Сколько весят картонные коробки — средний вес пустой коробки из гофрокартона
На вес картонных коробок влияют такие параметры, как плотность и марка картона, профиль его промежуточного гофрированного слоя, степень влажности. Чем больше слоев картона в упаковке, тем больше она будет весить. Завод картонной упаковки предлагает услуги по изготовлению коробок любой конфигурации с учетом параметров, предлагаемых заказчиками.
Вес пустых коробок из картона
Для изготовления коробок используется белый или бурый картон. Выбор данного материала не случаен: он легкий, экологичный, из него легко создавать любые конструкции. В пустом виде коробки весят совсем немного – от 40 до 100 гр, при этом в них можно перевозить товары до 150 кг. Вес коробки из картона играет роль в нескольких случаях. Во-первых, при почтовых пересылках, когда требуется оплачивать каждый грамм посылки. Во-вторых, коробки часто применяются при переездах, и в этом процессе также нет смысла в излишней тяжести. Именно поэтому для такой цели выбираются объемные, но не большие по весу коробки. Вес пустой картонной коробки складывается с учетом следующих ее параметров:
длины,
ширины,
высоты,
количества слоев в картоне.
Вес упаковки из гофрированного картона – это масса квадратного метра, которая зависит от количества слоев картона, типа гофров и количества клея. В прессованной форме 1 м3 весит 700 кг/м3.
Конструктивные особенности и вес
Чтобы определить, сколько весит картонная коробка, нужно знать, из каких материалов она изготовлена. Чем сложнее ее конфигурация и чем больше слоев гофрокартона, тем больше будет ее вес:
обычные четырехклапанные гофрокороба создаются из трехслойного картона, рассчитаны на транспортировку мелких товаров, имеют небольшой вес и размеры;
гофроконтейнеры изготавливаются из семислойного материала, что сказывается на его весе и способности выдержать большую нагрузку;
короба со сложной формой нужны для перевозки нестандартной продукции, поэтому их форма отвечает форме груза. Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше;
усиленные короба используются для перевозки тяжелых грузов, которые нуждаются в большей защите от внешних факторов. Вес такой тары зависит от индивидуальных размеров;
крупногабаритная тара рассчитана на перевозку грузов до двух тонн, поэтому для ее изготовления используются исключительно прочные и плотные материалы. Продуманная и сложная конфигурация предполагает использование как минимум пятислойного картона, способного выдержать любые внешние воздействия.
Средний вес картонной коробки из гофрокартона зависит от их объема: так, упаковка объемом 125 л весит примерно 900 граммов, усиленная коробка объемом 70 л весит около 500 гр, а маленькая коробочка объемом 30-40 л весит около 450 гр. Самыми тяжелыми по весу являются четырехклапанные коробки, которые используются при переездах: они изготавливаются из бурого картона и могут весить до одного килограмма. Для удобства транспортировки вещей в коробках предусмотрены вырезанные ручки.
Факторы, влияющие на вес
Картонная коробка – универсальная и удобная упаковка, способная выдерживать различные нагрузки. Для ее изготовления используется картон разной плотности, что сказывается на окончательном весе упаковки. Кроме того, окончательная масса картонной коробки рассчитывается с учетом следующих комплектующих:
ложементов и прокладок,
решеток,
вкладышей.
Эти компоненты необходимы для дополнительной защиты продукции, которая будет транспортироваться. Для повышения прочности упаковки используется и более плотный по структуре картон. Все эти характеристики напрямую влияют на окончательный вес картонной упаковки.
Удельный вес картона и его характеристики. Вес картона в 1 м2.
Картон представляет собой слоеный материал, изготовленный из целлюлозного сырья. Верхние слои выполняются из более качественных материалов, а средний слой, часто представлен отходами бумажной промышленности и макулатурой. Следовательно, цена картона варьируется, в зависимости от качества, используемого сырья.
К качественным характеристикам картона относят:
Толщина картонного листа
Объёмный вес, спрессованного материала
Показатель жесткости (продольная и поперечная – зависит от направления волокна)
Восприимчивость к красящим пигментам
Плотность картона
Объёмный вес оказывает существенное влияние на возможность формирования сгибов и углов. Под жесткостью картона, понимают его прочность. Так, из целлюлозной массы или древесины, картон получится более прочным, но это может стать показателем хрупкости. Выбирать соотношение сырья, нужно очень осторожно, для того, чтобы сохранить все, необходимые функции картона и изделий из него.
Для цветного изделия, важно удостовериться, в способности материала к окрашиванию. Если картон имеет белесую поверхность, цвет получится насыщенным и ярким.
Международная классификация картона
Производители, при изготовлении картона, пользуются международной классификацией, которая приведена в таблице.
Удельный вес и характеристика картона в зависимости от вида
Название
Удельный вес картона в м2 (г)
Удельный вес картона в м3 (кг)
SBB (SBS)
230 – 400
Пресованный — 700, непресованный — от 200 до 400
SUB
230 – 400
Пресованный — 700, непресованный — от 200 до 400
FBB
230 – 400
Пресованный — 700, непресованный — от 200 до 400
WLC
230 – 400
Пресованный — 700, непресованный — от 200 до 400
Особенности упаковочного картона.
Упаковочный картон широко применяется в производстве самых разных коробок и тары. Наиболее часто, УК использует: пищевая промышленность, фармацевтика, бытовая химия, косметология и парфюмерия. Хотя, все чаще, производители прибегают к использованию полимерных упаковок, УК сохраняет свои позиции, благодаря характеристикам жесткости, высоким барьерным свойствам и прочности.
Упаковочный картон, условно разделяют, на макулатурный и первичный. Оба вида включают в себя, несколько слоев. Благодаря такой структуре, картон получается жестким и толстым. Основные материалы, которые применяют для производства: древесина, целлюлозная масса (выбеленная и нет) и макулатура. Если в изготовлении картона присутствует вторсырье, его цена и твердость существенно снижается.
Не менее важна, устойчивость картона к влаге и жиру. В случае необходимости, повысить барьерные свойства, картон могут покрывать полимерными эмульсиями. Особенно важно такое покрытия, в упаковках для продуктов питания.
К УК относят 2 вида изделий: гофрированный картон и коробки из картона. Отличительной особенностью гофрокартона выступает многослойная структура, с гофрированными прослойками.
Вспомогательный картон, в процессе изготовления гофрокартона, подразделяется на несколько видов, плотность которых, также существенно отличается.
Вес 1 м3 картона, в прессованной форме, составляет 700 кг/м³. В случае необходимости, гофрированные слои могут достигать массы 450 г/м², в то же время плоские слои имеют массу, не более 225 г/м².
Преимущества использования асбестового картона.
Основой, для производства асбестового картона, выступает хризотиловое асбестовое волокно со специальными связующими компонентами. Асбокарон чаще всего применяют для изолирования емкостей, содержащих горючие смеси. Он устойчив к высоким температурам и безопасен при взрывах.
Чаще всего, асбестовый картон выпускается в листах 800*1000мм и толщиной, от 2 до 10мм. В таблице приведены основные параметры веса асбокартона в 1 м2.
Характеристика и основные показатели прокладочного картона.
Прокладочный картон используется как прослойка в строительных процессах и технических соединениях. Часто его используют для: транспортировки хрупких товаров и, как каркасную основу, для аксессуаров (сумки, кошельки, портмоне и клатчи).
Обычно его производят листами, в размере 750*1150мм. Вес прокладочного картона, будет составлять около 1,2кг.
Определение предельных значений веса гофрокоробов
Когда дело доходит до отправки вашей продукции, убедитесь, что она находится в коробке, которая не только выдержит ее вес, но и сохранит ее в безопасности во время транспортировки, а также является обязательным условием для любого бизнеса.
Хотя вы можете сбегать в местный супермаркет или почтовое отделение и взять пачку их коробок со складскими запасами, вы рискуете повредить свой продукт, переоценив ограничения по весу коробки.
Чтобы избежать этой проблемы, мы разбили ограничения по весу различных гофроящиков и их классы.
Определение предельных значений веса гофрокоробов
В целях сравнения мы включили результаты испытания на разрыв по Маллену и испытания на сжатие краев (ECT). Испытание на разрыв показывает, какое давление может быть приложено до того, как стенка коробки разорвется.
Испытание на сжатие кромки — это показатель давления сверху вниз, необходимого для того, чтобы коробка была смята. Это важно, если вам нужно сложить несколько коробок, особенно на складе, и является наиболее популярным стандартом коробок.
Какие факторы влияют на прочность коробок из гофрокартона?
Существует несколько факторов, влияющих на общую прочность коробок из гофрокартона, таких как тип бумаги, используемой для изготовления вкладыша, профиль гофрокартона и уровень толщины бумаги-основы, используемой для изготовления вкладыша и гофрокартона
Количество вес и тип бумаги в совокупности играют решающую роль в способности коробки из гофрокартона выдерживать вес других упаковок в пути. А гофрокоробки можно классифицировать по их грузоподъемности, например:
Одностенный | Чрезвычайно легкий
Одностенный | До 65 фунтов
Одностенный | 66–100 фунтов 90 003
Двойные стенки | 81 — 120 фунтов
Двойные стенки | 121 — 180 фунтов
Весовой класс гофроупаковки, который вам нужен, зависит от типов товаров, которые вам нужно отправить. К счастью, каждую весовую категорию можно заказать оптом или в небольшом объеме, а это означает, что мы предоставим вам все, какие бы упаковочные решения вам ни понадобились.
Одностенный гофрокартон | Чрезвычайно легкий вес
При отправке чрезвычайно легких продуктов весом до 20 фунтов использование гофрированных материалов с рейтингом прочности на разрыв 125# или рейтингом 23 ECT обеспечит достаточную защиту и долговечность при минимальных затратах на упаковку.
Если ваш товар немного тяжелее 20 фунтов, но легче 35 фунтов, важно выбрать вариант коробки из гофрированного картона, который имеет рейтинг испытания на разрыв 150 # и 26 ECT, чтобы учесть дополнительный вес.
Чрезвычайно легкие коробки из гофрокартона обычно изготавливаются из одностороннего картона, то есть они включают один гофрированный наполнитель, приклеенный к одному плоскому листу льняного картона. Это оставляет каннелюры видимыми внутри, а материал легко обернуть вокруг предметов.
Когда речь идет о продуктах с малым весом, использование этих типов гофрированных материалов также обеспечивает превосходную защиту от смятия краев или повреждений при штабелировании во время транспортировки.
Есть вопросы о нашей индивидуальной упаковке? Ознакомьтесь с бесплатным руководством ниже:
Одностенный гофрокартон | До 65 фунтов
Для продуктов, которые весят более 35 фунтов, но менее 65 фунтов, выбор гофрированного материала с классом прочности на разрыв 175# или 200# (29 ECT, 32 ECT соответственно) является обязательным условием для обеспечения безопасности вашей упаковки и продуктов. .
Коробки из гофрокартона с разрывной нагрузкой 175# (29 ECT) могут выдерживать до 50 фунтов при сохранении целостности конструкции и прочности коробки. Коробки с разрывным рейтингом 200 # (32 ECT) могут выдерживать 65 фунтов.
32 ECT и 200# Одностенные коробки Mullen являются наиболее стандартными коробками из гофрокартона. Изготовленные из одного гофрированного материала, вклеенного между двумя листами лайнера для дополнительной прочности, они бывают разных размеров, чтобы удовлетворить ваши потребности в упаковке и транспортировке.
Одностенный гофрированный картон | 66-100lbs
С увеличением веса добавляются конструктивные требования к транспортировке, и как только ваш продукт достигает веса 66+ фунтов, важно выбрать гофрированный материал с рейтингом прочности на разрыв 275# (44 ECT) или выше.
Использование коробок из гофрированного картона с ECT не менее 44 означает, что материал может выдерживать до 100 фунтов без риска повреждения конструкции или поломки коробки. Эти сверхпрочные одностенные ящики способны выдерживать больший вес при транспортировке, транспортировке и хранении.
Хотя некоторые одностенные коробки из гофрокартона могут выдерживать нагрузку до 120 фунтов (рейтинг испытаний на разрыв 350 # и ECT 55 #), этот диапазон обычно считается переломным моментом, когда вы хотите начать думать о конструкции с двойными стенками для дополнительной долговечность.
Двойная стенка означает наличие трех листов облицовочного картона с двумя наполнителями между ними, образующих две «стены» и значительно повышающих прочность коробки.
Гофрированный картон с двойными стенками | 81–120 фунтов
При отправке товаров весом более 80 фунтов гофрированные материалы должны иметь дополнительные слои защиты и прочности. Двойные гофрированные материалы с добавлением материала и дополнительной «стенки» значительно увеличивают прочность коробки.
Коробки начального уровня с двойными стенками начинаются с рейтинга ECT 48 и рейтинга Mullen Test 275#, что означает, что они могут выдерживать вес до 100 фунтов, сохраняя структурную целостность, безопасность и долговечность при транспортировке и хранении.
Следующим по прочности ящиком является 51 ECT или 350# Mullen с двойными стенками, в котором используется более прочная облицовочная доска, способная выдержать до 120 фунтов.
Совет для профессионалов: для более легких продуктов (менее 80 фунтов) также доступен гофрированный материал с двойными стенками, с рейтингом ECT 42 и рейтингом испытания на разрыв 200 #, эти коробки могут выдерживать до 80 фунтов, в то время как обеспечивая превосходную защиту его содержимого.
Гофрированный картон с двойными стенками | 121-180lbs
По мере того, как вес вашей посылки увеличивается, есть вероятность, что ее стоимость также значительно возрастет. При повышенной стоимости нет времени экономить на упаковке; вместо этого пришло время призвать большие пушки – тройную стену.
Здесь четыре листа облицовочной плиты с тремя средами между ними образуют 3 «стены» для максимальной прочности. Благодаря тройному уровню защиты эти коробки из гофрокартона имеют рейтинг от 400 до 600 при испытании на разрыв и от 61 до 82 ECT. Эти типы ящиков могут вместить до 180 фунтов материала, обеспечивая при этом дополнительную безопасность и прочность конструкции при транспортировке.
Пределы веса гофрокартона | Работайте с проверенными поставщиками
Помимо способности выдерживать разный вес, коробки из гофрокартона являются одним из лучших решений для промышленной упаковки благодаря их способности защищать ваши продукты, персонализировать ваш бренд и поддерживать низкие общие затраты (не говоря уже о экологические льготы).
Возможности безграничны, от самого легкого до самого тяжелого предмета есть коробка из гофрированного картона, которая надежно удержит ваш продукт от начала до конца!
Для получения дополнительной информации о нестандартных упаковочных решениях свяжитесь с нами по адресу CS Packaging сегодня или загрузите наше бесплатное руководство по защитной упаковке ниже:
Примечание редактора: эта статья была первоначально опубликована в октябре 2020 г. и была обновлена в сентябре 2022 г. новая и актуальная информация.
Преобразование объема картона в вес
Введите объем, выберите единицу объема и укажите материал или вещество для поиска. Используйте * в качестве подстановочного знака для частичного совпадения или заключите строку поиска в двойные кавычки для точного совпадения. Вес выбранного предмета рассчитывается с использованием его плотности и введенного объема.
Выберите состав:Картон точность:0123456789V2W | W2V | Плотность | Price
show all units
Weight of 1 cubic centimeter of Cardboard
carat
3.45
ounce
0.02
gram
0.69
pound
0
kilogram
0
тонна
6,89 × 10 -7
milligram
689
show all units
The entered
volume of Cardboard in various units of volume
centimeter³
1
milliliter
1
фут³
3,53 × 10 -5
баррель нефти
6,29 × 10 -6
5
3 галлона0135
US cup
0
inch³
0. 06
US fluid ounce
0.03
liter
0
US gallon
0
meter³
1 × 10 — 6
US PINT
0
Метрическая чашка
0
US
0
0
9
0
SSP
.0135
0.07
metric teaspoon
0.2
US teaspoon
0.2
About Cardboard
1 cubic meter of Cardboard weighs 689 kilograms [kg]
1 cubic foot of Картон весит 43,01286 фунтов [lbs]
Картон весит 0,689 грамма на кубический сантиметр или 689 килограмма на кубический метр , т. е. плотность картон равен 689 кг/м³. В имперской или американской системе измерения плотность равна 43,013 фунта на кубический фут [фунт/фут³] или 0,3983 унции на кубический дюйм [унция/дюйм³].
Закладки : [ вес к объему | объем к весу | цена | плотность ]
Об этой странице: Вес картона
Например, подсчитайте, сколько унций, фунтов, миллиграммов, граммов, килограммов или тонн выбранного вещества в литре, галлоне, жидкой унции, кубическом сантиметре или в кубическом дюйме. На этой странице вычисляется вес вещества в расчете на заданный объем и дается ответ на вопрос: Сколько весит вещество в расчете на объем.
продуктов питания, питательных веществ и калорий
Кэфхенки с лесным новом премиум -класса, UPC: 839456003927 содержит (S) 581 калория на 100 грамм (≈3,53 унции) [цена]
8150 продуктов, которые содержат stinIn. Список этих продуктов, начиная с самого высокого содержания ретинола и самого низкого содержания ретинола
Гравий, вещества и масла
CaribSea, Freshwater, Eco-Complete Cichlid, White Sand весит 1 169,35 кг/м³ (73,00014 фунтов/фут³ ) с удельным весом 1,16935 относительно чистой воды.
Как и чем убрать ржавчину с металла и других поверхностей
Главная → Статьи
→ Как и чем убрать ржавчину с металла и других поверхностей
Металлические поверхности, иногда даже имеющие антикоррозийное покрытие, рано или поздно начинают ржаветь. Ржавчина не только портит внешний вид металла, но и разрушает его, приводя изделие в негодность.
Давайте разберемся, как убрать ржавчину с металла и с металлических предметов быта: велосипеда, сантехники, инструментов, посуды, а также найдем лучшее средство от ржавчины среди специализированной химии и среди народных средств.
Оглавление
Чем очищать бытовые предметы от ржавчины?
Удаляем ржавчину с кузова авто
Как убрать ржавчину с велосипеда или велосипедной цепи
Как очистить кран от ржавчины
Чистим от ржавчины чугунный казан, сковороду и другую посуду
Методы очистки от ржавчины отличаются для металлических вещей разного назначения. Так, велосипедную раму чистят иначе, чем столовые приборы. Рассмотрим популярные способы.
Удаляем ржавчину с кузова авто
Если Вы заметили, что на кузове авто появилась коррозия, то не обязательно обращаться в СТО, ржавчину можно вывести своими руками.
При небольших очагах несложно обойтись народным методом: ортофосфорной кислотой в концентрации 15-30%. На металл ее наносят кисточкой, тряпкой или губкой, обновляя каждые пару часов, чтобы область все время была влажной.
Если же ржавчина успела распространится на большую область, то лучше удалять ее более действенными преобразователями ржавчины, например, PROSEPT Rust Remover. Это средство удобно использовать благодаря распылителю, а за 15-20 минут оно снимет больше ржавчины, чем ортофосфорная кислота за пару часов. После нейтрализации очага коррозии необходимо восстановить лакокрасочное покрытие.
Как убрать ржавчину с велосипеда или велосипедной цепи
Возможно, велоэстеты не согласятся с нами, но не так страшна ржавая рама, как ржавая цепь. Тем более что ржавчина удаляется с рамы так же, как и с кузова авто. Народный рецепт гласит, что велосипедную цепь удобно очищать от ржавчины в обычной кока-коле, которая, якобы, обладает антикоррозийными свойствами. Просто снимите цепь и поместите в широкий тазик с этим напитком. А после установки цепи на место не забудьте ее смазать.
Для быстрого и надежного эффекта стоит заменить газировку на преобразователь ржавчины “Эколайт ПР”, тем более что литр того и литр другого сравнимы по цене.
Как очистить кран от ржавчины
Водопроводный кран и другая металлическая сантехника обычно хорошо обработаны от ржавчины, однако с годами из-за постоянного прямого взаимодействия с водой даже хромированные детали начинают покрываться коррозией. Так как же удалить ржавчину с хромированной поверхности?
Главное правило: никакого механического воздействия, так как это повредит хром. Единственный способ — очистка с помощью химии.
Народные средства очистки сантехники — уксусная или лимонная кислота. Эффективный преобразователь ржавчины — Clean Expert «Эколайт С». Обрабатывая хромированные краны этим средством, будьте спокойны — оно не повредит ни сам металл, ни хромированное покрытие.
Чистим от ржавчины чугунный казан, сковороду и другую посуду
Издавна посуду из любых металлов очищали от ржавчины механическим способом: терли чем-то жестким с добавлением природного абразива, например, металлической губкой с содой. Сегодня, чтобы не тратить кучу времени и сил на однообразные круговые движения, легче воспользоваться специальными преобразователями ржавчины. К примеру, для чугуна отлично подойдет «Эколайт С-12», а для сковородок и прочей посуды — «Эколайт С-31».
Как очистить инструменты от ржавого налета
Металлические инструменты в домашних условиях очищают с помощью народных средств: лимонной, соляной кислоты, уксусного раствора и так далее. Мы предлагаем использовать один из преобразователей ржавчины линейки Clean Expert “Эколайт”. Любой из препаратов этой линейки экологичен, недорог и эффективен. Он не только очищает металл, но и обладает свойством антикоррозии – препятствует появлению ржавчины снова.
Чтобы монеты сияли, как новые
Отмыть монеты от ржавого налета не составляет труда. Чаще всего для этого их погружают в небольшую емкость с колой или любым преобразователем ржавчины, например, щавелевой кислотой, и оставляют на несколько часов. После этого достаточно протереть ее тряпкой. При необходимости повторить процесс.
Коррозия неметаллических поверхностей
К сожалению, ржавчина может распространятся не только по металлу, но и по другим материалам: керамике, кафелю, пластику. Под удар попадает кафельная плитка, керамические унитазы и ванны. Избавиться от ржавчины в этом случае также можно народными и «покупными» средствами. Например, использовать раствор с высоким содержанием перекиси водорода в составе.
Если же есть возможность приобрести недорогое чистящее средство, то процесс очистки заметно ускорится. Идеально для неметаллов подойдет “Эколайт С-34”.
Помогут решить проблему:
Полный ассортимент продукции для удаления ржавчины в разделе Преобразователи ржавчины.
Удаление ржавчины на производстве
На нашем сайте доступны для заказа чистящие средства не только для бытовых целей, но и для обслуживания производственных помещений, очистки промышленного оборудования. Средства для удаления ржавчины реализуются и в крупных ёмкостях.
Чтобы помочь выбрать средство под Ваши потребности, мы составили таблицу с продуктами линейки “Эколайт”.
Свойства преобразователей ржавчины “Эколайт”
Маркировка продукта “Эколайт”
Для каких поверхностей предназначен
Какие еще загрязнения способен удалять
Для каких типов промышленности подходит лучше всего
С
Металлические, хромированные, керамические, стеклянные (запрещено использовать для мрамора)
Водный и молочный камень, накипь, известь, атмосферные загрязнения
Атмосферные, почвенные, эксплуатационные, жиры, окалина, известковые и железо-медистые отложения, грязесолевые потеки, следы чернил, стикеров, маркера, скотча, резины
Индустриальные предприятия
Продукцию “Эколайт” предоставляет компания “Чистый Урал”, производящая высокоэффективные чистящие средства с 2002 года. “Чистый Урал” ориентирован на продажу своих средств промышленным компаниями, однако с помощью компании “Полина” получить профессиональные моющие средства по оптовым ценам могут и частные лица.
Закажите продукцию онлайн с доставкой на дом! Не знаете, какое средство лучше подойдет для Ваших целей? Тогда проконсультируйтесь с нашим специалистом.
← Как очистить унитаз: виды загрязнений и чистящих средств
Также советуем посмотреть
Полимерные перчатки Ардейл – надежная защита рук
Запах дыма и гари: как быстро избавиться от последствий пожара?
Чем отмыть жир на кухне?
Как удалить ржавчину с металла и не только: 6 лучших методов
Ржавчина на автомобиле, лодке, велосипеде, садовой мебели или бетонных плитах – это коррозионный шрам, которого достаточно, чтобы вещь испортилась, а ваше настроение ухудшилось.
Технически ржавчина представляет собой оксид железа и возникает, когда железо или соединение, содержащее железо, подвергается воздействию кислорода в течение длительного периода времени. Влажность, обычно вода, ускоряет коррозийный процесс. Чтобы увидеть, как быстро вода может ускорить процесс ржавления, опустите металлическую губку в воду на нескольких секунд и посмотрите, что произойдет. Ржавчина не только неприглядна на вид, она еще и очень вредна для металла. Чем дольше ржавчина находится на металле, тем больше она разъедает предмет, пока в конце концов его полностью не съест.
Вот шесть способов удалить ржавчину:
1. Использовать уксус
Кислота, в частности лимонная или уксусная, является отличным способом удаления ржавчины, особенно если она образуется на поверхностях, которые можно легко пропитать. Если, скажем, вы хотите удалить ржавчину с винтов, открутите винты и опустите их в уксус так, чтобы он покрыл содержимое. Возьмите полулитровую пластиковую бутылку и положите винты внутрь. Налейте белого уксуса (некоторые специалисты утверждают, что яблочный уксус лучше всего работает, но подойдет любой белый уксус). Наденьте крышку и встряхните бутылку. Замачивайте винты в уксусе в течение 10-12 часов или около того, а затем вылейте уксус. Теперь винты должны быть блестящими и свободными от ржавчины. Если это не так, попробуйте еще раз и оставьте их немного дольше в уксусе, чтобы кислота получила больше шансов сделать свою работу.
до:
после:
2. Попробуйте лимон
Если вы не можете легко удалить ржавые компоненты, можно использовать лимон. Сначала попробуйте лимон или известь и немного соли (вам не понадобится текила). Протрите солью ржавую поверхность и, когда она полностью покроет ее, отожмите лимон или сок лайма прямо на соль. Выжмите столько, сколько сможете, а затем оставьте на два или три часа.Теперь вам нужно очистить поверхность. Вы можете использовать чистящий инструмент или даже стальную губку. Но чтобы не повредить металл, лучше использовать кожуру лимона или извести. Они достаточно абразивны, чтобы удалить ржавчину после вымачивания в соке и солевой смеси.
до:
после:
3. Воспользуйтесь пищевой содой Если у вас нет лимона или лайма, вы можете попробовать соду, используя зубную щетку. Смешайте соду с водой до образования пасты. Получившаяся паста должна быть достаточно густой и н рассыпаться. Как только вы приготовили пасту, нанесите ее на ржавую область, оставьте ее на пару часов, а затем вычистите ее с помощью зубной щетки.
Пока вы находитесь в ванной комнате, вы также можете попробовать использовать обычное туалетное мыло. Вам также понадобится картофель (вы, вероятно, не найдете его в ванной). Разрежьте картофель пополам и потрите его о кусочек мыла. Затем поместите картофель на ржавчину и оставьте на несколько часов, затем очистите это место мылом.
4. Жесткий способ
Если ни один из этих методов не работает, вам нужно засучить рукава и поработать физически. Ржавчина может быть соскоблена с поверхности металла. Ясно, что это проще всего, когда ржавчина покрывает большую и легкодоступную область. Например, спицы на велосипеде сложнее почистить. Сначала вам нужно решить, что использовать в качестве скребка. Это будет зависеть от того, насколько застарелая ржавчина. Если ржавый слой толстый, вы можете использовать скребок для краски или даже отвертку. Металлическая губка также хорошо очищает, как и наждачная бумага. Начните с грубой зернистой бумаги, и когда вы очистите ржавчину, переключитесь на более тонкое зерно. Идея заключается в том, чтобы не поцарапать или повредить металл.
5. Избавиться от пятен ржавчины на других поверхностях
Ржавчина не только влияет на металл. Она может окрасить одежду, кирпичную кладку и почти все, на что попадает, например, бетон. Если вы обнаружите пятна ржавчины на одежде, попробуйте лимонный сок. Втирайте лимонный сок в пораженный участок, стараясь не распространять пятно дальше. Промойте участок, подверженный обработке лимонным соком, водой, затем постирайте одежду, как обычно. Если ткань толстая, а пятно ржавчины особенно плохое, добавьте немного соли в лимонный сок.
Чтобы удалить пятна ржавчины со стены, цементного пола или бетонных плит внутреннего дворика, используйте жесткую проволочную щетку и шланг. Смочите пятно водой из шланга, а затем тщательно протрите пятно. Если пятно особенно застарелое, попробуйте использовать очищающее средство, которое содержит щавелевую кислоту.
6. Кока-кола и кетчуп Современное средство очищения для удаления пятен, в том числе и ржавчины. Это свойство газированных вод впервые начали использовать американские домохозяйки, которые проследили, как кока справляется с пятнами ржавчины. Дело в том, что во вкусном напитке содержится фосфорная кислота, которая растворяет ржавчину. Вот и подумайте, стоит ли пить кока-колу.
Кетчуп и томатный соус работают также, как и кока-кола. Надо всего лишь капнуть на ржавчину и через 5-10 минут протереть насухо пострадавший от ржавчины предмет.
7. Используйте электролиз
Если ни одно из вышеперечисленных действий не работает, вам придется использовать свойства физики. Электролиз – отличный способ удалить оксид железа из железа или соединений железа. Вам понадобится зарядное устройство для автомобиля, резервуар с водой, достаточно большой, чтобы поместить в него все, что вам нужно, чтобы удалить ржавчину, кусок «жертвенного» металла с железом в нем и немного кальцинированной соды.
Поместите обе части металла в воду и добавьте соду. Убедитесь, что зарядное устройство отсоединено от сети и подключите отрицательную клемму к ржавой части и положительную клемму к «жертвенному» металлу. Убедитесь, что положительный клеммный разъем находится над водой.Включите зарядное устройство, включите его и подождите. Через час или около того вы увидите, что электролиз начнет действовать. Оставьте все на ночь, а утром отключите зарядное устройство, отсоедините терминалы и посмотрите результат. Если ржавчина не полностью исчезла, снова подключите зарядное устройство, потом включите его и оставьте металл на более длительное время.
Теми: металлический бетон металл способы ржавчина обработка поверхности цементная плитка ржавые пятна удаление ржавчины
3 простых способа удалить ржавчину с металла
По
Мэри Марлоу Леверетт
Мэри Марлоу Леверетт
Мэри Марлоу Леверетт — один из самых уважаемых в отрасли экспертов по домашнему хозяйству и уходу за тканями. Она делится своими знаниями об эффективном ведении домашнего хозяйства, стирке и сохранении текстиля. Она также является мастером-садовником с более чем 40-летним опытом; пишет более 20 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 08.08.22
Рассмотрено
Аманда Роуз Ньютон
Рассмотрено Аманда Роуз Ньютон
Аманда Роуз Ньютон имеет ученые степени в области садоводства, биохимии, энтомологии, а вскоре и докторскую степень в области STEM-образования. Она сертифицированный энтомолог и волонтер программы USAID «От фермера к фермеру». В настоящее время она профессор садоводства, специалист по образованию и специалист по вредителям.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Almar Creative
В этой статье
Прежде чем начать
Как удалить ржавчину уксусом
Как удалить ржавчину лимонным соком
Как удалить ржавчину с помощью пищевой соды
Обзор проекта
Ржавчина может образовываться на некоторых металлических поверхностях при столкновении железа, кислорода и влаги. Лучше всего удалить ржавчину, как только вы увидите маленькое пятно, потому что чем дольше она остается на поверхности, тем больше она будет разъедать металл. Несмотря на то, что существуют десятки коммерческих средств для удаления ржавчины, кислоты, содержащиеся в таких продуктах, как уксус, лимонный сок и картофель, могут разрушить связи небольшого количества ржавчины с некоторых металлов. Добавьте к этому абразивное действие буры, пищевой соды или соли, и вам, возможно, никогда не понадобится покупать коммерческое средство для удаления.
Вот три способа удалить ржавчину с металла.
Совет
Правильный уход за инструментами и оборудованием может предотвратить поверхностную ржавчину. Обязательно очищайте и смазывайте садовые инструменты перед хранением, мойте вручную и сушите кухонные ножи, а не кладите их в посудомоечную машину, и храните металлические предметы там, где они будут защищены от чрезмерной влаги.
Иллюстрация: Ель/Даниэль Фишел
Прежде чем начать
Каждый тип металла по-разному реагирует на очистку. Прежде чем приступить к удалению ржавчины любого типа, обратитесь к руководству производителя, если оно у вас есть. Если вещь ценная или антикварная, сначала проконсультируйтесь со специалистом или протестируйте домашнее средство для удаления ржавчины на незаметном участке.
Когда вы чистите ржавые предметы, защитите столешницы и деревянные поверхности пластиковой тканью или брезентом, чтобы предотвратить появление пятен или повреждений.
Храните все ингредиенты для удаления ржавчины в недоступном для детей и домашних животных месте. Хотя эти ингредиенты менее агрессивны, чем большинство коммерческих средств для удаления ржавчины, они все же могут представлять опасность при неправильном обращении.
9 лучших средств для удаления ржавчины 2022 года для использования на любой поверхности
Оборудование/инструменты
Старая большая стеклянная или пластиковая миска
Флакон с распылителем (по желанию)
Салфетки из микрофибры
Щетка с мягкой щетиной или старая зубная щетка
Пластиковый брезент
Губка
Нож
Мерные ложки
Малая чаша
Материалы
1 дистиллированный белый уксус
1 боракс
1 лимонный сок
1 соль
1 пищевая сода
1 белый картофель
Ель / Almar Creative
Как удалить ржавчину уксусом
Покройте объект уксусом
Погрузите ржавый предмет в неразбавленный дистиллированный белый уксус. Если объект большой или имеет электрические компоненты, обильно побрызгайте уксусом на ржавый участок или положите ткань, смоченную уксусом, на ржавый участок.
Ель / Almar Creative
Дать замочить
Дайте объекту пропитаться уксусом не менее 30 минут. Проверьте прогресс. Чрезмерное количество ржавчины потребует более длительного замачивания, до двух часов.
Предупреждение
Металлические предметы могут казаться черными после замачивания в уксусе или лимонном соке, но они должны вернуть свой первоначальный цвет после ополаскивания водой.
Ель / Almar Creative
Очистите поверхность от ржавчины
Выньте предмет из уксуса и щеткой с мягкой щетиной аккуратно потрите ржавые участки. Старая зубная щетка хорошо подходит для деталей с детальной резьбой или небольшими закоулками.
Ель / Almar Creative
Промыть и высушить
Хорошо промойте металл водой и тщательно высушите его мягкой тканью из микрофибры. Повторите процесс или попробуйте другой очиститель, если ржавчина осталась.
Ель / Almar Creative
Как удалить ржавчину с помощью пасты из лимонного сока
Сделать пасту
Смешайте две части буры или пищевой соды и одну часть лимонного сока в небольшой миске, чтобы получилась паста. Паста должна быть легко намазываемой, но не слишком жидкой. Возможно, вам придется скорректировать пропорции ингредиентов.
Ель / Almar Creative
Нанесите пасту
Губкой густо нанесите пасту на ржавчину и оставьте минимум на 30 минут. Если паста начинает подсыхать, сбрызните ее небольшим количеством воды, чтобы увлажнить. Если есть большая площадь ржавчины, смешайте больше пасты.
Ель / Almar Creative
Очистите ржавую область
Используйте щетку, чтобы очистить ржавый металл. Очистка поможет снять ржавчину с поверхности. Если ржавчина осталась, повторите шаги.
Ель / Almar Creative
Промыть и высушить
Хорошо промойте вещь и полностью высушите ее перед использованием или возвратом на хранение.
Ель / Almar Creative
Как удалить ржавчину с помощью пищевой соды и картофеля
Картофель содержит щавелевую кислоту, распространенный ингредиент коммерческих средств для удаления ржавчины. Когда картофель сочетается с мягким абразивом, он может быть эффективным естественным средством для удаления ржавчины.
Подготовить картофель
Разрежьте картофель пополам и посыпьте срез солью или пищевой содой.
Ель / Almar Creative
Натрите картофель ржавчиной
Потрите срезанной стороной картофелины ржавое место. Добавьте больше соли или пищевой соды, чтобы они действовали как абразив, когда вы чистите ржавые пятна.
Совет
Если у вас есть ржавые пятна на кухонных ножах, погрузите их в картофель и оставьте на несколько часов. Когда вы вытащите ножи из картофеля, ржавчина должна сразу же стереться.
Ель / Almar Creative
Промыть и высушить
Промойте предмет водой и тщательно высушите. Если пятна ржавчины остались, попробуйте другой метод удаления.
Ель / Almar Creative
Как удалить пятна ржавчины с одежды, ковров и обивки
Первоначально написано
Эрин Хаффстетлер
Эрин Хаффстетлер
Эрин Хаффстетлер — эксперт по бережливому образу жизни, который уже более 10 лет пишет о простых способах сэкономить деньги дома. Она писала советы и рекомендации по экономии денег для многочисленных изданий, в том числе The Wall Street Journal, The New York Times и Forbes. Она является владельцем «Моего скромного дома», руководства по экономии денег и бережливой жизни.
Узнайте больше о The Spruce’s Редакционный процесс
Источники статей
The Spruce использует только высококачественные источники, в том числе рецензируемые исследования, для подтверждения фактов в наших статьях. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Выбор и использование средств для уборки дома. Университет штата Нью-Мексико.
Как удалить ржавчину с металлических поверхностей — от садовых инструментов до старинных находок
Уличный садовый инвентарь, кухонные ножи и другие металлические предметы подвержены коррозии, особенно если они подвергаются воздействию окружающей среды. Изучение способов удаления ржавчины может помочь им работать лучше, служить дольше и выглядеть блестяще. К счастью, удаление ржавчины — если это просто удаление поверхностной ржавчины — требует немного времени и усилий. «Это не повод для беспокойства, потому что есть способы избавиться от ржавчины», — говорит Джейми Пенни, эксперт по благоустройству дома и наружному дизайну и генеральный директор The Backyard Pros в Ванкувере.
Как и чистящие средства для латуни, химические средства для удаления ржавчины можно найти в любом хозяйственном магазине. Но многие бытовые чистящие средства, такие как пищевая сода, лимонный сок, уксус и даже сода, могут помочь. Как только вы научитесь удалять ржавчину, этот гаечный ключ или дорогой поварской нож будут выглядеть как новые. Здесь советы экспертов о том, как удалить ржавчину, лучший способ быстро удалить ржавчину и лучшие средства для удаления ржавчины в домашних условиях.
Что вызывает ржавчину?
Черные металлы, такие как чугун, углеродистая сталь и кованое железо, используются для изготовления множества предметов, которые вы часто используете дома, на заднем дворе и на открытом патио. Ножи, сковороды, садовые инструменты, садовое оборудование, инструменты для камина и гвозди — вот лишь несколько примеров повседневных металлических предметов, содержащих железо. Когда эти предметы домашнего обихода находятся в небрежном состоянии или неправильно чистятся или сушатся, происходит коррозия, и ваши любимые вещи покрываются красновато-коричневой ржавчиной. Это происходит потому, что черные металлы не смешиваются с кислотными веществами, водой и кислородом. Ржавчина устойчива, и, если оставить ее без присмотра, образуется больше ржавчины, что делает удаление ржавчины рутинной работой, на выполнение которой может уйти пара часов и много усилий.
Как предотвратить ржавчину?
Чтобы ваши металлические предметы не ржавели, держитесь подальше от воды, которая является основным источником коррозии. Это означает, что вы должны высушить свои садовые инструменты после того, как позаботитесь об огородах, и вытереть шпатель после того, как заделаете любые утечки в желобах. Кухонные ножи следует мыть и сушить как можно скорее. Не оставляйте столовые приборы в раковине и не кладите их в посудомоечную машину. Храните металлические предметы, в том числе инструменты для обустройства дома, в сухом месте с низкой влажностью, и в ближайшее время вам не придется очищать ржавчину.
Вы также можете нанести защитное покрытие, чтобы предотвратить образование ржавчины на металлических поверхностях. Для такого предмета, как перочинный нож, используйте мягкую ткань, чтобы нанести небольшое количество минерального масла два-три раза в год. Инструменты и оборудование для газонов можно обрабатывать такими продуктами, как восковая паста или WD-40, чтобы замедлить и предотвратить появление пятен ржавчины. Если у вас есть металлический предмет с небольшим или большим количеством ржавчины, вот семь проверенных методов удаления, которые можно попробовать.
Какое домашнее средство для удаления ржавчины лучше всего?
1. Удалите ржавчину белым уксусом
Есть ли что-то, что белый уксус не может очистить? Этот мощный ингредиент может творить чудеса со многими металлическими предметами, подвергшимися ржавчине. «Белый уксус может быть самым доступным и надежным вариантом», — говорит Стив Эллиотт, владелец франшизы Restoration1, компании, занимающейся устранением повреждений водой в Вако, штат Техас. «Поместите свои ржавые металлические плоскогубцы [или другие мелкие металлические предметы] в банку с белым уксусом на несколько минут, и разлагающееся коричневое покрытие можно будет легко соскрести». Если вы пытаетесь удалить ржавчину с более крупного металлического предмета, такого как лопата, налейте белый уксус непосредственно на ржавую область, дайте ему достаточно времени для затвердевания и почистите лопату тканью, добавляет он.
Чтобы справиться с предметами со значительной коррозией, погрузите ржавые инструменты или ножи в миску с белым уксусом и оставьте на ночь или на 24 часа. Как только они хорошенько отмокнут, достаньте их из уксуса и соскребите ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой. Не будьте осторожны, пытаясь удалить пятна ржавчины, это, вероятно, потребует серьезных усилий. Если остались пятна ржавчины, повторите процесс, замачивая предмет дольше, чем в первый раз. Как только вся ржавчина будет удалена, очистите предмет водой с мягким мылом для мытья посуды и тщательно высушите его.
2. Удалите ржавчину с помощью пищевой соды.
Пищевая сода хорошо подходит для изделий со слабыми пятнами ржавчины. Он также хорошо работает с предметами из тонкого металла, такими как ножи. Чтобы использовать этот метод, просто смешайте достаточное количество воды с пищевой содой, пока не получится густая паста. Используйте свою руку или зубную щетку, чтобы распределить пасту по всему металлу, убедившись, что места ржавчины хорошо покрыты. Оставьте пасту на объекте примерно на час. Используйте стальную мочалку, губку для мытья посуды или проволочную щетку, чтобы очистить предмет и удалить ржавчину. Смойте пасту водой и повторите при необходимости. Тщательно высушите.
3. Удаление ржавчины с помощью лимона и соли
Этот способ очистки может показаться больше похожим на ингредиенты для заправки для салата, чем на серьезное средство для удаления ржавчины, но он определенно работает. Когда кислотность лимона (или лайма) сочетается с абразивностью поваренной или кошерной соли, могут происходить волшебные вещи. Чтобы попробовать его на своем садовом инвентаре, просто посыпьте ржавые участки солью, а затем выжмите свежий лимонный сок (избегайте бутылочного лимонного сока, вам нужен настоящий продукт) поверх слоя соли. Не выбрасывайте использованный лимон. Оставьте смесь соли и лимона на два часа, затем используйте лимонную цедру в качестве скребка для удаления ржавчины. Если есть особенно стойкие пятна ржавчины, удалите стальную мочалку, губку для мытья посуды или проволочную щетку. Когда закончите, смойте лимонный сок, соль и остатки ржавчины и тщательно высушите металлический предмет.
4. Удалите ржавчину с помощью средства для мытья посуды и соленой картошки
Вы правильно прочитали: Картофель может лечить ржавые участки. Весь картофель содержит щавелевую кислоту, которая, возможно, удивит вас, но является ключевым ингредиентом многих чистящих средств. Щавелевая кислота также растворяет ржавчину. Чтобы попробовать этот метод, разрежьте картофелину пополам, смажьте срез средством для мытья посуды и посыпьте картофель солью (или пищевой содой). И соль, и пищевая сода действуют как мягкий абразив, помогая соскрести ржавчину с металлических поверхностей по мере ее растворения. Потрите ржавое место картофелем, пока коррозия не исчезнет. Промойте и хорошо высушите. Этот метод лучше всего работает для кусков металла без детализации или рельефа.
5. Удалите ржавчину с помощью лимонной кислоты
Лимонная кислота, которую можно найти в магазинах здоровой пищи и в отделах выпечки некоторых супермаркетов, отлично справляется с удалением ржавчины, но она также удалит краску и другие загрязнения. покрытия, поэтому это может быть не лучший метод для обработки пятен ржавчины на металлических поверхностях, которые вы покрасили для проекта «сделай сам». Чтобы попробовать этот метод, добавьте три столовые ложки лимонной кислоты в миску с горячей водой, погрузите в нее ржавые металлические предметы и оставьте на ночь. На следующий день сотрите только что растворившуюся ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой и тщательно высушите.
6. Удаление ржавчины с помощью алюминиевой фольги
Возможно, самый простой способ удаления ржавчины своими руками: скомканный лист алюминиевой фольги. «Простая алюминиевая щетка гарантирует, что ваши предметы не будут повреждены или на них не останутся следы от чистки», — говорит Дэвид Ли, основатель Neutypechic, продавца зеркал. Этот лайфхак творит чудеса в труднодоступных местах с закоулками, такими как старинные зеркала, старинный туалетный столик или грязная аптечка.
7. Удаление ржавчины с помощью колы
Вы можете использовать кока-колу для удаления ржавчины с таких металлов, как железо, сталь и медь.
Автоматический трубогиб применяется для изготовления сложных пространственных деталей, требующих высокой точности и главное — повторяемости. На таком станке отсутствует ручной труд, либо он ограничен только установкой трубы на трубогибочный станок и снятием готовой детали.
Автоматический трубогиб с компьютерным
Макс. диаметр трубы 51х2 мм Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Автоматический трубогиб с компьютерным
Макс. диаметр трубы 30×1,5 мм Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Для предприятий осуществляющих массовый выпуск однородной продукции (холодильники, газовые плиты и т. д.) разрабатываются и изготавливаются специализированные трубогибочные автоматы, обеспечивающие изготовление, одной или нескольких однотипных деталей в больших количествах. Автоматический трубогиб данного типа при своей работе не допускает доступ людей в зону гиба (изготовления деталей). На сегодняшний день в России такие станки не производятся.
Предприятия производящие серийную продукцию (автомобили, тракторы, спецтехнику и т. д.) как правило применяют универсальные автоматические трубогибы, работающие с большим спектром типоразмеров труб, обеспечивающие изготовление большого количества номенклатур деталей, при незначительном количестве каждой детали, либо большого количества деталей, при незначительном количестве номенклатуры деталей.
Специализированные трубогибочные автоматы, как правило, оснащаются панелями управления, что существенно ограничивает возможности станков. Поэтому наиболее продвинутые изготовители специализированного трубогибочного оборудования на станки устанавливают промышленные компьютеры, с помощью которых можно получить 3D изображения детали, учесть углы пружинения материала, просимулировать процесс гибки и т. д.
Специалисты Балтийской Машиностроительной Компании не только внедрили, в универсальные трубогибочные станки промышленые компьютеры, с цветным, сенсорным монитором, но и разработали новое программное обеспечение (ПО) “Tubend”, позволяющие до минимума (практически до нескольких часов) сократить время обучения персонала, расширить возможности по проектированию деталей, получению их чертежей в ЕСКД на бумажных и электронных носителях, автоматическому учету углов пружинения и удлинения материала трубы в месте ее гиба, автоматическому расчету длины заготовки, симуляции процесса гибки и автоматическому написанию программ для изготовления деталей.
Все это реализовано в автоматических трубогибочных станках CE-30 PARTNER.3Х и СЕ-51 MASTER.3Х, предназначенныx для 3-х координатной дорновой гибки труб с наружным диаметром до 30 мм и 51 мм соответственно. Станки этих серий оснащаются системами автоматического выдвижения — убирания дорна и системой автоматической смазки дорна.
Универсальный автоматический трубогиб – это лучшее решение при изготовлении сложных технических систем, устройств, механизмов, с минимальным участием человека в процессе изготовления трубных деталей.
Полностью автоматический гидравлический гибочный станок с 6- осевой системой ЧПУ для труб больших диаметров
Макс. сечение Ø 142
Минимальный радиус изгиба 40 мм
Интуитивное и визуальное программирование (сенсорный экран)
Анализ осуществимости с моделированием реального машинного цикла
Программируемый бустер
Простое и интуитивно понятное управление
Быстрая и простая настройка.
Доступна модель с двойным гибочным модулем
Система зажима труб KST (патент Ercolina)
Автоматическая смазка дорна
Удаленная помощь (опция)
Стандартное оборудование: сервисные ключи
Импортируемые форматы .iges .dxf .Tekla (опция)
ХАРАКТЕРИСТИКИ
YBC & XYZ совместимое программирование
Регулировка настройки упругого возврата для каждого угла
USB для неограниченного сохранения программ и информации
Система быстрой смены инструмента для повышения производительности
Стандартные гидравлические муфты, которые позволяют монтировать запатентованную систему закрытия гидравлического зажима Ercolina (KST).
Интерактивный PLC с сенсорным экраном обеспечивает легкий доступ к ручному и автоматическому режимам работы; интегрированная система диагностики и многоязычный интерфейс.
Пульт дистанционного ручного управления
Импортируемые файлы в форматах .iges .dxf .Tekla (опция)
Дополнительный доступ Wi-Fi
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ GB130CNC
Гибочный модуль 70 см3
Мин. внешний диаметр 10 мм
Макс. внешний диаметр 142 мм
Макс. радиус изгиба (CLR) 450 мм
Мин. радиус изгиба (CLR) 40 мм
Макс. угол изгиба 195°
Установленная мощность 33 кВт
Количество хранимых программ без ограничений
Скорость изгиба 12,3°/c
Емкость для гидравлического масла 300 л
Уровень шума 63 дБ
Размеры 6934 x 2165 x 1790 мм
Масса 9000 кг
МАКСИМАЛЬНЫЕ СЕЧЕНИЯ GB130CNC
Круглая труба Fe42
141,3 x 9. 5
A53
4” Sch 40
Нержавеющая сталь 304
141,3 x 2,9
Квадратная труба Fe42
110 x 110 x 4
Прямоугольная труба «легкий путь»
60 x 120 x 12
Прямоугольная труба «тяжелый путь»
120 x 60 x 6
BendPak 1302BA-302 1302 Цифровой автоматический трубогиб с комплектом матриц из 302
Нет ничего проще и быстрее, чем автоматический трубогиб
Трубогибы серии BendPak 1302BA оснащены эргономично расположенным дисплеем с высокотехнологичной клавиатурой, который может записывать схемы гибки для точного и многократного использования. В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
Быстросменные гибочные матрицы Трубогибы BendPak оснащены инструментами с поворотным замком и быстросменными гибочными матрицами, которые являются одними из наших наиболее часто копируемых конструкций во всей отрасли. Мы были польщены, правда, но если вам нужны самые лучшие и стабильные изгибы, обязательно выберите BendPak.
Цифровое управление Заядлые пользователи по достоинству оценят удобство нашего цифрового управления, которое сразу же дает цифровые показания угла матрицы. Усовершенствованный программируемый мини-компьютер надежно встроен в переднюю стойку трубогибочного станка, что позволяет без труда изготовить практически любую выхлопную систему оригинального оборудования. Плата управления программными данными управляет всеми функциями гибки, автоматическими или ручными, и сохраняет до 99 различных глубин изгиба.
180 Прочность на изгиб Для максимальной гибкости используйте трубогиб BendPak. Возможность сгибания на 170° (или 180° с дополнительной матрицей) позволяет легко получить полную U-образную форму. Изгибаем на 5 радиус: ни торчания трубы, ни зависаний. Наш трубогиб с затылочной конструкцией является лучшим в отрасли, и его можно найти исключительно в компании BendPak. Эта конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное скручивание или деформацию.
Мощность изгиба 3 дюйма с комплектом матриц Наши 3 гибочных штампа являются доказательством того, что компания BendPaks стремится создавать трубогибы высочайшего качества. Они могут выглядеть как большинство трубогибов на рынке, но больше никто не использует наш процесс ступенчатой резки для направляющих штампов. Наша большая трубка в хорошем состоянии для более равномерных изгибов. Не говоря уже о том, что вы также можете расширять и развальцовывать трубки с одинаковой легкостью и точностью.
Длинноходовой гибочный цилиндр Сверхдлинный гибочный цилиндр 14 заменяет удлинители толкателя для операций гибки штампов с малым радиусом. Цилиндр, как и на всех наших трубогибах, можно отодвинуть еще дальше, если вам нужно больше места для смены штампов или извлечения изогнутых трубок.
Обжимной пресс без зажима В стандартную комплектацию наших трубогибов входит беззажимная обжимка. Способен выдать более 30 000 фунтов. усилие, формование концов будет быстрым, а бескламповый обжим extA входит в стандартную комплектацию каждого трубогиба, который мы производим. 30 000 фунтов. силы обеспечивают быстрое и точное формирование концов. Более быстрые настройки, более точные изгибы, чего еще можно желать? Я БЫ. расширения, наружный диаметр расширители, скользящие посадки, развальцовки, шаровые шарниры, переходы и фланцы коллектора — все это легко с инструментами BendPak. Чтобы упростить задачу, все наши инструменты для трубогиба являются быстросъемными; вы никогда не увидите устаревшие тиски в узле зажима. Хомуты с узкими петлями просто вставляются в нужное положение и позволяют развальцовывать концы трубок на расстоянии до 3 дюймов. Вы также никогда не будете беспокоиться о проскальзывании, потому что чем сильнее вы нажимаете на хомуты, тем крепче они зажимаются.
Внутренний расширитель сегмента Наш расширитель внутреннего сегмента так же уникален, как и наш беззажимный обжимной пресс, и может использоваться для внутреннего диаметра. расширения, наружный диаметр расширители, скользящие посадки, развальцовки, шаровые шарниры и фланцы коллектора. Контрфорсная канистра имеет единую настройку положения для всех внутренних диаметров. расширения, но также могут быть скорректированы в соответствии с особыми требованиями к размерам. Одинарная оправка используется для труб всех размеров от 1,5 до 3 дюймов. Бесзажимной обжимной пресс и внутренний расширитель позволяют с непревзойденной легкостью выполнять завершающие операции по обработке концов: редукцию, внутреннюю обжимку, развальцовку, плоскую развальцовку, шаровые шарниры и т. д. Трубогиб оснащен двусторонним цилиндром как для бесзажимного обжимного станка, так и для сегмента. расширитель. Цилиндр управляется одной рукояткой управления, расположенной посередине, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
Электрический ножной переключатель Для дополнительного удобства и универсальности мы включили независимый удаленный ножной переключатель, который позволяет выполнять операции гибки вручную, стоя перед гибочной головкой или на расстоянии до 4 футов от гибочного станка. Это особенно полезно при работе с большими трубами. Наши ножные выключатели для трубогибов промышленного класса и полностью закрыты, чтобы обеспечить вашу безопасность в любое время во время использования.
Трубогиб BendPak 1302BAS с полуавтоматическим управлением
Позвоните нам! 800-261-7729
Заказы на сумму более 200 долларов доставляются бесплатно! Учить больше
США
Счет
Моя тележка
3-кнопочное управление / автоматический трубогиб с набором матриц Deluxe 302
Минимум 10 030,00 долларов США
Бендер Мотор
Выберите вариант. ..
Инструменты
Выберите вариант…
Серия 1302BAS компании BendPak состоит из одних из самых мощных автоматических трубогибочных станков для выхлопных труб, которые были разработаны для ускорения процесса гибки. Удобный, компактный обжимной пресс с боковой загрузкой включает в себя комплект штампов и двухфункциональное устройство для окончательной обработки концов для чрезвычайно точного расширения и развальцовки оригинальных деталей.
Технические характеристики Технический паспорт Руководство
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Основные аксессуары
+
Итоговая цена:
$0. 00
Этот товар: Бендпак 1302BAS 10 030,00 долларов США
БендПак 300-1
1140,00 долларов США
Обзор
Быстросменные гибочные матрицы
С помощью серии 1302BAS вы сможете быстро переключаться между проектами гибки, используя простые поворотные замки и быстросменные гибочные матрицы.
Способность к изгибу на 180°
Основной причиной популярности этого трубогиба является тот факт, что благодаря его U-образной форме вы получите самый глубокий изгиб. Если вам нужно согнуть более чем на 170°, BendPak также предлагает матрицы на 180°. Их трубогибы идеально гнут на радиусе 5 дюймов, не допуская прилипания или зависания трубы. Их уникальная конструкция с рельефным вырезом обеспечивает равномерный изгиб на протяжении всего цикла гибки, предотвращая чрезмерную обжимку или деформацию, которые будут стоить вам денег и тратить ваше драгоценное время.
3-дюймовая гибочная способность с комплектом штампов
Компания BendPak интегрировала 3-дюймовую гибочную конструкцию в каждый производимый ими трубогиб. Хотя конструкция может показаться обычной, она содержит уникальный процесс ступенчатой резки, который они используют для изготовления своих направляющих штампов. Его выдающаяся конструкция означает лучшую герметичность, большие трубки и более равномерные изгибы по всей доске. Хотя они и называются трубогибами, они также способны расширяться и развальцовываться.Различные варианты штампов BendPak упрощают выбор правильно умереть за работу
Длинноходовой гибочный цилиндр
Компания BendPak оснастила свои трубогибы удлиненным 14-дюймовым верхним цилиндром, и они не требуют использования удлинителей толкателя для штамповки с малым радиусом. Кроме того, цилиндр можно убрать, что обеспечивает больший зазор для замены матрицы, а также для удаления изогнутых трубок.
Обжимной пресс без зажима
Обжимной инструмент без зажима входит в стандартную комплектацию этого трубогиба BendPak. Он способен производить более 30 000 фунтов. силы, так что ваше формирование концов будет быстрым и чрезвычайно точным. Настройка не может быть проще, поскольку вы готовитесь к работе с I.D. расширения, наружный диаметр расширения, скользящие посадки, развальцовки, шаровые шарниры, переходы и фланцы коллектора. Быстросъемный инструмент означает, что в узле зажима не будет старомодных тисков. Каждый трубогиб оснащен узкими шарнирными хомутами, которые опускаются в нужное положение, чтобы во время изгиба концы развальцованных трубок сближались на 3 дюйма. Чем сильнее давление на зажимы, тем лучше будет их общий захват. Благодаря этому проскальзывание никогда не будет для вас проблемой.
Внутренний расширитель сегмента
Трубогибы BendPak оснащены уникальным внутренним расширителем сегмента, который работает на внутреннем диаметре. расширения, наружный диаметр расширения, скользящие посадки, раструбы, шаровые шарниры и фланцы коллектора. Они также имеют опорную канистру, которая имеет единую настройку положения для всех I.D. расширения и могут быть скорректированы для других размеров. Одинарная оправка используется для труб всех размеров 1,5–3 дюйма. Вместе беззажимная обжимка и внутренний расширитель значительно упрощают операции по чистовой обработке концов (например, редукцию, внутреннюю обжимку, развальцовку). Трубогибы BendPak оснащены двусторонним цилиндром как для беззажимного пресса, так и для расширителя сегментов. Сохраняйте максимальное удобство при работе с этим трубогибом с помощью одной рукоятки управления, которая управляет цилиндром, удобно расположенным посередине.
Электрический ножной переключатель
Вы сможете выполнять операции гибки вручную, стоя перед гибочной головкой или на расстоянии до 4 футов, используя независимый удаленный ножной переключатель. Удобство удаленного управления является дополнительным плюсом, особенно когда вы начинаете работать с трубами большего размера. Переключатели имеют промышленное качество и закрыты для вашей защиты.
Характеристики
2 отдельных концевых узла сзади для всех необходимых развальцовок и расширений
3-кнопочное управление для автоматической или ручной гибки
Поставляется в комплекте с быстросъемными гибочными и отделочными штампами
Включает в себя высокоскоростной беззажимный пресс и внутренний расширитель
Простая в использовании вставная манжета делает операции обжатия быстрыми и эффективными
Инструмент с поворотным замком
Встроенный предохранительный клапан
Проходной шток цилиндра полностью проходит через первичную раму
Жесткая рама из сварных стальных труб размером 6″ x 6″ x 3/8″
Коммерческие гидравлические цилиндры
Все цилиндры оснащены хромомолибденовыми валами, соответствующими стандартам ANSI 92. 2
Быстросъемные гибочные матрицы для сокращения времени переналадки
Гибочные головки прецизионно заземлены с точностью до 0,002 дюйма
Закрытые элементы управления не загромождают зону гибки
Валы цилиндров увеличенного диаметра 2,5 дюйма для максимальной надежности и минимального обслуживания
Распределительный блок включения/выключения, сертифицированный NEMA, включает реле перегрузки, которые автоматически отключают электропитание в случае возникновения непредвиденной ситуации перегрузки по току
Манометры позволяют всегда точно знать, какое давление в системе
Ролики промышленного класса позволяют легко перемещать трубогиб по цеху
Дистанционное ножное управление для дополнительного дистанционного управления
Регулируемый клапан давления, расположенный справа спереди
Цельный цилиндр обеспечивает идеальное совмещение ворот гибки с ползунком
Термообработанный инструмент для увеличения срока службы
Удобные лотки для инструментов позволяют держать инструменты в порядке
Мощный энергоэффективный двигатель Baldor мощностью 5 л. с. обеспечивает максимальную производительность
Высокоскоростной насос с прямым приводом, производительностью 4 галлона в минуту
Одиночный закрытый нижний цилиндр равномерно распределяет давление на задние заслонки и, поскольку он спрятан, не мешает трубопроводу
Резервуар для жидкости большой емкости обеспечивает охлаждение гидравлического масла и предотвращает его загрязнение
Канистровый масляный фильтр в гидравлической системе сохраняет чистоту масла
Масляные манометры позволяют визуально контролировать уровень масла
Технические характеристики
Обзор
Элементы управления изгибом
Полуавтоматический / 3-кнопочный
Элементы управления расширителем
Руководство / Коленный рычаг
Стиль рамы
Двусторонний расширитель
Макс. Емкость трубки
3 дюйма (76 мм) .095 стенка
Гибка
Макс. Радиус изгиба
5 дюймов (127 мм)
Мин. Радиус изгиба
3,3 дюйма (89 мм)
Гидравлика
Верхняя сила цилиндра
60 000 фунтов. (27 216 кг)
Гидравлический фильтр
Канистра
Двигатель
5 л.с. / 208-230 В перем. тока / 60 Гц / 1 фаза
Набор штампов
Стандартный
1,5″, 1,75″, 1,875″, 2″, 2,25″, 2,5″ (302)
Размеры
Ширина
41 дюйм (1041 мм)
Глубина
64 дюйма (1626 мм)
Высота
26 дюймов (660 мм)
Доставка
Вес
1 362
Размеры
70″ x 32″ x 47″ (1778 мм x 812 мм x 1206 мм)
ВНИМАНИЕ! Предложение штата Калифорния 65
Заказ
Запрос каталога
Размещение заказа
Доставка и доставка
Поддержка
Запрос поддержки
Поиск установщика
Возврат и обмен
Компания
О ключах
Свяжитесь с нами
Обратная связь
5240 Willis Road Theodore, AL 36582 800-261-7729 sales@wrenchers. com
ЦЕНЫ МОГУТ ИЗМЕНЯТЬСЯ БЕЗ УВЕДОМЛЕНИЯ. В последние недели стоимость материалов и расходы, связанные с доставкой продукции, продолжают расти, как никогда ранее в новейшей истории. Из-за этих быстро меняющихся рыночных условий цены могут быть изменены без предварительного уведомления и не гарантируются. Цены на заказ, принятый Wrenchers™ и/или его аффилированными лицами, не подлежат изменению после принятия. Указанные цены не включают какие-либо налоги с продаж, использование или акцизные сборы или любые другие налоги, пошлины или сборы, которые действуют в настоящее время или могут быть введены в будущем любым федеральным, государственным или другим органом власти.
Станок для гибки профильной трубы своими руками: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание
Из чего состоит профилегиб
Разновидности станков
Разновидности устройств по приводным особенностям
Как различается оборудование от разновидности установки
Виды оборудования, которые отличаются методом изгиба профилей
Устройство гидравлического типа своими руками
Станок прокатный
Станок прокатный трех роликовый
Простейший способ для гибки профиля
Станок, изготовленный на заводе
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
валы три штуки, три штуки роликов.
приводное цепное устройство.
несколько осей.
профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
Домкрат задает движение платформе, который упирается в корпус платформы штоком.
Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
Подготовка материала, набора инструментов.
Сборка основной платформы.
Нарезка трубы под подшипники.
Выполнение соединения вальцев с подшипниками.
Присоединение катка с помощью сварки.
Изготовление основы под каток.
Сборка всех элементов конструкции.
Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Что необходимо для изготовления конструкции:
полка
профильный прокат из металла для изготовления каркаса.
валы.
пружины прочные, 4 шт.
цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
установить вал на полку.
к полке монтируют гайки для крепления пружины.
площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
заказать валы у специалистов.
сделать каркас под устройство.
устанавливают прижимной вал.
прикрепляют пружины.
закрепляют валы.
протягивают цепь.
делают ручку.
наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
станки имеют автоматизированный процесс управления.
станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
некоторые станки имеют пульт управления на расстоянии.
конструкции имеют небольшие размеры, из-за этого станки мобильны.
серийное оборудование легко устанавливается на твердой гладкой поверхности.
станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Домой Инструменты и оборудование Как сделать трубогиб для профильной трубы своими руками? Особенности гибки вручную и. ..
Содержание
1 Предназначение приспособления
2 Необходимые элементы конструкции
3 Конструктивные разновидности устройств
3.1 Приспособления с прижимным роликом
3.2 Устройства намоточного типа
3.3 Приспособления арболетного типа
4 Как сделать своими руками?
4.1 Как облегчить процесс?
5 Особенности гибки профильных труб
6 Возможности изгибания без станка
7 Полезные видео
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т. д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
Особое внимание сварному шву. Он должен располагаться только сбоку.
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы: [yvideo number=»eoWdXK1XdCI»] Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ: [yvideo number=»vhUNvapJ4fQ»] Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим: [yvideo number=»uLPqia3Asv0″] При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции. Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
ТЕГИ
трубогиб
Предыдущая статьяКак выбрать хороший качественный пузырьковый уровень? Настройка и регулировка, как выставить уровень во время работы
Следующая статьяЧто такое строительный степлер? Виды и назначение, как правильно вставить скобы самому
ЭТО ПРИГОДИТСЯ
В ТОПЕ ПРОСМОТРОВ
схемы самодельных трубогибов
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы построения.
Содержание статьи:
Типы машин для гибки профильной трубы
Классификация гибочных машин по типу привода
Типы гибочных машин по способу установки
Классификация машин по способу гибки
Мы изготовить гидравлический трубогиб
Трубогиб своими руками
Опция поворотной платформы
Трехвалковый прокатный станок
Как согнуть профильную трубу простым способом?
Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками — незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя — шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя опорными.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов — не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором изгиб происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Поворотная платформа Вариант
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол — не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Поднять крайнюю площадку можно любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер — 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части — одна из них будет основной площадкой, а вторая — направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей площадке
центральный ролик необходимо приварить на высоте 8-9 см над площадкой. Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба. Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 — подготовка инструментов и материалов
Этап 2 — построить рабочую платформу
Этап 3 — отрезать трубу для подшипников
Этап 4 — соединить ролики и подшипники
Этап 5 — приварить центральный ролик
Этап 6 — построить основу для катка
Этап 7 – соединение всех частей изделия
Этап 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал. На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью. Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала — это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап — Изготовление вала
2 этап — строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 — покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем прочитать:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона. Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки. В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.
У вас есть личный опыт сборки трубогибочного станка? Возможно, вы сможете предоставить полезную информацию по теме статьи и выложить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в блоке ниже.
Основы гибки труб — Серия Fabrication
Хотите знать, как сгибать трубы для вашего следующего проекта? Что ж, вам, возможно, потребуется знать основы измерения, расчета и настройки гибочного станка для изгибов, которые вам нужно выполнить.
Основы гибки труб были созданы, чтобы показать вам несколько различных типов гибки и методы, используемые для их достижения.
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ Скоро!
Что вам нужно знать
Прежде чем приступить к гибке труб, необходимо знать и понимать множество важных моментов. Функции гибочного станка, инструментов и даже самих штампов имеют ключевые моменты, которые вы должны знать, прежде чем приступить к гибке.
Труба и труба
Люди часто путают два материала. Трубка основана на ее фактических размерах. Измерение внешнего диаметра трубы — это размер трубы, а также фактическое измерение толщины стенки.
Труба измеряется по номинальному внутреннему диаметру. Каждая толщина стенки упоминается как «график» для ее идентификации. 1,5-дюймовая стена Schedule 80 имеет фактический внутренний диаметр 1,5 дюйма. Меньшие размеры графика будут иметь больший внешний диаметр.
Труба НЕ используется для изготовления каркаса безопасности или шасси.
Чаще всего трубы, используемые в автомобильной промышленности, можно увидеть на коллекторах турбонаддува. Большинство турбоколлекторов изготавливаются с использованием 1,5-дюймового диаметра Sch. 40 нержавеющая или черная труба. Предварительно изготовленные отводы для труб (обычно известные как «сварные отводы») обеспечивают превосходные изгибы с малым радиусом для строительства коллектора. Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.
Трубогиб и трубогиб
Хотя вы можете обнаружить, что производители трубогибов предлагают штампы размером с трубу, на самом деле эти два станка отличаются своей стандартной конструкцией.
Трубогибочные станки обычно протягивают трубу вокруг матрицы. Профиль штампа разработан и обрезан для обеспечения максимальной прочности стенки, а также предотвращения обрушения наружной стенки и предотвращения перекручивания внутреннего изгиба. Матрицы по размеру трубы предназначены для гибки труб. Труба не помещается внутри матрицы для труб.
Размер плашек для труб зависит от внешнего диаметра трубы. Типичная конструкция трубогиба имеет гидравлический цилиндр, расположенный в середине рамы, которая удерживает ролики. Матрица (иногда называемая «башмаком») упирается в верхнюю часть цилиндра. Когда труба помещается на матрицу, гидравлический цилиндр вдавливает трубу между роликами, заставляя ее изгибаться.
Профили трубы не поддерживают внутреннюю или внешнюю часть трубы. Если вы поместите трубу аналогичного размера в трубогиб, внутренняя часть перегнется, внешняя часть сплющится внутрь, а стенки расширятся.
Некоторые люди пошли на многое, пытаясь согнуть трубу с помощью трубогиба. Некоторые методы включают заполнение трубы песком, в то время как другие методы требуют покупки большего количества деталей. В конце концов, сумма денег, потраченная на потраченные впустую материалы и дополнительные компоненты, часто превышает стоимость приличного трубогиба. Результат также не так безопасен, как трубка, правильно согнутая в трубогибе.
НИКОГДА не ставьте под угрозу собственную безопасность ради экономии в несколько долларов. Правильным инструментом для гибки труб является трубогиб.
Радиус осевой линии (CLR)
Люди часто путаются в CLR кубика. Чтобы упростить его, CLR — это расстояние между центром или трубкой и центром матрицы, где она поворачивается. Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии.
Чем больше CLR, тем более грациозным или постепенным будет ваш изгиб.
Чем меньше CLR, тем круче будет изгиб.
Какой штамп CLR следует приобрести?
Это очень распространенный вопрос, но ответ на него зависит от вас. Иногда вам нужен очень постепенный изгиб, чтобы соответствовать определенному профилю в пространстве, с которым вы должны работать. Иногда у вас очень ограниченное пространство для работы, и вам нужна очень тесная среда CLR.
В любом случае рассчитывается потребность и покупается соответствующий кубик. Однако вы, вероятно, не захотите покупать новый штамп каждый раз, когда хотите что-то согнуть. Ну так что ты делаешь?
Следуйте эмпирическому правилу
Диаметр X 3 = минимально допустимый CLR
Возьмите диаметр трубы, которую вы собираетесь сгибать, и умножьте его на 3. Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.
Пример:
1,5 дюйма (трубка) X 3 = 4,5 дюйма CLR
Во многих санкциях на участие в гонках с клетками указано эмпирическое правило как минимально допустимый CLR для использования при изготовлении рулонов. Иногда они указывают другой номер. Крайне важно, чтобы вы проверили книгу правил, написанную санкцией, в которой вы собираетесь участвовать. Помните, что правило, которому вы должны следовать, только в печатном виде. Всегда проверяйте требования к минимальной CLR.
Калибры и мошенники
A Измеритель гибки — полезный справочный инструмент, позволяющий визуально рассчитать количество материала, необходимого для создания изгиба. С каждым приращением материала и угла изгиба вы можете рассчитать необходимый материал. Вы должны создать калибр для гибки для каждого используемого размера штампа, а также отметить количество материала для каждого используемого эталона гибки.
«Cheater Bending» — один из самых простых методов измерения и гибки материалов для создания вашего проекта. Самое главное, что нужно помнить, это то, что вам нужно создать читер для каждого используемого вами размера штампа, а также для каждой используемой ссылки на изгиб.
Вот еще один пример измерителя гибки в действии:
Вот хорошее видео, показывающее использование читера для измерения обруч:
Изгиб труб
Теперь, когда у нас есть четкое представление об инструментах и материалах сгибание некоторых трубок. Существует 3 основных стиля изгиба, которые вы должны знать и практиковать: изгиб в плоской плоскости (2D), изгиб со смещением (3D) и изгиб в пределах границ.
Что такое смещение?
Смещение в изгибе — это направление, определяемое углом изгиба, в котором труба будет поворачиваться (или изгибаться) от плоской плоскости X и Y к плоскости Z.
Изгиб в плоской плоскости (2D)
Любая конструкция изгиба, которая должна оставаться плоской на поверхности или не смещаться или изгибаться в другую плоскость, является изгибом в плоской плоскости. Отличный способ отличить изгиб Flat Plane от изгиба со смещением — положить его ровно на поверхность. Если ни одна часть трубы не поднимается или все поверхности не касаются поверхности, на которой она лежит, когда она лежит горизонтально, изгиб является плоским изгибом. Во многих основных обручах, боковых стержнях и трубчатых бамперах обычно используются изогнутые трубы в плоской плоскости.
Смещение (3D) Изгиб
Если плоский изгиб расположен на поверхности, и вы смотрите на него сверху, направления изгиба будут: влево, вправо, вверх или вниз. Изгибы со смещением будут учитываться внутрь или наружу, или они будут изгибаться в сторону вашей точки зрения или в сторону от нее. Изгиб, который поворачивает направление, называется изгибом со смещением. Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок.
Понимание вашей точки зрения является ключом к пониманию направления изгиба изогнутой трубы. Это может немного запутать, когда вы измеряете вертикальную трубу, а затем загружаете ее в горизонтальный гибочный станок. Смещения часто меняются слева направо и даже вверх вниз в зависимости от того, какой тип гибочного станка вы используете. Просто не забудьте обратить внимание на направление изгиба и на то, как труба обтягивает матрицу при загрузке в трубогиб.
Изгиб в границах
Иногда это может быть очень сложно, когда вы хотите, чтобы окончание поворота приземлилось в пределах определенной границы или зоны. Один из самых простых способов — нарисовать фигуру на плоской поверхности, например на столе или полу. Вы можете изготовить специальные шулеры из обрезков труб, чтобы смоделировать определенные углы и их размещение на чертеже. Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
Крайний изгиб очень часто встречается в конструкции каркаса безопасности, когда планка ремня безопасности утоплена, чтобы обеспечить больше места для сиденья водителя под основным обручем. Граничный изгиб также встречается в основных обручах (чтобы поместиться в шасси) и даже в примере, использованном в видео для создания миниатюрного Nerf Bar.
Вот отличная демонстрация плоскостного изгиба и того, как избежать смещения: Рюкзак
Вот полная противоположность на трубе Передняя часть шасси — изгиб со смещением
Это также отличное изображение изгиба со смещением, когда часть основного обруча нужно было сместить назад, но затем нужно было согнуть его обратно к переднее монтажное положение:
Как варить оцинковку: какими электродами варить оцинковку
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
Что нужно учитывать при сварке оцинковки
Этапы работы с оцинковкой
Какие есть виды проволоки для сварки
Общие правила и рекомендации для сварки оцинковки
Виды сварки оцинкованной стали
Как варить оцинковку: вывод
Как варить оцинковку: видео
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
Проникая в основу, выделяемые пары разрушают структуру металла;
Происходит нарушение шва оцинковки;
Токсичные пары поступают в окружающее пространство.
Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Механический
Данный способ зачистки оцинковки осуществляется при помощи жестких абразивных средств, металлических щеток и наждачной бумаги.
Химический
Заключается в воздействии на покрытие кислотой, или щелочью. После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
Термический
Заключается в обжиге краев изделия при помощи газовой горелки. Следует учитывать, что воздействие высоких температур провоцирует высвобождение токсичных паров.
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала — низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.
КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
Исполнять шов наплывным методом по средствам частого отрыва электрода;
Продление варочной ванны производится постепенно для недопущения риска повреждения;
В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.
Преимущества метода:
Возможность работы без создания защитной атмосферы;
Хорошие показатели ровности шва;
Простота в соблюдении параметров тока.
Отрицательные качества:
Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
Необходимы крупногабаритные газовые баллоны;
Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
Техника движения. Необходимо соблюдать плавность перемещения дуги;
Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.
КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Сварка оцинковки: технологии, особенности, выбор электродов
Главная » Обработка металла » Сварка » Как провести сварку оцинковки?
На чтение 5 мин
Содержание
Особенности материала
Выбор электродов
Способы сварки оцинкованного металла
Сварка полуавтоматом
Сварка инвертором
Как варить оцинковку
Оборудование
Подготовительные работы
Процесс сварки
Завершающие работы
Сварка оцинковки востребована в производственных и промышленных сферах. Однако сам процесс является относительно сложным, так как температура плавления цинкового покрытия существенно отличается от стали или сплавов. Нужно выбрать оптимальную технологию на основе параметров заготовок, их состава, а также условий эксплуатации.
Сварка оцинкованной трубы
Особенности материала
Для повышения коррозионной стойкости стали на нее наносят слой из цинка, толщина которого составляет 2–150 мкм. Для расплавления стали требуется нагрев до +11000С, а цинка — +9060С. Поэтому обычные способы сваривания не подходят, так как защитный слой будет прожжён, а сама деталь потеряет стойкость к окислению.
Чтобы не допустить потерю стойкости конструкции к коррозии, требуется использовать специальные флюсы, предотвращающие перегрев поверхности. Они повышают температуру плавления, не давая расплавиться оцинковке.
Для оцинкованной стали другой проблемой является попадание расплавленного цинка в сварную ванну, что приводит к ухудшению свойств шва и потери прочностных свойств. Поэтому перед проведением работ требуется зачистка поверхностного слоя вдоль линии стыковки. Данное правило является обязательным для соединения любых составов оцинковок.
Очистить оцинкованный слой можно следующими способами:
обжиг газовой горелкой — опасный способ, при котором выделяется много вредных паров, реализуется быстро, не требует специальных навыков;
механический — зачистка, выполняемая абразивным инструментом, считается длительной по времени, но эффективной;
химический — выполняется обработка химическими составами, обычно кислотными или щелочными средствами, после действия которых поверхность достаточно промыть большим количеством воды.
Третьей особенностью является токсичность паров, которые начинают выделяться в результате плавления цинка. При нагреве происходит проплавление, затем наступает фаза испарения. Если пары попадут внутрь органов дыхания человека, то произойдёт интоксикация.
Выбор электродов
Для сваривания низкоуглеродистой оцинковки пользуются следующими электродами:
МР-3;
АНО-4;
ОЗС-4.
Для высокоуглеродистых сплавов применяются электроды, отличающиеся высоким содержанием флюсов:
УОНИ-13/45;
УОНИ-13/55;
ДСК-50.
Электроды, применяемые для надёжной сварки оцинкованных труб и других массивных конструкций, содержат фтористые и карбонатные соединения. При большой толщине деталей следует использовать технологию послойной наварки.
Способы сварки оцинкованного металла
Для сварки оцинкованной стали используют сварку следующими способами:
полуавтоматическим;
инверторным;
газовой горелкой.
Сварка полуавтоматом
Полуавтоматическая сварка выполняется в защитной аргоновой среде или в углекислом газе. Диаметр проволоки выбирается в зависимости от толщины свариваемых оцинкованных конструкций.
Сварка оцинковки с применением полуавтомата имеет следующие особенности:
тонколистовой металл следует варить точечно, в таком случае вероятность сквозного прожога будет минимальной;
получить качественный сварной шов при напряжении менее 220В можно только с применением проволоки, диаметр которой составляет меньше требуемого на 0,2 мм;
для соединения деталей в среде без защитной газовой атмосферы нужно использовать присадки;
к заготовке цепляется положительный контакт, а к присадке — отрицательный.
Преимущества варки полуавтоматом:
выполнение работ в присутствии или отсутствии защитной газовой атмосферы;
высокое качество сварного шва: ровный, равномерный, однородный;
выдержка широкого диапазона токовых параметров.
Недостатки:
при наличии воздушных потоков от ветра или вентиляционной системы запрещено пользоваться данным методом;
нужно использование габаритных баллонов с газом;
требуются жёсткие шланги для подачи газа к месту проведения работ от баллонов.
Сварка оцинкованной заготовки
Сварка инвертором
Инверторная сварка применяется при соединении деталей толщиной менее 2 мм. Подключение выполняется следующим образом:
к минусу подсоединяется свариваемая конструкция;
к плюсу — электрод.
Оцинкованный металл сваривается на токе обратной полярности. При правильном подключении разогрев электрода происходит за несколько секунд, дуга зажигается быстро, горит стабильно.
Особенности данного метода следующие:
при варке электродами малого диаметра сварка стыков проводится точно, равномерно;
перемещение сварочной проволоки вдоль поверхности должно быть плавным с постоянной скоростью, резких рывков быть не должно, так как важно не повредить цинковое покрытие;
наклон электрода над поверхностью заготовки не должен превышать 450, чтобы минимизировать вероятность прожига металла.
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
подобрать подходящую по параметрам проволоку или электроды;
собрать нужное оборудование;
выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
горелка;
баллоны с газом;
держатель электродов или система подачи проволоки;
рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
Нагревают флюс до тех пор, пока он не станет прозрачным.
Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Листы сваривают аналогичным образом, но только используют инверторы или полуавтоматы. Техника работ простая, но важно не допустить перегрева металла.
Завершающие работы
На завершающем этапе выполняются следующие работы:
смывают флюс;
зачищают шов;
обрабатывают поверхность антикоррозионным составом.
( Пока оценок нет )
Поделиться
Безопасно ли хранить еду в…
Дом » База знаний » Безопасен ли контакт пищевых продуктов с оцинкованной сталью?
Автор Кристин Клин
Ответ на ваши вопросы и да, и нет соответственно. Да, для большинства продуктов безопасно контактировать с цинком. Нет, большинство пищевых продуктов не вызывают чрезмерной коррозии оцинкованной стали. На самом деле есть только одно исключение из этих утверждений: кислые продукты. Давайте углубимся в некоторые подробности, чтобы полностью ответить на ваш вопрос. Министерство здравоохранения и социальных служб США 1997 Пищевых кодексов, раздел 4-101.15 Оцинкованный металл, ограничение использования, гласит: «Оцинкованный металл нельзя использовать для изготовления посуды или поверхностей оборудования, контактирующих с пищевыми продуктами, которые используются в контакте с кислыми пищевыми продуктами» [курсив добавлен]. Поэтому в соответствии с Пищевым кодексом 1997 г. допустимо использование оцинкованной стали в контакте с мясом и некислотными фруктами и овощами. Кроме того, США. Министерство сельского хозяйства заявляет, что хромовое, никелевое, оловянное и цинковое (гальваническое) покрытие, как правило, приемлемо для большинства соответствующих применений» (Принятое оборудование для мяса и птицы, Директива службы безопасности пищевых продуктов и инспекции 11220. 1)9.0005
Один из крупнейших заводов по производству говядины в США, расположенный в Плейнуэлле, штат Мичиган, демонстрирует широкое использование оцинкованной стали на всем предприятии. Как сообщалось в 1982 году, один из сотрудников компании сказал: «Если бы не цинкование, мы не смогли бы работать и поддерживать нашу норму прибыли». Оцинкованная сталь успешно используется на всем предприятии для изготовления балок, колонн, лестниц, перил, подножек и подвесных монорельсов.
Единственное ограничение на использование оцинкованной стали в контакте с пищевыми продуктами возникает, если пища кислая; кислотные виды особенно агрессивны к коррозии цинковых покрытий. При контакте цинка с кислой пищей и напитками он превращается в соли цинка, которые легко усваиваются организмом. Чрезмерный уровень этих солей может вызвать легкое недомогание у людей, хотя было зарегистрировано несколько случаев заболевания, когда оцинкованные контейнеры использовались для хранения сока на кислой основе. Однако эта ситуация такая же, как и любая другая, когда оцинкованная сталь контактирует с кислой средой. Цинковые покрытия плохо работают в сильнокислых средах и не должны использоваться.
Часто продукты питания хранятся в контейнерах из пластика или других материалов, поэтому прямого контакта продуктов питания с оцинкованной сталью не происходит. В этих ситуациях оцинкованная сталь является очень подходящим применением. Задокументированные применения этого включают стеллажи для охлаждения хлеба и стеллажи для поддонов в морозильной камере. Оцинкованная сталь также использовалась в качестве покрытия для столешниц в ресторанах и барах в Европе и США.
Оцинкованная сталь очень хорошо подходит для пищевых продуктов, главным образом потому, что они расположены внутри и защищены от нормального атмосферного воздействия. Эти защищенные условия способствуют максимальному сроку службы оцинкованной стали. Поэтому оцинкованная сталь является очень безопасным и эффективным способом защиты от коррозии в средах, где есть продукты питания.
Итак, где используется оцинкованная сталь в производстве продуктов питания? Есть две основные и отдельные области: для структурных опор здания, такого как пекарня или скотобойня, а также для лотков, стеллажей, конвейеров, морозильных камер, холодильников и столешниц, непосредственно контактирующих с пищевыми продуктами. Подводя итог всему этому обсуждению, следует отметить тот факт, что цинк является необходимой частью нашей RDA, приблизительно 15 мг должны быть частью вашего ежедневного потребления.
Вы все еще ищете правильный ответ? Спросите эксперта
самозащитный с флюсом для полуавтомата и его виды, как варить без газа, диаметр и настройка, марки
Что это?
Основные требования
Сравнение с обычной проволокой
Обзор видов
Особенности использования
Процедура сварки металлоконструкций электродами не всегда удобна. Затруднения при проведении этого процесса наблюдаются на открытой местности, на высоте.
Во избежание образования некачественных швов некоторые мастера используют порошковую проволоку.
Что это такое?
Сварочная проволока считается важной частью большинства современных технологий сварки. Пороховой атрибут имеет вид полой металлической трубки, внутри которой находится флюс или же он находится в сочетании с металлическим порошком. Эта проволока используется для создания сварных швов при полуавтоматической безгазовой сварке. Благодаря современному внешнему виду этого атрибута осуществляется легкое зажигание дуги, а также стабильный процесс горения.
Производство порошковой проволоки основано на строгом соблюдении ГОСТ, поэтому ее использование обеспечивает качественный результат. Наличие мелкой фракции железа, фосфора, хрома внутри трубки гарантирует следующие моменты:
стабилизацию температуры в зоне ванны, а также вокруг дуги, пока она не станет пригодной для используемый материал;
стимулирование перемешивания расплавленного металла на деталях, а также на электроде;
равномерное закрытие шва по всей ширине от контакта с газом;
обеспечивающий равномерность кипения и отсутствие брызг;
Увеличение скорости сварки деталей.
С помощью порошковых проволок осуществляется наплавка на детали, а также процедура сварки в любом месте при наличии специального оборудования. В зависимости от предполагаемого использования трубка может содержать магнезит или плавиковый шпат. При необходимости обработки огнеупорного материала стоит использовать проволоку, где присутствует графит и алюминий, так как они повышают температуру.
Недостатками данного вида сварочного материала являются высокая стоимость, узкая специализация, сложность сварки листов толщиной более полутора миллиметров.
Основные требования
Порошковая (флюсовая) сварочная проволока применяется для полуавтоматической сварки без газа, имеет трубчатый вид. Внутренняя полость атрибута заполнена пыльцой особого состава. Основание представляет собой поляризованную металлическую полосу. Завершающим этапом создания такой проволоки является ее аккуратное растягивание до необходимых размеров.
Любой тип порошковой проволоки должен соответствовать следующим требованиям:
плавиться равномерно и избегать чрезмерного разбрызгивания;
отличаться стабильностью и легкостью возникновения электрической дуги;
шлак, возникающий в процессе сварки, должен распределяться равномерно и не проникать в швы;
имеют ровный шов без наличия трещин, пор.
Сравнение с обычной проволокой
Сварочная проволока делится на несколько видов, наиболее распространенными из которых можно назвать порошковую и сплошную. Несмотря на некоторые различия, оба атрибута используются достаточно часто. Сплошной вид проволоки имеет медное покрытие, а также может использоваться с инертными газами, чего нельзя сказать о втором виде атрибута сварки.
Кроме того, производство порошковой проволоки представляет собой прокатку полосы металла, прокатку ее лентой с добавлением флюса.
Сплошная проволока имеет меньшую стоимость, но лишена некоторых преимуществ порошковой проволоки, таких как:
для вертикальной сварки в гору;
работа с оцинкованной сталью и другими трудносвариваемыми сортами;
невозможность добавления внутрь проволоки различных веществ.
Обзор видов
Каждый сварщик должен знать, что на сегодняшний день существует несколько марок порошковой проволоки, которые можно использовать для термического напыления, электродуговой металлизации, легирования стали и многих других целей. Судя по характеристикам разновидностей этого сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для корпуса, а также алюминиевое, железное или другое наполнение.
Металлические трубы по форме делятся на круглые, у которых края соединены встык, со шпоночными загибами, а также многослойные.
По особенностям использования пудровые атрибуты делятся на такие разновидности.
Газозащита
Этот тип проволоки требует закрытия сварочной ванны. Для этого используется аргон или другой инертный газ. Атрибут газовой защиты при сварке обычно используется для сварки углеродистой, низколегированной стали. Эта проволока имеет следующие преимущества:
стабильность дуги;
легкость выхода шлака на поверхность;
отсутствие пористости;
низкий уровень распыления;
простота ликвидации шлака.
Таким трубам присуще глубокое проникновение. Их использование востребовано при создании стыков в местах стыков и углов, а также нахлестов при изготовлении конструкций и труб из металла.
Самозащита
Самозащитная трубка является хорошим вариантом для полуавтоматической работы в любом месте, даже в полевых условиях. Этот атрибут сварки не требует наличия дополнительных видов расходных материалов. При ремонте ванной замечено скопление облака от газового заряда. В результате применения самозащитной проволоки на швы наносится ровный флюс, при этом он широкой полосой скрывает горячие стыки. Этот вид порошковой проволоки нашел свое применение при сварке материалов в необорудованных условиях. С его помощью паяют алюминиевые изделия, а также их сплавы.
Порошки, которые сконцентрированы в присадочной проволоке, могут выполнять следующие функции:
легирование;
раскисление;
стабилизация электрической дуги;
упрощение формирования однородности швов.
В зависимости от состава порошка самозащитная проволока бывает:
флюоритовая;
флюорит-карбонат;
рутил;
рутиловый флюорит;
рутил органический.
Особенности применения
Использование полуавтомата при сварке способствует быстрому нанесению швов, т. к. порошковый вид изделий подается без перерыва. Поскольку газовый шланг не всегда может быть доступен для работы, этот метод позволяет сваривать металлы в среде защитного газа. Правильно готовить без газа сможет практически каждый, при этом особое внимание следует уделить поверхности и настройке. При механизированной сварке обязательно нужно учитывать параметры тока, полярность, а также правильную технику выполнения.
Есть нюансы в работе с этим металлическим приспособлением, о которых мастер не должен забывать. Чтобы удачно провести дугу и сформировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно добиться переключением контактов внутри блока.
Провод, идущий к горелке, необходимо соединить с кабелем заземления, а противоположный провод подключить к клемме горелки.
Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. На боковой части ролика есть информация о диапазоне диаметров. Ролик с подвижным типом нельзя затягивать туго, так как провод характеризуется полой структурой, и это событие может привести к его деформации или возникновению засора в кабельном канале.
Для для того, чтобы провод прошел ровно, потребуется снять наконечник, расположенный на выходе зажимного элемента. Его намотка осуществляется после появления расходного элемента с конца этого канала. Диаметр наконечника также должен соответствовать размеру проволоки, так как большое отверстие может затруднить управление дугой. Газ при этой процедуре не используется, поэтому надевать насадку не нужно. Чтобы спрей не прилипал к кончику, его следует распылять специально разработанным средством.
При сварке порошковой проволокой шов всегда будет под контролем, поэтому технология внешне будет напоминать стандартное использование электродов.
Поскольку порошковый атрибут сварки не обладает механической прочностью и жесткостью, специалисты рекомендуют использовать специальный механизм, обеспечивающий непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро устранить металлической щеткой. В противном случае в рабочую зону может попасть шлак, что приведет к образованию дефектов и снижению механической прочности.
Порошковая проволока может быть полностью металлической или флюсовой, выполняя тем самым задачи газа. Использование этого атрибута шва может привести к получению сварного шва более низкого качества, чем обычно, но в некоторых случаях без порошковой добавки не обойтись.
Таблица веса 1 метра круга стального и количество метров в тонне кругляка
Декабрь 11, 2017 | Просмотры: 53334 | #статья
Блог
Таблица веса круга стального
При закупке металлопроката заказчику следует точно определить необходимое его количество в весовом эквиваленте. Чтобы рассчитать вес стального круга нужно учитывать такие параметры, как его диаметр, марку стали, из которой он изготовлен, а также ее удельный вес. Для облегчения этой задачи ниже мы представили таблицу, по которой можно быстро определить вес круга, количество метров в одной тонне и другие важные параметры.
Она показывает массу 1 м круга разных диаметров, площадь его поперечного сечения, допуски по качеству поверхности, а также общий метраж кругляка на 1 тонну. Данная информация поможет вам в составлении технической и проектной документации, подсчете транспортных и складских расходов, ведении бухгалтерского учета. Также в отдельных таблицах, представленных ниже, вы можете найти удельный вес й м3 сталей разных марок. Это поможет вам самостоятельно рассчитать вес стального круга.
Таблица 1. Вес круга и количество метров в тонне
Диаметр круга
Площадь поперечного сечения круга
Масса 1 метра круга
Количество метров в тонне
Мотки
5 мм
19,63 мм2
0,154 кг
6487,8 м
5,5 мм
23,76 мм2
0,187 кг
5361,9 м
6 мм
28,27 мм2
0,222 кг
4505,4 м
6,3 мм
31,17 мм2
0,245 кг
4086,6 м
6,5 мм
33,18 мм2
0,260 кг
3839,0 м
7 мм
38,48 мм2
0,302 кг
3310,1 м
8 мм
50,27 мм2
0,395 кг
2534,3 м
9 мм
63,62 мм2
0,499 кг
2002,4 м
Прутки
10 мм
78,54 мм2
0,617 кг
1622,0 м
11 мм
95,03 мм2
0,746 кг
1340,5 м
12 мм
113,10 мм2
0,888 кг
1126,4 м
13 мм
132,73 мм2
1,042 кг
959,7 м
14 мм
153,94 мм2
1,208 кг
827,5 м
15 мм
176,71 мм2
1,387 кг
720,9 м
16 мм
201,06 мм2
1,578 кг
633,6 м
17 мм
226,98 мм2
1,782 кг
561,2 м
18 мм
254,47 мм2
1,998 кг
500,6 м
19 мм
283,53 мм2
2,226 кг
449,3 м
20 мм
314,16 мм2
2,466 кг
405,5 м
21 мм
346,36 мм2
2,719 кг
367,8 м
22 мм
380,13 мм2
2,984 кг
335,1 м
23 мм
415,48 мм2
3,261 кг
306,6 м
24 мм
452,39 мм2
3,551 кг
281,6 м
25 мм
490,87 мм2
3,853 кг
259,5 м
26 мм
530,93 мм2
4,168 кг
239,9 м
27 мм
572,56 мм2
4,495 кг
222,5 м
28 мм
615,75 мм2
4,834 кг
206,9 м
29 мм
660,52 мм2
5,185 кг
192,9 м
30 мм
706,89 мм2
5,549 кг
180,2 м
31 мм
754,77 мм2
5,925 кг
168,8 м
32 мм
804,25 мм2
158,4 кг
158,4 м
33 мм
855,30 мм2
6,714 кг
148,9 м
34 мм
907,92 мм2
7,127 кг
140,3 м
35 мм
962,11 мм2
7,553 кг
132,4 м
36 мм
1017,88 мм2
7,990 кг
125,2 м
37 мм
1075,21 мм2
8,440 кг
118,5 м
38 мм
1134,11 мм2
8,903 кг
112,3 м
39 мм
1194,96 мм2
9,378 кг
106,6 м
40 мм
1256,64 мм2
9,865 кг
101,4 м
41 мм
1320,25 мм2
10,364 кг
96,5 м
42 мм
1385,44 мм2
10,876 кг
91,9 м
43 мм
1452,20 мм2
11,400 кг
87,7 м
44 мм
1520,53 мм2
11,936 кг
83,8 м
45 мм
1590,43 мм2
12,485 кг
80,1 м
46 мм
1661,90 мм2
13,046 кг
76,7 м
47 мм
1734,90 мм2
13,619 кг
73,4 м
48 мм
1809,56 мм2
14,205 кг
70,4 м
50 мм
1963,5 мм2
15,413 кг
64,9 м
52 мм
2123,72 мм2
16,671 кг
60,0 м
53 мм
2206,18 мм2
17,319 кг
57,7 м
54 мм
2290,22 мм2
17,978 кг
55,6 м
55 мм
2375,83 мм2
18,650 кг
53,6 м
56 мм
2463,01 мм2
19,335 кг
51,7 м
58 мм
2642,08 мм2
20,740 кг
48,2 м
60 мм
2827,43 мм2
22,195 кг
45,1 м
62 мм
3019,07 мм2
23,700 кг
42,2 м
63 мм
3117,25 мм2
24,470 кг
40,9 м
65 мм
3318,31 мм2
26,049 кг
38,4 м
67 мм
3525,65 мм2
27,676 кг
36,1 м
68 мм
3631,68 мм2
28,509 кг
35,1 м
70 мм
3848,45 мм2
30,210 кг
33,1 м
72 мм
4071,50 мм2
31,961 кг
31,3 м
75 мм
4417,86 мм2
34,680 кг
28,8 м
78 мм
4778,36 мм2
37,510 кг
26,7 м
80 мм
5026,55 мм2
39,458 кг
25,3 м
82 мм
5281,02 мм2
41,456 кг
24,1 м
85 мм
5674,50 мм2
44,545 кг
22,4 м
87 мм
5944,68 мм2
46,666 кг
21,4 м
90 мм
6361,73 мм2
49,940 кг
20,0 м
92 мм
6647,61 мм2
52,184 кг
19,2 м
95 мм
7088,22 мм2
55,643 кг
18,0 м
97 мм
7389,81 мм2
58,010 кг
17,2 м
100 мм
7853,98 мм2
61,654 кг
16,2 м
105 мм
8659,01 мм2
67,973 кг
14,7 м
110 мм
9503,32 мм2
74,601 кг
13,4 м
115 мм
10386,89 мм2
81,537 кг
12,3 м
120 мм
11309,73 мм2
88,781 кг
11,3 м
125 мм
12271,85 мм2
96,334 кг
10,4 м
130 мм
13273,23 мм2
104,195 кг
9,6 м
135 мм
14313,88 мм2
112,364 кг
8,9 м
140 мм
15393,80 мм2
120,841 кг
8,3 м
145 мм
16513 мм2
129,627 кг
7,7 м
150 мм
17671,46 мм2
138,721 кг
7,2 м
155 мм
18869,19 мм2
148,123 кг
6,8 м
160 мм
20106,19 мм2
157,834 кг
6,3 м
165 мм
21382,46 мм2
167,852 кг
6,0 м
170 мм
22698,01 мм2
178,179 кг
5,6 м
175 мм
24052,82 мм2
188,815 кг
5,3 м
180 мм
25446,90 мм2
199,758 кг
5,0 м
185 мм
26880,25 мм2
211,010 кг
4,7 м
190 мм
28352,87 мм2
222,570 кг
4,5 м
195 мм
29864,77 мм2
234,438 кг
4,3 м
200 мм
31415,93 мм2
246,615 кг
4,1 м
210 мм
34636,06 мм2
271,893 кг
3,7 м
220 мм
38013,27 мм2
298,404 кг
3,4 м
230 мм
41547,56 мм2
326,148 кг
3,1 м
240 мм
45238,93 мм2
355,126 кг
2,8 м
250 мм
49087,39 мм2
385,336 кг
2,6 м
260 мм
53092,92 мм2
416,779 кг
2,4 м
270 мм
57255,53 мм2
449,456 кг
2,2 м
Таблица 2. Удельный вес марок стали
Тип стали
Марка стали
Удельный вес
Сталь нержавеющая конструкционная криогенная
12Х18Н10Т
7900 кг/м3
Сталь нержавеющая коррозионно-стойкая жаропрочная
08Х18Н10Т
7900 кг/м3
Сталь конструкционная низколегированная
09Г2С
7850 кг/м3
Сталь конструкционная углеродистая качественная
10,20,30,40
7850 кг/м3
Сталь конструкционная углеродистая
Ст3сп, Ст3пс
7870 кг/м3
Сталь инструментальная штамповая
Х12МФ
7700 кг/м3
Сталь конструкционная рессорно-пружинная
65Г
7850 кг/м3
Сталь инструментальная штамповая
5ХНМ
7800 кг/м3
Сталь конструкционная легированная
30ХГСА
7850 кг/м3
Никельхромовая сталь
ЭИ 418
8510 кг/м3
Хромомарганцовоникелевая сталь
Х13Н4Г9 (ЭИ100)
8500 кг/м3
Хромистая сталь
1Х13 (ЭЖ1)
7750 кг/м3
2Х13 (ЭЖ2)
7700 кг/м3
3Х13 (ЭЖ3)
7700 кг/м3
4Х14 (ЭЖ4)
7700 кг/м3
Х17 (ЭЖ17)
7700 кг/м3
Х18 (ЭИ229)
7750 кг/м3
Х25 (ЭИ181)
7550 кг/м3
Х27 (Ж27)
7550 кг/м3
Х28 (ЭЖ27)
7850 кг/м3
Хромоникелевая сталь
0Х18Н9 (ЭЯ0)
7850 кг/м3
1Х18Н9 (ЭЯ1)
7850 кг/м3
2Х18Н9 (ЭЯ2)
7850 кг/м3
Х17Н2 (ЭИ268)
7750 кг/м3
ЭИ307
7700 кг/м3
ЭИ334
8400 кг/м3
Х23Н18 (ЭИ417)
7900 кг/м3
Хромокремнемолибденовая сталь
ЭИ107
7620 кг/м3
Хромоникельвольфрамовая сталь
ЭИ69
8000 кг/м3
Хромоникельвольфрамовая с кремнием сталь
Х25Н20С2 (ЭИ283)
8000 кг/м3
Хромоникелькремнистая сталь
ЭИ72
7700 кг/м3
Прочая особая сталь
ЭИ401
7900 кг/м3
ЭИ418
8510 кг/м3
ЭИ434
8130 кг/м3
ЭИ435
8510 кг/м3
ЭИ437
8200 кг/м3
ЭИ415
7850 кг/м3
Высокоуглеродистая сталь
70 (ВС и ОВС)
7850 кг/м3
Среднеуглеродистая сталь
45
7850 кг/м3
Малоуглеродистая сталь
10 и 10А; 20 и 20А
7850 кг/м3
Малоуглеродистая электротехническая сталь
А и Э; ЭА; ЭАА
7800 кг/м3
Хромистая сталь
15ХА
7740 кг/м3
Хромоалюминиевомолибденовая азотируемая сталь
38ХМЮА
7650 кг/м3
Хромомарганцовокремнистая сталь
25ХГСА
7850 кг/м3
хромованадиевая сталь
30ХГСА
7850 кг/м3
20ХН3А
7850 кг/м3
40ХФА
7800 кг/м3
50ХФА
7740 кг/м3
Если у вас возникнут вопросы по расчету веса и стоимости стального круга, наши консультанты с радостью на них ответят. Также вам может быть полезной следующая информация:
«Круг стальной» – здесь вы можете узнать о том, что такое круглый металлопрокат, каким он бывает, его характеристики, стандарты, применение и т. д.
«Как рассчитать вес круга стального» — общая информация о том, как самостоятельно подсчитать вес кругляка необходимого диаметра и марки стали.
Вес металла, — таблица, расчет веса |
Главная > Вес металла, — таблица, расчет веса
В таблицах указан теоретический вес металлопроката. Фактический вес может оеличатся от теоретического веса ± 0,2% — 3%.
Таблицы веса металлопроката
вес профильной трубы
вес трубы водогазопроводной
вес листового металла
вес арматуры А3
вес строительной арматуры
Таблица веса уголка
таблица веса швеллера
вес балки двутавровой
вес профнастила
вес листового проката
вес круглого проката
вес шестигранника
вес квадрата, круга
вес стальной трубы
Определение массы 1 пм металлопроката
Определение теоретической массы 1 погонного метра трубы
Для нерж. трубы: m = ?*(d — s)*s*?/1000Для «черной» трубы: m = (d — s)*s/40,55где: m — теор. масса одного погонного метра трубы в кг, ? = 3,14 (постоянная величина), d — наружный диаметр в мм, s — толщина стенки в мм, ? — плотность в г/куб. см.
Определение теоретической массы 1 погонного метра круга
m = ?*d2*?/4000где: m — теор. масса 1 п/ м круга в кг, ? = 3,14 (постоянная величина), d — наружный диаметр в мм, ? — плотность стали в г/куб. см.
Определение теоретической массы одного листа
m = V* ?/ 1E 6где: m — теор. масса 1 п/ м листа в кг, V — объем листа = Толщина х Ширина х Длина, мм, ? — плотность стали в г/куб. см, 1Е6 — число 10 в 6-й степени.
Определение примерного количества листов в одной тонне
n = 1Е 9 / V*?где: ? — плотность стали в г/куб. см. V — объем листа = Толщина х Ширина х Длина, мм,
Плотность разных марок сталей (по данным ГОСТ 9941-81)
Марка стали
Плотность, ?, г/см3
Марка стали
Плотность, ?, г/см3
04Х18Н10
7,90
08Х18Н10
7,90
08Х20Н14С2
7,70
08Х17Т
7,70
10Х17Н13М2Т
8,00
08Х13
7,70
08Х18Н12Б
7,90
12Х13
7,70
10Х23Н18
7,95
12Х17
7,70
08Х18Н10Т
7,90
15Х25Т
7,60
08Х18Н12Т
7,95
12Х18Н9
7,90
Формулы расчета
Определение теоретической массы одного погонного метра трубы
m=?*(d-s)*s*?/1000, гдеm=теоретическая масса одного погонного метра трубы в кг, ?=3,14 (постоянная величина), d=наружный диаметр в мм, s=толщина стенки в мм, n=1000/m, ?=плотность в г/см3
Определение примерного количества погонных метров трубы в одной тонне
n=1000/m
Определение примерного количества листа в одной тонне
n=10/V*?
Определение теоретической массы одного листа
m=V*?/10, гдеm=теоретическая масса одного листа в кг, V=Объем листа=толщина (мм)*, ширина (мм)*, длина (мм), ?=плотность в г/см3
Определение теоретической массы одного погонного метра круга
m=x*d2*?/4000, гдеm=теоретическая масса 1 п/ м круга в кг,x=3,14 (постоянная величина),d=наружный диаметр в мм,p=плотность в г/см3,
Плотность принимается в г/куб. см:
Формула расчета веса 1 п/ м трубы. Когда надо быстро узнать сколько весит погонный метр трубы из углеродистой стали, а справочной таблицы нет, воспользуйтесь этой формулой — Мп = (( Ду — Тс ) / 40,5) * Тс Ду — диаметр трубы (мм), Тс — толщина стенки (мм), Мп — вес 1 п/ м трубы в кг.
Таблица удельного веса металлов
Элемент
Символ
Плотность г/см3
Азот
N
1,25
Алюминий
Al
2,69808
Барий
Ba
3,61
Бериллий
Be
1,86
Бор
B
2,33
Ванадий
V
6,12
Висмут
Bi
9,79
Вольфрам
W
19,27
Гадолиний
Gg
7,886
Галлий
Ga
5,91
Гафний
Hf
13,36
Германий
Ge
19,3
Гольмий
Ho
8,799
Диспрозий
Dy
8,559
Европий
Eu
5,24
Железо
Fe
7,87
Золото
Au
19,32
Индий
In
7,3
Иридий
Ir
22,4
Иттербий
Yb
6,959
Иттрий
Y
4,472
Кадмий
Cd
8,642
Кобальт
Co
8,85
Кремний
Si
2,3263
Лантан
La
6,162
Литий
Li
0,534
Лютеций
Lu
—
Магний
Mg
1,741
Марганец
Mn
7,43
Медь
Cu
8,96
Молибден
Mo
10,22
Неодим
Nd
7,007
Никель
Ni
8,91
Ниобий
Nb
8,55
Олово
Sn
7,29
Осмий
Os
22,48
Палладий
Pd
12,1
Платина
Pt
21
Празеодим
Pr
6,769
Рений
Re
21,04
Родий
Rh
12,5
Ртуть
Hg
13,5
Рутений
Ru
12,3
Самарий
Sm
7,53
Свинец
Pb
11,337
Селен
Se
4,7924
Серебро
Ag
10,5
Скандий
Sc
2,99
Сурьма
Sb
6,69
Талий
Tl
11,85
Тантал
Ta
16,6
Теллур
Te
6,25
Тербий
Tb
8,253
Титан
Ti
4,505
Тулий
Tu
9,318
Углерод
C
2,2
Фосфор
P
1,83
Хром
Cr
7,2
Церий
Ce
6,768
Цинк
Zn
7,13
Цирконий
Zr
6,5
Эрбий
Er
9,062
поиск по сайту
Найти:
Вес металлов и сплавов • Полная таблица плотности металлов
Вес — это тяжесть конкретного предмета; вес объекта – это мера силы, действующей на объект из-за гравитации. Поскольку вес — это свойство, присущее конкретному объекту, говорить о весе вещества (например, железа) абстрактно не имеет смысла. Чтобы указать вес чего-либо, должен быть объект, вес которого можно указать.
Плотность можно приблизительно определить как вес на единицу объема, поэтому объекты, вес которых мы указываем в таблице ниже, можно рассматривать как кубы металла размером с заданную единицу объема (один фут в кубе). , один кубический дюйм, один кубический метр и один кубический сантиметр).
Например: «500 фунтов» — это значение веса. «500 фунтов на кубический фут» — это значение плотности.
Итак, вы можете видеть, что значения, приведенные в нашей таблице, технически являются плотностью металла, поскольку мы выражаем значения как вес/единицу объема.
Мы назвали эту веб-страницу «Вес металлов и сплавов» вместо «Плотности металлов и сплавов», чтобы людям было проще находить то, что они искали в Интернете. Многие люди ищут «вес металла», когда на самом деле имеют в виду «плотность металла».
В следующей таблице приведены типичные значения веса (плотности) простых металлов и сплавов для промышленного применения.
Как правило, вес металлов (или, если быть точным, плотность металлов), которые мы перечисляем, рассчитывался на основе значений, предоставленных такими источниками, как Британская энциклопедия или Национальный институт стандартов и технологий, которые мы считаем надежными и авторитетными.
Значения веса сплавов были взяты из технических паспортов производителя и представляют собой фактический вес конкретных репрезентативных продуктов.
Во всех случаях вес металлов, который мы предоставляем, предназначен для предоставления общего представления о том, сколько весят различные металлы, и не должен использоваться, если требуются точные значения для важных инженерных расчетов.
Если необходима точность, всегда обращайтесь к листам технических данных конкретного продукта, который вы собираетесь использовать, или обращайтесь в технический отдел производителя продукта или поставщика материалов.
Все значения веса металла, которые мы показываем, являются значениями плотности металлов при комнатная температура .
Weights of Metals with Industrial Applications (Metal Density in US Units and Metric)
Плотность определяется как масса на единицу объема
Преобразование:
Для плотности в фунтах/футах 3 , умножьте фунты на дюйм. 3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9
. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
verschiedene arten von spannzangen-schnellspannfutterhalter für bohrer oder schneidwerkzeug bohren und gewindebohren von cnc-fräsbearbeitungszentrum für industrie auf tisch — цанговый держатель фото и фото
Verschiedene Arten von Spannzangen-Schnellspannfutterhalter für…
präzision automatisch schnell und drehbar sammeln werkzeugwinkel halterkopf und hochgeschwindigkeitsstahl-schaftfräswerkzeug für cnc-fräsbearbeitungszentrum in industriellen arbeiten isoliert mit clip-pfad — collet holder stock-fotos und bilder
Präzision automatisch schnell und drehbar sammeln Werkzeugwinkel. ..
querschnittsansicht detailconstruktion des spannzangenfutter-werkzeughalters für cnc-fräs-oder bearbeitungszentrum in der industrie — цанговый держатель стоковых фотографий и изображений
Querschnittsansicht Detailkonstruktion des Spannzangenfutter-Werkz
rost an werkzeughalter und werkzeugkomponente für cnc-bearbeitungszentrum — collet holder stock-fotos und bilder
Rost an Werkzeughalter und Werkzeugkomponente für CNC-Bearbeitungs
hartmetalleinsatzspitze schneidwerkzeugbaugruppe mit werkzeughalter und spannzangenfuttereinstellung auf werkzeugvoreinstell- und messmaschine zur inspektion dimension form aussehen auslauf etc — цанговый держатель фото и фото
strömungsbohrer oder reibungsbohrer wolframkarbid-schneidwerkzeuge halten durch spindelzangenfutterhalter mit vierkantrohrwerkstück während der lochherstellung für gewindeschneidet durch vertikale tischbohrmaschine — collet holder stock-fotos und bilder
Strömungsbohrer oder Reibungsbohrer Wolframkarbid-Schneidwerkzeuge
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder Automaticische fräsmaschine auf dem tisch — цанговый держатель стоковых фотографий и сборок
Verschiedene Arten neue und hochpräzise Werkzeughalter. ..
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder automatische fräsmaschine auf dem tisch — collet holder stock-fotos und bilder
Verschiedene Arten neue und hochpräzise Werkzeughalter…
hochpräzise bohrungen, halter, fräsen chuck und spannzange für hohe genauigkeit teil herstellung — держатель цангового патрона stock-fotos und bilder
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange for…
Hochpräziser Bohrhalter, Fräsfutter und Spannzange für die hochpräzise Teileherstellung, Schneidwerkzeug für Automobilteile, Formen- und Werkzeugherstellung.
Die Hand des Mannes mit Fräsen Werkzeugmaschine Halter in einem smith-workshop — цанговый держатель сток-фото и сборка
Die Hand des Mannes mit Fräsen Werkzeugmaschine Halter in einem… Ауфшлиссен.
probenquerschnitt werkzeughalter mit gradspurendmühle und anderen verschiedenen geräten für cnc-bearbeitungszentrumprozess im kasten — collet holder stock-fotos und bilder
Probenquerschnitt Werkzeughalter mit GradspurEndmühle und. ..
verschiedene arten von bearbeitungsspäne einige von ihnen in einem werkzeughalter spannzange, metallbearbeitung, stahl, messing , edelstahl, kupfer, алюминий — цанговый держатель стоковые фото и фотографии
verschiedene Arten von Bearbeitungsspäne einige von ihnen in…
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange für hohe genauigkeit teil fertigung — цанговый держатель Stock-fotos und Bilder
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange für… fotos und bilder
Der Satz von Schaftfräser Halter, Spannzange
Der Satz von Schaftfräserhalter, Spannzange für CNC-Maschine
präzisionsautomatisches schnelles und drehbares sammelwerkzeug holder & high-speed-stahl-end-fräswerkzeug goldbeschichtung für cnc-fräsbearbeitungszentrum in industrieller metallbearbeitung — collet держатель стоковых фотографий и изображений
Präzisionsautomatisches schnelles und drehbares Sammelwerkzeug…
verschiedene arten von spannzangen-schnellspannfutterhalter für bohrer oder schneidwerkzeug bohren und gewindebohren von cnc-fräsbearbeitungszentrum für industrie auf tisch — collet holder stock-fotos und bilder
Verschiedene Arten von Spannzangen-Schnellspannfutterhalter für. ..
verschiedene arten von spannzangen-schnellfutterhalter für bohrer oder schneidwerkzeug bohren und gewindeschneiden von cnc-fräsbearbeitungszentrum für die industrie — цанговый держатель стоковых фотографий и изображений
Verschiedene Arten von Spannzangen-Schnellfutterhalter für…
verschiedene arten von spannzangen-schnellfutterhalter für bohrer oder schneidwerkzeug bohren und gewindeschneiden von cnc-fräsbearbeitungszentrum für die industrie — collet holder stock-fotos und bilder
Verschiedene Arten von Spannzangen-Schnellfutterhalter für..
querschnittsansicht detailkonstruktion des spannzangenfutter-werkzeughalters für cnc-fräsoder bearbeitungszentrum in der industrie — держатель цангового патрона stock-fotos und bilder
Querschnittsansicht Detailkonstruktion des Spannzangenfutter-Werkz
hartmetalleinsatzspitze schneidwerkzeugbaugruppe mit werkzeughalter und spannzangenfuttereinstellung auf werkzeugvoreinstell- und messmaschine zur inspektion dimension form aussehen auslauf etc — collet holder stock-fotos und bilder
querschnittsansicht detailkonstruktion des spannzangenfutter-werkzeughalters für cnc -fräsoder bearbeitungszentrum in der industrie mit kopierraum — цанговый держатель фото и фото
Querschnittsansicht Detailkonstruktion des Spannzangenfutter-Werkz
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder automatische fräsmaschine auf dem tisch — collet holder stock-fotos und bilder
Verschiedene Arten neue und hochpräzise Werkzeughalter…
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder Automaticische fräsmaschine auf dem tisch — цанговый держатель стоковых фотографий и сборок
Verschiedene Arten neue und hochpräzise Werkzeughalter…
verschiedene viele arten neue und hochpräzise werkzeughaltervorrichtung für schnittstelle schneidwerkzeug und spindel von cnc-bearbeitungszentrum oder automatische fräsmaschine auf tisch — collet holder stock-fotos und bilder
Verschiedene viele Arten neue und hochpräzise. ..
Die Hand des Mannes mit Fräsen Werkzeugmaschine halter in einem smith-workshop — цанговый держатель stock-fotos und bilder
Die Hand des Mannes mit Fräsen Werkzeugmaschine Halter in einem…
Männerhand mit Fräswerkzeughalter in einer Schmiedewerkstatt. Ауфшлиссен.
verschiedene arten neue und hochpräzise werkzeughalter vorrichtung für schnittstelle schneidwerkzeug und spindel von cnc bearbeitungszentrum oder automatische fräsmaschine auf dem tisch — collet holder stock-fotos und bilder
Verschiedene Arten neue und hochpräzise Werkzeughalter…
hochpräzise bohrungen, halter, fräsen chuck und spannzange für hohe genauigkeit teil herstellung — цанговый держатель стоковых фотографий и изображений
Hochpräzise Bohrungen, Halter, Fräsen Chuck und Spannzange for…
Hochpräziser Bohrhalter, Fräsfutter und Spannzange für die hochpräzise Teileherstellung, Schneidwerkzeug für Automobilteile, Formen- und Werkzeugherstellung.
präzisions-sammelwerkzeug halter & hochgeschwindigkeits-stahl-end-fräswerkzeug Goldene Beschichtung für cnc fräsen bearbeitungszentrum auf dem tisch — цанговый держатель Stock-fotos und Bilder
präzisions-sammelwerkzeug halter & hochgeschwindigkeits-stahl-end-fräswerkzeug goldene beschichtung für cnc fräsen bearbeitungszentrum auf dem tisch — collet holder stock-fotos und bilder
präzision sammeln futter und flächenhalter kopf schneidwerkzeug für cnc fräsen bearbeitungszentrum in industriellen arbeiten auf dem tisch — цанговый держатель Stock-fotos und bilder
Präzision sammeln Futter und Flächenhalter Kopf Schneidwerkzeug fü
Hochpräzise Bohrungen, Halter, Fräsen Chuck Und Spannzange für hohe genauigkeit teil fertigung — держатель коллинга сток -фотос и грильдер
Hochpräzise bohrungen, halter, fräsen und spannzerange und. ndeplater, frehreler nebhräler, frehrerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, halerhräler, freanzer nuderher Präzisionswerkzeug für Automobilteile, Form- und Stanzformenproduktion.
фон 1
Masa Tool — Добро пожаловать в Masa Tool
Скачать каталог IMTS 2022
Добро пожаловать в Masa Tool — дом системы Microconic™
Masa Tool разработала систему Microconic™ специально для удержания заготовок диаметром от 0,15 мм до 10 мм (от 0,006 дюйма до 0,390 дюйма) на любом станке с цанговым патроном.
Система состоит из двух основных компонентов: картриджа Microconic™, который подходит к шпинделю станка с ЧПУ и заменяет стандартные цанги 5C, TF15, TF16, TF20, TF25 или TF37, и цанги Microconic™, который подходит к станку Microconic™. патрон.
Система Microconic™ обладает непревзойденной концентричностью: наш производственный допуск составляет 3 мкм (0,0001 дюйма), и мы гарантируем, что наши картриджи будут находиться в пределах 5 мкм (0,0002 дюйма) при производственном использовании на вашей машине.
Система Microconic™ работает со стандартными цанговыми системами вытяжного или нажимного типа, которые есть на любом станке.
Возможности цангового зажима Over-grip системы Masa Microconic™ открывают целый мир новых возможностей для экономии времени. Наши цанговые зажимы открываются 9от 0125 до Диаметр на 4 мм (0,157 дюйма) больше, чем диаметр зажима.
НОВЫЕ картриджи Microconic F15 и F16 меньшего размера и серия цанг UM5 для швейцарского зажима. Щелкните изображение для получения дополнительной информации
Обслуживаемые отрасли Наши цанговые патроны используются для производства множества продуктов, в том числе
aerospace
automobiles
business machines
defense
electronics
fasteners
fiber optics
firearms
medical devices
medical implants
tools
valves
Система Microconic™ состоит из картриджа , который подходит к вашей машине как стандартная цанга, и цанги Microconic, которые подходят к нашему картриджу.
Каждый картридж Microconic стандартно поставляется с удлиненным носиком, что обеспечивает непревзойденную жесткость благодаря цельной конструкции.
Картридж Microconic™ можно использовать в качестве калибра для проверки точности шпинделя станка.
Гаечный ключ Micrograd™ с торцевой шкалой позволяет установить давление зажима цангового зажима. Теперь даже самые хрупкие детали можно надежно и надежно удерживать.
Чрезвычайная точность. Концентричность картриджа Microconic™ гарантированно находится в пределах 5 мкм (0,0002″).
Цанги Microconic™ закалены и прецизионно отшлифованы в соответствии с высочайшими стандартами качества.
Обычные цанги 10 мм доступны от Ø0,2 мм (0,008 дюйма) до 10 мм (0,394 дюйма).
10-мм цанги с избыточным захватом диаметром от 0,5 до 7,2 мм (0,020–0,283 дюйма).
Цанги Over-Grip 10 мм в открытом состоянии – Диаметр на 4 мм (0,157 дюйма) больше, чем диаметр зажима. Некоторые ограничения применяются к большим размерам, приближающимся к максимальному диаметру 7,2 мм (0,283 дюйма).
Это руководство охватывает наиболее важные этапы выбора паяльной пасты. Существуют также дополнительные детали характеристик сплава и флюса, которые не рассматриваются в данном руководстве и могут быть очень важны в процессе выбора. Следует позвонить своему специалисту по продажам паяльных паст Nordson EFD, чтобы проверить требования и убедиться, что вы используете наиболее подходящую паяльную пасту для этой работы.
Шаг 1. Выбор сплава
При выборе припойного сплава нужно ответить на несколько вопросов.
Должен ли сплав быть бессвинцовым?
Существует ли требование к температуре оплавления или ее ограничение?
Какой тип/размер частиц порошка необходим для наименьшей функции в данном случае применения?
Бессвинцовые/свинецсодержащие сплавы
Во многих случаях применения требуется использование бессвинцового припойного сплава. Иногда это объясняется тем, что продукт подпадает под действие директивы RoHS (ограничение использования опасных веществ), а иногда это предусмотрено корпоративными предписаниями. В некоторых случаях применения, подпадающих под действие директивы RoHS, требование к использованию бессвинцовых сплавов отменяется, поскольку требования к температуре оплавления могут быть выполнены только с помощью припойных сплавов с высоким содержанием свинца, которые не соответствуют нормам RoHS.
Руководство по температуре сплава
Свинецсодержащие сплавы
Бессвинцовые сплавы
Сплав
Солидус (°C)
Ликвидус (°C)
Сплав
Солидус (°C)
Ликвидус (°C)
Sn43/Pb43/Bi14
144
163
Sn42/Bi57/Ag1,0
137
139
Sn62/Pb36/Ag2
179
189
Sn42/Bi58
138E*
Sn63/Pb37
183E*
Sn96,5/Ag3,0/Cu0,5
217
219
Sn60/Pb40
183
191
Sn96,3/Ag3,7
221E*
Sn10/Pb88/Ag2
268
290
Sn95/Ag5
221
245
Sn10/Pb90
275
302
Sn100
232MP**
Sn5/Pb92,5/Ag2,5
287
296
Sn99,3/Cu0,7
227E*
Sn5/Pb95
308
312
Sn95/Sb5
232
240
Sn89/Sb10,5/Cu0,5
242
262
Sn90/Sb10
243
257
Рисунок 1. * Эвтектический – солидус и ликвидус равны ** MP – точка плавления
Температура плавления
Каждый сплав предусматривает температуру, при которой он переходит из твердого состояния в жидкое (рисунок 1). Переход фазы из твердого состояния в жидкое начинается при достижении солидуса и заканчивается при достижении ликвидуса.
Ниже солидуса сплав на 100 % пребывает в твердом состоянии.
Между солидусом и ликвидусом (в области, называемой пластическим диапазоном) некоторая часть сплава является твердой, но большая часть является жидкой.
Сплавы называются эвтектическими, когда солидус и ликвидус равны.
Хотя смачивание начинается при температуре солидуса, наилучшее смачивание достигается при пиковой температуре 15 ºС или выше над ликвидусом. Если паяное соединение должно сохранять физическую целостность при более поздней операции, такой как второй процесс оплавления, максимальная температура при более поздней операции должна быть ниже температуры солидуса сплава.
Размер частиц
После выбора наиболее подходящего сплава нужно выбрать размер частиц. В таблице размера частиц порошка (рисунок 2) приводится сопоставление размера частиц с типичными требованиями к печати и дозированию. Значения, указанные для размеров планарных, квадратных/круглых и капельных насадок, представляют наименьшую функцию, рекомендованную для порошка с частицами этого размера. Если функция меньше, для данного случая применения требуется порошок с частицами следующего размера в порядке уменьшения.
Использование порошка со слишком большими частицами приведет к трудностям с печатью и дозированием, что ухудшит качество. Стоимость использования порошка с меньшими частицами будет выше.
Размер частиц порошка
Тип частиц порошка
Размер частиц порошка (микрон)
Шаг планарных выводов (мм/дюйм)
Квадратная/круглая апертура (мм/дюйм)
Диаметр капли (мм/дюйм)
Калибр насадки общего назначения
Калибр конусной насадки
II
45-75 µ
0. 65 / 0.025
0.65 / 0.025
0.80 / 0.030
21
22
III
25-45 µ
0.50 / 0.020
0.50 / 0.020
0.50 / 0.020
22
25
IV
20-38 µ
0.30 / 0.012
0.30 / 0.012
0.30 / 0.012
25
27
V
15-25 µ
0.20 / 0.008
0.15 / 0.006
0.25 / 0.010
27
VI
5-15 µ
0.10 / 0.004
0.05 / 0.002
0.15 / 0.006
32
Рисунок 2.
Шаг 2. Выбор флюса
Категории флюсов определяются Военной спецификацией QQ-S-571E, а также рейтинговой системой флюсов IPC. Спецификацией QQ-S-571E выделяется пять основных категорий. Каждая из категорий предусматривает различные уровни активности, физические качества остатка и необходимые методы очистки.
Сравнение флюсов
Низкая активность
Средняя активность
Высокая активность
В сравнительной таблице флюсов показаны относительные диапазоны активности каждой категории флюсов. Обратите внимание на накладку уровней активности между группами флюсов.
Канифольный
Канифольный флюс состоит из канифоли и растворителя. Канифольный флюс обладает очень низкой активностью и подходит только для легко паяемых поверхностей. Классификация IPC — ROL0. Остаток канифоли твердый, не вызывает коррозию, не проводит ток и может быть оставлен на поверхности. Остаток может быть удален с помощью подходящего растворителя.
Не требующий отмывки
Флюс, не требующий отмывки, состоит из канифоли, растворителя и небольшого количества активатора. Флюс, не требующий отмывки, обычно предусматривает активность в пределах низкой и средней и подходит для легко паяемых поверхностей. Обычная классификация IPC — ROL0 или ROL1. Остаток флюса, не требующего отмывки, прозрачный, твердый, не вызывает коррозию, не проводит ток и рассчитан на то, чтобы остаться на узлах многих типов. Остаток может быть удален с помощью подходящего растворителя. Некоторые (но не все) флюсы, не требующие отмывки, труднее удалить, чем канифольные среднеактивированные флюсы.
Канифольный среднеактивированный
Канифольный среднеактивированный флюс состоит из канифоли, растворителя и небольшого количества активатора. Большинство канифольных среднеактивированных флюсов предусматривает довольно низкую активность и лучше всего подходит для легко паяемых поверхностей. Обычная классификация IPC — ROL0, ROL1, ROM0 или ROM1. Остаток канифольного среднеактивированного флюса прозрачный и мягкий. Большинство из них не вызывают коррозию и не проводят ток. Многие канифольные среднеактивированные флюсы проходят тестирование SIR как флюс, не требующий отмывки. Остаток может быть удален с помощью подходящего растворителя.
Канифольный активированный
Канифольный активированный флюс состоит из канифоли, растворителя и агрессивных активаторов. Канифольный активированный флюс предусматривает аналогичную или более высокую активность, чем канифольный среднеактивированный флюс, для умеренно и сильно окисляемых поверхностей. Обычная классификация IPC — ROM0, ROM1, ROH0 или ROh2. В отсутствие тестирования, чтобы доказать обратное, считается, что остаток канифольного активированного флюса вызывает коррозию. Узлы, чувствительные к коррозии или возможности электрической проводимости через остаток, должны быть очищены как можно скорее после сборки. Остаток может быть удален с помощью подходящего растворителя.
Растворимый в воде
Флюс, растворимый в воде, состоит из активаторов, тиксотропа и растворителя. Флюс, растворимый в воде, предусматривает широкий диапазон уровней активности, от отсутствия активности до чрезвычайно высокой активности, при пайке даже на самых сложных поверхностях, таких как нержавеющая сталь. Классификация IPC обычно начинается с OR для органики. Они предусматривают низкий, средний и высокий уровни активности и содержание галогенидов в размере 0 или 1. По определению остаток может быть удален с помощью воды.
Матрица паяемости
Финишная обработка
Канифольный среднеактивированный
Канифольный активированный
Растворимый в воде
Не требующий отмывки
Высокоактивный не требующий отмывки
Алюминий
Бериллиевая бронза
Латунь
Бронза
Кадмий
Хром
Не допускает пайку
Медь
Оцинкованная сталь
Золото
Ковар
Магний
Не допускает пайку
Низкоуглеродистая сталь
Монель
Нихром
Никель
Железоникелевый сплав / Сплав 42
Нейзильбер
Палладий
Платина
Серебро
Покрытие припоем
Нержавеющая сталь
Олово
Титан
Не допускает пайку
Цинк
Расшифровка символов
Рекомендовано
Зависит от сплава (свяжитесь с EFD)
Смачивание чистых поверхностей
Не рекомендовано
Шаг 3. Определение особых характеристик
Последняя область, которую следует учитывать при окончательном выборе паяльной пасты, относится к любым другим особым характеристикам, которые могут потребоваться в сложных условиях. Две формулы флюса могут сильно различаться по производительности, несмотря на одинаковые классификации QQ-S-571E и J-STD-004 Паяльные пасты со специфическими характеристиками можно использовать для устранения технических трудностей сборки, с которыми не могут справиться другие формы припоя. Ниже приведены несколько примеров характеристик флюса, которые влияют на производительность паяльной пасты.
Ограниченный остаток
Остатки флюса NC 26D04 остаются либо на шве, либо очень близко ко шву после оплавления. Данная характеристика наиболее важна при использовании составов, не требующих отмывки, когда видно соединение или распространение флюса на окружающие области может вызвать проблему.
Канифольные среднеактивированные флюсы RMA 07D01 и 04D01 предназначены для удержания сплава на месте до достижения ликвидуса. Эти составы подходят для устранения зазоров, заполнения отверстий и пайки соединений на вертикальных поверхностях.
Быстрое оплавление
Термин, используемый для описания нагрева паяльной пасты менее чем за 5 секунд. Паяльные пасты RMA 04D02 и RMA 07D02 с быстрым оплавлением не разбрызгиваются при нагревании в течение всего 0,25 секунды. Типичные методы, обеспечивающие быстрое оплавление, включают использование лазера, паяльника, стержня накала и индукционной пайки.
Выдавливание стержнем или капельное выдавливание
Техника нанесения припоя путем погружения компонента или стержня в паяльную пасту. Это обеспечивает прилипание тонкого сплошного слоя паяльной пасты NC 21T20 к компоненту. Данная техника полезна при нанесении припоя на изделия, которые не поддаются печати или дозированию (например, группы стержней).
Низкий уровень образования пустот
IPC-7097A представляет собой спецификацию для реализации процесса проектирования и сборки BGA. Критерии проверки для массивов шариковых выводов (BGA) и MicroBGA часто требуют, чтобы уровень образования пустот составлял менее 20%. Для обеспечения соответствия очень низким ограничениям уровня образования пустот, применяемым к сборкам Класса 3, требуется паяльная паста с низким уровнем образования пустот.
Флюс, пригодный для УФ-контроля
При использовании в отдельном порядке или при смешивании со сплавом для формирования паяльной пасты (NC 22D05 и RMA 07D05) наш флюс, пригодный для УФ-контроля, позволяет получить оптическое подтверждение наличия флюса. Эти составы также люминесцируют под воздействием ультрафиолетовых лучей, давая возможность подтвердить нанесение паяльной пасты.
Флюс для пайки лучше в категории «Промышленное оборудование и станки»
Паяльная паста MECHANIC XG-50 35г, флюс для пайки SMD BGA DB
Доставка по Украине
522.37 грн
261.18 грн
Купить
DomeBuys
Флюс для пайки аккумуляторов, стали, железа, меди 20мл HWY-800 DB
Доставка по Украине
370.79 грн
185.39 грн
Купить
DomeBuys
Припой для пайки бессвинцовый олово 0. 8мм с флюсом, катушка 50г DB
Доставка по Украине
382.45 грн
191.22 грн
Купить
DomeBuys
Припой для пайки ПОС 63, 0.6мм с флюсом, катушка 50г JINHU DB
Доставка по Украине
359.13 грн
179.56 грн
Купить
DomeBuys
Припой для пайки ПОС 63, 1мм с флюсом, катушка 50г JINHU DB
Флюс для пайки аккумуляторов, стали, железа, меди 20мл HWY-800 HS
Доставка по Украине
386.10 грн
193.05 грн
Купить
Hot Shopping
Припой для пайки бессвинцовый олово 0.8мм с флюсом, катушка 50г HS
Доставка по Украине
397.80 грн
198.90 грн
Купить
Hot Shopping
Припой для пайки ПОС 63, 0.6мм с флюсом, катушка 50г JINHU HS
Доставка по Украине
374. 40 грн
187.20 грн
Купить
Hot Shopping
Припой для пайки ПОС 63, 1мм с флюсом, катушка 50г JINHU HS
Доставка по Украине
374.40 грн
187.20 грн
Купить
Hot Shopping
Канифоль Сосновая 1 кг для пайки, для мыла, флюс
На складе
Доставка по Украине
270 грн
225 грн
Купить
ТМ Клебріг — Супермаркет химреактивов
Припой для пайки ПОС 60, 0.3мм с флюсом, катушка 50г JINHU DB
Доставка по Украине
359.13 грн
179.56 грн
Купить
DomeBuys
Флюс паста AG4 100г для пайки меднофосфорным припоем
На складе
Доставка по Украине
250 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Паяльная паста MECHANIC XG-50 35г, флюс для пайки SMD BGA
На складе в г. Ровно
Доставка по Украине
190 — 255 грн
от 13 продавцов
190 грн
Купить
KRONS интернет- магазин
Припой для пайки ПОС 60, 0. 3мм с флюсом, катушка 50г JINHU HS
Доставка по Украине
374.40 грн
187.20 грн
Купить
Hot Shopping
Смотрите также
Припой П-14 с флюсом пруток 2мм, для пайки меди, стали и латуни
На складе
Доставка по Украине
40 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Припой для пайки сварки алюминия, 50шт 50см 2мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет-магазин Zerus
Флюс для пайки Ортофосфорная кислота 500 мл
На складе
Доставка по Украине
355 грн
Купить
Oildrop — смазки и флюсы для пайки в удобной упаковке
Припой для пайки с содержанием флюса SN 99 Cu 1
На складе в г. Львов
Доставка по Украине
750 грн
Купить
PositivePrice
Паста паяльная MECHANIC XG-50 35г, флюс для пайки SMD BGA
На складе в г. Киев
Доставка по Украине
210 — 420 грн
от 6 продавцов
245 грн
Купить
«УХтышКА» сувениры, подарки, приколы, интересные вещи, игрушки
Припой для пайки сварки алюминия, 50шт 50см 1.6мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
445 грн
Купить
KRONS интернет- магазин
Флюс для пайки аккумуляторов, стали, железа, меди 20мл HWY-800
На складе в г. Ровно
Доставка по Украине
125 — 151 грн
от 10 продавцов
125 грн
Купить
Магазин «Панас»
Бура для пайки 100 г. флюс 5-водная Тетраборат Натрия
На складе
Доставка по Украине
25 грн
20 грн
Купить
ТМ Клебріг — Супермаркет химреактивов
Канифоль Сосновая 500 г для пайки, для мыла, флюс
На складе в г. Ровно
Доставка по Украине
149 грн
124 грн
Купить
ТМ Клебріг — Супермаркет химреактивов
Припой с флюсом для пайки алюминия, 50см 2мм пруток, 50 шт
Заканчивается
Доставка по Украине
по 495 грн
от 3 продавцов
580 грн
495 грн
Купить
MegaMag
Припой для пайки SREMTCH олово 0. 8 мм с флюсом, проволока 100г
На складе
Доставка по Украине
по 289 грн
от 2 продавцов
299 грн
289 грн
Купить
Интернет-магазин PARNAS
Припой для пайки сварки алюминия, 50шт 50см 2.4мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
675 — 891 грн
от 7 продавцов
675 грн
Купить
PROMRV
Припой для пайки сварки алюминия, 50шт 50см 2.0мм пруток c флюсом, 101240
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет магазин » Горячий Стиль «
Паяльная станция ТЕХНЕТ 858 + 5 насадок + флюс — паста для пайки
Доставка из г. Ровно
1 790 грн/комплект
Купить
garazhOk Потрібних речей
10 лучших флюсов для пайки электроники Обзоры и руководство по покупке
Создаете ли вы новые электрические цепи или ремонтируете существующие, вам потребуются различные инструменты для того же самого.
В первую очередь это такие инструменты, как паяльник и паяльная проволока, необходимые для выполнения электрических соединений. Но чтобы сделать чистые и рабочие соединения, вам также понадобится что-то вроде лучшего флюса для пайки для электроники, указанного ниже в этом списке, из-за следующих факторов:
Вес: Флюс для пайки используется снова и снова, поэтому его потребуется много. Следовательно, не забудьте проверить количество или вес флюса для пайки, который вы получаете. Как правило, флюс для пайки поставляется в упаковках по 2 унции, а некоторые бренды даже предлагают упаковки по 4 унции или 16 унций для длительного использования.
Соответствие: Как правило, вы можете использовать любой паяльный флюс для своих электронных проектов, поскольку все они имеют сходное применение. Но если вы хотите быть уверены, что ваш флюс для пайки прошел надлежащие испытания, то приобрести что-то вроде флюса для пайки, соответствующего требованиям RoHS, может быть отличной идеей.
Гарантия: Поскольку флюс для пайки более или менее представляет собой смесь химических веществ, срок его хранения обычно составляет несколько слоев. Хотя, поскольку вы хотите, чтобы ваш паяльный флюс прослужил как можно дольше, имеет смысл проверить предлагаемую им гарантию. К счастью, на многие доступные флюсы для пайки предоставляется годовая гарантия.
Принимая во внимание эти факторы, выбор правильного флюса для пайки электроники должен быть довольно простым. Но если вы хотите быть полностью уверены, что покупаете лучший, вам также следует проверить их характеристики и детали вместе с подробным «Руководство по покупке» , которое вы найдете ниже. Используя эти данные, вы сможете купить лучший паяльный флюс для электроники, дойдя до конца этой статьи.
Лучший флюс для пайки электроники
Флюс для пайки электроники
Вес
Гарантия
Купить
SRA Паяльная канифольная паста Флюс
2 унции
1 год
Проверить на Amazon
Паяльная паста La-Co
16 унций
—
Проверить на Amazon
Паяльная паста Delcast Rosin
1,7637 унции
1 год
Проверить на Amazon
MG Chemicals Rosin Flux Paste
1,7637 унции
1 год
Проверить на Amazon
Youland Флюс для канифоли для пайки
0,35274 унции
—
Проверить на Amazon
Флюс для пайки RadioShack Rosin
2 унции
90 дней
Проверить на Amazon
Баночки для флюса Romeda
1,2 унции
—-
Проверить на Amazon
Thermaltronics Rosin Flux Paste
2 унции
90 дней
Проверить на Amazon
Rectorseal Paste Flux
4 унции
1 год
Проверить на Amazon
Паяльная паста CAIG LABS Rosin Flux
1,97534 унции
1 год
Проверить на Amazon
Также проверьте –
Паяльные станции, паяльные станции для электроники и паяльные станции
Пайка – Наборы железа, пистолеты, руки помощи, коврики, цифровой USB-микроскоп
Поглотители дыма припоя
Верхний флюс для пайки электроники
1. SRA Продукты для пайки Канифольная паста Флюс
SRA — это очень популярный бренд флюса для пайки, который не только предлагает проверенные и надежные продукты, но и производится в США, которые ищут многие покупатели.
Паяльный флюс SRA Rosin для электроники находится на 1-й позиции в этом списке, потому что для многих он может быть отличным вариантом производства США. С этим паяльным флюсом вы получаете упаковку размером 2 унции, что вполне прилично.
Еще одна замечательная особенность этого флюса для пайки электроники заключается в том, что на него распространяется годовая гарантия, что всегда приятно иметь. Это может быть отличным выбором для использования с оловянными, свинцовыми и бессвинцовыми сплавами без каких-либо проблем. Хотя ему не хватает какого-либо рейтинга соответствия RoHS.
Лучшие характеристики:
Поставляется в упаковке по 2 унции
Включает гарантийный срок 1 год
Плюсы:
Сделано в США
Отлично работает с оловянными, свинцовыми и бессвинцовыми сплавами
Достойная гарантия для длительного использования
Недостатки:
Не соответствует требованиям RoHS
Купить сейчас на Amazon
2. Паяльная флюсовая паста La-Co
тогда флюс для пайки LaCo может быть идеальным вариантом.
Флюс для пайки LaCo 22107 для электроники занимает 2-е место в этом списке, так как с ним вы получаете очень большую упаковку. Поскольку этот паяльный флюс для электроники поставляется в упаковке по 16 унций, вы можете рассчитывать, что его хватит на очень долгое время.
Хотя этого количества, безусловно, хватит на долгое время, вы не получите никакой гарантии от LaCo и ее предложений флюса для пайки, что для многих может быть обломом. Преимущество этого флюса для пайки в том, что он соответствует мил. спец. мил-F 4995, что делает его одним из самых универсальных и удобных флюсов для пайки.
Лучшие характеристики:
Поставляется в упаковке по 16 унций
Соответствует мил. спец. мил-Ф 4995 стандарт
Плюсы:
Флюс производства США
Большое количество в одной упаковке
Универсален и совместим с различными металлами, используемыми для пайки
Минусы:
Отсутствие гарантии производителя
Купить сейчас на Amazon
3. Паяльная паста Delcast Rosin
Несмотря на то, что большинство флюсов для пайки электроники не дороги, некоторые из вас могут искать более дешевые варианты, где Delcast и его предложения могут быть жизнеспособными. вариант для многих.
Этот паяльный флюс Delcast Rosin для электроники находится на 3-й позиции в этой статье, так как это самый дешевый вариант, указанный здесь. Из-за более низкой цены это отличный выбор для покупателей с ограниченным бюджетом.
Несмотря на довольно низкую цену, вы все равно получаете приличное количество 1,7637 унции флюса внутри. Этот флюс также может служить довольно долго благодаря прилагаемой 1-летней гарантии. Хотя, будучи бюджетным брендом, вы не можете ожидать соответствия RoHS от его флюса для пайки.
Лучшие характеристики:
Поставляется в упаковке по 1,7637 унции
Включает гарантийный срок 1 год
Плюсы:
Флюс для пайки начального уровня для электроники
Длительная гарантия для бюджетного предложения
Достойное количество в упаковке
Минусы:
Флюс для пайки, не соответствующий требованиям RoHS
Купить сейчас на Amazon
4. Флюс-паста MG Chemicals Rosin Flux Paste
Как вы можете догадаться по названию, MG Chemicals — это бренд химикатов, который предлагает различные сопутствующие товары, включая паяльный флюс для электроники. Применение.
Поскольку MG Chemicals занимается производством химических продуктов, упомянутый здесь флюс для пайки канифоли 8342 RA для электроники является очень эффективным. Внутри каждой упаковки вы получите в общей сложности 1,7637 унции паяльного флюса, что вполне прилично.
И, как и следовало ожидать по данной цене, вы также получаете 1-летнюю гарантию на этот флюс для пайки. Так как MG Chemicals является торговой маркой химикатов, в ее паяльных флюсах используются одни из самых эффективных химикатов, что обеспечивает превосходные результаты очистки.
Лучшие характеристики:
Поставляется в упаковке по 1,7637 унции
Включает гарантийный срок 1 год
Плюсы:
Использование высококачественных химикатов
Достойный гарантийный срок
Стандартный вес в упаковке
Минусы:
Немного дороговато для некоторых
Купить сейчас на Amazon. схемы.
Если вы покупаете флюс для пайки электроники, то, скорее всего, вам понадобятся и другие сопутствующие аксессуары. Именно это предлагает своему покупателю флюс для пайки YouLand. Говоря о флюсе для пайки, он поставляется с 0,35274 унции флюса в каждой упаковке.
Помимо флюса, вы также найдете припойную проволоку 60/40 толщиной 0,6 мм, что вполне прилично. В комплект входит даже средство для очистки жала паяльника, которое можно использовать вместе с флюсом для предотвращения окисления. К сожалению, будучи небольшим брендом, YouLand не имеет какой-либо гарантии производителя.
Лучшие характеристики:
Поставляется в упаковке по 0,35274 унции
Включает гарантийный срок 1 год
Плюсы:
Сделано в США
Отлично работает с оловянными, свинцовыми и бессвинцовыми сплавами
Достойная гарантия для длительного использования
Минусы:
Без гарантии
Купить на Amazon. для электроники.
Поскольку RadioShack довольно популярен и пользуется хорошей репутацией, его паяльный флюс Канифоль — отличный вариант для покупателей. Как и многие другие варианты, этот также сделан в США. Что касается размера упаковки, то в каждой упаковке вы найдете 2 унции паяльного флюса.
Несмотря на то, что RadioShack предлагает пользователю гарантию, она немного ограничена всего 90 днями общего гарантийного периода. В отличие от многих других вариантов флюса для пайки, в этом используется непроливаемая формула, которая гарантирует, что флюс не попадет куда угодно во время работы с электрическими цепями.
Лучшие характеристики:
Поставляется в упаковке по 2 унции
Включает гарантийный срок 90 дней
Плюсы:
Производство в штатах
Стандартный размер упаковки
Использует непроливаемую формулу флюса для пайки
Минусы:
Гарантийный срок мог бы быть больше
Купить сейчас на Amazon
7. Баночки с флюсом для припоя Romeda
Торговая марка Romeda предлагает канифольный паяльный флюс хорошего качества по доступной цене. Этот флюс широко применим, поэтому он подходит для сварочных инструментов, железа, олова, золота, меди и других металлов.
Поскольку канифоль, используемая в этом флюсе, является токопроводящей в сухих условиях, она обладает хорошей изоляцией. Он не вызывает коррозии, как металлические вещества, в том числе печатные платы. Кроме того, он еще и антикоррозийный.
Этот флюс для припоя подходит для сварки на уровне нескольких электронных чипов. В комплект входят 2 гибких баночки для припоя.
Лучшие характеристики
Поставляется в 2 баночках
Может работать с несколькими сплавами
Плюсы:
Идеально подходит для ремонта, сварки и ремонта электроники
Хорошее количество по цене
Антикоррозийный и антиоксидантный
Минусы:
Не поставляется с производственной гарантией
Купить на Amazon
8. Флюс-паста для канифоли от Thermaltronics
Приближаясь к следующему выбору флюса для пайки в этом списке, у нас есть Thermaltronics, которая оказалась еще одним бюджетным вариантом для многих покупателей благодаря более низкой цене.
Этот паяльный флюс Thermaltronics TMT-FP-1 Rosin для электроники может быть еще одним жизнеспособным вариантом, если вам нужен паяльный флюс, соответствующий требованиям RoHS. Помимо того, что он очень эффективен благодаря соответствию RoHS, он также включает в себя стандартную емкость 2 унции внутри каждой упаковки.
Вы можете использовать этот паяльный флюс как для свинцовой, так и для бессвинцовой пайки, что делает его весьма универсальным. Тем не менее, вы получаете только 90-дневную гарантию с этим флюсом для пайки, что ниже, чем у других.
Лучшие характеристики:
Поставляется в упаковке по 2 унции
Включает гарантийный срок 90 дней
Плюсы:
Флюс для пайки, соответствующий требованиям RoHS
Флюс для пайки начального уровня
Работает как со свинцовыми, так и со свинцовыми припоями
Минусы:
Не самый большой гарантийный срок
Купить сейчас на Amazon
9. Флюс Rectorseal Paste Flux
В отличие от своего названия, Rectorseal также предлагает продукты и химикаты для пайки, где его модель флюса для пайки может быть жизнеспособным вариантом для тяжелых условий эксплуатации.
Те из вас, кому нужен флюс для пайки в тяжелых условиях, могут рассмотреть флюс для пайки Rectorseal 14010. По сравнению с большинством других предложений, этот паяльный флюс выпускается в упаковках немного большего размера (4 унции), что делает его более долговечным, чем другие.
Чтобы гарантировать, что этот флюс для пайки прослужит столько же, сколько хватит его количества, Rectorseal даже предоставляет годовую гарантию на флюс для пайки, что делает его идеальным для многих. Однако, если вам нужен флюс для пайки, совместимый с RoHS, вам следует поискать в другом месте.
Лучшие характеристики:
Поставляется в упаковке по 4 унции
Включает гарантийный срок 1 год
Плюсы:
Идеально подходит для тяжелых условий эксплуатации
Долговечный флюс для пайки
Работает с 95/5 и другими обычными припоями
Минусы:
Не обеспечивает соответствие RoHS
Купить сейчас на Amazon
10. Паяльная паста CAIG LABS Rosin Flux
этот список.
Caig Labs’ RSF-R80-2 Флюс для пайки канифоли для электроники оказался одним из самых премиальных предложений. Благодаря своей премиальной цене этот паяльный флюс соответствует требованиям директивы RoHS и может работать даже с латунью и никелем.
Еще одна вещь, которую следует ожидать от такого высококачественного предложения, — это 1 год гарантии, которую оно предлагает пользователю. К сожалению, его вместимость немного ниже для варианта премиум-класса, так как вы получаете только 1,97534 унции флюса для пайки в каждой упаковке.
Лучшие характеристики:
Поставляется в упаковке по 1,97534 унции
Включает гарантийный срок 1 год
Плюсы:
Флюс для пайки, соответствующий требованиям RoHS
Высокоэффективный флюс для пайки с никелем и латунью
Стандартный гарантийный срок
Недостатки:
Не соответствует требованиям RoHS
Купить прямо сейчас на Amazon. Но чтобы ваши электрические соединения оставались функциональными в течение длительного времени и не подвергались окислению, вам следует подумать об использовании одного из лучших флюсов для пайки электроники, о котором говорилось выше.
Наряду со всеми этими вариантами флюса для пайки вы также найдете соответствующую информацию, такую как их важные характеристики и детали. А для тех из вас, кто хочет узнать больше о флюсе для пайки, мы представляем вам это руководство по покупке лучшего флюса для пайки для электроники:
Вес
В рамках одной электрической цепи вы электрические соединения с помощью паяльника. И если вы собираетесь работать с большим количеством электрических цепей, то это также означает, что вам понадобится много флюса для пайки для таких тяжелых условий эксплуатации.
Таким образом, прежде чем покупать флюс для пайки, вы должны проверить его номинальную плотность. Обычно паяльный флюс для электроники поставляется в упаковках по 2 унции. Тем не менее, те из вас, кто хочет что-то более идеальное для тяжелых условий эксплуатации, могут также найти большие упаковки по 4 унции или даже 16 унций при покупке паяльного флюса.
Соответствие
Если вы не знакомы с флюсом для пайки, то это более или менее смесь химикатов, которые полезны для очистки электрических соединений после их пайки. К счастью, в большинстве вариантов флюса для пайки используется аналогичный химический состав.
Таким образом, вы можете ожидать, что они будут работать примерно одинаково. Хотя, если вы хотите что-то, что, несомненно, даст отличные результаты, вам следует приобрести паяльный флюс, соответствующий требованиям RoHS. Такие флюсы для пайки тестируются на получение оптимальных результатов при любых обстоятельствах.
Гарантия
Как упоминалось ранее, паяльный флюс для электроники более или менее представляет собой смесь химических веществ. В связи с этим, они предлагают срок годности несколько лет. Даже если вы используете свой флюс для пайки через долгое время, он, скорее всего, будет работать нормально.
Однако, если вы покупаете флюс для пайки премиум-класса, вы должны быть уверены, что ваш флюс прослужит как минимум несколько лет. Как правило, они предлагают 1 год гарантии, что довольно хорошо.
Заключение
Те из вас, кто знаком с пайкой электрических соединений в электрических цепях, должны знать, что эти электрические соединения могут окислиться, если они не выполнены должным образом. Такие окисленные электрические соединения могут даже довольно легко сломаться через некоторое время. Чтобы предотвратить такие проблемы, настоятельно рекомендуется использовать что-то вроде лучшего флюса для пайки электроники, указанного ранее в этой статье, для очистки электрических соединений, выполненных с помощью паяльника.
Однако, если вам интересно, какой флюс для пайки подходит именно вам, рассмотрите наши идеальные рекомендации:
флюс для пайки может быть отличной идеей. Несмотря на то, что это самый дешевый флюс в этом списке, он по-прежнему предлагает приличное количество 1,7637 унции. И в отличие от других дешевых паяльных флюсов на рынке, этот также предлагает 1 год 9.0010
Если вы покупаете флюс для пайки электроники, то очень велика вероятность того, что вам понадобятся и другие аксессуары. Для таких случаев идеально подойдет паяльный флюс YouLand . В то время как он предлагает только флюс для пайки 0,35274 унции, вы получаете очиститель жала паяльника и паяльную проволоку 0,6 мм в сочетании с ним, что делает отличный комбинированный пакет для многих.
Те из вас, кто часто работает с электрическими цепями, должны приобрести что-нибудь побольше. Одним из таких вариантов может быть Флюс для пайки LaCo для электроники. По сравнению с другими вариантами флюса, этот поставляется в очень большой упаковке по 16 унций, что намного больше, чем нужно большинству покупателей.
7 лучших флюсов для пайки электроники по отзывам в 2022 году
Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследований, испытаний и анализа продукта. Я выбрал эти флюсы с самым высоким рейтингом, чтобы помочь вам выбрать наиболее подходящий для удовлетворения потребностей вашего проекта.
Флюс для пайки электроники удаляет другие металлические загрязнения с поверхности пайки. Подготавливает чистую поверхность к прочному соединению.
Если вы новичок, покупка флюса для электроники может оказаться сложной задачей. Я решил собрать наши детальные обзоры 7 лучших флюсов для пайки электроники, чтобы найти наиболее подходящий вариант.
Предварительный просмотр
Лучший выбор
Хороший выбор
Также Great
Название продукта
SRA Продукты для пайки Канифольная паста Флюс
MG Chemicals – 8341-10 мл 8341 No Clean Flux Paste,
2 Характеристики продукта Идеально подходит для ремонта электрооборудования и печатных плат. Не требует очистки. Сделано в США.
Превосходная способность к флюсу. Мгновенное смачивание.0002 Все бессвинцовые и обычные мягкие припои, Соответствует отраслевому стандарту, Сделано в США
Для получения дополнительной информации
Купить на Amazon
Купить на Amazon
Купить на Amazon
Лучший выбор
Предварительный просмотр
Наименование продукта
SRA Продукты для пайки Канифольная паста Флюс
Характеристики продукта
Идеально подходит для ремонта электрооборудования и печатных плат, не требует очистки, сделано в США
Для получения дополнительной информации
Купить на Amazon
Хороший выбор
Предварительный просмотр
Наименование продукта
мг химикаты-8341-10 мл 8341 Нет чистого потока пасты,
Особенности продукта
Высшая способность потока, мгновенная смачивание, совместимая с свободным от свинца
Все бессвинцовые и обычные мягкие припои, Соответствует отраслевому стандарту, Сделано в США
Для получения дополнительной информации
Купить на Amazon
Чтобы найти лучший флюс для электроники для пайки, я выбрал лучший доступный продукт на рынке. Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследования продукта, тестирования и анализа.
После индивидуального тестирования на основе его производительности и простоты использования я выбрал лучшие из них для покупки. Ниже приведен список из 7 лучших флюсов для пайки электроники
Лучший флюс для пайки электроники 2022
мастер по ремонту печатных плат. Мне нравится этот флюс, потому что это один из самых популярных и идеальных флюсов для ремонта электроники и электроники. Мне он нравится еще и потому, что он сделан в США и предлагает высокое качество. Именно поэтому я включил его в список лучших флюсов для пайки электроники.
Одна из лучших вещей, которые я заметил в этом флюсе Rosin Paste Flux, это то, что он не содержит хлорида цинка или хлорида аммония. Вместо этого он включает канифоль и активатор органической кислоты для наилучшего качества пайки и здоровых соединений.
Когда я использовал его для ремонта печатных плат, я обнаружил, что он прост в использовании и надежен по доступной цене. Вот почему я люблю и рекомендую SRA Soldering для пайки электроники. Мне это нравится, потому что идеально подходит для ремонта электронных продуктов. Некоторые из основных моментов, которые я заметил, требуют минимальной очистки поверхности после пайки. Мне он также нравится, потому что его диапазоны рабочих температур довольно хороши.
Мне также нравятся продукты для пайки SRA, потому что они производятся в США. Согласно отзывам покупателей, это самый высокий рейтинг на Amazon. Я хочу рассказать не только об этом продукте, но и о применении свинцовой и бессвинцовой паяльной пасты. Идеально подходит для подходящего флюса для микропайки, ремонта электрических компонентов, поверхностного монтажа и печатных плат.
Лучшие характеристики:
Этот продукт поставляется в упаковке размером 2 унции для хоккейных шайб.
Разработан для использования с оловянно-свинцовыми и бессвинцовыми сплавами, идеально подходящими для ремонта электроники.
Этот лучший флюс для SMD пайки действует в диапазоне температур 93 – 315° и не требует очистки поверхностей.
Pros
Проверенный американский продукт
Простота в использовании и применении.
После использования практически не требует очистки.
Минусы
При длительном хранении становится твердым
Оставляет мало черноватых следов
2. MG Chemicals 8341 лучший флюс для печатных плат
Однажды я работал над проектом, когда был в Германии. Заказчик предоставил мне эту припойную пасту и попросил отремонтировать платы. Я нашел этот флюс очень простым в использовании и имел лучшую производительность. Я включил его в свой список 7 лучших флюсов для пайки электроники 2022 года.
Этот жидкий припой для электроники — еще один отличный вариант. Я нашел его лучшим флюсом для пайки SMD, особенно для подкраски и ремонта. Если говорить о составе, то MG Chemicals 8341 изготовлен из высококачественной синтетической смолы и тиксотропных добавок.
Одна из лучших вещей, которые я заметил, это то, что эта паста No Clean Flux Paste MG Chemicals 8341 соответствует требованиям ROHS. Он соответствует стандартам IPC-J-STD-0048.
Лучшие характеристики:
Удобно и совместимо с приложением дозатора шприцев.
Идеальный и лучший флюс для ремонта и переделки пайки SMD.
Лучший флюс для пайки электроники Ключевые особенности включают быстрое смачивание, малое количество остатков и отсутствие галогенов в составе.
Мне также понравилось, что у него отличные характеристики смачивания. Мне также нравится его вариант «Полностью безгалогенный» — он оставляет очень мало следов после доработок и ремонтных работ. Кроме того, я ценю то, что уникальная смесь высококачественной синтетической смолы является идеальным флюсом для пайки электроники для высокотемпературной бессвинцовой пайки.
Pros
Водорастворимый флюс
Идеально подходит для высокотемпературной бессвинцовой обработки
Практически не требует очистки после использования
CONS
Удобный диспенсер Syzr . Это водорастворимая паста, соответствующая отраслевым стандартам. Этот паяльный флюс обладает множеством дополнительных функций и является лучшим припоем для пайки меди и латуни. Он также рекомендуется для других расширенных приложений.
Мне также понравилось, что LA-CO 22101 является водорастворимым вариантом, что означает, что он является более эффективным реактивным очистителем, чем другие канифольные флюсы. Я заметил, что он безопасен в использовании, а лучший флюс для пайки электроники не содержит свинца, не содержит кислоты и нетоксичен.
Кроме того, я понимаю, что MG Chemicals соответствует стандартам ASTM B813 и не включает хлорид цинка. Это также помогает эффективно устранять проблемы с коррозией. Я рекомендую его как лучший вариант пайки для медных труб и сварки металлов. Плюсы и минусы приведены ниже.
Лучшие характеристики:
Лучший жидкий припой для электроники, сделанный в США, предназначенный для тяжелых условий эксплуатации.
Некислотный, но лучше всего рекомендуется для пайки меди, витражей и других тяжелых работ.
Лучший флюс для пайки электроники Ключевые особенности включают быстрое смачивание, малое количество остатков и отсутствие галогенов в составе.
Устраняет проблемы с безопасностью, поскольку является кислым и нетоксичным.
Плюсы:
Pros
Этот поток представляет собой растворимый в воде
Высокопочтений.
Избыточный нагрев стал черноватым
4. RadioShack Best Rosin Flux Paste
Мне нравится RadioShack Rosin, потому что это превосходный выбор для ремонта электрических и электронных устройств. Это еще один превосходный флюс Made in USA для электроники. Когда я проверил обслуживание клиентов, я нашел их удовлетворительными. 9№ 0003
Паяльная паста идеально подходит для прочных и гладких паяных соединений. RadioShack — это модный бренд, предлагающий сопутствующие качественные товары и аксессуары. При покупке я получил 2 унции паяльного флюса в упаковке.
Когда я смотрю на список функций, его элементарно чистить благодаря формуле «Не проливай».
Лучшие характеристики:
Этот флюс легко очистить, протерев тканью или растворителем.
Включает гарантийный срок 90 дней; он подходит для удовлетворения.
Устраняет проблемы безопасности благодаря своей некислотной и нетоксичной природе.
Pros
Uses a spill-free formula for the soldering flux
Highly Active and dried quickly
flux is elementary to clean
Cons
Not Good except for Работа в электронике.
5. Паяльная паста Delcast Rosin для электроники
Флюс для пайки Delcast Rosin — идеальный выбор, если вы ищете флюс для пайки мобильных устройств и ремонта печатных плат.
ПО СЛОВАМ ЭКСПЕРТОВ, когда я попросил рекомендации и обзоры экспертов, это идеальный флюс для пайки для ремонта сотовых телефонов. Это также широко признано пользователями всех уровней опыта.
Я также ценю то, что флюс для припоя Delcast Rosin для электроники обеспечивает более контролируемые и точные паяные соединения.
Лучшие характеристики:
Флюс облегчает течение припоя, обеспечивая более контролируемую и точную пайку.
Позволяет припою образовывать прочные, долговечные механические и электрические соединения.
Предотвращает коррозию, образуя защитное покрытие на паяном соединении.
Устраняет проблемы безопасности благодаря своей некислотной и нетоксичной природе.
Я также заметил, что флюс для припоя Delcast Rosin для электроники позволяет припою формироваться прочно и достигать припоя в месте нанесения флюса. Это лучший флюс для электрической пайки и очень надежный флюс для пайки по доступным ценам.
Pros
Контролируемый и точный паяль
Очень активные и быстро высушенные
Lease No Office
CONS
не Good Good, за исключением Altembonics.
6. MG Chemicals 8342- Лучший флюс для пайки печатных плат
И последнее, но не менее важное: наш лучший флюс для пайки электроники — MG Chemicals 8342 RA Rosin Flux Paste. Это превосходный флюс RA премиум-класса с быстрым смачиванием. MG Chemicals занимается химическими веществами высшего качества для электронной промышленности.
Что касается шпилек, лучший флюс для пайки электроники можно использовать как со свинцовыми, так и безсвинцовыми припоями. Флюс соответствует требованиям RoHS и обеспечивает отличное смачивание. Во время моей практики ручной пайки я наносил флюс кистью, ватными тампонами или окунанием.
Лучшие характеристики:
Универсальный низкотемпературный флюс для пайки.
Не содержит хлорида цинка или хлорида аммония, лучший флюс для пайки
Кроме того, я нашел его идеальным выбором для доработки и ремонта печатных плат и сборок для поверхностного монтажа. Другими словами, это лучший флюс для пайки SMD. Это также жизненно важно при ремонте и устранении неисправностей общего ремонта электроники.
Pros
Пайка серебром
Низкотемпературная.
Cons
Вопросы очистки
Этот серебристо-белый флюс для пайки является универсальным продуктом. Мне нравится его низкотемпературная функция, которая идеально подходит для пайки меди, латуни, стали, нержавеющей стали и никелевых сплавов.
В соответствии с потребностями проекта флюс Harris Flux является еще одной подкатегорией в составе белого флюса для пайки Stay-Silv, порошкового флюса для пайки Stay-Silv и черного флюса для пайки Stay-Silv.
Во время расследования я обнаружил отличное обслуживание клиентов компании. Они всегда доступны и готовы ответить на любые вопросы, связанные с продуктом и техническими аспектами.
Лучшие характеристики:
Жидкий флюс для универсальной пайки при низкой температуре, используемый для пайки.
Лучший флюс для пайки электроники. Используется с большинством черных и цветных металлов. Не рекомендуется для алюминия, магния и титана.
Harris Products Group производит электронику с флюсовыми потоками в рабочем диапазоне 1050°F – 1600°F. В основном рекомендуется для пайки серебром. Итак, я нашел лучший флюс для пайки электроники серебряным припоем.
Pros
Пайка серебром
Низкотемпературная.
Минусы
Проблемы с очисткой
Как мы тестировали
Я трачу тысячи часов на тестирование, анализ и исследование продуктов, чтобы помочь вам найти решение для выполнения потребностей проекта. Стоимость флюса для пайки мизерна, и вы можете получить менее 10 долларов. Именно поэтому я купил их все для тестирования.
Я провел независимое и беспристрастное исследование, чтобы найти лучший флюс для пайки электроники. Я рассмотрел несколько ключевых факторов при рассмотрении лучших вариантов. Факторами являются цена, простота использования, а также отзывы и отзывы клиентов. Я проанализировал несколько онлайн-обзоров с помощью автоматизированных инструментов искусственного интеллекта. Вот как я помогу вам найти лучший флюс для пайки электроники.
Как использовать флюс для электронного припоя
Флюс для электронного припоя имеет решающее значение для получения прочных и блестящих соединений при работе с электроникой. Прежде чем приступить к упражнению, вы должны подготовить паяльник, нагрев его до соответствующей температуры, очистив жало и поставив его на подставку.
Когда жало утюга горячее, нанесите небольшое количество припоя и очистите его губкой, залудив жало припоем. Лужение помогает уменьшить износ, защитить от окисления и улучшить теплопередачу.
Шаг 1: Всегда хорошо протереть две детали, которые вы хотите спаять, стальной мочалкой или скотчем, это поможет удалить оксидные слои с поверхности.
Шаг 2: Используйте кисточку, чтобы нанести электронный флюс с припоем на обе части клеммы, которые необходимо соединить.
Шаг 3. Не выжигая флюс, нагрейте соединение паяльником с помощью регулируемого регулятора температуры и установите утюг на нужную температуру (400°C/752°F).
Электронный припой опасен, поэтому всегда соблюдайте меры предосторожности, избегайте прямого контакта кожи с кожей и избегайте вдыхания паров. Чтобы получить более подробную информацию, вы можете посмотреть видеоурок здесь.
Какой тип флюса используется при пайке электроники
Канифольный флюс
Канифольный флюс Обычно добывают из пней или коры сосен; таким образом, это натуральный продукт. Состав канифоли варьируется от партии к партии, но общая формула C19.h29COOH. Далее она подразделяется на неактивированную канифоль Flux (R), слабоактивированную канифоль (RMA) и активированную канифоль (RA).
Неактивированный Канифольный электронный флюс (R) не активирован, поэтому лучше всего подходит для использования с уже чистыми поверхностями пайки или с минимальным количеством окисления. (R) типы канифольных флюсов используются для продажи медной проволоки, печатных плат, полупроводников и других работ по ручной пайке.
Мягко активированная канифоль (RMA) мягко активируется с большей очищающей способностью, чем электронный флюс неактивированной канифоли (R). Эти флюсовые электронные компоненты идеально подходят для пайки с высоким содержанием свинца и полезны для пайки кабелей общего назначения, печатных плат и электронных компонентов.
Электронные флюсы, активируемые канифолью (RA), являются наиболее активируемыми флюсами и обеспечивают наиболее важную очищающую способность среди флюсов на основе канифоли. Подходит для трудноочищаемых поверхностей пайки и лучше всего подходит для пайки электрических компонентов.
Флюс и паяльная паста с низким остатком или без очистки
В современных технологиях использование флюса для электронного припоя без очистки или с низким содержанием остатков в пайке устраняет необходимость в очистке узла печатной платы. В Европе многие компании сочли электронику с канифольным флюсом (R и RMA) нечистой и не очищали ее, поскольку без очистки она не вызывает проблем с надежностью (особенно если она не содержит галогенидов). После запрета на фреоны флюсы No-Clean стали более распространенными во всем мире, чем флюсы, требующие очистки.
Использование не требующего отмывки флюса для пайки электроники и паяльной пасты экономит затраты на очистку, капиталовложения и занимаемую площадь.
Флюсы на основе органической кислоты
Флюс на основе органической кислоты для электроники сильнее, чем канифольный флюс при пайке, но слабее, чем неорганические флюсы. Электрические флюсы для припоя на основе органических кислот также водорастворимы, поскольку они могут растворяться в воде. Электронный припой на органической кислоте для использования в электронике при пайке оправдан для военного и коммерческого применения смешанных сборок (тип II и III).
Поскольку флюс для припоя для электроники является водорастворимым, при использовании обычного водного флюса для электроники можно удалить остатки флюса для электронного припоя при условии, что сборка полностью высохнет перед подачей питания.
Электронный флюс на основе неорганической кислоты
Флюсы, более сильные, чем органические и неорганические кислоты, идеально подходят для пайки трудносклеиваемых поверхностей. Они могут помочь удалить большое количество оксидов с сильно окисленных металлических деталей. Это неорганические кислоты и соли, такие как соляная кислота, плавиковая кислота, хлориды двухвалентного олова, фторид натрия или калия и хлориды цинка.
Флюс для электроники используется при пайке для неэлектронных приложений, таких как пайка медных труб. Основным недостатком является то, что флюсовая электроника оставляет после себя химически активные остатки, которые вызывают коррозию и серьезные сбои в работе.
Советы по использованию жидкого флюса для пайки
При пайке электрических компонентов делайте прочные соединения электронным флюсом на основе канифоли.
Электронный флюс для пайки следует использовать при пайке труб, так как кислоты с большей вероятностью удалят оксидные слои.
Лужение наконечника припоя необходимо для поддержания чистоты при работе с электроникой.
Всегда держите включенный паяльник на подставке для безопасности и надежности оборудования.
Используйте все средства предосторожности во время пайки в целях безопасности.
Почему флюсовое погружение после печи оплавления
Погружение во флюс или паяльную пасту чаще всего используется для сборки PoP. Процесс погружения также может уменьшить дефекты пайки «голова в подушке» или собрать BGA в местах, где печать паяльной пасты невозможна, например, в полостях печатной платы. Паяльную пасту с трафаретной печатью для компонентов с шагом шариков ≤0,3 мм предпочтительно заменить погружением под флюс.
Существует два основных материала для переноса погружения; флюс и паяльная паста. Оба используют одно и то же оборудование, часто называемое «погружным устройством» или «погружным питателем». Процесс погружения осуществляется между захватом компонента и размещением его на одной из сборочных машин. Чаще всего погружной блок устанавливается с использованием того же интерфейса, что и фидеры компонентов.
Флюс является наиболее часто используемым погружным материалом во всем мире. Преимуществом использования флюса по сравнению с паяльной пастой является более низкая стоимость погружного материала, и тот же флюс можно использовать для более широкого диапазона высоты и шага шариков.
Погружные флюсы часто бывают бесцветными и прозрачными; это делает перенос потока очень трудным для проверки. Поэтому настоятельно рекомендуется использовать цветной флюс, что делает ручную проверку во время наладки гораздо более доступной.
Измерение глубины погружения выполняется поэтапно – Нанесите материал для погружения на поддон/диск и несколько раз включите дозатор для погружения. Визуально проверьте, чтобы материал для погружения заполнил всю область погружения и чтобы его поверхность выглядела гладкой. Поместите гребенку для влажной пленки в область погружения перпендикулярно дну поддона/диска.
Держите расческу с мокрой пленкой неподвижно в течение нескольких секунд, чтобы намочить ее зубья. Снимите гребенку влажной пленки с материала для окунания. Осмотрите зубы, которые были погружены в материал для погружения. Глубина провала находится между наиболее значимым значением влажного зуба и наименьшим значением сухого зуба.
Лучший флюс для пайки канифоли для электроники – часто задаваемые вопросы
В: Какой флюс для пайки самый лучший?
О: Существует большое количество флюсов для пайки электроники. После нашего независимого исследования, рекомендуемым флюсом для электрической пайки является SRA Soldering Products. Канифольная паста Flux (Amazon Link) — лучший вариант.
В: Нужен ли флюс для пайки?
О: Да, при пайке необходимо использовать флюс. Флюс защищает поверхность от повторного окисления и действует как активатор, способствующий смачиванию расплавленного припоя.
В: Можно ли использовать вазелин в качестве флюса для пайки?
О: Да, вы можете использовать вазелин в качестве флюса для пайки.
Площадь поверхности квадратной-профильной трубы в м2.
Количество краски для покраски трубы в гр.
Площадь профильной трубы.
Площадь Трубы 10×10
Площадь поперечного сечения = 100 мм2
Площадь поверхности одного метра =
0.04 м2
Площадь Трубы 10×15 (15×10)
Площадь поперечного сечения = 150 мм2
Площадь поверхности одного метра =
0.05 м2
Площадь Трубы 10×20 (20×10)
Площадь поперечного сечения = 200 мм2
Площадь поверхности одного метра =
0. 06 м2
Площадь Трубы 10×25 (25×10)
Площадь поперечного сечения = 250 мм2
Площадь поверхности одного метра =
0.07 м2
Площадь Трубы 15×15
Площадь поперечного сечения = 225 мм2
Площадь поверхности одного метра =
0.06 м2
Площадь Трубы 20×20
Площадь поперечного сечения = 400 мм2
Площадь поверхности одного метра =
0.08 м2
Площадь Трубы 20×30 (30×20)
Площадь поперечного сечения = 600 мм2
Площадь поверхности одного метра =
0.1 м2
Площадь Трубы 20×40 (40×20)
Площадь поперечного сечения = 800 мм2
Площадь поверхности одного метра =
0.12 м2
Площадь Трубы 25×25
Площадь поперечного сечения = 625 мм2
Площадь поверхности одного метра =
0. 1 м2
Площадь Трубы 25×40 (40×25)
Площадь поперечного сечения = 1000 мм2
Площадь поверхности одного метра =
0.13 м2
Труба профильная площадь окраски.
Площадь Трубы 28×25 (25×28)
Площадь поперечного сечения = 700 мм2
Площадь поверхности одного метра =
0.106 м2
Площадь Трубы 30×15 (15×30)
Площадь поперечного сечения = 450 мм2
Площадь поверхности одного метра =
0.09 м2
Площадь Трубы 30×20 (20×30)
Площадь поперечного сечения = 600 мм2
Площадь поверхности одного метра =
0.1 м2
Площадь Трубы 30×30
Площадь поперечного сечения = 900 мм2
Площадь поверхности одного метра =
0.12 м2
Площадь Трубы 40×40
Площадь поперечного сечения = 1600 мм2
Площадь поверхности одного метра =
0. 16 м2
Площадь Трубы 50×20 (20×50)
Площадь поперечного сечения = 1000 мм2
Площадь поверхности одного метра =
0.14 м2
Площадь Трубы 50×25 (25×50)
Площадь поперечного сечения = 1250 мм2
Площадь поверхности одного метра =
0.15 м2
Площадь Трубы 50×30 (30×50)
Площадь поперечного сечения = 1500 мм2
Площадь поверхности одного метра =
0.16 м2
Площадь Трубы 50×40 (40×50)
Площадь поперечного сечения = 2000 мм2
Площадь поверхности одного метра =
0.18 м2
Площадь Трубы 50×50
Площадь поперечного сечения = 2500 мм2
Площадь поверхности одного метра =
0.2 м2
Площадь покраски профильной трубы.
Площадь Трубы 60×30 (30×60)
Площадь поперечного сечения = 1800 мм2
Площадь поверхности одного метра =
0.18 м2
Площадь Трубы 60×40 (40×60)
Площадь поперечного сечения = 2400 мм2
Площадь поверхности одного метра =
0.2 м2
Площадь Трубы 60×60
Площадь поперечного сечения = 3600 мм2
Площадь поверхности одного метра =
0.24 м2
Площадь Трубы 70×70
Площадь поперечного сечения = 4900 мм2
Площадь поверхности одного метра =
0.28 м2
Площадь Трубы 80×40 (40×80)
Площадь поперечного сечения = 3200 мм2
Площадь поверхности одного метра =
0.24 м2
Площадь Трубы 80×60 (60×80)
Площадь поперечного сечения = 4800 мм2
Площадь поверхности одного метра =
0. 28 м2
Площадь Трубы 80×80
Площадь поперечного сечения = 6400 мм2
Площадь поверхности одного метра =
0.32 м2
Площадь Трубы 100×50 (50×100)
Площадь поперечного сечения = 5000 мм2
Площадь поверхности одного метра =
0.3 м2
Площадь Трубы 100×60 (60×100)
Площадь поперечного сечения = 6000 мм2
Площадь поверхности одного метра =
0.32 м2
Площадь Трубы 100×80 (80×100)
Площадь поперечного сечения = 8000 мм2
Площадь поверхности одного метра =
0.36 м2
Площадь профильной трубы под окраску.
Площадь Трубы 100×100
Площадь поперечного сечения = 10000 мм2
Площадь поверхности одного метра =
0. 4 м2
Площадь Трубы 120×60 (60×120)
Площадь поперечного сечения = 7200 мм2
Площадь поверхности одного метра =
0.36 м2
Площадь Трубы 120×80 (80×120)
Площадь поперечного сечения = 9600 мм2
Площадь поверхности одного метра =
0.4 м2
Площадь Трубы 120×120
Площадь поперечного сечения = 14400 мм2
Площадь поверхности одного метра =
0.48 м2
Площадь Трубы 140×60 (60×140)
Площадь поперечного сечения = 8400 мм2
Площадь поверхности одного метра =
0.4 м2
Площадь Трубы 140×100 (100×140)
Площадь поперечного сечения = 14000 мм2
Площадь поверхности одного метра =
0.48 м2
Площадь Трубы 140×140
Площадь поперечного сечения = 19600 мм2
Площадь поверхности одного метра =
0. 56 м2
Площадь Трубы 150×100 (100×150)
Площадь поперечного сечения = 15000 мм2
Площадь поверхности одного метра =
0.5 м2
Площадь Трубы 150×150
Площадь поперечного сечения = 22500 мм2
Площадь поверхности одного метра =
0.6 м2
Площадь Трубы 160×80 (80×160)
Площадь поперечного сечения = 12800 мм2
Площадь поверхности одного метра =
0.48 м2
Площадь поверхности профильной трубы.
Площадь Трубы 160×120 (120×160)
Площадь поперечного сечения = 19200 мм2
Площадь поверхности одного метра =
0.56 м2
Площадь Трубы 160×160
Площадь поперечного сечения = 25600 мм2
Площадь поверхности одного метра =
0. 64 м2
Площадь Трубы 180×100 (100×180)
Площадь поперечного сечения = 18000 мм2
Площадь поверхности одного метра =
0.56 м2
Площадь Трубы 180×180
Площадь поперечного сечения = 32400 мм2
Площадь поверхности одного метра =
0.72 м2
Площадь Трубы 200×120 (120×200)
Площадь поперечного сечения = 24000 мм2
Площадь поверхности одного метра =
0.64 м2
Площадь Трубы 200×160 (160×200)
Площадь поперечного сечения = 32000 мм2
Площадь поверхности одного метра =
0.72 м2
Площадь Трубы 200×200
Площадь поперечного сечения = 40000 мм2
Площадь поверхности одного метра =
0.8 м2
Площадь Трубы 250×250
Площадь поперечного сечения = 62500 мм2
Площадь поверхности одного метра =
1 м2
Площадь Трубы 250×300 (300×250)
Площадь поперечного сечения = 75000 мм2
Площадь поверхности одного метра =
1. 1 м2
Площадь Трубы 300×300
Площадь поперечного сечения = 90000 мм2
Площадь поверхности одного метра =
1.2 м2
как рассчитать в м2 по формулам и калькулятор
Практически в каждом доме или квартире используются водопроводные или канализационные трубы. Во время ремонта помещений необходимо обновлять их антикоррозийное покрытие. Для этого используют специальные составы, которые выбираются соответственно материалу изготовления изделия. Чтобы узнать, какой объем потребуется купить, необходимо знать расчет площади окраски трубы.
Содержание
1 Как правильно посчитать площадь поверхности окрашивания по формулам расчета
1.1 Цилиндрические
1.2 ЖБИ
1.3 Профильные
1.4 Конусообразные
1.5 Гофрированные
2 Как рассчитать расход краски
Как правильно посчитать площадь поверхности окрашивания по формулам расчета
Чтобы определить расход ЛКМ, недостаточно знать длину и диаметр трубы. Для этого нужно учитывать форму:
цилиндрическая;
профильная;
конусообразная;
гофрированная.
Кроме этого, учитывается, что трубы изготавливаются из металла, железобетона или пластика. Чтобы точно рассчитать необходимое количество ЛКП, нужно рассмотреть расчет площади для разных видов отдельно.
Цилиндрические
Чтобы произвести расчет расхода краски для цилиндрической трубы, определяют следующие параметры:
длина, L;
наружный диаметр, D.
Для расчета потребуется число π. Со школы многим известно, что оно равняется 3,14. По этим данным происходит вычисление:
S= π*D*L.
Когда формула известна, вычислить количество материалов для обработки становится проще.
ЖБИ
Для расчета площади (S) канализационного трубопровода пользуются вышеприведенной формулой. Часто такие ЖБИ встречаются в квартирах. Измерить их параметры тяжело. Для этого при помощи гибкой измерительной ленты определяют длину окружности Lo. Протяженность берется из значения высоты этажа Hэ. Тогда S будет равна:
S= Lo*Hэ
Если диаметр известен, то S может быть равна:
70см – 1,99 м2;
1 м – 2,83 м2;
2 м – 5,65 м2.
Профильные
Профильные трубы имеют прямоугольную форму поперечного сечения. Бывает, что все углы скруглены, а иногда нет. Чтобы вычислить площадь в первом случае, лучше всего воспользоваться методом, приведенным для ЖБ-трубопровода. Но, если нет измерительной ленты в наличии, можно воспользоваться следующим выражением:
S=2*L*(Ш1+Ш2)
В формуле присутствуют две ширины профиля (Ш1 и Ш2) и его длина (L).
Конусообразные
Просто высчитать площадь конусообразной трубы. Это такие промежутки трубопровода, которые имеют плавное расширение от одного конца к другому. Если изделие развернуть, то получится трапеция. Исходя из расчета S равнобедренной трапеции по основаниям, можно получить этот параметр для конусообразной трубы.
Для этого понадобятся наружные радиусы с начала (R1) и конца (R2) изделия. С учетом известной длины (L) S вычисляется из выражения:
S=π*(R1+R2)*L
Как видно, находится этот параметр очень просто.
Гофрированные
Чтобы найти площадь гофрированной трубы, нужно приложить больше усилий. Конструкция этого металлического или пластикового изделия делится на три части. В начале и в конце трубы два цилиндра. Их S вычисляется по вышеприведенным выражениям.
Непосредственно гофра состоит из большого количества конусообразных труб или колец, мягко соединенных между собой, что позволяет им сжиматься, разжиматься и гнуться. Для вычисления S сжимают гофру полностью и измеряют внутренний(R1) и наружный (R2) радиусы в местах изгиба. Площадь кольца (Sк) будет равна:
Sк=π*(R22-R12)
Теперь эту величину нужно умножить на количество секций (Nс). В итоге формула для гофрированной части равна:
S= Sк*Nс.
Если в местах изгиба имеется скругление c радиусом (R3), то их площадь (Sc) вычисляется:
Sс=2*π2*R2*(R2-2R3)
Суммируя все эти Sn, можно получить полную площадь гофры.
Как рассчитать расход краски
Когда площадь поверхности для покраски известна, определить емкость ЛКМ нужного количества несложно. Существует несколько видов составов для окрашивания, которые различаются по составу и расходу:
алкидные, на растворителе, масляные;
акриловые.
Для первых характерен расход около 300-400 мл/м2. Для вторых – 100-200 мл/м2. Исходя из этих данных, приобрести нужное количество краски очень просто.
Формулы для труб
Онлайн-калькулятор формул для труб
наружный диаметр (дюймы)
внутренний диаметр (дюймы) — (значения по умолчанию: стандартные 4 дюйма — трубы из углеродистой, легированной и нержавеющей стали — ASME/ANSI B36. 10 /19
Сделать ярлык для этого калькулятора на главном экране
Калькулятор основан на приведенных ниже формулах и уравнениях для трубопроводов
Момент инерции
Момент инерции может быть выражен как
0008
I = π (d o 4 — d i 4 ) / 64 ≈ 0.0491 (d o 4 — d i 4 ) (1
, где
I = момент инерции (в 4 )
D O = внешний диаметр (в)
D I = внутренний диаметр (в)
D I = внутренний диаметр (в) D I = внутренний диаметр (в) D I (в)
Section Modulus
Section modulus can be expressed as
S = 0.0982 (d o 4 — d i 4 ) / d o (2)
where
S = модуль сопротивления (в 3 )
Модуль сопротивления – это геометрическое свойство заданного поперечного сечения, используемое при расчете балок или элементов изгиба.
Поперечная металлическая зона
Transverse metal area can be expressed as
A m = π (d o 2 — d i 2 ) / 4 (3)
where
A м = площадь поперечного сечения металла (в 2 )
Внешняя поверхность трубы
Внешняя поверхность трубы или трубы на фут длины может быть выражена как
A o = π D O /12 (4)
, где
A O = Площадь внешней поверхности трубы (FT 2 на трубу на фут)
. или поверхность трубки на фут длины может быть выражена как
A I = π D I /12 (5)
, где
A i = internal pipe surface area (ft 2 per ft pipe)
Transverse Internal Area
Transverse internal area can be expressed as
A a = 0. 7854 d i 2 (6)
где
A a = поперечная внутренняя площадь (в 2 )
Окружность внешняя
03
8
C E = π D O (7)
, где
C E = внешняя окружность (в)
.
C I = π D I (8)
, где
C I = Внутренняя окружность (в)
Оценка окружности труб и площади секции
Номинальный размер трубы (в)
Окружность (IN)
(IN)
777. . . (IN)
77777778. . . .
1/4
0.785
0.049
3/8
1. 178
0.110
1/2
1.571
0.196
3/4
2.356
0.442
1
3.142
0.785
1 1/4
3.927
1.227
1 1/2
4.712
1.767
2
6.283
3.142
2 1/2
7.854
4.909
3
9.425
7.069
3 1/2
11.00
9.621
4
12.57
12.57
5
15.71
19.64
6
18.85
28.27
8
25.13
50.27
10
31.42
78.54
12
37. 70
113.1
15
47,12
176,7
Площадь поверхности трубы — Калькулятор площади поверхности объекта
Дом
Инструменты
Темы
Мобильная версия
Дом >> Площадь
Найдите площадь поверхности различных объектов, таких как конус, куб, цилиндр, труба, призма, пирамида, прямоугольная коробка, сфера, тор (кольцо), труба и т. д.
Введите допустимые значения для радиуса основания трубы (R), высоты трубы (H) и нажмите «Рассчитать». Object:
Как научиться варить и с чем придётся столкнуться в процессе сварки
Содержание статьи:
Как научиться варить и с чем придётся столкнуться
Сегодня сварка проста и незамысловата для многих, кто приобрёл сварочный инвертор. Мало кто задумывается о качестве сварочного шва в быту или на стройке.
А ведь профессиональные сварщики — это настоящие спецы. Именно их допускают к сварке газопроводов и ответственных конструкций, там, где ошибок быть не должно.
Научиться варить профессионально за один день не получится. Здесь важны не только знания, но и опыт. Именно он формирует окончательные навыки и закрепляет информацию, которая была получена ранее.
Поэтому лучший способ научиться варить профессионально, это записаться на курсы сварщиков или окончить учебное заведение. Но кроме этого, важно усваивать пройденный материал и на практике, все время, тренируясь в сварочном деле.
Что нужно для того, чтобы научиться варить
Если вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.
Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов.
Сварочный аппарат
Мало кто сегодня пользуется старыми сварочными аппаратами переменного тока. Зачем, если есть инверторы? Поэтому большинство сварщиков уже обзавелись инверторной сваркой, ну а для новичков, это лучший инструмент на первых порах.
Кроме инвертора, понадобятся электроды. Сегодня их список настолько обширен, что даже опытные сварщики теряются, какими электродами варить лучше всего. Среди наиболее популярных марок для инверторной сварки, лучше отдать предпочтение таким электродам, как ОЗС, МР и АНО.
Что касается диаметра, то начинать учиться варить лучше всего электродами 2 или 3 миллиметра. При этом важно понимать, что диаметр электрода подбирается исходя из того, какой по толщине металл придётся сваривать. Чем тоньше металл, тем меньше диаметр электрода следует выбирать.
Подготовка деталей
Новичкам стоит знать, что ржавый и неочищенный от краски металл плохо поддается свариванию. Если варить неподготовленный должным образом металл, то электрод не будет зажигаться, он начнёт прилипать, а качество сварочного шва будет плохим.
Поэтому перед подготовкой с металла нужно убрать ржавчину, старую краску и следы битума. При сварке деталей, толщина которых превышает 3 мм, также рекомендуется снимать фаску на кромках, что позволит максимально хорошо проварить металл.
Сварочный ток и полярность
Начинающие сварщики допускают ряд ошибок именно при настройке инверторов, они неправильно подбирают сварочный ток. Вследствие этого, электрод либо прилипает к металлу, либо он прожигает его, таким образом, не получается нормально варить.
Как было сказано выше, толщина металла определяет диаметр электрода, а тот, в свою очередь, параметры сварочного тока. Чтобы нормально варить электродами 2 мм, сила тока должна быть в районе 80 ампер. Если используется электрод 3 мм, то сила тока должна быть выставлена на инверторе больше, но не менее чем 100 ампер.
Особенность сварки инверторами постоянным током в том, что на них можно менять полярность. То есть, подключать электрододержатель к плюсу или минусу сварочного аппарата. Таким образом, можно лучше проварить металл или наоборот, не допустить его прожога при небольшой толщине.
Принцип полярности инверторной сварки в следующем:
Если к электроду подведён плюс от инвертора, то это обратная полярность, а если минус, то прямая;
Прямая полярность используется при традиционной сварке металлов;
Обратная полярность при сварке листовых материалов, там, где нужна высокая скорость сварки, чтобы не допустить прожогов.
Ну и последнее что может пригодиться начинающим сварщикам, а именно, как нужно варить. Зажечь электрод проще всего легким ведением его кончика вдоль металла. Так электрод быстрее прогреется и начнёт лучше гореть.
После того, как сварочная дуга появилась, электрод нужно отклонить на 45 градусов вдоль линии стыка, и начать совершать им круговые движения вдоль кромок металла с небольшим сдвигом в стороны. Смещения должны быть небольшими, в районе двух диаметров электрода, которым осуществляется сварка.
Поделиться в соцсетях
обучение азам, необходимое оборудование, технологии
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке — поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
Дополнительные опции сварочных аппаратов
Современные сварочные аппараты оснащаются удобными дополнительными опциями, упрощающими работу с устройством. Среди наиболее часто встречающихся и в то же время полезных выделим следующие:
Несмотря на критику со стороны ряда сварщиков, утверждающих, что все эти опции по умолчанию реализованы в сварочном аппарате инверторного типа, на деле производители действительно применили ряд новаций, которые улучшили процесс сварки металла. В частности, практически устранили прилипание электрода в течение первых 40 секунд работы аппарата.
Также советуем обратить внимание на наличие индикатора перегрузки и наличие широкого спектра регулировок, в том числе понятную регулировку силы тока. Шкала делений должна быть предельно ясна и читаема даже в условиях слабой освещенности.
Режим работы от генератора
По поводу того, нужен ли в сварочном аппарате режим работы от генератор, разгораются немалые споры. Одни утверждают, что работать от дизельного или бензинового генератора способен любой аппарат, но те, кто пробовал варить металл в полевых условиях с использованием самого дешевого инвертора, запитанного от генератора с ДВС, прекрасно знают о нестабильности работы устройства. Электрод чаще прилипает к металлу, дуга быстро пропадает, и шлака образуется куда больше. Так что наличие опции работы от генератора является важным параметров выбора сварочного аппарата.
Работа при отрицательных температурах
Если верить техническому паспорту, практически каждое устройство (в соответствии с ГОСТами) работает в температурном диапазоне от -40 до +40 °C). Однако по факту многие (особенно инверторные) сварочные аппараты просто отключается, попадая в температуру ниже нуля.
Определить, работает ли сварочный аппарат зимой, лучше всего на основе отзывов на том же Яндекс.Маркет. Если кто-то из коллег отмечал неустойчивую работу в условиях низких температур, а вы планируете заниматься сваркой и зимой, лучше подыскать другую модель.
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.
Сварка МИГ 101 | Как научиться сварке MIG
перейти к содержанию
WeldingMetal
Кристин Арцт
На кафедре сварки в тигле начальный и продвинутый классы обучаются четырем различным видам сварки: сварка МИГ, кислородно-ацетиленовая газовая сварка, дуговая или электродуговая сварка и сварка ВИГ. В отделении сварки The Crucible есть как молодежные классы, начинающиеся в возрасте 12 лет, так и классы для взрослых, которые предлагают ряд классов, которые подходят для широкого диапазона расписаний и уровней интересов. Здесь мы углубимся в то, как работает сварка MIG, и в преимуществах ее использования для изготовления и ремонта.
Что такое сварка МИГ?
Сварка MIG означает использование металла в среде инертного газа и представляет собой процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Он отлично подходит для быстрой сварки больших и толстых материалов. Это наиболее удобный для новичков тип сварки, хотя сварка MIG не такая точная, прочная и чистая, как сварка TIG.
Сварка MIG и TIG
Сварка MIG и TIG использует дугу для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. При сварке TIG (вольфрам в среде инертного газа) используется вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
По сравнению с TIG, MIG — это более быстрый процесс, который легко осваивается и не допускает распространенных ошибок. Сварка TIG — это более медленный процесс, чем MIG, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных металлах.
Сварка МИГ
Сварка МИГ — это практический навык, который можно освоить и который можно применять в различных типах производства. Он обычно используется для изготовления тяжелых проектов, начиная от транспорта и заканчивая обустройством дома.
Обычно используется для приваривания грубых материалов к основным металлам и позволяет сварщику прочно соединять вместе толстые материалы. Он специализирован и используется для различных металлов, и чаще всего используется для стали.
Общие области применения сварки MIG включают изготовление и ремонт:
Автомобили
Железные дороги
Напорные баки
Стальные конструкции
Домашние улучшения
Системы канализации или водоснабжения
Тракторы и другое сельскохозяйственное оборудование
Краны и другое строительное оборудование
Как работает сварка МИГ
Сварка МИГ работает за счет комбинации режима переноса металла и защитного газа. Сварочный аппарат MIG представляет собой сварочный аппарат с подачей проволоки, в котором материал, используемый для создания сварного шва, хранится на катушке внутри аппарата. Наконечник сварочного аппарата становится анодом электрического заряда большой силы тока, заземляя рабочую поверхность и сварочный аппарат. Когда проволока проходит через сварочный пистолет, спусковой крючок плавит проволоку и сплавляет ее с основным материалом. Вы можете регулировать скорость подачи расходуемого материала проволоки и давление инертного газа, чтобы лучше контролировать сварные швы.
Режим переноса металла
Существует четыре основных режима переноса металла, на которые можно настроить сварочный аппарат MIG.
1. Шаровидный перенос. Шаровидный перенос обычно используется только на углеродистой стали и переносит сварной шов поперек дуги большими каплями. Он обычно используется для сварки материалов, лежащих плоско, поэтому сварщик имеет больший контроль над размером капель. В этом методе используется только защитный газ CO2, и при сварке может образовываться больше брызг.
2. Перенос с коротким замыканием. Этот метод переноса обычно используется для тонких материалов и может использоваться для сварки во всех положениях и углах.
4. Распылительный перенос. Этот метод распыляет мелкие капли расплава поперек дуги с использованием высокого напряжения и повышенной скорости подачи проволоки. Это более точный метод, обеспечивающий минимальное разбрызгивание. Распылительный перенос хорошо работает на толстых металлах, наносимых с плоской стороны и под горизонтальными углами.
3. Импульсно-распылительная передача. В режиме импульсно-распылительной передачи источник питания переключается между высоким и низким напряжением. Во время этого переменного переключения более высокий ток зажимает участок проволоки и проталкивает его в сварочную ванну. Импульсное распыление можно использовать для сварки толстых материалов под разными углами с более высокой энергией, чем при переносе с помощью короткого замыкания.
Защитный газ
Защитный газ подается через сварочную горелку, чтобы гарантировать, что сварочная ванна не взаимодействует с окружающим воздухом и не окисляет зону сварки. Если кислород взаимодействует с зоной сварки, ваша работа приведет к чрезмерному разбрызгиванию и некачественному сварному шву. Аргон является благородным газом и наиболее часто используемым защитным газом, поскольку он легко доступен и прост в управлении. Использование гелия было бы более дорогостоящим, а азот был бы слишком летучим. Защитный газ выпускается через то же сопло, через которое подается сварочная проволока, создавая защитное облако вокруг дуги во время сварки.
Как научиться сварке МИГ
Вы можете научиться сварке МИГ у друга, в художественной школе, с помощью онлайн-видеоурока или в профессионально-технической школе. Все виды сварки технически трудоемки и требуют практики и точности. Сварщики управляют большим оборудованием и работают с хрупкими материалами, используя высокую температуру. Убедитесь, что вы готовы, прежде чем начать учиться сварке. Мы рекомендуем учиться у профессионального сварщика в классе, когда вы только начинаете. Каждую неделю Crucible предлагает новые занятия по сварке.
Знайте свои цели
Есть много возможностей, когда вы только начинаете заниматься сваркой. Это отличный способ делать дома забавные проекты — дворовые и садовые рисунки или скульптуры. При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере. Четко определите, что именно вы хотите получить от своего нового навыка: вас интересует сварка как хобби, вид искусства или новая карьера?
Запишитесь на местные курсы
В зависимости от того, какие цели вы ставите перед собой, когда начнете изучать сварку, вы обнаружите, что есть несколько способов начать работу. Для сварщиков доступно множество сертификатов, в зависимости от набора навыков, которые вы получаете, и профессии сварщика, в которой вы планируете работать. Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
Если вы заинтересованы в сварке для личных проектов или просто хотите узнать, какой тип сварки подходит именно вам, The Crucible предлагает широкий спектр курсов сварки, которые открыты как для молодежи, так и для взрослых.
Сварка MIG в The Crucible
The Crucible предлагает различные курсы сварки MIG для всех уровней, от начального до продвинутого, и подходит для различных графиков. Вы можете получить краткое введение в сварку MIG на наших более коротких занятиях Friday Flame или 3-Hour Taster: MIG Welding. Наш курс для начинающих по сварке MIG предлагает более глубокое погружение и больше времени для обучения сварке MIG. После того, как вы закончите курс начального уровня, вы можете записаться на более продвинутые курсы, такие как изготовление металлической мебели или лаборатория сварки MIG и TIG, чтобы попрактиковаться в своих методах.
Просмотрите наш выбор классов ниже:
Friday Flame: сварка MIG
Friday Flame — это уникальные вечера, посвященные промышленному искусству и хорошей компании. Сначала вы познакомитесь со сварочным оборудованием и основными навыками, а затем «нарисуете» сварные швы, чтобы создать письменные слова или простые изображения на стали. Это прекрасная возможность испытать сварку MIG, развлекаясь.
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной резкой и производственными процессами вы научитесь создавать небольшие металлические скульптуры. Всего за три часа вы можете создать собственное сварное произведение искусства!
Знакомство со сваркой
Если вы не уверены, какой тип сварки вы хотите выбрать, курс «Изучение сварки» в Cruicble — отличное место для начала. Учащиеся могут изучить различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, MIG и TIG. У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.
Сварка MIG
На этом более длительном курсе для начинающих вы познакомитесь со сварочным оборудованием и научитесь управлять сварочной горелкой, когда электричество расплавляет проволоку и создает сварной шов. Этот курс охватывает основы сварки MIG, такие как металлургия, подготовка, соединения, техника и безопасность, а также резка плазменной горелкой. Занятие начинается с базового технического упражнения по сварке, а затем переходит в небольшой творческий проект.
Изготовление металлической мебели
После завершения курса сварки MIG в Горниле вы можете посещать более продвинутые курсы для создания более крупных проектов. В «Изготовлении металлической мебели» вы можете изготовить единственную в своем роде мебель для своего дома! Помимо базовой сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически интересных скамеек, журнальных столиков, подставок для цветов, шкафов, мебели на колесиках, полок, вешалок и практически любого другого предмета мебели, который вы хотели бы изготовить. Квалифицированный инструктор поможет вам спланировать ваш проект и оценить его на предмет осуществимости и стоимости.
Лаборатория сварки MIG и TIG
Лаборатория сварки MIG и TIG предлагает вам возможность использовать сварочные студии и оборудование The Crucible без необходимости создавать собственную студию дома. Студенты могут свободно приходить и уходить во время открытых лабораторных часов и будут работать самостоятельно над личными производственными проектами. Хотя лабораторный монитор не будет предлагать никаких инструкций, он обеспечит безопасность и практичность каждого студента-сварщика.
Часто задаваемые вопросы по сварке MIG
Трудно ли научиться сварке MIG?
Сварка MIG, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Могу ли я научиться сварке MIG в домашних условиях?
Полезно учиться лично у инструктора, чтобы обеспечить обратную связь, и при этом вы можете учиться быстрее, чем учить самостоятельно дома. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное, хорошо проветриваемое помещение, например гараж, для установки сварочного цеха, вы можете сваривать дома с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток.
Нужен ли мне сертификат сварщика из программы или школы?
Для сварки не требуется сертификат сварщика или лицензия. Вы можете научиться сварке публично на занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Какой вид сварки самый прочный?
Ни один тип сварки не является самым прочным во всех областях применения. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Сколько зарабатывают сварщики?
Средняя ставка сварщика в США составляет 17,60 долларов в час, что в сумме составляет около 45 000 долларов в год. Опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
MIG, TIG или Stick, что лучше?
Тип сварки, который вы выберете для изучения, будет зависеть от типа проекта, который вы хотите реализовать, и ресурсов, которыми вы располагаете. Сварка ВИГ является наиболее точным типом сварки, но МИГ имеет наилучшее промышленное применение с точки зрения объема сварных швов, которые можно выполнить за кратчайшее время. И TIG, и MIG используют инертный газ. Stick — это самый простой процесс и наиболее портативный из-за того, что он работает от электричества. Палку можно делать в самых разных условиях, от воды до улицы в ветреный день.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру. …
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Сварка кислородом и ацетиленом
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, вернуться в древнюю Грецию. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для деликатных работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Молодежная сварка МИГ
МИГ (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг. ..
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой преподается техническим специалистом….
Узнать больше и зарегистрироваться →
Изучение сварки сварку брать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвесить стальную цепь, крюки и вырезать металл… сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и разработке проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
TIG Welding II
Этот курс расширяет базовые навыки, которым обучают на TIG Welding I. Студенты будет дан ряд технических упражнений, предназначенных для улучшения их внимания и контроля, обзора совместных…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвесить стальную цепь, крюки и вырезать металл…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), дуговая/стержневая (ARC) и кислородно-ацетиленовая. Во время этого введения учащиеся получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2022-03-28T12:08:34-07:00
Ссылка для загрузки страницы
Перейти к началу
Быстро научитесь сваривать как профессионал
Последнее обновление: от Garrett Strong
Если вы ищете базовые советы по сварке или вам просто интересно, сколько времени потребуется, чтобы научиться сварке, откиньтесь на спинку кресла, выпейте чашку кофе и продолжайте читать, чтобы узнать полезную информацию.
Я хочу поделиться с вами тем, как быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке онлайн, находят очень полезным видео-инструктора, как в реальном классе.
Вы, наверное, будете разочарованы моим ответом, потому что, как и все остальное, все зависит от того, сколько времени и усилий вы потратите на обучение сварке.
Я знаю, вы хотели узнать точные сроки…
Но, поскольку я, возможно, оставил вас без ответа на вопрос «сколько времени нужно, чтобы научиться сварке», я собираюсь дать вам немного золотого самородок, который может сэкономить вам массу времени.
Вот БОЛЬШОЙ секрет, который поставит вас впереди всех остальных новичков, которые изо всех сил пытаются сделать хорошие сварные швы…
Забудьте обо всех различных процессах сварки, которые, вероятно, сбивают вас с толку, и придерживайтесь один сварочный процесс, который сделает сварку максимально быстрой и легкой. Сварка МИГ.
Начните базовое обучение сварке с помощью сварочного аппарата MIG
Этот совет очень важен для вас, когда вы только начинаете.
Здесь я хочу направить вас в правильном направлении, поэтому на время забудьте о сварке электродами или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете взять его прямо из коробки и сразу же наложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши основные методы сварки будут отличными с первого раза, но, по крайней мере, вы можете сразу начать их использовать.
Позже в этом посте я расскажу об основах сварки, советах и методах сварки, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от дуговой сварки и сварки TIG, если вы новичок и хотите заниматься сваркой в хобби.
Для самостоятельной сварки многие люди не имеют подходящих электрических розеток для работы сварочного аппарата или сварочного аппарата TIG, потому что многие из этих аппаратов работают от розеток на 220 вольт.
Не поймите меня неправильно, сварка TIG и сварка стержнем отлично справятся с базовыми сварочными проектами… просто кривая обучения для новичков намного выше.
Как я уже говорил, обучение сварке может занять у вас много времени или короткое время. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварочного аппарата вам не поможет. Вы должны посвятить некоторое время, хотя это не так много времени при использовании сварочного аппарата MIG, но необходимо попрактиковаться.
3 причины, по которым я не рекомендую базовую сварку с помощью сварочного аппарата для начинающих.
Зажечь дугу может быть сложно: стержень может прыгать везде, где вы этого не хотите.
Может быть трудно увидеть сварочную ванну: Когда вы только начинаете, вам нужен процесс, в котором вы можете видеть, что происходит, где сварка встречается с металлом. Все дело в контроле тепла.
Образует шлак: Обычная сварка с помощью сварочного аппарата создает шлаковое покрытие, которое необходимо срезать после укладки сварного шва. Сварка MIG — это гораздо более быстрый процесс, при котором не образуется шлак.
Я рекомендую вам держаться подальше от сварки электродом только потому, что новичкам ее сложнее подобрать.
Сварка ВИГ не является основным сварочным процессом
Вам не нужно долго думать, почему я не рекомендую сварку ВИГ в качестве процесса для начинающих. Обычно инструкторы по сварке для начинающих откладывают сварку TIG на последний семестр, потому что она продвинутая.
Сварка ВИГ гораздо сложнее и занимает намного больше времени, чем сварка МИГ. Кроме того, это просто не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG для начинающих
Медленно: Сварка ВИГ позволяет получить самые красивые швы из всех сварочных процессов, но она медленная и громоздкая.
Требуются обе руки и одна нога: При сварке TIG одной рукой необходимо держать горелку, другой рукой погружать стержень и регулировать напряжение с помощью ножной педали. Не подходит для начинающих!
Они дорогие: Сварочные аппараты TIG стоят больше всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые машины TIG на рынке.
Как видите, это определенно не базовый процесс сварки, поэтому я рекомендую держаться подальше от TIG, пока вы не освоите MIG.
Один процесс, о котором я еще не упоминал, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, поскольку с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, так как он учит управлять нагревом и манипулировать сварочной ванной. Однако этот процесс очень медленный, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков — это сварочный аппарат MIG.
Научиться сварке миганием легко и весело. Вы можете открыть свой сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что есть много аппаратов MIG, которые подключаются прямо к розетке на 110 вольт.
Не беспокойтесь о том, что можете ударить себя током, пытаясь заменить розетки.
Кроме того, сварные швы MIG получаются чрезвычайно гладкими, и почти не требуется никаких усилий, чтобы сварить шов, который выглядит так, как будто его делал ветеран.
Вот 3 причины, по которым я считаю, что сварка MIG является лучшим основным сварочным процессом для начинающих
Вы можете сваривать в течение длительного времени без остановки: рулон проволоки в машину, и все готово.
Не образует шлака: Отсутствие шлака означает отсутствие ударов молотком и отсутствие дыма. Вы можете положить гладкий сварной шов и покончить с этим.
Простота использования: При сварке MIG вы просто прикладываете горелку к металлу и нажимаете на курок. Дуга загорается, и вы начинаете сварку, что делает ее очень простой в использовании для любого новичка.
Автор: Гаррет Стронг
Я владелец MakeMoneyWelding.com. Сварка действительно затронула меня, и я страстно занимаюсь ею уже почти 9 лет.
 Именно поэтому для такой цели выбираются объемные, но не большие по весу коробки. Вес пустой картонной коробки складывается с учетом следующих ее параметров:
Именно поэтому для такой цели выбираются объемные, но не большие по весу коробки. Вес пустой картонной коробки складывается с учетом следующих ее параметров: Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше;
Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше; Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше;
Наличие съемной крышки и съемного дна делают вес картонных коробок для упаковки несколько выше;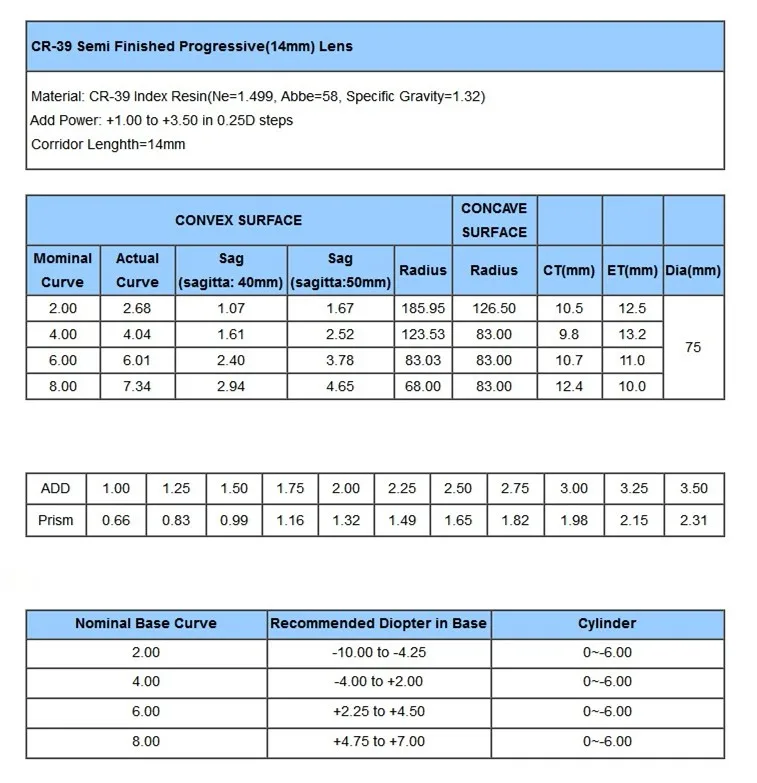 Для удобства транспортировки вещей в коробках предусмотрены вырезанные ручки.
Для удобства транспортировки вещей в коробках предусмотрены вырезанные ручки. Следовательно, цена картона варьируется, в зависимости от качества, используемого сырья.
Следовательно, цена картона варьируется, в зависимости от качества, используемого сырья.
 Наиболее часто, УК использует: пищевая промышленность, фармацевтика, бытовая химия, косметология и парфюмерия. Хотя, все чаще, производители прибегают к использованию полимерных упаковок, УК сохраняет свои позиции, благодаря характеристикам жесткости, высоким барьерным свойствам и прочности.
Наиболее часто, УК использует: пищевая промышленность, фармацевтика, бытовая химия, косметология и парфюмерия. Хотя, все чаще, производители прибегают к использованию полимерных упаковок, УК сохраняет свои позиции, благодаря характеристикам жесткости, высоким барьерным свойствам и прочности.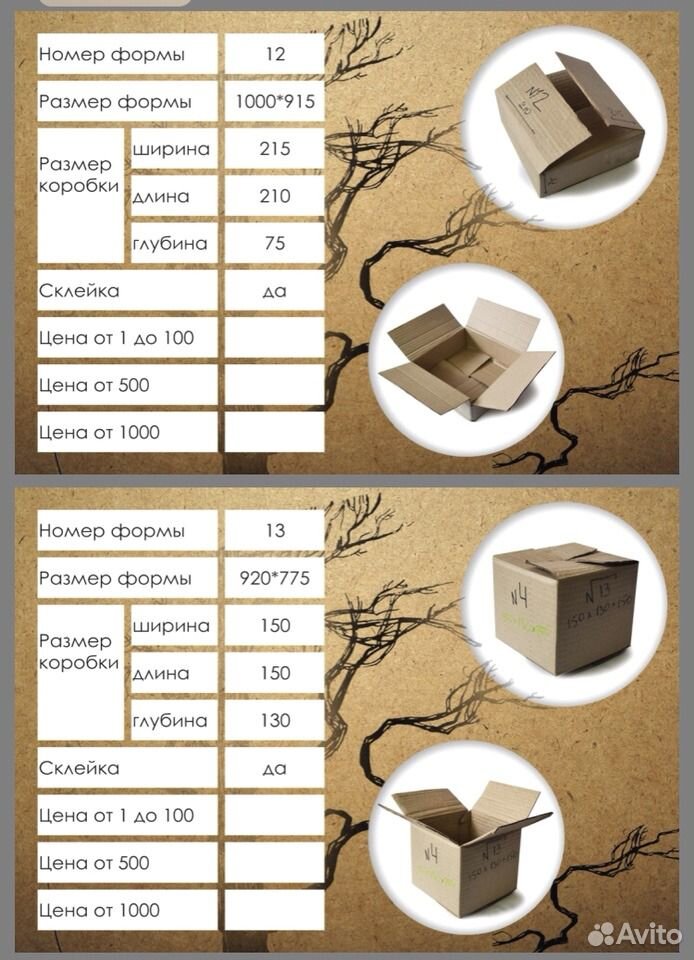 Отличительной особенностью гофрокартона выступает многослойная структура, с гофрированными прослойками.
Отличительной особенностью гофрокартона выступает многослойная структура, с гофрированными прослойками.
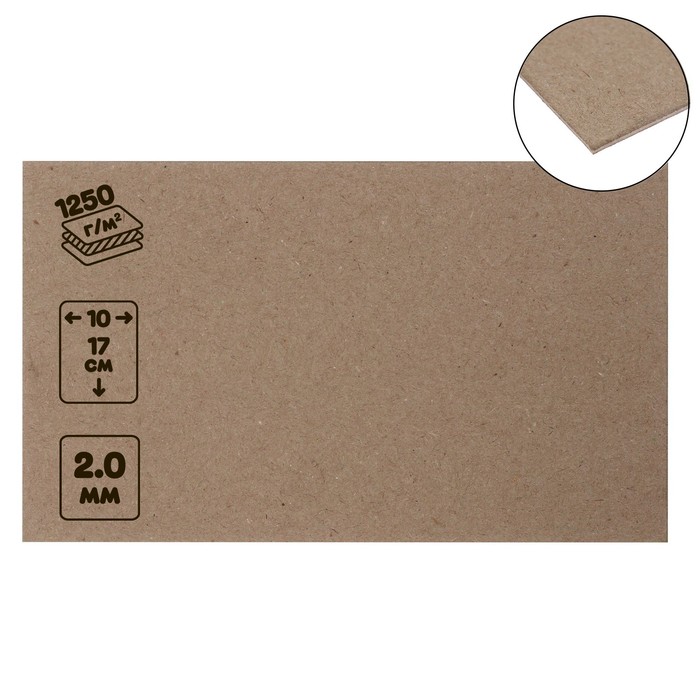
 А гофрокоробки можно классифицировать по их грузоподъемности, например:
А гофрокоробки можно классифицировать по их грузоподъемности, например:
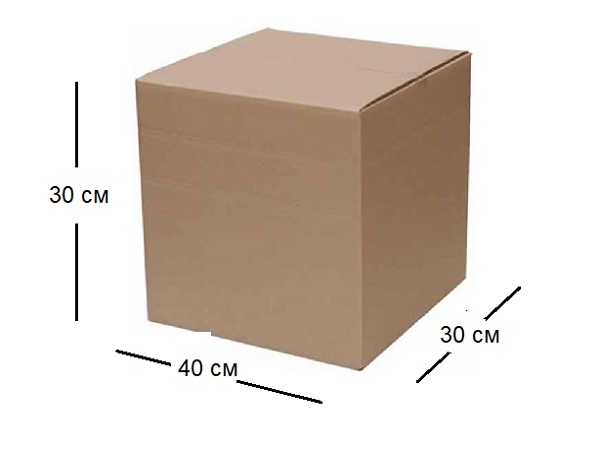 Коробки с разрывным рейтингом 200 # (32 ECT) могут выдерживать 65 фунтов.
Коробки с разрывным рейтингом 200 # (32 ECT) могут выдерживать 65 фунтов.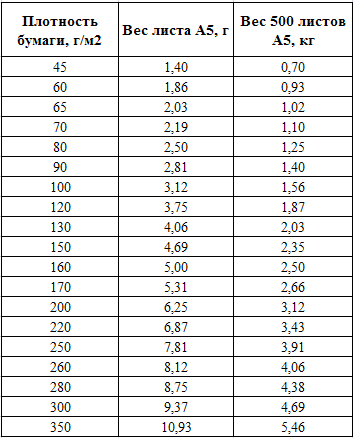


 больше единиц
больше единиц 06
06
 Тем более что ржавчина удаляется с рамы так же, как и с кузова авто. Народный рецепт гласит, что велосипедную цепь удобно очищать от ржавчины в обычной кока-коле, которая, якобы, обладает антикоррозийными свойствами. Просто снимите цепь и поместите в широкий тазик с этим напитком. А после установки цепи на место не забудьте ее смазать.
Тем более что ржавчина удаляется с рамы так же, как и с кузова авто. Народный рецепт гласит, что велосипедную цепь удобно очищать от ржавчины в обычной кока-коле, которая, якобы, обладает антикоррозийными свойствами. Просто снимите цепь и поместите в широкий тазик с этим напитком. А после установки цепи на место не забудьте ее смазать. Эффективный преобразователь ржавчины — Clean Expert «Эколайт С». Обрабатывая хромированные краны этим средством, будьте спокойны — оно не повредит ни сам металл, ни хромированное покрытие.
Эффективный преобразователь ржавчины — Clean Expert «Эколайт С». Обрабатывая хромированные краны этим средством, будьте спокойны — оно не повредит ни сам металл, ни хромированное покрытие. Он не только очищает металл, но и обладает свойством антикоррозии – препятствует появлению ржавчины снова.
Он не только очищает металл, но и обладает свойством антикоррозии – препятствует появлению ржавчины снова.
 “Чистый Урал” ориентирован на продажу своих средств промышленным компаниями, однако с помощью компании “Полина” получить профессиональные моющие средства по оптовым ценам могут и частные лица.
“Чистый Урал” ориентирован на продажу своих средств промышленным компаниями, однако с помощью компании “Полина” получить профессиональные моющие средства по оптовым ценам могут и частные лица. Влажность, обычно вода, ускоряет коррозийный процесс. Чтобы увидеть, как быстро вода может ускорить процесс ржавления, опустите металлическую губку в воду на нескольких секунд и посмотрите, что произойдет. Ржавчина не только неприглядна на вид, она еще и очень вредна для металла. Чем дольше ржавчина находится на металле, тем больше она разъедает предмет, пока в конце концов его полностью не съест.
Влажность, обычно вода, ускоряет коррозийный процесс. Чтобы увидеть, как быстро вода может ускорить процесс ржавления, опустите металлическую губку в воду на нескольких секунд и посмотрите, что произойдет. Ржавчина не только неприглядна на вид, она еще и очень вредна для металла. Чем дольше ржавчина находится на металле, тем больше она разъедает предмет, пока в конце концов его полностью не съест. Замачивайте винты в уксусе в течение 10-12 часов или около того, а затем вылейте уксус. Теперь винты должны быть блестящими и свободными от ржавчины. Если это не так, попробуйте еще раз и оставьте их немного дольше в уксусе, чтобы кислота получила больше шансов сделать свою работу.
Замачивайте винты в уксусе в течение 10-12 часов или около того, а затем вылейте уксус. Теперь винты должны быть блестящими и свободными от ржавчины. Если это не так, попробуйте еще раз и оставьте их немного дольше в уксусе, чтобы кислота получила больше шансов сделать свою работу. Воспользуйтесь пищевой содой
Воспользуйтесь пищевой содой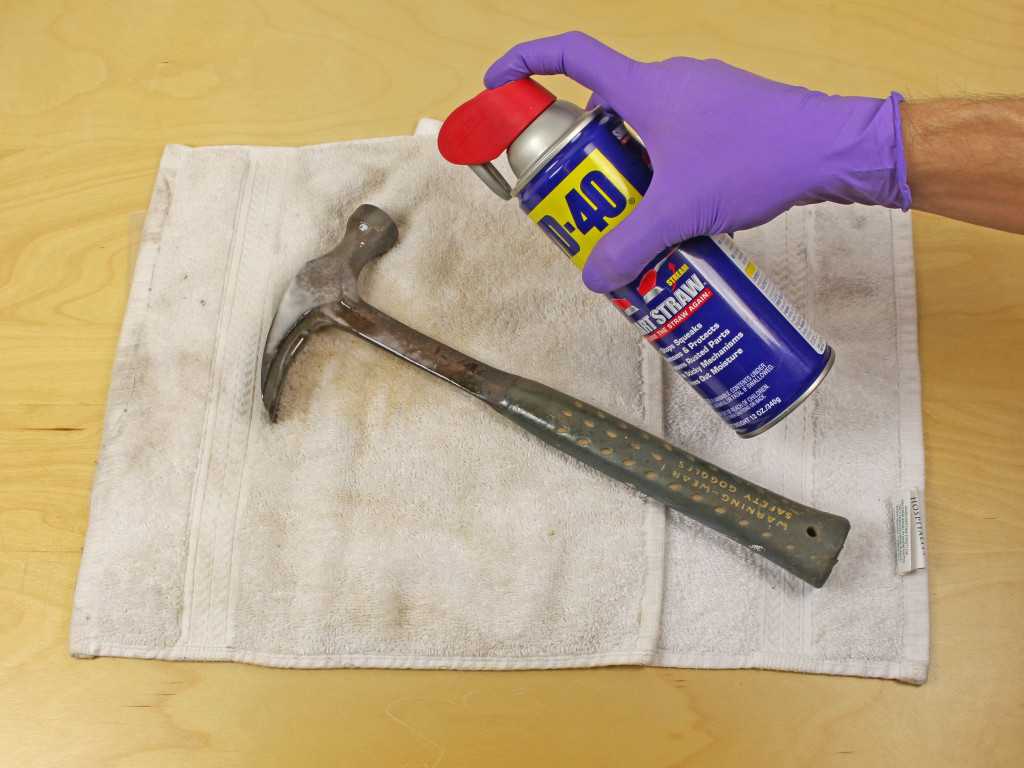 Сначала вам нужно решить, что использовать в качестве скребка. Это будет зависеть от того, насколько застарелая ржавчина. Если ржавый слой толстый, вы можете использовать скребок для краски или даже отвертку. Металлическая губка также хорошо очищает, как и наждачная бумага. Начните с грубой зернистой бумаги, и когда вы очистите ржавчину, переключитесь на более тонкое зерно. Идея заключается в том, чтобы не поцарапать или повредить металл.
Сначала вам нужно решить, что использовать в качестве скребка. Это будет зависеть от того, насколько застарелая ржавчина. Если ржавый слой толстый, вы можете использовать скребок для краски или даже отвертку. Металлическая губка также хорошо очищает, как и наждачная бумага. Начните с грубой зернистой бумаги, и когда вы очистите ржавчину, переключитесь на более тонкое зерно. Идея заключается в том, чтобы не поцарапать или повредить металл.

 Через час или около того вы увидите, что электролиз начнет действовать. Оставьте все на ночь, а утром отключите зарядное устройство, отсоедините терминалы и посмотрите результат. Если ржавчина не полностью исчезла, снова подключите зарядное устройство, потом включите его и оставьте металл на более длительное время.
Через час или около того вы увидите, что электролиз начнет действовать. Оставьте все на ночь, а утром отключите зарядное устройство, отсоедините терминалы и посмотрите результат. Если ржавчина не полностью исчезла, снова подключите зарядное устройство, потом включите его и оставьте металл на более длительное время.
 Лучше всего удалить ржавчину, как только вы увидите маленькое пятно, потому что чем дольше она остается на поверхности, тем больше она будет разъедать металл. Несмотря на то, что существуют десятки коммерческих средств для удаления ржавчины, кислоты, содержащиеся в таких продуктах, как уксус, лимонный сок и картофель, могут разрушить связи небольшого количества ржавчины с некоторых металлов. Добавьте к этому абразивное действие буры, пищевой соды или соли, и вам, возможно, никогда не понадобится покупать коммерческое средство для удаления.
Лучше всего удалить ржавчину, как только вы увидите маленькое пятно, потому что чем дольше она остается на поверхности, тем больше она будет разъедать металл. Несмотря на то, что существуют десятки коммерческих средств для удаления ржавчины, кислоты, содержащиеся в таких продуктах, как уксус, лимонный сок и картофель, могут разрушить связи небольшого количества ржавчины с некоторых металлов. Добавьте к этому абразивное действие буры, пищевой соды или соли, и вам, возможно, никогда не понадобится покупать коммерческое средство для удаления. Прежде чем приступить к удалению ржавчины любого типа, обратитесь к руководству производителя, если оно у вас есть. Если вещь ценная или антикварная, сначала проконсультируйтесь со специалистом или протестируйте домашнее средство для удаления ржавчины на незаметном участке.
Прежде чем приступить к удалению ржавчины любого типа, обратитесь к руководству производителя, если оно у вас есть. Если вещь ценная или антикварная, сначала проконсультируйтесь со специалистом или протестируйте домашнее средство для удаления ржавчины на незаметном участке. Если объект большой или имеет электрические компоненты, обильно побрызгайте уксусом на ржавый участок или положите ткань, смоченную уксусом, на ржавый участок.
Если объект большой или имеет электрические компоненты, обильно побрызгайте уксусом на ржавый участок или положите ткань, смоченную уксусом, на ржавый участок. Повторите процесс или попробуйте другой очиститель, если ржавчина осталась.
Повторите процесс или попробуйте другой очиститель, если ржавчина осталась.
 Когда вы вытащите ножи из картофеля, ржавчина должна сразу же стереться.
Когда вы вытащите ножи из картофеля, ржавчина должна сразу же стереться. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия. Но многие бытовые чистящие средства, такие как пищевая сода, лимонный сок, уксус и даже сода, могут помочь. Как только вы научитесь удалять ржавчину, этот гаечный ключ или дорогой поварской нож будут выглядеть как новые. Здесь советы экспертов о том, как удалить ржавчину, лучший способ быстро удалить ржавчину и лучшие средства для удаления ржавчины в домашних условиях.
Но многие бытовые чистящие средства, такие как пищевая сода, лимонный сок, уксус и даже сода, могут помочь. Как только вы научитесь удалять ржавчину, этот гаечный ключ или дорогой поварской нож будут выглядеть как новые. Здесь советы экспертов о том, как удалить ржавчину, лучший способ быстро удалить ржавчину и лучшие средства для удаления ржавчины в домашних условиях. Ржавчина устойчива, и, если оставить ее без присмотра, образуется больше ржавчины, что делает удаление ржавчины рутинной работой, на выполнение которой может уйти пара часов и много усилий.
Ржавчина устойчива, и, если оставить ее без присмотра, образуется больше ржавчины, что делает удаление ржавчины рутинной работой, на выполнение которой может уйти пара часов и много усилий. Инструменты и оборудование для газонов можно обрабатывать такими продуктами, как восковая паста или WD-40, чтобы замедлить и предотвратить появление пятен ржавчины. Если у вас есть металлический предмет с небольшим или большим количеством ржавчины, вот семь проверенных методов удаления, которые можно попробовать.
Инструменты и оборудование для газонов можно обрабатывать такими продуктами, как восковая паста или WD-40, чтобы замедлить и предотвратить появление пятен ржавчины. Если у вас есть металлический предмет с небольшим или большим количеством ржавчины, вот семь проверенных методов удаления, которые можно попробовать.
 Оставьте пасту на объекте примерно на час. Используйте стальную мочалку, губку для мытья посуды или проволочную щетку, чтобы очистить предмет и удалить ржавчину. Смойте пасту водой и повторите при необходимости. Тщательно высушите.
Оставьте пасту на объекте примерно на час. Используйте стальную мочалку, губку для мытья посуды или проволочную щетку, чтобы очистить предмет и удалить ржавчину. Смойте пасту водой и повторите при необходимости. Тщательно высушите. Когда закончите, смойте лимонный сок, соль и остатки ржавчины и тщательно высушите металлический предмет.
Когда закончите, смойте лимонный сок, соль и остатки ржавчины и тщательно высушите металлический предмет. покрытия, поэтому это может быть не лучший метод для обработки пятен ржавчины на металлических поверхностях, которые вы покрасили для проекта «сделай сам». Чтобы попробовать этот метод, добавьте три столовые ложки лимонной кислоты в миску с горячей водой, погрузите в нее ржавые металлические предметы и оставьте на ночь. На следующий день сотрите только что растворившуюся ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой и тщательно высушите.
покрытия, поэтому это может быть не лучший метод для обработки пятен ржавчины на металлических поверхностях, которые вы покрасили для проекта «сделай сам». Чтобы попробовать этот метод, добавьте три столовые ложки лимонной кислоты в миску с горячей водой, погрузите в нее ржавые металлические предметы и оставьте на ночь. На следующий день сотрите только что растворившуюся ржавчину стальной мочалкой, губкой для мытья посуды или проволочной щеткой и тщательно высушите.
 д.
д.

 5
5 В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов. Возможность сгибания на 170° (или 180° с дополнительной матрицей) позволяет легко получить полную U-образную форму. Изгибаем на 5 радиус: ни торчания трубы, ни зависаний. Наш трубогиб с затылочной конструкцией является лучшим в отрасли, и его можно найти исключительно в компании BendPak. Эта конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное скручивание или деформацию.
Возможность сгибания на 170° (или 180° с дополнительной матрицей) позволяет легко получить полную U-образную форму. Изгибаем на 5 радиус: ни торчания трубы, ни зависаний. Наш трубогиб с затылочной конструкцией является лучшим в отрасли, и его можно найти исключительно в компании BendPak. Эта конструкция обеспечивает единообразие каждой операции на протяжении всего цикла и предотвращает нежелательное скручивание или деформацию. Цилиндр, как и на всех наших трубогибах, можно отодвинуть еще дальше, если вам нужно больше места для смены штампов или извлечения изогнутых трубок.
Цилиндр, как и на всех наших трубогибах, можно отодвинуть еще дальше, если вам нужно больше места для смены штампов или извлечения изогнутых трубок. Вы также никогда не будете беспокоиться о проскальзывании, потому что чем сильнее вы нажимаете на хомуты, тем крепче они зажимаются.
Вы также никогда не будете беспокоиться о проскальзывании, потому что чем сильнее вы нажимаете на хомуты, тем крепче они зажимаются. расширитель. Цилиндр управляется одной рукояткой управления, расположенной посередине, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон.
расширитель. Цилиндр управляется одной рукояткой управления, расположенной посередине, что позволяет операторам удобно стоять в одном месте и при этом работать с обеих сторон. ..
..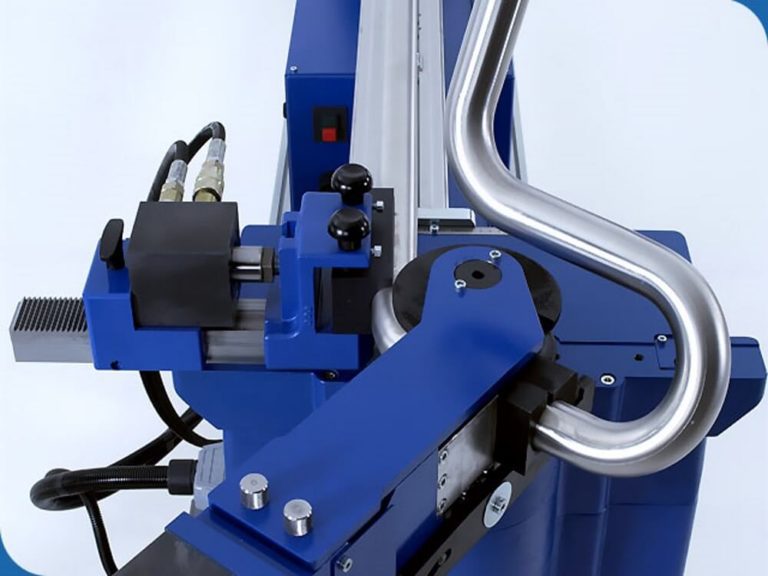 00
00
 Хотя они и называются трубогибами, они также способны расширяться и развальцовываться.Различные варианты штампов BendPak упрощают выбор правильно умереть за работу
Хотя они и называются трубогибами, они также способны расширяться и развальцовываться.Различные варианты штампов BendPak упрощают выбор правильно умереть за работу Каждый трубогиб оснащен узкими шарнирными хомутами, которые опускаются в нужное положение, чтобы во время изгиба концы развальцованных трубок сближались на 3 дюйма. Чем сильнее давление на зажимы, тем лучше будет их общий захват. Благодаря этому проскальзывание никогда не будет для вас проблемой.
Каждый трубогиб оснащен узкими шарнирными хомутами, которые опускаются в нужное положение, чтобы во время изгиба концы развальцованных трубок сближались на 3 дюйма. Чем сильнее давление на зажимы, тем лучше будет их общий захват. Благодаря этому проскальзывание никогда не будет для вас проблемой. Сохраняйте максимальное удобство при работе с этим трубогибом с помощью одной рукоятки управления, которая управляет цилиндром, удобно расположенным посередине.
Сохраняйте максимальное удобство при работе с этим трубогибом с помощью одной рукоятки управления, которая управляет цилиндром, удобно расположенным посередине. 2
2 с. обеспечивает максимальную производительность
с. обеспечивает максимальную производительность Емкость трубки
Емкость трубки com
com

 youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
 Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.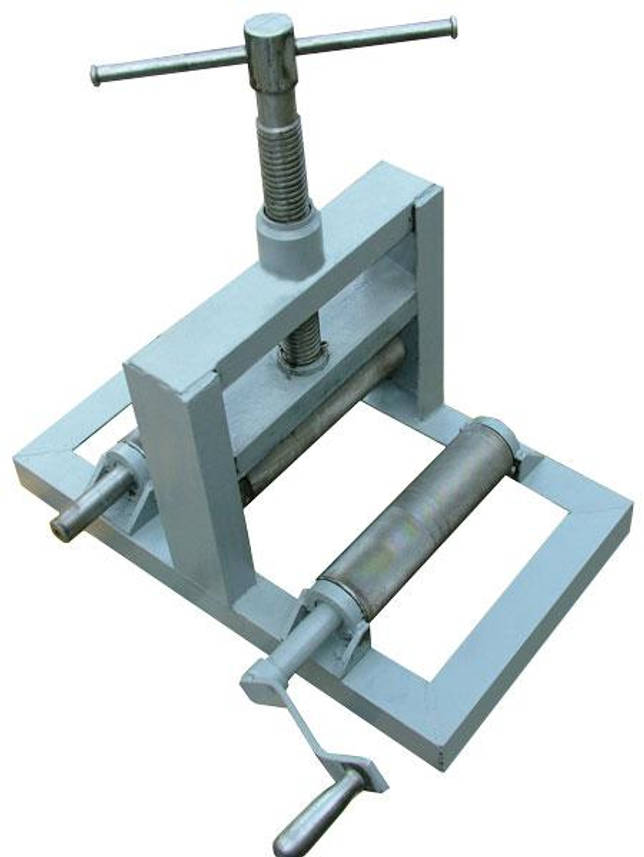 данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
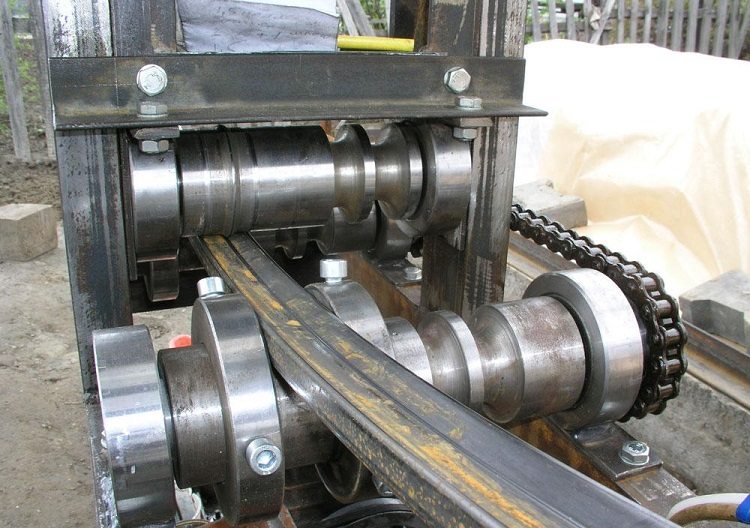 С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
 ..
.. Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры. д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
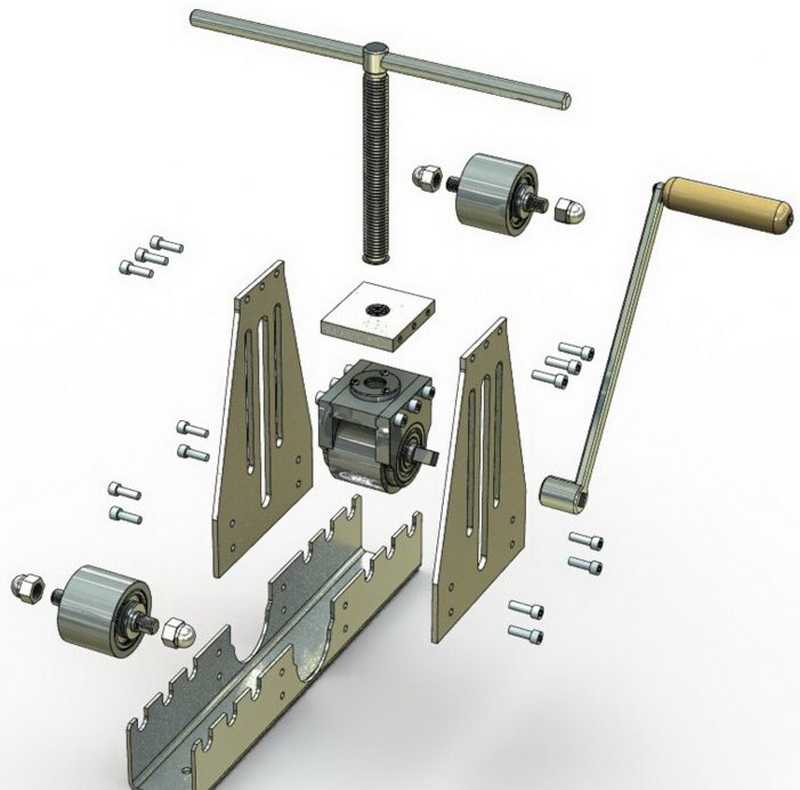
 Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
 Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль. Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.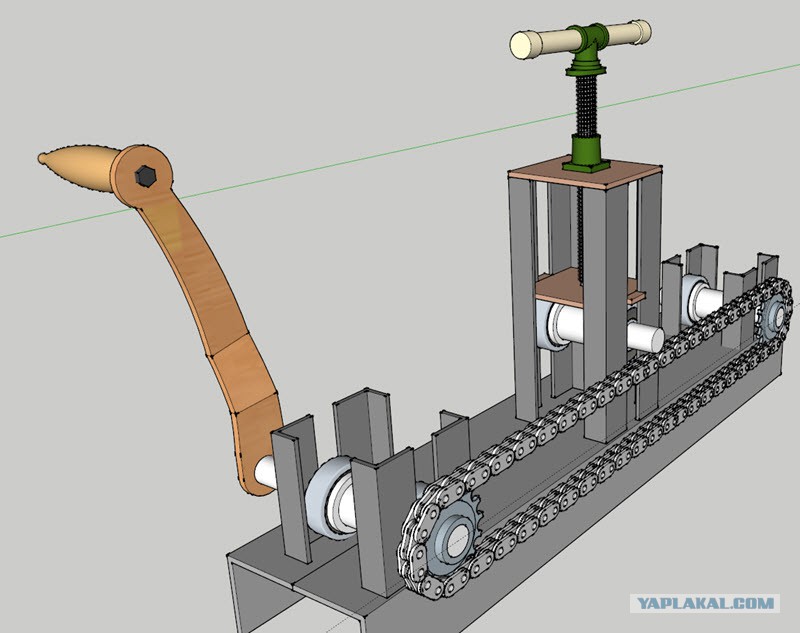
 Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.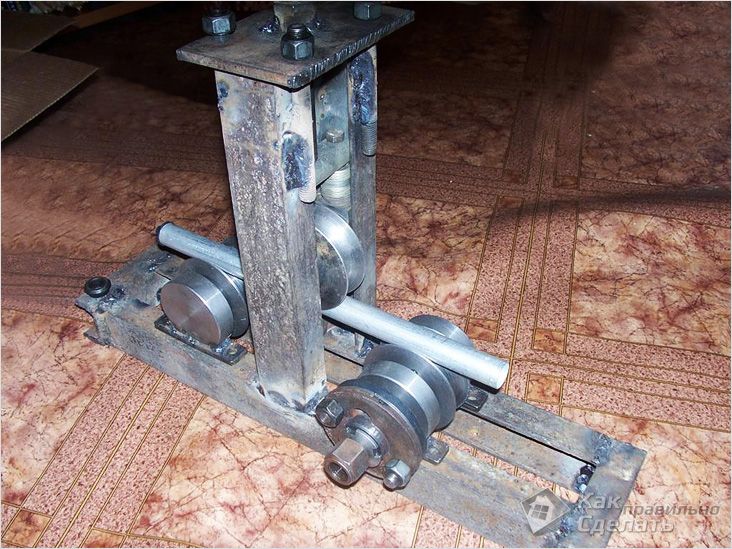

 Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию Применяем метод только для работы в небольшом объеме.
Применяем метод только для работы в небольшом объеме. Причем радиус изгиба определяет их расположение по отношению друг к другу
Причем радиус изгиба определяет их расположение по отношению друг к другу Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Опорная плита и пуансон с матрицей должны быть в 2 раза толще. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.

 Валы вставляются в подшипники, а к середине крепится ручка.
Валы вставляются в подшипники, а к середине крепится ручка.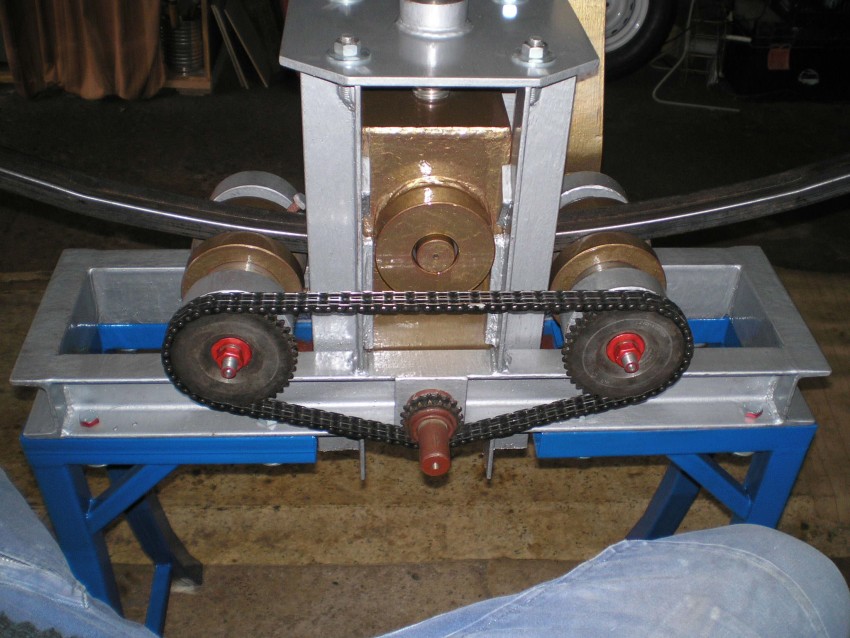 Она должна быть немного больше рабочей поверхности станка
Она должна быть немного больше рабочей поверхности станка
 Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.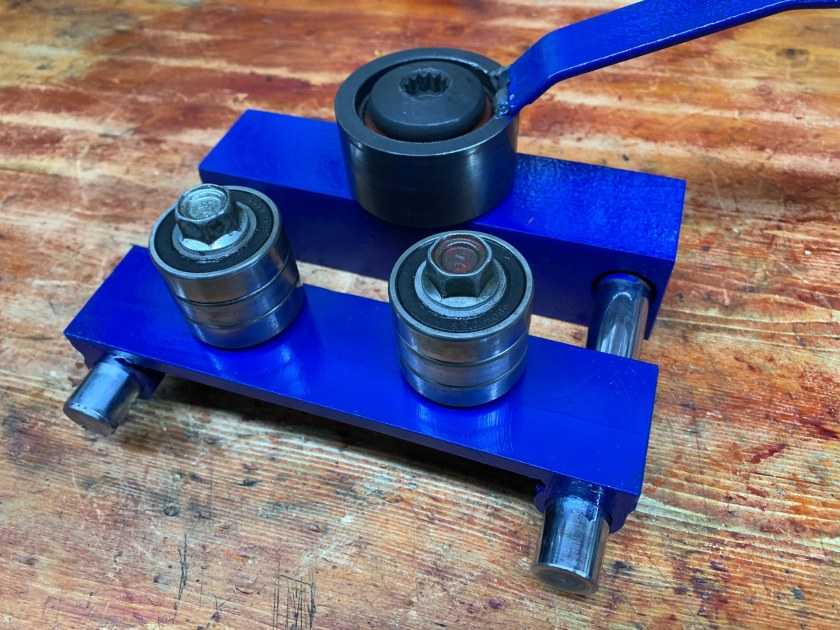 Протягивается между валами и закрепляется, чтобы не провисал
Протягивается между валами и закрепляется, чтобы не провисал Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон. В любом случае так будет удобнее.
В любом случае так будет удобнее.
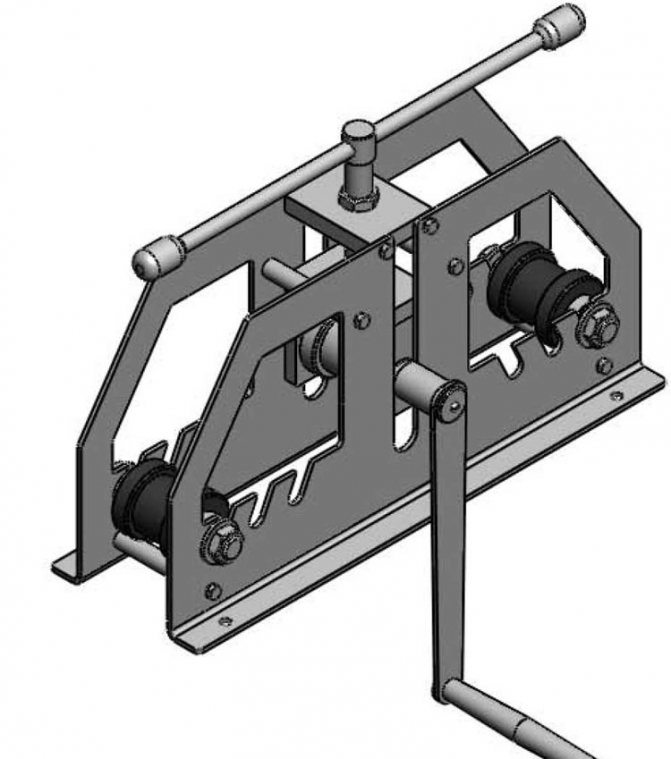
 Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.
Вы также можете увидеть отсылку к «коллектору паровой трубы» при поиске.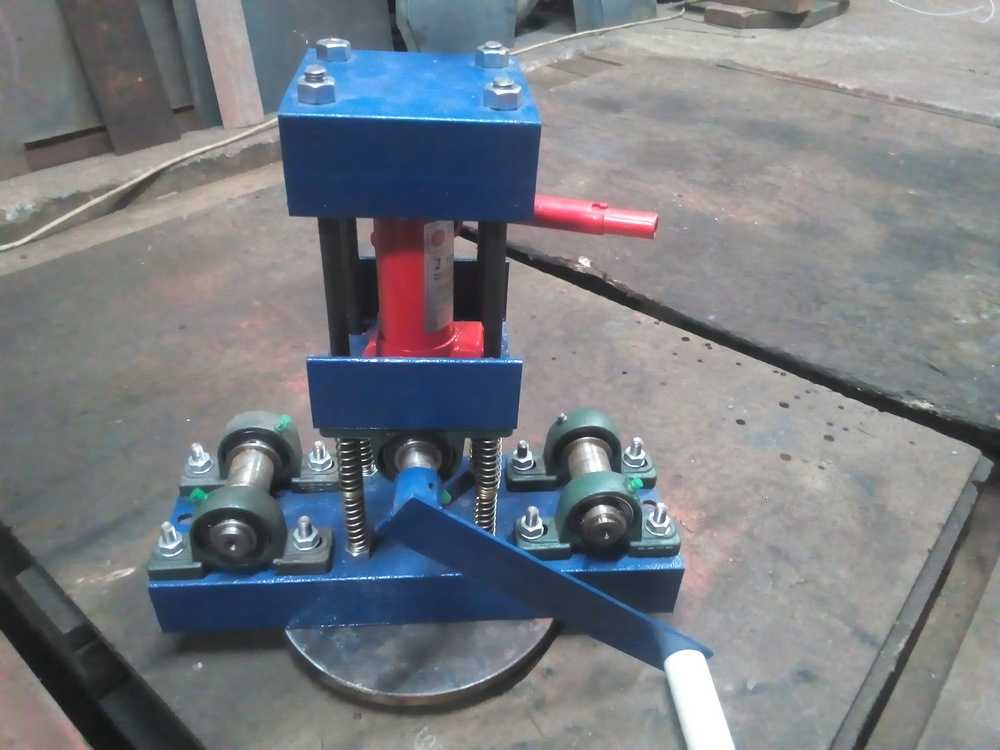
 Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии.
Другими словами, половина круга — это радиус. Расстояние между центром окружности (матрицей) и центром трубы в любой точке изгиба называется радиусом центральной линии. Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.
Результатом является минимальный размер CLR, который вы должны приобрести согнуть что-либо. Это будет «универсальный» размер штампа.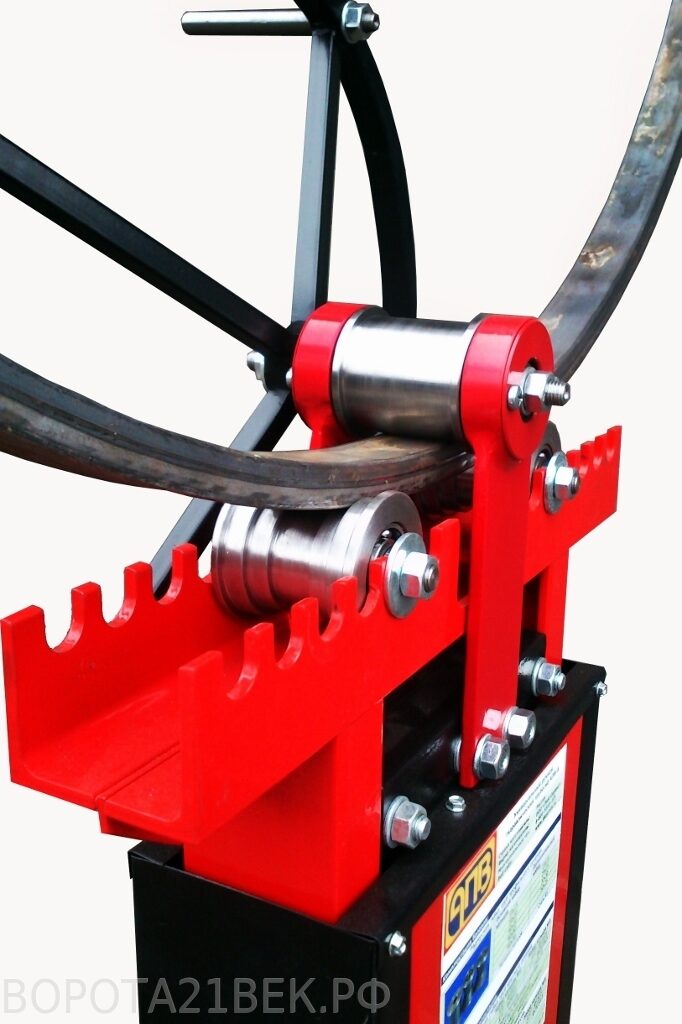

 Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок.
Изгиб со смещением является обычным явлением для трубчатых шасси, передних обручей каркасов безопасности, распорок стоек и второстепенных секций трубчатых бамперов и поперечных балок. Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
Это позволит вам измерить начальную точку каждого изгиба, что гарантирует, что вы приземлитесь точно на свою метку после надреза или стыковки.
 Существует три основных способа зачистки:
Существует три основных способа зачистки: Подходят для сталей низкого легирования.
Подходят для сталей низкого легирования. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения; Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы. В данном случае, «+»клемма подключается к оцинкованной поверхности.
В данном случае, «+»клемма подключается к оцинкованной поверхности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.
В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки. Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
Поэтому при ответе на вопрос: «как варить оцинковку«, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции. Нужно выбрать оптимальную технологию на основе параметров заготовок, их состава, а также условий эксплуатации.
Нужно выбрать оптимальную технологию на основе параметров заготовок, их состава, а также условий эксплуатации.





 1)9.0005
1)9.0005 Однако эта ситуация такая же, как и любая другая, когда оцинкованная сталь контактирует с кислой средой. Цинковые покрытия плохо работают в сильнокислых средах и не должны использоваться.
Однако эта ситуация такая же, как и любая другая, когда оцинкованная сталь контактирует с кислой средой. Цинковые покрытия плохо работают в сильнокислых средах и не должны использоваться.

 Пороховой атрибут имеет вид полой металлической трубки, внутри которой находится флюс или же он находится в сочетании с металлическим порошком. Эта проволока используется для создания сварных швов при полуавтоматической безгазовой сварке. Благодаря современному внешнему виду этого атрибута осуществляется легкое зажигание дуги, а также стабильный процесс горения.
Пороховой атрибут имеет вид полой металлической трубки, внутри которой находится флюс или же он находится в сочетании с металлическим порошком. Эта проволока используется для создания сварных швов при полуавтоматической безгазовой сварке. Благодаря современному внешнему виду этого атрибута осуществляется легкое зажигание дуги, а также стабильный процесс горения.


 При работе с полуавтоматами этого можно добиться переключением контактов внутри блока.
При работе с полуавтоматами этого можно добиться переключением контактов внутри блока. Чтобы спрей не прилипал к кончику, его следует распылять специально разработанным средством.
Чтобы спрей не прилипал к кончику, его следует распылять специально разработанным средством.
 Удельный вес марок стали
Удельный вес марок стали Также вам может быть полезной следующая информация:
Также вам может быть полезной следующая информация: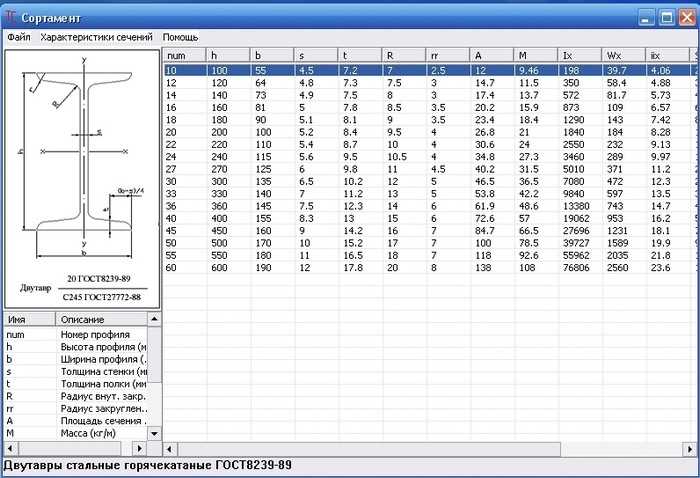 трубы: m = ?*(d — s)*s*?/1000Для «черной» трубы: m = (d — s)*s/40,55где:
трубы: m = ?*(d — s)*s*?/1000Для «черной» трубы: m = (d — s)*s/40,55где:
 см:
см: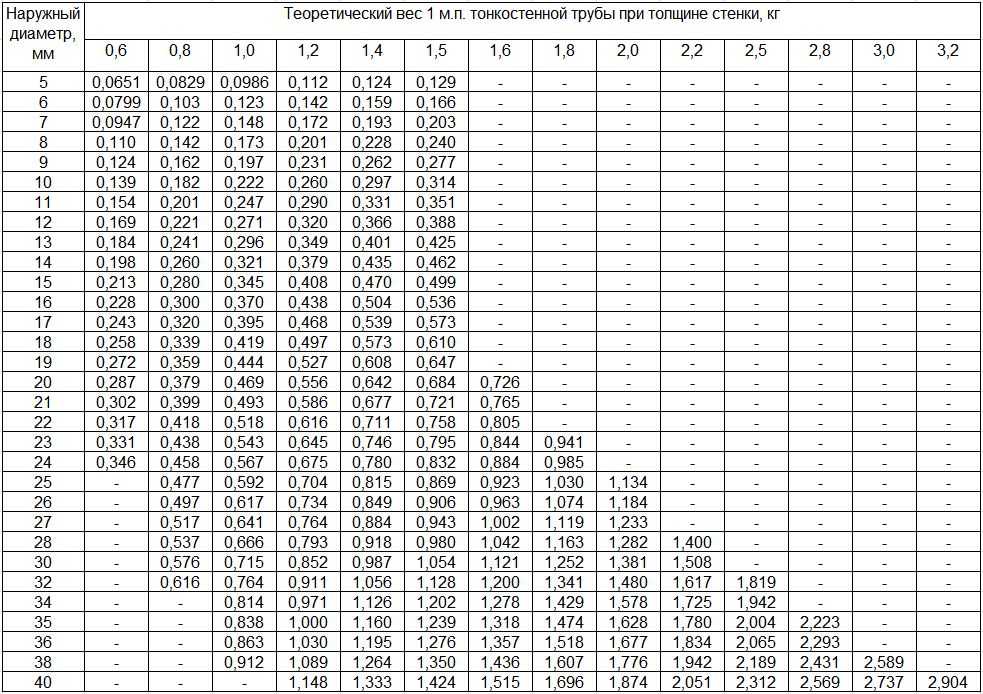 Поскольку вес — это свойство, присущее конкретному объекту, говорить о весе вещества (например, железа) абстрактно не имеет смысла. Чтобы указать вес чего-либо, должен быть объект, вес которого можно указать.
Поскольку вес — это свойство, присущее конкретному объекту, говорить о весе вещества (например, железа) абстрактно не имеет смысла. Чтобы указать вес чего-либо, должен быть объект, вес которого можно указать.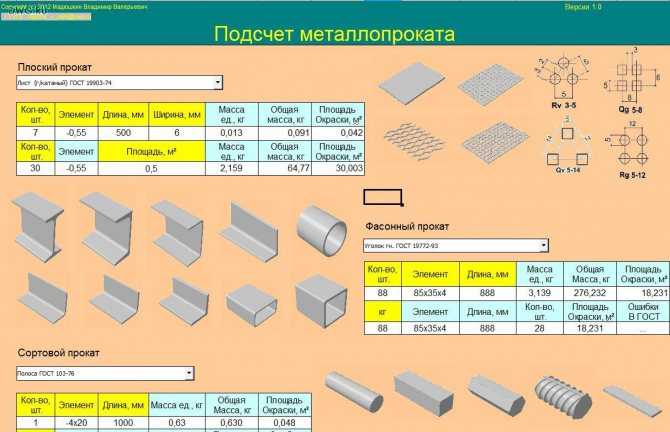
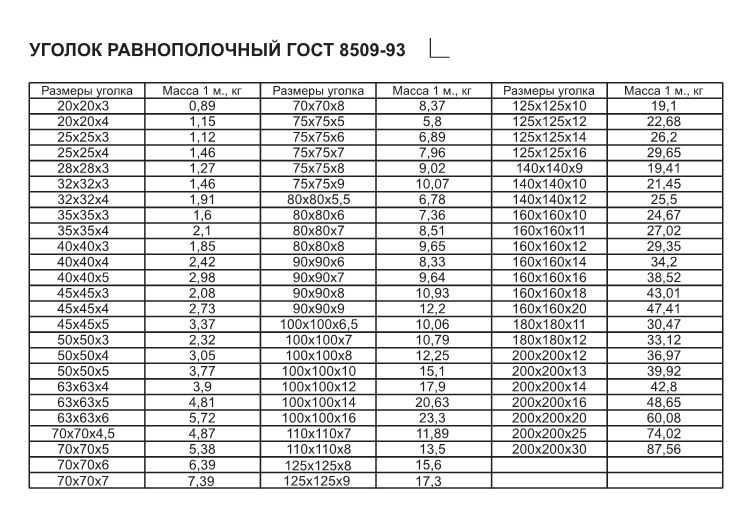
 ft³
ft³ фунт/фут³
фунт/фут³ 1 — 558,7,7 LB/FT=
1 — 558,7,7 LB/FT=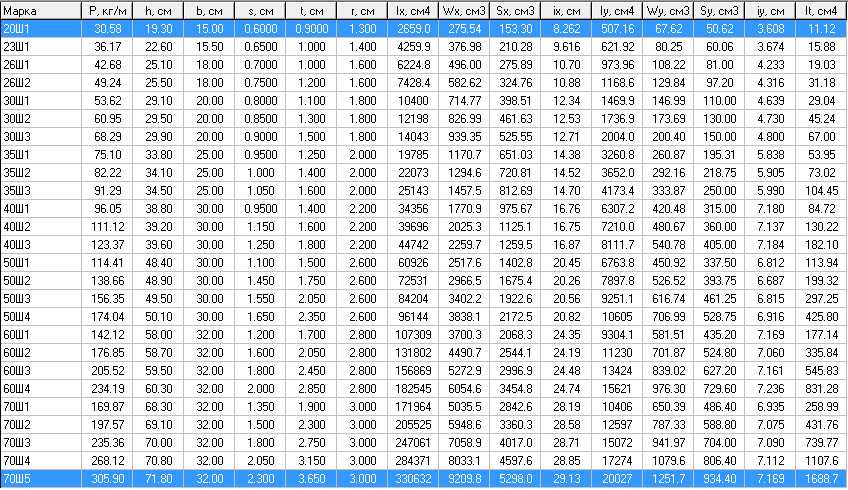 7 lb/ft³
7 lb/ft³ 3 lb/ft³
3 lb/ft³ 9 lb/ft³
9 lb/ft³ 59 g/cm³
59 g/cm³ 450 lb/in³
450 lb/in³ 284 lb/in³
284 lb/in³ 1 g/cm³
1 g/cm³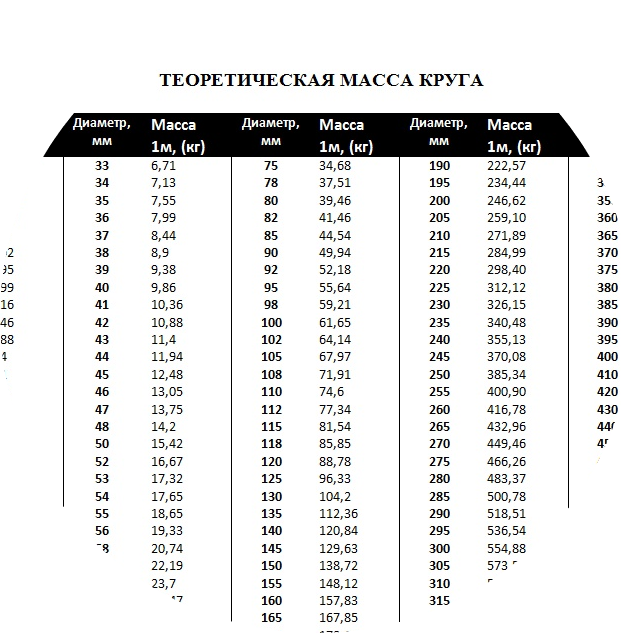 3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9
3 к 1728 г.; для г/см 3 , умножьте плотность в фунтах/дюймах. 3 на 27,68; для кг/м 3 , умножьте плотность в фунтах/дюймах. 3 по 27679.9 07
07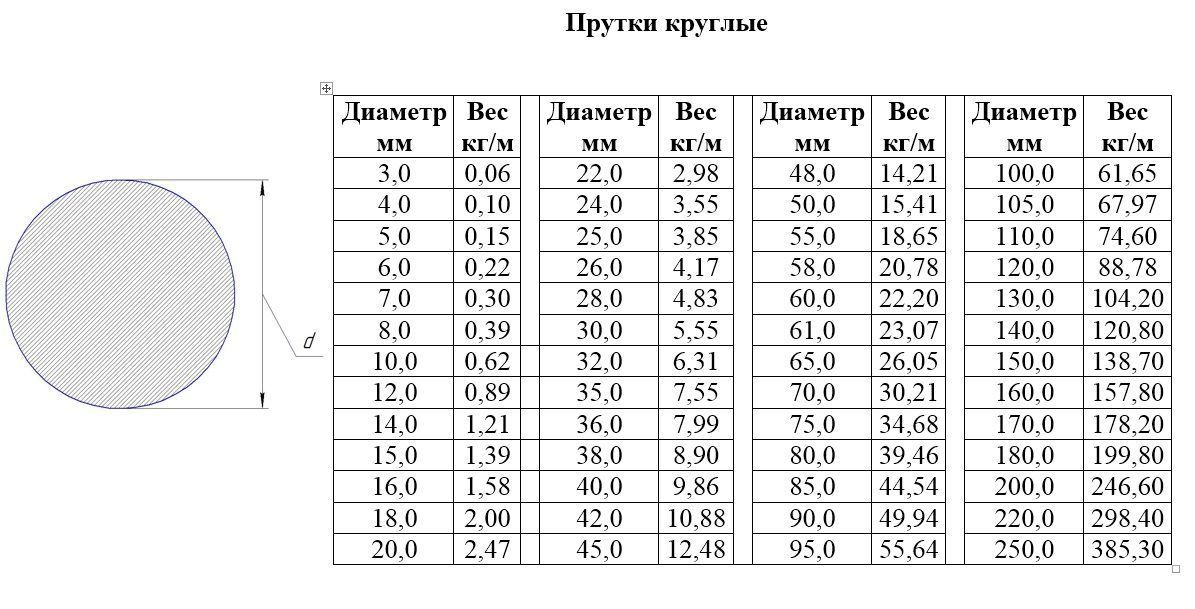 01
01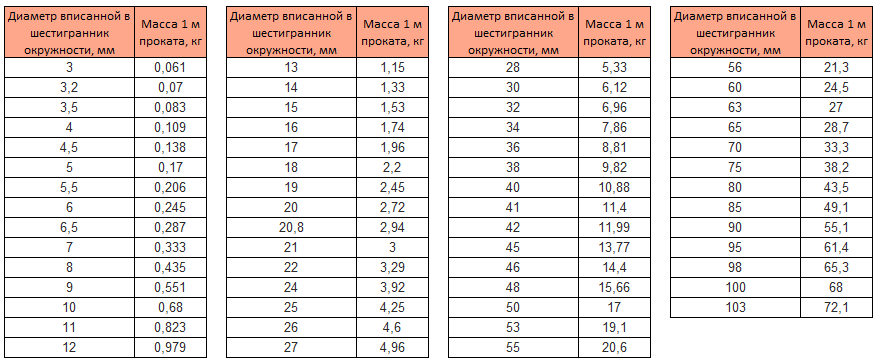 20
20
 ..
.. ..
.. ..
.. ..
.. ..
..




 * Эвтектический – солидус и ликвидус равны ** MP – точка плавления
* Эвтектический – солидус и ликвидус равны ** MP – точка плавления
 65 / 0.025
65 / 0.025
 Классификация IPC — ROL0. Остаток канифоли твердый, не вызывает коррозию, не проводит ток и может быть оставлен на поверхности. Остаток может быть удален с помощью подходящего растворителя.
Классификация IPC — ROL0. Остаток канифоли твердый, не вызывает коррозию, не проводит ток и может быть оставлен на поверхности. Остаток может быть удален с помощью подходящего растворителя. Обычная классификация IPC — ROL0, ROL1, ROM0 или ROM1. Остаток канифольного среднеактивированного флюса прозрачный и мягкий. Большинство из них не вызывают коррозию и не проводят ток. Многие канифольные среднеактивированные флюсы проходят тестирование SIR как флюс, не требующий отмывки. Остаток может быть удален с помощью подходящего растворителя.
Обычная классификация IPC — ROL0, ROL1, ROM0 или ROM1. Остаток канифольного среднеактивированного флюса прозрачный и мягкий. Большинство из них не вызывают коррозию и не проводят ток. Многие канифольные среднеактивированные флюсы проходят тестирование SIR как флюс, не требующий отмывки. Остаток может быть удален с помощью подходящего растворителя.
 Определение особых характеристик
Определение особых характеристик Эти составы подходят для устранения зазоров, заполнения отверстий и пайки соединений на вертикальных поверхностях.
Эти составы подходят для устранения зазоров, заполнения отверстий и пайки соединений на вертикальных поверхностях. Для обеспечения соответствия очень низким ограничениям уровня образования пустот, применяемым к сборкам Класса 3, требуется паяльная паста с низким уровнем образования пустот.
Для обеспечения соответствия очень низким ограничениям уровня образования пустот, применяемым к сборкам Класса 3, требуется паяльная паста с низким уровнем образования пустот. 8мм с флюсом, катушка 50г DB
8мм с флюсом, катушка 50г DB 40 грн
40 грн 3мм с флюсом, катушка 50г JINHU HS
3мм с флюсом, катушка 50г JINHU HS Киев
Киев 8 мм с флюсом, проволока 100г
8 мм с флюсом, проволока 100г

 SRA Продукты для пайки Канифольная паста Флюс
SRA Продукты для пайки Канифольная паста Флюс  Паяльная флюсовая паста La-Co
Паяльная флюсовая паста La-Co  Паяльная паста Delcast Rosin
Паяльная паста Delcast Rosin  Флюс-паста MG Chemicals Rosin Flux Paste
Флюс-паста MG Chemicals Rosin Flux Paste  схемы.
схемы. для электроники.
для электроники. Баночки с флюсом для припоя Romeda
Баночки с флюсом для припоя Romeda  Флюс-паста для канифоли от Thermaltronics
Флюс-паста для канифоли от Thermaltronics  Флюс Rectorseal Paste Flux
Флюс Rectorseal Paste Flux  Паяльная паста CAIG LABS Rosin Flux
Паяльная паста CAIG LABS Rosin Flux  Но чтобы ваши электрические соединения оставались функциональными в течение длительного времени и не подвергались окислению, вам следует подумать об использовании одного из лучших флюсов для пайки электроники, о котором говорилось выше.
Но чтобы ваши электрические соединения оставались функциональными в течение длительного времени и не подвергались окислению, вам следует подумать об использовании одного из лучших флюсов для пайки электроники, о котором говорилось выше. Тем не менее, те из вас, кто хочет что-то более идеальное для тяжелых условий эксплуатации, могут также найти большие упаковки по 4 унции или даже 16 унций при покупке паяльного флюса.
Тем не менее, те из вас, кто хочет что-то более идеальное для тяжелых условий эксплуатации, могут также найти большие упаковки по 4 унции или даже 16 унций при покупке паяльного флюса. Даже если вы используете свой флюс для пайки через долгое время, он, скорее всего, будет работать нормально.
Даже если вы используете свой флюс для пайки через долгое время, он, скорее всего, будет работать нормально. Несмотря на то, что это самый дешевый флюс в этом списке, он по-прежнему предлагает приличное количество 1,7637 унции. И в отличие от других дешевых паяльных флюсов на рынке, этот также предлагает 1 год 9.0010
Несмотря на то, что это самый дешевый флюс в этом списке, он по-прежнему предлагает приличное количество 1,7637 унции. И в отличие от других дешевых паяльных флюсов на рынке, этот также предлагает 1 год 9.0010 Я выбрал эти флюсы с самым высоким рейтингом, чтобы помочь вам выбрать наиболее подходящий для удовлетворения потребностей вашего проекта.
Я выбрал эти флюсы с самым высоким рейтингом, чтобы помочь вам выбрать наиболее подходящий для удовлетворения потребностей вашего проекта. Не требует очистки. Сделано в США.
Не требует очистки. Сделано в США. Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследования продукта, тестирования и анализа.
Здесь вы можете найти лучший флюс для пайки электроники, отобранный после нескольких часов исследования продукта, тестирования и анализа. Вот почему я люблю и рекомендую SRA Soldering для пайки электроники. Мне это нравится, потому что идеально подходит для ремонта электронных продуктов. Некоторые из основных моментов, которые я заметил, требуют минимальной очистки поверхности после пайки. Мне он также нравится, потому что его диапазоны рабочих температур довольно хороши.
Вот почему я люблю и рекомендую SRA Soldering для пайки электроники. Мне это нравится, потому что идеально подходит для ремонта электронных продуктов. Некоторые из основных моментов, которые я заметил, требуют минимальной очистки поверхности после пайки. Мне он также нравится, потому что его диапазоны рабочих температур довольно хороши.

 Это водорастворимая паста, соответствующая отраслевым стандартам. Этот паяльный флюс обладает множеством дополнительных функций и является лучшим припоем для пайки меди и латуни. Он также рекомендуется для других расширенных приложений.
Это водорастворимая паста, соответствующая отраслевым стандартам. Этот паяльный флюс обладает множеством дополнительных функций и является лучшим припоем для пайки меди и латуни. Он также рекомендуется для других расширенных приложений.

 Это также широко признано пользователями всех уровней опыта.
Это также широко признано пользователями всех уровней опыта.
 Это также жизненно важно при ремонте и устранении неисправностей общего ремонта электроники.
Это также жизненно важно при ремонте и устранении неисправностей общего ремонта электроники.
 Я рассмотрел несколько ключевых факторов при рассмотрении лучших вариантов. Факторами являются цена, простота использования, а также отзывы и отзывы клиентов. Я проанализировал несколько онлайн-обзоров с помощью автоматизированных инструментов искусственного интеллекта. Вот как я помогу вам найти лучший флюс для пайки электроники.
Я рассмотрел несколько ключевых факторов при рассмотрении лучших вариантов. Факторами являются цена, простота использования, а также отзывы и отзывы клиентов. Я проанализировал несколько онлайн-обзоров с помощью автоматизированных инструментов искусственного интеллекта. Вот как я помогу вам найти лучший флюс для пайки электроники.
 (R) типы канифольных флюсов используются для продажи медной проволоки, печатных плат, полупроводников и других работ по ручной пайке.
(R) типы канифольных флюсов используются для продажи медной проволоки, печатных плат, полупроводников и других работ по ручной пайке. В Европе многие компании сочли электронику с канифольным флюсом (R и RMA) нечистой и не очищали ее, поскольку без очистки она не вызывает проблем с надежностью (особенно если она не содержит галогенидов). После запрета на фреоны флюсы No-Clean стали более распространенными во всем мире, чем флюсы, требующие очистки.
В Европе многие компании сочли электронику с канифольным флюсом (R и RMA) нечистой и не очищали ее, поскольку без очистки она не вызывает проблем с надежностью (особенно если она не содержит галогенидов). После запрета на фреоны флюсы No-Clean стали более распространенными во всем мире, чем флюсы, требующие очистки.

 Чаще всего погружной блок устанавливается с использованием того же интерфейса, что и фидеры компонентов.
Чаще всего погружной блок устанавливается с использованием того же интерфейса, что и фидеры компонентов.

 1 м2
1 м2 16 м2
16 м2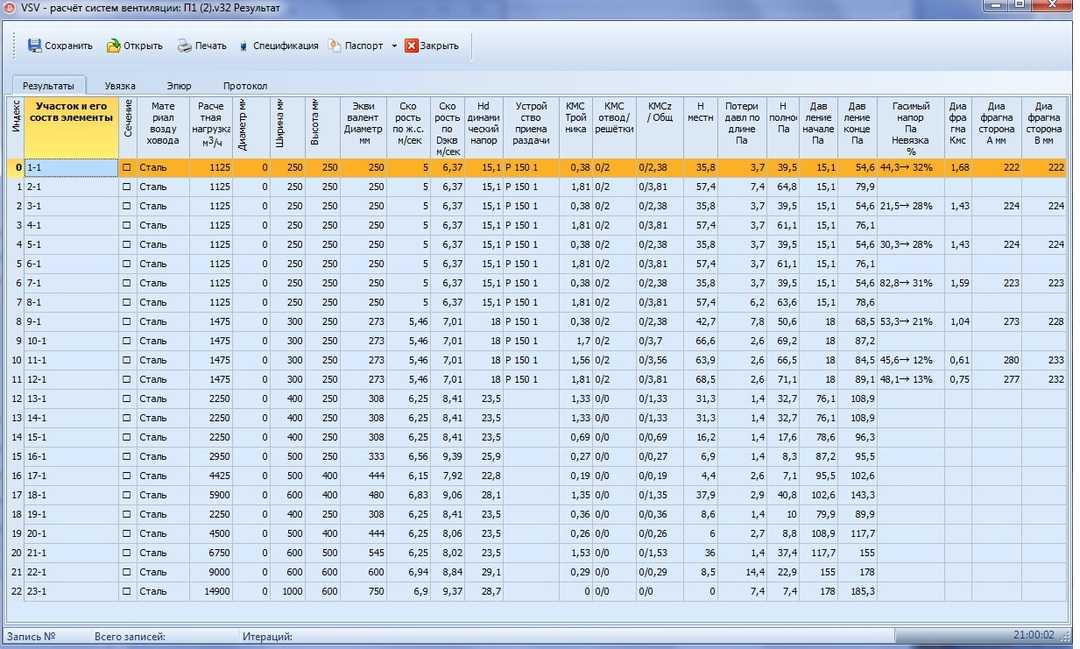
 28 м2
28 м2 4 м2
4 м2 56 м2
56 м2 64 м2
64 м2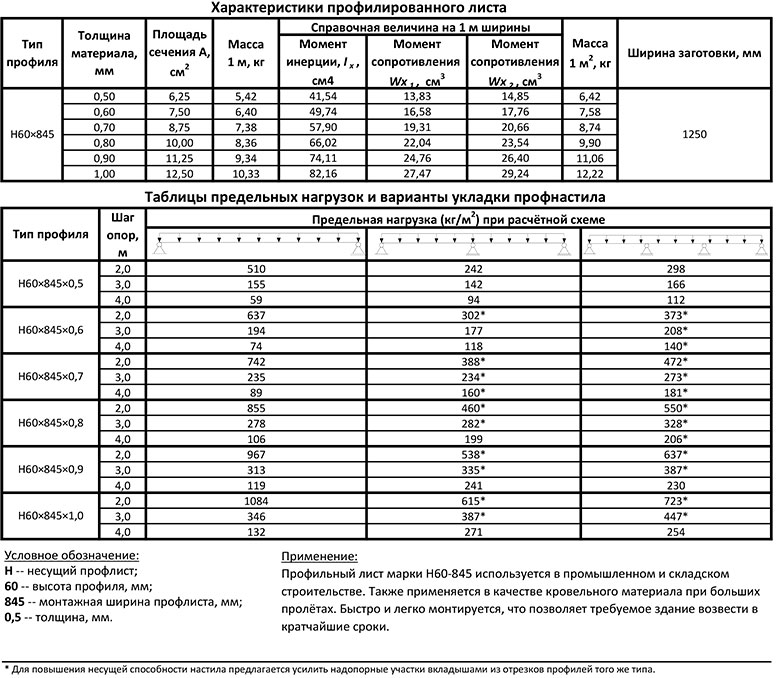 1 м2
1 м2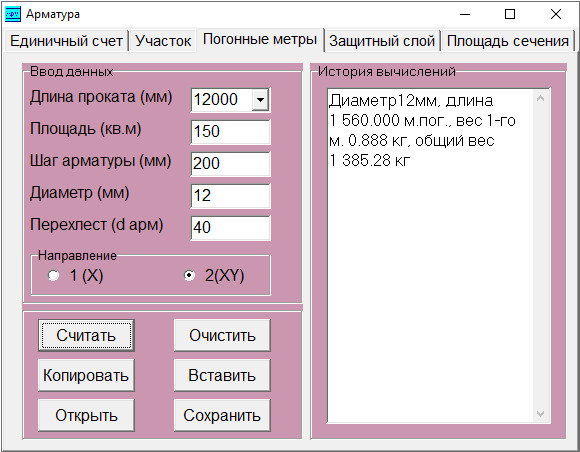 Для этого нужно учитывать форму:
Для этого нужно учитывать форму: Часто такие ЖБИ встречаются в квартирах. Измерить их параметры тяжело. Для этого при помощи гибкой измерительной ленты определяют длину окружности Lo. Протяженность берется из значения высоты этажа Hэ. Тогда S будет равна:
Часто такие ЖБИ встречаются в квартирах. Измерить их параметры тяжело. Для этого при помощи гибкой измерительной ленты определяют длину окружности Lo. Протяженность берется из значения высоты этажа Hэ. Тогда S будет равна: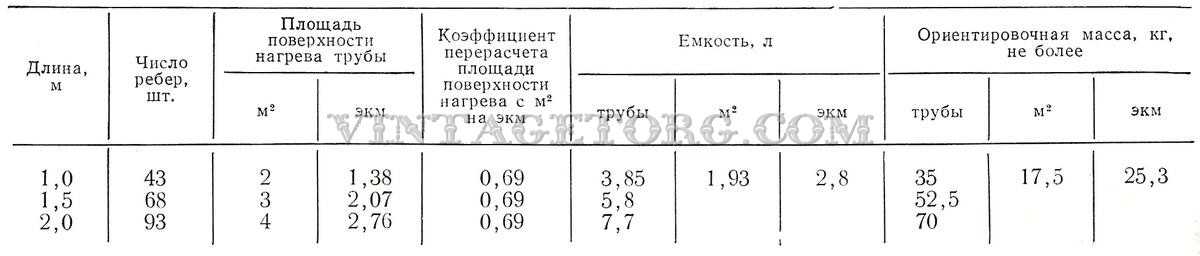 Если изделие развернуть, то получится трапеция. Исходя из расчета S равнобедренной трапеции по основаниям, можно получить этот параметр для конусообразной трубы.
Если изделие развернуть, то получится трапеция. Исходя из расчета S равнобедренной трапеции по основаниям, можно получить этот параметр для конусообразной трубы.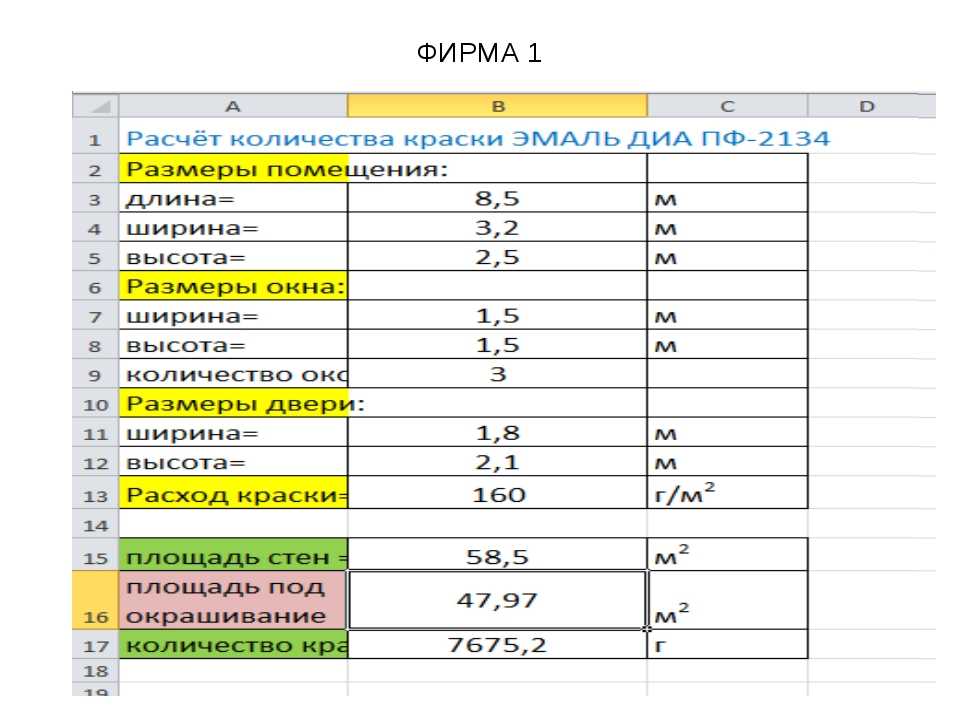 В итоге формула для гофрированной части равна:
В итоге формула для гофрированной части равна: 10 /19
10 /19 
 7854 d i 2 (6)
7854 d i 2 (6)  178
178 70
70 д.
д. ..
.. различные единицы измерения
различные единицы измерения .
.
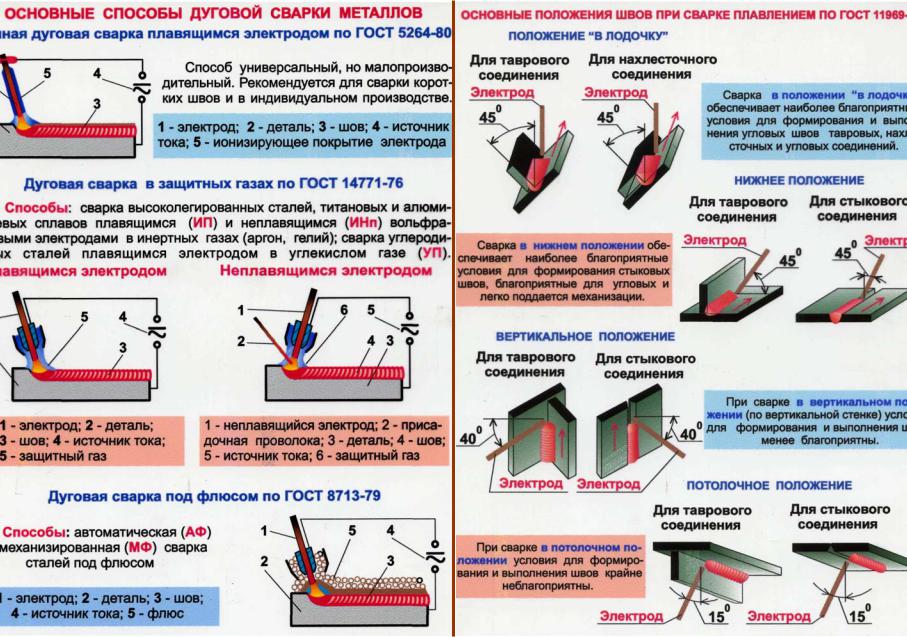


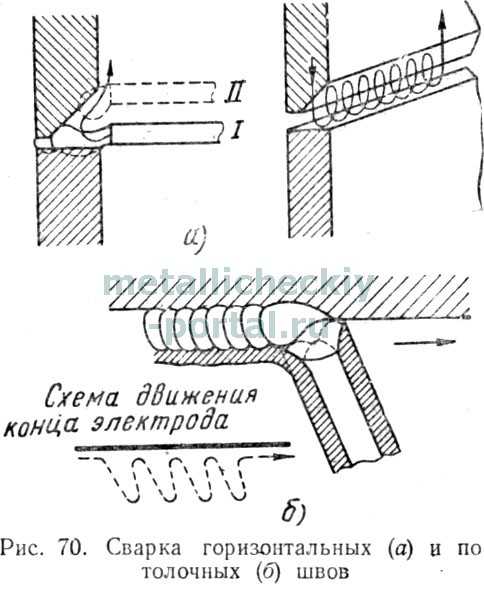 Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке. Среди наиболее часто встречающихся и в то же время полезных выделим следующие:
Среди наиболее часто встречающихся и в то же время полезных выделим следующие: Электрод чаще прилипает к металлу, дуга быстро пропадает, и шлака образуется куда больше. Так что наличие опции работы от генератора является важным параметров выбора сварочного аппарата.
Электрод чаще прилипает к металлу, дуга быстро пропадает, и шлака образуется куда больше. Так что наличие опции работы от генератора является важным параметров выбора сварочного аппарата. com/embed/rBsaPS6l_XU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/rBsaPS6l_XU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>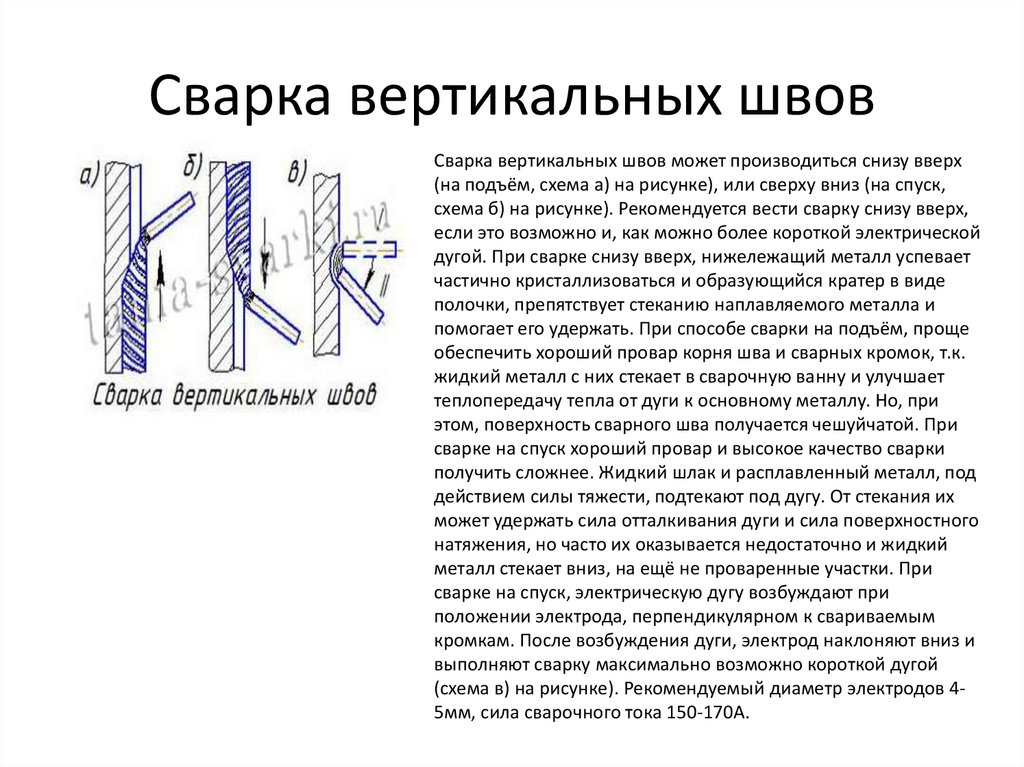 Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.
 Здесь мы углубимся в то, как работает сварка MIG, и в преимуществах ее использования для изготовления и ремонта.
Здесь мы углубимся в то, как работает сварка MIG, и в преимуществах ее использования для изготовления и ремонта.
 Сварочный аппарат MIG представляет собой сварочный аппарат с подачей проволоки, в котором материал, используемый для создания сварного шва, хранится на катушке внутри аппарата. Наконечник сварочного аппарата становится анодом электрического заряда большой силы тока, заземляя рабочую поверхность и сварочный аппарат. Когда проволока проходит через сварочный пистолет, спусковой крючок плавит проволоку и сплавляет ее с основным материалом. Вы можете регулировать скорость подачи расходуемого материала проволоки и давление инертного газа, чтобы лучше контролировать сварные швы.
Сварочный аппарат MIG представляет собой сварочный аппарат с подачей проволоки, в котором материал, используемый для создания сварного шва, хранится на катушке внутри аппарата. Наконечник сварочного аппарата становится анодом электрического заряда большой силы тока, заземляя рабочую поверхность и сварочный аппарат. Когда проволока проходит через сварочный пистолет, спусковой крючок плавит проволоку и сплавляет ее с основным материалом. Вы можете регулировать скорость подачи расходуемого материала проволоки и давление инертного газа, чтобы лучше контролировать сварные швы. В этом методе используется только защитный газ CO2, и при сварке может образовываться больше брызг.
В этом методе используется только защитный газ CO2, и при сварке может образовываться больше брызг.
 Убедитесь, что вы готовы, прежде чем начать учиться сварке. Мы рекомендуем учиться у профессионального сварщика в классе, когда вы только начинаете. Каждую неделю Crucible предлагает новые занятия по сварке.
Убедитесь, что вы готовы, прежде чем начать учиться сварке. Мы рекомендуем учиться у профессионального сварщика в классе, когда вы только начинаете. Каждую неделю Crucible предлагает новые занятия по сварке. Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
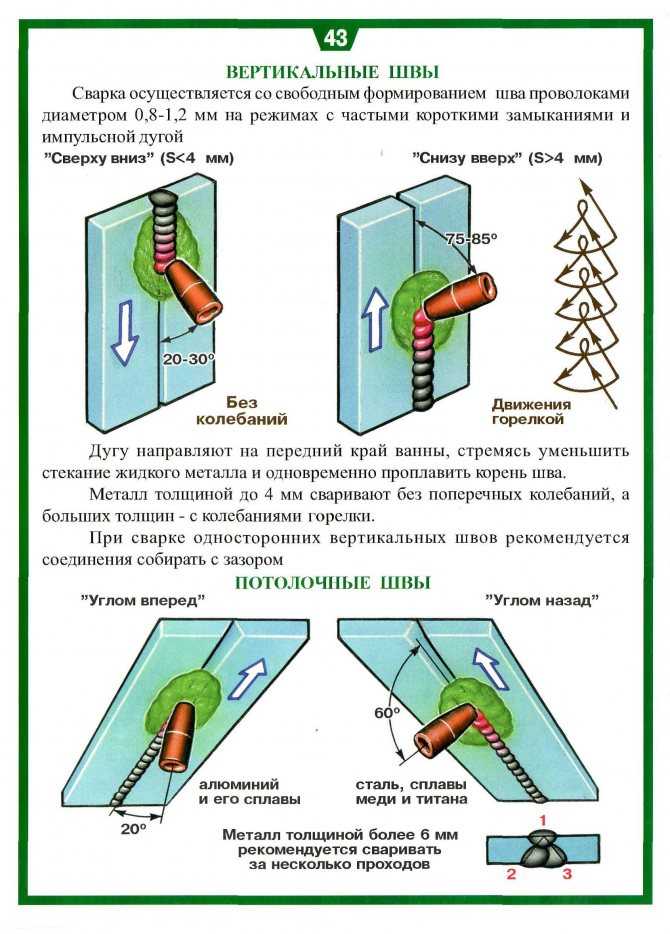 Учащиеся могут изучить различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, MIG и TIG. У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.
Учащиеся могут изучить различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, MIG и TIG. У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.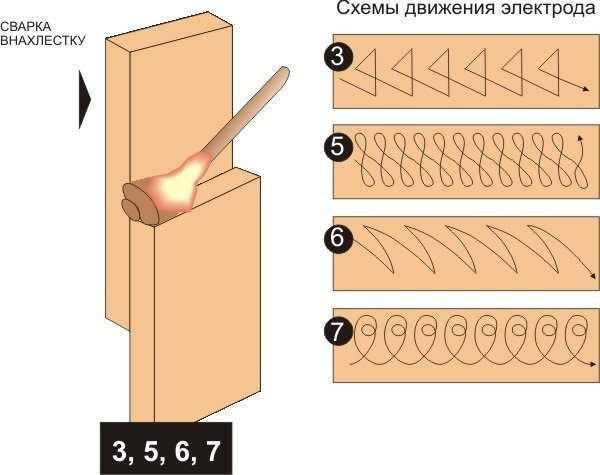 Квалифицированный инструктор поможет вам спланировать ваш проект и оценить его на предмет осуществимости и стоимости.
Квалифицированный инструктор поможет вам спланировать ваш проект и оценить его на предмет осуществимости и стоимости. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное, хорошо проветриваемое помещение, например гараж, для установки сварочного цеха, вы можете сваривать дома с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток.
Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное, хорошо проветриваемое помещение, например гараж, для установки сварочного цеха, вы можете сваривать дома с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток.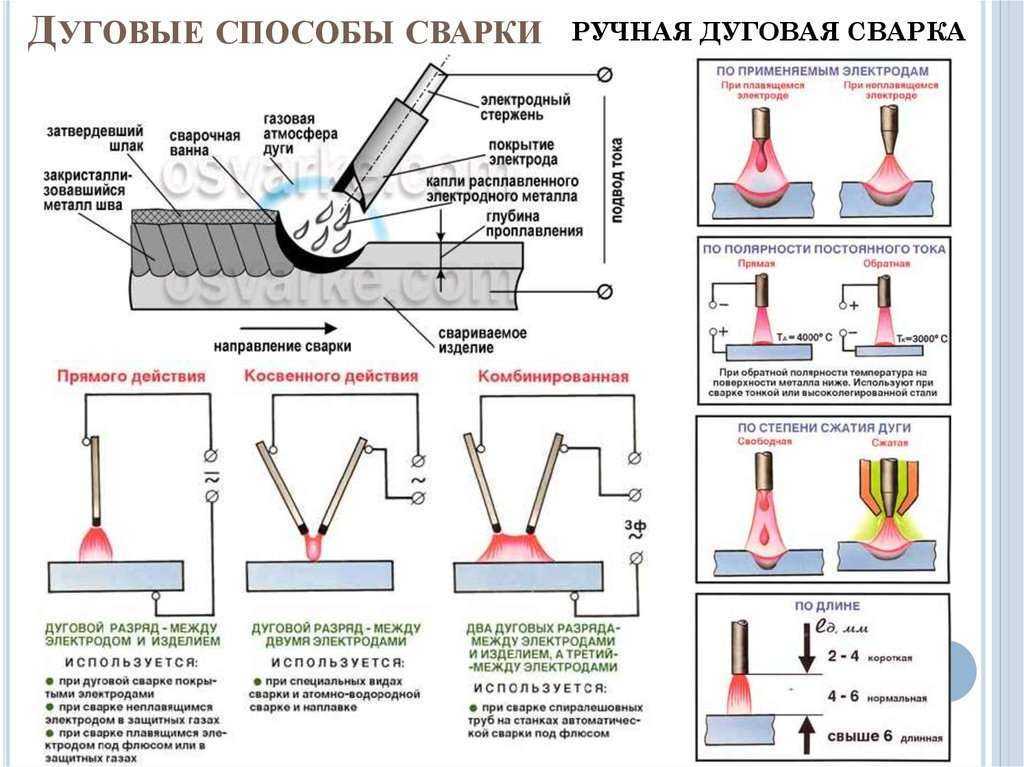 Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год.
Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов в год. …
… После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная… После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
После базового ознакомления со сваркой электродом попробуйте свои силы в создании… ..
.. Вы узнаете…
Вы узнаете… Во время этого введения учащиеся получат представление о…
Во время этого введения учащиеся получат представление о…





