикл снова и снова. Переключение между неуверенностью и ошибочными убеждениями — это явный показатель успешного продвижения Мудрости. Как можно стать мудрым, не действуя и не учась на ошибках?
Приобретение навыков «погружения», «решительного шага» и «просто делания» ставит человека на Путь Мастера Мудрости. Священная работа состоит в том, чтобы преодолевать колебания и ложные убеждения, чтобы пересчитать навигационную систему для Мудрости с Энтузиазмом.
 Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя.
Б/у станки стоят дешевле, однако аналогичные модели значительно усовершенствованы с точки зрения требований современного потребителя. 70…4.16 мм/об
70…4.16 мм/об 5 м/мин
5 м/мин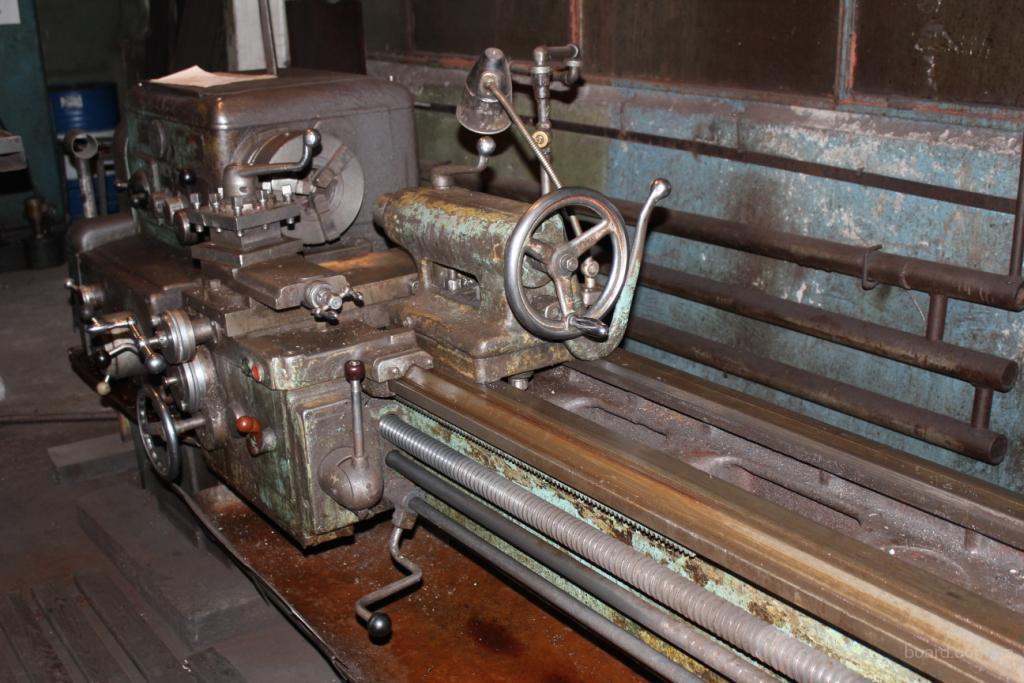
 ..2000 мин-1
..2000 мин-1 ..192 мм
..192 мм ..0,6
..0,6 Благодаря возможности поперечной регулировки задней балки имеется возможность обтачивания пологих конусов. Благодаря наличию замка балка может соединяться с нижней секцией суппорта для повышения функциональности при сверлении деталей и заготовок.
Благодаря возможности поперечной регулировки задней балки имеется возможность обтачивания пологих конусов. Благодаря наличию замка балка может соединяться с нижней секцией суппорта для повышения функциональности при сверлении деталей и заготовок.
 5 mm x 60°
5 mm x 60° 5 mm x 60°
5 mm x 60° included in pkg.»> 3 штуки на пакет
included in pkg.»> 3 штуки на пакет included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке included in pkg.»> 3 штуки на пакет
included in pkg.»> 3 штуки на пакет 5 mm x 60°
5 mm x 60° included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке included in pkg.»>
included in pkg.»> 5 mm x 60°
5 mm x 60° included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке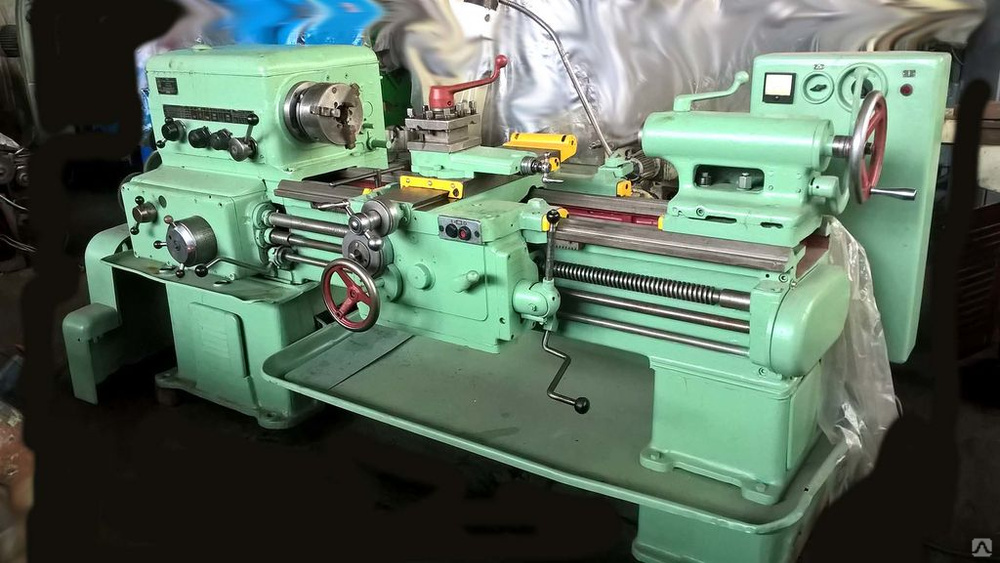 5 mm x 60°
5 mm x 60° included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке included in pkg.»> 3 шт.
included in pkg.»> 3 шт. included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке included in pkg.»> 3 Pieces Per Package
included in pkg.»> 3 Pieces Per Package 5 mm x 60°
5 mm x 60° included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке included in pkg.»> 3 штуки за пакет
included in pkg.»> 3 штуки за пакет «> 3 шт. в упаковке
«> 3 шт. в упаковке included in pkg.»> 3 шт. в упаковке
included in pkg.»> 3 шт. в упаковке included in pkg.»> 3 штуки за пакет
included in pkg.»> 3 штуки за пакет 0 mm x 60°
0 mm x 60° included in pkg.»>
included in pkg.»> included in pkg.»>
included in pkg.»> Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
18-03-2022-8-31.jpeg)
 Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.


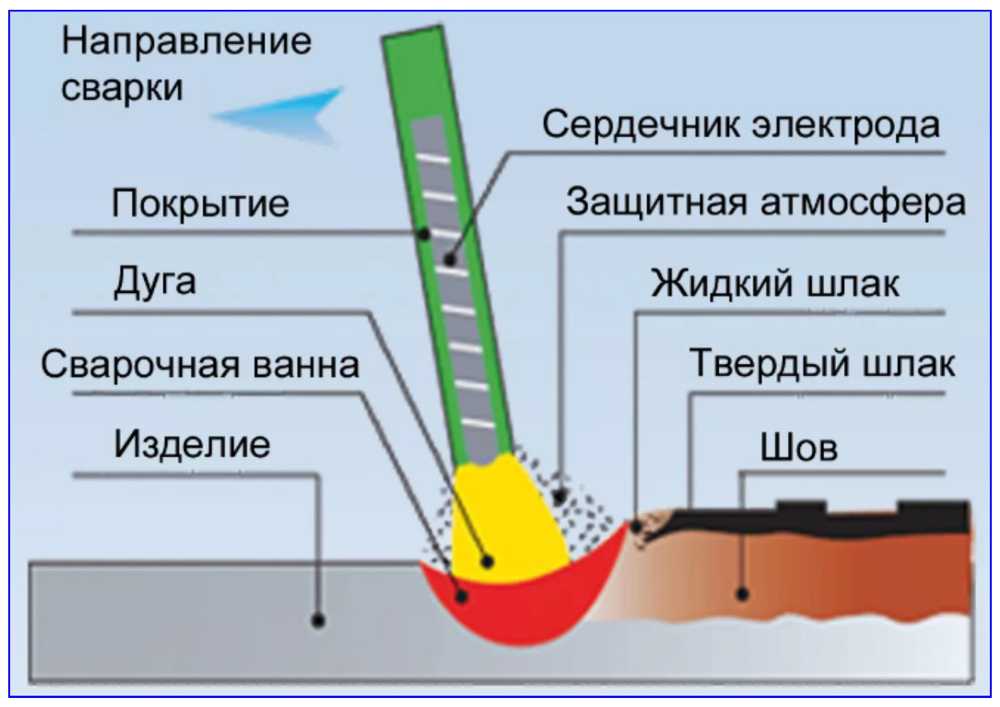
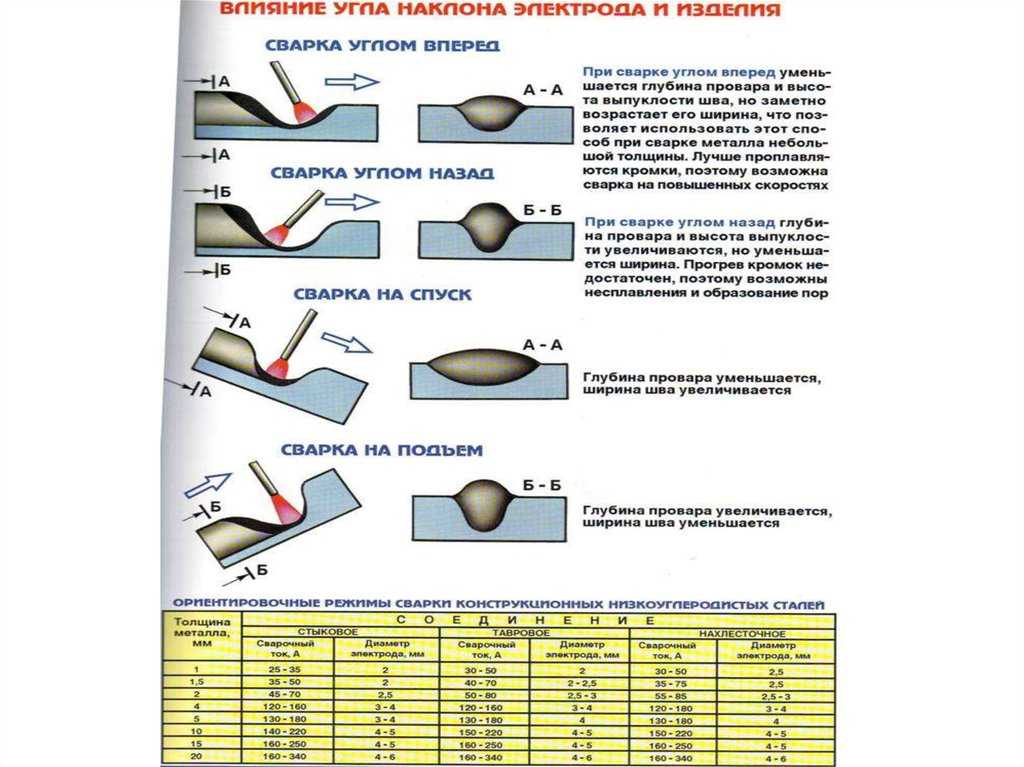 Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
 После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки.
После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет.
При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В).
Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В). Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд.
Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя.
В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя. Именно их мы с вами и рассмотрим:
Именно их мы с вами и рассмотрим:
 Второе преимущество дуговой сварки — мобильность. Вы не привязаны к сложному технологическому оборудованию, потому можете производить дуговую сварку даже в труднодоступных местах. Третье — возможность проведения сварочных работ в любых пространственных положениях. Четвертое — возможность быстрого перехода с одного сварочного материала к другому. Пятое — простота сварочного оборудования и легкость его перемещения. Шестое — возможность сварки разнообразных типов стали.
Второе преимущество дуговой сварки — мобильность. Вы не привязаны к сложному технологическому оборудованию, потому можете производить дуговую сварку даже в труднодоступных местах. Третье — возможность проведения сварочных работ в любых пространственных положениях. Четвертое — возможность быстрого перехода с одного сварочного материала к другому. Пятое — простота сварочного оборудования и легкость его перемещения. Шестое — возможность сварки разнообразных типов стали.

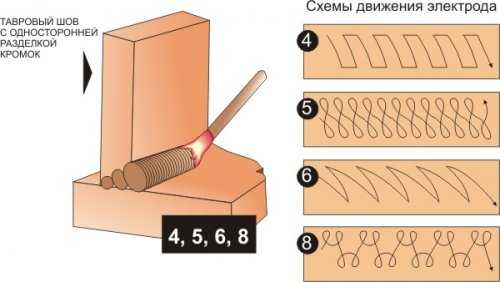 Третье — электрошлаковой сваркой возможно производить исключительно вертикальные швы. И последний недостаток — необходимость проведения последующей термообработки при сварке металлов неблагоприятных структур. Термообработка является обязательной для создания необходимых свойств сварного соединения.
Третье — электрошлаковой сваркой возможно производить исключительно вертикальные швы. И последний недостаток — необходимость проведения последующей термообработки при сварке металлов неблагоприятных структур. Термообработка является обязательной для создания необходимых свойств сварного соединения. Это позволяет проводить сварку даже в чистом поле.
Это позволяет проводить сварку даже в чистом поле.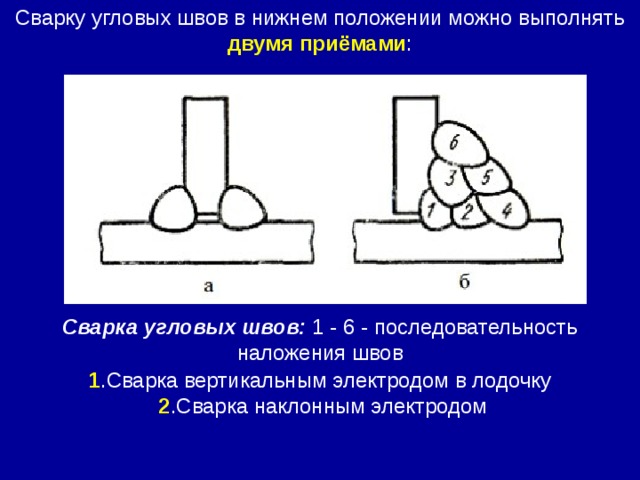
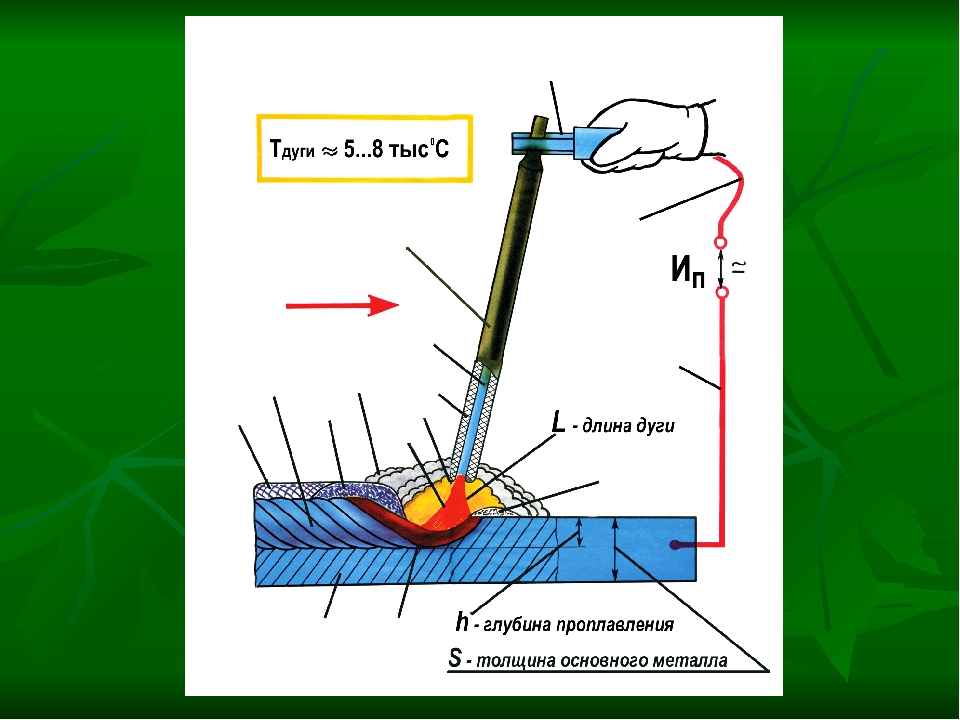 Сварщику не составит большого труда при необходимости осуществить перенастройку на другие режимы сварки.
Сварщику не составит большого труда при необходимости осуществить перенастройку на другие режимы сварки.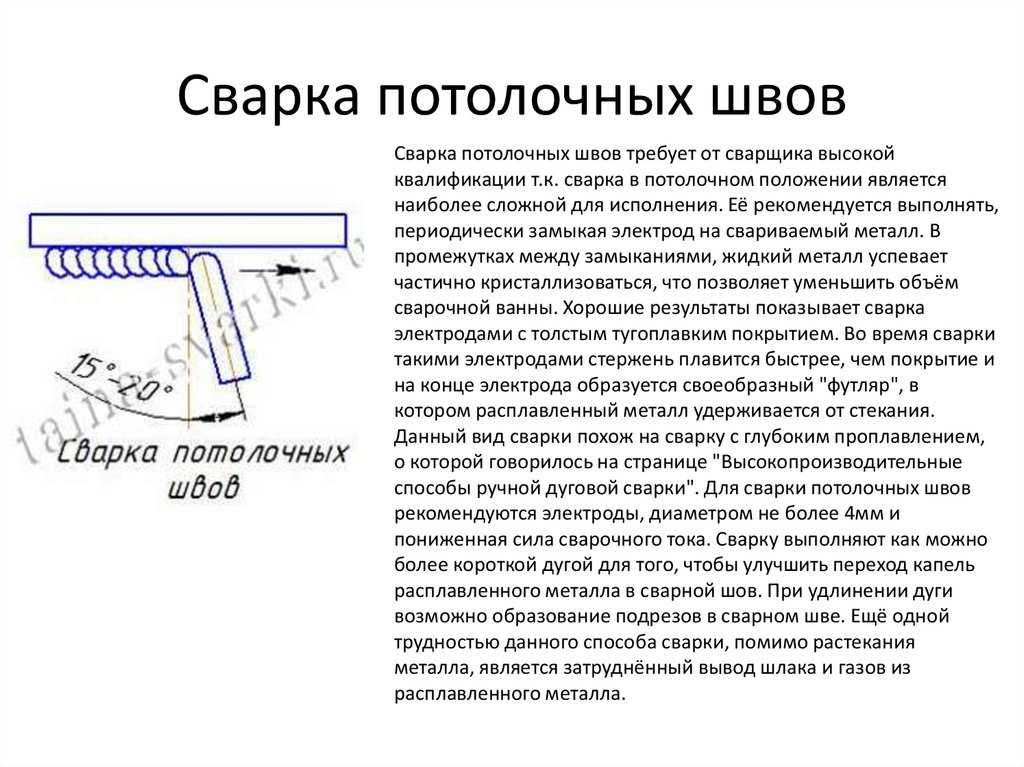 Технические обучение данным работам указывает на то, что электрод помещается в токопроводящем приспособлении горелки, после чего окружают керамическим соплом. Стоит отметить, что расплавление кромок обрабатываемых элементов достигается за счет воздействия дуги, и это основы, о которых нужно обязательно знать.
Технические обучение данным работам указывает на то, что электрод помещается в токопроводящем приспособлении горелки, после чего окружают керамическим соплом. Стоит отметить, что расплавление кромок обрабатываемых элементов достигается за счет воздействия дуги, и это основы, о которых нужно обязательно знать. Долгое обучение не потребуется.
Долгое обучение не потребуется.
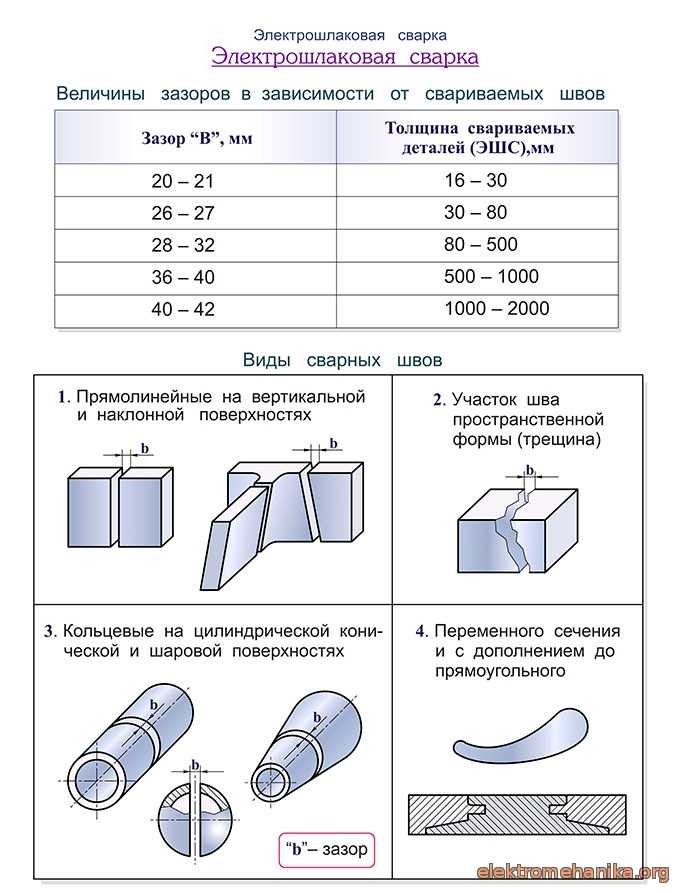
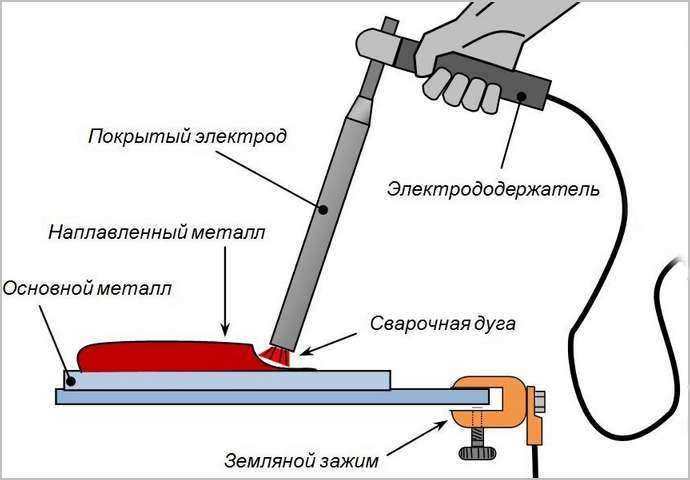
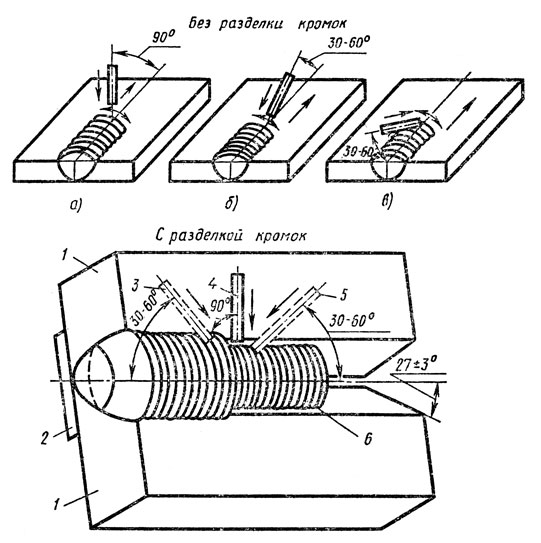 Карта содержит информацию, которую требует технологическая сторона.
Карта содержит информацию, которую требует технологическая сторона. Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
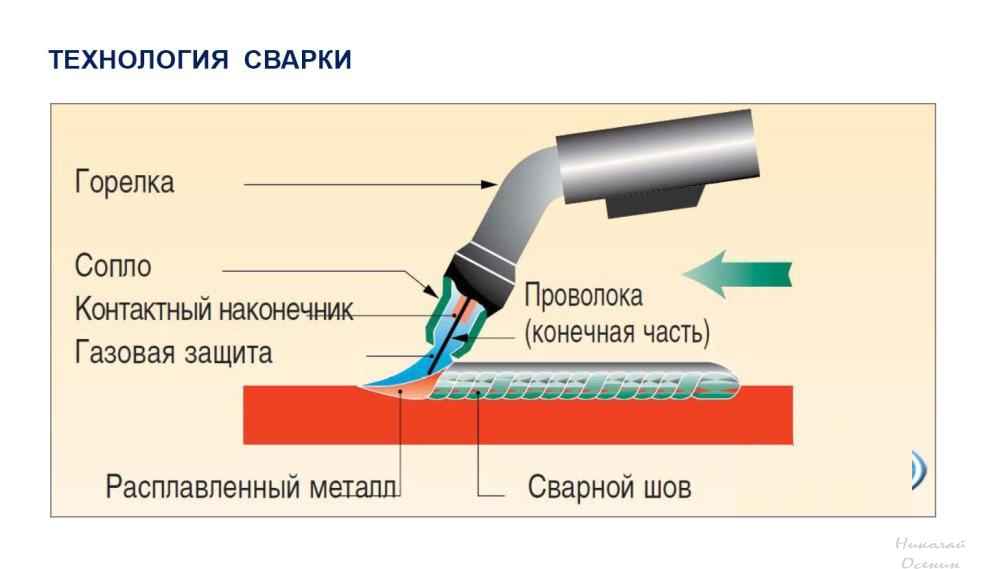 Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
 Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
 Эти способы сварки удобны и широко используются в промышленности.
Эти способы сварки удобны и широко используются в промышленности.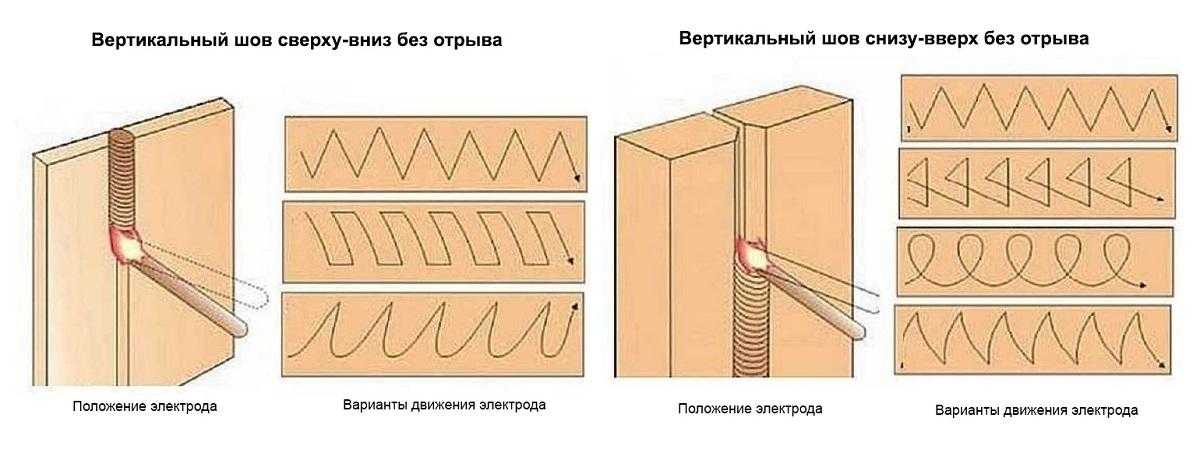 Этот защитный слой следует снять после остывания сварного шва.
Этот защитный слой следует снять после остывания сварного шва.
 Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Наденьте защитные очки и шлем для защиты глаз и головы.
 Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Например, электрод, который начинается с цифры 60, означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.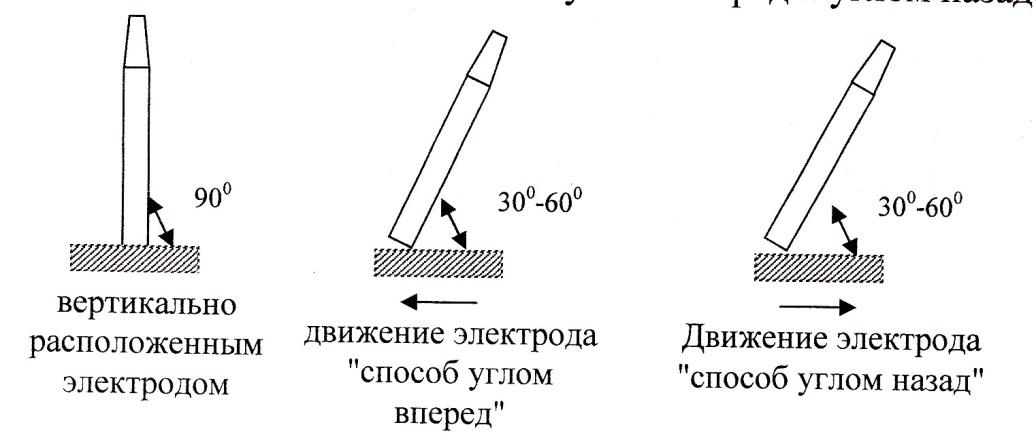 Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC.
Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете для проекта. Всегда дважды проверяйте, задействованы ли DC+/DC-/AC. Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост.
Вы можете освоить этот шаг с большим количеством практики. В остальном процесс сварки достаточно прост. Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом.
Вы экономите много времени, так как вам не нужно заменять электроды или удалять шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка электродом. Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Конечным результатом является надежный и чистый сварной шов. Вам не нужно откалывать затвердевший шлак. Сварка также очень точная, так как вы можете использовать обе руки для управления сварочной горелкой MIG. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
 Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, то сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.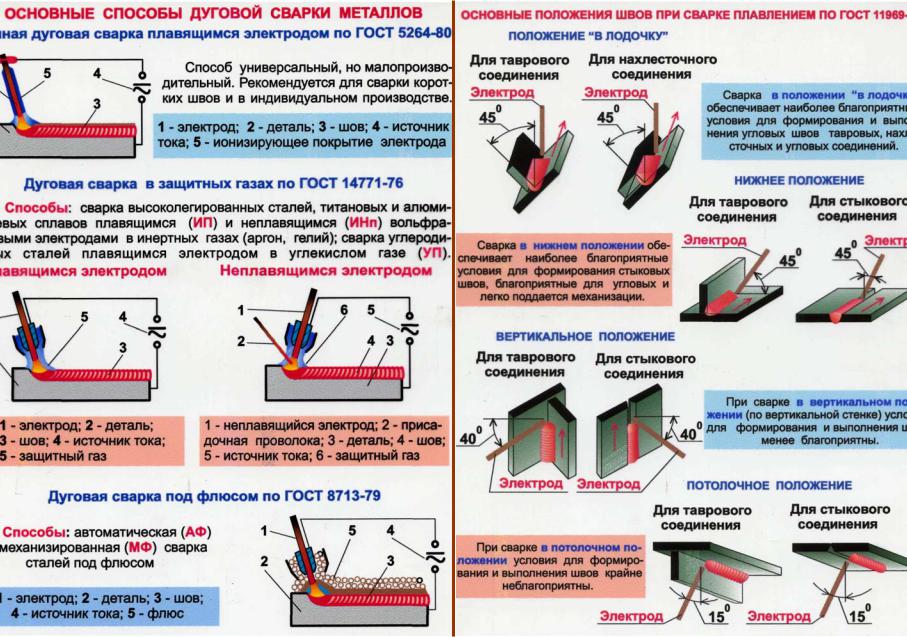

 В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления. Защитный газ направляется в сварочную ванну, чтобы защитить ее от атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
 В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В полуавтоматическом режиме оператор сварки настраивает расход газа и параметры тока. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
 При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
При сварке алюминия дуга возникает между разнородными металлами (вольфрамом и алюминием), что означает, что переменный ток может быть преобразован в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование. Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
Следовательно, газовая линза используется для плавного потока газа, который защищает сварочную ванну.
 Будь то написание писем или использование старой доброй печатной карты, люди поняли, как это сделать. Подобно этому старому способу решения проблем, люди также соединяли металлы перед сваркой. Будь то с помощью крепежа (болты, шпильки, заклепки), пайки или пайки, вы можете соединить два куска металла. Но сварка дает возможность взять два куска металла и эффективно сделать из них одно целое.
Будь то написание писем или использование старой доброй печатной карты, люди поняли, как это сделать. Подобно этому старому способу решения проблем, люди также соединяли металлы перед сваркой. Будь то с помощью крепежа (болты, шпильки, заклепки), пайки или пайки, вы можете соединить два куска металла. Но сварка дает возможность взять два куска металла и эффективно сделать из них одно целое.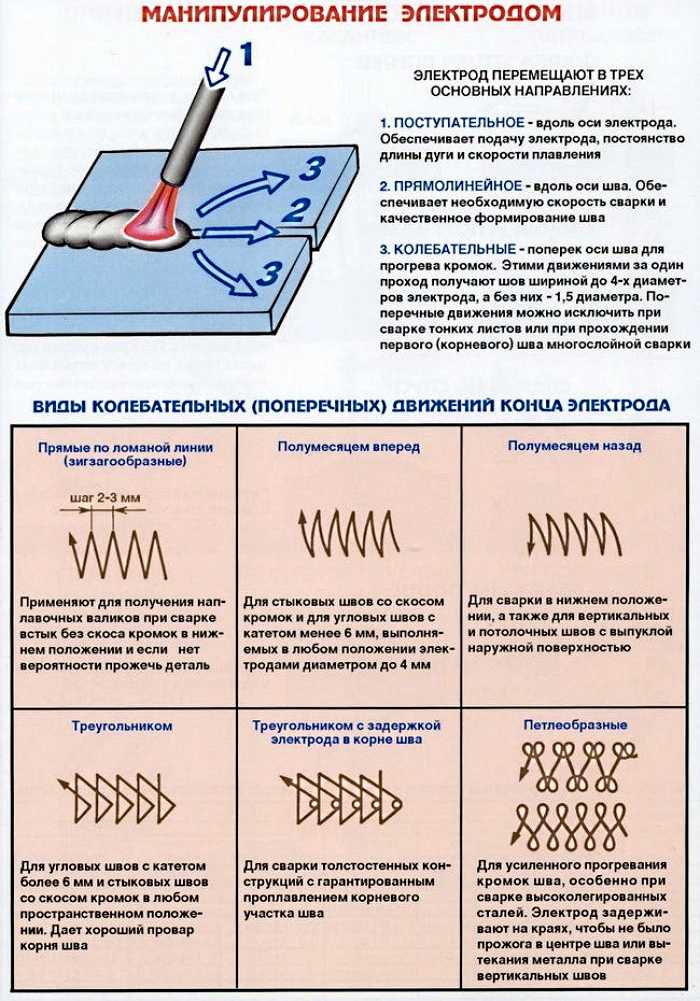
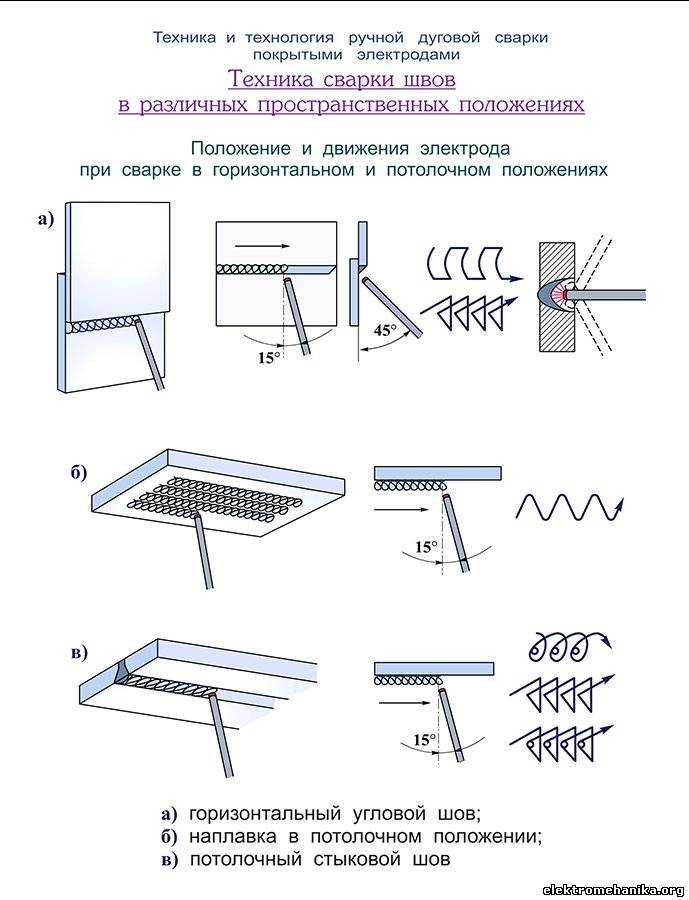 Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.
Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.
 При этом известно, что этот прощающий процесс является грязным, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.
При этом известно, что этот прощающий процесс является грязным, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.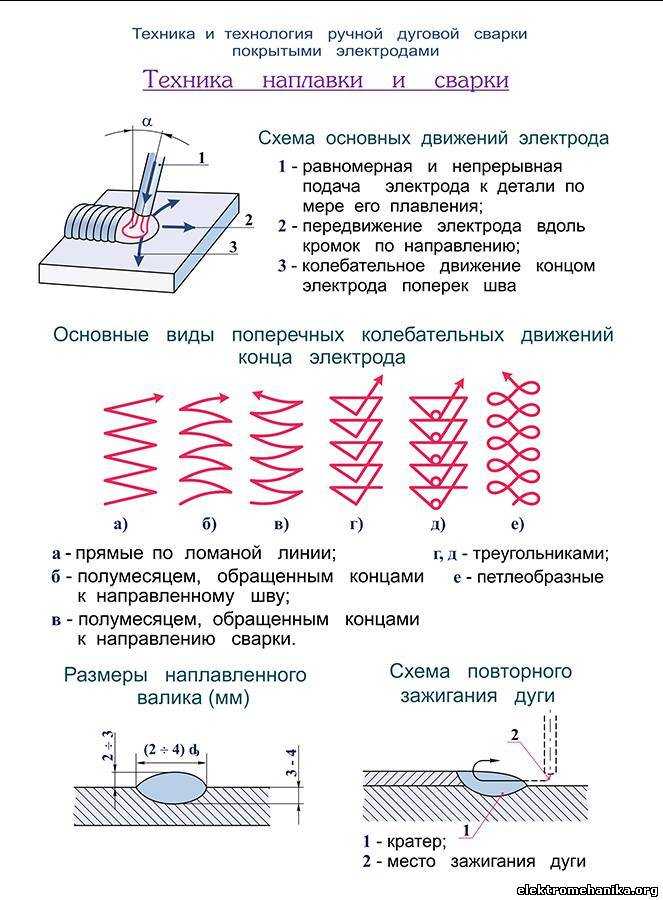 В зависимости от свариваемого материала и его толщины процесс сварки TIG можно варьировать полярностью электрода. Текущие настройки могут изменить полярность на отрицательную, положительную или переменную. Сварка TIG с отрицательным током на постоянном токе выделяет больше тепла на заготовку, что обеспечивает более глубокое проплавление. Для более тонких металлов, которые не требуют такого глубокого проникновения, положительный постоянный ток подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для цветных металлов, чтобы помочь очистить сварной шов от загрязнений.
В зависимости от свариваемого материала и его толщины процесс сварки TIG можно варьировать полярностью электрода. Текущие настройки могут изменить полярность на отрицательную, положительную или переменную. Сварка TIG с отрицательным током на постоянном токе выделяет больше тепла на заготовку, что обеспечивает более глубокое проплавление. Для более тонких металлов, которые не требуют такого глубокого проникновения, положительный постоянный ток подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для цветных металлов, чтобы помочь очистить сварной шов от загрязнений.
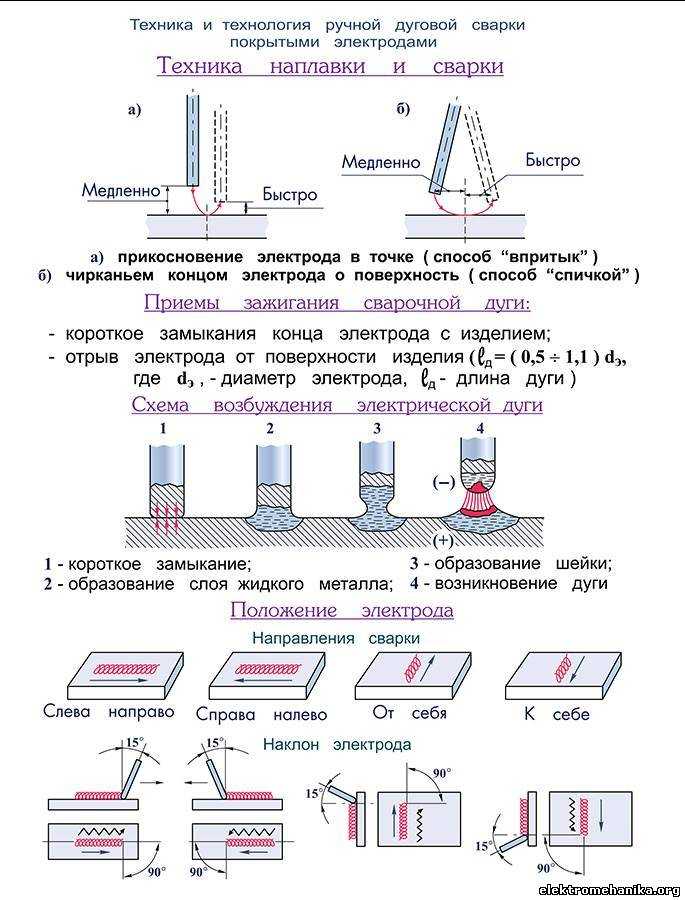 Сварочные аппараты с флюсовой проволокой оснащены электродом из полой проволоки с непрерывной подачей, который содержит флюс. В процессе сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и действуя как защитный газ. Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для использования на металлах, которые не обязательно должны быть чистыми.
Сварочные аппараты с флюсовой проволокой оснащены электродом из полой проволоки с непрерывной подачей, который содержит флюс. В процессе сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и действуя как защитный газ. Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для использования на металлах, которые не обязательно должны быть чистыми.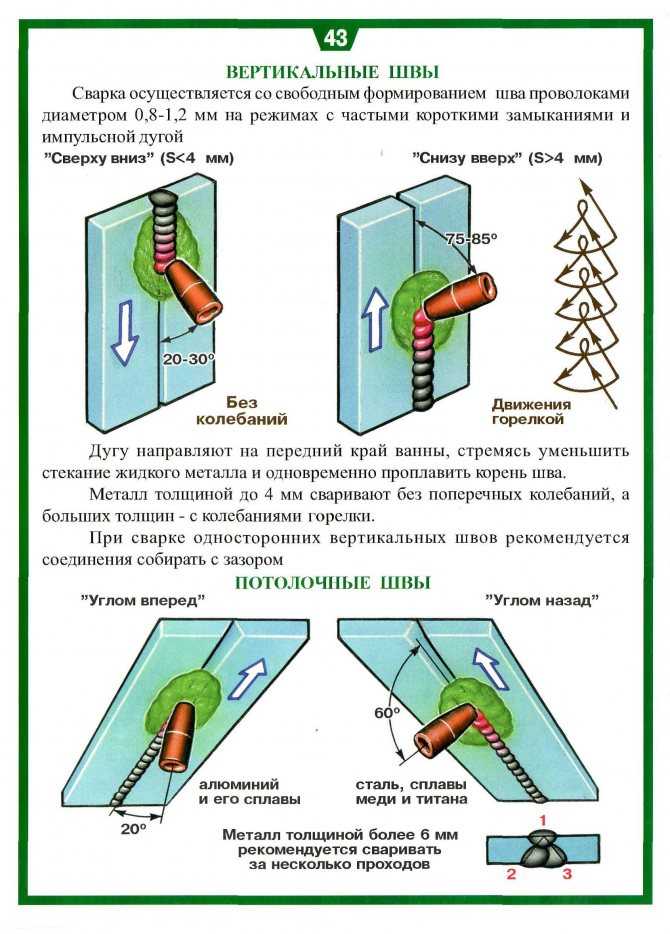

 0121-001
0121-001 01-93-001
01-93-001
 При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков. Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
 Упакованные листогибочнеы машины ИБ2415.01 зачаливают за нижний брус в местах указанных на упаковке.
Упакованные листогибочнеы машины ИБ2415.01 зачаливают за нижний брус в местах указанных на упаковке. 01 к общей системе заземления.
01 к общей системе заземления. При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
При начале работы необходимо убедиться, что валки находятся в параллельном положении, нижний валок несколько опущен. Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра. Правка возможна, если обечайка согнута не полностью.
Правка возможна, если обечайка согнута не полностью. Не закрывается откидная опора
Не закрывается откидная опора (переднего бокового
(переднего бокового Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки.
Основным отличием четырехвалковых листогибочных машин от трехвалковых является наличие нижнего подвижного валка. Данный тип листогибочных машин позволяет более точно работать с подгибкой кромок обечаек что значительно сокращает количество листового металла, попадающего в отход. Также наличие четвертого валка позволяет практически исключить проскальзывание листового металла в процессе гибки. С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2420 может быть изготовлена в комплектации с УЦИ или ЧПУ.
С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.Машина листогибочная трехвалковая модели ИБ2420 может быть изготовлена в комплектации с УЦИ или ЧПУ.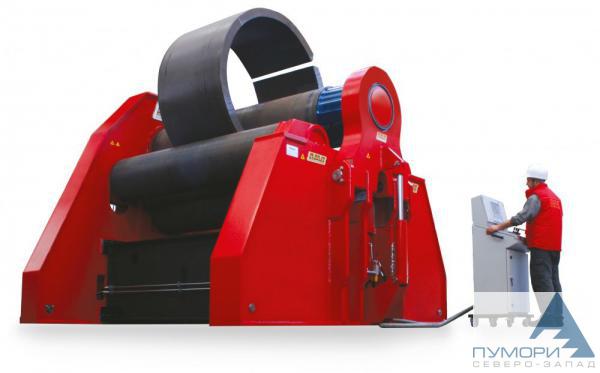

 При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
При вращении валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков..png) Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
Реверсирование верхнего валка производится редуктором 2. Мотор-редуктор 6 через соединительную муфту 7, редуктор 8 и винтовую пару 9 передается движение боковым валкам 10. Каждый боковой валок имеет индивидуальный привод. Мотор-редуктор 11 через соединительную муфту 12, редуктор 13 и винтовую пару 14 передается движение на 4й нижний валок 15. Привод откидной опоры 16 осуществляется от отдельного электродвигателя 17, через редуктор 18 и винтовую пару 19. В вертикальном положении опора закрепляется фиксатором 20.
 Упакованные листогибочнеы машины ИБ2420 зачаливают за нижний брус в местах указанных на упаковке.
Упакованные листогибочнеы машины ИБ2420 зачаливают за нижний брус в местах указанных на упаковке.
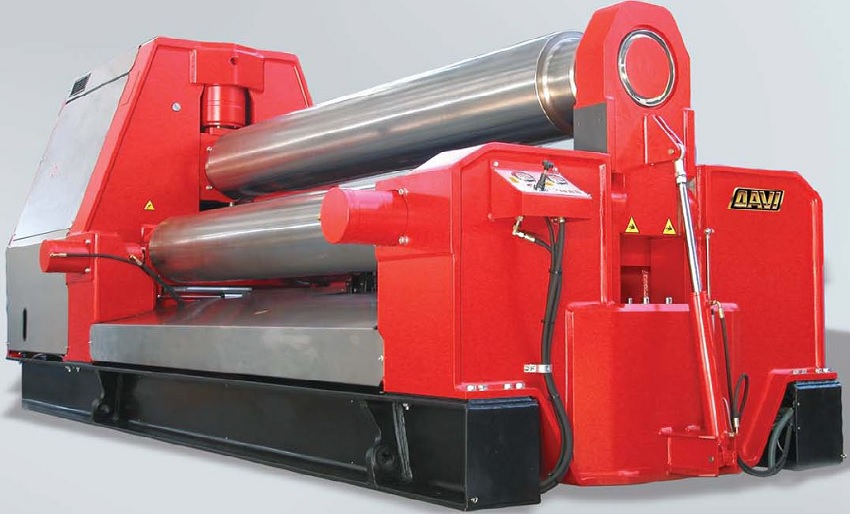 Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
Необходимо подать лист в зону гибки. Как только лист достигнет второго бокового валка, необходимо на пульте управления включить движение. Медленно работая боковыми валками, необходимо несколько раз прокатать лист для получения необходимого диаметра.
 При гибке цилиндрических заготовок получается конус
При гибке цилиндрических заготовок получается конус
 с., 480 В, 3-фазный двигатель
с., 480 В, 3-фазный двигатель с., 480 В, 3-фазный двигатель
с., 480 В, 3-фазный двигатель


 55
55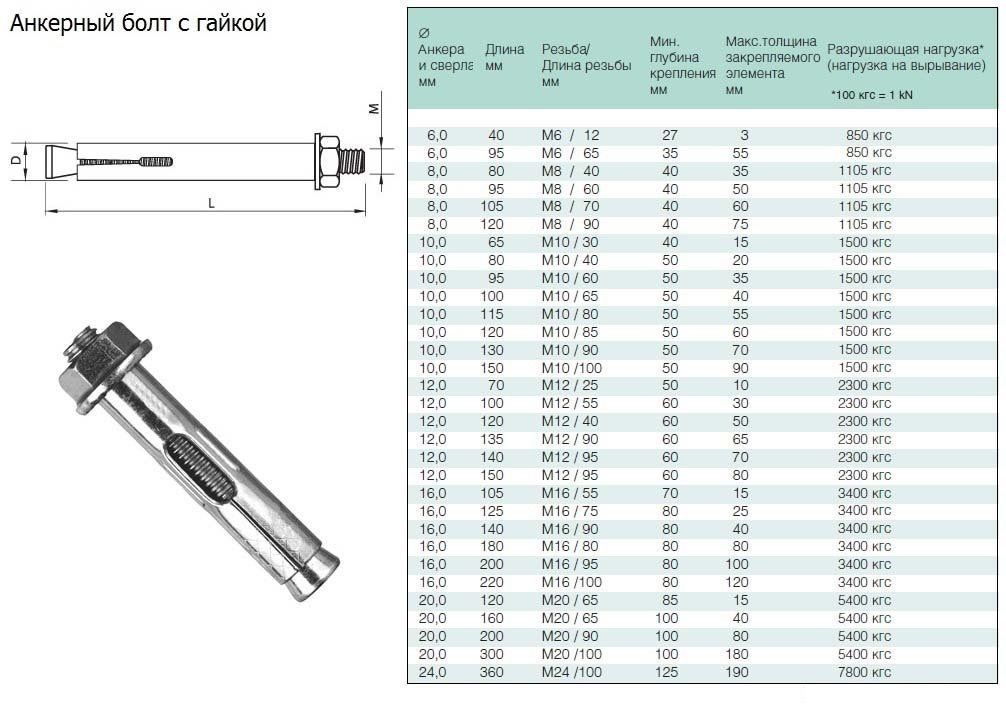 7
7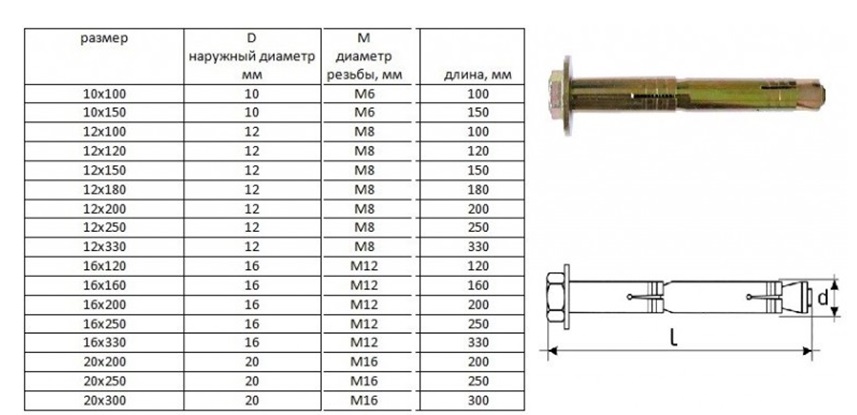 85
85 1-2012 1.1. Изогнутный фундаментный анкерный болт тип 1 исполнение 1 30*600.
1-2012 1.1. Изогнутный фундаментный анкерный болт тип 1 исполнение 1 30*600. 8
8 Откройте для себя Нурон
Откройте для себя Нурон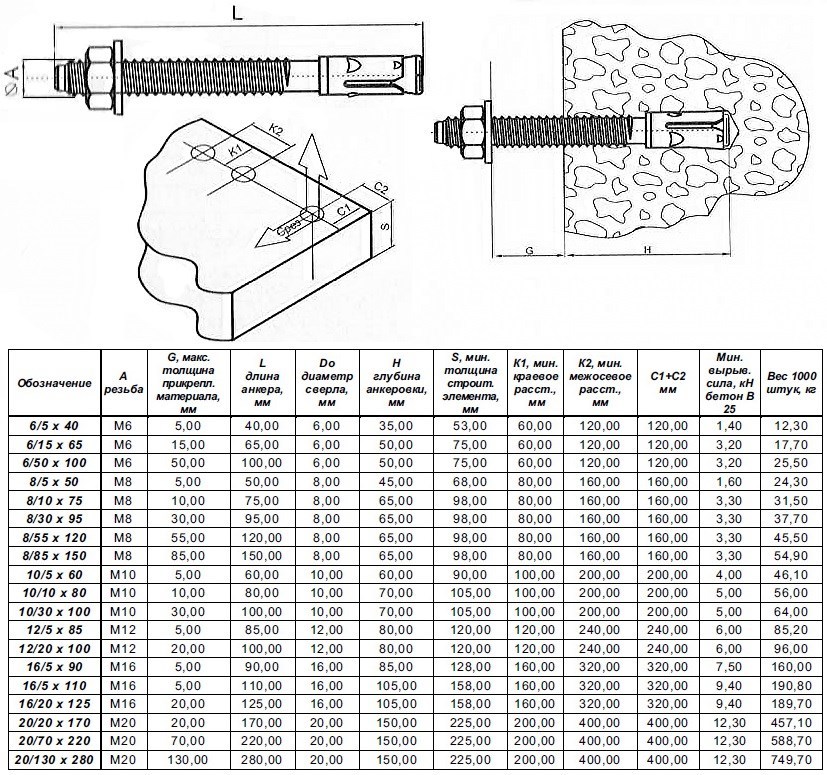
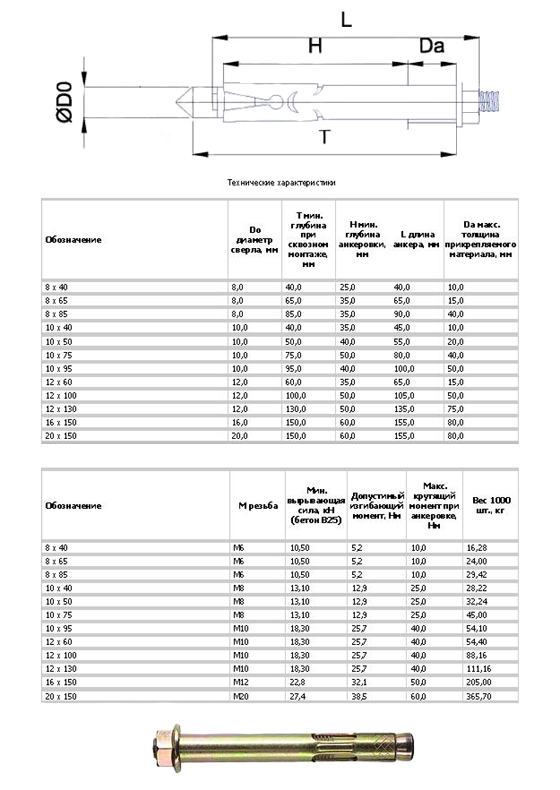

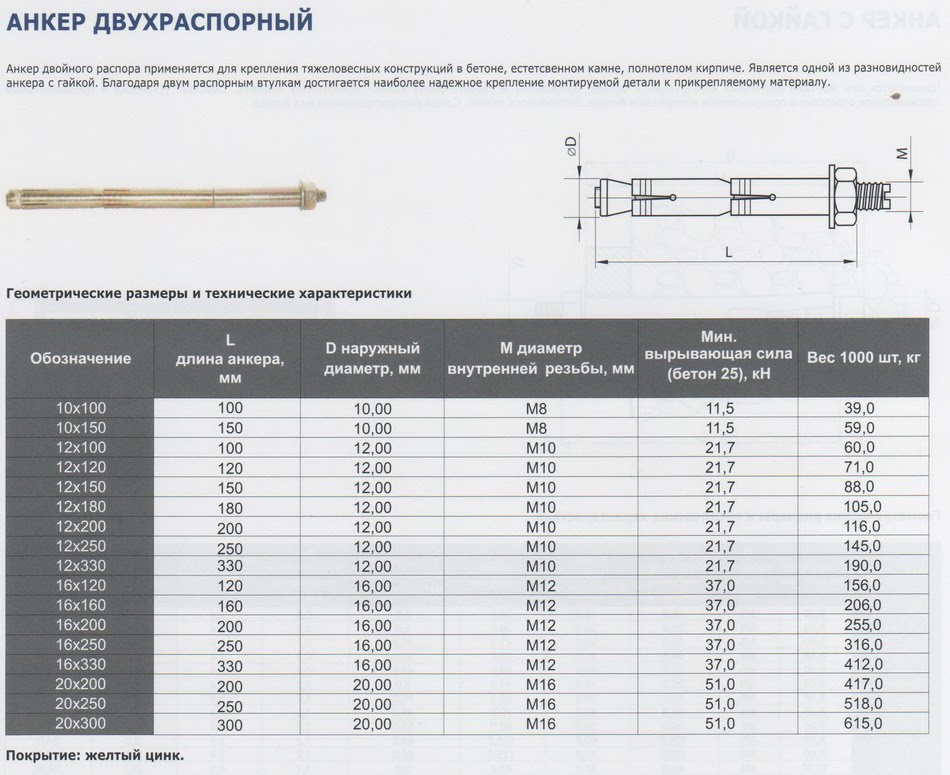
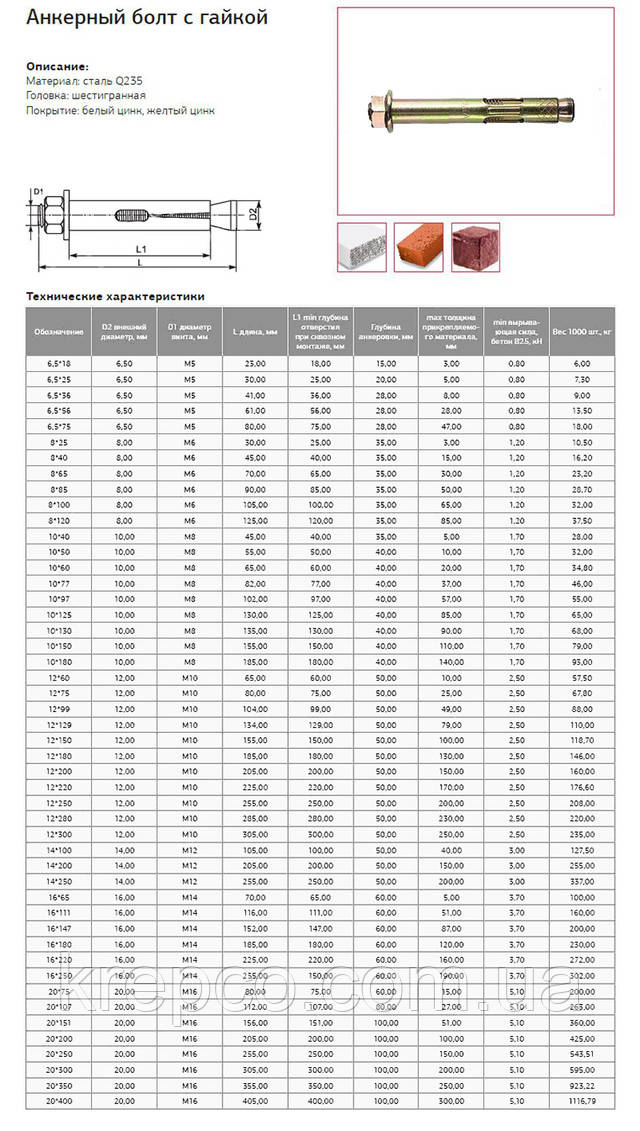

 Единственное, что можно не смывать, это канифоль или ее растворы, так как та после застывания образует дополнительный защитный слой.
Единственное, что можно не смывать, это канифоль или ее растворы, так как та после застывания образует дополнительный защитный слой. В основном применяются для пайки поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электросхемами или платами радиодеталей.
В основном применяются для пайки поверхностей с отсутствием разъединения материалов. Используется при работах с мелкими деталями, электросхемами или платами радиодеталей. Их отличие — отсутствие химического воздействия, потому что активность вещества невысока. Для изготовления этого типа флюсов применяются вазелин, воск, оливковое масло, другие маслянистые вещества. В основном применяется для пайки микросхем и bga деталей.
Их отличие — отсутствие химического воздействия, потому что активность вещества невысока. Для изготовления этого типа флюсов применяются вазелин, воск, оливковое масло, другие маслянистые вещества. В основном применяется для пайки микросхем и bga деталей.
 С целью максимальной рационализации производства его дополнительно используют для извлечения смол в процессе обработки хвойных пород.
С целью максимальной рационализации производства его дополнительно используют для извлечения смол в процессе обработки хвойных пород. 



 Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
Вот почему данные были дополнительно разбиты и представлены на Рисунке 16. Такое представление данных позволяет легче увидеть явное несоответствие между флюсами, содержащими канифоль, и их органическими аналогами. Log10 общего среднего значения для флюсов на основе канифоли составил 11,76 Ом, в то время как органические флюсы были стабильны при 90,33 Ом. Флюсы на основе канифоли более чем на 2 порядка превышают SIR по сравнению с органическими флюсами. Наличие более высокого удельного сопротивления означает, что материал будет более устойчивым к росту дендритов и другим дефектам. Однако важно помнить, что органические потоки превышали минимум log10 R = 8 Ом и соответствовали стандарту J-STD-004B.
 Однако они не единственные, кто полагается на секрет; пайка электронных компонентов на печатной плате также зависит от скрытого ингредиента. Совместная работа с припоем — это вещество, о котором многие не знают, которое называется флюсом, но без него мы не смогли бы надежно спаять ни одну деталь.
Однако они не единственные, кто полагается на секрет; пайка электронных компонентов на печатной плате также зависит от скрытого ингредиента. Совместная работа с припоем — это вещество, о котором многие не знают, которое называется флюсом, но без него мы не смогли бы надежно спаять ни одну деталь. В случае с электроникой эти оксиды могут препятствовать образованию хорошего паяного соединения во время сборки печатной платы. Чтобы облегчить процесс пайки, флюс используется для химической очистки металлических поверхностей путем удаления оксидов, а также любых других примесей. Флюс также способствует смачиванию припоя, что определяет, насколько хорошо расплавленный припой будет течь на соединяемые поверхности.
В случае с электроникой эти оксиды могут препятствовать образованию хорошего паяного соединения во время сборки печатной платы. Чтобы облегчить процесс пайки, флюс используется для химической очистки металлических поверхностей путем удаления оксидов, а также любых других примесей. Флюс также способствует смачиванию припоя, что определяет, насколько хорошо расплавленный припой будет течь на соединяемые поверхности.

 Однако, если требуется больше флюса для больших площадей, жидкость или пасту можно нанести с помощью кисти, ватного тампона или специального аппликатора флюса. Канифольный флюс также можно найти в имеющихся в продаже ручках-дозаторах для дополнительного удобства.
Однако, если требуется больше флюса для больших площадей, жидкость или пасту можно нанести с помощью кисти, ватного тампона или специального аппликатора флюса. Канифольный флюс также можно найти в имеющихся в продаже ручках-дозаторах для дополнительного удобства.

 За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора.
За счет этого процесса жидкость охлаждает подшипники скольжения и ротор, благодаря чему увеличивается срок службы прибора.
 Осуществляем доставку по Украине.
Осуществляем доставку по Украине. Коэффициент полезного действия невысок, но так как эти насосы маломощные, на цену эксплуатации это почти не сказывается.
Коэффициент полезного действия невысок, но так как эти насосы маломощные, на цену эксплуатации это почти не сказывается.  Поэтому настоятельно рекомендуется приобретать циркуляционные насосы с мокрым ротором у официальных представителей известных производителей, либо покупать не очень известные бренды, которые не сильно уступают по качеству известным (а то и вовсе не уступают), стоят дешевле и которые не подделывают.
Поэтому настоятельно рекомендуется приобретать циркуляционные насосы с мокрым ротором у официальных представителей известных производителей, либо покупать не очень известные бренды, которые не сильно уступают по качеству известным (а то и вовсе не уступают), стоят дешевле и которые не подделывают. Для достижения балансировки нужен точный расчет параметров системы.
Для достижения балансировки нужен точный расчет параметров системы. Температура же теплоносителя в системе отопления с источников тепла в виде радиаторов значительно выше, 60-95 °С и перепад температур на входе и в обратной линии достигает 20-40°С.
Температура же теплоносителя в системе отопления с источников тепла в виде радиаторов значительно выше, 60-95 °С и перепад температур на входе и в обратной линии достигает 20-40°С.
 Бытовые бойлеры по способу нагрева воды делят на накопительные и проточные. В теплообменном аппарате разность между первичным и вторичным контурами относительно небольшая.
Бытовые бойлеры по способу нагрева воды делят на накопительные и проточные. В теплообменном аппарате разность между первичным и вторичным контурами относительно небольшая.
 Следует отметить, что в случае достаточного бюджета предпочтительнее устанавливать бытовой циркуляционный насос с электронным регулированием. Электронное регулирование в насосном оборудовании позволяет значительно экономить электроэнергию. Кроме того современные модели бытовых насосов работают с пониженными шумовыми характеристиками, можно устанавливать в жилых помещениях.
Следует отметить, что в случае достаточного бюджета предпочтительнее устанавливать бытовой циркуляционный насос с электронным регулированием. Электронное регулирование в насосном оборудовании позволяет значительно экономить электроэнергию. Кроме того современные модели бытовых насосов работают с пониженными шумовыми характеристиками, можно устанавливать в жилых помещениях. п.).
п.).

 Любое воспроизведение или распространение этой информации без предварительного письменного согласия
Любое воспроизведение или распространение этой информации без предварительного письменного согласия Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью.
Насос с мокрым ротором, т. е. насос и двигатель образуют единое целое без уплотнения вала и только с двумя уплотнительными прокладками. Подшипники смазываются перекачиваемой жидкостью.
 333 кг/метр
333 кг/метр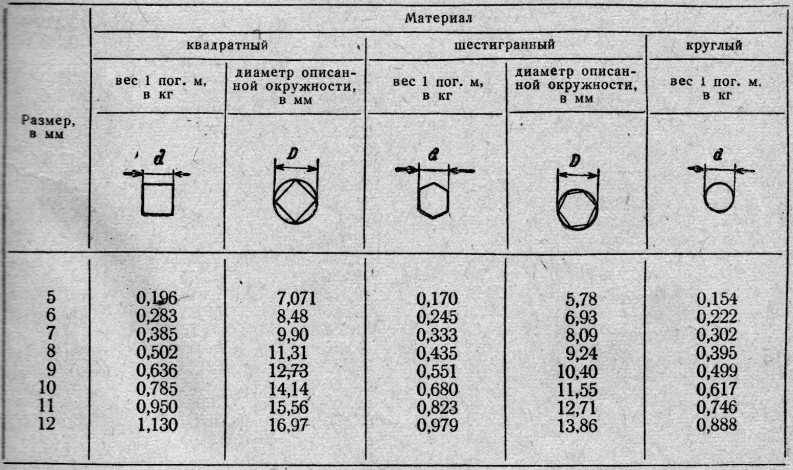 org/BreadcrumbList»>
org/BreadcrumbList»> Ниже приведена таблица значений плотности, наиболее распространённых марок отечественных бронзовых сплавов.
Ниже приведена таблица значений плотности, наиболее распространённых марок отечественных бронзовых сплавов. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.
Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнёрскому сотрудничеству.



 klarna.com/1.0/shared/content/legal/terms/EID/de_de/account3
klarna.com/1.0/shared/content/legal/terms/EID/de_de/account3
 europa.eu/consumers/odr
europa.eu/consumers/odr

 peraperis.com/media/Widerrufsformular.pdf
peraperis.com/media/Widerrufsformular.pdf
 (КУПОН: ОПТОВАЯ ПРОДАЖА)
(КУПОН: ОПТОВАЯ ПРОДАЖА) Поэтому, пожалуйста, по-прежнему нажимайте кнопку «Оплатить с помощью PayPal», если вы хотите оплатить с помощью кредитной карты.
Поэтому, пожалуйста, по-прежнему нажимайте кнопку «Оплатить с помощью PayPal», если вы хотите оплатить с помощью кредитной карты.
 Он используется во многих автомастерских для прессования различных валов, подшипников и шестеренок. Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками.
Он используется во многих автомастерских для прессования различных валов, подшипников и шестеренок. Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками. Иногда это необходимый предмет в мастерской или в гараже. Небольшое устройство часто применяется при ремонте автомобилей. Можно использовать пресс для сайлентблоков, а также для выпрессовки подшипников.
Иногда это необходимый предмет в мастерской или в гараже. Небольшое устройство часто применяется при ремонте автомобилей. Можно использовать пресс для сайлентблоков, а также для выпрессовки подшипников.
 При самостоятельном монтаже аппарата нужно учитывать параметры поршня, станины, габариты оборудования и вес. В таком устройстве используется готовый или ручной гидравлический насос;
При самостоятельном монтаже аппарата нужно учитывать параметры поршня, станины, габариты оборудования и вес. В таком устройстве используется готовый или ручной гидравлический насос;
 Для их погрузки можно применять какие-либо манипуляторы. Большой мощностью обладают и прессы для топливных брикетов.
Для их погрузки можно применять какие-либо манипуляторы. Большой мощностью обладают и прессы для топливных брикетов. Она выглядит, как платформа и делается из массивного металлопроката. Для этого подойдут уголки из металла и швеллера;
Она выглядит, как платформа и делается из массивного металлопроката. Для этого подойдут уголки из металла и швеллера; При этом последний элемент часто имеет форму прямоугольника и делается из жесткого материла.
При этом последний элемент часто имеет форму прямоугольника и делается из жесткого материла. При этом формируются валики из стеблей, а после этого с помощью агрегата получаются прессованные тюки.
При этом формируются валики из стеблей, а после этого с помощью агрегата получаются прессованные тюки.
 В этом элементе находится жидкость, которая сжимается под напором. Агрегат используется для сжатия, деформации и соединения деталей.
В этом элементе находится жидкость, которая сжимается под напором. Агрегат используется для сжатия, деформации и соединения деталей. Все элементы соединяются толстыми болтами.
Все элементы соединяются толстыми болтами. Вот такие они могут быть:
Вот такие они могут быть: При этом настольный механизм можно установить на верстаке. Прессы отличаются грузоподъемностью.
При этом настольный механизм можно установить на верстаке. Прессы отличаются грузоподъемностью. Для мастерской небольших размеров можно выбрать механизм, который способен создавать усилие до 10 тонн. Это позволит уменьшить размеры устройства. Также потребуется сварочный агрегат, ножовка, болгарка и диски для резки металла.
Для мастерской небольших размеров можно выбрать механизм, который способен создавать усилие до 10 тонн. Это позволит уменьшить размеры устройства. Также потребуется сварочный агрегат, ножовка, болгарка и диски для резки металла. Для изготовления пресса гидравлического ручного своими руками, чертежи необходимо выбирать очень ответственно. Станина состоит из рамы, внутри которой располагается домкрат с инструментом.
Для изготовления пресса гидравлического ручного своими руками, чертежи необходимо выбирать очень ответственно. Станина состоит из рамы, внутри которой располагается домкрат с инструментом.
 К подвижным относятся возвратные механизмы и подвижный упор, а к неподвижным стойки, упоры и основание.
К подвижным относятся возвратные механизмы и подвижный упор, а к неподвижным стойки, упоры и основание. Чертежи и инструкция помогут все сделать правильно. Эта разновидность, пожалуй, легче всех в изготовлении для обычного человека. При разработке чертежей самодельного пресса из домкрата своими руками необходимо учитывать, по какой схеме он будет работать. Используются разные варианты. Например, домкрат может размещаться в нижней части устройства, в станине. При этом давление производится наверх. Если домкрат устанавливается в верхней части, то давление производится вниз.
Чертежи и инструкция помогут все сделать правильно. Эта разновидность, пожалуй, легче всех в изготовлении для обычного человека. При разработке чертежей самодельного пресса из домкрата своими руками необходимо учитывать, по какой схеме он будет работать. Используются разные варианты. Например, домкрат может размещаться в нижней части устройства, в станине. При этом давление производится наверх. Если домкрат устанавливается в верхней части, то давление производится вниз. Для соединения применяются сварные швы.Также применяются дополнительные вставки.
Для соединения применяются сварные швы.Также применяются дополнительные вставки.
 И, за исключением регулировки каждые несколько месяцев, устройство не требует никакого обслуживания!
И, за исключением регулировки каждые несколько месяцев, устройство не требует никакого обслуживания! При желании вы можете заменить черную трубу сортамента 40 (сопоставимых размеров) на гибкий полиэтилен, используемый на приводной и напорной сторонах системы.
При желании вы можете заменить черную трубу сортамента 40 (сопоставимых размеров) на гибкий полиэтилен, используемый на приводной и напорной сторонах системы. Зафиксируйте готовый клапан оставшейся 1/4-дюймовой гайкой.
Зафиксируйте готовый клапан оставшейся 1/4-дюймовой гайкой. Длина трубы диаметром 1 1/2 дюйма от подачи к насосу (известной как «приводная труба») должна быть в 10–15 раз больше, чем расстояние падения, и, во избежание попадания посторонних предметов в механизм, Фильтрующая сетка должна быть размещена над входным отверстием приводной трубы.
Длина трубы диаметром 1 1/2 дюйма от подачи к насосу (известной как «приводная труба») должна быть в 10–15 раз больше, чем расстояние падения, и, во избежание попадания посторонних предметов в механизм, Фильтрующая сетка должна быть размещена над входным отверстием приводной трубы. На высоте 40 футов из выпускного трубопровода подавалось колоссальные 60 галлонов в час, чего достаточно для снабжения резервуара общим объемом 1440 галлонов за одни 24 часа!
На высоте 40 футов из выпускного трубопровода подавалось колоссальные 60 галлонов в час, чего достаточно для снабжения резервуара общим объемом 1440 галлонов за одни 24 часа!
 «Насос гидравлического цилиндра: вечный двигатель для усадьбы».
«Насос гидравлического цилиндра: вечный двигатель для усадьбы». 



 Ручка находится на более удобном уровне. Шланг высокого давления передает давление масла на установленный сверху поршень одностороннего действия.
Ручка находится на более удобном уровне. Шланг высокого давления передает давление масла на установленный сверху поршень одностороннего действия. Пресс может иметь регулируемую скорость поршня с управлением кончиками пальцев или поршень, который позволяет ему тянуть так же, как и нажимать. Дистанционное управление некоторыми высокопроизводительными печатными машинами позволяет просматривать все стороны работы.
Пресс может иметь регулируемую скорость поршня с управлением кончиками пальцев или поршень, который позволяет ему тянуть так же, как и нажимать. Дистанционное управление некоторыми высокопроизводительными печатными машинами позволяет просматривать все стороны работы.
 Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении. Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке.
Для удобства перемещения и работы аппарат имеет небольшие габариты и оснащен ремнем. Аппарат удобен в работе, подходит для сварочных работ в бытовых условиях: дома, на даче, в гараже. Легкость в применении. Данная модель имеет широкий диапазон регулирования сварочного тока до 160А, подходящий для большинства работ по сварке.
 Новостроя 1А, оф 104,
Новостроя 1А, оф 104,
 com/embed/9w9vLNBporc» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/9w9vLNBporc» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 На площадке расположены контейнеры для транспортировки и временного хранения газосварочных баллонов.
На площадке расположены контейнеры для транспортировки и временного хранения газосварочных баллонов. Подключение к внешнему источнику осуществляется гибким кабелем. Для подключения кабеля предусмотрен специальный разъем.
Подключение к внешнему источнику осуществляется гибким кабелем. Для подключения кабеля предусмотрен специальный разъем.
 Второй вариант является более современным, отличается повышенной жесткостью и надежностью. Обозначается словом «Radial» или буквой «R» в типоразмере.
Второй вариант является более современным, отличается повышенной жесткостью и надежностью. Обозначается словом «Radial» или буквой «R» в типоразмере.


 Может быть дополнен или заменен фигурной стрелки. Присутствует только на моделях с ассиметричным рисунком.
Может быть дополнен или заменен фигурной стрелки. Присутствует только на моделях с ассиметричным рисунком. Высший индекс «A», низший — «C».
Высший индекс «A», низший — «C».
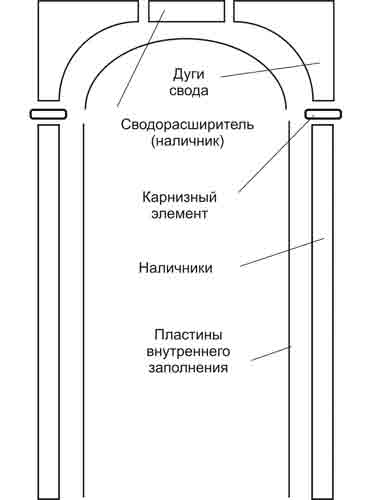 В первом случае покрышка выпущена до 2000-го года, во втором — после. Первые две цифры номера означают неделю, последние — год. К примеру, код 308 значит, что резина выпущена в июле 98 или 88 года, 1517 — в апреле 2017.
В первом случае покрышка выпущена до 2000-го года, во втором — после. Первые две цифры номера означают неделю, последние — год. К примеру, код 308 значит, что резина выпущена в июле 98 или 88 года, 1517 — в апреле 2017.
 Отпечаток арки выглядит как насыпь. Здесь нет ни трех радиусов, как у завитка, ни шеста, как у «шатровой» арки. Арка просто выглядит как кротовина, которую можно увидеть во дворе. См. пример ниже.
Отпечаток арки выглядит как насыпь. Здесь нет ни трех радиусов, как у завитка, ни шеста, как у «шатровой» арки. Арка просто выглядит как кротовина, которую можно увидеть во дворе. См. пример ниже.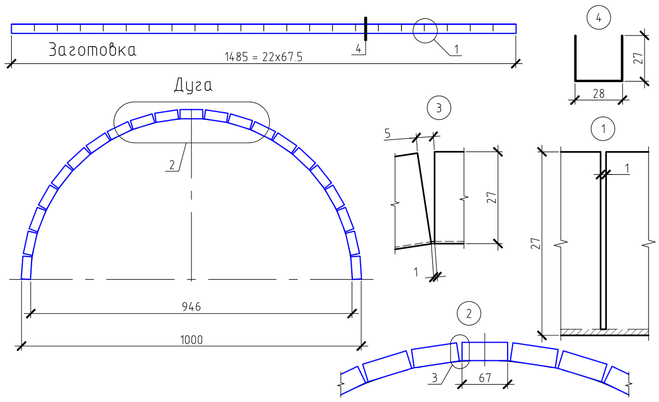 Чтобы пройти Университет Жизни, вы еще до рождения согласились посетить эту сумасшедшую планету, чтобы научиться испытывать мир и гармонию. Мастера мира находят способы принести гармонию и баланс в мир.
Чтобы пройти Университет Жизни, вы еще до рождения согласились посетить эту сумасшедшую планету, чтобы научиться испытывать мир и гармонию. Мастера мира находят способы принести гармонию и баланс в мир.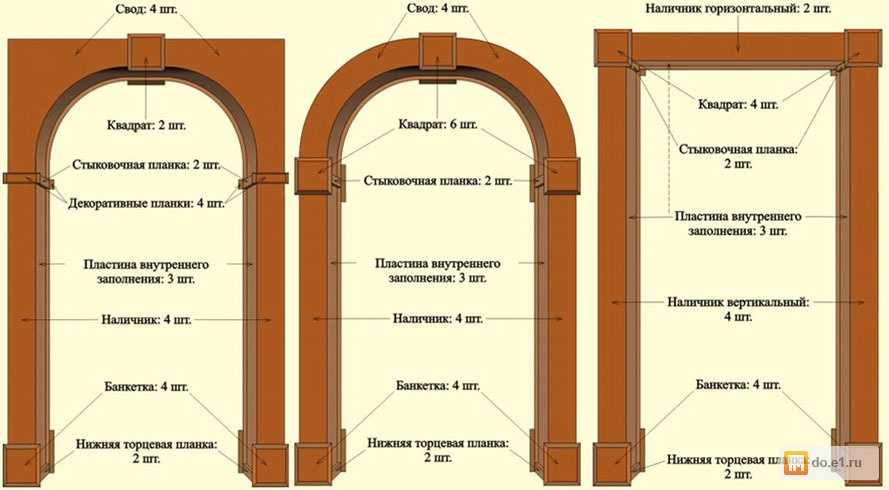 Мирные отпечатки пальцев, которые я прочитал, принадлежат людям на этих аренах. Переключение между прозаком и зависимостью от надпочечников является верным признаком успешного пути к миру. Как можно стать ПОЛНЫМ умиротворения, не испытывая крайностей?
Мирные отпечатки пальцев, которые я прочитал, принадлежат людям на этих аренах. Переключение между прозаком и зависимостью от надпочечников является верным признаком успешного пути к миру. Как можно стать ПОЛНЫМ умиротворения, не испытывая крайностей?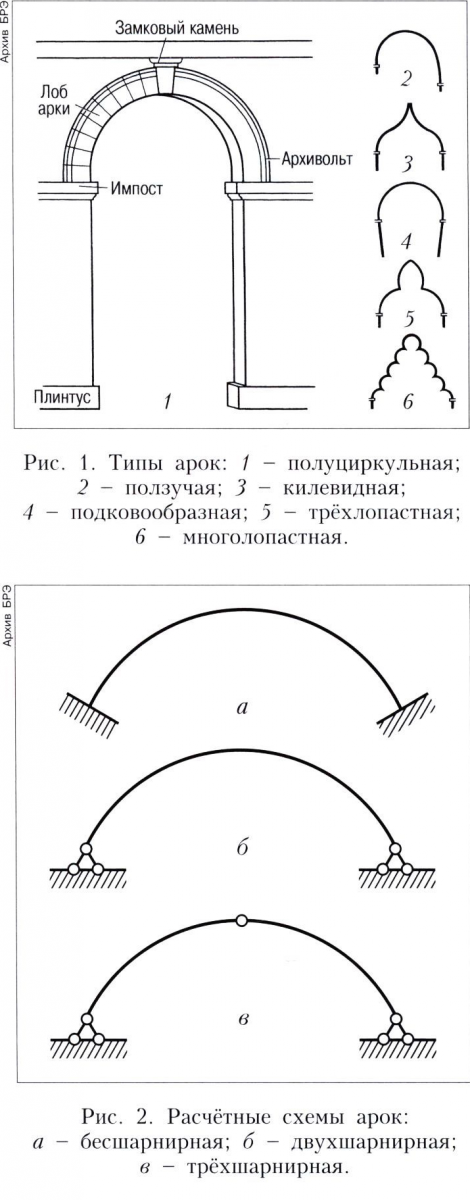 Вы тоже можете. Позвольте себе «Быть» на Пути Мастера!
Вы тоже можете. Позвольте себе «Быть» на Пути Мастера! Не у всех есть тентовые арки. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% отпечатков пальцев. Арка будет обсуждаться в четвертой части этой серии.
Не у всех есть тентовые арки. В первой и второй частях этой серии статей определены завиток и петля, на которые приходится около 95% отпечатков пальцев. Арка будет обсуждаться в четвертой части этой серии.