Лучший преобразователь ржавчины для авто: рейтинг, отзывы
02.09.2021
С проблемой ржавчины на кузове сталкивались многие автолюбители. Существует множество причин ее появления, для снижения риска возникновения требуется проведение антикоррозийной обработки. Чтобы восстановить участок пораженного коррозией металла, необходимо подобрать лучший преобразователь ржавчины для авто. Выбор начинается с изучения востребованности препаратов и отзывов автомобилистов.
Содержание
- Рейтинг преобразователей ржавчины
- Критерии выбора
- Принцип действия
- Виды преобразователей
- Жидкие
- Паста
- Аэрозоль
- Состав средства
- Кислотные
- Бескислотные
- Танин
- Цинк и марганец
- Дополнительно
- Способ применения
- Меры предосторожности
- Часто задаваемые вопросы
Рейтинг преобразователей ржавчины
|
Место |
Название преобразователя |
Вид |
Особенности |
Цена, ₽ |
|---|---|---|---|---|
1 | Grand Caratt, 330 мл
|
Жидкий
|
Удаляет следы ржавчины, после нанесения формирует фосфатную плёнку, замедляющую процессы ржавления после покраски
|
83
|
|
2 | Lavr, 120 мл
|
Жидкий
|
Эффективно уничтожает ржавчину, увеличивает адгезию грунта и краски с металлом, не содержит агрессивных кислот
|
149
|
|
3 | ЦИНКАРЬ, 200 мл
|
Спрей
|
Применяется для обработки металлических поверхностей для преобразования коррозийных поражений
|
185
|
|
4 | «КППС» SUPER, 50 г
|
Паста
|
Профессиональное средство против очагов коррозии глубокого проникновения, применяется во всех промышленных отраслях
|
589
|
|
5 | HI-GEAR, 255 г
|
Аэрозоль
|
Преобразовывает ржавчину в грунт с последующим формированием влагоустойчивого защитного покрытия
|
714
|
Критерии выбора
Перед покупкой автомобильного преобразователя ржавчины необходимо изучить его характеристики по параметрам:
- Компонентные составляющие
Перед приобретением препарата обязательно изучается его состав.
 Для обширных повреждений требуются разновидности с концентрированными кислотами, способными проникать в глубокие слои. С их помощью устраняется окисленный налет. Средства с цинком обладают более мягким действием, после использования они остаются на поверхности некоторое время, до полного устранения оксидов. Позже они формируют защитную пленку.
Для обширных повреждений требуются разновидности с концентрированными кислотами, способными проникать в глубокие слои. С их помощью устраняется окисленный налет. Средства с цинком обладают более мягким действием, после использования они остаются на поверхности некоторое время, до полного устранения оксидов. Позже они формируют защитную пленку. - Консистенция с формой выпуска
Антиржавчина для авто производится в жидком виде с разным показателем вязкости, в аэрозолях. При высоком уровне текучести средства подходят для горизонтальных поверхностей, гелеобразные составы лучше применять для вертикальных деталей, а спреи – для труднодоступных областей.
- Объем
Для расчета нужного количества продукта необходимо правильно оценить площадь обрабатываемой поверхности. Ингибиторы коррозии для автомобиля часто производятся в небольших упаковках для обработки мелких зон, подвергшихся окислению. Для обширных областей подходят составы с объемом больше 500 мм.
Одновременное применение препаратов с разными компонентными составляющими запрещено. - Показатели токсичности
Любое вещество, устраняющее оксиды, является токсичным. Работа с ними требует соблюдения техники безопасности. Большинство составов после применения обязательно смываются. Автовладельцам не следует игнорировать данное правило, чтобы исключить вероятность химического ожога или интоксикации.
 Для обширных повреждений требуются разновидности с концентрированными кислотами, способными проникать в глубокие слои. С их помощью устраняется окисленный налет. Средства с цинком обладают более мягким действием, после использования они остаются на поверхности некоторое время, до полного устранения оксидов. Позже они формируют защитную пленку.
Для обширных повреждений требуются разновидности с концентрированными кислотами, способными проникать в глубокие слои. С их помощью устраняется окисленный налет. Средства с цинком обладают более мягким действием, после использования они остаются на поверхности некоторое время, до полного устранения оксидов. Позже они формируют защитную пленку.
 Одновременное применение препаратов с разными компонентными составляющими запрещено.
Одновременное применение препаратов с разными компонентными составляющими запрещено.
Принцип действия
Входящая в состав большинства преобразователей ортофосфорная кислота начинает влиять на оксиды железа. Результатом химической реакции становится появление защитного барьера за счет преобразования продукции коррозии.
Если среди составляющих компонентов находятся цинковые соединения, то принцип работы иной. Атомы цинка образуют соединения с кислородом и в дальнейшем появляется пленка, защищающая металл и предупреждающая появление ржавчины. Дополнительные ингредиенты принимают участие в химических реакциях, обеспечивают неактивность возникшего на металлической поверхности защитного слоя.
Виды преобразователей
Преобразователь ржавчины можно выбрать по размеру повреждений, аэрозольные подходят для обработки какой-то большой площади, жидкие – в предварительной подготовке перед покраской. Гелиевые применяются при точечных окрашиваниях формирующейся коррозии.
Жидкие
Рейтинг преобразователей ржавчины в виде жидкости основан на их основных характеристиках:
подъемно-транспортным, железнодорожным оборудованием;
сельскохозяйственной техникой;
стальными конструкциями, судоремонтом;
антикоррозийной обработкой поверхностей и всех типов черных металлов;
кузовным ремонтом машин;
удалением ржавчины с оружия, арматуры, заборов, инструментов;
предварительной подготовкой металлических ограждений и пр. к окрашиванию.
мгновенным удалением следов коррозии, быстрой помощью при серьезных повреждениях металла;
экономным расходом, удобством нанесения;
компактной упаковкой с достаточной герметичностью (удобно хранить в бардачке автомобиля), на лоджии, полках в гараже, она занимает минимум места и предупреждает риск случайного пролития;
протекторным покрытием за счет содержащегося в составе цинка.
продукции коррозии с металлоконструкций;
от минеральных отложений и ржавчины с металлических элементов;
перед покраской;
удаления стойких видов окалин.
Grand Caratt, 330 мл
Препарат удаляет следы ржавчины с металлических поверхностей, после применения помогает легко отвинчивать проржавевшие болты и гайки. При использовании образуется защитная фосфорная пленка, замедляющая процессы коррозии после покраски. Средство восстанавливает первоначальное состояние металла.
Grand Caratt, триггер 500 мл
Препарат обладает всеми вышеуказанными качествами аналогичной жидкости. Разница заключается в количестве средства.
Очиститель от ржавчины Lavr, 120 мл
Хороший преобразователь ржавчины, который позволяет быстро избавиться от следов повреждений. За счет вещества увеличивается показатель адгезии грунта с краской к металлу, предупреждается распространение коррозии. Очиститель легко проникает в труднодоступные зоны, ослабляет приржавевшие винты, болты, гайки. В составе отсутствуют кислоты с повышенной агрессивностью. Препарат подлежит хранению и транспортировке при температуре до -10 градусов.
За счет вещества увеличивается показатель адгезии грунта с краской к металлу, предупреждается распространение коррозии. Очиститель легко проникает в труднодоступные зоны, ослабляет приржавевшие винты, болты, гайки. В составе отсутствуют кислоты с повышенной агрессивностью. Препарат подлежит хранению и транспортировке при температуре до -10 градусов.
Паста
Список антикоррозионных пастообразных средств представлен:
КППС Super, 50 г
>
Средство позволяет быстро очищать черные металлы, арматурные стали, сварные трубы, разнообразные металлоконструкции. Профессиональный препарат, позволяющий бороться с очагами коррозии.
Основной состава является комплекс неорганических кислот, способных удалять стойкие слои окалин без применения дополнительного механического воздействия. Среди компонентных составляющих находятся соли цинка, обеспечивающие дополнительную защиту металлических поверхностей.
Мелкодисперсная паста легко проникает глубоко в области повреждений. Она справляется с проблемой в считанные минуты.
Она справляется с проблемой в считанные минуты.
Препарат используется в различных областях промышленности, представленных:
Тесты преобразователей ржавчины в виде пасты характеризуются следующими преимуществами:

Производитель уточняет, что при применении пасты реакция протекает за 20 минут, преобразование ржавчины происходит на уровень до 300 мкм. Допускается последующее нанесение лакокрасочных изделий без предварительной грунтовки.
Удалитель ржавчины для авто подтвердил свое качество при испытаниях, позволяет полностью удалять следы коррозии с поврежденных областей, отличается повышенной экономичностью.
Удалитель ржавчины КППС, 250 г
Антикоррозийная паста используется для разных типов обработки:
После нанесения преобразователя активизируется химическая реакция с последующим образованием защитного слоя. Дополнительная грунтовка перед нанесением лакокрасочных изделий после применения модификатора не требуется.
Состав пасты представлен специальными поверхностно-активными ингредиентами, позволяющими:
сократить время очистки поврежденных областей;
получить защитную пленку;
снизить риск поражения металлического основания;
улучшить показатели адгезии лакокрасочных грунтов.
При взаимодействии металла с активными компонентами не наблюдается снижение механических свойств.
Самый лучший преобразователь ржавчины позволяет обрабатывать горизонтальные, вертикальные, наклонные области. Особенность связана с включением в средство частиц наполнителя с минимальными размерами.
В аннотации к пасте указано, что химическая реакция при использовании занимает полчаса, обработанные области не нуждаются в удалении остатков средства водой.
Преобразователь ржавчины без смывания полностью удаляет следы коррозии, позволяет сэкономить бюджет.
Аэрозоль
Спреи от ржавчины подходят для чистки труднодоступных областей. В список востребованных аэрозолей входят:
В список востребованных аэрозолей входят:
Супер растворитель ржавчины 3ton, 520 мл
Преобразователь относится к универсальным, многоцелевым препаратам с быстрым и эффективным действием. Позволяет избавиться от коррозии, накипи, краски, лака на любых типах соединений, может применяться для различных подвидов механизмов.
При нанесении формирует защитное покрытие, предупреждающее повторное возникновение ржавых следов. Продукт хранится и перевозится при температуре, не превышающей -25 градусов.
HI-GEAR, 255 г
Аэрозольный преобразователь ржавчины в грунт для авто помогает получить впоследствии влагоустойчивое защитное покрытие. После нанесение состава наблюдается химическое преобразование на металлической поверхности, улучшение сцепления покрытий с обработанной зоной.
Продукт предупреждает появление подпленочной формы коррозии.
Преобразователь ржавчины ABRO, 283 г
Аэрозоль обладает общими характеристиками линейки. Транспортировка преобразователя с хранением происходит при температурном режиме до -40 градусов.
Транспортировка преобразователя с хранением происходит при температурном режиме до -40 градусов.
Аэрозольные средства входят в список огнеопасных. Их запрещается применять рядом с источниками открытого огня.
Состав средства
Существуют разнообразные типы преобразователей ржавчины:
в геле
спрее
жидкости
Основное внимание при поиске подходящего очистителя уделяется ключевому компоненту, оказывающему влияние на красно-бурый налет на металле.
Подобные вещества показывают достаточную эффективность при толщине ржавчины до 100 мкм, отдельные – до 300 мкм. Если показатель больше, то требуется предварительное механическое удаление скоплений при помощи специальных инструментов.
Кислотные
Лучший для кузова автомобиля преобразователь способен справляться с повреждениями железа любой толщины. Работать с ним можно при любых температурных режимах, включая мороз. Подобные составы подходят для металлических и железных конструкций, элементов бытовой техники.
Основным ингредиентом в них является ортофосфорная или оксикарбоновая кислота, отвечающая за разрушение коррозийного верхнего слоя и последующее создание пленки. Для получения ожидаемых результатов ингибиторы наносятся на сухие участки. В момент взаимодействия кислотного продукта с ржавым металлом наблюдается переход оксида железа в инертные соли, которые позже легко удаляются с кузовных участков.
К минусам препаратов относят обязательное смывание остатков. Такой подход предупредит лишнее воздействие веществ на металл. Для нанесения продукции используются валики, кисточки, метод распыления.
Обрабатывать нужно только поврежденные зоны, не касаясь целых областей. Требование обязательно для всех оцинкованных вещей из-за разрушения цинка кислотами. Ремонтные работы производятся при полной защите, с респиратором, перчатками и очками. В помещении должна быть хорошая вентиляция.
Обязательно использование средств защиты. Если вещество попало на кожу, то его обязательно смывают большим количеством проточной воды, а при появлении признаков ожогов – обращаются к врачу.
Бескислотные
Продукция, не содержащая кислоты, постепенно становится популярной. В их составе находятся нейтральные химические элементы, потому они характеризуются низким уровнем токсичности, их просто использовать. Продукты производятся на основе танина, оксида цинка или марганца.
Танин
Относится к востребованным ингредиентам с органическим происхождением. После попадания на проблемные участки он вступает в реакцию с ржавчиной и перерождает ее в неактивные формы соединений с подходящей адгезией.
Продукция с танином заливается водой, что позволяет ее применять для обеспечения защиты арматур, труб, скрытых зон кузова автомобиля и иных изделий из металла.
Цинк и марганец
Бескислотные виды с цинком и марганцем влияют на поврежденные зоны, формируют дополнительную защиту. Они наносятся любым подходящим способом: распылителем, валиком, кисточкой. Обработанная область становится черного цвета, что позволяет ее хорошо видеть.
Ключевой недостаток преобразователя – это высокая стоимость. Несмотря на условную безопасность, производители рекомендуют при процедурах пользоваться индивидуальной защитой.
Несмотря на условную безопасность, производители рекомендуют при процедурах пользоваться индивидуальной защитой.
Дополнительно
Кроме основных элементов в модификаторы добавлены дополнительные компоненты, представленные:
ингибиторами коррозии – химвеществами, защищающим металл от воды и иных вредных составляющих;
загустителями – с их помощью жидкая форма переходит в пасту, пену или гель, что предупреждает стекание;
вторичными ингредиентами – применяются для повышения защитных свойств, придания определенного запаха;
Перед покупкой необходимо тщательно изучать состав преобразователя ржавчины и отзывы.
Способ применения
Процедура проходит по стандартному алгоритму в несколько этапов:
Предварительная подготовка – перед нанесением вещества проблемный участок очищается от пыли и загрязнений. Потом он при помощи растворителя обезжиривается.
Основная часть – пораженные ржавчиной зоны обрабатываются преобразователем.
Завершающий шаг – остатки смеси удаляются. Правило распространяется на модификаторы, у которых по инструкции необходимо смывание.

Не все продукты требуют удаления после применения, но их небольшое количество. Остальные преобразователи обязательно убираются с целью предупреждения обратного эффекта.
Специалисты советуют обратить внимание на советы по смыванию модификатора:
вещество удаляется после окончательно высыхания обработанного участка;
для процедуры используются специальные растворы – уайт-спирт, силиконовая смывка;
в крайнем случае можно воспользоваться обычным хозяйственным мылом;
после снятия остатков преобразователя поверхности тщательно ополаскиваются водой;
излишки влаги вытираются сухой ветошью.
Все необходимые материалы подготавливаются заранее, чтобы модификатор не находился на участках дольше рекомендованного времени. Такой подход позволит не только устранить следы повреждений, но и предупредит появление посторонних потеков.
Такой подход позволит не только устранить следы повреждений, но и предупредит появление посторонних потеков.
Меры предосторожности
Любой преобразователь содержит в своем составе химически активные вещества. Модификаторы должны применяться строго по инструкции от производителя, без внесения собственных корректировок.
Запрещено применять препараты в отдельных случаях:
Специалисты советуют придерживаться следующих норм:
обязательно используются средства защиты – перчатки, респиратор, специальные очки;
из-за токсичности веществ процесс должен проходить на открытом воздухе;
при попадании средств на кожу ее промывают проточной водой;
перед использованием кислотных форм действие проверяется на металлических деталях;
при проведении работ в помещении, после применения препарата необходимо выйти на свежий воздух – такой подход позволит исключить попадание ядовитых паров в легкие;
если обработка с первого раза не получилась, проводится повторная, с предварительным удалением нанесенного состава.

Проблемы при использовании чистящих составов возникают из-за нарушений инструкций и применения преобразователей на толстых ржавых слоях.
Часто задаваемые вопросы
🔥 Как сделать преобразователь для ржавчины самому?
✅ Рецепт изготовления домашнего преобразователя:
- В 1 литре воды разведите 1.5 литра лимонной кислоты.
- Добавьте 15 г. пищевой соды. Тщательно перемешайте раствор
- Дождитесь окончания реакции (40 минут) и перелейте жидкость в удобную ёмкость.
- Нанесите средство на заранее подготовленную поверхность.
🔥 При какой температуре пользоваться преобразователем?
✅ Для наилучшего эффекта рекомендуется использовать средство при температуре воздуха не ниже +10°С.
🔥Из чего состоят преобразователи ржавчины?
✅ Основные компоненты состава:
- Фосфорная или ортофосфорная кислоты
- Дистиллированная вода
- Жидкий цинк
- Танин
- Аскорбиновые кислоты
- Всевозможные ПАВ
Правильный выбор средства и использование вышеуказанных рекомендаций поможет сделать нейтрализацию ржавчины максимально эффективной.
Nerta экологически безопасное средство для удаления ржавчины имеет свидетельство о государственной регистрации, как снять и обработать ржавчину
На его возникновение оказывает воздействие огромное множество факторов, среди которых окружающая среда, состав самого металла, температура, наличие радиации, скорость распространения вредных бактерий и микроорганизмов. В конце концов все эти явления неизбежно ведут к появлению трещин, неоднородностей и спонтанному нарушению структуры металла.
В настоящее время вопрос «как удалить ржавчину» стоит перед многими руководителями крупных производств, а также потребителями в бытовых хозяйствах. Для ее обработки используют два хорошо работающих метода — механический и химический. Первый вариант применяется на начальных этапах коррозии или как предваряющий использование интенсивных моющих средств. Здесь широко применяются ручной или механизированный инструментарий, но действия ведут очень осторожно, поскольку подвергшийся коррозии металл довольно хрупок и подвержен поломке.
Однако все механические средства помогают лишь на незначительный период времени, к тому же они неспособны проникнуть и очистить внутренние части деталей, труб, механизмов. Различные полости пространственных конструкций нуждаются в применении высококачественных химических соединений, одним из которых является противокоррозийное средство Acinet 200 от торговой марки Nerta.
Преимущества торговой марки Nerta
Промышленные моющие средства от компании Нерта разрабатываются в сложных лабораторных условиях с проведением множества тестов на различных типах подвергшихся коррозии металлов. Специалисты обладают хорошими знаниями по поводу того, чем обработать ржавчину и предотвратить ее дальнейшее распространение. За более чем 30 лет Бельгийская компания разработала и внедрила огромное количество профессиональной химии и оборудования для клининга, продукции для ухода за автотранспортом, массу высокопроизводительных химических препаратов для различных поверхностей.
Один из известнейших европейских производителей качественных химических средств фирма Nerta, Бельгия в обязательном порядке имеет свидетельство о государственной регистрации РФ. Рекомендованное многими заказчиками качество направлено на непрерывное расширение возможностей современного производителя, значительно упрощая процесс борьбы с ржавчиной. Инженерно-технический штат постоянно дополняет модельный ряд новой усовершенствованной продукцией для оптимальной защиты металлических поверхностей.
Как происходит удаление ржавчины?
Ржавчина представляет собой оксиды и частично гидрированные оксиды железа, для удаления которых существует процесс травления с применением растворов кислых солей. Кислотосодержащее средство Acinet 200 содержит в своем составе сразу две кислоты — фосфорную и серную. Это позволяет использовать его для полной очистки известковых отложений внутри труб, а также удаления ржавчины, в том числе в труднодоступных зонах.
Перед нанесением на мягкие медные, алюминиевые, хромированные поверхности средство следует предварительно протестировать. На кислотостойких материалах: эмаль либо нержавеющая сталь может использоваться абсолютно без проблем. В зависимости от степени подверженности коррозии разбавляется в пропорции 1-5%, а разбавляться может как теплой, так и прохладной водой.
Благодаря тому, что продукция фирмы Nerta экологически безопасна, ее активно применяют в пищевой промышленности. В частности, препарат безупречно зарекомендовал себя в молочной индустрии, при производстве напитков, сиропов, пищевых концентратов. Легкое в употреблении, быстрое в действии, оптимальное по цене — средство от ржавчины на металле Acinet 200 считается одним из наиболее эффективнейших на сегодняшний день.
Способы борьбы с коррозией
Особенность появления коррозии заключается в том, что даже при снятии пораженного верхнего слоя остается вероятность скорого появления ее в прежнем виде. Для минимизации разложения используются способы, наиболее эффективные в каждом конкретном случае. Они опираются на экономическую целесообразность и направлены на повышающие способности металла противостоять ржавчине. К ним относятся:
Для минимизации разложения используются способы, наиболее эффективные в каждом конкретном случае. Они опираются на экономическую целесообразность и направлены на повышающие способности металла противостоять ржавчине. К ним относятся:
- Снижение агрессивности окружающей среды путем включения химического ингибитора. В зависимости от своих характеристик он может наноситься на поверхность либо вводиться в состав композиции;
- Повышение устойчивости металлических сплавов. Уже на этапе проектирования тщательно подбираются оптимальные составляющие и металлоизделия обрабатываются защищающими гальваническими продуктами;
- Практическая изоляция от действия агрессивных сред. В числе преобразователей коррозии находятся фосфорные, ортофосфатные, оксикарбоновые и прочие кислоты, а также применяются специальные покрытия-ингибиторы: коррозионно-стойкие и протекторные;
- Понижение корродирования при помощи электрохимической защиты.
Появляющаяся ржавчина металла характеризуется возникновением коррозионных продуктов как на поверхности, так и непосредственно внутри конструкций или сплавов. Она легко может сформироваться на домашних продуктах: посуде, трубах, смесителях, а также в автомобильных и промышленных деталях. Внешне ржавчина выглядит как буровато-желтые пятна, которые постепенно разрастаются и, если не предпринять решительные меры, могут привести к полному разрушению металла.
Она легко может сформироваться на домашних продуктах: посуде, трубах, смесителях, а также в автомобильных и промышленных деталях. Внешне ржавчина выглядит как буровато-желтые пятна, которые постепенно разрастаются и, если не предпринять решительные меры, могут привести к полному разрушению металла.
Как быстро убрать ржавчину?
Техника того, как снять ржавчину, довольно проста. Вначале проводится механическая очистка поверхности любым инструментом — щеткой, шабером или шлифовальной шкуркой. После этого необходимо нанести чистящее средство Acinet 200 непосредственно на пораженный участок либо с помощью распылителя, но только не посредством насосов высокого давления. Благодаря низкому пенообразованию его можно с успехом применять также в трубопроводах и везде, где есть внутренние отложения различного свойства.
После применения продукта Нерта поверхность нужно тщательно промыть чистой водой, поскольку его биологическое разложение характеризуется более 90% реакции. Своевременно принятые данные меры позволяют максимально замедлить или прекратить процесс ржавления металлов для длительного сохранения термостойкости, однородности состава и заявленной функциональности их качеств.
Своевременно принятые данные меры позволяют максимально замедлить или прекратить процесс ржавления металлов для длительного сохранения термостойкости, однородности состава и заявленной функциональности их качеств.
Жидкость для предотвращения ржавчины Dry Coat™ | Anti Corrosion Liquid
Защита от ржавчины с невидимой защитой, видимые результаты
Вымойте руки (как в прямом, так и в переносном смысле) от опасных растворителей и грязных средств против ржавчины на масляной основе с помощью ARMOR Dry Coat™ и Dry Coat™ ST Rust Preventant. Dry Coat на водной основе предназначен для использования на черных металлах. Это ваш чистый, безопасный и простой способ сказать «пока» грязным и трудоемким методам предотвращения ржавчины прошлых дней.
Когда мы говорим, что Dry Coat предлагает « Невидимая защита, видимые результаты », мы имеем в виду именно это. После нанесения на поверхность металла Dry Coat высыхает на ощупь в течение нескольких минут (в условиях окружающей среды), оставляя прозрачное защитное покрытие, отталкивающее воду и другие вещества, вызывающие ржавчину. Dry Coat не липкий и не липкий; не притягивает грязь и пыль; не мешает штамповке, шлифовке, резке, сварке; и легко снимается при необходимости.
Dry Coat не липкий и не липкий; не притягивает грязь и пыль; не мешает штамповке, шлифовке, резке, сварке; и легко снимается при необходимости.
Сухое покрытие предлагается в двух составах — оригинальное сухое покрытие, которое защищает металлические детали, хранящиеся в помещении до одного года, и сухое покрытие ST для кратковременной защиты металлических деталей, хранящихся в помещении до 3 месяцев.
Продукция ARMOR имеется на складе и готова к отправке без минимального заказа в рамках нашей программы ARMOR Stock & Ready®.
Свяжитесь с нами по поводу средства для предотвращения ржавчины Dry Coat
Магазин продуктов для предотвращения ржавчины
Характеристики
Экологичность: уникальная формула на водной основе, высыхает на ощупь
Чистота Нанесение: наносится погружением, распылением или обливом
4 Легкое удаление: используйте мягкое моющее средство/раствор для чистки металла, чтобы удалить
VCI Nanotechnology™: ARMOR’s proprietary formula for vapor corrosion inhibitor technology to prevent rust/corrosion
- Technical Specifications
- Compatibility Chart
Technical Specifications
Technical Specifications:
Stock & Ready options:
- Ведро на 5 галлонов
- Бочка 55 галлонов
- Сумка на 330 галлонов
Загрузить список со склада
Таблица совместимости
Совместимость сухого покрытия с металлами
| Защищаемый металл | Сухой слой для защиты от ржавчины |
|---|---|
| Алюминий | – |
| Алюминий Бронза | – |
| Алюминий Магниевый сплав | – |
| Латунь | – |
| Бронза | – |
| Кадмий | – |
| Чугун | ★★★ |
| Хром | – |
| Константан | – |
| Медь | – |
| Оцинкованный | – |
| Свинец | – |
| Молибден | – |
| Никель | – |
| Нейзильбер (CU, Ni, Zn) | – |
| Серебро | – |
| Припой (Pb, Sn) | – |
| Сталь | ★★★ |
| Олово (чистое) | – |
| Луженая сталь | – |
| Цинк | – |
Ключ совместимости
| ★★★ | Полная защита |
| – | Сухое покрытие не предназначено для защиты этого типа металла, хотя должно быть совместимо с . Для нескольких металлических приложений рекомендуется тестирование для обеспечения совместимости . Для нескольких металлических приложений рекомендуется тестирование для обеспечения совместимости . |
Видеообзор защиты от ржавчины сухим покрытием
Чистое и безопасное предотвращение ржавчины с помощью сухого покрытия
Компания Hartzell Engine Technologies, принадлежащая авиационной отрасли, рассказывает об успешном использовании средства защиты от ржавчины сухим покрытием для защиты корпусов турбин в процессе эксплуатации.
Смотреть видео
Ингибитор ржавчины | Покрытия для предотвращения ржавчины
Ингибиторы ржавчины, профилактические средства (RP) и покрытия Серии
ZERUST®/EXCOR® предлагает широкий спектр покрытий-ингибиторов ржавчины на масляной основе, на основе растворителя, на водной основе и консистентной смазке. на основе масляных присадок для защиты деталей в промежуточных производственных процессах, при хранении или для дополнительной защиты нашей упаковки из полипропилена ICT® и упаковочной бумаги из крафт-бумаги ICT®.
Антикоррозионные масла Axxanol™
Антикоррозионные масла ZERUST®/EXCOR® Axxanol™ состоят из средств защиты от ржавчины на основе растворителей и масел, предназначенных для защиты изделий из черных, цветных и мультиметаллических металлов. Используйте антикоррозионные масла Axxanol™ для защиты оголенных металлических поверхностей от ржавчины и коррозии во время производственных процессов, хранения и транспортировки. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxanol™ 34CD
Используйте Axxanol™ 34CD для защиты металлических деталей, литых и обработанных металлов во время транспортировки, хранения и незавершенного производства. Кроме того, Axxanol™ 34CD идеально подходит для защиты деталей во время смены программы в процессе сборки.
Подробнее
ZERUST® Axxanol™ 34CD-HF
ZERUST® Axxanol™ 34CD-HF представляет собой антикоррозийное покрытие с высокой температурой вспышки на основе растворителя, которое оставляет очень легкую маслянистую пленку на защищаемой поверхности. Обеспечивает защиту от коррозии в агрессивных средах, таких как содержащиеся в воздухе соли, высокая влажность и высокие температуры.
Обеспечивает защиту от коррозии в агрессивных средах, таких как содержащиеся в воздухе соли, высокая влажность и высокие температуры.
Детали
ZERUST® Axxanol™ 33
Типичные области применения Axxanol™ 33 включают защиту от коррозии для встроенных прокатных станов, холоднокатаных листов и рулонов, проволочного проката, а также литых и обработанных черных и цветных металлов во время транспортировки и хранилище.
Подробная информация
ZERUST® Axxanol™ A35CD-32
Axxanol™ A35CD-32 повышает защиту от коррозии в сложных условиях, таких как морские перевозки. Покрытие не оставляет пятен и может быть удалено с помощью большинства обычных щелочных чистящих средств или оставлено на поверхности.
Подробнее
ZERUST® Axxanol™ 33CD
Используйте ZERUST® Axxanol™ 33CD для надежной защиты металлов и литых или обработанных деталей во время транспортировки, хранения и незавершенного производства. Он защищает несколько типов металлов от коррозии на срок до шести месяцев под укрытием.
Он защищает несколько типов металлов от коррозии на срок до шести месяцев под укрытием.
Детали
ZERUST® Axxanol™ A35CD-7
ZERUST® Axxanol™ A35CD-7 — это антикоррозийное покрытие на основе растворителя с высокой степенью выгорания, которое высыхает на ощупь, удаляя маслянистые поверхности, привлекающие пыль и другие загрязнения.
Подробная информация
ZERUST® Axxanol™ 718-ESS
ZERUST® Axxanol™ 718-ESS представляет собой аэрозольный ингибитор электрокоррозионной защиты, предназначенный для работы в сложных условиях, где присутствуют пары кислых газов и влажность.
Детали
ZERUST® Axxanol™ 33CD-HF
Используйте ZERUST® Axxanol™ 33CD-HF для безопасной защиты металлов и литых или обработанных деталей во время транспортировки, хранения и незавершенного производства, когда применяется покрытие с ингибитором коррозии с высокой скоростью вспышки. нужно. Он защищает несколько типов металлов от коррозии на срок до 6 месяцев под укрытием.
нужно. Он защищает несколько типов металлов от коррозии на срок до 6 месяцев под укрытием.
Подробная информация
ZERUST® Axxanol™ 46-Bio
Идеально подходит для очистки и защиты оборудования и механизмов, которые временно оставляются на открытом воздухе.
Подробнее
ZERUST® Axxanol™ 750 VCI Oil
Этот невидимый антикоррозийный спрей с VCI обеспечивает надежную защиту от коррозии металлических поверхностей в труднодоступных пустотах, щелях и камерах.
Подробнее
Axxatec™ на водной основе
Серия ZERUST®/EXCOR® Axxatec™ состоит из ингибиторов коррозии на водной основе, которые защищают активы из черных, цветных металлов и металлов. Используйте продукты Axxatec™ для защиты оголенных металлических поверхностей во время сборки и в ситуациях, когда желательны напыление на водной основе, поточное производство или погружение. Кроме того, ингибиторы ржавчины Axxatec™ на водной основе содержат легкую в использовании добавку, препятствующую коррозии, которая образует прозрачное, тонкое, сухое на ощупь покрытие, помогающее предотвратить мгновенную ржавчину в промежутках между производственными процессами, а также в краткосрочной и среднесрочной перспективе. сроки отгрузки и хранения в сочетании с упаковкой ZERUST® VCI. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
сроки отгрузки и хранения в сочетании с упаковкой ZERUST® VCI. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxatec™ 30C
Используйте ингибитор ржавчины Axxatec™ 30C на водной основе для защиты оголенных металлических поверхностей во время сборки, крупногабаритного оборудования во время временного хранения и в ситуациях, когда требуется комбинированный продукт для легкого очистителя и средства для предотвращения ржавчины.
Детали
ZERUST® Axxatec™ 77C
Используйте Axxatec™ 77C для защиты голых металлических поверхностей (таких как рукоятки клюшек для гольфа) во время сборки, крупногабаритного оборудования во время временного хранения, а также при напылении на водной основе в поточном производстве. , или приложения погружения желательны.
Детали
ZERUST® Axxatec™ 80C
Используйте концентрат Axxatec™ 80C для защиты оголенных металлических поверхностей во время сборки, крупногабаритного оборудования во время временного хранения, а также в ситуациях, когда распыление на водной основе, поточное производство или погружение желательны.
Подробнее
ZERUST® Axxatec™ 85-F
Axxatec™ 85-F сочетает в себе силу средства для предотвращения ржавчины на водной основе с паровыми ингибиторами коррозии (VCI) ZERUST® для защиты черных металлов. Он предназначен для использования в качестве туманообразующей защиты от ржавчины внутренних полостей резервуаров, упаковок и ограждений.
Подробная информация
ZERUST® Axxatec™ 87-M
Axxatec™ 87-M — распыляемое средство для предотвращения ржавчины на водной основе, содержащее паровые ингибиторы коррозии ZERUST® (VCI), используемые для защиты внутренних полостей резервуаров, упаковок и ограждения. Кроме того, он защищает черные металлы и совместим с несколькими металлами.
Подробная информация
ZERUST® Axxatec™ 87-MB
ZERUST® Axxatec™ 87-MB представляет собой распыляемый жидкий ингибитор коррозии на водной основе, который защищает черные и алюминиевые металлы с помощью контактных ингибиторов и проверенной технологии ZERUST® Vapor Corrosion Inhibitor (VCI). и совместим с большинством более мягких металлов (медь, латунь, бронза и т. д.).
и совместим с большинством более мягких металлов (медь, латунь, бронза и т. д.).
Подробнее
ZERUST® Axxatec™ 87-MW3
Axxatec™ 87-MW3 представляет собой жидкий антикоррозийный продукт на водной основе, предназначенный для зимнего распыления, который сочетает в себе силу антикоррозионного средства на водной основе с паровыми ингибиторами коррозии ZERUST® (VCI). . Он предназначен для использования в качестве защиты от запотевания внутренних полостей резервуаров, упаковок и корпусов в холодную погоду. Он защищает черные металлы и совместим с несколькими металлами.
Подробнее
Добавка ZERUST® Axxatec™ 8110C
Axxatec™ 8110C был разработан для использования в закрытых системах, таких как водяные системы охлаждения или гидравлические системы, и будет защищать железные, стальные, алюминиевые, медные и латунные детали в этих системах на срок до одного года. Оно изготовлено на водной основе и легко разбавляется охлаждающей жидкостью или гидравлическими жидкостями на водной основе.
Подробнее
Антикоррозионные смазки Axxanol™
Антикоррозионные смазки ZERUST®/EXCOR® Axxanol™ идеально подходят для защиты металлических деталей и компонентов машин и оборудования в экстремальных погодных условиях и в условиях соленого воздуха. Кроме того, антикоррозионные смазки Axxanol™ можно использовать для защиты деталей при эксплуатации или длительном хранении до 1 года на открытом воздухе и до 2 лет в помещении. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxanol™ Spray-G
Axxanol™ Spray-G — это распыляемая смазка для предотвращения ржавчины, которую можно использовать в качестве легкой смазки, обеспечивая при этом исключительную защиту от коррозии. Кроме того, Spray-G устойчив к воде и совместим с большинством резиновых и пластиковых материалов.
Подробнее
ZERUST® Axxanol™ Z-Maxx Series
Axxanol™ Z-Maxx Series можно использовать в качестве легкого смазочного материала, обеспечивающего исключительную защиту от коррозии. Кроме того, продукт устойчив к воде и совместим с синтетическим каучуком и пластиком.
Кроме того, продукт устойчив к воде и совместим с синтетическим каучуком и пластиком.
Детали
Присадки Axxavis™
ZERUST®/EXCOR® Антикоррозионные присадки Axxavis™ состоят из высокоэффективных водорастворимых порошковых присадок, разработанных для обеспечения отсутствия ржавчины путем кондиционирования жесткой воды, нейтрализации кислоты и дезактивации. ионные загрязнения. Серия AxxaVis™ представляет собой безопасную, удобную и безвредную для окружающей среды линейку продуктов для использования в нескольких целевых областях. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® AxxaVis™ HST-10
Порошковая добавка AxxaVis™ HST-10 обрабатывает воду, используемую для гидростатических испытаний сосудов высокого давления и пустот. Он предотвращает коррозию за счет снижения жесткости и дезактивации ионных загрязнителей, таких как хлориды, содержащиеся в городских источниках воды, которые вызывают ржавчину и отложения жесткой воды на металлах.
Подробнее
ZERUST® AxxaVis™ PX-05-AN
AxxaVis™ PX-05-AN — это порошок, который при добавлении в воду для полоскания позволяет нейтрализовать кислоты, оставшиеся в процессе очистки. Используйте для контроля мгновенной коррозии металлов, вызванной кислотами, оставшимися после очистки и обработки для удаления ржавчины, такими как средства для удаления ржавчины ZERUST® AxxaClean™.
Детали
ZERUST® AxxaVis™ PX-10-HRD
AxxaVis™ PX-10-HRD представляет собой порошковую добавку к жидкостям для металлообработки, которая кондиционирует жесткую воду, когда деионизированная вода недоступна. Используется для очистки водопроводной воды с жесткостью до 700 ppm CaCO 3 и предотвращения образования накипи и пены. Кроме того, он повышает эффективность продуктов ZERUST®, требующих разбавления, таких как концентраты Axxatec™ и AxxaWash™.
Подробная информация
Axxanol™ Присадки к маслам с ЛИК
Масляные присадки ZERUST®/EXCOR® Axxanol™ VCI предназначены для защиты внутренних поверхностей двигателей и гидравлических систем от коррозии во время стоянки, бункеровки и других операций транспортировки и хранения. В зависимости от необходимой продолжительности защиты ZERUST® предлагает несколько составов, чтобы обеспечить наилучшее решение для вашего применения. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
В зависимости от необходимой продолжительности защиты ZERUST® предлагает несколько составов, чтобы обеспечить наилучшее решение для вашего применения. Обратитесь к представителю ZERUST®/EXCOR®, чтобы выбрать наиболее эффективную систему защиты от коррозии для ваших металлических активов.
ZERUST® Axxanol™ 710C
Используйте антикоррозионную присадку к маслу ZERUST® Axxanol™ 710C для защиты двигателей, гидравлических систем и коробок передач от коррозии во время складирования, транспортировки или других операций хранения. Axxanol™ 710C – это антикоррозионная присадка к маслу , которая обеспечивает надежную защиту с помощью контактных ингибиторов ZERUST® и химии VCI (летучих ингибиторов коррозии), которые мигрируют для защиты труднодоступных внутренних поверхностей двигателей, коробок передач и гидравлических систем, таких как щели, щели, масляные отверстия и т. д. до 5 лет в герметичных системах.
Подробнее
ZERUST® Axxanol™ 707C
Используйте ZERUST® Axxanol™ 707C для защиты двигателей, гидравлических систем и коробок передач от коррозии во время складирования, транспортировки или других операций хранения. Axxanol™ 707C представляет собой масляную присадку с ЛИК, которая обеспечивает защиту от коррозии благодаря химическому составу ZERUST® VCI (летучий ингибитор коррозии), который мигрирует для защиты труднодоступных внутренних поверхностей двигателей, коробок передач и гидравлических систем, таких как щели, щели, масляные отверстия, и т.д. на срок до 2 лет.
Axxanol™ 707C представляет собой масляную присадку с ЛИК, которая обеспечивает защиту от коррозии благодаря химическому составу ZERUST® VCI (летучий ингибитор коррозии), который мигрирует для защиты труднодоступных внутренних поверхностей двигателей, коробок передач и гидравлических систем, таких как щели, щели, масляные отверстия, и т.д. на срок до 2 лет.
Подробнее
Как действуют ингибиторы ржавчины с летучими ингибиторами коррозии?
Ингибиторы ржавчины ZERUST® VCI выделяют безвредный, нетоксичный, бесцветный пар без запаха в воздух вокруг металлического предмета. В результате защитные молекулы оседают на всех открытых металлических поверхностях, образуя очень тонкий защитный слой толщиной всего в несколько молекул. Этот молекулярный слой тормозит электрохимические реакции на поверхности металла, вызывающие коррозию. В результате открытые металлические поверхности, защищенные ZERUST®, получают долгосрочную защиту от ржавчины, потускнения и коррозии.
 Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойства или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают:
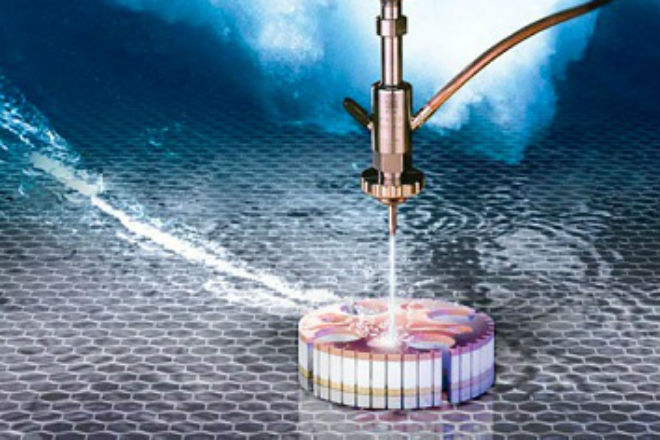
Его можно использовать фактически для любых природных и синтетических материалов. Не распространяется это только на алмаз и каленое стекло. Особенность (а вместе с тем и востребованность) – можно проводить обработку таких вещества, которые нельзя нагревать – они теряют, меняют свои физико-химические свойства или подвержены легкому воспламенению. А резка струёй воды происходит без изменения температурного режима. Таким образом, значительно расширяется спектр возможных работ. Чаще всего металлообработке подвергают: Действительно, стружки фактически нет, вернее, она сразу вымывается, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Действительно, стружки фактически нет, вернее, она сразу вымывается, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.


 Реже – мотора, резервуаров, сопел.
Реже – мотора, резервуаров, сопел.
 youtube.com/embed/gWDxiZOAwig» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/gWDxiZOAwig» frameborder=»0″ allowfullscreen=»»/> Не видел раньше такого.
Не видел раньше такого. Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала.
Скорость эрозии зависит от кинетической энергии воздействующих частиц, их массы, твердости, формы и угла удара, а также от механических свойств обрабатываемого материала. И далеко не все из тех, кто остался без багажа, могут…
И далеко не все из тех, кто остался без багажа, могут…
 В конце концов, это вода, и мы говорим о твердых материалах, таких как сталь, а не о более мягких материалах, таких как бумага или пенопласт.
В конце концов, это вода, и мы говорим о твердых материалах, таких как сталь, а не о более мягких материалах, таких как бумага или пенопласт. Представьте, что может сделать эта вода под высоким давлением! Во-первых, он может очень легко резать сталь и многие другие материалы.
Представьте, что может сделать эта вода под высоким давлением! Во-первых, он может очень легко резать сталь и многие другие материалы.
 Поскольку при гидроабразивной резке эти зоны устраняются, материал не может перегреваться, что сохраняет его целостность.
Поскольку при гидроабразивной резке эти зоны устраняются, материал не может перегреваться, что сохраняет его целостность. Это делает гидроабразивную резку идеальной для производства сложных деталей.
Это делает гидроабразивную резку идеальной для производства сложных деталей.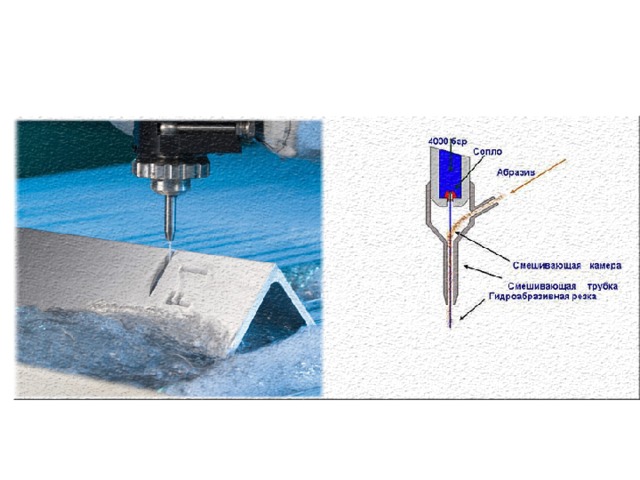 Многие из мелких деталей, которые вы видите в современной автомобильной промышленности, создаются с использованием абразивной гидроабразивной резки. Его точность помогает сэкономить на затратах на механическую обработку.
Многие из мелких деталей, которые вы видите в современной автомобильной промышленности, создаются с использованием абразивной гидроабразивной резки. Его точность помогает сэкономить на затратах на механическую обработку. Однако все эти преимущества обеспечит только качественный станок для гидроабразивной резки.
Однако все эти преимущества обеспечит только качественный станок для гидроабразивной резки. Последний — мощная струя, но он не собирается прорезать металл — в противном случае для чистки автомобиля он был бы бесполезен.
Последний — мощная струя, но он не собирается прорезать металл — в противном случае для чистки автомобиля он был бы бесполезен.

 Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей. showMore)}}
showMore)}} 525 William Penn Place Suite 3300, Pittsburgh, PA 15219
525 William Penn Place Suite 3300, Pittsburgh, PA 15219 formattedValue}}
formattedValue}} Они обычно используются для углового и смещения бурения. Резьбовое соединение также гарантирует, что биты не выпадут из дрели. Сверла с резьбовым хвостовиком имеют самоцентрирующуюся точку разделения 135 °, также известную как коленчатый вал, которая помогает предотвратить перемещение сверла при начале сверления отверстия.
Они обычно используются для углового и смещения бурения. Резьбовое соединение также гарантирует, что биты не выпадут из дрели. Сверла с резьбовым хвостовиком имеют самоцентрирующуюся точку разделения 135 °, также известную как коленчатый вал, которая помогает предотвратить перемещение сверла при начале сверления отверстия. ..
.. ..
.. ..
.. ..
.. ..
..
 ..
.. ..
.. ..
.. ..
.. ..
.. Угол при вершине + точка разделения
Угол при вершине + точка разделения

 ..
.. …
….png) ..
.. ..
.. ..
.. ..
..
 ..
.. ..
.. ..
.. ..
..


 Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы.
Зачастую приходится работать не только с чистыми металлами, но и с их сплавами, которые более активно применяются в промышленности, для создания тех или иных деталей. Сплавы получают лучшие механические характеристики, но становятся более сложными в ремонте. В частности, это очень заметно при нагреве до температуры плавления, во время которой металл начинает терять важные элементы, что просто испаряются еще до того, пока основной металл начинает плавиться. Этого ни как не избежать, но чтобы это компенсировать понадобится проволока сварочная легированная, которая сможет привнести утраченные элементы. Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором.
Каждый из нюансов состава создает свои особенности выбора, но в целом такой расходный материал обеспечивает отличный современный уровень качества соединения, если правильно заняться подбором. К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
К примеру, проволока сварочная легированная диаметром 4 мм встречается также и в 1-2 мм исполнении.
 Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании.
Применяется преимущественно для механизированной сварки на производстве, но встречается и в частном использовании. Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление.
Температура плавления каждой разновидности проволоки приближена к температуре плавления основного металла, с которым придется работать, чтобы шов смог выдерживать примерно такие же температурные нагрузки, как и до ремонта. При этом учитывается коэффициент относительного расширения, чтобы не вызвать коробление. Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом.
Специально разрабатываются легированные проволоки для стали, меди, алюминия и прочих металлов. Если нет под рукой необходимых марок, так как некоторые из них сложно достать, а ответственность соединения не является слишком высокой, то можно подбирать аналоги, наиболее близкие по составу, но чем больше будет разница, тем ниже качество соединения. К примеру, проволока сварочная 18ХМА предназначается для конструкционных сталей, а также для сталей типа «хромансиль». Но ее же можно попробовать как проволоку для сварки чугуна полуавтоматом. Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки.
Также следует отмечать, для какого типа сварки предназначена та или иная марка проволоки. НЕОТВЕТСТВЕННАЯ ПРОИЗВОДИТЕЛЬНОСТЬ. ПРОМЫШЛЕННОЕ НАСЛЕДИЕ
НЕОТВЕТСТВЕННАЯ ПРОИЗВОДИТЕЛЬНОСТЬ. ПРОМЫШЛЕННОЕ НАСЛЕДИЕ 8/D1.8M)
8/D1.8M)

 : +7 (499) 240-6015, факс: +7 (495) 531-6318
: +7 (499) 240-6015, факс: +7 (495) 531-6318
 Краткая справка
Краткая справка Краткая справка
Краткая справка Чтобы получить патент, техническая информация об изобретении должна быть раскрыта общественности в патентной заявке.
Чтобы получить патент, техническая информация об изобретении должна быть раскрыта общественности в патентной заявке.
 В нем, в частности, изложены национальный режим, право на приоритет и ряд общих правил в области материального патентного права. Узнайте больше о Парижской конвенции.
В нем, в частности, изложены национальный режим, право на приоритет и ряд общих правил в области материального патентного права. Узнайте больше о Парижской конвенции. Он предусматривает, что для целей патентной процедуры депонирование микроорганизмов в «международном органе по депонированию» должно быть признано любым договаривающимся государством. Узнайте больше о Будапештском договоре.
Он предусматривает, что для целей патентной процедуры депонирование микроорганизмов в «международном органе по депонированию» должно быть признано любым договаривающимся государством. Узнайте больше о Будапештском договоре. (Фото: ВОИС)
(Фото: ВОИС)
 Патентная система также способствует распространению технической информации и содействию передаче технологий.
Патентная система также способствует распространению технической информации и содействию передаче технологий.
 Patent Public Search имеет два выбираемых пользователем современных интерфейса, которые обеспечивают расширенный доступ к известному уровню техники. Новые, мощные и гибкие возможности приложения улучшат общий процесс патентного поиска.
Patent Public Search имеет два выбираемых пользователем современных интерфейса, которые обеспечивают расширенный доступ к известному уровню техники. Новые, мощные и гибкие возможности приложения улучшат общий процесс патентного поиска.
 Официальный бюллетень можно просматривать по классификации или типу патента, например, полезности, дизайну и заводу.
Официальный бюллетень можно просматривать по классификации или типу патента, например, полезности, дизайну и заводу.


 youtube.com/embed/zOPl—9I2VI?list=PL4BEbZ9KrKo3W5T7qTcIqmOFLet-3c6VX» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/zOPl—9I2VI?list=PL4BEbZ9KrKo3W5T7qTcIqmOFLet-3c6VX» frameborder=»0″ allowfullscreen=»»/> youtube.com/embed/XRTS0km3I8M» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/XRTS0km3I8M» frameborder=»0″ allowfullscreen=»»/> com/embed/riQ2t4LNZe8?list=PL4BEbZ9KrKo2Yj9Ha9HD1DVYSc-SFrpSt» frameborder=»0″ allowfullscreen=»»/>
com/embed/riQ2t4LNZe8?list=PL4BEbZ9KrKo2Yj9Ha9HD1DVYSc-SFrpSt» frameborder=»0″ allowfullscreen=»»/> youtube.com/embed/ExK4H8pq9Uo?list=PL4BEbZ9KrKo0XCh5ul-8D-FqxDv7HrwKy» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/ExK4H8pq9Uo?list=PL4BEbZ9KrKo0XCh5ul-8D-FqxDv7HrwKy» frameborder=»0″ allowfullscreen=»»/> Выбирая в качестве крепежа такой болт, следует хорошо разбираться не только в его технических возможностях, но и в правилах монтажа, эксплуатации и сферах применения данного изделия.
Выбирая в качестве крепежа такой болт, следует хорошо разбираться не только в его технических возможностях, но и в правилах монтажа, эксплуатации и сферах применения данного изделия. Ну, и, конечно, мы забыли упомянуть про гайку и в обязательном порядке стопорную шайбу, которые накручиваются со стороны резьбы. Шайба не позволяет при закручивании гайки углубляться в отверстие.
Ну, и, конечно, мы забыли упомянуть про гайку и в обязательном порядке стопорную шайбу, которые накручиваются со стороны резьбы. Шайба не позволяет при закручивании гайки углубляться в отверстие.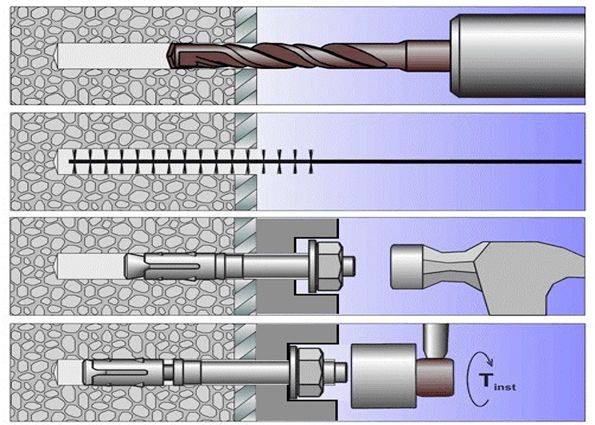 Наличие последних при определенных условиях обеспечивает формирование своего рода лепестков. Когда эта втулка надета на стержень, открытыми остаются только участок поверхности конического хвостовика и часть с гайкой. Таким образом, она к тому же выполняет функцию защитной «рубашки» резьбы шпильки.
Наличие последних при определенных условиях обеспечивает формирование своего рода лепестков. Когда эта втулка надета на стержень, открытыми остаются только участок поверхности конического хвостовика и часть с гайкой. Таким образом, она к тому же выполняет функцию защитной «рубашки» резьбы шпильки.
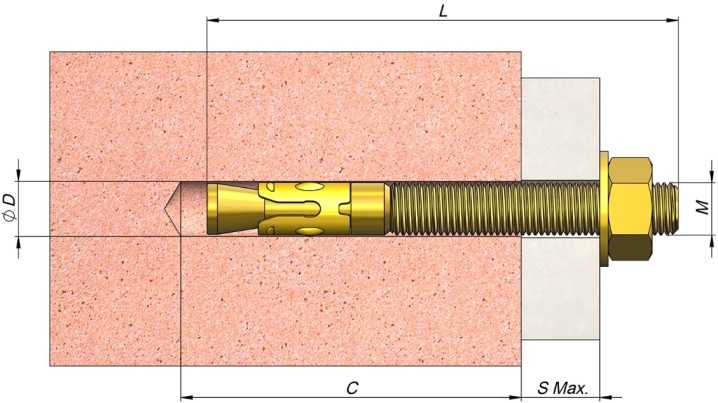
 Если он произведен из качественного материала, то способен выдержать нагрузку до 800 кгс (на вырывание). Иными словами, при помощи такого небольшого по размерам анкера можно выполнять крепление предмета, вес которого составляет 800 кг. На практике обычно выбирают анкеры, предельно допустимая нагрузка на которые, оговоренная в нормативной документации, значительно превышает показатель массы фиксируемого изделия.
Если он произведен из качественного материала, то способен выдержать нагрузку до 800 кгс (на вырывание). Иными словами, при помощи такого небольшого по размерам анкера можно выполнять крепление предмета, вес которого составляет 800 кг. На практике обычно выбирают анкеры, предельно допустимая нагрузка на которые, оговоренная в нормативной документации, значительно превышает показатель массы фиксируемого изделия. Естественно, следует учитывать и толщину конструкции, в которой будет монтироваться анкер. В противном случае (если длина болта будет подобрана неправильно) вы можете пробить им стену или пол насквозь.
Естественно, следует учитывать и толщину конструкции, в которой будет монтироваться анкер. В противном случае (если длина болта будет подобрана неправильно) вы можете пробить им стену или пол насквозь.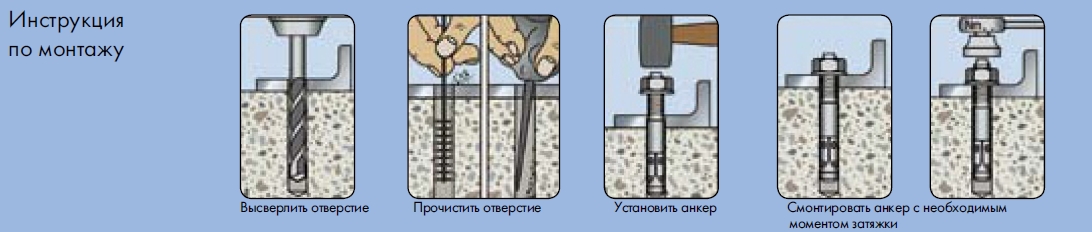 Так на рынке стройматериалов появилось модифицированное изделие – анкерный болт с гайкой двухраспорный. Такая технология позволила в достаточной мере увеличить удерживающую силу такого крепления.
Так на рынке стройматериалов появилось модифицированное изделие – анкерный болт с гайкой двухраспорный. Такая технология позволила в достаточной мере увеличить удерживающую силу такого крепления.
 Например, нужно подвесить кондиционер массой 50 кг. Подбирать крепеж следует, предварительно сделав такие расчеты:
Например, нужно подвесить кондиционер массой 50 кг. Подбирать крепеж следует, предварительно сделав такие расчеты: Если рассверлить место крепежа сверлом большего диаметра, втулка может свободно в нем «гулять», при этом распорный механизм попросту не сможет выполнять удерживающие функции.
Если рассверлить место крепежа сверлом большего диаметра, втулка может свободно в нем «гулять», при этом распорный механизм попросту не сможет выполнять удерживающие функции. После этого можно отдать гайку и на шпильки, которые уже прочно держатся в посадочном отверстии, установить прибор, и спокойно зажать его гайками.
После этого можно отдать гайку и на шпильки, которые уже прочно держатся в посадочном отверстии, установить прибор, и спокойно зажать его гайками.
 Что касается длины, то она может находиться в интервале 60–300 мм. Выбирая такой анкер, следует иметь в виду, что эффективным он будет лишь в тех случаях, когда крепление с его помощью выполняется в строительных материалах с плотной внутренней структурой (сюда относится бетон, природный камень, полнотелый кирпич и др.).
Что касается длины, то она может находиться в интервале 60–300 мм. Выбирая такой анкер, следует иметь в виду, что эффективным он будет лишь в тех случаях, когда крепление с его помощью выполняется в строительных материалах с плотной внутренней структурой (сюда относится бетон, природный камень, полнотелый кирпич и др.). Анкеры данного типа чаще всего используют для монтажа светильников и люстр, крепления к поверхности стен нагревателей воды и других бытовых устройств.
Анкеры данного типа чаще всего используют для монтажа светильников и люстр, крепления к поверхности стен нагревателей воды и других бытовых устройств. Принцип действия двухраспорных анкерных болтов заключается в том, что при закручивании винта одна из распорных втулок входит во вторую, разжимая ее. При этом первая втулка, в которую вкручивается винт, разжимается тоже. За счет большей площади сцепления со стенками посадочного отверстия, обеспечиваемой таким анкерным болтом, использовать его можно для выполнения монтажа в пористых и даже пустотелых строительных материалах.
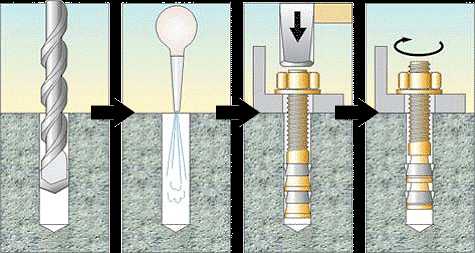
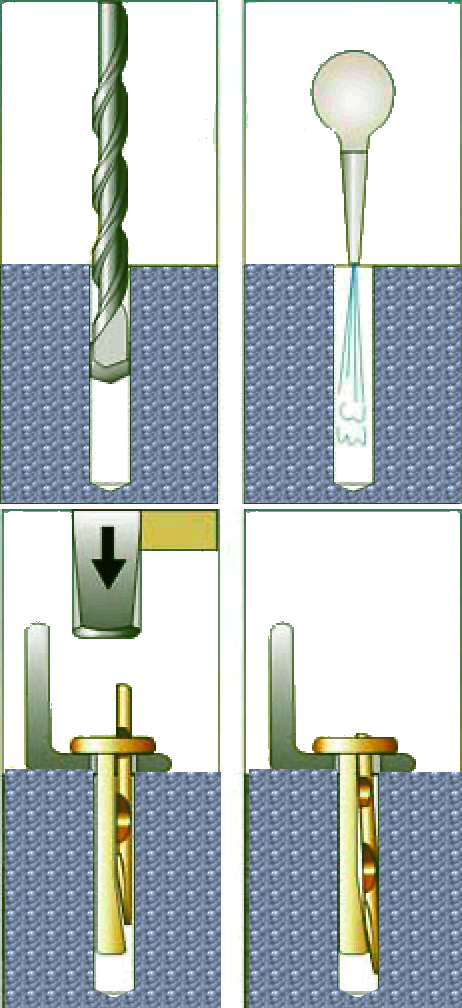
Принцип действия двухраспорных анкерных болтов заключается в том, что при закручивании винта одна из распорных втулок входит во вторую, разжимая ее. При этом первая втулка, в которую вкручивается винт, разжимается тоже. За счет большей площади сцепления со стенками посадочного отверстия, обеспечиваемой таким анкерным болтом, использовать его можно для выполнения монтажа в пористых и даже пустотелых строительных материалах. Процесс крепления такого анкера в строительной конструкции выглядит следующим образом. В посадочное отверстие в строительной конструкции помещается только втулка, которую разжимают посредством воздействия на нее специального ударного элемента. После надежной фиксации распорной втулки в отверстии ударный элемент из нее извлекается и вместо него вкручивается болт или шпилька, на которые и навешивается фиксируемый предмет.
Процесс крепления такого анкера в строительной конструкции выглядит следующим образом. В посадочное отверстие в строительной конструкции помещается только втулка, которую разжимают посредством воздействия на нее специального ударного элемента. После надежной фиксации распорной втулки в отверстии ударный элемент из нее извлекается и вместо него вкручивается болт или шпилька, на которые и навешивается фиксируемый предмет..jpg)
 Как лучше всего починить перила, прежде чем кто-то пострадает?
Как лучше всего починить перила, прежде чем кто-то пострадает?



 Надеюсь, вы найдете это полезным.
Надеюсь, вы найдете это полезным.

 На самом деле это редко представляет серьезную проблему для внутренних стен, поскольку кирпич, в котором вы сверлите, скорее всего, будет поддерживаться окружающими кирпичами. Обычно это предотвращает растрескивание, так как кирпичу некуда деваться. В худшем случае, если он треснет, это вряд ли будет структурным, он будет закрыт штукатуркой, и вы все равно сможете затянуть болт, чтобы получить прочную фиксацию. Если вы используете их на открытом кирпиче и не хотите делать ставку на неприглядную трещину, вам, вероятно, лучше всего выбрать другой тип крепления. Для стандартной конструкции внутренних кирпичных стен в старых домах викторианской эпохи, где обычно используется полнотелый кирпич, все должно быть в порядке.
На самом деле это редко представляет серьезную проблему для внутренних стен, поскольку кирпич, в котором вы сверлите, скорее всего, будет поддерживаться окружающими кирпичами. Обычно это предотвращает растрескивание, так как кирпичу некуда деваться. В худшем случае, если он треснет, это вряд ли будет структурным, он будет закрыт штукатуркой, и вы все равно сможете затянуть болт, чтобы получить прочную фиксацию. Если вы используете их на открытом кирпиче и не хотите делать ставку на неприглядную трещину, вам, вероятно, лучше всего выбрать другой тип крепления. Для стандартной конструкции внутренних кирпичных стен в старых домах викторианской эпохи, где обычно используется полнотелый кирпич, все должно быть в порядке. Вы действительно рискуете в зависимости от того, попадете ли вы в сплошную или полую секцию, например, в крестовину кирпича. По этой причине вам может понадобиться альтернативное решение для крепления наружных стен. Еще один лайфхак — использовать минометную линию — не идеальный вариант, но может работать с (см. выше).
Вы действительно рискуете в зависимости от того, попадете ли вы в сплошную или полую секцию, например, в крестовину кирпича. По этой причине вам может понадобиться альтернативное решение для крепления наружных стен. Еще один лайфхак — использовать минометную линию — не идеальный вариант, но может работать с (см. выше). В идеале вам нужно пересверлить и найти новые точки крепления в полнотелом кирпиче/блоке, но это не всегда возможно. Химические фиксаторы в этом случае бесполезны. Это также большая проблема для саморезов по бетону.
В идеале вам нужно пересверлить и найти новые точки крепления в полнотелом кирпиче/блоке, но это не всегда возможно. Химические фиксаторы в этом случае бесполезны. Это также большая проблема для саморезов по бетону. Их также легко обрабатывать и резать.
Их также легко обрабатывать и резать. Попробуйте на свой страх и риск и посмотрите это пространство для полного теста!
Попробуйте на свой страх и риск и посмотрите это пространство для полного теста! Я видел несколько неудачных попыток фиксации смолы. Я никогда не видел, чтобы механический настенный болт откручивался. Нужно взвесить все за и против:
Я видел несколько неудачных попыток фиксации смолы. Я никогда не видел, чтобы механический настенный болт откручивался. Нужно взвесить все за и против: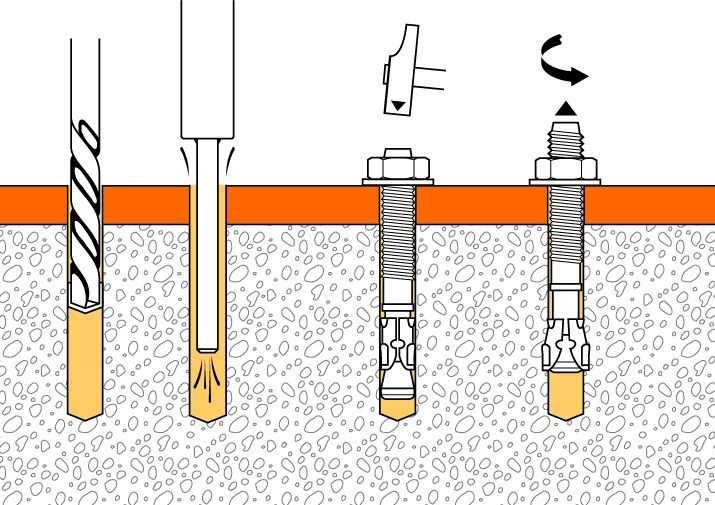 Если рейтинг огнестойкости является соображением, то это то, что вам нужно исследовать как для химических, так и для механических креплений.
Если рейтинг огнестойкости является соображением, то это то, что вам нужно исследовать как для химических, так и для механических креплений.


 Сплавы, содержащие достаточно большое количество добавочных элементов. Чаще всего используются марганец, олово, никель, свинец и кремний.
Сплавы, содержащие достаточно большое количество добавочных элементов. Чаще всего используются марганец, олово, никель, свинец и кремний.
 Но при этом стоит учитывать ее прочность, способную доставить некоторые трудности в процессе обработки, и будет задаваться логичный вопрос: чем режут металл такого типа?. В сравнении с нержавеющей сталью, латунь более пластичный и мягкий сплав. Устойчивостью к агрессивным условиям она явно уступает нержавейке. Однако, благодаря своей «мягкости», она легче принимает заданные параметры, может подлежать покрытию декорирующим слоем и даже сама по себе латунь способна стать отличным материалом для изготовления различных декоративных изделий, с высокой эстетической привлекательностью.
Но при этом стоит учитывать ее прочность, способную доставить некоторые трудности в процессе обработки, и будет задаваться логичный вопрос: чем режут металл такого типа?. В сравнении с нержавеющей сталью, латунь более пластичный и мягкий сплав. Устойчивостью к агрессивным условиям она явно уступает нержавейке. Однако, благодаря своей «мягкости», она легче принимает заданные параметры, может подлежать покрытию декорирующим слоем и даже сама по себе латунь способна стать отличным материалом для изготовления различных декоративных изделий, с высокой эстетической привлекательностью. Самым ярким примером может служить разница и соответствие цены-качества в линейке сантехнических изделий. Именно в этом направлении выбор между двумя сплавами актуален, пожалуй, чаще всего. Подводя итог, можно сказать, что при верном подходе к выбору любой из представленных материалов полностью удовлетворит запросы потребителя.
Самым ярким примером может служить разница и соответствие цены-качества в линейке сантехнических изделий. Именно в этом направлении выбор между двумя сплавами актуален, пожалуй, чаще всего. Подводя итог, можно сказать, что при верном подходе к выбору любой из представленных материалов полностью удовлетворит запросы потребителя.
 Дополнительным плюсом считается внешняя привлекательность, широкое разнообразие дизайнерских изделий. Это позволяет подобрать модель, которая гармонично впишется в любой интерьер.
Дополнительным плюсом считается внешняя привлекательность, широкое разнообразие дизайнерских изделий. Это позволяет подобрать модель, которая гармонично впишется в любой интерьер.
 Также на латунь можно сверху нанести дополнительное покрытие. Латунь, как понятно из описания выше, не так прочна, как сталь, но это не значит, что из нее не могут получиться качественные смесители. В процессе нормальной эксплуатации сантехники никаких поломок или проблем с латунными смесителями не возникает, так зачем переплачивать? А цена на смесители из латуни существенно ниже, чем на стальные, изделия стоят дешевле.
Также на латунь можно сверху нанести дополнительное покрытие. Латунь, как понятно из описания выше, не так прочна, как сталь, но это не значит, что из нее не могут получиться качественные смесители. В процессе нормальной эксплуатации сантехники никаких поломок или проблем с латунными смесителями не возникает, так зачем переплачивать? А цена на смесители из латуни существенно ниже, чем на стальные, изделия стоят дешевле. Чтобы не приобрести продукцию низкого качества, стоит выбирать изделия проверенного производителя. Информация по покупке смесителей оптом на странице.
Чтобы не приобрести продукцию низкого качества, стоит выбирать изделия проверенного производителя. Информация по покупке смесителей оптом на странице. Состав может варьироваться от 50-63% меди до 50-37% цинка, с другими добавками, используемыми для пластичности материала. Существует множество производственных методов, используемых для создания латунных изделий, включая кованые, кованые, литые и штампованные процессы. Поскольку он имеет относительно низкую температуру плавления, его легче отливать, он достаточно мягкий, чтобы его можно было обрабатывать без особых усилий, но при этом достаточно прочный, чтобы выдерживать суровые условия жизни в качестве водопроводного крана. Одна из основных (и единственных) проблем с латунными кранами заключается в том, что они не на 100% не содержат свинца. Раньше было обычной практикой добавлять свинец в латунь для придания ковкости, но теперь его практически запрещено использовать в смесителях и большинстве других сантехнических приборов. До 2014 года кран мог содержать до 8% свинца и по-прежнему называться бессвинцовым. Сейчас максимальное содержание свинца в кране составляет 0,25% (1/4 от 1%). Чтобы соответствовать ограничениям по свинцу, сегодняшняя латунь для кранов представляет собой «бессвинцовую» латунь, в которой используются другие добавки для придания ковкости.
Состав может варьироваться от 50-63% меди до 50-37% цинка, с другими добавками, используемыми для пластичности материала. Существует множество производственных методов, используемых для создания латунных изделий, включая кованые, кованые, литые и штампованные процессы. Поскольку он имеет относительно низкую температуру плавления, его легче отливать, он достаточно мягкий, чтобы его можно было обрабатывать без особых усилий, но при этом достаточно прочный, чтобы выдерживать суровые условия жизни в качестве водопроводного крана. Одна из основных (и единственных) проблем с латунными кранами заключается в том, что они не на 100% не содержат свинца. Раньше было обычной практикой добавлять свинец в латунь для придания ковкости, но теперь его практически запрещено использовать в смесителях и большинстве других сантехнических приборов. До 2014 года кран мог содержать до 8% свинца и по-прежнему называться бессвинцовым. Сейчас максимальное содержание свинца в кране составляет 0,25% (1/4 от 1%). Чтобы соответствовать ограничениям по свинцу, сегодняшняя латунь для кранов представляет собой «бессвинцовую» латунь, в которой используются другие добавки для придания ковкости.
 Как правило, нержавеющая сталь тверже латуни и имеет более высокую температуру плавления, что затрудняет литье и обработку, чем латунь.
Как правило, нержавеющая сталь тверже латуни и имеет более высокую температуру плавления, что затрудняет литье и обработку, чем латунь. Помимо того, что латунные приспособления легче найти, они более податливы, чем сталь или железо. Это означает, что изгибать, формировать или формовать фитинги в соответствии с вашими потребностями легче, чем из большинства других металлов.
Помимо того, что латунные приспособления легче найти, они более податливы, чем сталь или железо. Это означает, что изгибать, формировать или формовать фитинги в соответствии с вашими потребностями легче, чем из большинства других металлов. Его естественные свойства могут быть очень привлекательными для многих отраслей промышленности.
Его естественные свойства могут быть очень привлекательными для многих отраслей промышленности. Обычно вы можете различить их, потому что твердая латунь намного тяжелее. То же самое касается светильников из нержавеющей стали. На рынке есть много более дешевых вариантов стали, но их более низкая цена часто коррелирует с их более низким качеством. Настоящие смесители из нержавеющей стали изготавливаются из нержавеющей стали 304 или 316, поэтому будьте осторожны со всем, что указано иначе.
Обычно вы можете различить их, потому что твердая латунь намного тяжелее. То же самое касается светильников из нержавеющей стали. На рынке есть много более дешевых вариантов стали, но их более низкая цена часто коррелирует с их более низким качеством. Настоящие смесители из нержавеющей стали изготавливаются из нержавеющей стали 304 или 316, поэтому будьте осторожны со всем, что указано иначе. Они также являются отличными материалами для сопротивления коррозии.
Они также являются отличными материалами для сопротивления коррозии. Его основная функция – создание украшений и музыкальных инструментов. Он имеет историческое и вечное значение благодаря своей прочности и работоспособности.
Его основная функция – создание украшений и музыкальных инструментов. Он имеет историческое и вечное значение благодаря своей прочности и работоспособности.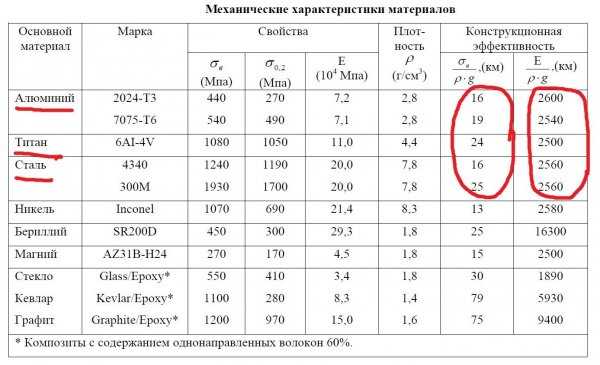
 Шаровой кран из нержавеющей стали может иметь отделку из шлифованной стали, поскольку процесс шлифовки стали происходит после смешивания стальных сплавов или компонентов.
Шаровой кран из нержавеющей стали может иметь отделку из шлифованной стали, поскольку процесс шлифовки стали происходит после смешивания стальных сплавов или компонентов.

 Согласно публикации № 36 Ассоциации развития меди (CDA) 1960-х годов, патронная латунь обычно имеет твердость 65HV при полном отжиге и 175–185HV при полной закалке.
Согласно публикации № 36 Ассоциации развития меди (CDA) 1960-х годов, патронная латунь обычно имеет твердость 65HV при полном отжиге и 175–185HV при полной закалке.

 е. плотность латуни равна 8 400 кг/м³.
е. плотность латуни равна 8 400 кг/м³. Этот пассивный слой вызывает сопротивление материала.
Этот пассивный слой вызывает сопротивление материала. В то время как украшения из латуни имеют красивый оттенок, прочны и устойчивы к коррозии, они легко тускнеют и не гипоаллергенны.
В то время как украшения из латуни имеют красивый оттенок, прочны и устойчивы к коррозии, они легко тускнеют и не гипоаллергенны. В то время как нержавеющая сталь используется для изготовления столовых приборов, автомобильных запчастей и хирургических инструментов, ведущим производителем этих вещей является XHVAL с 1986 года в Вэньчжоу, Китай. Они поддерживают такие отрасли, как горнодобывающая и горнодобывающая, целлюлозно-бумажная, химическая, нефтегазовая и электроэнергетика. Этот производитель латунных шаровых кранов и поставщик шаровых кранов из нержавеющей стали предлагает различные промышленные клапаны, подходящие для трубопроводного транспорта, энергетических услуг и промышленности. Их профессионализм демонстрируется постоянными инновациями, текущими сертификатами и быстрой доставкой продукции.
В то время как нержавеющая сталь используется для изготовления столовых приборов, автомобильных запчастей и хирургических инструментов, ведущим производителем этих вещей является XHVAL с 1986 года в Вэньчжоу, Китай. Они поддерживают такие отрасли, как горнодобывающая и горнодобывающая, целлюлозно-бумажная, химическая, нефтегазовая и электроэнергетика. Этот производитель латунных шаровых кранов и поставщик шаровых кранов из нержавеющей стали предлагает различные промышленные клапаны, подходящие для трубопроводного транспорта, энергетических услуг и промышленности. Их профессионализм демонстрируется постоянными инновациями, текущими сертификатами и быстрой доставкой продукции. Он обладает исключительными качествами, такими как устойчивость к истиранию и коррозии, а также способность выдерживать высокие давления и температуры. Он может работать как с опасными, так и с криогенными средами. Кроме того, этот клапан требует минимального обслуживания из-за его долговечности.
Он обладает исключительными качествами, такими как устойчивость к истиранию и коррозии, а также способность выдерживать высокие давления и температуры. Он может работать как с опасными, так и с криогенными средами. Кроме того, этот клапан требует минимального обслуживания из-за его долговечности.
 В шаблоне из листового материала вырезается паз необходимого профиля.
В шаблоне из листового материала вырезается паз необходимого профиля.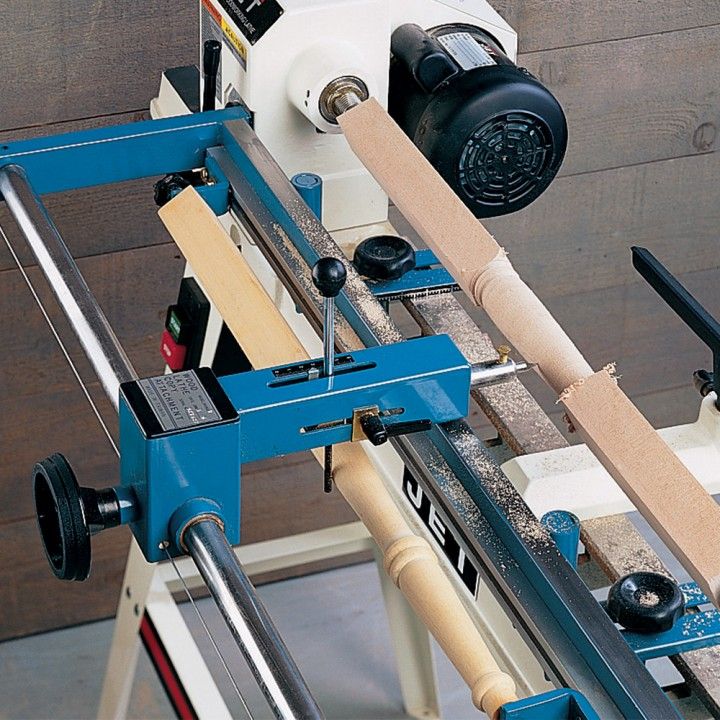 колпак
колпак
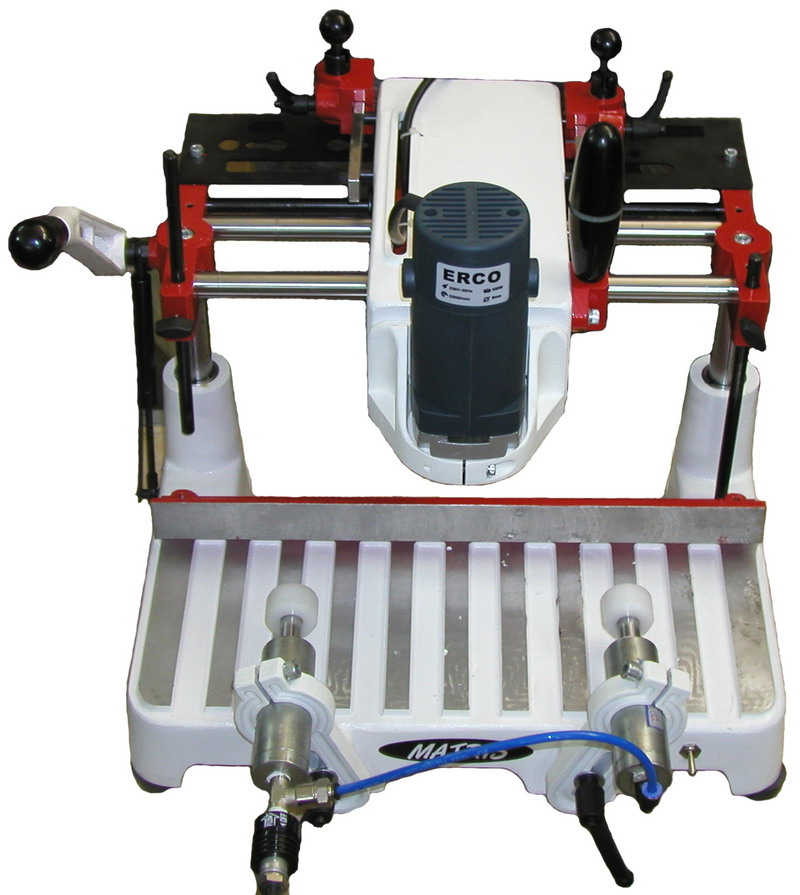 ; масса станка — 2000кг
; масса станка — 2000кг Фрезерно-копировальный станок по дереву ВФК-1. ВСЯ ИНФОРМАЦИЯ ПО ТЕЛЕФОНУ!!!
Фрезерно-копировальный станок по дереву ВФК-1. ВСЯ ИНФОРМАЦИЯ ПО ТЕЛЕФОНУ!!! ..
.. Так же производим масленные люнеты и на подшипнике, зажимные винты на hempel vkr vk0 Vk10 Vkh20 Vkhm Vkhe . Так же на…
Так же производим масленные люнеты и на подшипнике, зажимные винты на hempel vkr vk0 Vk10 Vkh20 Vkhm Vkhe . Так же на…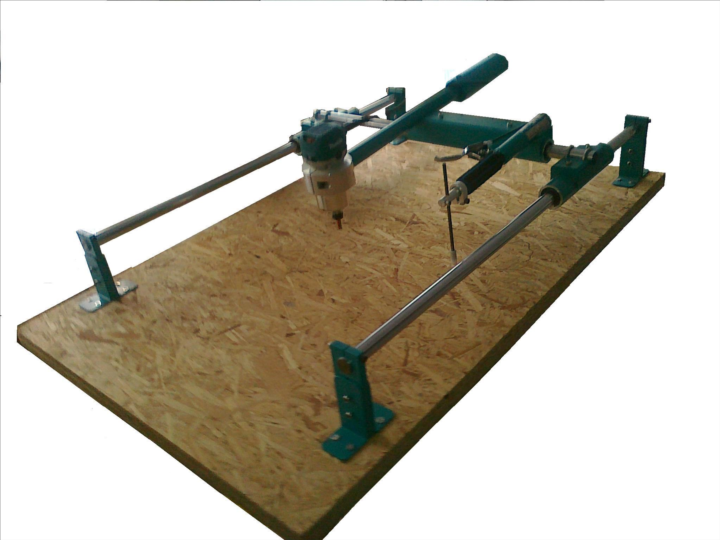 В отличном состоянии.
В отличном состоянии. Небольшая по габаритам конструкция собрана целиком из литых…
Небольшая по габаритам конструкция собрана целиком из литых… Представляем Вашему вниманию «Фрезерные ЧПУ станки учебной серии CNC micro», которые идеально…
Представляем Вашему вниманию «Фрезерные ЧПУ станки учебной серии CNC micro», которые идеально… Предназначен для изготовления колонн, стоек перилл, спиралей…
Предназначен для изготовления колонн, стоек перилл, спиралей… Обороты шпинделя: 5800, 8300 об/мин.Диаметр шпинделя: 30 ммХод шпинделя: 75 ммДлина…
Обороты шпинделя: 5800, 8300 об/мин.Диаметр шпинделя: 30 ммХод шпинделя: 75 ммДлина… Узнать больше ›
Узнать больше › 

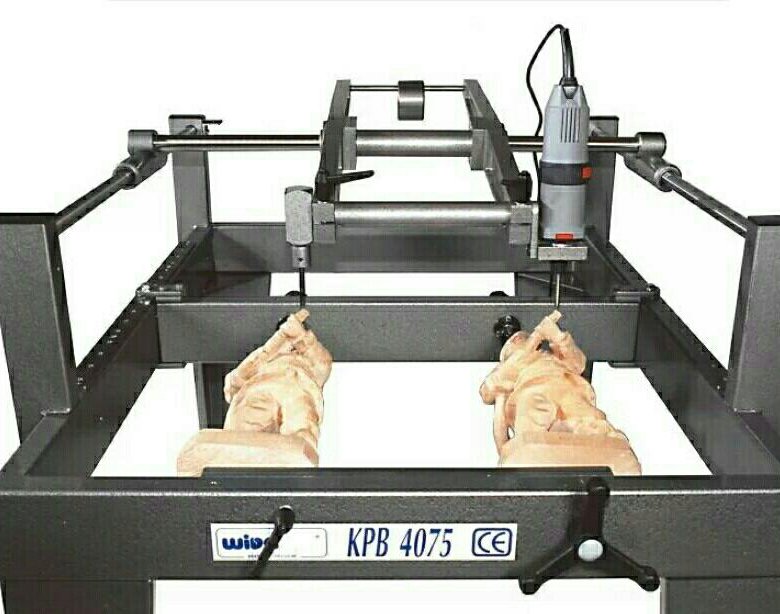

 Однако, если у вас есть дни, когда вам нужно 10 000 копий к 11 часам утра, вам потребуется больше скорости, чтобы вовремя уложиться в объем.
Однако, если у вас есть дни, когда вам нужно 10 000 копий к 11 часам утра, вам потребуется больше скорости, чтобы вовремя уложиться в объем. Малым предприятиям также часто требуется больший объем и более высокая скорость, чем у домашнего копировального аппарата. Цифровые копировальные аппараты «все в одном» обеспечивают копирование, печать, отправку факсов и сканирование со скоростями, отвечающими потребностям бизнеса.
Малым предприятиям также часто требуется больший объем и более высокая скорость, чем у домашнего копировального аппарата. Цифровые копировальные аппараты «все в одном» обеспечивают копирование, печать, отправку факсов и сканирование со скоростями, отвечающими потребностям бизнеса. Он также оснащен Wi-Fi, поэтому команда людей может подключаться с ноутбуков и мобильных устройств. Этот копировальный аппарат Brother производит отличные цветные и черно-белые копии со скоростью 19 страниц в минуту. Однако сменный тонер может стать дорогим, если вы печатаете в больших объемах.
Он также оснащен Wi-Fi, поэтому команда людей может подключаться с ноутбуков и мобильных устройств. Этот копировальный аппарат Brother производит отличные цветные и черно-белые копии со скоростью 19 страниц в минуту. Однако сменный тонер может стать дорогим, если вы печатаете в больших объемах. Они могут стать жизненно важным источником управления документами и документами.
Они могут стать жизненно важным источником управления документами и документами. Эти небольшие копировальные машины/принтеры могут помочь вам перед большой презентацией или позволить распечатать квитанции и билеты во время путешествия. Они размером с пинту по сравнению с полноразмерным офисным копировальным аппаратом и весят всего шесть или семь фунтов. Эти модели также могут предлагать сканирование, отправку факсов и печать.
Эти небольшие копировальные машины/принтеры могут помочь вам перед большой презентацией или позволить распечатать квитанции и билеты во время путешествия. Они размером с пинту по сравнению с полноразмерным офисным копировальным аппаратом и весят всего шесть или семь фунтов. Эти модели также могут предлагать сканирование, отправку факсов и печать.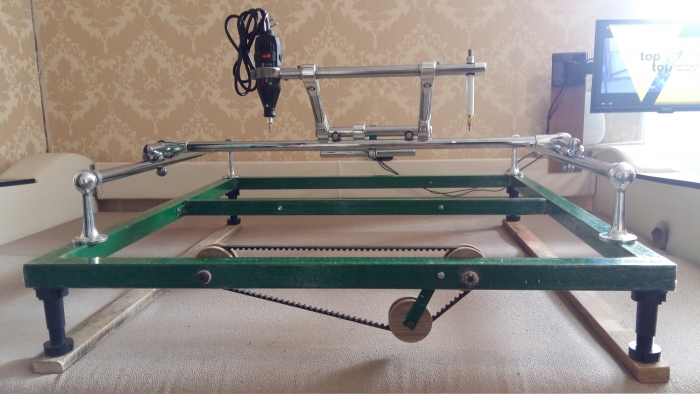
 Он также печатает, сканирует и отправляет мобильные факсы (но вы получаете бесплатный мобильный факс только на 24 месяца). Более низкая скорость печати 8,5 страниц в минуту означает, что вам нужно заранее планировать большие задания на печать. HP рекомендует его для домов, где вы печатаете 100-300 страниц в месяц.
Он также печатает, сканирует и отправляет мобильные факсы (но вы получаете бесплатный мобильный факс только на 24 месяца). Более низкая скорость печати 8,5 страниц в минуту означает, что вам нужно заранее планировать большие задания на печать. HP рекомендует его для домов, где вы печатаете 100-300 страниц в месяц.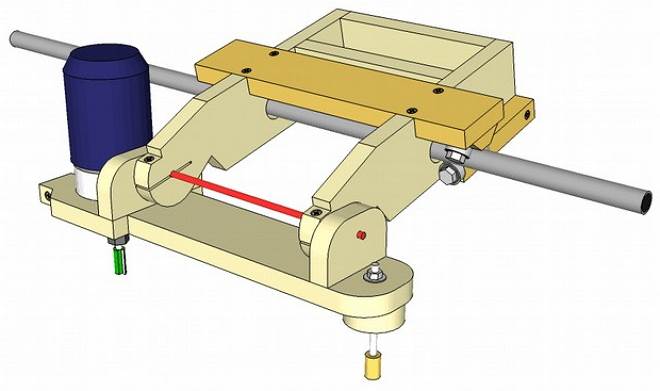 Для копирования больших объемов требуется сочетание высокой скорости копирования, в то время как компаниям, которые копируют презентации, может потребоваться сосредоточиться на качестве и цвете. Независимо от того, ищете ли вы копировальный аппарат для офиса или для личного пользования, вас ждет модель подходящего размера, скорости и качества.
Для копирования больших объемов требуется сочетание высокой скорости копирования, в то время как компаниям, которые копируют презентации, может потребоваться сосредоточиться на качестве и цвете. Независимо от того, ищете ли вы копировальный аппарат для офиса или для личного пользования, вас ждет модель подходящего размера, скорости и качества. У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.

 Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
 Каждый виток должен целиком покрывать защитный слой.
Каждый виток должен целиком покрывать защитный слой.
 Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.


 Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
 Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров. Самый простой инвертор можно собрать в домашних условиях своими руками.
Самый простой инвертор можно собрать в домашних условиях своими руками.

 youtube.com/embed/fwW9Q_w4ghk»>
youtube.com/embed/fwW9Q_w4ghk»>  Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента.
Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента. Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав».
Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав». Уровень их твердости обеспечивается за счет большого количества углерода в составе.
Уровень их твердости обеспечивается за счет большого количества углерода в составе. youtube.com/embed/hjDm5y5LPmA»>
youtube.com/embed/hjDm5y5LPmA»> 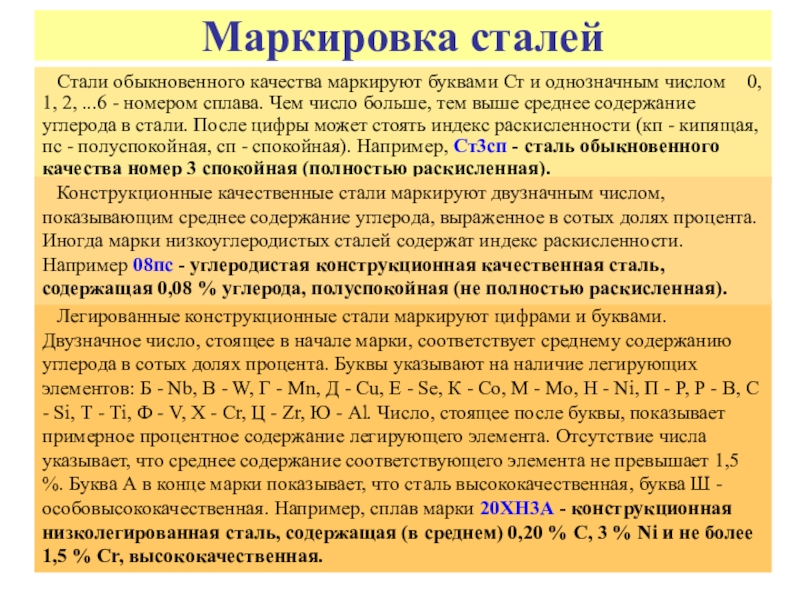
 60—62) и износостойкостью, т. е. способностью длительное время сохранять режущие свойства кромки в условиях трения.
60—62) и износостойкостью, т. е. способностью длительное время сохранять режущие свойства кромки в условиях трения. К нетеплостойким относятся углеродистые и низколегированные стали. Полутеплостойкие стали, к которым относятся некоторые средне-легированные стали, например 9Х5ВФ, сохраняют твердость до температур 300—500 °С. Теплостойкие стали сохраняют твердость и износостойкость при нагреве до температур 600 °С.
К нетеплостойким относятся углеродистые и низколегированные стали. Полутеплостойкие стали, к которым относятся некоторые средне-легированные стали, например 9Х5ВФ, сохраняют твердость до температур 300—500 °С. Теплостойкие стали сохраняют твердость и износостойкость при нагреве до температур 600 °С.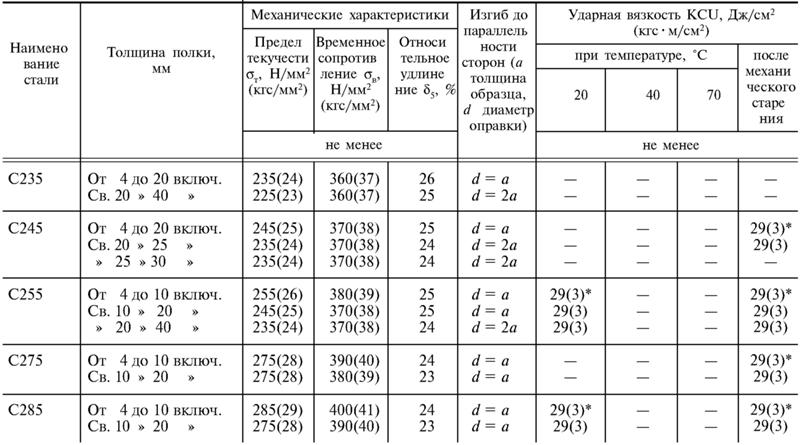 Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %.
Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %.
 Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается.
Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается.
 Сред-нелегированные стали типа 9Х5ВФ, 8Х4ВЗМЗФ2 имеют более высокую теплостойкость (300 — 400 !’С). В отличие от углеродистых легированные стали обладают большей устойчивостью переохлажденного аустенита, следовательно большой прокаливае-мостью и несколько более высокой износостойкостью.
Сред-нелегированные стали типа 9Х5ВФ, 8Х4ВЗМЗФ2 имеют более высокую теплостойкость (300 — 400 !’С). В отличие от углеродистых легированные стали обладают большей устойчивостью переохлажденного аустенита, следовательно большой прокаливае-мостью и несколько более высокой износостойкостью. Твердость после термообработки составляет //ЯС 61 — 65. Если необходимо увеличить вязкость, то температуру отпуска повышают до 200—300 (1С. Вследствие некоторого распада мартенсита твердость после этого снижается до Н=С 55—60.
Твердость после термообработки составляет //ЯС 61 — 65. Если необходимо увеличить вязкость, то температуру отпуска повышают до 200—300 (1С. Вследствие некоторого распада мартенсита твердость после этого снижается до Н=С 55—60.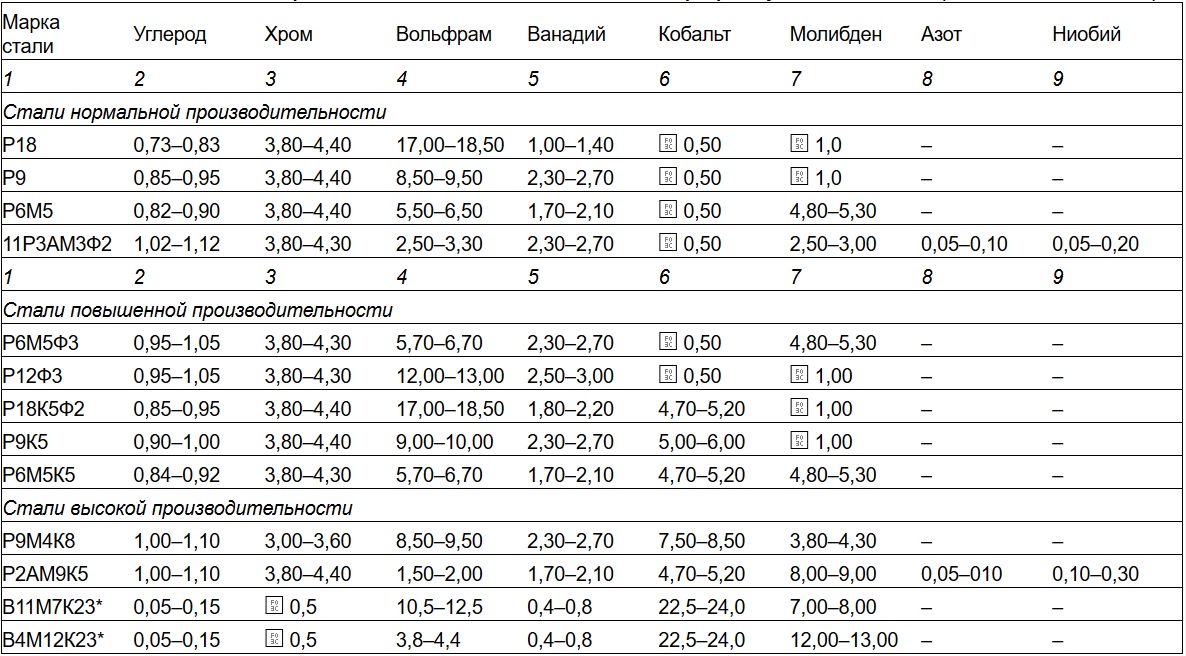 95
95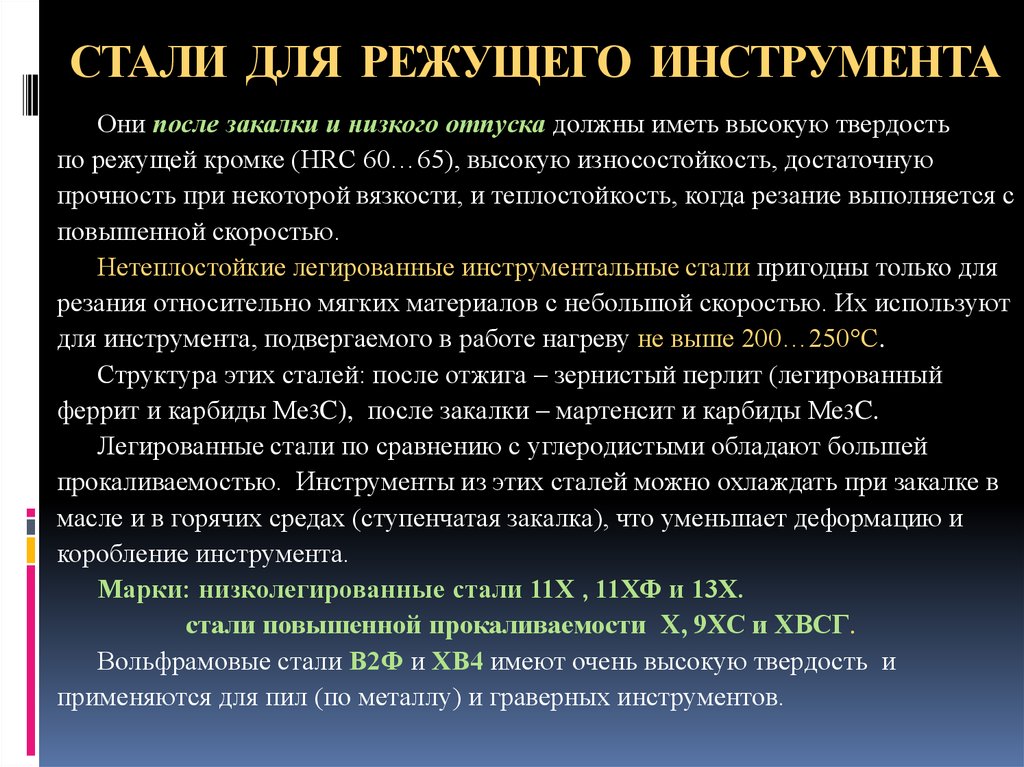 Быстрорежущие стали
Быстрорежущие стали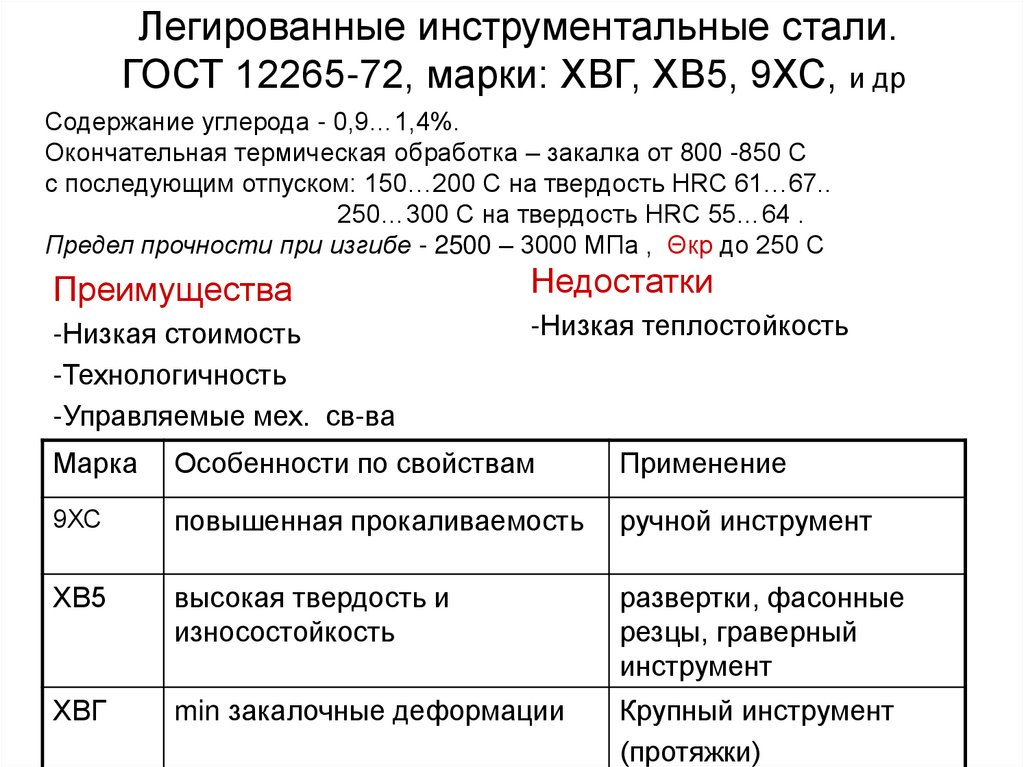 Среднее содержание углерода и хрома во всех быстрорежущих сталях обычно составляет соответственно 1 и 4 %, поэтому эти элементы не указываются. Содержание остальных легирующих в целых процентах указывается как обычно в цифрах, следующих за их буквенным обозначением.
Среднее содержание углерода и хрома во всех быстрорежущих сталях обычно составляет соответственно 1 и 4 %, поэтому эти элементы не указываются. Содержание остальных легирующих в целых процентах указывается как обычно в цифрах, следующих за их буквенным обозначением. Они коагулируют при температурах более 600 °С.
Они коагулируют при температурах более 600 °С.
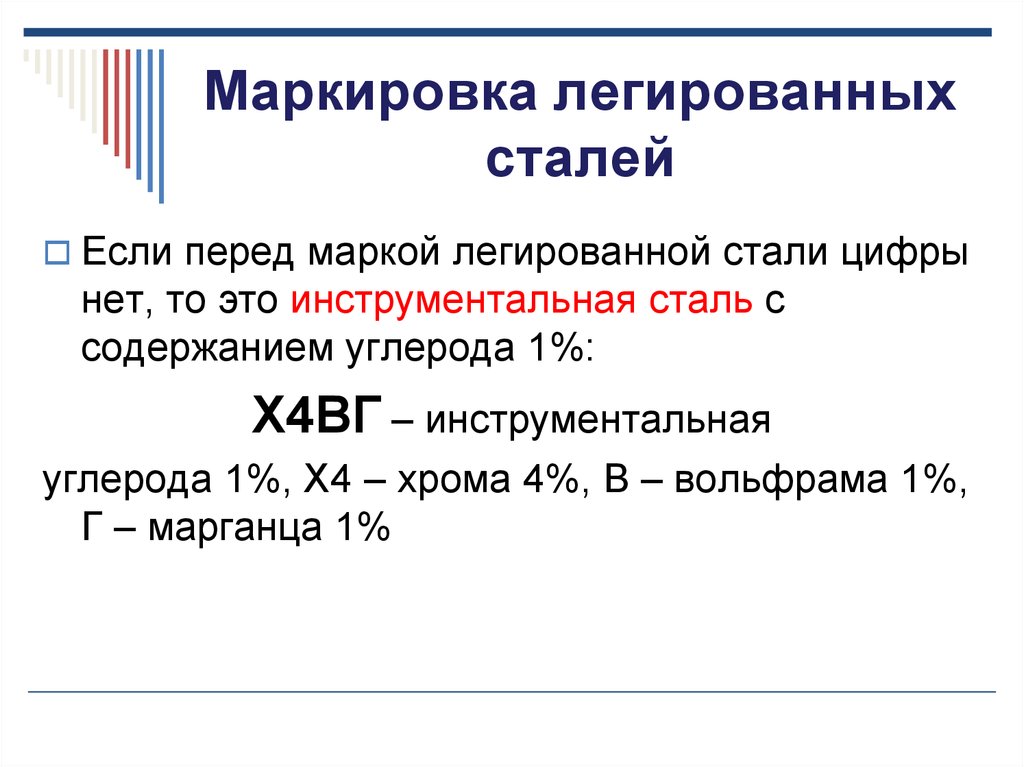 Обладает высокой износостойкостью, хорошей ударной вязкостью и низкой деформацией после термической обработки. Более высокое содержание углерода и хрома в стали D-2 делает ее хорошим выбором для операций, требующих более длительного срока службы инструмента.
Обладает высокой износостойкостью, хорошей ударной вязкостью и низкой деформацией после термической обработки. Более высокое содержание углерода и хрома в стали D-2 делает ее хорошим выбором для операций, требующих более длительного срока службы инструмента.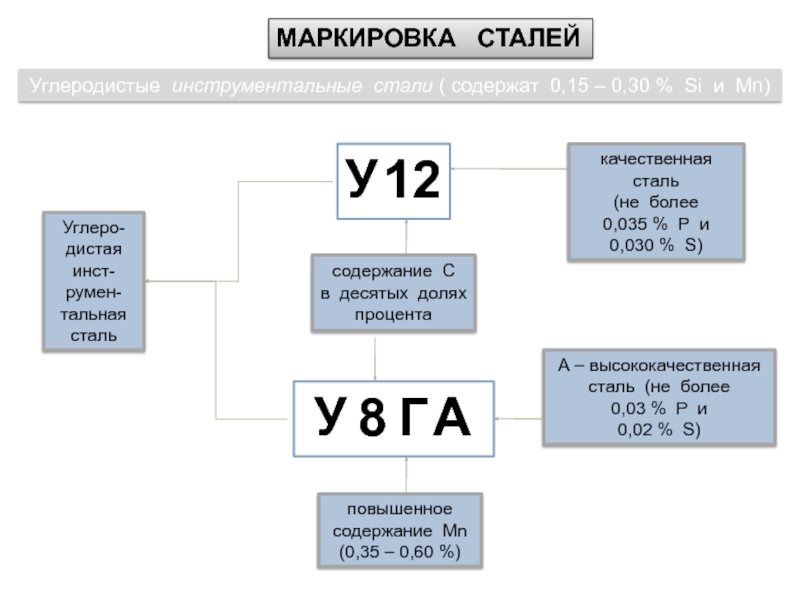 Инструмент, изношенный до отказа, нуждается в инструментальной стали с большей износостойкостью.
Инструмент, изношенный до отказа, нуждается в инструментальной стали с большей износостойкостью. Срезание углов при выборе материала может не привести к снижению общих производственных затрат, если инструмент окажется некачественным и преждевременно выйдет из строя. Следует провести анализ затрат и результатов, чтобы убедиться, что выбранный материал из инструментальной стали обеспечивает требуемые характеристики.
Срезание углов при выборе материала может не привести к снижению общих производственных затрат, если инструмент окажется некачественным и преждевременно выйдет из строя. Следует провести анализ затрат и результатов, чтобы убедиться, что выбранный материал из инструментальной стали обеспечивает требуемые характеристики.
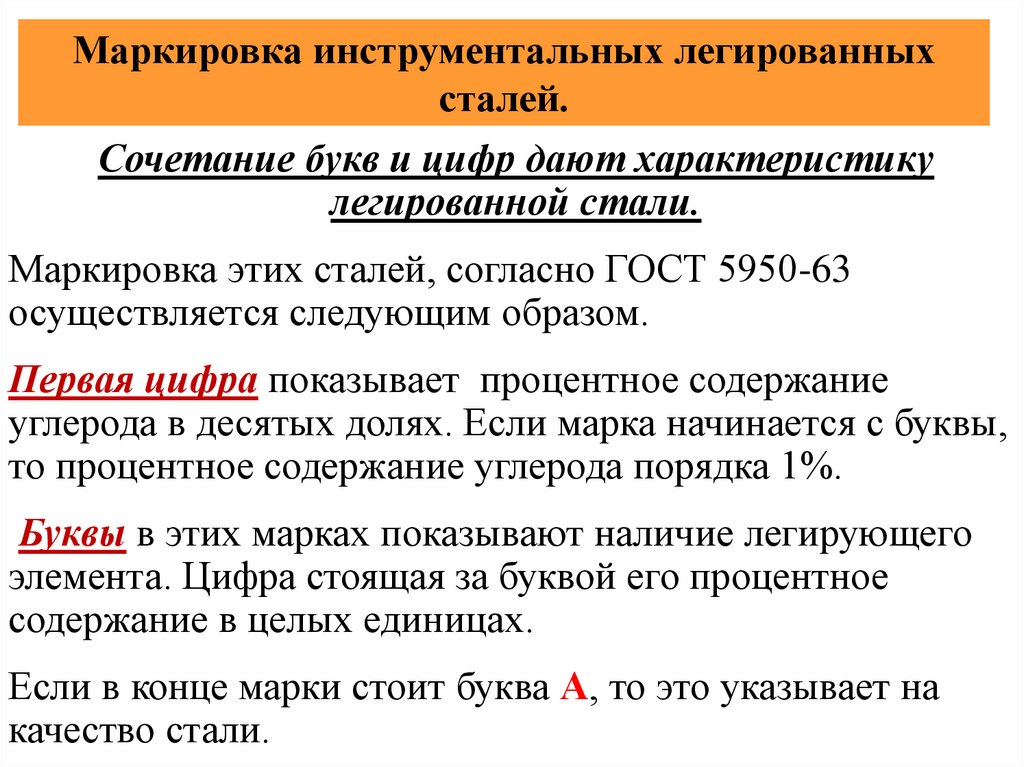 Эта группа инструментальных сталей является наиболее часто используемой инструментальной сталью из-за ее низкой стоимости по сравнению с другими. Они хорошо подходят для мелких деталей и приложений, где не встречаются высокие температуры; выше 150 ° C (302 ° F) он начинает заметно размягчаться. Его прокаливаемость низкая, поэтому инструментальные стали группы W должны подвергаться быстрой закалке, требующей использования воды. Эти инструментальные стали могут достигать высокой твердости (выше 66 HRC) и являются довольно хрупкими по сравнению с другими инструментальными сталями. W-стали все еще продаются, особенно для пружин, но они используются гораздо менее широко, чем в 19 веке.го и начала 20 века. Отчасти это связано с тем, что W-стали деформируются и трескаются во время закалки гораздо больше, чем стали, закаленные в масле или закаленные на воздухе.
Эта группа инструментальных сталей является наиболее часто используемой инструментальной сталью из-за ее низкой стоимости по сравнению с другими. Они хорошо подходят для мелких деталей и приложений, где не встречаются высокие температуры; выше 150 ° C (302 ° F) он начинает заметно размягчаться. Его прокаливаемость низкая, поэтому инструментальные стали группы W должны подвергаться быстрой закалке, требующей использования воды. Эти инструментальные стали могут достигать высокой твердости (выше 66 HRC) и являются довольно хрупкими по сравнению с другими инструментальными сталями. W-стали все еще продаются, особенно для пружин, но они используются гораздо менее широко, чем в 19 веке.го и начала 20 века. Отчасти это связано с тем, что W-стали деформируются и трескаются во время закалки гораздо больше, чем стали, закаленные в масле или закаленные на воздухе. Стали этой группы обладают высокой прокаливаемостью и износостойкостью при средней ударной вязкости. Как правило, они используются при производстве более крупных деталей или деталей, требующих минимальных искажений при закалке.
Стали этой группы обладают высокой прокаливаемостью и износостойкостью при средней ударной вязкости. Как правило, они используются при производстве более крупных деталей или деталей, требующих минимальных искажений при закалке. Их обрабатываемость хорошая, и они имеют баланс износостойкости и ударной вязкости (т. е. между D- и ударопрочными классами).
Их обрабатываемость хорошая, и они имеют баланс износостойкости и ударной вязкости (т. е. между D- и ударопрочными классами). Он широко используется для производства ножей для ножниц, строгальных ножей и промышленных режущих инструментов; иногда используется для лезвий ножей.
Он широко используется для производства ножей для ножниц, строгальных ножей и промышленных режущих инструментов; иногда используется для лезвий ножей.
 В США ударная вязкость обычно определяется содержанием кремния от 1 до 2% и содержанием молибдена от 0,5 до 1%. В Европе ударные стали часто содержат 0,5-0,6 % углерода и около 3 % никеля. От 1,75% до 2,75% никеля по-прежнему используется в некоторых ударопрочных и высокопрочных низколегированных сталях (HSLA), таких как L6, 4340 и шведская сталь для пил, но это относительно дорого. Примером его использования является производство бит отбойного молотка.
В США ударная вязкость обычно определяется содержанием кремния от 1 до 2% и содержанием молибдена от 0,5 до 1%. В Европе ударные стали часто содержат 0,5-0,6 % углерода и около 3 % никеля. От 1,75% до 2,75% никеля по-прежнему используется в некоторых ударопрочных и высокопрочных низколегированных сталях (HSLA), таких как L6, 4340 и шведская сталь для пил, но это относительно дорого. Примером его использования является производство бит отбойного молотка. Это свойство позволяет быстрорежущей стали резать быстрее, чем высокоуглеродистая сталь, отсюда и название быстрорежущей стали. При комнатной температуре, при обычно рекомендуемой термообработке, марки быстрорежущей стали обычно демонстрируют высокую твердость (выше 60 HRC) и стойкость к истиранию (обычно связанную с содержанием вольфрама и ванадия, часто используемого в быстрорежущей стали) по сравнению с обычными углеродистыми и инструментальными сталями.
Это свойство позволяет быстрорежущей стали резать быстрее, чем высокоуглеродистая сталь, отсюда и название быстрорежущей стали. При комнатной температуре, при обычно рекомендуемой термообработке, марки быстрорежущей стали обычно демонстрируют высокую твердость (выше 60 HRC) и стойкость к истиранию (обычно связанную с содержанием вольфрама и ванадия, часто используемого в быстрорежущей стали) по сравнению с обычными углеродистыми и инструментальными сталями.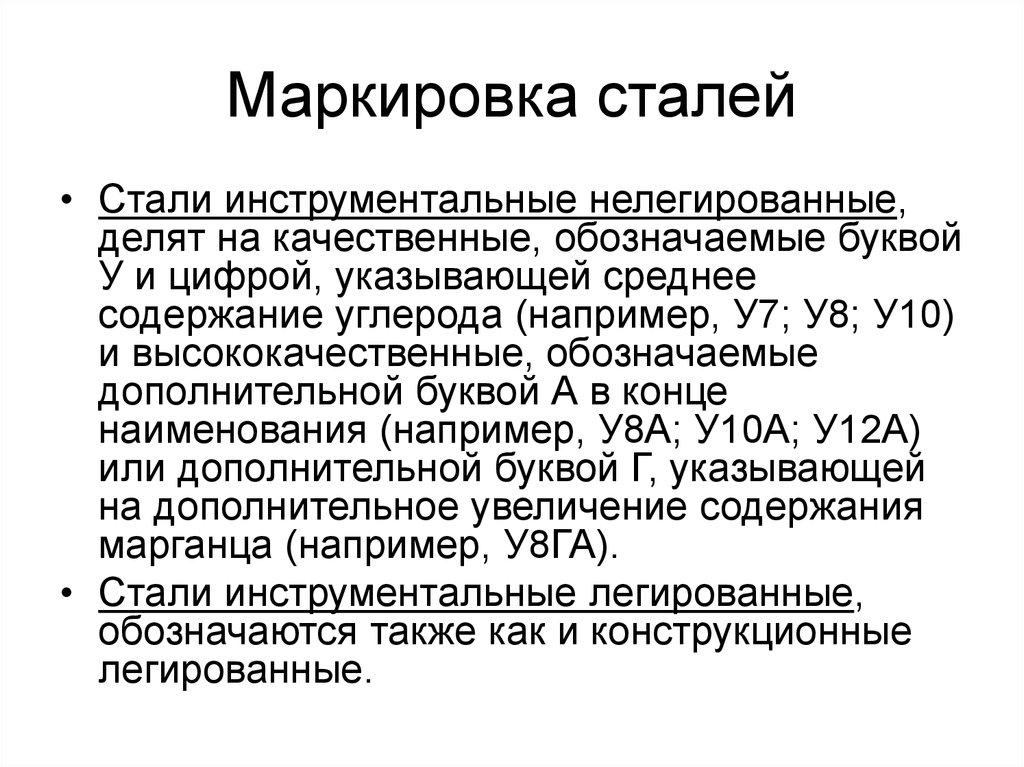 Группа горячей обработки
Группа горячей обработки 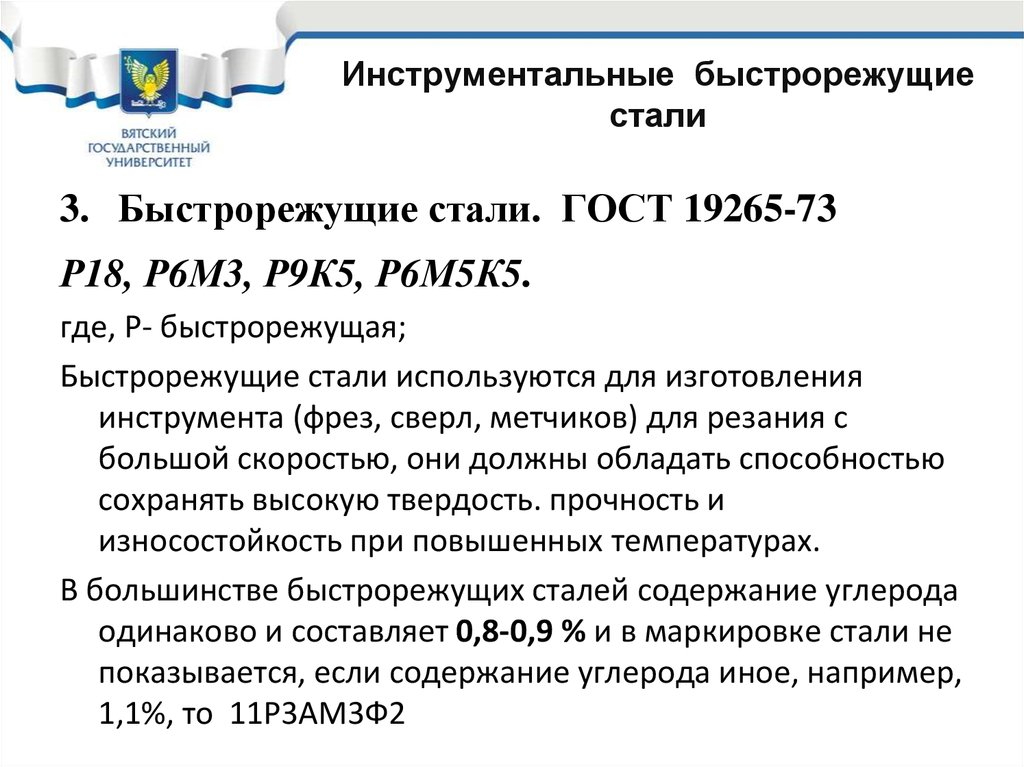 Группа специального назначения / Сталь для форм для пластмасс
Группа специального назначения / Сталь для форм для пластмасс 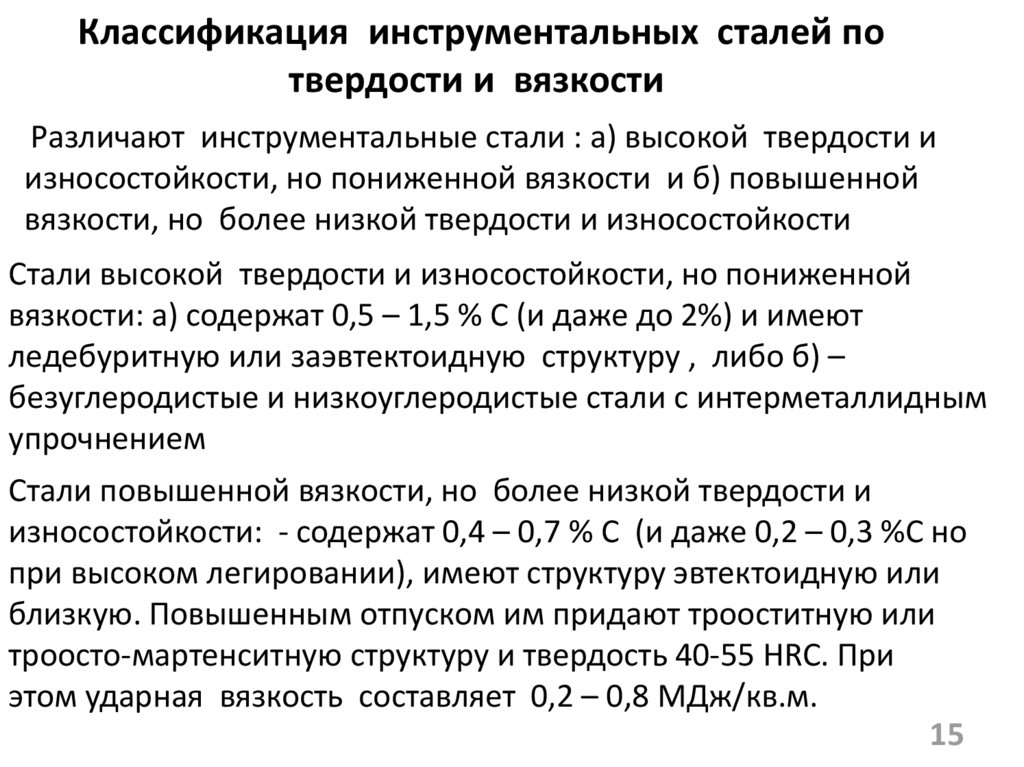 Их можно дополнительно очищать аргонно-кислородным обезуглероживанием (AOD), вакуумными методами или электрошлаковым рафинированием (ESR). В результате инструментальные стали часто используются для критических высокопрочных или износостойких применений. Из-за высокого содержания легирующих элементов инструментальные стали должны подвергаться прокатке или ковке с осторожностью, чтобы производить прутки удовлетворительного качества.
Их можно дополнительно очищать аргонно-кислородным обезуглероживанием (AOD), вакуумными методами или электрошлаковым рафинированием (ESR). В результате инструментальные стали часто используются для критических высокопрочных или износостойких применений. Из-за высокого содержания легирующих элементов инструментальные стали должны подвергаться прокатке или ковке с осторожностью, чтобы производить прутки удовлетворительного качества.