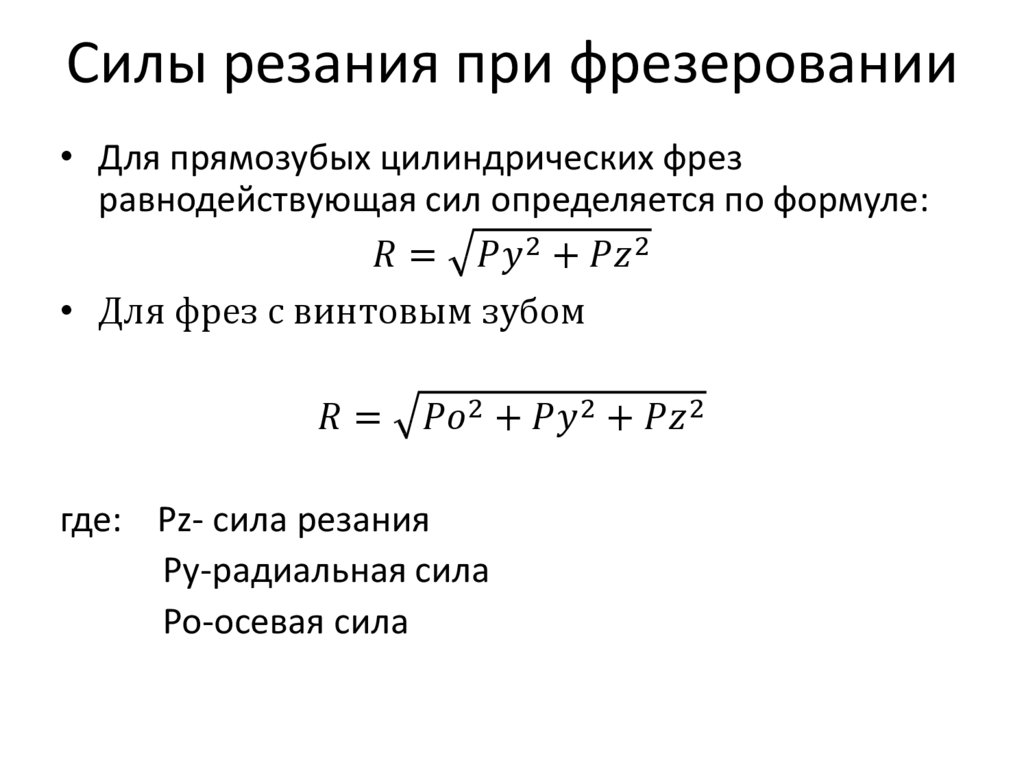
При маркировке бронзы приняты определенные правила: Бр (первые две буквы)- бронза, далее буквы, означающие список легирующих элементов в нисходящем порядке их содержания, и цифры, соответствующих их количеству в процентах. Сплавы на основе олова и свинца с добавкой меди называются баббитами. Они весьма дороги, поэтому чаще всего заменяются алюминиевыми сплавами. Бронзы делятся на оловянные и безоловянные.
Оловянные бронзы
Основными легирующими элементами оловянных бронз являются цинк, никель и фосфор. Содержание цинка составляет до 10 процентов, при этом свойства бронзы практически не изменяются, но снижается цена. Свинец и фосфор улучшают антифрикционные свойства бронзы и ее обрабатываемость резкой.
Применение некоторых видов литейных оловянных бронз
— БрО4Ц4С17 – антифрикционные детали втулки, подшипники, сепараторы подшипников, вкладыши, шестерни, червячные пары и прочее.
Бронзы безоловянные
Существуют марки бронзы, не содержащие олова. Это двойные или многокомпонентные сплавы меди с алюминием, марганцем, железом, свинцом, никелем, бериллием или кремнием.
Свойства алюминиевых бронз: хорошая устойчивость к коррозии в морской воде, высокие механические свойства, хорошая пластичность, высокая плотность. Свойства кремнистых бронз (содержащих никель и марганец): высокая механическая прочность и пластичность, хорошие механические и антикоррозионные качества. Свойства бериллиевых бронз: улучшенная коррозийная стойкость и свариваемость. Свойства свинцовых бронз: отличные антифрикционные свойства, хорошая теплопроводность.
Применение безоловянных бронз:
Алюминиевые бронзы
— БрАЖ9-4 – Для обработки давлением и механически ( прутки, трубы, листы)
— БрАЖН10-4-4 – Изделия для химической аппаратуры
— БрА9Ж3Л – Арматура, антифрикционные детали
— БрА10Ж3Мц2 – Арматура, антифрикционные детали
Кремнистые бронзы
БрКМц3-1 – Прутки, ленты, проволока для пружин
Бериллиевая бронза
БрБ2 – Полосы, прутки, лента, проволока для пружин
Бронза уникальный сплав позволяющий использовать его в различных областях народного хозяйства
Бронза — уникальный сплав, обладающий множеством свойств, востребованных во всех отраслях народного хозяйства. Ежегодное потребление металла неуклонно растет, заставляя производителей тщательно относиться к утилизации любых бронзовых отходов. Цена на бронзу в приемных пунктах ежегодно увеличивается, привлекая множество людей к поискам всевозможных бронзовых отходов, пришедших в негодность деталей и так далее.
Немного истории
Бронза — сплав меди и олова, впервые был произведен несколько тысяч лет назад. Бронзовый век был охарактеризован массовым применением этого металла во всех сферах жизнедеятельности человека. Из этого металла изготавливались сельскохозяйственные орудия, военная амуниция, вооружения, украшения и многое другое. Проводимые по всему миру раскопки показывают, насколько широко сплав применялся.
Многие столетия этот материал считался самым совершенным, из него изготовлялись даже деньги и ходили наравне с золотом и серебром. С годами человек смог усовершенствовать способ плавления, стали изготавливаться детали для кораблестроения. Агрессивная морская среда быстро приводит в негодность любое металлическое изделие, поэтому бронзовый такелаж используется в судостроении и в настоящее время весьма широко. Многочисленные яхты, катера, лодки изобилуют бронзовыми деталями.
Благодаря своей устойчивости к агрессивным средам металл широко применяется в химической промышленности, из него делаются трубопроводы, по которым текут жидкости с повышенной агрессивностью. Широко применяется бронза в обеспечении водой городов и поселков. Запорная арматура часто изготавливается из этого металла. Несмотря на значительную стоимость изделий из бронзы, металл твердо удерживает свои позиции на рынке.
Он обладает рядом ценных свойств — ковкость, упругость, прочность. Невосприимчив к воздействию многих агрессивных сред. Благодаря этому широко применяется в машиностроении, химической промышленности и других отраслях хозяйственной деятельности. Широко используется в декоративном творчестве благодаря своей уникальной способности к плавлению.
Способ обработки бронзы механический, благодаря этому остается огромное количество отходов производства. Технологии, используемые при обработке бронзовых изделий, оставляют после себя два вида бронзовых отходов:
— Иголка или игольчатая стружка, характерна тем, что длина ее элементов не превышает десяти сантиметров и представляет собой в основном сыпучую фракцию.
— Вьюн или волнообразная стружка, длина такой стружки может значительно превышать десять сантиметров. Она представляет собой свитые в кольца полосы металла различной длины и толщины.
Прием стружки бронзы
Любое предприятие, специализирующееся на приемке отходов с удовольствием примет бронзовую стружку. Необходимым условием приемщика будет сортировка стружки по виду. Можно сдавать ее без сортировки, однако такой материал будет значительно дешевле сортированного.
Возможно присутствие в стружке масла или эмульсии, однако эти вещества при упаковке отходов должны иметь возможность стекать и не скапливаться в таре. Компания ООО «Феникс-С» принимает бронзовый лом, как в брикетах, так и россыпью. Предприятия, массово производящие бронзовые детали, имеющие большое количество бронзовых отходов, могут заказать вывоз их по хорошей цене. Представители компании организуют упаковку, доставку лома к месту приема.
ГОСТы бронзы
БрОФ10-1. Используется для изготовления венцов, подшипников, втулок, различных шестеренок.
БрОФ4-0,25. Применяется в приборостроении для изготовления пружин, трубок и так далее.
БрОЦС5-5-5. Используется в машиностроении для изготовления втулок арматуры, антифрикционных деталей.
БрОЦСН3-7-5-1. Широко используется в судостроении, обладает сверхустойчивостью к коррозии, не боится долго воздействия агрессивной среды.
БрА7. Детали, где используются различные пружины.
БрАЖ9-4, БрАЖН10-4-4. Из этого материала изготавливаются детали для двигателей автомобилей.
БрАЖМц10-3. Незаменимы в машиностроении для изготовления подшипников, втулок, шестеренок.
БрАмц9-2. Детали судостроения.
Существует множество модификаций различных бронзовых изделий, каждое из них имеет свои свойства и может применяться в разных агрегатах и механизмах. После выхода из строя любая бронзовая деталь независимо от количества присутствующих в ней легирующих элементов и наличия различных примесей всегда принимается нашей компанией в любых количествах и по хорошей цене.
Современные технологии дают возможность использовать большое количество различных присадок, добавок и так далее для улучшения рабочих свойств этого сплава. Сейчас широко применяется сплав, в котором традиционное олово заменено цинком. Такой металл отлично смотрится в различных литых элементах декора. Такая бронза может прекрасно полироваться шлифоваться. Великолепный красноватый оттенок металла придает изделиям из него неповторимый нарядный вид.
Примесь фосфора добавляет бронзе упругость, текучесть. Такой металл обладает повышенной прочностью, твердостью. Изделия из такой бронзы широко используются в тяжелом машиностроении, где детали подвержены значительным нагрузкам.
Алюминий придает металлу вид настоящего золота. Проявляется сверхстойкость к различному виду коррозии. Такой металл в народе называется «цыганским золотом» за его полное внешнее сходство с этим металлом. Широко используется для изготовления различных украшений, имитирующих золото. Прекрасно смотрится, при этом стоит значительно дешевле золотых.
Добавления кремния придает металлу упругости и повышает электропроводимость, такие сплавы широко применяются в работах, связанных с монтажом электро подстанций. Изготовлением электротехнических деталей. Провода из такого металла отличаются повышенной надежностью и прочностью. Широко применяется в электротехнике, изготавливаемые из него кабели служат долгие годы, подвергаясь значительным нагрузкам.
Стоить отметить повышенную заинтересованность всех видов производств в изготавливаемых из бронзы деталях. Благодаря этому приемка отработанных деталей и отходов производства, где изготавливаются изделия из этого сплава, занимает важное место в работе любой компании, занимающейся переработкой металлов. Цены на прием бронзы неуклонно повышаются. Поэтому приемные пункты всегда готовы принять любое количество этого металла. Его возьмут как в виде изделий пришедших в негодность, так и в виде отходов производства, приемщики всегда готовы обеспечить доставку металла, если это необходимо.
Фирма «ООО Феникс-С» готова принять любой вид бронзы по самым выгодным для сдатчика металла ценам. Принимаются как небольшие партии металла от населения, так и существует возможность оформления долгосрочных контрактов на вывоз отходов производства. Наши специалисты могут помочь организовать упаковку и сортировку отходов на месте производства. Вывоз может осуществляться как транспортом нашего предприятия, так и самим сдатчиком металла. Цена в каждом случае оговаривается отдельно. Оплата производится в удобной для клиента форме.
Компания является бесспорным лидером по приемке и переработке любого вида отходов на юге страны. Многолетняя репутация, надежное партнерство со многими крупными предприятиями создало нам прочную репутацию проверенного надежного партнера. Мы всегда готовы пойти навстречу нашим клиентам, найти приемлемую и удобную форму сотрудничества. Готовы откликнуться на любое предложение. Специалисты могут выехать по первому требованию клиента и помочь с сортировкой и упаковкой металла. На первом месте у нас всегда стоит надежность в отношениях и удобство для наших партнеров. Самые высокие цены при приеме металла у нас. Всегда готовы выслушать любое предложение. Рассмотреть любую форму сотрудничества.
Пять причин использовать бронзу в производстве металлов
Пять причин использовать бронзу в производстве металлов
24 июля 2020 г. 9:31
Когда вы думаете о производстве металлических изделий, в первую очередь на ум приходят сталь и алюминий. Сталь и алюминий остаются двумя основными материалами, используемыми в Meta Fab. Но как насчет бронзы? У бронзы есть несколько случаев, когда это идеальный материал для использования, и она существует столько же, сколько и два других металла, упомянутых ранее. Фактически, в большом производственном мире бронза и по сей день остается одним из наиболее часто используемых металлов для производства. Это не зря. Универсальность бронзы и широкий спектр различных применений делают ее чрезвычайно популярным металлом для всех типов проектов. Хотя мы не очень часто используем бронзу здесь, в Meta Fab, мы хотели, чтобы вы знали, что это такое и когда ее лучше всего использовать.
Что такое бронза?
Бронза, созданная древними шумерами около 3500 г. до н.э., представляет собой сплав меди и олова. Также могут быть включены другие металлы, такие как марганец, алюминий, цинк и никель. Использование металлов при создании различных сплавов имеет свои характеристики, такие как твердость, гибкость и пластичность, и это лишь некоторые из них. Вот несколько конкретных преимуществ бронзы:
Преимущества бронзы
Экономическая эффективность
Отличная отделка поверхности
Высокая точность размеров
Высокая тепло- и электропроводность
Немагнитные и искробезопасные свойства
Стойкость к коррозии и усталости металла
Лучшее применение бронзы
Мелкие детали и панели
Благодаря своей коррозионной стойкости и уникальной окраске бронза широко используется в производстве монет, крепежных элементов, отделки мебели, потолочных или стеновых панелей, корабельной фурнитуры и всех видов автомобильных деталей.
Скульптуры
Бронза, пожалуй, больше, чем любой другой металл, используется для искусных форм скульптуры. Бронза, в частности, была предпочтительным металлом для скульптур из-за ее способности расширяться непосредственно перед тем, как затвердеть. Это свойство позволяет воплотить в жизнь самые сложные детали.
Кроме того, бронза сжимается при охлаждении, что облегчает удаление формы.
Музыкальные инструменты
Бронзовый сплав, широко известный как колокольный металл, долгое время был предпочтительным выбором металла для колоколов и тарелок. Во многом это связано с его тембром и долговечностью.
Бронза также является отличным выбором для намотки нейлоновых и стальных струн в таких инструментах, как пианино и гитары.
В последние годы производители инструментов также начали производить саксофоны.
Если вы ищете высококачественный музыкальный инструмент с точным тембром и настройкой, скорее всего, где-то в его производстве используется бронза.
Архитектура
Если вы хотите построить конструкцию, которая выдержит испытание временем и сохранит свой первоначальный естественный вид, бронза — отличный выбор.
В то время как другие металлы, несомненно, со временем покрываются патиной, необработанный розоватый оттенок бронзы можно сохранить с помощью частого смазывания маслом и полировки. Обработка архитектурной бронзы также может быть достигнута за счет периодического нанесения специальных лаков.
Инструменты безопасности
Стальные инструменты, такие как молотки, молотки, топоры и гаечные ключи, могут вызывать искрение. Если они используются в непосредственной близости от легковоспламеняющихся материалов, они могут представлять серьезную угрозу безопасности.
Именно поэтому бронза становится все более популярным материалом для этих инструментов. Его немагнитные и искробезопасные свойства фактически обеспечивают безопасность даже при работе с легковоспламеняющимися предметами.
Заключительные мысли
Бронза существует уже тысячи лет, и в ближайшее время она не исчезнет. Его устойчивость к коррозии, бесчисленные комбинации сплавов и долговечность делают его идеальным выбором для целого ряда задач по изготовлению металлов.
Если у вас есть вопросы о том, как лучше всего включить бронзу в ваш следующий проект по изготовлению металла, позвоните нам сегодня в MetaFab в Хиллсборо, штат Орегон. Наши дружелюбные специалисты ждут, чтобы помочь вам, чем они могут.
7 удивительных вещей из бронзы
Как и латунь, бронза представляет собой сплав, в основном состоящий из меди. Но там, где латунь сочетает медь с цинком, бронза состоит из меди и олова, часто смешанных с небольшим количеством других металлов и неметаллических элементов, таких как свинец и кремний.
Ознакомьтесь с нашими изделиями из бронзы!
В результате сочетания мягкой меди с хрупким оловом получается сплав повышенной прочности и твердости. Бронза также мономагнитна, устойчива к коррозии и обладает хорошей тепло- и электропроводностью.
Бронза продается в виде труб и стержней, слитков или листов. Лист из бронзы двух основных типов — лист из кремнистой бронзы и лист из бронзы для подшипников — можно найти в различных областях промышленности. Лист из кремниевой бронзы относительно легко обрабатывается, в то время как лист из бронзы для подшипников требует большего опыта изготовления.
Кремниевая бронза (C65500) представляет собой латунный сплав с низким содержанием свинца, который обычно состоит из 96% меди, а также кремния и, возможно, небольшого количества марганца, олова, железа или цинка. Он известен своей легкостью заливки и привлекательной поверхностью, а также превосходной коррозионной стойкостью даже при погружении в жидкости, включая соленую воду, пресную воду, большинство кислот и органических химикатов.
Бронза для подшипников (C93200) также обладает высокой коррозионной стойкостью, а также отличной износостойкостью и высокой твердостью. Как следует из названия, листовая бронза для подшипников чаще всего используется для подшипников, втулок и подобных изделий.
Многие полезные характеристики бронзы делают ее пригодной для широкого спектра применений, в том числе:
Пружины – Прецизионная проволока из фосфористой бронзы используется для изготовления пружин сжатия и электрических контактов. Его коррозионная стойкость, высокая прочность и низкий коэффициент трения делают его популярным заменителем более дорогих сплавов, таких как бериллиевая медь.
Морская архитектура . Благодаря своей высокой коррозионной стойкости, высокой прочности и естественной смазывающей способности бронза идеально подходит для использования в морской и пресной воде, например, для деталей двигателей, насосов, гребных винтов и судовых колоколов.
Промышленное литье – Бронза относительно легко обрабатывается и разливается для отливок, в результате чего компоненты, такие как насосы и штоки клапанов, могут выдерживать высокий износ и истирание. Кремниевая бронза также обладает самосмазывающимися свойствами, что делает ее идеальной для подшипников и втулок в широком диапазоне применений, включая небольшие электродвигатели и автомобильные трансмиссии.
Обзор изделий из бронзы
Скульптура . Бронза использовалась для изготовления прекрасных произведений искусства во многих культурах на протяжении веков. Когда в 20 веке в смесь сплавов был введен кремний, кремниевая бронза стала основной формой, используемой в скульптуре.
Струны для музыкальных инструментов – Струны с бронзовой обмоткой используются для акустических гитар, фортепиано и традиционных инструментов, таких как ситар. Бронзовые обмотки вокруг стальных или нейлоновых сердечников обеспечивают гораздо более теплый звук, чем другие металлы, особенно для низких нот.
Инструменты безопасности – Стальные инструменты, такие как молотки, киянки и гаечные ключи, могут вызывать опасные искры при использовании рядом с легковоспламеняющимися или взрывоопасными газами и парами.
Выберите категорию: Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Автор Монтажник На чтение 10 мин Просмотров 3. 8к. Обновлено
При монтаже трубопроводных магистралей в основном используют сварное, муфтовое, раструбное, фланцевое или резьбовое соединения. В последнем случае на сами трубы, фасонные соединительные элементы и арматуру наносится трубная резьба, имеющая некоторые отличия от аналогов.
С данной разновидностью резьб рядовой потребитель нередко сталкивается, занимаясь монтажом или ремонтом сантехнического оборудования, подключением к трубопроводу бытовой техники. При необходимости осуществить резьбовое соединение гладкостенных труб самостоятельно можно нанести резьбу своими руками при помощи реализуемого в торговой сети специального инструмента.
Рис. 1 Резьба на трубах
Содержание
Трубная резьба — особенности
Сферы применения
Параметры резьбы
Трубная резьба размеры и виды
Цилиндрическая трубная резьба с углом профиля 55°
Коническая с профилем 55°
Цилиндрическая с углом конуса 60°
Коническая с профилем 60°
Условные обозначения
Нарезка трубной резьбы своими руками
Трубная резьба — особенности
Резьбой называют специальной формы выступы, нанесенные по винтовой линии на поверхности тел вращения. Существуют в большом количестве различные типы резьб, отличающиеся формой своего профиля и расстоянием между гребнями. Обычный пользователь часто сталкиваются с метрической резьбой, какая наносится на крепежные детали — болты, гайки, шпильки. Существует ряд резьб прямоугольного или конусного сечения, передающих усилия от вращающихся деталей другим элементам.
Что касается трубной резьбы, то как следует из названия, она предназначена для резьбового соединения фрагментов труб, различного вида оборудования и арматуры, используемых в трубопроводах.
Ее основные особенности:
Резьбовой зубец имеет треугольный профиль со скругленными вершинами и впадинами определенного радиуса.
Размеры трубной резьбы задаются наружным диаметром, равном расстоянию от ее диаметрально расположенных вершин зубцов.
Ее размерной единицей является трубный дюйм, равный величине в 33,249 мм. Остальные размеры задаются в долях трубного дюйма, имеют вид дробного числа, при этом минимальный шаг дроби — 1/16.
При задании резьбового шага используют обычный дюйм, равный 25,4 мм. На этом расстоянии считают количество нитей (зубцов).
Рис. 2 Типоразмеры водогазопроводных труб по ГОСТ 3262-75
Для нанесения трубной резьбовой насечки идеально подходят водогазопроводные трубы, технические условия на которые приведены в ГОСТ 3262-75. Если сравнить их наружные диаметры с размерными параметрами трубных резьб, то первые окажутся чуть больше, при этом полностью совпадут их типоразмеры. Для примера, если сопоставить небольшой ряд диаметров водогазопроводных труб и размеров резьб, то получим следующий ряд соответствий в мм: 10,2 — 9,72; 13,5 — 13,15; 17 — 16,66; 21,3 — 22,91; 165 — 163,83; 140 — 138,43; 114 — 113,03; 101,3 — 100,33; 88,5 — 87,88; 75,5 — 75,18 и так далее. То есть все типоразмеры сварных оцинкованных и неоцинкованных стальных труб для подачи воды и газа специально предусмотрены для нанесения на них трубных резьбовых витков. Следует заметить, что одной из форм выпуска данной разновидности трубной продукции являются изделия с уже нанесенной резьбой.
Трубную резьбовую насечку вполне можно наносить и на горячедеформированные бесшовные трубы из стали, сортамент которых регламентирован ГОСТ 8732-78. В отличие от шовных, имеющих 15 типовых размеров, их ассортимент намного шире и включает в себя на порядок большее количество изделий (около 150 типоразмеров). Их диаметры лежат в диапазоне от 20 до 550 мм и отличаются друг от друга не только на единицы, но и на десятые доли миллиметров.
К положительным качествам трубной резьбы следует отнести ее высокую степень герметичности — при использовании уплотнительных материалов из льноволокна и ФУМ-ленты они не прорезаются скругленными вершинами зубцов.
Рис. 3 Распространенные резьбовые профили
Статья по теме:
Отличие резьбы метрической от трубной и их параметры. На нашем сайте есть отдельная статья, где подробно описаны различия между метрической и трубной резьбой. Почитайте, возможно, будет также интересно.
Сферы применения
Так как трубную резьбу наносят на водогазопроводные трубы, то и сферы ее применения аналогичны областям использования этих трубопроводов, а именно:
В контурах систем отопления.
В трубопроводах подачи горячей и холодной воды.
В газоподающих магистралях на поверхности земли и внутри зданий.
Для монтажа стальных обсадных колонн скважин.
При сборке различных конструкций из труб, к примеру, в качестве сборной колонны из резьбовых штанг для шнекового, гидравлического бурения.
Понятно, что все фасонные элементы и фитинги для монтажа трубопроводов, а именно отводы, тройники, крестовины, переходники, муфты, ниппели, водорозетки и прочие тоже имеют трубную резьбу.
Также вся сантехническая резьбовая арматура, а именно шаровые и вентильные краны, смесители, клапаны, заглушки, воздухоотводчики, контрольно-измерительные приборы, реле, фильтры, гибкие и жесткие подводки и прочий ряд элементов оснащены трубной резьбовой насечкой.
Ее имеют и приборы, подключаемые в трубопровод — скважинные, колодезные, циркуляционные, повысительные электронасосы, компрессоры, опрессовщики, радиаторные теплообменники и элементы их обвязки, переходники с полимерных труб на металл.
Рис. 4 Профили цилиндрической по ГОСТ 6357-81 и конической по ГОСТ 6211-81 резьб
Параметры резьбы
Основными параметрами резьб для труб являются:
Шаг. Задается количеством витков, которые размещаются на расстоянии в 25,4 мм (1 дюйм). Если в обычной резьбе шагом считают расстояние между средними точками вершин или впадин соседних зубцов, то в трубной подсчитывают число шагов, которое на длине в 25,4 мм может быть 28, 19, 14, 11, 11 1/2 и 8.
Наружный, средний и внутренний диаметр резьбы. Для внешней (ниппели) и внутренней (муфты) резьб это соответственно расстояние по диагонали между вершинами, серединами гребней и впадинами между ними.
В технической документации указывается высота профиля, равная расстоянию между спроецированными до острого треугольника вершинами и впадинами, а также их радиус закругления. Аналогичный показатель — это рабочая высота, равная расстоянию между скругленными вершиной зубца и впадиной.
Угол профиля — показывает угловой размер вершины зубца в градусах, для трубного профиля общепринятый показатель принимают равным 55°.
Ход — расстояние между любой точкой на поверхности резьбовой насечки до ее проекции при повороте детали на 360°.
Для конических резьб дополнительно устанавливается угол конуса в градусах и конусность.
Трубная резьба размеры и виды
Существует несколько разновидностей трубных резьб, некоторые из них регламентированы отечественными государственными стандартами, другие, встречающиеся в зарубежном оборудовании, соотносятся с американскими стандартами.
Рис. 5 Трубная резьба размеры таблица по ГОСТ 6357-81
Цилиндрическая трубная резьба с углом профиля 55°
Трубная цилиндрическая резьба с треугольным профилем описана в ГОСТ 6357-81. В документе приведены ее типоразмеры в миллиметрах и дюймах от 1/16” (7,723 мм) до 6” (163,830 мм), а также соответствующее своим наружным диаметрам длины шагов, равные 0,907, 1,337, 1,814 и 2,309 мм. Помимо этого, указаны средние и внутренние диаметры, высота профиля в исходном треугольнике и ее рабочий показатель, а также радиусы закруглений.
В стандарте регламентирована длина резьбовой насечки для двух классов точности А и В. Длина резьб может быть нормальной N и длинной L. Значения длин напрямую связаны с трубными диаметрами. Для класса N крайние показатели 4 — 12 и 13 — 40 мм, соответственно для L эти значения границ диапазона — выше 12 и свыше 40 мм.
Коническая с профилем 55°
Размерные параметры и допуски трубной конической резьбы регламентированы ГОСТ 6211-81. По всем основным показаниям, а именно наружному диаметру от 1/16” до 6”, его среднему и внутреннему значению, длине четырех типоразмеров шагов ее характеристики полностью совпадают с цилиндрической. Для конусной резьбы установлены угол конуса, равный 3°34’48», и конусность 1:16.
Так как основные размеры и форма профиля трубной цилиндрической и конической резьб совпадают, допускается соединение деталей с внутренней цилиндрической и наружной конической резьбовыми насечками.
Рис. 6 Типоразмеры конической резьбы по ГОСТ 6211-81
Цилиндрическая с углом конуса 60°
Трубная цилиндрическая резьба с вершиной треугольника в 60° не регламентирована отечественными госстандартами, в зарубежной технической документации она обозначается как NPSM (national pipe straight mechanical). Ее параметры задаются американскими стандартами ANSI/ASME. Отличительные особенности NPSM-резьб:
угол профиля 60°;
размеры от 1/16” до 12”;
число ниток на дюйм: 27, 18, 14, 11 1/2, 8 в зависимости от трубного диаметра.
Рис. 7 Размерные параметры NPSM с профилем 60°
Коническая с профилем 60°
Профиль и размеры данного вида конической резьбы регламентируется ГОСТ 6111-52, ее отличительные особенности:
размеры: от 1/16” до 2”;
число ниток в 1 дюйме (25,4 мм) длины и шаг: в зависимости от размера 27 (0,941 мм), 18 (1,411 мм), 14 (1,814 мм), 11 1/2 (2,209 мм).
угловой размер конуса и конусность: соответственно равны 3°34′48″ и соотношению 1:16.
Данному типу соответствует дюймовая NPT-резьба (national pipe taper), регламентированная американскими стандартами ANSI/ASME. В отличие от отечественных нормативов, они распространяются на диаметры до 12”, при этом у всех типоразмеров свыше 2” число ниток равно 8.
Рис. 8 Размерные параметры конической 60° резьбы по ГОСТ 6111-52
Условные обозначения
Приведенным выше госстандартом ГОСТ 6357-81 установлены следующие обозначения трубных дюймовых резьб:
наименование: литера G для цилиндрических и R (обозначение по ГОСТ 6211) для конусных;
размеры в дюймах;
обозначение направления резьбовой нити, левое дополняют литерами LH;
класс точности: А или В;
длина свинчивания в миллиметрах.
Пример G 1 1/4 LH — А – 36.
Условное обозначение конусных видов по ГОСТ 6111-52 включает в себя их название (литера К) и типоразмер в дюймах, к примеру: К 1 1/4.
Рис. 9 Параметры конической 60° NPT-резьбы
Нарезка трубной резьбы своими руками
В промышленной сфере резьбовую насечку получают методами нарезания лезвиями, резцами, накатывания роликами, выдавливания прессами с шаблонами, вырезания абразивными кругами, химическим или электрохимическим вытравливанием.
Понятно, что все перечисленные технологии неприемлемы для использования в бытовых условиях, и единственным эффективным методом нарезания резьб остается использование плашек и метчиков.
В настоящее время для нарезки резьбы на трубах в бытовых условиях широко используют клуппы — ручные или механические приспособления со сменными резьбонарезными головками. По принципу действия они напоминают плашки советских времен, в которых оправку с резьбовой головкой поворачивали двумя ручками.
Современный ручной клупп имеет одну мощную рукоятку с трещоткой, прикрепленную к отправке, и оснащается комплектом сменных головок. Их стандартные дюймовые типоразмеры 1/4”, 3/8”, 1 2”, 3/4”, 1”, 1 1/4”.
Рис. 10 Ручные клуппы и их комплектация
Статья по теме:
Как работает клупп трубный – виды, область применения, производители, цены. Возможно, будет интересно также почитать про трубные клуппы, какие виды бываю, как работают, популярные модели и рекомендации специалистов.
Технически процесс получения резьбовой насечки при помощи ручного клуппа состоит из следующей последовательности операций:
Фиксируют трубный отрезок в тисках или прижимают его к какой-либо поверхности на стене или полу, подкладывая под деталь твердый предмет.
Снимают наружную фаску на торце трубы, используя болгарку с кругом по металлу, наждачную бумагу, напильник.
Готовят к работе клупп, вставляя в него головку нужного диаметра.
Покрывают машинным маслом или иной жидкой смазкой участок трубы в зоне проведения работ, а также резаки. Чтобы исключить налипание стружки во время проведения работ, лучше использовать для этих целей специальный спрей.
Приступают к нарезке, прижимая головку клуппа к торцу и стараясь выдержать строго перпендикулярное положение инструмента относительно оси обрабатываемой детали.
Медленно вращают головку, совмещая поступательное и возвратное движения, направление вращения задают переключателем на трещотке.
Периодически извлекают инструмент и очищают его резцы и трубную оболочку от образовавшейся стружки.
По окончании работ чистят и разбирают инструмент, проверяют качество нити накручиванием на нее подходящих фасонных деталей (муфт).
Рис. 11 Основные операции по нанесению резьбовой насечки ручным клуппом
Резьба трубная цилиндрическая находит широкое применение и является основным видом при резьбовых соединениях трубопроводных магистралей, подключения к ним арматуры и различного типа оборудования. Если рядовой потребитель собирает металлический трубопровод или конструкцию из труб для каких-либо целей без сваривания, у него имеется возможность приобрести готовые водогазопроводные трубы с уже нарезанной резьбой или нанести аналогичную резьбовую насечку самостоятельно при помощи клуппа.
Основы трубной резьбы | GL Huyett
Написано GL Huyett Отдел маркетинга 22.02.2021 с 0 комментариями
Ниже приводится подробное руководство по резьбе и ее конструкции. Наше руководство по резьбе подробно объясняет: как читать описание резьбы, разницу между конической и цилиндрической резьбой, распространенные формы резьбы и многое другое. Мы надеемся, что эта информация поможет вам выбрать лучшую пресс-масленку для вашего применения.
Обозначение
Фитинг h2644 классифицируется как резьба 1/8″‑27 PTF Special Extra Short. Это описание можно разбить на три отдельных сегмента, чтобы лучше понять его компоненты: размер резьбы, шаг резьбы и серию резьбы.
Понимание описания резьбы позволит вам выбрать наилучший пресс-масленку для вашего применения
Коническая или параллельная
Коническая резьба начинается на хвостовике и сужается к концу фитинга и входит в конические или параллельные резьбовые отверстия
Параллельная резьба прямая от хвостовика до конца фитинга. Параллельная резьба сопрягается с параллельными резьбовыми отверстиями и садится на буртик, как винт, обеспечивая постоянную высоту установки.
Self-Seal в сравнении с герметиком
Самоуплотняющаяся трубная резьба предназначена для герметизации герметичных соединений без использования герметика.
И наоборот, резьба параллельного типа требует использования герметика для создания герметичного уплотнения. Герметик действует как связующее вещество между основным материалом и самой деталью.
К сожалению, обозначения размеров трубной резьбы не имеют никакого отношения к размеру детали из-за того, как в начале 20-го века определялись размеры труб. Используйте приведенную ниже диаграмму для справки и см. остальную часть этого блога для получения дополнительных пояснений.
Из-за разных размеров браузеров изображение ниже может не соответствовать вашему размеру. Проверьте измерение диаметра, чтобы убедиться в этом.
Условия резьбы
Усечение — Материал, удаленный из теоретического треугольника V-образной резьбы формы резьбы.
Гребень — Высшая точка резьбы напротив корня.
Корень — Нижняя точка нити, противоположная гребню.
Боковая часть — Часть резьбы, соединяющая основание и вершину резьбы.
Угол — Угол между соседними сторонами резьбы.
Шаг резьбы
При описании шага резьбы в имперских и британских стандартах указывается число резьб на дюйм. Метрические стандарты определяют шаг резьбы в миллиметрах.
Количество витков на дюйм — количество полных витков резьбы на фитинге ровно в один дюйм.
Метрический — расстояние от одной нити до другой, измеренное от соответствующих точек.
Обозначение дюймовой резьбы
(Количество резьб на дюйм)
Чтобы вычислить шаг резьбы дюймового (или британского) фитинга, возьмите количество витков резьбы на 1 дюйм и разделите 1 на это число.
Пример: Обозначение резьбы 1/8″‑27 означает 27 витков резьбы на один дюйм.
1 разделить на 27, получится 0,037 дюйма
Метрическая резьба
(грубая и мелкая)
Шаг резьбы на метрическом фитинге указан в описании.
Например, фитинг M8 X 1,0 имеет резьбу шаг 1,0 мм
Число резьб на дюйм не относится к метрическим фитингам
Это исчерпывающее руководство по резьбе и ее конструкции. Если у вас возникнут дополнительные вопросы, свяжитесь с нашей командой инженеров по адресу [email protected]
СТАНДАРТ SAE
Резьба SAE‑LT — это обычная коническая резьба, которая в основном используется в пресс-масленках. Эта форма резьбы является модификацией стандартной резьбы 1/4″-28 UNF и предназначена для ввинчивания в параллельное отверстие 1/4″-28 UNF-3B с максимальным внутренним диаметром 0,215″ при минимальной высоте резьбы 75%.
Резьба SAE‑LT часто называется «конической резьбой».
SAE‑LT
Общество автомобильных инженеров
Коническая резьба
Самоуплотняющийся
1/4″‑28 SAE‑LT — наиболее распространенный размер резьбы в автомобильной промышленности. Эти фитинги также используются в промышленных машинах и многих других стандартных устройствах.
Формование резьбы по SAE
Общество автомобильных инженеров
Коническая резьба
Самоуплотняющийся
Резьба для накатывания резьбы имеет больший угол резьбы и закалена, что позволяет устанавливать ее в ненарезанное отверстие без деформации. Стандартные фитинги SAE-LT и PTF можно использовать для замены резьбового фитинга.
АМЕРИКАНСКИЙ СТАНДАРТ
Резьба по Американскому стандарту была принята Американской ассоциацией стандартов (ASA) в 1921 году. В отличие от многих других размеров резьбы, размеры резьбы по Американскому стандарту сбивают с толку тем фактом, что обозначение резьбы основано на номинальных размерах труб и не относится к в любом физическом измерении. Например, фитинг 1/4″-18 NPTF не имеет внутреннего или внешнего диаметра 1/4″. Это связано с тем, что в первые дни производства трубы (которые измерялись по внутреннему диаметру) делались намного толще, чем сегодня, в результате чего трубы диаметром 1/4 дюйма больше не имеют диаметра 1/4 дюйма. Физические размеры внешней резьбы остались без изменений и сохранили свои старые обозначения резьбы 1/4 дюйма. Эти резьбы обозначаются номинальным внутренним размером трубы, за которым следует номер резьбы, т. е. 1/4 дюйма-18. ПОЛНАЯ РЕЗЬБА
НПТФ А.К.А. PTF
Трубная резьба американского стандарта
Коническая резьба
Самоуплотняющийся
Эти резьбовые соединения для сухого уплотнения специально разработаны для создания герметичного уплотнения без использования резьбового герметика. Уплотнение создается за счет контроля усечения на гребне и впадине резьбы формы NPT, чтобы обеспечить посадку с натягом, перекрывая путь и предотвращая спиральную утечку. Ниже приведены четыре основных варианта резьбы NPTF.
NPT
Трубная резьба по американскому стандарту
Коническая резьба
Рекомендуется резьбовой герметик
Резьба
National Pipe предназначена для ввинчивания друг в друга. В большинстве случаев при сборке не будет помех между основанием и вершиной резьбы.
Примечание. Не все резьбы по американскому стандарту имеют нормальную трубную резьбу.
NPSM
Трубная резьба по американскому стандарту
Параллельная резьба
Рекомендуется резьбовой герметик
Хотя прямая (параллельная) механическая резьба National Pipe не является резьбой типа «сухое уплотнение», она обеспечивает герметичность в сочетании с фитингом с наружной резьбой NPTF.
ВАРИАНТЫ ПРОФИЛЯ РЕЗЬБЫ NPTF
PTF-SAE Короткая: Идентична резьбе NPTF, но длина резьбы уменьшена за счет исключения одной полной резьбы с малого конца наружной резьбы или большого конца внутренней резьбы. — МИНУС 1 РЕЗЬБА
PTF-Special Short: Идентично PTF-SAE с короткой резьбой, но с одним витком, удаленным с большого конца наружной резьбы или малого конца внутренней резьбы. — РЕЗЬБА МИНУС 1
PTF-Special Extra Short: Идентичен короткой резьбе PTF-SAE, но с двумя витками, удаленными с большого конца наружной резьбы или малого конца внутренней резьбы. — MINUS 1 РЕЗЬБА
UNIFIED NATIONAL
В 1949 г. Американский национальный стандарт (ANS) устарел и был заменен унифицированным национальным стандартом (UNS) с целью повышения взаимозаменяемости американских, канадских и британских резьб. Были предприняты все усилия для того, чтобы резьба, изготовленная в соответствии с новым стандартом UNS, соответствовала резьбе, изготовленной в соответствии с устаревшим стандартом ANS. Производителям было дано указание обновить все существующие чертежи, чтобы они соответствовали новому стандарту. Обычно все еще можно увидеть ссылки на типы потоков ANS. Эти резьбы обозначаются диаметром резьбы, за которым следует номер резьбы, т.е. 1/4″-28.
ВАРИАНТЫ ПРОФИЛЯ РЕЗЬБЫ NPTF
UNS: Унифицированная национальная резьба специального диаметра представляет собой зонтичную форму резьбы, которая охватывает те формы резьбы, которые существовали в соответствии со стандартом ANS, но не подпадают ни под одну другую категорию.
Коническая резьба «NS»: Коническая резьба NS представляет собой уникальную тонкую резьбу, разработанную специально для пневматических систем подачи смазки.
UNF
Унифицированная национальная мелкая резьба
Параллельная резьба
Рекомендуется резьбовой герметик
Резьба
Unified National Fine представляет собой распространенный тип механической резьбы, используемый в США для винтов и болтов.
UNEF
Unified National Extra Fine Thread
Параллельная резьба
Рекомендуется резьбовой герметик
Резьба
Unified National Extra Fine представляет собой распространенный тип механической резьбы, аналогичный UNF, но с меньшим числом нитей.
UNC
Унифицированная национальная грубая резьба
Параллельная резьба
Рекомендуется резьбовой герметик
Unified National Coarse thread — это обычная механическая грубая резьба.
ЗАРУБЕЖНЫЙ СТАНДАРТ
Многие стандарты на резьбу существуют за пределами США. Наиболее распространенные из них подробно описаны ниже. Метрическая резьба обозначается буквой M (для стандартной резьбы) или S (для резьбы, формирующей резьбу), которые предшествуют делительному диаметру, за которым следует шаг резьбы (мм), т. е. M8x1,5 или S6x1,0. Традиционно, если шаг резьбы не указан, считается, что он равен 1,0. Британская резьба обозначается номинальным внутренним размером трубы, за которым следует шаг резьбы (tpi), т.е. 1/4″-29..
ВАРИАНТЫ ПРОФИЛЯ РЕЗЬБЫ BRITISH
BSPT: Трубная коническая резьба Британского стандарта представляет собой коническую наружную резьбу формы Уитворта. Женские резьбы обычно параллельны.
BSF: Британский стандарт Мелкая резьба представляет собой параллельную резьбу формы Витворта.
BSPP/BSPF: Трубная параллельная резьба Британского стандарта или Трубная крепежная резьба Британского стандарта имеет крупную резьбу в форме Витворта с параллельным профилем резьбы.
Немецкий: То, что часто называют немецкими нитями, на самом деле является немецким обозначением британских грубых нитей.
Метрическая система ISO
Трубная резьба иностранного стандарта
Коническая резьба
Рекомендуется резьбовой герметик
Метрическая резьба ISO
была одним из первых международных стандартов, согласованных при создании Международной организации по стандартизации в 1947 году.
Метрическая резьба накатная
Трубная резьба по иностранным стандартам
Коническая резьба
Самоуплотняющийся
Метрическая резьба для накатывания резьбы работает аналогично американским резьбонарезным версиям, но метрическая резьба имеет гораздо более широкий угол резьбы 105°.
Британский А.К.А. Whitworth
Трубная резьба иностранного стандарта
Коническая резьба
Рекомендуется резьбовой герметик
Резьба
British, также известная как резьба Whitworth, включает в себя несколько различных вариантов, включая мелкую, крупную и трубную резьбу.
Коническая трубная резьба и фитинги: выполнение соединения
NPT, National Pipe Taper (American) и BSPT (Британский стандарт Pipe Taper) являются стандартами конической трубной резьбы. Наружная и внутренняя конические трубные резьбы заклинивают друг друга, но для полностью герметичного соединения требуется герметик. Герметики заполняют любые пустоты между витками резьбы, которые могут перемещаться по спирали резьбы.
Труба и труба не одно и то же Труба и труба представляют собой полые конструкции, предназначенные для обеспечения пути для потока жидкостей или газов. Основное различие между трубой и трубой заключается в том, что стенки трубы толще и жестче. Трубка никогда не имеет резьбы , потому что ее стенки слишком тонкие. Стенки трубы достаточно прочны, чтобы выдерживать нарезанную или формованную резьбу. Резьбовая труба может обеспечить газо- или жидкостно-непроницаемые соединения, обладающие механической прочностью.
Трубная резьба Существует множество национальных и международных стандартов на трубную резьбу. Они различаются в зависимости от предполагаемого использования, например, резьбы для садовых шлангов и резьбы для пожарных шлангов. За «стандартными» размерами труб и формами резьбы также стоят исторические разработки. Примерами этого являются различия между американскими и британскими нитями. Единицы измерения тоже играют роль.
Как установить Фитинги с пластиковой резьбой
Две основные категории трубной резьбы
• Цилиндрическая или прямая трубная резьба
• Коническая трубная резьба
Ознакомьтесь с набором фитингов ISM с металлической резьбой , и фитингов с пластиковой резьбой . В них приведены примеры наиболее распространенных типов трубной резьбы.
Коническая трубная резьба Трубопроводы и фитинги в основном используются для транспортировки жидкостей и газов. Из-за этого они должны иметь резьбовые соединения, герметичные для газа или жидкости. Коническая резьба способствует лучшему уплотнению. Наружная и внутренняя нити сжимаются и заклинивают друг друга. В результате эти соединения становятся более прочными и устойчивыми к утечкам.
Два наиболее распространенных стандарта для конической трубной резьбы
NPT Американский национальный стандарт конической трубной резьбы
Коническая трубная резьба Британского стандарта BSPT
Трубная резьба NPT является наиболее распространенной конической трубной резьбой, используемой в США и Канаде, и несовместима с трубной резьбой BSPT.
Почему трубные резьбы NPT и BSPT несовместимы
Угол резьбы или внутренний угол
Резьба NPT имеет угол 60 градусов
Резьба
BSPT имеет угол 55 градусов
Форма резьбы
Резьба NPT со сглаженными вершинами и впадинами
Резьба BSPT имеет закругленные вершины и впадины
Шаг резьбы (TPI, витков на дюйм)
Каждый размер трубной резьбы NPT и BSPT имеет определенное количество витков на дюйм
Некоторые распространенные сокращения для американских типов конической трубной резьбы
NPT Коническая трубная резьба National
FPT, FNPT, NPT(F)* Внутренняя или внутренняя коническая трубная резьба
MPT, MNPT, NPT(M) Наружная или наружная коническая трубная резьба
*Это не NPTF. NPTF расшифровывается как National Pipe Taper Fuel. Его также называют конической трубной резьбой американского национального стандарта Dryseal. Конструкция НПТФ обеспечивает герметичность соединений без использования герметиков.
Имеются параллельные и конические трубные резьбы для всех стандартов труб. NPS, National Pipe Straight, является американским стандартом для цилиндрической или прямой трубной резьбы. Для герметизации резьбовых соединений NPS требуются прокладки или уплотнительные кольца.
Модульные обратные клапаны
Мы подняли подпружиненные обратные клапаны на совершенно новый уровень. Смешивайте и подбирайте дюймовые и метрические соединения. Посмотреть видео.
Герметик и коническая трубная резьба Коническая трубная резьба требует герметика для герметичности соединений. Он заполняет любые пустоты между двумя нитями, которые могут вызвать спиральную утечку. Они также выполняют функцию смазки между наружной и внутренней резьбой. Сборка деталей и труб из разнородных материалов требует особой осторожности. Это связано с тем, что герметики облегчают чрезмерное затягивание фитингов. Чрезмерная затяжка фитингов может привести к повреждению и утечкам.
Загрузить руководство по установке фитингов с пластиковой конической резьбой ISM >>
Заключение Понимание конической трубной резьбы облегчает выбор наилучшего компонента, особенно фитингов для конических труб. Детали с подходящей резьбой всегда работают лучше, потому что подходящая резьба механически прочнее и создает более газонепроницаемые и непроницаемые для жидкостей уплотнения.
Какие проблемы возникали у вас при переходе от одного стандарта конической трубной резьбы к другому при поиске компонентов для вашего приложения? Помогите нам, рассказывая другим о том, что вы узнали.
Есть вопросы о конической или прямой трубной резьбе, используемой в компонентах управления потоком? Если да, пришлите мне письмо по адресу steven.[email protected]. Вы также можете задавать вопросы, используя раздел комментариев ниже.
Дополнительные сведения
Национальный стандарт NPT Коническая трубная резьба Таблица размеров от Engineers Edge1
NPS Номинальный размер трубы (Северная Америка) из Википедии
BSPT Британский стандарт размеров и размеров трубной конической резьбы от AMES, Advanced Mechanical Engineering Solutions
Труба Британского стандарта BSP из Википедии
Об авторе Стивен С. Уильямс, бакалавр наук, технический писатель и специалист по входящему маркетингу в Industrial Specialties Manufacturing (ISM), поставщике миниатюрных пневматических, вакуумных и жидкостных схем по стандарту ISO 9001-2015 для OEM-производителей и дистрибьюторов по всему миру.
Крепление мауэрлата к армопоясу, установка шпилек, гидроизоляции, соединение мауэрлата и многое другое
Главная
Дом
Крепление мауэрлата к армопоясу
Бывают 2 типа мауэрлата:
Перед креплением мауэрлата к армопоясу, нужно понимать что существует 2 типа крыш: 1 — Тип: это тот мауэрлат который не принимает на себя распорные нагрузки от стропил, как правило делается в том случае если крыша меньше 150м2 (как делается крепление мауэрлата можете посмотреть в следующей инструкцией) 2 — Тип: мауэрлат который принимает на себя распорные нагрузки, делается если крыша дома более 150м2, вот именно данному типу и посвящена данная инструкция. Вы должны понимать, что будут ли на вашей кровле распорные нагрузки или нет, это зависит от узлов соединения стропил к мауэрлату и к коньку. Если Ваша кровля более 150м2 то крепления стропил нужно сделать так чтобы они передавали распорные нагрузки, как это сделать Вы можете посмотреть в нашей инструкции на данную тему. Далее мы Вам объясним как правильно произвести крепление мауэрлата к армопоясу, какое расстояние должно быть между шпильками, узлы соединения и многое другое.
1 Этап: крепления мауэрлата к армопоясу (смотрите 3D модель)
Соединять мауэрлат с армопоясом рекомендуем с помощью шпилек за ранее установленных в армопояс (диаметр шпилек 16мм, шаг шпилек от 600-800мм), также можно соединить и с помощью анкеров, но первый вариант намного лучше. Здесь мы вам показали полное устройства армопояса под мауэрлат, далее переходим на следующею инструкцию: установка мауэрлата.
2 Этап: определяем какой толщины должен быть мауэрлат
Мауэрлат должен выдерживать нагрузку от всей кровли передаваемый стропилами, образую при этом единый жесткий каркас (как правильно его рассчитать смотрите в другой инструкции)
3й Этап: узлы соединения мауэрлата (смотрите 3D модель)
На этом этапе нам необходимо соединить мауэрлат в единую раму. Для этого мы: 1 — Соединение мауэрлата в длину методом косого прируба. Делаем разметку на мауэрлате, к примеру его размеры 150мм х 150мм — Отметка 1 под углом уступ — 0,15H*150=23мм. — Отметка 2 — 2H= 2*150=300мм и соединяем 2 уступа линией после чего делаем выборку по нашим разметкам. Со вторым брусом делаем тоже самое семерично (более подробно смотрите на 3D модели выше). Далее соединяем их одной шпилькой если она 16мм если шпилька 12 мм то можно и 2мя, также можно соединить гвоздями, их тут будет 5. 2 — Соединения на углах методом врубкой в пол дерева — Отметка 1 по высоте 05H*150=75мм — Отметка 2 по длине бруса 1H=150мм На втором брусе делаем все семерично и производим выборку Соединяем шпилькой – это будет шарнирное соединение Соединение 4 или 5ю гвоздями – это будет жесткое соединение (более подробно смотрите на 3D модели выше). С помощью такого соединения мауэрлата у Вас получится единая рама, которая будет принимать распорные нагрузки. 3 — Закрепляем мауэрлат к армопоясу с помощью шайбы и гайки.
Подведем итог:
Если Ваша кровля больше 150м2 то крепление стропил нужно делать так чтобы они передавали распорные нагрузки и исходя из этого необходимо чтобы у Вас был армапояс, после чего производим крепления мауэрлата к армопоясу, так чтобы получилась единая жесткая рама. Более подробно можете посмотреть на 3D модели.
Газобетонные блоки считаются востребованными материалами для возведения теплых, недорогих и комфортных строений. Они являются разновидностью ячеистых бетонов, к которым так же относится газосиликат и пеноблок. Процесс кладки данных блоков считается простым и быстрым, поэтому получить готовую коробку дома не составит труда. При этом заблаговременно следует определиться, как будет осуществляться крепление мауэрлата к газобетону. Грамотно проведенная работа обеспечит долгий срок службы конструкции, а также крыша будет легко справляться с многочисленными воздействиями атмосферы.
Важно! Обычно осуществляется крепление мауэрлата к газобетону без армопояса, поэтому выбираются какие-либо подходящие для работы крепежи.
Определение нагрузки
Перед укладкой мауэрлата следует определиться с нагрузками. Обычно он изготавливается из древесины или металла. Часто он делается из того же материала, который применяется для создания стропил. Он непременно прочно и надежно фиксируется к стенам строения, после чего к нему прикрепляются стропила, обрешетка и кровельное покрытие. Это позволяет получить единую качественную стропильную систему.
В точках, где стропила опираются на мауэрлат, обеспечивается передача нагрузки, которая далее преобразуется и перераспределяется по всем стенам дома.
Важно! Газобетон считается специфическим материалом, не выдерживающим точечные нагрузки, поэтому с течением времени быстро разрушается, поэтому в регионах, где высока сейсмическая активность, желательно пользоваться технологией, предполагающей формирование армированного пояса.
Перед тем, как крепить мауэрлат к газобетону, рекомендуется произвести расчеты, позволяющие определить нагрузки на этот элемент. Если они являются невысокими, то допускается не пользоваться армопоясом. Если же они высоки, то рекомендуется потратить время и средства для его формирования, чтобы обеспечить надежность и долговечность конструкции.
Во время данных расчетов должны учитываться факторы:
площадь самого строения;
конфигурация дома;
материал и тип кровельного покрытия;
размеры стропил и иные параметры;
климатические условия конкретного региона, где осуществляется строительство здания;
наличие мансардного помещения;
вид конструкции крыши, так как она может быть двускатная или шатровая, сферическая или какая-либо другая, причем каждый вид обладает своим весом и особенностями.
Наиболее часто осуществляется строительство обычной двускатной крыши.
Из чего делается мауэрлат?
Первоначально следует определиться, из каких материалов будут делаться основные элементы крыши. Для формирования мауэрлата обычно используются материалы:
Деревянный брус. Его сечение может быть разным, причем оптимальным считается пользоваться лиственницей. Монтаж бруса осуществляется равномерно по всем стенам дома, причем в местах стыков крепление мауэрлата к стене из газобетона выполняется с помощью прямого замка или гвоздей, обладающих большими размерами.
Швеллер. Он представлен профилем из металла, обладающим п-образным сечением. Перед тем, как выполнять его укладку, следует убедиться, что на все поверхности нанесено специальное покрытие, гарантирующее прекрасную защиту материала от процесса коррозии.
Двутавр. Является обычным профилем, имеющим н-образное сечение.
Важно! Для строения из газобетона оптимальным считается использование мауэрлата, сделанного из деревянного бруса.
Основные методы фиксации
Крепление мауэрлата к газобетону может осуществляться разными способами. Для этого выбираются те или иные виды крепежных элементов.
Важно! Желательно устройство конструкции делать таким образом, чтобы мауэрлат находился на расстоянии не меньше 5 см от наружной части стены, поэтому крепление непосредственно на стенах считается затруднительным.
Как закрепить мауэрлат к газобетону без армопояса? Для этого можно пользоваться разными методиками, предполагающими применение разнообразных крепежей.
1. Использование химических анкеров
Они специально предназначены для того, чтобы надежно закреплять разные элементы на газобетонных стенах. Они представлены в нескольких видах, каждый из которых сделан на основе из полимеров.
Важно! Химические анкера в отличие от механических крепежей не способствует напряжению распирания, а это особенно актуально для крепления мауэрлата по краям строения.
Основа из полимеров обеспечивает надежное связывание двух материалов. Кроме применения таких химических анкеров требуется пользоваться гвоздями или болтами, а также нередко используются винты. Для усиления углов, эффективными считаются скобы или пластины.
Принцип использования химических анкеров, позволяющих надежно установить мауэрлат на газобетоне, заключается в том, что масса из синтетических элементов надежно внедряется непосредственно в поры газобетона, что обеспечивает надежность соединения блоков с мауэрлатом, представленным брусом или металлическим стержнем.
Сам процесс применения этих крепежей делится на этапы:
подготавливается специальное отверстие для заливки химического состава;
в него заливается смесь до упора;
вставляется стержень из металла;
прикрепляется мауэрлат;
как только масса застынет, обеспечится надежное соединение элементов.
Считается, что такой метод крепления более надежен по сравнению с использованием механических крепежей. Служит фиксация больше 50 лет, причем наиболее оптимально пользоваться такими химическими анкерами в углах дома, а при этом отсутствует вероятность откола этой части.
Важно! Не допускается в местах крепления осуществлять сварочные работы, так как это приведет к разрушению полимера, поэтому он потеряет свою прочность.
2. Применение специальных шпилек
Этот вариант считается оптимальным для небольшого строения и легкой крыши. Не допускаются серьезные нагрузки на места крепления. Обычно применяется способ, если нет возможности для создания армопояса.
Важно! Специалисты считают этот метод не слишком эффективным, но отсутствуют случаи, когда разрушалась бы конструкция.
Сам процесс крепления делится на этапы:
сверлом делаются отверстия в газоблоке, причем расстояние между ними должно быть примерно 1 м;
вставляются шпильки, после чего они заделываются с использованием безусадочного раствора, а также допускается пользоваться цементным молочком;
создается гидроизоляционный слой, укладываемый непосредственно на стены из газобетона, причем обычно для этого используется рубероид;
укладывается мауэрлат на газобетон;
он затягивается специальными гайками, причем процедура выполняется через резьбу имеющейся шайбы;
после окончания монтажа надо воспользоваться специальными скобами для стягивания;
сверху можно сделать стропильную систему.
Такое соединение не считается слишком надежным, поэтому обычно используется для небольших строений и при небольших нагрузках на кровлю.
3. Правила применения проволоки
Данный метод считается достаточно востребованным и простым. Пользоваться проволокой надо на непосредственном этапе возведения строения. Она непосредственно вмуровывается в дом. Сам процесс ее использования делится на этапы:
во время кладки стен за 2 ряда до самого верха надо продеть между газобетонными блоками проволоку из стали;
предварительно проволока скручивается в несколько слоев;
концы элементов выпускаются;
середина проволоки закладывается в стены;
проволока должна обладать такой длиной, чтобы ее концы легко проходили через мауэрлат, а также, чтобы имелась возможность скрутить их;
количество проволоки определяется в зависимости от числа устанавливаемых стропил.
Данный метод считается достаточно простым и быстро реализуемым. Не требуется тратить много средств, но подходит этот вариант исключительно для небольших строений и простых видов крыш.
4. Применение армопояса и шпилек
Наиболее надежной фиксация мауэрлата будет при использовании армированного пояса. Он предотвращает возможную деформацию стен, а также придает всему дому высокой жесткости. За счет него все нагрузки перераспределяются равномерно.
Армопояс представлен специальной конструкцией из железобетона. Она проходит по всем стенам строения. Армированный пояс формируется последовательными действиями:
по периметру дома создается опалубка, причем обычно используется съемная конструкция;
укладывается внутрь нее арматура;
устанавливаются специальные шпильки для надежной фиксации опалубки;
После выполненных работ фиксируется мауэрлат на шпильки.
Таким образом, для фиксации мауэрлата к стенам, сформированным из газобетонных блоков, могут применяться различные крепежные элементы. Каждый способ обладает своими особенностями, причем для большинства из них не требуется пользоваться армированным поясом. Эти методы гарантируют надежную посадку мауэрлата, его крепление к стенам и эффективную фиксацию самого кровельного покрытия. Все нагрузки при этом будут распределяться по стенам строения. Специалисты уверяют, что при возведении стен из точечных материалов, таких как пеноблоки или газоблоки, лучше всего пользоваться армопоясом, хотя отсутствуют случаи разрушения домов при использовании вышеуказанных методов. Поэтому для стандартных домов с легкой кровлей они являются идеальным выбором.
Кожаный доспех Spartacus Gladiator Kidney Belt
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
3806 продаж |
5 из 5 звезд
€196,23
Загрузка
Мало на складе
Включены местные налоги (где применимо) плюс стоимость доставки
Продается быстро! Осталось всего 4, и у 1 человека в корзине.
Исследуйте связанные категории и поиски
Внесен в список 13 октября 2022 г.
725 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Как сделать мауэрлат для двускатной крыши Своими руками
Стропильная система двускатной крыши практически всегда имеет достаточно большой вес. И поэтому он строится на прочном фундаменте, называемом мауэрлатом. Можно, конечно, собрать такую конструкцию своими руками. Однако в этом случае обязательно соблюдение определенных технологий.
Мауэрлат
При эксплуатации здания мауэрлат не только равномерно распределяет вес кровли по периметру здания, но и противодействует парусным нагрузкам, возникающим от большой площади скатов. И конечно же собирать такую конструкцию следует только из самых прочных и качественных пиломатериалов.
Какой брус выбрать
При покупке бруса для мауэрлата обязательно стоит обратить внимание на такие параметры как:
степень просушки материала;
породы дерева;
раздел.
Использовать для сборки основания каркаса крыши, разумеется, допускается только хорошо просушенный материал. Влажность приобретаемого под мауэрлат бруса не должна превышать 12-15%. В этом случае пиломатериал перед началом сборки такой конструкции также следует дополнительно просушить в течение нескольких недель.
Считается, что для мауэрлата наиболее подходит брус из очень плотной и прочной древесины. Это может быть, например, дуб или лиственница. Очень часто для сборки таких конструкций также используют березу или пиломатериалы других лиственных пород.
Брус из сосны или, например, ели, для монтажа мауэрлатов применяется редко. Такие материалы применяются в основном только при возведении фундаментов крыш домов небольшой площади в спокойных районах. В этом случае сечение бруска для сборки мауэрлата немного увеличивается.
Расчет пиломатериалов
Количество брусьев, необходимых для устройства основания крыши, рассчитывается с учетом длины стен. То есть просто используют обычную формулу расчета периметра:
P = 2 (a + b), где
а — длина короткой стены здания, а b — длинной. Длина стандартных материалов, реализуемых лесопильными заводами, составляет 6 м. То есть для изготовления мауэрлата здания площадью, например, 6х4 м вам, скорее всего, потребуется 4 бруса, 8х8 м – 6 брусьев и т. д. При расчете необходимого количества брусьев следует учитывать ширину также учитываются наросты швов.
Помимо количества пиломатериалов, необходимых для сборки двускатной крыши мауэрлата своими руками, необходимо, конечно, заранее определиться с их сечением. По стандартам для двускатных крыш предполагается использовать брус не менее 10х10 см. Однако чаще всего для сборки основы каркаса крыши дома все же берут более толстые и надежные пиломатериалы.
Мауэрлат загородных малоэтажных домов обычно собирают из лиственного бруса сечением 100х150 мм. При этом размеры хвойных пиломатериалов увеличены до 150х150 мм.
Для устройства тяжелых крыш под мауэрлат также можно использовать более толстый, а значит, и прочный брус. Однако в любом случае при выборе пиломатериалов для сборки основания крыши следует учитывать, что такую конструкцию следует устанавливать не ближе 6 см от внешнего края стены.
Два способа установки
Мауэрлат укладывается под двускатной крышей, в зависимости от типа ее стропильной системы, либо только на две противоположные стены, либо по всему периметру коробки. При этом такую конструкцию можно монтировать как на армопояс, так и непосредственно на верх самих стен.
Первый способ монтажа применяется для тех зданий, коробка которых возведена из достаточно хрупких материалов, не выдерживающих серьезных распорных и вертикальных нагрузок. Например, армопояс необходимо заливать под мауэрлат на пено- и газобетонные стены. При возведении крыш кирпичных и бетонных домов основание стропильной системы в большинстве случаев крепится непосредственно к коробке.
Основные способы крепления
Чтобы собрать максимально надежную крышу дома, крепить мауэрлат к стенам, конечно, нужно максимально надежно. Существует несколько способов крепления основания стропильной системы:
с помощью анкерных болтов;
с помощью проволоки;
с помощью арматурных стержней;
с помощью скоб.
Крепление анкерными болтами
Первая технология крепления мауэрлата под двускатной крышей обычно применяется при возведении крыш домов из бетона или пенобетона. В этом случае анкеры засыпаются в толщу стены или армопояса уже на этапе их возведения.
В самом брусе при использовании данной технологии сверлятся отверстия под крепеж. Через них в процессе монтажа пиломатериал надевается на болты, залитые в бетон. Далее через прокладку на стержни крепежа просто накручиваются гайки.
Крепление стержнями
С помощью анкеров можно очень надежно закрепить мауэрлат на стенах. Однако стоят такие крепления, к сожалению, достаточно дорого. Поэтому владельцы загородных домов при возведении стропильных систем иногда используют другую технологию закрепления их основания.
В этом случае:
брус уложен на стену;
В нем сверлят
сквозных отверстия с углублением в бетон на 20 см;
брус снят со стены;
В отверстия в бетоне кувалдой забивают стержни
на всю глубину.
На заключительном этапе при использовании данной методики поверх стержней кладется брусок. Далее концы последних просто загибаются таким образом, чтобы мауэрлат был максимально плотно прижат к стене.
Крепление с помощью проволоки
По этой технологии мауэрлат чаще всего крепят на кирпичные стены. В этом случае для крепления основания кровли используется проволока толщиной 4-6 мм, скрученная в несколько раз.
Такой крепёжный материал укладывается в кирпичную кладку на расстоянии 4-х рядов вниз от уровня мауэрлата. После установки планки в последующем, концы проволоки просто накручиваются на нее.
Применение скоб
Этот способ обычно используется при креплении мауэрлата к стенам только очень небольших конструкций с легкой кровлей. Как и проволоку, скобы сначала заделывают в кладку на уровне 4-5 рядов. Затем в мауэрлат забивается остальная свободная часть.
Иногда скобы также можно использовать при кладке фундаментов крыш больших домов. Но в таких случаях их обычно используют только одновременно с толстой проволокой.
Как правильно построить мауэрлат вдоль
Как уже было сказано, мастерские в большинстве случаев продают брус 6000 мм. Длина стен загородных домов часто превышает этот параметр. Следовательно, при укладке мауэрлата брус в большинстве случаев приходится стыковать по его длине. Конечно, эту процедуру тоже нужно соблюдать правильно.
Чаще всего мауэрлат загородного дома надстраивается по методу «полдерева». При этом сборку самого основания кровли производят таким образом, чтобы стыки соседних балок располагались над залитыми в бетон анкерными болтами или проложенной в кладке проволокой.
Точно по такой же технологии при монтаже мауэрлатов своими руками соединяются пиломатериалы и в углах. При возведении больших или тяжелых крыш брус в местах стыков дополнительно скрепляют гвоздями или металлическими пластинами.
Монтаж пошагово
Итак, существует три основных способа крепления мауэрлата к стене. Но как правильно и в какой последовательности производить монтаж этого важного конструктивного элемента стропильной системы дома?
Мауэрлат устанавливается на стены возводимого здания следующим образом:
верх стены очищается от пыли и грязи;
при необходимости в опалубку заливается армопояс;
два слоя рубероида приклеиваются к верху стены на битумной мастике;
брус укладывается на стену и фиксируется выбранным способом.
Последний брус на стене перед установкой обрезается до необходимой длины. Армопояс под мауэрлат заливается по следующей технологии:
по краям верха стены, с отступом 10-15 см вниз, опалубка крепится болтами через доски;
стена опалубки со стороны помещения заложена пенопластом;
внутри пресс-формы установлен армирующий каркас;
В оставшееся пространство заливается бетонный раствор
Bosch Skil Dremel 1608857755 — Фрезы HSS V 6-14 мм
Доставка по Украине
150 грн
Купить
220 Wolt
Набор фрез Dremel по дереву (10 шт)
Доставка по Украине
591 грн
Купить
KRAFTEX — инструмент созданный творить
Борфрезы шарошки по дереву для дрели, сталь разные формы набор, 5 шт
На складе в г. Ровно
Доставка по Украине
220 грн
Купить
Saga Market
Набор фрез 6шт, Dremel
Доставка из г. Кривой Рог
165 грн
Купить
Электро Радио Груп — 1-й магазин электрики и радиоэлектроники
Набор фрез 10шт фреза насадка бур бор сверло гравер патрон цанга Dremel
На складе
Доставка по Украине
183 грн/комплект
Купить
Интернет-магазин SeMMarket
Набор фрез 6шт фреза насадка бур бор сверло гравер патрон цанга Dremel
На складе
Доставка по Украине
109 грн/комплект
Купить
Интернет-магазин SeMMarket
Набір алмазних бор — фрез 20 шт для гравер, шлімашина ( Dremel )
Доставка по Украине
414 грн
Купить
Интернет магазин полезных товаров «BorodaShop»
Набор фрез по дереву, металлу, стеклу, тестирование насадок для дремеля в работе, квадратные отверстия с помощью dremel
Переодически докупаю всякие расходные матерьялы для своей бормашинки, аля дремель.
Недавно приехал набор из десяти фрез по металлу, пластику и пр.
На странице продавца написано:
Собственно, много писать про эти фрезы не буду.
Подтверждаю, что
— общая длина фрезы колеблется от 42 до 50 мм;
— длина хвостовика 37 мм;
— диаметр хвостовика 3 мм;
— диаметр самих фрез в самой толстой части 6 мм.
Фрезы упакованы в отличную пластиковую коробку, довольно жесткую и надежно закрывающуюся.
У продавца куча фотографий каждой фрезы, они полностью соответствуют действительности.
Меня, как наверное и многих, больше интересует как эти фрезы в деле. Все фрезы идеально изготовлены, в том плане, что никакого биения в дремеле не наблюдается.
На данный момент у меня не нашлось настоящей работы для инструмента, поэтому я взял разные матерьялы и попробовал работать фрезами. Результат работы видно на фотографиях.
Насечки на рабочей поверхности довольно крупные, так что «отгрызают» заметные куски от детали. Хочу сказать, что в связи с этим, работы очень желательно проводить зажав деталь в тиски, а сам дремель крепко держать в руках. Если этого не делать, то иногда фреза цепляется за край обрабатываемой детали, и инструмент пытается вырваться из рук. Кроме того, что это грозит травмой, вы можете испортить изготавливаемую деталь и даже согнуть фрезу в районе хвостовика (все-таки 3 мм не так и много, а хвостовики, как правило, не закаляют).
Рабочими являются не только боковая, но и торцевая поверхности каждой фрезы. Насечки сделаны таким образом, что резать фреза может при вращении только в одну сторону (по часовой стрелке).
Тонкий алюминий (1 мм). Режется легко и гладко. Если «не прыгать» по поверхности, то место реза не имеет каких-либо заусенец и не требует после обработки напильником. Ради интереса прорезал небольшое прямоугольное отверстие, канавку и снял алюминий по плоскости. К сожалению, тисков у меня нет, поэтому все получилось не очень ровным.
Толстое оргстекло (7 мм). Акрил тоже прекрасно обрабатывается. Как всегда, сделал небольшое углубление с торца и «просверлил» отверстие с помощью конусообразной фрезы. Если будете резать оргстекло или другой пластик, обратите внимание, что при резке он сильно греется, и фреза может «вплавиться» в пластик. Особенно вязким является акрил. Если его обрабатывать неаккуратно (особенно при сверлении или расширении отверстий), то фреза наверняка застрянет в нем.
Фотографий по дереву не сделал, но с помощью фрезы хорошо отшлифовал торцевую часть топорища из бука.
Из стали нашел дома только магнит от жесткого диска. Сам магнит резать смысла нет, он довольно хрупкий, а вот основание на котором он закреплен можно попробовать. фреза прекрасно справилась с заданием, оставив углубление в торце детали.
Конечно, было бы намного интересней посмотреть на фрезы через какое-то время использования. Но в ближайшее время никакой интересной работы для них у меня не найдется (покупались на всякий случай, вдруг пригодятся).
Продавец обещает, что фрезы изготовлены из карбида вольфрама.
Карбид вольфрама
Это самый твердый бинарный карбид, практически не уступающий алмазу. Его считают самым твердым металлом на Земле: он в 5 раз тверже стали, в 10 раз тверже каратного золота и в 4 раза – титана. По шкале Мооса он занимает 9-ю строчку (10-ка принадлежит алмазу)
Проверить данное утверждение я, конечно, не могу. Однако, все фотографии, которые я привел выше были сделаны уже после испытаний и никаких следов износа на режущей части не заметно. На хвостовиках видно, где они зажимались. Иногда фреза застревала в обрабатываемом матерьяле и проворачивалась в цанговом зажиме.
Итог: мне очень понравились фрезы. Выполнены качественно, отлично режут металл, пластик и дерево.
Кто будет заказывать, обратите внимание, что в продаже существуют аналогичные фрезы, но предназначенные только для обработки дерева. Они несколько дешевле, но выполнены из другого матерьяла.
Как начать резку
Вы заметили, что в доме есть вещи, которые нужно починить? Если вы хотите вырезать отверстия в гипсокартоне или сделать ящик для цветов, режущие инструменты Dremel помогут вам в этом. В нашем удобном руководстве для начинающих по стрижке мы познакомим вас с основами. От выбора правильных аксессуаров и насадок до умения ими пользоваться — вы быстро улучшите свой дом.
1 5
Выберите подходящие режущие принадлежности
Существует множество различных аксессуаров для стрижки. Чтобы вы начали, вот некоторые из лучших типов для повседневного использования.
Отрезные круги
Для резки различных материалов, от дерева и пластика до металла и фарфора. Особенно подходит для прямых и тонких пропилов. Например, чтобы резать как твердую, так и мягкую древесину, используйте отрезной круг по дереву.
Спиральные насадки
Отлично подходят для работы с деталями и криволинейной резки, они могут резать все, от дерева до стекловолокна. Тонкая спиральная насадка может проникнуть в небольшие пространства.
2 5
Нужна дополнительная помощь? Вложения могут помочь.
Вложения — это то, что поможет вашему проекту работать более плавно. Выбор насадки зависит от проекта и типа материала, который вы режете. Многоцелевой набор для резки — идеальный вариант для повторяющихся разрезов. Многоцелевой набор для резки плитки обеспечивает такую же надежность, когда речь идет об удобной резке настенной плитки. Тогда есть линейный и круговой резак, который делает идеальные отверстия и прямые линии. Наконец, если вы режете незакрепленный объект, не забывайте о значении зажима. Попробуйте Multi-Vise: стационарные тиски, автономный зажим и держатель инструмента в одном.
3 5
Соблюдайте меры предосторожности
Теперь, когда у вас есть нужные режущие инструменты и работа, которую необходимо выполнить, вам, вероятно, не терпится приступить к работе. Но прежде чем вы это сделаете, пришло время кратко рассказать о безопасности. Защищайте руки перчатками, желательно кожаными; они не только защищают от случайных порезов и осколков, но и более устойчивы к износу. Очки и пылезащитная маска также необходимы. Вы же не хотите дышать крошечными стеклянными или металлическими осколками (или подносить их к глазам).
4 5
Держите инструмент обеими руками
Когда дело доходит до резки, лучше всего позволить инструменту сделать всю работу. Слишком сильное давление, и вы рискуете повредить рабочую поверхность. Слишком мало, и ваш инструмент может «прыгать», что приведет к неровной линии или отверстию. Легче всего использовать двуручный хват при резке. Знакомство с рукояткой также дает вам уверенность, необходимую для обращения с режущими инструментами.
Что приводит нас к еще одному важному совету: методом проб и ошибок. Единственный способ узнать, что работает для вас, — это попробовать это на себе! Вы будете удивлены работой по благоустройству дома в кратчайшие сроки.
5 5
Смягчить края
Если вы режете такие поверхности, как дерево, пластик или мягкий металл, вам нужно потратить немного времени на уборку. Во-первых, вам нужно заменить режущий диск на шлифовальный аксессуар. Для дерева переключитесь на шлифовальную ленту и отшлифуйте края, чтобы удалить выступающие части. Шлифовка помогает улучшить форму, но если вы хотите добиться мягких краев, вам понадобится EZ SpeedClic: финишный абразивный круг. Это смягчит острые края на металле, стекле, дереве и пластике. Теперь, когда вы обрезали и сгладили края, вы готовы поднять свои навыки по благоустройству дома на новый уровень.
Фрезы типа Dremel | Режущие боры | Высокоскоростные фрезы
Переключить навигацию
Поиск
Меню
Счет
Высокоскоростные фрезы и фрезы
используются с ручными вращающимися инструментами. Фрезы используются для придания формы, выдалбливания, проточки канавок, прорези, выполнения конических отверстий. Фрезы используются для фрезерования, инкрустации, пазов в древесине и других мягких материалах. На древесину наносят декоративную кромку и используют для изготовления миниатюрной лепнины. Используйте фрезы со сверлильным станком или вращающимся инструментом с насадкой для фрезерования.
Наши фрезы из быстрорежущей стали изготовлены с использованием комбинации боров из высококачественной быстрорежущей стали, на которые нанесено прочное покрытие из нитрида титана (TiN) золотого цвета . Газообразный нитрид титана, изготовленный методом вакуумного испарения при сильном нагреве, прилипает к режущей поверхности. Любой материал, который в настоящее время успешно режется борами из быстрорежущей стали без покрытия, теперь можно резать гораздо эффективнее, защищая и продлевая срок службы инструмента. Идеально подходит для мягких металлов, пластика и дерева. Хвостовики 1/8 дюйма . Работает с Dremel.
Наши твердосплавные фрезы служат до В 20 раз дольше, чем стальные фрезы . Идеально подходят для обработки закаленной стали, чугуна, цветных металлов и других твердых материалов. 1 / 8-дюймовые хвостовики . Работает с Дремелем.
Наши фрезы из быстрорежущей стали изготавливаются с использованием комбинации боров из высококачественной быстрорежущей стали, на которые нанесено прочное покрытие из нитрида титана (TiN) золотистого цвета . Газообразный нитрид титана, изготовленный методом вакуумного испарения при сильном нагреве, прилипает к режущей поверхности. Любой материал, который в настоящее время успешно режется борфрезами из быстрорежущей стали без покрытия, теперь можно резать гораздо эффективнее, защищая и продлевая срок службы инструмента. Идеально подходит для дерева и других мягких материалов. Хвостовики 1/8 дюйма . Работает с Dremel.
Все наши высокоскоростные фрезы и фрезеры доступны как в отдельных упаковках, так и в удобных наборах. Все отдельные штуцеры прочесаны, а все наборы упакованы в удобные компактные контейнеры, идеально подходящие для хранения инструментов.
*Dremel® является зарегистрированным товарным знаком Robert Bosch Tool Corp.
Сортировать по
Должность наименование товара Цена Размер Товар Количество в упаковке Установить нисходящее направление
Посмотреть как Сетка
Список
36 шт.
Страница
Вы сейчас читаете страницу 1
Страница 2
Страница 3
Страница Следующий
Показывать
12 20 32
на страницу
Сортировать по
Должность наименование товара Цена Размер Товар Количество в упаковке Установить нисходящее направление
Рамный дюбель. Назначение, конструкция, правила монтажа
Фиксация различных объектов к основаниям из разных материалов существенно отличается. В частности, процедура забивания гвоздей в шлакобетон обречена на неудачу. Если же говорить о тяжелом бетоне, то обычный метиз в него просто не войдет. Поэтому для монтажа различных компонентов строительных конструкций специалисты разработали различающийся по функционалу крепеж. Но рамный металлический дюбель, по общему мнению экспертов, работающих в данной сфере, характеризуется наибольшей универсальность. Помимо всего прочего – это еще одна причина его высокой популярности.
Конструкция и принцип работы
В конструкцию дюбеля металлического рамного (его еще называют так: анкер рамный) входят следующие элементы:
несущий винт, на конце которого расположена шляпка со шлицами;
конусообразная гайка;
распорная втулка. На ее теле выполнены продольные прорези;
Принцип действия анкера рамного достаточно прост: после установки его в монтажное отверстие закручивается винт. В ходе этого процесса расположенная на его конце конусообразная гайка постепенно поднимается вверх по виткам резьбы. Передвигаясь, она оказывает давление на нижнюю грань распорной втулки, из-за чего ее прорези расширяются и образуют своего рода лепестки. Именно они, внедряясь в материал основания, обеспечивают надежную фиксацию в установочной базе всего метиза.
Из особенностей конструкции дюбеля рамного стоит выделить исполнение его шляпки. Во-первых, она рассчитана под крестообразную отвертку. Шлицы такой формы:
обеспечивают значительно больший крутящий момент;
не позволяют инструменту легко выскользнуть из шляпки, как это часто бывает при работе с головкой с одним шлицем, когда винт закручивается с усилием,
Во-вторых, конусообразная форма шляпки обеспечивает ее заглубление в отверстие «впотай». Это следует учитывать при сверлении монтажного гнезда.
Еще одной особенностью конструкции анкера рамного является количество распорных зон. По этому критерию такой крепеж бывает нескольких видов. В частности:
однораспорный дюбель. Нашел наиболее широкое применение. Надежно фиксируется в полнотелом нещелевом кирпиче, неячеистом бетоне, то есть в сплошном и достаточно тяжелом материале;
анкера рамные, имеющие 2 распорные зоны. Конечно, их можно устанавливать в тех же материалах. Однако реальная область применения данных крепежных деталей шире. Это еще газобетон, одна из разновидностей пористого стройматериала – ячеистый/легкий бетон, а также кирпич с внутренними пустотами. Длина рабочей части такого дюбеля больше, чем у изделия предыдущего варианта исполнения. Кроме того, он формирует 2 области расклинивания. Такое конструктивное решение обеспечивает надежное крепление за счет того, что если один из участков расклинится в существующей в материале полости, то второй все-таки внедрится в монтажное основание.
Технические характеристики
На сегодня наиболее востребованным является рамный дюбель с диаметром разжимной втулки, равным 8 мм. Но при необходимости обеспечения более надежного уровня фиксации в ход идут подобные крепежные детали с диаметром резьбового стержня 10 мм.
Важную роль в этом аспекте играет также длина дюбеля рамного. На рынке стройматериалов присутствуют такие изделия с самыми разными значениями этого показателя в диапазоне от 72 мм до 172 мм и даже больше. Значимыми являются также другие их параметры.
В первой таблице представлены численные значения отображенных на чертеже характеристик дюбелей рамных с диаметром 8 миллиметров.
Параметр
8×172
8×152
8×132
8×112
8×92
8×72
К
3,0
А
12,85 – 13,2
L1
172,0
152,0
132,0
112,0
92,0
72,0
L
188
168,0
148,0
128,0
108,0
88,0
D1
7,6 – 7,9
D2
M4
D
7,6 – 7,9
Единица измерения – миллиметры.
Диаметр отверстия под дюбель – 8 мм.
Во второй таблице указаны данные рамных анкеров с диаметром 10 миллиметров.
Параметр
10×202
10×182
10×152
10×132
10×112
10×92
10×72
К
3,0
Р
12,85 – 13,2
L1
202,9
182,0
152,0
132,0
112,0
92,0
72,0
L
218,0
198,0
168,0
148,0
128,0
108,0
88,0
D1
9,7 – 9,9
D2
M6
D
9,6 – 9,9
Единица измерения – миллиметры.
Монтаж
На долговечность и надежность сопряжения элементов конструкции с установочной базой, созданного при помощи дюбеля рамного, оказывает влияние правильность выполнения его монтажа. Прежде всего, нужно подготовить такие инструменты:
дрель или перфоратор. С помощью такого устройства будет проделываться отверстие для установки дюбеля рамного;
сверло или бур. Его диаметр должен быть таким же, как и у распорной гильзы;
отвертка с крестообразным наконечником. Будет использована для вкручивания винта в конусообразную распорную гайку;
молоток. Понадобится для вбивания дюбеля в ранее подготовленное гнездо.
Последовательность этапов монтажа рамного анкера сквозным методом выглядит так:
сначала нужно проделать отверстие одновременно в объекте, подлежащем крепежу, и в основании. Затем в обязательном порядке созданное гнездо очищается с помощью, например, насоса от образовавшихся в ходе сверления/бурения частиц материала установочной базы;
потом дюбель рамный в сборе вставляется в отверстие прикрепляемого предмета, а после этого в шпур, созданный в монтажном основании. Необходимо добиться, чтобы видна осталась только верхняя грань гильзы и головка винта. Если от руки сделать это не получится, можно вбить крепежную деталь до упора легкими ударами молотка;
на третьем этапе крепление затягивается с необходимым моментом затяжки. Узнать численное значение этого параметра можно из сопроводительных документов на приобретенный рамный дюбель;
завершающий – четвертый – этап предусматривает придание эстетической привлекательности созданному креплению. Для этого нужно будет закрыть поверхность винта со шлицами декоративной крышкой.
Советы по выбору
При выборе дюбеля рамного следует принимать во внимание не только размерные характеристики объекта, подлежащего креплению. В этом аспекте важное значение имеют также иные параметры. Сложность выбору добавляет наличие на отечественном рынке продукции, отличающейся весьма низким качеством. Чтобы не столкнуться с ситуацией, когда купленный рамный анкер не устроит по некоторым показателям, ориентироваться необходимо на ниже перечисленные факторы.
Производство этих деталей ведется, преимущественно, из стали углеродистой конструкционной либо из цветного цинксодержащего сплава латунь. Если выбор остановлен на рамном дюбеле, изготовленном из сырья первого вида, нужно выяснить, имеется ли на его поверхности защитное антикоррозионное покрытие. В отношении латунных болтов необходимо помнить, что этот цветной сплав обладает меньшей по сравнению со сталью прочностью. Поэтому с помощью таких крепежных деталей монтируют не слишком тяжелые и менее ответственные объекты.
Выбор размерных характеристик анкера рамного (диаметр резьбового стержня и длина) определяется весом предполагаемого к фиксации объекта. Здесь зависимость прямо пропорциональная. То есть, чем масса прикрепляемого предмета больше, тем длинней и толще должен быть резьбовой стержень.
Особое внимание следует уделять качеству производства распорной гильзы. Требования к изготовлению рамных дюбелей в этом плане довольно жесткие. Толщина стенок распорной муфты должна быть равной или большей 0,8 мм. Иначе надежность крепления будет невысокой.
Заключение
Как собирается анкер рамный, а также пример его монтажа с озвучиванием нюансов этого процесса, представлен ниже. Запуск ролика осуществляется так: нужно навести курсор компьютерной мышки на ниже размещенное изображение, а далее действовать в соответствии с появившейся подсказкой.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
Рамные дюбели своё название получили благодаря тому, что широко применяются при установке рамных конструкций металлопластиковых дверей и окон (Рис. 1).
Рис. 1
Иногда их еще называют фасадными дюбелями. Их отличительная особенность – удлинённая нераспорная часть (Рис. 2).
Рис. 2
Как правило, рамные дюбели устанавливаются по технологии сквозного монтажа (Рис.3).
Рис. 3
Часто комплектуются специальным шурупом. В зависимости от задачи имеют манжеты разной формы. Распорная часть в большинстве случаев аналогична (Рис. 4).
Рис. 4
Следует отметить несколько неординарных технических решений установки рамных дюбелей в сложные основания.
Удлиненные дюбели KAT N хорошо устанавливаются в пористых и пустотелых материалах (Рис. 5).
Рис. 5
Уникальная конструкция дюбелей FUR делает их универсальными для всех материалов оснований. Она заключается во встречной раздвижной гребенки в теле дюбеля, которая расширяется в полостях и сжимается в сплошном плотном материале (Рис. 6).
Рис. 6
Специализированный фасадный дюбель MGD предназначен для установки петли-шурупа MGV, который используется для возведения строительных лесов (Рис. 7).
Рис. 7
По признаку «увеличенная длина» к рамным дюбелям принято относить анкер MMS, который является безусловным лидером при установке рам пластиковых окон. Анкер состоит из стальной втулки, винта со шлицом PZ3 и конусной распорной гайки (Рис. 8).
Рис. 8
Устанавливается методом сквозного монтажа. Конструктивно выполнен таким образом, что расклинивание и фиксация анкера происходит сначала в бетонном основании, а затем в прикрепляемом материале (Рис. 9а и б).
Рис. 9а
Рис. 9б
К рамным элементам должен быть отнесён рамный шуруп или, как его еще называют, анкер-шуруп. Он устанавливается в предварительно подготовленное отверстие, как обычный шуруп или саморез. Головки: потайная; цилиндрическая (Рис.10).
Рис. 10
В таблице ниже приводятся сведения о применимости рамных дюбелей для разных оснований.
Дюбели рамные
Тип дюбеля
Компания
Материал основания
Бетон
Натур. камень
Полнотелый кирпич
Силикатный полнотелый кирпич
Пемзобетон. полнотелый кирпич
Газобетон (пористый бетон)
Полнотел. гипсовые плиты
Кирпич с вертикал. пустотами
Силикатн.
кирпич с пустотами
Пустотел. блок
Фиброцем. плита
Гипсокарт.
плита
Древесно-стружечная
плита
Метал. профиль
дюбель PDG UK
Европартнер
++
++
++
+
дюбель PDG LK
Европартнер
++
++
++
+
дюбель КАТ TORX
Европартнер
++
++
++
++
дюбель КАТ N TORX
Европартнер
++
++
++
++
дюбель КАТ HEX
Европартнер
++
++
++
++
дюбель КАТ N HEX
Европартнер
++
++
++
++
дюбель MNL
Mungo
++
++
++
++
++
++
++
дюбель МВR-S Psl
Mungo
++
++
++
++
дюбель МВR-S 6kt
Mungo
++
++
++
++
дюбель МВ-S Psl
Mungo
++
++
++
++
дюбель МВ-S 6kt
Mungo
++
++
++
++
дюбель S-H-R
Fischer
++
++
++
++
++
++
дюбель S-R
Fischer
++
++
++
++
++
+
++
+
+
+
дюбель FUR-F SS
Fischer
++
++
++
++
++
+
++
++
++
++
дюбель FUR- SS
Fischer
++
++
++
++
++
+
++
++
++
++
дюбель FUR- Т
Fischer
++
++
++
++
++
+
++
++
++
++
дюбель SXS
Fischer
++
++
++
++
++
++
++
дюбель SXS-F US
Fischer
++
++
++
++
++
++
++
дюбель MGD
++
++
++
++
++
++
анкер (ММS)
++
++
++
+
шуруп FFS
Fischer
++
++
++
++
++
++
++
++
шуруп FFSZ
Fischer
++
++
++
++
++
++
++
++
Понравился материал?
comments powered by HyperComments
Получайте свежие статьи на почту:
Wood Dowel Frame — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 55 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Slate Blue + Parawood Dowel Frame Accent Chair
Основной контент начинается здесь
1 из 10 изображений
Характеристики продукта
Полностью собранный
Доступно только в магазине
Примечание: изменение почтового индекса может повлиять на товары в вашей корзине. {{zipCodeErrorMessage}}
* Были предприняты все усилия, чтобы гарантировать цены и доступность продуктов, содержащихся на этом веб-сайте, однако в случае расхождений информация в магазине будет иметь приоритет.
Современные смартфоны становятся все более и более многоядерными, производительность увеличивается не по дням, а по часам. Производители соревнуются между собой, хвастаясь техпроцессом, по которому произведен чип. Чем дальше развивается индустрия смартфонов, тем чаще мы слышим про этот загадочный техпроцесс, который то и дело уменьшается. А еще про нанометры, в которых он измеряется. Что это такое, зачем производители его уменьшают? Как уменьшение техпроцесса отражается на долговечности чипов?
Рассказываем все, что нужно знать о техпроцессе и почему он постоянно уменьшается
Содержание
1 Что такое техпроцесс
2 В чем измеряется величина техпроцесса
3 На что влияет техпроцесс
4 Как нас обманывают производители смартфонов
5 Что такое деградация процессора
Что такое техпроцесс
Производство современных гаджетов основывается на полупроводниковой электронной технике. Для этого используются кристалл кремния — одного из самых распространенных элементов, встречающихся в природе. Этот материал стал важен после того для производства транзисторов, как из производства техники ушли громоздкие ламповые системы, занимающие много места. Процессоры, чипы памяти, контроллеры, различные датчики — для всего этого используется кремний, точнее, кремниевые кристаллы.
Техпроцесс сильно влияет на энергоэффективность устройств
Эта технология используется уже давно и постоянно совершенствуется: меняются только технологии создания чипов. Они уменьшаются и становятся более производительными и энергоэффективными.
Техпроцесс - это процедура изготовления процессоров, величина которая отражает разрешающую способность оборудования, применяемую при производстве чипов. Чем меньше величина техпроцесса, тем более точная и чувствительная техника для этого производства используется.
В чем измеряется величина техпроцесса
С каждым годом слово «нанометр» все чаще встречается в нашей жизни. Что это? Нанометр — это 10 в -9 степени метра, то есть, это одна миллиардная метра — настолько ничтожная величина. А теперь представьте, сколько кристаллов помещается на процессоре! Техпроцесс постоянно меняется. Это влияет на энергопотребление и энергоэффективность. Из-за уменьшения техпроцесса чипы становятся более производительными.
Нанометр будет сложновато увидеть невооруженным глазом
Например, чем ниже техпроцесс, тем более мощные чипы можно устанавливать даже в самые незамысловатые повседневные гаджеты: умные часы, Bluetooth-наушники. Именно поэтому устройства дольше не разряжаются (во всяком случае, пытаются). В ноутбуках и персональных компьютерах уменьшение техпроцесса помогает упростить систему охлаждения, делая их более компактными. Еще больше познавательных статей ищите в нашем Яндекс.Дзен!
На что влияет техпроцесс
При уменьшении техпроцесса производители получают возможность сделать производительный чип, не потеряв в быстродействии. Не стоит думать, что с уменьшением техпроцесса уменьшается и сам чип — на том же увеличивается количество размещенных ядер процессора — этому способствует более плотное расположение транзисторов по сравнению с предыдущим техпроцессом.
Техпроцесс производства Snapdragon невероятно изменился за 8 лет
Благодаря более энергоэффективным чипам смартфоны стали работать гораздо дольше. Постоянно увеличивать емкость аккумуляторов в смартфонах и планшетах тоже невозможно, поэтому производители работают над тем, чтобы внедрить самые последние техпроцессы в свои разработки. За последние годы разработка чипов улетела в другую галактику: Qualcomm Snapdragon 200, выпущенный в 2013 году, был изготовлен по 45-нанометровой технологии, а последний топовый Snapdragon 888 — уже по 5-нанометровому техпроцессу. Думаю, говорить о разнице в энергоэффективности таких чипов даже не стоит.
Почему умирают производители смартфонов?
Как нас обманывают производители смартфонов
К сожалению, иногда производители используют прогресс в корыстных целях. Точнее, в маркетинговых. Зачастую заявление об очередном уменьшении техпроцесса — настоящий обман. Так однажды техноблогер Roman Hartug провел собственное исследование, сравнив процессоры Intel и AMD. Выяснилось, что различия в архитектуре оказались минимальными и незначительными — 24-нанометровая технология процессора Intel и 22-нанометровая у AMD были схожи, а погрешность незначительна. Безумной разницы в разработках, о которых говорили производители, просто не может быть — это всё маркетинговые уловки, на которые идут компании ради красного словца.
Зачастую уменьшение техпроцесса — обычная маркетинговая уловка
Samsung не раз ловили на обмане пользователей: компания заявляла, что ее 8-нанометровая технология — это доработанная 10-нанометровая. Некоторые всё же стараются не использовать маркетинговые уловки. Например, производительность процессоров AMD Ryzen действительно является плодом упорной работы инженеров над архитектурой. Основной минус этой гонки техпроцессов — однажды производители упрутся в потолок возможностей, придется думать над дальнейшим совершенствованием продукции. Как это будет происходить — покажет лишь время.
Что такое деградация процессора
Убить процессор весьма сложно. Но этому способствует естественная деградация — процесс разрушения внутренних элементов. Под воздействием тока, протекающего через внутренние элементы, и высоких температур характеристики со временем ухудшаются. Проявляется это в частых ошибках, невозможности работы на прежних скоростях. Уменьшение техпроцесса играет в этом определенную роль: с уменьшением внутренней архитектуры увеличивается и плотность «упаковки» элементов, а также плотность электрического тока. Процесс деградации ускоряется при неправильном температурном режиме и повышенном напряжении. Заметили что-то неладное в своем смартфоне? Поможем советом в нашем Telegram-чате!
Стал чаще зависать смартфон? Возможно, в этом виновата деградация процессора
Деградация процессора — одна из причин, почему смартфоны и другие устройства начинают хуже работать спустя какое-то время. Если присматриваете устройство, но слишком много внимания уделяете цифрам техпроцесса, по которому изготовлен чип, задумайтесь о последствиях. Практика показывает, что чем новее техпроцесс, тем быстрее начинается деградация процессора.
Мы попытались объяснить простым языком нюансы техпроцесса. На самом деле он намного сложнее. Но уменьшение техпроцесса изготовления чипов — нормальное явление. Оно влияет на энергоэффективность и производительность. К сожалению, иногда мы становимся жертвами маркетинговых приемов, переплачивая за то, чего, по сути, нет. К тому же, у уменьшения техпроцесса есть свои минусы, например, более быстрая деградация процессора. В достижениях могут соревноваться производители, но нам, покупателям, пожалуй, в этом не стоит участвовать.
Что такое техпроцесс
Наверх
06.12.2021
Автор: Дмитрий Мухарев
1 звезда2 звезды3 звезды4 звезды5 звезд
Что такое техпроцесс: меньше — лучше?
5
5
1
1
Разбираемся в том, что такое техпроцесс, и почему меньше нанометров – это не всегда лучше.
Для многих пользователей главными характеристиками любого процессора до сих пор остаются количество используемых в нем ядер и его тактовая частота. Конечно, отчасти это правда, от них действительно зависит очень многое. Но помимо этого на производительность и энергоэффективность процессора напрямую влияет еще однин не менее важный параметр — технологический процесс.
Сегодня мы расскажем о том, что понимается под техпроцессом, и развеем несколько ошибочных мифов, связанных с этим понятием. Но для лучшего понимания ситуации стоит начать немного издалека.
Немного теории
Любой процессор состоит из множества транзисторов — переключателей, которые могут находиться в одном из двух положений — 1 и 0. Когда через транзистор проходит ток, на выходе мы имеем единицу, когда тока нет — ноль. Отсюда взялись и все низкоуровневые языки программирования, которые напрямую оперируют нулями и единицами.
В пятидесятых годах прошлого тысячелетия роль транзистора играла обычная вакуумная лампочка, из-за чего первые слабенькие компьютеры с несколькими тысячами транзисторов занимали собой целые комнаты. Революция произошла в начале 60-х годов, когда на свет появились первые полевые транзисторы.
Основа любого транзистора — кремний. На него наносятся два удаленных друг от друга слоя проводника — вход и выход. Поскольку проводники находятся на некотором расстоянии друг от друга, при подаче напряжения на вход на выходе по-прежнему остается «0» (нет тока). Для того, чтобы ток мог пройти от одного проводника к другому, на кремниевую подложку наносится еще один на сей раз изолированный проводник, назовем его затвор. Сам по себе затвор не сможет передать ток от входа транзистора на выход (помним, что он изолирован), но при подаче на него тока, вокруг затвора создается электрическое поле, позволяющего току течь от входа проводника на выход. В этом случае транзистор переходит в положение «1» (ток есть).
С каждым годом размеры транзисторов становились все меньше, а плотность их размещения на кристалле увеличивалась. Но по мере уменьшения размеров транзисторов наступил момент, когда затвор уже не мог блокировать ток от входа к выходу — электроны просто проходили через него. И именно в этот момент в сфере полупроводников произошла еще одна революция — место планарных или плоских транзисторов заняли трехмерные, у которых проводящий канал оказался приподнят над кремниевой подложкой. Из-за этого затвор оборачивает его уже с трех сторон, в результате чего он может лучше управлять током. Такая структура транзисторов получила название FinFET, и именно ее использование помогло производителям продолжить уменьшать размеры транзисторов и увеличивать плотность их размещения до когда-то небывалых значений.
Закон Мура и зачем уменьшать транзисторы
Еще в 1975 году основатель Intel Гордон Мур вывел одно эмпирическое наблюдение, получившее название закон Мура. Согласно ему, количество транзисторов на кристалле удваивается каждые 24 месяца. Но зачем вообще нужно увеличивать плотность размещения транзисторов и уменьшать их размеры?
Очевидно, что процессор с несколькими тысячами транзисторов намного слабее, вмещающего в себя 11 миллионов. Но помимо очевидного роста производительности, уменьшение размера транзистора улучшает и его энергоэффективность: чем меньше транзистор, тем меньший ток, требуется для его работы. Уменьшение же размеров затвора снижает время необходимое для переключения транзистора из одного состояния в другое — он начинает работать быстрее.
Что такое техпроцесс
Когда-то давно под техпроцессом понимался размер затвора транзистора, т.е. при 32-нм техпроцессе длина затвора равнялась тем самым 32 нм. Но именно с 32 нм производители перестали придерживаться этого правила, а само понятие техпроцесса во многом превратилось в маркетинговый ход.
Конечно, бытует мнение, что не все так плохо. К примеру, часто можно встретить утверждение, что после разделения понятий «длина затвора» и «техпроцесс», последний оказался напрямую привязан к уже упоминавшемуся нами закону Мура. Раз количество транзисторов на кристалле удваивается каждые два года, то размеры транзистора уменьшаются вдвое, т.е сторона такого транзистора уменьшается в 0,7 раза.
Это была, наверное, последняя попытка производителей хоть как-то упорядочить понятие техпроцесса. Сейчас же он действительно превратился в своеобразный маркетинговый ход, который не имеет ничего общего с реальными цифрами. Более того, 10-нм техпроцесс у одного производителя может кардинально отличаться от того, что под ним понимает другой чипмейкер.
К примеру, 10-нм техпроцесс TSMC использует транзисторы размерами 66х42 нм против 54х44 нм у аналогичного техпроцесса Intel. И, по сути, 10-нм техпроцесс Intel сопоставим с 7-нм у TSMC. Точнее, он сопоставим с ним по размерам транзисторов. Поэтому прогресс по количеству нанометров, по сути, можно рассматривать лишь внутри продукции одной компании.
В то же время, логика «чем меньше, тем лучше» также может стать ошибочной. Все дело в том, что при повышении плотности кристалла на текущем уровне технологий может увеличиваться его нагрев. Следствием этого становятся троттлинг и серьезное снижение производительности. Такие кристаллы хороши в спринте, но не очень подходят для марафонов, т.е. длительных нагрузок. Именно это в полной мере справедливо для таких платформ, как 4-нм Snapdragon 888 и 5-нм Samsung Exynos 2100. Они бесспорно намного производительнее предшественников на коротких дистанциях, но при продолжительной нагрузке преимущество этих SoC тает из-за сильного перегрева и троттлинга.
Выводы
Несмотря на то, что в последнее время понятия техпроцесс и нанометры превратились в маркетинг, они все еще позволяют оценить прогресс в рамках продукции одного производителя. Иными словами, в большинстве случаев чем меньший техпроцесс используется при производстве процессора, тем больше в нем транзисторов и тем больше его итоговая производительность.
Впрочем, важно понимать, что это в полной мере актуально лишь для максимальной производительности процессора, а скорость его работы на длинной дистанции зависит еще и от того, насколько удачна используемая в нем микроархитектура, не перегревается ли процессор, и не испытывает ли он проблемы с троттлингом.
Читайте также
Как выбрать процессор для игрового компьютера: 5 оптимальных CPU
Сила камня: рейтинг процессоров 2020 по производительности
Теги
техпроцесс
Автор
Дмитрий Мухарев
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
Реклама на CHIP Контакты
Process Technology
Пожалуйста, убедитесь, что Javascript включен для обеспечения доступности веб-сайтаProcess TechnologyПерейти к содержимому
Устранение неисправностей сложных машин и операций
Управление автоматизированными компьютерными системами управления
PTEC выпускники получают конкурентное преимущество по сравнению с другими кандидатами, ищущими высокооплачиваемую работу.
Запишитесь на информационный сеанс, чтобы узнать больше
Ускоренный путь к сертификату PTEC
Получите сертификат в течение не более 18 месяцев
Выпускники могут получать зарплату выше 100 000 долл. США в год.
Академический план для сертификата PTEC
Термин 1
PTEC — 7
PTEC — 10
PTEC — 12
PTEC —
. 15 (MATH)
0.
Срок 2
PTEC — 24 / PTEC — 27
PTEC — 25
PTEC — 35
CHEM — 6
Elective
Термин 3
PTEC — 44
PTEC — 45
PTEC — 48
PTEC — 60
. ELECTIVES 9.
.
.
.
.
.
. 9. 9. 9. 9
. 9
. 9. 9. 9. 9. 9. 9
.0034
Местные высокооплачиваемые рабочие места на производстве
Компании, нанимающие специалистов по эксплуатации с сертификатами PTEC, включают:
Нефтеперерабатывающие заводы, такие как Chevron, Marathon, ConocoPhillips
Химические компании, такие как: Dow, Corteva
Местные и региональные водные округа
Электростанции
Фармацевтические компании
Компании по производству продуктов питания, вина и пива
Передовые производственные отрасли
Некоторые работодатели, которые нанимают:
4 причины получить степень в области технологии процессов
4 причины получить степень в области технологии процессов
У студентов, которые хотят работать в области технологии процессов, есть много вариантов. Степень младшего специалиста по профессиональным исследованиям (AOS) в области технологических процессов предоставит вам больше возможностей для получения работы начального уровня в самых разных отраслях. Большинство рабочих мест доступны в четырех основных отраслях:
Производство
Очистка воды
Электростанции
Нефть и газ
Выпускники могут рассчитывать на то, что они начнут свою карьеру в качестве техников-технологов, а с опытом перейдут на должности помощников руководителей предприятий. Другие, которые со временем станут достаточно опытными, могут перейти на должность оператора завода. Следующие плюсы получения степени младшего специалиста по профессиональным исследованиям (AOS) в области технологических процессов должны предоставить достаточно информации, чтобы помочь вам с выбором карьеры.
Работники технологических процессов имеют стабильную карьеру
Четыре отрасли, упомянутые выше , являются важными в нашем деловом мире и экономике. Они существуют десятилетиями и предоставляют нам необходимые продукты и услуги, и они должны оставаться стабильными предприятиями.
В повседневной жизни мы зависим от промышленных товаров, таких как компьютеры, телефоны, автомобили, продукты питания, напитки и мебель.
Электричество питает американские дома, предприятия и электронные устройства. Разведка, переработка и доставка нефти и газа являются обязательными продуктами для поддержания работы наших автомобилей, домов и бизнеса.
В современной мировой экономике миллионы граждан США дорожат гарантиями занятости. Работать в стабильной отрасли — мечта каждого, и работа технологом — одна из таких желанных должностей.
Отрасли, в которых можно найти работу технологом
До сих пор мы упомянули четыре основные отрасли, которые движут нашей экономикой, но многие другие нуждаются в квалифицированных технологах, в том числе:
Химические вещества. Химические вещества, в том числе пластмассы, являются частью нашей повседневной жизни. Они нужны нам для телефонов, компьютеров, корпусов телевизоров, дверных звонков, красок и многого другого.
Фармацевтические препараты. Нам всем нужны безрецептурные и рецептурные лекарства.
Целлюлоза и бумага — древесная масса используется для мульчи, текстиля, бумаги для принтеров, блокнотов, этикеток, картона, конвертов и коробок.
Электроника – Что бы мы делали без электроники? Мы зависим от ноутбуков, телефонов, дверных звонков, автомобильных электрических систем, телевизоров и коммуникационного оборудования.
Солнечная энергия. Эта растущая отрасль обеспечивает возобновляемую и устойчивую энергию, которая является одним из решений нашего энергетического кризиса.
Всем этим отраслям и предприятиям нужны технологи и операторы для эффективной, результативной и безопасной эксплуатации своих систем.
«У студентов, которые хотят работать в сфере технологических процессов, есть много вариантов. Степень младшего специалиста по профессиональным исследованиям (AOS) в области технологических процессов предоставит вам больше возможностей для получения работы начального уровня в самых разных отраслях».
Бизнес и промышленность полагаются на технологические процессы
В качестве неотъемлемой части своей деятельности организации полагаются на технологические процессы для обработки и производства деталей, продуктов и услуг. Технические специалисты работают, тестируют, контролируют и составляют отчеты по многим различным типам технологических устройств и оборудования. Технологические процессы необходимы для производства автомобилей, на которых мы ездим, и телефонов, которые мы используем в повседневной жизни.
По мере того, как наша экономика восстанавливается после пандемии, мы увидим возрождение промышленных товаров для внутреннего и международного потребления. Компании ежегодно тратят миллиарды долларов на исследования и разработки, а также на покупку нового оборудования для повышения производительности.
Техники учатся эффективно управлять новым оборудованием, чтобы операции были эффективными и безопасными для сотрудников и потребителей. Бизнес и промышленность просто не могут существовать без новейших методов производства и процессов, которыми управляют технологи.
Доступны отличные программы для колледжей
Вам не нужно далеко ходить, чтобы найти квалифицированного младшего специалиста в области профессиональных исследований (AOS) по программе технологических процессов. В ITI Технический колледж , мы предлагаем отмеченную наградами программу, одобренную Североамериканским альянсом технологических процессов (NAPTA). Наша программа поможет вам подготовиться к работе начального уровня по специальности Технологии процессов .
Преподаватели, персонал и администрация в равной степени привержены успеху учащихся во всех программах колледжа.
После окончания учебы вы будете готовы работать с промышленными технологическими устройствами и оборудованием на начальной должности.
физические свойства, получение, применение, история :: ТОЧМЕХ
Физические свойства алюминия
Алюминий — мягкий, легкий, серебристо-белый металл с высокой тепло- и электропроводностью. Температура плавления 660°C.
По распространенности в земной коре алюминий занимает 3-е место после кислорода и кремния среди всех атомов и 1-е место — среди металлов.
К достоинствам алюминия и его сплавов следует отнести его малую плотность (2,7 г/см3), сравнительно высокие прочностные характеристики, хорошую тепло- и электропроводность, технологичность, высокую коррозионную стойкость. Совокупность этих свойств позволяет отнести алюминий к числу важнейших технических материалов.
Алюминий и его сплавы делятся по способу получения на деформируемые, подвергаемые обработке давлением и литейные, используемые в виде фасонного литья; по применению термической обработки — на термически не упрочняемые и термически упрочняемые, а также по системам легирования.
Получение
Впервые алюминий был получен Гансом Эрстедом в 1825 году. Современный метод получения разработали независимо друг от друга американец Чарльз Холл и француз Поль Эру. Он заключается в растворении оксида алюминия Al2O3 в расплаве криолита Na3AlF6 с последующим электролизом с использованием графитовых электродов. Такой метод получения требует больших затрат электроэнергии, и поэтому оказался востребован только в XX веке.
Применение
Алюминий широко применяется как конструкционный материал. Основные достоинства алюминия в этом качестве — легкость, податливость штамповке, коррозионная стойкость (на воздухе алюминий мгновенно покрывается прочной пленкой Al2O3, которая препятствует его дальнейшему окислению), высокая теплопроводность, неядовитость его соединений. В частности, эти свойства сделали алюминий чрезвычайно популярным при производстве кухонной посуды, алюминиевой фольги в пищевой промышленности и для упаковки.
Основной недостаток алюминия как конструкционного материала — малая прочность, поэтому его обычно сплавляют с небольшим количеством меди и магния (сплав называется дюралюминий).
Электропроводность алюминия сравнима с медью, при этом алюминий дешевле. Поэтому он широко применяется в электротехнике для изготовления проводов, их экранирования и даже в микроэлектронике при изготовлении проводников в чипах. Правда, у алюминия как электротехнического материала есть неприятное свойство — из-за прочной оксидной пленки его тяжело паять.
Благодаря комплексу свойств широко распространен в тепловом оборудовании.
Внедрение алюминиевых сплавов в строительстве уменьшает металлоемкость, повышает долговечность и надежность конструкций при эксплуатации их в экстремальных условиях (низкая температура, землетрясение и т.п.).
Алюминий находит широкое применение в различных видах транспорта. На современном этапе развития авиации алюминиевые сплавы являются основными конструкционными материалами в самолетостроении. Алюминий и сплавы на его основе находят все более широкое применение в судостроении. Из алюминиевых сплавов изготовляют корпусы судов, палубные надстройки, коммуникацию и различного рода судовое оборудование.
Идут исследования по разработке пенистого алюминия как особо прочного и легкого материала.
Драгоценный алюминий
В настоящее время алюминий является одним из самых популярных и нашедших широкое применение металлов. С самого момента открытия в середине XIX века его считали одним из ценнейших благодаря удивительным качествам: белый как серебро, легкий по весу и не подверженный воздействию окружающей среды. Стоимость его была выше цен на золото. Не удивительно, что в первую очередь алюминий нашел свое применение в создании ювелирных изделий и дорогих декоративных элементов.
В 1855 г. на Универсальной выставке в Париже алюминий был самой главной достопримечательностью. Изделия из алюминия располагались в витрине, соседствующей с бриллиантами французской короны. Постепенно зародилась определенная мода на алюминий. Его считали благородным малоизученным металлом, используемым исключительно для создания произведений искусства.
Наиболее часто алюминий использовали ювелиры. При помощи особой обработки поверхности ювелиры добивались наиболее светлого цвета металла, из-за чего его часто приравнивали к серебру. Но в сравнении с серебром, алюминий обладал более мягким блеском, чем обуславливалась еще большая любовь к нему ювелиров.
Так как химические и физические свойства алюминия сначала были слабо изучены, ювелиры сами изобретали новые техники его обработки. Алюминий технически легко обрабатывать, этот мягкий металл позволяет создавать отпечатки любых узоров, наносить рисунки и создавать желаемой формы изделия. Алюминий покрывался золотом, полировался и доводился до матовых оттенков.
Но со временем алюминий стал падать цене. Если в 1854-1856 годах стоимость одного килограмма алюминия составляла 3 тысячи старых франков, то в середине 1860-х годов за килограмм этого металла давали уже около ста старых франков. Впоследствии из-за низкой стоимости алюминий вышел из моды.
В настоящее время самые первые алюминиевые изделия представляют большую редкость. Большинство из них не пережило обесценивания металла и было заменено серебром, золотом и другими драгоценными металлами и сплавами. В последнее время вновь наблюдается повышенный интерес к алюминию у специалистов. Этот металл стал темой отдельной выставки , организованной в 2000 году Музеем Карнеги в Питсбурге. Во Франции расположен Институт истории алюминия, который в частности занимается исследованием первых ювелирных изделий из этого металла.
В Советском союзе из алюминия делали общепитовские приборы, чайники и т.д. И не только. Первый советский спутник был выполнен из алюминиевого сплава. Другой потребитель алюминия — электротехническая промышленность: из него делаются провода высоковольтных линий передач, обмотки моторов и трансформаторов, кабели, цоколи ламп, конденсаторы и многие другие изделия. Кроме того, порошок алюминия применяют во взрывчатых веществах и твердом топливе для ракет, используя его свойство быстро воспламеняться: если бы алюминий не покрывался тончайшей оксидной пленкой, то мог бы вспыхивать на воздухе.
Последнее изобретение — пеноалюминий, т.н. «металлический поролон», которому предсказывают большое будущее.
Полный каталог статей
Характеристика химического элемента по положению в Переодической системе:
Алюминий был открыт в 1825 году датским физиком Х.К. Эрстедом.
Ребята, опишите местоположение данного металла в Переодической системе Менделеева:
Обучаемые: Алюминий – элемент третьего периода и IIIА подгруппы, порядковый номер 13.
Учитель: Давайте разберемся со строением атома:
Заряд ядра атома: +13.
Количество протонов и электронов в неионизированном атоме всегда одинаково и равно порядковому номеру в периодической таблице Менделеева, для алюминия Al — 13, а теперь найдем значение атомной массы (26,98) и округлим его, получим 27. Скорее всего, что его наиболее распространенный изотоп будет иметь массу равную 27. Следовательно, в ядре этого изотопа будет находиться 14 нейтронов (27–13=14). Количество нейтронов в неионизированном атоме Al = 14., т.о. p13n14e13
Электронную формула атома алюминия:
13Аl 1S22S22P63S23P1
графическая формула:
1s2 2s2 2p6
3s2 3p1
↑↓
↑↓
↑↓
↑↓
↑↓
↑↓
↑
Учитель: Из приведенной вами формулы мы видим, что атом алюминия имеет одни промежуточный 8-и электронный слой, который препятствует притяжению внешних электронов к ядру. Поэтому, у атома алюминия восстановительные свойства выражены гораздо сильнее, чем у атома бора. Почти во всех своих соединениях Аl имеет степень окисления +3.
Метал или неметалл: Является М (Металлическая связь, металлическая решетка со свободно перемещающимися электронами).
Высшая положительная степень окисления: +3 – в соединениях, 0 – в простом веществе.
Формула высшего оксида: Аl2O3 бесцветные нерастворимые в воде кристаллы. Химические свойства — амфотерный оксид. Практически не растворим в кислотах. Растворяется в горячих растворах и расплавах щелочей.
Формула высшего гидроксида: Al(OH)3 – амфотерный гидроксид (проявление основных и кислотных свойств).
Упрощенное Al(OH)3+3KOH=KAlO2+3H2O
Реальный процесс отражается таким уравнением: Al(OH)3+KOH=K[Al(OН)4]
Al(OH)3+3HCl=AlCl3+3H2O
Валентность по водороду: отсутствует
Формула летучего водородного соединения: отсутствует
Сравнение Al с соседними по периоду, подгруппе, группе, радиусу, электроотрицательности, энергии ионизации.
B Радиус атома(увел.)
Al Энергия ионизации (уменьш.)
Ga Электроотрицательность (уменьш.)
М свойства (увел.)
Mg Al Si
Радиус атома(увел.)
Энергия ионизации (уменьш.)
Электроотрицательность (уменьш.)
М свойства (увел.)
Тип урока: комбинированный
Задачи:
Образовательные:
1. Показать зависимость физических свойств алюминия от наличия в нем металлической связи и особенностей кристаллического строения.
2. Сформировать у учащихся знания о том, что алюминию в свободном состоянии присущи особые, характерные физические и химические свойства.
Развивающие:
1. Возбудить интерес к изучению науки путем предоставления кратких исторических и научных сообщений о прошлом, настоящем и будущем алюминия.
2. Продолжить формирование исследовательских навыков учащихся при работе с литературой, выполнением лабораторной работы.
3. Расширить понятие амфотерности раскрытием электронного строения алюминия, химических свойств его соединений.
Воспитательные:
1. Воспитывать бережное отношение к окружающей среде, предоставляя сведения о возможном использовании алюминия вчера, сегодня, завтра.
2. Формировать умения работать коллективом у каждого учащегося, считаться с мнением всей группы и отстаивать свое корректно, выполняя лабораторную работу.
3. Знакомить учащихся с научной этикой, честностью и порядочностью естествоиспытателей прошлого, предоставляя сведения о борьбе за право быть первооткрывателем алюминия.
Характеристика простого вещества:
Алюминий является металлом, таким образом, (металлическая связь; металлическая решетка, в узлах которой расположены свободно перемещающиеся общие электроны).
Характеристики, области применения и свойства алюминия
Алюминий
Искать Другие материалы
< Назад
Вы находитесь здесь:
Дата создания
Последнее обновление
Производство диэлектриков
Характеристики алюминия
Этот металл широко используется для компонентов в аэрокосмической, транспортной и строительной отраслях.
Некоррозионный
Легко обрабатывается и отливается
Легкий, но прочный
Немагнитный и искробезопасный
Хороший проводник тепла и электричества
Применения для алюминия
Корпуса электронных устройств
Линии электропередач
Радиаторы для транзисторов и процессоров
Свяжитесь со специалистом по производству диэлектриков, чтобы обсудить использование алюминия для ваших компонентов. 93
Механический
Предел текучести
3e7 — 5e8
Па
4,35 — 72,5
тыс.фунтов/кв.дюйм
Прочность на растяжение
5,8e7 — 5e8
Па
8,41 — 79,8
тыс.фунтов/кв.дюйм
Удлинение
0,01 — 0,44
% деформации
% деформации
96 фунтов на кв. дюйм
Термический
Максимальная рабочая температура
120–210
°C
248–410
°F
Температура плавления
475 — 677
°C
887 — 1,25e3
°F
Изолятор или проводник
Хороший
Проводник
Хороший дирижер
Удельная теплоемкость
857 — 990
Дж/кг °C
0,205 — 0,236
БТЕ/фунт. °F
Коэффициент теплового расширения
2.1e-5 — 2.4e-5
деформация/°C
11,7 — 13,3
мкстр/°F
Электрика
Изолятор или проводник
Хороший проводник
°C
Хороший проводник
°F
Удельное электрическое сопротивление
2,5e-8 — 6,5e-8
°C
2,5 — 6,5
°F
Эко
След CO2
1,85–2,04
кг/кг
11,2–13,1
фунт/фунт
Перерабатываемый
Да
Да
Dielectric Manufacturing, Ричфилд, Висконсин, США dielectricmfg. com
Свойства алюминиевого материала, предоставленные компанией Dielectric Manufacturing, Richfield, Wisconsin
Каковы основные свойства алюминия?
Если вы когда-нибудь задумывались, какие свойства алюминия делают его таким популярным и универсальным металлом, вы не одиноки. Существует множество характеристик, которые делают алюминий и алюминиевые сплавы одним из самых важных материалов в мире, используемых во многих отраслях промышленности. Это включает в себя бытовую, архитектурную, авиационную и автомобильную промышленность, и это лишь некоторые из них.
Изучение физических, химических и механических свойств материала составляет основу материаловедения. Это позволяет прогнозировать поведение в определенных условиях и в условиях стресса. Такие показатели эффективности помогают архитекторам, производителям и дизайнерам выбирать правильный материал для конкретного применения.
Загрузить технические характеристики алюминия
Kloeckner Metals — поставщик полного ассортимента алюминия и сервисный центр. Загрузите нашу спецификацию алюминия, чтобы проверить, что Kloeckner Metals регулярно поставляет на склад.
Спецификация алюминия
Многие выдающиеся свойства алюминия и алюминиевых сплавов обеспечивают широкий спектр применения. Например, из всех металлов алюминиевые сплавы легче всего поддаются формовке и обработке. Механические свойства алюминия делают это так. Какие еще качества определяют предпочтение алюминиевых изделий и материалов?
Основные свойства всех металлов
Большинство элементов периодической таблицы Менделеева составляют металлы. Они представляют собой класс элементов, отличающихся следующими свойствами: пластичностью, ковкостью, твердостью, электропроводностью, способностью образовывать сплавы и внешним видом.
Эти свойства могут быть сгруппированы как физические, химические или механические, и они могут быть расширены более подробно при рассмотрении конкретных составов сплавов и других факторов, таких как температура. Приведенные ниже диаграммы относятся к чистому алюминию.
Свойства материалов алюминия и алюминиевых сплавов
Алюминий представляет собой металлоподобный элемент, обладающий как металлическими, так и неметаллическими свойствами, относящийся к семейству бора и углерода. Хотя алюминий является одним из самых распространенных элементов на Земле, он должен быть получен из бокситовой руды и пройти производственный процесс, прежде чем он станет коммерчески чистым и жизнеспособным алюминием.
Затем алюминий классифицируется в соответствии с легирующими элементами в пронумерованном 4-значном ряду от 1xxx до 8xxx.
Обычно добавляются такие элементы, как медь, магний, марганец, кремний и цинк. При этом существуют сотни составов сплавов.
Эти особые составы сплавов влияют на внешний вид и технологичность. Добавление элементов улучшает прочность, обрабатываемость, коррозионную стойкость, электропроводность и плотность по сравнению с чистым алюминием.
Физические свойства
Физические свойства алюминия относятся к наблюдаемой форме и структуре до каких-либо химических изменений.
Физические свойства алюминия
Цвет и состояние
Твердый, немагнитный, неблестящий, серебристо-белый с легким голубоватым оттенком.
Структура
Алюминий имеет гранецентрированную кубическую структуру, стабильную до точки плавления.
Поверхность
Алюминиевые поверхности могут сильно отражать свет.
Твердость
Коммерчески чистый алюминий мягкий. Он упрочняется при легировании и отпуске.
Пластичность
Высокая пластичность. Алюминий можно бить очень тонко.
Пластичность
Высокая пластичность. Алюминий очень хорошо поддается формованию или изгибу.
Тепловое расширение
Алюминий
имеет коэффициент теплового расширения 23,2. Это что-то среднее между цинком, который расширяется больше, и сталью, которая расширяется вдвое меньше, чем алюминий.
Проводимость
Хороший электрический и тепловой проводник.
Коррозия
Алюминий
устойчив к коррозии благодаря самозащитному оксидному слою.
Плотность
Алюминий имеет низкую плотность, измеренную под действием силы тяжести по сравнению с водой, 2,70. Сравните это с плотностью железа/стали, которая имеет плотность 7,87
.
Точка плавления и точка кипения
Коммерчески чистый алюминий имеет температуру плавления приблизительно 1220°F и температуру кипения приблизительно 4478°F. Они меняются после легирования алюминия.
Выводы по физическим свойствам алюминия
Физические свойства алюминия помогают понять его применение. Глядя на приведенную выше диаграмму, мы видим, что алюминий демонстрирует хорошее сочетание прочности, коррозионной стойкости и пластичности. Это помогает объяснить, как алюминий может существовать в форме фольги и банок для напитков, а также труб и ирригационных трубок.
Полированный алюминий имеет хорошую отражательную способность в широком диапазоне длин волн, что обуславливает его выбор для различных декоративных и функциональных целей, включая бытовую технику и лазеры.
Поскольку алюминий не является ферромагнитным, он подходит для электротехнической и электронной промышленности. Теплопроводность алюминиевых сплавов выгодна в теплообменниках, испарителях, электронагревательных приборах и посуде, а также в автомобильных ободах, головках цилиндров и радиаторах.
Его гранецентрированная кубическая структура обеспечивает превосходную формуемость. Алюминий также нетоксичен и часто используется в емкостях для пищевых продуктов и напитков. По данным Алюминиевой ассоциации, это также один из самых простых в переработке конструкционных материалов.
Химические свойства
Характеристика или поведение вещества при химическом изменении или реакции. Другими словами, атомы вещества должны быть разрушены, чтобы можно было наблюдать химические свойства. Наблюдения за этим разрушением на атомном уровне происходят во время реакции, а также после нее.
Химические свойства алюминия
Возникновение
Алюминий встречается в виде соединения, в основном содержащегося в бокситовой руде.
Окисление
Алюминий соединяется с кислородом с образованием оксида алюминия при воздействии влажного воздуха.
Пирофор
Когда алюминий находится в порошкообразной форме, он легко загорается при контакте с пламенем.
Способность образовывать сплавы
Существуют сотни композиций алюминиевых сплавов. К легированным элементам относятся: железо, медь, марганец, кремний, магний и цинк.
Реакционная способность с водой
Алюминий быстро реагирует с горячей водой.
Реакционная способность со щелочами
Реагирует с гидроксидом натрия.
Реакционная способность с кислотой
Алюминий реагирует с горячими кислотами.
Основные сведения о химических свойствах алюминия
В некотором смысле химические свойства алюминия необычны по сравнению с другими металлами. Например, металлы редко реагируют как с основаниями, так и с кислотами. Это становится важным фактором, когда алюминий используется в качестве контейнера для жидкостей. Вы должны быть уверены, что алюминий не растворится. Вот почему банки для напитков имеют тонкий внутренний слой для предотвращения коррозии.
Еще один необычный факт об алюминии заключается в том, что помимо порошкообразной формы алюминий не является пирофорным. Это означает, что в порошкообразном состоянии алюминий легко воспламеняется и считается опасным, особенно во время обработки, когда часто встречаются мелкие частицы пыли.
То, что алюминий так легко соединяется с кислородом, напрямую влияет на методы сварки. Твердый оксидный слой, образующийся на поверхности алюминия, плавится при температуре, втрое превышающей температуру алюминия под ним. Поэтому перед сваркой требуется глубокая преднамеренная очистка поверхности, обычно с помощью ацетона, а переменный ток требуется на протяжении всего процесса сварки.
Механические свойства
Механические свойства отмечают взаимосвязь материала между напряжением и деформацией и измеряют степень эластичности в ответ на приложенную нагрузку.
Механические свойства алюминия
Эластичность при растяжении
Алюминий
имеет модуль Юнга 10000 ksi. Сравните это с медью при 17550 тысяч фунтов на квадратный дюйм или деревом при 1595 тысячах фунтов на квадратный дюйм.
Предельная прочность на растяжение
13 000 фунтов на квадратный дюйм
Предел текучести
5000 пси
Предел текучести подшипника
23100 пси
Удлинение при разрыве
15-28%
Прочность на сдвиг
9000 пси
Усталостная прочность
5000 пси
Выводы по механическим свойствам алюминия
Механические свойства существенно влияют на рабочие характеристики. Это особенно верно, если учесть, как различаются механические свойства алюминиевых сплавов.
Например, тенденция к удлинению для всех серий алюминиевых сплавов высока для сплавов более низких серий и низка для сплавов более высоких серий. Другими словами, при сравнении алюминиевых сплавов серии 1ххх со сплавами серии 7ххх сплавы серии 1ххх будут иметь значительно более высокую пластичность.
Это работает обратно пропорционально прочности на растяжение, твердости и чувствительности к удару, которые будут ниже среди сплавов более низких серий. Таким образом, в том же сравнении сплавы серии 1ххх продемонстрируют гораздо более низкую прочность на растяжение, твердость и чувствительность к удару, чем их аналоги серии 7ххх.
Повышенные температуры также разрушают алюминий даже до того, как он достигнет точки плавления. В результате большинство алюминиевых сплавов обычно не рекомендуется использовать в течение длительного времени при более высоких температурах. Однако некоторые сплавы были специально разработаны для обеспечения высокой термостойкости, например, серия 2xxx алюминий-медь.
Официальный производитель и дистрибьютор пластиковых труб Deniz
Алматы +7-777-07-80-030
Астана +7-771-71-81-062
Полипропиленовые трубы и фитинги
Главная
/
Каталог
/
org/ListItem»>
Полипропиленовые трубы и фитинги
/
Вентили шаровые ППР
/
Вентиль шаровой ППР 32 мм Deniz (Код: 101-001-002-005-003)
Вентиль шаровой ППР 32 мм Deniz (Код: 101-001-002-005-003)
Product Info
Высококачественные шаровые вентили 32 мм полипропиленовые от производителя торговой марки Deniz для отопления и водоснабжения.
Номинальный диаметр: 32
Рабочее давление: 25 бар
PN: 25
Материал: полипропилен
Цвет — белый, серый
ГОСТ: 32415-2013
Количество в упаковке: 5 шт
Количество в ящике: 20 шт
Производство: Deniz
Вернуться к: Вентили шаровые ППР
Вентиль шаровой ППР 25 мм Deniz (Код: 101-001-002-005-002)
Description
Вентиль шаровой – это запорная арматура, которая позволяет вручную открыть или закрыть поток воды, в водопроводных трубах выполненных из полипропилена. В качестве материалов изготовления для корпуса используется полипропилен, а для затвора латунь. Вентиль оборудован удобной флажковой ручкой и устанавливается на трубу способом раструбной сварки. Подсоединения вентиля к трубе понадобится специальный паяльник. Обладая малым весом и компактным размером, шаровой кран абсолютно устойчив к коррозии и к химически агрессивным веществам. Данный фитинг гарантирует высокую гигиеническую безопасность, долгий срок службы и прочную герметичность. Широко использоваться на трубопроводах холодной и горячей воды.
Характеристики:
Номинальный диаметр: 32
Рабочее давление: 25 бар
PN: 25
Материал: полипропилен PPR
Производство: Deniz
Цвет — белый, серый
ГОСТ: 32415-2013
Где используется: для отопления и водоснабжения
Количество в упаковке: 5 шт
Количество в ящике: 20 шт
Срок службы: Более 50 лет
Преимущества:
Небольшой уровень теплопотерь, легкий вес, доступная цена, выдерживание давления до 25 бар — это все отличительные свойства наших фитингов. При производстве фитингов, мы используем полипропилен — экологически чистый и высококачественный материал, который соответствует стандартам. Материал обладает малой химической активностью, на нем не образуется коррозия, ржавчина, известковые отложения. Благодаря качественным технологиям изготовления наши фитинги обладают хорошей прочностью и высокими техническими характеристиками. При надлежащем хранении-фитинг длительно сохраняет первоначальную форму, прочностные, температурные и химические свойства. Они надежно фиксируют участки трубопроводов между собой, обеспечивая устойчивость и долговечность соединений.
Гарантия:
Гарантийный срок составляет – 50 лет (при соблюдениях всех условий эксплуатации).
Доставка:
При заказе свыше 100 000 тг вы получаете бесплатную доставку по городу, если вы находитесь в городах: Алматы, Нур-султан (Астана), Караганда, Атырау, Актобе, Актау, Павлодар, Шымкент, Тараз.
Цена:
Наша компания является официальным производителем труб и фитингов «Deniz», цены предоставляем оптовым покупателям и компаниям в зависимости от объёма закупа, чтобы рассчитать стоимость и заказать, вы можете позвонить нам по номеру +7 777 078 00 30 или написать на Whatsapp. Вы получите бесплатную консультацию по всем интересующим вас вопросам и всю требуемую спецификацию на товар. Мы индивидуально подойдем к Вашему вопросу и быстро обработаем заявку. Другие товары нашей компании вы можете посмотреть на нашем сайте https://denizplast.kz
Видео:
Скачать технический каталог продукции Deniz
Категории товаров
вентиль(клапан) или шаровый кран?
Клапан – это устройство, служащее для перекрытия потока рабочей среды в трубопроводе с помощью затвора, который имеет вид диска (тарелки клапана, золотника), при поступательном движении шпинделя (штока) вдоль оси потока, перпендикулярно плоскости седла. Клапан пропускает поток рабочей среды в одну сторону и не пропускает в другую. Несмотря на большое разнообразие клапанов (обратный, запорный, регулирующий, предохранительный и т.д.) мы будем рассматривать только запорный клапан (ВЕНТИЛЬ).
Вентиль представляет собой клапан со шпинделем, ввинчиваемым в резьбу неподвижной ходовой гайки, которая расположена в крышке. Это один из самых простых и надёжных (в закрытом состоянии) типов запорной арматуры. Наиболее часто вентили применяются на трубопроводах малых диаметров от Ду=10 мм до Ду=80 и уступают место задвижкам или шаровым кранам при диаметрах Ду=100(200) и более. На больших диаметрах и высоких давлениях сильно возрастает давление на шпиндель и вентиль становится трудноуправляемым.
Вентили изготавливают из чугуна (серого и ковкого), стали, латуни, бронзы, титана, полипропилена, пластмасс…
По конструкции вентили бывают:
Проходные и прямоточные (устанавливаются на горизонтальном и вертикальном участках),
угловые (в местах поворота трубопровода),
Угловые вентили имеют меньшее гидравлическое сопротивления, но устанавливаются только на изгибах трубопроводов. Для уменьшения гидравлического сопротивления в прямоточных вентилях шпиндель располагается под углом, обычно 45о, к оси прохода. Вентили конструируются обычно, так что бы движение среды было «под клапан» (навстречу движению затвора в момент закрытия), однако, при больших диаметрах прохода, для уменьшения давления на шпиндель, применяется схема «на клапан», когда движение среды происходит в одну сторону с затвором в момент закрытия.
Уплотнения штока, используемые в вентилях, бывают сальниковые и бессальниковые (сильфонные или мембранные). Сейчас наиболее распространены бессальниковые вентили т.к. уплотнение с помощью сильфона обеспечивает большую герметичность и используются на трубопроводах, перекачивающих агрессивные, ядовитые среды, или находящихся под разрежением. Герметичность запорного органа обеспечивается с помощью уплотнительных колец, изготавливаемых из различных материалов и формы (в зависимости от перекачиваемой жидкости), например при перекачивании жидкостей с твёрдыми включениями целесообразно использовать кольца с конусной фаской, что облегчает удаление твердых частиц из зоны между уплотнительными поверхностями колец.
Существенными недостатками вентилей является:
Высокий коэффициент гидравлического сопротивления;
При подаче среды «на клапан» даже при закрытом положении сальник находится под действием давления среды;
Малый ресурс работы сальникового уплотнения;
Необходимость ежегодной ревизии для набивки сальников и очистки колец уплотнительных дисков;
Сложность экстренного перекрытия трубопровода в аварийной ситуации.
Эти недостатки отсутствуют у шаровых кранов, что, в последнее время, приводят к более широкому использованию шаровых кранов и постепенному вытеснению вентилей.
Основные параметры запорных клапанов (вентилей) регламентируются ГОСТ 9697-87 КЛАПАНЫ ЗАПОРНЫЕ.
Краны бывают шаровые, конусные, цилиндрические, но наиболее распространены именно шаровые краны. Шаровая запорная и регулирующая арматура уже давно используется в системах внутреннего водоснабжения, отопления, газоснабжения, на отдельных узлах теплоэнергетических и промышленных объектов. Стальные шаровые краны, которые появились на российском рынке 10-15 лет назад и эксплуатационные качества которых получили самую высокую оценку специалистов, постепенно вытесняют традиционные задвижки и запорные клапаны (вентили).
Часто кран шаровой неверно называют называют вентиль шаровой.
Кран представляет собой арматуру, основными деталями которой являются:
корпус,
запирающий элемент в виде шара с цилиндрическим отверстием,
шпиндель, посредством которого осуществляют поворот шара,
ручка,
уплотнения шпинделя и шара.
Для движения среды в затворе предусмотрено сквозное цилиндрическое отверстие или канал, которое обеспечивает пропускную характеристику крана.
Шаровые краны наиболее часто применяются в качестве запорного органа, которые по типу затвора делят на конусные, цилиндрические и шаровые.
Основными достоинствами кранов являются:
высокая герметичность,
небольшая строительная высота,
минимальный износ шара,
простота конструкции,
высокое быстродействие,
низкая стоимость обслуживания при работе,
длительный срок безаварийной работы,
простота управления (простое перекрытие – поворот ручки на 90 о)
Краны изготавливают из чугуна, латуни, бронзы, стали, титана и т.д.
Самое большое распространение получили стальные шаровые краны.
Основные параметры кранов регламентируются ГОСТ 9702-87 Краны конусные и шаровые. Основные параметры. Данный ГОСТ принят взамен ГОСТ 9702-77.
Шаровые краны: цапфовые, многопортовые, сегментные, для тяжелых условий эксплуатации
Надежная двухпозиционная изоляция и модулирующее управление для всех промышленных применений.
Фильтры
3-х частей
Аксессуар для шарового клапана
Контроль
Фланцевый
Многопортовый
Суровая служба
Резьбовой
На цапфе
Максимально допустимое номинальное давление
Альтернативные виды топлива
Химическая и нефтехимическая
Еда и напитки
Общая промышленность
ОВКВ
Морское и судостроение
Добыча
Нефтяной газ
Фарма и биотехнологии
Сила
Целлюлозно-бумажная промышленность
Сахар и этанол
Вода и сточные воды
Запрос Подробности
Шаровой кран из 3-х частей
S7500/S7700
Запрос Подробности
Шаровой кран из 3-х частей
5000/6000
Запрос Подробности
Шаровой кран из 3-х частей
7000/8000
Запрос Подробности
Шаровой кран из 3-х частей
Серия резервуаров
Запрос Подробности
Шаровой кран из 3-х частей
Серия
DM7000/DM8000
Запрос Подробности
Шаровой кран из 3-х частей
Триада
Запрос Подробности
Аксессуар для шарового клапана
Resolute Ball™
Запрос Подробности
Аксессуар для шарового клапана
Блок сдерживания среды
Запрос Подробности
Шаровой кран
V-Control
Запрос Подробности
Фланцевый шаровой кран
Серия RF15/RF30
Запрос Подробности
Фланцевый шаровой кран
Серия F15/F30 MS
Запрос Подробности
Фланцевый шаровой кран
Серия F15/F30
Что такое шаровой кран? Детали, приводы, схемы и многое другое
Что общего между бытовыми водопроводами, фритюрницами для фаст-фуда и химической обработкой? Шаровые краны! Эти компактные, мощные клапаны являются катализатором многих важных процессов. Читайте дальше, чтобы увидеть наши схемы шаровых кранов и обзор различных доступных деталей и типов.
Что такое шаровой кран?
Детали шарового крана
Типы срабатывания
Что такое шаровой кран?
Шаровые краны представляют собой четвертьоборотные запорные устройства. Поворотный шар в центре клапана регулирует поток жидкости или газа.
Поворотный шар известен как вращающийся шар и имеет отверстие в центре. Шток в верхней части шара вращает шар, открывая или закрывая клапан. Шток можно поворачивать с помощью ручных рычагов или автоматики.
Шаровые краны чаще всего изготавливаются из таких материалов, как сталь, железо, латунь, бронза или ПВХ.
Как работает шаровой кран?
Шаровые краны могут иметь несколько портов, которые представляют собой отверстия в клапане. Двухходовые шаровые краны имеют два порта и используются для традиционного включения/выключения. Многоходовые клапаны (3-ходовые, 4-ходовые и т. д.) используются в приложениях, требующих более одного источника среды или требующих отвода среды в разных направлениях.
Отверстие шарового крана можно открывать или закрывать для управления средой либо вручную, либо с помощью привода. Для ручного варианта требуются ручки или рычаги и оператор для управления клапаном. Электрический, гидравлический и пневматический привод не требует оператора для управления клапаном. Активация идеально подходит для сложных систем управления или тех, которые находятся в удаленных областях, к которым оператор не может легко получить доступ.
Преимущества шаровых кранов
По сравнению с другими типами кранов шаровые краны обладают рядом заметных преимуществ:
Компактная, экономичная конструкция
Быстрое отключение
Долговечность в условиях высокого давления, больших объемов и высоких температур
Менее подвержен коррозии или повреждению
Долгий срок службы
Универсальный и идеально подходит для целого ряда промышленных применений
Области применения, в которых используются шаровые краны
Шаровые краны используются повсеместно, от дома до специализированных производств. Вот несколько примеров:
Домашнее применение:
Стиральные машины
Наружные шланги
Посудомоечные машины
Специализированные отрасли:
Нефть и газ
Оборудование для производства продуктов питания и напитков
Автомобилестроение
Системы мойки автомобилей
Силовая обработка
Фармацевтика
Химические добавки и обработка
Оборудование для ирригации и водоподготовки
Производственные мощности
Детали шарового крана
Шаровые краны состоят из нескольких важных компонентов:
Корпус клапана Это основная часть клапана, содержащая все компоненты для управления включением/выключением.
Вращающийся шар Шар имеет центральное отверстие (отверстие), через которое проходит среда. Направление шара контролируется поворотом штока.
Стержень Соединяет шар с внешним механизмом управления. Например, в ручном шаровом кране шток соединен с ручкой или рычагом.
Седла Это диски, которые находятся между корпусом и шаром. Седла обеспечивают уплотнение между ними, а также поддерживают шар.
Источник питания Шток шарового крана вращается с помощью ручных или приводных источников питания. Ручное управление включает в себя рычаги и рукоятки, которыми управляет оператор. Также доступны автоматизированные источники энергии, такие как электрический, пневматический и гидравлический привод.
Набивка Это уплотнение вокруг штока, предотвращающее утечку среды.
Крышка Крышка — это часть корпуса, содержащая шток и набивку.
Конструкция корпуса клапана
Цельные шаровые краны Эта конструкция имеет цельный литой корпус. Поскольку цельные шаровые краны не предназначены для простого ремонта, их часто называют «одноразовыми».
Двухсекционные шаровые краны Эта конструкция состоит из основного корпуса и одного торцевого соединения. Шаровые краны, состоящие из двух частей, можно отремонтировать, если они сняты с эксплуатации. Однако ремонт может быть затруднен, поскольку при извлечении торцевой заглушки из корпуса клапана может возникнуть заедание резьбы.
Шаровые краны из 3-х частей Шаровой кран из 3-х частей состоит из основного корпуса и двух трубных соединителей, которые навинчиваются или привариваются к трубе. Основной корпус легко снимается для очистки или ремонта без снятия трубных соединителей.
Типы корпусов клапанов
Существует три различных типа корпусов клапанов, как определено в Руководстве по трубопроводам:
Шаровой кран с разъемным корпусом Корпус этой конструкции состоит из двух частей, которые удерживаются вместе по фланцевому соединению. Одна часть тела меньше другой, и мяч вставляется в большую часть.
Шаровой кран с верхним входом Конструкции с верхним входом позволяют снять верхнюю часть клапана, чтобы получить доступ к внутренней части для сборки, разборки, ремонта и технического обслуживания.
Шаровые краны с торцевым входом Эти шаровые краны имеют один основной корпус, и шар вставляется через один конец.
Шаровые конструкции
Существует два основных типа шаровых конструкций: плавающие и цапфовые. Плавающая конструкция является наиболее распространенной конструкцией, а цапфовые шары часто дороже.
Плавающие шары поддерживаются чашеобразными седлами для создания плотного прилегания между корпусом и шаром. Шаровые цапфы работают аналогично плавающим шарам, только седла подпружинены, а шар вращается только вокруг своей оси. Рабочий крутящий момент обычно ниже для цапфовых клапанов.
Конструкции отверстий шарового крана
Отверстие в шаре может быть спроектировано с использованием трех различных профилей:
Полнопроходной Полнопроходная конструкция также называется полнопроходной конструкцией. Диаметр отверстия совпадает с диаметром трубы, что снижает потери на трение и облегчает очистку клапана.
Уменьшенный проходной диаметр Конструкция с уменьшенным проходным сечением характерна для большинства шаровых кранов. Эта конструкция имеет меньший диаметр, чем полнопроходной, и может привести к небольшим потерям на трение.
V-образный Отверстие в шаре или седле клапана также может иметь V-образную форму. V-образные отверстия могут более точно контролировать скорость потока при вращении шара.
Вентилируемый Шаровой кран с вентиляцией имеет небольшое отверстие, просверленное на входной стороне. Это отверстие устраняет нежелательное давление внутри клапана.
Торцевые соединения
Существует три распространенных способа подключения шарового крана к системе трубопроводов:
Резьбовое Резьбовые концевые соединения могут быть как с внутренней, так и с наружной резьбой. Концевое соединение с внутренней резьбой на шаровом кране подходит к трубе с наружной резьбой, и наоборот. Существуют также шаровые краны с одним охватываемым и одним охватываемым концевым соединением.
Фланцевый Фланцевые шаровые краны имеют отверстия под болты на концевых соединителях для крепления к соответствующим фланцам на трубе.
Типы срабатывания
Шаровые краны приводятся в действие вручную или с помощью автоматических источников энергии.
Ручные шаровые краны Они имеют ручки или рычаги, которыми должен управлять оператор. Эта опция не предназначена для приложений с большим циклом.
Пневматический привод Пневматические шаровые краны требуют сжатого воздуха в качестве источника энергии. Этот вариант лучше всего подходит для приложений, требующих высокой надежности и короткого времени цикла.
Электропривод При отсутствии доступа к сжатому воздуху используются электрические приводы, также известные как шаровые краны с электроприводом.
www.TOPINCITY.ru > Фрезы > Специальные фрезы для определённых применений > Скоростные фрезеровки по стали (двусторонние)
Название
Размеры (мм)
Зубьев (z)
Покрытие
Сплав
Цена
Купить
d
r
h
L
D
Торцевые
Dual_M2.5/4/3.175 nACo
2. 5
–
4.8
50
3.175
4
nACo
Konrad K44UF
1 320₽
Dual_M3.175/4/3.175 nACo
3.175
–
7.6
50
3.175
4
nACo
Sandvik h20F
1 480₽
Dual_M4.0/4/4.0 nACo
4.0
–
8.0
50
4.0
4
nACo
Sandvik h20F
1 640₽
Dual_M6.0/4/6.0 nACo
6.0
–
13.0
65
6.0
4
nACo
Sandvik h20F
2 440₽
Сферические
Dual_B1.5/2/3.175 nACo
1.5
0.75
3.2
50
3.175
2
nACo
Sandvik h20F
1 760₽
Dual_B2.0/2/3.175
2.0
1.0
4. 2
50
3.175
2
ALTiN
Sandvik h20F
1 040₽
Dual_B2.0/2/3.175 nACo
2.0
1.0
4.2
50
3.175
2
nACo
Sandvik h20F
1 760₽
Dual_B3.175/4/3.175 nACo
3.175
1.589
7.0
50
3.175
4
nACo
Sandvik h20F
1 760₽
Описание
Назначение: Двусторонняя фреза для работ по стали, чугуну и цветным металлам с увеличением срока службы в 2 раза, а также и для обработки дерева, пластиков и других материалов.
Достоинства: твёрже на излом, не наматывает стружку, меньшие детонации, вибрации.
Видео как работают двусторонние фрезы
2D Фрезы для скоростной обработки алюминия, латуни, дюрали, бронзы, меди
www. TOPINCITY.ru > Фрезы > Специальные фрезы для определённых применений > 2D Скоростная обработка алюминия, латуни, дюрали, бронзы, меди
Описание
Количество ножей: 3 Угол заточки: 38°
Назначение: Фреза для торцевой обработки и боковой фрезеровки алюминия (high speed machining HSM), его сплавов, вязких металлов, латуни, дюрали, бронзы, меди, нержавеющей стали, пластиков и древесины.
Модель M3.175/3/3.175_R0.2 AL с радиусом 0.2мм помогут уменьшить горизонтальные полосы при торцевой фрезеровке, а также будет более надёжна при фрезеровке дюраля Д16T.
Рекомендации при скоростной фрезеровке: Подача под фрезу сжатого воздуха с туманом СОЖ или масляным туманом (через специальную туманообразующую установку).
Примечание: Хотя сплав этих моделей и один из лучших, способного резать сталь, закалённую до HRC65, но режущий угол фрезы слишком острый для резки калёной стали, и может дать сколы на режущей кромке ножа. Такой острый угол и глубокий паз отвода стружки более предпочтительны для всего мягкого
Для получения высокого качества фрезеровки алюминия и сплавов необходимо смывать напором СОЖ стружку из-под ножей фрез, чтобы стружка не смогла попасть под нож второй раз и залипнуть. В случае невозможности использования СОЖ необходимо обеспечить подачу постоянного сжатого водуха с масляным туманом, или в крайнем случае чистого воздуха. В качестве СОЖ необходимо использовать специальные СОЖ для алюминия/сплавов не хуже РОСОЙЛ СП-3, РОСОЙЛ 500
Особенности фрезеровки алюминиевых сплавов:
В95Т1
Д16Т
Д16АТ
Д16
Хорошо обрабатывается как всухую, так и с СОЖ, маслами. Сплав твёрже алюминия Д16, фрезы прослужат соответсвенно чуть меньше.
Хорошо обрабатывается как всухую, так и с СОЖ, маслами. Часто снабжающие компании подсовывают вместо него простой Д16, который обрабатывается намного хуже. После закалки и естественного старения, материал прибавляет к прочности и твёрдости более чем в два раза по сравнению с простым Д16. Сплав, просто пролежавший долго на складе, становится прочнее.
Хорошо обрабатывается как всухую, так и с СОЖ, маслами. Часто снабжающие компании подсовывают вместо него простой Д16, который обрабатывается намного хуже, особенно свежий. Эта марка покрыта тонким слоем мягкого алюминия АД1 (плакировка) для уменьшения коррозии. Но при фрезеровке верхней части на режимах для твёрдого алюминия возможен наплыв металла на верхней кромке заготовки. Для исключения наплыва лучше сфрезеровать это покрытие.
Обрабатывается как всухую, так и с СОЖ, маслами. Обрабатывается намного хуже чем В95Т1, Д16Т и Д16AT. Наклёп проявляется в два раза больше, чем на термоупрочнённых сплавах. Только произведённый сплав мягкий, обрабатывается хуже, но пролежавший долго на складе стареет и упрочняется.
АМГ 6
АМГ 2
АД31
Примечание:
Обрабатывается как всухую, так и с СОЖ, маслами. Обрабатывается хуже чем В95Т1, Д16Т и Д16AT. Как и все сплавы алюминия требует применения специальных фрез для алюминия, но более требователен в выбору правильной фрезы и режимов.
Желательо обрабатывать с СОЖ, маслами. Обрабатывается ещё хуже чем В95Т1, Д16Т и Д16AT, АМГ 6. Как и все сплавы алюминия требует применения специальных фрез для алюминия, но более требователен в выбору правильной фрезы и режимов.
Необходимо использование СОЖ с большим количеством масел. Требует применения специальных фрез для алюминия, но более требователен в выбору правильной фрезы и режимов. Свежий прокат очень плохо обрабатывается. Пролежав очень долго на складе естественно стареет и обрабатывается фрезерованием легче. Для этого сплава, как и для других мягких, существует жаргон «пластилин», т.к. налипает на фрезы, вязкий, при неправильном подборе фрез и отсутствия специальных СОЖ для алюминия или масляных установок, фрезы вязнут в нём и ломаются.
При покупке новой алюминиевой заготовки, скорее всего, придётся изменить режимы фрезеровки, которые были ранее успешны на другом куске алюминия из предыдущей партии, обращая особое внимание на звук фрезы. Возможно потребуется даже замена модели фрезы на модель фрезы с покрытием, или на модель с другим количеством режущих кромок. Алюминий хоть и мягкий материал, но требует особого подхода к фрезеровке, а также обязательному оснащению станка системой подачи СОЖ, масляным туманом и системой обязательного удаления стружки с места реза (струя СОЖ под давлением, сжатый воздух с содержанием масла). При использовании фрез для алюминия с покрытием DLC (алмаз) следует правильно подобрать режимы фрезеровки к сплаву алюминия для исключения перегрева режущей кромки фрезы выше 400 градусов, при котором покрытие DLC перестаёт работать и разрушается.
Режимы для 1, 2 и 3 перьевых фрез по алюминию, меди, латуни, бронзе, магнию, дюрали, силумину
Требования к высокоскоростным шпинделям при обработке алюминия:
фрезы до Ø 2мм — шпиндели 0.8kw, 1.2kw с цангами ER11, ER16
фрезы до Ø 3мм — шпиндели 1.5kw с цангами ER11, ER16
фрезы до Ø 4мм — шпиндели 2. 2kw с цангами ER16, ER20
фрезы до Ø 6мм — шпиндели 3kw/ER20, 2kw/ER25
фрезы до Ø 8мм — шпиндели 4.5kw с цангами ER25, ER32
фрезы до Ø 10мм — шпиндели 6kw с цангами ER32
фрезы до Ø 12мм — шпиндели 8kw с цангами ER40, ER50
Для получения высокого качества фрезеровки алюминия и сплавов необходимо смывать напором СОЖ стружку из-под ножей фрез, чтобы стружка не смогла попасть под нож второй раз и залипнуть. В случае невозможности использования СОЖ необходимо обеспечить подачу постоянного сжатого водуха с масляным туманом, или в крайнем случае чистого воздуха. В качестве СОЖ необходимо использовать специальные СОЖ для алюминия/сплавов TOTAL LACTUCA MS 5000, MOBILCUT 250 или не хуже РОСОЙЛ СП-3, РОСОЙЛ 500
Рекомендации по применению фрез серий AL DLC, AL ZrN, AL nACo
AL DLC — алюминий и сплавы с содержанием кремния менее 12%; акрил; пластики, требующие минимального трения, из-за вероятности расплавления; латунь «сыпучка»; древесина различных пород, в т. ч. мягкая; мягкие материалы, где требуется минимальный коэффициент трения; любые материалы при резке которых температура в месте реза не будет превышать 400 градусов.
AL ZrN — алюминий и сплавы с различным содержанием кремния; акрил; пластики; латунь, медь, древесина различных пород; в т.ч. мягкая; любые материалы при резке которых температура в месте реза не будет превышать 700 градусов; финишные работы по цветным металлам, где важно длительное время выдерживать постоянство ровной поверхности без перепадов высот, а также высокую химическую стойкость.
AL nACo — алюминий и сплавы с содержанием кремния 12 и более 12%; нержавейка, более тугоплавкий акрил; пластики с более высокой точкой плавления; латунь, чугун, древесина различных пород, в том числе очень твёрдых; любые материалы, кроме закалённой стали; материалов, при резке которых температура в месте реза может повыситься до 1200 градусов.
Описание
Количество ножей: 2 Угол заточки: 38°
Назначение: Все модели из этого раздела могут применяться для торцевой обработки, бокового и пазового реза латуни, меди, пластиков и древесины.
Для получения высокого качества фрезеровки алюминия и сплавов необходимо смывать напором СОЖ стружку из-под ножей фрез, чтобы стружка не смогла попасть под нож второй раз и залипнуть. В случае невозможности использования СОЖ необходимо обеспечить подачу постоянного сжатого водуха с масляным туманом, или в крайнем случае чистого воздуха. В качестве СОЖ необходимо использовать специальные СОЖ для алюминия/сплавов не хуже РОСОЙЛ СП-3, РОСОЙЛ 500
Название
Размеры (мм)
Ножей
Покрытие
Сплав
Цена
Купить
d
h
L
D
Стандартная серия 3A
A1. 0_h4
1.0
3.0
40
3.175
1
–
Серия 3А
440₽
A1.5_h5
1.5
5.0
40
3.175
1
–
Серия 3А
440₽
A2.0_h6
2.0
6.0
40
3.175
1
–
Серия 3А
440₽
A2.5_h8
2.5
8.0
40
3.175
1
–
Серия 3А
440₽
A3.175_h7
3.175
7.0
40
3.175
1
–
Серия 3А
440₽
A3.175_h22
3.175
12.0
40
3.175
1
–
Серия 3А
440₽
✘
A4.0_h8
4.0
8.0
45
4.0
1
–
Серия 3А
600₽
A4. 0_h22
4.0
12.0
45
4.0
1
–
Серия 3А
600₽
A4.0_h27
4.0
17.0
45
4.0
1
–
Серия 3А
640₽
A5.0_h32
6.0
22.0
60
6.0
1
–
Серия 3А
1 120₽
A6.0_h27
6.0
17.0
50
6.0
1
–
Серия 3А
1 040₽
A6.0_h32
6.0
22.0
50
6.0
1
–
Серия 3А
1 200₽
A6.0_h42
6.0
32.0
60
6.0
1
–
Серия 3А
1 360₽
Профессиональная серия (Премиум)
A1. 0F DLC
1.0
4.0
40
3.175
1
DLC
SpeAL X40UF
960₽
A1.5F DLC
1.5
6.0
50
3.175
1
DLC
SpeAL X40UF
960₽
A2.0F DLC
2.0
8.0
40
3.175
1
DLC
SpeAL X40UF
960₽
A3.0F ZrN
3.0
12.0
40
3.175
1
ZrN
SpeAL X40UF
960₽
A3.175F DLC X40UF
3.175
12.0
40
3.175
1
DLC
SpeAL X40UF
960₽
A3.175F DLC K44UF
3.175
12.0
50
3.175
1
DLC
Konrad K44UF
1 000₽
A3.175F_h20 DLC
3. 175
10.0
40
3.175
1
DLC
Konrad K44UF
840₽
A4.0F DLC
4.0
15.0
50
4.0
1
DLC
Konrad K44UF
1 000₽
A4.0F_h30 DLC
4.0
20.0
50
4.0
1
DLC
SpeAL X40UF
1 440₽
A6.0_h25 DLC
6.0
15.0
50
6.0
1
DLC
Konrad K44UF
1 240₽
✘
A6.0F_h25 DLC
6.0
15.0
50
6.0
1
DLC
SpeAL X40UF
1 560₽
A6.0F_h25 ZrN
6.0
15.0
50
6.0
1
ZrN
SpeAL X40UF
1 560₽
A6.0_h30 DLC
6.0
20. 0
50
6.0
1
DLC
Konrad K40UF
1 480₽
A6.0_h40 DLC
6.0
30.0
60
6.0
1
DLC
Konrad K40UF
1 640₽
✘
Описание
Назначение: Специально разработанная фреза для резки/раскроя оргстекла и алюминиевых композитов. Чтобы фреза меньше нагревалась и не наворачивала на себя стружку оргстекла — остужайте её СОЖ или сжатым воздухом 3-5 атмосфер. Хороший результат реза можно получить и при смазке/остужении туманом.
Описание
Назначение: Модель интересна тем, что имеет правильно заточенный торец для горизонтальной шлифовки алюминия, мягких пластиков и акрилов с одновременной правильной неналипающей боковой резкой. Имеет всего 1 оборот спирали. Режущий край спирали сужен по максимуму, а задний угол полностью убран на некоторую глубину, чтобы задняя часть режущего лезвия совершенно не касалась стружки. Во время резки следует остужать место реза. Хороший результат реза можно получить и при смазке/остужении туманом или подачей струи СОЖ под давлением.
Акция: скидка 10% при покупке 5шт (модели /5pc) и скидка 20% при покупке 10шт (модели /10pc)
Высокоскоростные фрезы | Heidelberg USA
Высокоскоростные фрезы | Heidelberg USA
Change region/market
Global Website
Australia
Austria
Belgium
Brazil
Canada
China
Czech Republic
Denmark
Estonia
Finland
France
Germany
Греция
Венгрия
Индия
Индонезия
Italy
Japan
Korea
Latvia
Lithuania
Malaysia
Mexico
Netherlands
New Zealand
Philippines
Poland
Singapore
Slovakia
South Africa
Spain
Sweden
Швейцария
Тайвань
Таиланд
Турция
Украина
Великобритания
United States
POLAR N 78
POLAR N 92
POLAR N 115
POLAR N 137
POLAR N 155
POLAR N 176
Get in touch with us
POLAR high-speed фрезы являются ключевыми компонентами в отделке. Нынешнее поколение «N» отличается ориентированной на будущее платформой для простой сетевой интеграции и хорошо зарекомендовавшим себя интуитивно понятным руководством для оператора.
Свяжитесь с нами
Высокоскоростные ножи POLAR для всех размеров
Высокоскоростные ножи POLAR обладают отличной добавленной стоимостью благодаря системе смены ножей OptiKnife, очень простому управлению, первоклассному техническому обслуживанию и лучшей стоимости при перепродаже в мире. Благодаря большому количеству программируемых дополнительных функций этот высокоскоростной резак предлагает впечатляюще короткое время приладки и высокую эффективность. Это правильный выбор для компаний, которые требуют от своих режущих машин максимальной точности и рентабельности. Когда требования возрастают, резаки могут быть модернизированы для создания систем резки путем добавления периферийного оборудования.
Высокоскоростной резак для размера 46 x 64.
POLAR N 78.
Варианты моделей:
ECO: программируемая экономичная модель для промышленного использования с 5,5-дюймовым монохромным дисплеем и очень низкопрофильной клавиатурой.
PLUS: программируемая универсальная модель с 18,5-дюймовым цветным дисплеем и сенсорным экраном для выполнения всех стандартных работ по резке с графическим программированием для расширенного автоматизированного рабочего процесса
PRO HD: программируемая высокопроизводительная модель с емкостным 21,5 » Сенсорный дисплей и предварительный просмотр реального изображения для высокопроизводительных приложений благодаря программируемым параметрам для конкретных задач, коррекции меток и искажений, а также расширенному набору опций
Технические данные (PDF)
Высокоскоростной резак для размера 52 x 72.
POLAR N 92.
Варианты моделей:
PLUS: модель с программируемым цветом’8.5 — дисплей и сенсорный экран для всех стандартных работ по резке с автоматизацией графического программирования для расширенного автоматизированного рабочего процесса.
PRO HD: программируемая высокопроизводительная модель с емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высококачественных приложений благодаря программируемым параметрам, меткам и коррекции искажений, а также расширенному набору опций.
Технические характеристики (PDF)
Самый продаваемый высокоскоростной резак для размера 63 x 88.
POLAR N 115.
Варианты моделей:
5 м all-round PLUS: модель с программируемой длиной 18,0 м PLUS: модель » цветной дисплей и сенсорный экран для выполнения всех стандартных работ по резке.
PRO HD: программируемая высокопроизводительная модель с емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высококачественных приложений благодаря программируемым параметрам, меткам и коррекции искажений, а также расширенному набору опций.
AT HD: программируемая высокопроизводительная модель с автоматическим снятием обшивки, емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высокотехнологичных приложений.
Технические данные (PDF)
Высокоскоростная фреза для размера 75 x 105.
POLAR N 137.
Начиная с этого размера, высокоскоростные фрезы POLAR могут быть оснащены токарным захватом Autoturn. Вместе с функцией Autotrim процесс резки можно полностью автоматизировать.
Варианты моделей:
PLUS: программируемая универсальная модель с 18,5-дюймовым цветным дисплеем и сенсорным экраном для выполнения всех стандартных работ по резке.
PRO HD: программируемая высокопроизводительная модель с емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высококачественных приложений благодаря программируемым параметрам, меткам и коррекции искажений, а также расширенному набору опций.
AT HD: программируемая высокопроизводительная модель с автоматическим снятием обшивки, емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высокопроизводительных приложений.
Технические характеристики (PDF)
Для работ по резке размером 89 x 126
POLAR N 155.
Варианты моделей:
-Операция на экране для всех стандартных работ по резке с автоматизацией графического программирования для расширенного автоматизированного рабочего процесса.
PRO HD: программируемая высокопроизводительная модель с емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высококачественных приложений благодаря программируемым параметрам, меткам и коррекции искажений, а также расширенному набору опций.
AT HD: программируемая высокопроизводительная модель с автоматическим снятием обшивки, емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высокотехнологичных приложений.
Технические данные (PDF)
Самый большой высокоскоростной резак POLAR.
POLAR N 176.
При использовании в составе системы ручной резки этот станок хорошо подходит для обработки форматов до 102 x 142. При работе с большими размерами в игру вступает компонент автоматизации Autoturn, облегчая (обрабатывая) обработка форматов до 126×164.
Варианты моделей:
PLUS: программируемая универсальная модель с 18,5-дюймовым цветным дисплеем и сенсорным управлением.
PRO HD: программируемая высокопроизводительная модель с емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высококачественных приложений благодаря программируемым параметрам, меткам и коррекции искажений, а также расширенному набору опций.
AT HD: программируемая высокопроизводительная модель с автоматическим снятием обшивки, емкостным 21,5-дюймовым сенсорным дисплеем и предварительным просмотром реального изображения для высокопроизводительных приложений.
Технические данные (PDF)
P-Net, концепция сети POLAR.
POLAR P-Net.
P-Net позволяет интегрировать отдельные компоненты POLAR или системы резки POLAR в цифровой рабочий процесс через P-Net Connect.
Compucut: Обладая более чем 25-летним опытом, мы являемся эталоном сокращения времени приладки. Программа резки может быть легко создана вне высокоскоростного резака, поскольку макет листа (CIP4 / JDF) либо берется непосредственно из допечатной подготовки, либо лист записывается вручную. Это означает, что время настройки машины сокращается почти до нуля.
CutManager: связывает P-Net в режиме онлайн с Prinect Postpress Manager Heidelberg и, таким образом, интегрирует его в рабочий процесс цифровой печати. Благодаря обмену рабочими и производственными данными P-Net Service CutManager предлагает преимущества в отношении прозрачности затрат и производительности, а также планирования производства. Сканер штрих-кода встроен в левый корпус светового барьера высокоскоростного резака и может быть активирован с помощью кнопки на сенсорном мониторе.
Технические данные (PDF)
Режущие инструменты из быстрорежущей стали — Высокоскоростные (HSS) фрезы
Запросить цену
Режущие инструменты RTS выделяются в производстве режущих инструментов из быстрорежущей стали на заказ. Мы производим режущие инструменты из быстрорежущей стали на заказ практически для любой отрасли промышленности. Изготовление режущих инструментов по индивидуальному заказу из быстрорежущей стали – наше любимое место.
Специальные инструменты, изготовленные из быстрорежущей стали, подходят для нашего производственного процесса и позволяют нам быть очень рентабельными. Это потому, что мы инвестировали в новейшее оборудование с ЧПУ и имеем знающих сотрудников с более чем 35-летним опытом. Этот бесценный опыт и инвестиции дают нам преимущество при производстве и переточке режущих инструментов из быстрорежущей стали по индивидуальному заказу. За 75 лет мы мало что не видели и не изготавливали из быстрорежущей стали.
Наши нестандартные режущие инструменты изготавливаются из лучших сортов быстрорежущей стали от американских поставщиков. Использование лучших сортов стали от американских поставщиков гарантирует, что наши режущие инструменты будут обеспечивать такие же жесткие характеристики, которые требуются нашим клиентам каждый раз.
Выбор правильной марки стали для вашего применения имеет решающее значение для поиска правильного решения. Марка используемой стали является основой производительности режущего инструмента. Мы предлагаем быстрорежущую сталь, кобальт и порошковый металл для использования в производстве или нестандартных режущих инструментах.
Быстрорежущая сталь (M2 / M7)
Быстрорежущая сталь — наиболее экономичный материал, из которого можно изготовить любой необходимый инструмент. Быстрорежущая сталь хорошо работает со всеми материалами и может быть покрыта специальным покрытием для повышения производительности.
Кобальт (M42)
Кобальт используется в тех случаях, когда быстрорежущая сталь не обеспечивает необходимой износостойкости. Кобальт может быть закален до более высокого уровня, чем быстрорежущая сталь, что придаст вам дополнительную износостойкость и прочность. Кобальт хорошо работает с труднообрабатываемыми материалами и может быть покрыт специальными материалами.
Инструмент для резки порошкового металла (T15/M4)
Более известный как PMT-15 и наиболее износостойкий из быстрорежущих сталей. PMT-15 выводит его на новый уровень твердости и износостойкости. PMT-15 может быть закален до более высокого уровня, чем кобальт, и обеспечивает превосходную износостойкость и прочность. PMT-15 хорошо работает практически со всеми материалами.
Выбрав соответствующую марку быстрорежущей стали, добавив отверстия для подачи охлаждающей жидкости и нанеся соответствующее покрытие, мы добились того, что наши инструменты имеют характеристики, близкие к твердосплавным, и срок службы инструмента.
Фрезы для шпонок / Woodruff / Т-образных пазов:
RTS Cutting Tools производит специальные фрезы для шпонок из быстрорежущей стали, кобальта, карбида и материалов с твердосплавными наконечниками. Мы разрабатываем и производим фрезы с прямыми, ступенчатыми и спиральными канавками. Наши специальные шпоночные фрезы используются для прорезания пазов и резки внутренних профилей в различных отраслях промышленности. Фрезы со шпоночным пазом также можно заказать со специальной формой, соответствующей дизайну обрабатываемой детали.
Правильно подобранный режим резания при фрезеровании обеспечивает надежную работу ЧПУ станка без перебоев в работе. При несоблюдении требований производителя к нагрузке агрегата, происходит поломка режущего инструмента, порча обрабатываемого материала. Чтобы избежать подобных поломок, специалисты рекомендуют учитывать мощность рабочего шпинделя, качество режущего элемента, тип и толщину сырья.
Какая информация нужна для выбора режима?
Расчет режимов резания при фрезеровании происходит на основании таких показателей, как скорость вращения фрезы и интенсивность подачи. Первый критерий характеризует быстроту резания инструмента, второй — передвижение заготовки относительно фрезы.
Скорость вращения инструмента зависит от свойств шпинделя. Для современных инструментов показатель варьируется от 12 до 24 тыс. об/мин. Для вычисления показателя специалисты пользуются формулой:
Показатель V (скорость резания) можно брать из таблицы режимов резания для фрезерования.
п — это число Пи, значение которого 3,14.
d — диаметр режущего элемента.
Скорость подачи это также расчетная величина. Она рассчитывается умножением количества зубьев фрезы на количество оборотов при ее вращении и табличное значение подачи на зуб.
На что обратить внимание при подборе фрезы?
Рационально подобранный инструмент — это половина успешно выполненной работы. Специалисты рекомендуют выбирать фрезу с максимально возможным рабочим диаметром и наименьшим значением длины. Это предотвращает появление вибраций во время работы и позволяет рационально подобрать режущий элемент в соответствии с мощностью станка. Нужно быть осторожным при установке фрезы с большим диаметром, поскольку шпиндель и привод станка могут не выдержать такой нагрузки.
Канавка для стружки должна быть немного большего размера, чем количество снимаемого материала. В противном случае стружка будет скапливаться и мешать работе инструмента. Фреза будет не резать материал, а продавливать его.
Бывают одно-, двух- и трехзаходные фрезы. Каждая из них предназначена для определенного качества сырья. Первый тип используется для мягких материалов, второй — для средней жесткости, третий — для обработки жесткого сырья.
Даже для одинакового материала, который обрабатывается на одном и том же станке, режим резания при фрезеровке может зависеть от работы охлаждающей системы, способа обработки, высоты снимаемого слоя и размера обрабатываемой заготовки. Опытные специалисты практикуют корректировку режима в процессе работы станка, если инструмент начинает вибрировать или делать бракованные резы.
СМОТРИТЕ ТАКЖЕ: Подача на зуб при фрезеровании • Фрезы для изготовления филенок • Фрезы для мебельных фасадов
Режимы резания при фрезеровании на станках
В процессе фрезерования зубья многолезвийного режущего инструмента, вращающегося вокруг своей оси, поочерёдно следуя один за другим, врезаются в материал заготовки, которая движется на фрезу. В результате такого рода движений происходит отделение слоя металла с образованием стружки. Элементами режима резания, сопровождающими фрезерование, является глубина, на которую погружается фреза, скорость резания с которой фрезеруется материал и подача движения заготовки.
Ширина фрезерования это расстояние, на котором главные режущие кромки зубьев фрезы соприкасаются с заготовкой.
Глубина резания это слой металла с определённой толщиной, который удаляется в процессе фрезерования за один рабочий проход. Измеряется глубина фрезерования как разность между обрабатываемой поверхностью и образующейся в результате обработки.
Главное движение при фрезеровании это есть ни что иное как вращение фрезы. Выполняя технологические операции, связанные с фрезерованием, режущему инструменту задаётся вращение и при этом в настройках станка устанавливается число оборотов за единицу времени. Однако главным параметром вращения фрезы является не то число оборотов, с которым она поворачивается вокруг своей оси, а скорость резания.
Скорость резания
Скорость резания для фрезы это расстояние, преодолеваемое за одну минуту режущей кромкой на наиболее отдалённой точке радиуса инструмента относительно оси вращения.
Скорость резания рассчитывается по формуле представленной ниже:
V =
πDn
1000
V – скорость резания
π – 3.1416
D – диаметр фрезы( мм )
n – частота вращения фрезы( об/мин )
1000 – коэффициент перевода мм в м
При технологических расчётах выбирается скорость резания согласованная со свойствами инструмента. Иными словами скорость резания должна быть допустимой в соответствии с периодом стойкости режущего инструмента.
Обороты
Обороты фрезы ( n ), как упоминалось выше, являются главным движением станка. Перед выполнением какой либо работы на станке, фрезеровщику приходится настраивать режимы резания одним из компонентов которых является вращение фрезы. Так как на промышленном оборудовании переключение скоростей указывается в оборотах в минуту, соответственно требуется знать их число, которое можно рассчитать по формуле:
n =
1000v
πD
Подача
Подача ( S ) это рабочее перемещение подвижных частей станка, на одних из которых крепятся режущие инструменты, а на других детали или заготовки подвергаемые обработке. Подача является одной из основных характеристик режима резания, которая необходима при обработке на станках.
При выполнении фрезерных работ используются следующие виды подач:
Подача на один зуб;
Подача на один оборот;
Минутная подача.
С помощью фрезерного станка можно задавать подачи в вертикальном, продольном и поперечном направлении.
Подача на зуб ( SZмм / зуб ) – это отношение минутной подачи и произведения частоты вращения шпинделя к числу зубьев, которыми располагает фреза.
SZ =
SM
n×Z
Подача на один оборот фрезы ( S0мм / об ) – это произведение, полученное в результате умножения подачи на зуб, на количество зубьев режущего многолезвийного инструмента.
S0 = SZ × Z
Минутная подача ( SМмм / мин ) – это рабочее перемещение фрезерного стола проходящего расстояние, измеряемое в миллиметрах за одну минуту. Минутную подачу можно вычислить, если умножить значение подачи на один оборот фрезы на число оборотов шпинделя или умножением подачи на зуб на число зубьев фрезы и на её обороты.
SМ = S0 × n = SZ × Z × n
Такие опции как подача, скорость резания для инструмента, глубина и ширина, задаваемая в процессе обработки, являются составляющими режимов фрезерования.
Режим резания считается оптимальным при условии разумного сочетания всех его элементов обеспечивающих наибольшую производительность, экономию средств, при неизменных качественных показателях в отношении точно¬сти изделий и чистоты обработки их поверхностей.
Благодаря научному подходу для резания металлов были установлены эффективные скорости резания и подачи при условии выбора глубины и ширины при фрезеровании различных металлов и сплавов фрезами соответствующих марок. Подобные данные записаны в специальных таблицах по нормативам режимов резания.
Пожалуйста, ознакомьтесь с новой темной темой в веб-приложении FSWizard на app. fswizard.com
Тему можно изменить на странице настроек приложения.
Приветствуются любые отзывы и рекомендации!
Ура!
HSMAdvisor v2.5.11 для MasterCam 2023 теперь доступен по адресу https://hsmadvisor.com/hsmadvisor_for_mastercam
Ядро HSMAdvisor также было обновлено для всех плагинов Mastercam с 2019 по 2023 год программное обеспечение и порекомендуйте его своим коллегам!
Ваши идеи, ваши отзывы и ваша поддержка потрясающие.
Ура!
Только что закончил настройку 4-й оси.
Этот стол начинает казаться переполненным.
FSWizard Machinist Калькулятор скорости и подачи имеет новую функцию!
Фильтрация была добавлена в список инструментов Cut Cloud, что упрощает поиск нужных инструментов:
Вы можете фильтровать по имени библиотеки, типу инструмента и/или поиску по простому тексту.
Кроме того, список теперь проверяет версию и обновления в фоновом режиме, что означает, что страница теперь появляется почти сразу. Больше не нужно ждать 15-20 секунд, чтобы загрузить все ваши инструменты каждый раз, когда вы его открываете.
Спасибо всем, кто внес предложения по улучшению и пожелания!
Как обычно, вы можете найти ссылки на приложение FSWizard здесь: https://fswizard.com/
Удачи!
Кому нравится отправлять электронные письма и беспокоиться о дополнительных счетах только для того, чтобы добавить пару рабочих мест к существующей лицензии?
Никто вот кто!
Клиенты HSMAdvisor теперь могут приобретать дополнительные места прямо на странице https://hsmadvosor.com/buy. Все, что вам нужно сделать, это ввести те же Имя , Фамилия и Электронная почта , которые вы использовали при покупке исходной лицензии. Скидка на несколько рабочих мест будет применяться к существующей лицензии!
Дополнительную информацию можно найти на новой странице справки: https://hsmadvisor.com/help?article_id=5497_adding-more-seats-to-your-license
Калькуляторы скорости и подачи HSMAdvisor и FSWizard постоянно совершенствуются и обогатился новыми функциями.
Помогите им стать еще лучше, предоставив свои отзывы и предложения!
С уважением.
Сегодня вечером я выпустил последнюю версию HSMAdvisor и подключаемый модуль для Mastercam 2022, 2021 и 2020
Большинство проблем, о которых сообщили наши пользователи, либо были исправлены, либо иным образом решены.
Исправлены ошибки и улучшен процесс создания инструментов.
Кроме того, в диалоговом окне записи траектории инструмента теперь есть возможность отключить регенерацию траектории и фактические значения, которые будут записаны в траекторию:
Кнопка Сохранить сохраняет текущее состояние флажков по умолчанию.
Плагин Mastercam можно скачать здесь: https://hsmadvisor.com/hsmadvisor_for_mastercam
Последняя автономная версия HSMAdvisor доступна здесь: https://hsmadvisor.com/download
Он имеет некоторые внутренние улучшения и дополнительные материалы. .
Что нового в этом обновлении HSMAdvisor:
Улучшенная скорость подачи твердосплавных инструментов при обработке мягких пластиков.
В настройки добавлен журнал «Отладка». Если у вас есть какие-либо проблемы, обязательно пришлите мне отладочный текст.
Пожалуйста, дайте мне знать, если у вас есть какие-либо отзывы или вопросы!
Долгожданная функция, которая некоторое время была доступна на FSWizard, теперь доступна и в HSMAdvisor!
В настоящее время он находится на стадии MVP, но теперь, когда вы входите в HSMADvisor Cloud как на FSWizard, так и на HSMAdvisor (совместное использование разрешено только в рамках одной учетной записи), облачные инструменты автоматически синхронизируются между двумя приложениями.
Ознакомьтесь с последней версией здесь: https://hsmadvisor.com/download
Чтобы включить облачные библиотеки в HSMAdvisor, зарегистрируйтесь и/или войдите в облако HSMAdvisor в настройках или нажав Действия->Вырезать облако -> Войдите на вкладку База данных инструментов.
Затем выберите библиотеку инструментов, которую вы хотите синхронизировать с облаком, и перейдите в «Действия» -> «Библиотека инструментов». Включите параметр «Синхронизировать с облаком HSMAdvisor».
Синхронизированные инструменты теперь доступны в обоих приложениях:
Также добавлено несколько материалов:
AISI431, 1.4057, X17CrNi16-2 (QT800 и QT900)
Алюминий 3.1645; EN AW-2007
AISI4820 (1.6587, 18CrNiMo7-6)
Обязательно присылайте мне любые отзывы по этому или другим вопросам!
Добрый день!
Я только что загрузил HSMAdvisor v2.4.2
В нем много улучшений. Полный список изменений см. в последней версии здесь: https://hsmadvisor.com/?page=Download
С 26 по 28 ноября мы проведем распродажу в честь Черной пятницы.
Так что, если вы планировали что-то купить в интернет-магазине HSMAdvisor, отметьте дату в своем календаре!
https://hsmadvisor. com/?page=Buy
Все лицензии HSMAdvisor и FSWizard без подписки будут со значительной скидкой!
Последняя версия HSMAdvisor доступна на странице загрузок: https://hsmadvisor.com/?page=Download
В нем есть несколько значительных улучшений, таких как улучшенная подача для концевых фрез размером менее 1/2 дюйма Отображение инструмента теперь более точно показывает, как HSMAdvisor воспринимает закругление инструмента и материала.0007
Также исправлена проблема с калькулятором гребешка. Теперь это не влияет на DOC, а только устанавливает ваш WOC на любой рассчитанный вами шаг.
Огромное спасибо всем, кто вносил предложения, сообщал о проблемах и даже просто задавал вопросы!
Ура!
Запрограммировали и выточили голову Т-800 от thingiverse:
Вот готовое видео черепа со всех сторон: https://youtube.com/shorts/mdclf5LvdyM?feature=share
В 1-й операции я фрезеровал основание с резьбовым отверстием 1/4-20 прямо там, где будет мой Z0Y0Z0.
Затем я установил основание на квадратное крепление, используя резьбовое отверстие. Таким образом, когда я фиксирую квадратное приспособление в тисках, моя деталь Z0Y0Z0 остается на том же месте.
Формулы для торцевого фрезерования | Коллекция формул обработки | Введение в обработку
На этой странице представлены формулы для расчета основных параметров, необходимых для торцевого фрезерования. Цифры, полученные в результате расчета, приведены только для справки. Условия обработки зависят от используемого станка. Используйте оптимальные условия в соответствии с вашими реальными условиями обработки.
Скорость резания (vc)
Подача на зуб (f)
Подача стола (Vf)
Время обработки (Tc)
Полезная мощность (ПК)
Кс Значения
π (3. 14): круговая постоянная
DC (мм): Диаметр фрезы
n (мин. -1 ): Скорость шпинделя
памятка
Эта формула используется для расчета скорости резания на основе скорости шпинделя и внешнего диаметра фрезы. Пример: Диаметр фрезы (DC) = 100 мм Скорость шпинделя (n) = 400 мин -1 В этом случае скорость резания (vc) составляет примерно 125,6 м/мин.
vf (мм/мин): подача стола в минуту
z: Количество зубьев
n (мин. -1 ): Скорость шпинделя (скорость подачи fr = zxfz)
памятка
Эта формула используется для расчета подачи на зуб из таблицы подачи в минуту (подачи), количества зубьев и скорости шпинделя. Пример: Подача стола в минуту (vf) = 450 мм/мин Количество зубьев (z) = 10 Скорость шпинделя (n) = 600 мин -1 В этом случае подача на зуб (f) составляет 0,075 мм/т.
fz (мм/зуб): подача на зуб
z: Количество зубьев
n (мин. -1 ): Скорость шпинделя (скорость подачи fr = zxfz)
памятка
Эта формула используется для расчета подачи стола в минуту (подачи) исходя из подачи на зуб, количества зубьев и скорости вращения шпинделя. Пример: Подача на зуб (fz) = 0,2 мм/зуб Количество зубьев (z) = 8 Скорость шпинделя (n) = 600 мин -1 В этом случае скорость подачи стола составляет 960 мм/зуб. мин.
L (мм): общая длина подачи стола (длина материала (л) + диаметр торцевой фрезы (DC))
vf (мм/мин): подача стола в минуту
памятка
Эта формула используется для расчета времени обработки на основании общей длины подачи стола и подачи стола в минуту (подачи). Пример обработки блока из чугуна FC200 для получения плоской поверхности: Ширина = 150 м Длина = 250 мм Используемые условия торцевого фрезерования: Подача на зуб (fz) = 0,35 мм Количество зубьев (z) = 12 Скорость шпинделя (n) = 200 мин -1 Скорость резания (vc) = 120 м/мин Диаметр торцевой фрезы (D1) = 220 мм В данном случае подача стола в минуту (vf) и общая длина подачи стола (L): vf = 0,35 × 12 × 200 = 840 мм/мин L = 350 + 220 = 570 мм Подставьте эти значения в формулу: Tc = L ÷ vf = 570 ÷ 1120 = 0,679 (мин) × 60 = 40,74 (сек) Время обработки (Tc) составляет примерно 40,74 секунды.
ap (мм): Глубина резания
ae (мм): ширина реза
vf (мм/мин): подача стола в минуту
Kc (МПа): удельная сила резания
η: КПД машины
памятка
Эта формула используется для расчета полезной мощности, необходимой для торцевого фрезерования, исходя из глубины и ширины резания, подачи стола в минуту, удельной силы резания и эффективности станка. Пример расчета полезной мощности, необходимой для резки инструментальной стали с помощью: Глубина резания (ap) = 5 мм Ширина резания (ae) = 70 мм Подача стола в минуту (vf) = 300 мм/мин Другие условия: Удельная сила резания (Kc) = 1800 МПа КПД станка (η) = 80% (0,8) Скорость резания (vc) = 80 м/мин Диаметр фрезы (DC) = 250 мм Количество зубьев (z) = 16 В этом случае сначала вы рассчитываете скорость шпинделя (n), а затем подачу на зуб резак (fz). Скорость шпинделя (n) = 1000・vc ÷ π・D = (1000 × 80) ÷ (3,14 × 250) = 101,91 мин -1 Подача на зуб (fz) = vf ÷ (Z × n) = 300 ÷ (16 × 101,91) = 0,184 мм/зуб Подставьте полученное выше в формулу: Pc = (5 × 70 × 300 × 1800) ÷ (60 × 10 6 × 0,8) = 3,937 кВт Полезная мощность, необходимая для торцевого фрезерования (Pc), составляет примерно 3,94 кВт.
Материал заготовки
Прочность на растяжение (МПа) и жесткость
Удельная сила резания Kc (МПа) для каждой подачи
0,1 (мм/зуб)
0,2 (мм/зуб)
0,3 (мм/зуб)
0,4 (мм/зуб)
0,6 (мм/зуб)
Мягкая сталь (SS400, S10C и т. д.)
520
2200
1950
1820
1700
1580
Средняя сталь (S45C, S50C и т. д.)
620
1980
1800
1730
1600
1570
Твердая сталь (S55C, S58C и т. д.)
720
2520
2200
2040
1850
1740
Инструментальная сталь (Инструментальная углеродистая сталь (SK) и т. д.)
670
1980
1800
1730
1700
1600
Инструментальная сталь (легированная инструментальная сталь (СКС) и т. д.)
770
2030
1800
1750
1700
1580
Хромомарганцевая сталь (карбид марганца (MnC) и т. д.)
770
2300
2000
1880
1750
1660
Хромомарганцевая сталь (карбид марганца (MnC) и т. д.)

 Ежегодное потребление металла неуклонно растет, заставляя производителей тщательно относиться к утилизации любых бронзовых отходов. Цена на бронзу в приемных пунктах ежегодно увеличивается, привлекая множество людей к поискам всевозможных бронзовых отходов, пришедших в негодность деталей и так далее.
Ежегодное потребление металла неуклонно растет, заставляя производителей тщательно относиться к утилизации любых бронзовых отходов. Цена на бронзу в приемных пунктах ежегодно увеличивается, привлекая множество людей к поискам всевозможных бронзовых отходов, пришедших в негодность деталей и так далее. Многочисленные яхты, катера, лодки изобилуют бронзовыми деталями.
Многочисленные яхты, катера, лодки изобилуют бронзовыми деталями.




 На первом месте у нас всегда стоит надежность в отношениях и удобство для наших партнеров. Самые высокие цены при приеме металла у нас. Всегда готовы выслушать любое предложение. Рассмотреть любую форму сотрудничества.
На первом месте у нас всегда стоит надежность в отношениях и удобство для наших партнеров. Самые высокие цены при приеме металла у нас. Всегда готовы выслушать любое предложение. Рассмотреть любую форму сотрудничества. Хотя мы не очень часто используем бронзу здесь, в Meta Fab, мы хотели, чтобы вы знали, что это такое и когда ее лучше всего использовать.
Хотя мы не очень часто используем бронзу здесь, в Meta Fab, мы хотели, чтобы вы знали, что это такое и когда ее лучше всего использовать.


 Бронза также мономагнитна, устойчива к коррозии и обладает хорошей тепло- и электропроводностью.
Бронза также мономагнитна, устойчива к коррозии и обладает хорошей тепло- и электропроводностью. Как следует из названия, листовая бронза для подшипников чаще всего используется для подшипников, втулок и подобных изделий.
Как следует из названия, листовая бронза для подшипников чаще всего используется для подшипников, втулок и подобных изделий. Кремниевая бронза также обладает самосмазывающимися свойствами, что делает ее идеальной для подшипников и втулок в широком диапазоне применений, включая небольшие электродвигатели и автомобильные трансмиссии.
Кремниевая бронза также обладает самосмазывающимися свойствами, что делает ее идеальной для подшипников и втулок в широком диапазоне применений, включая небольшие электродвигатели и автомобильные трансмиссии.
 » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком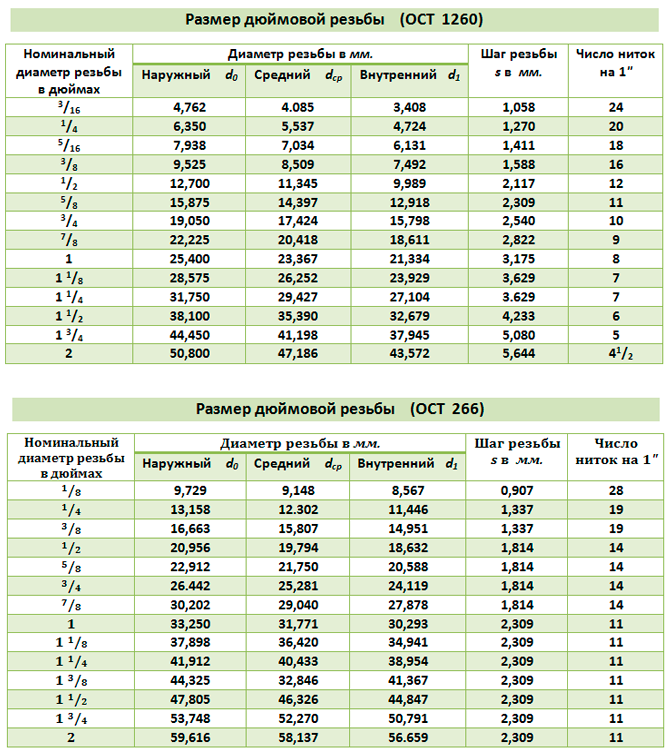 8к.
8к.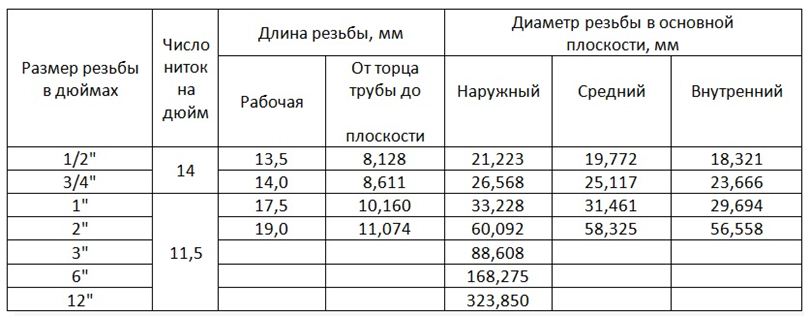 Существуют в большом количестве различные типы резьб, отличающиеся формой своего профиля и расстоянием между гребнями. Обычный пользователь часто сталкиваются с метрической резьбой, какая наносится на крепежные детали — болты, гайки, шпильки. Существует ряд резьб прямоугольного или конусного сечения, передающих усилия от вращающихся деталей другим элементам.
Существуют в большом количестве различные типы резьб, отличающиеся формой своего профиля и расстоянием между гребнями. Обычный пользователь часто сталкиваются с метрической резьбой, какая наносится на крепежные детали — болты, гайки, шпильки. Существует ряд резьб прямоугольного или конусного сечения, передающих усилия от вращающихся деталей другим элементам.

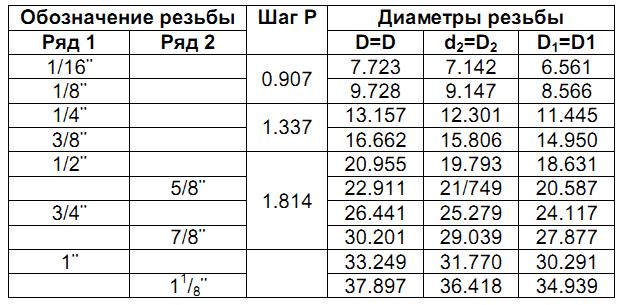 На нашем сайте есть отдельная статья, где подробно описаны различия между метрической и трубной резьбой. Почитайте, возможно, будет также интересно.
На нашем сайте есть отдельная статья, где подробно описаны различия между метрической и трубной резьбой. Почитайте, возможно, будет также интересно.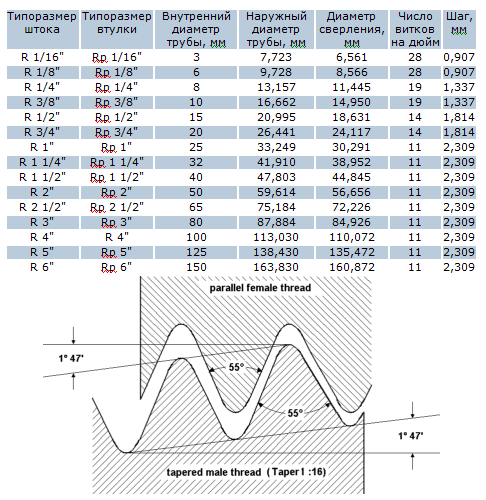
 Аналогичный показатель — это рабочая высота, равная расстоянию между скругленными вершиной зубца и впадиной.
Аналогичный показатель — это рабочая высота, равная расстоянию между скругленными вершиной зубца и впадиной.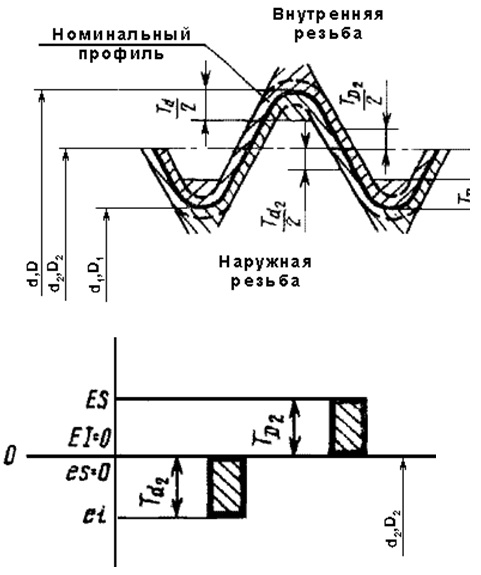 Помимо этого, указаны средние и внутренние диаметры, высота профиля в исходном треугольнике и ее рабочий показатель, а также радиусы закруглений.
Помимо этого, указаны средние и внутренние диаметры, высота профиля в исходном треугольнике и ее рабочий показатель, а также радиусы закруглений.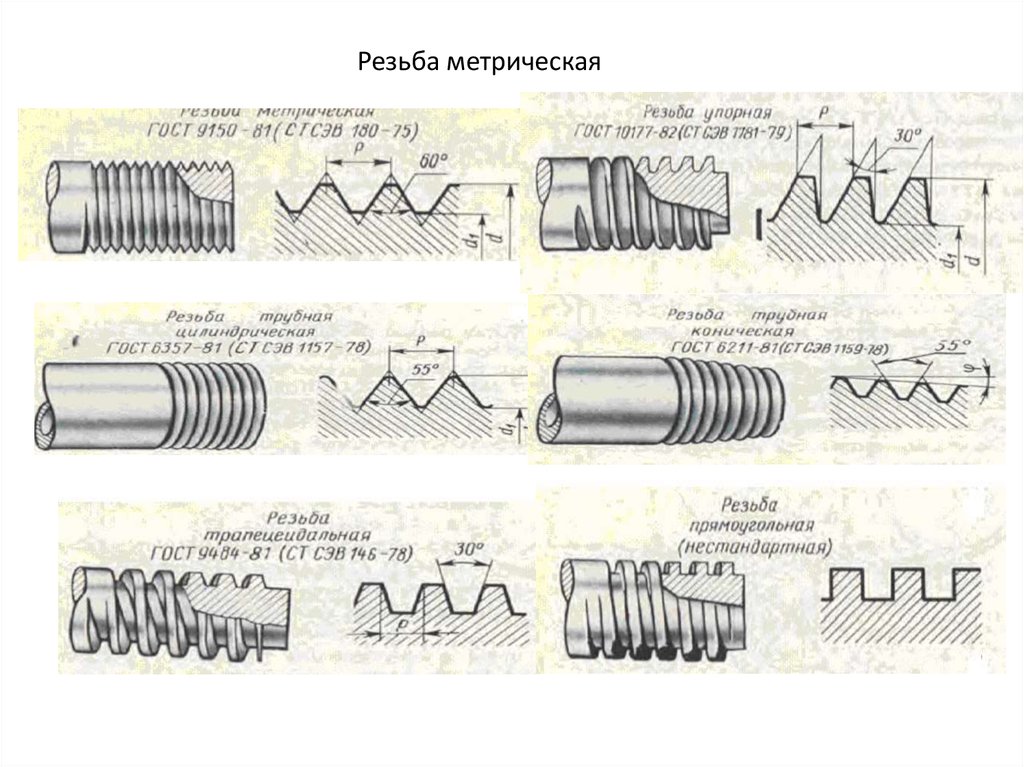

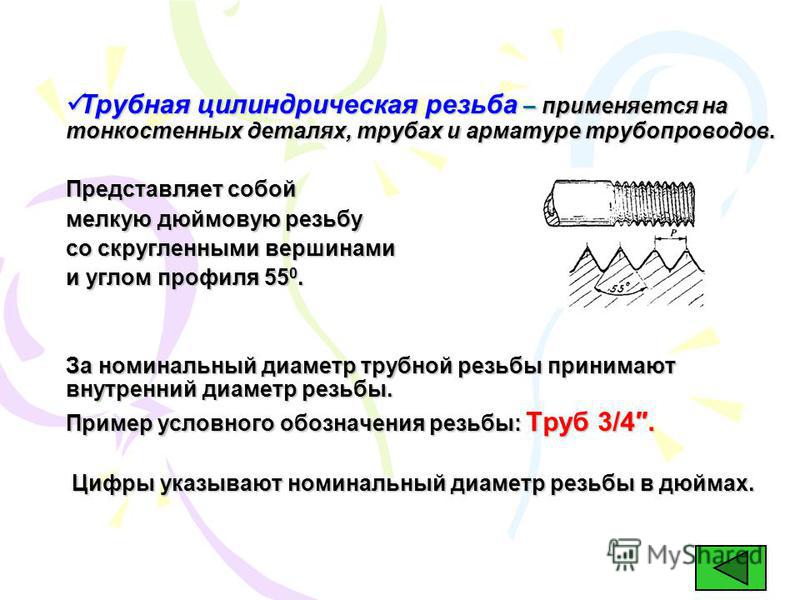
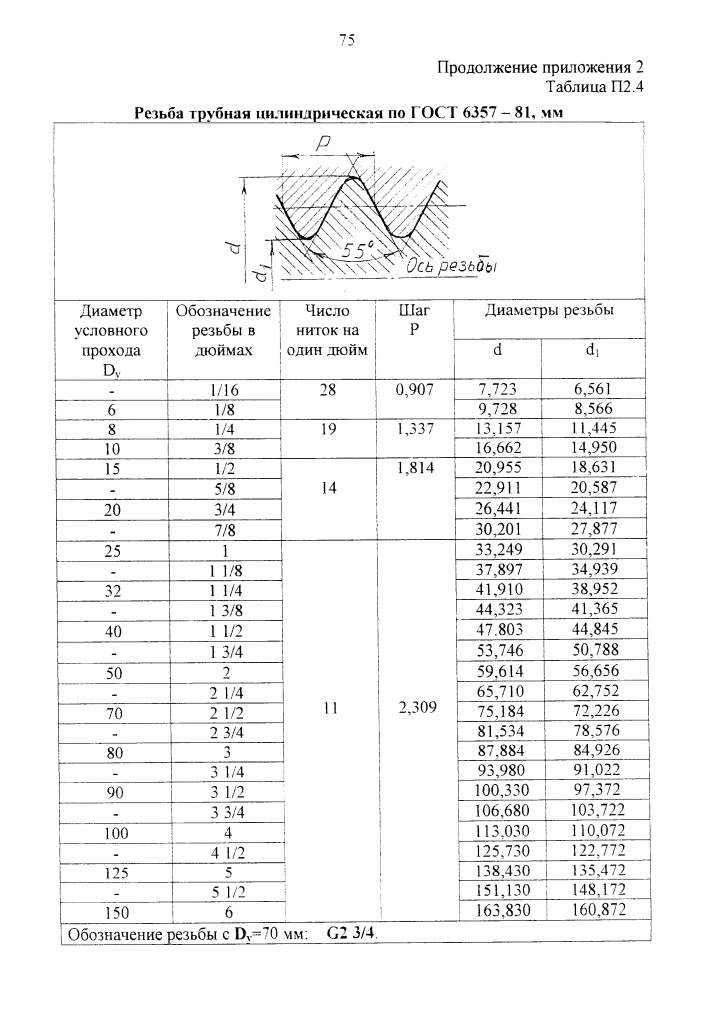 Возможно, будет интересно также почитать про трубные клуппы, какие виды бываю, как работают, популярные модели и рекомендации специалистов.
Возможно, будет интересно также почитать про трубные клуппы, какие виды бываю, как работают, популярные модели и рекомендации специалистов.
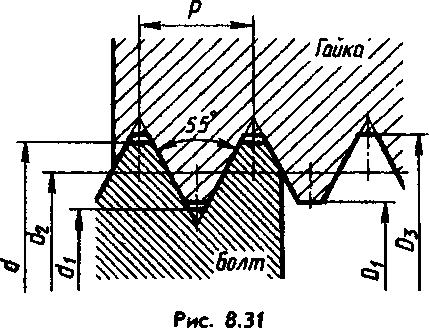
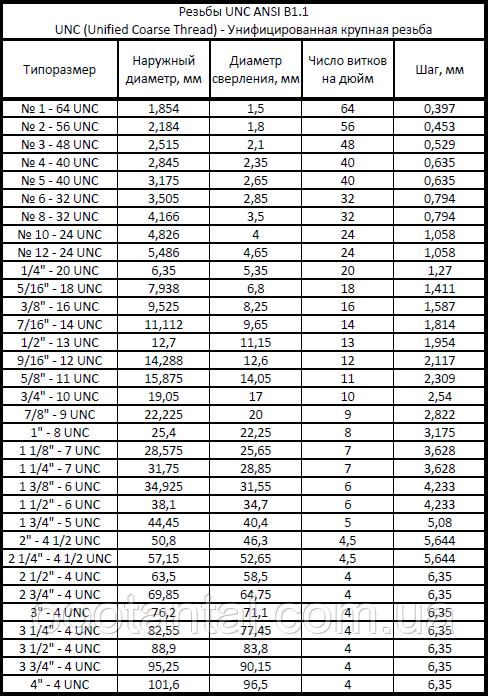 Параллельная резьба сопрягается с параллельными резьбовыми отверстиями и садится на буртик, как винт, обеспечивая постоянную высоту установки.
Параллельная резьба сопрягается с параллельными резьбовыми отверстиями и садится на буртик, как винт, обеспечивая постоянную высоту установки.

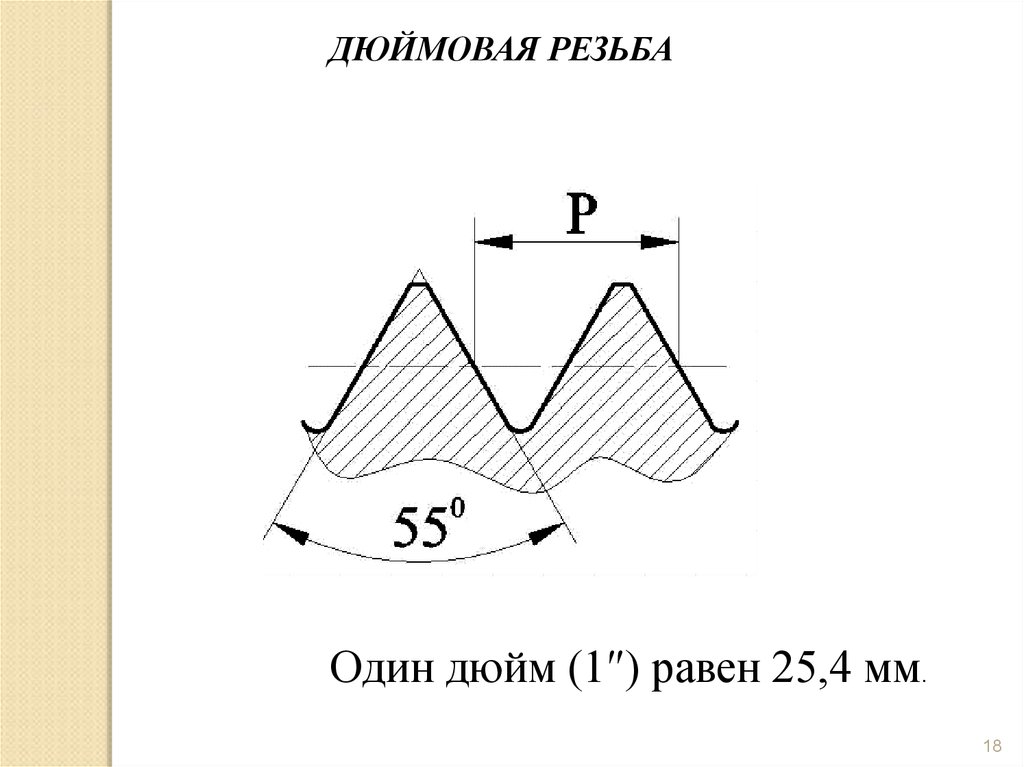 Эти фитинги также используются в промышленных машинах и многих других стандартных устройствах.
Эти фитинги также используются в промышленных машинах и многих других стандартных устройствах.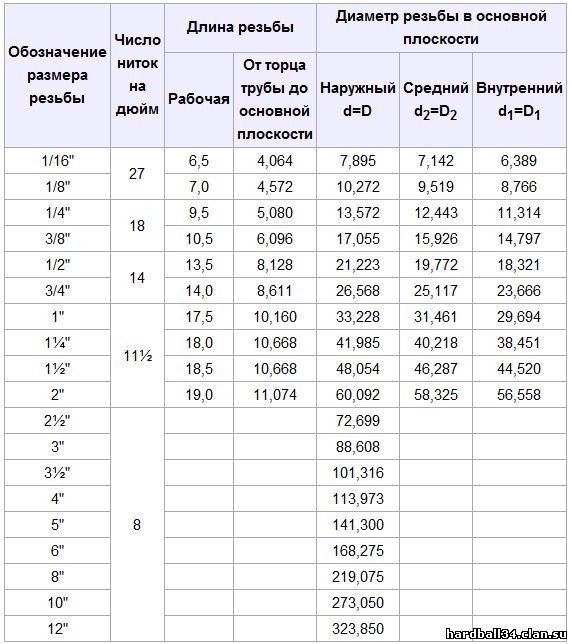 Физические размеры внешней резьбы остались без изменений и сохранили свои старые обозначения резьбы 1/4 дюйма. Эти резьбы обозначаются номинальным внутренним размером трубы, за которым следует номер резьбы, т. е. 1/4 дюйма-18. ПОЛНАЯ РЕЗЬБА
Физические размеры внешней резьбы остались без изменений и сохранили свои старые обозначения резьбы 1/4 дюйма. Эти резьбы обозначаются номинальным внутренним размером трубы, за которым следует номер резьбы, т. е. 1/4 дюйма-18. ПОЛНАЯ РЕЗЬБА В большинстве случаев при сборке не будет помех между основанием и вершиной резьбы.
В большинстве случаев при сборке не будет помех между основанием и вершиной резьбы. — MINUS 1 РЕЗЬБА
— MINUS 1 РЕЗЬБА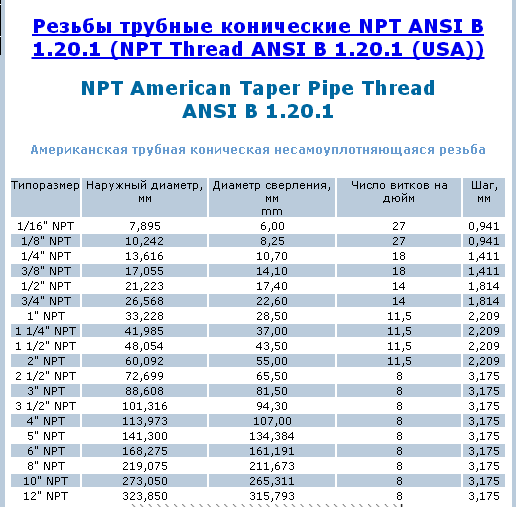
 Метрическая резьба обозначается буквой M (для стандартной резьбы) или S (для резьбы, формирующей резьбу), которые предшествуют делительному диаметру, за которым следует шаг резьбы (мм), т. е. M8x1,5 или S6x1,0. Традиционно, если шаг резьбы не указан, считается, что он равен 1,0. Британская резьба обозначается номинальным внутренним размером трубы, за которым следует шаг резьбы (tpi), т.е. 1/4″-29..
Метрическая резьба обозначается буквой M (для стандартной резьбы) или S (для резьбы, формирующей резьбу), которые предшествуют делительному диаметру, за которым следует шаг резьбы (мм), т. е. M8x1,5 или S6x1,0. Традиционно, если шаг резьбы не указан, считается, что он равен 1,0. Британская резьба обозначается номинальным внутренним размером трубы, за которым следует шаг резьбы (tpi), т.е. 1/4″-29..
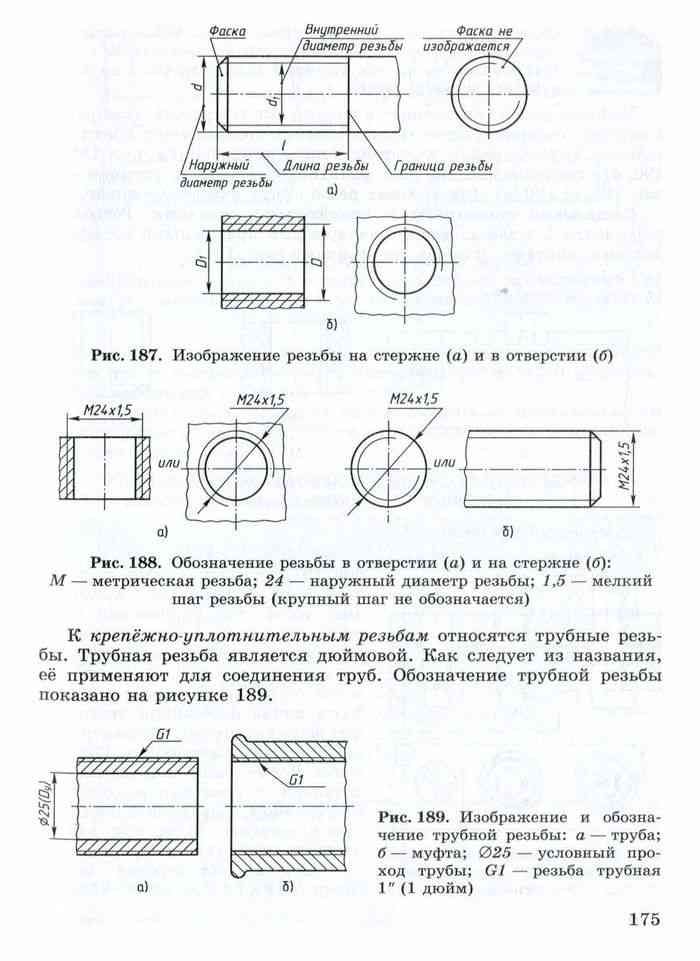
 Основное различие между трубой и трубой заключается в том, что стенки трубы толще и жестче. Трубка никогда не имеет резьбы , потому что ее стенки слишком тонкие. Стенки трубы достаточно прочны, чтобы выдерживать нарезанную или формованную резьбу. Резьбовая труба может обеспечить газо- или жидкостно-непроницаемые соединения, обладающие механической прочностью.
Основное различие между трубой и трубой заключается в том, что стенки трубы толще и жестче. Трубка никогда не имеет резьбы , потому что ее стенки слишком тонкие. Стенки трубы достаточно прочны, чтобы выдерживать нарезанную или формованную резьбу. Резьбовая труба может обеспечить газо- или жидкостно-непроницаемые соединения, обладающие механической прочностью. В них приведены примеры наиболее распространенных типов трубной резьбы.
В них приведены примеры наиболее распространенных типов трубной резьбы. NPTF расшифровывается как National Pipe Taper Fuel. Его также называют конической трубной резьбой американского национального стандарта Dryseal. Конструкция НПТФ обеспечивает герметичность соединений без использования герметиков.
NPTF расшифровывается как National Pipe Taper Fuel. Его также называют конической трубной резьбой американского национального стандарта Dryseal. Конструкция НПТФ обеспечивает герметичность соединений без использования герметиков.  Они также выполняют функцию смазки между наружной и внутренней резьбой. Сборка деталей и труб из разнородных материалов требует особой осторожности. Это связано с тем, что герметики облегчают чрезмерное затягивание фитингов. Чрезмерная затяжка фитингов может привести к повреждению и утечкам.
Они также выполняют функцию смазки между наружной и внутренней резьбой. Сборка деталей и труб из разнородных материалов требует особой осторожности. Это связано с тем, что герметики облегчают чрезмерное затягивание фитингов. Чрезмерная затяжка фитингов может привести к повреждению и утечкам.



 При этом заблаговременно следует определиться, как будет осуществляться крепление мауэрлата к газобетону. Грамотно проведенная работа обеспечит долгий срок службы конструкции, а также крыша будет легко справляться с многочисленными воздействиями атмосферы.
При этом заблаговременно следует определиться, как будет осуществляться крепление мауэрлата к газобетону. Грамотно проведенная работа обеспечит долгий срок службы конструкции, а также крыша будет легко справляться с многочисленными воздействиями атмосферы.

 Кроме применения таких химических анкеров требуется пользоваться гвоздями или болтами, а также нередко используются винты. Для усиления углов, эффективными считаются скобы или пластины.
Кроме применения таких химических анкеров требуется пользоваться гвоздями или болтами, а также нередко используются винты. Для усиления углов, эффективными считаются скобы или пластины.


 Эти методы гарантируют надежную посадку мауэрлата, его крепление к стенам и эффективную фиксацию самого кровельного покрытия. Все нагрузки при этом будут распределяться по стенам строения. Специалисты уверяют, что при возведении стен из точечных материалов, таких как пеноблоки или газоблоки, лучше всего пользоваться армопоясом, хотя отсутствуют случаи разрушения домов при использовании вышеуказанных методов. Поэтому для стандартных домов с легкой кровлей они являются идеальным выбором.
Эти методы гарантируют надежную посадку мауэрлата, его крепление к стенам и эффективную фиксацию самого кровельного покрытия. Все нагрузки при этом будут распределяться по стенам строения. Специалисты уверяют, что при возведении стен из точечных материалов, таких как пеноблоки или газоблоки, лучше всего пользоваться армопоясом, хотя отсутствуют случаи разрушения домов при использовании вышеуказанных методов. Поэтому для стандартных домов с легкой кровлей они являются идеальным выбором.

 Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.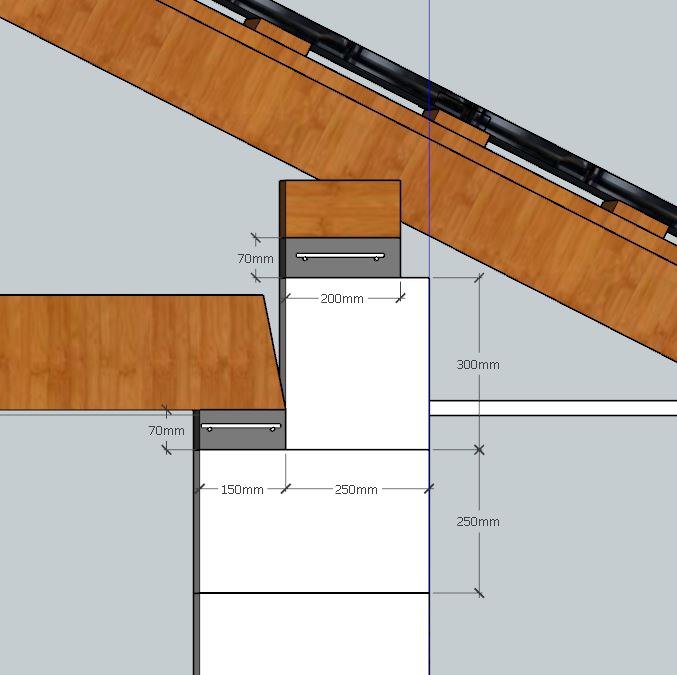
 То есть просто используют обычную формулу расчета периметра:
То есть просто используют обычную формулу расчета периметра: Однако в любом случае при выборе пиломатериалов для сборки основания крыши следует учитывать, что такую конструкцию следует устанавливать не ближе 6 см от внешнего края стены.
Однако в любом случае при выборе пиломатериалов для сборки основания крыши следует учитывать, что такую конструкцию следует устанавливать не ближе 6 см от внешнего края стены.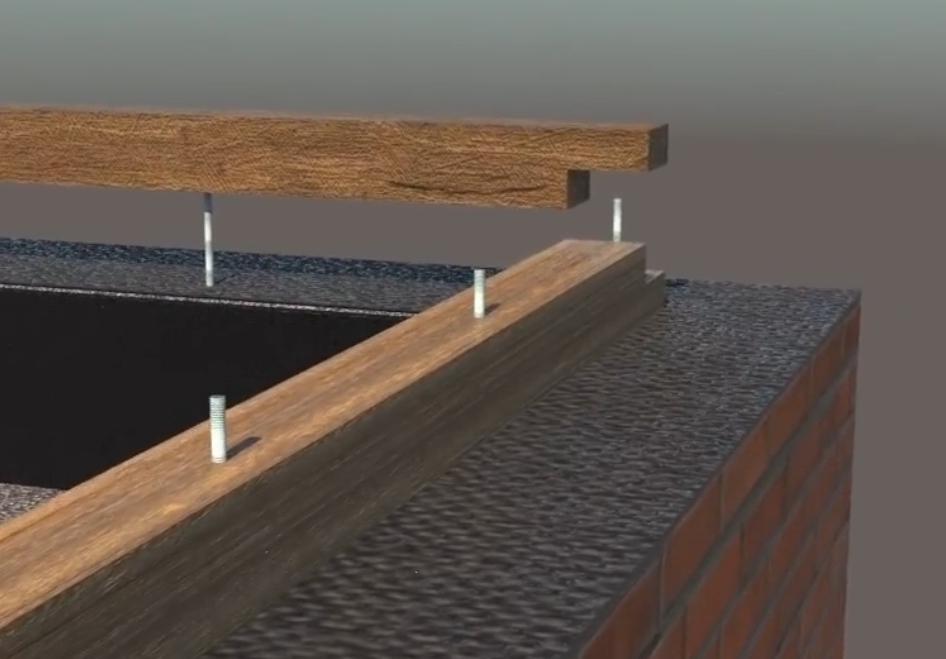 Существует несколько способов крепления основания стропильной системы:
Существует несколько способов крепления основания стропильной системы:
 Как и проволоку, скобы сначала заделывают в кладку на уровне 4-5 рядов. Затем в мауэрлат забивается остальная свободная часть.
Как и проволоку, скобы сначала заделывают в кладку на уровне 4-5 рядов. Затем в мауэрлат забивается остальная свободная часть.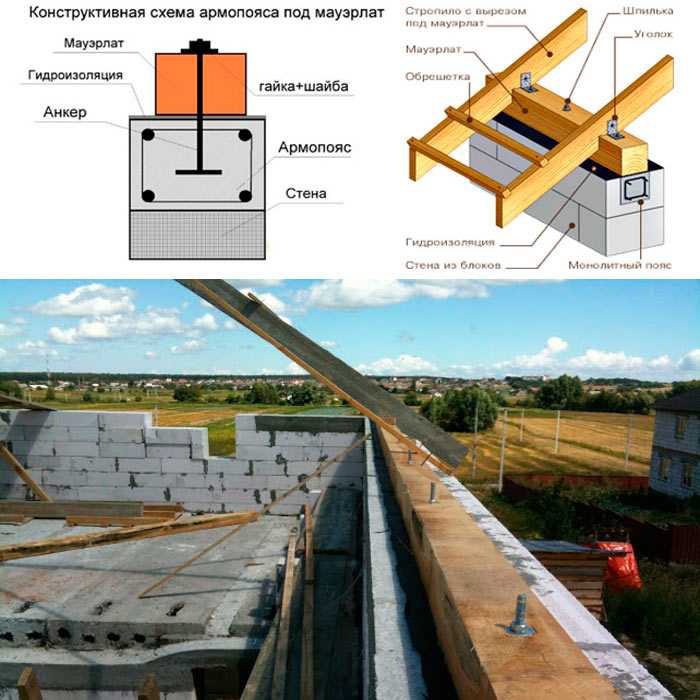 При возведении больших или тяжелых крыш брус в местах стыков дополнительно скрепляют гвоздями или металлическими пластинами.
При возведении больших или тяжелых крыш брус в местах стыков дополнительно скрепляют гвоздями или металлическими пластинами.

 Львов
Львов Ровно
Ровно
 Хочу сказать, что в связи с этим, работы очень желательно проводить зажав деталь в тиски, а сам дремель крепко держать в руках. Если этого не делать, то иногда фреза цепляется за край обрабатываемой детали, и инструмент пытается вырваться из рук. Кроме того, что это грозит травмой, вы можете испортить изготавливаемую деталь и даже согнуть фрезу в районе хвостовика (все-таки 3 мм не так и много, а хвостовики, как правило, не закаляют).
Хочу сказать, что в связи с этим, работы очень желательно проводить зажав деталь в тиски, а сам дремель крепко держать в руках. Если этого не делать, то иногда фреза цепляется за край обрабатываемой детали, и инструмент пытается вырваться из рук. Кроме того, что это грозит травмой, вы можете испортить изготавливаемую деталь и даже согнуть фрезу в районе хвостовика (все-таки 3 мм не так и много, а хвостовики, как правило, не закаляют).  Акрил тоже прекрасно обрабатывается. Как всегда, сделал небольшое углубление с торца и «просверлил» отверстие с помощью конусообразной фрезы. Если будете резать оргстекло или другой пластик, обратите внимание, что при резке он сильно греется, и фреза может «вплавиться» в пластик. Особенно вязким является акрил. Если его обрабатывать неаккуратно (особенно при сверлении или расширении отверстий), то фреза наверняка застрянет в нем.
Акрил тоже прекрасно обрабатывается. Как всегда, сделал небольшое углубление с торца и «просверлил» отверстие с помощью конусообразной фрезы. Если будете резать оргстекло или другой пластик, обратите внимание, что при резке он сильно греется, и фреза может «вплавиться» в пластик. Особенно вязким является акрил. Если его обрабатывать неаккуратно (особенно при сверлении или расширении отверстий), то фреза наверняка застрянет в нем.

 Тонкая спиральная насадка может проникнуть в небольшие пространства.
Тонкая спиральная насадка может проникнуть в небольшие пространства. Но прежде чем вы это сделаете, пришло время кратко рассказать о безопасности. Защищайте руки перчатками, желательно кожаными; они не только защищают от случайных порезов и осколков, но и более устойчивы к износу. Очки и пылезащитная маска также необходимы. Вы же не хотите дышать крошечными стеклянными или металлическими осколками (или подносить их к глазам).
Но прежде чем вы это сделаете, пришло время кратко рассказать о безопасности. Защищайте руки перчатками, желательно кожаными; они не только защищают от случайных порезов и осколков, но и более устойчивы к износу. Очки и пылезащитная маска также необходимы. Вы же не хотите дышать крошечными стеклянными или металлическими осколками (или подносить их к глазам).
 Фрезы используются для придания формы, выдалбливания, проточки канавок, прорези, выполнения конических отверстий. Фрезы используются для фрезерования, инкрустации, пазов в древесине и других мягких материалах. На древесину наносят декоративную кромку и используют для изготовления миниатюрной лепнины. Используйте фрезы со сверлильным станком или вращающимся инструментом с насадкой для фрезерования.
Фрезы используются для придания формы, выдалбливания, проточки канавок, прорези, выполнения конических отверстий. Фрезы используются для фрезерования, инкрустации, пазов в древесине и других мягких материалах. На древесину наносят декоративную кромку и используют для изготовления миниатюрной лепнины. Используйте фрезы со сверлильным станком или вращающимся инструментом с насадкой для фрезерования. Хвостовики 1/8 дюйма . Работает с Dremel.
Хвостовики 1/8 дюйма . Работает с Dremel. Работает с Dremel.
Работает с Dremel.
 По этому критерию такой крепеж бывает нескольких видов. В частности:
По этому критерию такой крепеж бывает нескольких видов. В частности: Но при необходимости обеспечения более надежного уровня фиксации в ход идут подобные крепежные детали с диаметром резьбового стержня 10 мм.
Но при необходимости обеспечения более надежного уровня фиксации в ход идут подобные крепежные детали с диаметром резьбового стержня 10 мм.

 Необходимо добиться, чтобы видна осталась только верхняя грань гильзы и головка винта. Если от руки сделать это не получится, можно вбить крепежную деталь до упора легкими ударами молотка;
Необходимо добиться, чтобы видна осталась только верхняя грань гильзы и головка винта. Если от руки сделать это не получится, можно вбить крепежную деталь до упора легкими ударами молотка;
 Толщина стенок распорной муфты должна быть равной или большей 0,8 мм. Иначе надежность крепления будет невысокой.
Толщина стенок распорной муфты должна быть равной или большей 0,8 мм. Иначе надежность крепления будет невысокой. 1).
1).
 5
5

 камень
камень
 профиль
профиль
 de
de

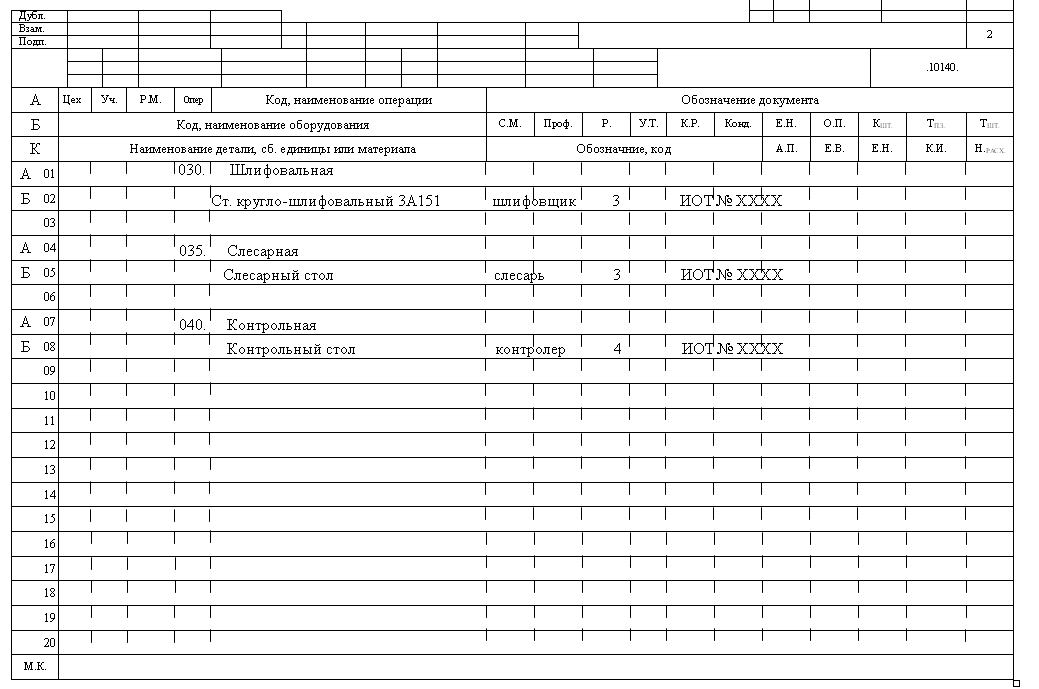 А теперь представьте, сколько кристаллов помещается на процессоре! Техпроцесс постоянно меняется. Это влияет на энергопотребление и энергоэффективность. Из-за уменьшения техпроцесса чипы становятся более производительными.
А теперь представьте, сколько кристаллов помещается на процессоре! Техпроцесс постоянно меняется. Это влияет на энергопотребление и энергоэффективность. Из-за уменьшения техпроцесса чипы становятся более производительными.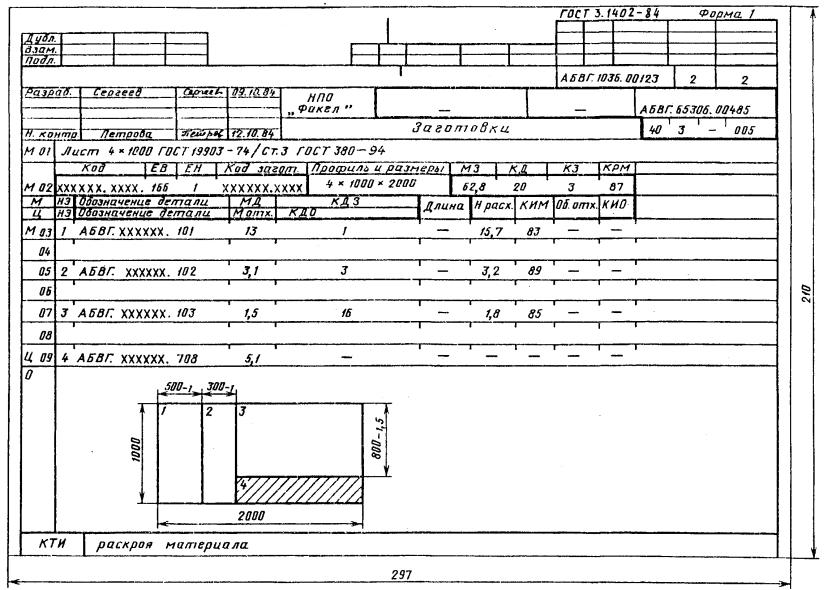
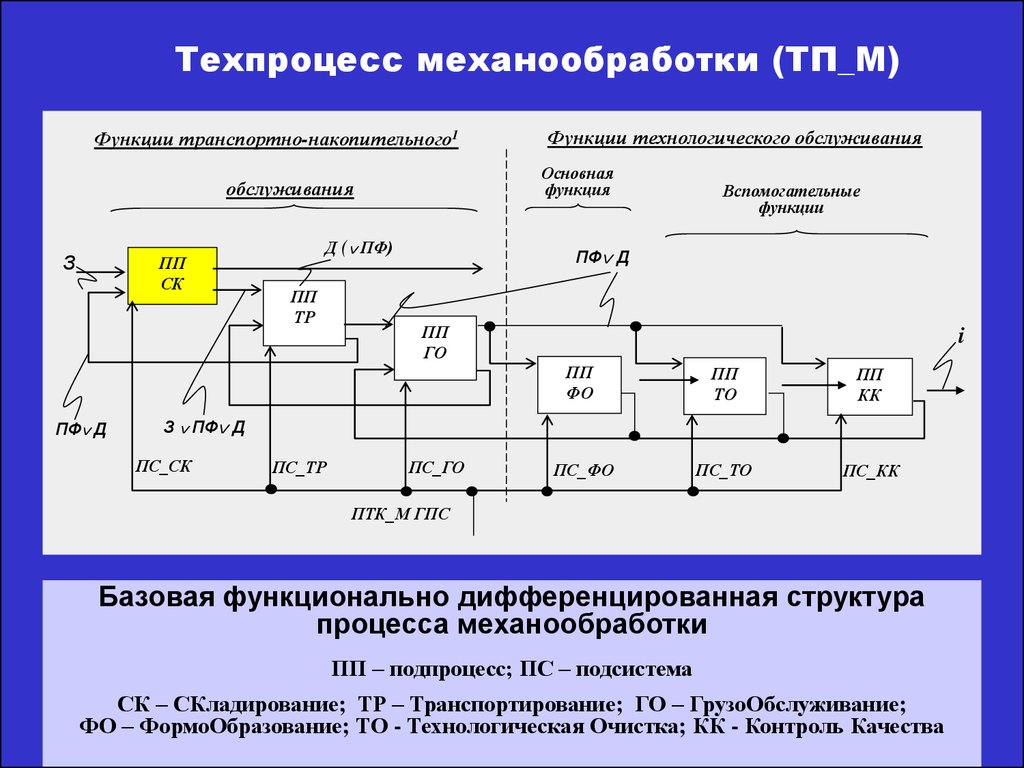 Выяснилось, что различия в архитектуре оказались минимальными и незначительными — 24-нанометровая технология процессора Intel и 22-нанометровая у AMD были схожи, а погрешность незначительна. Безумной разницы в разработках, о которых говорили производители, просто не может быть — это всё маркетинговые уловки, на которые идут компании ради красного словца.
Выяснилось, что различия в архитектуре оказались минимальными и незначительными — 24-нанометровая технология процессора Intel и 22-нанометровая у AMD были схожи, а погрешность незначительна. Безумной разницы в разработках, о которых говорили производители, просто не может быть — это всё маркетинговые уловки, на которые идут компании ради красного словца.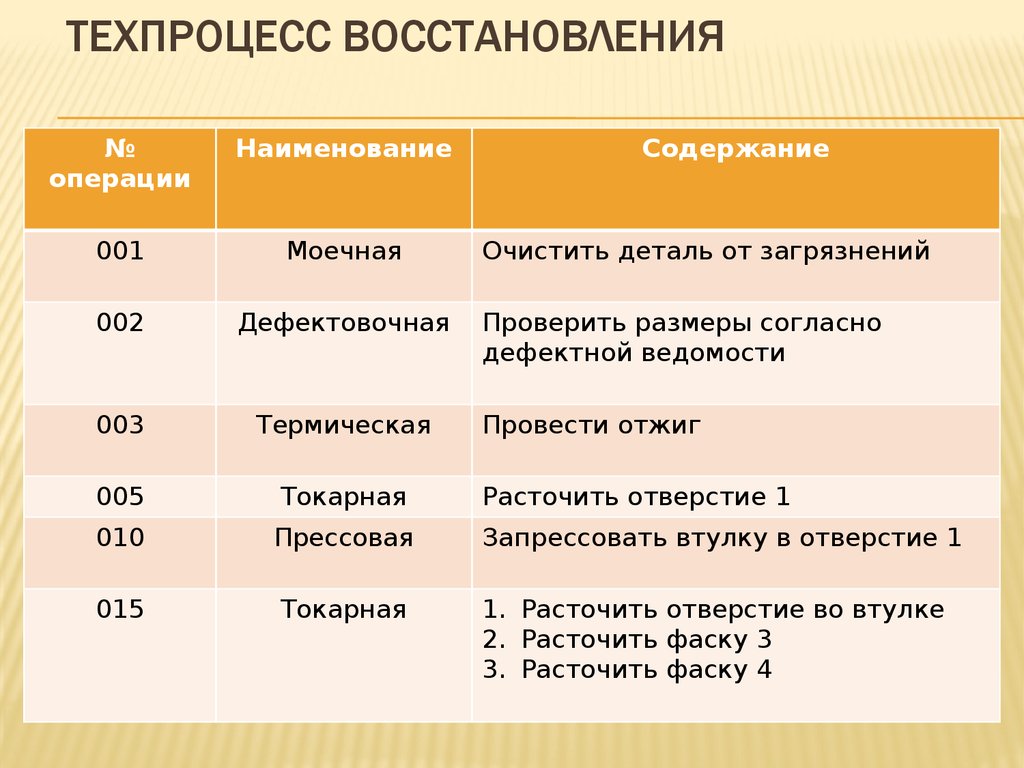 Но этому способствует естественная деградация — процесс разрушения внутренних элементов. Под воздействием тока, протекающего через внутренние элементы, и высоких температур характеристики со временем ухудшаются. Проявляется это в частых ошибках, невозможности работы на прежних скоростях. Уменьшение техпроцесса играет в этом определенную роль: с уменьшением внутренней архитектуры увеличивается и плотность «упаковки» элементов, а также плотность электрического тока. Процесс деградации ускоряется при неправильном температурном режиме и повышенном напряжении. Заметили что-то неладное в своем смартфоне? Поможем советом в нашем Telegram-чате!
Но этому способствует естественная деградация — процесс разрушения внутренних элементов. Под воздействием тока, протекающего через внутренние элементы, и высоких температур характеристики со временем ухудшаются. Проявляется это в частых ошибках, невозможности работы на прежних скоростях. Уменьшение техпроцесса играет в этом определенную роль: с уменьшением внутренней архитектуры увеличивается и плотность «упаковки» элементов, а также плотность электрического тока. Процесс деградации ускоряется при неправильном температурном режиме и повышенном напряжении. Заметили что-то неладное в своем смартфоне? Поможем советом в нашем Telegram-чате!
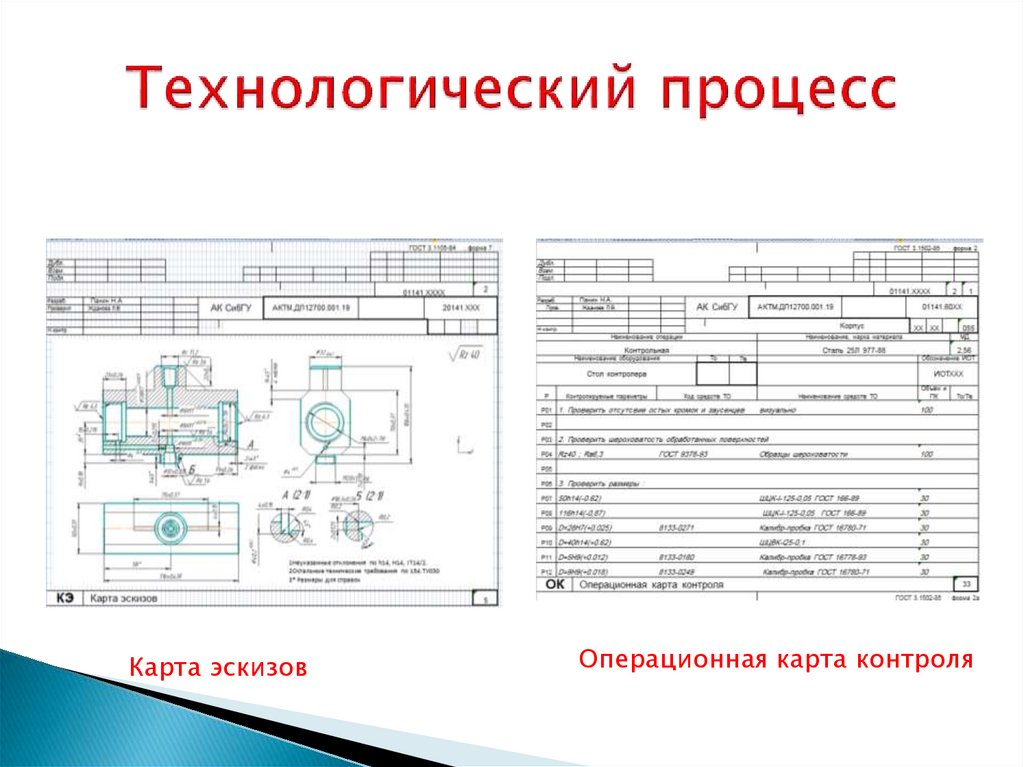
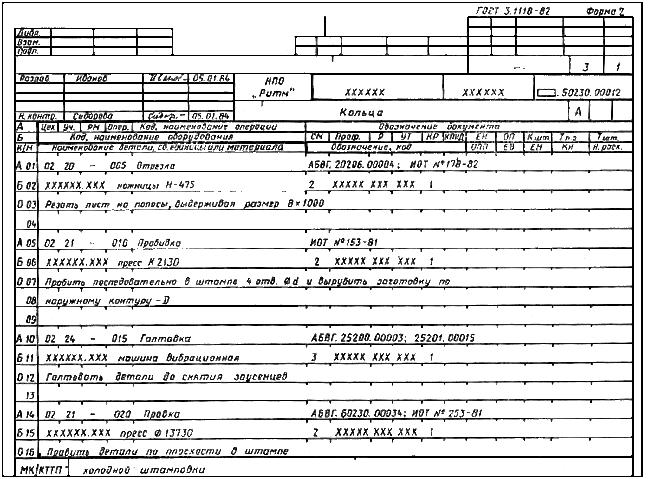 Революция произошла в начале 60-х годов, когда на свет появились первые полевые транзисторы.
Революция произошла в начале 60-х годов, когда на свет появились первые полевые транзисторы. И именно в этот момент в сфере полупроводников произошла еще одна революция — место планарных или плоских транзисторов заняли трехмерные, у которых проводящий канал оказался приподнят над кремниевой подложкой. Из-за этого затвор оборачивает его уже с трех сторон, в результате чего он может лучше управлять током. Такая структура транзисторов получила название FinFET, и именно ее использование помогло производителям продолжить уменьшать размеры транзисторов и увеличивать плотность их размещения до когда-то небывалых значений.
И именно в этот момент в сфере полупроводников произошла еще одна революция — место планарных или плоских транзисторов заняли трехмерные, у которых проводящий канал оказался приподнят над кремниевой подложкой. Из-за этого затвор оборачивает его уже с трех сторон, в результате чего он может лучше управлять током. Такая структура транзисторов получила название FinFET, и именно ее использование помогло производителям продолжить уменьшать размеры транзисторов и увеличивать плотность их размещения до когда-то небывалых значений. Но помимо очевидного роста производительности, уменьшение размера транзистора улучшает и его энергоэффективность: чем меньше транзистор, тем меньший ток, требуется для его работы. Уменьшение же размеров затвора снижает время необходимое для переключения транзистора из одного состояния в другое — он начинает работать быстрее.
Но помимо очевидного роста производительности, уменьшение размера транзистора улучшает и его энергоэффективность: чем меньше транзистор, тем меньший ток, требуется для его работы. Уменьшение же размеров затвора снижает время необходимое для переключения транзистора из одного состояния в другое — он начинает работать быстрее.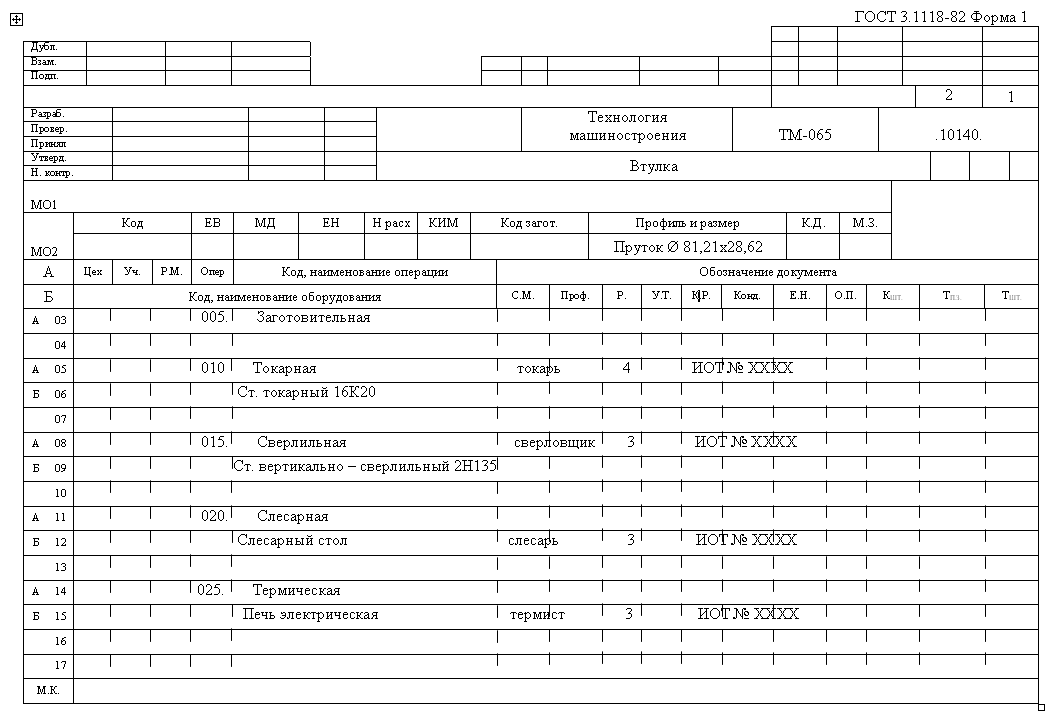
 Такие кристаллы хороши в спринте, но не очень подходят для марафонов, т.е. длительных нагрузок. Именно это в полной мере справедливо для таких платформ, как 4-нм Snapdragon 888 и 5-нм Samsung Exynos 2100. Они бесспорно намного производительнее предшественников на коротких дистанциях, но при продолжительной нагрузке преимущество этих SoC тает из-за сильного перегрева и троттлинга.
Такие кристаллы хороши в спринте, но не очень подходят для марафонов, т.е. длительных нагрузок. Именно это в полной мере справедливо для таких платформ, как 4-нм Snapdragon 888 и 5-нм Samsung Exynos 2100. Они бесспорно намного производительнее предшественников на коротких дистанциях, но при продолжительной нагрузке преимущество этих SoC тает из-за сильного перегрева и троттлинга.
 США в год.
США в год.
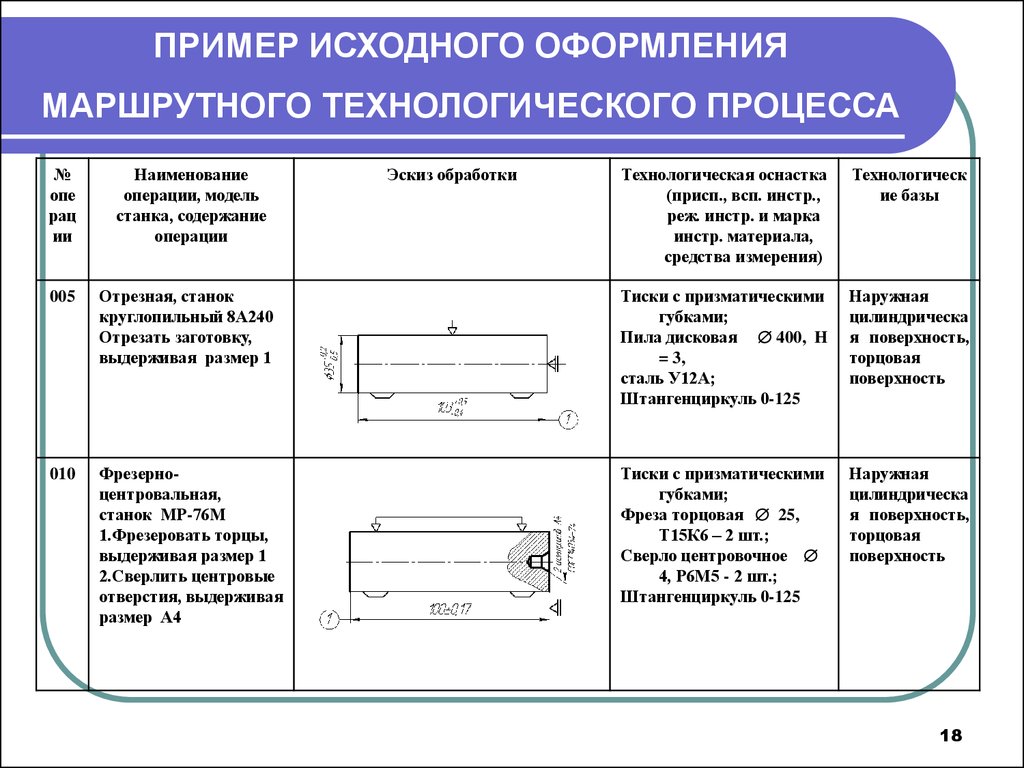 Степень младшего специалиста по профессиональным исследованиям (AOS) в области технологических процессов предоставит вам больше возможностей для получения работы начального уровня в самых разных отраслях. Большинство рабочих мест доступны в четырех основных отраслях:
Степень младшего специалиста по профессиональным исследованиям (AOS) в области технологических процессов предоставит вам больше возможностей для получения работы начального уровня в самых разных отраслях. Большинство рабочих мест доступны в четырех основных отраслях: Они существуют десятилетиями и предоставляют нам необходимые продукты и услуги, и они должны оставаться стабильными предприятиями.
Они существуют десятилетиями и предоставляют нам необходимые продукты и услуги, и они должны оставаться стабильными предприятиями. Химические вещества, в том числе пластмассы, являются частью нашей повседневной жизни. Они нужны нам для телефонов, компьютеров, корпусов телевизоров, дверных звонков, красок и многого другого.
Химические вещества, в том числе пластмассы, являются частью нашей повседневной жизни. Они нужны нам для телефонов, компьютеров, корпусов телевизоров, дверных звонков, красок и многого другого.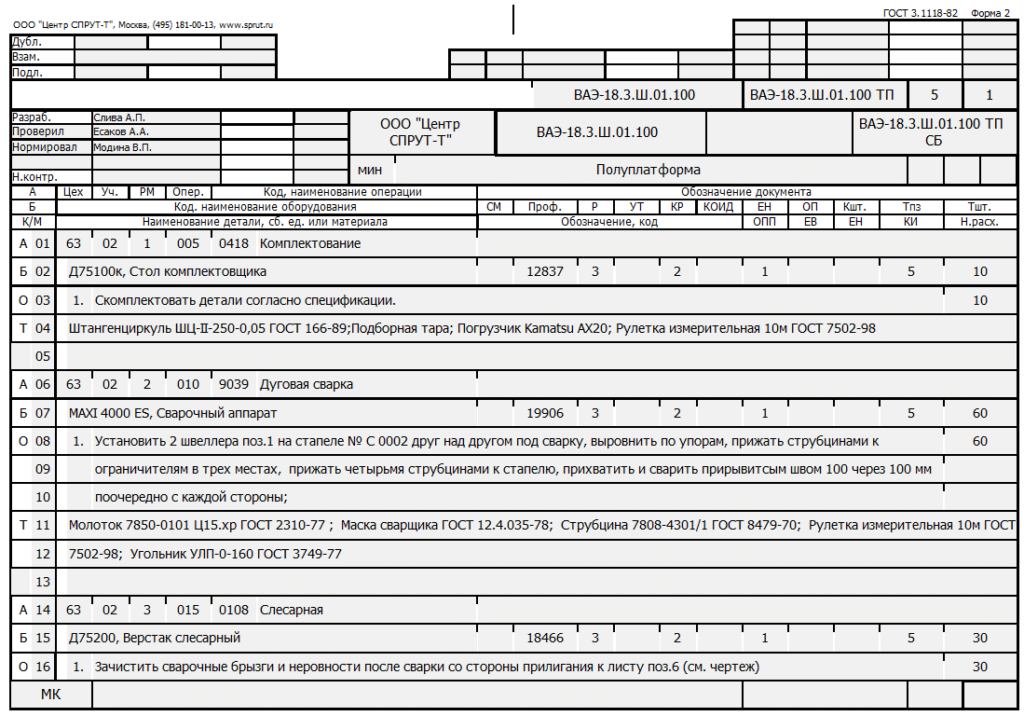 Степень младшего специалиста по профессиональным исследованиям (AOS) в области технологических процессов предоставит вам больше возможностей для получения работы начального уровня в самых разных отраслях».
Степень младшего специалиста по профессиональным исследованиям (AOS) в области технологических процессов предоставит вам больше возможностей для получения работы начального уровня в самых разных отраслях». 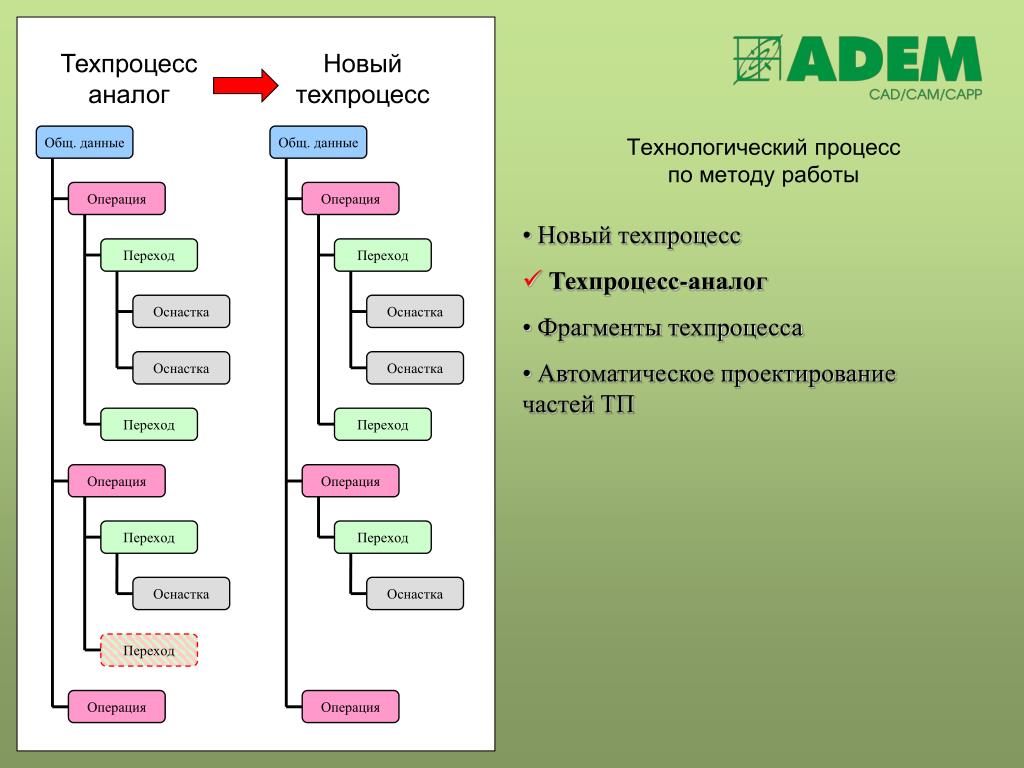
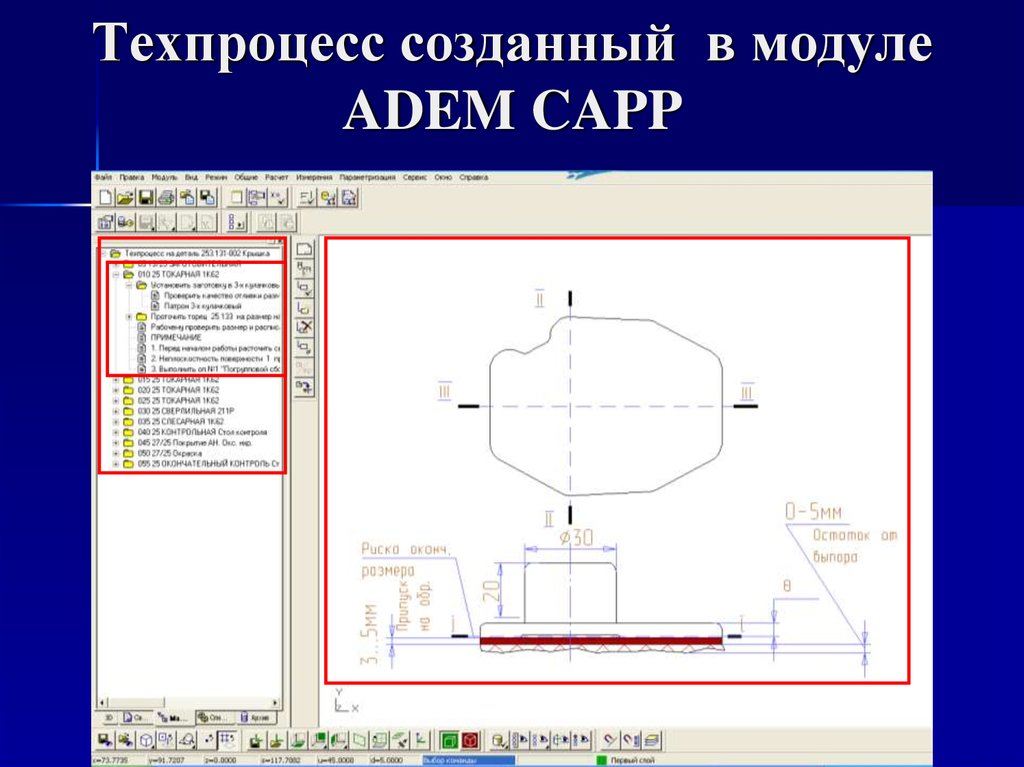
 При помощи особой обработки поверхности ювелиры добивались наиболее светлого цвета металла, из-за чего его часто приравнивали к серебру. Но в сравнении с серебром, алюминий обладал более мягким блеском, чем обуславливалась еще большая любовь к нему ювелиров.
При помощи особой обработки поверхности ювелиры добивались наиболее светлого цвета металла, из-за чего его часто приравнивали к серебру. Но в сравнении с серебром, алюминий обладал более мягким блеском, чем обуславливалась еще большая любовь к нему ювелиров. Большинство из них не пережило обесценивания металла и было заменено серебром, золотом и другими драгоценными металлами и сплавами. В последнее время вновь наблюдается повышенный интерес к алюминию у специалистов. Этот металл стал темой отдельной выставки , организованной в 2000 году Музеем Карнеги в Питсбурге. Во Франции расположен Институт истории алюминия, который в частности занимается исследованием первых ювелирных изделий из этого металла.
Большинство из них не пережило обесценивания металла и было заменено серебром, золотом и другими драгоценными металлами и сплавами. В последнее время вновь наблюдается повышенный интерес к алюминию у специалистов. Этот металл стал темой отдельной выставки , организованной в 2000 году Музеем Карнеги в Питсбурге. Во Франции расположен Институт истории алюминия, который в частности занимается исследованием первых ювелирных изделий из этого металла.
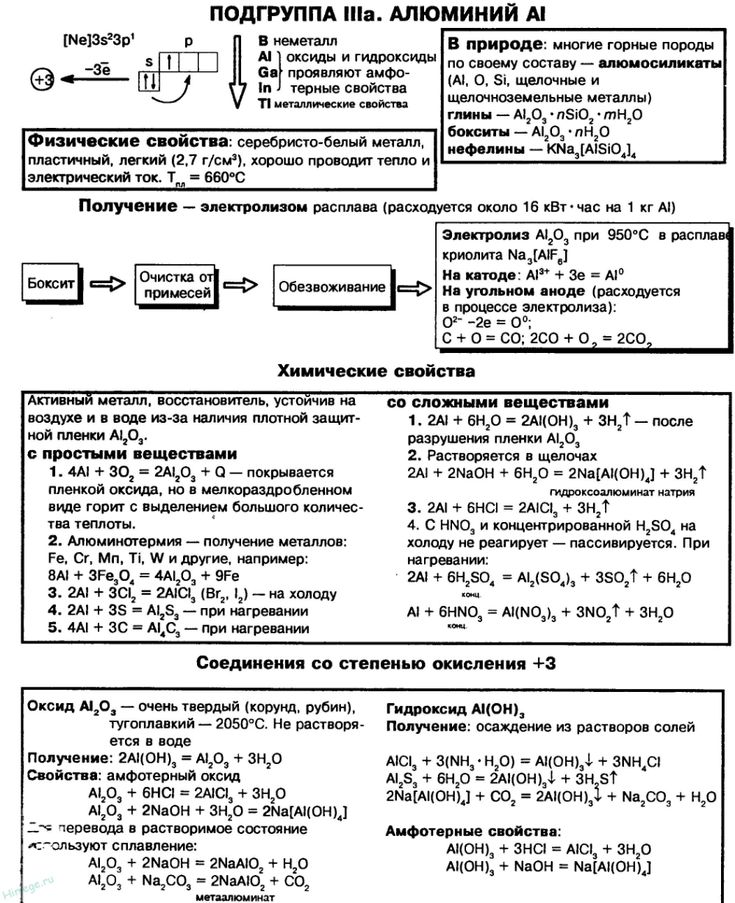
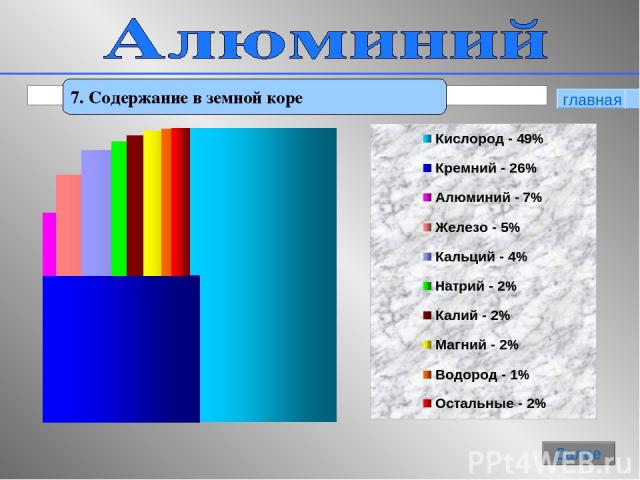
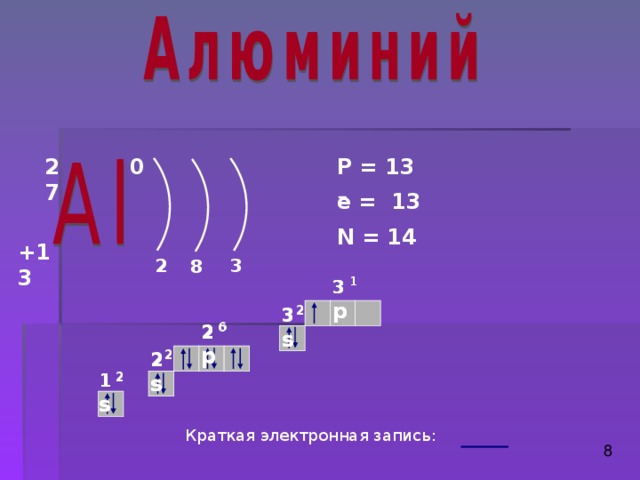
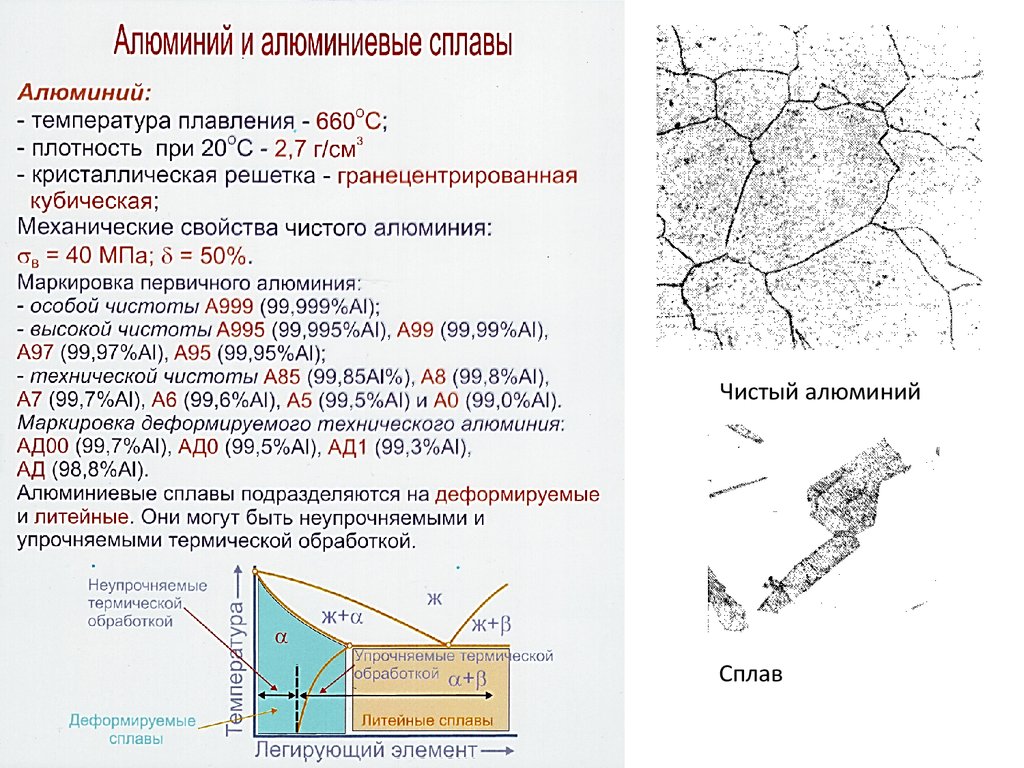
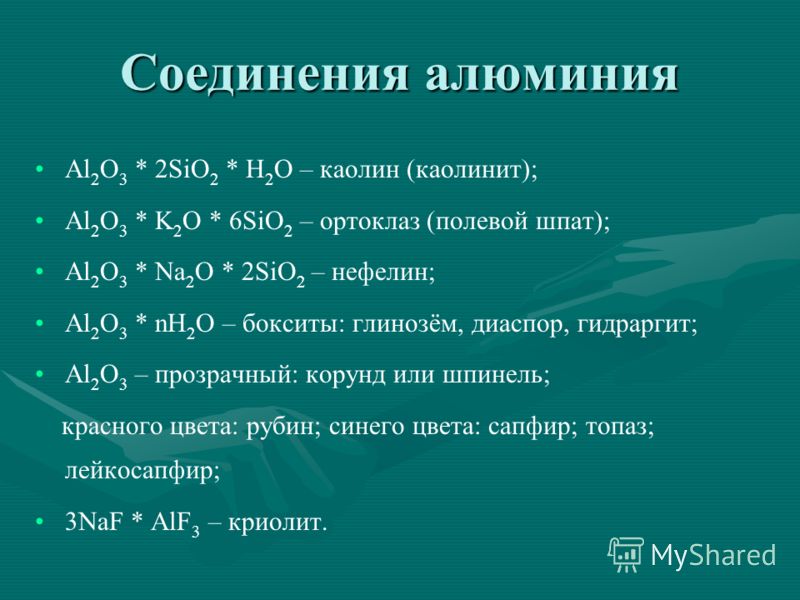
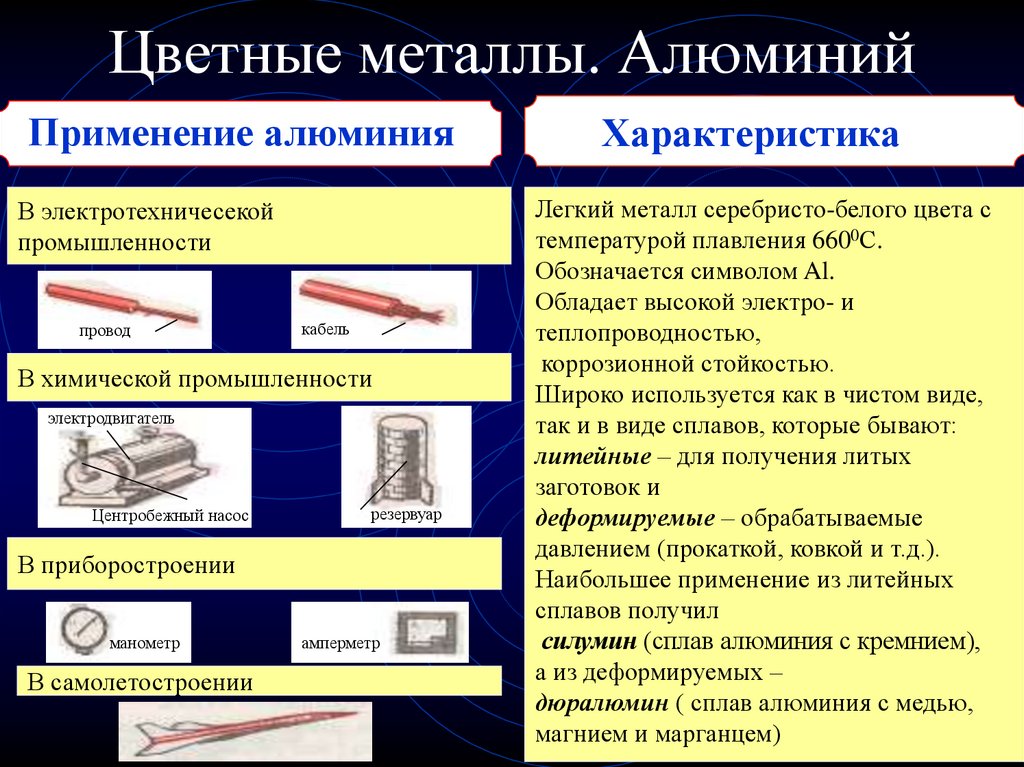 дюйм
дюйм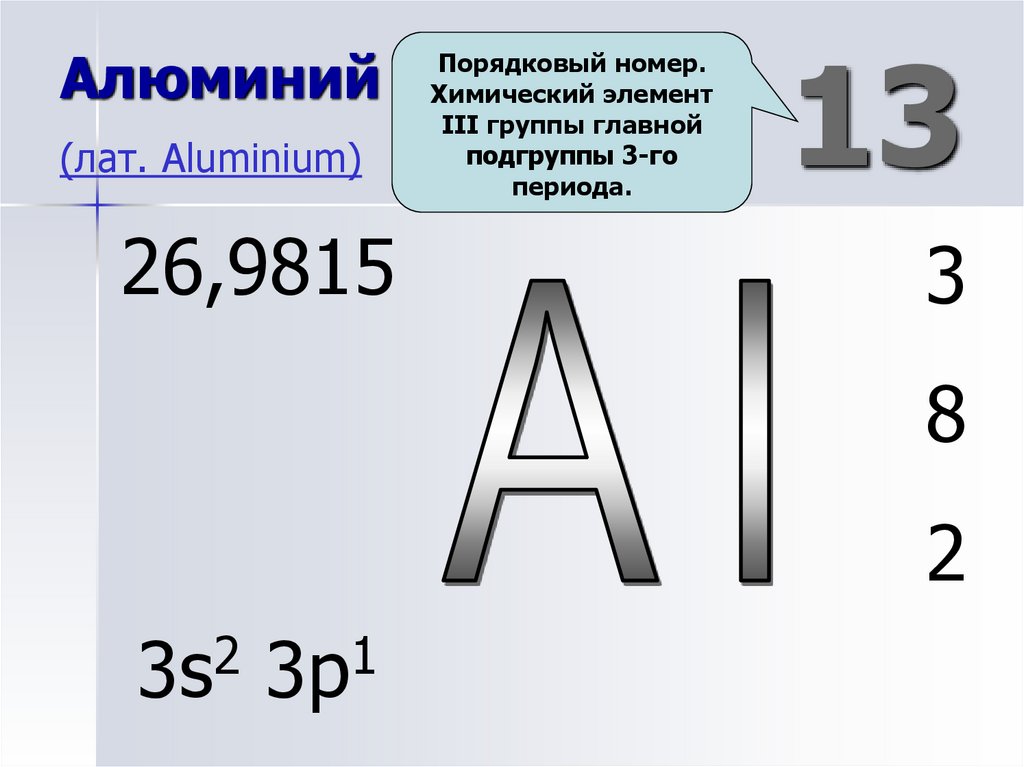 com
com 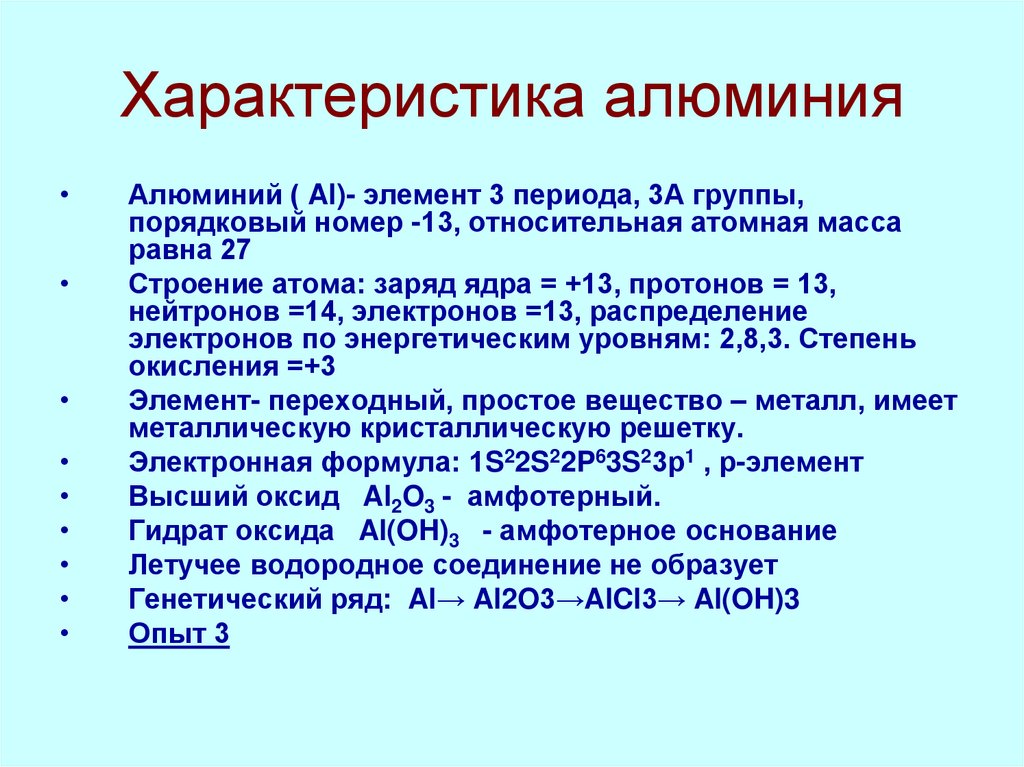
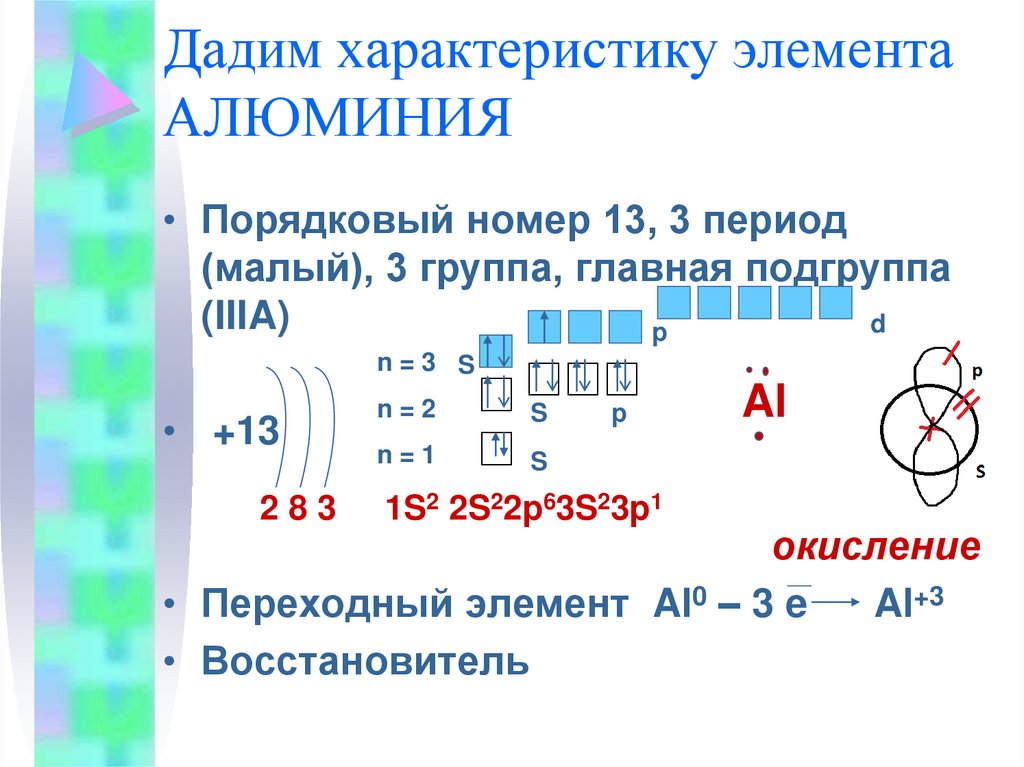 Приведенные ниже диаграммы относятся к чистому алюминию.
Приведенные ниже диаграммы относятся к чистому алюминию.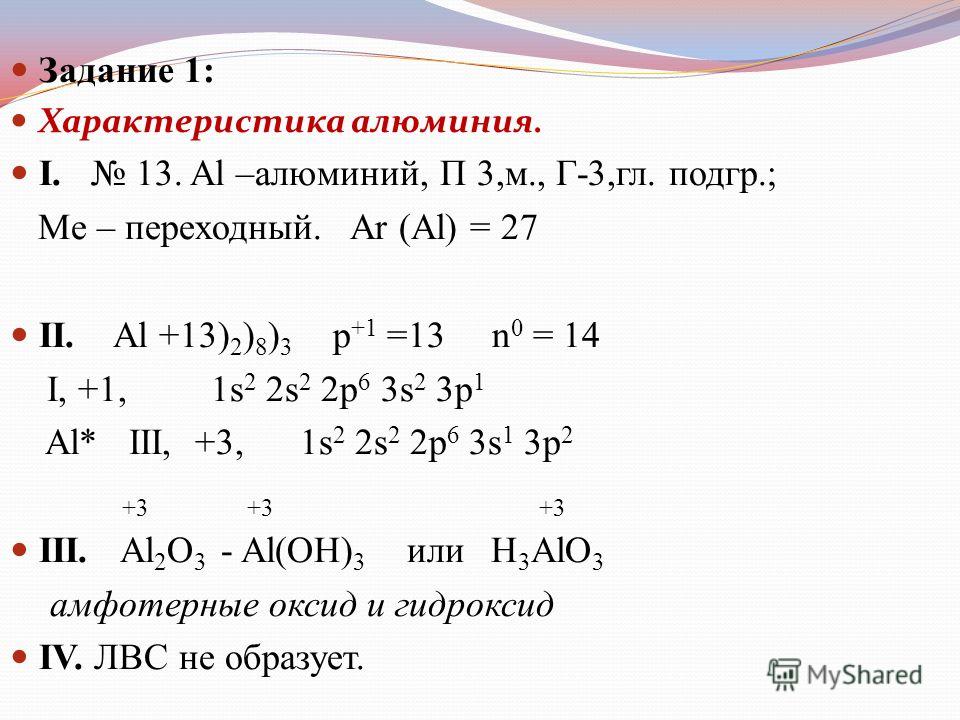
 Наблюдения за этим разрушением на атомном уровне происходят во время реакции, а также после нее.
Наблюдения за этим разрушением на атомном уровне происходят во время реакции, а также после нее.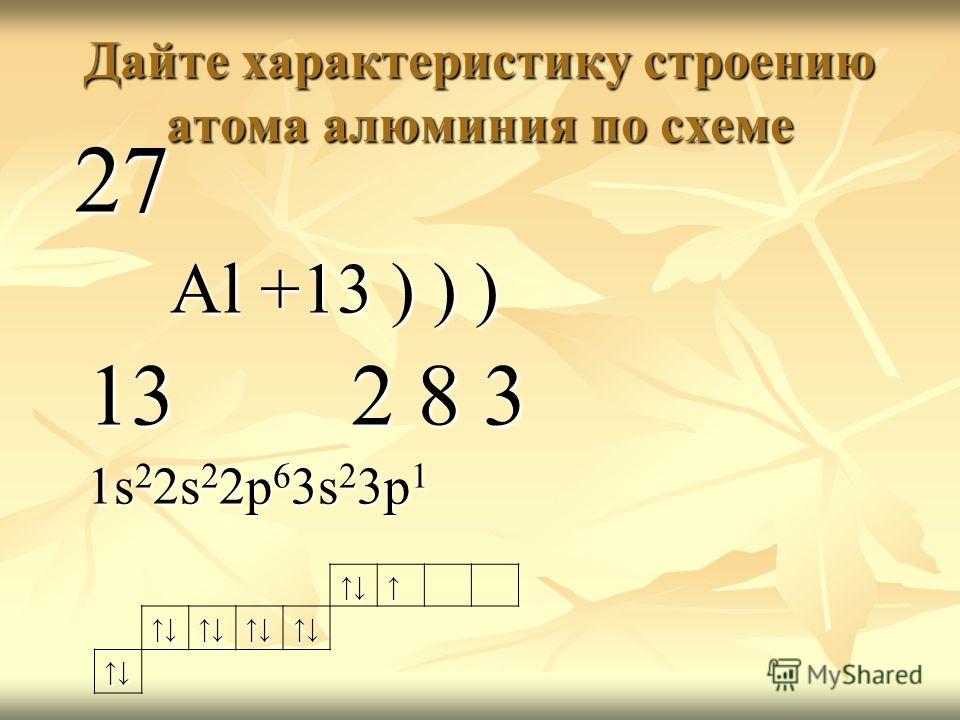
 Твердый оксидный слой, образующийся на поверхности алюминия, плавится при температуре, втрое превышающей температуру алюминия под ним. Поэтому перед сваркой требуется глубокая преднамеренная очистка поверхности, обычно с помощью ацетона, а переменный ток требуется на протяжении всего процесса сварки.
Твердый оксидный слой, образующийся на поверхности алюминия, плавится при температуре, втрое превышающей температуру алюминия под ним. Поэтому перед сваркой требуется глубокая преднамеренная очистка поверхности, обычно с помощью ацетона, а переменный ток требуется на протяжении всего процесса сварки. Это особенно верно, если учесть, как различаются механические свойства алюминиевых сплавов.
Это особенно верно, если учесть, как различаются механические свойства алюминиевых сплавов.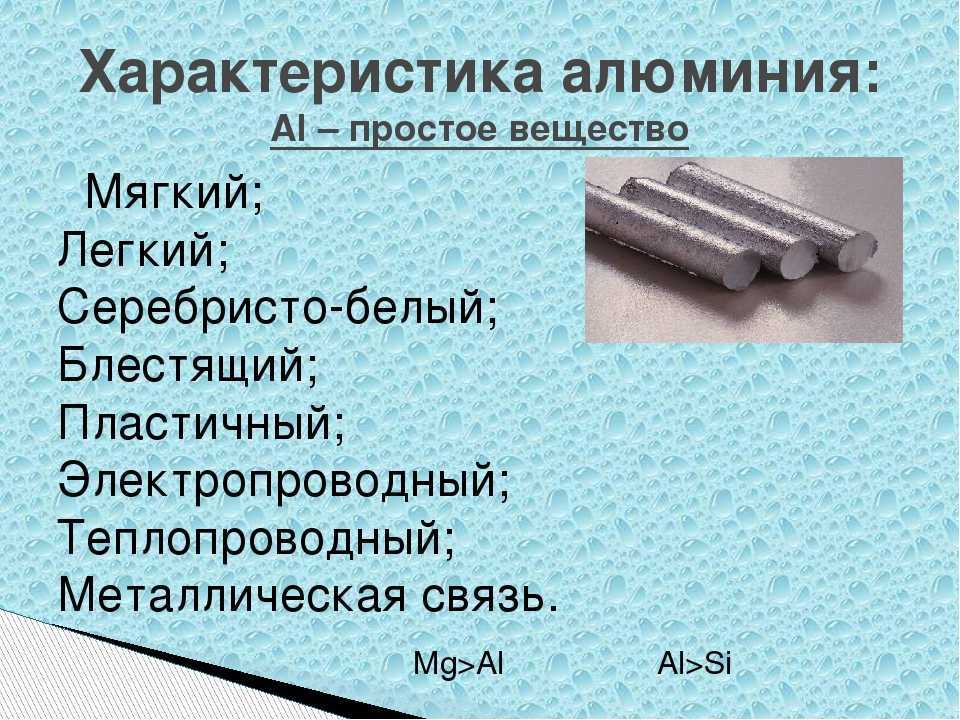

 Данный фитинг гарантирует высокую гигиеническую безопасность, долгий срок службы и прочную герметичность. Широко использоваться на трубопроводах холодной и горячей воды.
Данный фитинг гарантирует высокую гигиеническую безопасность, долгий срок службы и прочную герметичность. Широко использоваться на трубопроводах холодной и горячей воды. Благодаря качественным технологиям изготовления наши фитинги обладают хорошей прочностью и высокими техническими характеристиками. При надлежащем хранении-фитинг длительно сохраняет первоначальную форму, прочностные, температурные и химические свойства. Они надежно фиксируют участки трубопроводов между собой, обеспечивая устойчивость и долговечность соединений.
Благодаря качественным технологиям изготовления наши фитинги обладают хорошей прочностью и высокими техническими характеристиками. При надлежащем хранении-фитинг длительно сохраняет первоначальную форму, прочностные, температурные и химические свойства. Они надежно фиксируют участки трубопроводов между собой, обеспечивая устойчивость и долговечность соединений. Вы получите бесплатную консультацию по всем интересующим вас вопросам и всю требуемую спецификацию на товар. Мы индивидуально подойдем к Вашему вопросу и быстро обработаем заявку. Другие товары нашей компании вы можете посмотреть на нашем сайте https://denizplast.kz
Вы получите бесплатную консультацию по всем интересующим вас вопросам и всю требуемую спецификацию на товар. Мы индивидуально подойдем к Вашему вопросу и быстро обработаем заявку. Другие товары нашей компании вы можете посмотреть на нашем сайте https://denizplast.kz Несмотря на большое разнообразие клапанов (обратный, запорный, регулирующий, предохранительный и т.д.) мы будем рассматривать только запорный клапан (ВЕНТИЛЬ).
Несмотря на большое разнообразие клапанов (обратный, запорный, регулирующий, предохранительный и т.д.) мы будем рассматривать только запорный клапан (ВЕНТИЛЬ). Для уменьшения гидравлического сопротивления в прямоточных вентилях шпиндель располагается под углом, обычно 45о, к оси прохода. Вентили конструируются обычно, так что бы движение среды было «под клапан» (навстречу движению затвора в момент закрытия), однако, при больших диаметрах прохода, для уменьшения давления на шпиндель, применяется схема «на клапан», когда движение среды происходит в одну сторону с затвором в момент закрытия.
Для уменьшения гидравлического сопротивления в прямоточных вентилях шпиндель располагается под углом, обычно 45о, к оси прохода. Вентили конструируются обычно, так что бы движение среды было «под клапан» (навстречу движению затвора в момент закрытия), однако, при больших диаметрах прохода, для уменьшения давления на шпиндель, применяется схема «на клапан», когда движение среды происходит в одну сторону с затвором в момент закрытия.
 Шаровая запорная и регулирующая арматура уже давно используется в системах внутреннего водоснабжения, отопления, газоснабжения, на отдельных узлах теплоэнергетических и промышленных объектов. Стальные шаровые краны, которые появились на российском рынке 10-15 лет назад и эксплуатационные качества которых получили самую высокую оценку специалистов, постепенно вытесняют традиционные задвижки и запорные клапаны (вентили).
Шаровая запорная и регулирующая арматура уже давно используется в системах внутреннего водоснабжения, отопления, газоснабжения, на отдельных узлах теплоэнергетических и промышленных объектов. Стальные шаровые краны, которые появились на российском рынке 10-15 лет назад и эксплуатационные качества которых получили самую высокую оценку специалистов, постепенно вытесняют традиционные задвижки и запорные клапаны (вентили).

 Читайте дальше, чтобы увидеть наши схемы шаровых кранов и обзор различных доступных деталей и типов.
Читайте дальше, чтобы увидеть наши схемы шаровых кранов и обзор различных доступных деталей и типов.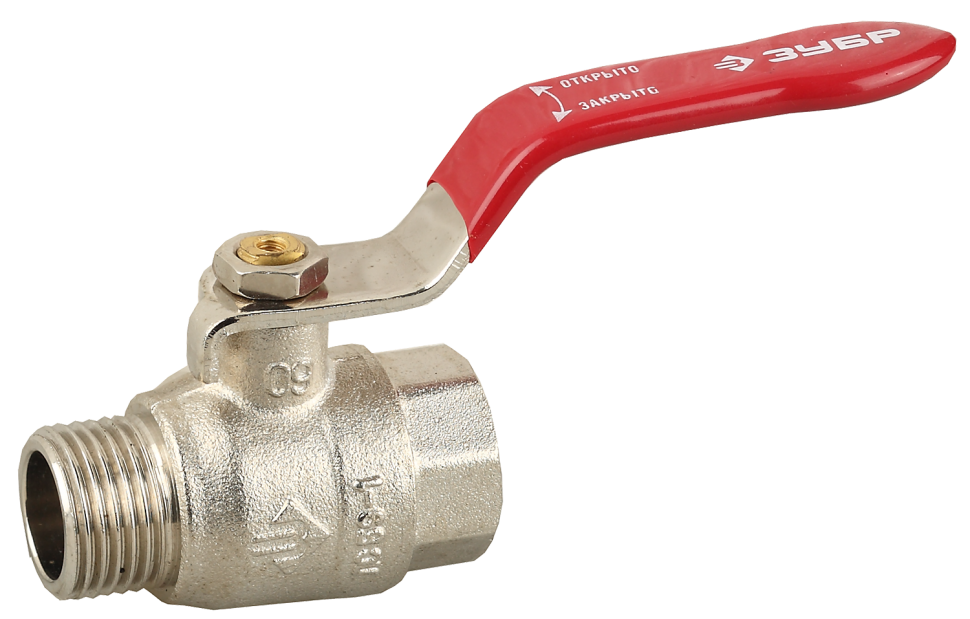 д.) используются в приложениях, требующих более одного источника среды или требующих отвода среды в разных направлениях.
д.) используются в приложениях, требующих более одного источника среды или требующих отвода среды в разных направлениях. Вот несколько примеров:
Вот несколько примеров:
 Поскольку цельные шаровые краны не предназначены для простого ремонта, их часто называют «одноразовыми».
Поскольку цельные шаровые краны не предназначены для простого ремонта, их часто называют «одноразовыми». Одна часть тела меньше другой, и мяч вставляется в большую часть.
Одна часть тела меньше другой, и мяч вставляется в большую часть. Диаметр отверстия совпадает с диаметром трубы, что снижает потери на трение и облегчает очистку клапана.
Диаметр отверстия совпадает с диаметром трубы, что снижает потери на трение и облегчает очистку клапана. Концевое соединение с внутренней резьбой на шаровом кране подходит к трубе с наружной резьбой, и наоборот. Существуют также шаровые краны с одним охватываемым и одним охватываемым концевым соединением.
Концевое соединение с внутренней резьбой на шаровом кране подходит к трубе с наружной резьбой, и наоборот. Существуют также шаровые краны с одним охватываемым и одним охватываемым концевым соединением.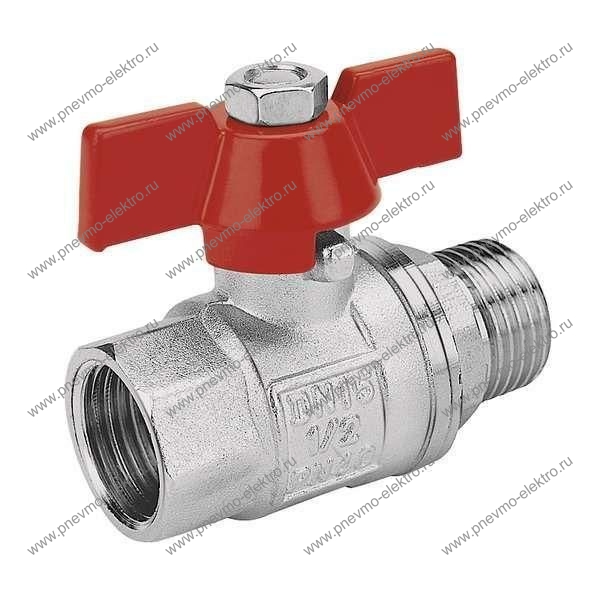
 2
2 TOPINCITY.ru > Фрезы > Специальные фрезы для определённых применений > 2D Скоростная обработка алюминия, латуни, дюрали, бронзы, меди
TOPINCITY.ru > Фрезы > Специальные фрезы для определённых применений > 2D Скоростная обработка алюминия, латуни, дюрали, бронзы, меди В случае невозможности использования СОЖ необходимо обеспечить подачу постоянного сжатого водуха с масляным туманом, или в крайнем случае чистого воздуха. В качестве СОЖ необходимо использовать специальные СОЖ для алюминия/сплавов не хуже РОСОЙЛ СП-3, РОСОЙЛ 500
В случае невозможности использования СОЖ необходимо обеспечить подачу постоянного сжатого водуха с масляным туманом, или в крайнем случае чистого воздуха. В качестве СОЖ необходимо использовать специальные СОЖ для алюминия/сплавов не хуже РОСОЙЛ СП-3, РОСОЙЛ 500
 Обрабатывается хуже чем В95Т1, Д16Т и Д16AT. Как и все сплавы алюминия требует применения специальных фрез для алюминия, но более требователен в выбору правильной фрезы и режимов.
Обрабатывается хуже чем В95Т1, Д16Т и Д16AT. Как и все сплавы алюминия требует применения специальных фрез для алюминия, но более требователен в выбору правильной фрезы и режимов. Возможно потребуется даже замена модели фрезы на модель фрезы с покрытием, или на модель с другим количеством режущих кромок. Алюминий хоть и мягкий материал, но требует особого подхода к фрезеровке, а также обязательному оснащению станка системой подачи СОЖ, масляным туманом и системой обязательного удаления стружки с места реза (струя СОЖ под давлением, сжатый воздух с содержанием масла).
Возможно потребуется даже замена модели фрезы на модель фрезы с покрытием, или на модель с другим количеством режущих кромок. Алюминий хоть и мягкий материал, но требует особого подхода к фрезеровке, а также обязательному оснащению станка системой подачи СОЖ, масляным туманом и системой обязательного удаления стружки с места реза (струя СОЖ под давлением, сжатый воздух с содержанием масла). 2kw с цангами ER16, ER20
2kw с цангами ER16, ER20 ч. мягкая; мягкие материалы, где требуется минимальный коэффициент трения; любые материалы при резке которых температура в месте реза не будет превышать 400 градусов.
ч. мягкая; мягкие материалы, где требуется минимальный коэффициент трения; любые материалы при резке которых температура в месте реза не будет превышать 400 градусов.
 0_h4
0_h4 0_h22
0_h22 0F DLC
0F DLC 175
175 0
0 Во время резки следует остужать место реза. Хороший результат реза можно получить и при смазке/остужении туманом или подачей струи СОЖ под давлением.
Во время резки следует остужать место реза. Хороший результат реза можно получить и при смазке/остужении туманом или подачей струи СОЖ под давлением.
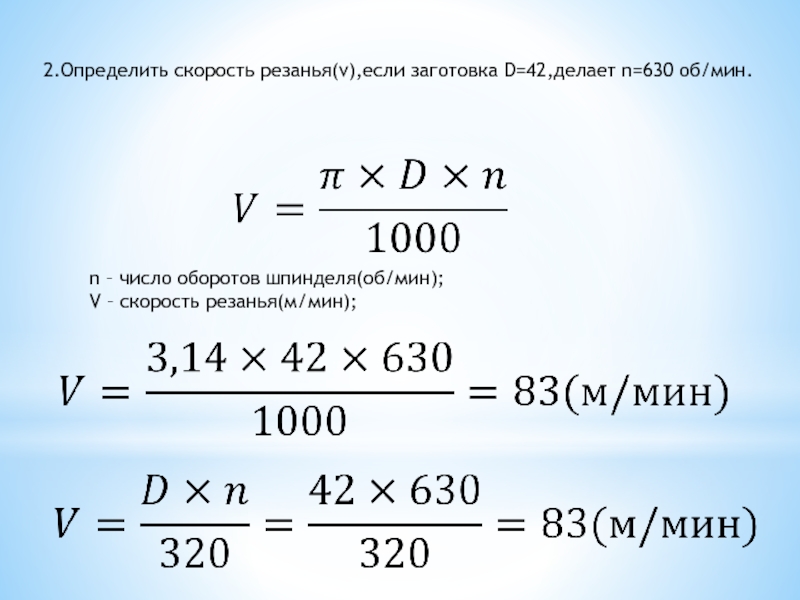 В результате такого рода движений происходит отделение слоя металла с образованием стружки. Элементами режима резания, сопровождающими фрезерование, является глубина, на которую погружается фреза, скорость резания с которой фрезеруется материал и подача движения заготовки.
В результате такого рода движений происходит отделение слоя металла с образованием стружки. Элементами режима резания, сопровождающими фрезерование, является глубина, на которую погружается фреза, скорость резания с которой фрезеруется материал и подача движения заготовки.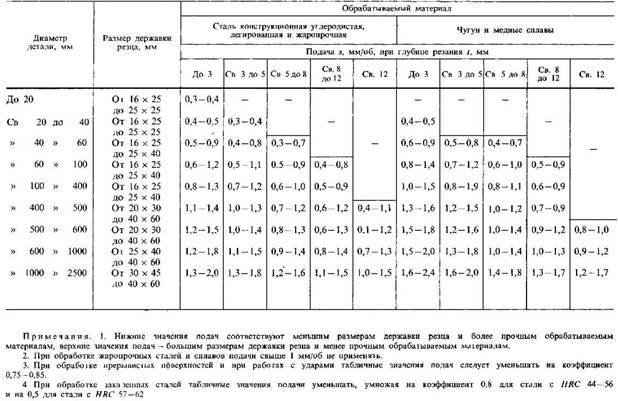
 Перед выполнением какой либо работы на станке, фрезеровщику приходится настраивать режимы резания одним из компонентов которых является вращение фрезы. Так как на промышленном оборудовании переключение скоростей указывается в оборотах в минуту, соответственно требуется знать их число, которое можно рассчитать по формуле:
Перед выполнением какой либо работы на станке, фрезеровщику приходится настраивать режимы резания одним из компонентов которых является вращение фрезы. Так как на промышленном оборудовании переключение скоростей указывается в оборотах в минуту, соответственно требуется знать их число, которое можно рассчитать по формуле: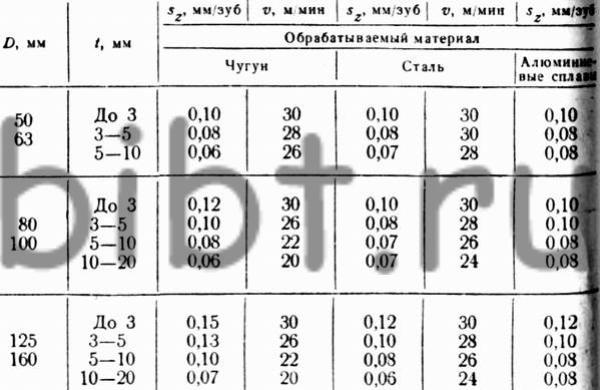
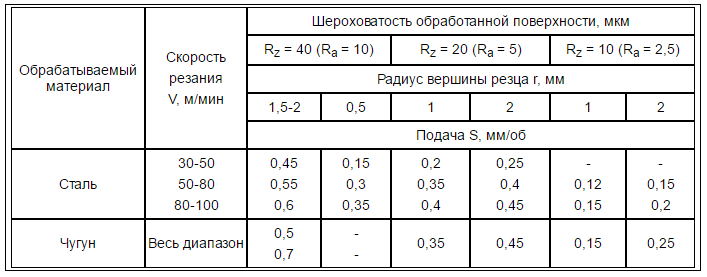
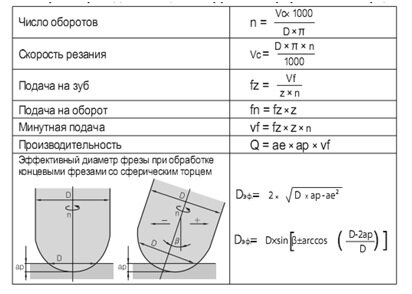 fswizard.com
fswizard.com Больше не нужно ждать 15-20 секунд, чтобы загрузить все ваши инструменты каждый раз, когда вы его открываете.
Больше не нужно ждать 15-20 секунд, чтобы загрузить все ваши инструменты каждый раз, когда вы его открываете.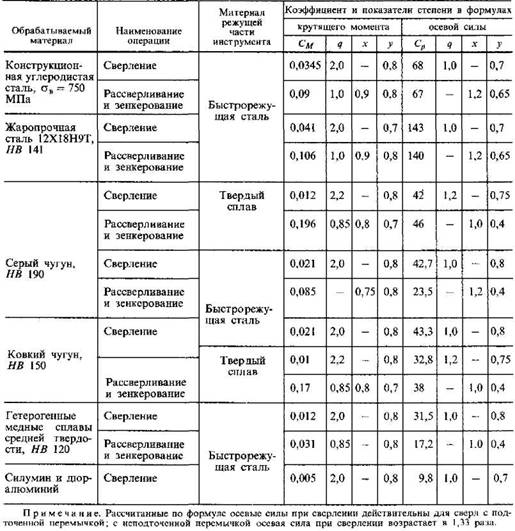
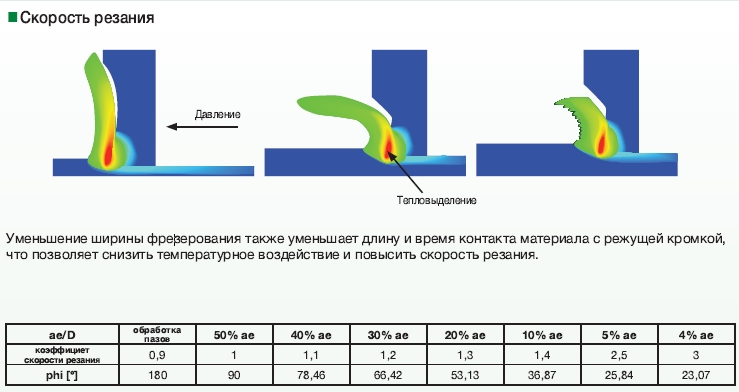
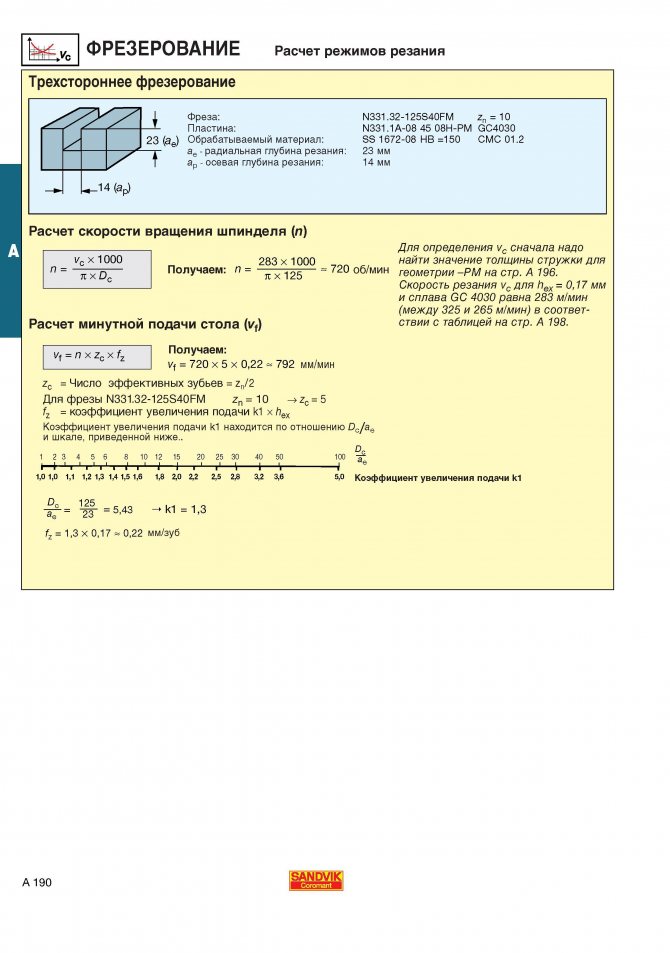
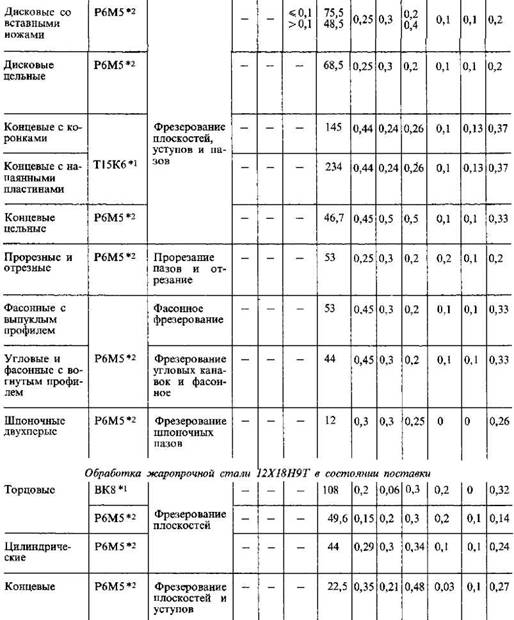 com/?page=Buy
com/?page=Buy
 14): круговая постоянная
14): круговая постоянная
.jpg)
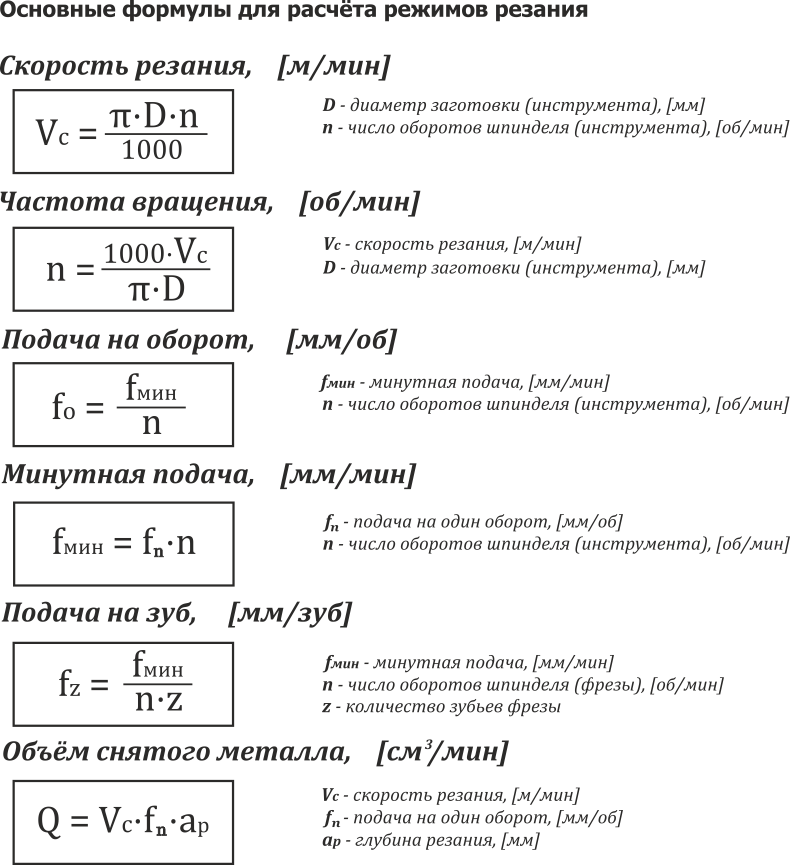
 д.)
д.) д.)
д.)