Высокое качество продукции советского станкостроения по достоинству оценено временем. В частности токарно-винторезный станок 1К62, серийное производство которого закончилось полвека назад, а также его аналог ТС-30 представляют станочный парк на ряде предприятий и ныне. Безжалостное время ведет к неизбежному износу различных узлов токарных станков, страдает в процессе длительной эксплуатации и коробка подач 1К62 (ТС-30). Покупать дорогостоящие металлорежущие станки не под силу многим производственникам, наш завод помогает возвращать к жизни любые из них. Мы производим оригинальные детали, позволяющие качественно отремонтировать металлообрабатывающее оборудование. Более того, если у заказчика имеется возможность доставить неисправный узел станка на завод, мы проведем ремонт коробки подач 1К62 в заводских условиях усилиями профессионального персонала. Квалифицированное восстановление станка существенно продлит его ресурс и избавит от необходимости обновления станочного парка. При необходимости у нас можно приобрести коробку подач в сборе. Собственное производство и ценовая политика компании позволяет удерживать цены на доступном, конкурентоспособном уровне.
Вал Нортона в сборе 1К62
Вал-шестерня 1 оси 1К62.07.107СБ (Вал Нортона) в сборе. Коробка подач. Винт…
Муфта обгонная 1К62
Муфта обгонная в сборе для токарно-винторезного станка 1К62. Номер по паспорту 1…
Коробка подач в сборе 1К62
Серийный выпуск универсального токарно-винторезного станка 1К62 начался шесть …
Коробка подач токарного станка 1К62 (как и его аналога ТС-30) важный узел позволяющий синхронизировать перемещение режущего инструмента с вращением шпинделя в автоматическом режиме (нарезание резьб). Получая вращательный момент от выходного вала шпиндельной бабки через коробку передач 1К62 (гитару), механизм подач обеспечивает возможность нарезания любых предусмотренных стандартом резьб. На практике это один из наиболее сложных узлов станка, реализующий несколько кинематических цепей перемещения суппорта:
винторезные цепи обеспечивают корректные соотношения скоростей шпинделя и подач;
цепь продольной подачи перемещает суппорт вдоль оси вращения заготовки;
цепь поперечной подачи – соответственно перпендикулярно;
цепь быстрого перемещения ускоряет работу на станке.
Фактически, выражаясь простым языком, коробка подач станка 1К62 позволяет задавать все параметры будущей резьбы. Внутри важный орган токарно-винторезного станка представляет собой сложный механизм из набора деталей, обеспечивающих изменение скоростей ходового винта и вала. Каждая из кинематических схем представлена взаимодействием различных деталей (валов, зубчатых колес, муфт и пр. ). Быстрое перемещение суппорта возможно благодаря обгонной муфте, смонтированной на выходном вале. Основной причиной, по которой коробка подач ТС-30 (1К62) может нуждаться в ремонте, безусловно, считается возраст станка. Проработав более 50 лет, зачастую в напряженных режимах он естественно не может избежать износа трущихся деталей. Последний ускоряют:
проблемы смазки, у старых станков забиваются масляные протоки, отказывают насосы;
возникающая от постоянных длительных нагрузок поверхностная усталость металла;
пренебрежение регламентным обслуживанием станка;
неквалифицированный ремонт и пр.
Последний, кстати способен привести к необходимости более дорогостоящего восстановления станка. Поэтому лучшим вариантом провести ремонт коробки подач 1К62, в том числе и капитальный – выполнить его на предприятии, специализирующемся на этих услугах. Оригинальные детали, опыт и профессионализм ремонтников – гарантия успешного восстановления.
Наше предприятие предлагает услуги по капитальному и текущему ремонту коробок подач металлообрабатывающих станков токарной, сверлильной, фрезерной, трубонарезной групп.
Типичный перечень производимых работ при капитальном ремонте коробки подач металлообрабатывающего станка токарной группы:
Разборка
Дефектовка
Восстановление посадочных мест
Изготовление и замена отдефектованных шестерен и валов
Восстановление ручек и вилок
Замена подшипников
Замена маслонасоса
Восстановление системы смазки
Изготовление шильдиков
Покраска корпуса
Регулировка и обкатка.
Токарные, фрезерные и сверлильные станки, представляющие станочный парк любого производственного участка, сложное металлорежущее оборудование. Обладающие определенной универсальностью, они позволяют проводить над заготовками большое количество металлообрабатывающих операций. Однако главным отличием обоих типов станков считается способ механической обработки деталей:
токарный станок позволяет обрабатывать вращающуюся заготовку сравнительно неподвижным инструментом, перемещаемым относительно оси вращения;
у фрезерного станка вращается инструмент (фреза), а неподвижно закрепленная обрабатывая деталь, перемещается относительно фрезы вместе со столом.
Таким образом, первый тип станка позволяет получать детали преимущественно цилиндрической либо конической формы, в то время как сложность конфигурации, полученной на фрезерном оборудовании гораздо выше. Тем не менее, оба типа станков имеют схожие функциональные узлы, подверженные практически одинаковым поломкам. Каждому из них может потребоваться равнозначное техническое обслуживание и примером тому следует привести ремонт коробки подач.
Коробки подач токарного и фрезерного станка
Невзирая на отличия в принципах металлообработки, токарные и фрезерные станки имеют ряд общих функциональных узлов, начиная от станины, привода, коробки скоростей (передач), шпинделя и заканчивая коробками подач. Последние принимают непосредственное участие в позиционировании режущего инструмента, относительно заготовки. Правда, принимая во внимание особенности металлообработки на токарных и фрезерных станках, следует учитывать и разницу в работе их коробок подач. На токарно-винторезных станках за перемещение режущего инструмента вдоль оси вращения обрабатываемой детали, отвечает ходовой винт (вал), перемещающий суппорт с резцом. Коробка подач токарного станка обеспечивает управление скоростью вращения ходового винта, синхронно с частотой вращения шпинделя. Например, при нарезании на заготовке метрической резьбы он должен гарантировать перемещение резца на шаг резьбы за один оборот шпинделя с обрабатываемой деталью. Несколько иначе обстоит дело с коробками подач консольно-фрезерных станков. Такой узел обеспечивает рабочие подачи и скоростные перемещения консоли и фрезерного стола. Это гарантирует перемещение заготовки относительно режущего инструмента в трех взаимно перпендикулярных координатных плоскостях:
вертикальной;
двух горизонтальных.
Нетрудно предположить, что конструкция коробки подач фрезерных станков намного сложнее, что объясняет их более высокую стоимость. Разумеется, и ремонт коробки подач токарного станка может оказаться несколько проще.
Причины неисправностей узлов и ремонт
В принципе, если не углубляться в кинематические схемы таких ответственных узлов как коробка подач, то внутреннее их устройство имеет схожий набор элементов. Основной их перечень представлен:
валами и валами-шестернями;
зубчатыми колесами;
муфтами;
подшипниками;
втулками, вилками и рядом других деталей.
Для консольно-фрезерного станка он более разнообразен, поэтому ремонт коробки подач фрезерного станка, оказывается несколько сложнее. Основными причинами, вызывающими необходимость проведения ремонтных работ, как правило, считают обычный износ деталей самой коробки. Продолжительная эксплуатация и тяжелые режимы работы могут способствовать истиранию трущихся поверхностей, появлению люфтов, что еще больше ускоряет приближение серьезных поломок. Приближают проблемы изношенные и не замененные своевременно подшипники, серьезные угрозы представляют неисправности в системе смазки станка.
Частой неисправностью коробки подач фрезерного станка считается износ кулачковой и предохранительной муфт, износ фрикционного пакета. Особенно риски появления неисправности велики для станков с солидным «трудовым стажем», для которых часть узлов давно отработало положенные ресурсы. В ряде случаев техническое состояние деталей и комплектующих может достигать такой степени, что требуется капитальный ремонт коробки подач металлообрабатывающего станка. Основными этапами ремонта коробки подач можно назвать разборку, дефектовку, замену пришедших в негодность деталей. Завершается ремонт настройкой, регулировками и сдачей отремонтированного узла. Проводить восстановление, особенно если требуется капитальный ремонт коробки передач токарного станка лучше в условиях специализированного предприятия. В случае если Вашему станочному парку требуется квалифицированный ремонт коробки передач фрезерного станка, обращение к специалистам нашего завода по производству деталей и узлов к металлообрабатывающим станкам будет наиболее рациональным решением.
Мы используем роликовый конвейер и привод бункера. Для переноса заготовки используем манипулятор
.
Включение оборудования автоматическое 1
Установка заготовки на станок автоматическая 0,5
Поиск инструмента автоматическая 1
Установка нулевой точки инструмента автоматическая 1
Обработка заготовки автоматическая 1
Контроль обрабатываемой поверхности автоматическая 1
Контроль целостности режущего инструмента автоматическая 1
Смена инструмента автоматическая 1
Removal of the finished part automatic 1
Total 8. 5
ТСС
ГАУ
Предварительный просмотр неформатированного вложения
Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400 мм Наибольший диаметр заготовки типа Вал, обрабатываемый над суппортом — Ø 220 мм Расстояние между центрами — 710, 1000, 1400 мм Высота центра — 215 мм Мощность двигателя — 7,5 или 10 кВт Масса машины полная — 2,0; 2.1; 2,2 т Шпиндель токарно-винторезного станка 1к62 Конец шпинделя — фланец с коротким конусом. Номинальный размер конца шпиндель — 6 по ГОСТ 12593 Внутренний (инструментальный) конус шпинделя — Морзе 6 Конец шпинделя до 1962 г. — резьба М90 х 6 мм с центрирующим кольцом Ø 92 мм. Внутренний конус — Морзе 5 Диаметр сквозного отверстия в шпинделе — Ø 47 мм Наибольший диаметр обрабатываемого прутка — Ø 45 мм. Пределы числа прямых оборотов шпинделя в минуту (24 шага) 12,5..2000 об/мин Пределы количества обратных оборотов шпинделя в минуту (12 шагов) — 19..1900 об/мин Стандартный диаметр патрона — Ø 200, 250 мм Подачи и резьбы токарно-винторезного станка 1к62 Пределы продольных подач — (49шагов) 0,07..4,16 мм/об Пределы поперечных подач — (49 шагов) 0,035..2,08 мм/об Пределы шага метрической резьбы — 1..192 мм Пределы шагов модульной резьбы — 0,5..48 модулей Пределы шага дюймовой резьбы — 24..2 витка на дюйм Пределы шага шаговой резьбы — 96..1 шага На смену ему пришла более совершенная модель 16К20. Предназначен для выполнения самых разнообразных токарных операций, в том числе нарезания резьбы: метрическая, дюймовая, модульная, шаговая и архимедова спираль с шагом 3/8″, 7/16″; 8; 10 и 12 мм. 1К62 можно отнести к лобовым станкам, т.к. он позволяет обрабатывать относительно короткие заготовки большого диаметра. Передний конец шпинделя изготовлены по ГОСТ 12593 (Фланцевые концы шпинделей для вертлюга шайба и фланцы зажимного устройства) (DIN 55027, ISO 702-3-75) для вертлюга шайба, с центрирующим коротким конусом 1:4 (7°7′30″). Шпиндель установлен на двух подшипниках качения. Передняя опора регулируется двухрядный роликоподшипник с внутренним коническим кольцом. Подшипник регулируется затягивание гайки (стопора), которая давит на внутреннее кольцо подшипника. В при этом кольцо надевается на коническую шейку шпинделя и разжимается; тем самым уменьшая зазор между кольцами и роликами, возникающий в результате износа. Тыл опора шпинделя состоит из двух радиально-упорных подшипников, которые регулируются только при текущем осмотре машины. В конструкции токарного станка 1К62, для установки шпинделя предусмотрены специальные подшипники, что обеспечивает требуемую жесткость и высокая точность обработки заготовок. Согласно ГОСТ 8-82, Токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударной нагрузки. На 1К62 можно установить следующие люнеты: токарный станок: подвижный, установочный диаметр которого 20-80 мм, и неподвижный, его диаметр установки 20-130 мм. Продольное движение 1К62 каретка машины может быть ограничена специальным упором, установленным на передней полке станка. кровать. Таким образом, при установленном упоре скорость движения суппорта не может превышать 250 мм/мин. Для обеспечения быстрого перемещения суппорта дополнительно используется асинхронный двигатель. Его мощность составляет 1,0 кВт при частоте вращения 1410 об/мин. Машина оборудована тепловыми реле, которые защищают двигатели от длительные перегрузки, а также предохранители, защищающие от коротких замыканий. токарный станок можно использовать трехкулачковый самоцентрирующийся патрон диаметром 250 мм или четырехкулачковый патрон диаметром 400 мм. Настольное сверление н/с 12B Станок предназначен для сверления отверстий в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов на промышленных предприятиях, ремонте и бытовые мастерские. Станки НС-12 позволяют выполнять следующие операции: • бурение • развертывание • развертывание • развертывание • нарезание резьбы Основные параметры сверлильного станка НС-12: Максимальный диаметр сверления: Ø 12 мм Максимальная глубина сверления: 100 мм Максимальная высота заготовки: 400 мм Расстояние от оси шпинделя до колонны (вылет шпинделя): 185 мм Скорость шпинделя: 450, 710, 1400, 2500, 4500 об/мин Мощность двигателя: 0,6 кВт Вес машины: 121 кг Револьверная машина 1341 Универсальный револьверный станок 1341 с горизонтальной осью револьверной головки предназначен для точение, растачивание, зенкерование, сверление, развертывание и резка внутри и снаружи нити в массовом производстве. Он может обрабатывать детали, изготовленные как из стержневого материала, так и цанговый патрон и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучных заготовок в трехкулачковом патроне — в полуавтоматический цикл. Наибольший диаметр обрабатываемой заготовки над станиной — Ø 400 мм; Наибольший диаметр обточки заготовки над верхней частью суппорта Ø 380 мм; Расстояние между центрами — нет; Количество орудий в револьверной головке – 16; Расстояние от торца шпинделя до револьверной головки — 32. .630 мм; Наибольшая длина подачи бруса — 150 мм; Мощность электродвигателя привода шпинделя — 5,5 кВт; Шпиндель станка 1341 получает 8 скоростей вращения в прямом направлении. направлении (60..2000 об/мин) и 2 скорости в обратном направлении (100, 265) через шестерни выбора коробки передач. Для контроля перебора 4 фрикциона типа ЭМ-52, которые автоматически управляются кулачками командного устройства или с панели управления машины. Торможение шпинделя осуществляется одновременным включением электромагнитного сцепления 1МС и 2МС. Реверсирование черепицы активируется путем реверсирования электродвигатель. Передний конец шпинделя выполнен по ГОСТ. 12593 (Фланцевые концы шпинделя под поворотную шайбу и фланцы прижимного устройства) (ДИН 55027, ИСО 702-3-75): Номинальный диаметр конуса D = 106,375 мм, номинальный размер торца шпиндель — 6 Стандартный диаметр трехкулачкового токарного патрона по ГОСТ 2675-80 — Ø 200 и Ø 250 мм, исполнение — тип 2 (под поворотную шайбу) Диаметр сквозного отверстия в шпинделе — Ø 62 мм; Наибольший диаметр обрабатываемого прутка в цанге — Ø 40 мм; Внутренний (инструментальный) конус шпинделя — Морзе 5; Пределы прямых оборотов шпинделя в минуту (8 скоростей) — 60. .2000 об/мин; Пределы числа обратных оборотов шпинделя в минуту (2 скорости) — 100, 265 об/мин; Торможение шпинделя двумя фрикционами. Коробка подачи напрямую связана со шпинделем без промежуточных шестерен. гитара. На выходе из коробки подач только ходовой вал, нет ходовой винт, поэтому резьба на станке нарезается с помощью специального копира. Механизм коробки подач позволяет получить 16 ступеней продольных подач (из них 10 повторных) 01..1,6 мм/об и 16 шагов поперечных (круговых) подачи (из них 11 повторных) 0,03..0,48 мм/об. Для управления нумерацией коробки подач 2 фрикциона типа ЭМ-32 используются, которые автоматически управляются кулачками командного устройства или с панели управления машины. Класс точности станка H. Станок вертикально-консольно-фрезерный 6Р10 На универсально-фрезерном станке с помощью универсальной делительной головки можно фрезеровать спиральные канавки на цилиндрических деталях, а также выполнять различные фрезерные операции связанные с поворотом детали на заданную величину. Электрооборудование смонтировано в просторной нише. Управление подачей стола есть отдельный. Имеются защитные устройства, предохраняющие рабочего от стружки и брызги охлаждающей жидкости. Система охлаждения оснащена быстросъемными картерами. Класс точности: H Длина рабочей поверхности стола, мм 500 Ширина стола, мм 160 Наибольшее перемещение по осям X, Y, Z, мм 500_160_300 Мин. скорость шпинделя об/мин: 50 Максимальная скорость шпинделя, об/мин: 2240 Мощность, кВт: 3 Габаритные размеры (Д_Ш_В), мм: 1445_1875_1730 Масса машины с выносным оборудованием, кг: 1300 Расчет уровня автоматизации технологического оборудования. Расчет будет производиться табличным методом по показателю времени dT для всех подсистем GPU для всех выполняемых ими функций. Возьмем значение показателя уровня автоматизации: для «автоматического» выполнения функции — dT = 1,0; для «автоматического» выполнения функции — dT = 0,5; для «ручного» выполнения функций в подсистема — dT = 0. Определим среднее значение уровня автоматизации показатель для каждой из подсистем ГПА и для всего производства (табл. 2 8). 1. Поворот 1к62 Включение оборудования 0 Установка заготовки на станок ручная 0 В поисках инструмента 0 Установка нулевой точки инструмента 0 Обработка заготовок полуавтомат 0,5 Контроль обрабатываемой поверхности полуавтоматический 0 Контроль целостности режущего инструмента 0 Инструмент изменить 0 Удаление готовой части 0 Всего 0,5 𝑘𝐴 (1к62) = ∑𝑚 0,5 𝑖=1 𝑑𝑖 знак равно = 0,05 𝑚 92. Настольное сверление н/с 12Б Включение оборудования 0 Установка заготовки на станок вручную 0 Поиск инструмента 0Установка нулевая точка инструмента 0 Обработка заготовки 1 Осмотр поверхности 0 Проверка целостности режущего инструмента 0 Смена инструмента 0 Готово удаление деталей 0 Всего 1 𝑘𝐴 (нс 12Б) = 3. ∑𝑚 1 𝑖=1 𝑑𝑖 = = 0,1 𝑚 9 Револьверная машина 1341 Включение оборудования 0 Установка заготовки на станок вручную 0 Поиск инструмента 0Установка нулевой точки инструмента 1 Обработка заготовки 1 Контроль обрабатываемой поверхности 0Проверка целостности режущего инструмента 0 Смена инструмента 1Снятие готовой детали 0 Всего 3 𝑘𝐴 (1341) = 4. ∑𝑚 3 𝑖=1 𝑑𝑖 = = 0,3 𝑚 9Станок вертикально-консольно-фрезерный 6Р10 Включение оборудования 0 Установка заготовки на станок вручную 0 Поиск инструмента 0Установка нулевая точка инструмента 0 Обработка заготовки 1 Контроль обрабатываемой поверхности 0Проверка целостности режущего инструмента 0 Смена инструментов 0 Снятие готовой детали 0 Итого 1 ∑𝑚 1 𝑖=1 𝑑𝑖 𝑘𝐴 (1341) = = = 0,1 𝑚 9 Расчет общего уровня автоматизации ГАУ: 𝑘𝐴 (ГАУ) = 1d62 = 10 операций Сверление 12В = 3 операции ∑𝑁 𝑗=1 𝑘𝐴𝑗 𝑁 знак равно 0,1 ∙ 10 + 0,3 = 0,06 15 Турель 1 операция Фрезерование 6Р10 = 1 операция Всего 1 5 операций Заменяем 1к62 на токарный станок с ЧПУ SPECTR TL-200 и используем на токарной, револьверной и бурение скважин. Следовательно, количество операций станет равным = 1 Для фрезерования плоских поверхностей мы используем вертикальный обрабатывающий центр FS160MF3. Количество операции = 1 ЧПУ СПЕКТР TL-200 Включение оборудования 1 Установка заготовки на станок вручную 1 (с использованием элементов хранения) В поисках инструмента 1 Установка нулевой точки инструмента 1 Обработка заготовки 1 Контроль обрабатываемой поверхности 1 Проверка целостности режущего инструмента 1 Смена инструмента 1 Снятие готовой детали 1 (с помощью робота-манипулятора) Всего 9∑𝑚 9 𝑖=1 𝑑𝑖 𝑘𝐴 (𝑆𝑃𝐸𝐶𝑇𝑅) = = =1 𝑚 9 Станок FS160MF3 вертикальный обрабатывающий центр Включение оборудования 1 Установка заготовки на станок вручную 1 (с использованием элементов хранения) В поисках инструмента 1 Установка нулевой точки инструмента 1 Обработка заготовки 1 Контроль обрабатываемой поверхности 1 Проверка целостности режущего инструмента 1 Смена инструмента 1 Снятие готовой детали 1 (с помощью робота-манипулятора) Всего 9 ∑𝒎 𝟗 𝒊=𝟏 𝒅𝒊 𝒌𝑨 (ФС) = = =𝟏 𝒎 𝟗 Всего 2 операции Расчет уровня автоматизации комплекса обработки стружки (КПС) Мы используем производственную тару для накопления и последующей реализации щепы. Активация датчиков заполнения контейнеров чипсами 1 Передача информации о наполнении контейнеров чипсами 1 Вызов транспортного контейнера к месту переработки щепы 0,5 Обработка чипов 0 Итого 2,5 ∑𝑚 2,5 𝑖=1 𝑑𝑖 𝑘𝐴 (КПС) = знак равно = 0,625 𝑚 4 Расчет уровня автоматизации транспортно-складской системы. Мы используем роликовый конвейер и привод бункера. Для переноса заготовки используем роботизированная рука. Включение оборудования автоматическое 1 Установка заготовки на станок автоматизированная 0,5 Автоматический поиск инструмента 1 Установка нулевой точки инструмента автоматическая 1 Автоматическая обработка заготовки 1 Контроль обрабатываемой поверхности автоматический 1 Контроль целостности режущего инструмента автоматический 1 Автоматическая смена инструмента 1 Снятие готовой детали автомат 1 Итого 8,5 ∑𝑚 8,5 𝑖=1 𝑑𝑖 𝑘𝐴 (ТСС) = знак равно = 0,94 𝑚 9 𝑘𝐴 (ГАУ) = ∑𝑁 𝑗=1 𝑘𝐴𝑗 𝑁 знак равно 3565 = 0,89 4 Имя: Описание: …
Кодекс чести
флаг Сообщить DMCA
Кодекс чести
флаг Сообщить DMCA
Пользовательский контент загружается пользователями в целях обучения и должен использоваться в соответствии с кодексом чести и условиями обслуживания Studypool.
Studypool
4,7
Trustpilot
4,5
Sitejabber
4,4
Характер дисперсионного анализа
Стандартное отклонение и дисперсия Дисперсия и тесно связанное с ней стандартное отклонение являются мерами того, насколько разбросаны…
Характер дисперсионного анализа
В статистике дисперсионный анализ (ANOVA) представляет собой набор статистических моделей и их сопутствующие процедуры, в ч…
Характер дисперсионного анализа
Отклонение по цене материалов, исходя из того, что: 1. Отражается в момент покупки (Отклонение по цене покупки материалов). 2. Это …
Характер дисперсионного анализа
В статистике дисперсионный анализ (ANOVA) представляет собой набор статистических моделей и их сопутствующие процедуры, в ч…
Характер дисперсионного анализа
Практический ответ заключается в том, что теорема о среднем значении более полезна, особенно для целей использования вычислений для приближения. ..
Характер дисперсионного анализа
СТАНДАРТНЫЕ ЗАТРАТЫ – ПЕРЕМЕННЫЕ ПРОИЗВОДСТВЕННЫЕ НАКЛАДНЫЕ ОТКЛОНЕНИЯ Управление по исключениям – подход, в котором упор делается на …
Станкоимпорт 1К62 Токарный станок | Пиратский 4×4
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для защиты деталей разнообразных механизмов или частей металлических конструкций от коррозии, придания им дополнительной износоустойчивости, твердости и улучшения эстетического вида применяются хромирование или никелирование. Эти способы подразумевают нанесение на поверхности конструкций химически инертного покрытия из хрома или никеля для улучшения эстетичности. Нанесение такой пленки – процесс энергозатратный. Технологически сложен, но является защитой не на один десяток лет без ощутимых потерь для внешнего вида
Нередко появляется необходимость в покрытии декоративной пленкой тех изделий, которые изначально не подвергались процессу хромирования. Таким образом при желании можно, к примеру, изменить вид скульптуры, сделать современным интерьер любого жилого помещения. Можно украсить по своему вкусу автомобиль или мотоцикл. Сделать это совсем не трудно даже собственными руками, то есть, не применяя усложненных технологий. Нанести пленку из хрома можно даже на конструкции со сложным рельефом, а не только выпуклые, плоские либо вогнутые
Основные методы хромирования
1. Процесс химической металлизации
2. Гальванизация
3. Вакуумное напыление
4. Высокотемпературная диффузия
Два последних метода применяются только на предприятиях промышленности. Дома эти процессы выполнить не получится, поскольку для них необходимы технически сложные установки и повышенные энергетические затраты. А вот химическая металлизация и гальванизация – это как раз те самые процессы, которые могут производиться и в личной мастерской. Рассмотрим подробно, как это делается
Химическая металлизация поверхностей и деталей
В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком или эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении
Как выполнить химическую металлизацию
1-й метод. Поверхность покрывается специальными химикатами. В результате химической реакции образуется осадок, представляющий собой прочный металлический слой. Покрытие можно делать не только из хрома, но также из серебра
2-й метод. В процессе восстановительной химической реакции из солей образуется слой хрома. Приготовьте набор из уксусной кислоты, хлористого хромила, хлористого хрома, уксуснокислого хрома, гипософита натрия, едкого натра, фосфата хрома. При этом необходимо помнить, что эти вещества ядовиты и опасны для здоровья. И потому следует внимательно проштудировать учебник химии, если уж Вы решили провести процесс хромирования этим методом. Но достичь высокого качества очень трудно даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских
Удобно проводить процесс покрытия с помощью готовых пробных наборов химических препаратов для хромирования. Их предлагает компания Fusion Technologies. Удобство таких наборов заключается в том, что покрытие можно нанести на любой из перечисленных материалов: металл, керамику, дерево, стекло, пластик. Гальванических установок и специальной сложной техники не потребуется. Все, что вам нужно, это просторное помещение, дистиллированная вода, компрессор, распылитель и набор химических препаратов. Также понадобиться газовая горелка с баллоном
Правила техники безопасности
1. Устройство вентиляции в помещении мастерской. Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции
2. Оборудование канализационных стоков. Работа потребует большого расхода воды для промывки деталей. Дополнительная очистка ее не нужна, так как она в химическом отношении инертна. А вот сток в канализационный канал должен быть оборудован обязательно
3. Чтобы не подвергать органы дыхания и кожу опасному воздействию реактивов, рекомендуется работать с применением защитных средств. Запаситесь респираторами, специальными защитными очками и прочным фартуком. Еще понадобится несколько пар резиновых перчаток
При выполнении химической металлизации в личной мастерской не забывайте о строгом соблюдении технологии. Реактивы наносить на поверхность следует в указанной очередности. Затем следует нанесение тонкого слоя серебра. Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному
Набор реактивов для металлизации состоит из модификаторов А и Б, восстановителя и активатора. В самом начале работы в указанном объеме дистиллированной воды разводятся реактивы. Пропорции строго соблюдаются. Хранить растворы следует в прохладном месте. Необходимые для работы лаки и пигменты покупать можно в том же магазине, где куплены реактивы
Порядок выполнения работы
1. Подготовка детали или конструкции. Поверхность следует тщательно очистить. Она должна быть максимально ровной. Для этого производится полировка
2. Затем выполняется процесс лакировки с использованием лака
3. Когда лак полностью высохнет, с помощью газовой горелки обрабатывается поверхность. Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия
4. Следом за тепловой обработкой производится распыление активатором для хромирования. Лишнее можно смыть водой
5. Пока поверхность не высохла, наносится модификатор для металлизации, а за ним растворитель. Реакция между ними приводит к образованию необходимого зеркального покрывающего слоя. Снова изделие промывается водой и сушится направленной струей воздуха
6. Процесс металлизации занимает около 6 часов. После этого деталь покрывается лаком. Эффект бронзы, хрома или золота достигается добавлением соответствующих пигментов. Если Вы решили у себя дома и собственными руками хромировать детали, заказывайте все необходимые химикаты заранее на сайте компании. В случае необходимости специалисты окажут квалифицированную помощь, подскажут подходящие варианты установки оборудования в помещении Вашей домашней мастерской
Гальванизация
Гальванический способ – покрытие чугунных, стальных, латунных или медных конструкций слоем хрома. Хромированию подвергаются металлические, пластмассовые, деревянные изделия способом гальванизации. Процесс будет дорогим и сложным. Для прочного удержания на поверхности деталей покрытия из хрома, металлические изделия требуют предварительного покрытия. Для этой цели используют никель, латунь либо медь
Гальванизация требует создания гальванической установки. Нужен источник постоянного тока и набор реактивов. Набор состоит из ангидрида хрома, серной кислоты, соды кальцинированной и гидроокиси натрия
Следует учесть, что при работе по этому методу требуется, чтобы не было перепадов силы тока. Также нужно постоянно контролировать уровень концентрации солей в электролите и строго соблюдать температурный режим довольно длительный срок (от 5 до 8 часов). Выполнение всех перечисленных условий в домашних мастерских – задача не из легких
Материалы для хромирования
Оборудование для хромирование
Реактивы для хромирования
Наборы для хромирования
Примеры наших работ
Хромирование автомобиля своими руками.
Часть 2
Илья [mrjoe]
28.10.2016, Просмотров: 2441
По итогам первой части статьи у нас получился раствор для активации поверхности. В этой части мы продолжим свои химические опыты и наконец-то покроем хромом необходимый предмет или как выразится более научно проведем химическую металлизацию.
Подготовка восстановителя для хромировки автомобиля
Следующим этапом будет подготовка раствора восстановителя. Данный раствор понадобится для финишного этапа (металлизации). Технология нанесения потребует некоторой сноровки, но об этом позже. Из чего же приготовим раствор. Нам понадобится дистиллированная вода, формалин и глюкоза. Наливаем воду в стакан и добавляем туда 0,45 мл формалина, тщательно перемешиваем. Далее добавляем в полученную смесь 2,5 гр глюкозы. Следим, чтобы глюкоза была без комочков, в противном случае она долго будет растворяться. Раствор готов и его следует перелить в пульверизатор. В итоге получаем два готовых к работе раствора. Остается приготовить главное снадобье и подготовить поверхность к металлизации.
Изготовление серебрильного раствора
Для этого нам понадобится 2 тары наполненные дистиллированной водой. В одной 100 мл, в другой 300. Из химических реактивов нам понадобится аммиак, гидроксид натрия и азотнокислое серебро.
В начале берем гидроксид натрия (2гр) и добавляем его в воду, перемешиваем до полного растворения. Во вторую тару с водой добавляем 2 гр азотнокислого серебра и тщательно растворяем его. Работать с серебром необходимо предельно осторожно, дабы не просыпать граммы заветного материала. Подобные потери (даже несколько грамм) больно бьют по карману.
Реактивы затворены водой, наступает время добавление аммиака. Нам понадобится шприц и 5 мл вещества. Набираем в шприц 5 кубиков и медленно по каплям начинаем добавлять в раствор с азотнокислым серебром. На данном этапе нам понадобится 2,5 мл аммиака, которое мы капаем в тару малыми дозами. Осторожными движениями капаем аммиак в раствор, аккуратно помешивая его. Сперва раствор станет слегка мутным, продолжаем капать и перемешивать до того момента пока жидкость не осветлится. Итак, мы добавили 2,5мл аммиака, что же дальше? Далее берем раствор с гидроксидом натрия и медленно добавляем его в раствор с серебром, аккуратно помешивая его. Раствор начнет чернеть, не пугайтесь все в порядке, так и должно быть.
Берем оставшийся аммиак и начинаем добавлять в общий раствор, помешивая его до момента полного осветления полученной смеси. Вуаля, волшебное средство готово. Оно абсолютно прозрачное, если это не так, то проверьте пропорцию, чистоту тары и воды.
Переходим к подготовке поверхности и ее активацию
Процесс подготовки поверхности элементарен до безобразия, но потребует предельного внимания. Поверхность необходимо обезжирить, причем сделать это максимально качественно, так как прилипание серебра будет зависеть от того, насколько хорошо была обезжирена поверхность. Где покупать обезжириватель все прекрасно знают, если покупать по каким-либо причинам не с руки, то можно изготовить его самому. Ни чего сложного тут нет. Берем 1 литр воды в 50-60 градусов, добавляем столовую ложку гидроксида натрия и перемешиваем.
Обезжириватель готов, берем губку и начинаем протирать поверхность детали, выбранной для хромировки. Обезжириваем до тех пор, пока вода будет полностью покрывать поверхность нашего объекта. Важно, чтобы не осталось пустых мест, иначе к ним не пристанет серебро.
Приступаем к активации. Напомню, что активировать площадь под хромировку нужно для того, чтобы раствор серебра задержался на поверхности нашей детали, а не вступил в реакцию в сливной емкости. Активируем строго по технологии и в сжатые временные рамки. После обезжиривания в течении одной минуты обрызгиваем из пульверизатора деталь активирующим раствором. Ровно минуту не больше не меньше. Далее в течении трех минут обильно обрызгиваем нашу заготовку дистиллированной водой. Поверхность активирована и готова к серебрению.
Завершение процесса. Металлизация
Вот и приступаем к самому красочному и вожделенному мероприятию — металлизации. Берем в руки разбрызгиватели с раствором для серебрения и для восстановления. Потребуется небольшая сноровка и ловкость рук. Для тренировки советую потренироваться с цветными субстанциями, изготовленными из воды и пищевых красителей разных цветов, чтобы видеть как они смешиваются на поверхности. Тренировку необходимо производить заранее, а не когда уже все компоненты готовы. Итак, получили представление об алгоритме действий. Приступаем. Плавными движениями начинаем одновременно разбрызгивать растворы на поверхность, так чтобы они смешивались непосредственно на самом предмете. Обрызгиваем до появления зеркального блеска. Буквально, пол минуты и на нашей детали начнут проявляться зеркальны отблески. О чудо! Стакан стал хромированным. Далее все смываем дистиллированной водой и оставляем подсохнуть.
Это еще не все. Так как химическая металлизация, это не гальваника и вещество не вытравлено в детали, то оно не достаточно прочное как хром полученный электролизом, поэтому его необходимо защитить от агрессивной среды. Защищаем хромированные детали лаком. Лакирование будет выступать в двух ролях: как защита и визуальный эффект. Нанеся прозрачный лак мы получим глубину и яркость изделия. Однако, проявив фантазию, можно прибегнуть к лакам разных цветов, в частности к черному. Он придаст глубокий оттенок черного, но не закроет собой сам хром. Получится необычно, красиво и со вкусом. Лак необходимо нанести в 2-3 слоя с промежутком в 15 минут между каждым нанесением.
Для тех, кому сложно одновременно оперировать двумя разбрызгивателями, можно использовать контейнеры в качестве ванны для погружения объектов хромирования. Метод действенен для небольших изделий, ввиду дороговизны реагентов. Но раз уж решили прибегнуть к такому способу, то необходимо добавить в раствор восстановителя несколько капель Натрия Тиосульфата. Стоит в свободной продаже в любой аптеке в ампулах. Работать методом окунания достаточно просто, но также следует придерживаться временных рамок на каждом отдельном этапе.
P.S. У вас все получилось. Поздравляю. Если нет, поработайте над ошибками.
Методы металлизации пластика (вакуумная металлизация, гальваническое покрытие пластика и т. д.)
Пластмассовые детали могут быть покрыты металлом в процессе металлизации, например вакуумной металлизации или гальваники, как для эстетических, так и для механических целей. Визуально кусок пластика с металлическим покрытием отличается повышенным блеском и отражательной способностью. Другие свойства, такие как стойкость к истиранию и электропроводность, которые не являются врожденными характеристиками пластика, часто получают путем металлизации. Металлизированные пластиковые компоненты используются в тех же целях, что и детали с металлическим покрытием, но, как правило, имеют меньший вес и более высокую коррозионную стойкость, хотя и не во всех случаях. Кроме того, в металлизированных пластиковых компонентах можно контролировать электрическую проводимость, и они недороги в производстве. Для металлизации куска пластика используется несколько распространенных методов: вакуумная металлизация, дуговое и газопламенное напыление или гальваническое покрытие. Также возможно металлизировать переводную пленку и использовать альтернативные методы нанесения пленки на поверхность подложки.
Процессы металлизации
Ниже приведены некоторые из распространенных методов и процессов металлизации пластика.
Вакуумная металлизация
Перед началом процесса пластиковый компонент промывают и покрывают грунтовкой, чтобы металлический слой был гладким и однородным. Затем металл (обычно алюминий) испаряется в вакуумной камере. Затем пар конденсируется на поверхности подложки, оставляя тонкий слой металлического покрытия. Весь процесс происходит в вакуумной камере для предотвращения окисления. Этот процесс осаждения также обычно называют физическим осаждением из паровой фазы. В зависимости от области применения компонента после нанесения может быть нанесено верхнее покрытие для повышения таких свойств, как стойкость к истиранию. Металлизированные пластиковые компоненты, на которые наносится покрытие с помощью этого процесса, находят применение в самых разных областях: от деталей салона автомобиля до некоторых типов фольги.
Вы можете использовать Платформу поиска поставщиков Томаса, чтобы найти компании, которые предоставляют услуги вакуумной металлизации.
Дуговое и пламенное напыление
При обычном пламенном напылении ручное устройство используется для напыления слоя металлического покрытия на подложку. При пламенном напылении основной силой осаждения является пламя горения, движимое кислородом и газом. Металлический порошок нагревается и плавится, поскольку пламя горения ускоряет смесь и выпускает ее в виде брызг. Этот процесс имеет высокую скорость осаждения и создает очень толстые слои, но покрытия имеют тенденцию быть пористыми и несколько шероховатыми. Благодаря характеру процесса нанесения металлизированные покрытия можно наносить на определенные участки компонентов, что удобно при работе со сложными или необычными по форме компонентами. Процесс относительно прост и требует минимальной подготовки.
Дуговое напыление похоже на пламенное напыление, но источник питания другой. Вместо того, чтобы зависеть от пламени горения, дуговое напыление получает энергию от электрической дуги. Две проволоки, состоящие из материала металлического покрытия и проводящие постоянный электрический ток, соприкасаются своими концами — энергия, высвобождающаяся при соприкосновении двух проволок, нагревает и плавит проволоку, в то время как поток газа осаждает расплавленный металл на поверхность проволоки. субстрат, создавая металлическое покрытие. Как и при напылении пламенем, получаемое покрытие обычно имеет высокую пористость.
Вы можете использовать Платформу поиска поставщиков Томаса, чтобы найти компании, предоставляющие услуги газопламенного распыления.
Химическое покрытие пластика и гальваническое покрытие пластика
Покрытие обычно делится на две категории в зависимости от наличия электрического тока. При химическом покрытии электрический ток не используется; в гальванике используется электрический ток. Оба процесса, как правило, более эффективны, чем вакуумная металлизация, для получения металлических покрытий с сильной адгезией, хотя гальванопокрытие, как правило, более опасно.
Химическое покрытие часто используется для нанесения металлического никеля или меди на пластиковые подложки. Сначала поверхность пластика вытравливается окисляющим раствором. Поскольку поверхность становится чрезвычайно восприимчивой к образованию водородных связей в результате действия окисляющего раствора, это обычно увеличивается во время нанесения покрытия. Покрытие происходит, когда пластиковый компонент (пост-травление) погружается в раствор, содержащий ионы металлов (никеля или меди), которые затем связываются с пластиковой поверхностью в виде металлического покрытия.
Чтобы гальванопокрытие (или электролитическое покрытие) было успешным, пластиковая поверхность должна быть сначала сделана проводящей, что может быть достигнуто с помощью основного химического покрытия. Как только пластиковая поверхность становится проводящей, подложку погружают в раствор. В растворе находятся соли металлов, подключенные к положительному источнику тока (катоду). В ванну также помещают анодный (отрицательно заряженный) проводник, который вместе с положительно заряженными солями создает электрическую цепь. Соли металлов электрически притягиваются к подложке, где они создают металлическое покрытие. Когда происходит этот процесс, анодный проводник, обычно сделанный из того же типа металла, что и соли металлов, растворяется в растворе и заменяет источник солей металлов, который истощается во время осаждения.
Вы можете использовать платформу Thomas’s Supplier Discovery Platform, чтобы найти компании, которые предоставляют услуги гальванического покрытия пластика и гальванического покрытия пластика.
Другие изделия из пластика
Реакционное литье под давлением
Изделия, созданные с помощью экструзии пластика
Основы литья под давлением
Производство пресс-форм для литья под давлением
Дефекты пластикового литья
Процесс формования пакетов
Процесс экструзии пластика
Стандартные пластиковые профили
Типы пластиковых шнеков для экструзии
Сравнение термореактивных и термопластичных материалов
Производство пластиковых бутылок
ПЭТ-пластик: экономия денег и энергии благодаря вторичному пластику
Коэкструзия пластика
Машина для экструзии пластмасс – процесс и методы
Ведущие компании по литью под давлением в США
Производство пластиковых преформ
Технологии и методы изготовления пластмасс
Литье со вставкой и литье поверх — в чем разница?
Еще от Изготовление и изготовление на заказ
Поиск и устранение неисправностей металлизации | Midwest Tungsten
Вакуумная металлизация Поиск и устранение неисправностей
Есть несколько областей, в которых могут возникнуть проблемы с вакуумной металлизацией. Эти проблемы могут существовать по отдельности или в сочетании. Ваша задача состоит в том, чтобы определить, следует ли вам проконсультироваться с вашим формовщиком, поставщиком краски или, в некоторых случаях, с такими людьми, как мы, которые поставляют нити накала, испарители и насосное масло. Цель этого СОВЕТЫ должен дать нашему клиенту представление о том, где искать решение его проблем с металлизацией.
Нарушение адгезии
Если базовое покрытие не прилипает, вероятно, это связано с загрязнением материала либо внутри, либо на поверхности подложки. Чтобы определить загрязнение поверхности, промойте половину детали спиртом, а другую половину оставьте как есть перед нанесением основного покрытия. Вы можете определить внутреннее загрязнение, сжимая непокрытую часть в руках так сильно, как только можете. Если ваши руки становятся липкими, есть большая вероятность, что виновата внутренняя смазка. Если нет, возможно, вы используете неподходящее базовое покрытие для данного конкретного основания. Попробуйте один кусок с другим покрытием.
Если верхнее покрытие не держится, возможно, оно недостаточно отверждено. Если вы используете духовку, температура может быть не всегда одинаковой. Если это печь периодического действия, проверьте ее с помощью регистрирующего термометра; вы можете найти горячие или холодные точки.
Окисление алюминия также может быть проблемой, когда детали в течение длительного периода времени подвергаются воздействию сухой атмосферы перед нанесением верхнего покрытия. Если вы правильно вылечили верхний слой и если алюминий не сильно окислен, возможно, вы используете не тот верхний слой.
Шарики
Шарики испарителя, висящие на нити, создают две проблемы:
Из-за них нить изнашивается быстрее, чем должна была бы Мячи вызваны неправильной последовательностью стрельбы. Испаритель должен равномерно течь по проволоке и смачивать ее. В зависимости от размера камеры и степени вакуума на это уходит в среднем шесть секунд. Быстро увеличивайте силу тока до огня. Для получения дополнительной информации см. другие наши СОВЕТЫ по вакуумной металлизации.
Блистеры
Покрытие после сушки будет иметь время выдержки, необходимое для испарения растворителей. Если время выдержки недостаточно, а в покрытии есть скрытые растворители, они лопнут и образуют пузыри, когда всплывут на поверхность.
Пузыри также могут быть вызваны выделением из подложки летучих компонентов пластика, выделяющихся в процессе металлизации.
Уверенное знание ваших покрытий, замедлителей схватывания и разбавителей поможет вам в регулировании вашего покрытия, поможет вам точно определить и устранить многие из ваших проблем с металлизацией.
Паутина
Паутина проявляется в виде искажений покрытия, которые выглядят как паутина и означают, что ваша система растворителей высыхает слишком быстро, а вязкость, вероятно, слишком высока. Паутинка возникает чаще с виниловыми покрытиями, чем с другими покрытиями. См. наш TIP по растворителям.
Кратеры (Рыбий глаз)
Однажды увидев эти маленькие
кратеры, или, как их еще называют, «рыбьи глаза», сгруппированные вокруг определенных
областей, вы навсегда запомните их. Это вызвано силиконами либо на части или в воздухе. См. наш СОВЕТ по силиконам и помните, что они не должны находиться рядом с формовочной машиной или отделом распыления. Силиконы нельзя удалить смазкой или химическими веществами. Вы можете добиться частичного успеха в удалении силикона, тщательно промыв детали бытовым моющим средством, а затем промывая растворителями, которые не повредят пластик.
Покрытие деталей слишком тяжелое; в этом случае вам следует дополнительно уменьшить покрытие.
Требуется больше времени выдержки.
В лепке использовался перемолотый материал.
Медленное отверждение
Если отверждение слишком медленное, покрытие не схватится и останется липким. Если вы используете духовку, возможно, вам не хватает воздуха, поступающего в духовку, или у вас могут быть холодные/горячие точки в духовке.
Если в покрытии используется катализатор, возможно, ваш катализатор устарел и не представляет ценности, или при смешивании покрытия было использовано недостаточное количество катализатора.
Наплыв
Наплыв – это рисунок линий трещин на деталях после нанесения финишного покрытия; splay глубже, чем увлечение. Это может быть вызвано наличием воды в формовочном порошке, и в этом случае выпуклость выглядит как комета. Другой причиной расползания является воздействие растворителя на материал, в результате чего линии выскакивают.
Темный выстрел
Мы называем любую часть, имеющую синий, золотой, соломенный или черный цвет после вакуумной металлизации, «темным выстрелом». Иногда это проявляется после того, как на деталь нанесено верхнее покрытие. Темный снимок является наиболее распространенной причиной брака. Возможные причины темных снимков:
Дегазация субстрата.
Утечка в вакуумной системе.
Разорванные нити в металлизаторе.
Базовое покрытие не полностью отверждено, растворители все еще вытекают.
Стойки и приспособления имеют сильное покрытие и требуют очистки.
Само покрытие выделяет газы. Убедитесь, что вы используете правильное покрытие.
Иногда детали располагаются слишком близко к нитям накала и получают ожог соломенного цвета. Держите детали на расстоянии не менее руки от нити накала.
Возможно, вы откачиваете слишком долго и слишком низко. Это может привести к выделению газа на некоторых зажимных приспособлениях или приспособлениях или даже на подложках, которые обычно не выделяют газ при стандартном давлении. Помните, что существует такая вещь, как перекачивание. Мы даже видели, как металлизаторы откачивались настолько, что вызывали протечки иллюминаторов.
Вы стреляете с большей силой, чем вам кажется. Может быть виноват плохой вакуумметр.
Диффузионный насос может давать плохие результаты из-за необходимости замены масла.
Возможно, в системе существует утечка. Когда утечка в системе проявляется в виде черной области, вы можете предположить, что причина в масле насоса, если ожог находится в задней части камеры. Или, если ожог в передней части камеры, причина в негерметичности двери или иллюминатора. Если он находится в передней части камеры, есть вероятность, что масло выходит из вращающихся шестерен.
Грязь
Грязь приходит из многих мест. Это одна из причин, по которой отделение металлизации должно быть опечатано. Полы опечатаны, стены опечатаны, а свежий картон в отделение не пускают. Другие причины:
Грязь в воздухопроводах. У вас должны быть встроенные фильтры.
Выхлоп в покрасочной камере может быть настолько мощным, что он действует как пылесос, всасывающий грязь из помещения в покрасочную камеру.
В самом покрытии могут быть мелкие частицы грязи. Покрытие не всегда такое четкое, как хотелось бы; его всегда следует фильтровать, прежде чем он попадет в бак высокого давления.
У вас могут быть грязные фильтры при подпитке воздуха в этом районе.
Матовость
Отсутствие базового покрытия или слишком тонкий слой базового покрытия может вызвать матовость. Функция базового покрытия заключается в прилипании и придании блеска.
В этом районе могут находиться хлорированные растворители. Это одна из причин, по которой чистка металла не должна касаться покрытия пластика.
Неправильный растворитель или слишком сильный растворитель может повредить подложку и сделать ее матовой.
Существует также вероятность того, что у вас пестрый субстрат. Например, деталь, наполненная стеклом или тальком, может иметь области, лишенные смолы, и области, лишенные наполнителя, которые выглядят тусклыми.
Линия напряжения
Напряжение в некоторой степени связано с расхождением, за исключением того, что метка всегда будет в одном и том же месте. Стресс – это проблема формирования. Можно использовать антистрессовые растворители, или деталь можно отжечь или нормализовать перед отделкой.
Радужная радужность
Радужная радужность чаще всего вызывается смещением покрытий; то есть базовое покрытие или верхнее покрытие будут двигаться физически. Это дает призматический эффект. Возможные причины:
Верхний слой отверждался при температуре, равной температуре базового слоя или выше. Проверьте свою духовку на наличие горячих или холодных точек и/или времени.
Подпиточный воздух или циркуляция в печи были отключены.
Базовое покрытие могло быть очень легким, а верхнее покрытие очень тяжелым.
Деталь могла быть деформирована, так как она была отверждена при более высокой температуре, чем точка размягчения материала.
Бахрома Ньютона часто путается с призматической радужностью. Однако здесь цвета не соответствуют обычному спектральному рисунку радуги. Цвета бахромы Ньютона случайны и выглядят более размытыми, чем чистые спектральные цвета. Вообще говоря, радужная радужность — это проблема покрытия, а ньютоновская полоса — проблема испарения, вызванная, например, слишком тонкой алюминиевой дробью.
Наплывы
Если вы используете пистолет-распылитель, из-за слишком близкого расположения пистолета к детали могут образоваться наплывы. Возможно, у вас неправильное покрытие, но обычно пистолет держат слишком долго и слишком близко к участку (см. наш фильм о напылении). Существует также вероятность того, что если вы находитесь в холодном климате и ваши материалы подвергаются воздействию холода, краска истончается при достижении комнатной температуры, что приводит к изменению ее вязкости. Всегда давайте материалам достичь комнатной температуры перед смешиванием.
Тени
Испаряющееся вещество фактически ложится на деталь мелкими пластинками. Когда эти пластинки лежат плоско, они придают деталям отражающий блеск. Особенно это касается алюминия и меди. Если испаряющееся вещество ударяется о вертикальную стену и не имеет возможности лечь ровно, оно производит то, что мы называем «мечи и сабли». Тромбоциты теперь встают дыбом, и в результате возникает эффект тени. Примером может служить нить накала, стреляющая в глубокую коробку. Стороны, вероятно, будут иметь тени. до
исправьте это, попробуйте изменить положение ваших частей или положение ваших нитей.
Апельсиновая корка
Эффект апельсиновой корки в покрытии является проблемой текучести; ваш растворитель может быть слишком быстрым или вязкость вашего покрытия может быть слишком высокой.
Впитывание
Когда покрытие впитывается в подложку, проблемой является область с низкой плотностью в подложке. Либо поговорите с формовщиком, либо повторно нанесите базовое покрытие для достаточного покрытия.
Морщины
Наиболее распространенной причиной складок является отсутствие выдержки или сушки на воздухе перед помещением в печь. Кроме того, если покрытие слишком толстое, оно может дать усадку при отверждении, что снова приведет к образованию складок.
В заключение
Если у вас возникла проблема, обязательно запишите подробности , такие как:
В какой момент во время операции чистовой обработки возникла проблема?
1. Профиль резьбы — это контур сечения резьбы плоскостью, проходящей через ось детали.
2. Шаг резьбы — расстояние между двумя смежными витками, измеренные вдоль оси резьбы (Р).
3. Ход резьбы — относительное осевое перемещение винта (гайки) за один оборот:
,
где n — число заходов резьбы.
4. Диаметр резьбы:
– наружный диаметр (обозначение: для стержня – d, для отверстия – D),
– внутренний диаметр (для стержня – , для отверстия – ),
– средний диаметр (для стержня – , для отверстия – ).
Основные параметры резьб.
5. Угол профиля резьбы – угол между боковыми сторонами профиля.
6. Угол подъема резьбы . Для однозаходной резьбы.
1. В зависимости от расположения поверхности резьба может быть наружной (нарезание на стержне) или внутренней (нарезание в отверстии). Согласно ГОСТа на чертежах резьба изображается условными линиями.
2. По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки). Левую резьбу обозначают буквами LH.
3. По форме поверхности, на которую наносится резьба, может быть цилиндрическая или коническая резьба.
4. В зависимости от формы профиля различают резьбу треугольную, трапецеидальную и прямоугольную.
5. По числу заходов резьбы делятся на однозаходные и многозаходные резьбы.
6. В зависимости от единицы измерения параметров резьбы могут быть метрические резьбы, когда параметры резьбы измеряются в мм и дюймовые резьбы, когда параметры резьбы измеряются в дюймах (1” = 25,4 мм).
7. По назначению резьбы подразделяют на крепёжные, крепёжно-уплотнительные и ходовые.
Крепежные резьбы – предназначены для скрепления деталей. Основное их достоинство – самоторможение, не позволяющее ослаблять соединение под нагрузкой.
Крепежно-уплотнительные резьбы служат как для скрепления деталей, так и для герметизации соединения (предохранения от вытекания жидкости или газа – трубопроводы и арматура).
К ним относятся:
трубная цилиндрическая резьба, угол профиля 55;
коническая метрическая резьба, угол профиля 60;
коническая дюймовая резьба, угол профиля 55.
Ходовые резьбы предназначены для передачи движения. Для передачи реверсивного движения применяются трапецеидальная или прямоугольная резьба, для нереверсивного движения – упорная резьба (разновидность трапецеидальной).
Метрические резьбы являются основным типом крепежной резьбы. Основные размеры метрической резьбы назначают по ГОСТ 24705-81, профиль – по ГОСТ 9.150-81, диаметры и шаги – по ГОСТ 8724-81. Угол профиля резьбы принят 60°. Может наноситься как на цилиндрическую, так и на коническую поверхность. Форма впадин и выступов треугольной метрической резьбы может выполняться как закругленной, так и плоскорезной. Номинальным диаметром резьбы является наружный диаметрd. По шагу различаются резьбы с крупным шагом и с мелким шагом.
Классификация резьбы, виды резьбы.
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая
В машиностроительной отрасли чаще всего используется резьба именно данного типа. Свое название – «метрическая» – она получила по причине измерения в миллиметрах ее технических характеристик. Профиль резьбовой нарезки выполнен в виде треугольника. Углы при его вершинах равны 60°.
Особенности
Резьба метрическая изготавливается и с мелким, и с широким/крупным шагом. На ниже размещенном рисунке этот параметр обозначен буквой «Р».
Отметим основные особенности применения резьбовых шагов обоих видов.
Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
Гребни дюймовых соединений характеризуются большей длиной, но они менее широкие. Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности
Одна из ключевых особенностей – требование к углу отклонения оси трубы от обрамляющей поверхности конуса. Независимо от диаметра он должен формировать уклон в пропорции 1:16. Это значит, что угол φ (см. рис.) должен составлять 1 градус, 47 минут и 24 секунды.
Из других особенностей резьбы конической трубной можно выделить:
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28;
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм;
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.
Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
шаг: минимальный 1,5 мм; максимальный 48 мм;
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм;
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.
Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
Резьба круглая
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер. В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа. Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.
Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм. Шаг резьбы варьируется в пределах:
крупный: min 2,0 мм; max 10,0 мм;
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем. Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Документация JDK 19 — Главная
org/» typeof=»BreadcrumbList»>
Главная
Ява
Java SE
19
Обзор
Прочтите меня
Примечания к выпуску
Что нового
Руководство по миграции
Загрузить JDK
Руководство по установке
Формат строки версии
Инструменты
Технические характеристики инструментов JDK
Руководство пользователя JShell
Руководство по JavaDoc
Руководство пользователя средства упаковки
Язык и библиотеки
Обновления языка
Основные библиотеки
HTTP-клиент JDK
Учебники по Java
Модульный JDK
Руководство программиста API бортового регистратора
Руководство по интернационализации
Технические характеристики
Документация API
Язык и ВМ
Имена стандартных алгоритмов безопасности Java
банок
Собственный интерфейс Java (JNI)
Инструментальный интерфейс JVM (JVM TI)
Сериализация
Проводной протокол отладки Java (JDWP)
Спецификация комментариев к документации для стандартного доклета
Прочие характеристики
Безопасность
Руководство по безопасному кодированию
Руководство по безопасности
Виртуальная машина HotSpot
Руководство по виртуальной машине Java
Настройка сборки мусора
Управление и устранение неполадок
Руководство по устранению неполадок
Руководство по мониторингу и управлению
Руководство по JMX
Client Technologies
Руководство по специальным возможностям Java
Инвариантное измерение параметров метрической винтовой резьбы на основе визуального наблюдения
title={Инвариантное измерение параметров метрической винтовой резьбы на основе визуального восприятия}, автор = {Р. Сентилнатан и Муруган Нандхини и Редди Шива Ранджани и Шанмугам Шридеви}, Journal={2017 Тенденции в области промышленных измерений и автоматизации (TIMA)}, год = {2017}, страницы={1-5} } 9
Компьютерные науки метрологии, поскольку для большинства параметров, входящих в номенклатуру винтовой резьбы, требуется специальное оборудование для каждого параметра. Обычные методы являются контактными и требуют много времени. Метрология с визуальным контролем была оценена как один из самых мощных методов бесконтактных измерений. В статье сообщается о научно-исследовательской работе по разработке системы машинного зрения на основе винта…
Посмотреть на IEEE
doi.org
Влияние налипания масла на измерение резьбы с помощью машинного зрения
Zonghao Yang, Man-long Chen, P. Wang
Материаловедение, машиностроение
4
Был предложен основанный на эксперименте метод компенсации делительного диаметра, и компенсационный эффект этого метода был проверен методом испытаний и показал, что эффективность компенсации для делительного диаметра превышает 70%.
Использование машинного зрения для разработки системы измерения резьбы на станке для токарных станков с числовым программным управлением
Yi-cheng Lee, S. Yeh
Материаловедение, бизнес
2019
9 90 важный шаг в современном промышленном контроле, а также ключ к гарантии качества продукции. Однако традиционный контактный метод измерения требует много времени…
Анализ погрешности движения и разработка синтетического датчика функционального диаметра резьбы на основе податливого механизма
Роль функционального диаметра очень важна для свойства резьбовой посадки; однако главной особенностью резьбы является спиральная поверхность в пространстве, имеющая множество параметров и…
Разработка системы измерения наружной резьбы на станке для токарных станков с ЧПУ с использованием машинного зрения Eye-in-Hand с технологией морфологии
Yi-cheng Lee, Yu-Chen Wu, S. Yeh
Материаловедение
2021
— Проверка резьбы является важной частью современных процессов промышленного контроля и ключом к качеству продукции. Традиционные методы контроля, в основном контактного типа, представляют собой временные…
ПОКАЗАНЫ 1-7 ИЗ 7 ССЫЛОК
Анализ характеристик стенда для лазерной триангуляции, используемого для получения трехмерного изображения резьбы винта
В этой статье рассматривается создание системы трехмерного зрения, используемой для измерения параметров и обнаружения повреждений винта. нить. Две возможные схемы лазерной триангуляции…
Применение метода анализа цифровых изображений в метрологии метрической резьбы
Джошуа Мутамби, Ли-июнь Ю
Машиностроение
2004
Путем реконструкции инструментального микроскопа была разработана автоматизированная полуавтоматическая измерительная система, позволяющая оценить точность профиля винтовой резьбы, и сделан вывод, что точность измерения сравнима с традиционной Метод инструментального микроскопа.
Комплексная система измерения параметра винтовой резьбы на основе машинного зрения
В этой статье обсуждается метод измерения параметра угла зуба винтовой резьбы с использованием машинного зрения, а данные измерений приведены в конце.
Недорогая система технического зрения на основе сверхвысокого разрешения
Обширные экспериментальные результаты показывают, что предложенный подход к разработке недорогой системы технического зрения на основе веб-камеры для контроля резьбы подходит для высокоскоростного анализа качества в реальном времени в различных отраслях промышленности.
Разработка алгоритма обнаружения резьбы в плоских облаках точек
Косаревский С., Латыпов В.
Машиностроение
2010
Предложен новый метод автоматического извлечения признаков и параметров резьбы посредством преобразования Хафа из двумерных облаков точек, полученных от профильных измерительных машин, и может быть использован для автоматизации многих операций при предварительном выравнивании резьбы.
Алгоритм выявления дефектов и автоматизированная система обнаружения резьбы
Новый алгоритм обнаружения дефектов резьбы и новая автоматизированная система обнаружения, предлагающая метод выявления дефектов, основанный на извлечении кромок, который решает проблемы, которые ставили винты в тупик.
Фрезы по дереву для ручного фрезера. Разбираемся в ассортименте
Поменял и забыл |
27.12.2016
Ручной фрезер – высокопроизводительное оборудование. При наличии большого количества сменного инструмента им можно пользоваться для выполнения самых разнообразных работ с древесиной. С этой целью разработаны и выпускаются различные типы фрез. Сегодня, мы поговорим о видах фрез и их назначении, а также каснёмся главных критериев выбора.
Классификация и виды фрез для обработки древесины
Фрезы по дереву для ручного фрезера могут быть подразделены на следующие разновидности:
Предназначенные для обработки кромок древесины (концевые фрезы). Такой инструмент снабжается направляющим подшипником, который и обеспечивает ровность обрабатываемого края изделия. К этой же категории относятся и спиральные фрезы.
Пазовые фрезы с плоским торцом. Для их применения потребуется наличие упора и известный практический навык, поскольку без шаблона получить ровный паз прямоугольной формы практически невозможно.
Галтельные фрезы, предназначенные для выфрезеровывания полукруглой канавки в торце деревянного бруска. Такие фрезы также являются достаточно универсальными, поскольку от глубины погружения фрезы в материал зависит размер дуги канавки. Галтельные фрезы с опорным подшипником позволяют получать декоративные мебельные рейки.
Пазовые фрезы с V-образным торцом. При их использовании можно получить неглубокую канавку, боковые стенки которой будут наклонены по отношению друг к другу на угол 900. При увеличении глубины внедрения такой фрезы в материал, у паза будут получены ровные стенки.
Шиповая фреза с обратным конусом, для получения пазов типа «ласточкин хвост». Такой инструмент незаменим при выполнении ремонтных работ с мебелью, когда один фрагмент удаляется, а второй закрепляется с основой при помощи указанного паза.
Конусные фрезы. С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез.
Калёвочные фрезы, используя которые можно получать скруглённые кромки. В набор фрез по дереву для ручного фрезера обычно входят несколько типоразмеров такого инструмента, что позволяет оформлять кромки с различными значениями радиусов закругления. Установка опорного подшипника позволяет, при более глубоком внедрении инструмента в дерево, получать далее прямолинейную кромку.
Четвертные фрезы. Они создают не только вертикальную, но и горизонтальную кромку, а потому применяются при изготовлении и ремонте деревянных оконных рам.
Дисковые фрезы. Также предназначены для выполнения пазов, но, в отличие от пазовых фрез работают не торцом, а периферией своей рабочей части. Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
Комбинированные фрезы объединяют в себе по предоставляемым возможностям шиповые и пазовые виды.
Перечисленными исполнениями фрез по дереву для ручного фрезера можно пользоваться не только при обработке древесины, но и ряда других материалов, в частности гипсокартонных плит, многослойной фанеры и т. п.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Фрезы по дереву для ручного фрезера могут иметь наборное и монолитное исполнения. В первом случае конструкция инструмента представляет собой определённый набор пластин из быстрорежущей стали, которые посредством напайки медными сплавами прикрепляются к хвостовику фрезы (иногда, в более дешёвых наборах, вместо твёрдого сплава используется инструментальная сталь, а материалом хвостовика принимается легированная конструкционная сталь).
Во втором случае фреза является монолитным инструментом, который изготавливается из инструментальной стали. Особую разновидность фрез для ручного фрезера образуют насадные фрезы, которые состоят из съёмной пластины, которая затем насаживается на переходной хвостовик. Такие фрезы наиболее технологичны в эксплуатации, поскольку при затуплении режущего лезвия с одной стороны, съёмную пластину можно перевернуть на противоположную сторону, и продолжать пользоваться инструментом.
При выборе набора рассматриваемого инструмента обращают внимание на следующее:
Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке, особенно, если заготовкой служат изделия из граба, груши, дуба и других твёрдых пород древесины;
В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком;
Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200…2500С: инструмент после такой тепловой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм;
Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.
Особо стоит выделить проблему твёрдости фрез для ручного фрезера. Производители наборов такого инструмента могут быть из КНР. Цена такого инструмента заметно ниже, но снижается также и качество металла, из которого выполнена оснастка. Чаще всего это касается монолитных фрез. Оценить марку стали в обычных условиях невозможно, однако проверку можно выполнить и в домашних условиях. Для этого лучше всего использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твёрдости 58…62 HRC.
Долговечность фрез определяется интенсивностью их применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущих сталей обладают наилучшей стойкостью, а монолитные, выполненные из рядовой инструментальной стали – наименьшей.
Как выбирать фрезу по дереву под ручной фрезер?
Приняв решение о покупке набора фрез наивысшего качества, есть смысл проанализировать критерии выбора такого инструмента. В расчёт обычно принимают следующее:
Размеры хвостовика. Данный размер (для импортного набора, произведённого каким-либо европейским брендом, он может указываться в дюймах) определит возможность совместного использования оснастки с ручным фрезером. Проблема не возникнет, если конструкцией фрезера предусмотрены цанговые зажимы. Но и в этом случае диаметр цанги должен быть совместим с диаметром хвостовика. Наиболее распространены неувязки, обусловленные разными мерами длины. Например, хвостовики диаметром в ¼ или ½ дюйма в пересчёте дадут значение диаметра 6,35 и 12,7 мм. Метрические размеры наиболее распространённых типов цанг – 6,8 и 12 мм, таким образом совместить места крепления не удастся.
Материал рабочих лезвий фрез по дереву для ручного фрезера импортного производства маркируются буквенными обозначениями НМ (твердосплавные) и НSS (из быстрорежущей стали). Твердосплавные фрезы отличаются повышенной хрупкостью, поэтому при врезании в твёрдые породы древесины, они могут быстро выкрашиваться. Зато они с успехом могут справиться с фрезерованием алюминия А0 или А00. Если предполагается обработка твёрдых пород древесины, практичнее использовать быстрорежущие стали марок Р6М3, Р6М5 или 10Р6М5.
Расположение лезвий. Они могут быть размещены параллельно оси инструмента, либо под некоторым наклоном. Вертикальные лезвия не режут, а рубят древесину, что практически выражается в значительных ударных нагрузках. В таких условиях работать ручным фрезером довольно сложно, а образованную поверхность придётся шлифовать. Поэтому пластинчатые фрезы с вертикальными пластинами целесообразно использовать на предварительных операциях, когда главным является максимальный съём материала. Наоборот, наклонно расположенные лезвия срезают древесину чище, и применяются на завершающих этапах фрезеровки.
Оптимальный набор фрез по дереву включает в себя две кромочные фрезы (под метрический и дюймовый хвостовик), три концевых фрезы (диаметрами 6,12, 18 мм), две пазовых фрезы ( в том числе одна — под «ласточкин хвост»), по одной фигурной и угловой фрезе. Более продвинутые комбинации используются для целей профессионального фрезерования древесины.
Люксметр. Знакомство с прибором для измерения освещённости
Инфракрасные обогреватели. Плюсы и минусы. Цена и размеры
Фрезы по дереву для ручного фрезера
Фрезы по дереву – это режущий инструмент, который используется для деревообработки. Выбирая фрезу по дереву для ручного фрезера, важно обращать внимание на тип изделия, материал, из которого он изготовлен, а также на ряд других немаловажных факторов, о которых речь пойдет в нашей статье.
Виды фрезы по дереву для ручного фрезера
Фрезы по дереву для ручного фрезера отличаются по своему назначению:
— врезка фурнитуры, петель;
— обработка кромки. В данном случае фрезы используется для сращивания древесины – в том случае, когда нужно соединить друг с другом заготовки путем соединения паз/шип;
— декоративная отделка. Фрезы по дереву используются для декорирования: формирования объемных форм на поверхности плоских изделий, а также при производстве деревянных изделий со сложной конфигурацией.
Фрезы по дереву для ручного фрезера: основные виды
Существуют следующие виды фрез по дереву для ручного фрезера:
— концевые фрезы;
— торцевые фрезы;
— дисковые фрезы;
— фасонные элементы, которые могут быть как кромочными, так и пазовыми;
— пазовые или цилиндрические прямые фрезы и другие.
Кроме того, фрезы могут быть конусными, профильными и сферическими.
Торцевые фрезы по дереву для ручного фрезера используются преимущественно для получения пазов разных размеров и конфигураций. В некоторых случаях их можно использовать и для создания соединений шип/паз.
Такие фрезы по дереву могут применяться для формирования пазов со сложной конфигурацией, для обработки торцевой части, а также для украшения поверхности орнаментами.
Борфрезы по дереву или шарошки используются для выполнения отверстий с определенной конфигурацией. Чаще всего, они необходимы для применения на промежуточном этапе обработки материала. Также с помощью борфрез нередко выполняют финальные доработки конфигураций некоторых деталей.
Кромочные фрезы по дереву
Наиболее распространенными фрезами по дереву являются кромочные, так как ручной фрезер чаще всего используется именно для обработки кромок на изделиях из древесины. Если вы приобретаете большой набор фрез, то большую часть будут составлять именно кромочные фрезы. Этот вариант будет оптимальным для начинающих мастеров, так как самостоятельный подбор фрез может быть гораздо более сложным, чем покупка готового набора, подготовленного экспертами еще на заводе.
Галтельные, конические, спиральные фрезы по дереву относятся к пазовым фрезам. Их основное назначение – формирование пазов. Галтельные позволяют изготавливать пазы полукруглой формы, конические используются для нанесения резьбы на поверхности.
8 мм Ручка Удлиняющий нож для обрезки плотника Деревообрабатывающий фрезерный станок Cu
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сохранить 0
FOXBC
Нет отзывов
Цвет: а
Вариант
а — 13,32 млрд долл. США — 13,53 долл. США с — 14,00 долл. США
Поделитесь этим продуктом
Материалы для самостоятельного изготовления: Деревообработка
Тип: Трещотка
Происхождение: CN (Происхождение)
Упаковка: Чемодан
is_customized: Да
Применение: Инструмент для обработки дерева
Кодировка: ganweiMGGJ24
Характеристика:
Поверхность ножа из углеродистой стали, пластик YG6#.
Используется для долбления древесины, полов, дверных коробок, оконных рам, производства мебели.
Country
United StatesCanadaAustraliaNew Zealand—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГватемалаГернсиГвинеяГвинея-БисауГайанаГаитиГондурасH ong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения / товары, не подлежащие возврату Определенные типы товаров не подлежат возврату, например, скоропортящиеся товары (например, продукты питания, цветы или растения), нестандартные товары (например, специальные заказы или персонализированные товары) и товары личной гигиены ( например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат товаров со скидкой или подарочных карт.
Обмен Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть товар, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового товара.
Возврат Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
American ExpressDiners ClubDiscoverJCBMastercardPayPalVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Правила техники безопасности
БУДЬТЕ ОСТОРОЖНЫ. Всегда надевайте средства защиты глаз и ушей вместе с пылезащитными масками. Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией любого изделия (включая заточку).
ПРЕДУПРЕЖДЕНИЕ: При повторном измельчении продуктов FOXBC образуется пыль из потенциально опасных компонентов. Перед использованием бит всегда читайте и соблюдайте руководство по технике безопасности для владельца любого силового оборудования. Всегда используйте защитные очки при использовании этого или любого другого твердосплавного режущего инструмента.
ПРЕДУПРЕЖДЕНИЕ. Продукты FOXBC могут подвергать вас воздействию химических веществ, включая свинец и/или кобальт, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
ПРЕДУПРЕЖДЕНИЕ: Сверление, шлифовка или механическая обработка изделий из дерева могут подвергнуть вас воздействию древесной пыли — вещества, которое, как известно в штате Калифорния, вызывает рак. Избегайте вдыхания древесной пыли или используйте маску или другие средства индивидуальной защиты. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
Концевая фреза и фреза – объяснение различий
Если вам когда-либо приходилось работать со станками с ЧПУ или электроинструментами, вы бы сталкивались с терминами «концевая фреза» и «фреза».
Оба используются в станках с ЧПУ, ручных фрезерных станках и фрезерных столах для различных операций обработки.
В этой статье я подробно расскажу о фрезах и концевых фрезах. Я рассказываю об их типах, основных различиях и задачах, для которых они используются.
Что в этой статье?
Разница между концевой фрезой и фрезой
Фреза или концевая фреза — что использовать?
Описание концевых фрез
Фреза
Часто задаваемые вопросы (FAQ)
Концевая фреза по сравнению с фрезой – быстрый ответ
Фреза в основном используется для резьбы по дереву, а концевая фреза – для металлообработки. Концевые фрезы используют свою спиральную канавку для врезания и фрезерования твердых материалов, в то время как фрезы имеют прямые канавки с подшипниками, и они в основном используются для операций шлифования и формовки.
Фреза или концевая фреза — что использовать?
Вопрос о том, что и когда использовать, зависит от рабочего материала, типа резки, используемого станка, размера держателя и проекта, над которым вы работаете.
Счет на флейтах — есть ли разница?
Да, есть. Количество канавок является важным фактором, который следует учитывать при выборе лучшей фрезы или концевой фрезы для вашего проекта.
Легко думать, что большее количество канавок на фрезе дает большую режущую способность при более быстрой резке.
Хотя это правда, одним из основных недостатков является то, что по мере увеличения количества канавок остается мало места для эвакуации стружки из режущей полости.
Это может привести к застреванию стружки и возникновению трения, что может привести к обгоранию кромок или поломке инструмента.
End mill — bit end illustration of flute
2 flute bit
3 flute bit
4 flute bit
6 flute bit
Chip pocket
50%
45%
40%
20%
Pros
Большое пространство для чипа
Good chip space
Rigid
High rigidity, smooth cut
Cons
Less rigid, rough cut
Less rigid
Little chip space
Very little chip space
Used в
Прорезка пазов, боковое фрезерование, зенкерование и многое другое
Очень жесткие материалы, боковое фрезерование, мелкое прорезание пазов
Сравнение разного количества канавок на фрезах
Концевые фрезы имеют спиралевидные канавки, которые могут эффективно фрезеровать и врезаться в обрабатываемый материал с винтовым действием.
Биты с одной канавкой специально разработаны для резки пластика, ПЭВП и акрила.
При работе с пластиком вам нужна схема раскроя, которая удаляет как можно больше материала, а также максимально быстро удаляет его, не выделяя тепла.
Если при резке пластика вы выделяете тепло, пластик будет медленно плавиться и прилипать к вашей фрезе, вызывая всевозможные проблемы в процессе фрезерования.
По мере увеличения размера канавки вы должны резать материал немного медленнее, иначе он будет выделять больше тепла.
Жара вредна для большинства фрез, она снижает остроту флейты и иногда может стать основной причиной пожара на рабочем месте.
Однако существуют специальные фрезы с покрытием, которое активируется только при достижении определенной температуры.
Биты с двумя канавками используются для резки дерева и алюминия, поскольку они могут эффективно резать материал и при этом сохранять биту прохладной.
Здесь с материалом взаимодействуют только две канавки, что дает достаточно времени и пространства для того, чтобы стружка могла легко выйти из режущего кармана.
Меньшее количество канавок может обеспечить высокий уровень эвакуации стружки, но после резания остается шероховатая поверхность.
В то время как фрезы с большим количеством канавок обеспечивают гладкий рез, но выделяют больше тепла и уменьшают эвакуацию стружки.
Фреза с двумя канавками
Что касается фрез, то большое количество фрез на рынке имеют две канавки, поскольку они широко используются для деревообработки.
Как и концевые фрезы, фрезы также имеют несколько канавок. Но что уникально в них, так это то, что они имеют дополнительный подшипник и в основном поставляются с прямыми канавками.
Существуют также фрезы со спиралевидными канавками, которые используются для обработки жестких материалов.
Качество имеет значение
Какой бы инструмент вы ни выбрали, убедитесь, что он хорошего качества. Это верно как для концевых фрез, так и для фрез, поскольку качество этих инструментов трудно определить невооруженным глазом.
На первый взгляд, недорогие резаки выглядят так же, как и любые другие резаки на рынке, но проблемы начинаются только тогда, когда они начинают работать.
Вы должны использовать точные измерительные инструменты, чтобы найти их твердость и баланс, чтобы определить качество их сборки.
В некоторых низкокачественных долотах используются резцы из крупнозернистого карбида, которые могут легко сломаться при резке.
Высококачественные фрезы имеют заостренные твердосплавные фрезы с жесткой конструкцией, они могут работать непрерывно и минимизировать отдачу материала.
Как масса концевой фрезы или фрезы влияет на резку?
Бита с большей массой намного лучше рассеивает тепло, а также может значительно уменьшить вибрацию или вибрацию, чем бита с меньшей массой.
Имеет ли значение размер хвостовика и насадки?
Фрезерные фрезы с разными насадками и размером хвостовика
Давайте разберемся с этим, рассматривая фрезы с хвостовиками 1/4″ и 1/8″. 1/8 дюйма — это только половина 1/4 дюйма.
Сверло с хвостовиком 1/4 дюйма обеспечивает более высокую степень стабильности, чем сверло с хвостовиком 1/8 дюйма, поскольку оно толстое и с большим диаметром имеет большую площадь поверхности для крепления к держателю инструмента
С одним размером хвостовика вы можете получить множество меньших размеров бит. Они могут быть очень полезны, если вы хотите получить узкие углы или воспроизвести некоторую точную геометрию, не используя V-образные фрезы.
В качестве примера, набор инструментов с хвостовиком 1/8 дюйма может иметь размеры бит 1/8 дюйма, 1/16 дюйма и 1/32 дюйма.
Здесь сверла 1/16″ и 1/32″ имеют меньший диаметр по сравнению с их хвостовиком и могут использоваться для вырезания небольших карманов без переключения на другой держатель инструмента из-за их одинакового размера хвостовика.
При выборе хвостовика в первую очередь следует обратить внимание на диаметр хвостовика.
Другим параметром, который следует учитывать, является эффект нагрева, инструменты большего диаметра имеют большую площадь, которая трется о поверхность материала, а значит, выделяемое тепло также больше.
Например, если вы режете дерево, вы будете использовать высокие обороты, в сочетании с инструментом с большим хвостовиком нагрев может повредить заготовку или фрезу.
По этой причине вам необходимо использовать фрезы с маленьким хвостовиком при работе на высоких оборотах.
В случае с металлами диапазоны оборотов малы, и если бы мы использовали фрезу с маленьким хвостовиком, то для выполнения значительного разреза потребовалась бы целая вечность.
Поэтому для металлов мы используем фрезы с большим хвостовиком. Здесь нагрев не является большой проблемой, поскольку мы обычно используем охлаждающие жидкости при резке металлов. Кроме того, использование инструмента с большим хвостовиком обеспечит лучший крутящий момент на фрезах для плавного реза.
Тем не менее, прежде чем покупать биту, вы должны убедиться, что ее хвостовик подходит для цанги, которую вы вставляете в свой фрезер. Затем идет длина.
Что может сделать хвостовик большей длины?
Инструмент с хвостовиком большей длины позволяет выполнять более глубокие пропилы в материале и удалять материал из гораздо более глубокого кармана.
Однако при использовании длинных концевых фрез и фрез вы должны убедиться, что вы не режете глубже, чем длина канавки, иначе хвостовик будет тереться о материал.
В этом случае, если вы используете хвостовик большего диаметра, чем ваша фреза, вы не сможете добиться точного реза.
Длина реза и диаметр реза, как это помогает?
Диаметр и длина резания в концевой фрезе
Длина резания (CL) — это длина инструмента от его режущей кромки до хвостовика. Обычно он измеряется от начала флейты до ее конца.
При работе с толстыми материалами вам понадобится насадка с большей длиной реза, чтобы глубоко проникнуть в материал.
Диаметр режущей кромки (CD) — это диаметр вашей режущей насадки. Тот факт, что насадка имеет хвостовик диаметром 1/4 дюйма, не означает, что режущая часть фрезы имеет диаметр режущей кромки 1/4 дюйма. Он может иметь диаметр резки любого размера.
Долота с меньшим диаметром резания позволяют выполнять тонкий и детальный рез, но требуют пониженной скорости, подачи и скорости врезания, чтобы не сломать долото.
Кроме того, эти насадки снимают меньше материала за один проход по сравнению с более крупными насадками, что увеличивает время резки проекта.
Что использовать при врезании прямой фрезы или концевой фрезы?
При погружении прямо в обрабатываемый материал всегда следует использовать концевую фрезу с центральным резом.
Не используйте долото с восходящим лезвием, у которого нет фрезы, проходящей по всей длине до кончика. Чтобы погрузиться прямо вниз, вам нужен резак на конце.
Попутная фреза выталкивает стружку и пыль в отверстие, когда вы врезаетесь прямо вниз. Этот метод душит чипсы.
Поскольку фишкам некуда деваться, они будут сидеть там и перемалывать друг друга. Это создает трение, которое, в свою очередь, нагревается и может вызвать пожар.
С другой стороны, встречная фреза вытесняет стружку из плунжерного кармана и обеспечивает больше места для резания.
Фрезы не подходят для врезания прямо вниз, они подходят для придания формы заготовке.
Что лучше для алюминия — фреза или концевая фреза?
Алюминий — твердый материал, и для работы с ним требуется твердая фреза, такая как фреза с твердосплавным наконечником.
Концевая фреза является лучшим вариантом для резки алюминия. Он может врезаться, фрезеровать и вырезать узкие карманы на алюминии с легкостью по сравнению с фрезой.
Также можно использовать фрезу, но только если вы хотите придать форму и фрезеровать большой кусок алюминия. Одним из основных недостатков является то, что они не могут погружаться в алюминий, как это делают концевые фрезы.
Фрезы имеют больший диаметр резания, чем концевые фрезы, они могут удалять большое количество материала, делая углубления, но требуют большей площади рабочей поверхности материала.
Что лучше для дерева – фреза или концевая фреза?
Фрезы — лучший вариант для работы с деревом, они обеспечивают большую гибкость вашего процесса.
Доступны различные размеры, формы и конструкции для различных операций по дереву. У них есть наконечник с подшипником, который помогает вам легко направлять рабочий материал.
Хотя они не могут врезаться в такие металлы, как алюминий, они могут легко врезаться, фрезеровать и придавать форму дереву и древесным композитам.
Фрезы обеспечивают более высокую скорость съема материала в древесине, чем концевые фрезы. Это связано с его большей массой и размером бита.
Концевые фрезы Описание
Концевая фреза, также известная как спиральная фреза, представляет собой набор инструментов, используемых для поперечной резки материала.
Концевые фрезы обеспечивают высокоточную резку и используются для профилирования, контурного развертывания, прорезывания пазов и зенковки.
При вращении сверло режет материал горизонтально и образует стружку. Скорость образования стружки и ее выброса зависит от конструкции концевой фрезы.
Части концевой фрезы
Двумя основными частями концевой фрезы являются ее хвостовик и насадка со спиральной канавкой.
Хвостовик — это часть, которая крепится к фрезеру, цанга замыкается на нем и удерживает фрезу на месте.
Канавка представляет собой спиралевидную кромку на боковой стороне концевой фрезы, выполняющую режущие функции.
Количество канавок на фрезах и их ориентация меняется для разных типов концевых фрез. Наиболее распространены концевые фрезы с двумя и четырьмя зубьями.
Угол наклона винтовой линии является важным параметром концевых фрез. По мере увеличения угла спирали будет меньше тепла и вибрации из-за спиралей канавки.
По мере увеличения угла наклона канавки увеличивается спиральное закручивание канавки, что, в свою очередь, снижает силу резания. Это помогает добиться более качественной обработки поверхности заготовки.
Концевые фрезы, изготовленные из различных материалов, доступны на рынке для различных операций фрезерования.
Материал концевой фрезы
Work Material Capability
High-Speed Steel
Ferrous and non-ferrous materials
Vanadium High-Speed Steel
Stainless steels, high silicon aluminum
Cobalt
Cast iron, сталь, титан
Металлический порошок
Черные и цветные металлы
Твердый сплав
Чугун, цветные металлы, пластик
Карбид
Железо, сталь и стальные сплавы
Поликристаллический алмаз
Цветные металлы, пластик
концевые фрезы также покрываются дополнительными материалами для обработки поверхности, что дает некоторые дополнительные преимущества концевой фрезе.
A Твердосплавная концевая фреза с алмазоподобным покрытием (DLC)
Материал покрытия
Advantage
Используется для
Титановый нитрид (олово)
Высокая любезность, увеличивает поток чипа, листовой сопротивление, жесткий
High Lubricity, увеличивает поток чипа, листовой сопротивление, жесткий
High Lubricity, увеличивает поток чипа, листовой сопротивление, жесткий
. Карбонитрид (TiCN)
Применение с более высокой скоростью вращения шпинделя
Нержавеющая сталь, чугун, алюминиевые сплавы
Титан-алюминий-нитрид (TiAlN)
Более высокая твердость, чем у TiN и TiCN
Нержавеющая сталь, углеродистая сталь, сплавы никеля и титана
Высокая температура окисления, устойчивость к прилипанию
Алюминий, латунь, резина, титан, пластик
Алмазоподобный углерод
Износостойкость, устойчивость к коррозии и отрыву, низкое трение
Нержавеющая сталь, углеродистая сталь, никелевые и титановые сплавы
Покрывающие материалы, используемые в концевой фрезе, и их применение различные диаметры, длины и варианты канавок.
Концевые фрезы поставляются поштучно и в комплекте. Лучший вариант — покупать их по отдельности по мере необходимости.
Приобретая в соответствии с вашими рабочими требованиями, вы будете отслеживать свои биты, и ни одна из них не останется неиспользованной.
Концевая фреза с центральной режущей кромкой
Фреза с центральной режущей кромкой имеет режущую поверхность на конце концевой фрезы. Это помогает погрузиться прямо в рабочий материал.
Все различные типы концевых фрез, способных сверлить/погружаться в обрабатываемый материал, используют наконечник с центральной режущей кромкой.
Нецентральная концевая фреза
Нецентрально-режущая фреза имеет режущие кромки только на своей стороне. Эти фрезы не могут погружаться в обрабатываемый материал и используются для поперечной резки материала.
Этот тип фрез обычно используется для торцевого и периферийного фрезерования, прорезания пазов и т. д. заставляет стружку, которую вы режете, двигаться вверх по канавкам и удаляться от режущего материала.
Для сверла Spiral с восходящим лезвием режущая кромка будет на верхнем краю спирали. Спираль закручивается вокруг центра по часовой стрелке.
Из-за направленного вверх реза отрыв происходит в верхней части реза, а нижний остается чистым.
Если вы используете это, вы должны убедиться, что хорошая сторона вашего проекта обращена вниз, так как это дает чистую нижнюю часть.
Насадки с восходящим лезвием, как правило, являются наиболее распространенными, но из-за того, что происходит отрыв в верхней части, они не являются лучшим вариантом для вырезания карманов.
Спиральная концевая фреза
Концевая фреза со спиральной кромкой
Концевые фрезы с прямым резом противоположны фрезам с прямым резом. Этот бит вдавливает стружку в материал, когда вы режете.
У спиральной фрезы с прямой режущей кромкой режущая кромка находится на нижней кромке спирали. Здесь спираль закручивается вокруг центра против часовой стрелки.
Здесь удаляется не так много стружки, и в конечном итоге вы забьете паз, в котором делаете глубокие пропилы.
Насадка с прямым пропилом обеспечивает чистый пропил в верхней части, но оставляет небольшие задиры в нижней части реза.
Это делает их отличным выбором для изготовления чистых карманов и может работать на лицевой поверхности обрабатываемого материала.
Если вы хотите получить идеальную поверхность на таких материалах, как дерево, то это то, что вам нужно.
Концевая фреза для сжатия
Концевая фреза для сжатия
Долота для сжатия представляют собой комбинацию долота с прямой и прямой режущей кромкой. Он начинается с восходящей спирали и постепенно переходит в нисходящую спираль.
Его конструкция позволяет максимально эффективно использовать как верхние, так и нижние резцы. Таким образом, можно получить чистый срез верхней и нижней части заготовки без отрыва.
Теоретически, его конструкция должна решить проблему срыва, но для достижения этой цели вам потребуется достичь достаточной глубины резания.
Для этого вы должны убедиться, что ваш первый проход проходит достаточно глубоко, чтобы зацепить нижнюю часть сверла.
Сжимающая насадка — это то, что вам следует использовать, когда вы хотите получить чистые края на обеих поверхностях вашей заготовки.
Концевая фреза со сферическим концом
Концевая фреза со сферическим концом
Концевые фрезы со сферическим концом имеют изогнутый режущий наконечник, что позволяет нарезать в заготовке каналы круглого чашеобразного типа вместо обычных квадратных каналов.
Эти биты можно использовать везде, где вам нужен изогнутый канал либо для функциональности, либо для внешнего вида.
Существуют концевые фрезы со сферическим концом с прямым и прямым резом, они обычно используются для выполнения трехмерной резьбы, где требуется гладкая геометрия поверхности.
Концевая фреза «рыбий хвост»
Концевая фреза «рыбий хвост»
Концевые фрезы «рыбий хвост» помогут вам выполнить резку с плоским дном. Это возможно благодаря плоской режущей поверхности.
Концевые фрезы типа «рыбий хвост» в основном используются для врезной фрезеровки и точных контурных операций.
Концевая фреза V-образной формы
Концевая фреза с V-образным наконечником
Обычно называемые V-образными насадками, они имеют заостренные короткие концы и используются для изготовления V-образной резьбы.
Они не имеют спиралевидной формы, как другие концевые фрезы, поэтому в них нет механизма прямого и обратного резания.
Сверло V-Carve помогает вырезать рисунки с широким отверстием и узким дном и широко используется для создания привлекательных рисунков.
Существует множество типов V-образных насадок, которые классифицируются в зависимости от их углов и размеров. Наиболее часто используемые V-биты имеют 30°, 60° и 9углы 0°.
Сверла с тонкими углами могут довольно легко войти в материал и при этом воспроизвести те тонкие детали, которых вы хотите достичь.
Концевая фреза для черновой обработки
Концевая фреза для черновой обработки
Концевая фреза для черновой обработки имеет зубчатую спиральную конструкцию. Эти похожие на зубы узоры на его канавке помогают удалить больше материала, но оставляют после себя грубый срез.
Эти биты являются идеальным вариантом, если вы хотите удалить большое количество материала в любом проекте.
Маршрутизатор Бит
Фрезы в основном используются столярами для изготовления швов, придания формы кромкам древесины и гравировки различных рисунков путем создания углублений.
Как и концевая фреза, фреза имеет множество канавок и бывает прямой, спиральной и ромбовидной. Они доступны с обычными углами среза 7°, 15°, 22°, 25°, 45°, 60° и 90°.
Некоторые модели покрыты материалами. Они в основном покрыты нитридом алюминия-титана (AlTiN), поскольку он твердый и устойчивый к истиранию.
Типы фрез
Фрезы бывают разных размеров и форм. Они могут иметь различные стили резки и обычно изготавливаются из карбида, быстрорежущей стали и стали.
Они используются в станках с ЧПУ, но также широко используются в ручных фрезерных станках и фрезерных столах для различных целей.
Хотя фрезы в основном используются столярами, они не ограничиваются только деревообработкой. Некоторые фрезы специально созданы для обработки цветных металлов, таких как алюминий.
Может работать с деревом, алюминием, углеродным волокном, керамикой, стекловолокном, пеной, графитом, твердым пластиком, ДСП/ДСП, пластиком, пластиком, фанерой, нержавеющей сталью и сталью.
Прямые фрезы
Прямые фрезы с образцом дерева
Как видно из названия, они имеют прямую форму и помогают делать прямые пропилы на заготовке. Это одна из наиболее часто используемых фрез.
Композитные фрезы
Композитные фрезы
Композитные фрезы имеют канавки ромбовидного рисунка, а их режущая кромка обеспечивает высококачественную обработку различных композитных материалов. Они используются на углеродном волокне, стекловолокне и графите.
В основном изготовлен из твердого сплава, что обеспечивает долгий срок службы и быструю резку. Они хрупкие и работают лучше всего при использовании с жесткими машинами.
Композитные фрезы доступны для двух стилей резания: один для квадратного резания, а другой для сверления/фрезерования.
Квадратная резка используется для вырезания карманов и пазов, а сверло/фрезерование используется для более легкого врезного резания.
Скругляющая насадка
Скругляющая насадка с образцом дерева
Скругляющая насадка используется для скругления кромки обрабатываемого материала, чтобы сделать его более гладким или чтобы он хорошо выглядел.
Он бывает самых разных размеров и комбинаций. Долото для закругления поставляется как двойное долото для закругления, как долото для закругления заподлицо и многое другое для различных операций.
Насадка для нарезки фальца
Насадка для нарезки фальца с образцом дерева
Насадка для нарезки фальца поставляется со сменным подшипником, это позволяет устанавливать подшипники разных размеров, которые можно использовать для раскрытия и скрытия твердосплавной фрезы для глубоких и неглубоких резов.
Насадки для шпунтования предназначены, главным образом, для нарезания квадратного шпунта для выполнения соединений в деревянных рабочих материалах.
Насадка для обрезки заподлицо
Набор насадок для обрезки заподлицо
Подшипник насадки для обрезки заподлицо находится на том же уровне, что и его твердосплавное режущее лезвие. Это позволяет обрезать материал и выравнивать его, используя подшипник в качестве направляющей.
Помогает обрезать шпонированные поверхности, чтобы выровнять их и создать ровную поверхность.
Имеются разные типы, некоторые поставляются с опорой на верхней, нижней и обеих сторонах долота, что делает вашу работу более гибкой.
Оджи Бит
Насадка Ogee с образцом дерева
Насадка Ogee используется для оформления рам для картин, краснодеревщиков и декоративной лепнины.
Их широко называют Roman Ogee из-за их способности создавать изогнутые формы в римском стиле.
Подшипники можно менять, чтобы отрегулировать и выставить твердосплавную фрезу для получения различных конструкций наклона.
Насадка для формирования кромок
Насадка для обработки кромок с образцами фасонного дерева
Насадки для обработки кромок используются для вырезания гладких декоративных кромок на рабочем материале. Они бывают разных стилей для достижения разных дизайнов.
Фреза для снятия фасок
Фреза для снятия фасок с образцом древесины
Фрезы для снятия фасок используются для выполнения пропилов под определенным углом и могут обрезать наклонные кромки на обрабатываемом материале.
Часто задаваемые вопросы (FAQ)
Что такое специальная бита?
Специальная насадка — это общий термин, используемый для широкого спектра насадок, изготовленных для определенной цели. Эти биты предназначены для выполнения определенной работы.
Например, насадка для чаши имеет круглую форму с плоским пространством на ее вершине, что делает ее пригодной для использования в изготовлении чаши.
Благодаря своей уникальной форме насадка-чаша позволяет создавать плоскую поверхность на большой площади. Это также дает пикирующий раунд до стенок чаши.
Изготовлен из твердого сплава и изготовлен из быстрорежущей стали. Какой из них лучше?
Большинство бит, доступных сегодня на рынке, изготовлены из быстрорежущей стали (HSS) и твердого сплава.
Хотя твердосплавные концевые фрезы дороже, чем HSS, они лучше, поскольку они более жесткие и могут резать твердые материалы.
Если при работе выделяется много тепла, лучше использовать насадку из твердого сплава, так как быстрорежущая сталь может легко затупиться.
Твердосплавные коронки также могут работать в два-три раза быстрее, чем HSS, без перегрева, поскольку они обладают высокой термостойкостью.
Почему концевые фрезы и фрезы покрыты разными материалами?
Концевые фрезы и фрезы покрыты различными материалами для повышения их производительности. Нитрид титана-алюминия (TiAlN) является наиболее часто используемым материалом покрытия.
Они также покрыты нитридом титана (TiN), карбонатом титана (TiCN), нитридом циркония (ZrN) и многими другими компонентами для придания инструменту различных дополнительных свойств.
Полоса стальная горячекатаная шириной 50 миллиметров производится в соответствии с ГОСТ 103-2006 (ранее ГОСТ 103-76) на среднесортовом прокатном стане.
Полосы стальные горячекатаные 50 мм
Размер
Длина
Марка
Вес метра, кг
Метров в тонне
Полоса 50х4
6м
3сп/пс
1,57
637
Полоса 50х5
6м
3сп/пс
1,963
509
Полоса 50х6
6м
3сп/пс
2,355
424
Полоса 50х8
6м
3сп/пс
3,14
318
Полоса 50х10
6м
3сп/пс
3,925
254
Полоса 50х12
6м
3сп/пс
4,71
212
Полоса 50х16
6м
3сп/пс
6,28
159
Полоса 50х20
6м
3сп/пс
7,85
127
Полоса 50х30
6м
3сп/пс
11,775
85
В таблице значения веса одного метра и количества метров в тонне приведены справочно, а расчеты произведены при номинальных размерах ширины, длины и толщины полосы. На практике же идеальных полос не бывает. В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 7% увеличения фактического веса полосы.
По длине полосы шириной 50 мм изготавливают мерной длины 6 метров или немерной длины от 2,5 до 6 метров. Если Вам необходима другая длина, сообщите нам, мы выполним Ваш заказ в минимальные сроки.
Полосы шириной 50мм в наличии обычной точности (В) и по 2-му классу серповидности.
По ГОСТ 103-2006:
ОН – общего назначения
ВТ – обычной точности по толщине
ВШ – обычной точности по ширине
ВС – обычной серповидности
Так же мы предлагаем поставку стальной полосы под заказ с любыми параметрами:
По назначению:
ОН — общего назначения
ГШГ — для горячей штамповки
ХШГ — для холодной штамповки
По точности изготовления:
ВТ1, ВТ2, ВТ3 — обычной точности по толщине
БТ1, БТ2, БТ3 — повышенной точности по толщине
ВШ1, ВШ2, ВШ3 — обычной точности по ширине
БШ1, БШ2, БШ3 — повышенной точности по ширине
По классу серповидности:
ВС — обычной серповидности
БС — повышенной точности
АС — высокой точности
По плоскостности:
ПН — нормальной плоскостности
ПВ — высокой точности
ПО — особо высокой точности
Купить полосу шириной 50мм в нашей компании можно в любых количествах от 1-ой полосы до вагонных норм, самовывозом или с доставкой на Ваш склад или объект.
Цены
В последние годы цена на полосу, как и на другой металлопрокат меняется очень динамично, что сильно затрудняет публикацию актуальной цены, соответствующей настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Вместе с Полосой часто покупают:
Уголок
Швеллер
Труба профильная
Круг
Полоса стальная оцинкованная
org/BreadcrumbList»>
Граундтех
/
МОЛНИЕЗАЩИТА ЗАЗЕМЛЕНИЕ
/
Проводники
/
Рис. 1 – внешний вид полосы стальной оцинкованной
Рис. 2 — внешний вид полосы стальной оцинкованной 40х4 мм, хлысты
Рис. 3 — внешний вид полосы стальной оцинкованной 40х4 мм, бухты
Рис. 4 — внешний вид цинкового покрытия стальной полосы
Рис. 5 — внешний вид цинкового покрытия стальной полосы в бухте
Типоразмер
Площадь поперечного сечения проводника
Материал
Паковка
Тип покрытия
Масса 1 п.м.
Артикул
25 х 4 мм
100 мм2
Сталь горячекатаная
ГОСТ 103-2006
бухта
Горячее цинкование ГОСТ 9. 307-89
0,78 кг
S10308
40 х 4 мм
160 мм2
бухта
1,25 кг
S10309
40 х 5 мм
200 мм2
бухта
1,57 кг
S10322
50 х 5 мм
250 мм
бухта
1,96 кг
S10331
40 х 4 мм
160 мм2
Хлыст
1,25 кг
S10328
40 х 5 мм
200 мм2
Хлыст
1,57 кг
S10310
50 х 5 мм
250 мм
Хлыст
1,96 кг
S10316
Полоса стальная горячекатаная общего назначения, которая применяется во всех отраслях промышленности, изготовления металлоконструкций, транспортной инфраструктуре, а так же в качестве горизонтальных заземлителей.
Сталь изготовляют из углеродистой и низколегированной стали марок — Ст3кп, Ст3пс, Ст3сп.
Для защиты стальной полосы, наша компания предлагает полосу стальную оцинкованную. Сталь защищена от коррозии горячеоцинкованным способом, т.е. стальную полосу предварительно обрабатываются и погружают в ванну с расплавленным цинком по ГОСТ 9.307-89 Покрытия цинковые горячие.
Толщина покрытия должна быть не менее 40 мкм и не более 200 мкм и определяется условиями эксплуатации оцинкованных изделий.
Полоса оцинкованная стальная применяется в качестве искусственного заземлителя для защиты от поражения электрическим током человека и оборудования.
Наименьшие размеры поперечного сечения заземлителей в зависимости от агрессивности грунтов
Вид заземляющего
устройства
Коррозионная активность грунта по отношению к стали
Ширина и толщина стальной полосы, мм
Горизонтальные заземлители
Весьма высокая (ρ < 5 Ом*м)
40х10
Высока (5 Ом*м ≤ ρ ≤ 10 Ом*м)
40х8
Повышенная средняя (10 Ом*м ≤ ρ ≤ 100 Ом*м)
40х6
Низкая (ρ > 100 Ом*м)
40х4
Наименьшие размеры поперечного сечения горизонтальных заземлителей
Материал
Сортамент
Площадь сечения
Оцинкованная сталь
Полоса
90 мм2
Длина горизонтального заземлителя определяется техническим заданием или проектом. Горизонтальные заземлители используют для связи вертикальных заземлителей или в качестве самостоятельных заземлителей. Глубина укладки горизонтальны заземлителя — не менее 0,5 — 07,м.
Меньшая глубина прокладки допускается в местах их присоединений к оборудованию, при вводе в здания издания, при пересечении с подземными сооружениями и в зонах многолетнемерзлых и скальных грунтов. Горизонтальные заземлители из полосовой стали следует укладывать на дно траншеи на ребро. Хлысты заземлителя свариваются и обрабатываются цинковым спреем для защиты сварного соединения.
Добавить комментарий
Рекомендуем посмотреть
Хомут (мачтовый-молниеприемный)
Хомут — часть системы молниезащиты, предназначенное для крепления проводников (токоотводов) к мачтам и молниеприемникам
Подробнее…
Изолента ХБ
Изоляционная прорезиненная ленту (далее — лента), предназначенная для электроизоляции и применяемая в неагрессивных средах при температуре от минус 30 до плюс 30°С
Подробнее. ..
Опора самонесущая
Опора самонесущая — часть системы молниезащиты, предназначенное для установки стержневых молниеприемников, молниеприемников 16/32
Подробнее…
Провод заземления
Провод заземления — специально проложенный проводник, применяемый для выполнения защитных мер от поражения электрическим током.
Подробнее…
Держатель круглого проводника
Данные держатели применяются в системах молниезащиты для крепления проволоки из оцинкованной стали и меди, а так же тросовых молниеприемников. Монтаж осуществляется простым нажатием проволоки до щелчка.
Подробнее…
Лента изоляционная
Лента изоляционная на базе синтетического каучука, двусторонняя ,липкая предназначена для пыле и гидроизоляции контактного соединения вертикальных стержней
Подробнее…
Добро пожаловать на домашнюю страницу Turner Steel
ДОМАШНЯЯ СТРАНИЦА TURNER STEEL
СВЯЖИТЕСЬ С НАМИ
ИНВЕНТАРЬ КАТЕГОРИИ
ГОРЯЧЕКАТАНЫЕ БРУСКИ
Уголки
Каналы
Тройники
патронов
Квадраты
Квартиры
Лента
ГОРЯЧЕКАТАНЫЙ ЛИСТ
ПЛАСТИНЫ
КОНСТРУКЦИИ A. S.T.M. А-36
ТРУБКА
ИЗГОТОВЛЕННАЯ АРМАТУРА
ХОЛОДНООТДЕЛАННЫЕ УГЛЕРОДНЫЕ БРУТКИ
Плоский
* 1/4 х 3/8
0,319
1/4 x 1/2
0,425
* 1/4 х 5/8
0,531
1/4 x 3/4
0,638
* 1/4 х 7/8
0,744
1/4 х 1
0,850
* 1/4 х 1-1/8
0,956
1/4 x 1-1/4
1,06
* 1/4 х 1-3/8
1,17
1/4 x 1-1/2
1,28
* 1/4 х 1-5/8
1,38
1/4 x 1-3/4
1,49
1/4 x 2
1,70
* 1/4 х 2-1/4
1,91
1/4 x 2-1/2
2,13
1/4 x 2-3/4
2,34
1/4 x 3
2,55
* 1/4 x 3-1/4
2,76
1/4 x 3-1/2
2,98
* 1/4 х 3-3/4
3,19
1/4 x 4
3,40
* 1/4 x 4-1/4
3,61
1/4 x 4-1/2
3,83
1/4 x 5
4,25
* 1/4 х 5-1/2
4,68
1/4 x 6
5. 10
1/4 x 7
5,95
1/4 x 8
6,80
* 5/16 х 1/2
0,531
* 5/16 х 5/8
0,664
* 5/16 х 3/4
0,797
* 5/16 х 7/8
0,930
* 5/16 х 1
1,06
* 5/16 х 1-1/8
1,20
* 5/16 х 1-1/4
1,33
* 5/16 х 1-3/8
1,46
* 5/16 х 1-1/2
1,59
* 5/16 х 1-3/4
1,86
5/16 x 2
2,13
* 5/16 х 2-1/4
2,39
* 5/16 х 2-1/2
2,66
* 5/16 х 2-3/4
2,92
* 5/16 х 3
3,19
* 5/16 х 3-1/4
3,45
* 5/16 х 3-1/2
3,72
* 5/16 х 4
4,25
* 5/16 х 4-1/2
4,78
* 5/16 х 5
5,31
* 5/16 х 5-1/2
5,84
* 5/16 х 6
6,38
* 5/16 х 7
7,44
* 5/16 х 8
8,50
* 3/8 х 1/2
0,638
* 3/8 х 5/8
0,797
3/8 x 3/4
0,956
* 3/8 х 7/8
1,12
3/8 x 1
1,28
* 3/8 х 1-1/8
1,43
3/8 x 1-1/4
1,59
* 3/8 х 1-3/8
1,75
3/8 x 1-1/2
1,91
* 3/8 х 1-5/8
2,07
* 3/8 х 1-3/4
2,23
3/8 x 2
2,55
* 3/8 х 2-1/4
2,87
3/8 x 2-1/2
3,19
* 3/8 х 2-3/4
3,51
3/8 х 3
3,83
* 3/8 x 3-1/4
4,14
3/8 x 3-1/2
4,46
3/8 х 4
5. 10
3/8 x 4-1/2
5,74
3/8 х 5
6,38
* 3/8 х 5-1/2
7.01
3/8 х 6
7,65
3/8 х 7
8,93
3/8 x 8
10.20
Плоский
* 1/2 х 5/8
1,06
1/2 x 3/4
1,28
* 1/2 х 7/8
1,49
1/2 x 1
1,70
* 1/2 x 1-1/8
1,91
1/2 x 1-1/4
2,13
* 1/2 x 1-3/8
2,34
1/2 x 1-1/2
2,55
* 1/2 x 1-5/8
2,76
1/2 x 1-3/4
2,98
1/2 x 2
3,40
*1/2 x 2-1/4
3,83
1/2 x 2-1/2
4,25
* 1/2 х 2-3/4
4,68
1/2 x 3
5. 10
* 1/2 x 3-1/4
5,53
1/2 x 3-1/2
5,95
* 1/2 x 3-3/4
6,375
1/2 x 4
6,80
1/2 x 4-1/2
7,65
1/2 x 5
8,50
* 1/2 x 5-1/2
7.01
1/2 x 6
10.20
1/2 x 7
11,90
1/2 x 8
13,60
* 5/8 х 3/4
1,59
* 5/8 х 7/8
1,86
* 5/8 х 1
2,13
* 5/8 х 1-1/8
2,39
* 5/8 х 1-1/4
2,66
* 5/8 х 1-3/8
2,92
* 5/8 х 1-1/2
3,19
* 5/8 х 1-5/8
3,45
* 5/8 х 1-3/4
3,72
* 5/8 х 2
4,25
* 5/8 х 2-1/4
4,78
* 5/8 х 2-1/2
5,31
* 5/8 х 2-3/4
5,84
* 5/8 х 3
6,38
* 5/8 х 3-1/4
6,91
* 5/8 х 3-1/2
7,44
* 5/8 х 4
8,50
* 5/8 х 4-1/2
9,56
* 5/8 х 5
10,63
* 5/8 х 5-1/2
11,69
* 5/8 х 6
12,75
* 5/8 х 7
14,88
* 5/8 х 8
17. 00
* 3/4 х 7/8
2,23
* 3/4 х 1
2,55
* 3/4 x 1-1/8
2,87
* 3/4 х 1-1/4
3,19
* 3/4 х 1-3/8
3,51
* 3/4 x 1-1/2
3,83
* 3/4 х 1-5/8
4,14
* 3/4 х 1-3/4
4,46
3/4 x 2
5.10
* 3/4 х 2-1/4
5,74
3/4 x 2-1/2
6,38
* 3/4 х 2-3/4
7.01
3/4 x 3
7,65
* 3/4 x 3-1/4
8,29
* 3/4 x 3-1/2
8,93
3/4 x 4
10.20
* 3/4 х 4-1/2
11,48
3/4 x 5
12,75
* 3/4 х 5-1/2
14.03
3/4 x 6
15. 30
* 3/4 х 7
17,85
3/4 x 8
20.40
Плоский
1 х 1-1/4
4,25
1 х 1-1/2
5.10
* 1 х 1-3/4
5,95
1 х 2
6,80
* 1 х 2-1/4
7,65
* 1 х 2-1/2
8,50
* 1 х 2-3/4
9,35
1 х 3
10.20
* 1 х 3-1/4
11.05
* 1 х 3-1/2
11,90
1 х 4
13,60
* 1 х 4-1/2
15.30
1 х 5
17.00
* 1 х 5-1/2
18,70
1 х 6
20.40
* 1 х 7
23,80
1 х 8
27. 20
* 1-1/4 x 1-1/2
6,38
* 1-1/4 x 1-3/4
7,44
* 1-1/4 х 2
8,50
* 1-1/4 x 2-1/4
9,56
* 1-1/4 x 2-1/2
10,63
* 1-1/4 x 2-3/4
11,69
* 1-1/4 х 3
12,75
* 1-1/4 x 3-1/4
13,81
* 1-1/4 x 3-1/2
14,88
* 1-1/4 х 4
17.00
* 1-1/4 x 4-1/2
19.13
* 1-1/4 х 5
21,25
* 1-1/4 x 5-1/2
23,38
* 1-1/4 х 6
25,60
* 1-1/4 х 8
34,00
* 1-1/2 x 1-3/8
8,93
* 1-1/2 х 2
10.20
* 1-1/2 x 2-1/4
11,48
* 1-1/2 x 2-1/2
12,75
* 1-1/2 x 2-3/4
14. 03
* 1-1/2 х 3
15.30
* 1-1/2 x 3-1/4
16,57
* 1-1/2 x 3-1/2
17,85
* 1-1/2 х 4
20.40
* 1-1/2 x 4-1/2
22,95
* 1-1/2 х 5
25,50
* 1-1/2 x 5-1/2
28.05
* 1-1/2 х 6
30,60
* 1-1/2 x 8
40,80
* 2 х 2-1/4
15.30
* 2 х 2-1/2
17.00
* 2 х 2-3/4
18,70
* 2 х 3
20.40
* 2 x 3-1/2
23,80
* 2 х 4
27.20
* 2 х 4-1/2
30,60
* 2 х 5
34,00
* 2 х 5-1/2
37,40
* 2 х 6
40,80
* 2 х 8
54,40
Лента · Metalle Schmidt GmbH
Данные и технические определения
Приблизительные плотности
Приблизительные плотности материалов, наиболее часто поставляемых Metalle Schmidt GmbH, представлены ниже. Эти данные действительны для любого формата, в котором они поставляются (полоса или проволока).
Стол. Плотность
Steel (high and low-carbon)
7.85 kg/dm 3
Stainless steel
7.85 kg/dm 3
Aluminium
2.7 kg/ dm 3
Copper
8.9 kg/dm 3
Brass
8.4 — 8.8 kg/dm 3
Nickel silver
8,7 кг/дм 3
Бронза
8,8 — 8,9 кг/дм 3
9
.
98
8
8
8989898
8989. Ширина полосы определяется ее внутренним и внешним диаметром и материалом, о котором идет речь. Для облегчения расчета мы предоставили следующий инструмент расчета:
Калькулятор веса
Формула для расчета веса рулона:
Пример. Рулон с внутренним Ø = 400 мм и внешним Ø = 1000 мм будет весить 5,20 кг/мм ширины.
Изображение. Таблица расчета
Для железных материалов вес рулона увеличивается примерно на 11%.
Для алюминия это значение уменьшается на 35%.
Во всех процессах резки ножницами одна секция подвергается чистому разрезу, а другая разрывается.
Пропорции разреза и разрыва варьируются в зависимости от материала, его толщины и механических свойств.
В срезе всегда есть как минимум один небольшой заусенец, который можно уменьшить по договоренности.
Image срезанная кромка
Изгиб
Способность к изгибу важна при производстве определенных деталей. Концептуально это определяется, как показано на следующей диаграмме:
Изображение. Bending
transverse = favourable direction
longitudinal = unfavourable direction
In В дополнение к углу изгиба необходимо учитывать параметр радиуса изгиба (обычно связанный с толщиной полосы).
radius = 0
radius > 0
edge camber
The edge camber is the arching происходящее на заданной длине полос.
Изображение. Провисание
Скручивание
Скручивание – это когда полоса поворачивается сама на себя и в направлении намотки.
Изображение. Скручивание
Волнистость
Волнистость/продольная плоскостность
Волнистость представляет собой ряд вогнутых и выпуклых областей в продольном направлении.
Более заметен на широких тонких полосках, чем на узких и толстых.
Может располагаться по всей ширине или на определенных краях.
Изображение. Волнистость
Поперечная плоскостность
Поперечная плоскостность определяется как высота полосы поперек в направлении намотки.
Изображение. Поперечная плоскостность
Прогиб
Прогиб также известен как «спиральная память» и «набор катушек».
Материал сохраняет некоторую кривизну, обусловленную формой, которую он принимает в катушке.
Изображение. Прогиб
Шероховатость
Шероховатость измеряет чистоту поверхности материалов. Существуют различные параметры для измерения этого, как указано ниже.
Calculation of the Rz Roughness value
Calculation of the Ra Roughness value
Parameters commonly used for roughness:
Ra :
Arithmetic average of the сумма всех значений профиля шероховатости.
Rz :
Среднее значение, рассчитанное из пяти отдельных значений Rzi, взятых из пяти последовательных расчетных длин (gl), на общую расчетную длину (tl).
Rzi :
Сумма высоты самой высокой вершины и глубины самой глубокой долины в пределах расчетной длины (gl).
Rt :
Сумма высоты самой высокой вершины и глубины самой глубокой долины в пределах общей длины (пм).
что это такое, ГОСТ пескоцементной, пропорции цементно-песчаной смеси в строительстве, сухая ПЦС, состав раствора М150, как приготовить
Когда вы переходите непосредственно к строительству любой конструкции, то после составления проекта необходимо отправиться по магазинам в поисках качественных материалов. Чтобы выполнить различные кладочные работы, бетонирование полов, возведение стен из кирпича, устранение трещин и прочих изъянов стоит воспользоваться сухой цементно-песчаной смесью. Но в целях экономии свои денежных средств необходимо заранее определить требуемое количество строительного материала. Здесь вам нужно подсчитать пропорции смеси и расход, который, в свою очередь, зависит от вида конструкции.
Содержание
1 Пропорции для цементно-песчаной смеси (ЦПС)
2 Виды материалов и соотношение расхода
3 Особенности расчета пескоцементного раствора
3.1 Пропорции цемента для строительства
Пропорции для цементно-песчаной смеси (ЦПС)
Смесь, в составе которой находится сухой песок и цемент, на сегодняшний день очень востребована. Причина такой популярности объясняется простотой приготовления, невысокой стоимостью и эффективным результатом.
Чтобы получить необходимый раствор, вам нужно всего лишь добавить воду в нужной пропорции. Однако сегодня можно приобрести продукт, в составе которого присутствуют пластификаторы. Именно от вида этих компонент и будут зависеть характеристики готового раствора.
Изготовители задействуют в процессе приготовления химические добавки, так как благодаря им удается улучшить свойства смеси и идеального соответствия состава для определенных условий применения.
Результатом добавления этих компонентов станет повышение таких качеств:
адгезия;
водонепроницаемость;
стойкость к износу;
стойкость к морозу.
На видео рассказывается о пропорциях для цементно песчаной смеси:
Все имеющиеся цементно-песчаные смеси обладают разнообразным предназначением. Их можно задействовать для борьбы с выбоинами трещинами, при монтаже различного характера, для заливки пола, кирпичной кладки. Между всеми присутствующими видами данной продукции имеется одно главное различие – это показатели прочности. Например, для марки М100 характерен состав из цемента и песка, соотношение между которыми составит 1:3.
В лабораторных условиях представленный продукт способен в течение 28 дней выдерживать нагрузка на гидравлическом прессе до 100 кг/см2. Благодаря этому его можно активно применять для заделывания трещин или просто для кладки кирпичей. Что касается расхода, то его можно вычислить, используя данные на смеси, которые указывает изготовитель.
Если говорить про пластифицированные смеси, то часто их называют, как «литый бетон» или «грубый ровнитель для пола». Чтоб изготовить такой материал используют цент марки не ниже М200. Если данное условие не соблюсти, то раствор начнет сползать со стен и распространяться на пол.
По своей сути, пластифицированная смесь – это все те же цемент и песок (1:3), но с добавлением пластификатора. Для чего нужны эти добавки? Благодаря им удается развести полученный раствор до консистенции жидкой сметаны. В результате удается снизить водопотребность и улучшить растекаемость.
Наличие пластификатора обеспечивает отличное затвердение, без образования трещин, которые могут образоваться во время усадки. Кроме этого, немаловажным является добавление в смесь ложки стирального порошка. Если поместить на ведро раствора столовую ложку порошка, то удается добиться такого же эффекта, что при использовании смеси с пластификатором. Но многие заводы-производители применяют пластификаторы в определенной пропорции, чтобы предотвратить процесс растекание готового состава.
Узнайте, как сделать фактурную штукатурку своими руками.
Здесь можно ознакомиться со стандартами размеров для печного кирпича.
Фото наружной отделки дома из сип панелей: https://resforbuild.ru/paneli/dlya-sten/fasadnye-dlya-naruzhnoj-otdelki-doma.html.
Теперь стоит рассмотреть расход цементно-песчаной смеси определенной марки и для конкретных случаев. Средний расход сухой цементно-песчаной смеси составит на 1 м2 примерно 1,7 -1,9 кг. В этом случае основополагающий фактор – это толщина. Если вам нужно обработать 1 м2 поверхности при толщине слоя 2 мм, то расход материала может составить 3,6 кг. При толщине 5 мм – 9 кг. Отдельно стоит предварительно рассчитать, количество кирпича в 1 м2 кладки.
На практике ситуация обстоит следующим образом: при заливке пола, толщина которого оставит 10 мм, материала уйдет 21-22 кш /м2. С учетом этих данных можно сделать вывод, что на 20 м2 пойдет 400 кг пескобетона М300.
Виды материалов и соотношение расхода
Теперь рассмотрим виды материалов и их расход:
Смесь для стяжки пола в жилом помещении. Какие пропорции цемента и песка для стяжки? В этом случае необходимо задействовать материал М150 или М200. Для получения таких параметров необходимо взять цемент М500 и песок в соотношении 1:3. Также можно использовать цемент М200, то тогда его соотношение с песком составит 1:2. Очень неплохо бы было поместить в раствор фиброволокно в количестве 800 г на м3. Расход в этом случае составит 20-21 кг /м2. Тут более подробно описан расход цпс для стяжки пола на 1м2. Один из популярных производителей – Ветонит:
Оштукатуривание поверхностей. Для приготовления смеси пользуются пропорцией 1:3. Количество материала на м2 составит 17 кг.
Кладка стен. При приготовлении кладочного раствора необходимо особое внимание уделять чистоте песка. Если имеются посторонние включения, то стоит просеять материал. Только тогда вы сможет получить однородную массу, которая позволит надежно скрепить кирпичи. Пропорции могут достигать 1:3 или 1:6. Расход на м2 составит 0,05 м3. Тут описаны пропорции раствора для кладки печи.
Особенности расчета пескоцементного раствора
Независимо от того, для каких целей необходимо использовать смесь, для получения 1 м3 требует куб песка. Чтобы создать бетонную стяжку, необходимое количество цемента вычисляют с учетом пропорции 1:3. Таким образом, для получения необходимой смеси нужно взять 465 кг песка. Для выполнения стяжки используются еще строительные смеси М150 и М200, для получения которых задействуют цемент М400 и М500, расход которых составит 490 и 410 кг на м3.
На видео – цементно песчаная смесь (пцс), ГОСТ:
Пропорции цемента для строительства
Когда ведется строительство стен при помощи пескоцементной смеси, то традиционной считается пропорция 1:4. Таким образом, на 1 м3 будет достаточно 350 кг. Если ведется кладка силикатного кирпича, то расход будет меньше – 0,22 м3. Для возведения несущих стен требуется применять цемент более высоких марок. Когда в составе раствора присутствует известь, то необходимо использовать пропорцию 1:3. Подробнее о расходе цементно песчаной смеси на 1м2 написано тут.
Процесс добавления воды ведется «на глаз» согласно тому, насколько густую консистенцию вы желаете получить. Также очень многое зависит от характеристик материала на момент расчета расхода. В этом случае не последнюю роль играют вязкость, плотность и время сушки
Цементно-песчаная смесь на сегодняшний день один из самых востребованных строительных материалов. Но широкий ассортимент этой продукции очень часто осложняет процесс выбора подходящего состава. Также очень важно принимать во внимание расход смеси, ведь для выполнения определенных работ он свой. Возможно, вам будет интересно узнать, что такое штукатурная станция для песчано цементного раствора. По ссылке описана сухая цементно песчаная смесь м 150.
Технические условия на сухую цементно-песчаную смесь — ТУ
Получите ТУ на сухую цементно-песчаную смесь в нашей БАЗЕ ТУ!
Петр Иванов 2021
Продукция, которая выпускается на производственных мощностях предприятия и операции, которые проделываются для ее изготовления, должны соответствовать стандартам отрасли. К изделиям предъявляются определенные требования касательно характеристик, упаковки, маркировки и безопасности для человека. Все требования регламентируются ГОСТ. На каждом предприятии должны соблюдаться технические условия на сухую цементно-песчаную смесь, включающие в себя способы контроля, правила приемки, а также хранения, перевозки, использования и гарантийного обслуживания. Также в нормативном документе могут описываться процедуры, за счет которых удастся определить соответствие продукции установленным нормам.
Способы контроля
Ту включает в себя разные разделы. К ним относят блок, где во всех подробностях расписываются методы контроля.
Сюда относят:
Способы, с помощью которых возможность установить характеристики и особенности продукции;
Правила, в согласовании с которыми производится отбор проб, а также образцов, материалов и оборудования для производственного процесса.
Технология подготовки и осуществления анализов, замеров и испытаний;
Способы обработки полученных в ходе исследования данных;
Техусловия на сухую цементно-песчаную смесь включают в себя нормативы касательно безопасности труда и работы с техническими средствами.
Разработка технических условий на сухую цементно-песчаную смесь
ГОСТ 2.114—95 описывает основные требования, касательно подготовки нормативного документа. При этом нужно помнить о том, что требования должны пересматриваться как минимум раз в год. У нас вы найдете готовые технические условия на сухую цементно песчаную смесь, которые можно получить на очень привлекательных условиях. Это связано с тем, что сейчас технические средства активно развиваются и регулярно подвергаются модернизации. Все значительные изменения должны быть отображены в технических условиях. Обновляется и ГОСТ, что нужно не забывать отслеживать. Разработка технических условий должна производится квалифицированными специалистами, которые учитывают при составлении документации все требования. Это сложный и трудоемкий процесс, который нуждается в определенных знаниях и опыте.
Производится актуализация технических условий может и самим предприятием, а можно и обратиться за помощью к сторонним компаниям, которые специализируются на этом. Проект подлежит обязательному согласованию, а все установленные недочеты должны быть устранены в сжатый срок.
Готовые ТУ
У нас вы сумеете скачать технические условия и получить их к себе на почту, что сэкономит уйму времени. Вы получите сертификат, который будет создан на основании всех особенностей деятельности вашей компании.
{loadposition lend}
В этой категории нет товаров
Образец ТУ на сухую цементно-песчаную смесь
Сотрудник CPS, упомянутый в «призрачной схеме начисления заработной платы», заработал 122 000 долларов, не выполняя никакой работы, живя в Калифорнии, Генеральный инспектор государственных школ Чикаго говорит, что
The Hardest-Working Paper in America |
Пятница, 28 октября 2022 г.
Подписчик | Выйти | Управлять счетом
Войти | Доставка на дом
Пожертвовать
Поисковый запрос
Образование
Новости
Политика
Компьютерный техник также нарушил этический кодекс, когда типография, в которой она и ее муж работали офицерами, заключила сделку с CPS на 237 302 доллара, говорится в отчете генерального инспектора.
Генеральный инспектор CPS опубликовал новый отчет с подробным описанием правонарушений рано утром в среду.
Файлы Sun-Times
Согласно расследованию генерального инспектора, которое показало, что директор ее школы знал о ситуации, но ничего не предпринимал, бывший компьютерный техник Чикагской государственной школы получил почти 122 000 долларов за два года, в то время как в основном жил в Калифорнии и практически не работал.
Сотрудница самостоятельно вывела еще 237 300 долларов из школьной системы через типографию, которой она и ее муж управляли, которая продавала товары 14 школам CPS, включая ее собственную, в рамках схемы, которая вызвала расследование Управления генерального инспектора CPS в 2015 году. , который выпустил свои выводы среда.
Бывший техник не упоминается в отчете, ни название начальной школы, где она работала, ни директор, на которого она работала. Никаких уголовных обвинений возбуждено не было.
Она провернула то, что генеральный инспектор назвал «призрачной схемой начисления заработной платы», заставив одного из своих коллег, клерка в школе, засекать ее приход и уход, чтобы все выглядело так, будто она собирается на работу. В отчете говорится, что за эти два года компьютерный техник, возможно, совершил пару поездок в Чикаго и, возможно, даже работал в те дни. Кроме того, она находилась на Западном побережье и все это время не работала, получив незаработанную заработную плату в размере 121 893 доллара за 356 рабочих дней.
Директор школы знал, что она находится в Калифорнии и что школьный клерк записал ее, но ничего не предпринял в связи с ситуацией, говорится в отчете. Директор подал в отставку вскоре после того, как проступок был обнаружен, и отказался отвечать на вопросы следователей. Примерно в то же время школьный клерк ушел на пенсию.
Тот же бывший специалист по компьютерам также нарушил этический кодекс округа, когда, работая в CPS, типографии, где она и ее муж были корпоративными должностными лицами, заключила сделки со школами CPS на сумму 237 302 доллара. Она лично приобрела расходные материалы для печати на сумму 65 790 долларов для своей начальной школы.
Компьютерный техник уволился вскоре после того, как мошенничество было раскрыто, и отказался сотрудничать со следствием ОГИ. В отчете не указывается, подвергался ли сотрудник какому-либо другому наказанию и вернул ли он какие-либо деньги по схеме призрачной заработной платы или по контракту на печать.
Но ее типография продолжала продавать CPS.
После завершения расследования CPS начала процесс прекращения своих деловых отношений и запрета будущих контрактов с компанией, бывшим техническим специалистом и ее мужем по рекомендации OIG. Обозначения «не нанимать» были помещены в досье всех трех бывших сотрудников.
«CPS стремится привлекать к ответственности всех лиц, которые нарушают политику CPS и доверие общества, и мы серьезно относимся к нашей ответственности по борьбе с неправомерными действиями», — заявил представитель CPS Джеймс Герарди в письменном заявлении. «Управление генерального инспектора является важным партнером, и мы ценим их вклад в развитие нашего округа».
Последние
Уайт Сокс
Лукас Джолито о плей-офф Главной лиги бейсбола 2017 года: «Все эти команды жульничали» », — сказал Джолито в шоу «Chris Rose Rotation» от Jomboy Media.
19-летний мужчина ехал около 11:35 по кварталу 10900 на Саут-Халстед-авеню, когда подъехало другое транспортное средство, и «несколько преступников» вышли и открыли огонь, нанеся удары мужчина в теле, сообщила полиция Чикаго.
Как противостоять резкому сокращению числа учащихся – Chicago Tribune
Учтите, где это необходимо: Педагоги государственных школ Чикаго руководят несколькими замечательными школами, которые помогают многим учащимся учиться и добиваться успеха.
Количество выпускников в округе резко возросло с тех пор, как мэр Рам Эмануэль вступил в должность. (Да, мы бросаем маркер для следующего мэра.) Все больше студентов CPS посещают колледж. Академический прогресс был достигнут так быстро, что другие округа обращают внимание и ищут секретный соус CPS.
Реклама
Все эти хорошие новости, однако, происходят на фоне пагубной тенденции: резкого падения числа зачисленных в CPS. Чиновники округа сообщают о потере 10 000 учеников с прошлого учебного года, что является одним из самых больших однолетних сокращений за более чем десятилетие. За последние три года 31 000 учеников стали призраками в классах CPS.
Это долгосрочная тенденция, основанная на потере населения в районах, сокращении иностранной иммиграции и других факторах, в значительной степени не зависящих от CPS. Последствия ошеломляют: в школьном округе сейчас 150 000 свободных мест. это почти половина количество занимаемых им мест — 361 314. Нехватка учащихся настолько серьезна, что даже в некоторых высококачественных школах недостаточно учащихся.
Реклама
[ Набор учащихся в государственных школах Чикаго сократился на 10 000 ]
Мы не знаем, насколько серьезной будет эта проблема, поскольку чикагцы избирают нового мэра. Но каждый из нас должен задать каждому кандидату этот вопрос:
Что вы и ваш школьный совет будете делать в связи с неуклонным спадом CPS?
Чикагцам и их политикам приходится столкнуться с политически неприятной реальностью: CPS необходимо объединить и закрыть больше школ — чем раньше, тем лучше. Обычный бальзам для поляков от всех проблем — больше денег от налогоплательщиков! — не получится. Некоторые районы пустеют, в то время как другие заполняют школы до отказа и даже больше. Многие учащиеся уезжают далеко за пределы своего района, чтобы попасть в лучшие школы. Часто лучшей школой является чартер.
Эмануэль закрыл около 50 школ в 2013 году. Затем он ввел пятилетний мораторий на закрытие других школ. Этот добровольный мораторий, срок действия которого истекает в этом году, избавил Эмануэля от новой политической ярости со стороны общественных активистов, родителей и профсоюзных лидеров.
Но у следующего мэра Чикаго и его следующего школьного совета не будет этого удобного предлога, чтобы отложить сокращение площади района до реалистичных размеров. Никто, политик или нет, не любит закрывать школу. Великие школы являются якорями сообществ. Но верно и обратное: процветающие сообщества поддерживают надежные школы. Если район увядает, то же самое происходит и с его школами. Школы не вечные достопримечательности, нетронутые и неизменные. Конкуренция жесткая. Они либо обслуживают клиентов, то есть учеников и родителей, либо приглашают к закрытию.
Оглянитесь вокруг: десятки тысяч учеников и родителей уходят. Надеясь заманить некоторых из них обратно, CPS начала тратить миллионы долларов на благородную, но сомнительную попытку реанимировать школы с недостаточным набором учащихся.
[ От редакции: число участников CPS сокращается. Что будет делать следующий мэр Чикаго со 150 000 пустых мест? ]
Одним из результатов является непрерывное вложение новых денег в пустеющие школы. Бывший руководитель CPS признался нам, что расходы на содержание и отопление школы в среднем составляют около 2 миллионов долларов в год. Все эти стареющие здания истощают ресурсы, которые можно было бы лучше использовать в более эффективных школах. Например, более качественные и пользующиеся большей поддержкой школы могут развивать свой успех, запуская программы Международного бакалавриата или иным образом расширяя свою учебную программу.
Вместо этого слишком много полупустых зданий CPS преследуют сокращающееся число студентов. Это может успокоить некоторые соседские группы, но это также рецепт для нового финансового кризиса в округе.
Реклама
У CPS слишком много косяков среди ходячих мертвецов. Родители и ученики уже отказались от них. Те ученики, которые остались, лишены надежной учебной программы и полного состава одноклассников. Студенты, оказавшиеся в затруднительном положении, могут быть довольны тем, что они есть, но из-за отсутствия более сложного и полноценного образования они почти наверняка подрывают свои шансы поступить в хороший колледж и добиться успеха.
Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.
Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
VT-metall предлагает услуги:
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность. Таким образом снижается вероятность прогорания металла, и подобную ошибку могут совершить лишь недостаточно опытные специалисты.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.
При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод. Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
металл имеет меньшую температуру, снижается вероятность его прожигания;
происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
Слой материала, мм
0,5
1
1,5
2
2,5
Диаметр электрода, мм
1
1,6–2
2
2–2,5
3
Сила тока, ампер
10–20
32–35
45–55
60–70
75–80
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
постоянным;
переменным.
При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.
Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Так как вы хотите научиться варить тонкий металл, нужно выбирать самые тонкие электроды, то есть в пределах 1,5-2 мм. Для получения действительно качественного шва даже при малых токах необходимо, чтобы электроды имели высокий коэффициент расплавления. Для электродов размером 1,5 мм требуется ток 30–45 ампер, для 2 мм этот показатель устанавливается на уровне 40–60 ампер. Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
Как варить инверторной сваркой: инструкция для новичков и не только
Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
Аргоновая сварка труб: особенности технологии
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений. Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.
3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.
В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка тонкого металла электродом
Процесс соединения двух металлических заготовок перестал представлять проблему после появления сварочного аппарата. Некоторые трудности все-таки остались. К примеру, новичкам непросто в хорошем качестве выполнить работу по свариванию двух тонких металлических листов. В статье детально рассматривается вопрос как правильно варить тонкий металл электросваркой. Забегая немного вперед, стоит сказать, что для выполнения подобных операций применяются технологии и оборудование, позволяющие выполнить работу без деформации сварочного листа и прогорания рабочей области.
Чтобы не прожечь металл, нужно как можно быстрее провести электрическую дугу вдоль стыка. Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Для сварки тонких листов металла нужен сварочный аппарат с плавной регулировкой силы тока на выходе. Чтобы избавиться от возможных проблем с поджигом сварочной дуги, используются аппараты с напряжением холостого хода не ниже 70В. В процессе сваривания листовых материалов следует внимательно следить за геометрией кромок. Она может деформироваться под воздействием высокой температуры. Чтобы этого не допустить, следует придерживаться нескольких простых правил.
Прежде всего, важно тщательно подготовить заготовки к предстоящей операции. Кромки зачищаются, освобождаются от ржавчины, краски, технических жиров и прочего. Если требуется, заготовки выравниваются и закрепляются. Хорошее и прочное соединение можно получить только при условии ровных и чистых кромок свариваемых заготовок. По завершению подготовительных работ кромки прихватываются через каждые 7-10 см. И только поле этого можно приступать к формированию сплошного шва.
Если планируется сваривать два тонких листа внахлест, то можно установить немного больший ток, чем при соединении встык. Сдвоенные листы заготовок существенно снижают негативное воздействие высокой температуры на поверхность заготовок. Вероятность прожога поверхности уменьшается в несколько раз, а деформация практически не наблюдается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Опытные сварщики советуют прибегнуть к небольшой хитрости при сварке тонкого металла электродом. Свести к минимуму влияние высокой температуры можно, подложив под заготовки листовую медь. Цветной металл имеет отличную теплопроводность и эффективно отводит избыточное тепло от рабочей зоны. Благодаря этому снижается вероятность деформации листов или прожига металла. Есть нет медного листа, то можно использовать проволоку, которая укладывается в месте сварки.
Как варить тонкий металл инвертором
Когда требуется сварить тонкие листы железа с использованием инвертора, то специалисты прибегают к методу обратной полярности. Он состоит в том, что «масса» присоединяется к заготовке, а положительный полюс – к держателю. При таком способе подключения сильнее нагревается электрода, а металл – меньше. благодаря этому минимизируется вероятность прогорания заготовки или деформации кромки. Сварочные работы проводятся быстрее, а шов получается качественным.
Еще одна особенность, позволяющая повысить качество сварки тонкостенных материалов – использование расходников малого диаметра. В нашем случае используются электроды диаметром до 2 мм. Желательно выбирать марки электродов с высоким коэффициентом плавления. Это позволяет снизить силу тока при работе, что положительно сказывается на качестве сварного соединения.
Толщина металла, мм
0,5 мм
1,0 мм
1,5 мм
2,0 мм
Диаметр электрода, мм
1,0 мм
1,6 мм — 2 мм
2 мм
2,0 мм — 2,5 мм
Сила тока, А
10-20 ампер
30-35 ампер
35-45 ампер
50-65 ампер
Перемещение электрода по стыку должно быть плавным, а сам он располагается к поверхности металла углом вперед (45-90 градусов).
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Читайте также: Рейтинг лучших сварочных инверторов
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Заключение
Для получения хорошего результат при сваривании тонкостенных металлических заготовок важно ответственно подойти к подготовительным работам. Нужно организовать теплообмен, грамотно выбрать электроды, силу тока и только после этого приступать к работе. Внимательно нужно следить за процессом во время сварки. При необходимости лучше прервать дугу, чтобы не получить прожог.
Читайте также: Как научиться варить электросваркой
Сварка тонкого металла электродом
Оцените, пожалуйста, статью
12345
Всего оценок: 17, Средняя: 3
Ручная сварка листового металла? Вот Как!
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварка листового металла с помощью сварочного аппарата немного сложнее, особенно при сварке тонких листов металла. Подвод тепла при сварке электродом, как правило, выше, чем при других процессах ручной сварки, так как же предотвратить выбросы и создать хороший сварной шов?
Сварка листового металла стержнем может быть выполнена путем сварки отрицательным электродом постоянного тока с током 20-40 А, что примерно соответствует наименьшей силе тока, которая все еще позволяет зажигать дугу . Подходящие электроды: E6011 для ржавых или окрашенных поверхностей или E6013 для чистых поверхностей. Диаметр стержня должен быть как можно тоньше, поэтому хорошим вариантом будут электроды диаметром 1/8 дюйма или 1/16 дюйма.
В этой статье я расскажу о пошаговом процессе сварки листового металла электродами, а также о электродах и настройках, которые могу порекомендовать. Будут дополнительные советы и пояснения, которые помогут вам лучше понять весь процесс. Так что, если я пробудил ваш интерес, продолжайте читать!
Когда использовать электродуговую сварку для листового металла
Для создания хорошего соединения между металлическими листами наиболее важна настройка. Сварка электродами, вообще говоря, представляет собой процесс сварки тупым предметом по сравнению со сваркой MIG или TIG. И если у вас есть полный спектр процессов на выбор, я бы посоветовал вам либо сварку TIG для более тонких листов металла, либо сварку MIG для сварки конструкционного типа. Вы можете прочитать об этом в других моих статьях о сварке TIG и сварке MIG.
Однако, если одно из нижеперечисленного описывает вашу текущую ситуацию, то сварка электродом является вполне приемлемым вариантом:
При ограниченном бюджете: Сварка электродом — отличный процесс для начинающих, и хотя результаты могут не соответствовать другим процессам сварки, требования не такие суровые, как в промышленности. Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
В полевых условиях: Ручная сварка хороша с точки зрения простоты, портативности и чувствительности к неблагоприятным условиям окружающей среды, таким как ветер или высокая влажность из-за дождя (Слово или предупреждение: сварка непосредственно под дождем опасна и не рекомендуется! Я имею в виду открытый коровник, например, с сухим полом (об опасности поражения электрическим током читайте здесь). Для ремонта таких предметов, как ржавый забор или какое-либо сельскохозяйственное оборудование, электродуговая сварка удобна в переноске и не требует дополнительного газа, только источник питания. И вполне прощает остатки краски и ржавчины на материале.
Итак, если вы по-прежнему полны решимости продолжать и считаете сварку электродами лучшим вариантом для текущей работы, позвольте мне дать вам пошаговый подход.
Выбор правильного электрода
Поскольку есть несколько вариантов, я бы рекомендовал стержень E6011 или E6013. Преимуществом этих электродов является высокое содержание целлюлозы в покрытии, что делает их удобными в использовании.
Электрод
Применение
E6011
E6011 обычно используется в качестве универсального электрода для автомобильных кузовных мастерских и сельскохозяйственного оборудования из мягкой стали. Другие области применения включают судостроение, мосты, котлы, баржи, железнодорожные вагоны, трубы, рамы грузовиков, сосуды под давлением, резервуары для хранения и оцинкованную сталь.
E6013
E6013 обычно используется для кузовов автомобилей, рам и кузовов грузовиков, декоративного железа, металлической мебели, сельскохозяйственных орудий, ограждений машин, резервуаров для хранения или везде, где важен или желателен внешний вид.
Преимущество E6011 в том, что вы получите меньший провис в сварном шве из-за более низкой скорости наплавки при использовании для сварки электродом. Однако по той же причине E6013 дает лучшие результаты при прогонке всего сварного шва от начала до конца. Высокая скорость осаждения позволяет ему проходить быстрее и снижает общее тепловложение по сравнению со стержнями E6011 или E6010.
Другим фактором является состояние свариваемого материала. Если на основном материале есть остатки краски или ржавчины, которые вы не можете очистить, лучшим выбором будет E6011. Помните, однако, что сварка грязных поверхностей приведет к худшим результатам. В частности, сварка поверх краски создает опасные пары, поэтому, если вы не можете этого предотвратить, создайте достаточную вентиляцию, чтобы уменьшить вред!
Что касается диаметра стержня: в идеале диаметр стержня должен быть меньше толщины листового металла. Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньшее тепловложение, вызывающее коробление металлического листа.
Настройка сварочного аппарата для сварки листового металла
Сварка листового металла Отрицательный электрод постоянного тока (DCEN) является наилучшей настройкой из-за более высокой скорости наплавки. А DCEP имеет более глубокое проникновение в основной материал, чего мы также хотели бы избежать. Таким образом, это означает, что мы присоединяем вилку зажима электрода к выходному отверстию с маркировкой «-» на сварочном аппарате.
Брэндон Лунд создал очень хорошее сравнительное видео, чтобы визуализировать различия между DCEN и DCEP для электродов 1/16″ (см. ниже). Он показывает разницу в проплавлении и лучшую текучесть электрода E6013 по сравнению с электродом E6011.
youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для DCEN и DCEP сварки листового металла.
Относительно настроек: На упаковке электродов указана рекомендуемая сила тока. Однако, в зависимости от того, насколько тонкие листы, вы хотите соединиться. Даже более низкая настройка может привести к тому, что вы прожжете материал. Поэтому, если вы прожигаете материал, несмотря на достаточно быстрое перемещение электрода, рассмотрите возможность уменьшения настроек A до 20-40A.
В этот момент нужно найти золотую середину, где ваш сварочный аппарат все еще зажигает дугу, и минимально возможное количество тепла, чтобы не прожечь лист. К сожалению, из-за большого разнообразия оборудования я не могу быть более точным. Функция горячей дуги на вашем сварочном аппарате позволит вам начать с более низких настроек, поэтому это зависит от вашего аппарата.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Советы и устранение неполадок
Электрод слишком сильно скручивается вверх и вниз: Поддерживайте электрод немного ближе к сварочной ванне или используйте наполовину использованные электроды, чтобы лучше попадать в цель.
Дуга не зажигается: Попробуйте очистить поверхность материала или постепенно увеличивать силу тока.
Прожигание сквозных отверстий: Быстрее перемещайте горелку или постепенно уменьшайте силу тока. Другими шагами являются получение меньшего диаметра электрода и уменьшение зазора между листами. Также попробуйте использовать метод сшивания листов. Этого подключения может быть достаточно для приложения. Снижение тепловложения с помощью меньшего размера сварного шва может очень помочь.
Деформация листа: Хорошо прижмите лист к сварочному столу или другому прочному металлическому предмету. Зажатие поможет как в качестве механического противодавления, так и в качестве теплоотвода для поглощения энергии доступа. Рассмотрите возможность постепенного уменьшения настроек. Увеличьте скорость движения. Выберите стержень меньшего диаметра для электрода.
Заключительные мысли
Склеивание листового металла, особенно для более тонких листов, несколько сложнее по сравнению с альтернативными способами сварки TIG и сварки MIG. Однако я надеюсь, что статья побудила вас попробовать, так как это определенно возможно при правильной настройке. Скорее всего, результаты будут чуть менее презентабельными по сравнению с конкурентами, но шов должен быть прочным, и сварка электродом справится со своей задачей.
В случае частой сварки листового металла электродами, однако ваш сварочный аппарат не имеет функции горячего пуска, рассмотрите возможность модернизации до сварочного аппарата, который позволяет выполнять сварку в более «холодном» режиме.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
1 — Есть решение!
2 — Узнал что-то новое
3 — Не совсем
4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
1 — Есть решение!
2 — Узнал что-то новое
3 — Не совсем
4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Можете ли вы приклеить сварку тонкого металла? И как это сделать — WeldPundit
Если вы новичок в сварке электродами (SMAW), скорее всего, вы пробовали сваривать очень тонкий металл, например листовой металл. Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?
Вы можете склеивать тонкий металл, например, менее 1/8″ (3,2 мм) с удовлетворительными результатами, если вы используете надлежащее сварочное оборудование, настройки и технику. Чем больше у вас знаний и опыта, тем более тонкие металлы вы сможете сваривать.
Сварка стержнем дает хорошие результаты при толщине металла 1/8″ и выше, но это не идеальный процесс сварки для сварки более тонких заготовок. Прежде чем приступить к сварке тонким металлом, вам нужно больше информации об этом.
Содержание
Почему трудно склеивать тонкий металл?
Какие проблемы возникают при сварке тонкого металла?
Какой самый тонкий металл можно сваривать?
Какой источник питания нужен для сварки тонким металлом?
Какая полярность лучше всего подходит для сварки тонкого металла?
Какой сварочный пруток использовать для тонкого или листового металла?
Как подготовить тонкий металл к сварке электродом?
Вам нужен охладитель для тонкого металла?
Какое положение сварки лучше всего подходит для тонкого металла?
Какие методы используются для электродуговой сварки тонкого металла?
Какие у вас есть альтернативы?
Заключительные мысли
Можно ли сваривать тонкую нержавеющую сталь методом сварки стержнем?
Почему трудно приклеить тонкий металл?
Сварка тонкого металла стержнем трудна, потому что этот процесс создает сильную дугу, которая нагревает соединение. Кроме того, при сварке стержнем вы всегда тянете стержень, что приводит к более горячей ванне. Более того, большинство сварочных аппаратов не могут выдавать очень малую силу тока, так что вы можете работать с тонкими металлами.
Этот избыточный нагрев помогает сваривать толстые детали с хорошим проплавлением и плавлением, но делает сварку более тонких очень трудной.
Какие проблемы при сварке тонкого металла?
Все упирается в то, что в тонкую заготовку уходит слишком много тепла. Это тепло вызывает:
1. Высокий риск прожечь металл
Самое худшее, что может случиться, это прожечь металл. Высокая сила тока и низкая скорость движения с паузами приведут к высокой концентрации тепла в ванне.
Тонкие края заготовки не выдерживают нагрева и оплавляются. Сама лужа становится слишком большой и громоздкой и в какой-то момент проваливается в дыру.
2. Деформация металла или коробление металла
Деформация – это постоянный изгиб, который происходит с заготовкой из-за неравномерного и быстрого нагрева и охлаждения во время сварки.
Тонкие металлы очень чувствительны к деформации, поскольку они не могут достаточно быстро поглощать тепло. И у них нет сил сопротивляться силам неравномерного сжатия и усадки.
Вы можете предотвратить деформацию, контролируя тепло, идущее в стыке, часто делая закрепки, используя соответствующие методы направления и т. д. Они описаны далее в статье.
Нержавеющая сталь в целом очень чувствительна к деформации и чрезвычайно трудно прилипает к сварному шву, когда она тонкая.
Не так сложно избежать продувки отверстий в тонком металле, но очень трудно избежать деформации, если заготовка тонкая и маленькая.
3. Дефекты зоны термического влияния (ЗТВ)
ЗТВ – это область вокруг валика, которая не расплавилась, но подверглась металлургическому воздействию тепла сварки.
Количество и скорость нагрева металла определяют размер и уровень дефектов ЗТВ. Можно минимизировать, но нельзя избежать ЗТВ при сварке любой толщины.
Если вы работаете со сталью прочнее, чем с мягкой сталью, ЗТВ может стать тверже при остывании, что может привести к растрескиванию.
Если вы свариваете нержавеющую сталь, ЗТВ будет сильно затронута даже при соблюдении надлежащих методов, поскольку она не может очень быстро поглощать поступающее тепло.
В результате вы получите некрасивый сварной шов с высокой деформацией и более низкой прочностью и коррозионной стойкостью. Ручная сварка тонкой нержавеющей стали вообще не рекомендуется.
Тонкую нержавеющую сталь лучше сваривать MIG или TIG. То же самое относится и к алюминию.
4. Слишком много наплавленного металла в соединении
При сварке электродом и присадочным металлом используется один и тот же электрод. У вас нет прямого контроля над присадочным металлом, как при сварке TIG. Он плавится непрерывно с постоянной скоростью.
Это приводит к отложению большого количества присадочного металла в стыке. Сварной шов будет плохо выглядеть и может стать причиной плохой подгонки, в зависимости от проекта.
Если вы попытаетесь удалить лишний металл с помощью угловой шлифовальной машины, вы рискуете удалить слишком много металла и сделать соединение непрочным. Заготовка также может деформироваться из-за чрезмерного нагрева угловой шлифовальной машины.
Какой самый тонкий металл можно сваривать?
Имея некоторый опыт, вы можете склеивать низкоуглеродистую сталь толщиной 3/32″ (2,4 мм) с приемлемыми результатами. Сварщик, хорошо разбирающийся в управлении нагревом, может склеить сварной шов до толщины 1/16 дюйма (1,6 мм) или даже меньше.
Предыдущие номера возможны, но они требуют больших знаний, внимания и практики. Но если вы тщательно выбирали снаряжение и потратили много времени на оттачивание соответствующих приемов, у вас все получится.
Результаты будут приемлемыми в разумных пределах, так как сварка электродом не подходит для соединения тонких металлов.
Теперь давайте посмотрим, какое оборудование вам нужно и как выполнять сварку тонкими металлами.
Какой источник питания нужен для сварки тонким металлом?
Инвертор постоянного тока (DC) — лучший источник сварочного тока для сварки тонких металлов электродами. Постоянный ток создает дугу с более плавными характеристиками сварки и очень удобен для тонких заготовок.
Переменный ток (AC) требует немного большей силы тока для того же диаметра стержня, и дуга не такая стабильная, как при постоянном токе.
Кроме того, большинство удилищ работают от постоянного тока, а не от переменного тока, поэтому у вас есть выбор.
Сварочные аппараты с инвертором могут обеспечить малую силу тока, например 20-40А, необходимую для сварки очень тонких металлов.
Кроме того, многие инверторы оснащены такими функциями, как горячий старт и форсирование дуги, которые позволяют контролировать поведение дуги для достижения лучших результатов.
Какая полярность лучше всего подходит для сварки тонкого металла?
Если у вас есть сварочный аппарат постоянного тока, используйте отрицательный электрод постоянного тока (DCEN или DC-) при сварке тонких металлов. Это подключение электрододержателя или жала к DC- и рабочего зажима к DC+. Некоторые сварщики могут иметь переключатель для выбора полярности.
DCEN отдает меньше тепла в заготовку, чем DCEP, и имеет меньшее проникновение.
Чтобы улучшить ситуацию, стержень плавится быстрее, так что вы можете проводить его с более высокой скоростью над суставом и подводить к суставу еще меньше тепла. Это предотвратит продувание металла и высокую деформацию заготовки.
Какой сварочный электрод использовать для тонкого или листового металла?
Сварочный стержень E6013 лучше всего подходит для сварки очень тонкой низкоуглеродистой стали и известен как стержень для листового металла. E6013 имеет флюсовое покрытие с высоким содержанием рутила. Рутил создает самую гладкую дугу с легким проникновением, которая не прожигает заготовку так часто, как другие стержни.
E6013 очень прост в использовании, и вы можете легко остановить и снова запустить дугу. Это полезно для методов, которые вводят меньше тепла в заготовку.
Если у вас есть сварочный аппарат постоянного тока, вы можете использовать DCEN с E6013. Как упоминалось ранее, эта полярность еще меньше нагревает заготовку.
Кроме того, вы можете найти E6013 с самым тонким диаметром 1/16″ (1,6 мм). Этот диаметр стержня имеет низкий диапазон силы тока, около 20-40А.
С тонким 1/16″ E6013 у вас есть небольшая лужа, которой требуется всего несколько ампер для хорошей работы. В результате в заготовку поступает небольшое количество тепла.
Другие рутиловые стержни, такие как E6012 или E7014, хорошо подходят для сварки тонкого металла. Но не так хороши, как E6013, да и найти их непросто, особенно в тонких диаметрах.
Помимо рутиловых стержней, многие сварщики используют целлюлозные стержни, такие как E6011. Эти стержни создают самую горячую и сильную дугу, и их трудно сваривать. Но вы можете сваривать относительно тонкие металлы при правильной технике и большой практике.
Целлюлозные стержни хорошо подходят для сварки тонких металлов в вертикальном и потолочном положениях, поскольку они очень быстро затвердевают.
AdvertisementsКак подготовить тонкий металл к сварке электродом?
Для сварки тонкого металла встык соединение должно иметь плотную и ровную посадку. Кроме того, чистый металл имеет важное значение и помогает луже течь лучше. Наконец, частая прихватка вдоль стыка и предварительный нагрев помогут предотвратить деформацию.
1. Убедитесь, что у вас хорошая подгонка
Тонкие металлы не могут поглощать много тепла и очень легко плавятся, если у вас нет соединения с хорошей подгонкой.
Если в стыке имеются неравномерные зазоры или края не имеют одинаковой толщины, тепло будет концентрироваться на слабых частях и расплавлять их.
Тонкие детали не нуждаются в широком раскрытии корня для полного проникновения. Небольшое корневое отверстие обеспечит прочные сварные швы, в то же время поглощая остаточные напряжения от усадки.
Если вы пытаетесь сваривать тонкий листовой металл, лучше создать и сварить кромочные или нахлестные соединения, которые лучше переносят нагрев, чем обычные стыковые соединения.
Наконец, во время сборки вы можете расположить металлы таким образом, чтобы предвидеть любую деформацию, чтобы в итоге металлы стабилизировались в том положении, в котором вы хотите.
2. Очистите заготовку
Очистите соединение и место, где вы собираетесь разместить рабочий (заземляющий) зажим. Это обеспечит лучшую стабильность дуги и увлажнение лужи.
Если на соединении есть прокатная окалина, ржавчина, краска или другие загрязнения, они действуют как изоляция для электричества. После прихватки удалите весь шлак с помощью отбойного молотка и проволочной щетки.
Дуга зажигается с трудом и не так стабильна при сварке. Кроме того, расплавленная лужа не может смачиваться должным образом и остается ограниченной. Это даст вам более узкую, но более высокую бусину, которую вам придется стачивать позже.
Чистое соединение поможет избежать шлаковых включений, которые являются обычным явлением, если вы собираетесь использовать рутиловые стержни или часто включать и выключать дугу.
Хотя электродная сварка хорошо подходит для сварки грязных металлов, ее следует избегать для тонких деталей.
3. Частые прихваточные швы
Было бы полезно, если бы вы делали частые низкопрофильные прихваточные швы вдоль стыка, например, каждые 2 дюйма (5 см) или меньше после зажима заготовки.
Если прихватки выпуклые, отшлифуйте их, чтобы они стали плоскими. Зажим и прихватка перед сваркой очень поможет предотвратить деформацию.
4. Предварительный нагрев заготовки
Я оставил предварительный нагрев напоследок, но на самом деле это лучшее, что вы можете сделать, чтобы избежать деформации перед началом сварки.
Предварительный нагрев минимизирует неравномерное и быстрое распределение тепла в холодном изделии. Кроме того, равномерно нагретая заготовка будет симметрично и медленно остывать, что предотвратит заворачивание.
Но предварительно нагреть маленькую заготовку сложно, т.к. ее нужно прогреть идеально ровно, например, поставив в печь.
Вы можете использовать такие процессы, как кислородно-ацетиленовый, для предварительного нагрева заготовки, но это требует большого опыта. Если предварительно разогреть заготовку неравномерно, она свернется, даже если вы ее не сварите.
Если вы хотите сварить тонкую аустенитную нержавеющую сталь, например, 304 или 316, вы никогда не используете предварительный нагрев.
Вам нужен охладитель для тонкого металла?
Если вы можете использовать охлаждающую пластину из алюминия или, что еще лучше, из меди, то при сварке тонких металлов значительно облегчится сварка стыком. Эти охлаждающие стержни могут поглощать тепло с высокой скоростью. Более быстрым и дешевым решением было бы использование стального стержня. Сталь не так хороша, как медь или алюминий, но это лучше, чем ничего.
Выберите охлаждающий стержень (или опорный стержень) толщиной 1/8 дюйма (3,2 мм) или больше. Чем толще, тем лучше. Очень крепко закрепите заготовку на охлаждающей пластине. Поскольку у вас есть сустав с очень хорошей посадкой, нет опасности повредить штангу.
Еще лучше было бы добавить больше брусков поверх заготовки и зажать ее как бутерброд, оставив открытым только стык.
Охлаждающие пластины поглощают большую часть тепла и снижают риск деформации или прогорания металла.
Какое положение сварки лучше всего подходит для тонкого металла?
По возможности старайтесь приваривать тонкий металл в горизонтальном положении, так как это проще всего и обеспечивает лучший контроль и комфорт. Если вам необходимо сварить в вертикальном положении, сделайте это, потянув стержень вниз.
Вертикальное положение вниз лучше подходит для тонкого металла, так как вы можете сваривать быстрее. Это будет меньше нагревать соединение.
Если сваривать в вертикальном положении, то очень легко прожечь заготовку. Особенно при сварке конца стыка, потому что он перегревается.
Многие тонкие стержни лучше работают при сварке вертикально вниз, чем их более толстые версии с большей силой тока.
Какие методы используются для дуговой сварки тонкого металла?
Способ создания валика имеет важное значение при сварке тонких металлов. Это самая сложная часть, где вы должны сделать все возможное и сделать предыдущие шаги продуктивными.
При контактной сварке тонкого металла очень часто происходит переваривание соединения. Сварка по своей природе очень прочная. Тонкие детали не требуют большого количества сварки, чтобы скрепить их вместе.
При сварке необходимо использовать небольшую ванну, которая выделяет небольшой объем присадочного металла и выделяет тепло. Больше наплавленного металла не добавит полезной прочности и приведет к большим искажениям.
Техника, которую вы используете для сварки тонкого металла, должна потреблять как можно меньше тепла.
1. Небольшой прямой валик
Если шов короткий, например, 1″ (2,5 см), можно сделать прямой валик (или стрингер). Скорость, которую вы используете для сварки, является наиболее важным параметром, на который вы должны обратить внимание.
Лучше всего сделать это без малейшей паузы и как можно быстрее, не создавая из этого никаких дефектов. Если у вас есть хорошо сформированный шарик с проникновением и сплавлением, все в порядке.
При контактной сварке тонкого металла не рекомендуется переплетать стержень. Это снижает скорость и требует много сварочного металла и тепла.
2. Стыковая сварка
Если соединение длинное, вы не сможете выполнить непрерывный валик, так как это приведет к перегреву соединения. Было бы лучше использовать такие методы, как стежковая (или скиповая, или, официально, прерывистая) сварка.
При стыковой сварке вы привариваете короткий валик, например, 1/2″ (1,27 см). Затем вы оставляете зазор равной или большей длины. После этого вы повторяете процедуру, пока не закончите соединение.
Последовательность наложения стежков для деформации сварки
Основное преимущество сварки стежками заключается в том, что вы подвергаете заготовку гораздо меньшему нагреву.
Вы можете оставить соединение таким, и это нормально. Для большинства проектов, выполненных из тонкого металла, эти соединения с зазорами достаточно прочны. Таким образом, вы экономите время, так как не свариваете весь стык, и экономите часть стержней.
Но если вы хотите, чтобы это выглядело лучше или чтобы в зазорах не было грязи, вы можете приварить их, когда заготовка остынет. Вы можете подождать 15-30 минут или обдуть его сжатым воздухом, чтобы он быстрее остыл.
3. Сварка с обратным шагом
С помощью метода обратного шага вы наклеиваете небольшие валики, которые имеют направление, противоположное основному направлению сварки.
Например, если основное направление сварки идет справа налево, каждый валик сваривается слева направо. Вы начинаете сварку с правого края соединения.
Последовательность обратного наплавления для искажения сварки
При сварке стыковым швом направление распространения и концентрации тепла совпадает с направлением сварки. В предыдущем примере он идет в левую часть заготовки.
Если маленькие валики имеют противоположное направление, выделяемое ими тепло распространяется в направлении, противоположном основному направлению сварки. Это распределяет тепло по заготовке более симметрично, а не непрерывно от одной точки к другой. В результате будет меньше искажений.
Вы можете приварить каждую маленькую бусину рядом с предыдущей. Если вы хотите меньше подводимого тепла, вы можете сваривать каждый второй или третий сегмент, например, сварку в пропускном режиме.
4. Симметричная сварка
При симметричной сварке вы начинаете сварку электродами в центре соединения. Вы свариваете сегмент слева, затем один справа. Затем вы привариваете слева от первого валика, затем справа от второго валика и повторяете до тех пор, пока не закончите соединение. Изображение ниже описывает это лучше.
Симметричная последовательность наплавки для деформации при сварке
Центр заготовки часто деформируется из-за слишком сильного нагрева. Техника симметричной сварки занимает больше времени, но лучше всего решает эту проблему.
5. Закройте стык прихватками
Другой способ, если заготовка очень тонкая, а стык короткий, заключается в выполнении множества прихваточных швов вдоль стыка, пока вы его не закроете.
Повторяющаяся прихватка — это еще один способ избежать перегрева соединения, поскольку металл остывает между каждой прихваткой. Но требуется много времени и хорошая концентрация, чтобы повторно зажечь дугу без дефектов.
Один из способов сделать это — сделать серию непрерывных перекрывающихся закрепок, одну рядом с другой. Таким образом, вы имитируете импульсную функцию более дорогих сварочных аппаратов.
Другой способ — после того, как вы закончите прикреплять инициалы по краям, вы приметаете их посередине. После этого вы снова прихватываете середину каждой половины, пока не заполните стык прихваточными сварными швами.
Но не нужно заполнять весь стык прихватками, если заготовка маленькая и не выдержит нагрузки.
Когда удилище новое, его трудно удерживать в устойчивом положении, и это затрудняет прихватку. Удержание стержня в сухих сварочных перчатках помогает сделать стержень более стабильным и облегчить прихватку. Он хорошо работает до тех пор, пока удилище не нагреется, но после этого оно становится короче и легче правильно обращаться с ним и продолжать прихватку.
В этих методах используется много перезапусков, что увеличивает риск дефектов, но в целом это лучше, чем дыры или искажения. Они также увеличивают нагрузку на источник питания, снижая рабочий цикл.
Какие у вас есть альтернативы?
Теперь давайте рассмотрим два варианта сварки тонких металлов с помощью обычного сварочного аппарата.
1. Используйте электроды для пайки пайкой
Альтернативой для соединения тонких металлов является использование стержней для пайки вместо обычных стержней. Прутки для сварки припоем отлично снижают опасность повреждения тонких заготовок и облегчают и ускоряют работу. Они используют то же оборудование для сварки стержнем и конструкцию соединения.
Прутки для сварки припоем изготовлены на основе меди и плавятся при более низкой температуре, чем сталь. Более низкая температура является огромным преимуществом, так как нет расплавленной лужи. Расплавленный стержень прилипает к поверхности основного металла, не проникая в нее.
В результате тепло, которое уходит в основной металл, намного ниже. Это имеет огромное значение для предотвращения прожигания металла или его деформации.
Наиболее распространенными стержнями для припоя являются кремниевая бронза (ECuSi или SiB), фосфористая бронза (ECuSn) и алюминиевая бронза (ECuAl).
ECuSi и ECuSn имеют более низкую прочность на растяжение (50 тысяч фунтов на квадратный дюйм), чем мягкая сталь (60+ тысяч фунтов на квадратный дюйм). Тем не менее, прочности на растяжение в 50ksi более чем достаточно для большинства проектов из листового металла. ECuAl имеет прочность на растяжение 70ksi, как и стержень E7014.
Основными недостатками сварки пайкой являются:
Низкая прочность на растяжение и более слабое соединение, так как нет проплавления. Но оба не нужны для большинства проектов из тонкого металла . Вы можете приварить валик большего размера для дополнительной прочности, если считаете это необходимым.
Металл сварного шва на основе меди теряет прочность при высоких температурах. Это около 930°F (500°C). Однако он отлично выдерживает температуру до 400°F (200°C).
Соединение необходимо тщательно очистить, чтобы металл припоя мог свободно течь и образовывать прочную связь с заготовкой.
Прутки для пайки стоят дороже, чем обычные стальные стержни, но они предохраняют тонкую заготовку от повреждений, вызванных перегревом.
Наконец, не соответствует цвету , так как бусина всегда имеет золотистый цвет.
2. Обновите свой сварочный аппарат для сварки электродом до базового аппарата для сварки TIG
Существует еще одно решение для сварки тонкого металла с помощью аппарата для сварки электродом в среде защитного газа, если у вас есть некоторый опыт сварки TIG или вы все равно планируете этому научиться.
К аппарату для ручной сварки можно подключить горелку TIG со специальным газовым контроллером. Затем подключите его к баллону с аргоном с газовым регулятором. Теперь у вас есть очень простой сварочный аппарат TIG без необходимости покупать дополнительный блок питания.
У вас не будет настоящего сварочного аппарата TIG, но после некоторой практики с зажиганием дуги с нуля вы сможете сваривать тонкую сталь с гораздо лучшими результатами. С помощью этого метода можно даже сваривать листовой металл толщиной 24 мм (0,5 мм).
Кроме того, если ваш сварочный аппарат имеет функцию подъема, вы можете использовать ее, чтобы облегчить запуск дуги и реже притачивать вольфрамовый электрод. Вместо того, чтобы царапать электрод, вы касаетесь поверхности и поднимаете ее на расстояние сварки, и дуга загорается.
Имейте в виду, что для этого вам понадобится сварочный аппарат постоянного тока, и всегда подключайте горелку TIG к разъему постоянного тока.
Заключительные мысли
При хорошей подготовке и опыте можно сваривать тонкие металлы. Но трудно иметь красивые суставы или идеально предотвращать искажения.
Кроме того, непроизводительно, если нужно сварить много тонкого металла. Вам необходимо использовать более подходящий процесс сварки.
Сварка MIG идеально подходит для длинных металлических листов. Также хорошо, если у вас нет большого опыта сварки и вы хотите работать сразу с тонкими металлами. Тот, который поддерживает импульсную сварку, будет идеальным.
Если вы хотите получить красивые соединения или работать с тонкими и дорогими металлами, такими как нержавеющая сталь, вам следует использовать сварку TIG. Использование сварочных стержней для пайки значительно снижает риск ожогов и искажений.
Смежные вопросы
Можете ли вы сварить тонкую нержавеющую сталь с помощью дуговой сварки?
Ручная сварка тонкой нержавеющей стали очень трудна для соучастника. Нержавеющая сталь не может быстро рассеивать тепло сварки и подвержена перегреву. Чрезмерное искажение, жгучие мысли и сильное падение коррозионной стойкости — основные дефекты. Лучшими альтернативами являются сварка MIG или TIG или использование прутков для припоя.
Попытка склеить сварной шов из нержавеющей стали тоньше 1/8 дюйма (3,2 мм) является сложной и напряженной задачей. Это требует большого опыта и концентрации. Кроме того, если вы хотите, чтобы соединение было красивым, вам нужно много шлифовать и полировать.
Возможно, более простой альтернативой является использование стержней для сварки припоем, описанных ранее в статье. Кроме того, охлаждающие стержни творят чудеса с тонкой нержавеющей сталью, так как лучше держать ее как можно более холодной.
Другие статьи Weldpundit
Как приклеить сварной чугун: с предварительным подогревом и без него
Как приклеить сварной шов из нержавеющей стали к углеродистой стали: шаг за шагом.
Можно ли держать электрод во время сварки электродом? Когда и как.
Перекрытие – один из самых важных несущих элементов дома. Именно на него и на фундамент приходится вся основная нагрузка дома (люди, мебель, техника), которая передается на другие строительные элементы – балки, стены и ригели.
Крайне важно, чтобы все силы напряжения в здании были грамотно распределены, ведь от этого зависит его долговечность, надежность и безопасность для проживания людей. Так, одна из самых проверенных временем конструкций – монолитное перекрытие в его классическом, облегченном и модифицированном виде. Чтобы понять технологию изготовления всех его трех вариантов, мы подготовили для вас подробные мастер-классы и видеоуроки!
В современных домах к перекрытию предъявляются особые требования. Наверняка вас не удивит наличие джакузи на втором этаже, или установка тяжелого оборудования. А потому в идеальном варианте перекрытие должно быть хорошо утеплено, звукоизолированно, надежно и обходиться в разумных пределах стоимости.
От того, насколько это перекрытие выполнено грамотно, будет зависеть напрямую долговечность и надежность всего дома. К сожалению, и до сегодняшнего дня слышно о случаях, когда перекрытие не выдерживает.
Так, например, не так давно рухнул целый второй этаж с индийскими студентами. И нет более досадной ситуации, когда построен новый дом, куда вложено немало средств и сил, а по стенам начинают идти трещины.
Сегодня в России чаще всего обустраивают деревянное перекрытие, железобетонные плиты и монолитную плиту. И монолитное перекрытие считается одним из самых надежных.
Даже при взрыве бытового газа его запас прочности исчерпывается не сразу, а потому оно не обрушивается в первые часы и позволяет быстро провести эвакуацию. И от огня оно не будет ни плавиться, ни гореть. А выглядит его устройство изнутри вот как:
При помощи монолитных перекрытий особенно удобно перекрывать помещения любой конфигурации. Например, вы решили, чтобы у дома были необычные углы, или в качестве отдельного эркера будет выступать шикарная многоугольная кухня. В таком случае накрыть такую часть дома прямоугольной плитой не получится. А вот согнуть металлическую арматуру нужной формы и залить ее бетоном – легко.
Это – важный момент! Современные архитекторы часто говорят о том, что геометрия современных домов далека от прямоугольника. И правда, эркеры, выступы и вычурные криволинейные участки доставляют немало проблем, когда нужно думать о надежном перекрытии. Например, обычными плитами замостить нечто подобное довольно сложно, их минимум придется резать.
Мало того, что это делает работы более трудозатратными, но еще и требует применение крана, который будет укладывать такие плиты. А для крана уже нужны подходящие подъездные пути, которыми обычно не могут похвастать загородные постройки. Тогда как для заливки перекрытия даже большой площади достаточно бетономешалки и насоса.
Среди недостатков отметим значительный вес такого перекрытия и большой расход бетона. Хотя в строительстве, как говорится, легкости не ищут.
Давайте сначала рассмотрим конструкцию и изготовление классического монолитного перекрытия, а уже за тем его более новые виды.
В основе такого перекрытия – прочная, крепко связанная арматура, которая служит чем-то вроде скелета перекрытия. Прежде, чем вы приступите к заливке, вам нужно будет связать между собой прутья.
Причем существует немало способов и видов такой вязки, а также ее можно проделывать вручную или при помощи специального оборудования. Если у вас есть время, желание и помощники, вы легко обучитесь этому мастерству.
А это видео поможет вам разобраться, вязать прутья или лучше варить, и как правильно это делать:
Чтобы изготовить правильный арматурный каркас, нужен точный расчет. Обычно речь идет о двух сетках в верхней и нижней зоне, диаметром 12-14 мм, из арматуры класса А400. При этом шаг прутьев должен быть 20 см в двух направлениях.
Иногда устанавливают также дополнительную арматуру. Обе сетки должны находиться на расстоянии 25-30 мм от края плиты. Под нижнюю следует положить фиксаторы на расстоянии 1 метра друг от друга, прямо на пересечение арматуры.
А чтобы верхняя сетка находилась на определенном расстоянии, под нее устанавливают специальные подставки из прутьев диаметром 10 мм или более современных пластиковых приспособлений:
В этом варианте в качестве подставок к арматуре приварили отрезки прутьев:
Поставить такие опоры можно чаще, это будет только плюсом:
А такого вида опору можно приобрести в магазине, называется она «стульями»:
Если вы беретесь вязать арматуру, тогда воспользуйтесь такими хитростями домашних мастеров, которые приловчились использовать для этой цели подручные инструменты. Вот отличный способ быстро связать арматуру с минимальными усилиями.
Шаг 1. Берем проволоку, загибаем на концах, чтобы получились «ушки», и подводим под арматуру:
Шаг 2. Сверху соединяем концы проволоки и делаем петельку для крюка. На это уходит от силы 4-5 секунд:
Шаг 3. Вставляем крюк одним концом в шуруповерт, а другим – в петельку проволоки. Включаем на секунду инструмент – и арматура крепко связана. Остается только сохнуть получившийся хвостик.
Процессу бетонирования он не будет мешать, но ноги мимо проходящих рабочих может поцарапать. Поэтому от него лучше сразу избавиться, пригнув к стержню арматуры:
Вот, к примеру, отличный простой способ вязки арматуры для новичков:
Вот пример, как арматуру связывают обычной металлической проволокой:
А этот метод устройства арматуры уже для профессионалов:
В этому случае для устройства перекрытия связали одинарную арматуру:
К слову, для монолитного перекрытия армопояс не нужен. Ведь такое перекрытие само по себе прекрасно перераспределяет нагрузку со всех сторон. Единственное, что нужно сделать – это установить опалубку по всей площади.
Давайте рассмотрим внимательно основные этапы устройства монолитной плиты перекрытия:
Шаг 1. Установка опор – металлических стоек с регулируемой высотой. Оптимальное расстояние между ними – 1 метр, а от стен – 20 см.
Шаг 2. На стойки укладывают ригели, в качестве которых подходит двутавровая балка, швеллер или брус.
Шаг 3. Поверх ригелей организовывают опалубку, идеально ровная. Чтобы потом ее было легко снять, используют гидроизоляционную пленку для досок или машинное масло для метала.
Шаг 5. Теперь переходим к бетонированию. Заливать бетон следует при помощи бетононасоса, и вибрировать глубинным вибратором. После чего бетон сохнет и набирает прочность. Первую неделю, пока он будет сохнуть, смачивайте его водой, и по истечению 28 дней снимите опалубку.
Вот пошаговый процесс устройства монолитной плиты:
Классическую монолитную плиту перекрытия часто делают утепленной. В этом случае утеплитель дополнительно теплоизолирует перекрытие:
Если в перекрытии ко всему будут трубы теплого пола, тогда бетонная мембрана поверх их должна быть от 8 до 10 см. Но учитывайте при этом, что каждый 1 см верхней бетонной мембраны понижает полезную нагрузку перекрытия на целых 25 кг/кв.м. Т.е. с каждым лишним сантиметром перекрытие становится более тяжелым и тем меньше на него можно будет делать нагрузку мебелью и техникой в будущем.
Общая толщина конструкции в итоге получится от 180 до 220 мм. Конечно, по сравнению с деревянным такое перекрытие имеет куда больший вес. А потому его устройство возможно далеко не для всех конструкций.
Например, для деревянного или бревенчатого дома. Также монолитное перекрытие не делают на пролетах больше 7 метров, иначе оно получается слишком тяжелым. Если вы имеете опыт строительных работ, тогда знаете, насколько тяжелый бетон. Посмотрите, сколько его нужно даже для одного квадратного метра плиты:
Плюс ко всему устройство монолитного перекрытия по такой схеме занимает немало времени: монтаж и демонтаж опалубку, изготовление арматуры, устройство объемного каркаса, заливка бетона и его застывание.
Также отсутствие необходимости в специальном кране еще не говорит о том, что вам вообще не понадобится техника. Дело в том, что поднять на высоту второго этажа балки весом 60 кг вдвоем или втроем не сложно, но от 110 кг – уже проблема.
Как мы уже сказали, монолитные перекрытия, конечно, все хороши, кроме затрат на бетон и собственного веса. Логично, ведь цемента здесь используют немеряно, заливается целый этаж! Именно из-за этого, в целях поиска экономии был разработан новый вид перекрытия – сборно-монолитное.
В сравнении с обычным монолитным перекрытием сборно-монолитное оказывается экономнее на целых 30%. Да, такое перекрытие обходится дороже обычных плит, но куда менее трудоемко и дешевле, чем монолитное.
Можно сказать, что это такой подвид монолитного перекрытия, в котором дополнительно есть блоки. Они сверху накрыты арматурой и заливаются бетоном в виде тонкого слоя. В чем суть? Блоки намного легче бетона, и заполняют собой основное пространство.
Получается, что тяжеловесного цемента здесь уже идет намного меньше. И экономия, и само перекрытие получается куда легче по весу. А это существенно влияет на смету фундамента, на которого приходится основная нагрузка от веса дома:
Для сборно-монолитного перекрытия используются специальные легкие железобетонные балки, с арматурой внутри. Ее располагают свободно, в виде пространственных каркасов. Благодаря этому балки настолько прочные, что их изготавливают достаточно длинными, даже с перекрытием 9 метров. Это – важный момент, если вы планируете, чтобы холл вашего дома был просторным.
Реже в ход идут специальные Т-образные балки со снятой фаской в нижней части. Только учитывайте, что для устройства сборно-монолитного перекрытия балки используются только заводского изготовления. Их нельзя варить у себя в гараже – опасно! Эти балки называются тригонами и имеют точно просчитанную геометрию и вес.
Сегодня производители часто предлагают более легкие балки из оцинкованной стали на арматурном каркасе. Такая балка весит всего 6 кг/м. Вот для такой балки подъемной техники не нужно, и при этом она не теряет в прочности. Но на ее вес будут иметь влияние прутья дополнительной продольной температуры.
Диаметр и количество стержней балки подбирают на основе расчета несущей способности перекрытия. В чем и основное преимущество сборно-монолитного перекрытия – возможность гибко подбирать несущую способность в зависимости от предполагаемой эксплуатационной нагрузки.
Отдельный вид такого перекрытия – Bonolit. Это стальные балки с узнаваемым треугольным арматурным каркасом. Между балками располагаются газобетонные блоки, которые одновременно служат и несъемной опалубкой. Для устройства перекрытия используется тяжелый мелкофракционный бетон классом М250 (В20).
Ко всему балки можно стыковать под нужным углом, чтобы перекрыть помещение даже сложной конфигурации и дорабатывать прямо на месте монтажа. Также не обязательна выравнивающая стяжка, благодаря чему существенно сокращается расход бетона. Впечатляет также скорость сбора такого перекрытия: достаточно всего четырех рабочих, чтобы они собрали перекрытие всего за две рабочие смены, и при этом им не нужно обладать высокой квалификацией.
Дополнительно балки подпирают деревянными опорами или специальными телескопическими стойками. Они убираются после застывания бетона. При этом телескопические стойки по многим показателям выигрывают у деревянных подпорок.
Ведь их еще можно двигать вверх-вниз, чтобы достичь максимальную точность расположения балок. Тогда когда с досками придется использовать клинья и укрепление укосинами, на что уходит куда больше времени.
Ставят стойки на расстоянии 1,5 метров друг от друга. Важно обеспечить упору прочное основание, как хорошо утрамбованный грунт или фундаментная плита, иначе стойка рискует продавиться, даже на деревянной подкладке под собой.
Укладка блоков-вкладышей
На железобетонные балки и опираются блоки-вкладыши. Держатся они за счет двух боковых пазов в нижней части. Причем для установки самих блоков кран не нужен, ведь их вес сравнительно небольшой – всего 19 кг. Еще больше уменьшают вес сборно-монолитного перекрытия при помощи расположенных внутри него вкладышей из плотного пенопласта.
Так часто делают в Европе, хотя имеет смысл беспокоиться о пожаробезопасности такого перекрытия. А вот вкладыши из газобетона имеют куда более высокую степень огнестойкости.
К слову, заполнителем между металлическими балками могут стать не только специальные Т-образные блоки, но и газобетонные, керамзитобетонные, полистиролбетонные или из керамики. Стандартная высота балок – 10, 15,20, 25 или 30 см.
При этом армопояс заливают одновременно с перекрытием, куда сразу, прямо на этапе строительства разрешается устанавливать трубы водяного теплого пола, и только потом заливать перекрытие.
Вся конструкция из блоков и балок служит несъемной опалубкой, в которую далее укладывают слой бетона М200, предварительно армированный сеткой с небольшими ячейками, 100х100 мм. Для арматуры идет стандартная проволока 5-6 мм диаметром.
Устройство арматуры и заливка бетоном
Теперь обустраивают бетонную диафрагму – верхний 5-сантиметровый слой бетона. Этот слой будет располагаться над блоками и вставками и формировать собой верхнюю поверхность перекрытия. В процессе установки перекрытия важно следить за тем, чтобы на арматуру, опалубку или бетон не попадал такой мусор, как листья и ветки.
Поверх блоков с определенным зазором вяжут арматурную сетку или каркас. Для этого арматуру берут “восьмерку” или “десятку”, а ячейки делаются размером 10х10 или 15х15 см. Далее свежеуложенный бетон уплотняют при помощи штыкования или виброрейкой.
Есть разные виды таких стяжек. Так, одно из самых качественных считается Основит Стартолайн. Благодаря наличию внутри смеси легких заполнителей и армирующих фиброволокон у такой стяжки – отличные тепло- и шумоизоляционные свойства. Особенно хороша такая стяжка в системе “теплый пол”. А, например, Sika Level Pro позволяет сделать наливную тонкую стяжку толщиной всего до 5 мм.
Но важно при этом правильно рассчитывать нагрузку на фундамент. Один из способов облегчить перекрытие – сделать стяжку потоньше. Ведь при устройстве классической стяжки толщиной 50 мм нагрузка на 1 кв.метр уже 100-120 кг. Ведь далеко не всегда только бетон способен выравнивать пол. Поэтому в перекрытиях используется полимер-модифицированная сухая смесь на цементной основе.
Вот как выглядит монтаж сборно-монолитного перекрытия на практике:
В итоге сборно-монолитное перекрытие обладает высокими показателями по звукоизоляции и теплопроводности. При этом несущая способна достаточно велика, чтобы устраивать на втором этаже не только камины, но и целые бассейны. Она составляет от 200 до 1000 кг на квадратный метр.
Еще один бонус применения сборно-монолитного перекрытия в том, что его устраивают даже в труднодоступных местах, коих немало при реконструкции здания. Благодаря внутренним блокам, такое перекрытие легко делают нужной формы, подрезают или изменяют.
Если сравнивать нагрузку на фундамент, то при равной толщине в 25 см монолитная плита перекрытия будет весит 500 кг/кв. м., а сборно-монолитная – 300 кг/кв.м. Так почему сборно-монолитное перекрытие на практике оказывается таким же прочным, как и плита? Весь секрет в увеличенной высоте сечения балки и дополнительной продольной арматуре, которая перекрывает безопорные пролеты длиной до целых 16 метров!
Но этот вид монолитного перекрытия пока еще недостаточно популярен в России, и многие полагают, что здесь слишком много подготовительных работ и потому классическая стяжка предпочтительнее. Для стен из газобетона этот вариант, конечно же, безопаснее.
Еще один вид монолитного перекрытия – облегченное по профнастилу. Оно предполагает использование в качестве основы стального профилированного лита с полимерным и цинковым покрытием. Но для этой задачи подходит далеко не каждый профлист.
Как вы знаете, отличается профнастил по профилю, имеющего разную форму и высоту гофры. Чем выше гофра, тем выше жесткость перекрытия. Несмотря на то, что такие листы – металлические, от коррозии они защищены надежно. Еще в заводских условиях их покрывают полимерными красками и специальным цинковым слоем.
Также обратите внимание на марку профнастила. Так, «С» означает «стеновой», а «НС» – «универсальный». Для устройства перекрытия подходят только листы марки «Н», что означает «несущий».
Вот как выглядит такое перекрытие в разрезе:
Перед заливкой бетона, чтобы тот надежно сцепился с основанием, по всей поверхности профлиста делают специальные насечки – «рифы». Бетон проникает в них, и это повышает его адгезию.
Сами по себе гофры профнастила выступают чем-то вроде каркаса, а потому самих прутьев арматуры здесь не так много, как у классической монолитной плиты. В качестве балок берут либо двутавровые, либо швеллера.
По желанию или необходимости вы можете утеплить перекрытие, придав ему теплоизолирующих свойств и шумоизоляции:
Качественное, устроенное по всем правилам перекрытие прослужит не менее 100 лет! Остались ли у вас еще вопросы по устройству монолитного перекрытия? Задавайте, будем рады на них ответить!
Будьте в курсе!
Подпишитесь на новостную рассылку
Монолитное перекрытие своими руками | Строительный портал
0 votes
+
Голос за!
—
Голос против!
В домах из кирпича, бетона или бетонных блоков перекрытия обычно выполняются из железобетона. Они обеспечивают исключительную прочность и сейсмоустойчивость строения, а также весьма долговечны и не горят, что немаловажно. Существует несколько способов обустройства железобетонных перекрытий. Самый распространенный и универсальный – укладка плит перекрытия заводского изготовления. Такие плиты заказываются на заводах ЖБИ, а затем монтируются с помощью крана и бригады рабочих. В тех же случаях, когда использование подъемного крана на стройплощадке затруднено, или, когда дом имеет нестандартную планировку и сложно выполнить раскладку готовых плит, обустраивается монолитная плита перекрытия. На самом деле заливать монолитную плиту можно не только тогда, когда для этого есть показания, но и просто потому, что Вы считаете это более целесообразным. В данной статье мы расскажем, как укладывать плиты перекрытия и как заливать монолитную плиту. Не все работы можно выполнить самостоятельно, но с технологией все же стоит ознакомиться, хотя бы для того, чтобы контролировать процесс на стройплощадке.
Монолитная плита перекрытия своими руками
Технология монтажа плит перекрытия монолитных
Установка опалубки для монолитной плиты перекрытия
Армирование монолитной плиты перекрытия
Заливка бетоном
Как правильно укладывать плиты перекрытия
Правила укладки плит перекрытия
Технология укладки плит перекрытия
Подготовительные работы перед тем, как положить плиты перекрытия
Монтаж пустотных плит перекрытия с помощью крана
Анкеровка плит перекрытия
Заделка швов между плитами перекрытия
Заделка пустот в торцах плит перекрытия
Укладка плит перекрытия: видео-пример
Монолитная плита перекрытия своими руками
Монолитное перекрытие имеет ряд преимуществ по сравнению с перекрытием из готовых железобетонных плит. Во-первых, конструкция получается прочной и монолитной без единого шва, что обеспечивает равномерную нагрузку на стены и фундамент. Во-вторых, монолитная заливка позволяет сделать планировку в доме более свободной, так как может опираться на колонны. Также планировка может подразумевать сколько угодно углов и закоулков, на которые сложно было бы подобрать плиты перекрытия стандартных размеров. В-третьих, можно безопасно оборудовать балкон без дополнительной плиты опирания, так как конструкция монолитна.
Обустроить монолитную плиту перекрытия можно самостоятельно, для этого не нужен подъемный кран или большая бригада рабочих. Главное – соблюдать технологию и не экономить на материалах.
Технология монтажа плит перекрытия монолитных
Как и все, что касается строительства, монолитное перекрытие начинается с проекта. Желательно заказать расчет монолитной плиты перекрытия в проектном бюро и не экономить на этом. Обычно он включает в себя расчет поперечного сечения плиты на действие изгибающего момента при максимальной нагрузке. Как результат Вы получите оптимальные размеры для плиты перекрытия конкретно в вашем доме, указания, какую арматуру использовать и какой класс бетона. Если Вы желаете попробовать выполнить расчеты самостоятельно, то пример расчета монолитной плиты перекрытия можно найти в интернете. Мы же на этом заострять внимание не будем. Рассмотрим вариант, когда строится обычный загородной дом с пролетом не более 7 м, поэтому будем делать монолитную плиту перекрытия самого популярного рекомендованного размера: толщиной от 180 до 200 мм.
Материалы для изготовления монолитной плиты перекрытия:
Опалубка.
Опоры для поддержания опалубки из расчета 1 опора на 1 м2.
Стальная арматура диаметром 10 мм или 12 мм.
Бетон марки М 350 или отдельно цемент, песок и щебень.
Гибочное приспособление для арматуры.
Пластиковые подставочки под арматуру (фиксаторы).
Технология заливки монолитной плиты перекрытия включает в себя такие этапы:
Расчет плиты перекрытия, если пролет составляет больше 7 м, или проект подразумевает опирание плиты на колонну/колонны.
Установка опалубки типа «палуба».
Армирование плиты стальными прутами.
Заливка бетоном.
Уплотнение бетона.
Итак, после того как стены выгнаны на необходимую высоту, и их уровень выровнен практически идеально, можно приступать к обустройству монолитной плиты перекрытия.
Установка опалубки для монолитной плиты перекрытия
Устройство монолитной плиты перекрытия предполагает, что бетон будет заливаться в горизонтальную опалубку. Иногда горизонтальную опалубку еще называют «палуба». Существует несколько вариантов ее обустройства. Первый – аренда готовой съемной опалубки из металла или пластика. Второй – изготовлении опалубки на месте с использованием деревянных досок или листов влагостойкой фанеры. Конечно, первый вариант проще и предпочтительней. Во-первых, опалубка сборно-разборная. Во-вторых, с ней предлагаются телескопические опоры, которые нужны для поддержки опалубки на одном уровне.
Если же Вы предпочитаете изготовить опалубку самостоятельно, то учтите, что толщина фанерных листов должна быть 20 мм, а толщина обрезных досок 25 – 35 мм. Если сбивать щиты из обрезных досок, то их нужно плотно подгонять друг к другу. Если между досками видны щели, то поверхность опалубки следует застелить гидроизоляционной пленкой.
Установка опалубки выполняется таким образом:
Устанавливаются вертикальные стойки-опоры. Это могут быть телескопические металлические стойки, высоту которых можно регулировать. Но также можно использовать деревянные бревна диаметром 8 – 15 см. Шаг между стойками должен быть 1 м. Ближайшие к стене стойки должны располагаться на удалении минимум 20 см от стены.
Сверху на стойки укладываются ригели (продольный брус, который будет удерживать опалубку, двутавровая балка, швеллер).
На ригели укладывается горизонтальная опалубка. Если используется не готовая опалубка, а самодельная, то сверху продольных брусьев укладываются поперечные балки, на которые сверху кладут листы влагостойкой фанеры. Размеры горизонтальной опалубки должны быть подогнаны идеально, чтобы ее края упирались в стену, не оставляя щелей.
Регулируется высота опор-стоек таким образом, чтобы верхний край горизонтальной опалубки совпадал с верхним краем кладки стены.
Устанавливаются вертикальные элементы опалубки. С учетом того, что у монолитной плиты перекрытия размеры должны быть такими, чтобы ее края заходили на стены на 150 мм, необходимо выполнить вертикальное ограждение именно на таком расстоянии от внутреннего края стены.
В последний раз проверяется горизонтальность и ровное расположение опалубки с помощью нивелира.
Иногда для удобства дальнейших работ поверхность опалубки застилают гидроизоляционной пленкой или, если она выполнена из металла, смазывают машинным маслом. В таком случае опалубка легко снимется, а поверхность бетонной плиты будет идеально ровной. Использование телескопических стоек для опалубки предпочтительнее деревянных опор, так как они надежны, каждая из них выдерживает вес до 2 тонн, на их поверхности не образуются микротрещины, как это может случиться с деревянным бревном или брусом. Аренда таких стоек обойдется примерно в 2,5 – 3 у.е. на 1 м2 площади.
Армирование монолитной плиты перекрытия
После обустройства опалубки в нее устанавливается арматурный каркас из двух сеток. Для изготовления арматурного каркаса используется стальная арматура А-500С диаметром 10 – 12 мм. Из этих прутов связывается сетка с размером ячейки 200 мм. Для соединения продольных и поперечных прутов используется вязальная проволока 1,2 – 1,5 мм. Чаще всего длины одного арматурного прута недостаточно, чтобы покрыть весь пролет, поэтому пруты придется соединять между собой вдоль. Чтобы конструкция получилась прочной, пруты должны соединяться с нахлестом в 40 см.
Арматурная сетка должна заходить на стены минимум на 150 мм, если стены из кирпича, и на 250 мм, если стены из газобетона. Торцы стержней не должны доходить до вертикальной опалубки по периметру на 25 мм.
Усиление монолитной плиты перекрытия производится с помощью двух арматурных сеток. Одна из них – нижняя – должна располагаться на высоте 20 – 25 мм от нижнего края плиты. Вторая – верхняя – должна располагаться на 20 – 25 мм ниже верхнего края плиты.
Чтобы нижняя сетка располагалась на нужном удалении, под нее подкладываются специальные пластмассовые фиксаторы. Устанавливаются они с шагом 1 – 1,2 м в местах пересечения прутов.
Толщина монолитной плиты перекрытия берется из расчета 1:30, где 1 – толщина плиты, а 30 – длина пролета. Например, если пролет составляет 6 м, то толщина плиты будет 200 мм. Учитывая, что сетки должны располагаться на удалении от краев плиты, то расстояние между сетками должно быть 120 – 125 мм (от толщины плиты 200 мм отнимаем два зазора по 20 мм и отнимаем 4 толщины арматурных прутов).
Чтобы развести сетки на определенное расстояние друг от друга, из арматурного прута 10 мм с помощью специального гибочного инструмента изготавливаются специальные фиксаторы – подставки, как на фото. Верхние и нижние полки фиксатора равны 350 мм. Вертикальный размер фиксатора равен 120 мм. Шаг установки вертикальных фиксаторов 1 м, ряды должны располагаться в шахматном порядке.
Следующий шаг – торцевой фиксатор. Он устанавливается с шагом 400 мм в торцах арматурного каркаса. Служит для усиления опирания плиты на стену.
Еще один важный элемент – соединитель верхней и нижней сеток. Как он выглядит, вы можете увидеть на фото. Необходим он для того, чтобы разнесенные сетки воспринимали нагрузку, как одно целое. Шаг установки данного соединителя – 400 мм, а в зоне опирания на стену, в пределах 700 мм от нее, с шагом в 200 мм.
Заливка бетоном
Бетон лучше заказывать непосредственно на заводе. Это значительно облегчает задачу. К тому же, заливка раствора с миксера равномерным слоем обеспечит исключительную прочность плиты. Чего не скажешь о плите, которую заливали вручную с перерывами на приготовление новой порции раствора. Так что заливать бетон лучше сразу слоем в 200 мм, без перерывов. Перед заливкой бетона в опалубку необходимо установить каркас или короба для технологических отверстий, например, дымохода или вентиляционного канала. После заливки его необходимо провибрировать глубинным вибратором. После чего оставить сохнуть и набирать прочность на 28 дней. Первую неделю поверхность необходимо смачивать водой, только увлажнять, а не заливать водой. Спустя месяц опалубку можно снимать. Монолитная плита перекрытия готова. На монтаж плит перекрытия цена включает в себя стоимость арматуры, бетона, аренду опалубки и заказ машины миксера, а также бетононасоса. По факту выходит примерно 50 – 55 у.е. за м2 перекрытия. Как происходит заливка плиты перекрытия бетоном, можно посмотреть в демонстрирующем монтаж плит перекрытия видео.
Как правильно укладывать плиты перекрытия
Использование монолитных железобетонных плит перекрытия заводского изготовления считается более традиционным. Большей популярностью пользуются плиты ПК – плиты с круглыми пустотами. Вес таких плит начинается с 1,5 т, поэтому укладка плит перекрытия своими руками невозможна. Требуется подъемный кран. Несмотря на кажущуюся простоту задачи, существует ряд нюансов и правил, которые необходимо соблюдать при работе с плитами перекрытий.
Правила укладки плит перекрытия
Плита перекрытия заводского изготовления уже армирована на заводе и не требует дополнительного усиления или обустройства опалубки. Их просто укладывают в пролет с опиранием на стены, следуя некоторым правилам:
Пролет не должен быть больше 9 м. Именно такой длины плиты самые большие.
Разгрузка и подъем плит осуществляется с помощью спецтехники, предусмотренной проектом. Для этого в плитах есть монтажные петли, за которые зацепляют монтажные стропы.
Перед тем как класть плиты перекрытия, поверхность стен, на которую они будут укладываться, должна быть выровнена. Не допускается больших перепадов высот и перекосов.
Плиты должны опираться на стены на 90 – 150 мм.
Нельзя укладывать плиты насухо, все щели и технологические швы должны быть заделаны раствором.
Расположение плит необходимо постоянно контролировать относительно стен и поверхностей опирания.
Плиты укладываются только на несущие стены, все простенки обустраиваются только после установки перекрытий.
Если требуется вырезать в перекрытии люк, то его необходимо вырезать на стыке двух плит, а не в одной плите.
Плиты должны располагаться как можно ближе друг к другу, но с зазором 2 – 3 см. Это обеспечит сейсмоустойчивость.
Если плит перекрытия не хватает, чтобы перекрыть весь пролет, и остается, например, 500 мм, то существуют разные способы укладки плит перекрытия в таком случае. Первый – укладывать плиты впритык, а зазоры оставить по краям помещения, затем заделать зазоры бетонными или шлакобетонными блоками. Второй – укладка плит с равномерными зазорами, которые затем заделываются бетонным раствором. Чтобы раствор не падал вниз, под зазор устанавливается опалубка (подвязывается доска).
Технология укладки плит перекрытия
В процессе укладки плит перекрытия должна быть четкая координация действий между крановщиком и бригадой, принимающей плиту. Чтобы избежать травм на стройплощадке, а также соблюсти весь технологический процесс и правила, описанные в СНиПах, у прораба на стройке должна быть технологическая карта монтажа плит перекрытия. В ней указаны последовательность работ, количество и месторасположение техники, спецсредств и инструмента.
Начинать укладку плит перекрытия необходимо с лестничного пролета. После укладки плит проверяется их расположение. Плиты уложены хорошо, если:
Разница между нижними поверхностями плит не превышает 2 мм.
Перепад высот между верхними поверхностями плит не превышает 4 мм.
Перепад высот в пределах участка не должен превышать 10 мм.
Как демонстрирует монтаж плит перекрытия схема, после укладки плиты необходимо соединить между собой и со стенами с помощью металлических соединительных деталей. Работы по соединению закладных и соединительных деталей выполняются сваркой.
Схема укладки плит перекрытия
Не забывайте, что необходимо соблюдать технику безопасности. Не допускается выполнять работы с помощью подъемного крана в открытой местности при ветре 15 м/с, а также при гололеде, грозе и в туман. Во время перемещения плиты с помощью крана бригада монтажников должна находиться вдали от пути, по которому будет перемещаться плита, с противоположной подаче стороны. Несмотря на то, что пользование услугами профессионального прораба и бригады монтажников значительно удорожают стоимость монтажа плит перекрытия, все же это не тот случай, когда можно сэкономить. Бригадиру обязательно необходимо предоставить проект.
Перед тем, как заказывать плиты на заводе, необходимо выполнить подготовительные работы. Время подачи машины с плитами и подъемного крана лучше согласовать на одно время, чтобы не переплачивать за простой спецтехники. В таком случае монтаж плит можно будет выполнить без разгрузки, непосредственно с транспортного средства.
Подготовительные работы перед тем, как положить плиты перекрытия
Первое – ровная поверхность опирания. Горизонт должен быть практически идеальным, перепад высот в 4 – 5 см недопустим. Первым делом проверяем поверхность стен, затем, если необходимо, выравниваем с помощью бетонного раствора. Последующие работы можно производить только после того, как бетон приобретет максимальную прочность.
Второе – обеспечить прочность зоны опирания. Если стены возведены из кирпича, бетона или бетонных блоков, то никаких дополнительных мероприятий предпринимать не нужно. Если стены возведены из пеноблоков или газоблоков, то перед укладкой плит необходимо залить армопояс. Правильная укладка плит перекрытия предполагает, что поверхность опирания должна быть достаточно прочной, чтобы выдержать вес плиты и не деформироваться по линии примыкания. Ни газобетон, ни пенобетон не обладают необходимой прочностью. Поэтому по всему периметру строения устанавливается опалубка, в нее арматурный каркас из прута 8 – 12 мм, а затем все заливается бетоном слоем 15 – 20 мм. Дальнейшие работы можно продолжать только после высыхания бетона.
Третье – установить монтажные вышки-опоры. Телескопические опоры, как были описаны в разделе о монтаже монолитной плиты перекрытия, устанавливаются с шагом 1,5 м. Они призваны принять на себя вес плиты, если вдруг она соскользнет со своего места. После монтажа эти вышки убираются.
Монтаж пустотных плит перекрытия с помощью крана
После того как свежезалитый бетон принял достаточную прочность и высох, можно начинать непосредственно монтаж плит перекрытия. Для этого используется подъемный кран, грузоподъемность которого зависит от размеров и веса плиты, чаще всего пригождаются краны 3 – 7 т.
Этапы работ:
На поверхность опирания наносится бетонный раствор слоем 2 – 3 см. Глубина нанесения раствора равна глубине опирания плиты, т.е. 150 мм. Если плита будет опираться на две противоположные стены, то раствор наносится только на две стены. Если плита будет опираться на три стены, то на поверхность трех стен. Непосредственно укладку плит можно начинать, когда раствор наберет 50% своей прочности.
Пока раствор подсыхает, крановщик может зацеплять стропы за крепежные элементы плиты.
Когда крановщику подается сигнал, что можно подавать плиту, бригада рабочих должна отойти от того места, куда двигается плита. Когда плита будет уже совсем близко, рабочие зацепляют ее баграми и разворачивают, при этом гасятся колебательные движения.
Плиту направляют в нужное место, один человек должен стоять на одной стене, а другой – на противоположной. Плита укладывается так, чтобы ее края опирались на стену минимум на 120 мм, лучше на 150 мм. После установки плита выдавит лишний раствор и равномерно распределит нагрузку.
Если есть необходимость подвинуть плиту, можно использовать лом. Выравнивать ее расположение можно только вдоль зоны укладки, двигать плиту поперек стен нельзя, иначе стены могут завалиться. Затем снимаются стропы, и подается сигнал крановщику забрать их.
Процедура повторяется для всех плит без исключения. Правила монтажа плит перекрытия предполагают, что выравнивание плит должно выполняться по нижнему краю, так как именно нижняя поверхность будет потолком в помещении. Поэтому плита укладывается более широкой стороной вниз, а более узкой – кверху.
Вы можете встретить рекомендацию, что в зоне опирания плиты необходимо подкладывать арматуру. Сторонники такого способа говорят, что так удобнее и легче двигать плиту. На самом деле подкладывать что-либо кроме раствора бетона под плиту запрещено технической картой. Иначе плита можно легко съехать с зоны опирания, так как будет скользить по арматуре. К тому же, нагрузка будет распределена неравномерно.
Укладка плит перекрытия на фундамент практически ничем не отличается от укладки межэтажных перекрытий. Технология точно такая же. Только поверхность фундамента необходимо тщательно гидроизолировать перед тем, как укладывать плиты. Если проектом предусмотрено нестандартное опирание плит перекрытия, то для этого используют специальные стальные элементы. Такие работы не стоит производить без специалиста.
Анкеровка плит перекрытия
Анкеровку – связывание плит между собой – можно выполнить двумя способами в зависимости от проекта.
Первый – связывание плит арматурой. К крепежным закладным элементам на плите привариваются арматурные пруты диаметром 12 мм. У плит от разных производителей расположение этих элементов может быть разным: в продольном торце плиты или на его поверхности. Самым прочным считается соединение по диагонали, когда плиты связываются между собой со смещением.
Также плиту необходимо связать со стеной. Для чего в стену вмуровывается арматура.
Второй способ – кольцевой анкер. Фактически он похож на армопояс. По периметру плиты обустраивается опалубка, в нее устанавливается арматура и заливается бетон. Такой способ несколько увеличивает стоимость укладки плит перекрытия. Но он того стоит – плиты получаются зажатыми со всех сторон.
Заделка швов между плитами перекрытия
После анкеровки можно приступать к заделке щелей. Щели между плитами перекрытия называют рустами. Их заполняют бетоном марки М150. Если щели большие, то снизу подвязывается доска, которая служит опалубкой. Если щели маленькие, то плита перекрытия сможет выдерживать максимальную нагрузку уже на следующий день. В противном случае необходимо подождать неделю.
Заделка пустот в торцах плит перекрытия
Все современные плиты с круглыми пустотами производятся с уже заполненными торцами. Если же Вы приобрели плиты с открытыми отверстиями, то их необходимо заполнить чем-нибудь на 25 – 30 см вглубь. Иначе плита будет промерзать. Заполнить пустоты можно минеральной ватой, бетонными пробками или просто заполнить бетонным раствором. Подобную процедуру необходимо выполнить не только на тех торцах, которые выходят на улицу, но и на тех, которые опираются на внутренние стены.
На укладку плит перекрытия цена зависит от объема работ, площади дома и стоимости материалов. Например, стоимость только плит перекрытия ПК равна примерно 27 – 30 у. е. за м2. Остальное – сопутствующие материалы, аренда крана и найм рабочих, а также стоимость доставки плит. У профессиональных бригад на монтаж плит перекрытия расценки самые разные от 10 до 25 у.е. за м2, может быть и больше в зависимости от региона. В итоге получится стоимость такая же, как и на заливку монолитной плиты перекрытия.
Укладка плит перекрытия: видео-пример
Соединение арматурных стержней и размер арматуры
МЫ ПЕРЕЕЗЖАЕМ В ПОСЕЩАТЬ MONOLITHICDOME.COM & MONOLITHIC.RU | ПОДРОБНЕЕ
Требования к длине соединения арматуры фундамента внахлестку
Дэвид Б. Саут • Опубликовано
• Арматура
Сращивание арматурных стержней
Рекомендуемая компанией Monolithic процедура сращивания арматурных стержней изменилась. В течение многих лет мы просто накладывали арматуру внахлест и связывали стержни вместе. На самом деле, когда я только начинал, мы перекрывали и сваривали стержни вместе.
Но оказывается, что если вы не используете арматуру A706, которая очень дорогая, сварка арматуры не допускается. Поэтому мы рекомендуем вам держаться подальше от сварки.
Текущая процедура
При сращивании арматурных стержней мы подводим одну часть к другой, накладываем их на некоторое расстояние и заливаем на место бетоном. Если вы коснетесь двух стержней вместе, когда они перекрываются, бетону становится труднее войти внутрь и вокруг арматурного стержня, и соединение не считается прочным.
Таким образом, рекомендуется соединить стержни вместе и перекрыть их, но оставить между стержнями не менее двух диаметров стержней. Два диаметра стержней обеспечивают пространство для заливки бетона внутри, вокруг и между стержнями и фактически увеличивают прочность.
Инженерный мир придумал несколько чисел, которые можно использовать для соединений стержней. С арматурным стержнем № 4, если место соединения стержня соприкасается, мы делаем нахлест на 44 дюйма. Если оно не соприкасается, мы делаем нахлест на 18 дюймов.
Учитывая стоимость арматуры, разница огромная. Поэтому по возможности не накладываем арматуру внахлест на себя. Мы хотим, чтобы круги были чистыми, чтобы бетон мог намотаться на них.
Размер арматуры
Компания Monolithic также уделяет большое внимание размерам арматуры. Арматура бывает разных размеров: № 2, № 3, № 4, № 5, № 6 и т. д.
Арматура № 2 имеет диаметр 2/8 дюйма или 1/4 дюйма. Его нужно деформировать; это должен быть шестидесятый класс; ему нужны все эти замечательные вещи, но их трудно купить.
Почему трудно купить? Крайне мало арматуры № 2 используется, потому что для большинства бетонных работ во многих проектах требуются стержни большего размера. Но, к счастью, монолитный купол имеет настолько идеальную форму с точки зрения прочности, что арматурный стержень № 2 работает во многих проектах, для которых мы ранее использовали № 3.
Мы инструктируем наших инженеров по возможности использовать арматуру №2. Но если вы не можете найти № 2 или он стоит столько же, сколько № 3 и вызывает больше хлопот, используйте № 3.
Компании, поставляющие материалы для ограждений, обычно имеют арматуру №2. Они могут изготавливать деформированные стержни № 2, которые обычно стоят намного меньше, чем стержни № 3, потому что арматура № 2 весит намного меньше. Стоимость за фунт будет больше, но стоимость за фут будет меньше.
Вопрос: Почему бы нам просто не раздвинуть прутья дальше друг от друга? Ответ: Это работает, но не соответствует коду.
В норме указано, что стержни не могут быть отделены друг от друга на расстояние, превышающее пятикратную толщину бетона. Таким образом, если мы используем 2 1/2 дюйма бетона, мы не можем разделить стержни более чем на 12 дюймов по центру.
Это не означает минимального размера; определяется инженерной нагрузкой.
Для основной части оболочки небольшого купола используйте арматурный стержень № 2, 12 дюймов в центре. См. таблицу армирования для вашего конкретного проекта. , мы используем эту диаграмму для каждого проекта.
Требования к длине соединения арматуры внахлестку
Подпишитесь на БЕСПЛАТНОЕ 14-шаговое руководство по началу работы с монолитными купольными домами
Эл. адрес:
Дома в Свит-Доум Алабама
Когда их дети были совсем детьми, а Беверли и Кеннет Гарсиа отправились в семейный отпуск, они открыли для себя прекрасный город Нью-Хоуп, штат Алабама. «Тогда мы жили в Миссисипи, но нам очень понравился район Новой Надежды, — сказала Бев. «Здесь великолепно — горы и озеро, и мы любим ловить рыбу нахлыстом». Тут же Кен и Бев решили, что когда они выйдут на пенсию, они переедут в Нью-Хоуп.
Что нужно знать о монолитном купольном доме перед покупкой!
Это новинка! Вот обязательная, обязательная к прочтению электронная книга с практической информацией практически обо всем, что связано с проектированием и строительством дома вашей мечты.
Монолитные планы этажей
Для купольного дома вашей мечты в нашей библиотеке есть планы этажей самых разных размеров и форм. Этот диапазон размеров включает в себя небольшие уютные коттеджи, а также просторные и эффектные замковые владения и все, что между ними. Но хотя размеры и формы могут различаться, преимущества дома с монолитным куполом остаются неизменными. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь.
Готовьтесь к реальным чрезвычайным ситуациям, а не к судному дню
Когда газета Dallas Observer написала об Исследовательском парке монолитных куполов, они связали купола с подготовкой к судному дню. Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
Возвращение: наш дом с монолитным куполом на холме
Когда я писал о подготовке к реальным чрезвычайным ситуациям, я понял, что на этом сайте практически ничего нет о нашем доме, Аркадии. Мы построили дом шесть лет назад и разместили на сайте monolithic.org несколько замечательных историй с фотографиями его дизайна, строительства и завершения. Пришло время перенести и обновить статьи.
Научитесь строить купол на осеннем семинаре строителей монолитных куполов
Вы когда-нибудь хотели построить монолитный купол? Пачкать руки, нанося пену, подвешивая сталь и набрызгивая торкрет-бетон? Хотите учиться у строителей куполов с многолетним опытом? Теперь у вас есть шанс. Приходите на осенний семинар строителей монолитных куполов 2022 года в сентябре этого года и постройте настоящий монолитный купол.
Дом с монолитным куполом на озере Тексома на продажу
Дом с монолитным куполом на озере Тексома недалеко от границы Техаса и Оклахомы выставлен на продажу. Расположенный на 3,65 акров, дом окружен деревьями. В нем три спальни, две с половиной ванные комнаты и просторная открытая планировка.
Новый веб-сайт — это возвращение компании Monolithic Constructors, Inc.
Monolithic Constructors, Inc. — или просто Monolithic — имеет новый веб-сайт по адресу monolithic.com. Ну, это не совсем ново. Это больше похоже на возвращение домой.
МЕТОДЫ РАЗЛОЖЕНИЯ МОНОЛИТНЫХ ПЕРЕКРЫВАЮЩИХСЯ ДОМЕНОВ ШВАРЦА С ГРУБЫМИ ПРОСТРАНСТВАМИ GDSW ДЛЯ ЗАДАЧ ТЕЧЕНИЯ НЕСЖИМАЕМОЙ ЖИДКОСТИ
Хайнлайн, Александр ORCID: 0000-0003-1578-8104, Хохмут, Кристиан и Клавонн, Аксель ORCID: 0000-0003-4765-7387
(2019).
МЕТОДЫ РАЗЛОЖЕНИЯ МОНОЛИТНЫХ ПЕРЕКРЫВАЮЩИХСЯ ДОМЕНОВ ШВАРЦА С ГРУБЫМИ ПРОСТРАНСТВАМИ GDSW ДЛЯ ЗАДАЧ ТЕЧЕНИЯ НЕСЖИМАЕМОЙ ЖИДКОСТИ.
SIAM J. Sci. Вычисл., 41 (4). С. С291 — 26.
ФИЛАДЕЛЬФИЯ: СИАМСКИЕ ПУБЛИКАЦИИ. ISSN 1095-7197
Полный текст не доступен из этого источника.
Представлены монолитные перекрывающиеся предобуславливатели Шварца для седловых задач типа Стокса и Навье-Стокса. Чтобы получить численно масштабируемые алгоритмы, используются грубые пространства, полученные из обобщенного подхода Драйи-Смита-Видлунда (GDSW). Численные результаты нашей параллельной реализации представлены для различных задач о течении несжимаемой жидкости. В частности, рассматриваются случаи, когда нельзя или не следует редуцировать задачу с помощью локального статического уплотнения, например задачи Стокса или Навье-Стокса с непрерывными пространствами давления. В новых монолитных предобуславливателях задачи с локальным перекрытием и грубая задача являются седловыми задачами с той же структурой, что и исходная задача. Наша параллельная реализация этих предварительных условий основана на быстрой и надежной перекрывающейся библиотеке Schwarz (FROSch), которая является частью пакета Trilinos ShyLU. Реализация по существу является алгебраической в том смысле, что для представленного здесь класса задач предобуславливатели могут быть построены из полностью собранной матрицы жесткости и информации о блочной структуре задачи. Дополнительная информация о геометрии или нулевом пространстве основной проблемы может улучшить производительность по сравнению с настройками по умолчанию. Приведены результаты параллельной масштабируемости для нескольких тысяч ядер для задач моделей Стокса и Навье-Стокса. Каждая локальная задача решается с помощью прямого решателя в последовательном режиме, тогда как грубая задача решается с помощью прямого решателя в последовательном режиме или в параллельном режиме с интерфейсом передачи сообщений (MPI) или с использованием MPI-параллельного итеративного решателя Крылова.
Приспособления, помогающие сварить детали под углом
Как самостоятельно сделать угловую струбцину для сварки
Струбцины причисляются к вспомогательному инструменту при проведении сварочных и иных видах работ. Они обеспечивают плотное сжимание заготовок друг с другом, фиксацию деталей на основании при обрабатывании.
Разные типы подобных приспособлений возможно увидеть в любой мастерской. Для того чтобы фиксировать угол между конструктивными частями, мастера применяют угловую струбцину.
Для экономии собственных денежных средств они делают данное приспособление собственноручно.
Обратите внимание
Струбцина угловая изготавливается из дюралюминия, ввиду этого располагает большой прочностью.
Приспособление удобно тем, что на нем есть особые установочные отверстия, посредством которых его возможно фиксировать на верстаке. Обычно самодельная струбцина применяется при сборке мебельных предметов.
Кроме того, ее возможно использовать для проведения плотницких, токарных, слесарных и сварочных работ как на производстве, так и в бытовых условиях.
Конструктивные особенности
Угловая струбцина для сварки предоставляет возможность сваривать детали из металла под различными углами. Заводские инструменты выпускаются в различных модификациях. Их возможно применять для того, чтобы соединять трубные изделия под углом от 30 до 90 градусов.
Конструктивные особенности струбцин для сварочных работ таковы:
Зажимные губки располагают большой толщиной. Ввиду этого изделия соединяются более жестко, сварной шов при выполнении сваривания не подвергается выгибанию;
Применяются зажимные винты из меди, предотвращающие спайку резьбы приспособления при ее соприкосновении с каплями расплавившейся стали. Благодаря этому период эксплуатации инструмента становится значительно больше;
Струбцина для сварки увеличивает рабочую область. Это позволяет выполнять сварочные работы под нужными углами на местах соединения деталей.
Конструкция инструмента включает в себя рамное основание, передвижной агрегат. Зачастую данный агрегат оснащается прижимным винтом. Он предоставляет возможность изменять степень сжатия деталей.
Ввиду неплохой подвижности струбцина обеспечивает фиксацию металлических деталей разного сечения, размера. Для увеличения удобства сваривания и производительности возможно применять несколько струбцин различной конфигурации. Большая часть изготавливаемых приспособлений предназначается для соединения деталей из металла, радиус которых не больше 19,5 сантиметра.
На сварочных струбцинах углового типа имеются особые рукояти в форме буквы «Т». Они позволяют сообщать усилие, которое формируется при обработке, на обрабатываемые детали. Чугунные скобы способны выполнять свою задачу даже в высокотемпературных условиях.
При выборе приспособления необходимо принимать во внимание вид работ, которые вы намереваетесь проводить.
G-струбцины обычно применяются для жесткой фиксации стальных деталей, которые располагают маленькой толщиной.
F-струбцины, располагающие прижимным устройством, которое можно регулировать, используются при обрабатывании стальных деталей, имеющих большую толщину.
Быстрозажимные инструменты возможно устанавливать в гаражных помещениях и мастерских на специальных столах, которые имеют ровную столешницу.
Предлагаем посмотреть видео с подборкой самодельных угловых тисков, которые сделаны своими руками.
Как самостоятельно сделать струбцину
Большая часть подобных приспособлений обладает углом фиксации в 90 градусов. Однако сегодня производятся изделия, в которых возможно изменять угол крепления. Стоят они несколько дороже, ввиду этого рекомендуется делать угловую струбцину своими руками, используя чертежи или без них.
Такой инструмент конструктивно прост, практически каждый домашний умелец сможет изготовить его без особого труда. Самый подходящий материал для создания струбцины – железо.
Изготовление приспособления осуществляется по такому алгоритму:
Создание конструкционного основания. Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно.
Установка прижима. Для изготовления прижимного винта нужно применять две либо три гайки, которые соединяются друг с другом сваркой. Нужно сделать кронштейн, имеющий по центру резьбовое отверстие толщиной от 30 до 40 миллиметров. Фиксируется кронштейн посредством болтов. Если резьба сорвется, ее возможно будет легко заменить.
Формирование угла. Особенное внимание нужно обращать на положение прижимных скоб. При соединении уголки должны точно подходить друг к другу. Для обеспечения идеального соединения 1 уголок сваривается с прижимом. После этого на него кладется второй уголок, который прижимается к скобе и сваривается с ней.
Проверка подвижности основной части. По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства.
Сверление отверстий. С помощью сверлильного инструмента в верхнем основании приспособления, в которое закручивается болт с гайкой и шайбой, создаются отверстия. Основания должны свободно перемещаться относительно друг друга. Рекомендуется использовать болт, у которого резьба не доходит до головки. Кроме того, головку можно фиксировать на основании с помощью кронштейна.
Также угловую струбцину можно сделать по такой схеме:
Вырезание из листа металла трех полос различной длины (100, 250, 500 мм), одинаковой ширины (40 мм).
Подготовка двух пластинок в форме прямоугольника.
Приваривание пластинки к основанию инструмента.
Приваривание второй пластинки к той стороне инструмента, которая поменьше.
Сваривание шайб друг с другом.
Приложение гаек к передвижному компоненту. Стержень, который выкручивается, должен располагаться параллельно основной части приспособления.
Сварка выполняется с наружной стороны первого листа в форме прямоугольника.
Передвижной элемент фиксируется внутри приспособления по краям.
Приваривание шайб к стержню (плашмя).
При использовании обыкновенной струбцины могут возникнуть сложности с выполнением определенных работ. Обусловлено это ограниченным расположением приспособления. Оно может располагаться только под углом 90 градусов.
Для устранения данного ограничения нужно разместить в инструменте разъемное болтовое соединение. Возможно использовать прижимной регулируемый винт.
Посредством его можно будет выбирать нужный угол, осуществлять закрепление.
Стоит не забывать, что для создания правильного сварного соединения требуется высококачественный инструмент, предоставляющий возможность облегчать сваривание, предотвращать возникновение не состыковок, подгонов.
Чтобы процесс изготовления стал более понятен, рекомендуем изучить видео урок по созданию этого приспособления.
Как самостоятельно сделать угловую струбцину для сварки Ссылка на основную публикацию
Непосредственно сама сварка требует иногда гораздо меньше времени и сил, чем подготовка к ней. Основную долю последней составляет сборка сварной конструкции с фиксацией всех элементов в нужном положении. Эта работа требует особого внимания, поскольку от нее зависит качество готового изделия.
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала.
Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла.
Важно
Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ.
В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр.
В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида — установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности.
Совет
Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма.
Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Струбцина Bessey с регулируемым зевом и наклоняемым упором
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Наиболее удобны в использовании приспособления для сварки, выполняющие комплексную функцию установки детали в нужное положение и ее закрепление. В этом случае не нужно заботиться о том, чтобы правильно выставить детали, достаточно просто вставить их в приспособление и затянуть винты или эксцентрики.
На рисунке ниже изображено три подобных устройства для сборки элементов под углом 90°, позволяющие быстро и легко выставлять и крепить свариваемые детали в одной и двух плоскостях.
Для обеспечения выемки конструкции из приспособления после сварки, один из зажимов у приспособления для объемной сборки (вверху справа) выполнен поворотным.
Обратите внимание
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях.
Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество.
Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Очень удобными сборочно-сварочными устройствами являются магнитные приспособления для сварки, соединяющие и удерживающие детали в определенном положении силой притяжения встроенных в них магнитов.
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол.
Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания.
Важно
Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь.
Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество.
Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками.
Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Совет
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей.
Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н.
вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва.
Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу.
Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Обратите внимание
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Существует большое количество разного оборудования, которое предназначено для работы сварщика. Но при условии выполнения работ сварщика на дому, сразу же возникает вопрос необходимости применения механических сборных фиксаторов, да бы была возможность снять или поставить туда и закрепить свариваемую деталь.
Так же, возникает потребность и в таких инструментах, как угольники, если становится необходимо сварить детали под прямым углом. Многообразие сварочных приспособлений обычно подразделяют на две группы: закрепляющие и установочные. Существуют также и те, что включают в себя функции из обеих групп. Назначения обеих данных групп при сварке очень трудно недооценить.
В основном, симптомы нехватки приспособлений начинают сказываться в том, что при сварке детали будут прихватываться не так, как надо, и не под тем углом. О хорошем качестве слияния граней и нормальном положении свариваемой конструкции в таких случаях мечтать не приходится, а переделывать все заново займет много сил и времени, а также денег, на приобретение новой заготовки.
Поэтому, всё же стоит потратить свое время на подготовление, или приобретение специальных инструментов, необходимых любому сварщику — зажимов, тисков, фиксаторов, движимых частей с редуктором и.т.д. Они могут здорово помочь любому сварщику сберечь свое время и силы, для получения более качественного на выходе итогового изделия.
Зажимные сварочные принадлежности сконструированы таким образом для того, чтобы обеспечивать правильный зажим и фиксацию изделия, да бы шов сварки прошел в максимально требуемом месте, и под нужным углом.
Зажимные тиски для сварки могут иметь отличия, в зависимости от того, для удержания каких деталей они предназначены, сначала от формы самих фиксируемых деталей, а потом от системы фиксации деталей, как например, с помощью нарезанной резьбы, с помощью магнитов и т. п.
А если приспособления подбираются в основном исходя из формы и размеров деталей которые они зажимают, значит и разделены они, в первую очередь в зависимости от того для каких деталей предназначены.
Важно
Двигательными приспособлениями для сварки, такими, например, как поворотные и вращательные механизмы, в большинстве случаев являются роликовые опоры, манипуляторы, поворотные кондукторы и кантователи.
Все они облегчают процесс выставки деталей в требуемое положение, удобное для сварки, а также имеют популярность в массовом производстве.
Также, электросварщик должен обязательно пользоваться собственными приспособлениями для защиты. К ним относятся такие, как:
— щиток и шлем со встроенными снижающими излучение светофильтрами, а также защищающими лицо от брызгов металла
— изолирующий коврик, либо деревянная подставка, для защиты при работе от токопроводящего покрытия пола.
Плюс к тому, электросварщик при работе должен быть одет в специальную одежду, во избежание ожогов от расплавленного металла. А также, ему необходимо в работе иметь сухие брезентовые перчатки.
Работы по сварке порой предполагают меньше сил и времени по сравнению с подготовкой к ним. Основная их доля – это сборка сварной конструкции, в процессе чего необходимо зафиксировать элементы в требуемом положении. Данная работа требует от мастера внимания, ведь от неё зависит качество изделий.
Если после тщательной выверки и установки заготовок конструкция развалится от прикосновения электрода, будет досадно, придется собирать всё сначала. Случается и так, что элемент приваривается, но не в том положении, которое нужно. Это может произойти при незаметном сдвиге или деформации после остывания металла. Именно поэтому перед началом сварочных работ необходимо запастись всеми нужными приспособлениями.
Решение проблемы
Для того чтобы избежать подобных ошибок, используются специальные приспособления для сварки. Они позволяют беречь силы и время, обеспечивая высокое качество изделиям на выходе. На сегодняшний момент известно множество механизмов и устройств, которые могут быть использованы для проведения сварочных работ. Если люди работают в условиях промышленности, где налажено массовое и серийное производство, они используют автоматизированное и механизированное оборудование, сюда следует отнести механизмы для укладки, транспортные устройства, технологические сборочные приспособления и прочее. Если же мастеру предстоит работать в домашних условиях, то им могут быть использованы приспособления для сварки, которые вполне реально изготовить самостоятельно. Они позволят снизить деформацию деталей.
Изготовление струбцины
Без струбцины, которую вы можете изготовить самостоятельно, не будет способен справиться с работой ни один сварщик. Кроме того, данный инструмент помогает решать задачи при проведении слесарных и столярных работ. Данное приспособление может иметь разные варианты — специализированные и универсальные. Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг. Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.
Работа над угловой струбциной: подготовка
Приспособления для сварки предлагаются к продаже сегодня в широком ассортименте, однако изготовить угловую струбцину вы можете самостоятельно. В качестве инструментов и материалов для проведения работ выступают:
стальной уголок;
шпильки с резьбой;
гайки;
дрель;
стальные пластины;
прутки для воротков;
сварочный аппарат;
метчик.
Проведение работ
Под прямым углом уголки необходимо присоединить к стальным пластинам. С каждой стороны с помощью сварки фиксируется червячная конструкция. Это уголок с вваренной гайкой или утолщением, в котором следует нарезать резьбу с учетом шпильки воротка. При этом важно обратить внимание еще и на потенциальную заготовку, ведь она определяет ширину рабочего зазора. Если диапазон размеров деталей широк, то лучше всего подготовить несколько струбцин.
Шпилька-вороток вкручивается в рабочую гайку, на конце после этого собирается упор. Данная конструкция представляет собой две металлические шайбы разного размера. Важно обеспечить прокручивание упора на шпильке. Вороток с обратной стороны необходимо снабдить отверстием, в которое устанавливается стальной прут. Он будет выполнять роль рычага. Такие приспособления для сварки собраны правильно, если с помощью них можно надежно фиксировать стальные детали. Конструкция очень проста, а изготовить ее можно из подручных материалов.
Достаточно сложной задачей является сварка труб в торец. При этом заготовки необходимо будет точно сориентировать в пространстве. Если к готовой системе приваривается отрезок трубы, то задача будет упрощена. А вот свободно лежащие заготовки нужно сваривать, заручившись посторонней помощью или используя специальное приспособление. Применить в процессе работы необходимо стальные пластины и металлический уголок. Половинки струбцины крепятся традиционно, применить для этого необходимо шпильки с резьбой. В итоге удастся получить эффективную и простую конструкцию.
Изготовление клещей
Самодельные приспособления для сварки включают ещё и клещи. Собрать их можно, но для этого нужно запастись терпением. Для проведения работ следует подготовить медный дротик, длина которого составляет 2 м. Его диаметр должен быть равен 30 мм. Эта заготовка может оказаться несколько длиннее, в этом случае ее удастся прогнуть. Элемент сгибается, чтобы получилась заготовка в форме подковы. На концах делаются 18-мм отверстия, после нужно произвести разворот и сделать пропил.
В итоге получатся зажимы для электродов. Два трансформатора соединяются параллельно, в них вторичная и первичная обмотки должны быть соединены напрямую. Подача тока может корректироваться самостоятельно. Такие самодельные приспособления для сварки должны охлаждаться, а использовать для этого следует воду. Применив ножную педаль, вы сможете снять электроды.
Рекомендации мастера по изготовлению клещей
Из вышесказанного можно сделать вывод, что клещи имеют в составе рычаг для разворота электродов, трансформатор, а также рукоятку с толкателем. Рычаг удерживается шарнирами, оси которых располагаются противоположно. Иногда изготавливаются клещи, между толкателями которых находится пружина. Однако подобное приспособление для сварки труб нельзя назвать удобным. Ведь сжимание пружины при повороте будет довольно сложным.
Изготовление магнитного держателя
Если вас заинтересовали приспособления для сборки и сварки, вы можете изготовить их самостоятельно, отказавшись от приобретения заводских вариантов. Это относится и к магнитному держателю, для выполнения которого нужно подготовить следующие материалы:
листовой металл;
сухую доску;
магнитный крепеж.
При подготовке металла необходимо руководствоваться определёнными параметрами, толщина листа может изменяться в пределах от 1 до 3 мм. Создавая шаблон будущей конструкции, лучше выполнить монолитный вариант, размеры которого будут соответствовать нуждам мастера. Шаблон нужно приложить к листовому металлу и вырезать одинаковые заготовки в количестве 2 штук. Важно при этом сохранить их геометрию.
Чертежи приспособлений для сварки лучше всего составить самостоятельно, некоторые из них вы можете отыскать в статье. Следующим шагом на пути к изготовлению магнитных приспособлений будет подготовка центральной части магнита. Для этого нужно выпилить по форме металлических пластин заготовку из древесины, однако ее размер не должен полностью повторять шаблон. От краев следует отступить 2 мм. Толщина этого элемента должна быть больше на 2 мм, чем ширина магнитов.
Внешняя часть изделия на этом этапе готова, теперь нужно создать внутреннее наполнение. В этом случае следует отталкиваться от магнитов. Они будут располагаться между пластинами, а толщина может изменяться в пределах от 10 до 50 мм. Когда изготавливается такое приспособление для сварки под углом, лучше применить круглые магниты, в каждом из которых будут отверстия в центральной части. Однако для работы можно использовать и другие заготовки, которые предварительно подготавливаются методом вырезания отверстий для установки крепежа. Заключительным этапом станет просверливание отверстий и проведение сборки. Стальные пластины крепятся с двух сторон деревянной заготовкой, в пазы фиксируются магниты. На этом можно считать, что изделие готово, его следует испытать на деле.
Изготовление кондуктора для сварки
Если вам нужны ручные приспособления для сварки, вы можете заняться изготовлением кондуктора. Он используется при выполнении рамок и сложных узоров. Конструкция обладает конусообразными опорами, которые необходимо расположить по бокам. Между ними крепится крутящаяся плоскость. На ней должны располагаться регулирующиеся продольные балки с несколькими винтовыми прижимами.
В балках будут отверстия, именно поэтому прижимы могут быть установлены по всей длине, что будет зависеть от размера изделия. Ширина собираемой конструкции может регулироваться благодаря введению балок и их разведению. Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий. Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы. Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей.
Приспособление для сварки под углом 90 градусов
Некоторые приспособления для сварки металлоконструкций позволяют избежать проблем при необходимости соединения деталей под прямым углом. Для проведения манипуляций по сборке конструкции необходимо подготовить металлический квадрат, болты, гайки, кусок квадратной трубы, болт, небольшой металлический цилиндр, дрель, сверло, держатель, сварочный аппарат.
Подготавливая квадрат, вы должны учитывать, что его сторона составит 20 см. При выборе толстого болта необходимо предпочесть тот, что имеет 4 см в диаметре. Выбирая металлический цилиндр, вы должны подготовить тот, что имеет размер с шариковую ручку.
Методика проведения работ
При изготовлении вышеописанного приспособления для сварки своими руками вы должны приварить на квадрат трубы, длина которых составляет 15 и 20 см. Установить их необходимо по углам, чтобы концы труб оказались по разным сторонам квадрата. Теперь можно приступать к изготовлению вспомогательных деталей. Для этого из трубы подготавливается фигура по форме буквы П, ее длина должна составить 10 см. Вторая деталь изготавливается из этих же труб, однако элементы свариваются между собой в виде равнобокой трапеции.
Равнобедренный треугольник выполняется на сторонах квадрата. К нему приваривается П-образная фигура, в которой предварительно проделывается отверстие по центру для маленького болта. В зазор между фигурой и квадратом должен поместиться 4-сантиметровый болт. К последнему приделывается ручка, в роли неё может выступить гайка с отверстием. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
Заключение
Для облегчения сварочных работ в продаже сегодня можно встретить огромное количество приспособлений и устройств. Отдельное место среди них занимают те, что можно выполнить самостоятельно. Учитывая информацию, которая была представлена выше, можно утверждать, что такие конструкции выполняются из подручных материалов, приобретать дополнительно что-либо не придётся, именно поэтому нужно запастись терпением и подготовить чертежи.
УТВЕРЖДЕНО GRAINGER Монтажная шпилька с резьбой: размер резьбы 1/4″-20, приварка — прямоугольное основание, сталь, черный оксид, 25 шт. — 1LAR3|1LAR3
ГРЕЙНГЕР ОДОБРЕН
Вещь # 1LAR3
производитель Модель #
1LAR3
UNSPSC #
31161514
№ страницы каталога
Н/Д
Страна происхождения
США.
Страна происхождения может быть изменена.
Резьбовые шпильки с выступающей сваркой под прямым углом представляют собой L-образные шпильки, идеально подходящие для использования в узких местах, на краях или углах заготовок. Шпильки крепятся путем приваривания прямоугольной лопастной стороны шпильки к заготовке. Резьбовые шпильки с выступающей сваркой представляют собой крепежные детали, которые привариваются к металлической поверхности или проходят через нее для создания постоянной наружной резьбы. Они имеют приподнятые точки сварки (выступы), чтобы лучше контролировать размещение крепежа, чем при сварке всей головки. Шпильки с выступающими сварными шпильками идеально подходят для использования в тяжелых условиях, например, в строительстве и автомобильной промышленности. Они также используются в труднодоступных местах, таких как узкие каналы и другие замкнутые пространства.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ГРЕЙНГЕР ОДОБРЕН
Вещь # 1LAR3
производитель Модель #
1LAR3
UNSPSC #
31161514
№ страницы каталога
Н/Д
Страна происхождения
США.
Страна происхождения может быть изменена.
Резьбовые шпильки с выступающей сваркой под прямым углом представляют собой L-образные шпильки, идеально подходящие для использования в узких местах, на краях или углах заготовок. Шпильки крепятся путем приваривания прямоугольной лопастной стороны шпильки к заготовке. Резьбовые шпильки с выступающей сваркой представляют собой крепежные детали, которые привариваются к металлической поверхности или проходят через нее для создания постоянной наружной резьбы. Они имеют приподнятые точки сварки (выступы), чтобы лучше контролировать размещение крепежа, чем при сварке всей головки. Шпильки с выступающими сварными шпильками идеально подходят для использования в тяжелых условиях, например, в строительстве и автомобильной промышленности. Они также используются в труднодоступных местах, таких как узкие каналы и другие замкнутые пространства.
Magswitch Угол 90 градусов 1000 #8100503 | Ручной инструмент | Купить сварочные материалы онлайн | Аксессуары для плазменной резки
Magswitch Угол 90 градусов 1000 #8100503 | Ручной инструмент | Купить сварочные материалы онлайн | Принадлежности для плазменной резки | Сварщик питания
Все категории/
ПОИСК ПО БРЕНДУ/
Магсвитч/
Magswitch 1000 #8100503
Magswitch 1000 можно использовать для сварки под прямым углом с помощью комбинации магнитной системы и системы регулировки рельсов. Благодаря простой системе направляющих, полностью регулируемой с помощью съемных magSquares, Magswitch 1000 обеспечивает непревзойденную универсальность. Каждый магнит имеет силу 1000 фунтов и может включаться/выключаться простым поворотом ручки на 180°.
Переключатель включения/выключения облегчает позиционирование и позволяет легко очищать металлический мусор
Полностью регулируемая рельсовая система
Магниты можно снять с уголка для другого использования
Купите все сварочные магниты и зажимы в Welders Supply.
Посмотрите видео об этом продукте:
Угол магнитной сварки 90 градусов
Magswitch 1000 — #8100503
Макс. отрыв:
1000 фунтов на магнит
Полное насыщение Толщина:
0,5 дюйма / 13 мм
Вес изделия:
10,2 фунта
Общая высота:
287 мм / 11,3 дюйма
Магнитный полюс:
72 мм x 108 мм
Расходные материалы
Анкерный сварщик YS50
Защитные очки Jackson Nemesis с синим зеркалом, лев.
..
Защитные очки Jackson Nemesis, дымчатые/зеркальные #…
Кромер сварочный колпачок
Угловая шлифовальная машина Metabo W850-125
Классическая ткань Miller
КОЛЬЦО ДЛЯ КЛЮЧЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА MILLER HANDY
Рюкзак REVCO BSX Welders, сумка для инструментов, сумка для концерта
Струбцина Strong Hand серии UD 4-в-1 4 1/2 дюйма
Стандартная сварочная перчатка Tillman #1015L
Зимние перчатки Tillman
Вопросы и ответы по продукту
В — Можно ли добавить в раму дополнительные магниты? О — Да, вы можете легко добавить больше переключателей Magswitch для большей прочности.
Q — Как включить или выключить магниты? A — Просто поверните черную Т-образную ручку сверху на 180 градусов. Сила магнитного поля постепенно увеличивается/уменьшается при повороте ручки.
Перевод статьи Дж.Ловетта https://www.johnlovett.com/placement
Ритм в композиции рисунка — один из неочевидных, на первый взгляд, но наиболее важных моментов. Речь идет о корректном расположении предметов, расстоянии между ними, а так же повторении тех или иных элементов картины.
Ритм в композиции рисунка: пример 1
В качестве простого примера давайте возьмем картинку с забором.
Мы понимаем, что забор — это серия повторяющаяся столбиков, вкопанных в землю, с натянутой в несколько рядов проволокой. Если это изобразить, то забор будет выглядеть так:
Согласитесь, для зрителя картины это не очень интересно из-за отсутствия каких-либо изменений в расстоянии.
Если же присмотримся к забору чуть дольше, то заметим, что не все столбики одинаковы. Часть их заменена — некоторые сделаны из тонкой проволоки, некоторые из бруса. И далеко не все вертикальные.
Мы также сможем заметить, что перед забором кое-где растет трава, что встречаются одиночные высокие сорняки.
Если мы нарисуем забор с учетом всех этих едва уловимых особенностей, он вдруг чудным образом обретет собственный выразительный характер:
Точная природа и местоположение этих особенностей не так важны, как просто выявление их существования.
После того, как мы заметили эти особенности, мы можем разместить их в картине случайным образом, так, как это было бы в природе. Иными словами, то, что мы ищем — это вариативность и разнообразие, существующие в монотонности забора.
После того, как вы вооружитесь этими знаниями, вы сможете не только сделать забор убедительным, но и, если необходимо, привлечь внимание к определенной его части.
В заборе выше внимание обращено на доминирующий в общем ряду столбик. Используйте эту особенность, чтобы подтолкнуть движение взгляда к фокусной точке картины.
Ритм в композиции рисунка: пример 2
Подобный подход может быть использован и с повторяющимися мачтами лодок.
Если мы посмотрим на фотографию, то заметим, что мачты различаются по расстоянию, высоте, толщине, углу наклона и тональности. Мы также заметим множество небольших контрастных горизонтальных и диагональных отметок, которые образуют целый лабиринт из мачт и оснастки.
Чтобы воспроизвести впечатление этой путаницы из мачт и оснастки, нам не нужно тщательно копировать то, что мы видим на фото. Нам просто нужно понять это разнообразие, а затем воссоздать его на листе.
Меняя высоту, толщину, тон, интервал и цвет мачт, добавив немного тонких диагональных линий и маленьких горизонтальных отметин, получается передать убедительное впечатление путаницы, которые мы видим на снимке.
Отличие фото и картины состоит в том, что мы можем сознательно организовать эту путаницу, чтобы сосредоточить взгляд зрителя в необходимой области (в нашем случае — над красной лодкой). Выше, толще, темнее — вот простые секреты, которые привлекут к мачтам внимание.
Больше переводов Дж.Ловетта:
Ритм в композиции рисунка: пример 3
Вариации размеров, формы, цвета, тона и текстуры повторяющихся прямоугольников — вот элементы, которые создают интерес к этой картине с домиками.
Более темные тона в большой форме слева позволяют фокусировать взгляд в этой части рисунка. Это поддержано также темными контрастными деревьями позади и линией забора, ведущей к фокусной точке через весь передний план.
IИнтересно, что объект расположен в верхней трети картины, и образует сильнейший тональный контраст на расстоянии трети линии хребта.
Следует заметить, столбы, мелкие прямоугольники, точки и отметки вокруг более крупных по форме построек нужно тщательно продумывать. Тогда они будут иметь случайный и естественный вид.
Ритм в композиции рисунка: пример 4
Эта картина также опирается на продуманную взаимосвязь геометрических форм.
Безусловно, общая идея работы была взята с натуры. Но в конечном итоге, перемежая тем или иным образом окна и двери, я стремился добиться изменения интервалов, размеров, цвета, тона и форм, а не оставаться верным тому, что было передо мной на самом деле.
Ритм в композиции рисунка: пример 5
В этой картине сконцентрировать взгляд зрителя помогает дерево, доминирующее по вертикали. Впечатление усиливается сходящимися линиями берегов реки. А неравномерность кроны и веток соседних деревьев добавляют правдоподобности, поскольку отличаются по оттенку, форме и размерам.
Небольшие пятнышки краски и чернил, нанесенные вдоль краев реки и линии горизонта, выглядят естественно за счет изменения размера, формы и осознанных «случайных» интервалов. Вкрапления ультрамариновой гуаши в области глубоких теней привнесло в них жизнь. А бледные пятна ультрамарина, сделанные в нижней части работы уже акварелью, связали их с гуашевыми.
Удивительно, но каждая случайность в вашей работе требует внимательного осмысления. Мы возлагаем серьезные ожидания от «случайного» размещения объектов на листе, поскольку наш глаз постоянно наблюдает эту «случайность» в природе. Когда мы видим надуманный порядок того, что должно казаться случайным, это выглядит просто неправильно.
Держите взгляд осознанным на каждом элементе картины. И совсем скоро он станет для вас второй натурой, помогая добиться в картине правильного расположения объектов, чувства пространства и ритма.
Перевод статьи Дж.Ловетта https://www.johnlovett.com/placement
Подборка полезных статей по теории живописи:
Композиция в образе. Ритмы
Ритм — это про повторение одинаковых элементов и пустоты между ними. Посмотрим на конкретных примерах, как это работает в одежде, и научимся использовать ритм в собственных образах.
Это часть интерактивных уроков, подготовленных образовательной платформой Level One в сотрудничестве с крупнейшими российскими экспертами.
Еще 500 уроков по 15 направлениям, от истории и архитектуры до здоровья и кулинарии на levelvan.ru/plus
посмотреть все уроки
Автор урока
Мария Арискина
Персональный и съемочный стилист, байер в концепт-сторах русских брендов. Ювелир и дизайнер собственной марки украшений «Прощай, Офелия!»
Поговорим о ритме — важном композиционном приеме, который поможет создать выразительный и гармоничный комплект. Узнаем, какими бывают ритмы и как каждый работает в образе.
Что же такое ритм?
🖼 В искусстве под ритмом понимают чередование изобразительных элементов и свободного пространства между ними, а также их сгущенность или разреженность и ориентацию в пространстве.
👗 В костюме ритм тоже создает повторение похожих элементов — это могут быть линии принта, линии кроя, элементы отделки (воланы, складки, рюши и т.п.), цветовые блоки.
Ритмичная композиция в графике
Узнайте больше о стиле на двухчасовой лекции с экспертом.
Посмотрите вебинар прямо сейчас или запишитесь и посмотрите в удобное время:
Бесплатная лекция
Как собрать капсульный гардероб
Шкаф полон, а надеть нечего: многие сталкиваются с этим парадоксом. Собирать интересные комплекты по утрам становится всё сложнее, и никак не складывается собственный стиль. На лекции разберемся с логикой гардероба, научимся создавать базовый гардероб и гардеробные капсулы для себя, и сделаем шаг к гардеробу, в котором есть наряд на любой случай.
500 ₽
0 ₽
смотреть бесплатно
Примеры ритма в предметах одежды
Повторяющиеся элементы ритма могут по-разному располагаться в пространстве и влиять на впечатление от образа.
🗼 Вертикальный ритм визуально вытягивает фигуру.
🛋 Горизонтальный ритм создает ощущение устойчивости и стабильности, но может расширить силуэт.
🚀 Диагональный ритм дает ощущение движения и динамики.
🚧 Равномерный ритм (одинаковые элементы на одинаковом расстоянии) смотрится более сдержанно, создает ощущение порядка.
💈 Неравномерный ритм (не совсем одинаковые элементы на разных расстояниях друг от друга) выглядит более подвижно, необычно, живо.
Теперь посмотрим, как можно создать ритм в своих образах. Как в этом помогут цвета, принты и линии и узнаем, могут ли они работать вместе.
✳️ Принты. Большинство примеров выше использовали именно их. Если в вашем комплекте есть принтованный элемент, его можно сделать центральным в образе и поддержать его ритм в остальной одежде и аксессуарах.
🟨 Цветовые блоки. Например, яркие туфли, сумка и очки на фоне бежевого или серого монохрома в одежде — в таком образе взгляд движется по вертикали, останавливаясь на цветовых акцентах. Или можно использовать вещи с цветовыми блоками и повторять их оттенки в других частях образа.
☑️ Линии кроя и аксессуаров. Например, повторение формы v-образного выреза в остром носке туфель, отделке юбки и пряжке сумки.
🔻 Можно использовать несколько приемов одновременно. Например, диагональными линиями кроя поддержать и усилить эффект диагонального принта.
🔻 У всех этих приемов есть одна тонкость — если ваши повторения будут слишком скученными, находящимися лишь в одной части образа, то ощущения ритма не возникнет. Лучше, чтобы похожие элементы распределялись более-менее равномерно или градиентом — от максимальной частоты к ее уменьшению.
1 — принты 2 — цветовые блоки 3–4 — линии кроя и аксессуаров 5–6 — линии кроя и принты, сразу два приема
Чтобы хорошо усвоить материалы этого урока, обязательно нужно практиковаться. Поэтому предлагаем выполнить сразу два задания — проанализировать луки и составить собственные. Начнем с анализа.
🤔 Ниже — подборка образов с интересными композиционными решениями. Рассмотрите их и найдите виды ритмов, которые мы обсудили. Как именно был достигнут этот эффект — с помощью цветов, принтов, линий, фактур?
Подборка образов с интересными композиционными решениями для анализа
Второе задание — создайте свой образ, в котором будет выражен ритм в композиции.
🥰 Постарайтесь задействовать ту одежду, что у вас уже есть — повторите похожие цвета в нижней и верхней части образа, продублируйте линии принта в аксессуарах или используйте чередование гладких и шершавых фактур. Если каких-то предметов не окажется в шкафу, подыщите нужное в интернете.
курс Level One
Мода для себя
Практический курс со стилистами поможет разобрать шкаф и наконец создать гардероб мечты. За 2 месяца занятий соберем комплекты для разных случаев: на работу, праздник и прогулку. Теперь не нужно думать, что надеть — все вещи будут сочетаться между собой, и под рукой будет несколько красивых аксессуаров, чтобы разнообразить образ.
Стивен Брэдли — автор книг «Основы дизайна: элементы, атрибуты и принципы» и «Анимации и переходы CSS для современной сети». Когда не… Больше о Стивен Брэдли ↬
Когда кто-то попадает на страницу вашего сайта, что вы хотите, чтобы этот человек сделал? Куда вы хотите, чтобы они смотрели? Какую информацию вы хотите, чтобы ваши посетители заметили и в каком порядке? В идеале вы хотите, чтобы люди сначала видели вашу самую важную информацию, а затем следующую по важности информацию. Вы хотите, чтобы потенциальные клиенты увидели текст, который убедит их совершить покупку, до того, как они увидят кнопку «Купить сейчас». Вы хотите, чтобы людям предоставлялась нужная информация в нужное время, и один из способов сделать это — контролировать поток вашей композиции. Композиционный поток определяет, как взгляд проходит через дизайн : куда он смотрит в первую очередь, куда он смотрит затем, где глаз останавливается и как долго он остается.
Когда кто-то попадает на страницу вашего сайта, что вы хотите, чтобы этот человек сделал? Куда вы хотите, чтобы они смотрели? Какую информацию вы хотите, чтобы ваши посетители заметили и в каком порядке?
В идеале вы хотите, чтобы люди сначала видели вашу самую важную информацию, а вторую по важности информацию. Вы хотите, чтобы потенциальные клиенты увидели текст, который убедит их совершить покупку, до того, как они увидят кнопку «Купить сейчас». Вы хотите, чтобы людям предоставлялась нужная информация в нужное время, и один из способов сделать это — контролировать поток вашей композиции.
Композиционный поток определяет, как взгляд движется по рисунку: куда он смотрит в первую очередь, куда он смотрит затем, где взгляд делает паузу и как долго он остается.
Примечание : Это шестой пост в серии о принципах проектирования. Первые пять постов серии вы можете найти здесь:
Принципы дизайна: визуальное восприятие и принципы гештальта
Принципы дизайна: пространство и отношения фигуры и фона
Принципы дизайна: соединяющие и разделяющие элементы
Принципы дизайна: визуальный вес и визуальное направление
Принципы дизайна: доминирование, фокусы и иерархия
Больше после прыжка! Продолжить чтение ниже ↓
В паре статей из этой серии я говорил о визуальном направлении и упоминал структурную сеть Рудольфа Арнхейма. Вы должны прочитать этот пост для деталей, но общая идея заключается в том, что в прямоугольном холсте центр и четыре угла холста действуют как магниты, притягивающие взгляд. Наряду с этими естественными фокальными точками между ними проходят оси, и ваш глаз движется вдоль них от фокальной точки к фокальной.
Структурная сетка Арнхейма — не единственный паттерн, подсказывающий, где и как глаз естественно перемещается по композиции. Диаграмма Гутенберга, макет F-шаблона и макет Z-шаблона подсказывают, как будет двигаться глаз зрителя, и предполагают естественный переход к дизайну.
Примечание : Эти шаблоны описаны для языков, которые читаются слева направо. Приспособьтесь к другим направлениям чтения.
Диаграмма Гутенберга. (Посмотреть большую версию)
Диаграмма Гутенберга : В этом шаблоне глаз обычно движется от верхнего левого угла к нижнему правому, проходя через оптический центр Арнгейма. Меньше внимания уделяется другим углам, которые называются паровыми зонами. Так как глаз перемещается вправо по мере того, как он движется вниз, правый верхний угол представляет собой сильную паровую область, в то время как нижний левый угол в основном игнорируется.
Макет F-шаблона : В этом шаблоне глаз начинает с верхнего левого угла и перемещается по странице вправо, затем немного опускается и повторяет движение по странице. Общий рисунок повторяет форму буквы F.
Макет Z-шаблона : Глаз начинается в верхнем левом углу и движется вправо. В правом верхнем углу он движется вниз и влево по диагонали, прежде чем снова двигаться вправо. В целом он повторяет форму буквы Z и повторяет шаблон вниз по странице, пока не достигнет нижнего правого угла.
Я уверен, что вы уже видели исследования по отслеживанию движений глаз и обсуждение вышеприведенных паттернов. Что редко упоминается, так это то, как эти шаблоны описывают текстовые страницы. Они описывают, как наш глаз перемещается по столбцам текста.
Шаблон F часто упоминается в сочетании со страницами результатов поиска. Почему это? Это связано с тем, что страницы результатов поиска представляют собой текстовые страницы, представленные в виде списков информации размером с укус для сканирования. F-шаблон — это естественный способ сканирования этих страниц.
Шаблоны чтения на страницах с большим объемом текста и легким дизайном часто следуют пути F или Z. (Просмотреть большую версию)
Добавьте иерархию, направление, движение и ритм, и поток вашего дизайна не будет следовать приведенным выше шаблонам. Шаблоны отпадают в присутствии дизайна.
Они по-прежнему полезны, потому что вы можете воспользоваться преимуществами шаблонов и разместить важную информацию там, где глаза естественным образом упадут, чтобы увеличить визуальную заметность информации. Вы можете воспользоваться этими естественными шаблонами, но помните, что они описывают только страницы с большим количеством текста.
Взгляд зрителя каким-то образом перемещается по композиции независимо от того, контролируете ли вы это движение. Вы могли бы также контролировать движение.
Композиционный поток
Возможно, вы заметили, что слово «сторителлинг» все чаще встречается в дискуссиях о дизайне и оптимизации конверсии. Композиционный поток может помочь вам рассказать свою историю, представляя информацию в правильном порядке.
Поток — это движение и направление, а также направление взгляда от одной части композиции к другой в нужном вам направлении. Вы создаете поток за счет комбинации визуального веса и визуального направления.
Элементы большего визуального веса (фокусные точки) притягивают взгляд и становятся местами отдыха. Другие элементы задают направление и перемещают взгляд от одной точки к другой с помощью визуальных подсказок, таких как стрелки и линии.
Поток начинается с вашего доминирующего элемента, который должен быть точкой входа в вашу композицию. Оттуда вы даете ориентиры для глаз, чтобы они следовали за вашим дизайном.
Самый очевидный указатель направления — это стрелка, указывающая на что-то. Изображение лица, смотрящего в одном направлении, является еще одним сильным и простым сигналом направления. Другие включают.
Повторение элементов
Ритм
Подразумеваемое действие
Диагональные линии
Жестовые линии
Направленные линии
Перспектива
Тематика элементов
Градация
Вы заметите линии в списке выше. Показ направления является одной из основных характеристик линий. Линии также можно использовать для отсекания движения в одном направлении, будучи перпендикулярными этому движению. Когда это происходит, они действуют как барьеры, останавливая или, возможно, обращая вспять путь, по которому шел глаз.
Создайте направление и движение с помощью элементов, упомянутых выше. Добавьте элементы, которые служат барьерами для изменения направления движения глаз. Создавайте открытые пути в пустом пространстве, чтобы обеспечить легкое перемещение между вашими позитивными элементами дизайна.
Поток и гармония
На микроуровне вы хотите, чтобы путь, которым следует глаз, хорошо согласовывался с любым действием, которое вы хотите, чтобы кто-то предпринял. Например, имеет смысл разместить кнопку для поиска после поля формы, потому что естественный процесс заключается в том, чтобы заполнить поле, а затем нажать кнопку. Размещение кнопки первой приведет к перемещению вашего посетителя в одном направлении до конца, когда им придется вернуться к началу.
Композиционный поток в поисковых формах. (Просмотреть увеличенную версию)
Более разумно, чтобы стрелки указывали на то, на что вы хотите, чтобы кто-то смотрел, а не в сторону от этого предмета. Вы создаете поток, даже когда стрелки указывают в другую сторону, но не поток, который имеет какой-либо смысл для достижения целей сайта.
Стрелки должны указывать туда, куда должен смотреть глаз. (Просмотреть увеличенную версию)
Движение
Движение тесно связано с направлением. Движение подразумевает направление, а направление подразумевает движение. Если вы хотите, чтобы кто-то посмотрел вправо, один из способов — сдвинуть что-то на странице вправо. Глаз будет следовать за ним.
Есть несколько типов движения.
Буквальное (физическое) движение : возникает при наличии некоторой физической активности.
Статическое движение : происходит, когда глаз перескакивает с точки на точку в иерархии.
Композиционное движение : происходит, когда элементы дизайна ведут взгляд зрителя от одной точки к другой через композицию.
Анимацию можно использовать для создания буквального движения на странице. Доминирование, фокусы и иерархия создают статическое движение. Когда элементы, придающие направление и движение, добавляются между фокальными точками, вы создаете композиционный поток.
Тот же список сигналов направления, который я представил ранее, используется для отображения движения в композиции.
Ритм
Ритм помогает контролировать темп композиции; это шаблонное движение. Ритмические узоры строятся из элементов и интервалов между ними, и так же, как ваш слух будет следовать ритму песни, ваш глаз будет следовать ритму, созданному визуально.
Паттерн и ритм будут существовать, как только вы добавите несколько элементов на страницу. Два из чего-либо подразумевает структуру. Он будет там, независимо от того, что вы делаете, поэтому, опять же, вы должны научиться контролировать его.
Повторение создает поток и ритм через повторяющиеся элементы. Когда глаз видит красный круг, он замечает другие красные круги в композиции и пытается установить закономерность. В дополнение к повторению вы можете использовать чередование и градацию для создания ритма.
Повторение : создает закономерности благодаря предсказуемости.
Чередование : создает узоры из контрастных пар.
Градация : создает узоры посредством последовательности регулярных шагов.
Ритм создается как элементами, за которыми наблюдает глаз, так и интервалами между ними. Изменения либо изменить шаблон. Вариации в узоре добавляют интереса. Акцент на чем-то в паттерне может нарушить ритм и на мгновение остановить поток.
Существует три основных типа ритма:
Регулярный ритм : возникает, когда интервалы между элементами предсказуемы или сами элементы схожи по размеру и длине. Примером может служить размещение повторяющихся элементов через равные промежутки времени.
Плавный ритм : происходит, когда элементы или интервалы являются органическими. Это создает естественные узоры, которые вызывают ощущение органического движения. Полосы на тигре или зебре — хороший пример.
Прогрессивный ритм : происходит, когда последовательность форм или форм показывается с помощью прогрессивных шагов. Некоторые характеристики элементов могли изменяться ступенчато, или интервал мог изменяться ступенчато. Это постепенное увеличение или уменьшение последовательности создает движение. Хорошим примером является цветовой градиент.
Цветочное поле демонстрирует плавный ритм. (Просмотреть большую версию)
Любой из вышеперечисленных типов ритма можно использовать для создания движения и композиционного потока. Что вы выберете, зависит от специфики вашего дизайна: если дизайн пытается передать последовательность, регулярный ритм, вероятно, лучше всего; если дизайн пытается передать что-то более естественное и органичное, скорее всего, будет предпочтительнее плавный ритм.
Поток и гештальт
Чем дальше мы продвигаемся в этой серии, тем больше принципов гештальта вносятся в принципы дизайна, которые мы рассматриваем.
Доминирование и акценты создают области вашего дизайна, которые привлекают внимание. Сходство и контраст используются для создания узора и ритма.
Все гештальт-принципы, которые соединяют элементы или показывают их общность, помогут направить взгляд от одного элемента в группе к другим.
Равномерная связность ведет взгляд через то, что соединяет элементы. Элементы с общей судьбой кажутся движущимися в одном направлении, увлекая за собой глаз. Принцип продолжения заключается именно в продолжении движения в одном направлении.
Примеры
Давайте взглянем на скриншоты с нескольких сайтов и подумаем, как их дизайн течет и движется, и какой у них может быть ритм.
Как я уже упоминал ранее в этой серии, это мое мнение. Вы можете посмотреть на эти же скриншоты и увидеть другой поток и ритм, чем я. Это нормально. Для нас обоих важнее критически относиться к дизайну, который мы видим, чем соглашаться с тем, что мы думаем.
Доригати
Когда я смотрю на домашнюю страницу Dorigati, мой взгляд сразу же притягивается к главному изображению винных бочек вверху страницы. Отсюда не потребуется много времени, чтобы перейти к фокусным точкам, таким как логотип сайта и изображение бутылки вина справа.
Между логотипом и бутылкой подразумевается сильное диагональное движение, и ваш взгляд, вероятно, скользит между ними туда-сюда. Подумайте, как быстро это связывает название компании с продуктами, предлагаемыми на сайте.
Кривая в нижней части логотипа направлена вниз, направляя взгляд на название представляемого вина. Обратите внимание, что заголовок слева и название вина имеют одинаковый синий цвет и похожи на синий цвет на логотипе. Повторение цвета создает ритм и поток через все три предмета.
Цветовой ритм снова используется с золотыми заголовками внизу страницы и декоративными завитушками слева. Подобный цвет используется для дат. Хотя интервал может варьироваться в зависимости от длины текста в каждой записи, он довольно предсказуем и имеет регулярный ритм.
Винная бутылка также служит для соединения заголовка с основным содержанием, создавая вертикальный поток через главное изображение и выступая в качестве моста через него. Без изображения винной бутылки глазу требуется больше усилий, чтобы пересечь горизонтальные линии, которые создают препятствия для движения.
Dress Responsively
В верхней части домашней страницы Dress Responsive есть сильный горизонтальный поток. Навигация и текст направляют взгляд горизонтально и позволяют легко просматривать заголовок слева и справа.
Скриншот главной страницы сайта Dress Responsively. (Просмотреть увеличенную версию)
Мой взгляд обычно начинает с текста «ВЫ РЕШАЕТЕ» и легко перемещается вправо и влево, где он может увидеть логотип, навигацию и оставшийся текст в заголовке.
Обратите внимание, что в конце «ВЫ РЕШАЕТЕ» ваш глаз также опущен. Повторение прямоугольных и оранжевых форм создает вертикальный ритм. Форма «WTH?» Кнопка повторяется в основном прямоугольной форме «548 голосов», а кнопка «ПОСМОТРЕТЬ ПОДРОБНОСТИ» находится под текстом. Этот вертикальный поток усиливается четкой вертикальной линией, созданной путем выравнивания левого края этих фигур с текстом между ними.
Оранжевый цвет повторяется как текст как в заголовке, так и далее по странице (не показано на скриншоте). Столкнувшись с повторением цвета в верхней части страницы, ваш взгляд следует за ним вниз по странице, увеличивая вертикальный поток.
Incredible Types
Заголовок домашней страницы Incredible Types также имеет горизонтальную форму из-за формы линий и блока текста. Светлые линии сетки создают тонкое вытягивание вниз, а также создают регулярный горизонтальный ритм по всей странице.
Скриншот главной страницы сайта Incredible Types. (Просмотреть увеличенную версию)
Под шапкой находится сетка изображений. Обратите внимание, как промежутки (как горизонтальные, так и вертикальные) между изображениями обеспечивают канал для перемещения вашего взгляда. Они помогают вашему взгляду перемещаться от изображения к изображению в любом направлении. Они также создают регулярный ритм в обоих направлениях.
В нижнем колонтитуле текст сгруппирован в две строки и четыре столбца, что еще раз создает как горизонтальный, так и вертикальный поток и ритм. Я думаю, что горизонтальный поток сильнее, чем вертикальный, и поэтому мой глаз стремится двигаться влево и вправо больше, чем вверх и вниз, но поток существует в обоих направлениях.
Love & Luxe
Страница «События» на сайте Love & Luxe — это еще один дизайн, демонстрирующий как горизонтальный, так и вертикальный поток.
Скриншот с внутренней страницы сайта Love & Luxe. (Просмотреть увеличенную версию)
Розовый цвет в левой колонке привлекает внимание и создает вертикальный поток благодаря своей форме. Обратите внимание, как повернуто название сайта, так что оно тоже создает вертикальный поток. Контраст цвета с меню рядом с ним создает сильную вертикальную линию, где они встречаются.
Текст в нижней части этой колонки повторяется, создавая вертикальный ритм, когда вы читаете один блок, а затем тот, что под ним. Однако горизонтальный характер линий изменяет поток на горизонтальный и перемещает ваш взгляд вправо.
Темный фон за текущими пунктами меню создает еще более сильный горизонтальный поток, потому что ваш взгляд притягивается к контрасту. Треугольник, который он отображает в правом верхнем углу, указывает вправо.
Справа, в основном содержании, цвет и размер дат создают регулярный вертикальный ритм за счет повторения. На снимке экрана показаны только два из них, но они продолжаются дальше по странице. Розовые заголовки усиливают ритм, создаваемый повторяющимися синими датами.
Горизонтальные линии между каждой записью на мгновение останавливают вертикальный поток, задерживая вас в каждой записи немного дольше. Ритм повторяющихся цветов в датах и заголовках тянет вас вниз по странице, когда вы готовы пересечь горизонтальную линию и перейти к другой записи.
Изображения, естественно, меняются при каждой записи, но тот, что на этом скриншоте, направляет ваш взгляд вниз и влево по диагонали.
Резюме
У вас есть большой контроль над тем, куда смотрят люди, когда они просматривают веб-страницу, которую вы разработали. На странице с большим количеством текста и легкой графикой взгляд посетителя, скорее всего, следует за чем-то вроде Z-шаблона или F-шаблона вдоль и поперек страницы.
Однако, как только вы создаете элементы страницы и добавляете графику, эти шаблоны больше не применяются. Глаз вашего посетителя будет следовать потоку, движению и ритму, который вы создаете.
Подумайте о приоритете информации, которую вы сообщаете. Подумайте, будет ли это более полезно, если смотреть в определенном порядке. Подумайте, где на странице вы хотите, чтобы кто-то посмотрел первым, вторым и третьим.
Затем создайте визуальные подсказки, чтобы вести их по странице в том порядке, в котором вы считаете нужным. Добавьте линию, за которой кто-то будет следовать, или создайте ее, выровняв различные элементы. Повторите цвет или размер текста, чтобы создать ритм для глаз. Представьте изображения движущихся объектов, чтобы направить взгляд.
Не оставляйте шаблон по умолчанию, чтобы привлечь внимание посетителей. Создавайте композиционные потоки по странице и ведите их сами.
Есть еще одна тема, которой я хочу поделиться с вами в этой серии статей о принципах дизайна, и это баланс. Я расскажу о композиционном балансе в целом, а затем познакомлю вас с четырьмя различными типами баланса (симметричным, асимметричным, радиальным и мозаичным), которые вы можете создать.
Дополнительные ресурсы
«Как управлять потоком в веб-дизайне», Стивен Брэдли
«Удачно ли работает ваш дизайн?» Стивен Брэдли
«Отслеживание взгляда в 2014 году: как пользователи просматривают и взаимодействуют с современными результатами поисковой выдачи Google» Ребекка Мейнс
«Стрелка не на ту сторону в 1Password» доктор Дранг
«Диаграмма Гутенбурга в дизайне» Росс Джонсон
«F-образный шаблон для чтения веб-контента», Якоб Нильсен
«Понимание F-макета в веб-дизайне», Брэндон Джонс
«Понимание Z-макета в веб-дизайне», Брэндон Джонс
Урок 12: Ритмическая композиция | Академия Хоффмана
Здравствуйте, и добро пожаловать обратно. Я Джозеф Хоффман, . и сегодня мы собираемся сделать нашу собственную композицию. Что такое композиция? Ну, так же, как автор — это тот, кто пишет рассказы или книги, композитор — это тот, кто пишет музыку. Каждая песня, которую вы когда-либо слышали, была написана кем-то, а сегодня ты станешь композитором, сочинив собственную песню. И не волнуйся, я помогу тебе. Мы сделаем наш первый вместе, а потом ты сам сочинишь песню.
Первым шагом будет создание ритма. Итак, давайте подойдем к коврику с сердцебиением и сочиним ритм. Вот наш коврик для сердцебиения. Теперь я просто собираюсь составить здесь ритм. Давайте посмотрим: используйте пару четвертных нот и пару восьмых, и еще одна четвертная нота. О, я только что придумал этот ритм. Посмотрим, как звучит мой ритм. Попробуйте сказать это вместе со мной, пока мы показываем на каждое биение сердца: ТА ТА ТИ-ТИ ТА. Ну, так как я композитор, я могу решить, нравится мне это или нет, и я думаю, что я хочу изменить его. Я хочу поменять эту четвертную ноту с двумя восьмыми нотами. Теперь посмотрим, как нам это нравится: ТА ТИ-ТИ ТИ-ТИ ТА. Да, мне так больше нравится. Так что мы собираемся пойти с этим.
А теперь переходим к следующему ряду и продолжаем составлять ритм. В этом ряду думаю сделать две восьмых, еще две восьмых, четвертную, четверть отдыха. Итак, давайте попробуем это: ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. Да, мне это нравится. Итак, давайте попробуем все сначала, . и просто убедитесь, что нам нравится то, что мы сочинили. Готовый? Попробуй и скажи это вместе со мной. Наведите курсор на экран и произнесите слова ритма: ТА, ТИ-ТИ или ОТДЫХ. Укажи и скажи со мной, иди: ТА ТИ-ТИ ТИ-ТИ ТА, ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. Да, мне это нравится. Так что давайте держать этот ритм. Как только вы будете довольны ритмом, который сочиняете, мы собираемся записать это на бумаге. Этот лист ритм-композиции доступен . для загрузки с нашего веб-сайта, включенного в премиум-членство. Итак, мы нарисуем ритм, который только что сочинили. Не делайте заголовки слишком большими, иначе их заполнение займет целую вечность. Итак, вот мой первый ряд, а затем еще несколько в этом ряду. Хорошо, теперь я нарисовал свой ритм, и там много всего мы можем сделать с этим ритмом. Сначала потренируемся говорить на нем. Я скажу это один раз, а потом ты повернешься сам. Первый раз, только послушай: ТА ТИ-ТИ ТИ-ТИ ТА, ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. Теперь ваш черед. Укажи на меня, и ты скажешь это сам. Готов идти.
Отличная работа. Теперь еще одна вещь, которую мы можем сделать с этим ритмом, это сыграть его . на каком-то инструменте. Мы сыграем это на фортепиано через минуту, но сначала давайте попробуем какой-нибудь ударный инструмент. В вашем доме, может быть, вы есть шейкер или какой-нибудь барабан, или если у вас нет барабана, Вы можете превратить почти что угодно в барабан. Ну, может быть, не используйте своего младшего брата или сестра как барабан. Помнишь, я говорил почти что угодно, но ты можешь взять горшок и деревянную ложку, или спросите у родителей, что можно использовать вместо барабана. Итак, вот у меня есть барабан, который я буду использовать, чтобы отбивать этот ритм. Сделайте паузу, если вам нужна минутка получить что-то, чтобы барабанить, или даже постукивать по коленям тоже нормально. Давайте отобьем наш ритм. Мы будем делать только одну строку за раз. Сначала поговорим, тогда мы будем барабанить два раза подряд. Говорите этот ритм со мной, пока мы указываем. Готов к работе: ТА ТИ-ТИ ТИ-ТИ ТА. Теперь барабан: ТА ТИ-ТИ ТИ-ТИ ТА. Еще раз: ТА ТИ-ТИ ТИ-ТИ ТА. Хорошо, а теперь попробуем проговорить второй ряд, а потом два раза подряд барабаним. И помните, что в остальном это означает тишину. Так что ничего не будем барабанить когда мы говорим ОТДЫХ. Вот: ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. Теперь барабан: ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. ТИ-ТИ ТИ-ТИ ТА ОТДЫХ.
Отличная работа. Теперь, наконец, мы попробуем сыграть этот ритм на фортепиано. Итак, давайте подойдем к пианино и попробуем. Теперь мы готовы взять ритм, который мы сочинили, и превратить его в мелодию. Мелодия — это то, что мы можем спеть или сыграть на пианино. Итак, мы возьмем этот ритм и воспользуемся пентагаммой до мажор, 9.0036 что означает, что мы положим пять пальцев правой руки на C D E F и G вот так. Теперь давайте еще раз посмотрим на этот ритм и просто попробуем первый ряд. У нас есть ТА ТИ-ТИ ТИ-ТИ ТА. Я собираюсь сыграть этот ритм, используя любую ноту, какую захочу. Я композитор, поэтому я могу выбирать. Вот моя первая попытка: ТА ТИ-ТИ ТИ-ТИ ТА. Хммм, мне это не совсем понравилось. Итак, позвольте мне попробовать что-нибудь другое. Помните, если вы композитор, вам решать, нравится вам это или нет. Так что я попробую кое-что еще: ТА ТИ-ТИ ТИ-ТИ ТА. Мне понравился тот. Итак, давайте запишем названия букв, которые я только что сыграл. Итак, у меня были C, D, D, E, G, G. Поэтому я написал по одной букве для каждой ноты, . и так все вместе это будет звучать так: C D D E G G.
И теперь я готов сочинить мелодию для этого следующего ритма. Посмотрим, у нас было ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. Что ж, давайте попробуем так: ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. Хм, неее. Я не совсем доволен этим. Итак, давайте попробуем что-нибудь еще: ТИ-ТИ ТИ-ТИ ТА ОТДЫХ. А, мне понравился тот. Я сделал F, повтор, а затем E, D, C, . спуститься. F F E D C. Итак, поскольку я доволен этим, давайте запишем это. Так что у меня было F, F, E, D, C, а потом остальные молчат, поэтому мне не нужна буква для этого. F F E D C ОТДЫХ.
Теперь я попробую проиграть всю свою песню с самого начала, чтобы посмотреть, понравится ли она мне. Вот и весь мой состав: В Г Д Е Г Г, F F E D C ОСТАЛЬНЫЕ Вот как легко сочинить песню! А теперь я бы хотел, чтобы вы сами попробовали сочинить песню. Давайте рассмотрим этапы написания собственной песни. Во-первых, придумайте ритм, используя подложку сердцебиения и ритм-карты. Вы можете получить коврик для сердцебиения и ритм-карты, загрузив их . с нашего сайта. Затем запишите свой ритм на странице теории ритм-композиции, которая находится в методической книге Unit 1 . также доступны для скачивания с нашего сайта. Затем потренируйтесь произносить свой ритм когда вы касаетесь каждого удара. Затем попробуйте играть на барабанах или отстукивать свой ритм. Затем, в последнюю очередь, на фортепиано сочините мелодию, в которой используется ритм . что ты сочинил. Я только что сделал два ряда ритма сегодня, но дома вы можете сделать более длинную песню, которая использует все четыре ряда ударов сердца. Одна из лучших частей в сочинении музыки — делиться своей музыкой с другими людьми. Итак, как только вы сочините свою композицию, попрактикуйтесь и поделитесь ею со своей семьей или друзья. Или сними это на видео и выложи в сеть. Вы даже можете загрузить его на нашу страницу в Facebook, чтобы я тоже мог его посмотреть.

 Получая вращательный момент от выходного вала шпиндельной бабки через коробку передач 1К62 (гитару), механизм подач обеспечивает возможность нарезания любых предусмотренных стандартом резьб.
Получая вращательный момент от выходного вала шпиндельной бабки через коробку передач 1К62 (гитару), механизм подач обеспечивает возможность нарезания любых предусмотренных стандартом резьб. ). Быстрое перемещение суппорта возможно благодаря обгонной муфте, смонтированной на выходном вале.
). Быстрое перемещение суппорта возможно благодаря обгонной муфте, смонтированной на выходном вале.
 Обладающие определенной универсальностью, они позволяют проводить над заготовками большое количество металлообрабатывающих операций. Однако главным отличием обоих типов станков считается способ механической обработки деталей:
Обладающие определенной универсальностью, они позволяют проводить над заготовками большое количество металлообрабатывающих операций. Однако главным отличием обоих типов станков считается способ механической обработки деталей:



 В ряде случаев техническое состояние деталей и комплектующих может достигать такой степени, что требуется капитальный ремонт коробки подач металлообрабатывающего станка.
В ряде случаев техническое состояние деталей и комплектующих может достигать такой степени, что требуется капитальный ремонт коробки подач металлообрабатывающего станка. 1; 2,2 т
1; 2,2 т .48 модулей
.48 модулей При этом
При этом Для обеспечения быстрого перемещения суппорта дополнительно используется асинхронный двигатель
Для обеспечения быстрого перемещения суппорта дополнительно используется асинхронный двигатель Он может обрабатывать как детали из пруткового материала в цанговом патроне
Он может обрабатывать как детали из пруткового материала в цанговом патроне

 Управление подачей стола —
Управление подачей стола — Определим среднее значение показателя степени автоматизации
Определим среднее значение показателя степени автоматизации Настольное сверление н/с 12B
Настольное сверление н/с 12B Станок вертикально-консольно-фрезерный 6Р10
Станок вертикально-консольно-фрезерный 6Р10

 5
5 Внутренний конус — Морзе 5
Внутренний конус — Морзе 5 Передний конец шпинделя
Передний конец шпинделя На 1К62 можно установить следующие люнеты:
На 1К62 можно установить следующие люнеты:
 .630 мм;
.630 мм; .2000 об/мин;
.2000 об/мин;
 2 8).
2 8).


 ..
..
 Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении
Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении
 При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских
При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских
 Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции
Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции
 Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному
Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному
 Следом за тепловой обработкой производится распыление активатором для хромирования. Лишнее можно смыть водой
Следом за тепловой обработкой производится распыление активатором для хромирования. Лишнее можно смыть водой
 Хромированию подвергаются металлические, пластмассовые, деревянные изделия способом гальванизации. Процесс будет дорогим и сложным. Для прочного удержания на поверхности деталей покрытия из хрома, металлические изделия требуют предварительного покрытия. Для этой цели используют никель, латунь либо медь
Хромированию подвергаются металлические, пластмассовые, деревянные изделия способом гальванизации. Процесс будет дорогим и сложным. Для прочного удержания на поверхности деталей покрытия из хрома, металлические изделия требуют предварительного покрытия. Для этой цели используют никель, латунь либо медь
 Часть 2
Часть 2 В итоге получаем два готовых к работе раствора. Остается приготовить главное снадобье и подготовить поверхность к металлизации.
В итоге получаем два готовых к работе раствора. Остается приготовить главное снадобье и подготовить поверхность к металлизации. Осторожными движениями капаем аммиак в раствор, аккуратно помешивая его. Сперва раствор станет слегка мутным, продолжаем капать и перемешивать до того момента пока жидкость не осветлится. Итак, мы добавили 2,5мл аммиака, что же дальше? Далее берем раствор с гидроксидом натрия и медленно добавляем его в раствор с серебром, аккуратно помешивая его. Раствор начнет чернеть, не пугайтесь все в порядке, так и должно быть.
Осторожными движениями капаем аммиак в раствор, аккуратно помешивая его. Сперва раствор станет слегка мутным, продолжаем капать и перемешивать до того момента пока жидкость не осветлится. Итак, мы добавили 2,5мл аммиака, что же дальше? Далее берем раствор с гидроксидом натрия и медленно добавляем его в раствор с серебром, аккуратно помешивая его. Раствор начнет чернеть, не пугайтесь все в порядке, так и должно быть. Где покупать обезжириватель все прекрасно знают, если покупать по каким-либо причинам не с руки, то можно изготовить его самому. Ни чего сложного тут нет. Берем 1 литр воды в 50-60 градусов, добавляем столовую ложку гидроксида натрия и перемешиваем.
Где покупать обезжириватель все прекрасно знают, если покупать по каким-либо причинам не с руки, то можно изготовить его самому. Ни чего сложного тут нет. Берем 1 литр воды в 50-60 градусов, добавляем столовую ложку гидроксида натрия и перемешиваем. Поверхность активирована и готова к серебрению.
Поверхность активирована и готова к серебрению.
 Стоит в свободной продаже в любой аптеке в ампулах. Работать методом окунания достаточно просто, но также следует придерживаться временных рамок на каждом отдельном этапе.
Стоит в свободной продаже в любой аптеке в ампулах. Работать методом окунания достаточно просто, но также следует придерживаться временных рамок на каждом отдельном этапе. Кроме того, в металлизированных пластиковых компонентах можно контролировать электрическую проводимость, и они недороги в производстве. Для металлизации куска пластика используется несколько распространенных методов: вакуумная металлизация, дуговое и газопламенное напыление или гальваническое покрытие. Также возможно металлизировать переводную пленку и использовать альтернативные методы нанесения пленки на поверхность подложки.
Кроме того, в металлизированных пластиковых компонентах можно контролировать электрическую проводимость, и они недороги в производстве. Для металлизации куска пластика используется несколько распространенных методов: вакуумная металлизация, дуговое и газопламенное напыление или гальваническое покрытие. Также возможно металлизировать переводную пленку и использовать альтернативные методы нанесения пленки на поверхность подложки. Благодаря характеру процесса нанесения металлизированные покрытия можно наносить на определенные участки компонентов, что удобно при работе со сложными или необычными по форме компонентами. Процесс относительно прост и требует минимальной подготовки.
Благодаря характеру процесса нанесения металлизированные покрытия можно наносить на определенные участки компонентов, что удобно при работе со сложными или необычными по форме компонентами. Процесс относительно прост и требует минимальной подготовки.


 Эти проблемы могут существовать по отдельности или в сочетании. Ваша задача состоит в том, чтобы определить, следует ли вам проконсультироваться с вашим формовщиком, поставщиком краски или, в некоторых случаях, с такими людьми, как мы, которые поставляют нити накала, испарители и насосное масло. Цель этого СОВЕТЫ должен дать нашему клиенту представление о том, где искать решение его проблем с металлизацией.
Эти проблемы могут существовать по отдельности или в сочетании. Ваша задача состоит в том, чтобы определить, следует ли вам проконсультироваться с вашим формовщиком, поставщиком краски или, в некоторых случаях, с такими людьми, как мы, которые поставляют нити накала, испарители и насосное масло. Цель этого СОВЕТЫ должен дать нашему клиенту представление о том, где искать решение его проблем с металлизацией. Попробуйте один кусок с другим покрытием.
Попробуйте один кусок с другим покрытием. Быстро увеличивайте силу тока до огня. Для получения дополнительной информации см. другие наши СОВЕТЫ по вакуумной металлизации.
Быстро увеличивайте силу тока до огня. Для получения дополнительной информации см. другие наши СОВЕТЫ по вакуумной металлизации.  См. наш TIP по растворителям.
См. наш TIP по растворителям.
 Иногда это проявляется после того, как на деталь нанесено верхнее покрытие. Темный снимок является наиболее распространенной причиной брака. Возможные причины темных снимков:
Иногда это проявляется после того, как на деталь нанесено верхнее покрытие. Темный снимок является наиболее распространенной причиной брака. Возможные причины темных снимков: Мы даже видели, как металлизаторы откачивались настолько, что вызывали протечки иллюминаторов.
Мы даже видели, как металлизаторы откачивались настолько, что вызывали протечки иллюминаторов.
 Стресс – это проблема формирования. Можно использовать антистрессовые растворители, или деталь можно отжечь или нормализовать перед отделкой.
Стресс – это проблема формирования. Можно использовать антистрессовые растворители, или деталь можно отжечь или нормализовать перед отделкой. Вообще говоря, радужная радужность — это проблема покрытия, а ньютоновская полоса — проблема испарения, вызванная, например, слишком тонкой алюминиевой дробью.
Вообще говоря, радужная радужность — это проблема покрытия, а ньютоновская полоса — проблема испарения, вызванная, например, слишком тонкой алюминиевой дробью. Тромбоциты теперь встают дыбом, и в результате возникает эффект тени. Примером может служить нить накала, стреляющая в глубокую коробку. Стороны, вероятно, будут иметь тени. до
Тромбоциты теперь встают дыбом, и в результате возникает эффект тени. Примером может служить нить накала, стреляющая в глубокую коробку. Стороны, вероятно, будут иметь тени. до
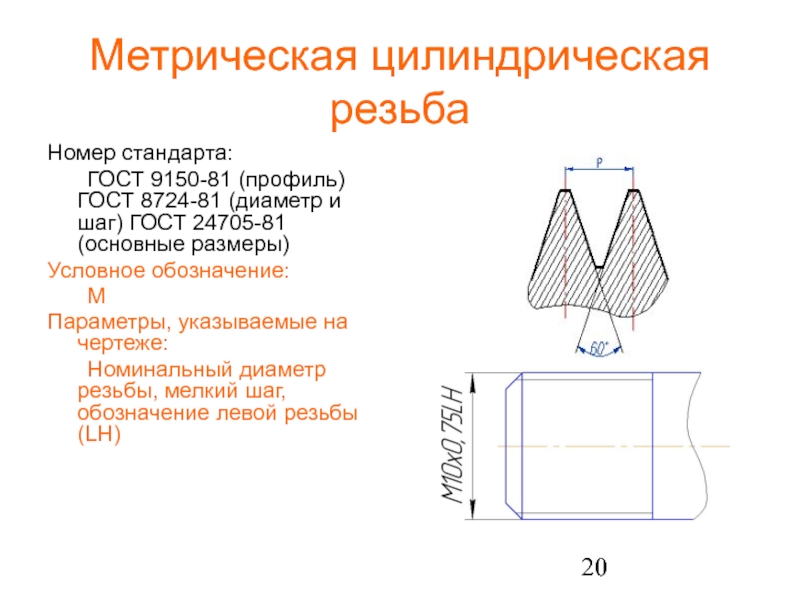
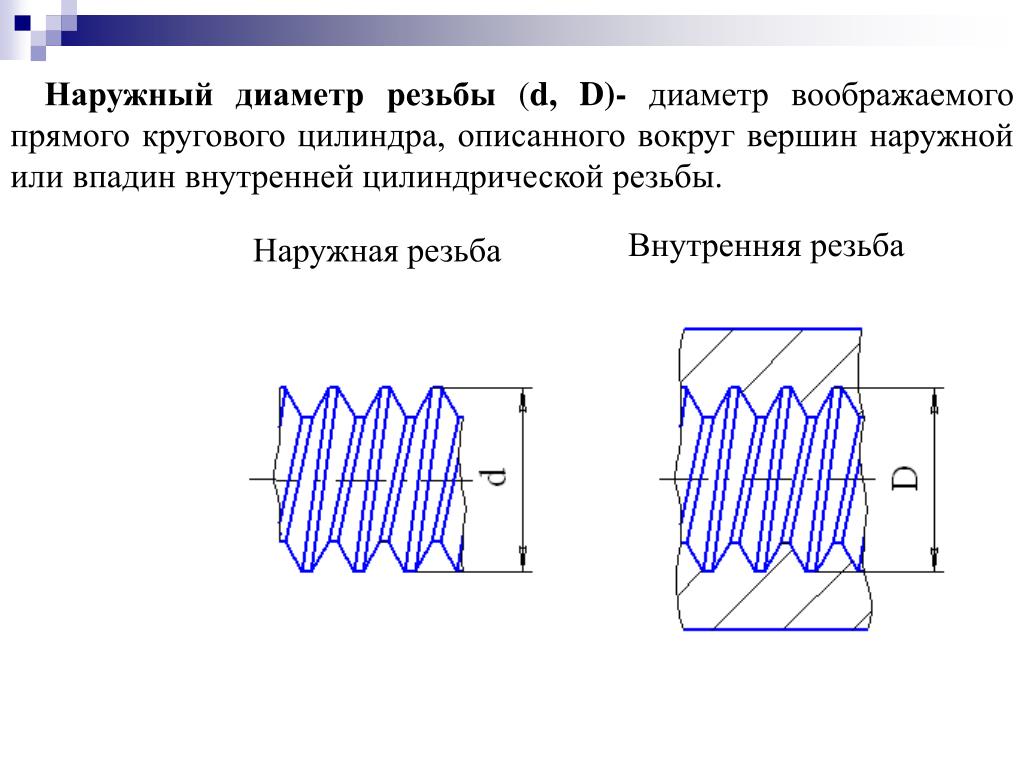
 Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
 На ниже размещенном рисунке этот параметр обозначен буквой «Р».
На ниже размещенном рисунке этот параметр обозначен буквой «Р».
 Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
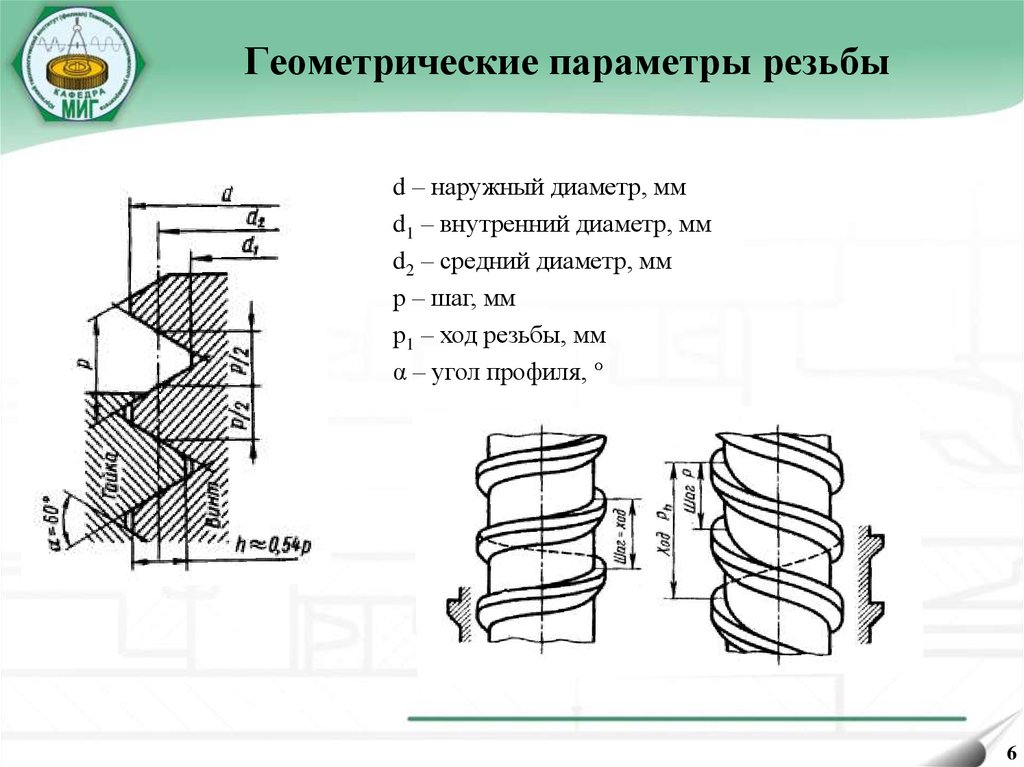
 В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
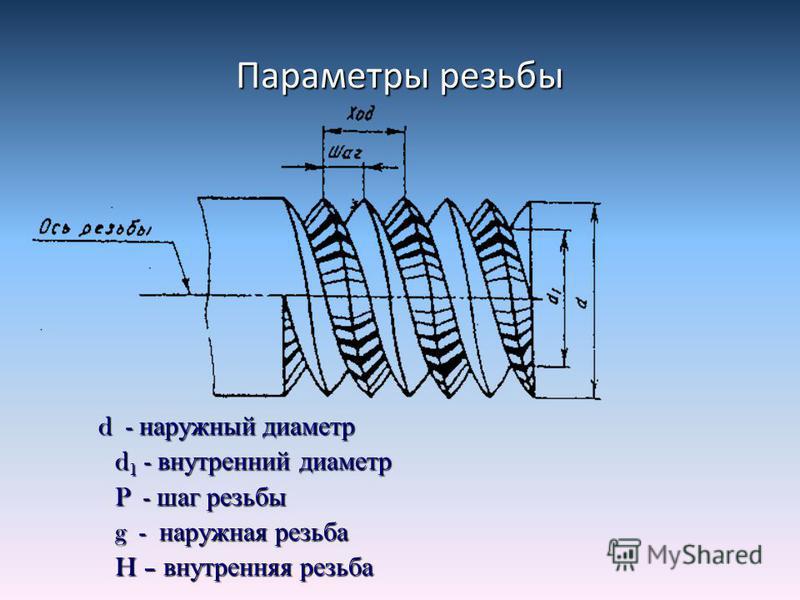
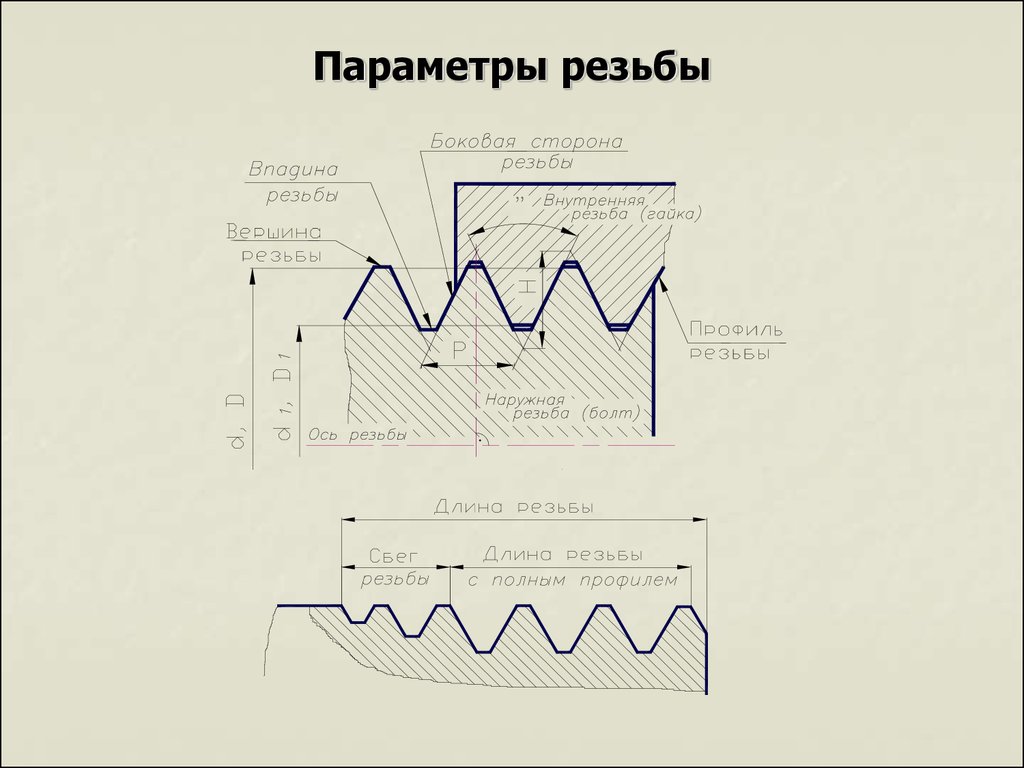
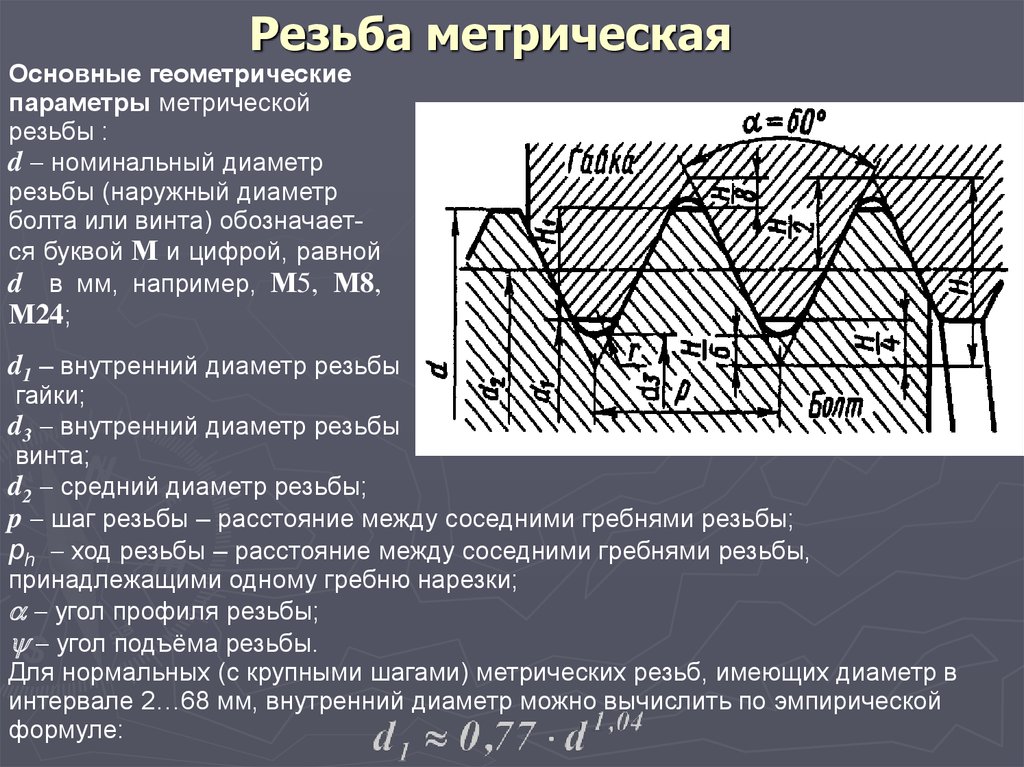 В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
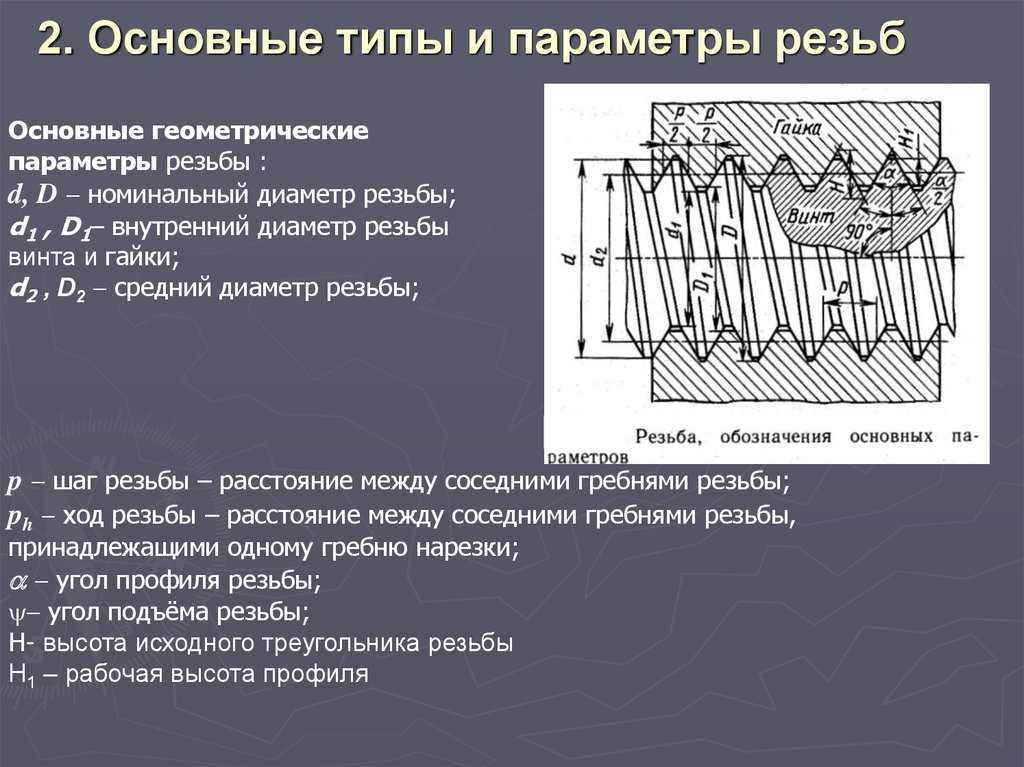 Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
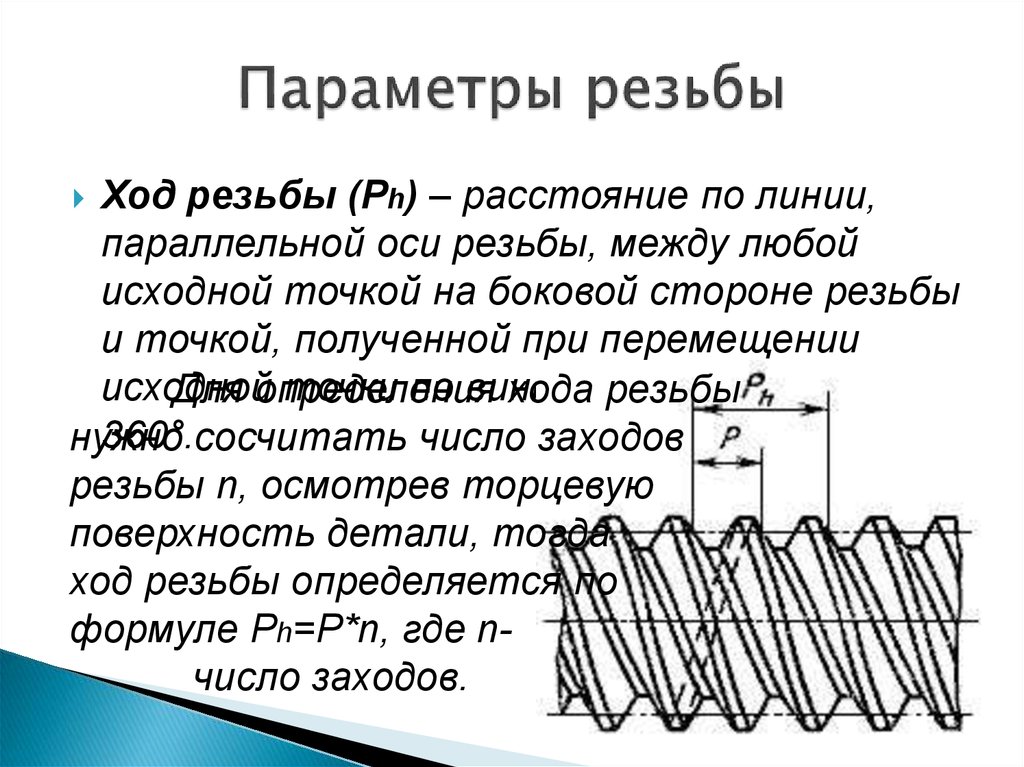 Шаг резьбы варьируется в пределах:
Шаг резьбы варьируется в пределах:
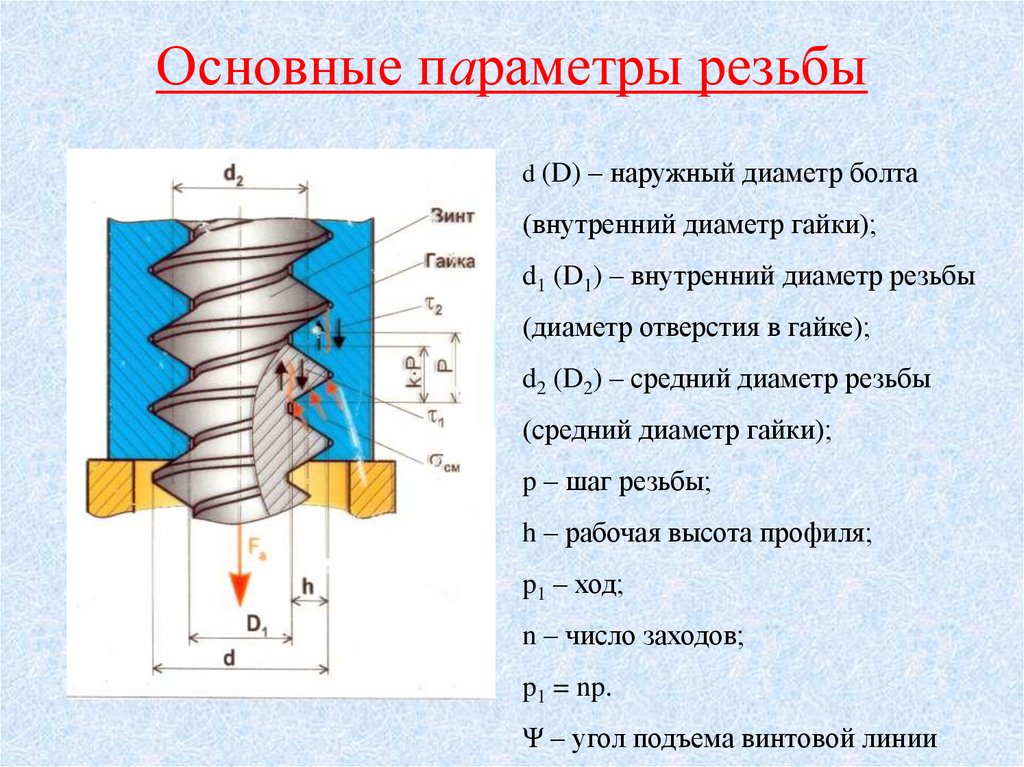 org/» typeof=»BreadcrumbList»>
org/» typeof=»BreadcrumbList»>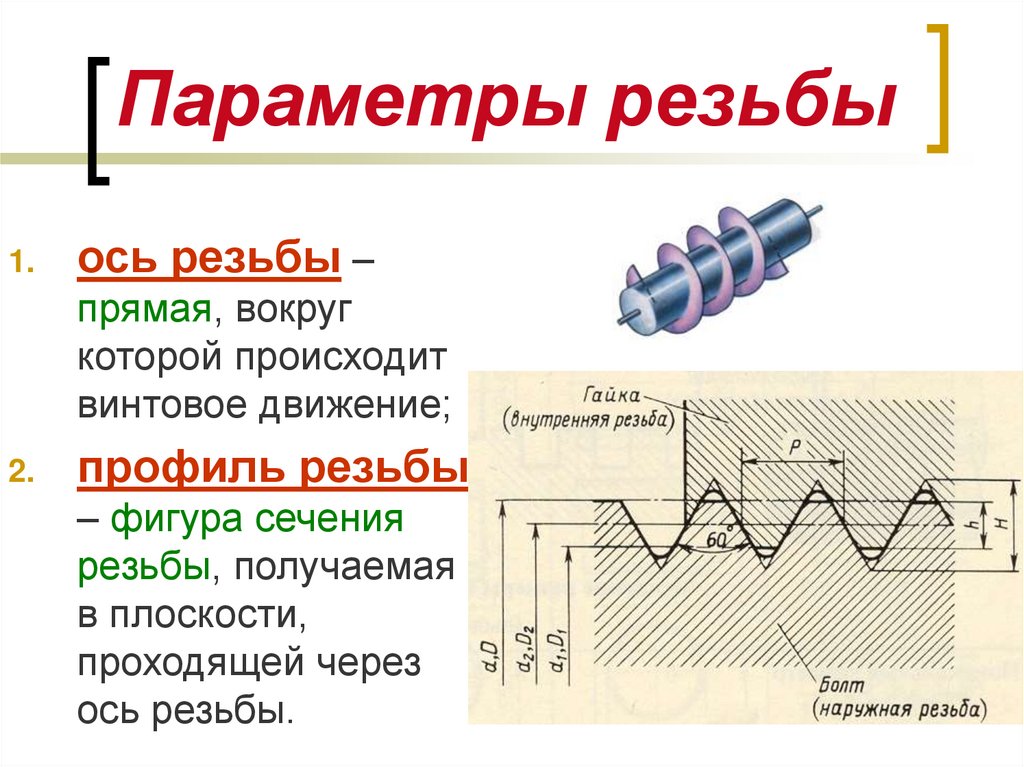 Сентилнатан и Муруган Нандхини и Редди Шива Ранджани и Шанмугам Шридеви},
Сентилнатан и Муруган Нандхини и Редди Шива Ранджани и Шанмугам Шридеви},
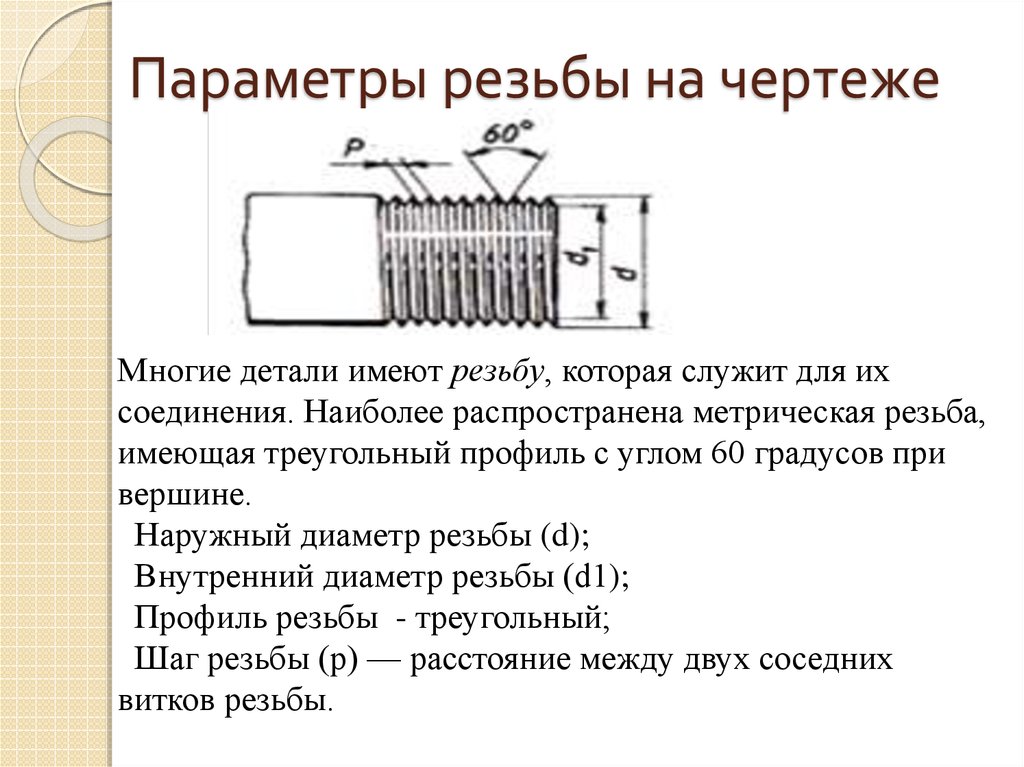 Традиционные методы контроля, в основном контактного типа, представляют собой временные…
Традиционные методы контроля, в основном контактного типа, представляют собой временные…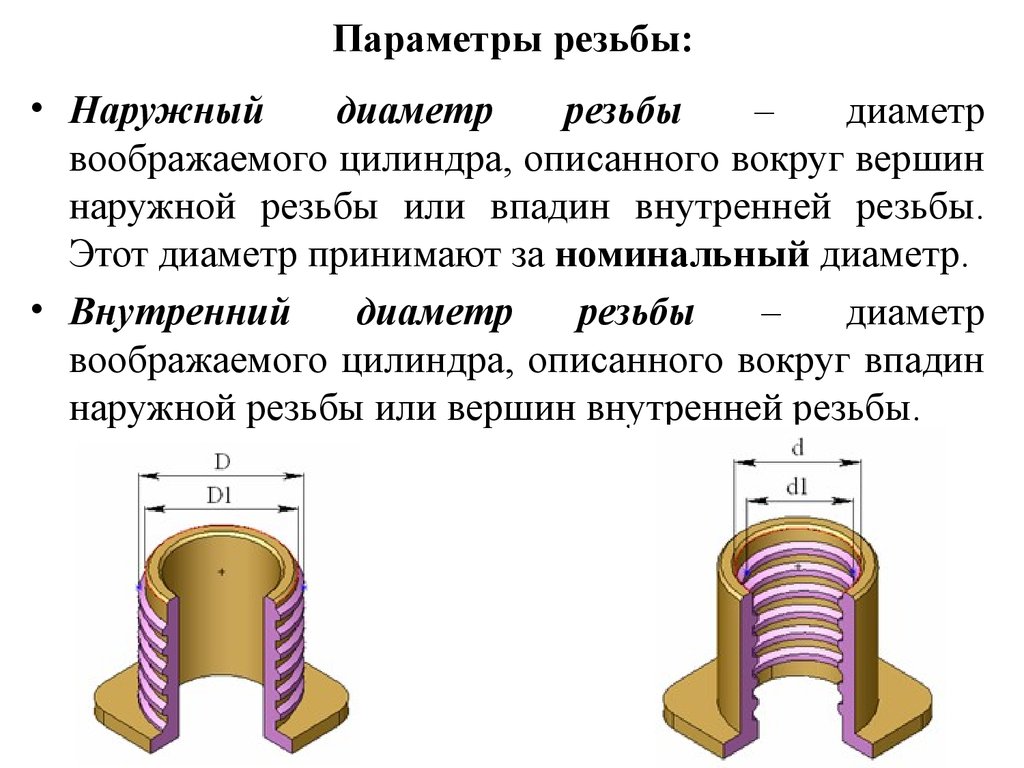
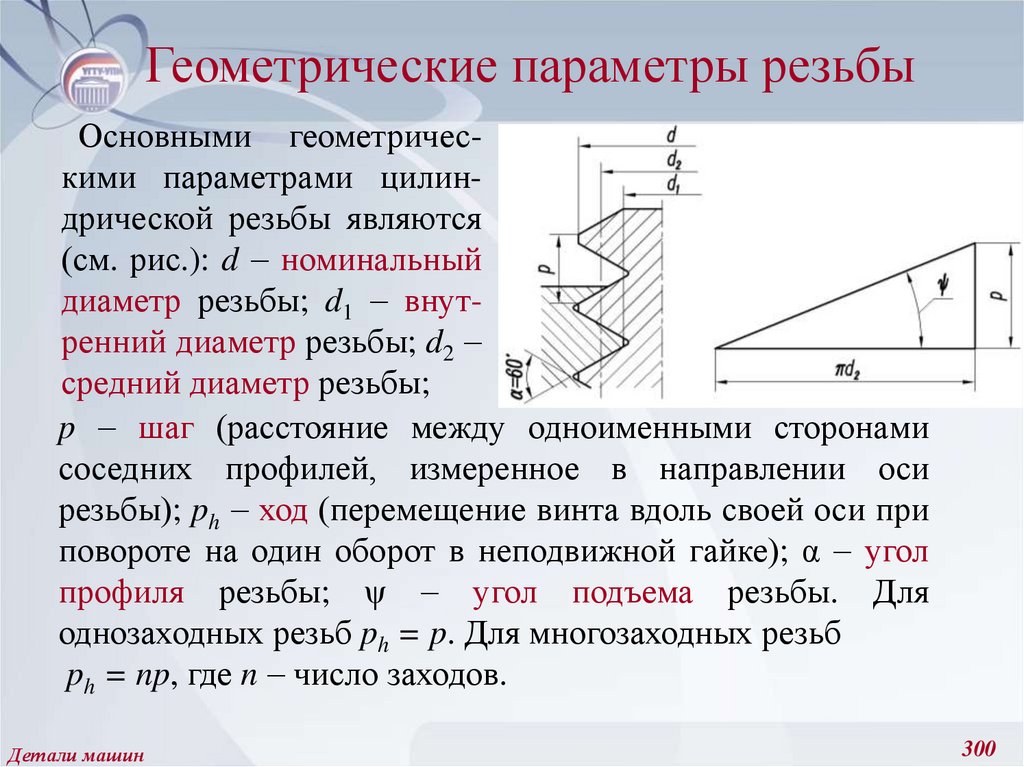
 С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез.
С их помощью ведут обработку внешних кромок изделия, которые по своей готовности должны иметь фаски строго установленной высоты и угла наклона. Глубина внедрения такой фрезы в древесину может быть ограничена установкой упорного подшипника, подобного тому, который применяется для кромочных фрез. Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
Комплект из таких фрез различного диаметра (3…6 мм) позволяет получать пазы с гарантированной глубиной по всей протяжённости участка обработки. Опорный подшипник в этом случае не потребуется. Дисковые фрезы с увеличенной высотой рабочей части иногда называют фальцевыми, и применяют для получения оконных пазов под стекло в деревянных рамах.
 Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.
Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.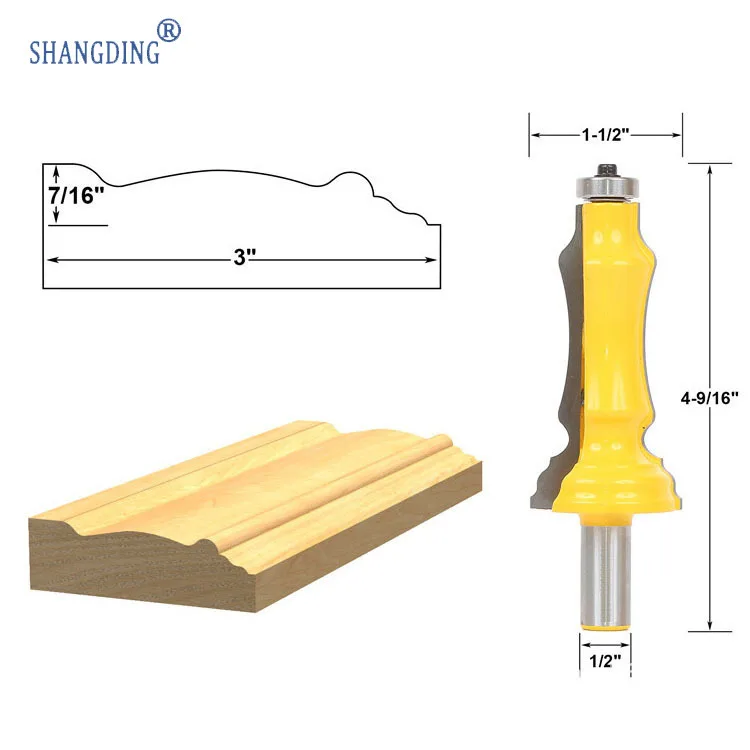 Это примерно соответствует твёрдости 58…62 HRC.
Это примерно соответствует твёрдости 58…62 HRC. Метрические размеры наиболее распространённых типов цанг – 6,8 и 12 мм, таким образом совместить места крепления не удастся.
Метрические размеры наиболее распространённых типов цанг – 6,8 и 12 мм, таким образом совместить места крепления не удастся. Поэтому пластинчатые фрезы с вертикальными пластинами целесообразно использовать на предварительных операциях, когда главным является максимальный съём материала. Наоборот, наклонно расположенные лезвия срезают древесину чище, и применяются на завершающих этапах фрезеровки.
Поэтому пластинчатые фрезы с вертикальными пластинами целесообразно использовать на предварительных операциях, когда главным является максимальный съём материала. Наоборот, наклонно расположенные лезвия срезают древесину чище, и применяются на завершающих этапах фрезеровки. Плюсы и минусы. Цена и размеры
Плюсы и минусы. Цена и размеры

 Их основное назначение – формирование пазов. Галтельные позволяют изготавливать пазы полукруглой формы, конические используются для нанесения резьбы на поверхности.
Их основное назначение – формирование пазов. Галтельные позволяют изготавливать пазы полукруглой формы, конические используются для нанесения резьбы на поверхности.

 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве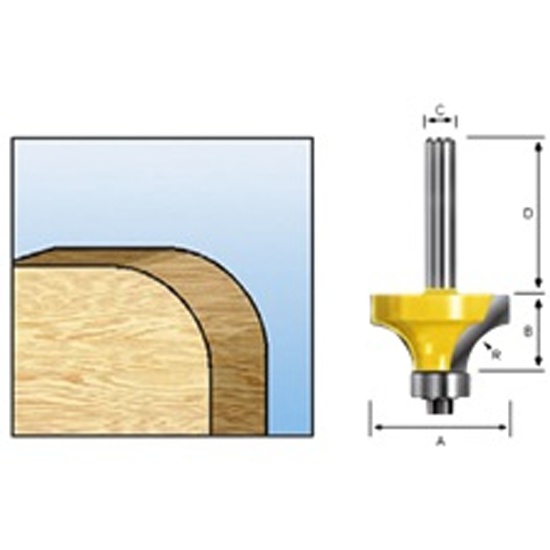 Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
 Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией
Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией 



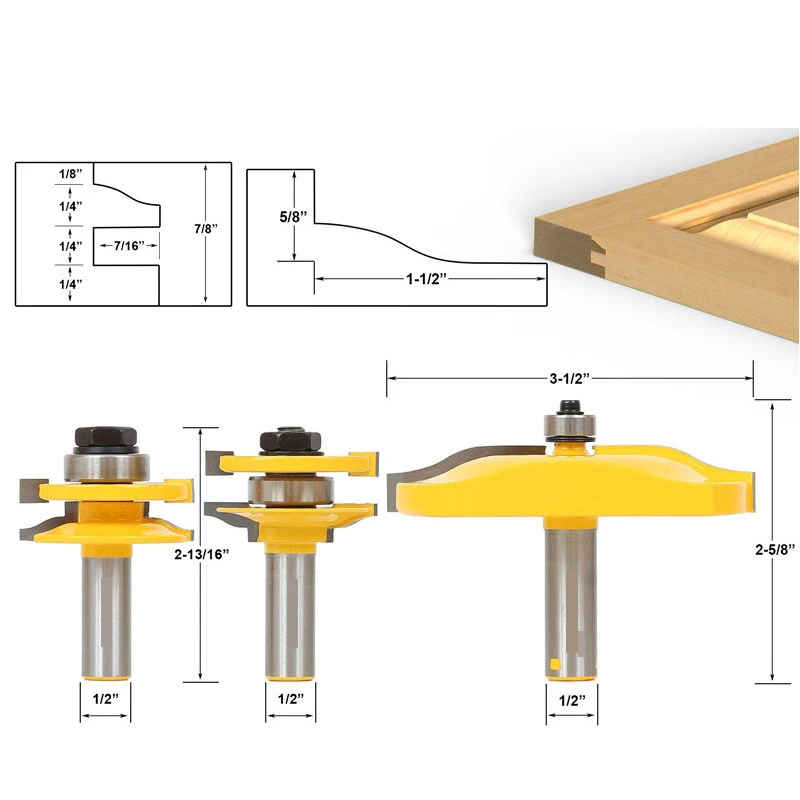

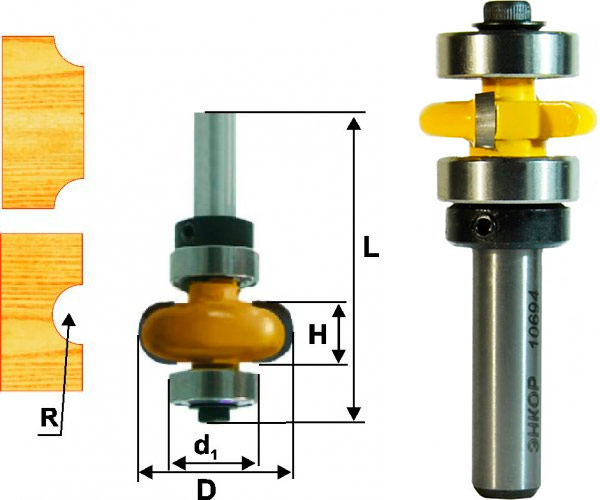 Они могут быть очень полезны, если вы хотите получить узкие углы или воспроизвести некоторую точную геометрию, не используя V-образные фрезы.
Они могут быть очень полезны, если вы хотите получить узкие углы или воспроизвести некоторую точную геометрию, не используя V-образные фрезы.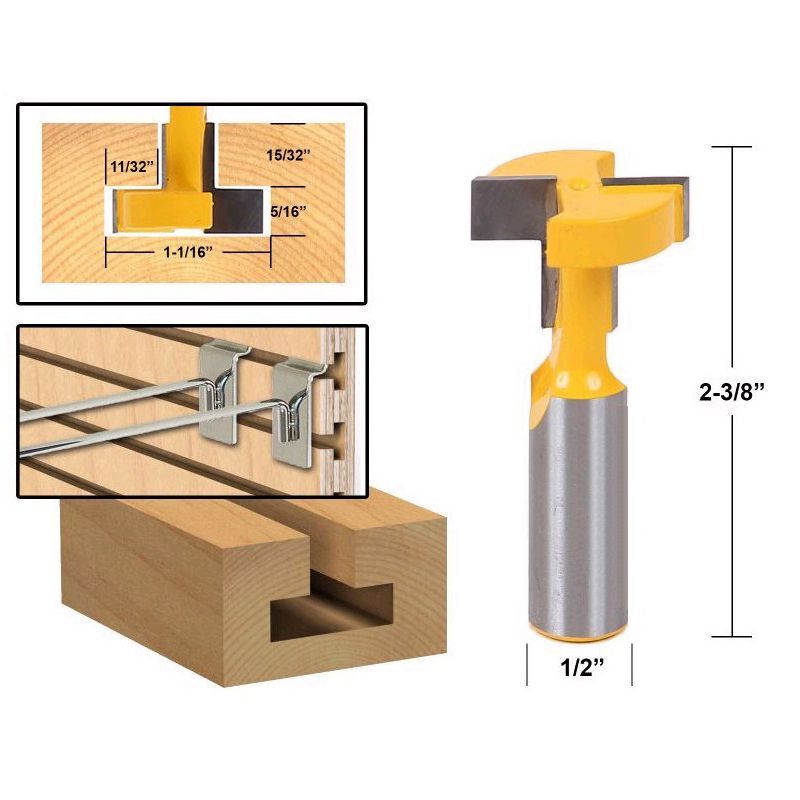




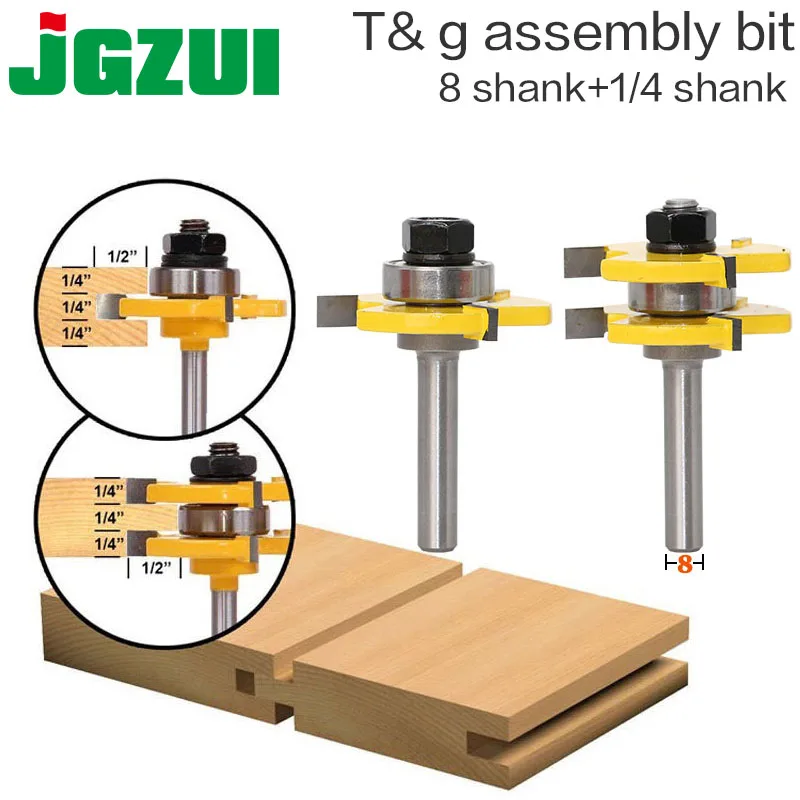 Наиболее распространены концевые фрезы с двумя и четырьмя зубьями.
Наиболее распространены концевые фрезы с двумя и четырьмя зубьями.

 д. заставляет стружку, которую вы режете, двигаться вверх по канавкам и удаляться от режущего материала.
д. заставляет стружку, которую вы режете, двигаться вверх по канавкам и удаляться от режущего материала. Здесь спираль закручивается вокруг центра против часовой стрелки.
Здесь спираль закручивается вокруг центра против часовой стрелки.



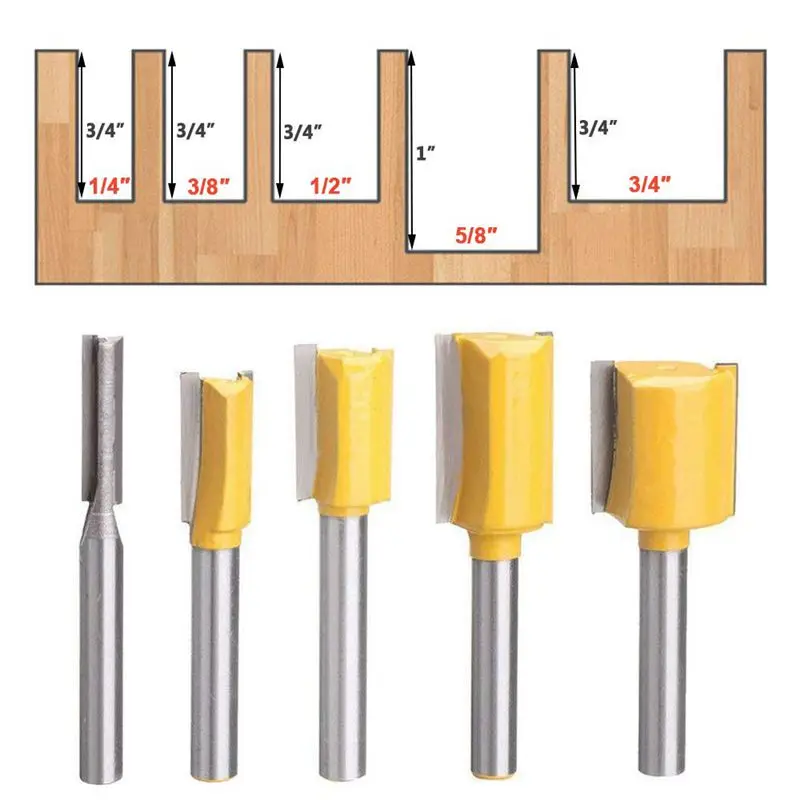 Они используются на углеродном волокне, стекловолокне и графите.
Они используются на углеродном волокне, стекловолокне и графите.

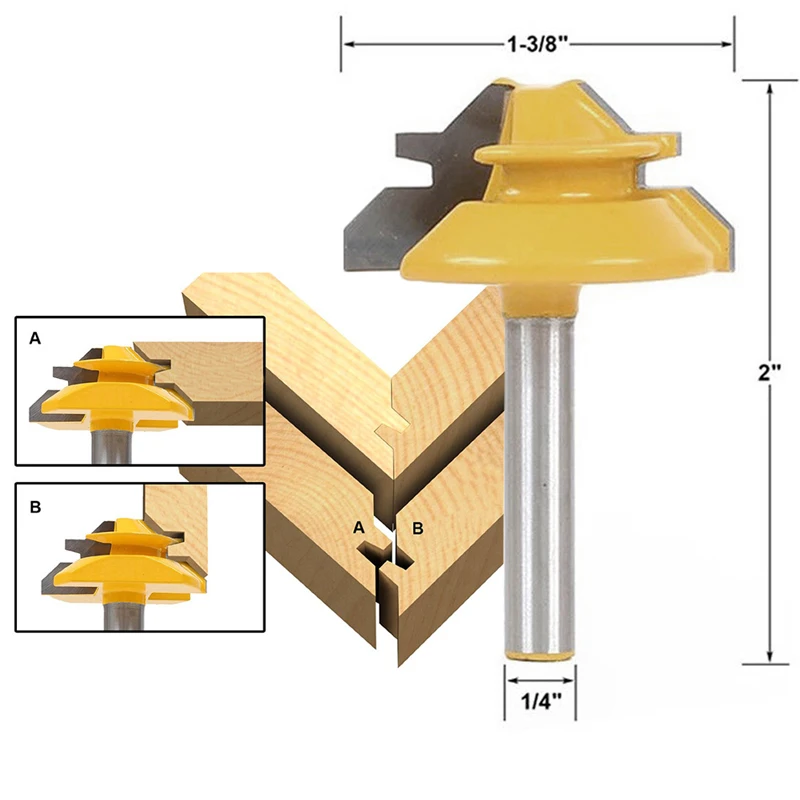 Это также дает пикирующий раунд до стенок чаши.
Это также дает пикирующий раунд до стенок чаши.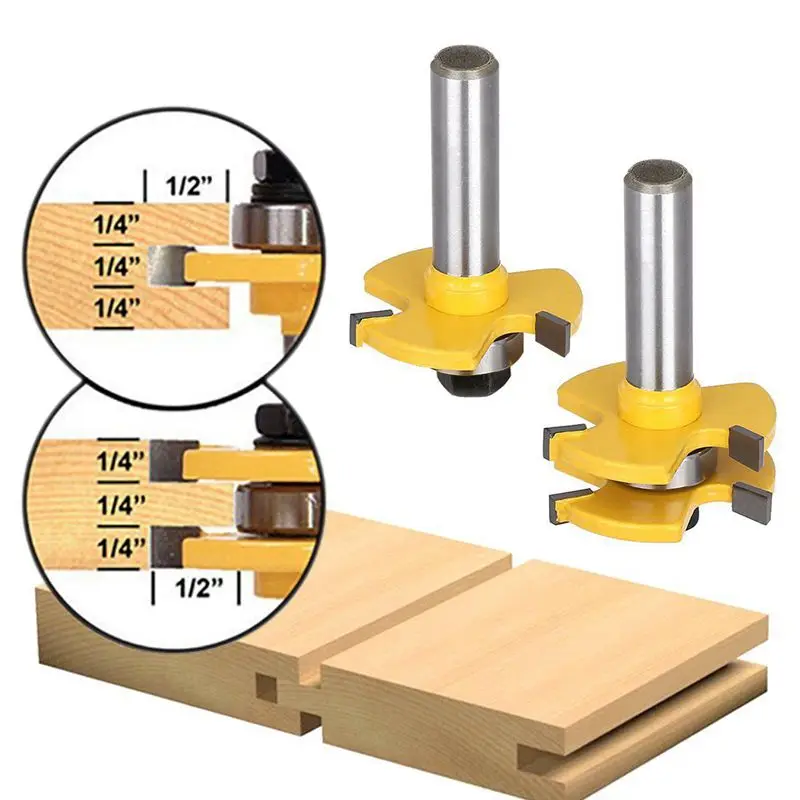

 org/BreadcrumbList»>
org/BreadcrumbList»> 3 — внешний вид полосы стальной оцинкованной 40х4 мм, бухты
3 — внешний вид полосы стальной оцинкованной 40х4 мм, бухты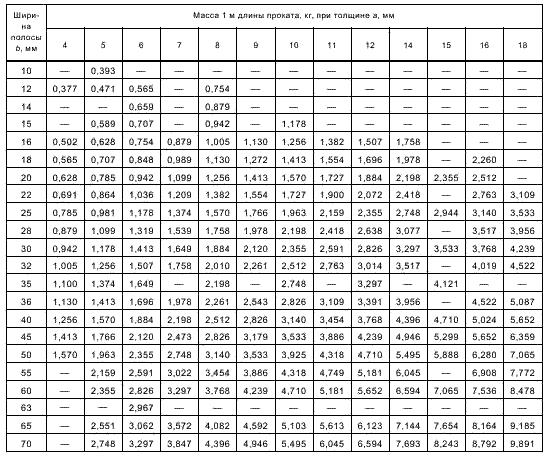 307-89
307-89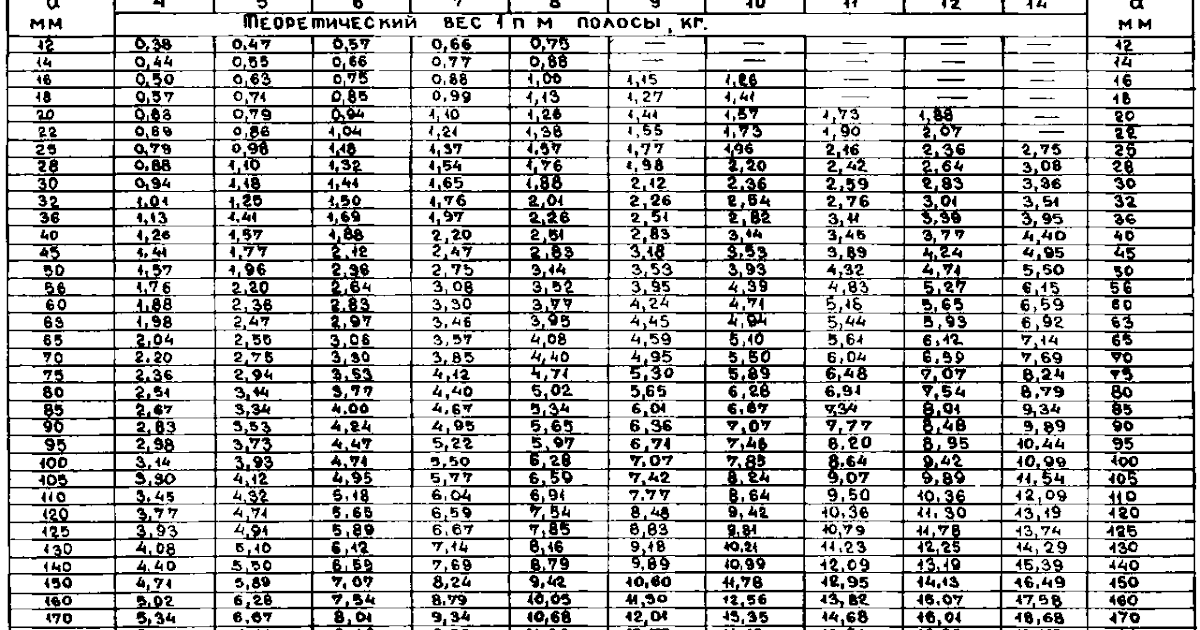
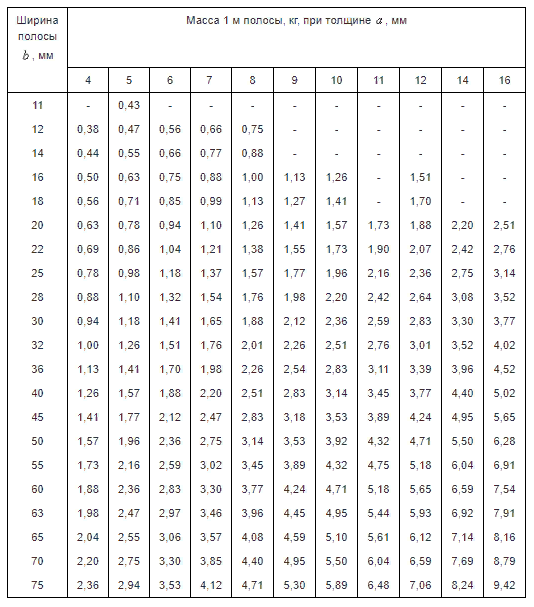 Горизонтальные заземлители используют для связи вертикальных заземлителей или в качестве самостоятельных заземлителей. Глубина укладки горизонтальны заземлителя — не менее 0,5 — 07,м.
Горизонтальные заземлители используют для связи вертикальных заземлителей или в качестве самостоятельных заземлителей. Глубина укладки горизонтальны заземлителя — не менее 0,5 — 07,м. ..
.. S.T.M. А-36
S.T.M. А-36 10
10 10
10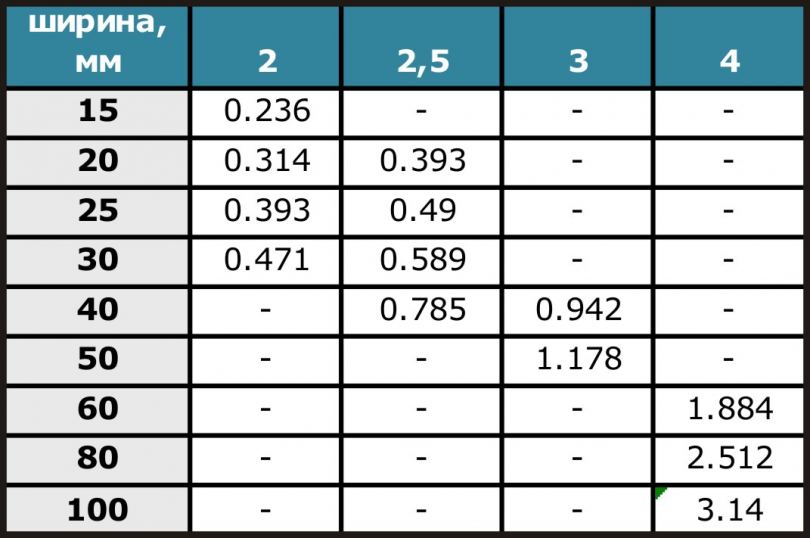 10
10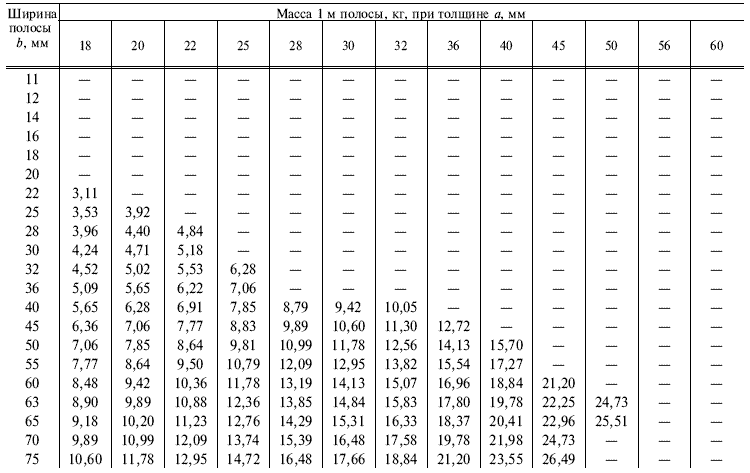 00
00 30
30 20
20 03
03 Эти данные действительны для любого формата, в котором они поставляются (полоса или проволока).
Эти данные действительны для любого формата, в котором они поставляются (полоса или проволока). Для облегчения расчета мы предоставили следующий инструмент расчета:
Для облегчения расчета мы предоставили следующий инструмент расчета:  Bending
Bending 


 Их можно задействовать для борьбы с выбоинами трещинами, при монтаже различного характера, для заливки пола, кирпичной кладки. Между всеми присутствующими видами данной продукции имеется одно главное различие – это показатели прочности. Например, для марки М100 характерен состав из цемента и песка, соотношение между которыми составит 1:3.
Их можно задействовать для борьбы с выбоинами трещинами, при монтаже различного характера, для заливки пола, кирпичной кладки. Между всеми присутствующими видами данной продукции имеется одно главное различие – это показатели прочности. Например, для марки М100 характерен состав из цемента и песка, соотношение между которыми составит 1:3. Для чего нужны эти добавки? Благодаря им удается развести полученный раствор до консистенции жидкой сметаны. В результате удается снизить водопотребность и улучшить растекаемость.
Для чего нужны эти добавки? Благодаря им удается развести полученный раствор до консистенции жидкой сметаны. В результате удается снизить водопотребность и улучшить растекаемость.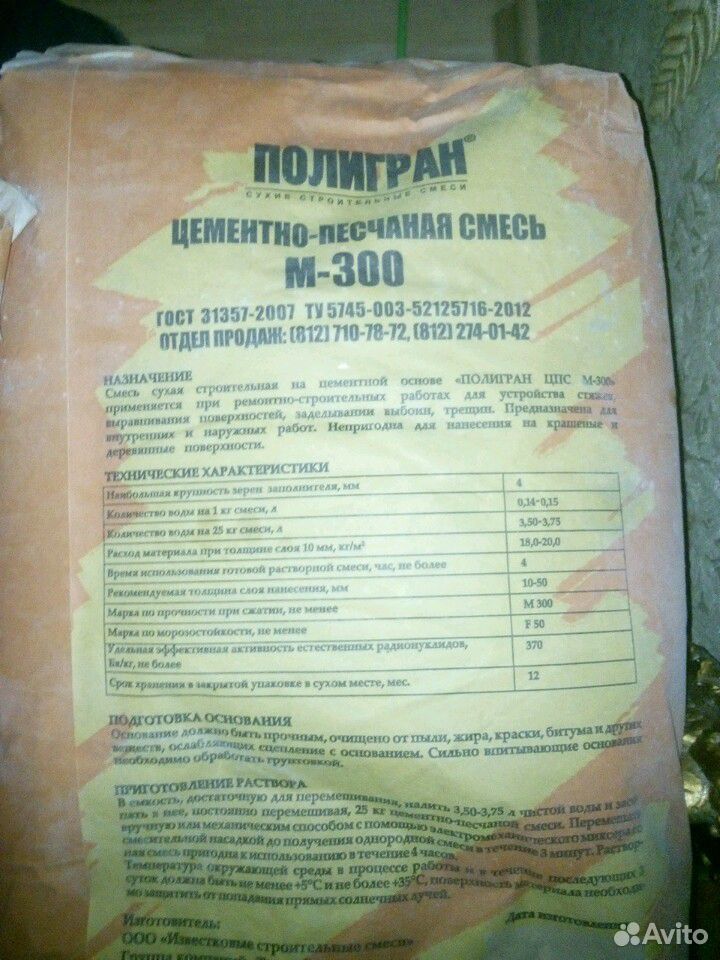 Средний расход сухой цементно-песчаной смеси составит на 1 м2 примерно 1,7 -1,9 кг. В этом случае основополагающий фактор – это толщина. Если вам нужно обработать 1 м2 поверхности при толщине слоя 2 мм, то расход материала может составить 3,6 кг. При толщине 5 мм – 9 кг. Отдельно стоит предварительно рассчитать, количество кирпича в 1 м2 кладки.
Средний расход сухой цементно-песчаной смеси составит на 1 м2 примерно 1,7 -1,9 кг. В этом случае основополагающий фактор – это толщина. Если вам нужно обработать 1 м2 поверхности при толщине слоя 2 мм, то расход материала может составить 3,6 кг. При толщине 5 мм – 9 кг. Отдельно стоит предварительно рассчитать, количество кирпича в 1 м2 кладки. Очень неплохо бы было поместить в раствор фиброволокно в количестве 800 г на м3. Расход в этом случае составит 20-21 кг /м2. Тут более подробно описан расход цпс для стяжки пола на 1м2. Один из популярных производителей – Ветонит:
Очень неплохо бы было поместить в раствор фиброволокно в количестве 800 г на м3. Расход в этом случае составит 20-21 кг /м2. Тут более подробно описан расход цпс для стяжки пола на 1м2. Один из популярных производителей – Ветонит: Таким образом, для получения необходимой смеси нужно взять 465 кг песка. Для выполнения стяжки используются еще строительные смеси М150 и М200, для получения которых задействуют цемент М400 и М500, расход которых составит 490 и 410 кг на м3.
Таким образом, для получения необходимой смеси нужно взять 465 кг песка. Для выполнения стяжки используются еще строительные смеси М150 и М200, для получения которых задействуют цемент М400 и М500, расход которых составит 490 и 410 кг на м3.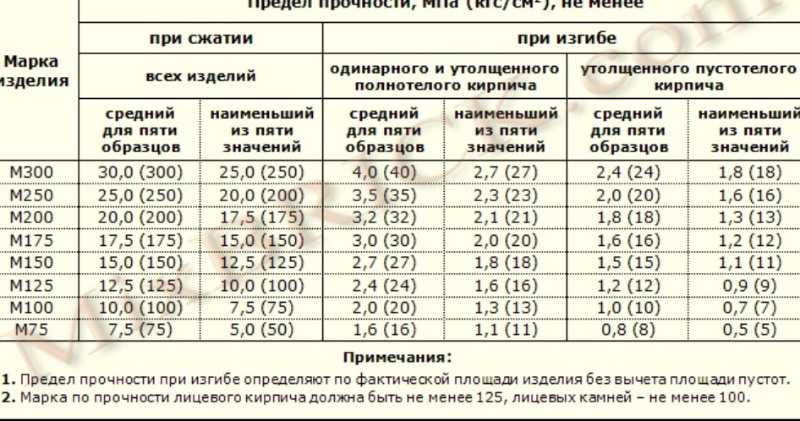 Подробнее о расходе цементно песчаной смеси на 1м2 написано тут.
Подробнее о расходе цементно песчаной смеси на 1м2 написано тут. К изделиям предъявляются определенные требования касательно характеристик, упаковки, маркировки и безопасности для человека. Все требования регламентируются ГОСТ. На каждом предприятии должны соблюдаться технические условия на сухую цементно-песчаную смесь, включающие в себя способы контроля, правила приемки, а также хранения, перевозки, использования и гарантийного обслуживания. Также в нормативном документе могут описываться процедуры, за счет которых удастся определить соответствие продукции установленным нормам.
К изделиям предъявляются определенные требования касательно характеристик, упаковки, маркировки и безопасности для человека. Все требования регламентируются ГОСТ. На каждом предприятии должны соблюдаться технические условия на сухую цементно-песчаную смесь, включающие в себя способы контроля, правила приемки, а также хранения, перевозки, использования и гарантийного обслуживания. Также в нормативном документе могут описываться процедуры, за счет которых удастся определить соответствие продукции установленным нормам.
 Проект подлежит обязательному согласованию, а все установленные недочеты должны быть устранены в сжатый срок.
Проект подлежит обязательному согласованию, а все установленные недочеты должны быть устранены в сжатый срок.
 Никаких уголовных обвинений возбуждено не было.
Никаких уголовных обвинений возбуждено не было. Она лично приобрела расходные материалы для печати на сумму 65 790 долларов для своей начальной школы.
Она лично приобрела расходные материалы для печати на сумму 65 790 долларов для своей начальной школы. «Управление генерального инспектора является важным партнером, и мы ценим их вклад в развитие нашего округа».
«Управление генерального инспектора является важным партнером, и мы ценим их вклад в развитие нашего округа».
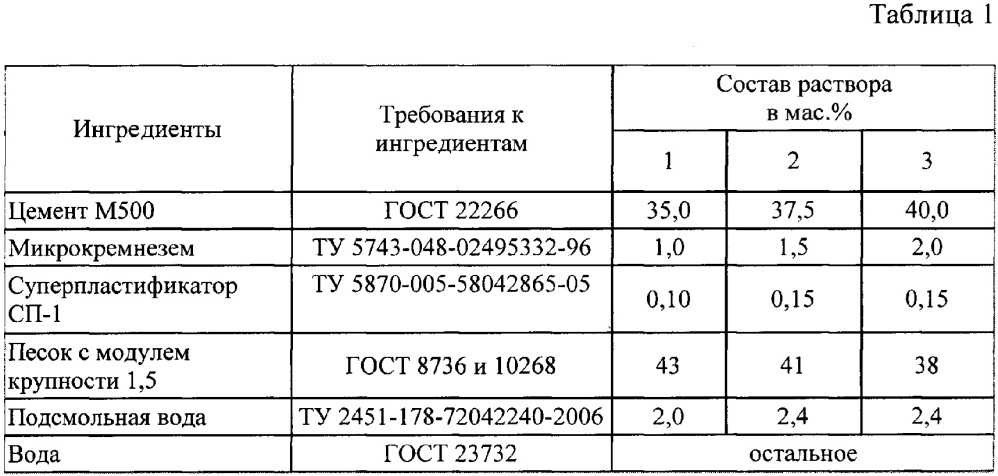
 Бывший руководитель CPS признался нам, что расходы на содержание и отопление школы в среднем составляют около 2 миллионов долларов в год. Все эти стареющие здания истощают ресурсы, которые можно было бы лучше использовать в более эффективных школах. Например, более качественные и пользующиеся большей поддержкой школы могут развивать свой успех, запуская программы Международного бакалавриата или иным образом расширяя свою учебную программу.
Бывший руководитель CPS признался нам, что расходы на содержание и отопление школы в среднем составляют около 2 миллионов долларов в год. Все эти стареющие здания истощают ресурсы, которые можно было бы лучше использовать в более эффективных школах. Например, более качественные и пользующиеся большей поддержкой школы могут развивать свой успех, запуская программы Международного бакалавриата или иным образом расширяя свою учебную программу.



 Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
 А именно: снизить нагрев, использовать зажимы.
А именно: снизить нагрев, использовать зажимы. Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей.
Можно выставить и более низкую силу тока, но тут важно справиться с настолько трудной задачей. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки. После чего для соединения элементов используют один из таких методов:
После чего для соединения элементов используют один из таких методов: По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.



 Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно.
Расходник нужно вести равномерно, без остановок в каком-либо месте. Рабочий ток для выполнения таких операций снижается до минимума, ниже которого выполнение операции просто невозможно. И только поле этого можно приступать к формированию сплошного шва.
И только поле этого можно приступать к формированию сплошного шва.

 Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Для этого можно использовать шлифмашинку или ручные абразивные материалы.
 Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.
Так что, будь то из-за удобства или по соображениям бюджета, если сварочный аппарат — это единственное, что у вас есть, используйте его. Отлично подходит для простого ремонта своими руками или людей, которым нравится испытывать возможности своих машин.

 Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньшее тепловложение, вызывающее коробление металлического листа.
Удилище 1/16″ является хорошей отправной точкой. Однако с ними сложнее обращаться, чем с 1/8″. Преимущество малого диаметра заключается в том, что 1/16″ будет создавать дугу при гораздо меньших амперах и, следовательно, иметь меньшее тепловложение, вызывающее коробление металлического листа. youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для DCEN и DCEP сварки листового металла.
youtube.com/embed/jj7uCglBFAc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Сравнительное видео для DCEN и DCEP сварки листового металла.


 Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои. Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?
Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти? В таком случае накрыть такую часть дома прямоугольной плитой не получится. А вот согнуть металлическую арматуру нужной формы и залить ее бетоном – легко.
В таком случае накрыть такую часть дома прямоугольной плитой не получится. А вот согнуть металлическую арматуру нужной формы и залить ее бетоном – легко.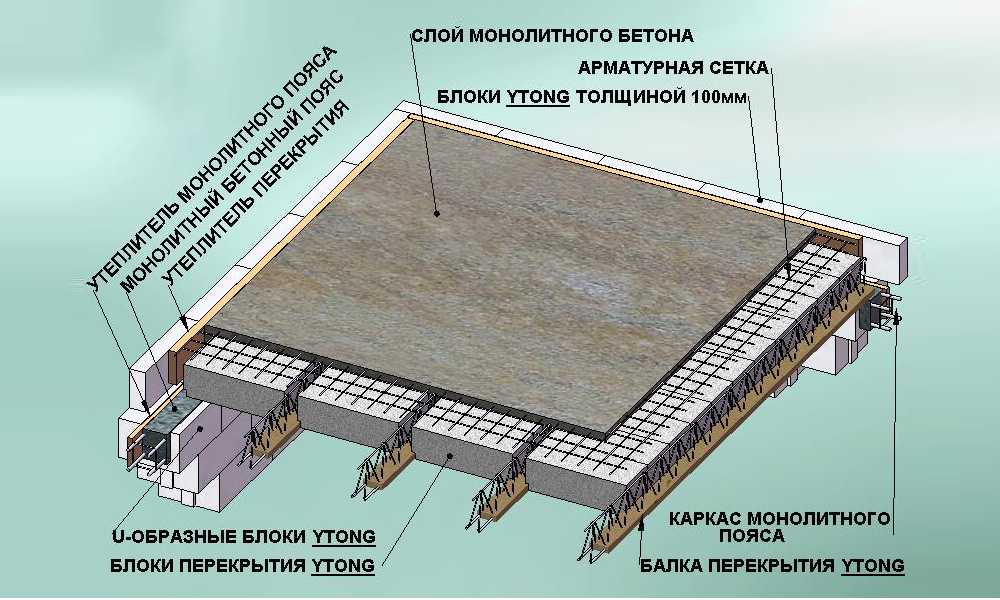
 Под нижнюю следует положить фиксаторы на расстоянии 1 метра друг от друга, прямо на пересечение арматуры.
Под нижнюю следует положить фиксаторы на расстоянии 1 метра друг от друга, прямо на пересечение арматуры.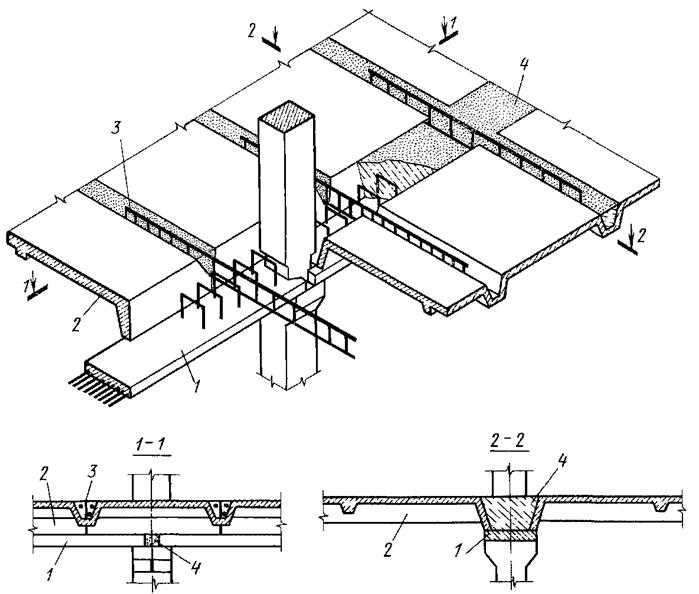 Вставляем крюк одним концом в шуруповерт, а другим – в петельку проволоки. Включаем на секунду инструмент – и арматура крепко связана. Остается только сохнуть получившийся хвостик.
Вставляем крюк одним концом в шуруповерт, а другим – в петельку проволоки. Включаем на секунду инструмент – и арматура крепко связана. Остается только сохнуть получившийся хвостик. Единственное, что нужно сделать – это установить опалубку по всей площади.
Единственное, что нужно сделать – это установить опалубку по всей площади. В этом случае утеплитель дополнительно теплоизолирует перекрытие:
В этом случае утеплитель дополнительно теплоизолирует перекрытие:
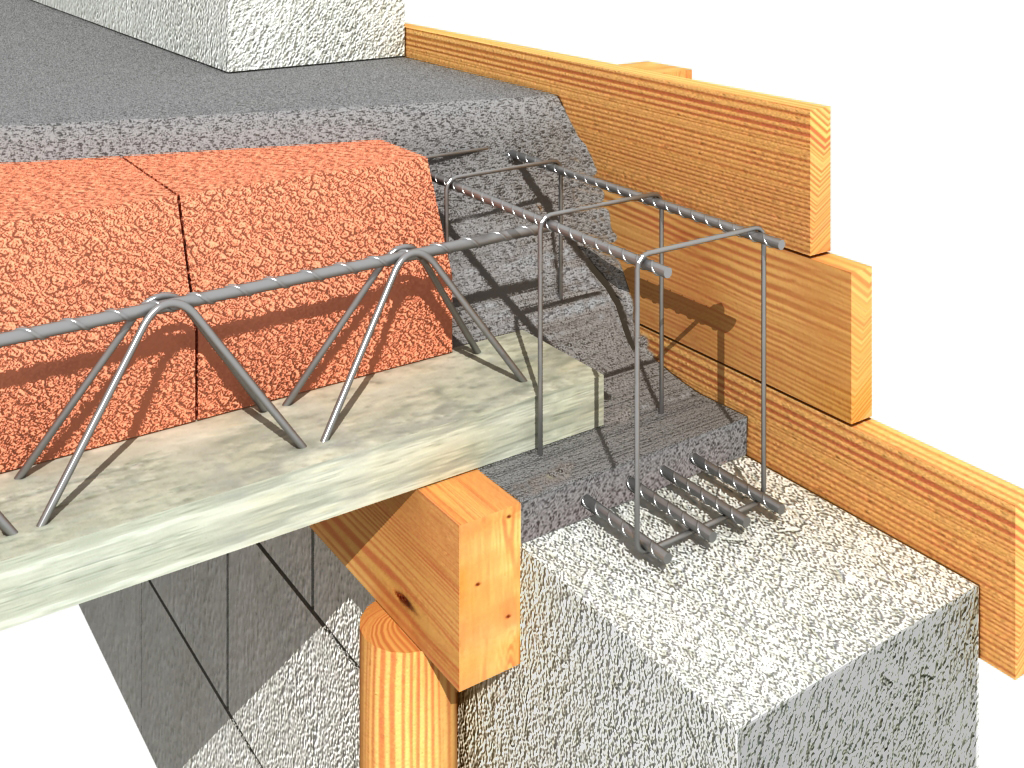 И экономия, и само перекрытие получается куда легче по весу. А это существенно влияет на смету фундамента, на которого приходится основная нагрузка от веса дома:
И экономия, и само перекрытие получается куда легче по весу. А это существенно влияет на смету фундамента, на которого приходится основная нагрузка от веса дома: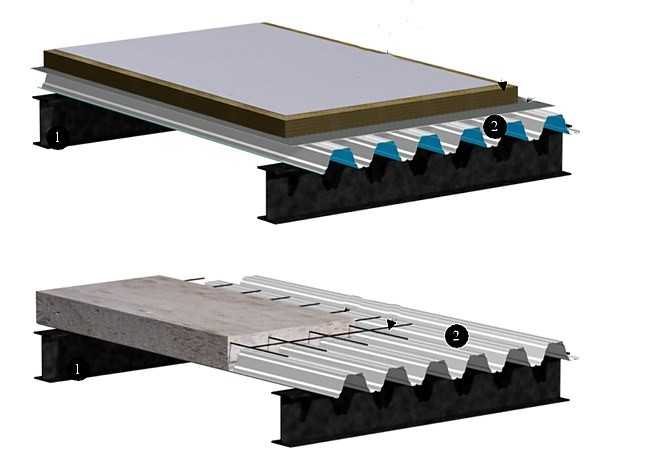 Такая балка весит всего 6 кг/м. Вот для такой балки подъемной техники не нужно, и при этом она не теряет в прочности. Но на ее вес будут иметь влияние прутья дополнительной продольной температуры.
Такая балка весит всего 6 кг/м. Вот для такой балки подъемной техники не нужно, и при этом она не теряет в прочности. Но на ее вес будут иметь влияние прутья дополнительной продольной температуры. Впечатляет также скорость сбора такого перекрытия: достаточно всего четырех рабочих, чтобы они собрали перекрытие всего за две рабочие смены, и при этом им не нужно обладать высокой квалификацией.
Впечатляет также скорость сбора такого перекрытия: достаточно всего четырех рабочих, чтобы они собрали перекрытие всего за две рабочие смены, и при этом им не нужно обладать высокой квалификацией. Причем для установки самих блоков кран не нужен, ведь их вес сравнительно небольшой – всего 19 кг. Еще больше уменьшают вес сборно-монолитного перекрытия при помощи расположенных внутри него вкладышей из плотного пенопласта.
Причем для установки самих блоков кран не нужен, ведь их вес сравнительно небольшой – всего 19 кг. Еще больше уменьшают вес сборно-монолитного перекрытия при помощи расположенных внутри него вкладышей из плотного пенопласта. Для арматуры идет стандартная проволока 5-6 мм диаметром.
Для арматуры идет стандартная проволока 5-6 мм диаметром.
 м., а сборно-монолитная – 300 кг/кв.м. Так почему сборно-монолитное перекрытие на практике оказывается таким же прочным, как и плита? Весь секрет в увеличенной высоте сечения балки и дополнительной продольной арматуре, которая перекрывает безопорные пролеты длиной до целых 16 метров!
м., а сборно-монолитная – 300 кг/кв.м. Так почему сборно-монолитное перекрытие на практике оказывается таким же прочным, как и плита? Весь секрет в увеличенной высоте сечения балки и дополнительной продольной арматуре, которая перекрывает безопорные пролеты длиной до целых 16 метров! Еще в заводских условиях их покрывают полимерными красками и специальным цинковым слоем.
Еще в заводских условиях их покрывают полимерными красками и специальным цинковым слоем. Они обеспечивают исключительную прочность и сейсмоустойчивость строения, а также весьма долговечны и не горят, что немаловажно. Существует несколько способов обустройства железобетонных перекрытий. Самый распространенный и универсальный – укладка плит перекрытия заводского изготовления. Такие плиты заказываются на заводах ЖБИ, а затем монтируются с помощью крана и бригады рабочих. В тех же случаях, когда использование подъемного крана на стройплощадке затруднено, или, когда дом имеет нестандартную планировку и сложно выполнить раскладку готовых плит, обустраивается монолитная плита перекрытия. На самом деле заливать монолитную плиту можно не только тогда, когда для этого есть показания, но и просто потому, что Вы считаете это более целесообразным. В данной статье мы расскажем, как укладывать плиты перекрытия и как заливать монолитную плиту. Не все работы можно выполнить самостоятельно, но с технологией все же стоит ознакомиться, хотя бы для того, чтобы контролировать процесс на стройплощадке.
Они обеспечивают исключительную прочность и сейсмоустойчивость строения, а также весьма долговечны и не горят, что немаловажно. Существует несколько способов обустройства железобетонных перекрытий. Самый распространенный и универсальный – укладка плит перекрытия заводского изготовления. Такие плиты заказываются на заводах ЖБИ, а затем монтируются с помощью крана и бригады рабочих. В тех же случаях, когда использование подъемного крана на стройплощадке затруднено, или, когда дом имеет нестандартную планировку и сложно выполнить раскладку готовых плит, обустраивается монолитная плита перекрытия. На самом деле заливать монолитную плиту можно не только тогда, когда для этого есть показания, но и просто потому, что Вы считаете это более целесообразным. В данной статье мы расскажем, как укладывать плиты перекрытия и как заливать монолитную плиту. Не все работы можно выполнить самостоятельно, но с технологией все же стоит ознакомиться, хотя бы для того, чтобы контролировать процесс на стройплощадке.
 Во-вторых, монолитная заливка позволяет сделать планировку в доме более свободной, так как может опираться на колонны. Также планировка может подразумевать сколько угодно углов и закоулков, на которые сложно было бы подобрать плиты перекрытия стандартных размеров. В-третьих, можно безопасно оборудовать балкон без дополнительной плиты опирания, так как конструкция монолитна.
Во-вторых, монолитная заливка позволяет сделать планировку в доме более свободной, так как может опираться на колонны. Также планировка может подразумевать сколько угодно углов и закоулков, на которые сложно было бы подобрать плиты перекрытия стандартных размеров. В-третьих, можно безопасно оборудовать балкон без дополнительной плиты опирания, так как конструкция монолитна. Если Вы желаете попробовать выполнить расчеты самостоятельно, то пример расчета монолитной плиты перекрытия можно найти в интернете. Мы же на этом заострять внимание не будем. Рассмотрим вариант, когда строится обычный загородной дом с пролетом не более 7 м, поэтому будем делать монолитную плиту перекрытия самого популярного рекомендованного размера: толщиной от 180 до 200 мм.
Если Вы желаете попробовать выполнить расчеты самостоятельно, то пример расчета монолитной плиты перекрытия можно найти в интернете. Мы же на этом заострять внимание не будем. Рассмотрим вариант, когда строится обычный загородной дом с пролетом не более 7 м, поэтому будем делать монолитную плиту перекрытия самого популярного рекомендованного размера: толщиной от 180 до 200 мм.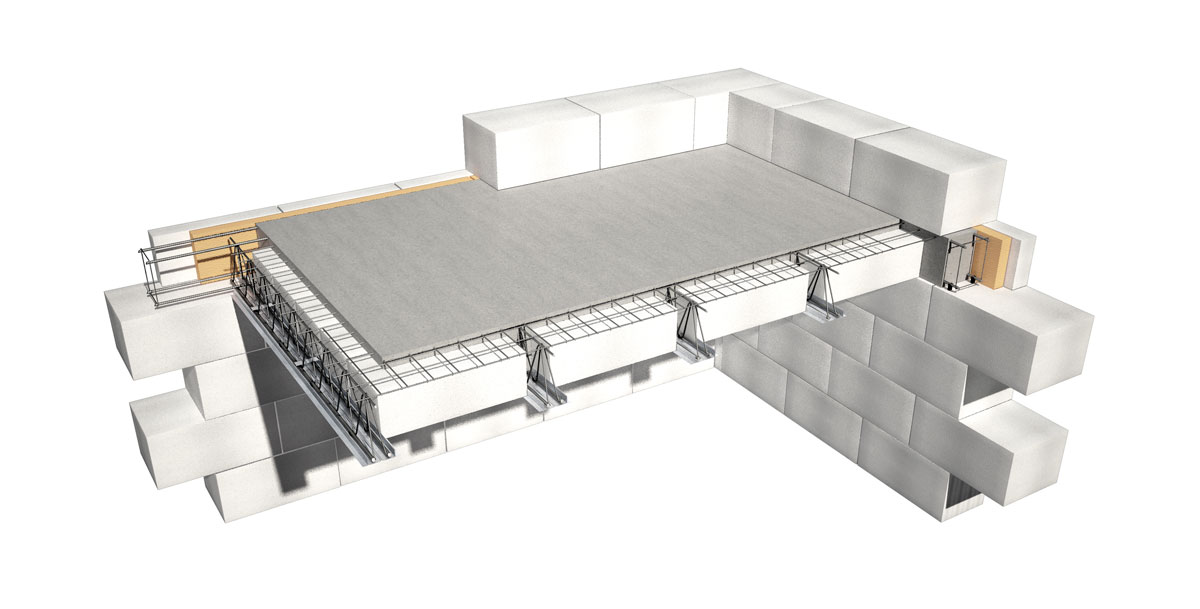
 Если сбивать щиты из обрезных досок, то их нужно плотно подгонять друг к другу. Если между досками видны щели, то поверхность опалубки следует застелить гидроизоляционной пленкой.
Если сбивать щиты из обрезных досок, то их нужно плотно подгонять друг к другу. Если между досками видны щели, то поверхность опалубки следует застелить гидроизоляционной пленкой.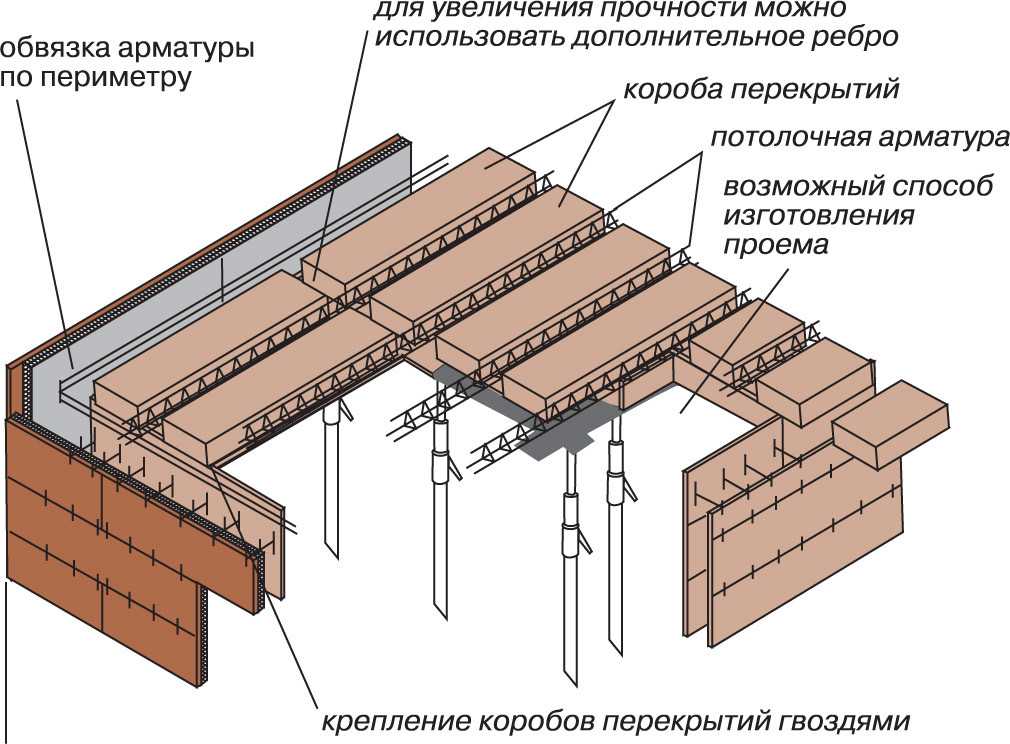
 Аренда таких стоек обойдется примерно в 2,5 – 3 у.е. на 1 м2 площади.
Аренда таких стоек обойдется примерно в 2,5 – 3 у.е. на 1 м2 площади. Вторая – верхняя – должна располагаться на 20 – 25 мм ниже верхнего края плиты.
Вторая – верхняя – должна располагаться на 20 – 25 мм ниже верхнего края плиты. Шаг установки вертикальных фиксаторов 1 м, ряды должны располагаться в шахматном порядке.
Шаг установки вертикальных фиксаторов 1 м, ряды должны располагаться в шахматном порядке. После заливки его необходимо провибрировать глубинным вибратором. После чего оставить сохнуть и набирать прочность на 28 дней. Первую неделю поверхность необходимо смачивать водой, только увлажнять, а не заливать водой. Спустя месяц опалубку можно снимать. Монолитная плита перекрытия готова. На монтаж плит перекрытия цена включает в себя стоимость арматуры, бетона, аренду опалубки и заказ машины миксера, а также бетононасоса. По факту выходит примерно 50 – 55 у.е. за м2 перекрытия. Как происходит заливка плиты перекрытия бетоном, можно посмотреть в демонстрирующем монтаж плит перекрытия видео.
После заливки его необходимо провибрировать глубинным вибратором. После чего оставить сохнуть и набирать прочность на 28 дней. Первую неделю поверхность необходимо смачивать водой, только увлажнять, а не заливать водой. Спустя месяц опалубку можно снимать. Монолитная плита перекрытия готова. На монтаж плит перекрытия цена включает в себя стоимость арматуры, бетона, аренду опалубки и заказ машины миксера, а также бетононасоса. По факту выходит примерно 50 – 55 у.е. за м2 перекрытия. Как происходит заливка плиты перекрытия бетоном, можно посмотреть в демонстрирующем монтаж плит перекрытия видео. Требуется подъемный кран. Несмотря на кажущуюся простоту задачи, существует ряд нюансов и правил, которые необходимо соблюдать при работе с плитами перекрытий.
Требуется подъемный кран. Несмотря на кажущуюся простоту задачи, существует ряд нюансов и правил, которые необходимо соблюдать при работе с плитами перекрытий.
 Правила монтажа плит перекрытия предполагают, что выравнивание плит должно выполняться по нижнему краю, так как именно нижняя поверхность будет потолком в помещении. Поэтому плита укладывается более широкой стороной вниз, а более узкой – кверху.
Правила монтажа плит перекрытия предполагают, что выравнивание плит должно выполняться по нижнему краю, так как именно нижняя поверхность будет потолком в помещении. Поэтому плита укладывается более широкой стороной вниз, а более узкой – кверху. Такие работы не стоит производить без специалиста.
Такие работы не стоит производить без специалиста. Щели между плитами перекрытия называют рустами. Их заполняют бетоном марки М150. Если щели большие, то снизу подвязывается доска, которая служит опалубкой. Если щели маленькие, то плита перекрытия сможет выдерживать максимальную нагрузку уже на следующий день. В противном случае необходимо подождать неделю.
Щели между плитами перекрытия называют рустами. Их заполняют бетоном марки М150. Если щели большие, то снизу подвязывается доска, которая служит опалубкой. Если щели маленькие, то плита перекрытия сможет выдерживать максимальную нагрузку уже на следующий день. В противном случае необходимо подождать неделю. е. за м2. Остальное – сопутствующие материалы, аренда крана и найм рабочих, а также стоимость доставки плит. У профессиональных бригад на монтаж плит перекрытия расценки самые разные от 10 до 25 у.е. за м2, может быть и больше в зависимости от региона. В итоге получится стоимость такая же, как и на заливку монолитной плиты перекрытия.
е. за м2. Остальное – сопутствующие материалы, аренда крана и найм рабочих, а также стоимость доставки плит. У профессиональных бригад на монтаж плит перекрытия расценки самые разные от 10 до 25 у.е. за м2, может быть и больше в зависимости от региона. В итоге получится стоимость такая же, как и на заливку монолитной плиты перекрытия. В течение многих лет мы просто накладывали арматуру внахлест и связывали стержни вместе. На самом деле, когда я только начинал, мы перекрывали и сваривали стержни вместе.
В течение многих лет мы просто накладывали арматуру внахлест и связывали стержни вместе. На самом деле, когда я только начинал, мы перекрывали и сваривали стержни вместе. С арматурным стержнем № 4, если место соединения стержня соприкасается, мы делаем нахлест на 44 дюйма. Если оно не соприкасается, мы делаем нахлест на 18 дюймов.
С арматурным стержнем № 4, если место соединения стержня соприкасается, мы делаем нахлест на 44 дюйма. Если оно не соприкасается, мы делаем нахлест на 18 дюймов.
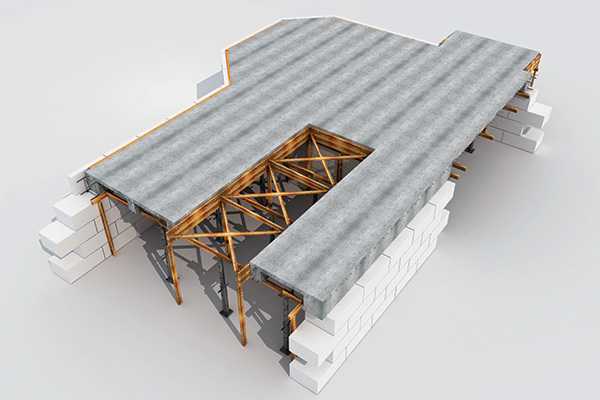 См. таблицу армирования для вашего конкретного проекта. , мы используем эту диаграмму для каждого проекта.
См. таблицу армирования для вашего конкретного проекта. , мы используем эту диаграмму для каждого проекта.
 Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.

 Наша параллельная реализация этих предварительных условий основана на быстрой и надежной перекрывающейся библиотеке Schwarz (FROSch), которая является частью пакета Trilinos ShyLU. Реализация по существу является алгебраической в том смысле, что для представленного здесь класса задач предобуславливатели могут быть построены из полностью собранной матрицы жесткости и информации о блочной структуре задачи. Дополнительная информация о геометрии или нулевом пространстве основной проблемы может улучшить производительность по сравнению с настройками по умолчанию. Приведены результаты параллельной масштабируемости для нескольких тысяч ядер для задач моделей Стокса и Навье-Стокса. Каждая локальная задача решается с помощью прямого решателя в последовательном режиме, тогда как грубая задача решается с помощью прямого решателя в последовательном режиме или в параллельном режиме с интерфейсом передачи сообщений (MPI) или с использованием MPI-параллельного итеративного решателя Крылова.
Наша параллельная реализация этих предварительных условий основана на быстрой и надежной перекрывающейся библиотеке Schwarz (FROSch), которая является частью пакета Trilinos ShyLU. Реализация по существу является алгебраической в том смысле, что для представленного здесь класса задач предобуславливатели могут быть построены из полностью собранной матрицы жесткости и информации о блочной структуре задачи. Дополнительная информация о геометрии или нулевом пространстве основной проблемы может улучшить производительность по сравнению с настройками по умолчанию. Приведены результаты параллельной масштабируемости для нескольких тысяч ядер для задач моделей Стокса и Навье-Стокса. Каждая локальная задача решается с помощью прямого решателя в последовательном режиме, тогда как грубая задача решается с помощью прямого решателя в последовательном режиме или в параллельном режиме с интерфейсом передачи сообщений (MPI) или с использованием MPI-параллельного итеративного решателя Крылова.
 Зачастую данный агрегат оснащается прижимным винтом. Он предоставляет возможность изменять степень сжатия деталей.
Зачастую данный агрегат оснащается прижимным винтом. Он предоставляет возможность изменять степень сжатия деталей.
 Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно.
Для изготовления основной части приспособления рекомендуется применять листовое железо, имеющее толщину от 8 до 10 миллиметров. Фиксационным компонентом является уголок необходимой величины. Фиксацию элементов желательно выполнять посредством электросварки, потому как использование резьбы не так надежно. По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства.
По бокам инструмента нужно монтировать направляющие, которые предоставляют возможность передвигать внутреннее основание приспособления. Для этого осуществляется вырезание паза, имеющего ширину от восьми до десяти миллиметров по биссектрисе углового устройства.


 Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.


 Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.

 Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Увеличенный размер сопла несколько ухудшает обзор зоны сварки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу.
Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу.
 О хорошем качестве слияния граней и нормальном положении свариваемой конструкции в таких случаях мечтать не приходится, а переделывать все заново займет много сил и времени, а также денег, на приобретение новой заготовки.
О хорошем качестве слияния граней и нормальном положении свариваемой конструкции в таких случаях мечтать не приходится, а переделывать все заново займет много сил и времени, а также денег, на приобретение новой заготовки. п.
п. А также, ему необходимо в работе иметь сухие брезентовые перчатки.
А также, ему необходимо в работе иметь сухие брезентовые перчатки. Они позволяют беречь силы и время, обеспечивая высокое качество изделиям на выходе. На сегодняшний момент известно множество механизмов и устройств, которые могут быть использованы для проведения сварочных работ. Если люди работают в условиях промышленности, где налажено массовое и серийное производство, они используют автоматизированное и механизированное оборудование, сюда следует отнести механизмы для укладки, транспортные устройства, технологические сборочные приспособления и прочее. Если же мастеру предстоит работать в домашних условиях, то им могут быть использованы приспособления для сварки, которые вполне реально изготовить самостоятельно. Они позволят снизить деформацию деталей.
Они позволяют беречь силы и время, обеспечивая высокое качество изделиям на выходе. На сегодняшний момент известно множество механизмов и устройств, которые могут быть использованы для проведения сварочных работ. Если люди работают в условиях промышленности, где налажено массовое и серийное производство, они используют автоматизированное и механизированное оборудование, сюда следует отнести механизмы для укладки, транспортные устройства, технологические сборочные приспособления и прочее. Если же мастеру предстоит работать в домашних условиях, то им могут быть использованы приспособления для сварки, которые вполне реально изготовить самостоятельно. Они позволят снизить деформацию деталей. Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг. Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.
Недавно появилась еще одна модификация, которая представляет собой быстрозажимную струбцину. С ее помощью можно обеспечить усилие сжатия до 450 кг. Однако основной задачей таких инструментов выступает фиксация заготовок для соединения между собой.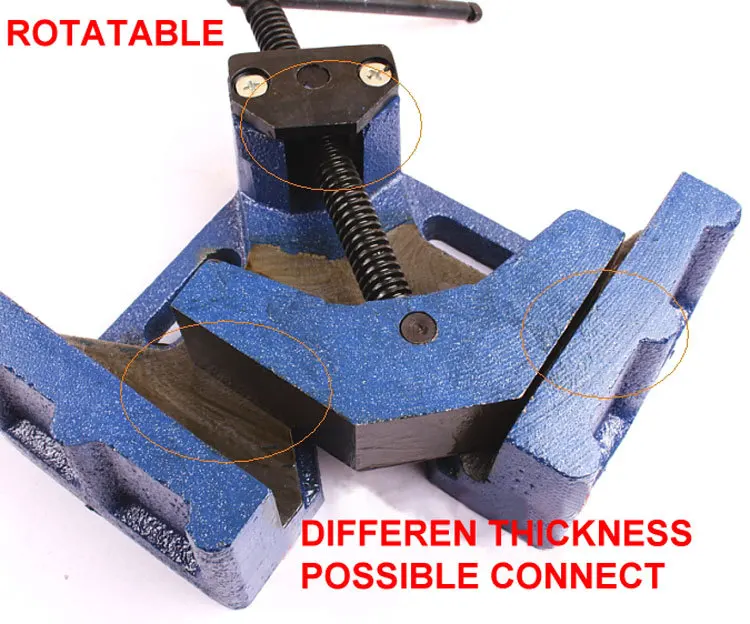 Если диапазон размеров деталей широк, то лучше всего подготовить несколько струбцин.
Если диапазон размеров деталей широк, то лучше всего подготовить несколько струбцин. Половинки струбцины крепятся традиционно, применить для этого необходимо шпильки с резьбой. В итоге удастся получить эффективную и простую конструкцию.
Половинки струбцины крепятся традиционно, применить для этого необходимо шпильки с резьбой. В итоге удастся получить эффективную и простую конструкцию.
 Шаблон нужно приложить к листовому металлу и вырезать одинаковые заготовки в количестве 2 штук. Важно при этом сохранить их геометрию.
Шаблон нужно приложить к листовому металлу и вырезать одинаковые заготовки в количестве 2 штук. Важно при этом сохранить их геометрию. Однако для работы можно использовать и другие заготовки, которые предварительно подготавливаются методом вырезания отверстий для установки крепежа. Заключительным этапом станет просверливание отверстий и проведение сборки. Стальные пластины крепятся с двух сторон деревянной заготовкой, в пазы фиксируются магниты. На этом можно считать, что изделие готово, его следует испытать на деле.
Однако для работы можно использовать и другие заготовки, которые предварительно подготавливаются методом вырезания отверстий для установки крепежа. Заключительным этапом станет просверливание отверстий и проведение сборки. Стальные пластины крепятся с двух сторон деревянной заготовкой, в пазы фиксируются магниты. На этом можно считать, что изделие готово, его следует испытать на деле. Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий. Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы. Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей.
Использовать раздвижные механизмы описываемого устройства можно в качестве универсального средства для сварки малых и больших изделий. Если вы решили использовать нержавеющую сталь, то при работе важно исключить царапины, которые могут возникнуть от винтовых прижимов. Именно поэтому последние должны быть дополнены наклейками из войлока, которые устанавливаются на губы. Такой аппарат можно собрать из профильной трубы, понадобятся длинные болты и подшипники, предпоследние из которых нужны для крепления передвижных частей. При выборе толстого болта необходимо предпочесть тот, что имеет 4 см в диаметре. Выбирая металлический цилиндр, вы должны подготовить тот, что имеет размер с шариковую ручку.
При выборе толстого болта необходимо предпочесть тот, что имеет 4 см в диаметре. Выбирая металлический цилиндр, вы должны подготовить тот, что имеет размер с шариковую ручку. В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.
В маленьком цилиндре нужно выполнить резьбу для маленьких болтов. Она проделывается вдоль конца большого болта. В точке пересечения диагоналей трапеции нужно выполнить отверстия в обеих деталях. Между ними будет устанавливаться цилиндрический элемент, в котором предварительно выполняется резьба.


 Благодаря простой системе направляющих, полностью регулируемой с помощью съемных magSquares, Magswitch 1000 обеспечивает непревзойденную универсальность. Каждый магнит имеет силу 1000 фунтов и может включаться/выключаться простым поворотом ручки на 180°.
Благодаря простой системе направляющих, полностью регулируемой с помощью съемных magSquares, Magswitch 1000 обеспечивает непревзойденную универсальность. Каждый магнит имеет силу 1000 фунтов и может включаться/выключаться простым поворотом ручки на 180°. ..
..
 Мы также заметим множество небольших контрастных горизонтальных и диагональных отметок, которые образуют целый лабиринт из мачт и оснастки.
Мы также заметим множество небольших контрастных горизонтальных и диагональных отметок, которые образуют целый лабиринт из мачт и оснастки.
 Впечатление усиливается сходящимися линиями берегов реки. А неравномерность кроны и веток соседних деревьев добавляют правдоподобности, поскольку отличаются по оттенку, форме и размерам.
Впечатление усиливается сходящимися линиями берегов реки. А неравномерность кроны и веток соседних деревьев добавляют правдоподобности, поскольку отличаются по оттенку, форме и размерам.
 Узнаем, какими бывают ритмы и как каждый работает в образе.
Узнаем, какими бывают ритмы и как каждый работает в образе.

 Когда не…
Когда не… Вы хотите, чтобы потенциальные клиенты увидели текст, который убедит их совершить покупку, до того, как они увидят кнопку «Купить сейчас». Вы хотите, чтобы людям предоставлялась нужная информация в нужное время, и один из способов сделать это — контролировать поток вашей композиции.
Вы хотите, чтобы потенциальные клиенты увидели текст, который убедит их совершить покупку, до того, как они увидят кнопку «Купить сейчас». Вы хотите, чтобы людям предоставлялась нужная информация в нужное время, и один из способов сделать это — контролировать поток вашей композиции. Вы должны прочитать этот пост для деталей, но общая идея заключается в том, что в прямоугольном холсте центр и четыре угла холста действуют как магниты, притягивающие взгляд. Наряду с этими естественными фокальными точками между ними проходят оси, и ваш глаз движется вдоль них от фокальной точки к фокальной.
Вы должны прочитать этот пост для деталей, но общая идея заключается в том, что в прямоугольном холсте центр и четыре угла холста действуют как магниты, притягивающие взгляд. Наряду с этими естественными фокальными точками между ними проходят оси, и ваш глаз движется вдоль них от фокальной точки к фокальной. Так как глаз перемещается вправо по мере того, как он движется вниз, правый верхний угол представляет собой сильную паровую область, в то время как нижний левый угол в основном игнорируется.
Так как глаз перемещается вправо по мере того, как он движется вниз, правый верхний угол представляет собой сильную паровую область, в то время как нижний левый угол в основном игнорируется.
 Вы могли бы также контролировать движение.
Вы могли бы также контролировать движение. Изображение лица, смотрящего в одном направлении, является еще одним сильным и простым сигналом направления. Другие включают.
Изображение лица, смотрящего в одном направлении, является еще одним сильным и простым сигналом направления. Другие включают.
 Если вы хотите, чтобы кто-то посмотрел вправо, один из способов — сдвинуть что-то на странице вправо. Глаз будет следовать за ним.
Если вы хотите, чтобы кто-то посмотрел вправо, один из способов — сдвинуть что-то на странице вправо. Глаз будет следовать за ним. Ритмические узоры строятся из элементов и интервалов между ними, и так же, как ваш слух будет следовать ритму песни, ваш глаз будет следовать ритму, созданному визуально.
Ритмические узоры строятся из элементов и интервалов между ними, и так же, как ваш слух будет следовать ритму песни, ваш глаз будет следовать ритму, созданному визуально. Изменения либо изменить шаблон. Вариации в узоре добавляют интереса. Акцент на чем-то в паттерне может нарушить ритм и на мгновение остановить поток.
Изменения либо изменить шаблон. Вариации в узоре добавляют интереса. Акцент на чем-то в паттерне может нарушить ритм и на мгновение остановить поток. Хорошим примером является цветовой градиент.
Хорошим примером является цветовой градиент. Элементы с общей судьбой кажутся движущимися в одном направлении, увлекая за собой глаз. Принцип продолжения заключается именно в продолжении движения в одном направлении.
Элементы с общей судьбой кажутся движущимися в одном направлении, увлекая за собой глаз. Принцип продолжения заключается именно в продолжении движения в одном направлении. Подумайте, как быстро это связывает название компании с продуктами, предлагаемыми на сайте.
Подумайте, как быстро это связывает название компании с продуктами, предлагаемыми на сайте. Навигация и текст направляют взгляд горизонтально и позволяют легко просматривать заголовок слева и справа.
Навигация и текст направляют взгляд горизонтально и позволяют легко просматривать заголовок слева и справа.
 На снимке экрана показаны только два из них, но они продолжаются дальше по странице. Розовые заголовки усиливают ритм, создаваемый повторяющимися синими датами.
На снимке экрана показаны только два из них, но они продолжаются дальше по странице. Розовые заголовки усиливают ритм, создаваемый повторяющимися синими датами. Глаз вашего посетителя будет следовать потоку, движению и ритму, который вы создаете.
Глаз вашего посетителя будет следовать потоку, движению и ритму, который вы создаете.
 Так что мы собираемся пойти с этим.
Так что мы собираемся пойти с этим.