Привод, (в скобках — допустимое): ЭПБ-055.00.00.000 (ЭПБ-07В.00.00.000)
Потребляемая мощность, не более: 1000 Вт.
Напряжение: 220В.
Двигатель для бетоносмесителей AR-5 1000 Вт 220 В
6 000 руб
Венец СБР-170.00.00.003-01
8 000 руб
Шестерня СБР-125.00.00.04-01
1 300 руб
Кожух (корпус) привода на бетономешалку
1 500 руб
Ремень приводной 5PJ 610
1 000 руб
Колесо диаметром 200 мм
600 руб
Кнопка пуска KJD 17B-16
750 руб
Шкив привода
1 000 руб
Архив новостейНовости
25. 06.2019
Бетономешалки Российского производства
Собственное производство, надежные Российские поставщики сырья и оборудования. Что позволяет не зависеть от курса валюты и политической обстановки в мире и обеспечивает стабильность поставок, а также отсутствие резких скачков цен.
30.03.2018
Введение таможенных пошлин для китайских производителей бетономешалок поддержит отечественные компании
На протяжении многих лет ОАО «СТРОЙМАШ» было одним из крупнейших российских предприятий по производству качественных бетономешалок. Однако ситуация ухудшилась, когда в страну стали ввозиться менее качественные бетоносмесители из Китая.
Гендиректор ОАО «Лебедянский завод строительно-отделочных машин» (ОАО «СТРОЙМАШ») Валерий Устинов считает, что всему виной нулевая ставка таможенной пошлины на аналогичную зарубежную продукцию. Именно ставка затрудняет российским производителям реализацию оборудования на внутреннем рынке из-за давления со стороны импорта.
14.03.2018
Производство бетоносмесителей в России
Производство бетоносмесителей в России
11.08.2017
Бетоносмесители Строймаш г. Лебедянь вошли в каталог «100 лучших товаров России»
В конце 2016 года Лебедянский завод строительно-отделочных машин «СТРОЙМАШ» стал лауреатом Всероссийского конкурса программы «100 лучших товаров России», выдвинув на конкурс бетоносмесители серии В. Среди достоинств бетоносмесителей отмечены долгий срок службы, короткий цикл перемешивания, низкие затраты на обслуживание и ремонт. Продукцию признали доступной покупателям с различным уровнем доходов.
20.02.2017
«СТРОЙМАШ»: профессиональное оборудование высшего качества
Рынок хорошо знаком с малолитражными лебедянскими бетоносмесителями «СТРОЙМАШ» для бытового использования. Однако настоящей жемчужиной производства являются профессиональные машины на 800 и 1200 литров. Электрические или с дизельным приводом, они являются, по сути, отдельными растворобетонными установками в условиях отсутствия доступа к бетонному заводу.
Автор Георгий Русиев На чтение 6 мин Просмотров 400 Опубликовано
Электрические бетономешалки – востребованное строительное оборудование. В числе российских производителей выделяется завод «Строймаш» (г. Лебедянь, Липецкая область), продукция которого вошла в почетный список «100 лучших товаров России». В том числе мобильные бетоносмесители, выпускаемые под брендом Лебедянь.
Оглавление:
Описание и характеристики
Обзор модельного ряда бетономешалок
Мнения покупателей
Особенности бетономешалок
Лебедянский завод по изготовлению бытового и промышленного оборудования недаром считается одним из лучших в РФ. Производственный комплекс был запущен еще в 1946 году и с тех пор накоплен огромный опыт, создана целая база наработок и уникальных технологических решений. Заслуги компании высоко оценены обществом – она входит в пятерку лучших европейских производителей техники для строительно-отделочной сферы.
Одно из направлений завода – выпуск эргономичных и простых в эксплуатации бетоносмесителей Лебедянь гравитационного типа. То есть раствор готовится посредством вращающегося барабана.
Все агрегаты имеют циклический режим, то есть после приготовления раствора его нужно выгрузить и только потом запустить цикл снова. Это удобно при заливке фундаментов небольших строений, формировании стяжки или оштукатуривании. В целом именно этот принцип работы и является главным отличием бытовых устройств от промышленных, которые функционируют в непрерывном режиме.
Каждая бетономешалка Лебедянь изготовлена из листовой стали толщиной до 1,5 мм, оснащена венцом из литого чугуна, ручным приводом для выгрузки бетона, прочной рамой на опорных стойках с парным комплектом колес. Электропривод снабжен защитным кожухом, надежно изолирующим мотор от попадания влаги, пыли, абразивов. Передаточный механизм также заключен в короб, обеспечивающий травмобезопасность установки для неопытных пользователей. Поверхность обработана порошковым покрытием, которое защищает бетоносмеситель от коррозии и механических повреждений.
Почти все оборудование функционирует от обычной электросети на 220 В, однако есть и более мощные установки, которым требуется трехфазный силовой кабель на 380 В. Для частного домостроительства и ремонта предназначены бетономешалки с объемом барабана 100-260 л и мотором, потребляющим до 0,75 кВт. Это самые доступные в категории цена/качество бетоносмесители. Для объектов с постоянным потреблением раствора можно купить более массивные модели с вместимостью бака до 1200 л на 7,5 кВт. Нередко они используются и как производственный узел на заводах по выпуску специализированных бетонных смесей либо железобетонных изделий.
Продукция серии Лебедянь применяется для сухих, полусухих и жидких растворов. Размер гранул заполнителей не должен превышать 70 мм. Многие сельскохозяйственные, фермерские и агрокомплексы изъявляют желание купить бетономешалки Лебедянского завода для изготовления комплексных удобрений, кормовых, посевных и других смесей.
Рассмотрим наиболее востребованные бетономешалки.
1. Бетоносмеситель СБР-120.
Это бытовая линия с объемом барабана 120 л и электроприводом мощностью 700 Вт. Работает от обычной сети 220 В без заземления, оптимальный температурный режим – от +5 до +40 °С. Аппарат выдает готовый раствор в количестве 50 литров в течение 1,5 минут. Вес – 50 кг.
Двигатель оснащен термозащитой, которая позволяет быстро его отключать при перегревах и перегрузках. В целях безопасности бетономешалка обесточивается при низком напряжении. Конструкция максимально упрощена, поэтому изношенные детали пользователь может заменить самостоятельно. Бетоносмеситель Лебедянь можно купить как непосредственно на заводе, так и у региональных дилеров. Независимо от места приобретения, ОАО «Строймаш» предоставляет гарантию на все комплектующие на 12 месяцев.
2. Бетоносмеситель СБР-150А.3.
Полупромышленный агрегат с объемом бака 150 л и мощностью электродвигателя 1 кВт также работает от стандартной электросети 220 В, выдает 80 литров раствора каждые 2 минуты. Вес – 65 кг. Предназначен для производства сухих и подвижных смесей с модулем крупности наполнителей до 40 мм.
Уровень звука смесителя не превышает 80 дБА. Для сравнения: уровень уличного шума – 40 дБА. Именно этот параметр отмечают почти все отзывы о бетономешалке бытовой Лебедянь СБР-150А.3/220.
3. Бетоносмеситель СБР-170А.3-01.
Серия бытовых агрегатов Лебедянь, работающих от сети напряжения 380 Вт. Мощность составляет 1 кВт, при объеме бака 170 л устройство выдает 96 литров раствора каждые 2 минуты. Размер наполнителей не должен превышать 40 мм. Общая масса – 72,5 кг.
В отличие от малогабаритных моделей, данная бетономешалка поставляется в частично разобранном виде, однако гарантия 12 месяцев от завода распространяется на все детали и узлы, включая крепления.
4. Бетоносмеситель Лебедянь СБР-190-01.
Бытовое устройство для приготовления сухих и жидких растворов. При объеме бака 190 л и мощности электродвигателя 1.0 кВт вырабатывается 110 литров бетонной смеси каждые 2 минуты. Работает от силовой линии напряжением 380 В. Вес – 77 кг. Успешно эксплуатируется при строительстве подсобок, заборов, садово-парковых помещений, а также домов высотой 1-2 этажа.
Стоимость вышеперечисленных моделей Лебедянь по Москве и Московской области представлена в таблице ниже:
Наименование бетономешалки
Цена, рубли
СБР-120/220
13 000
СБР-150А.3/220
17 000
\/380
19 000
СБР-190-01
21 000
Отзывы о бетономешалках фирмы Лебедянь
Обзор строительного оборудования будет неполным без мнений о бетоносмесителях.
«Планировал сделать свайно-ростверковый фундамент под дачный домик, долго размышлял, стоит ли покупать бетономешалку. Почитал отзывы, посмотрел, как сосед перелопачивает вручную сотни килограмм смесей, и решил приобрести Лебедянь СБР-120. Легко собирается, еще легче управляется. Функционирует от обычной сети, весит немного, можно перетаскивать самостоятельно. Угол наклона оказался не совсем удобный, сделал дополнительный пропил, а в остальном агрегат очень хорошо облегчил работу».
Виталий Серов, Омск.
«У меня небольшая строительно-ремонтная бригада, поэтому пару лет назад приобрел бетоносмеситель Лебедянь СБР-150А.3/220. Используем практически круглый год, за это время аппарат переработал тонны песка, цемента и других составляющих, из запчастей заменил только ремень передачи. При работе иногда издает неприятный скрежет, но это терпимо, так как в остальном машина служит исправно».
Евгений Бондарь, Казань.
«Для строительства бани подобрал бетоносмеситель Лебедянь с барабаном на 170 л, но прогадал с мотором. Надо было брать более мощный, так как получается слишком большая нагрузка на электродвигатель – он часто перегревается. Хорошо, что есть термозащита, мешалка останавливается самостоятельно. Поскольку было лето, решил снять защитный кожух. Так она меньше греется и лучше работает».
Анатолий Гончаренко, Липецк.
«Если строится свой дом, да еще и своими руками, то собственная бетономешалка – на вес золота. Купил Лебедянь с барабаном на 150 литров и не пожалел, поскольку она сильно сэкономила время, силы и деньги на доставку бетона с завода. Если найти правильную пропорцию, то качество смеси получается ничуть не хуже. Опытным путем установил, что выбранный объем оказался оптимальным – готовый раствор целиком наполнял тачку, так что не пришлось двигать постоянно аппарат с места на место или бегать по несколько раз туда-обратно».
Дмитрий Соболев, Пермь.
Лучшие бетоносмесители 2019-2020 года
Бетономешалки активно используются на стройплощадках, но это полезная техника для домашнего использования, особенно если вам нужно выполнить большие или малые строительные работы. Выбор может показаться большим, поэтому найти лучший вариант обычному пользователю может быть сложно. Для этого важно понимать основные параметры оборудования, все плюсы и минусы моделей. В статье описаны лучшие бетономешалки 2020 года со всеми их особенностями.
Content
1 Types of concrete mixers
1.1 Forced concrete mixers
1.2 Gravity Concrete Mixers
2 Girth gear or gear units
2.1 Gearbox models
2.2 Coronal models
3 Rating of Лучшие бетонные смесители
3.1 Lebedyan SBR-132N / 220
3.2 Caliber TSB-140
3,3 Lebedyan SBR-132A.5 95446
3.4.0010
3.6 Zitrek B1510 FK 024-1002
3.7 VORTEX BM-130
3.8 Zitrek B 1308 FK 024-1000
3.9 Kronwerk MS-130 95437
3.10 PARMA B-181-E
Types of бетоносмесители
Определить, какой бетоносмеситель лучше приобрести, можно, если разобраться в основных характеристиках его назначения:
Основные цели и задачи, которые будет выполнять оборудование.
Объем смеси для замеса за один раз.
Тип консистенции рабочих жидкостей.
Все модели метода работы гравитационные и принудительные. Одна категория больше подходит для крупной стройки, вторая рекомендуется для домашнего использования, поэтому перед покупкой рекомендуется ознакомиться с каждым устройством в отдельности.
Бетоносмесители принудительные
В этих устройствах барабан не вращается, перемешивание осуществляется вращением шнека, установленного в середине барабана. Эта функция идеальна для создания не только жидкого бетона или другой смеси, но и вязких консистенций. Непрерывное вращение шнека помогает достичь лучшей однородности.
Методику рекомендуется использовать на крупных строительных площадках, где необходимо получать растворы в больших объемах. Покупка техники для хозяйственных нужд, в том числе заливка дорожки на даче и прочие мелкие мероприятия – растрата средств и неоправданный результат.
Самотечные бетономешалки
Этот вариант идеально подходит для домашнего использования. Суть работы заключается во вращении барабана, а лопасти внутри него не двигаются. С помощью прибора получается без ручного труда сделать раствор для ремонта или строительства. Техника отличается оптимальными габаритами, простотой эксплуатации и позволяет создавать бетоны различной пластичности в необходимом объеме. При выборе помните, что бетономешалки принудительного действия – отличный выбор для крупных объектов и стройплощадок, а гравитационные модели подходят для повседневных задач.
Венцовая передача или узлы редуктора
При выборе бетономешалки гравитационного типа рекомендуется смотреть на устройство, передающее крутящий момент от двигателя на барабан. В продаже можно найти зубчатые и венцовые редукторы. Оба варианта отличаются ценой, способом эксплуатации, долговечностью и надежностью.
Модели с редуктором
Техника характеризуется отдельно стоящим редуктором, который закрыт частью корпуса, поэтому не подвергается воздействию песка и других частиц. Такие машины считаются более надежными и меньше шумят при работе, но пользоваться ими нужно более осторожно. В случае выхода из строя такого механизма ремонт не только дорог, но и сложен, а иногда проще купить другую бетономешалку.
Коронковые модели
Для этой техники характерен открытый механизм, так как коронка фиксируется вокруг барабана. На него постоянно попадает раствор и другие его компоненты, поэтому степень износа значительно возрастает, но техника неприхотлива в работе и замене. Замена и ремонт очень просты.
Часто в быту и строительстве используются именно коронные бетономешалки, пользующиеся популярностью из-за простоты и понятной технологии, ремонтопригодности. Детали продаются в любом магазине с подобным оборудованием, коронку легко заказать в интернете, и для ее починки не нужно вызывать мастера.
При выборе коронки стоит понимать, что элемент изготавливается из разных материалов, которые будут отвечать за надежность и срок службы:
Чугун. Такой материал используется многими производителями для устройств из среднего ценового сегмента. Коронку из чугуна сделать несложно, так как все заливается через форму, а после остывания заготовка почти не требует дополнительной обработки. Цена на сырье небольшая, способ производства простой, поэтому стоимость готовой коронки невысокая, что является основным преимуществом. Но у этого продукта много недостатков. Сам материал может легко сломаться при механическом воздействии, зубья со временем стираются, появляется много шума. Технику с этой коронкой рекомендуется использовать для редкого и разового использования с небольшой нагрузкой.
Сталь. Этот материал для коронки отличается прочностью и надежностью, а также средней истираемостью. К тому же сталь не лопается при ударе или падении, а объем в разы меньше. Главный недостаток – завышенная стоимость, так как сталь для производства изначально нагревают, после чего заливают в форму и оставляют остывать. После извлечения проводят токарную обработку и шлифовку. Все процессы дорогие, это отражается на рыночной цене, но продукт прочный и долговечный. Бетономешалки со стальной короной рекомендуются для ежедневной работы в течение нескольких часов. Технику можно использовать как в помещении, так и на улице.
Пластик. Эти коронки считаются самыми дешевыми, поскольку изготавливаются просто. Главный плюс — минимальный вес и тихая работа. Тем не менее, зубцы быстро изнашиваются при использовании. Бетономешалки с таким элементом рекомендуются к покупке для небольших строительных работ в быту.
Полиамид. Современный материал, легкий и очень прочный. Техника с такими коронками выпускается совсем недавно, к тому же полиамид не боится температур, поэтому летом допустимы нагрузки, зубы сохраняются, деформации нет. Ржавчина не образуется от влаги, реакции на абразивы нет. Бетономешалки с полиамидными коронками идеально подходят для ежедневного использования в течение длительного периода времени внутри зданий или на открытом воздухе.
Любая коронка представляет собой кольцо с зубьями, которые устанавливаются вокруг барабана. С помощью устройства барабан приходит в движение. В процессе работы бетономешалка создает трение и вибрации, которые приводят к истиранию зубьев, поэтому после износа деталь подлежит замене.
Рейтинг лучших бетономешалок
В обзоре собраны самые популярные и востребованные устройства. Бетономешалки прошли различные испытания, поэтому рейтинг составлен на основе мнений экспертов и пользователей.
Лебедянь СБР-132Н/220
Данный аппарат характеризуется как быстроходная модель, которая за 1 замес может сделать 64 литра готовой смеси. На корпусе установлены колеса, что облегчает перемещение по рабочей зоне. Надежно крепится с помощью ручки. Для всего оборудования характерно дополнительное усиление болтов.
плюсы :
Очень тихая работа оборудования.
Высокая скорость создания качественного решения.
Все детали закрыты, что увеличивает долговечность снаряжения.
Барабан вращается вокруг себя, поэтому выгрузка раствора упрощается, также легко производить загрузку и поворот, не меняя положения оборудования. Особенно важный параметр для работы в узких условиях.
Простота сборки и использования.
Минусы :
Нет блокировки изменения наклона, поэтому при работе нужно будет ставить в одно положение или удерживать машину самостоятельно.
Корпус двигателя сильно нагревается во время работы.
КАЛИБР БСБ-140
Прибор от отечественного производителя, который отлично подходит для небольших задач или разового использования в быту. Кроме того, оборудование выдерживает определенные нагрузки, поэтому его часто используют в капитальном строительстве. Компания установила специальные лопасти, отличающиеся внешним видом, поэтому перемешивание внутри барабана происходит очень эффективно.
Питание смесителя от сети 220 В. Двигатель отличается экономичным потреблением тока. Габариты оборудования небольшие, устройство занимает мало места в бытовке или гараже. Венец чугунный, общей мощностью 0,6 кВт, бак на 140 литров, готовый объем смеси на 1 замес до 75 литров. Это отличный выбор для тех, кто ищет лучшие бетономешалки для своего дома.
Плюсы:
Высокая степень надежности.
Экономное потребление электроэнергии.
Качественное растворообразование.
Минусы :
Мощность двигателя не самая большая.
В некоторых случаях быстро выходит из строя, но это происходит при условии неправильной эксплуатации.
Лебедянь СБР-132А.5 95446
Бетономешалка с чугунной коронкой, которая рассчитана на вес 1 замеса 64 кг. Готовый раствор будет изготовлен всего за пару минут. Прибор может работать с фракциями до 4 см. Техника характеризуется возможностью частичного использования готовой массы по мере необходимости за счет фиксации угла наклона.
pros :
Высокая прочность корпуса и барабана.
Качественные лезвия с длительным сроком службы.
Может работать даже при перегрузке без существенных замечаний. Судя по отзывам, пользователи с допустимой нормой веса 64 кг загрузили все 100 кг.
Минусы :
Нет защиты приводного вала и его подшипника, поэтому после работы необходимо очистить его от раствора.
Во время работы крышка двигателя начинает нагреваться, что свидетельствует о плохой работе вентиляторов.
В процессе эксплуатации часто ломается стартер, но это легко ремонтируется после покупки нового.
HELMUT CM160
Этот вариант подходит для людей, которым нужно получить решение быстро и эффективно. Головка изготовлена из чугуна, барабан стальной, а двигатель защищен кожухом, исключающим попадание мусора и влаги. Устройство для получения раствора хорошо продумано, что позволяет аккуратно выливать и вынимать смесь. Двигатель 0,65 кВт, вес всей установки почти 53 кг.
профи :
Оптимальная мощность.
Хорошая производительность — 105 литров.
Имеется защита от коррозии.
Удобное управление.
Высокое качество сборки.
Подшипник сменный.
Недостатков не обнаружено.
Лаймекс 165 ЛС 024-1008
Аппарат европейского производства, с высокой производительностью, т.к. за один раз получается сделать до 110 литров смеси. Внутри установлена чугунная коронка. Устройство характеризуется возможностью дозированной подачи компонентов и выгрузки раствора с помощью зажимов. Имеются колесики и ручка для перемещения.
pros :
Большой размер барабана.
Удобное извлечение смеси в необходимых объемах благодаря наличию зажима.
Наличие колесиков и ручки, что упрощает транспортировку.
Минусы :
Не выдерживает перегрузки, так как быстро выходит из строя подшипник.
Крышка двигателя сильно нагревается.
Иногда ломается пусковой ключ.
Зитрек B1510 FK 024-1002
Отличный по производительности агрегат, дающий готовый раствор за 2 минуты в количестве 110 литров при объеме барабана 150 литров. Корона чугунная, вращение осуществляется с помощью двигателя мощностью 1 кВт. Эту модель рекомендуется покупать для мелкого строительства или легких бытовых работ. Его можно использовать для создания тяжелых растворов.
Плюсы:
Создавайте миксы быстро и равномерно.
Оптимальная мощность двигателя.
Может создавать тяжелые растворы.
Имеются колесики, что облегчает передвижение по площадке.
Удобные габариты для транспортировки после покупки.
Минусы :
После сборки не все болты соответствуют размерам отверстий, поэтому пользователю приходится их увеличивать самому.
Громкая работа.
Очистку всегда следует выполнять после основного процесса.
VORTEX BM-130
Прибор с мотором 550 Вт, заводная головка выполнена из чугуна, производительность прибора оптимальна для повседневной жизни. Оборудование отличается небольшим весом и габаритами, поэтому упрощает транспортировку по строительной площадке. Двигатель оснащен защитой и прочным кожухом, поэтому при правильном уходе и эксплуатации модель прослужит долгие годы. Для дополнительной жесткости устанавливаются специальные ребра, которые делают оборудование прочнее.
Имеется удобное колесо для переворачивания и получения готовой смеси. Модель объемом 200 литров, которая отлично подойдет не только для дома, но и для профессионального строительства.
pros :
Усиленная конструкция с ребрами жесткости.
Оптимальный вес и малые габариты.
Защита от перегрева.
Двигатель защищен кожухом.
В некоторых случаях комплектация в точке продажи отличается от заявленной производителем.
Zitrek B 1308 FK 024-1000
Корпус этой бетономешалки на самом деле очень прочный и надежный. Он ударопрочный, усиленный, имеет чугунную коронку и подходит для небольших строительных площадок или дома. На 1 замес уходит 80 литров бетона, это занимает около 2 минут. На корпусе есть ручка и колесики, что облегчает его перемещение.
pros :
Очень прочная конструкция.
Удобная транспортировка оборудования.
Простая сборка после покупки.
Тихая работа.
Основной недостаток в сборке, если процесс проводится впервые, многие пользователи ощущают трудности.
Кронверк МС-130 95437
Мощное и эффективное оборудование для приготовления строительных смесей объемом до 130 литров. Бетономешалка весом 50 кг имеет небольшие габариты, что позволяет легко переносить и транспортировать. Двигатель и основные элементы управления защищены кожухом, не пропускающим влагу и грязь. Конструкция прочная, на корпусе есть дополнительные ребра жесткости для повышения прочности. Внизу имеются колеса, способные выдерживать большие нагрузки. Работа от сети 220 В, двигатель на 0,55 Вт.
плюсы :
Надежная модель.
Простое и удобное управление.
Отличная производительность.
Тихая работа.
Минусов не выявлено.
PARMA B-181-E
Бетоносмеситель очень удобный, мощный и эффективный. Рекомендуется для покупки дома или большой строительной площадки. Первое, что стоит выделить, это надежность, вся конструкция снабжена ребрами жесткости для повышения жесткости, которые помогают безотказно выполнять основные задачи вне зависимости от условий.
Двигатель мощностью 750 Вт защищен пластиковым корпусом. Сама техника проста в применении и перемещении по объекту. Корона изготовлена из чугуна.
плюсы :
Оптимальная мощность.
Хорошая производительность — 100 литров за сеанс.
Возможность фиксации угла наклона барабана с помощью механизма для ножки.
Имеется защитное покрытие.
Барабан и другие детали ударопрочные.
Минусы не определены.
Изучив рейтинг всех моделей, становится легче понять, какую бетономешалку лучше купить для домашнего использования, приготовления различных смесей в определенных объемах.
( Всего:0 Средний:0/5 )
Причудливая история хобби-туннелирования. : HobbyDrama
После тяжелого описания сауны я решил написать что-нибудь более беззаботное. Итак, вот обзор одного из самых странных увлечений, которые я когда-либо обнаруживал; Хобби тоннелестроение.
Во время написания этого поста я обнаружил r/digging (к сожалению, немодерируемый банкомат). В подкасте полно людей, которые делятся своими личными увлечениями. Примеры: здесь и здесь. Так что, если вам интересно, посмотрите.
В наши дни люди роют туннели и для арт-проектов. Ярким примером является голландская художница Линн Вейнсма. Она прорыла туннели по всей Европе, 13 из них к 2015 году. Vice составила на нее профиль.
Большинство туннелепроходцев-любителей не используют сложные инструменты или современное оборудование для рытья туннелей. Однако они склонны посвящать много времени и сил своему времяпрепровождению. Годы и годы. Они также склонны копать тайно, обычно не получая надлежащего разрешения на планирование. Некоторые выкопали несколько этажей или проложили туннели длиной в несколько миль.
Примечательно, что это тоже довольно мужское хобби. В своих исследованиях я не смог найти ни одной женщины-туннельщицы (кроме вышеупомянутой художницы). Исследователь-психолог прокомментировал это явление:
Абу-Аке считает, что гендерные различия в туннелировании — так называемое «мужское стремление копать» — могут иметь психологическое объяснение. «Мужчины, как правило, склонны к системам и жизни, основанной на правилах, в то время как женщины более склонны к эмпатии и общению», — сказал он мне, ссылаясь на теорию эмпатии и систематизации, выдвинутую психологом Саймоном Барен-Коэном.
Извиняюсь за этот бит. Это какой-то сексизм. Я написал вступление к этому посту в последнюю очередь и не смог найти много информации об академических исследованиях о хобби-туннелировании и подумал, что это интересно. Теории Саймона Барена-Коэна подверглись резкой критике.
Как вы увидите ниже, некоторые из этих историй довольно дикие.
XIX век
Джон Бентинк, 5-й герцог Портлендский (1800-1879)
Уильям Джон Кавендиш-Скотт-Бентинк, 5-й герцог Портлендский, прожил увлекательную жизнь. Он был эксцентричным отшельником со многими странными привычками, но самой странной из всех была система туннелей длиной 6 миль под его поместьем.
Он нанял 1500 человек, чтобы раскопать свой подземный рай. Многие из них работали в лондонском метро. Он создал множество подземных помещений, в том числе библиотеку, бильярдную, обсерваторию, бальный зал (который никогда не использовался), конюшню для ослов и свинарник. Все они вентилировались и освещались либо газом, либо естественным светом.
Туннели вели повсюду вокруг его собственности. Был туннель длиной 500 м, который вел от дома к тропинке длиной 2 км к южной ложе, позволяя герцогу быстро добраться до местной железнодорожной станции в своей карете. Тоннель был достаточно широк для двух вагонов и освещался газом. Подключение дома к конюшням было 910-метровый коридор, засаженный растениями. Однако им пользовался только герцог. Он построил своим слугам более грубый боковой коридор, чтобы не пересекаться с ними. В то время у герцога была вторая по величине в мире школа верховой езды. Он построил специальные туннели для своих более чем 100 лошадей, в которых они могли тренироваться.
Он также построил множество меньших туннелей: «коридор в виде грота, фруктовая аркада в виде коридора, коридоры с узкоколейными рельсами, по которым на тележках можно было доставлять теплую пищу в главный дом. Конный коридор, украшенный рогами, ведет прямо в бальный зал».
Герцог отлично использовал свою частную систему туннелей. Верный своему затворничеству, он в основном использовал его, чтобы избегать своих слуг и других людей. Но время от времени он появлялся и удивлял своих рабочих, чтобы держать их в тонусе и следить, чтобы они не расслаблялись. Однажды рабочие, рывшие для него туннели, объявили забастовку. Герцог послал им краткое сообщение: «Вы можете бастовать сколько хотите, мне все равно, если работа никогда не будет сделана». Работа быстро возобновилась.
Герцог также был озадачен тем, что его рабочие предпочли бы оставаться над землей, чем использовать его хитроумную систему туннелей для передвижения.
«Здесь я за огромные деньги предоставил вам чистый проход под землей, освещенный газом, и вы будете продолжать ходить по земле»,
Было выдвинуто множество теорий относительно того, почему он был таким затворником , от того, что его тайно изуродовали (неправда), или от того, что он использовал туннели для встреч с тайными любовниками. Обе эти теории ложны. Кажется, он был просто эксцентричным, невероятно богатым дворянином, которому просто не нравилось находиться среди других людей.
Герцог умер в 1879 году. Его преемником стал дальний родственник, который, наконец, воспользовался бальным залом.
Джозеф Уильямсон (1769-1840)
Джозеф Уильямсон был бизнесменом и филантропом, и, как и Бентинк, он был чертовски эксцентричен. Однако, в отличие от Бентинка, он не строил свои туннели посреди сельской местности, он построил их в центре города, Ливерпуля.
Туннели тянулись на многие мили с входами повсюду. Был даже один в подвале дома, ранее принадлежавшего Уильямсону.
Точное назначение туннелей неизвестно. Теории варьируются от Уильямсона, использующего их в качестве маршрутов контрабанды, до того, что он просто сошел с ума, до того, что он построил их, чтобы избежать апокалипсиса, до того, что они стали источником занятости для местных жителей. Самая последняя теория состоит в том, что это рекультивационные работы, что Уильямсон обнаружил старый карьер 18 века и засыпал его, чтобы вернуть себе землю. Недавние исследования, похоже, подтверждают это
Однако, как бы правдоподобно это ни звучало, есть основания сомневаться в этой теории. Сам Уильямсон, по-видимому, очень скрывал мотивы своих раскопок.
Единственным определенным объяснением, которое он дал, было то, что туннели предназначались для «работы бедняков»; его работники «все получали еженедельную заработную плату и, таким образом, могли пользоваться благословением благотворительности без сопутствующего проклятия подавленного самоуважения». Некоторые особенности туннелей подтверждают это утверждение. Под землей спрятаны декоративные арки, свидетельствующие о мастерстве его рабочих. Вероятно, истинная причина никогда не будет известна.
После смерти Уильямсона в 1840 году туннели были заброшены и пришли в упадок. Местные жители начали сбрасывать в них мусор. В августе 1867 года газета Liverpool Porcupine назвала их «большими неприятностями». В начале 20 века, после многочисленных жалоб, они были засыпаны. Позже в 20 веке начались полноценные раскопки. Сегодня некоторые туннели открыты для публики. Туры доступны.
20 век
Харрисон Дьяр (1869-1922)
Харрисон Дьяр был сложным человеком. Помимо туннелирования, он занимался таксидермией и был двоеженцем в течение 15 лет. Он женился на своей любовнице, еще будучи женатым на своей первой жене. Он также был плодовитым энтомологом и много лет работал в Смитсоновском институте.
Так или иначе, он начал копать туннели под своим домом в Вашингтоне в 1906 году. Он должен был копать клумбу для своей первой жены, но ситуация быстро вышла из-под контроля:
>«Когда я опустился примерно на 6 или 7 футов, окруженный только влажными коричневыми стенами старой Матери-Земли, меня охватило неоспоримое желание продолжать идти».
Он продолжал копать следующие восемь лет, раскапывая землю, сбрасывая землю на ближайший пустырь, а затем закладывая стены кирпичом. Он позволил своему сыну и другим соседским мальчикам играть в туннелях.
Он переехал в Калифорнию в 1914 году, но через несколько лет вернулся в Вашингтон. Он начал строительство нового набора туннелей под своим новым домом. Они были более сложными, чем первый набор, и достигали глубины 24 фута:
Эти туннели тоже были достаточно высокими, чтобы в них мог встать человек, и достаточно широкими, чтобы идти вдвоём. Электрический провод змеился по туннелям, отбрасывая лужи света в чернильную тьму. Некоторые шахты шли прямо вниз и были облицованы бетоном с горизонтальными железными трубами, устроенными как ступеньки лестницы. Потолки сводчатые, как в средневековых катакомбах. Местами Дьяр вылепил головы животных и людей.
На одной арке была надпись на латыни: Facilis Descensus Averno. У Вергилия оно означает: «Путь в нижний мир легок».
Как и прежде, его радость от копания превзошла его первоначальную цель. На этот раз он хотел прорыть туннель к мусорным бакам на улице, чтобы не ходить к ним на людях, но туннель все шел и шел, становясь все длиннее и длиннее. На самом деле, он копал так глубоко, что достиг уровня грунтовых вод и был вынужден остановиться.
В 1917 году его первая группа туннелей была обнаружена группой рабочих. Их считали пережитком то ли гражданской войны в Америке, то ли войны 1812 года.24, что они были должным образом обнаружены после того, как грузовик рухнул на тротуар. Вот фотография открытия и людей, осматривающих туннели Дьяра.
Люди были сбиты с толку. «Вашингтон пост» опубликовала заголовок: «Считается, что старый туннель здесь использовался тевтонскими военными шпионами и бутлегерами». Дьяр признался через несколько дней, сказав репортеру: «Я сделал это для тренировки, рытье туннелей после работы — мое хобби. На самом деле в этом нет ничего загадочного». и «Некоторые мужчины играют в гольф, я копаю туннели.
Вот разрез одного из его тоннелей из статьи 1932 года.
Дьяр умер в 1929 году. Сегодня его туннели заблокированы и, вероятно, обрушились
Уильям Литтл (1931-2010)
у него был «вкус к этому делу» и он продолжал копать следующие 40 лет. Он создал сеть туннелей и пещер глубиной до 8 м (26 футов) и длиной до 18 м (60 футов). Он создал небольшие ниши в своих туннелях, заполнив их такими книгами, как «Путешествие к центру Земли». Он также сбросил грязь и глину в свой дом. Он быстро пришел в негодность. В итоге выкопал 100 кубометров грязи. Он стал известен как «Человек-крот».
Его туннелирование вызвало много проблем. В близлежащих тротуарах появились воронки, самая большая из которых имела ширину 8 футов, и целая улица потеряла электричество. Местный паб также беспокоился, что один из его подвалов рухнет из-за туннелей Литтла.
В 2006 году, после многочисленных жалоб, Литтла выселили из дома. Совет вывез 40 тонн мусора из его сада и засыпал некоторые туннели цементом (стоимостью 100 000 фунтов стерлингов). Литтл считал, что его права человека были нарушены, и сказал:
«Я сначала пытался вырыть винный погреб, а потом погреб удвоился и так далее. Но мысль о том, что я копал туннели под чужими домами — чушь. У меня просто большой подвал. упасть на уровень грунтовых вод — это самое низкое, на что вы можете пойти». Что касается мотивов его раскопок:
«Я не возражаю против звания изобретателя», — сказал он. «Вы знаете, изобретать вещи, которые не работают, — это блестяще. Люди спрашивают вас, в чем заключается большой секрет. И знаете что? Его нет».
Он оспаривал выселение и ненадолго вернулся в свой дом. Но в 2008 году ему было приказано оплатить расходы в размере 293 000 фунтов стерлингов местному совету. Его также перевели в гостиницу и заставили остаться на третьем этаже, чтобы сдержать желание копать. Несмотря на это, он пробил дыру между двумя комнатами.
Литтл умер в 2010 году. Его дом купила британская художница Сью Вебстер, которая отремонтировала его, но решила отдать дань уважения эксцентричным проектам Литтла и включила их в архитектурные планы.
Другие цифры
• Лева Аракелян начал свои туннельные приключения, пристроив картофельный погреб к своему дому в Армении в 1985 году, затем продолжил копать. На следующие 23 года. Он достиг глубины 70 футов, создавая лестницы, залы и несколько комнат. Его жена Тося позже говорила, что им двигали сны и видения. Иногда он работал до 18 часов в сутки с очень небольшим отдыхом. После его смерти в 2008 году пещеры Левы были превращены в музей, известный как «Божественное подземелье», привлекающий туристов со всего мира.
• Михаэль Альтманн копал туннели 50 лет (1958-2008). Первоначально он хотел пристроить подвал к строящемуся кафе. Но после того, как он его закончил, он не смог получить нужное разрешение. Тем не менее, он продолжал копать. В основном он использовал кирку, а если это не срабатывало, использовал взрывчатку. В 1962 году, опасаясь ядерной войны, он превратил туннели в бункер. В 2008 году он наткнулся на большую глыбу гранита, но из-за возраста и немощи оставил попытки убрать ее и вместо этого ушел на пенсию.
• Гленн Хэвенс начал рыть туннели под своим домом в 1949 году. К 1960 году он прорыл 700 футов туннелей и девять комнат. Позже в том же году он устроил подпольный прием по случаю свадьбы своей дочери и пригласил 200 гостей. Он платил местным детям, чтобы те помогали ему сбрасывать песок и грязь в ближайший каньон. Он также не беспокоился о разрешениях на строительство или правилах. В городском совете заявили, что не будут «выдавать штраф, если не возникнет какая-либо опасность». Хейвенс умер в 1982 году, но прокладка туннеля утроила стоимость его имущества.
• После выхода на пенсию в 1984 году Леонид Мурлянчик решил на свои пенсионные деньги построить метро в своем родном городе Лебедянь. Он проработал 27 лет, используя собственную самодельную бетономешалку и работая медленно, чтобы соблюдать правила техники безопасности. Он спланировал транспортную систему и то, что старые советские монеты будут использоваться в качестве платежных средств. К 2010 году он построил около 300 метров тоннелей. К сожалению, в следующем году он умер, и впоследствии его туннели были перекрыты.
Однако эра секретных туннелей не закончилась:
25 февраля 2015 года в парке Торонто был обнаружен секретный туннель. Он был 1,9 метра в глубину и около 10 метров в длину. Он был хорошо построен; в нем был генератор, насос, четки, лестница, инструменты, контейнеры для еды и напитков и влагонепроницаемая лампочка. Через несколько дней выяснилось, что его построил местный житель по имени Элтон Макдональд. Он сказал, что всегда хотел заниматься копанием:
>«Я убегал от обычных вещей, от жизни, — говорит он. «Ничего особенного. Просто сама жизнь».
>«Я подумал: «Это что-то, чем я должен заниматься?», — говорит он. Это была не его земля. «Я не хочу сказать, что это не имело значения. Честно, мне так понравилось. Я не знаю, почему я любил это. Это было что-то настолько крутое, настолько незаметное. Я никогда не думал, что зайду так далеко».
Он планировал расширить его на ряд комнат и даже установить телевизор. Его босс научил его строительству и даже одолжил ему несколько инструментов. Строил не один, ему помогал друг. На постройку у него ушло два года, и это была его пятая попытка (раньше он делал попытки в средней школе).
Его не арестовывали. Но полицейские засыпали туннель и сказали ему больше не копать.
Заключение
Надеюсь, вам понравилось это глубокое погружение в это странное и прекрасное хобби. Если вы хотите узнать больше, я предлагаю посетить страницу Википедии, посвященную туннелированию хобби.
Напомним, что ютубер Колин Фурз опубликовал серию видеороликов о своем собственном увлечении туннелированием. Часть 1 здесь. Он более подробно рассказывает обо всем процессе, и его энтузиазм весьма заразителен.
ГОСТ плиты перекрытия многопустотные, производство, вес
Плиты перекрытия – это строительный материал, полученный из железобетона, который используют при возведении этажей. Благодаря своей универсальности представленные изделия стали активно применяться при строительстве многоэтажек и коттеджей. Монтаж каждой плиты перекрытия осуществляется отдельно друг от друга, но в результате удается получить монолитное железобетонное перекрытие.
Содержание
1 Описание
2 Расчет
3 Размеры и вес
4 Процесс изготовления
Описание
В области современного строительства возникают и другие виды перекрытия, которые можно использовать вместо плит, но, тем не менее, самыми востребованными по-прежнему остаются плиты перекрытия серии 1.141 1.
Причина такой востребонности состоит в том, что изделия обладают большим количеством положительных свойств:
доступная стоимость;
высокие показатели прочности;
простота монтажа;
отличные показатели тепло- и звукоизоляции.
Как выглядят плита перекрытия пк 15, можно увидеть и узнать из данной статьи.
На видео -многопустотные плиты перекрытия, гост:
Что из себя представляют ребристые плиты перекрытия указано в статье.
Плиты перекрытия серии 1.141 1 обладают такими характеристиками, как ширина, длина и нагрузки. Стандартной нагрузкой для изделия считается 800 кг/м2.
Многопустотные сборные изделия получают по ГОСТу 9561-91. Их конструкция предусматривает наличие многопустотных сборных плит, толщина которых 220 мм. Еще имеют ударение на ригели. В результате получается монолитное жесткое перекрытие.
Служат подобные изделия для обустройства межэтажных или чердачных перекрытий при возведении домов общественного или промышленного назначения, предусматривающие стальной или монолитный каркас.
Сборные железобетонные плиты перекрытия размеры по ГОСТу указаны в данной статье.
Получают плиты перекрытия из бетона высокого качества, благодаря ему удается производить поперечную резку материала. В результате становится возможным перекрыть комнаты с криволинейной стеной или отверстием.
Стабильные показатели прочности позволяют получить одинаковый плиточный прогиб, благодаря чему нет необходимости выравнивать потолочную поверхности при монтаже.
Безопалубное формирование плиты позволяет получить отличную несущую способность. Многопустотная плита обладает отличными характеристиками:
прочность и шумопоглощения,
водонепроницаемость и морозостойкость.
Для материала, который используют в ходе изготовления плиты, характерные высокие показатели пожарной безопасности.
Плиты перекрытия пб размеры гост и другие технические данные указаны в статье.
Расчет
Вычислительные мероприятия для многопустотной плиты осуществляется для того, что определить прочность при всех возможных нагрузках, а также проведение вычислений позволяет выбрать самый подходящий тип изделия, который будет отвечать всем параметрам огнестойкости. Кроме этого, при расчете можно определить дополнительное усиление всей конструкции, в общем.
Каков расчет пустотной плиты перекрытия подробно рассказывается в данной статье.
Во время расчета многопустотных плит необходимо принимать во внимание факторы, которые могут оказывать влияние на предел прочности и огнестойкости. В ходе выполнения расчетов вычисляется не только предполагаемая нагрузка на 1 м2 , а также свойства огнестойкости, которые играют огромную роль при дальнейшей эксплуатации жилища.
В большинстве случаев расчет рассматриваемого изделия осуществляют специалисты, которые имеют необходимый допуск. В ходе полученных данных удается подобрать многопустотную плиту, которая в состоянии выдержать все нагрузки, которые будет испытывать дом. Помимо этого, все произведенные вычисления позволяют определить необходимый расход строительных материалов.
Какова толщина монолитного перекрытия частного дома, указано в описании статьи.
Размеры и вес
Что касается этих параметров, то для каждого вида изделия имеются свой вес и размеры:
Пустотные размеры могут достигать таких размеров 114-20з мм. Благодаря наличию цилиндрических пустот становится возможным снизить массу плиты и улучшить шумоизоляцию дома. Значение толщины дома может составлять 220 мм, но имеются плиты с толщиной 260 и 300 мм.
Сплошные плиты не имеют пустот, а их длина составляет до 6,6 м, ширина – 3 м, толщина – 120-160 мм.
Пустотелые изготовляются длиной 12 м, ширина может варьироваться от 1,5 до 2,4 м.
Ребристые плиты обладают П-образным сечением. Их длина составляет 8,8 м, ширина – 1,5 м, высота – 400 мм.
Что касается веса плит перекрытия, то этот параметр зависит от толщины:
при толщине 1,5 мм вес составит 1290-2950 кг,
при толщине 1,2 мм вес составит 970-220 кг,
при толщине 1 мм вес – 700 – 1875 кг.
Какова маркировка плит перекрытия пустотных по ГОСТу указано в статье.
Процесс изготовления
Все технологическое оснащение расположено в пролетах, которые оснащены мостовыми кранами и формовочными постами. В свою очередь, на формовочных постах имеются бетоноукладчики с бункерами, виброплощадками. Подача бетонного раствора производится с бетонных узлов посредствам бетоновозных эстакад.
На видео – производство многопустотных плит перекрытия:
Двутавровая балка 20 размеры и другие технические данные материала, который подходит для перекрытия можно узнать из данной статьи.
Процесс обработки высокими температурами осуществляется в ямных камерах. Здесь используют острый апр. Все операции по транспортизации в пролете производятся двумя мостовыми кранами.
Все мероприятия по производству плит осуществляют на 5 постах:
Подготовка форм. Здесь осуществляют обрезку арматуры, чистку, смазку изделий и укладку стержней.
Формование.
Термическая обработка.
Доводка и контроль качества;
Выдержка продукта после термообработки.
О том какова цена двутавровой деревянной балки для перекрытия дома, можно узнать из статьи.
Весь технологический процесс получения плит перекрытий производится в следующей последовательности:
Когда была произведена обработка высокими температурами, то поддон с материалом монтируют на пост подготовки. Для этого используют автоматический захват.
Осуществляется обрезка арматурных стержней.
Плиту снимают с поддоном, используя кран, а затем переносят на вывозную тележку. Там происходить очистка изделия от пыли, наплывов бетона, маркировка.
С поверхности поддона удаляют остатки бетона, обрезка арматуры и очищение упоры. Также на этом этапе выполняется смазка рабочей поверхности поддона и упоров.
Не отходя от этого поста, рабочие выполняют укладку сеток и стержневой арматуры. Перед этим ее предварительно нагревают при помощи электротермического метода в обоурдваоениУЭС-6. В завершении выполняется укрепление в специальных упорах.
При помощи крана подготовленный поддон переносят на пост формирования, а затем выполняют укладку бетонного раствора. На поддоне выполнятся фиксирование бортовой насадки, вводятся вибровкладыши. Теперь можно переходить к монтажу каркасы и монтажные петли.
После всех этих действий можно переходить к укладке подстилающего слоя, внедрением вибросола. Благодаря этому удается получить ровные и пластический слой бетона.
Далее процесс изготовления предполагает выполнение дальнейшей укладки, разравнивания и уплотнения бетонного раствора. Здесь будет использоваться пригруз.
Когда вибрирование окончено, выполняется очистка краев формы от подливов бетонного раствора.
Выполняют отверстия под петли, а затем монтируют пробки с высотой 130 мм.
Поддон с продукцией монтируют в ямную пропарочную камеру и осуществляют термовлажностную обработку. После этого весь цикл повторяется.
Каковые размеры деревянной балки для междуэтажного перекрытия рассказывается в данной статье.
Плиты перекрытия – это очень значимый на сегодняшний день строительный материал. Благодаря такому изделию стало возможным возводить дома с большим количеством этажей и не переживать за прочность и надежность. Размеры плит перекрытия могут быть самые различные, благодаря чему удается подобрать самым подходящий для того, чтобы плита смогла выдерживать оказываемую на нее нагрузку.
Плиты перекрытия ПК 58-15-8 Цена размеры вес ГОСТ
Плита перекрытия ПК 58-15-8 это железобетонное прямоугольное изделие, содержащее пустоты, круглые воздушные камеры. Многопустотные плиты усилены арматурой — заранее напряженными стальными стержнями для прочности. Как и любые железобетонные изделия, плита перекрытия изготавливается по определенным нормативам. В данном случае согласно ГОСТа 9561-91. Пустотные плиты перекрытий традиционно применяют при возведении высоких жилых комплексов или производственных цехов. Это крайне удобный и относительно недорогой материал для строительства, отвечающий своими качествами требованиям. Имеющиеся пустоты значительно уменьшают вес изделия, и как следствие, всей конструкции сооружения. Значительно уменьшается нагрузка и на фундамент. Воздушные камеры обеспечивают шумоизоляцию в помещении и помогают удержать тепло в здании. Благодаря использованию бетона и стальной арматуры конструкции эти изделия отличаются особой прочностью. Соединенные два крепких материала обеспечивают долговечность и надежность. Бетон защищает арматуру от коррозии и воздействия агрессивных реагентов, содержащихся даже в воздухе, а арматура усиливает бетон, предотвращая его ломкость. Тем не менее плиты перекрытия ПК 58-15 — это достаточно тяжелые и большие изделия, и транспортировка этих элементов конструкции довольно сложная, так же как и установка. Монтаж производится только с помощью специальной тяжелой строительной техники — подъемного крана. Плиты пустотные являются основными элементами и наиболее популярными деталями для проектирования и строительства разных конструкций, типа многоэтажных жилых домов, производственных помещений и сооружений общественного назначения. Производитель обязан обеспечить строгий контроль качества всех предлагаемых железобетонных плит, и обеспечить всю продукцию гарантийными документами, паспортом качества. Изготавливаться плиты пк 58.15.8 должны исключительно в заводских условиях и согласно нормативам ГОСТа. Технология производства должна быть хорошо налажена и отработана, она должна соблюдаться строжайшим образом, в точности до мелочей, во избежание брака изделия или техногенного разрушения сооружения. Это, прежде всего, основа безопасности. Плиты ПК всегда имеют строгие геометрические характеристики. Расчет нагрузки на стандартную плиту порядка восемьсот килограммов на квадратный метр, но под заказ возможно изготовление плит с большей нагрузкой. Такие плиты могут применяться, например, при строительстве многоэтажной автопарковки. В зависимости от нагрузки и вида армирования, плита может иметь следующие варианты написания маркировки:
ПК 58-15-6
пк 58. 15
ПК 58-15-8
пк 58-15.8
ПК 58-15-10
пк 58.15.12,5
ПК 58-15-12,5
пк 58х15
ПК 58-15-16
пк 58-15.16
Эти бетонодетали предназначены для перекрытия всех типов зданий — из кирпича, бетона, стеновых панелей и пеноблока. Они устанавливаются между этажами в несущих частях здания. Из-за своих теплоизоляционных и звуконепроницаемых свойств они являются незаменимыми материалами в типовом жилищном строительстве. Плиты перекрытия по ГОСТу должны быть изготовлены из тяжолого бетона марки В15 и В20. Коэффициент морозостойкости должен быть не ниже F-50, коэффициент водонепроницаемости W-2. Как и любое железобетонное изделие, плиты перекрытия ПК маркируются в буквенно-цифровом индексе. В маркировке указывается размер, нагрузка и используемая арматура. Эти изделия обладают достаточно высокими прочностными характеристиками, все геометрические параметры указаны в ГОСТе, изделия обязаны им соответствовать. Монтаж железобетонных плит перекрытия достаточно прост. Но без знания определенных технологий укладки здесь не обойтись. Край плиты 58-15 не должен доходить до стены несколько сантиметров, чтобы можно было правильно осуществить утепление. На строительном рынке многопустотные плиты наиболее популярны. Стандартная плита перекрытия должна быть сейсмоустойчивой и выдерживать колебания почвы до девяти баллов. Для местностей, где движения почвы регулярны, в раствор бетона для плит перекрытия добавляются специальные упрочнители. В пустотах таких плит перекрытия можно прокладывать коммуникации — электрические кабеля сигнализации, линии связи и так далее. Такие плиты более доступны по цене, нежели монолитные, поскольку производство этих железобетонных изделий поставлено на поток на заводах. Из пустотных плит перекрытия и можно возводить здания практически любой этажности. Это строительство занимает минимальные сроки без потери качества и свойств прочности всего сооружения. Монтаж их производится на несущую наружную или внутреннюю стену строения. Отличие плит ПБ от плит ПК состоит в способе их изготовления. Плита перекрытия ПК заливается в металлоформу определенного размера, что и является в итоге длиной и шириной плиты. В то время как плиты ПБ заливаются на специальной линии, длиной 180 метров, а уже после этого нарезаются специальной пилой с алмазным покрытием на нужные размеры. Ширина линии может быть 1.2 мерта, либо 1.5 метра. При необходимости готовую плиту можно распилить не только поперек, но и вдоль и тем самым придать необходимую ширину, например один метр. Транспортируют и складируют плиты пустотные в стопках. При перевозке не более четырех штук в высоту, а при хранении не более шести.
Бетонные плиты — Несущая способность
Несущая способность свободно опертых бетонных плит.
Спонсируемые ссылки
Нагрузочные возможности простого поддерживаемых бетонных плит:
Толщина (мм)
Самос. м 2 )
Общая нагрузка
Пролет (м)
кг/м 2
kN/m 2
100
240
500
740
7. 26
2.4
125
300
500
800
7,85
3,0
150
360
500
860
8,44
3,6
9777779.0013 1,5 кН/м 2 (153 кг/м 2 ) в жилых зданиях до примерно 1 0 кН/м 2 (1053 кг/м 2 ) в тяжелых промышленных зонах. 500 кг/м 2 Типично для офисов, складских помещений и т.п.
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Как предотвратить растрескивание бетона > Статьи > Ghostshield®
Бетон, хотя и кажется плотным, твердым, небьющимся материалом, но склонен к растрескиванию и разрушению. Трещины могут появиться, несмотря на все меры предосторожности.
Прежде чем бетон затвердеет, когда он находится в пластическом состоянии, он наполнен водой. При отверждении он теряет влагу, а усадка создает напряжение, которое может разорвать плиту. Когда напряжение становится слишком большим для затвердевшего бетона, плита треснет, чтобы уменьшить давление. Это особенно часто встречается в теплую погоду. Если в смеси было использовано слишком много воды, после испарения лишней воды в плите остаются большие пустоты, которые делают бетон более слабым и склонным к растрескиванию. Это широко известно как усадочное растрескивание. Для борьбы с усадочным растрескиванием в плиту добавляют контрольные швы. Контрольные швы представляют собой канавки, которые врезаются в новый бетон или выпиливаются в бетоне после того, как он достигнет своего первоначального состояния. Контрольные швы создают слабое место в плите, поэтому при усадке бетона он будет трескаться в стыке, а не в плите.
С другой стороны, деформационные швы возникают в теплую погоду, когда бетон расширяется после цикла замораживания-оттаивания. Это вызывает напряжения, так как бетон будет расширяться и толкаться к любому объекту на своем пути. Если между плитами нет ничего гибкого, бетон будет вынужден треснуть, чтобы снять напряжение. Заполнение компенсационных швов гибким материалом будет действовать как удар, чтобы снять напряжение и предотвратить растрескивание в будущем. Вздутие, оседание и перегрузка — другие распространенные типы трещин в бетоне. Трещины пучения возникают после цикла замораживания-оттаивания, когда мерзлый грунт поднимается и оседает при оттаивании грунта. Если плита не может свободно перемещаться с почвой, плита треснет. Усадочные трещины возникают, если в земле есть пустоты, и земля продолжает оседать. Трещины от перегрузки возникают, когда на верхнюю часть плиты оказывается чрезмерный вес, который слишком велик для грунта. Паутинные трещины и трещины, образующие корку, наносят эстетический ущерб, но не представляют реальной угрозы для бетона. Вместо этого они визуально непривлекательны, но не вызывают структурных проблем.
Чтобы предотвратить растрескивание бетона, существует несколько методов восстановления:
1.) Железобетон: хотя железобетон также может растрескиваться и может вызвать растрескивание бетона, сдерживая усадку, если трещины все же возникают, армирование может помочь удержать их.
Устройство фрезерного станка: схема конструкции и строение
Фрезерные станки представляют основной парк станочного оборудования для обработки деталей. Они выпускаются в разных модификациях и способны выполнять различные операции. Несмотря на разнообразие конструкций, общее устройство фрезера остается неизменным.
Классификация фрезерных станков
Общее устройство фрезерного станка
Классификация фрезерных станков
С учетом определенных параметров фрезерные станки подразделяются на несколько типов. По тому, где расположен шпиндель и в каком направлении он перемещается, выделяются такие разновидности:
Вертикальные. Шпиндель располагается и перемещается в вертикальной плоскости.
Горизонтальные. По отношению к заготовке шпиндель располагается в горизонтальной плоскости.
Комбинированные. Они имеют универсальную фрезерную головку, которую можно расположить как вертикально, так и горизонтально.
По возможности использования станки подразделяются на такие типы:
Универсальные, рассчитанные на осуществление нескольких операций.
Специализированные. Они предназначены для проведения конкретных операций (продольно-фрезерные, шпоночно-фрезерные, зубофрезерные).
По наличию консоли выделяются:
Консольные. В них рабочий стол закреплен на подвижных консолях, обеспечивающих возможность перемещения в 3 направлениях.
Бесконсольные. Стол размещен на станине и может перемещаться только по направляющим.
Тип управления дает такую классификацию:
С ручным управлением.
Полуавтоматические.
Автоматические или с ЧПУ.
Выбираются станки с учетом потребности производства в проведении определенных работ. Каждый из видов имеет свои преимущества и недостатки.
Общее устройство фрезерного станка
Каждый вид фрезерного станка имеет свои специфические нюансы в конструкции, но общее устройство у них аналогично. Можно выделить наиболее важные узлы и механизмы, обеспечивающие важнейшие функции.
Схема фрезерного станка
Большинство фрезерных станков имеет унифицированную конструкцию. В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
Универсальность конструкции создает обгонная муфта на реверсную коробку. Крутящие моменты поступают на шариковую предохранительную муфту, настроенную на максимально допустимую скорость. В конструкцию станков входят нижеследующие основные узлы.
Основание
Агрегат устанавливается на чугунное цельнолитое основание, обеспечивающее его устойчивость при работе. В нем предусмотрено корыто для сбора отработанной охлаждающей жидкости. На основании устанавливается электронасос для подачи жидкости к рабочему инструменту. Данная деталь имеет простую форму для удешевления производства.
Станина
На основании с помощью болтов надежно закрепляется станина. Это важнейшая деталь (по сути, корпус), на которой монтируются основные узлы. Часть узлов установлена внутри станины (шпиндель, электродвигатель, коробка передач), а некоторые детали станка размещены снаружи. Вверху располагаются горизонтальные направляющие для передвижения ползуна, а спереди – вертикальные направляющие консоли или бабки шпинделя. Для повышения жесткости конструкции внутренняя полость усилена ребрами. Обычно станина изготавливается из стали или чугуна. Она может быть литой или сварной.
Ползун
Для фиксации и поддержки оснастки применяется ползун или хобот. В горизонтальных и универсальных станках он является обязательным элементом, а на вертикальных может отсутствовать. Узел устанавливается на конце горизонтальных направляющих станины. В вертикальных станках хобот может являться подвижной частью фрезерной головки для перемещения фрезы в вертикальном направлении.
Консоль
Работа всего фрезера во многом зависит от качества изготовления консоли. Эта деталь изготавливается из чугуна методом литья. Устанавливается на вертикальных направляющих станины. В задачу консоли входит перемещение горизонтальных направляющих для салазок. Прочность узла обеспечивается стойкой с винтом телескопического типа, регулирующим высоту, а также боковыми поддержками.
Салазки
Взаимосвязь между осями X и Y устанавливают салазки. На них крепятся верхние направляющие для передвижения рабочего стола в продольном направлении. Снизу монтируются направляющие для перемещения самих салазок по консоли. В горизонтальных станках салазки используются для горизонтального перемещения детали.
Стол
На столе установлены зажимы для обрабатываемой детали. Он монтируется на салазках и перемещается на них. Вместе с консолью и салазками стол отвечает за подачу заготовки в рабочую зону. Он может двигаться в продольном, поперечном и вертикальном направлении. На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
Шпиндель
Один из главных узлов – шпиндель. Он предназначен для крепления фрезы и передачи ей вращающего движения. Крутящий момент на вал шпинделя передается с коробки скоростей. Данный узел должен обладать высокой прочностью и жесткостью, а также точностью размеров. Изготавливается из высоколегированной стали, прошедшей закалку. Шпиндель при изготовлении тщательно шлифуется и проходит балансировку. В вертикальных станках регулируется по высоте и углу наклона относительно заготовки.
Электродвигатели
Фрезерный станок обладает несколькими электродвигателями. Главный мотор имеет наибольшую мощность. Он устанавливается в шпиндельной бабке или колонне станины. На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки.
Фрезерные станки выпускаются нескольких типов в зависимости от расположения шпинделя, способа перемещения заготовки и управления. Они имеют определенную специфику исполнения, но составляются из двигательной, передаточной и исполнительной частей. При различии компоновки станки обладают аналогичными по назначению деталями.
06 сентября 2020
12167
Получите консультацию специалиста
Устройство фрезерного станка с ЧПУ: особенности конструкции
Фрезерные станки с ЧПУ – это устройства, имеющие компьютерное управление процессами. До внедрения этой технологии станки управлялись механическим способом. На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
Особенности устройства фрезерного станка с ЧПУ
Как работает ЧПУ станок?
Особенности устройства фрезерного станка с ЧПУ
Фрезерный станок с ЧПУ – аппарат, позволяющий быстро и качественно изготовить любые заготовки со сложными формами из любых твердых материалов – древесины, металлов, пластика и др. Оборудование с ЧПУ значительно упрощает процесс обработки изделий, снижая потребность в ручном труде до минимума.
Такой станок может выполнять следующие функции:
Фрезеровка.
Точение по заданным параметрам.
Расточка деталей.
Зенкерование.
Шлифовка.
Нанесение гравировки.
Компьютерные программы, разработанные для станков, полностью управляют процессом – от контроля за движениями обрабатывающего шпинделя до включения или выключения системы охлаждения в случае необходимости.
Фрезерный станок с ЧПУ имеет следующие конструктивные особенности:
Наличие станины, которая предназначена для крепления всех механических узлов и систем устройства.
Рабочий стол, который может перемещаться в двух направлениях – влево/вправо и вперед/назад.
Пульт управления. Крепится на специальном кронштейне и в большинстве станков может быть перемещен в наиболее удобное для оператора место.
Шпиндель. Эта деталь необходима для обеспечения качественного зажима ножа и придания ему вращения.
Колонна, на которой закреплен шпиндель. Может перемещаться в направлении вверх/вниз.
Защитные кожухи. Требуются для того, чтобы сделать процесс работы на станке максимально безопасным. Они предназначены для защиты оператора от попадания стружки и охлаждающей жидкости, которая попадает в рабочую область под давлением.
Дверца. Предназначена для обеспечения доступа в рабочую зону станка.
Магазин инструментов барабанного типа. Смена ножей происходит по команде управляющего софта.
Устройства для ввода данных
Предназначено для ввода оператором параметров программы обработки изделия на фрезерном станке.
Наиболее популярными устройствами ввода являются:
Считыватель перфоленты.
Считыватель магнитных лент.
Персональный компьютер.
Все они работают через порт формата RS-232-C.
Блок управления станком
Это сердце устройств с ЧПУ. Именно с помощью этого узла осуществляется все управление устройством. Функции управляющего блока:
Чтение и обработка инструкций, вводимых оператором.
Расшифровка кодов.
Интерполяция (может быть линейной, круговой или спиральной). Требуется для генерации движения осей станка.
Передача команд по управлению осями.
Получение и обработка сигналов обратной связи о положении и скоростях осей.
Управление дополнительными функциями – включение и выключение охлаждающей системы устройства, смена режущего инструмента, шпинделя и т. д.
ВАЖНО! Подсистема управления – центральная часть всего станка. Она предназначена для взаимодействия с оператором, контролирующим процесс обработки и чтения управляющих программ.
Системы управления могут быть двух типов:
Закрытыми, то есть имеющими собственные алгоритмы и циклы работы, о специфике которых производители не распространяют информацию. Отличаются повышенной надежностью.
Открытыми. Программное обеспечение таких устройств во многом повторяет софт, установленный на любой персональный компьютер. Их достоинствами являются доступность и небольшая стоимость электронных компонентов, большую часть из которых можно найти в любом компьютерном магазине.
Самые высокотехнологичные станки оснащены САМ-системой, которая позволяет полностью автоматизировать процесс написания управляющих программ непосредственно на станке. Яркими представителями таких станков являются системы ЧПУ серии MAPPS IV японских станков Mori Seiki. С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку.
Исполнительный механизм
Исполнительный механизм станка включает в себя подвижный рабочий стол и шпиндель. Стол станка управляется движениями осей X и Y, а шпиндель – осью Z.
Подсистема приводов при этом включает в себя набор двигателей и винтовых передач, служащих для исполнения команд, поступающих из управляющей подсистемы – перемещения исполнительных органов станка по заданным осям.
Ходовые винты – важные компоненты исполнительной подсистемы. В сравнении со станками с ручным управлением они отличаются более высокой точностью, что позволяет минимизировать трение, возникающее при движении исполнительного органа и практически исключить появление люфтов. Устранение люфта крайне важно для работы станка, так как это позволяет обеспечить сверхточное позиционирование в пространстве и обеспечить качественное попутное фрезерование.
Двигатели – второй компонент подсистемы. Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей.
Шаговые электродвигатели предназначены для преобразования электрических сигналов в дискретное механическое перемещение.
Система привода
Включает в себя:
Схемы усилителя.
Приводные двигатели.
Шарико-винтовой подшипник.
Управляющий блок передает сигналы схемам усилителя о необходимой скорости движения осей и о положении рабочих поверхностей. Затем исправляющие сигналы усиливаются и приводят в действие двигатели привода, передающие усилие шарико-винтовому подшипнику, который служит для настройки расположения рабочей поверхности стола.
Система обратной связи
Основными ее компонентами являются датчики, которые работают по принципу измерительной системы. Они постоянно осуществляют контроль за положением и скоростью ножа.
Блок управления принимает эти сигналы и генерирует новые на основании исчисления разницы между заданными и текущими параметрами, корректируя скорость и направление резки.
ВАЖНО! Основная задача системы обратной связи – обеспечение управляющей системы сведениями о реальном положении исполнительного органа фрезерного станка и о скорости, с которой работают его двигатели.
Пульт управления
Представляет собой дисплей, на котором отображаются команды, сигналы и другие сведения со станка. Закрепляется на кронштейне и может быть перемещен в удобное для оператора место.
Схема устройства фрезерного станка с ЧПУ
Как работает ЧПУ станок?
Процесс изготовления деталей на фрезерном станке с ЧПУ состоит из нескольких важных этапов.
Проработка дизайна изделия. С помощью специализированного ПО создается двух или трехмерная модель детали.
Создается программа для ЧПУ. В моделях, оснащенных САМ-системами, модель детали самостоятельно преобразовывается в g-код. В стандартных моделях программа разрабатывается оператором и подгружается в систему.
Следующий этап – настройка фрезерного станка. Процедура производится в несколько шагов:
Проверка комплектации. Нужно убедиться, что все технические жидкости присутствуют в достаточном объеме.
Проверьте рабочую зону и уберите лишние предметы с рабочей поверхности.
Включите компрессор и проверьте давление в системе.
Запустите станок, включив кнопку питания.
Загрузите инструменты в барабан в порядке, указанном в программе для ЧПУ.
Установите деталь в тиски или укрепите на рабочем столе аппарата.
Фрезеровка. Перед тем как приступить к производству, следует сделать пробный прогон. После завершения работы выньте деталь из тисков и отключите станок от питания.
Современные компьютерные технологии активно внедряются в производство. Например, фрезерные станки с ЧПУ позволяют быстро и эффективно обработать любые участки изделий без привлечения ручного труда операторов. Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться.
05 октября 2020
5740
Получите консультацию специалиста
Мега-гид по фрезерным станкам
— что это такое, типы и характеристики
🛠 Фрезерный станок — один из самых увлекательных инструментов для тех из нас, кто увлечен производством и обработкой.
В этой статье мы рассказываем о том, что такое фрезерные станки, какие виды существуют, для чего они используются и какие виды деталей и операций можно на них выполнять.
👇 Продолжайте читать! Вы найдете видео, персонализированные изображения…
📖 Что вы хотите прочитать?
Что такое фрезерный станок и для чего мы его используем?
Пример классического универсально-фрезерного станка, модель OPTIMUM MT 230 S с цифровой индикацией, промышленный станок. Цена около 27.000€
Фрезерный станок – это станок, который выполняет черновую обработку, резку или (даже) сверление различных твердых материалов, обычно металла. Это делается путем удаления стружки за счет высокоскоростного вращения фрезы и движения осей либо элемента, либо механизма.
Этот вид технологии изготовления деталей путем их вырезания называется механической обработкой.
Фреза — это режущий инструмент, используемый во фрезерных станках. Фреза содержит одну или несколько режущих кромок, удаляющих металлическую стружку при вращении инструмента. Существует множество различных типов фрез, в зависимости от типа работы, которую необходимо выполнить на детали. Вот несколько примеров:
Различные типы фрез (фрезерных инструментов) для различных операций, которые можно выполнять на фрезерном станке.
Все еще не понятно, что такое фрезерный станок и как им пользоваться? Я думаю, что эти концепции лучше всего объяснить с помощью видео. Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:
Части фрезерного станка
Теперь, когда мы знаем, каковы его функции, давайте познакомимся с анатомия фрезерного станка. Для этого мы должны учитывать, что его детали и аксессуары будут различаться в зависимости от модели машины. По этой причине мы назовем наиболее важные из них.
Стол
Сюда мы поместим деталь, которую нужно фрезеровать. На столе блок необработанного металла, подлежащий фрезерованию, фиксируется с помощью различных систем. Наиболее распространенная система заключается в удержании детали с помощью тисков или зажимов, винтов и Т-образных гаек, так как перед началом фрезерования деталь должна быть прочно закреплена и находиться в правильном положении.
Шатуны
Это те, которые придают движение декартовым осям. Есть по одному «X», «Y» и «Z» соответственно. С их помощью мы будем перемещать компонент, закрепленный на станине, и шпиндель, содержащий фрезу. Фрезерный станок может иметь больше этих элементов в зависимости от количества возможных движений или если мы поместим четвертую ось вращения.
Головка
Содержит устройство, удерживающее и фиксирующее режущий элемент. В некоторых случаях он может содержать кнопку питания и аксессуары, такие как лампы и шланги охлаждающей жидкости. И содержит ось инструмента или шпиндель, вращающийся элемент, на котором размещается фреза.
Двигатель
Еще один из основных элементов фрезерного станка. Это сердце машины. Его мощность, обороты и крутящий момент варьируются в зависимости от модели и предполагаемого использования.
Существуют двигатели с регулируемой скоростью, которая осуществляется электронным способом, и двигатели с фиксированной скоростью, которые регулируют скорость и мощность с помощью системы шкивов или шестерен.
Редуктор
Не все материалы, не все металлы режут с одинаковой скоростью. Любая комбинация режущего материала и материала, подлежащего резке, требует скорости инструмента, чтобы обеспечить наилучшую отделку и гарантировать, что срок службы инструмента не пострадает.
Вот почему фрезерные станки имеют редуктор, который берет выходную мощность двигателя и преобразует ее с различными регулируемыми скоростями или даже в разных направлениях (для возможности фрезерования вертикально или горизонтально) или элементы машины (для возможности автоматического движение по одной из осей).
Какие существуют типы фрезерных станков?
Как и для большинства инструментов, существуют различные фрезерные станки со специфическими функциями, размерами и характеристиками. Их можно классифицировать по разным критериям.
Вот некоторые классификации фрезерных станков в соответствии с характеристиками, которые мы считаем наиболее важными, с практическим объяснением и иллюстрациями 👇
По ориентации шпинделя
Относится к направлению режущего инструмента. В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
Горизонтально-фрезерный станок . Ось шпинделя горизонтальная, фрезы установлены на горизонтальном валу, называемом оправкой. Эти станки являются первыми конструкциями фрезерных станков. У них есть горизонтальный шпиндель, мост, поддерживающий оправку в очень жестком положении, и координатный стол, который перемещается вверх и вниз по консоли (вертикальной оси).
Вертикально-фрезерный станок . Здесь положение на шпинделе вертикальное, перпендикулярное координатному столу. Может иметь поворотную головку, если имеется возможность наклона шпинделя для выполнения определенных операций под углом. Вертикально-фрезерные станки сегодня более распространены, и они являются стандартом, когда речь идет о фрезерных станках и центрах с ЧПУ. На старых моделях деталь обычно перемещается вверх и вниз (так же, как и на горизонтальных), но на большинстве современных фрезерных станков головка движется вверх и вниз для обработки детали.
Универсальный фрезерный станок . Этот станок сочетает в себе два предыдущих типа и имеет возможность использования инструмента в горизонтальном и вертикальном положении.
В зависимости от количества осей
Они будут определять типы движения нашего фрезерного станка. Чем больше количество осей, тем больше возможности обработки, а также стоимость станка и сложность программирования операций:
3 оси . Это основные ортогональные направления машины с такими характеристиками. Они представляют оси X, Y, Z для обработки в трех измерениях пространства.
4 оси . К упомянутым добавляется возможность вращения обрабатываемого объекта на столе. 4 боковые грани могут быть отфрезерованы или также может быть установлен инструмент для фиксации 4 деталей вместо одной в каждом цикле.
5 осей . Добавьте к 3 типичным осям стол, способный вращаться по 2 различным осям. Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
В соответствии с их структурой
Структура обычного фрезерного станка
Обычные фрезерные станки имеют С-образная конструкция , на которой распределены элементы машины. Наиболее важной особенностью конструкции фрезерного станка является жесткость, позволяющая выдерживать усилия фрезерования без деформации и поддерживать допуски заготовки.
Классические вертикальные или горизонтальные фрезерные станки ( коленные фрезы ) обычно имеют координатный стол (X и Y), который перемещается вверх и вниз по оси Z на жесткой опоре, называемой консолью. Большинство современных фрезерных станков и вертикальных обрабатывающих центров обычно имеют стационарные оси X и Y, и именно головка (а не деталь) перемещается вверх и вниз по независимым направляющим (9). 0013 станины ). Оба имеют схожую структуру C.
Конструкции, поддерживающие усилия фрезерного станка, обычно изготавливают из чугуна для получения очень тяжелых и жестких деталей, поддерживающих форму фрезерного станка и поглощающих вибрации. Существуют также сварные стальные рамы, которые обычно менее жесткие.
Передвижной мост или портал
В этом случае перемещается не стол и, следовательно, не заготовка. Двигается структура, удерживающая голову. Обычно они очень большие и используются на плоских предметах, с которыми трудно обращаться.
Колонно-фрезерный станок
В них шпиндель размещен в вертикальной колонне, по которой он перемещается вверх и вниз и из которой выходит и входит через плечо. Эта конструкция используется, когда детали большие или тяжелые, так как это машина, которая перемещается вокруг детали, чтобы обработать ее, и движения сведены к минимуму. Расточные станки, которые специализируются на обработке отверстий с очень точными допусками, обычно представляют собой стационарные или мобильные станки с колонной.
По методу контроля
Ручные фрезерные станки
В самых простых фрезерных станках используются кривошипы с нониусом (шкалы для контроля подачи), чтобы оператор мог перемещать оси при их повороте. Некоторые фрезерные станки также включают автоматическую подачу на один из своих валов, оператор может задействовать вал для его автоматического перемещения и завершить операцию, не перемещая кривошип.
Фрезерный станок с УЦИ (цифровое считывание)
Одним из наиболее распространенных аксессуаров для ручного станка является УЦИ. Считыватель указывает положение осей на экране, поэтому нет необходимости использовать рукоятки нониуса или выполнять больше измерений, чем необходимо.
Короче говоря, управление по-прежнему ручное, но вам поможет читатель.
УЦИ можно приобрести непосредственно установленным на фрезерный станок или установить позже в относительно простой модификации. Вот видео о том, как использовать и устанавливать УЦИ на фрезерный станок:
Этот тип станков полностью оснащен цифровым управлением. Идеально подходит для автоматизации производственных процессов. Операции резки и фрезерования предварительно проектируются на компьютере в программном обеспечении CAM и передаются на станок в формате GCODE.
Эти фрезерные станки можно приобрести с числовым программным управлением или модифицировать до ручного фрезерного станка, чтобы им можно было управлять с помощью ЧПУ. Вот один из примеров того, как преобразовать фрезерный станок в систему ЧПУ:
Фрезерные станки для любителей и небольших мастерских
Мы говорили о промышленных станках, стоимость которых составляет порядка нескольких десятков тысяч евро. Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
Мы собрали несколько обзоров существующих более дешевых моделей и типов, чтобы вы могли получить представление о вариантах, которые существуют помимо промышленных фрезерных станков.
Tormach
Фрезерные станки Tormach значительно дороже и очень популярны в США в качестве станков для начинающих или для небольших мастерских.
Фрезерные станки Grizzly
Фрезерные станки с ЧПУ
Подобно тому, как мы говорили о лучших портальных фрезерных станках для фрезерования очень больших деталей, этот тип конструкции также используется в станках для любителей, известный как Фрезерные станки с ЧПУ .
Они не обладают такой жесткостью, как обычные фрезерные станки с чугунной рамой, поэтому их часто используют для фрезерования дерева, пластика, углеродного волокна или алюминия. Из-за больших размеров по осям X и Y и уменьшенного хода по оси Z они в основном используются для обработки простых пластин или плоских деталей. Они всегда имеют числовое управление.
Фрезерный станок с ЧПУ с алюминиевым профилем, модель OX CNC. Фрезерный станок с ЧПУ с алюминиевой структурой для легкой обработки алюминия. Модель 6040.
Какие области применения у фрезерного станка?
Для чего используется фрезерный станок? Фрезерные станки используются для изготовления механически обработанных деталей, которые обычно изготавливаются из металла (стали, алюминия или других металлов), хотя они также могут быть изготовлены из пластмассы или дерева.
Детали, изготавливаемые механической обработкой, могут быть единичными, мелкими или средними сериями; для промышленного применения, машиностроения, аэрокосмической, медицинской промышленности. .. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
Фрезерные станки, которые мы представили в этой статье, в основном представляют собой открытые фрезерные станки, 3 оси, ручные, с цифровым считыванием… Этот тип традиционных фрезерных станков используется для небольших серий или отдельных деталей, они позволяют работать быстро, а ручное или автоматическое управление машиной. Они обычно используются в небольших мастерских, в мастерских по изготовлению оснастки или прототипов, в школах механообработки, мастерских механиков…
Мастерская прототипирования с вертикальными фрезерными станками с цифровым считыванием (DRO)
Для производственных тиражей в крупных мастерских часто используются обрабатывающие центры с ЧПУ, которые представляют собой станки, по сути являющиеся фрезерным станком, но закрытые и управляемые компьютером (ЧПУ), обычно имеющие автоматическую смену инструмента и часто более 3-х осей.
Обрабатывающий цех с обрабатывающими центрами и токарными станками с ЧПУ
Детали с более сложной геометрией изготавливаются на 5-осевых обрабатывающих центрах , которые позволяют вращать деталь по двум осям вращения, чтобы фреза могла получить доступ ко всем сторонам объекта (кроме рукояти) и фрезеровать под любым углом.
Фрезерные работы
Функции этого устройства очень разнообразны и будут зависеть от особенностей каждого станка. Тем не менее, мы можем назвать основные из них.
Строгание.
Канавка. Для создания точных полостей в некоторых материалах. Они могут быть прямыми или фигурными. Они будут иметь толщину, определяемую фрезой, и траекторию, ограниченную движением осей.
Сверление. Универсальность фрезерного станка позволяет выполнять отверстия точного диаметра и длины. Первый обычно определяется размером используемой фрезы. Эти отверстия могут быть гладкими, коническими или с резьбой.
Производство зубчатых колес. Одним из основных применений четырехосевого фрезерного станка с винтовой функцией является изготовление коронок, шестерен, кулачков, шестерен и всех видов деталей трансмиссии.
Чем фрезерный станок отличается от токарного станка?
Токарный станок и фрезерный станок являются двумя столпами механической обработки, но они имеют совершенно разные области применения и характеристики.
Токарный станок используется для изготовления вращающихся деталей . То есть детали, которые можно создать, обтачивая металлический цилиндр и удаляя металл токарными инструментами.
Токарный станок появился раньше, чем фрезерный станок, и его можно использовать для производства более дешевых деталей, если они имеют правильную форму и могут быть адаптированы к станку. Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
Вот видео с дополнительной информацией о токарном станке, если вам интересно узнать об этом станке:
Что такое обрабатывающий центр?
Обрабатывающие центры — это машины, которые имеют много общих характеристик с фрезерными станками. По сути, можно сказать, что они являются подгруппой фрезерных станков, но они были модернизированы для производства обрабатываемых деталей в больших объемах и с высокой точностью.
Обрабатывающие центры имеют следующие характеристики:
Имеют числовое управление (ЧПУ)
Могут выполнять различные операции механической обработки, кроме фрезерования, нарезания резьбы и сверления
Имеют крышку, которая их закрывает
Имеют автоматическую смену инструмента
Могут иметь более 3 осей
Как и у фрезерных станков, существуют вертикальные и горизонтальные обрабатывающие центры, хотя различие не такое простое, как у фрезерные станки.
В настоящее время фрезерные станки обычно используются в небольших мастерских и для изготовления прототипов, отдельных деталей, крупных деталей… Обрабатывающие центры с ЧПУ несут большую часть производственной нагрузки на детали с ЧПУ.
Вы хотите производить детали механической обработкой?
В Bitfab мы можем помочь вам с вашими проектами по механической обработке.
Если вы пришли к этой статье в поисках дополнительной информации о механической обработке и считаете, что это правильный выбор для ваших производственных нужд, не стесняйтесь оставить нам контактное сообщение.
Свяжитесь с Bitfab
Как проектировать детали для станков с ЧПУ
В этом полном руководстве по проектированию для станков с ЧПУ мы собрали основные и передовые методы проектирования и советы, которые помогут вам достичь наилучших результатов для ваших нестандартных деталей.
Есть несколько простых шагов, которые вы можете предпринять, чтобы оптимизировать свои конструкции для обработки с числовым программным управлением (ЧПУ). Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов.
В этой статье мы предлагаем подробное руководство по передовым методам проектирования станков с ЧПУ. Чтобы собрать эту обширную актуальную информацию, мы запросили отзывы у отраслевых экспертов и поставщиков услуг по обработке с ЧПУ. Если вы оптимизируете расходы, проверьте
это руководство по проектированию экономичных деталей для станков с ЧПУ.
Что такое процесс обработки с ЧПУ?
Это схема станка с ЧПУ
CNC-обработка — это субтрактивная технология производства. В ЧПУ материал удаляется из твердого блока с помощью различных режущих инструментов, которые вращаются с высокой скоростью — тысячи оборотов в минуту — для производства детали на основе модели САПР. И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
Детали, обработанные на станках с ЧПУ, имеют высокую точность размеров и жесткие допуски. ЧПУ подходит как для крупносерийного производства, так и для разовых работ. Фактически, обработка с ЧПУ в настоящее время является наиболее экономически эффективным способом производства металлических прототипов, даже
по сравнению с 3D-печатью .
Прочтите наш
введение в основной принцип обработки с ЧПУ .
Каковы основные ограничения конструкции ЧПУ?
ЧПУ предлагает большую гибкость конструкции, но есть несколько ограничений. Эти ограничения относятся к базовой механике процесса резания и в основном касаются геометрии инструмента и доступа к нему.
Геометрия инструмента
Наиболее распространенные режущие инструменты с ЧПУ (концевые фрезы и сверла) имеют цилиндрическую форму и ограниченную длину резания.
По мере удаления материала с заготовки геометрия инструмента переносится на обрабатываемую деталь. Это означает, например, что внутренние углы детали с ЧПУ всегда имеют радиус, независимо от того, насколько маленький режущий инструмент использовался.
Доступ к инструменту
Для удаления материала режущий инструмент приближается к заготовке непосредственно сверху. Элементы, к которым нет доступа таким образом, не могут быть обработаны на станках с ЧПУ.
Из этого правила есть исключение: подрезы. В конце этой статьи есть раздел о подрезах.
Мы рекомендуем выровнять все элементы вашей модели (отверстия, полости, вертикальные стенки и т. д.) по одному из шести основных направлений. Однако рассматривайте это правило как рекомендацию, а не ограничение, т.к.
5-осевые системы ЧПУ предлагают расширенные возможности удержания заготовки.
Доступ к инструменту также является проблемой при обработке элементов с большим отношением глубины к ширине. Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность.
Производство упростится, если вы спроектируете детали, которые можно обрабатывать на станках с ЧПУ с помощью инструмента максимально возможного диаметра и минимально возможной длины.
Проблема, которая часто возникает при разработке детали для станков с ЧПУ, заключается в том, что не существует общеотраслевых стандартов. Производители станков и инструментов с ЧПУ постоянно совершенствуют возможности технологии, расширяя границы возможного. В таблице ниже приведены рекомендуемые и допустимые значения для наиболее распространенных функций, встречающихся в деталях, обработанных на станках с ЧПУ.
Полости и карманы
Иллюстрация полостей и карманов
Рекомендуемая глубина впадины: 4-кратная ширина впадины
Концевые фрезы имеют ограниченную длину резания (обычно в 3–4 раза больше их диаметра). Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Ограничение глубины полости в четыре раза по сравнению с ее шириной обеспечивает хорошие результаты.
Если требуется большая глубина, рассмотрите возможность проектирования деталей с переменной глубиной полости.
Фрезерование глубоких полостей: Полости, глубина которых более чем в шесть раз превышает диаметр инструмента, считаются глубокими. Соотношение диаметра инструмента к глубине полости до 30:1 возможно при использовании специальной оснастки (максимальная глубина: 35 см с концевой фрезой диаметром 1 дюйм).
Внутренние края
Изображение внутренних краев
Вертикальный угловой радиус
Рекомендуется: ⅓ глубины полости (или больше)
Использование рекомендуемого значения радиуса внутреннего угла гарантирует, что можно использовать инструмент подходящего диаметра и согласуется с рекомендациями по рекомендуемой глубине полости. Увеличение угловых радиусов немного выше рекомендуемого значения (например, на 1 мм) позволяет инструменту резать по круговой траектории, а не под углом 90°. Это предпочтительнее, поскольку обеспечивает более высокое качество отделки поверхности. Если требуются острые внутренние углы под углом 90 градусов, рассмотрите возможность добавления подточки под Т-образную кость вместо уменьшения радиуса угла.
Радиус пола
Рекомендуется: 0,5 мм, 1 мм или без радиуса Выполнимо: любой радиус
Концевые фрезы имеют плоскую или слегка закругленную нижнюю режущую кромку. Другие радиусы пола можно обрабатывать с помощью инструментов со сферическим концом. Хорошей практикой проектирования является использование рекомендуемых значений, так как это предпочитают машинисты.
Тонкие стенки
Минимальная толщина стенки
Рекомендуется: 0,8 мм (металл), 1,5 мм (пластик) Выполнимо: 0,5 мм (металлы), 1,0 мм (пластики)
Уменьшение толщины стенки снижает жесткость материала, что увеличивает вибрации при обработке и снижает достижимую точность. Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Отверстия
Диаметр
Рекомендуется: стандартное сверло Выполнимо: любой диаметр больше 1 мм
Отверстия обрабатываются с помощью сверла или концевой фрезы. Размер сверл стандартизирован (в метрических и имперских единицах). Развертки и расточные инструменты используются для чистовой обработки отверстий, требующих жестких допусков. Для высокоточных отверстий диаметром менее 20 мм рекомендуется использовать стандартный диаметр.
Отверстия нестандартного диаметра должны быть обработаны концевой фрезой. В этом случае применяются ограничения максимальной глубины полости, и следует использовать рекомендуемое значение максимальной глубины. Отверстия глубже стандартного значения обрабатываются специальными сверлами (минимальный диаметр 3 мм). Глухие отверстия, обработанные дрелью, имеют коническую форму дна (угол 135 градусов), а отверстия, обработанные концевой фрезой, — плоские. Нет особого предпочтения между сквозными или глухими отверстиями при обработке с ЧПУ.
Резьба
Иллюстрация резьбы
Размер резьбы
Минимум: M1 (и ниже в некоторых случаях) Рекомендуется: M6 или больше
Резьба нарезается метчиками, а наружная резьба – плашками. Метчиками и плашками можно нарезать резьбу до М2. Инструменты для нарезания резьбы с ЧПУ широко распространены и предпочитаются машинистами, поскольку они снижают риск поломки метчика. Резьбовые инструменты с ЧПУ можно использовать для нарезания резьбы до M6.
Большая часть нагрузки, прикладываемой к резьбе, воспринимается несколькими первыми зубьями (до 1,5-кратного номинального диаметра). Таким образом, резьба длиннее, чем в 3 раза больше номинального диаметра, не требуется.
Для резьбы в глухих отверстиях, нарезанных метчиками (т. е. для всех резьб меньше M6), добавьте длину без резьбы, равную 1,5-кратному номинальному диаметру на дне отверстия. Когда можно использовать инструмент для нарезания резьбы с ЧПУ (например, резьба больше M6), отверстие можно нарезать по всей его длине.
Мелкие элементы
Иллюстрация мелких элементов ЧПУ
Минимальный диаметр отверстия
Рекомендуется: 2,5 мм (0,1 дюйма») Выполнимо: 0,05 мм (0,005 дюйма»)
Большинство механических мастерских могут точно обрабатывать полости и отверстия с помощью инструментов диаметром до 2,5 мм (0,1 дюйма). Все, что ниже этого предела, считается микрообработкой. Для обработки таких элементов требуются специальные инструменты (микросверла) и экспертные знания, потому что физика процесса резания меняется в зависимости от масштаба. Поэтому рекомендуется избегать их без крайней необходимости.
Допуски
Иллюстрация допусков ЧПУ
Типовой: +-0,1 мм Выполнимо: +-0,02 мм
Наши допуски: 2768 средний или тонкий. Если допуски не указаны, партнеры-производители будут использовать выбранный сплав 2768. Допуски определяют границы допустимого размера. Достижимые допуски варьируются в зависимости от базового размера и геометрии детали. Приведенные выше значения являются разумными рекомендациями.
Текст и надписи
Рекомендуется: размер шрифта 20 (или больше), гравировка 5 мм
Гравированный текст предпочтительнее тисненого, так как удаляется меньше материала. Рекомендуется использовать минимальный размер шрифта -20 без засечек (например, Arial или Verdana). Многие станки с ЧПУ имеют предварительно запрограммированные процедуры для этих шрифтов.
Настройки станков с ЧПУ и ориентация деталей
Схема детали, требующей нескольких настроек
Доступ к инструменту является одним из основных конструктивных ограничений при обработке с ЧПУ. Чтобы достичь всех поверхностей модели, заготовку необходимо несколько раз повернуть.
Всякий раз, когда заготовка вращается, станок должен быть повторно откалиброван и должна быть определена новая система координат.
При проектировании важно учитывать настройки машины по двум причинам:
Общее количество установок машины влияет на стоимость. Вращение и повторное выравнивание детали требует ручной работы и увеличивает общее время обработки. Это часто приемлемо, если деталь нужно повернуть до трех или четырех раз, но все, что превышает этот предел, является чрезмерным.
Для достижения максимальной относительной точности позиционирования необходимо обработать два элемента в одном и том же установе. Это связано с тем, что новый шаг калибровки вносит небольшую (но не пренебрежимо малую) ошибку.
Что такое 5-осевая обработка с ЧПУ?
5-осевой станок с ЧПУ перемещает режущие инструменты или детали по пяти осям одновременно. Многоосевые станки с ЧПУ могут изготавливать детали сложной геометрии, поскольку они имеют две дополнительные оси вращения. Эти машины устраняют необходимость в нескольких установках машины.
Каковы преимущества и ограничения 5-осевой обработки с ЧПУ?
Пятиосевая обработка с ЧПУ позволяет инструменту постоянно оставаться по касательной к режущей поверхности. Траектории движения инструмента могут быть более сложными и эффективными, что приводит к получению деталей с лучшим качеством поверхности и меньшим временем обработки.
Тем не менее, 5-осевое ЧПУ имеет свои ограничения. Базовая геометрия инструмента и ограничения доступа к инструменту остаются в силе (например, нельзя обрабатывать детали с внутренней геометрией). При этом стоимость использования таких систем выше.
Поднутрения на станке с ЧПУ
Поднутрения — это элементы, которые нельзя обработать с помощью стандартных режущих инструментов, так как некоторые их поверхности недоступны непосредственно сверху.
Существует два основных типа поднутрений: Т-образные пазы и ласточкины хвосты. Подрезы могут быть односторонними или двусторонними и обрабатываются специальными инструментами.
Режущие инструменты с Т-образными пазами состоят из горизонтального режущего диска, прикрепленного к вертикальному валу. Ширина поднутрения может варьироваться от 3 мм до 40 мм. Мы рекомендуем использовать стандартные размеры ширины (т. е. целые миллиметры или стандартные дюймовые доли), так как более вероятно, что соответствующий инструмент уже доступен.
Для режущих инструментов типа «ласточкин хвост» угол является определяющим размером элемента. Стандартными считаются инструменты типа «ласточкин хвост» под углом 45 и 60 градусов. Также существуют инструменты с углом 5, 10 и до 120 градусов (с шагом 10 градусов), но они используются реже.
Т-образный паз (слева), подрез типа «ласточкин хвост» (посередине) и односторонний подрез на внутренней стенке (справа).
Конструкция с выточками для станков с ЧПУ
При проектировании деталей с выточками на внутренних стенках не забудьте добавить достаточный зазор для инструмента. Хорошее эмпирическое правило состоит в том, чтобы добавить пространство, равное как минимум четырехкратной глубине поднутрения между обработанной стеной и любой другой внутренней стеной.
Для стандартных инструментов типичное соотношение между диаметром резания и диаметром вала составляет 2:1, что ограничивает глубину резания. Когда требуется нестандартная выточка, механические мастерские обычно изготавливают собственные инструменты для выточки по индивидуальному заказу. Это может увеличить время выполнения и стоимость, поэтому по возможности избегайте этого.
Составление технического чертежа
Технические чертежи иногда используются инженерами для передачи станочнику конкретных производственных требований. Если вам интересна эта тема, прочитайте эту статью о
как, когда и зачем использовать технические чертежи.
Загрузка технического чертежа с котировкой Hubs
Обычно мы не требуем технического чертежа для заказов на нашей платформе, но в некоторых случаях они могут добавить ценный контекст к запросу котировки. Некоторые спецификации проекта нельзя включить в файл STEP или IGES. Например, вам потребуется включить двухмерный технический чертеж, если ваша модель включает резьбовые отверстия или валы и/или размеры с допусками более жесткими, чем для выбранного сплава 2768.
Если вы добавляете технический чертеж, убедитесь, что он соответствует спецификациям загруженных файлов. Если технические чертежи не соответствуют загруженным файлам или спецификации предложения:
Спецификации предложения считаются отправной точкой для технологии, материала и отделки поверхности.
Технические чертежи считаются отправной точкой для спецификаций резьбы, спецификаций допусков, деталей отделки поверхности, запросов на маркировку деталей и спецификаций термообработки.
Файл САПР считается точкой отсчета для проектирования детали, геометрии, размеров и расположения элементов.
Для получения дополнительной информации см.
политика спецификаций .
Каковы лучшие практики Hubs для обработки с ЧПУ?
Конструктивные детали, которые можно обрабатывать с помощью инструмента максимально возможного диаметра.
Перекрытие из пенобетона: монолитные, сборно-монолитные плиты
Содержание
Перекрытия из пенобетона – основные преимущества
Основные преимущества
Виды перекрытий из пенобетона
Монолитные перекрытия
Сборно-монолитные перекрытия
Особенности монтажа перекрытий из пенобетона
Монолитное перекрытие из пенобетона
Сборно-монолитная конструкция
Плиты перекрытия обязательный элемент при строительстве любого здания, они обеспечивают надежность и целостность всей конструкции. В последнее время специалисты применяют перекрытия из пенобетона, так как этот материал обладает необходимым набором свойств – прочность, теплоизоляция и долговечность.
При строительстве зданий устанавливается три типа перекрытий в зависимости от местоположения:
Межэтажные – разделяют пространство между этажами;
Цокольные – отделяет подвальные помещения от жилых комнат;
Чердачные – отделяют крышу и чердачное помещение от жилого пространства.
Давайте подробнее рассмотрим пенобетонные плиты перекрытия, узнаем, какие виды перекрытий из пенобетона используются для строительства, определим их достоинства и недостатки, а так же выявим ключевые моменты установки перекрытий.
Перекрытия из пенобетона – основные преимущества
На сегодняшний момент, в большинстве возводимых зданий используются плиты перекрытия из пенобетона, так давайте узнаем почему. Какими достоинствами они обладают? Почему специалисты выделяют именно этот материал?
Пенобетон является одной из разновидностей легкого бетона, входящий в состав материала пенообразователь насыщает тело изделия пузырьками воздуха, которые в свою очередь снижают вес готового изделия и повышают теплоизоляционные свойства.
Несмотря на это, пенобетонные плиты обладают высокими показателями прочности и плотности, они способны выдержать нагрузку, заявленную строительными стандартами.
Плиты перекрытия из пенобетона отлично подходят для цокольных и чердачных перекрытий, в отличие от обычного бетона им не требуется дополнительная теплоизоляция. Так же пенобетону не требуется прокладка звукоизоляции, воздушные полости в теле плиты практически полностью поглощают шум.
Основные преимущества
Легкость изделия – снижение нагрузки на фундамент здания и несущую конструкцию;
Безопасность – при изготовлении пенобетона используются экологические материалы, плиты не выделяют токсичных и ядовитых веществ.
Устойчивость к огню – пенобетон относится к первому классу огнестойкости, не горит и не плавится, способен выдерживать воздействие открытого огня на протяжении нескольких часов без потери качества;
Низкие показатели теплопроводности – пенобетон не требует дополнительного утепления;
Паропроницаемость – пенобетон не препятствует естественной циркуляции воздуха, тем самым создает оптимальных микроклимат в помещении;
Морозостойкость;
Шумоизоляция;
Долговечность.
Выраженных недостатков у пенобетонных перекрытий нет, главный минус материала – это невозможность использования при многоэтажном строительстве. Пенобетон применяют только при высоте здания не больше трех этажей.
Благодаря своим характеристикам пенобетон стал одним из самых востребованных материалов на строительном рынке. Его используют для строительства жилых и нежилых домов, промышленных и сельскохозяйственных помещений, оград, перегородок и многого другого.
Виды перекрытий из пенобетона
В зависимости от технологии выполнения плиты перекрытия из пенобетона разделяются на два вида:
Монолитные плиты;
Сборно-монолитные.
Монолитные перекрытия
Этот вариант перекрытий формирует ровную плоскую основу, которая обладает повышенными теплоизоляционными и прочностными характеристиками.
Монтаж монолитных перекрытий из пенобетона осуществляется путем заливки раствора в заранее установленную опалубку. Для постройки опалубки используют фанеру или деревянные доски.
Опалубка должна выдерживать нагрузку не менее 500 кг на квадратный метр.
Монолитные перекрытия в обязательном порядке армируются, это необходимо для распределения нагрузки и повышения прочности конструкции.
Есть несколько вариантов армирования:
Поверх монолитной плиты;
Заливка раствора пенобетона в заранее установленную арматуру;
Использование стального листа профнастила.
Профнастил используют при установке перекрытий между этажами. Для этой цели бегут гофрированные листы, изготовленные из стали марки Н (в основном их применяют при обустройстве кровли здания). На листах наносят специальные насечки для увеличения цепкости основания с бетоном, а также приваривают вертикальные анкеры.
Основные преимущества монолитной плиты:
Способность выдерживать большие нагрузки;
Крепость и долговечность конструкции;
Доступная ценовая категория;
Низкая теплопроводность материала;
Звукоизоляция;
Невысокая нагрузка на конструкцию за счет легкости пенобетона;
Заливка пенобетонного раствора при большом расстоянии между несущими стенами;
Формирование плиты нестандартных размеров и конфигураций.
Несмотря на большой список достоинств, монолитные пенобетонные перекрытия обладают несколькими недостатками:
Сложно рассчитать нагрузочную способность;
Для полного высыхания бетона и набирания им достаточной прочности требуется много времени;
Необходимость использования специальной техники для изготовления раствора и подачи его на объект;
Необходимость четко соблюдать рецептуру, любое отклонение приведет растрескиванию;
Сложность проведения работ при отрицательной температуре окружающей среды.
Сборно-монолитные перекрытия
Следующий вариант перекрытий – это сборно-монолитные перекрытия из пенобетона, укладка которых предполагает использование цельных пеноблоков в сочетании с жидким раствором бетона.
На производстве изготавливается конструкция из пеноблоков, балок и металлического каркаса, который представляет собой сваренные металлические прутья. При монтаже конструкции на балки укладывают листы ламинированной фанеры.
Опалубка для сборно-монолитной конструкции не требуется, ее роль выполняют ряды пеноблоков. Ряды необходимо установить на одинаковом расстоянии друг от друга, а потом залить межблочное пространство раствором бетона.
При кладке блоков необходимо оставить вентилируемый зазор, его толщина должна составлять около 3 сантиметров.
Плюсы сборно-монолитной конструкции перекрытий:
Пароизоляция;
Высокие показатели шумоизоляции;
Увеличенный запас прочности;
Простота работы – можно выполнить самостоятельно;
Нет необходимости в привлечении специальной техники.
Выбирая из этих двух видов перекрытий, специалисты отдают предпочтение монолитным плитам перекрытия. Несмотря на то, что их монтаж не отличается простотой, они компенсируют это своими техническими свойствами – более высокие показатели прочности, однородность структуры, отсутствие межплиточных швов.
Особенности монтажа перекрытий из пенобетона
Установка каждого типа плит перекрытия имеет свои особенности, поэтому рассматривать их алгоритмы работы мы будем по отдельности.
Монолитное перекрытие из пенобетона
Для работы используется раствор бетона, изготовленный на производстве, заливать пенобетон, который был произведен кустарным методом, запрещено. Так же запрещается проводить работы поэтапно, то есть готовить смесь небольшими порциями и поочередно заливать в опалубку.
Установка монолитных плит перекрытия осуществляется посредством заливки раствора в опалубку, которая изготавливается из металлических или деревянных элементов.
У производителей можно приобрести опалубку стандартного типа, а можно изготовить ее самостоятельно.
Алгоритм монтажа монолитной плиты:
В первую очередь, установить вертикальные опоры будущей конструкции;
На опорах закрепить поперечные горизонтальны брусья;
Собрать и установить опалубку, тщательно ее закрепить;
Осмотреть конструкцию, найти и загерметизировать все трещины и зазоры, чтобы раствор не вытек;
Расположить в опалубке арматуру, обеспечив расстояние 4 см от уровня щитов;
Установить маяки, которые позволят контролировать толщину слоя. В среднем толщина плиты должна составлять 16 – 18 см;
Залить раствор пенобетона в опалубку по маякам и разровнять – для работы потребуется бетононасос.
Раствор пенобетона должен иметь однородную структуру.
Полное застывание бетонной плиты наступает спустя 4 недели, по истечении этого времени можно снять опалубку и продолжить строительные работы.
Сборно-монолитная конструкция
Установка сборно-монолитной плиты не отличается сложностью, все работы можно выполнить самостоятельно без привлечения специальной техники. Работы по монтажу проводятся в два этапа. В первую очередь, на заводе изготавливаются элементы будущей конструкции – несущие опоры и пеноблоки.
Далее происходит монтаж каркаса на строительном объекте. Установка несущих опор и поперечных балок, сверху на которые происходит укладка пеноблоков.
Специалисты советуют для придания жесткости конструкции дополнительно усилить несущие балки, залив у основания раствор бетона.
Ход работы:
Установить и закрепить опорные балки на расстоянии 60 см друг от друга;
Уложить поперечные перекладины, расстояние между ними не должно превышать ширину пеноблока;
Установить ряды пенобетонных элементов, которые сыграют роль опалубки;
Произвести армирование плиты перекрытия — для этого среди рядов пеноблоков уложить металлические прутья.
Произвести заливку бетонной смеси – поочередно залить каждый ряд, разровнять и тщательно утрамбовать раствор. Для трамбовки желательно использовать вибрационную машину.
Монолитные перекрытия из пенобетона
Оглавление: [скрыть]
Физико-технические характеристики
Преимущества использования
Процесс монтажа
Особенности использования для стяжки пола
Использование пенобетона для стенового перекрытия
Причины деформационных процессов
Экономическое обоснование
О пенобетоне как о строительном материале стало известно относительно недавно — в 1890 г. Мировая известность пенобетона началась в Германии с открытия первого крупномасштабного промышленного производства YTONG.
Монолитные плиты из пенобетона в виде схемы.
Возведение любого дома предполагает обустройство межэтажных и чердачных перекрытий, выравнивающих цементно-песчаных стяжек пола. Профессионалы относят данные работы к категории наиболее трудоемких и дорогостоящих.
Перекрытия из пенобетона — литая высокопоризованная смесь из цемента, пенообразователя, песка, добавок и воды. В процессе укладки в строительную форму она твердеет, превращаясь в прочный и легкий искусственный камень.
Физико-технические характеристики
С применением пенобетона возводятся дома небольшой этажности (до 4 этажей). Если же речь идет о более масштабном строительстве, требуется устройство несущего металлического или железобетонного каркаса. В производственных условиях изготавливаются стеновые панели, стеновые блоки, плиты перекрытий и покрытий и перемычки.
Наиболее существенная характеристика материала, которая определяет его технические свойства, — объемная масса. В 1 м³ пенобетона входит 5 м³ воздуха, благодаря которому материал наделен высокими теплотехническими свойствами. Пористая структура пенобетона не мешает ему обладать высокими показателями морозостойкости. Разрушение плиты из пенобетона при низких температурах происходит при увлажнении более 30%. К такому результату может привести неправильное складирование или систематическое увлажнение при эксплуатации.
Пенобетон относится к категории несгораемых материалов еврокласса А1, который в показателях огнестойкости не уступает глиняному кирпичу. При температуре в 100°C испаряется абсорбционная влага, дальнейшее повышение температуры приводит к испарению структурно связанной влаги, в результате данного процесса происходит усадка и трещинообразование. Низкий объемный вес перекрытия из пенобетона наделил материал худшей звукоизоляцией в сравнении с глиной или силикатным кирпичом.
Теплопередача между двумя поверхностями одной стены осуществляется в 4 раза медленнее в сравнении со стенами из других каменных материалов. Данное качество позволяет сохранять в помещении комфортный температурно-влажностный режим независимо от погодных условий.
Вернуться к оглавлению
Преимущества использования
Монолитное пенобетонное перекрытие имеет ряд преимуществ, которые делают его одним из наиболее популярных видов перекрытий:
плиты способны уменьшить нагрузку на несущие стены, фундаменты, колонны;
уменьшить количество используемого бетона, арматуры и объем бетонирования;
повысить звукоизоляцию и огнестойкость перекрытия;
не использовать опалубку.
Вернуться к оглавлению
Процесс монтажа
Схема монтажа пенобетонных перекрытий.
Перекрытия из пенобетона относят к классу сборно-монолитных перекрытий, поскольку они выполняются в два этапа. Первый этап предполагает выполнение несущих балок и заполнителя в форме пенобетонных блоков в заводских условиях. На втором этапе проводится непосредственный монтаж конструкций на объекте: выставляются несущие балки, которые были выполнены из квадратных каркасов или арматурных треугольных, на нижней несущей части которых проводилась заливка бетоном для придания жесткости.
Благодаря использованию перекрытий из пенобетона удается избежать устройства опалубки перекрытий, что сокращает себестоимость конструкции и время возведения. На следующем этапе балки переопираются телескопическими стойками перекрытий монолитного типа либо обычными досками для восприятия будущих нагрузок без провисов и прогибов. Промежутки между балками заполняют пенобетонными блоками, что позволяет создать геометрическую ребристую форму будущего перекрытия из пенобетона. В подобных конструкциях пенобетонные блоки выполняют функцию пустотообразователя и облегчителя конструкции перекрытия.
Устройство перекрытий из монолитного пенобетона.
Пенобетонные плиты являются в перекрытии элементами несъемной опалубки, образующей ребристую однонаправленную структуру, после чего блоки остаются в теле перекрытия, повышая звукоизоляцию сборного ребристого монолитного перекрытия.
После установки на объекте сборной части конструкции из пенобетона переходят к армированию верхнего слоя бетона. В большинстве случаев армирование выполняют арматурной сеткой с ячейками. В местах опирания на стены и по контуру перекрытия устраивают арматурный балочный каркас. На следующем этапе выставляют торцевую опалубку перекрытия из пенобетона, выполненную либо из фанеры, либо в конструкциях несущих стен. После чего проводят бетонирование. Стоит обратить внимание на то, что оно должно проходить без разрывов, в противном случае вы рискуете получить холодные неработающие швы в бетонном теле перекрытия.
Вернуться к оглавлению
Особенности использования для стяжки пола
Схема использования пенобетона для стяжки пола.
Устройство пола с помощью плиты пенобетона должно соответствовать требованиям ГОСТ 25485-89. Использование пенобетонных стяжек с плотностью в пределах 800-1200 кг/м³ дает возможность уменьшить нагрузки до 40%. Заливка пола в данной ситуации выполняется посредством установки, которая способна производить до 15 м³ пенобетона в час. Она может подавать пенобетон по шлангу к месту заливки по вертикали до 30 м и в горизонтальном направлении до 60 м. Толщина пола может варьироваться в пределах 3-5 см. Чаще всего используется комбинированный метод нанесения пенобетона, который предполагает использование материала плотностью 300-500 кг/м³ в нижнем слое и 600-1200 кг/м³ для верхнего.
Технология монолитного пенобетона при обустройстве перекрытий и полов не требует применения дополнительных теплоизоляционных материалов (плиты из минерального волокна или керамзита).
Вернуться к оглавлению
Использование пенобетона для стенового перекрытия
Устройство пенобетонной плиты для стенового перекрытия.
Для кладки стен из пенобетонных блоков используются легкие теплоизоляционные растворы или специальные клеи. В этом случае толщина горизонтальных швов варьируется в пределах 1-3 мм. Вертикальные швы относятся к категории пустотных лабиринтных швов, что позволяет снизить расход раствора, увеличить производительность труда и устранить мостики холода, которые характерны для кирпичных кладок с использованием тяжелых растворов.
Наименее трудоемкими при возведении являются однослойные пенобетонные стены толщиной от 24 см. Оштукатуривание таких стен выполняется с помощью минеральных гидрофобизированных растворов, которые обладают высокой паропроницаемостью. В случае использования плотных штукатурок влага накапливается в стенах, приводя к преждевременному разрушению и появлению грибков и плесени.
Если строительство производится в регионах с влажным климатом и интенсивными осадками, то наружные стены выполняют щелевыми, что предполагает наличие несущего внутреннего слоя пенобетонных блоков, защитного слоя из глиняного или силикатного кирпича и воздушной прослойки, толщина которой варьируется от 40 до 150 мм.
Схема блоков перекрытия из пенобетона.
Важным элементом сопряжения стен и перекрытий является железобетонный монолитный пояс жесткости, представляющий собой непрерывную конструкцию, выложенную по периметру несущих стен на уровне перекрытий. Конструкция отличается от пеноблоков теплоизоляционными качествами, с этой целью пояс защищается вкладышами из минераловатных плит или пенополистирола с наружной стороны стены и облицовывается пенобетонными плитами.
Данное монолитное решение способно увеличить стоимость строительства, но имеет ряд важных преимуществ, которые заключаются в повышении пространственной жесткости сооружения, восприятии усилий, которые возникают в процессе неравномерных осадок основания, и обеспечении целостности здания при локальных разрушениях.
Дверные и надоконные перемычки выполняют из сборных элементов, изготовленных на заводских мощностях или непосредственно при возведении стен методом заполнения корытообразных элементов из пенобетона бетоном. Простенки малых размеров усиливаются железобетонными монолитными столбами, которые выполняют в несъемной опалубке.
Вернуться к оглавлению
Причины деформационных процессов
Трещины в пенобетонных плитах появляются вследствие прогибов поддерживающих перекрытий.
Деформационные процессы блока и плиты пенобетона протекают длительное время и могут провоцировать растрескивание. Данное отрицательное явление появляется в случае эксплуатации здания, которое не прошло полный процесс просушки стен. Трещинообразованию подвержены участки в местах дверных и оконных проемов.
Появление трещин может стать следствием чрезмерных прогибов поддерживающих перекрытий, которые возникают в результате деформаций ползучести. Для того чтобы свести к минимуму данное негативное последствие, используют сетчатое армирование в местах, где ожидаются усадочные деформации.
Вернуться к оглавлению
Экономическое обоснование
При оценке экономических показателей конструкций из пенобетона следует учитывать снижение нагрузок на фундаменты. Данный факт имеет особое значение при строительстве на осадочных и слабых грунтах. Благодаря наличию ровных плоских поверхностей стен и тонких растворных швов снижаются расходы на отделочные работы. Для плиты из пенобетона используется шпаклевочный слой в 5 мм. В сравнении с внутренней штукатуркой кирпичной кладки толщиной 10-15 мм экономия выглядит существенной.
Использование перекрытий из пенобетона позволяет получить выгодные эксплуатационные показатели, например снизить расходы на обогрев помещений, сохранив комфортный микроклимат, дает возможность гибкой перепланировки методом разборки и возведения легких пенобетонных перегородок. Опыт многих европейских стран показывает, что монолитное пенобетонное строительство позволяет быстрее всего решать вопрос жилищного строительства в условиях дефицита энергетических и финансовых ресурсов. Вышеуказанные факты сделали пенобетон наиболее популярным материалом в массовом малоэтажном жилищном строительстве.
Полиэтилен под бетонные плиты — GreenBuildingAdvisor
Снизу вверх, вот как должны идти слои: Щебень; жесткая пена; полиэтилен; конкретный.
Изображение предоставлено Р. Ианом Парлином / Oyster River House
Еще размышления энергетического ботаника
Что находится под бетоном в монолитном доме? В старые времена не так много — просто грязь. В конце концов, подрядчики обнаружили, что имеет смысл положить под бетон слой щебня толщиной 4 дюйма. Щебень обеспечивает капиллярный разрыв, который уменьшает количество влаги, просачивающейся вверх от влажной почвы к проницаемому бетону.
Поскольку слой щебня обеспечивает довольно однородную основу, он также может уменьшить вероятность того, что бетонная плита будет плохо опираться на случайные карманы мягкого, легко сжимаемого грунта.
В конце концов был изобретен полиэтилен. Бетонные подрядчики узнали, что слой полиэтилена помогает сохранить плиту сухой, потому что он останавливает восходящую диффузию пара из почвы.
Наконец, некоторые подрядчики в странах с холодным климатом начали устанавливать непрерывный горизонтальный слой изоляции из жесткого пенопласта под своими бетонными плитами. Слой пены изолирует плиту комнатной температуры от холодного грунта под плитой.
Правильное расположение слоев сэндвича
На данный момент у нас есть бутерброд с тремя или четырьмя слоями, и возникает вопрос: имеет ли значение порядок слоев? Что падает первым, а что последним?
По мнению большинства ученых-строителей, слои должны располагаться снизу вверх следующим образом: щебень; жесткая пена; полиэтилен; конкретный.
Могу ли я использовать промокательный песок?
Некоторые подрядчики могут спросить: Является ли ошибкой размещение полиэтилена в сэндвиче ниже? Ответ положительный. Чтобы понять почему, полезно изучить историю промокательного песка.
Начиная с 1989 года, Американский институт бетона (ACI) рекомендовал укладку 4-дюймового слоя гранулированного материала между пароизоляционным материалом подплиты и бетонной плитой. Стандарт ACI 302.1 R-96, Руководство по устройству бетонных полов и плит, включил эту рекомендацию в Раздел 4.1.5:…
Подпишитесь на бесплатную пробную версию и получите мгновенный доступ к этой статье, а также к полной библиотеке премиальных статей GBA и детали конструкции.
Начать бесплатную пробную версию
Уже зарегистрированы? Войти
Избранные блоги
Размышления энергетического ботаника Посмотреть больше
Рассмотрение возможности использования энергии в жилых помещениях
Руководство по продукту Посмотреть больше
Спонсор
Спонсор
Нужно ли укладывать жесткую изоляцию под бетонную плиту?
0 акций
Поделиться
PIN-код
Устали платить астрономически высокие счета за отопление? Не хотите такой же борьбы в своем новом доме? Установка жесткой изоляции под бетонную плиту — отличный способ гарантировать, что ваше новое помещение будет энергоэффективным, пока оно существует! Для многих новых конструкций требуется соответствие нормам, а также защита бетона от повреждения водой.
Чтобы фундамент вашего дома не был основным источником теплопотерь, перед заливкой бетона необходимо установить жесткую изоляцию. Это защищает бетон от влаги, а также сохраняет тепло внутри дома, что требуется многими современными строительными нормами.
К тому времени, когда вы закончите читать, вы будете знать преимущества жесткой изоляции, выбор различных материалов и основы жесткой установки. Давайте начнем!
Быстрый переход
Нужно ли укладывать жесткую изоляцию под бетонную плиту?
Какая изоляция укладывается под бетонную плиту?
EPS против жесткой изоляции XPS
Жесткая изоляция и строительные нормы и правила
Нужна ли вам пароизоляция под бетонной плитой?
Как утеплить бетонную плиту перед заливкой
Сколько стоит жесткая изоляция?
Можно ли использовать распыляемую пену под бетонной плитой?
Лучшая теплоизоляция под перекрытием
1. Панели Insulfoam R-Tech
2. Owens-Corning Foamular 250
Заключение
Следует ли укладывать жесткую изоляцию под бетонную плиту?
Жесткая изоляция под бетоном является важным этапом строительства. Хотя многие действующие нормы и правила признают его значение и требуют его, не все строительные нормы и правила требуют этого. Бетон может показаться непроницаемым материалом, но на самом деле он довольно уязвим для влаги и плохо удерживает тепло. 9№ 0018
Жесткая изоляция — это идеальный способ снизить расходы на отопление и одновременно защитить бетонную плиту вашего дома. Он очень популярен в кругах экологического строительства, потому что резко снижает потребление энергии. Он также отлично справляется с отводом воды от плиты, предотвращая трещины и структурные повреждения!
До 10 % тепла в доме и, следовательно, 10 % вашего счета за электроэнергию уходит через пол. 2-дюймовый слой изоляции из жесткого пенопласта в сорок раз эффективнее удерживает тепло, чем один только бетон. Хотя поначалу жесткий пенопласт может быть дорогим, экономия в течение следующих нескольких десятилетий намного перевесит его.
Средний американский дом тратит на отопление около 1200 долларов в год. Если вы сократите расходы на отопление на 10%, это составит 120 долларов в год — тысячи долларов, сэкономленных за весь срок службы дома. Это также делает его привлекательным для перепродажи, особенно с учетом растущей важности экологически чистого образа жизни.
Если вы живете в сухом или жарком климате, например, на юго-западе Америки, изоляция из жесткого пенопласта может не понадобиться. Поскольку у вас нет сезонных заморозков, маловероятно, что ваш счет за отопление сильно изменится. Если вы испытываете все четыре сезона – особенно суровые зимы – утепление жесткой пеной под бетонной плитой просто необходимо!
Поверх щебня укладывается жесткий пенопласт и покрывается пароизоляцией, непосредственно сверху заливается железобетон. Почему бы не сделать наоборот с бетоном в самом низу? С точки зрения тепла вы можете не заметить разницы, но ваш фундамент со временем растрескается и рассыплется из-за повреждения водой.
Какая изоляция укладывается под бетонную плиту?
Прочность на сжатие – вес, который могут выдержать пенопластовые панели, – важный определяющий фактор при утеплении подстилающего слоя. Изоляция, используемая под плитой, должна соответствовать требованиям прочности, иначе она может медленно разрушаться под весом, разрушая фундамент дома. Прочность на сжатие измеряется в фунтах на квадратный дюйм и относится к тому, сколько фунтов может выдержать один квадратный дюйм изоляции.
Поскольку вес бетонной плиты равномерно распределяется по всему фундаменту, изоляция не обязательно должна быть такой прочной, как вы думаете. Стандарты ASTM предписывают минимум 10 фунтов на квадратный дюйм для жесткой изоляции под плитой, а 15 является наиболее распространенным.
Конечно, вы можете выбрать жесткую изоляцию с более высокой прочностью на сжатие, но ваши затраты могут быть излишне высокими. Однако это может быть хорошей идеей, если вы живете в районе с рыхлой/влажной почвой или большим количеством глины. Жесткая изоляция, рассчитанная на 25 фунтов на квадратный дюйм, будет прочнее земли под ней!
R-значение является одной из наиболее важных характеристик изоляции подстилающего слоя. Значение R описывает способность материала сопротивляться теплопередаче. Чем выше значение R, тем лучше он изолирует. 4-дюймовая бетонная плита имеет значение R 0,4, что очень мало; тепло уходит через бетон очень легко.
Жесткая изоляция из XPS и EPS имеет R-значение 4,7 и 3,6 соответственно. Но то, что XPS имеет более высокое значение R, не делает его лучшим выбором для жесткой изоляции.
EPS против жесткой изоляции XPS
Существует два распространенных типа жесткой изоляции: EPS (вспененный полистирол) и XPS (экструдированный полистирол). Они оба сделаны из синтетического материала, называемого полистиролом, который похож на другие материалы на масляной основе, такие как полиэстер и полипропилен. Несмотря на то, что они похожи, они разные. Все сводится к тому, как они работают. Изоляция должна хорошо работать как против температуры, так и против влаги, чтобы быть эффективной.
R-значение очень важно при выборе изоляции, и XPS имеет R-значение 4,7 по сравнению с EPS 3,6. Может показаться, что это ставит XPS на первое место, и какое-то время так оно и было. XPS был предпочтительным утеплителем при закладке фундамента на протяжении десятилетий, в то время как EPS чаще использовался для крыш и стен. Однако со временем пенополистирол стал более популярным в использовании под бетонными плитами.
Увидев, что изоляция из пенополистирола и пенополистирола пользуется популярностью, Stork Twin City Testing решила испытать их. Они обнаружили, что после 15 лет пребывания в земле в Сент-Поле, штат Миннесота, EPS и XPS работали совершенно по-разному. XPS потерял половину своего R-значения, в то время как EPS сохранил 94% от его R-значения.
Кроме того, пенополистирол поглощал гораздо меньше воды (по-прежнему в пределах диапазона стандартов ASTM), чем пенополистирол (на 18% выше предела водопоглощения). Эта разница во влажности в очень влажном климате, таком как Миннесота, фактически разрушила способность пены XPS выполнять свою работу. Конструктивно он все еще был прочным, но плохо изолировал; ЭПС сделал.
Итак, что лучше? Если вы живете в сухом климате, вполне вероятно, что вы никогда не столкнетесь с резким снижением коэффициента теплопередачи, если выберете жесткую изоляцию XPS. Для тех, кто живет в очень влажном климате, лучше всего выбрать жесткую изоляцию EPS для долговечности и влагостойкости!
Жесткая изоляция и строительные нормы и правила
В зависимости от того, где вы живете, может потребоваться жесткая изоляция под бетонной плитой! IECC, нормативный кодекс, который гарантирует, что новое строительство является экологически безопасным, требует минимальной изоляции R-10 в климатических зонах 4-8. Вы можете проверить, живете ли вы в одной из этих зон, на карте зон IECC.
Если IECC требует жесткой изоляции под бетонной плитой, вам также необходимо будет пройти проверку перед заливкой бетона. Если вы живете в климатических зонах 1-3, жесткая изоляция необязательна, но все же может быть хорошей идеей. Несмотря ни на что, всегда рекомендуется проверять местные строительные нормы и правила на предмет жесткой изоляции под плитами на уровне пола и подвалами!
Нужна ли пароизоляция под бетонную плиту?
Пароизоляция является неотъемлемой частью хорошего плитного фундамента. Так как вода из грунта со временем впитывается в жесткий утеплитель, необходимо поставить барьер между пенопластом и бетоном. В прошлом пароизоляция толщиной 6 миль (6/1000 дюймов) была довольно распространена, но теперь Американский институт бетона заявляет, что толщина пароизоляции никогда не должна быть меньше 10 миль (10/1000 дюймов).
Полиэтиленовый материал не является полностью водонепроницаемым, поэтому важна не только толщина пароизоляции. Он должен быть достаточно плотным, чтобы задерживать даже микроскопические капли воды. Требуется, чтобы пароизоляция имела проницаемость (влагопроницаемость) 0,3 проницаемости, что означает, что через барьер может пройти только 0,3 гран водяного пара.
Если вы ищете пароизоляцию, которая действительно остановит попадание воды, ищите пароизоляцию, соответствующую спецификациям ACI. Если продукт помечен как «ингибитор парообразования», он, скорее всего, не полностью соответствует требованиям ACI и не должен использоваться в конструкции под плитой.
Как утеплить бетонную плиту перед заливкой
Это не так просто, как выкопать яму и засыпать ее — хотя именно так я думал в детстве! Перед заливкой бетона необходимо выполнить следующие действия для обеспечения качества строительства, соответствия нормам и структурной целостности:
Копать на соответствующую глубину . Это может варьироваться от нескольких дюймов до нескольких футов в зависимости от типа конструкции
Выровнять и утрамбовать выкопанную землю . Выгребите шероховатости, углубления засыпьте землей. Затем утрамбуйте землю, пока она не станет гладкой и твердой. Это уплотняет почву, обеспечивая большую прочность.
Насыпьте 4-дюймовый слой щебня/гравия по грязи. Убедитесь, что он сглажен ровно и гладко, без торчащих неровных краев.
Уложить панели из жесткого пенопласта по всей поверхности фундамента. Слегка соедините доски вместе. Убедитесь, что все доски остаются плоскими, чтобы обеспечить максимальную эффективность. Вам также нужно будет уложить участок пенопласта высотой 4 дюйма по периметру фундамента — достаточно, чтобы он был на одном уровне с бетоном после его заливки.
Уложите пароизоляцию в соответствии с инструкциями производителя. Убедитесь, что края каждого рулона перекрываются на 6 дюймов.
Убедитесь, что все ровно и непрерывно, и вы готовы к заливке!
Сколько стоит жесткая изоляция?
В общем, это то, что вы можете ожидать за жесткую изоляцию, как за квадратный фут, так и за общие площади фундамента. Цены могут меняться в зависимости от того, где вы покупаете, но это должно дать вам приблизительное представление:
Тип изоляции (2-дюймовые плиты)
Цена за квадратный фут
Для плиты площадью 900 кв. футов
Для плиты площадью 1500 кв. футов
Для перекрытия площадью 2200 кв. футов
EPS
$ 0,77
693 $
1155 долларов США
1694 долл. США
ЭПС
1,01 $
909 $
1515 долларов
2 222 долл. США
Примечание: это обычные цены в магазинах товаров для дома. Скорее всего, вы сможете купить EPS и XPS дешевле у другого поставщика строительных материалов; эти цифры приведены просто для иллюстрации. Они также не включают стоимость рабочей силы, гравия или пароизоляции.
Можно ли использовать монтажную пену под бетонную плиту?
Использование SPF (распыляемой полиуретановой пены) для изоляции фундамента является сопоставимой по стоимости альтернативой жестким пенопластовым панелям. Тем не менее, вы должны убедиться, что используется SPF весом 2 фунта с закрытыми порами; любой другой тип распыляемой пены не будет достаточно плотным, чтобы поддерживать плиту.
SPF дороже жесткой пены, но труд намного дешевле. Так что использование напыляемой пены под бетонной плитой — неплохая идея! Значение R и прочность на сжатие SPF примерно такие же, как у жесткой изоляции EPS / XPS, поэтому она по-прежнему соответствует всем строительным нормам.
Лучшая изоляция под плиту
Лучше всего покупать изоляцию под плиту напрямую у поставщика, цены в магазинах товаров для дома, скорее всего, завышены. Ниже вы найдете два лучших и наиболее рекомендуемых утеплителя под плитой. Один из них EPS, а другой XPS:
1. Панели Insulfoam R-Tech
Жесткие панели R-tech EPS являются одним из самых популярных изоляционных материалов для стен, крыш и подземных сооружений. Он доступен в различных размерах и толщинах. Он соответствует всем требованиям кода и доступен по цене. Если вы проедете мимо каких-либо местных строительных площадок, вероятность того, что вы увидите, что R-Tech где-то используется, довольно высока. 2-дюймовые панели R-tech имеют прочность на сжатие 13 фунтов на квадратный дюйм и рейтинг R-10, что делает их подходящими для всех строительных норм и правил.
2. Owens-Corning Foamular 250
Это, безусловно, самая популярная жесткая изоляция XPS на рынке. 2-дюймовая панель Foamular 250 имеет рейтинг 25 PSI и R-11, что делает ее такой же теплоэффективной и в два раза прочнее, чем R-Tech. Это идеальный способ провести реконструкцию или новое строительство в соответствии с кодом и сохранить его на долгие годы! Его даже использовали для изоляции Всемирного торгового центра в Нью-Йорке!
Заключение
Жесткий пенопласт под бетонной плитой — сложная, но важная тема для изучения, особенно когда речь идет о строительных нормах и правилах. Использование пеноизоляции под плитой значительно снижает расходы на электроэнергию, соответствует современным нормам и продлевает срок службы плиты.
Главная»Справочник»Таблица размеров DIN, SMS, ISO, ГОСТ
Размеры DIN, SMS, ISO и ГОСТ
Таблица размерного ряда стандарта DIN, SMS, ISO, ГОСТ
Благодаря международной производственной кооперации на российский рынок трубопроката без каких-либо серьезных проблем попадает соответствующая продукция, произведенная в странах Европейского союза, в США, Китае, и т. д.
Из-за различий в производственных стандартах в процессе укладки и монтажа трубопроводов у исполнителей часто возникают многочисленные технические проблемы, связанные с несоответствием принципиально важных физических параметров у труб, сертифицированных по разным качественным стандартам. Это DIN, SMS, ISO и действующий на территории России и ТС ГОСТ.
Наиболее уязвимым с технологической точки зрения моментом считается несовпадение размеров наружных диаметров труб и арматуры. В таком случае на этапе монтажа трубопроводной магистрали при стыковке возникают сложности, замедляющие выполнение производственного графика укладки трубопровода и повышающие стоимость сметы любого аналогичного проекта.
Полезное справочное пособие для сотрудников, отвечающих за закупки труб, арматуры и прочего оборудования
Приведенная ниже таблица соответствия ГОСТ служит справочным пособием для специалистов отделов материально-технического снабжения компаний, занимающихся проектированием, укладкой и монтажом трубопроводов. Лишь взглянув на таблицу, специалисту становится ясно, что наряду с отечественным производственным ГОСТом для труб из нержавеющей стали такой же универсальностью обладает и стандарт iso (International Standart Organization).
В данной таблице соответствия размеров труб из нержавейки, произведенных согласно различным производственным стандартам качества, в каждой из ее ячеек вертикально в порядке возрастания (сверху вниз) расположены размеры условного и наружного диаметра в дюймах и миллиметрах, соответствующие 4 основным стандартам:
Таблица соответствия din имеет целый ряд пустых ячеек, указывающих на то, что стандарт din на территории России и стран ТС используется крайне редко для труб с условным диаметром в мм, в размерной дельте от 300 до 800 мм. Точно такой же уникальностью характеризуется и стандарт sms, разработанный в Швеции более полувека назад.
Стандартный размер трубы и таблица размеров
Таблица размеров труб 1/8–3/4 дюйма
Размер
Расписание
Стена
ID
1/8″ 0,405″ НД
10С
.49
.307
40СТ, 40С
.68
.269
80SX, 80S
.095
.215
1/4″ 0,540″ Н.Д.
10С
.065
.410
40СТ, 40С
.088
.364
80SX, 80S
.119
.302
3/8 дюйма 0,675 дюйма
10С
.065
. 545
40СТ, 40С
.091
.493
80SX, 80S
.126
.423
1/2″ 0,840″
5С
.065
.710
10S
.0835
.674
40СТ, 40С
.109
.622
80SX, 80S
.147
.546
160
.188
.464
ХХ
.294
.252
3/4″
1,050 Н.Д.»
5С
0,065″
920″
10S
0,083″
.884″
40СТ, 40С
.113″
.824″
80SX, 80S
.154″
.742″
160
. 219″
.612″
ХХ
.308″
.434″
Таблица размеров труб 1–1 1/2 дюйма
Размер
Расписание
Стена
ID
1″
1,315 НД»
5С
0,065″
1,185″
10S
.109″
1,097 дюймов
40СТ, 40С
.133″
1,049″
80SX, 80S
.179″
.957″
160
.250″
.815″
ХХ
.358″
.599″
1 1/4″
1,660″ НД
5С
0,065″
1,530″
10S
.109″
1,442 дюйма
40СТ, 40С
. 140″
1,380″
80SX, 80S
.191″
1,278″
160
.250″
1,160″
ХХ
.382″
.896″
1 1/2″
1,900″ Н.Д.
5С
0,065″
1,770″
10S
.109″
1,682″
40СТ, 40С
.145″
1,610″
80SX, 80S
.200″
1.500″
160
.281″
1,338 дюйма
ХХ
.400″
1,100″
Таблица труб 2–3 дюйма
Размер
Расписание
Стена
ID
2 дюйма
2,375 дюйма НД
5С
0,065″
2,245 дюйма
10S
. 109″
2,157″
40СТ, 40С
.154″
2,067″
80SX, 80S
.218″
1,939″
160
.344″
1,687″
ХХ
.436″
1,503″
2,5 дюйма
2,875 дюйма НД
5С
0,083″
2,709″
10S
.120″
2,635 дюйма
40СТ, 40С
.203″
2,469 дюйма
80SX, 80S
.276″
2,323″
160
.375″
2,125 дюйма
ХХ
.552″
1,771″
3 дюйма
3,5 дюйма НД
5С
0,083″
3,334 дюйма
10S
. 120″
3,260″
40СТ, 40С
.216″
3,068″
80SX, 80S
.300″
2,900″
160
.438″
2,624 дюйма
ХХ
.600″
2.300″
Таблица размеров труб 3 1/2–5 дюймов
Размер
Расписание
Стена
ID
3 1/2″
4,000″ НД
5С
0,065″
2,245 дюйма
10S
.109″
2,157″
40СТ, 40С
.154″
2,067″
80SX, 80S
.218″
1,939″
4 дюйма
4,500 дюйма НД
5С
0,083″
4,334 дюйма
10S
. 120″
4,260″
40СТ, 40С
.237″
4,026″
80SX, 80S
.337″
3,826 дюйма
120
.438″
3,624 дюйма
160
.531″
3,438 дюйма
ХХ
.674″
3,152 дюйма
5 дюймов
5,563 дюйма НД
5С
.109″
5,345″
10S
.134″
5,295 дюйма
40СТ, 40С
.258″
5,047″
80SX, 80S
.375″
4,813″
120
.500″
4,563 дюйма
160
.625″
4,313″
ХХ
. 750″
4,063″
Таблица размеров труб 6–10 дюймов
Размер
Расписание
Стена
ID
6″ 6,625″ НД
5С
.109
6.407
10S
.134
6,37
40СТ, 40С
.280
6.065
80SX, 80S
.432
5,761
120
.562
5.501
160
.719
5.187
ХХ
.864
4,897
8 дюймов 8,625 дюймов
5С
.109
8.407
10S
.148
8.328
20
.250
8. 125
30
.277
8.071
40СТ, 40С
.322
7,981
60
.406
7,813
80SX, 80S
.500
7,625
100
.594
7,437
120
.719
7,187
140
.812
7.001
ХХ
.875
6,875
160
.906
6.813
10 дюймов
10,750 дюймов
5С
.134″
10,482″
10S
.165″
10,420″
20
.250″
10,250 дюйма
30
.307″
10,136 дюйма
40СТ, 40С
. 365″
10,020″
60XS, 80S
.500″
9,750″
80
.594″
9,562 дюйма
100
.719″
9,312″
120
.844″
9,062″
140, ХХ
1,00″
8,75 дюйма
160
1,125
8,50 дюйма
Трубы 12–16 дюймов Таблица
Размер
Расписание
Стена
ID
12 дюймов 12,75 дюймов
5С
.156
12.438
10S
.180
12.390
20
.250
12.250
30
.330″
12,090″
СТ, 40С
. 375″
12 000 дюймов
40
.406″
11,938 дюйма
XS, 80S
.500″
11,75 дюйма
60
.562
11.626
80
.688″
11,374″
100
.844″
11,062″
120, ХХ
1.000
10,750 дюйма
140
1,125″
10 500 дюймов
160
1,312″
10,126 дюйма
14 дюймов 14 000 дюймов
5С
.156
13.688
10S
.188
13.624
10
.250
13.500
20
.312″
13,376 дюйма
30, СТС
. 375″
13,250″
40
.438″
13,124 дюйма
XS
.500″
13 000 дюймов
60
.594″
12,812″
80
.750″
12 500 дюймов
100
.938″
12,124 дюйма
120, ХХ
1,094″
11,812″
140
1,250 дюйма
11 500 дюймов
160
1,406″
11,188″
16 дюймов 16 000 дюймов
5С
.165″
15,670″
10S
.188″
15,624″
10
.250″
15 500 дюймов
20
.312″
15,376 дюйма
30, СТС
. 375″
15,250 дюйма
40, XS
.500″
15 000″
60
.656″
14,688″
80
844″
14,312 дюйма
100
1,031″
13,938 дюйма
120, ХХ
1,219″
13,562 дюйма
140
1,438 дюйма
13,124 дюйма
160
1,594″
12,812″
Трубы 18–30 дюймов Таблица
Размер
Расписание
Стена
ID
18 дюймов 18 000 дюймов
5С
.165″
17,670″
10S
.188″
17,624″
10
. 250″
17 500 дюймов
20
.312″
17,367″
СТ
.375″
17,250″
30
.4380″
17,124 дюйма
XS
.500″
17 000″
40
.562″
16,876 дюйма
60
.750″
16 500 дюймов
80
.938″
16,124 дюйма
100
1,156″
15,688″
120
1,375″
15,250 дюйма
140
1,562 дюйма
14,876 дюйма
160
1,781″
14,438 дюйма
20 дюймов 20 000 дюймов
5С
. 188″
19,624″
10S
.218″
19,564 дюйма
10
.250″
19 500 дюймов
20,СТ
.375″
19,250″
30, XS
.500″
19.000″
40
.594″
18,812″
60
.812″
18,376 дюйма
80
1,031″
17,938″
100
1,281″
17,438″
120
1.500″
17 000″
140
1,75 дюйма
16 500 дюймов
160
1,969″
16,062″
24 дюйма 24 000 дюймов
5С
.218″
23,564″
10, 10S
. 250″
23 500″
20, СТ
.375″
23,250 дюйма
XS
.500″
23 000″
30
.562″
22,876 дюйма
40
.688″
22,624″
60
.969″
22,062 дюйма
80
1,218″
21,562 дюйма
100
1,531 дюйма
20,938 дюйма
120
1,812″
20,376 дюйма
140
2,062 дюйма
19,876 дюйма
160
2,344″
19,312″
30 дюймов 30 000 дюймов
5С
.250″
29 500 дюймов
10, 10S
. 312″
29,376 дюйма
СТ
.375″
29,250″
20, XS
.500″
29.000″
30
.625″
28,750 дюйма
сч 40 размеры трубы, вес и толщина стенки стандартные спецификации
сч 40 список труб 40 таблица, сч 40 размеры, сч 40 вес и толщина стенки трубы
сч 40 труба, сч 40 размеры трубы, сч Толщина стенки трубы 40, наружный диаметр трубы сч 40, вес трубы сч 40, труба сч 10 сч 40, труба сч 12 сч 40, труба сч 8 сч 40, труба сч 6 40, труба сч 16 сч 40, труба сч 40, размеры трубы сч 40 , размеры трубы 12 sch 40, размеры трубы 10 sch 40, размеры трубы 16 sch 40, толщина трубы 10 sch 40, вес трубы 12 sch 40, вес трубы 10 sch 40. Сталь Neelcon является поставщиком труб из нержавеющей стали 304, труб из нержавеющей стали 316, получить последний прайс-лист на трубы из углеродистой стали A53, бесплатные образцы труб ASTM A671. Мы предлагаем Трубу ERW A106 и Бесшовную Трубу Сорта 6 A333 по лучшей цене в Индии. Также изучите различные разновидности C45 Пластина , посмотреть прайс-лист и график поставки.
Мы успешно входим в число ведущих производителей, экспортеров и поставщиков высококачественных труб
Таблица труб сортамента 40, размеры, вес и толщина стенки трубы, а также калькулятор веса металла
Таблица размеров труб сортамента 40 содержит размеры стальных труб сортамента 40. Таблица включает размеры в дюймах и миллиметрах.
Номинальный размер [дюймы]
Внешний диаметр [дюймы]
Внешний диаметр [мм]
Толщина стенки [дюймы]
Толщина стенки [мм]
Вес [фунт/фут]
Вес [кг/м]
1/8
0,405
10,3
0,068
1,73
0,24
0,37
1/4
0,540
13,7
0,088
2,24
0,42
0,84
1/2
0,840
21,3
0,109
2,77
0,85
1,27
3/4
1050
26,7
0,113
2,87
1,13
1,69
1
1 315
33,4
0,133
3,38
1,68
2,50
1 1/4
1 660
42,2
0,140
3,56
2,27
3,39
1 1/2
1 900
48,3
0,145
3,68
2,72
4,05
2
2 375
60,3
0,154
3,91
3,65
5,44
2 1/2
2 875
73,0
0,203
5,16
5,79
8,63
3
3 500
88,9
0,216
5,49
7,58
11,29
3 1/2
4000
101,6
0,226
5,74
9,11
13,57
4
4 500
114,3
0,237
6,02
10,79
16,07
5
5 563
141,3
0,258
6,55
14,62
21,77
6
6 625
168,3
0,280
7,11
18,97
28,26
8
8 625
219,1
0,322
8,18
28,55
42,55
10
10 750
273,0
0,365
9,27
40,48
60,31
12
12 750
323,8
0,406
10,31
53,52
79,73
14
14
355,6
0,375
11,13
54,57
94,55
16
16
406,4
0,500
12,70
82,77
123,30
18
18
457,0
0,562
14,27
104,67
155,80
20
20
508,0
0,594
15,09
123,11
183,42
24
24
610,0
0,688
17,48
171,29
255,41
32
32
813,0
0,688
17,48
230,08
342,91
Что означает труба Schedule 40?
В зависимости от размера трубы и сортамента трубы внешний диаметр (НД) трубы и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже, которые основаны на стандартах ASME B36. 10M и B36.19M. Например, NPS 14 Sch 40 имеет внешний диаметр 14 дюймов ( 360 мм ) и толщину стенки 0,437 дюйма ( 11,1 мм ).
Внешний диаметр NPS График # Идентификатор толщины стенки. 1,000” 1,315” SCH 40 0,133” 1,049” (прибл.) 1,000” 1,315” SCH 80 0,179” 0,957” (прибл.) Все трубы указаны с использованием номеров NPS и графика . Это число графика , которое определяет приблизительный внутренний диаметр.
ЧТО ОЗНАЧАЮТ ТАБЛИЦЫ ТРУБ?
Что такое спецификации труб?
Номер спецификации на трубной продукции относится к толщине стенки трубы: чем больше число, тем толще становится толщина стенки. Кроме того, несмотря на то, что номер спецификации может быть одинаковым для труб разного диаметра, фактическая толщина стенки будет разной. Вот несколько примеров:
Размер трубы 2,000” Спецификация 80 – Фактическая толщина стенки составляет 0,218”
Здесь мы видим, что номер спецификации увеличивает размер стенки и что толщина стенки изменяется в зависимости от номинального размера трубы (NPS).
Лучший способ увидеть взаимосвязь между размером трубы, сортаментом и толщиной стенки — просто обратиться к таблице преобразования (ниже):
На трубах используется несколько номеров расписаний, например: 5, 5S, 10, 20, 30, 40, 60, 80, 100, 120, 140, 160, STD, XS и XXS. Чаще всего используются графики 40 и 80.
Что означает номинальный размер трубы или NPS?
Размер NPS представляет собой приблизительный внутренний диаметр (не внешний) трубы; если номер спецификации для заданного размера изменен, это влияет на внутренний диаметр (ID), но не на внешний диаметр (OD). В 1927 Американская ассоциация стандартов заменила ранее использовавшийся размер железной трубы (IPS) на номинальный размер трубы (NPS). Этот североамериканский стандарт используется для труб с высоким или низким давлением и температурой. Пример:
NPS Prade #Толщина стенки ID
1.000 ”1,315” SCH 40 0,133 ”1,049” (прибл.)
1.000 ”1,315” SCH 80 0,179” 0,957 дюйма (прибл. )
Все трубы указаны с использованием номинальных размеров трубы и каталожных номеров. Именно номер графика определяет приблизительный внутренний диаметр.
На основе ASTM A53 — Стандартные технические условия для труб, стальных, черных и горячеоцинкованных, оцинкованных, сварных и бесшовных.
Размер трубы (дюйм)
Диаметр (дюйм)
Номинальная толщина (в)
Поперечные площади (дюйм2)
Длина трубы (фут за кв.
Внутренний
Сталь
Внешняя поверхность (футы)
Internal Surface (ft)
(lb/ft)
(kg/m)
1/8
0.405
0.27
0. 07
0.13
0.06
0.07
9.43
14.20
0.0004
0.24
0.36
27
¼
0.540
0.36
0.09
0.23
0.10
0.13
7.07
10.49
0.0007
0.42
0.63
18
3/8
0.675
0.49
0.09
0.36
0.19
0.17
5.66
7.75
0.0013
0.57
0.84
18
½
0.840
0.62
0.11
0.55
0.30
0.25
4.55
6.14
0.0021
0.85
1.26
14
¾
1.050
0.82
0.11
0.87
0. 53
0.33
3,64
4,64
0,0037
1,13
1,68
14
1
1,315
1.05
1,315
1.05
1,315
1.05
0005 0.13
1.36
0.86
0.49
2.90
3.64
0.0060
1.68
2.50
11 ½
1 ¼
1.660
1.38
0.14
2.16
1,50
0,67
2,30
2,77
0,0104
2,27
3,38
11 ½
1 ½
1,900
1 ½
1,900
1 ½
1,900
1 ½
1,900
0005 1.61
0.15
2.84
2.04
0.80
2.01
2.37
0.0141
2. 72
4.04
11 ½
2
2.375
2.07
0.15
4.43
3,36
1,08
1,61
1,85
0,0233
3,65
5,43
11 ½
2 ½
11 ½
2 ½
2 ½
11 ½
2 ½
11 ½
2 ½
0005 2.875
2.47
0.20
6.49
4.79
1.70
1.33
1.55
0.0333
5.79
8.62
8
3
3.500
3.07
0.22
9,62
7,39
2,23
1,09
1,25
0,0513
7,58
11,27
8
9004
0005 3 ½
4.000
3.55
0.23
12. 56
9.89
2.68
0.95
1.08
0.0687
9.11
13.56
8
4
4.500
4.03
0.24
15.90
12.73
3.17
0.85
0.95
0.0884
10.79
16.06
8
5
5.563
5.05
0.26
24.30
20.00
4.30
0.69
0.76
0.1389
14.61
21.74
8
6
6.625
6.07
0,28
34,47
28,89
5,58
0,58
0,63
0,2006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,23 9006
18,97
28,29
024
8
8
8. 625
7.98
0.32
58.42
50.02
8.40
0.44
0.48
0.3552
28.55
42.49
8
10
10.750
10.02
0.37
90.76
78.85
11.90
0.36
0.38
0.5476
40.48
60.24
8
12
12.750
11.94
0.41
127.64
111.90
15.74
0.30
0.32
0.7763
53.60
79.77
8
14
14.000
13.13
0,44
153,94
135,30
18,64
0,27
0,28
0,27
0,28
0,28
0.9354
63. 00
93.75
8
16
16.000
15.00
0.50
201.05
176.70
24.35
0.24
0.25
1.2230
78.00
116.08
8
18
18.000
16,88
0,56
254,85
224,00
30,85
0,21
224,00
30,85
0,21
0024
0.23
1.5550
105.00
156.26
8
20
20.000
18.81
0.59
314.15
278.00
36.15
0.19
0.20
1.9260
123.00
183.05
8
24
24.000
22,63
0,69
452,40
402.10 9009
452,40
402.10 900
50. 30
0.16
0.17
2.7930
171.00
254.48
8
ASTM A53 pipe — also referred to as ASME Труба SA53 — предназначена для механического и напорного применения. Может использоваться в паровых, водяных, газовых и воздушных линиях. Подходит для сварки и формовки, таких как намотка, гибка и отбортовка.
Двутавры стальные горячекатаные 20 производится на сортопрокатных станах в нескольких вариантах исполнения — с паралельными гранями полок или с уклоном внутренних граней полок, из углеродистых и низколегированных марок стали.
Двутавры стальные горячекатаные
Размер
Стандарт
Марка
Вес метра, кг
Вес балки 12м, тн
Балка двутавровая 20
ГОСТ 8239-89
Ст3
21,0
0,252
Балка двутавровая 20Б1
СТО АСЧМ 20-93
Ст3 / 09Г2С
21,3
0,256
Балка двутавровая 20К1
СТО АСЧМ 20-93
Ст3 / 09Г2С
41,4
0,497
Балка двутавровая 20К2
СТО АСЧМ 20-93
Ст3 / 09Г2С
49,9
0,599
Балка двутавровая 20Ш1
СТО АСЧМ 20-93
Ст3 / 09Г2С
30,6
0,368
В таблице значения веса одного метра и веса балки приведены справочно, а расчеты произведены при номинальных размерах ширины, толщины и длины профиля. В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
Балка №20 применяется при производстве металлоконструкций, в малоэтажном строительстве жилых и промышленных зданий, сооружении складских и торговых комплексов.
Купить балку 20 в нашей компании можно в любых количествах от 1-ой балки до вагонных норм, самовывозом или с доставкой на Ваш склад или объект. Доставка осуществляется автомобильным транспортом по Москве, Московской области и в другие регионы России.
Цены
Цена на стальную балку в нашей компании определяется индивидуально, в зависимости от объема заказа и других условий поставки. В последние годы цена на балку, как и на другой металлопрокат, меняется очень динамично, что затрудняет публикацию актуальной цены, соответствующей настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Вместе с Балкой №20 покупают:
Швеллер
Уголок
Труба профильная
Лист
Вес балки двутавровой таблица
Балка двутавровая 10
10
9.46 кг/метр
Балка двутавровая 12
12
11.5 кг/метр
Балка двутавровая 14
14
13. 7 кг/метр
Балка двутавровая 16
16
15.9 кг/метр
Балка двутавровая 18
18
18.4 кг/метр
Балка двутавровая 20
20
21 кг/метр
Балка двутавровая 22
22
24 кг/метр
Балка двутавровая 24
24
27.3 кг/метр
Балка двутавровая 27
27
31.5 кг/метр
Балка двутавровая 30
30
36.5 кг/метр
Балка двутавровая 33
33
42.2 кг/метр
Балка двутавровая 36
36
48.6 кг/метр
Балка двутавровая 40
40
57 кг/метр
Балка двутавровая 45
45
66.5 кг/метр
Балка двутавровая 50
50
78.5 кг/метр
Балка двутавровая 55
55
92.6 кг/метр
Балка двутавровая 60
60
108 кг/метр
Балка двутавровая 10Б1
10
8. 1 кг/метр
Балка двутавровая 12Б1
12
8.7 кг/метр
Балка двутавровая 12Б2
12
10.4 кг/метр
Балка двутавровая 14Б1
14
10.5 кг/метр
Балка двутавровая 14Б2
14
12.9 кг/метр
Балка двутавровая 16Б1
16
12.7 кг/метр
Балка двутавровая 16Б2
16
15.8 кг/метр
Балка двутавровая 18Б1
18
15.4 кг/метр
Балка двутавровая 18Б2
18
18.8 кг/метр
Балка двутавровая 20Б1
20
22.4 кг/метр
Балка двутавровая 23Б1
23
25.8 кг/метр
Балка двутавровая 26Б1
26
28 кг/метр
Балка двутавровая 26Б2
26
31.2 кг/метр
Балка двутавровая 30Б1
30
32.9 кг/метр
Балка двутавровая 30Б2
30
36. 6 кг/метр
Балка двутавровая 35Б1
35
38.9 кг/метр
Балка двутавровая 35Б2
35
43.3 кг/метр
Балка двутавровая 40Б1
40
48.1 кг/метр
Балка двутавровая 40Б2
40
55 кг/метр
Балка двутавровая 45Б1
45
60 кг/метр
Балка двутавровая 45Б2
45
55 кг/метр
Балка двутавровая 50Б1
50
73 кг/метр
Балка двутавровая 50Б2
50
81 кг/метр
Балка двутавровая 55Б1
55
89 кг/метр
Балка двутавровая 55Б2
55
98 кг/метр
Балка двутавровая 60Б1
60
106 кг/метр
Балка двутавровая 60Б2
60
116 кг/метр
Балка двутавровая 70Б1
70
129 кг/метр
Балка двутавровая 70Б2
70
144 кг/метр
Балка двутавровая 20К1
20
41. 5 кг/метр
Балка двутавровая 20К2
20
46.9 кг/метр
Балка двутавровая 23К1
23
52 кг/метр
Балка двутавровая 23К2
23
60 кг/метр
Балка двутавровая 26К1
26
65 кг/метр
Балка двутавровая 26К2
26
73 кг/метр
Балка двутавровая 26К3
26
83 кг/метр
Балка двутавровая 30К1
30
85 кг/метр
Балка двутавровая 30К2
30
96 кг/метр
Балка двутавровая 30К3
30
109 кг/метр
Балка двутавровая 35К1
35
110 кг/метр
Балка двутавровая 35К2
35
126 кг/метр
Балка двутавровая 35К3
35
145 кг/метр
Балка двутавровая 40К1
40
138 кг/метр
Балка двутавровая 40К2
40
166 кг/метр
Балка двутавровая 40К3
40
202 кг/метр
Балка двутавровая 40К4
40
242 кг/метр
Балка двутавровая 40К5
40
291 кг/метр
Балка двутавровая 20Ш1
20
30. 6 кг/метр
Балка двутавровая 23Ш1
23
36.2 кг/метр
Балка двутавровая 26Ш1
26
42.7 кг/метр
Балка двутавровая 26Ш2
26
49.2 кг/метр
Балка двутавровая 30Ш1
30
54 кг/метр
Балка двутавровая 30Ш2
30
61 кг/метр
Балка двутавровая 30Ш3
30
68 кг/метр
Балка двутавровая 35Ш2
35
82 кг/метр
Балка двутавровая 35Ш3
35
91 кг/метр
Балка двутавровая 40Ш1
40
96 кг/метр
Балка двутавровая 40Ш2
40
111 кг/метр
Балка двутавровая 40Ш3
40
123 кг/метр
Балка двутавровая 50Ш1
50
114 кг/метр
Балка двутавровая 50Ш2
50
139 кг/метр
Балка двутавровая 50Ш3
50
156 кг/метр
Балка двутавровая 50Ш4
50
174 кг/метр
Балка двутавровая 60Ш1
60
142 кг/метр
Балка двутавровая 60Ш2
60
177 кг/метр
Балка двутавровая 60Ш3
60
206 кг/метр
Балка двутавровая 70Ш1
70
170 кг/метр
Балка двутавровая 70Ш2
70
198 кг/метр
Балка двутавровая 70Ш3
70
235 кг/метр
Балка двутавровая 70Ш4
70
261 кг/метр
Балка двутавровая 70Ш5
70
306 кг/метр
Балка двутавровая 24М
24
38. 3 кг/метр
Балка двутавровая 30М
30
50.2 кг/метр
Балка двутавровая 36М
36
57.9 кг/метр
Балка двутавровая 45М
45
77.6 кг/метр
Аналоговый мультитестер, измеритель сопротивления удару, серия SP | AS ONE
Clear All
Part Number
61-3378-48
61-3516-62
61-3516-63
61-3516- 64
61-3516-65
Номер детали
Минимальное количество для заказа.
Скидка за объем
Дней до отгрузки
Размеры/масса
Резистор
DCA
ACV
DCV
Встроенный предохранитель
Проверка батареи
Тестовый провод
Проводимость
Емкость конденсатора
Принадлежности
4 223,00 ฿
1 шт.
14 дней)
159,5 × Ш 129 × Г 41,5 мм / прибл. 320 г
2 к / 20 к / 2 м / 200 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/120/60/60 В
⌀5.2 × 20 mm (250 V/0.5 A)
1.5V
Directly connected to the main body
—
1000µF (approximate value)
—
3 617,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500В
⌀6,3 × 30 мм (250 В/0,5 а)
1,5 В (приблизительное значение)
—
—
500 мкф (приблизительное значение)
Стандартный тестовый лидер
9006
13
.
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500V
⌀6,3 × 30 мм (250 В/0,5 A)
1,5 В (приблизительное значение)
—
—
500 мкф (приблизительное значение)
Стандартный тестовый лидер, проводящий чехл
9
9
9
9 9001
Стандартный тест.
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 2 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/12/30/129/0104 0,3/3/12/30/129/01040013 ⌀5 × 20 мм (250 В/0,5 А)
1,5 В
—
Звук зуммера прибл. 100 Ом или менее, напряжение холостого хода 3 В
500 мкФ (приблизительное значение)
Измерительный провод
6 038,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 2 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/12⌀30/129/0104 0,3/3/12⌀30/129/0104 × 20 мм (250 В/0,5 А)
1,5 В
—
Звук зуммера прибл. 100 Ом или менее, напряжение в открытом состоянии 3 В
500 мкФ (приблизительное значение)
Измерительный провод, чехол для переноски
Загрузка…
Основная информация
0248
Блок питания
R6P (сухая батарея AA) × 2 шт.
Тип сведений о продукте
Измеритель сопротивления удару
Аналоговый мультитестер, измеритель сопротивления удару, серия SP | AS ONE
Очистить все
Номер детали
61-3378-48
61-25910014
61-3516-63
61-3516-64
61-3516-65
№
7
.
Скидка за объем
Количество дней до отгрузки
Размеры/вес
Резистор
DCA
ACV
DCV
Встроенный предохранитель
Проверка батареи
Тестовый провод
Проводимость
Емкость конденсатора
Принадлежности
1
4 223,00 ฿
1 шт.
14 дней)
159,5 × Ш 129 × Г 41,5 мм / прибл. 320 г
2 к / 20 к / 2 м / 200 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/120/60 9 В0014
⌀5,2 × 20 мм (250 В/0,5 а)
1,5 В
, непосредственно подключенные к основному телу
—
1000 мкф (приблизительное значение)
—
113
—
113
—
113
—
113
—
13
—
9000 мкл
—
9009 9000 мкл)
3 617,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500V
⌀6,3 × 30 мм (250 В/0,5 A)
1,5 В (приблизительное значение)
—
—
500 мкф (приблизительное значение)
Стандартный тест.
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 200 к / 2 МОм
50 мк / 2,5 м / 25 м / 0,25 А
10/50/250/500 В
0,25/10/0,5 /500В
⌀6. 3 × 30 mm (250 V/0.5 A)
1.5 V (approximate value)
—
—
500µF (approximate value)
Standard test lead, carrying case
4 828,00 ฿
1 шт.
14 дней)
В 144 × Ш 99 × Г 41 мм / прибл. 270 г
2 к / 20 к / 2 МОм
60 мк / 30 м / 0,3 А
12/30/120/300/600 В
0,3/3/12⌀30/129/0104 0,3/3/12⌀30/129/0104 × 20 мм (250 В/0,5 А)
1,5 В
—
Звук зуммера прибл. 100 Ом или менее, напряжение холостого хода 3 В
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Быстрый просмотр
Лепестковые клапана для гидроциклов Yamaha WaveRunner III (non GP) /WaveRunner LX /Super Jet /WaveRunner VXR /Raider Deluxe 1990-1996 OEM 6R7-W0004-00
5 396 Р
Быстрый просмотр
Лепестковые клапана для гидроциклов Kawasaki 1100 STX DI /Ultra 130 2000 2001 2002 2003 2004 OEM 12022-3711
Геркон в двухтактном двигателе — что это такое и как он работает?
ИНФОРМАЦИЯ : Чтобы ознакомиться с нашим предложением готовых к использованию лепестковых клапанов из углеродного волокна, ознакомьтесь с нашим списком на eBay (нажмите здесь). Если лепестков для вашего автомобиля еще нет в списке, свяжитесь с нами — они могут быть в наличии. Если нет, мы будем рады сделать их для вас в течение нескольких дней. Доставка по всему миру!
В двухтактном двигателе, когда поршень движется вверх в такте всасывания-сжатия, в камере под поршнем (картере) происходит резкое падение давления. В этот момент из карбюратора в картер всасывается свежая топливовоздушная смесь. Затем, когда поршень движется вниз в рабочем такте выпуска, эта свежая смесь выталкивается вверх, чтобы перезагрузить камеру сгорания. В более старых, менее мощных поколениях двухтактных двигателей часть свежей смеси, выталкиваемой из картера, возвращалась в карбюратор. В настоящее время между картером и карбюратором используется односторонний клапан. Этот клапан называется язычковым клапаном и показан на рис. 9.0003 Рис. 1 . Геркон позволяет смеси двигаться только в одном направлении – из карбюратора в картер. Он предотвращает движение смеси обратно в карбюратор. В результате геркон улучшает перезагрузку камеры сгорания свежей топливно-воздушной смесью. Это улучшает выходную мощность современных двухтактных двигателей.
Рис. 1. Слева: такт всасывания-сжатия – язычковый клапан (зеленый) открыт. Вправо: такт рабочий-выпускной – язычковый клапан закрыт. (Источник всех рисунков выше: статья в Википедии)
Конструкция геркона проста (см. рис. 2 ): клапан состоит из корпуса/опоры, к которому крепятся язычковые лепестки (также называемые «язычками»). В большинстве, но не во всех приложениях также используется ограничитель движения язычковых лепестков. Из-за разрежения, создаваемого в картере во время такта всасывания-сжатия, язычки отрываются, пропуская свежую топливовоздушную смесь. Далее, в рабочем такте выпуска, язычки закрываются за счет собственной упругости и избыточного давления, возникающего в картере. В результате, поскольку смесь не может вернуться в карбюратор, большая ее часть загружается в камеру сгорания.
Рис. 2. Газ Газ 125 (слева) и Kawasaki KX250 (справа) лепестковые клапаны для мотоциклов с угольными язычками производства CompoTec
Цикл, описанный выше, повторяется пропорционально частоте вращения двигателя, которая обычно указывается в оборотах в минуту или об/мин. Это означает, что язычки могут открываться и закрываться тысячи раз в минуту. Каждый цикл, общее количество которых должно исчисляться миллионами, использует немного «жизни» язычковых лепестков, поскольку почти каждый материал имеет ограниченную усталостную способность.
Типичным признаком повреждения и/или износа лепестков лепесткового клапана является затрудненный запуск двигателя и неравномерная/негладкая работа. Следует время от времени проверять язычки на надлежащее уплотнение и отсутствие сколов или трещин. Один из способов проверить герметичность — направить конус язычкового клапана (язычками наружу) к сильному источнику света. Если внутри узла язычка не видно света, это означает, что уплотнение очень хорошее. Однако при использовании прямых неизогнутых бердов небольшие зазоры до ок. 0,2 мм (0,008 дюйма) обычно не проблема. Причина этого в том, что колебания давления в картере от пониженного до избыточного давления заставляют язычки как открываться, так и закрываться. Лепестки язычка всегда следует заменять, если материал имеет сколы, обычно по краям, или видны трещины.
Ранние лепестки тростника изготавливались из листов нержавеющей стали. Трости из нержавеющей стали недороги, очень прочны и обладают хорошей упругостью. Их главный недостаток в том, что отрыв лепестков обычно приводит к повреждению двигателя. Другим недостатком, возможно, менее важным для обычного пользователя, является масса лепестка язычка. Чем светлее лепесток язычка и чем ниже интериум, тем лучше он может «следить» за оборотами двигателя и повышать выходную мощность. Вот почему в автоспорте были введены композитные тростниковые лепестки. Первоначально они были на основе стекловолокна. Позже было использовано углеродное волокно, так как оно предлагает еще лучшие параметры — меньшую массу и большую жесткость при той же толщине. Композитные, на основе стекла на основе углеродного волокна, язычки не так прочны, как металлические. Однако их существенным преимуществом является то, что в случае поломки язычкового лепестка высвободившийся кусок обычно не наносит вреда двигателю. Композит на основе эпоксидной смолы более мягкий по сравнению с металлическими деталями двигателя и обычно «вытачивается».
Оптимальная толщина и жесткость лепестка лепесткового клапана обычно подбирается опытным путем и/или методом проб и ошибок. Оба эти параметра, которые соответствуют друг другу, влияют на работу двухтактного двигателя. Тонкие и более гибкие трости улучшают ускорение и производительность при более низких оборотах. Более толстые и жесткие язычки улучшают выходную мощность на высоких оборотах. Типичная толщина язычковых лепестков, доступных на рынке, колеблется от 0,25 мм (0,010 дюйма) до примерно 0,5 мм (0,020). Наиболее популярными и часто предлагаемыми являются трости из углеродного волокна, но также доступны трости на основе стекловолокна, а иногда и арамидного (Kevlar®) волокна.
Предложение лепестков лепестковых клапанов на основе углеродного волокна и эпоксидной смолы от CompoTec
В результате интенсивных исследований и развития технологий CompoTec владеет уникальным и запатентованным ноу-хау для производства двойного гладкого (глянцевого или матового) углеродного волокна, стекловолокна. и композитные листы, армированные арамидным волокном, толщиной от 0,25 мм (0,010 дюйма). Композитные листы на основе углеродного волокна толщиной 0,25–0,5 мм (0,010–0,020 дюйма), которые мы производим, предназначены для резки высококачественных лепестков тростника. Предлагаемые листы имеют высокую прочность, оптимальное соотношение волокна и армирования и узкий диапазон допуска по толщине. Используемая нами высокотемпературная система на основе эпоксидной смолы имеет указанную в каталоге температуру до 180 градусов по Цельсию (356 градусов по Фаренгейту). Мы используем полный цикл термообработки для обеспечения наилучших параметров.
Все наши карбоновые трости проходят интенсивные испытания, в том числе испытания польскими участниками соревнований по триалу и мотокроссу. Они также успешно используются ежедневно сотнями клиентов. Основываясь на этом совокупном опыте и полученных отзывах, мы уверены в качестве и эффективности нашего продукта!
Рис. 3. Углеродные листы CompoTec 100×100 мм (3,93×3,93 дюйма) PRO 1K, предназначенные для самостоятельной резки лепестков лепестковых клапанов: 0,35 мм (0,0137 дюйма) — средний и 0,45 мм (0,0177 дюйма) — твердый.
Будем рады сотрудничеству с дистрибьюторами, магазинами, мастерскими по обслуживанию двухтактных двигателей, а также с частными клиентами. Мы предлагаем высококачественный материал на основе углеродного волокна и эпоксидной смолы, предназначенный для самостоятельной резки лепестков любых лепестковых клапанов. Мы также можем разработать материал, адаптированный к конкретным потребностям или требованиям.
Рекомендации по выбору, обрезке и уходу за листами/лепестками лепестковых клапанов:
Толщина язычков пропорциональна размеру двигателя и выходной мощности. Чем больше двигатель, тем более толстые трости следует использовать.
Слишком тонкие трости подвержены преждевременному повреждению. Для двигателей объемом более 200 куб. см мы предлагаем использовать листы толщиной 0,45 мм (0,0177 дюйма) из нашего ассортимента.
Наши клиенты имеют хороший опыт использования этой толщины листа для язычковых лепестков, которые будут использоваться в лепестковых клапанах серий VFORCE2, VFORCE3 и VFORCE4*.
Лепестки тростника
можно вырезать вручную, например, с помощью ножниц и/или инструмента Dremel, но наилучшие эффекты и долговечность будут достигнуты при их резке на фрезерном станке с ЧПУ. После резки плавно зашлифуйте все края, например, наждачной бумагой, чтобы избежать износа / сколов.
Все лепестки лепестковых клапанов изнашиваются и имеют ограниченный срок службы. Рекомендуется проверять состояние ваших тростей через каждые 15-20 часов работы двигателя и всегда при наличии проблем с запуском двигателя и/или его плавностью.
Карбоновые пластины CompoTec PRO Спецификация:
Многослойный плоский лист, изготовленный из 100% однокомпонентного тканого углеродного волокна (увеличивает жесткость и долговечность трости).
Высокотемпературная система на основе эпоксидной смолы – допустимая температура по каталогу до 180°C.
Минимальный размер листа 100×100 мм (3,93×3,93 дюйма).
Доступная номинальная толщина: 0,35 мм и 0,45 мм (0,0137 дюйма и 0,0177 дюйма).
Диапазон допусков по толщине +/-0,05 мм (0,002 дюйма).
* Пластинчатые клапаны серии VFORCE® являются торговой маркой компании Moto Tassinari. Все другие бренды и/или названия принадлежат их соответствующим владельцам и используются только для демонстрации совместимости.
ДЕСЯТЬ ВЕЩЕЙ, КОТОРЫЕ ВЫ ДОЛЖНЫ ЗНАТЬ О ПЛАНКОВЫХ КЛАПАНАХ
(1) Двухтактные двигатели всасывают топливно-воздушную смесь через впускной тракт в двигатель, когда поршень поднимается. Это действие создает вакуум в картере. При опускании поршень нагнетает смесь через передаточные отверстия в камеру сгорания. В более ранних двигателях с поршневым портом (без лепестковых клапанов) часть этой смеси промывалась обратной промывкой во впуске, а не полностью попадала в перепускные каналы. Пластинчатые клапаны действуют как односторонние обратные клапаны, предотвращающие обратную промывку.
(2) Пластинчатый клапан состоит из гибких язычковых лепестков, которые располагаются над отверстием в клиновидном блоке. Блок помещается между карбюратором и двигателем. В зоне более низкого давления со стороны двигателя лепестки лепестков отгибаются, чтобы пропускать топливо/воздух, когда более низкое давление переключается на сторону впускного тракта, лепестки лепестков прижимаются к язычковому блоку, чтобы изолировать впускной тракт. .
(3) Лепестки язычка пульсируют во время работы двигателя примерно в пропорции один к одному. При оборотах двигателя 8000 оборотов в минуту трость открывается на 7980 раз в минуту. Излишне говорить, что когда двигатель работает близко к пиковым оборотам, камыши действительно гудят. С каждым циклом лепестки тростника ударяются о блок тростника, сокращая срок их службы. (4) Первые трости, как и трости GEM, были изготовлены из нержавеющей стали. Эти трости были очень прочными и могли эксплуатироваться долгое время, но когда они ломались, металл втягивался в двигатель, разрушая его.
Со временем были разработаны язычки из стекловолокна (стекловолокна) на основе эпоксидной смолы. Трости из волокна не прослужили так долго, как нержавеющая сталь, но когда они начали изнашиваться, они не нанесли катастрофических повреждений. Трости из углеродного волокна похожи на трости из стекловолокна, но они немного легче и жестче при той же толщине.
Для достижения компромисса между более легким углеродом и менее дорогим, но более прочным стекловолокном был разработан гибрид. Производители экспериментировали и с другими материалами, включая кевлар и титан.
(5) Долговечность — не единственное преимущество различных материалов берда. Более прочный и жесткий материал позволяет трости быть тоньше и легче. Более легкая возвратно-поступательная масса трости повышает производительность. Однако, если трость слишком тонкая, она может начать трепетать на высоких оборотах. Это значит, что тростник не поспевает за частотой импульсов двигателя и мешает воздушному потоку.
В течение жизни лепесток тростника сгибается миллионы раз, и его отдельные волокна начинают терять упругость. Модуль упругости трости уменьшается, так что при равных условиях работы двигателя трость будет деформироваться и раскрываться дальше. Это называется «зависание-открыто» и влияет на производительность. Это может даже заставить мотоцикл работать немного богаче на дне.
(6) В дополнение к толщине, производительность трости может быть изменена ее конструкцией. Укладка — это ориентация слоев материала трости. Многие лепестки имеют три слоя, и, укладывая слои перпендикулярно области изгиба, жесткость увеличивается. Форма кончика трости также может быть изменена для повышения производительности. Наконечник в форме крыла может помочь потоку воздуха пройти мимо него. Длина трости влияет на ее жесткость и расстояние, которое она должна преодолеть. (7) Конкретные размеры и конструкция каждой детали лепесткового клапана изменяют характеристики. Размер и форма общего воздуховода клетки, а также углы, которые он может иметь, чтобы избежать помех от удара, важны для воздушного потока. Дизайнеры компании Reed стараются поддерживать постоянную скорость воздуха. Объем тростниковой клетки должен быть примерно равен объему карбюратора и картера, чтобы не возникало узких мест. В клетку можно вставить нейлоновый «наполнитель», чтобы поддерживать правильный поток.
(8) Конструкция язычкового блока может повлиять на долговечность и производительность. Поскольку тростник ударяется о него более ста раз в секунду, можно использовать резину или пластик для амортизации места контакта лепестка тростника с блоком.
Автор статьи: Кадышкин Б.А. октябрь 2013 г.Санкт-Петербург
Бериллиевая бронза БрБ2 дисперсионно-твердеющий сплав, в закаленном состоянии мягкий и высокопластичный.
После искусственного старения бронза приобретает высокую твердость, высокий предел упругости, усталостной прочности и высокой износостойкости.
Химический состав бронзы БрБ2 (ГОСТ 493-54):
Be
Ni
Al
Cu
Примеси, не более
Si
Pb
Fe
%
1,9-2,2
0,2-0,5
0,15
ост.
0,15
0,005
0,15
Твердость бронзы, поставляемой в виде полосы различной толщины, в различном состоянии имеет следующие значения (ГОСТ 1189-70):
после закалки – HV ≤ 130
после закалки и наклепа – HV ≥ 170
после закалки и старения — HV ≥ 320
после закалки, наклепа и старения — HV ≥ 360
Закалка изделий из БрБ2 производится с температуры 110-190 °С в воду.
Нагрев под закалку тонкостенных изделий толщиной ≤ 0,5 проводится в заневоленном состоянии (специальная технологическая оснастка).
Перегрев при закалке изделий из бронзы БрБ2 приводит к снижению их упругости и прочностных свойств, повышению хрупкости материала из-за увеличения размера зерна, и оплавление границ зерен. Недогрев при закалки изделий из бронзы приводит к недостаточной концентрации бериллия в α-растворе, что после старения снижает предел упругости и твердости.
Упрочнение бронзы при старении происходит за счет выделения в ее структуре мелкодисперсионной фазы (Cu, Be) из неравновесного твердого раствора α-фазы.
Старение изделий из бронзы БрБ2 при температуре более высокой (˃ 340-360 °С) приводит к коагуляции частиц -фазы, что приводит к снижению механических свойств материалов.
Контроль качества т/обр (старение) изделий из бериллиевой бронзы БрБ2 производится измерением твердости (HV) этих изделий.
Контроль твердости изделий толщиной ≥ 2 мм производится либо на стационарных твердомерах измерения HV при нагрузке 5 кг, либо на портативных ультразвуковых твердомерах. Следует отметить, что этот контроль можно производить по измерению электропроводности изделий.
При контроле твердости изделий толщиной ≤ 0,2 мм необходимо исключить затраты энергии вдавливаемого индентора на линейную деформацию контролируемого участка, которая функционально не связана с твердостью контролируемого материала и определяется только его размерами (толщиной, профилем, массой) и величиной прилагаемой нагрузки.
Для исключения дополнительных потерь механической энергии индентора на линейную деформацию контролируемого участка (стационарным твердомером, ультразвуковым твердомером) необходимо использовать под контролируемым участком изделия подложку с высокой твердостью (HRC ≥ 55 или HV ≥ 750).
При измерении электропроводности контролируемого изделия необходимо выполнить следующие требования: температура контролируемого изделия должна соответствовать температуре контролируемых образцов по электропроводности (прилагаются к прибору), тонкостенные изделия (контрольные образцы) при измерении их электропроводности укладываются на изоляционную подложку, для контролируемого участка малых размеров для исключения краевого эффекта необходимо обеспечить строгое позиционирование датчика прибора относительно контролируемого участка (разработка и изготовление технологических насадок на датчик прибора, изготавливается из непроводящего материала – текстолит, эбонит и т. п.)
Для примера на рис.1 приведены зависимости электропроводности и сигнала датчика УЗ твердомера образцов бериллиевой бронзы (∅ 25, h = 3 мм) от времени их старения при оптимальной температуре.
Видно, что изменение электропроводности бронзы БрБ2 более надежно и объективно отслеживает время старения образцов БрБ2.
На рис.2 приведена зависимость сигнала датчика ультразвукового твердомера ТКМ-459 от твердости образцов из бронзы БрБ2 толщиной 0,15-0,2 мм. Наблюдается высокозначимая зависимость (R2 …), при этом для толщин 0,15-0,2 мм можно практически пренебречь разницей в толщине этих образцов.
На рис.3 приведены зависимости электропроводности МСим∙м (в отн. ед.) от твердости образцов бронзы толщиной 0,15-0,2 мм.
Наблюдается существенная разница этих зависимостей от толщин контролируемого образца, что связано с большой глубиной проникновения вихревых токов датчика прибора ВЭ27НЦ (δ ≈ 1,2-1,5 мм).
Однако, даже в этом случае четко различаются образцы с твердостью (HV) HV ≤ 250 от образцов с твердостью HB ≥ 200.
Выводы:
Отработана методика контроля твердости (HV) изделий из БрБ2 толщиной 0,15-0,2 мм с помощью ультразвуковых портативных твердомеров.
Установлена принципиальная возможность использования вихретокового метода измерения электропроводности для контроля качества т/об (старения) с оценкой твердости (HV) изделий из бериллиевой бронзы БрБ2.
По вопросам и предложениям обращайтесь по телефону +7 (812) 640-40-13
← предыдущая статьяк списку статей
Бериллиевые бронзы: состав, свойства, обработка
Бериллиевые бронзы — это сплавы меди с бериллием. Они применяются в промышленности для изготовления упругих элементов ответственного назначения (плоских и витых пружин, упругих элементов в виде гофрированных мембран, токопроводящих упругих деталей электрооборудования, пружинящих деталей электронных приборов и устройств и т.д.). Их отличают высокие: прочностные свойства, предел упругости и релаксационная стойкость, электро- и теплопроводность, сопротивление коррозии и коррозионной усталости. Они не магнитны, не дают искры при ударе, технологичны, т.е. хорошо штампуются, свариваются. Из бериллиевой бронзы изготавливают инструменты стойкие к образованию искры для работы на пожароопасных производствах. Бериллиевые бронзы мало склонны к хладоломкости и могут работать в интервале температур от -200°С до +250°С. К недостаткам этих сплавов относятся высокая стоимость и дефицитность бериллия, а также его токсичность.
Оптимальными свойствами обладают сплавы, содержащие около 2—2,5 % Be. При дальнейшем увеличении содержания бериллия прочностные свойства повышаются незначительно, а пластичность становиться чрезмерно малой.
Согласно диаграмме состояния Cu-Be, в равновесии с α-твердым раствором бериллия в меди в твердом состоянии могут находиться фазы β и γ. Равновесная γ(CuBe)-фаза — твердый раствор на основе соединения CuBe — имеет упорядоченную ОЦК решетку. Такую же решетку, но неупорядоченную имеет β-фаза. Фаза β устойчива только до температуры 578°С, при которой она претерпевает эвтектоидный распад β → α+γ (CuBe).
Химический состав (%) и назначение безоловянных деформируемых бронз(ГОСТ 18175–78)
Марка бронзы
Be
Ni
Ti
Mg
Примеси
Примерное назначение
БрБ 2
1,8–2,1
0,2-0,5
–
–
0,15Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ 1,7
1,60–1,85
0,2–0,4
0,1–0,25
–
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ 1,9
1,85–2,10
0,2–0,4
0,10–0,25
–
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ 1,9Мг
1,85–2,10
0,2–0,4
0,10–0,25
0,07–0,13
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
БрБНТ
0,4–0,7
1,4–1,6
0,05–0,15
–
0,1Al; 0,15Fe; 0,15Si; 0,005Pb; в сумме не более 0,5
Листы, полосы, прутки. Детали машин стыковой сварки, электроды для сварки коррозионностойких сталей и жаропрочных сплавов
Бериллиевые бронзы широко применяются за рубежом в промышленно развитых странах. Из них изготовляют плиты, листы, ленты, горячепрессованные прутки, сварные и бесшовные трубы, прессованные профили и другие полуфабрикаты. Для улучшения свойств бериллиевые бронзы дополнительно легируют небольшими добавками металлов VIIIA группы — кобальтом, никелем и железом. В марочном составе обычно оценивают суммарное содержание этих металлов.
Химический состав (%) стандартных бериллиевых бронз, применяемых в США, Германии, Японии, Франции и Англии
Предельная растворимость бериллия в меди в двойной системе Cu-Be при 870°С составляет 2,7% (по массе), и она резко уменьшается с понижением температуры. Это указывает на возможность применения упрочняющей термообработки к меднобериллиевым сплавам. Бериллиевые бронзы являются дисперсионно-твердеющими сплавами, причем эффект упрочнения при термической обработке у них максимальный среди всех сплавов на медной основе. Они подвергаются закалке и последующему старению.
Технологические свойства и режимы обработки бериллиевых бронз
Марка
Температура, °С
Обрабатываемость резанием, % (ЛС63-3 — 100%)
Линейная усадка, %
Коэффициент трения
литья
горячей обработки
отжига
закалки
старения
со смазкой
без смазки
1) Низкотемпературный отжиг для повышения упругих характеристик, рекристаллизационный отжиг проводят при температурах 600–700°С.
БрБ2
1030‑1060
700‑800
760‑780
320
20
1,8
0,016
0,35
БрБ 2,51)
1030‑1060
700‑800
—
770‑790
300
—
—
—
—
БрБНТ 1,7
1030‑1060
700‑800
—
755‑775
300
—
—
—
—
БрБНТ1,9
1030‑1060
700‑800
—
760‑780
320
—
—
—
—
При термической обработке бериллиевых бронз существенным является выбор температуры нагрева под закалку (Tзак). Ее значение определяет полноту перевода легирующих элементов в твердый раствор и возможность его гомогонизации. С точки зрения указанных факторов, предпочтительно повышение температуры закалки.
Нагрев под закалку выше оптимальной температуры способствует дополнительному пересыщению твердого раствора бериллием (особенно для сплава БрБ2,5) и вакансиями. Оба эти фактора ускоряют распад твердого раствора при последующем старении, но повышение температуры закалки приводит к росту зерен α-твердого раствора, что приводит к понижению пластичности и упругих свойств и ухудшает штампуемость. Для получения мелкого зерна при нагреве до температуры закалки в структуре бронзы должно сохраняться некоторое количество равномерно распределенных включений избыточной β-фазы, которые препятствуют собирательной рекристаллизации α-твердого раствора. Получению мелкозернистой сгруктуры способствует также никель: дисперсные частицы фазы NiBe не растворяются полностью при нагреве под закалку и сдерживают рост зерен α-раствора.
Диапазон температур нагрева под закалку бериллиевых бронз составляет 760—800°С. Выше указанных температур бронзы нагревать не следует из-за опасности роста зерен и ухудшения служебных характеристик сплава. Нагрев под закалку ниже оптимальной температуры уменьшает пересыщение α-твердого раствора бериллием в закаленном сплаве и интенсифицирует прерывистый распад при старении с образованием грубой двухфазной структуры с некогерентным выделением γ-частиц в приграничных участках. Закалка с низких температур стимулирует прерывистый распад особенно сильно при высокотемпературном старении (выше 350°С). Локализованный в приграничных участках прерывистый распад твердого раствора приводит к охрупчиванию сплава.
Скорость охлаждения
Важным параметром закалки бериллиевых бронз является скорость охлаждения, которое должно быть достаточно резким, чтобы исключить распад пересыщенного твердого раствора. При выборе закалочных сред руководствуются критическими скоростями (vKp), оцениваемыми с помощью термокинетических диаграмм или диаграмм изотермического превращения переохлажденного α-твердого раствора. Эти диаграммы строят по микроструктурным исследованиям или по изменению свойств в процессе распада α-раствора по сравнению со свойствами после старения на максиматьную прочность.
Данные показывают, что при закалке бронзы наибольшие скорости охлаждения должны быть в интервале температур 550— 250°С. Замедленное охлаждение в этом интервале может вызвать преждевременное выделение из α-твердого раствора фазы-упрочнителя и, следовательно, привести к уменьшению способности к последующему старению. Критическая скорость закалочного охлаждения, позволяющая получить необходимое сочетание физико-механических свойств составляет 60°С/с для бронзы с 2,46% Ве и 0,27% Со.
Критическая скорость охлаждения у бериллиевых бронз достаточно высока и составляет 30— 60°С/с, поэтому их обычно закаливают в воде. Для уменьшения критической скорости в бериллиевые бронзы вводят никель или кобальт. Добавки этих металлов приводят к повышению устойчивости переохлажденного α-твердого раствора в области температуры его наименьшей стабильности (~ 500°С). Примерно так же на устойчивость твердого раствора влияют небольшие добавки магния. Важным достоинством бериллиевых бронз является их высокая пластичность при умеренной прочности в закаленном состоянии: σв = 400—500 МПа. δ = 30—45%. В этом состоянии они легко переносят операции гибки, вытяжки и другие виды деформации.
Температурный режим старения и фазовые переходы при старении
Температурный режим старения зависит от необходимого сочетания свойств изделия и находится в интервале температур 300—350°С. При старении бериллиевых бронз распад α-раствора характеризуется сложностью форм фазовых переходов. Превращение проходит через ряд метастабильных состояний, последовательность которых зависит от температуры изотермической выдержки. При температурах ниже 430°С распад начинается с образования зон Гинье-Престона (ЗГП), представляющих собой дискообразные монослои атомов бериллия, расположенные паралельно плоскостям {100} матрицы. Их диаметр оценивается пределами 2— 10 нм, а толщина — 0,2—1,0 нм. Монослои окружены полями искажений решетки матрицы.
После образования ЗГП при температурах ниже 300—350°С появляются частицы метастабильной γ»-фазы, имеющей моноклинную решетку: а = b = 0,254 нм, с = 0,324 нм, Р — 85°25′.
Метастабильная γ’-фаза образуется из γ»-фазы при температурах ниже 350°С, либо непосредственно из ЗГП при более высоких температурах. Она имеет объемноцентрированную тетрагональную решетку с периодом а = 0,279 нм и с — 0,254 нм и плоскостью габитуса {112}α. По мере развития процесса старения размеры выделений γ’-фазы увеличиваются а тетрогональность ее решетки уменьшается.
После длительного старения и особенно выше температуры 400 °С γ’-фаза теряет когерентность с матрицей, степень тетрагональности ее решетки приближается к единице, и она превращается в стабильную γ(CuBe)-фазу. Возможно образование γ-фазы из метастабильной γ’-фазы и непосредственно из α-твердого раствора. Таким образом, в бериллиевых бронзах при различных температурах старения наблюдается следующая последовательность превращений:
После дисперсионного твердения при старении готовые детали приобретают высокиеупругие свойства: предел упругости достигает 750—770 МПа, предел выносливости 250—290 МПа (на базе 1⋅108 циклов), твердость 350—400 HV. Температуроустойчивость упругих элементов из бериллиевых бронз значительно выше по сравнению с другими сплавами на медной основе, электропроводность составляет 25—30 % от электропроводности меди. Бериллиевые бронзы хорошо свариваются и паяются. Обработка резанием даже после дисперсионного твердения затруднений не вызывает.
Типичные свойства бериллиевых бронз
Марка
Состояние материала
σB, МПа
σ0,2 МПа
δ %
HV (НВ)
σ0,005 МПа
E ГПа
KCU, МДж/м2
σ-1 на базе 1⋅108 циклов, МПа
БрБ2
Закаленное
500
250
40
90
130
117
0,7
—
Состаренное
1250
1000
3
370
770
131
0,125
245
Состаренное после закалки и деформации на 40%
1350
1200
2
400
960
135
294
БрБ 2,5
Закаленное
550
300
30
115
160
120,5
—
—
Состаренное
1300
1100
2
380
790
133
—
—
Состаренное после закалки и деформации на 40%
1400
1300
1,5
410
970
138
294
БрБНТ 1,7
Закаленное
420
220
50
85
120
107
—
—
Состаренное
1150
930
7
320
700
128
—
245
Состаренное после закалки и деформации на 40%
1250
1150
3
360
890
131,5
275
БрБНТ 1,9
Закаленное
480
250
50
90
130
110
—
—
Состаренное
1250
1000
6
360
77
130
—
245
Состаренное после закалки и деформации на 40%
1350
1180
2
400
960
134
294
Механические свойства бериллиевых бронз
Марка
Закалка
Старение по оптимальному режиму
σB, МПа
δ,%
σB, МПа
σ0,02, МПа
δ,%
БРБНТ 1,9
400 — 500
38 — 45
1150 — 1250
700
4 — 6
БрБ2
400 — 500
38 — 45
1150 — 1250
600
4. .6
БрБ 2,5
400 — 500
30 — 38
1250 — 1350
650
3 — 5
БрБНТ 1,7
300 — 400
45 — 50
1000 — 1100
400
5 — 7
Легирование бериллиевых бронз
Легирование бериллиевых бронз направлено на улучшение их свойств. В качестве легирующих элементов используют Ni, Co и Ti. Эти элементы подавляют прерывистый распад и замедляют непрерывный. Такое влияние никеля и кобальта связывают с тем, что эти элементы, имеющие меньший атомный радиус, чем медь, уменьшают период решетки α-раствора, что приводит к сохранению когерентности матрицы и выделений, т.е. к отностильной стабилизации γ’-фазы. Кроме того, Ni и Ti могут образовывать соединения типа NiВе, Cu3Тi, которые обеспечивают дополнительное упрочнение.
Бериллиевые бронзы отличаются высоким сопротивлением малым пластическим деформациям из-за сильного торможения дислокаций дисперсными частицами, выделившимися из твердого раствора при старении, а следовательно, они имеют высокий предел упругости. С увеличением этого сопротивления уменьшаются микропластические деформации при заданном напряжении и. следовательно, уменьшается релаксация напряжений. Все это приводит к повышению релаксационной стойкости сплавов — основной характеристики, определяющей свойства упругих элементов.
Бериллиевые бронзы часто подвергают низкотемпературной термомеханической обработке (НТМО), заключающейся в применении пластической деформации между операциями закалки и старения. В этом случае деформация закаленного сплава обеспечивает равномерный распад по всему объему твердого раствора при старении и получение высоких упругих характеристик.
Как вы подвергаете термической обработке медно-бериллиевые детали?
О меню
Автор: Эндрю Ли, Менеджер по технической поддержке клиентов
Термическая обработка медного бериллия может быть сложным процессом, но прежде чем мы поговорим о том, как проводить термическую обработку, давайте поговорим о причине использования этого процесса. Термическая обработка является ключом к универсальности медно-бериллиевых сплавов. В отличие от других сплавов на основе меди, которые получают свою прочность только за счет холодной обработки, ковкий медный бериллий приобретает свою высокую прочность, проводимость и твердость за счет комбинации холодной обработки и термического процесса, называемого старением. Упрочнение старением также известно как дисперсионное твердение или термообработка — процесс, который обеспечивает преимущества формовки и механических свойств, которых нет у других сплавов.
Термическая обработка медно-бериллиевых сплавов представляет собой двухэтапный процесс, состоящий из отжига на твердый раствор и старения. В этой статье я расскажу об этом процессе и доступных медно-бериллиевых сплавах, конкретных процедурах термообработки кованых и литых изделий, информации об окислении поверхности и общих методах отжига на твердый раствор.
МЕДНО-БЕРИЛЛИЕВЫЙ СПЛАВ
Медно-бериллиевые сплавы доступны в двух основных классах (см. Таблицу 1): Высокопрочная медь Бериллий предлагает высокую прочность с проводимостью от умеренной до хорошей; и Высокая проводимость Медный бериллий имеет максимальную проводимость и немного более низкий уровень прочности.
Таблица 1. Медно-бериллиевые сплавы, обозначения материалов и номера UNS
*Эти сплавы поставляются только в закаленном состоянии и не требуют дополнительной термической обработки.
Обе модели High Strength и High Conductivity Медный бериллий доступен в виде полосы в термообрабатываемом и закаленном состоянии. Закаленные сплавы поставляются в термически обработанном состоянии и не требуют дополнительной термической обработки.
Медный бериллий производится в состояниях от отжига на твердый раствор (A) до состояния после прокатки (H). Термическая обработка максимизирует прочность и проводимость этих сплавов. Обозначения стандартных отпусков медно-бериллиевого сплава со старением показаны в таблице 2.
Таблица 2. Обозначения сплавов 25 Лента и проволока
МЕДНЫЕ БЕРИЛЛИЕВЫЕ СПЛАВЫ ДЛЯ СТАРЕНИЯ СТАРЕНИЯ
В процессе старения в металлической матрице образуются микроскопические частицы, богатые бериллием. Это реакция, контролируемая диффузией, и сила зависит от времени старения и температуры.
Для каждого медно-бериллиевого сплава существуют рекомендуемые или стандартные комбинации времени старения и температуры, которые позволяют деталям достигать максимальной прочности за два-три часа без риска снижения прочности из-за длительного температурного воздействия. Например, кривые отклика сплава 25 на рис. 1 показывают, как низкие, стандартные и высокие температуры старения влияют как на пиковые свойства, так и на время, необходимое сплаву для достижения пиковой прочности.
Рис. 1. Сплав 25 – Реакция на термообработку старением при трех температурах
Медный бериллий может подвергаться старению до различной степени прочности. Термин пиковое старение относится к медному бериллию, состаренному до максимальной прочности. Сплавы, не состаренные до максимальной прочности, считаются недостаревшими, а сплавы, состаренные сверх максимальной прочности, — перестаренными. Недозревший медный бериллий повышает пластичность, ударную вязкость и равномерное удлинение. Перестаривание увеличивает электро- и теплопроводность сплава, его размерную и термическую стабильность, а также пластичность и ударную вязкость. Медный бериллий никогда не стареет при комнатной температуре, даже если материал хранится в течение длительного времени.
Допустимые отклонения времени отверждения при старении зависят от температуры печи и требований к окончательным свойствам. Для максимального старения при стандартной температуре время печи обычно регулируется до ± 30 минут. Однако при высокотемпературном старении требуется более точный контроль времени, чтобы избежать перестаривания. Например, время старения сплава 25 при температуре 700 °F (370 °C) должно быть доведено до ±3 минут, чтобы сохранить пиковые свойства. Точно так же недостаточное старение требует жесткого контроля переменных процесса из-за резкого начального увеличения кривой отклика на старение. В стандартном цикле старения скорости нагрева и охлаждения не имеют решающего значения, пока материал остается в печи в течение надлежащего времени выдержки при температуре
Однако, чтобы гарантировать, что время старения не начнется, пока детали не достигнут температуры, на детали можно поместить термопару, чтобы определить, когда была достигнута желаемая температура.
Стандартные времена старения и температуры для высокопрочных медно-бериллиевых сплавов и медно-бериллиевых сплавов с высокой проводимостью подробно описаны в следующих разделах.
ВЫСОКОПРОЧНАЯ КОВАЯ МЕДЬ БЕРИЛЛИЕВАЯ (СПЛАВЫ 25, M25 И 165)
Температуры возрастного упрочнения для высокопрочной кованой меди с бериллием варьируются от 500°F (260°C) до 700°F (370°C). Время, необходимое для достижения пиковых свойств при более низкой температуре, больше, чем при более высокой температуре. Стандартное старение при температуре 600 ° F (315 ° C) в течение двух-трех часов; два часа для холоднодеформированных сплавов и три часа для отожженных сплавов. На рис. 2 показано влияние времени и температуры на механические свойства сплава 25 1/2H с отпуском.
Стандартный цикл старения для высокопрочных литейных сплавов, как отожженных, так и литейных, составляет три часа при 625–650°F (320–340°C). Однако для достижения максимальной прочности литых изделий дисперсионному твердению должен предшествовать отдельный отжиг на раствор.
ДЕФОРМИРОВАННЫЕ СПЛАВЫ С ВЫСОКОЙ ПРОВОДИМОСТЬЮ (СПЛАВЫ 3 И 10) И ЛИТОЙ СПЛАВ С ВЫСОКОЙ ПРОВОДИМОСТЬЮ 3C
Стандартный цикл старения как для деформируемых, так и для литых сплавов с высокой проводимостью составляет 9 циклов.00°F (480°C) в течение двух-трех часов; два часа для холоднокатаных сплавов и три часа для литых и отожженных деформируемых сплавов. Сплавы с высокой проводимостью известны своей превосходной электропроводностью и теплопроводностью. Они получают свою умеренную прочность за счет старения, но при более высокой температуре, чем высокопрочные сплавы.
Поскольку их механические свойства изменяются со временем лишь незначительно, в некоторых случаях применения с высокой электропроводностью можно получить преимущества как от недостаривания, так и от перестаривания. Например, кривые термообработки сплава 3 демонстрируют влияние старения на механические свойства (см. рис. 3).
ПОВЕРХНОСТНЫЙ ОКСИД
Во время старения медно-бериллиевых сплавов образуется поверхностный оксид бериллия и, в зависимости от сплава и атмосферы в печи, оксиды меди, которые различаются по толщине и составу и часто прозрачны.
Поверхностное окисление бериллия при старении невозможно подавить даже в атмосфере чистого водорода или жесткого вакуума. Некоторые атмосферы могут свести к минимуму окисление меди, например, атмосфера с низкой точкой росы (-40°F/-40°C) с примерно 5-процентным содержанием водорода в азоте, что также способствует экономичному переносу тепла. Воздушная атмосфера вносит наибольший вклад в образование поверхностных оксидов, а восстанавливающая атмосфера — в наименьшую. Несмотря на то, что оксидные пленки не наносят вреда основному сплаву, их следует удалять, если детали подлежат гальванопокрытию, пайке или пайке. Чтобы предотвратить чрезмерное окисление или потускнение при извлечении термообработанных деталей из печи, детали перед извлечением должны остыть до температуры ниже 65°C (150°F).
ОТЖИГ НА РАСТВОР
Чтобы добиться эффективного старения, медный бериллий должен быть отожжен на твердый раствор и закален перед старением. Помимо подготовки сплава к старению, отжиг размягчает сплав для дальнейшей холодной обработки и регулирует размер зерна. Materion выполняет необходимый отжиг всех кованых изделий на заводе. Поэтому клиентам обычно не нужно отжигать перед старением. Кроме того, отжиг на твердый раствор вызовет расширение и деформацию обрабатываемых деталей и может привести к образованию опасных оксидов на поверхности.
Если требуется отжиг на твердый раствор, это высокотемпературная выдержка: 1450°F (790°C) для высокопрочных сплавов и 1650°F (900°C) для сплавов с высокой проводимостью. Отжиг необходимо тщательно контролировать, так как избыточное время или температура могут вызвать рост зерна. За отжигом на раствор следует немедленно следовать закалка в воде. В качестве меры предосторожности не следует отжигать большие количества металла без предварительного проведения испытания с имитацией печи. Тонкие секции, такие как тонкая проволока, требуют времени отжига около 3-5 минут. Для тонкостенных труб и небольших отливок требуется от пятнадцати минут до одного часа. Тяжелые секции (более одного дюйма) обычно требуют 1-3 часов. Ко времени выдержки необходимо добавить время нагрева, равное одному часу на дюйм толщины.
Поскольку большинство солей разрушают бериллий меди при температурах в диапазоне отжига на раствор, отжиг на раствор не следует проводить в соляной ванне.
При пиковом старении медно-бериллиевых отливок и сварных изделий заказчик всегда должен проводить отжиг на твердый раствор перед старением. Однако, если пиковые свойства не требуются, отливки можно упрочнить старением из литого состояния без отжига на твердый раствор.
ЗАКАЛЕННЫЕ ПОЛОСНЫЕ СПЛАВЫ
В приложениях, не требующих жесткой формовки, производители могут исключить термическую обработку и очистку термообрабатываемых сплавов, указав бериллий из закаленной в прокате меди.
Высокопрочные полосовые сплавы, подвергнутые прокатной закалке: Высокопрочные медно-бериллиевые сплавы, подвергнутые прокатной закалке, представляют собой сплавы 190 и 290. Оба сплава подпадают под обозначение C17200 и доступны в нескольких состояниях. Сплав 290 обеспечивает улучшенную формуемость при заданном уровне прочности.
Ленточные сплавы с высокой проводимостью, закаленные в прокате: Медно-бериллиевые сплавы с высокой проводимостью, закаленные в прокате, представляют собой сплавы 3, 10, 174, Brush 60®, 390® и 390E. Механические свойства сплавов 3 и 10, подвергнутых прокатной закалке, эквивалентны максимальным свойствам старения сплавов АТ или НТ, упрочняемых старением. Высокопроводящие сплавы 174, щетка 60, 390 и 390E доступны только в прокатном состоянии.
Чтобы узнать о безопасном обращении с медным бериллием, посетите сайт www.materion.com/
.
Свяжитесь со мной в LinkedIn, чтобы узнавать о других текущих новостях отрасли.
Если вы хотите получать уведомления по электронной почте о появлении новых статей, зарегистрируйтесь здесь.
Прочие товары
В нашей стихии: что делает пружинный материал хорошим?
Добро пожаловать в In Our Element, новую серию технических статей
Надежность и контактное усилие в конце срока службы в соединителях
Кривые намагничивания и магнитные свойства
Что такое 5G? Какие преимущества это принесет?
Здоровье и безопасность
Обработка бериллийсодержащих сплавов представляет опасность для здоровья, если не соблюдаются меры безопасности. Вдыхание переносимого по воздуху бериллия может вызвать серьезные заболевания легких у некоторых людей. Органы регулирования безопасности и гигиены труда во всем мире установили обязательные ограничения на воздействие на органы дыхания на рабочем месте. Прочтите и следуйте указаниям в Паспорте безопасности (SDS) перед работой с этим материалом. Паспорт безопасности и дополнительную важную информацию и рекомендации по охране труда и технике безопасности при использовании бериллия можно найти на веб-сайтах berylliumsafety.com, berylliumsafety.eu и Materion.com. По вопросам безопасного обращения с бериллийсодержащими сплавами обращайтесь в группу управления продукцией Materion по телефону +1 800 862 4118 или по электронной почте [email protected].
Термическая обработка бериллиевой меди C17200
Термическая обработка сплава Cu-Be в основном представляет собой отжиг твердого раствора и старение. В отличие от других медных сплавов, прочность которых достигается только холодной механической обработкой, деформируемый медный бериллий получают холодной механической обработкой и процессами горячего старения до 1250-1500 МПа. Упрочнение старением часто называют дисперсионным твердением или термической обработкой. Способность бериллиево-медного сплава выдерживать эту термическую обработку превосходит другие сплавы с точки зрения формообразования и механических свойств. Например, сложные формы могут быть получены при самых высоких уровнях прочности и твердости любого другого сплава на основе меди, то есть в состоянии прокатки и последующего старения материала. В следующем тексте подробно описывается процесс упрочнения старением высокопрочного сплава Cu-Be 9.0006 сплава C17200 , а также специфической термической обработки ковочных и литейных сплавов, рекомендуемого оборудования для термической обработки, поверхностного окисления и общих методов отжига на раствор.
Во время упрочнения старением в металлической матрице образуются микроскопические частицы, богатые бериллием, в результате реакции, контролируемой диффузией, сила которой зависит от времени старения и температуры. Рекомендуемое стандартное время и температура позволяют деталям достичь максимальной прочности в течение двух-трех часов без ущерба для прочности из-за длительного воздействия температуры. Например, кривая отклика сплава C17200 на рисунке показывает, как низкая температура, стандартная температура и высокая температура старения влияют на максимальную производительность сплава и время, необходимое для достижения максимальной прочности.
Как видно из рисунка, при низких температурах 550°F (290°C) прочность C17200 увеличивается медленно и не достигает пика примерно через 30 часов. При стандартной температуре 600°F (315°C) в течение 3 часов прочность С17200 мало изменилась. При 700°F (370°C) интенсивность достигает пика в течение 30 минут и почти сразу падает. Короче говоря, по мере повышения температуры старения уменьшается как время, необходимое для достижения пиковой интенсивности, так и максимально доступная интенсивность.
C17200 Медь Бериллий можно подвергать старению с разной степенью прочности. Пик старения относится к старению до максимальной интенсивности. Сплавы, не состарившиеся до максимальной прочности, считаются несостаренными, а сплавы, превысившие максимальную прочность, — перестаренными. Недостаточное старение Cu-бериллий увеличивает ударную вязкость, равномерное удлинение и усталостную прочность, а чрезмерное старение увеличивает проводимость, теплопроводность и стабильность размеров. Медный бериллий не стареет при комнатной температуре даже при длительном хранении.
Допустимое отклонение времени закалки при старении зависит от температуры печи и конечных требований к производительности. Для достижения оптимального возраста при стандартной температуре время печи обычно регулируется в пределах ±30 минут. Однако для высокотемпературного старения требуется более точное время, чтобы избежать усреднения. Например, время старения C17200 при 700°F (370°C) должно контролироваться в пределах ±3 минут для поддержания максимальной производительности. Точно так же из-за резкого увеличения кривой отклика на старение на начальном этапе недостаточное старение также требует строгого контроля переменных процесса. В стандартном цикле закалки при старении скорости нагрева и охлаждения не важны. Однако, чтобы гарантировать, что детали не начнут стареть до того, как они достигнут температуры, можно установить термопары, чтобы определить, когда была достигнута желаемая температура.
Оборудование для старения и закалки
Печь с рециркуляцией воздуха. Температура печи с рециркуляцией воздуха поддерживается на уровне ±15°F (±10°C). Рекомендуется для стандартного старения медно-бериллиевых деталей. Эти печи предназначены для размещения больших и малых объемов деталей и идеально подходят для барабанной штамповки деталей на носителе старения. Однако из-за его чисто термических качеств необходимо избегать недостаточного старения или слишком короткого цикла старения массовых деталей.
Цепная печь старения. Печь для старения стальных ручьев с защитной атмосферой в качестве теплоносителя подходит для обработки больших количеств рулонов бериллиевой меди, как правило, в длинной печи, так что материал можно расширять или скручивать. Это позволяет лучше контролировать время и температуру, избегая частичной однородности, и дает возможность контролировать особые периоды недостаточного или высокотемпературного/кратковременного старения и селективного отверждения.
Соляная ванна. Мы также рекомендуем использовать солевые ванны для старения бериллиево-медных сплавов. Солевые ванны обеспечивают быстрый и равномерный нагрев и рекомендуются при любом диапазоне температур закалки, особенно при кратковременной высокотемпературной выдержке.
Вакуумная печь. Вакуумное старение медно-бериллиевых деталей может быть успешно выполнено, но необходимо соблюдать осторожность. Поскольку нагрев в вакуумной печи зависит только от излучения, трудно равномерно нагревать детали с большими нагрузками. Части снаружи груза подвергаются большему прямому излучению, чем части внутри, поэтому температурный градиент после термической обработки изменит характеристики. Для обеспечения равномерного нагрева следует ограничить нагрузку и изолировать детали от нагревательного змеевика. Вакуумные печи также можно использовать для обратной засыпки инертными газами, такими как аргон или азот. Точно так же, если печь не оборудована рециркуляционным вентилятором, детали должны быть защищены.
Ищете положительные и негативные отзывы о EUROLUX IWM-190?
Из 11 источников мы собрали 22 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки EUROLUX IWM-190 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о EUROLUX IWM-190, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по EUROLUX IWM-190
Отзывы про EUROLUX IWM-190
Информация об отзывах обновлена на 02.11.2022
Написать отзыв
Бордюг Вячеслав, 16. 04.2019
Достоинства: маленький, лёгкий, тройкой варит на ура на 100А хоть в паспорте написано что тройка это максимальный электрод. думаю 4 тоже будет легко. Электроды поджигаются на раз, короче отличный аппарат для гаража.
Недостатки: Не нашёл.
Владимир Карасев, 11.01.2019
Достоинства: Компактный, легкий, не дорогой.
Недостатки: 1. Очень короткие сварочные кабели. 2. Наклейка-пломба расположена крайне не удачно ( оказалась поврежденной при первом-же извлечении аппарата из коробки ). 3. Быстро перегрелся ( ток-120 А, израсходована половина электрода D=3.2 мм ). Так как пломба «сломалась» и гарантия «накрылась» вскрытие аппарата показало: Силовые диоды — один последовательно, два параллельно сварочный цепи ( хотя на плате есть свободные места для установки еще двух диодов — жадность ! ) . Все на максимальный ток 50 А. И это при заявленном рабочем токе 190 А ??? (Очевидно это и явилось причиной быстрого перегрева). Тоже можно сказать и о силовых ключах — стоят два хотя можно запаять четыре ( экономия ! ).
Комментарий: В целом аппарат не плохой. После доустановки дополнительных силовых диодов перегреваться перестал.
Комментарий: за эти деньги хорошо!после дедушкиного сварочника,который 2 еле несут и ток 140 а не тянет 3-ку, как на инверторе этом 80 а)) божий дар
vladislav zametalov, 22.10.2018
Достоинства: прост в работе
Недостатки: коротковатые кабеля
Комментарий: рекомендую ,за такие деньги хороший товар
Дорохов Алексей, 23.07.2018
Достоинства: -Легкий, компактный — Удобная клавиша включения. — Не греется. — Тройкой варит без проблем. Четверку тоже нормально тянет.
Недостатки: Длина сварочных кабелей.
Комментарий: Мой первый инвертор. Выглядит как игрушечный, но работает отлично, нареканий нет. Длинна кабелей ( не больше метра каждый) ,конечно, огорчает. Но если повесить инвертор через лямку, то вроде как и хватает.
narad sibur, 03.05.2018
Достоинства: По сравнению с трансформаторным очень компактный, легкий.
Электрод не залипает. Варить очень легко, опять же по сравнению с трансформаторным сварочным аппаратом.
Цена
Недостатки: нет ручки для переноски, а ремень, как по мне, неудобен.
Комментарий: Варить пробовал электродами от 2 до 5 мм. 5ку только ради эксперимента попробовал, варить ей не буду, чтобы ток на максимум не выставлять, так аппарат целее будет. Пользуюсь несколько дней, пока доволен. Дальше видно будет, сколько проработает
as haos, 17. 12.2017
Достоинства: 1. 3-кой варит отлично по крутилке от 90 до 160 А. На 190 А по крутилке ток для 3-ки слишком большой — разбрызгивает. 4-кой не пробовал, думаю потянет но на грани. 2. низкий вес — 3 кг. — очень лёгкий. 3. размеры сверх компактные. 4. металлический корпус без пластика — ничего не отвалится. 5. большая клавиша выключателя — удобно включать в крагах, а не как на ресанте, где нужно снимать рукавицы. 6. вентилятор работает очень тихо (по сравнению с другими), включенный аппарат не напрягает и не вызывает желания отключить его. 7. цена до 5 т.р. 8. самое главное достоинство- потребляемая мощность, любая электропроводка выдержит этот аппарат при работе 3-кой без проблем — 10 А автоматы при работе даже на полной мощности не отключаются, аппарат и провода не греются. (отключились пробки только при резке металла электродом — там ток больше 10 А).
Недостатки: мощность явно завышена производителем, фактически не более 160 А. внешний вид как у игрушки, и размеры такие-же — не недостаток а просто первое впечатление — не верилось что это чудо может варить металл. комплектные провода редкое г.. — короткие и аллюминиевые (как на ресанте, говорят это та же ресанта…), но на первое время пойдёт.
Комментарий: отличный аппарат, универсальный и очень мобильный, для дома лучший вариант, стоит свою цену.
Андрей Николаевич, 09.09.2017
Достоинства: Нет.
Недостатки: Пользовался аппаратом лет 6 (работаю сварщиком). Заказал с сайта «Ресанта» по параметрам, прислали какую-то туфту, с этим же названием. Вот пападос!
Комментарий: Жёстко работает.
Малимонов Дмитрий, 01.08.2017
Достоинства: вполне хороший товар варит уверенно 3кой 4,5 не пробовал
Недостатки: провода короткие и не качественные
Комментарий: для таких денег на 4,5 хорошо с +
Гость, 26. 07.2017
Достоинства: Цена
Недостатки: Нету
Комментарий: Очень удобный и аккуратный!!!!!!
Максимчук Вадим, 16.07.2017
Достоинства: Это 21-век. Супер! Вытягивает даже при напряжении в сети 140 вольт — это на даче самое то! Лёгкий, варит 3-й на ура!!! Шов ровный и прочный!!!
Недостатки: Да в общем нет, разве что «минусовой провод подлиннее бы..
Комментарий: Прикупил на Power.ru, долго не мог испытать — были дожди… И вот солнце, Ура! Началась эксплуатация! Этот малыш даст фору профессиональным сварочным аппаратам — лёгкий, на плече не чувствуется, варит замечательно!!! Шов ровный, к напряжению неприхотлив. Единственное — имейте в виду — электроды по качеству разные, и напряжение в сети тоже разное, поэтому перед тем, как варить «на чистовую», попробуйте разные режимы силы тока.
arra, 28.06.2017
Достоинства: Компактный, лёгкий, мощный. 3-йку тащит с хорошим запасом, 4-ку без проблем. 5 не пробовал, любителю такая палица незачем, а тому профи которому надо — незачем такой аппарат.
Недостатки: Короткие провода, дешманский держак. Пришлось удлинить, и купить есабовский хороший держак.
Комментарий: Бюджетные аппараты топают в сторону идеала. Пора прикручивать HF поджиг. ps Не советую удлинять провода слишком сильно. Хватит пары-тройки метров. Лучше дополнительно сделать удлинители папа-мама метров на 5 и пользовать в редких случаях когда длинные кабели удобнее.
Гость, 17.06.2017
Достоинства: Цена (5600).Варит мягко. 3-кой на 5+.
Недостатки: шумный вентилятор. низко расположена решетка кулера, затягивает мусор.
Комментарий: Тянет от 200в через удлинитель 25м, кабель на держак 6м, масса 4м.
Каленкин Андрей, 12.06.2017
Достоинства: После трансформатора у которого была кнопка слабый и мошный одни плюсы!!!
Недостатки: Продул цену в соседнем посёлке он был на 1200 р. дешевле!!!
Комментарий: Резал диск от американца толщена 1 см. сжог 30 шт электродов 3 мм диаметром даже не отключился на перегрев.
Пал Юрич, 08.06.2017
Достоинства: Согласен со всем что перечислено ранее.
Недостатки: Не надежный.
Комментарий: Аппарат у меня примерно 5 лет, в сумме работа примерно 10 часов, в основном стоял без дела, иногда на даче чего ни будь приляпать по мелочи. Тут халтура появилась, время ограничено, аппарат показал мне фак ю и сдох. Не рекомендуется для приобретения.
mn224, 17.05.2017
Достоинства: Компактный и удобный. За свои деньги, а они были реально низкие на тот момент ,супер. Варит в хозяйстве практически все
Недостатки: Короткие провода.
Гость, 06.05.2017
Достоинства: Достойная цена, лёгкий розжиг эл.дуги, ремнтнопригодность (со слов мастера в сервисном центре)
Недостатки: Недостатков нет. Скоростной вентилятор, поэтому шумноват, хотя во время свари это не мешает.
Комментарий: Начинка этого аппарата — аналог «ресанты», но по цене дешевле. Использую несколько месяцев претензий нет. Розжиг дуги мягкий. По сравнению со старым аппаратом (техно вэлд) который сгорел после 7 лет работы, этим работать намного проще. Для домашнего использования достаточно, так что всем рекомендую.
Игорь, 04.09.2016
Достоинства: небольшой компактный для домашних работ самое то тройкой варит свободно четверкой трудновато вообщем рекомендую
Недостатки: пока не выявил все норм
Комментарий: удобен в переносе на ремень повесил и вари на любой высоте пока не плохо мне много варить приходиться потому для меня он подходит как дальше покажет посмотрим
Van, 11.08.2016
Достоинства: Маленький и легкий. Скоро инверторы будут со спичечный коробок) Понабравшись опыта, варит хорошо. Все что есть в тех параметрах работает как положено.
Недостатки: Штатный комплект. Минусовая клемма — пол метра. до верстака с земли не дотянуться. Плюсовая — метр. Провод мягкий штатный, но больно короткий.
Комментарий: После замены штатных проводов на КГТп 25мм2 по 2 и 3.5 метра основной минус исчез. теперь все удобно. Сварил двое ворот, калитку, и забор. Перегревов не ловил, но, думаю, профессионалу не пойдет. Читал, есть возможность доработать внутренности. Но может потом.
Гладков Юрий, 06.04.2016
Достоинства: компактность, лёгкий вес, цена….!!!
Недостатки: минус — только один, короткие провода (но это, решаемо)
Комментарий: Брал эту сварку в магазине, стачало удивило её компактность, после — получив объяснение, я провел тест — и поехал к другу на работу, проверить этот Сварочный инвертор Eurolux IWM-190, он реально варит и прожигает (то-есть по необходимости режет метал) 5мм электродом — хотя размером аппарат, с игрушку. .. Спасибо, за такое разнесение с этой сваркой — она, даже удивила настоящего профессионального сварщика своими размерами и такой работой… Электроды не залипают, варит хорошо — сам не поверил, что такое может быть. Это реально классный аппарат…..
Комментарий: Заказывал модель Eurolux IWM-190. Поменял заказ и решил взять модель по-мощнее Eurolux IWM-220. По субъективным ощущениям варит хорошо, дугу держит стабильно. На ржавом металле тяжело поднять дугу. Это скорее придирки. Тем не менее, к примеру, Ресантой 190й это сделать проще. Хотел брать именно ее, но решил попробовать другую марку. Судя по шкале настройки варил электродом 3 мм на токе 170 ампер. Из чего, думаю, можно сделать вывод, что характеристики несколько завышены. Да и габаритные размеры косвенно говорят об этом. Для больших объемов не рекомендую. А для дачи, гаража вполне пригодный аппарат.
Ванька Встанька, 16.06.2015
Достоинства: Цена, маленький размер.
Недостатки: Я не сварщик, недостатков не вижу, да и цена низкая, чтоб их искать.
Комментарий: Выбирал, ориентируясь на отзывы, не прогадал. Сварил забор, пока работает.
Подробные характеристики
Основные характеристики
Тип устройства
сварочный инвертор
Типы сварки
ручная дуговая сварка (MMA)
Сварочный ток (MMA)
10-190 А
Напряжение на входе
140-260 В
Количество фаз питания
1
Тип выходного тока
постоянный
Продолжительность включения при максимальном токе
70 %
Диаметр электрода
1.60-5 мм
Дополнительные характеристики
Степень защиты
IP21
Масса
4. 75 кг
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
EUROLUX IWM190. Честные отзывы. Лучшие цены.
На этой странице вы найдёте описание, продавцов и цены, чтобы купить дешевле, видеообзоры и честные отзывы о сварочном инверторе EUROLUX IWM190. И можете оставить свой отзыв о модели в комментариях внизу страницы.
Быстрый Переход к Нужному Месту:
Технические характеристики
Напряжение, В
220
Min ток, А
10
Max ток, А
190
ПВ на максимальном токе, %
70
Степень защиты
IP21
Дисплей
нет
Антизалипание
да
Горячий старт
да
Форсаж дуги
да
Длина проводов, м
2+1.5
Вес, кг
4,75
Особенности модели
Инверторный сварочный аппарат Eurolux IWM190 используется в частных домах и хозяйствах при проведении ремонтных работ, а также в строительстве и при монтаже металлоконструкций. Инвертор позволяет получить качественное неразъемное соединения металлических деталей методом ручной дуговой сварки разовыми покрытыми электродами. Прочный корпус надежно защищает все внутренние узлы агрегата от попадания пыли и влаги, а также от механических повреждений.
Визуальный контроль Аппарат оснащен светодиодной индикацией сети (зеленый) и перегрева (желтый). Последний также сигнализирует о прекращении подачи сварочного тока при недопустимой величине сетевого напряжении или при залипании электрода. Быстрое подключение Контактная группа удобно выведена на переднюю панель, что позволяет быстро подключить сварочные кабеля.
Регулировка тока в широком диапазоне значений: 10 — 190 А;
На базе транзистора IGBT;
Высокая скорость сварки;
Вентиляционные отверстия в корпусе для эффективного охлаждения;
Работает на пониженном напряжении (160 — 245 В).
Стандартная комплектация
Производитель оставляет за собой право без уведомления представителей менять характеристики, внешний вид, комплектацию товара и место его производства.
Медь является одним из самых долговечных металлов из применяемых в строительстве инженерных систем.
Медные трубы очень долговечны
Ее пластичность и стойкость к коррозии позволяет использовать данный металл для изготовления труб различного назначения.
Cодержание статьи
1 Положительные свойства
1.1 Технология производства медных неотожженных труб
1.2 Технология производства медных отожженных труб
2 Сферы применения
2.1 Фитинги для соединения
2.2 Способы монтажа медных труб (видео)
2.3 Соединение пайкой
2.4 Похожие статьи
Положительные свойства
Вся продукция из этого метала, изготовляются по всем правилам ГОСТа и соответствует всем международным и государственным стандартам. Она имеют множество достоинств, таких как:
механическая прочность;
термостойкость;
устойчивость к коррозии и химическим воздействиям;
стойкость к резким изменениям температуры и перепадам давления;
высокая теплопроводность;
гибкость.
Благодаря этим качествам продукция из меди так популярна на рынке, и пользуются спросом у потребителей, не смотря на ее значительную стоимость. Сделать все коммуникации, используя только изделия из меди, считается надежным монтажем, а их положительные качества определили достаточно большую сферу применения.
Смонтированная система из медных труб
Сейчас на рынке можно найти два вида медных изделий:
неотожженные;
отожженные.
Технология производства медных неотожженных труб
На первом этапе производства обрабатывается руда, после всех ступеней обработки получается так называемая сырая медь. Далее через нее под большим давлением продувают кислород, который полностью выжигает все примеси. После такой процедуры получают слитки метала, чистота которых, как заявляет производитель, превышает 99%. Именно из такого сырья и производится труба медная неотожженная.
В процессе изготовления изделия теряется эластичность, зато приобретается большой запас прочности. Предел прочности неотожженной медной трубы равный 340-450 МПа, даже при такой прочности допускается растяжение изделия на 6%.
Технология производства медных отожженных труб
Чтобы увеличить прочность, медную неотожженную трубу подвергают термической обработке. Ее нагревают до температуры 600-700˚С, такой процесс называется отжигом, а потом медленно охлаждают, этот процесс называют отпуском.
В результате после таких процедур, получают отожженные изделия менее прочные, всего 220 МПа, но более гибкие, их можно удлинить в полтора раза. Хотя разница в прочности значительна, медные отожженные изделия более подходят для прокладывания инженерных систем, чем медная неотожженная труба.
Сферы применения
Такие медные изделия можно использовать в:
Системах горячего и холодного водоснабжения.
Системах отопления.
Газораспределительных системах.
В системах кондиционирования.
При выборе материала для прокладки инженерных систем, специалисты руководствуются двумя основными факторами это длительность в эксплуатации и безаварийность. Кроме всего прочего, такие изделия при отрицательных температурах не лопаются. И даже когда в системе замерзнет вода, линия только деформируются.
Их монтаж осуществляется легче и быстрее, учитывая то, что медную трубу можно согнуть быстрее, чем стальную, используя при этом необходимое оборудование.
Нужно помнить, что при использовании таких изделий в системах отопления или горячего водоснабжения, высокая теплопроводность меди приводит к нагреву поверхности до высоких температур. Это существенно повышает возможность получения ожогов при контакте. Во избежание ожогов целесообразнее будет использовать эти изделия в термоизоляции.
Система отопления из медных труб
Современные производители в заводских условиях делают наружное покрытие из полиэтилена или ПВХ.
Для монтажа инженерных систем, специалисты рекомендуют использовать отожженную трубу, к которой подойдут следующие фитинги:
обвод;
колено;
муфта;
заглушка.
Фитинги для соединения
Производство фитингов из меди более экономичное, потому что для их изготовления требуется меньше сырья, чем для аналогичного изделия из чугуна или стали. Так как чугун может подвергаться коррозии, изделия из него делают с более толстыми стенками, а вот продукции из меди коррозия не страшна.
Соединительные фитинги, можно разделить по способу соединения:
С резьбовым соединением.
Капиллярные.
Компрессионные.
Пресс-фитнги.
Самофиксирующиеся.
Капиллярные фитинги лучше всего использовать для соединения медных или стальных изделий.
Инструменты для вальцовки медных труб
Принцип этого метода заключается в том, что внутри фитинга под нарезанной резьбой находится медная, оловянная или серебряная тонкая проволока.
Компрессионные и самофиксирующиеся фитинги, их еще называют обжимными, применяются в тех случаях, когда нельзя использовать открытый огонь для соединения различных по диаметру и материалу деталей. Строение этой соединительной детали состоит из обжимного кольца, уплотняющих колец или прокладок.
Обжимное соединение — это когда кольцо при помощи гаечного ключа затягивается на трубе, создавая тем самым герметичное соединение. Для медных труб компрессионные фитинги изготавливаются из такого же сырья. Такие соединительные детали можно использовать не только для медных труб, но и для пластиковых и всех других видов.
Резьбовые фитинги, производимые из чугуна, не рекомендуется применять для соединения медных и металлопластиковых деталей, во избежание смятия метала при затягивании.
Способы монтажа медных труб (видео)
Соединение пайкой
Утверждение о том, что пайка медных деталей это не хлопотное дело можно считать верным лишь в том случае, когда речь идет о самой меди или ее сплавах с металлами имеющие окислы, которые относительно легко удаляются флюсом.
К таким металлам относятся цинк, олово, свинец, фосфор, железо, никель, марганец. А вот сплав меди с легированным хромом, алюминием, кремнием, титаном, которые имеют на своей поверхности труднорастворимые оксиды не очень хорошо паяются .
Обычно при пайке использует нахлестный тип соединения, который позволяет обеспечить достаточную прочность конструкции даже в том случае, если используются мягкие припои малой прочности. Для удовлетворительной прочности паяного соединения, нахлест должен быть не менее 5 мм. На практике обычно применяют гораздо более высокие значения, которые обеспечивают большой запас прочности.
Пайка медных труб
Сам процесс пайки начинается с выполнения следующих операций: резки, снятии фасок, зачистки соединяемых частей от окислов, промазки их флюсом, сборки соединения, его нагреве и нанесении припоя.
Спаять трубы в комнате с уже законченным ремонтом достаточно проблематично, а порой даже невозможно. Это связано с применением открытого пламени горелок, которые используются при пайке. В таком случае целесообразней всего будет использовать фитинги.
Медные отожженные трубы следует паять с применением специальных припоев, температура плавления которых должна соответствовать рабочей температуре системы. При этом тщательно соблюдайте меры пожарной безопасности при выполнении работ с открытыми источниками пламени.
сравнение и разница медной трубы
Опубликовано 2022-08-03
Разница между отожженной и неотожженной трубами
Производство отожженных труб
Сферы применения
Медь – популярный материал при прокладке трубопроводов, а также систем кондиционирования, отопления и водоснабжения. Материал устойчив к коррозии, крайне пластичный.
На рынке есть несколько типов медных продуктов. Так что сегодня поговорим о том, чем отличается неотожженная труба от отожженной, рассмотрим преимущества и недостатки материала, сферу применения.
Разница между отожженной и неотожженной трубами
Главное отличие отожженной и неотожженной трубы из меди – это параметр прочности и пластичности. У первого типа это 220 Мпа, а у второго – 340-450 Мпа.
За счет повышенной эластичности, отожженную продукцию можно соединять при помощи фитингов. При этом герметичность не хуже, чем при сварке.
Также отличие в том, что отжиг меняет внутреннее строение материала, а неотожженные материалы структурно остаются неизменными из-за отсутствия воздействия высоких температур.
Количество и тип примесей в составе регулирует ГОСТ Р 52318-2005, и примесей не может быть больше 0.1%.
ГОСТ 617-90 указывает на сортамент изделий проката из медной руды.
Отожженный прокат поставляется в бухтах по 15, 25 или 50 м, а неотожженный производится отрезками унифицировавнной длины 3 или 5 м. Чтобы подобрать нужный диаметр, в расчет берется номинальное давление, а также производительность системы.
Производство отожженных труб
Руда проходит несколько этапов обработки, чтобы получилась «сырая медь». Сырье на этом этапе с массой примесей, которые удаляют при помощи продувки кислородом под высоким давлением. Так получается медь с частотой 99%.
Такой продукт используется для создания неотожженных продуктов методами штамповки и прокатки. Эластичность при этом снижается, но повышается прочность. Этот параметр составляет 340-450 Мпа. Из-за этого предельное растягивание всего на 6%.
Чтобы сохранить высокую прочность не в ущерб пластичности и растяжению, используют отжиг. Отожженный материал нагревают до +600-700 градусов, а после медленно охлаждают (процесс называется отпуском).
Результат технологического процесса – это отожженный продукт с приобретенными свойствами, новыми параметрами, и повышенной эластичностью.
За счет отжига изделие можно удлинить растяжением и до 50% при сохранении прочности на уровне 220 Мпа.
Преимущества отожженных медных труб:
Устойчивость к большому давлению.
Защищенность от резких температурных перепадов, а также повышенной влажности и коррозии. Рабочий диапазон изделия — 100-250 градусов по Цельсию.
Повышенная устойчивость к щелочам, кислотам и другим агрессивным средам за счет использования при термической обработке инертного состава.
Повышенная гибкость.
Простота монтажа.
Длительный срок службы порядка 50 лет.
Устойчивость к коррозии.
Антибактериальные свойства – опасные бактерии не образуются и не размножаются на изделиях.
Хорошая проходимость среды за счет гладкой поверхности внутри.
Устойчивость к деформации под влиянием повышенных температур.
Низкие теплопотери и отсутствие конденсата при перепадах окружающей среды.
Свойства материала сохраняются при замерзании воды внутри.
Главный недостаток изделий – это высокая стоимость в сравнении со сталью и полимерами. Однако это окупается за счет длительного срока службы, простого и непродолжительного технического обслуживания.
Сферы применения
Параметр прочности изделий из меди на порядок ниже, чем у стали. Однако они более гибкие, поэтому их стали использовать в бытовых системах. Причем коммуникации бывают внешними и внутренними за счет устойчивости к УФ-лучам.
Диапазон использования:
В системах воздухообмена, так как сырье не реагирует на жидкости для охлаждения.
Отопительные коммуникации и системы подачи питьевой воды, причем и горячей.
В разного рода гидравлических устройствах.
Отожженные трубы применяют также в промышленности благодаря их долговечности, легкости монтажа и безаварийности.
Оцените нашу статью
[Всего голосов: 1 Рейтинг статьи: 5]
Жесткотянутая и отожженная медная проволока
: в чем разница? №
Один из первых вопросов, с которыми вы сталкиваетесь при заказе медной проволоки, заключается в том, хотите ли вы, чтобы она была волоченной или отожженной.
Хотя в обоих методах производства в качестве основного материала используется одна и та же медь, выбор того или иного метода, скорее всего, будет зависеть от того, как вы планируете использовать его на стройплощадке. В зависимости от области применения отожженная медная проволока может быть более эффективной, чем твердотянутая, и наоборот.
Что такое натянутая медная проволока?
Твердотянутая медь — это голая медная проволока, к которой не применялось тепло после того, как она завершила процесс волочения через матрицы. Чем больше раз проволоку протягивают через матрицу, тем более «закаленной» она становится. Через определенный момент проволока становится хрупкой и может сломаться из-за нагрузки.
Благодаря отсутствию термической обработки твердотянутая медь имеет гораздо более высокую прочность на растяжение, чем отожженная медь. Он также имеет более высокое удельное сопротивление из-за своей «твердости». Это связано с тем, что когда проволока протягивается через матрицы, кристаллическая структура самой меди разрушается. В результате электронам труднее проходить через эту медь, потому что они слишком заняты тем, что их толкают кристаллы неправильной формы.
С твердотянутой медью труднее работать, потому что она не гибкая, что затрудняет ее использование в некоторых приложениях. Однако это дешевле, потому что время на его изготовление короче.
Где можно использовать прочный медный провод, который трудно согнуть? Это отличный выбор для ситуаций, когда гибкость не так уж важна, особенно при установке воздушных проводов и прямолинейных кабельных шинах. Он также подходит для промышленных, железнодорожных и наружных проектов.
Что такое отожженная медная проволока?
Отожженная медь проходит тот же процесс волочения, что и твердотянутая медь, но вскоре после этого подвергается термообработке в рамках производственного процесса. Благодаря высокой температуре с отожженной медью легче работать, сгибать и придавать форму, что делает провод более «мягким» и менее хрупким.
Этот вариант медной проволоки обладает большей проводимостью, чем натянутая, благодаря процессу нагрева, через который проходит проволока после волочения. Тепло выполняет своего рода сброс кристаллической структуры меди, возвращая ее в первоначальную форму. Результатом является путь, который позволяет электронам течь более легко.
Отожженная медная проволока широко используется во многих областях благодаря своей гибкости. Это полезно, когда проводу нужно огибать углы, проходить через кабелепроводы или прокладываться в ограниченном пространстве.
Краткий урок о процессе отжига
Отжиг широко используется в производстве металлов, включая холоднокатаную сталь и стальную проволоку, чугун, алюминий, латунь и медь.
Когда металлы подвергаются отжигу, они подвергаются воздействию очень высоких температур. Высокая температура изменяет химические и механические свойства металла, но не меняет его форму. После того, как металл нагревался достаточно долго, его необходимо охладить. Производители могут либо охлаждать его водой, чтобы быстро охладить, либо охлаждать естественным путем на неподвижном воздухе, хотя этот процесс происходит медленнее.
Когда металл окончательно остынет, он отожжен и готов к использованию.
Всегда используйте правильную проволоку
Хотя отожженная медная проволока имеет множество применений, она не является универсальным продуктом.
Если ожидается, что проволока будет подвергаться высокому растягивающему давлению, используйте твердотянутую медь, поскольку она может выдерживать физические, механические и другие нагрузки, связанные с этим давлением. Жесткая прочность жесткотянутой проволоки также делает ее подходящей для прямой установки шин и других применений, где гибкость не требуется.
Отожженная медная проволока становится лучшим выбором, когда необходимы гибкость, ковкость и проводимость, например, в большинстве коммерческих, торговых и жилых помещений. Это потому, что есть много поворотов и узких мест, где жесткая, твердая медь будет намного сложнее маневрировать и использовать.
Остались вопросы о том, какой тип провода лучше всего подходит для вас и вашего приложения? Эксперты Kris-Tech могут подсказать вам провод, который лучше всего подходит для вашей работы, поэтому обратитесь сегодня и получите то, что вам нужно, когда вам это нужно.
Будьте в курсе последних новостей о меди! Нажмите здесь, чтобы подписаться на блог Kris-Tech сегодня.
Понимание разницы между отжигом и…
Когда речь идет об отжиге и отпуске, часто существуют разные объяснения того и другого, но важно понимать разницу, когда речь идет о производстве металла и о том, что каждый из них означает для свойств металла. Часто люди называют материал закаленным, когда он имеет повышенную твердость и еще не подвергался отжигу для улучшения своих свойств. Материал также может быть отпущен посредством холодной прокатки, а не термической обработки. В этой статье мы в первую очередь будем обсуждать эффекты нержавеющей стали, но большинство концепций применимы к широкому спектру металлов.
Закалка металла — это процесс повышения твердости металла с целью повышения ударной вязкости. Это можно сделать как с помощью термической обработки, так и с помощью холодной прокатки. Ульбрих делает это с помощью холодной прокатки, а также выполняет операции промежуточного и окончательного отжига, поэтому в этой статье мы сосредоточимся на этом. Очевидно, что свойства разных металлов и сплавов различаются, когда речь идет об отжиге и отпуске, но предпосылки и выводы, которые мы можем сделать, останутся прежними. Нержавеющая сталь и углеродистая сталь являются популярными металлами для обоих процессов, но мы сосредоточимся в первую очередь на отжиге и/или отпуске полосы и проволоки из нержавеющей стали. Чтобы получить общее представление о процессах, ознакомьтесь с этой статьей о прокатке, отжиге и продольной резке в Ульбрихе.
Термическая обработка нержавеющей стали
Процесс производства нержавеющей стали начинается с расплавления материала и его горячей прокатки до нужной толщины перед отправкой на прецизионный перекатчик, такой как Ulbrich. Отсюда материал прокатывается очень тонкими калибрами (толщиной) с жесткими допусками. Чтобы понять, как отжиг влияет на эти процессы, давайте рассмотрим пример. Ульбрих получил основную катушку из сплава нержавеющей стали 301 толщиной 1/8 дюйма с плавильного завода. Компании в этом районе нужен материал толщиной 0,0045 дюйма. это будет 9Изменение обжатия на 6,4%, и металл не может резко изменить толщину с 0,125 дюйма (1/8) до 0,0045 дюйма за один раз, его необходимо уменьшать поэтапно. Таким образом, материал подвергается деформационному упрочнению до уменьшенной толщины, при которой он больше не может подвергаться дальнейшему обжатию без разрушения. Отсюда нержавеющая сталь отжигается. Это сбрасывает свойства, позволяя прокатывать толщину материала до еще более тонкой толщины, и процесс повторяется до тех пор, пока не будет достигнуто уменьшение исходной толщины на 96,4%. Сброс свойств в нашей терминологии просто означает, что материал был изменен с закаленного на отожженный в процессе отжига.
При отжиге наилучший процесс
Отжиг позволяет восстановить свойства нержавеющей стали, такие как предел прочности при растяжении, предел текучести, твердость, эластичность или относительное удлинение, и подготовить их к другой операции прокатки. Часто отжиг является последним этапом производства, если производитель деталей, такой как компания, производящая материалы для глубокой вытяжки, заказывает материал в отожженной форме. Отожженный материал, как правило, мягче и с ним легче работать при работе с инструментами, которые могут легко сломаться или деформироваться. Когда материал заказывается на DQ (качество глубокой вытяжки), это просто более мягкая отожженная форма, в которой прочность на растяжение и твердость более снижены, чем у стандартной отожженной формы. Как можно предположить, нержавеющая сталь DQ лучше подходит для операций глубокой вытяжки на следующем уровне производства. Как и в случае между операциями прокатки, отжиг также снижает свойства производственных операций между различными уровнями производителей, таких как перекатчики и производители деталей.
Что такое отпуск металла
В то время как отжиг — это восстановление свойств материала, такого как нержавеющая сталь, отпуск — это процесс придания этой стали определенной твердости или других свойств. В некоторых случаях отпуск может быть выполнен посредством термической обработки, но в большинстве сплавов, выбранных Ульбрихом, он выполняется путем прокатки до определенной толщины с учетом процентного уменьшения. Типичные состояния, достигаемые в процессах прокатки Ульбриха, включают четвертьтвердый (QH), полутвердый (HH), три четверти твердый (3H) и полный твердый (FH). Существует также дополнительная полная твердость и другие приращения, на которые также можно ориентироваться, но все они считаются закаленными, поскольку они не были сняты с напряжения в процессе отжига. Разные сплавы подходят для разных областей применения, и металлургический персонал Ulbrich всегда рад выслушать и помочь дать рекомендации по этому вопросу.
Процесс термообработки, как упоминалось ранее, представляет собой еще один способ закалки материала. Термическая обработка включает в себя прохождение материала через специальную температуру отпуска, чтобы получить эту твердость и предел прочности на разрыв до определенного диапазона или точки. Это отличается от процесса отжига тем, что температура отжига выбирается с учетом размягчения материала, а не его упрочнения. При всех этих операциях крайне важно учитывать критическую температуру и скорость охлаждения, специфичные для сплава, с которым вы работаете.
Когда закалять сталь вместо отжига
Конкретный рынок и область применения материала имеют решающее значение при выборе требуемого отпуска сырья, но важно учитывать инструменты, которые будут обрабатывать материал. Различные типы отпуска по-разному реагируют на разные инструменты, и в некоторых случаях предпочтительнее иметь более мягкий отпуск или мягкий отожженный материал, обработка которого может занять немного больше времени, но не вызовет проблем со станком, которые приведут к простою. Конкретные приложения, конечно, тоже важны. Если автомобильная деталь подвергается штамповке и требуется ряд желаемых механических свойств, может потребоваться закалка материала. Как обсуждалось ранее, это иногда делается с помощью термической обработки материала, но в случае Ульбриха закалка обычно выполняется с помощью процесса холодной прокатки. С другой стороны, если у вас есть медицинская деталь, требующая глубокой вытяжки, мы захотим провести ее через процесс отжига перед отправкой. Снятие напряжения, которое происходит в результате отжига (иногда называемого мягким отжигом), облегчает обработку материала после прохождения процесса закалки холодной прокаткой.
Выбор отожженного или закаленного материала
Выбор между отожженным и закаленным материалом полностью зависит от ваших производственных процессов и области применения изготавливаемых деталей. У Ульбриха есть целая команда инженеров, менеджеров по продукции и металлургов, готовых работать с вами над выбором соответствующего сплава для вашего проекта и обеспечением более легкого преодоления препятствий и проблем на всем пути. Благодаря нашему партнерству мы можем обеспечить выбор правильного сплава и отпуска, испытав материал, а затем зафиксировав специальную технологическую схему на будущее. Как всегда, не стесняйтесь обращаться к нам, если есть какие-либо дополнительные вопросы.

 06.2019
06.2019
 Электрические или с дизельным приводом, они являются, по сути, отдельными растворобетонными установками в условиях отсутствия доступа к бетонному заводу.
Электрические или с дизельным приводом, они являются, по сути, отдельными растворобетонными установками в условиях отсутствия доступа к бетонному заводу. Производственный комплекс был запущен еще в 1946 году и с тех пор накоплен огромный опыт, создана целая база наработок и уникальных технологических решений. Заслуги компании высоко оценены обществом – она входит в пятерку лучших европейских производителей техники для строительно-отделочной сферы.
Производственный комплекс был запущен еще в 1946 году и с тех пор накоплен огромный опыт, создана целая база наработок и уникальных технологических решений. Заслуги компании высоко оценены обществом – она входит в пятерку лучших европейских производителей техники для строительно-отделочной сферы. Электропривод снабжен защитным кожухом, надежно изолирующим мотор от попадания влаги, пыли, абразивов. Передаточный механизм также заключен в короб, обеспечивающий травмобезопасность установки для неопытных пользователей. Поверхность обработана порошковым покрытием, которое защищает бетоносмеситель от коррозии и механических повреждений.
Электропривод снабжен защитным кожухом, надежно изолирующим мотор от попадания влаги, пыли, абразивов. Передаточный механизм также заключен в короб, обеспечивающий травмобезопасность установки для неопытных пользователей. Поверхность обработана порошковым покрытием, которое защищает бетоносмеситель от коррозии и механических повреждений. Размер гранул заполнителей не должен превышать 70 мм. Многие сельскохозяйственные, фермерские и агрокомплексы изъявляют желание купить бетономешалки Лебедянского завода для изготовления комплексных удобрений, кормовых, посевных и других смесей.
Размер гранул заполнителей не должен превышать 70 мм. Многие сельскохозяйственные, фермерские и агрокомплексы изъявляют желание купить бетономешалки Лебедянского завода для изготовления комплексных удобрений, кормовых, посевных и других смесей.

 Почитал отзывы, посмотрел, как сосед перелопачивает вручную сотни килограмм смесей, и решил приобрести Лебедянь СБР-120. Легко собирается, еще легче управляется. Функционирует от обычной сети, весит немного, можно перетаскивать самостоятельно. Угол наклона оказался не совсем удобный, сделал дополнительный пропил, а в остальном агрегат очень хорошо облегчил работу».
Почитал отзывы, посмотрел, как сосед перелопачивает вручную сотни килограмм смесей, и решил приобрести Лебедянь СБР-120. Легко собирается, еще легче управляется. Функционирует от обычной сети, весит немного, можно перетаскивать самостоятельно. Угол наклона оказался не совсем удобный, сделал дополнительный пропил, а в остальном агрегат очень хорошо облегчил работу». Хорошо, что есть термозащита, мешалка останавливается самостоятельно. Поскольку было лето, решил снять защитный кожух. Так она меньше греется и лучше работает».
Хорошо, что есть термозащита, мешалка останавливается самостоятельно. Поскольку было лето, решил снять защитный кожух. Так она меньше греется и лучше работает». Выбор может показаться большим, поэтому найти лучший вариант обычному пользователю может быть сложно. Для этого важно понимать основные параметры оборудования, все плюсы и минусы моделей. В статье описаны лучшие бетономешалки 2020 года со всеми их особенностями.
Выбор может показаться большим, поэтому найти лучший вариант обычному пользователю может быть сложно. Для этого важно понимать основные параметры оборудования, все плюсы и минусы моделей. В статье описаны лучшие бетономешалки 2020 года со всеми их особенностями.

 Суть работы заключается во вращении барабана, а лопасти внутри него не двигаются. С помощью прибора получается без ручного труда сделать раствор для ремонта или строительства. Техника отличается оптимальными габаритами, простотой эксплуатации и позволяет создавать бетоны различной пластичности в необходимом объеме. При выборе помните, что бетономешалки принудительного действия – отличный выбор для крупных объектов и стройплощадок, а гравитационные модели подходят для повседневных задач.
Суть работы заключается во вращении барабана, а лопасти внутри него не двигаются. С помощью прибора получается без ручного труда сделать раствор для ремонта или строительства. Техника отличается оптимальными габаритами, простотой эксплуатации и позволяет создавать бетоны различной пластичности в необходимом объеме. При выборе помните, что бетономешалки принудительного действия – отличный выбор для крупных объектов и стройплощадок, а гравитационные модели подходят для повседневных задач. Такие машины считаются более надежными и меньше шумят при работе, но пользоваться ими нужно более осторожно. В случае выхода из строя такого механизма ремонт не только дорог, но и сложен, а иногда проще купить другую бетономешалку.
Такие машины считаются более надежными и меньше шумят при работе, но пользоваться ими нужно более осторожно. В случае выхода из строя такого механизма ремонт не только дорог, но и сложен, а иногда проще купить другую бетономешалку. Такой материал используется многими производителями для устройств из среднего ценового сегмента. Коронку из чугуна сделать несложно, так как все заливается через форму, а после остывания заготовка почти не требует дополнительной обработки. Цена на сырье небольшая, способ производства простой, поэтому стоимость готовой коронки невысокая, что является основным преимуществом. Но у этого продукта много недостатков. Сам материал может легко сломаться при механическом воздействии, зубья со временем стираются, появляется много шума. Технику с этой коронкой рекомендуется использовать для редкого и разового использования с небольшой нагрузкой.
Такой материал используется многими производителями для устройств из среднего ценового сегмента. Коронку из чугуна сделать несложно, так как все заливается через форму, а после остывания заготовка почти не требует дополнительной обработки. Цена на сырье небольшая, способ производства простой, поэтому стоимость готовой коронки невысокая, что является основным преимуществом. Но у этого продукта много недостатков. Сам материал может легко сломаться при механическом воздействии, зубья со временем стираются, появляется много шума. Технику с этой коронкой рекомендуется использовать для редкого и разового использования с небольшой нагрузкой. Все процессы дорогие, это отражается на рыночной цене, но продукт прочный и долговечный. Бетономешалки со стальной короной рекомендуются для ежедневной работы в течение нескольких часов. Технику можно использовать как в помещении, так и на улице.
Все процессы дорогие, это отражается на рыночной цене, но продукт прочный и долговечный. Бетономешалки со стальной короной рекомендуются для ежедневной работы в течение нескольких часов. Технику можно использовать как в помещении, так и на улице. С помощью устройства барабан приходит в движение. В процессе работы бетономешалка создает трение и вибрации, которые приводят к истиранию зубьев, поэтому после износа деталь подлежит замене.
С помощью устройства барабан приходит в движение. В процессе работы бетономешалка создает трение и вибрации, которые приводят к истиранию зубьев, поэтому после износа деталь подлежит замене. Особенно важный параметр для работы в узких условиях.
Особенно важный параметр для работы в узких условиях. Это отличный выбор для тех, кто ищет лучшие бетономешалки для своего дома.
Это отличный выбор для тех, кто ищет лучшие бетономешалки для своего дома. Судя по отзывам, пользователи с допустимой нормой веса 64 кг загрузили все 100 кг.
Судя по отзывам, пользователи с допустимой нормой веса 64 кг загрузили все 100 кг.
 Корона чугунная, вращение осуществляется с помощью двигателя мощностью 1 кВт. Эту модель рекомендуется покупать для мелкого строительства или легких бытовых работ. Его можно использовать для создания тяжелых растворов.
Корона чугунная, вращение осуществляется с помощью двигателя мощностью 1 кВт. Эту модель рекомендуется покупать для мелкого строительства или легких бытовых работ. Его можно использовать для создания тяжелых растворов. Двигатель оснащен защитой и прочным кожухом, поэтому при правильном уходе и эксплуатации модель прослужит долгие годы. Для дополнительной жесткости устанавливаются специальные ребра, которые делают оборудование прочнее.
Двигатель оснащен защитой и прочным кожухом, поэтому при правильном уходе и эксплуатации модель прослужит долгие годы. Для дополнительной жесткости устанавливаются специальные ребра, которые делают оборудование прочнее. На корпусе есть ручка и колесики, что облегчает его перемещение.
На корпусе есть ручка и колесики, что облегчает его перемещение.

 Некоторые выкопали несколько этажей или проложили туннели длиной в несколько миль.
Некоторые выкопали несколько этажей или проложили туннели длиной в несколько миль.
 Подключение дома к конюшням было 910-метровый коридор, засаженный растениями. Однако им пользовался только герцог. Он построил своим слугам более грубый боковой коридор, чтобы не пересекаться с ними. В то время у герцога была вторая по величине в мире школа верховой езды. Он построил специальные туннели для своих более чем 100 лошадей, в которых они могли тренироваться.
Подключение дома к конюшням было 910-метровый коридор, засаженный растениями. Однако им пользовался только герцог. Он построил своим слугам более грубый боковой коридор, чтобы не пересекаться с ними. В то время у герцога была вторая по величине в мире школа верховой езды. Он построил специальные туннели для своих более чем 100 лошадей, в которых они могли тренироваться. Герцог послал им краткое сообщение: «Вы можете бастовать сколько хотите, мне все равно, если работа никогда не будет сделана». Работа быстро возобновилась.
Герцог послал им краткое сообщение: «Вы можете бастовать сколько хотите, мне все равно, если работа никогда не будет сделана». Работа быстро возобновилась. Однако, в отличие от Бентинка, он не строил свои туннели посреди сельской местности, он построил их в центре города, Ливерпуля.
Однако, в отличие от Бентинка, он не строил свои туннели посреди сельской местности, он построил их в центре города, Ливерпуля. Некоторые особенности туннелей подтверждают это утверждение. Под землей спрятаны декоративные арки, свидетельствующие о мастерстве его рабочих. Вероятно, истинная причина никогда не будет известна.
Некоторые особенности туннелей подтверждают это утверждение. Под землей спрятаны декоративные арки, свидетельствующие о мастерстве его рабочих. Вероятно, истинная причина никогда не будет известна. Он должен был копать клумбу для своей первой жены, но ситуация быстро вышла из-под контроля:
Он должен был копать клумбу для своей первой жены, но ситуация быстро вышла из-под контроля: Потолки сводчатые, как в средневековых катакомбах. Местами Дьяр вылепил головы животных и людей.
Потолки сводчатые, как в средневековых катакомбах. Местами Дьяр вылепил головы животных и людей. Дьяр признался через несколько дней, сказав репортеру: «Я сделал это для тренировки, рытье туннелей после работы — мое хобби. На самом деле в этом нет ничего загадочного». и «Некоторые мужчины играют в гольф, я копаю туннели.
Дьяр признался через несколько дней, сказав репортеру: «Я сделал это для тренировки, рытье туннелей после работы — мое хобби. На самом деле в этом нет ничего загадочного». и «Некоторые мужчины играют в гольф, я копаю туннели. Местный паб также беспокоился, что один из его подвалов рухнет из-за туннелей Литтла.
Местный паб также беспокоился, что один из его подвалов рухнет из-за туннелей Литтла. Его также перевели в гостиницу и заставили остаться на третьем этаже, чтобы сдержать желание копать. Несмотря на это, он пробил дыру между двумя комнатами.
Его также перевели в гостиницу и заставили остаться на третьем этаже, чтобы сдержать желание копать. Несмотря на это, он пробил дыру между двумя комнатами. Но после того, как он его закончил, он не смог получить нужное разрешение. Тем не менее, он продолжал копать. В основном он использовал кирку, а если это не срабатывало, использовал взрывчатку. В 1962 году, опасаясь ядерной войны, он превратил туннели в бункер. В 2008 году он наткнулся на большую глыбу гранита, но из-за возраста и немощи оставил попытки убрать ее и вместо этого ушел на пенсию.
Но после того, как он его закончил, он не смог получить нужное разрешение. Тем не менее, он продолжал копать. В основном он использовал кирку, а если это не срабатывало, использовал взрывчатку. В 1962 году, опасаясь ядерной войны, он превратил туннели в бункер. В 2008 году он наткнулся на большую глыбу гранита, но из-за возраста и немощи оставил попытки убрать ее и вместо этого ушел на пенсию. Он проработал 27 лет, используя собственную самодельную бетономешалку и работая медленно, чтобы соблюдать правила техники безопасности. Он спланировал транспортную систему и то, что старые советские монеты будут использоваться в качестве платежных средств. К 2010 году он построил около 300 метров тоннелей. К сожалению, в следующем году он умер, и впоследствии его туннели были перекрыты.
Он проработал 27 лет, используя собственную самодельную бетономешалку и работая медленно, чтобы соблюдать правила техники безопасности. Он спланировал транспортную систему и то, что старые советские монеты будут использоваться в качестве платежных средств. К 2010 году он построил около 300 метров тоннелей. К сожалению, в следующем году он умер, и впоследствии его туннели были перекрыты. Это была не его земля. «Я не хочу сказать, что это не имело значения. Честно, мне так понравилось. Я не знаю, почему я любил это. Это было что-то настолько крутое, настолько незаметное. Я никогда не думал, что зайду так далеко».
Это была не его земля. «Я не хочу сказать, что это не имело значения. Честно, мне так понравилось. Я не знаю, почему я любил это. Это было что-то настолько крутое, настолько незаметное. Я никогда не думал, что зайду так далеко».
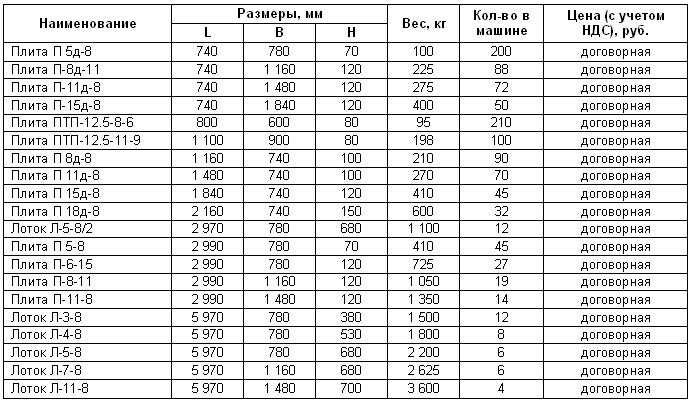
 Кроме этого, при расчете можно определить дополнительное усиление всей конструкции, в общем.
Кроме этого, при расчете можно определить дополнительное усиление всей конструкции, в общем. Благодаря наличию цилиндрических пустот становится возможным снизить массу плиты и улучшить шумоизоляцию дома. Значение толщины дома может составлять 220 мм, но имеются плиты с толщиной 260 и 300 мм.
Благодаря наличию цилиндрических пустот становится возможным снизить массу плиты и улучшить шумоизоляцию дома. Значение толщины дома может составлять 220 мм, но имеются плиты с толщиной 260 и 300 мм.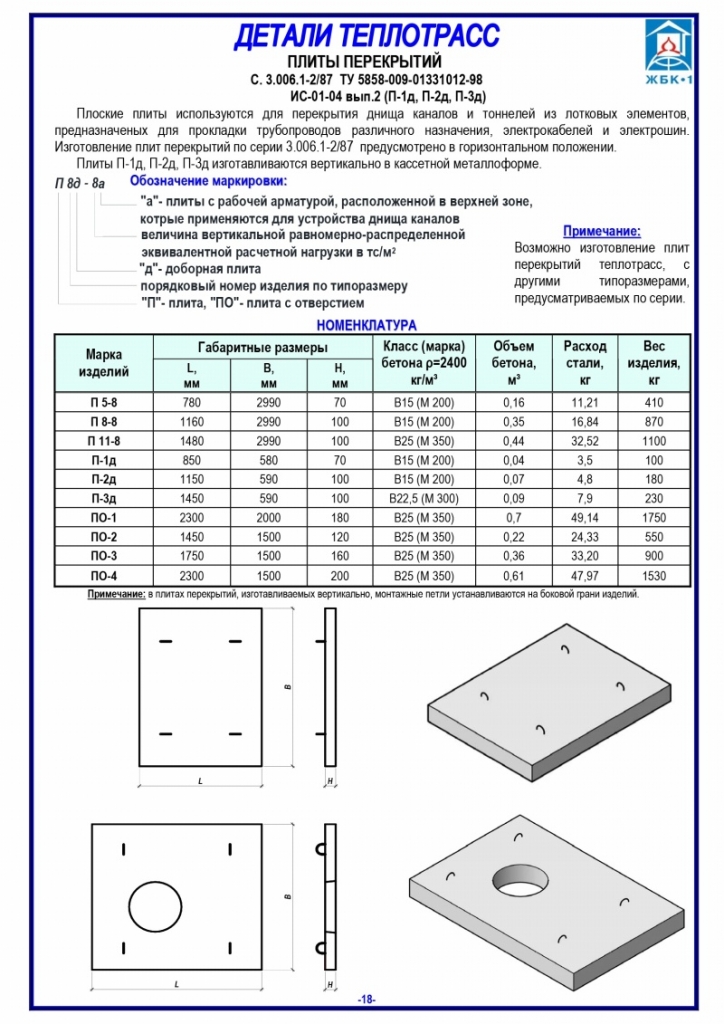 В свою очередь, на формовочных постах имеются бетоноукладчики с бункерами, виброплощадками. Подача бетонного раствора производится с бетонных узлов посредствам бетоновозных эстакад.
В свою очередь, на формовочных постах имеются бетоноукладчики с бункерами, виброплощадками. Подача бетонного раствора производится с бетонных узлов посредствам бетоновозных эстакад.
 В завершении выполняется укрепление в специальных упорах.
В завершении выполняется укрепление в специальных упорах.
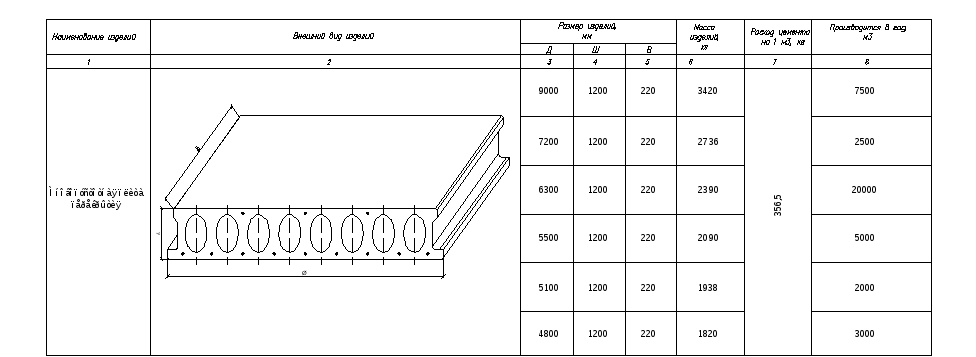 Это крайне удобный и относительно недорогой материал для строительства, отвечающий своими качествами требованиям. Имеющиеся пустоты значительно уменьшают вес изделия, и как следствие, всей конструкции сооружения. Значительно уменьшается нагрузка и на фундамент. Воздушные камеры обеспечивают шумоизоляцию в помещении и помогают удержать тепло в здании. Благодаря использованию бетона и стальной арматуры конструкции эти изделия отличаются особой прочностью. Соединенные два крепких материала обеспечивают долговечность и надежность. Бетон защищает арматуру от коррозии и воздействия агрессивных реагентов, содержащихся даже в воздухе, а арматура усиливает бетон, предотвращая его ломкость. Тем не менее плиты перекрытия ПК 58-15 — это достаточно тяжелые и большие изделия, и транспортировка этих элементов конструкции довольно сложная, так же как и установка. Монтаж производится только с помощью специальной тяжелой строительной техники — подъемного крана. Плиты пустотные являются основными элементами и наиболее популярными деталями для проектирования и строительства разных конструкций, типа многоэтажных жилых домов, производственных помещений и сооружений общественного назначения.
Это крайне удобный и относительно недорогой материал для строительства, отвечающий своими качествами требованиям. Имеющиеся пустоты значительно уменьшают вес изделия, и как следствие, всей конструкции сооружения. Значительно уменьшается нагрузка и на фундамент. Воздушные камеры обеспечивают шумоизоляцию в помещении и помогают удержать тепло в здании. Благодаря использованию бетона и стальной арматуры конструкции эти изделия отличаются особой прочностью. Соединенные два крепких материала обеспечивают долговечность и надежность. Бетон защищает арматуру от коррозии и воздействия агрессивных реагентов, содержащихся даже в воздухе, а арматура усиливает бетон, предотвращая его ломкость. Тем не менее плиты перекрытия ПК 58-15 — это достаточно тяжелые и большие изделия, и транспортировка этих элементов конструкции довольно сложная, так же как и установка. Монтаж производится только с помощью специальной тяжелой строительной техники — подъемного крана. Плиты пустотные являются основными элементами и наиболее популярными деталями для проектирования и строительства разных конструкций, типа многоэтажных жилых домов, производственных помещений и сооружений общественного назначения. Производитель обязан обеспечить строгий контроль качества всех предлагаемых железобетонных плит, и обеспечить всю продукцию гарантийными документами, паспортом качества. Изготавливаться плиты пк 58.15.8 должны исключительно в заводских условиях и согласно нормативам ГОСТа. Технология производства должна быть хорошо налажена и отработана, она должна соблюдаться строжайшим образом, в точности до мелочей, во избежание брака изделия или техногенного разрушения сооружения. Это, прежде всего, основа безопасности. Плиты ПК всегда имеют строгие геометрические характеристики. Расчет нагрузки на стандартную плиту порядка восемьсот килограммов на квадратный метр, но под заказ возможно изготовление плит с большей нагрузкой. Такие плиты могут применяться, например, при строительстве многоэтажной автопарковки. В зависимости от нагрузки и вида армирования, плита может иметь следующие варианты написания маркировки:
Производитель обязан обеспечить строгий контроль качества всех предлагаемых железобетонных плит, и обеспечить всю продукцию гарантийными документами, паспортом качества. Изготавливаться плиты пк 58.15.8 должны исключительно в заводских условиях и согласно нормативам ГОСТа. Технология производства должна быть хорошо налажена и отработана, она должна соблюдаться строжайшим образом, в точности до мелочей, во избежание брака изделия или техногенного разрушения сооружения. Это, прежде всего, основа безопасности. Плиты ПК всегда имеют строгие геометрические характеристики. Расчет нагрузки на стандартную плиту порядка восемьсот килограммов на квадратный метр, но под заказ возможно изготовление плит с большей нагрузкой. Такие плиты могут применяться, например, при строительстве многоэтажной автопарковки. В зависимости от нагрузки и вида армирования, плита может иметь следующие варианты написания маркировки: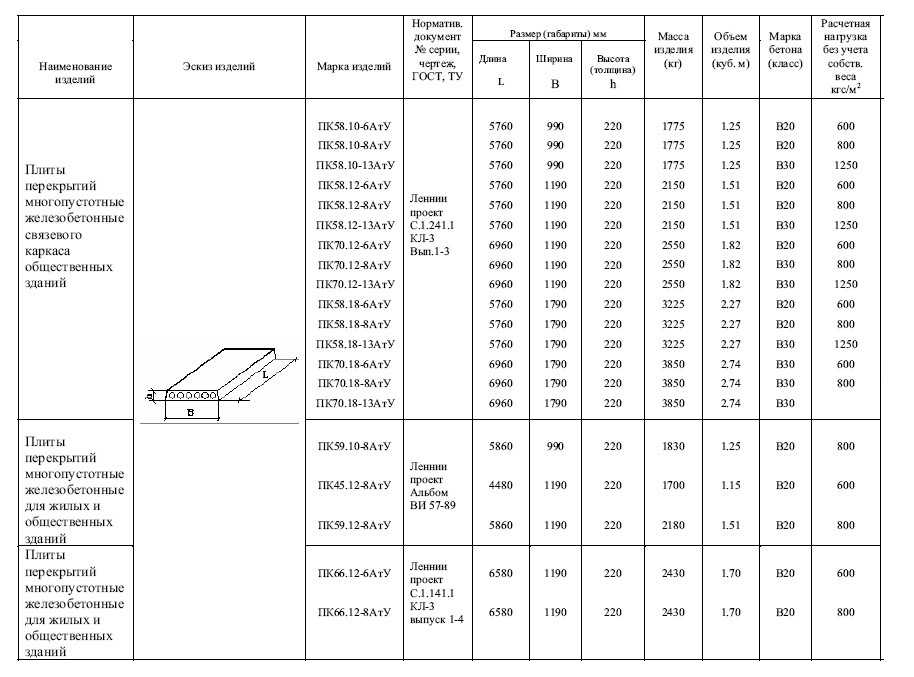 15
15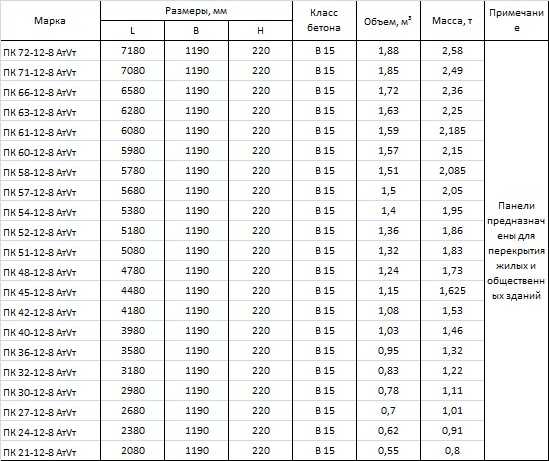 Монтаж железобетонных плит перекрытия достаточно прост. Но без знания определенных технологий укладки здесь не обойтись. Край плиты 58-15 не должен доходить до стены несколько сантиметров, чтобы можно было правильно осуществить утепление. На строительном рынке многопустотные плиты наиболее популярны. Стандартная плита перекрытия должна быть сейсмоустойчивой и выдерживать колебания почвы до девяти баллов. Для местностей, где движения почвы регулярны, в раствор бетона для плит перекрытия добавляются специальные упрочнители. В пустотах таких плит перекрытия можно прокладывать коммуникации — электрические кабеля сигнализации, линии связи и так далее. Такие плиты более доступны по цене, нежели монолитные, поскольку производство этих железобетонных изделий поставлено на поток на заводах. Из пустотных плит перекрытия и можно возводить здания практически любой этажности. Это строительство занимает минимальные сроки без потери качества и свойств прочности всего сооружения. Монтаж их производится на несущую наружную или внутреннюю стену строения.
Монтаж железобетонных плит перекрытия достаточно прост. Но без знания определенных технологий укладки здесь не обойтись. Край плиты 58-15 не должен доходить до стены несколько сантиметров, чтобы можно было правильно осуществить утепление. На строительном рынке многопустотные плиты наиболее популярны. Стандартная плита перекрытия должна быть сейсмоустойчивой и выдерживать колебания почвы до девяти баллов. Для местностей, где движения почвы регулярны, в раствор бетона для плит перекрытия добавляются специальные упрочнители. В пустотах таких плит перекрытия можно прокладывать коммуникации — электрические кабеля сигнализации, линии связи и так далее. Такие плиты более доступны по цене, нежели монолитные, поскольку производство этих железобетонных изделий поставлено на поток на заводах. Из пустотных плит перекрытия и можно возводить здания практически любой этажности. Это строительство занимает минимальные сроки без потери качества и свойств прочности всего сооружения. Монтаж их производится на несущую наружную или внутреннюю стену строения.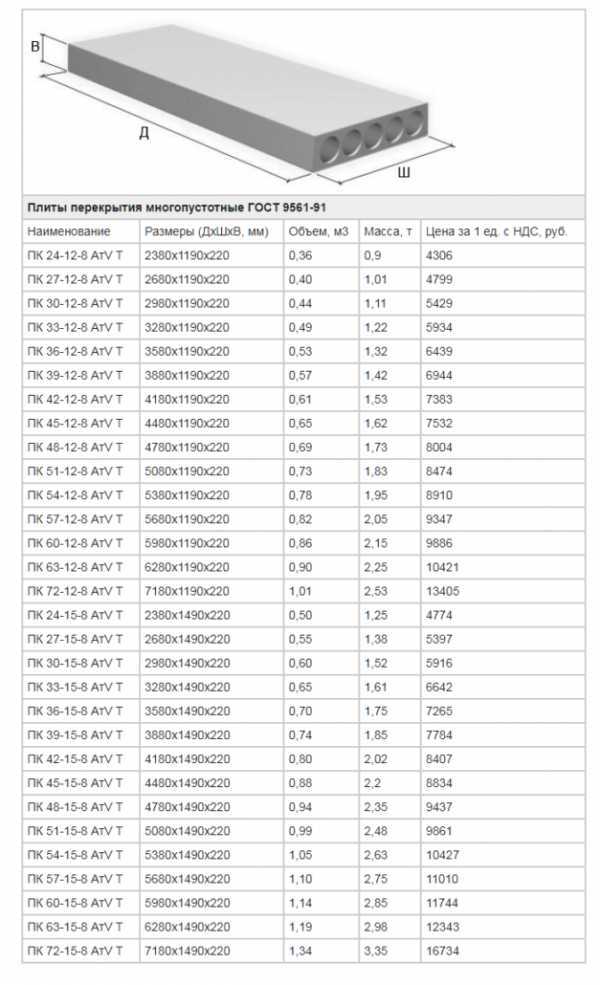 Отличие плит ПБ от плит ПК состоит в способе их изготовления. Плита перекрытия ПК заливается в металлоформу определенного размера, что и является в итоге длиной и шириной плиты. В то время как плиты ПБ заливаются на специальной линии, длиной 180 метров, а уже после этого нарезаются специальной пилой с алмазным покрытием на нужные размеры. Ширина линии может быть 1.2 мерта, либо 1.5 метра. При необходимости готовую плиту можно распилить не только поперек, но и вдоль и тем самым придать необходимую ширину, например один метр. Транспортируют и складируют плиты пустотные в стопках. При перевозке не более четырех штук в высоту, а при хранении не более шести.
Отличие плит ПБ от плит ПК состоит в способе их изготовления. Плита перекрытия ПК заливается в металлоформу определенного размера, что и является в итоге длиной и шириной плиты. В то время как плиты ПБ заливаются на специальной линии, длиной 180 метров, а уже после этого нарезаются специальной пилой с алмазным покрытием на нужные размеры. Ширина линии может быть 1.2 мерта, либо 1.5 метра. При необходимости готовую плиту можно распилить не только поперек, но и вдоль и тем самым придать необходимую ширину, например один метр. Транспортируют и складируют плиты пустотные в стопках. При перевозке не более четырех штук в высоту, а при хранении не более шести. 26
26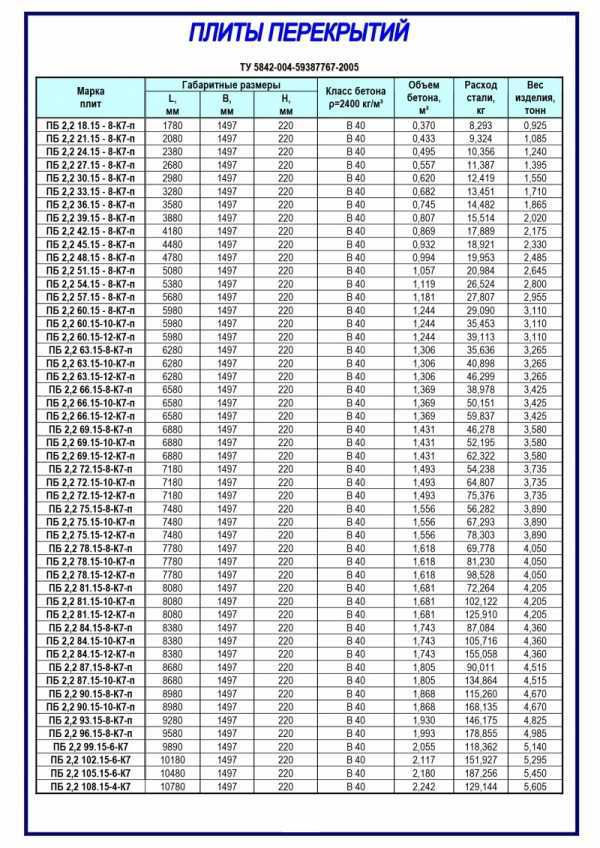 .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
.Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!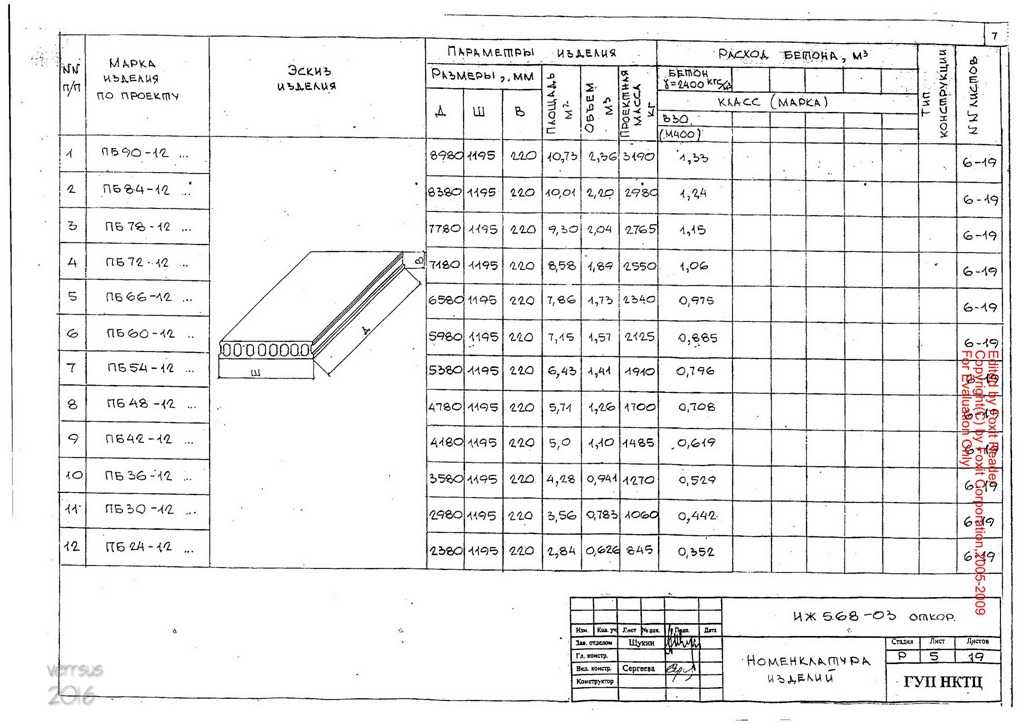
 Когда напряжение становится слишком большим для затвердевшего бетона, плита треснет, чтобы уменьшить давление. Это особенно часто встречается в теплую погоду. Если в смеси было использовано слишком много воды, после испарения лишней воды в плите остаются большие пустоты, которые делают бетон более слабым и склонным к растрескиванию. Это широко известно как усадочное растрескивание. Для борьбы с усадочным растрескиванием в плиту добавляют контрольные швы. Контрольные швы представляют собой канавки, которые врезаются в новый бетон или выпиливаются в бетоне после того, как он достигнет своего первоначального состояния. Контрольные швы создают слабое место в плите, поэтому при усадке бетона он будет трескаться в стыке, а не в плите.
Когда напряжение становится слишком большим для затвердевшего бетона, плита треснет, чтобы уменьшить давление. Это особенно часто встречается в теплую погоду. Если в смеси было использовано слишком много воды, после испарения лишней воды в плите остаются большие пустоты, которые делают бетон более слабым и склонным к растрескиванию. Это широко известно как усадочное растрескивание. Для борьбы с усадочным растрескиванием в плиту добавляют контрольные швы. Контрольные швы представляют собой канавки, которые врезаются в новый бетон или выпиливаются в бетоне после того, как он достигнет своего первоначального состояния. Контрольные швы создают слабое место в плите, поэтому при усадке бетона он будет трескаться в стыке, а не в плите.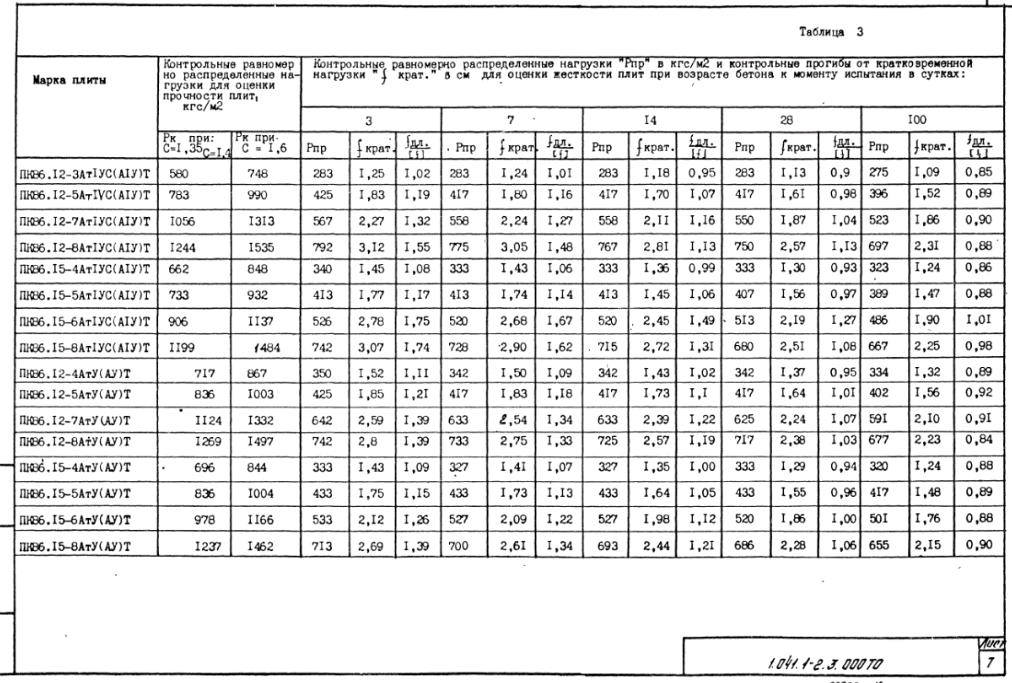 Заполнение компенсационных швов гибким материалом будет действовать как удар, чтобы снять напряжение и предотвратить растрескивание в будущем. Вздутие, оседание и перегрузка — другие распространенные типы трещин в бетоне. Трещины пучения возникают после цикла замораживания-оттаивания, когда мерзлый грунт поднимается и оседает при оттаивании грунта. Если плита не может свободно перемещаться с почвой, плита треснет. Усадочные трещины возникают, если в земле есть пустоты, и земля продолжает оседать. Трещины от перегрузки возникают, когда на верхнюю часть плиты оказывается чрезмерный вес, который слишком велик для грунта. Паутинные трещины и трещины, образующие корку, наносят эстетический ущерб, но не представляют реальной угрозы для бетона. Вместо этого они визуально непривлекательны, но не вызывают структурных проблем.
Заполнение компенсационных швов гибким материалом будет действовать как удар, чтобы снять напряжение и предотвратить растрескивание в будущем. Вздутие, оседание и перегрузка — другие распространенные типы трещин в бетоне. Трещины пучения возникают после цикла замораживания-оттаивания, когда мерзлый грунт поднимается и оседает при оттаивании грунта. Если плита не может свободно перемещаться с почвой, плита треснет. Усадочные трещины возникают, если в земле есть пустоты, и земля продолжает оседать. Трещины от перегрузки возникают, когда на верхнюю часть плиты оказывается чрезмерный вес, который слишком велик для грунта. Паутинные трещины и трещины, образующие корку, наносят эстетический ущерб, но не представляют реальной угрозы для бетона. Вместо этого они визуально непривлекательны, но не вызывают структурных проблем.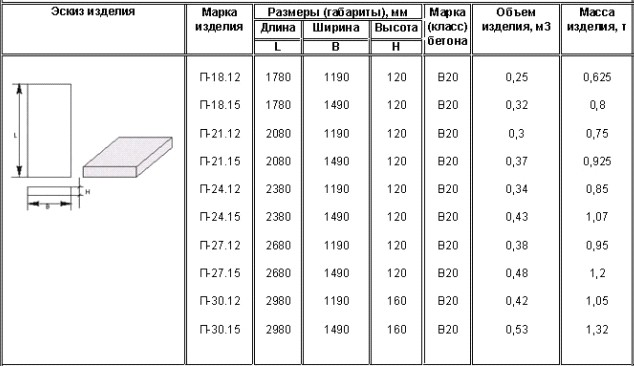
 В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин. Данная деталь имеет простую форму для удешевления производства.
Данная деталь имеет простую форму для удешевления производства.
 На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы. На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки.
На коробке подач закрепляется двигатель, обеспечивающий рабочую и ускоренную подачу. На консоли в станке консольного типа устанавливается отдельный двигатель, отвечающий за ее перемещения. Предусмотрен также специальный двигатель небольшой мощности для подачи охлаждающей жидкости к инструменту. Размещается в поддоне основания или емкости для сбора стружки. На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
На станках с СУПУ сервоприводами, приводящими аппарат в действие, управляет компьютер, поэтому постоянного внимания оператора процесс уже не требует.
 Смена ножей происходит по команде управляющего софта.
Смена ножей происходит по команде управляющего софта. д.
д. С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку.
С их помощью операторы могут не только создать программу любого уровня сложности, но и провести ее полную проверку. Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей.
Конструктивные особенности аппарата предусматривают наличие шаговых электродвигателей и серводвигателей.
 Процедура производится в несколько шагов:
Процедура производится в несколько шагов: Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться.
Сферу использования станка с ЧПУ при этом определяет его устройство и принцип работы, поэтому, перед тем как выбрать оборудование для предприятия, следует определиться с тем, какие изделия и из каких материалов на нем будут производиться. Цена около 27.000€
Цена около 27.000€ Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:
Вот обучающее видео об использовании вертикально-фрезерного станка, о котором мы говорим в этой статье:

 В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
В традиционных фрезерных станках это происходит только в одном положении, которое может быть следующим:
 Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже.
Это позволяет наклонять деталь для фрезерования со всех сторон, кроме одной, сводя к минимуму количество различных захватов и позволяя резаку получить доступ ко многим закоулкам детали. Как правило, 5-осевое фрезерование выполняется на обрабатывающих центрах, о которых мы поговорим позже. 0013 станины ). Оба имеют схожую структуру C.
0013 станины ). Оба имеют схожую структуру C.
 Glass scale mounting brackets. Digital readout» src=»https://www.youtube.com/embed/O073Y1mTeOc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Glass scale mounting brackets. Digital readout» src=»https://www.youtube.com/embed/O073Y1mTeOc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
Знаете ли вы, что есть более дешевые модели для небольших мастерских и для обучения?
 .. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.
.. Они также изготавливаются путем механической обработки или детали обрабатываются для массового производства, например, в автомобильной промышленности.

 Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
Некоторые детали можно изготовить только на токарном станке, например, винты, шпиндели, валы… С другой стороны, токарный станок менее универсален, поскольку фрезерный станок позволяет создавать большее разнообразие геометрий и различных деталей.
 Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов.
Следуя правилам проектирования для производства (DFM), вы можете получить больше от широких возможностей обработки с ЧПУ. Однако это может быть непросто, поскольку не существует общеотраслевых стандартов. И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
И металлы, и пластмассы можно обрабатывать на станках с ЧПУ.
 Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность.
Например, чтобы добраться до дна глубокой полости, вам нужны инструменты с большим радиусом действия. Это означает более широкий диапазон движения рабочего органа, что увеличивает вибрацию станка и снижает достижимую точность. Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
Отклонение инструмента, эвакуация стружки и вибрации становятся более заметными, когда полости имеют меньшее отношение глубины к ширине.
 Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае.
Пластмассы склонны к короблению (из-за остаточных напряжений) и размягчению (из-за повышения температуры), поэтому рекомендуется большая минимальная толщина стенки. Допустимые значения, указанные выше, следует рассматривать в каждом конкретном случае. Так же пенобетону не требуется прокладка звукоизоляции, воздушные полости в теле плиты практически полностью поглощают шум.
Так же пенобетону не требуется прокладка звукоизоляции, воздушные полости в теле плиты практически полностью поглощают шум. Пенобетон применяют только при высоте здания не больше трех этажей.
Пенобетон применяют только при высоте здания не больше трех этажей.



 В среднем толщина плиты должна составлять 16 – 18 см;
В среднем толщина плиты должна составлять 16 – 18 см;
 Мировая известность пенобетона началась в Германии с открытия первого крупномасштабного промышленного производства YTONG.
Мировая известность пенобетона началась в Германии с открытия первого крупномасштабного промышленного производства YTONG.

 На втором этапе проводится непосредственный монтаж конструкций на объекте: выставляются несущие балки, которые были выполнены из квадратных каркасов или арматурных треугольных, на нижней несущей части которых проводилась заливка бетоном для придания жесткости.
На втором этапе проводится непосредственный монтаж конструкций на объекте: выставляются несущие балки, которые были выполнены из квадратных каркасов или арматурных треугольных, на нижней несущей части которых проводилась заливка бетоном для придания жесткости.
 Она может подавать пенобетон по шлангу к месту заливки по вертикали до 30 м и в горизонтальном направлении до 60 м. Толщина пола может варьироваться в пределах 3-5 см. Чаще всего используется комбинированный метод нанесения пенобетона, который предполагает использование материала плотностью 300-500 кг/м³ в нижнем слое и 600-1200 кг/м³ для верхнего.
Она может подавать пенобетон по шлангу к месту заливки по вертикали до 30 м и в горизонтальном направлении до 60 м. Толщина пола может варьироваться в пределах 3-5 см. Чаще всего используется комбинированный метод нанесения пенобетона, который предполагает использование материала плотностью 300-500 кг/м³ в нижнем слое и 600-1200 кг/м³ для верхнего.

 Трещинообразованию подвержены участки в местах дверных и оконных проемов.
Трещинообразованию подвержены участки в местах дверных и оконных проемов. Опыт многих европейских стран показывает, что монолитное пенобетонное строительство позволяет быстрее всего решать вопрос жилищного строительства в условиях дефицита энергетических и финансовых ресурсов. Вышеуказанные факты сделали пенобетон наиболее популярным материалом в массовом малоэтажном жилищном строительстве.
Опыт многих европейских стран показывает, что монолитное пенобетонное строительство позволяет быстрее всего решать вопрос жилищного строительства в условиях дефицита энергетических и финансовых ресурсов. Вышеуказанные факты сделали пенобетон наиболее популярным материалом в массовом малоэтажном жилищном строительстве.


 Панели Insulfoam R-Tech
Панели Insulfoam R-Tech Хотя поначалу жесткий пенопласт может быть дорогим, экономия в течение следующих нескольких десятилетий намного перевесит его.
Хотя поначалу жесткий пенопласт может быть дорогим, экономия в течение следующих нескольких десятилетий намного перевесит его.
 Жесткая изоляция, рассчитанная на 25 фунтов на квадратный дюйм, будет прочнее земли под ней!
Жесткая изоляция, рассчитанная на 25 фунтов на квадратный дюйм, будет прочнее земли под ней! Изоляция должна хорошо работать как против температуры, так и против влаги, чтобы быть эффективной.
Изоляция должна хорошо работать как против температуры, так и против влаги, чтобы быть эффективной. Эта разница во влажности в очень влажном климате, таком как Миннесота, фактически разрушила способность пены XPS выполнять свою работу. Конструктивно он все еще был прочным, но плохо изолировал; ЭПС сделал.
Эта разница во влажности в очень влажном климате, таком как Миннесота, фактически разрушила способность пены XPS выполнять свою работу. Конструктивно он все еще был прочным, но плохо изолировал; ЭПС сделал. Если вы живете в климатических зонах 1-3, жесткая изоляция необязательна, но все же может быть хорошей идеей. Несмотря ни на что, всегда рекомендуется проверять местные строительные нормы и правила на предмет жесткой изоляции под плитами на уровне пола и подвалами!
Если вы живете в климатических зонах 1-3, жесткая изоляция необязательна, но все же может быть хорошей идеей. Несмотря ни на что, всегда рекомендуется проверять местные строительные нормы и правила на предмет жесткой изоляции под плитами на уровне пола и подвалами!

 Цены могут меняться в зависимости от того, где вы покупаете, но это должно дать вам приблизительное представление:
Цены могут меняться в зависимости от того, где вы покупаете, но это должно дать вам приблизительное представление: Тем не менее, вы должны убедиться, что используется SPF весом 2 фунта с закрытыми порами; любой другой тип распыляемой пены не будет достаточно плотным, чтобы поддерживать плиту.
Тем не менее, вы должны убедиться, что используется SPF весом 2 фунта с закрытыми порами; любой другой тип распыляемой пены не будет достаточно плотным, чтобы поддерживать плиту. Если вы проедете мимо каких-либо местных строительных площадок, вероятность того, что вы увидите, что R-Tech где-то используется, довольно высока. 2-дюймовые панели R-tech имеют прочность на сжатие 13 фунтов на квадратный дюйм и рейтинг R-10, что делает их подходящими для всех строительных норм и правил.
Если вы проедете мимо каких-либо местных строительных площадок, вероятность того, что вы увидите, что R-Tech где-то используется, довольно высока. 2-дюймовые панели R-tech имеют прочность на сжатие 13 фунтов на квадратный дюйм и рейтинг R-10, что делает их подходящими для всех строительных норм и правил.
 2
2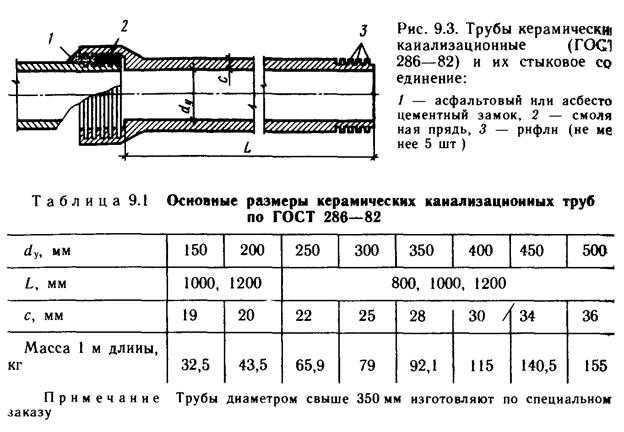 6
6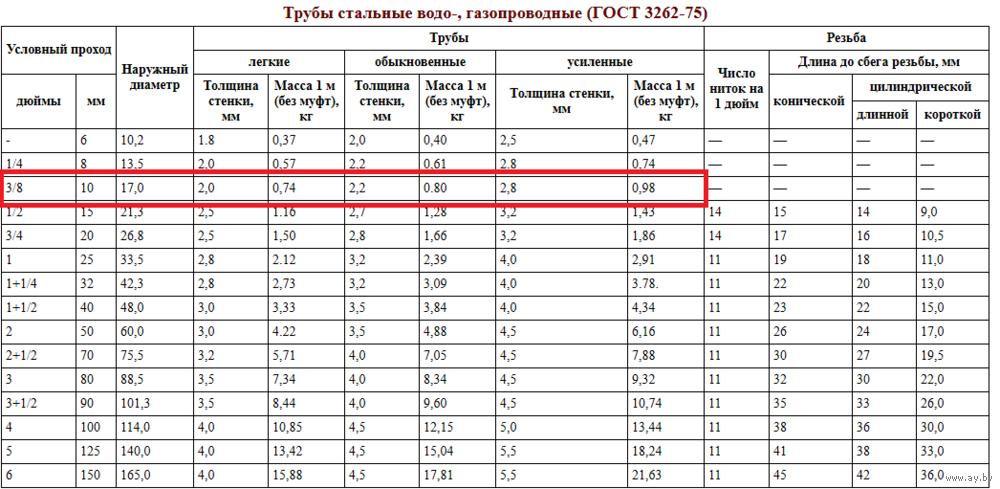 2
2 д.
д. Лишь взглянув на таблицу, специалисту становится ясно, что наряду с отечественным производственным ГОСТом для труб из нержавеющей стали такой же универсальностью обладает и стандарт iso (International Standart Organization).
Лишь взглянув на таблицу, специалисту становится ясно, что наряду с отечественным производственным ГОСТом для труб из нержавеющей стали такой же универсальностью обладает и стандарт iso (International Standart Organization). Точно такой же уникальностью характеризуется и стандарт sms, разработанный в Швеции более полувека назад.
Точно такой же уникальностью характеризуется и стандарт sms, разработанный в Швеции более полувека назад. 545
545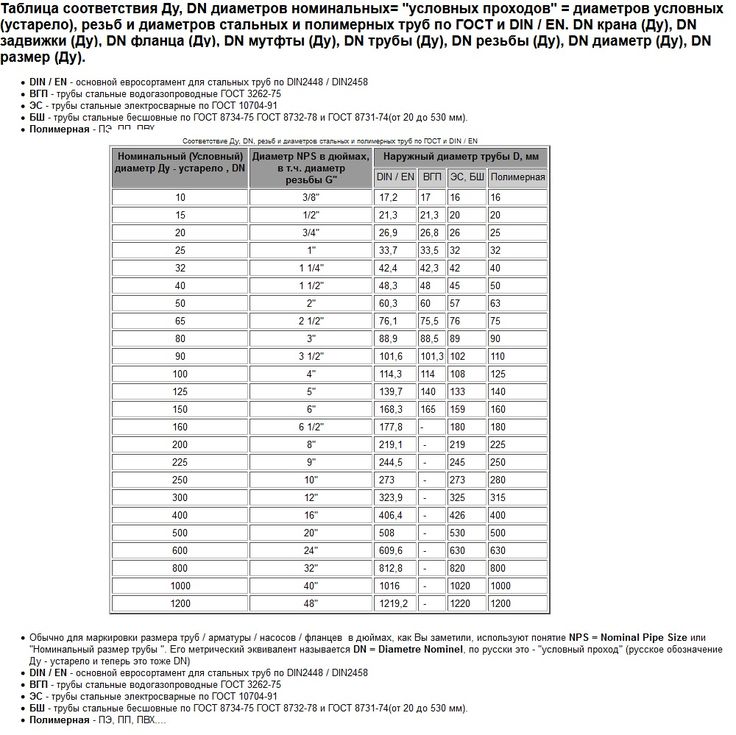 219″
219″ 140″
140″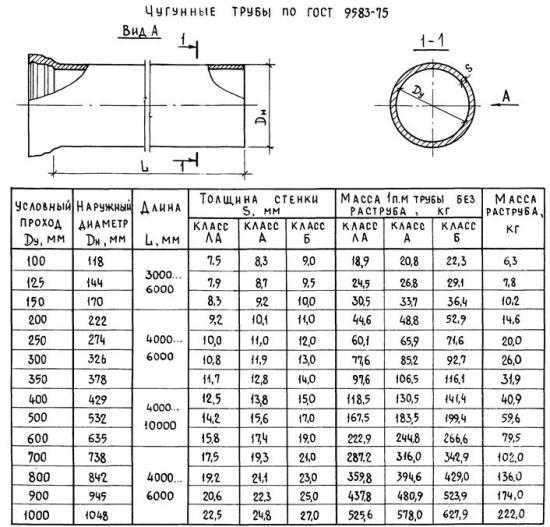 109″
109″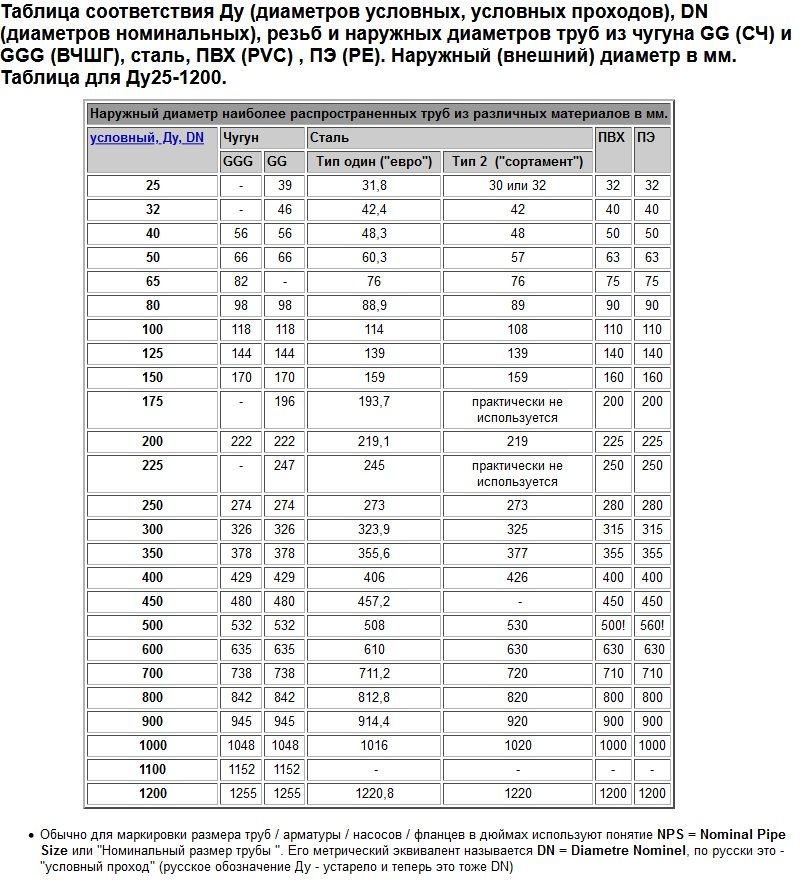 120″
120″ 120″
120″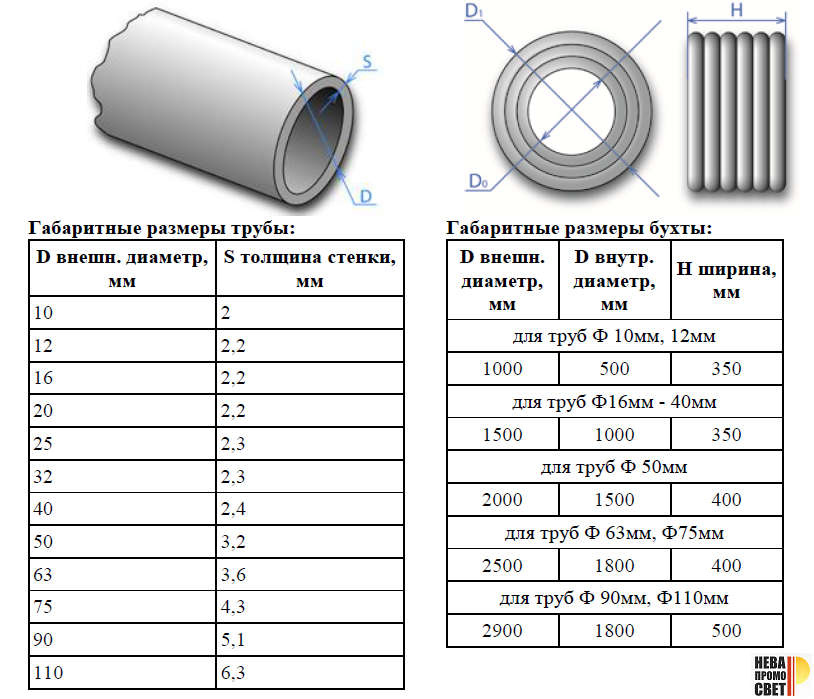 750″
750″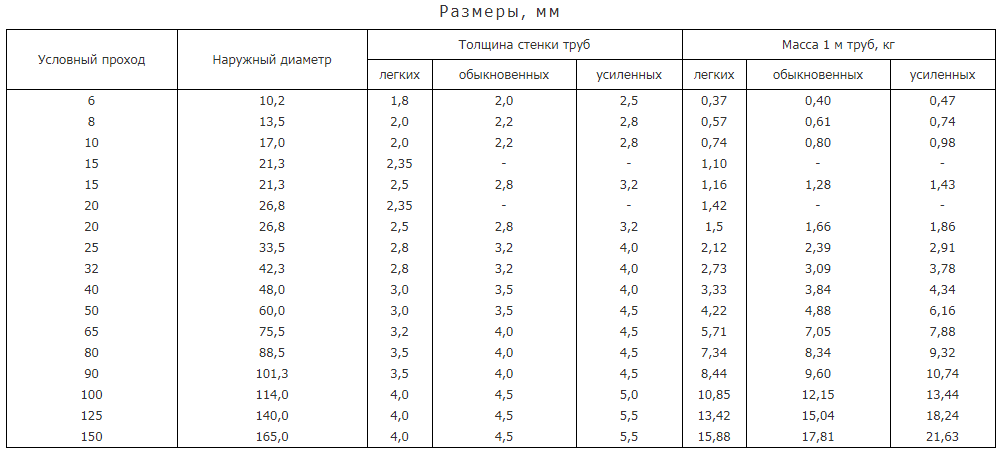 125
125 365″
365″ 375″
375″ 375″
375″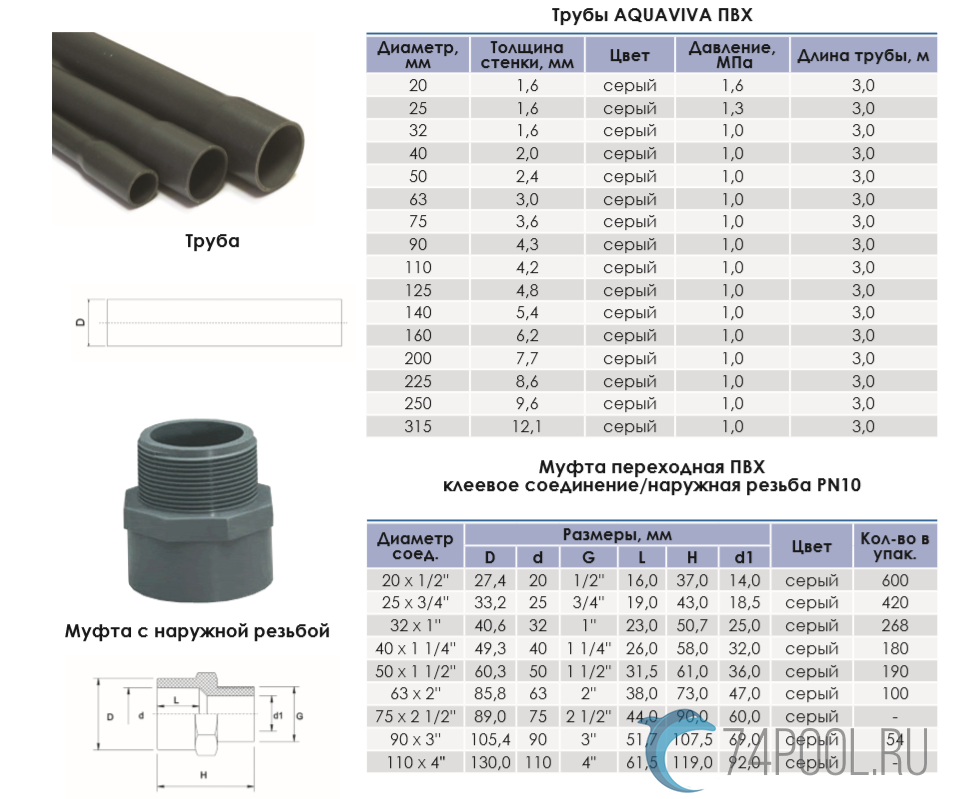 375″
375″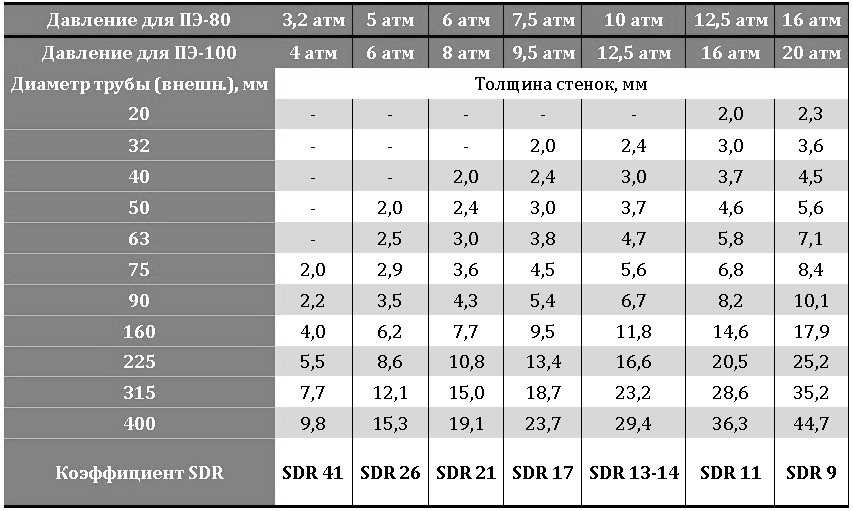 250″
250″ 188″
188″ 250″
250″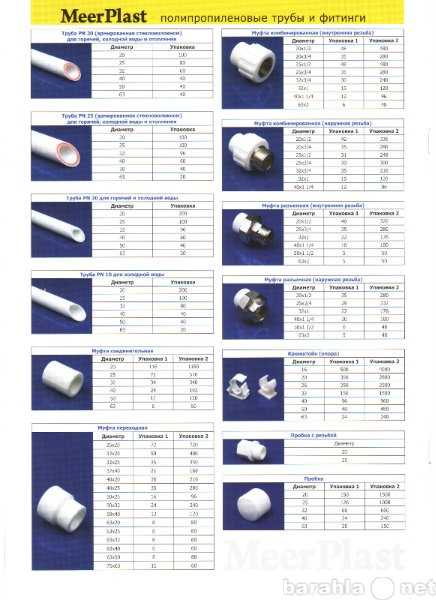 312″
312″ Мы предлагаем Трубу ERW A106 и Бесшовную Трубу Сорта 6 A333 по лучшей цене в Индии. Также изучите различные разновидности C45 Пластина , посмотреть прайс-лист и график поставки.
Мы предлагаем Трубу ERW A106 и Бесшовную Трубу Сорта 6 A333 по лучшей цене в Индии. Также изучите различные разновидности C45 Пластина , посмотреть прайс-лист и график поставки.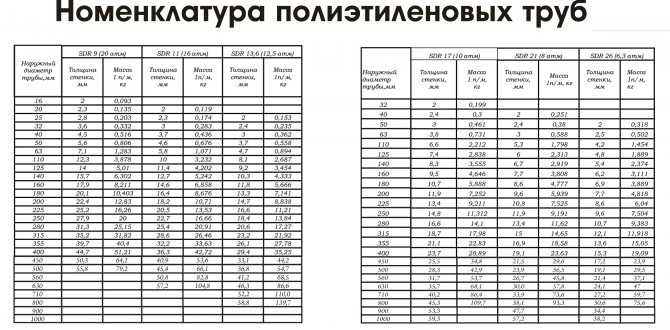 10M и B36.19M. Например, NPS 14 Sch 40 имеет внешний диаметр 14 дюймов ( 360 мм ) и толщину стенки 0,437 дюйма ( 11,1 мм ).
10M и B36.19M. Например, NPS 14 Sch 40 имеет внешний диаметр 14 дюймов ( 360 мм ) и толщину стенки 0,437 дюйма ( 11,1 мм ).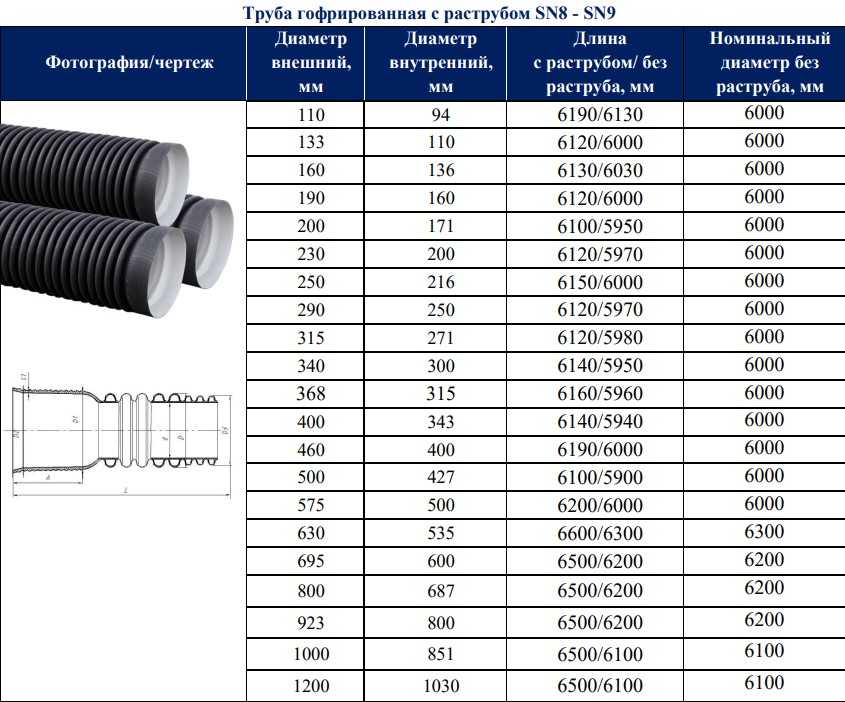
 )
)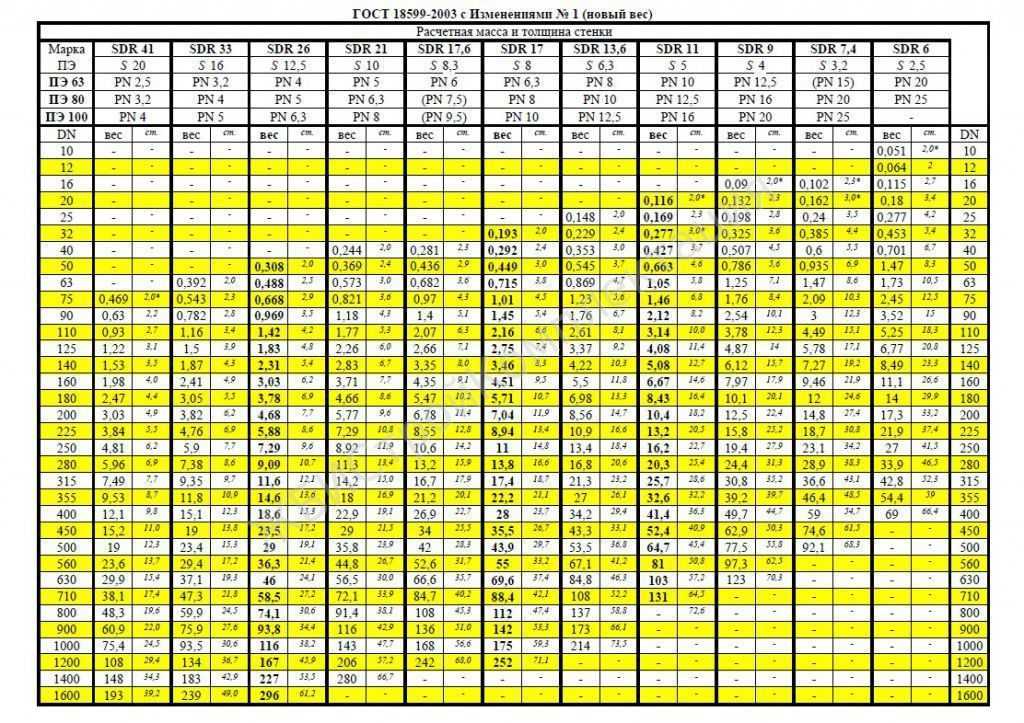 07
07 53
53 72
72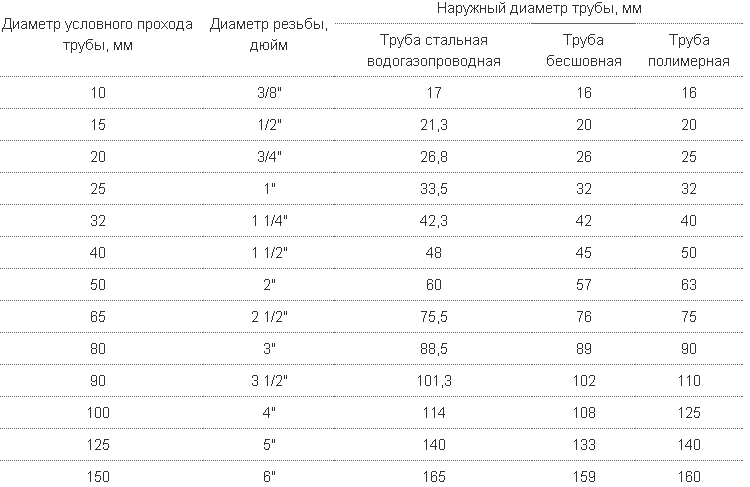 625
625 00
00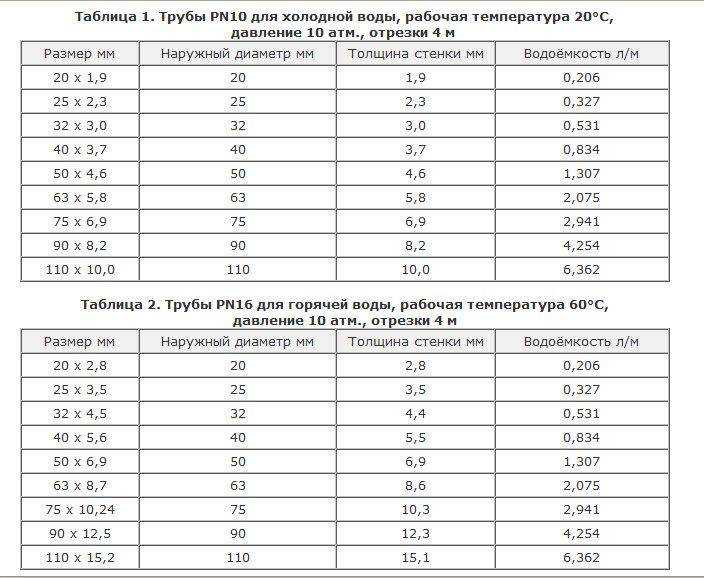 30
30 40
40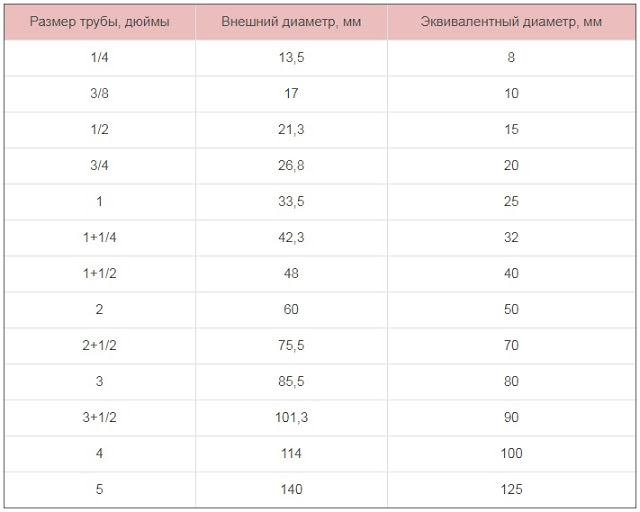 0005 Aluminum
0005 Aluminum 090 lbs/ft
090 lbs/ft 41 lbs/ft
41 lbs/ft 500 id
500 id
 76 id
76 id 922 lbs/ft
922 lbs/ft


 7 кг/метр
7 кг/метр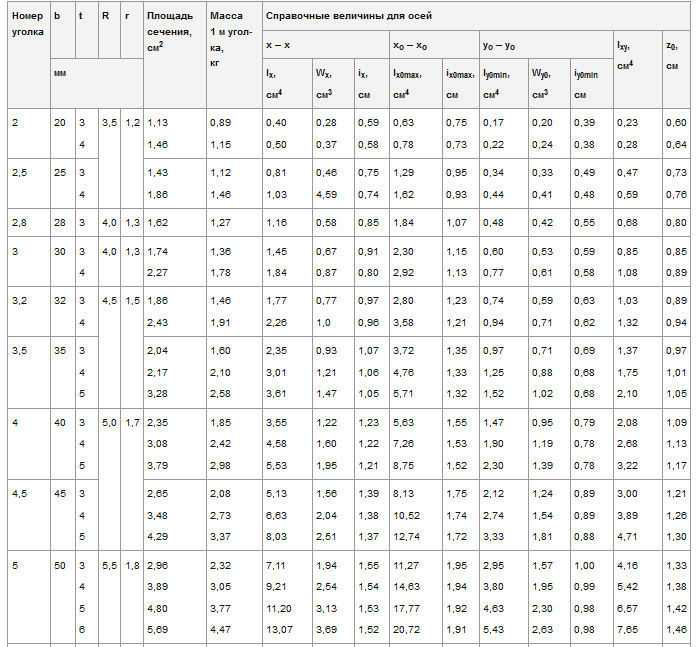 1 кг/метр
1 кг/метр 6 кг/метр
6 кг/метр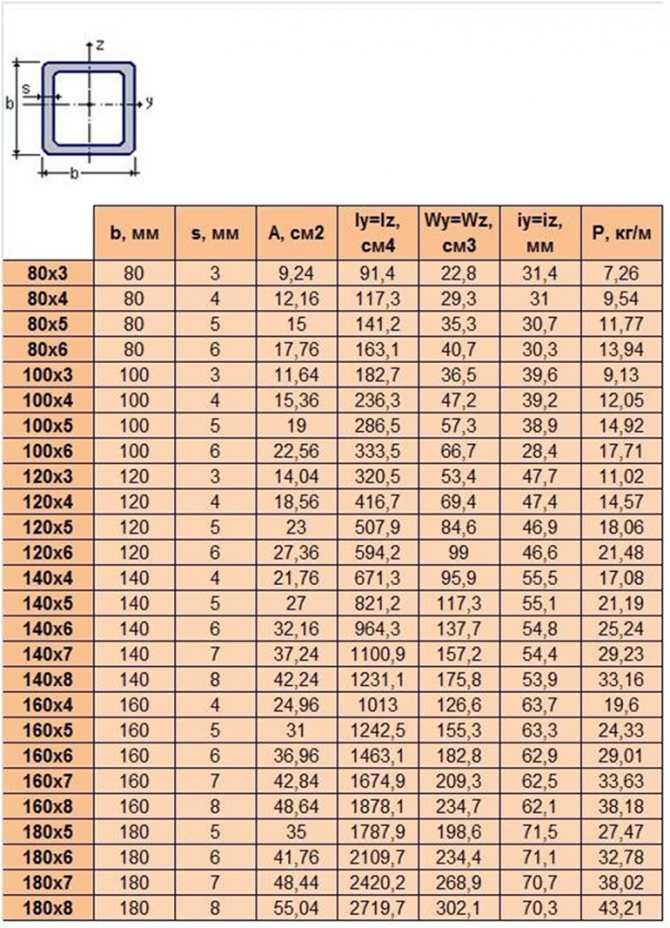 5 кг/метр
5 кг/метр 6 кг/метр
6 кг/метр 3 кг/метр
3 кг/метр

 270 г
270 г 100 Ом или менее, напряжение в открытом состоянии 3 В
100 Ом или менее, напряжение в открытом состоянии 3 В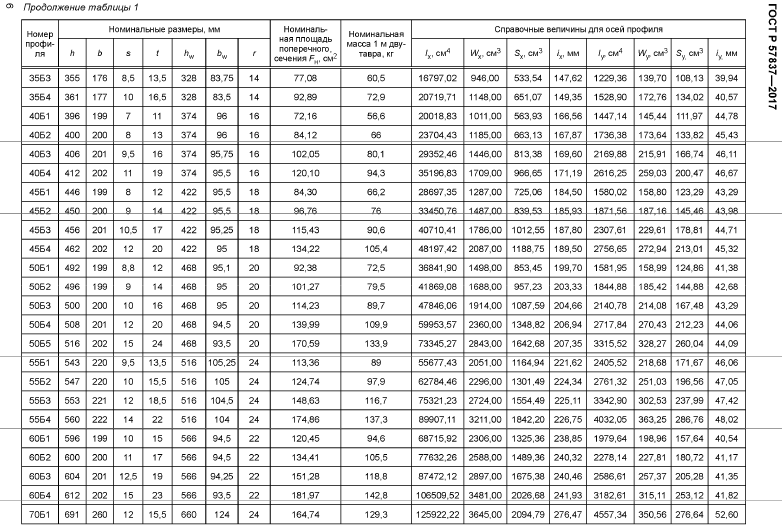
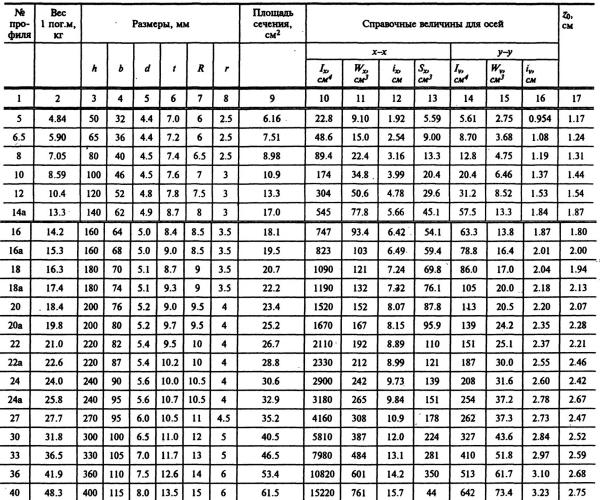
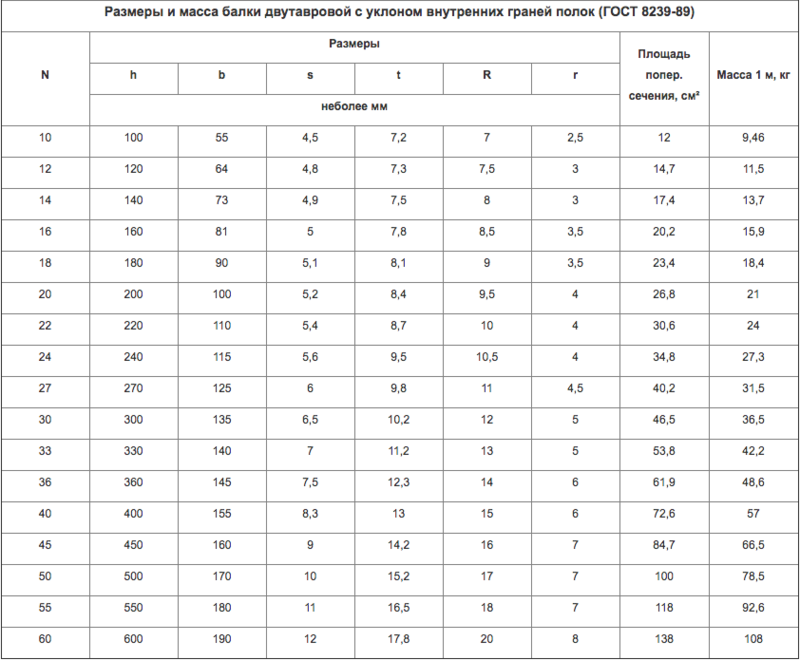 3 × 30 mm (250 V/0.5 A)
3 × 30 mm (250 V/0.5 A)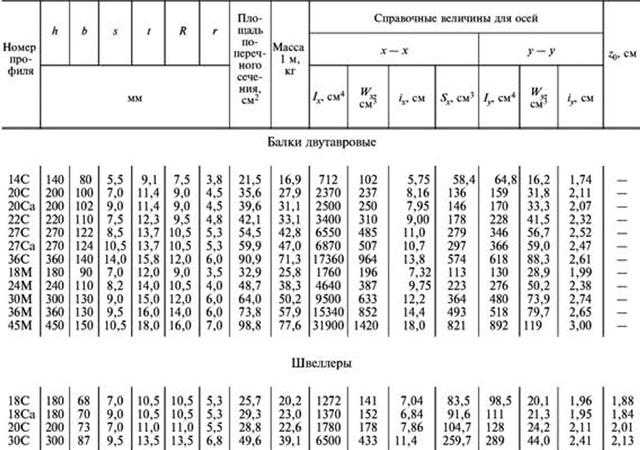
 Если лепестков для вашего автомобиля еще нет в списке, свяжитесь с нами — они могут быть в наличии. Если нет, мы будем рады сделать их для вас в течение нескольких дней. Доставка по всему миру!
Если лепестков для вашего автомобиля еще нет в списке, свяжитесь с нами — они могут быть в наличии. Если нет, мы будем рады сделать их для вас в течение нескольких дней. Доставка по всему миру!  В результате геркон улучшает перезагрузку камеры сгорания свежей топливно-воздушной смесью. Это улучшает выходную мощность современных двухтактных двигателей.
В результате геркон улучшает перезагрузку камеры сгорания свежей топливно-воздушной смесью. Это улучшает выходную мощность современных двухтактных двигателей.
 Однако при использовании прямых неизогнутых бердов небольшие зазоры до ок. 0,2 мм (0,008 дюйма) обычно не проблема. Причина этого в том, что колебания давления в картере от пониженного до избыточного давления заставляют язычки как открываться, так и закрываться. Лепестки язычка всегда следует заменять, если материал имеет сколы, обычно по краям, или видны трещины.
Однако при использовании прямых неизогнутых бердов небольшие зазоры до ок. 0,2 мм (0,008 дюйма) обычно не проблема. Причина этого в том, что колебания давления в картере от пониженного до избыточного давления заставляют язычки как открываться, так и закрываться. Лепестки язычка всегда следует заменять, если материал имеет сколы, обычно по краям, или видны трещины. Композитные, на основе стекла на основе углеродного волокна, язычки не так прочны, как металлические. Однако их существенным преимуществом является то, что в случае поломки язычкового лепестка высвободившийся кусок обычно не наносит вреда двигателю. Композит на основе эпоксидной смолы более мягкий по сравнению с металлическими деталями двигателя и обычно «вытачивается».
Композитные, на основе стекла на основе углеродного волокна, язычки не так прочны, как металлические. Однако их существенным преимуществом является то, что в случае поломки язычкового лепестка высвободившийся кусок обычно не наносит вреда двигателю. Композит на основе эпоксидной смолы более мягкий по сравнению с металлическими деталями двигателя и обычно «вытачивается».
 Они также успешно используются ежедневно сотнями клиентов. Основываясь на этом совокупном опыте и полученных отзывах, мы уверены в качестве и эффективности нашего продукта!
Они также успешно используются ежедневно сотнями клиентов. Основываясь на этом совокупном опыте и полученных отзывах, мы уверены в качестве и эффективности нашего продукта! Чем больше двигатель, тем более толстые трости следует использовать.
Чем больше двигатель, тем более толстые трости следует использовать.
 Это действие создает вакуум в картере. При опускании поршень нагнетает смесь через передаточные отверстия в камеру сгорания. В более ранних двигателях с поршневым портом (без лепестковых клапанов) часть этой смеси промывалась обратной промывкой во впуске, а не полностью попадала в перепускные каналы. Пластинчатые клапаны действуют как односторонние обратные клапаны, предотвращающие обратную промывку.
Это действие создает вакуум в картере. При опускании поршень нагнетает смесь через передаточные отверстия в камеру сгорания. В более ранних двигателях с поршневым портом (без лепестковых клапанов) часть этой смеси промывалась обратной промывкой во впуске, а не полностью попадала в перепускные каналы. Пластинчатые клапаны действуют как односторонние обратные клапаны, предотвращающие обратную промывку. Излишне говорить, что когда двигатель работает близко к пиковым оборотам, камыши действительно гудят. С каждым циклом лепестки тростника ударяются о блок тростника, сокращая срок их службы. (4) Первые трости, как и трости GEM, были изготовлены из нержавеющей стали. Эти трости были очень прочными и могли эксплуатироваться долгое время, но когда они ломались, металл втягивался в двигатель, разрушая его.
Излишне говорить, что когда двигатель работает близко к пиковым оборотам, камыши действительно гудят. С каждым циклом лепестки тростника ударяются о блок тростника, сокращая срок их службы. (4) Первые трости, как и трости GEM, были изготовлены из нержавеющей стали. Эти трости были очень прочными и могли эксплуатироваться долгое время, но когда они ломались, металл втягивался в двигатель, разрушая его.
 Многие лепестки имеют три слоя, и, укладывая слои перпендикулярно области изгиба, жесткость увеличивается. Форма кончика трости также может быть изменена для повышения производительности. Наконечник в форме крыла может помочь потоку воздуха пройти мимо него. Длина трости влияет на ее жесткость и расстояние, которое она должна преодолеть. (7) Конкретные размеры и конструкция каждой детали лепесткового клапана изменяют характеристики. Размер и форма общего воздуховода клетки, а также углы, которые он может иметь, чтобы избежать помех от удара, важны для воздушного потока. Дизайнеры компании Reed стараются поддерживать постоянную скорость воздуха. Объем тростниковой клетки должен быть примерно равен объему карбюратора и картера, чтобы не возникало узких мест. В клетку можно вставить нейлоновый «наполнитель», чтобы поддерживать правильный поток.
Многие лепестки имеют три слоя, и, укладывая слои перпендикулярно области изгиба, жесткость увеличивается. Форма кончика трости также может быть изменена для повышения производительности. Наконечник в форме крыла может помочь потоку воздуха пройти мимо него. Длина трости влияет на ее жесткость и расстояние, которое она должна преодолеть. (7) Конкретные размеры и конструкция каждой детали лепесткового клапана изменяют характеристики. Размер и форма общего воздуховода клетки, а также углы, которые он может иметь, чтобы избежать помех от удара, важны для воздушного потока. Дизайнеры компании Reed стараются поддерживать постоянную скорость воздуха. Объем тростниковой клетки должен быть примерно равен объему карбюратора и картера, чтобы не возникало узких мест. В клетку можно вставить нейлоновый «наполнитель», чтобы поддерживать правильный поток.
 Следует отметить, что этот контроль можно производить по измерению электропроводности изделий.
Следует отметить, что этот контроль можно производить по измерению электропроводности изделий. п.)
п.)
 Они не магнитны, не дают искры при ударе, технологичны, т.е. хорошо штампуются, свариваются. Из бериллиевой бронзы изготавливают инструменты стойкие к образованию искры для работы на пожароопасных производствах. Бериллиевые бронзы мало склонны к хладоломкости и могут работать в интервале температур от -200°С до +250°С. К недостаткам этих сплавов относятся высокая стоимость и дефицитность бериллия, а также его токсичность.
Они не магнитны, не дают искры при ударе, технологичны, т.е. хорошо штампуются, свариваются. Из бериллиевой бронзы изготавливают инструменты стойкие к образованию искры для работы на пожароопасных производствах. Бериллиевые бронзы мало склонны к хладоломкости и могут работать в интервале температур от -200°С до +250°С. К недостаткам этих сплавов относятся высокая стоимость и дефицитность бериллия, а также его токсичность.
 Детали машин стыковой сварки, электроды для сварки коррозионностойких сталей и жаропрочных сплавов
Детали машин стыковой сварки, электроды для сварки коррозионностойких сталей и жаропрочных сплавов 1245)
1245) Это указывает на возможность применения упрочняющей термообработки к меднобериллиевым сплавам. Бериллиевые бронзы являются дисперсионно-твердеющими сплавами, причем эффект упрочнения при термической обработке у них максимальный среди всех сплавов на медной основе. Они подвергаются закалке и последующему старению.
Это указывает на возможность применения упрочняющей термообработки к меднобериллиевым сплавам. Бериллиевые бронзы являются дисперсионно-твердеющими сплавами, причем эффект упрочнения при термической обработке у них максимальный среди всех сплавов на медной основе. Они подвергаются закалке и последующему старению.
 Ее значение определяет полноту перевода легирующих элементов в твердый раствор и возможность его гомогонизации. С точки зрения указанных факторов, предпочтительно повышение температуры закалки.
Ее значение определяет полноту перевода легирующих элементов в твердый раствор и возможность его гомогонизации. С точки зрения указанных факторов, предпочтительно повышение температуры закалки.
 Эти диаграммы строят по микроструктурным исследованиям или по изменению свойств в процессе распада α-раствора по сравнению со свойствами после старения на максиматьную прочность.
Эти диаграммы строят по микроструктурным исследованиям или по изменению свойств в процессе распада α-раствора по сравнению со свойствами после старения на максиматьную прочность. Примерно так же на устойчивость твердого раствора влияют небольшие добавки магния. Важным достоинством бериллиевых бронз является их высокая пластичность при умеренной прочности в закаленном состоянии: σв = 400—500 МПа. δ = 30—45%. В этом состоянии они легко переносят операции гибки, вытяжки и другие виды деформации.
Примерно так же на устойчивость твердого раствора влияют небольшие добавки магния. Важным достоинством бериллиевых бронз является их высокая пластичность при умеренной прочности в закаленном состоянии: σв = 400—500 МПа. δ = 30—45%. В этом состоянии они легко переносят операции гибки, вытяжки и другие виды деформации. Монослои окружены полями искажений решетки матрицы.
Монослои окружены полями искажений решетки матрицы.
 .6
.6 С увеличением этого сопротивления уменьшаются микропластические деформации при заданном напряжении и. следовательно, уменьшается релаксация напряжений. Все это приводит к повышению релаксационной стойкости сплавов — основной характеристики, определяющей свойства упругих элементов.
С увеличением этого сопротивления уменьшаются микропластические деформации при заданном напряжении и. следовательно, уменьшается релаксация напряжений. Все это приводит к повышению релаксационной стойкости сплавов — основной характеристики, определяющей свойства упругих элементов. Термическая обработка является ключом к универсальности медно-бериллиевых сплавов. В отличие от других сплавов на основе меди, которые получают свою прочность только за счет холодной обработки, ковкий медный бериллий приобретает свою высокую прочность, проводимость и твердость за счет комбинации холодной обработки и термического процесса, называемого старением. Упрочнение старением также известно как дисперсионное твердение или термообработка — процесс, который обеспечивает преимущества формовки и механических свойств, которых нет у других сплавов.
Термическая обработка является ключом к универсальности медно-бериллиевых сплавов. В отличие от других сплавов на основе меди, которые получают свою прочность только за счет холодной обработки, ковкий медный бериллий приобретает свою высокую прочность, проводимость и твердость за счет комбинации холодной обработки и термического процесса, называемого старением. Упрочнение старением также известно как дисперсионное твердение или термообработка — процесс, который обеспечивает преимущества формовки и механических свойств, которых нет у других сплавов. Таблицу 1): Высокопрочная медь Бериллий предлагает высокую прочность с проводимостью от умеренной до хорошей; и Высокая проводимость Медный бериллий имеет максимальную проводимость и немного более низкий уровень прочности.
Таблицу 1): Высокопрочная медь Бериллий предлагает высокую прочность с проводимостью от умеренной до хорошей; и Высокая проводимость Медный бериллий имеет максимальную проводимость и немного более низкий уровень прочности. 
 Термин пиковое старение относится к медному бериллию, состаренному до максимальной прочности. Сплавы, не состаренные до максимальной прочности, считаются недостаревшими, а сплавы, состаренные сверх максимальной прочности, — перестаренными. Недозревший медный бериллий повышает пластичность, ударную вязкость и равномерное удлинение. Перестаривание увеличивает электро- и теплопроводность сплава, его размерную и термическую стабильность, а также пластичность и ударную вязкость. Медный бериллий никогда не стареет при комнатной температуре, даже если материал хранится в течение длительного времени.
Термин пиковое старение относится к медному бериллию, состаренному до максимальной прочности. Сплавы, не состаренные до максимальной прочности, считаются недостаревшими, а сплавы, состаренные сверх максимальной прочности, — перестаренными. Недозревший медный бериллий повышает пластичность, ударную вязкость и равномерное удлинение. Перестаривание увеличивает электро- и теплопроводность сплава, его размерную и термическую стабильность, а также пластичность и ударную вязкость. Медный бериллий никогда не стареет при комнатной температуре, даже если материал хранится в течение длительного времени. Точно так же недостаточное старение требует жесткого контроля переменных процесса из-за резкого начального увеличения кривой отклика на старение. В стандартном цикле старения скорости нагрева и охлаждения не имеют решающего значения, пока материал остается в печи в течение надлежащего времени выдержки при температуре
Точно так же недостаточное старение требует жесткого контроля переменных процесса из-за резкого начального увеличения кривой отклика на старение. В стандартном цикле старения скорости нагрева и охлаждения не имеют решающего значения, пока материал остается в печи в течение надлежащего времени выдержки при температуре Стандартное старение при температуре 600 ° F (315 ° C) в течение двух-трех часов; два часа для холоднодеформированных сплавов и три часа для отожженных сплавов. На рис. 2 показано влияние времени и температуры на механические свойства сплава 25 1/2H с отпуском.
Стандартное старение при температуре 600 ° F (315 ° C) в течение двух-трех часов; два часа для холоднодеформированных сплавов и три часа для отожженных сплавов. На рис. 2 показано влияние времени и температуры на механические свойства сплава 25 1/2H с отпуском. Сплавы с высокой проводимостью известны своей превосходной электропроводностью и теплопроводностью. Они получают свою умеренную прочность за счет старения, но при более высокой температуре, чем высокопрочные сплавы.
Сплавы с высокой проводимостью известны своей превосходной электропроводностью и теплопроводностью. Они получают свою умеренную прочность за счет старения, но при более высокой температуре, чем высокопрочные сплавы. Воздушная атмосфера вносит наибольший вклад в образование поверхностных оксидов, а восстанавливающая атмосфера — в наименьшую. Несмотря на то, что оксидные пленки не наносят вреда основному сплаву, их следует удалять, если детали подлежат гальванопокрытию, пайке или пайке. Чтобы предотвратить чрезмерное окисление или потускнение при извлечении термообработанных деталей из печи, детали перед извлечением должны остыть до температуры ниже 65°C (150°F).
Воздушная атмосфера вносит наибольший вклад в образование поверхностных оксидов, а восстанавливающая атмосфера — в наименьшую. Несмотря на то, что оксидные пленки не наносят вреда основному сплаву, их следует удалять, если детали подлежат гальванопокрытию, пайке или пайке. Чтобы предотвратить чрезмерное окисление или потускнение при извлечении термообработанных деталей из печи, детали перед извлечением должны остыть до температуры ниже 65°C (150°F).
 Однако, если пиковые свойства не требуются, отливки можно упрочнить старением из литого состояния без отжига на твердый раствор.
Однако, если пиковые свойства не требуются, отливки можно упрочнить старением из литого состояния без отжига на твердый раствор. Высокопроводящие сплавы 174, щетка 60, 390 и 390E доступны только в прокатном состоянии.
Высокопроводящие сплавы 174, щетка 60, 390 и 390E доступны только в прокатном состоянии. Органы регулирования безопасности и гигиены труда во всем мире установили обязательные ограничения на воздействие на органы дыхания на рабочем месте. Прочтите и следуйте указаниям в Паспорте безопасности (SDS) перед работой с этим материалом. Паспорт безопасности и дополнительную важную информацию и рекомендации по охране труда и технике безопасности при использовании бериллия можно найти на веб-сайтах berylliumsafety.com, berylliumsafety.eu и Materion.com. По вопросам безопасного обращения с бериллийсодержащими сплавами обращайтесь в группу управления продукцией Materion по телефону +1 800 862 4118 или по электронной почте
Органы регулирования безопасности и гигиены труда во всем мире установили обязательные ограничения на воздействие на органы дыхания на рабочем месте. Прочтите и следуйте указаниям в Паспорте безопасности (SDS) перед работой с этим материалом. Паспорт безопасности и дополнительную важную информацию и рекомендации по охране труда и технике безопасности при использовании бериллия можно найти на веб-сайтах berylliumsafety.com, berylliumsafety.eu и Materion.com. По вопросам безопасного обращения с бериллийсодержащими сплавами обращайтесь в группу управления продукцией Materion по телефону +1 800 862 4118 или по электронной почте  Упрочнение старением часто называют дисперсионным твердением или термической обработкой. Способность бериллиево-медного сплава выдерживать эту термическую обработку превосходит другие сплавы с точки зрения формообразования и механических свойств. Например, сложные формы могут быть получены при самых высоких уровнях прочности и твердости любого другого сплава на основе меди, то есть в состоянии прокатки и последующего старения материала. В следующем тексте подробно описывается процесс упрочнения старением высокопрочного сплава Cu-Be 9.0006 сплава C17200 , а также специфической термической обработки ковочных и литейных сплавов, рекомендуемого оборудования для термической обработки, поверхностного окисления и общих методов отжига на раствор.
Упрочнение старением часто называют дисперсионным твердением или термической обработкой. Способность бериллиево-медного сплава выдерживать эту термическую обработку превосходит другие сплавы с точки зрения формообразования и механических свойств. Например, сложные формы могут быть получены при самых высоких уровнях прочности и твердости любого другого сплава на основе меди, то есть в состоянии прокатки и последующего старения материала. В следующем тексте подробно описывается процесс упрочнения старением высокопрочного сплава Cu-Be 9.0006 сплава C17200 , а также специфической термической обработки ковочных и литейных сплавов, рекомендуемого оборудования для термической обработки, поверхностного окисления и общих методов отжига на раствор. Например, кривая отклика сплава C17200 на рисунке показывает, как низкая температура, стандартная температура и высокая температура старения влияют на максимальную производительность сплава и время, необходимое для достижения максимальной прочности.
Например, кривая отклика сплава C17200 на рисунке показывает, как низкая температура, стандартная температура и высокая температура старения влияют на максимальную производительность сплава и время, необходимое для достижения максимальной прочности.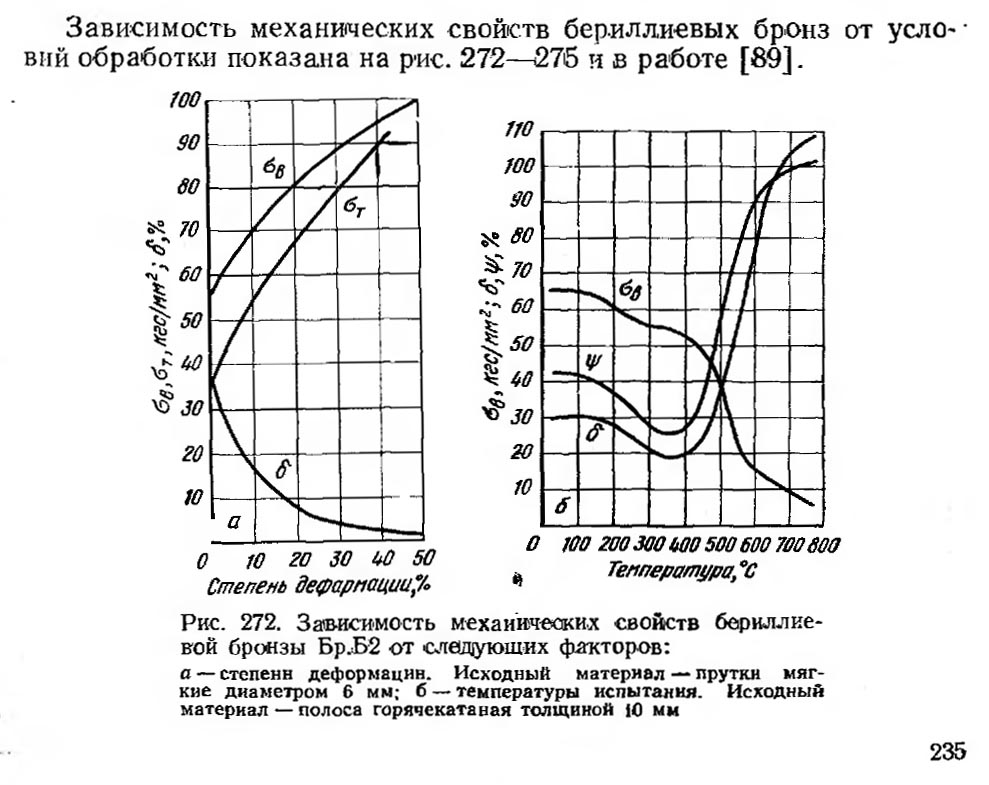 Недостаточное старение Cu-бериллий увеличивает ударную вязкость, равномерное удлинение и усталостную прочность, а чрезмерное старение увеличивает проводимость, теплопроводность и стабильность размеров. Медный бериллий не стареет при комнатной температуре даже при длительном хранении.
Недостаточное старение Cu-бериллий увеличивает ударную вязкость, равномерное удлинение и усталостную прочность, а чрезмерное старение увеличивает проводимость, теплопроводность и стабильность размеров. Медный бериллий не стареет при комнатной температуре даже при длительном хранении. Однако, чтобы гарантировать, что детали не начнут стареть до того, как они достигнут температуры, можно установить термопары, чтобы определить, когда была достигнута желаемая температура.
Однако, чтобы гарантировать, что детали не начнут стареть до того, как они достигнут температуры, можно установить термопары, чтобы определить, когда была достигнута желаемая температура.

 Тоже можно сказать и о силовых ключах — стоят два хотя можно запаять четыре ( экономия ! ).
Тоже можно сказать и о силовых ключах — стоят два хотя можно запаять четыре ( экономия ! ).
 12.2017
12.2017

 07.2017
07.2017
 3-йку тащит с хорошим запасом, 4-ку без проблем. 5 не пробовал, любителю такая палица незачем, а тому профи которому надо — незачем такой аппарат.
3-йку тащит с хорошим запасом, 4-ку без проблем. 5 не пробовал, любителю такая палица незачем, а тому профи которому надо — незачем такой аппарат. дешевле!!!
дешевле!!! Скоростной вентилятор, поэтому шумноват, хотя во время свари это не мешает.
Скоростной вентилятор, поэтому шумноват, хотя во время свари это не мешает.
 ..
.. Для больших объемов не рекомендую. А для дачи, гаража вполне пригодный аппарат.
Для больших объемов не рекомендую. А для дачи, гаража вполне пригодный аппарат. 75 кг
75 кг Инвертор позволяет получить качественное неразъемное соединения металлических деталей методом ручной дуговой сварки разовыми покрытыми электродами. Прочный корпус надежно защищает все внутренние узлы агрегата от попадания пыли и влаги, а также от механических повреждений.
Инвертор позволяет получить качественное неразъемное соединения металлических деталей методом ручной дуговой сварки разовыми покрытыми электродами. Прочный корпус надежно защищает все внутренние узлы агрегата от попадания пыли и влаги, а также от механических повреждений.
 Предел прочности неотожженной медной трубы равный 340-450 МПа, даже при такой прочности допускается растяжение изделия на 6%.
Предел прочности неотожженной медной трубы равный 340-450 МПа, даже при такой прочности допускается растяжение изделия на 6%. Кроме всего прочего, такие изделия при отрицательных температурах не лопаются. И даже когда в системе замерзнет вода, линия только деформируются.
Кроме всего прочего, такие изделия при отрицательных температурах не лопаются. И даже когда в системе замерзнет вода, линия только деформируются.
 Строение этой соединительной детали состоит из обжимного кольца, уплотняющих колец или прокладок.
Строение этой соединительной детали состоит из обжимного кольца, уплотняющих колец или прокладок.
 В таком случае целесообразней всего будет использовать фитинги.
В таком случае целесообразней всего будет использовать фитинги.
 Сырье на этом этапе с массой примесей, которые удаляют при помощи продувки кислородом под высоким давлением. Так получается медь с частотой 99%.
Сырье на этом этапе с массой примесей, которые удаляют при помощи продувки кислородом под высоким давлением. Так получается медь с частотой 99%. Рабочий диапазон изделия — 100-250 градусов по Цельсию.
Рабочий диапазон изделия — 100-250 градусов по Цельсию. Однако они более гибкие, поэтому их стали использовать в бытовых системах. Причем коммуникации бывают внешними и внутренними за счет устойчивости к УФ-лучам.
Однако они более гибкие, поэтому их стали использовать в бытовых системах. Причем коммуникации бывают внешними и внутренними за счет устойчивости к УФ-лучам. В зависимости от области применения отожженная медная проволока может быть более эффективной, чем твердотянутая, и наоборот.
В зависимости от области применения отожженная медная проволока может быть более эффективной, чем твердотянутая, и наоборот. Однако это дешевле, потому что время на его изготовление короче.
Однако это дешевле, потому что время на его изготовление короче. Результатом является путь, который позволяет электронам течь более легко.
Результатом является путь, который позволяет электронам течь более легко.

 Очевидно, что свойства разных металлов и сплавов различаются, когда речь идет об отжиге и отпуске, но предпосылки и выводы, которые мы можем сделать, останутся прежними. Нержавеющая сталь и углеродистая сталь являются популярными металлами для обоих процессов, но мы сосредоточимся в первую очередь на отжиге и/или отпуске полосы и проволоки из нержавеющей стали. Чтобы получить общее представление о процессах, ознакомьтесь с этой статьей о прокатке, отжиге и продольной резке в Ульбрихе.
Очевидно, что свойства разных металлов и сплавов различаются, когда речь идет об отжиге и отпуске, но предпосылки и выводы, которые мы можем сделать, останутся прежними. Нержавеющая сталь и углеродистая сталь являются популярными металлами для обоих процессов, но мы сосредоточимся в первую очередь на отжиге и/или отпуске полосы и проволоки из нержавеющей стали. Чтобы получить общее представление о процессах, ознакомьтесь с этой статьей о прокатке, отжиге и продольной резке в Ульбрихе. Компании в этом районе нужен материал толщиной 0,0045 дюйма. это будет 9Изменение обжатия на 6,4%, и металл не может резко изменить толщину с 0,125 дюйма (1/8) до 0,0045 дюйма за один раз, его необходимо уменьшать поэтапно. Таким образом, материал подвергается деформационному упрочнению до уменьшенной толщины, при которой он больше не может подвергаться дальнейшему обжатию без разрушения. Отсюда нержавеющая сталь отжигается. Это сбрасывает свойства, позволяя прокатывать толщину материала до еще более тонкой толщины, и процесс повторяется до тех пор, пока не будет достигнуто уменьшение исходной толщины на 96,4%. Сброс свойств в нашей терминологии просто означает, что материал был изменен с закаленного на отожженный в процессе отжига.
Компании в этом районе нужен материал толщиной 0,0045 дюйма. это будет 9Изменение обжатия на 6,4%, и металл не может резко изменить толщину с 0,125 дюйма (1/8) до 0,0045 дюйма за один раз, его необходимо уменьшать поэтапно. Таким образом, материал подвергается деформационному упрочнению до уменьшенной толщины, при которой он больше не может подвергаться дальнейшему обжатию без разрушения. Отсюда нержавеющая сталь отжигается. Это сбрасывает свойства, позволяя прокатывать толщину материала до еще более тонкой толщины, и процесс повторяется до тех пор, пока не будет достигнуто уменьшение исходной толщины на 96,4%. Сброс свойств в нашей терминологии просто означает, что материал был изменен с закаленного на отожженный в процессе отжига. Часто отжиг является последним этапом производства, если производитель деталей, такой как компания, производящая материалы для глубокой вытяжки, заказывает материал в отожженной форме. Отожженный материал, как правило, мягче и с ним легче работать при работе с инструментами, которые могут легко сломаться или деформироваться. Когда материал заказывается на DQ (качество глубокой вытяжки), это просто более мягкая отожженная форма, в которой прочность на растяжение и твердость более снижены, чем у стандартной отожженной формы. Как можно предположить, нержавеющая сталь DQ лучше подходит для операций глубокой вытяжки на следующем уровне производства. Как и в случае между операциями прокатки, отжиг также снижает свойства производственных операций между различными уровнями производителей, таких как перекатчики и производители деталей.
Часто отжиг является последним этапом производства, если производитель деталей, такой как компания, производящая материалы для глубокой вытяжки, заказывает материал в отожженной форме. Отожженный материал, как правило, мягче и с ним легче работать при работе с инструментами, которые могут легко сломаться или деформироваться. Когда материал заказывается на DQ (качество глубокой вытяжки), это просто более мягкая отожженная форма, в которой прочность на растяжение и твердость более снижены, чем у стандартной отожженной формы. Как можно предположить, нержавеющая сталь DQ лучше подходит для операций глубокой вытяжки на следующем уровне производства. Как и в случае между операциями прокатки, отжиг также снижает свойства производственных операций между различными уровнями производителей, таких как перекатчики и производители деталей. В некоторых случаях отпуск может быть выполнен посредством термической обработки, но в большинстве сплавов, выбранных Ульбрихом, он выполняется путем прокатки до определенной толщины с учетом процентного уменьшения. Типичные состояния, достигаемые в процессах прокатки Ульбриха, включают четвертьтвердый (QH), полутвердый (HH), три четверти твердый (3H) и полный твердый (FH). Существует также дополнительная полная твердость и другие приращения, на которые также можно ориентироваться, но все они считаются закаленными, поскольку они не были сняты с напряжения в процессе отжига. Разные сплавы подходят для разных областей применения, и металлургический персонал Ulbrich всегда рад выслушать и помочь дать рекомендации по этому вопросу.
В некоторых случаях отпуск может быть выполнен посредством термической обработки, но в большинстве сплавов, выбранных Ульбрихом, он выполняется путем прокатки до определенной толщины с учетом процентного уменьшения. Типичные состояния, достигаемые в процессах прокатки Ульбриха, включают четвертьтвердый (QH), полутвердый (HH), три четверти твердый (3H) и полный твердый (FH). Существует также дополнительная полная твердость и другие приращения, на которые также можно ориентироваться, но все они считаются закаленными, поскольку они не были сняты с напряжения в процессе отжига. Разные сплавы подходят для разных областей применения, и металлургический персонал Ulbrich всегда рад выслушать и помочь дать рекомендации по этому вопросу. Это отличается от процесса отжига тем, что температура отжига выбирается с учетом размягчения материала, а не его упрочнения. При всех этих операциях крайне важно учитывать критическую температуру и скорость охлаждения, специфичные для сплава, с которым вы работаете.
Это отличается от процесса отжига тем, что температура отжига выбирается с учетом размягчения материала, а не его упрочнения. При всех этих операциях крайне важно учитывать критическую температуру и скорость охлаждения, специфичные для сплава, с которым вы работаете. С другой стороны, если у вас есть медицинская деталь, требующая глубокой вытяжки, мы захотим провести ее через процесс отжига перед отправкой. Снятие напряжения, которое происходит в результате отжига (иногда называемого мягким отжигом), облегчает обработку материала после прохождения процесса закалки холодной прокаткой.
С другой стороны, если у вас есть медицинская деталь, требующая глубокой вытяжки, мы захотим провести ее через процесс отжига перед отправкой. Снятие напряжения, которое происходит в результате отжига (иногда называемого мягким отжигом), облегчает обработку материала после прохождения процесса закалки холодной прокаткой.