Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Болгарка весьма распространенный домашний инструмент. Она применяется для шлифования, резки, полировки и др. Случается такое, что для некоторых работ необходим станок, который будет устойчиво прикреплен. Это нужно для удобства и облегчения нагрузки. Такое приспособление применимо для различных работ. К ним относятся:
Разрез металлического профиля на участки нужной длины.
Распил металлического листа.
Изготовление большого числа похожих элементов для работы в небольшие сроки.
Обрезка плитки.
Разрез частей под любым углом.
Достижение необходимой глубины для деталей.
Бывают еще и другие работы. Можно приобрести такой станок в магазине. Но большинство продаваемых приспособлений сделано не на том уровне, который подойдет отдельному человеку. Тем более такие универсальные продукты преимущество используются на производствах. А для дома покупка отрезного станка нецелесообразна. Поэтому многие мастерят станину для болгарки своими руками.
Принципы изготовления станины в домашних условиях
Типы конструкций под болгарку
Суть метода маятниковой пилы
Применение упоров и зажимов
Условия для изготовления станины
Техника безопасности при работе со своим приспособлением
Принципы изготовления станины в домашних условиях
Известно, что размеры болгарок в зависимости от торговой марки, различаются между собой. Поэтому стойки для крепления углошлифовальной машины будут различны. При изготовлении самодельной станины для болгарки нужно придерживаться следующих условий:
инструмент необходимо закреплять прочно;
присутствие противовеса;
устойчивые упоры и крепкие зажимы;
соблюдение правил безопасности;
наличие защитных приспособлений.
Типы конструкций под болгарку
Существует несколько типов стоек под болгарку. Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина. Рабочая поверхность представлена отрезным диском. При этом резка профиля из металла будет подобна распилу деревянных элементов циркулярной пилой.
Такая установка не очень популярна из-за необходимости двигать заготовку. Процесс нарезания в этом случае становится небезопасным. Но есть плюсы – это быстрое нарезание тонких металлических листов.
Ко второму типу относится установка с применением каркаса. В данном типе могут быть разные исполнения крепления. Но все они должны быть надежны. Можно закрепить болгарку к станине посредством крепления болтами в месте рукоятки. Также возможно закрепить болгарку к стойке болтами на защитном кожухе, в котором предварительно сделать отверстия. Этот вариант исполнения считается наиболее простым и удобным, и не требует много деталей.
Еще углошлифовальную машину можно крепить методом маятниковой пилы. Этот метод подразумевает неподвижность обрабатываемого элемента, а вращается только круг. Маятниковая пила располагается над столешницей. Это позволяет обрезать предмет под необходимым углом. При этом способе работа с болгаркой становится безопасной и быстрой. Также можно в любое время использовать болгарку для обычных целей.
Суть метода маятниковой пилы
Маятниковая пила с применением болгарки легко собирается в домашней обстановке. Такая самоделка имеет простой механизм работы. Основные компоненты для изготовления:
Стойка.
Маятник.
Крепление.
В качестве стойки можно употребить раму из стали с платформой из листового металла. К такой поверхности прикрепить кронштейн. К нему монтировать шарнир для пилы и упор для держания заготовки. Хорошим упором считается поворотный механизм, чтобы менять угол между обрабатываемой частью и диском. Не нужно забывать, что стоит сделать отверстие для режущего круга в столешнице. Ширина отверстия соответствует двойной толщине круга, а длина – диаметру.
В качестве маятника применяется деталь т-образной формы. Такая деталь крепится к кронштейну станины, и к части, которая предназначена для крепления болгарки. Механизм маятника обеспечивается подшипниками качения, или же применением втулки.
Для безопасности и удобства нужно придумать противовес для инструмента. Конечно, его можно использовать по желанию. Но не стоит забывать, что он облегчает работу. В качестве противовеса применяется пружина. Она крепится снизу либо сверху.
Для закрепления углошлифовальной машины можно использовать консоль с одним или двумя кронштейнами. Инструмент закрепляется за корпус и в месте редуктора, где есть специальные отверстия.
Для удобной эксплуатации возможно подключение к выключателю, например, педали.
Применение упоров и зажимов
Для того чтобы работа шла быстро и качественно, нужно закрепить обрабатываемую деталь прочно. Для этого применяют разные варианты крепления. Самым надежным креплением признаны тиски. При таком способе крепления заготовка находится в неподвижном положении. Также снижается риск травмирования при разрушении круга.
Также для точной обрезки деталей можно закрепить на упорной планке линейку. Отсчет лучше всего вести от диска. Для дополнительных возможностей закрепляют еще транспортиры.
Условия для изготовления станины
Для изготовки самодельной станины для углошлифовальной машины потребуется:
материал для станины, а именно металлическая труба или металлическая пластина;
пружина для создания противовеса;
подшипники для формирования вращения;
прочный материал для крепкого основания;
углошлифовальная машина.
Лучше использовать небольшой инструмент, так как диски с большим диаметром делают самодельный станочек более надежным и универсальным. Выбирать нужно инструменты, заслужившие доверие на рынке. Выбор ненадежного устройства приведет к дополнительным расходам, если модель выйдет из строя. Самодельная стойка конструируется под определенную модель, а новая может не подойти.
Видео: станина для болгарки за час.
Техника безопасности при работе со своим приспособлением
При собирании станины следует закреплять кабель к подвижной части стойки. Можно употреблять обычные хомуты из пластика. Закрепленный кабель не будет мешать работе. При начале эксплуатации убедитесь, что диск не имеет сколов и повреждений, которые могут привести к поломке круга. При работе с углошлифовальной машиной нужно применять очки для защиты от металлического шлама.
Станина для болгарки будет полезным приспособлением для любого мастера. Если у вас есть ненужный металлический лист, а также необходимый инструмент, вы с легкостью изготовите самодельную станину для болгарки, а также не потратите много средств, да и сделанное своими руками приспособление будет отвечать вашим запросам и параметрам. В дальнейшем такое приспособление сэкономит время и позволит осуществлять точные слесарные работы.
Republished by Blog Post Promoter
Кровати и каркасы кроватей — Магазин недорогих, современных кроватей
Перейти к списку товаров
Показать все категории (+6)
Есть много кроватей, но хорошее самочувствие начинается с поиска правильной. Выберите тот, который достаточно большой, чтобы растянуться, но достаточно уютный, чтобы плотно прижаться. Наши недорогие кровати и каркасы кроватей рассчитаны на долгие годы — стиль, который вам понравится так же долго.
Сортировка и фильтрация
Сравнить
719 продуктов в результате
Показано 24 из 719
Доставка
Делайте покупки из дома с доставкой на дом.
Подробнее
Нажми и забери
Купите онлайн, заберите в магазине, и мы доставим его вам.
Подробнее
TaskRabbit Assembly
Найдите гибкие и доступные способы выполнения ваших задач.
Узнать больше
Варианты финансирования
Финансируйте дом своей мечты с помощью наших кредитных карт.
Узнать больше
Кровати для любого типа сна
Есть много разных видов кроватей — все удобные — но для разных нужд, разных людей, разных жилых помещений и разных этапов жизни. У нас есть широкий выбор всех видов кроватей — от двухъярусных кроватей для детской спальни до роскошных кроватей Super King Size с изголовьями для главной спальни. И это далеко не все, мы предлагаем все: от кроватей-домиков до диванов-кроватей, от кушеток и диванов-кроватей до детских кроваток для самых маленьких. Многие из наших кроватей поставляются с разными матрасами различной степени жесткости, поэтому вы можете полностью контролировать комфорт, который вы предпочитаете, когда ложитесь спать.
Каркасы кроватей
Большинство наших кроватей продаются с отдельными каркасами и отдельными матрасами. Это означает, что вы можете сочетать стиль и внешний вид своей кровати с выбранным вами матрасом . В нашем широком ассортименте каркасов кроватей вы без труда найдете подходящий размер и стиль. С правильным каркасом кровати вы также можете выбрать высоту своей кровати, что может облегчить вставание с кровати — по крайней мере, физически — вам все равно придется бороться с желанием оставаться в теплой, уютной постели.
Некоторые каркасы наших кроватей имеют встроенные практичные места для хранения, например, ящики или другие продуманные решения. Например, кровать-кабина может иметь полки или шкафы внизу. Отлично, если у вас ограниченное пространство или вы хотите максимально увеличить пространство, которое занимает ваша кровать.
Размеры кроватей
Кровати бывают разных форм и размеров. Несмотря на то, что они могут выглядеть по-разному, стандарты размеров кроватей для взрослых одинаковы. Матрас обычно имеет длину 78,7 дюймов, но ширина может варьироваться. Кровати для детей, как и кроватки и так далее, будут иметь другие размеры, как длины, так и ширины. Для взрослых ширина будет определять размер кровати. Ниже вы можете увидеть наши стандартные размеры кроватей для взрослых от самых узких до самых широких:
Двойная/односпальная кровать: 38 1/4 x 74 3/8 дюйма
Полноценная/двуспальная кровать: 53 1/8 x 74 3/8 дюйма
Кровать размера «queen-size»: 59 7/8 x 79 1/2 дюйма
Большая двуспальная кровать: 76 x 79 1/2 дюйма
Цвета кроватей
Дополните цветовую гамму своей спальни с помощью широкого ассортимента кроватей стильных цветов.
Белые кровати
Серые кровати
Черные кровати
Бежевые кровати
Коричневые кровати
Белые каркасы кроватей — Доступные белые кровати
Преимущества белого каркаса кровати
Если вы ищете универсальный и привлекательный центральный элемент для своей спальни, белая кровать — самый простой выбор. Это потому, что белые каркасы кроватей могут адаптироваться к разным цветам и декору спальни. Белый — универсальный и неподвластный времени цвет, дающий вам чистый холст для украшения. Вы можете сочетать его с красочными или яркими простынями и подушками, или вы можете сделать вещи простыми с серыми, бежевыми и другими нейтральными тонами, которые легко сливаются с белой кроватью.
Белые кровати просты, но элегантны
С белой кроватью вы добавите нотку простоты и элегантности в свой интерьер. Минималистичный, гладкий внешний вид белого цвета сочетается практически с любыми цветами вокруг него. А поскольку белый цвет естественным образом отражает свет, белые каркасы кроватей также могут сделать вашу комнату более просторной. Это делает их особенно полезными, если у вас небольшая спальня или вы украшаете комнату для гостей.
Белые каркасы кроватей универсальны
Вы можете быть уверены, что белый каркас кровати впишется практически в любой стиль вашей спальни. Он может дополнять другие белые аксессуары, такие как простыни или подушки, а также яркие или темные цвета на ваших стенах и окружающей мебели. Белый каркас кровати обеспечивает нейтральный вид и помогает отвлечь внимание от вашей кровати. Это позволяет добавить легкости в любую спальню.
Белые кровати вне времени
Белая рама кровати — это чистый холст, на котором вы можете создать любую индивидуальность. Это отличная отправная точка, чтобы дать волю своему воображению при украшении. И самое замечательное в белом то, что это вневременной цвет. С некоторыми другими цветами и стилями тенденции меняются, и мебель начинает выглядеть устаревшей. А вот с белой кроватью такого никогда не случится. Белый всегда был в моде и всегда будет.
Белые каркасы кроватей успокаивают
Центральным элементом любой спальни является кровать, поэтому убедитесь, что она вызывает правильные чувства. Белый известен как спокойный цвет, он создает успокаивающую, спокойную атмосферу. В отличие от более смелых или ярких кроватей, белый каркас кровати помогает создать настроение, при котором вы можете легко заснуть и мечтать всю ночь.
Найдите подходящую вам белую кровать
Здесь вы найдете все: от небольших кроватей для маленьких комнат до больших кроватей, на которых можно разложиться в главной спальне. Белый каркас кровати IKEA также может быть изготовлен из различных материалов, поэтому вы сможете найти идеальное сочетание, ищете ли вы деревянную кровать, металлическую кровать или что-то еще.
Белая кровать ИКЕА может предложить много места для хранения
Многие белые кровати ИКЕА оснащены стильными встроенными системами хранения, такими как ящики или другие продуманные решения (и даже приставные столы!). Это позволяет максимально эффективно использовать пространство спальни. С дополнительными вариантами хранения вы также можете освободить много места на полу и сделать все более просторным. И в качестве дополнительного бонуса известно, что белый цвет заставляет комнаты казаться больше, чем они есть на самом деле.
До Болт я пользовалась Убер. Но в какой-то момент приложение на телефоне тупо перестало функционировать. Мне сказали, что надо сказать специальное для России, но — ничего. Пробовала несколько раз, после чего забила.
Подруга пользовалась несколькими сразу, у нее я подсмотрела и скачала Болт себе.
Плюсы такси через приложение Болт:
1) Что сразу понравилось: в приложении чистый, очень простой и приятный интерфейс. Пользовательский сценарий очень простой — где находитесь (потом сохраняет по умолчанию адрес), куда надо ехать, выбрать тариф. Можно выбрать оплату наличными/картой. Все. Карта достаточно точная, проблем с посадкой ни разу не возникло.
2) Скидочные промо-коды и невысокие тарифы. Цены на такси очень демократичные, по уровню как у Убера, иногда даже дешевле. И еще радуют скидочные промо-коды, когда делишься с другом — скидка и тебе на поездку и другу.
3) Нормальные машины. Никаких побитых, старых, грязных мне не попадалось.
Из тех плюсов, что могу выделить я, но не могу гарантировать — это адекватные водители и быстрая подача машины. Наверно, мне везло. Подача машины дело удачи, а вот водители и правда разные бывают, знаю по отзывам знакомых. Мне всегда везло с водителями — всегда вежливые и адекватные, не грузят разговорами, не курят на рулем, по телефону не базарят всю дорогу (что бывало частенько в яндекс-такси и убере). Часто ставлю пятерки. Однажды передавала ключи (знаю, что так делать нельзя) по срочной просьбе, таксист хоть и понимал что просьба неадекватная, после уговоров все-таки выручил.
Еще один спорный плюс (который может быть и минусом) — это отсутствие в приложении тарифа с животным, как в яндексе, например. Там за тариф с животным наценка примерно в 1.5 раза, но это гарантия, что у водителя нет аллергии и он 100% повезет. Здесь же тариф один, и проезд с животным вам обойдется значительно дешевле. Но минус в том, что гарантии никто не дает: якобы о животном надо договариваться с водителем лично — звонить ему заранее и предупреждать. Если возникнут проблемы — отмену оплачиваете из своего кармана. Я два раза ездила с переноской без предупреждения, без проблем. Но если у вас крупная собака, думаю проблемы могут быть.
Минусы такси Болт:
1) Безопасность. Никаких гарантий безопасности вам никто не дает — кнопок тревожных нет, а то, что водителем окажется именно тот, кто у вас на фотографии в приложении — никто не проверяет.
2) Хоть интерфейс простой, но у меня возникла проблема с функцией добавления второй остановки — оказалось, надо было нажать на адрес на карте (что совсем не очевидно), чтобы добраться до этой функции. В первый раз при необходимости я ее просто не нашла и такси пришлось заказывать два раза, а водитель уже подсказал как это делается.
Также плохо, что нельзя вызвать сразу две машины, а это порой очень нужно.
В целом, меня данное приложение устраивает и пользуюсь только им. Надеюсь косяки исправят и переходить на другое не придется.
Скоба прямая такелажная с болтом и шплинтом
Такелажная скоба с болтом и со шплинтом прямого типа применяется для подъемных работ, перемещения грузов совместно со стальными канатами, тросами, цепями. Также может использоваться для создания страховочных такелажных конструкций.
Скоба такелажная прямая со шплинтом аналогична скобе DIN 82101 Form C. Разница со стандартизированной скобой заключается в шестигранном болте. По стандарту должен быть палец с резьбой.
Скоба изготовлена из углеродистой стали и обработана цинком. Болт и гайка оцинкованы и окрашены порошковым способом. Стопорный шплинт скобы произведен из углеродистой стали и оцинкован. Шплинт защищает болт и гайку от раскручивания.
209018263
27 мм Подробнее
прямая
с болтом (гайка и шплинт)
300
—
углеродистая сталь
гальваническое цинкование
2 шт
по запросупо запросупо запросу
209018259
16 мм Подробнее
прямая
с болтом (гайка и шплинт)
1600
—
углеродистая сталь
гальваническое цинкование
5 шт
90,00450,0090,00
209018260
20 мм Подробнее
прямая
с болтом (гайка и шплинт)
2000
—
углеродистая сталь
гальваническое цинкование
5 шт
159,60798,00159,60
209018261
22 мм Подробнее
прямая
с болтом (гайка и шплинт)
2000
—
углеродистая сталь
гальваническое цинкование
5 шт
по запросупо запросупо запросу
209018262
24 мм Подробнее
прямая
с болтом (гайка и шплинт)
2500
—
углеродистая сталь
гальваническое цинкование
2 шт
по запросупо запросупо запросу
209018264
30 мм Подробнее
прямая
с болтом (гайка и шплинт)
4000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018265
36 мм Подробнее
прямая
с болтом (гайка и шплинт)
5000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018267
45 мм Подробнее
прямая
с болтом (гайка и шплинт)
8000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209025718
48 мм Подробнее
прямая
с болтом (гайка и шплинт)
10000
—
углеродистая сталь
гальваническое цинкование
10 шт
по запросупо запросупо запросу
209018722
52 мм Подробнее
прямая
с болтом (гайка и шплинт)
12000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018266
39 мм Подробнее
прямая
с болтом (гайка и шплинт)
13500
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018723
60 мм Подробнее
прямая
с болтом (гайка и шплинт)
16000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018724
68 мм Подробнее
прямая
с болтом (гайка и шплинт)
20000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073804
72 мм Подробнее
прямая
с болтом (гайка и шплинт)
25000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073805
80 мм Подробнее
прямая
с болтом (гайка и шплинт)
32000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073803
90 мм Подробнее
прямая
с болтом (гайка и шплинт)
40000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209018698
100 мм Подробнее
прямая
с болтом (гайка и шплинт)
50000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073806
110 мм Подробнее
прямая
с болтом (гайка и шплинт)
63000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073807
125 мм Подробнее
прямая
с болтом (гайка и шплинт)
80000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
209073808
140 мм Подробнее
прямая
с болтом (гайка и шплинт)
100000
—
углеродистая сталь
гальваническое цинкование
1 шт
по запросупо запросупо запросу
Что такое болт? — Крепежная техника
Пол Хени |
Гайка и болт, скрепляющие две детали вместе.
Автор Dr. Jody Muelaner
Болт — это механическое крепление с резьбовым стержнем. Болты тесно связаны с винтами, которые также являются механическими крепежными элементами с резьбовыми стержнями. Эти типы застежек обычно вставляются через две части с совмещенными отверстиями.
Согласно некоторым определениям, является ли что-либо болтом или винтом, зависит от того, как оно используется. Болт вставляется через детали, все из которых имеют отверстия без резьбы, а затем на болт навинчивается гайка, чтобы обеспечить зажимное усилие и предотвратить осевое перемещение. Винт может сначала пройти через первую деталь с отверстием с зазором, но его резьба сопрягается с резьбой в одной из скрепляемых деталей. Винт может нарезать собственную резьбу или соединяться с резьбовой частью.
На практике это определение используется редко. Термин «болт» обычно используется для обозначения крепежного изделия, только часть стержня которого имеет резьбу. Крепежные изделия с резьбой на всем стержне обычно называют винтами. Часть стержня болта без резьбы называется хвостовиком. Стержень болта предотвращает радиальное перемещение деталей, а головка болта и гайка, если они установлены, предотвращают осевое перемещение. Хвостовик без резьбы обеспечивает более точное и менее абразивное соединение с деталями. Стержень также не содержит концентраций напряжений, которые могут привести к отказу, поэтому важно, чтобы стержень выступал далеко за границы раздела между частями, если на болт будет воздействовать значительная сила сдвига.
Болт, крепящий деталь к другой детали с резьбовым отверстием, технически в этом применении действует как винт.
Болты часто зависят от осевой силы, вызывающей достаточное трение резьбы, чтобы оставаться на месте. Крутящий момент прикладывается к головке для создания этой осевой силы. Сила действует между головкой болта и тем, во что вкручивается болт, будь то гайка или одна из скрепляемых деталей. Это вызывает удлинение болта и сжатие деталей, содержащих зазоры. В качестве альтернативы можно использовать некоторую форму стопорной гайки или клея для фиксации резьбы, чтобы предотвратить ослабление болта.
Наиболее распространен болт с шестигранной головкой. Он имеет шестигранную головку, обеспечивающую плоские поверхности для инструментов для приложения крутящего момента при креплении. Для старых болтов использовалась более простая в изготовлении квадратная головка, которая до сих пор используется в тех случаях, когда необходимо приложить очень высокий крутящий момент с помощью гаечного ключа. Для конкретных применений доступны многие другие типы болтов, например:
• Болт с квадратным подголовком: головка имеет закругленную форму с квадратным сечением хвостовика непосредственно под ним, который фиксируется в части, позволяющей затягивать гайку, не удерживая болт. • Болт с буртиком: хвостовик имеет значительно больший диаметр непосредственно под головкой, а затем уменьшается до диаметра резьбы. • J-образный болт: головка заменена крюком, сформированным из стержня. • Секс-болт: Это действительно тип удлиненной гайки с удлиненным корпусом, предназначенным для установки внутрь отверстия детали и выступающим в качестве стержня болта.
Болты классифицируются по прочности с использованием двух чисел, разделенных точкой. Этот сорт часто ставится на голове. Точка не является десятичной дробью, а действует как разделитель. Первое число представляет собой предел прочности при растяжении (UTS) в МПа, деленное на 100, а второе число представляет собой отношение предела текучести к UTS. Общие классы: 5.8, 8.8 и 10.9.. Например, болт класса 8.8 имеет UTS, нагрузку, при которой он выйдет из строя, 800 МПа, и будет иметь предел текучести при 80% этого значения (640 МПа).
2023 Bolt EV: электромобиль
20222023
All-Electric 2023
Начиная с 25 600 *
, как показано 28,800 долл. США *
EPA-EST. 259 миль
Электрический запас хода при полной зарядке
Доступность
Экономичный полностью электрический
0–60 за 6,5 секунды
Удовольствие от вождения
Испытайте новую энергию
Наступила новая эра доступных полностью электрических автомобилей, и Chevy Bolt EV лидирует. Он отличается выдающейся эффективностью, передовыми технологиями и динамичным стилем. Садитесь за руль и откройте для себя всю мощь полностью электрического автомобиля.
ТЕХНОЛОГИИ
Впереди инновации
От цветного сенсорного экрана диагональю 10,2 дюйма с информационно-развлекательной системой Chevrolet Infotainment 3 System * и информативных энергетических экранов до информационного центра для водителя. Bolt EV предоставляет передовые автомобильные технологии для помочь вам оставаться на связи и максимизировать эффективность.
Подключение к телефону
Стандартная информационно-развлекательная система Chevrolet Infotainment 3 System * предлагает такие функции подключения, как беспроводная связь Apple CarPlay * , беспроводная совместимость с Android Auto™ * и доступная встроенная функция Alexa. * Система легко интегрируется с вашим смартфоном, поэтому вызовы, музыка и избранные приложения могут быть легко доступны, и вы можете оставаться на связи с современной жизнью в пути.
#
Touch-Screen Tech
Сенсорный экран оснащен четырьмя энергетическими экранами и представляет собой мощный инструмент, предоставляющий водителю информацию в режиме реального времени, позволяющий отслеживать свои привычки вождения и повышать эффективность и запас хода. Управляйте более разумно, когда вы проверяете поток энергии вашего автомобиля, видите, как используется ваша энергия, или отслеживаете, как рельеф местности влияет на потребление энергии. Вы также можете настроить начисление платы в зависимости от вашего местоположения, графика и даже тарифов на коммунальные услуги.
#
Информационный центр для водителей
Благодаря яркому графическому дисплею с диагональю 8 дюймов Информационный центр для водителей позволяет вам внимательно следить за своей статистикой вождения — от стандартных датчиков до более продвинутых показаний, таких как энергоэффективность и переменные данные в реальном времени. диапазон.
#
Ваши любимые функции всегда под рукой
Мобильное приложение myChevrolet * удаленная технология теперь входит в стандартную комплектацию некоторых автомобилей Chevy. * Доступ ко всем нашим удаленным функциям и диагностическим ресурсам * на 3 года в рамках Плана удаленного доступа. *
Дополнительные преимущества
Зарядка
Удобное подключение
Дома или в дороге существует множество удобных и доступных вариантов зарядки для вашего электромобиля Bolt. Доступный двухуровневый зарядный шнур позволяет переключаться между уровнем 1 (120 вольт) и уровнем 2 (240 вольт) * , что делает подключение Bolt таким же простым, как подключение смартфона.
Установка домашней зарядки на нас *
Стандартная установка розетки для соответствующих требованиям клиентов при покупке или аренде нового Bolt EV 2023 года
EPA-est. 259 миль *
Электрический диапазон при полной зарядке
Более 40 000 общественных мест
Зарядные станции
Установка домашней розетки для зарядки Мы *
Зарядная розетка уровня 2 для Chevrolet для соответствующих требованиям клиентов при покупке или аренде электромобиля Bolt 2023 года. Представьте себе удобство быстрой зарядки вашего электромобиля прямо из вашего дома.
Идет загрузка…
Фильтровать по
Найдите более 40 000 совместимых зарядных станций рядом с вами или используйте карту локатора, чтобы спланировать следующую поездку.
Здесь, чтобы помочь вам сделать переход
От удобных вариантов зарядки до полезных услуг консьержа — управлять полностью электрическим автомобилем легко с Chevrolet
Вождение с одной педалью, * Regen on Demand™ * и спортивный режим повышают уровень удовольствия, функциональности и возможностей Bolt EV.
200 л.с.
Мощность
0–60 за 6,5 с *
Реакция
Bolt EV быстр там, где нужно, благодаря быстрому ускорению и 266 фунт-футам. почти мгновенного электрического крутящего момента, чтобы легко удовлетворить ваши потребности в мощности.
#
Вождение с одной педалью *
Вождение с одной педалью использует энергию рекуперативного торможения для замедления автомобиля. Он управляется с помощью только педали акселератора для ускорения или замедления вместо тормозов.
#
Regen on Demand™ *
Генерируйте и восстанавливайте энергию простым нажатием и удержанием весла.
#
Спортивный режим
Нажатие кнопки спортивного режима обеспечивает более быстрое ускорение и еще больше удовольствия назначенный интерьер, наполненный пространством, комфортом и стилем.
5 пассажиров
Рулевого колеса в стиле спорта
36 дюймов задних комнат для ног
ADD_CIRCLE_OUTLINE Галерея
Стандартный Chevy Assive Assive
с уверенностью
2023 CHEVY BOLT EV. Chevy Safety Assist — набор передовых технологий безопасности и функций помощи водителю.
При скорости ниже 50 миль в час в дневное время эта функция может помочь вам избежать или снизить серьезность лобового столкновения с пешеходом, обнаруженным прямо перед вами. Он выдает предупреждения и может автоматически обеспечивать резкое экстренное торможение или усиливать резкое торможение водителя. Он имеет ограниченные характеристики в ночное время и в условиях плохой видимости.
Предупреждение о прямом столкновении может предупредить вас, когда оно обнаружит потенциальное лобовое столкновение с автомобилем, за которым вы следуете, чтобы вы могли быстро принять меры. Функция автоматического экстренного торможения использует технологию камеры для автоматического обеспечения резкого экстренного торможения или усиления резкого торможения водителя на скорости ниже 50 миль в час.
Короткий и плавный поворот рулевого колеса предупреждает вас о возможном непреднамеренном отклонении от обнаруженных полос движения, чтобы вы могли безопасно оставаться на своей полосе. При необходимости вы можете получать дополнительные предупреждения о выходе из полосы движения. Системные предупреждения не появляются, если вы используете сигнал поворота или обнаруживает, что вы, возможно, намеренно покидаете свою полосу движения.
Отображает следующий промежуток времени в секундах между вашим автомобилем и обнаруженным транспортным средством, за которым вы следуете.
Может автоматически включать и выключать дальний свет фар автомобиля в зависимости от окружающих условий движения.
Функции безопасности или помощи водителю не заменяют ответственность водителя за безопасное управление автомобилем. Водитель должен всегда быть внимательным к движению, окружающей среде и дорожным условиям. Видимость, погодные и дорожные условия могут повлиять на работу функции. Прочтите руководство по эксплуатации автомобиля, чтобы узнать о важных ограничениях функций и информации.
Сравнение add_circle_outline
Living Electric
Простой, умный способ управления
Living Electric
EV. вы хотите определить, отзывается ли ваш текущий автомобиль или автомобиль, который вы рассматриваете, посетите www.nhtsa.gov/recalls или позвоните по номеру (888) 327-4236 .
Хотите это электрическое ощущение?
Получите подарочную карту на 25 долларов 1 при тест-драйве 2 Chevy Bolt EV или EUV
При упоминании такого процесса, как пайка алюминия, многих мастеров бросает в холодный пот. Этот материал настолько коварный, что так и норовит напакостить бедному пользователю. Однако практика показывает, что большая часть проблем связана с банальным незнанием особенностей алюминия и применением присадок для других металлов. В результате обычная пайка превращается в сущий ад.
Сегодня мы расскажем про все тонкости работы с этим металлом, чтобы развеять ваши страхи.
Почему алюминий плохо паяется
Металл, а также его сплавы, категорически не переносят пайку. Любые попытки нанести припой в зону соединения заканчиваются провалом – он просто не пристанет. В сравнении с медью и другими материалами, алюминий можно смело назвать самым худшим.
Причина кроется в таком явлении, как оксидная пленка. Алюминий достаточно активно и быстро реагирует с находящимся в воздухе кислородом. Даже после зачистки места пайки, поверхность быстро покрывается новым слоем оксида.
Пленка является собственной защитой алюминия. Она выдерживает большие температуры без разложения. Оксид отличается химической стойкостью, именно этим объясняется инертность алюминия к окружающей среде. Металл попросту не чувствителен к флюсам, которые используется при классической пайке цветных материалов.
Кроме того, в состав классического припоя входят олово, кадмий и другие элементы. Алюминий крайне неохотно контактирует с этими металлами, отказываясь образовывать соединение.
Сам металл обладает относительно низкой температурой плавления – около 660 градусов. Оксидная пленка наоборот, показывает высокие показатели стойкости к нагреву. Такая разница температур вызывает дополнительные осложнения в процессе спаивания.
Используем правильные компоненты
Чтобы пайка дала качественный, прочный шов, необходимо использовать припой с добавлением цинка. Этот элемент отличается хорошей растворимостью с алюминием и позволяет паять высокопрочные соединения.
Второй важный момент – удаление оксидной пленки. Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Более эффективными являются флюсы для алюминия. Их преимущества:
быстрое действие;
полное удаление оксида в зоне работы паяльником;
способствуют более прочному соединению.
Для алюминия подходят только активные составы с достаточной реакционной способностью!
Основными компонентами таких растворов являются муравьиная, уксусная, олеиновая кислоты. Показатель их реакционной способности возрастает с нагревом. Таким образом, оксид полностью разрушается под флюсом, оставляя чистое место.
Выбор оптимального флюса
Для алюминиевых деталей подходят следующие составы:
Ф59 – предназначен для относительно небольших температур, подходит для сплавов с медью и сталью;
Ф61 – кроме алюминия подходит для других цветных металлов при температуре паяльника до 320 градусов;
Ф54 (А) – выполнен на основе триэтаноламина, подходит для домашних работ;
Ф64 – активный флюс для алюминия и сплавов (дюраль, силумин).
На практике также применяются и другие, импортные составы, однако их действие схожее с описанными.
Стоит отметить, что каждый флюс для Al имеет активные компоненты в своем составе: хлориды, кислоты и другие компоненты, небезопасные при контакте с человеком. Чтобы уберечь себя от последствий воздействия агрессивной среды, в процессе работы важно соблюдать правила безопасности.
Не стоит волноваться – при соблюдении правил пайка алюминия не вызовет трудностей.
Также рекомендуем прочитать:
Швеллер П – образный: главный инструмент в строительстве.
Область применения медного профиля
алюминиевые пороги для пола зачем они нужны?
особенности процесса, разновидности флюса и припоев, как запаять трубу
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
Пайка металлов
Удаление оксидной плёнки
Флюсы для алюминия
Механическое удаление оксида
Пайка алюминия
Специальные припои
Особенности процесса
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
Жидкость.
Паста.
Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой.Для этих целей используют следующие приспособления:
Наждачная бумага.
Напильники и рашпили.
Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
На кирпичные крошки высыпается большое количество сухой канифоли.
Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
Фиксация деталей в нужном положении.
Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
Разогрев места пайки с помощью электрического паяльника или газовой горелки.
Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
Соединяем металлические поверхности и фиксируем их в соответствующем положении.
После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
Пайка алюминия: основы — гуру сварки
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Алюминий и алюминиевые сплавы можно паять методами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще используется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Канифольные флюсы неудовлетворительны.
Не используйте припой, если припой подвергается воздействию температур, превышающих температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Участок очищается проволочной щеткой из нержавеющей стали. Далее вставил 1/8″ алюминий. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал достаточно нагреется, паяльник плавится и затекает в соединение.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра модели Rocket, припаянные к трубе
Конструкция соединения
Конструкция соединений, используемая для пайки алюминиевых сборок, аналогична конструкциям, используемым для пайки других металлов. Наиболее часто используемые конструкции представляют собой формы простых соединений внахлестку и Т-образных соединений.
Зазор в соединении зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции соединения и состава используемого флюса. Однако ориентировочно при использовании химических флюсов требуется зазор в стыке от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не попал в зазор.
Подготовка
Перед пайкой с поверхности алюминия необходимо удалить жир, грязь и другие посторонние вещества.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться очистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не должны использоваться для очистки алюминия или алюминиевых сплавов, так как они могут вступить в химическую реакцию.
Участок, подготовленный проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbour Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, а также отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности, чтобы довести зону соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый нагрев.
Лужение алюминиевой поверхности лучше всего выполнять, покрывая материал расплавленной лужицей припоя, а затем очищая поверхность непоглощающим тепло предметом, таким как щетка из стекловолокна, зубчатая деревянная палочка или брусок из волокна. Не рекомендуется использовать проволочную щетку или другие металлические предметы. Они склонны оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их температуры плавления:
Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
Припои для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371 ºC). Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка имеют самую высокую прочность по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
Правила пайки алюминия
Перед началом любого проекта по пайке алюминия очистите металл от жира и масел
Соединение должно быть плотным, но с зазором для пайки
Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
Ознакомьтесь с инструкциями производителя по правильному количеству тепла
Используйте правильный флюс.
Справочные материалы по пайке алюминия
Процессы пайки
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Флюс для алюминия — жидкий и пастообразный флюс
Меню
Счет
3 позиции
Посмотреть как Сетка
Список
Показывать
12 24 36
на страницу
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
3 позиции
Посмотреть как Сетка
Список
Показывать
12 24 36
на страницу
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
Fluxes for Soldering to Aluminum
Kapp Golden™ Flux: 350-550°F (177-288°C)
Description
Kapp Golden™ Flux был разработан специально для низкотемпературной пайки KappAloy9™ и KappAloy15™ алюминия с алюминием, медью и нержавеющей сталью. Он доступен как в ЖИДКОЙ, так и в ПАСТОВОЙ формулах.
ЖИДКОСТЬ Golden™ Flux хорошо растекается и очень хорошо проникает в узкие соединения и многожильный провод. Это не содержащий хлоридов флюс золотистого цвета на органической основе, содержащий 56-60% активных ингредиентов, состоящих из аминов и сложных неорганических фторидов.
ПАСТА Golden™ Flux остается там, где вы его наносите. Он предназначен для использования на алюминиевых и алюминиевых или алюминиевых медных листах и выступах, где действие флюса распространяется на ограниченную площадь. И наоборот, он не так хорошо проникает в узкие соединения, как состав LIQUID Golden™ Flux. Это паста золотистого цвета, не содержащая хлоридов, на органической основе, содержащая 56-60% активных ингредиентов.
*Обратите внимание: Flux оценивается D.O.T. As A Corrosive Hazard — Can Not Be Shipped By Air
Description
Kapp Lunar™ Flux is a white paste for Alumite™ high temperature soldering of Aluminum and Zinc Литые сплавы.
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
Рис. 1. Плашки
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
Метрическая резьба
Трубная резьба
наружный диаметр резьбы, мм
диаметр стержня, мм
диаметр резьбы, дюймы
диаметр стержня, мм
минимальный
максимальный
минимальный
максимальный
5
4,92
4,84
G 1/2
20,7—21,3
20,4
6
5,92
5,80
G 5/8
22,7—23
22,4
8
7,90
7,80
G 3/4
26,2—26,8
25,9
10
9,90
9,80
G 7/8
30,0
29,9
12
11,88
11,76
G 1
33,5
32,7
14
13,82
13,70
G 1/4
42,3
41,4
15
15,82
15,70
G 1 1/2
48
47,1
18
17,82
17,70
G 2
60
58,3
Перед началом нарезки подготовьте:
плашку;
вороток;
железный прут или деталь, требующую нанесения резьбы;
машинное масло.
Рис. 2. Нарезание внешней резьбы плашкой
ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение. Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.
ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
31 августа 2022
Автомобильная резьба: разновидности и способы определения
1 августа 2022
Токарная резьба
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как нарезать резьбу плашкой без перекоса вручную
Дата публикации: 04.08.2020
Направляющие плашек GSR для нарезания наружной резьбы.
Нет ничего более раздражающего, чем нарезать резьбу и при этом сломать свой инструмент. Поэтому в нашем сегодняшнем сообщении в блоге мы хотели бы представить новые направляющие для плашек, которые используются для нарезки наружной резьбы.
Кто не знает-нарезать идеальную наружную резьбу-не простая задача. Самая сложная часть этого заключается в том, чтобы начать нарезать резьбу плашкой перпендикулярно к болту. Если этого не произойдет, то и болт и плашка могут быть повреждены косой обрезкой — резьба будет повреждена.
Применение направляющих плашек GSR:
При нарезке наружной резьбы „косая насадка“ плашки является причиной нарезания плохой резьбы или поломки инструмента.
С помощью направляющих плашек GSR легко нарезать перпендикулярно наружную резьбу.
Преимущества применения направляющих очевидны:
Резьба нарезается перпендикулярно-независимо от того, был ли болт выровнен или нет.
Резьбовые фланцы нарезаются чисто и аккуратно.
Используя направляющие плашек GSR, вы всегда обеспечиваете прямое направление резки, идущее по оси. Это больше не может повредить болты и инструмент из-за наклонной установки.
Направляющие плашек могут использоваться как для левой резьбы, так и для правой резьбы.
Как изготавливаются направляющие для резки железа?
Все направляющие изготовлены в процессе литья под давлением. Для этого алюминий наливают в форму. Затем пробиваются отверстия для стружки в направляющих, чтобы обеспечить лучший выход стружки при нарезании резьбы. Внутренний диаметр направляющей плашек имеет вполне определенный размер: он адаптирован к диаметру болта, на котором нарезается резьба. В результате направляющая сидит точно, и резьба нарезается правильно, не позволяя плашке скользить!
Направляющие для плашек GSR подходят для:
Плашек по DIN 2236 = EN 22569 с держателем режущего железа DIN 225 = EN 22568 М3-М12
Плашки в соответствии с заводским стандартом 25×9 мм М3-М12
Применение направляющих плашек GSR :
Направляющая для плашек помещается под плашкой в плашкодержателе и фиксируется с помощью фиксирующих винтов. После того, как будут нарезаны первые витки , направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
Подготовка и необходимый инструмент :
Кроме того, необходимы следующие инструменты:
— заготовка (болт правильного диаметра),
— тиски , чтобы заготовку можно было безопасно зажать,
— плашкодержатель для зажима плашки и направляющей,
— плашка для нарезания резьбы,
— подходящая направляющая плашки GSR для перпендикулярной резки,
— паста для нарезания резьбы для оптимальной нарезки.
Пошаговые инструкции:
Шаг 1: вставьте направляющую плашки в плашкодержатель-направляющей трубкой вниз.
Шаг 2: поместите плашку поверх него и зафиксируйте его стопорными винтами держателя. Для наших плашек GSR не имеет значения, как вы вставляете плашку – они имеют двусторонний разрез, поэтому нарезание резьбы возможно с обеих сторон.
Шаг 3: смажьте прикрепленный болт пастой для нарезания резьбы.
Шаг 4: установите плашку так, чтобы болт вошел в направляющую плашки.
Шаг 5: с небольшим давлением на плашку сделайте нарезание 2-3 витков.
Шаг 6: поверните плашкодержатель с плашкой назад и снимите его.
Шаг 7: ослабьте фиксирующие винты, извлеките плашку, а затем извлеките направляющую из плашкодержателя.
Шаг 8: поместите плашку обратно в держатель и снова зафиксируйте ее в нем.
Шаг 9: нарежьте резьбу до конца.
Шаг 10: чистая резьба нарезана.
НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ С ПОМОЩЬЮ МАТРИЦЫ
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕРЕЙТИ НА СТРАНИЦУ ИНДЕКСА
НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ ПРИГОТОВЛЕНИЕМ И МАТРИЦЕЙ
Нарезание наружной резьбы достигается за счет использования плашки, удерживаемой на ложе. Матрицы изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента.
СТАНДАРТНЫЙ ПРИКЛАД С ЦЕНТРАЛЬНЫМ РЕГУЛИРОВОЧНЫМ ВИНТОМ
Круглые разъемные матрицы имеют степень регулировки. Приклад, показанный ниже, имеет три регулировочных винта. Два внешних винта затягивают матрицу, создавая немного меньшую резьбу. Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов.
Стоит отметить : Если штампы должны использоваться на латуни, не используйте их на стали. Использование матрицы для нарезания резьбы на стали приводит к износу режущих кромок матрицы, что делает резьбу на латуни менее точной и менее острой.
КАК НАРЕЗАТЬ НАРУЖНУЮ РЕЗЬБУ ВРУЧНУЮ
Это может быть очевидно, но при нарезании круглой стали сначала выберите правильный диаметр. Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).
Напилите фаску на конце стали круглого сечения. Это поможет начать нарезание резьбы при использовании матрицы и ложи. Фаска может быть создана более точно на центральном токарном станке, если таковой имеется.
Используйте режущую пасту при нарезании резьбы, нанося ее на сталь перед началом нарезки. Это гарантирует, что процесс будет более плавным и даст более «острую» резьбу.
Выберите правильную матрицу. Если необходима резьба M8, убедитесь, что она отштампована/выгравирована на поверхности штампа. Плашка должна быть помещена в ложу широкой стороной вниз, к стали, на которую нарезается резьба.
Центральный регулировочный винт следует затянуть, слегка расширив матрицу, а также крепко удерживая ее в ложе. Расширение матрицы немного облегчает начальную нарезку резьбы.
Убедитесь, что сталь круглого сечения находится в тисках вертикально (под углом 90 градусов).
Поместите плашку на сталь круглого сечения, удерживая ее параллельно тискам. Добавьте немного давления и поверните приклад по часовой стрелке. Первые два «оборота» матрицы имеют решающее значение. Если шток не параллелен тискам, получится пьяная резьба. Остановитесь, как только плашка начнет нарезать первую пару витков, и убедитесь, что заготовка все еще параллельна тискам.
Продолжайте вращать приклад по часовой стрелке. После того, как нарезана резьба, на каждый оборот по часовой стрелке поворачивайте ложу против часовой стрелки на пол-оборота. Это убирает любую стальную стружку с матрицы.
Нарезание резьбы может продолжаться до тех пор, пока не будет достигнута нужная длина.
Снимите шток и плашку с резьбы, вращая ее против часовой стрелки, эффективно отвинчивая ее от стали.
Ослабьте центральный регулировочный винт, а затем затяните два внешних регулировочных винта. Пропустите плашку по резьбе второй раз, так как это завершит резьбу аккуратно.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС ОБОРУДОВАНИЯ И ПРОЦЕССОВ
Как нарезать резьбу, сверлить и нарезать резьбу в металле
В этом учебном пособии вы узнаете все о том, как нарезать новую резьбу в металлических предметах, а также о том, как высверливать и нарезать резьбу в металлических предметах. Вы также узнаете о различных типах резьбы, различных типах метчиков и плашек и о том, почему вы должны убедиться, что используете сверло правильного размера для резьбы, которую вы нарезаете.
Если вы заядлый мастер-сделай сам или участвуете в одной из многих строительных профессий, то в какой-то момент во время проекта или работы вы можете обнаружить, что вам нужно сделать резьбу в куске металла для болта или что вы нужно нарезать резьбу на куске стали под гайку.
Это довольно легко сделать с помощью так называемого набора метчиков и штампов, и после небольшой практики вы сможете быстро нарезать резьбу на самых разных объектах.
Чтобы узнать о различных методах нарезания резьбы и нарезания резьбы в стали и других металлах, читайте ниже.
Что такое метчик или штамп?
Чтобы нарезать резьбу в стандартном стальном листе или на нем, вам понадобится специальный набор инструментов, известный как набор метчиков и штампов. В наборе вы найдете набор метчиков и плашек разного размера для нарезания резьбы разного размера.
По сути, «метчик» используется для «нарезания» резьбы в данном куске металла после того, как вы просверлите отверстие нужного размера. Это известно как внутренняя резьба
После просверливания отверстия метчик нужного размера осторожно ввинчивается через отверстие, а сталь, используемая для изготовления метчика, закаляется (HSS или быстрорежущая сталь для метчиков и штампов для более мягких металлов и обычно кобальт для более твердых металлов) и, по сути, намного тверже, чем сталь, в которой вы нарезаете резьбу, она прорезает свой путь вниз, создавая красивую гладкую резьбу.
Метчик диаметром 8 мм, используемый для нарезания резьбы диаметром 8 мм в куске стали или другого металла
Матрица представляет собой аналогичный объект, но в котором метчик нарезает резьбу внутри данного куска металла, а плашка нарезает резьбу вокруг детали из металла снаружи, напр. для создания болта или шпильки, на которую можно навинтить гайку.
Опять же, он работает аналогичным образом в том смысле, что металл, используемый для его создания, закален, и благодаря этому режущие зубья намного прочнее, чем стандартная сталь, поэтому могут легко врезаться в предмет, над которым вы работаете, и создавать резьбу.
Матрица, используемая для нарезания резьбы на куске стали или другого металла
Еще одна очень полезная особенность как метчиков, так и плашек заключается в том, что их также можно использовать для нарезания резьбы на объекте с уже нарезанной резьбой, если первоначальная резьба стать поврежденным.
Как на метчиках, так и на плашках вы также можете заметить 3 или 4 «канавки», направленные наружу метчика, а также на внутреннюю часть плашки.
Это очень важно, так как отходы, которые удаляются из предмета, который вы режете, должны быть куда-то направлены, иначе они просто застрянут и заблокируют метчик или замрут, поэтому во время резки канавки позволяют удалять отходы, позволяя режущие нити остаются свободными и выполняют свою работу.
Канавки сбоку метчика для удаления отходов металла
И последнее, что следует упомянуть, это влияние процесса закалки на режущие инструменты, такие как метчики и матрицы. По сути, это делает их очень хрупкими и довольно хрупкими, поэтому их можно легко сломать, если уронить или подвергнуть экстремальной силе!
Типы метчиков и плашек
Помимо метчиков и плашек разных размеров, доступных для нарезания резьбы разного размера, действительно существует несколько различных типов метчиков, каждый из которых используется для определенных частей процесса нарезания, а также в случае плашек для определенных инструментов.
Типы метчиков
Существует 3 основных типа метчиков, используемых для нарезания резьбы в металле:
Выше мы упомянули глухую резьбу. кусок металла напр. не проходит до конца.
На противоположной стороне находится сквозная нить, и, как вы можете догадаться, это нить, прорезанная через кусок металла сверху донизу.
Типы плашек
Точно так же существует несколько различных типов метчиков, а также несколько различных типов плашек:
Типы резьбы
Не все нити нарезаются одинаково! Под этим мы подразумеваем, что существует множество различных типов резьбы, а также связанные с ней резьбы, нарезанные с разным шагом, TPI (количество витков на дюйм), углы и гребни (внешняя часть резьбы) и корни (внутренняя часть резьбы).
Это соответствует ошеломляющему диапазону различных типов резьбы, и хотя каждый из них должен быть обрезан, и через это средство обрезки, то, например, набор метчика и матрицы для выполнения этой работы, сегодня широко используются только несколько различных типов — мелкая и метрическая резьба (миллиметры) и мелкая и круглая унифицированная британская резьба (UNC / UNF), измеряемая в дюймах.
Большинство наборов метчиков и штампов, доступных сегодня в Великобритании, будут комплектами с метрической системой, поскольку сейчас мы используем метрическую систему, но за несколько дней до того, как метрическая система стала стандартной, использовалась только британская система на основе дюймов.
Как правило, почти все типы резьбы, с которыми вы столкнетесь, будут метрическими, но просто имейте в виду, что если элемент, над которым вы работаете, особенно старый, есть большая вероятность, что он может быть имперским.
Тема потоков и их вариаций является довольно важной темой и немного выходит за рамки этого руководства, но в этой статье можно найти большой обзор доступных тем.
Смазывать при нарезании резьбы!
Обычно смазка всегда используется при резке или сверлении на высоких скоростях, чтобы попытаться рассеять любое выделяющееся тепло. Это помогает уменьшить любые тепловые повреждения и затупление режущего инструмента, который вы используете, а также способствует формированию гладкого отверстия.
Несмотря на то, что при нарезании резьбы вручную не выделяется много тепла, обязательно всегда следует использовать какую-либо смазку. Это поможет перемещать стружку и стружку.
Смазывайте при сверлении отверстий и нарезании резьбы
Используйте сверло подходящего размера!
Чрезвычайно важно сделать отверстие подходящего размера для резьбы. Как и в большинстве работ своими руками, общий успех во многом зависит от начальной подготовки, и формирование резьбы ничем не отличается.
Если у вас слишком большое отверстие, то корень резьбы будет слишком мелким, и когда болт завинчивается, в большинстве случаев он просто сорвет резьбу.
Аналогично, если отверстие слишком маленькое, то метчик просто застрянет в отверстии, и вы будете резать, а чаще всего просто обломится.
Чтобы помочь в выборе сверла нужного размера для вырезания отверстия нужного размера, существует множество таблиц размеров отверстий, которые можно приобрести или даже бесплатно найти в Интернете. Приличную метрическую и имперскую диаграмму можно найти здесь.
Как нарезать резьбу в металле (внутренняя резьба)
Для целей этого примера мы собираемся нарезать сквозную резьбу 8 мм или M8 x 1 мм (расстояние между резьбами) в стандартном куске стали.
Отметить место обрезки резьбы
Отверстия под болты и другие резьбовые углубления часто должны быть выполнены точно, чтобы привинчиваемый или фиксируемый элемент идеально подходил друг к другу, поэтому, чтобы убедиться, что это так, сначала измерьте и отметьте точное место, где вам нужно сформировать резьбу, карандашом или маркер.
Отверстие для нарезания резьбы точно размечено
После того, как место отверстия отмечено, используйте кернер, чтобы создать небольшое углубление, чтобы кончик сверла не соскальзывал во время высверливания.
Центратор, используемый для предотвращения соскальзывания сверла
Высверливание отверстия
Следующей задачей после точной разметки является высверливание отверстия, чтобы в него можно было нарезать резьбу. Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.
Поскольку мы будем нарезать резьбу M8 x 1 мм, по нашей таблице размеров отверстий мы видим, что нам нужно использовать букву «T» или сверло 7,01 мм. Поскольку мы используем стандартную мягкую сталь, мы можем использовать сверло из быстрорежущей стали диаметром 7 мм.
Сверло из быстрорежущей стали 7 мм
Вставьте сверло в дрель и полностью затяните патрон. Поместите острие сверла на углубление, которое вы создали выше, и выровняйте сверло, убедившись, что оно выровнено как по горизонтали, так и по вертикали.
Добавьте немного WD40 или раствора для резки, если они есть вокруг точки сверления, а затем медленно запустите сверло, постоянно увеличивая скорость.
Убедитесь, что дрель держится ровно во время сверления, и продолжайте сверлить, регулярно смазывая при необходимости, пока не просверлите насквозь.
Отверстие для нарезания резьбы высверлено
Нарежьте начальную резьбу
После просверливания полностью очистите и удалите все отходы и стружку, а затем выберите конусный метчик M8 x 1 и вставьте его в инструмент для удержания метчика с Т-образной рукояткой.
Расположите острие метчика в верхней части отверстия и постепенно поворачивайте его, чувствуя, как нити начинают вгрызаться, а когда они все-таки продолжаются, очень осторожно, держите метчик вертикально и горизонтально так, чтобы нити формирования являются квадратными и истинными.
Начало нарезания резьбы с помощью конусного метчика
Как только резьба начнет нарезаться, снимите руку с Т-образной рукоятки, а затем с помощью угольника проверьте все 4 стороны, убедившись, что метчик полностью перпендикулярен. При необходимости отрегулируйте.
Проверка прямоугольности метчика с помощью инженерного угольника
После того, как метчик полностью выровнен, продолжайте наматывать метчик через отверстие, не торопясь. Останавливайте каждые пол-оборота или около того и поворачивайте метчик назад, чтобы облегчить очистку и стружку, а также большие корабли, чтобы они могли легко подавать обратно канавки, а также добавить немного смазки, если это необходимо.
Повторяйте это все время вниз через отверстие, пока не дойдете до конца, а затем аккуратно выверните кран обратно.
Окончательный проход с использованием нижнего метчика
После первоначального надреза и сформированной резьбы тщательно очистите его и удалите отходы и стружку, а затем замените конусный метчик в Т-образной рукоятке на нижний метчик того же размера
Немного смажьте отверстие, чтобы облегчить резку и затем пропустите донный метчик вниз, чтобы обрезать и сформировать окончательную чистую резьбу.
Окончательная нарезка резьбы с помощью метчика
Пробная посадка болта
Теперь, когда окончательная резьба нарезана, последней задачей является пробная посадка нашего болта M8 или стальной детали с резьбой M8. Поскольку на данном этапе мы еще не разрезали его, вы можете использовать болт M8 или просто подождать, пока вы не создадите свой болт. Добавьте немного смазки на болт, а затем закрутите его в резьбу. Если все в порядке, то болт должен хорошо скользить и оставаться прямым и верным на всем пути вниз, пока он не будет затянут.
Как нарезать резьбу на стальном листе (внешняя резьба)
Нарезание резьбы с помощью штампа похоже на использование метчика, только на этот раз мы будем нарезать резьбу снаружи, а не внутри .
В этом примере мы собираемся нарезать резьбу M8 x 1 в куске круглого стержня, чтобы затем продемонстрировать, как он ввинчивается во внутреннюю резьбу, которую мы создали на предыдущих шагах.
Выберите матрицу правильного размера
Глядя на набор метчиков и матриц, выберите матрицу M8 x 1, вставьте ее в инструмент с Т-образной рукояткой и завинтите стопорный винт, чтобы зафиксировать ее на месте.
Поскольку это пример, нас не слишком беспокоит длина нашего стержня, поэтому мы собираемся обрезать его до 50 мм в длину. но если у вас должна быть определенная длина, убедитесь, что вы обрезали ее точно.
После обрезки нужной длины вставьте его в тиски и крепко зажмите.
Круглый стержень, отрезанный по длине и зажатый в тисках
С помощью напильника обработайте верхний край стержня, скосив его под углом 45°. Снятие фаски со стержня поможет матрице начать резку намного легче.
Верх круглого стержня скошен для облегчения нарезания штампа
Нарезание резьбы с помощью штампа
Нанесите немного смазки на верхнюю часть стержня, а затем поместите штамп вниз сверху. Удерживая обе рукоятки ложи, аккуратно поверните плашку на стержень, чувствуя, как режущая нить врезается в верхнюю часть стержня.
Во время нарезки держите матрицу абсолютно горизонтально, чтобы нить, в свою очередь, была прямой и ровной.
Продолжайте вращать матрицу, не торопясь и постоянно проверяя, чтобы вы были прямыми и ровными, и чтобы все было полностью смазано.
Нарезание резьбы на вершине круглого стержня с помощью плашки
Как и в случае с метчиком, через каждые несколько оборотов останавливайтесь и проворачивайте плашку назад, чтобы удалить отходы и убедиться, что канавки в порядке.
Как только вы дойдете до точки, которую нужно закончить, остановитесь, а затем постепенно поднимите и выключите матрицу.
После удаления полностью очистите все, удалив все отходы и стружку.
Пробная посадка Резьбовой стержень
После того, как резьба успешно нарезана на стержне, последней задачей является пробная посадка и проверка правильности нарезания резьбы.
Выньте стержень из тисков и произведите окончательную очистку. Поместите стержень над резьбовым отверстием, которое мы создали выше, и осторожно завинтите его, убедившись, что он остается прямым и правильным.
Успешно нарезать резьбу M8 в куске круглого стержня и испытательно установить и ввинтить в кусок стали
Как восстановить резьбу с помощью метчиков и плашек объекты, которые видят строгую ежедневную тренировку.
Когда вы также учитываете силы, давление, а также факторы окружающей среды, такие как вода и температура, это может оказать серьезное вредное воздействие на все, что сделано из металла, поэтому легко увидеть, как любой тип резьбы, внутренней или внешней, может быть поврежден и в худшем случае даже раздели.
Повреждена резьба на корешковом болте
К счастью, если резьба не слишком сильно повреждена или полностью оголена, ее можно отремонтировать и нарезать заново, просто пропустив через нее или над ней метчик или плашку нужного размера.
Поскольку новички часто сталкиваются с вопросом, как прокалить электроды в домашних условиях, мы подготовили для вас пошаговый обзор. Важно понимать, что поверхность электрода – это смазка с пористой структурой. При попадании влаги она может отслаиваться, сыреть, что приводит к негодности проводников. По этой же причине сварщики сталкиваются с проблемой прилипания, искажением шва и другими трудностями.
Чтобы электроды оставались пригодными к использованию, их хранят в герметичной упаковке. Если же производитель не придерживается правил хранения, транспортировки, а реализатор вовсе не знал о правилах хранения проводников, вы сталкиваетесь с отсыревшим расходным материалом. Именно поэтому нужно понимать, как просушить электроды в домашних условиях, чтобы использовать их для сварки. Существует несколько видов сушки. Рассмотрим плюсы и минусы каждой технологии, определимся с наиболее простым способом прокалывания.
Сушка электродов: что собой представляет
Чтобы понять, как прокалить электроды, нужно понимать суть самой технологии. Она представляет собой обработку проводников при воздействии высоких температур – до 400 градусов. Влага не просто присутствует на поверхности, но и разрушает покрытие электрода. Следовательно, расходник тяжело поджечь, сварщик повторяет поджоги, что приводит к созданию многослойного непрочного шва. Удержать сварочную дугу становится практически невозможно. Все это отражается на качестве работы и результате сварки электродами.
Именно поэтому, если вы затеяли сварку в домашних условиях, нужно правильно подготовить расходные материалы к применению. Просушка необходима в ряде случаев:
если нарушена герметичность упаковки при хранении и транспортировке электрода;
длительное хранение расходников;
хранение в условиях повышенной влажности;
визуальное скопление влаги на поверхности электрода.
Просушивать электроды в домашних условиях можно не более трех раз. После этого они становятся непригодными, и даже после термической обработки вы столкнетесь с проблемами в процесс сварки.
Прокаливание сварочных электродов: какое оборудование справится с задачей
Даже если вы хотите просушить электроды в домашних условиях, существует специальное оборудование для этого. Давайте разберемся, какое оно бывает и в чем его особенности.
Электропечь с возможностью прокаливать электроды со встроенным терморегулятором. Это компактное оборудование, которое легко транспортировать и переносить с одного места на другое. В мобильную электропечь помещается до 50 кг электродов. Чаще всего такие модели оснащены автоматизированным управлением, что облегчает работу с ними. Стандартных 220 В будет достаточно для запуска печи и сушки проводников. Модели отличаются между собой уровнем мощности.
Электропечь с функцией сушки. Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
Специальный пенал для сушки электродов. Он представляет собой герметичную тару с поддержанием определенной температуры. Термопенал удобен в использовании за счет компактных размеров. Отличается он спецификой нагрева электрода за счет энергии трансформатора. Также доступны сушки электродов через сеть. Минус термопенала в предельном объеме электродов – до 10 кг. Для домашних условий это оптимальный способ прокалывания.
Особенности просушки электродов в домашних условиях
Если вы решили сушить электроды, вероятнее всего, вы подозреваете попадание влаги. Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Если у вас нет специального термопенала, предназначенного для сушки электрода, воспользуйтесь нагревательным предметом, который есть у вас дома. Например, подойдет электрическая духовка. Она обязательно должна быть закрытого типа. Сушка электрода на открытом огне запрещена правилами безопасности.
Если вы игнорируете прокаливание в тех случаях, когда оно крайне необходимо, это может привести к низкому качеству работы, созданию неправильного шва, увеличенному расходу проводника, неудовлетворительному результату.
Сколько времени, при какой температуре и как сушат электроды
Оптимальная температура – в пределах 250, максимально допустимая – 400. Время сушки занимает до 2-х часов. Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Прокаливать можно любые типы электрода, исключение – целлюлозные. Они не поддаются термической обработке, поскольку при воздействии свыше 70 градусов покрытие электрода разрушается. В результате они становятся непригодными для сварки. Такие типы расходников хранят в металлических банках, поскольку при попадании влаги они не подлежат восстановлению.
Максимально можно просушивать электроды на высоких температурах 3 раза. После этого обмазка осыпается, что приводит к разрушению структуры расходника.
Если сравнивать понятия «прокаливание» и «просушивание», главное отличие заключается в том, что при прокаливании мы придерживаемся строго инструкции производителя. При просушивании электрода пытается избавиться от влаги любым удобным способом.
Соответственно, при сушке мы можем использовать любые термические приборы. Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Как просушить электроды в домашних условиях? Технология выполнения работы.
Екатерина
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Содержание статьи
Что представляет собой прокалка электродов перед сваркой?
Разновидности оборудования для прокалки
Технология сушки электродов
Как просушить электроды в домашних условиях
Прокалка электродов уони
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
материалы хранились длительный период времени,
электроды находились в местах, где слишком большой уровень влажности,
на изделия попала влага.
в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Похожие публикации
Ваше руководство по запеканию и хранению сварочных электродов
Мне кажется, что это одна из тех тем, которые часто упускают из виду новички в сварке. Приступая к сварке, нужно многому научиться, и среди всей другой информации люди часто упускают из виду , как правильно хранить свои электроды . Если вы не будете соблюдать меры предосторожности при хранении стержней, это может привести к некачественным сварным швам, и вы можете даже не понять, в чем причина. Давайте рассмотрим основы правильного хранения сварочных электродов.
Если вы научитесь правильно хранить электроды, это поможет сэкономить деньги. Это может значительно увеличить срок службы и качество электрода в долгосрочной перспективе. Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
ПОЧЕМУ НУЖНО ПРАВИЛЬНО ХРАНИТЬ ЭЛЕКТРОДЫ?
Contents
Прежде чем мы продолжим разговор о том, как правильно хранить удочки, важно знать, почему мы должны соблюдать осторожность при их хранении. Прямой ответ — обеспечить надлежащий окончательный сварной шов.
Большинство электродов должны храниться в сухом месте , и при контакте с водой или влагой они не обеспечивают такого же качества сварки, как в сухом состоянии. Они могут привести к растрескиванию сварного шва и пористости, а также повлиять на другие факторы, такие как характеристики дуги.
Стержни с низким содержанием водорода, такие как 7018, особенно восприимчивы к влаге и влажности и могут привести к довольно неприятным последствиям, таким как водородное растрескивание, поверхностное растрескивание, поверхностная пористость и шероховатость поверхности сварного шва. Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Посмотрите видео ниже, чтобы увидеть, как вода влияет на 7018 стержни. Мне очень понравилось видео, и я думаю, что нам всем есть чему поучиться.
КАК СЛЕДУЕТ ХРАНИТЬ СВАРОЧНЫЕ ЭЛЕКТРОДЫ
Следует помнить, что все сварочные электроды должны храниться надлежащим образом в сухом месте и защищены от воздействия окружающей среды. Это основной фактор, который является общим для всех различных электродов. Но вы также должны знать, что потребности в хранении могут сильно различаться между разными электродами . Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
На исправность электрода влияют два основных фактора: влажность и температура. Как я уже говорил, большинство электродов необходимо беречь от влаги любого рода. Во многих случаях более низкие температуры могут привести к более высокому содержанию влаги в воздухе . Обычно стержни, которые наиболее восприимчивы к влаге, имеют самые высокие температуры хранения, чтобы агрессивно удерживать влагу от стержней.
УСЛОВИЯ ХРАНЕНИЯ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
Как я уже говорил, не все электроды имеют одинаковые условия хранения, как правило, электроды с покрытием с низким содержанием водорода гораздо более чувствительны к влаге и температуре.
ОБРАТИТЕ ВНИМАНИЕ НА ЦИФРЫ НА ЭЛЕКТРОДЕ
На всякий случай вы не знали об этом, но номера электрода несут много информации . Например, первые две цифры представляют собой предел прочности на разрыв окончательного сварного шва. аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
Некоторые электроды имеют букву «R» в качестве суффикса , обычно стержни с низким содержанием водорода, что означает, что они имеют покрытие, уменьшающее количество воды, поглощаемой или впитываемой электродом. Некоторые производители утверждают, что электроды с таким покрытием можно оставлять на улице до 9 часов. Но на всякий случай, даже если электроды имеют такое покрытие, после использования их следует сразу положить на хранение для защиты от влаги.
Электроды в диапазоне от E-XX10-13 можно хранить при комнатной температуре в герметичном контейнере , чтобы защитить их от загрязнения окружающей среды, такого как дым и другие загрязняющие вещества. Эти стержни легче всего хранить, и вам не требуется никакого специального оборудования при обращении с ними. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
Е-ХХ14, ХХ20, ХХ24, ХХ27; необходимо хранить от 150 до 200 F . в то время как электроды, такие как E-XX15, XX16 и XX18 , необходимо хранить при температуре около 250-400F с небольшими изменениями условий восстановления. Большинство этих электродов представляют собой покрытие с низким содержанием водорода, что влечет за собой гораздо более высокий порог хранения.
Например, электрод 7018 печально известен своей низкой устойчивостью к влаге и является одной из причин, по которой его не рекомендуют новичкам. Они содержат низководородные блоки и быстро теряют целостность в течение 8-9часов при воздействии влаги.
ВАРИАНТЫ ХРАНЕНИЯ (ДЛЯ ЛЮБИТЕЛЕЙ И ПРОФЕССИОНАЛОВ)
Когда дело доходит до хранения электродов, ваши потребности и желания могут отличаться. Например, , если вы профессиональный сварщик, вам нужно будет хранить свои электроды при точной температуре и влажности , и у вас может быть даже больше типов электродов, о которых нужно заботиться. С другой стороны, если вы просто любитель, у вас может быть только пара типов удилищ, что не оправдывает траты больших денег на варианты хранения.
Хорошей новостью является то, что если у вас ограниченное количество стержней или ваши потребности невелики, вам не нужно идти и тратить много денег на духовку, есть вещи на любой вкус.
ПРОФЕССИОНАЛЫ
Если вы профессионал, скорее всего, у вас уже есть нужная вам духовка, в любом случае я рассмотрю некоторые варианты для них, если вам интересно. Начнем с того, что даже если вы немного серьезно относитесь к сварке, электродная печь может стать хорошей инвестицией . Они бывают разных размеров и сложности.
На самом высоком уровне находятся сварочные печи под флюсом , которые считаются лучшими среди складских помещений. Как правило, они являются современными и могут считаться лучшими для ваших сварочных электродов. Их обычно предпочитают предприятия и профессиональные мастерские, и они предназначены для хранения большого количества электродов; может понадобиться более чем одному человеку. Хотя их цена сильно варьируется, их можно найти от 1500 до 10 000 долларов.
Для независимых профессионалов Настольные электродные печи будут лучшим выбором . Они намного меньше и дешевле, чем печи для сварки флюса, но при этом обеспечивают такой же уровень контроля температуры и влажности. Они не такие большие, а некоторые из них размером с мини-холодильник , достаточно большие, чтобы вместить средний уровень запасов. Их можно купить примерно за 1000 долларов.
ДЛЯ ЛЮБИТЕЛЕЙ
Варианты для любителей и случайных сварщиков чрезвычайно широки в зависимости от вашего бюджета, необходимого размера хранилища и сложности. Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Начнем с того, что если вы уже какое-то время занимаетесь сваркой и ваши потребности в электродах возрастают, покупка портативной электродной печи может оказаться неплохой идеей. Они могут предложить профессиональный уровень требований к хранению для небольшого количества электродов, и лучше всего то, что они портативны, поэтому их можно легко носить с собой. Вы можете найти переносные духовки по цене от 100 до 2000 долларов. Вы можете легко контролировать настройки влажности и температуры на них.
Этот от Amazon должен отлично работать, просто чтобы дать вам представление.
С другой стороны, есть контейнеры для хранения, которые могут быть идеальными, если вы не используете электроды, которые требуют чрезмерного контроля при их хранении. Эти сухие коробки хорошо защищают от влаги и могут быть идеальными, если вы имеете дело с удилищами, не чувствительными к температуре, такими как E-XX10-13. Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ ХРАНЕНИИ
Первое, что вы должны помнить при обращении с электродными печами , это не оставлять дверцу открытой на длительное время . Чем дольше ваша дверь открыта, тем более восприимчивы ваши стержни к влаге и внешним загрязнениям.
Еще одна вещь, о которой следует помнить, это хранить электроды в вертикальном положении и в один ряд, чтобы избежать их столкновения друг с другом , что может привести к образованию трещин, потертостей и изгибов. Это особенно важно, если вы используете переносные духовки или сухие ящики для хранения, как показано выше.
МИФЫ О ХРАНЕНИИ ЭЛЕКТРОДОВ ДОМА
На протяжении многих лет существовало множество так называемых «домашних методов» хранения или подогрева электродов. Некоторые из них были разоблачены как совершенно неправильные , хотя некоторые люди все еще верят в них. Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
Первое, что приходит на ум — техника холодильника и лампочки . Долгое время считалось, что если взять старый холодильник и вставить в него лампочку на 100–150 Вт, то он может стать вполне приличным контейнером для сварочных электродов. В действительности все обстоит совсем наоборот, хотя холодильник изолирован, установка в нем лампочки не будет генерировать достаточно тепла для успешного хранения электродов. Даже если будет достаточно жарко, выделяемое тепло не будет равномерно распределяться в холодильнике, что приведет к повреждению некоторых электродов влажностью.
Второй метод, который приходит на ум, это бытовая духовка , которую до сих пор пытаются использовать многие люди. Для вас может быть логично хранить электроды в духовке, она хорошо изолирована и может обеспечить равномерный нагрев. Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
Другим методом является хранение в морозильной камере. Некоторые люди считают, что если завернуть удилища в пластик и хранить их в морозильной камере, это защитит их от влаги. В итоге происходит совсем наоборот. Воздух комнатной температуры внутри пластиковой упаковки будет подвергаться конденсации при контакте с холодным воздухом морозильной камеры. Это приведет к образованию трещин и отслаиванию электродов.
Многие из этих методов используются людьми, когда они ищут экономичные способы хранения своих электродов. Один из способов решить эту проблему — попытаться использовать электроды, которые можно легко хранить , а если это невозможно, то у вас должно быть ровно столько электродов, сколько вам нужно.
МОЖЕТ ЛИ ВЫ СУШИТЬ ВЛАЖНЫЕ СВАРОЧНЫЕ ПРОВОДКИ
Если случайно ваши электроды попали в влажную среду, вам не нужно сразу их выбрасывать. Вы можете восстановить свои электроды до их былая слава благодаря повторной сушке . Как следует из названия, он включает нагревание для удаления воды и влаги из стержней до того, как произойдет какое-либо необратимое повреждение. Процесс можно в основном разделить на два этапа: первый, если стержень непосредственно соприкасался с водой или высоким уровнем влажности, и второй для номинальных уровней воздействия.
Метод повторной сушки не одинаков для всех электродов, поскольку температура хранения также варьировалась в зависимости от электрода. Подробности я расскажу в следующем разделе. Предварительную сушку обычно проводят для предотвращения растрескивания или отслаивания покрытия из-за окисления сплавов.
КАК СУШИТЬ СВАРОЧНЫЕ ПРОВОДА (ПРОФЕССИОНАЛАМ И ЛЮБИТЕЛЯМ)
Если вы имеете дело с первым случаем чрезмерного воздействия влаги, вам, возможно, придется пройти предварительную сушку , особенно в случае электродов с низким содержанием водорода. Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
СОВЕТЫ ПО ПОВТОРНОЙ СУШКЕ ЭЛЕКТРОДОВ
Всегда помните, что каждый электрод имеет определенную температуру и время, в течение которого их необходимо выдерживать в печи . Эта температура обычно выше температуры хранения, чтобы обеспечить удаление всей влаги. Всегда обращайтесь к рекомендациям производителя по правильной температуре и времени. То, что я буду предоставлять, является оценкой, но фактические значения могут отличаться.
Вот отличный PDF-файл, созданный Хобартом, который я бы посоветовал вам проверить.
Во время повторной сушки электродов выньте их из банки и равномерно разложите в печи , чтобы убедиться, что каждый стержень прогрет равномерно. Если не сделать это должным образом, это может привести к неоднородным результатам. Также ищите признаки того, что электрод поврежден и не подлежит ремонту. О некоторых из этих признаков я говорил в последующих разделах.
Придерживайтесь рекомендуемой температуры и времени и не переусердствуйте с нагревом , так как это может привести к дальнейшему повреждению электрода. Причина этого в том, что влага не просто прилипает к поверхности электрода, которую можно просто испарить, влага химически связывается с покрытием электрода. Эти химические связи нуждаются в определенной температуре и времени, чтобы разрушиться без повреждения электрода.
Некоторые рекомендуют помещать электроды в печь на не более половины конечной температуры повторной сушки , и они должны выдерживаться при этой температуре около получаса перед повышением температуры. Я не уверен в эффективности этой техники , но я наткнулся на нее на одном из интернет-форумов.
РЕКОМЕНДУЕМЫЕ НАСТРОЙКИ ДЛЯ ПОВТОРНОЙ СУШКИ
Как я уже говорил, разные электроды имеют различных рекомендуемых настроек с точки зрения температуры и времени . Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Для стержней с низким содержанием водорода, таких как E7018, E7028, E8018, E9018, E10018, температура предварительной сушки составляет 180-220F . В то время как конечная температура повторной сушки составляет от 650 до 750 F для E7018 и E7028 и от 700 до 800 F для E8018, E9018, E11018, E11018.
Когда мы переходим к электродам с низким содержанием водорода, их можно разделить на три категории : быстрая заморозка, быстрое заполнение и замораживание с заполнением, и для каждой из них требуется разная температура.
Для быстрозамораживающих электродов, включая E6010, E6011, E7010, E8010, E9010, воздействие влаги можно заметить по шумной дуге и сильному разбрызгиванию или нежелательным волдырям покрытия во время сварки. Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Электроды с быстрой заливкой , включая E7024 и E6027 , воздействие влаги можно заметить по шумной или копающей дуге, сильному разбрызгиванию, плотному шлаку или подрезам. Эти типы 9Электроды 0003 могут быть предварительно высушены , если они необычно влажные при температуре около 200-230F в течение примерно 30-45 минут. После этого их можно повторно высушить при конечной температуре 400-500F в течение такого же времени.
Замораживание последней подкатегории заполнения, состоящей из E6012, E6013, E7014, E6022 , воздействие влаги можно заметить по тем же показаниям, что и для электродов быстрого заполнения, и даже температуры и настройки предварительной сушки аналогичны. С другой стороны, окончательная температура повторной сушки составляет около 300-350 F в течение 20-30 минут.
Если вам интересно, посмотрите также мое сравнение стержней 7018 и 7014.
В пределах одних и тех же подкатегорий могут быть небольшие различия в настройках температуры, обязательно проверьте правильность настроек, указанных производителем.
Одна вещь, которую вы должны отметить, это то, что если вы только начинаете, не беспокойтесь о приобретении сварочной печи. Герметичный холодильник также может помочь, особенно если вы не имеете дело с очень чувствительными электродами . Что, если вы только начинаете, я сомневаюсь, что вы будете. Сварочные стержневые печи используются профессионалами или любителями, которые уже некоторое время занимаются сваркой, они используются людьми, которые должны поддерживать максимально возможный стандарт.
Вот еще один вариант, который вы можете попробовать.
ИМЕЕТ ЛИ СРОК ГОДНОСТИ У СВАРОЧНЫХ ПРОВОДОВ?
Вы должны убедиться, что ваше сварочное оборудование находится в наилучшем состоянии, прежде чем приступить к сварочному проекту. Это важно не только для качества сварки, но и из соображений безопасности. Сварка — опасное занятие, если не соблюдать все меры предосторожности. Чего не учитывают многие новички или любители, так это срок годности электродов и насколько он может варьироваться . Давайте рассмотрим некоторые факторы, определяющие срок годности электрода.
ИСХОДИТ ЛИ ЭЛЕКТРОДЫ?
Простой ответ — да, хотя этот срок годности может сильно различаться в зависимости от условий хранения и типа электродов, которые вы используете. В среднем электроды имеют срок годности около 2-3 лет.
Если ваш электрод продолжает прилипать, прочтите и это.
КАКОВЫ УСЛОВИЯ, ОТНОСЯЩИЕСЯ К СЛУЖБЕ ЭЛЕКТРОДА?
Существует множество факторов, которые могут значительно повлиять на срок годности электрода, вы, должно быть, уже догадались о паре из них. Начнем с того, что первый — это влажность . Почти все электроды быстро приходят в негодность, если они подвергаются воздействию влаги или влажности. Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вторым фактором, связанным с первым, является температура. Вы можете значительно продлит срок службы удилища, если хранить его при рекомендованной температуре , обычно выше. Это предотвращает накопление влаги на электроде.
Электроды, такие как 7018, которые очень чувствительны к влаге, могут прослужить более 5 лет при правильном обращении, а при контакте с влагой они могут испортиться менее чем за 6 месяцев. Электроды без низкого содержания водорода в среднем прослужат немного дольше просто потому, что их легче хранить, и даже если вы пропустите некоторые вещи, они не сильно пострадают.
Но вы также должны быть осторожны с нагреванием электродов. Слишком сильный нагрев также может повлиять на срок службы и качество ваших удилищ . Не рекомендуется повторно сушить электроды более 3 раз, так как воздействие сильного тепла также может привести к выгоранию покрытия на электроде и привести к растрескиванию, сколам или ломкости сварочного стержня.
Если вы не знаете, как проверить неисправный электрод, возможно, вы используете его прямо сейчас и не знаете об этом. Существуют разные признаки для разных уровней воздействия влаги, и вы должны знать о них. первое, что вы должны искать в сварном шве, это отверстия, следы или дефекты, такие как затрудненное удаление шлака или образование шероховатых валиков. Это явные признаки того, что ваш электрод выходит из строя.
Что касается внешнего вида самих электродов, то если на них видна ржавчина или на них есть сухой порошкообразный налет , велика вероятность, что они испортились. Еще одним признаком является размягчение флюса.
Существуют различные уровни воздействия влаги и их влияние на окончательный сварной шов. при низком воздействии это может привести к растрескиванию или пористости . Когда воздействие находится на более высокой стороне, это может привести к внутренней и видимой пористости, чрезмерной текучести шлака, растрескиванию и затруднениям при удалении шлака . Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Хорошая новость заключается в том, что если ваш электрод подвергся воздействию влаги, это не означает конец света. есть способы, с помощью которых вы можете восстановить исходное качество электрода. Это может быть достигнуто за счет повторной сушки, о которой мы говорили выше.
ТОЧКА НЕВОЗВРАТА
Хотя есть способы восстановить сварочные стержни, если они подверглись воздействию влаги, иногда повреждения слишком велики, чтобы вы могли что-то сделать . Есть некоторые признаки, которые могут указывать на то, что ваши удилища испортились и пришло время их выбросить.
Первый знак, на который нужно обратить внимание, это . Если ваш сварочный стержень треснул , это означает, что электрод не будет работать должным образом. если вы заметили, что ваш флюс крошится или отслаивается, это означает, что ваш стержень сильно поврежден и не может быть полностью восстановлен . Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Очень немногие новички обращают внимание на вопрос хранения электродов. Понятно, что при аккуратном обращении с электродами они могут прослужить довольно долго. Хотя я пытался затронуть все общие моменты в статьях, естественно, что у вас возникло много вопросов. Я постараюсь ответить на некоторые из наиболее распространенных вопросов, которые люди имеют отношение к этой теме.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ СТАРЫЕ СТЕРЖНИ?
Хотя у электродов есть срок годности, он зависит от того, как электрод хранился с течением времени. При идеальных условиях хранения некоторые электроды могут прослужить более 5 лет. Таким образом, возраст электрода — не единственное соображение при определении того, можно ли его использовать в проекте или нет. Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
НУЖНО ЛИ 7018 НАГРЕВАТЬ ПЕРЕД СВАРКОЙ?
Электрод не нужно нагревать при первом открытии и использовании. Но если вы используете электрод во второй раз после того, как он находился в окружающей среде дольше рекомендуемого, что в данном случае составляет 4 часа для 7018, рекомендуется нагреть его перед повторным использованием.
СКОЛЬКО РАЗ МОЖНО ПРОКАЛИВАТЬ СВАРОЧНУЮ ПРОВОДКУ?
Электрод не рекомендуется пропекать более 3-4 раз. Многократный нагрев электрода может ухудшить качество его флюсового покрытия и его сварочные характеристики. Слишком сильное тепловое воздействие может привести к выгоранию покрытия, что может привести к сколам, растрескиванию и ломкости сварочного стержня.
ЗАКЛЮЧЕНИЕ
Подводя итог, вы должны быть очень осторожны при хранении электродов. Вам необходимо хранить их в сухом и жарком месте, особенно если вы имеете дело с электродами с низким содержанием водорода , так как они более чувствительны к влаге. Правильное хранение удилищ может значительно увеличить срок их службы. Вам не нужно вкладывать деньги в дорогую печь с большими электродами, есть много вариантов. Даже если ваши электроды соприкасаются с водой, вы можете повторно высушить их, чтобы они вернулись в исходное состояние. Кроме того, каждый электрод имеет разные настройки температуры и времени повторной сушки. Вся эта информация может быть довольно пугающей, но если вы с самого начала примете некоторые меры предосторожности, у вас не возникнет никаких проблем.
Хранение и повторная сушка электродов
Электроды для дуговой сварки металлическим электродом в среде защитного газа (SMAW) или стержневые электроды должны храниться надлежащим образом для обеспечения качественного сварного шва. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие рабочие характеристики штучных электродов.
Хранение электродов с низким содержанием водорода Для правильной работы электроды с низким содержанием водорода должны быть сухими. Неоткрытые герметичные контейнеры Lincoln обеспечивают превосходную защиту при хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C)
Покрытия стержневых электродов с низким содержанием водорода, впитавшие влагу, могут привести к водородному растрескиванию, особенно в сталях с пределом текучести 80 000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой стойкостью к влагопоглощению покрытия и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Специальные требования кода могут указывать предельные значения воздействия, отличные от данных указаний.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже с суффиксом «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену. Влагостойкие типы могут подвергаться воздействию до 9 часов.
Когда контейнеры протыкаются или открываются, электроды с низким содержанием водорода могут впитывать влагу. В зависимости от количества влаги качество сварного шва ухудшается следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Обнаружение этого состояния требует рентгеновского контроля или разрушающего тестирования. Если предел текучести основного металла или металла сварного шва превышает предел текучести 80 000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварке.
2. Относительно большое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может привести к чрезмерной текучести шлака, шероховатой поверхности сварного шва, затрудненному удалению шлака и растрескиванию.
3. Сильное поглощение влаги может вызвать трещины в сварных швах в дополнение к растрескиванию под валиком, сильной пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка электродов с низким содержанием водорода Повторная сушка, если она выполнена правильно, восстанавливает способность электродов наносить качественные сварные швы. Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. НЕ сушите электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны использованию указанных требований.
Электроды класса прочности E8018 и выше должны подвергаться повторной сушке не более трех раз в течение часа в диапазоне температур от 700 до 800°F (от 370 до 430°C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударной нагрузке.
Любой электрод с низким содержанием водорода следует утилизировать, если чрезмерная повторная сушка приводит к тому, что покрытие становится хрупким и отслаивается или отрывается во время сварки, или если наблюдается заметное различие в обращении или характеристиках дуги, например, недостаточное усилие дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в печи, поскольку каждый электрод должен достичь температуры сушки.
Условия повторной сушки – электроды с низким содержанием водорода
Температура окончательной повторной сушки
Состояние
Температура предварительной сушки(1)
Е7018, Е7028
Е8018, Е9018, Е10018, Е11018
Электроды, находящиеся на воздухе менее одной недели; отсутствие прямого контакта с водой.
Н/Д
от 650 до 750°F (от 340 до 400°C)
от 700 до 800°F (от 370 до 430°C)
Электроды, подвергшиеся прямому контакту с водой или воздействию высокой влажности.
от 180 до 220°F (от 80 до 105°C)
от 650 до 750°F (от 340 до 400°C)
от 700 до 800°F (от 370 до 430°C)
(1) Предварительная сушка в течение 1-2 часов. Это сведет к минимуму склонность к растрескиванию покрытия или окислению сплавов в покрытии.
Хранение и повторная сушка электродов без низкого содержания водорода Электроды в закрытых банках или картонных коробках Lincoln сохраняют надлежащее содержание влаги в течение неопределенного времени при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха штучные электроды из открытых контейнеров могут набрать достаточно влаги, чтобы повлиять на рабочие характеристики или качество сварки. Если проблема связана с влажностью, храните электроды из открытых контейнеров в обогреваемых шкафах при температуре от 100 до 120°F (от 40 до 50°C). НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки – электроды с стержнем без низкого содержания водорода
Быстрая заморозка — чрезмерная влажность определяется шумной дугой и сильным разбрызгиванием, ржавой проволокой на конце держателя или нежелательными вздутиями покрытия во время сварки.
Повторный обжиг этой группы стержневых электродов не рекомендуется.
Не рекомендуется
Н/Д
E7024: Jetweld 1, 3 E6027: Jetweld 2
Fast Fill — чрезмерная влажность определяется шумной или «копающей» дугой, сильным разбрызгиванием, плотным шлаком или подрезом. Предварительно высушите необычно влажные электроды в течение 30–45 минут при температуре от 200°F до 230°F (90 — 110°C) перед окончательной сушкой, чтобы свести к минимуму растрескивание покрытия.
Необходимость защиты металлов от коррозии возникла вместе с появлением первых металлических изделий.
В случае с металлами, говоря об их коррозии, имеют ввиду нежелательный процесс взаимодействия металла со средой. Физико-химическая сущность изменений, которые претерпевает металл при коррозии, является окисление металла.
По механизму процесса различают химическую и электрохимическую коррозию металла.
Химическая коррозия – это разрушение металла окислением его в окружающей среде без возникновения электрического тока в системе. Большой вред наносит разновидность химической коррозии — газовая коррозия. Металл реагирует с определенными газами, содержащимися в воздухе — кислородом, диоксидом углерода, диоксидом серы или сероводородом, образуя на поверхности металла оксид. Когда металл коррозирует, на его поверхности появляются маленькие углубления, и прочность металла уменьшается.
Наибольший вред наносит электрохимическая коррозия. В этом случае наряду с химическими процессами происходят и электрические процессы. Электрохимическую коррозию вызывают главным образом примеси других металлов и неметаллических веществ или неоднородность поверхности. Согласно теории электрохимической коррозии, в этих случаях при контакте металла с электролитом (электролитом может быть влага, адсорбированная из воздуха) на его поверхности возникают гальванические микроэлементы. При этом металл с более отрицательным потенциалом разрушается. Его ионы переходят в раствор, а электроны переходят к менее активному металлу. На скорость коррозии влияет и характер электролита. Чем выше его кислотность (то есть меньше pH), тем быстрее происходит коррозия. Также коррозия растет при повышении температуры.
Ещё в древние времена для защиты меди применялось горячее лужение, растительные масла, коррозионностойкие сплавы (оловянная бронза, латунь), для защиты железных и стальных изделий — полирование, воронение, лужение.
Основные методы антикоррозионной защиты
В начале 19 века был открыт электрохимический метод антикоррозионной защиты с помощью протекторов. В середине 19 в. была установлена принципиальная возможность получения металлических покрытий электролитическим способом. Наиболее интенсивно антикоррозионная защита развивается в связи с изобретением нержавеющих сталей, новых коррозионностойких сплавов, полимерных покрытий и др.
Система антикоррозионной защиты определяется условиями эксплуатации и механизмом коррозии металлов (электрохимическим или химическим). Все методы антикоррозионной защиты можно разделить на 2 основные группы: электрохимические, оказывающие влияние на потенциал металла и механические, изолирующие металл от воздействия окружающей среды созданием защитной плёнки и покрытий.
Применение различных методов защиты металлов от коррозии позволяет в какой-то степени свести к минимуму потери металла от коррозии.
Электрохимические методы защиты применяют для предотвращения коррозии морских судов, подземных и гидротехнических сооружений, а также химической аппаратуры, работающей с агрессивными электропроводными средами. Путём катодной или анодной поляризации от постороннего источника тока или присоединением к защищаемой конструкции протекторов потенциал металла смещается до значений, при которых сильно замедляется или полностью прекращается его коррозия.
Антикоррозионные защитные покрытия
Для антикоррозионной защиты широко применяют защитные покрытия. Они делятся на металлические (чистые металлы и их сплавы) и неметаллические. В зависимости от потенциала металла покрытия могут быть анодными и катодными по отношению к защитному металлу.
Всё больше распространяются пластмассовые покрытия из полиэтилена, полиизобутилена, фторопласта, найлона, поливинилхлорида и др., обладающих высокой водо-, кислото- и щёлочестойкостью. Многие пластмассы используют как футеровочный материал для химических аппаратов и гальванических ванн (винипласт, фаолит и др. ). Для защиты деталей радиоаппаратуры служат заливочные полимерные компаунды. Эффективно защищают от действия кислот и др. реагентов покрытия на основе каучука (гуммирование).
Лакокрасочные покрытия имеют ряд преимуществ по сравнению с другими видами защитных покрытий:
простота нанесения;
возможность получения покрытия любого цвета;
возможность обработки металлоконструкций больших габаритов и сложной конфигурации;
экономичность по сравнению с другими видами защитных покрытий
высокие защитные свойства;
возможность восстановления в процессе эксплуатации.
Наиболее часто антикоррозионная защита заключается в нанесении на поверхность защищаемых конструкций слоев защитных покрытий на основе органических и неорганических материалов, в частности, лакокрасочных материалов.
Антикоррозионное защитное покрытие должно соответствовать следующим требованиям:
повышать сопротивляемость конструкции внешнему вредному воздействию;
должно подбираться с учетом специфики защищаемого материала;
должно обеспечивать изоляцию материала от негативной среды.
Выбор антикоррозионного покрытия и схемы антикоррозионной защиты металла (включая марку ЛКМ, количество наносимых слоёв и общую толщину покрытия) осуществляется с учётом характеристики среды эксплуатации металлической конструкции, а также с учётом условий при нанесении антикоррозионного покрытия.
Лакокрасочные материалы для антикоррозионной защиты металлоконструкций
Существуют различные антикоррозийные материалы и покрытия, применение которых зависит от агрессивности окружающей среды и особенностей эксплуатации.
Одними из наиболее распространенных лакокрасочных материалов используемых для антикоррозионной защиты металлоконструкций являются материалы на основе эпоксидных смол.
Практически всегда эпоксидные лакокрасочные материалы двухупаковочные. Основой эпоксидных лакокрасочных материалов служат эпоксидные смолы, которые представляют собой линейные простые полиэфиры, молекулярные цепи которых имеют реакционно-способные эпоксидные группы на обеих концах и вторичные гидроксильные группы, расположенные вдоль всей цепи.
Образование пространственных полимеров (отверждение смол) происходит в результате сшивки линейных молекул при взаимодействии их с органическими азотосодержащими соединениями (отвердителями). В процессе реакции происходит отверждение смолы и превращение ее в нерастворимое, неплавкое соединение трехмерного строения без выделения побочных продуктов реакции, поэтому почти не происходит усадки покрытия.
Перспективные разработки — лакокрасочные материалы без растворителей
Одним из наиболее перспективных лакокрасочных материалов являются материалы, не содержащие растворителей. Их получают на основе жидких эпоксидных смол. Для снижения вязкости в них вводят активные разбавители, которые придают лакокрасочному материалу малярные свойства без использования летучих растворителей. Особенно важно использовать лакокрасочные материалы без растворителей при окрашивании различных цистерн и других замкнутых объемов. Это позволяет резко снизить токсичность, пожаро- и взрывоопасность окрашивания.
Эпоксидные материалы для наружной и внутренней защиты магистральных трубопроводов
Основное достоинство покрытий на основе эпоксидных смол — сочетание хороших физико-механических и электроизоляционных свойств. Покрытия на основе эпоксидных смол обладают хорошей адгезией к металлу, дереву и другим материалам, высокой твердостью и химической стойкостью, отличной водостойкостью; они устойчивы к воздействию нефти и нефтепродуктов и многих растворителей.
Хорошая стойкость к щелочам и кислотам, алифатическим и ароматическим углеводородам, маслам, топливу, воде позволяют использовать эпоксидные материалы для наружной и внутренней защиты магистральных трубопроводов. Используя их можно получить покрытия с одинаково хорошей твердостью, эластичностью и ударной прочностью.
Поэтому антикоррозионные покрытия на основе эпоксидных смол с каждым годом становятся всё более востребованными в самых разных отраслях промышленности.
Защита металла от коррозии материалами ВМП, Антикоррозионная защита
Чтобы посмотреть представительство в Вашем регионе, перейдите в раздел контакты.
ВМП в социальных сетях:
Материал быстросохнущий
Материал атмосферостойкий
Материал термостойкий
Материал толстослойный
для нанесения при отрицательных температурах
Материал одноупаковочный
Степень подготовки поверхности St 2, St 3
для эксплуатации в морской и пресной воде
для эксплуатации в контакте с нефтью и нефтепродуктами
Материал цинкнаполненный
Материал содержит антикоррозионные пигменты
Материал содержит ингибитор коррозии
Материал c антистатическими свойствами
Главная — Антикоррозионная защита — Антикоррозионные материалы — Антикоррозионная защита металла от коррозии
Для надежной защиты металла от коррозии ВМП предлагает системы антикоррозионной защиты покрытий, разработанные на основе современных антикоррозионных материалов.
Широкий выбор продукции позволяет решать разнообразные задачи по защите металла от коррозии. ВМП осуществляет производство материалов на разных основах: полиуретановой, эпоксидной и винилово-эпоксидной, кремнийорганической и других.
Антикоррозионная защита металлоконструкций покрытиями ВМП
Для создания покрытий с высокими сроками службы холдингом разработаны материалы, содержащие эффективные антикоррозионные пигменты:
цинковый порошок, обеспечивающий протекторную защиту металла от коррозии;
фосфат цинка, применяемый для ингибирующей защиты металла от коррозии;
алюминиевая пудра и «железная» слюдка, создающие барьерную защиту металла от коррозии.
Покрытия ВМП предназначены для антикоррозионной защиты металлоконструкций с разной подготовкой поверхности: абразивоструйной, механической или ручной очисткой.
Система покрытия, применяемая для антикоррозионной защиты от коррозии, может состоять из одного либо нескольких слоев лакокрасочных материалов. Совместимость материалов между собой указана в подробных описаниях.
Квалифицированную помощь по подбору системы антикоррозионной защиты металла от коррозии Вам могут оказать специалисты холдинга ВМП: + 7 343 357-30-97, 8-800-500-54-00, On-line запрос.
Каталог. Материалы для защиты металла от КОРРОЗИИ
АЛЮМОТЕРМ
Термостойкая кремнийорганическая композиция с алюминиевой пудрой
АЛЮМОТАН
Полиуретановая композиция с алюминиевой пудрой
АЛПОЛ
Композиция на основе высокомолекулярного синтетического полимера и алюминиевой пудры
ВИНИКОР-акрил-013
Водоотталкивающая грунтовка
ВИНИКОР-акрил-51
Грунт-эмаль на основе полиакриловых смол
ВИНИКОР грунт-эмаль
Грунт-эмаль винилово-эпоксидная
ВИНИКОР-061
Винилово-эпоксидная грунтовка
ВИНИКОР-62 (Марка А)
Винилово-эпоксидная эмаль
ВИНИКОР-62 (Марка Б)
Винилово-эпоксидная эмаль
ВИНИКОР-марин, грунтовка
Эпоксидная грунтовка
ВИНИКОР-марин, эмаль
Эпоксидная эмаль
ВИНИКОР -марин АФ
Противообрастающая эмаль
ВИНИКОР-норд
Винилово-полиэфирная грунт-эмаль
ВИНИКОР-экопрайм
Эпоксидная грунт-эмаль
ВИНИКОР-экопрайм-01
Эпоксидная грунтовка
ВИНИКОР-терм
Грунт-эмаль термостойкая
ВИНИКОР 218
Грунт-эмаль алкидная
ВИНИКОР ЭП-1155
Лак на основе эпоксидной смолы
ВИНИКОР БЭП-5297
Эпоксидная эмаль
ВИНИКОР ЭП-5285
Эпоксидная эмаль с отвердителем полиамидного типа
ВИНИКОР ЭП-1155 Д
Эпоксидная эмаль
ИЗОЛЭП-арктик
Эпоксидная грунт-эмаль
ИЗОЛЭП-235
Эпоксидная грунт-эмаль
ИЗОЛЭП-mastic
Эпоксидная грунт-эмаль
ИЗОЛЭП-эполайн
Эпоксиуретановая композиция
ИЗОЛЭП-гидро
Эпоксидная грунт-эмаль
ИЗОЛЭП-mio
Эпоксидная эмаль c «железной» слюдкой
ИЗОЛЭП-про
Эпоксидная пенетрирующая грунтовка с высокой проникающей способностью
ИЗОЛЭП-SP-03
Межоперационная эпоксидная грунтовка
ИЗОЛЭП-eps
Межоперационная эпоксидная грунтовка
ИЗОЛЭП-primer
Эпоксидная грунтовка с фосфатом цинка и «железной» слюдкой
ИЗОЛЭП-oil
Толстослойная эпоксидная композиция
ИЗОЛЭП-oil 250
Эпоксидная композиция
ИЗОЛЭП-oil 350 AS
Эпоксидная композиция с антистатическими свойствами
Цинкнаполненная композиция на основе высокомолекулярного синтетического полимера
ЦИНОЛ
Цинкнаполненная композиция на основе высокомолекулярного синтетического полимера
ЦВЭС-МО
Цинкнаполненная этилсиликатная грунтовка для межоперационной защиты
ЦВЭС-А
Композиция защитно-фрикционная
ЦВЭС
Цинкнаполненная композиция на основе этилсиликатного связующего
ЦВЭС-SP
Межоперационная грунтовка (shop-primer)
ЭВОПОЛ-12
Грунт-эмаль на основе модифицированного акрилата
Шпатлевка ЭП-0010
Шпатлевка эпоксидная
4 типа металла, устойчивого к коррозии или не ржавеющего
03 октября 2018 г. Обновлено: 19 июля 2022 г. автор: ИМС
Свяжитесь с нами
металлы, Защита от ржавчины, Основы работы с металлом
Время чтения: 2 м 30 с
Обычно мы представляем ржавчину как оранжево-коричневые чешуйки, которые образуются на незащищенной стальной поверхности, когда молекулы железа в металле реагируют с кислородом в присутствие воды с образованием оксидов железа. Металлы также могут реагировать в присутствии кислот или агрессивных промышленных химикатов. Если ничто не остановит коррозию, чешуйки ржавчины будут продолжать отламываться, подвергая металл дальнейшей коррозии, пока он не распадется.
Ознакомьтесь с нашим выбором коррозионно-стойких металлов в IMS!
Опции из коррозионностойкого металла
Не все металлы содержат железо, но они могут ржаветь или тускнеть в результате других окислительных реакций. Чтобы предотвратить окисление и разрушение металлических изделий, таких как поручни, резервуары, приборы, кровля или сайдинг, вы можете выбрать металлы, которые «нержавеют» или, точнее, «не подвержены коррозии». В эту категорию попадают четыре основных типа металлов:
Нержавеющая сталь
Металлический алюминий
Медь, бронза или латунь
Оцинкованная сталь
Нержавеющая сталь
Типы нержавеющей стали, такие как 304 или 316, представляют собой смесь элементов, и большинство из них содержат некоторое количество железа, которое быстро окисляется с образованием ржавчины. Но многие сплавы из нержавеющей стали также содержат высокий процент хрома — не менее 18 процентов, — который еще более активен, чем железо. Хром быстро окисляется, образуя защитный слой оксида хрома на поверхности металла. Этот оксидный слой противостоит коррозии, предотвращая попадание кислорода в нижележащую сталь. Другие элементы в сплаве, такие как никель и молибден, повышают его устойчивость к ржавчине.
Металлический алюминий
Поскольку он легкий и устойчивый к коррозии, для производства многих деталей самолетов, автомобилей и велосипедов используется алюминий. Алюминиевые сплавы почти не содержат железа, а без железа металл не будет ржаветь, а окисляться. Когда сплав подвергается воздействию воды, на его поверхности быстро образуется пленка оксида алюминия. Твердый оксидный слой устойчив к дальнейшей коррозии и защищает основной металл. Просмотр металлических изделий в IMS
Медь, бронза и латунь
Эти три металла практически не содержат железа и не ржавеют, но могут реагировать с кислородом. Медь со временем окисляется, образуя зеленую патину, защищающую металл от дальнейшей коррозии. Бронза представляет собой смесь меди, олова и небольшого количества других элементов и, естественно, гораздо более устойчива к коррозии, чем медь. Латунные металлы представляют собой сплавы меди, цинка и других факторов, устойчивые к коррозии.
Оцинкованная сталь
Оцинкованная сталь ржавеет долго, но рано или поздно она заржавеет. Этот тип представляет собой углеродистую сталь, оцинкованную или покрытую тонким слоем цинка. Цинк действует как барьер, препятствующий доступу кислорода и воды к стали, обеспечивая улучшенную защиту от коррозии. Даже если цинковое покрытие соскоблится, оно защитит близлежащие участки нижележащей стали за счет катодной консервации и образования защитного слоя оксида цинка. Подобно алюминию, цинк высоко реагирует с кислородом в присутствии влаги, а покрытие предотвращает дальнейшее окисление железа в стали. Industrial Metal Supply предлагает широкий ассортимент устойчивых к ржавчине металлов для различных применений.
Industrial Metal Supply — крупнейший в Юге поставщик всех типов металлических и металлообрабатывающих принадлежностей, включая продукты для защиты от ржавчины. Все металлы изготовлены из высококачественных материалов, предотвращающих ржавчину, в сочетании с металлической отделкой премиум-класса, которая обеспечивает расширенную защиту от ржавчины и гарантирует сохранение вашего металла в течение многих лет службы. Для получения дополнительной информации о предотвращении ржавчины посетите наш блог, посвященный 6 советам по предотвращению ржавчины.
металлы, Защита от ржавчины, Основы металла
Предыдущий пост: Креативные проекты из листового металла своими руками
Next Post: В чем разница между горячекатаной и холоднокатаной сталью?
Избранные категории
Защита от ржавчины Основы работы с металлом Серия инструкций Металлические формы Отраслевые справочники Металлы
Другие категории
Свяжитесь с нами
Получайте ежемесячные обновления от IMS! Войдите в систему или используйте форму ниже, чтобы начать получать обновления.
Имя *
Фамилия *
Электронная почта *
Компания
Получать обновления
5 коррозионностойких металлических покрытий по сравнению с
Легкие металлы стали предпочтительным выбором в самых разных отраслях промышленности. Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными в автомобильной, аэрокосмической и многих потребительских областях. Сочетание их большого количества, исключительного отношения прочности к весу и универсальности делает их предпочтительным выбором для инженеров по продуктам во всем мире.
Некоторые легкие сплавы обладают превосходной коррозионной стойкостью даже в необработанном виде, но обработка поверхности неизбежно потребуется в готовом изделии для повышения производительности, долговечности и качества. Магний известен своей плохой коррозионной стойкостью, но менее известно, что некоторые алюминиевые сплавы, такие как 2xxx, 7xxx и другие высокопрочные семейства, содержащие медь или другие переходные металлы, также восприимчивы.
Выбор правильного метода коррозионной стойкости имеет важное значение для успешного проектирования и производства компонентов. Каждый метод имеет уникальный набор преимуществ и потенциальных проблем. Мы составили это сравнение различных методов лечения, чтобы помочь вам найти наиболее подходящее решение для ваших нужд.
1. Анодирование
Наиболее популярным методом повышения коррозионной стойкости алюминия является анодирование. Вообще говоря, он включает в себя четырехэтапный процесс для достижения защиты.
На первом этапе материал погружают в ванну с проводящим раствором (обычно в ванну с кислотой с низким pH) и соединяют сплав с анодом электрической цепи. При подаче электрического тока на поверхности металла происходит реакция окисления:
2Al (s) + 6OH — (aq) — 6E — AL 2 O 3 (S) + 3H 2 O (L)
Это вызывает натуральный поверхность металла утолщается, создавая защитный внешний слой из оксида алюминия. Толщина может быть изменена за счет увеличения времени нанесения покрытия, что обеспечивает широкий спектр применения:
При легком нанесении может обеспечить хорошую предварительную обработку перед покраской или последующими покрытиями
Особые цветовые эффекты могут быть достигнуты при окрашивании
При нанесении тонким слоем (обычно <20 мкм) становится полупрозрачным, что сохраняет металлическую эстетику, если это необходимо
Толщина покрытия играет ключевую роль в определении коррозионной стойкости. В уличных условиях или при интенсивных нагрузках в помещении (например, при постоянном контакте с жидкостью) рекомендуется не менее 20 мкм. Там, где необходима толщина слоев 10 мкм, требуемое более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым.
Кроме того, механизм роста и столбчатая микроструктура вызвали широкое растрескивание по толщине на углах, что ограничивает защиту краев, обеспечиваемую анодирующими слоями. Затворы с горячей водой можно использовать для обеспечения более надежной защиты, но более эффективные уплотнения могут быть достигнуты за счет использования опасных химических растворов, таких как ацетат никеля или дихромат натрия.
В конечном счете, для материалов, которые требуют определенных эстетических качеств, сохраняя при этом высокую коррозионную стойкость при контакте с жидкостями, анодирование не является лучшим методом улучшения коррозионной стойкости.
2. ПЭО
Плазменное электролитическое оксидирование (ПЭО) включает использование плазменных разрядов для преобразования металлической поверхности легких металлов. Он образует клейкий оксидный слой, который является твердым и плотным.
Компоненты погружаются в ванну, и электрический ток используется для «выращивания» однородного слоя оксида на поверхности. ПЭО происходит в три этапа:
Окисление подложки (как происходит в процессе анодирования)
Соосаждение элементов из электролита в покрытие
Модификация полученного слоя плазменным разрядом
Хотите узнать больше о методологии PEO компании Keronite? Нажмите ниже, чтобы загрузить бесплатный технический документ.
ПЭО образует твердые, плотные и износостойкие покрытия для легких металлов, таких как алюминий, титан и магний. При непосредственном сравнении с анодированными покрытиями ПЭО образует покрытия с более высокой твердостью, химической пассивностью и выгодной нерегулярной структурой пор, которая обеспечивает высокую устойчивость к деформации и более сильную адгезию.
Помимо превосходных физических и химических характеристик, процесс ПЭО можно проводить экологически безопасным методом благодаря доступным для использования безопасным электролитам и нетоксичным побочным продуктам процесса окисления. Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации малоопасны и легко утилизируются.
В результате получается гораздо более экологичное решение, чем альтернативы, а также ряд других преимуществ.
3. Хроматное конверсионное покрытие
Усиление государственного и нормативного контроля производственных процессов привело к постепенному отказу от хроматного конверсионного покрытия как метода защиты от коррозии, хотя это один из наиболее эффективных методов.
Химические реагенты для преобразования хромата широко варьируются, но многие из них включают применение растворов хромовой кислоты, натрия, хромата или дихромата калия для очистки металлической поверхности вместе с другими добавками. Использование таких добавок вызывает окислительно-восстановительные реакции с поверхностью, оставляя на металле подложки пассивную пленку, содержащую оксид хрома (IV) и гидратированные соединения. Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
Высокая защита от коррозии обусловлена способностью соединений хрома (VI) восстанавливать защитную оксидную пленку на поврежденном участке покрытия при воздействии кислорода воздуха. Это называется самолечением. Аналогичный механизм используется для создания нержавеющей стали: добавленный в сплав хром естественным образом образует на поверхности очень тонкий пассивный слой оксида хрома, предотвращающий окисление железа. Это быстро восстанавливается, если поверхность повреждена, а подповерхностный хром подвергается воздействию атмосферы. Хромат также можно использовать в качестве добавки к краскам или в качестве герметика для анодирования, усиливая их защиту от коррозии.
Соединения шестивалентного хрома, используемые в хроматной конверсии, как теперь известно, обладают разрушительными и канцерогенными свойствами. Побочные продукты хроматных конверсионных покрытий очень опасны, и поэтому неудивительно, что в отношении материалов, использующих этот процесс, проводится жесткая линия.
Сегодня его использование запрещено во многих отраслях промышленности и строго регулируется. Он по-прежнему широко используется в аэрокосмической отрасли, не склонной к риску, но необходимость изменений в этой сфере растет. К сожалению, он остается лучшей химической пассивацией алюминия из-за его свойств самовосстановления. Интенсивные исследования начались в 1980-х, чтобы найти самовосстанавливающиеся альтернативы без хрома, но они еще не соответствуют его общему уровню защиты. Инженеры ищут альтернативы, такие как анодирование или обработка на основе ПЭО, для повышения производительности в суровых условиях.
4. Краски
Растворы для покрытия поверхностей, такие как краски, грунтовки и другие полимерные системы, кажутся безграничными как по наличию, так и по разнообразию. Наиболее привлекательным преимуществом работы с красками является то, что их можно окрашивать, обрабатывать или наносить разными способами.
Полимерные верхние покрытия также доступны в таком разнообразии и способах нанесения. Могут быть сделаны альтернативные химические вещества и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.
Краски представляют собой относительно недорогой метод повышения коррозионной стойкости. Однако задействованные процессы крайне неэффективны; во время нанесения до 50% покрытия может испариться, а при отверждении в печи образуются вредные побочные продукты, которые опасны и дороги в утилизации в больших объемах.
Предлагая отличную химическую и особенно коррозионную стойкость, как и другие полимерные углеводороды, краски мягкие (их твердость оценивается по сравнению с грифелем карандаша), что означает, что они легко царапаются и стираются.
5. Порошковые покрытия
Порошковые покрытия, как и краски, являются еще одним относительно недорогим вариантом. Хотя преимущества порошковых красок почти такие же, как у красок, но более толстые защитные слои можно наносить более эффективно и быстрее.
Покрытия толстые, что добавляет объемные слои (обычно вверх на 80 мкм), которые существенно повышают коррозионную стойкость материала. Платой за эту дополнительную защиту является добавленная толщина, а эстетические эффекты не такие привлекательные и неодинаковые для разных материалов.
Заключение
В этой статье мы попытались дать краткий обзор покрытий из легких материалов для повышения коррозионной стойкости в легких сплавах. На самом деле существуют сотни различных методов и процессов, доступных от разных поставщиков, каждый из которых имеет небольшие вариации в способах достижения результатов.
Выбор правильного покрытия жизненно важен, но сложен. Используйте целостный взгляд на процесс нанесения покрытия, начиная с ранних стадий проектирования компонентов. Геометрия компонентов, обеспечение подходящего дренажа, избежание несовместимых комбинаций материалов и выбор сплава — все это имеет решающее значение.
Для достижения наилучших результатов выберите предварительную обработку, обеспечивающую хорошую адгезию к основанию и любым последующим обработкам.
как нарезать левую резьбу резцом на 1К62 — Спрашивалка
как нарезать левую резьбу резцом на 1К62 — Спрашивалка
АТ
Андрей Тиранин
Здравствуйте, коллеги! Вопрос не в том, как настроить стенок и заточить правильно резец. Проблема в том, что правые резьбы получаются без проблем- как метрические, так и дюймовые. А левые станок режет с удвоенным шагом. Помогите дельным советом, а то стыдно отказывать заказчикам.
резьба
КК
Кирилл Королев
Как нарезать резьбу резцом на станке 1к62?
ДЧ
Джим Челидзе
вот и установите шаг в два раза меньше. если станок удваивает.
ДК
Дарья Костюхина
Гитарой элементарно шаг в два раза меньше сделать. Посмотрите стр. 143 Слепинина. http://mirknig.com/knigi/technika/1174313919-rukovodstvo_dlja_obuchenija_tokarejj_po_metallu. html
Митяй Струнец
Я не токарь, но отлично помню, как матерились токари меняя шестеренки именно в 1к62 и один из валов под суппортом чтоб нарезать мне левую резьбу (работал на штучном экспериментальном производстве) Токари эти шестеренки хранили как зеницу ока. А инструкция у них была наклеена внутри кожуха ременной передачи слева.
Андрей Дмитриевцев
Перехитри станок. Если нарезает шаг в два раза больше нужного. . .просто в барабане поставь шаг в два раза меньше. Например надо шаг 2 .. а нарезает шаг 4 — то ставь на барабане шаг 1 Но подозреваю что ты не переключаешь рукоятку увеличеный шаг — нормальный шаг. При левой резьбе надо эту рукоятку обязательно поворачивать.
НН
Нигина Нозирова
не понимаю, в чем проблема? там же одной рукояткой переключаются левые/правые.. . Как вариант, режь правыми оборотами резец кверх ногами ставь (если не ошибаюсь, я вообще-то ЧПУ-шник, у нас таких проблем нету. .)
ЕН
Елена Нестерова
Режте плашкой
ТН
Татьяна Нефедова
Съездей в тулу, посмотри как там стволы делают)
Похожие вопросы
сколько стоит нарезать левую резьбу на 32 сгоне.
как нарезать левую резьбу на токарном станке, только резцом и в какую сторону должен вращаться шпиндель при левой резьбе
Можно ли нарезать внутреннюю резьбу метчиком в ручную?
Можно ли нарезать резьбу на электросварных прямошовных трубах?
??? Для чего на танковой пушке нарезается именно такая резьба? фото внутри
Как нарезать резьбу на природе, если нет ни метчика, ни плашки, на дереве?
каким инструментом нарезается резьба на гайке?
ПОДСКАЖИТЕ ПОЖАЛУСТА Определить подачу при нарезании резьбы М30х 1,5 резцом.
Можно ли нарезать резьбу на гвозде?
повторяю вопрос! как! и ЧЕМ нарезать левую резьбу!!!
Как правильно нарезать резьбу метчиком и плашкой
Резьба сегодня стала самым практичным разъемным соединением, из-за чего информация о нарезании резьбы может пригодиться в каждом хозяйстве. Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр.
Также помимо вышесказанных несоответствий, если обратить свое внимание то можно заметить что даже профили дюймовой и метрической резьбы не совпадают, так как угол в дюймовой резьбе — 55 градусов, а в резьбе метрической – 60 градусов.
Основные характеристики резьбы
Резьбовое соединение имеет две детали, где одна деталь содержит внутреннюю резьбу в своем отверстии, а вторая – наружную, на поверхности цилиндра. Как правило, в основном, используют правую резьбу, где вращение осуществляется по часовой стрелке, но изредка встречается и левая резьба, где — против часовой стрелки.
Размер резьбы определяется шагом, то есть, расстоянием между ее витками, а также, внешний диаметр. Эти величины измерения являются стандартными. Как внутренние, так и внешние резьбы зависят от размера диаметра стержня. Так, например, если резьба М10, это значит, что резьба метрическая, с диаметром винта 10 мм, шагом резьбы 1,5 мм, правая.
Бывают и нестандартизированные резьбы, так например, есть объективы фотокамер, которые крепятся на резьбы с диаметром 42 мм. Стандартный шаг для этой резьбы должен составлять 4,5 мм. Для оптического устройства не подходит такой большой параметр, для него используют шаг 1 мм. Основные размеры резьбы отражены в стандартах и справочниках.
Чем нарезают резьбу?
Все резьбы делают с помощью определенных станков и инструментов, а в домашних условиях нарезают внутреннюю, внешнюю резьбы обычным инструментом, представляющим собой набор плашек для изготовления наружной резьбы, или метчиков — для внутренней резьбы. Плашки являются инструментом из твердого сплава в виде гайки с режущими канавками.
Метчики изготовляют из твердого сплава. Этот инструмент напоминает винт с режущими канавками. Как правило, берут несколько метчиков для того чтобы сделать вначале черновой проход, а затем и чистовой, а также, с разной глубиной, чтобы прорезания резьбовых канавок было правильно выполнено.
Когда нарезают резьбу, метчики и плашки закрепляют в особые приспособления – воротки, которые по размеру должны подходить к используемому инструменту.
К инструментам для резьбы предъявляется ряд требований. Эти инструменты должны быть острыми и качественными, так как, тупым метчиком невозможно будет сделать хорошую резьбу, так же, он может сломаться еще в первом отверстии. Метчики низкого качества используются разве что для работы с пластмассой. Плашки тоже должны быть острыми, так как тупой инструмент нарезает неровную резьбу.
Как нарезать наружную резьбу?
Для изготовления наружной резьбы в условиях дома используют вышеописанную плашку. Так как правильно нарезать резьбу плашкой в домашних условиях? Вот подробное описание этого процесса.
На тисках в положении вертикально хорошо зажимают круглый металлический стержень, его диаметр должен соответствовать диаметру задуманной резьбы. На конце заготовки специальным напильником убирают фаску, чтобы инструмент мог зайти, и сильно смазывают заготовку машинным маслом, что облегчит нарезание резьбы.
Самую подходящую плашку устанавливают в специальном воротке, и постепенно делают надевание на конец заготовки. Идет наворачивание на заготовку, осторожно без перекосов. Делая правую резьбу обычно через один либо полтора оборота по направлению часовой стрелки, плашку надо будет проворачивать в обратную сторону на пол оборота. И таким образом, делают резьбу по всей длине.
Как нарезать внутреннюю резьбу?
Для изготовления внутренней резьбы в домашних условиях используют метчик. Так как правильно нарезать резьбу метчиком? Этот процесс состоит в следующем.
В заготовке высверливают определенного диаметра отверстие, удаляют фаску, чтобы инструмент мог зайти. По справочным данным определяется диаметр сверла. Отверстия в заготовке бывают сквозными, то есть по всей толщине детали, либо глухими. Для получения отверстия небольшой длины с внутренней резьбой делают сверлом отверстие большей длины в сравнении с резьбой, так как учитывают существующую конусность метчика в нижней части. Необходимо учитывать и припуски на глубину сверления.
Для увеличения чистоты профиля внутренние резьбы делают тремя метчиками. Первый метчик формирует проход предварительный, и обозначается риской в верхней части инструмента. Второй метчик заканчивает формирование резьбы, он имеет обозначение две риски. Третий метчик формирует профиль резьбы окончательно, он имеет обозначение три риски.
Вывод, резьба делается постепенно, в результате чего появляется четкий профиль. Два метчика используется для отверстий, имеющих диаметр до трех миллиметров. Процесс нарезания резьбы напоминает работу с плашками. Идет повторение оборотных движений, таких как, вперед-назад для того, чтобы стружка скалывалась с инструмента.
При процессе нарезания резьбы в глухих отверстиях, необходимо периодически выворачивать метчик, для того чтобы полностью убрать с его поверхности металлические опилки. Обычно их устраняют при помощи ненужной зубной щетки либо тряпочки, после чего снова смазывают инструмент, продолжая нарезание резьбы.
Советы облегчающие вашу работу
При случайном помятии резьбы, восстанавливают ее, зажав в тисках деталь, прогнав резьбу второй раз с помощью метчика либо плашки.
Для дополнительного удлинения поверхности винта с изготавливаемой резьбой, необходимо, чтобы плашка легко проходила по виткам резьбы и не портила ее профиль.
Во избежание появления коррозии, резьбу смазывают техническим вазелином.
При перекосе резьбы отрезают кусочек стержня, начиная процесс заново.
При поломке метчика в отверстии, нужно извлечь поломанный инструмент возможными способами. Так, если часть метчика торчит наружу, его конец обтачивается в форме лопатки и вытягивается плоскогубцами. Если часть метчика находится внутри, то берут азотную кислоту, наносят деревянной палочкой каплю кислоты на сломанный метчик. Когда кислота уберет его режущие кромки, обломок убирают пинцетом.
Как нарезать левостороннюю наружную резьбу на токарном станке ProtoTRAK SLX (2 способа)
«TRAKing Pat» описывает два способа нарезания левосторонней наружной резьбы на токарном станке ProtoTRAK SLX. Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов.
Привет всем, я TRAKing Пэт, и в сегодняшнем видео я расскажу, как нарезать левую резьбу на токарном станке ProtoTRAK SX.
Если вы посмотрите на деталь, которую я сейчас держу в руке, это стандартный инструмент для нарезания правой резьбы, и вы заметите, что смещение находится на этой стороне для того, как он работает. И если вы похожи на большинство магазинов, у вас нет инструмента для нарезания левой резьбы в нашем типе продукта, а если бы у вас был, конец резьбы был бы здесь, а не здесь. Итак, я научу вас, как перемещать инструмент по-разному, запускать машину в обратном направлении и уметь нарезать левостороннюю резьбу.
Первое, о чем мы собираемся поговорить, это то, как это обычно происходит при стандартной операции, верно? Итак, вот мой обычный держатель инструмента, и мой инструмент для нарезания резьбы будет здесь, вот так, и я буду резать с передней стороны, двигаясь к передней бабке. Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо?
Итак, поскольку есть несколько способов содрать шкуру с кошки, в данном случае я возьму свой стандартный инструмент и переверну его вверх дном. Чтобы получить его на нужной высоте для центра, я сделал подкладку снизу, а затем отрегулировал до самого верха, чтобы я оказался в центре детали, вот так. В остальном это будет так же, как если бы я нарезал правую резьбу, только я буду запускать машину в обратном направлении.
Итак, первое, что я должен сделать, это написать свою программу, верно? И программа для работы с потоками довольно проста. Большинство из вас, вероятно, уже знают, как делать стандартные резьбы. Так что я в моем PROG режим прямо здесь, и я собираюсь ПЕРЕЙТИ К НАЧАЛУ и я собираюсь выбрать THREAD , верно? Так что, если что-то из этого для вас новое, ребята, вы узнаете об этом сейчас, и если это не потерпит меня ни на секунду. Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому.
Итак, лучший способ сделать это — вычислить, взяв 1 и разделив ее на количество нитей на дюйм. Что я собираюсь сделать, так это использовать клавишу HELP в этом случае и перейти к G, который является калькулятором на элементе управления, и я просто собираюсь ввести 1, деленное на 12, и вы увидите там десятичный ответ, 0,083333 . Я нажму НАЗАД , чтобы выйти из калькулятора, и я просто вставлю этот ответ здесь 0,08333. Нажмите кнопку ABS SET . Он спрашивает меня, сколько пропусков я хочу использовать. Я собираюсь использовать 8 черновых проходов. Я собираюсь использовать 1 Spring Pass в финале. Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
На самом деле я уже сделал это, но я хочу, чтобы вы увидели, как это выглядит, поэтому я собираюсь перейти к НАСТРОЙКА ИНСТРУМЕНТА , я собираюсь выбрать инструмент № 1, и я просто собираюсь идти на РЕДАКТИРОВАТЬ здесь. Итак, что я сделал, когда настроил это, так это то, что я коснулся своего инструмента до диаметра 1 дюйм и пробил там 1 дюйм, коснулся им конца детали, сказал ему, что я был на нуле Z. Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Итак, здесь я использую перевернутый инструмент и собираюсь резать его с лицевой стороны. Итак, я вставлю свой первый инструмент и зафиксирую его, хорошо? Я собираюсь нажать реверс ( REV ), чтобы он мог резать левой рукой, потому что инструмент перевернут, а затем, как всегда, я предпочитаю использовать TRAKing ® , чтобы убедиться, что я делаю это в нужном месте. , хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9.0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
Итак, теперь я покажу вам, как обрезать левую резьбу с обратной стороны детали. Итак, вы увидите, что теперь у меня в руке инструмент в держателе правильной стороной вверх, но обращен ко мне, хорошо? И я собираюсь использовать это на этот раз, чтобы сделать это. Процесс в основном такой же, хорошо? Итак, первое, что я собираюсь сделать, это пойти в PROG IN/OUT режим и я собираюсь OPEN другой инструмент или другую часть, хорошо? Итак, я перейду сюда, ОТКРЫТЬ ФАЙЛ , и вы заметите, если захотите взглянуть на него, что нить теперь находится на противоположной стороне линии, верно? Вы также заметите, что здесь у меня есть перемещение позиции. Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
На следующей странице показана резьба, и единственное отличие этой резьбы от первой, которую я сделал, заключается в том, что я использую отрицательное значение диаметра как в начале, так и в конце резьбы, чтобы он знал, что нужно нарезать. с той стороны, хорошо? Последнее, что я делаю, это говорю ему вернуться к этой точке, чтобы он очистил часть, когда вернется домой, хорошо? То же самое можно сказать и о том, как я настроил инструмент. Итак, я собираюсь перейти в режим SET-UP , вернуться к НАСТРОЙКА ИНСТРУМЕНТА . Я вытащу Инструмент № 2 и нажму EDIT , как я сделал с первым инструментом, и вы заметите, что здесь у меня тоже есть отрицательное значение. Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?
Итак, я прикоснулся к нему сзади, дал диаметр 1 дюйм на отрицательной стороне, в остальном установка инструмента точно такая же, хорошо? Итак, теперь мы собираемся запустить это. Так что я собираюсь нажать MODE 9Нажмите здесь клавишу 0015, и вы вернетесь к RUN , вернетесь к START , нажмите GO , чтобы вернуться домой, хорошо? Теперь он будет двигаться к задней стороне, верно? Это напоминает мне начать вращение и убедиться, что это Инструмент № 2. Итак, я собираюсь снова поставить машину в REV и использовать TRAKing, чтобы убедиться, что я все сделал правильно. Мне всегда нравится использовать TRAKing, это заставляет меня чувствовать себя намного лучше. В этот момент, как и раньше, он берет верх, но вы видите, что он режет сзади. Я знаю, что это выглядит хорошо, поэтому я собираюсь нажать СТОП , ПУСК ЧПУ и ПУСК . И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
Хорошо, теперь, когда я смотрю на свою нить, она выглядит неплохо, но на самом деле вы можете видеть, что она недостаточно глубокая. Это очень часто случается, когда вы нарезаете резьбу остроконечным инструментом. Причина в том, что ProtoTRAK имеет простой язык, и если я не использую пользовательскую резьбу, которая позволяет мне указать, каким должен быть мой меньший диаметр, он автоматически вычисляет его на основе шага резьбы и основного диаметра. Так что в этом случае он пытается добраться до вершины радиуса, который должен быть в нижней части резьбы, и поэтому он выходит слишком мелким. Так что я собираюсь сделать здесь, я собираюсь ударить MODE и вернитесь в режим SET-UP , я выберу ТАБЛИЦУ ИНСТРУМЕНТОВ и перейду на один ( DATA DOWN ) к инструменту № 2 и далее вправо ( DATA RIGHT ) и я собираюсь добавить сюда модификатор, чтобы сделать вырез глубже. Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, хорошо? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
И я знаю, что на этот раз все будет правильно, поэтому я просто нажму GO. Здесь вы увидите, что он на самом деле разрезает материал с каждым проходом, потому что 8 проходов, которые я заложил в программу нарезания резьбы, из-за угла 29-½°, он фактически удаляет этот 0,015 за каждый отдельный проход резьбы. Вот и все. Нить выглядит намного лучше, она завершена. Я надеюсь, что это полезная информация для вас и что она действительно поможет вам, когда в следующий раз вам придется это сделать. Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
Последнее, что я хочу напомнить вам, это то, что всякий раз, когда вы используете ProtoTRAK, это должно быть весело. Так что наслаждайтесь тем, что вы делаете, делайте аккуратные детали, зарабатывайте много денег и помните… Всегда продолжайте ТРЕЙКИНГ! Я Пэт из TRAK Machine Tools. Спасибо за просмотр!
Левосторонние метчики и плашки NC, NF, серия с левой резьбой UNC, UNF
Главная
Метчики и плашки
Левосторонние метчики и плашки: размеры в дюймах
NC, NF
Левосторонние метчики и плашки
Эти труднодоступные левосторонние метчики и плашки могут быть незаменимы при изготовлении или ремонте деталей с обратной резьбой, таких как тяги или компоненты подвески.
Левосторонние метчики и плашки представляют собой зеркальное отображение правосторонних метчиков и плашек .
Левая резьба при необходимости закручивается против часовой стрелки.
Винты часто затягиваются по часовой стрелке, поэтому большинство резьб имеют правую резьбу. Левосторонняя резьба используется, если винт может ослабнуть из-за нагрузки.
Левосторонняя резьба используется для крепления вращающихся деталей, которые вращаются против часовой стрелки и при движении закручиваются.
NC (национальная грубая) Левая резьба
Заказать левосторонние NC-метчики онлайн
Заказать левосторонние NC-плашки онлайн
6
ниток на дюйм
Основной наружный диаметр
№ 1
64
0,073″
№ 2
56
0,086″
№ 3
48
. 099″
№ 4
40
.112″
№ 5
40
.125″
№ 6
32
.138″
№ 8
32
.164″
№ 10
24
.190″
№ 12
24
.216″
1/4 дюйма
20
.250″
5/16″
18
.3125″
3/8 дюйма
16
. 375″
7/16″
14
.4375″
1/2″
13
.500″
9/16″
12
.5625″
5/8 дюйма
11
.625″
3/4 дюйма
10
.750″
7/8″
9
.875″
1″
8
1.000″
1-1/8 дюйма
7
1,125 дюйма
1-1/4 дюйма
7
1,250 дюйма
1-3/8 дюйма
6
1,375″
1-1/2 дюйма
6
1 500 дюймов
1-3/4 дюйма
5
1,750″
2 дюйма
4-1/2
2. 000″
2-1/4 дюйма
4-1/2
2,250 дюйма
2-1/2 дюйма
4
2,500″
при заказе метчиков укажите диаметр и шаг и тип метчика
пример
TAP1/4-20LH.1 для 1/4-28 левосторонний конический метчик TAP1/4-20LH.2 для 1/4-28 левосторонний пробковый метчик TAP1 /4-20LH.3 для 1/4-28 Метчик левый донный
NF (национальный штраф) Левая резьба
Заказать левосторонние метчики NF на линии
Заказать левосторонние плашки NF на линии
Размер
нитей на дюйм
Основной наружный диаметр
№0
80
0,060″
№ 1
72
0,073″
№ 2
64
0,086″
№ 3
56
. 099″
№ 4
48
.112″
№ 5
44
.125″
№ 6
40
.138″
№ 8
36
.164″
№ 10
32
.190″
№ 12
28
.216″
1/4 дюйма
28
.250″
5/16″
24
.3125″
3/8 дюйма
24
. 375″
7/16″
20
.4375″
1/2″
20
.500″
9/16″
18
.5625″
5/8 дюйма
18
.625″
3/4 дюйма
16
.750″
7/8″
14
.875″
1″
12
1.000″
1-1/8 дюйма
12
1,125 дюйма
1-1/4 дюйма
12
1,250 дюйма
1-3/8 дюйма
12
1,375″
1-1/2 дюйма
12
1 500 дюймов
1-3/4 дюйма
12
1,750″
при заказе метчиков укажите диаметр и шаг и вид крана
пример
TAP1/4-28LH. 1 для 1/4-28 левостороннего конусного метчика TAP1/4-28LH.2 для 1/4-28 левостороннего пробкового метчика TAP1/4-28LH.3 для левостороннего метчика 1/4-28
Вернуться к началу страницы
У нас есть огромный ассортимент стандартных и специальных размеров, включая дюймовые и метрические размеры.
Знаете ли вы, что метчики нестандартных размеров можно заказать за 24 часа?
ссылка на главную страницу
март 2022 г., июнь 2021 г.
Описания, иллюстрации, технические характеристики, размеры и номера деталей могут быть изменены без предварительного уведомления.
, обслуживающий канадские провинции и территории Ньюфаундленд, НФ, НЛ, Нова Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
Рабочие резьбовые калибры для цилиндрических резьб поставляются комплектом и состоят из двух штук: «проходной» ПР и «непроходной» НЕ.
ПР — контролирует наибольший средний диаметр (приведенный средний диаметр) и, одновременно, наибольший внутренний диаметр резьбы;
НЕ — контролирует наименьший средний диаметр резьбы. Допускается навинчивание калибра до двух оборотов.
Для контроля наружной резьбы применяются калибр-кольца, для контроля внутренней резьбы применяются калибр-пробки. Иногда пробки называют «вставки», по факту – это одно и тоже, «вставка» – это ПР или НЕ без ручки. Пробки изготавливаются комплектом на одной ручке ПР и НЕ в виде «гантели» для диаметров до 50 мм, также, по желанию заказчика, могут быть выполнены поштучно в отдельной упаковке.
Изготовление рабочих колец не возможно без применения следующих контркалибров:
КПР-ПР — калибр должен свободно ввинчиваться в контролируемый калибр-кольцо. Свинчиваемость калибра-пробки с калибром-кольцом означает, что приведенный средний диаметр калибр-кольца не меньше установленного наименьшего предельного размера, а наружный диаметр калибра-кольца не меньше наибольшего наружного диаметра наружной резьбы.
КПР-НЕ — калибр контролирует наибольший средний диаметр калибра-кольца. Калибр, не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до одного оборота с каждой стороны калибра-кольца.
КНЕ-ПР — Калибр контролирует наименьший средний диаметр (приведенный средний диаметр) калибра-кольца. Калибр должен свободно ввинчиваться в контролируемый калибр-кольцо. Свинчиваемость калибра-пробки с калибром-кольцом означает, что приведенный средний диаметр калибра-кольца не меньше установленного наименьшего предельного размера
КНЕ-НЕ — Калибр контролирует наибольший средний диаметр калибра-кольца. Калибр не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до одного оборота с каждой стороны калибра-кольца.
Все эти калибры предназначены для проверки только новых рабочих колец и как правило, применяется только у изготовителя калибров. Использование данных калибров для входного контроля партий колец другого изготовителя является не корректным, т.к. в случае фактического нахождения среднего диаметра контркалибров на разных пределах поля допуска, может привести к не свинчиванию. Оптимальным является контроль «родными» контрольными пробками. В настоящее время производство не хранит длительное время партию технологических контркалибров КПР-ПР, КПР-НЕ, КНЕ-ПР и КНЕ-НЕ и по мере износа чугунных притиров, перетачивает контрольные пробки на меньший диаметр с изготовлением новых при получении очередного заказа.
В процессе эксплуатации, рабочие калибры-кольца стачиваются, что приводит к увеличению их диаметров, для проверки выхода размера за предел допуска, применяются контрольные пробки износа:
КИ – применяется для проверки проходного кольца ПР. Калибр не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до двух оборотов с каждой стороны.
КИ-НЕ – применяется для проверки непроходного кольца НЕ. Калибр не должен ввинчиваться в контролируемый калибр-кольцо. Допускается ввинчивание до двух оборотов с каждой стороны.
В случае, если контрольная пробка износа КИ или КИ-НЕ ввинтилась более чем на два оборота, кольцо считается изношенным и не подлежит дальнейшей эксплуатации.
Контрольных резьбовых калибров-колец не бывает, для проверки наружной резьбы рабочих пробок применяют универсальные методы контроля.
Все калибры изготавливаются из конструкционной подшипниковой стали ШХ15 (GCr15), твёрдость HRC 58…62.
Калибры для однозаходной трапецеидальной резьбы (Tr) ГОСТ 10071-89
Назначение: для контроля однозаходной трапецеидальной резьбы с профилем по ГОСТ 9484, с основными размерами по ГОСТ 24737, допусками по ГОСТ 9562.
Конструкция и размеры: ГОСТ 24737-81 – ГОСТ 9484-81
Поля допусков:
для пробок: 6Н, 7Н, 8Н, 9Н;
для колец и контрольных пробок: 6g, 7g, 6e, 7e, 8e, 8c, 9c.
Типы калибров: ПР — проходные пробки и кольца НЕ — непроходные пробки и кольца К-И — пробки контрольные для колец типа ПР, для контроля износа КИ-НЕ — пробки контрольные для колец типа НЕ, для контроля износа
Примеры обозначения при заказе: Пробка Tr 44Х7 ПР 6H ГОСТ 10071-89 Кольцо Tr 44Х7 НЕ 6g ГОСТ 10071-89 Пробка Tr 44Х7 К-И 6g LH ГОСТ 10071-89
Таблица типоразмеров (номинальный диаметр и шаг резьбы)
Tr10
(2)
Tr65, Tr70, Tr75, Tr80
(4/10/16)
Tr11, Tr12, Tr14
(2/3)
Tr85, Tr90, Tr95
(4/5/12/18/20)
Tr16, Tr18, Tr20
(2/4)
Tr100, Tr110
(4/5/12/20)
Tr22, Tr24, Tr26, Tr28
(2/4/5/8)
Tr120, Tr 130, Tr140
(6/14/16/22)
Tr30, Tr32, Tr34, Tr36
(3, 6, 10)
Tr150
(6/16/24)
Tr38, Tr40, Tr42
(3/6/7/10)
Tr160, Tr170
(6/8/16/24/28)
Tr44
(3/7/8/12)
Tr180
(8/18/20/28/32)
Tr46, Tr48, Tr50, Tr52
(3/8/12)
Tr190
(8/18/20/32)
Tr55, Tr60
(3/8/9/12/14)
Tr200
(8/10/18/20/32)
*Жирным шрифтом выделены предпочтительные размеры
Муфты ГОСТ с наружной резьбой
Муфты ГОСТ с наружной резьбой
Описание
Муфты ГОСТ с наружной резьбой. Изготовлен из алюминия.
Продукты
Приедай
Товаров: 3.
Сортировать по:
Показаны 1-3 из 3 позиций
Активные фильтры
В наличии
Ду 50
Материал Алюминий (АЛ)
Наружная резьба 2»
Штекер A (мм) 78
В наличии
Цена €5,10
Без налога
Недостаточно товаров на складе
внт
Быстрый просмотр
В наличии
Ду 65
Материал Алюминий (АЛ)
Наружная резьба 2 1/2 дюйма
Штекер A (мм) 95
В наличии
Цена €7,48
Без налога
Недостаточно товаров на складе
внт
Быстрый просмотр
В наличии
Ду 80
Материал Алюминий (АЛ)
Наружная резьба 3»
Штекер A (мм) 107
В наличии
Цена €9,02
Без налога
Недостаточно товаров на складе
внт
Быстрый просмотр
Наверх
Оригинальные детали Из
Ghost Cocoon Loose Elastic Bait Thread
Описание продукта
Доставка и возврат
Обзоры продуктов
Эластичная нить для наживки Ghost Cocoon предназначена для привязывания к рыболовному крючку твердой наживки, такой как моллюски, крабы с твердым панцирем, свежее филе рыбы, кальмары и т. д. Все приманки нити не одинаковы. Нить Ghost Cocoon Bait имеет полупрозрачное волокно, которое почти исчезает, когда приманку погружают в воду. Ghost Cocoon практически незаметен при нанесении на приманку. Ghost Cocoon состоит из множества ультратонких волокон, которые окутывают приманку, как паутина, делая ее практически невидимой в воде. Традиционные нити и резинки для наживки обычно имеют гораздо более толстые волокна, что делает их более заметными для осторожной рыбы. Ghost Cocoon проще в использовании, чем традиционные нити и эластики.
В отличие от традиционных нитей и резинок для наживки, которые наматываются на сердцевину и выходят наружу. Призрачный кокон, как следует из названия, вытягивается прямо из центра кокона. Это означает, что Ghost Cocoon всегда будет чистым и будет работать свободно, без заеданий. Ghost Cocoon не гниет и имеет практически неограниченный срок хранения. Нет гнили, значит нет отходов.
Как использовать эластичную нить для наживки Ghost Cocoon
Положите наживку вдоль цевья крючка и привяжите ее, обмотав нитью Ghost, добавляя новые вкусные кусочки наживки по мере продвижения, пока вы не прикрепите наживку к крючку. желаемый размер и форма. Завершите работу двумя полуузловыми узлами; хотя в этом может и не быть необходимости, так как нити Ghost Cocoon часто самозавязываются.
Доставка (Доставка, обработка и страхование) Ищете самые простые и доступные варианты доставки в розничной торговле рыболовными снастями? Мы делаем все возможное, чтобы предложить простой, последовательный, быстрый и недорогой вариант стандартной доставки. Все посылки отправляются с отслеживанием и страховкой без каких-либо дополнительных затрат для вас. Стандартная доставка по большинству направлений занимает от 1 до 5 рабочих дней в пути.
Штаб-квартира Fisherman’s предлагает бесплатную стандартную доставку для заказов на сумму более 75 долларов США (общая стоимость товара), отправляемых в пределах 48 континентальных штатов США (за исключением AK, HI, PR). Бесплатная доставка НЕ РАСПРОСТРАНЯЕТСЯ на посылки длиной более 72 дюймов или на крупногабаритные и тяжеловесные предметы, такие как, помимо прочего, удочки, бланки, багры, гарпуны, холодильники, стойки для холодильников, стойки для больших удочек, пляжные тележки. За эти крупногабаритные/тяжеловесные товары может взиматься дополнительная плата. Все крупногабаритные/тяжеловесные посылки будут отправлены за счет клиента и выставлен счет по фактической стоимости доставки. Штаб-квартира рыболова оставляет за собой право отказать в бесплатной доставке любого заказа в любое время.
Для заказов на сумму менее 75 долларов США (общая стоимость товаров) наш стандартный вариант доставки — фиксированная плата в размере 5,99 долларов США. Этот вариант использует (но не ограничивается) службы доставки USPS First Class, USPS Parcel Select, USPS Priority Mail и UPS Ground.
Дорогие товары Подпись требуется при доставке для всех заказов на сумму более 500 долларов США. Подготовьтесь соответствующим образом, потому что есть только три попытки, прежде чем он будет возвращен отправителю. В это время клиенту придется ждать и оплатить повторную отправку.
Тяжелые товары Доставка некоторых товаров может потребовать дополнительных расходов из-за веса и размера. Эти предметы не считаются «высокоценными» (если только они не превышают 500 долларов США). Товары, которые требуют дополнительных затрат на доставку, оцениваются соответственно.
Информация о доставке за пределы 48 континентальных штатов США и международная доставка Свяжитесь с нами, чтобы узнать стоимость доставки международного заказа. Все заказы за пределами 48 США отправляются через USPS. При оформлении заказа все заказы за пределами 48USA предварительно авторизуются с оплатой доставки в размере 45 долларов США; однако фактическая стоимость доставки службы USPS взимается, фиксируется. Эта стоимость доставки неизвестна до тех пор, пока заказ не будет размещен или не будет отправлен запрос на международную доставку по электронной почте. Доставка полностью оплачивается покупателем, акции и скидки не применяются. *Все таможенные пошлины и НДС (налог на добавленную стоимость) оплачиваются заказчиком непосредственно перевозчику в момент доставки. Штаб-квартира Fisherman’s не знает и не несет ответственности за любые таможенные пошлины или связанные с ними сборы.
USPS рекламирует, но не гарантирует, фактическое время доставки может отличаться… Международная служба первого класса USPS: плохое отслеживание, время доставки не указано. USPS Priority International Service: лучшее отслеживание, время доставки составляет около 6-10 рабочих дней на многие основные рынки.
Карта времени в пути См. расчетное время в пути при стандартной доставке ниже. В нижней части этой страницы размещены карты времени прохождения почты UPS Ground и USPS Priority Mail. Расчетное время в пути может меняться в плохую погоду и в праздничный сезон. Штаб-квартира Fisherman’s не несет ответственности за просроченные или задержанные посылки, которые находятся вне нашего контроля.
По запросу Доступны варианты ускоренной доставки через UPS 3-Day, 2-Day, Next Day или USPS Express Priority. Фактическая стоимость платы за ускоренную доставку оплачивается заказчиком. Вы платите то, что мы платим. Ускоренная доставка доступна только для заказов в пределах 48 континентальных штатов США.
USPS и UPS Расчетное время доставки на карте ниже
Возврат и обмен Наша политика возврата проста, потому что в штаб-квартире Fishermans наша цель — обеспечить ваше полное удовлетворение. Иногда заказывают не тот товар. Будь то размер, посадка, стиль, посадка или цвет, мы примем его, обменяем или вернем, если товар (ы) находится в новом состоянии, в том же состоянии, в котором мы его отправили. Просто отправьте посылку обратно нам (за свой счет, убедитесь, что она отправлена с отслеживанием и страховкой, ответственность до доставки лежит исключительно на грузоотправителя) с копией счета-фактуры и примечанием с инструкциями для нас. Например, «Обмен на размер». Или «Возврат в кредит». Пожалуйста, подождите 5-10 рабочих дней для получения, проверки и обработки возврата/обмена. Сумма обмена или возврата не включает стоимость доставки.
В течение 10 дней (с даты доставки) Центр рыболовства предлагает без вопросов возврат нового товара (должен быть неиспользованным). Чтобы пройти квалификацию, товар должен быть в совершенно новом состоянии, не использоваться, в оригинальной коробке, включая упаковочные материалы, руководства, бирки и аксессуары. По истечении 10 дней все возвраты должны иметь наше разрешение (свяжитесь с нами) и будут облагаться комиссией за пополнение запасов в размере 10%, если только не будет предоставлен кредит магазина для будущей покупки. Мы оставляем за собой право отказать в любом возврате в любое время. Возврата и обмена на наживку, на заказ и по специальному заказу товаров нет.
Во время праздников (ноябрь, декабрь, январь) мы предоставляем увеличенный период возврата, чтобы стимулировать ранние праздничные покупки. Эти возвраты должны быть отправлены почтовым штемпелем до 31 января.
Дефектный, поврежденный, неправильно отправленный товар Обязательно тщательно осмотрите новую покупку при доставке.
Бетонная подушка под фундамент: виды и процесс укладки
Главная
Полезная инормация
Бетонная подушка под фундамент
Фундамент считается главной частью строительного процесса. Точность произведения влияет на функциональность и длительность эксплуатации постройки. Немаловажным фактором устойчивости является бетонная подушка. Она создается для формирования ровной, надежной платформы для фундамента.
Суть необходимости подушки
При некачественной укладке, без соответствия нормам строительства, фундамент может привести к разрушению сооружения. Возможно появление трещин, перекос дверей, рам окон здания. Потому сформировать качественный, прочный, надежный фундамент поможет бетонная подушка под фундамент. Дно выравнивается за счет производства подушки с показателем толщины 80 — 100 мм.
Она позволяет выдерживать огромные нагрузки на фундамент, исключает деформацию, увеличивает прочность постройки.
Подушку также используют при необходимости в уширении стенок основания, монтирования или армирования ФБС блоков. В строительстве чаще всего применяют марки бетона для фундамента от М200 до М600
Виды подушек под фундамент
Песчаная подушка
Выполняется укладка песка и разравнивание. Посредством виброплиты трамбуют песок. В процессе утрамбовки нужно добавлять воду, обеспечивая отменную плотность слоя. Толщина подушки до 25 см.
Гравийная подушка
Более прочная подушка из гравия. Подготовка основания из мелкого материала (речного песка) слоем до 15 см. Разравнивание, утрамбовка. Далее засыпается гравий слоем до 25 см с дальнейшим разравниванием и утрамбовкой посредством виброплиты. Создание верхнего слоя до нулевой отметки.
Песчано-гравийная подушка
Исключается использование пылеватого, мелкого песка. На слабонесущих грунтах лучше использовать данный тип подушки. Это смесь песка и гравия крупных и средних размеров.
Подушка дает незаметную осадку после монтажа. Потому она требует дополнительных утрамбованных процедур.
Бетонная подушка
Наиболее прочный вид. Однако обладает внушительной стоимостью. Ее производят так:
Подготовка грунта. Разравнивание, укладка щебня в 10 см толщины.
Установка опалубки из досок до 30 см высоты.
Армирование подушки посредством прутов из металла диаметром до 12 см.
Выполнение заливки бетоном.
Тщательная утрамбовка.
Процесс возведения подушки
Щебеночная подушка производится просто. Верхушку насыпи нужно создавать так, чтобы она была на нижнем уровне главной конструкции. Ширина насыпи должна быть в 2 раза шире основания. Подсыпка производится на 30 см (песок и щебень).
Затем создается бетонная подушка под фундамент. Насыпается песок, заливается водой, трамбуется. Засыпается щебенка и также трамбуется. Последним шагом является опалубка, армирование и заливание бетоном.
Предыдущая статья Особенности водонепроницаемого и водостойкого бетона
Следующая статья Бетон с противоморозными добавками
Что ещё почитать
Тяжелый бетон
Этот вид бетона используют при строительстве АЭС, стоянок грузового транспорта и военных сооружений.
Виды железобетонных конструкций
Разновидности железобетонных изделий, плюсы и минусы каждого из видов. Особенности выбора и эксплуатации ЖБИ.
Блоки из ячеистого бетона
Характеристики, преимущества ячеистого бетона. Для чего лучше всего подходят блоки из этого материала.
Бетонная подушка под фундамент (пошаговая инструкция)
Основание дома является наиболее значимой частью строительного сооружения.
От того, насколько правильно будет произведена его укладка, будет зависеть продолжительность эксплуатации строения.
Важная роль в решении этого вопроса принадлежит фундаментной подушке. Она создаёт стабильную и ровную площадку для обеспечения меньшей осадки строительной конструкции.
Какие виды подобных изделий существуют? Когда используется бетонная подушка под фундамент?
Ответы на эти вопросы помогут более точно понять, каким образом лучше обустроить фундаментную основу.
Содержание
Нужно ли промежуточное покрытие между основанием и грунтом
Обустройство подушки для основания
Толщина промежуточного слоя
Использование песчаной подушки
Подготовка гравийной подушки
Применение бетонной прослойки для основания
Изготовление монолитной подушки
Нужно ли промежуточное покрытие между основанием и грунтом
Если при возведении фундаментной основы не соблюдались строительные нормы, укладка производилась некачественно, строительная конструкции в скором времени станет непригодной для эксплуатации.
Стены могут потрескаться, окна и двери не будут закрываться, в помещении появятся сквозняки. Одним из условий сооружения надёжной основы является наличие промежуточного покрытия между фундаментным основанием и почвой.
Оно позволит создать оптимальное давление на фундамент. Помимо этого, появится возможность поднятия нижней части основания по отношению к подземным водам.
Можно будет исключить его соприкосновение с материалами, способными деформировать фундаментное покрытие.
Обустройство подушки для основания
Для создания промежуточного покрытия между грунтом и фундаментной основой можно использовать: песок, щебень или бетон. При выравнивании дна котлована применяется щебенчатая или песчаная прослойка.
Бетонный состав используется при расширении стенок основания или, когда необходимо выполнить армированный пояс под ФБС блоки.
Для сооружения щебенчатого покрытия необходимо выполнить следующие действия:
Насыпается песок;
Поверхность проливается водой и утрамбовывается;
Укладывается слой щебёнки;
Поверхность тщательно разравнивается и утрамбовывается;
Изготавливается и устанавливается опалубка;
Устанавливается арматура;
Заливается бетонный раствор.
Толщина промежуточного слоя
Уровень расположения промежуточного щебенчатого слоя должен соответствовать проектной документации. Обычно его ширина превосходит ширину фундаментной основы.
Толщина подушки не должна быть меньше 30 см. 10 см. должен занимать песок, остальной объём должен приходиться на щебёнку.
Бетонная подушка под фундамент будет являться более надёжной и долговечной конструкцией. Её можно эксплуатировать в течение многих лет.
Но укладка такой основы займёт достаточно много времени и потребует значительных денежных ресурсов. Высота бетонного слоя также должна быть больше 30 см. Ширина должна превышать ширину фундаментного основания на 15 см.
Использование песчаной подушки
Укладку песчаной подушки отличает относительная простота выполнения работ и дешевизна используемого материала. Это вариант отлично подойдёт для тех, кто собирается сэкономить на строительных работах.
Несмотря на то, что данный способ обладает невысокой стоимостью, он прекрасно поможет решить поставленные задачи.
С помощью этого метода основание защищается от размывания подземными водами. Песчаная прослойка обеспечивает умеренное давление на фундаментную основу, а конкретно на нижнюю поверхность.
Часто случается, когда в вырытом котловане существует участок грунта, который не походит для строительства. В таких ситуациях ненужный грунт убирают и на это место насыпают песок.
Необходимо учитывать, чтобы песок был крупной фракции. Толщина песчаного слоя должна находиться в пределах 20-25 см.
Подкладка должна быть тщательно выровнена и утрамбована. Для трамбовки желательно использовать виброплиту.
Во время проведения работ необходимо периодически брызгать на поверхность воду. Влажность сделает песчаный слой более плотным.
Подготовка гравийной подушки
Использование данной основы для фундаментной конструкции является более прочным и надёжным:
Перед началом работ в котлован насыпается слой крупного речного песка. Его высота не должна превышать 15 см;
После подготовки песчаного слоя, на него укладывается гравий. Его высота должна составлять не меньше 25 см;
На следующем этапе поверхность выравнивается и утрамбовывается. Процесс производится с помощью виброплиты;
Необходимо проконтролировать, чтобы уровень верхнего слоя совпадал с нулевой отметкой фундаментного основания;
Длина каждой из сторон гравийной прослойки должна превышать размеры фундамента на 20 см.
Применение бетонной прослойки для основания
Использование бетонной подушки под фундамент делает конструкцию наиболее прочной и надёжной.
Работы необходимо проводить в следующей последовательности:
На первом этапе подготавливается поверхность грунта. Она тщательно выравнивается;
Производится укладка щебня. Его высота не должна быть больше 10 см;
Щебень необходимо тщательно утрамбовать, применяя виброплиту;
По периметру основания устанавливается деревянная опалубка. Её высота должна соответствовать толщине бетонного слоя. Верхний уровень должен совпадать с нулевой отметкой основного фундамента;
Для того, чтобы бетонный слой был более прочным, проводится армирование;
Полученная конструкция заливается бетоном и утрамбовывается. Для этого можно использовать строительный вибратор.
Изготовление монолитной подушки
При изготовлении монолитной прослойки для фундаментной основы применяется бетон С12-С15. Заливка может происходить с использованием опалубки или производиться прямо в грунт.
Высота армированного слоя не должна быть меньше 40 см. Монолитная прослойка обладает высокой степенью прочности на сжатие. Поэтому такие фундаментные основания более устойчивы к оказываемому на них давлению.
В зависимости от характеристик почвы, монолитный слой может испытывать значительную осевую нагрузку. Для того, чтобы не произошла деформация строительной конструкции, необходимо её армировать.
Четыре куска арматуры соединяются друг с другом на расстоянии, не превышающем 0,5 м. Связав их, мы обеспечим неподвижность арматурного каркаса внутри опалубочного сооружения и после заливки бетона получим прочное монолитное сооружение.
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 126 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Чехол для подушки из бетонного мешка своими руками
Перейти к руководству
Когда я увидел этот старинный мешок в антикварном магазине, я понял, что смогу что-нибудь с ним сделать. Посмотрите, как я сделала эту наволочку из бетонного мешка своими руками в этом очень простом уроке по шитью.
Во время недавней поездки в мой любимый антикварный магазин в этом районе я заметил старинный бетонный мешок менее чем за пять долларов. Когда я его увидела, первое, что пришло мне в голову, это наволочка.
Мне понравилось, что текст на нем был нейтрального цвета, и у него была идеальная форма подушки в поясничном стиле.
Видеоруководство по изготовлению наволочки из бетонного мешка своими руками
Процесс изготовления наволочки из бетонного мешка своими руками
Чтобы начать проект, я сделал для нее вкладыш для подушки нестандартного размера и поделился этим руководством ЗДЕСЬ.
Я подумал о том, чтобы закрыть открытый конец бетонного мешка отверстиями для пуговиц и пуговицами. Чем больше я думал об этом, тем не менее, я просто не думал, что в конечном итоге это будет выглядеть очень красиво. Я вспомнила, что у меня осталось немного лишнего льняного полотна после пошива фартуков для девочек. Я знала, что сочетание винтажного мешка и льняной ткани будет прекрасным.
Для начала я исправил странную форму, в которой был сшит мешок.
Я уверен, что люди не торопились шить мешки, которые будут использоваться только для хранения бетона. Они, вероятно, никогда не думали о людях будущего, любящих бумагу и пластик, которые будут впечатлены тканевыми мешками своего времени и эпохи.
Я вывернул мешок наизнанку, разорвал первоначальный шов на дне мешка и заменил его прямым швом.
Для галстуков я вырезал четыре полоски льняной ткани размером 1,5 на 30 дюймов каждая. Я хотел, чтобы луки были длинными для этого проекта.
Чтобы закончить их, я сложила их пополам и прострочила по длинному краю. Я подвернула один конец, чтобы скрыть необработанный край внутри.
Используя большую английскую булавку на одном конце, я вывернул их наизнанку. Я прогладила шов и прострочила по всему периметру.
Я пришила четыре льняных завязки к изнанке подушки. Так как наволочка была шириной около 14 дюймов, я разместил завязки примерно в четырех дюймах от каждого края.
Я вставил в подушку самодельную тканевую подушку и вуаля! Суперпростая наволочка менее чем за пять баксов и не так много времени.
Мне нравится, как получилось!
Какие сокровища комиссионного магазина вы переделали во что-то новое?
Купить белье
Kaufman Essex Linen Blend Grey Fabric By The Yard
Закрепить на потом
Материалы
бетонный мешок
льняная ткань
швейная машина
английские булавки
Инструкции
Для начала я исправил странную форму, в которой был сшит мешок.
Изготовление ювелирного украшения — это долгий и кропотливый процесс, требующий нескольких лет обучения, знания физики, химии и наличия дорогостоящего специального оборудования. Мы знаем это и тратим часы на поиски желаемых ювелирных изделий в магазинах. Многие даже самостоятельно разрабатывают эскиз и обращаются в ювелирную мастерскую, чтобы мастер изготовил для них украшение мечты.
Времена меняются, и теперь ювелирным мастером может побыть каждый. Для того чтобы сделать настоящее серебряное кольцо с собственным дизайном, мы обратились в ювелирную школу ARGENTARIUM и убедились, что это не только интересно и захватывающе, но и действительно легко.
Перед началом работы нам показали украшения, сделанные инструкторами и учениками школы. Вариантов украшений множество, и все это можно сделать своими руками.
Несмотря на такое разнообразие возможностей, мы по-прежнему хотели кольцо. Решили, что, если понравится, чуть позже вернемся за кулоном.
Удивление первое: оказалось, что не требуется плавить серебро, чтобы придать ему нужную форму. Украшение делается из пластичного серебра Precious Metal Clay (PMC), которое придумали специалисты японской компании Mitsubishi Materials Corporation. Масса PMC состоит из смеси мельчайших частиц серебра, воды и нетоксичного пластификатора, и работать с ней так же просто, как с обычным пластилином.
Весь процесс простой и понятный: вам нужно придумать украшение, сделать его, обжечь в печи (вода и пластификатор при этом сгорят, а частицы серебра прочно спекутся друг с другом), и на выходе вы получите серебряное изделие 999-й пробы. Современная алхимия во всей красе! Перед началом работы руководитель школы Евгения показала нам, какими инструментами мы можем воспользоваться, чтобы создать именно то украшение, которое хотим.
Удивление второе: большая часть инструментов для работы найдется у каждого под рукой: текстуру можно «отпечатать» любую, а чтобы вырезать желаемую форму, подойдет шило или лезвие.
Различные штампы для получения отпечатков и оттисков на серебряной массе до обжига.
Для создания объемных изделий можно воспользоваться жидким серебром в шприце. На пробковую основу шприцем выдавливается серебряная паста. В процессе обжига эта основа сгорает, и вы получаете полую серебряную бусину, аналогичную тем, которые создавались мастерами серебряного дела сотни лет назад и назывались «филигрань».
Есть тоненькие пластинки-листочки из пластичного серебра, из которых можно сложить любую фигурку, например оригами. Разве не чудо — сложить себе журавлика или кораблик из чистого серебра?
А можно в качестве заготовки для будущего украшения использовать засушенные листья. Если листочек покрыть жидким серебром, обжечь, лист сгорит, а вы получите уникальный кулон или подвеску, полностью повторяющую все природные изгибы и текстуру, сделать которые самостоятельно просто невозможно.
В ювелирном деле без драгоценных камней никуда. В дизайн любого украшения можно добавить разноцветные вставки: кубические цирконы (фианиты) или другие лабораторные камни, выдерживающие высокую температуру.
Конечно, было очень соблазнительно сделать себе уникальный кулончик, но мы пришли за кольцом и решили все-таки делать его.
Прежде чем начать работать с пластичным серебром, нужно правильно рассчитать размер кольца, потому что в процессе обжига масса дает усадку 16%.
Смазываем доску специальным составом, чтобы серебро не прилипало, и вперед!
Раскатываем РМС в блинчик рассчитанного размера. Карты, склеенные по несколько штук по бокам от заготовки, позволяют нам регулировать толщину будущего кольца и раскатывать серебро равномерным слоем. Простой лайфхак, проверенный практикой 🙂
Серебро PMC можно резать, раскатывать, дополнять текстурой и придавать ему совершенно любую форму. Удивление третье: особенно приятно, что пластичное серебро прощает любые ошибки — после подсыхания оно легко восстанавливается водой и вновь принимает рабочее состояние. У вас есть возможность переделать украшение до обжига, если что-то не понравится в первоначальной заготовке, или добавить дополнительные элементы.
Мы создавали кольцо с растительным орнаментом, используя резиновый штамп.
После того как мы получили нужный оттиск и замкнули кольцо, его нужно высушить.
Обжиг можно проводить разными способами. Профи используют ювелирную муфельную печь, а для новичков подойдет более бюджетный «домашний» вариант — керамическая горелка особой конструкции, работающая на сухом спирте.
Мы обжигали кольцо в муфельной печке. При правильном температурном и временном режиме вода полностью выпаривается, органический пластификатор выгорает, а серебряные частицы сплавляются друг с другом, образуя на выходе цельный металл, сохраняющий весь дизайн вплоть до отпечатков пальцев.
Через 25 минут наше кольцо «испеклось» 🙂
Теперь убираем оксидную пленку — белый налет, который появляется на поверхности изделия во время горения. Дальше с помощью ювелирных инструментов доводим украшение до ума.
Удивление четвертое: после обжига с металлом можно делать все что угодно. Сверлить, пилить, шлифовать, эмалировать, чернить и, конечно, полировать до зеркального блеска!
С помощью стальной щетки счищаем оксидную пленку.
Шлифуем наждачной шкуркой.
Черним специальным раствором — у ювелиров он называется «серная печень», а простым смертным доступно другое средство — серная мазь, которая продается в любой аптеке. К слову, чернение ювелирного изделия — это тоже целое искусство. Чернение подчеркивает структуру и орнамент украшения: в зависимости от техники результат может быть настолько разным, что этому делу посвятили отдельный мастер-класс.
Полируем кольцо с помощью инструмента из агата, чтобы придать ему блеск.
И вот оно — кольцо мечты! Сделанное по собственному дизайну и своими руками!
При желании можно научиться вязать, шить, плести из бисера и обжигать горшки. Кажется, что создание ювелирных украшений — это что-то за гранью обычных человеческих возможностей, где-то на стыке алхимии и магии. На самом деле пройти мастер-класс и сделать собственное украшение может каждый. Технология, оказывается, удивительно проста, особенно когда ее объясняет хороший мастер. Наш преподаватель Евгения смогла заинтересовать даже скептически настроенных учеников. Кажется, теперь половина группы обязательно вернется за кулоном для своей авторской коллекции.
Возможно, и мы 🙂 А на первое посещение любого мастер-класса дарим нашим читателям скидку 10% по промокоду BIGJEWEL (его нужно ввести в форме записи на занятие).
Смотрите также: Мужчина нашел потерянное три года назад обручальное кольцо на моркови
А вы знали, что у нас есть Telegram и Instagram?
Подписывайтесь, если вы ценитель красивых фото и интересных историй!
Делаем серебряную подвеску своими руками — личный опыт — мастер-класс с фотографиями
В редакции ЮВЕЛИРУМА мы долго обсуждали, что придумать ко дню влюбленных — 14 февраля.
О чем обычно думают в этот день? Наверное, решают, что бы такое теплое и особенное подарить своей второй половинке. Все знают, что милое ювелирное изделие — всегда подходящий «кандидат» для подарка, но об этом давно все рассказано..
И тут нам в голову пришла идея: лучше всего свои чувства можно передать, сделав подарок своими руками. Так давайте найдем место, где помогут самим изготовить ювелирное украшение?
Шаг 0. Подготовка и определение задачи
Редакция делегировала на проект двоих сотрудников — Сергея и меня (Ольгу). Мы с Сергеем договорились, что постараемся найти студию, которая проводит мастер-классы в нашем северо-восточном округе Москвы. И если все устроится, то делать украшение будет Сергей (для своей второй половинки), а я займусь привычным — фотографированием.
Таким образом мы и нашли ювелирную студию «Росток», менеджеры которой согласились принять нашу «съемочную группу» и включить нас в состав очередного мастер-класса в субботу, 25 января. Нам посоветовали одеться «во что не жалко» и иметь с собой сменную обувь и печенье:).
Мы не знали заранее, что за украшение будет делать Сергей. Но сами для себя сформулировали такую цель: понять, насколько вообще реально новичкам без опыта самостоятельно изготовить что-то красивое и качественное, что не стыдно будет подарить любимым.
Далее мы просто будем рассказывать и показывать каждый более-менее существенный шаг, чтобы вы и сами составили представление о «буднях неопытного ювелира».
Шаг 1. Инструктаж
Мы с Сергеем (на фото он слева) приехали в студию около 11 утра. Внутри студии (средней величины комната с рабочими столами вдоль стен) уже было 3 или 4 человека, явно «старички». Они были целиком поглощены сработой, и на нас первое время никто не обращал внимания. Вслед за нами вошли двое таких же «новичков» как и мы — тоже на мастер-класс. Когда группа собралась и осмотрелась, к нам подошла преподаватель Людмила — приятная женщина с тихим голосом. Она выяснила кого как зовут (и потом ни разу не ошиблась, даже когда народу значительно прибавилось), и сообщила, что сейчас будет инструктаж по технике безопасности.
Проходим инструктаж: с горелкой — аккуратнее, мокрыми руками за провода не хвататься, раскаленный металл брать щипцами:
Преподаватель Людмила, ювелир с большим опытом и просто терпеливый человек:
Все новички решили потренироваться, изготавливая классику жанра — простые серебряные колечки. Мы же, посовещавшись с Людмилой, остановились на подвеске. Нам хотелось чтобы наше первое украшение было обязательно с камнем, а подвеска с камнем считается менее трудоемким изделием чем кольцо с камнем.
Крайний справа — наш планируемый тип подвески (простое, но фигурное обрамление — каст, с кабошоном внутри). К касту должны крепиться колечко и петля для цепочки:
Шаг 2. Выбор камня для вставки
Мы заранее договорились, что приобретем поделочный камень из «студийной» коллекции. Людмила принесла нам три коробочки и предложила выбрать то, что больше понравится.
Сергей занят принятием нелегкого решения:
Камни на выбор:
В итоге, довольно быстро был выбран «моховый агат» — на наш взгляд, самый красивый, молочно-белый камень с необычным природным рисунком:
Шаг 3. Плавка «материала» — серебряного лома
Плавка металла — наверное самый эффектный процесс. И на мой взгляд, самый рискованный. Именно здесь нужно соблюдать максимальную аккуратность и точно следовать инструкциям по безопасности. Просто напомним, что серебро плавится при температуре примерно 960 градусов..
В процессе плавки участвуют: бензиновая или газовая горелка, шамотный тигель (чашка из особого сорта глины), изложница (что-то вроде прямоугольной ложки с бороздками), ёмкость с водой (для мгновенного остуживания выплавленного металла), и разные вспомогательные инструменты вроде длинных щипцов.
Рабочее место с бензиновой горелкой:
Чуть покрупнее: здесь нам впервые пришла ассоциация со средневековой стоматологией:)
Людмила подожгла горелку обычной зажигалкой, и направила огонь на тигель с серебряным ломом. Плавить материал требовалось до покраснения и перехода его в жидкое состояние.
Процесс завораживает:
Металл расплавился. Людмила взяла тигель щипцами и, не переставая прогревать его горелкой, стала разливать полученный сплав в изложницу.
Изложницу опустили в ёмкость с водой, и затем вытряхнули из нее вот такие серебряные брусочки:
Далее весь коллектив участников мастер-класса выразил желание расплавить металл самостоятельно, а мы решили сосредоточиться на дальнейшей работе, чтобы все успеть.
Доставшийся нам брусочек серебра — в руках Сергея и моей. Поначалу выглядит невзрачно). Именно из него будем делать оправу для подвески:
Шаг 4. Вальцовка
Этот этап оказался довольно длительным. Зато, в отличие от плавки, его мы выполнили целиком самостоятельно. Суть вальцовки — в придании изначально бесформенному бруску серебра заданной формы с определенными размерами граней. То есть, из бруска мы делаем полноценную «заготовку».
Вальцовочный аппарат с бороздками (ручьями) по бокам, и гладкой поверхностью валов посередине. Ручьи придают заготовке форму бруска с квадратным сечением, гладкие поверхности делают плоские «ленты»:
Сергей отправил брусок в первый ручей. Далее его задачей было переворачивать заготовку на 90 градусов (туда-сюда), и заново отправлять в ручей в одном и том же направлении. Винты сверху после каждого прохода подкручивались. Затем деталь переставлялась в более «мелкий» ручей, и процесс повторялся. И так — пока не будут получены грани нужной величины.
Управление вальцовочным аппаратом напоминает работу с ручной мясорубкой. За оператором мясорубки быстро выстраивается очередь:
Результаты прохода — разные стадии:
Когда нужный размер (в миллиметрах) был получен, заготовку пришлось подвергнуть обжигу (для повышения пластичности).
И далее Сергей продолжил вальцовку, проводя заготовку уже сквозь гладкие поверхности вальцов.
На выходе — тонкая серебряная «лента», из которой мы будем делать основу каста:
Вальцевание — процесс небыстрый. Пока Сергей крутил ручку «мясорубки», я соответственно крутила головой и наблюдала, что вокруг интересного.
Чьи-то инструменты и чертежи — конструкторское бюро:
Девушка буднично что-то обжигает или плавит — будто стоит у кухонной плиты и помешивает еду..
Присоединившаяся позднее участница мастеркласса расплавляет материал:
Самый ответственный момент:
Происходит пайка колечка (о технике пайки — позднее), а также работа лобзиком:
Поверхность кольца обрабатывается чеканом (для получения чеканного орнамента). Колечко обстукивается деревянным молоточком — для выравнивания поверхности:
Этап 5. Формирование каста
Наконец, с вальцеванием было покончено. Можно приступать к основному этапу работы. Здесь нам было не обойтись без Людмилы — своих навыков и техники для первого раза явно не хватало.
В целом, процесс довольно простой по сути, но сложный в исполнении. Серебряная «лента» должна обрамить наш камень, повторяя его контуры. Металл должен «запомнить» форму (если это не получается, то его подвергают дополнительному обжигу).
Помогает правильно согнуть уголки вот такой инструмент с полукруглыми кончиками:
Этап 6. Пайка каста
Лишние по длине кусочки «ленты» от нашей рамочки для камня отрезаются, и далее края формочки-каста требуется спаять друг с другом. Пайка производится при помощигорелки (мы использовали ее автономный вариант прямо на своем рабочем месте), а также припоя (нашего сплава с добавлением олова), флюса (желтоватой жидкости для удаления поверхностной пленки), отбеливателя (лимонной кислоты) и воды (для охлаждения металла).
Перед пайкой каст окунают во флюс. Далее, чтобы спаять края друг с другом, их соединяют вплотную, разогревают горелкой до покраснения, одновременно разогревая припой, и затем тонкой «спицей» прихватывают припой и подносят его к трещине между краями. Раскаленный шарик припоя скатывается в щель, заполняя ее поверхность собой.
Самый трудный момент — заставить шарик «прыгнуть» на нужное место:
После этого изделие окунают в отбеливатель, и промывают водой. Первая часть работы готова:
Однако, мы пока сделали только половинку каста. Из такой «рамочки» камень будет вываливаться. Нужен второй контур, вроде внутреннего ободка, который будет поддерживать камень внутри рамки. Для этого Сергей обжигает новый кусочек заготовки, и вальцует его до состояния тонкого брусочка-проволочки.
Далее он складывает новый треугольничек по форме камня:
Второй контур каста, вложенный в первоначальную рамку:
Отрезаем лишнее. Людмила правит форму треугольничка полукруглыми плоскогубцами:
Сложный момент — припаивание внутреннего контура к внешнему. Здесь нам опять не обойтись без Людмилы. Для этой операции потребуется много припоя — между контурами довольно значительные пустоты.
Было и стало: оба контура каста до пайки и после:
По сути, обрамление для камня (основа подвески) готовы. Далее нам предстоит изготовить и припаять колечко и петлю под цепочку.
Поскольку Людмила лично курировала всех учеников, иногда приходилось довольно долго ее ждать. Это время мы использовали, чтобы посмотреть вокруг.
Людей тем временем заметно прибавилось, все чем-то увлеченно занимаются:
Шаг 7. Помещение камня в каст и подгонка
Но до того, как приступить к колечку и петле, нам необходимо добиться идеальной посадки нашего мохового агата внутрь изготовленного каста. Как и следовало ожидать для первого опыта, камень помещаться не хотел, и пришлось поработать инструментами (подправляя углы), чтобы вписать камень.
Людмила помогает с подгонкой каста, в том числе с использованием деревянного молоточка:
Каст приобрел идеальную форму для «приема» камня:
Шаг 8. Изготовление и припаивание колечка и петли (ушка)
Эта задача нам показалась не такой уж сложной — серебряную проволочку потребовалось просто загнуть. Главное, освоить правильные инструменты — проскогубцы с кончиками подходящей формы, чтобы колечко сделалось круглым, а ушко — угловатым (круглые так и называются — круглогубцы).
А с задачей припаивания одной части металла к другой мы уже более-менее научились справляться. Точнее, поняли принцип. Самым сложным было определиться, к какому углу (и к углу ли) прикреплять колечко. В итоге мы выбрали тот угол, на котором украшение «повисало» наиболее интересным способом, с асимметрично уползающим левым уголком.
В итоге, Сергей успешно припаял колечко к касту. Затем ушко вставили в кольцо, и спаяли его концы друг с другом.
Слева — «было», справа — «стало». Припаянные кончики ушка, правда, пришлось еще немного выровнять рашпилем:
Шаг 9. Шлифовка
К этому моменту мы уже провели в студии более пяти часов (включая небольшой перерыв на чай) и немного устали. С другой стороны, мы окончательно влились в атмосферу и перестали чувствовать себя совсем уж новичками. Перестал вызывать хоть какие-то эмоции открытый огонь из горелок вокруг, стало понятно какие агрегаты издают какие звуки, а на вопросы вроде «у вас что в баночке?» начали уверенно отвечать — «отбеливатель».
В любом случае, самое трудное было уже позади. А в ближайший час нам предстояло привести в порядок серебряные детали конструкции. Например, отшлифовать при помощи наждачной бумаги наш каст (самый короткий и самый несложный шаг):
Шаг 10. Делаем неровные края у каста
Чтобы подвеска выглядела чуть интереснее, мы согласились с предложением Людмилы сделать у рамки «неровные края». Для этого напильником Сергей выпилил углубления по всему периметру. С помощью этих зазубрин позднее, когда на место встанет камень, будут загнуты края рамки так, чтобы удерживать камень внутри.
Шаг 11. Полировка каста
На этом этапе уже во второй раз нас посетила ассоциация с кабинетом стоматолога. Бур, которым выполнялась полировка, приводился в движение от аппарата — один в один как «зубная» бормашина. Зато наша оправа для камня начала тускло поблескивать и вообще впервые приняла «товарный вид»:
Шаг 12. Закрепление камня в оправе и доводка
Приятный ручной этап, при котором очень быстро видишь результаты своего труда. Действующие лица — штепсель и торопунькадавчик и гладилка.
При помощи «давчика» (иначе — «сапожка») — стержня с кончиком в виде буквы Г — Сергей придавил участки каста между зазубринами так, чтобы они прилегали к камню.
На фото справа — результат:
Однако сам металл на «придавленных» участках выглядел неровно, и его нужно было расправить. Для этого мы применили «гладилку» — инструмент, похожий на корпус авторучки:
За проведенное в работе время окончательно стемнело, и внутри студии стало даже уютно.
На фото — вид с рабочего очередного места:
Шаг 13. Финальная полировка
Полировка металла на полировальном станке оказалась самой загрязняющей процедурой «благодаря» специальной пасте, которой периодически смазывали щетину у валика. Именно после нее Сергей приобрел настоящие «ювелирные» руки:).
Деталь нужно было держать двумя руками, иначе она легко вылетала:
Не знаю почему, но весь полировальный агрегат напомнил мне пластмассовую хлебницу. А Сергей смотрелся уже очень органично:
«Если видите свое отражение, то полировку можно заканчивать». Видим. Закончили:
Шаг 14. Помывка изделия и фотосъемка результата
Процесс помывки мы не стали фотографировать ввиду его банальности: подвеску просто отнесли в туалет и промыли зубной щеткой с Fairy. На этом работа над созданием украшения официально была завершена. Времени было 17:00 — итого 6 часов, проведенных в ювелирной студии.
А вот итоговый результат мы снимали много, ведь именно ради этого и старались столько часов. Нам самим подвеска понравилась очень сильно, всем присутствующим в студии — не меньше. Но самое главное — подарок оценила жена Сергея — она была очень рада! Более того, на ее работе украшение произвело настоящий фурор. Некоторые девушки-коллеги были уверены, что подвеску привезли из-за границы, потому что «здесь таких не найти». Другие просто были тронуты и кажется по-хорошему завидовали такому необычному подарку.
Итак, представляем нашу первое украшение от бренда ЮВЕЛИРУМ:) — серебряную подвеску авторской работы «Лесная нимфа»:)
Подвеска — вид с лицевой и обратной стороны:
Мы сами не ожидали, что из неровных припаянных друг к другу деталей, с этим налетом и пятнами на металле, вдруг получится вполне себе блестящее и ровное украшение.
Итоговый снимок — Сергей со своим творением:
Наши выводы:
Помните, в самом начале текста мы формулировали нашу цель? Мы хотели понять, насколько это реально — самостоятельно, не имея опыта, изготовить настоящее ювелирное украшение.
После этого мастер-класса мы с Сергеем решили, что конечно, успешно изготовленное за одно занятие изделие — заслуга во многом Людмилы, доброжелательного педагога и профессионального ювелира. С другой стороны, Сергей в принципе освоил все техники и общий подход, и некоторые этапы провел целиком самостоятельно. Скорее всего, уже следующее аналогичное украшение он смог бы сделать с минимальной помощью преподавателя.
Но наш основной вывод касался другого. Ручное изготовление ювелирных украшений — это серьезный и кропотливый труд. Даже если бы преподаватель могла заниматься исключительно нами, не отвлекаясь на других учеников, на производство одной подвески ушло бы не меньше четырех часов. А более сложные изделия занимают и недели. Возможно, именно этим «вложением» сил — физических и душевных — и будет ценен такой необычный ювелирный подарок своим любимым.
Update:Студия Росток теперь называется Ювелирный цех.
По информации на январь 2017, учебный центр «Росток» прекратил свою работу. Мы сообщим, если студия откроется заново, а до того предлагаем заглянуть на сайт другой московской мастерской и учебного центра Артефакториум, где можно заказать аналогичные услуги.
БЫТЬ В ТЕМЕ — все ювелирные секреты | ЮВЕЛИРНЫЕ ТЕХНИКИ И СТИЛИ | ЭНЦИКЛОПЕДИЯ УКРАШЕНИЙ
Где учат на ювелира?
Поделитесь статьей с друзьями
Tags:из чего_традиционные техники, КАК УСТРОЕНО, КАМУШКИ, ОБУЧЕНИЕ
Handmade Silver — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность данных пользователей. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Уникальные серебряные украшения ручной работы — Etsy.
 оборудование и программное обеспечение
оборудование и программное обеспечение оборудование и программное обеспечение
оборудование и программное обеспечение



 А для дома покупка отрезного станка нецелесообразна. Поэтому многие мастерят станину для болгарки своими руками.
А для дома покупка отрезного станка нецелесообразна. Поэтому многие мастерят станину для болгарки своими руками. Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина. Рабочая поверхность представлена отрезным диском. При этом резка профиля из металла будет подобна распилу деревянных элементов циркулярной пилой.
Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина. Рабочая поверхность представлена отрезным диском. При этом резка профиля из металла будет подобна распилу деревянных элементов циркулярной пилой. Этот метод подразумевает неподвижность обрабатываемого элемента, а вращается только круг. Маятниковая пила располагается над столешницей. Это позволяет обрезать предмет под необходимым углом. При этом способе работа с болгаркой становится безопасной и быстрой. Также можно в любое время использовать болгарку для обычных целей.
Этот метод подразумевает неподвижность обрабатываемого элемента, а вращается только круг. Маятниковая пила располагается над столешницей. Это позволяет обрезать предмет под необходимым углом. При этом способе работа с болгаркой становится безопасной и быстрой. Также можно в любое время использовать болгарку для обычных целей.
 Также снижается риск травмирования при разрушении круга.
Также снижается риск травмирования при разрушении круга.


 Это означает, что вы можете сочетать стиль и внешний вид своей кровати с выбранным вами матрасом . В нашем широком ассортименте каркасов кроватей вы без труда найдете подходящий размер и стиль. С правильным каркасом кровати вы также можете выбрать высоту своей кровати, что может облегчить вставание с кровати — по крайней мере, физически — вам все равно придется бороться с желанием оставаться в теплой, уютной постели.
Это означает, что вы можете сочетать стиль и внешний вид своей кровати с выбранным вами матрасом . В нашем широком ассортименте каркасов кроватей вы без труда найдете подходящий размер и стиль. С правильным каркасом кровати вы также можете выбрать высоту своей кровати, что может облегчить вставание с кровати — по крайней мере, физически — вам все равно придется бороться с желанием оставаться в теплой, уютной постели. Кровати для детей, как и кроватки и так далее, будут иметь другие размеры, как длины, так и ширины. Для взрослых ширина будет определять размер кровати. Ниже вы можете увидеть наши стандартные размеры кроватей для взрослых от самых узких до самых широких:
Кровати для детей, как и кроватки и так далее, будут иметь другие размеры, как длины, так и ширины. Для взрослых ширина будет определять размер кровати. Ниже вы можете увидеть наши стандартные размеры кроватей для взрослых от самых узких до самых широких: Это потому, что белые каркасы кроватей могут адаптироваться к разным цветам и декору спальни. Белый — универсальный и неподвластный времени цвет, дающий вам чистый холст для украшения. Вы можете сочетать его с красочными или яркими простынями и подушками, или вы можете сделать вещи простыми с серыми, бежевыми и другими нейтральными тонами, которые легко сливаются с белой кроватью.
Это потому, что белые каркасы кроватей могут адаптироваться к разным цветам и декору спальни. Белый — универсальный и неподвластный времени цвет, дающий вам чистый холст для украшения. Вы можете сочетать его с красочными или яркими простынями и подушками, или вы можете сделать вещи простыми с серыми, бежевыми и другими нейтральными тонами, которые легко сливаются с белой кроватью. Он может дополнять другие белые аксессуары, такие как простыни или подушки, а также яркие или темные цвета на ваших стенах и окружающей мебели. Белый каркас кровати обеспечивает нейтральный вид и помогает отвлечь внимание от вашей кровати. Это позволяет добавить легкости в любую спальню.
Он может дополнять другие белые аксессуары, такие как простыни или подушки, а также яркие или темные цвета на ваших стенах и окружающей мебели. Белый каркас кровати обеспечивает нейтральный вид и помогает отвлечь внимание от вашей кровати. Это позволяет добавить легкости в любую спальню. В отличие от более смелых или ярких кроватей, белый каркас кровати помогает создать настроение, при котором вы можете легко заснуть и мечтать всю ночь.
В отличие от более смелых или ярких кроватей, белый каркас кровати помогает создать настроение, при котором вы можете легко заснуть и мечтать всю ночь.
 Если возникнут проблемы — отмену оплачиваете из своего кармана. Я два раза ездила с переноской без предупреждения, без проблем. Но если у вас крупная собака, думаю проблемы могут быть.
Если возникнут проблемы — отмену оплачиваете из своего кармана. Я два раза ездила с переноской без предупреждения, без проблем. Но если у вас крупная собака, думаю проблемы могут быть. Также может использоваться для создания страховочных такелажных конструкций.
Также может использоваться для создания страховочных такелажных конструкций. Крепежные изделия с резьбой на всем стержне обычно называют винтами. Часть стержня болта без резьбы называется хвостовиком. Стержень болта предотвращает радиальное перемещение деталей, а головка болта и гайка, если они установлены, предотвращают осевое перемещение. Хвостовик без резьбы обеспечивает более точное и менее абразивное соединение с деталями. Стержень также не содержит концентраций напряжений, которые могут привести к отказу, поэтому важно, чтобы стержень выступал далеко за границы раздела между частями, если на болт будет воздействовать значительная сила сдвига.
Крепежные изделия с резьбой на всем стержне обычно называют винтами. Часть стержня болта без резьбы называется хвостовиком. Стержень болта предотвращает радиальное перемещение деталей, а головка болта и гайка, если они установлены, предотвращают осевое перемещение. Хвостовик без резьбы обеспечивает более точное и менее абразивное соединение с деталями. Стержень также не содержит концентраций напряжений, которые могут привести к отказу, поэтому важно, чтобы стержень выступал далеко за границы раздела между частями, если на болт будет воздействовать значительная сила сдвига. Это вызывает удлинение болта и сжатие деталей, содержащих зазоры. В качестве альтернативы можно использовать некоторую форму стопорной гайки или клея для фиксации резьбы, чтобы предотвратить ослабление болта.
Это вызывает удлинение болта и сжатие деталей, содержащих зазоры. В качестве альтернативы можно использовать некоторую форму стопорной гайки или клея для фиксации резьбы, чтобы предотвратить ослабление болта.
 Он отличается выдающейся эффективностью, передовыми технологиями и динамичным стилем. Садитесь за руль и откройте для себя всю мощь полностью электрического автомобиля.
Он отличается выдающейся эффективностью, передовыми технологиями и динамичным стилем. Садитесь за руль и откройте для себя всю мощь полностью электрического автомобиля.
 * Доступ ко всем нашим удаленным функциям и диагностическим ресурсам * на 3 года в рамках Плана удаленного доступа. *
* Доступ ко всем нашим удаленным функциям и диагностическим ресурсам * на 3 года в рамках Плана удаленного доступа. *  Представьте себе удобство быстрой зарядки вашего электромобиля прямо из вашего дома.
Представьте себе удобство быстрой зарядки вашего электромобиля прямо из вашего дома. Он управляется с помощью только педали акселератора для ускорения или замедления вместо тормозов.
Он управляется с помощью только педали акселератора для ускорения или замедления вместо тормозов. Он имеет ограниченные характеристики в ночное время и в условиях плохой видимости.
Он имеет ограниченные характеристики в ночное время и в условиях плохой видимости.

 Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время.
Сделать это можно путем механической обработки поверхности, но данный способ трудозатратный и непродолжительный. Оксид вновь образуется в кратчайшее время. 
 Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
 Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида. Для этих целей используют следующие приспособления:
Для этих целей используют следующие приспособления:
 Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
 Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
 Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
 Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
 Он доступен как в ЖИДКОЙ, так и в ПАСТОВОЙ формулах.
Он доступен как в ЖИДКОЙ, так и в ПАСТОВОЙ формулах.
 Это требует навыка и далеко не у всех получается с первого раза.
Это требует навыка и далеко не у всех получается с первого раза.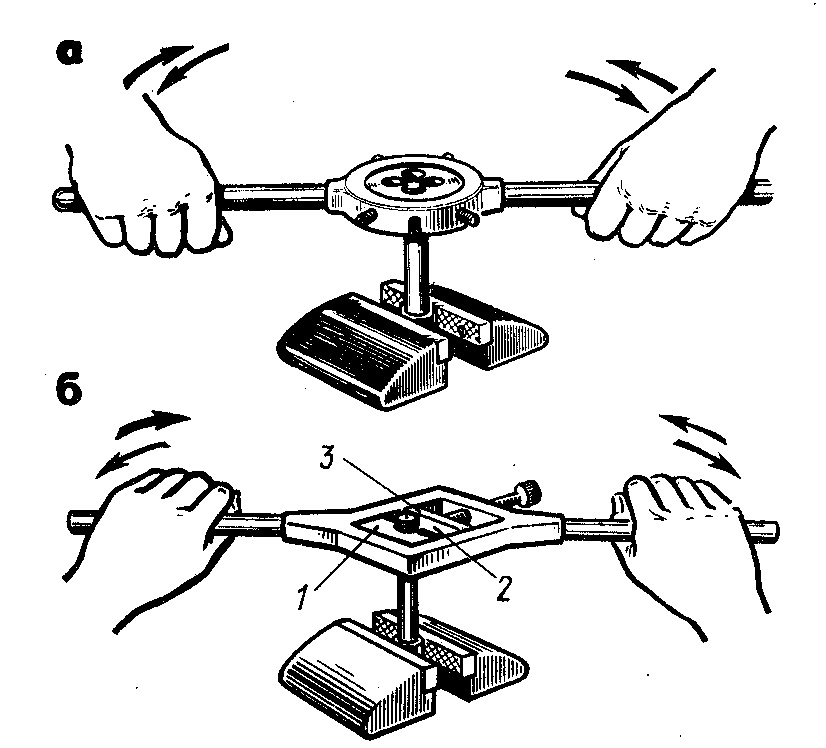
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
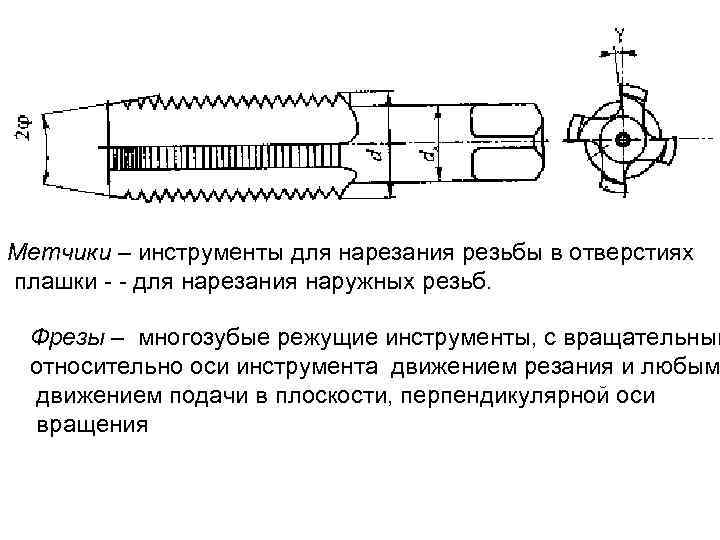 После того, как будут нарезаны первые витки , направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
После того, как будут нарезаны первые витки , направляющая убирается из плашкодержателя и нарезка резьбы будет закончена, как обычно.
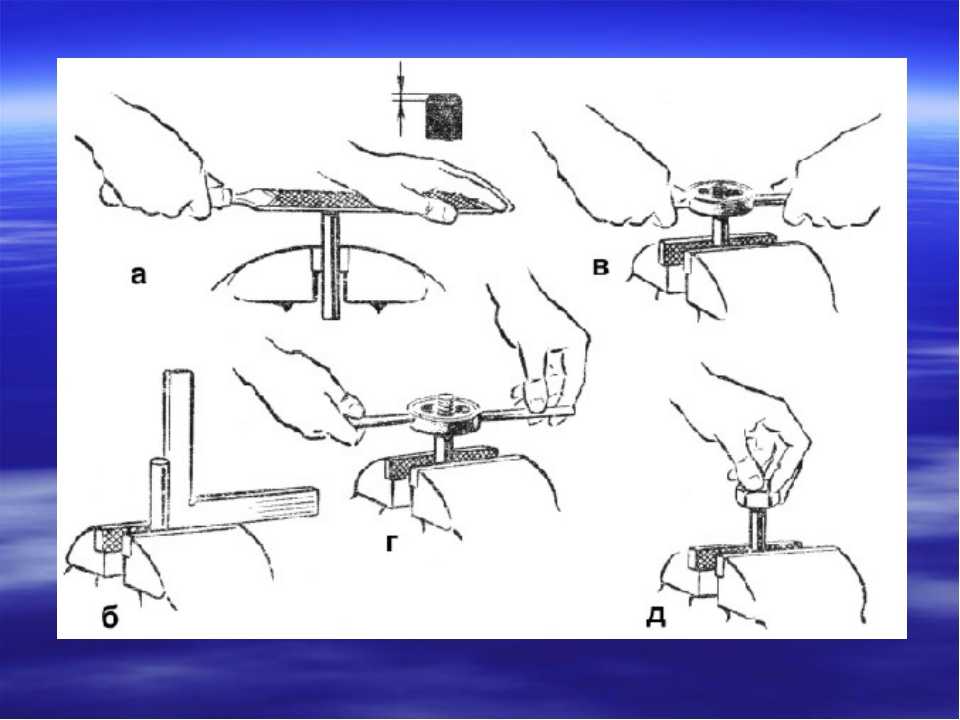 Матрицы изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента.
Матрицы изготавливаются из углеродистой или быстрорежущей стали, подвергаются закалке и отпуску. Ложа обычно изготавливается из мягкой стали. Наиболее распространенной формой штампа является «круговой разъемный штамп», показанный напротив. Канавки матрицы производят «разрез» в нарезаемом материале, образуя резьбу. «Круглые» зазоры позволяют стружке отходов выходить из матрицы, предотвращая засорение режущего инструмента. Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов.
Чтобы создать немного большую резьбу, просто ослабьте внешние винты и затяните центральный винт. Эта регулировка в основном предназначена для облегчения первого надреза при нарезании резьбы, а затем второго надреза при затягивании внешних винтов.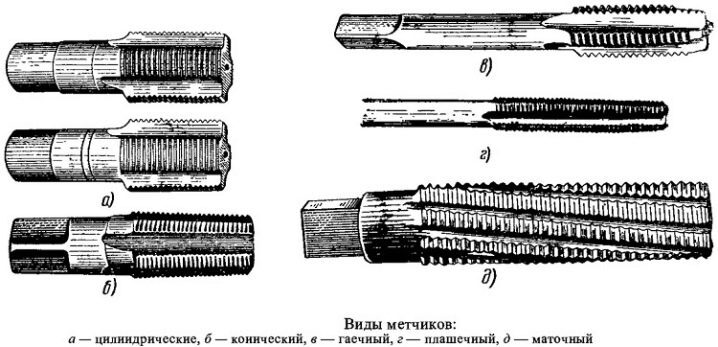 Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).
Например, если требуется резьба 8 мм, диаметр круглого сечения должен быть 8 мм. Производимая резьба будет резьбой M8 (метрическая 8).


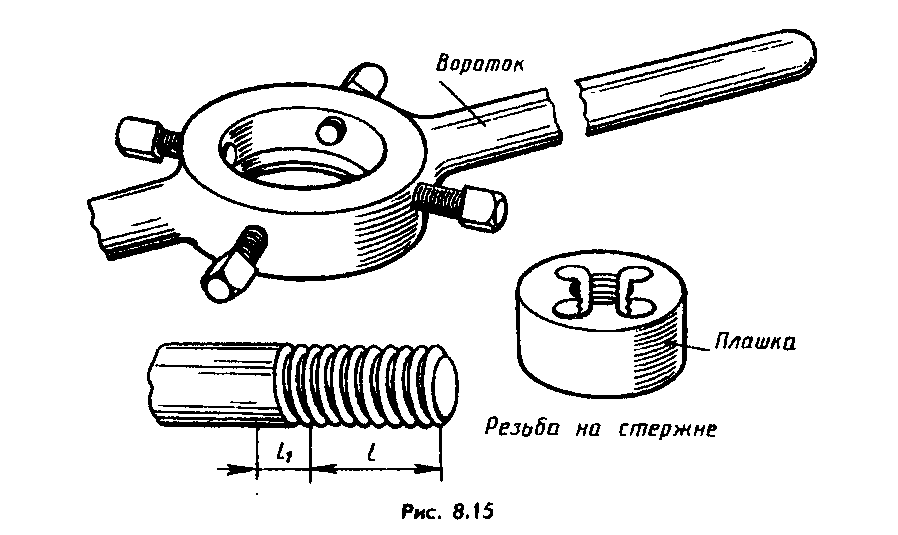 Это известно как внутренняя резьба
Это известно как внутренняя резьба


 Приличную метрическую и имперскую диаграмму можно найти здесь.
Приличную метрическую и имперскую диаграмму можно найти здесь. Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.
Как мы упоминали выше, формирование отверстия правильного размера имеет первостепенное значение.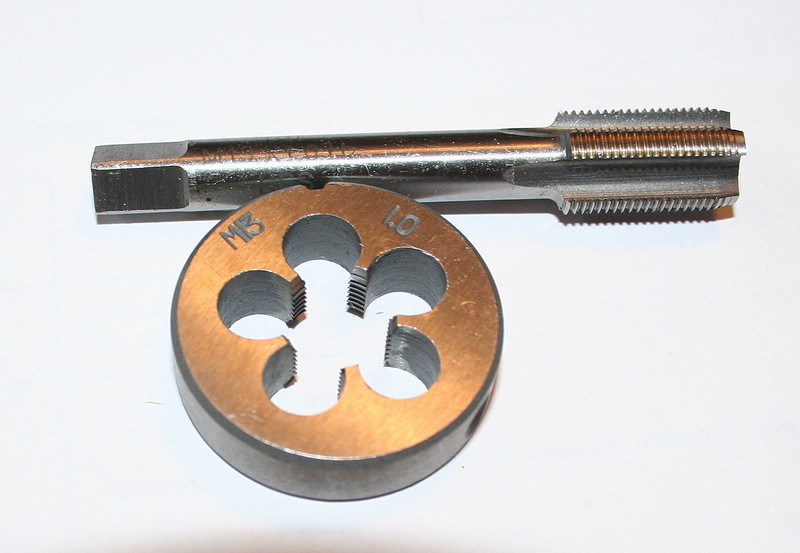






 Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно.
Современные модели оборудования имеют микропроцессор, благодаря которому процесс становится автоматизированным. Теплоизоляционные электрические печи обеспечивают равномерный нагрев, что важно для соблюдения правил просушки электрода. В обычной печи вы не сможете просушить проводники именно из-за того, что нельзя обеспечить равномерность температурного воздействия и контролировать температуру. Максимальная мощность таких электропечей – 8,5 кг. Нагреваются проводники до 400 градусов, больше и не нужно. Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
Следовательно, главная цель высушивания – снижение процентного содержания влаги на поверхности электрода. Не обязательно быть специалистом, чтобы просушить проводник. Обратите внимание на информацию, прописанную на упаковке. Производитель должен указать условия просушки изделия.
 Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
Это зависит от типа электрода, производителя. Если производитель на упаковке не указал требования к процессу сушки, зайдите на его официальный сайт и уточните параметры.
 Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.
Даже строительный фен позволит убрать ненужную влагу. Достаточно загрузить электрод в трубу и прогреть их при температуре не менее 150 градусов. Диаметр трубы определяется по окружности фена. Существуют модели с терморегулятором для сушки, которые позволяют контролировать температуру.

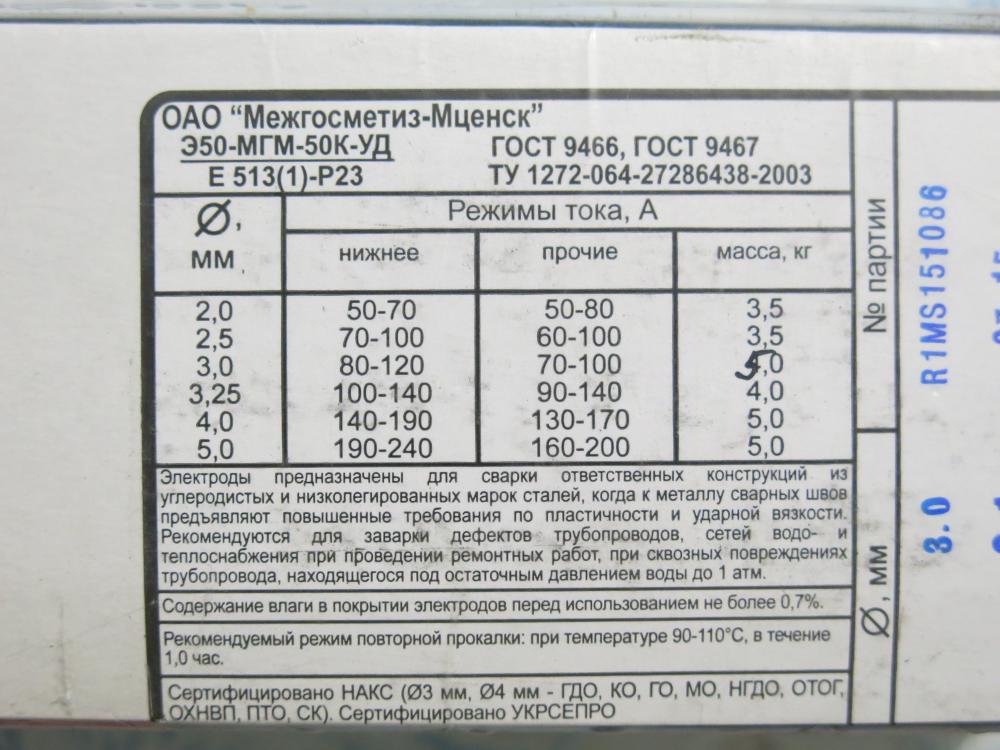
 Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы. Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.
Вы всегда должны получать только то количество электродов, которое вам нужно, особенно если у вас нет электродной печи для хранения большего количества. Если вы начнете свой сварочный путь с обращения с электродами, это может сделать вашу жизнь намного проще.  Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью.
Эти проблемы усугубляются при работе с более твердыми металлами, поскольку они изначально более хрупкие, а чрезмерная влага в сварочных стержнях может усугубить эту проблему, а также привести к пористости или растрескиванию под поверхностью. Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре.
Некоторые из них можно хранить при комнатной температуре в сухом боксе, а некоторые — только при определенной температуре. аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода.
аналогично, последняя цифра, среди прочего, передает составляющую потока. Если вы знаете, какое число представляет собой покрытие электрода, вы можете определить требования к хранению и повторной сушке этого электрода. это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
это также одна из причин, почему они подходят для начинающих. С другой стороны, некоторые из 60-стержневых стержней могут даже нуждаться в небольшом количестве влаги перед сваркой. Например, стержень 6011 нуждается в небольшом увлажнении перед сваркой, чтобы предотвратить его хрупкость из-за целлюлозного флюса.
 Они бывают разных размеров и сложности.
Они бывают разных размеров и сложности. Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже.
Есть некоторые самодельные варианты хранения тоже есть, о чем я расскажу позже. Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней.
Некоторые контейнеры можно хранить в шкафах с температурой выше 250F, если вы имеете дело с небольшим количеством термочувствительных стержней. Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.
Многие из этих методов получили распространение за последние 30 лет, но постепенно развенчивались из-за доступности информации. Давайте рассмотрим некоторые из этих методов.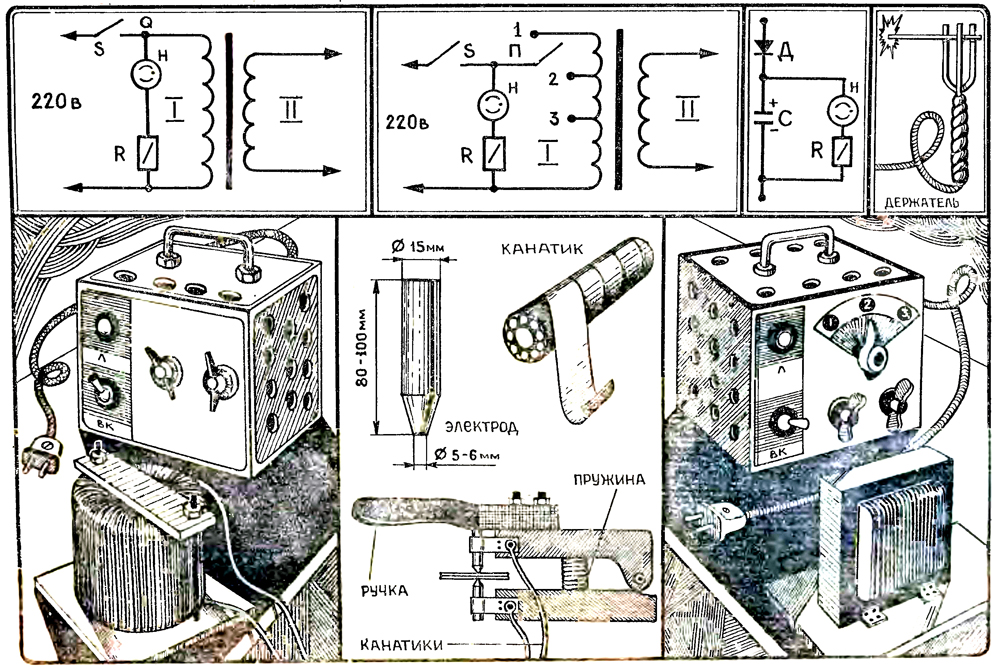 Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
Но если задуматься на секунду, большинство бытовых печей не могут нагреваться так, как требуется некоторым электродам . И даже если они это сделают, они никак не смогут удерживать такую температуру в течение длительного периода времени . Если вы попробуете этот метод, это будет похоже на ожидание несчастного случая.
 Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса.
Прежде чем мы перейдем к рекомендациям по температуре и времени, есть несколько вещей, которые вы должны иметь в виду в отношении всего процесса. О некоторых из этих признаков я говорил в последующих разделах.
О некоторых из этих признаков я говорил в последующих разделах. Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов.
Если электрод с низким содержанием водорода вступал в непосредственный контакт с водой или подвергался воздействию высокой влажности в течение длительного времени, может потребоваться предварительная сушка. Предварительную сушку обычно проводят в течение 1-2 часов. Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
Ответ довольно прост, повторная прокалка этих электродов не рекомендуется.
 Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
Вот почему вы должны быть осторожны при хранении удилищ до и после работы . Некоторые стержни более восприимчивы к влаге.
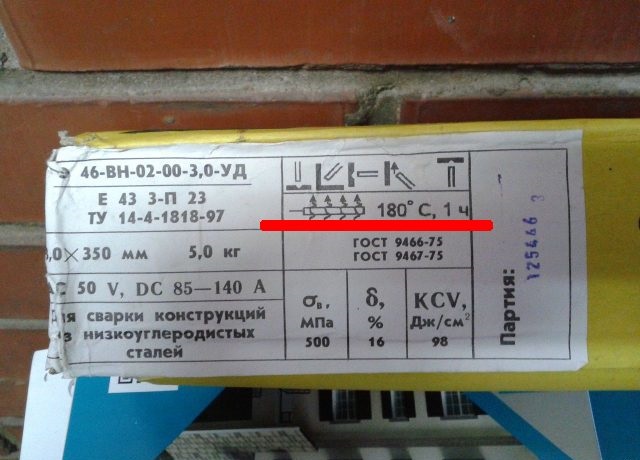 Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия.
Эти проблемы могут становиться все более серьезными по мере увеличения уровня воздействия. Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка.
Образование ржавчины на стержне также является хорошим признаком того же самого. Если вы заметите слишком много брызг или шума в процессе сварки, это может означать, что для конкретного стержня не проводится повторная сушка. Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
Если состояние электрода хорошее, то возраст не имеет значения, но, тем не менее, вы должны проверить наличие каких-либо повреждений и попытаться сделать пробный запуск, прежде чем использовать старый стержень в проекте.
 Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки.
Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги могут привести к растрескиванию или пористости. Также могут быть затронуты эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или ухудшились характеристики дуги штучного электрода, это может быть связано с вашими методами хранения или процедурами повторной сушки. Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C)
Открытые банки следует хранить в шкафу при температуре от 250 до 300°F (от 120 до 150°C) В зависимости от количества влаги качество сварного шва ухудшается следующим образом:
В зависимости от количества влаги качество сварного шва ухудшается следующим образом: Правильная температура повторной сушки зависит от типа электрода и его состояния.
Правильная температура повторной сушки зависит от типа электрода и его состояния.

 НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».
НЕ ИСПОЛЬЗУЙТЕ более высокие температуры, особенно для электродов из группы «Быстрая заморозка».

 В середине 19 в. была установлена принципиальная возможность получения металлических покрытий электролитическим способом. Наиболее интенсивно антикоррозионная защита развивается в связи с изобретением нержавеющих сталей, новых коррозионностойких сплавов, полимерных покрытий и др.
В середине 19 в. была установлена принципиальная возможность получения металлических покрытий электролитическим способом. Наиболее интенсивно антикоррозионная защита развивается в связи с изобретением нержавеющих сталей, новых коррозионностойких сплавов, полимерных покрытий и др.
 Путём катодной или анодной поляризации от постороннего источника тока или присоединением к защищаемой конструкции протекторов потенциал металла смещается до значений, при которых сильно замедляется или полностью прекращается его коррозия.
Путём катодной или анодной поляризации от постороннего источника тока или присоединением к защищаемой конструкции протекторов потенциал металла смещается до значений, при которых сильно замедляется или полностью прекращается его коррозия. ). Для защиты деталей радиоаппаратуры служат заливочные полимерные компаунды. Эффективно защищают от действия кислот и др. реагентов покрытия на основе каучука (гуммирование).
). Для защиты деталей радиоаппаратуры служат заливочные полимерные компаунды. Эффективно защищают от действия кислот и др. реагентов покрытия на основе каучука (гуммирование).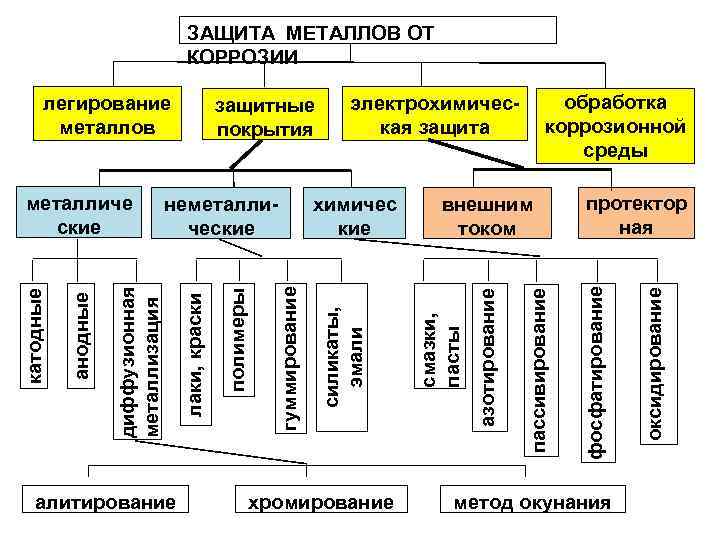

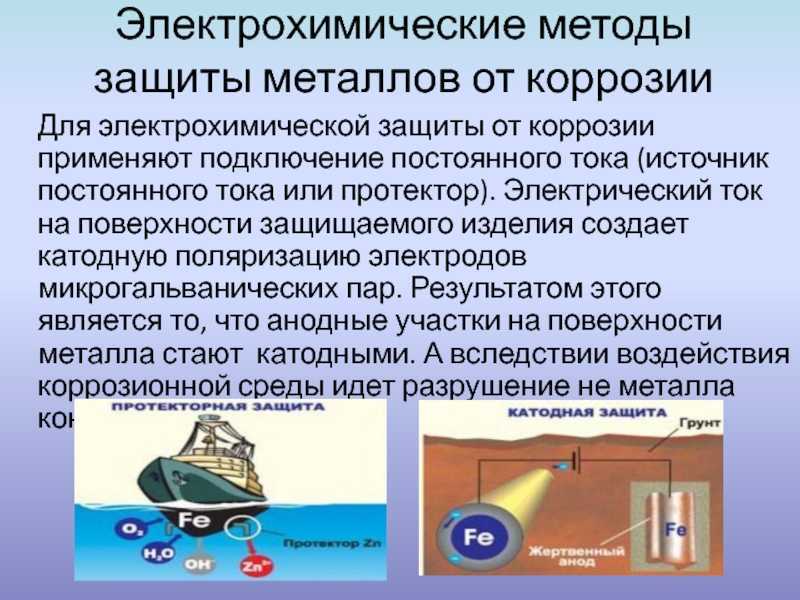

 Совместимость материалов между собой указана в подробных описаниях.
Совместимость материалов между собой указана в подробных описаниях.

 В эту категорию попадают четыре основных типа металлов:
В эту категорию попадают четыре основных типа металлов: Алюминиевые сплавы почти не содержат железа, а без железа металл не будет ржаветь, а окисляться. Когда сплав подвергается воздействию воды, на его поверхности быстро образуется пленка оксида алюминия. Твердый оксидный слой устойчив к дальнейшей коррозии и защищает основной металл.
Алюминиевые сплавы почти не содержат железа, а без железа металл не будет ржаветь, а окисляться. Когда сплав подвергается воздействию воды, на его поверхности быстро образуется пленка оксида алюминия. Твердый оксидный слой устойчив к дальнейшей коррозии и защищает основной металл.  Цинк действует как барьер, препятствующий доступу кислорода и воды к стали, обеспечивая улучшенную защиту от коррозии. Даже если цинковое покрытие соскоблится, оно защитит близлежащие участки нижележащей стали за счет катодной консервации и образования защитного слоя оксида цинка. Подобно алюминию, цинк высоко реагирует с кислородом в присутствии влаги, а покрытие предотвращает дальнейшее окисление железа в стали.
Цинк действует как барьер, препятствующий доступу кислорода и воды к стали, обеспечивая улучшенную защиту от коррозии. Даже если цинковое покрытие соскоблится, оно защитит близлежащие участки нижележащей стали за счет катодной консервации и образования защитного слоя оксида цинка. Подобно алюминию, цинк высоко реагирует с кислородом в присутствии влаги, а покрытие предотвращает дальнейшее окисление железа в стали. 
 Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными в автомобильной, аэрокосмической и многих потребительских областях. Сочетание их большого количества, исключительного отношения прочности к весу и универсальности делает их предпочтительным выбором для инженеров по продуктам во всем мире.
Такие металлы, как алюминий, титан и теперь даже магний, стали жизненно важными в автомобильной, аэрокосмической и многих потребительских областях. Сочетание их большого количества, исключительного отношения прочности к весу и универсальности делает их предпочтительным выбором для инженеров по продуктам во всем мире.
 В уличных условиях или при интенсивных нагрузках в помещении (например, при постоянном контакте с жидкостью) рекомендуется не менее 20 мкм. Там, где необходима толщина слоев 10 мкм, требуемое более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым.
В уличных условиях или при интенсивных нагрузках в помещении (например, при постоянном контакте с жидкостью) рекомендуется не менее 20 мкм. Там, где необходима толщина слоев 10 мкм, требуемое более высокое напряжение может повредить материал, растрескивая защитный оксидный слой и становясь пористым. Он образует клейкий оксидный слой, который является твердым и плотным.
Он образует клейкий оксидный слой, который является твердым и плотным. Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации малоопасны и легко утилизируются.
Электролиты не содержат кислот, аммиака, тяжелых металлов и хрома, в то время как используемые щелочные растворы низкой концентрации малоопасны и легко утилизируются. Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
Это обеспечивает высокую коррозионную стойкость и хорошо сохраняет последующие покрытия.
 Могут быть сделаны альтернативные химические вещества и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.
Могут быть сделаны альтернативные химические вещества и добавки, которые обеспечивают такие свойства, как блеск, дополнительную твердость, смазывающую способность, определенные текстуры, температурную стабильность и химическую стойкость, и это лишь некоторые из них.
 .)
.) Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр.
Вообще существует два вида резьбы — метрическая и дюймовая, из-за чего иногда бывает, так что подобранный винт оказывается непригодным для применения. А все, потому что обычно шаг резьбы не подходит или диаметр. Так, например, если резьба М10, это значит, что резьба метрическая, с диаметром винта 10 мм, шагом резьбы 1,5 мм, правая.
Так, например, если резьба М10, это значит, что резьба метрическая, с диаметром винта 10 мм, шагом резьбы 1,5 мм, правая.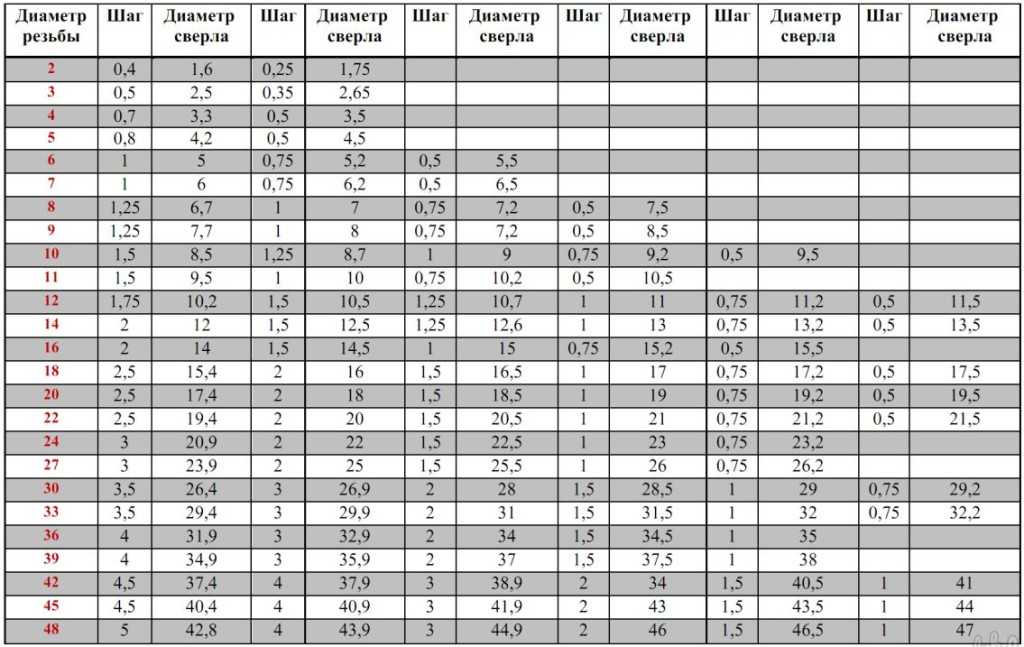
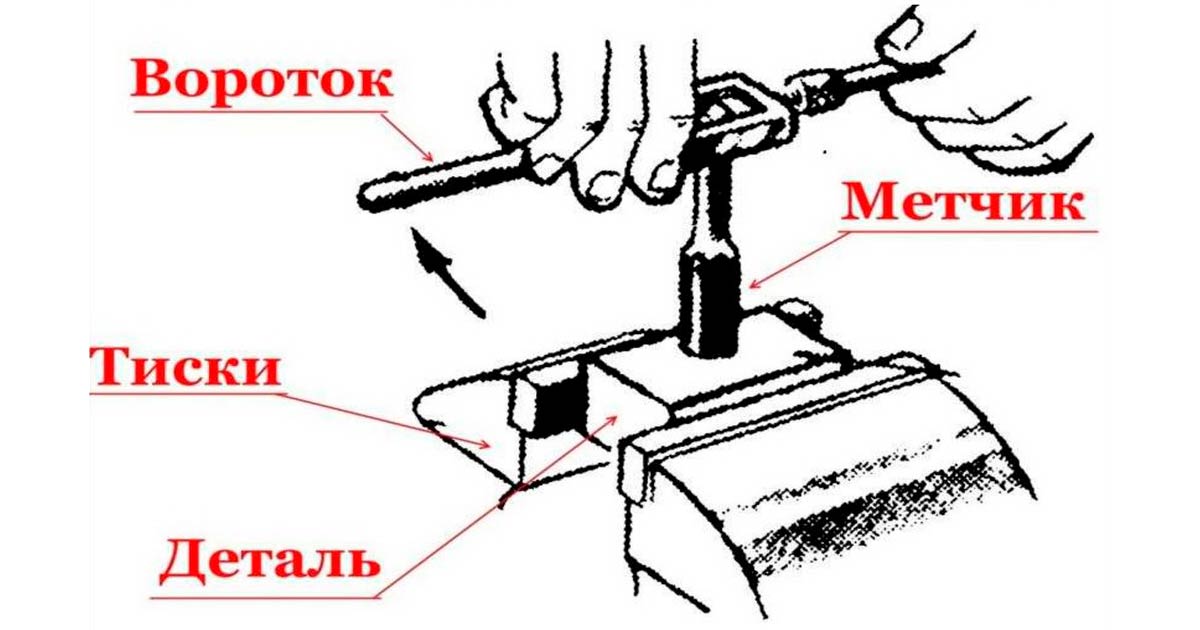
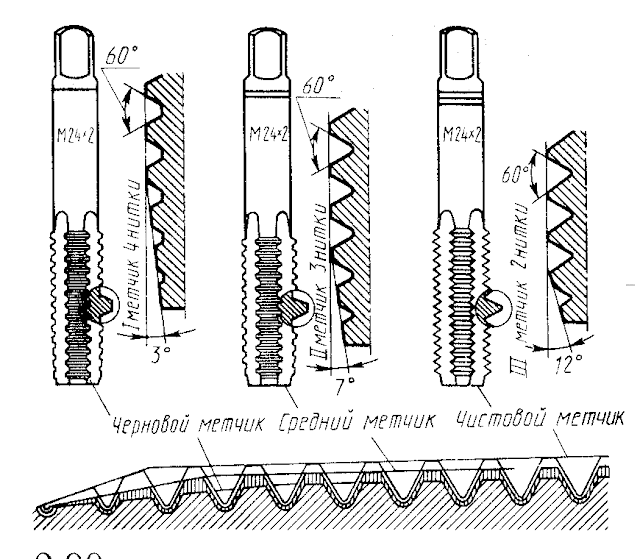 Необходимо учитывать и припуски на глубину сверления.
Необходимо учитывать и припуски на глубину сверления.
 Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов.
Если у вас есть только стандартный инструмент для нарезания правой резьбы, вы все равно можете нарезать левую наружную резьбу с помощью этих двух простых методов. Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо?
Что нам нужно сделать в одной из операций, так это взять инструмент и перевернуть его на противоположную сторону, вот так, и когда я зафиксирую его, мы будем резать с обратной стороны и запускать машина задним ходом. Но прежде чем я это сделаю, я покажу вам еще один метод, хорошо? Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому.
Итак, я нарезаю нить диаметром 1 дюйм, поэтому я поставлю 1 в начале. Я начну с нуля Z. Это стандартная резьба, поэтому на другом конце будет 1 дюйм. Длина моей нити будет -1,7 дюйма, и теперь я выхожу на поле. Обычно это то, что привлекает людей, потому что они думают, что шаг — это количество нитей на дюйм. На самом деле, это десятичный эквивалент этому. Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно?
Я собираюсь использовать стандартную скорость погружения 29.-½°, так что просто нажмите ABS SET . Здесь меня спрашивают, хочу ли я делать внутренние или внешние потоки. Это внешний поток, поэтому 2 для внешнего. Сколько стартов я хочу иметь? Это один ведущий поток, поэтому 1. Он запрашивает у меня число оборотов в минуту. Я просто запущу его на 300 и воспользуюсь Инструментом № 1. Хорошо? Если я посмотрю на него, нажав кнопку LOOK , все, что вы увидите, это центральная линия и нить, хорошо? Все идет нормально. Теперь я нажму клавишу MODE и сделаю НАСТРОЙКА ИНСТРУМЕНТА , понятно? Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?
Это все, что мне нужно сделать, чтобы настроить инструмент. Ладно, я уйду оттуда ( RETURN ) и следующее, что я собираюсь сделать, это прийти и протестировать деталь, хорошо? Итак, я снова нажимаю клавишу MODE и перехожу в режим RUN, а в режиме RUN он говорит мне: «Эй, ты хочешь начать с самого начала? начать с чего-то другого?» Что ж, в нашем случае у нас есть только одно событие для работы, поэтому я просто нажму START , а затем нажму GO , и он перейдет в исходное положение. Это напомнит мне установить инструмент № 1, запустить шпиндель и GO , верно?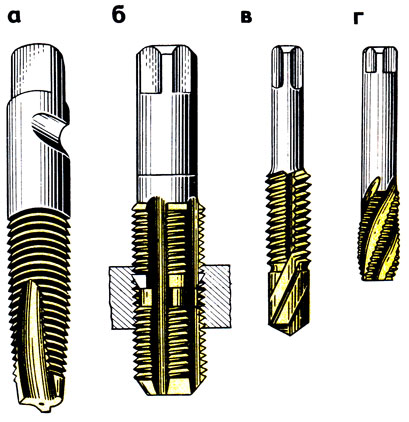 , хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9.0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу.
, хорошо? Итак, я приду сюда и просто ПРОСМОТРЮ его своим Z-маховиком, чтобы убедиться, что я иду в правильном месте. И если вы этого не знаете, когда вы выполняете нить и TRAK, она будет TRAK до самого начала, а затем возьмет на себя обрезание этой нити, выдвинется в конце, а затем это позволит вам вернуться к TRAKing. Так что я собираюсь принести его сюда поближе и дать ему сделать первую часть. Прямо здесь вы видите, что это берет верх. И так как первая версия выглядит хорошо, я знаю, что остальные тоже будут хороши, так что я нажму 9.0014 STOP , перейдите к CNC RUN , нажмите GO и продолжайте нарезать резьбу. Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе.
Это просто для того, чтобы убедиться, что, когда я иду из дома к части, я не ударяю часть по пути внутрь или на выходе. Что я изменил в программе, я покажу вам прямо здесь с самого начала. Итак, у меня есть перемещение положения, которое перемещается на отрицательные дюйм-полтора, а затем я собираюсь оставаться в дюйме от детали и говорю ей продолжать движение к резьбе. Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?
Так что хотя на картинке на экране видно, что инструмент здесь, на самом деле я знаю, что он здесь, хорошо?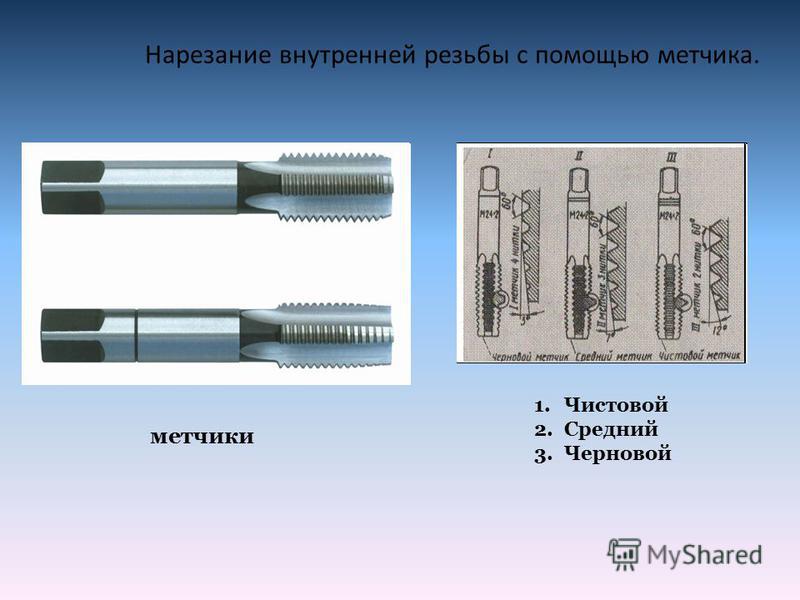 И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны.
И пусть дальше обрезает всю нить с изнаночной стороны. и пока вы смотрите это видео, вы действительно можете видеть, что он отодвинулся от резьбы, прежде чем пришел в исходное положение, чтобы инструмент отделился от задней стороны. Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, хорошо? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?
Теперь помните, я сейчас на обратной стороне инструмента, верно? Это означает, что вместо того, чтобы двигаться в негативном направлении, чтобы сделать его более глубоким, я на самом деле должен двигаться в позитивном направлении, хорошо? Так что я поставлю здесь 15 тысячных, хорошо? Это позволит мне вырезать его немного глубже. я нажму на MODE ключ, я вернусь в режим RUN , хорошо? Вы вернетесь к START , нажмете GO , и когда он скажет мне снова запустить шпиндель, я должен помнить, что поставил шпиндель в REV , хорошо?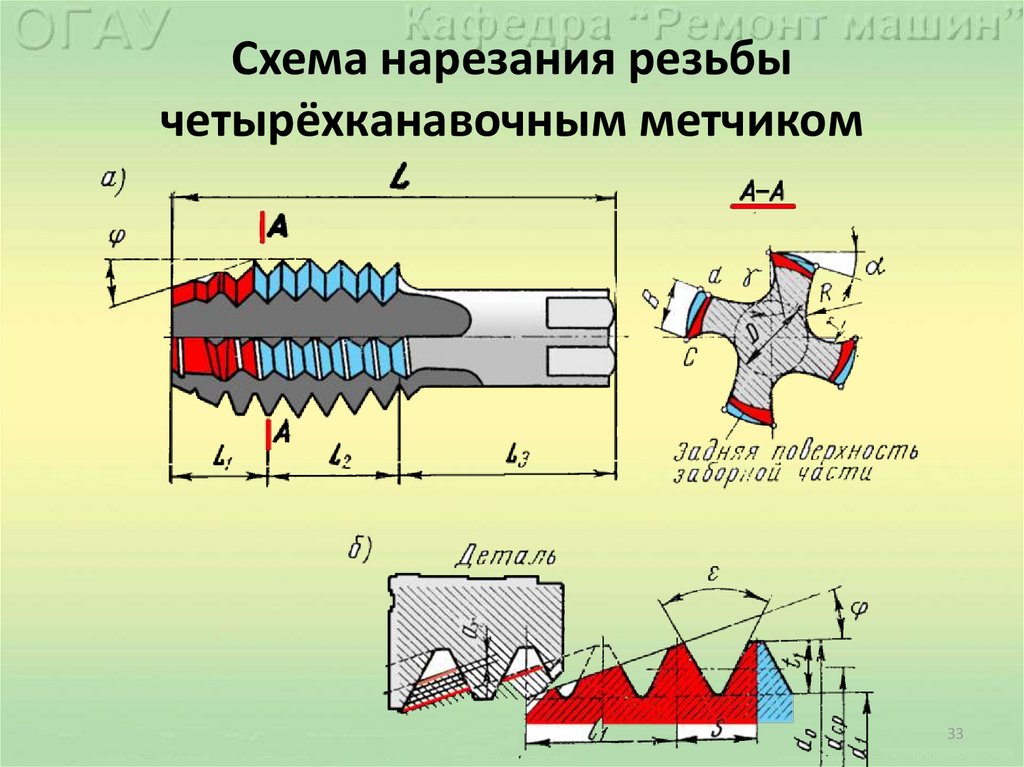 Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
Если у вас нет подходящего инструмента для левой руки, переверните его вверх дном, отрежьте спереди, положите сзади, используйте правой стороной вверх, выполните работу и переходите к следующему заданию.
 099″
099″ 000″
000″ 099″
099″ 375″
375″ 1 для 1/4-28 левостороннего конусного метчика
1 для 1/4-28 левостороннего конусного метчика 
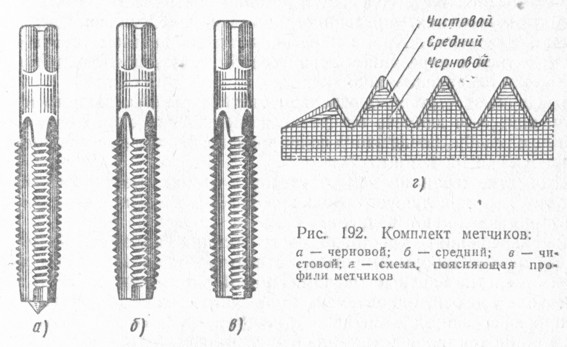
 Допускается ввинчивание до двух оборотов с каждой стороны.
Допускается ввинчивание до двух оборотов с каждой стороны.
 Изготовлен из алюминия.
Изготовлен из алюминия. д. Все приманки нити не одинаковы. Нить Ghost Cocoon Bait имеет полупрозрачное волокно, которое почти исчезает, когда приманку погружают в воду. Ghost Cocoon практически незаметен при нанесении на приманку. Ghost Cocoon состоит из множества ультратонких волокон, которые окутывают приманку, как паутина, делая ее практически невидимой в воде. Традиционные нити и резинки для наживки обычно имеют гораздо более толстые волокна, что делает их более заметными для осторожной рыбы. Ghost Cocoon проще в использовании, чем традиционные нити и эластики.
д. Все приманки нити не одинаковы. Нить Ghost Cocoon Bait имеет полупрозрачное волокно, которое почти исчезает, когда приманку погружают в воду. Ghost Cocoon практически незаметен при нанесении на приманку. Ghost Cocoon состоит из множества ультратонких волокон, которые окутывают приманку, как паутина, делая ее практически невидимой в воде. Традиционные нити и резинки для наживки обычно имеют гораздо более толстые волокна, что делает их более заметными для осторожной рыбы. Ghost Cocoon проще в использовании, чем традиционные нити и эластики. желаемый размер и форма. Завершите работу двумя полуузловыми узлами; хотя в этом может и не быть необходимости, так как нити Ghost Cocoon часто самозавязываются.
желаемый размер и форма. Завершите работу двумя полуузловыми узлами; хотя в этом может и не быть необходимости, так как нити Ghost Cocoon часто самозавязываются. За эти крупногабаритные/тяжеловесные товары может взиматься дополнительная плата. Все крупногабаритные/тяжеловесные посылки будут отправлены за счет клиента и выставлен счет по фактической стоимости доставки. Штаб-квартира рыболова оставляет за собой право отказать в бесплатной доставке любого заказа в любое время.
За эти крупногабаритные/тяжеловесные товары может взиматься дополнительная плата. Все крупногабаритные/тяжеловесные посылки будут отправлены за счет клиента и выставлен счет по фактической стоимости доставки. Штаб-квартира рыболова оставляет за собой право отказать в бесплатной доставке любого заказа в любое время. Эти предметы не считаются «высокоценными» (если только они не превышают 500 долларов США). Товары, которые требуют дополнительных затрат на доставку, оцениваются соответственно.
Эти предметы не считаются «высокоценными» (если только они не превышают 500 долларов США). Товары, которые требуют дополнительных затрат на доставку, оцениваются соответственно. Штаб-квартира Fisherman’s не знает и не несет ответственности за любые таможенные пошлины или связанные с ними сборы.
Штаб-квартира Fisherman’s не знает и не несет ответственности за любые таможенные пошлины или связанные с ними сборы. Вы платите то, что мы платим. Ускоренная доставка доступна только для заказов в пределах 48 континентальных штатов США.
Вы платите то, что мы платим. Ускоренная доставка доступна только для заказов в пределах 48 континентальных штатов США.




 Обычно его ширина превосходит ширину фундаментной основы.
Обычно его ширина превосходит ширину фундаментной основы.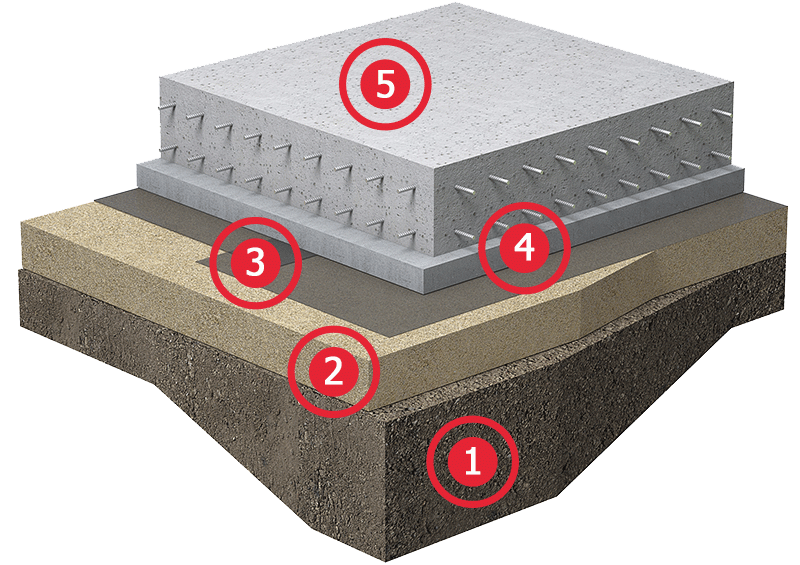 Песчаная прослойка обеспечивает умеренное давление на фундаментную основу, а конкретно на нижнюю поверхность.
Песчаная прослойка обеспечивает умеренное давление на фундаментную основу, а конкретно на нижнюю поверхность. Процесс производится с помощью виброплиты;
Процесс производится с помощью виброплиты; Для этого можно использовать строительный вибратор.
Для этого можно использовать строительный вибратор. youtube.com/embed/svA0oUnEHe8?rel=0″ frameborder=»0″/>
youtube.com/embed/svA0oUnEHe8?rel=0″ frameborder=»0″/>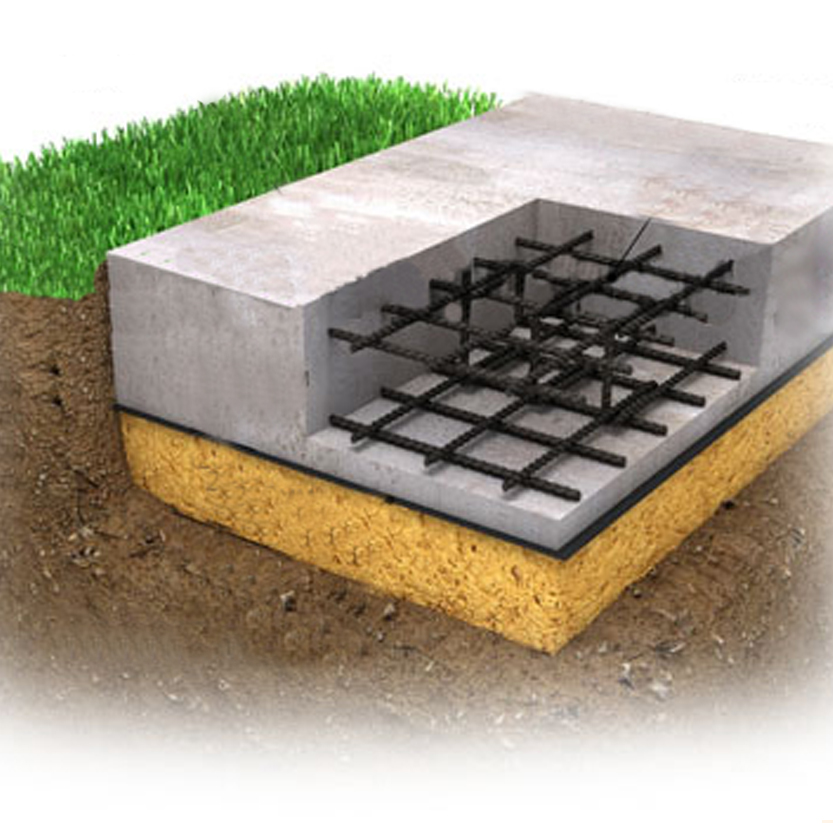
 Посмотрите, как я сделала эту наволочку из бетонного мешка своими руками в этом очень простом уроке по шитью.
Посмотрите, как я сделала эту наволочку из бетонного мешка своими руками в этом очень простом уроке по шитью. 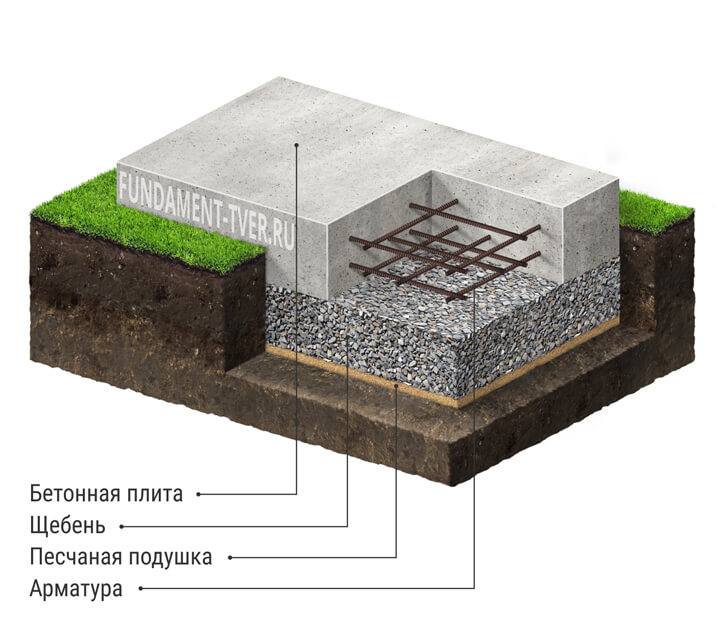
 Я подвернула один конец, чтобы скрыть необработанный край внутри.
Я подвернула один конец, чтобы скрыть необработанный край внутри.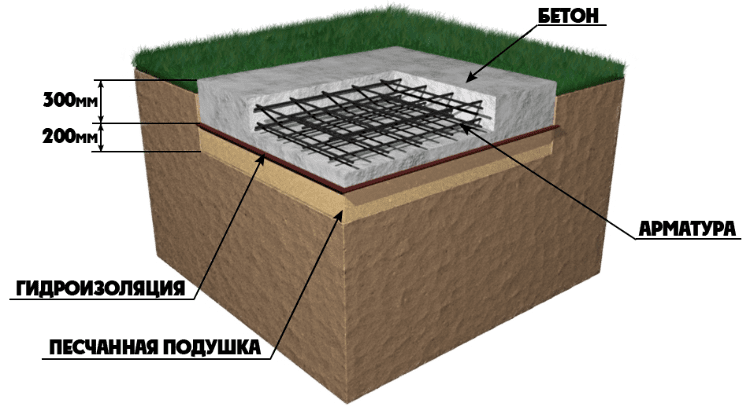



 Кажется, теперь половина группы обязательно вернется за кулоном для своей авторской коллекции.
Кажется, теперь половина группы обязательно вернется за кулоном для своей авторской коллекции. Так давайте найдем место, где помогут самим изготовить ювелирное украшение?
Так давайте найдем место, где помогут самим изготовить ювелирное украшение?
 Мы же, посовещавшись с Людмилой, остановились на подвеске. Нам хотелось чтобы наше первое украшение было обязательно с камнем, а подвеска с камнем считается менее трудоемким изделием чем кольцо с камнем.
Мы же, посовещавшись с Людмилой, остановились на подвеске. Нам хотелось чтобы наше первое украшение было обязательно с камнем, а подвеска с камнем считается менее трудоемким изделием чем кольцо с камнем. Именно здесь нужно соблюдать максимальную аккуратность и точно следовать инструкциям по безопасности. Просто напомним, что серебро плавится при температуре примерно 960 градусов..
Именно здесь нужно соблюдать максимальную аккуратность и точно следовать инструкциям по безопасности. Просто напомним, что серебро плавится при температуре примерно 960 градусов..
 Далее его задачей было переворачивать заготовку на 90 градусов (туда-сюда), и заново отправлять в ручей в одном и том же направлении. Винты сверху после каждого прохода подкручивались. Затем деталь переставлялась в более «мелкий» ручей, и процесс повторялся. И так — пока не будут получены грани нужной величины.
Далее его задачей было переворачивать заготовку на 90 градусов (туда-сюда), и заново отправлять в ручей в одном и том же направлении. Винты сверху после каждого прохода подкручивались. Затем деталь переставлялась в более «мелкий» ручей, и процесс повторялся. И так — пока не будут получены грани нужной величины.

 Первая часть работы готова:
Первая часть работы готова:


 Действующие лица —
Действующие лица —  А Сергей смотрелся уже очень органично:
А Сергей смотрелся уже очень органично:

 de
de